UNIVERSITY OF NICOSIA MBA DEPARTMENT ASSIGNMENT: GAS-TO-LIQUID PROCESS
12
UNIVERSITY OF NICOSIA MBA DEPARTMENT ASSIGNMENT: GAS-TO-LIQUID PROCESS SHELLE HABIB OLAWALE U134N0424
-
Upload
nicosiacyprus -
Category
Documents
-
view
1 -
download
0
Transcript of UNIVERSITY OF NICOSIA MBA DEPARTMENT ASSIGNMENT: GAS-TO-LIQUID PROCESS

UNIVERSITY OF NICOSIA MBA DEPARTMENT
ASSIGNMENT: GAS-TO-LIQUID PROCESS
SHELLE HABIB OLAWALE U134N0424

Table of Contents SECTION 1 BACKGROUND OF THE STUDY ............................................................................................... 3
INTRODUCTION ......................................................................................................................................... 3
SECTION 2 JUSTIFICATION OF THE STUDY .............................................................................................. 4
GTL PROCESSES ......................................................................................................................................... 4
FIGURE 1................................................................................................................................................ 5
Gas Treatment .......................................................................................................................................... 5
Fischer-Tropsch Synthesis ........................................................................................................................ 6
By-products .............................................................................................................................................. 6
Coal tar and coal tar oil ........................................................................................................................ 6
Water .................................................................................................................................................... 7
Tail gas and steam ................................................................................................................................ 7
Products .................................................................................................................................................... 7
Naphtha ................................................................................................................................................ 7
Kerosene ............................................................................................................................................... 7
Diesel .................................................................................................................................................... 7
Base oils and waxes .............................................................................................................................. 8
SECTION 3 CONCLUSION ............................................................................................................................... 9
Benefits of GTL Product Use ..................................................................................................................... 9
GTL Drawbacks ........................................................................................................................................ 10
GTL against LNG? ........................................................................................................................................ 11
References .................................................................................................................................................. 12
GAS TO LIQUID PROCESS
SECTION 1 BACKGROUND OF THE STUDY
INTRODUCTION The term, Gas to liquid as the phrase implies, is the conversion of a gaseous medium to liquid. In this cases of the Oil and Gas industry, Gas-to-liquid (GTL) simply means chemical conversion of methyl gas and carbon monoxide into synthetic crude liquid. The means of conversion of GTL are small number of technologies designed to convert natural gas to liquid fuels, as an alternative to the traditional refining of crude oil and other natural gas commercialization routes. GTL was introduced to mitigate the problems and concerns emerging from Global Warming. As the world’s population continues to increase and economies grow, the demand for energy also continues to increase significantly which creates more pollution to the eco-system. This increase in demand as led the oil and gas company to move deeper into the ocean, away from the shores, for exploration and production of crude oil in a more dangerous environment, which has led to a number of offshore drilling accidents over time. These concerns have led to the development of a cleaner and more efficient means of energy, which minimizes the impact of the surge for energy on the environment. In my opinion, in the looming years to come, the demand for GTL or natural gas products isn’t likely to replace fossil fuel, even with its availability, accessibility and its smaller environment footprint. The reason why is a lot 80% of the human race make their daily living on numerous products derived from fossil fuel. GTL or Natural gas products can serve as an alternative means of power generation which would reduce the impact of the use of fossil fuel on the environment. Several gas-to-liquid technologies have emerged over the past three decades as a credible and challenging alternative for natural gas owners to monetize their gas. While pipeline and Liquefied natural gas (LNG) focus on the natural gas market, GTL presents a modern and attractive means to gas monetization for gas-producing countries to expand and diversify into the transportation fuel market. These approach is to reduce the use of fossil fuel products in the transportation sector by over 75% in the coming years. GTL processes produces a variety of high-quality liquid fuel, particularly diesel and jet fuel which its chemical compounds is without sulphur. This paper reviews the GTL gas conversion processes, Alternative technologies, strategic means of deployment and transportation of the products and the potential growth markets for their high-quality product.
SECTION 2 JUSTIFICATION OF THE STUDY
GTL PROCESSES
The processes currently available for commercial application are based on catalytic conversion, utilizing advanced versions of the basic industrial technology originally developed by Franz Fischer and Hans Tropsch in 1923. Possible products are:
• Methanol;
• Dimethyl Ether (being considered in some countries as an alternative fuel);
• Low Sulphur Gasoline and Diesel.
The specific details of the process selected depends on the primary product required, but they
all have a number of features in common, like a high cetane number and the absence of
aromatics and sulphur. Methanol is used in the synthesis of chemicals, particularly
formaldehyde, and methyl tertiary butyl ether, which is used as a high octane gasoline blending
component. The dimethyl Ether introduces characteristics that make it attractive. For instance,
cetane number is very elevated (around 76) and oxygen around 35%.The approach follows two
fundamental paths:
1. From natural gas to medium distillates like Diesel. (Fischer-Tropsch)
2. From natural gas to oxygenated compounds. (Methanol; Dimethyl Ether – DME)
As a feedstock, the process uses synthesis gas (syngas) generated from the gasification of solid, liquid or gaseous carbon rich materials, such as coal, natural gas or biomass comprises of three major Steps
Gas treatment: To remove impurities from the syngas and, where necessary, correct the hydrogen to carbon ratio (H2/CO) to within the acceptable range for FISCHER-TROPSCH synthesis.
Fischer-Tropsch synthesis: To produce syncrude by catalytic conversion.
Product work-up and refining: Separation of gases, hydrocarbon liquids and waxes and
refining these into final products.
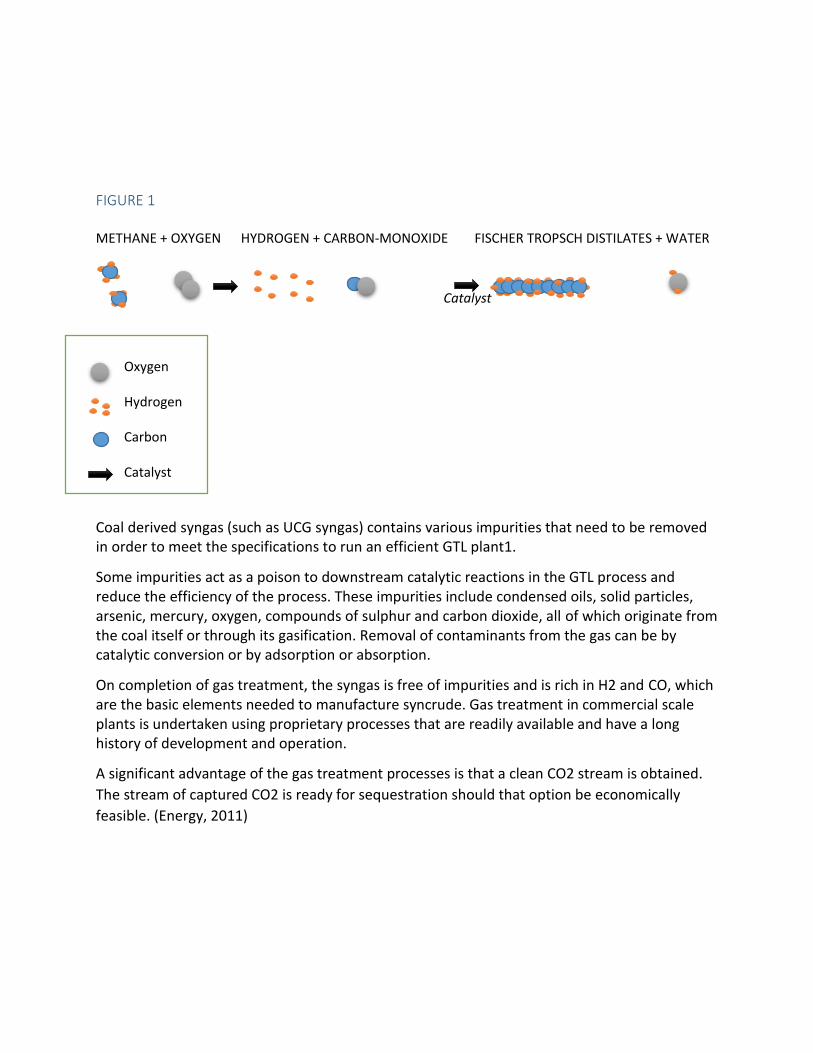
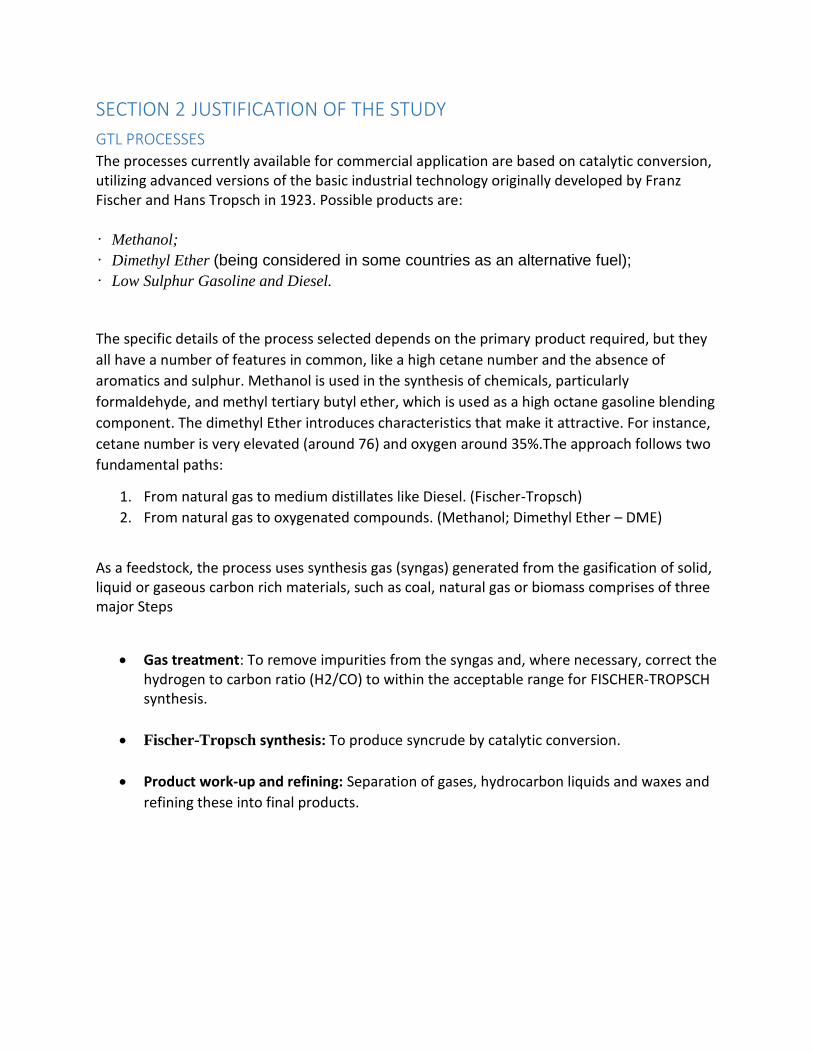
FIGURE 1 METHANE + OXYGEN HYDROGEN + CARBON-MONOXIDE FISCHER TROPSCH DISTILATES + WATER
Catalyst
Gas Treatment
Coal derived syngas (such as UCG syngas) contains various impurities that need to be removed in order to meet the specifications to run an efficient GTL plant1.
Some impurities act as a poison to downstream catalytic reactions in the GTL process and reduce the efficiency of the process. These impurities include condensed oils, solid particles, arsenic, mercury, oxygen, compounds of sulphur and carbon dioxide, all of which originate from the coal itself or through its gasification. Removal of contaminants from the gas can be by catalytic conversion or by adsorption or absorption.
On completion of gas treatment, the syngas is free of impurities and is rich in H2 and CO, which are the basic elements needed to manufacture syncrude. Gas treatment in commercial scale plants is undertaken using proprietary processes that are readily available and have a long history of development and operation.
A significant advantage of the gas treatment processes is that a clean CO2 stream is obtained.
The stream of captured CO2 is ready for sequestration should that option be economically
feasible. (Energy, 2011)
Oxygen
Hydrogen
Carbon
Catalyst
Fischer-Tropsch Synthesis The purpose of Fischer-Tropsch synthesis is to combine CO and H2 into carbon chains by reacting carbon monoxide and H2 in the presence of a catalyst, heat and pressure just as in ‘Figure 1’. The preferable carbon chains are long, saturated and paraffinic in nature (linear hydrocarbons containing only single bonds carbon-to carbon or carbon-to-hydrogen).
In FISCHER-TROPSCH synthesis CH2 groups are formed by the hydrogenation (addition of hydrogen) of CO (CO + 2H2 - CH2 +H2O + heat). The CH2 molecules can be progressively grown into long chain hydrocarbons on the active surface of a catalyst.
The length of this carbon chain can increase further by undergoing additional CH2 insertions. At
each step in the production of long chain hydrocarbons it is possible to hydrogenate the
compound by the addition of H2 (see figure overleaf) to form a paraffin (or alkaline) which
results in termination of the chain growth. Both olefins and paraffin will adsorb and desorb
from the catalyst surface, causing the products to consist of a mixture of paraffin.
The overall reaction creates an olefin or paraffin with a chain length or carbon number ‘n’. The chemical reactions are:
nCO + 2n H2 CnH2n + nH2O + heat
nCO + (2n+1) H2 CnH2n+2 + nH2O + heat (Nadia A. Genovese, 2005)
Additional products reacted during FISCHER-TROPSCH synthesis are reaction water containing oxygenates, such as alcohols, acids and ketones. CO2 is formed by a side-reaction in which CO reacts with water to form CO2 and H2.
CO + H2O CO2 + H2 + heat
The FISCHER-TROPSCH reactions are exothermic (generating heat). To provide higher energy efficiency, this heat is removed by generating steam that is used to drive power generators.
By-products
Coal tar and coal tar oil
Gasification produces liquid hydrocarbons during the pyrolysis reactions. These liquids are tar oils (heavy and light) which condense in the gas treatment section of a GTL plant. Once considered to be waste products requiring disposal, modern refining techniques allows for reprocessing of these tars into more usable liquid hydrocarbons.
Water
Various sections of a GTL plant produce waste water contaminated with organics associated with hydrocarbons. As for any refining operation, waste water treatment plants would be included in a commercial scale operation.
Gas treatment by-products Sulphur removed from raw syngas is generally converted into elemental sulphur, a by-product that can be sold into the fertilizer market.
The CO2 stream produced during the gas treatment stage means that GTL plants are carbon capture ready should CCS be an economically viable option. The potential to sequester upstream CO2 emissions is a significant advantage in the combined UCG and GTL processes.
Effluents or solid waste containing the remaining materials like ash and heavy metals will be safely disposed of according to established and accepted methods.
Tail gas and steam Waste gas, heat and steam from the plant will be used for power generation.
Products
Naphtha GTL naphtha is used primarily in the refining process as blend stock for lighter fuel, such as petrol, as well as for ethylene and propylene manufacturing. The highly paraffinic naphtha from the GTL process is an excellent cracker feedstock that provides a higher ethylene and propylene yield than naphtha from petroleum refining.
Kerosene
Kerosene can be used as jet fuel to power jet engine aircraft Fischer-Tropsch. Special International Air Transport Association test and certification is required to achieve this and will be issued only for the specific manufacturing facility for which the certification was obtained
Diesel FISCHER-TROPSCH diesel has a cetane value above 70, compared to refinery diesel which is below 50. The cetane value measures the combustion characteristics of the fuel in the engine. The higher the cetane value, the better the combustion. As such, FISCHER-TROPSCH diesel can be used either as a pure product, or as a blend to increase the cetane value of conventional refinery diesel. Additionally, FISCHER-TROPSCH diesel is sulphur-free and low in aromatics. With Australian and international specifications for transportation fuels continuing to be tightened, FISCHER-TROPSCH diesel is expected to attract premium market value.

Base oils and waxes
Base oils are the starting material for lubricant production. GTL products can be developed into lubricants and refined paraffinic waxes that are of very high quality, fitting into niche markets with high standard specifications.
FISCHER-TROPSCH diesel properties and emissions profile GTL products are environmentally friendly because they have no sulphur content, near zero aromatics and provide excellent combustion properties. In particular, GTL transportation fuels have superior environmental performance (as measured at the tailpipe) compared to conventional crude oil refinery diesel, providing a higher cetane number and a significant reduction in emissions of particulates, NOx, carbon monoxide and light hydrocarbons.
RAW NATURAL GAS
CH4 CO+2H2
SYNGAS -CH2-
ETHANE LPG
LPG GTL NAPHTHA
GTL GAS OIL
CONDENSATE
SULPHUR N-Paraffin
GTL Base Oil
Conversion of natural gas to clean, high quality fuels & products via the Fischer Tropsch
process.
GAS
PROCESSING
SYNGAS
MANUFACTURING
FISCHER TROPSCH
SYNTHESIS
PRODUCTS
WORK UP

SECTION 3 CONCLUSION
Benefits of GTL Product Use
The major benefit of the adoption of GTL product into an economy is to minimize the impact of
humanity’s operations on the environment. GTL has proven to be an alternative solution to
harness clean, abundant natural gas resources to produce high quality transportation fuel and
petrochemical feedstock in a cost efficient and environmental conscious way.
The current environment for investment in GTL projects now is more fertile than it has been for
the past 50 years. The reason is actually a confluence of factors that provide a number of
drivers from several directions. Some of the most important of these drivers are economic,
strategic, market and environmental grounds.
1. Strategic Drivers
The technological ability to gains access to abundant gas reserves;
The ability Provides a means to monetize stranded and remote gas reserves;
Need to establish alliances with governments and energy companies in resource
rich countries to assure future supply of the GTL products
Synthetic crude and fuels can be integrated easily into existing crude oil refining
infrastructure.
2. Market Drivers
The wait for the global growth in demand for clean diesel fuel (GTL Product)
Markets for energy are remote from abundant, cheap sources of energy
reserves, requiring a transportable (liquid) form.
3. Environmental Drivers
legislation mandating low sulphur, lighter, clean-burning fuels;
inability to flare associated gas, requiring some way to dispose of gas to allow continued oil production;
The U.S. Energy Policy Act of 1992, which designates GTL from natural gas to be considered an alternative fuel.
GTL Drawbacks
1) Huge plants and huge gas reserves are necessary to create the economy of scale needed for a venture to be economical and that can have a high initial capital to build and construct of a GTL plants. Government would need to subsidies some entities in the project so as to reduce the intensiveness of the capital.
2) With a required capital investment of hundreds of millions of dollars for such plants,
controlling the technological risk becomes another major obstacle.
3) Oil prices have to be - for GTL to be economically attractive for an oil producer, rather than an "environmental" project to reduce flaring, whose economics are somewhat different.
4) GTL technology brings together several processes on a large scale: these include gas processing, industrial gas manufacturing, refining, power generation, and effluent treatment. Investments in GTL technology are comparable to those for a new grassroots refinery. In terms of cost and performance, therefore, considerable problems have surfaced that have taken longer than expected to resolve.
5) GTL plant viewed as an abundant source of free energy is a myth. It is true that traditional plants consume energy, whereas Fischer-Tropsch plants produce energy, but F.T plants also consume very large quantities of energy for air separation. Studies suggest that, based on current estimates, producing GTL fuel requires more energy than the conventional refinery system and results in comparable GHG emissions.
6) Manufacture of clean fuels in refineries is another key competition for GTL. Many US, EU and other refineries are in the process of installing, enlarging, or otherwise improving hydro-treating and hydrocracking capabilities. Significant new technological improvements are making refinery clean fuel conversion quite cost effective.
7) In any process-optimization exercise, the question of capital vs. operating costs will
always arise. For more common plants, such as refineries, gas plants, or LNG plants, the optimal point is reasonably well understood. For GTL projects, however, obtaining an optimal point comes with its own set of problems.
Summarizing, the most important drawbacks to GTL projects are the following: - High capital cost; - operating complexity; - Market risk: oil price, customer acceptance; - Environmental issues regarding GHG.
GTL against LNG? GTL and LNG are similar in that the goal of both processes is to convert isolated natural gas reserves into something that can be efficiently transported to market. They are also similar in that both processes are very capital intensive, and must be done on a large scale to be economical. In particular, due to the high level of investment, LNG is considered only for large gas reserves located near the coast or on the continental shelf (offshore LNG). However, GTL process chemically converts natural gas (methane) molecules into other compounds. Once converted, these liquids are stable and will remain in the liquid state. LNG, on the other hand, is only a change of state – that is gaseous methane is cryogenically chilled and changed into liquid methane at -260 °F. It is still methane and will return to the gaseous phase if allowed to warm up to ambient conditions. (Nadia A. Genovese, 2005) Another advantage of GTL products over LNG is that the middle distillates are easy to transport and store. Unlike LNG that requires cryogenically refrigerates tankers and storage tanks, GTL products are low vapour pressure liquids that can be shipped, stored and distributed easily, safely and at low cost using conventional equipment. Processes to monetize isolated gas, but they serve different markets. In some site-specific areas of the world, they may compete for the same feedstock gas, but generally there is so much isolated, or stranded, gas in the world that there will be more than enough to go around. For very large gas deposits, the two technologies can be applied on a complementary rather than competitive development basis. Joint development of GTL and LNG projects would allow for shared labor and infrastructure, reducing the costs to both projects and accelerating the development phase. GTL based on LNG feedstock has a lower operating cost, or can be produced at smaller scale to be competitive. LNG has been around for many years, and, although it has been limited by market demand, it is the industry standard. The GTL process has also been around for many years, but is just now becoming economically viable. GTL and LNG will both be thriving and growing business in the future.
References Energy, L. (2011). GTL. Gas to iquid Explained, 1.
Klerk, A. d. (2012). GAS TO LIQUID. Department of Chemical and Materials Engineering, University of
Alberta, Edmonton, Canada. Houston TX.
Laffan, R. (2009). Pearl GTL.
Nadia A. Genovese, A. G. (2005). GTL TECHNOLOGY. GTL TECHNOLOGY and Its Role In The World's
Energy Market.
Study, N. G. (2007). GAS TO LIQUID. Oil and Gas Study.
Wikipedia. (2008). Wikipedia. Retrieved from Wikipedia: http://en.wikipedia.org/wiki/Gas_to_liquids