Utveckling och optimering av gripmekanism för ... - DiVA-Portal
74
AKADEMIN FÖR TEKNIK OCH MILJÖ Avdelningen för industriell ekonomi, industridesign och maskinteknik Utveckling och optimering av gripmekanism för självcentrerande stöddocka Martin Larsson [email protected] Hannes Olsson [email protected] 2021 Examensarbete, 15 hp Maskinteknik Maskiningenjörsprogrammet Handledare: Per Blomqvist Examinator: Kourosh Tatar
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Utveckling och optimering av gripmekanism för ... - DiVA-Portal

AKADEMIN FÖR TEKNIK OCH MILJÖ Avdelningen för industriell ekonomi, industridesign och maskinteknik
Utveckling och optimering av gripmekanism för självcentrerande stöddocka
Martin Larsson [email protected]
Hannes Olsson [email protected]
2021
Examensarbete, 15 hp Maskinteknik
Maskiningenjörsprogrammet
Handledare: Per Blomqvist Examinator: Kourosh Tatar

Förord Följande rapport redovisar resultatet av vårat examensarbete som har genomförts som ett avslut på våra studier till maskiningenjörer vid Högskolan i Gävle. I arbetet har vi tagit oss an stora utmaningar med hög ambition vilket resulterat i ett gott resultat och viktiga lärdomar inom framför allt optimering och dess applikation vid mekanisk konstruktion.
Vi vill först och främst tacka vår akademiska handledare Per Blomqvist. Utan dig har examensarbetet inte blivit detsamma. Många bra och givande diskussioner har givit oss optimala förutsättningar för att leverera ett bra arbete. Vi har inte lämnat ett handledningstillfälle utan ett gott skratt och stor motivation till att fortsätta med arbetet. Tusen tack för detta!
Martin Norén och övriga Etteplan-kontoret i Gävle har tagit emot oss med öppna armar och givit oss bästa tänkbara förutsättningar för att genomföra detta arbete. Samtidigt har det blivit många skämtsamma konversationer kring fikabordet. Vi är för detta väldigt tacksamma.
Andreas Olsson på Bjerkéns patentbyrå har, trots sitt fulla schema, ställt upp och kommit med ovärderliga råd och information kring patenträtt. Till dig vill vi därför rikta ett extra stort tack.
Till sist vill vi även tacka David Olsson och Eric Clark för det goda samarbetet med korrekturläsningen av varandras rapporter.
Gävle, Sommaren 2021
Martin Larsson och Hannes Olsson


Sammanfattning Självcentrerande stöddockor används vanligtvis för att öka stabiliteten och således bearbetningsprecisionen vid svarvning. Detta blir extra viktigt när skärkrafterna verkar långt ifrån arbetsstyckets inspänning och eventuell stöddubb. Dagens stöddockor har ett begränsat greppområde vilket leder till att stöddockor finns i många olika storlekar för att täcka in kundernas behov. Genom att utveckla en ny stöddocka med ökat greppområde skulle färre stöddockor krävas för att täcka dessa behov.
Syftet med detta arbete är att öka en stöddockas användningsområde och därigenom öka dess konkurrenskraft på världsmarknaden. Målet med arbetet är att utveckla en stöddocka med hjälp av optimering för att uppnå ett ökat greppområde. I arbetet genomfördes en omvärldsanalys som påvisade att stöddockans befintliga greppområde måste ökas med 15 procent för att bli marknadsledande. Den befintliga stöddockans konstruktion optimerades med hjälp av tre olika optimeringsalgoritmer och resulterade i en ökning av greppområdet med åtta procent. Arbetet fortskred med en konceptgenerering i syfte att identifiera alternativa konstruktionslösningar. Konceptgenereringen inleddes med en brainstorming vars resultat användes för att utveckla fyra koncept. Utvecklingen av koncepten fortskred tills dess att en god uppskattning av greppområdet kunde genomföras. Utifrån uppdragsgivarens krav och önskemål genomfördes sedan ett konceptval med hjälp av en beslutsmatris. Det valda konceptet optimerades med samma optimeringsmetodik som för den befintliga stöddockan och resultatet användes sedan vid detaljkonstruktionen i CAD. Det slutgiltiga konceptet har armar med dubbla kamkurvor och ett mittstycke med fyra kamlöpare. Detta möjliggör att kamlöparna kan positioneras för olika delar av greppområdet vilket minskar armens totala storlek och resulterar i ett större greppområde. Det slutgiltiga konceptet har ett 23 procent större greppområde med enbart en marginell ökning i längd, bredd och djup jämfört med den befintliga stöddockan.
Optimering visade sig vara ett användbart verktyg för utveckling av komplexa mekaniska produkter. Under optimeringen kunde viktiga lärdomar inhämtas genom att studera vilka parametrar och designvariabler som begränsar greppområdet, således kunde en bättre förståelse för produkten skapas. Att formulera och optimera mekaniska produkter kan dock vara tidskrävande och svårhanterligt för en godtycklig mekanikkonstruktör. Greppområdet hos det slutgiltiga konceptet är så pass hög att flertalet storlekar kan ersättas, vilket gynnar miljön, kunden och tillverkaren. Detta leder till insikten att det finns stora möjligheter att utveckla mer hållbara mekaniska produkter med hjälp av optimering.


Summary
Self-centering steady rest are used to increase stability as well as precision during metal turning. This becomes extra important when the cutting operation is present at a long distance from the workpiece holding device. Current steady rests have a limited gripping range which leads to various sizes in order to satisfy customer needs. By developing a steady rest with a larger gripping range, less sizes would be needed to satisfy these needs.
The purpose of this work is to increase the gripping range of an existing steady rest and increase its competitiveness on the global market. The aim is to develop a steady rest with market-leading performance by using modern optimization techniques. A market analysis was conducted which led to the conclusion that a 15 percent increase of the current gripping range was needed to be market leading. The current design of the steady rest was optimized with three different optimization algorithms which led to a performance increase of about eight percent. In order to identify alternative designs to the self-centering mechanism, four concepts where developed. These concepts were based on ideas generated through a brainstorming session. One of the four concepts was selected using criterions specified by the project’s client for further optimization and development. The final concept consists of arms with two cam curves and a center piece with four cam followers. By positioning these cam followers for gripping small and large workpieces respectively, a larger gripping range is possible. Further development included a similar optimization as well as implementation and modelling in CAD. The final steady rest resulted in a 23 percent increase in gripping range with a slight increase in length and depth.
Optimization has proven to be a useful tool for developing high-performance mechanical products. During the optimization, a better understanding for the product and the problem at hand could be made by studying which design variables limits the performance of the steady rest. The mathematical formulation and optimization of the product can however be time consuming and challenging for mechanical design engineers. The gripping range of the presented steady rest is big enough to replace several sizes which is profitable for the environment, the customer as well as the manufacturer. This leads to the insight that optimization can be a powerful tool to develop more sustainable mechanical products.

Innehåll
1 Introduktion ....................................................................................... 1 1.1 Problemformulering ........................................................................... 2 1.2 Syfte och mål .................................................................................... 3 1.3 Frågeställning ................................................................................... 3 1.4 Avgränsning ..................................................................................... 3 1.5 Krav och önskemål ............................................................................. 3 2 Optimeringsteori ................................................................................. 5 2.1 Optimering av mekaniska komponenter ................................................... 5 2.2 Optimeringsmetoder .......................................................................... 6 2.2.1 Genetiska algoritmer ....................................................................... 6 2.2.2 Partikelsvärmsoptimering ................................................................. 7 2.2.3 JAYA-Algoritmen ........................................................................... 8 2.2.4 Moth-flame optimering .................................................................... 9 2.2.5 Interior-point method ..................................................................... 10 2.3 Summering och systematisk optimeringsmetodik ....................................... 11 3 Metod och genomförande för omkonstruktion av självcentreringsmekanism ........ 12 3.1 Omvärldsanalys ................................................................................ 12 3.1.1 Konkurrensanalys .......................................................................... 12 3.1.2 Patentsök .................................................................................... 13 3.2 Optimering av befintlig konstruktion ..................................................... 13 3.3 Idégenerering och konceptframtagning ................................................... 17 3.4 Val av koncept ................................................................................. 21 3.5 Optimering av valt koncept ................................................................. 23 3.6 Detaljkonstruktion och verifiering av hållfasthet ........................................ 25 4 Resultat ............................................................................................ 28 5 Diskussion ........................................................................................ 30 5.1 Idégenerering och konceptframtagning ................................................... 30 5.2 Optimering ..................................................................................... 30 5.3 Slutgiltigt koncept............................................................................. 31 5.4 Samhälleliga aspekter och hållbarhet ....................................................... 32 6 Slutsatser och fortsatt arbete .................................................................. 33 Referenser ................................................................................................ 34 Bilaga A – Konkurrensanalys ......................................................................... A1 Bilaga B – Optimering av befintlig stöddocka ...................................................... B1 Bilaga C – Konceptval ................................................................................. C1 Bilaga D – Optimering av koncept 2 ................................................................ D1 Bilaga E – Verifiering av hållfasthet................................................................... E1 Bilaga F – Metod för generering av kamkurvor .................................................... F1

1
1 Introduktion
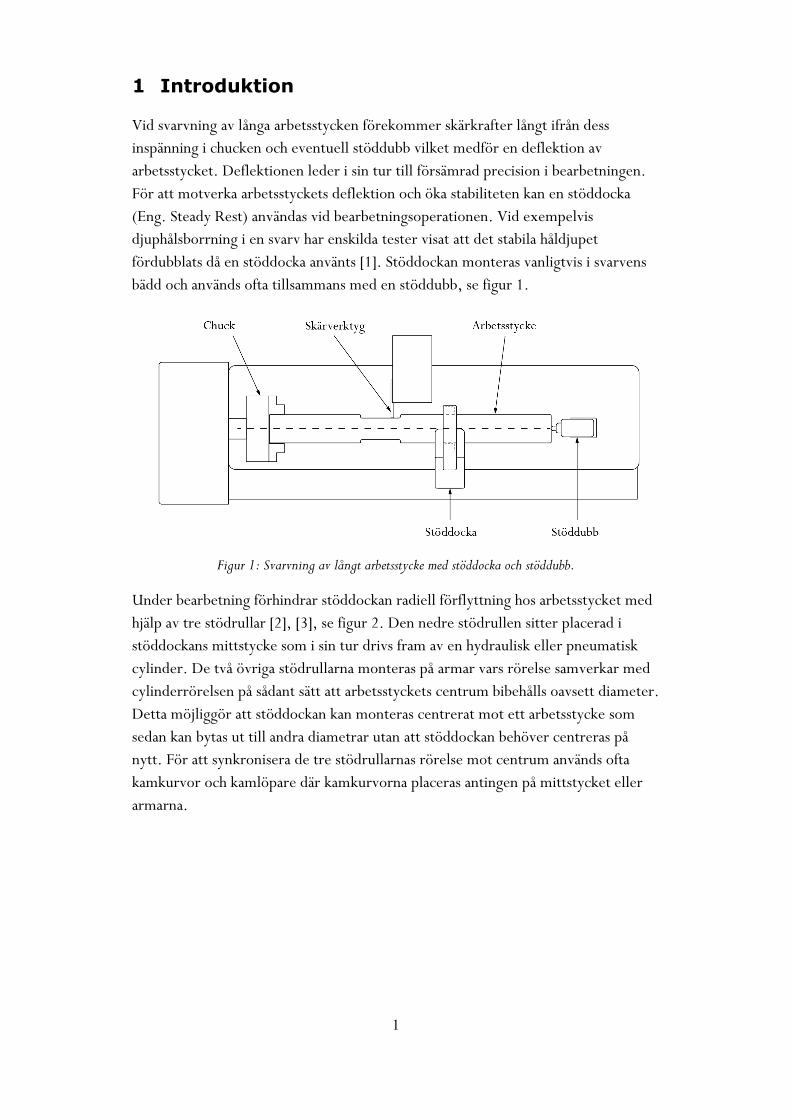
Vid svarvning av långa arbetsstycken förekommer skärkrafter långt ifrån dess inspänning i chucken och eventuell stöddubb vilket medför en deflektion av arbetsstycket. Deflektionen leder i sin tur till försämrad precision i bearbetningen. För att motverka arbetsstyckets deflektion och öka stabiliteten kan en stöddocka (Eng. Steady Rest) användas vid bearbetningsoperationen. Vid exempelvis djuphålsborrning i en svarv har enskilda tester visat att det stabila håldjupet fördubblats då en stöddocka använts [1]. Stöddockan monteras vanligtvis i svarvens bädd och används ofta tillsammans med en stöddubb, se figur 1.
Figur 1: Svarvning av långt arbetsstycke med stöddocka och stöddubb.
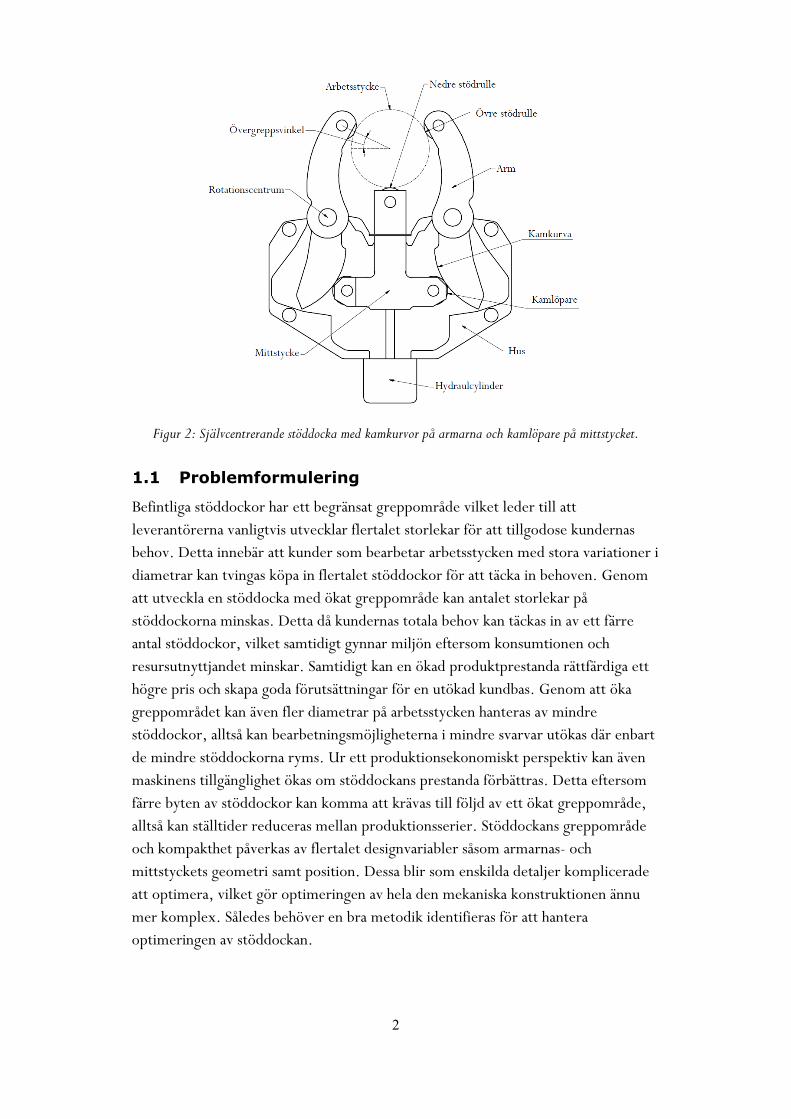
Under bearbetning förhindrar stöddockan radiell förflyttning hos arbetsstycket med hjälp av tre stödrullar [2], [3], se figur 2. Den nedre stödrullen sitter placerad i stöddockans mittstycke som i sin tur drivs fram av en hydraulisk eller pneumatisk cylinder. De två övriga stödrullarna monteras på armar vars rörelse samverkar med cylinderrörelsen på sådant sätt att arbetsstyckets centrum bibehålls oavsett diameter. Detta möjliggör att stöddockan kan monteras centrerat mot ett arbetsstycke som sedan kan bytas ut till andra diametrar utan att stöddockan behöver centreras på nytt. För att synkronisera de tre stödrullarnas rörelse mot centrum används ofta kamkurvor och kamlöpare där kamkurvorna placeras antingen på mittstycket eller armarna.
2
Figur 2: Självcentrerande stöddocka med kamkurvor på armarna och kamlöpare på mittstycket.
1.1 Problemformulering
Befintliga stöddockor har ett begränsat greppområde vilket leder till att leverantörerna vanligtvis utvecklar flertalet storlekar för att tillgodose kundernas behov. Detta innebär att kunder som bearbetar arbetsstycken med stora variationer i diametrar kan tvingas köpa in flertalet stöddockor för att täcka in behoven. Genom att utveckla en stöddocka med ökat greppområde kan antalet storlekar på stöddockorna minskas. Detta då kundernas totala behov kan täckas in av ett färre antal stöddockor, vilket samtidigt gynnar miljön eftersom konsumtionen och resursutnyttjandet minskar. Samtidigt kan en ökad produktprestanda rättfärdiga ett högre pris och skapa goda förutsättningar för en utökad kundbas. Genom att öka greppområdet kan även fler diametrar på arbetsstycken hanteras av mindre stöddockor, alltså kan bearbetningsmöjligheterna i mindre svarvar utökas där enbart de mindre stöddockorna ryms. Ur ett produktionsekonomiskt perspektiv kan även maskinens tillgänglighet ökas om stöddockans prestanda förbättras. Detta eftersom färre byten av stöddockor kan komma att krävas till följd av ett ökat greppområde, alltså kan ställtider reduceras mellan produktionsserier. Stöddockans greppområde och kompakthet påverkas av flertalet designvariabler såsom armarnas- och mittstyckets geometri samt position. Dessa blir som enskilda detaljer komplicerade att optimera, vilket gör optimeringen av hela den mekaniska konstruktionen ännu mer komplex. Således behöver en bra metodik identifieras för att hantera optimeringen av stöddockan.
3
1.2 Syfte och mål
Syftet med arbetet är att göra stöddockan mer konkurrenskraftig genom att utöka dess användningsområde.
Målet är att optimera stöddockan på så sätt att greppområdet utökas utan att negativt påverka övrig prestanda.
1.3 Frågeställning
Hur kan självcentreringsmekanismens rörliga delar konstrueras om för att möjliggöra ett större greppområde samtidigt som befintlig produktprestanda bibehålls?
1.4 Avgränsning
Arbetet kommer inte resultera i en fullt färdigutvecklad produkt och således kommer inte fullständigt tillverkningsunderlag att levereras.
1.5 Krav och önskemål
Tidigt i arbetet fastställdes en del tekniska krav och önskemål från uppdragsgivaren på stöddockan som detta arbete avser att utveckla. Vissa krav eller önskemål kan behöva fastställas som en del av arbetet, exempelvis i form av en konkurrensanalys. Fastställda krav och önskemål är:
• Stöddockan bör ha ett marknadsledande greppområde.
• Den befintliga kompaktheten i form av längd och bredd bör i största möjliga mån bibehållas. Stöddockans djup är inte lika kritiskt och får öka till förmån för ett större greppområde.
• Stöddockan bör vara kompatibel med befintliga standardfästen tillhörande det övriga produktsortimentet.
• Stöddockan bör vara möjlig att tillverka i uppdragsgivarens befintliga produktionsanläggning. För att bedöma detta kan befintliga produkten användas som referens.
• Övergreppsvinkeln måste vara minst 10 grader för alla storlekar på arbetsstycket.
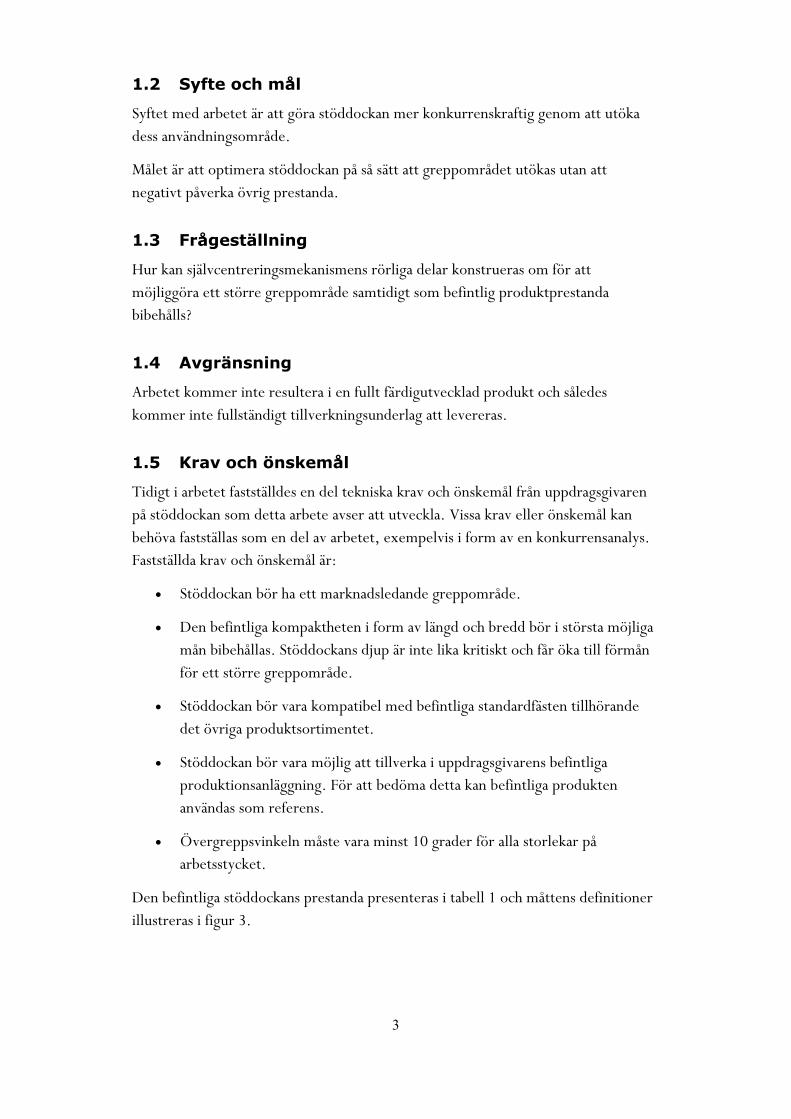
Den befintliga stöddockans prestanda presenteras i tabell 1 och måttens definitioner illustreras i figur 3.
4
Tabell 1. Befintliga stöddockans prestanda i form av greppområde, storlek och klämkraft.
Typ Enhet Värde Greppområde (min-max) mm 30–255 Längd exklusive tryckförstärkare (A) mm 380 Bredd (B) mm 438 Djup (C) mm 109 Höjd övre fästhål (D) mm 146 Hålbild (E x F) mm 155 x 365 Diameter stödrulle mm 52 Maximal klämkraft per rulle kN 14,8 Repeterbarhet mm 0,005 Centreringsprecision mm 0,06
Figur 3. Stöddockan som arbetet grundas i med definition av dimensionerna som redovisas i tabell 1.

5
2 Optimeringsteori
Att lösa designproblem som ingenjör innefattar att kombinera ingående designvariabler på olika sätt för att identifiera gynnsamma lösningar med hänsyn till ställda kriterium och mål. Den optimala lösningen är den kombination av tillåtna värden hos designvariablerna som ger det högsta eller lägsta värdet hos målfunktionen samtidigt som ställda kriterium uppfylls [4]. Optimering är den process som syftar till att hitta den bästa möjliga lösningen, alltså att kombinera designvariablerna på sådant sätt att bästa värdet hos målfunktionen uppnås [5]. Ett klassiskt optimeringsproblem består av ett antal designvariabler, begränsningar och en eller flera målfunktioner. Alla olika kombinationer av designvariablerna utgör tillsammans en responsyta som kan användas för att hitta den optimala lösningen. Ingenjörstekniska problem har ofta flertalet målfunktioner som hamnar i konflikt med varandra. Detta då en förbättring av den ena ofta leder till en försämring hos en eller flera av de andra, alltså måste den slutgitliga lösningen ofta blir en kompromiss. Om modellen innehåller mer än fyra designvariabler och flertalet målfunktioner kan optimeringen bli svårhanterlig om inte särskilt utformade algoritmer används [4].
2.1 Optimering av mekaniska komponenter
Vid konstruktion av mekaniska komponenter förekommer ofta flertalet komplexa målfunktioner och ett stort antal designvariabler. Utöver att kombinera designvariablerna för att uppnå optimala värden på målfunktionerna måste även ställda krav uppfyllas för att komponentens övriga funktionalitet ska garanteras. Historiskt sett har optimering av denna typ genomförts genom att pröva sig fram (Eng. Trial and error). Detta gör det svårt, i vissa fall omöjligt, för ingenjören att förstå förhållandet mellan designvariablerna och målfunktionernas resultat. Till följd av detta blir det också svårt att identifiera den optimala lösningen [6]. För att genomföra optimeringar av mekaniska komponenter används därför ofta optimeringsalgoritmer, som är en matematisk metod för att identifiera optimala lösningar av olika typer [7]. Algoritmerna arbetar iterativt med att ta fram och jämföra olika lösningar tills det att en optimal lösning identifierats. Att använda sig av optimeringsalgoritmer integrerade med verktyg för datorstödd konstruktion (Eng. Computer Aided Design, CAD) och datorstödd simulering (Eng. Computer Aided Engineering, CAE) är en effektiv metod som visat sig uppnå goda resultat i flertalet formoptimeringsapplikationer [8]–[10].
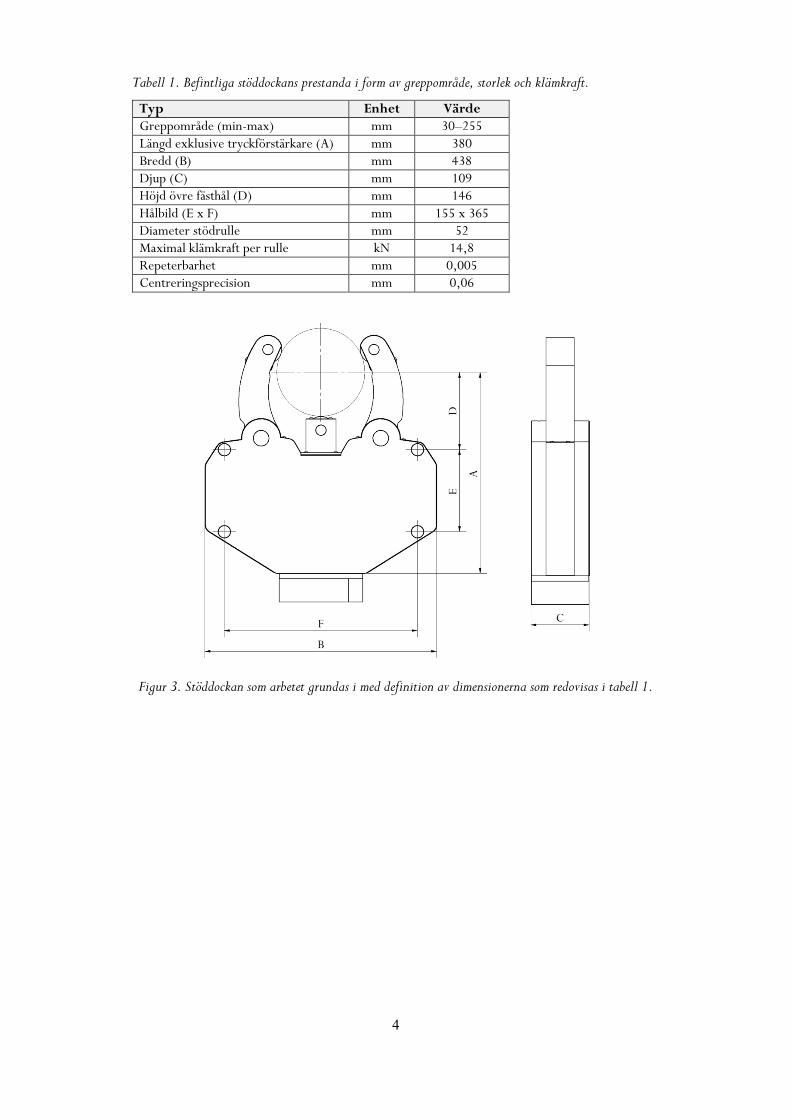
För att optimera ett problem måste det specificeras i form av målfunktion, designvariabler och begränsningar, se tabell 2. Målfunktionen definierar vad som är det huvudsakliga målet med optimeringen, vanligtvis att maximera eller minimera funktionens värde. Designvariablerna begränsas med en övre och undre gräns inom vilket dessa tillåts variera för att uppnå den optimala lösningen. Begränsningarna
6
beskriver villkor i form av likheter eller olikheter som måste vara uppfyllda i den optimala lösningen, alltså variablernas relation till varandra och målfunktionen [4].
Tabell 2: Typisk formulering av ett optimeringsproblem i form av målfunktion, begräsningar och ett bestämt intervall som designvariablerna får variera inom [4].
Målfunktion Minimera 𝑓𝑓(𝑥𝑥)
där 𝑥𝑥 = [𝑥𝑥1,𝑥𝑥2, … , 𝑥𝑥𝑛𝑛]
Begränsningar 𝑔𝑔1(𝑥𝑥) ≤ 𝑘𝑘1 𝑔𝑔2(𝑥𝑥) = 𝑘𝑘2 …
𝑔𝑔𝑠𝑠(𝑥𝑥) ≤ 𝑘𝑘𝑠𝑠
Designvariabler 𝑥𝑥1,𝑚𝑚𝑚𝑚𝑛𝑛 < 𝑥𝑥1 < 𝑥𝑥1,𝑚𝑚𝑚𝑚𝑚𝑚 𝑥𝑥2,𝑚𝑚𝑚𝑚𝑛𝑛 < 𝑥𝑥2 < 𝑥𝑥2,𝑚𝑚𝑚𝑚𝑚𝑚 … 𝑥𝑥𝑛𝑛,𝑚𝑚𝑚𝑚𝑛𝑛 < 𝑥𝑥𝑛𝑛 < 𝑥𝑥𝑛𝑛,𝑚𝑚𝑚𝑚𝑚𝑚
2.2 Optimeringsmetoder
Tre vanliga metoder för optimering är interaktiv-, responsyte- och evolutionär optimering [8]. Vid interaktiv optimering övervägs optimeringens begränsningar löpande av användaren under optimeringsprocessen [4]. Denna interaktion mellan mjukvaran och människa kan dra nytta av datorns beräkningskraft och människans logiska tänkande samtidigt vilket ger en snabbare beräkningstid [11]. Responsyteoptimering är en metod som utifrån en förutbestämd mängd in- och utdata skapar en metamodell av verkligheten. Idén är att beräkna ett antal punkter på den verkliga responsytan, skapa en approximativ yta och utifrån denna identifiera ett optimum [6]. Evolutionär optimering (EO) används i problem som innehåller en eller flera målfunktioner och bygger på evolution och naturligt urval. EO är inte gradientbaserad utan använder sig av en direkt sökprocedur vilket gör metoden flexibel och applicerbar på många typer av optimeringsproblem [12]. Det har genomförts flertalet studier [13]–[15] inom olika områden med evolutionära optimeringsalgoritmer som uppvisat goda resultat trots stora skillnader i problemen.
2.2.1 Genetiska algoritmer
Genetiska algoritmer (GA) är en grupp evolutionära algoritmer av heuristisk typ, vilket innebär att de använder sig av flertalet slumpmässigt valda lösningar samtidigt [12]. Algoritmerna är ursprungligen baserade på Darwins evolutionsteori och bygger på gener och kromosomer. Gener är de ingående designvariablerna som kombineras på olika sätt för att få olika lösningar, kallat kromosomer. Varje kromosom har ett

7
fitnessvärde (Eng. för Lämplighet) som tilldelas av fitnessfunktionen och är ett mått på hur bra lösningen är. Dessa värden används sedan som underlag för varje generations urval. Därefter kombineras lösningarnas gener parvis, kallat crossover (Eng. för korsning), och enskilt, kallat mutation. I figur 4 nedan visualiseras urval, crossover och mutation.
Figur 4. Visualisering av urval, crossover och mutation. I urvalet väljs de bästa kromosomerna (lösningar) för att sedan genomgå crossover (blandning av gener) och enskilda mutationer. De olika
operationernas färgkod motsvarar dess förändring på populationen, kromosomen eller genen.
Den initiala populationen genereras slumpmässigt och förbättras succesivt genom genetisk kombination och mutation, i likhet med Darwins evolutionsteori. Det genomsnittliga fitnessvärdet ökar succesivt för varje population tills det att lösningen konvergerat och en optimal lösning identifierats [16]. Mutationen kan vara särskilt viktig för vissa problem eftersom den efter kombinationen med en liten, men viss, sannolikhet ändrar värdet för varje gen. Detta gör att lösningar som tidigare har förlorats kan återkomma och förhindra att algoritmen fastnar i lokala maximipunkter [17].
2.2.2 Partikelsvärmsoptimering
Partikelsvärmsoptimering (PSO) är en evolutionär algoritm som tagit inspiration från hur fiskstim och fåglar rör sig i flock för att fånga insekter. En population (svärm) skapas över sökområdet där varje punkt (fågel/fisk) startar med en förutbestämd hastighet och riktning. Partiklarna har sedan förmågan att komma ihåg sitt dittills bästa värde, svärmens bästa värde och partikelns tröghet, se figur 5. Detta används sedan för att beräkna en ny riktning och hastighet för varje partikel och iteration [18], [19]. Iterationen pågår tills att ett stoppkriterium är uppfyllt, vilket kan vara ett visst antal iterationer eller att den bästa lösningen har förändrats mindre än ett förutbestämt värde under ett antal iterationer. Flera studier [20]–[22] visar att den här typen av algoritmer är snabbare än andra evolutionära algoritmer på att identifiera intressanta delar av sökområdet och på så vis hitta relativt bra lösningar på kort tid.

8
Figur 5: Partikel i en partikelsvärmsoptimering. Partikeln har en tröghet, sitt nuvarande bästa värde och svärmens bästa värde som påverkar dess nya riktning och hastighet.
En viss partikel i:s hastighet och position beräknas för varje iteration enligt (1) respektive (2):
Vik+1 = ωVik + c1r1�Pik − Xik�+ c2r2�Pgk − Xik� (1)
Xik+1 = Xik + Vik+1 (2)
där Vik och Xik är aktuell hastighet respektive position vid iteration k.
Partikel i:s och populationens globalt bästa värde på målfunktionen hittills benämns
Pik respektive Pgk. För att påverka partikelns tröghet används faktorn ω som lämpligtvis väljs i intervallet 0 till 1. För partikelns bästa och populationens bästa lösning används i stället accelerationskonstanter, c1 och c2, som tillsammans med trögheten används för att kontrollera hur långt en partikel kan färdas mellan iterationer. Variablerna r1 och r2 påverkar viktningen mellan partikelns bästa och populationens bästa lösning och genereras slumpmässigt i intervallet 0 till 1 för varje iteration [23]. Tröghetsfaktorn, ω, avgör algoritmens förmåga att söka globalt kontra lokalt; ett högre värde på faktorn främjar global sökning medan ett lägre värde är bättre för lokal sökning [24]. För att hitta den optimala lösningen med få iterationer krävs en god avvägning mellan dessa egenskaper. Vanligtvis inleds optimeringen med ett högt värde på tröghetsfaktorn som sedan minskas gradvis under optimeringen för att förfina sökområdet [21].
Algoritmen för partikelsvärmsoptimering hanterar vanligtvis inte olikheter i begränsningarna. Det har dock utvecklats en modifierad algoritm för att hantera såväl olikheter som likheter i icke-linjära optimeringar med partikelsvärm [25].
2.2.3 JAYA-Algoritmen
Den evolutionära JAYA-algoritmen använder sig endast av ett fåtal kontrollparametarar såsom maximalt antal generationer (iterationer), populationsstorlek (antalet kandidatpunkter) och antalet designparametrar. Tanken bakom algoritmen är att den optimala lösningen går att hitta genom att för varje iteration röra sig mot den hittills bästa lösningen och bort från den sämsta.

9
Algoritmen har ingen inbyggd sökfunktion utan förlitar sig helt på att utifrån tidigare bra lösningar röra sig mot attraktiva delar av sökområdet och på så vis hitta ett optimum. Den snabba beräkningstiden och det faktum att inga algoritmspecifika parametrar behövs anses vara algoritmens två största fördelar [26]. Algoritmens enkla struktur gör dock att risken för att fastna i lokala optimum är större jämfört med andra evolutionära algoritmer [27].
Matematisk kan Jaya-algoritmen formuleras som:
Xj,k,i′ = Xj,k,i + r1,j,i�Xj,bäst,i − �Xj,k,i�� − r2,j,i�Xj,sämst,i − �Xj,k,i�� (3)
där Xj,k,i′ och Xj,k,i är nya respektive gamla värdet för kandidatpunkt k hos
designvariabel j vid iteration i. Xj,bäst,i och Xj,sämst,i är värden på designvariabeln hos de kandidater inom populationen som gav bäst respektive sämst värde på målfunktionen vid aktuell iteration. r1,j,i och r2,j,i är två slumpvariabler som antar värden mellan noll och ett och som är unika för varje designvariabel och iteration. Kandidatpunktens gamla värde ersätts av det nya enbart om det ger ett bättre värde på målfunktionen [28]. Algoritmen itereras tills dess att stoppkriteriet är uppnått vilket vanligtvis är ett förbestämt antal iterationer [26].
2.2.4 Moth-flame optimering
Moth-Flame optimering (MFO) är en evolutionär algoritm som tagit inspiration från naturen, närmare bestämt hur nattfjärilar navigerar nattetid. Nattfjärilar blir ofta vilseleda av artificiellt ljus, detta gör att de flyger i en spiral in mot ljuskällan och till sist krockar med den. MFO fungerar på ett liknande sätt. Lågan representeras av ett startvärde eller det bästa värde som algoritmen hittat hittills. Ett bestämt avstånd bort från lågan skapas en sökpunkt (nattfjäril) som utifrån en spiralform söker av området in mot lågan, se figur 6. Det bästa värdet (lösningen) som punkten (nattfjärilen) hittar blir sedan den nya lågan i nästa iteration. Detta upprepas därefter tills att ett förutbestämt stoppkriterium är uppfyllt. Antalet lågor representerar antalet ursprungliga värden som algoritmen startar med, fler lågor minskar risken för att hamna i ett lokalt optimum men leder till att optimeringen tar längre tid. Således varieras antalet lågor beroende på hur stor och komplex optimeringen är [5].

10
Figur 6. Schematisk bild över hur MFO använder sig av lågan och nattfjärilen. Nattfjärilen rör sig i en spiral kring lågan i syfte att hitta bättre lösningar, en ny låga [5].
Spiralens form, som beskriver hur fjärilen förflyttar sig i sökområdet kring lågan, är vanligtvis en logaritmisk spiralform som beskrivs enligt (4):
S = Diebt cos(2πt) + Fj (4)
där Fj är lågans position, Di är avståndet mellan lågan och nattfjärilen. b är en designparameter som beskriver spiralens form och t är ett slumpvist valt tal i intervallet -1 till 1. Antalet punkter som utvärderas längs med spiralen, frekvensen, ökar ju närmare lågan fjärilen kommer. Detta resulterar i en mer noggrann sökning närmare lågan där sannolikheten att hitta ett bättre värde på målfunktionen är som störst [5].
2.2.5 Interior-point method
Interior-point method, IPM, är en metod för optimering som introducerades redan i början på 60-talet och blev populär tack vare sin snabbhet i jämförelse med samtida algoritmer. Till en början användes IPM för att lösa linjära problem, men har sedan utvecklats till att hantera även icke-linjära optimeringsproblem. Det finns flertalet grenar inom IPM för att hantera olika typer av optimeringar, men i grunden bygger alla på barriärer. Algoritmen startar i lösningsrymden och rör sig i en riktning som ger ett bättre värde på målfunktionen. Om algoritmen bryter mot någon av begränsningarna, det vill säga kliver igenom en barriär, blir den straffad och vill således röra sig tillbaka till den tillåtna lösningsrymden. Algoritmen arbetar utifrån en användardefinierad startlösning vilket gör att den löper risk att fastna i lokala optimum beroende på den valda startpunkten. Utifrån denna punkt rör sig algoritmen i steg närmare och närmare en optimal lösning. För varje iteration minskas steglängden tills dess att ett stoppkriterium blir uppfyllt, vanligtvis att skillnaden mellan två iterationer är tillräckligt liten [29].
11
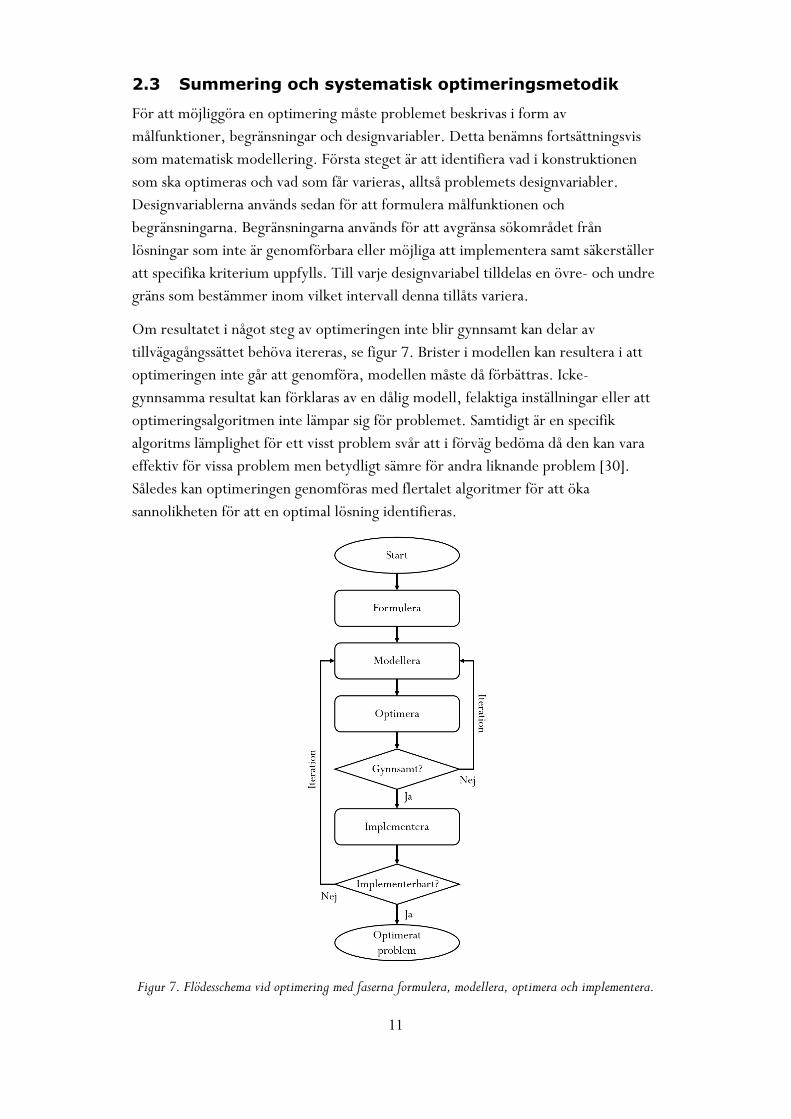
2.3 Summering och systematisk optimeringsmetodik
För att möjliggöra en optimering måste problemet beskrivas i form av målfunktioner, begränsningar och designvariabler. Detta benämns fortsättningsvis som matematisk modellering. Första steget är att identifiera vad i konstruktionen som ska optimeras och vad som får varieras, alltså problemets designvariabler. Designvariablerna används sedan för att formulera målfunktionen och begränsningarna. Begränsningarna används för att avgränsa sökområdet från lösningar som inte är genomförbara eller möjliga att implementera samt säkerställer att specifika kriterium uppfylls. Till varje designvariabel tilldelas en övre- och undre gräns som bestämmer inom vilket intervall denna tillåts variera.
Om resultatet i något steg av optimeringen inte blir gynnsamt kan delar av tillvägagångssättet behöva itereras, se figur 7. Brister i modellen kan resultera i att optimeringen inte går att genomföra, modellen måste då förbättras. Icke-gynnsamma resultat kan förklaras av en dålig modell, felaktiga inställningar eller att optimeringsalgoritmen inte lämpar sig för problemet. Samtidigt är en specifik algoritms lämplighet för ett visst problem svår att i förväg bedöma då den kan vara effektiv för vissa problem men betydligt sämre för andra liknande problem [30]. Således kan optimeringen genomföras med flertalet algoritmer för att öka sannolikheten för att en optimal lösning identifieras.
Figur 7. Flödesschema vid optimering med faserna formulera, modellera, optimera och implementera.
12
3 Metod och genomförande för omkonstruktion av självcentreringsmekanism
I ett tidigt stadie genomfördes en omvärldsanalys för att undersöka konkurrerande produkter, identifiera alternativa konstruktionslösningar och fastställa konkurrerande produkters prestanda. För att identifiera eventuella förbättringar hos den befintliga konstruktionen optimerades den med hjälp av optimeringsalgoritmer. Utifrån omvärldsanalysen utvecklades sedan ett antal koncept på en ny typ av självcentreringsmekanism. Ett av dessa koncept valdes för fortsatt utveckling med hjälp av bland annat optimering.
3.1 Omvärldsanalys Omvärldsanalysen skapade en bättre förståelse för stöddockans position på marknaden samtidigt som den var en viktig inspirationskälla till kommande konceptgenerering. Konkurrensanalysen innefattade att identifiera konkurrerande produkter och dess tekniska prestanda, vilket sedan användes för att fastställa ett mätbart målvärde som motsvarar en marknadsledande produkt. Ett patentsök genomfördes för att kartlägga existerande uppfinningar som kunde användas som en inspiration för att generera nya idéer. Identifierade patent användes även för att bedöma hinder och möjligheter för framtagna koncept.
3.1.1 Konkurrensanalys
De parametrar som ansågs vara av störst intresse och därmed ingick i undersökningen var greppområde, bredd, höjd och djup. Leverantörer identifierades genom sökningar med utvalda sökord såsom stöddocka, steady rest och Lünette (Tyska, Stöddocka). Undersökningen avgränsades mot stöddockor med ett greppområde i intervallet 20–300 millimeter då detta intervall av storlekar konkurrerar med den befintliga stöddockan. Resultatet av konkurrensanalysen återfås i tabell 3 nedan. Resultatet påvisar att konkurrent A:s greppområde måste överträffas för att bli marknadsledande, vilket motsvarar en ökning av det befintliga greppområdet med minst 11 procent. Efter diskussion med uppdragsgivaren fastställdes en målsättning på en ökning av greppområdet med 15 procent.

13
Tabell 3. Teknisk specifikation från fem identifierade konkurrenters stöddockor. Företagsnamnen och modellbeteckning redovisas i bilaga A.
Konkurrent Placering av kamkurva
Greppområde (min-max) [mm]
Bredd [mm]
Längd [mm] Djup [mm]
A Mittstycket 20–270 440 430 150 B Mittstycket 35–245 407 608 110 C Mittstycket 50–268 440 589 145 D Mittstycket 60–280 400 580 125 E Armarna 30–255 438 434 109
3.1.2 Patentsök
Befintliga patent på stöddockor identifierades genom en sökning i den europeiska patentdatabasen Espacenet. Sökningen genomfördes med sökordet Steady rest och för att minska antalet träffar användes tre IPC-klasser, se tabell 4. IPC är ett internationellt patentklassificeringssystem som hierarkiskt sorterar in patent i grupper beroende på produktens användningsområde [31].
Tabell 4. Beskrivning av IPC-klasser som används i patentdatabasen Espacenet för att avgränsa antalet träffar.
IPC-klass Beskrivning B23 Skärande metallbearbetning, svetsning, lödning, laserbearbetning B24 Slipning, polering B25 Handverktyg, bärbara maskiner, verkstadsutrustning, manipulatorer,
industrirobotar
Patentsökningen resulterade i ett 30-tal relevanta patent. Av dessa identifierades ett patent med en unik konstruktionslösning [32] som möjliggör ett större greppområde. Patentet innefattar en stöddocka med kamkurvor placerade på mittstycket. Genom att placera två eller fler kamkurvor och kamlöpare på mittstycket respektive armarna har den självcentrerande mekanismens storlek minskat samtidigt som ett större greppområde möjliggjorts.
3.2 Optimering av befintlig konstruktion
Optimeringen av den befintliga konstruktionen genomfördes med Matlab och de i teorikapitlet identifierade optimeringsalgoritmerna. Källkoderna för respektive algoritm återfinns antingen i Matlabs tilläggsprogram Global Optimization Toolbox eller inhämtades som separat kod. Innan själva optimeringen kunde genomföras formulerades en matematisk modell av stöddockan och dess begränsningar. Målet med optimeringen var att maximera greppområdet, det vill säga skillnaden mellan största respektive minsta diametern på arbetsstycket. Begränsningarna som infördes var rent geometriska och säkerställde att mekanismen rymdes inom ett begränsat utrymme och att dess rörliga delar inte krockade med varandra under rörelsens gång. För att kontrollera den matematiska modellens giltighet kördes optimeringen
14
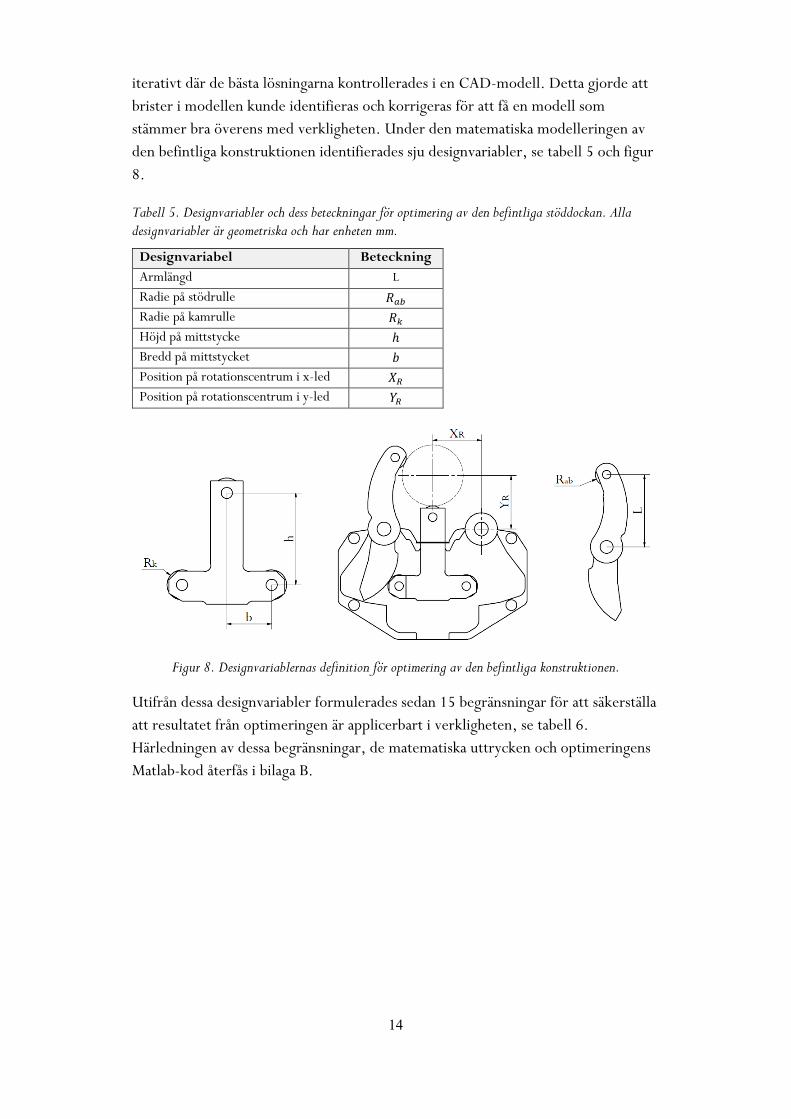
iterativt där de bästa lösningarna kontrollerades i en CAD-modell. Detta gjorde att brister i modellen kunde identifieras och korrigeras för att få en modell som stämmer bra överens med verkligheten. Under den matematiska modelleringen av den befintliga konstruktionen identifierades sju designvariabler, se tabell 5 och figur 8.
Tabell 5. Designvariabler och dess beteckningar för optimering av den befintliga stöddockan. Alla designvariabler är geometriska och har enheten mm.
Designvariabel Beteckning Armlängd L
Radie på stödrulle 𝑅𝑅𝑚𝑚𝑎𝑎 Radie på kamrulle 𝑅𝑅𝑘𝑘 Höjd på mittstycke ℎ Bredd på mittstycket 𝑏𝑏 Position på rotationscentrum i x-led 𝑋𝑋𝑅𝑅 Position på rotationscentrum i y-led 𝑌𝑌𝑅𝑅
Figur 8. Designvariablernas definition för optimering av den befintliga konstruktionen.
Utifrån dessa designvariabler formulerades sedan 15 begränsningar för att säkerställa att resultatet från optimeringen är applicerbart i verkligheten, se tabell 6. Härledningen av dessa begränsningar, de matematiska uttrycken och optimeringens Matlab-kod återfås i bilaga B.

15
Tabell 6. Begränsningar tillhörande den matematiska modellen för optimeringen av den befintliga konstruktionen.
Nr. Förklaring 1 Säkerställer att övergreppsvinkeln är mindre än 80 grader vid största arbetsstycket. 2 Säkerställer att övergreppsvinkeln är större än 10 grader vid största arbetsstycket. 3 Säkerställer att minst 40 mm spel finns mellan rotationscentrum och största
arbetsstycket. 4 Säkerställer att mittstycket är tillräckligt högt så att kamlöparna inte krockar i husets
ovansida vid minsta arbetsstycket. 5 Begränsar hur mycket armen kan rotera innan kamkurvan krockar med huset i sidled vid
minsta arbetsstycket. 6 Säkerställer att kamkurvan inte krockar med husets underkant. 7 Säkerställer att det minst är 20 mm spel mellan kamkurvans övre del och arbetsstycket
vid största diametern. 8 Säkerställer att cylindern får plats mellan kamlöparna. 9 Säkerställer att kamlöparen inte krockar med armens rotationscentrum. 10 Säkerställer att armarnas stödrullar inte krockar vid minsta arbetsstycket. 11 Säkerställer att kamlöparen är placerad till höger om armens rotationscentrum. 12 Säkerställer att armarnas stödrullar inte krockar med mittstycket vid minsta diameter. 13 Säkerställer att kamkurvan inte krockar med nedre fästhålen. 14 Säkerställer att armens rotationscentrum inte krockar med övre fästhålen. 15 Säkerställer att kamlöparen inte går ovanför rotationscentrum vid minsta arbetsstycket.
Vid optimeringen av problemet i Matlab identifierades det att JAYA- och MFO-algoritmen inte kan användas för detta problem. JAYA-algoritmen är inte kompatibel med begränsningar innehållande olikheter vilket det aktuella problemet är beroende av. MFO-algoritmen och dess källkod uppvisar bristande dokumentation vilket resulterade i att ingen funktionalitet för olikheter i begränsningarna identifierades. Innan optimeringen startade med övriga algoritmer genomfördes justeringar av deras algoritmspecifika inställningar för att få gynnsamma resultat. För PSO-algoritmen varierades tröghetsfaktorn och accelerationskonstanterna för att främja global sökning eftersom den frekvent fastnade i lokala optimum. För IPM-algoritmen justerades antalet iterationer och toleransen mellan två lösningar. Detta medförde att algoritmen generellt sätt arbetade längre men gav mer konsekvent bra lösningar. För att få bättre lösningar då GA-algoritmen användes ökades populationsstorleken och det maximala antalet tillåtna iterationer.
Efter att algoritmernas inställningar justerats kördes och dokumenterades respektive algoritms lösning 20 gånger, detta för att skapa ett tillräcklig bra statistiskt underlag för att kunna dra slutsatser och jämföra de olika algoritmerna. För IPM, som till skillnad från PSO och GA använder en användardefinierad startlösning, genererades slumpmässiga startlösningar för varje iteration. Detta för att starta i olika delar av sökområdet och motverka att en fixerad startlösning påverkar resultatet. Resultatet
16
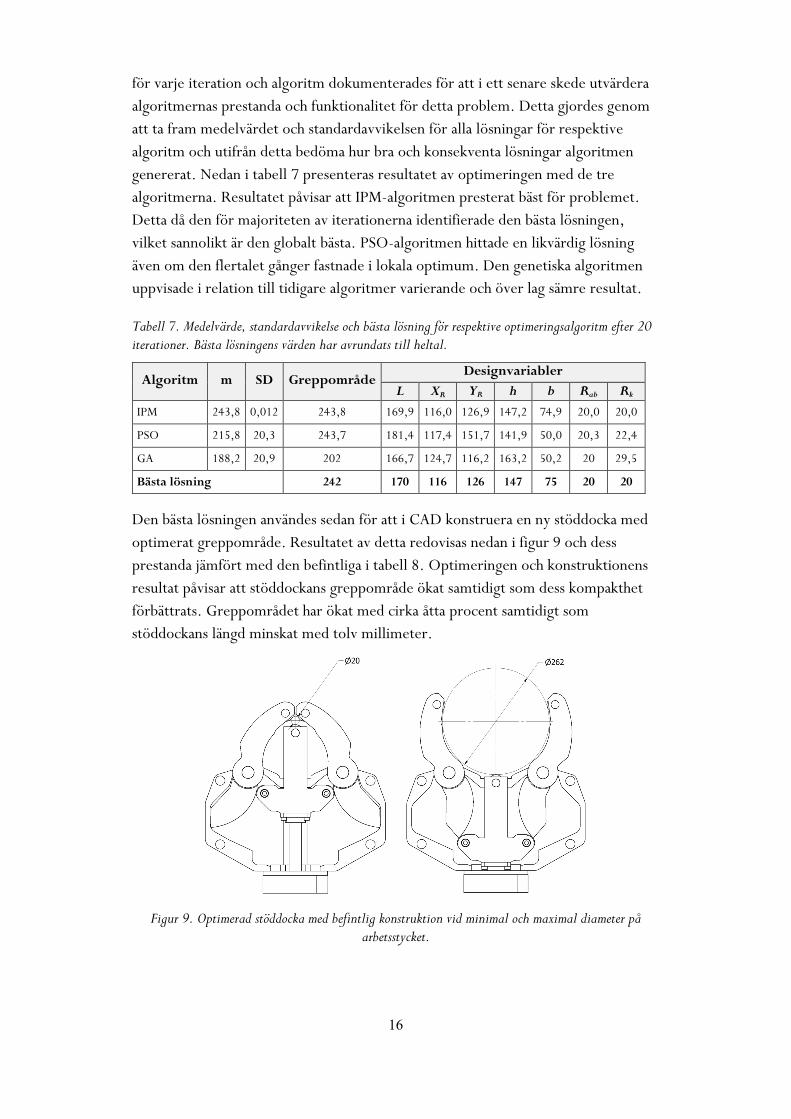
för varje iteration och algoritm dokumenterades för att i ett senare skede utvärdera algoritmernas prestanda och funktionalitet för detta problem. Detta gjordes genom att ta fram medelvärdet och standardavvikelsen för alla lösningar för respektive algoritm och utifrån detta bedöma hur bra och konsekventa lösningar algoritmen genererat. Nedan i tabell 7 presenteras resultatet av optimeringen med de tre algoritmerna. Resultatet påvisar att IPM-algoritmen presterat bäst för problemet. Detta då den för majoriteten av iterationerna identifierade den bästa lösningen, vilket sannolikt är den globalt bästa. PSO-algoritmen hittade en likvärdig lösning även om den flertalet gånger fastnade i lokala optimum. Den genetiska algoritmen uppvisade i relation till tidigare algoritmer varierande och över lag sämre resultat.
Tabell 7. Medelvärde, standardavvikelse och bästa lösning för respektive optimeringsalgoritm efter 20 iterationer. Bästa lösningens värden har avrundats till heltal.
Algoritm m SD Greppområde Designvariabler
L XR YR h b Rab Rk
IPM 243,8 0,012 243,8 169,9 116,0 126,9 147,2 74,9 20,0 20,0
PSO 215,8 20,3 243,7 181,4 117,4 151,7 141,9 50,0 20,3 22,4
GA 188,2 20,9 202 166,7 124,7 116,2 163,2 50,2 20 29,5
Bästa lösning 242 170 116 126 147 75 20 20
Den bästa lösningen användes sedan för att i CAD konstruera en ny stöddocka med optimerat greppområde. Resultatet av detta redovisas nedan i figur 9 och dess prestanda jämfört med den befintliga i tabell 8. Optimeringen och konstruktionens resultat påvisar att stöddockans greppområde ökat samtidigt som dess kompakthet förbättrats. Greppområdet har ökat med cirka åtta procent samtidigt som stöddockans längd minskat med tolv millimeter.
Figur 9. Optimerad stöddocka med befintlig konstruktion vid minimal och maximal diameter på arbetsstycket.

17
Tabell 8. Jämförelse mellan den befintliga och optimerade stöddockans prestanda.
Parameter Befintlig [mm]
Optimerad [mm]
Greppområde 225 242 Minsta diameter 30 20 Största diameter 255 262
Längd (inkl. tryckförstärkare)
380 (434)
368 (422)
Bredd 438 438 Djup 109 109
Position hålbild 146 146 Hålbild 155 x 365 155 x 365
3.3 Idégenerering och konceptframtagning
För att identifiera alternativa lösningar på den självcentrerade mekanismen genomfördes en konceptgenerering. Konceptgenereringen inleddes med att först söka brett och identifiera många lösningar med idégenerering genom brainstorming. Brainstorming är en metod för att generera idéer på lösningar till ett fördefinierat problem. Metoden används ofta i ett tidigt stadie av produktutvecklingen och i en grupp bestående av tre till tio personer [33]. Vid brainstormingen som genomfördes i arbetet närvarade sju personer med varierande befattningar så som mekanikkonstruktör, projektledare, maskinsäkerhetsspecialist och student. Brainstormingen genomfördes både digitalt och fysiskt på plats, där majoriteten av deltagarna närvarade via ett online-möte. I mötet fanns en gemensam digital whiteboard som samtliga deltagare tilläts anteckna eller skissa på. I början av sessionen introducerades deltagarna till problemet och målsättningen som var att generera idéer för hur man skulle kunna åstadkomma en självcentrerande mekanism med stöd i minst tre punkter.
En vanligt förekommande nackdel med brainstorming är att en eller några i gruppen för hela diskussionen, vilket leder till att vissa deltagare inte kommer till tals [34]. Genom att använda sig av tillvägagångssätt som inkluderar samtliga gruppmedlemmar skapas bättre förutsättningar för att hitta fler bra idéer. För att engagera samtliga deltagare valdes en metod som innebär att varje gruppmedlem i turordning får möjlighet att presentera en idé. Idéerna antecknades och diskuterades kort innan turen gick vidare till nästa gruppmedlem som presenterade en helt ny idé eller en vidareutveckling av en tidigare idé. Gruppmedlemmarna tilläts stå över om de inte hade något att presentera. Detta fortskred tills det att samtliga medlemmar hade slut på idéer.
Brainstormingen resulterade i totalt tio idéer som presenteras med en kort beskrivning i tabell 9 nedan. Fler idéer generades men sållades bort eller vidareutvecklades och integrerades med de idéer som presenteras.

18
Tabell 9. Idéer som genererats under brainstorming-sessionen och som valts ut samt diskuterats vidare.
Nummer Idébeskrivning
1 Separera armarna axiellt och tillåta rörelse över och under mittstycket. Således kan armarna få mer utrymme att röra sig vid rotation och ett större greppområde möjliggörs.
2 Istället för att enbart rotera armarna kan rotationspunkten samtidigt translateras i en linjär rörelse.
3 Två segment som roterar relativt varandra och stänger likt en kamerabländare.
4 Armarna inspänd i en länk i mittstycket samt flertalet rullar på armen som löper mot kamkurvor i huset.
5 Rörligt rotationscentrum med exempelvis excentrisk axelinfästning eller linjära spår.
6 Använda en hydraulmotor i stället för en hydraulcylinder. 7 Använda länkage i stället för kamkurvor, alternativt en kombination av de två. 8 Parallellstag och länkage.
9 Varierande position i sidled på kamlöparen beroende på arbetsstyckets diameter för att minska kamkurvans bredd och således möjliggöra en större rörelse.
10 Skapa en utväxling mellan mittstyckets rörelse och kamlöparna på sådant sätt att kamlöparna rör sig en kortare sträcka och får en kortare kamkurva.
Med konkurrensanalysen och idégenereringen som underlag utvecklades totalt fyra koncept. Dessa koncept konstruerades i CAD för att på ett tillförlitligt sätt kunna uppskatta dess prestanda i form av greppområde och storlek. Under konceptframtagningen genomfördes mindre modifieringar av huset, armarna och mittstycket för att generera så bra koncept som möjligt. En beskrivning av dessa fyra koncept presenteras nedan.
Koncept 1
Konceptet baseras på idé nio, där kamlöparnas position i sidled varieras över slaget. Detta möjliggör en rakare kamkurva som i sin tur möjliggör en större rotation av armen utan att kamkurvan krockar med huset. Kamlöparnas förflyttning i sidled åstadkoms med glidspår i husets botten och lock samt ett slitsat hål i mittstycket. Kamlöparnas axeländar förses med bussningar och tillåts förflytta sig i sidled under slaget, se figur 10.
19
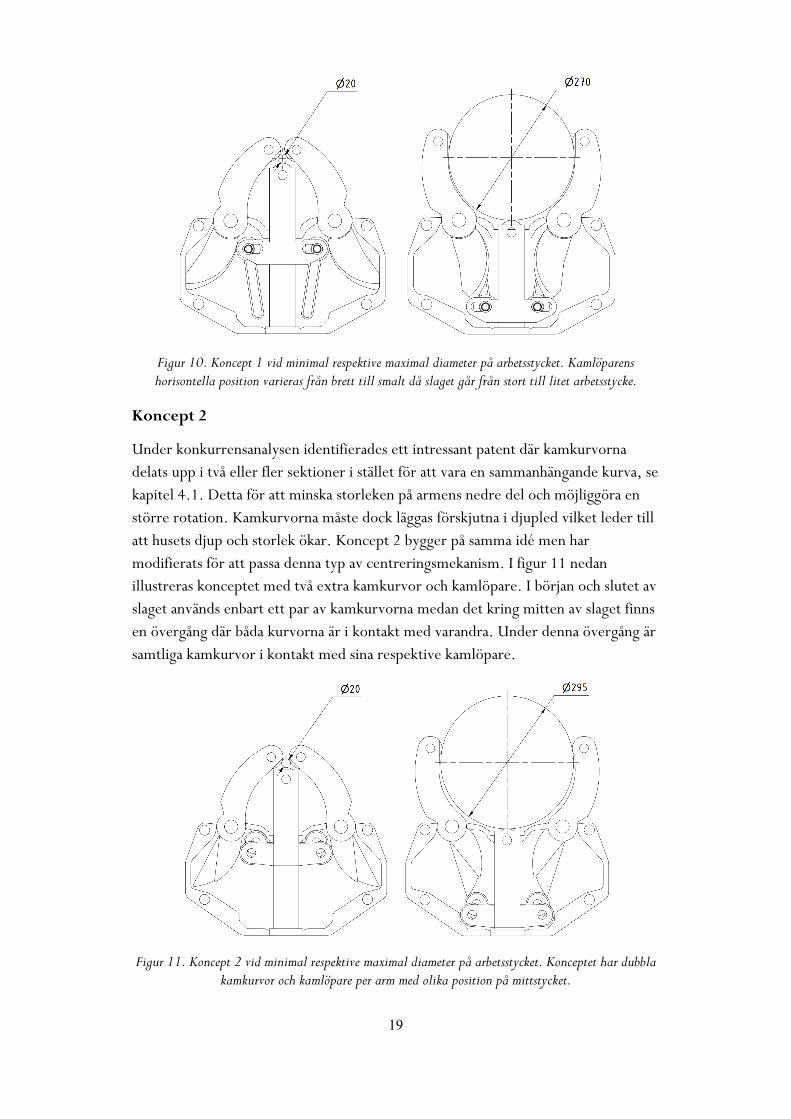
Figur 10. Koncept 1 vid minimal respektive maximal diameter på arbetsstycket. Kamlöparens horisontella position varieras från brett till smalt då slaget går från stort till litet arbetsstycke.
Koncept 2
Under konkurrensanalysen identifierades ett intressant patent där kamkurvorna delats upp i två eller fler sektioner i stället för att vara en sammanhängande kurva, se kapitel 4.1. Detta för att minska storleken på armens nedre del och möjliggöra en större rotation. Kamkurvorna måste dock läggas förskjutna i djupled vilket leder till att husets djup och storlek ökar. Koncept 2 bygger på samma idé men har modifierats för att passa denna typ av centreringsmekanism. I figur 11 nedan illustreras konceptet med två extra kamkurvor och kamlöpare. I början och slutet av slaget används enbart ett par av kamkurvorna medan det kring mitten av slaget finns en övergång där båda kurvorna är i kontakt med varandra. Under denna övergång är samtliga kamkurvor i kontakt med sina respektive kamlöpare.
Figur 11. Koncept 2 vid minimal respektive maximal diameter på arbetsstycket. Konceptet har dubbla kamkurvor och kamlöpare per arm med olika position på mittstycket.

20
Koncept 3
Konceptet bygger på att mittstycket och kamlöparna separeras och kan glida relativt varandra med en viss utväxling under cylinderns slag i enlighet med idé sju och tio. Detta möjliggör en kortare kamkurva då kamlöparens rörelse minskas vilket frigör utrymme i huset och möjliggör ett större greppområde. Utväxlingen åstadkoms med två länkar som fästs mellan kamlöparnas axel och mittstycket. Under slaget styrs den fria axeln med hjälp av ytterligare en kamlöpare och kamkurva i husets botten. I figur 12 nedan ges en illustration av konceptet.
Figur 12. Koncept 3 vid minimal och maximal diameter på arbetsstycket. Utväxlingen mellan kamlöparna och mittstycket åstadkoms med två par av länkar och kamkurvor i huset. Detta genererar
en förändring av avståndet från kamlöparen och mittstyckets stödrulle under slaget.
Koncept 4
Koncept fyra är baserat på idé sex och tio från idégenereringen. I konceptet har hydraulcylindern ersatts med hydraulmotor som monterats från sidan i huset, se figur 13. För att åstadkomma en relativ rörelse mellan kamlöparna och mittstycket används ett rör med ut- och invändig gänga. Dessa gängor har olika stigning där den utvändiga gängan driver kamlöparen medan den inre skjuter ut den nedre stödrullen. För att överföra hydraulmotorns rotation till röret används en vinkelväxel som förbinds med kilspår. Utväxlingen mellan kamlöparna och nedre stödrullen bestäms av de två gängornas stigningar.
21
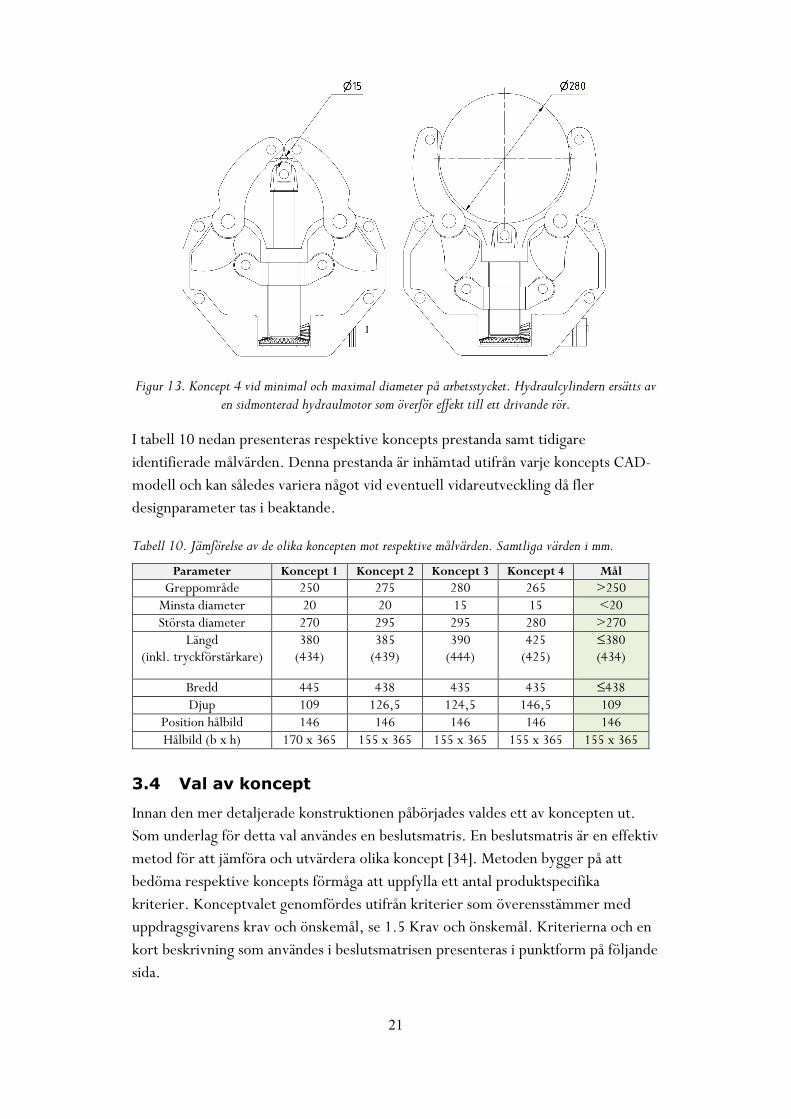
Figur 13. Koncept 4 vid minimal och maximal diameter på arbetsstycket. Hydraulcylindern ersätts av en sidmonterad hydraulmotor som överför effekt till ett drivande rör.
I tabell 10 nedan presenteras respektive koncepts prestanda samt tidigare identifierade målvärden. Denna prestanda är inhämtad utifrån varje koncepts CAD-modell och kan således variera något vid eventuell vidareutveckling då fler designparameter tas i beaktande.
Tabell 10. Jämförelse av de olika koncepten mot respektive målvärden. Samtliga värden i mm.
Parameter Koncept 1 Koncept 2 Koncept 3 Koncept 4 Mål Greppområde 250 275 280 265 >250
Minsta diameter 20 20 15 15 <20 Största diameter 270 295 295 280 >270
Längd (inkl. tryckförstärkare)
380 (434)
385 (439)
390 (444)
425 (425)
≤380 (434)
Bredd 445 438 435 435 ≤438 Djup 109 126,5 124,5 146,5 109
Position hålbild 146 146 146 146 146 Hålbild (b x h) 170 x 365 155 x 365 155 x 365 155 x 365 155 x 365
3.4 Val av koncept
Innan den mer detaljerade konstruktionen påbörjades valdes ett av koncepten ut. Som underlag för detta val användes en beslutsmatris. En beslutsmatris är en effektiv metod för att jämföra och utvärdera olika koncept [34]. Metoden bygger på att bedöma respektive koncepts förmåga att uppfylla ett antal produktspecifika kriterier. Konceptvalet genomfördes utifrån kriterier som överensstämmer med uppdragsgivarens krav och önskemål, se 1.5 Krav och önskemål. Kriterierna och en kort beskrivning som användes i beslutsmatrisen presenteras i punktform på följande sida.

22
• Greppområde: Har konceptet resulterat i ett större greppområde jämfört med standardutförandet?
• Kompakthet: Har stöddockans yttre mått modifierats på ett negativt sätt?
• Kompabilitet: Är konceptet kompatibelt med befintligt standardfäste?
• Komplexitet: Hur komplex är produkten jämfört med den befintliga stöddockan? Negativa aspekter kan vara fler rörliga delar, ökad risk för slitage med mera.
• Tillverkningsvänlighet: Hur svår är produkten att tillverka jämfört med dagens befintliga stöddocka? Det är önskvärt att konceptet kan tillverkas i uppdragsgivarens befintliga maskinpark.
Ovan nämnda kriterier viktades på en femgradig skala utifrån deras signifikans i den slutgiltiga produkten. För att bedöma denna signifikans fördes diskussioner med uppdragsgivaren som fick möjlighet att uttrycka vad som skulle prioriteras högst. Varje koncept poängsattes sedan på en tregradig skala som motsvarade hur väl de uppfyllde kriteriet, dåligt, acceptabelt eller bra. Därefter multiplicerades poängsättningen och viktningen för varje kriterium och koncept. Summan av dessa multiplikationer för varje koncept motsvarar således dess förmåga att uppnå beställarens krav och önskemål. Den resulterande beslutsmatrisen återfås i tabell 11 nedan. Efter presentation av koncepten och beslutsmatrisen för uppdragsgivaren fastställdes det att koncept 2 valdes för fortsatt utveckling. För motivering av poängsättningen och viktningen för respektive koncept och kriterium, se bilaga C.
Tabell 11. Beslutsmatris innehållande de fyra koncepten, kriterium, vikter och poäng. En hög summa innebär att konceptet till stor del uppfyller ställda krav och önskemål.
Beslutsmatris
Kon
cept
1
Kon
cept
2
Kon
cept
3
Kon
cept
4
Kriterium Vikt
Greppområde 5 2 3 3 2
Kompakthet 4 2 1 1 1
Kompabilitet 2 0 1 1 1
Komplexitet 3 2 3 1 1
Tillverkningsvänlighet 4 2 2 1 2
Summa viktade poäng 32 38 28 27
23
3.5 Optimering av valt koncept
Det valda konceptet optimerades sedan med samma metodik som beskrivits i kapitel 3.2. Matematiska modellen som skapades för optimeringen av den befintliga stöddockan återanvändes delvis men med vissa modifikationer för att överensstämma med den nya konstruktionen. Optimeringen genomfördes, likt den tidigare, iterativt 20 gånger efter det att algoritmernas parametrar justerats för problemet. Under optimeringen kunde konstruktionens största begränsningar identifieras genom att studera dess resulterande värden. Dessa användes sedan i vidareutvecklingen av konceptet för att identifiera flaskhalsar som förhindrar ett större greppområde.
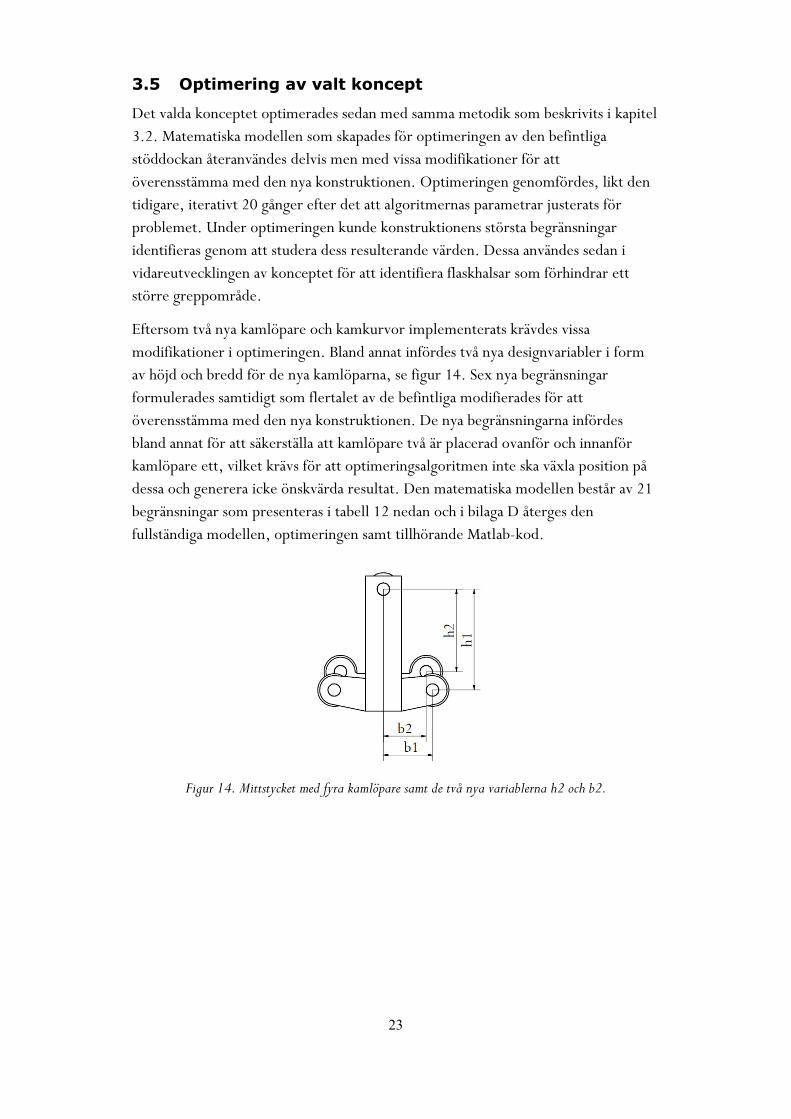
Eftersom två nya kamlöpare och kamkurvor implementerats krävdes vissa modifikationer i optimeringen. Bland annat infördes två nya designvariabler i form av höjd och bredd för de nya kamlöparna, se figur 14. Sex nya begränsningar formulerades samtidigt som flertalet av de befintliga modifierades för att överensstämma med den nya konstruktionen. De nya begränsningarna infördes bland annat för att säkerställa att kamlöpare två är placerad ovanför och innanför kamlöpare ett, vilket krävs för att optimeringsalgoritmen inte ska växla position på dessa och generera icke önskvärda resultat. Den matematiska modellen består av 21 begränsningar som presenteras i tabell 12 nedan och i bilaga D återges den fullständiga modellen, optimeringen samt tillhörande Matlab-kod.
Figur 14. Mittstycket med fyra kamlöpare samt de två nya variablerna h2 och b2.
24
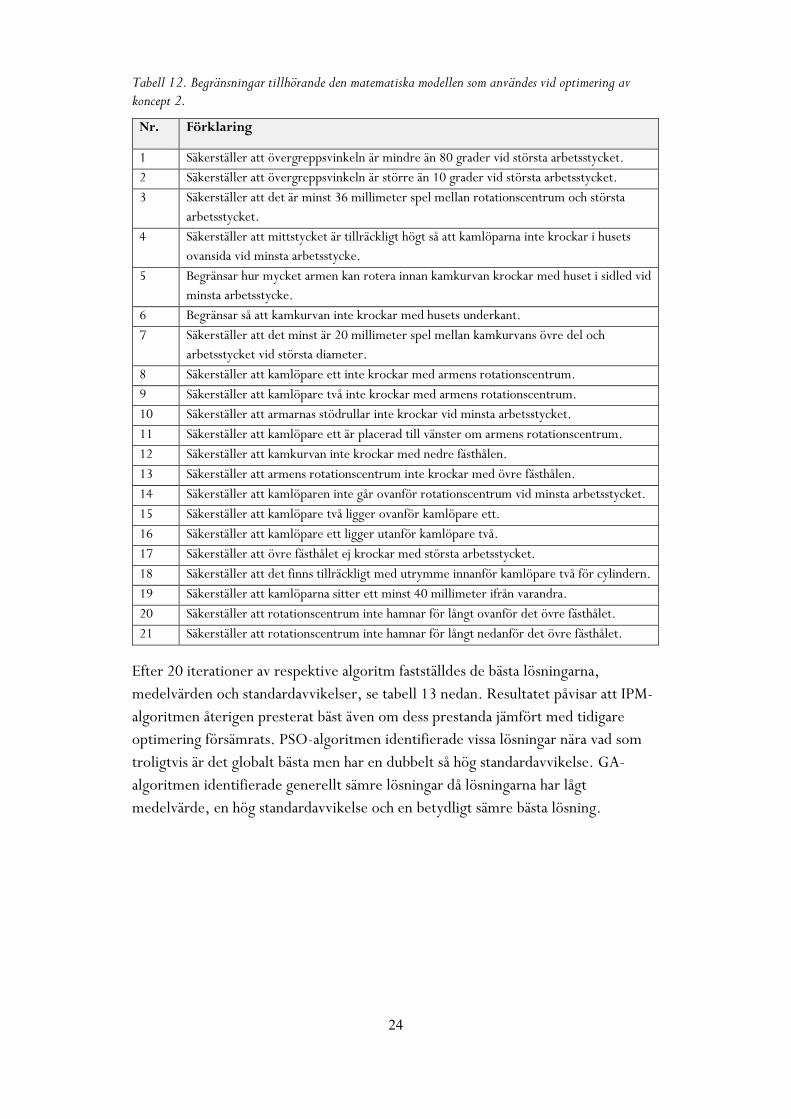
Tabell 12. Begränsningar tillhörande den matematiska modellen som användes vid optimering av koncept 2.
Nr. Förklaring
1 Säkerställer att övergreppsvinkeln är mindre än 80 grader vid största arbetsstycket. 2 Säkerställer att övergreppsvinkeln är större än 10 grader vid största arbetsstycket. 3 Säkerställer att det är minst 36 millimeter spel mellan rotationscentrum och största
arbetsstycket. 4 Säkerställer att mittstycket är tillräckligt högt så att kamlöparna inte krockar i husets
ovansida vid minsta arbetsstycke. 5 Begränsar hur mycket armen kan rotera innan kamkurvan krockar med huset i sidled vid
minsta arbetsstycke. 6 Begränsar så att kamkurvan inte krockar med husets underkant. 7 Säkerställer att det minst är 20 millimeter spel mellan kamkurvans övre del och
arbetsstycket vid största diameter. 8 Säkerställer att kamlöpare ett inte krockar med armens rotationscentrum. 9 Säkerställer att kamlöpare två inte krockar med armens rotationscentrum. 10 Säkerställer att armarnas stödrullar inte krockar vid minsta arbetsstycket. 11 Säkerställer att kamlöpare ett är placerad till vänster om armens rotationscentrum. 12 Säkerställer att kamkurvan inte krockar med nedre fästhålen. 13 Säkerställer att armens rotationscentrum inte krockar med övre fästhålen. 14 Säkerställer att kamlöparen inte går ovanför rotationscentrum vid minsta arbetsstycket. 15 Säkerställer att kamlöpare två ligger ovanför kamlöpare ett. 16 Säkerställer att kamlöpare ett ligger utanför kamlöpare två. 17 Säkerställer att övre fästhålet ej krockar med största arbetsstycket. 18 Säkerställer att det finns tillräckligt med utrymme innanför kamlöpare två för cylindern. 19 Säkerställer att kamlöparna sitter ett minst 40 millimeter ifrån varandra. 20 Säkerställer att rotationscentrum inte hamnar för långt ovanför det övre fästhålet. 21 Säkerställer att rotationscentrum inte hamnar för långt nedanför det övre fästhålet.
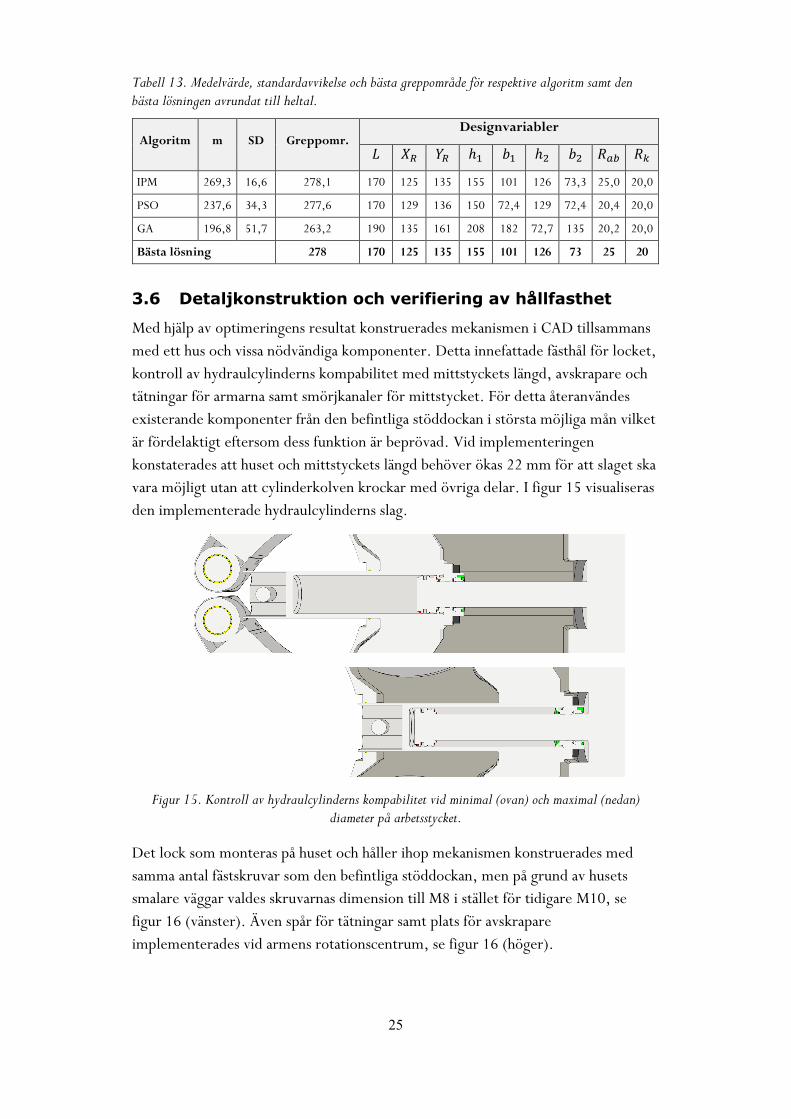
Efter 20 iterationer av respektive algoritm fastställdes de bästa lösningarna, medelvärden och standardavvikelser, se tabell 13 nedan. Resultatet påvisar att IPM-algoritmen återigen presterat bäst även om dess prestanda jämfört med tidigare optimering försämrats. PSO-algoritmen identifierade vissa lösningar nära vad som troligtvis är det globalt bästa men har en dubbelt så hög standardavvikelse. GA-algoritmen identifierade generellt sämre lösningar då lösningarna har lågt medelvärde, en hög standardavvikelse och en betydligt sämre bästa lösning.
25
Tabell 13. Medelvärde, standardavvikelse och bästa greppområde för respektive algoritm samt den bästa lösningen avrundat till heltal.
Algoritm m SD Greppomr. Designvariabler
𝐿𝐿 𝑋𝑋𝑅𝑅 𝑌𝑌𝑅𝑅 ℎ1 𝑏𝑏1 ℎ2 𝑏𝑏2 𝑅𝑅𝑚𝑚𝑎𝑎 𝑅𝑅𝑘𝑘
IPM 269,3 16,6 278,1 170 125 135 155 101 126 73,3 25,0 20,0
PSO 237,6 34,3 277,6 170 129 136 150 72,4 129 72,4 20,4 20,0
GA 196,8 51,7 263,2 190 135 161 208 182 72,7 135 20,2 20,0
Bästa lösning 278 170 125 135 155 101 126 73 25 20
3.6 Detaljkonstruktion och verifiering av hållfasthet
Med hjälp av optimeringens resultat konstruerades mekanismen i CAD tillsammans med ett hus och vissa nödvändiga komponenter. Detta innefattade fästhål för locket, kontroll av hydraulcylinderns kompabilitet med mittstyckets längd, avskrapare och tätningar för armarna samt smörjkanaler för mittstycket. För detta återanvändes existerande komponenter från den befintliga stöddockan i största möjliga mån vilket är fördelaktigt eftersom dess funktion är beprövad. Vid implementeringen konstaterades att huset och mittstyckets längd behöver ökas 22 mm för att slaget ska vara möjligt utan att cylinderkolven krockar med övriga delar. I figur 15 visualiseras den implementerade hydraulcylinderns slag.
Figur 15. Kontroll av hydraulcylinderns kompabilitet vid minimal (ovan) och maximal (nedan) diameter på arbetsstycket.
Det lock som monteras på huset och håller ihop mekanismen konstruerades med samma antal fästskruvar som den befintliga stöddockan, men på grund av husets smalare väggar valdes skruvarnas dimension till M8 i stället för tidigare M10, se figur 16 (vänster). Även spår för tätningar samt plats för avskrapare implementerades vid armens rotationscentrum, se figur 16 (höger).

26
Figur 16. Till vänster syns locket monterat i huset med tillhörande fästskruvar i dimension M8. Till höger syns armarna med tätning mot huset (svart) samt plats för en avskrapare som fästs med två
skruvar.
Där mittstycket löper i huset används i befintliga stöddockan smörjkanaler för att minska slitage och underlätta rörelsen för mittstycket. Liknande smörjkanaler konstruerades även i det nya huset, se figur 17 nedan.
Figur 17. Smörjkanaler (i gult) för tillförsel av smörjmedel i kontaktytan mellan mittstycket och huset.
Den nya mekanismens hållfasthet kontrollerades med hjälp av en FE-analys (FE, Finita elementmetoden). Denna analys innefattade mittstycket och en av armarna, då dessa är speglade men symmetriska, i två positioner som bedömdes vara de mest kritiska. Dessa positioner var maximal- och minimal diameter på arbetsstycke med full belastning enligt den befintliga stöddockans specifikation. Denna last är 14,8 kN och användes för att kontrollera armen och mittstycket var för sig i de två positionerna. För att bestämma kontaktpunkten och således riktningen på krafterna där kamlöparen tangerar kamkurvan användes CAD-modellen i de två positionerna. Materialet som användes i FE-analysen är samma material som används för armarna respektive mittstycket i dagens stöddocka. För att kunna bedöma resultatet och nya mekanismens funktion genomfördes även liknande analyser på de befintliga armarna.

27
Detta innefattade att kontrollera armarnas utböjning vid full belastning och jämföra mot nedböjningen hos armarna i den nyutvecklade stöddockan. Resultatet av FE-analysen påvisar att de spänningar som uppstår i mekanismen är så pass låga att dess hållfasthet med god säkerhet är tillräcklig. Samtidigt uppvisas en deformation hos armarna som endast ökat marginellt jämfört med de befintliga. Fullständiga FE-analysen och dess resultat återges i bilaga E.
För att säkerställa att mekanismen fungerar som tänkt skapades armarnas kamkurvor. Inspirerad av en geometrisk metod [35] skapades en egenutvecklad CAD-integrerad kamkurvegenerator. Metoden är iterativ där kontaktpunkten mellan kamlöpare och kurva spåras punktvis över hela greppområdet. Därefter kan en kamkurva skapas utifrån en anpassningslinje som går igenom alla punkter. En utförlig beskrivning av metoden ges i bilaga F.
28
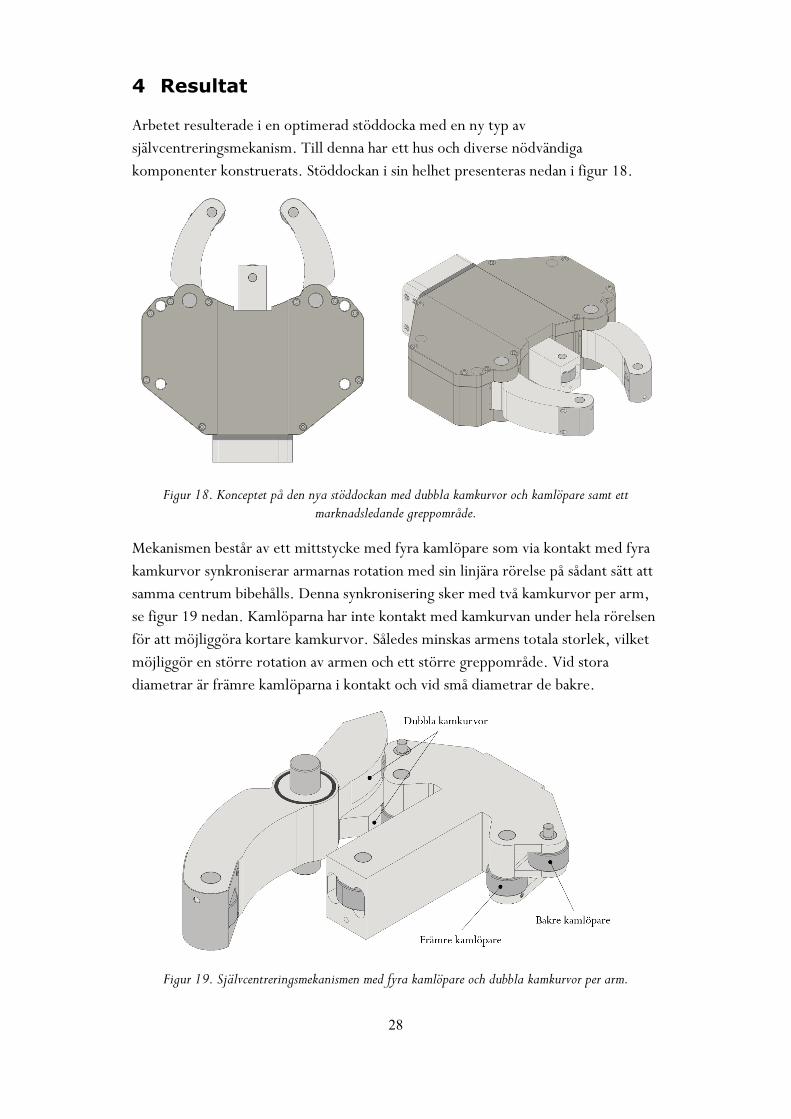
4 Resultat
Arbetet resulterade i en optimerad stöddocka med en ny typ av självcentreringsmekanism. Till denna har ett hus och diverse nödvändiga komponenter konstruerats. Stöddockan i sin helhet presenteras nedan i figur 18.
Figur 18. Konceptet på den nya stöddockan med dubbla kamkurvor och kamlöpare samt ett marknadsledande greppområde.
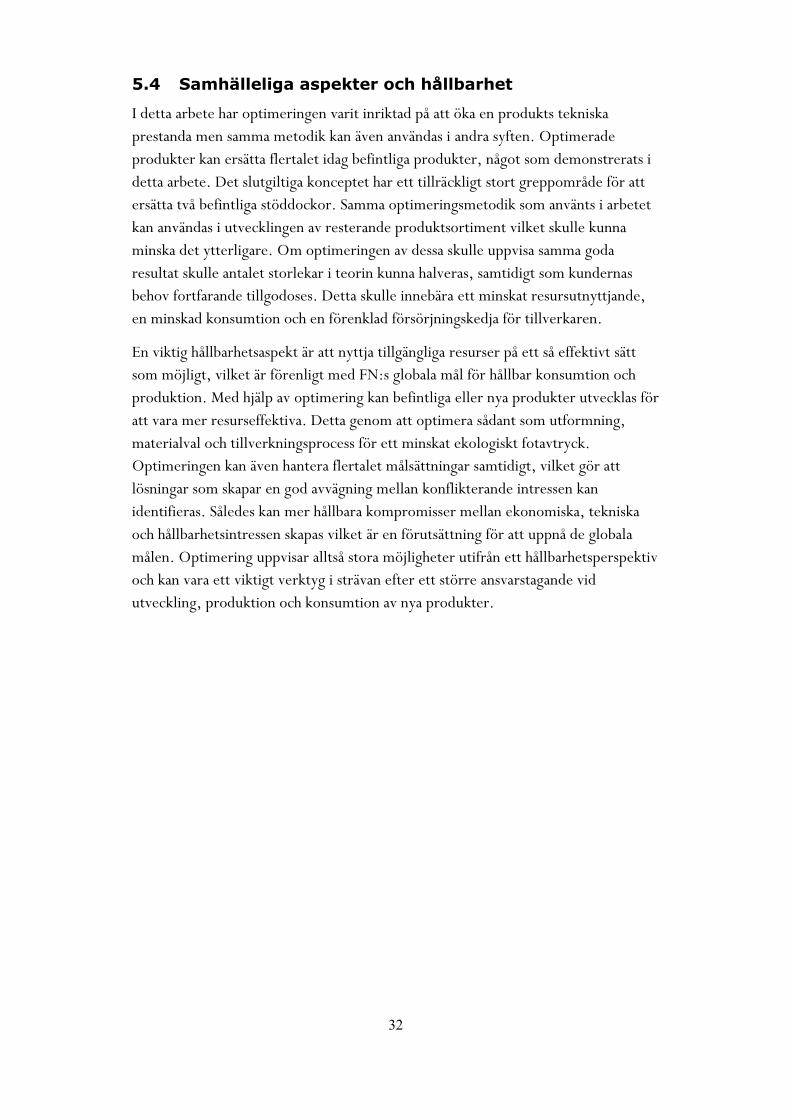
Mekanismen består av ett mittstycke med fyra kamlöpare som via kontakt med fyra kamkurvor synkroniserar armarnas rotation med sin linjära rörelse på sådant sätt att samma centrum bibehålls. Denna synkronisering sker med två kamkurvor per arm, se figur 19 nedan. Kamlöparna har inte kontakt med kamkurvan under hela rörelsen för att möjliggöra kortare kamkurvor. Således minskas armens totala storlek, vilket möjliggör en större rotation av armen och ett större greppområde. Vid stora diametrar är främre kamlöparna i kontakt och vid små diametrar de bakre.
Figur 19. Självcentreringsmekanismen med fyra kamlöpare och dubbla kamkurvor per arm.

29
Stöddockan har ett marknadsledande greppområde, 18-295 mm, vilket motsvarar en ökning på cirka 23 procent jämfört med den befintliga produkten. Nedan i tabell 14 jämförs nya stöddockans prestanda mot den befintliga, befintlig optimerad och nuvarande marknadsledaren, konkurrent A. För att möjliggöra slaget som krävs för greppområdet behövde stöddockan förlängas 22 mm. Dock är dess djup 25 mm mindre än den nuvarande marknadsledaren.
Tabell 14. Den nya, befintliga, optimerade befintliga och marknadsledande stöddockans greppområde och storlek.
Produkt Placering av kamkurva
Greppområde (min-max) [mm]
Bredd [mm]
Längd [mm] Djup [mm]
Konkurrent A Mittstycket 20-270 440 430 150 Befintlig Armarna 30-255 438 434 109 Befintlig
optimerad Armarna 20-262 438 422 109
Koncept 2 optimerad Armarna 18-295 440 456 125
Stöddockan monterades även i en förenklad CAD-modell av en svarv tillsammans med standardfästet för att kontrollera dess kompabilitet, se figur 20 nedan. Stöddockan är alltså kompatibel med det befintliga fästet och kan även utan problem monteras i en konventionell CNC-svarv.
Figur 20. Den optimerade stöddockan monterad med standardfästet i en förenklad modell av en CNC-svarv. Huset och locket är genomskinligt för att tydliggöra den självcentrerande mekanismen som utvecklats i arbetet.

30
5 Diskussion
I följande kapitel diskuteras arbetets metodik och resultat. Främst berörs idégenerering, konceptframtagning, optimering och det presenterade konceptet. Avslutningsvis diskuteras samhälleliga aspekter, hållbar utveckling och hur arbetets metodik och resultat kan appliceras i andra sammanhang.
5.1 Idégenerering och konceptframtagning
Gruppen som deltog vid brainstormingen bestod utöver studenter av erfarna konstruktörer och projektledare med olika bakgrund. Denna variation i kompetenser och befattningar skapade en bra dynamik och genererade många bra, kreativa och väldefinierade idéer på kort tid. Det goda resultatet ledde till insikten att metoden hade kunnat användas fler gånger i arbetet. Detta för att hitta fler lösningar och utveckla de olika konceptens mekanismer ytterligare.
De fyra koncept som presenterats har alla unika konstruktionslösningar som möjliggör ett större greppområde. Dessa kan för uppdragsgivaren vara intressanta att studera vidare och användas som inspiration för framtida utvecklingsprojekt även om de valts bort i detta arbete. Några av koncepten kan ha fördelar som förbisetts eller inte identifierats.
5.2 Optimering
Optimering med optimeringsalgoritmer visade sig vara ett applicerbart verktyg för att åstadkomma hög prestanda vid konstruktion av mekaniska produkter. Dock är det ett stort och matematiskt utmanande ämne som kombinerat med att grundläggande programmeringskunskaper krävs utgjorde en kunskapsbarriär. Vissa av algoritmerna var även svårhanterliga på grund av bristande dokumentation. Detta kan vara problematiskt för icke insatta användare, såsom mekanikkonstruktörer, som vanligtvis inte besitter de kunskaper som krävs för att förstå och anpassa optimeringen till det givna problemet. Risken är då att optimeringen genomförs utan kontroll där användaren förlitar sig blint på att algoritmen utan justeringar ska leverera ett globalt optimum.
Det visade sig att alla algoritmer inte var kompatibla med problemet. Av de fem algoritmer som berörts i arbetet kunde enbart tre användas. De tre algoritmer som var kompatibla med detta problem presterade däremot över lag bra och levererade många bra lösningar. Resultatet visar att IPM är den algoritm som är bäst lämpad för optimeringen av stöddockan. Både vid optimeringen av den befintliga stöddockan och av koncept 2 visar den goda resultat i form av högt medelvärde och låg standardavvikelse. PSO och GA levererade sporadiskt väldigt bra lösningar men fastnade frekvent i lokala optimum, vilket visar sig i deras lägre medelvärden. Detta

31
resultat styrker påståendet att flertalet algoritmer bör användas vid optimeringen, något som identifierats i arbetets teoridel. Arbetet visar att optimeringsalgoritmer inte enbart levererar en optimal lösning utan också kan användas för att bättre förstå produkten. Detta genom att granska hur de ingående designvariablerna och begränsningarna påverkar resultatet. Denna ökade förståelse kan användas för att undersöka möjligheter för omkonstruktion av de delar som begränsar prestandan mest.
Framtagningen av den matematiska modellen visade sig vara ytterst tidskrävande men är samtidigt nödvändig för att optimeringen ska kunna genomföras. För att göra optimeringen mer applicerbar skulle en effektivare arbetsmetodik som minskar, i bästa fall eliminerar, denna tidskrävande nödvändighet behöva identifieras eller utvecklas.
5.3 Slutgiltigt koncept
I arbetet har flertalet koncept för att uppnå ett större greppområde identifierats. Det valda och utvecklade konceptet har ett marknadsledande greppområde med endast en mindre påverkan på dess storlek. Genomförda FE-analyser påvisar att mekanismen uppvisar liknande hållfasthet som tidigare, således en likvärdig prestanda. Spänningen i de omkonstruerade armarna och mittstycket analyserades och visar att spänningsbilden är långt under sträckgränsen. Deformationen ansågs initialt vara något stor med tanke på den kravställda centreringsprecisionen, dock visar jämförelsen mot den befintliga stöddockans arm en liknande deformation. Efter diskussion med uppdragsgivaren bedömdes både armarna och mittstycket vara tillräckligt robusta för att uppfylla kraven. I kontakten mellan kamlöpare och kamkurva uppstår en spänningskoncentration där två cirkulära ytor är i kontakt med varandra. Denna koncentration finns även i dagens stöddocka och är enligt uppdragsgivaren inte ett problem. Kontaktytan på den optimerade stöddockan är dock mindre på grund av en smalare kamlöpare. För att säkerställa att förslitningen på kamkurvan inte blir problematisk rekommenderas ett förslitningstest.
I konceptet har förbandet mellan lock och hus modifierats, skruvarna har dimensionerats ned från M10 till M8 för att rymmas i husets smalare väggar. Eftersom locket endast agerar som styrning för mittstycket och således inte ska utsättas för några stora krafter antas detta inte påverka stöddockans hållfasthet. Skulle detta visa sig vara ett problem finns det utrymme för fler skruvar alternativt att dimensionera upp vissa av skruvarna till dimension M10.
Det som återstår att säkerställa är konceptets prestanda i form av centreringsprecision och repeterbarhet, för detta krävs att prototyper tas fram. Utöver prestandan bedöms även samtliga krav och önskemål från uppdragsgivaren vara uppfyllda.
32
5.4 Samhälleliga aspekter och hållbarhet I detta arbete har optimeringen varit inriktad på att öka en produkts tekniska prestanda men samma metodik kan även användas i andra syften. Optimerade produkter kan ersätta flertalet idag befintliga produkter, något som demonstrerats i detta arbete. Det slutgiltiga konceptet har ett tillräckligt stort greppområde för att ersätta två befintliga stöddockor. Samma optimeringsmetodik som använts i arbetet kan användas i utvecklingen av resterande produktsortiment vilket skulle kunna minska det ytterligare. Om optimeringen av dessa skulle uppvisa samma goda resultat skulle antalet storlekar i teorin kunna halveras, samtidigt som kundernas behov fortfarande tillgodoses. Detta skulle innebära ett minskat resursutnyttjande, en minskad konsumtion och en förenklad försörjningskedja för tillverkaren.
En viktig hållbarhetsaspekt är att nyttja tillgängliga resurser på ett så effektivt sätt som möjligt, vilket är förenligt med FN:s globala mål för hållbar konsumtion och produktion. Med hjälp av optimering kan befintliga eller nya produkter utvecklas för att vara mer resurseffektiva. Detta genom att optimera sådant som utformning, materialval och tillverkningsprocess för ett minskat ekologiskt fotavtryck. Optimeringen kan även hantera flertalet målsättningar samtidigt, vilket gör att lösningar som skapar en god avvägning mellan konflikterande intressen kan identifieras. Således kan mer hållbara kompromisser mellan ekonomiska, tekniska och hållbarhetsintressen skapas vilket är en förutsättning för att uppnå de globala målen. Optimering uppvisar alltså stora möjligheter utifrån ett hållbarhetsperspektiv och kan vara ett viktigt verktyg i strävan efter ett större ansvarstagande vid utveckling, produktion och konsumtion av nya produkter.
33
6 Slutsatser och fortsatt arbete
Nedan presenteras arbetets slutsatser samt vad som bör genomföras vid ett fortsatt arbete.
• Med hjälp av optimering kunde ett koncept på en i teorin marknadsledande stöddocka tas fram. Konceptets prestanda är så pass hög att behovet av olika storlekar på stöddockor kan minskas vilket gynnar miljön, kunden och tillverkaren.
• Optimering med optimeringsalgoritmer är ett fullt applicerbart verktyg för att utveckla komplexa mekaniska produkter med hög prestanda. Däremot kan optimeringen vara svår att hantera för en godtycklig mekanikkonstruktör vilket ställer stora krav på användarvänlighet och dokumentation.
• Optimering kan även användas för att öka förståelsen för hur de ingående begränsningarna påverkar och begränsar produktens prestanda.
• Det finns stora möjligheter i att använda optimering för att utveckla mer hållbara mekaniska produkter.
I den fortsatta utvecklingen av konceptet rekommenderas följande:
• Säkerställa konceptets precision och hållfasthet genom verifierande prototyptester.
• Undersöka bortvalda koncept mer i detalj för att eventuellt identifiera ännu bättre lösningar.
• I arbetet har enbart stöddockans gripmekanism undersökts. I det fortsatta arbetet kan en liknande öppningsmekanism som i den befintliga stöddockan implementeras.
Optimering med optimeringsalgoritmer inom mekanisk konstruktion är ett intressant område som uppvisar stora möjligheter. Fortsatt arbete kan innehålla:
• Identifiering eller utveckling av ett tidseffektivare tillvägagångssätt för att underlätta implementeringen i vardaglig konstruktion. Detta skulle exempelvis kunna vara en effektiv metodik för att beskriva mekaniska komponenter matematiskt.
• En mer omfattande undersökning av hur optimeringsmetodiken kan förbättras och användas för att utveckla mer hållbara produkter.

34
Referenser
[1] S. Gorbatyuk, V. Kondratenko, och L. Sedykh, ”Investigation of the Deep Hole Drill Stability When Using a Steady Rest”, Mater. Today Proc., vol. 11, s. 258–264, 2019.
[2] A. R. Meyers och T. J. Slattery, Basic Machining Reference Handbook. New York: NY: Industrial Press, 1988.
[3] H. D. Burghardt, A. Axerod, och J. Anderson, Machine Tool Operation / Part 1, 5:e uppl. New York: McGraw-Hill, 1959.
[4] G. Mastinu, M. Gobbi, och C. Miano, Optimal Design of Complex Mechanical Systems - With Applications to Vehicle Engineering. 2006.
[5] S. Mirjalili, ”Moth-flame optimization algorithm: A novel nature-inspired heuristic paradigm”, Knowledge-Based Syst., vol. 89, s. 228–249, 2015.
[6] T. W. Simpson, J. D. Poplinski, P. N. Koch, och J. K. Allen, ”Metamodels for Computer-based Engineering Design: Survey and recommendations”, Eng. Comput., vol. 17, nr 2, s. 129–150, 2001.
[7] R. V Rao och R. B. Pawar, ”Constrained design optimization of selected mechanical system components using Rao algorithms”, Appl. Soft Comput., vol. 89, s. 106141, 2020.
[8] A. Mosavi, ”Optimal Engineering Design”, Tech. Rep. 2013. University of Debrecen, Hungary, juni 2013.
[9] H.-S. Park och X.-P. Dang, ”Structural optimization based on CAD–CAE integration and metamodeling techniques”, Comput. Des., vol. 42, nr 10, s. 889–902, 2010.
[10] D. Wang, F. Hu, Z. Ma, Z. Wu, och W. Zhang, ”A CAD/CAE integrated framework for structural design optimization using sequential approximation optimization”, Adv. Eng. Softw., vol. 76, s. 56–68, 2014.
[11] M. L. Fisher, ”Interactive optimization”, Ann. Oper. Res., vol. 5, nr 1, s. 541–556, 1986.
[12] M. J. Reddy och D. N. Kumar, ”Multi-Objective Optimization using Evolutionary Algorithms”, Water Resour. Manag., vol. 20, nr 6, s. 861–878, 2006.
[13] A. Rahmati, S. M. Varedi-Koulaei, M. H. Ahmadi, och H. Ahmadi, ”Dimensional synthesis of the Stirling engine based on optimizing the output work by evolutionary algorithms”, Energy Reports, vol. 6, s. 1468–1486, 2020.
[14] B. S. Mekki, J. Langer, och S. Lynch, ”Genetic algorithm based topology optimization of heat exchanger fins used in aerospace applications”, Int. J. Heat Mass Transf., vol. 170, s. 121002, 2021.
35
[15] B. Rajeswara Rao och R. Tiwari, ”Optimum design of rolling element bearings using genetic algorithms”, Mech. Mach. Theory, vol. 42, nr 2, s. 233–250, 2007.
[16] J. McCall, ”Genetic algorithms for modelling and optimisation”, J. Comput. Appl. Math., vol. 184, nr 1, s. 205–222, 2005.
[17] D.-S. Lin och J.-J. Leou, ”A genetic algorithm approach to Chinese handwriting normalization”, IEEE Trans. Syst. Man, Cybern. Part B, vol. 27, nr 6, s. 999–1007, 1997.
[18] C. Y. Chen och F. Ye, ”Particle swarm optimization algorithm and its application to clustering analysis”, 2012 Proc. 17th Conf. Electr. Power Distrib. EPDC 2012, nr 1, s. 789–794, 2012.
[19] J. Kennedy och R. Eberhart, ”Particle swarm optimization”, i Proceedings of ICNN’95 - International Conference on Neural Networks, 1995, vol. 4, s. 1942–1948 vol.4.
[20] R. Eberhart och James Kennedy, ”A New Optimizer Using Particle Swarm Theory”, Int. Symp. Micro Mach. Hum. Sci., s. 39–43, 1999.
[21] R. C. Eberhart och Y. Shi, ”Particle swarm optimization: Developments, applications and resources”, Proc. IEEE Conf. Evol. Comput. ICEC, vol. 1, s. 81–86, 2001.
[22] M. Clerc, ”Particle Swarm Optimization”, Part. Swarm Optim., s. 1942–1948, 2010.
[23] S. He, E. Prempain, och Q. H. Wu, ”An improved particle swarm optimizer for mechanical design optimization problems”, Eng. Optim., vol. 36, nr 5, s. 585–605, okt. 2004.
[24] Y. Shi och R. C. Eberhart, ”Parameter selection in particle swarm optimization BT - Evolutionary Programming VII”, 1998, s. 591–600.
[25] B. Kartheek, ”Non linear equality and inequality constrained PSO - File Exchange - MATLAB Central”. [Online]. Tillgänglig vid: https://se.mathworks.com/matlabcentral/fileexchange/75101-non-linear-equality-and-inequality-constrained-pso?s_tid=FX_rc3_behav. [Åtkomstdatum: 02-maj-2021].
[26] H. M. Pandey, ”Jaya a novel optimization algorithm: What, how and why?”, Proc. 2016 6th Int. Conf. - Cloud Syst. Big Data Eng. Conflu. 2016, s. 728–730, 2016.
[27] Y. Zhang och Z. Jin, ”Comprehensive learning Jaya algorithm for engineering design optimization problems”, J. Intell. Manuf., nr 0123456789, 2021.
[28] R. V. Rao, ”Jaya: A simple and new optimization algorithm for solving constrained and unconstrained optimization problems”, Int. J. Ind. Eng. Comput., vol. 7, nr 1, s. 19–34, jan. 2016.
36
[29] A. Forsgren, P. E. Gill, och M. H. Wright, Interior methods for nonlinear optimization, vol. 44, nr 4. 2002.
[30] D. H. Wolpert och W. G. Macready, ”No free lunch theorems for optimization”, IEEE Trans. Evol. Comput., vol. 1, nr 1, s. 67–82, 1997.
[31] ”International Patent Classification (IPC)”. [Online]. Tillgänglig vid: https://www.wipo.int/classifications/ipc/en/. [Åtkomstdatum: 24-mar-2021].
[32] J. Marquart och E. Maurer, ”Steady Rest”, US9969039B2, 2016.
[33] C. Wilson, User Experience Re-Mastered: Your Guide to Getting the Right Design. San Francisco, CA, USA: Morgan Kaufmann Publishers Inc., 2009.
[34] D. G. Ullman, The Mechanical design process., 4. ed. McGraw-Hill, 2010.
[35] S. G. Bahaley och R. L. Bharambe, ”Design and analysis of self centering steady rest for supercut-6 CNC turning machine using CAD & FEA”, Int. J. Mech. Eng. Robot., vol. 4, nr 1, 2016.
A1
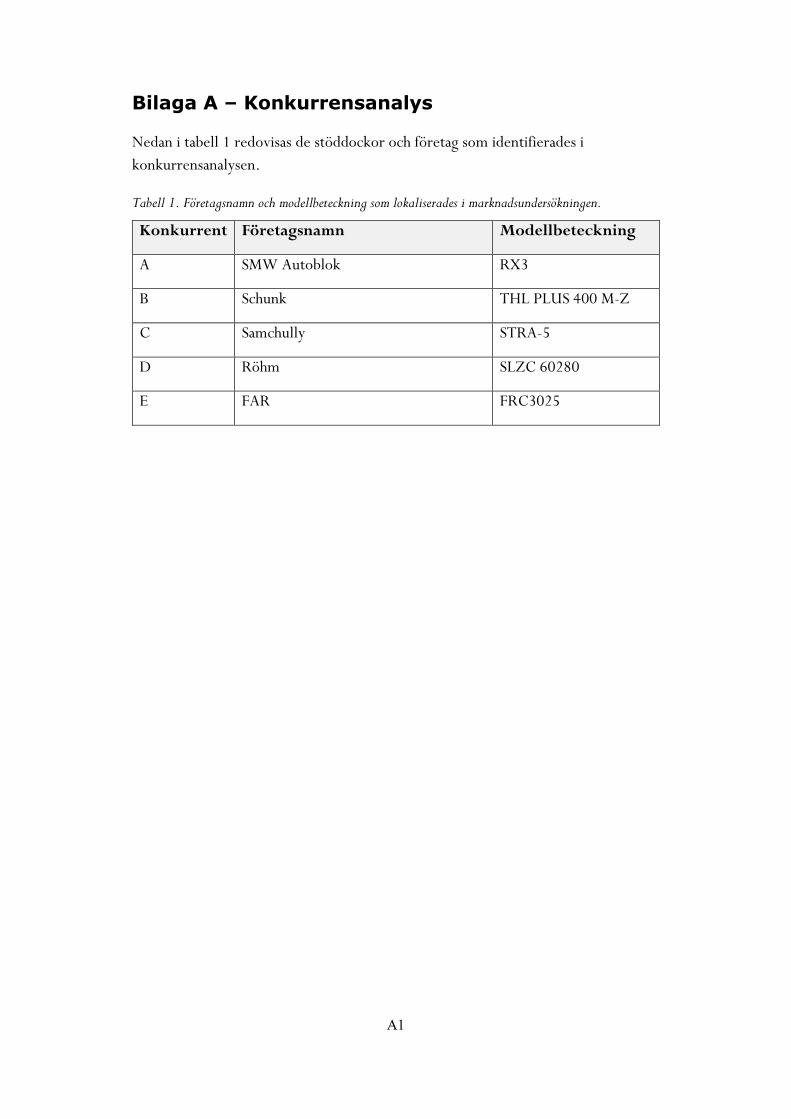
Bilaga A – Konkurrensanalys
Nedan i tabell 1 redovisas de stöddockor och företag som identifierades i konkurrensanalysen.
Tabell 1. Företagsnamn och modellbeteckning som lokaliserades i marknadsundersökningen.
Konkurrent Företagsnamn Modellbeteckning
A SMW Autoblok RX3
B Schunk THL PLUS 400 M-Z
C Samchully STRA-5
D Röhm SLZC 60280
E FAR FRC3025
B1
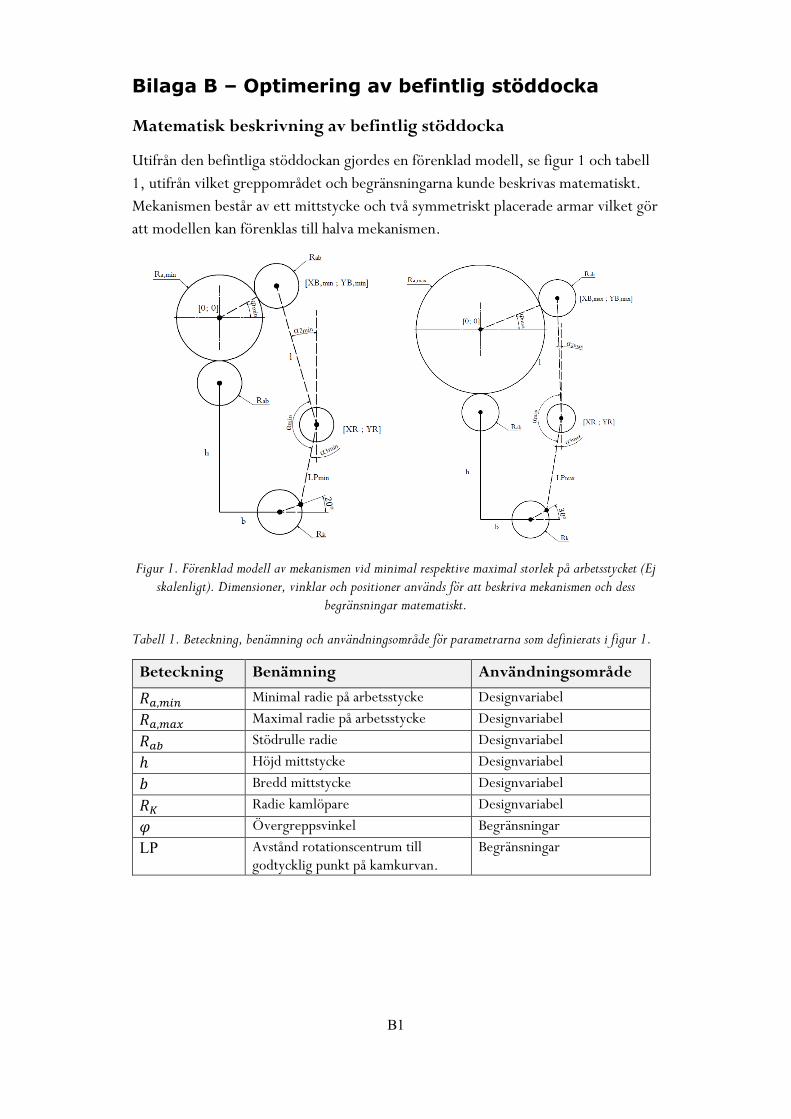
Bilaga B – Optimering av befintlig stöddocka
Matematisk beskrivning av befintlig stöddocka
Utifrån den befintliga stöddockan gjordes en förenklad modell, se figur 1 och tabell 1, utifrån vilket greppområdet och begränsningarna kunde beskrivas matematiskt. Mekanismen består av ett mittstycke och två symmetriskt placerade armar vilket gör att modellen kan förenklas till halva mekanismen.
Figur 1. Förenklad modell av mekanismen vid minimal respektive maximal storlek på arbetsstycket (Ej skalenligt). Dimensioner, vinklar och positioner används för att beskriva mekanismen och dess
begränsningar matematiskt.
Tabell 1. Beteckning, benämning och användningsområde för parametrarna som definierats i figur 1.
Beteckning Benämning Användningsområde
𝑅𝑅𝑚𝑚,𝑚𝑚𝑚𝑚𝑛𝑛 Minimal radie på arbetsstycke Designvariabel
𝑅𝑅𝑚𝑚,𝑚𝑚𝑚𝑚𝑚𝑚 Maximal radie på arbetsstycke Designvariabel
𝑅𝑅𝑚𝑚𝑎𝑎 Stödrulle radie Designvariabel
ℎ Höjd mittstycke Designvariabel
𝑏𝑏 Bredd mittstycke Designvariabel
𝑅𝑅𝐾𝐾 Radie kamlöpare Designvariabel
𝜑𝜑 Övergreppsvinkel Begränsningar
LP Avstånd rotationscentrum till godtycklig punkt på kamkurvan.
Begränsningar

B2
Följande uttryck ställs upp med hjälp av grundläggande trigonometriska samband:
φmax/min = cos−1
⎝
⎛XR2 + YR2 + �Ra,max/min + Rr�2 − l2
2 ∙ �XR2 + YR2 ∙ �Ra,max/min + Rr� ⎠
⎞ − tan−1 �YRXR� (1)
αmin = 180 − α2,min − α3,min (2)
αmax = 180 + α2,max − α3,max (3)
α2,max/min = tan−1 �XR − �Ra,max/min + Rab� ∙ cos�φmax/min��Ra,max/min + Rab� ∙ sin�φmax/min�+ YR
� (4)
α3,max/min = tan−1 �XR − (b + Rk ∙ cos(20°))
Ra,max/min + 𝑅𝑅𝑚𝑚𝑎𝑎 + h − Rk ∙ sin(20°)− YR� (5)
LPmin = ��XR − (b + Rk ∙ cos(20°))�2 + �Ra,min + Rab + h − Rk ∙ sin(20°)�2 (6)
LPmax = ��XR − (b + Rk ∙ cos(25°))�2 + �Ra,max + Rab + h − Rk ∙ sin(25°)�2. (7)
Designvariabler
Designvariablernas övre och undre gränser bestämmer vilket värden som är tillåtna för designvariablerna och specificeras enligt:
100 < L < 400
80 < XR < 165
0 < YR < 300
50 < h < 350
50 < b < 200
20 < Rab < 30
20 < Rk < 30
Begränsningar
För att säkerställa att stöddockans har ett tillräckligt stadigt grepp om arbetsstycket får inte övergreppsvinkeln φ vara mindre än 10 grader eller större än 80 grader vid både minsta och största diametern på arbetsstycket:
10° < φ < 80° (8)
För att inte arbetsstycket ska krocka med huset införs en begränsning som säkerställer att avståndet till rotationscentrum, som ges av Pythagoras sats, blir större än maximala diametern, rotationscentrumets radie samt lite frigång:
�XR2 + YR2 ≥ RA,min + k1 (9)

B3
Där k1 innefattar radien på rotationscentrum samt lite frigång. För att säkerställa att mittstyckets slag räcker till införs en begränsning som innebär att dess längd ska vara längre än skillnaden i största och minsta radien på arbetsstycket samt en konstant som kompenserar för kamlöparens radie och lite frigång:
h ≥ Ra,max − Ra,min + k2. (10)
Då armen roterar från största till minsta arbetsstycket sker en förflyttning av kamkurvan. För att säkerställa att extrempunkterna, vid minimal och maximal diameter, inte krockar vid rotationen införs fyra begränsningar. Dessa begränsar första och sista punktens position på kamkurvan i x- och y-led då armen roterat från maximal till minimal och vice versa:
XR + LPmax ∙ sin (α2min + α𝑚𝑚𝑚𝑚𝑚𝑚 − 180) ≤ k3 (11)
YR + LPmax ∙ cos (α2min + α𝑚𝑚𝑚𝑚𝑚𝑚 − 180) ≤ k4 (12)
XR − LPmin ∙ cos�−αmin + α2,max + 90� ≤ k5 (13)
YR − LPmin ∙ sin (−αmin + α2,max + 90) ≤ k6. (14)
Där konstanterna bestäms utifrån husets innermått och övriga geometri.
Vid en liten bredd på mittstycket och en stor kamlöpare finns en risk för att cylindern inte får plats. För att undvika detta införs en begränsning som säger att bredden på mittstycket måste vara större än kamlöparens radie samt lite frigång i form av en konstant:
b ≥ Rk + k7. (15)
Under slaget får kamlöparen inte krocka med armens rotationscentrum. Detta innebär att avståndet mellan dessa vid minsta diametern måste vara minst dess kombinerade radier samt lite frigång:
��Ra,min + Rab + h − YR�2 + (XR − b)2 ≥ Rab + k8. (16)
Vid minsta arbetsstycket får de två armarnas stödrullar inte krocka. Genom att införa en begränsning som säkerställer att övre stödrullens position vid minsta diametern på arbetsstycket inte blir mindre än stödrullens radie samt lite frigång vilket ges av en konstant:
XB,min ≥ Rab + k9 . (17)
Vid minsta diametern på arbetsstycket får inte armarnas stödrullar krocka med mittstyckets stödrulle. Detta innebär att avståndet mellan dom två måste vara större än dess kombinerade radier och lite frigång i form av en konstant:
�2 ∙ �RAB + Ra,min�2 − 2 ∙ �RAB + Ra,min� ∙ cos(90 + φmin ) ≥ 2 ∙ RAB + k10. (18)

B4
För att mittstycket inte ska krocka med rotationscentrum bör nedre kamlöparen alltid vara placerad till vänster om rotationscentrum. Detta innebär att rotationscentrum position i x-led måste vara större än mittstyckets bredd:
XR ≥ b. (19)
För att stöddockan ska vara kompatibelt med befintliga fästet måste en begränsning införas som förhindrar att kamkurvan under sin rörelse krockar med hålen för fästet i huset. Detta innebär att maximala avståndet från rotationscentrum till en punkt på kamkurvan, som blir vid maximal diameter, till rotationscentrum inte får vara större än avståndet till hålen. Hålets radie och godstjockleken måste även tas i beaktning i form av en konstant:
LPmax ≤ ��365
2− XR�
2
+ (155 + 146 − YR)2 − k11. (20)
Samtliga begränsningar sammanfattas i tabell 2 nedan.
Tabell 2. Begränsningar tillhörande den matematiska modellen.
Nr. Förklaring 1 Säkerställer att övergreppsvinkeln är mindre än 80 grader vid största arbetsstycket. 2 Säkerställer att övergreppsvinkeln är större än 10 grader vid största arbetsstycket. 3 Säkerställer att minst 40 mm spel finns mellan rotationscentrum och största
arbetsstycket. 4 Säkerställer att mittstycket är tillräckligt högt så att kamlöparna inte krockar i husets
ovansida vid minsta arbetsstycket. 5 Begränsar hur mycket armen kan rotera innan kamkurvan krockar med huset i sidled vid
minsta arbetsstycket. 6 Säkerställer att kamkurvan inte krockar med husets underkant. 7 Säkerställer att det minst är 20 mm spel mellan kamkurvans övre del och arbetsstycket
vid största diametern. 8 Säkerställer att cylindern får plats mellan kamlöparna. 9 Säkerställer att kamlöparen inte krockar med armens rotationscentrum. 10 Säkerställer att armarnas stödrullar inte krockar vid minsta arbetsstycket. 11 Säkerställer att kamlöparen är placerad till höger om armens rotationscentrum. 12 Säkerställer att armarnas stödrullar inte krockar med mittstycket vid minsta diameter. 13 Säkerställer att kamkurvan inte krockar med nedre fästhålen. 14 Säkerställer att armens rotationscentrum inte krockar med övre fästhålen. 15 Säkerställer att kamlöparen inte går ovanför rotationscentrum vid minsta arbetsstycket.
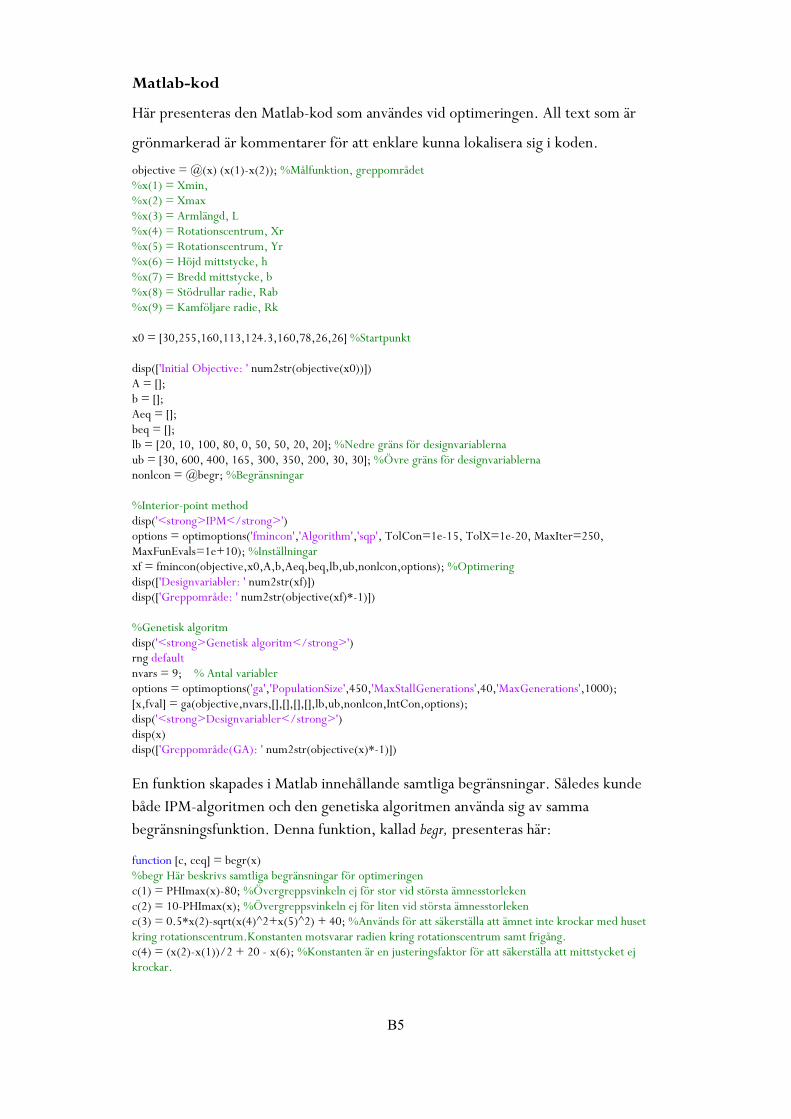
B5
Matlab-kod
Här presenteras den Matlab-kod som användes vid optimeringen. All text som är
grönmarkerad är kommentarer för att enklare kunna lokalisera sig i koden.
objective = @(x) (x(1)-x(2)); %Målfunktion, greppområdet %x(1) = Xmin, %x(2) = Xmax %x(3) = Armlängd, L %x(4) = Rotationscentrum, Xr %x(5) = Rotationscentrum, Yr %x(6) = Höjd mittstycke, h %x(7) = Bredd mittstycke, b %x(8) = Stödrullar radie, Rab %x(9) = Kamföljare radie, Rk x0 = [30,255,160,113,124.3,160,78,26,26] %Startpunkt disp(['Initial Objective: ' num2str(objective(x0))]) A = []; b = []; Aeq = []; beq = []; lb = [20, 10, 100, 80, 0, 50, 50, 20, 20]; %Nedre gräns för designvariablerna ub = [30, 600, 400, 165, 300, 350, 200, 30, 30]; %Övre gräns för designvariablerna nonlcon = @begr; %Begränsningar %Interior-point method disp('<strong>IPM</strong>') options = optimoptions('fmincon','Algorithm','sqp', TolCon=1e-15, TolX=1e-20, MaxIter=250, MaxFunEvals=1e+10); %Inställningar xf = fmincon(objective,x0,A,b,Aeq,beq,lb,ub,nonlcon,options); %Optimering disp(['Designvariabler: ' num2str(xf)]) disp(['Greppområde: ' num2str(objective(xf)*-1)]) %Genetisk algoritm disp('<strong>Genetisk algoritm</strong>') rng default nvars = 9; % Antal variabler options = optimoptions('ga','PopulationSize',450,'MaxStallGenerations',40,'MaxGenerations',1000); [x,fval] = ga(objective,nvars,[],[],[],[],lb,ub,nonlcon,IntCon,options); disp('<strong>Designvariabler</strong>') disp(x) disp(['Greppområde(GA): ' num2str(objective(x)*-1)]) En funktion skapades i Matlab innehållande samtliga begränsningar. Således kunde både IPM-algoritmen och den genetiska algoritmen använda sig av samma begränsningsfunktion. Denna funktion, kallad begr, presenteras här:
function [c, ceq] = begr(x) %begr Här beskrivs samtliga begränsningar för optimeringen c(1) = PHImax(x)-80; %Övergreppsvinkeln ej för stor vid största ämnesstorleken c(2) = 10-PHImax(x); %Övergreppsvinkeln ej för liten vid största ämnesstorleken c(3) = 0.5*x(2)-sqrt(x(4)^2+x(5)^2) + 40; %Används för att säkerställa att ämnet inte krockar med huset kring rotationscentrum.Konstanten motsvarar radien kring rotationscentrum samt frigång. c(4) = (x(2)-x(1))/2 + 20 - x(6); %Konstanten är en justeringsfaktor för att säkerställa att mittstycket ej krockar.
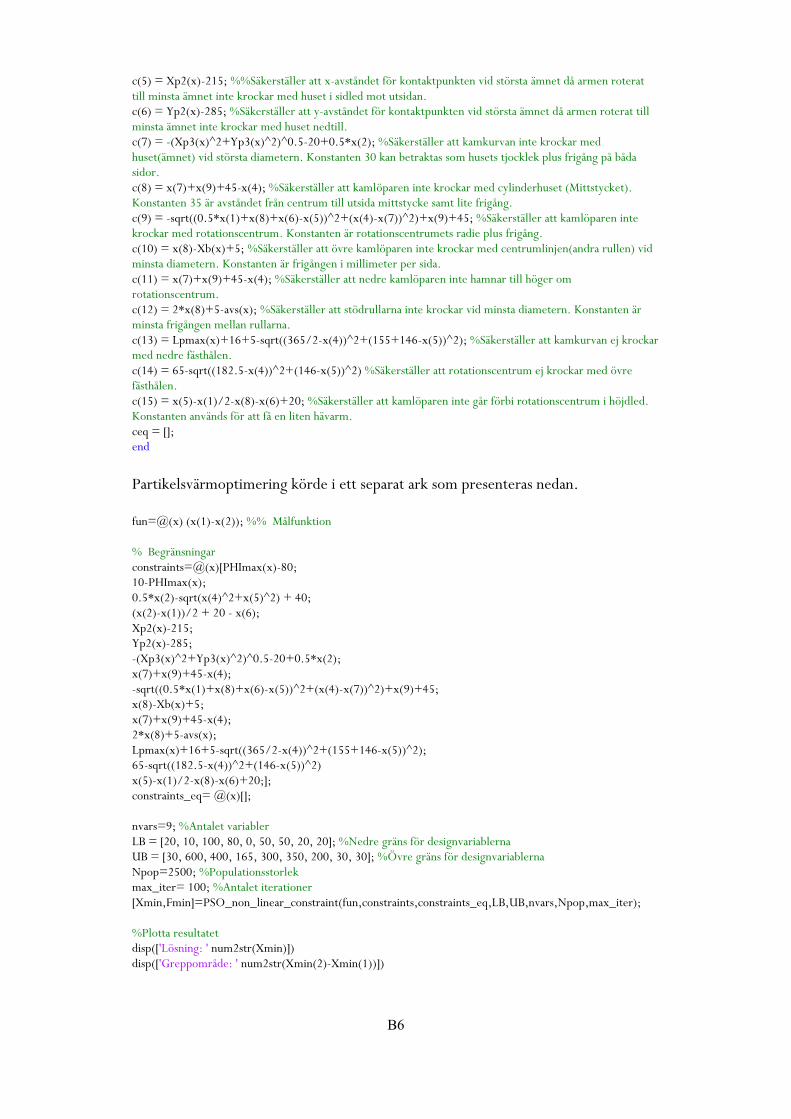
B6
c(5) = Xp2(x)-215; %%Säkerställer att x-avståndet för kontaktpunkten vid största ämnet då armen roterat till minsta ämnet inte krockar med huset i sidled mot utsidan. c(6) = Yp2(x)-285; %Säkerställer att y-avståndet för kontaktpunkten vid största ämnet då armen roterat till minsta ämnet inte krockar med huset nedtill. c(7) = -(Xp3(x)^2+Yp3(x)^2)^0.5-20+0.5*x(2); %Säkerställer att kamkurvan inte krockar med huset(ämnet) vid största diametern. Konstanten 30 kan betraktas som husets tjocklek plus frigång på båda sidor. c(8) = x(7)+x(9)+45-x(4); %Säkerställer att kamlöparen inte krockar med cylinderhuset (Mittstycket). Konstanten 35 är avståndet från centrum till utsida mittstycke samt lite frigång. c(9) = -sqrt((0.5*x(1)+x(8)+x(6)-x(5))^2+(x(4)-x(7))^2)+x(9)+45; %Säkerställer att kamlöparen inte krockar med rotationscentrum. Konstanten är rotationscentrumets radie plus frigång. c(10) = x(8)-Xb(x)+5; %Säkerställer att övre kamlöparen inte krockar med centrumlinjen(andra rullen) vid minsta diametern. Konstanten är frigången i millimeter per sida. c(11) = x(7)+x(9)+45-x(4); %Säkerställer att nedre kamlöparen inte hamnar till höger om rotationscentrum. c(12) = 2*x(8)+5-avs(x); %Säkerställer att stödrullarna inte krockar vid minsta diametern. Konstanten är minsta frigången mellan rullarna. c(13) = Lpmax(x)+16+5-sqrt((365/2-x(4))^2+(155+146-x(5))^2); %Säkerställer att kamkurvan ej krockar med nedre fästhålen. c(14) = 65-sqrt((182.5-x(4))^2+(146-x(5))^2) %Säkerställer att rotationscentrum ej krockar med övre fästhålen. c(15) = x(5)-x(1)/2-x(8)-x(6)+20; %Säkerställer att kamlöparen inte går förbi rotationscentrum i höjdled. Konstanten används för att få en liten hävarm. ceq = []; end Partikelsvärmoptimering körde i ett separat ark som presenteras nedan. fun=@(x) (x(1)-x(2)); %% Målfunktion % Begränsningar constraints=@(x)[PHImax(x)-80; 10-PHImax(x); 0.5*x(2)-sqrt(x(4)^2+x(5)^2) + 40; (x(2)-x(1))/2 + 20 - x(6); Xp2(x)-215; Yp2(x)-285; -(Xp3(x)^2+Yp3(x)^2)^0.5-20+0.5*x(2); x(7)+x(9)+45-x(4); -sqrt((0.5*x(1)+x(8)+x(6)-x(5))^2+(x(4)-x(7))^2)+x(9)+45; x(8)-Xb(x)+5; x(7)+x(9)+45-x(4); 2*x(8)+5-avs(x); Lpmax(x)+16+5-sqrt((365/2-x(4))^2+(155+146-x(5))^2); 65-sqrt((182.5-x(4))^2+(146-x(5))^2) x(5)-x(1)/2-x(8)-x(6)+20;]; constraints_eq= @(x)[]; nvars=9; %Antalet variabler LB = [20, 10, 100, 80, 0, 50, 50, 20, 20]; %Nedre gräns för designvariablerna UB = [30, 600, 400, 165, 300, 350, 200, 30, 30]; %Övre gräns för designvariablerna Npop=2500; %Populationsstorlek max_iter= 100; %Antalet iterationer [Xmin,Fmin]=PSO_non_linear_constraint(fun,constraints,constraints_eq,LB,UB,nvars,Npop,max_iter); %Plotta resultatet disp(['Lösning: ' num2str(Xmin)]) disp(['Greppområde: ' num2str(Xmin(2)-Xmin(1))])
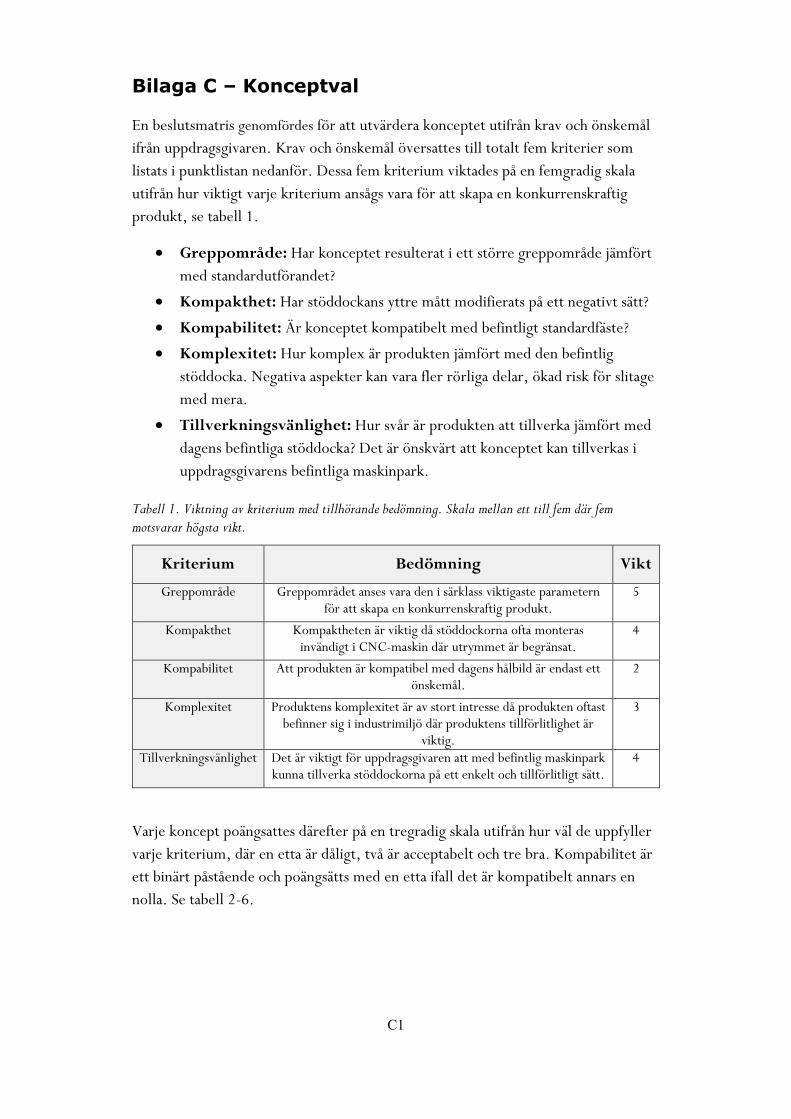
C1
Bilaga C – Konceptval
En beslutsmatris genomfördes för att utvärdera konceptet utifrån krav och önskemål ifrån uppdragsgivaren. Krav och önskemål översattes till totalt fem kriterier som listats i punktlistan nedanför. Dessa fem kriterium viktades på en femgradig skala utifrån hur viktigt varje kriterium ansågs vara för att skapa en konkurrenskraftig produkt, se tabell 1.
• Greppområde: Har konceptet resulterat i ett större greppområde jämfört med standardutförandet?
• Kompakthet: Har stöddockans yttre mått modifierats på ett negativt sätt?
• Kompabilitet: Är konceptet kompatibelt med befintligt standardfäste?
• Komplexitet: Hur komplex är produkten jämfört med den befintlig stöddocka. Negativa aspekter kan vara fler rörliga delar, ökad risk för slitage med mera.
• Tillverkningsvänlighet: Hur svår är produkten att tillverka jämfört med dagens befintliga stöddocka? Det är önskvärt att konceptet kan tillverkas i uppdragsgivarens befintliga maskinpark.
Tabell 1. Viktning av kriterium med tillhörande bedömning. Skala mellan ett till fem där fem motsvarar högsta vikt.
Varje koncept poängsattes därefter på en tregradig skala utifrån hur väl de uppfyller varje kriterium, där en etta är dåligt, två är acceptabelt och tre bra. Kompabilitet är ett binärt påstående och poängsätts med en etta ifall det är kompatibelt annars en nolla. Se tabell 2-6.
Kriterium Bedömning Vikt
Greppområde Greppområdet anses vara den i särklass viktigaste parametern för att skapa en konkurrenskraftig produkt.
5
Kompakthet Kompaktheten är viktig då stöddockorna ofta monteras invändigt i CNC-maskin där utrymmet är begränsat.
4
Kompabilitet Att produkten är kompatibel med dagens hålbild är endast ett önskemål.
2
Komplexitet Produktens komplexitet är av stort intresse då produkten oftast befinner sig i industrimiljö där produktens tillförlitlighet är
viktig.
3
Tillverkningsvänlighet Det är viktigt för uppdragsgivaren att med befintlig maskinpark kunna tillverka stöddockorna på ett enkelt och tillförlitligt sätt.
4

C2
Tabell 2. Poängsättning av koncept utifrån greppområde.
Greppområde Bedömning Poäng
Koncept 1 Ett acceptabelt greppområde som skulle öka produktens konkurrenskraft på marknaden.
2
Koncept 2 Konceptet har ett bra greppområde som skulle göra produkten attraktiv på marknaden
3
Koncept 3 Konceptet har ett bra greppområde som skulle göra produkten attraktiv på marknaden.
3
Koncept 4 Ett acceptabelt greppområde som skulle öka produktens konkurrenskraft på marknaden.
2
Tabell 3. Poängsättning av koncept utifrån kompakthet.
Kompakthet Bedömning Poäng Koncept 1 Konceptet är 7 mm bredare vilket anses som acceptabelt. 2 Koncept 2 5 mm längre och 17,5 mm djupare anses som ett dåligt
resultat. 1
Koncept 3 10 mm längre, 3 mm smalare och 15,5 mm djupare anses som ett dåligt resultat.
1
Koncept 4 45 mm längre, 3 mm smalare och 37,5 mm djupare anses som ett dåligt resultat.
1
Tabell 4. Poängsättning av koncept utifrån kompabilitet.
Kompabilitet Bedömning Poäng Koncept 1 Konceptet är inte kompatibelt med dagens hålbild. 0 Koncept 2 Konceptet är kompatibelt med dagens hålbild. 1 Koncept 3 Konceptet är kompatibelt med dagens hålbild. 1 Koncept 4 Konceptet är kompatibelt med dagens hålbild. 1
Tabell 5. Poängsättning av koncept utifrån komplexitet.
Komplexitet Bedömning Poäng Koncept 1 Fler rörliga delar som dessutom innefattar glidlager i hus och
lock. 2
Koncept 2 Samma grundprincip som dagens befintliga stöddockor. 3 Koncept 3 Konceptet är helt nytt och obeprövat. Fler rörliga delar och
således ökad risk för haverier. 1
Koncept 4 Helt nytt koncept med hydraulmotor implementerat med en in och utvändigt gängat drivrör.
1
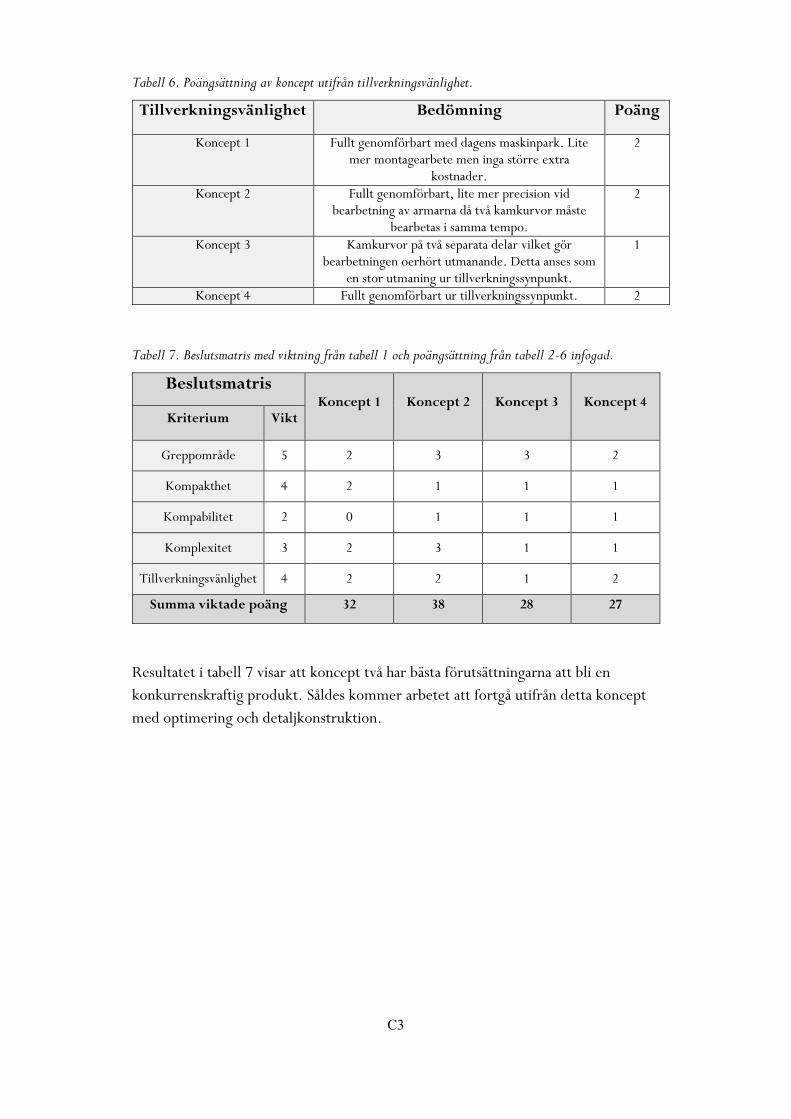
C3
Tabell 6. Poängsättning av koncept utifrån tillverkningsvänlighet.
Tillverkningsvänlighet Bedömning Poäng
Koncept 1 Fullt genomförbart med dagens maskinpark. Lite mer montagearbete men inga större extra
kostnader.
2
Koncept 2 Fullt genomförbart, lite mer precision vid bearbetning av armarna då två kamkurvor måste
bearbetas i samma tempo.
2
Koncept 3 Kamkurvor på två separata delar vilket gör bearbetningen oerhört utmanande. Detta anses som
en stor utmaning ur tillverkningssynpunkt.
1
Koncept 4 Fullt genomförbart ur tillverkningssynpunkt. 2
Tabell 7. Beslutsmatris med viktning från tabell 1 och poängsättning från tabell 2-6 infogad.
Beslutsmatris Koncept 1 Koncept 2 Koncept 3 Koncept 4
Kriterium Vikt
Greppområde 5 2 3 3 2
Kompakthet 4 2 1 1 1
Kompabilitet 2 0 1 1 1
Komplexitet 3 2 3 1 1
Tillverkningsvänlighet 4 2 2 1 2
Summa viktade poäng 32 38 28 27
Resultatet i tabell 7 visar att koncept två har bästa förutsättningarna att bli en konkurrenskraftig produkt. Såldes kommer arbetet att fortgå utifrån detta koncept med optimering och detaljkonstruktion.
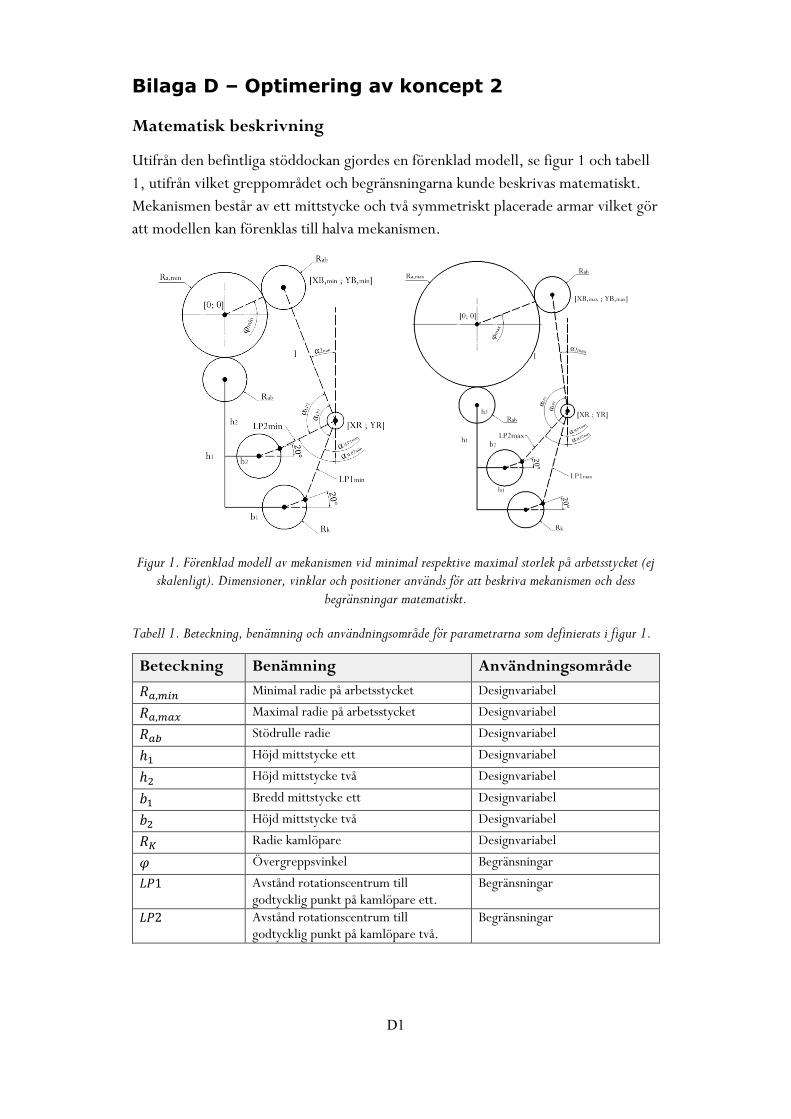
D1
Bilaga D – Optimering av koncept 2
Matematisk beskrivning
Utifrån den befintliga stöddockan gjordes en förenklad modell, se figur 1 och tabell 1, utifrån vilket greppområdet och begränsningarna kunde beskrivas matematiskt. Mekanismen består av ett mittstycke och två symmetriskt placerade armar vilket gör att modellen kan förenklas till halva mekanismen.
Figur 1. Förenklad modell av mekanismen vid minimal respektive maximal storlek på arbetsstycket (ej skalenligt). Dimensioner, vinklar och positioner används för att beskriva mekanismen och dess
begränsningar matematiskt.
Tabell 1. Beteckning, benämning och användningsområde för parametrarna som definierats i figur 1.
Beteckning Benämning Användningsområde
𝑅𝑅𝑚𝑚,𝑚𝑚𝑚𝑚𝑛𝑛 Minimal radie på arbetsstycket Designvariabel
𝑅𝑅𝑚𝑚,𝑚𝑚𝑚𝑚𝑚𝑚 Maximal radie på arbetsstycket Designvariabel
𝑅𝑅𝑚𝑚𝑎𝑎 Stödrulle radie Designvariabel
ℎ1 Höjd mittstycke ett Designvariabel
ℎ2 Höjd mittstycke två Designvariabel
𝑏𝑏1 Bredd mittstycke ett Designvariabel
𝑏𝑏2 Höjd mittstycke två Designvariabel
𝑅𝑅𝐾𝐾 Radie kamlöpare Designvariabel
𝜑𝜑 Övergreppsvinkel Begränsningar
𝐿𝐿𝐿𝐿1 Avstånd rotationscentrum till godtycklig punkt på kamlöpare ett.
Begränsningar
𝐿𝐿𝐿𝐿2 Avstånd rotationscentrum till godtycklig punkt på kamlöpare två.
Begränsningar

D2
Följande uttryck ställs upp med hjälp av grundläggande trigonometriska samband:
φmax/min = cos−1
⎝
⎛XR2 + YR2 + �Ra,max/min + Rr�2 − l2
2 ∙ �XR2 + YR2 ∙ �Ra,max/min + Rr� ⎠
⎞ − tan−1 �YRXR� (1)
αLP1,max/min = 180 − α2,max/min − α3LP1,max/min (2)
αLP2,max/min = 180 − α2,max/min − α3LP2,max/min (3)
α2,max/min = tan−1 �XR − �Ra,max/min + Rab� ∙ cos�φmax/min��Ra,max/min + Rab� ∙ sin�φmax/min�+ YR
� (4)
α3LP1,max/min = tan−1 �XR − (b1 + Rk ∙ cos(20°))
Ra,max/min + 𝑅𝑅𝑚𝑚𝑎𝑎 + h1 − Rk ∙ sin(20°) − YR� (5)
α3LP2,max/min = tan−1 �XR − (b2 + Rk ∙ cos(20°))
Ra,max/min + 𝑅𝑅𝑚𝑚𝑎𝑎 + h2 − Rk ∙ sin(20°)− YR� (6)
LP1max = ��XR − (b1 + Rk ∙ cos(30°))�2 + �Ra,max + Rab + h1 − Rk ∙ sin(30°)�2 (7)
LP1min = ��XR − (b1 + Rk ∙ cos(20°))�2 + �Ra,min + Rab + h1 − Rk ∙ sin(20°)�2 (8)
LP2max = ��XR − (b2 + Rk ∙ cos(30°))�2 + �Ra,max + Rab + h2 − Rk ∙ sin(30°)�2 (9)
LP2min = ��XR − (b2 + Rk ∙ cos(20°))�2 + �Ra,max + Rab + h2 − Rk ∙ sin(20°)�2. (10)
Designvariabler
Optimeringen bestod av totalt nio designvariabler, dessa presenteras nedan med övre och under gräns.
100 < l < 400
80 < XR < 165
0 < YR < 300
100 < h1 < 275
10 < b1 < 150
75 < h2 < 275
10 < b2 < 150
25 < Rab < 30
20 < Rk < 30

D3
Begränsningar
För att säkerställa att stöddockans har ett tillräckligt stadigt grepp om arbetsstycket får inte övergreppsvinkeln φ vara mindre än 10° eller större än 80° vid både minsta och största diametern på arbetsstycket:
10° < φ < 80° (11)
För att inte arbetsstycket ska krocka med huset införs en begränsning som säkerställer att avståndet till rotationscentrum, som ges av Pythagoras sats, blir större än maximala diametern, rotationscentrumets radie samt lite frigång:
�XR2 + YR2 ≥ Ra,min + k1 (12)
Där k1 innefattar radien på rotationscentrum samt lite frigång. För att säkerställa att mittstyckets slag räcker till införs en begränsning som säger att dess längd är längre än skillnaden i största och minsta radien på arbetsstycket samt en konstant som kompenserar för kamlöparens radie och lite frigång:
h1 ≥ Ra,max − Ra,min + k2. (13)
Då armen roterar från största till minsta ämnet sker en stor förflyttning av kamkurvan. För att säkerställa att extrempunkterna, vid minimal och maximal diameter, inte krockar vid rotation införs fyra begränsningar. Dessa begränsar första och sista punktens position på kamkurvan i x- och y-led då armen roterat från maximal till minimal och vice versa:
XR + LP1max ∙ sin (α2,min + α𝐿𝐿𝐿𝐿2𝑚𝑚𝑚𝑚𝑛𝑛 − 180) ≤ k3 (14)
YR + LP1max ∙ cos (α2,min + α𝐿𝐿𝐿𝐿2𝑚𝑚𝑚𝑚𝑛𝑛 − 180) ≤ k4 (15)
XR − LP2min ∙ cos�α2,max − αLP1,max + 90� ≤ k5 (16)
YR − LP2min ∙ sin (α2,max − αLP1,max + 90) ≤ k6. (17)
Där konstanterna bestäms utifrån husets innermått och övriga geometri.
Vid en liten bredd på mittstycket och en stor kamlöpare finns en risk för att cylindern inte får plats. För att undvika detta införs en begränsning som säger att bredden på mittstycket måste vara större än kamlöparens radie samt lite frigång i form av en konstant:
b2 ≥ Rk + k7. (18)
Under slaget får kamlöparen inte krocka med armens rotationscentrum. Detta innebär att avståndet mellan dessa vid minsta diametern måste vara minst dess kombinerade radier samt lite frigång:

D4
��Ra,min + Rab + hi − YR�2 + (XR − bi)2 ≥ Rab + k8. (19)
Vid minsta arbetsstycket får de två armarnas stödrullar inte krocka. Genom att införa en begränsning som säkerställer att övre stödrullens position vid minsta diametern på arbetsstycket inte blir mindre än stödrullens radie samt lite frigång vilket ges av en konstant:
XB,min ≥ Rab + k9 . (20)
Vid minsta diametern på arbetsstycket får inte armarnas stödrullar krocka med mittstyckets stödrulle. Detta innebär att avståndet mellan dom två måste vara större än dess kombinerade radier och lite frigång i form av en konstant:
�2 ∙ �RAB + Ra,min�2 − 2 ∙ �RAB + Ra,min� ∙ cos(90 + φmin ) ≥ 2 ∙ RAB + k10. (21)
För att mittstycket inte ska krocka med rotationscentrum bör nedre kamlöparen alltid vara placerad till vänster om rotationscentrum. Detta innebär att rotationscentrum position i x-led måste vara större än mittstyckets bredd:
XR ≥ b1. (22)
För att stöddockan ska vara kompatibelt med befintliga fästet måste en begränsning införas som förhindrar att kamkurvan under sin rörelse krockar med hålen för fästet i huset. Detta innebär att maximala avståndet från rotationscentrum till en punkt på kamkurvan, som blir vid maximal diameter, till rotationscentrum inte får vara större än avståndet till hålen. Hålets radie och godstjockleken måste även tas i beaktning i form av en konstant:
LPmax ≤ ��365
2− XR�
2
+ (155 + 146 − YR)2 − k11. (23)
För att säkerställa att kamlöpare två ligger ovanför och innanför kamlöpare ett infogades två begränsningar som hanterar detta:
h1 ≥ h2, (24)
b1 ≥ b2. (25)

D5
Samtliga begränsningar sammanfattas i tabell 2 nedan.
Tabell 2. Begränsningar tillhörande den matematiska modellen som användes vid optimering av koncept 2.
Nr. Förklaring
1 Säkerställer att övergreppsvinkeln är mindre än 80 grader vid största arbetsstycket. 2 Säkerställer att övergreppsvinkeln är större än 10 grader vid största arbetsstycket. 3 Säkerställer att det är minst 36 millimeter spel mellan rotationscentrum och största
arbetsstycket. 4 Säkerställer att mittstycket är tillräckligt högt så att kamlöparna inte krockar i husets
ovansida vid minsta arbetsstycke. 5 Begränsar hur mycket armen kan rotera innan kamkurvan krockar med huset i sidled vid
minsta arbetsstycke. 6 Begränsar så att kamkurvan inte krockar med husets underkant. 7 Säkerställer att det minst är 20 millimeter spel mellan kamkurvans övre del och
arbetsstycket vid största diameter. 8 Säkerställer att kamlöpare ett inte krockar med armens rotationscentrum. 9 Säkerställer att kamlöpare två inte krockar med armens rotationscentrum. 10 Säkerställer att armarnas stödrullar inte krockar vid minsta arbetsstycket. 11 Säkerställer att kamlöpare ett är placerad till vänster om armens rotationscentrum. 12 Säkerställer att kamkurvan inte krockar med nedre fästhålen. 13 Säkerställer att armens rotationscentrum inte krockar med övre fästhålen. 14 Säkerställer att kamlöparen inte går ovanför rotationscentrum vid minsta arbetsstycket. 15 Säkerställer att kamlöpare två ligger ovanför kamlöpare ett. 16 Säkerställer att kamlöpare ett ligger utanför kamlöpare två. 17 Säkerställer att övre fästhålet ej krockar med största arbetsstycket. 18 Säkerställer att det finns tillräckligt med utrymme innanför kamlöpare två för cylindern. 19 Säkerställer att kamlöparna sitter ett minst 40 millimeter ifrån varandra. 20 Säkerställer att rotationscentrum inte hamnar för långt ovanför det övre fästhålet. 21 Säkerställer att rotationscentrum inte hamnar för långt nedanför det övre fästhålet.
Matlab-kod
Här presenteras den Matlab-kod som användes vid optimeringen. All text som är
grönmarkerad är kommentarer för att enklare kunna lokalisera sig i koden.
objective = @(x) (x(1)-x(2)); %Målfunktion, greppområdet %x(1) = Xmin %x(2) = Xmax %x(3) = Armlängd, L %x(4) = Rotationscentrum, Xr %x(5) = Rotationscentrum, Yr %x(6) = Höjd kamlöpare 1, h1 %x(7) = Bredd kamlöpare 1, b1 %x(8) = Stödrullar radie, Rab %x(9) = Kamföljare radie, Rk %x(10) = Höjd kamlöpare 2, h2 %x(11) = Bredd kamlöpare 2, b2
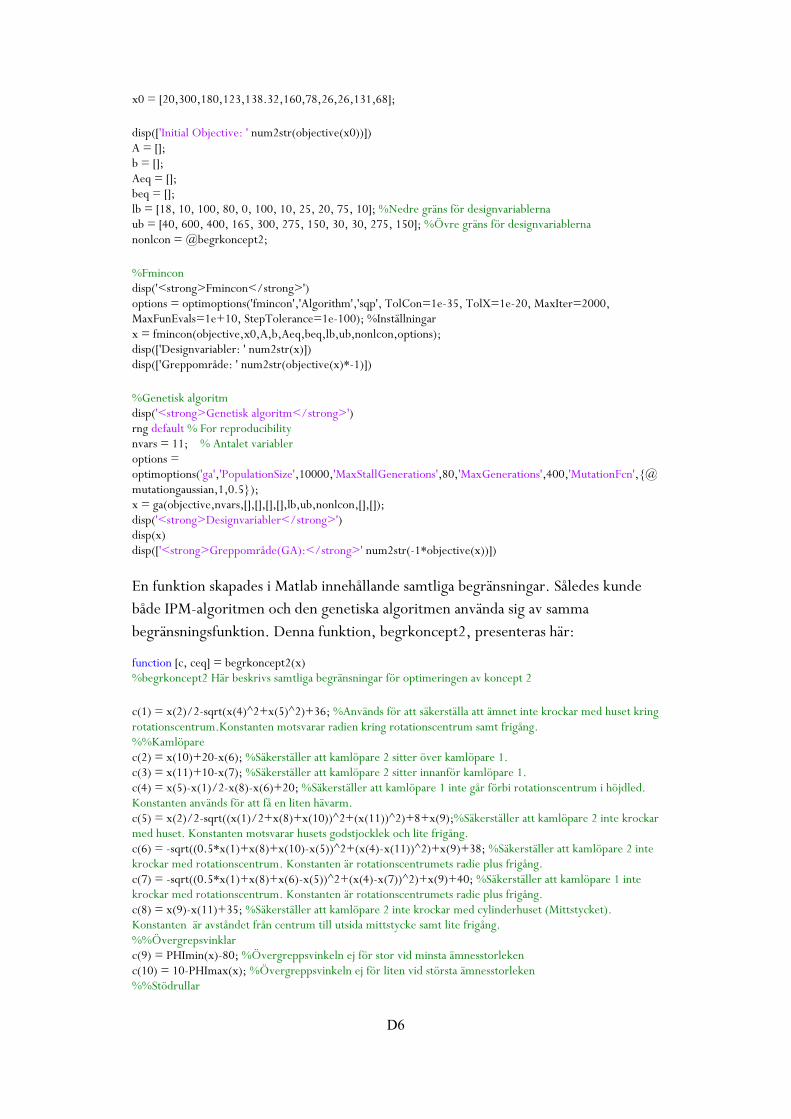
D6
x0 = [20,300,180,123,138.32,160,78,26,26,131,68]; disp(['Initial Objective: ' num2str(objective(x0))]) A = []; b = []; Aeq = []; beq = []; lb = [18, 10, 100, 80, 0, 100, 10, 25, 20, 75, 10]; %Nedre gräns för designvariablerna ub = [40, 600, 400, 165, 300, 275, 150, 30, 30, 275, 150]; %Övre gräns för designvariablerna nonlcon = @begrkoncept2; %Fmincon disp('<strong>Fmincon</strong>') options = optimoptions('fmincon','Algorithm','sqp', TolCon=1e-35, TolX=1e-20, MaxIter=2000, MaxFunEvals=1e+10, StepTolerance=1e-100); %Inställningar x = fmincon(objective,x0,A,b,Aeq,beq,lb,ub,nonlcon,options); disp(['Designvariabler: ' num2str(x)]) disp(['Greppområde: ' num2str(objective(x)*-1)]) %Genetisk algoritm disp('<strong>Genetisk algoritm</strong>') rng default % For reproducibility nvars = 11; % Antalet variabler options = optimoptions('ga','PopulationSize',10000,'MaxStallGenerations',80,'MaxGenerations',400,'MutationFcn',{@mutationgaussian,1,0.5}); x = ga(objective,nvars,[],[],[],[],lb,ub,nonlcon,[],[]); disp('<strong>Designvariabler</strong>') disp(x) disp(['<strong>Greppområde(GA):</strong>' num2str(-1*objective(x))]) En funktion skapades i Matlab innehållande samtliga begränsningar. Således kunde både IPM-algoritmen och den genetiska algoritmen använda sig av samma begränsningsfunktion. Denna funktion, begrkoncept2, presenteras här:
function [c, ceq] = begrkoncept2(x) %begrkoncept2 Här beskrivs samtliga begränsningar för optimeringen av koncept 2 c(1) = x(2)/2-sqrt(x(4)^2+x(5)^2)+36; %Används för att säkerställa att ämnet inte krockar med huset kring rotationscentrum.Konstanten motsvarar radien kring rotationscentrum samt frigång. %%Kamlöpare c(2) = x(10)+20-x(6); %Säkerställer att kamlöpare 2 sitter över kamlöpare 1. c(3) = x(11)+10-x(7); %Säkerställer att kamlöpare 2 sitter innanför kamlöpare 1. c(4) = x(5)-x(1)/2-x(8)-x(6)+20; %Säkerställer att kamlöpare 1 inte går förbi rotationscentrum i höjdled. Konstanten används för att få en liten hävarm. c(5) = x(2)/2-sqrt((x(1)/2+x(8)+x(10))^2+(x(11))^2)+8+x(9);%Säkerställer att kamlöpare 2 inte krockar med huset. Konstanten motsvarar husets godstjocklek och lite frigång. c(6) = -sqrt((0.5*x(1)+x(8)+x(10)-x(5))^2+(x(4)-x(11))^2)+x(9)+38; %Säkerställer att kamlöpare 2 inte krockar med rotationscentrum. Konstanten är rotationscentrumets radie plus frigång. c(7) = -sqrt((0.5*x(1)+x(8)+x(6)-x(5))^2+(x(4)-x(7))^2)+x(9)+40; %Säkerställer att kamlöpare 1 inte krockar med rotationscentrum. Konstanten är rotationscentrumets radie plus frigång. c(8) = x(9)-x(11)+35; %Säkerställer att kamlöpare 2 inte krockar med cylinderhuset (Mittstycket). Konstanten är avståndet från centrum till utsida mittstycke samt lite frigång. %%Övergrepsvinklar c(9) = PHImin(x)-80; %Övergreppsvinkeln ej för stor vid minsta ämnesstorleken c(10) = 10-PHImax(x); %Övergreppsvinkeln ej för liten vid största ämnesstorleken %%Stödrullar
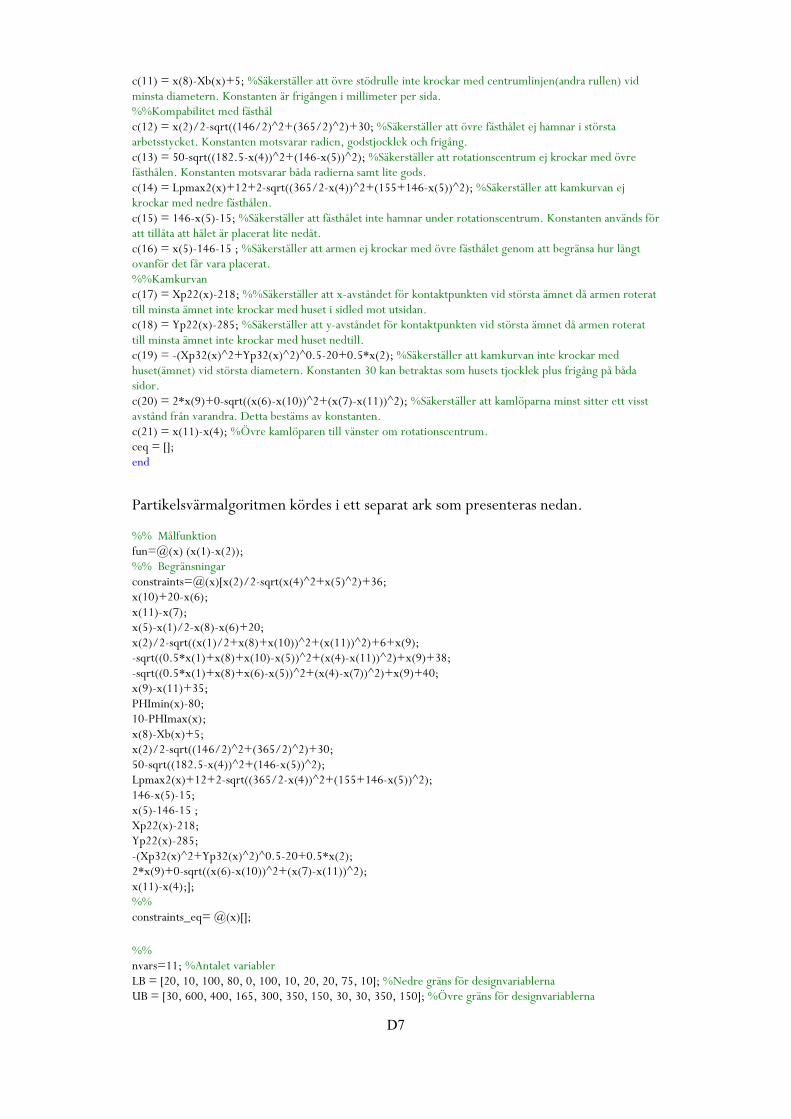
D7
c(11) = x(8)-Xb(x)+5; %Säkerställer att övre stödrulle inte krockar med centrumlinjen(andra rullen) vid minsta diametern. Konstanten är frigången i millimeter per sida. %%Kompabilitet med fästhål c(12) = x(2)/2-sqrt((146/2)^2+(365/2)^2)+30; %Säkerställer att övre fästhålet ej hamnar i största arbetsstycket. Konstanten motsvarar radien, godstjocklek och frigång. c(13) = 50-sqrt((182.5-x(4))^2+(146-x(5))^2); %Säkerställer att rotationscentrum ej krockar med övre fästhålen. Konstanten motsvarar båda radierna samt lite gods. c(14) = Lpmax2(x)+12+2-sqrt((365/2-x(4))^2+(155+146-x(5))^2); %Säkerställer att kamkurvan ej krockar med nedre fästhålen. c(15) = 146-x(5)-15; %Säkerställer att fästhålet inte hamnar under rotationscentrum. Konstanten används för att tillåta att hålet är placerat lite nedåt. c(16) = x(5)-146-15 ; %Säkerställer att armen ej krockar med övre fästhålet genom att begränsa hur långt ovanför det får vara placerat. %%Kamkurvan c(17) = Xp22(x)-218; %%Säkerställer att x-avståndet för kontaktpunkten vid största ämnet då armen roterat till minsta ämnet inte krockar med huset i sidled mot utsidan. c(18) = Yp22(x)-285; %Säkerställer att y-avståndet för kontaktpunkten vid största ämnet då armen roterat till minsta ämnet inte krockar med huset nedtill. c(19) = -(Xp32(x)^2+Yp32(x)^2)^0.5-20+0.5*x(2); %Säkerställer att kamkurvan inte krockar med huset(ämnet) vid största diametern. Konstanten 30 kan betraktas som husets tjocklek plus frigång på båda sidor. c(20) = 2*x(9)+0-sqrt((x(6)-x(10))^2+(x(7)-x(11))^2); %Säkerställer att kamlöparna minst sitter ett visst avstånd från varandra. Detta bestäms av konstanten. c(21) = x(11)-x(4); %Övre kamlöparen till vänster om rotationscentrum. ceq = []; end
Partikelsvärmalgoritmen kördes i ett separat ark som presenteras nedan.
%% Målfunktion fun=@(x) (x(1)-x(2)); %% Begränsningar constraints=@(x)[x(2)/2-sqrt(x(4)^2+x(5)^2)+36; x(10)+20-x(6); x(11)-x(7); x(5)-x(1)/2-x(8)-x(6)+20; x(2)/2-sqrt((x(1)/2+x(8)+x(10))^2+(x(11))^2)+6+x(9); -sqrt((0.5*x(1)+x(8)+x(10)-x(5))^2+(x(4)-x(11))^2)+x(9)+38; -sqrt((0.5*x(1)+x(8)+x(6)-x(5))^2+(x(4)-x(7))^2)+x(9)+40; x(9)-x(11)+35; PHImin(x)-80; 10-PHImax(x); x(8)-Xb(x)+5; x(2)/2-sqrt((146/2)^2+(365/2)^2)+30; 50-sqrt((182.5-x(4))^2+(146-x(5))^2); Lpmax2(x)+12+2-sqrt((365/2-x(4))^2+(155+146-x(5))^2); 146-x(5)-15; x(5)-146-15 ; Xp22(x)-218; Yp22(x)-285; -(Xp32(x)^2+Yp32(x)^2)^0.5-20+0.5*x(2); 2*x(9)+0-sqrt((x(6)-x(10))^2+(x(7)-x(11))^2); x(11)-x(4);]; %% constraints_eq= @(x)[]; %% nvars=11; %Antalet variabler LB = [20, 10, 100, 80, 0, 100, 10, 20, 20, 75, 10]; %Nedre gräns för designvariablerna UB = [30, 600, 400, 165, 300, 350, 150, 30, 30, 350, 150]; %Övre gräns för designvariablerna

D8
Npop=5000; %Populationsstorlek max_iter= 100; %Antalet iterationer [Xmin,Fmin]=PSO_non_linear_constraint(fun,constraints,constraints_eq,LB,UB,nvars,Npop,max_iter); %Optimeringen %Plotta resultatet disp(['Lösning: ' num2str(Xmin)]) disp(['Greppområde: ' num2str(Xmin(2)-Xmin(1))])

E1
Bilaga E – Verifiering av hållfasthet
Armens- och mittstyckets hållfasthet kontrollerades vid minsta- och största diameter på arbetsstycket. Detta genomfördes med hjälp av en FE-analys i ANSYS. Krafternas riktningar och stödens lägen bestämdes genom uppmätning i CAD vid respektive position. Materialet som berörs i analysen är samma material som i dagens produkt, det vill säga Toolox© 33 för både armarna och mittstycket. Materialets mekaniska egenskaper vid rumstemperatur inhämtades och presenteras nedan.
• Sträckgräns (Resttöjningsgräns), RP0,2 = 850 MPa.
• Brottgräns, Rm = 980 MPa.
• E-modul, E = 210 GPa.
Analys av armens hållfasthet vid minsta diameter
Randvillkor och laster
De randvillkor och laster som användes i analysen återges nedan i figur 1. Lasten sattes till en cylindrisk last (Eng. Bearing Load) i de övre axelhålen för stödrullen. Dess riktning sattes normal mot armens längdvektor efter uppmätning i CAD. Storleken sattes enligt nuvarande specifikation till 14,8 kN. Randvillkoren som ersätter lagringen i huset var ett cylindriskt stöd som ersätter axeln och två friktionslösa stöd som ersätter kontakten med hus och lock. I analysen användes en förenklad modell av kamlöparen som låstes med ett cylindriskt stöd vid korrekt position på kamkurvan.
Figur 1. Randvillkor och last för analys av armen vid minsta diameter.
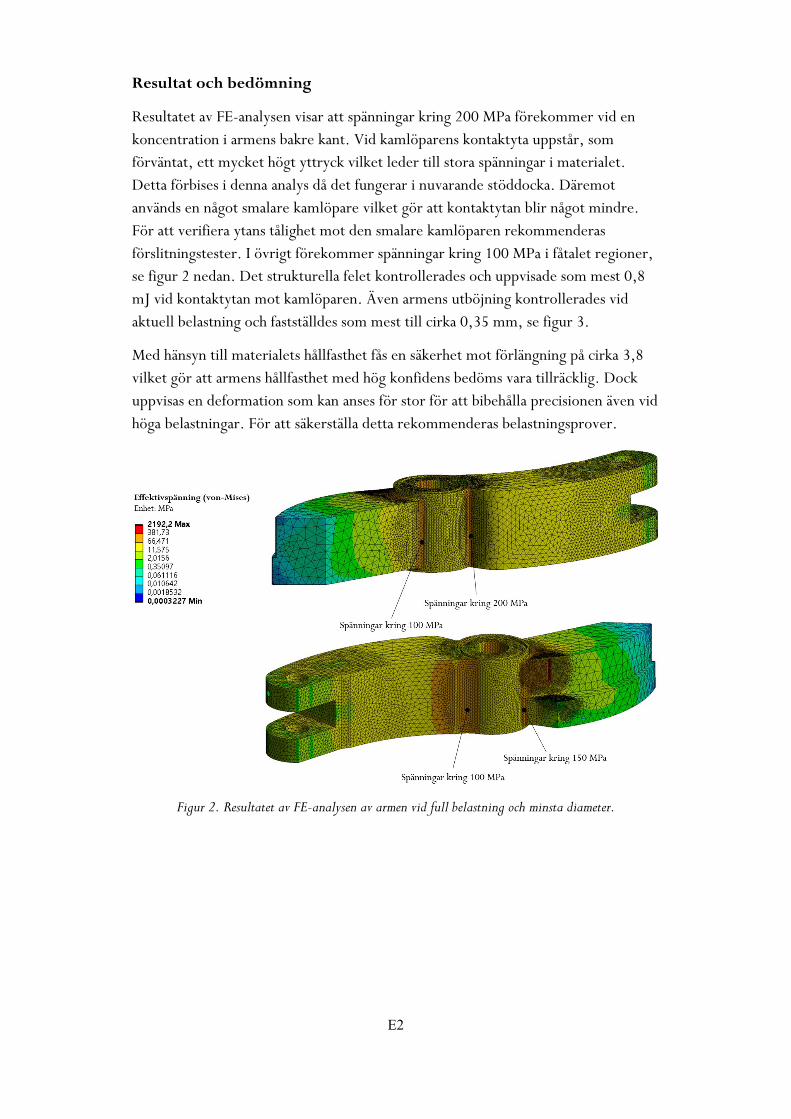
E2
Resultat och bedömning
Resultatet av FE-analysen visar att spänningar kring 200 MPa förekommer vid en koncentration i armens bakre kant. Vid kamlöparens kontaktyta uppstår, som förväntat, ett mycket högt yttryck vilket leder till stora spänningar i materialet. Detta förbises i denna analys då det fungerar i nuvarande stöddocka. Däremot används en något smalare kamlöpare vilket gör att kontaktytan blir något mindre. För att verifiera ytans tålighet mot den smalare kamlöparen rekommenderas förslitningstester. I övrigt förekommer spänningar kring 100 MPa i fåtalet regioner, se figur 2 nedan. Det strukturella felet kontrollerades och uppvisade som mest 0,8 mJ vid kontaktytan mot kamlöparen. Även armens utböjning kontrollerades vid aktuell belastning och fastställdes som mest till cirka 0,35 mm, se figur 3.
Med hänsyn till materialets hållfasthet fås en säkerhet mot förlängning på cirka 3,8 vilket gör att armens hållfasthet med hög konfidens bedöms vara tillräcklig. Dock uppvisas en deformation som kan anses för stor för att bibehålla precisionen även vid höga belastningar. För att säkerställa detta rekommenderas belastningsprover.
Figur 2. Resultatet av FE-analysen av armen vid full belastning och minsta diameter.

E3
Figur 3. Armens totala deformation vid full belastning och minsta diameter.
Analys av armens hållfasthet vid största diameter
Randvillkor och laster
Samma randvillkor och laster användes som i föregående analys. Dock ändrades riktningen på lasten till cirka 60 grader mot längdvektorn samt positionen på förenklade kamlöparen, se figur 4 nedan.
Figur 4. Randvillkor och last för analys av armen vid största diametern på arbetsstycket.
Resultat och bedömning
Resultatet av FE-analysen visar att spänningar kring 200 MPa förekommer vid en koncentration i armens bakre kant. Vid kamlöparens kontaktyta uppstår nu ett något lägre yttryck till följd av en längre hävarm från rotationscentrum till mindre spänningar i materialet. I övrigt förekommer spänningar kring 100 MPa i fåtalet regioner, se figur 5 nedan. Det strukturella felet kontrollerades och uppvisade som mest 0,8 mJ vid kontaktytan mot kamlöparen. Även armens utböjning kontrollerades vid aktuell belastning och fastställdes som mest till cirka 0,37 mm, se figur 6.
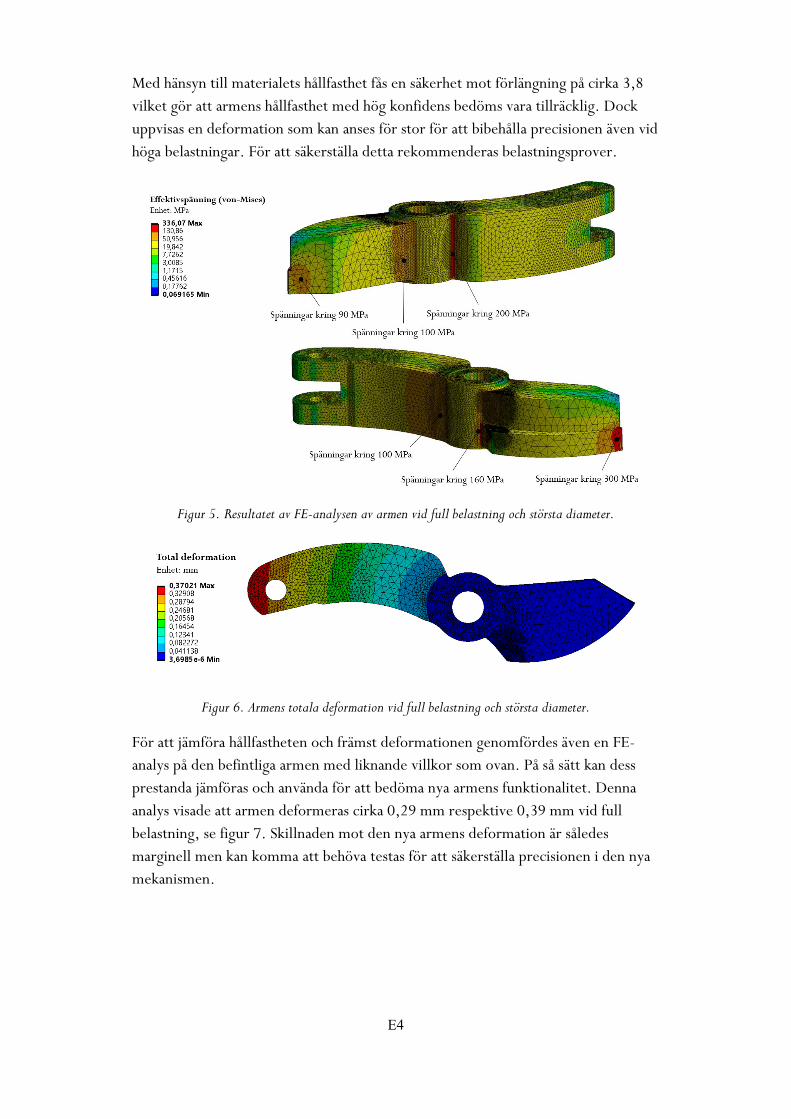
E4
Med hänsyn till materialets hållfasthet fås en säkerhet mot förlängning på cirka 3,8 vilket gör att armens hållfasthet med hög konfidens bedöms vara tillräcklig. Dock uppvisas en deformation som kan anses för stor för att bibehålla precisionen även vid höga belastningar. För att säkerställa detta rekommenderas belastningsprover.
Figur 5. Resultatet av FE-analysen av armen vid full belastning och största diameter.
Figur 6. Armens totala deformation vid full belastning och största diameter.
För att jämföra hållfastheten och främst deformationen genomfördes även en FE-analys på den befintliga armen med liknande villkor som ovan. På så sätt kan dess prestanda jämföras och använda för att bedöma nya armens funktionalitet. Denna analys visade att armen deformeras cirka 0,29 mm respektive 0,39 mm vid full belastning, se figur 7. Skillnaden mot den nya armens deformation är således marginell men kan komma att behöva testas för att säkerställa precisionen i den nya mekanismen.

E5
Figur 7. Befintliga armens totala deformation vid de olika positionerna med samma randvillkor och last som ovan. Ovan är positionen vid minsta diametern och nedan vid största diametern.
Analys av mittstyckets hållfasthet vid största diameter och maxbelastning på armarna
Randvillkor och laster
För beräkningen av reaktionskraften i mittstycket genomfördes en jämviktsekvation. Vid en belastning motsvarande 14,8 kN på armarna kunde reaktionskrafternas komposanter beräknas till:
• 14,7 kN i sidled.
• 18,8 kN i höjdled.
Snarare än att använda det maximala trycket användes den maximalt tillåtna armbelastningen. Detta då denna kraft överstiger maximalt tillåtet tryck i cylindern och är det mest påfrestande belastningsfallet vid denna position. Lasternas placering återges nedan i figur 8. För att efterlikna husets kontakt och fixering av mittstycket i sid- och höjdled sattes friktionslösa stöd på dess sidor. För att förhindra den axiella rörelsen som vanligtvis görs av cylindern och ett hydraulisk tryck sattes ett fixerat stöd i cylinderhusets botten.

E6
Figur 8. Randvillkor och laster för analys av mittstycket vid maximal armbelastning och största diameter.
Resultat och bedömning
Resultat påvisar att mittstycket vid detta belastningsfall utsätts för förhållandevis små belastningar. Den största belastningen sker i toppen av cylinderhuset där spänningar kring 160 MPa förekommer, se figur 9. I övrigt finns regioner med spänningar kring 30 MPa. Den totala deformationen uppgick som högst till 0,02 mm och det strukturella felet i analysen uppmättes till 0,2 mJ som mest vilket talar för en god kvalité. Mittstyckets hållfasthet visar med mycket god säkerhet att det tål de belastningar som uppstår vid denna position.
Figur 9. Resultatet av FE-analysen vid maximal armbelastning och största diameter.

E7
Analys av mittstyckets hållfasthet vid minsta diameter och maxbelastning på armarna
Randvillkor och laster
För analys av mittstycket vid minsta diametern användes återigen armarnas maxbelastning då detta blir den största statiska belastningen som förekommer i denna position. Reaktionskrafterna beräknades till:
• 54,5 kN i sidled.
• 16,3 kN i höjdled.
Lasterna sätts nu istället på axelhålen för de nedre kamlöparna men randvillkoren är ekvivalenta med tidigare position.
Resultat och bedömning
Resultat påvisar att mittstycket även vid detta belastningsfall utsätts för förhållandevis små belastningar. Den största belastningen sker i toppen av cylinderhuset där spänningar kring 200 MPa förekommer, se figur 10. I övrigt finns regioner med spänningar kring 100-170 MPa. Den totala deformationen uppgick som högst till 0,05 mm och det strukturella felet i analysen uppmättes till 0,3 mJ som mest vilket talar för en god kvalité.
Mittstyckets hållfasthet visar således med mycket god säkerhet att det tål de belastningar som uppstår vid denna position.
Figur 10. Resultatet av FE-analysen vid maximal armbelastning och minsta diameter.

F1
Bilaga F – Metod för generering av kamkurvor
I Inventor skapades en skiss som innehåller alla vitala delar som påverkar kamkurvans utformning, se tabell 1. Metoden börjar utifrån den minsta diametern på arbetsstycket och arbetar iterativt till den största. Den första kontaktpunkten mellan kamlöparen och kamkurvan uppskattas ligga på kamlöparens radie med en vinkel på cirka 20 grader mot horisontalplanet. Kontaktpunkten sparas i ett Excel-ark varpå arbetsstyckets diameter ökas med två millimeter. En linje skapas från föregående punkt som tangerar kamlöparen, punkten där linjen tangerar kamlöparen blir nästa kontaktpunkt, se figur 1. Detta fortgår tills det att hela rörelsen beskrivits. En kurvatur som passar mellan samtliga punkter motsvarar då kamkurvan.
Tabell 1. Parametrar som ingår i kamkurvegeneratorn.
Designvariabel Beteckning Armlängd L Radie på stödrulle 𝑅𝑅𝑚𝑚𝑎𝑎 Radie på kamrulle 𝑅𝑅𝑘𝑘 Höjd på mittstycke ℎ Bredd på mittstycket 𝑏𝑏 Position på rotationscentrum i x-led 𝑋𝑋𝑅𝑅 Position på rotationscentrum i y-led 𝑌𝑌𝑅𝑅 Diameter på arbetsstycke 𝑋𝑋
Figur 1. Förklarande bild över hur kontaktpunkterna skapades. En till kamlöparen tangerande linje skapas från föregående punkt, där linjen tangerar kamlöparen blir den nya kontaktpunkten.
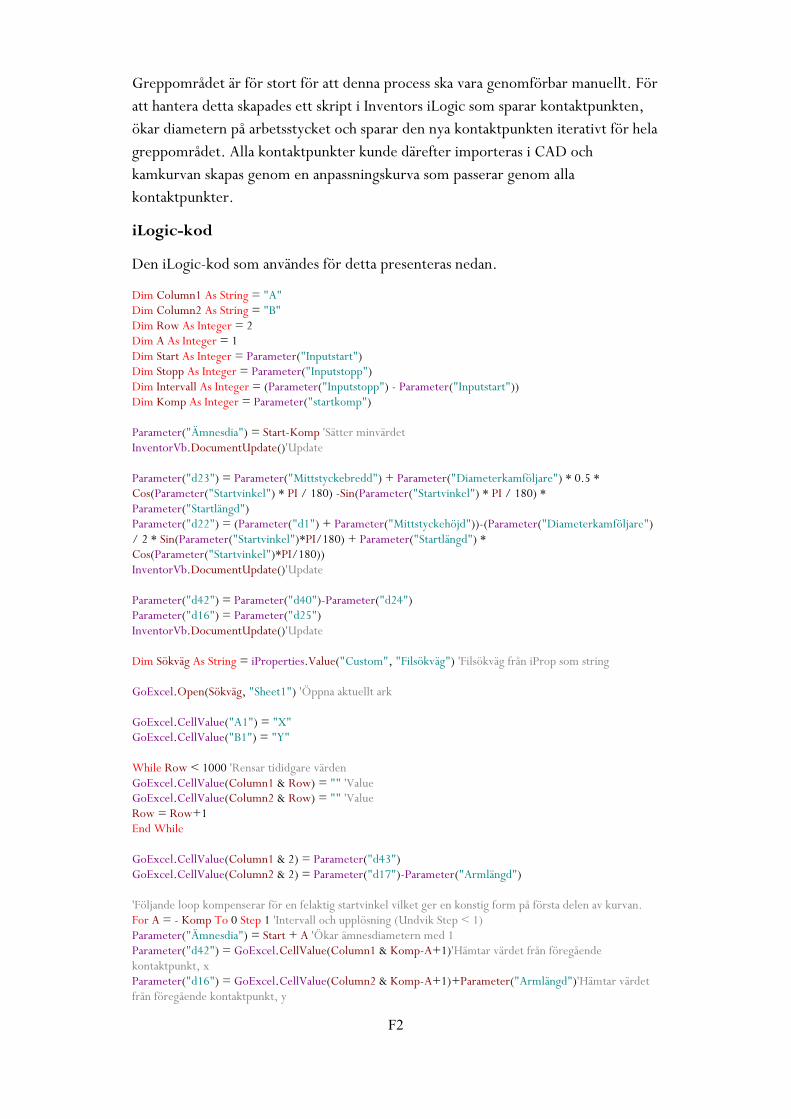
F2
Greppområdet är för stort för att denna process ska vara genomförbar manuellt. För att hantera detta skapades ett skript i Inventors iLogic som sparar kontaktpunkten, ökar diametern på arbetsstycket och sparar den nya kontaktpunkten iterativt för hela greppområdet. Alla kontaktpunkter kunde därefter importeras i CAD och kamkurvan skapas genom en anpassningskurva som passerar genom alla kontaktpunkter.
iLogic-kod
Den iLogic-kod som användes för detta presenteras nedan.
Dim Column1 As String = "A" Dim Column2 As String = "B" Dim Row As Integer = 2 Dim A As Integer = 1 Dim Start As Integer = Parameter("Inputstart") Dim Stopp As Integer = Parameter("Inputstopp") Dim Intervall As Integer = (Parameter("Inputstopp") - Parameter("Inputstart")) Dim Komp As Integer = Parameter("startkomp") Parameter("Ämnesdia") = Start-Komp 'Sätter minvärdet InventorVb.DocumentUpdate()'Update Parameter("d23") = Parameter("Mittstyckebredd") + Parameter("Diameterkamföljare") * 0.5 * Cos(Parameter("Startvinkel") * PI / 180) -Sin(Parameter("Startvinkel") * PI / 180) * Parameter("Startlängd") Parameter("d22") = (Parameter("d1") + Parameter("Mittstyckehöjd"))-(Parameter("Diameterkamföljare") / 2 * Sin(Parameter("Startvinkel")*PI/180) + Parameter("Startlängd") * Cos(Parameter("Startvinkel")*PI/180)) InventorVb.DocumentUpdate()'Update Parameter("d42") = Parameter("d40")-Parameter("d24") Parameter("d16") = Parameter("d25") InventorVb.DocumentUpdate()'Update Dim Sökväg As String = iProperties.Value("Custom", "Filsökväg") 'Filsökväg från iProp som string GoExcel.Open(Sökväg, "Sheet1") 'Öppna aktuellt ark GoExcel.CellValue("A1") = "X" GoExcel.CellValue("B1") = "Y" While Row < 1000 'Rensar tididgare värden GoExcel.CellValue(Column1 & Row) = "" 'Value GoExcel.CellValue(Column2 & Row) = "" 'Value Row = Row+1 End While GoExcel.CellValue(Column1 & 2) = Parameter("d43") GoExcel.CellValue(Column2 & 2) = Parameter("d17")-Parameter("Armlängd") 'Följande loop kompenserar för en felaktig startvinkel vilket ger en konstig form på första delen av kurvan. For A = - Komp To 0 Step 1 'Intervall och upplösning (Undvik Step < 1) Parameter("Ämnesdia") = Start + A 'Ökar ämnesdiametern med 1 Parameter("d42") = GoExcel.CellValue(Column1 & Komp-A+1)'Hämtar värdet från föregående kontaktpunkt, x Parameter("d16") = GoExcel.CellValue(Column2 & Komp-A+1)+Parameter("Armlängd")'Hämtar värdet från föregående kontaktpunkt, y

F3
InventorVb.DocumentUpdate()'Update GoExcel.CellValue(Column1 & Komp-A+2) = Parameter("d43") 'Skriver nya värdet för kontaktpunkten, x GoExcel.CellValue(Column2 & Komp-A+2) = Parameter("d17")-Parameter("Armlängd") 'Skriver nya värdet för kontaktpunkten, y Next While Row < 10 'Rensar tididgare kompvärden GoExcel.CellValue(Column1 & Row) = "" 'Value GoExcel.CellValue(Column2 & Row) = "" 'Value Row = Row+1 End While 'Skriver kompenserade värden GoExcel.CellValue(Column1 & 2) = Parameter("d43") GoExcel.CellValue(Column2 & 2) = Parameter("d17")-Parameter("Armlängd") For A = 1 To Intervall Step 1 'Intervall och upplösning (Undvik Step < 1) Parameter("Ämnesdia") = Start + A 'Ökar ämnesdiametern med 1 Parameter("d42") = GoExcel.CellValue(Column1 & A+1)'Hämtar värdet från föregående kontaktpunkt, x Parameter("d16") = GoExcel.CellValue(Column2 & A+1)+Parameter("Armlängd")'Hämtar värdet från föregående kontaktpunkt, y InventorVb.DocumentUpdate()'Update GoExcel.CellValue(Column1 & A+2) = Parameter("d43") 'Skriver nya värdet för kontaktpunkten, x GoExcel.CellValue(Column2 & A+2) = Parameter("d17")-Parameter("Armlängd") 'Skriver nya värdet för kontaktpunkten, y Next Parameter("d42") = GoExcel.CellValue(Column1 & 2)+Parameter("Mittstyckebredd")'Hämtar värdet från föregående kontaktpunkt, x Parameter("d16") = GoExcel.CellValue(Column2 & 2)+Parameter("Armlängd")'Hämtar värdet från föregående kontaktpunkt, y For A = 0 To Intervall Step 1 'Kompenserar värden i Excelarket Parameter("Xkomp") = GoExcel.CellValue(Column1 & A + 2) - Parameter("d40") GoExcel.CellValue(Column1 & A + 2) = -Parameter("Xkomp") Next GoExcel.Save GoExcel.Close 'Stänger och sparar Excelarket InventorVb.DocumentUpdate()'Update