
Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks.
16
Pre-Print Copy First author: [email protected] Page 1 Original citation: Ling, T.-C., Poon, C.-S. (2014) Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks. Journal of Cleaner Production; 68: 209-215. http://www.sciencedirect.com/science/article/pii/S0959652614000092 Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks Tung-Chai Ling 1,2 , and Chi-Sun Poon 1, * 1 Department of Civil and Environmental Engineering, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong. 2 School of Civil Engineering, University of Birmingham, Edgbaston, Birmingham, United Kingdom Abstract This paper investigates the feasibility of using recycled glass derived from discarded cathode ray tube (CRT) glass as an alternate fine aggregate for the production of dry-mixed concrete paving blocks. The recycled CRT funnel glass used had been acid treated and regarded as a non hazardous material based on the regulatory thresholds of the Toxicity Characteristic Leaching Procedure (TCLP). Two series of concrete paving blocks were prepared, one with and one without the use of coarse aggregate. Additionally, TiO 2 , a photo-catalyst was added to the surface layer of the blocks during the fabrication process to effect photo-catalytic reaction for the removal of an air pollutant, nitrogen oxide (NO). For each series, the CRT glass was used to replace the fine aggregate by volume at different ratios. Their physical, mechanical and durability properties, lead leachability, and photocatalytic air purifier performance were studied. The results show that the use of up to 100% CRT funnel glass as fine aggregate in concrete paving blocks not only have satisfactory levels in compressive strength (>45MPa) and ASR expansion (<0.1%), but improved the resistance to water absorption, drying shrinkage and photocatalytic performance for reducing air pollutants. However, the TCLP results reveal that the casting method of producing dry-mixed concrete blocks had a significant influence on lead leaching, and the replacement ratio of the CRT glass should be limited to about 25%. Keywords: CRT funnel glass, concrete paving blocks, properties, leaching of lead, dry-mix casting method 1. Introduction With the recent widespread use of liquid crystal displays (LCDs) television and monitors, environmental concern related to disposal of discarded cathode ray tube (CRT) glass has becoming progressively significant (Poon, 2008). CRT funnel glass contains 20-25 % of PbO is regulated as hazardous waste, and its Pb content if leached to the environment can pose a threat to human health (Lee et al., 2004). Therefore, finding alternative methods to manage the huge amount of CRT glass waste is important. Recently, a three-step recycling method for CRT glass waste which comprises crushing, acid washing and water rinsing to remove the lead has been developed and implemented in Hong Kong (Ling and Poon, 2011a). Experimental studies at the
Transcript of Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks.
Pre-Prin
t Cop
y
First author: [email protected] Page 1
Original citation: Ling, T.-C., Poon, C.-S. (2014) Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete
paving blocks. Journal of Cleaner Production; 68: 209-215.
http://www.sciencedirect.com/science/article/pii/S0959652614000092
Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete
paving blocks
Tung-Chai Ling1,2
, and Chi-Sun Poon1,
* 1Department of Civil and Environmental Engineering,
The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong. 2School of Civil Engineering,
University of Birmingham, Edgbaston, Birmingham, United Kingdom
Abstract
This paper investigates the feasibility of using recycled glass derived from discarded cathode ray
tube (CRT) glass as an alternate fine aggregate for the production of dry-mixed concrete paving
blocks. The recycled CRT funnel glass used had been acid treated and regarded as a non
hazardous material based on the regulatory thresholds of the Toxicity Characteristic Leaching
Procedure (TCLP). Two series of concrete paving blocks were prepared, one with and one
without the use of coarse aggregate. Additionally, TiO2, a photo-catalyst was added to the surface
layer of the blocks during the fabrication process to effect photo-catalytic reaction for the
removal of an air pollutant, nitrogen oxide (NO). For each series, the CRT glass was used to
replace the fine aggregate by volume at different ratios. Their physical, mechanical and
durability properties, lead leachability, and photocatalytic air purifier performance were studied.
The results show that the use of up to 100% CRT funnel glass as fine aggregate in concrete
paving blocks not only have satisfactory levels in compressive strength (>45MPa) and ASR
expansion (<0.1%), but improved the resistance to water absorption, drying shrinkage and
photocatalytic performance for reducing air pollutants. However, the TCLP results reveal that the
casting method of producing dry-mixed concrete blocks had a significant influence on lead
leaching, and the replacement ratio of the CRT glass should be limited to about 25%.
Keywords: CRT funnel glass, concrete paving blocks, properties, leaching of lead, dry-mix
casting method
1. Introduction
With the recent widespread use of liquid crystal displays (LCDs) television and monitors,
environmental concern related to disposal of discarded cathode ray tube (CRT) glass has
becoming progressively significant (Poon, 2008). CRT funnel glass contains 20-25 % of PbO is
regulated as hazardous waste, and its Pb content if leached to the environment can pose a threat
to human health (Lee et al., 2004). Therefore, finding alternative methods to manage the huge
amount of CRT glass waste is important. Recently, a three-step recycling method for CRT glass
waste which comprises crushing, acid washing and water rinsing to remove the lead has been
developed and implemented in Hong Kong (Ling and Poon, 2011a). Experimental studies at the
Pre-Prin
t Cop
y
First author: [email protected] Page 2
Hong Kong Polytechnic University demonstrated that nitric acid at 3–5% concentration levels
can be used to remove most of the lead from the crushed funnel glass surface and rendered it as a
non-hazardous waste based on the toxicity characteristics leaching procedure (TCLP) testing.
The details of the recycling process and results have been reported in the literature (Ling and
Poon, 2012a).
Use of the treated CRT funnel glass as a substitute of natural aggregate in concrete blocks
fabrication could be a possible recycling option. As for non-toxic/non-hazardous glass waste
derived from beverage glass bottles, Turgut (2008) studied the properties of masonry blocks
produced with waste limestone sawdust and glass powder. It was found that glass powder had a
positive effect to the concrete structure and led to better compressive strength. Chidiac et al.
(2011) also stated that waste glass powder can be incorporated to produce a better quality dry-
cast concrete blocks at industrial settings. Poon and Lam (2008) found that smooth surface of
coarser glass cullets (<5mm) could weaken the bonding between the glass particle and cement
paste, and resulted in the loss of concrete strength. But the study focused in the possible use of a
hazardous glass material (crushed CRT funnel glass) for use in concrete blocks after an acid
treatment step.
A major concern for using recycled glass in concrete is the potential risk of expansion due to
alkali-silica reaction (ASR) (Park and Lee, 2004). This is because the rich-silica crystal structure
of glass is very reactive in an alkaline environment. Lam et al. (2007) found that without the use
of ASR suppressant it was not possible to produce a durable concrete paving block containing
100% recycled beverage glass. Works have proved that ASR can be suppressed by incorporating
pozzolan such as fly ash, granulated blast furnace slag etc. since the amount of alkali hydroxide
is limited by the pozzolanic reaction (Shi et al., 2007). Lee at al. (2011) found that concrete
blocks produced by a dry-mix casting method contained a relatively higher porosity were able to
accommodate more amount of ASR gel. The ASR expansion of dry-mixed concrete block
containing 100% glass aggregate was found to be 44% lower when compared to the concrete
produced by using a traditional wet-mix method.
The purpose of the paper is to investigate the feasibility of using recycled CRT funnel glass for
the production of concrete paving blocks, as it can positively promote green and environmental
sustainability. The recycled CRT funnel glass used had been treated and rendered as non-
hazardous material by an acid washing process. Two series of dry-mixed paving blocks were
prepared, one with and one without the inclusion of coarse aggregate. In both series, the effects
of CRT funnel glass content (0%, 50% and 100% was used to replace equal volume of recycled
fine aggregate) on the properties of concrete paving blocks were investigated. Additionally,
methods that can reduce the potential leachability of lead from the CRT glass were also assessed.
2. Experimental procedures
2.1. Materials
ASTM type I ordinary Portland cement (OPC) and fly ash (PFA) complying with ASTM class F
were used as cementitious materials for the production of the concrete paving blocks. The
chemical compositions and physical properties are shown in Table 1.

Pre-Prin
t Cop
y
First author: [email protected] Page 3
Table 1: Chemical compositions and physical properties of cement and fly ash
Chemical compositions (%) OPC PFA * Class F
Fly ash
**CRT funnel
glass
Calcium oxide (CaO) 63.15 <3 - 3.74
Silicon dioxide (SiO2) 19.61 56.79 - 50.50
Aluminium oxide (Al2O3) 7.33 28.21 - 2.40
Ferric oxide (Fe2O3) 3.32 5.31 - -
(SiO2 +Al2O3+ Fe2O3) 30.26 92.32 >70 -
Magnesium oxide (MgO) 2.54 5.21 - 1.17
Sodium oxide (Na2O) 0.13 0.45 - 3.00
Potassium oxide (K2O) 0.39 1.34 - 9.27
Sulfur trioxide (SO3) 2.13 0.68 <5.0 -
Lead oxide (PbO) - - - 24.50
Barium oxide (BaO) - - - 2.90
Strontium oxide (SrO) - - - 2.10
Zirconium Oxide (ZrO2) - - - 0.41
Loss on ignition 2.97 3.9 <6.0 -
Physical properties
Specific gravity 3.16 2.31 - -
Blaine fineness (cm2/g) 3519 3960 - -
* The chemical composition of the Class F Fly ash is according to the ASTM C618.
**The chemical composition of CRT funnel glass powder was measured using X-Ray
Fluorescence (XRF) method.
Coarse and fine aggregates used in this study were recycled concrete aggregate obtained from a
construction and demolition (C&D) waste recycling facility in Hong Kong. The particle size
range of the recycled coarse aggregate (RCA) and the recycled fine aggregate (RFA) were 5-10
mm and 0-5 mm (see Table 2). The recycled CRT funnel glass was obtained from a CRT waste
recycling center in Hong Kong, in which the CRT funnel glass was crushed, acid treated and
water washed. The treated CRT funnel glass with leachable Pb value of 2.2 mg/L was rendered
as a non hazardous material based on the regulatory thresholds of the Toxicity Characteristic
Leaching Procedure (TCLP). The particle size distribution and other physical properties of these
aggregates are shown in Table 2. The particle size distribution expressed as a percent passing (%)
is the percentage of total aggregate by weight passing through a given sieve size.
A commercially available nano-TiO2 powder (P25, Degussa) was used as the photocatalyst. The
particle size of the TiO2 was 20-50 nm, with a specific BET surface area of 50 ±15 m2 g
-1.

Pre-Prin
t Cop
y
First author: [email protected] Page 4
Table 2: Particle size distributions and physical properties of RCA, RFA and CRT funnel glass
Sieve size and physical
properties
Percentage passing (%)
RCA (5-10mm) RFA (< 5mm) CRT (<5 mm)
10 mm 100 100 100
5 mm 19.6 99.6 99.6
2.36 mm 0.86 72.0 77.7
1.18 mm 0.80 44.8 48.6
0.6 mm 0.76 26.3 24.5
0.3 mm 0.73 15.7 8.3
0.15 mm 0.63 7.2 1.5
Fineness modulus 5.77 3.40 3.34
Relative density 2.47 2.53 3.00
Water absorption (%) 4.37 5.80 0
2.2. Mix proportion of paving blocks
To achieve required propertied of standard concrete paving blocks, the control concrete mixes
were designed with a fixed OPC content of 340 kg/m3, aggregate-to-cement ratio of 4:1 and
water-to-cement ratio (w/c) of 0.3. Two series of paving blocks were prepared in this study, i)
paving blocks without RCA and ii) paving blocks with RCA. For the paving blocks with RCA,
25% of RFA was replaced by RCA weight. For each concrete series, the crushed and processed
CRT funnel glass was used to replace RFA by volume at 0%, 50% and 100%. Table 3 shows the
materials composition (in kg/m3) of the 6 different concrete mixes prepared in this investigation.
Table 3: Mix proportions of paving block with and without recycled coarse aggregate (kg/m3)
Mix
notation
Material compositions
OPC PFA RCA RFA CRT Water w/c
PB0 340 113 0 1811 0 136 0.3
PB50 340 113 0 906 1074 136 0.3
PB100 340 113 0 0 2148 136 0.3
C-PB0 340 113 453 1358 0 136 0.3
C-PB50 340 113 453 679 805 136 0.3
C-PB100 340 113 453 0 1611 136 0.3 Note: the notation of paving blocks without coarse aggregate is expressed as PB;
the notation of paving blocks with coarse aggregate is expressed as C-PB.
Separately, to study the effect using the crushed CRT funnel glass on the photocatalytic air
purifying performance, an additional of 5% nano-TiO2 by cementitious materials weight was
added to the mixture. Only the most upper layer of the concrete blocks (5mm thick concrete
surface layer) was incorporated with the TiO2 because in actual application the air pollutant (e.g.
NO) only comes in contact with the surface of the blocks. Due to the thickness limitation, the
maximum particle sizes of RFA and CRT glass used to cast the concrete surface layers was
Pre-Prin
t Cop
y
First author: [email protected] Page 5
below 2.36 mm. The mix proportions of the photocatalytic surface layer are shown in Table 4.
Table 4: Mix proportions of concrete surface layers (kg/m3)
Mix notation Material compositions
OPC PFA RFA CRT Water TiO2
PSL0 340 113 1811 0 136 22.7
PSL50 340 113 906 1074 136 22.7
PSL100 340 113 0 2148 136 22.7
Note: the notation of photocatalytic surface layer is expressed as PSL.
2.3. Paving block specimen preparation
All paving block specimens were fabricated in the laboratory using a dry-mix method (Xiao et al.,
2011). Cementitious materials and aggregates were first mixed in a pan mixer for approximately
3 min. Water was added slowly into the bowl of the mixer and the mixture was further mixed for
another 3 min. The fresh concrete (with zero slump value) was placed into steel moulds in three
layers of about equal thickness. After each of the first two layers was laid, compaction was
applied manually by hammering a wooden plank on the surface layer to provide an evenly
distributed compaction. The last layer was prepared by slightly overfilling the top of the mould
(approximately 5 mm) and the overfilled materials were subjected to a static compaction twice
by using a compression machine. A compression force of 25 N/mm2 was applied for the first
compaction. After removing the excessive materials with a trowel, a second compaction force of
30 N/mm2 was applied and the specimen was left in a laboratory environment for the first 24 h.
After one day, the specimens were demoulded and cured in water at an average temperature of
23±3°C until the day of testing.
Cubes of 70×70×70 mm in size were used for the determination of hardened density, water
absorption and compressive strength. 25×25×285 mm prisms were used for measuring the
dimension change of dry shrinkage and the expansion due to ASR. 5 mm think concrete layers
with a surface area size of 200×100 mm were prepared for the photocatalytic reaction test.
2.4. Test methods
2.4.1. Hardened density
The hardened densities of the block specimens were determined by using a water displacement
method according to ASTM C 642 (2006) for hardened concrete. The reported results were the
average values of three specimens.
2.4.2. Water absorption
The cold water absorption values of the block specimens were determined in accordance with
ASTM C 642 (2006). The reported results were the average values of three specimens.
2.4.3. Compressive strength
According to ASTM C 349 (2008), the compressive strength was determined by using a
universal testing machine with maximum a load capacity of 3000 kN. The loading was applied to
the nominal area of the block specimen. Three samples for each mix were tested at 7, 28 and 56
days.
Pre-Prin
t Cop
y
First author: [email protected] Page 6
2.4.4. Dry shrinkage
The dry shrinkage of the concrete block specimens was determined according to BS 6073 (1981).
After 28 days of room temperature curing, the initial lengths (25×25×285 mm) of the block
specimens were measured. After the initial reading, the specimens were conveyed to a drying
chamber with a temperature of 23°C and with a relatively humidity of 55% until further
measurement at 14th
days.
2.4.5. Expansion due to the alkali-silica reaction (ASR)
An accelerated ASR test was carried out in accordance with ASTM C 1260 (2007). A zero
reading was taken after storing the prism samples in 80°C distilled water for 24 h. The samples
were then transferred and immersed in 1N sodium hydroxide (NaOH) solution at 80°C until
testing time. The measurements of ASR expansion were taken at 14th
days according to the
ASTM C1260. Each value represents the average of three specimens.
2.4.6. Toxic characteristic leaching procedure (TCLP)
The leachability of lead, as the main concern of the feasible use of CRT glass in concrete blocks,
was determined by using TCLP method according to the U.S. Environmental Protection Agency
method 1311 (2011). The samples were taken from the broken pieces after completing the
compressive strength testing at 28th
day and were crushed to pass through a 10 mm sieve. 20 g of
crushed sample was put into 400 ml of the TCLP leachant (prepared by diluting 5.7 mL of glacial
acetic acid in 2 L of distilled water) for tumbling 18 h in a rotary mixer. The lead concentration
in the leachate was then determined using an inductively coupled plasma-optical emission
spectral photometer (ICP). Each value represents the average of six samples.
2.4.7. Photocatalytic removal of nitrogen oxide (NO)
The influence of CRT glass content on the degradation of NO by the photo-catalytic reaction was
investigated. The experimental set up used has been described previously (Guo et al., 2013) and
it was carried out in a reactor with the flow of the testing gas (1000 ppb NO) was adjusted by
two flow controllers to a rate of 3 L/min. The UV lamp (intensity 10 W/m2) was positioned 100
mm above the concrete surface layer. Prior to all photocatalytic conversion processes, the testing
gas stream was introduced to the reactor with the absence of UV radiation for at least half an
hour to obtain a desired RH as well as gas-solid adsorption-desorption equilibrium. Then the UV
lamp was turned on for the photocatalytic process to begin. For each sample, the NO removal
test lasted for 1 h and the concentration changes of NO at the outlet were monitored continuously
by a Chemilluminescence NO analyzer (42C, Thermo Environmental Instruments Inc.). The
calculation of the amount of NO removal follows the instruction in the JIS R 1701-1 (2004). The
specific NO removal in unit of mgh-1
m-2
is calculated by using the following formula:
Where
QNO: The amount of nitrogen monoxide removed by the test sample (mol)
MWNO: The molecular weight of NO
3. Results and discussion
The hardened density, water absorption, compressive strength, dry shrinkage, expansion due to
)()(
10)(
2
3
masurfacearehmeSamplingti
MWQremovalNO NONO
×
××=

Pre-Prin
t Cop
y
First author: [email protected] Page 7
ASR and lead leaching test results of all paving blocks with and without RCA are shown in Table
5. Each of the test results are discussed in details in the following sections.
Table 5: Test results of block specimens
*SD – Standard deviation
3.1. Hardened density
Fig.1 shows the hardened density of the paving block specimens (PB and C-PB series) with
different CRT glass replacement contents. The hardened density of PB (without recycled coarse
aggregate) was between 2294 kg/m3 to 2595 kg/m
3 and C-PB (with recycled coarse aggregate)
was between 2319 kg/m3 and 2585 kg/m
3. For both series of paving blocks, the density increased
with an increase of CRT glass content. This phenomenon is probably related to the high specific
gravity of CRT funnel glass due to the presence of lead compounds within the glass (Ling et al.,
2013).
At 0% and 50% CRT glass content, C-PB sample showed higher density than that of PB sample.
This could be due to the fact that C-PB series with coarse aggregate could provide a better
packing density (continuous grading pattern) than that of PB series which only contained a single
sized fine aggregate fraction (< 5 mm). However, when the CRT glass content was increased to
100%, it appears that the density effect (high specific gravity of CRT glass) had outweighed the
packing density effect rendering a higher density in the PB100 mix.
3.2. Water absorption
Fig. 2 shows the water absorption of the paving block specimens with different CRT glass
contents. The control mixes without CRT glass showed the highest water absorption values, 8.0
% for PB0 and 6.7 % for C-PB0. It is clear that the water absorption of paving blocks was
reduced by increasing the CRT glass content due to impermeable properties of the glass (Ling
and Poon, 2011b).
Mix
notation Density (kg/m
3)
Water absorption (%)
28-day compressive strength (MPa)
14-day dry shrinkage (%)
14-day ASR expansion (%)
Lead
content (mg/L)
PB0 2294 7.8 64.9 0.060 0.001 0.21 *SD 6.85 0.14 0.46 0.002 0.0006 0.029
PB50 2460 5.6 45.4 0.057 0.005 7.69 SD 6.95 0.35 2.94 0.002 0.0021 0.063
PB100 2595 3.4 45.0 0.032 0.056 10.47 SD 10.60 0.29 4.60 0.002 0.0025 0.053
C-PB0 2319 6.7 68.6 0.056 0.015 0.17 SD 5.93 0.26 0.97 0.002 0.0009 0.029
C-PB50 2465 4.4 68.3 0.037 0.025 3.40 SD 16.59 0.32 1.08 0.003 0.0020 0.032
C-PB100 2585 3.0 55.6 0.025 0.042 9.77 SD 11.08 0.09 0.10 0.001 0.0021 0.018
Standard
limit - <6.0 >45.0 <0.060 <0.100 <5.00

Pre-Prin
t Cop
y
First author: [email protected] Page 8
Fig. 1: Density of PB and C-PB with different CRT glass contents
Fig. 2: Water absorption of PB and C-PB with different CRT glass contents
For a same CRT glass content, the water absorption of the paving blocks with coarse aggregate
(C-PB series) was lower than that of the paving blocks without coarse aggregate (PB series).
This may be attributed to better packing density and the lower water absorption capacity of RCA.
As prescribed by ETWB of Hong Kong (2004) for Grade A paving block for pedestrian areas,
Standard Limit of 6%

Pre-Prin
t Cop
y
First author: [email protected] Page 9
only the control mixes (PB0 and C-PB0) exceeded the requirement of 6.0%.
3.3. Compressive strength
The results of the 7-day, 28-day and 56-day compressive strength of PB and C-PB mixes with
different CRT glass contents are shown in Figs. 3 and 4. It can be observed that for a given glass
content, the compressive strength of C-PB was slightly higher than that of PB mix. This result is
in line with the previous density and water absorption results. The higher density and lower
absorption specimens gave rise to higher compressive strength results.
In Table 5, the 28-day compressive strength of the blocks in the PB series was ranged from 45.0
to 64.9 MPa, while the C-PB series was varied from 55.6 to 68.6 MPa. It should be emphasised
that in general, the percentage of strength gain at 7 days was more than 80% of their
corresponding 28-day compressive strength, which reveals that including CRT funnel glass did
not delay the hardening process. The figures also show that the percentage of strength increase at
56 days for the concrete blocks with CRT glass are slightly higher than the control blocks. The
strength improvement at this stage could be partly attributed to the pozzolanic reaction of the
very fine glass particles in CRT glass, and this was also observed previously (Lee et al., 2013).
Fig. 3: Compressive strength development of PB series with different CRT glass contents
Standard Limit of 45 MPa

Pre-Prin
t Cop
y
First author: [email protected] Page 10
Fig. 4: Compressive strength development of C-PB series with different CRT glass contents
Fig. 5: Microstructure of (a) C-PB0 and (b) C-PB100
(a)
(b)
Standard Limit of 45 MPa
CRT glass Cement paste
Weak ITZ
Loss of bonding due
to smooth surface of
glass particle
Micro-crack
Micro-crack

Pre-Prin
t Cop
y
First author: [email protected] Page 11
(28 day crushed samples; magnified ×30 and ×1,000)
Observing the influence of glass content, the compressive strength became lower with increasing
CRT glass content, probably due to the weak bonding between the glass aggregate and the
cement paste (Ling et al., 2011). Similar results were also reported elsewhere (Castro and de
Brito, 2013). This is supported by SEM observations, as denser structures are present on the
surface of C-PB0 (see Fig 5(a)); whereas a smooth surface of CRT glass can be clearly seen in
Fig. 5(b), which led to a weaker interface and reduced the mechanical strength of the concrete
mixes. However, all the 28-day compressive strength results fulfilled the minimum strength (45
MPa) requirement, as prescribed by ETWB of Hong Kong (2004) for Grade A and B paving
block for pedestrian and trafficked areas.
3.4. Dry shrinkage
The dry shrinkage values (measured at 14 days) of the samples are shown in Fig. 6. The results
show the drying shrinkage values decreased with increasing percentage of CRT glass in the
mixes. In fact, for the mixes prepared with 100% CRT glass replacing RFA, the drying shrinkage
values were reduced by more than 46% and 56% as compared to their respective control mixes
of PB0 and C-PB0. This occurs because the CRT glass decreased the total water content and
thereby reduced the shrinkage.
Fig. 6: 14-day dry shrinkage of paving blocks with and without RCA
3.5. Expansion due to the alkali-silica reaction (ASR)
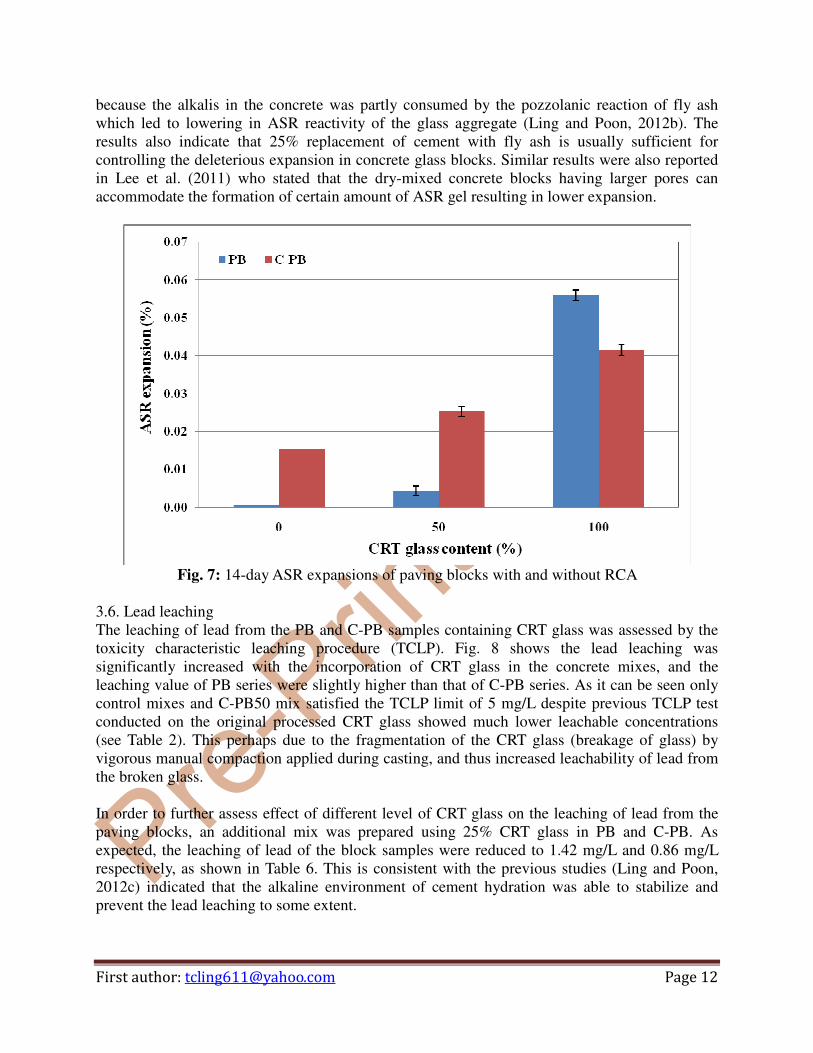
The expansion due to ASR measured at 14 days is shown in Fig. 7, where the expansion
increased with increasing CRT glass content. It should be noted that the ASR expansion of C-
PB100 was slightly lower than that of PB100, probably due to the lower amount of CRT glass in
the mix (because in the C-PB series, 25% of the total aggregate was RCA). All the expansion
values were still within the prescribed limit of 0.1% based on ASTM C1260 (2007). This is
Pre-Prin
t Cop
y
First author: [email protected] Page 12
because the alkalis in the concrete was partly consumed by the pozzolanic reaction of fly ash
which led to lowering in ASR reactivity of the glass aggregate (Ling and Poon, 2012b). The
results also indicate that 25% replacement of cement with fly ash is usually sufficient for
controlling the deleterious expansion in concrete glass blocks. Similar results were also reported
in Lee et al. (2011) who stated that the dry-mixed concrete blocks having larger pores can
accommodate the formation of certain amount of ASR gel resulting in lower expansion.
Fig. 7: 14-day ASR expansions of paving blocks with and without RCA
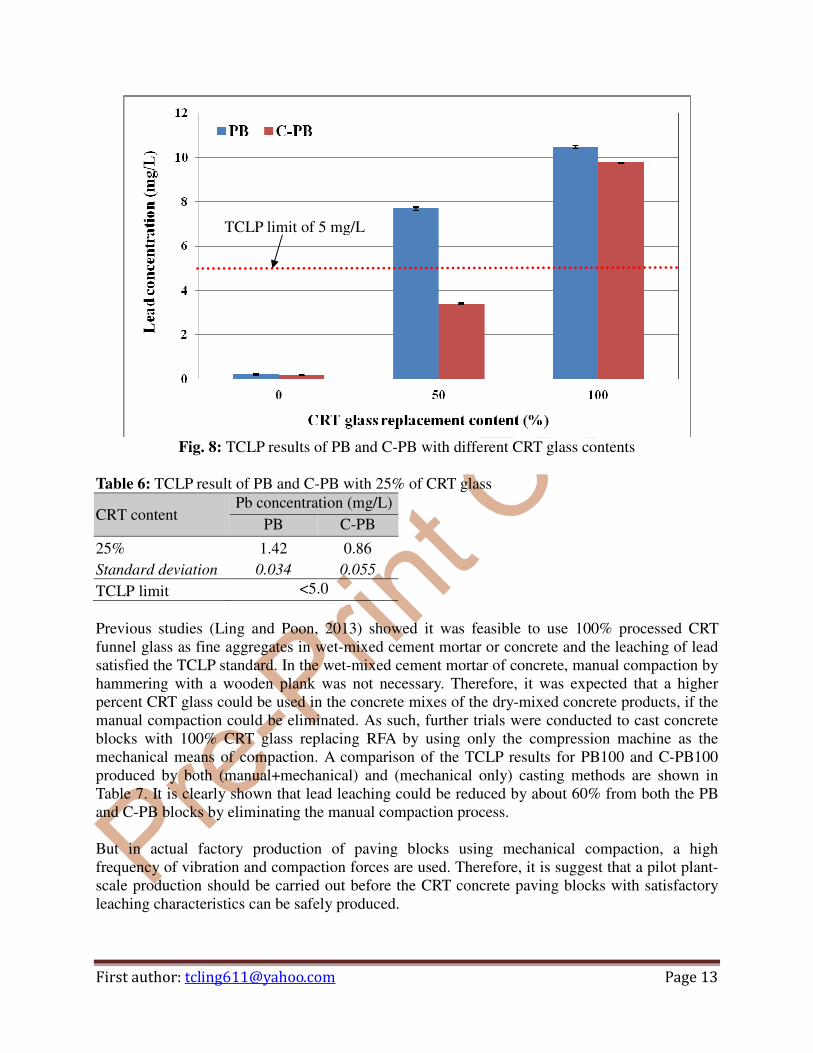
3.6. Lead leaching
The leaching of lead from the PB and C-PB samples containing CRT glass was assessed by the
toxicity characteristic leaching procedure (TCLP). Fig. 8 shows the lead leaching was
significantly increased with the incorporation of CRT glass in the concrete mixes, and the
leaching value of PB series were slightly higher than that of C-PB series. As it can be seen only
control mixes and C-PB50 mix satisfied the TCLP limit of 5 mg/L despite previous TCLP test
conducted on the original processed CRT glass showed much lower leachable concentrations
(see Table 2). This perhaps due to the fragmentation of the CRT glass (breakage of glass) by
vigorous manual compaction applied during casting, and thus increased leachability of lead from
the broken glass.
In order to further assess effect of different level of CRT glass on the leaching of lead from the
paving blocks, an additional mix was prepared using 25% CRT glass in PB and C-PB. As
expected, the leaching of lead of the block samples were reduced to 1.42 mg/L and 0.86 mg/L
respectively, as shown in Table 6. This is consistent with the previous studies (Ling and Poon,
2012c) indicated that the alkaline environment of cement hydration was able to stabilize and
prevent the lead leaching to some extent.
Pre-Prin
t Cop
y
First author: [email protected] Page 13
Fig. 8: TCLP results of PB and C-PB with different CRT glass contents
Table 6: TCLP result of PB and C-PB with 25% of CRT glass
CRT content Pb concentration (mg/L)
PB C-PB
25% 1.42 0.86
Standard deviation 0.034 0.055
TCLP limit <5.0
Previous studies (Ling and Poon, 2013) showed it was feasible to use 100% processed CRT
funnel glass as fine aggregates in wet-mixed cement mortar or concrete and the leaching of lead
satisfied the TCLP standard. In the wet-mixed cement mortar of concrete, manual compaction by
hammering with a wooden plank was not necessary. Therefore, it was expected that a higher
percent CRT glass could be used in the concrete mixes of the dry-mixed concrete products, if the
manual compaction could be eliminated. As such, further trials were conducted to cast concrete
blocks with 100% CRT glass replacing RFA by using only the compression machine as the
mechanical means of compaction. A comparison of the TCLP results for PB100 and C-PB100
produced by both (manual+mechanical) and (mechanical only) casting methods are shown in
Table 7. It is clearly shown that lead leaching could be reduced by about 60% from both the PB
and C-PB blocks by eliminating the manual compaction process.
But in actual factory production of paving blocks using mechanical compaction, a high
frequency of vibration and compaction forces are used. Therefore, it is suggest that a pilot plant-
scale production should be carried out before the CRT concrete paving blocks with satisfactory
leaching characteristics can be safely produced.
TCLP limit of 5 mg/L

Pre-Prin
t Cop
y
First author: [email protected] Page 14
Table 7: TCLP results of the PB100 and C-PB100 produced by two casting methods
3.7. Photocatalytic degradation of nitrogen oxide (NO)
The 5mm thick concrete surface layers prepared with TiO2- intermixed cement mortar was used
for assessing pollutant removal performance. Fig. 9 illustrates the NO removal results of
photocatalytic surface layers containing different CRT glass contents. The NO removal rates for
surface layers with 50% and 100% CRT glass were enhanced by 5% and 7%, respectively as
compared to the control mix (without glass). This is consistent with the results of previous
studies (Chen and Poon, 2009; Guo et al., 2012) which showed the incorporation of crushed
glass cullet in the surface layer improved the photo-catalytic activity. But in comparison, the
enhancement effect of using transparent recycled beverage glass was higher than that of CRT
glass. This is probably due to the lead content and the darker colour CRT glass decreased the
penetration of UV light to the photo-catalysis.
Fig. 9: NO removal of concrete surface layers with different percentages of CRT glass
replacements.
4. Conclusion
In this study, the feasibility of using CRT funnel glass as a fine aggregate for the production of
concrete paving blocks has been demonstrated. The results show that the use of 100% CRT
funnel glass as the fine aggregate in concrete paving blocks not only had satisfactory levels in
compressive strength (>45MPa) and ASR expansion (<0.1%), but also improved resistance to
Mix notation Pb concentration (mg/L)
(Manual + Mechanical) (Mechanical only)
PB100 10.47 3.81
Standard deviation 0.053 0.081
C-PB100 9.77 3.79
Standard deviation 0.018 0.047

Pre-Prin
t Cop
y
First author: [email protected] Page 15
water absorption, drying shrinkage. The photocatalytic performance for reducing air pollutants
was also improved. To limit the possible leaching of lead, it is recommended to prepare the
concrete blocks with < 25% of CRT glass. But the experimental results also demonstrated that a
higher percentage of CRT glass (up to 100%) can be incorporated in the blocks if alternate block
forming and compaction methods are used to reduce the fragmentation of the incorporated CRT
glass. To facilitate large scale applications, further pilot-plant studies are needed to ascertain the
environmental performance of the CRT glass concrete blocks produced at an industrial setting
(using a vibration and compaction casting method).
Acknowledgment
The authors would like to thank the Environment and Conservation Fund and the Woo Wheelock
Greed Fund, and The Hong Kong Polytechnic University for funding support.
References
ASTM C 1260, 2007. Standard test method for potential alkali reactivity of aggregates (mortar-
bar method). ASTM International, USA.
ASTM C349, 2008. Standard test method for compressive strength of hydraulic-cement mortars.
ASTM International, USA.
ASTM C642, 2006. Standard test method for density, absorption, and voids in hardened concrete.
ASTM International, USA.
BS 6073-Part 1, 1981. Precast concrete masonry units, specification for precast concrete
masonry units. British Standards Institution, UK.
Castro, S.D., Brito, J.D., 2013. Evaluation of the durability of concrete made with crushed glass
aggregates. Journal of Cleaner Production 41, 7-14.
Chen, J., Poon, C.S., 2009. Photocatalytic activity of titanium dioxide modified concrete
material- Influence of utilizing recycled glass cullets as aggregates. Journal of Environmental
Management 90, 3436-3442.
Chidiac, S.E., Mihaljevic, S.N., 2011. Performance of dry cast concrete blocks containing waste
glass powder or polyethylene aggregates. Cement and Concrete Composites 33, 855-863.
ETWB TCW No. 24, 2004. Specifications facilitating the use of concrete paving units made of
recycled aggregates. Works Bureau Technical Circular, Hong Kong Special Administrative
Region, China.
Gou, M.Z., Ling, T.C., Poon, C.S., 2012. TiO2-based self-compacting glass mortar: Comparison
of photocatalytic nitrogen oxide removal and bacteria inactivation. Building and Environment 53,
1-6.
Gou, M.Z., Ling, T.C., Poon, C.S., 2013. Nano-TiO2-based architectural mortar for NO removal
and bacteria inactivation: Influence of coating and weathering conditions. Cement and Concrete
Composites 36, 101-108.
JIS R 1701- 1, 2004. Fine ceramics (advanced ceramics, advanced technical ceramics)- test
method for air purification performance of photocatalytic materials- Part I: Removal of nitric
oxide. Japanese Industrial Standard, Japan.
Lam, C.S., Poon, C.S., Chan, D., 2007. Enhancing the performance of pre-cast concrete blocks
by incorporating waste glass- ASR consideration. Cement and Concrete Composites 29: 616-
625.
Lee, C.H., Chang, C.T., Fan, K.S., Chang, T.C., 2004. An overview if recycling and treatment of
scrap computer. Journal of Hazardous Materials 114 (1-3), 93-100.

Pre-Prin
t Cop
y
First author: [email protected] Page 16
Lee, G., Ling, T.C., Wong, Y.L., Poon, C.S., 2011. Effect of crushed cullet sizes, casting methods
and pozzolanic materials on ASR of concrete blocks. Construction and Building Materials 25,
2611-2618.
Lee, G., Poon, C.S., Wong, Y.L., Ling, T.C., 2013. Effects of recycled fine glass aggregates on
the properties of dry-mixed concrete blocks. Construction and Building Materials 38, 638-643.
Ling, T.C., Poon, C.S., 2011a. Utilization of recycled glass derived from cathode ray tube glass
as fine aggregate in cement mortar. Journal of Hazardous Materials 192 (2), 451-456.
Ling, T.C., Poon, C.S., 2011b. Properties of architectural mortar prepared with recycled glass
with different particle sizes. Materials and Design 32 (5), 2675-2684.
Ling, T.C., Poon, C.S., Kou, S.C., 2011. Feasibility of using recycled glass in architectural
cement mortars. Cement and Concrete Composites 33(8), 848-854.
Ling, T.C., Poon, C.S., 2012a. Development of a method for recycling of CRT funnel glass.
Environmental Technology 33(22), 2531-2537.
Ling, T.C., Poon, C.S., 2012b. A comparative study on the feasible use of recycled beverage and
CRT funnel glass as fine aggregate in cement mortar. Journal of Cleaner Production 29-30, 46-52.
Ling, T.C., Poon, C.S., 2012c. Feasible use of recycled CRT funnel glass as heavyweight fine
aggregate in barite concrete. Journal of Cleaner Production 33, 42-49.
Ling, T.C., Poon, C.S., 2013. Effects of particle size of treated CRT funnel glass on properties of
cement mortar. Materials and Structures 46(1-2), 25-34.
Ling, T.C., Poon, C.S., Lam, W.S., Chan, T.P., Fung, K.L., 2013. X-ray radiation-shielding
properties of cement mortar prepared with different types of aggregate. Materials and Structures
46(7): 1133-1141.
Park, S.B., Lee, B.C., 2004. Studies on expansion properties in mortar containing waste glass
and fibers. Cement and Concrete Research 34, 1145-1152.
Poon, C.S., 2008. Management of CRT glass from discard computer monitors and TV sets.
Waste Management 28, 1499.
Poon, C.S., Lam, C.S., 2008. The effect of aggregate-to-cement ratio and types of aggregates on
the properties of pre-cast concrete blocks. Cement and Concrete Composites 30, 283-289.
Shi, C., Wu, Y., Riefler, C., Wang, H., 2007. Characteristics and pozzolanic reactivity of glass
powders. Cement and Concrete Research 52(2), 234-247.
Turgut, P., 2008. Properties of masonry blocks produced with waste limestone sawdust and glass
powder. Construction and Building Materials 22, 1422-1427.
U.S. Environmental Protection Agency. Test Method 1311, 2011. Toxicity Characteristic
Leaching Procedure (TCLP). Specifications of the Committee on Analytical Reagents of the
American Chemical, USA.
Xiao, Z., Ling, T.C., Kou, S.C., Wang, Q.Y., Poon, C.S., 2011. Use of wastes derived from
earthquakes for the production of concrete masonry partition wall blocks. Waste Management.
31(8), 1859-1866.




















