UNIVERSIDAD PRIVADA DEL NORTE - Repositorio UPN
280
UNIVERSIDAD PRIVADA DEL NORTE Laureate International Universities FACULTAD DE INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL PROPUESTA DE IMPLEMENTACIÓN DE UN MODELO DE GESTIÓN POR PROCESOS EN EL ÁREA DE PRODUCCIÓN PARA INCREMENTAR LA RENTABILIDAD DE LA FÁBRICA DE CHOCOLATES LA ESPAÑOLA S.R.L - TRUJILLO TESIS PARA OPTAR EL TÍTULO PROFESIONAL DE: INGENIERO INDUSTRIAL AUTOR: Bach. Rodríguez Ramírez José Enrique ASESOR: Ing. Mas Mc Gowen, Ramiro Fernando TRUJILLO – PERÚ 2017
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of UNIVERSIDAD PRIVADA DEL NORTE - Repositorio UPN
UNIVERSIDAD PRIVADA DEL NORTE Laureate International Universities
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
PROPUESTA DE IMPLEMENTACIÓN DE UN MODELO
DE GESTIÓN POR PROCESOS EN EL ÁREA DE
PRODUCCIÓN PARA INCREMENTAR LA
RENTABILIDAD DE LA FÁBRICA DE CHOCOLATES LA
ESPAÑOLA S.R.L - TRUJILLO
TESIS
PARA OPTAR EL TÍTULO PROFESIONAL DE:
INGENIERO INDUSTRIAL
AUTOR:
Bach. Rodríguez Ramírez José Enrique
ASESOR:
Ing. Mas Mc Gowen, Ramiro Fernando
TRUJILLO – PERÚ
2017
ii
DEDICATORIA
A nuestro Padre Celestial por darme la vida
y la oportunidad de realizar mis metas.
A mis padres:
Quienes a lo largo de mi vida han velado por
mi bienestar y educación siendo mi apoyo en
todo momento.
Y a ti “vida “que ha pesar de haberme puesto
de rodillas varias veces, me has visto
levantarme con más fuerza, y lo seguirás
haciendo.
iii
EPÍGRAFE
“No se puede llegar a la perfección sin haber cometido por lo menos un error”
(Anónimo)

iv
AGRADECIMIENTO
En primero lugar a Dios por haberme guiado,
en segundo lugar a mi madre, mi padre y mi
hermana por siempre darme su fuerza, a mis
abuelitos José y Luz María por su apoyo y
comprensión, que dios lo tenga en su gloria.

v
LISTA DE ABREVIACIONES
CT : Costo total
DAP : Diagrama analítico de procesos
DOP : Diagrama de operaciones de procesos.
E.E : Energía eléctrica
MO : Mano de obra
MP : Materia prima
TMAR : Tasa mínima atractiva de retorno.
TIR : Tasa interna de retorno
VAN : Valor actual neto
vi
PRESENTACIÓN
Señores Miembros del Jurado:
De conformidad y cumpliendo lo estipulado en el Reglamento de Grados y
Títulos de la Facultad de Ingeniería de la Universidad Privada del Norte, para
Optar el Título Profesional de Ingeniero Industrial, pongo a vuestra consideración
la presente Proyecto intitulado:
“PROPUESTA DE IMPLEMENTACIÓN DE UN MODELO DE GESTIÓN POR
PROCESOS EN EL ÁREA DE PRODUCCIÓN PARA INCREMENTAR LA
RENTABILIDAD DE LA FÁBRICA DE CHOCOLATES LA ESPAÑOLA S.R.L –
TRUJILLO”.
El presente proyecto ha sido desarrollado durante los primeros meses de Abril a
Agosto del año 2017, y espero que el contenido de este estudio sirva de referencia
para otras Proyectos o Investigaciones.
Bach. Rodríguez Ramírez José Enrique

vii
LISTA DE MIEMBROS DE LA EVALUACIÓN DE LA TESIS
Asesor:
Ing. Ramiro Fernando Mas McGowen.
Jurado 1:
Ing. Marcos Gregorio Baca López.
Jurado 2:
Ing. Oscar Alberto Goicochea Ramírez.
Jurado 3:
Ing. Rafael Luis Castillo Cabrera.
viii
RESUMEN
El presente trabajo tuvo como objetivo general el desarrollo de una propuesta de
implementación de un modelo de gestión por procesos en área de producción
para incrementar la rentabilidad de Fábrica de Chocolates la Española S.R.L –
Trujillo. Resultando que la implementación de la propuesta tiene un impacto
positivo en la rentabilidad de la empresa.
Se realizó el diagnostico económico actual de los problemas que ocasionan baja
rentabilidad en la empresa, priorizando 4 causas principales los cuales son:
reproceso de producto por desbalance en línea de producción, desperdicio de
materia prima por falta de mejora continua de procesos, horas extras excesivas en
producción por falta de medición de procesos y actividades improductivas por falta
de métodos de trabajo definidos.
Se desarrolló la propuesta de mejora, partiendo de los resultados del análisis del
entorno externo (Variables del entorno, Fuerzas de Porter) que rodea a la empresa y
de su ambiente interno (auditoria general, entrevista al Gerente general) para
conocer su situación actual de “Chocolates la española “, sus productos, sus
procesos y la estructura organizacional bajo la cual funciona. Terminado el análisis
se procedió a plasmar el direccionamiento estratégico con el objetivo de que la
empresa conozca quien es y a dónde quiere llegar, estableciendo así un horizonte
de trabajo para todo el personal involucrado.
En la segunda parte de la propuesta se realizó la identificación y levantamiento de
los procesos de cada una de las áreas de “Chocolates la española”, mismos que
fueron objeto de análisis para establecer los procesos críticos de la empresa.
Para cada uno de los procesos críticos encontrados se presenta una propuesta de
mejora, los cuales se detallan a continuación:
En el proceso de pulverizado de azúcar, se utilizó la metodología OWAS para
reducir la carga postural del operario y la distancia que recorría, reduciendo así los
problemas en actividades improductivas, también se utilizó la técnica del
interrogatorio para mejorar la operación de “llenada de cubeta con azúcar” y reducir

ix
el problema de desperdicio de materia prima. Incrementando así el valor añadido en
dicho proceso.
En el proceso de elaboración de pasta de cacao, casi la totalidad de las operaciones
son mecanizadas, por lo que no logró plantear una mejora significativa ya que es el
proceso cuyo valor añadido es el más cercano al 100%.
En proceso de elaboración de chocolate, se realizó un estudio de tiempos para
levantar, identificar y medir el proceso, de esta manera reducir el problema de horas
extras excesivas en producción, finalmente se planteó un balance de línea el cual
tubo un impacto positivo en la eliminación de una demora durante el proceso de
refrigeración, el cual originaba el problema de reproceso de chocolate, a su vez, se
logró también reducir los almacenamientos temporales en dicho proceso, los cuales
originaban el problema en actividades improductivas. Incrementando así el valor
añadido en dicho proceso. Cave mencionar que en el balance de línea propuesto no
fue necesario contratar mano de obra adicional ni adquirir recursos físicos, soló
agrupar de manera eficiente a los operarios en cada uno de sus estaciones de
trabajo.
Finalmente en el estudio económico se detalla la inversión a realizar tras la
implementación de la propuesta, y los beneficio reflejados en los ingresos y
egresos.
Los resultados que se lograron son:
- Reducción en reproceso de producto por desbalance de línea de : 5% a
2.9%
- Reducción en desperdicio de materia prima por falta de mejora continua de
:0.68 % a 0.32%
- Reducción en horas extras excesivas por falta de medición de procesos de :
17% a 13%
- Reducción en actividades improductivas por falta de métodos de trabajo
definidos de 18% a 11% para pulverizado de azúcar y 13% a 6% para
proceso de elaboración de chocolate.
- Se obtuvo como resultado un incremento en la rentabilidad por caja de 20% a
21.4%, un VAN de S/. 14,696.16, un TIR de 28.18% y un B/C de 1.8.

x
ABSTRACT
The present work had as general objective the development of a proposal for the
implementation of a process management model in the production area to increase
the profitability of the Spanish S.R.L - Trujillo Chocolate Factory. As a result, the
implementation of the proposal has a positive impact on the profitability of the
company.
The current economic diagnosis of the problems that cause low profitability in the
company was made, prioritizing 4 main causes which are: product reprocessing by
unbalance in production line, raw material waste due to lack of continuous process
improvement, excessive overtime In production due to lack of measurement of
processes and unproductive activities due to lack of defined working methods.
The proposal for improvement was developed, based on the results of the analysis of
the external environment (Environment variables, Porter Forces) that surrounds the
company and its internal environment (general audit, interview with the General
Manager) to know its current situation. "Chocolates la Española", its products, its
processes and the organizational structure under which it operates. After the
analysis, strategic direction was established with the aim of knowing the company
and where it wants to go, establishing a working horizon for all the personnel
involved.
In the second part of the proposal, the processes of each of the "Chocolates la
Española" areas were identified and surveyed, which were the object of analysis to
establish the critical processes of the company.
For each of the critical processes found a proposal for improvement is presented,
which are detailed as follows:
In the sugar spraying process, the OWAS methodology was used to reduce the
postural load of the operator and the distance traveled, thus reducing the problems in
unproductive activities, also the interrogation technique was used to improve the
operation of "bucket filling With sugar "and reduce the problem of waste of raw
material. Increasing the added value in this process.

xi
In the process of making cocoa paste, almost all of the operations are mechanized,
so it did not manage to raise a significant improvement since it is the process whose
added value is the closest to 100%.
In the process of making chocolate, a study was carried out to collect, identify and
measure the process, thus reducing the problem of excessive overtime in production.
Finally, a line balance was proposed which had a positive impact on the Elimination
of a delay during the refrigeration process, which originated the problem of chocolate
reprocessing, in turn, it was also possible to reduce the temporary storage in that
process, which caused the problem in unproductive activities. Increasing the added
value in this process. It should be mentioned that in the proposed line balance it was
not necessary to hire additional labor or acquire physical resources, it was only
possible to efficiently group the operators at each of their workstations.
Finally, the economic study details the investment to be made after the
implementation of the proposal, and the benefits reflected in income and expenses
The results achieved are:
- Reduction in product reprocessing due to line imbalance of: 5% to 2.9%
- Reduction in raw material waste due to lack of continuous improvement: 0.68% to
0.32%
- Reduction in overtime due to lack of process measurement of: 17% to 13%
- Reduction in unproductive activities due to lack of defined working methods from
18% to 11% for sugar spraying and 13% to 6% for chocolate processing.
- The result was an increase in the profitability per cash from 20% to 21.4%, a VAN of
S /. 14696.16, a TIR of 28.18% and a B /C of 1.8.

xii
INDICE GENERAL
DEDICATORIA……………………………………………………………………………….ii
EPÍGRAFE…………………………………………………………………………………...iii
AGRADECIMIENTO………………………………………………………………………...iv
LISTA DE ABREVIACIONES………………………………………………………………v
PRESENTACIÓN……………………………………………………………………………vi
LISTA DE MIEMBROS DE LA EVALUACIÓN DE LA TESIS…………………………vii
RESUMEN………………………………………………………………………………….viii
ABSTRACT…………………………………………………………………………………..x
ÍNDICE GENERAL…………………………………………………………………………xii
ÍNDICE DE GRÁFICOS…………………………………………………………………...xvi
ÍNDICE DE TABLAS………………………………………………………………………xvii
ÍNDICE DE CUADROS…………………………………………………………………..xix
ÍNDICE DE FIGURAS……………………………………………………………………..xxi
ÍNDICE DE DIAGRAMAS………………………………………………………………...xxii
INTRODUCCIÓN………………………………………………………………………….xxiii
CAPÍTULO 1: GENERALIDADES DE LA INVESTIGACIÓN
1.1 Realidad Problemática…………………………………………………………………2
1.2 Formulación del problema……………………………………………………………..9
1.3 Hipótesis…………………………………………………………………………………9
1.4 Objetivos…………………………………………………………………………………9
1.4.1 Objetivo general………………………………………………………………...10
1.4.2 Objetivos específicos…………………………………………………………...10
1.5 Justificación……………………………………………………………………………10
1.6 Tipo de investigación…………………………………………………………………10
1.7 Diseño de la investigación…………………………………………………………...11
1.8 Variables………………………………………………………………………………..11
1.8.1Variable dependiente…………………………………………………………... 11
1.8.2Variable independiente…………………………………………………………11
1.9 Operacionalización de variables…………………………………………………….12
CAPÍTULO 2: MARCO REFERENCIAL
2.1 Antecedentes de la investigación…………………………………………………...12
2.2 Base teórica…………………………………………………………………………….14

xiii
2.3 Definición de términos………………………………………………………………..46
CAPÍTULO 3: DIAGNÓSTICO DE LA REALIDAD ACTUAL
3.1 Descripción general de la empresa
3.1.1 La Empresa…………………………………………………………………….50
3.1.2 Organigrama actual de la Empresa
“Fábrica de chocolates la Española “…………………………………………..51
3.1.3 Razón Social:………………………………………………………………….52
3.1.4 Inscripción en Registros Públicos…………………………………………...52
3.1.5 Actividad y sector económico:………………………………………………..52
3.1.6 Ubicación de la empresa…………………………………………………….52
3.1.7 Entorno………………………………………………………………………….53
3.1.8 Mercado………………………………………………………………………...53
3.1.9 Clientes…………………….…………………………………………………..53
3.2 Descripción particular del área de la empresa objeto de análisis
3.2.1 Número de personal……………………………………………………………54
3.2.2 Diagrama de Operaciones – Proceso
Elaboración de Chocolate en Barra….………………………………………55
3.2.3 Diagrama Analítico – Pulverizado de azúcar……………………………….56
3.2.4 Diagrama Analítico – Elaboración Pasta de cacao………………………...57
3.2.5 Diagrama Analítico – Producción chocolate en barra……………………..58
3.2.6 Diagrama de Recorrido – Producción de Chocolate en Barra…………....59
3.3 Identificación del problema e indicadores actuales……………………………....60
3.3.1 Desbalance de línea de producción………………………………………....67
3.3.2 No existe medición de los procesos………………………………………….75
3.3.3 Falta de mejora continúa de los procesos…………………………………..79
3.3.4 Falta de métodos de trabajo definidos………………………………………84
3.4 Matriz de Indicadores…………………………………………………………………90
CAPÍTULO 4: SOLUCIÓN PROPUESTA
4.1 Direccionamiento estratégico de la empresa “Fabrica
de chocolates la española S.R.L”………………………………………………….92
4.1.1 Análisis de la situación actual………………………………………………...92
4.1.2 Análisis interno………………………………………………………………..105
4.1.3 Análisis FODA…………………………………………………………………113
xiv
4.1.4 Matriz FODA…………………………………………………………………..125
4.1.5 Direccionamiento estratégico de la empresa……………………………...129
4.2 Modelo de gestión por procesos de la empresa
“Fabrica de chocolates la española S.R.L”…………………………………….135
4.2.1 Identificación de los procesos de la empresa…………………………….135
4.2.2 Diseño del mapa de procesos de la empresa……………………………..136
4.2.3 Descripción de los procesos…………………………………………………137
4.2.4 Selección y análisis de los procesos críticos………………………………138
4.2.5 Matriz de identificación de procesos críticos……………………………….139
4.2.6 Metodología OWAS…………………………………………………………...142
4.2.7 Técnica del interrogatorio - matriz de preguntas básica
(pulverizado de azúcar)……………………………………………………………..157
4.2.8 Diagrama analítico propuesto – pulverizado de azúcar…………………..158
4.2.9 Estudio de tiempos……………………………………………………………164
4.2.10 Balance de línea…………………………………………………………….174
4.2.11 Diagrama analítico propuesto – producción de chocolate en barra…..188
4.2.12 Diagrama de operaciones propuesto – proceso elaboración
de chocolate en barra……………………………………………………………….189
CAPÍTULO 5: EVALUACIÓN ECONÓMICA FINANCIERA
5.3 Evaluación Económica…………………………………………………………191
5.2 Beneficios de la Propuesta…………………………………………………….193
5.1 Inversión para la Propuesta……………………………………………………198
CAPÍTULO 6: RESULTADOS Y DISCUSIÓN
6.1 Resultados……………………………………………………………………….201
CAPÍTULO 7: CONCLUSIONES Y RECOMENDACIONES
7.1 Conclusiones……………………………………………………………………205
7.2 Recomendaciones……………………………………………………………...209
BIBLIOGRAFÍA…………………………………………………………………………...210
ANEXOS
Costo de producción actual de chocolates la española S.R.L……………………..211
Costos anuales por problemas en la empresa chocolates la española S.R.L……214
Formato para levantamiento de procesos de chocolates la española S.R.L……...217
Diagramas de flujo de los procesos actuales de chocolates la española S.R.L….219

xv
Matriz de identificación de los procesos críticos de
chocolates la española S.R.L………………………………………………………….226
Muestreo del trabajo realizado al proceso de pulverizado de azúcar
- chocolates la española S.R.L………………………………………………………..228
Propuesta del proceso de planificación estratégica para
chocolates la española S.R.L………………………………………………………….231
Propuesta de mejora - manual de procesos claves de
chocolates la española S.R.L………………………………………………………….233
Costo de producción propuesto de chocolates la española S.R.L……………….252
.

xvi
INDICE DE GRÁFICOS
Gráfico 01: Organigrama de la Empresa………………………………………………..51
Gráfico 02: Gráfica de Pareto…………………………………………………………….63
Gráfico 03: Datos históricos de demanda de chocolate………………………………66
Gráfico 04: Histórico de demanda de chocolate la española
periodo 2014-2016……………………………………………….…………102
Gráfico 05: Propuesta de mapa de procesos para Chocolates
la española S.R.L……………………………………………………….....137
Gráfico 06: Posturas observadas de acuerdo a cada actividad
del proceso de pulverizado……………..................................................143
Gráfico 07: Posturas de la espalda…………………………………………………….154
Gráfico 08: Posturas de los brazos…………………………………………………….155
Gráfico 09: Posturas de las piernas…………………………………………………....155
Gráfico 10: Histórico de demanda años 2015- 2016…………………………………193
Gráfico 11: Pronóstico de Demanda año 2017……………………………………...197
Gráfico 12: Costo perdido actual en área de producción……………………………202
Gráfico 13: Comparación Indicadores de Gestión……………………………………203

xvii
INDICE DE TABLAS
Tabla 01: Distribución de Medianas y Pequeñas empresas (Mypes)
del CIIU 1543 por departamento.…………………………………………….3
Tabla 02: Composición de Chocolates la española frente al Mercado Peruano…..4
Tabla 03: Rentabilidad de Chocolates la española en el Mercado Peruano…….......5
Tabla 04: Total ventas promedio anual periodo 2014- 2016…….................................6
Tabla 05: Operacionalización de variables……………………………………………...12
Tabla 06: Instrumentos de Registro de Datos…………………………………………..19
Tabla 07: Variantes del Cursograma Analítico……………………………………….....22
Tabla 08: Técnica del Interrogatorio – Preguntas Preliminares………………………28
Tabla 09: Técnica del Interrogatorio – Preguntas de Fondo………………………….29
Tabla 10: Valoración del Ritmo de Trabajo……………………………………………..37
Tabla 11: Distribución detallada de trabajadores por área de trabajo…………….....54
Tabla 12: Matriz de Priorización de Problemas………………………………………..62
Tabla 13: Producto en reproceso………………………………………………………..69
Tabla 14: Total costo en reproceso por lote en horas extras………………………....71
Tabla 15: Total horas de trabajo –jornada normal……………………………………..72
Tabla 16: Total costo en Mano de obra normal ………………………………………..72
Tabla 17: Total costo de reproceso por lote en jornada normal………………………74
Tabla 18: Total horas extras al mes……………………………………………………...77
Tabla 19: Ventas promedio mensual periodo 2014 – 2016…………………………...78
Tabla 20: Materia prima desperdiciada………………………………………………….80
Tabla 21: Total costo por desperdicio de azúcar……………………………………….83
Tabla 22: Variación del índice precios al consumidor a nivel nacional………………92
Tabla 23: Producto bruto interno según actividad económica 2008 – 2016………....93
Tabla 24: La libertad, PBI Según actividades económicas – Variación porcentual –
2007 -2015…………………………………………………………………………………..94
Tabla 25: Tasa de desempleo urbano, según principales características y región
natural, 2004-2015………………………………………………………………………....94
Tabla 26: Temperatura promedio anual, según departamento, 2003-2015…………97
Tabla 27: Humedad relativa promedio anual, según departamento………………..98
Tabla 28: Resumen de Oportunidades de “Chocolates la española”………………114

xviii
Tabla 29: Resumen de Amenazas de “Chocolates la española”………………….115
Tabla 30: Resumen de Fortalezas de “Chocolates la española”…………………116
Tabla 31: Procesos reales identificados en chocolates la española……………...136
Tabla 32: Codificación de las posiciones de la espalda……………………………144
Tabla 33: Codificación de las posiciones de los brazos……………………………145
Tabla 34: Codificación de las posiciones de las piernas…………………………...145
Tabla 35: Codificación de la carga y fuerza soportada……………………………..146
Tabla 36: Categorías de riesgo por código de postura……………………………..149
Tabla 37: Categoría de riesgo - Preparar sacos para trasporte…………………...150
Tabla 38: Categoría de riesgo – Traslado de sacos………………………………...151
Tabla 39: Categoría de riesgo – Vaciado a tolva……………………………………151
Tabla 40: Categoría de riesgo – Llenado de cubetas……………………………….152
Tabla 41: Categorías de riesgo de las posiciones del cuerpo
según su frecuencia…………………………………………………………………….153
Tabla 42: Frecuencia relativa posición adoptada por cada miembro……………..153
Tabla 43: Materia prima desperdiciada propuesto…………………………………161
Tabla 44: Costo propuesto por desperdicio de materia prima……………………162
Tabla 45: Tamaño de la Muestra……………………………………………………...166
Tabla 46: Total número de toma de tiempos óptimos………………………………167
Tabla 47: Determinación del tiempo observado promedio………………………….168
Tabla 48: Tabla de valoración del desempeño……………………………………...169
Tabla 49: Determinación de los valores de desempeño…………………………….170
Tabla 50: Determinación del tiempo normal o básico……………………………….171
Tabla 51: Porcentaje de suplementos asignados a cada elemento……………….172
Tabla 52: Determinación del Tiempo Estándar del proceso productivo…………..173
Tabla 53: Eficiencia actual de la línea de producción……………………………….174
Tabla 54: Combinación de las operaciones acomodar y moldear………………….176
Tabla 55: Balance de línea propuesto- producción de chocolate…………………..177
Tabla 56: Total horas extras al mes propuesto……………………………………….178
Tabla 57: Propuesta de eficiencia del proceso de producción de chocolate……...181
Tabla 58: Producto en reproceso propuesto………………………………………….181
Tabla 59: Total costo propuesto en reproceso (horas extras)………………………182
Tabla 60: Total costo propuesto en reproceso (Jornada normal)…………………..183
xix
INDICE DE CUADROS
Cuadro 01: Balance de masa por lote…………………………………………………63
Cuadro 02: Producción de chocolate en barra………………………………………..65
Cuadro 03: Proveedores de Materia Prima Directa
de Chocolates la española………………………………………………....99
Cuadro 04: Evaluación de Proveedores Chocolate la española…………………..100
Cuadro 05: Matriz de ponderación de oportunidades
de “Chocolates la española”……………………………………………...118
Cuadro 06: Matriz de ponderación de amenazas
de “Chocolates la española”……………………………………………....119
Cuadro 07: Matriz de ponderación de fortalezas
de “Chocolates la Española”……………………………………………..120
Cuadro 08: Matriz de ponderación de debilidades
de “Chocolates la española”……………………………………………...121
Cuadro 09: Matriz de Evaluación de Factores Externos (EFE)……………………123
Cuadro 10: Matriz de Evaluación de Factores Internos (EFI)……………………...124
Cuadro 11: Formulación de la Misión………………………………………………...129
Cuadro 12: Formulación de la Visión…………………………………………………130
Cuadro 13: Factores de Impacto en las expectativas del cliente………………….139
Cuadro 14: Escala de relación entre procesos y factores
de impacto de Chocolates la española………………………………....139
Cuadro 15: Preparar sacos para trasporte…………………………………………...147
Cuadro 16: Traslado de sacos hacia pulverizadora………………………………...147
Cuadro 17: Vaciado a tolva……………………………………………………………148
Cuadro 18: Llenado de cubetas………………………………………………………148
Cuadro 19: Categorías de riesgo y acciones correctivas…………………………..149
Cuadro 20: Propuesta de mejora en proceso de pulverizado……………………..156
Cuadro 21: Matriz de Preguntas Básicas –Pulverizado de Azúcar……………….157
Cuadro 22: Actividades del proceso productivo - chocolate en barra…………….164
Cuadro 23: Tomas de tiempos realizadas…………………………………………..165
Cuadro 24: Inversión total para implementación de propuesta……………………191
Cuadro 25: Inversión en personal…………………………………………………….192

xx
Cuadro 26: Depreciación de los Activos Tangibles…………………………………192
Cuadro 27: Beneficio de la Propuesta de Mejora……………………………………193
Cuadro 28: Datos históricos de demanda de chocolate (cajas)……………………194
Cuadro 29: Promedio general de las ventas por año………………………………194
Cuadro 30: Promedio de ventas de cada periodo…………………………………...195
Cuadro 31: Cálculo del Índice de Estacionalidad…………………………………..195
Cuadro 32: Pronóstico de demanda año 2017………………………………………196
Cuadro 33: Indicadores Financieros………………………………………………….199
Cuadro 34: Resumen de costos por problemas antes y después de la
implementación de la propuesta de mejora………………………………………….201

xxi
INDICE DE FIGURAS
Figura 01: Proceso de elaboración de chocolates la española S.R.L……………...05
Figura 02: Recorrido durante proceso de pulverizado de azúcar…………………..08
Figura 03: Mapa de Procesos…………………………………………………………17
Figura 04: Aplicación de Simbología…………………………………………………...20
Figura 05: Diagrama de Procesos de Operaciones…………………………………..21
Figura 06: Diagrama de Procesos Analítico…………………………………………..23
Figura 07: Diagrama de Recorrido……………………………………………………..24
Figura 08: Diagrama Bimanual…………………………………………………………26
Figura 09: Pasos del Método OWAS…………………………………………………..30
Figura 10: Tabla para calcular el número de observaciones………………………..36
Figura 11: Clasificación de Suplementos……………………………………………...38
Figura 12: Sistema de Suplementos por Descanso………………………………….39
Figura 13: Linea de Fabricación y Linea de Ensamble………………………………42
Figura 14: Tipos de Indicadores de Gestión…………………………………………..45
Figura 15: Ubicación de la Empresa…………………………………………………...52
Figura 16: Checkllist - Área de Producción……………………………………………61
Figura 17: Bloques de Pasta de Cacao………………………………………………..66
Figura 18: Proceso de Refrigeración del chocolate…………………………………..67
Figura 19: Demora en proceso de refrigeración………………………………………68
Figura 20: Barras de chocolate en merma…………………………………………….68
Figura 21: Actividades realizadas en horas extras…………………………………..76
Figura 22: Operación de llenado de cubetas………………………………………….79
Figura 23: Traslado de sacos de azúcar………………………………………………85
Figura 24: Traslado de cubetas………………………………………………………...85
Figura 25: Actividades improductivas –proceso elaboración de chocolate………..88
Figura 26: Organigrama actual de la empresa “Chocolates la Española “……….106
Figura 27: Ficha técnica carretilla de trasporte funcional………………………….156
Figura 28: Tamaño de Muestra………………………………………………………..166
Figura 29: Determinación de tasa media atractiva de retorno (TMAR)……………198
xxii
INDICE DE DIAGRAMAS
Diagrama 01: Cronograma de Trabajo…………………………………………………..11
Diagrama 02: DOP Elaboración de barras de chocolate para taza………………......55
Diagrama 03: DAP Proceso de Pulverizado de azúcar………………………………..56
Diagrama 04: DAP Proceso Elaboración Pasta de cacao………………………….....57
Diagrama 05: DAP Proceso Elaboración chocolate en barra…………………………58
Diagrama 06: Diagrama recorrido área producción……………………………………59
Diagrama 07: Diagrama Ishikawa – Producción…………………………………….....60
Diagrama 08: DAP Proceso de pulverizado de azúcar propuesto……………….....158
Diagrama 09: DAP Producción de chocolate en barra propuesta…………………..188
Diagrama 10: DOP Elaboración de barras de chocolate para taza propuesto…...189

xxiii
INTRODUCCIÓN
La presente tesis de investigación se desarrolló en la empresa “Chocolates
la española S.R.L”, partiendo de la identificación de las causas que
afectaban en los costos de producción y en la baja rentabilidad del
producto. La aplicación de las herramientas propias de la ingeniería
industrial complementadas con técnicas estadísticas y de ingeniería
económica facilitó el planteamiento de la propuesta de un modelo de
gestión por procesos.
De acuerdo a lo anterior, la presente investigación describe el desarrollo de
una propuesta de implementación de un modelo de gestión por procesos
en área de producción para incrementar la rentabilidad de Fábrica de
Chocolates la Española S.R.L – Trujillo. Los cuales se describen cada
capitulo a continuación.
En el Capítulo I, se muestran a plenitud los aspectos generales de mayor
relevancia del problema de la investigación.
En el Capítulo II, se describen los planteamientos teóricos relacionados con
la presente investigación. De su validación y uso respectivo permiten
obtener los valores que son materia de análisis del siguiente capitulo.
En el Capítulo III, contiene la aplicación de cada una de las propuestas de
mejora planteadas partiendo de una descripción general de la empresa para
tener un contexto del rubro económico en el que se desarrolla se citan sus
procesos, clientes, proveedores etc. Se desarrollan herramientas que
permiten encausar un análisis del problema tales como el gráfico de
ishikawa y diagrama de Pareto las cuales permiten lograr identificar los
aspectos más relevantes que ocasionan el surgimiento del problema.
xxiv
En el Capítulo IV, se describe la solución propuesta con énfasis en los
planteamientos y desarrollo de las propuestas alcanzadas y su impacto en
la solución del problema de la presente investigación.
En el Capítulo V, se señala los logros alcanzados a través de los
indicadores que marcan la factibilidad de la investigación VAN, TIR,B/C.
En el Capítulo VI, se describe el análisis de los resultados obtenidos
Finalmente se plantean las conclusiones y recomendaciones como
resultado del presente estudio.
Además, la presente investigación permitirá a los lectores conocer la industria
del chocolate - confitería y les servirá de referencia para otros proyectos o
investigaciones.
1
CAPITULO 1
GENERALIDADES DE LA
INVESTIGACIÓN
- 2 -
1.1 Realidad problemática
La industria de chocolates y confitería a nivel mundial crece a una tasa
del 4% anual .”En ésta industria seis fábricas chocolateras mueven el
37% del mercado mundial, donde cada año se venden cerca de USD 74
millones” (International Cocoa Organization - ICCO ,2015).
Es importante mencionar que la demanda de cacao como insumo principal
para la elaboración del chocolate, a nivel mundial seguirá en crecimiento.
Valenzuela Plasencia, K. (2016) afirma. “Se estima que podría tenerse un
déficit de un millón de toneladas para el año 2020, si no se realizan programas
para mitigar la baja productividad del grano”.
En el Perú, según Estudio del total de Empresas del CIUU (Clasificación
Industrial Internacional Uniforme de todas las actividades económicas),
existen alrededor de 1543 empresas pequeñas y medianas del rubro de
Elaboración de Cacao, Chocolate y de Productos de Confitería.
En la Tabla N°01, pág. 03 se puede apreciar la distribución de Mypes
dedicadas a la industria del chocolate y confitería por departamento. Lima es
el departamento con mayor número de empresas de esta categoría, seguido
por Cusco con 105 empresas, La Libertad con 96, Arequipa con 84 y Junín
con 64.

- 3 -
Tabla N°01: Distribución de Medianas y Pequeñas empresas (Mypes) del CIIU
1543 por departamento.
Fuente: Superintendencia Nacional de Administración Tributaria (2015)
Un inconveniente de las Mypes dedicadas al rubro del chocolate y confitería
en el Perú, ha sido desarrollar sistemas de producción que permitan el
crecimiento económico e incrementar su posicionamiento en el mercado.
Este inconveniente surge por el proceso productivo antiguo y/o artesanal que
algunas empresas todavía lo utilizan y otro factor es la falta de actualización
en los sistemas de producción que permitan incrementar la satisfacción del
cliente mediante la mejora continua de sus procesos internos.
Fábrica de Chocolates La Española S.R.L dedicada a la elaboración de
chocolate negro para taza, fue fundada inicialmente por el ciudadano español
Mariano Ferradas Vaquero a inicios del siglo pasado.
- 4 -
En el año 1971 el Ing. Tomás A. Sulem Hauyón asume el cargo de Gerente
General, quien posteriormente reubicó las instalaciones y equipos de
producción en una Zona Industrial. Actualmente entre su grupo de
colaboradores cuenta con 1 persona en el área administrativa, el Ingeniero
Cristhian Sulem Vázques que es Gerente General de la Empresa, 20 operarios
distribuidos en toda la planta y un Jefe de Operaciones.
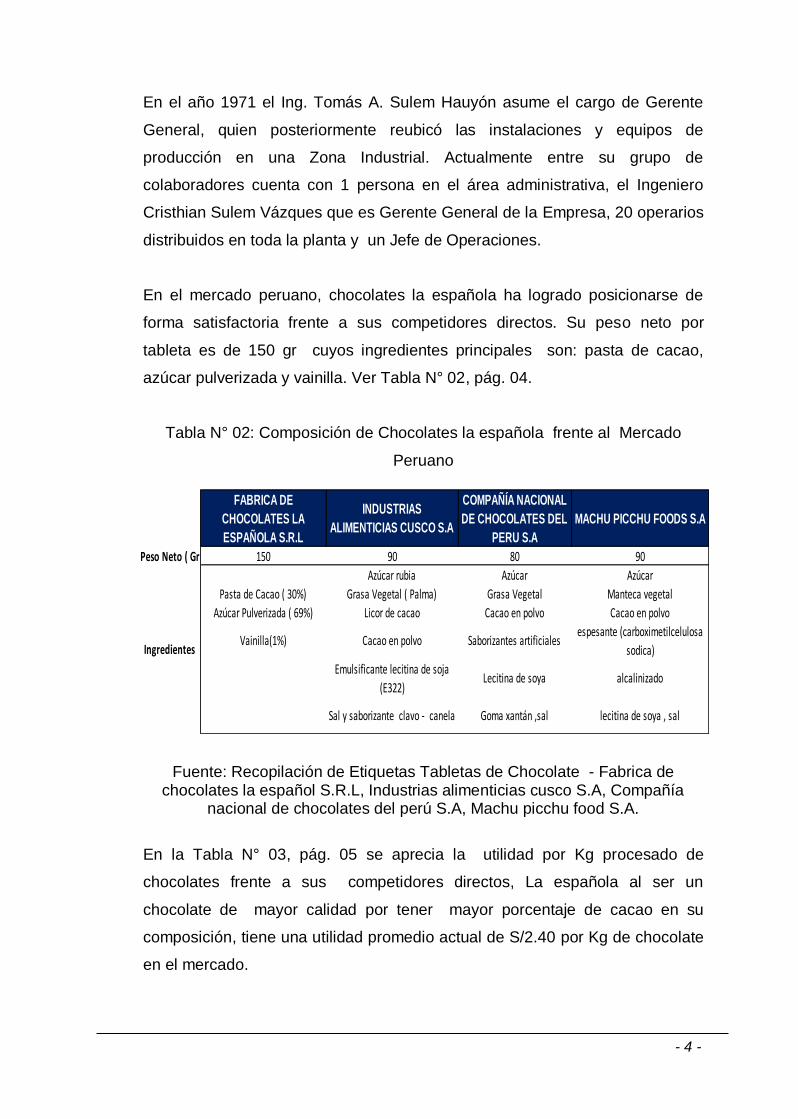
En el mercado peruano, chocolates la española ha logrado posicionarse de
forma satisfactoria frente a sus competidores directos. Su peso neto por
tableta es de 150 gr cuyos ingredientes principales son: pasta de cacao,
azúcar pulverizada y vainilla. Ver Tabla N° 02, pág. 04.
Tabla N° 02: Composición de Chocolates la española frente al Mercado
Peruano
Fuente: Recopilación de Etiquetas Tabletas de Chocolate - Fabrica de chocolates la español S.R.L, Industrias alimenticias cusco S.A, Compañía
nacional de chocolates del perú S.A, Machu picchu food S.A.
En la Tabla N° 03, pág. 05 se aprecia la utilidad por Kg procesado de
chocolates frente a sus competidores directos, La española al ser un
chocolate de mayor calidad por tener mayor porcentaje de cacao en su
composición, tiene una utilidad promedio actual de S/2.40 por Kg de chocolate
en el mercado.
FABRICA DE
CHOCOLATES LA
ESPAÑOLA S.R.L
INDUSTRIAS
ALIMENTICIAS CUSCO S.A
COMPAÑÍA NACIONAL
DE CHOCOLATES DEL
PERU S.A
MACHU PICCHU FOODS S.A
Peso Neto ( Gr) 150 90 80 90
Azúcar rubia Azúcar Azúcar
Pasta de Cacao ( 30%) Grasa Vegetal ( Palma) Grasa Vegetal Manteca vegetal
Azúcar Pulverizada ( 69%) Licor de cacao Cacao en polvo Cacao en polvo
Vainilla(1%) Cacao en polvo Saborizantes artificialesespesante (carboximetilcelulosa
sodica)
Emulsificante lecitina de soja
(E322)Lecitina de soya alcalinizado
Sal y saborizante clavo - canela Goma xantán ,sal lecitina de soya , sal
Ingredientes

- 5 -
Tabla N° 03: Rentabilidad de Chocolates la española en el Mercado Peruano
Fuente: Elaboración Propia
La empresa cuenta con una estructura orgánica tradicional, que se maneja en
forma centralizada sin control sobre sus procesos. El presente trabajo de
investigación esta enfocado en el área de producción donde los procesos
productivos principales son: Pulverizado de azúcar, Elaboración de pasta de
cacao y Producción de chocolate. Ver Figura N°01, pág. 5.
Figura N°01: Proceso de elaboración de chocolates la española S.R.L
Fuente: Elaboración Propia
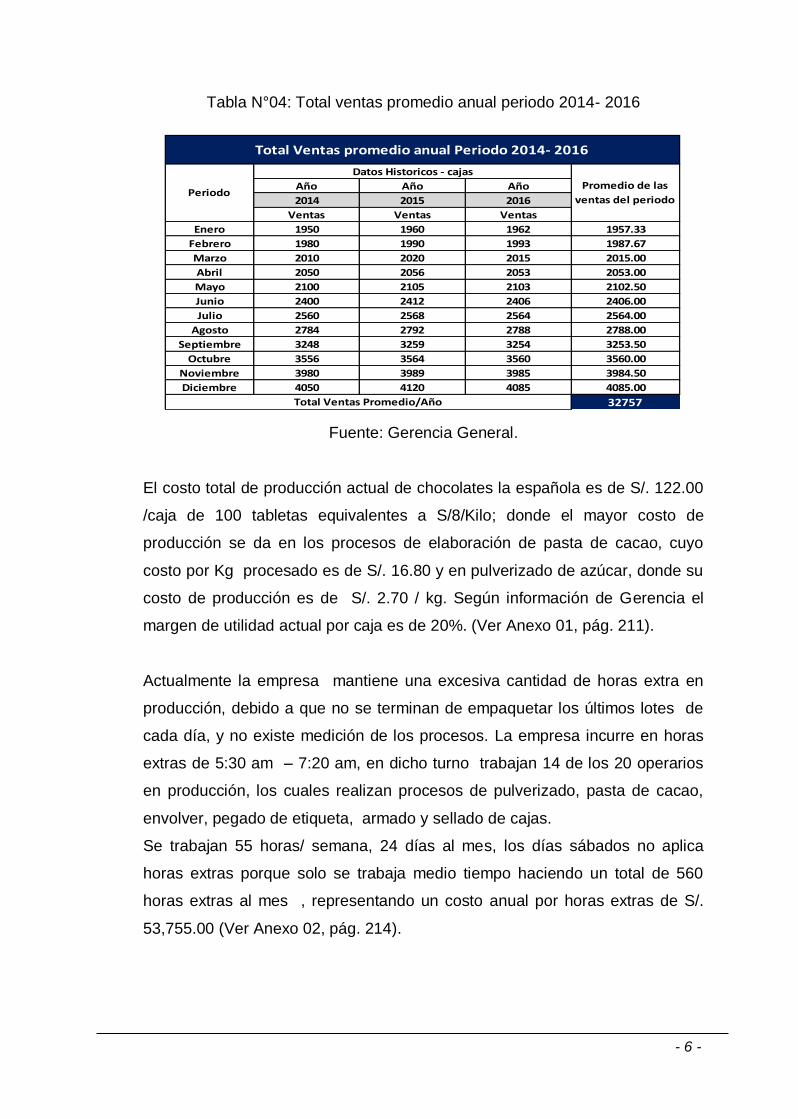
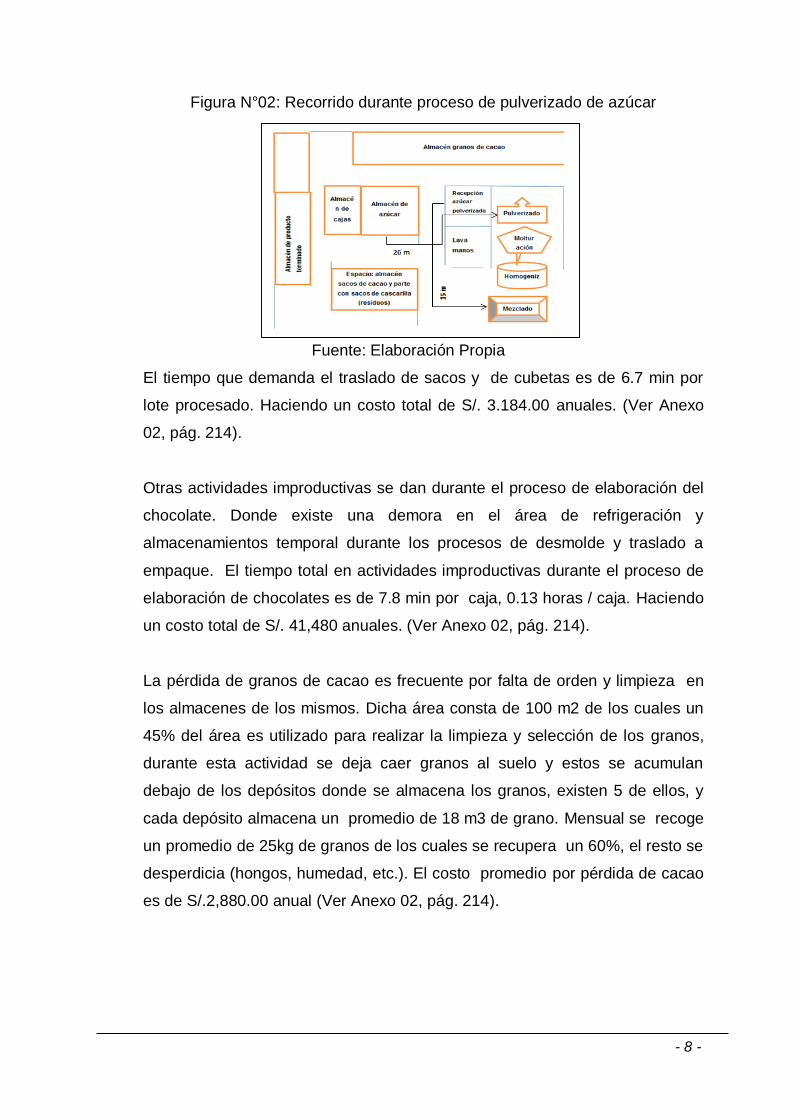
Según Tabla N°04, pág. 06 la producción de cajas de chocolate en promedio
durante los últimos tres años ha sido de 32757 cajas/ anuales, el producto al
ser estacional, el incremento de la demanda se da durante los meses de Julio
–Diciembre.
TABLETA PARA TAZA PRECIO ( S/.) PESO( Kg) PRECIO / kg MARGEN (promedio) UTILIDAD
LA ESPAÑOLA S/. 1.80 0.15 S/. 12.00 20% S/. 2.40
WINTER´S S/. 1.50 0.08 S/. 18.75 20% S/. 3.75
METRO S/. 1.50 0.09 S/. 16.67 20% S/. 3.33
SOL DEL CUZCO S/. 1.60 0.09 S/. 17.78 20% S/. 3.56
- 6 -
Tabla N°04: Total ventas promedio anual periodo 2014- 2016
Fuente: Gerencia General.
El costo total de producción actual de chocolates la española es de S/. 122.00
/caja de 100 tabletas equivalentes a S/8/Kilo; donde el mayor costo de
producción se da en los procesos de elaboración de pasta de cacao, cuyo
costo por Kg procesado es de S/. 16.80 y en pulverizado de azúcar, donde su
costo de producción es de S/. 2.70 / kg. Según información de Gerencia el
margen de utilidad actual por caja es de 20%. (Ver Anexo 01, pág. 211).
Actualmente la empresa mantiene una excesiva cantidad de horas extra en
producción, debido a que no se terminan de empaquetar los últimos lotes de
cada día, y no existe medición de los procesos. La empresa incurre en horas
extras de 5:30 am – 7:20 am, en dicho turno trabajan 14 de los 20 operarios
en producción, los cuales realizan procesos de pulverizado, pasta de cacao,
envolver, pegado de etiqueta, armado y sellado de cajas.
Se trabajan 55 horas/ semana, 24 días al mes, los días sábados no aplica
horas extras porque solo se trabaja medio tiempo haciendo un total de 560
horas extras al mes , representando un costo anual por horas extras de S/.
53,755.00 (Ver Anexo 02, pág. 214).
Año Año Año
2014 2015 2016
Ventas Ventas Ventas
Enero 1950 1960 1962 1957.33
Febrero 1980 1990 1993 1987.67
Marzo 2010 2020 2015 2015.00
Abril 2050 2056 2053 2053.00
Mayo 2100 2105 2103 2102.50
Junio 2400 2412 2406 2406.00
Julio 2560 2568 2564 2564.00
Agosto 2784 2792 2788 2788.00
Septiembre 3248 3259 3254 3253.50
Octubre 3556 3564 3560 3560.00
Noviembre 3980 3989 3985 3984.50
Diciembre 4050 4120 4085 4085.00
32757Total Ventas Promedio/Año
Total Ventas promedio anual Periodo 2014- 2016
PeriodoPromedio de las
ventas del periodo
Datos Historicos - cajas
- 7 -
El reproceso es frecuente debido a un desbalance en la línea de producción,
especialmente durante el proceso de desmolde, el cual origina una demora
durante el inicio de la jornada de trabajo en horas extras y es aquí donde se
inicia los problemas de reproceso en mayor cantidad. Se procesa 18 lotes
durante la jornada de trabajo. Cada lote tiene 172.4 kg de masa útil de
chocolate, de los cuales se reprocesa alrededor de 13.5 kg / lote en jornada de
horas extras, 6.5 kg / lote en jornada normal, haciendo un costo total de
S/.13,935.00 anual. (Ver Anexo 02, pág. 214).
El desperdicio de materia prima también es un problema que repercute en los
costos de operación por falta de mejora continua de los procesos, este
problema se da mayormente en el proceso de pulverizado de azúcar. La
producción de chocolate utiliza como insumo, además de la pasta de cacao,
azúcar pulverizada, el cual es procesado en lotes de 125kg durante 39 min.
Como se vio anteriormente, cada lote tiene 172.4 kg de masa de chocolate de
los cuales 120 kg es de azúcar pulverizada.
En promedio se desperdicia alrededor de 0.9 kg / lote de azúcar pulverizada,
el costo por desperdicio de azúcar anual es de S/.5,842.00 (Ver Anexo 02,
pág. 214).
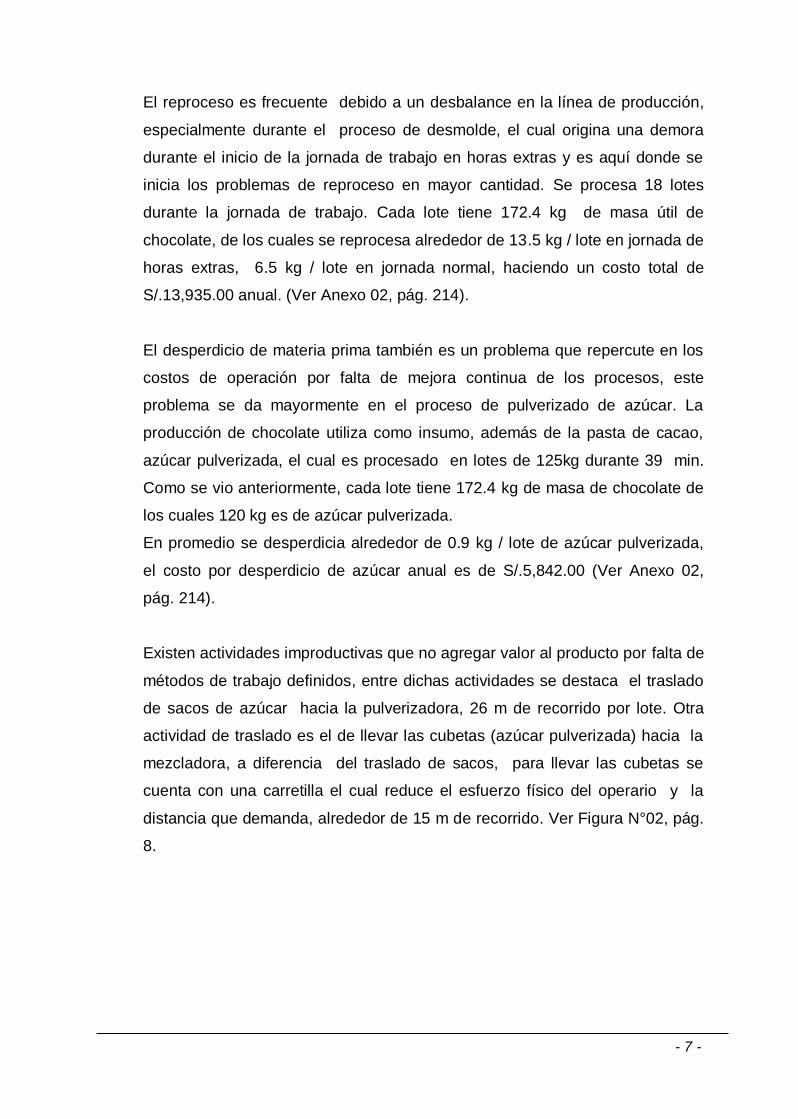
Existen actividades improductivas que no agregar valor al producto por falta de
métodos de trabajo definidos, entre dichas actividades se destaca el traslado
de sacos de azúcar hacia la pulverizadora, 26 m de recorrido por lote. Otra
actividad de traslado es el de llevar las cubetas (azúcar pulverizada) hacia la
mezcladora, a diferencia del traslado de sacos, para llevar las cubetas se
cuenta con una carretilla el cual reduce el esfuerzo físico del operario y la
distancia que demanda, alrededor de 15 m de recorrido. Ver Figura N°02, pág.
8.
- 8 -
Figura N°02: Recorrido durante proceso de pulverizado de azúcar
Fuente: Elaboración Propia
El tiempo que demanda el traslado de sacos y de cubetas es de 6.7 min por
lote procesado. Haciendo un costo total de S/. 3.184.00 anuales. (Ver Anexo
02, pág. 214).
Otras actividades improductivas se dan durante el proceso de elaboración del
chocolate. Donde existe una demora en el área de refrigeración y
almacenamientos temporal durante los procesos de desmolde y traslado a
empaque. El tiempo total en actividades improductivas durante el proceso de
elaboración de chocolates es de 7.8 min por caja, 0.13 horas / caja. Haciendo
un costo total de S/. 41,480 anuales. (Ver Anexo 02, pág. 214).
La pérdida de granos de cacao es frecuente por falta de orden y limpieza en
los almacenes de los mismos. Dicha área consta de 100 m2 de los cuales un
45% del área es utilizado para realizar la limpieza y selección de los granos,
durante esta actividad se deja caer granos al suelo y estos se acumulan
debajo de los depósitos donde se almacena los granos, existen 5 de ellos, y
cada depósito almacena un promedio de 18 m3 de grano. Mensual se recoge
un promedio de 25kg de granos de los cuales se recupera un 60%, el resto se
desperdicia (hongos, humedad, etc.). El costo promedio por pérdida de cacao
es de S/.2,880.00 anual (Ver Anexo 02, pág. 214).
- 9 -
La mayoría de las máquinas que conforman el área de producción tienen una
antigüedad de 15-25 años, excepto por la máquina de tostado, que se adquirió
en el año 2013.
Estas máquinas antiguas ya no tienen valor contable. Sin embargo aún son
operativas ya que en los meses de enero - marzo se les da mantenimiento por
los mismo operarios de la empresa y se repotencian. El problema se da en la
máquina tostadora, que es relativamente nueva y no se le da mantenimiento
preventivo, según información de gerencia la máquina ha fallado 3 veces en
los dos últimos años, ocasionando el paro de la línea de producción ya que es
de clase A. En promedio, el costo total por falta de mantenimiento correctivo
es de S/.3450 anual (Ver Anexo 02, pág. 214).
Para mejorar esta situación en la organización se propone implementar un
Modelo de Gestión por Procesos, que permita el mejoramiento continuo tanto
en los procesos internos de Pulverizado de azúcar, Elaboración de pasta de
cacao y Producción de chocolate, lo cual ayude a disminuir costos, tiempos,
actividades improductivas y mejorar la satisfacción del cliente.
1.2 Formulación del Problema
¿Cuál es el impacto de la propuesta de implementación de un modelo de
gestión por procesos en área de producción sobre la rentabilidad de la
empresa Fábrica de Chocolates la española S.R.L?
1.3 Hipótesis
La implementación de un modelo de gestión por procesos en área de
producción, incrementa la rentabilidad de la empresa Fábrica de Chocolates la
española S.R.L.
1.4 Objetivos
1.4.1 Objetivo General
Incrementar la rentabilidad de la empresa Fábrica de Chocolates la
española S.R.L mediante la propuesta de implementación de un modelo
de gestión por procesos en área de producción.

- 10 -
1.4.2. Objetivos específicos
Realizar el diagnóstico económico de la situación actual del proceso
productivo del chocolate, que repercute en la baja rentabilidad de la
empresa.
Desarrollar un modelo de gestión por procesos en el área de
producción.
Determinar el impacto de implementar un modelo de gestión por
procesos en área de producción.
Evaluar los beneficios económicos de implementar la propuesta de
un modelo de gestión por procesos en la empresa Fábrica de
Chocolates la Española S.R.L
1.5 Justificación
En el aspecto teórico, la presente investigación, permitirá a la empresa
“Fábrica de Chocolates la Española SR.L” tener un análisis interno de sus
actividades y una propuesta de mejora continúa al aplicar los conceptos de la
Gestión por Procesos en su área de producción.
En el aspecto práctico se justifica, debido a que la propuesta de implementar
un modelo de Gestión por Procesos en la empresa, permitirá optimizar la
utilización de los recursos disponibles en producción obtener una mejora
continúa de sus procesos internos, de esta manera reducir costos operativos e
incrementar la satisfacción del cliente.
En el aspecto Académico, se justifica ya que la presente investigación al
aplicar herramientas de Ingeniería, servirá como guía o instrumento de
consulta para futuras investigaciones.
1.6 Tipo de Investigación
1.6.1 Por la orientación
Aplicada.
- 11 -
1.6.2. Por el diseño
Pre experimental.
1.7 Diseño de la investigación
1.7.1 Localización de la investigación
La Libertad – Trujillo - Urb. Santa Leonor Mza. A Lt. 12. Lotización
Industrial
1.7.2 Alcance
Se enmarca en el ámbito de las ciencias de Ingeniería Industrial en el
área de Producción.
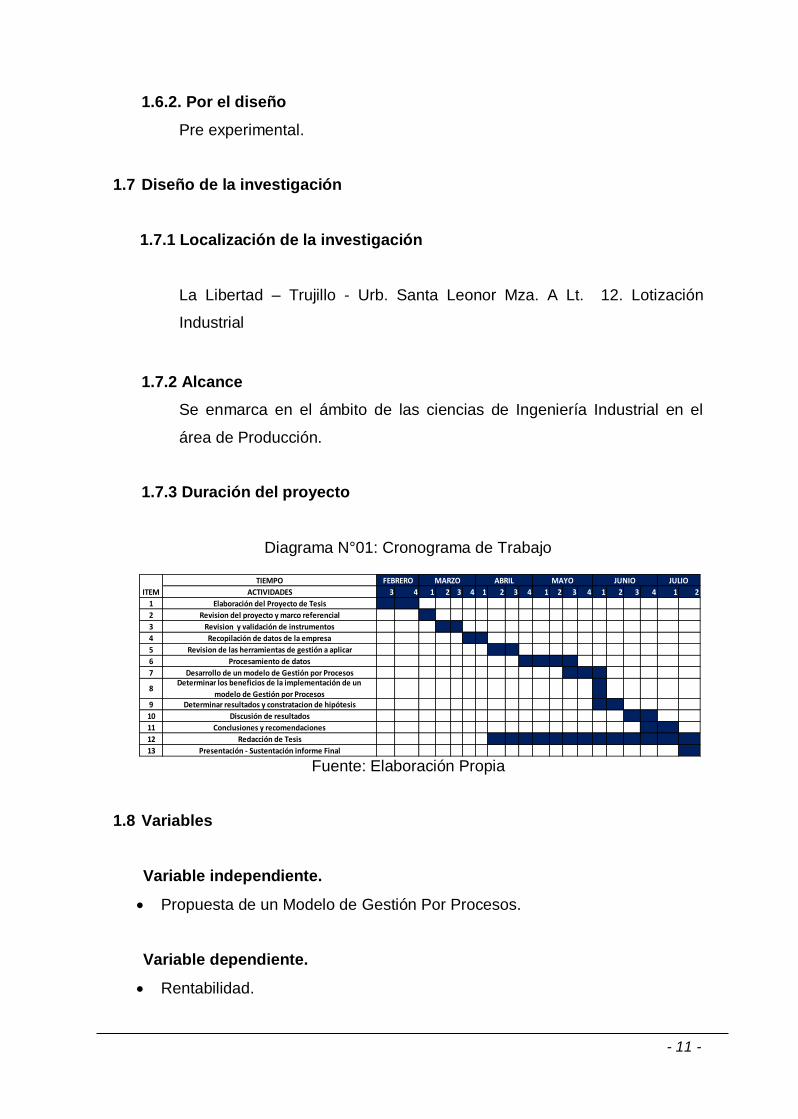
1.7.3 Duración del proyecto
Diagrama N°01: Cronograma de Trabajo
Fuente: Elaboración Propia
1.8 Variables
Variable independiente.
Propuesta de un Modelo de Gestión Por Procesos.
Variable dependiente.
Rentabilidad.
3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2
1
2
3
4
5
6
7
8
9
10
11
12
13 Presentación - Sustentación informe Final
Desarrollo de un modelo de Gestión por Procesos
Determinar resultados y constratacion de hipótesis
Discusión de resultados
Conclusiones y recomendaciones
Redacción de Tesis
Determinar los beneficios de la implementación de un
modelo de Gestión por Procesos
MAYO JUNIO JULIO
ITEM
Elaboración del Proyecto de Tesis
Revision del proyecto y marco referencial
TIEMPO
ACTIVIDADES
FEBRERO MARZO ABRIL
Revision y validación de instrumentos
Recopilación de datos de la empresa
Revision de las herramientas de gestión a aplicar
Procesamiento de datos
- 12 -
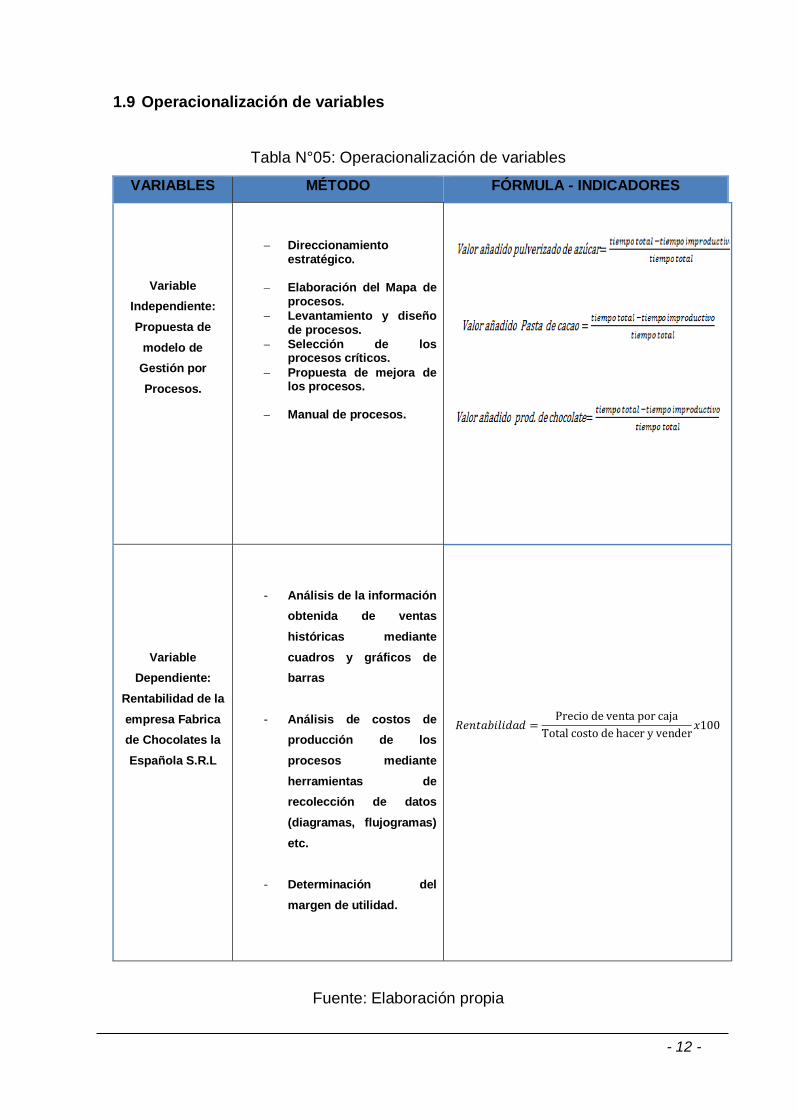
1.9 Operacionalización de variables
Tabla N°05: Operacionalización de variables
VARIABLES MÉTODO FÓRMULA - INDICADORES
Variable
Independiente:
Propuesta de
modelo de
Gestión por
Procesos.
Direccionamiento estratégico.
Elaboración del Mapa de procesos.
Levantamiento y diseño de procesos.
Selección de los procesos críticos.
Propuesta de mejora de los procesos.
Manual de procesos.
Variable
Dependiente:
Rentabilidad de la
empresa Fabrica
de Chocolates la
Española S.R.L
- Análisis de la información
obtenida de ventas
históricas mediante
cuadros y gráficos de
barras
- Análisis de costos de
producción de los
procesos mediante
herramientas de
recolección de datos
(diagramas, flujogramas)
etc.
- Determinación del
margen de utilidad.
𝑅𝑒𝑛𝑡𝑎𝑏𝑖𝑙𝑖𝑑𝑎𝑑 =Precio de venta por caja
Total costo de hacer y vender𝑥100
Fuente: Elaboración propia

- 11 -
CAPITULO 2
MARCO REFERENCIAL

- 12 -
2.1 Antecedentes de la Investigación
Esta investigación, se ha elaborado en base a una búsqueda bibliográfica y
haciendo un análisis de la información encontrada, se denotan algunos
antecedentes encontrados.
Tesis: “Propuesta de Mejoramiento de los Procesos de Elaboración de
chocolate y Rediseño de la Planta de Producción de Industria de
Alimentos la Fragancia LTDA”.
Elaborada por: Liliana María Cabeza Peña para optar al título de Ingeniero
Industrial en la Universidad Industrial de Santander - Bucaramanga año 2003.
Donde se concluye, que la aplicación de mejoras en los métodos de trabajo de
elaboración de chocolate, se consigue un MO o Razón de movimientos y
operaciones pase de 4.2 a 1.45, indicando que se reducen los movimientos de
material innecesarios en cada operación haciendo más productivo el proceso.
Además el estudio de tiempos hecho en la planta de producción de chocolate
con la finalidad de determinar la capacidad de producción instalada, indica
que el cuello de botella es el túnel de enfriamiento, con una capacidad actual
de 576 kg / hora, el cual es equivalente a 9043 libras de chocolate diarios en
jornada normal, el diseño túnel podría ser mejorado mejorando de esta
manera la productividad actual.
Tesis: “Aplicación de Metodología DMAIC para la Mejora de Procesos y
Reducción de Pérdidas en las Etapas de Fabricación de Chocolate”
Elaborada por: Christian Antonio Varas Acuña para optar el Título de Ingeniero
de Alimentos, Universidad de Chile – Santiago de Chile año 2010. Donde se
Concluye: Que se recolectaron datos iniciales de cada área de fabricación de
chocolates durante 6 semanas, obteniendo 207,6 kg de pérdida por día
promedio registrando un sigma inicial de 1,83, este aumentó a 3,87 luego de
implementar las mejoras potenciales identificadas con el uso de la metodología
DMAIC (Seis Sigma).
- 13 -
Luego de la implementación de soluciones, las pérdidas disminuyeron a 137,3
kg por día promedio y desaparecieron los eventos especiales registrados en la
etapa inicial.
Se recomienda utilizar la metodología DMAIC para otros proyectos de mejora
en la fábrica de chocolates como reducción de tiempo cambios de formato,
paros no programados y reducción de tiempos de aseo, entre otros.
Tesis: “Diseño de un Sistema de Gestión por Procesos para la empresa
Productora de Chocolates Yachana Gourmet S.A”
Elaborada por Silvia Pamela Oña Rodas para optar el título de Ingeniero
Empresarial, Escuela Politécnica Nacional - Ecuador año 2009 Donde se
Concluye: Las herramientas de recolección de datos (diagramas, flujogramas
etc.) permiten identificar oportunidades de mejora en cada proceso, corregir
los procesos realizados de forma errónea y encaminar los recursos necesarios
para ejecutarlos.
Con la mejora de los procesos de la empresa disminuyen notablemente los
tiempos de espera y se aumenta el valor agregado para la empresa y sus
clientes.
Tesis: “Propuesta de aplicación del pensamiento lean como mejora de
los procesos de producción de una fábrica de chocolates y confituras”
Elaborada por Heidy Pérez Aranibar , Nidia Rosario Flores Delgado , Carlo
Francesco Luján Hurtado para optar el grado de Magister en Operaciones y
Logística, Universidad Peruana de Ciencias Aplicadas - Lima año 2015
Donde se Concluye: La muda de transporte encontrado radicaba en los
recorridos que los operarios realizaban para abastecerse de producto desde el
almacén de semi terminados hasta la sección de encajado. Con la utilización
de tarjetas KANBAN, disminuyo considerablemente el tiempo de abandono de
la línea de producción, pudiendo llegar a encajar 54,085 kilos adicionales al
año, equivalentes a S/.1’712,377.46 de utilidad anual.

- 14 -
En lo que la muda de movimiento se refiere, la implementación de un plan
sistemático de distribución dentro de la sección de encajado permitió encontrar
la ubicación adecuada de la maquinaria y equipos. Esto, a su vez, trajo como
resultado la ejecución de actividades en línea, además de la reducción del
tiempo que los operarios invertían en desplazamientos innecesarios. Todo ello
se tradujo en lograr encajar 12,169 kilos adicionales al año, equivalentes a
S/.416,524.25 de utilidad anual. En cuanto a la muda de productos
defectuosos, la utilización de herramientas como six sigma y SMED facilitaron
la detección oportuna de errores, lo que permitió eliminar más rápidamente
aquellos materiales defectuosos que afectaban la presentación del producto
final. Los costos se redujeron considerablemente, generando para la compañía
un ahorro de S/. 32,040.00 soles al año.
La estandarización de las actividades y la utilización de las diferentes
herramientas durante todo el proceso de encajado, sirvió como modelo para
ser replicadas en otras áreas de la planta. Esto permitió recolectar la
documentación necesaria para implementar sistemas de gestión de calidad
como el HACCP (análisis de peligros y puntos críticos de control) o el sistema
de gestión ISO 9000.
2.2 Base Teórica
Direccionamiento Estratégico
Las organizaciones para crecer, generar utilidades y permanecer en el
mercado deben tener muy claro hacia donde van.
Misión:
Es la razón de ser de la organización, que define el quehacer de la misma,
comprende la formulación
De los propósitos que la distingue de otros negocios en cuanto al cubrimiento
de sus operaciones, sus Productos, los mercados y el talento humano que
soporta el logro de estos propósitos. La misión por tanto, debe ser claramente
formulada, difundida y conocida por todos los colaboradores. Además debe
inducir comportamientos y crear compromisos.

- 15 -
Visión:
Es un conjunto de ideas generales, algunas de ellas abstractas, que proveen el
marco de referencia de lo que una empresa es y quiere ser en el futuro.
La visión de una compañía sirve de guía de formulación de las estrategias.
Esta debe reflejarse en la Misión, los objetivos, las estrategias de la institución
y se hace tangible cuando se materializa en Proyectos y metas específicas,
cuyos resultados deben ser medibles mediante un sistema de índices de
Gestión.
Objetivos:
Son resultados que una empresa pretende alcanzar, o situaciones hacia donde
ésta pretende llegar. Los objetivos deben ser:
Medibles
Claros
Alcanzables
Realistas
Coherentes
Estrategias
Las estrategias son acciones que se llevan a cabo con el fin de alcanzar
determinados objetivos, pero que presentan cierto grado de dificultad en su
formulación y ejecución, es decir, son acciones que al momento de
formularlas, requieren de cierto análisis; y que al momento de ejecutarlas,
requieren de cierto esfuerzo.
Las estrategias de una empresa deben reunir las siguientes características:
Deben ser los medios o las formas que permitan lograr los objetivos; los
objetivos deben ser los “fines” y las estrategias “los medios” que permitan
alcanzarlos.
Guiar al logro de los objetivos con la menor cantidad de recursos, y en el
menor tiempo posible.
Ser claras y comprensibles para todos.
Estar alineadas y ser coherentes con los valores, principios y cultura de la
empresa.
Considerar adecuadamente la capacidad y los recursos de la empresa.
Representar un reto para la empresa.

- 16 -
Políticas:
Las políticas son criterios generales de ejecución que auxilian el logro de
objetivos y facilitan la implementación de las estrategias, habiendo sido
establecidas en función de estas.
Las políticas, de acuerdo con el nivel jerárquico en que se formulen y con las
áreas que abarquen, pueden ser:
Estratégicas o generales: Se formulan a nivel delata gerencia y su función es
establecer y emitir lineamientos que guíen a la empresa como una unidad
integrada. Ejemplo: Los empleados que laboran en la empresa tendrán la
posibilidad de ascender de puesto, de acuerdo con su eficiencia y antigüedad.
Tácticas o departamentales: Son lineamientos específicos que se refieren a
cada departamento.
Ejemplo: El departamento de producción, determinará los turnos de trabajo
conforme a sus necesidades, siguiendo las disposiciones legales.
Operativas o específicas: Se aplican principalmente en las decisiones que
tienen que ejecutarse en cada una de las unidades de las que consta un
departamento. Por lo regular, se asignan a los niveles inferiores. Ejemplo:
Sección de tornos: De ocurrir una falla en el equipo, es conveniente reportarla
al supervisor en turno o, en su caso, al servicio de mantenimiento.
Las políticas, no interesando su nivel, deben estar interrelacionadas y deben
contribuir a lograr las aspiraciones de la empresa. Asimismo su redacción debe
ser clara, accesible y de contenido realista, de tal forma que su interpretación
sea uniforme.
Principios y Valores
Los principios corporativos: Son el conjunto de valores, creencias, normas, que
regulan la vida de una organización. Ellos definen aspectos que son
importantes para la organización y que deben ser compartidos por todos. Por
tanto constituyen la norma de vida corporativa y el soporte de la cultura
organizacional.

- 17 -
Los valores: Son principios generales por los cuales se rigen las empresas y
los miembros pertenecientes a ellas. Son el fundamento sobre el que reposa la
organización, la filosofía que guía el trato al personal, a los clientes, a los
proveedores. Son los que conforman la cultura corporativa y pueden advertirse
en la formulación de su visión (Garfield, 1992: 58).
La Gestión por Procesos en una Organización
Procesos
Esta palabra proviene del latín processus, que significa avance y progreso. Es
un conjunto de actividades de trabajo interrelacionadas, que se caracterizan
por requerir ciertos insumos y tareas particulares que implican valor añadido,
con miras a obtener ciertos resultados.
Mapa de procesos
Es una representación que define a la organización como un sistema de
procesos interrelacionados, en la cual muestra sus actividades que están
relacionadas con clientes internos y externos, proveedores y los grupos de
interés.
A continuación se muestra un ejemplo de Mapa de Procesos: Ver Figura N°03,
pág. 17.
Figura N°03: Mapa de Procesos
Fuente: SANDOVAL, Handel. Gerencia de Procesos. 2013.
- 18 -
Selección de procesos críticos
Una vez que se han identificado los procesos principales de la organización el
siguiente paso es la selección de aquellos que resultan prioritarios o
estratégicos para concentrar en ellos los esfuerzos de análisis y la selección
de estrategias de cambio, procesos que al mejorar generan procesos
multiplicadores o amplificadores en el resto de la organización, denominados
en la literatura especializada como procesos críticos.
Levantamiento y diseño de los procesos
Normalmente el levantamiento de los procesos se realiza cuando la institución
ya se encuentra conformada y desarrollando las funciones asignadas por la
legislación respectiva, sin embargo, es frecuente encontrar instituciones que
realizan sus actividades con base en el conocimiento empírico y las
costumbres de sus funcionarios más experimentados, sin contar con un
manual de procesos y/o procedimientos que regule y estandarice la realización
de sus actividades. El diseño de los procesos se presenta cuando una
institución ha sido creada recientemente y tiene que dilucidar la mejor forma de
ejecutar las funciones que tiene asignadas, o en su defecto, cuando en una
organización existente se crean unidades organizativas encargadas de
funciones nunca antes desarrolladas por la institución. En ambos casos, se
debe diseñar o establecer la forma en la que los funcionarios de la institución o
unidad deben desarrollar las funciones asignadas, y dejar constancia de estos
requerimientos haciendo uso de procedimientos debidamente formalizados, los
cuales deben ser difundidos entre todos los funcionarios para asegurar la
correcta ejecución de las labores.
TÉCNICAS PARA REGISTRAR LOS HECHOS (INFORMACIÓN
REFERENTE AL MÉTODO)
Una vez se ha seleccionado el proceso ha estudiar se pasa a la siguiente
etapa del algoritmo del estudio del método, es decir, llevar a cabo el registro de
la información referente al método actual. Este paso es sumamente
fundamental, dado que de la exactitud de la información que se registre
dependerá la eficacia en el desarrollo de las mejoras al método.
- 19 -
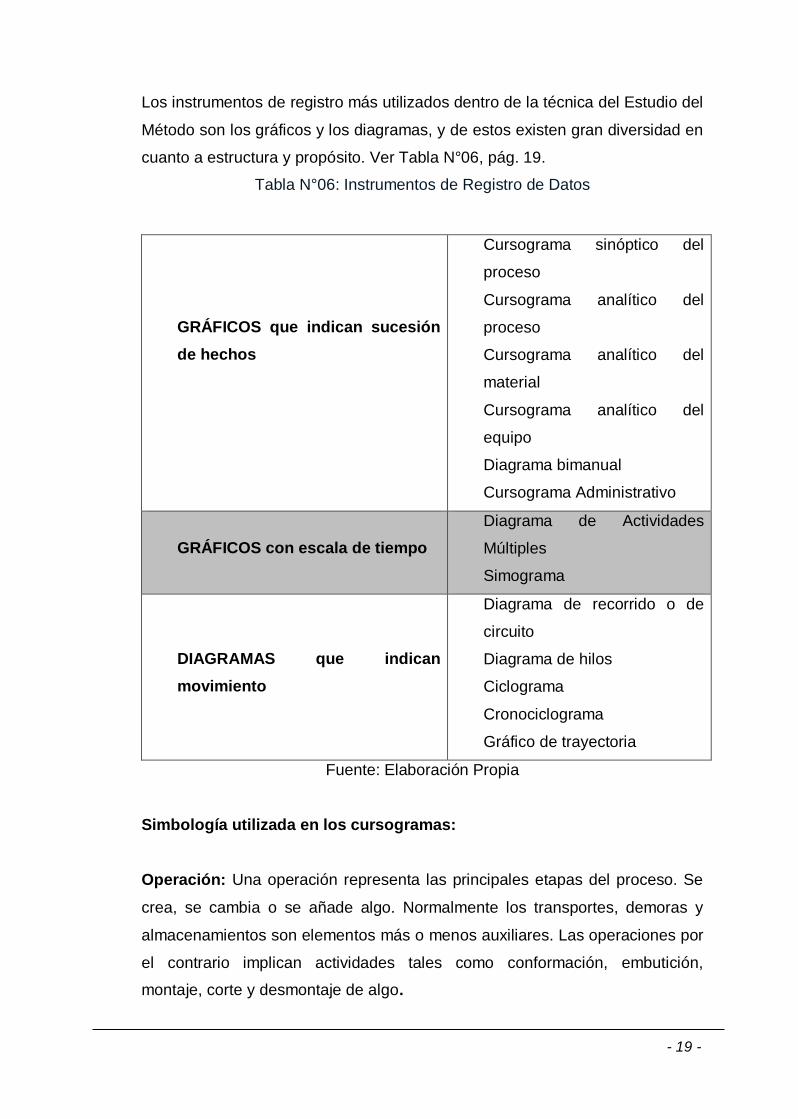
Los instrumentos de registro más utilizados dentro de la técnica del Estudio del
Método son los gráficos y los diagramas, y de estos existen gran diversidad en
cuanto a estructura y propósito. Ver Tabla N°06, pág. 19.
Tabla N°06: Instrumentos de Registro de Datos
GRÁFICOS que indican sucesión
de hechos
Cursograma sinóptico del
proceso
Cursograma analítico del
proceso
Cursograma analítico del
material
Cursograma analítico del
equipo
Diagrama bimanual
Cursograma Administrativo
GRÁFICOS con escala de tiempo
Diagrama de Actividades
Múltiples
Simograma
DIAGRAMAS que indican
movimiento
Diagrama de recorrido o de
circuito
Diagrama de hilos
Ciclograma
Cronociclograma
Gráfico de trayectoria
Fuente: Elaboración Propia
Simbología utilizada en los cursogramas:
Operación: Una operación representa las principales etapas del proceso. Se
crea, se cambia o se añade algo. Normalmente los transportes, demoras y
almacenamientos son elementos más o menos auxiliares. Las operaciones por
el contrario implican actividades tales como conformación, embutición,
montaje, corte y desmontaje de algo.

- 20 -
Inspección: La inspección se produce cuando las unidades del sistema
productivo son comprobadas, verificadas, revisadas o examinadas en relación
con la calidad y/o cantidad, sin que esto constituya cambio alguno en las
propiedades de la unidad.
Trasporte: Transporte es el movimiento del material personal u objeto de
estudio desde una posición o situación a otra. Cuando los materiales se
almacenan cerca o a menos de un metro del banco o de la máquina donde se
efectúa la operación, aquel movimiento efectuado para obtener el material
antes de la operación, y para depositarlo después de la misma, se considera
parte de la operación.
Demora: La demora se produce cuando las condiciones no permiten o no
requieren una ejecución inmediata de la próxima acción planificada. La demora
puede ser evitable o no.
Almacenamiento: El almacenamiento se produce cuando algo permanece en
un sitio sin ser trabajado o en proceso de elaboración, esperando una acción
en fecha posterior. El almacenamiento puede ser temporal o permanente.
Actividad Mixta: Cuando se desea indicar que varias actividades son
ejecutadas al mismo tiempo o por el mismo elemento en un mismo lugar de
operación, se combinan los símbolos de tales actividades.. Ejemplo de
aplicación de Simbología. Ver Figura N°04, pág. 20.
Figura N°04: Aplicación de Simbología
Fuente: Oficina Internacional del trabajo – OIT
- 21 -
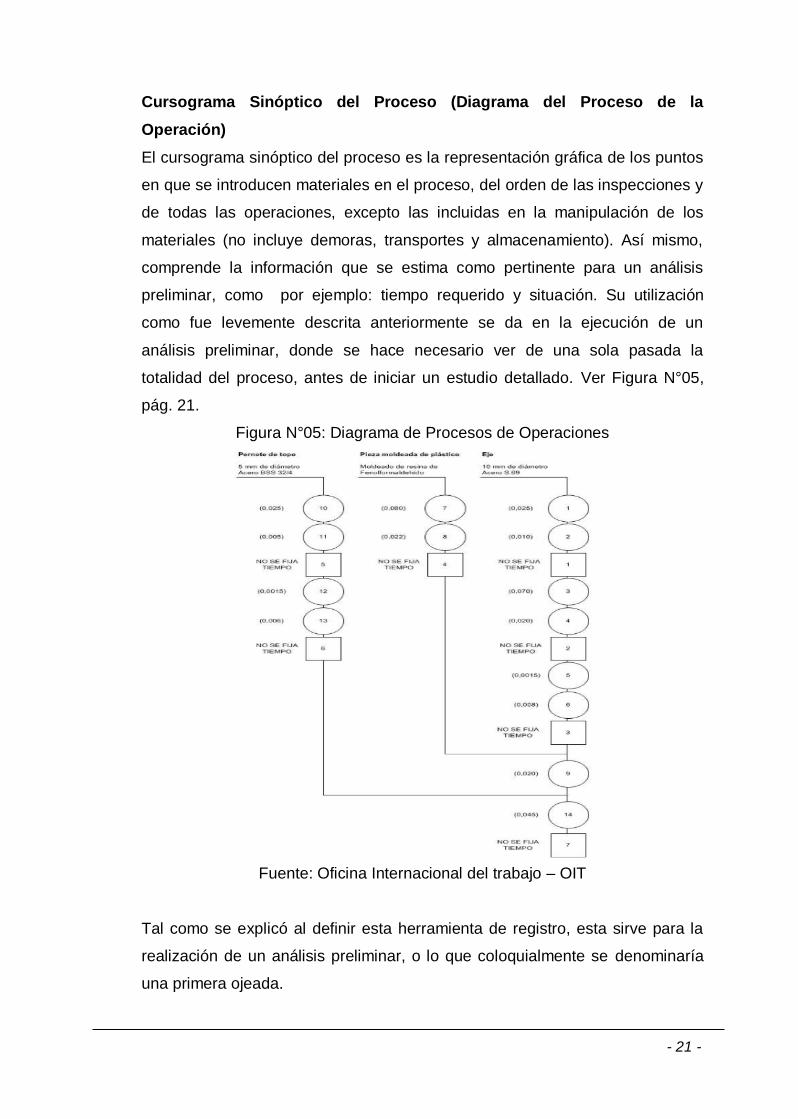
Cursograma Sinóptico del Proceso (Diagrama del Proceso de la
Operación)
El cursograma sinóptico del proceso es la representación gráfica de los puntos
en que se introducen materiales en el proceso, del orden de las inspecciones y
de todas las operaciones, excepto las incluidas en la manipulación de los
materiales (no incluye demoras, transportes y almacenamiento). Así mismo,
comprende la información que se estima como pertinente para un análisis
preliminar, como por ejemplo: tiempo requerido y situación. Su utilización
como fue levemente descrita anteriormente se da en la ejecución de un
análisis preliminar, donde se hace necesario ver de una sola pasada la
totalidad del proceso, antes de iniciar un estudio detallado. Ver Figura N°05,
pág. 21.
Figura N°05: Diagrama de Procesos de Operaciones
Fuente: Oficina Internacional del trabajo – OIT
Tal como se explicó al definir esta herramienta de registro, esta sirve para la
realización de un análisis preliminar, o lo que coloquialmente se denominaría
una primera ojeada.
- 22 -
Para continuar con la descripción de los procesos es necesario aumentar el
grado de detalle, esto se logra recurriendo a la herramienta de registro
denominada cursograma analítico, herramienta que conoceremos a
continuación.
Cursograma Analítico (Diagrama del Proceso del Recorrido)
Luego que se traza el diagrama general de un proceso (cursograma sinóptico),
se puede aumentar el grado de detalle, para esto se recurre al cursograma
analítico.
Un cursograma analítico es la representación gráfica del orden de todas las
operaciones, transportes, inspecciones, demoras y almacenajes que tienen
lugar durante un proceso o procedimiento, y comprende la información
considerada adecuada para el análisis, como por ejemplo: tiempo requerido y
distancia recorrida.
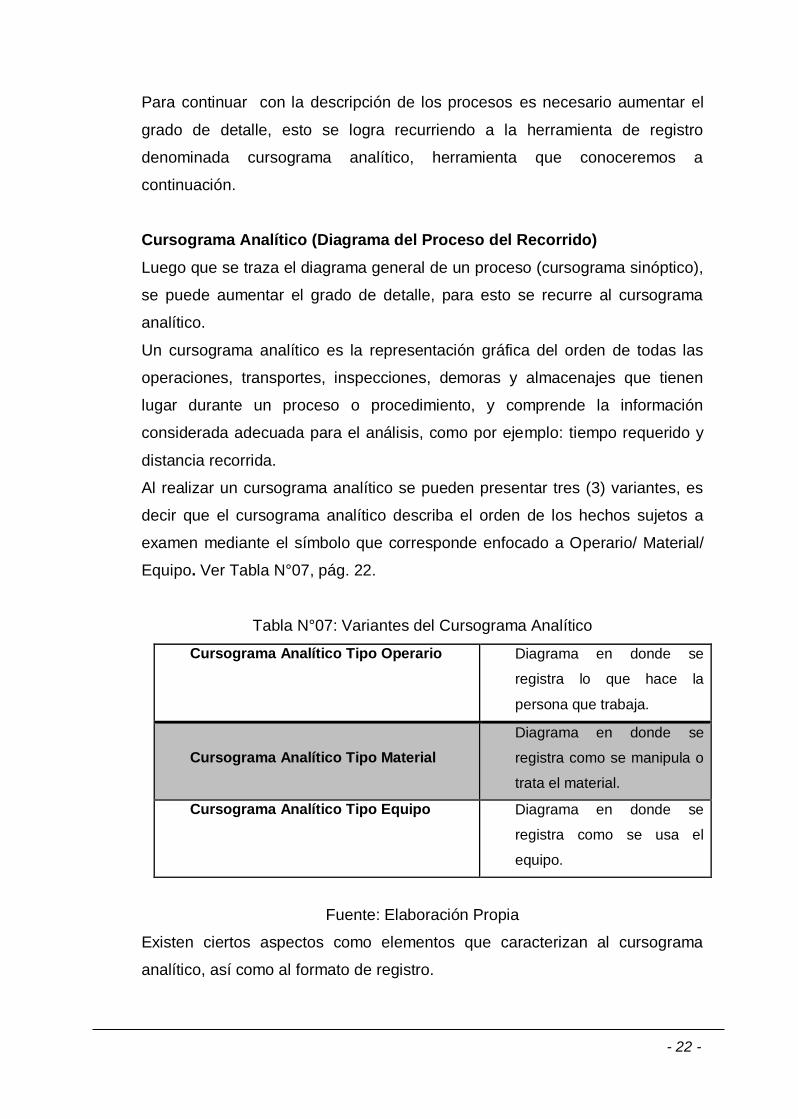
Al realizar un cursograma analítico se pueden presentar tres (3) variantes, es
decir que el cursograma analítico describa el orden de los hechos sujetos a
examen mediante el símbolo que corresponde enfocado a Operario/ Material/
Equipo. Ver Tabla N°07, pág. 22.
Tabla N°07: Variantes del Cursograma Analítico
Cursograma Analítico Tipo Operario Diagrama en donde se
registra lo que hace la
persona que trabaja.
Cursograma Analítico Tipo Material
Diagrama en donde se
registra como se manipula o
trata el material.
Cursograma Analítico Tipo Equipo Diagrama en donde se
registra como se usa el
equipo.
Fuente: Elaboración Propia
Existen ciertos aspectos como elementos que caracterizan al cursograma
analítico, así como al formato de registro.

- 23 -
Estas características deben en la medida de lo posible estandarizarse para
lograr una comprensión general de los diagramas. Ver Figura N°06, pág. 23.
Figura N°06: Diagrama de Procesos Analítico
Fuente: Oficina Internacional del trabajo – OIT
DIAGRAMA DE RECORRIDO (DIAGRAMA DE CIRCULACIÓN)
El diagrama de recorrido complementa la información consignada en el
diagrama analítico; este consiste en un plano (que puede ser o no a escala),
de la planta o sección donde se desarrolla el proceso objeto del estudio.
- 24 -
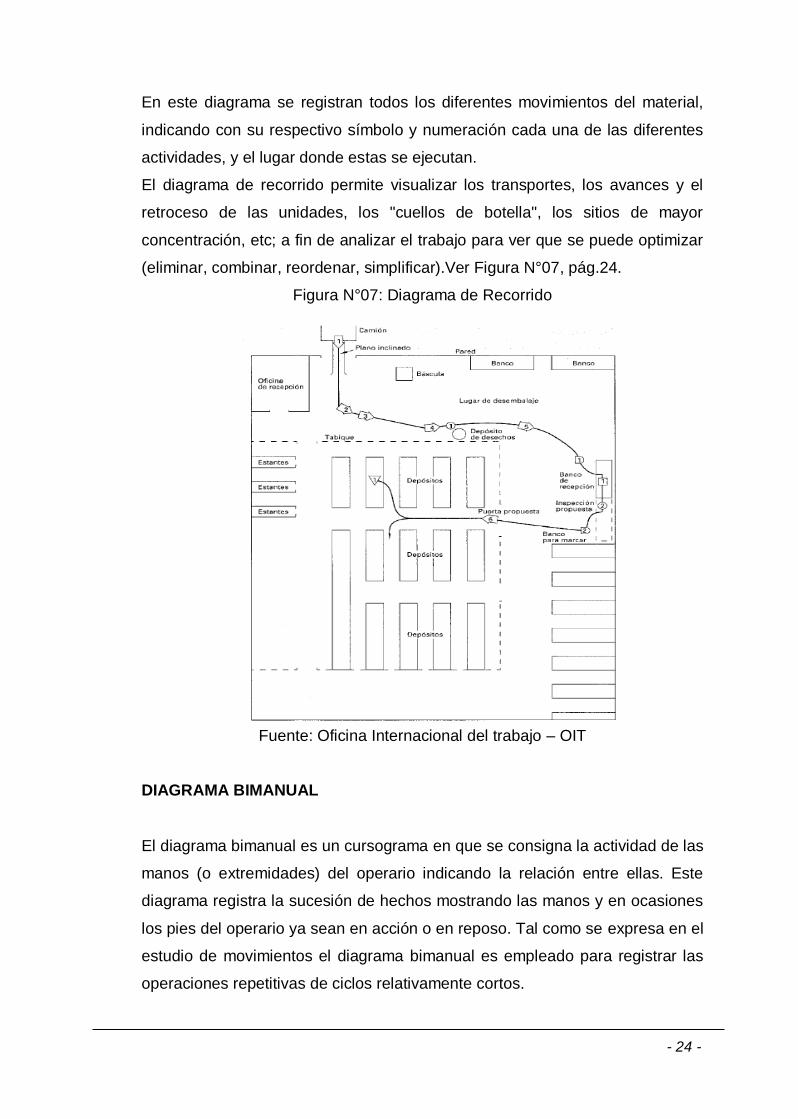
En este diagrama se registran todos los diferentes movimientos del material,
indicando con su respectivo símbolo y numeración cada una de las diferentes
actividades, y el lugar donde estas se ejecutan.
El diagrama de recorrido permite visualizar los transportes, los avances y el
retroceso de las unidades, los "cuellos de botella", los sitios de mayor
concentración, etc; a fin de analizar el trabajo para ver que se puede optimizar
(eliminar, combinar, reordenar, simplificar).Ver Figura N°07, pág.24.
Figura N°07: Diagrama de Recorrido
Fuente: Oficina Internacional del trabajo – OIT
DIAGRAMA BIMANUAL
El diagrama bimanual es un cursograma en que se consigna la actividad de las
manos (o extremidades) del operario indicando la relación entre ellas. Este
diagrama registra la sucesión de hechos mostrando las manos y en ocasiones
los pies del operario ya sean en acción o en reposo. Tal como se expresa en el
estudio de movimientos el diagrama bimanual es empleado para registrar las
operaciones repetitivas de ciclos relativamente cortos.

- 25 -
Podría decirse que el diagrama bimanual aumenta el grado de detalle que
aborda un cursograma analítico, pues lo que en un cursograma analítico es
una operación, en el diagrama bimanual puede descomponerse en varios
movimientos elementales.
Al elaborar diagramas bimanuales es conveniente tener presente estas
observaciones:
Estudiar el ciclo de las operaciones varias veces antes de comenzar las
anotaciones.
Registrar una sola mano cada vez.
Registrar unos pocos símbolos cada vez.
El momento de recoger o asir otra pieza al comienzo de un ciclo de trabajo
se presta para iniciar las anotaciones.
Conviene empezar por la mano que coge la pieza primero o por la que ejecuta
más trabajo. Da el mismo punto exacto de partida que se elija, ya que al
completar el ciclo se llegará nuevamente allí, pero debe fijarse claramente.
Luego se añade en la segunda columna la clase de trabajo que realiza la
segunda mano
Registrar las acciones en el mismo renglón cuando tienen lugar al mismo
tiempo.
Las acciones que tienen lugar sucesivamente deben registrarse en renglones
distintos. Verifíquese si en el diagrama la sincronización entre las dos manos
corresponde a la realidad.
Procure registrar todo lo que hace el operario y evítese combinar las
operaciones con transportes o colocaciones, a no ser que ocurran realmente
al mismo tiempo. Ver Figura N°08, pág.26.

- 26 -
Figura N°08: Diagrama Bimanual
Fuente: Oficina Internacional del trabajo – OIT
TÉCNICA DEL INTERROGATORIO (EXAMINAR E IDEAR CON ESPÍRITU
CRÍTICO)
Una vez se ha registrado toda la información respecto al método actual,
haciendo uso de las herramientas de registro que se consideren pertinentes, la
siguiente etapa consiste en el análisis o examen de dicha información, con el
objetivo de hallar una mejor manera de realizar el trabajo.
“La técnica del interrogatorio es el medio para efectuar el examen crítico,
mediante el sometimiento sucesivo de cada actividad a una serie sistemática y
progresiva de preguntas” (Turner, Mize& Case, 1978).

- 27 -
Antes de aplicar la técnica del interrogatorio es importante conocer las clases
de actividades registradas en cada uno de los diagramas, y cuál es el ideal
para con ellas. Primero partimos del hecho que existen cinco clases de
actividades para registrar el proceso, y estas cinco actividades (Operación,
Inspección, Transporte, Almacenamiento y Demora) pueden dividirse en dos
importantes categorías:
Aquellas en que le sucede efectivamente algo a la materia o pieza objeto del
estudio, es decir, se le trabaja traslada o examina.
Aquellas en que no se le toca y está, o bien almacenada o bien detenida en
una espera.
La primera categoría puede dividirse en tres subgrupos:
Actividades de alistamiento: Para que la pieza o materia quede lista en
posición para ser trabajada.
Operaciones activas: Que modifican la forma, composición química o
condición física del producto.
Actividades de salida: Como sacar el trabajo de la máquina o el taller, sin
embargo una actividad de salida puede al mismo tiempo ser una actividad
de alistamiento para un proceso u operación siguiente.
PREGUNTAS PRELIMINARES (EXAMINAR CRÍTICAMENTE LO
REGISTRADO)
Las preguntas preliminares se utilizan para Examinar toda la información
registrada; estas se deben responder de la manera más objetiva posible, sin
emitir ningún tipo de juicio de valor.
En esta primera etapa del interrogatorio se pone en tela de juicio, y de manera
sistemática con respecto a cada actividad registrada, el propósito, el lugar,
sucesión, persona y medios de ejecución; y se le busca justificación a cada
respuesta. Ver Tabla N°08, pág.28.

- 28 -
Tabla N°08: Técnica del Interrogatorio – Preguntas Preliminares
Según
Preguntas Preliminares:
EXAMINAR
Objeto
El propósito de la
actividad
1. ¿Qué se hace?
2. ¿Por qué se hace?
Eliminar partes
innecesarias del
trabajo
El lugar donde se
ejecuta
5. ¿Dónde lo hace?
6. ¿Por qué lo hace en
ese lugar?
Combinar o
reordenar la
secuencia o el
orden operacional
La sucesión o el
orden que ocupa
dentro de la
secuencia
9. ¿Cuándo se hace?
10. ¿Por qué se hace en
ese momento?
La persona que la
realiza
13. ¿Quién lo hace?
14. ¿Por qué lo hace
esa persona?
Los medios
utilizados
17. ¿Cómo se hace?
18. ¿Por qué se hace de
ese modo?
Simplificar el
trabajo
Fuente: Elaboración Propia
PREGUNTAS DE FONDO (IDEAR EL MÉTODO PROPUESTO)
La segunda fase de la técnica del interrogatorio corresponde a las preguntas
de fondo, estas prolongan y detallan las preguntas preliminares para
determinar si, se puede mejorar el método empleado, determinar si sería
factible y preferible reemplazar por otro lugar, optimizar la sucesión, la
utilización de las personas y/o medios indicados.
Luego de que en la fase de preguntas preliminares se abordara "qué se hace"
y "por qué se hace", el especialista (encargado del interrogatorio) pasa
averiguar qué más podría hacerse, y por tanto que se debería hacer. De esta
manera se alcanza un mayor grado de profundidad respecto a las respuestas
obtenidas sobre el propósito, el lugar, la sucesión, la persona y los medios. Ver
Tabla N°09, pág.29.

- 29 -
Tabla N°09: Técnica del Interrogatorio – Preguntas de Fondo
Según Preguntas de Fondo:
IDEAR Objeto
El propósito de la
actividad
3.¿Qué podría hacerse?
4.¿Qué
debería hacerse?
Eliminar
partes
innecesarias
del trabajo
El lugar donde se
ejecuta
7.¿Dónde
podría hacerse?
8.¿Dónde
debería hacerse? Combinar o
reordenar la
secuencia o el
orden
operacional
La sucesión o el
orden que ocupa
dentro de la
secuencia
11.¿Cuándo
podría hacerse?
12.¿Cuándo
debería hacerse?
La persona que la
realiza
15.¿Quién
podría hacerlo?
16.¿Quién
debería hacerlo?
Los medios
utilizados
19.¿Cómo
podría hacerse?
20.¿Cómo
debería hacerse?
Simplificar el
trabajo
Fuente: Elaboración Propia
ERGONIMÍA
Según la Asociación Internacional de Ergonomía (EIA) “Ergonomía (o estudio
de los factores humanos) es la disciplina científica que trata de las
interacciones entre los seres humanos y otros elementos de un sistema, así
como, la profesión que aplica teoría, principios, datos y métodos al diseño con
objeto de optimizar el bienestar del ser humano y el resultado global del
sistema”.

- 30 -
MÉTODO OWAS
El método Owas permite la valoración de la carga física derivada de las
posturas adoptadas durante el trabajo. A diferencia de otros métodos de
evaluación postural como Rula o Reba, que valoran posturas individuales,
Owas se caracteriza por su capacidad de valorar de forma global todas las
posturas adoptadas durante el desempeño de la tarea. Como contrapartida,
Owas proporciona valoraciones menos precisas que los anteriores. Es esta
capacidad de considerar múltiples posturas a lo largo del tiempo, la que hace
que Owas, a pesar de ser un método relativamente antiguo, continúe siendo
en la actualidad uno de los más empleados en la evaluación de la carga
postural.Owas fue desarrollado en 1977 por un grupo de ergonónomos,
ingenieros y trabajadores del sector del acero en Finlandia. El método,
desarrollado inicialmente para dicho sector, resultó extrapolable a otros
ámbitos de trabajo, y fue adoptado rápidamente por su sencillez de aplicación
y porque en 1991 apareció una versión informatizada, siendo uno de los
primeros softwares para la evaluación ergonómica a disposición de los
ergónomos. Ver Figura N°09, pág.30.
Figura N°09: Pasos del Método OWAS
Fuente: Asociación Internacional de Ergonomía- EIA.
- 31 -
ESTUDIO DE TIEMPOS
“El Estudio de Tiempos es una técnica de medición del trabajo empleada para
registrar los tiempos y ritmos de trabajo correspondientes a los elementos de
una tarea definida, efectuada en condiciones determinadas y para analizar los
datos a fin de averiguar el tiempo requerido para efectuar la tarea según una
norma de ejecución preestablecida”. (Ortueta ,1996).
HERRAMIENTAS PARA EL ESTUDIO DE TIEMPOS
CRONÓMETRO
La Oficina Internacional del Trabajo recomienda para efectos del estudio de
tiempos dos tipos de cronómetros:
El mecánico: que a su vez puede subdividirse en ordinario, vuelta a cero, y
cronómetro de registro fraccional de segundos.
El electrónico: que a su vez puede subdividirse en el que se utiliza solo y el
que se encuentra integrado en un dispositivo de registrar.
TABLERO PARA FORMULARIOS DE ESTUDIO DE TIEMPOS
Este elemento es sencillamente un tablero liso, anteriormente se utilizaba de
madera contrachapada, hoy en día se producen en su mayoría de un material
plástico. En el tablero se fijan los formularios para anotar las observaciones.
Las características que debe tener el tablero son su rigidez y su tamaño, esto
último deberá ser de dimensiones superiores a las del formulario más grande.
FORMULARIOS PARA EL ESTUDIO DE TIEMPOS
Un Estudio de Tiempos demanda el registro de gran cantidad de datos
(descripción de elementos, observaciones, duración de elementos,
valoraciones, suplementos, notas explicativas).
Es posible que tanto los tiempos como las observaciones puedan consignarse
en hojas en blanco o de distinto formato cada vez, sin embargo, sería una gran
contradicción que quién se encarga de la normalización de un proceso no
tenga estandarizada una metodología de registro, y esto incluye los
formularios.
- 32 -
Por otro lado, los formularios normalizados prácticamente obligan a seguir
cierto método, minimizando el riesgo de que se escapen datos esenciales
SELECCIÓN DEL TRABAJO
Al realizar un estudio de tiempos es muy poco frecuente llegar a una etapa de
selección sin haber sido motivados por una causa precisa, causa que de por sí
obliga a la elección de una tarea determinada.
Algunas causas que pueden motivar la elección de una tarea como objeto de
un estudio de tiempos son:
Aparición de una novedad en la tarea: Nuevos productos, componentes,
operaciones, serie de actividades, material o método.
Peticiones de los trabajadores o los representantes de los mismos.
Identificación de cuellos de botella.
Necesidad de balanceo de línea.
Fijación de tiempos estándar antes de implementar un sistema de
remuneración por rendimiento.
Bajo rendimiento o excesivos tiempos muertos.
Preparación de un estudio de métodos o como herramienta de evaluación
de dos o más alternativas de métodos.
Costo aparentemente excesivo de algún trabajo.
SELECCIÓN DEL LOS TRABAJADORES
Trabajadores representativos: Los trabajadores representativos son aquellos
cuya competencia y desempeño al promedio del grupo estudiado
Trabajadores calificados: Los trabajadores calificados son aquellos que
tienen la experiencia, los conocimientos y otras cualidades necesarias para
efectuar el trabajo en curso según normas satisfactorias de seguridad,
cantidad y calidad.
- 33 -
DELIMITACIÓN Y CRONOMETRAJE DEL TRABAJO
Una vez se ha registrado toda la información concerniente a la operación y al
operario que puedan influir en la ejecución del trabajo (según los formularios
que abordamos en Herramientas para el estudio de tiempos) y se ha
corroborado la idoneidad del método utilizado, se procede a la etapa de
cronometraje. La etapa de cronometraje comprende a su vez los procesos de:
Descomposición de la tarea en elementos
Delimitación de elementos y
Determinación del tamaño de la muestra.
Descomposición de la Operación en Elementos
Elementos repetitivos: Son los que reaparecen en cada ciclo de trabajo
estudiado. Por ejemplo: Los elementos que consiste en recoger una pieza
antes de la operación de montaje.
Elementos casuales: Son los elementos que no reaparecen en cada ciclo
de trabajo, sino a intervalos tanto regulares como irregulares. Por ejemplo:
Enhebrar la máquina de costura es un elemento que suele realizarse una
vez han tenido lugar más de un ciclo de trabajo. Sin embargo este
elemento forma parte del trabajo provechoso y debe adicionarse a su
debido tiempo y en su debida manera al tiempo tipo.
Elementos constantes: Son aquellos cuyo tiempo básico de ejecución es
siempre igual. Por ejemplo: Atornillar una tuerca, poner en marcha la
máquina.
Elementos variables: Son aquellos cuyo tiempo básico de ejecución
cambia según las características del producto, equipo o proceso, como
dimensiones, peso o calidad. Por ejemplo: Aserrar madera a mano (El
tiempo varía según la dureza de la madera), barrer el piso (depende de la
superficie).
Elementos manuales: Son los que realiza el trabajador.
- 34 -
Elementos mecánicos: Son los realizados automáticamente por una
máquina a base de fuerza motriz. Por ejemplo: La mayoría de las
operaciones en máquinas - herramientas.
Elementos dominantes: Son los que duran más tiempo de cualquiera de
los elementos realizados simultáneamente. Por ejemplo: Calentar agua
mientras tantos prepara las teteras y las tazas.
Elementos extraños: Son los observados durante el estudio y que al ser
analizados no resultan ser una parte necesaria del trabajo. Por ejemplo:
Ligar el borde de una tabla de madera, aún cuando esta no se ha
cepillado.
Delimitación y definición de los elementos
Los elementos deberán ser de identificación fácil y de comienzo y fin
claramente definidos, de modo que una vez fijados puedan ser
reconocidos una y otra vez. Es recomendable para establecer el final de
una delimitación apoyarse de eventos relevantes y de fácil identificación
sensorial, como el sonido de una pieza al caer, de una máquina al parar, o
el movimiento evidente de una extremidad.
Los elementos deberán ser todo lo breves que sea posible, con tal que un
analista experto pueda aún cronometrarlos cómodamente. La comodidad
se maneja por los especialistas en términos de unidades mínimas de
medición, en la práctica esta unidad mínima suele recomendarse como 2,4
segundos.
Dentro de todo lo posible los elementos, sobre todo los manuales,
deberían elegirse de manera que correspondan a segmentos naturalmente
unificados y visiblemente delimitados de la tarea. Dada, por ejemplo, la
acción de alcanzar una llave, acercarla al trabajo y apretar una tuerca, en
ella se pueden identificar múltiples movimientos pero en estos casos en
que para el trabajador sea un solo movimiento autónomo es preferible
tratarlos como un solo elemento.
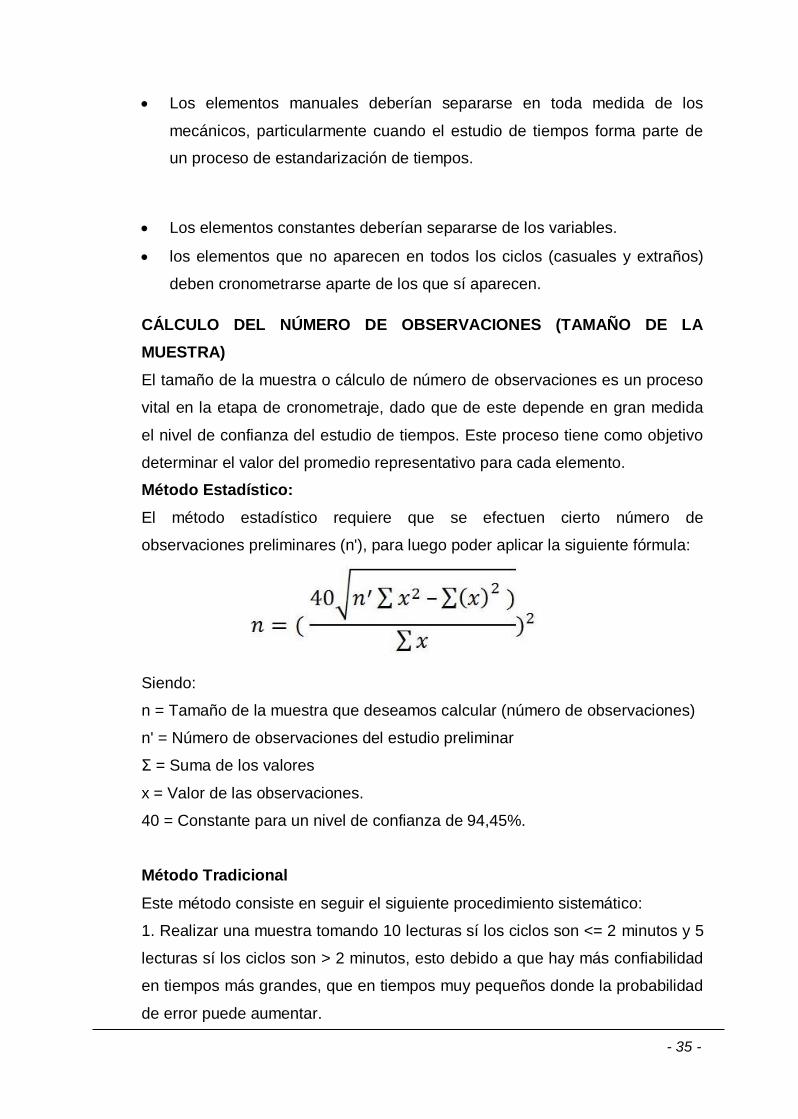
- 35 -
Los elementos manuales deberían separarse en toda medida de los
mecánicos, particularmente cuando el estudio de tiempos forma parte de
un proceso de estandarización de tiempos.
Los elementos constantes deberían separarse de los variables.
los elementos que no aparecen en todos los ciclos (casuales y extraños)
deben cronometrarse aparte de los que sí aparecen.
CÁLCULO DEL NÚMERO DE OBSERVACIONES (TAMAÑO DE LA
MUESTRA)
El tamaño de la muestra o cálculo de número de observaciones es un proceso
vital en la etapa de cronometraje, dado que de este depende en gran medida
el nivel de confianza del estudio de tiempos. Este proceso tiene como objetivo
determinar el valor del promedio representativo para cada elemento.
Método Estadístico:
El método estadístico requiere que se efectuen cierto número de
observaciones preliminares (n'), para luego poder aplicar la siguiente fórmula:
Siendo:
n = Tamaño de la muestra que deseamos calcular (número de observaciones)
n' = Número de observaciones del estudio preliminar
Σ = Suma de los valores
x = Valor de las observaciones.
40 = Constante para un nivel de confianza de 94,45%.
Método Tradicional
Este método consiste en seguir el siguiente procedimiento sistemático:
1. Realizar una muestra tomando 10 lecturas sí los ciclos son <= 2 minutos y 5
lecturas sí los ciclos son > 2 minutos, esto debido a que hay más confiabilidad
en tiempos más grandes, que en tiempos muy pequeños donde la probabilidad
de error puede aumentar.

- 36 -
2. Calcular el rango o intervalo de los tiempos de ciclo, es decir, restar del
tiempo mayor el tiempo menor de la muestra:
R (Rango) = Xmax – Xmin
3. Calcular la media aritmética o promedio:
Siendo:
Σx = Sumatoria de los tiempos de muestra
n = Número de ciclos tomados
4. Hallar el cociente entre rango y la media:
5. Buscar ese cociente en la columna (R/X), se ubica el valor correspondiente
al número de muestras realizadas (5 o 10) y ahí se encuentra el número de
observaciones a realizar para obtener un nivel de confianza del 95% y un nivel
de precisión de ± 5%. Ver Figura N°010, pág.36.
Figura N°10: Tabla para calcular el número de observaciones
Fuente: Oficina Internacional del trabajo – OIT

- 37 -
VALORACIÓN DEL RITMO DE TRABAJO
La valoración del ritmo de trabajo es la justipreciación por correlación con el
concepto que se tiene de lo que es el ritmo estándar.
Esto significa comparar el ritmo real del trabajador con cierta idea que tenga el
especialista de lo que debería ser el ritmo estándar; esta idea se debe formar
mentalmente al apreciar como trabajan de manera natural los trabajadores
calificados cuando utilizan el método de ejecución en el que se basa el estudio
de tiempos. Ver Tabla N°11, pág.37.
Tabla N°11: Valoración del Ritmo de Trabajo
Fuente: Oficina Internacional del Trabajo – OIT
SUPLEMENTOS DEL ESTUDIO DE TIEMPOS
Al igual que en la etapa de valoración del ritmo de trabajo, la fase
correspondiente a la determinación de suplementos es sumamente sensible en
el estudio de tiempos, pues en esta etapa se requiere del más alto grado de
objetividad por parte del especialista y una evidente claridad en su sentido de
justicia. En la etapa de valoración del ritmo de trabajo se obtiene el tiempo
básico o normal del trabajo.
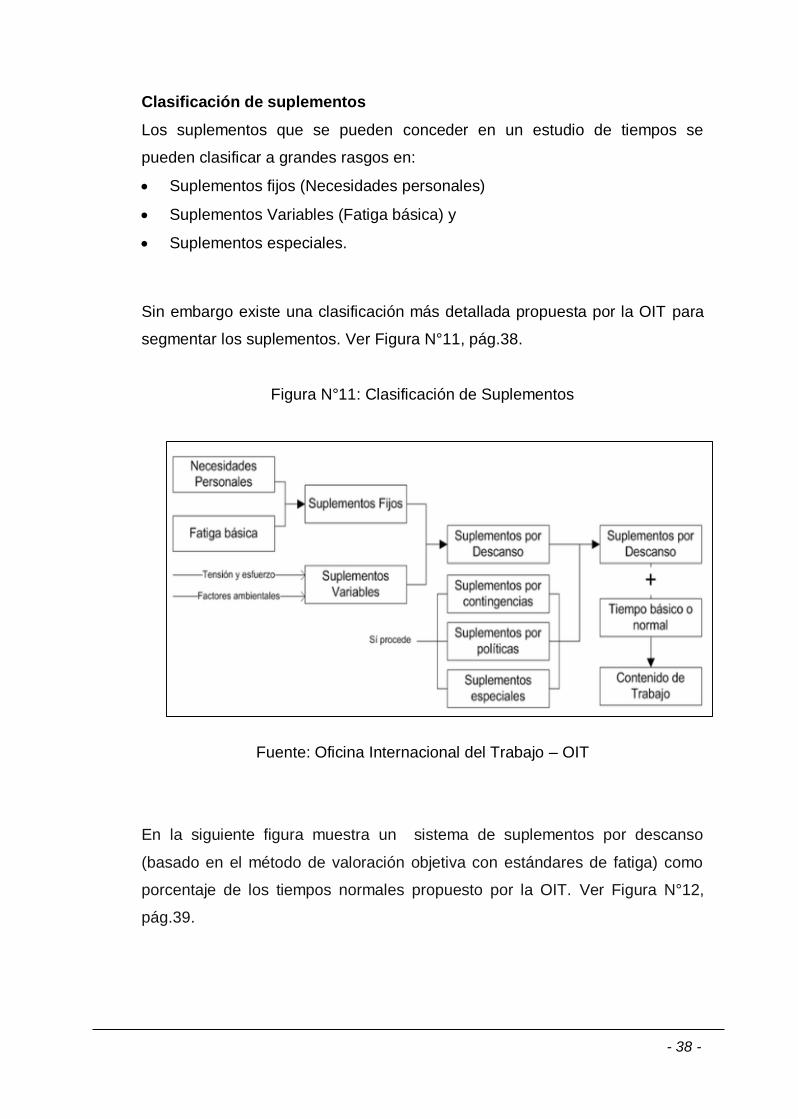
- 38 -
Clasificación de suplementos
Los suplementos que se pueden conceder en un estudio de tiempos se
pueden clasificar a grandes rasgos en:
Suplementos fijos (Necesidades personales)
Suplementos Variables (Fatiga básica) y
Suplementos especiales.
Sin embargo existe una clasificación más detallada propuesta por la OIT para
segmentar los suplementos. Ver Figura N°11, pág.38.
Figura N°11: Clasificación de Suplementos
Fuente: Oficina Internacional del Trabajo – OIT
En la siguiente figura muestra un sistema de suplementos por descanso
(basado en el método de valoración objetiva con estándares de fatiga) como
porcentaje de los tiempos normales propuesto por la OIT. Ver Figura N°12,
pág.39.
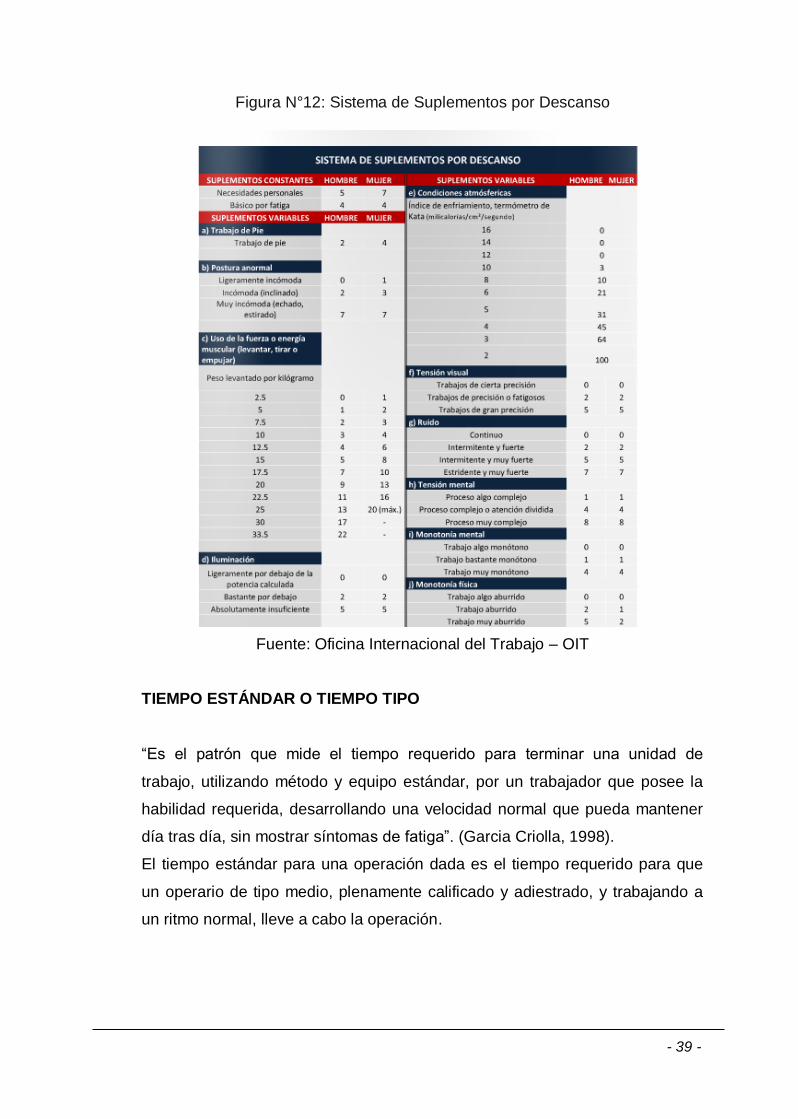
- 39 -
Figura N°12: Sistema de Suplementos por Descanso
Fuente: Oficina Internacional del Trabajo – OIT
TIEMPO ESTÁNDAR O TIEMPO TIPO
“Es el patrón que mide el tiempo requerido para terminar una unidad de
trabajo, utilizando método y equipo estándar, por un trabajador que posee la
habilidad requerida, desarrollando una velocidad normal que pueda mantener
día tras día, sin mostrar síntomas de fatiga”. (Garcia Criolla, 1998).
El tiempo estándar para una operación dada es el tiempo requerido para que
un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a
un ritmo normal, lleve a cabo la operación.
- 40 -
Donde:
Tn: Tiempo básico o normal
Te: Tiempo observado.
LC: n° de observaciones
Donde:
Tt: Tiempo estándar
Tn: Tiempo básico o normal
APLICACIÓN DEL TIEMPO ESTÁNDAR
Los tiempos estándar o tiempos tipo de fabricación o prestación, son la base
para una serie de aplicaciones a nivel industrial y de servicio, aplicaciones sin
las cuales las organizaciones difícilmente subsisten y entre ellas tenemos:
Determinación del costo de mano de obra
Determinación del costo total de producción
Realización de programas y presupuestos de producción.
Determinación de plazos de entrega.
Implementación de controles de mano de obra.
Balanceo de línea.
Implementación de programas de incentivos
BALANCEO DE LÍNEA
“El balance o balanceo de línea es una de las herramientas más importantes
para el control de la producción, dado que de una línea de fabricación
equilibrada depende la optimización de ciertas variables que afectan la
productividad de un proceso, variables tales como los son los inventarios de
producto en proceso, los tiempos de fabricación y las entregas parciales de
producción”. (OIT, 2000)
- 41 -
El objetivo fundamental de un balanceo de línea corresponde a igualar los
tiempos de trabajo en todas las estaciones del proceso.
Establecer una línea de producción balanceada requiere de una juiciosa
consecución de datos, aplicación teórica, movimiento de recursos e incluso
inversiones económicas. Por ende, vale la pena considerar una serie de
condiciones que limitan el alcance de un balanceo de línea, dado que no todo
proceso justifica la aplicación de un estudio del equilibrio de los tiempos entre
estaciones. Tales condiciones son:
Cantidad: El volumen o cantidad de la producción debe ser suficiente para
cubrir la preparación de una línea. Es decir, que debe considerarse el costo de
preparación de la línea y el ahorro que ella tendría aplicado al volumen
proyectado de la producción (teniendo en cuenta la duración que tendrá el
proceso).
Continuidad: Deben tomarse medidas de gestión que permitan asegurar un
aprovisionamiento continuo de materiales, insumos, piezas y subensambles.
Así como coordinar la estrategia de mantenimiento que minimice las fallas en
los equipos involucrados en el proceso.
LÍNEA DE FABRICACIÓN Y LÍNEA DE ENSAMBLE
Dentro de las líneas de producción susceptibles de un balanceo se encuentran
las líneas de fabricación y las líneas de ensamble. La línea de fabricación se
encuentra desarrollada para la construcción de componentes, mientras la línea
de ensamble se encuentra desarrollada para juntar componentes y obtener
una unidad mayor. Ver Figura N°13, pág.42.

- 42 -
Figura N°13: Linea de Fabricación y Linea de Ensamble
Fuente: Oficina Internacional del Trabajo – OIT
Las líneas de fabricación deben ser balanceadas de tal manera que la
frecuencia de salida de una máquina debe ser equivalente a la frecuencia de
alimentación de la máquina que realiza la operación siguiente. De igual forma
debe de realizarse el balanceo sobre el trabajo realizado por un operario en
una línea de ensamble.
“En la práctica es mucho más sencillo balancear una línea de ensamble
compuesta por operarios, dado que los cambios suelen aplicarse con tan solo
realizar movimientos en las tareas realizadas por un operario a otro. Para ello
también hace falta que dentro de la organización se ejecute un programa de
diversificación de habilidades, para que en un momento dado un operario
pueda desempeñar cualquier función dentro del proceso”. ( Niebel, B ,1980).
Manual de procesos
Un manual es una recopilación en forma de texto, que recoge minuciosa y
detalladamente las instrucciones que se deben seguir para realizar una
determinada actividad, de una manera sencilla, para que sea fácil de entender,
y permita al lector, desarrollar correctamente la actividad propuesta.
- 43 -
El Manual de Procesos de una organización es un documento que permite
facilitar la adaptación de cada factor de la empresa (tanto de planeación como
de gestión) a los intereses primarios de la organización.
Manual de procedimientos
Un manual de procedimientos es un instrumento administrativo que documenta
la tecnología que se utiliza dentro de un área, departamento, dirección,
gerencia u organización. En este manual se deben contestar las preguntas
sobre lo que hace (políticas) el área, departamento, gerencia u organización y
como hace (procedimientos) para administrar el área, departamento, dirección,
gerencia u organización y para controlar los procesos asociados a la calidad
del producto o servicio ofrecido, esto incluye desde la determinación de las
necesidades del cliente hasta la entrega del producto o realización del servicio,
evaluando el nivel de servicio post-venta.
Indicadores de gestión
Nos permite conocer la naturaleza y el conjunto de los servicios brindados al
usuario, la tecnología utilizada, la cantidad y la calidad de los recursos
utilizados, la secuencia de las normas y procedimientos, protocolos de manejo,
así como la adecuada integración de los servicios o departamentos
institucionales.
Es el indicador que vigila una serie importante y discreta de pasos, eventos o
acciones que intervienen en la atención de los clientes. Los mejores
indicadores de este tipo se centran en los estándares de procesos que están
estrechamente vinculados con los resultados en los clientes, lo cual significa
que existen fundamentos científicos para creer en el proceso, cuando se
efectúa eficazmente, aumenta la probabilidad de obtener el desenlace que se
busca: O.M.S.
- 44 -
Los indicadores de gestión son uno de los agentes determinantes para que
todo proceso de producción, se lleve a cabo con eficiencia y eficacia, es
implementar en un sistema adecuado de indicadores para calcular la gestión o
la administración de los mismos, con el fin de que se puedan efectuar y
realizar los indicadores de gestión en posiciones estratégicas que muestren un
efecto óptimo en el mediano y largo plazo, mediante un buen sistema de
información que permita comprobar las diferentes etapas del proceso logístico.
Hay que tener en cuenta que medir es comparar una magnitud con un patrón
preestablecido, la calve de este consiste en elegir las variables críticas para el
éxito del proceso, y con ello obtener una gestión eficaz y eficiente es
conveniente diseñar un sistema de control de gestión que soporte la
administración y le permite evaluar el desempeño de la empresa.
Patrones para la especificación de indicadores
Un indicador correctamente compuesto tiene las siguientes características:
Nombre: La identificación y diferenciación de un indicador es vital, y su
nombre además de concreto, debe definir claramente su objetivo y utilidad.
Forma de cálculo: Generalmente, cuando se trata de indicadores
cuantitativos, se debe tener muy claro la fórmula matemática para el cálculo de
su valor, lo cual implica la identificación exacta de los factores y la manera
como ellos se relacionan.
Unidades: La manera como se expresa el valor de determinado indicador está
dada por las unidades, las cuales varían de acuerdo con los factores que se
relacionan.
Glosario: Es fundamental que el indicador se encuentre documentado en
términos de especificar de manera precisa los factores que se relacionan en su
cálculo. Por lo general las organizaciones cuentan con un documento, llámese
manual o cartilla de indicadores, en el cual se especifican todos los aspectos
atinentes a los indicadores que maneja la organización. A continuación se
describe los tipos de indicadores de gestión, Ver Figura N°14, pág. 45.

- 45 -
Figura N°14: Tipos de Indicadores de Gestión
Fuente: MEJÍA, Braulio. Gerencia de Procesos. 2010.
Mejoramiento Continuo
La Mejora Continua consiste en desarrollar ciclos de mejora en todos los
niveles, donde se ejecutan las funciones y los procesos de la organización.
Con la aplicación de una modalidad circular, el proceso o proyecto no termina
cuando se obtiene el resultado deseado, sino que más bien, se inicia un nuevo
desafío no sólo para el responsable de cada proceso o proyecto emprendido,
sino también para la propia organización. Además, permite identificar las
oportunidades de mejora y se aplican análisis con métodos más simples y
eficientes para reducir costos, eliminar desperdicios y mejorar la calidad de los
productos y los servicios
- 46 -
2.3 Definición de Términos
BALANCE DE LÍNEA: Herramienta que permite controlar y nivela la
producción de un sistema productivo
DIRECCIONAMIENTO EXTRATÉGICO: Define la orientación de los productos
y servicios de una organización hacia la satisfacción del cliente
DAP: Diagrama que describe al detalle las actividades, tiempos, distancias de
un sistema productivo.
DIAGRAMA DE RECORRIDO: Esquema de distribución de planta en un
plano bi o tridimensional.
DOP: Diagrama que describe las operaciones e inspecciones de un sistema
productivo.
ELEMENTO: Es la parte delimitada de una tarea definida que se selecciona
para facilitar la observación, medición y análisis.
ESTUDIO DE TIEMPOS: Es una técnica de medición del trabajo empleada
para registrar los tiempos y ritmos de trabajo correspondientes a los elementos
de una tarea definida.
ERGONOMÍA: Estudio de las condiciones de adaptación de un lugar de
trabajo, una máquina, un vehículo, etc., a las características físicas y
psicológicas del trabajador o el usuario.
GESTIÓN POR PROCESOS: Metodología corporativa y disciplina de gestión,
cuyo objetivo es mejorar la satisfacción del cliente mediante la optimización de
la eficiencia de los procesos internos de una organización
- 47 -
INGENIERIA DE MÉTODOS: Registro y examen crítico sistemático de la
metodología existente y proyectada utilizada para llevar acabo un trabajo y/o
operación.
INDICADORES DE GESTION: Es la expresión cuantitativa del
comportamiento y desempeño de un proceso, cuya magnitud, al ser
comparada con algún nivel de referencia, puede estar señalando una
desviación sobre la cual se toman acciones correctivas o preventivas según el
caso.
MANUAL DE PROCESOS: Documento que permite facilitar la adaptación de
cada factor de la empresa (tanto de planeación como de gestión) a los
intereses primarios de la organización.
MANUAL DE PROCEDIMIENTOS: Un manual de procedimientos es el
documento que contiene la descripción de actividades que deben seguirse en
la realización de las funciones de una o más unidades administrativas.
MAPA DE PROCESOS: Representación gráfica de los procesos que están
presentes en una organización, mostrando la relación entre ellos y sus
relaciones con el exterior.
.
MEJORAMIENTO CONTINUO: El mejoramiento continuo es el conjunto de
todas las acciones diarias que permiten que los procesos y la empresa sean
más competitivos en la satisfacción del cliente
OWAS: Clasificación simple y sistemática de las posturas de trabajo,
combinado con observaciones sobre las tareas
SISTEMA PRODUCTIVO: Conjunto de elementos u operaciones conectados
y organizados entre si para cumplir un objetivo.
TAMAÑO DE LA MUSTRA: Determina el valor del promedio representativo
para cada elemento.

- 48 -
TAMAÑO DE LA MUSTRA: Determina el valor del promedio representativo
para cada elemento
TIEMPO DE CICLO: Cantidad de tiempo necesaria para completar una tarea
del proceso
TIEMPO ESTANDAR: Tiempo requerido para que un operario de tipo medio,
plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a
cabo la operación

- 49 -
CAPÍTULO 3
DIAGNÓSTICO DE LA
REALIDAD ACTUAL
- 50 -
3.1 DESCRIPCIÓN GENERAL DE LA EMPRESA
3.1.1 La Empresa
La empresa Fábrica de Chocolates La Española S.R.L dedicada a la
elaboración de chocolates en barras para taza fue fundada inicialmente
por el ciudadano español, Mariano Ferradas Vaquero a inicios del siglo
pasado. En el año 1971 el Ing. Tomás A. Sulem Hauyón asume el
cargo de Gerente General, quien posteriormente reubicó las
instalaciones y equipos de producción en una Zona Industrial.
Actualmente entre su grupo de colaboradores cuenta con 1 persona en
el área administrativa, el Ingeniero Cristhian Sulem Vázques que es
Gerente General de la Empresa, 20 operarios distribuidos en toda la
planta, y un Jefe de Operarios.
Los procedimientos son empíricos y el trabajo es realizado basado en
la experiencia de los trabajadores. Esta empresa se dedica
principalmente a la producción de chocolate negro para taza.
La planta cuenta con las siguientes áreas:
Gerencia General
Administración
Dpto. Producción
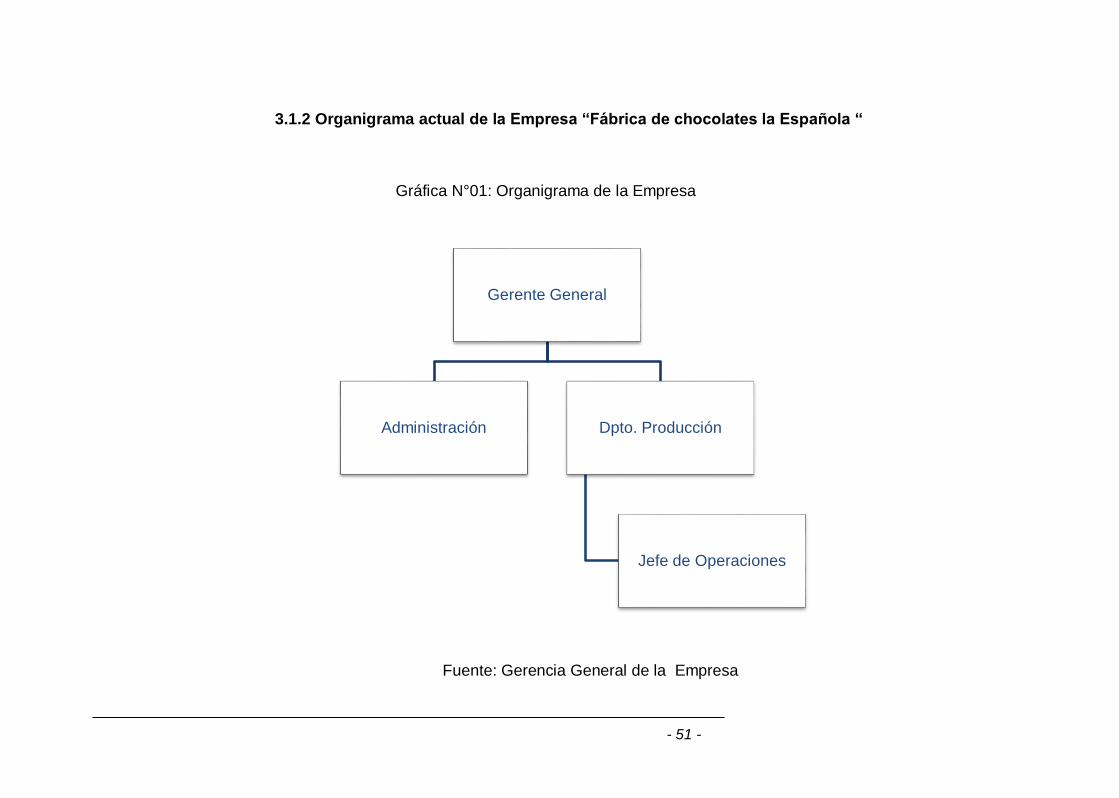
- 51 -
3.1.2 Organigrama actual de la Empresa “Fábrica de chocolates la Española “
Gráfica N°01: Organigrama de la Empresa
Fuente: Gerencia General de la Empresa
Gerente General
Administración Dpto. Producción
Jefe de Operaciones

- 52 -
3.1.3 Razón Social:
La empresa a la actualidad cuenta con la razón social de: FABRICA DE
CHOCOLATES LA ESPAÑOLA S.R.L
3.1.4 Inscripción en Registros Públicos:
La empresa se encuentra registrada como FABRICA DE CHOCOLATES
LA ESPAÑOLA S.R.L
3.1.5 Actividad y sector económico:
Pertenece al sector económico de: Elaboración de Cacao, Chocolate y
Confitería CIIU: 15432
3.1.6 Ubicación de la empresa:
Se encuentra ubicada en la región La Libertad, provincia de Trujillo, en el
Distrito de Trujillo Urb. Santa Leonor Mza. A Lt. 12. Lotización Industrial.
Ver Figura N°15, pág. 52.
Figura N°15: Ubicación de la Empresa
Fuente: Google – Earth, 2016

- 53 -
3.1.7 Entorno
3.1.7.1. Principales competidores
KRAFT FOODS PERU S.A.
FAB DE CHOCOLATES LA IBERICA S A
COMPAÑIA NACIONAL DE CHOCOLATES DE PERU S.A
MACHU PICCHU FOODS S.A.C
3.1.7.2. Principales proveedores
PRODECCA S.R.L
CARTAVIO S.A.A
AROMAS DEL PERÚ S.A
3.1.8 Mercado
La marca de chocolates para taza la española, esta posicionada
fuertemente en la región la libertad, lleva en el mercado cerca de 100
años, brindando un producto alimenticio de calidad, su actual
producción logra cubrir la demanda cada año, sin embargo la tendencia
de su consumo cada vez abarca todo el año. Por consiguiente es una
gran oportunidad de crecer a nivel nacional.
3.1.9 Clientes
El producto va dirigido al sector socioeconómico A y B, para personas
de ambos sexos de todas las edades.

- 54 -
3.2 DESCRIPCIÓN PARTICULAR DEL ÁREA DE LA EMPRESA OBJETO
DE ANÁLISIS
3.2.1 Número de personal
La Fábrica cuenta con dos áreas definidas. En la Tabla N°11, pág. 54
se encuentran la cantidad de colaboradores que actualmente trabajan
en las diferentes áreas que involucran la elaboración de Chocolate
negro para taza.
Tabla N°11: Distribución detallada de trabajadores por área de trabajo
Fuente: Elaboración Propia
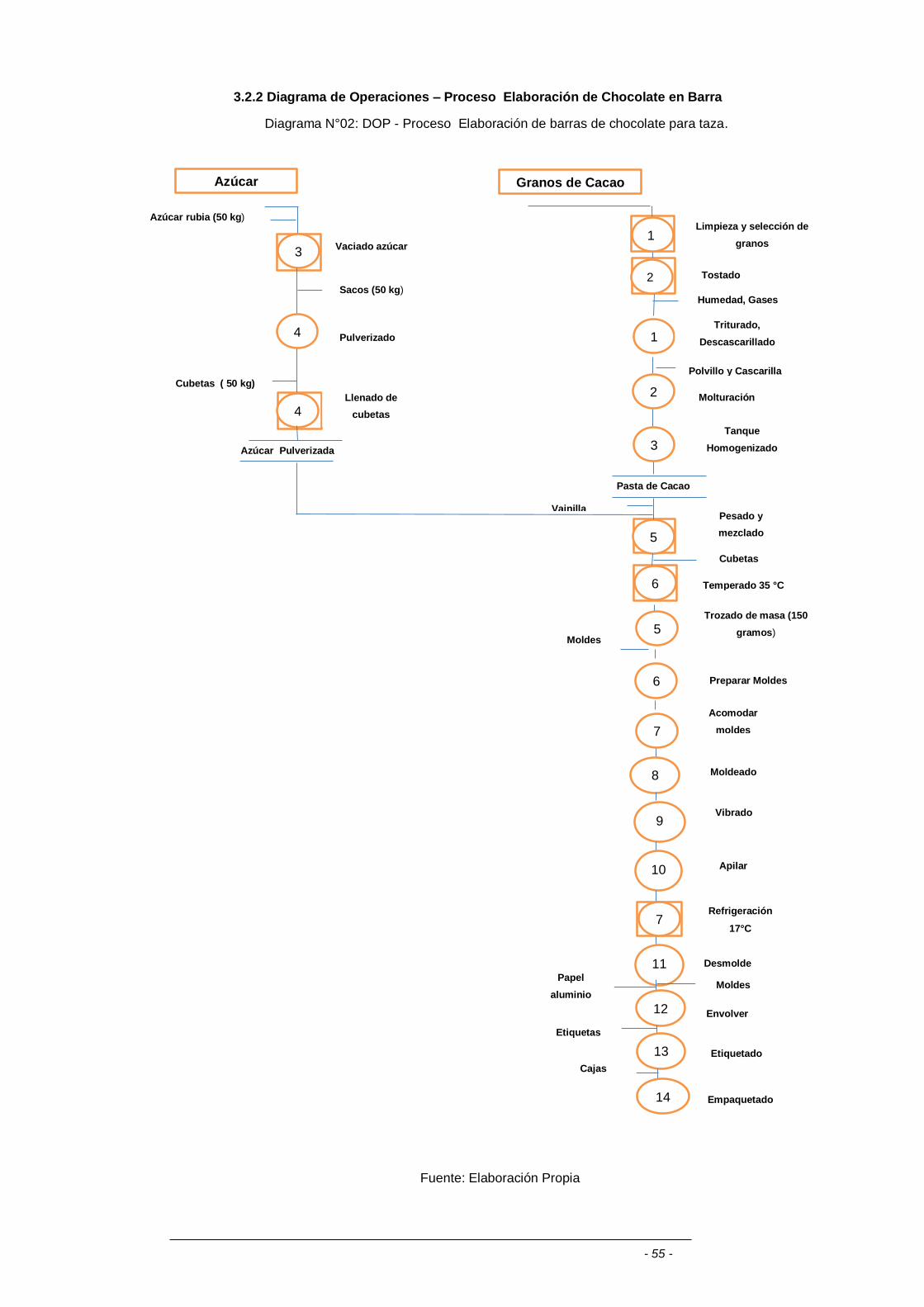
- 55 -
3.2.2 Diagrama de Operaciones – Proceso Elaboración de Chocolate en Barra
Diagrama N°02: DOP - Proceso Elaboración de barras de chocolate para taza.
Fuente: Elaboración Propia
Vainilla
5
Granos de Cacao
2 Tostado
Humedad, Gases
1 Triturado,
Descascarillado
Polvillo y Cascarilla
2 Molturación
3
Tanque
Homogenizado
Pasta de Cacao
Azúcar
granulada
3
4
Sacos (50 kg)
Vaciado azúcar
Pulverizado
Cubetas ( 50 kg)
4
Azúcar Pulverizada
Pesado y
mezclado
Temperado 35 °C 6
5 Trozado de masa (150
gramos)
Cubetas
Moldes
6 Preparar Moldes
7
Acomodar
moldes
8 Moldeado
9 Vibrado
10 Apilar
moldes
7 Refrigeración
17°C
11 Desmolde
Moldes
12 Envolver
Papel
aluminio
Etiquetas
13 Etiquetado Cajas
14 Empaquetado
Llenado de
cubetas
Azúcar rubia (50 kg)
1 Limpieza y selección de
granos

- 56 -
3.2.3 Diagrama Analítico – Pulverizado de azúcar
Diagrama N°03: DAP - Proceso de Pulverizado de azúcar
Fuente: Elaboración Propia.
Actual Propusto
1
Método Actual 2
Propuesto 0
LugarArea de producción
Empieza 2
OperarioOperario 1
Termina 1
Elaborado por Fecha 41.7
Aprobado por Fecha 39.2
Actividad Descripciòn Actividades Veces
Total
recorrido
ida y
vuelta(m)
Tiempo
(min)
1 En almacen de azúcar granulada
2 Traslado manual( 3 sacos) a pulverizadora 3 26.4 4.5
3 Abrir sacos de 50kg / c/u y vaciado a tolva 3
4 Encender y pulverizado 10.1
5 Llenado manual de azúcar en cubetas de 50kg c/u 19.4
6 Trasporte de cubetas a mescladora en carretilla 3 15.3 2.2
TOTAL 6 41.7 39.2 1 2 0 2 1
TIEMPO TOTAL 39.2
TIEMPO OPERACIÓN 32.5
VALOR AÑADIDO 82.91%
SIMBOLOGIA
OBSERVACIONES
Almacenamiento
Trabajo manual,Esfuerzo Físico
Esfuerzo Físico
Se utiliza una carretilla,Esfuerzo
Físico
Proceso Pulverizado de Azúcar lote - 125kg
Almacén de Azúcar
granulada
Mezcladora
Actividad
Distancia (m)
Tiempo ( min - hombre)
Operario realiza otras actiuidades
Se termina el pulverizado para luego
llenar cubetas,mala postura del
operario, además se Desperdicia
azúcar
Operación
Trasporte
Espera
Inspección
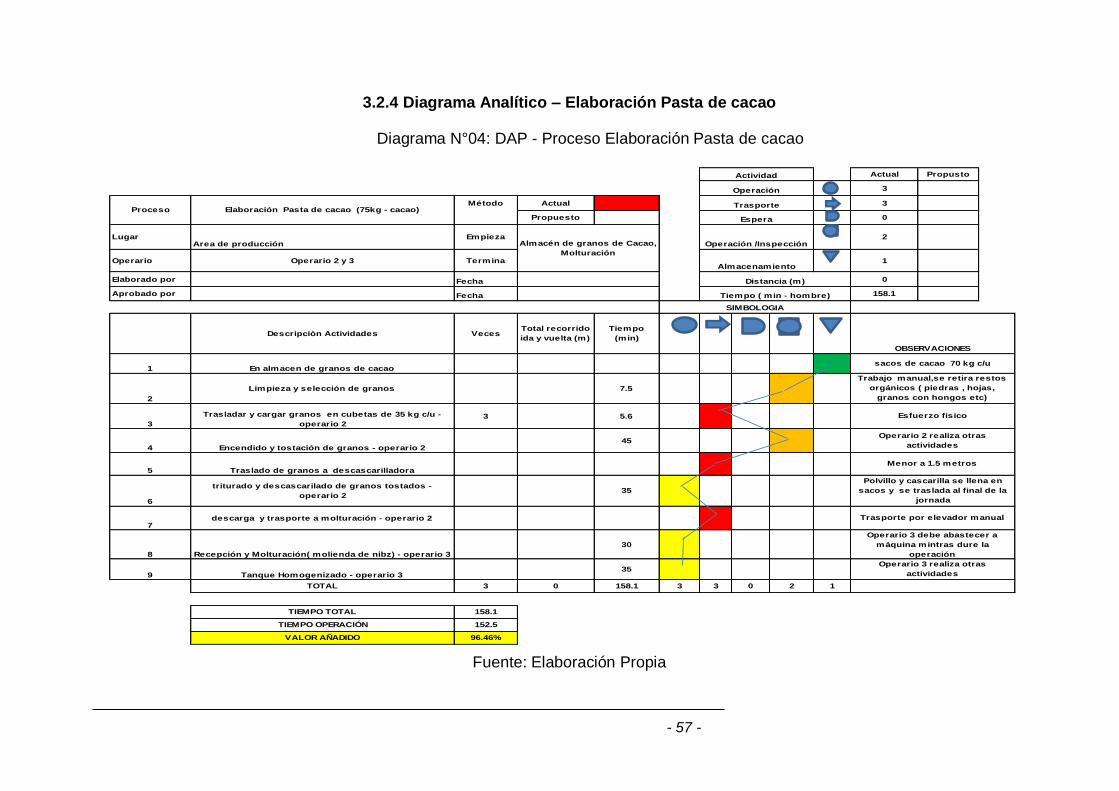
- 57 -
3.2.4 Diagrama Analítico – Elaboración Pasta de cacao
Diagrama N°04: DAP - Proceso Elaboración Pasta de cacao
Fuente: Elaboración Propia
Actual Propusto
3
Método Actual 3
Propuesto 0
LugarArea de producción
Empieza 2
Operario Operario 2 y 3 Termina 1
Elaborado por Fecha 0
Aprobado por Fecha 158.1
Descripciòn Actividades VecesTotal recorrido
ida y vuelta (m)
Tiempo
(min)
1 En almacen de granos de cacao
2
Limpieza y selección de granos 7.5
3
Trasladar y cargar granos en cubetas de 35 kg c/u -
operario 23 5.6
4 Encendido y tostación de granos - operario 245
5 Traslado de granos a descascarilladora
6
triturado y descascarilado de granos tostados -
operario 235
7descarga y trasporte a molturación - operario 2
8 Recepción y Molturación( molienda de nibz) - operario 3
30
9 Tanque Homogenizado - operario 335
TOTAL 3 0 158.1 3 3 0 2 1
TIEMPO TOTAL 158.1
TIEMPO OPERACIÓN 152.5
VALOR AÑADIDO 96.46%
Operario 2 realiza otras
actividades
Operario 3 debe abastecer a
máquina mintras dure la
operación
Operario 3 realiza otras
actividades
Distancia (m)
Actividad
Operación
Almacén de granos de Cacao,
Molturación
Proceso Elaboración Pasta de cacao (75kg - cacao) Trasporte
Espera
Tiempo ( min - hombre)
SIMBOLOGIA
sacos de cacao 70 kg c/u
Esfuerzo fisico
Operación /Inspección
Almacenamiento
Menor a 1.5 metros
Polvillo y cascarilla se llena en
sacos y se traslada al final de la
jornada
Trasporte por elevador manual
OBSERVACIONES
Trabajo manual,se retira restos
orgánicos ( piedras , hojas,
granos con hongos etc)

- 58 -
3.2.5 Diagrama Analítico – Producción chocolate en barra
Diagrama N°05: DAP - Proceso Elaboración chocolate en barra
Fuente: Elaboración Propia
Actual Propusto
10
Método Actual 2
Propuesto 1
LugarArea de producción
Empieza 4
Operario Termina 4
Elaborado por Fecha 15.5
Aprobado por Fecha 34.93
Descripciòn Actividades Veces
Total
recorrido ida
y vuelta (m)
Tiempo (min)
/ caja
1Verificar la disponilidad de materiales : Tanto de los
procesos de pulverizado de azúcar como de pasta de cacao0.09
2Mezclado( 173 kg de masa): pesar y mezclar 120kg azúcar
pulverizada - 53 kg Pasta de cacao - 250 ml de vanilla.3.31
3descargar la mezcla en carritos y almacenar
temporalmente2.5
4Temperado: Acondicionar la temperatura de la masa ( 35 ° C)
para el proceso3.0
5 Trozado : amasar masa y cortar en trozos de 150 gramos c/u 2.1
6Preparar en molde: pesar y preparar 10 moldes con masa (
150 gramos)1.6
7Acomodar moldes: acomodar moldes en mesa vibradora y
verificar que no haya exceso de masa0.64
8 Moldeado: extender la masa en molde. 0.98
9 Vibrado: aplanar manualmente moldes. 1.6
10Apilar moldes frescos :apilar moldes ( 10 unid) y llevar hacia
congelación 2.1
11 Refrigeración : llenar compartimiento y verificar a enfriar 17 c° 2.6
12 Demora en apilar los moldes para su traslado a desmolde 2.5
13 Trasporte manual hacia desmolde(15 x4) unid 6.5 0.2
14 Desmolde :Desmoldar manualmente 1.67
15 Apilar tabletas /4 columnas de 15 tabletas 1.2
16 Trasporte manual hacia empaque 9 0.25
17 Envolver con papel aluminio 2.2
18 Apilar tabletas con empaque/4 columnas de 15 tabletas 1.1
19 Etiquetado : pegado de etiqueta con resina 1.7
20Empacar en caja: Recibir las tabletas, revisarlas y empacar por
100 und (incluye el armado de la caja, el cerrado y el encintado
final)
3.7
21 Almacen producto terminado
TOTAL 0 15.5 34.9 10 2 1 4 4
TIEMPO TOTAL 34.9
TIEMPO OPERACIÓN 26.9
VALOR AÑADIDO 77.4%
Proceso Producción de chocolate en barra (caja - 100 und)Trasporte
Espera
Molturación( molienda de
nibz)
Operación
/Inspección
Almacenamiento
Esfuerzo físico, habilidad para trasportar el
producto
Actividad
Operación
Trabajo manual, requiere habilidad
Trabajo manual, requiere habilidad
Tiempo de ciclo o cuello de botella
se apila los moldes(15x4) unid y se espera para
su traslado al área de desmolde.
Almacenamiento temporal
Almacenamiento temporal
Distancia (m)
Tiempo ( min - hombre)
Trabajo manual
SIMBOLOGIA
OBSERVACIONES
Esfuerzo físico, requiere de ayuda para vaciado
a mezcladora.
Remover la masa , Trabajo manual
El Gerente se encarga de elaborar la orden de
producción y de gestionar el abastecimiento
de los recursos
se requiere procesar 4 lotes de 173kg c/u para
1 tanda
Trabajo manual
Trabajo manual
Trabajo manual
Trabajo manual, requiere habilidad
Trabajo manual, requiere habilidad
Trabajo manual, requiere habilidad
Trabajo manual, requiere habilidad
Esfuerzo físico, requiere habilidad
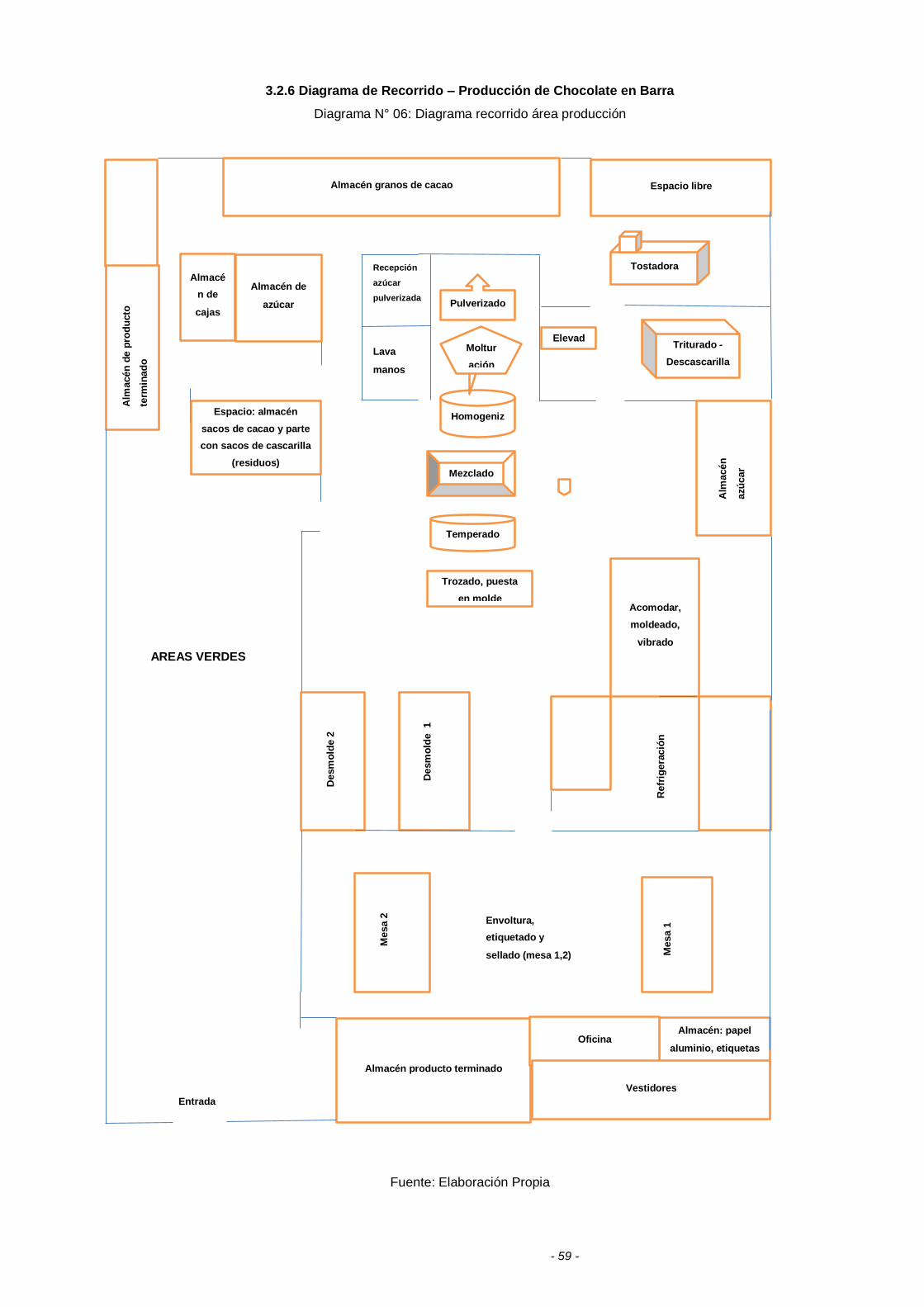
- 59 -
3.2.6 Diagrama de Recorrido – Producción de Chocolate en Barra
Diagrama N° 06: Diagrama recorrido área producción
AREAS VERDES
Fuente: Elaboración Propia
Lava
manos
Recepción
azúcar
pulverizada Pulverizado
Homogeniz
ado
Moltur
ación
Tostadora
Triturado -
Descascarilla
do
Elevad
or
Espacio libre
Almacén de
azúcar
Almacé
n de
cajas
Temperado
Mezclado
Trozado, puesta
en molde Acomodar,
moldeado,
vibrado
Almacén: papel
aluminio, etiquetas
Almacén producto terminado
Oficina
Espacio: almacén
sacos de cacao y parte
con sacos de cascarilla
(residuos)
Vestidores
Almacén granos de cacao
Refr
igera
ció
n
Envoltura,
etiquetado y
sellado (mesa 1,2)
Mesa 2
Mesa 1
Alm
acén
azú
car
Desm
old
e 2
Desm
old
e 1
Alm
acén
de p
rod
ucto
term
inad
o
Entrada

- 60 -
3.3 IDENTIFICACIÓN DEL PROBLEMA E INDICADORES ACTUALES
Diagrama N°07: Diagrama Ishikawa – Producción
Fuente: Elaboración Propia
Pérdida de MP ( Cacao)
MétodosMateriales
Mano de obra
Baja rentabilidad en proceso productivo del chocolate empresa "Fábrica de Chocolates la Española
S.R.L "
Desperdicio de MP ( Azúcar )
Producto en reproceso
Medio ambiente
Horas extras en producción
Actividades improductivas
Medición
Maquinaria y/o Equipos
Falla de los equipos
Falta de métodos de trabajo definidos
Falta de orden y limpieza
Falta de mantenimiento preventivo
Falta de mejora contínua de los procesos
No exite medición de los procesos
Desbalance en línea de producción
Presencia de hongos, humedad
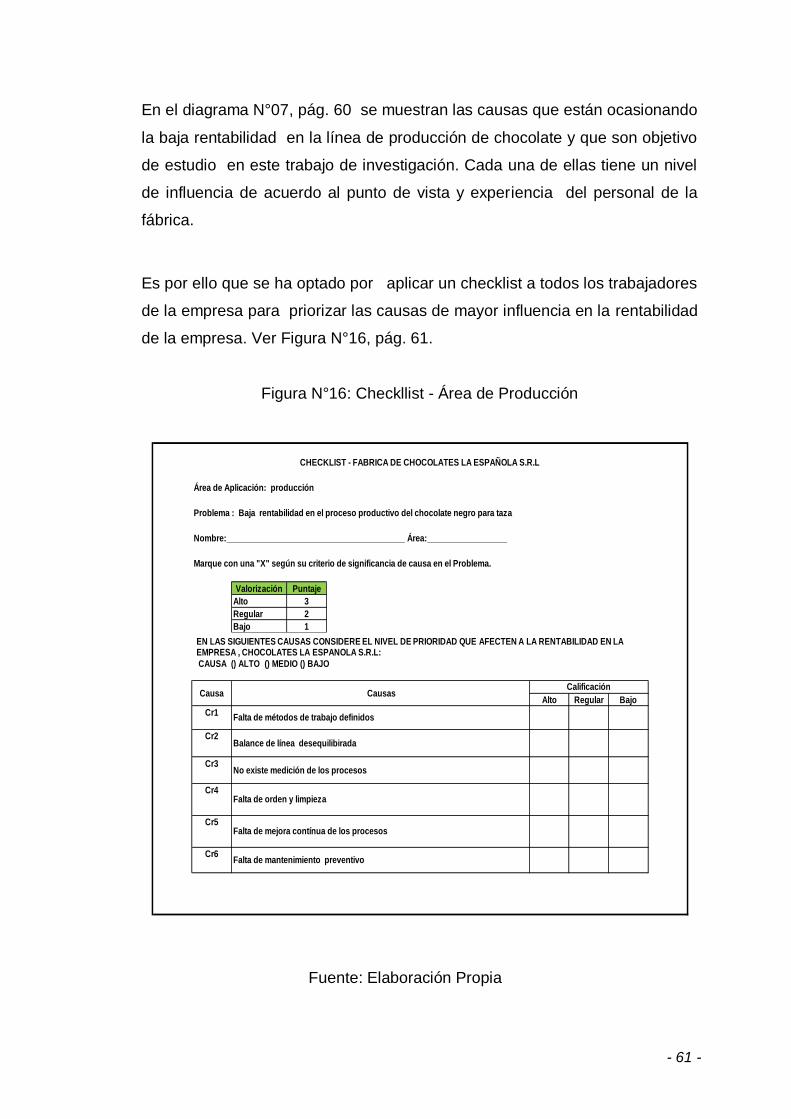
- 61 -
En el diagrama N°07, pág. 60 se muestran las causas que están ocasionando
la baja rentabilidad en la línea de producción de chocolate y que son objetivo
de estudio en este trabajo de investigación. Cada una de ellas tiene un nivel
de influencia de acuerdo al punto de vista y experiencia del personal de la
fábrica.
Es por ello que se ha optado por aplicar un checklist a todos los trabajadores
de la empresa para priorizar las causas de mayor influencia en la rentabilidad
de la empresa. Ver Figura N°16, pág. 61.
Figura N°16: Checkllist - Área de Producción
Fuente: Elaboración Propia
Área de Aplicación: producción
Problema : Baja rentabilidad en el proceso productivo del chocolate negro para taza
Nombre:_________________________________________Área:__________________
Marque con una "X" según su criterio de significancia de causa en el Problema.
Valorización Puntaje
Alto 3
Regular 2
Bajo 1
Alto Regular Bajo
Cr1
Cr2
Cr3
Cr4
Cr5
Cr6
No existe medición de los procesos
Falta de orden y limpieza
Falta de mantenimiento preventivo
CHECKLIST - FABRICA DE CHOCOLATES LA ESPAÑOLA S.R.L
Causa CausasCalificación
Falta de métodos de trabajo definidos
Balance de línea desequilibirada
Falta de mejora contínua de los procesos
EN LAS SIGUIENTES CAUSAS CONSIDERE EL NIVEL DE PRIORIDAD QUE AFECTEN A LA RENTABILIDAD EN LA EMPRESA , CHOCOLATES LA ESPANOLA S.R.L:
CAUSA () ALTO () MEDIO () BAJO

- 62 -
Con los resultados obtenidos después de haber aplicado el checklist, se
procede a priorizar las causas en estudio según su frecuencia. Dichos
resultados de detallan a continuación. Ver Tabla N°12, pág. 62.
Tabla N°12: Matriz de Priorización de Problemas
Fuente: Elaboración Propia
EMPRESA : FABRICA DE CHOCOLATES LA ESPAÑOLA S.R.LÁREAS : Producción
PROBLEMA :Baja rentabilidad en el proceso productivo del chocolate negro para taza
NIVEL CALIFICACIÓN
Alto 3
Regular 2
Bajo 1
MEDIO
AMBIENTEMANO DEL OBRA MATERIALES METODOS MEDICIÓN
MAQUINARIA
Y/O EQUIPOS
Falt
a d
e o
rden
y
lim
pie
za
Falt
a d
e m
ejo
ra
co
ntí
nu
a d
e lo
s
pro
ceso
s
Falt
a d
e m
éto
do
s
de t
rab
ajo
defi
nid
os
Ba
lan
ce d
e lin
ea
deseq
uilib
rad
a
No
exis
te
med
ició
n d
e lo
s
pro
ceso
s
Falt
a d
e
mate
nim
ien
to
pre
ven
tivo
Fabricio Riquelme Haro 1 1 1 1 1 1
Pancho Carrascal
Benites2 2 1 2 2 1
Norma Tejada Castillo 1 1 2 2 3 1
George Iparraguirre
Blas1 2 3 2 3 1
Luz Chávez Siapo 2 2 3 2 3 1
Lazaro García Diomedes 2 2 1 3 2 2
Tommy Garcia Rojas 1 2 1 3 2 2
Eduardo Carranza Mendoza 2 3 1 1 2 2
Guadalupe vargas collantes 1 3 2 1 2 3
Reina rodriguez figueroa 2 1 2 1 1 3
carolina anhuaman loarte 2 1 2 3 1 3
lucia ponce alva 1 1 2 3 3 1
Pedro guevara alvarado 1 3 2 2 3 1
Santos Mejía
Anticona1 3 2 2 3 1
Alfonso Alvarado
Rodriguez1 2 3 2 2 1
Violeta Rojas paredes 1 2 1 3 2 1
Tito diomedes
Rodriguez1 2 3 1
Carlos Roldan Figueroa 3 2 2 2
Alexander cordova
peralta3 2 1 2 2 2
Piter Castillo Rodríguez 3 3 33 1
2
GERENTE GENERAL Cristhian Sulem 2 2 2 3 1 2JEFE OPERACIONES Sixto rivera chavarri 1 3 2 2 1 2
34 41 37 47 45 36Calificación Total
PRODUCCIÓN
Área
CAUSAS
Resultados
Checklist

- 63 -
En el Gráfico N°02, pág. 63 se detalla las causas que han sido escogidas
luego de haber aplicado el diagrama de Pareto (80-20). A cada una de ellas
se le diagnosticará el grado de influencia que está afectando a los logros de la
empresa y su rentabilidad.
Gráfico N°02: Gráfica de Pareto
Fuente: Elaboración Propia
La producción de chocolate se realiza por lote, el balance de masa se puede
apreciar en el Cuadro N°01, pág. 63.
Cuadro N°01: Balance de masa por lote de Chocolate
MATERIAS PRIMAS Unidades Fórmula
PASTA DE CACAO Kilos 53
AZUCAR PULVERIZADA Kilos 120
VAINILLA Kilos 0.25
TOTAL
173.2
Merma por polvillo en proceso de desmolde -0.5% -0.86
Masa de chocolate útil Kilos 172.4
Fuente: Gerencia General
C1 47 19.58% 20% 80%
C2 45 18.75% 38% 80%
C3 41 17.08% 55% 80%
C4 37 15.42% 71% 80%
C4 36 15.00% 86% 80%
C5 34 14.17% 100% 80%
240
ITEM CAUSA∑ (Impacto
según Checklist)% Impacto
%
Acumulado80-20
PR
OD
UC
CIÓ
N
Balance de linea desequilibrada
No existe medición de los procesos
Falta de mejora contínua de los procesos
Falta de métodos de trabajo definidos
Falta de orden y limpieza
Falta de matenimiento preventivo
- 64 -
Como se visualiza en el cuadro, un lote contiene 53 kg de pasta de cacao,
120 kg de azúcar pulverizada y 0.25 kg de vainilla, este ultimo insumo es
utilizado para dar color al producto.
La merma en desmolde se da porque dicha operación es manual y se utilizan
moldes de lata, que al ejercer presión se desprende fragmentos, restos de
chocolate que se adhieren, etc.
Dicha merma representa el 0.5% de la masa total, lo cual equivale a 0.86 kg,
dando como resultado una masa útil por lote de 172.4 kg.
Como se vio anteriormente (Ver diagrama N°05, pág. 58), el tiempo de ciclo
actual de la línea de producción de chocolate es 3.7 min / caja, el cual le
corresponde a la actividad “empaque”, una caja contiene 100 unidades o
barras de chocolate, cada unidad pesa 0.15kg, por lo que una caja equivaldría
a 15kg de masa de chocolate.
La velocidad de producción actual vendría a ser el siguiente:
3.7𝑚𝑖𝑛
𝑐𝑎𝑗𝑎𝑥1𝑐𝑎𝑗𝑎
15𝑘𝑔= 0.23
𝑚𝑖𝑛
𝑘𝑔
En (kg / hora) :
1
0.23𝑚𝑖𝑛𝑘𝑔
𝑥60𝑚𝑖𝑛
ℎ𝑜𝑟𝑎= 250
𝑘𝑔
ℎ𝑜𝑟𝑎
Según el calculo anterior, actualmente se procesa 250 kg / hora de chocolate.
Con dicha información se procede a determinar las horas requeridas para
procesar un lote, el cual resulta de dividir la masa útil (172.4 kg) entre la
velocidad de producción actual (250 kg / hora). Resultando 0.68 horas por
cada lote. Ver Cuadro N°02, pág. 65.
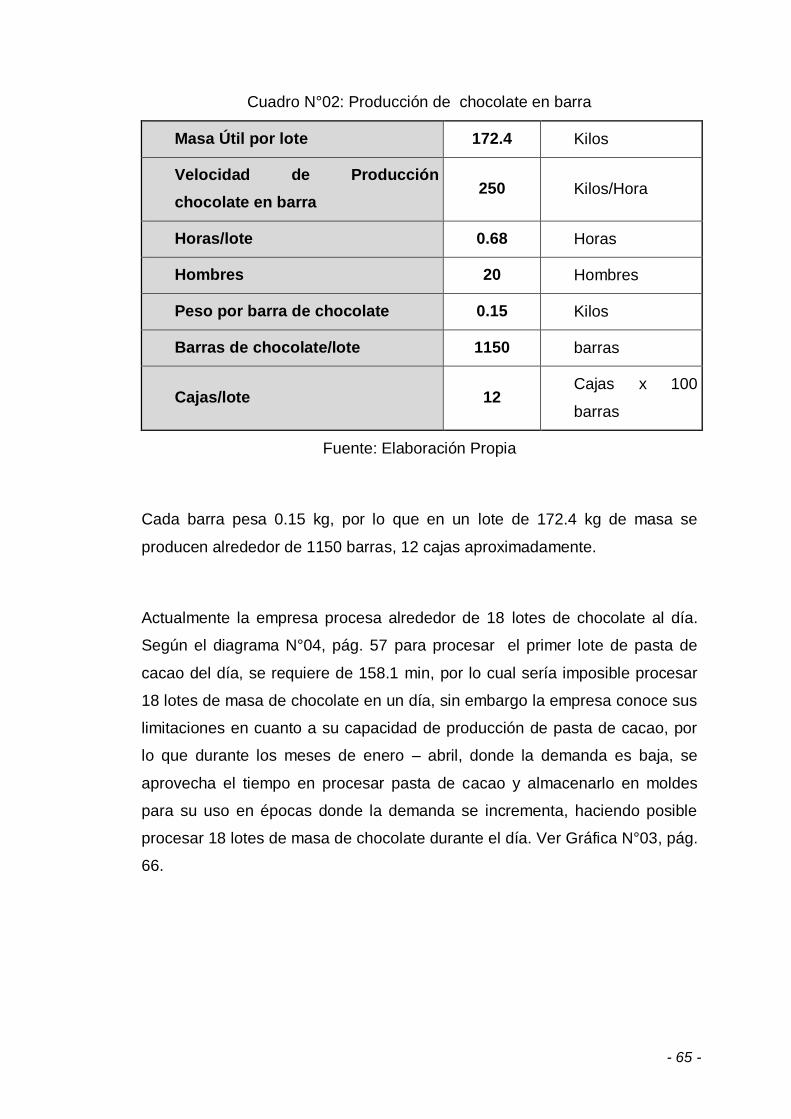
- 65 -
Cuadro N°02: Producción de chocolate en barra
Masa Útil por lote 172.4 Kilos
Velocidad de Producción
chocolate en barra 250 Kilos/Hora
Horas/lote 0.68 Horas
Hombres 20 Hombres
Peso por barra de chocolate 0.15 Kilos
Barras de chocolate/lote 1150 barras
Cajas/lote 12 Cajas x 100
barras
Fuente: Elaboración Propia
Cada barra pesa 0.15 kg, por lo que en un lote de 172.4 kg de masa se
producen alrededor de 1150 barras, 12 cajas aproximadamente.
Actualmente la empresa procesa alrededor de 18 lotes de chocolate al día.
Según el diagrama N°04, pág. 57 para procesar el primer lote de pasta de
cacao del día, se requiere de 158.1 min, por lo cual sería imposible procesar
18 lotes de masa de chocolate en un día, sin embargo la empresa conoce sus
limitaciones en cuanto a su capacidad de producción de pasta de cacao, por
lo que durante los meses de enero – abril, donde la demanda es baja, se
aprovecha el tiempo en procesar pasta de cacao y almacenarlo en moldes
para su uso en épocas donde la demanda se incrementa, haciendo posible
procesar 18 lotes de masa de chocolate durante el día. Ver Gráfica N°03, pág.
66.
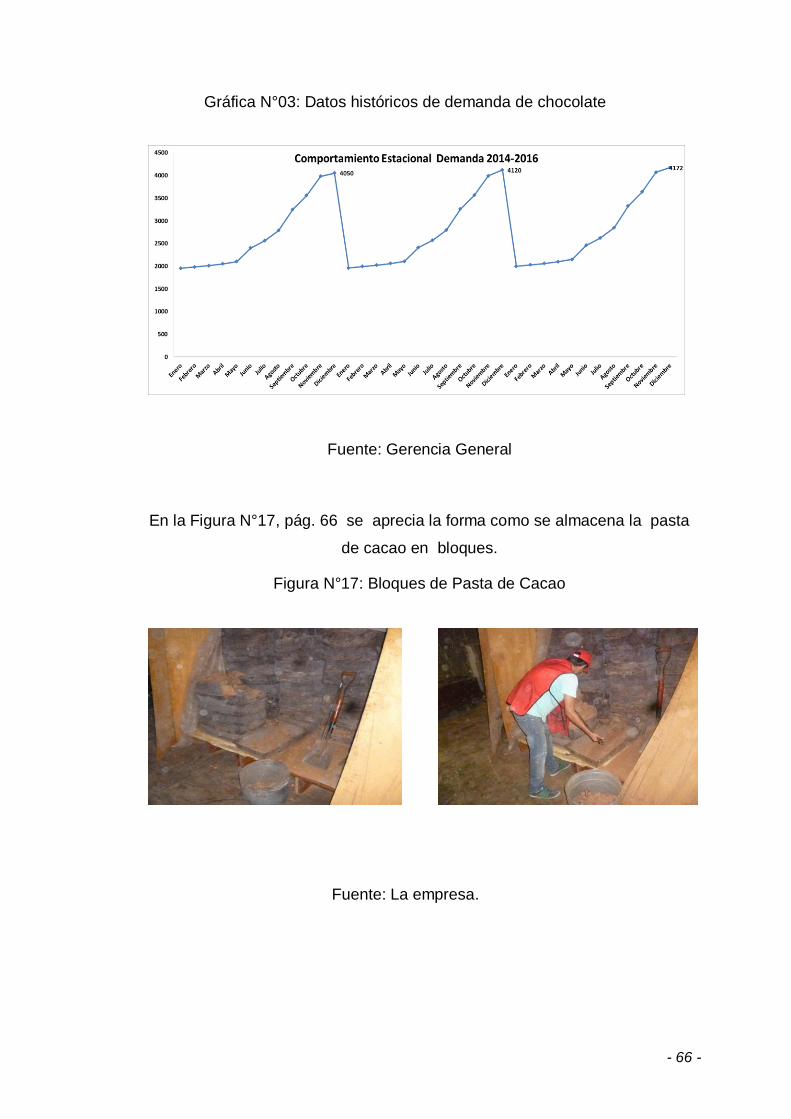
- 66 -
Gráfica N°03: Datos históricos de demanda de chocolate
Fuente: Gerencia General
En la Figura N°17, pág. 66 se aprecia la forma como se almacena la pasta
de cacao en bloques.
Figura N°17: Bloques de Pasta de Cacao
Fuente: La empresa.
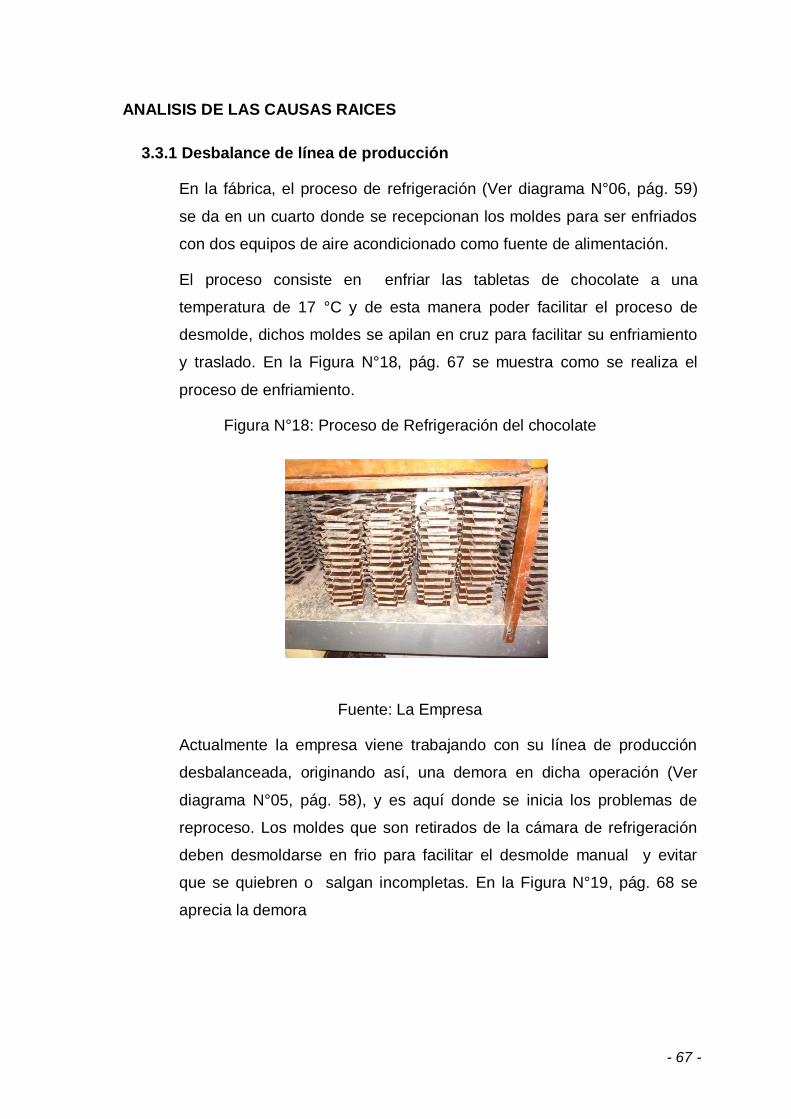
- 67 -
ANALISIS DE LAS CAUSAS RAICES
3.3.1 Desbalance de línea de producción
En la fábrica, el proceso de refrigeración (Ver diagrama N°06, pág. 59)
se da en un cuarto donde se recepcionan los moldes para ser enfriados
con dos equipos de aire acondicionado como fuente de alimentación.
El proceso consiste en enfriar las tabletas de chocolate a una
temperatura de 17 °C y de esta manera poder facilitar el proceso de
desmolde, dichos moldes se apilan en cruz para facilitar su enfriamiento
y traslado. En la Figura N°18, pág. 67 se muestra como se realiza el
proceso de enfriamiento.
Figura N°18: Proceso de Refrigeración del chocolate
Fuente: La Empresa
Actualmente la empresa viene trabajando con su línea de producción
desbalanceada, originando así, una demora en dicha operación (Ver
diagrama N°05, pág. 58), y es aquí donde se inicia los problemas de
reproceso. Los moldes que son retirados de la cámara de refrigeración
deben desmoldarse en frio para facilitar el desmolde manual y evitar
que se quiebren o salgan incompletas. En la Figura N°19, pág. 68 se
aprecia la demora
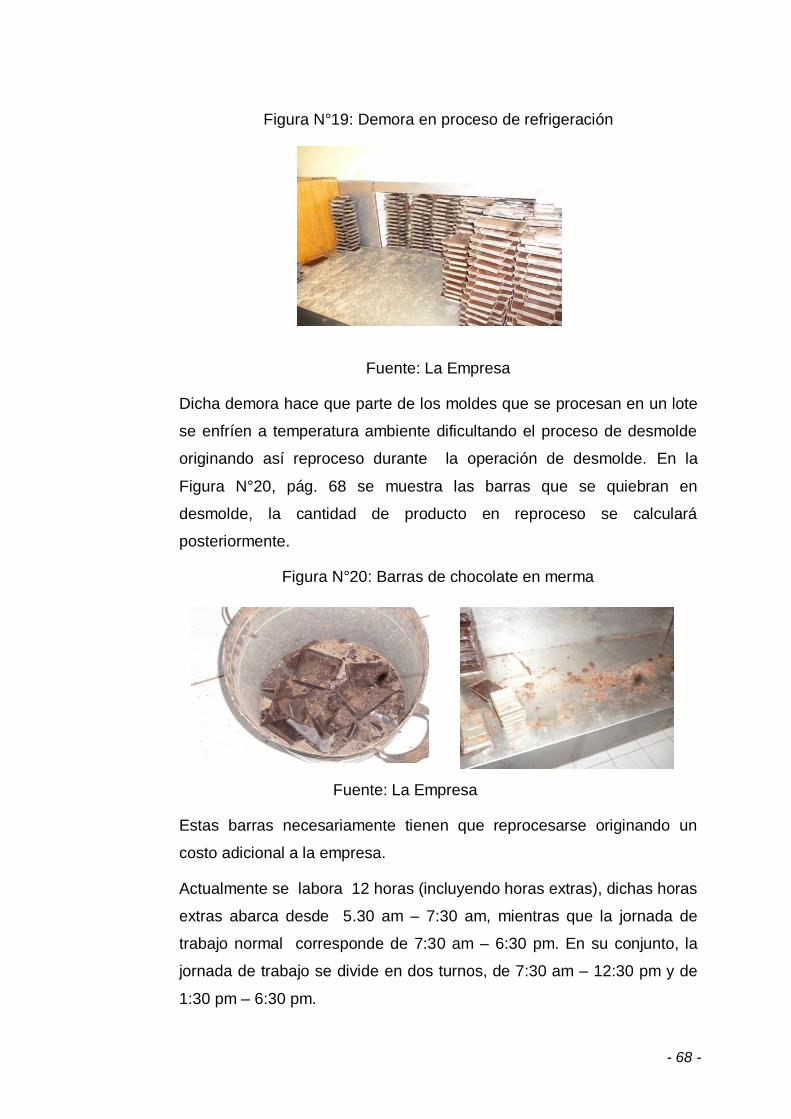
- 68 -
Figura N°19: Demora en proceso de refrigeración
Fuente: La Empresa
Dicha demora hace que parte de los moldes que se procesan en un lote
se enfríen a temperatura ambiente dificultando el proceso de desmolde
originando así reproceso durante la operación de desmolde. En la
Figura N°20, pág. 68 se muestra las barras que se quiebran en
desmolde, la cantidad de producto en reproceso se calculará
posteriormente.
Figura N°20: Barras de chocolate en merma
Fuente: La Empresa
Estas barras necesariamente tienen que reprocesarse originando un
costo adicional a la empresa.
Actualmente se labora 12 horas (incluyendo horas extras), dichas horas
extras abarca desde 5.30 am – 7:30 am, mientras que la jornada de
trabajo normal corresponde de 7:30 am – 6:30 pm. En su conjunto, la
jornada de trabajo se divide en dos turnos, de 7:30 am – 12:30 pm y de
1:30 pm – 6:30 pm.

- 69 -
El tiempo para procesar un lote de chocolate es de 0.68 horas, el cual
equivale a 40 minutos. (Ver Cuadro N°02, pág. 65).Para determinar la
cantidad de kg de chocolate en reproceso se procedió a pesar las barras
que se quiebran durante el procesamiento de un lote en una semana.
Dicha información se detalla en la Tabla N° 13, pág. 69.
Tabla N°13: Producto en reproceso
Fuente: Elaboración Propia
Con los resultados obtenidos, la empresa procesa 18 lotes al día, en los
cuales se evidencia un promedio de 13.5 kg / lote de producto en
reproceso durante la jornada de trabajo en horas extras, y un promedio
de 6.5 kg / lote en jornada de trabajo normal.
Para calcular el costo total por reproceso, es necesario saber los costos
de los recursos empleados en producción, durante jornada de horas
extras y en jornada normal.
Horas / loteN°lotes
procesadosmasa útil / lote
05:30:00 a.m. L M X J V
06:10:00 a.m. 1 172.45 17.3 11.5 14 12.5 10.8
06:40:00 a.m. 2 172.45 13.4 13.4 16 10.8 13.4
07:20:00 a.m. 3 172.45 14.7 14.7 15 14.7 11.4 13.5 Kg / lote
08:00:00 a.m. 4 172.45 7.5 6.9 7.6 7.5 7.2
08:40:00 a.m. 5 172.45 4.9 4.9 4.9 4.9 4.9
09:20:00 a.m. 6 172.45 5.5 5.5 5.5 5.5 5.5
10:00:00 a.m 7 172.45 6.3 6.3 6.3 6.3 6.3
10:40:00 a.m. 8 172.45 4.5 4.5 4.5 4.5 4.5
11:20:00 a.m 9 172.45 8.5 8.5 8.5 8.5 8.5
12:00:00 a.m 10 172.45 7.5 7.5 8.5 7.5 7.5
01:00:00 p.m.
01:40:00 p.m. 11 172.45 4.9 4.9 9.02 4.9 6.3
02:20:00 p.m. 12 172.45 5.5 5.5 4.9 5.5 4.5
03:00:00 p.m. 13 172.45 6.3 5.6 6.4 5.85 8.5
03:40:00 p.m. 14 172.45 4.5 4.5 4.5 5.5 7.5
04:20:00 p.m. 15 172.45 8.5 8.5 8.5 6.3 8.5
05:00:00 p.m. 16 172.45 7.5 7.5 7.5 7.5 7.5
05:40:00 p.m. 17 172.45 4.5 4.5 4.5 5.5 7.5
06:30:00 a.m. 18 172.45 5.5 5.5 5.5 5.5 5.5 6.50 Kg / lote
kg de barras en reproceso
REFRIGERIO
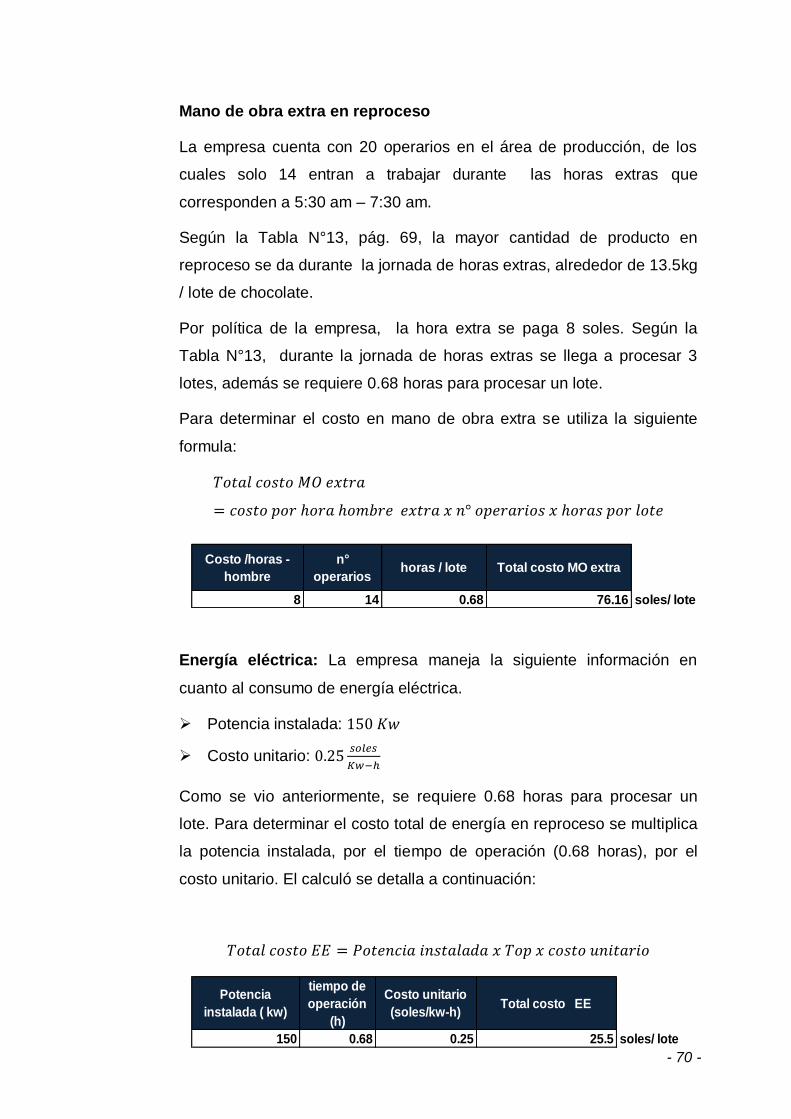
- 70 -
Mano de obra extra en reproceso
La empresa cuenta con 20 operarios en el área de producción, de los
cuales solo 14 entran a trabajar durante las horas extras que
corresponden a 5:30 am – 7:30 am.
Según la Tabla N°13, pág. 69, la mayor cantidad de producto en
reproceso se da durante la jornada de horas extras, alrededor de 13.5kg
/ lote de chocolate.
Por política de la empresa, la hora extra se paga 8 soles. Según la
Tabla N°13, durante la jornada de horas extras se llega a procesar 3
lotes, además se requiere 0.68 horas para procesar un lote.
Para determinar el costo en mano de obra extra se utiliza la siguiente
formula:
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 𝑒𝑥𝑡𝑟𝑎
= 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎 ℎ𝑜𝑚𝑏𝑟𝑒 𝑒𝑥𝑡𝑟𝑎 𝑥 𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 𝑥 ℎ𝑜𝑟𝑎𝑠 𝑝𝑜𝑟 𝑙𝑜𝑡𝑒
Energía eléctrica: La empresa maneja la siguiente información en
cuanto al consumo de energía eléctrica.
Potencia instalada: 150 𝐾𝑤
Costo unitario: 0.25𝑠𝑜𝑙𝑒𝑠
𝐾𝑤−ℎ
Como se vio anteriormente, se requiere 0.68 horas para procesar un
lote. Para determinar el costo total de energía en reproceso se multiplica
la potencia instalada, por el tiempo de operación (0.68 horas), por el
costo unitario. El calculó se detalla a continuación:
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝐸𝐸 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑖𝑛𝑠𝑡𝑎𝑙𝑎𝑑𝑎 𝑥 𝑇𝑜𝑝 𝑥 𝑐𝑜𝑠𝑡𝑜 𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜
Costo /horas -
hombre
n°
operarioshoras / lote Total costo MO extra
8 14 0.68 76.16 soles/ lote
Potencia
instalada ( kw)
tiempo de
operación
(h)
Costo unitario
(soles/kw-h)Total costo EE
150 0.68 0.25 25.5 soles/ lote

- 71 -
Costo total por reproceso durante jornada de horas extras.
Una vez conocido el costo de los recursos empleados se procede a
determinar el costo por barra, dividiendo el costo por lote de los recursos
empleados entre el total de barras (Ver cuadro N°02, pág. 65).
Para determinar las barras en reproceso se divide los kg promedio en
reproceso, 13.5 kg (Ver Tabla N°13, pág. 69) entre el peso por barra
(0.15 kg). Conociendo el costo por barra y la cantidad de barras en
reproceso de puede calcular el costo total de reprocesar un promedio
de 13.53 kg. (Ver Tabla N°14, pág. 71).
Tabla N°14: Total costo en reproceso por lote en horas extras
Fuente: Elaboración Propia
Según el análisis de la Tabla N°14, la empresa incurre en un costo de
7.20 soles en reprocesar un promedio de 13.5 kg de chocolate por lote
durante la jornada de horas extras.
Mano de obra normal en reproceso
La empresa cuenta con 20 operarios en el área de producción, los
cuales trabajan 55 horas/ semana, 24 días al mes. También es
importante mencionar que la empresa trabaja días feriados.
De lunes a viernes tiempo completo y el sábado medio tiempo, la
jornada de trabajo normal abarca de 7:30 am – 6:30 pm el cual
corresponde a 10 horas de trabajo. El total de horas de trabajo por
operario es de 220 horas / mes. Ver Tabla N°15, pág. 72.
Recursos Costo / lote Costo por
barra
Barras
reproceso
Costo por
reproceso
Energía
eléctrica
S/. 25.5 S/. 0.02 90 S/. 1.8
Mano de
Obra
extra
S/. 76.16 S/. 0.06 90 S/ 5.4
TOTAL S/ 7.20

- 72 -
Tabla N°15: Total horas de trabajo –jornada normal
L M X J V S D
10 10 10 10 10 5
10 10 10 10 10 5
10 10 10 10 10 5
10 10 10 10 10 5
Total 40 40 40 40 40 20
220 horas
Fuente: Elaboración Propia
El total de horas hombres vendría a ser:
𝑇𝑜𝑡𝑎𝑙 ℎ𝑜𝑟𝑎𝑠 − ℎ𝑜𝑚𝑏𝑟𝑒 = 20𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠
𝑚𝑒𝑠 𝑥 220
ℎ𝑜𝑟𝑎𝑠
𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜
𝑇𝑜𝑡𝑎𝑙 ℎ𝑜𝑟𝑎𝑠 − ℎ𝑜𝑚𝑏𝑟𝑒 = 4400 ℎ𝑜𝑟𝑎𝑠 − ℎ𝑜𝑚𝑏𝑟𝑒
𝑚𝑒𝑠
En la Tabla N°16, pág. 72 se detalla el costo total en mano de obra
por los 20 operarios, el cual asciende a S/. 22000.
Tabla N°16: Total costo en Mano de obra normal
N° operarios Sueldos Total / mes
20 S/.
1,100.00
S/.
22000.00
Fuente: Gerencia General
El costo por hora - hombre sería:
Costo total /
mes
Total horas -
hombre /mes
Costo por hora
hombre
22000 4400 5 soles/ hora
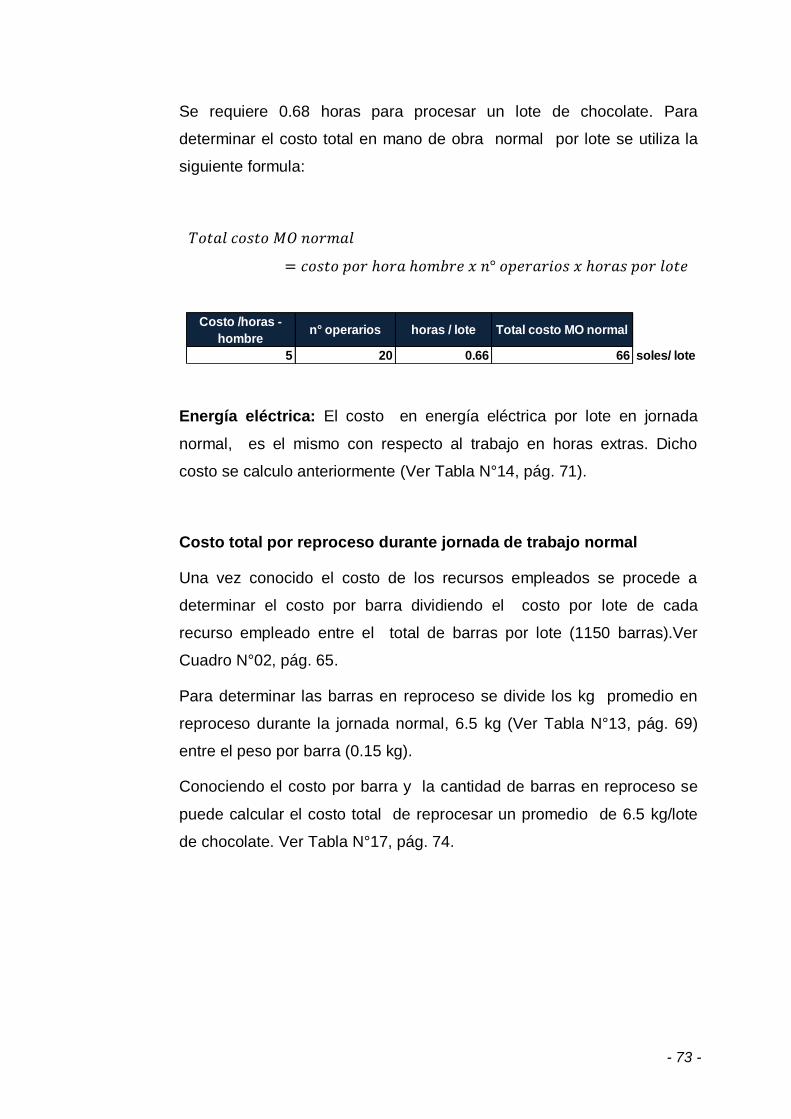
- 73 -
Se requiere 0.68 horas para procesar un lote de chocolate. Para
determinar el costo total en mano de obra normal por lote se utiliza la
siguiente formula:
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 𝑛𝑜𝑟𝑚𝑎𝑙
= 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎 ℎ𝑜𝑚𝑏𝑟𝑒 𝑥 𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 𝑥 ℎ𝑜𝑟𝑎𝑠 𝑝𝑜𝑟 𝑙𝑜𝑡𝑒
Energía eléctrica: El costo en energía eléctrica por lote en jornada
normal, es el mismo con respecto al trabajo en horas extras. Dicho
costo se calculo anteriormente (Ver Tabla N°14, pág. 71).
Costo total por reproceso durante jornada de trabajo normal
Una vez conocido el costo de los recursos empleados se procede a
determinar el costo por barra dividiendo el costo por lote de cada
recurso empleado entre el total de barras por lote (1150 barras).Ver
Cuadro N°02, pág. 65.
Para determinar las barras en reproceso se divide los kg promedio en
reproceso durante la jornada normal, 6.5 kg (Ver Tabla N°13, pág. 69)
entre el peso por barra (0.15 kg).
Conociendo el costo por barra y la cantidad de barras en reproceso se
puede calcular el costo total de reprocesar un promedio de 6.5 kg/lote
de chocolate. Ver Tabla N°17, pág. 74.
Costo /horas -
hombren° operarios horas / lote Total costo MO normal
5 20 0.66 66 soles/ lote
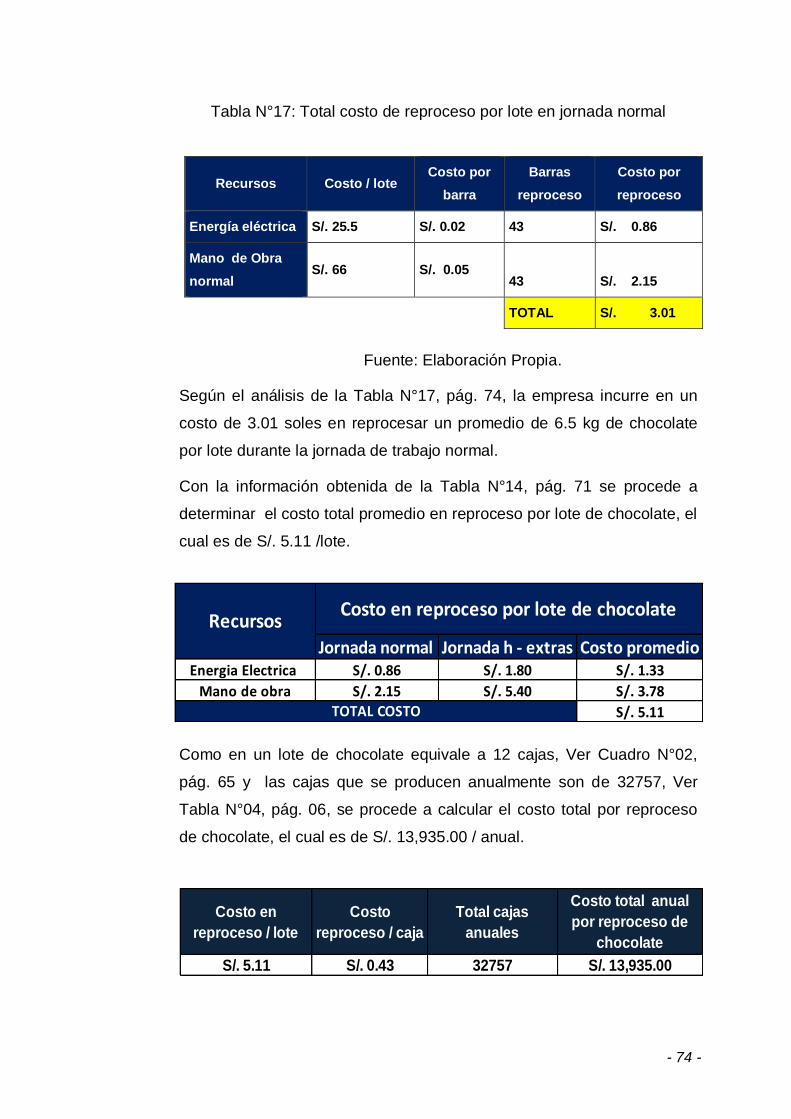
- 74 -
Tabla N°17: Total costo de reproceso por lote en jornada normal
Fuente: Elaboración Propia.
Según el análisis de la Tabla N°17, pág. 74, la empresa incurre en un
costo de 3.01 soles en reprocesar un promedio de 6.5 kg de chocolate
por lote durante la jornada de trabajo normal.
Con la información obtenida de la Tabla N°14, pág. 71 se procede a
determinar el costo total promedio en reproceso por lote de chocolate, el
cual es de S/. 5.11 /lote.
Como en un lote de chocolate equivale a 12 cajas, Ver Cuadro N°02,
pág. 65 y las cajas que se producen anualmente son de 32757, Ver
Tabla N°04, pág. 06, se procede a calcular el costo total por reproceso
de chocolate, el cual es de S/. 13,935.00 / anual.
Recursos Costo / lote Costo por
barra
Barras
reproceso
Costo por
reproceso
Energía eléctrica S/. 25.5 S/. 0.02 43 S/. 0.86
Mano de Obra
normal S/. 66 S/. 0.05
43 S/. 2.15
TOTAL S/. 3.01
Jornada normal Jornada h - extras Costo promedioEnergia Electrica S/. 0.86 S/. 1.80 S/. 1.33
Mano de obra S/. 2.15 S/. 5.40 S/. 3.78
S/. 5.11
RecursosCosto en reproceso por lote de chocolate
TOTAL COSTO
Costo en
reproceso / lote
Costo
reproceso / caja
Total cajas
anuales
Costo total anual
por reproceso de
chocolate
S/. 5.11 S/. 0.43 32757 S/. 13,935.00
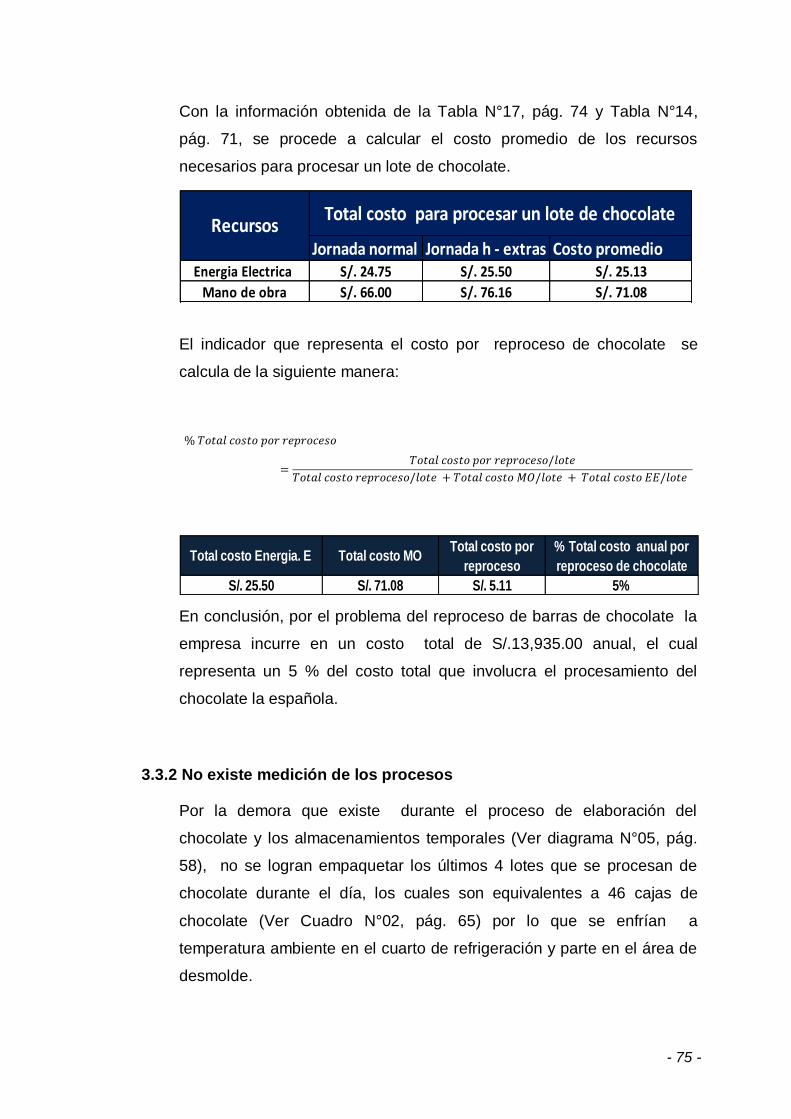
- 75 -
Con la información obtenida de la Tabla N°17, pág. 74 y Tabla N°14,
pág. 71, se procede a calcular el costo promedio de los recursos
necesarios para procesar un lote de chocolate.
El indicador que representa el costo por reproceso de chocolate se
calcula de la siguiente manera:
% 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜
=𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝐸𝐸/𝑙𝑜𝑡𝑒
En conclusión, por el problema del reproceso de barras de chocolate la
empresa incurre en un costo total de S/.13,935.00 anual, el cual
representa un 5 % del costo total que involucra el procesamiento del
chocolate la española.
3.3.2 No existe medición de los procesos
Por la demora que existe durante el proceso de elaboración del
chocolate y los almacenamientos temporales (Ver diagrama N°05, pág.
58), no se logran empaquetar los últimos 4 lotes que se procesan de
chocolate durante el día, los cuales son equivalentes a 46 cajas de
chocolate (Ver Cuadro N°02, pág. 65) por lo que se enfrían a
temperatura ambiente en el cuarto de refrigeración y parte en el área de
desmolde.
Jornada normal Jornada h - extras Costo promedioEnergia Electrica S/. 24.75 S/. 25.50 S/. 25.13
Mano de obra S/. 66.00 S/. 76.16 S/. 71.08
S/. 96.21
RecursosTotal costo para procesar un lote de chocolate
TOTAL COSTO
Total costo Energia. E Total costo MOTotal costo por
reproceso
% Total costo anual por
reproceso de chocolate
S/. 25.50 S/. 71.08 S/. 5.11 5%

- 76 -
La empresa se ve obligada a mantener horas extras de trabajo para
terminar de procesar los lotes restantes de cada día e iniciar los tres
primeros lotes. Sin embargo, no hay un control exacto de las horas
hombres requeridas durante la jornada de trabajo extra ni las actividades
que se deben realizar en dichas horas, por el mismo hecho de que no
existe medición de los procesos internos que involucran la elaboración
del chocolate.
Por política de la empresa se trabaja 2 horas extras por operario, de
5:30 am – 7:30 am, sin embargo en dicho turno entran 14 operarios, los
que Involucran procesos de pulverizado, pasta de cacao, desmolde,
envolver, pegado de etiqueta, armado y sellado de cajas. Ver Figura
N°21, pág. 76.
Figura N°21: Actividades realizadas en horas extras
Fuente: La Empresa
Las horas extras no aplica para los días sábados porque solo se trabaja
medio tiempo. El total de horas de trabajo extras por mes es de 40
horas. Ver Tabla N°18, pág. 77.

- 77 -
Tabla N°18: Total horas extras al mes
L M X J V S D
2 2 2 2 2
2 2 2 2 2
2 2 2 2 2
2 2 2 2 2
Total
8 8 8 8 8
40
Horas
Fuente: Elaboración Propia
Por política de la empresa la hora extra se paga 8 soles la hora. El total
de costo por horas extras se calcula con la siguiente formula:
𝑇𝑜𝑡𝑎𝑙 𝑀𝑂 𝑒𝑥𝑡𝑟𝑎 = 𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 𝑥 𝑐𝑜𝑠𝑡𝑜 ℎ𝑜𝑟𝑎 − ℎ𝑜𝑚𝑏𝑟𝑒 𝑥 𝑡𝑜𝑡𝑎𝑙 ℎ𝑜𝑟𝑎𝑠 −
ℎ𝑜𝑚𝑏𝑟𝑒
En la Tabla N°19, pág. 78, se aprecia la cantidad de cajas promedio
mensual en producción tomando como datos históricos las ventas de los
últimos tres años.
Costo /horas -
hombren° operarios horas / mes Total costo MO extra
8 14 40 4480 soles/ mes
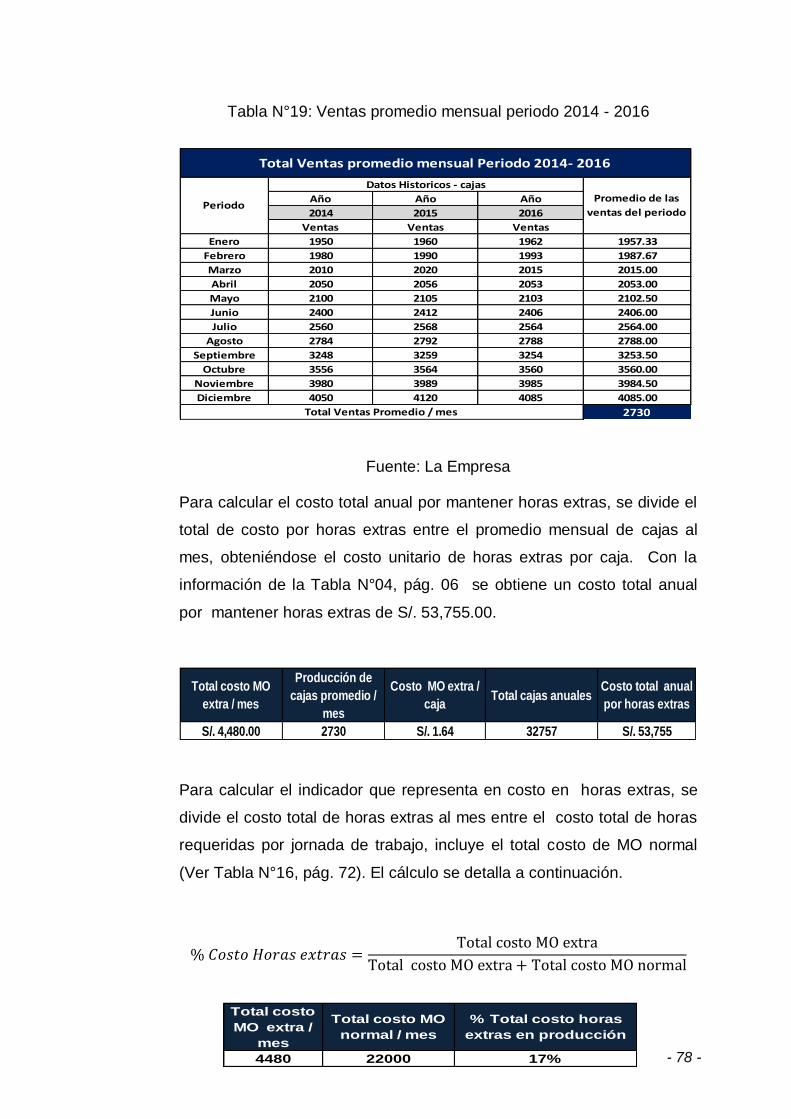
- 78 -
Tabla N°19: Ventas promedio mensual periodo 2014 - 2016
Fuente: La Empresa
Para calcular el costo total anual por mantener horas extras, se divide el
total de costo por horas extras entre el promedio mensual de cajas al
mes, obteniéndose el costo unitario de horas extras por caja. Con la
información de la Tabla N°04, pág. 06 se obtiene un costo total anual
por mantener horas extras de S/. 53,755.00.
Para calcular el indicador que representa en costo en horas extras, se
divide el costo total de horas extras al mes entre el costo total de horas
requeridas por jornada de trabajo, incluye el total costo de MO normal
(Ver Tabla N°16, pág. 72). El cálculo se detalla a continuación.
% 𝐶𝑜𝑠𝑡𝑜 𝐻𝑜𝑟𝑎𝑠 𝑒𝑥𝑡𝑟𝑎𝑠 =Total costo MO extra
Total costo MO extra + Total costo MO normal
Año Año Año
2014 2015 2016
Ventas Ventas Ventas
Enero 1950 1960 1962 1957.33
Febrero 1980 1990 1993 1987.67
Marzo 2010 2020 2015 2015.00
Abril 2050 2056 2053 2053.00
Mayo 2100 2105 2103 2102.50
Junio 2400 2412 2406 2406.00
Julio 2560 2568 2564 2564.00
Agosto 2784 2792 2788 2788.00
Septiembre 3248 3259 3254 3253.50
Octubre 3556 3564 3560 3560.00
Noviembre 3980 3989 3985 3984.50
Diciembre 4050 4120 4085 4085.00
2730Total Ventas Promedio / mes
Total Ventas promedio mensual Periodo 2014- 2016
PeriodoPromedio de las
ventas del periodo
Datos Historicos - cajas
Total costo MO
extra / mes
Producción de
cajas promedio /
mes
Costo MO extra /
cajaTotal cajas anuales
Costo total anual
por horas extras
S/. 4,480.00 2730 S/. 1.64 32757 S/. 53,755
Total costo
MO extra /
mes
Total costo MO
normal / mes
% Total costo horas
extras en producción
4480 22000 17%

- 79 -
En conclusión, por mantener horas extras la empresa incurre en un
costo de S/. 53,755.00 anuales, el cual representa un porcentaje de
17% del total costo de mano de obra requerida.
3.3.3 Falta de mejora continúa de los procesos.
La producción de chocolate utiliza como insumo, además de la pasta de
cacao, azúcar pulverizada, el cual es procesado en lotes de 125kg, Sin
embargo, no se practica la mejora continua de los procesos, durante el
proceso de pulverizado se desperdicia azúcar en la operación “llenado
de cubetas” ya que se realiza de forma manual.
El operario debe esperar que se pulverice el azúcar para luego llenar en
cubetas de 50 kg c/u el cual demanda un tiempo de 19.4 min realizarla,
además es la operación que mayor tiempo demanda. El tiempo de
procesamiento es de 39.2 min / lote. (Ver Diagrama N°03, pág. 56).
En la figuras N°22, pág. 79 se puede apreciar como se realiza el proceso
de llenada de cubetas con azúcar pulverizada.
Figura N°22: Operación de llenado de cubetas
Fuente: La Empresa
Como se vio anteriormente, para procesar un lote de chocolate se
requiere 120 kg de azúcar pulverizada (Ver Cuadro N°01, pág. 63), por
lo que para procesar 18 lote de chocolate se requiere pulverizar 18
lotes de azúcar por día.
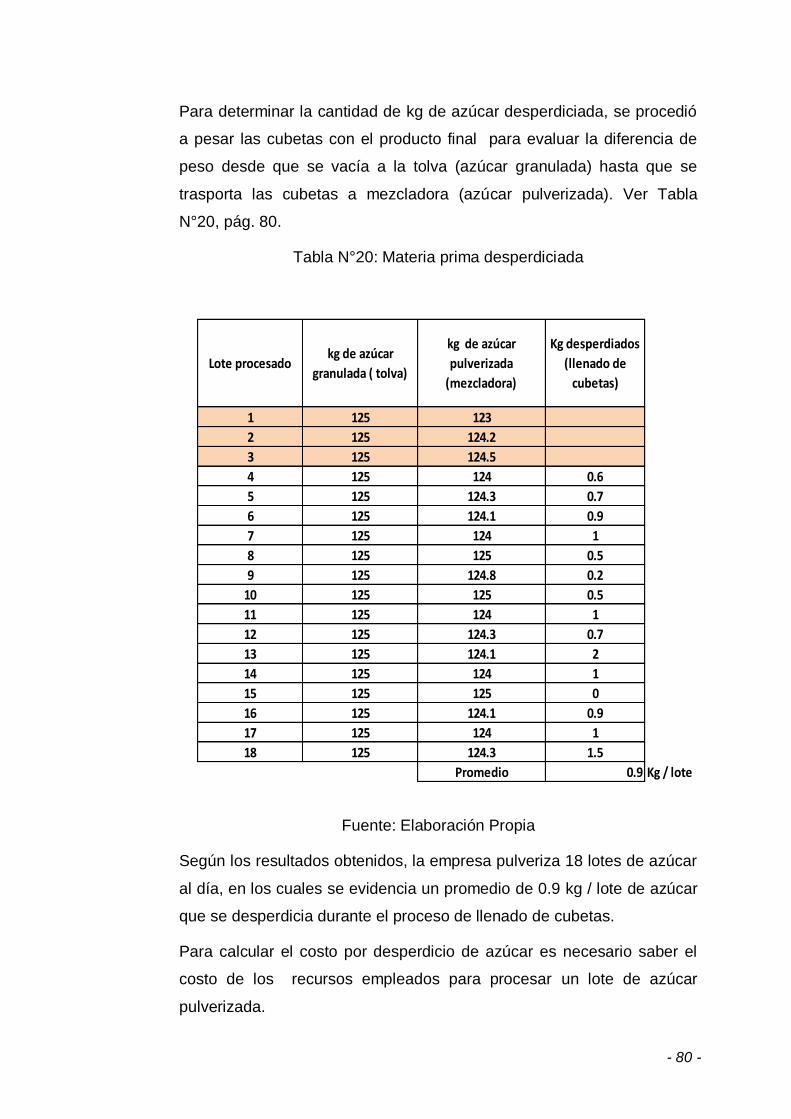
- 80 -
Para determinar la cantidad de kg de azúcar desperdiciada, se procedió
a pesar las cubetas con el producto final para evaluar la diferencia de
peso desde que se vacía a la tolva (azúcar granulada) hasta que se
trasporta las cubetas a mezcladora (azúcar pulverizada). Ver Tabla
N°20, pág. 80.
Tabla N°20: Materia prima desperdiciada
Fuente: Elaboración Propia
Según los resultados obtenidos, la empresa pulveriza 18 lotes de azúcar
al día, en los cuales se evidencia un promedio de 0.9 kg / lote de azúcar
que se desperdicia durante el proceso de llenado de cubetas.
Para calcular el costo por desperdicio de azúcar es necesario saber el
costo de los recursos empleados para procesar un lote de azúcar
pulverizada.
Lote procesado kg de azúcar
granulada ( tolva)
kg de azúcar
pulverizada
(mezcladora)
Kg desperdiados
(llenado de
cubetas)
1 125 123
2 125 124.2
3 125 124.5
4 125 124 0.6
5 125 124.3 0.7
6 125 124.1 0.9
7 125 124 1
8 125 125 0.5
9 125 124.8 0.2
10 125 125 0.5
11 125 124 1
12 125 124.3 0.7
13 125 124.1 2
14 125 124 1
15 125 125 0
16 125 124.1 0.9
17 125 124 1
18 125 124.3 1.5
Promedio 0.9 Kg / lote
- 81 -
Velocidad de procesamiento de azúcar
Según en diagrama N° 03, pág. 56, cada 39.2 min se procesa 125 kg de
azúcar granulada. El método actual no permite realizar el llenado de
cubetas mientras la máquina pulverizadora esta trabajando, se debe
terminar de pulverizar, apagar la máquina y llenas las cubetas y llevarlas
a la mescladora. De esta manera se reinicia el proceso de pulverizado.
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 =1
39𝑚𝑖𝑛125 𝑘𝑔
𝑥60 𝑚𝑖𝑛
1 ℎ𝑜𝑟𝑎
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 = 191.3𝑘𝑔
ℎ𝑜𝑟𝑎
Esto quiere decir que la velocidad con la que se procesa el azúcar
pulverizada es de 191.3 kg / hora.
Tiempo de operación en Pulverizado
Conociendo la velocidad de producción de azúcar calculado
anteriormente y el requerimiento de azúcar por lote (Ver cuadro N°01,
pág. 63) se puede determinar las horas de producción requeridas de
pulverizado. El cálculo se detalla a continuación:
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛 =𝑅𝑒𝑞𝑢𝑒𝑟𝑖𝑚𝑖𝑒𝑛𝑡𝑜 𝑎𝑧ú𝑐𝑎𝑟
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑖ó𝑛 𝑑𝑒 𝑎𝑧ú𝑐𝑎𝑟
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛 =120𝑘𝑔𝑙𝑜𝑡𝑒
191.3 𝑘𝑔/ℎ𝑜𝑟𝑎
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛 = 0.63 ℎ𝑜𝑟𝑎𝑠
𝑙𝑜𝑡𝑒
Por lo tanto para procesar un lote de azúcar pulverizada se requiere 0.63
horas.
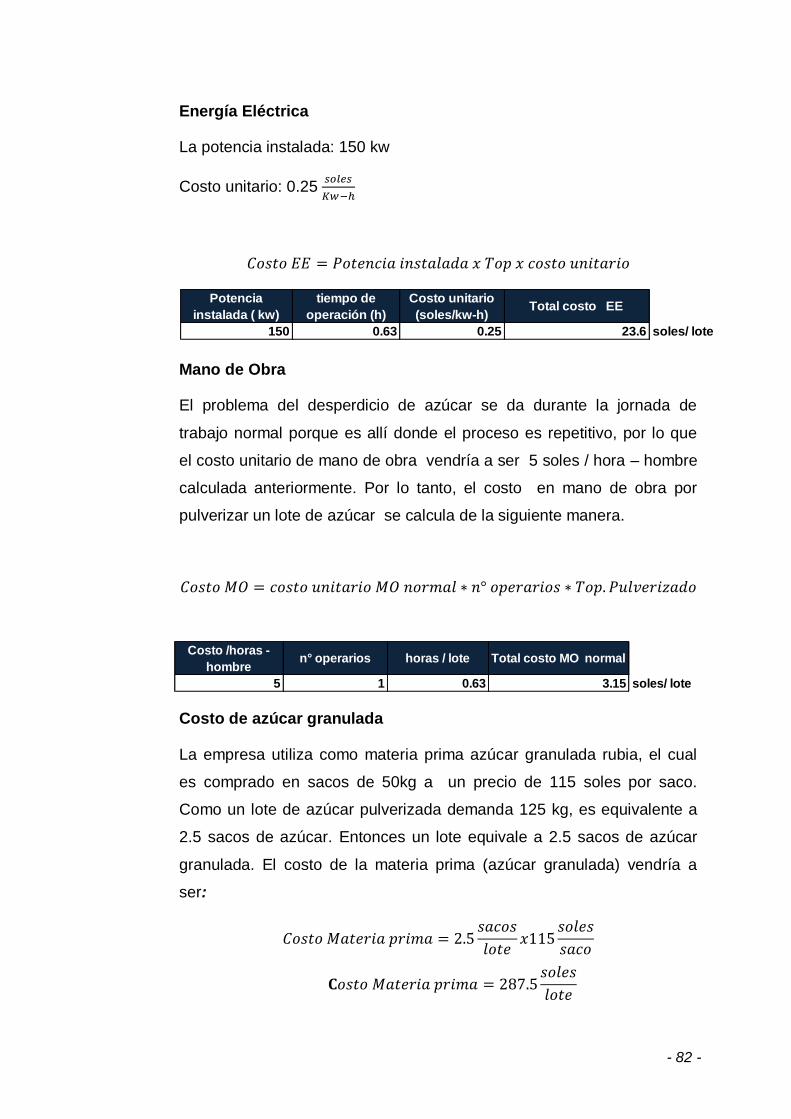
- 82 -
Energía Eléctrica
La potencia instalada: 150 kw
Costo unitario: 0.25 𝑠𝑜𝑙𝑒𝑠
𝐾𝑤−ℎ
𝐶𝑜𝑠𝑡𝑜 𝐸𝐸 = 𝑃𝑜𝑡𝑒𝑛𝑐𝑖𝑎 𝑖𝑛𝑠𝑡𝑎𝑙𝑎𝑑𝑎 𝑥 𝑇𝑜𝑝 𝑥 𝑐𝑜𝑠𝑡𝑜 𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜
Mano de Obra
El problema del desperdicio de azúcar se da durante la jornada de
trabajo normal porque es allí donde el proceso es repetitivo, por lo que
el costo unitario de mano de obra vendría a ser 5 soles / hora – hombre
calculada anteriormente. Por lo tanto, el costo en mano de obra por
pulverizar un lote de azúcar se calcula de la siguiente manera.
𝐶𝑜𝑠𝑡𝑜 𝑀𝑂 = 𝑐𝑜𝑠𝑡𝑜 𝑢𝑛𝑖𝑡𝑎𝑟𝑖𝑜 𝑀𝑂 𝑛𝑜𝑟𝑚𝑎𝑙 ∗ 𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 ∗ 𝑇𝑜𝑝. 𝑃𝑢𝑙𝑣𝑒𝑟𝑖𝑧𝑎𝑑𝑜
Costo de azúcar granulada
La empresa utiliza como materia prima azúcar granulada rubia, el cual
es comprado en sacos de 50kg a un precio de 115 soles por saco.
Como un lote de azúcar pulverizada demanda 125 kg, es equivalente a
2.5 sacos de azúcar. Entonces un lote equivale a 2.5 sacos de azúcar
granulada. El costo de la materia prima (azúcar granulada) vendría a
ser:
𝐶𝑜𝑠𝑡𝑜 𝑀𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 = 2.5𝑠𝑎𝑐𝑜𝑠
𝑙𝑜𝑡𝑒𝑥115𝑠𝑜𝑙𝑒𝑠
𝑠𝑎𝑐𝑜
𝐂𝑜𝑠𝑡𝑜 𝑀𝑎𝑡𝑒𝑟𝑖𝑎 𝑝𝑟𝑖𝑚𝑎 = 287.5𝑠𝑜𝑙𝑒𝑠
𝑙𝑜𝑡𝑒
Potencia
instalada ( kw)
tiempo de
operación (h)
Costo unitario
(soles/kw-h)Total costo EE
150 0.63 0.25 23.6 soles/ lote
Costo /horas -
hombren° operarios horas / lote Total costo MO normal
5 1 0.63 3.15 soles/ lote
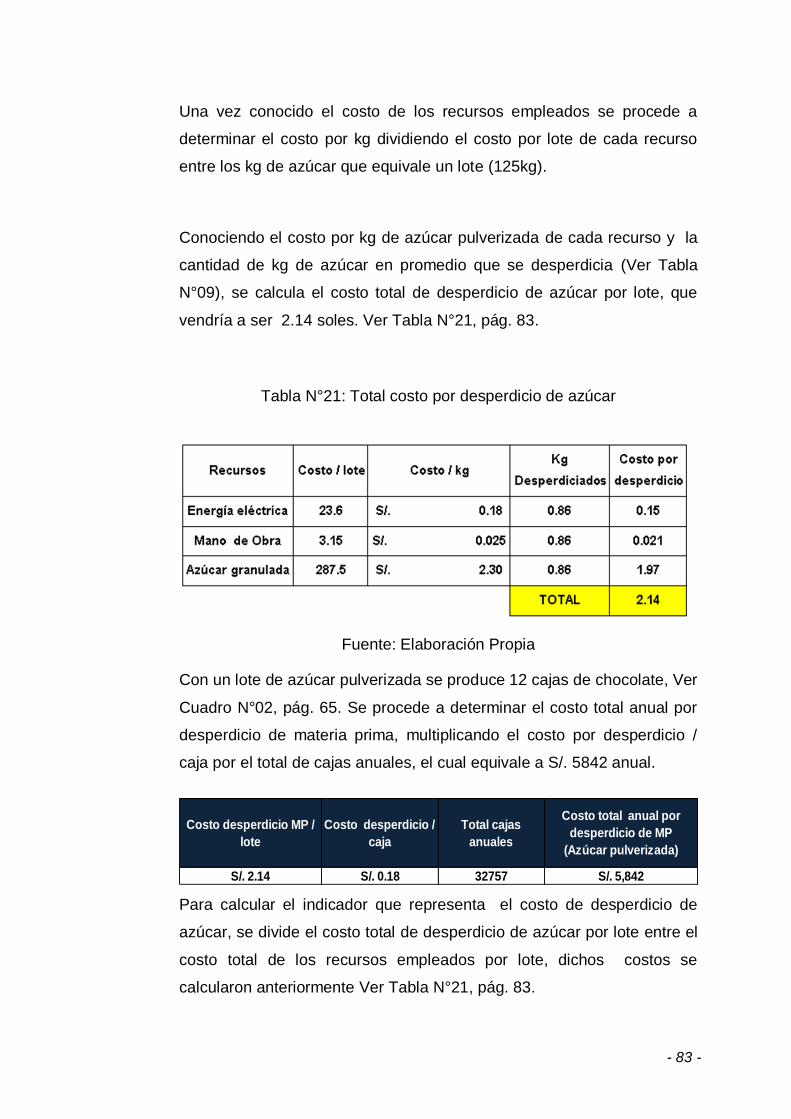
- 83 -
Una vez conocido el costo de los recursos empleados se procede a
determinar el costo por kg dividiendo el costo por lote de cada recurso
entre los kg de azúcar que equivale un lote (125kg).
Conociendo el costo por kg de azúcar pulverizada de cada recurso y la
cantidad de kg de azúcar en promedio que se desperdicia (Ver Tabla
N°09), se calcula el costo total de desperdicio de azúcar por lote, que
vendría a ser 2.14 soles. Ver Tabla N°21, pág. 83.
Tabla N°21: Total costo por desperdicio de azúcar
Fuente: Elaboración Propia
Con un lote de azúcar pulverizada se produce 12 cajas de chocolate, Ver
Cuadro N°02, pág. 65. Se procede a determinar el costo total anual por
desperdicio de materia prima, multiplicando el costo por desperdicio /
caja por el total de cajas anuales, el cual equivale a S/. 5842 anual.
Para calcular el indicador que representa el costo de desperdicio de
azúcar, se divide el costo total de desperdicio de azúcar por lote entre el
costo total de los recursos empleados por lote, dichos costos se
calcularon anteriormente Ver Tabla N°21, pág. 83.
Costo desperdicio MP /
lote
Costo desperdicio /
caja
Total cajas
anuales
Costo total anual por
desperdicio de MP
(Azúcar pulverizada)
S/. 2.14 S/. 0.18 32757 S/. 5,842

- 84 -
% 𝐷𝑒𝑠𝑝𝑒𝑟𝑑𝑖𝑐𝑖𝑜 𝑑𝑒 𝑀𝑃 =𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑑𝑒𝑠𝑝𝑒𝑑𝑖𝑐𝑖𝑎𝑑𝑜
𝑐𝑜𝑠𝑡𝑜 𝐸𝐸 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑃
En conclusión, por desperdicio de azúcar pulverizada, la empresa
incurre en un costo total de S/. 5,842.00 anuales. El cual representa un
porcentaje de 0.68% del costo total que demanda el pulverizado de
azúcar.
3.3.4 Falta de métodos de trabajo definidos
Según el diagrama N°03, pág. 56, el proceso actual de pulverizado de
azúcar tiene un valor añadido de 82.91%, el cual es relativamente bajo si
se compara con el proceso de elaboración de pasta de cacao, el cual
representa 96.46% (Ver diagrama N°04, pág. 57), y un 77.4% para
producción de barras de chocolate (Ver diagrama N°05, pág. 58). Los
procesos internos de la empresa al ser empíricos, basados en la
experiencia, repercuten en la presencia de actividades y/o operaciones
que no agregan valor a los procesos causados por la falta de métodos
de trabajo definidos.
a) Proceso de pulverizado de azúcar
Para procesar azúcar pulverizada se sigue una serie de actividades
entre los cuales se destaca el traslado de sacos de azúcar hacia la
pulverizadora (Ver diagrama N°03, pág. 56), esta actividad no le agrega
valor al producto ya que el traslado le demanda tiempo al operario que lo
realiza, además dicha actividad le otorga al operario un sobre esfuerzo
físico ya que es realizado de forma manual.
Costo por
desperdicio MPCosto MP Total costo EE Total costo MO
% costo desperdicio
MP
2.14 287.5 23.6 3.15 0.68%
- 85 -
La distancia que recorre es alrededor de 26. m. En la figura N°23, pág.
85 se aprecia como se realiza el traslado de sacos hacia pulverizadora.
Figura N°23: Traslado de sacos de azúcar
Fuente: La Empresa
Otra actividad de traslado es el de llevar las cubetas (azúcar
pulverizada) hacia la mezcladora, a diferencia del traslado de sacos,
para llevar las cubetas se cuenta con una carretilla el cual reduce el
esfuerzo físico del operario y la distancia que demanda, alrededor de
15 m de recorrido (Ver diagrama N°03, pág. 56). En la Figura N°24, pág.
85 se aprecia las cubetas listas para su traslado.
Figura N°22: Traslado de cubetas
Fuente: La Empresa
- 86 -
Como se menciono anteriormente, estas actividades de traslado
demanda tiempo del operario para realizarlas, por lo tanto es un costo
que mantiene la empresa ya que dichas actividades no le agregan valor
al proceso de pulverizado de azúcar.
Según el diagrama N°03, pág. 56, el tiempo que demanda el traslado de
sacos y de cubetas es de 6.7 min por lote que es equivalente a 0.11
horas/ lote procesado. Por lo tanto el cálculo de costos vendría a ser de
la siguiente manera.
Costo de trasporte en jornada normal
Como se vio anteriormente, se procesa 15 lotes de azúcar por día
durante la jornada normal (Ver Tabla N°20, pág. 80) y el costo de hora –
hombre normal es de 5 soles/hora. Además se trabaja 24 días al mes.
Costo de trasporte en horas extras
Durante las horas extras se procesa 3 lotes de azúcar (Ver Tabla N°21,
pág. 80) y el costo por horas extras es de 8 soles (Política de la
Empresa). Además se traba 24 días al mes.
Como se vio anteriormente, la demanda de cajas mensual en promedio
es de 2730, Ver Tabla N°19, pág. 78, teniendo en cuenta el costo total
por mano de obra improductiva durante jornada normal y horas extras,
se procede a calcular el costo de MO improductivo por caja que
multiplicado por el total de cajas anuales (Ver Tabla, N°04 pág. 06) se
obtiene un costo total anual por actividades improductivas en pulverizado
de azúcar de S/. 3184.00
T. improductivo ( h / lote) Costo por MO n° lotes / día días / mesTotal costo MO
transporte
0.11 5 15 24 201 soles/ mes
T. improductivo ( h / lote) Costo por MO n° lotes / día días / mesTotal costo MO
transporte
0.11 8 3 24 64.32 soles/ mes
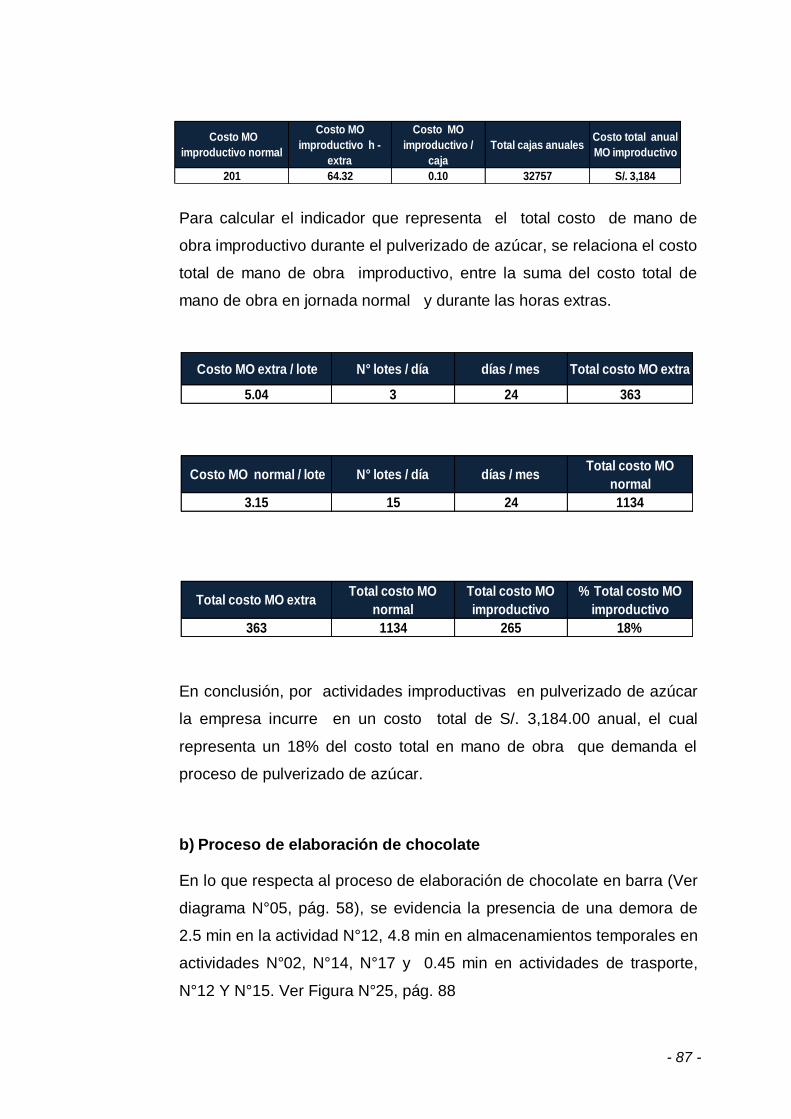
- 87 -
Para calcular el indicador que representa el total costo de mano de
obra improductivo durante el pulverizado de azúcar, se relaciona el costo
total de mano de obra improductivo, entre la suma del costo total de
mano de obra en jornada normal y durante las horas extras.
En conclusión, por actividades improductivas en pulverizado de azúcar
la empresa incurre en un costo total de S/. 3,184.00 anual, el cual
representa un 18% del costo total en mano de obra que demanda el
proceso de pulverizado de azúcar.
b) Proceso de elaboración de chocolate
En lo que respecta al proceso de elaboración de chocolate en barra (Ver
diagrama N°05, pág. 58), se evidencia la presencia de una demora de
2.5 min en la actividad N°12, 4.8 min en almacenamientos temporales en
actividades N°02, N°14, N°17 y 0.45 min en actividades de trasporte,
N°12 Y N°15. Ver Figura N°25, pág. 88
Costo MO
improductivo normal
Costo MO
improductivo h -
extra
Costo MO
improductivo /
caja
Total cajas anualesCosto total anual
MO improductivo
201 64.32 0.10 32757 S/. 3,184
Costo MO extra / lote N° lotes / día días / mes Total costo MO extra
5.04 3 24 363
Costo MO normal / lote N° lotes / día días / mesTotal costo MO
normal
3.15 15 24 1134
Total costo MO extraTotal costo MO
normal
Total costo MO
improductivo
% Total costo MO
improductivo
363 1134 265 18%

- 88 -
Figura N° 25: Actividades improductivas –proceso elaboración de
chocolate
Fuente: La empresa
El tiempo total en actividades improductivas durante el proceso de
elaboración de chocolates es de 7.8 min por caja, 0.13 horas / caja.
Costo en actividades improductivas horas extras
Como se vio anteriormente en horas extras se procesas tres lotes de
chocolate, cada lote equivale a 12 cajas de chocolate (Ver cuadro N°02,
pág. 65).
Por lo que el total de costo por actividades improductivas en dicho
horario vendría a ser:
Costo en actividades improductivas normal
Se procesan 164 cajas durante la jornada de trabajo normal, el costo por
MO es de 5 soles y se trabajan 24 días al mes.
Por lo que el total de costo por actividades improductivas en dicho
horario vendría a ser:
T. improductivo ( h / caja)Costo por MO
extran° cajas / día días / mes
Total actividades
improductivas h -
extras
0.13 8 36 24 898.56 soles/ mes
T. improductivo ( h / caja) Costo por MO n° cajas /
díadías / mes
Total actividades
improductivas normal
0.13 5 164 24 2558.4 soles/ mes
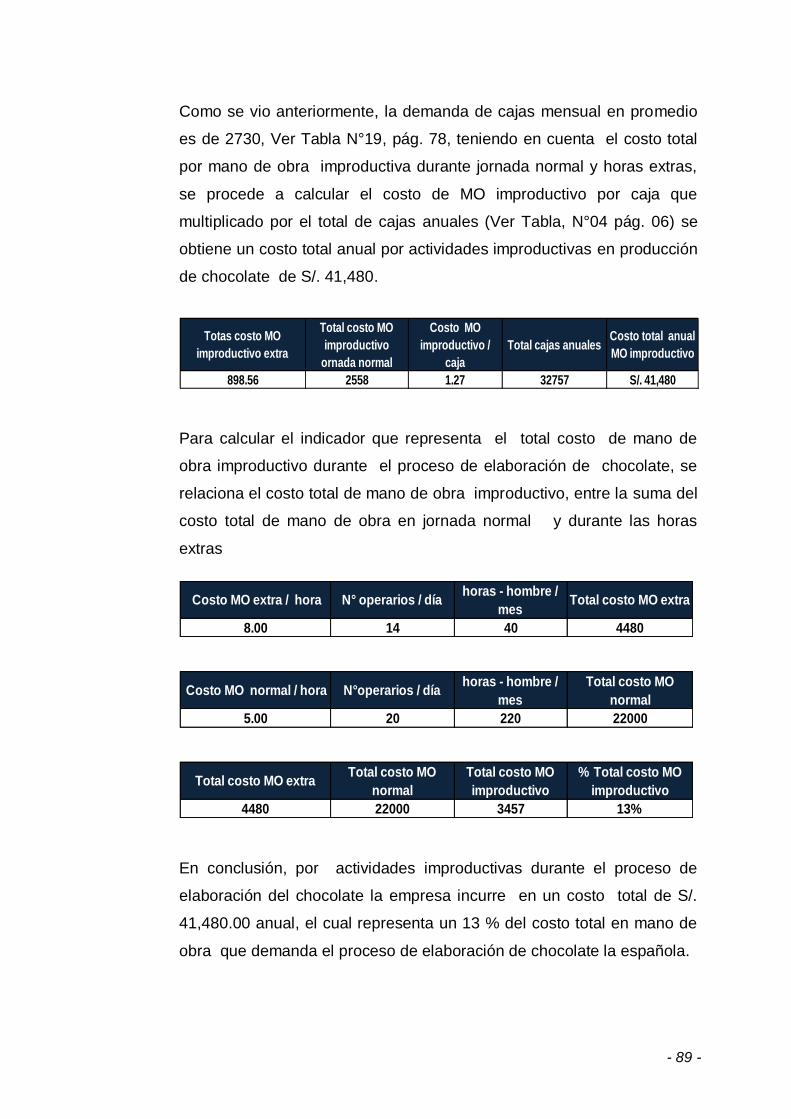
- 89 -
Como se vio anteriormente, la demanda de cajas mensual en promedio
es de 2730, Ver Tabla N°19, pág. 78, teniendo en cuenta el costo total
por mano de obra improductiva durante jornada normal y horas extras,
se procede a calcular el costo de MO improductivo por caja que
multiplicado por el total de cajas anuales (Ver Tabla, N°04 pág. 06) se
obtiene un costo total anual por actividades improductivas en producción
de chocolate de S/. 41,480.
Para calcular el indicador que representa el total costo de mano de
obra improductivo durante el proceso de elaboración de chocolate, se
relaciona el costo total de mano de obra improductivo, entre la suma del
costo total de mano de obra en jornada normal y durante las horas
extras
En conclusión, por actividades improductivas durante el proceso de
elaboración del chocolate la empresa incurre en un costo total de S/.
41,480.00 anual, el cual representa un 13 % del costo total en mano de
obra que demanda el proceso de elaboración de chocolate la española.
Totas costo MO
improductivo extra
Total costo MO
improductivo
ornada normal
Costo MO
improductivo /
caja
Total cajas anualesCosto total anual
MO improductivo
898.56 2558 1.27 32757 S/. 41,480
Costo MO extra / hora N° operarios / díahoras - hombre /
mesTotal costo MO extra
8.00 14 40 4480
Costo MO normal / hora N°operarios / díahoras - hombre /
mes
Total costo MO
normal
5.00 20 220 22000
Total costo MO extraTotal costo MO
normal
Total costo MO
improductivo
% Total costo MO
improductivo
4480 22000 3457 13%
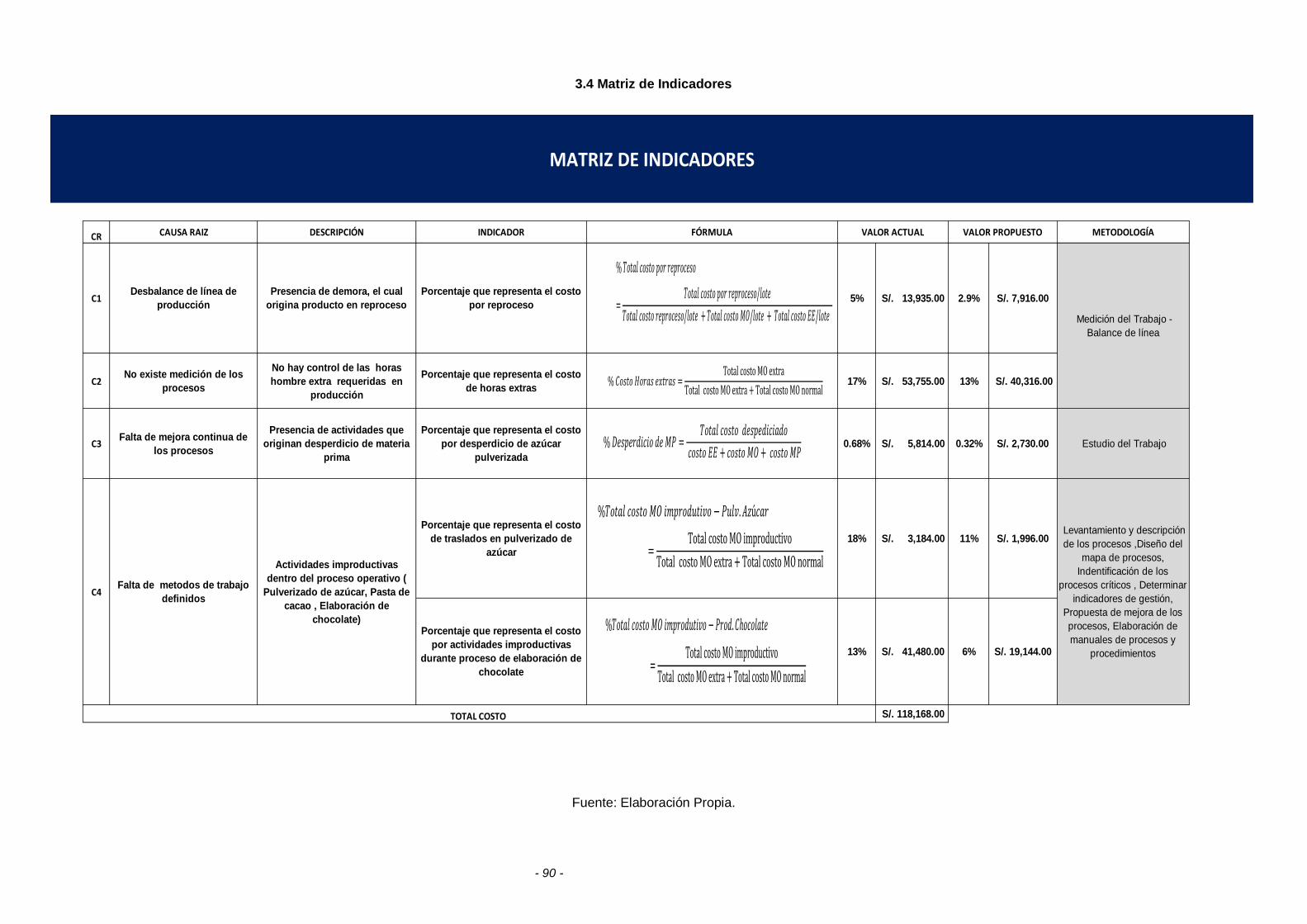
- 90 -
3.4 Matriz de Indicadores
Fuente: Elaboración Propia.
CR DESCRIPCIÓN INDICADOR FÓRMULA METODOLOGÍA
C2
No hay control de las horas
hombre extra requeridas en
producción
Porcentaje que representa el costo
de horas extras17% S/. 53,755.00 13% S/. 40,316.00
S/. 118,168.00
S/. 1,996.00
S/. 19,144.00
5% S/. 13,935.00 2.9% S/. 7,916.00
18%
13% S/. 41,480.00
S/. 3,184.00 11%
6%
Falta de mejora continua de
los procesos
Presencia de actividades que
originan desperdicio de materia
prima
C3
Porcentaje que representa el costo
por desperdicio de azúcar
pulverizada
Desbalance de línea de
producciónC1
MATRIZ DE INDICADORES
CAUSA RAIZ
No existe medición de los
procesos
VALOR ACTUAL VALOR PROPUESTO
Levantamiento y descripción
de los procesos ,Diseño del
mapa de procesos,
Indentificación de los
procesos críticos , Determinar
indicadores de gestión,
Propuesta de mejora de los
procesos, Elaboración de
manuales de procesos y
procedimientos
TOTAL COSTO
Estudio del Trabajo
Medición del Trabajo -
Balance de línea
0.68% S/. 5,814.00 0.32% S/. 2,730.00
C4
Actividades improductivas
dentro del proceso operativo (
Pulverizado de azúcar, Pasta de
cacao , Elaboración de
chocolate)Porcentaje que representa el costo
por actividades improductivas
durante proceso de elaboración de
chocolate
Porcentaje que representa el costo
de traslados en pulverizado de
azúcar
Falta de metodos de trabajo
definidos
Porcentaje que representa el costo
por reproceso
Presencia de demora, el cual
origina producto en reproceso
% 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜
=𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝐸𝐸/𝑙𝑜𝑡𝑒
% 𝐶𝑜𝑠𝑡𝑜 𝐻𝑜𝑟𝑎𝑠 𝑒𝑥𝑡𝑟𝑎𝑠 =Total costo MO extra
Total costo MO extra + Total costo MO normal
% 𝐷𝑒𝑠𝑝𝑒𝑟𝑑𝑖𝑐𝑖𝑜 𝑑𝑒 𝑀𝑃 =𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑑𝑒𝑠𝑝𝑒𝑑𝑖𝑐𝑖𝑎𝑑𝑜
𝑐𝑜𝑠𝑡𝑜 𝐸𝐸 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑃
%𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 𝑖𝑚𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜 − 𝑃𝑢𝑙𝑣.𝐴𝑧ú𝑐𝑎𝑟
=Total costo MO improductivo
Total costo MO extra + Total costo MO normal
%𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 𝑖𝑚𝑝𝑟𝑜𝑑𝑢𝑡𝑖𝑣𝑜 − 𝑃𝑟𝑜𝑑.𝐶ℎ𝑜𝑐𝑜𝑙𝑎𝑡𝑒
=Total costo MO improductivo
Total costo MO extra + Total costo MO normal
- 91 -
CAPÍTULO 4
SOLUCIÓN PROPUESTA

- 92 -
4.1 DIRECCIONAMIENTO ESTRATEGICO DE LA EMPRESA “FABRICA
DE CHOCOLATES LA ESPAÑOLA S.R.L”
En este capítulo se analiza las fortalezas y debilidades de la empresa así
como sus oportunidades y amenazas frente al mercado, además se propone
el direccionamiento estratégico el cual se formula la visión, misión, principios
y valores, se establecen objetivos y estrategias.
4.1.1 ANALISIS DE LA SITUACIÓN ACTUAL:
MACRO AMBIENTE
a) INFLACIÓN
La inflación se mide mediante el índice de precios del consumidor (IPC),
ya que es un indicador que recoge la variación que ha tenido cada mes
los precios de los bienes y servicios consumidos por los hogares
peruanos
Según la Tabla N°22, pág. 92, la variación de los precios de los bienes
y servicios en los últimos años se ha mantenido bajo, lo cual significa
que el país vienes manteniendo un nivel de inflación baja.
Tabla N°22: Variación del índice precios al consumidor a nivel nacional
2012- 2016
Fuente: Instituto Nacional de Estadística e Informática (INEI)
OPORTUNIDAD: La tendencia a un nivel de inflación baja, expone a la
compra de materia prima, insumos y maquinaría a precios normales,
sin mucha variación.
Impacto: Nivel alto.
AÑOS Enero Febrero Marzo Abril Mayo Junio Julio Agosto Setiembre Octubre Noviembre Diciembre
2012
2013 2.81 2.42 2.49 2.25 2.38 2.68 3.08 3.11 2.85 3.01 3.02 3.08
2014 3.2 3.79 3.54 3.73 3.81 3.69 3.56 2.94 2.9 3.32 3.3 3.2
2015 3.16 2.92 3.06 2.98 3.18 3.29 3.32 3.81 3.7 3.37 3.86 4.13
2016 4.35 4.22 4.14 3.78 3.46 3.36 3.11 2.99 3.15 3.45 3.38 3.34
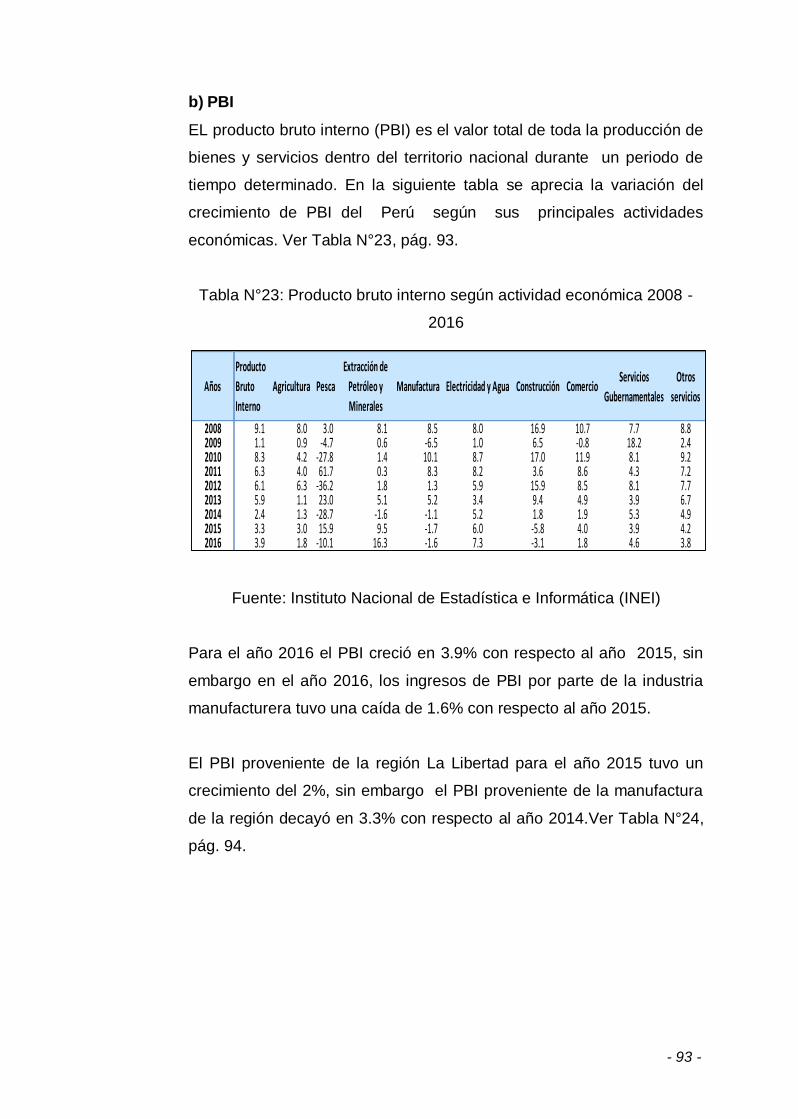
- 93 -
b) PBI
EL producto bruto interno (PBI) es el valor total de toda la producción de
bienes y servicios dentro del territorio nacional durante un periodo de
tiempo determinado. En la siguiente tabla se aprecia la variación del
crecimiento de PBI del Perú según sus principales actividades
económicas. Ver Tabla N°23, pág. 93.
Tabla N°23: Producto bruto interno según actividad económica 2008 -
2016
Fuente: Instituto Nacional de Estadística e Informática (INEI)
Para el año 2016 el PBI creció en 3.9% con respecto al año 2015, sin
embargo en el año 2016, los ingresos de PBI por parte de la industria
manufacturera tuvo una caída de 1.6% con respecto al año 2015.
El PBI proveniente de la región La Libertad para el año 2015 tuvo un
crecimiento del 2%, sin embargo el PBI proveniente de la manufactura
de la región decayó en 3.3% con respecto al año 2014.Ver Tabla N°24,
pág. 94.
2008 9.1 8.0 3.0 8.1 8.5 8.0 16.9 10.7 7.7 8.82009 1.1 0.9 -4.7 0.6 -6.5 1.0 6.5 -0.8 18.2 2.42010 8.3 4.2 -27.8 1.4 10.1 8.7 17.0 11.9 8.1 9.22011 6.3 4.0 61.7 0.3 8.3 8.2 3.6 8.6 4.3 7.22012 6.1 6.3 -36.2 1.8 1.3 5.9 15.9 8.5 8.1 7.72013 5.9 1.1 23.0 5.1 5.2 3.4 9.4 4.9 3.9 6.72014 2.4 1.3 -28.7 -1.6 -1.1 5.2 1.8 1.9 5.3 4.92015 3.3 3.0 15.9 9.5 -1.7 6.0 -5.8 4.0 3.9 4.22016 3.9 1.8 -10.1 16.3 -1.6 7.3 -3.1 1.8 4.6 3.8
ComercioServicios
Gubernamentales
Otros
servicios Años
Producto
Bruto
Interno
Agricultura Pesca
Extracción de
Petróleo y
Minerales
Manufactura Electricidad y Agua Construcción
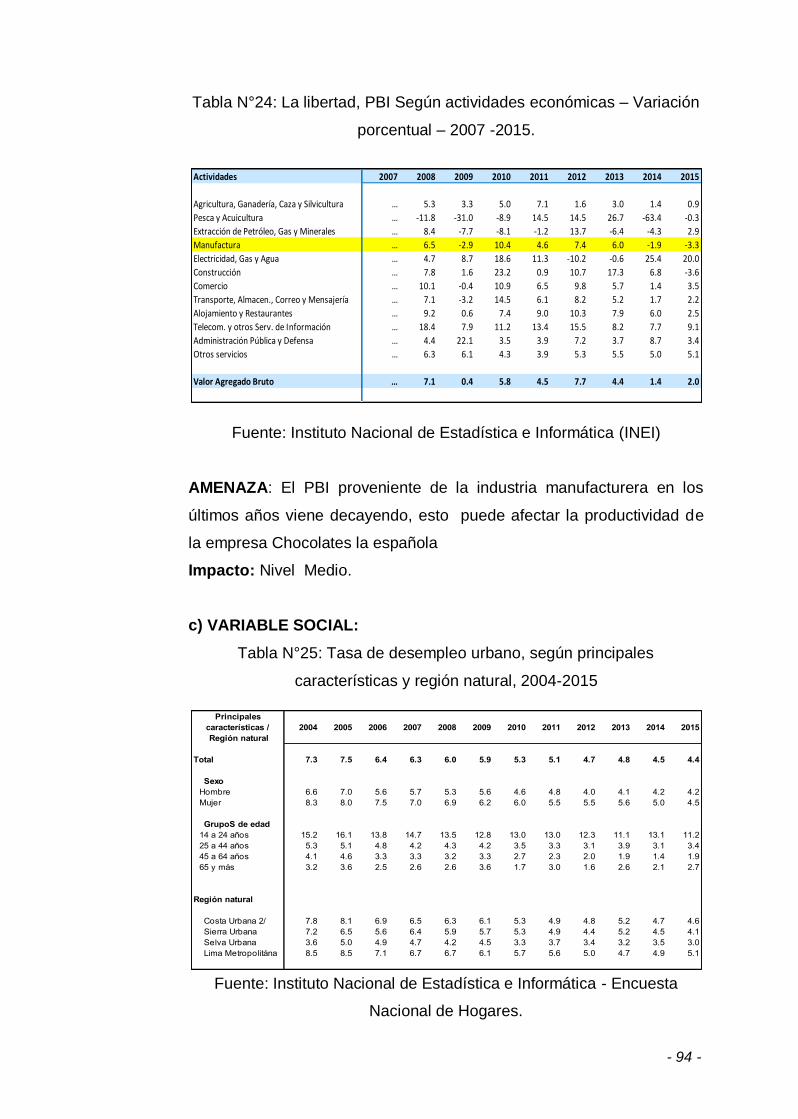
- 94 -
Tabla N°24: La libertad, PBI Según actividades económicas – Variación
porcentual – 2007 -2015.
Fuente: Instituto Nacional de Estadística e Informática (INEI)
AMENAZA: El PBI proveniente de la industria manufacturera en los
últimos años viene decayendo, esto puede afectar la productividad de
la empresa Chocolates la española
Impacto: Nivel Medio.
c) VARIABLE SOCIAL:
Tabla N°25: Tasa de desempleo urbano, según principales
características y región natural, 2004-2015
Fuente: Instituto Nacional de Estadística e Informática - Encuesta
Nacional de Hogares.
Actividades 2007 2008 2009 2010 2011 2012 2013 2014 2015
Agricultura, Ganadería, Caza y Silvicultura … 5.3 3.3 5.0 7.1 1.6 3.0 1.4 0.9
Pesca y Acuicultura … -11.8 -31.0 -8.9 14.5 14.5 26.7 -63.4 -0.3
Extracción de Petróleo, Gas y Minerales … 8.4 -7.7 -8.1 -1.2 13.7 -6.4 -4.3 2.9
Manufactura … 6.5 -2.9 10.4 4.6 7.4 6.0 -1.9 -3.3
Electricidad, Gas y Agua … 4.7 8.7 18.6 11.3 -10.2 -0.6 25.4 20.0
Construcción … 7.8 1.6 23.2 0.9 10.7 17.3 6.8 -3.6
Comercio … 10.1 -0.4 10.9 6.5 9.8 5.7 1.4 3.5
Transporte, Almacen., Correo y Mensajería … 7.1 -3.2 14.5 6.1 8.2 5.2 1.7 2.2
Alojamiento y Restaurantes … 9.2 0.6 7.4 9.0 10.3 7.9 6.0 2.5
Telecom. y otros Serv. de Información … 18.4 7.9 11.2 13.4 15.5 8.2 7.7 9.1
Administración Pública y Defensa … 4.4 22.1 3.5 3.9 7.2 3.7 8.7 3.4
Otros servicios … 6.3 6.1 4.3 3.9 5.3 5.5 5.0 5.1
Valor Agregado Bruto … 7.1 0.4 5.8 4.5 7.7 4.4 1.4 2.0
Principales
características /
Región natural
2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Total 7.3 7.5 6.4 6.3 6.0 5.9 5.3 5.1 4.7 4.8 4.5 4.4
Sexo
Hombre 6.6 7.0 5.6 5.7 5.3 5.6 4.6 4.8 4.0 4.1 4.2 4.2
Mujer 8.3 8.0 7.5 7.0 6.9 6.2 6.0 5.5 5.5 5.6 5.0 4.5
GrupoS de edad
14 a 24 años 15.2 16.1 13.8 14.7 13.5 12.8 13.0 13.0 12.3 11.1 13.1 11.2
25 a 44 años 5.3 5.1 4.8 4.2 4.3 4.2 3.5 3.3 3.1 3.9 3.1 3.4
45 a 64 años 4.1 4.6 3.3 3.3 3.2 3.3 2.7 2.3 2.0 1.9 1.4 1.9
65 y más 3.2 3.6 2.5 2.6 2.6 3.6 1.7 3.0 1.6 2.6 2.1 2.7
Región natural
Costa Urbana 2/ 7.8 8.1 6.9 6.5 6.3 6.1 5.3 4.9 4.8 5.2 4.7 4.6
Sierra Urbana 7.2 6.5 5.6 6.4 5.9 5.7 5.3 4.9 4.4 5.2 4.5 4.1
Selva Urbana 3.6 5.0 4.9 4.7 4.2 4.5 3.3 3.7 3.4 3.2 3.5 3.0
Lima Metropolitána 8.5 8.5 7.1 6.7 6.7 6.1 5.7 5.6 5.0 4.7 4.9 5.1
- 95 -
El índice de desempleo en las zonas urbanas del país en los últimos
años ha disminuido en comparación a principios del año 2000, para el
año 2015, la tasa de desempleo representó un 4.4%, en la costa
urbana representa un 4.6%, 4.1% para la sierra urbana y un 3% para la
selva urbana.
OPORTUNIDAD: la tendencia a mantener un índice de desempleo bajo
en las zonas urbanas del país, contribuye a mejorar la demanda de
productos y servicios.
Impacto: Nivel alto.
d) VARIABLE TECNOLÓGICA:
La tecnología es un recurso importante para el desarrollo de la
competitividad industrial, ya que posibilita una mayor diversificación de
productos y procesos industriales. La competitividad va a depender
también, del avance tecnológico que las empresas implementen para
elevar la productividad, la calidad y/o variedad de los bienes o productos
producidos.
El reto para las industrias peruanas está en la innovación y en la
capacidad de absorber, asimilar, adaptar y difundir tecnologías
existentes.
Las herramientas tecnológicas utilizadas en el desarrollo de las
actividades diarias tanto de comercialización como de producción de
“Chocolates la Española” son: telefonía celular, tecnologías de
información y maquinaria.
Para “Chocolates la Española” la tecnología celular es muy importante
para mantener una comunicación rápida, oportuna y eficaz con clientes,
proveedores. La operadora de celular con la cual trabaja la empresa es
Claro, por brindar una mayor cobertura y alcance en la Amazonía
peruana.

- 96 -
Por otro lado, las tecnologías de información dan soporte a las
operaciones diarias de la empresa. Dentro de la tecnología de
información encontramos el Internet, el Correo corporativo.
Las ventas de “Chocolates la Española” dependen de la tecnología de
información, ya que los clientes realizan sus pedidos de productos, por
correo electrónico. Actualmente, la empresa no cuenta con una página
web, por medio de la cual los clientes podrían conocer a la empresa,
sus actividades, sus productos y realizar pedidos directamente a través
de esta página.
Para Chocolates la española, el avance de tecnología en maquinaria
industrial de procesamiento de alimentos, es una oportunidad de
crecimiento en productividad e innovación tanto para los productos ya
existentes, actualmente la maquinaria de la empresa tienen más de 20
años de antigüedad, la mayoría de ellas ya no poseen valor contable.
Por lo tanto surgen las siguientes oportunidades para la empresa:
OPORTUNIDAD: El desarrollo tecnológico de telecomunicaciones y de
información, favorece a “Chocolates la Española”, al contribuir de
manera rápida y oportuna en la comunicación empresa y cliente de
manera interna y externa.
Impacto: nivel medio
OPORTUNIDAD: El desarrollo tecnológico de la maquinaria industrial
alimenticia, favorece a “Chocolates la Española” al incrementar su
productividad, calidad y variedad de productos.
Impacto: nivel alto
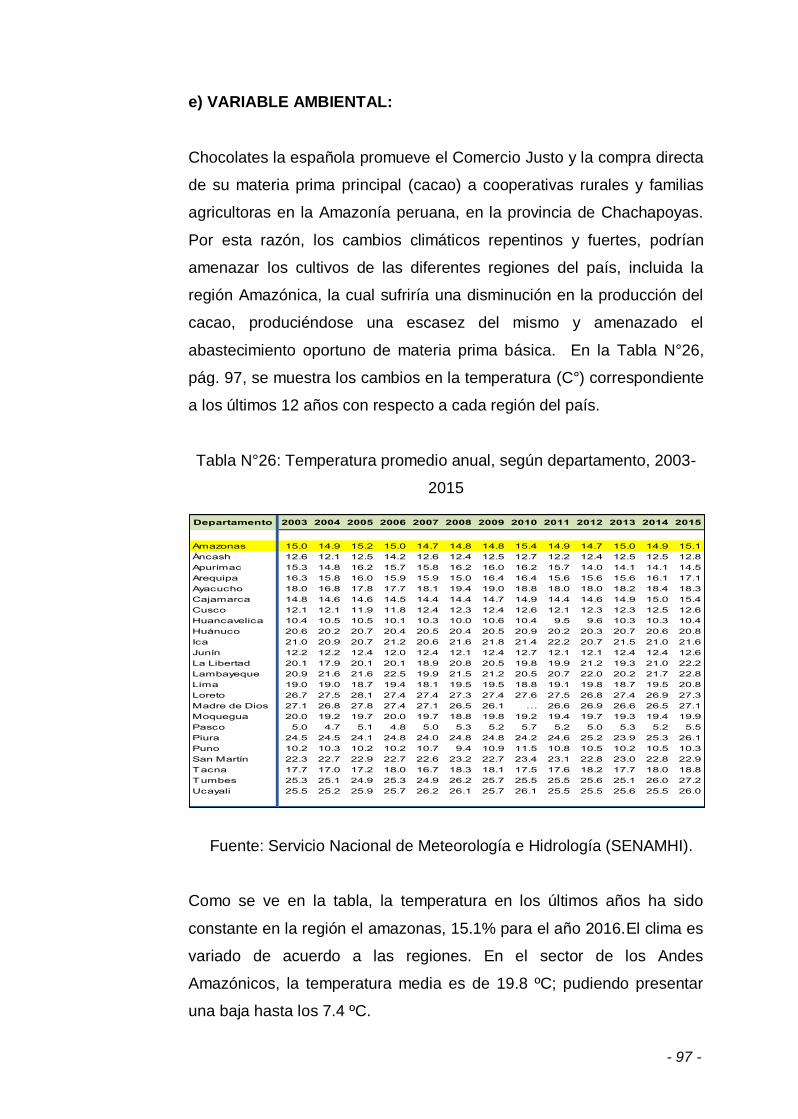
- 97 -
e) VARIABLE AMBIENTAL:
Chocolates la española promueve el Comercio Justo y la compra directa
de su materia prima principal (cacao) a cooperativas rurales y familias
agricultoras en la Amazonía peruana, en la provincia de Chachapoyas.
Por esta razón, los cambios climáticos repentinos y fuertes, podrían
amenazar los cultivos de las diferentes regiones del país, incluida la
región Amazónica, la cual sufriría una disminución en la producción del
cacao, produciéndose una escasez del mismo y amenazado el
abastecimiento oportuno de materia prima básica. En la Tabla N°26,
pág. 97, se muestra los cambios en la temperatura (C°) correspondiente
a los últimos 12 años con respecto a cada región del país.
Tabla N°26: Temperatura promedio anual, según departamento, 2003-
2015
Fuente: Servicio Nacional de Meteorología e Hidrología (SENAMHI).
Como se ve en la tabla, la temperatura en los últimos años ha sido
constante en la región el amazonas, 15.1% para el año 2016.El clima es
variado de acuerdo a las regiones. En el sector de los Andes
Amazónicos, la temperatura media es de 19.8 ºC; pudiendo presentar
una baja hasta los 7.4 ºC.
Departamento 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Amazonas 15.0 14.9 15.2 15.0 14.7 14.8 14.8 15.4 14.9 14.7 15.0 14.9 15.1
Áncash 12.6 12.1 12.5 14.2 12.6 12.4 12.5 12.7 12.2 12.4 12.5 12.5 12.8
Apurímac 15.3 14.8 16.2 15.7 15.8 16.2 16.0 16.2 15.7 14.0 14.1 14.1 14.5
Arequipa 16.3 15.8 16.0 15.9 15.9 15.0 16.4 16.4 15.6 15.6 15.6 16.1 17.1
Ayacucho 18.0 16.8 17.8 17.7 18.1 19.4 19.0 18.8 18.0 18.0 18.2 18.4 18.3
Cajamarca 14.8 14.6 14.6 14.5 14.4 14.4 14.7 14.9 14.4 14.6 14.9 15.0 15.4
Cusco 12.1 12.1 11.9 11.8 12.4 12.3 12.4 12.6 12.1 12.3 12.3 12.5 12.6
Huancavelica 10.4 10.5 10.5 10.1 10.3 10.0 10.6 10.4 9.5 9.6 10.3 10.3 10.4
Huánuco 20.6 20.2 20.7 20.4 20.5 20.4 20.5 20.9 20.2 20.3 20.7 20.6 20.8
Ica 21.0 20.9 20.7 21.2 20.6 21.6 21.8 21.4 22.2 20.7 21.5 21.0 21.6
Junín 12.2 12.2 12.4 12.0 12.4 12.1 12.4 12.7 12.1 12.1 12.4 12.4 12.6
La Libertad 20.1 17.9 20.1 20.1 18.9 20.8 20.5 19.8 19.9 21.2 19.3 21.0 22.2
Lambayeque 20.9 21.6 21.6 22.5 19.9 21.5 21.2 20.5 20.7 22.0 20.2 21.7 22.8
Lima 19.0 19.0 18.7 19.4 18.1 19.5 19.5 18.8 19.1 19.8 18.7 19.5 20.8
Loreto 26.7 27.5 28.1 27.4 27.4 27.3 27.4 27.6 27.5 26.8 27.4 26.9 27.3
Madre de Dios 27.1 26.8 27.8 27.4 27.1 26.5 26.1 … 26.6 26.9 26.6 26.5 27.1
Moquegua 20.0 19.2 19.7 20.0 19.7 18.8 19.8 19.2 19.4 19.7 19.3 19.4 19.9
Pasco 5.0 4.7 5.1 4.8 5.0 5.3 5.2 5.7 5.2 5.0 5.3 5.2 5.5
Piura 24.5 24.5 24.1 24.8 24.0 24.8 24.8 24.2 24.6 25.2 23.9 25.3 26.1
Puno 10.2 10.3 10.2 10.2 10.7 9.4 10.9 11.5 10.8 10.5 10.2 10.5 10.3
San Martín 22.3 22.7 22.9 22.7 22.6 23.2 22.7 23.4 23.1 22.8 23.0 22.8 22.9
Tacna 17.7 17.0 17.2 18.0 16.7 18.3 18.1 17.5 17.6 18.2 17.7 18.0 18.8
Tumbes 25.3 25.1 24.9 25.3 24.9 26.2 25.7 25.5 25.5 25.6 25.1 26.0 27.2
Ucayali 25.5 25.2 25.9 25.7 26.2 26.1 25.7 26.1 25.5 25.5 25.6 25.5 26.0

- 98 -
En el sector de la Selva Alta, la media anual de temperatura máxima y
mínima es de 34.6 ºC y 10 ºC respectivamente.
La humedad Los suelos son un reflejo de su diversidad climática, el
relieve, la estructura geológica, la vegetación y la intervención antrópica.
En la Tabla N°27, pág. 98 se puede apreciar el grado de humedad den
los últimos años, el cual ha sido constante, siendo un 80.5% para el año
2016.
Tabla N°27: Humedad relativa promedio anual, según departamento,
2003-2015
Fuente: Servicio Nacional de Meteorología e Hidrología (SENAMHI).
OPORTUNIDAD: La temperatura y humedad de la región amazónica ha
sido constante en los últimos 10 años, lo cual favorece en la
productividad de los cultivos de cacao y en la calidad del grano.
Impacto: nivel alto
Departamento 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 2013 2014 2015
Amazonas 83.0 80.0 82.0 85.0 82.6 85.0 88.0 82.7 76.8 77.5 81.1 87.4 82.9 80.5
Áncash 64.0 64.0 67.6 63.0 73.5 77.0 75.0 78.0 81.1 85.4 79.9 76.8 78.5 76.2
Apurímac 91.0 90.0 87.3 94.0 93.9 95.0 93.0 90.5 90.5 93.2 86.6 83.5 78.6 81.7
Arequipa 41.0 41.0 51.0 53.0 56.1 58.0 52.0 56.7 46.6 50.0 54.3 50.6 48.5 48.3
Ayacucho 58.0 57.0 55.5 57.0 77.0 75.0 70.0 86.2 84.4 77.8 73.1 77.2 76.9 79.1
Cajamarca 72.0 70.0 69.4 65.0 64.3 66.0 63.0 68.9 64.5 65.5 64.9 64.0 62.8 62.9
Cusco 80.0 77.0 71.4 75.0 75.3 72.0 64.0 70.8 74.0 75.8 67.5 73.8 67.9 69.1
Huancavelica 80.0 77.0 75.5 80.0 79.0 78.0 75.0 76.8 75.9 81.0 83.6 84.3 85.7 84.6
Huánuco 64.0 63.0 64.8 62.0 64.1 63.0 67.0 65.1 63.7 66.7 64.5 65.7 64.7 64.0
Ica 80.0 83.0 80.7 82.0 79.1 80.0 76.0 86.0 83.5 74.9 70.4 67.8 73.6 73.1
Junín 66.0 64.0 63.4 61.0 63.4 62.0 60.0 66.9 64.5 65.3 63.3 62.0 59.1 58.8
La Libertad 82.0 82.0 81.9 80.0 89.0 89.0 86.0 88.7 90.8 91.2 87.4 92.0 90.7 85.3
Lambayeque 78.0 80.0 75.9 72.0 71.2 86.0 82.0 83.1 83.0 82.2 80.7 82.4 80.4 81.2
Lima 86.0 85.0 89.0 85.0 83.8 87.0 84.0 86.0 85.2 85.4 85.7 85.7 87.4 85.6
Loreto 89.0 92.0 90.3 89.0 86.0 86.0 83.0 84.0 84.1 83.0 85.4 85.0 83.6 91.6
Madre de Dios 84.0 82.0 83.5 70.0 87.9 85.0 81.0 86.4 … 83.3 82.9 84.8 90.0 92.9
Moquegua 56.0 66.0 55.3 56.0 57.6 57.0 55.0 56.7 62.1 62.6 60.9 62.2 63.4 65.5
Pasco 84.0 83.0 79.3 83.0 85.1 84.0 79.0 81.1 74.8 82.4 84.3 85.6 85.4 86.0
Piura 67.0 72.0 72.0 69.0 70.3 74.0 71.0 75.5 75.5 73.2 70.4 74.7 73.6 76.1
Puno 63.0 62.0 60.8 57.0 61.9 63.0 56.0 54.7 56.0 63.0 61.4 64.3 64.7 67.7
San Martín 84.0 84.0 83.0 83.0 82.8 84.0 74.0 82.9 80.7 81.5 82.0 82.2 83.4 83.4
Tacna 78.0 75.0 74.5 77.0 78.1 80.0 73.0 75.0 77.0 74.8 75.0 75.7 78.1 79.6
Tumbes 87.0 88.0 88.8 89.0 88.9 88.0 87.0 90.9 91.0 90.3 85.0 90.8 90.9 77.8
Ucayali 88.0 88.0 88.9 85.0 88.2 88.0 84.0 89.5 89.6 90.3 89.9 88.5 89.9 88.4

- 99 -
MICRO AMBIENTE
El microambiente abarca toda la información referente a las fuerzas
competitivas en la industria del chocolate y confitería donde la empresa
se desenvuelve, a fin de identificar lo que pueda afectar a Chocolates la
española.
a) PROVEEDORES
La materia prima principal de Chocolates la española es el cacao, el
cual es traído directamente del amazonas – Provincia de Chachapoyas.
El resto de materia prima y material y empaque, se compra localmente.
Ver Cuadro N°03, pág. 99.
Cuadro N°03: Proveedores de Materia Prima Directa de Chocolates la española
Fuente: Elaboración Propia
Los proveedores antes mencionados, fueron analizados por Chocolates
la española, con el objeto de obtener oportunidades o amenazas, a
través de la evaluación de puntos clave como cumplimiento en tiempos
de entrega y en cantidad, calidad de la materia prima y términos de
pago de cada proveedor, como se muestra a continuación: Ver Cuadro
N° 04, pág. 100.
MATERIA PRIMA
DIRECTA
PROVEDORES
CACAO
Asociación de Productores Cacaoteros y
Cafetaleros del Amazonas – APROCAM
AZÚCAR
CARTAVIO S.A.A, CASA GRANDE
S.A.A, AGROINDUSTRIAL LAREDO
S.A.A
VAINILLA
AROMAS DEL PERÚ S.A
MATERIAL DE EMPAQUE
(CAJAS, ETIQUETAS,
ETC)
MAQUIPLAST S.A.C
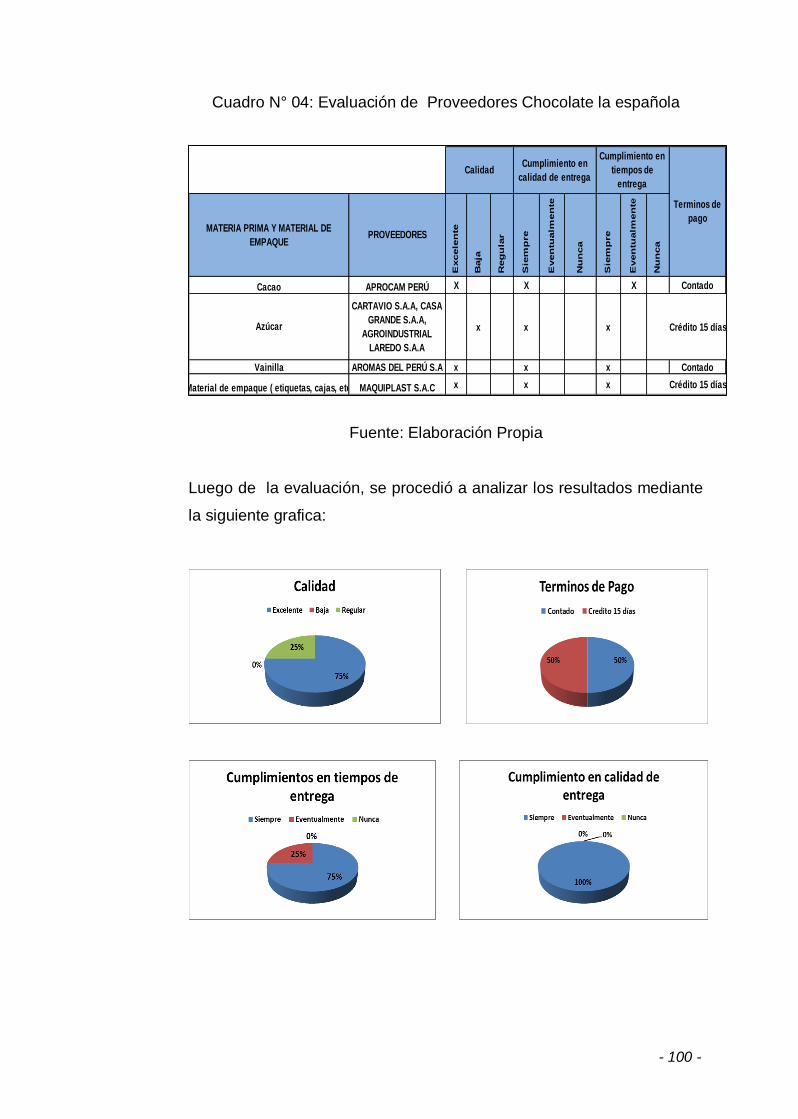
- 100 -
Cuadro N° 04: Evaluación de Proveedores Chocolate la española
Fuente: Elaboración Propia
Luego de la evaluación, se procedió a analizar los resultados mediante
la siguiente grafica:
X X X Contado
x x x Crédito 15 días
x x x Contado
x x x Crédito 15 días
Vainilla
Material de empaque ( etiquetas, cajas, etc)
CARTAVIO S.A.A, CASA
GRANDE S.A.A,
AGROINDUSTRIAL
LAREDO S.A.A
AROMAS DEL PERÚ S.A
MAQUIPLAST S.A.C
CalidadCumplimiento en
calidad de entrega
Cumplimiento en
tiempos de
entrega
Cacao APROCAM PERÚ
Azúcar
Even
tualm
en
te
Nu
nca
Sie
mp
re
Even
tualm
en
te
Nu
nca
Terminos de
pagoMATERIA PRIMA Y MATERIAL DE
EMPAQUEPROVEEDORES
Excele
nte
Baja
Reg
ula
r
Sie
mp
re

- 101 -
Calidad: el 75% de los proveedores entregan materia prima y material
de empaque de calidad excelente, mientras que un 25 % es de forma
regular.
Cumplimiento en calidad de entrega: tanto los proveedores de materia
prima como material de empaque cumplen con el 100% en cuanto a
calidad de entrega.
Cumplimiento en tiempos entrega: el 75 % de los proveedores cumplen
siempre con los tiempos de entrega, mientras que el 25% lo hace de
manera eventual
Existe un amenaza en el mercado ya que solo cuentan con un solo
proveedor de cacao, la empresa les paga un precio por encima del 20%
del valor del mercado, con el objetivo mejorar los ingresos de los
agricultores de la zona de Chachapoyas, esto implica lealtad de parte
del proveedor hacia la empresa y compromiso hacia el cumplimiento de
todas las exigencias de la empresa en cuanto a calidad y cantidad.
Chocolates la española también tiene una oportunidad al trabajar con
proveedores competitivos que se rigen a las necesidades de la empresa
y que tienen una capacidad de reacción óptima
AMENAZA: Poder de negociación del proveedor de cacao es alto.
Impacto: Nivel Alto
OPORTUNIDAD: Los proveedores de cacao son leales y
comprometidos en el cumplimiento de todas las exigencias en cuanto a
calidad y cantidad.
Impacto: Nivel medio
OPORTUNIDAD: La mayoría de los proveedores ofrecen buena calidad
y buen
Servicio.
Impacto: Nivel medio
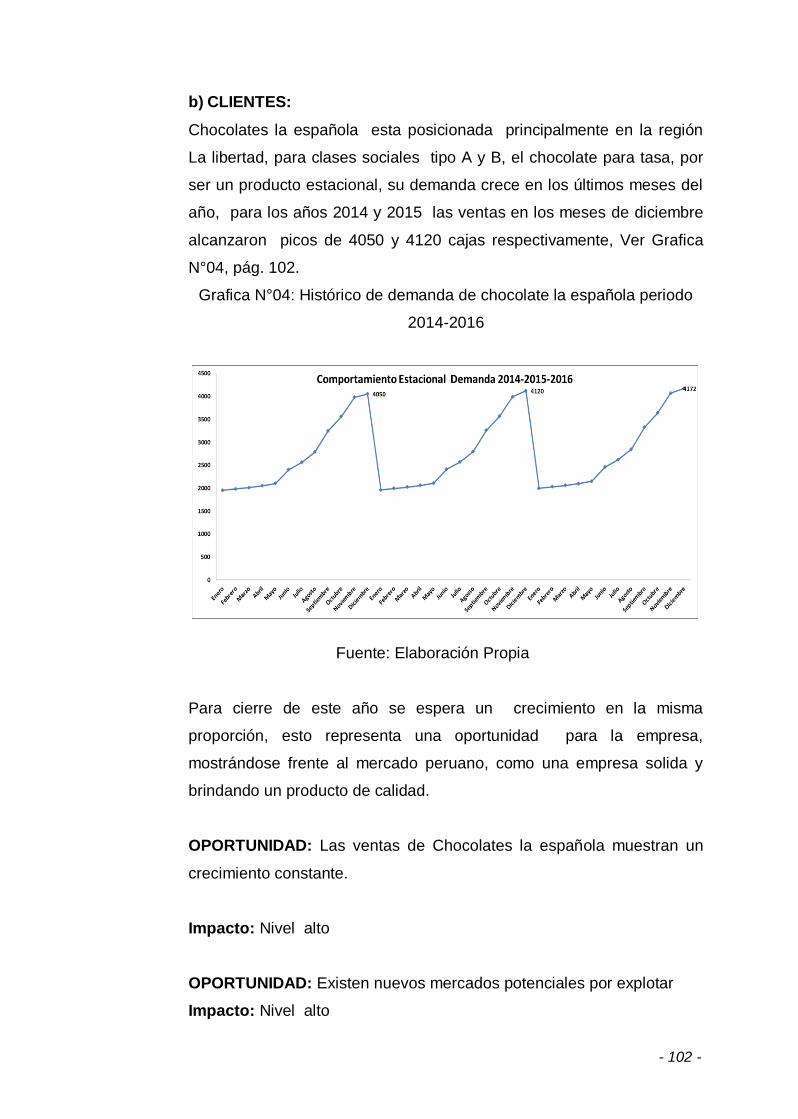
- 102 -
b) CLIENTES:
Chocolates la española esta posicionada principalmente en la región
La libertad, para clases sociales tipo A y B, el chocolate para tasa, por
ser un producto estacional, su demanda crece en los últimos meses del
año, para los años 2014 y 2015 las ventas en los meses de diciembre
alcanzaron picos de 4050 y 4120 cajas respectivamente, Ver Grafica
N°04, pág. 102.
Grafica N°04: Histórico de demanda de chocolate la española periodo
2014-2016
Fuente: Elaboración Propia
Para cierre de este año se espera un crecimiento en la misma
proporción, esto representa una oportunidad para la empresa,
mostrándose frente al mercado peruano, como una empresa solida y
brindando un producto de calidad.
OPORTUNIDAD: Las ventas de Chocolates la española muestran un
crecimiento constante.
Impacto: Nivel alto
OPORTUNIDAD: Existen nuevos mercados potenciales por explotar
Impacto: Nivel alto

- 103 -
OPORTUNIDAD: Bajo poder de negociación de los consumidores
Impacto: Nivel alto.
AMENAZA: No se conoce el poder de negociación del consumidor final
Impacto: Nivel medio
c) COMPETENCIA:
Las empresas consideradas competencia de “Chocolates la española”
dentro del mercado local son: Industrias alimenticias cusco S.A,
Compañía nacional de chocolates del perú S.A y Machu picchu food S.A
Industrias Alimenticias Cusco S.A. (INCASUR), es una empresa
peruana con más de 40 años en el mercado, cuenta con 5 líneas de
producción: Chocolatería, modificadores lácteos, cereales, confitería y
molinería. Hoy en día son líderes en el mercado nacional con más de
80% del mercado de chocolate de taza e instantáneos, además
continúan expandiéndose a diferentes mercados internacionales como
son EEUU, España, Chile y Japón.
Compañía Nacional de Chocolates de Perú S. A. empresa que entra en
funcionamiento en el año 2007 en el Perú; cuenta con una vasta
experiencia en la producción y comercialización de productos de
consumo masivo; adquirió los activos de GOOD FOODS S.A. y con ella
la marca Winter´s, cuenta con más de cuarenta marcas en su portafolio
de productos: cocoas, modificadores de leche, chocolates, galletas,
caramelos, gomas, grageas, chicles, coberturas, cremas,
marshmallows, panetones, entre otros.
Machu Picchu Foods se especializa en suministrar productos y servicios
hechos a medida para grandes y pequeñas empresas de la industria del
chocolate y confitería.
- 104 -
Sus instalaciones de cacao y chocolate tienen tecnología que les
permite realizar producciones de gran volumen, así como pequeñas
producciones, con la flexibilidad necesaria para desarrollar productos
Convencionales, Orgánicos y Comercio Justo de acuerdo con la
necesidad de su mercado.
En lo referente al procesamiento del cacao, estas empresas pueden ser
competidoras de Chocolates la española, pero el producto terminado y
los semielaborados que cada competidor tiene no representan
competencia para la empresa. El chocolate para tasa la española es un
producto que posee actualmente mayor porcentaje de cacao en su
composición y no utilizan derivados lácteos ni vegetal en su
elaboración, diferente a los chocolates que se mezclan con licor de
cacao, azúcar, leche, lecitina, manteca de cacao etc.
AMENAZA: Los competidores manejan una estrategia competitiva en
precios bajos y poseen mayor presciencia en el mercado nacional.
Impacto: Nivel alto
OPORTUNIDAD: Diferenciación del chocolate la española por ser un
producto elaborado de forma artesanal y con mayor porcentaje de cacao
en su composición
Impacto: Nivel alto
d) BARRERAS DE ENTRADA:
Los competidores existentes tratan de establecer barreras para la
entrada en la industria, por lo contrario los participantes potenciales
buscan mercados en los que las barreras sean relativamente
significativas. Existen varias barreras significativas como, las economías
de escala, la diferenciación de productos, requerimientos de capital,
acceso a los canales de distribución, política gubernamental, entre
otras.
- 105 -
La diferenciación del producto “Chocolates la española”, es otra barrera
de entrada para los competidores de la empresa, ya que este producto
es diferente a los existentes en el mercado, por ser un chocolate más
puro, 100% grano de cacao tostado y con una ventaja competitiva al
estar libre de lácteos.
OPORTUNIDAD: Existe un fácil acceso a los canales de distribución,
Especialmente en la región norte del país.
Impacto: Nivel alto
e) PRODUCTOS SUSTITUTOS:
Los productos sustitutos son bienes o servicios diferentes que llevan a
cabo las mismas funciones o similares que el producto final. Si bien es
cierto hay pequeños productores artesanales que elaborar chocolate de
excelente calidad, estos no tiene presencia en el mercado como lo es
chocolates la española, con más de 100 años desde su fundación. La
española no tiene productos sustitutos ya que es único en la industrial
del chocolate en la región, debido a que es producido artesanalmente
con cacao tostado, libre de lácteos, lo que le permite ser un producto de
mejor calidad.
OPORTUNIDAD: Los productos elaborados a base de nibs de cacao no
tienen
Productos sustitutos representativos.
Impacto: Nivel medio
4.1.2 ANALISIS INTERNO:
Este análisis interno contempla un trabajo de investigación de todos los
elementos que conforman la empresa y su desempeño, la metodología
usada para el diagnostico interno se baso en entrevistas personales
con el Gerente General de “Chocolates la española”, Cristian Sulem
Vásquez.
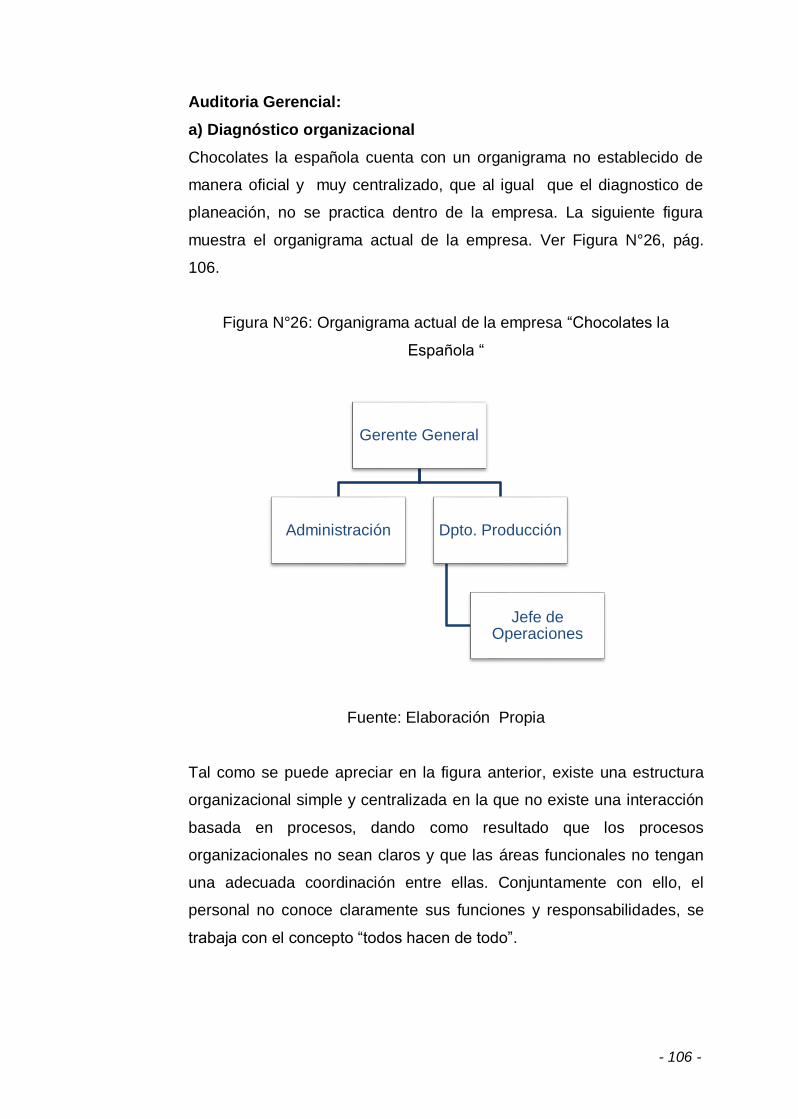
- 106 -
Auditoria Gerencial:
a) Diagnóstico organizacional
Chocolates la española cuenta con un organigrama no establecido de
manera oficial y muy centralizado, que al igual que el diagnostico de
planeación, no se practica dentro de la empresa. La siguiente figura
muestra el organigrama actual de la empresa. Ver Figura N°26, pág.
106.
Figura N°26: Organigrama actual de la empresa “Chocolates la
Española “
Fuente: Elaboración Propia
Tal como se puede apreciar en la figura anterior, existe una estructura
organizacional simple y centralizada en la que no existe una interacción
basada en procesos, dando como resultado que los procesos
organizacionales no sean claros y que las áreas funcionales no tengan
una adecuada coordinación entre ellas. Conjuntamente con ello, el
personal no conoce claramente sus funciones y responsabilidades, se
trabaja con el concepto “todos hacen de todo”.
Gerente General
Administración Dpto. Producción
Jefe de Operaciones

- 107 -
Además se puede decir que la actual estructura no es flexible pues no
tiene la habilidad para adaptarse a cambios internos y externos.
DEBILIDAD:
La estructura organizacional no está establecida de manera
Oficial.
Impacto: Nivel medio
DEBILIDAD No existe una gestión por procesos.
Impacto: Nivel Alto.
DEBILIDAD:
Desconocimiento de las funciones y responsabilidades del personal en
su cargo.
Impacto: Nivel Alto.
DEBILIDAD:
Estructura organizacional centralizada, no flexible con baja habilidad
para adaptarse a cambios internos y externos.
Impacto: Nivel Medio.
b) Diagnóstico de Planeación
Según la entrevista realizada al Ing. Cristian Sulem Vásquez, se puede
decir que no existe una correcta metodología para la realización de una
planificación estratégica. Esta ausencia no le ha permitido a Chocolates
la española, desarrollar el crecimiento empresarial esperado. Además,
La española no utiliza herramientas de planificación para analizar su
gestión, por consiguiente, no existe un modelo de medición de la
gestión.
DEBILIDAD:
La empresa no utiliza ninguna herramienta administrativa de apoyo para
la toma de decisiones.

- 108 -
Impacto: Nivel Bajo.
DEBILIDAD
Filosofía corporativa no documentada y no conocida por el personal.
Impacto: Nivel Medio.
DEBILIDAD
No existe un direccionamiento estratégico explícito y documentado.
Impacto: Nivel Alto.
DEBILIDAD No existen indicadores de gestión.
Impacto: Nivel Alto.
c) Diagnóstico de Control
Después de la entrevista al Gerente General de la empresa, se puede
decir que no existen mecanismos de control. En cuanto al departamento
de producción, no hay un control del desperdicio de materias primas y
materiales de producción utilizados durante el proceso productivo.
En lo que se refiere al recurso humano de la empresa, no existen
controles sobre los índices de ausentismo, rotación y accidentalidad, y
tampoco existe un mecanismo para medir su desempeño y
cumplimiento de objetivos.
DEBILIDAD
No existe un sistema de control de la gestión de cada área de la
empresa.
Impacto: Nivel Medio.
d) Diagnóstico de Personal
Debido a su pequeña estructura organizacional, “Chocolates la española
“no cuenta con un departamento de recursos humanos, pero sin

- 109 -
embargo si existe un proceso para la selección del personal por lo que
éste trabaja con compromiso y respeto.
Además la experiencia y el nivel académico de la gerencia es alto, así
como la experiencia del personal operativo, con mas de 20 años
trabajando para la empresa. Por otro lado, se viene manejando el pago
de horas extras sin ningún tipo de control de las horas requeridas en
producción, más no a la capacitación continúa de sus empleados.
FORTALEZA: Si existe un proceso de selección de personal.
Impacto: Nivel Medio.
FORTALEZA: Personal comprometido e identificado con la empresa.
Impacto: Nivel Alto.
FORTALEZA: Alta experiencia del personal y nivel académico
gerencial.
Impacto: Nivel Alto.
DEBILIDAD Capacitación limitada del personal.
Impacto: Nivel Medio.
e) Diagnóstico de Dirección:
El Trabajo Gerencial que realiza el Ing. Cristian Sulem Vásquez tiene
influencia sobre las personas e inspira, motiva y dirige sus actividades
para alcanzar las metas propuestas.
Como resultado de un buen liderazgo, se ha desarrollado una
comunicación abierta entre el nivel gerencial y operativo, y se ha
fortalecido el trabajo en equipo permitiendo una toma de decisiones
rápida y oportuna.
FORTALEZA: Comunicación abierta entre la gerencia y el personal.
Impacto: Nivel Medio.

- 110 -
FORTALEZA:
El trabajo en equipo es parte del desarrollo diario de las actividades.
Impacto: Nivel Medio.
FORTALEZA: Toma de decisiones rápida y oportuna.
Impacto: Nivel Medio.
DEBILIDAD: Los niveles de responsabilidad no están definidos.
Impacto: Nivel Medio.
Auditoria de Producción:
Actualmente, en la planta de producción de Chocolates la española,
tiene una infraestructura limitada, puesto que la demanda actual ha
superado la capacidad de planta instalada. Además no se esta
desarrollando la seguridad industrial puesto que es indispensable para
una planta de alimentos cumplir exigencias técnicas, en cuanto a salud
alimentaria se viene trabajando con las normas que estable DIGESA. .
De igual manera no hay innovación de producto, solo se procesa el
chocolate negro para tasa.
El proceso de producción de chocolates es rápido a pesar de ser
artesanal, sin embargo se ha encontrado que el proceso de empaque
es lento, debido a que no cuentan con una empacadora industrial.
DEBILIDAD: Infraestructura física limitada.
Impacto: Nivel Alto.
DEBILIDAD: No se desarrolla la Seguridad Industrial.
Impacto: Nivel Alto.
DEBILIDAD: No existe Innovación de productos.
Impacto: Nivel Alto.

- 111 -
FORTALEZA Proceso de producción relativamente rápido.
Impacto: Nivel Medio.
DEBILIDAD Proceso de empaque lento.
Impacto: Nivel Medio.
FORTALEZA Buena relación empresa-proveedores.
Impacto: Nivel Alto.
DEBILIDAD: No existe mejora continua de los procesos.
Impacto: Nivel Medio.
Auditoria de Calidad:
El chocolate la española es de buena calidad en términos de salud
alimentaria, pero el sistema de calidad que maneja la empresa es
medio, debido a que su producto se comercializa a nivel regional y es
controlado por DIGESA. Además de ello la empresa no cuenta con un
proceso de calidad explícito.
FORTALEZA:
La calidad de los productos es alta.
Impacto: Nivel Alto
.
DEBILIDAD: No existe un sistema de calidad explícito.
Impacto: Nivel Medio.
Auditoria Financiera:
En cuanto al ámbito financiero de la empresa, cabe recalcar que si se
manejan registros contables diariamente. El acceso al capital es
limitado, debido a que la empresa es familiar, y la mayor parte del
capital se utiliza para adquirir bienes muebles o invertir en otros
negocios por lo que la inversión para comprar maquinaria y satisfacer la
demanda es bajo.
- 112 -
FORTALEZA: Se maneja la contabilidad de manera adecuada.
Impacto: Nivel Medio.
DEBILIDAD Rentabilidad baja frente a la competencia.
Impacto: Nivel Alto.
FORTALEZA La empresa cumple con todas las obligaciones.
Impacto: Nivel Medio.
Auditoria de Mercado:
Dado que el chocolate la española es un producto elaborado de
manera artesanal, con más de 100 años de tradición, el sistema de
ventas es bajo pedido, y se puede realizar vía correo electrónico o por
teléfono .En cuanto al marketing y ventas, “La española “cuenta con
una cartera de clientes limitada, no maneja un sistema post-venta y no
se ha impulsado la publicidad de su marca en la región.
DEBILIDAD:
La participación de Chocolates la española en el mercado
Nacional es limitado.
Impacto: Nivel Alto.
FORTALEZA: La empresa si conoce el grado de satisfacción del
cliente.
Impacto: Nivel Medio.
FORTALEZA: Sistema de atención al cliente aceptable.
Impacto: Nivel Medio.
DEBILIDAD Fuerza de ventas insuficiente.
Impacto: Nivel Medio.
- 113 -
DEBILIDAD
No se ha impulsado la publicidad del producto en la región
Impacto: Nivel Medio.
FORTALEZA Eficiente y rápido sistema de comunicación empresa-
cliente.
Impacto: Nivel Alta.
4.1.3 ANALISIS FODA:
El análisis FODA ayuda a determinar si Chocolates La española está
capacitada para desempeñarse en su medio. Mientras más competitiva
en comparación con sus competidores esté la empresa, mayores
probabilidades tiene de éxito, lo que conlleva al desarrollo de una
estrategia efectiva.
Para lograrlo, es necesario realizar un análisis matricial que tamice
todos los aspectos más relevantes de la empresa; mismos que serán
utilizados para el planteamiento de estrategias y objetivos en las cuatro
perspectivas del Balanced Scorecard.
Resumen del análisis FODA:
En el resumen del FODA se muestra los resultados del análisis
situacional externo e interno realizados anteriormente.
a) Resumen de Oportunidades:
En la Tabla N°28, pág. 114 se observa todas las oportunidades
extraídas del análisis externo.
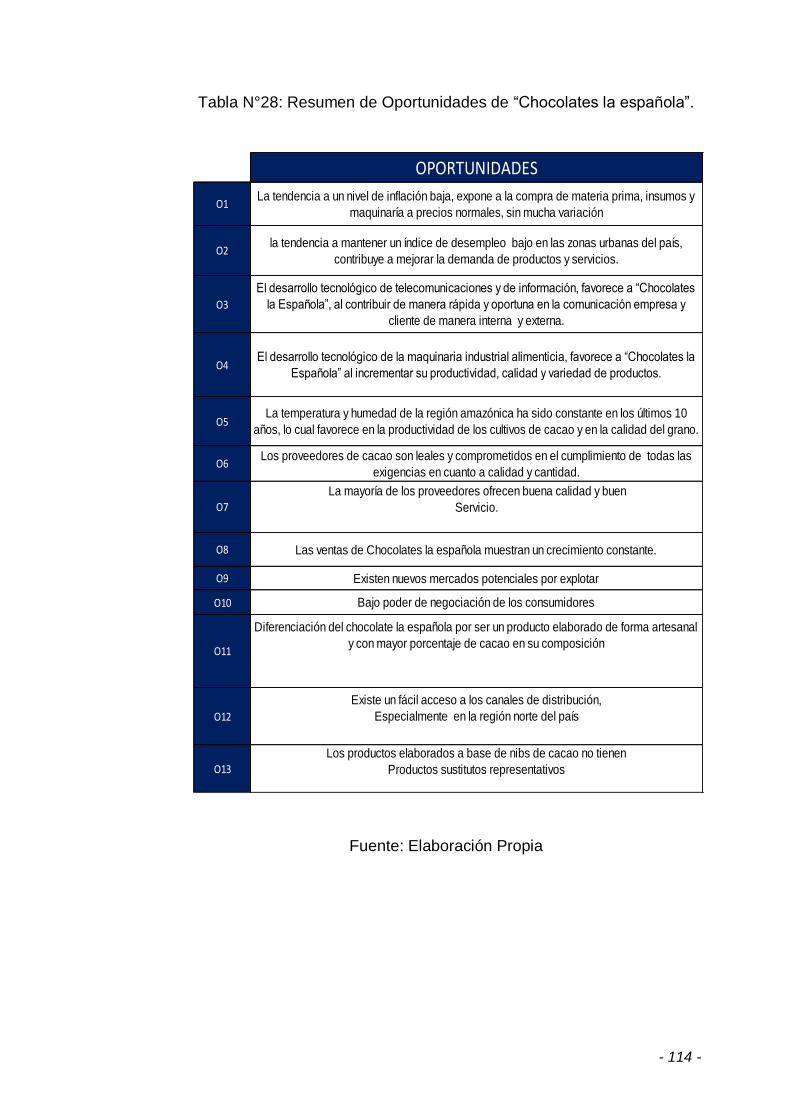
- 114 -
Tabla N°28: Resumen de Oportunidades de “Chocolates la española”.
Fuente: Elaboración Propia
O1
O2
O3
O4
O5
O6
O7
O8
O9
O10
O11
O12
O13
OPORTUNIDADES
Los productos elaborados a base de nibs de cacao no tienen
Productos sustitutos representativos
La mayoría de los proveedores ofrecen buena calidad y buen
Servicio.
Las ventas de Chocolates la española muestran un crecimiento constante.
Existen nuevos mercados potenciales por explotar
Bajo poder de negociación de los consumidores
Diferenciación del chocolate la española por ser un producto elaborado de forma artesanal
y con mayor porcentaje de cacao en su composición
Existe un fácil acceso a los canales de distribución,
Especialmente en la región norte del país
La tendencia a un nivel de inflación baja, expone a la compra de materia prima, insumos y
maquinaría a precios normales, sin mucha variación
la tendencia a mantener un índice de desempleo bajo en las zonas urbanas del país,
contribuye a mejorar la demanda de productos y servicios.
El desarrollo tecnológico de telecomunicaciones y de información, favorece a “Chocolates
la Española”, al contribuir de manera rápida y oportuna en la comunicación empresa y
cliente de manera interna y externa.
El desarrollo tecnológico de la maquinaria industrial alimenticia, favorece a “Chocolates la
Española” al incrementar su productividad, calidad y variedad de productos.
La temperatura y humedad de la región amazónica ha sido constante en los últimos 10
años, lo cual favorece en la productividad de los cultivos de cacao y en la calidad del grano.
Los proveedores de cacao son leales y comprometidos en el cumplimiento de todas las
exigencias en cuanto a calidad y cantidad.

- 115 -
b) Resumen de Amenazas:
En la Tabla N°29, pág. 115 se resumen todas las amenazas extraídas
del análisis situacional externo.
Tabla N°29: Resumen de Amenazas de “Chocolates la española”.
Fuente: Elaboración Propia
c) Resumen de Fortalezas:
La Tabla N°30, pág. 116 se resume las fortalezas encontradas en el
análisis situacional interno.
A1
A2
A3
A4
AMENAZAS
El PBI proveniente de la industria manufacturera en los últimos años viene decayendo, esto
puede afectar la productividad de la empresa Chocolates la española
Poder de negociación del proveedor de cacao es alto
No se conoce el poder de negociación del consumidor final
Los competidores manejan una estrategia competitiva en precios bajos y poseen mayor
prescencia en el mercado nacional.
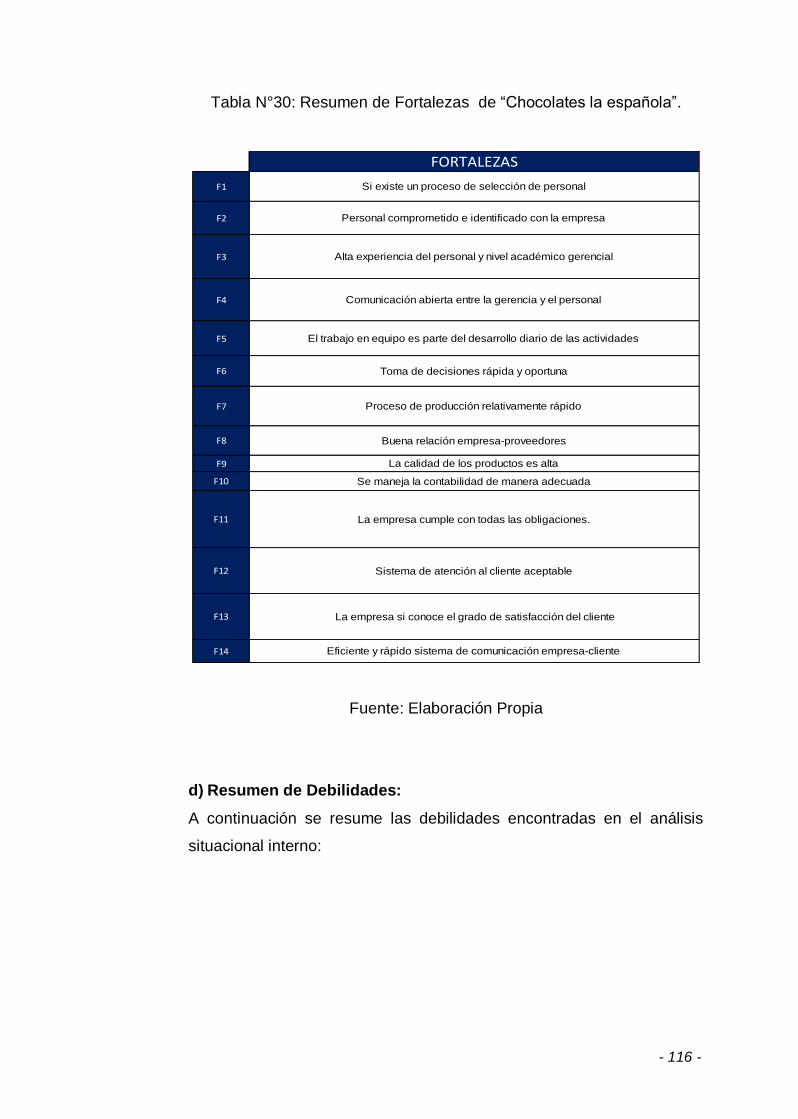
- 116 -
Tabla N°30: Resumen de Fortalezas de “Chocolates la española”.
Fuente: Elaboración Propia
d) Resumen de Debilidades:
A continuación se resume las debilidades encontradas en el análisis
situacional interno:
F1
F2
F3
F4
F5
F6
F7
F8
F9
F10
F11
F12
F13
F14 Eficiente y rápido sistema de comunicación empresa-cliente
Buena relación empresa-proveedores
La calidad de los productos es alta
Se maneja la contabilidad de manera adecuada
La empresa cumple con todas las obligaciones.
Sistema de atención al cliente aceptable
La empresa si conoce el grado de satisfacción del cliente
Personal comprometido e identificado con la empresa
Alta experiencia del personal y nivel académico gerencial
Comunicación abierta entre la gerencia y el personal
El trabajo en equipo es parte del desarrollo diario de las actividades
Toma de decisiones rápida y oportuna
Proceso de producción relativamente rápido
FORTALEZAS
Si existe un proceso de selección de personal
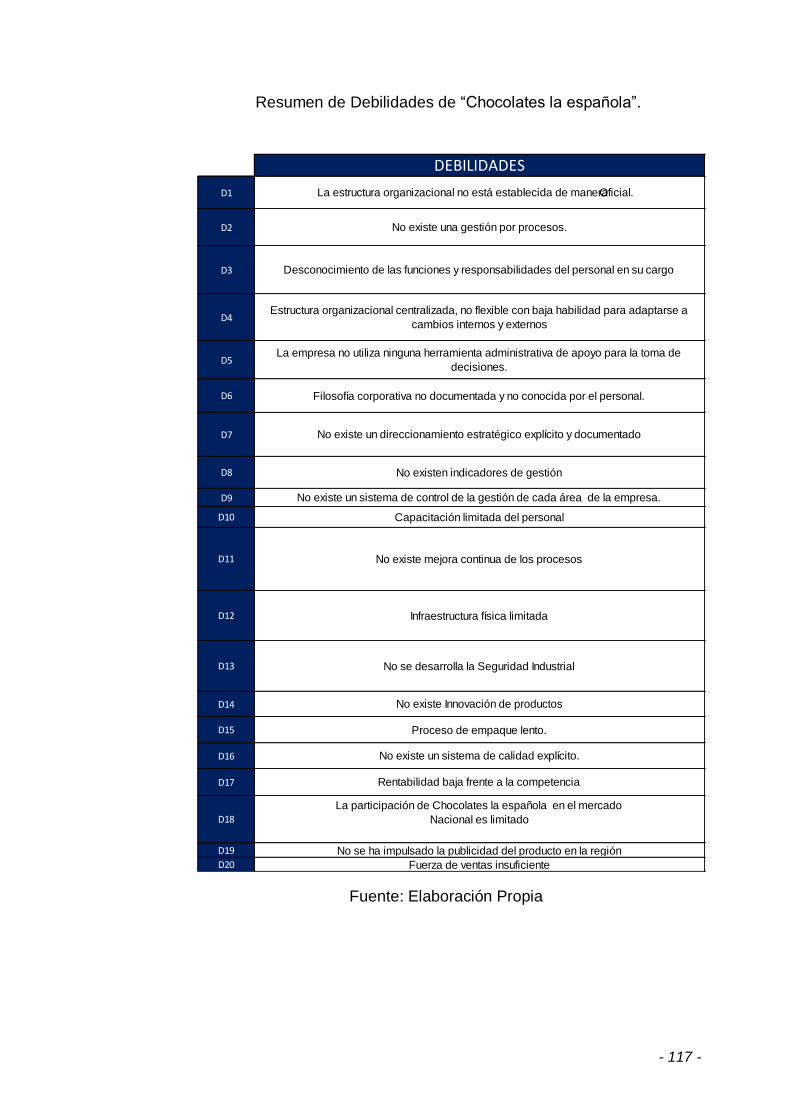
- 117 -
Resumen de Debilidades de “Chocolates la española”.
Fuente: Elaboración Propia
D1
D2
D3
D4
D5
D6
D7
D8
D9
D10
D11
D12
D13
D14
D15
D16
D17
D18
D19
D20 Fuerza de ventas insuficiente
No existe Innovación de productos
Proceso de empaque lento.
No existe un sistema de calidad explícito.
Rentabilidad baja frente a la competencia
La participación de Chocolates la española en el mercado
Nacional es limitado
No se ha impulsado la publicidad del producto en la región
No existen indicadores de gestión
No existe un sistema de control de la gestión de cada área de la empresa.
Capacitación limitada del personal
No existe mejora continua de los procesos
Infraestructura física limitada
No se desarrolla la Seguridad Industrial
No existe una gestión por procesos.
Desconocimiento de las funciones y responsabilidades del personal en su cargo
Estructura organizacional centralizada, no flexible con baja habilidad para adaptarse a
cambios internos y externos
La empresa no utiliza ninguna herramienta administrativa de apoyo para la toma de
decisiones.
Filosofía corporativa no documentada y no conocida por el personal.
No existe un direccionamiento estratégico explícito y documentado
DEBILIDADES
La estructura organizacional no está establecida de maneraOficial.
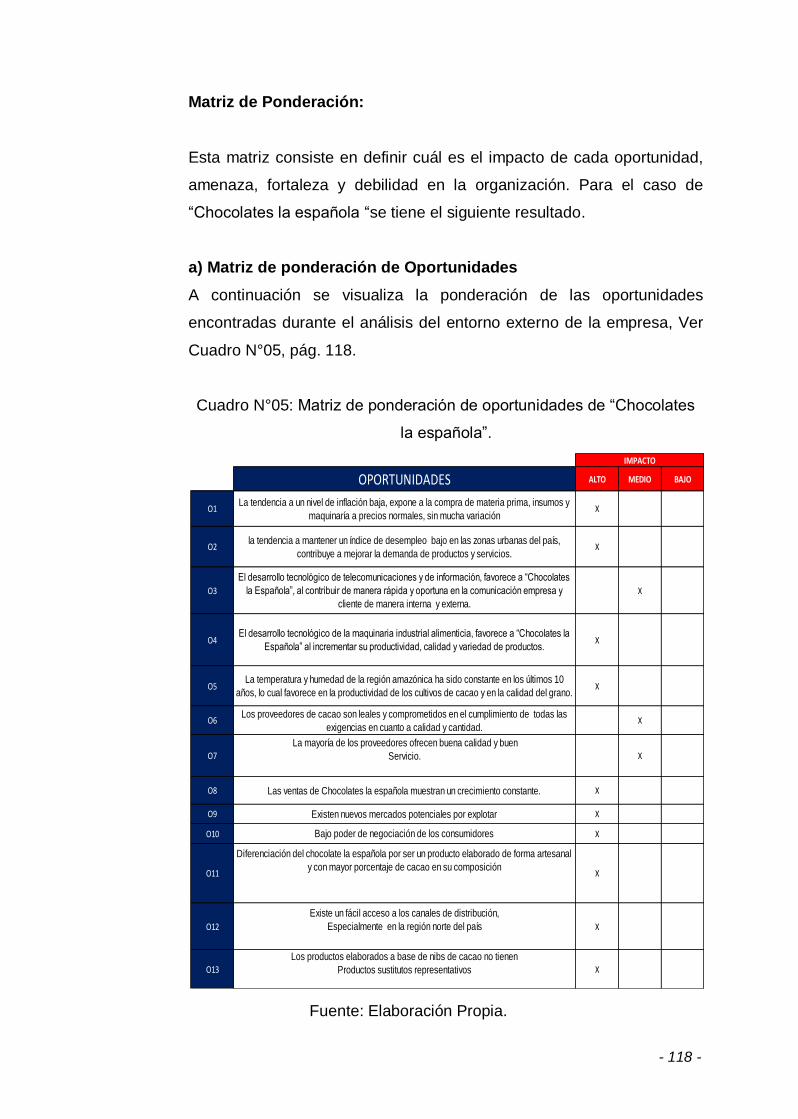
- 118 -
Matriz de Ponderación:
Esta matriz consiste en definir cuál es el impacto de cada oportunidad,
amenaza, fortaleza y debilidad en la organización. Para el caso de
“Chocolates la española “se tiene el siguiente resultado.
a) Matriz de ponderación de Oportunidades
A continuación se visualiza la ponderación de las oportunidades
encontradas durante el análisis del entorno externo de la empresa, Ver
Cuadro N°05, pág. 118.
Cuadro N°05: Matriz de ponderación de oportunidades de “Chocolates
la española”.
Fuente: Elaboración Propia.
ALTO MEDIO BAJO
O1 X
O2 X
O3 X
O4 X
O5 X
O6 X
O7 X
O8 X
O9 X
O10 X
O11 X
O12 X
O13 X
IMPACTO
OPORTUNIDADES
Los productos elaborados a base de nibs de cacao no tienen
Productos sustitutos representativos
La mayoría de los proveedores ofrecen buena calidad y buen
Servicio.
Las ventas de Chocolates la española muestran un crecimiento constante.
Existen nuevos mercados potenciales por explotar
Bajo poder de negociación de los consumidores
Diferenciación del chocolate la española por ser un producto elaborado de forma artesanal
y con mayor porcentaje de cacao en su composición
Existe un fácil acceso a los canales de distribución,
Especialmente en la región norte del país
La tendencia a un nivel de inflación baja, expone a la compra de materia prima, insumos y
maquinaría a precios normales, sin mucha variación
la tendencia a mantener un índice de desempleo bajo en las zonas urbanas del país,
contribuye a mejorar la demanda de productos y servicios.
El desarrollo tecnológico de telecomunicaciones y de información, favorece a “Chocolates
la Española”, al contribuir de manera rápida y oportuna en la comunicación empresa y
cliente de manera interna y externa.
El desarrollo tecnológico de la maquinaria industrial alimenticia, favorece a “Chocolates la
Española” al incrementar su productividad, calidad y variedad de productos.
La temperatura y humedad de la región amazónica ha sido constante en los últimos 10
años, lo cual favorece en la productividad de los cultivos de cacao y en la calidad del grano.
Los proveedores de cacao son leales y comprometidos en el cumplimiento de todas las
exigencias en cuanto a calidad y cantidad.
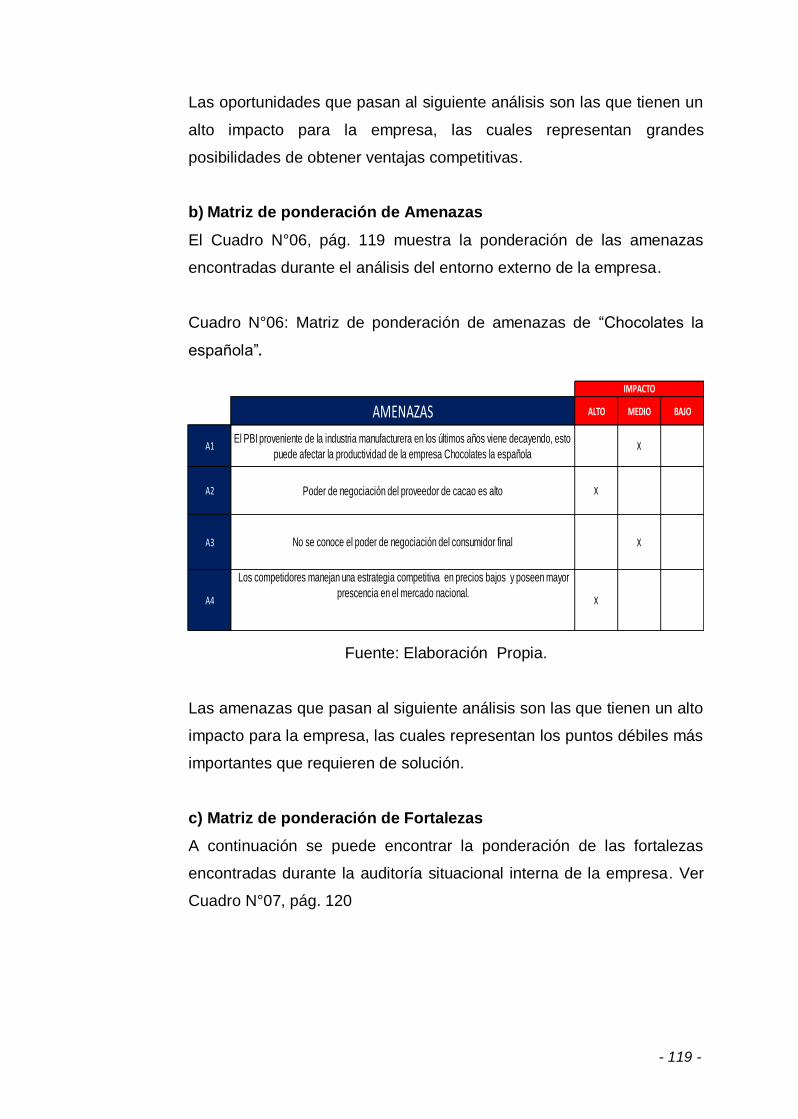
- 119 -
Las oportunidades que pasan al siguiente análisis son las que tienen un
alto impacto para la empresa, las cuales representan grandes
posibilidades de obtener ventajas competitivas.
b) Matriz de ponderación de Amenazas
El Cuadro N°06, pág. 119 muestra la ponderación de las amenazas
encontradas durante el análisis del entorno externo de la empresa.
Cuadro N°06: Matriz de ponderación de amenazas de “Chocolates la
española”.
Fuente: Elaboración Propia.
Las amenazas que pasan al siguiente análisis son las que tienen un alto
impacto para la empresa, las cuales representan los puntos débiles más
importantes que requieren de solución.
c) Matriz de ponderación de Fortalezas
A continuación se puede encontrar la ponderación de las fortalezas
encontradas durante la auditoría situacional interna de la empresa. Ver
Cuadro N°07, pág. 120
ALTO MEDIO BAJO
A1 X
A2 X
A3 X
A4 X
IMPACTO
AMENAZAS
El PBI proveniente de la industria manufacturera en los últimos años viene decayendo, esto
puede afectar la productividad de la empresa Chocolates la española
Poder de negociación del proveedor de cacao es alto
No se conoce el poder de negociación del consumidor final
Los competidores manejan una estrategia competitiva en precios bajos y poseen mayor
prescencia en el mercado nacional.

- 120 -
Cuadro N°07: Matriz de ponderación de fortalezas de
“Chocolates la Española”.
Fuente: Elaboración Propia
Las fortalezas que pasan al siguiente análisis son las que tienen un alto
impacto para la empresa, las cuales representan ventajas competitivas
internas que se deben aprovechar.
d) Matriz de ponderación de Debilidades
El Cuadro N°08, pág. 121 muestra la ponderación de las debilidades
encontradas durante el análisis del entorno interno de la empresa.
ALTO MEDIO BAJO
F1 X
F2 X
F3 X
F4 X
F5 X
F6 X
F7 X
F8 X
F9 X
F10 X
F11 X
F12 X
F13 X
F14 X
Si existe un proceso de selección de personal
FORTALEZAS
La empresa si conoce el grado de satisfacción del cliente
Personal comprometido e identificado con la empresa
Alta experiencia del personal y nivel académico gerencial
Comunicación abierta entre la gerencia y el personal
El trabajo en equipo es parte del desarrollo diario de las actividades
Toma de decisiones rápida y oportuna
Proceso de producción relativamente rápido
Buena relación empresa-proveedores
La calidad de los productos es alta
Se maneja la contabilidad de manera adecuada
La empresa cumple con todas las obligaciones.
Sistema de atención al cliente aceptable
Eficiente y rápido sistema de comunicación empresa-cliente
IMPACTO
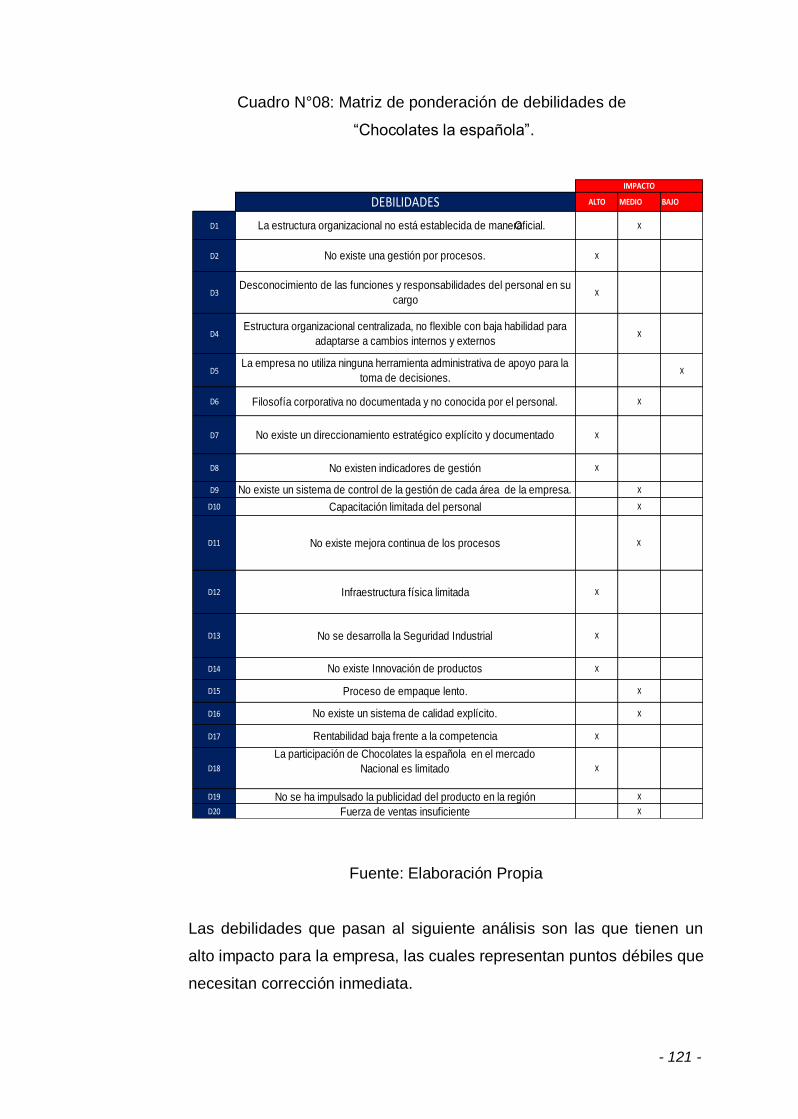
- 121 -
Cuadro N°08: Matriz de ponderación de debilidades de
“Chocolates la española”.
Fuente: Elaboración Propia
Las debilidades que pasan al siguiente análisis son las que tienen un
alto impacto para la empresa, las cuales representan puntos débiles que
necesitan corrección inmediata.
ALTO MEDIO BAJO
D1 X
D2 X
D3 X
D4 X
D5 X
D6 X
D7 X
D8 X
D9 X
D10 X
D11 X
D12 X
D13 X
D14 X
D15 X
D16 X
D17 X
D18 X
D19 X
D20 XFuerza de ventas insuficiente
IMPACTO
No existe Innovación de productos
Proceso de empaque lento.
No existe un sistema de calidad explícito.
Rentabilidad baja frente a la competencia
La participación de Chocolates la española en el mercado
Nacional es limitado
No se ha impulsado la publicidad del producto en la región
No existen indicadores de gestión
No existe un sistema de control de la gestión de cada área de la empresa.
Capacitación limitada del personal
No existe mejora continua de los procesos
Infraestructura física limitada
No se desarrolla la Seguridad Industrial
No existe una gestión por procesos.
Desconocimiento de las funciones y responsabilidades del personal en su
cargo
Estructura organizacional centralizada, no flexible con baja habilidad para
adaptarse a cambios internos y externos
La empresa no utiliza ninguna herramienta administrativa de apoyo para la
toma de decisiones.
Filosofía corporativa no documentada y no conocida por el personal.
No existe un direccionamiento estratégico explícito y documentado
DEBILIDADES
La estructura organizacional no está establecida de maneraOficial.
- 122 -
Matrices EFE y EFI:
Las matrices de Evaluación de Factores Externos (EFE) y de Evaluación
de
Factores Internos (EFI), permiten determinar el balance entre los
aspectos positivos y negativos del entorno externo y del ambiente
interno de la empresa.
a) Matriz de Evaluación de Factores Externos (EFE)
Para la elaboración de la matriz EFE, se extraen las oportunidades y
amenazas encontradas en el análisis externo y se le asigna un peso
relativo a cada una de ellas en una escala de 0 (no es importante) a 1
(muy importante). El peso indica la importancia relativa que tiene ese
factor para alcanzar el éxito en la industria. La suma de todos los pesos
asignados a los factores debe sumar 1
A continuación se le asigna una calificación de 1 a 4 a cada uno de los
factores determinantes para el éxito con el objeto de indicar como está
respondiendo la empresa a cada factor, donde 1 = respuesta mala, 2 =
respuesta media, 3 = respuesta superior a la media y 4 = respuesta
superior.
Luego se multiplica el peso de cada factor con su calificación para
obtener el peso ponderado, se suma todos los pesos ponderados para
determinar el total ponderado de la organización.
El puntaje ponderado al final de la tabla indica hacia donde están
inclinadas las oportunidades con las amenazas. El valor de 2,5 significa
un balance total entre las oportunidades y amenazas, un valor mayor
indica que la empresa está respondiendo de la mejor manera frente a
las oportunidades y amenazas y un valor menor a la media indica que la
empresa no está aprovechando las oportunidades ni evitando las
amenazas.

- 123 -
Para el caso de las oportunidades y amenazas que se presentan para
“Chocolates la española” tenemos la siguiente Matriz EFE: Ver Cuadro
N°09, pág. 123.
Cuadro N°09: Matriz de Evaluación de Factores Externos (EFE)
Fuente Elaboración Propia
O1 0.09 2 0.18
O2 0.06 2 0.12
O4 0.06 1 0.06
O5 0.07 3 0.21
O8 0.06 2 0.12
O9 0.06 1 0.06
O10 0.05 2 0.1
O11 0.16 3 0.48
O12 0.09 3 0.27
O13 0.08 2 0.16
A20.12
2 0.24
A40.1
1 0.1
1 2.1TOTAL
PESO CALIF. PESO
PONDERADO
AMENAZAS
Poder de negociación del proveedor de cacao es alto
Los competidores manejan una estrategia competitiva en precios bajos
y poseen mayor prescencia en el mercado nacional.
Las ventas de Chocolates la española muestran un crecimiento
constante.
Existen nuevos mercados potenciales por explotar
Bajo poder de negociación de los consumidores
Diferenciación del chocolate la española por ser un producto elaborado
de forma artesanal y con mayor porcentaje de cacao en su composición
Existe un fácil acceso a los canales de distribución,
Especialmente en la región norte del país
Los productos elaborados a base de nibs de cacao no tienen
Productos sustitutos representativos
OPORTUNIDADES
FACTORES EXTERNOS CLAVES
La tendencia a un nivel de inflación baja, expone a la compra de materia
prima, insumos y maquinaría a precios normales, sin mucha variación
la tendencia a mantener un índice de desempleo bajo en las zonas
urbanas del país, contribuye a mejorar la demanda de productos y
servicios.
El desarrollo tecnológico de la maquinaria industrial alimenticia, favorece
a “Chocolates la Española” al incrementar su productividad, calidad y
variedad de productos.
La temperatura y humedad de la región amazónica ha sido constante en
los últimos 10 años, lo cual favorece en la productividad de los cultivos
de cacao y en la calidad del grano

- 124 -
El resultado ponderado arrojó el valor de 2.1, lo que indica que la
empresa no esta aprovechando las oportunidades del mercado ni
minimizando los efectos negativos de las amenazas de su industria.
Para el caso de las debilidades y fortalezas que se presentan para
“Chocolates la española” tenemos la siguiente Matriz EFI: Ver Cuadro
N°10, pág. 124
Cuadro N°10: Matriz de Evaluación de Factores Internos (EFI).
Fuente Elaboración Propia
F2 0.09 3 0.27
F3 0.06 4 0.24
F8 0.06 4 0.24
F9 0.07 3 0.21
F14 0.06 3 0.18
D20.19
1 0.19
D30.03
2 0.06
D70.06
1 0.06
D80.1
1 0.1
D120.03
2 0.06
D130.02
1 0.02
D140.09
1 0.09
D170.09
2 0.18
D18
0.05
3 0.15
1 2.05TOTAL
Infraestructura física limitada
No se desarrolla la Seguridad Industrial
No existe Innovación de productos
Rentabilidad baja frente a la competencia
Desconocimiento de las funciones y responsabilidades
del personal en su cargo
No existe un direccionamiento estratégico explícito y
documentado
No existen indicadores de gestión
DEBILIDADES
No existe una gestión por procesos.
La participación de Chocolates la española en el mercado
Nacional es limitado
Alta experiencia del personal y nivel académico gerencial
Buena relación empresa-proveedores
Se maneja la contabilidad de manera adecuada
Eficiente y rápido sistema de comunicación empresa-
cliente
FACTORES INTERNOS CLAVESPESO CALIF.
PESO
PONDERADOFORTALEZAS
Personal comprometido e identificado con la empresa

- 125 -
El resultado ponderado arrojado en la evaluación de factores internos es
de 2.05, lo que indica que la empresa es débil internamente, pues no
está aprovechando sus fortalezas y corrigiendo sus debilidades.
4.1.4 MATRIZ FODA
La matriz FODA es una herramienta que permite conformar un cuadro
de la situación actual de la empresa, permitiendo de esta manera
obtener un diagnóstico preciso que permita, en función de ello, tomar
decisiones acordes con los objetivos y políticas formulados.
Para el caso de “Chocolates la española “, se ha diseñado la siguiente
Matriz FODA:
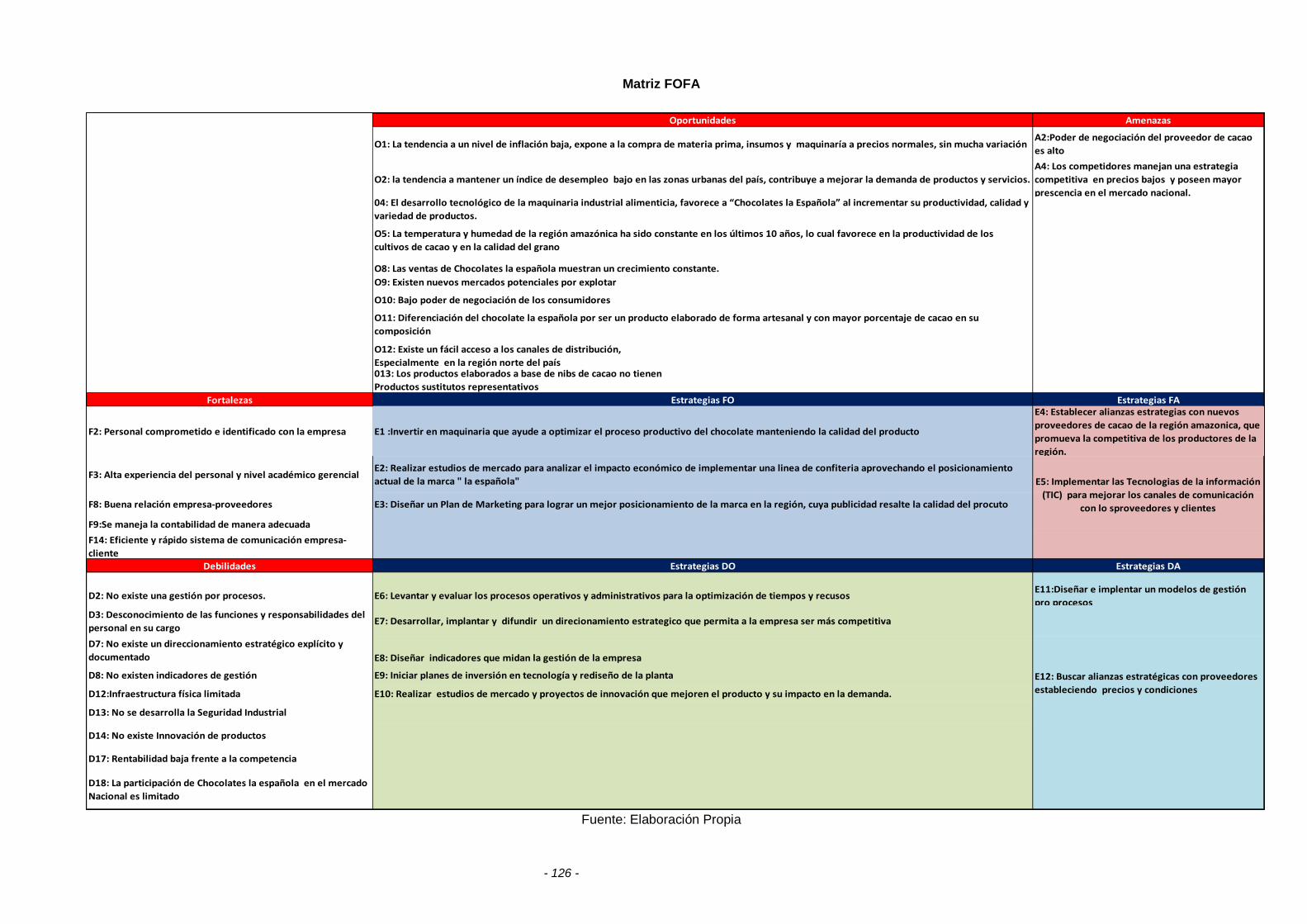
- 126 -
Matriz FOFA
Fuente: Elaboración Propia
F14: Eficiente y rápido sistema de comunicación empresa-
cliente
E12: Buscar alianzas estratégicas con proveedores
estableciendo precios y condiciones
Debilidades
D2: No existe una gestión por procesos.
D3: Desconocimiento de las funciones y responsabilidades del
personal en su cargo
Estrategias FO
Estrategias DO
E1 :Invertir en maquinaria que ayude a optimizar el proceso productivo del chocolate manteniendo la calidad del producto
E2: Realizar estudios de mercado para analizar el impacto económico de implementar una linea de confiteria aprovechando el posicionamiento
actual de la marca " la española"
E3: Diseñar un Plan de Marketing para lograr un mejor posicionamiento de la marca en la región, cuya publicidad resalte la calidad del procuto
Fortalezas
F2: Personal comprometido e identificado con la empresa
F3: Alta experiencia del personal y nivel académico gerencial
F8: Buena relación empresa-proveedores
F9:Se maneja la contabilidad de manera adecuada
D18: La participación de Chocolates la española en el mercado
Nacional es limitado
D7: No existe un direccionamiento estratégico explícito y
documentado
D8: No existen indicadores de gestión
D12:Infraestructura física limitada
D13: No se desarrolla la Seguridad Industrial
D14: No existe Innovación de productos
D17: Rentabilidad baja frente a la competencia
Amenazas
O1: La tendencia a un nivel de inflación baja, expone a la compra de materia prima, insumos y maquinaría a precios normales, sin mucha variación
O2: la tendencia a mantener un índice de desempleo bajo en las zonas urbanas del país, contribuye a mejorar la demanda de productos y servicios.
04: El desarrollo tecnológico de la maquinaria industrial alimenticia, favorece a “Chocolates la Española” al incrementar su productividad, calidad y
variedad de productos.
O5: La temperatura y humedad de la región amazónica ha sido constante en los últimos 10 años, lo cual favorece en la productividad de los
cultivos de cacao y en la calidad del grano
Oportunidades
O8: Las ventas de Chocolates la española muestran un crecimiento constante.
O9: Existen nuevos mercados potenciales por explotar
E9: Iniciar planes de inversión en tecnología y rediseño de la planta
E10: Realizar estudios de mercado y proyectos de innovación que mejoren el producto y su impacto en la demanda.
O10: Bajo poder de negociación de los consumidores
O11: Diferenciación del chocolate la española por ser un producto elaborado de forma artesanal y con mayor porcentaje de cacao en su
composición
O12: Existe un fácil acceso a los canales de distribución,
Especialmente en la región norte del país013: Los productos elaborados a base de nibs de cacao no tienen
Productos sustitutos representativos
E6: Levantar y evaluar los procesos operativos y administrativos para la optimización de tiempos y recusos
E7: Desarrollar, implantar y difundir un direcionamiento estrategico que permita a la empresa ser más competitiva
E8: Diseñar indicadores que midan la gestión de la empresa
A2:Poder de negociación del proveedor de cacao
es alto
A4: Los competidores manejan una estrategia
competitiva en precios bajos y poseen mayor
prescencia en el mercado nacional.
Estrategias FA
Estrategias DA
E4: Establecer alianzas estrategias con nuevos
proveedores de cacao de la región amazonica, que
promueva la competitiva de los productores de la
región.
E5: Implementar las Tecnologias de la información
(TIC) para mejorar los canales de comunicación
con lo sproveedores y clientes
E11:Diseñar e implentar un modelos de gestión
pro procesos
- 127 -
a) Estrategias FO:
Para el caso de “Chocolates la española “se han desarrollado las
siguientes estrategias ofensivas:
E1: Invertir en maquinaria que ayude a optimizar el proceso productivo
del chocolate manteniendo la calidad del producto.
E2: Realizar estudios de mercado para analizar el impacto económico
de implementar una línea de confitería aprovechando el
posicionamiento actual de la marca " la española".
E3: Diseñar un Plan de Marketing para lograr un mejor posicionamiento
de la marca en la región, cuya publicidad resalte la calidad del
producto.
b) Estrategias FA:
Después del análisis FODA, se han planteado las siguientes
respuestas
Estratégicas para aprovechar las fortalezas de la empresa y minimizar
los efectos de las amenazas de su entorno.
E4: Establecer alianzas estrategias con nuevos proveedores de cacao
de la región amazónica, que promueva la competitiva de los
productores de la región.
E5: Implementar las Tecnologías de la información (TIC) para mejorar
los canales de comunicación con lo proveedores y clientes
c) Estrategias DO:
Como estrategias de mejoramiento estratégico se han desplegado las
siguientes:
E6: Levantar y evaluar los procesos operativos y administrativos para
la optimización de tiempos y recursos.
- 128 -
E7: Desarrollar, implantar y difundir un direccionamiento estratégico
que permita a la empresa ser más competitiva.
E8: Diseñar indicadores que midan la gestión de la empresa.
E9: Iniciar planes de inversión en tecnología y rediseño de la planta.
E10: Realizar estudios de mercado y proyectos de innovación que
mejoren el producto y su impacto en la demanda.
d) Estrategias DA:
Para minimizar efectos negativos de las debilidades y amenazas sobre
la empresa se han desarrollado las siguientes estrategias defensivas.
E11: Diseñar e implementar un modelos de gestión por procesos.
E12: Buscar alianzas estratégicas con proveedores estableciendo
precios y condiciones.
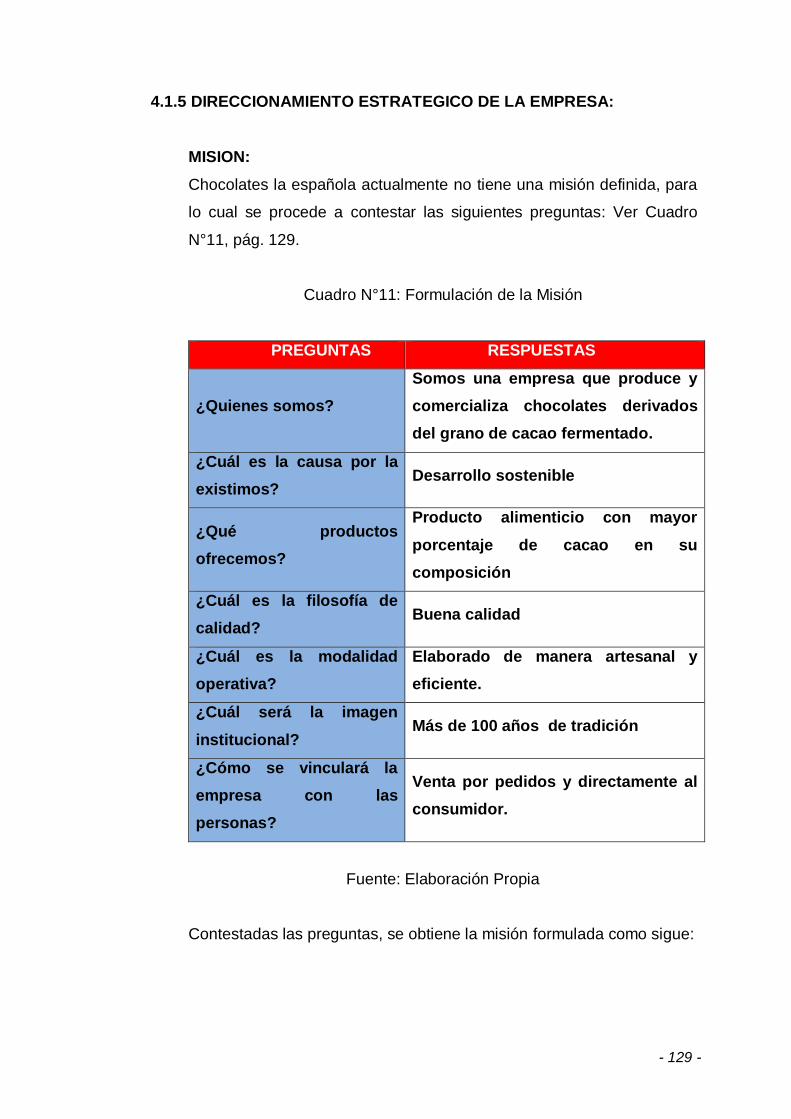
- 129 -
4.1.5 DIRECCIONAMIENTO ESTRATEGICO DE LA EMPRESA:
MISION:
Chocolates la española actualmente no tiene una misión definida, para
lo cual se procede a contestar las siguientes preguntas: Ver Cuadro
N°11, pág. 129.
Cuadro N°11: Formulación de la Misión
PREGUNTAS RESPUESTAS
¿Quienes somos?
Somos una empresa que produce y
comercializa chocolates derivados
del grano de cacao fermentado.
¿Cuál es la causa por la
existimos? Desarrollo sostenible
¿Qué productos
ofrecemos?
Producto alimenticio con mayor
porcentaje de cacao en su
composición
¿Cuál es la filosofía de
calidad? Buena calidad
¿Cuál es la modalidad
operativa?
Elaborado de manera artesanal y
eficiente.
¿Cuál será la imagen
institucional? Más de 100 años de tradición
¿Cómo se vinculará la
empresa con las
personas?
Venta por pedidos y directamente al
consumidor.
Fuente: Elaboración Propia
Contestadas las preguntas, se obtiene la misión formulada como sigue:
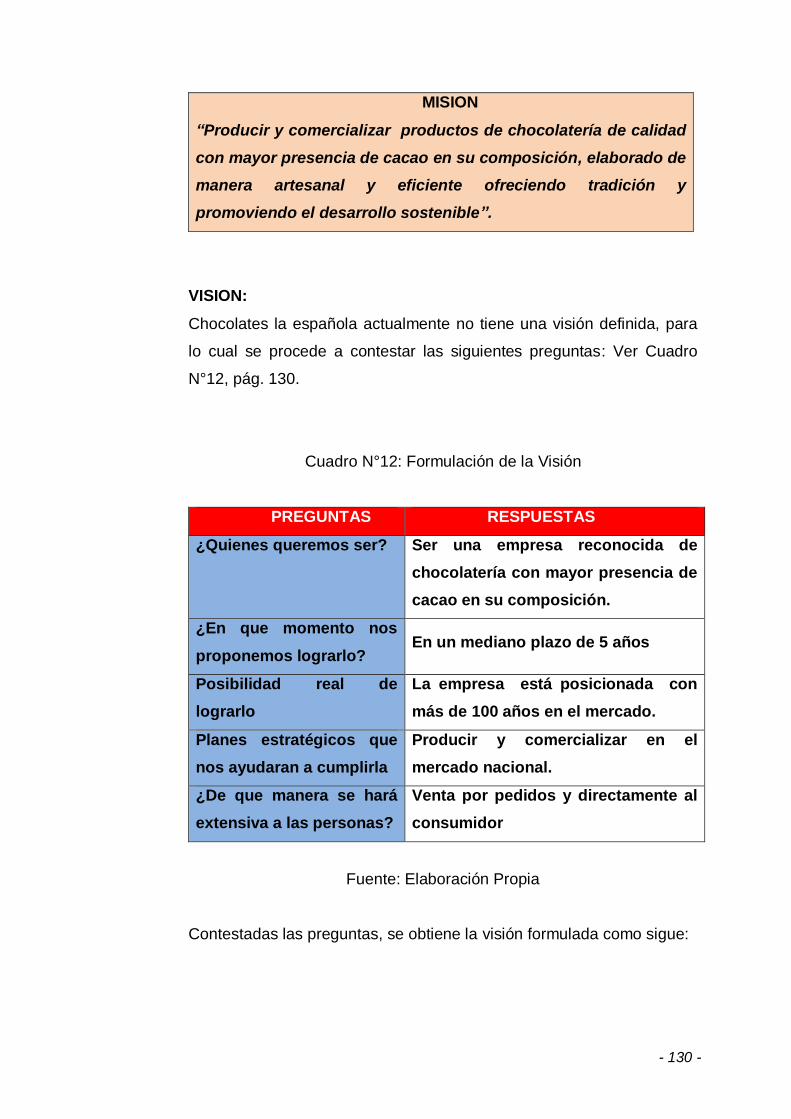
- 130 -
MISION
“Producir y comercializar productos de chocolatería de calidad
con mayor presencia de cacao en su composición, elaborado de
manera artesanal y eficiente ofreciendo tradición y
promoviendo el desarrollo sostenible”.
VISION:
Chocolates la española actualmente no tiene una visión definida, para
lo cual se procede a contestar las siguientes preguntas: Ver Cuadro
N°12, pág. 130.
Cuadro N°12: Formulación de la Visión
PREGUNTAS RESPUESTAS
¿Quienes queremos ser? Ser una empresa reconocida de
chocolatería con mayor presencia de
cacao en su composición.
¿En que momento nos
proponemos lograrlo? En un mediano plazo de 5 años
Posibilidad real de
lograrlo
La empresa está posicionada con
más de 100 años en el mercado.
Planes estratégicos que
nos ayudaran a cumplirla
Producir y comercializar en el
mercado nacional.
¿De que manera se hará
extensiva a las personas?
Venta por pedidos y directamente al
consumidor
Fuente: Elaboración Propia
Contestadas las preguntas, se obtiene la visión formulada como sigue:
- 131 -
VISION:
“Ser una empresa reconocida de chocolatería de calidad con
mayor contenido de cacao en su composición, abasteciendo el
mercado nacional ofreciendo tradición y mejorando la
satisfacción de nuestros clientes”.
PRINCIPIOS Y VALORES:
Los principios se definen como elementos éticos que guían las
decisiones de la empresa y definen su liderazgo, mientras que los
valores son descriptores morales que demuestran la responsabilidad
ética y social del personal en el desarrollo de sus labores diarias en la
empresa.
“Chocolates la española “se ha planteado como principios
organizacionales, los
Siguientes:
a) PRINCIPIOS:
Comercio Justo: La empresa practica el Comercio Justo en todas las
actividades de compra y comercialización de los productos,
especialmente en el abastecimiento de cacao.
.
Calidad de Vida: La empresa ofrece sustentabilidad a las actividades
que realiza, tanto para sus proveedores y consumidores mediante un
contacto directo y fidelización entre cliente – proveedor. Así como
también ofrece un trato cordial, justo y solidario a los empleados que
laboran en la empresa.
Calidad: La empresa está orientada a producir con alta calidad un
producto de chocolatería diferenciado, ofreciendo tradición por más de
100 años en el mercado local.

- 132 -
Los valores corporativos sobre los cuales se fundamenta la empresa
son los siguientes:
b) VALORES:
Respeto: La compañía respeta los valores, creencias y derechos de
cada persona, sean empleados, clientes, proveedores o fundadores.
Honestidad: Todas las actividades de la empresa se realizan con
transparencia y lealtad.
Equidad: La compañía está comprendida en cada una de sus
actividades de trato justo y equitativo a cada persona; empleados,
proveedores y clientes.
Responsabilidad: La compañía trabaja en forma responsable,
cumpliendo con las normas y leyes establecidas por la Constitución.
POLITICAS
Las políticas son lineamientos que apoyan los esfuerzos por alcanzar
los objetivos propuestos, para ello “Chocolates la española “se ha
planteado las siguientes políticas:
Satisfacer los requerimientos de nuestros clientes con estándares de
calidad
Promover el desarrollo de la organización a través de la capacitación
del personal.
Fortalecer nuestra actividad a través de alianzas estratégicas,
asociaciones y convenios con sectores afines.
Desarrollar y mantener una gestión organizacional efectiva.
- 133 -
Mejorar de manera continua los procesos y productos, haciendo que
estos sean amigables con el medio ambiente y la sociedad.
a) POLITICA DE CALIDAD:
“Chocolates la española” se ha planteado como política de calidad, la
siguiente:
ESTRATEGIAS
Las estrategias permiten cumplir con los objetivos, es decir son medios
para alcanzarlos. Definen los cursos de acción y los programas de
asignación de recursos para cumplir con los objetivos. “Chocolates la
española” ha establecido las siguientes estrategias, para cumplir con
los objetivos propuestos.
a) ESTRATEGIA CORPORATIVA
POLÍTICA DE CALIDAD:
“Mantener permanentemente un compromiso de servicio de
calidad a nuestros
Clientes, entendiendo sus expectativas y necesidades, logrando
su satisfacción con oportunidad y mejoramiento continuo”.
ESTRATEGIA CORPORATIVA:
“Impulsar la producción y comercialización de productos de
chocolatería de calidad con mayor contenido de cacao en su
elaboración, elaborado de manera artesanal y eficiente
garantizando el desarrollo sostenible de la empresa “

- 134 -
OBJETIVOS
Los objetivos son los resultados puntuales que la empresa desea lograr
mediante su misión, brindan apoyo al propósito de la empresa. Para el
caso de Chocolates la española “se detalla, a continuación, el objetivo
corporativo.
a) OBJETIVO CORPORATIVO
OBJETIVO CORPORATIVO:
“Mantener un buen nivel de rentabilidad para asegurar un sólido
crecimiento y proveer mayores recursos económicos, necesarios
para seguir mejorando la satisfacción del cliente ofreciendo
calidad y tradición en el producto, el cual promueva el desarrollo
sostenible “
- 135 -
4.2 MODELO DE GESTIÓN POR PROCESOS DE LA EMPRESA
“FABRICA DE CHOCOLATES LA ESPAÑOLA S.R.L”
En este capitulo se realiza la identificación y levantamiento de los procesos
en cada una de las áreas de la empresa, se identificará los procesos críticos
y su propuesta de mejora.
4.2.1 IDENTIFICACION DE LOS PROCESOS DE LA EMPRESA
Para identificar los procesos de “Chocolates la española “fue
necesario realizar las siguientes actividades:
1. Realizar una lista de los procesos que realiza la empresa.
2. Agrupar los procesos en macro procesos, según su afinidad y
asignar a cada macro proceso un nombre representativo.
3. Definir los límites del proceso.
4. Identificar el resultado del proceso (salida).
5. Identificar los clientes del proceso.
6. Elaborar el diagrama de flujo de los procesos de la situación
actual.
Chocolates la española S.R.L. no tiene identificados sus procesos
actualmente, por ello los procesos y macro procesos que se señalan
en la Tabla N° 31, pág. 136 son los que se han recopilado mediante
observación y entrevistas con todo el personal de la organización,
utilizando el Formato para identificación y levantamiento de procesos
que se presenta en el (Ver Anexo N°03 pág. 217).
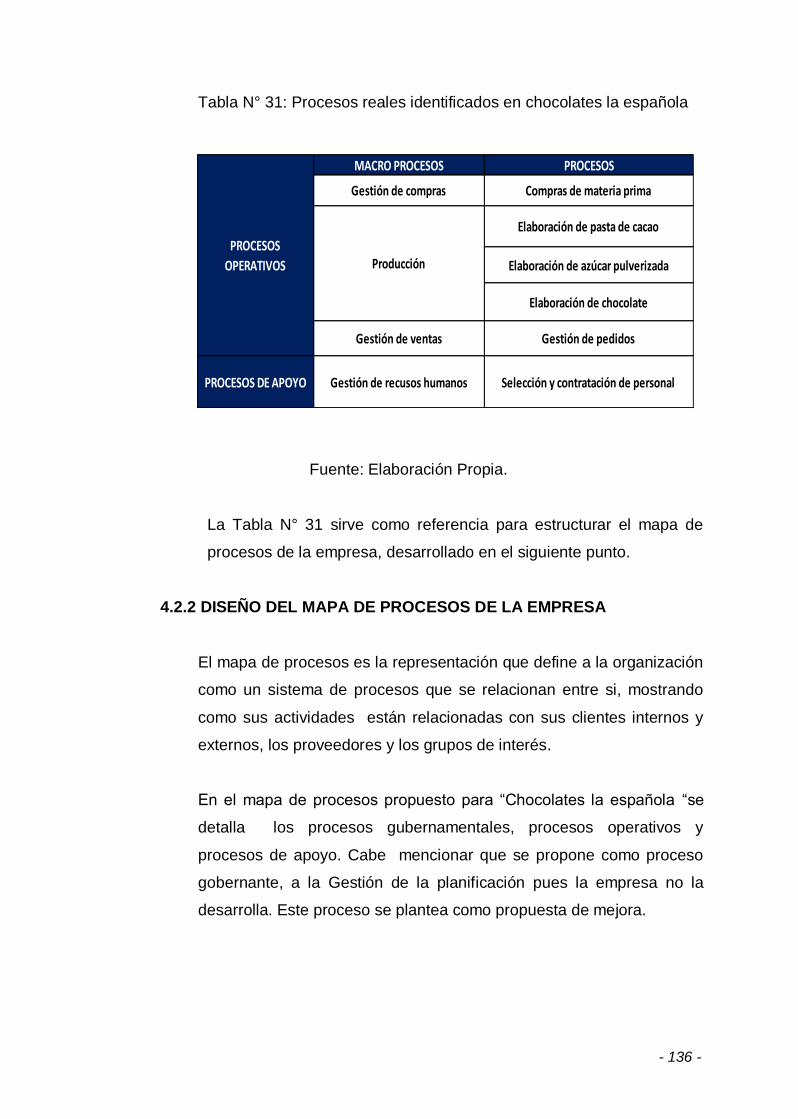
- 136 -
Tabla N° 31: Procesos reales identificados en chocolates la española
Fuente: Elaboración Propia.
La Tabla N° 31 sirve como referencia para estructurar el mapa de
procesos de la empresa, desarrollado en el siguiente punto.
4.2.2 DISEÑO DEL MAPA DE PROCESOS DE LA EMPRESA
El mapa de procesos es la representación que define a la organización
como un sistema de procesos que se relacionan entre si, mostrando
como sus actividades están relacionadas con sus clientes internos y
externos, los proveedores y los grupos de interés.
En el mapa de procesos propuesto para “Chocolates la española “se
detalla los procesos gubernamentales, procesos operativos y
procesos de apoyo. Cabe mencionar que se propone como proceso
gobernante, a la Gestión de la planificación pues la empresa no la
desarrolla. Este proceso se plantea como propuesta de mejora.
MACRO PROCESOS PROCESOS
Gestión de compras Compras de materia prima
Elaboración de pasta de cacao
Elaboración de azúcar pulverizada
Elaboración de chocolate
Gestión de ventas Gestión de pedidos
PROCESOS DE APOYO Gestión de recusos humanos Selección y contratación de personal
ProducciónPROCESOS
OPERATIVOS

- 137 -
Para que “Chocolates la española “logre su enfoque en procesos
deberá desarrollar su gestión basándose en el mapa propuesto en la
Gráfica N°05, pág. 137.
Gráfica N°05: Propuesta de mapa de procesos para Chocolates la
española S.R.L
Fuente: Elaboración Propia
4.2.3 DESCRIPCIÓN DE LOS PROCESOS
La descripción de los procesos tiene como finalidad entender como
funciona los procesos internos de una empresa, dichos procesos
pueden ser descritos mediante diagramas de flujo y fichas de
procesos.
C
L
I
E
N
T
E
S
C
L
I
E
N
T
E
S
NECESIDADES Y
EXPECTATIVASATISFACCIÓN
PROCESOS OPERATIVOS
PROCESOS DE APOYO
PROCESOS GOBERNANTES
GESTIÓN DE PLANIFICACIÓN
GESTIÓN DE COMPRAS
PRODUCCIÓNGESTIÓN DE
VENTAS
GESTIÓNFINANCIERA Y
CONTABLE
GESTIÓN DE RECURSOS HUMANOS

- 138 -
DIAGRAMAS DE FLUJO
Es un diagrama que utiliza símbolos gráficos para representar el flujo y
las fases de un proceso, es básico en la gestión por procesos.
FICHAS DE PROCESOS
Se las considera como un soporte de información, el cual recaba las
características relevantes de las actividades definidas en un proceso,
para poder crear controles sobre ellas.
La información que se obtuvo de la identificación y levantamiento de
los procesos de Chocolates la española permite describirlos a través
de diagramas de flujo y fichas de procesos que se presentan en el
(Ver Anexo N°04, pág. 219).
4.2.4 SELECCIÓN Y ANÁLISIS DE LOS PROCESOS CRÍTICOS
Dentro de algunas empresas, existen procesos que no son de vital
importancia, es decir, que no afectan directamente en el cumplimiento
de las expectativas del cliente. Por lo cual, se debe poner especial
atención en los procesos que agregan valor al cliente final.
Para determinar los procesos críticos de la empresa “Chocolates la
española”, se utilizó una matriz que permitió calificar la relación que
cada proceso tiene con la satisfacción de las necesidades del cliente
interno y externo.
En base a entrevistas con el Ing. Cristian Sulem Vásquez, Gerente de
“Chocolates la española”, se inició identificando los factores que tienen
impacto en la satisfacción de las expectativas del cliente, obteniendo
los siguientes factores, Ver Cuadro N°13, pág. 139.

- 139 -
Cuadro N°13: Factores de Impacto en las expectativas del cliente.
Fuente: Elaboración Propia
4.2.5 MATRIZ DE IDENTIFICACIÓN DE PROCESOS CRÍTICOS
El criterio de calificación que se usó para identificar los procesos
críticos de la empresa se encuentran descritos en el Cuadro N°14,
pág. 139.
Cuadro N°14: Escala de relación entre procesos y factores de impacto
de Chocolates la española.
CALIFICACIÓN
0 No tiene relación
1 Relación menos importante
2 Relación importante
3 Relación más importante
4 Relación muy importante
Fuente: Elaboración Propia
Los pasos para elaborar la matriz de identificación de los procesos
críticos de “Chocolates la española” son los siguientes:
PESO
F1 0.3
F2 0.25
F3 0.3
F4 0.15
1
Precio justo y accesible
Cumpla con su misión como
empresa
FACTORES DE IMPACTO
Calidad del producto
Chocolate con mayor
cantidad de cacao en su
composición
- 140 -
1) En la primera columna ingresar el código de los procesos reales
identificados.
2) En la segunda columna registrar el nombre de cada uno de los
procesos.
3) Registrar, en la cabecera de la matriz, los códigos de los
factores de impacto y su peso correspondiente, de acuerdo a la
ponderación previamente establecida.
4) Cada factor de impacto ocupa dos columnas, en la primera se
debe ingresar la calificación de la relación que existe entre el
factor de impacto y el proceso detallado en esa fila de acuerdo a
la escala propuesta en el Cuadro N°14, pág. 139.
5) En la segunda columna se debe poner el resultado de la
multiplicación entre el valor detallado en la primera columna del
factor de impacto y el peso del mismo.
6) En la siguiente columna, se suman los valores registrados en la
segunda columna de cada factor de impacto.
7) Ordenar los valores resultantes de manera ascendente.
8) Seleccionar los procesos con mayor puntaje.
Después de realizada la matriz de identificación de los procesos
críticos de Chocolates la española (Ver Anexo N°05, pág. 226) se
estableció como críticos los siguientes:
Proceso de elaboración de pasta de cacao
Proceso de pulverizado de azúcar
Proceso de elaboración de chocolate en barra.
- 141 -
Para esta etapa, después de identificar, levantar, documentar todos los
procesos internos de la empresa, se procedió a analizar el valor
agregado de los procesos críticos de Chocolates la española. Ver
Diagramas N°03, pág. 56; N°04, pág. 57; N°05, pág. 58.
Para la mejora de los procesos críticos de la empresa, se optó por
utilizar las metodologías y/o herramientas de mejorar de métodos y
medición del trabajo, los cuales se desarrollan a continuación

- 142 -
4.2.6 METODOLOGÍA OWAS
Como se vio anteriormente (Ver diagrama N°03, pág. 56), el proceso
de pulverizado de azúcar sigue una serie de actividades en los cuales
se destaca los” traslados”, los cuales no le agregan valor al proceso,
convirtiéndose en “actividades improductivas”. Además dichas
actividades le otorgan al operario un sobre esfuerzo físico ya que es
realizado de forma manual, soportando cargas de hasta 50 kg (sacos).
Según Montaño, P., & Alonso, F. (2014). “El método OWAS puede
usarse para identificar y clasificar posturas de trabajo y sus cargas
musculo-esqueléticas durante varias fases de la tarea. Una vez
identificada la categoría de riesgo al que pertenece cada postura,
puede valorarse la necesidad de mejoras en el puesto de trabajo y su
urgencia”. Por este motivo se pretende usar la metodología OWAS
para evaluar las tareas que involucra el proceso de pulverizado, entre
ellas los “traslados” y proponer alternativas de mejora que reduzcan
este problema y a su ves el sobre esfuerzo físico por parte del
operario.
Como punto de partida del método, se ha identificado 4 diferentes
posturas que adopta el operario durante todo el proceso de
pulverizado de azúcar, dichas posturas son repetitivas a lo largo de la
jornada de trabajo por lo que se ha realizado un “muestreo del trabajo”
tomando una muestra piloto de 20 observaciones (Ver Anexo N°06,
pág. 210).cada una de ellas registradas en intervalos de tiempo. Con
los datos obtenidos de la muestra piloto se calcula el tamaño de
muestra optimo para asegurar una confianza del 95.45% y un margen
de error de +/- 5%, dando como resultado un total de 139
observaciones, por lo que se requiere realizar 119 observaciones
adicionales (Ver Anexo N°06, pág. 228)
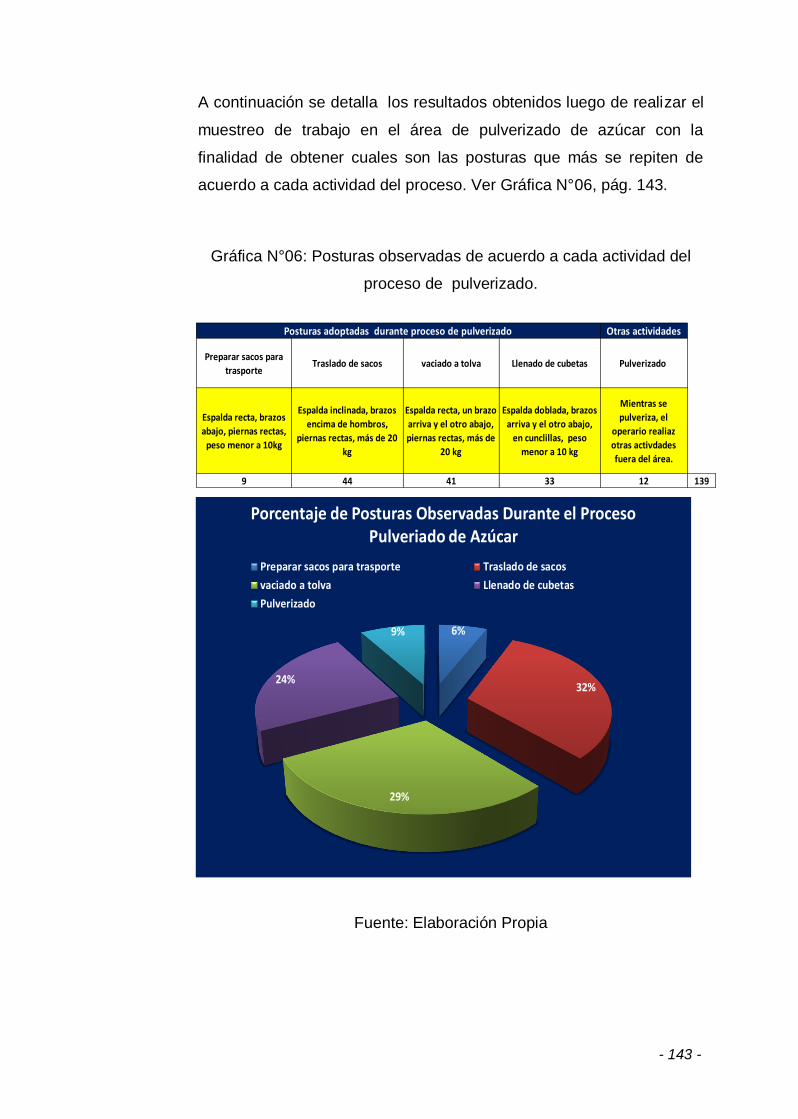
- 143 -
A continuación se detalla los resultados obtenidos luego de realizar el
muestreo de trabajo en el área de pulverizado de azúcar con la
finalidad de obtener cuales son las posturas que más se repiten de
acuerdo a cada actividad del proceso. Ver Gráfica N°06, pág. 143.
Gráfica N°06: Posturas observadas de acuerdo a cada actividad del
proceso de pulverizado.
Fuente: Elaboración Propia
Otras actividades
Preparar sacos para
trasporteTraslado de sacos vaciado a tolva Llenado de cubetas Pulverizado
9 44 41 33 12 139
Mientras se
pulveriza, el
operario realiaz
otras activdades
fuera del área.
Posturas adoptadas durante proceso de pulverizado
Espalda recta, brazos
abajo, piernas rectas,
peso menor a 10kg
Espalda inclinada, brazos
encima de hombros,
piernas rectas, más de 20
kg
Espalda recta, un brazo
arriva y el otro abajo,
piernas rectas, más de
20 kg
Espalda doblada, brazos
arriva y el otro abajo,
en cunclillas, peso
menor a 10 kg
6%
32%
29%
24%
9%
Porcentaje de Posturas Observadas Durante el Proceso Pulveriado de Azúcar
Preparar sacos para trasporte Traslado de sacos
vaciado a tolva Llenado de cubetas
Pulverizado

- 144 -
Según el grafico N°06, la actividad de “traslado de sacos” es la que
mayor se repite, con un porcentaje de 32%, seguida por la actividad de
“vaciado a tolva”, con un porcentaje de 29%, 24% para “Llenado de
cubetas”, 9% para “Pulverizado” y 6% en “Preparar sacos para tolva”.
Según Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012). “A
cada postura se le asigna un “código de postura” conformado por
cuatro dígitos. El primer dígito depende de la posición de la espalda del
trabajador, el segundo de la posición de los brazos, el tercero de la
posición de las piernas y el cuarto de la carga manipulada”.
En la Tabla N°32, pág. 144 se detalla la codificación de las posiciones
de la espalda, en la Tabla N°33, pág. 145 la codificación de las
posiciones de los brazos, en la Tabla N°34, pág. 145 la codificación de
las posiciones de las piernas y por ultimo en la Tabla N°35, pág. 146
la codificación de las cargas soportadas.
Tabla N°32: Codificación de las posiciones de la espalda
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)
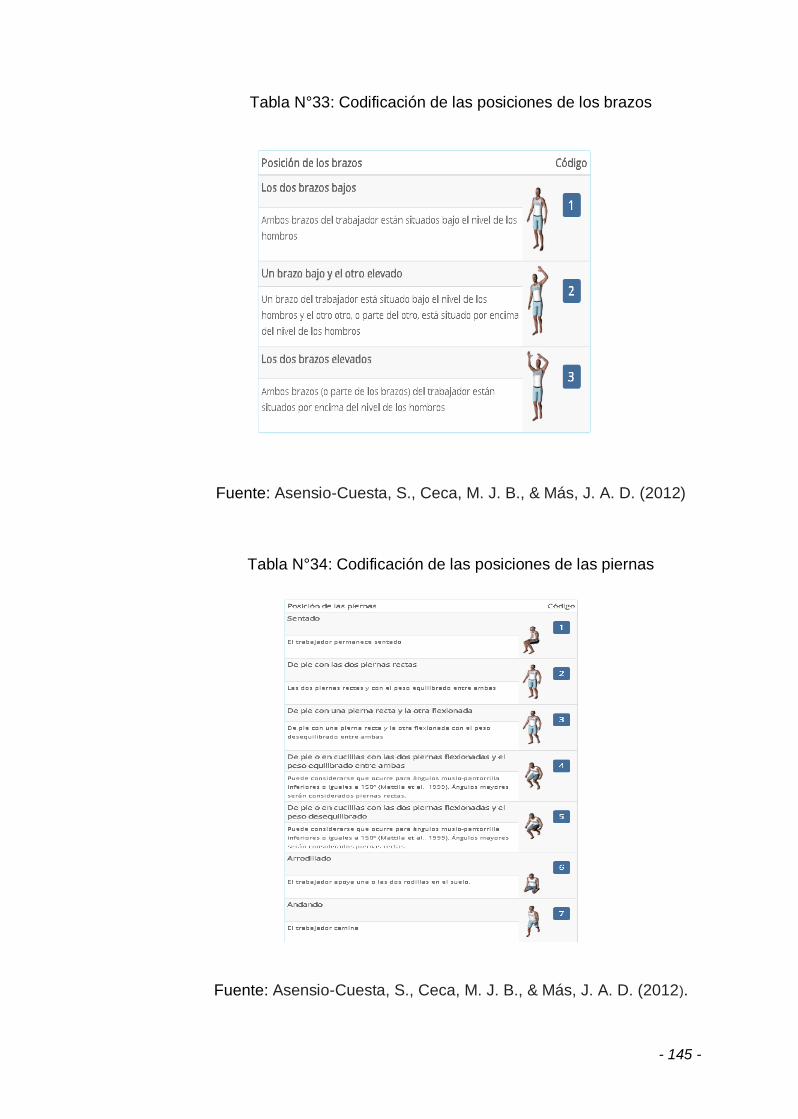
- 145 -
Tabla N°33: Codificación de las posiciones de los brazos
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)
Tabla N°34: Codificación de las posiciones de las piernas
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012).

- 146 -
Tabla N°35: Codificación de la carga y fuerza soportada
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)

- 147 -
A continuación se procede a codificar cada postura identificada
tomando como referencia la información de las tablas detalladas
anteriormente con respecto a las posiciones. Ver Cuadro N°15.
Cuadro N°15: Preparar sacos para trasporte
Fuente: Elaboración Propia
Esta postura corresponde a la hora de preparar sacos para acarreo. El
código de la postura vendría a ser el siguiente:
Cuadro N°16: Traslado de sacos hacia pulverizadora
Fuente: Elaboración Propia
Esta postura corresponde a la hora trasladar los sacos de azúcar hacia
la pulverizadora, el cual es realizado de forma manual. El código de la
postura vendría a ser el siguiente:
POSICIONES CALIFICACIÓN OBSERVACIONES
ESPALDA 1
El eje del tronco del trabajador
está alineado con el eje
caderas-piernas
BRAZOS 1
Ambos brazos del trabajador
están situados bajo el nivel de
los hombros
PIERNAS 2De pies, con las dos piernas
rectas
CARGA SOPORTADA 1 Menos de 10 kg
1 1 2 1
Codificación dela Posición
POSICIONES CALIFICACIÓN OBSERVACIONES
ESPALDA 2 espalda inclinada menor 180 °
BRAZOS 3
Ambos brazos (o parte de los
brazos) del trabajador están
situados por encima del nivel
de los hombros
PIERNAS 2
Las dos piernas rectas y con
el peso equilibrado entre
ambas
CARGA SOPORTADA 3 más de 20 kg

- 148 -
Cuadro N°17: Vaciado a tolva
Fuente: Elaboración propia
Esta postura corresponde durante la operación de vaciado de sacos en
la tolva. El código de la postura vendría a ser el siguiente:
Cuadro N°18: Llenado de cubetas
Fuente: Elaboración propia
Esta postura corresponde durante la operación de llenado de cubetas.
El código de la postura vendría a ser el siguiente:
2 3 2 3
Codificación de la Posición
POSICIONES CALIFICACIÓN OBSERVACIONES
ESPALDA 1
El eje del tronco del trabajador
está alineado con el eje
caderas-piernas
BRAZOS 2
Un brazo del trabajador está
situado bajo el nivel de los
hombros y el otro , está
situado por encima del nivel
de los hombros
PIERNAS 2
Las dos piernas rectas y con
el peso equilibrado entre
ambas
CARGA SOPORTADA 3 más de 20 kg
1 2 2 3
Codificación de la Posición
POSICIONES CALIFICACIÓN OBSERVACIONES
ESPALDA 2 Espalda doblada
BRAZOS 2
Un brazo del trabajador está
situado bajo el nivel de los
hombros y el otro está situado
por encima del nivel de los
hombros
PIERNAS 5
De pie o en cuclillas con las
dos piernas flexionadas y el
peso desequilibrado
CARGA SOPORTADA 1 menor a 10 kg
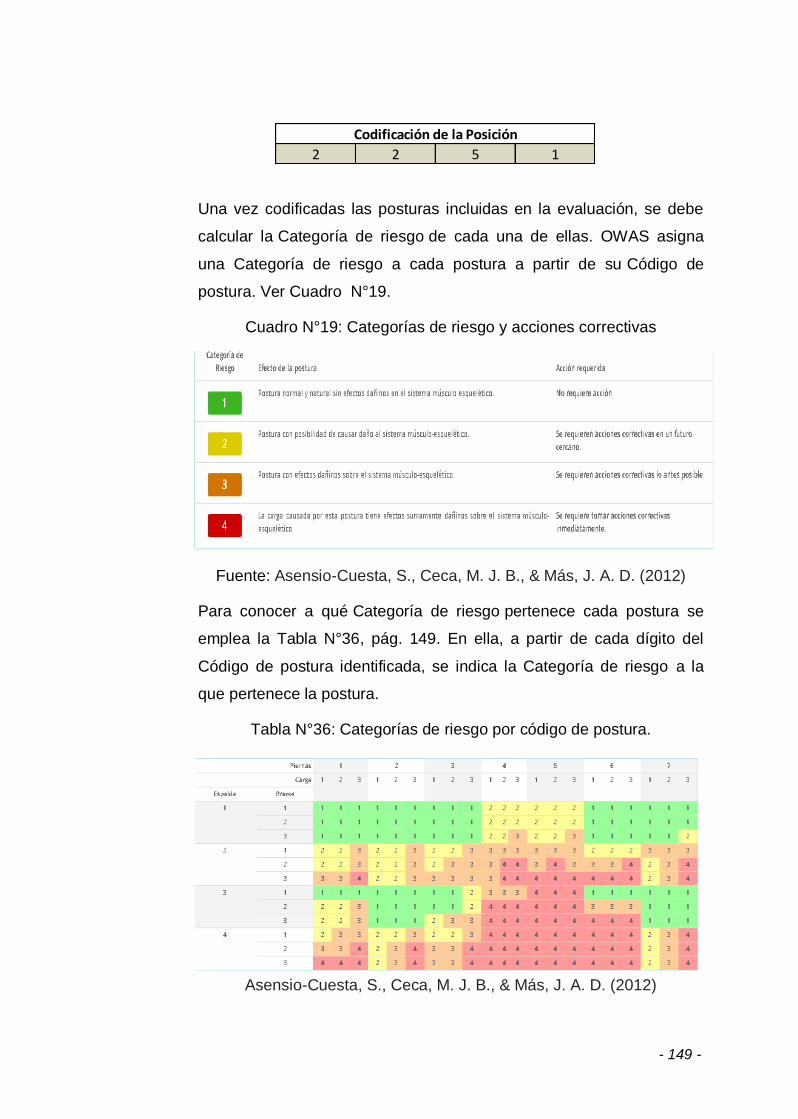
- 149 -
Una vez codificadas las posturas incluidas en la evaluación, se debe
calcular la Categoría de riesgo de cada una de ellas. OWAS asigna
una Categoría de riesgo a cada postura a partir de su Código de
postura. Ver Cuadro N°19.
Cuadro N°19: Categorías de riesgo y acciones correctivas
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)
Para conocer a qué Categoría de riesgo pertenece cada postura se
emplea la Tabla N°36, pág. 149. En ella, a partir de cada dígito del
Código de postura identificada, se indica la Categoría de riesgo a la
que pertenece la postura.
Tabla N°36: Categorías de riesgo por código de postura.
F
u
e
n
t
e
:
Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)
2 2 5 1
Codificación de la Posición
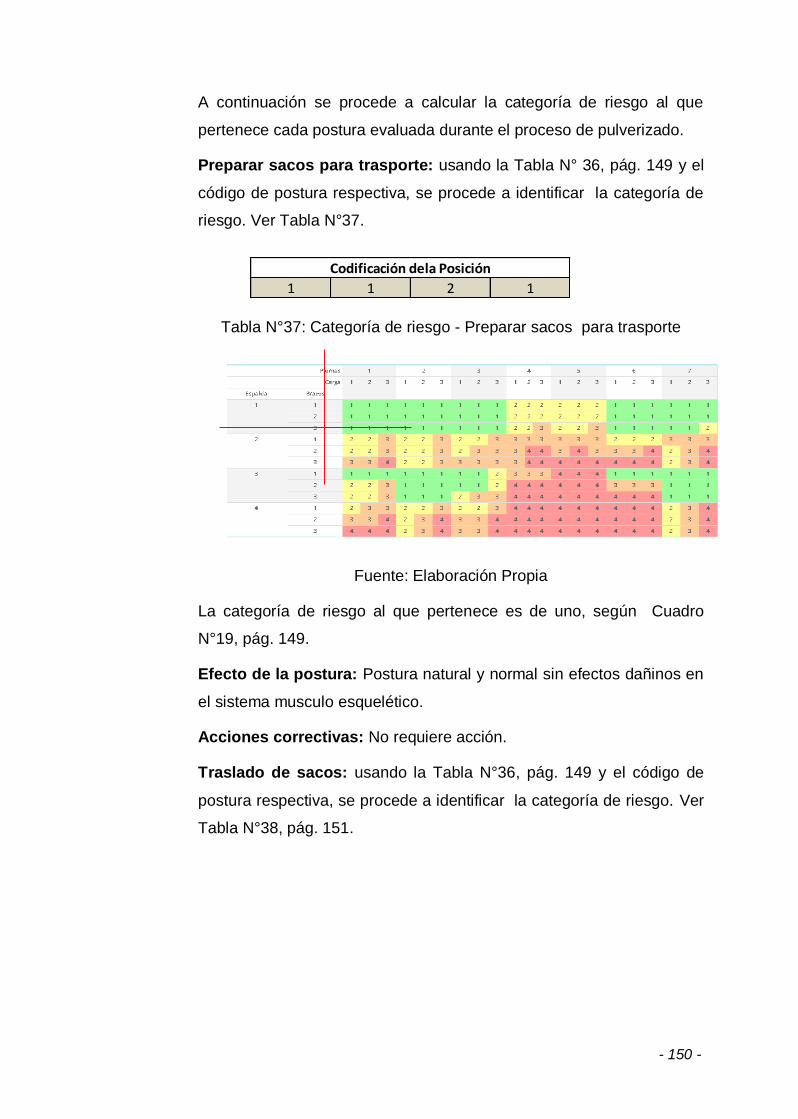
- 150 -
A continuación se procede a calcular la categoría de riesgo al que
pertenece cada postura evaluada durante el proceso de pulverizado.
Preparar sacos para trasporte: usando la Tabla N° 36, pág. 149 y el
código de postura respectiva, se procede a identificar la categoría de
riesgo. Ver Tabla N°37.
Tabla N°37: Categoría de riesgo - Preparar sacos para trasporte
Fuente: Elaboración Propia
La categoría de riesgo al que pertenece es de uno, según Cuadro
N°19, pág. 149.
Efecto de la postura: Postura natural y normal sin efectos dañinos en
el sistema musculo esquelético.
Acciones correctivas: No requiere acción.
Traslado de sacos: usando la Tabla N°36, pág. 149 y el código de
postura respectiva, se procede a identificar la categoría de riesgo. Ver
Tabla N°38, pág. 151.
1 1 2 1
Codificación dela Posición

- 151 -
Tabla N°38: Categoría de riesgo – Traslado de sacos
Fuente: Elaboración Propia
La categoría de riesgo al que pertenece es de tres, según Cuadro
N°19, pág. 149.
Efecto de la postura: Postura con efectos dañinos sobre el sistema
músculo-esquelético.
Acciones correctivas: Se requieren acciones correctivas lo antes
posible
Vaciado a tolva: usando la Tabla N°36, pág. 149 y el código de
postura respectiva, se procede a identificar la categoría de riesgo .Ver
Tabla N°39.
Tabla N°39: Categoría de riesgo – Vaciado a tolva
Fuente: Elaboración Propia
2 3 2 3
Codificación de la Posición
1 2 2 3
Codificación de la Posición

- 152 -
La categoría de riesgo al que pertenece es de uno, según Cuadro
N°19, pág. 149.
Efecto de la postura: Postura natural y normal sin efectos dañinos en
el sistema musculo esquelético.
Acciones correctivas:
No requiere acción
Llenado de cubetas: usando la Tabla N°36, pág. 149 y el código de
postura respectiva, se procede a identificar la categoría de riesgo. Ver
Tabla N°40.
Tabla N°40: Categoría de riesgo – Llenado de cubetas
Fuente: Elaboración propia
La categoría de riesgo al que pertenece es de tres, según Cuadro
N°19, pág. 149.
Efecto de la postura: Postura con efectos dañinos sobre el sistema
músculo-esquelético.
Acciones correctivas:
Se requieren acciones correctivas lo antes posible.
2 2 5 1
Codificación de la Posición

- 153 -
Conocidas las Categorías de riesgo de cada postura es posible
determinar cuáles son aquellas que pueden ocasionar una mayor
carga postural para el trabajador durante el proceso de pulverizado.
Para considerar el riesgo de todas las posturas de forma global, se
calcula a continuación la frecuencia relativa de cada posición adoptada
por cada miembro. Es decir, en qué porcentaje del total de posturas
registradas, cada miembro se encuentra en una posición determinada.
Ver Tabla N° 41, pág. 153.
Tabla N°41: Categorías de riesgo de las posiciones del cuerpo
según su frecuencia
Fuente: Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012)
En la Tabla N°42, pág. 153 se detalla el calculo de la frecuencia
relativa para las cuatro posturas identificadas durante el proceso con
respecto a cada miembro, por ejemplo: de las cuatro posturas
identificadas, en dos de ellas la espalda esta doblada durante el
proceso de pulverizado de azúcar. Dando como resultado una
frecuencia de 50%.
Tabla N°42: Frecuencia relativa posición adoptada por cada miembro
Fuente: Elaboración Propia
POSTURAS doblada rectaencima de
hombros
debajo de
la cadera
arriva y
abajorectos
en
cunclillas
Preparar sacos para trasporte 1 1 1
Traslado de sacos 1 1 1
Vaciado a tolva 1 1 1
Llenado de cubetas 1 1 1
Total 2 2 1 1 2 3 1
Frecuencia 50% 50% 25% 25% 50% 75% 25%
Espalda Brazos Piernas
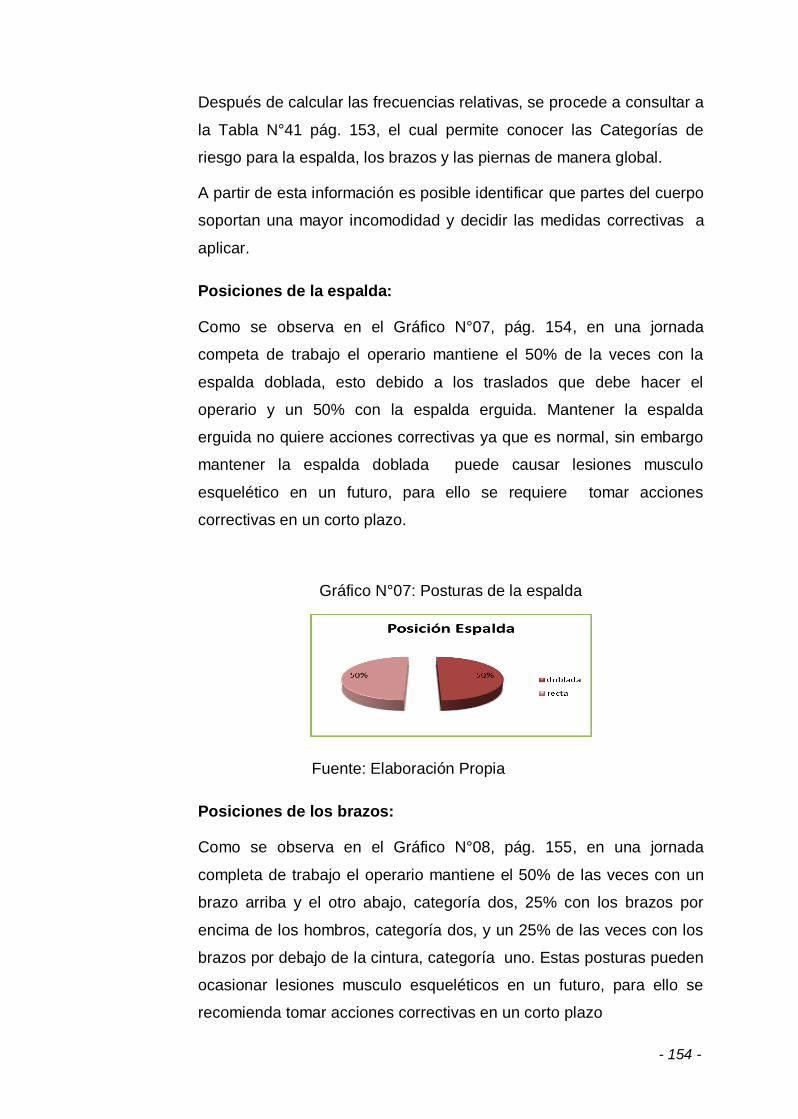
- 154 -
Después de calcular las frecuencias relativas, se procede a consultar a
la Tabla N°41 pág. 153, el cual permite conocer las Categorías de
riesgo para la espalda, los brazos y las piernas de manera global.
A partir de esta información es posible identificar que partes del cuerpo
soportan una mayor incomodidad y decidir las medidas correctivas a
aplicar.
Posiciones de la espalda:
Como se observa en el Gráfico N°07, pág. 154, en una jornada
competa de trabajo el operario mantiene el 50% de la veces con la
espalda doblada, esto debido a los traslados que debe hacer el
operario y un 50% con la espalda erguida. Mantener la espalda
erguida no quiere acciones correctivas ya que es normal, sin embargo
mantener la espalda doblada puede causar lesiones musculo
esquelético en un futuro, para ello se requiere tomar acciones
correctivas en un corto plazo.
Gráfico N°07: Posturas de la espalda
Fuente: Elaboración Propia
Posiciones de los brazos:
Como se observa en el Gráfico N°08, pág. 155, en una jornada
completa de trabajo el operario mantiene el 50% de las veces con un
brazo arriba y el otro abajo, categoría dos, 25% con los brazos por
encima de los hombros, categoría dos, y un 25% de las veces con los
brazos por debajo de la cintura, categoría uno. Estas posturas pueden
ocasionar lesiones musculo esqueléticos en un futuro, para ello se
recomienda tomar acciones correctivas en un corto plazo

- 155 -
Gráfico N°08: Posturas de los brazos
Fuente: Elaboración Propia
Posiciones de las piernas:
Como se observa en el Gráfico N°09, pág. 155, en una jornada
completa de trabajo el operario mantiene el 75% de las veces con las
piernas rectas, es considerado como normal y no requiere acciones
correctivas sin embargo un 25% de las veces se encuentra en cuclillas,
categoría 2. Esta postura pueden ocasionar lesiones musculo
esqueléticos en un futuro, para ello se recomienda tomar acciones
correctivas en un corto plazo
Gráfico N°09: Posturas de las piernas
Fuente: Elaboración Propia
Como propuesta se siguiere la implementación de una carretilla de
trasporte como herramienta de trabajo, con la finalidad de disminuir el
riesgo postural del operario, ya que el mayor riesgo se da durante el
traslado de azúcar. Dicha carretilla tiene la siguiente información
técnica. Ver Figura N° 27, pág. 156.

- 156 -
Figura N° 27: Ficha técnica carretilla de trasporte funcional
Fuente: Elaboración Propia
El tiempo de traslado de sacos a pulverizadora es de 4.5 min entre
idas y vueltas, recorriendo una distancia total de 26.4 metros, además
se pulveriza 125 kg de azúcar por lote, (Ver diagrama N°03, pág. 56),
la carretilla puede transportar entre 150 -200 kg en un viaje, por lo que
la distancia y el tiempo de trasporte de los sacos se reducen. En la
Cuadro N°20, pág. 156 se muestra las mejoras que se obtiene en el
proceso de pulverizado de azúcar.
Cuadro N°20: Propuesta de mejora en proceso de pulverizado
Fuente. Elaboración Propia
26.4 12
Tiempo de traslado ( min)
Distancia recorrida ( m)
Riesgo postural
Riesgo postural 2: espalda inclinada, brazos encima
del hombro, carga fisica soportada mas de 20 kg.
posible lesiones musculo esquelético, requiere de
acciones correctivas
Riesgo postural 1: el eje del tronco del trabajador
esta alineado con la cadera, ambos brazos del
trabajador estan situados bajo el nivel de los
hombros, pies rectos y la carga soportada es menor
a 10kg.
Situación actual: Traslado manual de sacos a
pulverizadara
Situación Propuesta: Traslado de sacos en carretilla
a pulverizadora
4.5 2
150 - 200 kg
610 x 1.260 x 550 mm
610 x 800 x 520 mm
15 kgPeso:
Especificaciones Técnicas
Carga maxima: Carretilla para sacos
Dimensines montado:
Dimensiones Plegado

- 157 -
4.2.7 TÉCNICA DEL INTERROGATORIO - MATRIZ DE PREGUNTAS BÁSICA (PULVERIZADO DE AZÚCAR)
Cuadro N°21: Matriz de Preguntas Básicas –Pulverizado de Azúcar
Fuente. Elaboración Propia
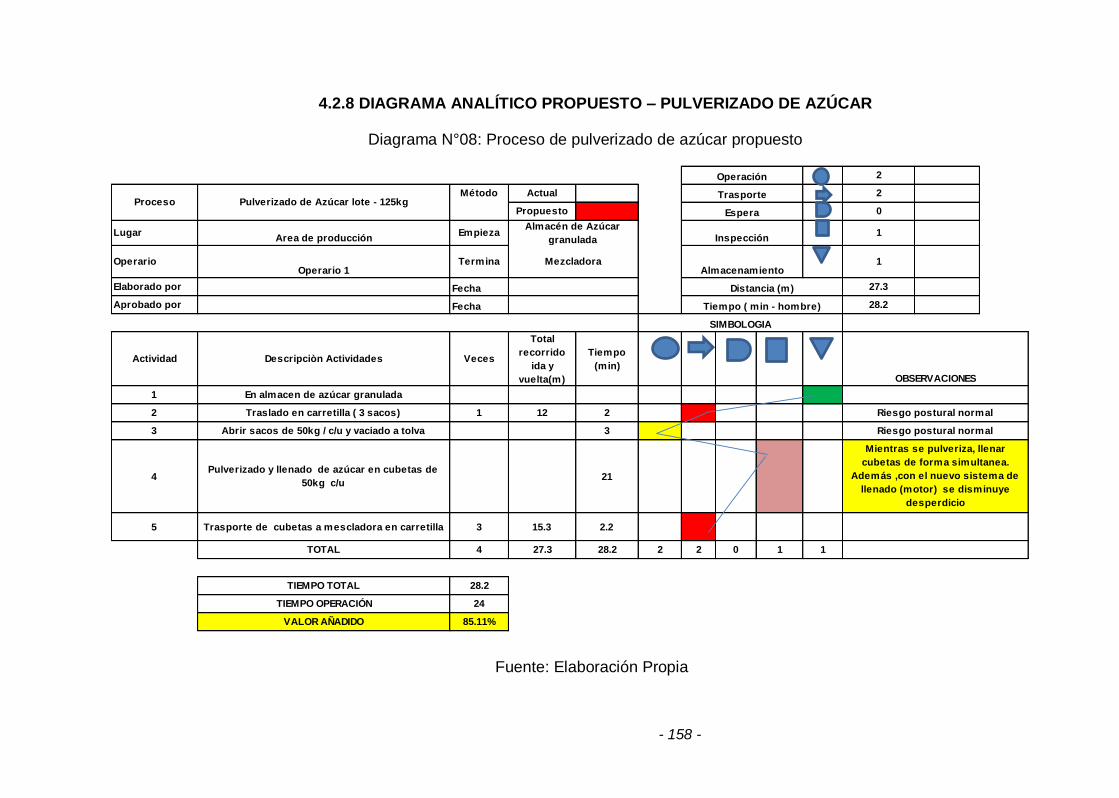
- 158 -
4.2.8 DIAGRAMA ANALÍTICO PROPUESTO – PULVERIZADO DE AZÚCAR
Diagrama N°08: Proceso de pulverizado de azúcar propuesto
Fuente: Elaboración Propia
2
Método Actual 2
Propuesto 0
LugarArea de producción
Empieza 1
OperarioOperario 1
Termina 1
Elaborado por Fecha 27.3
Aprobado por Fecha 28.2
Actividad Descripciòn Actividades Veces
Total
recorrido
ida y
vuelta(m)
Tiempo
(min)
1 En almacen de azúcar granulada
2 Traslado en carretilla ( 3 sacos) 1 12 2
3 Abrir sacos de 50kg / c/u y vaciado a tolva 3
4Pulverizado y llenado de azúcar en cubetas de
50kg c/u21
5 Trasporte de cubetas a mescladora en carretilla 3 15.3 2.2
TOTAL 4 27.3 28.2 2 2 0 1 1
TIEMPO TOTAL 28.2
TIEMPO OPERACIÓN 24
VALOR AÑADIDO 85.11%
Almacenamiento
OBSERVACIONES
Riesgo postural normal
Tiempo ( min - hombre)
SIMBOLOGIA
Riesgo postural normal
Mientras se pulveriza, llenar
cubetas de forma simultanea.
Además ,con el nuevo sistema de
llenado (motor) se disminuye
desperdicio
Proceso Pulverizado de Azúcar lote - 125kg
Inspección
Almacén de Azúcar
granulada
Mezcladora
Distancia (m)
Trasporte
Espera
Operación

- 159 -
Con el diagrama analítico propuesto de pulverizado de azúcar, se
evidencia un incremento en el valor añadido, el cual es de 85.11%.
Este incremento se refleja con las mejoras en las actividades de
traslado de sacos, cuya distancia se reduce a 12 metros en un tiempo
de 2 minutos.
De igual forma, al combinar la operación de pulverizado y llenado de
cubetas, el tiempo requerido sería de 21 min para dicha operación.
Con estas mejoras, el nuevo tiempo requerido para procesar un lote de
azúcar pulverizada vendría a ser de 28.2 minutos / lote .Ver Diagrama
N°08, pág. 158.
A continuación se detalla la mejora en los costos por problemas
asociados al proceso de pulverizado de azúcar.
A) COSTO PROPUESTO POR FALTA DE MÉTODOS DE TRABAJO DEFINIDOS
Según el Diagrama N°08, pág. 158, el nuevo tiempo total que
demanda el traslado de azúcar en carretilla y el de cubetas suman 4.2
min por lote, 0.07 horas/lote.
Costo propuesto de trasporte en jornada normal
Como se vio anteriormente, se procesa 15 lotes de azúcar por día
durante la jornada normal (Ver Tabla N°20, pág. 80) y el costo de hora
– hombre normal es de 5 soles/hora. Además se trabaja 24 días al
mes.
Costo propuesto de trasporte en horas extras
Durante las horas extras se procesa 3 lotes de azúcar (Ver Tabla
N°20, pág. 80) y el costo por horas extras es de 8 soles (Política de la
Empresa). Además se traba 24 días al mes.
T. improductivo ( h /
lote)Costo por MO n° lotes / día días / mes
Total costo
propuesto MO
transporte
0.07 5 15 24 126 soles/ mes
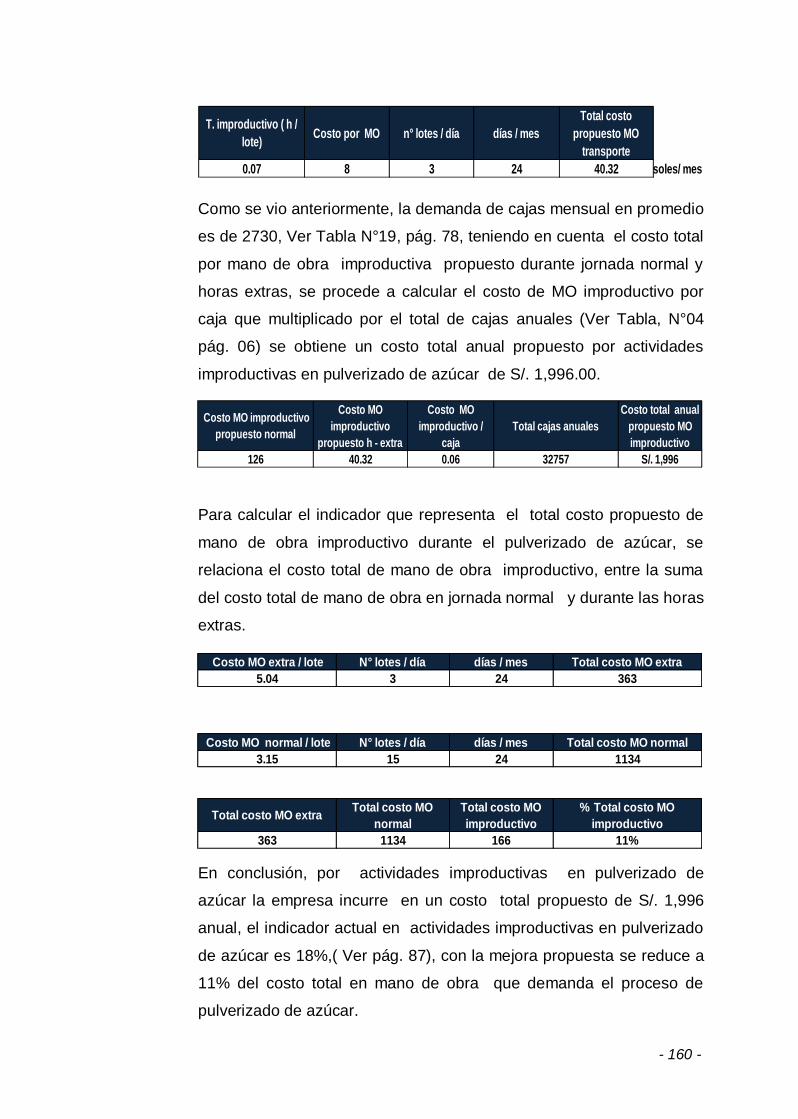
- 160 -
Como se vio anteriormente, la demanda de cajas mensual en promedio
es de 2730, Ver Tabla N°19, pág. 78, teniendo en cuenta el costo total
por mano de obra improductiva propuesto durante jornada normal y
horas extras, se procede a calcular el costo de MO improductivo por
caja que multiplicado por el total de cajas anuales (Ver Tabla, N°04
pág. 06) se obtiene un costo total anual propuesto por actividades
improductivas en pulverizado de azúcar de S/. 1,996.00.
Para calcular el indicador que representa el total costo propuesto de
mano de obra improductivo durante el pulverizado de azúcar, se
relaciona el costo total de mano de obra improductivo, entre la suma
del costo total de mano de obra en jornada normal y durante las horas
extras.
En conclusión, por actividades improductivas en pulverizado de
azúcar la empresa incurre en un costo total propuesto de S/. 1,996
anual, el indicador actual en actividades improductivas en pulverizado
de azúcar es 18%,( Ver pág. 87), con la mejora propuesta se reduce a
11% del costo total en mano de obra que demanda el proceso de
pulverizado de azúcar.
T. improductivo ( h /
lote)Costo por MO n° lotes / día días / mes
Total costo
propuesto MO
transporte
0.07 8 3 24 40.32 soles/ mes
Costo MO improductivo
propuesto normal
Costo MO
improductivo
propuesto h - extra
Costo MO
improductivo /
caja
Total cajas anuales
Costo total anual
propuesto MO
improductivo
126 40.32 0.06 32757 S/. 1,996
Costo MO extra / lote N° lotes / día días / mes Total costo MO extra
5.04 3 24 363
Costo MO normal / lote N° lotes / día días / mes Total costo MO normal
3.15 15 24 1134
Total costo MO extraTotal costo MO
normal
Total costo MO
improductivo
% Total costo MO
improductivo
363 1134 166 11%

- 161 -
B) COSTO PROPUESTO POR FALTA DE MEJORA CONTINUA DE PROCESOS
Con los resultados de aplicar la técnica del interrogatorio en el proceso
de pulverizado (Ver Cuadro N° 21, pág. 157), se pudo determinar
alternativas de mejora continua que se pueden hacer a corto plazo,
como combinar las operaciones de pulverizado y llenado de cubetas,
de esta manera los kg promedio en desperdicio de azúcar se reduce a
0.40 kg / lote. Ver Tabla N°43, pág. 161.
Tabla N°43: Materia prima desperdiciada propuesto
Fuente: Elaboración Propia
Según la Tabla N°20, pág. 80, el promedio de azúcar que se
desperdicia actualmente es de 0.9 kg / lote.
Lote
procesado
kg de azúcar
granulada ( tolva)
kg de azúcar
pulverizada
(mezcladora)
Kg desperdiados
(llenado de
cubetas)
1 125 123
2 125 124.2
3 125 124.5
4 125 124 0.60
5 125 124.3 0.42
6 125 124.1 0.54
7 125 124 0.60
8 125 125 0.00
9 125 124.8 0.12
10 125 125 0.00
11 125 124 0.60
12 125 124.3 0.42
13 125 124.1 0.54
14 125 124 0.60
15 125 125 0.00
16 125 124.1 0.54
17 125 124 0.60
18 125 124.3 0.42
Promedio 0.40 Kg / lote
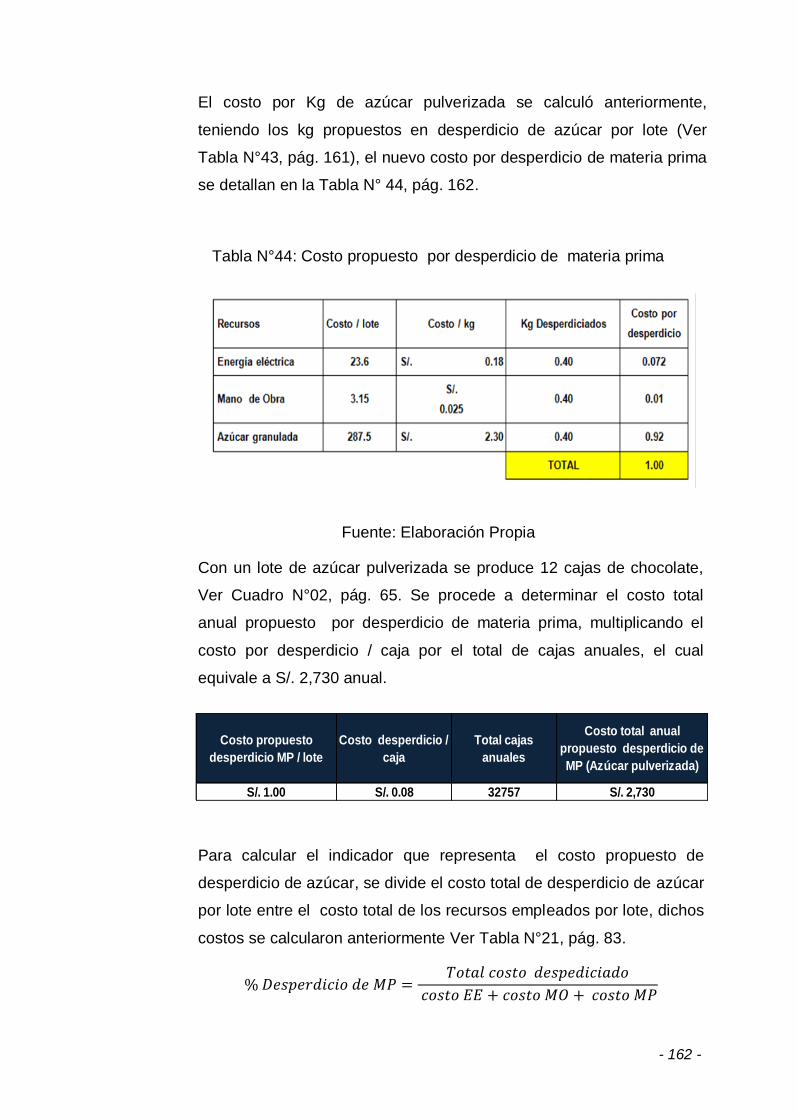
- 162 -
El costo por Kg de azúcar pulverizada se calculó anteriormente,
teniendo los kg propuestos en desperdicio de azúcar por lote (Ver
Tabla N°43, pág. 161), el nuevo costo por desperdicio de materia prima
se detallan en la Tabla N° 44, pág. 162.
Tabla N°44: Costo propuesto por desperdicio de materia prima
Fuente: Elaboración Propia
Con un lote de azúcar pulverizada se produce 12 cajas de chocolate,
Ver Cuadro N°02, pág. 65. Se procede a determinar el costo total
anual propuesto por desperdicio de materia prima, multiplicando el
costo por desperdicio / caja por el total de cajas anuales, el cual
equivale a S/. 2,730 anual.
Para calcular el indicador que representa el costo propuesto de
desperdicio de azúcar, se divide el costo total de desperdicio de azúcar
por lote entre el costo total de los recursos empleados por lote, dichos
costos se calcularon anteriormente Ver Tabla N°21, pág. 83.
% 𝐷𝑒𝑠𝑝𝑒𝑟𝑑𝑖𝑐𝑖𝑜 𝑑𝑒 𝑀𝑃 =𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑑𝑒𝑠𝑝𝑒𝑑𝑖𝑐𝑖𝑎𝑑𝑜
𝑐𝑜𝑠𝑡𝑜 𝐸𝐸 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂 + 𝑐𝑜𝑠𝑡𝑜 𝑀𝑃
Costo propuesto
desperdicio MP / lote
Costo desperdicio /
caja
Total cajas
anuales
Costo total anual
propuesto desperdicio de
MP (Azúcar pulverizada)
S/. 1.00 S/. 0.08 32757 S/. 2,730

- 163 -
En conclusión, por desperdicio de azúcar pulverizada, la empresa
incurre en un costo total propuesto de S/. 2,730 anuales. El indicador
actual por desperdicio de materia prima es 0.68% (Ver pág. 84). Con la
mejora propuesta dicho indicador se reduce a 0.32% del costo total
durante el proceso de pulverizado de azúcar.
Costo por desperdicio
MPCosto MP Total costo EE Total costo MO
% Total costo
propuesto
desperdicio MP
1 287.5 23.6 3.15 0.32%
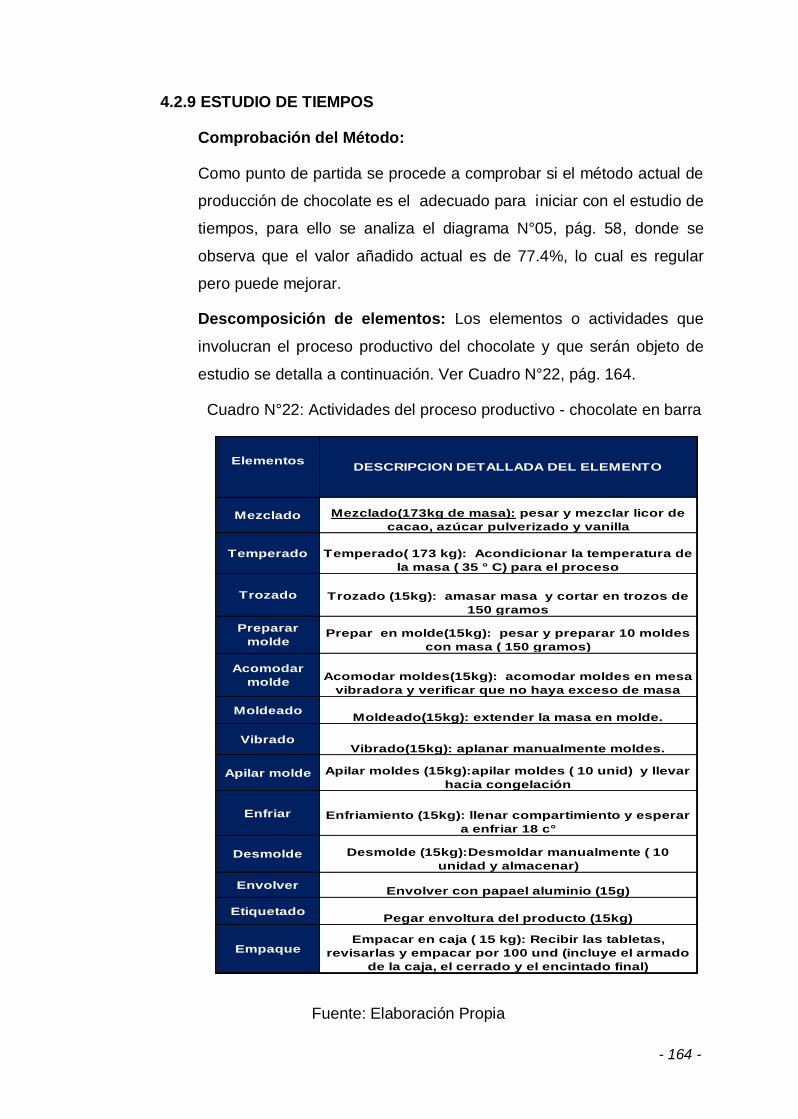
- 164 -
4.2.9 ESTUDIO DE TIEMPOS
Comprobación del Método:
Como punto de partida se procede a comprobar si el método actual de
producción de chocolate es el adecuado para iniciar con el estudio de
tiempos, para ello se analiza el diagrama N°05, pág. 58, donde se
observa que el valor añadido actual es de 77.4%, lo cual es regular
pero puede mejorar.
Descomposición de elementos: Los elementos o actividades que
involucran el proceso productivo del chocolate y que serán objeto de
estudio se detalla a continuación. Ver Cuadro N°22, pág. 164.
Cuadro N°22: Actividades del proceso productivo - chocolate en barra
Fuente: Elaboración Propia
Elementos
Mezclado
Temperado
Trozado
Preparar
molde
Acomodar
molde
Moldeado
Vibrado
Apilar molde
Enfriar
Desmolde
Envolver
Etiquetado
Empaque
DESCRIPCION DETALLADA DEL ELEMENTO
Empacar en caja ( 15 kg): Recibir las tabletas,
revisarlas y empacar por 100 und (incluye el armado
de la caja, el cerrado y el encintado final)
Mezclado(173kg de masa): pesar y mezclar licor de
cacao, azúcar pulverizado y vanilla
Pegar envoltura del producto (15kg)
Trozado (15kg): amasar masa y cortar en trozos de
150 gramos
Prepar en molde(15kg): pesar y preparar 10 moldes
con masa ( 150 gramos)
Acomodar moldes(15kg): acomodar moldes en mesa
vibradora y verificar que no haya exceso de masa
Moldeado(15kg): extender la masa en molde.
Vibrado(15kg): aplanar manualmente moldes.
Apilar moldes (15kg):apilar moldes ( 10 unid) y llevar
hacia congelación
Enfriamiento (15kg): llenar compartimiento y esperar
a enfriar 18 c°
Desmolde (15kg):Desmoldar manualmente ( 10
unidad y almacenar)
Envolver con papael aluminio (15g)
Temperado( 173 kg): Acondicionar la temperatura de
la masa ( 35 ° C) para el proceso
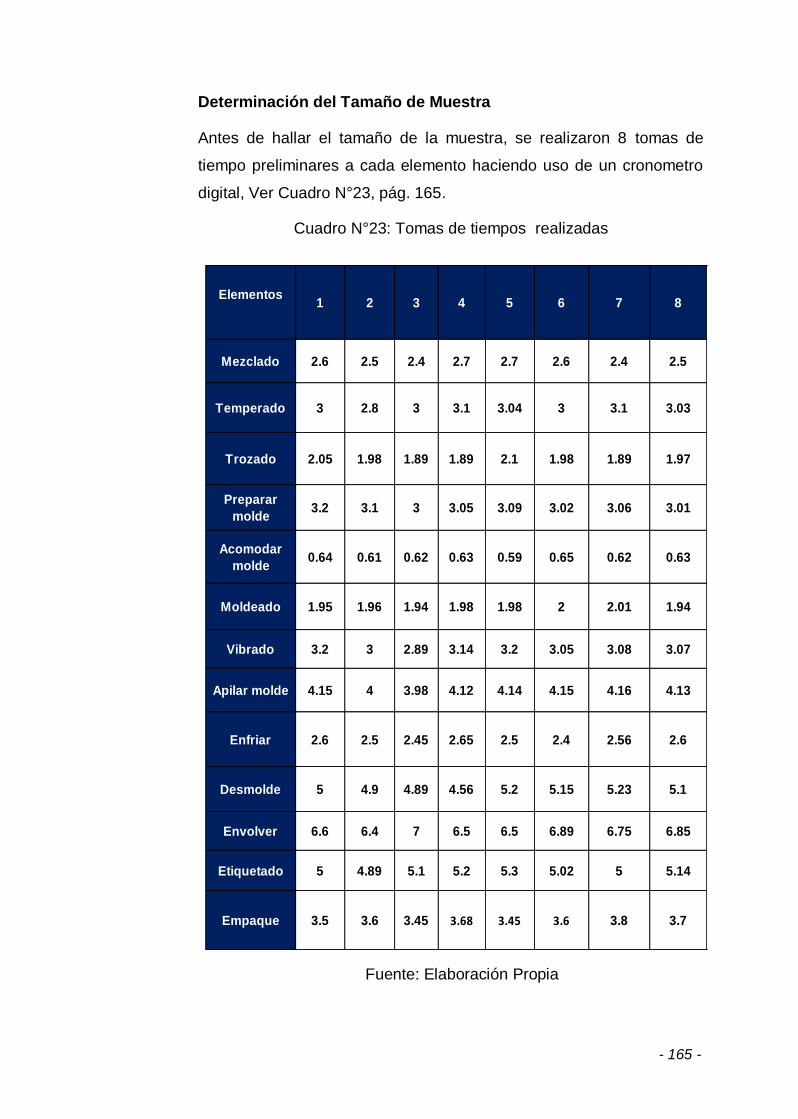
- 165 -
Determinación del Tamaño de Muestra
Antes de hallar el tamaño de la muestra, se realizaron 8 tomas de
tiempo preliminares a cada elemento haciendo uso de un cronometro
digital, Ver Cuadro N°23, pág. 165.
Cuadro N°23: Tomas de tiempos realizadas
Fuente: Elaboración Propia
Elementos1 2 3 4 5 6 7 8
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5
Temperado 3 2.8 3 3.1 3.04 3 3.1 3.03
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7

- 166 -
Con la información obtenida se procede a determinar el tamaño de
muestra para cada actividad en estudio, Los tiempos cronometrados
en el estudio preliminar fueron medidos por cada 15kg de producción
de chocolate, el cual equivale a una caja. Para ello se utilizó la
siguiente fórmula. Ver Figura N°28.
Figura N°28: Tamaño de Muestra
𝑛 =
(
40√n′∑ 𝑥2 − (∑𝑥)
2
∑𝑥
)
2
Fuente: Elaboración Propia
De esta manera se obtuvo como resultado el tamaño de la muestra
para cada elemento y las observaciones adicionales que se deben
cronometrar para asegura un nivel de confianza del 95.45% y un
margen de error de +/- 5%. Ver Tabla N°45, pág. 166.
Tabla N°45: Tamaño de la Muestra
Fuente: Elaboración Propia
En la Tabla N°46, pág. 167, se puede apreciar el número de toma de
tiempos óptimos luego de haber calculado el tamaño de muestra y el
número de tiempos adicionales para cada elemento del proceso
productivo del chocolate.
Mezclado 8 20.4 52.12 416.16 11 3
Temperado 8 24.07 72.48 579.3649 91
Trozado 8 15.75 31.051 248.0625 10 2
Preparar molde 8 24.53 75.24 601.7209 9 1
Acomodar molde 8 4.99 3.1149 24.9001 91
Moldeado 8 15.76 31.052 248.3776 8 0
Vibrado 8 24.63 75.9 606.6369 10 2
Apilar molde 8 32.83 134.76 1077.8089 8 0Enfriar 8 20.26 51.359 410.4676 10 2
Desmolde 8 40.03 200.64 1602.4009 11 3
Envolver 8 53.49 357.98 2861.1801 9 1Etiquetado 8 40.65 206.67 1652.4225 9 1
Empaque 8 28.78 103.65 828.2884 10 2
ELEMENTOSTomas de tiempo
Adicionales
Tamaño de la
Muestra
n° Tomas de
tiempo
preliminares
2
2
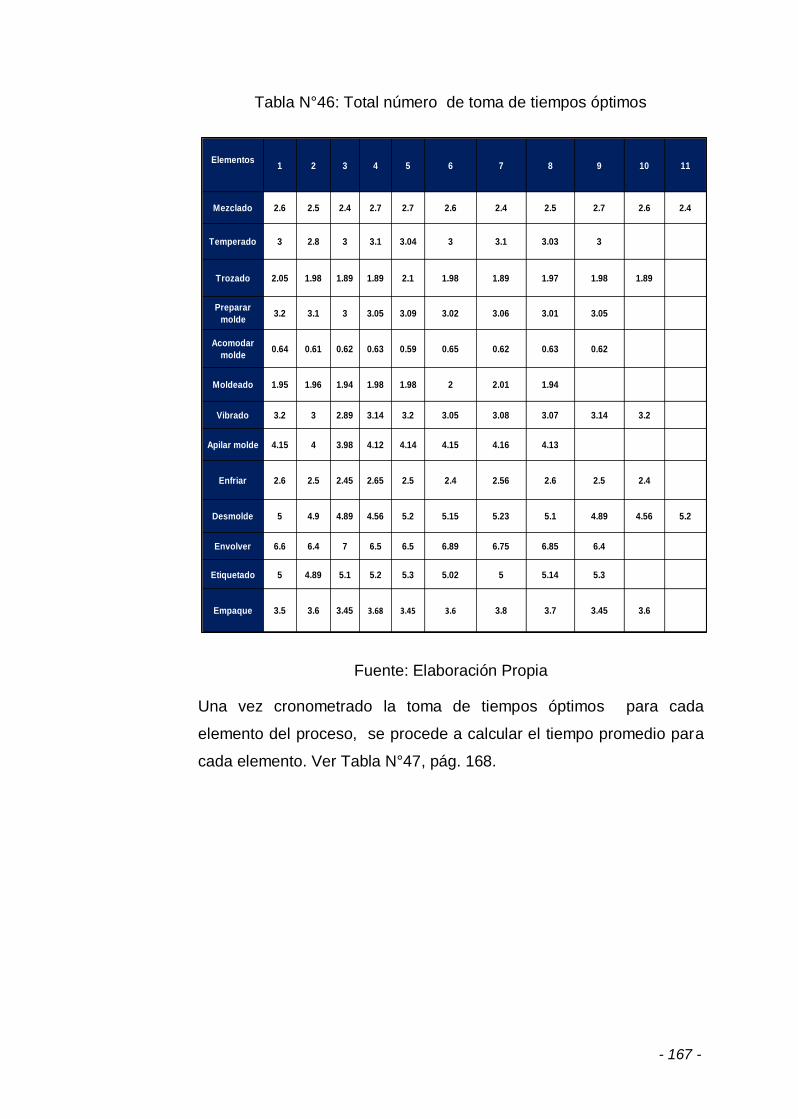
- 167 -
Tabla N°46: Total número de toma de tiempos óptimos
Fuente: Elaboración Propia
Una vez cronometrado la toma de tiempos óptimos para cada
elemento del proceso, se procede a calcular el tiempo promedio para
cada elemento. Ver Tabla N°47, pág. 168.
Elementos1 2 3 4 5 6 7 8 9 10 11
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4
Temperado 3 2.8 3 3.1 3.04 3 3.1 3.03 3
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6

- 168 -
Tabla N°47: Determinación del tiempo observado promedio
Fuente: Elaboración Propia
Con la obtención de los tiempos promedios se procede a valorar el
desempeño del operario de acuerdo a la velocidad con la que realiza
su labor. Para ello se toma como referencia la Tabla N°48, pág. 169.
Elementos1 2 3 4 5 6 7 8 9 10 11
Tiempo
Observado
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4 2.60
Temperado 3 2.8 3 3.1 3.04 3 3.1 3.03 3 2.84
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89 1.98
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05 2.82
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62 0.68
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94 1.78
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2 2.96
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13 3.70
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4 2.43
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2 4.78
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4 6.14
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3 4.69
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6 3.41
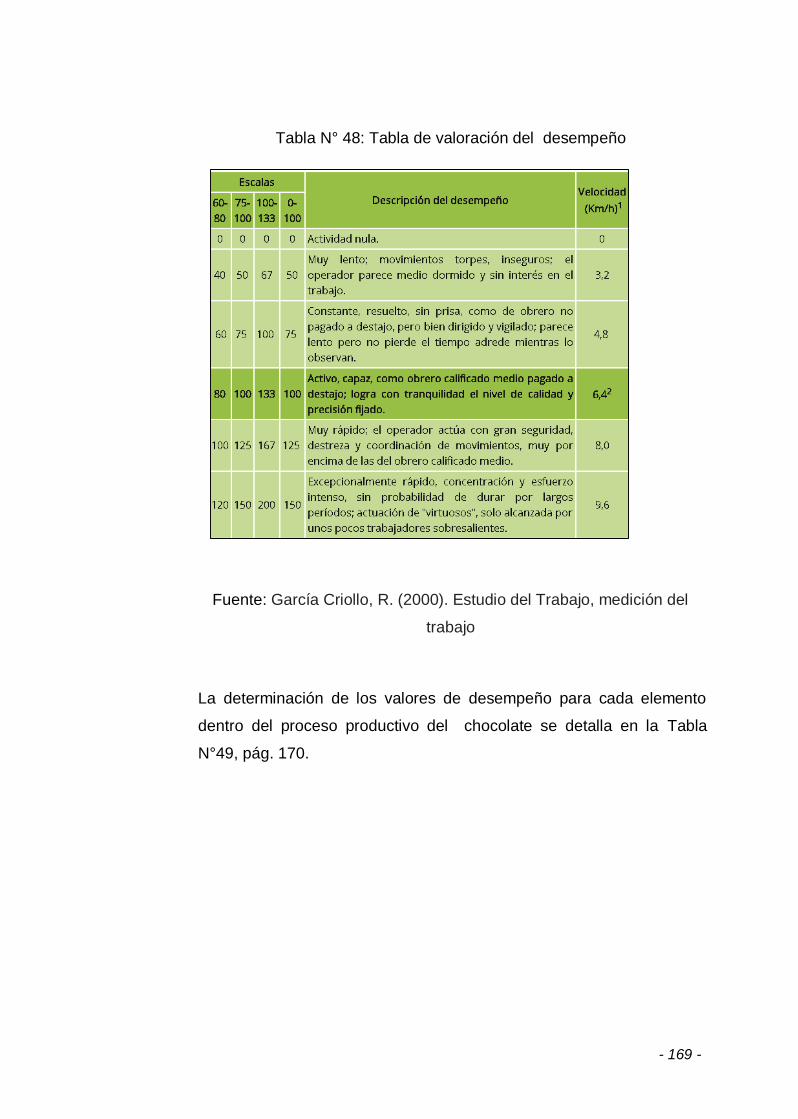
- 169 -
Tabla N° 48: Tabla de valoración del desempeño
Fuente: García Criollo, R. (2000). Estudio del Trabajo, medición del
trabajo
La determinación de los valores de desempeño para cada elemento
dentro del proceso productivo del chocolate se detalla en la Tabla
N°49, pág. 170.
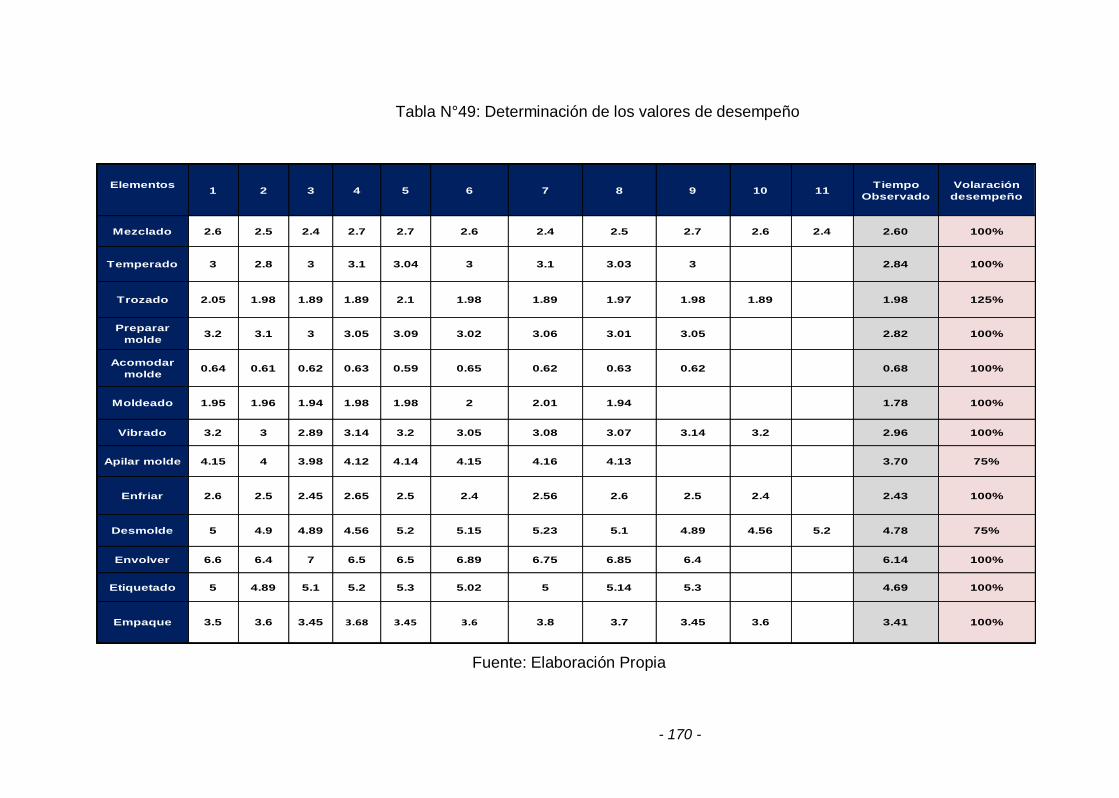
- 170 -
Tabla N°49: Determinación de los valores de desempeño
Fuente: Elaboración Propia
Elementos1 2 3 4 5 6 7 8 9 10 11
Tiempo
Observado
Volaración
desempeño
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4 2.60 100%
Temperado 3 2.8 3 3.1 3.04 3 3.1 3.03 3 2.84 100%
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89 1.98 125%
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05 2.82 100%
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62 0.68 100%
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94 1.78 100%
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2 2.96 100%
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13 3.70 75%
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4 2.43 100%
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2 4.78 75%
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4 6.14 100%
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3 4.69 100%
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6 3.41 100%
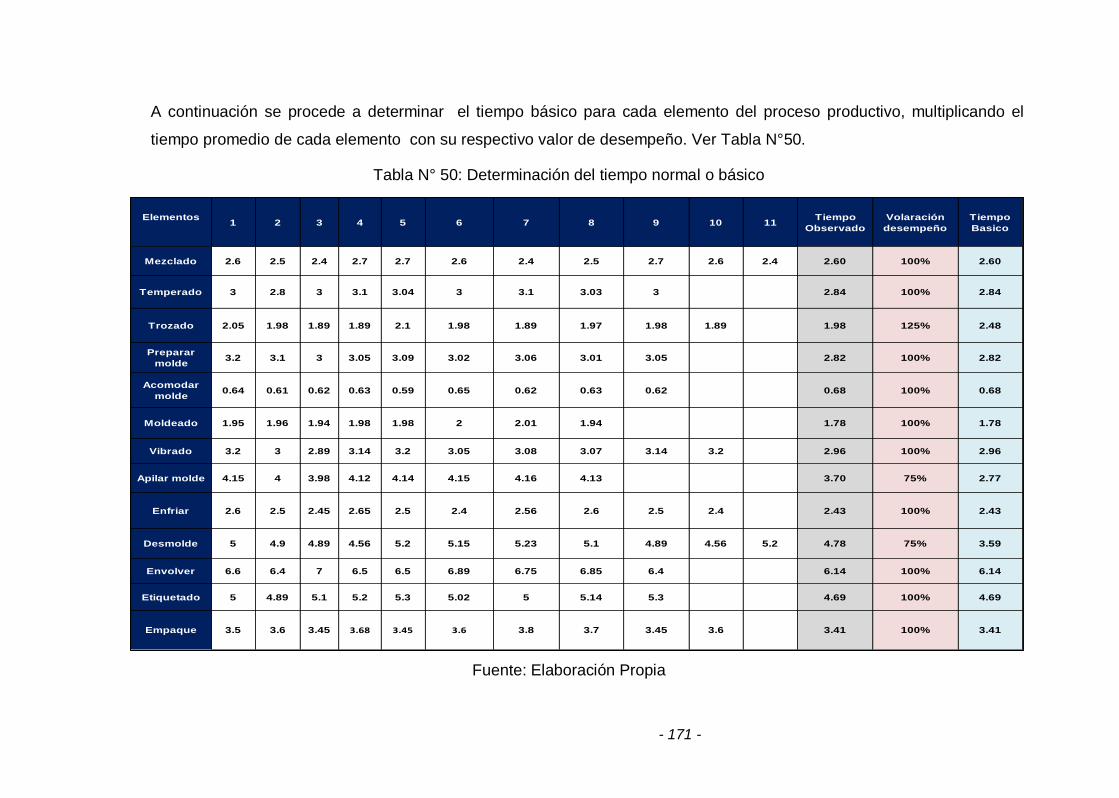
- 171 -
A continuación se procede a determinar el tiempo básico para cada elemento del proceso productivo, multiplicando el
tiempo promedio de cada elemento con su respectivo valor de desempeño. Ver Tabla N°50.
Tabla N° 50: Determinación del tiempo normal o básico
Fuente: Elaboración Propia
Elementos1 2 3 4 5 6 7 8 9 10 11
Tiempo
Observado
Volaración
desempeño
Tiempo
Basico
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4 2.60 100% 2.60
Temperado 3 2.8 3 3.1 3.04 3 3.1 3.03 3 2.84 100% 2.84
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89 1.98 125% 2.48
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05 2.82 100% 2.82
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62 0.68 100% 0.68
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94 1.78 100% 1.78
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2 2.96 100% 2.96
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13 3.70 75% 2.77
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4 2.43 100% 2.43
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2 4.78 75% 3.59
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4 6.14 100% 6.14
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3 4.69 100% 4.69
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6 3.41 100% 3.41
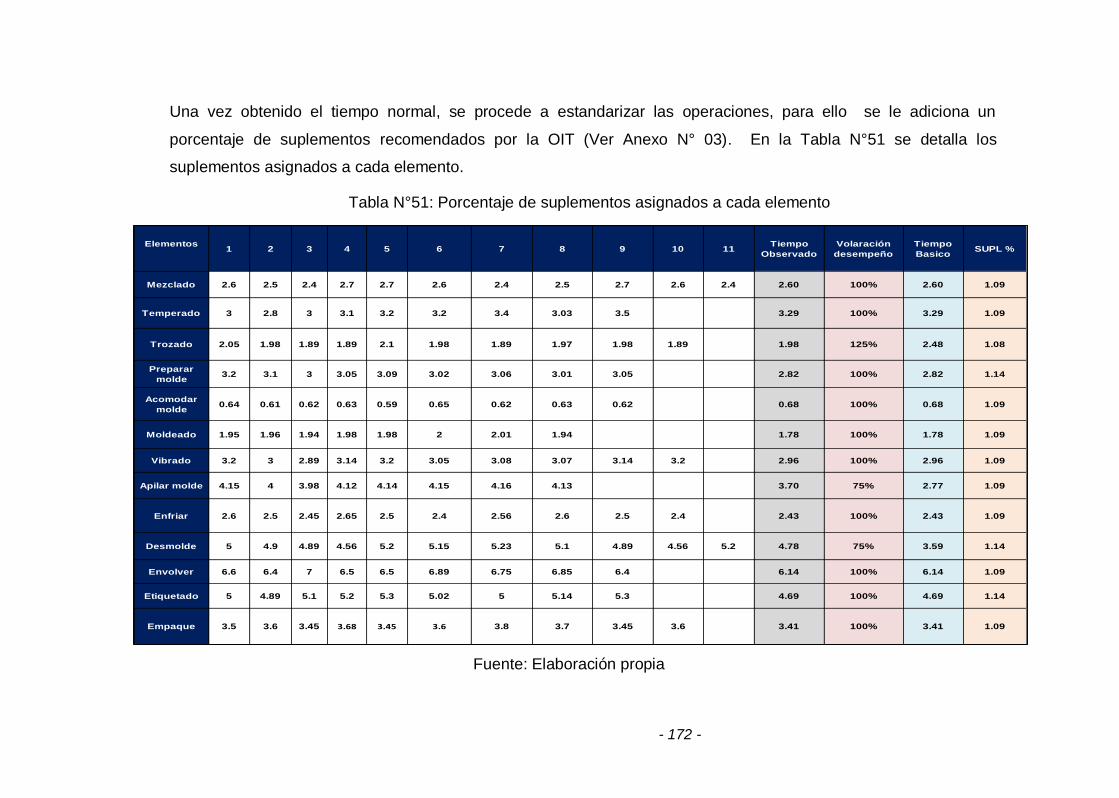
- 172 -
Una vez obtenido el tiempo normal, se procede a estandarizar las operaciones, para ello se le adiciona un
porcentaje de suplementos recomendados por la OIT (Ver Anexo N° 03). En la Tabla N°51 se detalla los
suplementos asignados a cada elemento.
Tabla N°51: Porcentaje de suplementos asignados a cada elemento
Fuente: Elaboración propia
Elementos1 2 3 4 5 6 7 8 9 10 11
Tiempo
Observado
Volaración
desempeño
Tiempo
BasicoSUPL %
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4 2.60 100% 2.60 1.09
Temperado 3 2.8 3 3.1 3.2 3.2 3.4 3.03 3.5 3.29 100% 3.29 1.09
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89 1.98 125% 2.48 1.08
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05 2.82 100% 2.82 1.14
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62 0.68 100% 0.68 1.09
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94 1.78 100% 1.78 1.09
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2 2.96 100% 2.96 1.09
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13 3.70 75% 2.77 1.09
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4 2.43 100% 2.43 1.09
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2 4.78 75% 3.59 1.14
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4 6.14 100% 6.14 1.09
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3 4.69 100% 4.69 1.14
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6 3.41 100% 3.41 1.09

- 173 -
Por ultimo se procede a calcular el tiempo estándar de los elementos involucrados en el proceso productivo del chocolate,
(Ver Tabla N°52) a través de la siguiente fórmula:
Tabla N°52: Determinación del Tiempo Estándar del proceso productivo del chocolate
Fuente: Elaboración Propia
TE= 𝑇 . 𝐵á𝑠𝑖𝑐𝑜 x ( 1 + % Suplementos)
Elementos1 2 3 4 5 6 7 8 9 10 11
Tiempo
Observado
Volaración
desempeño
Tiempo
BasicoSUPL %
Tiempo
Estandar
Mezclado 2.6 2.5 2.4 2.7 2.7 2.6 2.4 2.5 2.7 2.6 2.4 2.60 100% 2.60 1.09 2.8
Temperado 3 2.8 3 3.1 3.2 3.2 3.4 3.03 3.5 3.29 100% 3.29 1.09 3.6
Trozado 2.05 1.98 1.89 1.89 2.1 1.98 1.89 1.97 1.98 1.89 1.98 125% 2.48 1.08 2.7
Preparar
molde3.2 3.1 3 3.05 3.09 3.02 3.06 3.01 3.05 2.82 100% 2.82 1.14 3.2
Acomodar
molde0.64 0.61 0.62 0.63 0.59 0.65 0.62 0.63 0.62 0.68 100% 0.68 1.09 0.7
Moldeado 1.95 1.96 1.94 1.98 1.98 2 2.01 1.94 1.78 100% 1.78 1.09 1.9
Vibrado 3.2 3 2.89 3.14 3.2 3.05 3.08 3.07 3.14 3.2 2.96 100% 2.96 1.09 3.2
Apilar molde 4.15 4 3.98 4.12 4.14 4.15 4.16 4.13 3.70 75% 2.77 1.09 3.0
Enfriar 2.6 2.5 2.45 2.65 2.5 2.4 2.56 2.6 2.5 2.4 2.43 100% 2.43 1.09 2.6
Desmolde 5 4.9 4.89 4.56 5.2 5.15 5.23 5.1 4.89 4.56 5.2 4.78 75% 3.59 1.14 4.1
Envolver 6.6 6.4 7 6.5 6.5 6.89 6.75 6.85 6.4 6.14 100% 6.14 1.09 6.7
Etiquetado 5 4.89 5.1 5.2 5.3 5.02 5 5.14 5.3 4.69 100% 4.69 1.14 5.3
Empaque 3.5 3.6 3.45 3.68 3.45 3.6 3.8 3.7 3.45 3.6 3.41 100% 3.41 1.09 3.7

- 174 -
4.2.10 BALANCE DE LÍNEA
Con los tiempos estándar obtenidos anteriormente para cada
operación, se procede a evaluar la eficiencia de las mismas con
respecto al cuello de botella actual, el cual le corresponde a la
operación de empaque con un tiempo estándar de 3.7 min por caja
.Ver Tabla N°49, pág. 174.
Tomando como ejemplo la operación de envolver, su tiempo estándar
es de 6.7 min / caja, en dicha estación hay tres operarios que trabajan
en simultaneo, por lo que el tiempo estándar en dicha estación vendría
a ser 2.23 min / caja. A dicho tiempo se divide entre el cuello de botella
de la línea, dando una eficiencia de 60%. Ver Tabla N°53, pág. 174.
Tabla N° 53: Eficiencia actual de la línea de producción
Fuente: Elaboración Propia
Como se observa en la Tabla N°53, las operaciones de “acomodar
molde” y “moldeado” son las que menor eficiencia tienen con respecto
al cuello de botella, 20% y 26% respectivamente.
N° Operaciones
Tiempo
estandar
(min / caja)cajas / min
Total cajas /
minmin / caja
Cuello de
botellaEficiencia
1 Mezclado 2.8 0.35 1 MAQUINA 0.35 2.83 3.72 76%
2 Temperado 3.6 0.28 1 MAQUINA 0.28 3.60 3.72 97%
3 Trozado 2.7 0.37 1 OPERARIO 0.37 2.68 3.72 72%
4 Preparar molde 3.2 0.31 2 OPERARIO 0.62 1.61 3.72 43%
5 Acomodar molde 0.7 1.34 1 OPERARIO 1.34 0.75 3.72 20%
6 Moldeado 1.9 0.52 2 OPERARIO 1.03 0.97 3.72 26%
7 Vibrado 3.2 0.31 2 OPERARIO 0.62 1.61 3.72 43%
8 Apilar molde 3.0 0.33 2 OPERARIO 0.66 1.51 3.72 41%
9 Enfriar 2.6 0.38 1 MAQUINA 0.38 2.65 3.72 71%
10 Desmolde 4.1 0.24 3 OPERARIO 0.73 1.36 3.72 37%
11 Envolver 6.7 0.15 3 OPERARIO 0.45 2.23 3.72 60%
12 Etiquetado 5.3 0.19 3 OPERARIO 0.56 1.78 3.72 48%
13 Empaque 3.7 0.27 1 OPERARIO 0.27 3.72 3.72 100%
Total Sumatoria 27.30 48.37
Maquina y/o
operario en
Operación

- 175 -
Esto se debe a que dichas operaciones tienen una velocidad de
producción más rápido en comparación con las demás operaciones.
A continuación se procede a calcular la velocidad de producción
estándar de la línea.
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝐸𝑠𝑡𝑎𝑛𝑑𝑎𝑟 =1
3.72𝑚𝑖𝑛𝑐𝑎𝑗𝑎
𝑥60 𝑚𝑖𝑛
1 ℎ𝑜𝑟𝑎
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝐸𝑠𝑡𝑎𝑛𝑑𝑎𝑟 = 16𝑐𝑎𝑗𝑎𝑠
ℎ𝑜𝑟𝑎
Como se trabaja 12 horas al día incluyendo horas extras, la capacidad
efectiva de producción vendría a ser:
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝐸𝑓𝑒𝑐𝑡𝑖𝑣𝑎 𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛
= 𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑥 𝑡𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒
𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝐸𝑓𝑒𝑐𝑡𝑖𝑣𝑎 𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 = 194 𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎
Para determinar la eficiencia total de toda la línea de producción se
calcula de la siguiente manera.
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 =𝑆𝑢𝑚𝑎𝑡𝑜𝑟𝑖𝑎 𝑡𝑖𝑒𝑚𝑝𝑜𝑠 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑥 𝑐𝑢𝑒𝑙𝑙𝑜 𝑑𝑒 𝑏𝑜𝑡𝑒𝑙𝑙𝑎
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 =27.30
13 𝑥 3.72
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 56.44%
Por lo tanto, con una eficiencia actual de 56.44%, la empresa tiene una
capacidad efectiva de producción de 194 cajas / día.

- 176 -
Para mejorar la eficiencia actual de la línea de producción de chocolate
se plantea combinar las operaciones de “acomodar molde” y
“moldeado” de tal forma que los dos operarios que actualmente se
encargan del proceso de moldeado también hagan la operación de
acomodar molde. Quedando de la siguiente manera. Ver Tabla N°54,
pág. 176.
Tabla N°54: Combinación de las operaciones acomodar y moldear
Fuente: Elaboración Propia
En la Tabla N°54 se muestra el resultado de combinar las operaciones de
“Acomodar molde” y “moldeado”, el nuevo tiempo estándar para dicha
operación es de 2.69 min / caja, como hay dos operarios que trabajan en
simultaneo, el tiempo estándar por estación vendría a ser 1.34 min / caja
con una eficiencia del 37%.
Sin embargo, al eliminar la operación de “acomodar molde” la empresa
tiene disponible un operario más.
N° Operaciones
T.Estandar
(min / caja)cajas /
min
cajas total/
minmin / caja
Cuello de
botellaEficiencia
1 Mezclado 2.83 0.35 1 MAQUINA 0.35 2.83 3.60 79%
2 Temperado 3.60 0.28 1 MAQUINA 0.28 3.60 3.60 100%
3 Trozado 2.68 0.37 1 OPERARIO 0.37 2.68 3.60 74%
4 Preparar molde 3.22 0.31 2 OPERARIO 0.62 1.61 3.60 45%
5 Acomodar y Moldear 2.69 0.37 2 OPERARIO 0.74 1.34 3.60 37%
6 Vibrado 3.23 0.31 2 OPERARIO 0.62 1.61 3.60 45%
7 Apilar molde 3.02 0.33 2 OPERARIO 0.66 1.51 3.60 42%
8 Enfriar 2.65 0.38 1 MAQUINA 0.38 2.65 3.60 74%
9 Desmolde 4.09 0.24 3 OPERARIO 0.73 1.36 3.60 38%
10 Envolver 6.69 0.15 3 OPERARIO 0.45 2.23 3.60 62%
11 Etiquetado 5.34 0.19 3 OPERARIO 0.56 1.78 3.60 49%
12 Empaque 3.72 0.27 2 OPERARIO 0.54 1.86 3.60 52%
Total Sumatoria 25.07 43.20
Maquina y/o
operario en
Operación
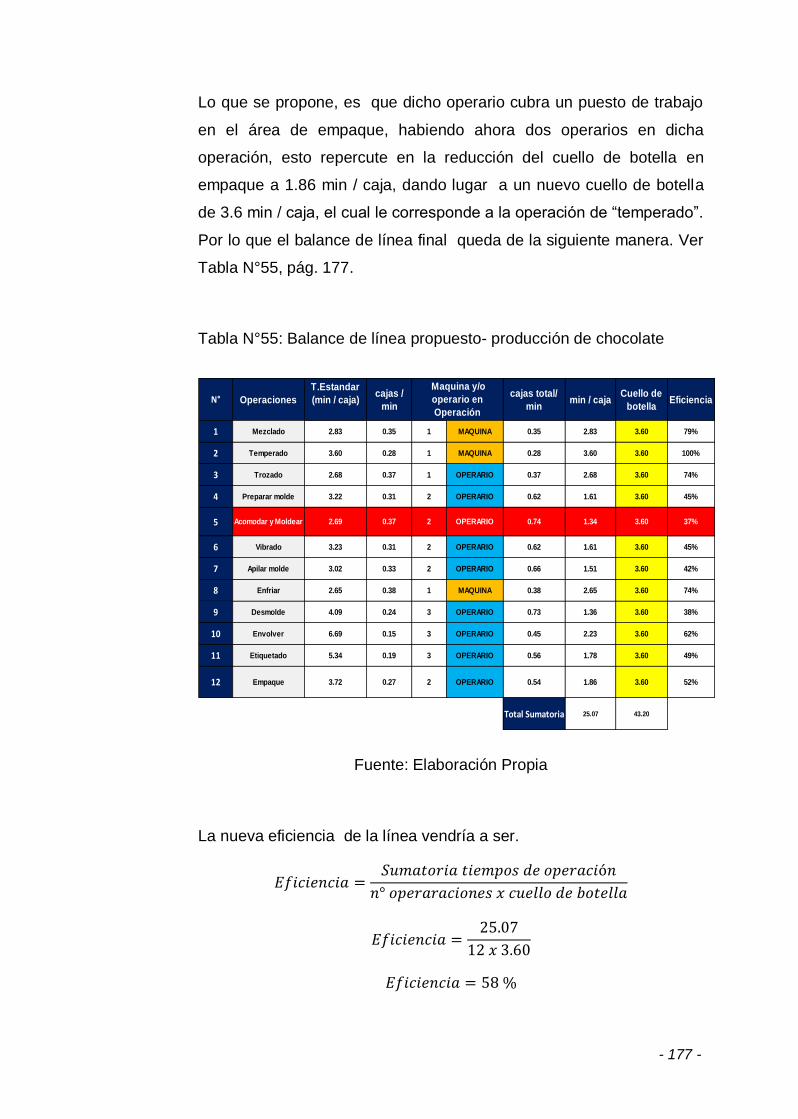
- 177 -
Lo que se propone, es que dicho operario cubra un puesto de trabajo
en el área de empaque, habiendo ahora dos operarios en dicha
operación, esto repercute en la reducción del cuello de botella en
empaque a 1.86 min / caja, dando lugar a un nuevo cuello de botella
de 3.6 min / caja, el cual le corresponde a la operación de “temperado”.
Por lo que el balance de línea final queda de la siguiente manera. Ver
Tabla N°55, pág. 177.
Tabla N°55: Balance de línea propuesto- producción de chocolate
Fuente: Elaboración Propia
La nueva eficiencia de la línea vendría a ser.
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 =𝑆𝑢𝑚𝑎𝑡𝑜𝑟𝑖𝑎 𝑡𝑖𝑒𝑚𝑝𝑜𝑠 𝑑𝑒 𝑜𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛
𝑛° 𝑜𝑝𝑒𝑟𝑎𝑟𝑎𝑐𝑖𝑜𝑛𝑒𝑠 𝑥 𝑐𝑢𝑒𝑙𝑙𝑜 𝑑𝑒 𝑏𝑜𝑡𝑒𝑙𝑙𝑎
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 =25.07
12 𝑥 3.60
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 = 58 %
N° Operaciones
T.Estandar
(min / caja)cajas /
min
cajas total/
minmin / caja
Cuello de
botellaEficiencia
1 Mezclado 2.83 0.35 1 MAQUINA 0.35 2.83 3.60 79%
2 Temperado 3.60 0.28 1 MAQUINA 0.28 3.60 3.60 100%
3 Trozado 2.68 0.37 1 OPERARIO 0.37 2.68 3.60 74%
4 Preparar molde 3.22 0.31 2 OPERARIO 0.62 1.61 3.60 45%
5 Acomodar y Moldear 2.69 0.37 2 OPERARIO 0.74 1.34 3.60 37%
6 Vibrado 3.23 0.31 2 OPERARIO 0.62 1.61 3.60 45%
7 Apilar molde 3.02 0.33 2 OPERARIO 0.66 1.51 3.60 42%
8 Enfriar 2.65 0.38 1 MAQUINA 0.38 2.65 3.60 74%
9 Desmolde 4.09 0.24 3 OPERARIO 0.73 1.36 3.60 38%
10 Envolver 6.69 0.15 3 OPERARIO 0.45 2.23 3.60 62%
11 Etiquetado 5.34 0.19 3 OPERARIO 0.56 1.78 3.60 49%
12 Empaque 3.72 0.27 2 OPERARIO 0.54 1.86 3.60 52%
Total Sumatoria 25.07 43.20
Maquina y/o
operario en
Operación
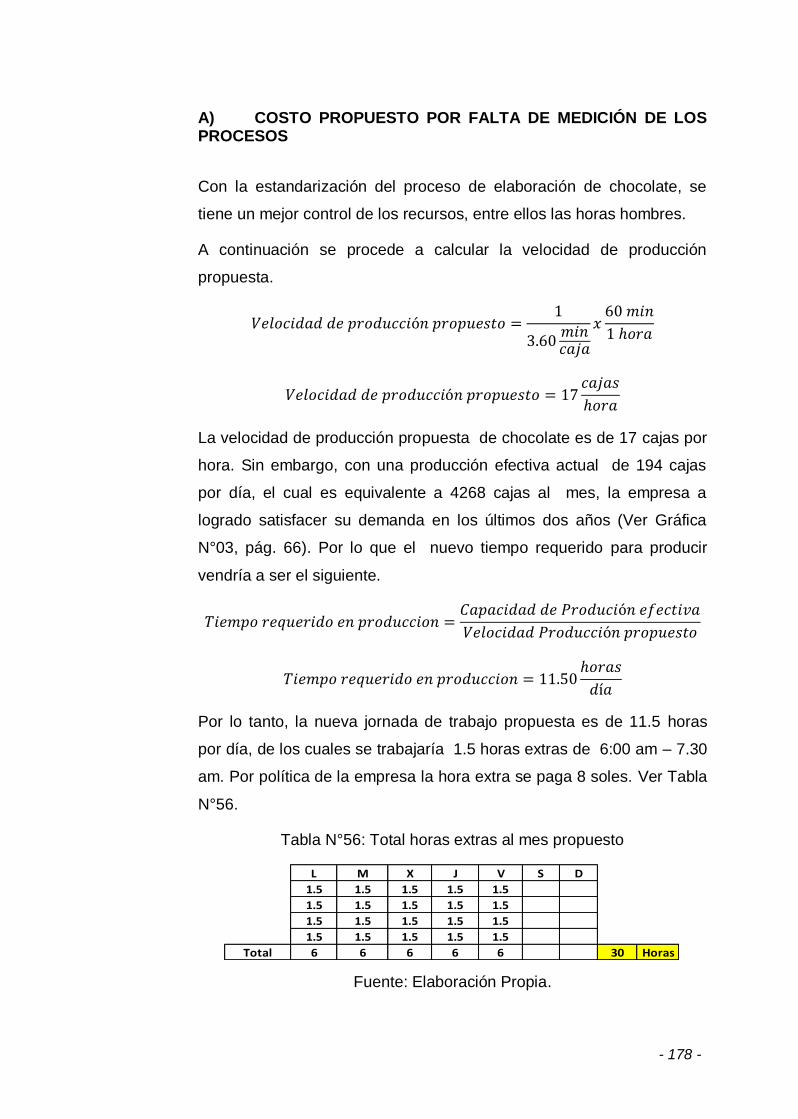
- 178 -
A) COSTO PROPUESTO POR FALTA DE MEDICIÓN DE LOS PROCESOS
Con la estandarización del proceso de elaboración de chocolate, se
tiene un mejor control de los recursos, entre ellos las horas hombres.
A continuación se procede a calcular la velocidad de producción
propuesta.
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑝𝑟𝑜𝑝𝑢𝑒𝑠𝑡𝑜 =1
3.60𝑚𝑖𝑛𝑐𝑎𝑗𝑎
𝑥60 𝑚𝑖𝑛
1 ℎ𝑜𝑟𝑎
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑝𝑟𝑜𝑝𝑢𝑒𝑠𝑡𝑜 = 17𝑐𝑎𝑗𝑎𝑠
ℎ𝑜𝑟𝑎
La velocidad de producción propuesta de chocolate es de 17 cajas por
hora. Sin embargo, con una producción efectiva actual de 194 cajas
por día, el cual es equivalente a 4268 cajas al mes, la empresa a
logrado satisfacer su demanda en los últimos dos años (Ver Gráfica
N°03, pág. 66). Por lo que el nuevo tiempo requerido para producir
vendría a ser el siguiente.
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜 𝑒𝑛 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛 =𝐶𝑎𝑝𝑎𝑐𝑖𝑑𝑎𝑑 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑐𝑖ó𝑛 𝑒𝑓𝑒𝑐𝑡𝑖𝑣𝑎
𝑉𝑒𝑙𝑜𝑐𝑖𝑑𝑎𝑑 𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑝𝑟𝑜𝑝𝑢𝑒𝑠𝑡𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑜 𝑒𝑛 𝑝𝑟𝑜𝑑𝑢𝑐𝑐𝑖𝑜𝑛 = 11.50ℎ𝑜𝑟𝑎𝑠
𝑑í𝑎
Por lo tanto, la nueva jornada de trabajo propuesta es de 11.5 horas
por día, de los cuales se trabajaría 1.5 horas extras de 6:00 am – 7.30
am. Por política de la empresa la hora extra se paga 8 soles. Ver Tabla
N°56.
Tabla N°56: Total horas extras al mes propuesto
Fuente: Elaboración Propia.
L M X J V S D
1.5 1.5 1.5 1.5 1.5
1.5 1.5 1.5 1.5 1.5
1.5 1.5 1.5 1.5 1.5
1.5 1.5 1.5 1.5 1.5
Total 6 6 6 6 6 30 Horas
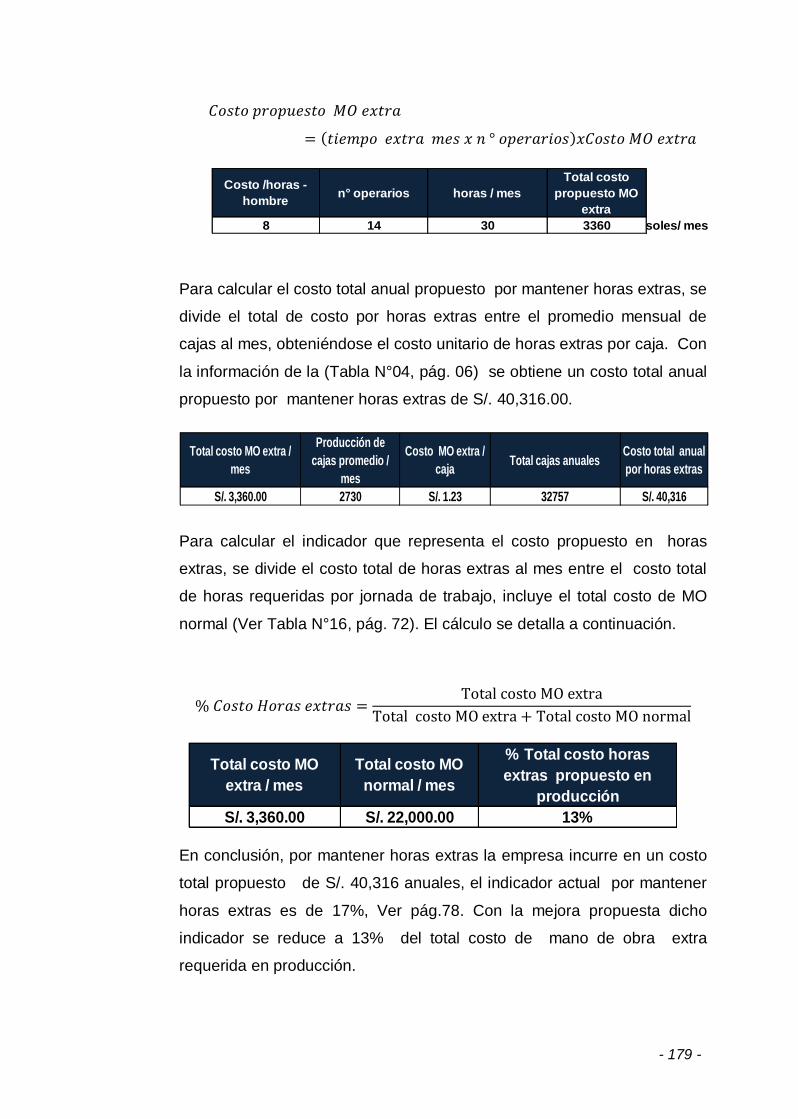
- 179 -
𝐶𝑜𝑠𝑡𝑜 𝑝𝑟𝑜𝑝𝑢𝑒𝑠𝑡𝑜 𝑀𝑂 𝑒𝑥𝑡𝑟𝑎
= (𝑡𝑖𝑒𝑚𝑝𝑜 𝑒𝑥𝑡𝑟𝑎 𝑚𝑒𝑠 𝑥 𝑛 ° 𝑜𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠)𝑥𝐶𝑜𝑠𝑡𝑜 𝑀𝑂 𝑒𝑥𝑡𝑟𝑎
Para calcular el costo total anual propuesto por mantener horas extras, se
divide el total de costo por horas extras entre el promedio mensual de
cajas al mes, obteniéndose el costo unitario de horas extras por caja. Con
la información de la (Tabla N°04, pág. 06) se obtiene un costo total anual
propuesto por mantener horas extras de S/. 40,316.00.
Para calcular el indicador que representa el costo propuesto en horas
extras, se divide el costo total de horas extras al mes entre el costo total
de horas requeridas por jornada de trabajo, incluye el total costo de MO
normal (Ver Tabla N°16, pág. 72). El cálculo se detalla a continuación.
% 𝐶𝑜𝑠𝑡𝑜 𝐻𝑜𝑟𝑎𝑠 𝑒𝑥𝑡𝑟𝑎𝑠 =Total costo MO extra
Total costo MO extra + Total costo MO normal
En conclusión, por mantener horas extras la empresa incurre en un costo
total propuesto de S/. 40,316 anuales, el indicador actual por mantener
horas extras es de 17%, Ver pág.78. Con la mejora propuesta dicho
indicador se reduce a 13% del total costo de mano de obra extra
requerida en producción.
Costo /horas -
hombren° operarios horas / mes
Total costo
propuesto MO
extra
8 14 30 3360 soles/ mes
Total costo MO extra /
mes
Producción de
cajas promedio /
mes
Costo MO extra /
cajaTotal cajas anuales
Costo total anual
por horas extras
S/. 3,360.00 2730 S/. 1.23 32757 S/. 40,316
Total costo MO
extra / mes
Total costo MO
normal / mes
% Total costo horas
extras propuesto en
producción
S/. 3,360.00 S/. 22,000.00 13%

- 180 -
La eficiencia de la línea actual es de 56.44% (Ver pág.176), con la
estandarización del proceso y el balance de línea dicha eficiencia se
incrementa a 58.3%,
B) COSTO PROPUESTO POR DESBALANCE DE LÍNEA DE
PRODUCCIÓN
Con el balance de línea propuesto se evidencia que la operación
“desmolde” tiene una eficiencia de 38%, el cual es baja comparado
con el nuevo cuello de botella “Temperado”, Ver Tabla N°55, pág. 177,
esto porque la velocidad de producción en desmolde es superior al
del temperado, 1.36 min /caja y 3.60 min / caja respectivamente.
Actualmente 3 operarios son los que realizan la operación de
“desmole”, lo que se propone es mover a 1 operarios al cuarto de
refrigeración ya que ahí, es donde se origina la demora que ocasiona el
reproceso de chocolate, Ver Figura N°19, pág. 68, de esta manera
dicho operario se encargaría de preparar los moldes que salen del
proceso de refrigeración y trasladarlos al área de desmolde, eliminado
así la demora en dicha operación. Además dicho operario, apoyaría en
los traslados de las barras de chocolate a empaque, reduciendo los
almacenamientos temporales durante el proceso de desmolde y
empaque Ver Diagrama N°05, pág. 58.
En la Tabla N°57. pág. 181 se aprecia la mejora en las eficiencias de
cada operación con respecto al cuello de botella, en desmolde, ahora
con 2 operarios su eficiencia aumenta a 57%.

- 181 -
Tabla N°57: Propuesta de eficiencia del proceso de producción de chocolate
Fuente: Elaboración Propia
Con las mejoras en el proceso de elaboración de chocolate, el
reproceso durante la jornada de trabajo se reduce a 6.3 kg / lote en
horas extras y 4.5 kg /lote en jornada normal. Ver Tabla N°58.
Tabla N°58: Producto en reproceso propuesto
Fuente: Elaboración propia
N° Operaciones
T.Estandar
(min / caja)cajas /
min
cajas total/
minmin / caja
Cuello de
botellaEficiencia
1 Mezclado 2.83 0.35 1 MAQUINA 0.35 2.83 3.60 79%
2 Temperado 3.60 0.28 1 MAQUINA 0.28 3.60 3.60 100%
3 Trozado 2.68 0.37 1 OPERARIO 0.37 2.68 3.60 74%
4 Preparar molde 3.22 0.31 2 OPERARIO 0.62 1.61 3.60 45%
5 Acomodar y Moldear 2.69 0.37 2 OPERARIO 0.74 1.34 3.60 37%
6 Vibrado 3.23 0.31 2 OPERARIO 0.62 1.61 3.60 45%
7 Apilar molde 3.02 0.33 2 OPERARIO 0.66 1.51 3.60 42%
8 Enfriar 2.65 0.38 1 MAQUINA 0.38 2.65 3.60 74%
9 Desmolde 4.09 0.24 2 OPERARIO 0.49 2.05 3.60 57%
10 Envolver 6.69 0.15 3 OPERARIO 0.45 2.23 3.60 62%
11 Etiquetado 5.34 0.19 3 OPERARIO 0.56 1.78 3.60 49%
12 Empaque 3.72 0.27 2 OPERARIO 0.54 1.86 3.60 52%
Total Sumatoria 25.75 43.20
Maquina y/o
operario en
Operación
Horas / loteN°lotes
procesados
masa útil /
lote
06:00:00 a.m. L M X J V
06:40:00 a.m. 1 172.45 3.4 8.5 9.6 4.5 6.9
06:40:00 a.m. 2 172.45 4.3 6.7 5.2 3.2 6.7
07:20:00 a.m. 3 172.45 8.4 4.8 7.45 6.4 8.6 6.30 Kg / lote
08:00:00 a.m. 4 172.45 0 0 0 0 0
08:40:00 a.m. 5 172.45 0 0 0 0 0
09:20:00 a.m. 6 172.45 0 0 0 0 0
10:00:00 a.m 7 172.45 0 0 0 0 0
10:40:00 a.m. 8 172.45 0 0 0 0 0
11:20:00 a.m 9 172.45 0 0 0 0 0
12:00:00 a.m 10 172.45 0 0 0 0 0
01:00:00 p.m.
01:40:00 p.m. 11 172.45 4.9 4.9 2.23 4.9 3.78
02:20:00 p.m. 12 172.45 5.5 5.5 4.9 5.5 4.5
03:00:00 p.m. 13 172.45 3.4 5.6 3.47 5.85 4.5
03:40:00 p.m. 14 172.45 4.5 4.5 4.5 5.5 7.5
04:20:00 p.m. 15 172.45 6.4 3.6 4.5 6.3 8.5
05:00:00 p.m. 16 172.45 3.2 4.56 3.78 7.5 3.14
05:40:00 p.m. 17 172.45 4.5 4.5 4.5 5.5 4.7
06:30:00 a.m. 18 172.45 5.5 5.5 5.5 5.5 5.5 4.50 Kg / lote
kg de barras en reproceso propuesto
REFRIGERIO
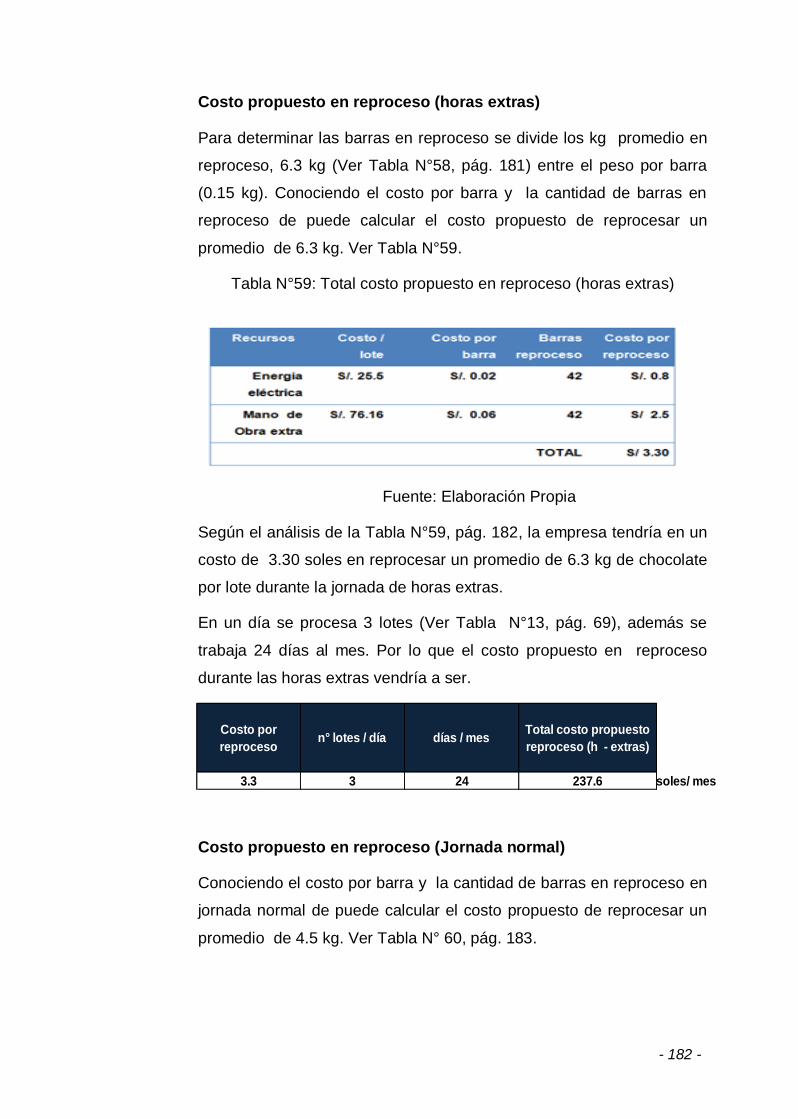
- 182 -
Costo propuesto en reproceso (horas extras)
Para determinar las barras en reproceso se divide los kg promedio en
reproceso, 6.3 kg (Ver Tabla N°58, pág. 181) entre el peso por barra
(0.15 kg). Conociendo el costo por barra y la cantidad de barras en
reproceso de puede calcular el costo propuesto de reprocesar un
promedio de 6.3 kg. Ver Tabla N°59.
Tabla N°59: Total costo propuesto en reproceso (horas extras)
Fuente: Elaboración Propia
Según el análisis de la Tabla N°59, pág. 182, la empresa tendría en un
costo de 3.30 soles en reprocesar un promedio de 6.3 kg de chocolate
por lote durante la jornada de horas extras.
En un día se procesa 3 lotes (Ver Tabla N°13, pág. 69), además se
trabaja 24 días al mes. Por lo que el costo propuesto en reproceso
durante las horas extras vendría a ser.
Costo propuesto en reproceso (Jornada normal)
Conociendo el costo por barra y la cantidad de barras en reproceso en
jornada normal de puede calcular el costo propuesto de reprocesar un
promedio de 4.5 kg. Ver Tabla N° 60, pág. 183.
Costo por
reproceson° lotes / día días / mes
Total costo propuesto
reproceso (h - extras)
3.3 3 24 237.6 soles/ mes
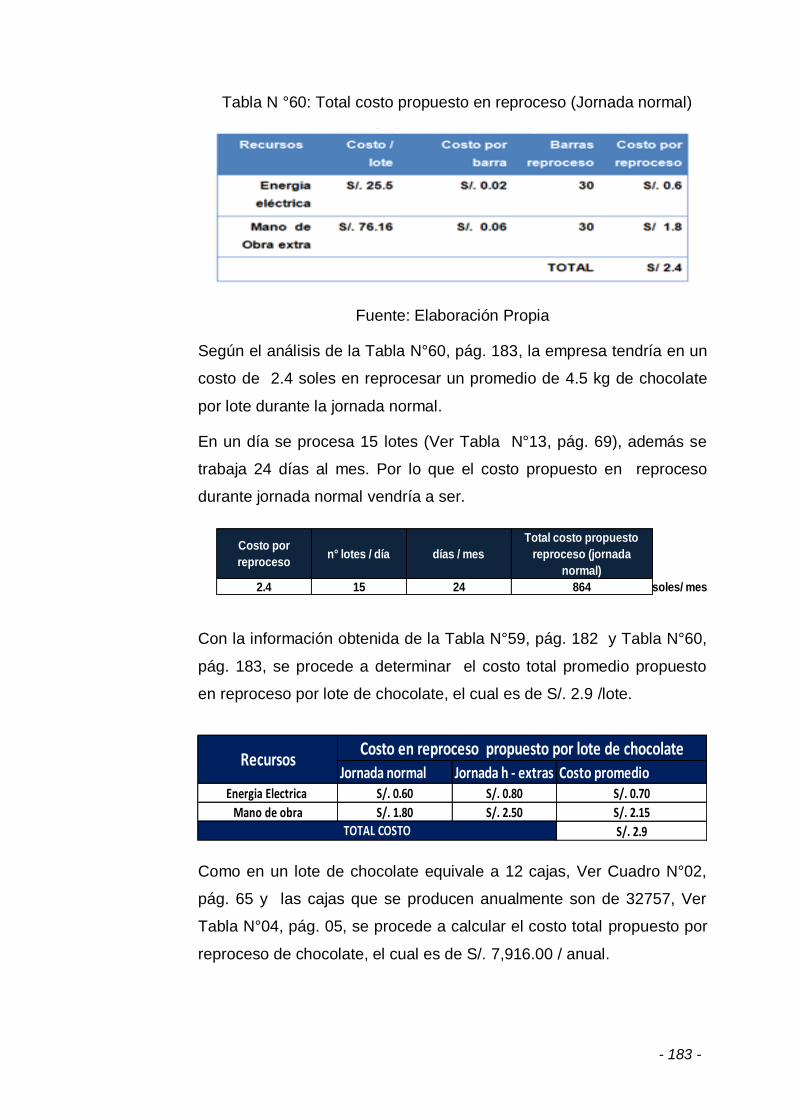
- 183 -
Tabla N °60: Total costo propuesto en reproceso (Jornada normal)
Fuente: Elaboración Propia
Según el análisis de la Tabla N°60, pág. 183, la empresa tendría en un
costo de 2.4 soles en reprocesar un promedio de 4.5 kg de chocolate
por lote durante la jornada normal.
En un día se procesa 15 lotes (Ver Tabla N°13, pág. 69), además se
trabaja 24 días al mes. Por lo que el costo propuesto en reproceso
durante jornada normal vendría a ser.
Con la información obtenida de la Tabla N°59, pág. 182 y Tabla N°60,
pág. 183, se procede a determinar el costo total promedio propuesto
en reproceso por lote de chocolate, el cual es de S/. 2.9 /lote.
Como en un lote de chocolate equivale a 12 cajas, Ver Cuadro N°02,
pág. 65 y las cajas que se producen anualmente son de 32757, Ver
Tabla N°04, pág. 05, se procede a calcular el costo total propuesto por
reproceso de chocolate, el cual es de S/. 7,916.00 / anual.
Costo por
reproceson° lotes / día días / mes
Total costo propuesto
reproceso (jornada
normal)
2.4 15 24 864 soles/ mes
Jornada normal Jornada h - extras Costo promedioEnergia Electrica S/. 0.60 S/. 0.80 S/. 0.70
Mano de obra S/. 1.80 S/. 2.50 S/. 2.15
S/. 2.9
RecursosCosto en reproceso propuesto por lote de chocolate
TOTAL COSTO
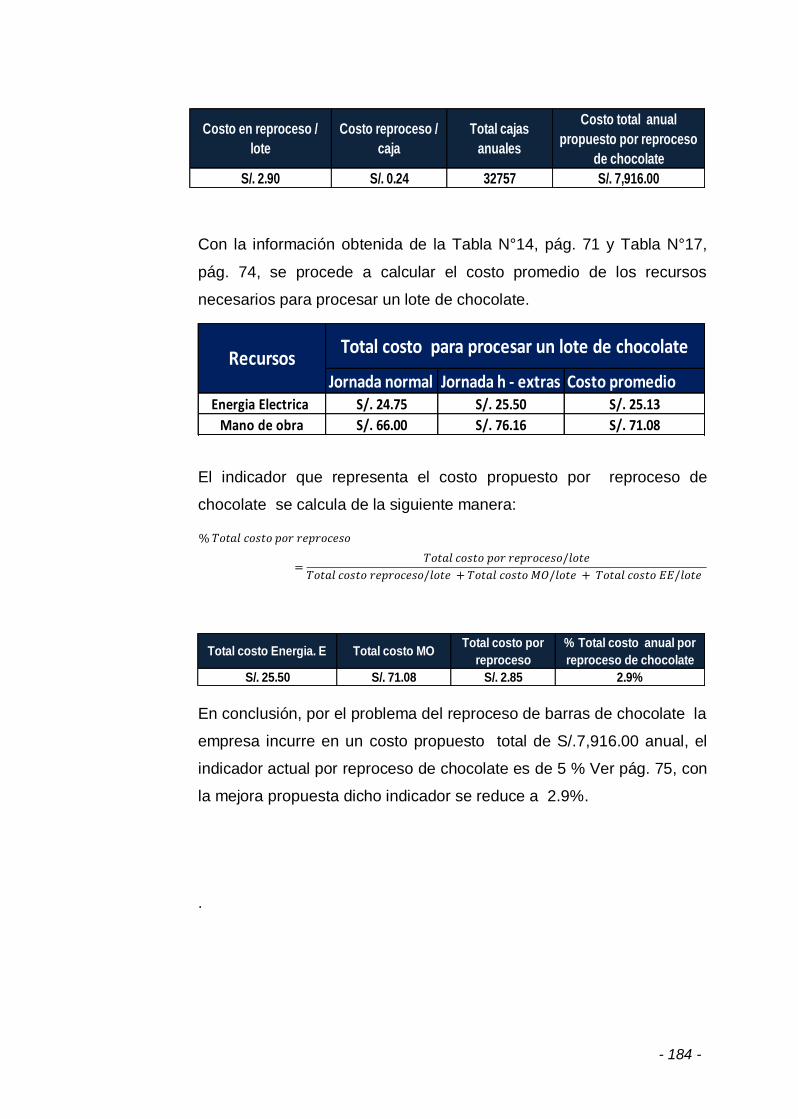
- 184 -
Con la información obtenida de la Tabla N°14, pág. 71 y Tabla N°17,
pág. 74, se procede a calcular el costo promedio de los recursos
necesarios para procesar un lote de chocolate.
El indicador que representa el costo propuesto por reproceso de
chocolate se calcula de la siguiente manera:
% 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜
=𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑝𝑜𝑟 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒
𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑟𝑒𝑝𝑟𝑜𝑐𝑒𝑠𝑜/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝑀𝑂/𝑙𝑜𝑡𝑒 + 𝑇𝑜𝑡𝑎𝑙 𝑐𝑜𝑠𝑡𝑜 𝐸𝐸/𝑙𝑜𝑡𝑒
En conclusión, por el problema del reproceso de barras de chocolate la
empresa incurre en un costo propuesto total de S/.7,916.00 anual, el
indicador actual por reproceso de chocolate es de 5 % Ver pág. 75, con
la mejora propuesta dicho indicador se reduce a 2.9%.
.
Jornada normal Jornada h - extras Costo promedioEnergia Electrica S/. 24.75 S/. 25.50 S/. 25.13
Mano de obra S/. 66.00 S/. 76.16 S/. 71.08
S/. 96.21
RecursosTotal costo para procesar un lote de chocolate
TOTAL COSTO
Costo en reproceso /
lote
Costo reproceso /
caja
Total cajas
anuales
Costo total anual
propuesto por reproceso
de chocolate
S/. 2.90 S/. 0.24 32757 S/. 7,916.00
Total costo Energia. E Total costo MOTotal costo por
reproceso
% Total costo anual por
reproceso de chocolate
S/. 25.50 S/. 71.08 S/. 2.85 2.9%
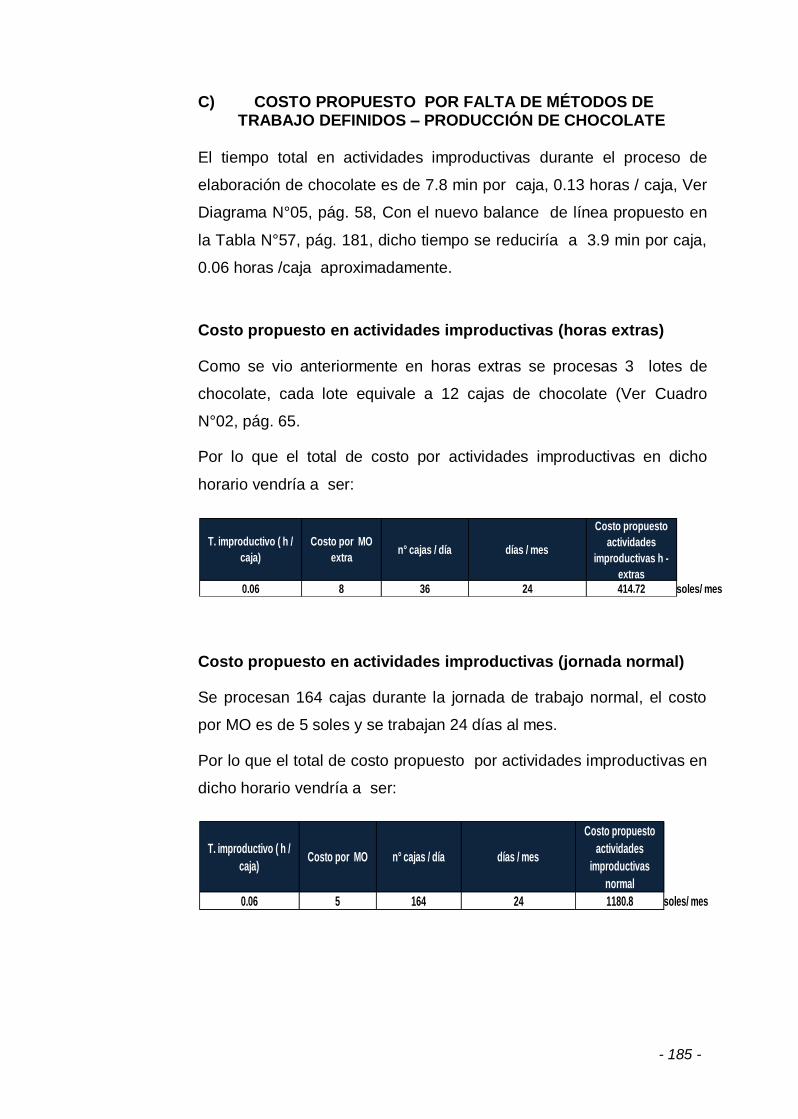
- 185 -
C) COSTO PROPUESTO POR FALTA DE MÉTODOS DE TRABAJO DEFINIDOS – PRODUCCIÓN DE CHOCOLATE
El tiempo total en actividades improductivas durante el proceso de
elaboración de chocolate es de 7.8 min por caja, 0.13 horas / caja, Ver
Diagrama N°05, pág. 58, Con el nuevo balance de línea propuesto en
la Tabla N°57, pág. 181, dicho tiempo se reduciría a 3.9 min por caja,
0.06 horas /caja aproximadamente.
Costo propuesto en actividades improductivas (horas extras)
Como se vio anteriormente en horas extras se procesas 3 lotes de
chocolate, cada lote equivale a 12 cajas de chocolate (Ver Cuadro
N°02, pág. 65.
Por lo que el total de costo por actividades improductivas en dicho
horario vendría a ser:
Costo propuesto en actividades improductivas (jornada normal)
Se procesan 164 cajas durante la jornada de trabajo normal, el costo
por MO es de 5 soles y se trabajan 24 días al mes.
Por lo que el total de costo propuesto por actividades improductivas en
dicho horario vendría a ser:
T. improductivo ( h /
caja)
Costo por MO
extran° cajas / día días / mes
Costo propuesto
actividades
improductivas h -
extras
0.06 8 36 24 414.72 soles/ mes
T. improductivo ( h /
caja)Costo por MO n° cajas / día días / mes
Costo propuesto
actividades
improductivas
normal
0.06 5 164 24 1180.8 soles/ mes

- 186 -
Como se vio anteriormente, la demanda de cajas mensual en promedio
es de 2730, Ver Tabla N°19, pág. 78, teniendo en cuenta el costo total
propuesto por mano de obra improductiva durante jornada normal y
horas extras, se procede a calcular el costo de MO improductivo por
caja que multiplicado por el total de cajas anuales (Ver Tabla, N°04
pág. 06) se obtiene un costo total anual propuesto por actividades
improductivas en producción de chocolate de S/. 19,144.00.
Para calcular el indicador que representa el total costo propuesto de
mano de obra improductivo durante el proceso de elaboración de
chocolate, se relaciona el costo total de mano de obra improductivo,
entre la suma del costo total de mano de obra en jornada normal y
durante las horas extras
En conclusión, por actividades improductivas durante el proceso de
elaboración del chocolate la empresa incurre en un costo total
propuesto de S/. 19,144.00 anual, el indicador actual por actividades
improductivas en producción de chocolate es de 13%, Ver pág. 89, con
la propuesta de mejora dicho indicador se reduce a 6%.
Totas costo MO
improductivo extra
Total costo MO
improductivo
jornada normal
Costo MO
improductivo /
caja
Total cajas anuales
Costo total anual
propuesto MO
improductivo
414.72 1181 0.58 32757 S/. 19,144
Costo MO extra / hora N° operarios / díahoras - hombre /
mesTotal costo MO extra
8.00 14 40 4480
Costo MO normal / hora N°operarios / díahoras - hombre /
mesTotal costo MO normal
5.00 20 220 22000
Total costo MO extraTotal costo MO
normal
Total costo MO
improductivo
% Total costo MO
improductivo
4480 22000 1596 6%

- 187 -
Con el diagrama analítico propuesto (Ver Diagrama N°09, pág. 188) en
elaboración de chocolate, se evidencia un incremento en el valor
añadido de 77.4% a 86.9%. Este incremento se refleja con la
eliminación de la demora, el cual era de 2.5 min / caja. Ver diagrama
N°05, pág. 58, De igual forma, al combinar la operación de acomodar y
moldeado de chocolate, el tiempo requerido sería de 1.34 min / caja
para dicha operación. Además se reduce los almacenamientos
temporales a 3.9 min / caja.
Por lo tanto, con las mejoras en los procesos de pulverizado de azúcar
y elaboración de chocolate, el diagrama de operaciones de “chocolates
la española” queda de la siguiente manera, Ver Diagrama N°10, pág.
189.
Con el fin de mejorar la gestión de “Chocolates la española” se
propone también la creación del proceso de Planificación Estratégica
(Ver Anexo N°07, pág. 231). El mismo que es el punto de partida para
cualquier organización que desee construir una cultura de calidad,
contiene y declara su misión y visión, sus objetivos, estrategias,
políticas y, principios y valores que la rigen.
La mejora de los procesos implica que todos los miembros de la
organización se comprometan y se esfuercen en hacer las cosas de la
mejor manera todo el tiempo, por eso se elaboró un manual de
procesos claves de la empresa “Chocolates la española”. (Ver Anexo
N°08, pág. 233).
.

- 188 -
4.2.11 DIAGRAMA ANALÍTICO PROPUESTO – PRODUCCIÓN DE CHOCOLATE EN BARRA
Diagrama N°09: DAP - Producción de chocolate en barra propuesta
Fuente: Elaboración Propia
Actual Propusto
9
Método Actual 2
Propuesto 0
LugarArea de producción
Empieza 4
Operario Termina 4
Elaborado por Fecha 15.5
Aprobado por Fecha 29.74
Descripciòn Actividades Veces
Total
recorrido ida
y vuelta (m)
Tiempo (min)
/ caja
1Verificar la disponilidad de materiales : Tanto de los
procesos de pulverizado de azúcar como de pasta de
cacao
0.09
2Mezclado( 173 kg de masa): pesar y mezclar 120kg azúcar
pulverizada - 53 kg Pasta de cacao - 250 ml de vanilla.2.83
3descargar la mezcla en carritos y almacenar
temporalmente2
4Temperado: Acondicionar la temperatura de la masa ( 35 ° C)
para el proceso3.6
5 Trozado : amasar masa y cortar en trozos de 150 gramos c/u 2.68
6Preparar en molde: pesar y preparar 10 moldes con masa (
150 gramos)1.61
7Acomodar moldes y moldeado : acomodar moldes en mesa
vibradora y verificar que no haya exceso de masa, moldeado de
los mismos.
1.34
8 Vibrado: aplanar manualmente moldes. 1.61
9Apilar moldes frescos :apilar moldes ( 10 unid) y llevar hacia
congelación 1.5
10 Refrigeración : llenar compartimiento y verificar a enfriar 17 c° 2.65
11 Trasporte manual hacia desmolde(15 x4) unid 6.5 0.2
12 Desmolde :Desmoldar manualmente 2.05
13 Apilar tabletas /4 columnas de 15 tabletas 0.7
14 Trasporte manual hacia empaque 9 0.25
15 Envolver con papel aluminio 2.23
16 Apilar tabletas con empaque/4 columnas de 15 tabletas 0.8
17 Etiquetado : pegado de etiqueta con resina 1.78
18Empacar en caja: Recibir las tabletas, revisarlas y empacar por
100 und (incluye el armado de la caja, el cerrado y el encintado
final)
1.86
19 Almacen producto terminado
TOTAL 0 15.5 29.7 9 2 0 4 4
TIEMPO TOTAL 29.7
TIEMPO OPERACIÓN 25.8
VALOR AÑADIDO 86.9%
Trabajo manual, requiere habilidad
Almacenamiento temporal propuesto
Trabajo manual, requiere habilidad
Se adiciona un operario más, el cual queda
libre de la operación combinada N°07
Trabajo manual, requiere habilidad. Con un
operario adicional de la actividad N°14 se
elimina la demora
Esfuerzo físico, requiere habilidad
De los 3 operarios que realizan el trabajo, uno
de ellos va al cuarto de refrigeración, operación
N°11
Almacenamiento temporal propuesto
Esfuerzo físico, habilidad para trasportar el
producto
Trabajo manual, requiere habilidad
Trabajo manual, requiere habilidad
Operación combinada ,Trabajo manual. Un
operario queda libre
Trabajo manual
Trabajo manual, requiere habilidad
SIMBOLOGIA
OBSERVACIONESEl Gerente se encarga de elaborar la orden de
producción y de gestionar el abastecimiento
de los recursos Esfuerzo físico, requiere de ayuda para vaciado
a mezcladora.se requiere procesar 4 lotes de 173kg c/u para
1 tanda
Remover la masa , Trabajo manual. Nuevo
cuello de botella
Molturación( molienda de
nibz)
Operación
/Inspección
Almacenamiento
Distancia (m)
Tiempo ( min - hombre)
Actividad
Operación
Proceso Producción de chocolate en barra (caja - 100 und)Trasporte
Espera
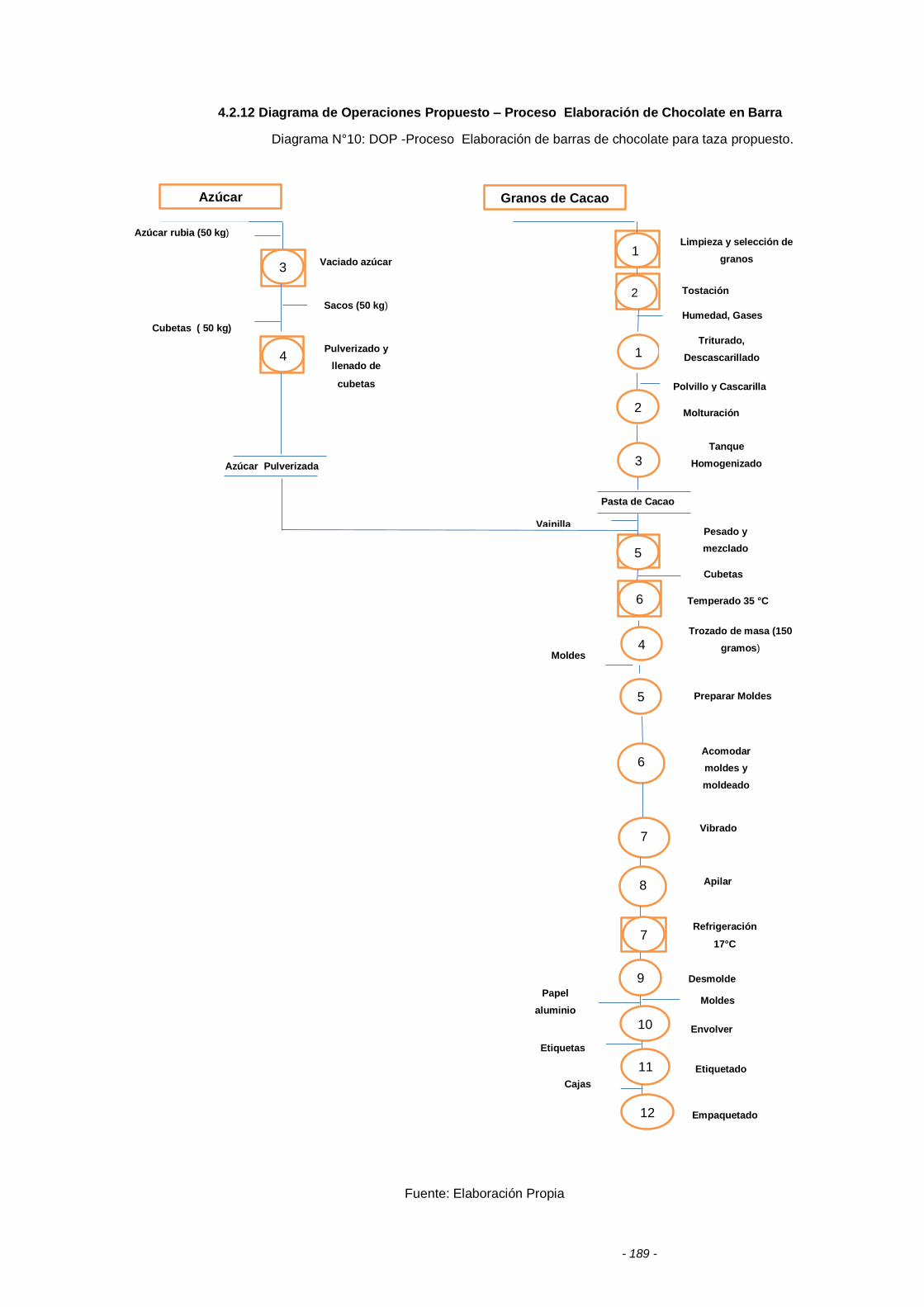
- 189 -
4.2.12 Diagrama de Operaciones Propuesto – Proceso Elaboración de Chocolate en Barra
Diagrama N°10: DOP -Proceso Elaboración de barras de chocolate para taza propuesto.
Fuente: Elaboración Propia
Vainilla
5
Granos de Cacao
2 Tostación
Humedad, Gases
1 Triturado,
Descascarillado
Polvillo y Cascarilla
2 Molturación
3
Tanque
Homogenizado
Pasta de Cacao
Azúcar
granulada
3
Sacos (50 kg)
Vaciado azúcar
Pulverizado y
llenado de
cubetas
Cubetas ( 50 kg)
4
Azúcar Pulverizada
Pesado y
mezclado
Temperado 35 °C 6
4 Trozado de masa (150
gramos)
Cubetas
Moldes
5 Preparar Moldes
6 Acomodar
moldes y
moldeado
7 Vibrado
8 Apilar
moldes
7 Refrigeración
17°C
9 Desmolde
Moldes
10 Envolver
Papel
aluminio
Etiquetas
11 Etiquetado Cajas
12 Empaquetado
Azúcar rubia (50 kg)
1 Limpieza y selección de
granos

- 190 -
CAPÍTULO 5
EVALUACIÓN
ECONÓMICA
FINANCIERA
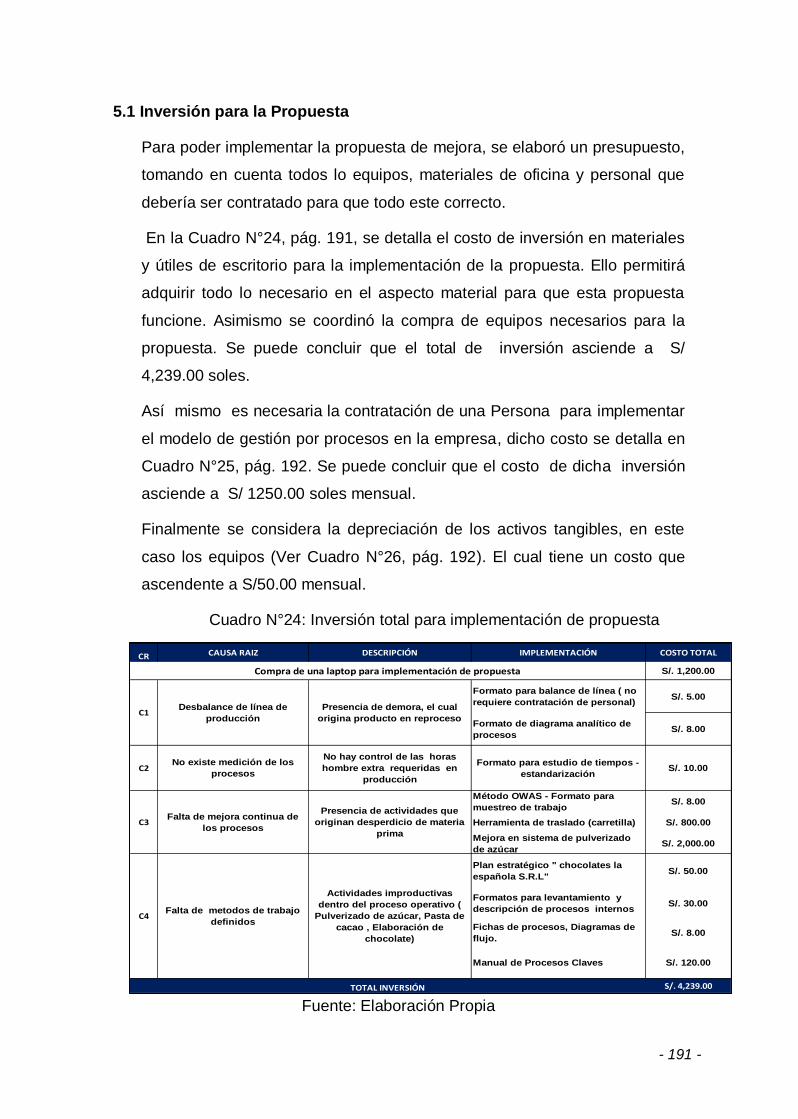
- 191 -
5.1 Inversión para la Propuesta
Para poder implementar la propuesta de mejora, se elaboró un presupuesto,
tomando en cuenta todos lo equipos, materiales de oficina y personal que
debería ser contratado para que todo este correcto.
En la Cuadro N°24, pág. 191, se detalla el costo de inversión en materiales
y útiles de escritorio para la implementación de la propuesta. Ello permitirá
adquirir todo lo necesario en el aspecto material para que esta propuesta
funcione. Asimismo se coordinó la compra de equipos necesarios para la
propuesta. Se puede concluir que el total de inversión asciende a S/
4,239.00 soles.
Así mismo es necesaria la contratación de una Persona para implementar
el modelo de gestión por procesos en la empresa, dicho costo se detalla en
Cuadro N°25, pág. 192. Se puede concluir que el costo de dicha inversión
asciende a S/ 1250.00 soles mensual.
Finalmente se considera la depreciación de los activos tangibles, en este
caso los equipos (Ver Cuadro N°26, pág. 192). El cual tiene un costo que
ascendente a S/50.00 mensual.
Cuadro N°24: Inversión total para implementación de propuesta
Fuente: Elaboración Propia
CR DESCRIPCIÓN IMPLEMENTACIÓN COSTO TOTAL
S/. 1,200.00
Formato para balance de línea ( no
requiere contratación de personal)S/. 5.00
Formato de diagrama analítico de
procesosS/. 8.00
C2
No hay control de las horas
hombre extra requeridas en
producción
Formato para estudio de tiempos -
estandarizaciónS/. 10.00
Método OWAS - Formato para
muestreo de trabajoS/. 8.00
Herramienta de traslado (carretilla) S/. 800.00
Mejora en sistema de pulverizado
de azúcarS/. 2,000.00
Plan estratégico " chocolates la
española S.R.L"S/. 50.00
Formatos para levantamiento y
descripción de procesos internosS/. 30.00
Fichas de procesos, Diagramas de
flujo.S/. 8.00
Manual de Procesos Claves S/. 120.00
S/. 4,239.00TOTAL INVERSIÓN
C3Falta de mejora continua de
los procesos
Presencia de actividades que
originan desperdicio de materia
prima
C4Falta de metodos de trabajo
definidos
Actividades improductivas
dentro del proceso operativo (
Pulverizado de azúcar, Pasta de
cacao , Elaboración de
chocolate)
CAUSA RAIZ
Compra de una laptop para implementación de propuesta
C1Desbalance de línea de
producción
Presencia de demora, el cual
origina producto en reproceso
No existe medición de los
procesos
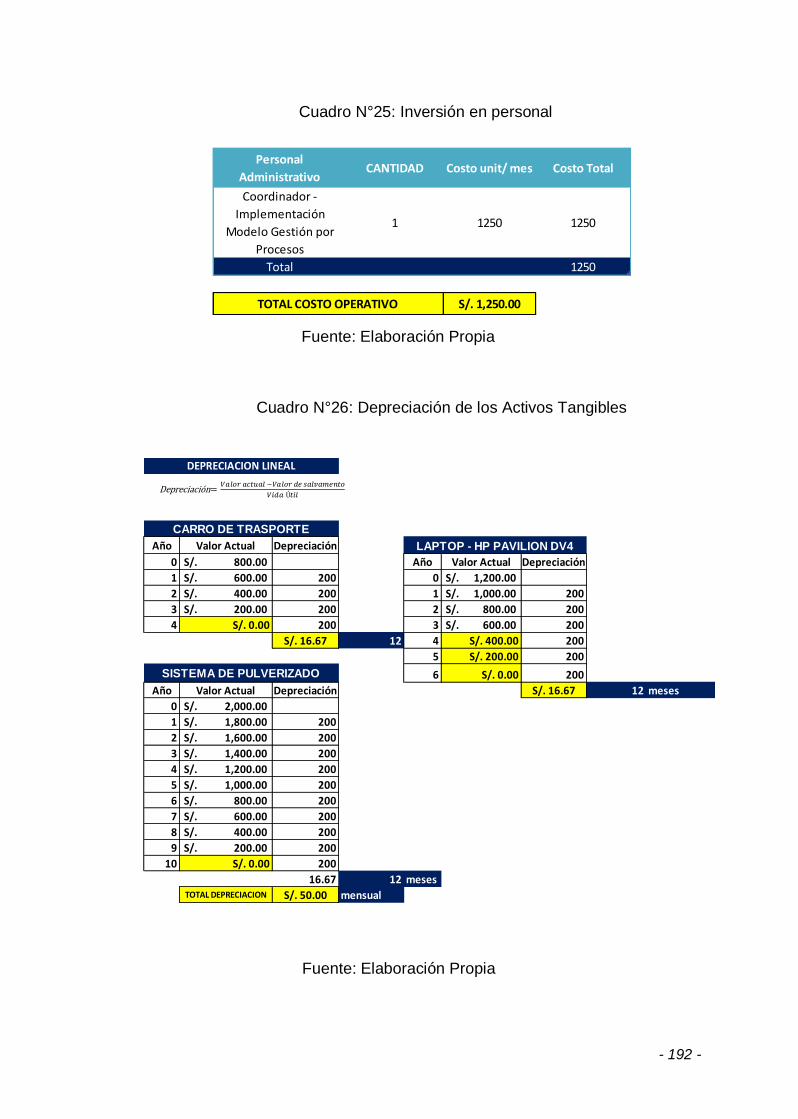
- 192 -
Cuadro N°25: Inversión en personal
Fuente: Elaboración Propia
Cuadro N°26: Depreciación de los Activos Tangibles
Fuente: Elaboración Propia
Personal
AdministrativoCANTIDAD Costo unit/ mes Costo Total
Coordinador -
Implementación
Modelo Gestión por
Procesos
1 1250 1250
Total 1250
S/. 1,250.00TOTAL COSTO OPERATIVO
Año Valor Actual Depreciación
0 800.00S/. Año Valor Actual Depreciación
1 600.00S/. 200 0 1,200.00S/.
2 400.00S/. 200 1 1,000.00S/. 200
3 200.00S/. 200 2 800.00S/. 200
4 S/. 0.00 200 3 600.00S/. 200
S/. 16.67 12 4 S/. 400.00 200
5 S/. 200.00 200
6 S/. 0.00 200
Año Valor Actual Depreciación S/. 16.67 12 meses
0 2,000.00S/.
1 1,800.00S/. 200
2 1,600.00S/. 200
3 1,400.00S/. 200
4 1,200.00S/. 200
5 1,000.00S/. 200
6 800.00S/. 200
7 600.00S/. 200
8 400.00S/. 200
9 200.00S/. 200
10 S/. 0.00 200
16.67 12 mesesTOTAL DEPRECIACION S/. 50.00 mensual
LAPTOP - HP PAVILION DV4
DEPRECIACION LINEAL
CARRO DE TRASPORTE
SISTEMA DE PULVERIZADO
Depreciación= 𝑙𝑜 𝑙 − 𝑙𝑜 𝑒 𝑠 𝑙 𝑒 𝑜
𝑙
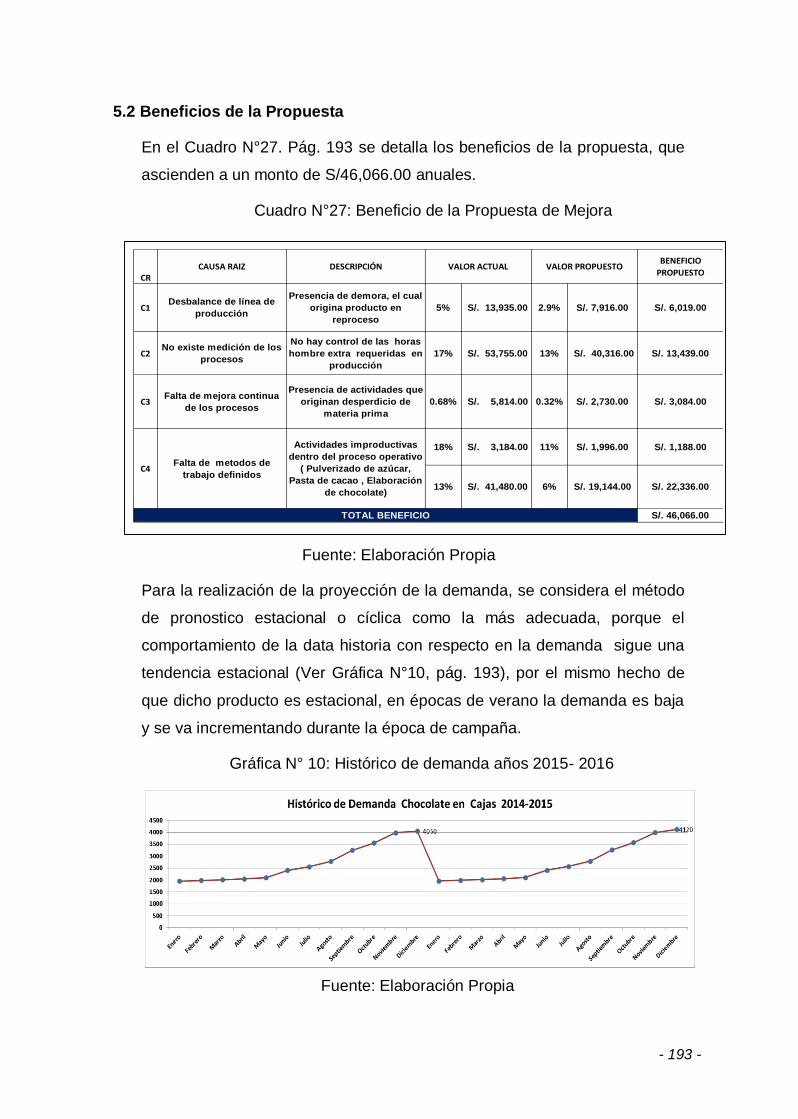
- 193 -
5.2 Beneficios de la Propuesta
En el Cuadro N°27. Pág. 193 se detalla los beneficios de la propuesta, que
ascienden a un monto de S/46,066.00 anuales.
Cuadro N°27: Beneficio de la Propuesta de Mejora
Fuente: Elaboración Propia
Para la realización de la proyección de la demanda, se considera el método
de pronostico estacional o cíclica como la más adecuada, porque el
comportamiento de la data historia con respecto en la demanda sigue una
tendencia estacional (Ver Gráfica N°10, pág. 193), por el mismo hecho de
que dicho producto es estacional, en épocas de verano la demanda es baja
y se va incrementando durante la época de campaña.
Gráfica N° 10: Histórico de demanda años 2015- 2016
Fuente: Elaboración Propia
CRDESCRIPCIÓN
BENEFICIO
PROPUESTO
C2
No hay control de las horas
hombre extra requeridas en
producción
17% S/. 53,755.00 13% S/. 40,316.00 S/. 13,439.00
S/. 46,066.00
S/. 41,480.00 6% S/. 19,144.00 S/. 22,336.00
TOTAL BENEFICIO
S/. 3,084.00
C4Falta de metodos de
trabajo definidos
Actividades improductivas
dentro del proceso operativo
( Pulverizado de azúcar,
Pasta de cacao , Elaboración
de chocolate)
18% S/. 3,184.00 11% S/. 1,996.00 S/. 1,188.00
13%
S/. 7,916.00 S/. 6,019.00
No existe medición de los
procesos
C3Falta de mejora continua
de los procesos
Presencia de actividades que
originan desperdicio de
materia prima
0.68% S/. 5,814.00 0.32% S/. 2,730.00
CAUSA RAIZ VALOR ACTUAL VALOR PROPUESTO
C1Desbalance de línea de
producción
Presencia de demora, el cual
origina producto en
reproceso
5% S/. 13,935.00 2.9%

- 194 -
Para ello se cuenta con la siguiente data histórica con respecto a la
demanda, los periodos corresponden a los meses del año. Ver Cuadro
N°28, pág. 194.
Cuadro N°28: Datos históricos de demanda de chocolate (cajas)
Fuente: Gerencia General
A continuación se procede a calcular el promedio general de las ventas
mensual por cada año, los cuales resulta en 2722.33 cajas y 2736.25
cajas para los años 2015 y 2016 respectivamente. Ver Cuadro N°29, pág.
194.
Cuadro N°29: Promedio general de las ventas por año
Fuente: Elaboración Propia
Año Año
2015 2016
Ventas Ventas
1 1950 1960
2 1980 1990
3 2010 2020
4 2050 2056
5 2100 2105
6 2400 2412
7 2560 2568
8 2784 2792
9 3248 3259
10 3556 3564
11 3980 3989
12 4050 4120
Total Ventas/Año 32668 32835
Periodo
Datos Historicos - cajas
Año Año
2015 2016
Ventas Ventas
1 1950 1960
2 1980 1990
3 2010 2020
4 2050 2056
5 2100 2105
6 2400 2412
7 2560 2568
8 2784 2792
9 3248 3259
10 3556 3564
11 3980 3989
12 4050 4120
Total Ventas/Año 32668 32835
Promedio de
Ventas2722.33 2736.25
Periodo
Datos Historicos - cajas

- 195 -
Luego se procede a calcular el promedio mensual de las ventas de cada
período. Ver Cuadro N°30, pág. 195.
Cuadro N°30: Promedio de ventas de cada periodo
Fuente: Elaboración Propia
Posteriormente se procede a calcular el Índice de Estacionalidad
dividiendo el promedio de las ventas de cada periodo entre el promedio
general de ventas, el cual es 2729.29.
Tomando como ejemplo el índice de estacionalidad del periodo 1, el cual
es de 0.72, resulta de dividir 1955 entre 2729 y así para cada periodo. Ver
Cuadro N° 31 pág. 195.
Cuadro N°31: Cálculo del Índice de Estacionalidad.
Fuente: Elaboración Propia
Año Año
2015 2016
Ventas Ventas
1 1950 1960 1955.00
2 1980 1990 1985.00
3 2010 2020 2015.00
4 2050 2056 2053.00
5 2100 2105 2102.50
6 2400 2412 2406.00
7 2560 2568 2564.00
8 2784 2792 2788.00
9 3248 3259 3253.50
10 3556 3564 3560.00
11 3980 3989 3984.50
12 4050 4120 4085.00
Periodo
Datos Historicos - cajas
Promedio de las
ventas del periodo
Año Año
2015 2016
Ventas Ventas
1 1950 1960 1955 0.72
2 1980 1990 1985 0.73
3 2010 2020 2015 0.74
4 2050 2056 2053 0.75
5 2100 2105 2102.5 0.77
6 2400 2412 2406 0.88
7 2560 2568 2564 0.94
8 2784 2792 2788 1.02
9 3248 3259 3253.5 1.19
10 3556 3564 3560 1.30
11 3980 3989 3984.5 1.46
12 4050 4120 4085 1.50
Total Ventas/Año 32668 32835 2729
Periodo
Datos Historicos - cajas
Promedio de las
ventas del periodo
Factor de
Estacionalidad
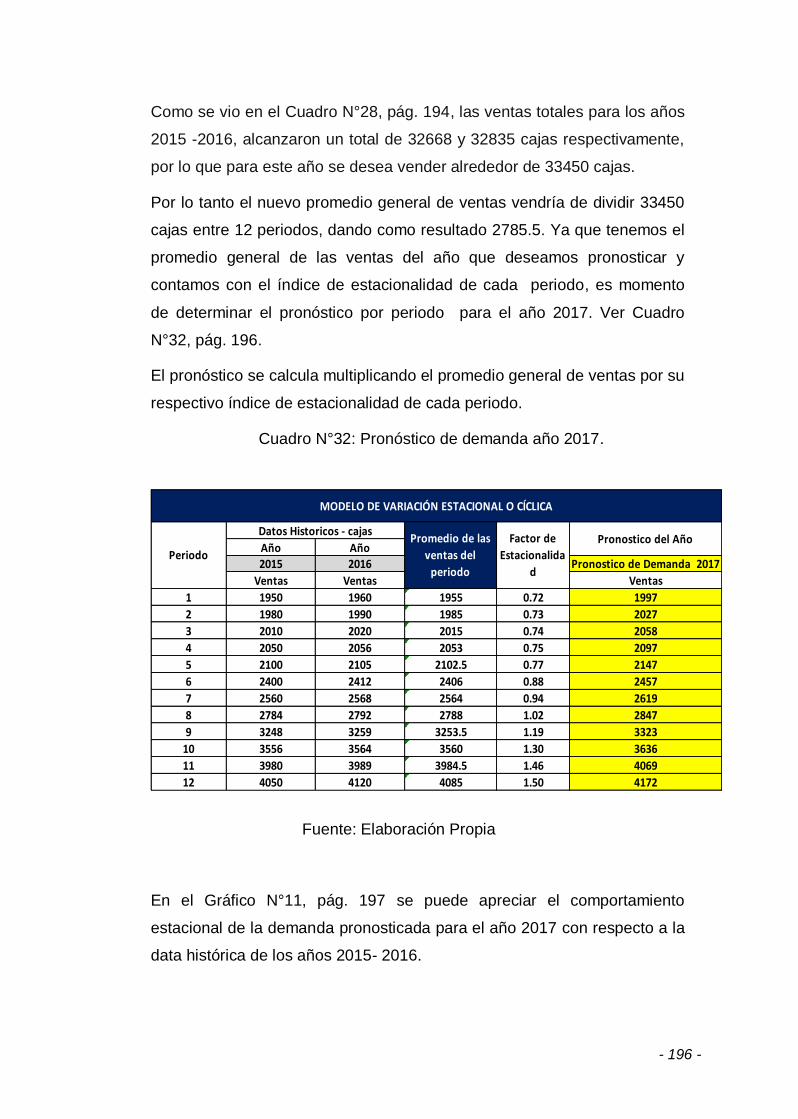
- 196 -
Como se vio en el Cuadro N°28, pág. 194, las ventas totales para los años
2015 -2016, alcanzaron un total de 32668 y 32835 cajas respectivamente,
por lo que para este año se desea vender alrededor de 33450 cajas.
Por lo tanto el nuevo promedio general de ventas vendría de dividir 33450
cajas entre 12 periodos, dando como resultado 2785.5. Ya que tenemos el
promedio general de las ventas del año que deseamos pronosticar y
contamos con el índice de estacionalidad de cada periodo, es momento
de determinar el pronóstico por periodo para el año 2017. Ver Cuadro
N°32, pág. 196.
El pronóstico se calcula multiplicando el promedio general de ventas por su
respectivo índice de estacionalidad de cada periodo.
Cuadro N°32: Pronóstico de demanda año 2017.
Fuente: Elaboración Propia
En el Gráfico N°11, pág. 197 se puede apreciar el comportamiento
estacional de la demanda pronosticada para el año 2017 con respecto a la
data histórica de los años 2015- 2016.
Año Año
2015 2016 Pronostico de Demanda 2017
Ventas Ventas Ventas
1 1950 1960 1955 0.72 1997
2 1980 1990 1985 0.73 2027
3 2010 2020 2015 0.74 2058
4 2050 2056 2053 0.75 2097
5 2100 2105 2102.5 0.77 2147
6 2400 2412 2406 0.88 2457
7 2560 2568 2564 0.94 2619
8 2784 2792 2788 1.02 2847
9 3248 3259 3253.5 1.19 3323
10 3556 3564 3560 1.30 3636
11 3980 3989 3984.5 1.46 4069
12 4050 4120 4085 1.50 4172
MODELO DE VARIACIÓN ESTACIONAL O CÍCLICA
Periodo
Datos Historicos - cajasPromedio de las
ventas del
periodo
Factor de
Estacionalida
d
Pronostico del Año

- 197 -
Gráfica N°11: Pronóstico de Demanda año 2017
Fuente: Elaboración Propia
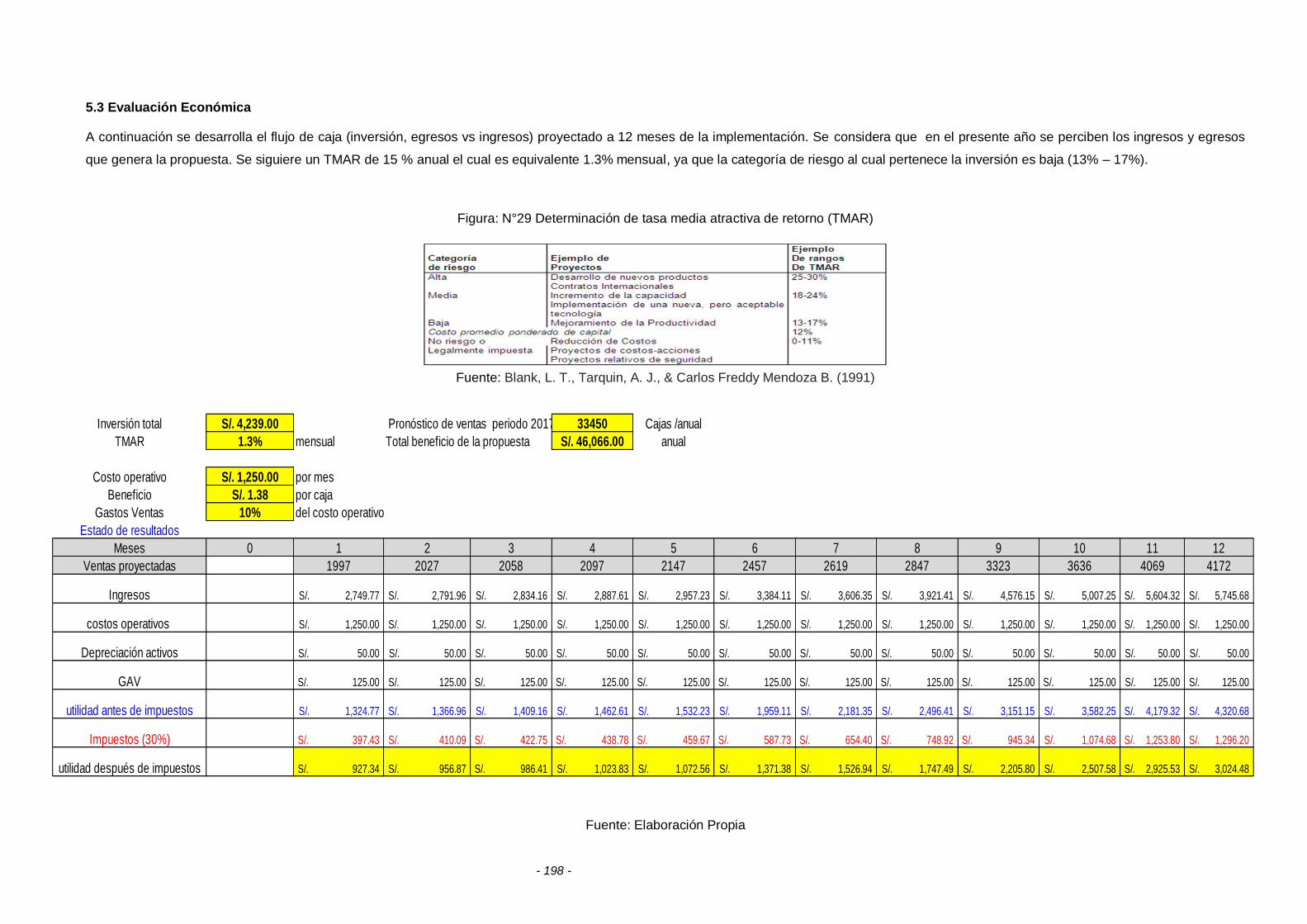
- 198 -
5.3 Evaluación Económica
A continuación se desarrolla el flujo de caja (inversión, egresos vs ingresos) proyectado a 12 meses de la implementación. Se considera que en el presente año se perciben los ingresos y egresos
que genera la propuesta. Se siguiere un TMAR de 15 % anual el cual es equivalente 1.3% mensual, ya que la categoría de riesgo al cual pertenece la inversión es baja (13% – 17%).
Figura: N°29 Determinación de tasa media atractiva de retorno (TMAR)
Fuente: Blank, L. T., Tarquin, A. J., & Carlos Freddy Mendoza B. (1991)
Fuente: Elaboración Propia
Inversión total S/. 4,239.00 33450 Cajas /anual
TMAR 1.3% mensual S/. 46,066.00 anual
Costo operativo S/. 1,250.00 por mes
Beneficio S/. 1.38 por caja
Gastos Ventas 10% del costo operativo
Estado de resultados
Meses 0 1 2 3 4 5 6 7 8 9 10 11 12
Ventas proyectadas 1997 2027 2058 2097 2147 2457 2619 2847 3323 3636 4069 4172
Ingresos 2,749.77S/. 2,791.96S/. 2,834.16S/. 2,887.61S/. 2,957.23S/. 3,384.11S/. 3,606.35S/. 3,921.41S/. 4,576.15S/. 5,007.25S/. 5,604.32S/. 5,745.68S/.
costos operativos 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/. 1,250.00S/.
Depreciación activos 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/.
GAV 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/. 125.00S/.
utilidad antes de impuestos 1,324.77S/. 1,366.96S/. 1,409.16S/. 1,462.61S/. 1,532.23S/. 1,959.11S/. 2,181.35S/. 2,496.41S/. 3,151.15S/. 3,582.25S/. 4,179.32S/. 4,320.68S/.
Impuestos (30%) 397.43S/. 410.09S/. 422.75S/. 438.78S/. 459.67S/. 587.73S/. 654.40S/. 748.92S/. 945.34S/. 1,074.68S/. 1,253.80S/. 1,296.20S/.
utilidad después de impuestos 927.34S/. 956.87S/. 986.41S/. 1,023.83S/. 1,072.56S/. 1,371.38S/. 1,526.94S/. 1,747.49S/. 2,205.80S/. 2,507.58S/. 2,925.53S/. 3,024.48S/.
Pronóstico de ventas periodo 2017
Total beneficio de la propuesta

- 199 -
Fuente: Elaboración Propia
Cuadro N°33. Indicadores Financieros
VAN TIR B/C
S/. 14,696.16 28.18% 1.8
Fuente: Elaboración Propia
Como se aprecia en el cuadro N°33, se obtiene una ganancia al día de hoy de S/.14,696.16, una tasa interna de retorno de 28.18% y un beneficio costo de 1.8, es decir, por cada sol invertido, se
obtiene 1.8 soles de ganancia.
flujo de caja
Año 0 1 2 3 4 5 6 7 8 9 10 11 12
utilidad después de impuestos 927.34S/. 956.87S/. 986.41S/. 1,023.83S/. 1,072.56S/. 1,371.38S/. 1,526.94S/. 1,747.49S/. 2,205.80S/. 2,507.58S/. 2,925.53S/. 3,024.48S/.
más depreciación 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/. 50.00S/.
Inversión -4,239.00S/.
-4,239.00S/. 977.34S/. 1,006.87S/. 1,036.41S/. 1,073.83S/. 1,122.56S/. 1,421.38S/. 1,576.94S/. 1,797.49S/. 2,255.80S/. 2,557.58S/. 2,975.53S/. 3,074.48S/.
Año 0 1 2 3 4 5 6 7 8 9 10 11 12
flujo neto de efectivo -4,239.00S/. 977.34S/. 1,006.87S/. 1,036.41S/. 1,073.83S/. 1,122.56S/. 1,421.38S/. 1,576.94S/. 1,797.49S/. 2,255.80S/. 2,557.58S/. 2,975.53S/. 3,074.48S/.
VAN S/. 14,696.16
TIR 28.18%
meses
Año 0 1 2 3 4 5 6 7 8 9 10 11 12
Ingresos 2749.77 2791.96 2834.16 2887.61 2957.23 3384.11 3606.35 3921.41 4576.15 5007.25 5604.32 5745.68
Egresos 1772.43 1785.09 1797.75 1813.78 1834.67 1962.73 2029.40 2123.92 2320.34 2449.68 2628.80 2671.20
VAN Ingresos 42,046.87S/.
VAN Egresos 23,111.71S/.
B/C 1.8
- 200 -
CAPÍTULO 6
RESULTADOS Y
DISCUSIÓN
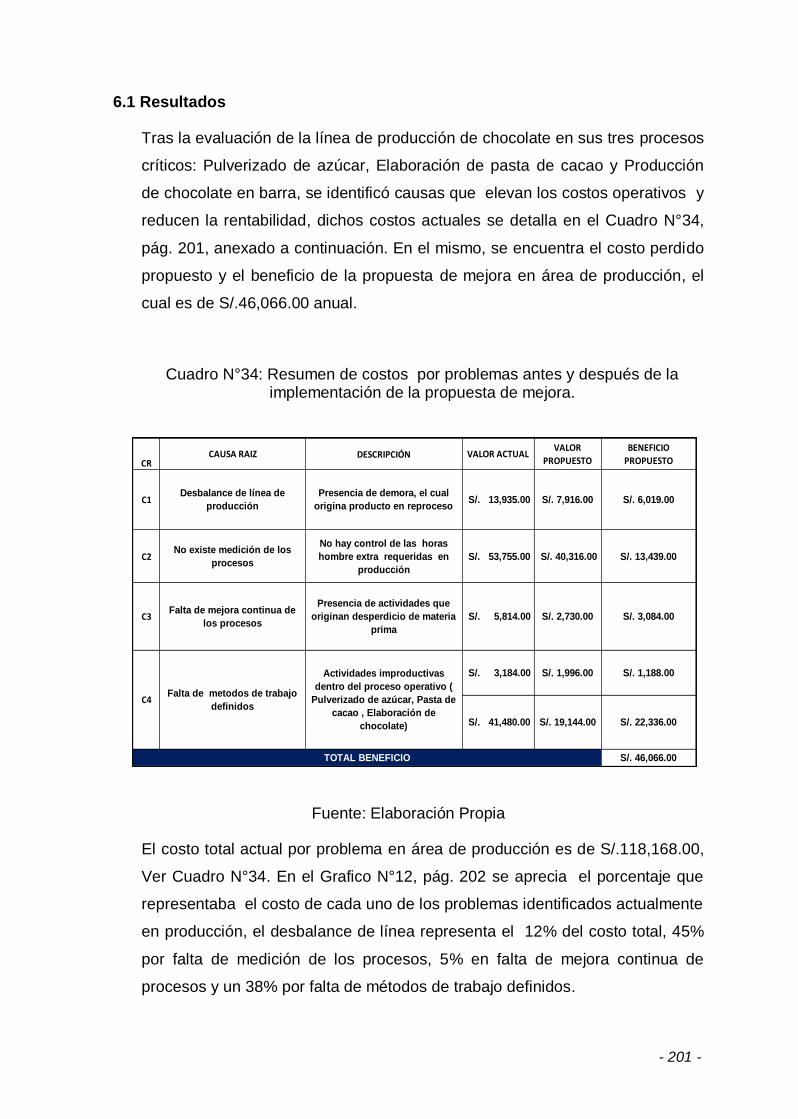
- 201 -
6.1 Resultados
Tras la evaluación de la línea de producción de chocolate en sus tres procesos
críticos: Pulverizado de azúcar, Elaboración de pasta de cacao y Producción
de chocolate en barra, se identificó causas que elevan los costos operativos y
reducen la rentabilidad, dichos costos actuales se detalla en el Cuadro N°34,
pág. 201, anexado a continuación. En el mismo, se encuentra el costo perdido
propuesto y el beneficio de la propuesta de mejora en área de producción, el
cual es de S/.46,066.00 anual.
Cuadro N°34: Resumen de costos por problemas antes y después de la implementación de la propuesta de mejora.
Fuente: Elaboración Propia
El costo total actual por problema en área de producción es de S/.118,168.00,
Ver Cuadro N°34. En el Grafico N°12, pág. 202 se aprecia el porcentaje que
representaba el costo de cada uno de los problemas identificados actualmente
en producción, el desbalance de línea representa el 12% del costo total, 45%
por falta de medición de los procesos, 5% en falta de mejora continua de
procesos y un 38% por falta de métodos de trabajo definidos.
CRDESCRIPCIÓN
BENEFICIO
PROPUESTO
C2
No hay control de las horas
hombre extra requeridas en
producción
S/. 53,755.00 S/. 40,316.00 S/. 13,439.00
S/. 46,066.00
CAUSA RAIZ VALOR ACTUALVALOR
PROPUESTO
C1Desbalance de línea de
producción
Presencia de demora, el cual
origina producto en reproceso S/. 13,935.00
No existe medición de los
procesos
C3Falta de mejora continua de
los procesos
Presencia de actividades que
originan desperdicio de materia
prima
Actividades improductivas
dentro del proceso operativo (
Pulverizado de azúcar, Pasta de
cacao , Elaboración de
chocolate)
S/. 3,184.00
S/. 7,916.00 S/. 6,019.00
S/. 3,084.00
S/. 1,188.00
S/. 22,336.00
TOTAL BENEFICIO
S/. 1,996.00
S/. 41,480.00 S/. 19,144.00
S/. 5,814.00 S/. 2,730.00
C4Falta de metodos de trabajo
definidos
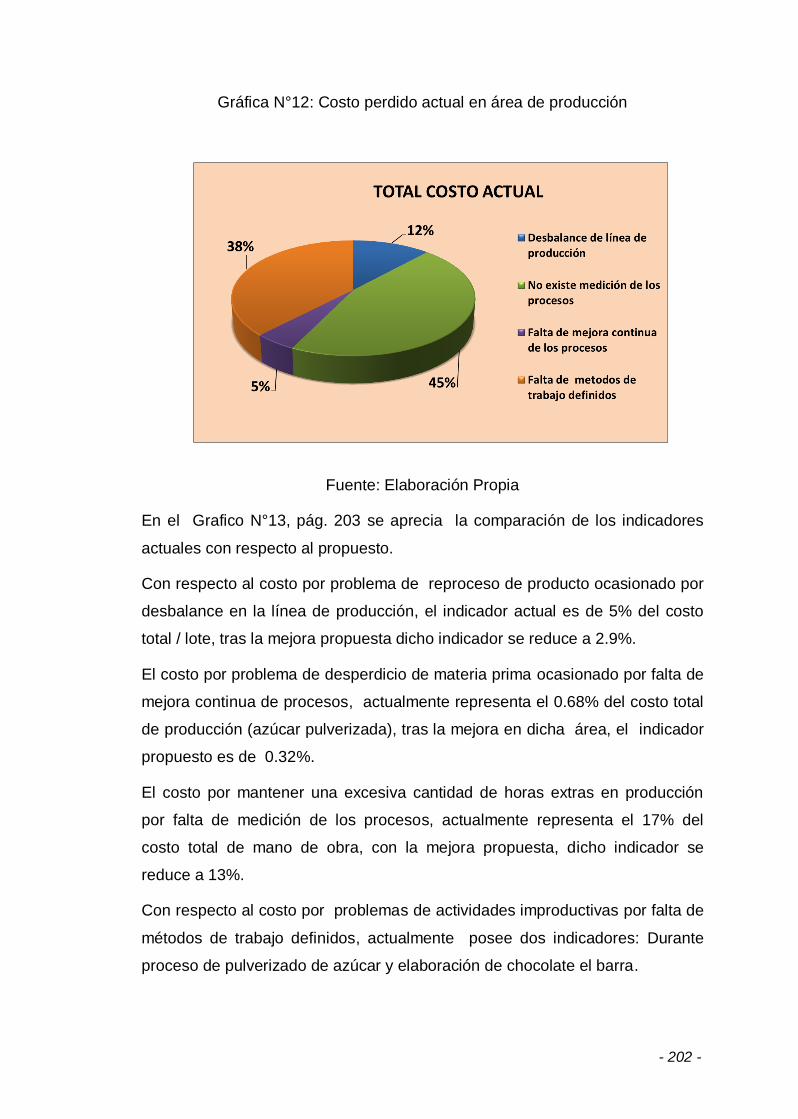
- 202 -
Gráfica N°12: Costo perdido actual en área de producción
Fuente: Elaboración Propia
En el Grafico N°13, pág. 203 se aprecia la comparación de los indicadores
actuales con respecto al propuesto.
Con respecto al costo por problema de reproceso de producto ocasionado por
desbalance en la línea de producción, el indicador actual es de 5% del costo
total / lote, tras la mejora propuesta dicho indicador se reduce a 2.9%.
El costo por problema de desperdicio de materia prima ocasionado por falta de
mejora continua de procesos, actualmente representa el 0.68% del costo total
de producción (azúcar pulverizada), tras la mejora en dicha área, el indicador
propuesto es de 0.32%.
El costo por mantener una excesiva cantidad de horas extras en producción
por falta de medición de los procesos, actualmente representa el 17% del
costo total de mano de obra, con la mejora propuesta, dicho indicador se
reduce a 13%.
Con respecto al costo por problemas de actividades improductivas por falta de
métodos de trabajo definidos, actualmente posee dos indicadores: Durante
proceso de pulverizado de azúcar y elaboración de chocolate el barra.
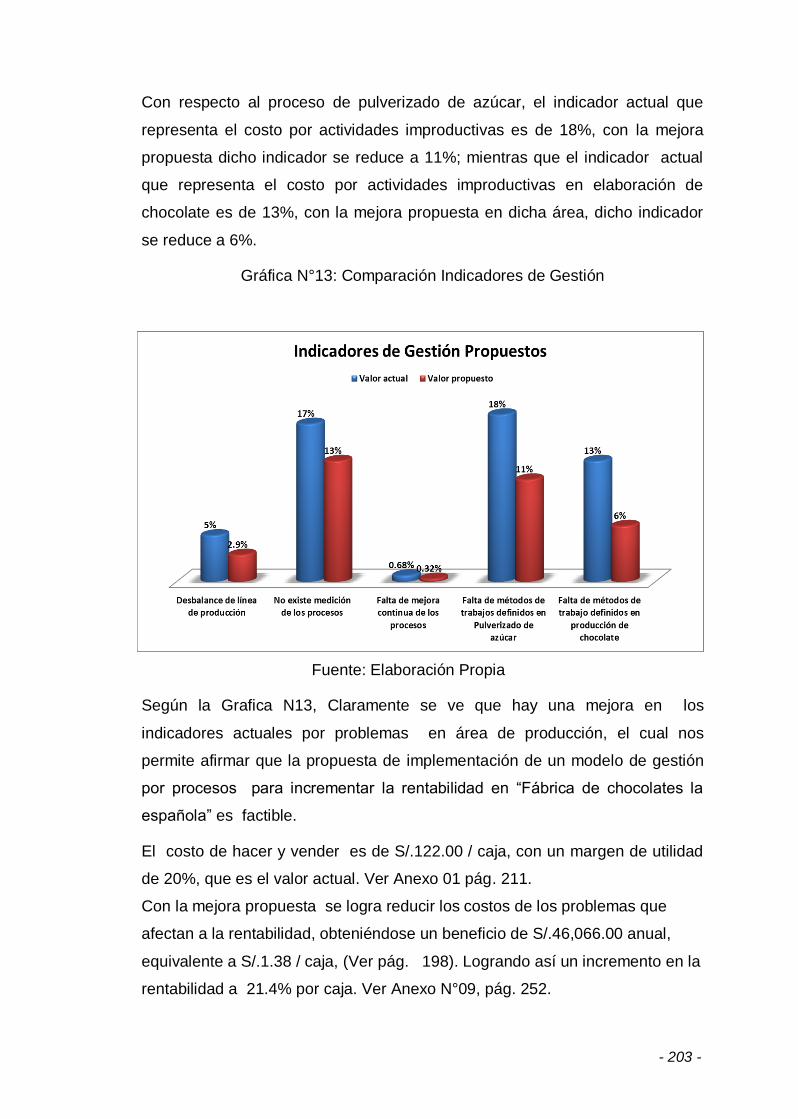
- 203 -
Con respecto al proceso de pulverizado de azúcar, el indicador actual que
representa el costo por actividades improductivas es de 18%, con la mejora
propuesta dicho indicador se reduce a 11%; mientras que el indicador actual
que representa el costo por actividades improductivas en elaboración de
chocolate es de 13%, con la mejora propuesta en dicha área, dicho indicador
se reduce a 6%.
Gráfica N°13: Comparación Indicadores de Gestión
Fuente: Elaboración Propia
Según la Grafica N13, Claramente se ve que hay una mejora en los
indicadores actuales por problemas en área de producción, el cual nos
permite afirmar que la propuesta de implementación de un modelo de gestión
por procesos para incrementar la rentabilidad en “Fábrica de chocolates la
española” es factible.
El costo de hacer y vender es de S/.122.00 / caja, con un margen de utilidad
de 20%, que es el valor actual. Ver Anexo 01 pág. 211.
Con la mejora propuesta se logra reducir los costos de los problemas que
afectan a la rentabilidad, obteniéndose un beneficio de S/.46,066.00 anual,
equivalente a S/.1.38 / caja, (Ver pág. 198). Logrando así un incremento en la
rentabilidad a 21.4% por caja. Ver Anexo N°09, pág. 252.

- 204 -
CAPÍTULO 7
CONCLUSIONES Y
RECOMENDACIONES
- 205 -
7.1 Conclusiones
Se realizó el diagnóstico económico del proceso productivo del chocolate
haciendo uso del diagrama de Ishikawa, identificando 6 causas raíces que
ocasionan baja rentabilidad a la empresa. Se procedió a aplicar un check list a
todos los participantes de la organización con la finalidad de priorizar las causas
haciendo uso del diagrama de Pareto 80-20, concluyéndose 4 causas raíces que
están originando el 80% de los sobre costos operativos en la planta. Ver
Diagrama N°07, pág. 60.
Los costos que están originado estas causas raíces son por problemas de
reproceso de producto por desbalance en línea de producción, con un costo de
S/. 13,935.00 anuales, el cual representa un porcentaje de 5% del costo total de
los recursos empleados en producción Ver pág. 75. Desperdicio de materia
prima (azúcar pulverizada) por falta de mejora continua de procesos, con un
costo de S/. 5,814.00 anuales, el cual representa un porcentaje de 0.68% en
desperdicio Ver pág. 83.
Actividades improductivas por falta de métodos de trabajo definidos (traslados)
en proceso de pulverizado de azúcar, con un costo de S/. 3,184.00 anuales, el
cual representa un porcentaje de 18%; actividades improductivas durante
proceso de elaboración de chocolate, con un costo actual de S/.41,480.00
anuales, el cual representa un porcentaje de 13% Ver pág. 87; 89. Horas extras
excesivas en producción por falta de medición de los procesos, con un costo
actual de S/. 53,755.00 anuales, el cual representa un porcentaje actual de 17%
del costo total de mano de obra Ver pág. 78.
Como punto de partida de la propuesta de “implementación de un modelo de
gestión por procesos” se realizó el diagnóstico estratégico (Matriz FODA) a
Chocolates la española SR.L, el cual permitió conocer sus falencias y fortalezas,

- 206 -
entre ellas la falta de una gestión por procesos que le permita ser más eficiente
al cumplir con las expectativas de sus clientes internos y externos. Ver pág. 126.
Con la Matriz FODA, se procedió a la elaboración del direccionamiento
estratégico para Chocolates la española S.R.L, el cual permitirá establecer un
rumbo para la empresa, concientizar al personal sobre la importancia del mismo
y buscar la forma de conseguir sus objetivos planteados y consecuentemente
lograr el éxito empresarial Ver pág. 129.
Luego se procedió a identificar, levantar, diagramar y analizar todos los
procesos internos de la organización (Ver anexo N°04 pág. 219) y sus procesos
críticos (Ver anexo N°05 pág. 226), en los cuales se aplicó las herramientas de
ingeniería industrial para identificar oportunidades de mejora en cada proceso
crítico, corregir los procesos realizados de forma errónea y encaminar los
recursos necesarios para ejecutarlos.
Entre las herramientas de ingeniería aplicadas en los procesos críticos dentro de
la planta, se destaca la ingeniería de Métodos. Se aplicó la metodología OWAS
en el área de pulverizado de azúcar con la finalidad de reducir los costos en
actividades improductivas (traslados) que realizaba el operario por falta de
métodos de trabajo definidos y a su vez mejorar la postura del trabajador durante
sus actividades, dando como resultado una disminución de las distancias
recorridas a 12 m, con un tiempo de 2 min y un riesgo postural de 1. Ver Cuadro
N°20, pág. 156.
Se aplico la Técnica del Interrogatorio en el área de pulverizado con la finalidad
de reducir el problema de desperdicio por falta de mejora continua de procesos y
disminuir el tiempo de ciclo del proceso, dando como resultado, combinar la
operación de pulverizado y llenado de cubetas, el nuevo tiempo requerido
vendría a ser 21 min para dicha operación. Con estas mejoras, el nuevo tiempo
de pulverizado de azúcar es de 28.2 minutos / lote. Ver Diagrama N°08, pág.
158.

- 207 -
Tras la mejora en el área de pulverizado de azúcar se redujo los costos
asociados a los problemas de actividades improductivas (traslado) por falta de
métodos de trabajo definidos, con un costo propuesto de S/. 1,996.00 anuales,
cuyo indicador propuesto es de 11% Ver pág. 160. De igual forma el problema
del desperdicio de materia prima (azúcar pulverizada) por falta de mejora
continua, con un costo propuesto de S/. 2,730.00 cuyo indicador propuesto es
de 0.32% Ver pág. 163.
Se procedió a estandarizar las operaciones dentro de la línea de producción de
chocolate mediante las herramientas de medición del trabajo, para lo cual se
tomó una muestra piloto, el calculo del tamaño de muestra optimo y
posteriormente a la estandarización del proceso (Ver Tabla N° 52, pág. 173),
como resultado se obtuvo una eficiencia de línea actual de 55.40%, velocidad de
producción de 16 cajas / hora y una capacidad de producción efectiva de 194
cajas / día. (Ver pág., 175).
Tras proponer un nuevo balance de línea, se combinó las operaciones de
“acomodar - moldear” y trasladar el operario libre del puesto de “acomodar
molde” hacia el empaque, reduciendo así el cuello de Botella actual (Ver
diagrama N°05, pág. 58) a 3.6 min / caja (Ver Tabla N°55, pág. 177), el cual le
corresponde a la operación de “Temperado de chocolate”.
De esta manera la eficiencia de la línea de producción se incrementa a 58%, con
una velocidad de producción de 17 cajas / hora. Como la actual capacidad de
producción efectiva cubre la demanda de la empresa (Ver Gráfica N°03, pág. 66),
el nuevo tiempo requerido para producción vendría a ser 11.5 horas/día,
reduciendo así las horas extras a 1.5 horas/ día. Ver pág. 178.
Con la estandarización del proceso y el balance de línea propuesto, se logró
reducir el costo por problema de horas extras excesivas en producción por falta
- 208 -
de medición de los procesos, con un costo propuesto de S/. 40,316.00 anuales,
cuyo indicador propuesto es de 13% Ver pág. 179.
Con el balance de línea propuesto se evidenció que la operación “desmolde”
tiene una eficiencia de 38%, el cual es baja comparado con el nuevo cuello de
botella “Temperado”, Ver Tabla N°55, pág. 177, esto porque la velocidad de
producción en desmolde es superior al del temperado, 1.36 min /caja y 3.60
min / caja respectivamente. De los 3 operarios en “desmole”, se propuso mover
a 1 operarios al cuarto de refrigeración ya que ahí, es donde se origina la demora
que ocasiona el reproceso de chocolate, Ver Figura N°19, pág. 68, de esta
manera dicho operario se encargaría de preparar los moldes que salen del
proceso de refrigeración y trasladarlos al área de desmolde, eliminado así la
demora en dicha operación.
Además dicho operario, apoyaría en los traslados de las barras de chocolate a
empaque, reduciendo los almacenamientos temporales durante el proceso de
desmolde y empaque Ver Diagrama N°05, pág. 58. Con dichas mejoras redujo
los costos del problema de reproceso de producto (barras de chocolate) por
desbalance de línea, con un costo propuesto de S/.7,916.00 anuales, cuyo
indicador propuesto es de 2.9% Ver pág. 184.
De igual forma para el problema de actividades improductivas en producción de
chocolate por falta de métodos de trabajo definidos, con un costo propuesto de
S/.19,144.00 anuales, cuyo indicador propuesto es de 6% Ver pág. 186.
Se estimó que la inversión de la propuesta asciende a S/ 4,239.00 (Ver Cuadro
N°24, pág. 191), obteniéndose un beneficio propuesto de S/.46,066.00 anuales
Se evaluó la implementación de la propuesta a través del VAN, TIR y B/C,
obteniéndose valores de S/.14,696.16, 28.18% y 1.80 para cada indicador. Lo
cual se concluye que la implementación de la propuesta es rentable para
chocolates la española.
- 209 -
7.2 Recomendaciones
Se recomienda que con el beneficio obtenido de la reducción de las horas
extras, se evalué la implementación de un plan de incentivos, de esta
manera mejorar los tiempos estándar e incrementar la productividad de
manera progresiva.
Se sugiere realizar un estudio del método de trabajo actual del área de
elaboración de licor de cacao, ya que en dicha área se pudo observar
desperdicios y sobre esfuerzo físico.
Se recomienda un estudio de rediseño y distribución de planta ya que
actualmente los espacios son reducidos, además limita la producción
actual, el cual es relativamente igual cada año.
Se recomienda diseñar e implementar en un futuro un CRP (Planeación
de las necesidades de la Empresa) que permita gestionar de manera
eficiente toda la empresa y abarcar nuevos mercados.
Se recomienda desarrollar proyectos de innovación e investigación de
operaciones que permitan mejorar la rentabilidad del producto actual sin
afectar su calidad.
- 210 -
REFERENCIAS BIBLIOGRAFICAS
Montaño, P., & Alonso, F. (2014). Identificación, evaluación y propuesta de medidas
de control de los riesgos ergonómicos en el área de cultivo en la florícola maxiroses
sa (Doctoral dissertation, Universidad Internacional SEK).
Asensio-Cuesta, S., Ceca, M. J. B., & Más, J. A. D. (2012). Evaluación ergonómica
de puestos de trabajo. Editorial Paraninfo.
García Criollo, R. (2000). Estudio del Trabajo, medición del trabajo.
Niebel, B. W. B. W. (2004). Ingeniería Industrial: Métodos, estándares y diseño del
trabajo. Alfaomega,
Palacios Acero, L. C., & Acero, L. C. P. (2009). Ingenieria de metodos movimientos y
tiempos (No. 658: 62 658.542). e-libro, Corp.
Pérez Aranibar, H., Flores Delgado, N. R., & Luján Hurtado, C. F. (2016). Propuesta
de aplicación del pensamiento lean como mejora de los procesos de producción de
una fábrica de chocolates y confituras.
Perez Lara, G. A., & Cornejo, Z. (2006). Mejora en el proceso de temperado del
chocolate en una industria chocolatera ecuatoriana.
Blank, L. T., Tarquin, A. J., & Carlos Freddy Mendoza B. (1991). Ingeniería
económica (No. 658.15/B64eE). McGraw-Hill.

- 211 -
ANEXO N° 1:
COSTO DE PRODUCCIÓN ACTUAL DE CHOCOLATES LA ESPAÑOLA S.R.L

- 212 -
RECURSOS COSTO / LOTE ( 120 kg) COSTO / KG
Energía electrica S/. 23.60 S/. 0.20
Mano de Obra S/. 3.15 S/. 0.03
Azúcar granulada S/. 295.00 S/. 2.46
S/. 2.70
RECURSOS COSTO / LOTE ( 53 kg) COSTO / KG
Energía electrica S/. 16.56 S/. 0.31
Mano de Obra S/. 5.30 S/. 0.10
Gas S/. 22.26 S/. 0.42
Granos de cacao fermentados S/. 848.00 S/. 16.00
S/. 16.80
Planilla mensual Cantidad Remuneración Costo mes
Gerente General 1 4,500.00S/. 4,500.00S/.
Jefe de Operarios 1 2,500.00S/. 2,500.00S/.
Asistente de RR.HH 1 1,500.00S/. 1,500.00S/.
TOTAL MES (220 HORAS) 8,500.00S/.
TOTAL POR HORA-HOMBRE INDIRECTO 3 12.88S/.
Planilla mensual Cantidad Remuneración Costo mes
Operarios en planta 20 1,100.00S/. 22,000.00S/.
TOTAL POR HORA-HOMBRE DIRECTO 20 5.00S/.
PLANILLA MANO DE OBRA DIRECTA
PLANILLA MANO DE OBRA INDIRECTA
TOTAL COSTO
COSTO AZÚCAR PULVERIZADA
COSTO ELABORACIÓN PASTA DE CACAO
TOTAL COSTO
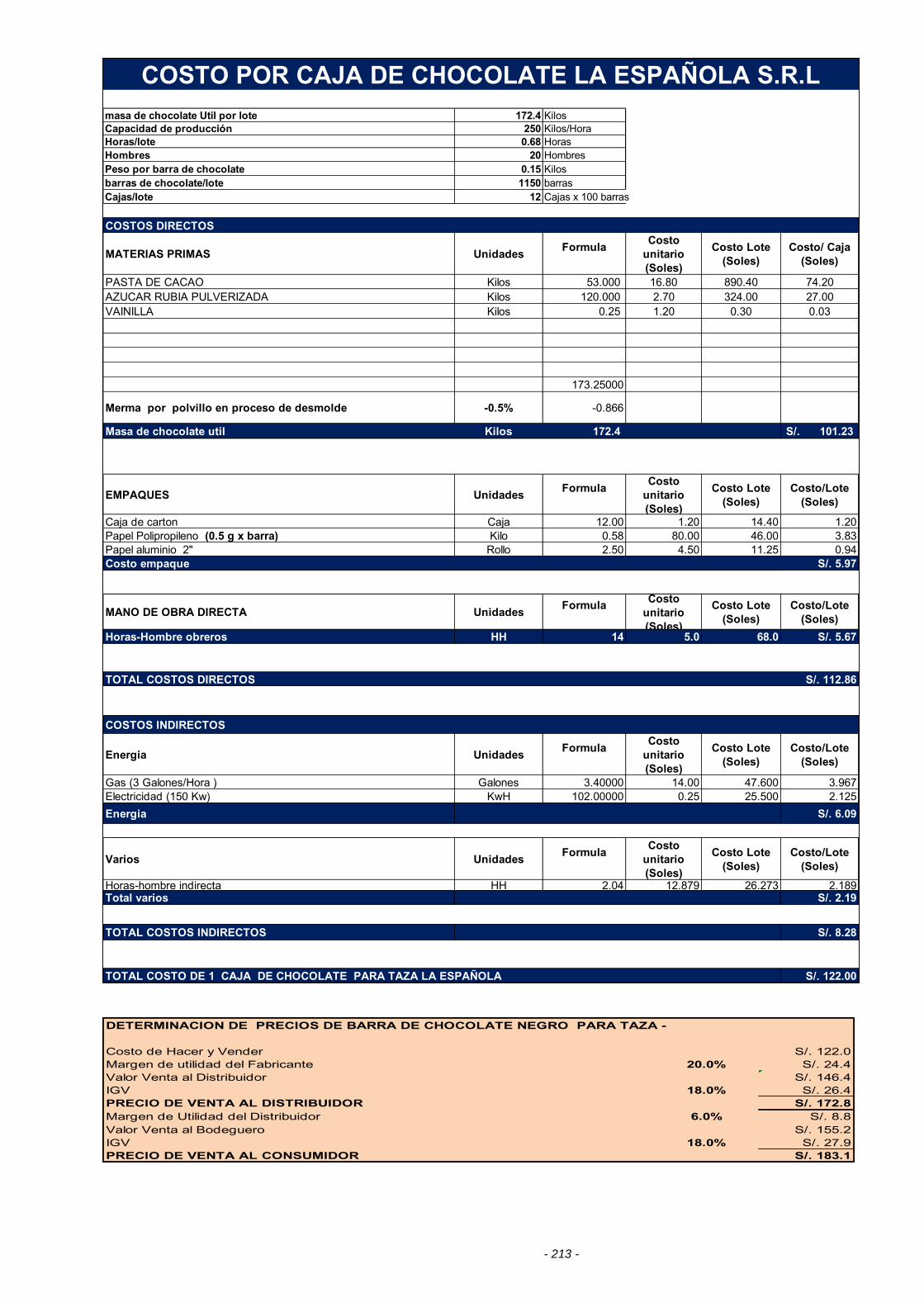
- 213 -
masa de chocolate Util por lote 172.4 Kilos
Capacidad de producción 250 Kilos/Hora
Horas/lote 0.68 Horas
Hombres 20 Hombres
Peso por barra de chocolate 0.15 Kilos
barras de chocolate/lote 1150 barras
Cajas/lote 12 Cajas x 100 barras
COSTOS DIRECTOS
MATERIAS PRIMAS UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/ Caja
(Soles)
PASTA DE CACAO Kilos 53.000 16.80 890.40 74.20
AZUCAR RUBIA PULVERIZADA Kilos 120.000 2.70 324.00 27.00
VAINILLA Kilos 0.25 1.20 0.30 0.03
173.25000
Merma por polvillo en proceso de desmolde -0.5% -0.866
Masa de chocolate util Kilos 172.4 101.23S/.
EMPAQUES UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Caja de carton Caja 12.00 1.20 14.40 1.20
Papel Polipropileno (0.5 g x barra) Kilo 0.58 80.00 46.00 3.83
Papel aluminio 2" Rollo 2.50 4.50 11.25 0.94
Costo empaque S/. 5.97
MANO DE OBRA DIRECTA UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Horas-Hombre obreros HH 14 5.0 68.0 S/. 5.67
TOTAL COSTOS DIRECTOS S/. 112.86
COSTOS INDIRECTOS
Energia UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Gas (3 Galones/Hora ) Galones 3.40000 14.00 47.600 3.967
Electricidad (150 Kw) KwH 102.00000 0.25 25.500 2.125
Energia S/. 6.09
Varios UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Horas-hombre indirecta HH 2.04 12.879 26.273 2.189Total varios S/. 2.19
TOTAL COSTOS INDIRECTOS S/. 8.28
TOTAL COSTO DE 1 CAJA DE CHOCOLATE PARA TAZA LA ESPAÑOLA S/. 122.00
COSTO POR CAJA DE CHOCOLATE LA ESPAÑOLA S.R.L
DETERMINACION DE PRECIOS DE BARRA DE CHOCOLATE NEGRO PARA TAZA -
Costo de Hacer y Vender S/. 122.0
Margen de utilidad del Fabricante 20.0% S/. 24.4
Valor Venta al Distribuidor S/. 146.4
IGV 18.0% S/. 26.4
PRECIO DE VENTA AL DISTRIBUIDOR S/. 172.8
Margen de Utilidad del Distribuidor 6.0% S/. 8.8
Valor Venta al Bodeguero S/. 155.2
IGV 18.0% S/. 27.9
PRECIO DE VENTA AL CONSUMIDOR S/. 183.1

- 214 -
ANEXO N° 2:
COSTOS ANUALES POR PROBLEMAS EN LA EMPRESA CHOCOLATES LA
ESPAÑOLA S.R.L
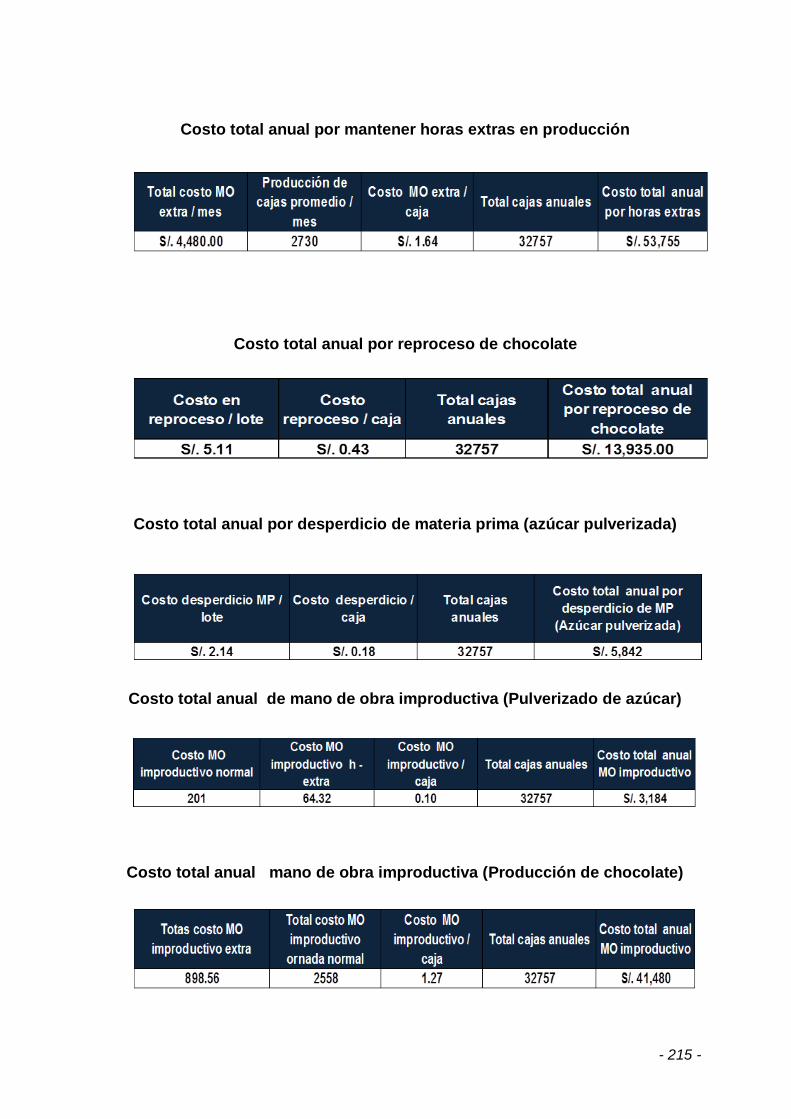
- 215 -
Costo total anual por mantener horas extras en producción
Costo total anual por reproceso de chocolate
Costo total anual por desperdicio de materia prima (azúcar pulverizada)
Costo total anual de mano de obra improductiva (Pulverizado de azúcar)
Costo total anual mano de obra improductiva (Producción de chocolate)

- 216 -
Costo total anual por falta de orden y limpieza en almacén
Costo total anual por falta de mantenimiento correctivo
Total Kg dispersos en
almacénPrecio / Kg
indice de
producto que se
recupera
Costo total anual por Falta
de Orden y limpieza
25 16 0.60 S/. 2,880.00
Total costo
mantenimiento
correctivo
n° de fallas lucro cesante
Costo total anual por Falta
de matenimiento
correctivo
750 3 1200.00 S/. 3,450.00

- 217 -
ANEXO N° 3:
FORMATO PARA LEVANTAMIENTO DE PROCESOS
DE CHOCOLATES LA ESPAÑOLA S.R.L
- 218 -
Macro Proceso: ___________________________________________________
Proceso: ___________________________________________________
Actual Propusto
Actual
Propuesto
Lugar: Empieza
Elaborado por: Termina
Aprobado por: Fecha
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
TOTAL
TIEMPO TOTAL
TIEMPO OPERACIÓN
VALOR AÑADIDO
Tiempo
(min) / caja
Total recorrido
ida y vuelta (m)Veces
Descripciòn
ActividadesN° Actividades
SIMBOLOGIA
OBSERVACIONES
Operación /Inspección
Almacenamiento
Distancia (m)
Tiempo ( min - hombre)
Actividad
Operación
Trasporte
EsperaMétodo

- 219 -
ANEXO N° 4:
DIAGRAMAS DE FLUJO DE LOS PROCESOS
ACTUALES DE CHOCOLATES LA ESPAÑOLA S.R.L
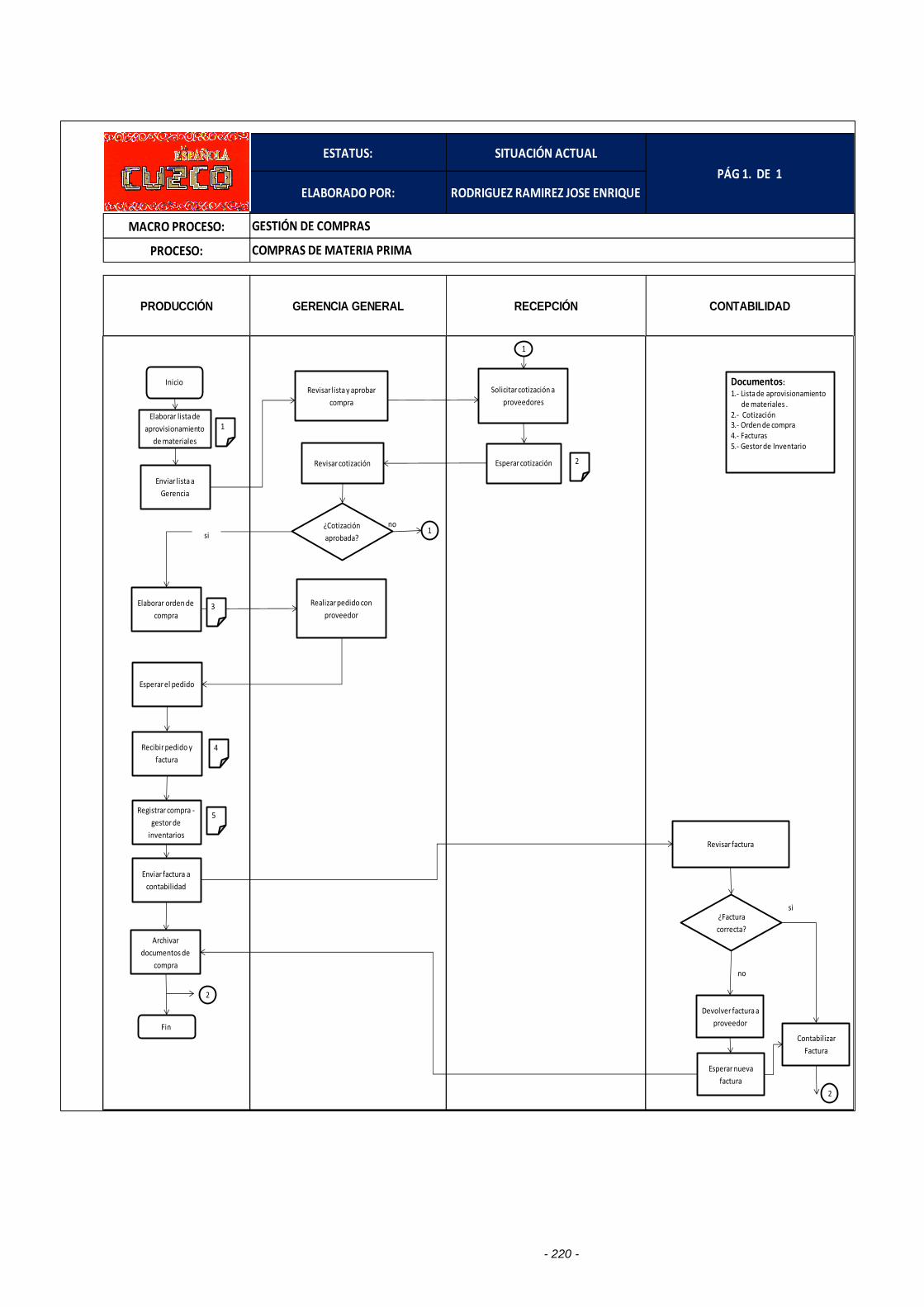
- 220 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR: RODRIGUEZ RAMIREZ JOSE ENRIQUE
MACRO PROCESO:
PROCESO:
PRODUCCIÓN GERENCIA GENERAL RECEPCIÓN CONTABILIDAD
COMPRAS DE MATERIA PRIMA
GESTIÓN DE COMPRAS
PÁG 1. DE 1
no
Inicio
Elaborar lista de
aprovisionamiento
de materiales
Revisar lista y aprobar
compra
Enviar lista a
Gerencia
Solicitar cotización a
proveedores
Esperar cotizaciónRevisar cotización
¿Cotización
aprobada?1
Elaborar orden de
compra
si
Esperar el pedido
Recibir pedido y
factura
Realizar pedido con
proveedor
Registrar compra -
gestor de
inventarios
Enviar factura a
contabilidad
Revisar factura
¿Factura
correcta?
si
Contabilizar
Factura
no
Devolver factura a
proveedor
Esperar nueva
factura
2
Archivar
documentos de
compra
Fin
2
1
4
5
3
1
2
Documentos:
1.- Lista de aprovisionamientode materiales .
2.- Cotización3.- Orden de compra 4.- Facturas5.- Gestor de Inventario
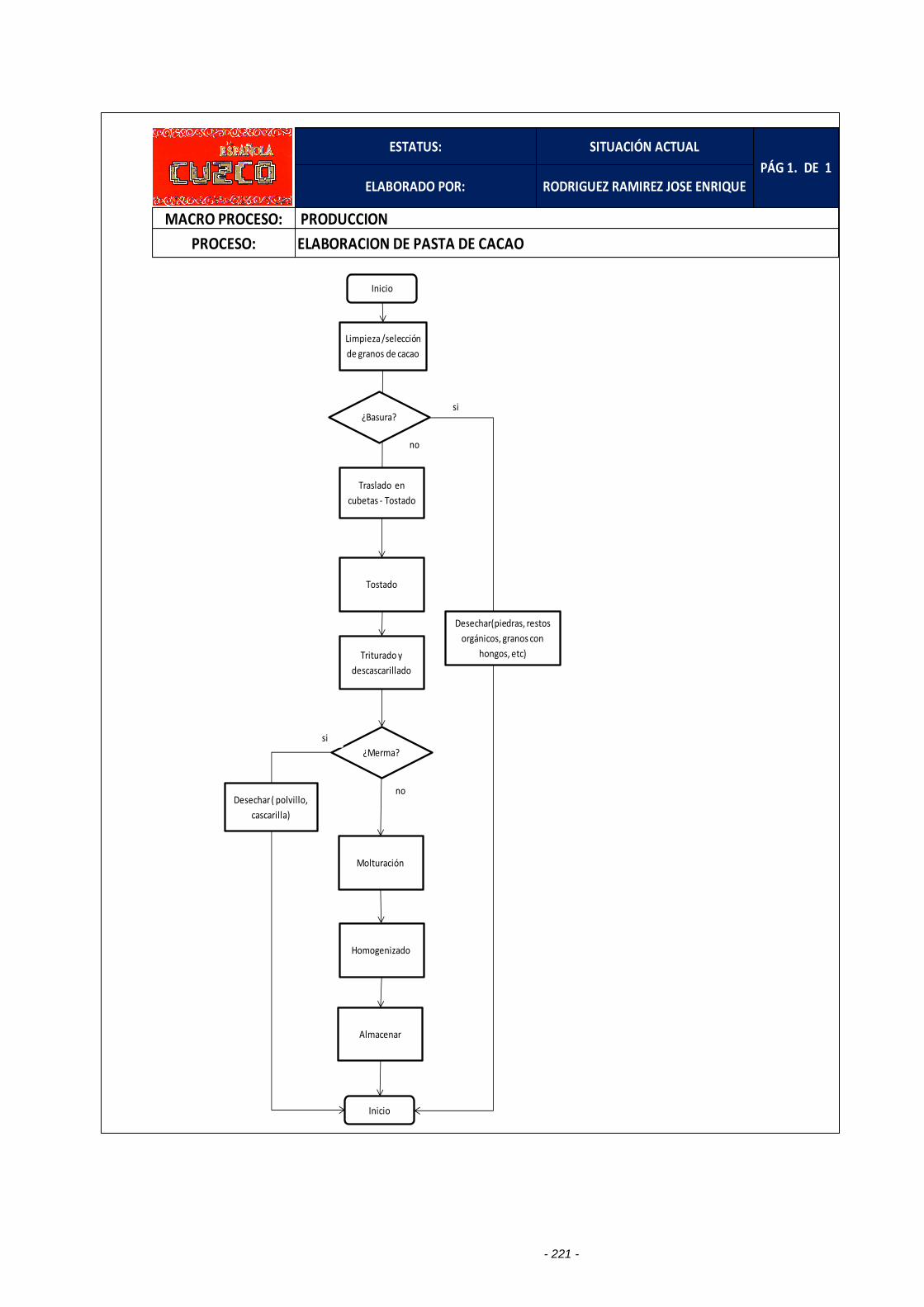
- 221 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR: RODRIGUEZ RAMIREZ JOSE ENRIQUEPÁG 1. DE 1
PRODUCCION
ELABORACION DE PASTA DE CACAO
MACRO PROCESO:
PROCESO:
Inicio
Limpieza /selección
de granos de cacao
Tostado
Triturado y
descascarillado
si
Molturación
Homogenizado
¿Basura?
Desechar(piedras, restos
orgánicos, granos con
hongos, etc)
no
¿Merma?
no
si
Desechar ( polvillo,
cascarilla)
Almacenar
Inicio
Traslado en
cubetas - Tostado

- 222 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR: RODRIGUEZ RAMIREZ JOSE ENRIQUE
PROCESO:
MACRO PROCESO:
PÁG 1. DE 1
PRODUCCIÓN
PULVERIZADO DE AZÚCAR
Inicio
Abastecer máquina
pulverizadora
Pulverizado
Recepción de azúcar
pulverizada(Tanque)
Traslado y
Almacenamiento
Fin
¿Cubetas
llenas?no
LLenar
cubetas
(manual)
si
Traslado de sacos
de almacén
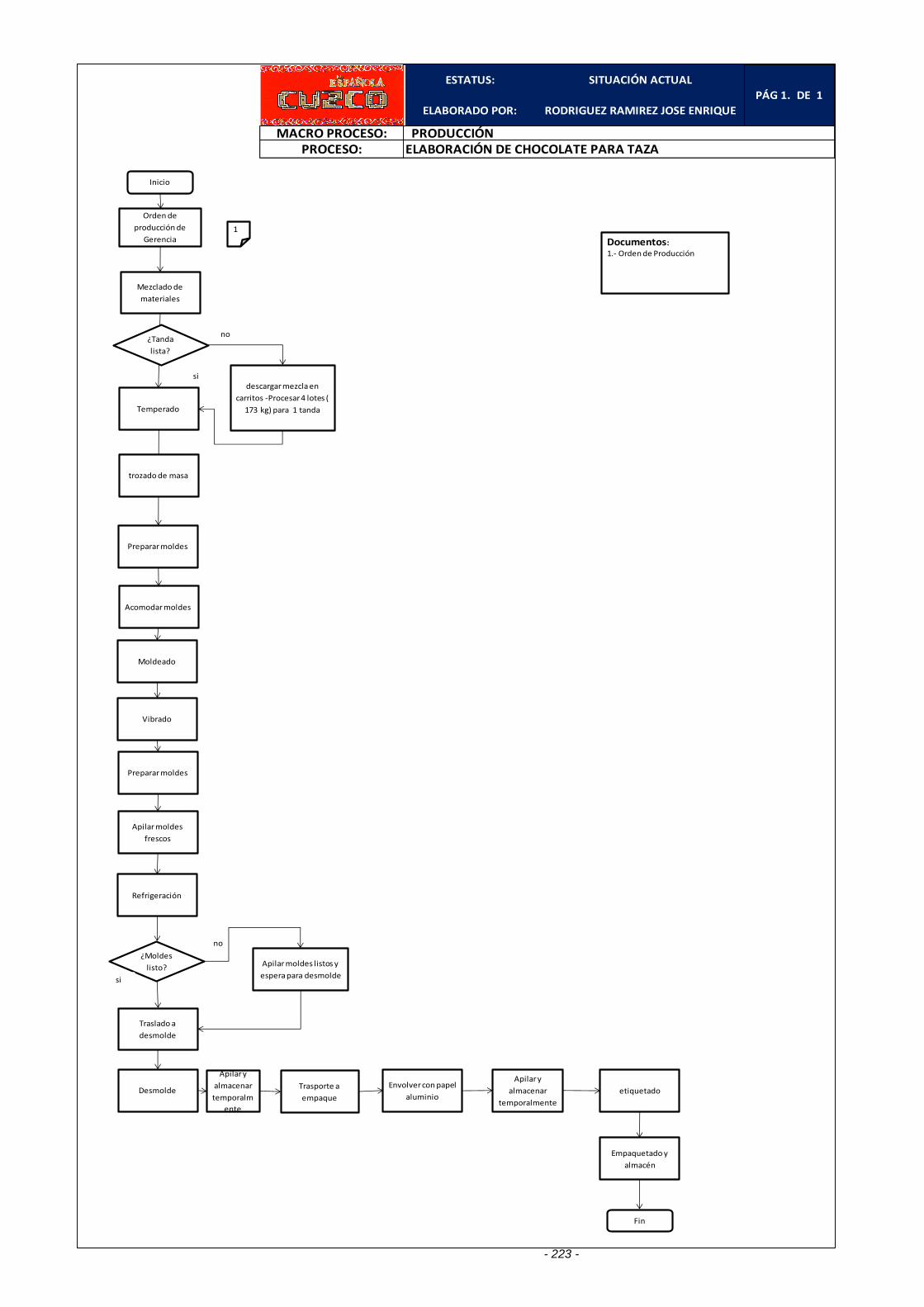
- 223 -
PRODUCCIÓNELABORACIÓN DE CHOCOLATE PARA TAZA
MACRO PROCESO:PROCESO:
PÁG 1. DE 1
SITUACIÓN ACTUAL
RODRIGUEZ RAMIREZ JOSE ENRIQUE
ESTATUS:
ELABORADO POR:
¿Tanda
lista?
Inicio
Orden de
producción de
Gerencia
Mezclado de
materiales
Temperado
sidescargar mezcla en
carritos -Procesar 4 lotes (
173 kg) para 1 tanda
no
trozado de masa
Preparar moldes
Apilar moldes
frescos
Preparar moldes
Acomodar moldes
Vibrado
Moldeado
Refrigeración
¿Moldes
listo?
no
si
Apilar moldes listos y
espera para desmolde
Traslado a
desmolde
Desmolde
Apilar y
almacenar
temporalm
ente
Envolver con papel
aluminio
Trasporte a
empaque
Apilar y
almacenar
temporalmente
etiquetado
Empaquetado y
almacén
Fin
1
Documentos:
1.- Orden de Producción
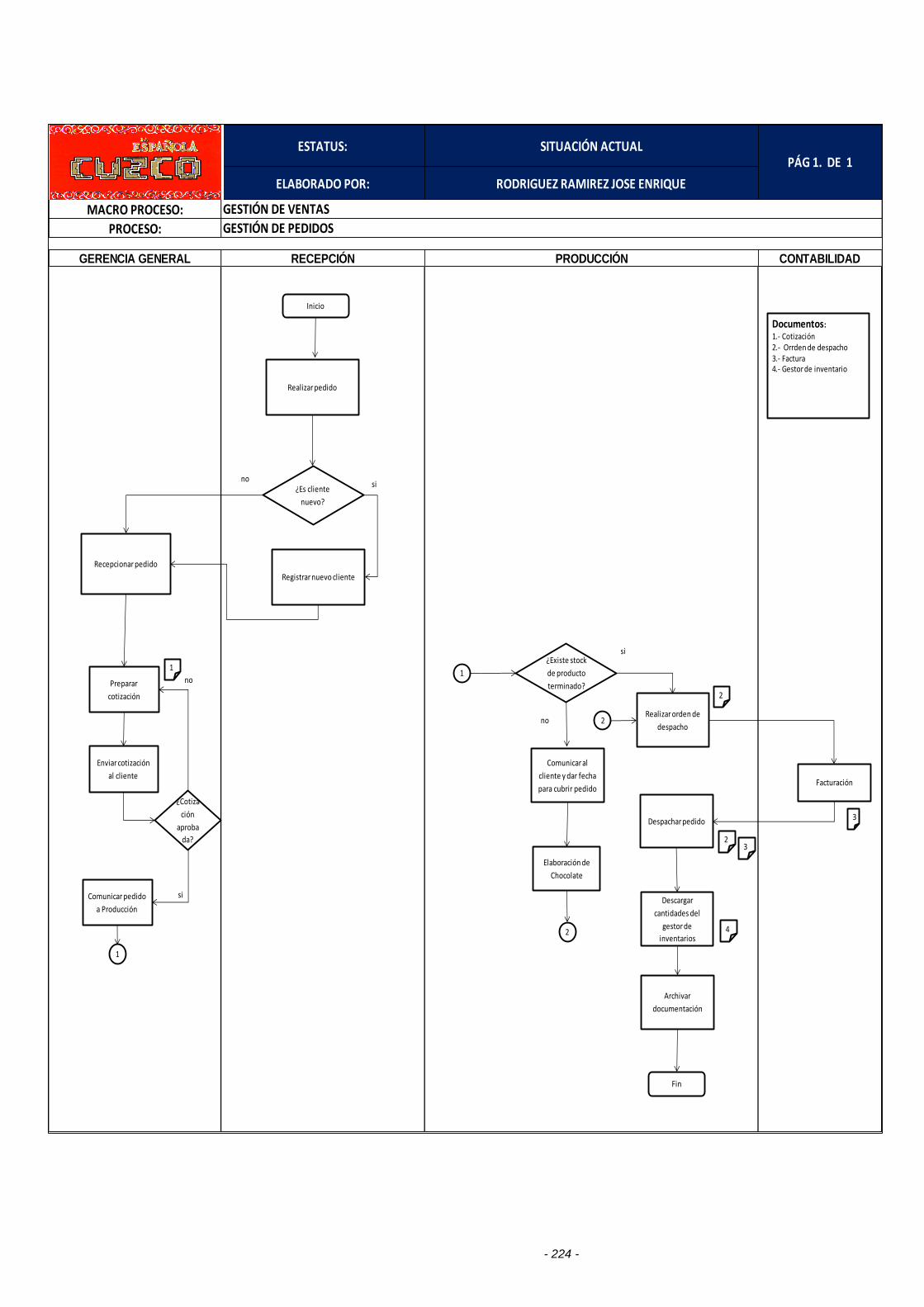
- 224 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR: RODRIGUEZ RAMIREZ JOSE ENRIQUE
MACRO PROCESO:
PROCESO:
GERENCIA GENERAL RECEPCIÓN PRODUCCIÓN CONTABILIDAD
GESTIÓN DE VENTAS
GESTIÓN DE PEDIDOS
PÁG 1. DE 1
si
Inicio
Realizar pedido
¿Es cliente
nuevo?
Preparar
cotización
Enviar cotización
al cliente
Recepcionar pedido
Comunicar pedido
a Producción
no
Registrar nuevo cliente
¿Cotiza
ción
aproba
da?
no
si
1
1
¿Existe stock
de producto
terminado?
1
no
si
Comunicar al
cliente y dar fecha
para cubrir pedido
Elaboración de
Chocolate
2
Realizar orden de
despacho2
Facturación
Despachar pedido
Descargar
cantidades del
gestor de
inventarios
Archivar
documentación
Fin
2
3
23
4
Documentos:
1.- Cotización2.- Orrden de despacho3.- Factura4.- Gestor de inventario

- 225 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR: RODRIGUEZ RAMIREZ JOSE ENRIQUE
MACRO PROCESO:
PROCESO:
PRODUCCIÓN GERENCIA GENERAL RECEPCIÓN
PÁG 1. DE 1
GESTIÓN DE RECURSOS HUMANOS
SELECCIÓN Y CONTRATACIÓN DE PERSONAL
Inicio
Solicitar personal
Analisar necesidad de
contratar personal
Definir caracteristicas
del puesto
Realizar entrevista a
candidatos
potenciales
Pre - Selección de
candidatos
Analizar hoja de vida de
candidatos
Receptar hoja de vida (
personal recomendado
por trabajores de la
empresa )
¿Es
candidato
potencial?
no
si
1
1
Citar personal
seleccionado
Definir
condiciones del
puesto y requisitos
¿Acepta el
empleado?
si
no
Solicitar Carnet de
Sanida Vigente
Firma de ficha de
Entrega de EPP
1
2
Documentos:
1.- Hoja de vida de candidatos2.- Carnet de sanidad vigente3.- Entrega de EPP.
3

- 226 -
ANEXO N° 5:
MATRIZ DE IDENTIFICACIÓN DE LOS PROCESOS
CRÍTICOS DE CHOCOLATES LA ESPAÑOLA S.R.L

- 227 -
A 2 0.6 1 0.25 3 0.9 1 0.15 1.9 D 4 26% 26% 80.0%
B 3 0.9 4 1 4 1.2 3 0.45 3.55 B 3.55 23% 49% 80.0%
C 3 0.9 4 1 4 1.2 3 0.45 3.55 C 3.55 23% 72% 80.0%
D 4 1.2 4 1 4 1.2 4 0.6 4 A 1.9 12% 84% 80.0%
E 2 0.6 2 0.5 1 0.3 1 0.15 1.55 E 1.55 10% 94% 80.0%
F 0 0 2 0.5 1 0.3 1 0.15 0.95 F 0.95 6% 100% 80.0%
15.5 100%
80 - 20FI2 FI3 FI4
CÓDIGO
Elaboración de pasta de cacao
Elaboración de azúcar pulverizada
Elaboración de chocolate
Gestión de pedidos
Selección y contratación de personal
0.3PROCESOSCÓDIGO SUMA TOTAL % ACUMULADO
Compras de materia prima
0.25 0.3 0.15
FI1
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
-0.5
1.5
3.5
5.5
7.5
9.5
11.5
13.5
15.5
D B C A E F
Procesos Críticos - Chocolates la Española S.R.L
Frecuencia
Valor acumulado
80 - 20

- 228 -
ANEXO N° 6:
MUESTREO DEL TRABAJO REALIZADO AL PROCESO DE PULVERIZADO
DE AZÚCAR - CHOCOLATES LA ESPAÑOLA S.R.L
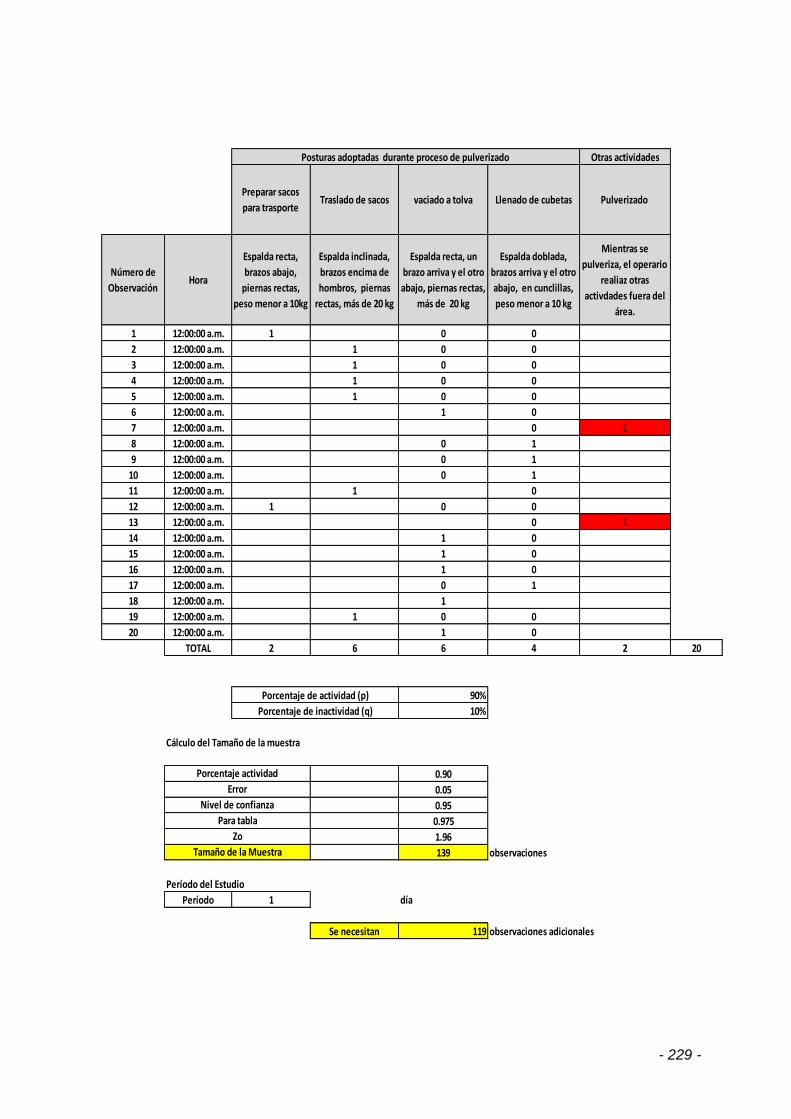
- 229 -
Otras actividades
Preparar sacos
para trasporteTraslado de sacos vaciado a tolva Llenado de cubetas Pulverizado
1 12:00:00 a.m. 1 0 0
2 12:00:00 a.m. 1 0 0
3 12:00:00 a.m. 1 0 0
4 12:00:00 a.m. 1 0 0
5 12:00:00 a.m. 1 0 0
6 12:00:00 a.m. 1 0
7 12:00:00 a.m. 0 1
8 12:00:00 a.m. 0 1
9 12:00:00 a.m. 0 1
10 12:00:00 a.m. 0 1
11 12:00:00 a.m. 1 0
12 12:00:00 a.m. 1 0 0
13 12:00:00 a.m. 0 1
14 12:00:00 a.m. 1 0
15 12:00:00 a.m. 1 0
16 12:00:00 a.m. 1 0
17 12:00:00 a.m. 0 1
18 12:00:00 a.m. 1
19 12:00:00 a.m. 1 0 0
20 12:00:00 a.m. 1 0
TOTAL 2 6 6 4 2 20
90%
10%
Cálculo del Tamaño de la muestra
0.90
0.05
0.95
0.975
1.96
139 observaciones
Período del Estudio
Período 1 día
Se necesitan 119 observaciones adicionales
Zo
Tamaño de la Muestra
Porcentaje de actividad (p)
Porcentaje de inactividad (q)
Mientras se
pulveriza, el operario
realiaz otras
activdades fuera del
área.
Porcentaje actividad
Error
Nivel de confianza
Para tabla
Posturas adoptadas durante proceso de pulverizado
Número de
ObservaciónHora
Espalda recta,
brazos abajo,
piernas rectas,
peso menor a 10kg
Espalda inclinada,
brazos encima de
hombros, piernas
rectas, más de 20 kg
Espalda recta, un
brazo arriva y el otro
abajo, piernas rectas,
más de 20 kg
Espalda doblada,
brazos arriva y el otro
abajo, en cunclillas,
peso menor a 10 kg
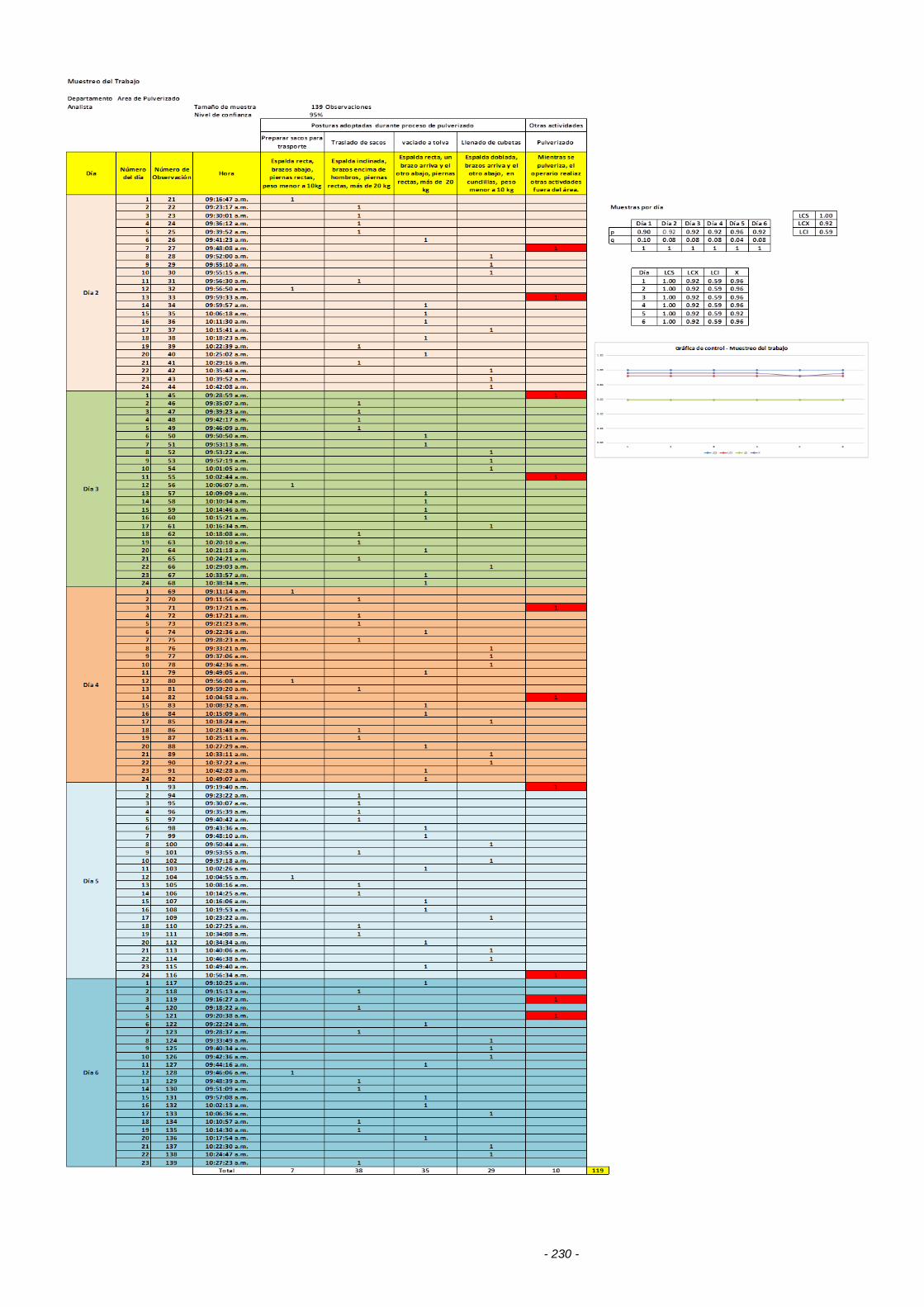
- 230 -

- 231 -
ANEXO N° 7:
PROPUESTA DEL PROCESO DE PLANIFICACIÓN ESTRATÉGICA PARA CHOCOLATES LA ESPAÑOLA S.R.L
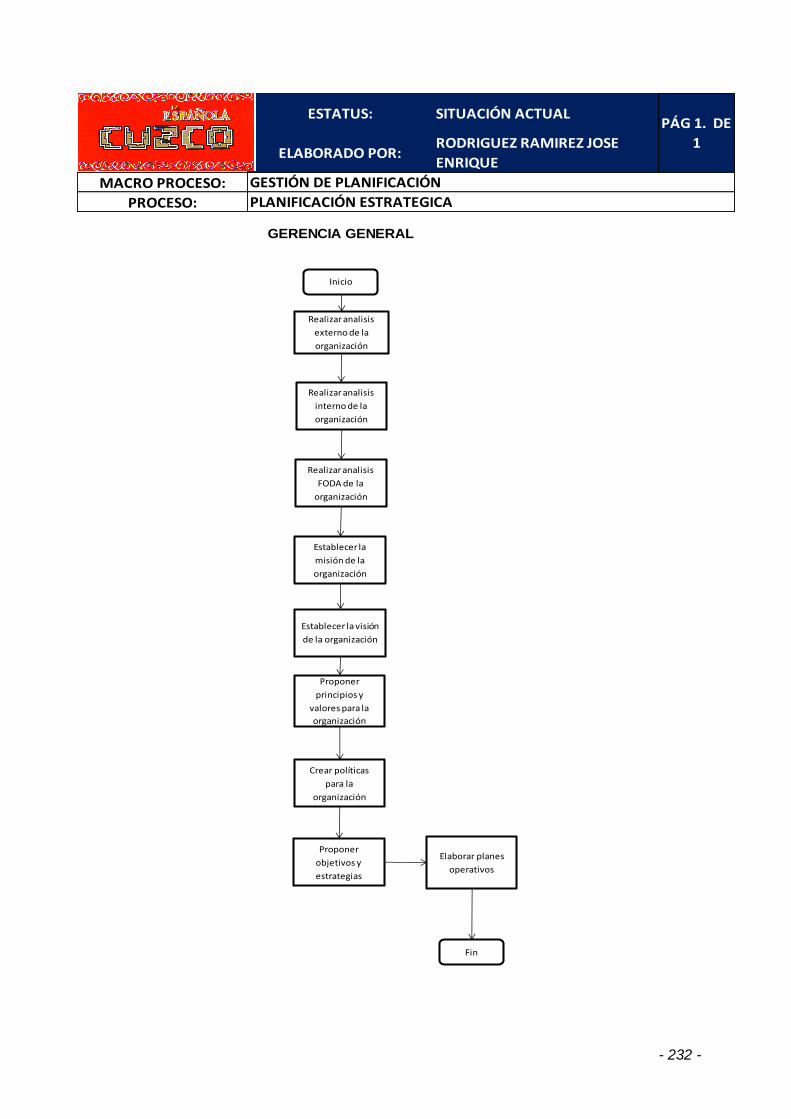
- 232 -
ESTATUS: SITUACIÓN ACTUAL
ELABORADO POR:RODRIGUEZ RAMIREZ JOSE
ENRIQUE
MACRO PROCESO:
PROCESO:
GERENCIA GENERAL
PÁG 1. DE
1
GESTIÓN DE PLANIFICACIÓN
PLANIFICACIÓN ESTRATEGICA
Inicio
Realizar analisis
externo de la
organización
Realizar analisis
interno de la
organización
Realizar analisis
FODA de la
organización
Elaborar planes
operativos
Proponer
objetivos y
estrategias
Crear políticas
para la
organización
Establecer la
misión de la
organización
Establecer la visión
de la organización
Proponer
principios y
valores para la
organización
Fin

- 233 -
ANEXO N° 8:
PROPUESTA DE MEJORA - MANUAL DE PROCESOS CLAVES DE CHOCOLATES LA ESPAÑOLA S.R.L
- 234 -
MANUAL DE PROCESOS DE CHOCOLATES LA ESPAÑOLA S.R.L.
2017
Elaborado Por: Revisado Por: Aprobado por:
Fecha: Fecha: Fecha:
Código:
Pág 1 de 18MANUAL DE PROCESOS
CHOCOLATES LA ESPAÑOLA S.R.L

- 235 -
CONTENIDO
1. Objetivos
2. Alcance
3. Glosario
4. Mapa de Procesos
5. Descripción de los procesos 5.1. Gestión de producción
5.1.1. Proceso de Pulverizado de Azúcar
5.1.2. Proceso de Elaboración de Pasta de Cacao.
5.1.3. Proceso de Producción de Chocolate para taza.

- 236 -
1. OBJETIVOS
Los objetivos del presente manual de procesos son los siguientes:
• Facilitar a la empresa toda la información sobre el funcionamiento de sus
procesos, las actividades que se realizan en cada uno de ellos y los recursos
que utilizan.
• Servir de guía para identificar claramente la mejor forma de mejorar el
funcionamiento de los procesos de Chocolates la Española S.R.L para ofrecer
productos de calidad al cliente externo.
• Facilitar el control del cumplimiento de las actividades de cada proceso de
Chocolates la Española S.R.L.
• Ser un elemento esencial de consulta para orientar al personal involucrado en
cada actividad o proceso.
• Orientar, mejorar el desarrollo y adaptación del personal nuevo y el
conocimiento por los altos directivos para la toma de decisiones.
2. ALCANCE
El presente manual de procesos incluye el mapa de procesos de “Chocolates la
española SR.L” , la representación de cada uno de ellos de manera gráfica en
diagramas de flujo y fichas de proceso exponiendo la secuencia de sus
actividades, componentes, recursos clientes internos, clientes externos,
controles, mecanismos, indicadores, entradas y salidas.
- 237 -
3. GLOSARIO
Actividad: Suma de tareas, normalmente se agrupan en un procedimiento
para facilitar su gestión.
Calidad: Conjunto de características de un producto que satisface las
necesidades de los clientes y, en consecuencia, hacen satisfactorio al
producto.
Cliente Externo: Es el cliente que recibe el producto o servicio final.
Cliente Interno: Personal involucrado dentro del proceso en la organización.
Competitividad: Capacidad para identificar oportunamente cambios en las
necesidades y expectativas del cliente y dar respuestas concretas a estas,
cada vez a mayor velocidad.
Controles: Sistema de medidas y control de funcionamiento del proceso.
Costo: Gastos correspondientes a la totalidad del proceso.
Diagrama de flujo: Representación gráfica de las actividades que conforman
un proceso.
Eficacia: Mide el grado de en que los elementos planificados se traducen en
resultados satisfactorios.
Eficiencia: Representa el punto en el cual los recursos se minimizan y se
elimina el desperdicio en la búsqueda de la efectividad. La productividad es una
medida de eficiencia.
Efectividad: Es el grado hasta el cual los resultados de los procesos satisfacen
al cliente.
- 238 -
Entrada: “Insumo” que responde al estándar o criterio de aceptación definido y
que proviene de un proveedor (interno o externo).
Gestión: Acciones que se llevan a cabo para administrar para conseguir un
objetivo.
Indicador: Representación cuantificado de la información.
Macro proceso: Conjunto de procesos interrelacionados que tienen un objetivo
común.
Mapa de procesos: Representación que define a la organización como un
sistema de procesos interrelacionados.
Mecanismos: Recursos necesarios para realizar un proceso.
Proceso: Secuencia de actividades orientadas a generar un valor añadido
sobre una entrada para conseguir un resultado, y una salida que a su vez
satisfaga los requerimientos del cliente.
Productividad: Grado en el que el uso de los recursos se minimiza y se
eliminan los desperdicios en la búsqueda de la calidad.
Recursos: Medios a disposición de la empresa para la realización de las
actividades de un proceso.
Salida: Producto que representa valor para el cliente interno o externo
Valor agregado: Resultado de aquellas operaciones que la organización debe
realizar para satisfacer las necesidades de los clientes.
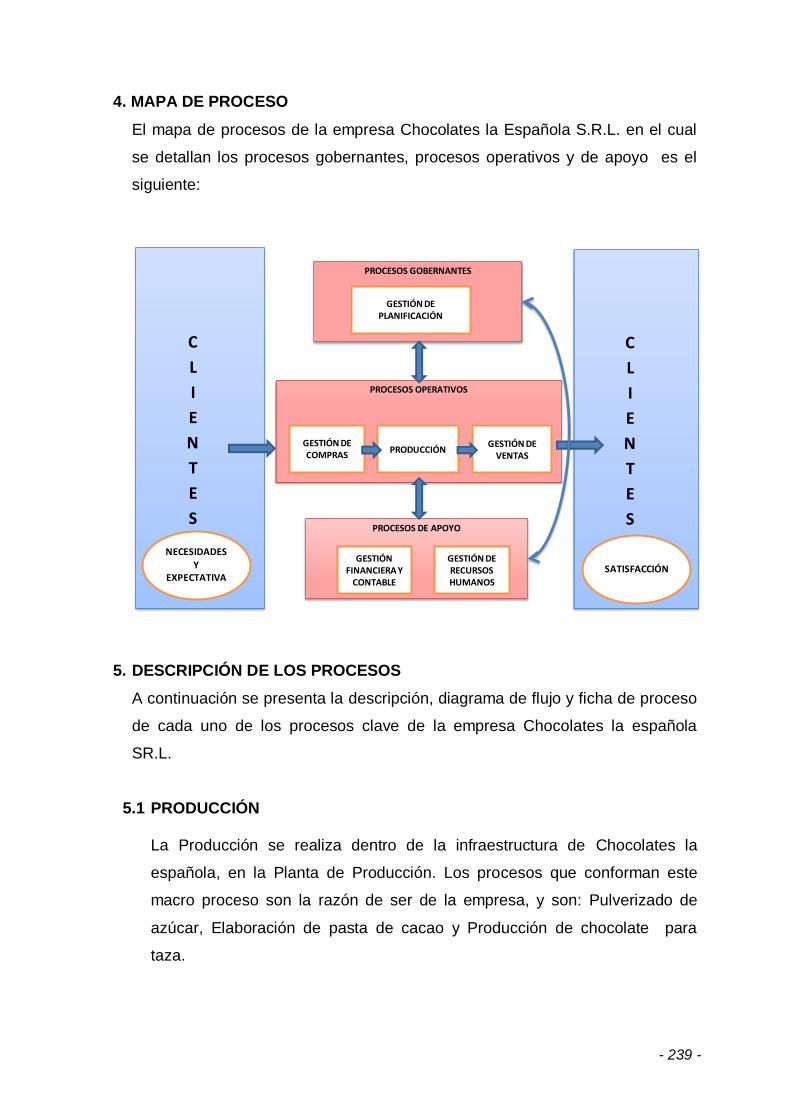
- 239 -
4. MAPA DE PROCESO
El mapa de procesos de la empresa Chocolates la Española S.R.L. en el cual
se detallan los procesos gobernantes, procesos operativos y de apoyo es el
siguiente:
5. DESCRIPCIÓN DE LOS PROCESOS
A continuación se presenta la descripción, diagrama de flujo y ficha de proceso
de cada uno de los procesos clave de la empresa Chocolates la española
SR.L.
5.1 PRODUCCIÓN
La Producción se realiza dentro de la infraestructura de Chocolates la
española, en la Planta de Producción. Los procesos que conforman este
macro proceso son la razón de ser de la empresa, y son: Pulverizado de
azúcar, Elaboración de pasta de cacao y Producción de chocolate para
taza.
C
L
I
E
N
T
E
S
C
L
I
E
N
T
E
S
NECESIDADES
Y EXPECTATIVA
SATISFACCIÓN
PROCESOS OPERATIVOS
PROCESOS DE APOYO
PROCESOS GOBERNANTES
GESTIÓN DE PLANIFICACIÓN
GESTIÓN DE COMPRAS
PRODUCCIÓNGESTIÓN DE
VENTAS
GESTIÓNFINANCIERA Y
CONTABLE
GESTIÓN DE RECURSOS HUMANOS

- 240 -
5.1.1 Pulverizado de Azúcar
El pulverizado de azúcar constituye un proceso importante para la
elaboración del chocolate la española. A continuación se presenta su
caracterización:
• Alcance
El alcance de este proceso se extiende desde el abastecimiento de la
maquina pulverizadora, la puesta en marcha de la misma, su
recepción y llenado de cubetas con azúcar listas para su traslado a
mezcladora.
• Responsable
La responsabilidad de este proceso recae sobre la Gerencia General.
• Entradas
La entrada de este proceso es el azúcar rubia doméstica (sacos 50kg
c/u).
• Salidas
Este proceso arroja como resultado azúcar pulverizada que servirá
como materia prima para el proceso de elaboración del chocolate para
taza.
• Recursos
Los recursos necesarios para la realización del proceso de
Pulverizado de azúcar son los siguientes:
Recursos Humanos: Gerente General, Jefe de Operarios,
Operarios encargado de dicho proceso.
Recursos Físicos: Planta de Producción, área de
Pulverizado de azúcar, equipos y/o herramientas de traslado
(carretillas).

- 241 -
Recursos Técnicos: Maquina Pulverizadora, sistema de
recepción y llenado de producto terminado.. Recursos Económicos: Los necesarios para realizar este
proceso.
Controles
Los controles de este proceso son: Orden de producción de
acuerdo a pedido y costos de producción de la base de datos.
A continuación se presentan el diagrama de flujo y la ficha del
proceso:

- 242 -
PROCESO:
MACRO PROCESO: PRODUCCIÓN
PULVERIZADO DE AZÚCAR
Inicio
Abastecer máquina
pulverizadora
Pulverizado y
llenado de cubetas
( 50 kg c/yu)
Traslado y
Almacenamiento
Fin
Traslado de sacos
de almacén
Código:
Pág 9 de 18MANUAL DE PROCESOS
CHOCOLATES LA ESPAÑOLA S.R.L
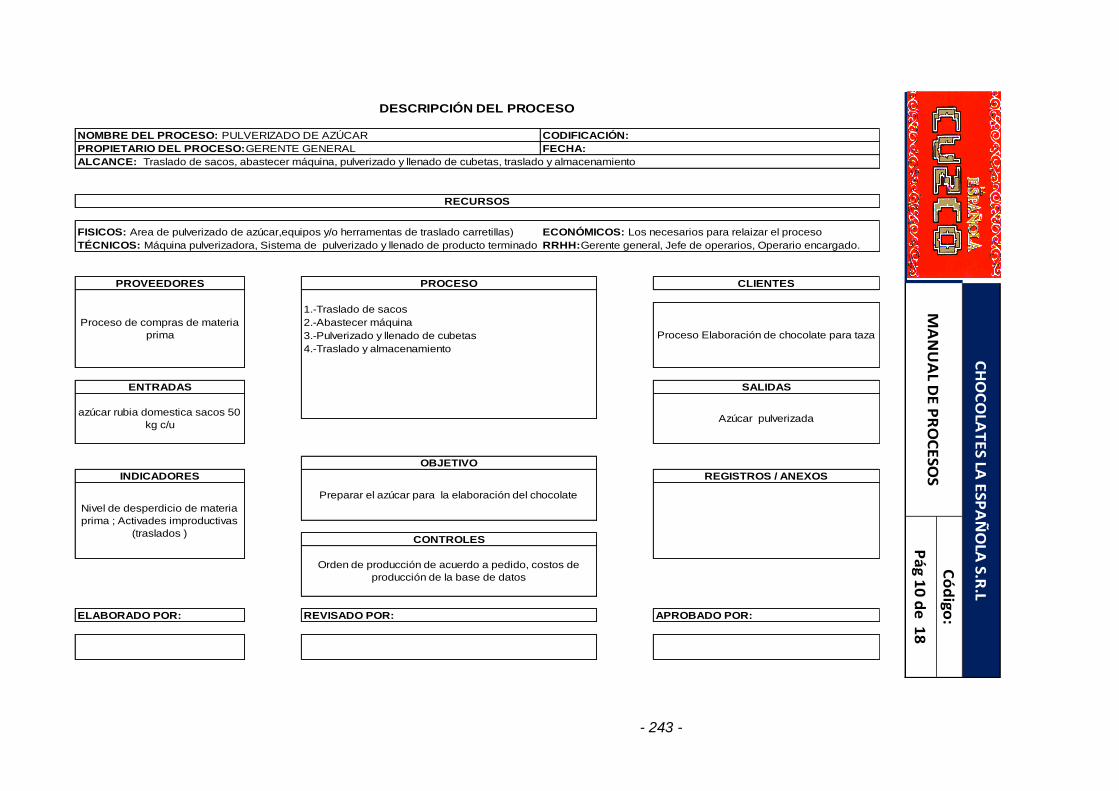
- 243 -
FISICOS: Area de pulverizado de azúcar,equipos y/o herramentas de traslado carretillas) ECONÓMICOS: Los necesarios para relaizar el proceso
TÉCNICOS: Máquina pulverizadora, Sistema de pulverizado y llenado de producto terminado RRHH:Gerente general, Jefe de operarios, Operario encargado.
REVISADO POR:
azúcar rubia domestica sacos 50
kg c/u
Preparar el azúcar para la elaboración del chocolate
Orden de producción de acuerdo a pedido, costos de
producción de la base de datos
APROBADO POR:
CONTROLES
ELABORADO POR:
Nivel de desperdicio de materia
prima ; Activades improductivas
(traslados )
INDICADORES
SALIDAS
REGISTROS / ANEXOS
OBJETIVO
Azúcar pulverizada
Proceso de compras de materia
prima
ENTRADAS
Proceso Elaboración de chocolate para taza
1.-Traslado de sacos
2.-Abastecer máquina
3.-Pulverizado y llenado de cubetas
4.-Traslado y almacenamiento
DESCRIPCIÓN DEL PROCESO
RECURSOS
NOMBRE DEL PROCESO: PULVERIZADO DE AZÚCAR
PROPIETARIO DEL PROCESO:GERENTE GENERAL
CODIFICACIÓN:
FECHA:
ALCANCE: Traslado de sacos, abastecer máquina, pulverizado y llenado de cubetas, traslado y almacenamiento
PROCESO CLIENTESPROVEEDORES
Có
digo
:
Pá
g 10
de
18
MA
NU
AL D
E P
RO
CE
SOS
CH
OC
OLA
TE
S LA E
SPA
ÑO
LA S.R
.L

- 244 -
5.1.2 Elaboración de Pasta de Cacao
La elaboración de pasta de cacao es el proceso que se debe tener mayor control
para la elaboración del chocolate la española. A continuación se presenta su
caracterización:
• Alcance
El alcance de este proceso se extiende desde la limpieza y selección de los
granos de cacao, tostado, descascarillado, la molturación, su recepción en el
tanque de homogenizado y/o almacenamiento en marraquetas (bloques de pasta
de cacao).
• Responsable
La responsabilidad de este proceso recae sobre la Gerencia General,
• Entradas
La entrada de este proceso es granos de cacao fermentados (sacos de 75kg /c/u)
• Salidas
Este proceso arroja como resultado pasta de cacao puro que servirá como
materia prima para el proceso de elaboración del chocolate para taza.
Recursos
Los recursos necesarios para la realización del proceso de Elaboración de pasta
de cacao son los siguientes:
Recursos Humanos: Gerente General, Jefe de Operarios, Operarios
encargado de dicho proceso.
Recursos Físicos: Planta de Producción, área de Elaboración de pasta
de cacao, equipos y/o herramientas de almacén (marraquetas).
Recursos Técnicos: Maquina tostadora, máquina de triturado y
descascarillado, molturación, tanque de homogenizado
Recursos Económicos: Los necesarios para realizar este proceso.

- 245 -
Controles
Los controles de este proceso son: Orden de producción de acuerdo a pedido
y costos de producción de la base de datos.
A continuación se presentan el diagrama de flujo y la ficha del proceso:
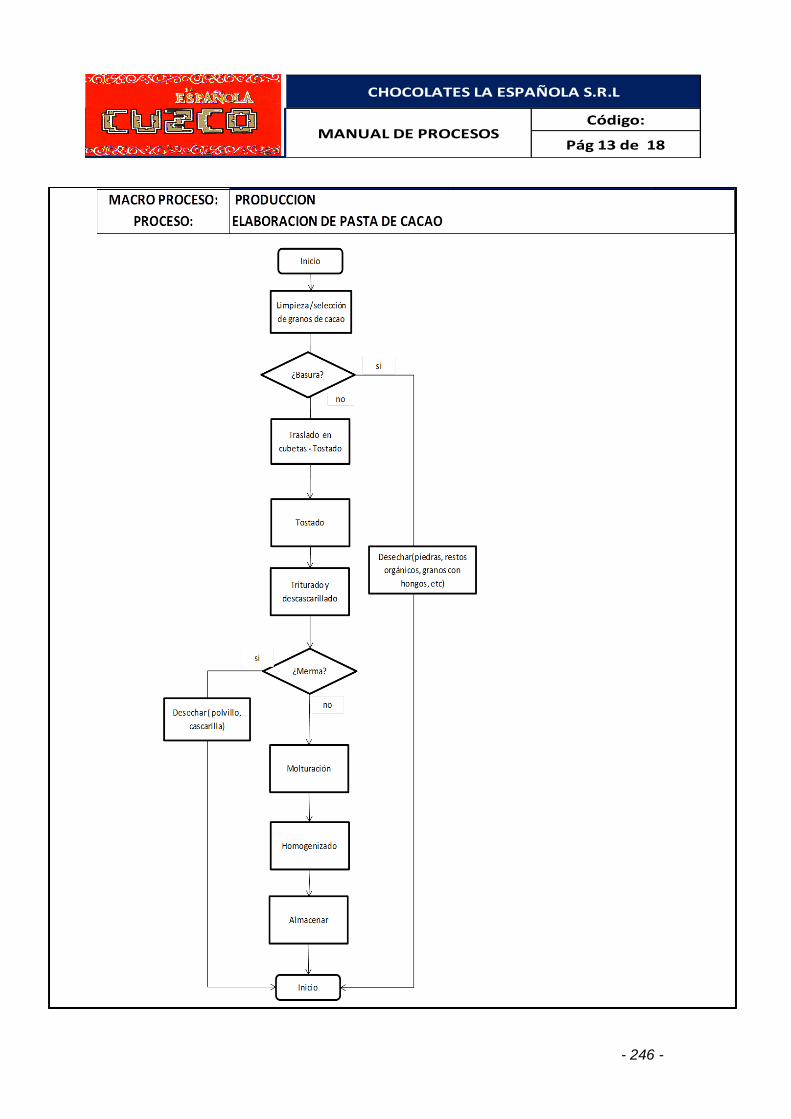
- 246 -
Código:
Pág 13 de 18MANUAL DE PROCESOS
CHOCOLATES LA ESPAÑOLA S.R.L

- 247 -
FISICOS: Area de Elaboración de pasta de cacao, equipos y/o herrramientas de almacén ECONÓMICOS: Los necesarios para realizar el proceso
TÉCNICOS: Máquina tostadora, máquina de descascarillado, molturación, tanque de homogenizado. RRHH:Gerente general, Jefe de operarios, Operario encargado.
REVISADO POR:
ALCANCE: Limpieza y selección de los granos,tostado, descascarillado,la molturación , recepción en tanque de homegizado , almacenamiento en marraqueta ( bloques)
2.-Triturado y descascarillado
3.-Desechar ( polvillo, cascarilla)
4.-Molturación
3.-Homogenizado
DESCRIPCIÓN DEL PROCESO
NOMBRE DEL PROCESO: ELABORACIÓN DE PASTA DE CACAO CODIFICACIÓN:
PROPIETARIO DEL PROCESO:GERENTE GENERAL FECHA:
OBJETIVO
RECURSOS
PROVEEDORES PROCESO CLIENTES
Proceso de compras de materia
prima
1.-limpieza y selección de los granos
Proceso Elaboración de chocolate para taza
2.-Desechar (piedras, retos orgánicos , etc.)
3.-Traslado a tostado
4.-Tostado de cacao
4.-Almacenar ( marraquetas)
ENTRADAS SALIDAS
Granos de cacao fermentados
(sacos de 75 kg c/u)Pasta de cacao puro
INDICADORES
Elaborar pasta de cacao para la producción de chocolate
REGISTROS / ANEXOS
Nivel de fermentación del gran de
cacao, Tostado de granos que
cumplan especificaciónes,
textura y acidez de la pasta de
cacaoCONTROLES
Orden de producción de acuerdo a pedido, costos de producción
de la base de datos
ELABORADO POR: APROBADO POR:
Có
dig
o:
Pá
g 1
4 d
e 1
8M
AN
UA
L DE
PR
OC
ES
OS
CH
OC
OLA
TE
S LA
ES
PA
ÑO
LA S
.R.L

- 248 -
5.1.3 Producción de Chocolate en Barra
La producción de “chocolate la española” constituye el proceso de
mayor importancia dentro de la empresa ya que el producto terminado
y la satisfacción del cliente dependerán de la calidad y eficiencia del
proceso. A continuación se presenta su caracterización:
• Alcance
El alcance de este proceso se extiende desde la elaboración de una
orden de producción por parte de Gerencia, hasta su almacenamiento
y entrega al consumidor final.
• Responsable
La responsabilidad de este proceso recae netamente sobre la
Gerencia general
• Entradas
La entrada de este proceso es el azúcar pulverizado y la pasta de
cacao
• Salidas
Este proceso arroja como resultado el producto terminado, es decir, el
chocolate la española para taza.
• Recursos
Los recursos necesarios para la realización del proceso de producción
de chocolate para taza son los siguientes:
Recursos Humanos: Gerente General, Jefe de Operarios,
Operarios encargado de dicho proceso.
Recursos Físicos: Planta de Producción, equipos y/o
herramientas de apoyo, equipos de oficina, material de empaque.

- 249 -
Recursos Técnicos: balanza, máquina mezcladora, sistema
de moldeado y vibrado, máquina de temperado, sistema de
refrigeración.
Recursos Económicos: Los necesarios para realizar este
proceso.
Controles
Los controles de este proceso son: Orden de producción de
acuerdo a pedido y costos de producción de la base de datos.
A continuación se presentan el diagrama de flujo y la ficha del
proceso:
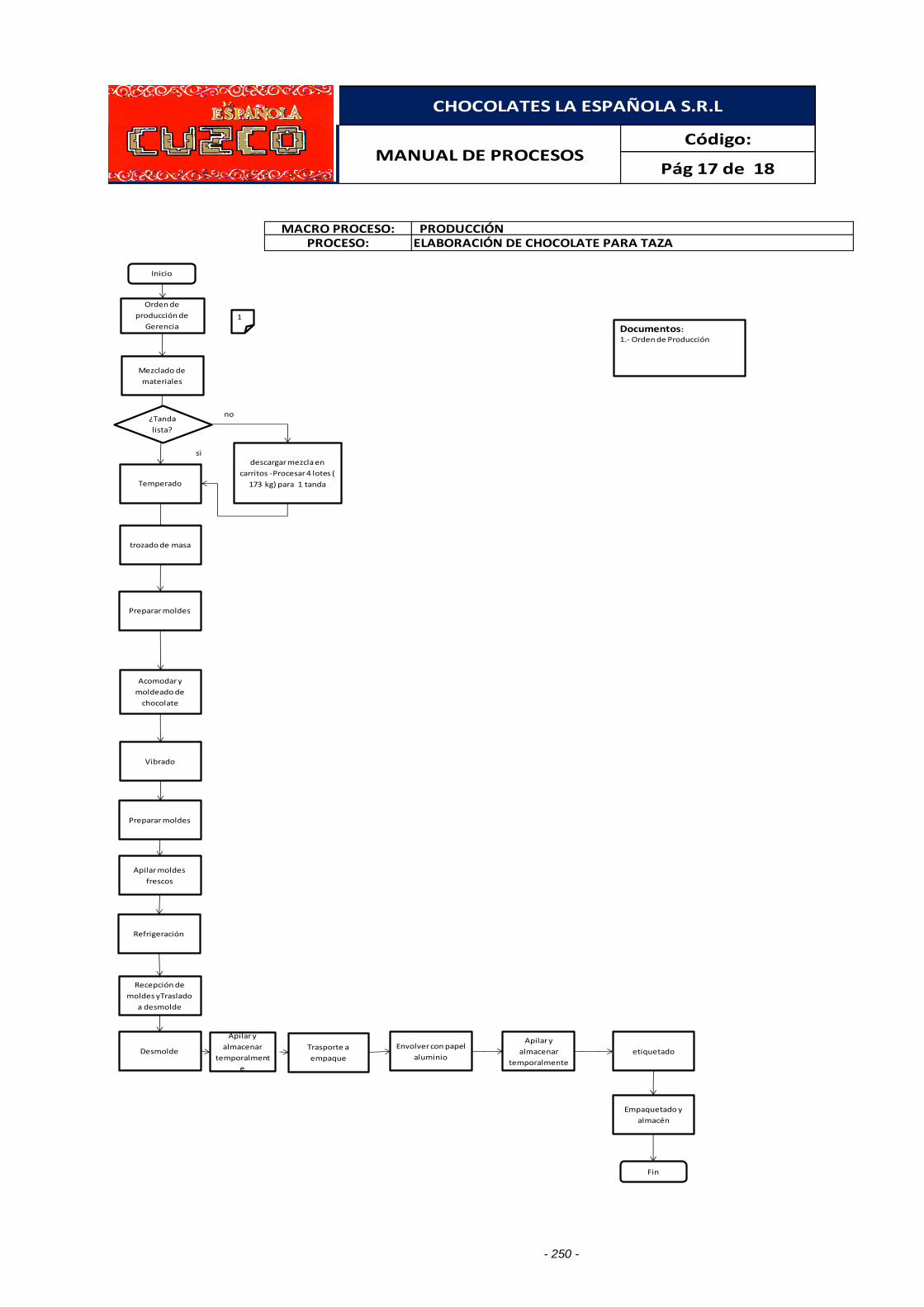
- 250 -
PRODUCCIÓNELABORACIÓN DE CHOCOLATE PARA TAZA
MACRO PROCESO:PROCESO:
¿Tanda
lista?
Inicio
Orden de
producción de
Gerencia
Mezclado de
materiales
Temperado
sidescargar mezcla en
carritos -Procesar 4 lotes (
173 kg) para 1 tanda
no
trozado de masa
Preparar moldes
Apilar moldes
frescos
Preparar moldes
Vibrado
Acomodar y
moldeado de
chocolate
Refrigeración
Recepción de
moldes yTraslado
a desmolde
Desmolde
Apilar y
almacenar
temporalment
e
Envolver con papel
aluminio
Trasporte a
empaque
Apilar y
almacenar
temporalmente
etiquetado
Empaquetado y
almacén
Fin
1
Documentos:
1.- Orden de Producción
Código:
Pág 17 de 18MANUAL DE PROCESOS
CHOCOLATES LA ESPAÑOLA S.R.L
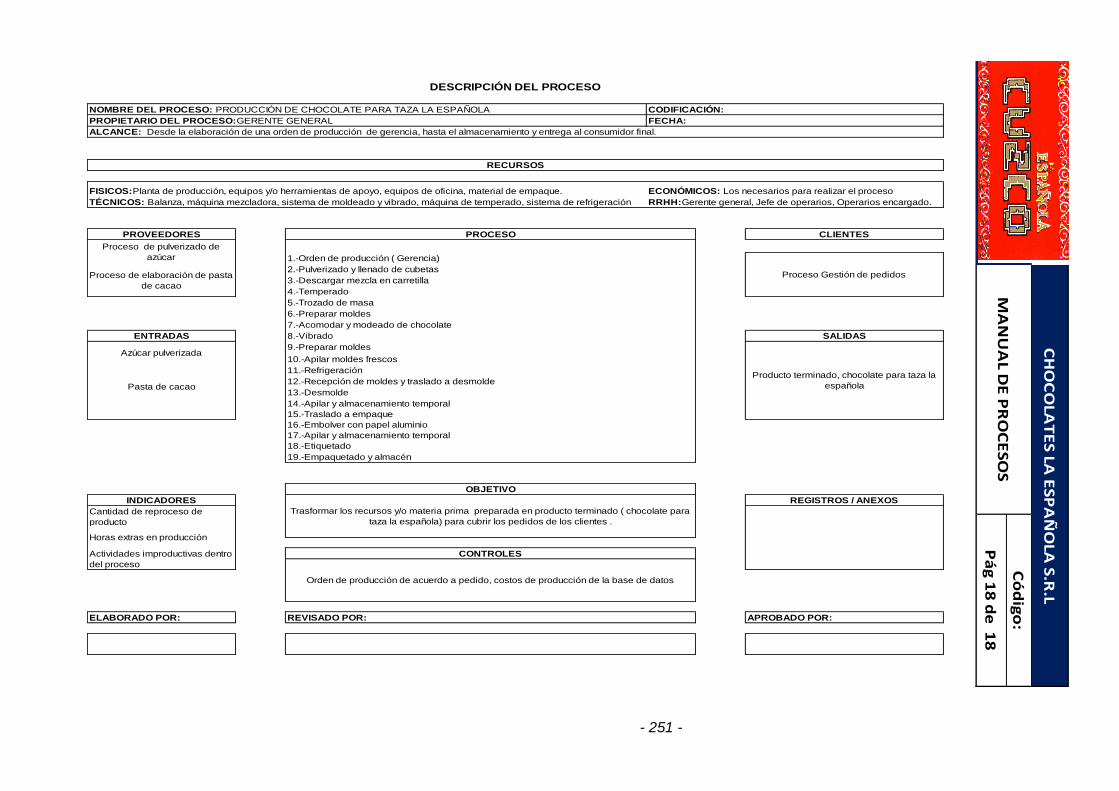
- 251 -
Có
dig
o:
Pá
g 1
8 d
e 1
8M
AN
UA
L DE
PR
OC
ES
OS
CH
OC
OLA
TE
S LA
ES
PA
ÑO
LA S
.R.L
FISICOS:Planta de producción, equipos y/o herramientas de apoyo, equipos de oficina, material de empaque. ECONÓMICOS: Los necesarios para realizar el proceso
TÉCNICOS: Balanza, máquina mezcladora, sistema de moldeado y vibrado, máquina de temperado, sistema de refrigeración RRHH:Gerente general, Jefe de operarios, Operarios encargado.
5.-Trozado de masa
6.-Preparar moldes
7.-Acomodar y modeado de chocolate
12.-Recepción de moldes y traslado a desmolde
13.-Desmolde
14.-Apilar y almacenamiento temporal
REVISADO POR:
SALIDAS
Producto terminado, chocolate para taza la
española
Proceso de elaboración de pasta
de cacao
Azúcar pulverizada
Pasta de cacao
8.-Vibrado
9.-Preparar moldes
10.-Apilar moldes frescos
11.-Refrigeración
15.-Traslado a empaque
ALCANCE: Desde la elaboración de una orden de producción de gerencia, hasta el almacenamiento y entrega al consumidor final.
4.-Temperado
DESCRIPCIÓN DEL PROCESO
NOMBRE DEL PROCESO: PRODUCCIÓN DE CHOCOLATE PARA TAZA LA ESPAÑOLA CODIFICACIÓN:
PROPIETARIO DEL PROCESO:GERENTE GENERAL FECHA:
RECURSOS
PROVEEDORES PROCESO CLIENTES
1.-Orden de producción ( Gerencia)
Proceso Gestión de pedidos2.-Pulverizado y llenado de cubetas
3.-Descargar mezcla en carretilla
Cantidad de reproceso de
producto
Horas extras en producción
19.-Empaquetado y almacén
OBJETIVO
16.-Embolver con papel aluminio
17.-Apilar y almacenamiento temporal
18.-Etiquetado
Trasformar los recursos y/o materia prima preparada en producto terminado ( chocolate para
taza la española) para cubrir los pedidos de los clientes .
REGISTROS / ANEXOS
CONTROLES
Orden de producción de acuerdo a pedido, costos de producción de la base de datos
Proceso de pulverizado de
azúcar
INDICADORES
ENTRADAS
Actividades improductivas dentro
del proceso
ELABORADO POR: APROBADO POR:
- 252 -
ANEXO N° 09:
COSTO DE PRODUCCIÓN PROPUESTO DE CHOCOLATES LA ESPAÑOLA
S.R.L
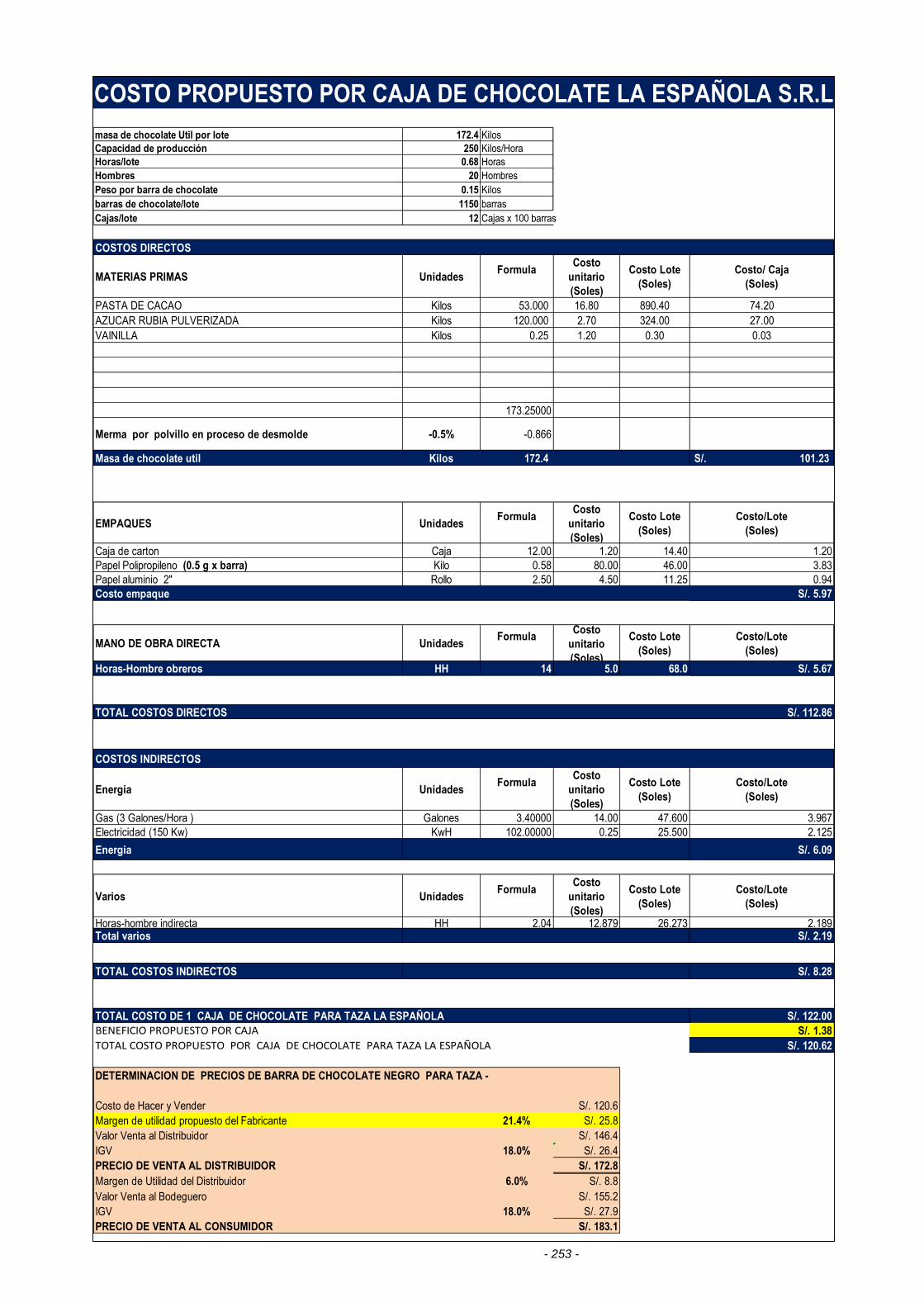
- 253 -
masa de chocolate Util por lote 172.4 Kilos
Capacidad de producción 250 Kilos/Hora
Horas/lote 0.68 Horas
Hombres 20 Hombres
Peso por barra de chocolate 0.15 Kilos
barras de chocolate/lote 1150 barras
Cajas/lote 12 Cajas x 100 barras
COSTOS DIRECTOS
MATERIAS PRIMAS UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/ Caja
(Soles)
PASTA DE CACAO Kilos 53.000 16.80 890.40 74.20
AZUCAR RUBIA PULVERIZADA Kilos 120.000 2.70 324.00 27.00
VAINILLA Kilos 0.25 1.20 0.30 0.03
173.25000
Merma por polvillo en proceso de desmolde -0.5% -0.866
Masa de chocolate util Kilos 172.4 101.23S/.
EMPAQUES UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Caja de carton Caja 12.00 1.20 14.40 1.20
Papel Polipropileno (0.5 g x barra) Kilo 0.58 80.00 46.00 3.83
Papel aluminio 2" Rollo 2.50 4.50 11.25 0.94
Costo empaque S/. 5.97
MANO DE OBRA DIRECTA UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Horas-Hombre obreros HH 14 5.0 68.0 S/. 5.67
TOTAL COSTOS DIRECTOS S/. 112.86
COSTOS INDIRECTOS
Energia UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Gas (3 Galones/Hora ) Galones 3.40000 14.00 47.600 3.967
Electricidad (150 Kw) KwH 102.00000 0.25 25.500 2.125
Energia S/. 6.09
Varios UnidadesFormula
Costo
unitario
(Soles)
Costo Lote
(Soles)
Costo/Lote
(Soles)
Horas-hombre indirecta HH 2.04 12.879 26.273 2.189Total varios S/. 2.19
TOTAL COSTOS INDIRECTOS S/. 8.28
TOTAL COSTO DE 1 CAJA DE CHOCOLATE PARA TAZA LA ESPAÑOLA S/. 122.00
BENEFICIO PROPUESTO POR CAJA S/. 1.38
TOTAL COSTO PROPUESTO POR CAJA DE CHOCOLATE PARA TAZA LA ESPAÑOLA S/. 120.62
DETERMINACION DE PRECIOS DE BARRA DE CHOCOLATE NEGRO PARA TAZA -
Costo de Hacer y Vender S/. 120.6
Margen de utilidad propuesto del Fabricante 21.4% S/. 25.8
Valor Venta al Distribuidor S/. 146.4
IGV 18.0% S/. 26.4
PRECIO DE VENTA AL DISTRIBUIDOR S/. 172.8
Margen de Utilidad del Distribuidor 6.0% S/. 8.8
Valor Venta al Bodeguero S/. 155.2
IGV 18.0% S/. 27.9
PRECIO DE VENTA AL CONSUMIDOR S/. 183.1
COSTO PROPUESTO POR CAJA DE CHOCOLATE LA ESPAÑOLA S.R.L

- 254 -