universidad nacional de trujillo facultad de ingeniería escuela ...
305
1 UNIVERSIDAD NACIONAL DE TRUJILLO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERIA MECÁNICA TESIS PARA OPTAR EL TITULO DE INGENIERO MECANICO “DISEÑO DE LOS LABORATORIOS DE PROCESOS DE MANUFACTURA PARA LA ESCUELA DE INGENIERÍA MECANICA DE LA UNIVERSIDAD NACIONAL DE TRUJILLO” AUTOR: Solar Cabrera, Edward Enrique ASESOR: Ing. Acosta Horna Juan David TRUJILLO-2018
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of universidad nacional de trujillo facultad de ingeniería escuela ...

1
UNIVERSIDAD NACIONAL DE TRUJILLO
FACULTAD DE INGENIERÍA
ESCUELA DE INGENIERIA MECÁNICA
TESIS
PARA OPTAR EL TITULO DE INGENIERO MECANICO
“DISEÑO DE LOS LABORATORIOS DE PROCESOS DE
MANUFACTURA PARA LA ESCUELA DE INGENIERÍA MECANICA
DE LA UNIVERSIDAD NACIONAL DE TRUJILLO”
AUTOR: Solar Cabrera, Edward Enrique
ASESOR: Ing. Acosta Horna Juan David
TRUJILLO-2018
2
PRESENTACIÓN
SEÑOR DECANO DE LA FACULTAD DE INGENIERIA.
SEÑORES MIEMBROS DEL JURADO:
De conformidad con lo estipulado en el Reglamento de Grados y Títulos de la Escuela
Académica de Ingeniería Mecánica de la Universidad Nacional de Trujillo, presento a
consideración suya la presente tesis titulada “DISEÑO DE LOS LABORATORIOS DE
PROCESOS DE MANUFACTURA PARA LA ESCUELA DE INGENIERÍA
MECANICA DE LA UNIVERSIDAD NACIONAL DE TRUJILLO”
El presente proyecto se desarrolló con el fin de contribuir a que los laboratorios de procesos
de manufactura sean implementados y complementados; asimismo para viabilizar la futura
compra máquinas y equipos que implique dicha implementación, poniendo a la mano de la
Universidad la información técnica el contacto con los proveedores.
La necesidad primaria es la puesta en práctica de los módulos de las prácticas de laboratorio,
teniendo máquinas y equipos de última generación, de tal forma que su formación
profesional este a la altura de las demandas actuales en la industria manufacturera. Es por
ese motivo se ha revisado la curricula, sílabos de los cursos de interés y se ha desarrollado
el proyecto acorde a esta programación.
Trujillo, Enero del 2018
Solar Cabrera, Edward Enrique

3
DEDICATORIA
Dedico esta tesis a Dios, a mis padres, hermanos y mi esposa. A Dios creador del
universo por ser mi guía, mi luz, mi proveedor en quien se sustentan todas las cosas;
a mi madre por su abnegada labor en la formación de cada uno de sus hijos, a la
memoria de mi padre quien dio todo de sí para proveer a su hogar e inculcó valores
a todos sus hijos; a mis hermanos quienes son inspiración para mi vida con su
ejemplo y sus virtudes; a mi amada esposa, mi compañera de toda la vida a quien
puso Dios a mi lado para ser ayuda idónea y cumplir los propósitos divinos en este
mundo.
Solar Cabrera, Edward Enrique

4
AGRADECIMIENTOS
En primer lugar al Señor Jesucristo hijo del Dios Altísimo, mi salvador, por iluminar
mi vida, por guiarme en todo tiempo y fortalecerme con su Espíritu Santo a lo largo
de mi carrera y toda mi vida.
A mi madre Yolanda Cabrera de Solar, quien por medio de sus oraciones pide por
sus hijos y se preocupa, vela por el bienestar de su familia.
A la memoria de mi padre Victor Manuel Solar Cabada quien cuando estuvo en
vida no ceso de trabajar por la provisión de su casa y nos brindó una formación
cultural y en valores que no tienen precio y ahora guardo como tesoro.
A mis hermanos Cesar, Fernando, Estuardo, Miguel y Víctor, quienes son ejemplo en
mi vida y cada uno aportó de manera significativa en mi formación tanto cultural,
valores, y espiritual.
A mi esposa Beatriz, quien influye grande y positivamente en mi vida, conoce mis
fortalezas y debilidades, contribuye a mi desarrollo y formación personal,
profesional, espiritual y es mi compañera perfecta.
Solar Cabrera, Edward Enrique

5
RESUMEN
El presente proyecto tiene como finalidad proveer a la facultad de Ingeniería Mecánica de la
Universidad Nacional de Trujillo los medios necesarios para implementar los laboratorios
de Procesos de Manufactura, realizando un diseño que incluye la búsqueda de proveedores,
solicitudes de cotización, compilación de cotizaciones en un documento, explicación del uso
de máquinas según la currícula actual y syllabus de cursos que usan dichas máquinas.
También se ha considerado el diseño de planos generales de ubicación y de distribución de
las áreas en el espacio físico del laboratorio.
Para la ejecución del proyecto se ha utilizado el método del tipo explicativo con el apoyo del
plan curricular desarrollado por los docentes a cargo.
Otro de los fines a seguir en el presente proyecto y de vital importancia es la demostración
de que las máquinas y equipos a adquirir serán usados de tal forma que abran líneas de
investigación a nivel pregrado y postgrado, por otra parte las mismas máquinas y equipos
podrán usarse para brindar servicios a particulares, contribuyendo esto con el mantenimiento
y actualización en el tiempo del laboratorio.

6
ABSTRACT
The present project seeks to provide the Faculty of Mechanical Engineering of the National
University of Trujillo with the necessary means to implement Manufacture Processing
Laboratories. Its design includes the search of suppliers, requests for price estimations,
compilation of estimations, the explanation of the use of machines according to the current
curricula and syllabus of courses that use said machines and a plan of location of distribution
of areas in the physical space of the laboratory.
The methodology used for the execution of the project relied heavily in the expertise
conveyed by the team of professors supervising this project.
Another vital objective of this project is the demonstration that the machines and equipment
to be acquired will be used in such a way that they open lines of investigation at
undergraduate and postgraduate levels. On the other hand, the same machines and equipment
can be used to provide services to individuals, contributing this with the maintenance and
updating in the laboratory time.
7
INDICE
CAPITULO I
INTRODUCCIÓN
1.1. Realidad problemática…………………………………………………………09
1.2. Enunciado del problema……………………………………………………… 09
1.3. Justificación…………………………………………………………………... 09
1.3.1. Justificación académica……………………………………………….. 09
1.3.2. Justificación económica ………………………………………………. 10
1.3.3. Justificación social ……………………………………………………. 10
1.4. Objetivos
1.4.1. Objetivos generales …………………………………………………… 10
1.4.2. Objetivos específicos …………………………………………………..11
CAPÍTULO II
FUNDAMENTOS TEÓRICOS
2.1. Antecedentes …………………………………………………………………….. 12
2.2. Marco Teórico ………………………………………………………………….... 13
2.2.1. Descripción general de los procesos de manufactura ………………… 13
2.2.1.1. Definición de proceso de manufactura ……………………………….. 13
2.2.1.2. Diagrama del proceso de manufactura ………………………….... 14
2.2.1.3. Clasificación de los procesos de manufactura …………………….. 14
2.2.1.4. Remoción de material y teoría de corte ………………………….. 16
2.2.2. Las máquinas herramientas en los procesos de manufactura ……………… 17
2.2.3. La Tecnología CNC en los procesos de manufactura ……………………... 20
2.2.4. Los procesos no convencionales …………………………………………... 25
CAPÍTULO III
MATERIALES Y MÉTODOS
3.1. Material ………………………………………………………………………….. 37
3.2. Métodos …………………………………………………………………………. 37
3.3. Técnicas …………………………………………………………………………. 37
3.4. Procedimiento …………………………………………………………………… 37
CAPÍTULO IV
RESULTADOS

8
4.1. Infraestructura y equipamiento
4.1.1. Módulos de Enseñanza
4.1.1.1 Listado de Máquinas para laboratorio …………………………… 39
4.1.1.2 Términos de Referencia (TDR) ………………………………….. 39
4.1.1.3 Cuadros comparativos y selección de máquinas ………………… 45
4.1.1.4 Cuadros resumen de estimado de compra total ………………….. 63
4.1.2. Diseño y Distribución de Laboratorio ………………………………... 64
4.2. Académico ……………………………………………………………………74
4.2.1. Distribución Horaria …………………………………………………. 74
4.2.2. Sustentación ………………………………………………………….. 77
4.2.3. Listado de Prácticas ………………………………………………….. 80
4.3 Mantenimiento, Actualización y Reposición de Equipos ……………………… 81
4.4 Investigación …………………………………………………………………… 82
CAPÍTULO V
DISCUSIÓN DE RESULTADOS
5.1. Discusión de resultados …………………………………………………………. 83
CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
6.1. Conclusiones …………………………………………………………..………. 84
6.2. Recomendaciones ……………………………………………………………… 85
REFERENCIA BIBLIOGRÁFICAS
Referencias bibliográficas ………………………………………………………….. 86
Anexos …...…………………………………………………………………………. 87
Anexo A: Prácticas de Laboratorio ……………………………………………………… 87
Anexo B: Encuesta de Estudio para la implementación de Laboratorio Procesos
Manufactura de la Escuela de Ingeniería Mecánica UNT …………………………....…. 148
Anexo C: Cotizaciones de máquinas y equipos ………………..……………………… 151

9
CAPITULO I
INTRODUCCIÓN
1.1. Realidad problemática
La aplicación práctica de los conocimientos teóricos es de suma importancia en el
sistema educativo nacional, es por ello que es de vital importancia que los laboratorios
en las universidades estén muy bien implementados, actualizados y respaldados con un
plan de mantenimiento constante.
La situación actual de los laboratorios en la escuela de Ingeniería Mecánica de la
Universidad Nacional de Trujillo es preocupante, ya que los mismos, no se han
actualizado por más de 30 años; en particular, el laboratorio de máquinas herramientas
no ha sido actualizado desde su inauguración; dicho laboratorio cuenta con máquinas
herramientas de tecnología antigua y muy poco usada en la actualidad; además la
cantidad de máquinas herramientas son pocas, al punto que las prácticas se realizan en
grupos de 6 u 8 estudiantes, limitando la capacidad de aprendizaje
Por otra parte la escuela de Ingeniería Mecánica, no cuenta con un laboratorio de
procesos no convencionales, lo cual no permite al alumno innovar en conocimientos
prácticos, acorde a la tecnología actual. El aprendizaje de dichos procesos y la aplicación
práctica por medio de un laboratorio, resulta importantísimo en la formación académica
del futuro profesional, dado que la competitividad de un Ingeniero en el campo laboral
es muy alta.
1.2. Enunciado del problema
“Como diseñar los laboratorios de procesos de manufactura para la escuela de
Ingeniería Mecánica de la Universidad de Nacional de Trujillo”
1.3. Justificación
1.3.1. Justificación académica
La formación teórica del profesional será complementada con la aplicación
práctica de los conocimientos con el uso de las máquinas y equipos del
laboratorio
El laboratorio equipado podrá ser usado en proyectos de investigación de
alumnos, egresados, en sustentación de tesis para título, aún para post-grado.
10
Contribuirá significativamente en el proceso de acreditación, ya iniciado en
la escuela de Ingeniería Mecánica
Permitirá brindar al futuro ingeniero una formación que le permita tener
competitividad en el mercado laboral.
1.3.2. Justificación Económica
Permitirá que el profesional pueda aspirar a puestos de trabajos muy bien
remunerado, dado que a mejor formación práctica, mayor es la remuneración
ofertada en el mercado laboral.
Permitirá realizar alianzas estratégicas con empresas privadas, de tal forma
que se inicien proyectos que se traduzcan en retorno económico a la escuela
La apertura de líneas de investigación, permitirá también ofrecer servicios a
otras escuelas, incluso a otras universidades con carreras afines a la nuestra
1.3.3. Justificación social
Los laboratorios permitirán lograr un impacto social en la sociedad, en el
sentido que muchos profesionales tanto de nuestra universidad como de otras,
serán beneficiados en sus proyectos de investigación, no teniendo que acudir
a empresas a que les den servicios con costos altos.
El aperturar líneas de investigación implica buscar solucionar problemas en
nuestra sociedad, por lo tanto, los grandes beneficiados al trabajar con
tecnología de última generación, son los miembros de nuestra sociedad.
1.4. Objetivos
1.3.1. Objetivos generales
Desarrollar el diseño completo del laboratorio, incluyendo planos civiles de
distribución, de ubicación de máquinas y equipos.
Desarrollar el diseño del laboratorio de tal manera que las máquinas y equipos
sean aprovechados al máximo, de acuerdo a la programación de prácticas de
laboratorio, según los syllabus actuales.
1.3.2. Objetivos específicos
Determinar el listado completo de máquinas y equipos a adquirir

11
Registrar las cotizaciones solicitadas a diferentes proveedores en un archivo
para el momento de la compra
Realizar planos de distribución de los módulos, áreas, señalizaciones del
laboratorio.
Realizar planos de ubicación de las máquinas y equipos
Realizar un presupuesto detallado de los gastos en la compra de máquinas y
equipos.
Racionalizar el uso de los laboratorios de Procesos de Manufactura, de tal
manera que sean en grupos de estudiantes debidamente justificados.
Recepcionar el pedido de los docentes encargados del dictado de laboratorios
para que sus módulos respectivos sean cubiertos integralmente
Desarrollar procesos que permitan a la Escuela dar servicio a particulares, por
medio del uso de las máquinas del laboratorio, contribuyendo al
mantenimiento de las máquinas y equipos, los cuales se desgastan y deprecian
con el tiempo.
Ampliar la cobertura de prácticas a cursos afines, a manera de
complementación
Determinar líneas de investigación específicas para el estudiantado tanto de
pre-grado como de post-grado, teniendo como herramientas, el uso de equipos
y maquinaria del laboratorio
12
CAPÍTULO II
FUNDAMENTOS TEÓRICOS
2.1. Antecedentes
En Perú se implementaron laboratorios en las universidades nacionales en las décadas
pasadas, y hay poca actualización a nivel nacional. Tomaremos como antecedentes la
implementación de laboratorios en universidades de otros países, tales como Colombia,
México, Estados Unidos, entre otros.
o La Universidad de Pamplona de Colombia cuenta con un laboratorio de máquinas
herramientas, este laboratorio está dotado de equipos industriales tales como;
tornos, fresadoras, taladros y herramienta manual en general, que además de prestar
un servicio académico, permiten, diseñar y construir máquinas y elementos de
máquinas. También presta el servicio de recuperación de piezas metálicas en
general, así como ser un aporte importante al desarrollo de equipos que se utilicen
en proyectos de investigación en cualquier área [1]
o El laboratorio del Department of Mechanical Engineering INDIAN INSTITUTE
OF TECHNOLOGY KANPUR cuenta con un avanzado y moderno laboratorio de
máquinas herramientas. Este laboratorio está dirigido a dar una introducción a los
conocimientos técnicos de los procesos comunes que se utilizan en las industrias de
fabricación de piezas por arranque de una manera controlada. También se cubren
los métodos auxiliares para el mecanizado de precisión y calidad deseada. [2]
o Propuesta de viabilidad académica y de infraestructura para implementar el
laboratorio de materiales y procesos de la Universidad EAN DE BOGOTA [3]
o Solheim Manufacturing Science & Technology Laboratory Non-Traditional
Machining Lab, Este laboratorio está dotado exclusivamente de máquinas y equipos
de procesos de manufactura no convencionales [4]
13
PROCESO DE
MANUFACTURA
Desechos y
desperdicios
2.2. Marco Teórico
Los procesos de manufactura han evolucionado en las últimas décadas, por lo resulta
crucial prestar atención a la situación actual de los laboratorios en las universidades,
centros o institutos tecnológicos u otros. La opción de mantener vigentes los laboratorios
con tecnología de los años 70 u 80 significaría un estancamiento en cuanto a la instrucción
académica del profesional técnico o en la formación del Ingeniero.
2.2.1. Descripción general de los procesos de manufactura
2.2.1.1. Definición de proceso de manufactura
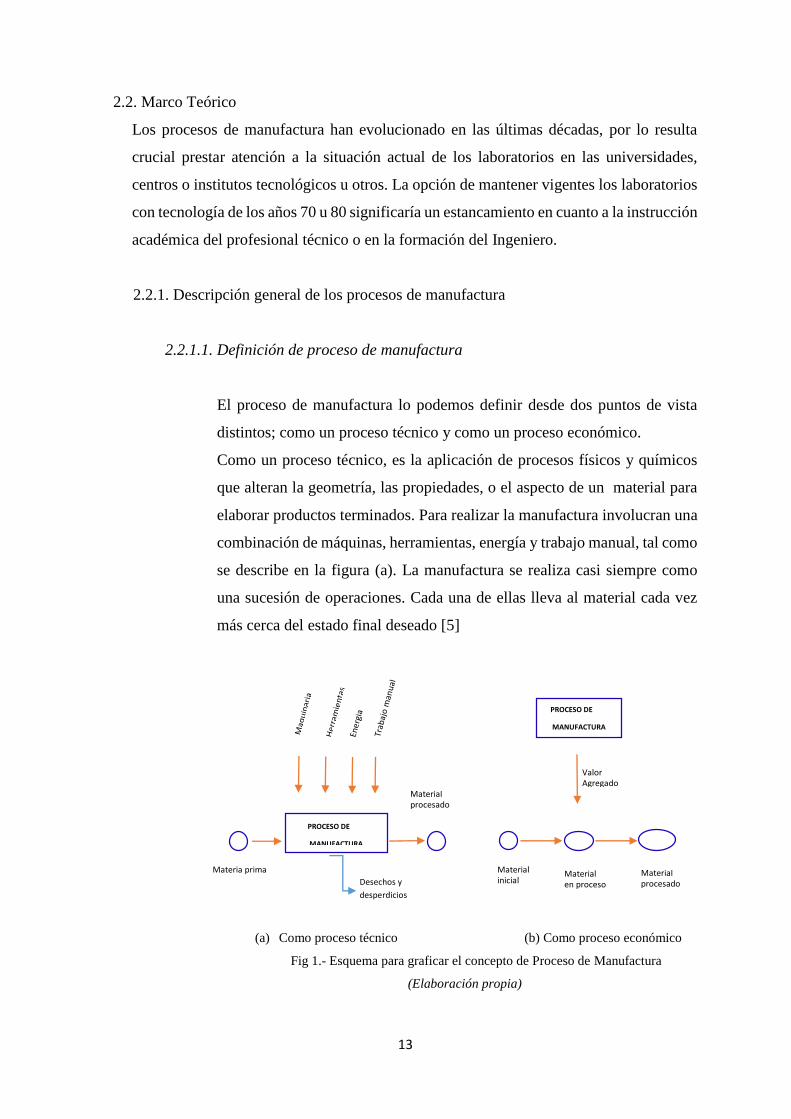
El proceso de manufactura lo podemos definir desde dos puntos de vista
distintos; como un proceso técnico y como un proceso económico.
Como un proceso técnico, es la aplicación de procesos físicos y químicos
que alteran la geometría, las propiedades, o el aspecto de un material para
elaborar productos terminados. Para realizar la manufactura involucran una
combinación de máquinas, herramientas, energía y trabajo manual, tal como
se describe en la figura (a). La manufactura se realiza casi siempre como
una sucesión de operaciones. Cada una de ellas lleva al material cada vez
más cerca del estado final deseado [5]
(a) Como proceso técnico (b) Como proceso económico
Fig 1.- Esquema para graficar el concepto de Proceso de Manufactura
(Elaboración propia)
PROCESO DE
MANUFACTURA
Materia prima
Material procesado
Material inicial
Material en proceso
Material procesado
Valor Agregado
14
Desde el punto de vista económico, el proceso de manufactura, es la
transformación de un material en artículos de mayor valor, a través de una
o más operaciones o procesos de ensamble, (figura b) [5]
2.2.1.2. Diagrama del proceso de manufactura
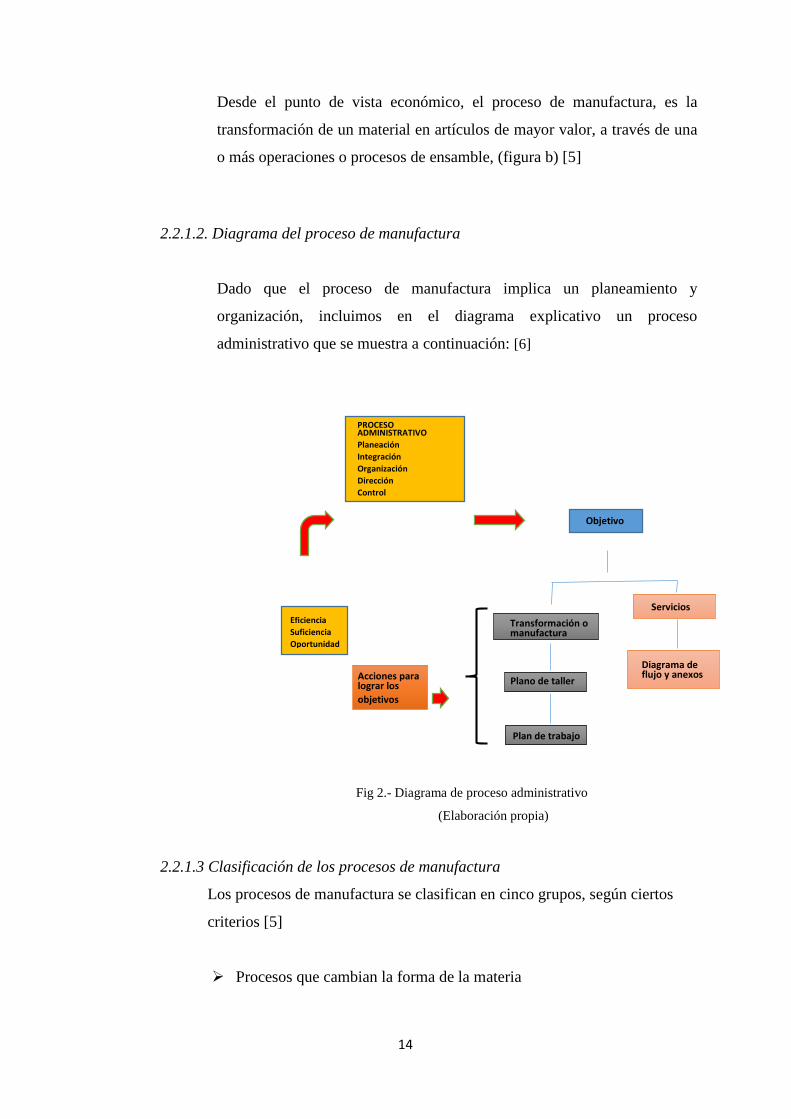
Dado que el proceso de manufactura implica un planeamiento y
organización, incluimos en el diagrama explicativo un proceso
administrativo que se muestra a continuación: [6]
Fig 2.- Diagrama de proceso administrativo
(Elaboración propia)
2.2.1.3 Clasificación de los procesos de manufactura
Los procesos de manufactura se clasifican en cinco grupos, según ciertos
criterios [5]
Procesos que cambian la forma de la materia
Eficiencia
Suficiencia
Oportunidad
PROCESO ADMINISTRATIVO
Planeación
Integración
Organización
Dirección
Control
Objetivo
Transformación o manufactura
Plano de taller
Plan de trabajo
Acciones para lograr los
objetivos
Servicios
Diagrama de flujo y anexos

15
Metalurgia extractiva
Fundición
Formado en frío y caliente
Metalurgia de polvos
Moldeo de plástico
Procesos que provocan desprendimiento de viruta por medio de
máquinas:
Métodos de maquinado convencional
Métodos de maquinado especial
Procesos que cambian las superficies
Con desprendimiento de viruta
Por pulido
Por recubrimiento
Procesos para el ensamblado de materiales:
Uniones permanentes
Uniones temporales
Procesos para cambiar las propiedades físicas:
Temple de piezas
Temple superficial
A continuación, tenemos otra clasificación, tomando en cuenta otros
criterios y un poco más específica [6]

16
1ra Categoría 2da Categoría Proceso
TORNEADO
TALADRADO
FRESADO
CEPILLADO
ASERRADO
MANDRINADO
BROCHADO
(DE ENGRANAJES)
(ESCOPLEADO)
EMBUTIDO PROF
LAMINADO
FORJADO
EXTRUSION
TREFILADO
PULVIMETALURGIA ALEAC. ESPECIALES
FUNDICION
SOLDADURA
EXTRUSION
SOPLADO
DUREZATRATAMIENTOS
TERMICOS
ACABADOS SUPERFICIES
ENSAMBLES ARMADOS
COMPLEMENTARIOS
PROCESOS
DE
MANUFACTURA
MAQUINADO
CONFORMACION POR
DESPRENDIMIENTO
DE MATERIAL
CONFORMACION
PLASTICA MECANICA
CONFORMACION
TERMICA
MATERIALES
SINTETICOS
CONFORMACION
FORZADA
Fig 3.- Otra clasificación de procesos de manufactura [6]
Del cuadro, observamos que, la primera categoría se rige a la pérdida de masa,
o bien a su conformación en modo de deformación.
La segunda categoría, depende de la naturaleza de las fuerzas externas
actuantes en el momento de la transformación del material base.
La tercera categoría se define por criterios de utilidad relacionada con la
dureza, calidad de superficies y presentación final del objeto.
2.2.1.4 Remoción de material y teoría de corte

17
Uno de los procesos para la modificación de la geometría del material, es la
remoción del material mediante diferentes técnicas practicadas, tal como se
muestran en la siguiente figura:
Fig 4.- Proceso de remoción de material
2.2.2 Las máquinas herramientas en los procesos de manufactura
2.2.2.1 Definición de máquina herramienta
Máquinas estacionarias y motorizadas usadas para dar forma a materiales
sólidos, en especial los metales. La herramienta es la que da forma a la pieza
y la máquina es la que aporta el movimiento operacional de mecanizado. [7]
2.2.2.2 Clasificación de máquinas herramientas
A las máquinas-herramienta se las puede clasificar según las funciones que
desempeñan, también por el tipo de piezas que pueden producir y en general
se pueden dividir tomando en consideración los movimientos que efectúan
durante el maquinado de las piezas. Clasificaremos las máquinas
herramientas en dos grupos, con arranque de material y con deformación de
material. [8]

18
A) Máquinas herramientas con arranque de material:
A.1. Arranque de grandes porciones de material:
Cizalla
Tijera
Guillotina
A.2. Arranque de medianas porciones de material:
Tornos. Tornos revólver y automáticos. Tornos especiales
Fresadoras
Mandrinadoras y fresadoras
Taladros.
Máquinas para la fabricación de engranes
Roscadoras
Cepilladoras, limadoras y mortajas.
Brochadoras.
Centros de mecanizado
Unidades de mecanizado y máquinas especiales.
A.3. Arranque de pequeñas porciones de material
Rectificadoras.
Pulidoras, esmeriladoras y rebarbadoras
Máquinas de rodar y lapeadoras
Máquinas de mecanizado por procesos físico-químicos
Máquinas de mecanizado láser
Máquinas de mecanizado por chorro abrasivo
Máquinas de mecanizado por chorro de agua
19
B) Máquinas herramientas por deformación del material:
Prensas mecánicas, hidráulicas y neumáticas
Máquinas para forjar
Máquinas para el trabajo de chapas y bandas.
Máquinas para el trabajo de barras y perfiles.
Máquinas para el trabajo de tubos.
Máquinas para el trabajo del alambre.
Máquinas para fabricar bulones, tornillos, tuercas y remache
2.2.2.3 Máquinas herramientas con arranque de material y las operaciones
que realizan
Las máquinas herramientas realizan una diversidad de operaciones, según su
diseño, su aplicación. En general aquí tenemos algunas de las operaciones de
las máquinas herramientas principales [6]
Operaciones con torno paralelo
- Cilindrado exterior e interior.
- Refrentado.
- Torneado de conos exteriores.
- Troceado y ranurado.
- Roscado en el torno.
Operaciones con la fresadora
- Fresado horizontal
- Fresado vertical
- Fresado universal
Operaciones con el taladro
- Perforación de agujeros
- Barrenado
- Avellanado
- Escariado
Operaciones de cepillado

20
La cepilladora para metales tiene la finalidad de remover metal para
producir superficies ya sean planas horizontales, verticales o inclinadas,
en esta operación la pieza a cepillar se sujeta a una prensa o directamente
en la mesa. Las cepilladoras tienen tan solo un desplazamiento lineal de
vaivén, mientras que los movimientos para dar la profundidad del corte
y avance se realizan por medio del movimiento de la mesa de trabajo.
Operación de aserrado
La operación de aserrado consiste en realizar una ranura o un corte por
medio de una máquina herramienta que tiene una hoja metálica con
dientes en uno de sus bordes, comúnmente llamada sierra. La pieza de
trabajo puede ser plana, cilíndrica, un perfil, un paralepípedo, etc. La
sierra puede ser recta o tipo cinta circular.
Operación rectificado
La rectificadora se usa para lograr acabados superficiales de alta precisión
en la pieza metálica, Utiliza como herramientas unos discos abrasivos
robustos, llamados muelas.
Operación de tronzado
La operación de tronzado consiste en realizar cortes en dos piezas o en
trozos de secciones perpendiculares al eje, barra o tubos metálicos de
diferente sección trasversal. La máquina usa un disco circular con un motor
que gira a altas revoluciones.
Operación de la mortajadora
Esta máquina herramienta se utiliza para realizar ranuras, muescas,
canales chaveteros, etc
2.2.3. La Tecnología CNC en los procesos de manufactura
El control numérico se puede definir de una forma genérica como un dispositivo de
automatización de una máquina que, mediante una serie de instrucciones
codificadas (el programa), controla su funcionamiento. [10]

21
Los elementos básicos del control numérico son: 1) El programa, que contiene la
información del diseño a plasmar. 2) El control numérico, que interpreta lo que
ordena el programa y convierte las órdenes en señales para los órganos de
accionamiento de la máquina y comprueba los resultados. 3) La máquina, que
ejecuta las operaciones físicas para el mecanizado.
El sistema de CNC puede ser implementado sobre cualquier tipo de máquina
herramienta convencional. En la actualidad podemos ver esta tecnología aplicada
en tornos, fresadoras, taladradoras, dobladoras, plegadoras, punzadoras,
punteadoras, etc. En complementación a estas aplicaciones tenemos una máquina
herramienta que ha logrado posicionarse en la industria manufacturera, estos son
los centros de mecanizado, el cual permite que una pieza prismática pueda ser
sometida a operaciones combinadas de fresado, taladrado, mandrinado, etc Las
operaciones se hacen versátiles por el uso de una o más torretas con herramientas
que actúan en sentido axial y radial
2.2.3.1 Ventajas del sistema CNC
Alta calidad en los acabados superficiales
Alto grado de precisión en las medidas finales de la pieza
Reducción del volumen de desperdicio.
Inspección simplificada. Se requiere una inspección completa en la
primera pieza del lote, en las piezas subsecuentes la inspección no requiere
rigurosidad.
Una menor demanda de herramientas y cantidad de veces de desmontaje y
montaje
Tiempo de producción reducido al mínimo
Las operaciones complejas para una máquina convencional se convierten
en una operación más sencilla con una programación adecuada.
Permite el trabajo en serie de grandes volúmenes en la industria
manufacturera
2.2.3.2 Desventajas del sistema CNC
Hay un gasto inicial mayor, tanto en el equipamiento como en la compra
de herramientas

22
El control numérico es infalible. Los operadores pueden equivocarse al
presionar los botones incorrectos, o realizar alineaciones erradas.
Se requiere de un entrenamiento especial, no todo operario de torno
convencional puede operar la máquina CNC
2.2.3.3 Programación en CNC
La programación de una máquina CNC consiste en elaborar y codificar la
información necesaria para mecanizar una pieza en un lenguaje que la
máquina pueda leer o interpretar. [9]
La programación puede abarcar tres etapas o fases, las cuales son:
- Preparación del trabajo
- Codificación del programa
- Prueba y puesta a punto
Los planos de construcción pueden ser intercambiados para maquinar arcos
o círculos, usando los códigos G17(XY), G18(XZ), y G19(YZ). El
movimiento de la herramienta se da en forma paralela a cualquiera de esos
planos para los arcos y círculos.
El sistema de unidades se debe especificar al inicio, ya sea en pulgadas o en
milímetros. G70 indica sistema de unidades en pulgadas y G71 indica sistema
de unidades en milímetros
Los Modos de Entrada son de dos tipos:
- Entrada Absoluta, identificada por el código G90, nos indica la distancia
desde el origen o punto cero del programa. Este modo es el más usado
- Entrada Incremental, identificada con el código G91 nos indica las
distancias y direcciones usando el punto previo como un origen
Los códigos de programación en CNC están agrupados por letras
(mayúsculas), según el siguiente cuadro: [9]
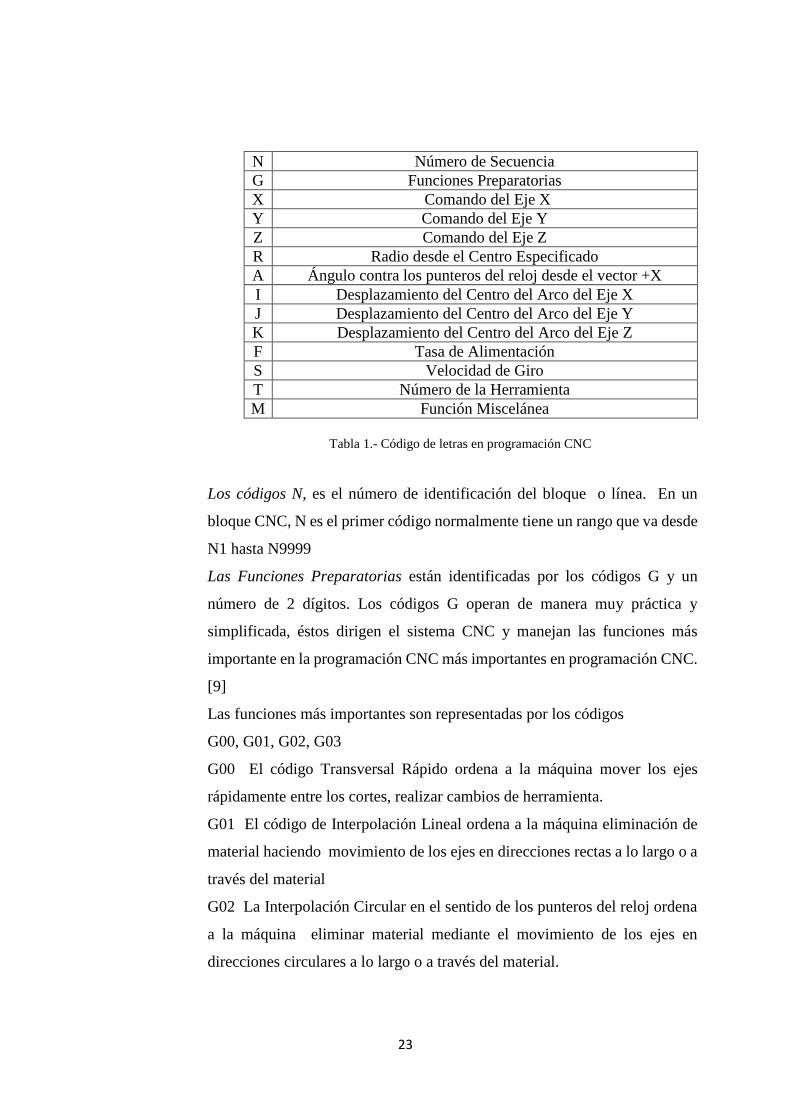
23
N Número de Secuencia
G Funciones Preparatorias
X Comando del Eje X
Y Comando del Eje Y
Z Comando del Eje Z
R Radio desde el Centro Especificado
A Ángulo contra los punteros del reloj desde el vector +X
I Desplazamiento del Centro del Arco del Eje X
J Desplazamiento del Centro del Arco del Eje Y
K Desplazamiento del Centro del Arco del Eje Z
F Tasa de Alimentación
S Velocidad de Giro
T Número de la Herramienta
M Función Miscelánea
Tabla 1.- Código de letras en programación CNC
Los códigos N, es el número de identificación del bloque o línea. En un
bloque CNC, N es el primer código normalmente tiene un rango que va desde
N1 hasta N9999
Las Funciones Preparatorias están identificadas por los códigos G y un
número de 2 dígitos. Los códigos G operan de manera muy práctica y
simplificada, éstos dirigen el sistema CNC y manejan las funciones más
importante en la programación CNC más importantes en programación CNC.
[9]
Las funciones más importantes son representadas por los códigos
G00, G01, G02, G03
G00 El código Transversal Rápido ordena a la máquina mover los ejes
rápidamente entre los cortes, realizar cambios de herramienta.
G01 El código de Interpolación Lineal ordena a la máquina eliminación de
material haciendo movimiento de los ejes en direcciones rectas a lo largo o a
través del material
G02 La Interpolación Circular en el sentido de los punteros del reloj ordena
a la máquina eliminar material mediante el movimiento de los ejes en
direcciones circulares a lo largo o a través del material.
24
Funciones Misceláneas. Representadas por el código M, van desde M00 a
M99. Los códigos M comúnmente usados son:
• M02: Fin del Programa.
• M03: Inicio de la rotación del mandril en el sentido horario
• M04: Comienzo de la rotación del mandril en el sentido anti-horario
• M07: Inicio del aporte de rocío enfriador.
• M08: Inicio del flujo del enfriador.
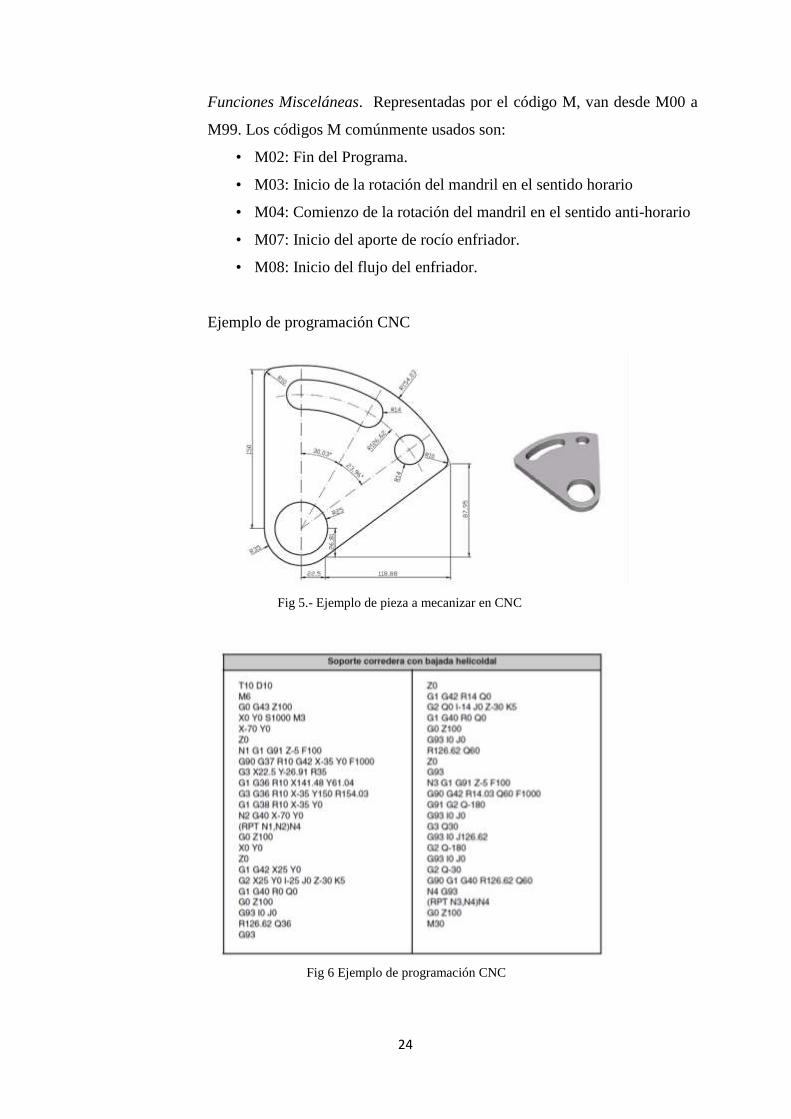
Ejemplo de programación CNC
Fig 5.- Ejemplo de pieza a mecanizar en CNC
Fig 6 Ejemplo de programación CNC

25
2.2.4. Los procesos no convencionales
2.2.4.1 Definición:
Son aquellos procesos de manufactura que dan respuesta a requerimientos
nuevos que se presentan en el mecanizado de materiales, tales como la baja
maquinabilidad, especificaciones complejas en geometría, tolerancias
exigentes, también surgen como una alternativa al elevado consumo de
energía para arrancar cierta cantidad de material.
2.2.4.2 Clasificación de los procesos no convencionales [11]
Los procesos más comúnmente usados son los siguientes:
-Electroerosión (EDM).
-Mecanizado por ultrasonidos (USM).
-Mecanizado por chorro de agua (WJM).
-Mecanizado por chorro de agua abrasivo (AWJM).
-Mecanizado electroquímico (ECM)
-Mecanizado químico (CM)
-Mecanizado por rayo láser
-Mecanizado por corte plasma
Electroerosión (EDM)
La electroerosión conocida como EDM (Electric Discharge
Machining), es un proceso de arranque que usa la energía térmica: El
calor que actúa sobre el material y lo funde es generado por descargas
eléctricas que se producen entre la herramienta (electrodo) y la pieza,
estas descargas eléctricas son controladas. Ambos piezas herramienta y
la pieza son conductores eléctricos [11]
Por lo tanto, el mecanizado por electroerosión se realiza por medio del
salto de chispas eléctricas que se producen entre dos electrodos. Los
electrodos deben estar actuando ambos en un medio dieléctrico o
aislante. [12]

26
Fig 7.- Descargas eléctricas actuando en el material
Bajo el efecto de los choques de iones (+) y electrones (-) se desarrollan
altas temperaturas en ambos polos y en los alrededores del canal de
plasma se forma una nube o bola gaseosa que empieza a crecer; las altas
temperaturas actúan fundiendo parte del material de la pieza, por otra
parte, el electrodo sufre poquísimo desgaste, por su constitución
interna.
Fig 8.- Efecto de choque de iones y electrones
Teniendo ahora el material fundido en ambos polos, se corta la corriente
eléctrica. Producto de esto, canal de plasma se derrumba y la chispa
cesa. Esto provoca que el líquido aislante haga explotar hacia adentro a
la bola de gas (implosión), creándose de esta manera fuerzas que
obligan a salir al material fundido hacia la superficie, formando un
cráter en cada superficie. El material fundido se solidifica en forma de
bolas y a su vez es arrastrado por el líquido dieléctrico.

27
Fig 9.- Evacuación de material fundido
Este proceso es muy usado en la industria manufacturera, permite
mecanizar piezas de geometrías muy complejas. Por su elevada
precisión, se aplica en un gran número de fabricaciones
Fig 10.- Procesos que usan la Electroerosión
Las aplicaciones en la que se usa son diversas tales como para fabricar
moldes de inyección, elementos de troqueles, estampas de forja.
Los tipos de procesos que aplica este principio son: La electroerosión
por penetración (SEDM) y el corte por electroerosión por hilo. En las
figuras a continuación mostradas, se aprecia una pieza grabada por
penetración de un electrodo y en la segunda figura, un hilo conductor

28
recorre una trayectoria programada por CNC, realizando cortes que
resultarían muy complejos para máquinas convencionales.
Fig 11.- Pieza fabricada con corte por hilo
Mecanizado por ultrasonidos (USM)
El USM (Ultra Sonic Machining), está basado en el arranque de
material por rotura frágil, usado ampliamente para mecanizar materiales
muy frágiles como los cerámicos, vidrios, grafito, silicio entre otros. El
principio de funcionamiento es la vibración de una herramienta a una
frecuencia cercana a los 20 Khz que está en el rango ultrasónico, está
vibración obliga a los abrasivos a ser arrastrados produciéndose la
rotura frágil.
En este proceso se usa una solución líquida, que contiene agua y
partículas de nitrato y carburo de boro, óxido de aluminio, carburo de
silicio y diamante, esta solución circula durante el proceso de
mecanizado, desprendiendo el material, y además, retirando la viruta y
deshechos de la pieza mecanizada.
Fig 12.- Proceso de mecanizado por ultrasonido
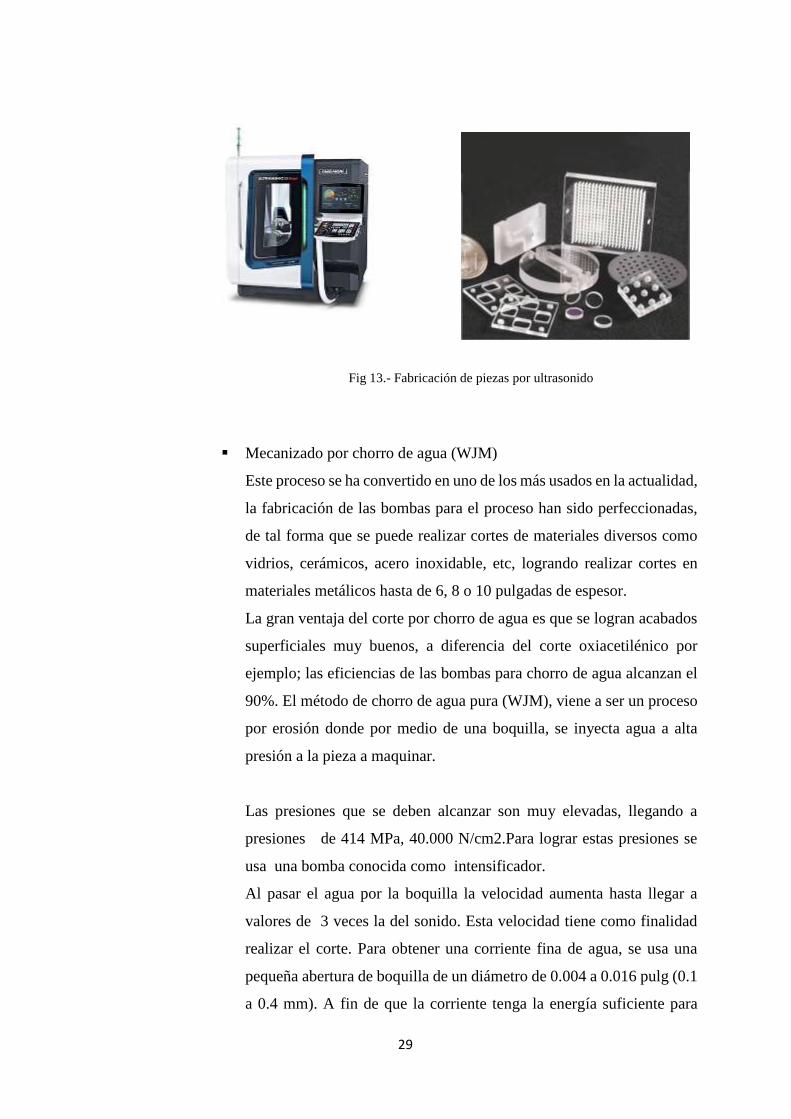
29
Fig 13.- Fabricación de piezas por ultrasonido
Mecanizado por chorro de agua (WJM)
Este proceso se ha convertido en uno de los más usados en la actualidad,
la fabricación de las bombas para el proceso han sido perfeccionadas,
de tal forma que se puede realizar cortes de materiales diversos como
vidrios, cerámicos, acero inoxidable, etc, logrando realizar cortes en
materiales metálicos hasta de 6, 8 o 10 pulgadas de espesor.
La gran ventaja del corte por chorro de agua es que se logran acabados
superficiales muy buenos, a diferencia del corte oxiacetilénico por
ejemplo; las eficiencias de las bombas para chorro de agua alcanzan el
90%. El método de chorro de agua pura (WJM), viene a ser un proceso
por erosión donde por medio de una boquilla, se inyecta agua a alta
presión a la pieza a maquinar.
Las presiones que se deben alcanzar son muy elevadas, llegando a
presiones de 414 MPa, 40.000 N/cm2.Para lograr estas presiones se
usa una bomba conocida como intensificador.
Al pasar el agua por la boquilla la velocidad aumenta hasta llegar a
valores de 3 veces la del sonido. Esta velocidad tiene como finalidad
realizar el corte. Para obtener una corriente fina de agua, se usa una
pequeña abertura de boquilla de un diámetro de 0.004 a 0.016 pulg (0.1
a 0.4 mm). A fin de que la corriente tenga la energía suficiente para
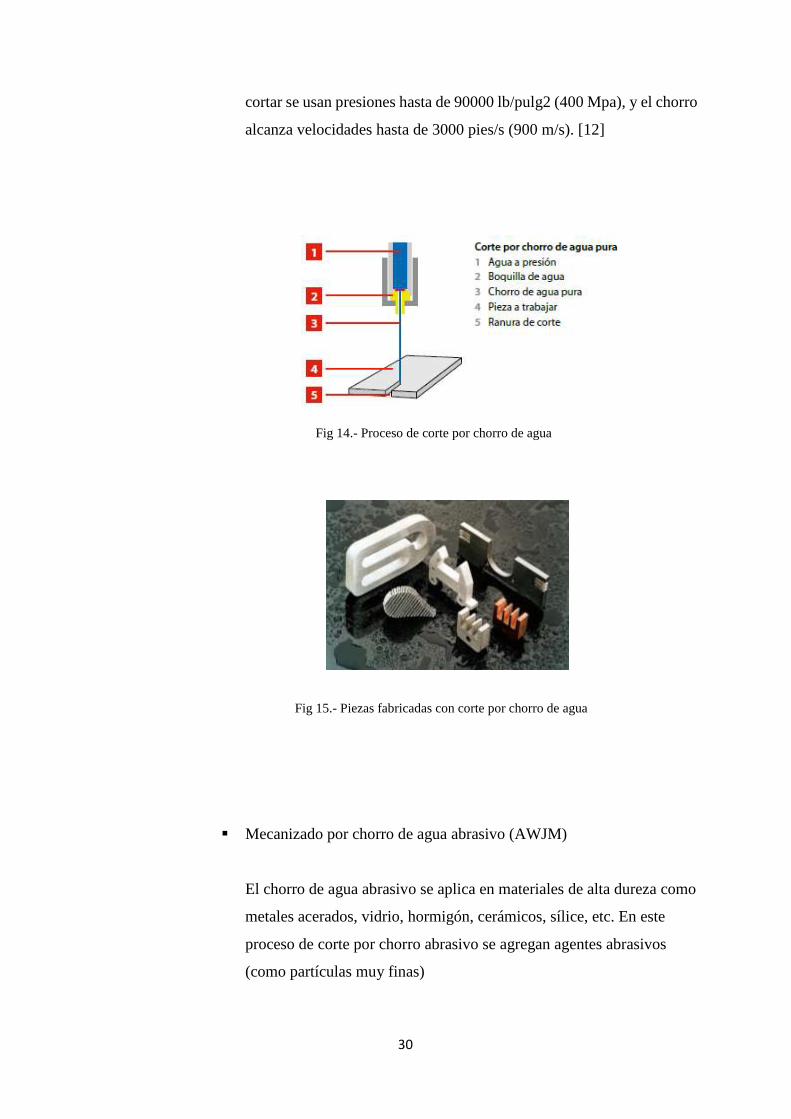
30
cortar se usan presiones hasta de 90000 lb/pulg2 (400 Mpa), y el chorro
alcanza velocidades hasta de 3000 pies/s (900 m/s). [12]
Fig 14.- Proceso de corte por chorro de agua
Fig 15.- Piezas fabricadas con corte por chorro de agua
Mecanizado por chorro de agua abrasivo (AWJM)
El chorro de agua abrasivo se aplica en materiales de alta dureza como
metales acerados, vidrio, hormigón, cerámicos, sílice, etc. En este
proceso de corte por chorro abrasivo se agregan agentes abrasivos
(como partículas muy finas)

31
Fig 16.- Componentes del sistema de corte por chorro de agua abrasivo
Luego de agregar los agentes abrasivos, estos se mezclan con el agua
en cámaras de mezcla para luego abandonar la tobera, a alta velocidad.
De tal forma que tenemos un chorro de agua con un alto contenido de
energía, lo cual permite seccionar materiales de gran espesor y diferente
composición.
Los abrasivos comúnmente empleados son el óxido de Aluminio,
granate, arena sílica, etc. De los mencionados, el granate tipo
“Almandino” es el más empleado por sus características y versatilidad
aplicado a diferentes tipos de materiales.
Fig 17.- Máquina de corte por chorro de agua abrasivo
32
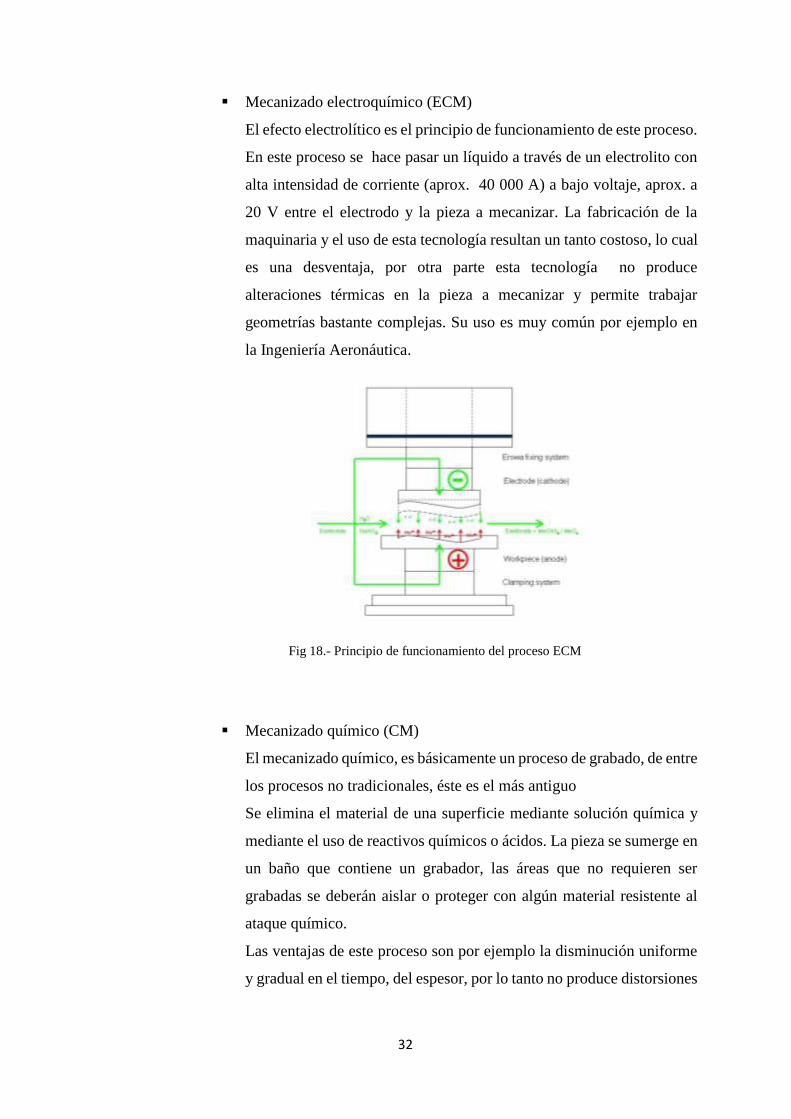
Mecanizado electroquímico (ECM)
El efecto electrolítico es el principio de funcionamiento de este proceso.
En este proceso se hace pasar un líquido a través de un electrolito con
alta intensidad de corriente (aprox. 40 000 A) a bajo voltaje, aprox. a
20 V entre el electrodo y la pieza a mecanizar. La fabricación de la
maquinaria y el uso de esta tecnología resultan un tanto costoso, lo cual
es una desventaja, por otra parte esta tecnología no produce
alteraciones térmicas en la pieza a mecanizar y permite trabajar
geometrías bastante complejas. Su uso es muy común por ejemplo en
la Ingeniería Aeronáutica.
Fig 18.- Principio de funcionamiento del proceso ECM
Mecanizado químico (CM)
El mecanizado químico, es básicamente un proceso de grabado, de entre
los procesos no tradicionales, éste es el más antiguo
Se elimina el material de una superficie mediante solución química y
mediante el uso de reactivos químicos o ácidos. La pieza se sumerge en
un baño que contiene un grabador, las áreas que no requieren ser
grabadas se deberán aislar o proteger con algún material resistente al
ataque químico.
Las ventajas de este proceso son por ejemplo la disminución uniforme
y gradual en el tiempo, del espesor, por lo tanto no produce distorsiones

33
en paredes delgadas, se pueden conseguir diversas geometrías en
materiales de pared delgada.
Una desventaja por otra parte sería que las profundidades de la
remoción tienen un límite, estas pueden alcanzar hasta 12mm.
Los agentes de ataque químico son los ácidos, como el clorhídrico
(HCl) o el nítrico (HNO3) para el acero, para aleaciones ligeras se usan
la sosa (NaOH) o la potasa (KOH). Para mecanizar materiales como el
titanio se sumerge la pieza en ácido nítrico-fluorhídrico El aislante
usado para las áreas que no se deseen mecanizar es un compuesto de
base de neopreno o copolímero de isobutileno-isopropileno. Lo usual
es cubrir toda la pieza con el material aislante y luego se procede a hacer
cortes convencionales o láser para descubrir la parte o área a mecanizar.
Fig 19.- Proceso de maquinado químico
Fig 20.- Piezas fabricadas con maquinado químico
34
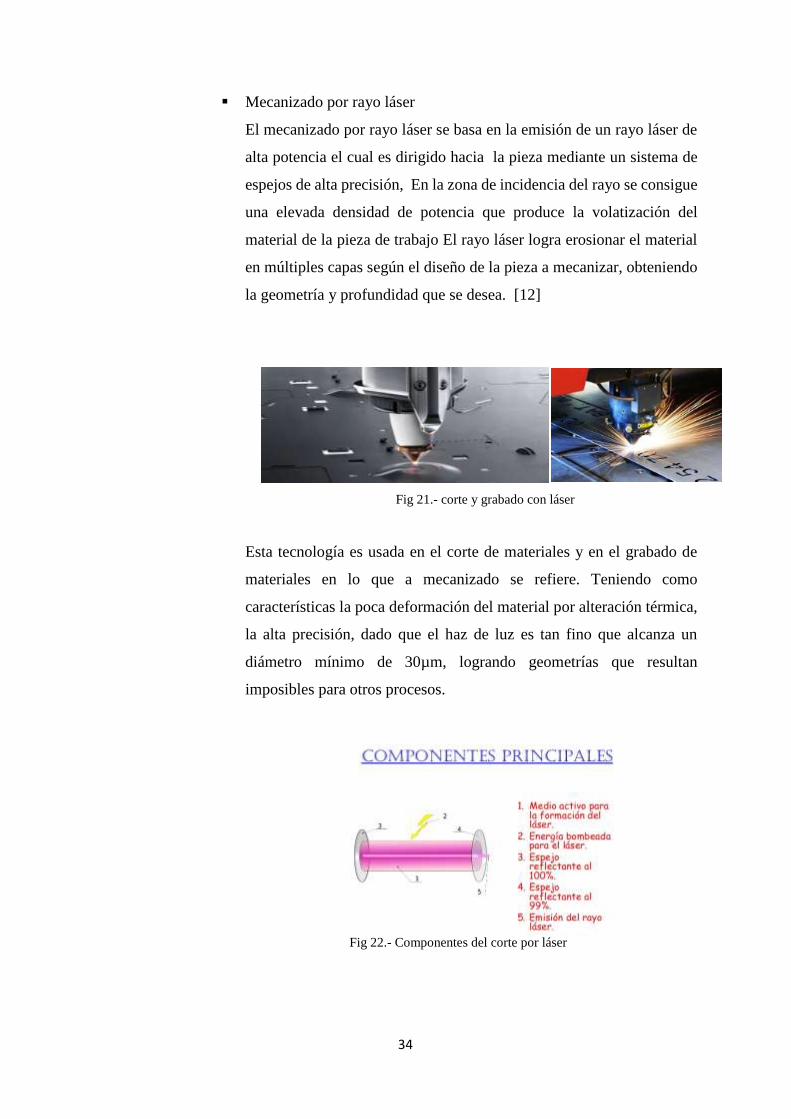
Mecanizado por rayo láser
El mecanizado por rayo láser se basa en la emisión de un rayo láser de
alta potencia el cual es dirigido hacia la pieza mediante un sistema de
espejos de alta precisión, En la zona de incidencia del rayo se consigue
una elevada densidad de potencia que produce la volatización del
material de la pieza de trabajo El rayo láser logra erosionar el material
en múltiples capas según el diseño de la pieza a mecanizar, obteniendo
la geometría y profundidad que se desea. [12]
Fig 21.- corte y grabado con láser
Esta tecnología es usada en el corte de materiales y en el grabado de
materiales en lo que a mecanizado se refiere. Teniendo como
características la poca deformación del material por alteración térmica,
la alta precisión, dado que el haz de luz es tan fino que alcanza un
diámetro mínimo de 30µm, logrando geometrías que resultan
imposibles para otros procesos.
Fig 22.- Componentes del corte por láser

35
Las características que diferencian el rayo láser de la luz convencional
(la del Sol o la de una bombilla eléctrica) son las siguientes: El rayo
láser es un haz de luz mono-direccional, monocromático y coherente.
En un láser, la fuente de luz proviene de un gas o de un sólido muy
purificado. En la luz normal las ondas no se encuentran en fase,
mientras, en el láser, todas las ondas poseen la misma fase y la energía
resultante resulta ser la máxima posible, puesto que no se anula ninguna
onda. Éste es el sentido se dice que la característica del rayo láser es ser
coherente. [12]
Fig 23.- Principio de funcionamiento corte láser
Existen diversos tipos de láser, os más comunes son el láser con CO2 y
el láser con cristal en estado sólido Nd; YAG (neodymium – doped
yttrium –aluminium – garnet); de los dos el láser con CO2 es el más
potente en salida con una potencia de salida de 50 Kw con longitud de
onda de 10.6 micrones (micrómetros)
Por las características del rayo láser, se puede lograr el mecanizado de
cavidades moldes de precisión, componentes de la industria médica,
electrónica, moldes de semiconductores, construcción de prototipos,
etc.
Otra ventaja del mecanizado láser es que se evita el uso y recambio de
herramientas, ya que esta es reemplazada por el haz de mecanizado
láser, lo que se traduce en ahorro en herramientas para el proceso de
36
fabricación. La dureza no representa un obstáculo para este proceso, ya
que se aplica en materiales tan duros como los cerámicos, vidrios,
aleaciones, etc.
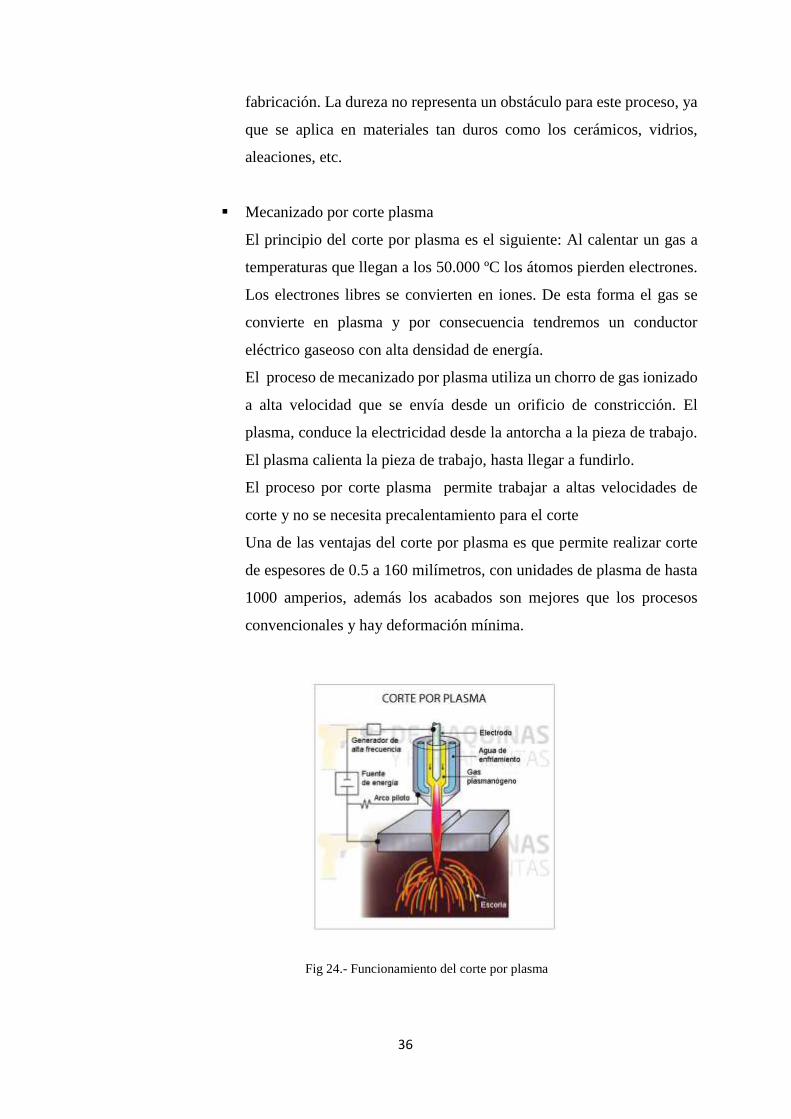
Mecanizado por corte plasma
El principio del corte por plasma es el siguiente: Al calentar un gas a
temperaturas que llegan a los 50.000 ºC los átomos pierden electrones.
Los electrones libres se convierten en iones. De esta forma el gas se
convierte en plasma y por consecuencia tendremos un conductor
eléctrico gaseoso con alta densidad de energía.
El proceso de mecanizado por plasma utiliza un chorro de gas ionizado
a alta velocidad que se envía desde un orificio de constricción. El
plasma, conduce la electricidad desde la antorcha a la pieza de trabajo.
El plasma calienta la pieza de trabajo, hasta llegar a fundirlo.
El proceso por corte plasma permite trabajar a altas velocidades de
corte y no se necesita precalentamiento para el corte
Una de las ventajas del corte por plasma es que permite realizar corte
de espesores de 0.5 a 160 milímetros, con unidades de plasma de hasta
1000 amperios, además los acabados son mejores que los procesos
convencionales y hay deformación mínima.
Fig 24.- Funcionamiento del corte por plasma
37
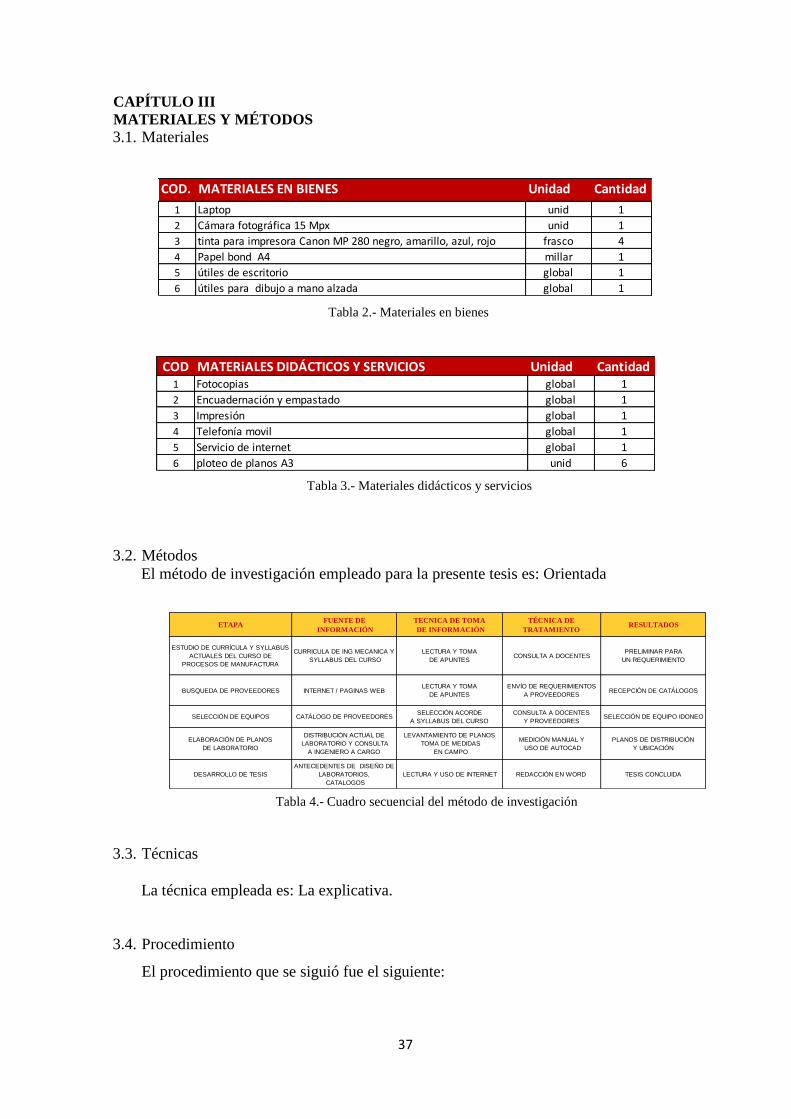
COD. MATERIALES EN BIENES Unidad Cantidad
.1 Laptop unid 1
2 Cámara fotográfica 15 Mpx unid 1
3 tinta para impresora Canon MP 280 negro, amarillo, azul, rojo frasco 4
4 Papel bond A4 millar 1
5 útiles de escritorio global 1
6 útiles para dibujo a mano alzada global 1
COD MATERiALES DIDÁCTICOS Y SERVICIOS Unidad Cantidad1 Fotocopias global 1
2 Encuadernación y empastado global 1
3 Impresión global 1
4 Telefonía movil global 1
5 Servicio de internet global 1
6 ploteo de planos A3 unid 6
ETAPAFUENTE DE
INFORMACIÓN
TECNICA DE TOMA
DE INFORMACIÓN
TÉCNICA DE
TRATAMIENTORESULTADOS
ESTUDIO DE CURRÍCULA Y SYLLABUS
ACTUALES DEL CURSO DE
PROCESOS DE MANUFACTURA
CURRICULA DE ING MECANICA Y
SYLLABUS DEL CURSO
LECTURA Y TOMA
DE APUNTESCONSULTA A DOCENTES
PRELIMINAR PARA
UN REQUERIMIENTO
BUSQUEDA DE PROVEEDORES INTERNET / PAGINAS WEBLECTURA Y TOMA
DE APUNTES
ENVÍO DE REQUERIMIENTOS
A PROVEEDORESRECEPCIÓN DE CATÁLOGOS
SELECCIÓN DE EQUIPOS CATÁLOGO DE PROVEEDORESSELECCIÓN ACORDE
A SYLLABUS DEL CURSO
CONSULTA A DOCENTES
Y PROVEEDORESSELECCIÓN DE EQUIPO IDONEO
ELABORACIÓN DE PLANOS
DE LABORATORIO
DISTRIBUCIÓN ACTUAL DE
LABORATORIO Y CONSULTA
A INGENIERO A CARGO
LEVANTAMIENTO DE PLANOS
TOMA DE MEDIDAS
EN CAMPO
MEDICIÓN MANUAL Y
USO DE AUTOCAD
PLANOS DE DISTRIBUCIÓN
Y UBICACIÓN
DESARROLLO DE TESIS
ANTECEDENTES DE DISEÑO DE
LABORATORIOS,
CATALOGOS
LECTURA Y USO DE INTERNET REDACCIÓN EN WORD TESIS CONCLUIDA
CAPÍTULO III
MATERIALES Y MÉTODOS
3.1. Materiales
Tabla 2.- Materiales en bienes
Tabla 3.- Materiales didácticos y servicios
3.2. Métodos
El método de investigación empleado para la presente tesis es: Orientada
Tabla 4.- Cuadro secuencial del método de investigación
3.3. Técnicas
La técnica empleada es: La explicativa.
3.4. Procedimiento
El procedimiento que se siguió fue el siguiente:

38
Se estudió y revisó el sílabo vigente de las prácticas de laboratorio del curso de
Procesos de Manufactura I y II, Diseño de Sistemas de Producción y cursos afines
tales como: Procesos de Manufactura (Ing Mecatrónica), Sistema de Manufactura
CAD-CAM (Ing Mecatrónica), Mecanizado de Metales (Ing. Metalúrgica); a su vez,
se recepcionó el pedido de los docentes a cargo de los cursos y se determinó cómo
se debe llevar de manera efectiva el desarrollo de los módulos, las unidades,
formación de grupos, asignación de máquinas y equipos para prácticas en grupos de
dos o máximo de tres estudiantes.
En coordinación con el docente encargado del laboratorio, y basado en los
antecedentes investigados, se elaboró un listado de equipos y máquinas, y
posteriormente se hizo un requerimiento para poder entregárselos a los proveedores,
los cuales nos hicieron llegar catálogos de sus productos.
Una vez definidos los tipos de equipos y maquinarias que requerían los laboratorios,
se procedió a solicitar las cotizaciones a los proveedores ya contactados.
Al recibir las cotizaciones de los diferentes proveedores, se organizó toda la
información de forma detallada en un formato estándar para poder hacer cuadros
comparativos de las diferentes características de los fabricantes y de los diferentes
precios. Se plasmaron en un anexo los términos de referencia (TDR) de cada equipo
o máquina a comprar, resaltando si incluye capacitaciones, tiempo de garantía,
servicio post venta, etc.
Posteriormente se realizaron los planos de distribución
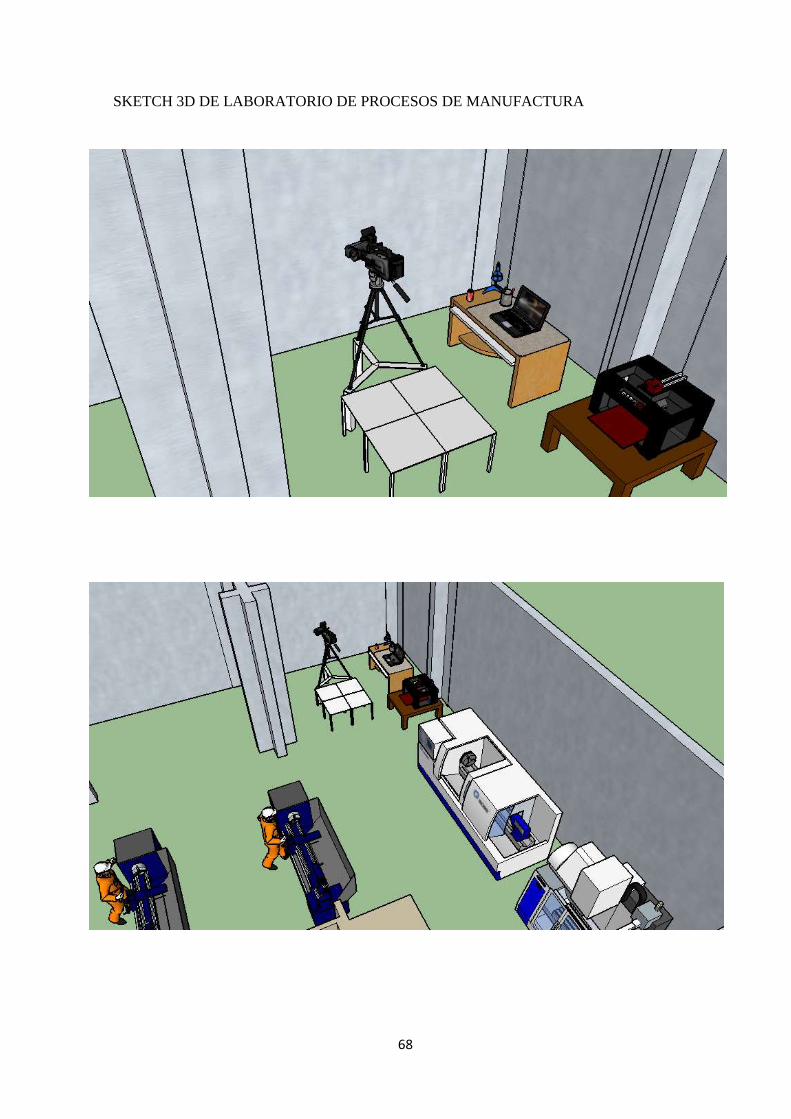
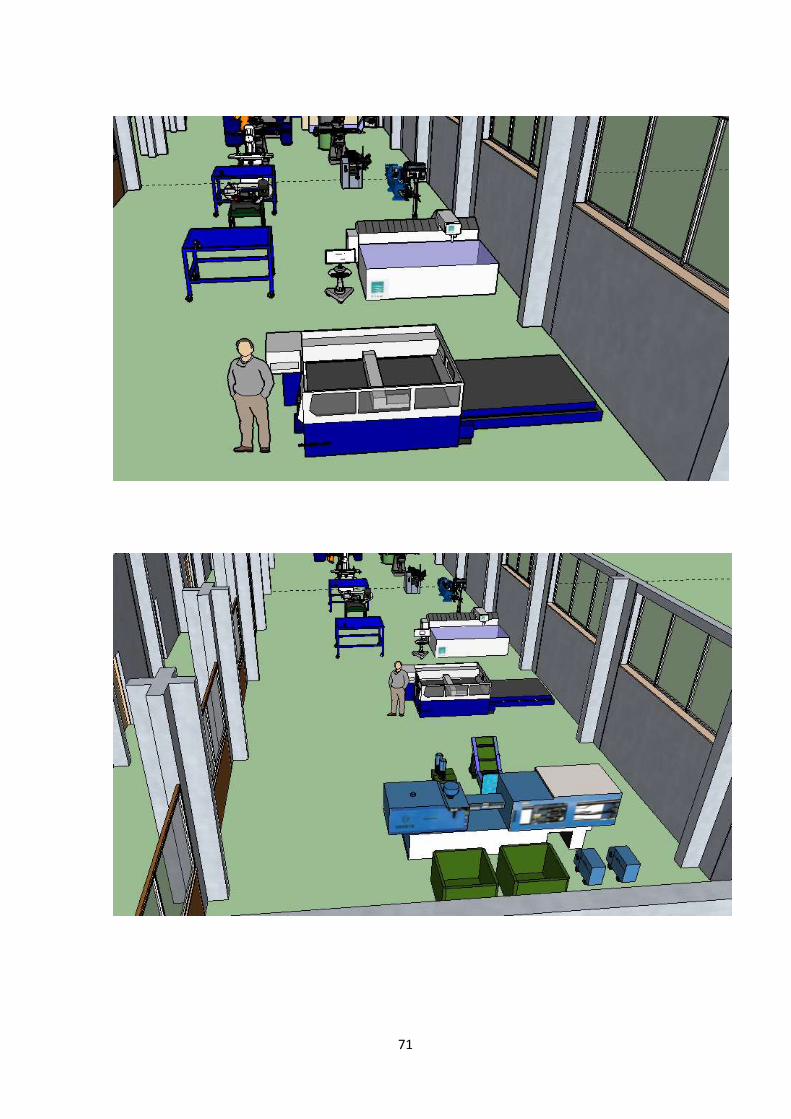
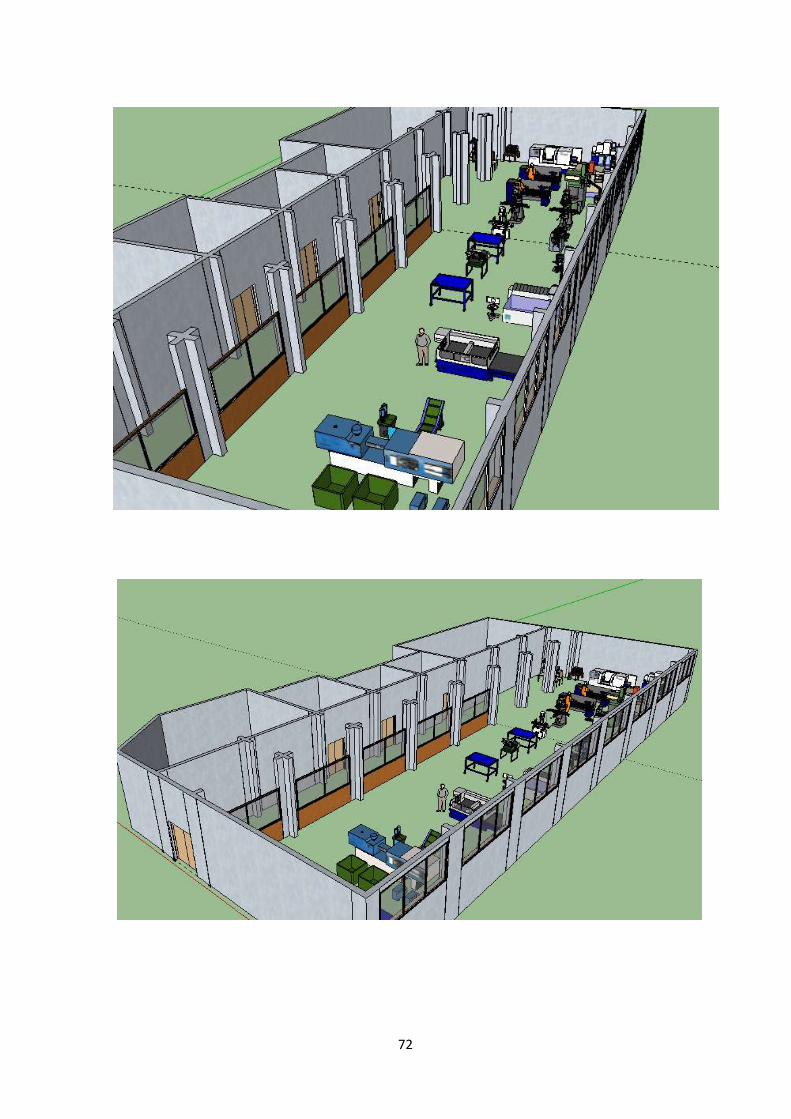
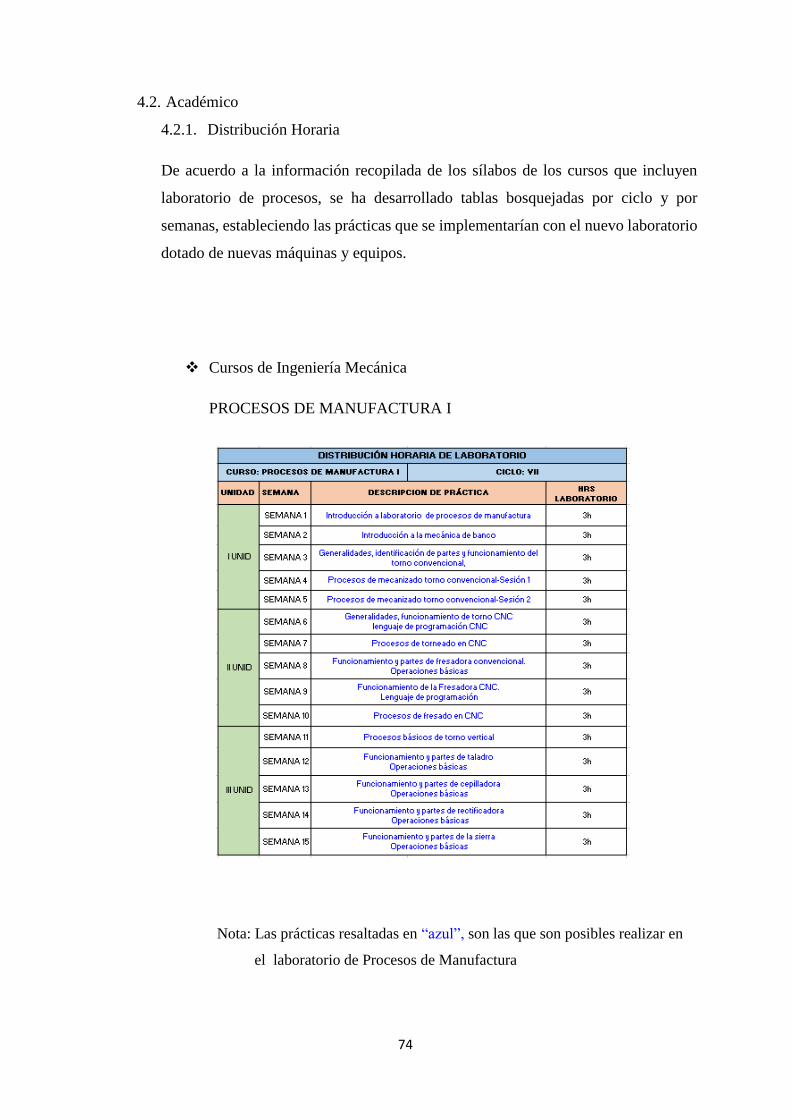
Se realizaron los planos de ubicación de máquinas, incluyendo un sketch 3D de la
ubicación de las máquinas en el laboratorio.
Finalmente se armó el informe con un orden detallado y coherente, presentando una
propuesta atractiva y justificada para la pronta aprobación y ejecución del proyecto.

39
CAPÍTULO IV
RESULTADOS
4.1. Infraestructura y equipamiento
4.1.1. Módulos de Enseñanza
4.1.1.1. Listado de Máquinas para laboratorio de Procesos de Manufactura
1. Torno CNC……………………………………………………. 01 unidad
2. Torno convencional………………………………………….. 02 unidades
3. Torno vertical …………………………………………………..01 unidad
4. Fresadora CNC ………………………………………………. 01 unidad
5. Fresadora convencional ……………………………………… 02 unidades
6. Centro de mecanizado ……………………………………….... 01 unidad
7. Cepilladora ……………………………………………………. 01 unidad
8. Rectificadora plana …………………………………………… 01 unidad
9. Sierra mecánica semi-automática …………………………….. 01 unidad
10. Taladro de columna …………………………………………... 01 unidad
11. Scaner 3D …………………………………………………….. 01 unidad
12. Impresora 3D …………………………………………………. 01 unidad
13. Máquina de inyección de plástico ……………………………. 01 unidad
14. Máquina de corte por chorro de agua ………………………... 01 unidad
15. Máquina de corte láser ………………………………………. 01 unidad
4.1.1.2. Terminos de Referencia (TDR)
Para la etapa de solicitud de cotización y recepción de las mismas, se
elaboró previamente una lista de Términos de referencia, los cuales debían
cumplir los proveedores al alcanzarnos sus propuestas. A continuación
presento los TDR especificados por cada máquina o equipo a comprar:

40
CARACTERÍSTICA Especificación a cumplir
Volteo sobe bancada 500mm
Máximo diámetro torneable 250mm
Distancia entre puntas 1000mm
Carrera trasversal eje X 200mm
Carrera longitudinal eje Z 900mm
Velocidad del husillo 10 - 4500 rpm
Torreta / N° de posiciones especificar
Contrapunta / Cono Morse especificar
control numérico especificar
TERMINOS DE REFERENCIA: TORNO CNC
CARACTERÍSTICA Especificación a cumplir
Volteo sobe bancada 325mm
Volteo sobe carro 190mm
Volteo sobre escote 440mm
Distancia entre puntas 1000mm
Velocidad del husillo 10 - 2000 rpm
Potencia del motor 3 HP
TERMINOS DE REFERENCIA: TORNO CONVENCIONAL
CARACTERÍSTICA Especificación a cumplir
Máximo diámetro de mecanizado 1250mm
Diámetro de la mesa de trabajo 1000mm
Máxima altura de la pieza de trabajo 900mm
Máximo peso de la pieza de trabajo 3.0 Tn
rango de velocidad de la mesa de trabajo
giratoria2-200 rpm
Potencia del motor principal 20Kw
Máx torque de la mesa de trabajo 17 KN.m
TÉRMINOS DE REFERENCIA: TORNO CONVENCIONAL VERTICAL
1. Términos de referencia: Torno CNC (Elaboración propia)
2. Términos de referencia: Torno convencional (Elaboración propia)
3. Términos de referencia: Torno convencional vertical (Elaboración propia)

41
CARACTERÍSTICA Especificación a cumplir
Recorridos ejes XYZ 700 - 400 - 460 mm
Velocidad del husillo 10 - 10000 rpm
Potencia del motor 5hp
distancia del husillo a la mesa 100 - 550mm
Tamaño de la mesa 900 x 400 mm
Carga máx de la mesa 340 Kg
Control numérico Especificar
TERMINOS DE REFERENCIA: FRESADORA CNC
CARACTERÍSTICA Especificación a cumplir
Carrera longitudinal 600mm
Carrera trasversal 250mm
Carrera vertical 350mm
Recorrido del carnero 350mm
Velocidad del husillo 60-4200 rpm
Potencia del motor - husillo vertical 1.5 hp
distancia del husillo a la mesa 50-450mm
Tamaño de la mesa 300 x 1000 mm
Carga máx de la mesa 150Kg
TERMINOS DE REFERENCIA: FRESADORA CONVENCIONAL
CARACTERÍSTICA Especificación a cumplir
Carrera longitudinal eje X 600mm
Carrera trasversal eje Y 350mm
Carrera vertical eje Z 450mm
Peso máx sobre la mesa 400kg
Superficie de trabajo 800x450mm
Velocidad del husillo 8000 rpm
Potencia del motor de husillo 5 hp
Potencia del motor de ejes 1.5hp
Distancia de husillo a mesa 70-550 mm
Cono de eje portafresas Especificar
control numérico Especificar
TÉRMINOS DE REFERENCIA: CENTRO DE MECANIZADO CNC
4. Términos de referencia: Fresadora CNC (Elaboración propia)
5. Términos de referencia: Fresadora convencional (Elaboración propia)
6. Términos de referencia: Centro de mecanizado (Elaboración propia)

42
CARACTERÍSTICA Especificación a cumplir
Recorrido máx del carnero 700mm
ancho máx de cepillado 650mm
Distancia máx de la mesa al carnero 420mm
Potencia del motor 3.5hp
TÉRMINOS DE REFERENCIA: CEPILLADORA
CARACTERÍSTICA Especificación a cumplir
Tamaño de la mesa 250x750 mm
Carrera máx rectificable 300x750 mm
distancia m áx entre husillo y mesa 600mm
Velocidades del husillo 1650rpm
Dimensiones de la piedra 350x32x127mm
Motor principal 5hp
TERMINOS DE REFERENCIA: RECTIFICADORA
CARACTERÍSTICA Especificación a cumplir
Potencia de motor 1hp
Capacid corte sección circular a 90° 175mm
Capacid corte sección rectang a 90° 300x175mm
Capacid corte sección circular a +45° 100mm
Capacid corte sección rectang a +45° 120x100mm
Capacid corte sección circular a -45° 100mm
Capacid corte sección rectang a -45° 120x100 mm
Desarrollo de la hoja de sierra 2362x20x0.8mm
Velocidad de la hoja de sierra 35 / 70 m/min
TERMINOS DE REFERENCIA: SIERRA MECÁNICA SEMIAUTOMÁTICA
7. Términos de referencia: Cepilladora (Elaboración propia)
8. Términos de referencia: Rectificadora plana (Elaboración propia)
9. Términos de referencia: Sierra mecánica semi-automática (Elaboración
propia)

43
CARACTERÍSTICA Especificación a cumplir
Capacidad de agujereado 25mm
carrera del husillo 130mm
capacidad de roscado M16/M20
Cono morse Especificar
Distancia entre husillo y la mesa 0-450 mm
Velocidades de husillo 50-3500 rpm
Tamaño de la mesa 600x350mm
Potencia de motor 1.5hp
TÉRMINOS DE REFERENCIA: TALADRO DE COLUMNA
CARACTERÍSTICA Especifiaciones a cumplir
Distancia de toma de datos 300 - 500 mm
Campo de visión 120x125 mm
Tasa de captura de datos 450 000 mediciones/s
Precisión 0,030 mm
Resolución 0,050 mm
Profundidad de vista 250 mm
Tamaño recomendado del objetivo 10cm – 50cm
TERMINOS DE REFERENCIA: SCANER 3D
CARACTERÍSTICA Especificaciones a cumplir
Medida del equipo 70x65x70 cm (máx)
Volumen de inpresión 25x25x45 cm
Resolución de capa 20 micrones
Diámetro de boquilla 0.25mm- 0.8mm
Diámetro de filamento 1.7mm
Velocidad de impresión 30-300 mm/s
TERMINOS DE REFERENCIA: IMPRESORA 3D
10. Términos de referencia: Taladro de columna (Elaboración propia)
11. Términos de referencia: Scaner 3D (Elaboración propia)
12. Términos de referencia: Impresora 3D (Elaboración propia)

44
CARACTERÍSTICA Especificaciones a
cumplirVolumen de disparo 70/90 cm3
Rango de plastificación 6.5/8.5 g/s
Presión de inyección 200/150 Mpa
Veloc del tornillo de unidad de cierre 0-200 r/min
Tamaño de molde 450x450 mm
Espesor de molde 150-300 mm
TERMINOS DE REFERENCIA: MAQUINA DE INYECCIÓN DE PLÁSTICO
CARACTERÍSTICA Especificaciones a cumplir
Area de corte 2.4m x 1.2m
Velocidad de avance 0-10 m/min
Precisión de corte ´+ -0.1mm
Máx presión 400 Mpa (6000 PSI)
tasa de flujo de agua 3.5 L/min
Potencia de la bomba de aceite 37Kw
Software CAD/CAM CNC Especificar
TERMINOS DE REFERENCIA: MAQUINA DE CORTE POR CHORRO DE AGUA
CARACTERÍSTICAEspecificaciones a
cumplirMedio de fuente láser fibra
Potencia del láser 500W
area de trabajo 1200x2400 mm
Máx velocidad de posicionamiento 100m/min
Longitud de onda láser 1070nm
Mín brecha de corte < 0.1mm
Max espesor de corte acero al carbono /
acero inoxidable6mm/3mm
TERMINOS DE REFERENCIA: MAQUINA DE CORTE LÁSER
13. Términos de referencia: Máquina de inyección de plástico (Elaboración
propia)
14. Máquina de corte por chorro de agua (Elaboración propia)
15. Máquina de corte láser

45
4.1.1.3. Cuadros comparativos y selección de máquinas o equipos (Elaboración
propia)
A continuación tenemos los cuadros comparativos de tres proveedores para
cada equipo a comprar, tomando en cuenta los TDR como mínimo requisito
a cumplir y sobre esto se evaluaron también las demás características,
especificaciones y bondades que ofrece un producto sobre los demás. Se ha
tomado también en cuenta para la selección del equipo idóneo para el
laboratorio, la procedencia de los componentes, cabe resaltar que en algunos
casos la procedencia de los diferentes componentes del equipo son de
diferentes nacionalidades y no necesariamente un equipo se de procedencia
de una sola nación.
En algunos casos se ha seleccionado el equipo que tiene el precio menor y
que cuenta con características idóneas, pero en otros casos no se ha elegido el
más económico sino que ha prevalecido las mejor calidad, mejores funciones
de un equipo sobre los demás o la procedencia de algunos de sus
componentes.
1. Torno CNC
Equipo seleccionado:
Torno CNC modelo GA-2600L, del proveedor RECOMAQ

46
Costo FOB 86700.00
Flete 2344.00
Seguro (4.6% del CIF) 452.85
Costo CIF 89496.85
Costo CIF 89496.85
Ad Valorem (0%) 0.00
IGV (16% ) 14319.50
IPM (2%) 2076.33
Percepción 3706.24
Agente de aduana 1342.45
Transporte local 1046.15
COSTO TOTAL(U$S) ----> 111987.53
Criterios predominantes para la selección:
- La casa matriz fabricante Goodway, fabrica íntegramente los
componentes de sus tornos, no recurriendo a fabricantes externos
para el ensamblaje de los mismos, además tiene el respaldo de la
tecnología Alemana con certificaciones internacionales.
- Mayor diámetro torneable, mayor distancia entre puntas, mayor
carrera longitudinal en el eje z, mas número de posiciones de la
torreta, mayores velocidades del husillo. Inclusión de tool setter,
contrapunta con caña programable, y transportador de viruta.
- Puesta en marcha del torno en laboratorio y entrenamiento sin costos
adicionales para el comprador.
Costo total del equipo, llave en mano
2. Torno convencional
47
Costo FOB 17322.00 (14200 Euros)
Flete 1380.00
Seguro (4.6% del CIF) 95.11
Costo CIF 18797.11
Costo CIF 18797.11
Ad Valorem (0%) 0.00
IGV (16% ) 3007.54
IPM (2%) 436.09
Percepción 778.43
Agente de aduana 281.96
Transporte local 227.54
COSTO TOTAL(U$S) ----> 23528.67
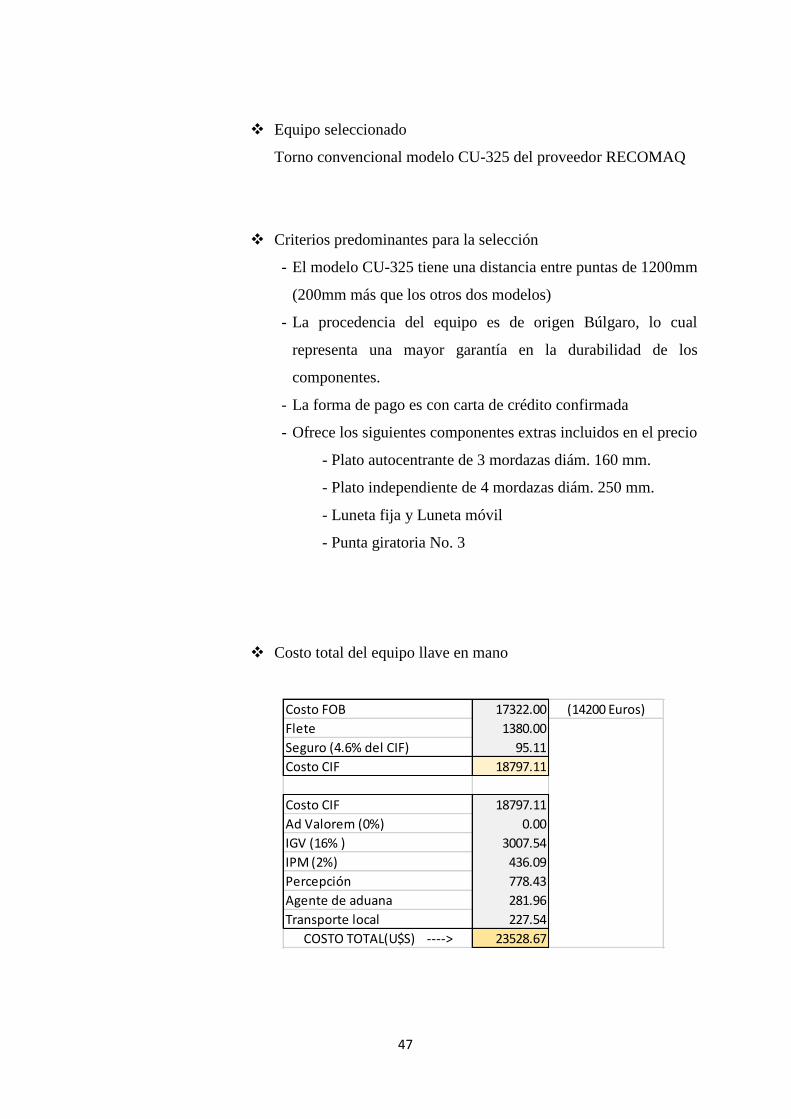
Equipo seleccionado
Torno convencional modelo CU-325 del proveedor RECOMAQ
Criterios predominantes para la selección
- El modelo CU-325 tiene una distancia entre puntas de 1200mm
(200mm más que los otros dos modelos)
- La procedencia del equipo es de origen Búlgaro, lo cual
representa una mayor garantía en la durabilidad de los
componentes.
- La forma de pago es con carta de crédito confirmada
- Ofrece los siguientes componentes extras incluidos en el precio
- Plato autocentrante de 3 mordazas diám. 160 mm.
- Plato independiente de 4 mordazas diám. 250 mm.
- Luneta fija y Luneta móvil
- Punta giratoria No. 3
Costo total del equipo llave en mano

48
3. Torno convencional vertical
Equipo seleccionado
Torno convencional vertical modelo C5112, del proveedor
FULLTONTECH
Criterios predominantes para la selección
- El modelo C5112 posee una estructura muy rígida y resistente ,
permite trabajar piezas hasta de 1200mm de altura
- Posee componentes de procedencia Alemana y Japoneses y un alto
estándar en su proceso de fabricación
- La forma de pago es aceptable con 30% de adelanto
- Posee una mesa de trabajo con un buen proceso de fundición,
certificado, de tal modo que soporte hasta 3.2Tn
- Tiene un precio mayor que el segundo proveedor, el cual oferta el
mismo modelo, pero dicho proveedor no incluye componentes
Japonés ni Alemanes sino solo de procedencia china.
- Fulltontech es uno de los mas grandes distribuidores de máquinas
herramientas convencionales y de control numérico, brindando
respaldo y garantía y un excelente servicio post venta.
- Fulltontech incluye en su precio de venta la puesta en marcha del
equipo, capacitación y actualización de información

49
Costo FOB 67200.00
Flete 3643.00
Seguro (4.6 % del CIF) 360.29
Costo CIF 71203.29
Costo CIF 71203.29
Ad Valorem (0%) 0.00
IGV (16% ) 11392.53
IPM (2%) 1651.92
Percepción 2948.67
Agente de aduana 1068.05
Transporte local 1098.46
COSTO TOTAL(U$S) ----> 89362.91
Costo total del equipo llave en mano
4. Fresadora CNC
Equipo seleccionado
- El equipo seleccionado es el modelo FCM-800NC del proveedor
Aeromaquinados
Criterios predominantes para la selección
- El modelo seleccionado reúne características muy similares a los
otros equipos, pero tiene mayor distancia del husillo a la mesa, un
buen tamaño de mesa

50
Costo FOB 28900.00
Flete 2130.00
Seguro (4.6 % del CIF) 157.81
Costo CIF 31187.81
Costo CIF 31187.81
Ad Valorem (0%) 0.00
IGV (16% ) 4990.05
IPM (2%) 723.56
Percepción 1291.55
Agente de aduana 467.82
Transporte local 549.23
Viáticos personal puesta en marcha 2640.00
COSTO TOTAL(U$S) ----> 41850.01
- Su sistema de control numérico FANUC es un sistema comprobado
que tiene el menor número de fallos en el mundo, reducción de los
tiempos de ejecución mediante una programación rápida
- El precio es el menor de los 3 proveedores y puesto que los 3 ofrecen
casi las mismas características, se optó por elegir el de menor precio.
- El proveedor ofrece asesoría en la puesta en marcha, operación,
capacitación.
- El flete del equipo resulta más barato traerlo desde Colombia que
desde Europa o Asia
Costo total del equipo llave en mano
5. Fresadora convencional
51
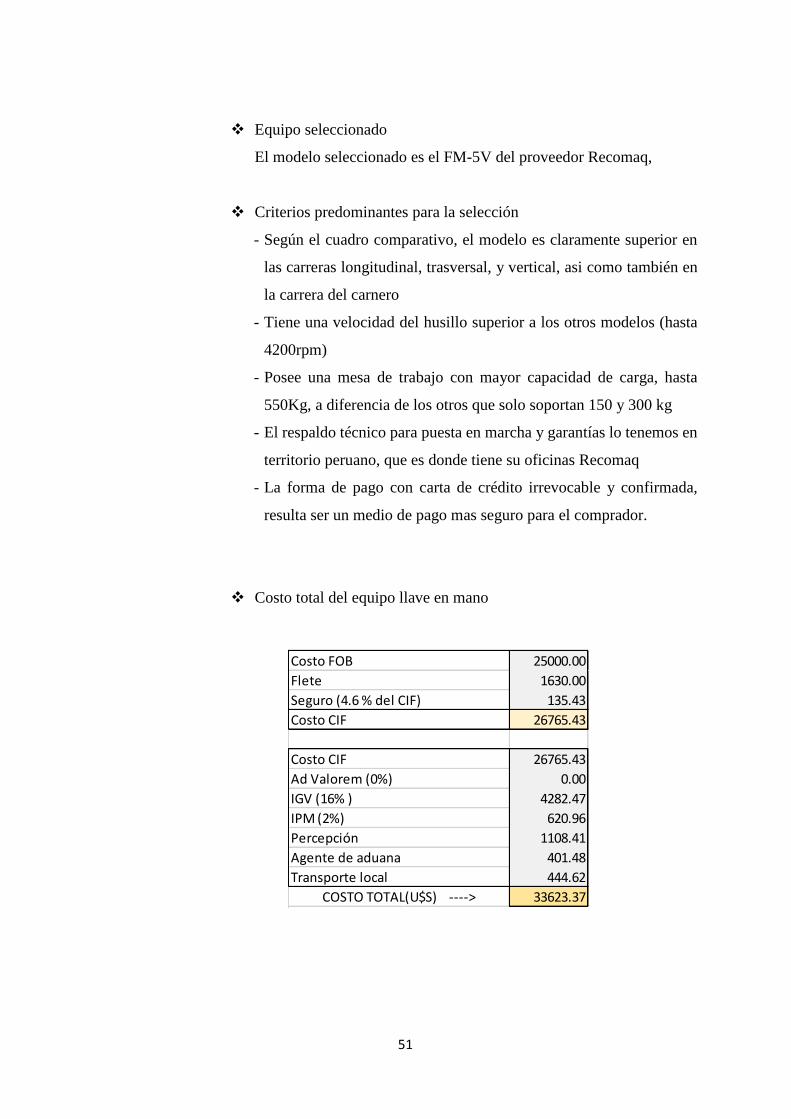
Costo FOB 25000.00
Flete 1630.00
Seguro (4.6 % del CIF) 135.43
Costo CIF 26765.43
Costo CIF 26765.43
Ad Valorem (0%) 0.00
IGV (16% ) 4282.47
IPM (2%) 620.96
Percepción 1108.41
Agente de aduana 401.48
Transporte local 444.62
COSTO TOTAL(U$S) ----> 33623.37
Equipo seleccionado
El modelo seleccionado es el FM-5V del proveedor Recomaq,
Criterios predominantes para la selección
- Según el cuadro comparativo, el modelo es claramente superior en
las carreras longitudinal, trasversal, y vertical, asi como también en
la carrera del carnero
- Tiene una velocidad del husillo superior a los otros modelos (hasta
4200rpm)
- Posee una mesa de trabajo con mayor capacidad de carga, hasta
550Kg, a diferencia de los otros que solo soportan 150 y 300 kg
- El respaldo técnico para puesta en marcha y garantías lo tenemos en
territorio peruano, que es donde tiene su oficinas Recomaq
- La forma de pago con carta de crédito irrevocable y confirmada,
resulta ser un medio de pago mas seguro para el comprador.
Costo total del equipo llave en mano

52
6. Centro de mecanizado
Equipo seleccionado
Centro de mecanizado modelo MCV-720 del proveedor Recomaq
Criterios predominantes para la selección
- Este modelo cumple con todos los requisitos básicos de los TDR y
aún está por encima de los mismos, ofreciéndonos más recorridos
en los ejes, más medida en la superficie de trabajo,
- Ofrece más potencia en el motor del husillo (15hp)
- Su sistema de control numérico FANUC es un sistema comprobado
que tiene el menor número de fallos en el mundo, reducción de los
tiempos de ejecución mediante una programación rápida
- El respaldo técnico para puesta en marcha y garantías lo tenemos
en territorio peruano, que es donde tiene su oficinas Recomaq
- La forma de pago con carta de crédito irrevocable y confirmada,
resulta ser un medio de pago mas seguro para el comprador.
53
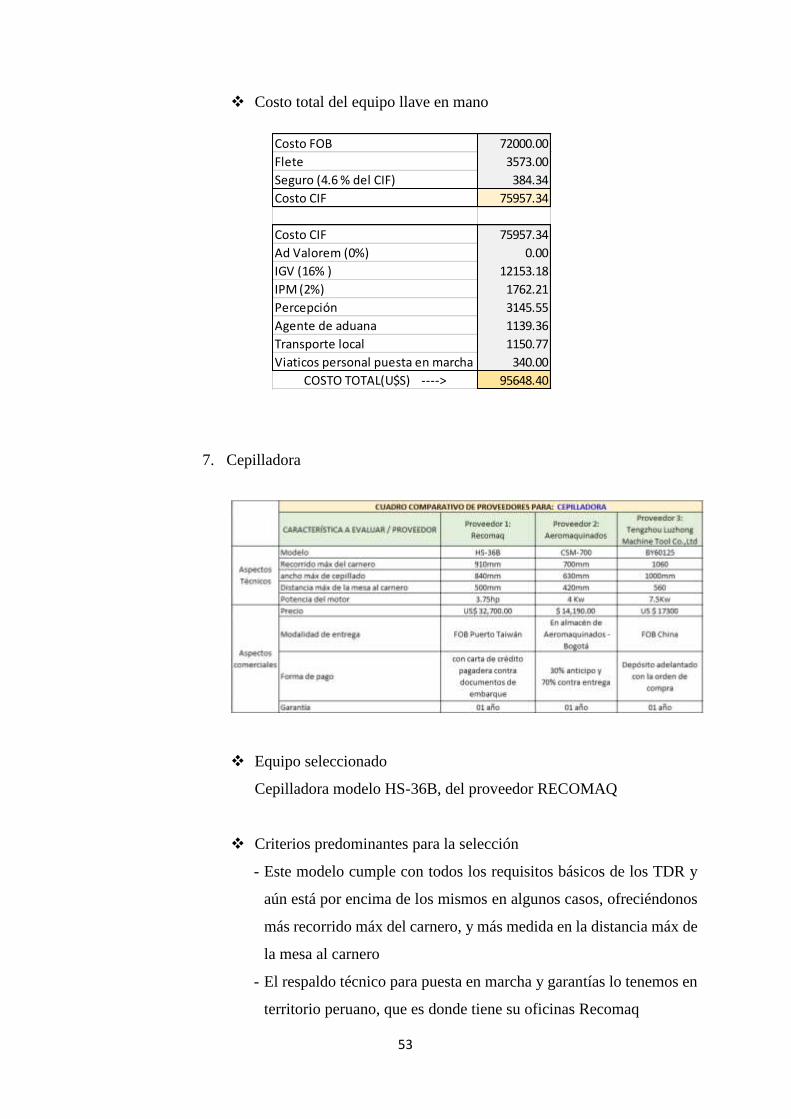
Costo FOB 72000.00
Flete 3573.00
Seguro (4.6 % del CIF) 384.34
Costo CIF 75957.34
Costo CIF 75957.34
Ad Valorem (0%) 0.00
IGV (16% ) 12153.18
IPM (2%) 1762.21
Percepción 3145.55
Agente de aduana 1139.36
Transporte local 1150.77
Viaticos personal puesta en marcha 340.00
COSTO TOTAL(U$S) ----> 95648.40
Costo total del equipo llave en mano
7. Cepilladora
Equipo seleccionado
Cepilladora modelo HS-36B, del proveedor RECOMAQ
Criterios predominantes para la selección
- Este modelo cumple con todos los requisitos básicos de los TDR y
aún está por encima de los mismos en algunos casos, ofreciéndonos
más recorrido máx del carnero, y más medida en la distancia máx de
la mesa al carnero
- El respaldo técnico para puesta en marcha y garantías lo tenemos en
territorio peruano, que es donde tiene su oficinas Recomaq
54
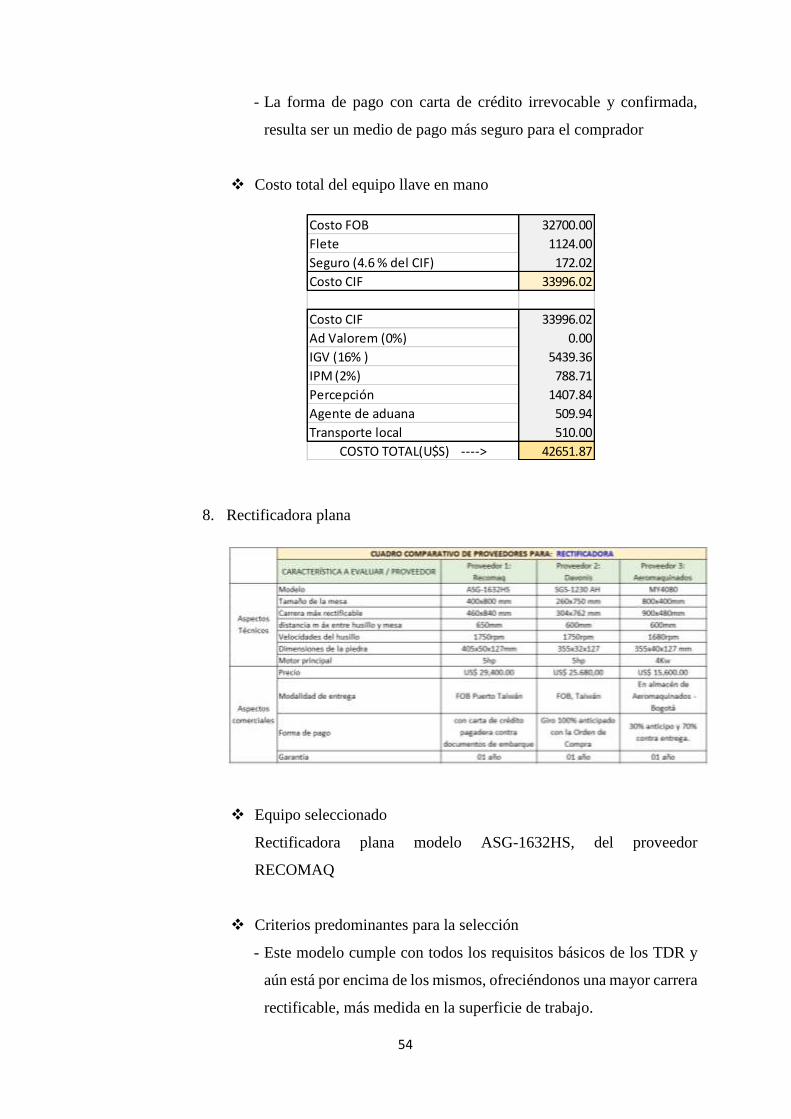
Costo FOB 32700.00
Flete 1124.00
Seguro (4.6 % del CIF) 172.02
Costo CIF 33996.02
Costo CIF 33996.02
Ad Valorem (0%) 0.00
IGV (16% ) 5439.36
IPM (2%) 788.71
Percepción 1407.84
Agente de aduana 509.94
Transporte local 510.00
COSTO TOTAL(U$S) ----> 42651.87
- La forma de pago con carta de crédito irrevocable y confirmada,
resulta ser un medio de pago más seguro para el comprador
Costo total del equipo llave en mano
8. Rectificadora plana
Equipo seleccionado
Rectificadora plana modelo ASG-1632HS, del proveedor
RECOMAQ
Criterios predominantes para la selección
- Este modelo cumple con todos los requisitos básicos de los TDR y
aún está por encima de los mismos, ofreciéndonos una mayor carrera
rectificable, más medida en la superficie de trabajo.

55
Costo FOB 29400.00
Flete 1935.00
Seguro (4.6 % del CIF) 159.36
Costo CIF 31494.36
Costo CIF 31494.36
Ad Valorem (0%) 0.00
IGV (16% ) 5039.10
IPM (2%) 730.67
Percepción 1304.24
Agente de aduana 472.42
Transporte local 836.92
COSTO TOTAL(U$S) ----> 39877.71
- Ofrece mayor velocidad del husillo
- El respaldo técnico para puesta en marcha y garantías lo tenemos en
territorio peruano, que es donde tiene su oficinas Recomaq
- La forma de pago con carta de crédito irrevocable y confirmada,
resulta ser un medio de pago más seguro para el comprador
Costo total del equipo llave en mano
9. Sierra mecánica semi-automática
Equipo seleccionado
El equipo seleccionado es la sierra modelo S300DG, del proveedor
METALZE
56
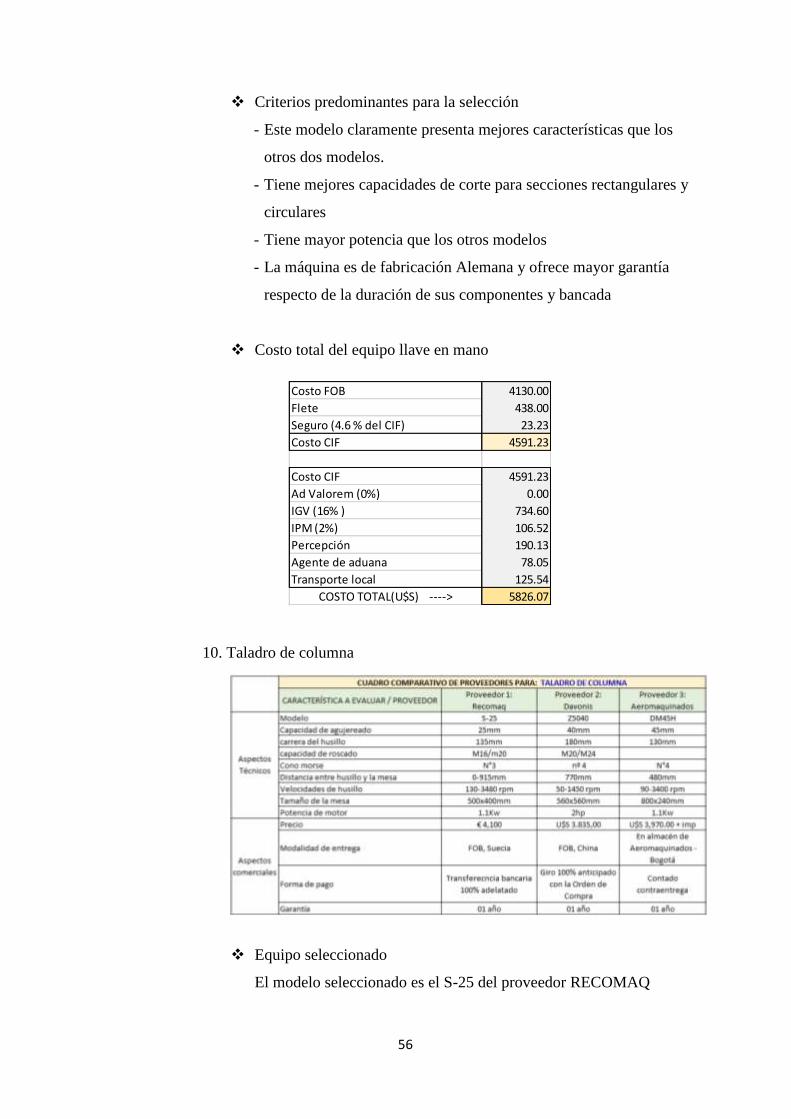
Costo FOB 4130.00
Flete 438.00
Seguro (4.6 % del CIF) 23.23
Costo CIF 4591.23
Costo CIF 4591.23
Ad Valorem (0%) 0.00
IGV (16% ) 734.60
IPM (2%) 106.52
Percepción 190.13
Agente de aduana 78.05
Transporte local 125.54
COSTO TOTAL(U$S) ----> 5826.07
Criterios predominantes para la selección
- Este modelo claramente presenta mejores características que los
otros dos modelos.
- Tiene mejores capacidades de corte para secciones rectangulares y
circulares
- Tiene mayor potencia que los otros modelos
- La máquina es de fabricación Alemana y ofrece mayor garantía
respecto de la duración de sus componentes y bancada
Costo total del equipo llave en mano
10. Taladro de columna
Equipo seleccionado
El modelo seleccionado es el S-25 del proveedor RECOMAQ

57
Costo FOB 4577.00 (4100 Euros)
Flete 425.00
Seguro (4.6 % del CIF) 25.44
Costo CIF 5027.44
Costo CIF 5027.44
Ad Valorem (0%) 0.00
IGV (16% ) 804.39
IPM (2%) 116.64
Percepción 208.20
Agente de aduana 85.47
Transporte local 117.69
COSTO TOTAL(U$S) ----> 6359.82
Criterios predominantes para la selección
- Este modelo cumple con todos los requisitos básicos de los TDR
- La fabricación del taladro es de procedencia Sueca, lo que garantiza
un buen proceso de fabricación y durabilidad de los componentes.
- El respaldo técnico para puesta en marcha y garantías lo tenemos en
territorio peruano, que es donde tiene su oficinas Recomaq
Costo total del equipo llave en mano
11. Scaner 3D
Equipo seleccionado
El equipo seleccionado es el scaner modelo Drake 3 en 1 del
proveedor 3dNe World

58
Costo CIF 30000.00
Ad Valorem (0%) 0.00
IGV (16% ) 4800.00
IPM (2%) 696.00
Percepción 1242.36
Agente de aduana 360.00
Transporte local 32.69
COSTO TOTAL(U$S) ----> 37131.05
Criterios predominantes para la selección
- El modelo elegido es mucho más versátil, ya que presenta un
cabezal intercambiable para 2 tipos de objetos (pequeños, medianos
y grandes); pudiendo escanear desde una moneda hasta un autobús
o un tanque de guerra.
- El scaner Drake ofrece mayores valores de resolución
- Ofrece mayores valores de precisión (150 micrones)
- Tambien trabaja con un más amplio campo de visión
Costo total del equipo llave en mano
12. Impresora 3D
Equipo seleccionado
El equipo seleccionado es el modelo CraftBotXL3D del proveedor
3dNe World

59
Costo CIF 2000.00
Ad Valorem (0%) 0.00
IGV (16% ) 320.00
IPM (2%) 46.40
Percepción 82.82
Agente de aduana 28.00
Transporte local 47.08
COSTO TOTAL(U$S) ----> 2524.30
Criterios predominantes para la selección
- Se ha seleccionado este modelo por las características que ofrece,
brindando mejor resolución de impresión (50 micrones)
- También brinda una buena velocidad de impresión (50-200 mm/s)
- La modalidad de envío CIF nos facilita los trámites de flete y
seguro, los cuales están ya incluidos en el precio
- El precio del equipo es accesible
Costo total del equipo llave en mano
13. Máquina de inyección de plástico
Equipo seleccionado
Se ha seleccionado el modelo OG-90 A8 del proveedor Olympia
60
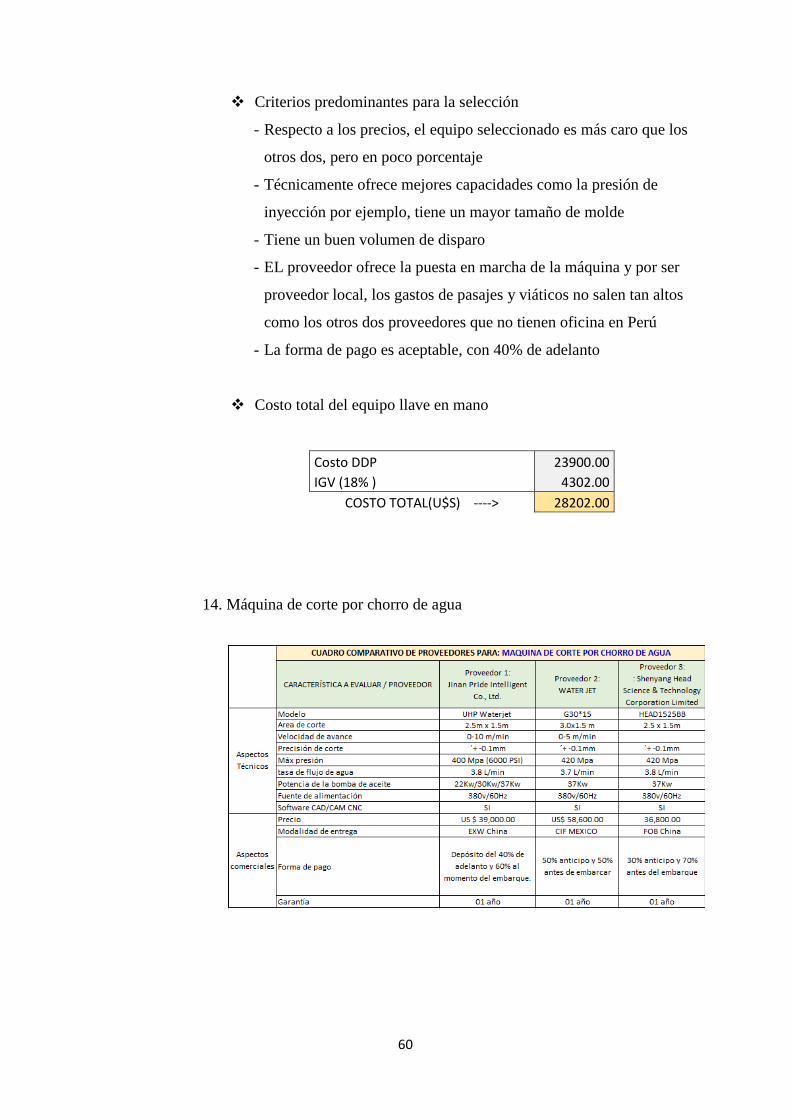
Criterios predominantes para la selección
- Respecto a los precios, el equipo seleccionado es más caro que los
otros dos, pero en poco porcentaje
- Técnicamente ofrece mejores capacidades como la presión de
inyección por ejemplo, tiene un mayor tamaño de molde
- Tiene un buen volumen de disparo
- EL proveedor ofrece la puesta en marcha de la máquina y por ser
proveedor local, los gastos de pasajes y viáticos no salen tan altos
como los otros dos proveedores que no tienen oficina en Perú
- La forma de pago es aceptable, con 40% de adelanto
Costo total del equipo llave en mano
Costo DDP 23900.00
IGV (18% ) 4302.00
COSTO TOTAL(U$S) ----> 28202.00
14. Máquina de corte por chorro de agua

61
Equipo seleccionado
El equipo seleccionado es el modelo G30*15 del proveedor WATER
JET con oficina en Argentina
Criterios predominantes para la selección
- EL modelo elegido posee mejores características técnicas, es una
máquina más robusta y resistente y permite una mayor área de corte
que los otros dos modelos (3mx1.5m), soportando cargas de
1000Kg/m2
- Ofrece mayor presión de trabajo (420MPa)
- El intensificador es de fabricación en USA con motor 50HP marca
SIEMENS, cuenta con PLC marca SIEMENS – LOGO
- Cuenta con control PC Industrial con gabinete inoxidable,
servodrivers marca PANASONIC
- El proveedor tiene oficina en Argentina, lo que representa menor
costo de instalación y puesta en marcha, a diferencia de cubrir
viáticos de técnicos del Asia
Costo total del equipo llave en mano
Costo CIF 58600.00
Ad Valorem (0%) 0.00
IGV (16% ) 9376.00
IPM (2%) 1359.52
Percepción 2426.74
Agente de aduana 879.00
Transporte local 1176.92
Viáticos personal puesta en marcha 2640.00
COSTO TOTAL(U$S) ----> 76458.19

62
15. Máquina de corte láser
Equipo seleccionado
El modelo seleccionado es el SIF - B1530 del proveedor SIDECO,
con oficina en México DF
Criterios predominantes para la selección
- El modelo seleccionado cumple con los términos de los TDR y
además cuenta con una mayor área de trabajo (1.5m x 3m)
- Posee componentes de marcas reconocidas mundialmente.
- Cuenta con resonador de fibra óptica marca Raycus
- Sistema neumático para alimentación semiautomática marca SMC
(Japón)
- Sevomotores marca Yaskawa (Japón), cabezal marca Raytools
- Componentes electrónicos marca Schneider (Francia)
- El proveedor ofrece 4 días de capacitación y puesta en marcha del
equipo en instalaciones de laboratorio.
- Forma de pago aceptable.
63
Costo FOB 128375.00
Flete 4730.00
Seguro (4.6 % del CIF) 676.94
Costo CIF 133781.94
Costo CIF 133781.94
Ad Valorem (0%) 0.00
IGV (16% ) 21405.11
IPM (2%) 3103.74
Percepción 5540.18
Agente de aduana 2006.73
Transporte local 1176.92
Viaticos personal puesta en marcha 3100.00
COSTO TOTAL(U$S) ----> 170114.62
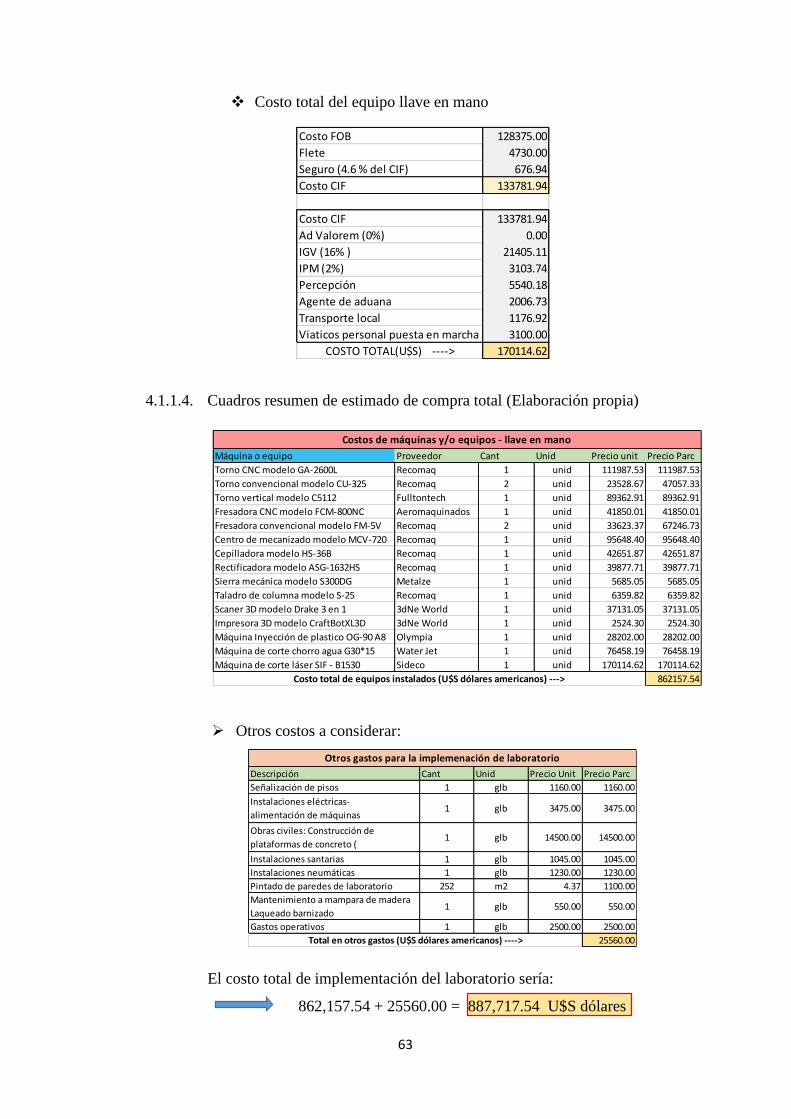
Máquina o equipo Proveedor Cant Unid Precio unit Precio Parc
Torno CNC modelo GA-2600L Recomaq 1 unid 111987.53 111987.53
Torno convencional modelo CU-325 Recomaq 2 unid 23528.67 47057.33
Torno vertical modelo C5112 Fulltontech 1 unid 89362.91 89362.91
Fresadora CNC modelo FCM-800NC Aeromaquinados 1 unid 41850.01 41850.01
Fresadora convencional modelo FM-5V Recomaq 2 unid 33623.37 67246.73
Centro de mecanizado modelo MCV-720 Recomaq 1 unid 95648.40 95648.40
Cepilladora modelo HS-36B Recomaq 1 unid 42651.87 42651.87
Rectificadora modelo ASG-1632HS Recomaq 1 unid 39877.71 39877.71
Sierra mecánica modelo S300DG Metalze 1 unid 5685.05 5685.05
Taladro de columna modelo S-25 Recomaq 1 unid 6359.82 6359.82
Scaner 3D modelo Drake 3 en 1 3dNe World 1 unid 37131.05 37131.05
Impresora 3D modelo CraftBotXL3D 3dNe World 1 unid 2524.30 2524.30
Máquina Inyección de plastico OG-90 A8 Olympia 1 unid 28202.00 28202.00
Máquina de corte chorro agua G30*15 Water Jet 1 unid 76458.19 76458.19
Máquina de corte láser SIF - B1530 Sideco 1 unid 170114.62 170114.62
862157.54
Costos de máquinas y/o equipos - llave en mano
Costo total de equipos instalados (U$S dólares americanos) --->
Descripción Cant Unid Precio Unit Precio Parc
Señalización de pisos 1 glb 1160.00 1160.00
Instalaciones eléctricas-
alimentación de máquinas1 glb 3475.00 3475.00
Obras civiles: Construcción de
plataformas de concreto (1 glb 14500.00 14500.00
Instalaciones santarias 1 glb 1045.00 1045.00
Instalaciones neumáticas 1 glb 1230.00 1230.00
Pintado de paredes de laboratorio 252 m2 4.37 1100.00
Mantenimiento a mampara de madera
Laqueado barnizado1 glb 550.00 550.00
Gastos operativos 1 glb 2500.00 2500.00
25560.00
Otros gastos para la implemenación de laboratorio
Total en otros gastos (U$S dólares americanos) ---->
Costo total del equipo llave en mano
4.1.1.4. Cuadros resumen de estimado de compra total (Elaboración propia)
Otros costos a considerar:
El costo total de implementación del laboratorio sería:
862,157.54 + 25560.00 = 887,717.54 U$S dólares

64
4.1.2. Diseño y Distribución de Laboratorio
VISTA DE PLANTA DE AREAS EN LABORATORIO

65
VISTA DE PLANTA DE DISTRIBUCIÓN DE MÁQUINAS

66
67
68
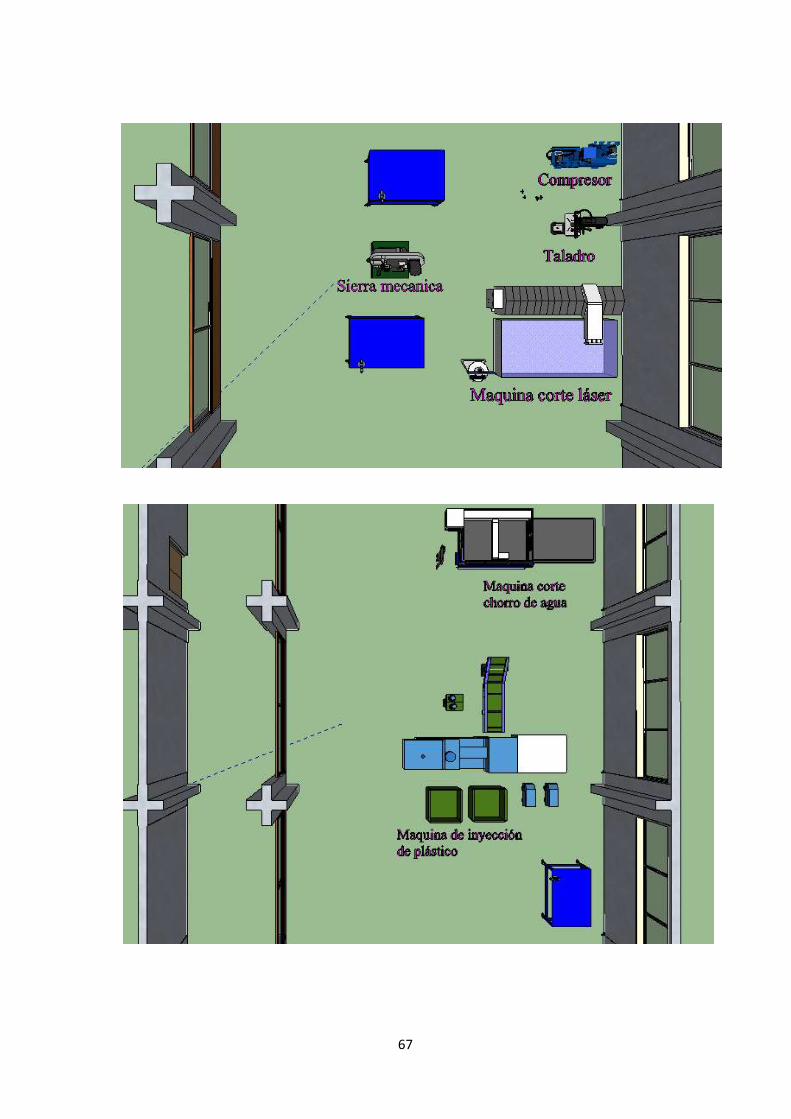
SKETCH 3D DE LABORATORIO DE PROCESOS DE MANUFACTURA

69

70
71
72

73
74
4.2. Académico
4.2.1. Distribución Horaria
De acuerdo a la información recopilada de los sílabos de los cursos que incluyen
laboratorio de procesos, se ha desarrollado tablas bosquejadas por ciclo y por
semanas, estableciendo las prácticas que se implementarían con el nuevo laboratorio
dotado de nuevas máquinas y equipos.
Cursos de Ingeniería Mecánica
PROCESOS DE MANUFACTURA I
Nota: Las prácticas resaltadas en “azul”, son las que son posibles realizar en
el laboratorio de Procesos de Manufactura

75
UNIDAD SEMANAHRS
LABORATORIO
SEMANA 1 3h
SEMANA 2 3h
SEMANA 3 3h
SEMANA 4 3h
SEMANA 5 3h
SEMANA 6 3h
SEMANA 7 3h
SEMANA 8 3h
SEMANA 9 3h
SEMANA 10 3h
SEMANA 11 3h
SEMANA 12 3h
SEMANA 13 3h
SEMANA 14 3h
III UNID
Proceso de soldadura - Soldadura MIG-MAG - Sesión 1
Proceso de soldadura - Soldadura MIG-MAG - Sesión 2
Proceso de soldadura - Soldadura TIG - Sesión 1
Proceso de soldadura - Soldadura TIG - Sesión 2
II UNID
Proceso de soldadura - Soldadura oxiacetilénica -
Sesión 1
Proceso de soldadura - Soldadura oxiacetilénica -
Sesión 2
Proceso de soldadura - Soldadura eléctrica - Sesión 1
Proceso de soldadura - Soldadura eléctrica - Sesión 2
Proceso de soldadura - Soldadura eléctrica - Sesión 3
DISTRIBUCIÓN HORARIA DE LABORATORIO
CURSO: PROCESOS DE MANUFACTURA II CICLO: VIII
DESCRIPCION DE PRÁCTICA
I UNID
Proceso de fundición - Moldeo en arena - Sesión 1
Proceso de fundición - Moldeo en arena - Sesión 2
Proceso de fundición - Moldeo en arena - Sesión 3
Proceso de fundición - Moldeo por inyección
de plástico - Sesión 1
Proceso de fundición - Moldeo por inyección
de plástico - Sesión 2
UNIDAD SEMANAHRS
LABORATORIO
SEMANA 1 4h
SEMANA 2 4h
SEMANA 3 4h
SEMANA 4 4h
SEMANA 5 4h
SEMANA 6 4h
SEMANA 7 4h
SEMANA 8 4h
SEMANA 9 4h
SEMANA 10 4h
SEMANA 11 4h
SEMANA 12 4h
SEMANA 13 4h
SEMANA 14 4h
DISTRIBUCIÓN HORARIA DE LABORATORIO
CURSO: SISTEMAS DE PRODUCCIÓN CICLO: IX
DESCRIPCION DE PRÁCTICA
I UNID
Introducción a los sistemas CNC/CAD/CAE/CAM/CIM
Introducción a la programación CNC
Programación CNC aplicado al torno -Sesión 1
Simulación en computador
Programación CNC aplicado al torno -Sesión 2
Simulación en computador
Programación CNC aplicado a la fresadora -Sesión 1
Simulación en computador
II UNID
Programación CNC aplicado a la fresadora -Sesión 2
Simulación en computador
Mecanizado en torno CNC - Sesión 1
En taller
Mecanizado en torno CNC - Sesión 2
En taller
Mecanizado en fresadora CNC - Sesión 1
En taller
Mecanizado en fresadora CNC - Sesión 2
En taller
III UNID
Programación CNC para manufactura de una pieza en
Centro de Mecanizado - Simulación en computador
Fabricación de una pieza en Centro de mecanizado CNC
En taller
Inspección e Ingeniería inversa: Uso de scaner 3D
Inspección e Ingeniería inversa: Uso de impresora 3D
PROCESO DE MANUFACTURA II
SISTEMAS DE PRODUCCIÓN

76
UNIDAD SEMANAHRS
LABORATORIO
SEMANA 1 2h
SEMANA 2 2h
SEMANA 3 2h
SEMANA 4 2h
SEMANA 5 2h
SEMANA 6 2h
SEMANA 7 2h
SEMANA 8 2h
SEMANA 9 2h
SEMANA 10 2h
SEMANA 11 2h
SEMANA 12 2h
SEMANA 13 2h
SEMANA 14 2h
III UNID
Proceso de moldeo por inyección de plástico - Sesión 2
Proceso de soldadura eléctrica - Sesión 1
Proceso de soldadura eléctrica - Sesión 2
Proceso de soldadura MIG MAG
II UNID
Funcionamiento y operaciones básicas del taladro
Funcionamiento y operaciones básicas de la cepilladora
Proceso de fundición en arena - Sesión 1
Proceso de fundición en arena - Sesión 2
Proceso de moldeo por inyección de plástico - Sesión 1
DISTRIBUCIÓN HORARIA DE LABORATORIO
CURSO: PROCESOS DE MANUFACTURA CICLO: V
DESCRIPCION DE PRÁCTICA
I UNID
Mecanizado en torno convencional - Sesión 1
Mecanizado en torno convencional - Sesión 2
Mecanizado en torno convencional - Sesión 3
Mecanizado en fresadora convencional - Sesión 1
Mecanizado en fresadora convencional - Sesión 2
UNIDAD SEMANAHRS
LABORATORIO
SEMANA 1 3h
SEMANA 2 3h
SEMANA 3 3h
SEMANA 4 3h
SEMANA 5 3h
SEMANA 6 3h
SEMANA 7 3h
SEMANA 8 3h
SEMANA 9 3h
SEMANA 10 3h
SEMANA 11 3h
SEMANA 12 3h
SEMANA 13 3h
SEMANA 14 3h
III UNID
Mecanizado en fresadora CNC - Sesión 2
En taller
Fabricación de una pieza en Centro de mecanizado CNC
En taller
Inspección e Ingeniería inversa: Uso de scaner 3D
Inspección e Ingeniería inversa: Uso de scaner 3D
II UNID
Programación CNC aplicado a la fresadora -Sesión 2
Simulación en computador
Programación CNC para manufactura de una pieza en
Centro de Mecanizado - Simulación en computador
Mecanizado en torno CNC - Sesión 1
En taller
Mecanizado en fresadora CNC - Sesión 2
En taller
Mecanizado en fresadora CNC - Sesión 1
En taller
DISTRIBUCIÓN HORARIA DE LABORATORIO
CURSO: SISTEMAS DE MANUFACTURA
CAD/CAMCICLO: VI
DESCRIPCION DE PRÁCTICA
I UNID
Introducción a los sistemas CNC/CAD/CAE/CAM/CIM
Introducción a la programación CNC
Programación CNC aplicado al torno -Sesión 1
Simulación en computador
Programación CNC aplicado al torno -Sesión 2
Simulación en computador
Programación CNC aplicado a la fresadora -Sesión 1
Simulación en computador
Cursos de Ingeniería Mecatrónica:
PROCESOS DE MANUFACTURA
SISTEMAS DE MANUFACTURA CAD-CAM

77
UNIDAD SEMANAHRS
LABORATORIO
SEMANA 1 2h
SEMANA 2 2h
SEMANA 3 2h
SEMANA 4 2h
SEMANA 5 2h
SEMANA 6 2h
SEMANA 7 2h
SEMANA 8 2h
SEMANA 9 2h
SEMANA 10 2h
SEMANA 11 2h
SEMANA 12 2h
SEMANA 13 2h
SEMANA 14 2h
Generalidades, funcionamiento de torno CNC
lenguaje de programación CNC
Procesos de torneado en CNC
Proceso de taladrado
Operaciones básicas - Sesión 1
Proceso de taladrado
Operaciones básicas - Sesión 2
Fresadora convencional.
Sesión 1
III UNID
Funcionamiento de la Fresadora CNC.
Lenguaje de programación
Proceso de rectificado
Operaciones básicas-sesión 1
Proceso de rectificado
Operaciones básicas-sesión 2
Procesos de fresado en CNC
II UNIDFuncionamiento y partes de cepilladora
Operaciones básicas
Fresadora convencional.
Sesión 2
DISTRIBUCIÓN HORARIA DE LABORATORIO
CURSO: MECANIZADO DE METALES CICLO: IX
DESCRIPCION DE PRÁCTICA
I UNID
Generalidades, identificación de partes y
funcionamiento del torno convencional,
Procesos de mecanizado torno convencional-Sesión 1
Procesos de mecanizado torno convencional-Sesión 1
Cursos de Ingeniería Metalúrgica
MECANIZADO DE METALES
4.2.2. Sustentación
Dado que cuando se tiene un numeroso grupo de alumnos dentro de un
laboratorio, la participación de los alumnos es limitada por el tiempo, por el
número de bancos, de máquinas, no pudiendo alcanzar los objetivos trazados
en la currícula del curso; se contempla la organización de prácticas por grupos
y por horas, de tal manera que todo alumno practique de manera individual
o a lo mucho en parejas para que el adiestramiento sea más eficaz y el alumno
quede plenamente capacitado en el manejo y/o funcionamiento de la máquina
o banco. Logrando así desarrollar todos los módulos de manera integral en su
contenido.

78
GRUPO
BANCO - EQUIPO
PRACTICA
DURACIÓN DE
LA PRACTICA
DURACION
TOTAL
GRUPO 1 15 alumnos 45 min
GRUPO 2 15 alumnos 45 min
GRUPO 3 15 alumnos 45 min
GRUPO 4 15 alumnos 45 min
3 Hrs
DISTRIBUCIÓN DE HORAS POR GRUPOS
GRUPO
BANCO - EQUIPO
PRACTICA
DURACIÓN DE
LA PRACTICA
DURACION
TOTAL
GRUPO 1 15 alumnos 60 min
GRUPO 2 15 alumnos 60 min
GRUPO 3 15 alumnos 60 min
GRUPO 4 15 alumnos 60 min
4 Hrs
DISTRIBUCIÓN DE HORAS POR GRUPOS
GRUPO
BANCO - EQUIPO
PRACTICA
DURACIÓN DE
LA PRACTICA
DURACION
TOTAL
GRUPO 1 15 alumnos 90min
GRUPO 2 15 alumnos 90 min
GRUPO 3 15 alumnos 90 min
GRUPO 4 15 alumnos 90 min
DISTRIBUCIÓN DE HORAS POR GRUPOS
6 Hrs

79
HORA/DIA LUNES MARTES MIERCOLES JUEVES VIERNES SABADO
8:00
9:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
SERVICIO A
TERCEROS
M ECANIZADO DE
M ETALES - ING
M ETALURGIA
(4 GRUPOS DE 60
M IN C/U)
PROCESOS DE
M ANUFACTURA I
- ING M ECÁNICA
VALLE
(4 GRUPOS DE 90
M IN C/U)
SISTEM AS DE
PRODUCCIÓN -
ING M ECANICA
VALLE
(4 GRUPOS DE 60
M IN C/U)
INVESTIGAC
ALUMNOS
INVESTIGAC
ALUMNOS
SERVICIO A
TERCEROS
INVESTIGACION
ALUM NOS
INVESTIGACION
ALUM NOS
INVESTIGAC
ALUM NOS
SERVICIO A
TERCEROS
INVESTIGACION
ALUM NOS
CARGA SEMANAL - CICLO IMPAR
PROCESOS DE
M ANUFACTURA I -
ING M ECÁNICA
(4 GRUPOS DE 90
M IN C/U)
SISTEM AS DE
PRODUCCIÓN -
ING M ECANICA
(4 GRUPOS DE 60
M IN C/U)
PROCESOS DE
M ANUFACTURA -
ING
M ECATRONICA
(4 GRUPOS DE
60M IN C/U)
SERVICIO A
TERCEROS
HORA/DIA LUNES MARTES MIERCOLES JUEVES VIERNES SABADO
8:00
9:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
SERVICIO A
TERCEROS
INVESTIGAC
ALUM NOS
INVESTIGACION
ALUM NOS
INVESTIGACIÓN
ALUM NOS
SERVICIO A
TERCEROS
INVESTIGACION
ALUM NOS
SERVICIO A
TERCEROS
CARGA SEMANAL - CICLO PAR
PROCESOS DE
M ANUFACTURA II
- ING M ECÁNICA
(4 GRUPOS DE 90
M IN C/U)
SISTEM AS DE
M ANUFACTURA
CAD/CAM -
ING
M ECATRÓNICA
(4 GRUPOS DE
90M IN C/U)
SERVICIO A
TERCEROS
INVESTIGACION
ALUM NOS
PROCESOS DE
M ANUFACTURA II
- ING M ECÁNICA
VALLE
(4 GRUPOS DE 90
M IN C/U)
INVESTIGAC
ALUMNOS
INVESTIGAC
ALUMNOS
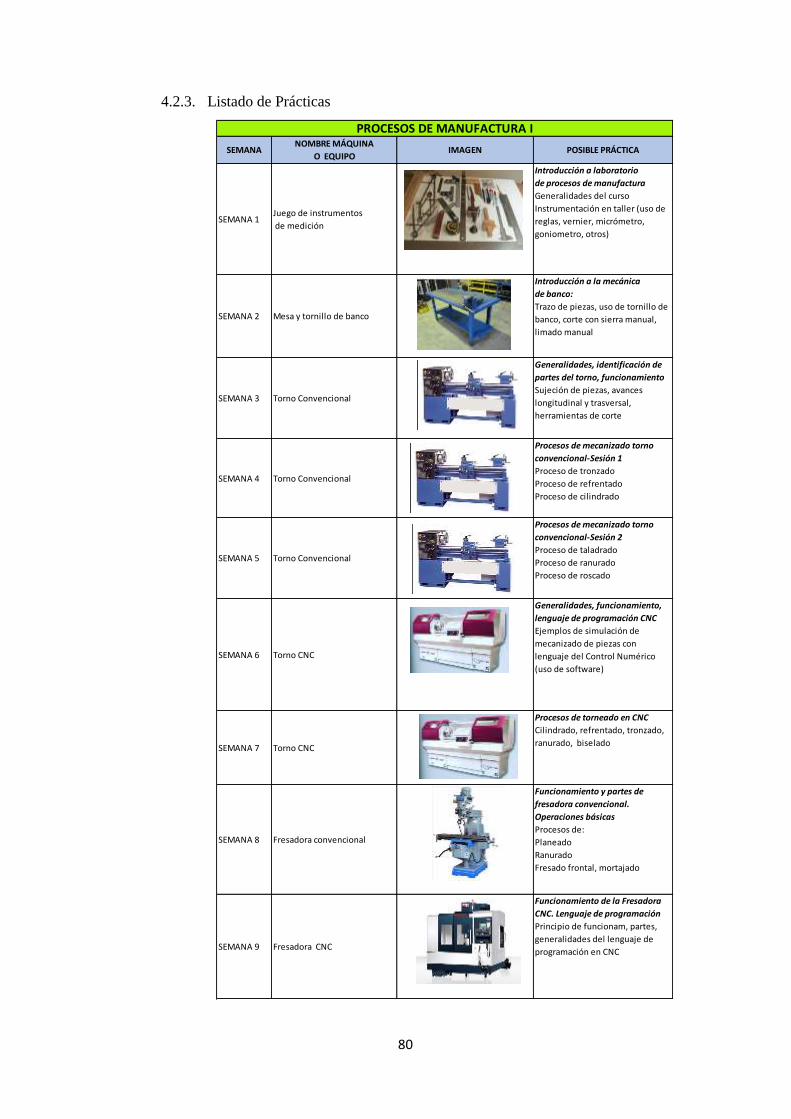
80
SEMANANOMBRE MÁQUINA
O EQUIPOIMAGEN POSIBLE PRÁCTICA
SEMANA 1Juego de instrumentos
de medición
Introducción a laboratorio
de procesos de manufactura
Generalidades del curso
Instrumentación en taller (uso de
reglas, vernier, micrómetro,
goniometro, otros)
SEMANA 2 Mesa y tornillo de banco
Introducción a la mecánica
de banco:
Trazo de piezas, uso de tornillo de
banco, corte con sierra manual,
limado manual
SEMANA 3 Torno Convencional
Generalidades, identificación de
partes del torno, funcionamiento
Sujeción de piezas, avances
longitudinal y trasversal,
herramientas de corte
SEMANA 4 Torno Convencional
Procesos de mecanizado torno
convencional-Sesión 1
Proceso de tronzado
Proceso de refrentado
Proceso de cilindrado
SEMANA 5 Torno Convencional
Procesos de mecanizado torno
convencional-Sesión 2
Proceso de taladrado
Proceso de ranurado
Proceso de roscado
SEMANA 6 Torno CNC
Generalidades, funcionamiento,
lenguaje de programación CNC
Ejemplos de simulación de
mecanizado de piezas con
lenguaje del Control Numérico
(uso de software)
SEMANA 7 Torno CNC
Procesos de torneado en CNC
Cilindrado, refrentado, tronzado,
ranurado, biselado
SEMANA 8 Fresadora convencional
Funcionamiento y partes de
fresadora convencional.
Operaciones básicas
Procesos de:
Planeado
Ranurado
Fresado frontal, mortajado
SEMANA 9 Fresadora CNC
Funcionamiento de la Fresadora
CNC. Lenguaje de programación
Principio de funcionam, partes,
generalidades del lenguaje de
programación en CNC
PROCESOS DE MANUFACTURA I
4.2.3. Listado de Prácticas
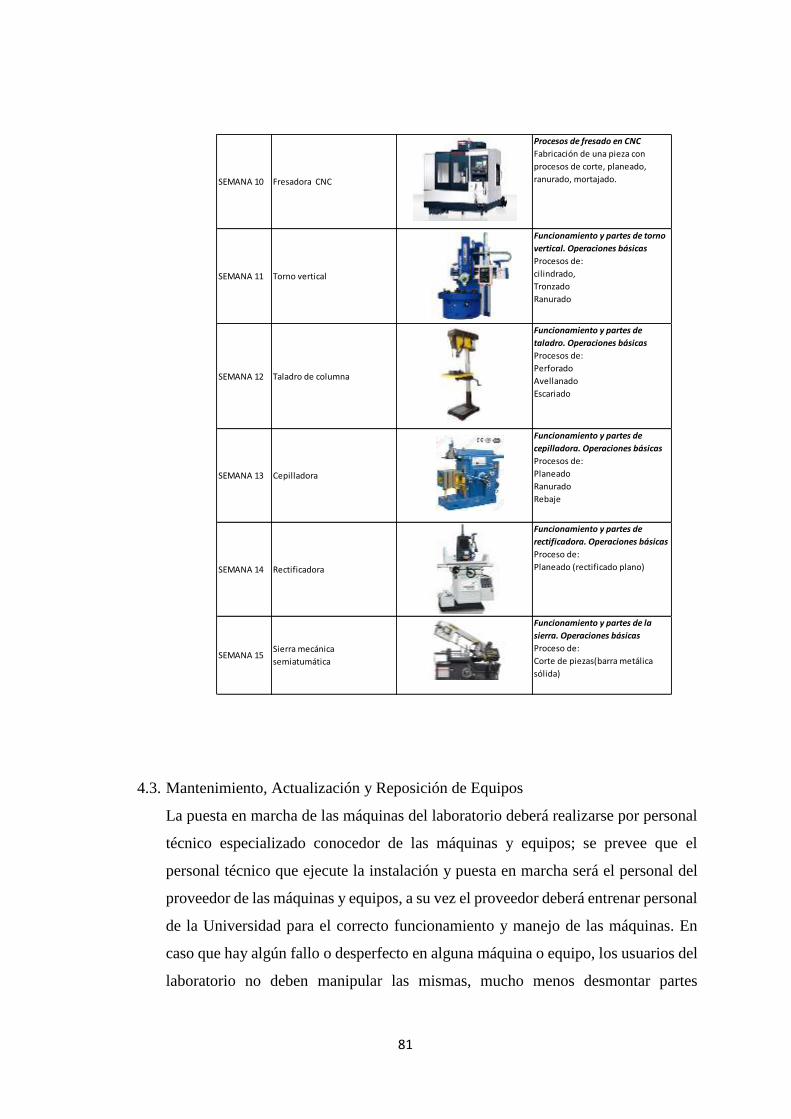
81
SEMANA 10 Fresadora CNC
Procesos de fresado en CNC
Fabricación de una pieza con
procesos de corte, planeado,
ranurado, mortajado.
SEMANA 11 Torno vertical
Funcionamiento y partes de torno
vertical. Operaciones básicas
Procesos de:
cilindrado,
Tronzado
Ranurado
SEMANA 12 Taladro de columna
Funcionamiento y partes de
taladro. Operaciones básicas
Procesos de:
Perforado
Avellanado
Escariado
SEMANA 13 Cepilladora
Funcionamiento y partes de
cepilladora. Operaciones básicas
Procesos de:
Planeado
Ranurado
Rebaje
SEMANA 14 Rectificadora
Funcionamiento y partes de
rectificadora. Operaciones básicas
Proceso de:
Planeado (rectificado plano)
SEMANA 15Sierra mecánica
semiatumática
Funcionamiento y partes de la
sierra. Operaciones básicas
Proceso de:
Corte de piezas(barra metálica
sólida)
4.3. Mantenimiento, Actualización y Reposición de Equipos
La puesta en marcha de las máquinas del laboratorio deberá realizarse por personal
técnico especializado conocedor de las máquinas y equipos; se prevee que el
personal técnico que ejecute la instalación y puesta en marcha será el personal del
proveedor de las máquinas y equipos, a su vez el proveedor deberá entrenar personal
de la Universidad para el correcto funcionamiento y manejo de las máquinas. En
caso que hay algún fallo o desperfecto en alguna máquina o equipo, los usuarios del
laboratorio no deben manipular las mismas, mucho menos desmontar partes

82
internas, ya que estos productos tienen garantía por uno o dos años, siendo el mismo
proveedor quien enviará personal técnico para el correctivo.
La actualización de las máquinas o equipos, podrá realizarse en una segunda etapa,
donde se incluyan equipos, accesorios, complementos y mejoras en laboratorio, de
tal forma que el laboratorio esté plenamente dotado e implementado para la
capacitación integral del alumno.
Por otra parte se prevee que el laboratorio pueda ser también usado por la escuela
de Ingeniería Mecatrónica y la escuela de Ingeniería Metalúrgica, según su currícula
4.4. Investigación
Las líneas de investigación serán desarrolladas en el proceso de actualización del
laboratorio, lo cual desarrollará el comité de actualización curricular del
laboratorio de la escuela.

83
CAPÍTULO V
DISCUSIÓN DE RESULTADOS
5.1. Discusión de resultados
Luego de la lectura y observación de los resultados, se puede plasmar las siguientes
afirmaciones:
Las distribución realizada en el laboratorio es la adecuada
Los equipos y/o máquinas seleccionadas son las idóneas para cumplir con los
objetivos de la currícula
Luego de solicitar y recepcionar las cotizaciones de los proveedores, se observó
que los rangos de precios son similares
Se tuvo en cuenta las cotizaciones más económicas pero sin dejar de lado la
versatilidad de las máquinas y equipos.
Será necesario la ejecución instalaciones eléctricas, de aire, pintado del
laboratorio.
La implementación del laboratorio tendrá un impacto considerable en la
currícula, debido a la inclusión de máquinas modernas de última generación.
El cuadro de distribución horaria en los ciclos par e impar, han quedado
organizados adecuadamente, de tal manera que se cubren todas las necesidades
de enseñanza para las 3 escuelas participantes y además se incluyeron horas en
las que se puede realizar investigación por los alumnos de Pre-grado y Posts-
grado.
Se realizó el cálculo final del costo de la implementación del laboratorio el cual
asciende a la suma de: U$S 887,717.54 (dólares americanos)
84
CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
6.1. Conclusiones
1. Se ha desarrollado el proyecto implementando el laboratorio en la infraestructura
existente del laboratorio de máquinas herramientas, el cual vendrá a ser ahora el
laboratorio de Procesos de Manufactura, dotado de máquinas y equipos modernos,
dejando obsoletos los equipos antiguos.
2. Se ha presentado una posible distribución de las máquinas y equipos del laboratorio,
optimizando los espacios y de acuerdo a las hojas técnicas que nos alcanzó el
proveedor.
3. La logró una ubicación adecuada de las máquinas y equipos de acuerdo a la función
que cumplen y a la aplicación.
4. Se obtuvo respuesta de parte de los proveedores recepcionando las cotizaciones de
todas las máquinas, las cuales cumplieron con los términos de referencia (TDR),
plasmados en el capítulo 4.
5. La inversión en la implementación del laboratorio queda justificada, dado que es de
vital importancia la modernización e innovación y la demanda en competitividad es
cada vez mayor en la escuela de Ingeniería Mecánica
6. Dado la cantidad de alumnos en la escuela y la poca cobertura de los módulos, con
esta implementación se lograría cumplir con los fines de la curricula de la escuela de
Ingeniería Mecánica, estableciendo prácticas por grupos, especificando cada práctica
a desarrollar.
7. Al implementar el laboratorio y modernizarlo con máquinas de última generación se
presenta un desafío al personal docente referido a la actualización de los sílabos de
las prácticas de laboratorio, así mismo se requerirá desarrollar nuevos programas de
investigación dirigidos por la plana docente y el apoyo del alumnado.
8. Se han establecido los posibles servicios que se podrían dar a la sociedad, a empresas
u otras instituciones educativas con el fin de proporcionar mantenimiento y
complementación a las máquinas y equipos, compra de insumos, consumibles, etc.
9. Se estableció la relación proveedor-cliente con el fin de tener el soporte técnico en la
venta y post venta.(puesta en marcha, capacitación de personal y garantía en caso de
desperfectos o fallos)

85
6.2. Recomendaciones
La presente tesis pretende contribuir con el proceso de implementación del laboratorio
y el PIP de Ing. Mecánica. Se recomienda se tengan en cuenta los estudios realizados
para concretar los fines buscados
- La presente tesis puede servir como modelo para el diseña de cualquier laboratorio
de las carreras de Ingeniería
- Se recomienda se prioricen la adquisición de máquinas, según la necesidad de la
Escuela
- Se recomienda la actualización de los sílabos que comprenden los cursos de Procesos
de Manufactura I y II, el curso de Sistemas de Producción para que estén acorde al
aprovechamiento de la tecnología que brindan estos equipos y máquinas
- Se recomienda que se impulse la investigación científica, dado el potencial que tienen
estos equipos y máquinas
- Se recomienda el mantenimiento adecuado, planes de mantenimiento preventivos para
el cuidado de los equipos y máquinas
86
REFERENCIA BIBLIOGRÁFICAS
[1] Laboratorios de la Universidad de Pamplona de Colombia
http://www.unipamplona.edu.co/unipamplona/portalIG/home_34/recursos/01general/16062011
/laboratorios_pdf.pdf
[2] Manufacturing Laboratory of Indian Institute of Tecnology Kanpur
http://iitk.ac.in/me/academics/laboratories-facilities/advanced-research-laboratories
[3] Propuesta de viabilidad académica y de infraestructura para implementar el laboratorio de
materiales y procesos de la Universidad EAN DE BOGOTA
http://repository.ean.edu.co/bitstream/handle/10882/322/LaverdeCamilo2010.PDF?sequence
[4] Solheim Manufacturing Science & Technology Laboratory Non-Traditional Machining Lab
http://depts.washington.edu/mstlab/facilities/nontrad/
[5] Introducción a los Procesos de Manufactura, UMSS – Facultad de Ciencias y Tecnología
http://manufacturabilidad.blogspot.pe/2009/06/clasificacion-de-los-procesos-de.html
[6] Omar Eraso Guerrero, Universidad Nacional Abierta y a Distancia – UNAD
[7] http://www.academia.edu/13157760/maquinas_herramientas_definición
[8] http://www.dirind.com/dim/monografia.php?cla_id=70
[9] http://users.bergen.org/jdefalco/CNC/
[10] Universidad Tecnológica Nacional Facultad Regional La Plata Departamento
de Ingeniería Mecánica Laboratorio de Control Numérico de M.H
http://www.frlp.utn.edu.ar/mecanica/Materias/CNCMH/ClaseDemo.PDF
[11] Universidad del País Vasco – Euskal Herriko Unibertsitatea, Bilbao
[12] M. en I. Felipe Díaz del Castillo Rodríguez, Facultad de estudios superiores Cuautitlán
(UNAM) departamento de Ingeniería

87
ANEXOS
ANEXO A: PRÁCTICAS DE LABORATORIO
Prácticas en el curso de Procesos de Manufactura I
Práctica 1: Mediciones
I. OBJETIVO
Que el alumno conozca los conceptos de medición, identifique los instrumentos para la
misma, aprenda su correcto uso y sus aplicaciones prácticas. Asimismo pueda conocer
tanto el calibrador vernier como el micrómetro, con la finalidad de identificar sus partes
y la forma adecuada de realizar lecturas de precisión.
II. INSTRUMENTOS Y EQUIPOS
A. Instrumentos de medición indirecta
Se agrupan aquí, a los instrumentos que para que puedan usarse, es necesario
ajustarlos a un cierto valor con la ayuda de un patrón o calibre y las lecturas son
valores diferenciales con respecto al valor con que fue ajustado. También se incluyen
en este grupo a los llamados calibres "pasa no pasa", que son de dimensión fija.
Algunos instrumentos que están en este grupo son: reloj comparador, compas de
ajuste rápido, galgas patrón, etc.
B. Instrumentos de medición directa
En este grupo, que tienen los instrumentos capaces de darnos lecturas directas sobre
una escala graduada, de una manera directa e inmediata sin necesidad de ajustar acero
o a otro valor cualquiera a los equipos de medición. Como ejemplo podemos
mencionar: calibrador con vernier, tornillo micrométrico, regla graduada, goniómetro
y aquellos que funcionan con el mismo principio, etc.
Para nuestra práctica usaremos la regla graduada, calibrador vernier, micrómetro y
goniómetro
Regla graduada Goniómetro (medidas angulares)
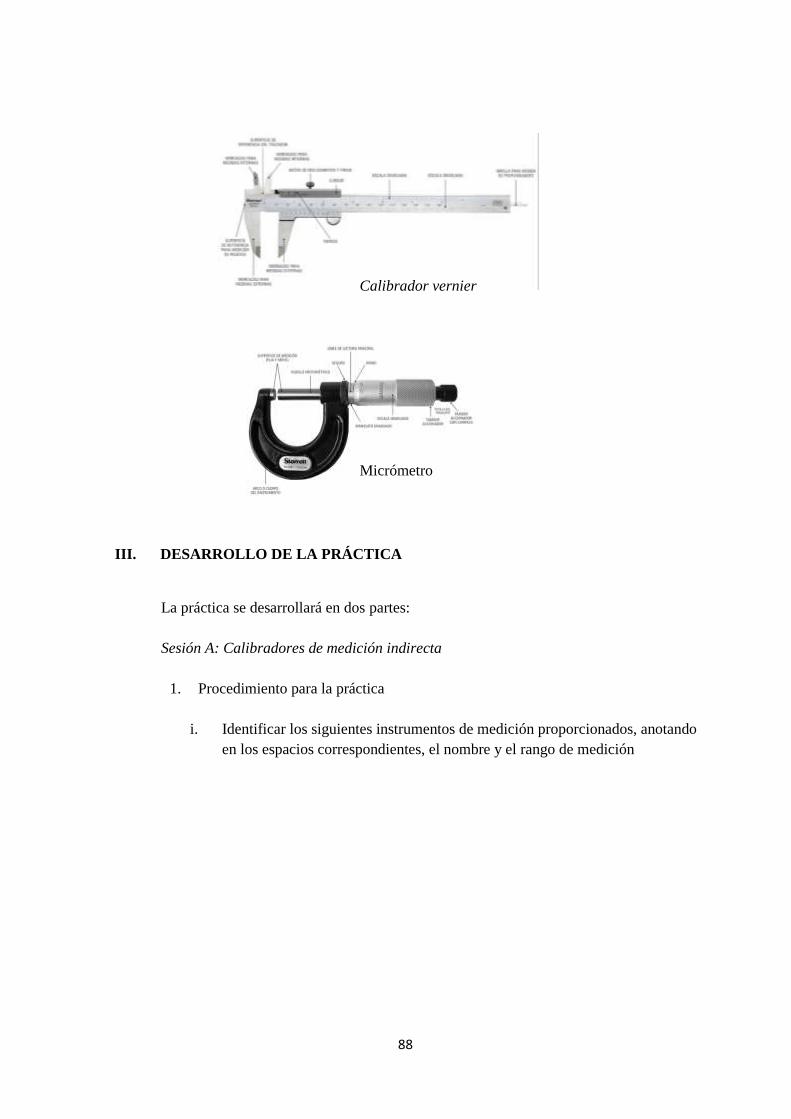
88
Calibrador vernier
Micrómetro
III. DESARROLLO DE LA PRÁCTICA
La práctica se desarrollará en dos partes:
Sesión A: Calibradores de medición indirecta
1. Procedimiento para la práctica
i. Identificar los siguientes instrumentos de medición proporcionados, anotando
en los espacios correspondientes, el nombre y el rango de medición

89
ELEMENTO A MEDIR INSTRUMENTO MEDIDAS TOMADAS
Nombre :_________________
Luz entre electrodos:
--------------------------
Nombre :_________________
ii. Realizar mediciones físicas de los elementos del cuadro siguiente usando el
correspondiente instrumento de medición indirecta
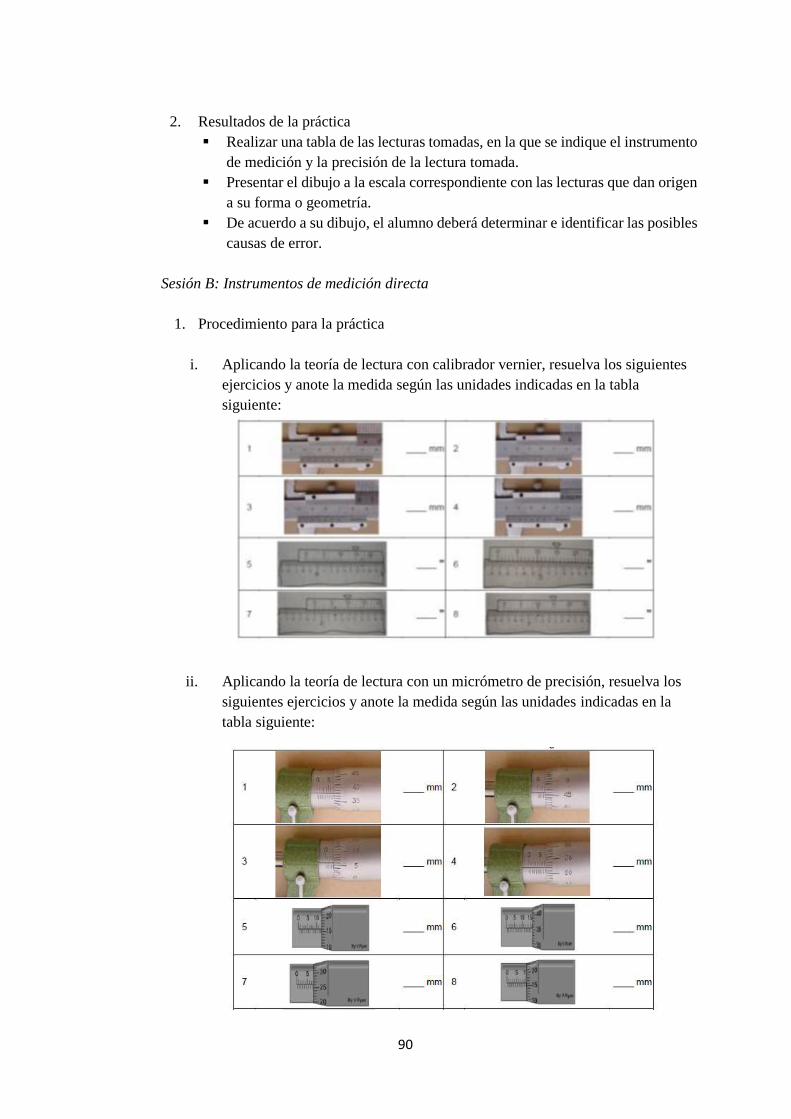
90
2. Resultados de la práctica
Realizar una tabla de las lecturas tomadas, en la que se indique el instrumento
de medición y la precisión de la lectura tomada.
Presentar el dibujo a la escala correspondiente con las lecturas que dan origen
a su forma o geometría.
De acuerdo a su dibujo, el alumno deberá determinar e identificar las posibles
causas de error.
Sesión B: Instrumentos de medición directa
1. Procedimiento para la práctica
i. Aplicando la teoría de lectura con calibrador vernier, resuelva los siguientes
ejercicios y anote la medida según las unidades indicadas en la tabla
siguiente:
ii. Aplicando la teoría de lectura con un micrómetro de precisión, resuelva los
siguientes ejercicios y anote la medida según las unidades indicadas en la
tabla siguiente:

91
ELEMENTO A MEDIR INSTRUMENTO MEDIDAS TOMADAS
Nombre :_________________
Diam ext 1: _______________
Diam ext 2: _______________
Long total: _______________
Prof agujero: ______________
Long Roscada: _____________
Nombre :_________________
Diam ext 1: _______________
Diam ext 2: _______________
espesor 1: _______________
espesor 2: _______________
Nombre :_________________
Nombre :_________________
Largo: ________________
Ancho: _______________
Altura: _______________
Angulo 1: _____________
Angulo 2: _____________
iii. Haciendo uso del calibrador vernier (interiores, exteriores y
profundímetro), regla graduada y micrómetro (exteriores e interiores) tome
medida a los elementos de la tabla siguiente y anote en los espacios en
blanco las medidas tomadas y sus unidades correspondientes:
3. Resultados de la práctica

92
Realizar una tabla de las lecturas tomadas, en la que se indique el instrumento
de medición y la precisión de la lectura tomada.
Presentar el dibujo a la escala correspondiente con las lecturas que dan origen
a su forma o geometría.
De acuerdo a su dibujo, el alumno deberá determinar e identificar las posibles
causas de error.
IV. CUESTIONARIO
1. ¿Qué significan los siguientes conceptos? Medida, medición, precisión,
instrumento de transferencia de lectura, instrumento de lectura directa.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
2. Indique las partes que integran un vernier y un micrómetro.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
3. Indique el nombre de tres instrumentos de lectura directa e indirecta.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
4. Indique en términos generales cómo se realiza la lectura con un vernier.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________

93
__________________________________________________________________
__________________________________________________________________
5. Indique en términos generales cómo se realiza la lectura con un micrómetro.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
_________________________________________________________________
V. CONCLUSIONES
Realizar las conclusiones o comentarios pertinentes de acuerdo a la experiencia
respecto a la práctica realizada.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
94
Práctica 2: Nociones generales de mecanizado en torno convencional
I. OBJETIVO DE LA PRÁCTICA:
El alumno aprenderá el procedimiento de instalación del portaherramientas, puesta en
marcha del torno, movimientos de avance de los carros longitudinal y trasversal, control de
velocidades, uso de diferentes tipos de cuchillas y desarrollará la habilidad para determinar
los parámetros de corte así como las condiciones adecuadas dependiendo del tipo de pieza a
fabricar por el proceso de torneado.
II. MATERIALES, MÁQUINAS Y EQUIPOS
Máquinas:
Torno paralelo de banco.
Instrumentos y equipos:
Chuck de tres mordazas auto-centrante con llave.
Caja para torno (porta buril derecho, porta buril neutro, porta buril izquierdo, cuña o
media luna, torreta porta herramienta, llave hexagonal para contrapunto, punto
giratorio, roldana, llave de estrella para torreta porta herramienta).
Caja de herramientas para torno (broca de centros, llave Allen 3/16”, broquero N°. 34,
brocha, calibrador vernier, aceitera, punto embalado, cuchilla de corte, moleteador,
barra para chuck).
Herramientas opcionales: chuck de cuatro mordazas independientes, luneta, perro de
arrastre.
Material
Barra de aluminio o fierro dulce
III. DESARROLLO DE LA PRÁCTICA:
1. Reconocimiento de las principales partes del torno paralelo de banco (y montaje de las
diferentes herramientas).
2. Procedimiento de montaje de herramentales:
Montaje de chuck universal
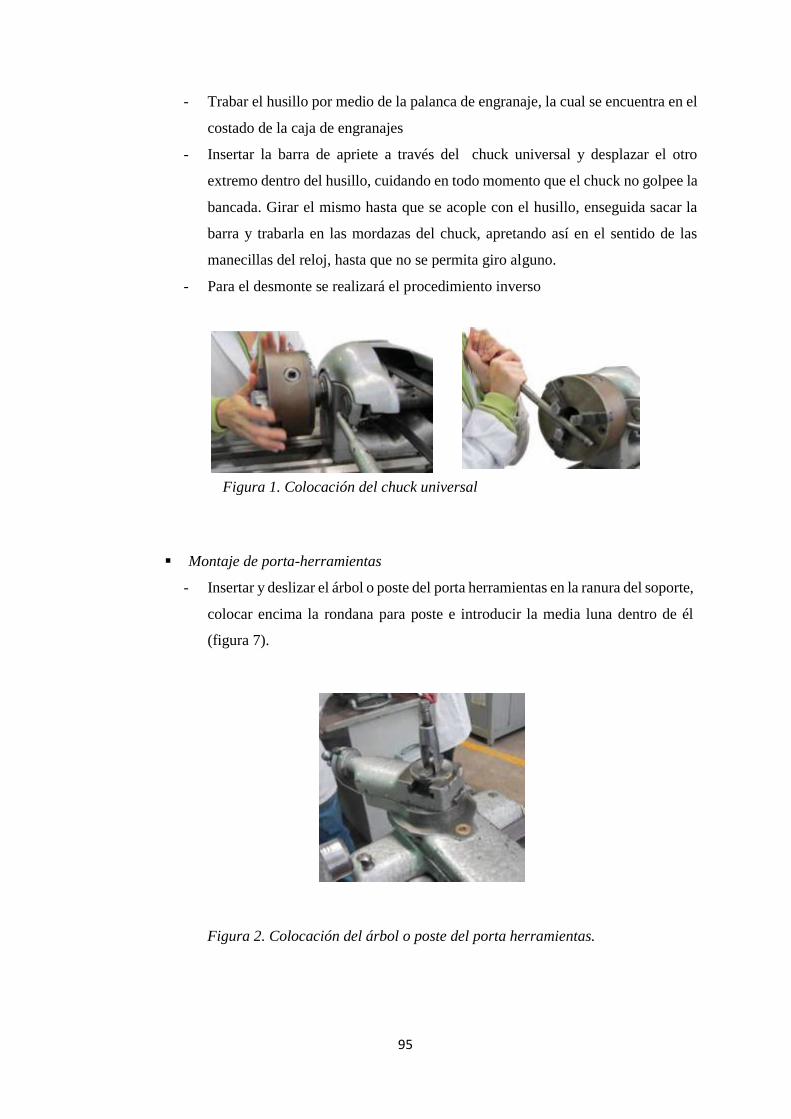
95
- Trabar el husillo por medio de la palanca de engranaje, la cual se encuentra en el
costado de la caja de engranajes
- Insertar la barra de apriete a través del chuck universal y desplazar el otro
extremo dentro del husillo, cuidando en todo momento que el chuck no golpee la
bancada. Girar el mismo hasta que se acople con el husillo, enseguida sacar la
barra y trabarla en las mordazas del chuck, apretando así en el sentido de las
manecillas del reloj, hasta que no se permita giro alguno.
- Para el desmonte se realizará el procedimiento inverso
Figura 1. Colocación del chuck universal
Montaje de porta-herramientas
- Insertar y deslizar el árbol o poste del porta herramientas en la ranura del soporte,
colocar encima la rondana para poste e introducir la media luna dentro de él
(figura 7).
Figura 2. Colocación del árbol o poste del porta herramientas.

96
- Introducir el porta herramientas dentro del poste, descansando el mismo sobre
la media luna, ajustando la altura de la punta, y realizando un primer apriete en
la parte superior del árbol, por medio de la llave para poste de porta herramientas
- Insertar el buril de acero rápido de ¼” en la parte frontal del porta herramientas
y alinear la punta del mismo con respecto a la punta del punto de embalado, el
cual se coloca dentro del contra punto. Se puede realizar entonces el ajuste y
apriete final del buril
Fig 3 Ajuste y apriete de buril
Colocación de la pieza a maquinar.
- Girar el chuck universal hasta que la parte superior de la llave forme una
posición de 90° con respecto a la horizontal. De esta forma se ajustan las
mordazas del chuck y se inserta el material que se va a maquinar, dejando una
longitud suficiente para la correcta sujeción de la pieza con respecto al chuck.
Si ya se realizó el refrentado, y el barreno de centros en el otro extremo de la
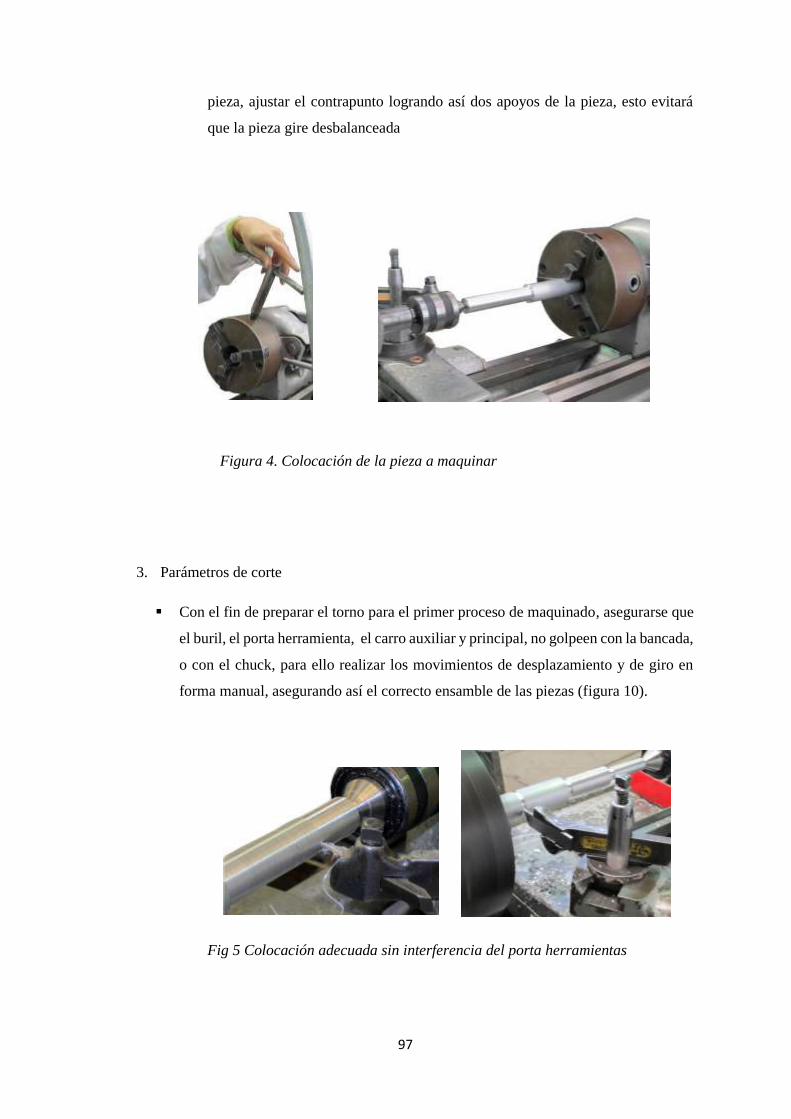
97
pieza, ajustar el contrapunto logrando así dos apoyos de la pieza, esto evitará
que la pieza gire desbalanceada
Figura 4. Colocación de la pieza a maquinar
3. Parámetros de corte
Con el fin de preparar el torno para el primer proceso de maquinado, asegurarse que
el buril, el porta herramienta, el carro auxiliar y principal, no golpeen con la bancada,
o con el chuck, para ello realizar los movimientos de desplazamiento y de giro en
forma manual, asegurando así el correcto ensamble de las piezas (figura 10).
Fig 5 Colocación adecuada sin interferencia del porta herramientas

98
Graduar el carro longitudinal y carro transversal con el debido movimiento de avance
desplazándolos manualmente y accionando el modo automático
Fig 6. Graducación de carros de avance
Identificar los tipos de cuchillas según el proceso a realizar y realizar el intercambio
de cuchillas dos veces.
Fig 7. Identificación de tipos de cuchillas
Determinar la velocidad de corte según la fómula de la figura 7. Seleccionar la
velocidad según manual de operación y esquema de la caja de velocidades del torno.

99
Realizar una secuencia de tres cambios de velocidades sin la cuchilla instalada en el
portaherramientas (pruebas en vacío)
Fig 7: Formula de la velocidad de corte
Donde Vc es la velocidad de corte, n es la velocidad de rotación de la pieza a
maquinar y Dc es el diámetro de la pieza.
Fig 8: Mecanismos de cambio de velocidades
IV. CUESTIONARIO PREVIO
1. ¿Qué significan los siguientes términos? Chuck universal, carro porta herramientas,
refrentado, tronzado.
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_________________________________________________________
2. Indique las partes que componen un torno convencional

100
_____________________________________________________________________
_____________________________________________________________________
____________________________________________________________
3. Indique el funcionamiento de los carros longitudinal y trasversal
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_________________________________________________________
4. Indique las operaciones básicas del torno
_____________________________________________________________________
_____________________________________________________________________
____________________________________________________________
5. Explique brevemente como se coloca una pieza para ser maquinada
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
___________________________________________________
V. CONCLUSIONES Y/O COMENTARIOS
Realizar las conclusiones o comentarios pertinentes de acuerdo a la experiencia
respecto a la práctica realizada.
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
______

101
Práctica 3: Mecanizado de pieza cilíndrica con torno convencional
I. OBJETIVO DE LAPRÁCTICA
a. El alumno comprenderá las normas de seguridad específicas aplicables a la práctica.
b. El alumno conocerá el proceso de arranque de viruta, la geometría básica de un filo de
herramienta de tornado, y los principios de sujeción del trabajo en el torno.
c. El alumno comprenderá la operación básica del torno paralelo y comprenderá la
correspondencia entre los parámetros de del proceso y controles de la máquina
(velocidad, avance y profundidad de corte).
d. El alumno utilizará un torno paralelo para fabricar una pieza sencilla a partir de barra.
e. El alumno utilizará los instrumentos de medición convencionales (escala, vernier y
micrómetro) para determinar las dimensiones de la pieza que fabricó.
II. MATERIALES, EQUIPOS Y MÁQUINAS
1) Material
a) Material de la pieza (acero 1018)
b) Dibujo de la pieza
2) Herramientas
a) Segueta horizontal
b) Vernier y micrómetro
c) Herramientas del torno
d) Herramientas de corte
3) Equipo y Maquinaria
a) Torno Manual
4) Equipo de Seguridad
a) Lentes de seguridad
III. DESARROLLO DE LA PRÁCTICA
1. Procedimiento para el maquinado
1) Imprimir y leer toda la práctica antes de ir al laboratorio. Preparar el pre-reporte.
2) Presentarse 5 minutos antes de la hora indicada para la práctica con ropa cómoda,
calzado cerrado y fuerte, sin joyas ni cadenas,
3) Pasar al almacén de laboratorio para recoger materiales, herramienta y accesorios
requeridos para la práctica.
4) El instructor aplicará un examen rápido al inicio de la práctica que evaluará su
comprensión del marco teórico y también se utilizará como lista de asistencia.
5) El instructor explicará el funcionamiento general de los tornos convencionales del
laboratorio.
6) Cada alumno del grupo tendrá oportunidad de fabricar una pieza de acuerdo al
material y dibujo recibidos.
7) Después se procederá a realiza la medición del producto fabricado para verificarlo
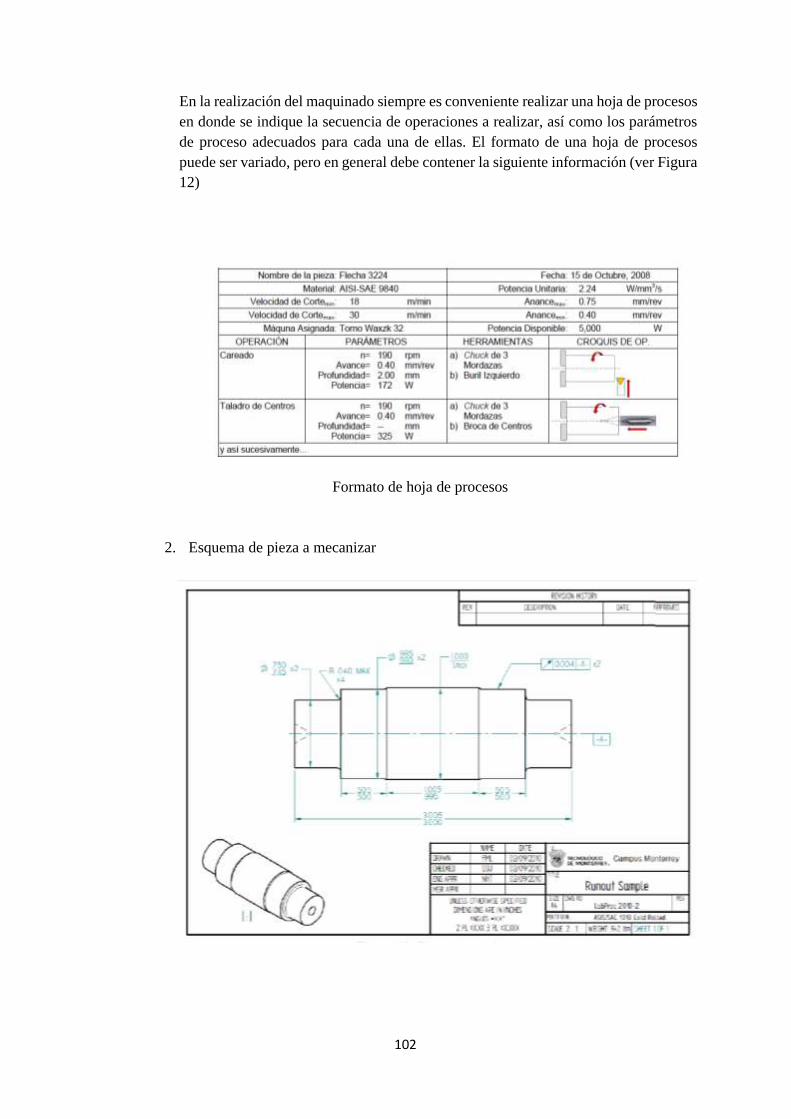
102
En la realización del maquinado siempre es conveniente realizar una hoja de procesos
en donde se indique la secuencia de operaciones a realizar, así como los parámetros
de proceso adecuados para cada una de ellas. El formato de una hoja de procesos
puede ser variado, pero en general debe contener la siguiente información (ver Figura
12)
Formato de hoja de procesos
2. Esquema de pieza a mecanizar

103
IV. RESULTADOS
Presentar la pieza terminada, verificando con un micrómetro las medidas de la pieza
mecanizada. Llenar la hoja de procesos según el modelo anterior, especificando datos
según el proceso ejecutado.
______________________________________________________________________
______________________________________________________________________
V. DISCUSIÓN DE RESULTADOS
Verificar las medidas tomadas y compararlas con el diseño propuesto, tomando en cuenta
las tolerancias, las cuales no deben exceder los parámetros de diseño.

104
Con base a la ruta de trabajo realizar los cálculos para cada una de las actividades
determinando el tiempo para cada operación, así como el tiempo total de fabricación y
determinar si el cálculo corresponde con la actividad práctica realizada.
Con ayuda del dispositivo para medición entre centros y un reloj indicador mida el runout
en ambos muñones de la flecha. Realice las todas las mediciones requeridas y captúrelas
en el dibujo adjunto
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
VI. CONCLUSIONES
Comentar el impacto y los alcances que tiene el torno paralelo de banco dentro de un
proceso de manufactura, así como las ventajas y desventajas que ofrece este proceso.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

105
Práctica 4: Generalidades y puesta en marcha de torno CNC
I. OBJETIVO:
Al final de la práctica el alumno identificará físicamente las partes del tono CNC y
conocerá su principio de funcionamiento. Además, el alumno tendrá la capacidad de
realizar la configuración del portaherramientas alineándolo y cambiando herramientas y
dejar listo el torno CNC, para iniciar el mecanizado. Para esto el alumno deberá estudiar
previamente la teoría del funcionamiento del torno y la teoría del uso del software con
el que se ejecutan las operaciones de mecanizado.
Se hará la puesta en marcha del torno, alineación del porta-herramientas, el
posicionamiento en cero de la herramienta y el intercambio de herramientas.
II. MATERIAL Y/O EQUIPO NECESARIO
Material:
Barra de aluminio ø 38.1 x 100 mm.
Caja de herramientas para torno: broca de centros, llaves Allen, brocha,
calibrador vernier, aceitera, comparador óptico.
Herramientas opcionales: herramienta de corte izquierda, herramienta de corte
derecha, tronzador, herramienta de roscar para exteriores.
Equipo:
Torno de control numérico.
Aula de simulación.
Equipo necesario para la programación:
a) Máquina – Herramienta con C.N.C.
b) Manual de programación y operación del C.N.C. del que disponga la máquina.
c) PC para simulación gráfica de la pieza programada mediante el empleo del software
MTS.
d) Catálogo de velocidad de corte, avance, profundidad de corte.
III. DESARROLLO DE LA PRÁCTICA
1. Identificación de las partes del torno CNC /Principio de funcionamiento
En esta primera parte de la práctica el alumno deberá familiarizarse físicamente con el
equipo CNC, identificar de manera correcta las partes y anotarlas en las líneas en blanco
correspondientes
Estas figuras son solo representativas; la apariencia de su máquina podría variar en
función del modelo y opciones instaladas.

106
Ejercicio 1: Según el manual de operación del torno CNC y según el marco teórico,
identifique las partes y componentes del torno de la figura 1 y anótelas en los espacios
en blanco:
Fig 1- Características del torno-perspectiva principal
1. ________________________________________________
2. ________________________________________________
3. ________________________________________________
4. ________________________________________________
5. ________________________________________________
6. ________________________________________________
7. ________________________________________________
8. ________________________________________________
9. ________________________________________________
10. ________________________________________________
11. ________________________________________________
12. ________________________________________________
A. _______________________________________________
B. _______________________________________________
C. _______________________________________________
Ejercicio 2: Según el manual de operación del torno CNC y según el marco teórico,
identifique las partes y componentes del torno de la figura 2 y anótelas en los espacios
en blanco:

107
Fig 2 Características del torno (vista frontal sin cubiertas)
1. ________________________________________________
2. ________________________________________________
3. ________________________________________________
4. ________________________________________________
5. ________________________________________________
6. ________________________________________________
7. ________________________________________________
8. ________________________________________________
9. ________________________________________________
A. _______________________________________________
B. _______________________________________________
El control colgante
El control colgante es la interfaz principal de su máquina CNC. Aquí es donde
programará y ejecutará sus proyectos de mecanizado del CNC. Esta sección de
orientación del control colgante describe las diferentes secciones del control:
• Panel frontal colgante
• Lado derecho, superior e inferior
• Teclado
• Visualizaciones de pantalla

108
Fig 3: Vista ampliada del control colgante (detalle A en la Fig 1)
Fig 4-Panel frontal del control colgante
Teclado en el control colgante:
El control colgante cuenta con un teclado el cual funciona con pulsaciones de teclas
individuales o de múltiples teclas. Las teclas se agrupan en las siguientes áreas
funcionales:
1. Función
2. Cursor
3. Pantalla
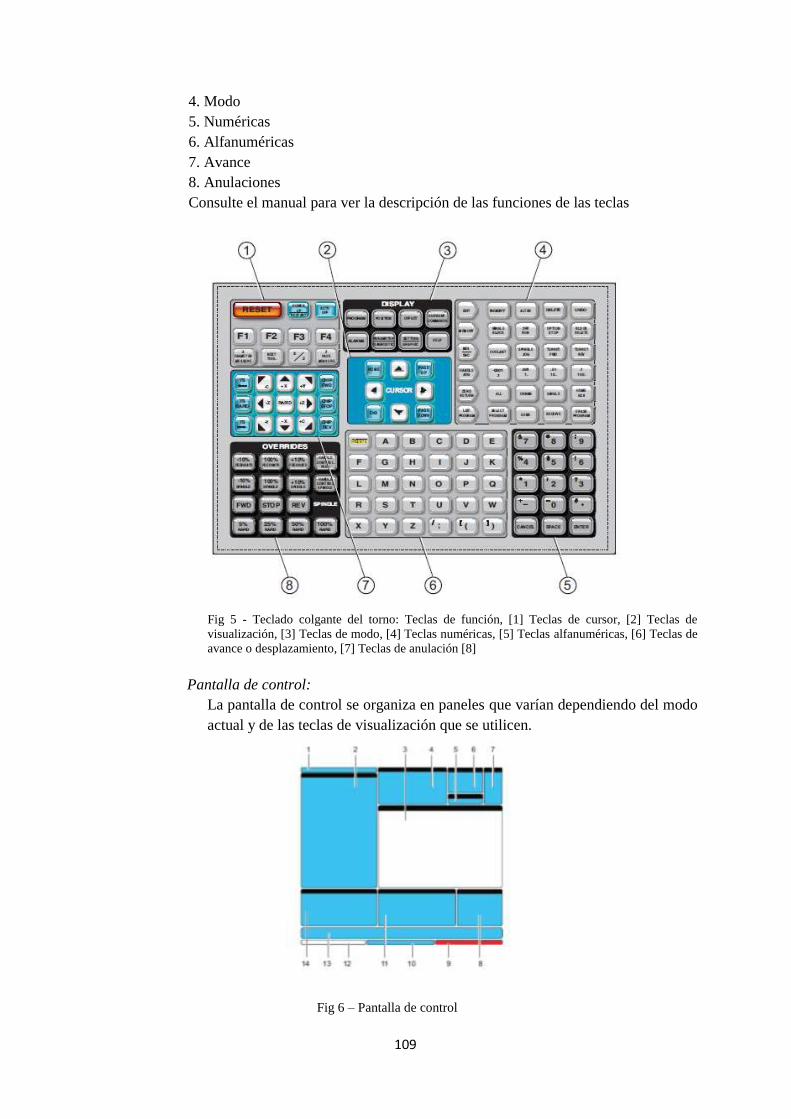
109
4. Modo
5. Numéricas
6. Alfanuméricas
7. Avance
8. Anulaciones
Consulte el manual para ver la descripción de las funciones de las teclas
Fig 5 - Teclado colgante del torno: Teclas de función, [1] Teclas de cursor, [2] Teclas de
visualización, [3] Teclas de modo, [4] Teclas numéricas, [5] Teclas alfanuméricas, [6] Teclas de
avance o desplazamiento, [7] Teclas de anulación [8]
Pantalla de control:
La pantalla de control se organiza en paneles que varían dependiendo del modo
actual y de las teclas de visualización que se utilicen.
Fig 6 – Pantalla de control
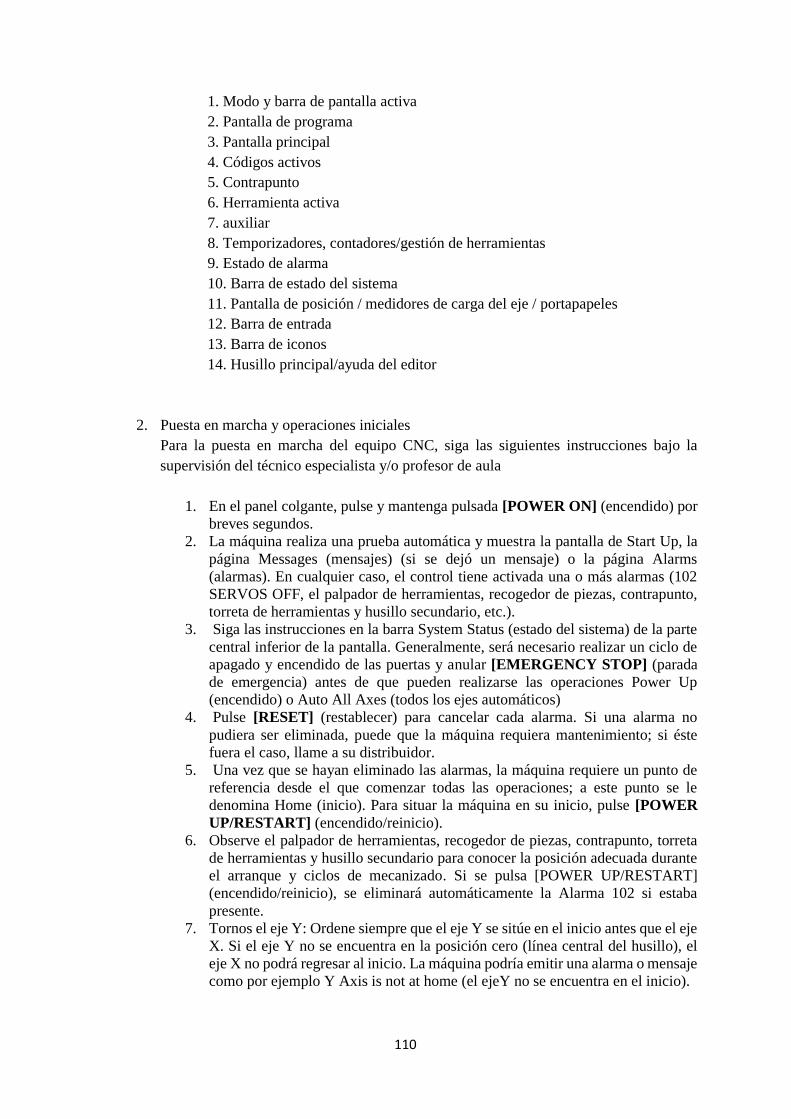
110
1. Modo y barra de pantalla activa
2. Pantalla de programa
3. Pantalla principal
4. Códigos activos
5. Contrapunto
6. Herramienta activa
7. auxiliar
8. Temporizadores, contadores/gestión de herramientas
9. Estado de alarma
10. Barra de estado del sistema
11. Pantalla de posición / medidores de carga del eje / portapapeles
12. Barra de entrada
13. Barra de iconos
14. Husillo principal/ayuda del editor
2. Puesta en marcha y operaciones iniciales
Para la puesta en marcha del equipo CNC, siga las siguientes instrucciones bajo la
supervisión del técnico especialista y/o profesor de aula
1. En el panel colgante, pulse y mantenga pulsada [POWER ON] (encendido) por
breves segundos.
2. La máquina realiza una prueba automática y muestra la pantalla de Start Up, la
página Messages (mensajes) (si se dejó un mensaje) o la página Alarms
(alarmas). En cualquier caso, el control tiene activada una o más alarmas (102
SERVOS OFF, el palpador de herramientas, recogedor de piezas, contrapunto,
torreta de herramientas y husillo secundario, etc.).
3. Siga las instrucciones en la barra System Status (estado del sistema) de la parte
central inferior de la pantalla. Generalmente, será necesario realizar un ciclo de
apagado y encendido de las puertas y anular [EMERGENCY STOP] (parada
de emergencia) antes de que pueden realizarse las operaciones Power Up
(encendido) o Auto All Axes (todos los ejes automáticos)
4. Pulse [RESET] (restablecer) para cancelar cada alarma. Si una alarma no
pudiera ser eliminada, puede que la máquina requiera mantenimiento; si éste
fuera el caso, llame a su distribuidor.
5. Una vez que se hayan eliminado las alarmas, la máquina requiere un punto de
referencia desde el que comenzar todas las operaciones; a este punto se le
denomina Home (inicio). Para situar la máquina en su inicio, pulse [POWER
UP/RESTART] (encendido/reinicio).
6. Observe el palpador de herramientas, recogedor de piezas, contrapunto, torreta
de herramientas y husillo secundario para conocer la posición adecuada durante
el arranque y ciclos de mecanizado. Si se pulsa [POWER UP/RESTART]
(encendido/reinicio), se eliminará automáticamente la Alarma 102 si estaba
presente.
7. Tornos el eje Y: Ordene siempre que el eje Y se sitúe en el inicio antes que el eje
X. Si el eje Y no se encuentra en la posición cero (línea central del husillo), el
eje X no podrá regresar al inicio. La máquina podría emitir una alarma o mensaje
como por ejemplo Y Axis is not at home (el ejeY no se encuentra en el inicio).
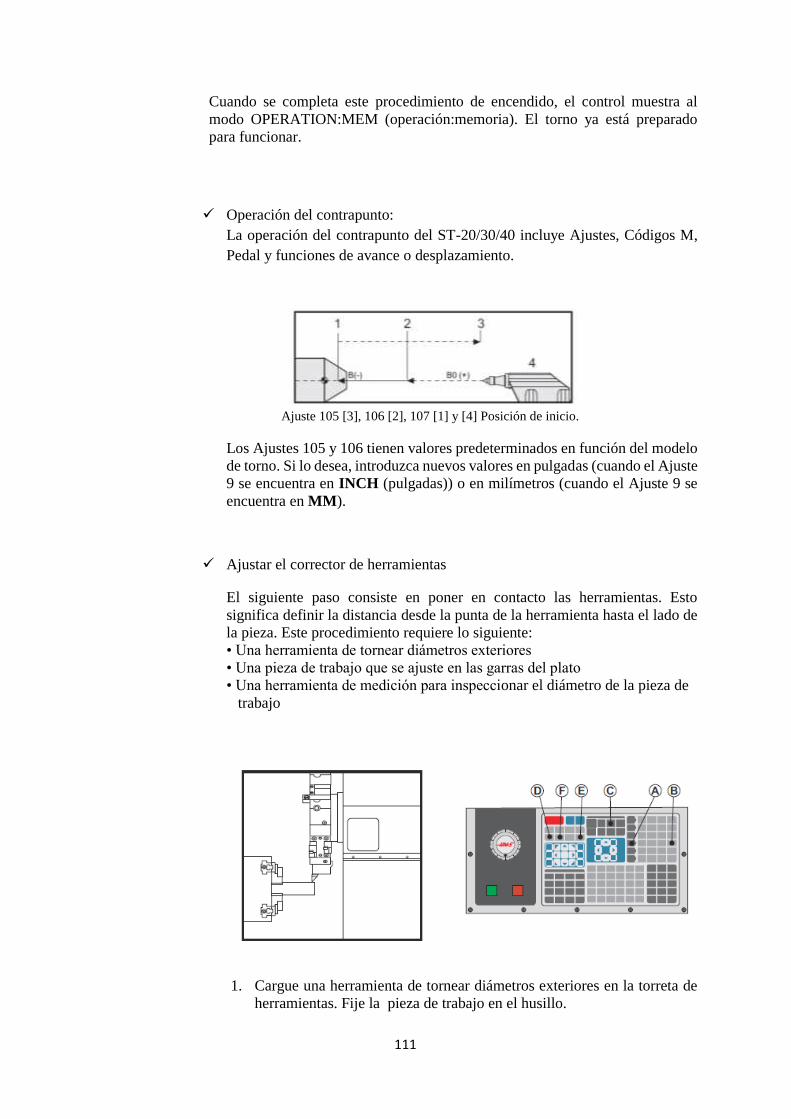
111
Cuando se completa este procedimiento de encendido, el control muestra al
modo OPERATION:MEM (operación:memoria). El torno ya está preparado
para funcionar.
Operación del contrapunto:
La operación del contrapunto del ST-20/30/40 incluye Ajustes, Códigos M,
Pedal y funciones de avance o desplazamiento.
Ajuste 105 [3], 106 [2], 107 [1] y [4] Posición de inicio.
Los Ajustes 105 y 106 tienen valores predeterminados en función del modelo
de torno. Si lo desea, introduzca nuevos valores en pulgadas (cuando el Ajuste
9 se encuentra en INCH (pulgadas)) o en milímetros (cuando el Ajuste 9 se
encuentra en MM).
Ajustar el corrector de herramientas
El siguiente paso consiste en poner en contacto las herramientas. Esto
significa definir la distancia desde la punta de la herramienta hasta el lado de
la pieza. Este procedimiento requiere lo siguiente:
• Una herramienta de tornear diámetros exteriores
• Una pieza de trabajo que se ajuste en las garras del plato
• Una herramienta de medición para inspeccionar el diámetro de la pieza de
trabajo
1. Cargue una herramienta de tornear diámetros exteriores en la torreta de
herramientas. Fije la pieza de trabajo en el husillo.
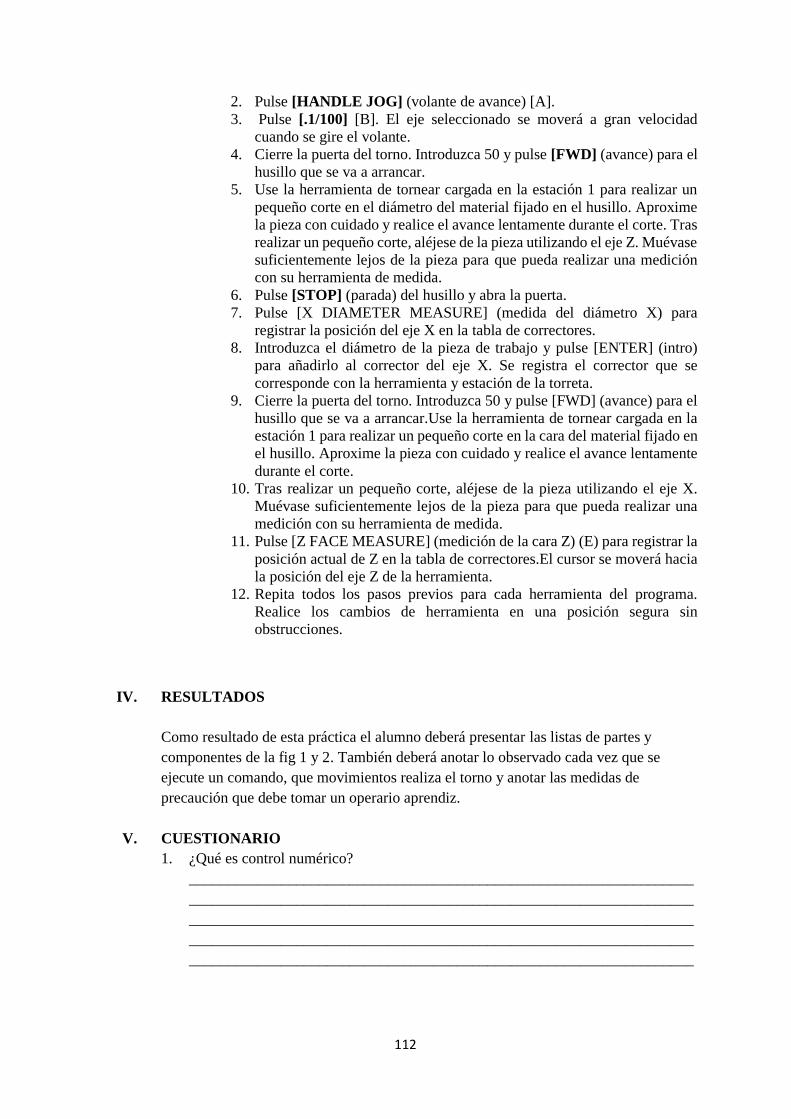
112
2. Pulse [HANDLE JOG] (volante de avance) [A].
3. Pulse [.1/100] [B]. El eje seleccionado se moverá a gran velocidad
cuando se gire el volante.
4. Cierre la puerta del torno. Introduzca 50 y pulse [FWD] (avance) para el
husillo que se va a arrancar.
5. Use la herramienta de tornear cargada en la estación 1 para realizar un
pequeño corte en el diámetro del material fijado en el husillo. Aproxime
la pieza con cuidado y realice el avance lentamente durante el corte. Tras
realizar un pequeño corte, aléjese de la pieza utilizando el eje Z. Muévase
suficientemente lejos de la pieza para que pueda realizar una medición
con su herramienta de medida.
6. Pulse [STOP] (parada) del husillo y abra la puerta.
7. Pulse [X DIAMETER MEASURE] (medida del diámetro X) para
registrar la posición del eje X en la tabla de correctores.
8. Introduzca el diámetro de la pieza de trabajo y pulse [ENTER] (intro)
para añadirlo al corrector del eje X. Se registra el corrector que se
corresponde con la herramienta y estación de la torreta.
9. Cierre la puerta del torno. Introduzca 50 y pulse [FWD] (avance) para el
husillo que se va a arrancar.Use la herramienta de tornear cargada en la
estación 1 para realizar un pequeño corte en la cara del material fijado en
el husillo. Aproxime la pieza con cuidado y realice el avance lentamente
durante el corte.
10. Tras realizar un pequeño corte, aléjese de la pieza utilizando el eje X.
Muévase suficientemente lejos de la pieza para que pueda realizar una
medición con su herramienta de medida.
11. Pulse [Z FACE MEASURE] (medición de la cara Z) (E) para registrar la
posición actual de Z en la tabla de correctores.El cursor se moverá hacia
la posición del eje Z de la herramienta.
12. Repita todos los pasos previos para cada herramienta del programa.
Realice los cambios de herramienta en una posición segura sin
obstrucciones.
IV. RESULTADOS
Como resultado de esta práctica el alumno deberá presentar las listas de partes y
componentes de la fig 1 y 2. También deberá anotar lo observado cada vez que se
ejecute un comando, que movimientos realiza el torno y anotar las medidas de
precaución que debe tomar un operario aprendiz.
V. CUESTIONARIO
1. ¿Qué es control numérico?
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
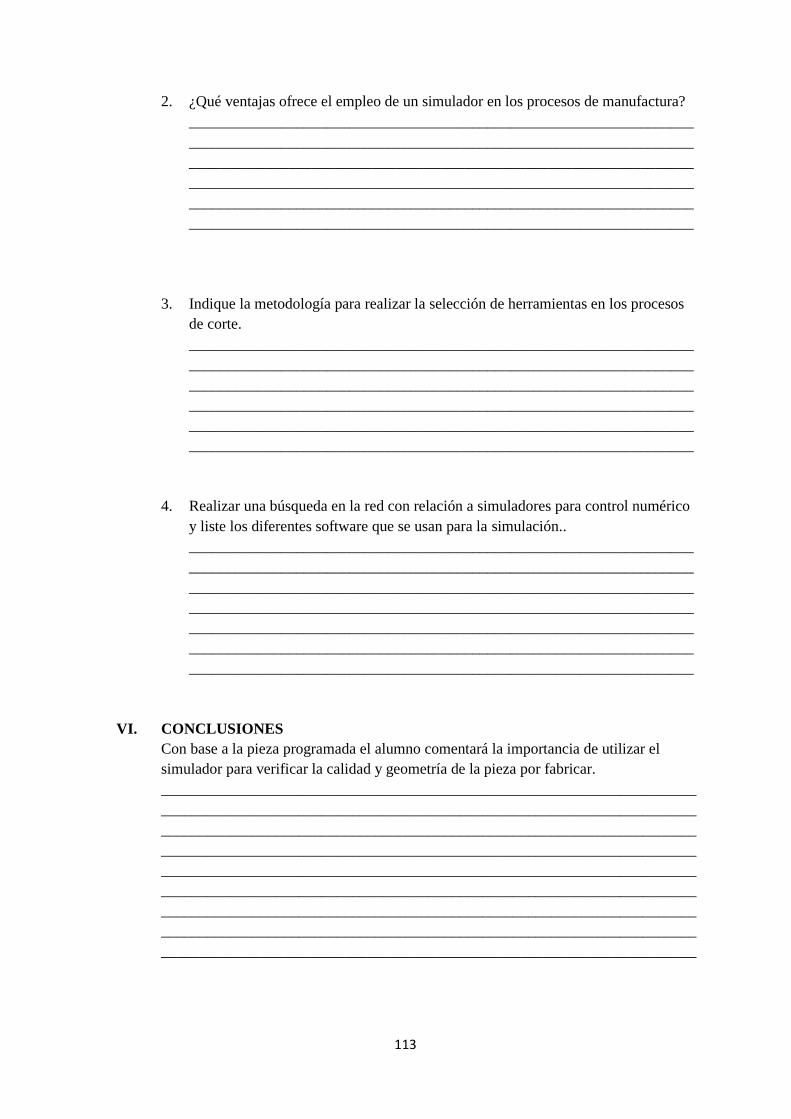
113
2. ¿Qué ventajas ofrece el empleo de un simulador en los procesos de manufactura?
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
3. Indique la metodología para realizar la selección de herramientas en los procesos
de corte.
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
4. Realizar una búsqueda en la red con relación a simuladores para control numérico
y liste los diferentes software que se usan para la simulación..
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
__________________________________________________________________
VI. CONCLUSIONES
Con base a la pieza programada el alumno comentará la importancia de utilizar el
simulador para verificar la calidad y geometría de la pieza por fabricar.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

114
Práctica 5: Procesos básicos en el mecanizado con Torno CNC-Simulación
I. OBJETIVO
La presente práctica tiene por objeto desarrollar la habilidad para la simulación de una pieza
mediante el empleo de códigos de control numérico G y M, para el controlador emcotronic.
II. MATERIALES, EQUIPOS Y MÁQUINAS
Material:
Barra de aluminio ø 38.1 x 100 mm.
Caja de herramientas para torno: broca de centros, llaves Allen, brocha,
calibrador vernier, aceitera, comparador óptico.
Herramientas opcionales: herramienta de corte izquierda, herramienta de corte
derecha, tronzador, herramienta de roscar para exteriores.
Equipo / máquinas:
Torno de control numérico.
Aula de simulación.
Equipo necesario para la programación:
a) Máquina – Herramienta con C.N.C.
b) Manual de programación y operación del C.N.C. del que disponga la máquina.
c) PC para simulación gráfica de la pieza programada mediante el empleo del
software MTS.
d) Catálogo de velocidad de corte, avance, profundidad de corte.
III. DESARROLLO DE LA PRACTICA
Para la realización de esta práctica el alumno deberá realizar la programación empleando
los conocimientos adquiridos en la teoría de procesos de corte o procesos de manufactura
II y hará uso del software MTS con control Emcotronic
Procedimiento:
1. Revisar el dibujo de la pieza de la figura 1 y elabore el programa que simulará la
secuencia de procesos de mecanizado
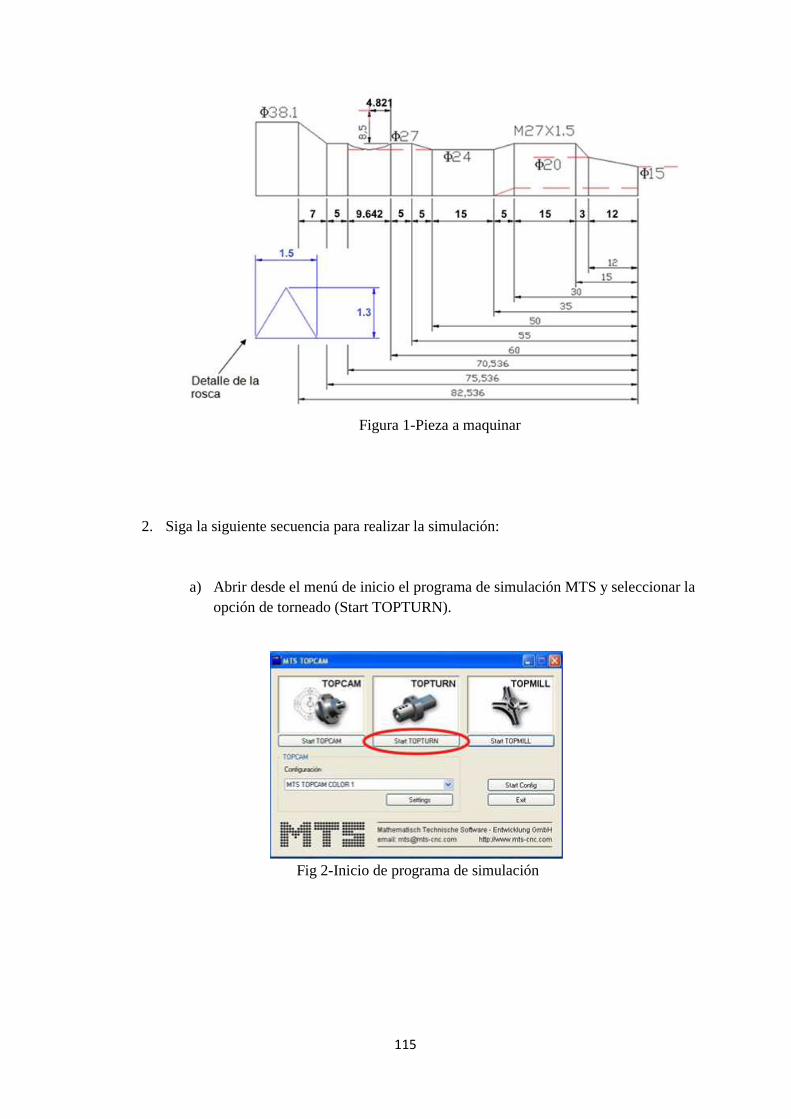
115
Figura 1-Pieza a maquinar
2. Siga la siguiente secuencia para realizar la simulación:
a) Abrir desde el menú de inicio el programa de simulación MTS y seleccionar la
opción de torneado (Start TOPTURN).
Fig 2-Inicio de programa de simulación

116
b) Seleccionar la máquina a utilizar (A), si no existe crear el fólder, y seleccionar
el tipo de controlador (B) de acuerdo a la programación deseada.
Figura 3. Selección de máquina y controlador
c) Seleccionar la opción “SETUP DIALOG” que despliega el diálogo de
preparación.
Fig 4- Selección de SETUP DIALOG
d) En la pestaña “Medios de sujeción”, seleccionar el tipo de sujeción e
introducir los datos de un valor aproximado de la profundidad de sujeción.
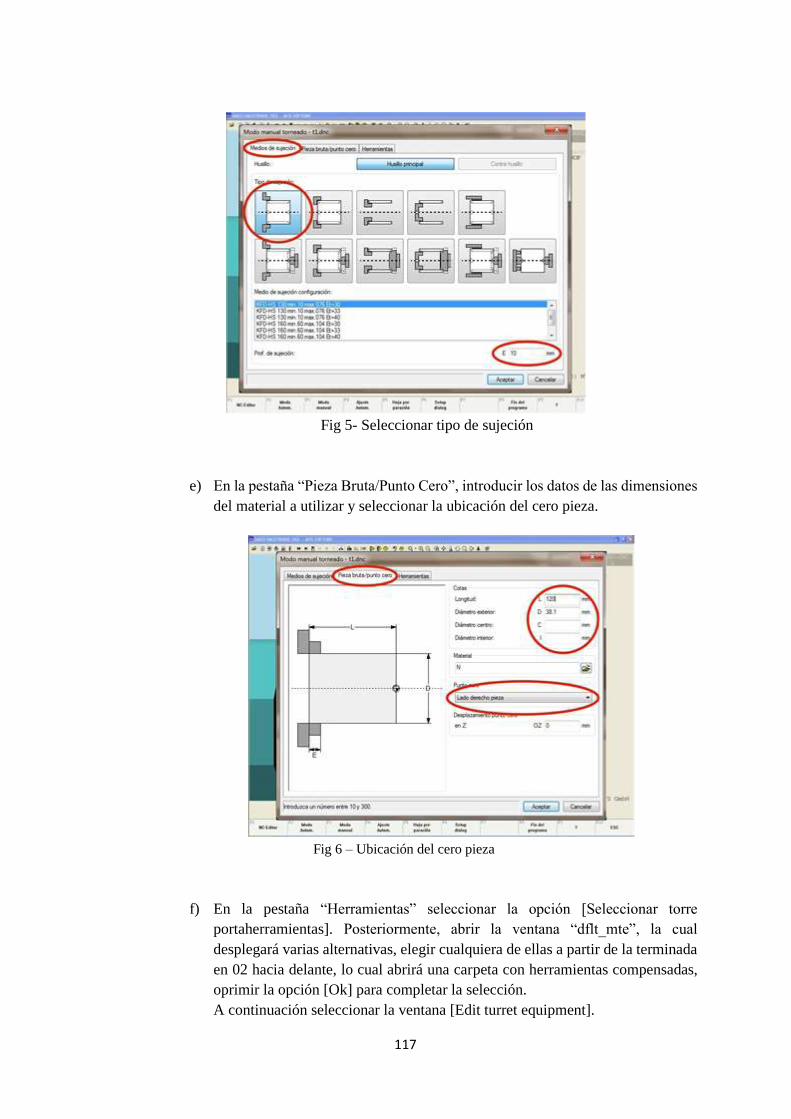
117
Fig 5- Seleccionar tipo de sujeción
e) En la pestaña “Pieza Bruta/Punto Cero”, introducir los datos de las dimensiones
del material a utilizar y seleccionar la ubicación del cero pieza.
Fig 6 – Ubicación del cero pieza
f) En la pestaña “Herramientas” seleccionar la opción [Seleccionar torre
portaherramientas]. Posteriormente, abrir la ventana “dflt_mte”, la cual
desplegará varias alternativas, elegir cualquiera de ellas a partir de la terminada
en 02 hacia delante, lo cual abrirá una carpeta con herramientas compensadas,
oprimir la opción [Ok] para completar la selección.
A continuación seleccionar la ventana [Edit turret equipment].

118
Fig 7 – Selección de torre porta-herramientas
g) Con el paso anterior, el sistema desplegará la pantalla de la figura 8, en la cual
hay que oprimir el botón derecho del ratón sobre la ventana de la herramienta
que se desea cambiar, esta acción desplegará un menú en que se deberá oprimir
la palabra “Borrar” para eliminar la herramienta actual
Fig 8 – Torreta de herramientas
A continuación, oprimir nuevamente el botón derecho del ratón y seleccionar
la opción “Intercambiar”, aparecerá otra ventana en la que se debe seleccionar
la herramienta deseada para el corte, en este caso Herramientas izquierdas,
como se indica en la figura 9.
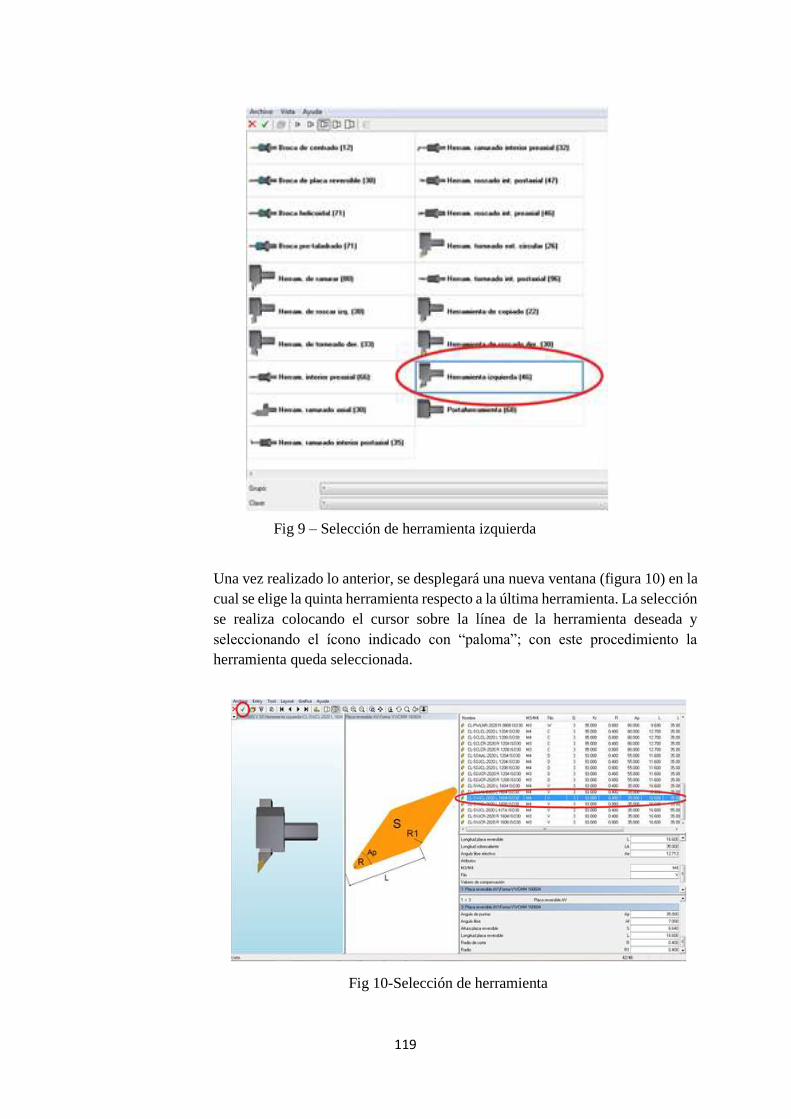
119
Fig 9 – Selección de herramienta izquierda
Una vez realizado lo anterior, se desplegará una nueva ventana (figura 10) en la
cual se elige la quinta herramienta respecto a la última herramienta. La selección
se realiza colocando el cursor sobre la línea de la herramienta deseada y
seleccionando el ícono indicado con “paloma”; con este procedimiento la
herramienta queda seleccionada.
Fig 10-Selección de herramienta
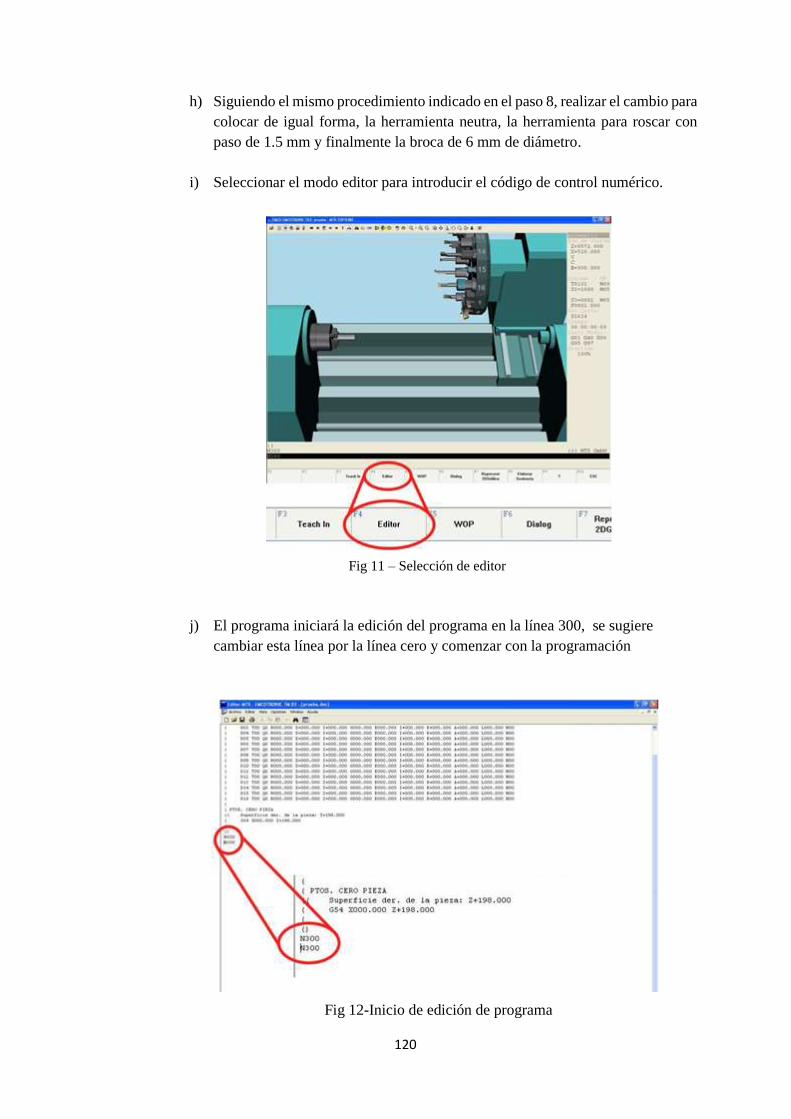
120
h) Siguiendo el mismo procedimiento indicado en el paso 8, realizar el cambio para
colocar de igual forma, la herramienta neutra, la herramienta para roscar con
paso de 1.5 mm y finalmente la broca de 6 mm de diámetro.
i) Seleccionar el modo editor para introducir el código de control numérico.
Fig 11 – Selección de editor
j) El programa iniciará la edición del programa en la línea 300, se sugiere
cambiar esta línea por la línea cero y comenzar con la programación
Fig 12-Inicio de edición de programa

121
Introducir el siguiente código de programación:
N00 G54 G71 G94 G97 S1500
N10 T0101 (HTA,IZQ)
N20 M04
N30 M08
N40 G00 X38.1 Z5.0
N50 G84 X27.0 Z-75.536 P2=-7.0 D2=300 D3=1500 F150
N60 G00 X27.0 Z5.0
N70 G84 X20.0 Z-12.0 P0=-2.5 P2=-3.0 D0=300 D2=300 D3=1500 F150
N80 G00 X27.0 Z-30.0
N90 G01 X24.0 Z-35.0 F150
N100 G01 X24.0 Z-50.0 F150
N110 G01 X27.0 Z-55.0 F150
N120 G00 X50.0 Z50.0
N130 T0202 (HTA.NEUTRA)
N140 G00 X27.0 Z-60.0
N150 G02 X27.0 Z-69.642 I7.0 K-4.821 F150
N160 G00 X50.0 Z50.0
N170 T0303 (HTA.ROSCAR)
N180 G00 X27.5 Z-35.0
N190 G85 X27.0 Z-12.0 P2=2000 D3=10 D4=5 D5=60∞ D6=1300 D7=7
F1500
N200 G00 X50.0 Z80.0
N210 T0404 (BROCA 6MM DIAMETRO)
N220 G00 X0.0 Z5.0
N230 G88 Z-35 D3=10000 D4=20 D5=20 D6=5000 F60
N240 G00 X50.0 Z50.0
N250 M05 M09
N260 M30
k) Una vez concluida la edición en el modo Editor, guardar el programa en la
ventana Fin, “Con salvar”.
l) Proceder a correr el programa en la ventana [Modo Automático]
Con el procedimiento anterior, el alumno podrá correr su programa en modo
automático o paso a paso, verificando si el programa ejecuta las trayectorias de
corte programadas.
m) Al concluir la simulación, el simulador presentará la pieza deseada como se
muestra en las pantallas de las siguientes figuras:

122
Fig 13-Imagen de piza en 2D
Fig 14-Imagen de pieza en 3D y herramientas
Fig 15-Imagen 3D de pieza terminada y pieza seccionada

123
IV. RESULTADOS
Como resultado de esta práctica el alumno deberá presentar el código de programación, el
dibujo de la pieza simulada y los comentarios pertinentes con relación a la práctica.
Con base a la pieza programada el alumno comentará la importancia de utilizar el simulador
para verificar la calidad y geometría de la pieza por fabricar.
V. CUESTIONARIO
1. ¿Qué es control numérico?
2. ¿Qué ventajas ofrece el empleo de un simulador en los procesos de manufactura?
3. Indique la metodología para realizar la selección de herramientas en los procesos de
corte.
4. Realizar una búsqueda en la red con relación a simuladores para control numérico.
5. ¿Existen simuladores libres? ¿Cuáles son?
VII. CONCLUSIONES
Con base a la pieza programada el alumno comentará la importancia de utilizar el
simulador para verificar la calidad y geometría de la pieza por fabricar.

124
Práctica 6: Fresadora convencional
I. OBJETIVO
Realizar sobre la mordaza en una fresadora vertical las operaciones de mecanizado que
a continuación se detallan:
- Ranurado.
- Taladrado.
- Mandrinado.
- Avellanado
- Escariado.
- Roscado.
II. MATERIALES, EQUIPOS Y MÁQUINAS
a. Máquinas e instrumentos:
- Fresadora convencional
- Tornillo de mordazas paralelas
- Instrumentos de medición (regla graduada, vernier)
- Escuadra de tope de 12”
- Dos piezas en bruto de fierro dulce de volumen
b. Materiales:
Pieza de acero ASTM-A36 de volumen 175x100x25 mm
c. Herramientas de fresado:
- Herramienta T-1. Fresa de planear con placas intercambiables de metal duro
con ángulo de posicionamiento de 90º
- Herramienta T-2 Fresa cilíndrica diámetro 12mm.
- Herramienta T-3. Broca de centrar
- Herramienta T-4. Broca de Ø10mm
- Herramienta T-5, T-6, T-7 Broca helicoidal (Ø18, Ø26 y Ø30)mm
- Herramienta T-11. Mandrinado
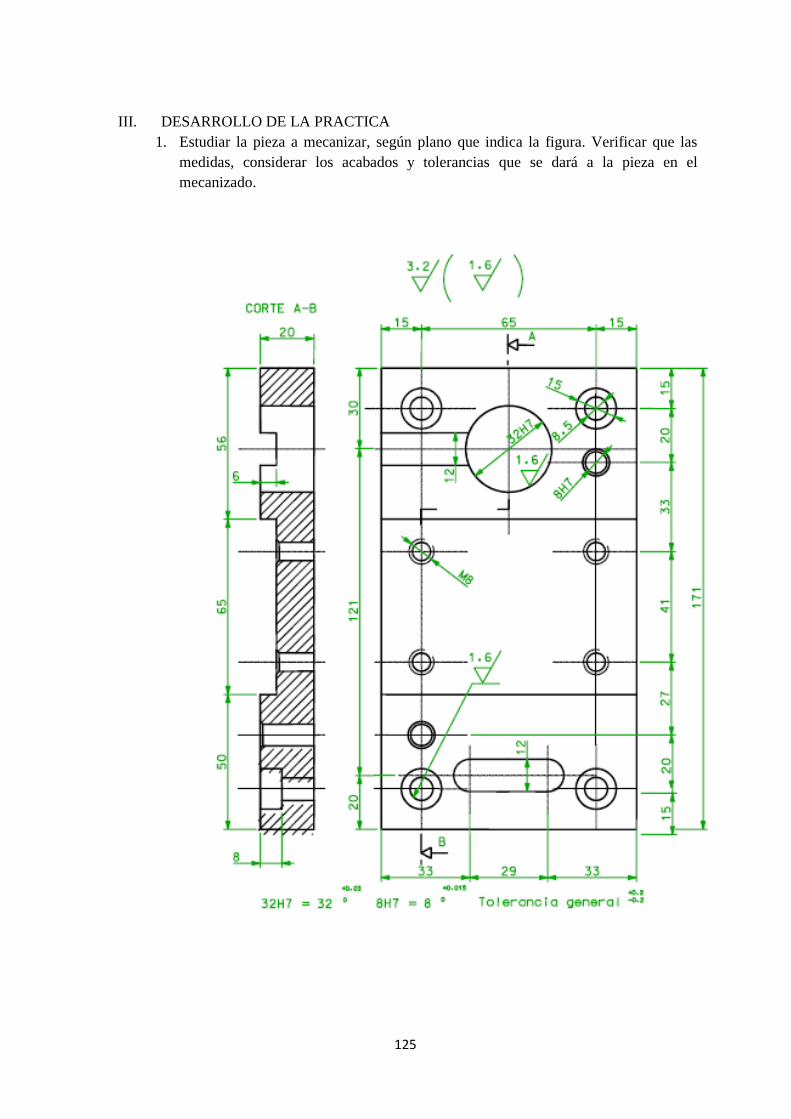
125
III. DESARROLLO DE LA PRACTICA
1. Estudiar la pieza a mecanizar, según plano que indica la figura. Verificar que las
medidas, considerar los acabados y tolerancias que se dará a la pieza en el
mecanizado.
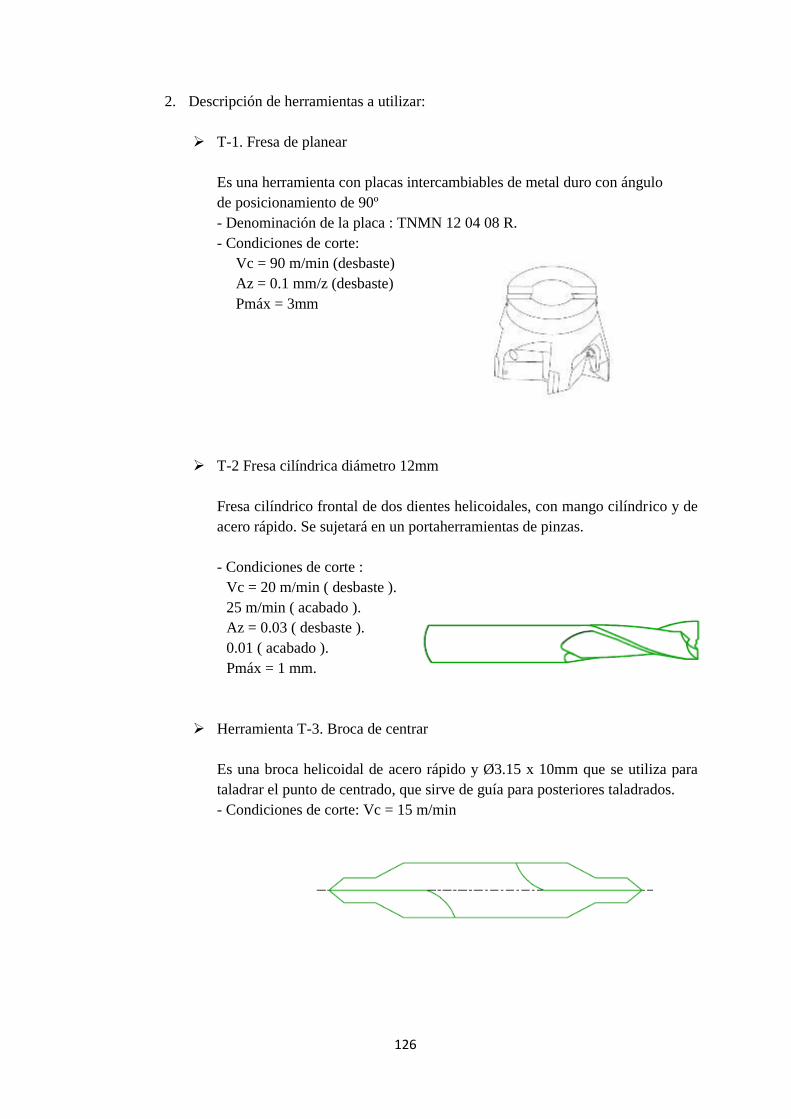
126
2. Descripción de herramientas a utilizar:
T-1. Fresa de planear
Es una herramienta con placas intercambiables de metal duro con ángulo
de posicionamiento de 90º
- Denominación de la placa : TNMN 12 04 08 R.
- Condiciones de corte:
Vc = 90 m/min (desbaste)
Az = 0.1 mm/z (desbaste)
Pmáx = 3mm
T-2 Fresa cilíndrica diámetro 12mm
Fresa cilíndrico frontal de dos dientes helicoidales, con mango cilíndrico y de
acero rápido. Se sujetará en un portaherramientas de pinzas.
- Condiciones de corte :
Vc = 20 m/min ( desbaste ).
25 m/min ( acabado ).
Az = 0.03 ( desbaste ).
0.01 ( acabado ).
Pmáx = 1 mm.
Herramienta T-3. Broca de centrar
Es una broca helicoidal de acero rápido y Ø3.15 x 10mm que se utiliza para
taladrar el punto de centrado, que sirve de guía para posteriores taladrados.
- Condiciones de corte: Vc = 15 m/min
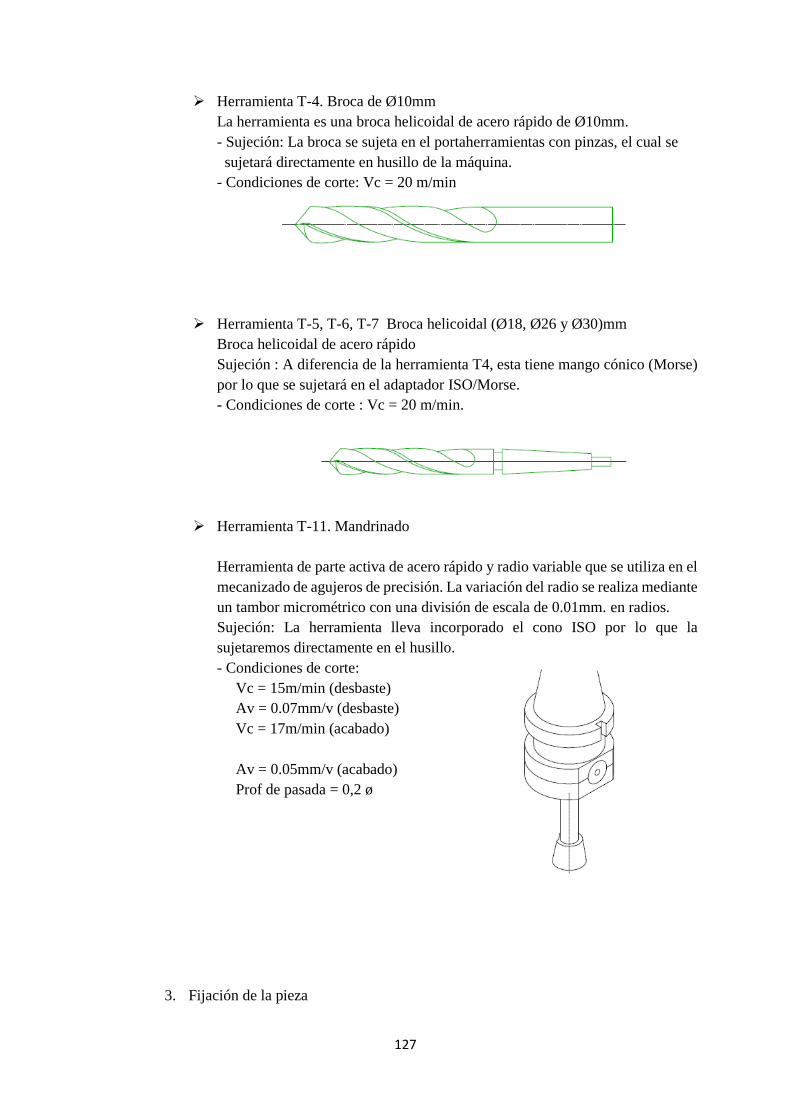
127
Herramienta T-4. Broca de Ø10mm
La herramienta es una broca helicoidal de acero rápido de Ø10mm.
- Sujeción: La broca se sujeta en el portaherramientas con pinzas, el cual se
sujetará directamente en husillo de la máquina.
- Condiciones de corte: Vc = 20 m/min
Herramienta T-5, T-6, T-7 Broca helicoidal (Ø18, Ø26 y Ø30)mm
Broca helicoidal de acero rápido
Sujeción : A diferencia de la herramienta T4, esta tiene mango cónico (Morse)
por lo que se sujetará en el adaptador ISO/Morse.
- Condiciones de corte : Vc = 20 m/min.
Herramienta T-11. Mandrinado
Herramienta de parte activa de acero rápido y radio variable que se utiliza en el
mecanizado de agujeros de precisión. La variación del radio se realiza mediante
un tambor micrométrico con una división de escala de 0.01mm. en radios.
Sujeción: La herramienta lleva incorporado el cono ISO por lo que la
sujetaremos directamente en el husillo.
- Condiciones de corte:
Vc = 15m/min (desbaste)
Av = 0.07mm/v (desbaste)
Vc = 17m/min (acabado)
Av = 0.05mm/v (acabado)
Prof de pasada = 0,2 ø
3. Fijación de la pieza

128
El sistema empleado para el mecanizado de la primera pieza es el tornillo de
mordazas paralelas. Este tipo de amarre se utiliza cuando se trata de mecanizar
piezas prismáticas regulares y de tamaño relativamente pequeño.
El tornillo de mordazas se sujeta directamente encima de la mesa de la fresadora
mediante unos tornillos, y se deberá de tener la precaución de colocar la mordaza
paralela al desplazamiento de la mesa mediante un reloj comparador según se ve en
la figura. Para ello se aflojarán los tornillos y se procederá al alineamiento palpando
la mordaza fija con suaves golpes de martillo. Una vez alineado, se apretarán los
tornillos y se volverá a comprobar el alineamiento.
4. Procesos de mecanizado
a) Mecanizar la ranura de 65x6. Para ello :
- Desplazar la herramienta hasta el centro de la ranura ( eje X a 50+32.5 mm
del lateral ). Tras tomar referencia en un lateral con la fresa habrá que
realizar un desplazamiento igual al descrito más 31.5 mm correspondientes
al radio de la fresa.
- Mecanizar los 6mm en varias pasadas de desbaste y una de acabado
- Desplazar la herramienta hacia uno de los laterales de la ranura y dejando
un sobre-material de 0,5 mm realizar el mecanizado (fresado en oposición)
- Repetir la operación en lateral opuesto.
- Realizar el acabado con una fresa de Ø12mm con el fin de mecanizar el
redondeo que deja el mecanizado con herramienta de placas
intercambiables (fresado en oposición).

129
b) Puntear agujeros 8 a 17. Para ello :
- Desplazar el centro de la broca hasta el centro del agujero 7 ( eje X a
15mm del lateral ) y a 15 mm ( Eje Y respecto del lateral ). Tener en
cuenta que si tomamos referencia con la broca de centrar habrá que realizar
un desplazamiento igual al descrito más 1.5 mm correspondientes al radio
de la broca.
- Realizar los punteados en las posiciones correspondientes, profundizando
con el accionamiento manual de la caña del husillo principal y
manteniendo bloqueado el carro perpendicular al del movimiento de
desplazamiento.
c) Taladrar ( sup 18 ) a Ø30mm. Para ello :
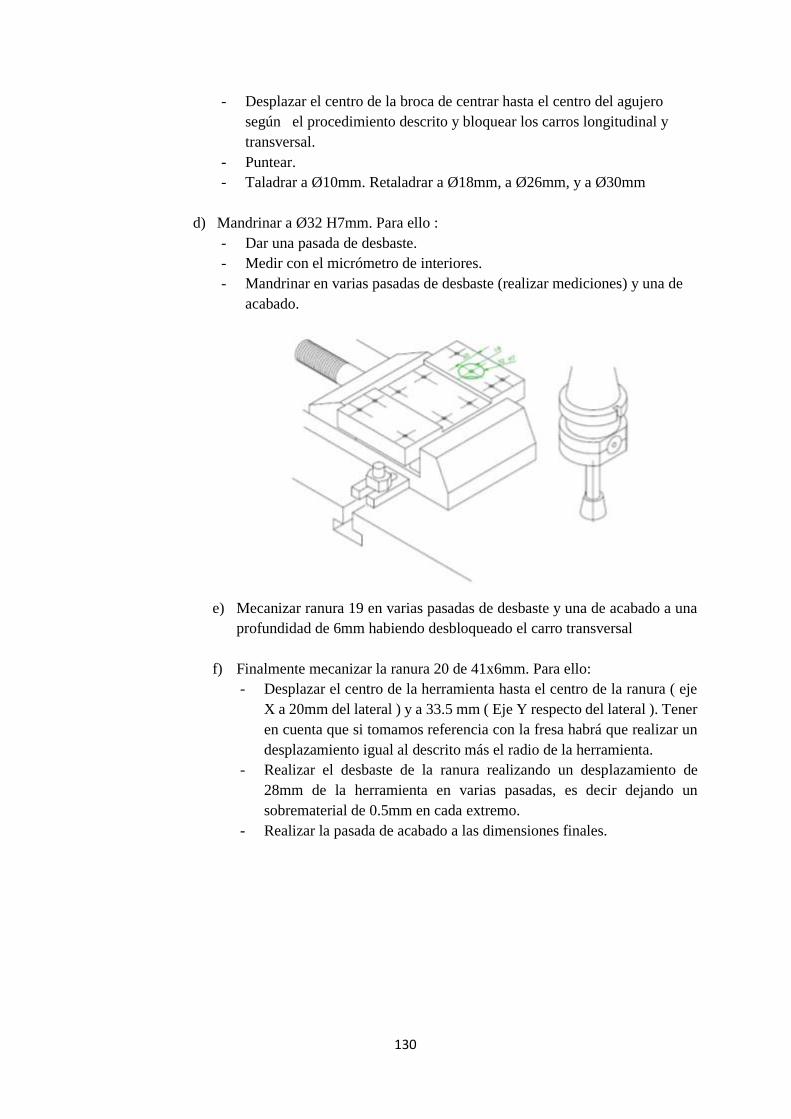
130
- Desplazar el centro de la broca de centrar hasta el centro del agujero
según el procedimiento descrito y bloquear los carros longitudinal y
transversal.
- Puntear.
- Taladrar a Ø10mm. Retaladrar a Ø18mm, a Ø26mm, y a Ø30mm
d) Mandrinar a Ø32 H7mm. Para ello :
- Dar una pasada de desbaste.
- Medir con el micrómetro de interiores.
- Mandrinar en varias pasadas de desbaste (realizar mediciones) y una de
acabado.
e) Mecanizar ranura 19 en varias pasadas de desbaste y una de acabado a una
profundidad de 6mm habiendo desbloqueado el carro transversal
f) Finalmente mecanizar la ranura 20 de 41x6mm. Para ello:
- Desplazar el centro de la herramienta hasta el centro de la ranura ( eje
X a 20mm del lateral ) y a 33.5 mm ( Eje Y respecto del lateral ). Tener
en cuenta que si tomamos referencia con la fresa habrá que realizar un
desplazamiento igual al descrito más el radio de la herramienta.
- Realizar el desbaste de la ranura realizando un desplazamiento de
28mm de la herramienta en varias pasadas, es decir dejando un
sobrematerial de 0.5mm en cada extremo.
- Realizar la pasada de acabado a las dimensiones finales.

131
IV. RESULTADOS / ANÁLISIS Y DISCUSIÓN
A continuación el alumno debe anotar las medidas finales de la pieza mecanizada (largo,
ancho, altura diámetros de agujeros), verificar las tolerancias máximas y mínimas y
corroborar que la superficie terminada no exceda las mismas. Identificar algún mal
procedimiento y anotarlo en caso se haya presentado.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
V. CUESTIONARIO
Responda a las siguientes preguntas:
1. Liste las herramientas usadas para el mecanizado de la pieza e indique la velocidad
de corte a la que deben trabajar
2. Nombre todos los procesos que puede realizar una fresadora convencional
3. ¿Qué ventajas presenta el procesos de fresado con respecto al torneado?
4. ¿Qué tipo de acabados se pueden realizar con el proceso de fresado?

132
VI. CONCLUSIONES
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
VII. BIBLIOGRAFIA
Operaciones de fresado, MAKINA ERREMINTAREN INSTITUTUA (Instituto de
Máquina Herramienta)
https://s02d67b3430dee026.jimcontent.com/download/.../Práctica%2011%20Fresado.p
df
Practicas d Fresado Convencional, Instituto Tecnológico de Sonora
https://es.scribd.com/doc/52411016/Practicas-de-fresadora-convencional
Kalpajian, S., & Schmid, S. (2008). Manufactura, Ingeniería y Tecnología. Ciudad de
México: Pearson Educación.

133
Práctica 7: Compensación en una fresadora CNC
I. OBJETIVO
El alumno comprenderá la función y aplicación de los códigos G40, G41 y G42.
Asimismo comprenderá el concepto de compensación referido a los desplazamientos de
la herramienta de corte en la fresadora CNC
II. MATERIALES, EQUIPOS Y MÁQUINAS
Material:
Placa de aluminio de 10 x 10 x 0.5 cm
Calibrador Vernier o Regla
Caja de herramientas para fresa: Llaves Allen, brocha, calibrador, aceitera.
Equipo:
Fresadora de control numérico.
Aula de simulación.
USB para respaldar información.
III. DESARROLLO DE LA PRACTICA
1. Encienda el equipo.
2. Cargue programa.
3. Para el maquinado de la pieza que se muestra en la figura 1, con ayuda del
teclado auxiliar teclee el Programa CNC de la figura 2
Fig 1: Pieza a mecanizar

134
Figura 2. Programa CNC correspondiente a la figura 1

135
Ejecute la simulación:
Presione la tecla F9. Aparecerá un cuadro de dialogo; seleccione la
opción set datum para hacer la corrección de la compensación en la simulación
Presione la tecla F9. seleccione la opción run program, una vez simulado el
programa presione nuevamente la tecla F9 y seleccione la opción 3D view.
(Figura 2.5). Para ver la simulación en 3D (Figura 3).
Figura 3-Vista isométrica simulada de la pieza a mecanizar
2. Sujeción de la pieza a maquinar.
Coloque la placa de aluminio sobre la mesa de trabajo de la fresadora, acercar los
sujetadores lo más pegado a la placa y sujetarlos con ayuda de los tornillos Allen, una
vez hecho esto se hacen girar los excéntricos. Esto provoca que las caras laterales sean
presionadas y así se evita que se mueva la pieza a maquinar.
3. Posicionamiento e introducción del cero pieza.
Con ayuda de un marcador, trace un sistema de ejes en la parte inferior izquierda,
aproximadamente a 1 cm de los bordes (Figura 4)
Figura 4 Trazado del sistema de ejes
4. Habilite los motores, para mover manualmente los ejes, desactivando el paro de
emergencia con uso de la llave.
Presione tecla HOME, mandar a casa los 3 ejes presionando Z , Y , X

136
Presione la tecla JOG hasta que esté en modo continuo, con ayuda de las teclas de
dirección acercar la herramienta al par de ejes marcados en la pieza.
Cuando el eje Z este cerca de la placa, presione nuevamente JOG en modo de
incrementos 0.05 y con ayuda de una hoja colocarla sobre la pieza de tal manera
que al presione –Z la hoja quede prensada.
Presione la tecla MENU OFFSET → Edit offsets
5. Ejecute Maquinado
· Posicionar el cursor al principio del programa introducido
· Presione tecla AUTO → CYCLE START
6. Apague
Deshabilite los motores (Activando paro de emergencia)
Presione la tecla F10. Aparecerá un cuadro de dialogo (Figura 2.11), seleccione la
opción Quit, una vez hecho esto saldrá una ventana de dialogo para preguntar si
deseas guardar el proyecto, seleccione la opción “No”
IV. RESULTADOS
A continuación tome medidas de la pieza mecanizada y anótelas, verifique las
especificaciones, tolerancias en las superficies
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
V. DISCUSIÓN DE RESULTADOS
Analice los resultados de las operaciones de mecanizado sobre la pieza; comente si se
usaron los procesos adecuados. Verifique si se usaron las velocidades de corte
adecuadas en cada proceso, según el tipo de herramienta y haga sus comentarios a
continuación:
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

137
VI. CUESTIONARIO
1. A pesar de que el proceso de fresado sea muy versátil, piensa en geometrías de pieza
que sean muy difíciles/imposibles de realizar mediante fresado.
2. ¿Cual es el número máximo de ejes que suelen incorporar las fresadoras? ¿Qué
ventajas puede tener incorporarlos?¿Y qué desventajas?
3. En las operaciones de torneado, la viruta puede enredarse entre la herramienta y la
pieza lo que genera grandes problemas para poder retirarla de la zona de trabajo, sin
embargo en fresado esto no es ningún problema. ¿Podrías explicar por qué?
4. Además de la fuerza de corte hay otras dos componentes: Radial y tangencial ¿Puedes
explicar cómo influye cada una de estas componentes en el proceso de fresado?
VII. CONCLUSIONES
Comente sus conclusiones finales y describa las ventajas de usar este método de
mecanizado y que beneficios nos brinda frente a otros tipos de máquinas herramienta
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
VIII. BIBLIOGRAFÍA
http://www.ehu.eus/manufacturing/docencia/1011_ca.pdf
Ingeniería de Manufactura, Ing Ricardo Jimenes
Fresadora-Manual del operador – Haas Automation INC. 500,,CA 93030, USA
Ingeniería Técnica Industrial Especialidad Mecánica, Programación Básica de Fresadoras
CNC, http://isa.umh.es/asignaturas/tf/Tema14.pdf
Laboratorio de Sistemas de Manufactura Flexible, Manual de práctica CNC – Universidad
Nacional Autónoma de México

138
Prácticas en el curso de Sistemas de Producción
Práctica 1: Mecanizado de una pieza en Centro de Mecanizado CNC
I. OBJETIVO
Conocer el funcionamiento adecuado del Centro de Mecanizado Vertical
CNC, sus operaciones básicas y las ventajas que ofrece esta máquina frente a otras
como la fresadora o el torno CNC.
II. MATERIALES, EQUIPOS Y MÁQUINAS
Centro de maquinado vertical CNC
Placa de aluminio de 10 cm x 10 cm 1cm.
Calibrador pie de rey o Vernier.
Plumón o Marcador.
III. DESARROLLO DE LA PRACTICA
El alumno deberá seguir el siguiente procedimiento para la práctica:
1. Realizar un plano del molde octogonal en el programa AUTOCAD, especificando
todas las cotas y geometría de la pieza a fabricar.
Fig 1 Dibujo de molde octogonal en un programa CAD

139
2. El siguiente paso es hacer el programa NC para poder mecanizarlo en la máquina
VMC; esto se hace en otro software CAM. El dibujo debe ser enviado al programa
CAM
3. Se realizan las trayectorias de la herramienta en el programa CAM y se selecciona
la herramienta que hará las operaciones de mecanizado
Fig 2 – Dibujo exportado al programa CAM /selección de trayectoria
Fig 3- Selección de herramienta
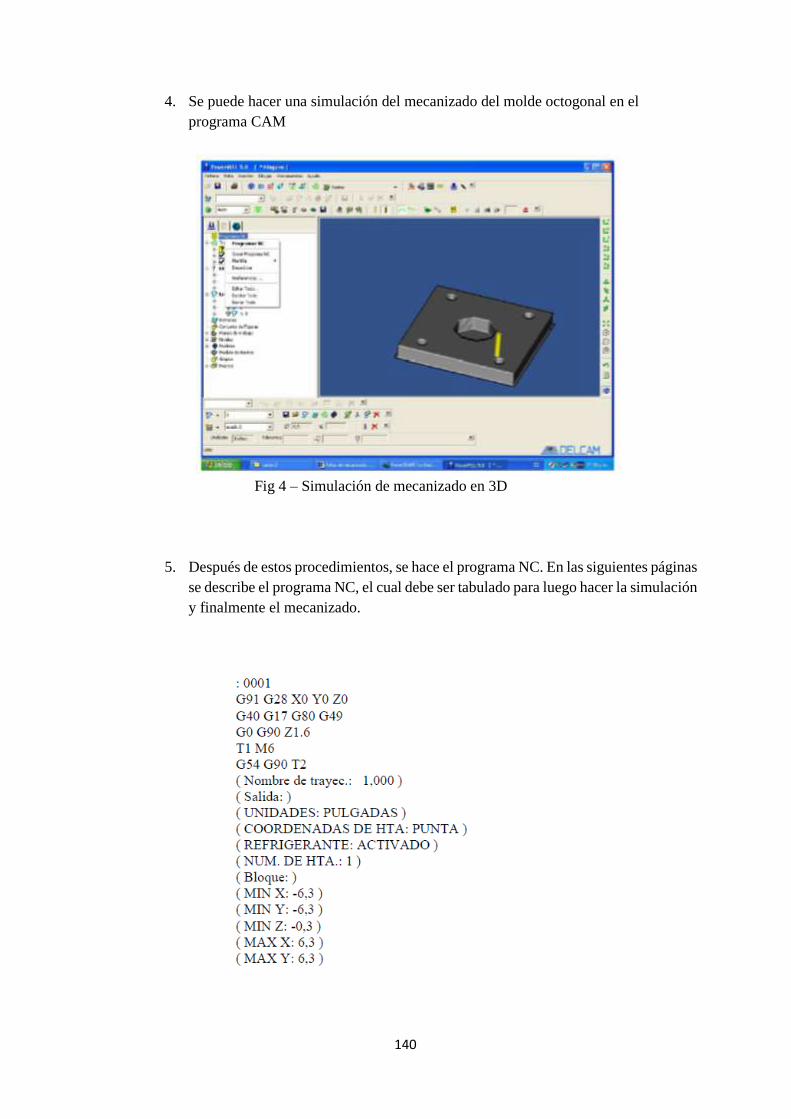
140
4. Se puede hacer una simulación del mecanizado del molde octogonal en el
programa CAM
Fig 4 – Simulación de mecanizado en 3D
5. Después de estos procedimientos, se hace el programa NC. En las siguientes páginas
se describe el programa NC, el cual debe ser tabulado para luego hacer la simulación
y finalmente el mecanizado.
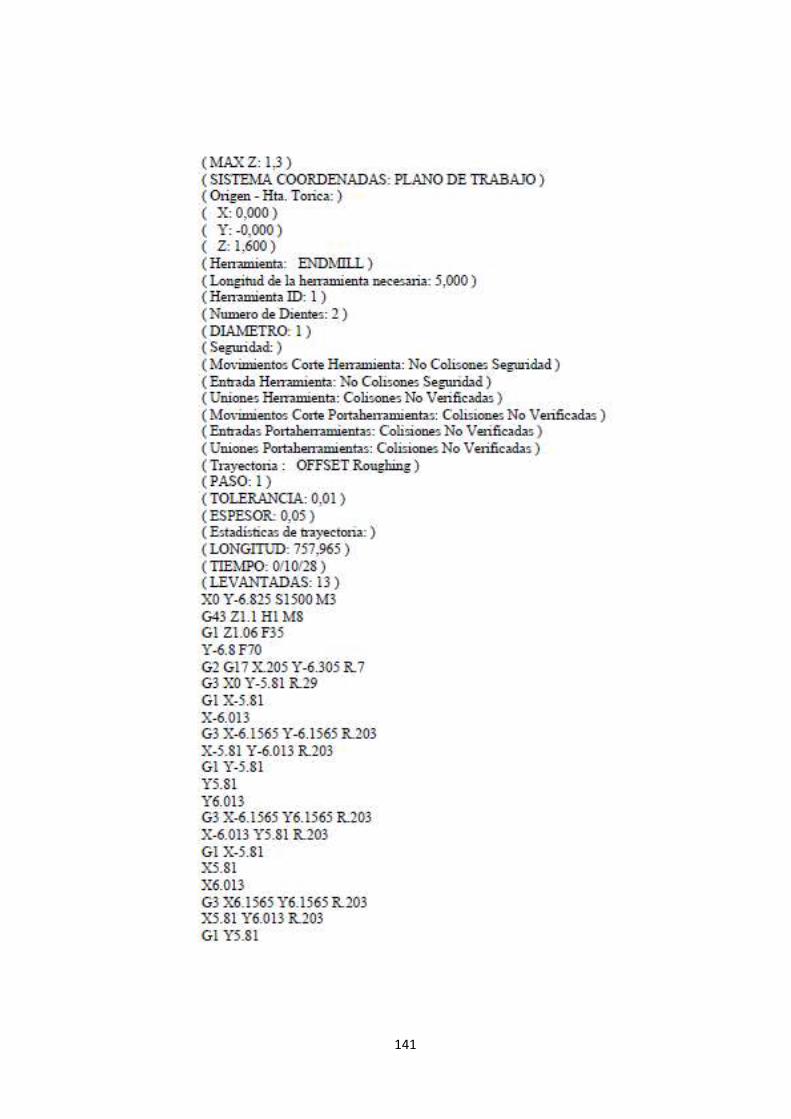
141
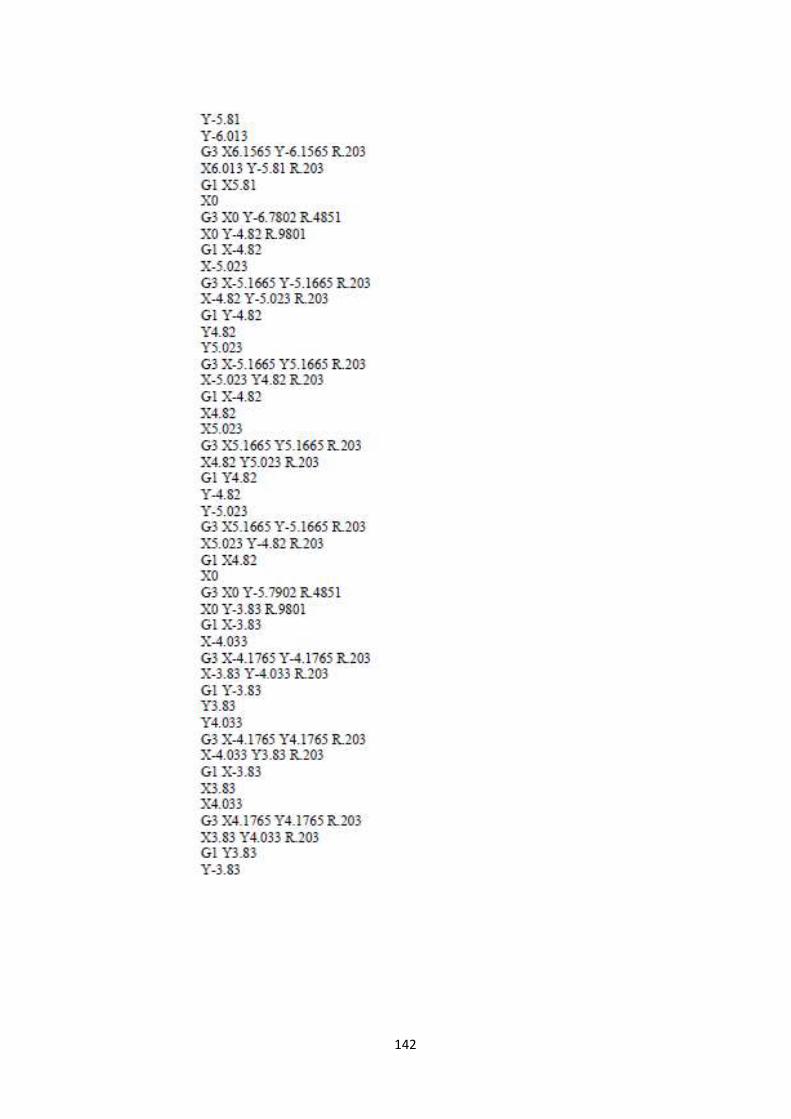
142

143
Fig 5 – Simulación de la pieza a mecanizar
IV. RESULTADOS / DISCUSIÓN DE RESULTADOS
A continuación anote de manera puntual los procesos seguidos. Verifique si las
medidas finales en la simulación son las correctas, verifique las tolerancias según el
plano original. En un archivo aparte, saque las vistas 2D principales de la pieza
simulada y acótelas.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
V. CUESTIONARIO
1. Realizar un flujograma donde se identifique los pasos para realizar el encendido del
centro de mecanizado vertical y otro flujograma donde se identifiquen los pasos para
el monte y desmonte de herramientas.
144
2. Investigar que significan las siguientes siglas en un sistema de mecanizado CNC: G,
M, F, S.
3. ¿Qué importancia tiene para la Ingeniería y para el mundo los centros de mecanizado
vertical?
VI. CONCLUSIONES
En las líneas siguientes anote sus impresiones respecto a la simulación del mecanizado
de una pieza y destaque la importancia y beneficios del mecanizado frente a otros
procesos
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

145
Práctica 2: Corte de un pieza metálica por chorro de agua
I. OBJETIVO
1) El alumno comprenderá las normas de seguridad específicas aplicables a la práctica.
2) El alumno conocerá el funcionamiento de la máquina de corte por chorro de agua.
3) El alumno realizará cortes en distintos materiales y variando la velocidad de
avance, con apoyo del personal del laboratorio.
4) El alumno estimará la precisión dimensional de los cortes realizados y comparará el
acabado de corte entre los diversos materiales y las velocidades de avance utilizados
II. MATERIALES, EQUIPOS Y MÁQUINAS
1) Material
a) Placas y barras de materiales diversos.
2) Herramientas
a) Vernier.
3) Equipo y maquinaria
a) Máquina de corte por chorro de agua.
b) Estereoscopio.
4) Equipo de seguridad
a) Lentes de seguridad.
III. DESARROLLO DE LA PRACTICA
Procedimiento
1) Imprimir y leer toda la práctica antes de ir al laboratorio. Preparar el pre-reporte
2) Presentarse puntualmente a la práctica, con ropa cómoda, calzado cerrado y fuerte,
sin joyas ni cadenas, el pre-reporte completo y el reporte impreso y engrapado
(páginas 8 a 12).
3) El instructor aplicará un examen al inicio de la sesión, que evaluará su comprensión
del marco teórico y también se utilizará como lista de asistencia.
4) El instructor explicará los principios de funcionamiento de la máquina de corte por
chorro de agua.
5) Con ayuda del personal del laboratorio se realizarán cortes en diversos materiales,
variando la velocidad de avance.
6) Finalmente, los alumnos analizarán el acabado de corte de las diversas piezas
obtenidas.

146
IV. RESULTADOS
V. DISCUSIÓN DE RESULTADOS
VI. CUESTIONARIO
1) Describa los siguientes componentes de la máquina de corte por chorro de agua:
sistema de bombeo, cabezal de corte.
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
2) Mencione 5 aplicaciones del corte por chorro de agua (productos).
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
3) ¿Qué relación presenta la velocidad de corte de la máquina con el acabado de las
piezas realizadas?
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
4) Explique la relación entre la velocidad de corte, la resistencia del material a cortar y
el espesor del mismo, para un proceso de corte por chorro de agua.
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
5) ¿Qué ventajas presenta el corte por chorro de agua sobre los procesos de mecanizado
convencional (fresadora, torno)?
_____________________________________________________________________
_____________________________________________________________________

147
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
_____________________________________________________________________
VII. CONCLUSIONES
En las siguientes líneas anote sus impresiones del proceso de corte por chorro de agua,
evalúe el proceso de corte por chorro de agua y especifique las ventajas de este proceso
comparado con otros procesos de corte.
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________
______________________________________________________________________

148
Infraestructura disponible y equipamiento actual 1 2 3 4 5
1. El área del laboratorio, es lo suficientemente amplia y espaciosa para
la ubicación de máquinas y equipos existentes?
2. Los servicios de agua y sanitarios son los adecuados para el laboratorio?
3. Los servicios de electricidad (iluminación, tomacorrientes, tableros eléctricos),
son los adecuados en el laboratorio?
4. El mobiliario (mesas, sillas, pizarras) están en buen estado?
5. Las máquinas de mecanizado existentes (tornos, fresas, cepillo, rectificadora)
están en buen estado de funcionamiento y están debidamente equipadas 6. Las máquinas de mecanizado existentes (tornos, fresas, cepillo, rectificadora)
son las adecuadas y/o acordes a la tecnología moderna?7. Los instrumentos de medición son los adecuados y suficientes para
las prácticas que se dictan?
Proyección tecnológica en equipamiento del laboratorio SI NO
1. Has realizado prácticas de laboratorio en equipos de última generación?
2. Has realizado prácticas de laboratorio en torno CNC?
3. Has realizado prácticas de laboratorio en fresadora CNC?
4. Has realizado prácticas de laboratorio en un centro de mecanizado CNC?
5. Has realizado prácticas de laboratorio en cortadora por plasma?
6. Has realizado prácticas de laboratorio en mesa de corte por chorro de agua?
7. Has realizado prácticas de laboratorio en mesa de corte por laser?
8. Has realizado prácticas de laboratorio en impresora 3D?
9. Has realizado prácticas de laboratorio en scaner 3D?
10. Has realizado prácticas de laboratorio en máquina de inyección de plástico?
ANEXO B:
ENCUESTA DE ESTUDIO PARA LA IMPLEMENTACIÓN DEL LABORATORIO DE
PROCESOS DE MANUFACTURA DE LA ESCUELA DE INGENERÍA MECÁNICA UNT
Primera parte: Infraestructura y equipamiento
Por favor evalúa condición actual del laboratorio de Procesos de Manufactura
Elije la opción que mejor refleje tu punto de vista, indica tu nivel de satisfacción o
insatisfacción.
(1) Muy insatisfecho (2) Insatisfecho (3) Poco satisfecho (4) Satisfecho (5) Muy satisfecho
Segunda parte: Proyección tecnológica en equipamiento del laboratorio
Maque con una “X” en los recuadros de SI o NO

149
CODIGO VALORACION CANT
1 Muy insatisfecho 18
2 Insatisfecho 77
3 Poco satisfecho 198
4 Satisfecho 111
5 Muy satisfecho 16
TOTAL RESPUESTAS 420
Infraestructura disponible y equipamiento actual
0
200
400
600
Mu
y in
sati
sfec
ho
Insa
tisf
ech
o
Po
co s
atis
fech
o
Sati
sfec
ho
Mu
y sa
tisf
ech
o
TOTA
L R
ESP
UES
TAS
1 2 3 4 5
CANT
Resultados de la encuesta:
Universo: Alumnos de la Escuela de Ingeniería Mecánica de la Universidad Nacional
de Trujillo (alumnos del VII ciclo al X ciclo)….120 alumnos aprox.
Muestra: 60 alumnos (alumnos del VII ciclo al X ciclo)
Conformada por 40 alumnos de la sede Trujillo y 20 alumnos de la sede
del Valle
La encuesta reportó los siguientes resultados:
Resultados – primera parte:
Sumatoria de respuesta a 7 preguntas x 60 encuestas=420 respuestas

150
Proyección tecnológica en equipamiento del laboratorio SI NO
1. Has realizado prácticas de laboratorio en equipos de última generación? 0 60
2. Has realizado prácticas de laboratorio en torno CNC? 0 60
3. Has realizado prácticas de laboratorio en fresadora CNC? 0 60
4. Has realizado prácticas de laboratorio en un centro de mecanizado CNC? 0 60
5. Has realizado prácticas de laboratorio en cortadora por plasma? 0 60
6. Has realizado prácticas de laboratorio en mesa de corte por chorro de agua? 0 60
7. Has realizado prácticas de laboratorio en mesa de corte por laser? 0 60
8. Has realizado prácticas de laboratorio en impresora 3D? 0 60
9. Has realizado prácticas de laboratorio en scaner 3D? 0 60
10. Has realizado prácticas de laboratorio en máquina de inyección de plástico? 0 60
0102030405060
Has realizado prácticas de laboratorio en .....?
SI NO
Resultados – segunda parte:

151
ANEXO C: COTIZACIONES
1. Torno CNC
El torno CNC es un torno operado por medio del control numérico por
computadora, haciendo el uso de un software para programar la geometría de
la pieza a mecanizar. Es una máquina herramienta muy eficaz en el mecanizado
de piezas de revolución. Este torno es capaz de controlar la trayectoria de la
herramienta de tal manera que puede producir piezas en serie, aumentando así
la productividad y la eficacia en la manufactura. Las piezas muy complejas
pueden ser mecanizadas con facilidad y con una alta precisión.
En la actualidad hay fabricantes por todo el mundo y son cada vez mejores los
modelos y más versátiles, gracias a la tecnología avanzada en programación,
en electrónica, en robótica. Los precios de venta de estas máquinas han bajado
considerablemente en los últimos años y son cada vez más accesibles, esta
tecnología está desplazando poco a poco a los tornos convencionales.
PROVEEDOR 1: RECOMAQ
Descripción
Los modelos GA-2000 – 2600 – 2800 sea en el largo de torneado de 600
mm. como de 1200 mm., tienen unos carros que se deslizan sobre guías
cuadradas, revestidas con turcite. Este tipo de construcción permite soportar
fuertes arranques de viruta y sin vibraciones.
Todos sus tornos han sido diseñados con la colaboración de una empresa
alemana y han obtenido una alta certificación ISO 9001 por la BSI, como
asimismo el marco europeo CE de la entidad AMTR.

152
La bancada presenta un diseño diseño súper rígido así como también la base
para el cabezal, la torreta y el contrapunto. Creando la rigidez necesaria para
realizar servicio pesado de torneado y con de alta precisión. Más rigidez
también significa vida extendida de la herramienta.
La torreta estándar de 12 estaciones nos permite trabajar hasta un diámetro
de 8” sin interferencia, aun cuando la herramienta esté desplegada en su
máxima longitud.
Especificaciones técnicas
ESPECIFICACIONES GENERALES UNID GA-2600L
- volteo sobre la bancada mm. 580
- máx. diám. torneable mm. 350
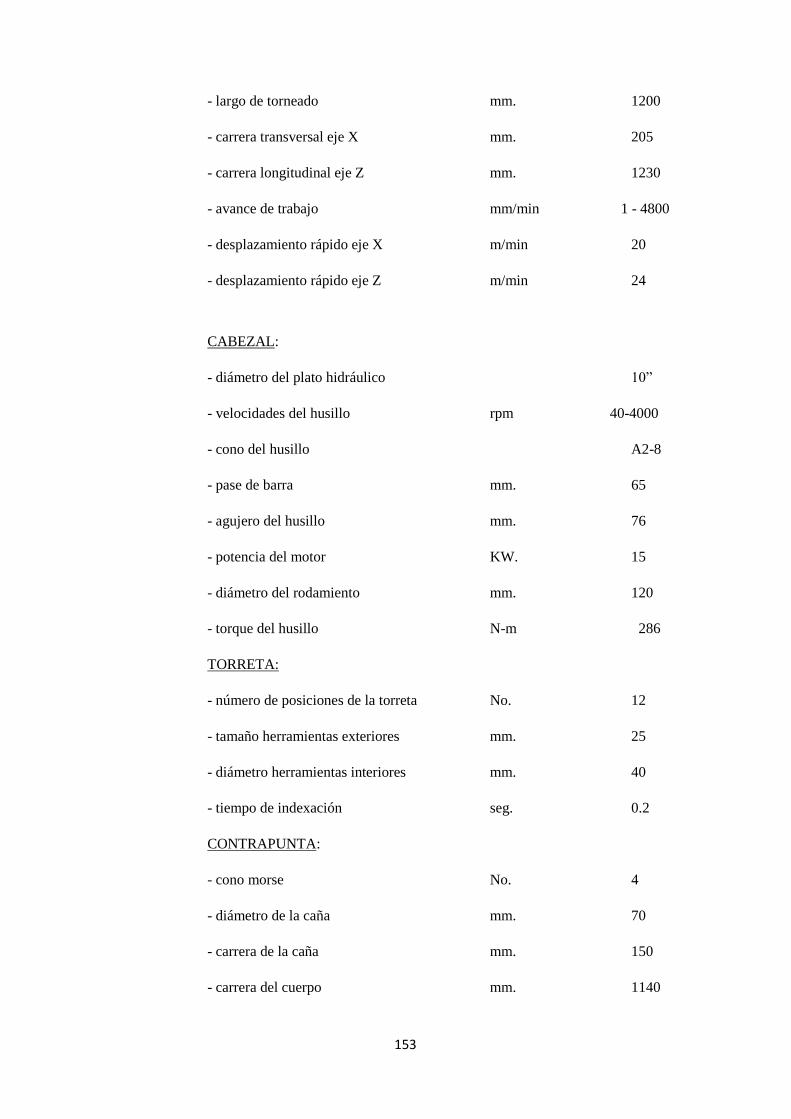
153
- largo de torneado mm. 1200
- carrera transversal eje X mm. 205
- carrera longitudinal eje Z mm. 1230
- avance de trabajo mm/min 1 - 4800
- desplazamiento rápido eje X m/min 20
- desplazamiento rápido eje Z m/min 24
CABEZAL:
- diámetro del plato hidráulico 10”
- velocidades del husillo rpm 40-4000
- cono del husillo A2-8
- pase de barra mm. 65
- agujero del husillo mm. 76
- potencia del motor KW. 15
- diámetro del rodamiento mm. 120
- torque del husillo N-m 286
TORRETA:
- número de posiciones de la torreta No. 12
- tamaño herramientas exteriores mm. 25
- diámetro herramientas interiores mm. 40
- tiempo de indexación seg. 0.2
CONTRAPUNTA:
- cono morse No. 4
- diámetro de la caña mm. 70
- carrera de la caña mm. 150
- carrera del cuerpo mm. 1140

154
- precisión de posicionamiento +/-mm. 0.005
- precisión de repetibilidad +/-mm. 0.003
- motor para el eje ‘X’ KW. 1.6
- motor para el eje ‘Z’ KW. 3.0
- potencia total requerida KVA 26
- peso neto de la máquina KG. 4600
EQUIPO STANDARD:
Control numerico FANUC “OI-TD” (pantalla 8.4” LCD – memoria de
640M) – Transportador de viruta – Cilindro hidraulico para el plato 8” (ga-
2000), 10” (ga-2600 & ga-2800) – motores AC FANUC – roscado rigido
– guias anchas para todos los ejes – sistema de refrigeracion – sistema
hidráulico – protección alrededor de la maquina – sistema de lubricacion
automática – luz de alarma fin de trabajo – luz de trabajo – apagado
automático de la maquina con código ‘m’ – pedal de accionamiento para
el plato – interface RS-232 – cabina eléctrica con sistema de ventilación –
tornillos de nivelación – manual de operación y mantenimiento – torreta
para 12 herramientas con los siguientes portaherramientas:
05 Porta herramientas para interiores diám. 40 mm.
01 Porta herramienta para broca tipo U diám. 40 mm.
01 Porta herramienta para refrentado (izquierda & derecha)
06 Reductores de 12, 16, 20, 25, 32 mm. (uno de cada uno)
02 Reductores para brocas MT2, MT3 (uno de cada uno)
Estructura del torno GA-2600L

155
Torreta

156
Practicas realizables
Los modelo de la gama GA 2000 están equipados del sistema de control
numérico FANUC “Oi-TD”, el cual nos permitiría realizar las siguientes
prácticas:
Funciones de interpolación lineal, las cuales nos permiten hacer
operaciones tales como cilindrado y refrentado
Funciones de interpolación circular a derechas (mecanizado de zonas
esféricas o radiales)
Funciones de interpolación circular a izquierdas (para mecanizado de
zonas esféricas vacías o radios en sentido antihorario
Funciones de mecanizado especiales: Ciclos de roscado, taladrado,
refrentado, roscado con macho, escariado y otras.
Otras funciones secundarias.
Aspectos comerciales
PRECIO FOB/TAIWAN
GA-2600L (Largo 1200 mm., Pase barra 65 mm.).................US$ 86,700
ACCESORIOS ESPECIALES INCLUIDOS EN EL PRECIO:
- Plato hidraulico diam. 10” (GA-2600/L & GA-2800/L)
- TOOL SETTER (brazo para poner a punto las herramientas y controlar su
desgaste)
- Contrapunta con caña programable
- Transportador de viruta
- Garantía de la maquina por un año
ACCESORIOS EXTRAS:
- un juego de mordazas duras para plato de 8”...................... US$ 270
- un juego de mordazas duras para plato de 10”................... US$ 500
- Diferencia de precio por control FANUC 31i, en lugar

157
del standard Oi-TD........................................................... US$ 15,000
FORMA DE PAGO: 30% de inicial con el pedido. Saldo con Carta de Crédito
irrevocable y confirmada, pagadera contra documentos de embarque, a favor
de GOODWAY de Taiwán.
ENTREGA DE FABRICA: 8-10 semanas aprox. de recibida la Carta de
Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
GARANTIA: Un año.
PUESTA EN MARCHA Y ENTRENAMIENTO: Por técnicos nuestros
sin costo adicional para el comprador.
PROVEEDOR 2: DAVONIS
Descripción
TORNOS CNC BANCADA PARALELA, MODELO L-2040-CNC CON
CONTROL FANUC Oi-MATE - (CODIGO H900.50)

158
Especificaciones
CAPACIDAD:
diametro sobre bancadas 500 mm
diametro sobre carro transversal 280 mm
plato recomendado 250 mm
distancia entre puntas 1000 mm
CABEZAL Y HUSILLO:
nariz del husillo d8
orificio del husillo 82 mm
cono interior del husillo morse nº 5
velocidad del husillo (25-2200 rpm) 3 inf. variable
torque maximo 1300 nm
TORRE ELECTRICA
cantidad de posiciones 6
medida de la herramienta para exteriores 25 x 25 mm
medida de la herramienta para interiores ø 32 mm
CARRO TRANSVERSAL (EJE X) Y LONGITUDINAL (EJE Z):
recorrido longitudinal (eje z) 930 mm
recorrido transversal (eje x) 280 mm
diametro y paso del tornillo del eje z (paso 6 mm) 40 mm
diametro y paso del tornillo del eje x (paso 4 mm) 25 mm
avance rapido (eje z) 10 m/min
avance rapido (eje x) 6 m/min
avance de mecanizado (eje z) 0-6 m/min
avance de mecanizado (eje x) 0-3 m/min
posicionamiento (eje z) 0,04 mm
posicionamiento (eje x) 0,03 mm
repetitividad (eje z) 0,016 mm
repetitividad (eje x) 0,012 mm
CONTRAPUNTA:
diametro de la manga 75 mm
159
recorrido de la manga 150 mm
cono morse morse nº 5
MOTORES:
motor husillo 10 hp
servomotor eje z (ac, fanuc, 8 nm) 1,6 hp
servomotor eje x (ac, fanuc, 8 nm) 1,6 hp
BANCADA:
ancho de la bancada 400 mm
CONTROL:
UNIDAD CNC fanuc oi-mate
ejes controlados 2
MEDIDAS:
largo 2730 mm
ancho x altura 1475 x 1750 mm
PESO DE LA MAQUINA:
neto 2600 kg
bruto 3200 kg
EQUIPAMIENTO Y CONSTRUCCION NORMAL PROVISTO CON
LA MAQUINA
01) Cerramiento de protección total con 2 puertas corredizas en
el frente.
02) Sistema de refrigeración con depósito independiente.
03) Equipo de lubricación centralizado automático.
04) Plato de 3 mordazas autocentrantes ø 250 mm con
accionamiento manual.
05) Torre automática de 6 posiciones con eje horizontal,
accionamiento eléctrico y refrigeración a través de la
herramienta
160
06) Luneta fija.
07) Luneta móvil.
08) Cambio de gama de velocidades automática.
09) Velocidad de corte constante en cada gama de velocidades.
10) Freno
11) Iluminación en la zona de trabajo mediante tubo fluorescente
de bajo voltaje.
12) Manga de la contrapunta de accionamiento manual.
13) Puerto de entrada y salida RS232.
14) Bancadas templadas y rectificadas.
15) Engranajes del cabezal templados y rectificados.
16) Revestimiento de turcite-B en las contracolizas de los ejes
X y Z.
17) Tornillos a bolillas recirculantes de precisión para los ejes
X y Z.
18) Herramientas y llaves de servicio.
19) Bases y tornillos para nivelación.
20) Manual de operación, despiece, mantenimiento y circuito
eléctrico.
21) Máquina fabricada de acuerdo a normas ISO 9001.
Practicas realizables
Reglaje de herramientas
Torneado interior de tramos curvos y exterior de tramos rectos
Refrentado interior de tramos curvos y exterior de tramos rectos
Refrentado interior de tramos rectos y exterior de tramos curvos
Desbastado interior en el eje Z y torneado exterior de tramos curvos
Torneado interior de tramos rectos y desbastado exterior en el eje Z
Desbastado interior y exterior en el eje X.
Roscado cónico interior y exterior
Desbastado interior y exterior en el eje X. Ranurado y roscado
exterior
Seguimiento de perfil exterior. Ranurado y roscado interior
Desbastado interior y exterior en el eje X
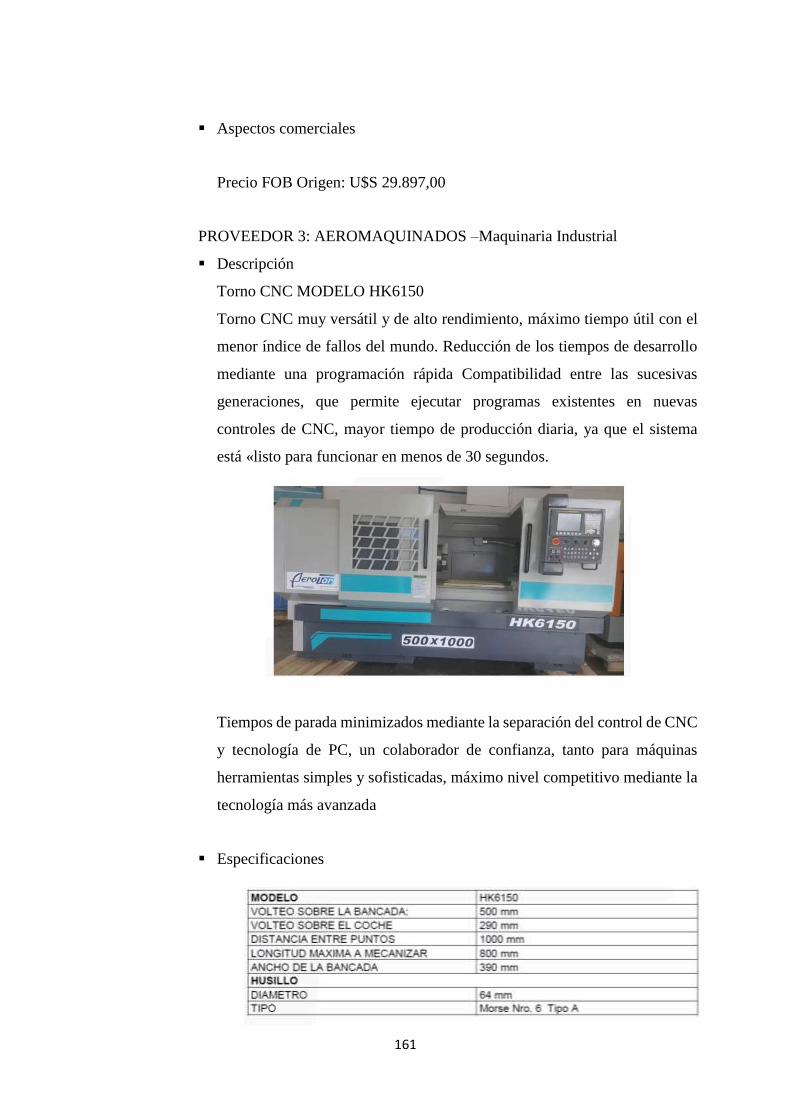
161
Aspectos comerciales
Precio FOB Origen: U$S 29.897,00
PROVEEDOR 3: AEROMAQUINADOS –Maquinaria Industrial
Descripción
Torno CNC MODELO HK6150
Torno CNC muy versátil y de alto rendimiento, máximo tiempo útil con el
menor índice de fallos del mundo. Reducción de los tiempos de desarrollo
mediante una programación rápida Compatibilidad entre las sucesivas
generaciones, que permite ejecutar programas existentes en nuevas
controles de CNC, mayor tiempo de producción diaria, ya que el sistema
está «listo para funcionar en menos de 30 segundos.
Tiempos de parada minimizados mediante la separación del control de CNC
y tecnología de PC, un colaborador de confianza, tanto para máquinas
herramientas simples y sofisticadas, máximo nivel competitivo mediante la
tecnología más avanzada
Especificaciones

162
Practicas realizables:
Funciones básicas de posicionamiento y desplazamiento de
herramienta, selección de herramienta.
Movimientos lineales
Movimientos de arco de círculo horario y antihorario
Roscado en una pasada y en múltiples pasadas
Compensaciones de radio de herramienta
Ciclos de acabado
Ciclos de torneado-cortes longitudinales
Ciclos de refrentado-cortes trasversales
Ciclos de repetición.-cortes paralelos al contorno
Ciclos de taladrado con picoteo
Ciclos de ranurado trasversal

163
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 12 semanas.
PRECIO: $ 42.000 USD más impuestos.
Validez de la oferta: 15 (Quince) días
CONDICIONES GENERALES:
Esta cotización se rige por las condiciones generales de entrega de
AEROMAQUINADOS, acordes con estipulaciones de Ley, sobre las
cuales el cliente manifiesta su conformidad al aceptar esta oferta
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con red
trifásica. NO GENERADA. El voltaje debe ser 220 VAC. Para la
validez de la garantía, la máquina debe ser instalada con un
estabilizador de voltaje, el cual no está contemplado en esta
cotización.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por mal
manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el
cliente debe asumir los costos del desplazamiento (pasajes,
alojamiento y alimentación) del técnico, AEROMAQUINADOS
suministrará los repuestos. AEROMAQUINADOS aconseja sea
leído y atendido los manuales de operación y mantenimiento de la
máquina. Se recomienda realizar los mantenimientos preventivos
periódicos para la conservación del equipo.
Asesoría

164
Asesoría en la instalación y manejo de la máquina de 20 horas.
Tiempo adicional será acordado el cobro entre
AEROMAQUINADOS y el cliente.
LUGAR DE ENTREGA:
La máquina se entrega a bordo del camión en la puerta de las
instalaciones del cliente, dentro del área metropolitana de Medellín
y Bogotá. El cliente suministrará la montacarga o equipos
necesarios para el descargue y movimiento de la máquina.
2. Torno convencional
Se llama torno convencional a aquel torno que no lleva incorporado ni acoplado
ninguna computadora y su movimiento rotatorio es comandado por un motor
eléctrico que le dán el giro mecánico y los movimientos del carro
portaherramientos son comandados de forma manual o semiautomática por una
serie de engranajes y cremallera. Las herramientas son intercambiadas
manualmente y no de forma automática como en el caso de los tornos por
control numérico.
Actualmente aún se fabrican tornos convencionales, pero cada vez la
producción disminuye debido al aumento de la demanda de los tornos CNC.
Sin enmbargo los costos de producción de los tornos convencionales has
disminuido respecto a las décadas pasadas
PROVEEDOR 1: RECOMAQ
Descripción
TORNO PARALELO DE PRECISION – Marca ZMM BULGARIA
Modelo CU 325
De nuestra representada ZMM – BULGARIA HOLDING LTD.
(Bulgaria)
Motor principal – Freno de pedal – Sistema de refrigeración con bomba –
Torreta porta herramienta de 4 posiciones con llave – Protector posterior
contra salpicaduras – Protector para el plato – Lámpara de trabajo –
Sistema eléctrico – Punta fija – Cono de reducción – Pernos de
nivelación – Llaves de servicio – Manual de instrucciones.

165
Especificaciones
ESPECIFICACIONES TECNICAS:
volteo sobre la bancada mm. 325
- volteo sobre el carro mm. 190
volteo sobre el escote mm. 440
- distancia entre puntas mm. 1000
- altura de centros mm. 165
- ancho de la bancada mm. 200
Cabezal:
agujero del husillo mm. 32
cono del husillo MT. 4, 5
- gama de velocidades No. 12
velocidades del husillo rpm. 85 a 2000
- potencia del motor KW. 2.2
Avances:
- 48 avances longitudinales mm/rev 0.006 – 1.77

166
- 48 avances transversales mm/rev 0.003 – 0.885
Pasos:
- 48 pasos métricos mm. 0.1 – 28
- 53 pasos whitworth TPI 2.5 – 75
- 19 pasos modulares Mod 0.1 – 1.75
- 19 pasos diametral Pitch DP 4 – 70
Carros:
- carrera transversal mm. 150
- carrera de los carros mm. 95
Contrapunta:
diámetro de la caña mm. 40
cono morse MT. 3
carrera de la caña mm. 100
- peso neto de la máquina Kg. 770
ACCESORIOS EXTRAS INCLUIDOS EN EL PRECIO:
- Plato autocentrante de 3 mordazas diám. 160 mm.
- Plato independiente de 4 mordazas diám. 250 mm.
- Luneta fija y Luneta móvil
- Punta giratoria No. 3
Plato de 3 mordazas Plato de 4 mordazas independiente

167
Luneta fija y Luneta móvil
Torrera porta-herramienta Multifix Dispositivo para torneado cónico
Practicas realizables
Operación de cilindrado
Operación de pulido
Operación de refrentado
Operación de torneado interior o mandrinado
Operación de roscado
Operación de taladrado
Operación de ranurado
Operación de moleteado
Operaciones combinadas
Fabricación de amplia gama de piezas
Aspectos comerciales
168
PRECIO F.O.B. / PUERTO BULGARO.................... Euro 14,200
ACCESORIOS OPCIONALES:
- Torreta porta herramienta cambio rápido tipo MULTIFIX Modelo
700/4/A,
en lugar del standard................................................... Euro 1,100
- Dispositivo para torneado cónico................................ Euro 800
- Indicador de rosca..................................................... Euro 160
- Visualizador de cotas NEWALL para 2 ejes............ Euro 3,200
FORMA DE PAGO: Con Carta de Crédito irrevocable y confirmada,
pagadera contra documentos de embarque, a favor de ZMM BULGARIA
de Bulgaria.
ENTREGA DE FABRICA: 2-3 meses aprox. de recibida la Carta de
Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
GARANTIA: Un año.
PROVEEDOR 2: DAVONIS
Descripción
Torno paralelo de precision, modelo l-1640 G (CYL-1640G) (CODIGO
H100.60). torno paralelo de precisión modelo l1240, diámetro sobre
bancada 330 mm, sobre carro 178 mm, sobre escote 460 mm, distancia
entre puntas 1000 mm, pasaje de barra 38 mm, 1810 rpm, 18 velocidades,
ancho de la bancada 182 mm, potencia 2 hp, peso 610 kg, con
freno,bancada templada, engranajes templados y rectificados, cabezal
delantal y caja norton en baño de aceite, completo de accesorios, nuevo,
origen República Popular China

169
Especificaciones
volteo máximo sobre bancada 410 mm
volteo máximo sobre carro transversal 260 mm
volteo máximo sobre escote 580 x 290 mm
distancia entre puntas 1000 mm
ancho de bancada 275 mm
altura desde el centro del husillo hasta el suelo 1050 mm
nariz del husillo d1-6
cono morse del husillo nº 6
cono morse del punto en el buje de reduccion nº 4
diametro interior del husillo 52 mm
gama de velocidades del husillo (33-2.000 rpm) 16

170
avances automaticos longitudinales ( 0,037-0,525 mm/vuelta) 32
gama de avances automaticos transversales (0,28-0,4 mm/vuelta) 32
paso del tornillo patron (ø 28 mm) 6 mm
pasos de roscas milimetricas (0,45-7 mm) 32
pasos de roscas en pulgadas (4-56 h") 32
recorrido del carro transversal (6 mm = 1 vuelta / 0,02 mm = 1 div.)
220 mm
recorrido del charriot (3 mm = 1 vuelta / 0,02 mm = 1 div.)11 mm
seccion maxima de herramienta 20 x 20 mm
diametro de la manga de la contrapunta 52 mm
cono morse de la contrapunta (4 mm = 1 vuelta / 0,1 mm = 1 div.)
nº 4 mm
recorrido maximo de la manga de la contrapunta 120 mm
potencia del motor principal, (380 v, 50 hz) 5,5 / 7,5 hp
potencia del motor de refrigeracion (380 v, 50 hz) 1/8 hp
peso neto sin accesorios ni embalaje 1400 kg
EQUIPAMIENTO NORMAL PROVISTO CON LA MAQUINA:
01- bancada templada y rectificada
02- cabezal caja norton y delantal cerrados en baño de aceite
03- freno
04- tablero electrico con protecciones termicas, comandos
conectados con bajo
voltaje
05- plato de 3 mordazas autocentrantes ø 200 mm.
06- plato de 4 mordazas independientes ø 250 mm.
07- plato de arrastre ø 240 mm.
08- plato liso ø 350 mm.
09- tope de 4 posiciones en una cuarta barra para el carro
longitudinal
10- luneta fija
11- luneta movil
12- reloj cuenta filetes de rosca
13- equipo de refrigeración completo

171
14- chapón de protección trasero
15- lubricación forzada centralizada para el carro longitudinal y
transversal
16- cubre plato
17- brazo articulado con lámpara de trabajo de bajo voltaje
18- puntos fijos cono morse
19- cono de reducción para el husillo
20- herramientas y llaves de servicio
21- juego de bases y tornillos para nivelación o ganchos de anclaje
22- manuales de instrucciones, despiece y servicio
23- planillas de verificación y control según normas
Practicas realizables
El modelo l-1640 G puede realizar todas las operaciones típicas que
realiza un torno convencional, tales como:
Cilindrado
Refrentado
Ranurado
Roscado en el torno
Moleteado
Torneado de conos
Torneado esférico
Segado o tronzado
Chaflanado
Mecanizado de excéntricas
Mecanizado de espirales
Taladrado
Aspectos comerciales
Precio FOB Origen: U$S 3.899,00
Forma de pago:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir

172
Garantía: 01 año
Puesta en marcha: En caso de ser necesario estas serán pactadas de acuerdo
al tipo de máquina y necesidad del cliente, asumiendo el cliente el costo
de gastos operativos y viáticos del personal técnico de Davonis
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Torno paralelo modelo CDE6240A x 1000
Torno con distancia entrepuntas de 1000 mm cuenta con motor para
avances rápidos que permite trabajar en rangos de 11-1400 r.p.m. (22
velocidades), su bancada endurecida por inducción 50 HRc, nos
permite maniobrar piezas de peso considerable, además cuenta con
clutch para dar mayor seguridad al operario
Especificaciones
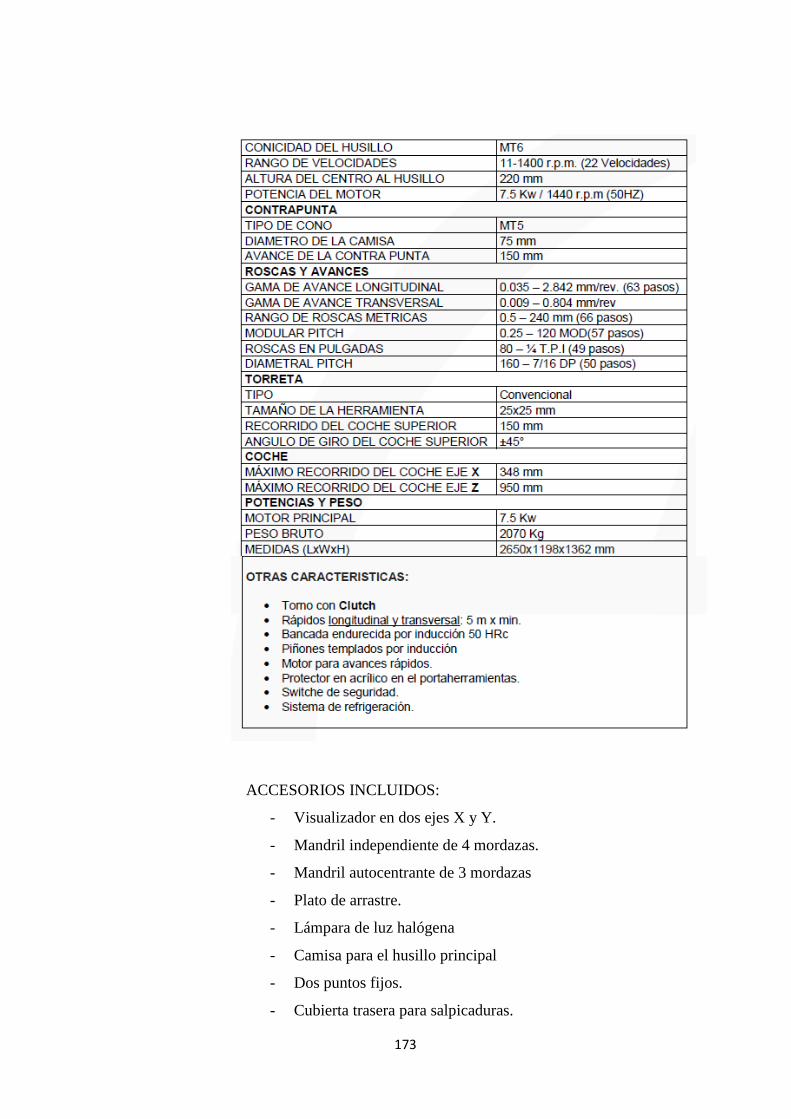
173
ACCESORIOS INCLUIDOS:
- Visualizador en dos ejes X y Y.
- Mandril independiente de 4 mordazas.
- Mandril autocentrante de 3 mordazas
- Plato de arrastre.
- Lámpara de luz halógena
- Camisa para el husillo principal
- Dos puntos fijos.
- Cubierta trasera para salpicaduras.

174
- Cubierta para el tornillo patrón.
- Soportes para nivelación.
- Aceitera.
- Indicador de caratulas para roscas.
- Luneta fija y móvil.
- Copiador de conos.
- Guarda de seguridad en el mandril con microswitche.
- Motor para avances rápidos transversal y longitudinal en el
coche.
- Manuales.
Practicas realizables
Cilindrado y rectificado de piezas cilíndricas, tales como ejes,
flechas, bridas, rodillos, bocinas, etc
Barrenado y perforado de agujeros, cajas cilíndricas
Mecanizado de roscas internas y externas
Fabricación de piezas cónicas
Moleteado de superficies cilíndricas (tipo diamantado)
Con aditamientos de rectificado, se puede afilar y rectificar
piezas templadas como discos de corte
Fabricación de piezas ranuradas como poleas, canales
chaveteros u otros
Operaciones varias: escariado, machuelado, biselado,
chaflanado, mandrilado
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 12 semanas.
PRECIO: $ 11.100 USD más impuestos.
Validez de la oferta 15 (Quince) días
CONDICIONES GENERALES:
Esta cotización se rige por las condiciones generales de entrega de
AEROMAQUINADOS, acordes con estipulaciones de Ley, sobre las
cuales el cliente manifiesta su conformidad al aceptar esta oferta.

175
Los productos y accesorios que aparezcan en los catálogos
suministrados por AEROMAQUINADOS son una guía de carácter
informativo y prima lo aquí establecido en la cotización, salvo que
expresamente se digan que son parte de nuestra oferta.
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada
con red trifásica estable a 220 voltios
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
El visualizador se entrega ensayado y tiene una garantía de 6
meses, por defectos de fabricación, no cubre daños por mal
manejo
NOTA: Para las máquinas que estén en garantía y que se
encuentren ubicada fuera de las áreas metropolitanas de
Medellín o Bogotá, el cliente debe asumir los costos del
desplazamiento (pasajes, alojamiento y alimentación) del
técnico, AEROMAQUINADOS suministrará los repuestos.
LUGAR DE ENTREGA:
La máquina se entrega a bordo del camión en la puerta de las
instalaciones del cliente, dentro del área metropolitana de
Medellín y Bogotá. El cliente suministrará la montacarga o
equipos necesarios para el descargue y movimiento de la
máquina.
3. Torno convencional Vertical
El torno vertical es muy útil para el mecanizado de piezas en la industria y
especialmente para piezas que son difíciles de manipular o maniobrar en un
torno paralelo por ejemplo, logrando mecanizados tales como: torneado,
barrenado, ranurado, cortado u otros. Consta de una mesa circular cuya
superficie es paralela con el piso, la cual usa rodamientos de empuje de alta
precisión. El carril del cabezal está equipado con la torreta pentagonal y el

176
cabezal lateral con una torreta cuadrada. Los dos cabezales están en equilibrio
hidráulico.
PROVEEDOR 1: Fulltontech
Descripción
El torno convencional vertical de una columna, modelo C5112 combina
alta tecnología de sistemas mecánicos, eléctricos e hidráulicos, lo que
permite ofrecer alta rigidez y estabilidad, capacidad de carga pesada y alta
eficiencia de corte.
La máquina está diseñada y construida para realizar los procesos de
torneado cilíndrico, refrentado final, torneado cónico, ranurado
Procesos que ejecuta el torno vertical modelo C5112

177
Especificaciones técnicas

178
La mesa de trabajo está compuesta por la base, la mesa y un husillo con unidad
de trasmisión. La base está construida de una sola pieza de fundición, el husillo
está constituido de un eje corto mecanizado
Componentes principales
Prácticas realizables
Mecanizado de acabado de aros de circunferencia variable (400mm -
1000mm)
Mecanizado de cilindros. Rectificado de circunferencia interior y
exterior
Refrentado de cara plana de engranajes de gran dimensión (600-
1200mm)
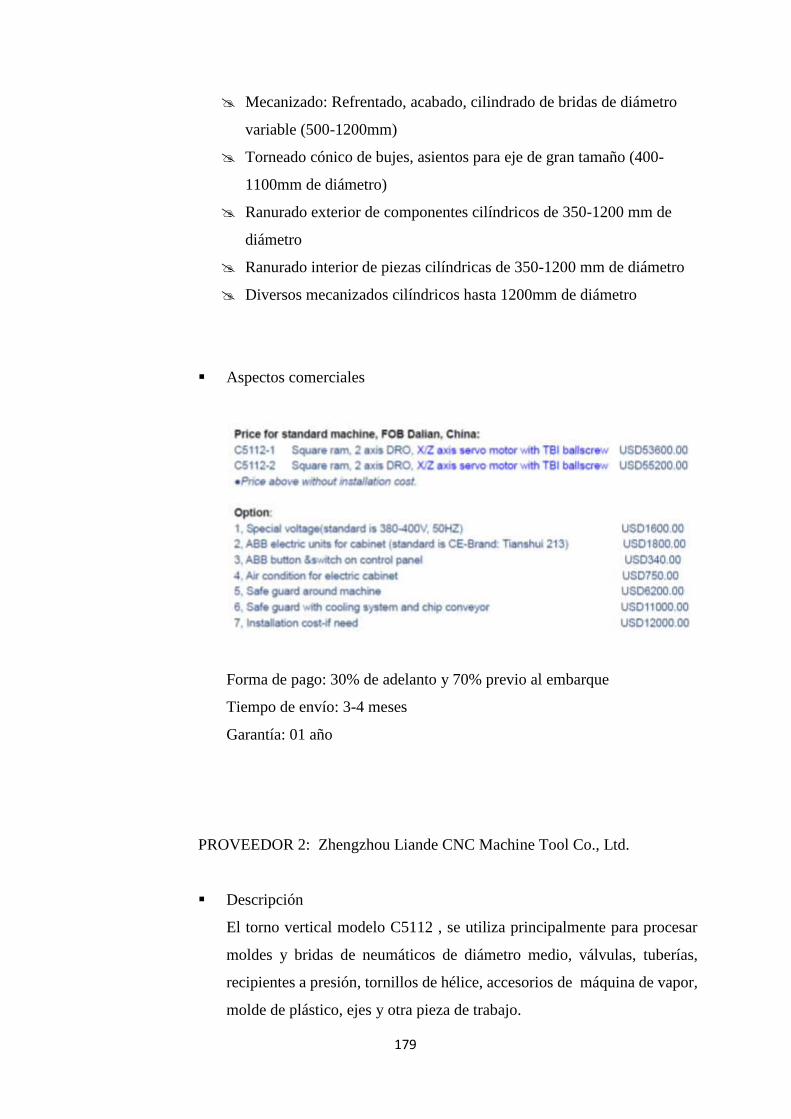
179
Mecanizado: Refrentado, acabado, cilindrado de bridas de diámetro
variable (500-1200mm)
Torneado cónico de bujes, asientos para eje de gran tamaño (400-
1100mm de diámetro)
Ranurado exterior de componentes cilíndricos de 350-1200 mm de
diámetro
Ranurado interior de piezas cilíndricas de 350-1200 mm de diámetro
Diversos mecanizados cilíndricos hasta 1200mm de diámetro
Aspectos comerciales
Forma de pago: 30% de adelanto y 70% previo al embarque
Tiempo de envío: 3-4 meses
Garantía: 01 año
PROVEEDOR 2: Zhengzhou Liande CNC Machine Tool Co., Ltd.
Descripción
El torno vertical modelo C5112 , se utiliza principalmente para procesar
moldes y bridas de neumáticos de diámetro medio, válvulas, tuberías,
recipientes a presión, tornillos de hélice, accesorios de máquina de vapor,
molde de plástico, ejes y otra pieza de trabajo.
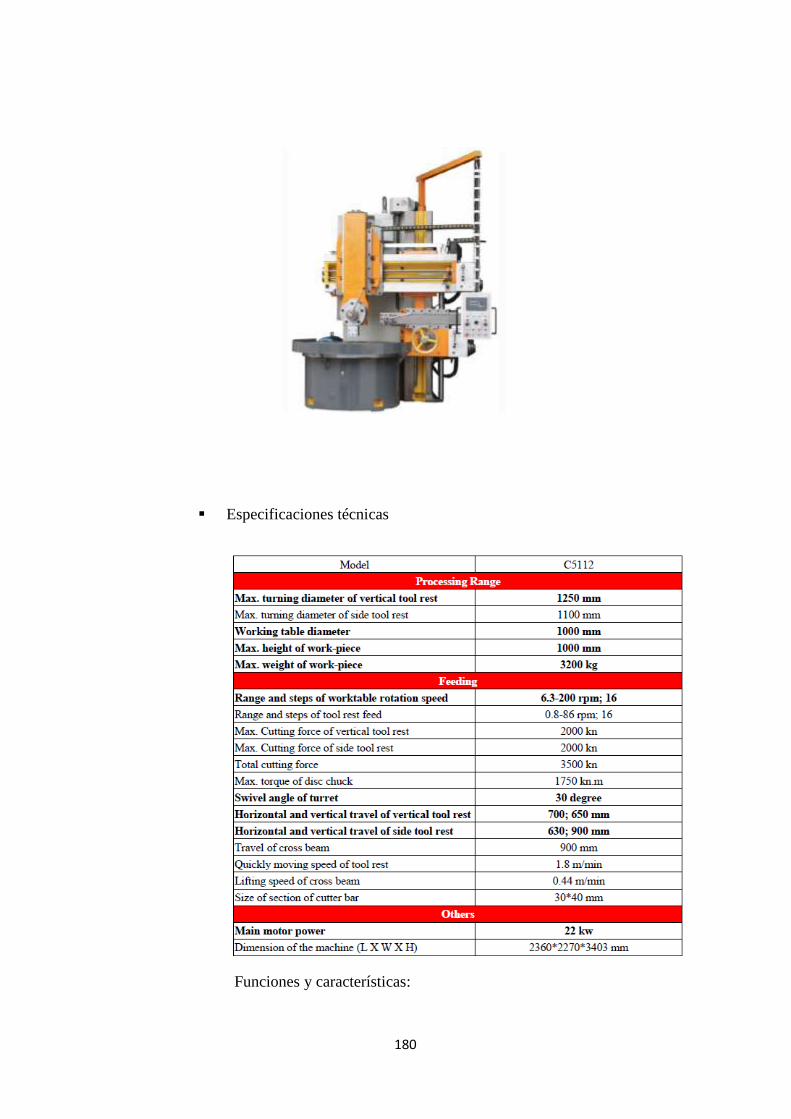
180
Especificaciones técnicas
Funciones y características:

181
Es adecuado para el procesamiento de la superficie cilíndrica interna /
externa, superficie cónica, cara frontal, etc.
Los rodamientos de husillo utilizan productos nacionales de marcas
reconocidas
El cabezal toma una estructura simétrica para hacer que la deformación
térmica sea pareja, evitando el centro del eje genere compensaciones
La fundición vertical del torno ha pasado por un estricto endurecimiento
por vibración para asegurar la rigidez y la estabilidad del torno.
Prácticas realizables
Mecanizados a piezas de revolución: Refrentado, ranurado, acabado,
cilindrado
Mecanizado cónico de piezas de revolución
Fabricación de moldes para procesos de fundición
Fabricación de bridas de diámetros hasta 1200mm
Fabricación de tambores de giro de diámetro medio hasta 1200mm
Fabricación de ejes cortos y de diámetro hasta 1200mm
Mecanizado de bocinas, bujes, asientos para mecanismos de gran
tamaño
Fabricación de componentes cilíndricos para calderería industrial
Rectificado de componentes cilíndricos provenientes del proceso de
fundición. Acabado final
Aspectos comerciales
Precio:
Forma de pago:
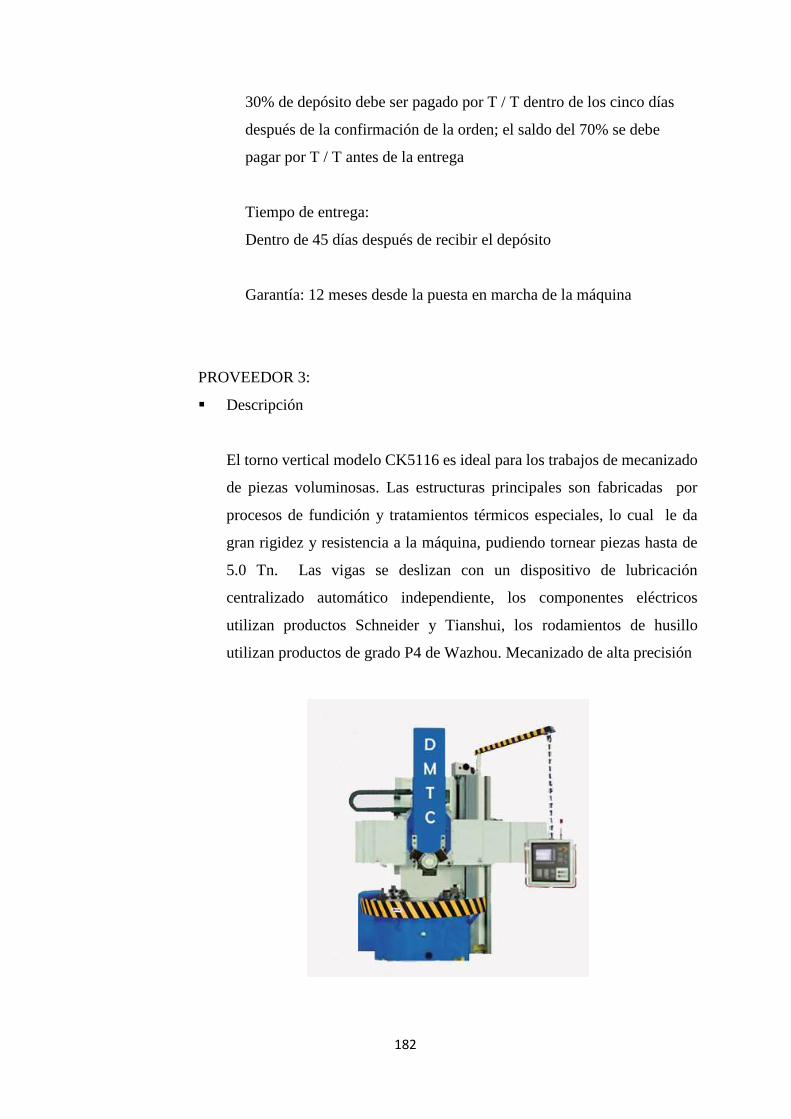
182
30% de depósito debe ser pagado por T / T dentro de los cinco días
después de la confirmación de la orden; el saldo del 70% se debe
pagar por T / T antes de la entrega
Tiempo de entrega:
Dentro de 45 días después de recibir el depósito
Garantía: 12 meses desde la puesta en marcha de la máquina
PROVEEDOR 3:
Descripción
El torno vertical modelo CK5116 es ideal para los trabajos de mecanizado
de piezas voluminosas. Las estructuras principales son fabricadas por
procesos de fundición y tratamientos térmicos especiales, lo cual le da
gran rigidez y resistencia a la máquina, pudiendo tornear piezas hasta de
5.0 Tn. Las vigas se deslizan con un dispositivo de lubricación
centralizado automático independiente, los componentes eléctricos
utilizan productos Schneider y Tianshui, los rodamientos de husillo
utilizan productos de grado P4 de Wazhou. Mecanizado de alta precisión

183
Especificaciones técnicas
El material de la mesa giratoria es de HT250, el material del husillo de la
pieza de trabajo es de QT500, diseñado para la absorción de vibraciones. El
uso de nervios radiales y anulares permite una optimización razonable para
que la base tenga una alta resistencia , rigidez y resistencia a los golpes.
184
La mesa de trabajo es accionada por un motor CA de 30KW, y el par se
desacelera a través de la caja de engranajes de 16 velocidades, y la mesa de
trabajo funciona con efectividad.
Exactitud de procesamiento de 0.01 / 1000 mm, longitud 0.02 mm.
Cilindro hidráulico principal de la caja de cambios de transmisión para
proporcionar potencia de velocidad variable
El sistema de accionamiento principal de la máquina es lubricado por el
sistema hidráulico, y las otras partes deslizantes son controladas
automáticamente por la bomba de lubricación automática.
Prácticas realizables
Rectificado y acabado final de piezas de fundición, tales como
válvulas, tambores, bridas, etc
Rectificado de cremalleras circulares hasta un diámetro de 1600mm
Ranurado exterior de piezas de rotación (400-1600 mm)
Ranurado interior de piezas de rotación (400-1600 mm)
Refrentado final de componentes cilíndricos de gran volumen para
calderas de vapor
Mecanizado de componentes cilíndricos para la industria de chancado
de materiales, agregados
Mecanizado de piezas de revolución hasta 1600mm para la industria
de transporte mecánico
Mecanizado de carcasas, cilindros, bridas, alojamientos para ejes, etc;
para molineras
Mecanizados varios

185
Aspectos comerciales
Precio:
Términos y condiciones:
1. Modalidad de envío: FOB DALIAN PORT, CHINA.
2. Tiempo de entrega: 90 DÍAS LABORABLES una vez recibido el
depósito del 30%.
3. Paquete: Conveniente para el envío de larga distancia.
4. forma del pago: T / T. (30% de pago adelantado y 70% restante antes
del envío).
5 Documento de envío: B / L, C / O, factura comercial y lista de
embalaje
4. Fresadora CNC
Al igual que los tornos CNC, las fresadoras CNC han mejorado el proceso de
producción si la comparamos con una fresadora convencional. Las fresadoras
controladas por control numérico, usan también un software para el diseño de
la pieza a mecanizar, los movimientos son similares a los de la convencional,
pero con mayor rapidez y precisión, el operario no tiene contacto con la pieza,
solo la herramienta. Esta máquina puede producir también piezas en serie, la
computadora ordena los movimientos de giro, de cambio de pieza, de avance,
etc
Existen en el mercado diferentes modelos y tamaños de fresadoras CNC,
algunas con más funciones que otra.

186
PROVEEDOR 1: METALZE MACHINE TOOLS
Descripción
FRESADORA CNC F150 moderna, eficiente y de fácil uso. Ideal para
fabricación parcial de piezas, prototipos, dispositivos así como para
centros de formación
. Fabricación muy robusta.
· Guías lineales para funcionamiento con altas velocidades en todos
los ejes.
· Cambiador de herramientas con cargador para 16 herramientas.
· Cuerpo en fundición de Meehanite-guss de alta calidad.
· Mesa en cruz rectificada con 4 ranuras en T.
· Base con nervios a prueba de torsión.
· Husillo de bolas circulantes rectificado y pretensado de alto
rendimiento en todos los ejes Ø 32 x P8 x C3.
· Servoaccionamientos potentes en los husillos de bolas circulantes en
los 3 ejes.
· Volante manual electrónico.
· Pistola de limpieza.
· Conexión por enchufe RJ45, conexión USB y conexión eléctrica
(230 V).
· Sistema de refrigeración con depósito de 210 litros.
· Intercambiador de calor.
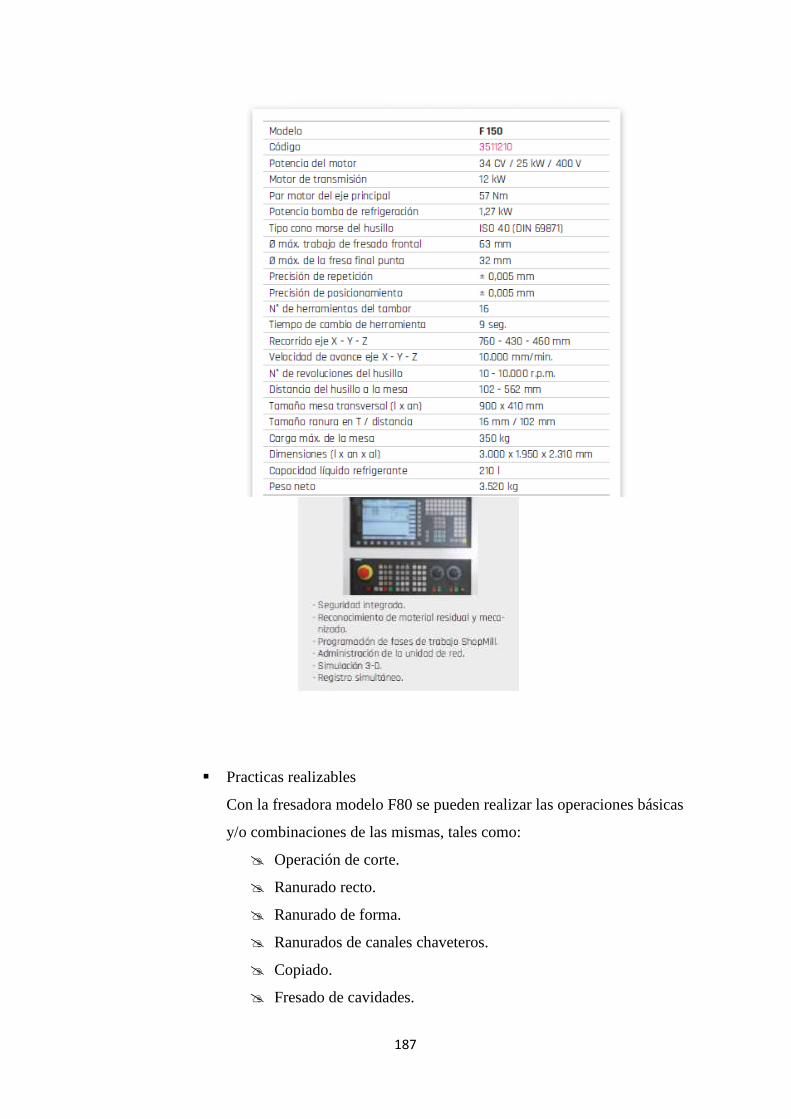
187
Practicas realizables
Con la fresadora modelo F80 se pueden realizar las operaciones básicas
y/o combinaciones de las mismas, tales como:
Operación de corte.
Ranurado recto.
Ranurado de forma.
Ranurados de canales chaveteros.
Copiado.
Fresado de cavidades.

188
Fresado de rosca.
Fresado frontal.
Fabricación de engranajes.
Taladrado, escariado
Mandrinado.
Mortajado.
Fresado en rampa.
Aspectos comerciales
OFERTA 64,999.00 € 61,749.00 €
Incluye paquete de Software SINUMERIK 828D para PC (permite la
simulación de piezas).
Accesorios incluidos: Herramientas de montaje
Precio, no incluye transporte.
GARANTÍA: Dos años de garantía SIEMENS
PROVEEDOR 2: DAVONIS
Descripción
Fresadora de bancada CNC marca DAVONIS, modelo S-1654-R
con control numérico FAGOR, cabezal fijo

189
Especificaciones
superficie de la mesa 1371 x 406 mm
recorrido longitudinal de la mesa (eje x) 1000 mm
recorrido transversal de la mesa (eje y) 500 mm
recorrido vertical del cabezal (eje z) 570 mm
cono del husillo bt 40
gama de velocidades (8000 rpm) variable infinita
potencia del motor principal (fagor) 10 hp
avances rapidos (x, y, z) 7500 mm/min
avances de trabajo 5000 mm/min
distancia min y max entre el husillo y la mesa 100-670 mm
distancia entre el centro del husillo y el cuerpo 530 mm
ancho de la bancada del carro transversal (y) 460 mm
ancho de las colizas del eje vertical (z) 300 mm
superficie de apoyo del eje longitudinal (x) 1160 x 326 mm
peso máximo admitido sobre la mesa 800 kg
espacio requerido para su instalación 3500 x 2500 x 2520 mm
peso de la maquina sin accesorios ni embalaje 3000 kg
EQUIPAMIENTO NORMAL PROVISTO CON LA MAQUINA:
01) control numérico fagor 8037 m
02) monitor color de 7,5” lcd
03) programa de comunicación entre la pc y el cnc (dnc)
04) interfase rs 232
05) control remoto con cable espiralado, incluye un volantillo
06) tornillos a bolillas recirculantes ø 32 mm clase c5, paso 5 mm con
tuerca simple para el eje x
07) tornillos a bolillas recirculantes ø 40 mm clase c5, paso 5 mm con
tuerca simple para los ejes y, z
08) equipamiento electromecánico de seguridad de acuerdo a la
comunidad económica europea (ce)
09) cubre colizas transversal, longitudinal y vertical metalicos
(telescopicos)
10) chapón recoge virutas

190
11) cerramiento alrededor de la mesa
12) brazo con lámpara de trabajo halógena (24 volt)
13) equipo de refrigeración completo
14) lubricación centralizada automática
15) tirador porta herramientas automatico
16) herramientas y llaves de servicio
17) colizas de los ejes z e y cuadradas
18) dos colizas cuadradas soportan al eje y
19) colizas de los ejes x, y, z templadas y rectificadas
20) superficie de la mesa templada y rectificada
21) contracolizas de los ejes x, y, z revestidas con turcite-b
22) tablero eléctrico con protecciones térmicas, comandos con 24 volts
Practicas realizables
Planeado u obtención de superficies planas-rectificado de
superficies prismáticas
Fresado en escuadra. Conformación de superficies escalonadas
planas
Operación de cubicaje
Operaciones de corte (corte de piezas a una longitud determinada
partiendo de barras y perfiles comerciales
Ranurados y conformación de canales
Fresado de cavidades
Roscado por medio de interpolación helicoidal
Fresado frontal de superficies
Fresado de dientes de engranajes
Taladrado, Escariado, Mandrinado, Mortajado
Otros
Aspectos comerciales
Precio FOB Origen: U$S 54.895,00
Forma de pago:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir

191
Garantía: 01 año
Puesta en marcha: En caso de ser necesario estas serán pactadas de
acuerdo al tipo de máquina y necesidad del cliente, asumiendo el cliente
el costo de gastos operativos y viáticos del personal técnico de Davonis
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Fresadora CNC FCM-800NC
Fresadora con sistema de control FANUC con máximo tiempo útil con el
menor índice de fallos del mundo, compatibilidad entre las sucesivas
generaciones, que permite ejecutar programas existentes en nuevas
controles de CNC
Especificaciones

192
ACCESORIOS INCLUIDOS:
- Servomotores en X, Y, Z.
- Desplazamiento de los ejes X, Y, Z sobre tornillo de esferas.
- Lámpara de luz halógena.
- Bomba de refrigeración.
- Prensa de precisión de 6’.
- Juego de boquillas con cono y llave.
- Catálogos.
Practicas realizables
Planeado de superficies, planeado periférico, planeado vertical
Ranurados, conformación de chaveteros, canales, cavidades
complejas, etc.
Mortajado, taladrado, mandrinado
Fresado de diferentes tipos de levas (de tambor, de disco, de
Arquímedes
Fresado de roscas
193
Fresado de elementos de trasmisión: Engranajes rectos,
helicoidales, u otros
Fresado de elementos para industria aeronáutica
Fresado de elementos para industria automotriz
Fresado de diversas formas complejas artísticas, grabado de formas
y letras, símbolos, etc
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 12 semanas.
PRECIO: $ 24.200 USD más impuestos Control GSK
PRECIO: $ 28.900 USD más impuestos Control Fanuc
SERVICIO POSTVENTA:
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con red
trifásica. NO GENERADA. El voltaje debe ser 220VAC con un rango
de variación del 4%. Para la validez de la garantía, la máquina debe
ser instalada con un estabilizador de voltaje, el cual no está
contemplado en esta cotización
Garantizamos el suministro de repuestos y servicio de mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por mal
manejo
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el cliente
debe asumir los costos del desplazamiento (pasajes, alojamiento y
alimentación) del técnico, AEROMAQUINADOS suministrará los
repuestos
5. Fresadora convencional
Una fresadora convencional es una máquina-herramienta que tiene la
capacidad de producir piezas de determinada geometría, para ello, realiza un
proceso que incluye el uso de una herramienta rotatoria llamada fresa. Esta
m´quina herramienta, realiza un proceso de manufactura que tiene por

194
característica el arranque de viruta. Puede trabajar en 3 ejes, en 4 o 5 ejes,
dependiendo del modelo.
PROVEEDOR 1: RECOMAQ
Descripción
FRESADORA VERTICAL DE TORRETA – Marca ACRA con variador
de velocidad
Modelo FM-5V CON CONO 40
De nuestra representada FREJOTH INTERNATIONAL LTD.
Cabezal con motor de 5 HP. – Guías y mesa templadas y rectificadas –
Sistema de lubricación automática – Sistema de refrigeración – Caja
eléctrica con transformador – Cubiertas para guías verticales – Motor para
elevación del eje Z – Manual de instrucciones – Juego de llaves de servicio

195
ACCESORIOS OPCIONALES
Cabezal mortajador Divisor universal con plato
autocentrante
Morsa universal
Eje portafresa horizontal Eje portafresa vertical
Especificaciones
CARACTERISTICAS TECNICAS:
- superficie de la mesa mm. 315 x 1470
- carrera longitudinal mm. 960
- carrera transversal mm. 390
- carrera vertical mm. 550

196
- desplazamiento del carnero mm. 430
- distancia min/max. nariz del husillo a mesa mm. 25 – 485
- distancia min/max. centro husillo a columna mm. 150 – 670
- número de ranuras en T No. 3
- ancho de ranuras en T mm. 16
- peso que soporta la mesa Kg. 550
- potencia del motor HP. 5
- motor para elevación del eje Z HP. 1/2
- variador de velocidad rpm 60 ~ 4200
(regulación infinita)
- cono del husillo ISO 40
- diámetro del husillo mm. 105
- carrera del husillo mm. 125
- 3 gama de avances mm. 0.04, 0.08, 0.14
- cabezal inclinable (derecha/izquierda) 90°
- cabezal inclinable (adelante/atrás) 45°
- peso neto de la máquina Kg. 1700
Practicas realizables
Operaciones de planeado diversas
Fresado frontal convencional
Fresado frontal parcial de caras
Fresado terminal
Fresado de perfiles
Fresado de cavidades
Fresado de contorno superficial
Tallado o contorneado de dados
Aspectos comerciales
PRECIO F.O.B. / PUERTO
TAIWANES................................................................... US$ 25,000

197
ACCESORIOS EXTRAS:
- Sistema de refrigeración.............................................. US$ 180
- Sistema de lubricación automática, en lugar del manual.. US$ 180
- Lámpara alógena.......................................................... US$ 100
- Dispositivo para el avance automático longitudinal........ US$ 310
- Dispositivo para el avance automático transversal…..... US$ 360
- Caja eléctrica con transformador.................................... US$ 560
- Dispositivo para fresado horizontal con eje y soporte.... US$ 900
- Mesa giratoria 254 mm. (HV-10).................................... US$ 600
- Divisor universal con contrapunta BS-2.......................... US$ 990
- Motor para el avance rápido del eje Z.............................. US$ 650
- Morsa universal tipo K de 8”............................................ US$ 220
- Porta pinzas ISO 40 con siete pinzas de 6 a 25 mm......... US$ 450
- Eje porta fresas para cabezal vertical diám. 22, 27 y 32
mm...............................................................................c/u. US$ 870
- Cabezal mortajador TS-125.............................................. US$ 2,900
- Visualizador de cotas de 3 ejes......................................... US$ 3,800
FORMA DE PAGO: Con Carta de Carta de Crédito irrevocable y
confirmada, pagadera contra documentos de embarque, a favor de
FREJOTH de Taiwán.
ENTREGA DE FABRICA: 2-3 meses aprox. de recibida la Carta de
Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
PROVEEDOR 2: DAVONIS
Descripción
Fresadora universal combinada con torreta modelo “FUT1A-2D”,
(Código H215.07-2D)

198
Especificaciones
superficie de la mesa 1000 x 240 mm
recorrido longitudinal de la mesa en forma automática 600 mm
recorrido transversal de la mesa en forma manual 245 mm
recorrido vertical de la mesa 350 mm
recorrido del torpedo 370 mm
recorrido del husillo (en forma manual) 120 mm
cono del husillo vertical iso 30
diametro de la manga del husillo 90 mm
gama de velocidades del cabezal vertical (115-1750 rpm) 8-con caja
gama de velocidades del husillo horizontal (58-1355 rpm) 9-con correas
potencia del motor del husillo vertical 1,5 hp
potencia del motor del husillo horizontal 2 hp
distancia min y max husillo vertical y la mesa 200-550 mm
distancia min y max husillo horizontal y la mesa 0-380 mm
distancia min y max husillo vertical y el cuerpo 200-700 mm
altura total de la maquina 2150 mm
199
espacio requerido para su instalacion 1310 x 1100 mm
peso maximo admitido sobre la mesa 150 kg
peso de la maquina sin accesorios ni embalaje 850 kg
EQUIPAMIENTO NORMAL PROVISTO CON LA MAQUINA:
01) caja conteniendo llaves de servicio
02) tirador porta herramientas manual para el husillo vertical y horizontal
03) topes para recorrido longitudinal
04) manual de instrucciones y despiece
05) equipo de refrigeración completo
06) desplazamiento del torpedo por cremallera
07) giro del cabezal hacia ambos lados por sin fin y corona (± 90º)
08) brazo articulado con lámpara de trabajo halógena de bajo voltaje
09) tablero eléctrico con sistema de contactores y conexiones de bajo voltaje
para la lámpara de trabajo y los comandos
10) tablero de comandos con accionamientos individuales para las diferentes
operaciones y movimientos
11) bancadas (x, y, z) rectificadas
12) bancadas del eje y con cola de milano
13) superficie de la mesa rectificada
14) avance automatico longitudinal mecanico con caja cerrada en baño de
aceite de 0,5 hp, 9 velocidades (24-402 mm/min) + 1 rapido (1083 mm/min)
15) cabezal vertical con transmision por caja de velocidades cerrada en
baño de aceite
16) bajada del husillo del cabezal vertical, directa y micrométrica
(0,05 mm/div)
17) morsa giratoria rectificada, ancho de mordazas 160 mm, apertura
maxima 130 mm
18) mandril ø 1-16 mm
19) arbol largo para fresas de disco ø 22 mm
20) arbol largo para fresas de disco ø 27 mm
21) luneta para soportar arbol largo
22) visualizador digital programable y reglas con doble labio de protección
con resolucion 0,005 mm para los ejes x e y

200
Practicas realizables
Operaciones básicas de planeado
Operaciones básicas de fresado frontal
Operaciones básicas de perforado, machuelado, otros
Fabricación de engranajes
Fabricación de ranuras, canales, cavidades en superficies
Tallado de dientes de piñones, ruedas dentadas
Fabricación de bridas
Tallado artístico en superficies
Tallado de cuerpos escalonados
Aspectos comerciales
Precio FOB Origen: U$S 6.951,00
Forma de pago:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir
Garantía: 01 año
Puesta en marcha: En caso de ser necesario estas serán pactadas de
acuerdo al tipo de máquina y necesidad del cliente, asumiendo el cliente
el costo de gastos operativos y viáticos del personal técnico de Davonis
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Fresadora de torreta FTM G5VS
Fresadora convencional con giro cabezal lateral: 90° y frontal: 45º, bomba
manual de lubricación, transmisión de potencia por polea expandible,
banda cónica, bomba y tanque incorporado para refrigeración, switche de
seguridad, sistema de TURCITE (para recubrimiento de bancadas),
visualizador digital de tres reglas, doble cola de milano. Avance
automático en el husillo.

201
Especificaciones
202
ACCESORIOS INCLUIDOS:
- Visualizador digital de tres reglas.
- El desplazamiento de la mesa se hace sobre Tornillo CNC (Bola).
- Doble cola de milano.
- Motores de avance por reóstato en eje X, Y
- Motor de ¾ HP para eje Z.
- Lámpara de luz halógena.
Practicas realizables
Planeado de superficies, planeado en escuadra.
Ranurado recto, ranurado de forma con el uso de fresas de la forma
adecuada a la ranura (forma de T, de cola de milano, etc.)
Ranurado de chaveteros con el uso de fresas cilíndricas con mango
Fresado frontal
Fresado de engranajes, piñones, ruedas con dientes
Fresado de cremalleras rectas
Mortajado o fabricación de canales chaveteros en agujeros por medio
de brochadora
Taladrado y escareado
Operaciones varias
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 12 semanas.
PRECIO: $ 14.750 USD más impuestos.
Validez de la oferta 15 (Quince) días
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios.

203
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
El visualizador se entrega ensayado y tiene una garantía de 6
meses, por defectos de fabricación, no cubre daños por mal
manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el
cliente debe asumir los costos del desplazamiento (pasajes, alojamiento
y alimentación) del técnico, AEROMAQUINADOS suministrará los
repuestos
Asesoría
Asesoría en la instalación y manejo de la máquina.
6. Centro de mecanizado
Un centro de mecanizado es una máquina herramienta automatizada, que tiene
la particularidad de realizar múltiples procesos de maquinado con la tecnología
CNC (control numérico computarizado) y con el uso de un software para la
programación del diseño de la pieza a fabricar. Se podría decir que un centro
de mecanizado viene a ser una fresadora convencional, a la que se le han
añadido una serie de componentes y accesorios para poder realizar funciones
tales como:
Taladrado, biselado, escariado, roscado, avellanado y otros.
PROVEEDOR 1: RECOMAQ
Descripción
CENTRO DE MECANIZADO VERTICAL – Marca DAH LIH
Modelo MCV-720 con CONO 40
Equipado con CONTROL CNC FANUC 0iMD para 3 ejes simultaneos:
X-Y-Z
De nuestra representada DAH LIH MACHINERY INDUSTRY CO.,
(Taiwán)

204
DAH-LIH, con más de 40 años de antigüedad, es el mayor fabricante de
centros de mecanizado de Taiwán. Más de 50 unidades por mes unidades
de producción de su fábrica, la misma que está equipada para mecanizar
todos los componentes de sus máquinas, las cuales son exportadas a:
U.S.A. - toda Europa y América Latina, habiendo centenares trabajando
en Brasil, argentina, Colombia, Venezuela, Perú y Chile.
Guías lineales: estos modelos llevan los rodamientos de guías lineales en
el eje longitudinal (x) y eje transversal (y).
Cabezal: es extremadamente robusto y la transmisión es efectuada con
motor de alto torque que entrega una potencia constante.
CONTROL FANUC 0iMD (pantalla de 8.4” color LCD, display de
gráficos y con salida RS232 para comunicación con el PC) - Lubricación
automática - Sistema de refrigeración - Carenado total de la máquina -
Protectores telescópicos para las guías - Llaves de servicio - Pernos de
nivelación - Tornillos de bolas recirculantes para los tres ejes - Apagado
automático - Transformador para corriente del usuario - Manual de

205
mantención y programación - Dos años de garantía para el control
FANUC.
Especificaciones
CARACTERISTICAS TECNICAS:
- carrera longitudinal (eje X) mm. 720
- carrera transversal (eje Y) mm. 460
- carrera vertical (eje Z) mm. 510
Mesa:
- peso sobre la mesa Kg. 500
- superficie de trabajo mm. 950 x 560
- número de las ranuras en T No. 3
Cabezal:
- cono del eje porta fresas BT 40
- potencia motor del husillo HP. 15
- gama de velocidades rpm 12,000
- distancia husillo y columna mm. 480
- distancia del husillo a la mesa mm. 150-660

206
Avances:
- rápido longitudinal y transversal mm/min 30.000
- rápido vertical mm/min 20.000
- avance de trabajo mm/min 1/10.000
- potencia motor de los ejes KW. 1.2
- PRECISION DE POSICIONAMIENTO mm. +/- 0,005
- PRECISION DE REPOSICIONAMIENTO mm. +/- 0,001
CAMBIADOR AUTOMATICO DE HERRAMIENTAS:
- capacidad de herramientas No. 24
- sistema de selección BIDIRECCIONAL
- diámetro máx. de las herramientas mm. 90
- longitud máx. de las herramientas mm. 250
- peso máx. de las herramientas Kg. 6
- perno de tiro para fijación herramienta MAS - P40T - I
- tiempo de cambio herramienta seg. 6
- peso neto de la máquina aprox. KG. 4,400
Estructura de la máquina

207
Accesorios opcionales para centros mecanizados DAH-LIH
Centrador con sonda
Medidor automático largo
herramienta
Mesa giratoria cnc con
4to. eje y contrapunta
Transportador de viruta
Practicas realizables
El innovador diseño del centro de mecanizado permite fabricar piezas de
alta precisión en medidas y geometría. Las prácticas posibles a realizar
son innumerables, debido a las combinaciones de movimientos que nos
permite la máquina, se pueden mencionar:
Operaciones básicas combinadas de planeado, perforado, ranurado,
fresado frontal, otros
Fabricación de levas, bujes, seguidores de levas
Fabricación de alabes pequeños y medianos de turbinas
Fabricación de engranajes rectos , piñones, ruedas dentadas
Fabricación de piezas de ensamble, bridas circulares, bridas
prismáticas
Fabricación de moldes, matricería para piezas de fundición
Conformado de ranuras, cavidades en sólidos
Fabricación de piezas artísticas
208
Fabricación de piezas pequeñas y medianas de industria naval
Fabricación de piezas pequeñas y medianas de industria aeronáutica
Fabricación de moldes, e instrumental para industria alimentaria
Otros
Aspectos comerciales
PRECIO F.O.B. / Puerto Taiwanes.................................. US$ 72,000
ACCESORIOS EXTRAS:
- Sensor para el centrado de las piezas (Incluye la sonda Renishaw OMP-60)
(muy recomendable)........................................................ US$ 8,200
- Medidor automático largo herramienta........................... US$ 2,600
- Transportador de viruta.................................................... US$ 3,200
- MESA GIRATORIA, Marca PARKSON, Modelo MNC 220R/L, (diám. de
plato 220 mm, altura de puntos 160 mm, peso que soporta en vertical 85 Kg,
en horizontal 170 Kg., peso de la mesa 77 Kg.). Incluye: plato autocentrante
SK8, contrapunta manual y 4TO EJE con tarjeta, cableado e
interface............................................................................ US$ 15,000
- Garantía por dos años para el control
Fanuc................................................................................ INCLUIDO

209
FORMA DE PAGO: Con Carta de Crédito irrevocable y confirmada,
pagadera contra documentos de embarque, a favor de DAH LIH de Taiwán.
ENTREGA DE FABRICA: 2-3 meses aprox. de recibida la Carta de Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
GARANTIA: Un año.
PUESTA EN MARCHA Y ENTRENAMIENTO: Los precios incluyen la
puesta en marcha y entrenamiento sin costo adicional para el cliente. Los
gastos de ticket aéreo, hotel y alimentos en Trujillo son por cuenta del
comprador.
PROVEEDOR 2: DAVONIS
Descripción
Centro de mecanizado vertical marca HARTFORD modelo LG800 S,
Con control MITSUBISHI M70 (H902.01)
210
Especificaciones
MESA:
• largo 950 mm
• ancho 510 mm
• ranuras en forma de t :
- ancho 18 mm
- distancia entre centros 160 mm
- cantidad 3
• peso maximo admitido 500 kg
recorridos:
• longitudinal (x) 800 mm
• transversal (y) 510 mm
• vertical (z) 630 mm
• dist. min. desde la nariz del husillo hasta la mesa 100 mm
• dist. max. desde la nariz del husillo hasta la mesa 730 mm
• distancia desde la nariz del husillo hasta la columna 562,5 mm
HUSILLO:
• cono 40
• gama de velocidades con transmision por correas (opc. 10000 ó 12000
rpm) 40-8000 rpm

211
• gama de velocidades con transmision directa motor-husillo (opc. 10.000,
12000 ó 15000 rpm)
AVANCES:
• de corte 1-12000 mm/min
• rapidos (x, y) (opc. 40000 mm/min) 30000 mm/min
• rapidos (z) (opc. 32000 mm/min) 24000 mm/min
CAMBIADOR DE HERRAMIENTAS:
• capacidad en modelo “s” (en modelo “a” (24 opcional) 20
• peso maximo de la herramienta 6 kg
• medida maxima de la herramienta (en modelo “a” ø 75 x 300 mm)
ø 90 x 250 mm
• seleccion de la herramienta bidireccional
• tipo de herramienta bt40
• pull stud p 40t-1
• tiempo de cambio (tool to tool) modelo “s” sin brazos 7 seg.
• tiempo de cambio (tool to tool) modelo “ a” con brazos (opc.) 1,8 seg.
MOTORES:
• del husillo (continuo durante 30 minutos) (opc. 15 hp) 10 hp
• de los ejes x, y, z 2,5 hp
EXACTITUD (jis b 6330):
• posicionamiento en recorrido total ± 0,008 mm
• repetitividad en el posicionamiento ± 0,002 mm
CONSUMOS / MEDIDAS / PESO:
• presión de aire requerida 6,5 kg/cm2
• consumo eléctrico 20 kva
• espacio a ocupar en el suelo 2960 x 2470 mm
• peso neto con cambiador “s” / “a” 4270/4300 kg
212
EQUIPAMIENTO Y CONSTRUCCIÓN NORMAL PROVISTO CON LA
MAQUINA
01) cerramiento de protección contra salpicaduras y virutas con una puerta
amplia en el frente y una en cada lateral
02) cerramiento parcial en el techo
03) panel de control orientable
04) control remoto con cable y un volantillo (mpg)
05) cerramiento total del cambiador porta herramientas modelo “s”
(previene el ingreso de virutas)
06) equipo de refrigeración completo
07) doble filtrado del liquido refrigerante antes de su ingreso al deposito
08) equipamiento para mantener la temperatura controlada del gabinete
eléctrico
09) cubre bancadas metálicos telescópicos para los ejes x , y, z
10) lubricación centralizada automática completa
11) la iluminación interna de la cabina es efectuada mediante tubo
fluorescente
12) señal luminosa para indicar el fin de ciclo
13) limpieza del cono por chorro de aire a traves del husillo
14) apagado automático
15) salida rs232, memory card y pendrive
16) bases y tornillos para nivelación
17) herramientas y llaves de servicio
18) manual de operación, despiece, mantenimiento y circuito eléctrico
19) servo motores con encoder absoluto conectados directamente a los
tornillos a bolillas recirculantes de los 3 3jes, eliminan por completo los
errores en puntos de referencia y limites de carrera
20) tornillos y tuercas a bolillas recirculantes precargados, de alta precisión
(templados y rectificados) clase c3
21) toda la fundición de la maquina es de meehanite de alta calidad
22) estructura calculada mediante metodo finito (assy’s, usa) asegura alta
rigidez, alta velocidad sin deformación del cuerpo
23) carro transversal de gran longitud, soporta a la mesa en el recorrido total

213
estando esta siempre apoyada
Practicas realizables
Puesta a punto de máquina, selección de herramientas,
posicionamiento, funciones básicas de avances
Operaciones básicas con el Control Numérico; planeado, ranurado,
fresado frontal.
Fabricación de una brida rectangular simétrica a partir de un bloque
prismático de aluminio, usando operaciones combinadas
Fabricación de una brida circular a partir de un bloque cilíndrico,
usando operaciones combinadas
Fabricación de una leva de disco y su seguidor, usando operaciones
combinadas
Mecanizado de engranaje cónico a partir de un bloque sólido metálico
Ejemplo de mecanizado de un árbol de levas de automóvil
Fabricación de un molde prototipo para fundición
Grabado de las siglas UNT en la superficie de un bloque prismático
metálico
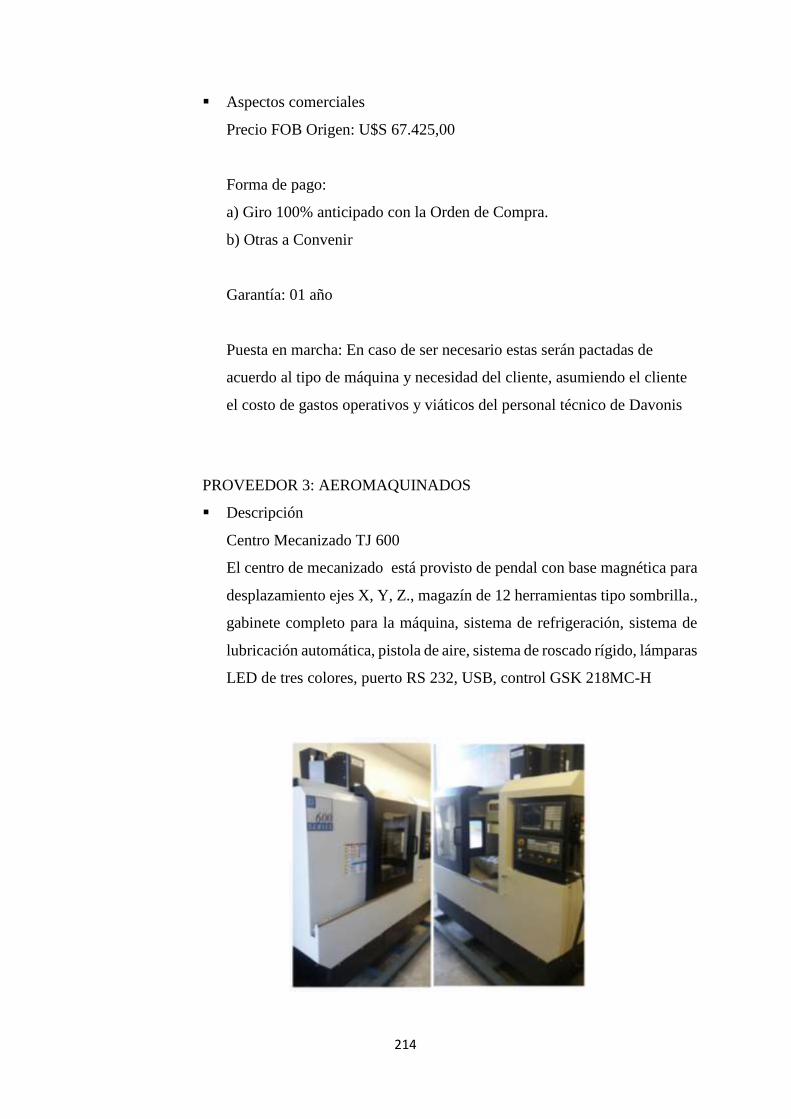
214
Aspectos comerciales
Precio FOB Origen: U$S 67.425,00
Forma de pago:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir
Garantía: 01 año
Puesta en marcha: En caso de ser necesario estas serán pactadas de
acuerdo al tipo de máquina y necesidad del cliente, asumiendo el cliente
el costo de gastos operativos y viáticos del personal técnico de Davonis
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Centro Mecanizado TJ 600
El centro de mecanizado está provisto de pendal con base magnética para
desplazamiento ejes X, Y, Z., magazín de 12 herramientas tipo sombrilla.,
gabinete completo para la máquina, sistema de refrigeración, sistema de
lubricación automática, pistola de aire, sistema de roscado rígido, lámparas
LED de tres colores, puerto RS 232, USB, control GSK 218MC-H

215
Especificaciones
SERVICIOS ADICIONALES INCLUIDOS:
- Dos visitas de seguimiento, (inspección del funcionamiento del
equipo,)
- Curso de formación operación y programación manual. 10 horas
(la capacitación se brindará a personal que tenga conocimiento de
manejo de equipos CNC)
- Memorias, documentación y simuladores para reforzar curso.
- Instructivo básico de mantenimiento. (para el personal operativo)
Practicas realizables
Fabricación de piezas de revolución: Mecanizado de ejes, arboles,
bocinas, acoples, bridas, engranajes, etc
Fabricación de componentes móviles de la industria automotriz:
Levas, bujes, bielas, muñones, válvulas, cojinetes, etc

216
Fabricación de elementos de unión: Pernos, tuercas, niples, bridas,
bushing, reductores, adaptadores, rótulas, otros
Fabricación de matrices para industria del plástico
Fabricación de moldes para metalurgia
Fabricación de componentes en robótica
Fabricación de componentes mecánicos en ingeniería biomédica
Fabricación de componentes de maquinaria para agricultura
Fabricación de piezas pequeñas para sistemas de transporte
mecánico: Cangilones, tornillos helicoidales, polines, tambores, etc
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega
TIEMPO DE ENTREGA: 12 semanas
PRECIO: $ 41.500 USD más impuestos.
Validez de la oferta 15 (Quince) días.
217
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios NO GENERADA. Para la
validez de la garantía, la máquina debe ser instalada con un
estabilizador de voltaje, el cual no está contemplado en esta
cotización.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por mal
manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el cliente
debe asumir los costos del desplazamiento (pasajes, alojamiento y
alimentación) del técnico, AEROMAQUINADOS suministrará los
repuestos.
Asesoría
Asesoría en la instalación y manejo de la máquina.
7. Cepilladora
La cepilladora para metales tiene la capacidad de remover partículas metálicas
para producir superficies planas horizontales, verticales o inclinadas. Las
cepilladoras tienen un brazo o carro que actúa con un movimiento de vaivén,
los movimientos de profundidad del corte y avance se realizan por medio de la
mesa de trabajo.
Los cepillos emplean una herramienta de corte, semejante a la cuchilla de un
torno; esta herramienta se fija a un portaútil.
PROVEEDOR 1: RECOMAQ
Descripción
CEPILLO DE CODO (limadora)

218
Modelo HS-36B
De nuestra representada FREJOTH INTERNATIONAL LTD
Mordaza giratoria - Manivelas - Interruptor - Motor - Caja eléctrica -
Pernos de fundación - Manual de instrucciones
Especificaciones
CARACTERÍSTICAS TÉCNICAS:
- recorrido máx. del carnero mm. 910
- número de velocidades No. 8
- número de carreras por minuto rpm 5 – 83
- ancho máx. de cepillado mm. 840
- distancia máx. de la mesa al carnero mm. 500
- recorrido vertical del portaherramientas mm. 210
- número de avances de la mesa No. 11
- gama de avances de la mesa mm. 0.15 - 2.0
- dimensiones de la mesa mm. 750 x 480 x 390
- mordaza giratoria mm. 508
- potencia del motor HP. 3.75
219
- dimensiones de la máquina mm. 2270 x 1540 x 1850
- peso neto de la máquina Kg. 2600
Practicas realizables
Práctica de movimientos básicos del cepillo
Práctica de desbaste vertical
Práctica de desbaste horizontal
Práctica de acabado vertical
Práctica de acabado lateral
Práctica – Uso de la herramienta tipo cola de milano
Práctica de desbastes combinados
Práctica de acabados combinados
Práctica de conformación de canales
Práctica de conformado de escalones
Aspectos comerciales
PRECIO F.O.B. / Puerto Taiwanés........................ US$ 32,700
FORMA DE PAGO: Con Carta de Crédito irrevocable y confirmada,
pagadera contra documentos de embarque, a favor de FREJOTH de Taiwán.
ENTREGA DE FABRICA: 3 meses aprox. de recibida la Carta de Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
GARANTIA: Un año.
PROVEEDOR 2: AEROMAQUINADOS
Descripción
Cepillo CSM-700. Modelo robusto e ideal para cepillado de superficies
planas, gran precisión en el mecanizado de piezas, acabados lisos. Permite

220
trabajar piezas con un máximo recorrido del cabezal hasta 700mm y una
distancia máxima del borde inferior del carnero hasta la mesa de 420mm
Especificaciones
Practicas realizables
Desbaste de superficies horizontales prismáticas
Pulido de superficies horizontales prismáticas
Desbaste y pulido lateral de superficies prismáticas
Escalonado de superficies prismáticas
Pulido de cuchillas para cizalla
Pulido de mordazas de tornillo de banco o de prensas

221
Pulido de monoblocks
Desbaste y pulido de canales
Desbaste y pulido de ranuras con forma de cola de milado
Otros
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 14 semanas.
PRECIO: $ 14.190 USD más impuestos.
Validez de la oferta: 15 (Quince) días
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por
mal manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el
cliente debe asumir los costos del desplazamiento (pasajes, alojamiento
y alimentación) del técnico, AEROMAQUINADOS suministrará los
repuestos.
Asesoría
Asesoría en la instalación y manejo de la máquina.
PROVEEDOR 3: Tengzhou Luzhong Machine Tool Co.,Ltd.
Descripción: BY60100 BY60125 Hydraulic shaper machine
La máquina se utiliza en una variedad de recortes y formas de superficie
plana. El movimiento principal de corte, el movimiento de alimentación,

222
los cuales cuentan con una trasmisión hidráulica, la regulación de la
velocidad continua, con dispositivo de protección de sobrecarga
hidráulica, con rotación suave, el arranque y la parada flexible y confiable,
baja deformación térmica y una precisión estable, pueden ser aplicadas al
trabajo con gran esfuerzo y de corte continuo.
Especificaciones
Prácticas realizables
Práctica básica de desbaste milimétrico plano
Práctica de eliminación de asperezas sobre-relieve
Práctica de eliminación de grietas bajo-relieve
Práctica de afilado de cuchillas de cizallamiento

223
Práctica de formación de prismas
Práctica de fabricación de piezas paralelas
Práctica de control de calidad de planitud
Aspectos comerciales
8. Rectificadora plana
El proceso de rectificado, a diferencia de los otros procesos de mecanizado, se
caracteriza por que la eliminación de material es relativamente pequeña, por lo
que este proceso viene a ser mas bien un proceso de acabado. La herramienta
que se usa es la muela abrasiva, la cual está constituida por granos de cuarzo,
carburo de silicio, carborundum o corindón y un aglutinante.
El rectificado es un proceso que se realizada en piezas que requieren alta
precisión en la geometría (diametro, longitud o angular), tomando en cuenta
las exigencias relativas a la concentricidad, paralelismo, perpendicularidad,
etc, también puede dar acabados superficiales (rugosidad, dirección del rayado,
etc.)
Las rectificadoras planas constan de un carro longitudinal que le da el
movimiento de translación a la pieza y la muela, que otorga el movimiento de
rotación. Según la posición de la muela, tenemos la rectificadora frontal y la
rectificadora tangencial.

224
PROVEEDOR 1: RECOMAQ
Descripción
RECTIFICADORA TANGENCIAL PARA SUPERFICIES PLANAS
Modelo ASG-1632HS – Marca ACRA con avance longitudinal
hidráulico, avance automático transversal y avance vertical manual
De nuestra representada FREJOTH INTERNATIONAL LTD.
Esta máquina no tiene en su versión standard la bajada automática vertical
del cabezal, sino que esta es manual, por lo tanto el operador debe estar
presente al lado de la máquina para que una vez terminada una pasada en
sentido transversal, avance con una nueva profundidad.
Como opcional se puede incluir un dispositivo micrométrico para que el
incremento vertical sea muy fino. Asimismo, es factible automatizar la
bajada vertical del cabezal porta piedra para programar diferentes pasadas.
Este es el AD5.
o carrera longitudinal hidráulica
o carrera transversal automática regulable
o desplazamiento vertical manual del cabezal
Este movimiento puede inclusive ser con desplazamiento micrométrico
manual, como también puede ser totalmente automático.
Piedra con brida porta piedra – Extractor de piedra – Llave para sujeción
de piedra – Soporte con dos reglas para balancear la piedra – Sistema de
lubricación automática – Dispositivo para rectificar la piedra (con
diamante) – Lámpara de trabajo – Llaves de servicio – Tornillos y bloques
225
de nivelación – Manual de operación y lista de partes – Diseño con doble
pared.
Especificaciones CARACTERISTICAS TECNICAS:
- tamaño de la mesa mm. 400 x 800
- carrera máxima de la mesa mm. 450 x 860
- carrera máxima rectificable mm. 400 x 800
- distancia máxima entre husillo y mesa mm. 650
- velocidad de la mesa mt/min 5 - 25
- desplazamiento automático transversal mm/min 0.5 - 20
- desplazamiento rápido transversal mm/min 1100
- desplazamiento transversal manual mm/rev 5 (0.02 mm/gra)
- elevación del cabezal manual mm/rev 2 (0.01 mm/gra)
- elevación rápida del cabezal OPCIONAL
- incremento automático del cabezal OPCIONAL
- velocidades del husillo rpm 1750
- dimensiones de la piedra mm. 405 x 50 x 127
- motor principal HP. 5
- motor bomba hidráulica HP. 2
- motor desplazamiento transversal HP. 0.5
- peso neto de la máquina Kg. 3250
Practicas realizables
Rectificado de superficies básicas prismáticas
Rectificado de calzos
Rectificado de matrices con caras planas
Rectificado de mordazas de sujeción
Rectificado de bordes de piezas prismáticas
Rectificado de ranuras
Rectificado de cuchillas

226
Rectificado superficies escalonadas horizontales
Rectificado de formas
Aspectos comerciales
PRECIO F.O.B. / PUERTO TAIWANES...................... US$ 29,400
ACCESORIOS EXTRAS:
- Plato electromagnético 400 x 800 mm............................ US$ 3,300
- Demagnetizador automático............................................ US$ 600
- Brida (flange) extra para piedras...................................... US$ 250
- Aspirador de polvo............................................................ US$ 1,300
- Dispositivo para el avance micrométrico manual vertical del cabezal
Porta piedra................................................................ US$ 900
- Desplazamiento motorizado rápido vertical del cabezal (es solo para el
acercamiento y alejamiento del cabezal porta piedra)..... US$ 1,000
- Sistema de refrigeración de tanque con decantación...... US$ 600
FORMA DE PAGO: Con Carta de Crédito irrevocable y confirmada,
pagadera contra documentos de embarque, a favor de FREJOTH de Taiwán.
ENTREGA DE FABRICA: 3 meses aprox. de recibida la Carta de Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
GARANTIA: Un año.
PROVEEDOR 2: DAVONIS
Descripción
Rectificadora tangencial de precision grado "A", marca Freeport,
modelo SGS-1230 AH (Código H510.22)
Especificaciones 01- recorrido longitudinal 840 mm

227
02- recorrido transversal 332 mm
03- superficie máxima a rectificar 762 x 304 mm
04- superficie de la mesa 750 x 260 mm
05- distancia máx. mesa - husillo 600 mm
06- velocidad de avance longitudinal 6-25 m/min
07- velocidad de avance transversal 0-9 m/min
08- div. del av. vertical 2 mm = 1 vuelta 0,01 mm
09- div. del av. automático vertical 0,2 mm = 1 vuelta 0,002 mm
10- div. del av. automático vertical 0,2 mm = 1 vuelta 0,001 mm
11- div. del avance transversal 4 mm = 1 vuelta 0,01 mm
12- recorrido longitudinal automático, ajustable 50-762 mm
13- recorrido transversal automático, ajustable 0-304 mm
14- medidas de la piedra 355 x 32 x 127 mm
15- velocidad de rotac. de la piedra 1750/60 - 1450/50 rpm/hz
16- potencia de motor del husillo 5 hp
17- potencia de motor de la subida y bajada del cabezal 1/5 hp
18- potencia de motor del equipo de refrigeración 1/8 hp
19- potencia de motor del equipo p/aspiración de polvos 1/2 hp
20- potencia de motor del equipo hidráulico 2 hp
21- potencia de motor del avance automático transversal 1/5 hp
22- peso máximo admitido sobre la mesa 300 kg
23- peso neto sin accesorios ni embalaje 1950 kg
- EQUIPAMIENTO NORMAL Y ESPECIAL PROVISTO CON LA MAQUINA:
01- lubricacion forzada centralizada automatica.
02- tornillos y tuercas de los movimientos y, z con la rosca rectificada.
03- bancadas de los movimientos x e y recubiertas con turcite-b.
04- tablero electrico con protecciones termicas, botonera de mandos y parada
de emergencia conectados con bajo voltaje.
05- plato electromagnetico.
06- fuerza de sujecion variable con desmagnetizador automatico para plato
electromagnetico.

228
07- equipo de refrigeración.
08- brazo articulado con lámpara de trabajo.
09- soporte y herramienta para diamantado.
10- piedra.
11- manchón porta piedra con contrapesos.
12- extractor de piedra.
13- pedestal para balanceado.
14- manuales de instrucciones, despiece y servicio.
15- planilla de verificacion y control segun normas, calidad de excelencia
certificada.
Practicas realizables
Puesta a punto de rectificadora, posicionamiento de herramienta,
movimientos de inicio, avances automáticos
Pulido de una superficie plana
Pulido de superficies planas escalonadas
Pulido y afilado de cuchillas de cizallamiento
Pulido de moldes o matrices
Pulido de elementos de sujeción milimétricos
Pulido de guías planas de deslizamiento
Pulido de cuñas de apoyo o aprisionamiento
Pulido de superficies varias
Aspectos comerciales
Precio FOB Origen: U$S 25.680,00
Forma de pago:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir
Garantía: 01 año
Puesta en marcha: En caso de ser necesario estas serán pactadas de
acuerdo al tipo de máquina y necesidad del cliente, asumiendo el cliente
el costo de gastos operativos y viáticos del personal técnico de Davonis

229
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Rectificadora Hidráulica MY4080
El modelo de rectificadora MY4080 permite realizar rectificaciones en piezas
de un volumen aproximado de 800mm x 400mm x 480mm. Avances por
revolución y por graduación, paralelismo de trabajo en superficies a nivel
hasta 300:0.005 mm, motor hidráulico 2.2 kw trifásico
Especificaciones

230
ACCESORIOS INCLUIDOS:
- Mesa magnética.
- Lámpara.
- Llave hexagonal interior 12
- Un extractor para la piedra.
- Llave brida
- Un balanceador para piedra.
- Destornillador de estrella.
- Un dado porta diamante.
- Caja de herramientas
Practicas realizables
Manejo y reconocimiento de rectificadora
Pulido de bloque cúbico, operaciones básicas
Operaciones combinadas de pulido
Pulido de superficies paralelas opuestas
Pulido de bancadas planas
Pulido de bridas planas de cierre de precisión
Pulido de calzos
Pulido de matrices para producción en serie
Pulido de superficies escalonadas
Pulido de canales y ranuras
Pulido de superficies planas complejas
Aspectos comerciales
FORMA DE PAGO: 30% anticipo y 70% contra entrega.
TIEMPO DE ENTREGA: 8 semanas.
PRECIO: $ 15.600 USD más impuestos.
Validez de la oferta 15 (Quince) días
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.

231
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por mal
manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el cliente
debe asumir los costos
Asesoría
Asesoría en la instalación y manejo de la máquina.
9. Sierra mecánica semiautomática
El aserrado mecánico se realiza por medio de diferentes sierras mecánicas, la
más común es la sierra mecánica semiautomática, la cual tiene un movimiento
de vaivén semejante al movimiento que un operario realiza manualmente, pero
esta sierra lleva incorporado un motor eléctrico y una caja de velocidades. La
carrera de trabajo, va dirigida hacia atrás, por tracción, la carrera de retroceso,
va dirigida hacia adelante, por impulsión. Durante la carrera de retroceso, el
arco se levanta conjuntamente con la hoja para que los dientes se atasquen en
la ranura del corte.
PROVEEDOR 1: METALZE
Descripción
Sierra cinta modelos S 300 DG / S 300 DG Vario
Sierra de cinta para trabajos en metal con doble arco de sierra giratorio.
El modelo 300 DG Vario incorpora variador de velocidad

232
Especificaciones:
- Alta precisión de corte por la ausencia de vibraciones.
- 2 velocidades conmutables.
-
- Velocidad de bajada regulable mediante cilindro hidráulico con
mariposa de ajusto continuo.
- Micro interruptor para la desconexión automática.
- Escala para el ajuste del ángulo de corte de fácil lectura.
- Equipada con hoja de sierra de cinta bimetálica de alta calidad.
- Tope longitud de corte ajustable p ara trabajos en serie.
- Máquina completamente equipada.

233
Practicas realizables
Corte recto de barras redondas sólidas, diferentes diámetros
Corte recto de barras cuadradas, diferentes diámetros
Corte recto de diferentes perfiles: L, Tee, canal C, otros
Corte de barra redonda a un ángulo de 45°
Corte de barra redonda a un ángulo de 60°
Corte de barra redonda a un ángulo de 90°
Corte de perfiles diversos a ángulos de 45°, 60°, 90°
Ranurado de barras cuadradas
Corte de tubos SCH 40, 80 y otros
Corte de barras prismáticas
Aspectos comerciales
PRECIO:
MODELO S 300 DG S 300 DG Vario
PRECIO 3.810€ 4.220€
234
ACCESORIOS INCLUIDOS:
Hoja de sierra bimetálica, cilindro de disminución hidráulico, banco,
microinterruptor para desconexión final automática, mordaza de acción
rápida, sistema de refrigeración.
ACCESORIOS OPCIONALES:
Hoja de sierra 6-10 ZZ 3357753 ………………………….27€
Hoja de sierra 5-8 ZZ 3357751 ……………………………27€
PROVEEDOR 2: DAVONIS
Descripción
Cortadora a cinta sin fin para metales modelo 712, cabezal fijo, morsa
giratoria (Código H250.19)
Este tipo de maquina se caracteriza por su rapidez, gran precisión, poco
desperdicio de material y limpieza en el corte, guías montadas sobre
rodamientos a rodillos blindados, dos en cada lateral y uno en la parte
superior de cada soporte También en cada lateral posee guías de metal duro,
registrables, evitando de esta manera la rotura de hojas, mesa de corte de
fundición
Especificaciones
Capacidad maxima de corte en rectangular a 90º 305 x 178 mm
Capacidad maxima de corte en redondo a 90º 178 mm
Capacidad maxima de corte en rectangular a 45º 120 x 100 mm
Capacidad maxima de corte en redondo a 45º 100 mm
Velocidades (4) 21, 33, 46, 60 m/min
Medidas de la hoja 20 x 0,9 x 2362 mm
Potencia del motor principal 1 hp
Potencia de la electrobomba 1/8 hp
Peso neto sin embalaje 130 kg
Morsa: De posicionamiento rápido, (giratoria y graduada hasta 45°).

235
Detención de corte: Automática con micro-switch y de emergencia con
pulsador.
Gabinete de chapa estampado: montado sobre ruedas para su fácil traslado.
Bajada: Controlada hidráulicamente por medio de una válvula de regulación
fina graduada y otra de paso general.
Transmisión: Por sin fin y corona, el tornillo sin fin ha sido tratado
térmicamente y rectificado, la corona es de bronce, todo el conjunto se
encuentra en baño de aceite para su mayor vida útil.
Protección: En volantes, correas, poleas y hoja.
Refrigeración de corte: Hecha mediante una electrobomba, que se encuentra
en el depósito ubicado dentro de la base de la máquina, a su vez posee
grifos para regular el caudal del líquido.
Llaves de encendido: Motor principal y electrobomba.
Panel de comandos: Instalado en el frente.
Tablero eléctrico: Con protecciones electromecánicas, para el motor
principal.
Cepillo limpia virutas: Rotativo con altura regulable.
Cabezal: puede ser colocado en forma vertical, con la utilización de una mesa
provista con la máquina, se pueden hacer cortes en dicha forma

236
Practicas realizables
Proceso de corte recto de barras sólidas de 25mm, 50mm,75mm y
100mm de diámetro
Proceso de corte de barra de 75mm de diferentes materiales:
Acero A-36, cobre, aluminio, nylon, otros
Proceso de corte a 90° de barra sólida rectangular de 200mm x
150mm
Proceso de corte a 90° de barra sólida redonda de 150mm
Proceso de corte a 45° de barra sólida rectangular de 120mm x
100mm
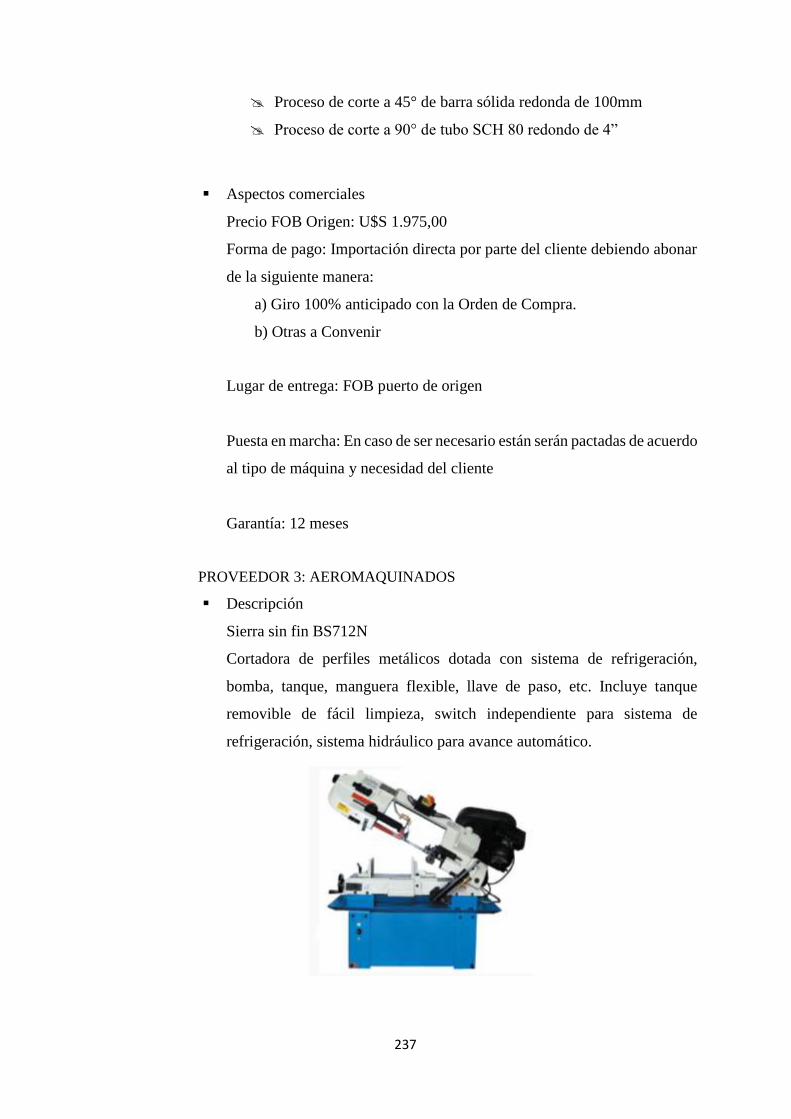
237
Proceso de corte a 45° de barra sólida redonda de 100mm
Proceso de corte a 90° de tubo SCH 80 redondo de 4”
Aspectos comerciales
Precio FOB Origen: U$S 1.975,00
Forma de pago: Importación directa por parte del cliente debiendo abonar
de la siguiente manera:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir
Lugar de entrega: FOB puerto de origen
Puesta en marcha: En caso de ser necesario están serán pactadas de acuerdo
al tipo de máquina y necesidad del cliente
Garantía: 12 meses
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Sierra sin fin BS712N
Cortadora de perfiles metálicos dotada con sistema de refrigeración,
bomba, tanque, manguera flexible, llave de paso, etc. Incluye tanque
removible de fácil limpieza, switch independiente para sistema de
refrigeración, sistema hidráulico para avance automático.

238
Especificaciones
Accesorios incluidos:
- Prensa de cierre rápido para cortes a 90º y 45º
- Switch de apagado automático.
- Grata de limpieza
Practicas realizables
La sierra sin fin BS712N, permitirá realizar procesos de corte en diferentes
materiales y diferentes secciones trasversales, ya sea redondas, cuadradas,
rectangulares u otras. Las posibles prácticas serían:
Practica de conocimiento de la máquina, identificación de partes,
funcionamiento y puesta en marcha de la sierra sin fin, regulación de
velocidades.
Práctica de corte a 90° para sección rectangular, ejm: 50mm x 75mm,
80mm x 125mm, 100mm x 150mm, 160mm x 250mm. No debiendo
exceder la máxima capacidad de 178mm x 305mm
Práctica de corte a 45° para sección rectangular, por ejm: 25mm x
50mm, 60mm x 80mm, 75mm x 100mm. No debiendo exceder la
capacidad máxima de corte de 120mm x 125mm

239
Práctica de corte a 90° para sección redonda de diferentes diámetros:
50mm, 75mm, 100mm, 125mm, 150mm. No debiendo exceder la
capacidad máxima de 178mm de diámetro (7”)
Práctica de corte a 45° para sección redonda de diferentes diámetros:
50mm, 75mm, 100mm. No pudiendo exceder la capacidad máxima de
127mm (5”)
Práctica de corte de barras hexagonales sólidas no mayores a 5”
Aspectos comerciales
FORMA DE PAGO: Contado.
TIEMPO DE ENTREGA: Inmediata.
PRECIO: $ 1.900 USD más impuestos.
Validez de la oferta: 15 (Quince) días.
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por
mal manejo
Asesoría
Asesoría en la instalación y manejo de la máquina.
10. Taladro de columna
El taladrado es un proceso que sirve para realizar agujeros circulares o
cilíndricos, para ello es necesario el uso de una herramienta de corte llamada
broca. La broca mas usada es la broca helicoidal. Existen también brocas
especiales para avellanar, brocas de centrado, y según el material que se
perforará, se usarán brocas para madera, para metal, para concreto, cristales,
paredes, etc.

240
El taladro de columna lleva incorporado una mesa de trabajo con bridas de
sujeción, reguladores de altura, y de giro para centra la pieza con la broca y
obtener precisión en el perforado. Existen diferentes tipos de taladro de
columna, estos variarán básicamente de acuerdo a la potencia del motor, al
tener un taladro más robusto, las piezas a sujetar implicarán mecanismos de
sujeción más complejos como cremalleras, tornillos sinfín, bridas, etc
PROVEEDOR 1: RECOMAQ
Descripción
Taladro de columna con cabezal de engranajes
Modelo S-25 – Marca STRANDS
De nuestra representada MACHINERY
SCANDINAVIA AB (Suecia)
Esta máquina de pedestal o columna con AVANCE
MANUAL está principalmente destinada a las
operaciones de taladrado hasta 25 mm. y para roscado
hasta 16 mm. Están también preparadas para
operaciones de fresado y a este fin, la extremidad del husillo está roscada
para poder fijar el dispositivo porta boquillas.
Con cabezal de engranajes y con 8 velocidades reversibles - botador de la
broca incorporado al cabezal iluminación en la zona de perforado - base
con ranuras para el agua y para la fijación de las piezas - levantamiento del
cabezal con el sistema de cremallera manual de instrucciones.
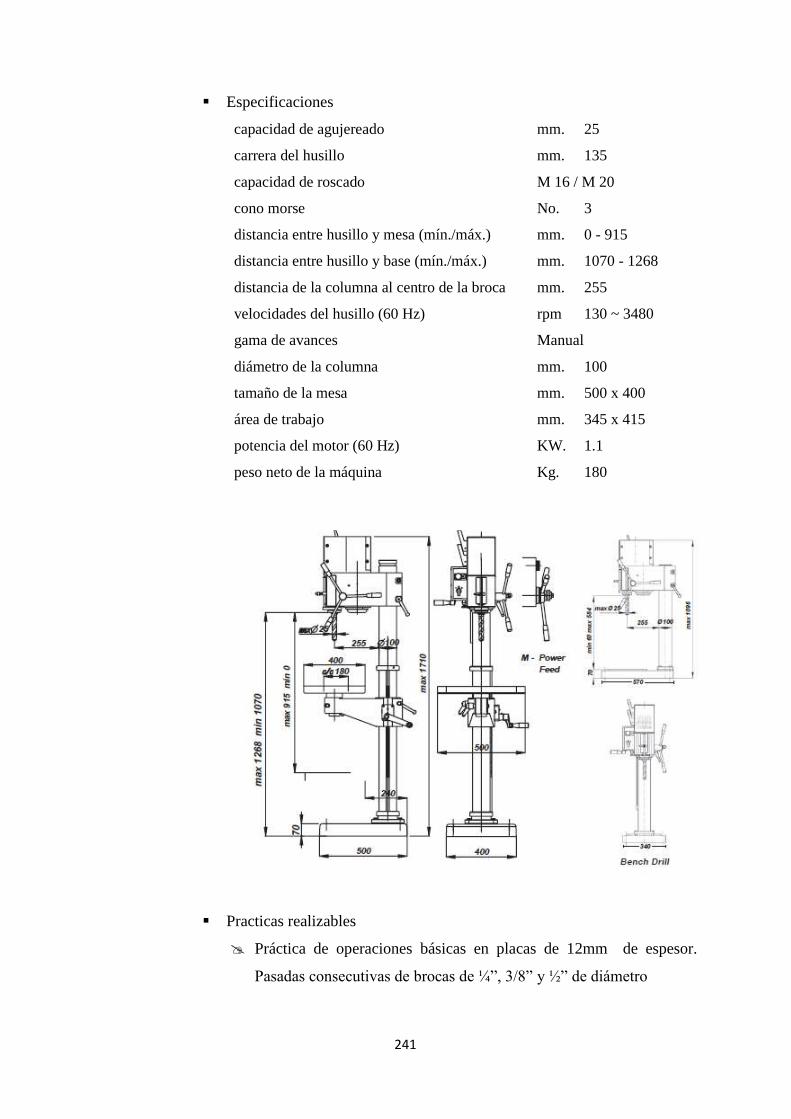
241
Especificaciones
capacidad de agujereado mm. 25
carrera del husillo mm. 135
capacidad de roscado M 16 / M 20
cono morse No. 3
distancia entre husillo y mesa (mín./máx.) mm. 0 - 915
distancia entre husillo y base (mín./máx.) mm. 1070 - 1268
distancia de la columna al centro de la broca mm. 255
velocidades del husillo (60 Hz) rpm 130 ~ 3480
gama de avances Manual
diámetro de la columna mm. 100
tamaño de la mesa mm. 500 x 400
área de trabajo mm. 345 x 415
potencia del motor (60 Hz) KW. 1.1
peso neto de la máquina Kg. 180
Practicas realizables
Práctica de operaciones básicas en placas de 12mm de espesor.
Pasadas consecutivas de brocas de ¼”, 3/8” y ½” de diámetro

242
Práctica con brocas de diferentes calidades: HSS, de Cobalto, de
Titanio, otras. Observación de calidad de taladrado, observación de
desgaste de filo de brocas, ángulos de corte, incidencia.
Práctica de perforación de agujeros de 25mm de diámetro (capacidad
máxima) en placas gruesas: Perforado de una placa de 30mm de
espesor.
Práctica de avellanado de agujeros de ¼”, 5/16”, 3/8” y ½”
Práctica de roscado de agujeros de 16mm de diámetro
Práctica de taladrado de agujeros de ½” en diferentes materiales
(aluminio, acero, teflón u otro). Verificación de velocidades de avance
según material a taladrar.
Aspectos comerciales
PRECIO F.O.B. / PUERTO SUECO.......................... Euro 4,100
ACCESORIOS EXTRAS:
Porta brocas diám. 1 13 mm............................................. Euro 330
Porta boquillas c/5 boquillas (6 8 10 12 16 mm)............ Euro 570
Lámpara alógena de trabajo............................................ Euro 230
Sistema de refrigeración.................................................. Euro 460
- Inversor automático de la rotación del husillo para operaciones de
Roscado………………………………………............. Euro 1,000
Mesa por coordenadas FB-102 (584x242 mm)................ Euro 2,700
FORMA DE PAGO: Mediante transferencia bancaria anticipada o Carta
de Crédito irrevocable y confirmada, pagadera contra documentos de
embarque, a favor de MACHINERY SCANDINAVIA de Suecia.
ENTREGA DE FABRICA: 4-6 semanas aprox. de recibido el pago o la
Carta de Crédito.
FLETE MARITIMO Y SEGURO: Al costo, por cuenta del comprador.
243
GARANTIA: Un año.
PROVEEDOR 2: DAVONIS
Descripción
Agujereadora de columna modelo Z5040 (Código H414.05). (transmision
por caja de velocidades), cabezal fijo, columna redonda ø 150 mm,
capacidad ø 40 mm, cono morse nº 4, 18 velocidades.
Especificaciones
capacidad máxima de perforado (mm) 40
capacidad máxima de roscado (mm) M20 & M24
distancia máx. columna – husillo (mm) 350
distancia máx. del husillo a la mesa (mm) 770
distancia máx. husillo hasta la base (mm) 1210
cono morse del husillo nº 4
carrera del husillo (mm) 180
diámetro de la manga del husillo (mm) 75
avances automáticos del husillo (0,1 / 0,2 mm / vuelta) 2
velocidades del husillo (50-1450 rpm) 18
tipo de columna cilíndrica
diámetro de la columna (mm) 150
altura de la maquina (mm) 2260
superficie de trabajo de la mesa (mm) 560x560
medidas de la base (mm) 730 x 500
potencia del motor (380v, 50 hz) (hp) 2
peso neto de la maquina (kg) 460

244
EQUIPAMIENTO NORMAL PROVISTO CON LA MAQUINA:
01) transmisión por caja de engranajes cerrada en baño de aceite
02) motor acoplado en forma directa
03) motor de dos velocidades
04) manga de husillo templada y rectificada
05) equipo de refrigeración
06) equipo de iluminación
07) inversión de rotación de husillo automática para ciclo de roscado
08) llave de marcha y contramarcha
09) tablero eléctrico con comandos de bajo voltaje
10) equipamiento electromecánico de seguridad para la comunidad
económica europea (ce)
11) subida y bajada de la mesa con cremallera
12) mandril diámetro 3-16 mm
13) espiga cónica para mandril
14) cono de reducción de morse nº 4 a nº 3
15) cono de reducción de morse nº 4 a nº 2
16) llaves de servicio
17) aceitera
18) manuales de instrucciones y despiece
Practicas realizables
Perforación simple manual de agujeros sobre plancha metálica-
diámetros menores: 4.5mm, 6mm, 8mm, 10mm
Perforación simple manual de agujeros sobre plancha metálica-
diámetros intermedios: 12mm, 14mm, 15mm, 17mm, 19mm
Perforación simple manual de agujeros sobre plancha metálica-
diámetros mayores: 22mm, 25mm, 30mm, 35mm y 40mm (siendo
40mm su capacidad máxima de perforación)
Perforación automática de agujeros sobre plancha metálica-diámetros
intermedios: 12mm, 14mm, 15mm, 17mm y 19mm
Perforación automática de agujeros sobre plancha metálica-diámetros
mayores: 22mm, 25mm, 30mm, 35mm y 40mm

245
Roscados izquierdo y derecho, usando el mecanismo de avance
automático y de inversión de giro
Avellanado de agujeros, diámetros intermedios
Aspectos comerciales
Precio FOB Origen: U$S 3.835,00
Forma de pago: Importación directa por parte del cliente debiendo abonar
de la siguiente manera:
a) Giro 100% anticipado con la Orden de Compra.
b) Otras a Convenir
Lugar de entrega: FOB puerto de origen
Puesta en marcha: En caso de ser necesario están serán pactadas de
acuerdo al tipo de máquina y necesidad del cliente
PROVEEDOR 3: AEROMAQUINADOS
Descripción
Taladro Fresador DM45H
El modelo DM45H está diseñado para cumplir con las funciones típicas de
taladro y para cumplir con algunas funciones básicas de fresadora.
Equipado con motor de avance en el eje X, sistema de refrigeración,
mandril porta-brocas 1-13 mm con árbol MT3 y llave, juego de boquillas
con cono, y porta-llave.

246
Especificaciones
OTRAS CARACTERISTICAS
- Roscador Automático.
- Automáticos en el husillo.
- Transmisión de potencia por piñones en cabezal.
- Bandeja recolectora viruta y refrigerante.
- Switche de seguridad.
- Giro lateral del cabezal 90 grados ambos lados.
- Lapeado en las colas de milano para conservar la lubricación.
- Gabinete para herramientas.
- Micro switche de final de carrera en X.
ACCESORIOS INCLUIDOS:
- Motor de avance eje X.
- Sistema de refrigeración.
- Mandril porta brocas 1-13 mm con árbol MT3 y llave.
- Juego de boquillas con cono, porta y llave.
- Tornillo tensor.
- Lámpara.

247
Practicas realizables
El taladro fresador nos permite hacer las operaciones básicas de taladrado
y algunas operaciones básicas de fresado, las posibles prácticas serían:
Práctica de taladrado manual de diámetros variables en el rango de
6mm hasta 20mm de diámetro
Práctica de taladrado manual de diámetros variables en el rango de
21mm hasta 45mm de diámetro
Práctica de taladrado con avance automático, perforación de
diámetros de 19mm, 25 mm u otros
Práctica de taladrado para conformar agujero cónico de ¾” en plancha
de 35mm de espesor
Práctica de acabados superficiales de agujeros: Barrenado,
avellanado, desbarbado.
Practica de taladrado de agujeros para brida circular de 8 agujeros de
5/8”
Práctica de roscado de agujero de 16mm de diámetro
Práctica de operaciones básicas de fresado
Aspectos comerciales
FORMA DE PAGO: Contado.
TIEMPO DE ENTREGA: Inmediata.
PRECIO: $ 3.970 USD más impuestos.
SERVICIO POSTVENTA:
Garantía
Garantía mecánica de un año.
Garantía eléctrica tres meses. La máquina debe ser instalada con
red trifásica estable a 220 voltios.
Garantizamos el suministro de repuestos y servicio de
mantenimiento.
La garantía es por defectos de fabricación, no cubre daños por mal
manejo.
NOTA: Para las máquinas que estén en garantía y que se encuentren
ubicada fuera de las áreas metropolitanas de Medellín o Bogotá, el
cliente debe asumir los costos del desplazamiento (pasajes, alojamiento

248
ITEM ESPECIFICACIONES TÉCNICAS
Escáner 3D – HandyScan 700
Tecnología HandyScan 700, con un ano de garantía en piezas y mano de obra,
5 años de actualizaciones de software y soporte técnico y 2 calibraciones gratis del
scanner.
Escáner 3D – HandyScan 700
Detalles
Sistema de escáner laser de auto posicionamiento de mano incluye:
- Unidad escáner 3D
- Software VXelements
- Estuche de transporte
- Cable USB 4 metros
- Fuente de alimentación
- Placa de calibración
- 2000 targets de posicionamiento
- Garantía 01 ano en piezas y mano de obra
- Batería portátil
Software de ingeniería inversa VXMODEL y software de metrología 3D VXINSPECT.
Incluye 4 años de mantenimiento en actualizaciones. Incluye 50 licencias
educativas de VXMODEL y 50 licencias educativas de VXINSPECT gratis.
Laptop portatil ZBook G3 – 1TB SSD – 64Gb – (Americas)
Detalles
HP Compaq ZBook15 G3 o equivalente
Interl core i7-6820HQ
Nvidea Quadro M1000M 2 GB
Windows 7 Pro 64bits
15.6” LED FHD anti reflejo
64GB 2133DDR4
SSD de 1TB
y alimentación) del técnico, AEROMAQUINADOS suministrará los
repuestos.
Asesoría
Asesoría en la instalación y manejo de la máquina.
11. Scaner 3D
PROVEEDOR 1: ENVAL
Descripción
Escáner 3D HandyScan 700 software de ingeniería inversa VXMODEL y
software de metrología 3D VXINSPECT
Especificaciones

249

250
Practicas realizables
El scaner 3D trabajando por si sólo no será al 100% aprovechado, se
recomienda realizar las prácticas del conjunto: Scaner-software-hardware
(computadora), de este modo se podrá realizar prácticas en el área de
diseño en ingeniería, cálculos de objetos, ingeniería inversa, metrología
3D, otros.
Las prácticas a realizar serían muchas, de acuerdo a la aplicación y campo
de estudio, tenemos entre las principales:
Medición 3D de piezas existentes para equipos personalizados o
piezas de repuesto
Ingeniería inversa-mediciones de modelos de arcilla
Ingeniería inversa-mediciones de modelos y maquetas
Estudio de las formas, prototipos y pruebas d concepto
Diseño y creación rápida de prototipos ergonómicos
Escaneo en 3D a formato CAD con objeto de extraer medidas
originales-archivado digital
Inspección visual de piezas que trabajan en líneas de procesos,
verificación de standares de fabricación
Inspección visual y evaluación previa al proceso de fabricación
Inspección de los primeros artículos, (en inglés FAI). Control de
calidad
Documentación según construcción de piezas-herramientas
Análisis de desgaste de piezas sometidas a fricción, medición de
espesores

251
Ingeniería inversa de troqueles, moldes, piezas integrantes, plantillas
y diseños
Ingeniería inversa para el desarrollo de piezas de repuesto /
restauración
Planificación del desmontaje / desinstalación de montajes completos
Aspectos comerciales
Condiciones comerciales
- OC emitida por UNIVERSIDAD DE TRUJILLO con compromiso
de pago 50% de adelanto con la OC y 50% contra entrega.
- Total $ USD DOLARES AMERICANOS, VALOR NETO, NO
INCLUYE IGV E IMPUESTOS
- Tiempo de entrega 25 días calendarios, después de recibida la OC

252
- Garantía durante 01 ano contra desperfectos de fabrica
- Los daños causados por un manejo/uso inadecuado del equipo no
están cubiertos por la garantía
- Incluye el mantenimiento anual: acciones preventivas realizadas
para asegurar el rendimiento óptimo del sistema
- Capacitación en el manejo del scanner y software de ingeniería por
04 días para un máximo de 03 personas en las instalaciones del
cliente en Lima.
- Si la capacitación lo requieren en provincia o mina el cliente deberá
de asumir los gastos de viajes, exámenes médicos y cursos de
inducción del especialista.
- Calibración incluida para el HandyScan 700, no incluye envió ni
retorno del sistema
- La presente garantía vence 1 año después de la entrega del material
- La responsabilidad de ENVAL se limita al valor del contrato
- Validez de oferta: Válida por 30 días
- Todos los valores son netos, NO incluyen impuestos
- Incluye Soporte Técnico On-line a solicitud del usuario en el
servicio brindado.
SOPORTE TECNICO: ENVAL SA, Cuenta con personal
certificado y acreditado por CREAFORM & 3D SYSTEMS para
brindar el soporte y asesoría a nuestros clientes, a través de nuestros
diferentes canales de comunicación vía telefónica, web, e mail o
asistencia remota.
LUGAR DE ENTREGA: En las instalaciones del cliente en Perú
MEDIO DE PAGO:
Banco Scotiabank cuenta en dólares Nº 4702219
CCI: 009-019-000004702219-19
PROVEEDOR 2: 3D Ne World
Descripción
Scaner 3D modelo DRAKE; 3 en 1
DRAKE es un escáner 3d portátil e inalámbrico que puede capturar casi
cualquier objeto, grande o pequeño. Es el primer escáner 3d del mundo

253
que tiene lentes intercambiables que permiten escanear un objeto de
cualquier tamaño: de una moneda a un yate.
Drake de Thor3D es un dispositivo que tiene tres juegos intercambiables
de lentes que a menudo se llaman “cabezas”.
Cada cabeza tiene un nombre (Mini, Midi, Maxi) y se utiliza para escanear
diferentes tipos de objetos.
Así que un escáner con las tres cabezas le permitirá escanear casi cualquier
objeto (excepto quizás un edificio o una montaña) con un solo dispositivo
Este dispositivo es realmente portátil, ya que pesa alrededor de dos kilos,
es de mano y viene equipado con una pantalla táctil incorporada, una
batería y un ordenador de a bordo.

254
Esto significa que usted puede tomar en un avión, un tren y salir a un sitio
de patrimonio en el desierto y digitalizar fácilmente cualquier objeto fuera
de la oficina y los a menudo difíciles de encontrar enchufes eléctricos.
La duración de la batería es de aproximadamente 1,5 horas (de escaneo sin
parar) y una bolsa de transporte complementaria está incluida en el precio.
La potente, y sencilla de usar, Suite de Thor3D es complementaria y se
incluye con la compra de todos los escáner Drake 3D. En realidad hay dos
programas: uno que está incorporado en el escáner que facilita la
adquisición de imágenes en tiempo real y otro que está destinado a ser
instalado en su escritorio para la exportación y edición de datos. El
software en el escáner es simple. Sólo tiene unos botones como “Inicio”,
“Detener” y “Apagar”.
El software de escritorio tiene dos modos: Simple y Avanzado. El modo
simple tiene sólo cuatro botones, mientras que el modo avanzado tiene
muchas características para los usuarios expertos que quieren corregir la

255
textura, simplificar la malla, alinear varias exploraciones en una o realizar
cualquiera de una docena de otras operaciones para preparar una
exploración para la impresión 3D, por ejemplo
Especificaciones
Practicas realizables
Escaneado básico e inspección visual de objetos pequeños con el
cabezal “Mini” de alta resolución. Por ejm: Una bujía, una moneda,
diodos o resistencias de circuitos eléctricos, una pieza de ajedrez, o
cualquier objeto entre 0.5cm hasta 20cm
256
Escaneado básico e inspección visual de objetos medianos con el
cabezal “Midi” Por ejm: Un carburador, un álabe de turbina, bridas, un
ventilador, una culata de automóvil, un motor de combustión interna,
un motor eléctrico, una bomba de agua, una caja de cambios o cualquier
objeto esté en el rango de 10cm hasta 100cm
Escaneado básico e inspección visual de objetos grandes con el cabezal
“Maxi”. Por ejm: Un torno paralelo, un automóvil, una camioneta 4x4,
un piano de cola, una faja transportadora, una tolva, un silo de
almacenamiento, un molino o cualquier objeto que esté en el rango de
30cm hasta 9m
Inspección y control de calidad de fabricaciones nuevas. Metrología 3D
para fabricaciones, archivo digital
Ingeniería inversa de objetos complejos, diseño de prototipos
Diseño de productos y asignación de parámetros para una impresión 3D
Control de grado de desgaste superficial de componentes sometidos a
fricción, elaboración de informes con archivo visual 3D, dossiers de
calidad
Metrología 3D en los procesos de producción, elaboración de informes,
reportes visuales 3D
Aspectos comerciales
PRECIO Scanner 3D Drake: US$ 30,000.00 dólares americanos
CONSIDERACIONES:
- Los precios se encuentran en Dólares Estadounidenses.
- El costo de envío al país destino se encuentra incluido en el precio
final.
- El envío no incluye seguro
- El precio final no incluye los impuestos aduaneros ni los gastos de
importación del producto al país.
- La presente cotización tiene una validez de 30 (treinta) días.
- Los gastos asociados al envío de productos por garantía quedan a
cargo del comprador.

257
- La garantía del equipo es de 6 meses a partir de que el mismo es
recibido por el cliente.
- Forma de Pago: Transferencia Bancaria
- El Scanner no incluye la plataforma rotatoria
PROVEEDOR 3: GEINCOR
Descripción
SCANNER MARCA 3D SYSTEMS MODELO GEOMAGIC
CAPTURE
Los escáneres Capture de 3D Systems ofrecen tecnología de escaneado 3D
de luz azul, precisa y rápida dentro de una unidad portátil y muy ligera que
se puede utilizar como dispositivo de mano o fijo, y que además se puede
combinar fácilmente en una solución multiescáner. Con el ProPack
opcional, puede añadir fácilmente escaneado con plato giratorio sin
intervención manual, y transportar su escáner de forma segura dentro de
una funda de gran calidad. El escáner Capture está disponible en dos
modelos: Capture y Capture Mini. Ambos están integrados con el software
de inspección 3D y de ingeniería inversa Geomagic, para que pueda contar
con unos procesos desde el escaneado hasta la impresión 3D rápidos y de
gran precisión
Geomagic Capture se entrega con una selección de software muy eficaz
para el diseño basado en escaneado, ingeniería inversa e inspección 3D
258
Elija entre dos dispositivos de escaneado en alta definición y de nivel
profesional
Configuración y uso sencillos
Escaneado preciso hasta los 0,034 mm
Complemento de plato giratorio integrado, para un escaneado sin
intervención manual (opción)
Integra software de inspección 3D y de diseño basado en escaneado
Geomagic líder en el sector
Opciones de escaneado automático
Opciones de configuración multiescáner
Permite escanear directamente en SOLIDWORKS y transfiere datos
3D a plataformas habituales MCAD a través de Geomagic Design X
Inspección 3D rápida y precisa
Mejore su escaneado con el ProPack de Geomagic Capture
El ProPack de Geomagic Capture le ofrece toda la eficacia del escaneado
portátil en 360° sin intervención manual. Es un complemento todo en uno
que mejorará su trabajo de escaneado con Geomagic Capture. Incluye un
plato giratorio automático y brazos de sujeción para sujetar las piezas en
posición. Todo va protegido en una funda rígida con espacio suficiente
para que recoja también su trípode y el escáner Geomagic Capture
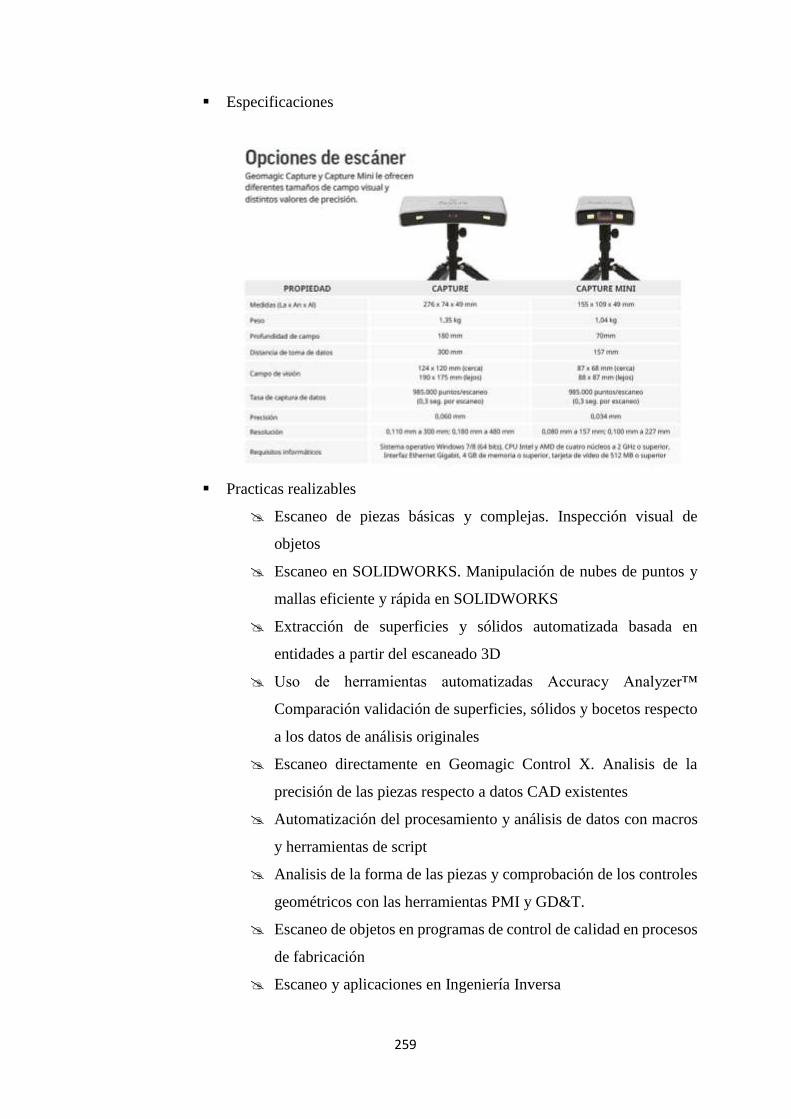
259
Especificaciones
Practicas realizables
Escaneo de piezas básicas y complejas. Inspección visual de
objetos
Escaneo en SOLIDWORKS. Manipulación de nubes de puntos y
mallas eficiente y rápida en SOLIDWORKS
Extracción de superficies y sólidos automatizada basada en
entidades a partir del escaneado 3D
Uso de herramientas automatizadas Accuracy Analyzer™
Comparación validación de superficies, sólidos y bocetos respecto
a los datos de análisis originales
Escaneo directamente en Geomagic Control X. Analisis de la
precisión de las piezas respecto a datos CAD existentes
Automatización del procesamiento y análisis de datos con macros
y herramientas de script
Analisis de la forma de las piezas y comprobación de los controles
geométricos con las herramientas PMI y GD&T.
Escaneo de objetos en programas de control de calidad en procesos
de fabricación
Escaneo y aplicaciones en Ingeniería Inversa

260
Escaneo y creación rápida de informes PDF que se podrá
compartir con los equipos de ingeniería
Aspectos comerciales
Paquete educativo scanner Geomagic Capture-software Design X-
software Control-Impresora Cube Pro
De acuerdo a la descripción técnica del equipo, brindamos la propuesta
económica con sus consideraciones especiales PAQUETE EDUCATIVO:

261
CONDICIONES COMERCIALES
12. Impresora 3D
La tecnología 3D se ha desarrollado grandemente los últimos años y en los
procesos de manufactura resultan una herramienta muy útil y remplaza a
procesos convencionales.
PROVEEDOR 1: 3d Ne-World
Descripción
La impresora de escritorio CraftBotXL3D fue diseñada y construida como
la herramienta definitiva para escuelas, colegios, ingenieros, arquitectos y
todo aquel que pueda beneficiarse de excepcional volumen de impresión

262
Especificaciones
Practicas realizables
El modelo CraftBotXL3D, nos permite realizar impresiones 3D de una
infinidad de objetos tales como:

263
Impresión de componentes móviles para máquinas: Alabes, turbinas,
rotores, ejes, arboles de giro, engranajes, planetarios, satélites,
coronas, discos de freno, rodamientos, etc
Impresión de componentes fijos de máquinas: Estatores, carcasas,
soportes, bancadas, tambor de frenos, etc
Impresión de prototipo de partes-herramientas: Fresas, cuchillas
brocas, llaves hexagonales, escariadores, granetes, cinceles, ratch,
torquímetro, otros
Impresión de complementos para prótesis usado en la ciencia
biomédica
Fabricación de componentes para la industria de la robótica
Fabricación de prototipos para procesos de fundición
Fabricación de moldes para la industria alimentaria
Prácticas en Ingeniería inversa: fabricación o prototipado de una pieza
o componente del cual se tomó información con un scanner 3D
Aspectos comerciales
PRECIO Impresora 3d Craftbot XL………………US$ 2,000.00
CONSIDERACIONES:

264
- Los precios se encuentran en Dólares Estadounidenses.
- El costo de envío al país destino se encuentra incluido en el precio
final.
- El envío no incluye seguro
- El precio final no incluye los impuestos aduaneros ni los gastos de
importación del producto al país.
- La presente cotización tiene una validez de 30 (treinta) días.
- Los gastos asociados al envío de productos por garantía quedan a
cargo del comprador.
- La garantía del equipo es de 6 meses a partir de que el mismo es
recibido por el cliente.
- Forma de Pago: Transferencia Bancaria
PROVEEDOR 2: REPLIKAT
Descripción
Impresora 3D modelo XY
Replikat Argentina – Impresoras 3D
CUIT: 30-71455313-1
Estructura ultra resistente de metal, con cerramientos de acrílico, alta
precisión y acabado final de piezas impresas. Materiales de impresión:
ABS, PLA, Nylon, Flexible, otros. Sistema Bowden, el cual permite que
el extrusor esté montado fuera del carro, para alivianar el peso, lo que
produce impresiones de mayor calidad, carro ultraliviano el cual permite
velocidades y aceleraciones mayores, lo que reduce el tiempo de impresión

265
Especificaciones
Materiales: Acero pintado al horno (negro) o acero inoxidable
Volúmenes de impresión: convencional o extendida. Varía la altura
máxima de impresión
Materiales de fabricación Volumen de impresión
XY Convencional - Acero 250 mm x 250 mm x 200 mm
XY Extendida – Acero Inoxidable 250 mm x 250 mm x 450 mm
Acceso Remoto
Para controlar la impresora estés donde estés, desde cualquier
dispositivo que navegue en internet, sin importar la marca o el sistema
operativo
Cámara Web integrada
Para ver remotamente como viene la impresión y hacer algún ajuste
de ser necesario
Filmación de todo el proceso
Al estilo timelapse (video acelerado). Podrás ver el proceso de
impresión completo en sólo minutos.
Niveles de Usuario
Se pueden crear usuarios y restringir el acceso. Por ejemplo un
usuario administrador puede cambiar cualquier cosa, pero un usuario
visitante solo puede ver el estado en general
Cola de trabajos
Con tiempos de producción y posibilidad de re-impresión con un
solo click.
Sistema de ventilación de capas
2 ventiladores enfrían el material apenas se deposita en la impresión.
Ayuda a mejorar notoriamente la calidad de las piezas que tienen
partes curvas en vertical o trepadas con ángulos complejos
Sistema de contrapeso en el eje Z
Mejora notablemente la calidad de impresión y elimina el
mantenimiento del eje Z.

266
Otros beneficios destacados del Modelo XY:
Materiales de impresión: ABS, PLA, Nylon, Flexible, otros
Incluye 3 Boquillas de cambio rápido y sencillo: 0.3mm, 0.4mm y
1mm
Capacidad de colocar un segundo pico en el futuro sin necesidad
de modificar la computadora de abordo
Sistema Bowden: permite que el extrusor esté montado fuera del
carro, para alivianar el peso, lo que produce impresiones de mayor
calidad
Carro ultraliviano: Permite velocidades y aceleraciones mayores,
lo que reduce el tiempo de impresión
Software libre y sin licencias de renovación
Compatible con todos los sistemas operativos

267
Practicas realizables
Práctica de impresión de prototipos de elementos de trasmisión
Práctica de impresión de carcasa protectora de celulares
Practica de impresión de un logotipo empresarial
Práctica de impresión de una maqueta de un una torre. Ejm: Torres
gemelas, torre Eifield, torre Burj-Al-Arab de Dubai, etc
Practica de impresión de un trasbordador aeroespacial a escala
Práctica de impresión de un submarino de guerra, a escala
Práctica de impresión de prototipo de arma bélica obtenido por
Ingeniería Inversa con scanner 3D
Práctica de impresión de un brazo robótico
Práctica de impresión de instrumental médico para cirugías
Práctica de impresión de prototipo de moldes y matrices
Práctica de impresión de esculturas artísticas.

268
Aspectos comerciales
Garantía y formas de envío:
La impresora REPLIKAT XY cuenta con Garantía de 1 año en todos
sus componentes
Si se desea trasladar la unidad, trabajamos con una empresa encargada
de nuclear varios transportistas para que el mismo llegue en tiempo y
forma
Valores:
Modelo Replikat XY Acero
Convencional: $AR 41.538,5 + IVA (10,5%) Total: $AR 45.990.
Extendida: $AR 52.127 + IVA (10,5%) Total: $AR 57.600.
PROVEEDOR 3: FABRIX
Descripción
Impresora 3D modelo Ultimaker 3
Es la impresora de doble extrusión más confiable del mercado. Permite
crear piezas profesionales de dos colores; imprimir objetos que contengan
soportes y no dejen marcas gracias a su posibilidad de imprimir soportes
en materiales solubles en agua.
Además tiene un sistema de auto-nivelación, un extenso volumen de
impresión, cabezales fácilmente intercambiables y hasta una cámara que
permite monitorear la impresión en tiempo real.
Esta impresora está especialmente diseñada contemplando las necesidades
de los usuarios más exigentes que buscan una impresora profesional. Es la
única impresora 3D de escritorio del mercado que tiene capacidad
industrial.
Casa comercializadora:
FABRIX
269
Uruguay 1123 esq. Paraguay. Montevideo CP 11100 - Uruguay
Contacto - 2 901 37 21 int.121
Especificaciones
Tecnología: Fabricación en filamento fundido
Doble extrusión
Máxima capacidad: 39 x 40 x 56.5 cm
Máxima Calidad: 0.02 mm
Velocidad de impresión: 30 mm/s - 300 mm/s
Capacidad del Cartucho: 1 kg
Sistema Operativo:
Windows® 7 o superior
MAC OSX 10.6 64-bit o superior
Linux Ubuntu 12.04 o superior
Software: Cura – Ultimaker Software desarrollado especialmente para
Ultimaker 3
Tipo de archivos: STL, OBJ and 3MF
Tamaño de la impresora: 34.2 x 38 x 38.9 cm
Material de Impresión: Nylon, PLA, ABS, CPE, PVA

270
Practicas realizables
El modelo Ultimaker 3 imprime diversos diseños simples y complejos y
su alta resolución permitiría realizar prácticas como las siguientes:
Impresión de modelos de herramientas o máquinas, por ejm: Un
compresor, una cizalla, un taladro, una bomba centrífuga, un esmeril,
una motosierra, una dobladora, etc
Impresión de modelos de instrumentos musicales: Una guitarra
eléctrica, un saxofón, una batería, etc
Impresión de elementos mecánicos: Un cigüeñal, una biela, un
pistón, árbol de levas, cojinetes, un arrancador, un distribuidor,
bomba de inyección, un disco de embrague, etc
Impresión de modelos de partes del cuerpo humano para fines
didáctos en anatomía. Ejm: Un cráneo, un corazón, un fémur, caja
toráxica, etc
Impresión de modelos para dentaduras
Impresión de modelos de aeromodelismo
Impresión de maquetas para diseño arquitectónico-Ingeniería civil

271
Aspectos comerciales
Precio: U$S 6331.49 + IVA
Moneda: dólares americanos
Validez de la oferta: 3 meses
13. Máquina de inyección de plástico
El moldeo por inyección es una de las tecnologías de procesamiento de plástico
más usadas y con ello se pueden lograr moldear innumerables formas y
productos.
PROVEEDOR 1: OLYMPIA
Descripción
Máquina Inyectora Marca LOG Mod. OG-90 A8 con Bomba de Caudal
variable y Equipos Auxiliares
La Máquina de moldeo por inyección LOG Mod. OGA-90T con bomba de
caudal variable ajusta la velocidad del motor para compensar la demanda
del proceso. Este sistema normalmente consume entre 30 y 60% de energía
comparándolo con máquinas que funcionan con las tradicionales bombas

272
de volumen fijo, cuyas bombas proporcionas más flujo hidráulico del
necesario para moldear la pieza en proceso y el flujo excedente es
direccionado de regreso al tanque hidráulico, lo que resulta en una pérdida
de energía. Adicionalmente, este sistema resulta en una reducción del
consumo de agua de refrigeración en un orden que oscila entre 20% y 40%.
Especificaciones
Parámetros técnicos

273
Diagramas molde y dimensiones de la máquina
Equipos auxiliares:
Autoalimentadora (Auto loader)
Marca: SML
Modelo: SAL-300C
Capacidad: 250 kg/h
Potencia Motor: 1 KW
Peso: 10 kg
Chiller (máquina de refrigeración)

274
Marca: SML
Modelo: SL-3A
Potencia: 3 HP
Peso: 100 kg
Practicas realizables
Los productos a manufacturar dependerá de la disposición de una gran
variedad de moldes, así tendremos innumerables aplicaciones con distintos
tipos de materiales, por ejemplo:
Práctica de manufactura de una rueda de poliamida de 6” para
andamios
Práctica de manufactura de un taper de ABS de 20cm x 30cm x
10cm
Práctica de manufactura de una jarra de polipropileno de 2 Lt
Práctica de manufactura de un balde de polietileno de baja densidad
Práctica de manufactura de una bandeja de polietileno de alta
densidad
Práctica de manufactura de un casco de seguridad de polietileno de
alta densidad
Práctica de manufactura de una carcasa de smartphone de
policarbonato
Aspectos comerciales

275
NOTA.- PRECIOS NO INCLUYEN 18% DE IGV.
CONDICIONES
- Adelanto de 40% para poner la Orden de Compra
- 50%: luego de las pruebas en instalaciones del fabricante y con la
presentación de la Constancia de embarque – Max. 30 días
posterior a la fecha del adelanto.
- 10% restante: 1 semana previa al arribo de la Nave al Callao.
- Entrega: Max. 65 días después del Adelanto
- Costos de Flete, Seguro y Aduana están incluidos en el presente
presupuesto.
VALIDEZ DE LA OFERTA: 30 días
PROVEEDOR 2: TEKNIA
Descripción
Máquina inyectora HAITIAN PL860/260v B-D36mm
La máquina de la serie Pluto fue diseñada para proporcionar una solución
económica con el ahorro de energía. Utilizando un sistema hidráulico de
bomba proporcional variable, el rendimiento de la máquina es altamente
sensible, proporcionando una alternativa para la producción repetible de
piezas de plástico. Comparado con el sistema proporcional hidráulico
tradicional, es posible un ahorro de energía de 30-50%.

276
Diseño de la bomba variable
El motor de velocidad constante gira el eje de transmisión (7) para girar
el rotor del pistón (3). Pistones insertados en el rotor (1) (2) que crean
un vacío en la entrada y alta presión en la salida según el ángulo (α) de
la placa oscilante (3), que es controlado por una válvula proporcional.
El ahorro de energía es logrado al controlar la presión del aceite y el
flujo requerido para cada movimiento de máquina
Sistema de accionamiento hidráulico Bomba de pistones de desplazamiento variable

277
Especificaciones
Dimensiones de la placa de moldeo móvil
Vista superior del selector desde la placa de moldeo fija

278
Dimensiones de la máquina:
Practicas realizables
Fabricación de componentes con Acrilonitrilo butadieno estireno
(ABS) en la industria automotriz, por ejm: protector del volante,
paragolpes, protector de un radiador, cuna de faros, alojamiento de un
espejo, otros
Manufactura en la industria del juguete, tales como piezas de LEGO,
rompecabezas, siluetas de animales, soldados, avioncitos, etc
Fabricación de piezas de polipropileno como: Bandejas, baldes, jarras,
jaboneras, basureros, jabas de almacenamiento, etc
Fabricación de piezas para transporte de líquidos: Carcasas para
impulsores de bombas, álabes, impulsores, etc
Fabricación de piezas o componentes varios con Politetrafluoroetileno
(PTFE)
Fabricación de piezas o componentes varios con Policloruro de
vinilo.

279
Aspectos comerciales
Embarque: 75 días posteriores a la confirmación y pago correspondiente.
45 días adicionales para arribo al puerto del Callao.
Entrega: Sobre camión en la puerta de su planta (dentro de Lima
metropolitana y Callao). No incluye maniobra de descarga
Forma de pago: 30% con la orden de compra. Saldo al embarque de la
máquina
Garantía: La misma del fabricante, 12 meses por defectos de fabricación
Instalación: Puesta en marcha a cargo de un especialista, sin costo adicional
(dentro de Lima metropolitana y Callao). Sólo mano de obra, no incluyen
materiales ni insumos
Validez de la oferta: 15 días.
PROVEEDOR 3: COCCHIOLA
Descripción
Máquina inyectora de termoplásticos modelo SS 520
Marca: SS MACHINERY , de origen y procedencia, China

280
La gama de la serie de máquinas SS comprende:
- Fuerza cierre: Desde 25 tn. hasta 128 tn.
- Volumen de inyección: Desde 23 hasta 238 grs.
- Elevada rigidez dada por su unidad de doble brazo de ángulo
trasero negativo.
Especificaciones
Prácticas realizables
Moldeo plástico para el sector alimenticio: Vasos, platos,
exprimidores, moldes para postres, cucharas, tapers, bowls, etc.
Moldeo plástico de piezas decorativas para el hogar
Moldeo en plástico flexible, ejm: Protectores de celular, estuches,
fundas, otros
Moldeo en plástico duro, ejm: engranajes, bridas, bocinas, bujes, etc
281
Moldeo en diferentes tipos de termoplásticos
Aspectos comerciales
PRECIO TOTAL SSF520 F.O.B. China:........................ USD 16.000
PLAZO DE ENTREGA: 20 días en condición F.O.B. China después de
recibido el anticipo del 30 %
FORMA DE PAGO: 30 % anticipado mediante transferencia Bancaria
70 % contra aviso de embarque
PUESTA EN MARCHA: A cargo de MA COCCHIOLA SA.- en vuestra
planta (no incluye gastos de viaje y estadía del técnico)
GARANTÍA: 12 meses a partir de la Puesta en Marcha, los repuestos en
condición Ex–Fábrica
VALIDEZ DE LA OFERTA: 30 días
14. Máquina de corte por chorro de agua
La gran ventaja de una cortadora por chorro de agua es que puede cortar
espesores de material más gruesos que una cortadora láser y con mayor
precisión que el corte por plasma. Por ser un procedimiento de corte en frío
resulta que el material no sufre deformación por transferencia de calor, las
propiedades física-mecánicas no se alteran.
Los espesores que se logran cortar con estos equipos son hasta 150mm y con
equipos especializados se logran hasta 400mm de espesor
PROVEEDOR 1: Jinan Pride Intelligent Co., Ltd.
Descripción:
CNC UHP Waterjet Machine
Máquina de chorro de agua CNC UHP desarrollada de forma
independiente en base a la tecnología estadounidense, contiene las
siguientes partes:
UHP system
CNC machine tool
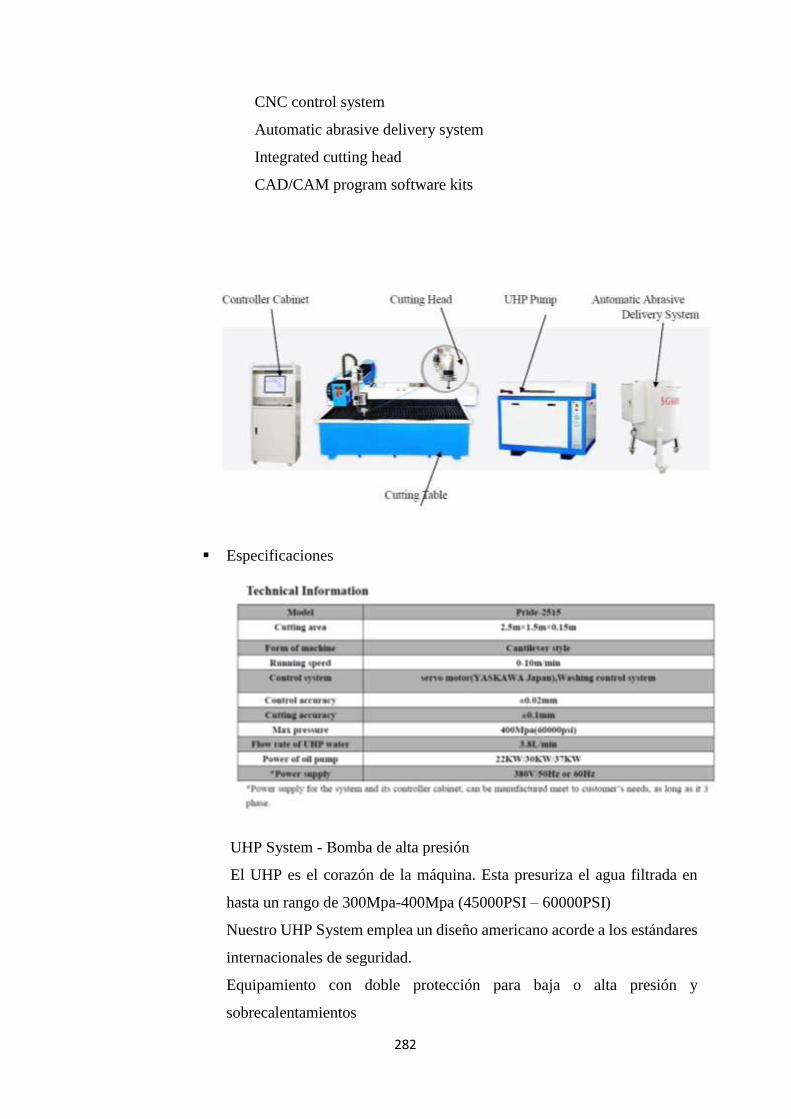
282
CNC control system
Automatic abrasive delivery system
Integrated cutting head
CAD/CAM program software kits
Especificaciones
UHP System - Bomba de alta presión
El UHP es el corazón de la máquina. Esta presuriza el agua filtrada en
hasta un rango de 300Mpa-400Mpa (45000PSI – 60000PSI)
Nuestro UHP System emplea un diseño americano acorde a los estándares
internacionales de seguridad.
Equipamiento con doble protección para baja o alta presión y
sobrecalentamientos
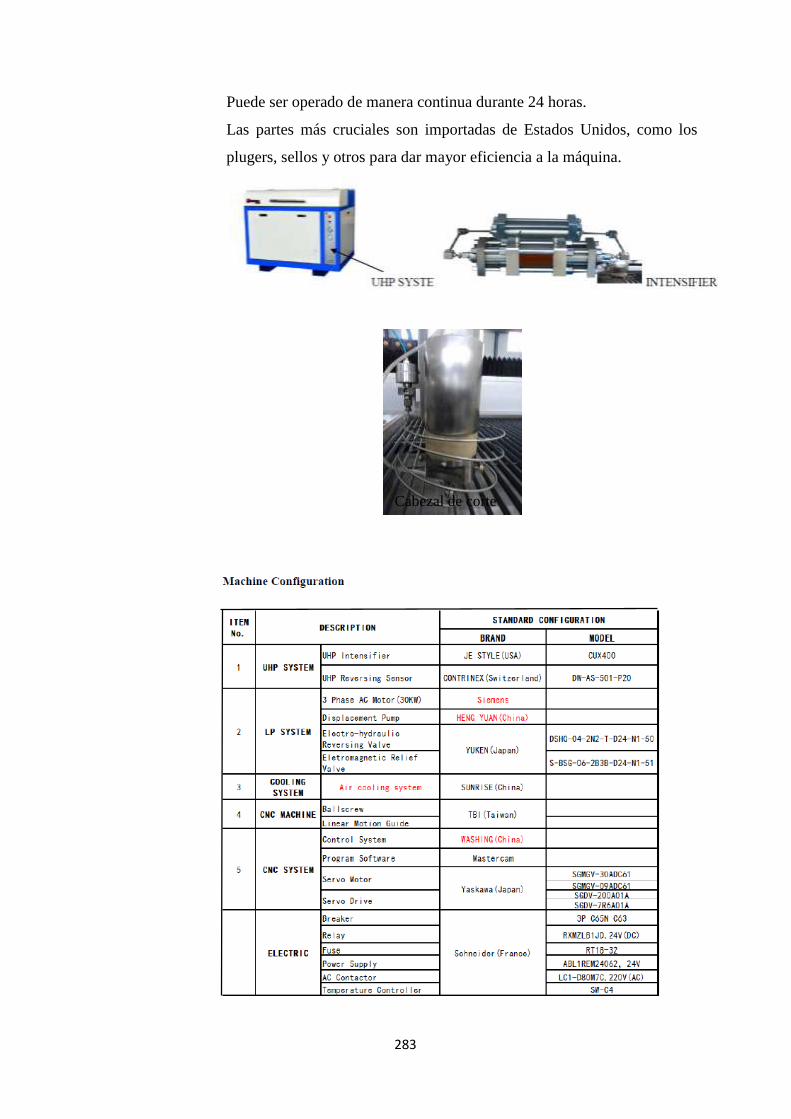
283
Puede ser operado de manera continua durante 24 horas.
Las partes más cruciales son importadas de Estados Unidos, como los
plugers, sellos y otros para dar mayor eficiencia a la máquina.
Cabezal de corte

284
Practicas realizables
Corte recto de plancha delgada de espesor 4.5mm. Cortes a 45 y
90grados
Corte de plancha de mediano espesor (1/2”, ¾” y 1”). Cortes a 45° y
90° Verificación de acabados en los bordes
Corte de plancha de 3/8” de espesor: Cortes curvos, cortes en
diferentes ángulos, formas simples
Corte de plancha de ½”. Grabado de un logotipo diseñado por
computadora. Grabado con el uso del sistema de programación CNC
Corte de planchas del mismo espesor y de diferentes materiales
(Acero, piedra, vidrio, nylon)
Corte de plancha de acero inoxidable de 6mm de espesor. Corte
brida circular con 8 agujeros
Corte y grabado de formas artísticas
Aspectos comerciales
Cotización de proveedor:
285
Condiciones de pago: Depósito del 40% de adelanto y 60% al
momento del embarque.
Fecha de envío: 20 30 días después que se haga el 40% de depósito
como adelanto
Garantía: 01 año desde la instalación y prueba exitosa
Instalación y entrenamiento:
Nuestra empresa les envía dos ingenieros a su compañía quienes
harán el entrenamiento. Su compañía deberá pagar la tasa de
entrenamiento, gastos de hospedaje y pasajes, y alimentación
PROVEEDOR 2: WATER JET (Argentina)
Descripción
WATERJET es la máquina de corte por chorro de agua industrial,
confiable, sólida y versátil, capaz de hacer le frente a las mayores
exigencias de la industria moderna, corta todo tipo de material ajustando
unos pocos parámetros.

286
INTENSIFICADOR:
Bomba de ultra alta presión 60000 PSI. Diseñada y fabricada para uso
intensivo, de bajo mantenimiento. Cilindro de doble efecto con relación de
intensificación 20:1. Presión de Aceite máx. 200 bar. Acumulador
estabilizador de presión de 2000ml
CONTROL:
PC industrial, interfaz NC STUDIO . Monitor LED con protección
blindex. Gabinete inoxidable. Servodrivers PANASONIC
SOFTWARE CAD / CAD: LANTEK SHARP
Productivo: por tener Anidado automático.
Eficaz: Se entrega con la Configuración de Tablas de corte, de acuerdo a
la tecnología de la máquina del Fabricante.

287
MESA DE CORTE construida para soportar cargas de hasta 1000 Kg / m2.
Nivel de agua automatico. Revestimiento Inoxidable.
PUENTE - CABEZAL equipados con lubricador automatico.
BOTONES DE SEGURIDAD en ambos extremos del puente.
MATERIALES QUE PUEDE CORTAR:
Especificaciones
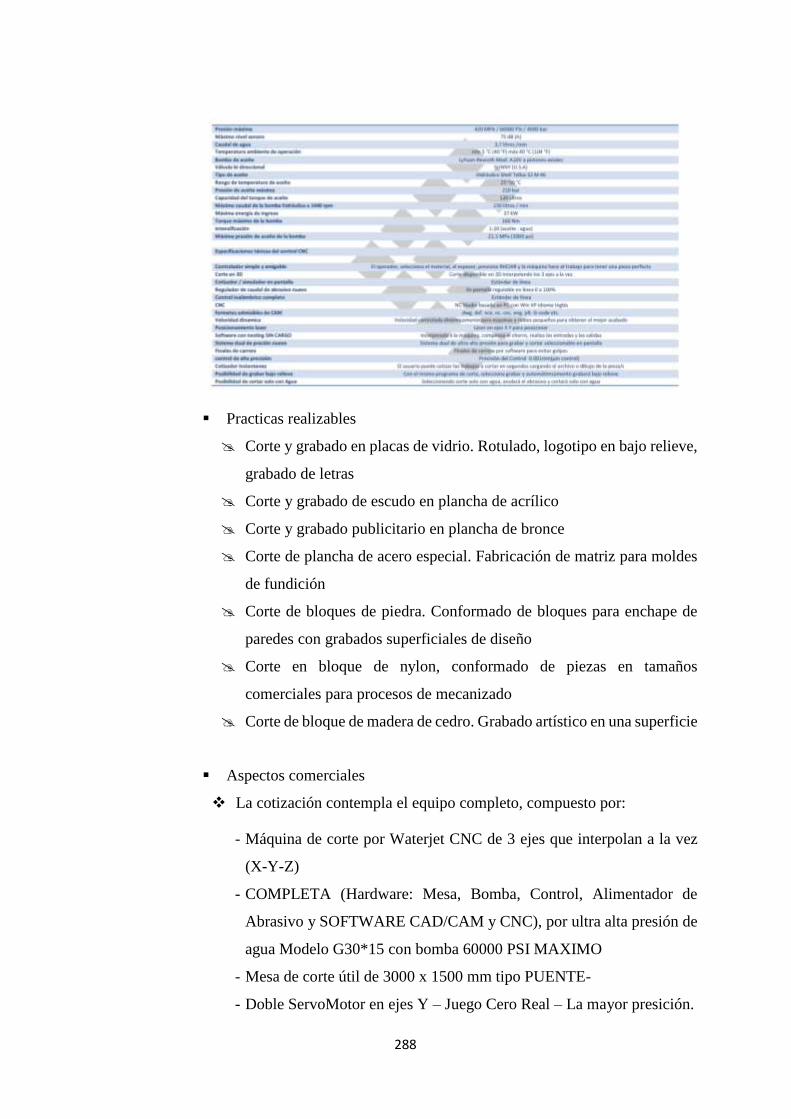
288
Practicas realizables
Corte y grabado en placas de vidrio. Rotulado, logotipo en bajo relieve,
grabado de letras
Corte y grabado de escudo en plancha de acrílico
Corte y grabado publicitario en plancha de bronce
Corte de plancha de acero especial. Fabricación de matriz para moldes
de fundición
Corte de bloques de piedra. Conformado de bloques para enchape de
paredes con grabados superficiales de diseño
Corte en bloque de nylon, conformado de piezas en tamaños
comerciales para procesos de mecanizado
Corte de bloque de madera de cedro. Grabado artístico en una superficie
Aspectos comerciales
La cotización contempla el equipo completo, compuesto por:
- Máquina de corte por Waterjet CNC de 3 ejes que interpolan a la vez
(X-Y-Z)
- COMPLETA (Hardware: Mesa, Bomba, Control, Alimentador de
Abrasivo y SOFTWARE CAD/CAM y CNC), por ultra alta presión de
agua Modelo G30*15 con bomba 60000 PSI MAXIMO
- Mesa de corte útil de 3000 x 1500 mm tipo PUENTE-
- Doble ServoMotor en ejes Y – Juego Cero Real – La mayor presición.
289
- Cabezal de corte completo con cañería de UAP flexible de ¼” modelo
SYCHC.
- Tolva con visor de nivel de Abrasivo y dosificador electrónico .
- Incluye alimentador neumático de abrasivo automático de 120 L
- SOFTWARE- Programa de CAD CAM LANTEK en Español – Lider
Mundial en programas CAM para mesas de corte CNC
- PRECIO: Total CIF MEXICO USD 58600
CIF: INCLUYE MAQUINA, FLETE y SEGURO hasta puerto
PERUANO designar por el cliente.
CONDICIONES DE PAGO: 50% ANTICIPO Y 50% ANTES DE
EMBARCAR
VALIDEZ DE LA OFERTA: 30 Días
PLAZO DE FABRICACIÓN: 45 DIAS.
INSTALACION: La puesta en marcha y capacitación está incluidas en
el precio y se realiza una vez que el equipo está ubicado en la posición
final en la planta del cliente. Si la misma se encuentra a mas de 150km
de distancia de CABA (Cap. Fed – ARGENTINA), los gastos de traslado,
movilidad y hospedaje del Ingeniero o técnico Argentino que asista
estarán a cargo de comprador.
NOTA: Todos los equipos Incluyen:
_ 2 días de capacitación en Planta del Cliente.
_ 100 Kg. de abrasivo para la capacitación-
_ 2 orificios
_ 1 pico de mezcla.
_ Garantía del equipo: 12 meses (no incluye consumibles)
PROVEEDOR 3: Shenyang Head Science & Technology Corporation
Limited
Descripción
Máquina de corte por chorro de agua modelo
HEAD1525BB/HEAD42037Z

290
Es una máquina de corte con mesa de corte tipo voladizo con un control
de posición de +- 0.01. Intensificador importado de América de la marca
Accustream. Filtros de agua importados de Japón. Sistema de control CNC
Especificaciones
Mesa de corte:

291
Bomba intensificadora:
Sistema de control CNC:
Practicas realizables
Práctica de corte de metales: Acero inoxidable y acero A36 en
espesores de 6mm y 1” respectivamente
Práctica de corte de materiales plásticos o compuestos: Nylon, acetal,
espesores iguales de 19mm
Práctica de grabado de logotipos, letras y símbolos en material acrílico
Práctica de corte y grabado de formas artísticas en mármol y granito
Práctica de corte en planchas de caucho y goma. Corte de moldes para
aislamiento sonoro

292
Práctica de corte de formas geométricas en bloques de porcelanato
Aspectos comerciales
A continuación se presenta el presupuesto detallado y las condiciones
generales de compra:
Garantías y certificaciones:
El presente presupuesto ofrece 01 (UN) AÑO DE GARANTÍA
La compañía cuenta con las siguientes certificaciones:

293
15. Máquina de corte láser
La cortadora láser recibe la información del diseño elaborado por un software
La máquina opera con un rayo láser que se refleja en espejos hasta llegar al cabezal
que corta la pieza
La cortadora láser chicas o de oficina puede cumplir hasta tres funciones: corte,
desbaste y grabado (Las industriales sólo permiten cortar). Una de las ventajas del
corte láser es que producen un corte CAD CAM de gran precisión, limpio, rápido
y relativamente a bajo costo, además no requiere fabricación de matricería
Para nuestros fines, la máquina que nos interesa es una máquina de corte semi-
industrial de corte para tubería y lámina de acero de mediano formato, la cual usa
láser cuya fuente de excitación es una lámpara de Xenón; ésta dirige su rayo sobre
la pieza de trabajo. El área de la pieza de trabajo incidida por el rayo se funde al
instante. Se usa un sistema de control CNC controlado por computadora.
PROVEEDOR 1: HANS GS
Descripción:
Máquina de corte laser modelo: GS-LFD2513
Fuente de láser IPG / Raycus, conducción doble, cabezal de corte Raytools,
con sistema de CNC, estabilizador de voltaje, extractor de aire. Tiene un
rango máximo de corte de 1300mm x 2500mm. Trabajo continuo de 24
horas.

294
Especificaciones
Especificaciones de los componentes y partes:

295
Practicas realizables
Corte de placa metálica de aluminio de 6mm de espesor. Cortes rectos
a diferentes ángulos
Corte y grabado en placa de 3mm inoxidable. Corte para
dimensionamiento y grabado del logo de una marca de automóvil
Corte de plancha en acero al carbono de 9mm. Dimensionamiento y
tallado de formas para un prototipo de matriz para moldeo
Corte de una placa de acero al carbono, Conformado de un engranaje
helicoidal a partir de la placa dimensionada de 9mm
Corte y grabado en plancha de acero inoxidable. Dimensionado de la
plancha, grabado de letras de logotipo UNT
Grabado en madera. Grabado de la silueta de un automóvil BMW
Aspectos comerciales

296
PROVEEDOR 2: PERFECT LASER
Descripción
Máquina cortadora laser de fibra modelo PE-F500-2513 es una máquina
ideal para procesos de corte para uso industrial, fines educativos y
didácticos. Su costo de operación es bajo con un consumo de potencia de
70 a 80% de CO2 laser, alta velocidad de corte, de dos a 3 veces mas rápida
que el corte CO2, bajo costo de mantenimiento.
Especificaciones
PARÁMETROS TÉCNICOS

297
ESPESORES MÁXIMOS A CORTAR:
CONFIGURACION DE LA MÁQUINA:

298
CARACTERÍSTICAS DEL PRODUCTO:
299
Practicas realizables
Corte de siluetas artísticas, letras, logotipos en plancha de aluminio de
3mm de espesor
Corte de logotipo en plancha de acero inoxidable de 1.2mm de espesor
Corte y habilitado de placas de unión en acero inoxidable de 6mm de
espesor
Fabricación de piezas para moldes y matricería en acero inoxidable de
6mm de espesor
Fabricación de bridas rectangulares y redondas en planchas de acero
A36
Cortes curvos en planchas de acero A36 de 4.5mm de espesor
Fabricación de componentes automotrices con menos de 5mm de
espesor
Cortes automatizados y en serie de piezas – herramienta
Aspectos comerciales
GARANTÍA: 12 meses de garantía
TIEMPO DE ENTREGA: 20 días laborables
Entrenamiento VCD, fácil instalación
MEDIO DE PAGO: T*T, Western Union, Paypal, Ali Trade Assurance
Payment, embarque marítimo
PRECIO FOB, Wuham: US$ 35.000.00 dólares
PROVEEDOR 3: SIDECO
Descripción
SIF-B1530-500W (RY)
500 watts (resonador RY) 3000 x 1500 mm Laser de fibra para corte de
metales con resonador Raycus, servomotores marca Yaskawa, cabezal
Raytools y componentes electrónicos Schneider Chiller enfriador de agua,
extractor de humos. Este equipo controlado por CNC es ideal para aquellas
empresas que buscan optimizar sus procesos, mejorar la calidad de sus
productos y minimiza sus costos de operación. El acabado que proporciona

300
esta tecnología es incomparable, siendo la mejor calidad de corte para
metal, sumamente limpio y con calidad absoluta para cualquier industria
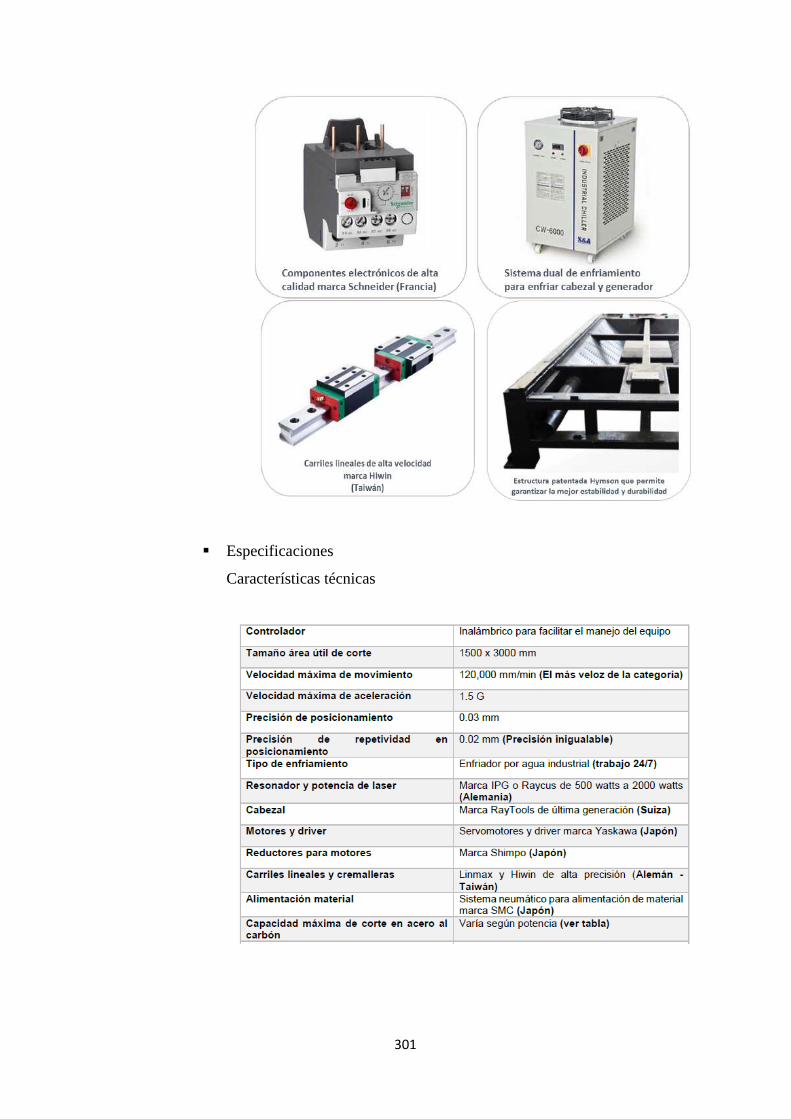
301
Especificaciones
Características técnicas

302
Accesorios Periféricos (incluidos):
Caja de herramientas para mantenimiento

303
Extractor industrial de humos y residuos
Mangueras flexibles para extractor
Enfriador de agua industrial para trabajo continuo
Regulador de voltaje para resonador
Juego de lentes ópticos
Flete:
Flete pagado hasta el domicilio del cliente en DF y Área
Metropolitana, no incluye maniobras especiales
Instalación y capacitación:
Instalación y capacitación incluidas en el precio de compra del
equipo. Se incluyen 4 días de capacitación y en caso de que su
personal lo requiera se incluye un quinto día de capacitación
La instalación de la maquina con sus accesorios toma alrededor de
2 días. Al terminar, se inicia la capacitación, la cual incluye el
manejo del software así como la operación del equipo además de la
capacitación en el mantenimiento preventivo
Nuestro equipo técnico se enfoca en capacitar al personal de
manera especializada, capacitando no sólo la operación del equipo,
y ampliándola hasta mejorar el carril de producción y automatizar
los procesos en la mayor medida posible. Este es uno de nuestros
principales diferenciadores
Recomendamos que el personal que manejará el equipo tenga
conocimientos en alguno de los programas de diseño como, Corel
draw, Autocad, Ilustrador o algún otro programa de diseño
vectorial
Adicionales:
Cortador de tubo de 6000 mm largo y 120 mm de diámetro y 85 mm
en cuadrado. El cortador de tubo es el más rápido y preciso de la
categoría, debido a su sistema de sujeción automática (opcional)
Pallets intercambiables automáticos (opcional)
Cerramientos para protección (opcional)

304
Practicas realizables
Práctica de cortes básicos, posicionamiento y avances de antorcha de
corte – plancha acero al carbono
Práctica de cortes curvos básicos, posicionamiento y avances de
antorcha de corte-plancha de acero al carbono
Práctica de cortes complejos, matrices lineales y circulares
Práctica de cortes complejos, multifunciones, proceso de manufactura
en serie
Práctica de cortes en planchas de acero inoxidable C-304
Práctica de cortes en plancha de acero inoxidable C-316 L
Práctica de cortes en plancha de aluminio
Práctica de ruteado de siluetas
Práctica de fabricación de piezas con aplicación en la industria
Aspectos comerciales
COTIZACION
ENTREGA: Sideco
CONDICIONES DE PAGO:
CONTADO: 25% Anticipo, 25% a 40 días después de anticipo,
50% contra entrega (Aplica Descuento)
CREDITO:25% Anticipo, 25% a 40 dias despues de anticipo, 50%
a 9 meses sin interés
ARRENDAMIENTO PURO: 100% en Arrendamiento Puro a 36 o
48 meses con Arrendadora Externa
TÉRMINOS Y CONDICIONES:

305
El tipo de cambio será el vigente en el portal de MONEX a la venta al
momento de efectuarse los pagos. Precios y características técnicas sujetas
a cambio sin previo aviso. Vigencia de la presente cotización: 15 días. No
incluye viáticos del Ingeniero. No se efectúan instalaciones eléctricas de
ningún tipo ni de extracción de humos. Las políticas se podrán encontrar
en nuestra página de internet. Una vez dado el anticipo no se aceptarán
devoluciones. No incluye maniobras de descarga e introducción del equipo
al domicilio, en caso de requerir maniobras de desarmado y armado del
equipo estas se cotizarán por separado.
GARANTÍAS:
De 2 años contra cualquier defecto de fabricación y 1 año en accesorios
periféricos. En SIDECO contamos con todas las refacciones necesarias en
nuestro almacén para poder resolver fallas de manera inmediata
Comprometidos a que tu equipo no se detenga en ningún momento.
SERVICIO POST - VENTA:
El diferenciador #1 de SIDECO y razón por la cual nuestros clientes nos
prefieren. Contamos con Ingenieros Especializados para atenderlo
personalmente, por teléfono, nextel o internet a través del programa Team
Viewer para atender inmediatamente cualquier eventualidad que pudiera
presentarse y evitar tiempos muertos en la operación de nuestros equipos,
enfocado en ofrecer el mejor servicio de post-venta del mercado