Un banco fai-da-te per il collaudo delle molle
7
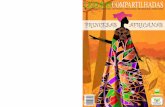
Tecnologie del Filo settembre 2010 52 Un banco fai-da-te per il collaudo di molle Questo articolo descrive i passi che hanno permesso di “inventare” e realizzare l’attrezzatura per la messa in prova di un componente particolarmente critico del controllo motore, vale a dire la molla del corpo farfallato del collettore che, assicurando il rapido ritorno della valvola a farfalla, regola il flusso corretto e controllato dell’aria nel motore. misure e controlli Cristiano Fragassa, Asti Radovani, Fabrizio Lotti Introduzione La soddisfazione del cliente è un aspetto centrale per ogni mercato fortemente competitivo dove il successo commerciale della componentistica resta legato soprattutto alla capacità di garantire prodotti di qualità elevatissima. Questa considerazione è tanto più vera in un settore da sempre all’avanguardia come quello automobilistico, dove i grandi lotti produttivi e la necessità di garantire per molti anni un funzionamento perfetto di tutti i sistemi, rende indispensabile sviluppare soluzioni in grado di intercettare tanto i difetti di produzione quanto tutti gli eventuali errori di progettazione Il banco di prova descritto è stato costruito intorno alle caratteristiche specifiche di una particolare molla, ma la versatilità delle soluzioni proposte le rende utili anche per altre applicazioni, dopo un opportuno ridimensionamento di alcuni componenti quali i sistemi di fissaggio. Partire dalla geometria Il presente studio è rivolto ad una “molla a doppio effetto”, chiamata così perché costituita da due differenti tratti elastici che svolgono funzioni differenti, collegati tra loro grazie ad un’ansa centrale di raccordo (Fig. 1). La molla è realizzata piegando opportunamente un filo di acciaio austenitico non trattato termicamente, in modo da ottenere le due diverse serie di spire. La suddivisione della molla nei due tratti è legata alla necessità di realizzare la stessa funzione di ritorno in battuta della valvola a farfalla con relativa strozzatura dell’aspirazione per il motore, sia in caso di marcia normale, sia in caso di avaria (quando il secondo tratto della molla consente di arrivare, a velocità ridotta, in officina). Si intuisce quindi come questo componente si trovi ad assolvere una funzione critica cono forte impatto sulla sicurezza. Una volta ottenuta la doppia molla, vengono piegati i rampini uscenti e l’ansa centrale per arrivare alla forma definitiva. Queste due estremità si adageranno sulle battute del corpo farfallato e consentiranno di movimentare la farfalla. Le geometrie descritte si realizzano con una forchetta che piega il filo facendogli raggiungere la forma desiderata. Il processo di lavorazione della molla, però, comporta schiacciamenti, piegature e strisciamenti della forchetta di lavorazione che potrebbe fungere da innesto di cricche e rotture a fatica. Isolare il sistema critico La particolarità geometrica della molla rende difficile pensare di studiarla con le equazioni previste dalla letteratura specialistica. Prove su banco vibrante, condotte in azienda sull’intero corpo farfallato, hanno evidenziato rotture imputabili al fenomeno della fatica (Fig. 2). Fig. 1 - Posizionamento funzionale della molla (si osserva l’alberino e la semiruota dentata dell’ingranaggio)
Transcript of Un banco fai-da-te per il collaudo delle molle

Tecnologie del Filosettembre 2010
52
Un banco fai-da-te per il collaudo di molleQuesto articolo descrive i passi che hanno permesso di “inventare” e realizzare l’attrezzatura per la messa in prova di un componente particolarmente critico del controllo motore, vale a dire la molla del corpo farfallato del collettore che, assicurando il rapido ritorno della valvola a farfalla, regola il flusso corretto e controllato dell’aria nel motore.
misure e controlli
Cristiano Fragassa, Asti Radovani, Fabrizio Lotti
IntroduzioneLa soddisfazione del cliente è un aspetto centrale per ogni mercato fortemente competitivo dove il successo commerciale della componentistica resta legato soprattutto alla capacità di garantire prodotti di qualità elevatissima. Questa considerazione è tanto più vera in un settore da sempre all’avanguardia come quello automobilistico, dove i grandi lotti produttivi e la necessità di garantire per molti anni un funzionamento perfetto di tutti i sistemi, rende indispensabile sviluppare soluzioni in grado di intercettare tanto i difetti di produzione quanto tutti gli eventuali errori di progettazioneIl banco di prova descritto è stato costruito intorno alle caratteristiche specifiche di una particolare molla, ma la versatilità delle soluzioni proposte le rende utili anche per altre applicazioni, dopo un opportuno ridimensionamento di alcuni componenti quali i sistemi di fissaggio.
Partire dalla geometria Il presente studio è rivolto ad una “molla a doppio effetto”, chiamata così perché costituita da due differenti tratti elastici che svolgono funzioni differenti, collegati tra loro grazie ad un’ansa
centrale di raccordo (Fig. 1). La molla è realizzata
piegando
opportunamente un filo di acciaio austenitico non trattato termicamente, in modo da ottenere le due diverse serie di spire.La suddivisione della molla nei due tratti è legata alla necessità di realizzare la stessa funzione di ritorno in battuta della valvola a farfalla con relativa strozzatura dell’aspirazione per il motore, sia in caso di marcia normale, sia in caso di avaria (quando il secondo tratto della molla consente di arrivare, a velocità ridotta, in officina). Si intuisce quindi come questo componente si trovi ad assolvere una funzione critica cono forte impatto sulla sicurezza.Una volta ottenuta la doppia molla, vengono piegati i rampini uscenti e l’ansa centrale per arrivare alla forma definitiva. Queste due estremità si adageranno sulle battute del corpo farfallato e consentiranno di movimentare la farfalla. Le geometrie descritte si realizzano con una forchetta che piega il filo facendogli raggiungere la forma desiderata. Il processo di lavorazione della molla, però, comporta schiacciamenti, piegature e strisciamenti della forchetta di lavorazione che potrebbe fungere da innesto di cricche e rotture a fatica.
Isolare il sistema criticoLa particolarità geometrica della molla rende difficile pensare di studiarla con le equazioni previste dalla letteratura specialistica. Prove su banco vibrante, condotte in azienda sull’intero corpo farfallato, hanno evidenziato
rotture imputabili al fenomeno della fatica (Fig. 2).
Fig. 1 - Posizionamento funzionale della molla (si osserva l’alberino e la semiruota dentata dell’ingranaggio)
[email protected] 52 21/07/10 09.27

Tecnologie del Filosettembre 2010
53
Queste evidenze sperimentali hanno reso necessaria una prova ad hoc di approfondimento. L’esigenza di separare il funzionamento della molla da quello del resto del sistema è dettata dall’esigenza di eliminare molte delle variabili che non risulta possibile controllare e che potrebbero fuorviare l’interpretazione della rottura. Ad esempio, un montaggio non accurato del dispositivo potrebbe condurre a condizioni di funzionamento non corretto delle catene cinematiche con la conseguente rottura della molla (quale anello più debole della catena); tuttavia sarebbe un errore intervenire sull’effetto, riprogettando la molla, piuttosto che sulla causa, controllando, ad esempio, meglio il processo di montaggio.
Utilizzare un approccio statisticoLa macchina di prova è concepita intorno alla geometria della molla e alle sue particolari condizioni di funzionamento con l’obiettivo di creare su di essa, per quanto possibile, una situazione tensionale simile a quella che si avrà durante il reale utilizzo. Inoltre, indirizzandosi verso la messa in prova di singoli componenti (le molle) e non dell’intero dispositivo (il corpo farfallato), sarà più semplice costruire un’attrezzatura in grado di provare più molle contemporaneamente ampliando la base di dati a disposizione. Questa situazione è indispensabile quando si cercano difetti su una popolazione a bassissima difettosità quale quella tipica per il settore automobilistico.
A do-it-yourself bench for testing springsIn an always leading sector as the car one, big productive lots are required and it is necessary to guarantee for many years a perfect functioning of all the systems. For the production of components in this field, the development of solutions that can intercept both production faults and all the possible engineering mistakes is crucial, because the trade success is linked above all to the ability of ensuring very high quality products. In this way of looking at this sector, the test bench for a particularly critical component of the engine control has been designed: the spring of the throttle body of the manifold that, providing the fast return of the butterfly valve, regulates the correct and controlled flow of air in the engine. The described test bench was built around the specific features of this particular spring, but, because of the versatility of the proposed solutions, can be useful for other applications, too, after a suitable redimensioning of some components, such as the fixing systems. This paper expounds the stages that allowed to design and carry out this equipment.The test machine was conceived around the geometry of the spring itself and its particular functioning conditions, with the aim of creating on it, as for it is possible, a tensional situation similar to the one that takes place during the real use. In order to design the test equipment, above all the leading principles of functional character, ease of execution, and possibility of changing springs in an easy way were followed.
Per aumentare la probabilità di insorgenza delle rotture, i carichi e le velocità di applicazione dovranno essere aumentati opportunamente sempre nel rispetto della massima corrispondenza possibile con gli stress realmente applicati.
Osservare tutti gli accorgimenti per un corretto esperimentoLa prova sperimentale non sarà indirizzata a determinare le tensioni di rottura delle molle, bensì a ricostruire uno stato tensionale abbastanza simile
a quello del loro reale funzionamento, al fine di avere dati precisi sulla resistenza a fatica. La molla è montata nel corpo farfallato con un precarico, espresso in angoli di rotazione, che è importante riprodurre nella prova (Fig. 3). Durante le prove servirà quindi assicurarsi di aver ottenuto per la molla un posizionamento estremamente corretto. Per garantire questa precisione di movimentazione, l’attrezzatura sperimentale sarà dotata di un motore passo-passo controllato in posizione. Si osserva inoltre che, date le geometrie in gioco, le spire delle
Fig. 2 - Micrografie di fratture rilevate durante le prove di qualità
[email protected] 53 21/07/10 09.27

Tecnologie del Filosettembre 2010
54
misure e controlli
due parti della molla presentano una naturale non concentricità degli assi che dovrà essere tenuta in considerazione in sede di posizionamento della molla sull’attrezzatura per evitare di modificare le componenti flessionali della tensione.
Progettare concettualmente l’attrezzatura di provaI principi guida seguiti nella progettazione concettuale dell’attrezzatura di prova sono stati, soprattutto, i seguenti: - Funzionalità- Facilità di realizzazione- Necessità di cambiare le molle in modo semplice
Fig. 3 (a sinistra) - Immagine della molla con indicate le condizioni di prova
Fig. 4 (a destra) - Una molla montata tra le boccole di supporto
Sempre con un occhio attento alle dimensioni geometriche della molla, la progettazione ha preso avvio considerando la necessità di sviluppare un modo semplice e funzionale per riferire la molla con precisione e per farle realizzare quelle stesse rotazioni che compie durante il suo funzionamento nel motore. La progettazione della prova prevedeva, in un primo momento, un controllo periodico delle molle da parte di un operatore, introducendo in questo modo un’inesattezza di alcune decine di migliaia di cicli di lavoro, sui risultati ottenuti. Con la scelta di un motore passo-passo controllato in posizione, diventa invece sufficiente monitorare il segnale in uscita dal motore per osservare la coppia erogata istante per istante e disporre di informazioni accurate sui cicli di carico effettivi. Ogni eventuale rottura si tradurrebbe, infatti, in un gradino sul grafico della coppia erogata nel tempo, permettendo di individuare i cicli compiuti dalla molla fino all’evento della rottura. Un controllo
di questo tipo è semplice, sicuro e stand-alone, in quanto non richiede il presidio di un operatore che annoti periodicamente il numero di campioni che si sono rotti durante lo svolgimento della prova. Dopo ogni prova, sarà necessario prevedere una procedura rapida e precisa per sostituire le vecchie molle con quelle nuove. In particolare, la soluzione sviluppata prevede operazioni semplicissime quali: spegnere il motore con procedure di sicurezza, smontare una delle estremità dell’albero (l’altra estremità mantiene fissa e rigida la posizione dell’albero), sfilare le molle al termine della prova, inserire quelle nuove (opportuni riscontri definiscono con cura la posizione delle molle), avviare il nuovo l’esperimento con le fasi di precarico e carico (gestite in automatico con un Plc ed un unico tasto di comando). L’operatore non ha, quindi, grandi possibilità di introdurre errori di posizionamento, di carico oppure di altro tipo, realizzando un sistema sperimentale robusto (“PokaYoke”).
[email protected] 54 21/07/10 09.27
Tecnologie del Filosettembre 2010
55
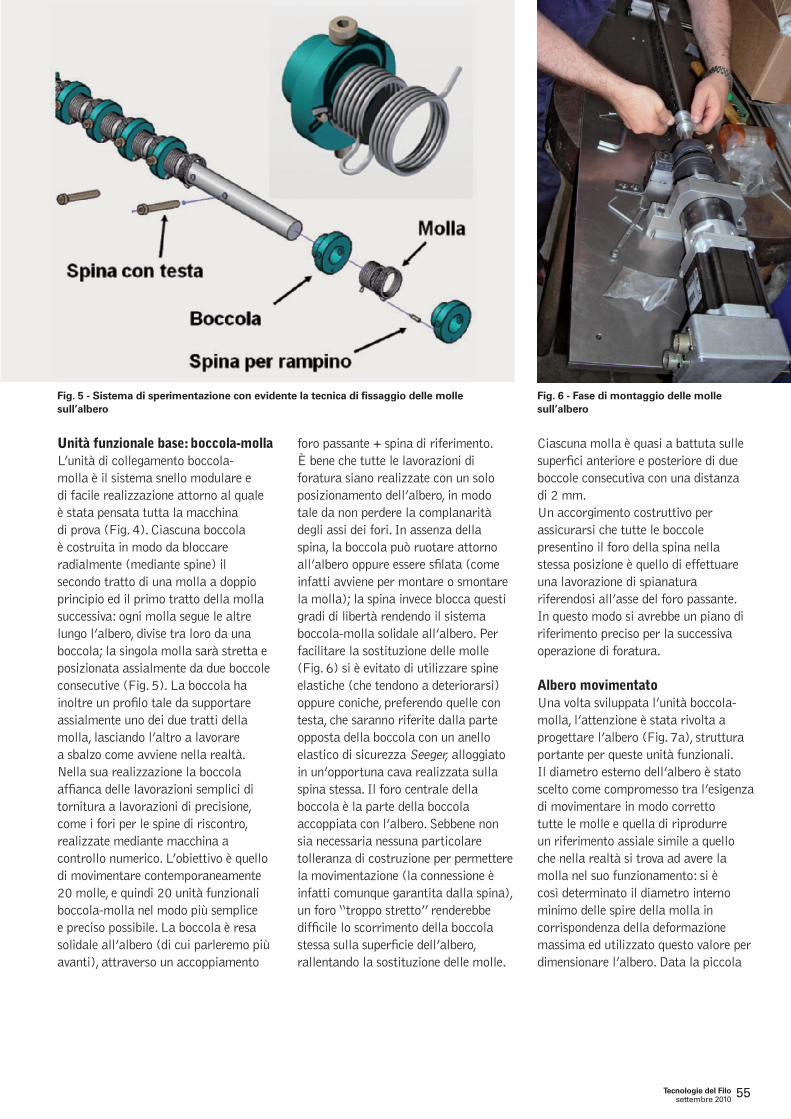
Unità funzionale base: boccola-mollaL’unità di collegamento boccola-molla è il sistema snello modulare e di facile realizzazione attorno al quale è stata pensata tutta la macchina di prova (Fig. 4). Ciascuna boccola è costruita in modo da bloccare radialmente (mediante spine) il secondo tratto di una molla a doppio principio ed il primo tratto della molla successiva: ogni molla segue le altre lungo l’albero, divise tra loro da una boccola; la singola molla sarà stretta e posizionata assialmente da due boccole consecutive (Fig. 5). La boccola ha inoltre un profi lo tale da supportare assialmente uno dei due tratti della molla, lasciando l’altro a lavorare a sbalzo come avviene nella realtà. Nella sua realizzazione la boccola affi anca delle lavorazioni semplici di tornitura a lavorazioni di precisione, come i fori per le spine di riscontro, realizzate mediante macchina a controllo numerico. L’obiettivo è quello di movimentare contemporaneamente 20 molle, e quindi 20 unità funzionali boccola-molla nel modo più semplice e preciso possibile. La boccola è resa solidale all’albero (di cui parleremo più avanti), attraverso un accoppiamento
foro passante + spina di riferimento. È bene che tutte le lavorazioni di foratura siano realizzate con un solo posizionamento dell’albero, in modo tale da non perdere la complanarità degli assi dei fori. In assenza della spina, la boccola può ruotare attorno all’albero oppure essere sfi lata (come infatti avviene per montare o smontare la molla); la spina invece blocca questi gradi di libertà rendendo il sistema boccola-molla solidale all’albero. Per facilitare la sostituzione delle molle (Fig. 6) si è evitato di utilizzare spine elastiche (che tendono a deteriorarsi) oppure coniche, preferendo quelle con testa, che saranno riferite dalla parte opposta della boccola con un anello elastico di sicurezza Seeger, alloggiato in un’opportuna cava realizzata sulla spina stessa. Il foro centrale della boccola è la parte della boccola accoppiata con l’albero. Sebbene non sia necessaria nessuna particolare tolleranza di costruzione per permettere la movimentazione (la connessione è infatti comunque garantita dalla spina), un foro “troppo stretto” renderebbe diffi cile lo scorrimento della boccola stessa sulla superfi cie dell’albero, rallentando la sostituzione delle molle.
Ciascuna molla è quasi a battuta sulle superfi ci anteriore e posteriore di due boccole consecutiva con una distanza di 2 mm.Un accorgimento costruttivo per assicurarsi che tutte le boccole presentino il foro della spina nella stessa posizione è quello di effettuare una lavorazione di spianatura riferendosi all’asse del foro passante. In questo modo si avrebbe un piano di riferimento preciso per la successiva operazione di foratura.
Albero movimentatoUna volta sviluppata l’unità boccola-molla, l’attenzione è stata rivolta a progettare l’albero (Fig. 7a), struttura portante per queste unità funzionali. Il diametro esterno dell’albero è stato scelto come compromesso tra l’esigenza di movimentare in modo corretto tutte le molle e quella di riprodurre un riferimento assiale simile a quello che nella realtà si trova ad avere la molla nel suo funzionamento: si è così determinato il diametro interno minimo delle spire della molla in corrispondenza della deformazione massima ed utilizzato questo valore per dimensionare l’albero. Data la piccola
Fig. 5 - Sistema di sperimentazione con evidente la tecnica di fissaggio delle molle sull’albero
Fig. 6 - Fase di montaggio delle molle sull’albero
[email protected] 55 21/07/10 09.27

Tecnologie del Filosettembre 2010
56
misure e controlli
entità di carichi assiali agenti, non sono previsti particolari spallamenti sull’albero.
Riferimento dei rampiniL’effetto di torsione sulla molla durante l’esperimento è determinato dall’appoggio e forzatura in rotazione che l’ansa centrale della molla (rampino) ha contro un dente fisso di riferimento. Per non compromettere la normale rotazione della molla la superficie di appoggio di questo rampino deve essere non molto più grande dell’ansa stessa. Si è deciso di ricavare questa struttura di forzatura partendo da un profilato a “L”, fresato opportunamente per ricavare una indentatura che andasse a riferire l’ansa centrale della molla (Fig. 7b). La barra indentata deve però essere assemblata con precisione sul telaio e quindi ha bisogno di un riferimento esatto, fornita da due spine sul piano di riferimento. Queste condizioni di precisione ed ortogonalità per la barra indentata di battuta sono ottenute fissando tre spine di riferimento sul basamento. I calcoli di verifica dimensionale garantiscono la sufficiente rigidezza della barra: le forze in gioco sono abbastanza ridotte e i denti non ne risultato deformati in modo significativo.
SupportiL’albero è guidato da due cuscinetti montati su supporti che ne fissano anche la posizione assiale (Fig. 7c). Sono stati scelti due supporti commerciali di facile reperibilità che consentono una registrazione
della posizione dell’albero grazie ad asole e spessori che possono essere montati collegati direttamente al supporto. I supporti non sono riferiti con spallamenti sull’albero, ma con grani disposti a 90°: questa soluzione consente di non dover lavorare l’albero per ricavare gli spallamenti e, allo stesso tempo, data la piccola entità dei carichi assiali, di tenere fermo l’albero nella posizione di montaggio. Inoltre, il cambio delle molle diventa molto semplice, rapido e preciso perché è sufficiente smontare uno solo dei due supporti.
Protezione e controlloAvere a che fare con un motore elettrico e diverse parti in movimento impone alcune attenzione alle misure di sicurezza e di protezione. La macchina ha una copertura sagomata in plexiglas, fissata al basamento con cerniere (Fig. 7d). Uno switch meccanico, azionato dal peso del coperchio, ha la funzione di interruttore di sicurezza e blocca l’alimentazione del motore se viene inavvertitamente aperto il coperchio. Il quadro di controllo ha pulsanti e display per il visualizzare lo stato dell’attrezzatura in tutte le fasi della prova. In particolare, all’interno del quadro, c’è un dispositivo di controllo sul motoriduttore, tutti i cavi di alimentazione e vari pulsanti. Il dispositivo di controllo (Plc) è fornito dalla stessa azienda del motoriduttore e consente, una volta programmato, di impostare le rotazioni che deve compiere l’albero; i segnali di uscita dal
motore permettono un monitoraggio diretto e continuo della coppia erogata. Quest’ultima informazione potrà essere utilizzata per rilevare quante molle stanno lavorando e, quindi, quante hanno smesso di lavorare in seguito ad una rottura.
Motore e riduttore Nella scelta e nel dimensionamento del sistema motore + motoriduttore si è tenuto in conto di diversi fattori, il primo dei quali è, ovviamente, la potenza che dovrà erogare il sistema per superare la coppia resistente massima di 20 molle in serie. Un opportuno sovradimensionamento è necessario, tanto per tenere di tutti gli effetti inerziali e dinamici della movimentazione, quanto per garantire una certa velocità nell’esecuzione delle prove. Queste ed altre considerazioni (p.e. costo, integrazione del motore con il Plc di controllo) hanno portato a scegliere un motore che sviluppa una coppia di 3,38 Nm a 3000 rpm.; il riduttore è un monostadio con rapporto di 1 a 8. Durante l’esperimento la rotazione è controllata attraverso un infracoder che permette di verificare il corretto posizionamento angolare durante il ciclo di carico delle molle. Per gestire il motore si usa un Plc che, dopo la configurazione iniziale, viene installato all’interno della scatola di sicurezza e dialoga con l’infracoder e il motore. Un’interfaccia è implementata su portatile e registra i dati di coppia erogata istante per istante.
[email protected] 56 21/07/10 09.27

Tecnologie del Filosettembre 2010
57
Telaio e altra componentisticaSeguendo la specifi ca che accompagna il gruppo assemblato motore e riduttore, secondo la quale il riduttore deve essere imbullonato ad una superfi cie ortogonale al piano del basamento, è stata realizzata una piastra in acciaio con due “fazzoletti” fi ssati al basamento (Fig. 7e). La necessita di rendere coassiali l’albero del motoriduttore e l’albero con le molle, ma anche il desiderio di non appoggiare il fi anco del motore sul basamento, determinano l’altezza dal basamento stesso dell’asse dei due alberi, e quindi fi ssano le dimensioni degli spessori dei sopporti e della barra indentata che fungerà da riferimento ai rampini. Un giunto a fl ange, realizzato in offi cina, consente di accoppiare i due alberi di diametro diverso. Le due fl ange hanno fori preposti ai bulloni e cave per linguette in corrispondenza degli alberi da accoppiare. Il basamento è una lamina di 1300 x 300 x 20 mm di acciaio da costruzione dove i fori fi lettati servono a bloccare i vari componenti, mentre i fori semplici sono utilizzati per inserire le spine di riferimento.
Assemblare i componentiIl primo passo per assemblare correttamente le varie parti è quello di fi ssare sul basamento la piastra di supporto del motoriduttore per poi montarci sopra il gruppo motore riduttore che arriva già assemblato. A parte si prepara l’albero con tutte
le unità boccola-molla, fi ssandole con spine e seeger.Dopo aver montato il supporto dal lato del motore sul corrispondente rialzo dal basamento, l’albero è fatto passare per il suo foro di alloggiamento. A questo punto si può inserire il secondo supporto e presentarlo davanti alla sua sede dove è anch’esso imbullonato. La barra indentata può ora essere avvicinata alle sue spine di riferimento stando attenti affi nché le molle siano tutte girate nella direzione giusta rispetto ai denti di contatto. Una volta posizionata correttamente, la barra è fi ssata al basamento con i bulloni completando il montaggio (Fig. 8). Prima di avviare la prova, non deve essere dimenticato di effettuare o, per lo meno, di verifi care tutti i cablaggi di potenza e di controllo.
Avviare le proveLe molle si troveranno ora tutte nella posizione iniziale, senza alcun carico. Chiuso il coperchio e avuto il contatto da parte dello switch, agendo sull’interruttore del quadro di comando si impone una rotazione all’albero che porta le molle nella condizione di precarico previsto. Da questa posizione le molle sono fatte ruotare in posizione di carico massimo realizzando un ciclo di carico che verrà ripetuto in modo costante nel tempo. Il Plc consente di personalizzare il ciclo di carico defi nendo alcuni punti di controllo. La frequenza di applicazione del carico dipende da vari aspetti: non solo dalle caratteristiche del motore e del Plc,
Fig. 7 - Dettagli dell’attrezzatura sperimentale: a) albero, b) barra indentata, c) supporto; d) telaio e protezione; e) motore riduttore e fissaggi
a
b
c
d
e
[email protected] 57 21/07/10 09.27

Tecnologie del Filosettembre 2010
58
misure e controlli
ma anche dall’inezia del sistema, dall’intensità e dal profilo del carico, dal numero di punti controllati, dalle vibrazioni del telaio, ecc. Sebbene il dimensionamento del motore e del Plc consenta di raggiungere un valore teorico di 5 Hz, la massima frequenza davvero raggiunta nelle prove è stata di circa la metà.
Piano prove ed ispezioniNel caso in studio l’azienda costruttrice ha commissionato un ampio programma sperimentale, già avviato, che prevede 200 molle, da provare con diverse condizioni di carico (anche le più estreme), fino a 1,5 milioni di cicli e 20 molle da provare con condizioni di carico nominali fino ad oltre 6 milioni di cicli (che corrisponde a circa 10 volte la vita prevista). Alla frequenza di 1,6 Hz, scelta per ottimizzare la velocità di prova e il livello di vibrazioni del dispositivo, si prevede che il programma di prove durerà circa 3.000 ore, che equivalgono a circa 250 giorni effettivi quando si tengano in conto dei fermi tecnici (per il controllo e manutenzione dell’attrezzatura) e dei tempi necessari alla rielaborazione dei risultati.Il controllo di eventuali rotture avviene attraverso ispezioni periodiche effettuate due volte al giorno (pari ad una incertezza sul dato rilevato di circa 70.000 cicli). Questa scelta è legata alla bassissima difettosità prevista per i componenti. Nel caso di una difettosità molto maggiore, la soluzione che appare più opportuna è quella di implementare
un controllo continuo sulla coppia erogata dal motore: nel caso di rottura di una molla si riscontrerebbe, infatti, un gradino di diminuzione della coppia erogata.
Elaborazione statistica dei risultatiLe eventuali rotture sono registrate (come numeri di cicli ai quale si manifestano), classificate (per riconoscerne le eventuali diverse cause) ed analizzate secondo un approccio probabilistico che dovrà tener conto della “consistenza del database”: numerosità dei difetti, ampiezza del campione, presenza di componenti “censurati”, ossia che non sono arrivati alla rottura durante l’esperimento, modalità di ispezione (periodica o continua) e tante altre informazioni dovranno essere tenute opportunamente in considerazione. Esistono tuttavia diversi modelli statistici che possono essere utilizzati per rielaborare i dati di guasto mentre tantissimi software disponibili (compreso il modulo statistico di Excel) semplificano il lavoro di analisi e comprensione. Uno dei modelli più diffusi per il calcolo della vita media dei componenti e per il controllo di qualità in ambito industriale è la distribuzione di Weibull che contrappone alla sua discreta complessità matematica una elevata flessibilità di utilizzo.Scelta la forma analitica delle equazioni, alcuni criteri di convergenza, quali, ad esempio, quello della
“massima verosimiglianza”, indicano i parametri più idonei ad approssimare statisticamente i dati rilevati. Attraverso la comparazione numerica degli errori di “interpretazione” dei vari modelli proposti è possibile scegliere il più opportuno. La speranza dei ricercatori è sempre quella di trovare una quantità ed una varietà di guasti tali da poter riconoscere le diverse modalità di guasto (es. rottura fragile, fatica meccanica, ecc.) e studiarle fino al punto da sviluppare modelli statistici. La speranza dei costruttori di molle, gli stessi che commissionano gli studi di verifica, è, all’opposto, quella che le loro molle possano resistere a tutti i tentativi di romperle.
RingraziamentiLe campagne di prova sono state realizzate dal Laboratorio MATMEC dell’Università di Bologna per conto di Magneti Marelli S.p.A. sotto la supervisione, per l’azienda, dell’ing. Salvatore Massimo. Si desidera ringraziare Giangiacomo Minak (metodi per la sperimentazione), Stefano Monti (costruzioni meccaniche), Vanda Roversi (elettronica e controllo), Ana Pavlovic (modellazione)
Fig. 8 - Un assieme dell’attrezzatura
sperimentale
[email protected] 58 21/07/10 09.27