
tugas akidr - ITS Repository
124
13L/5D/ H jot TUGAS AKIDR ( KP 1701) PENGARUH ARUS PERLINDUNGAN KATODIK TERHADAP ADHESIVITAS CAT SEBAGAI UPAYA UNTUK PENCEGAHAN KOROSI PADA PELAT LAMBUNG KAPAL (BAJA SS-41) P-I - OLEH: M. FAUZI MAULANA NRP. 4193 100 050 JURUSAN TEKNIK PERKAPALAN FAKULTAS TEKNOLOGI KELAUTAN INSTITUT TEKNOLOGI SEPULUH NOPEMBER S U R A B A Y A V ">0 QlO. 2001
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of tugas akidr - ITS Repository
13L/5D/ H jot
TUGAS AKIDR ( KP 1701)
PENGARUH ARUS PERLINDUNGAN KATODIK TERHADAP ADHESIVITAS CAT SEBAGAI UPAYA
UNTUK PENCEGAHAN KOROSI PADA PELAT LAMBUNG KAPAL (BAJA SS-41)
P-I -~1 OLEH:
M. FAUZI MAULANA NRP. 4193 100 050
JURUSAN TEKNIK PERKAPALAN FAKULTAS TEKNOLOGI KELAUTAN
INSTITUT TEKNOLOGI SEPULUH NOPEMBER S U R A B A Y A V ">0 QlO.
2001
Di!:PART.i!:Mi!:N Pi!:f~DilliKAf~ NASiONAL !NST~TUT T!O:(l~OLOG! SEPULUH NOP.!£1\-1 H.!£R
i( t\..K Li LTAS T iiK!'i 0 i .OG i Kii i A. tJ Lt\.1'1
N! I P. /\·1· K !i:PI ri'IIS.t\ ~ •t'llf~.t\N 1-\ K HI!{
No. t 74aiK03.4.2/YPi2000
Nama r-.itahaslswa M. Fauzi l\/10u1ana
Nom or Pokok 41931 000~50
Tanggai seiesui iugas 31 Juii 2000
Dosen Pemblmbtng · 1. Wing Hendr.o Praselyo P.,l<bar Putera, ST, M.Eng
2 . !r. Triw!!aswand!o Wuruk Pr!bad!. MSc
#PENGARUl-f ARUS PERUNDUNGAN KATODIK TERHADAP ADl-fESf'lfTAS CAT SER4GAI t ln. A~ lA I t i. I'T"t tt .l' 1"'\r-t. ~~~.,-..AI I~A I 1/,-.,.,~..r-\t"\1 t"\AI""\..ft r'"\1 AT I :tl IIMI U. ,,-... I,Ar"\Jll l'r\1".. lA r.l"'\ AA\ II
Ut'l1rl1 UI'\1/UI\. t'LI'IIvt::l..711n/11'11 1\.V/'CV_,I t'/1UI1 t'L/11 L/11V/DUI'\11..7 Nit'/"V...(D!-V/1 ~ ~rl)tF
I 1.
. 1a1 ooi 444.
LEMBAR PENGESAHAN
LEMBAR PENGESAHAN
LEMBAR PENGESAHAN
TUGAS AKHIR (KP 1701)
Telah direvisi sesuai dengan hasil sidang Tugas Akhir
PENGARUH ARUS PERLINDUNGAN KATODIK
TERHADAP ADHESIVITAS CAT SEBAGAI UPAYA
UNTUK PENCEGAHAN KOROSI PADA
LAMBUNG KAPAL (BAJA SS 41)
Diajukan guna memenuhi salah satu syarat,
Untuk meraih gelar Sarjana Teknik
Jurusan Teknik Perkapalan
Fakultas Teknologi Kelautan
Institut Teknologi Sepuluh Nopember Surabaya
Surabaya, Pebruari2001
M~nyetujui:
Dosen Pembimbing I
Wing Hendro rasetyo A P, S.~,M.En '
NIP. 132 133 972
Dosen Pembimbing II
Ir. Triwilaswandio, M.Sc
NIP: 131 652 050
LEMBAR PENGESAHAN
TUGAS AKHIR (KP 1701)
PENGARUH ARUS PERLINDUNGAN KATODIK
TERHADAP ADHESIVITAS CAT SEBAGAI UPAYA
UNTUK PENCEGAHAN KOROSI PADA
LAMBUNG KAPAL (BAJA SS 41)
Diaj ukan guna memenuhi salah satu syarat,
Untuk meraih gelar Sarjana Teknik
Jurusan Teknik Perkapalan
Fakultas Teknologi Kelautan
Institut Teknologi Sepuluh Nopember Surabaya
Surabaya, Pebruari2001 Menyetuj ui :
Dosen Pembimbing I Dosen Pembimbing II
~~ lr. Triwilaswandio, M.Sc
NIP. 132 133 972 NIP: 131 652 050
ABSTRAK
INTITUT TEKNOLOGI SEPULUH NOPEMBER
ABSTRAK
FAKULTASTEKNOLOGIKELAUTAN JURUSANTEKNIKPERKAPALAN
Sarjana Teknik Sl
PENGARUB ARUS PERLINDUNGAN KA TODIK TERHADAP ADHESIVITAS CAT SEBAGAI UPA YA UNTUK PENCEGAHAN
KOROSI PADA LAMBUNG KAPAL (BAJA SS 41)
Oleh : M. Fauzi Maulana Pembimbing: I. Wing Hendroprasetyo ST, M.Eng
II. Ir. Triwilaswandio M.Sc
Pencegahan korosi yang diterapkan dalam dunia perkapalan sangat bervariasi, diantaranya dengan menggunakan pelapisan dengan pengecatan dan dengan perlindungan katodik, baik secara SACP maupun ICCP. Dengan mengikuti prosedur yang tepat, maka ICCP akan memberi perlindungan terhadap korosi dalam jangka waktu yang lama. Tetapi jika potensial perlindungan yang diberikan terlalu negatif, maka justru merusak sistem cat (adhesivitasnya menurun).
Dalam penelitian ini akan dicari potensial dan arus yang memberi perlindungan optimal sehingga tidak akan mengganggu adhesivitas. Cat yang digunakan adalah cat lambung kapal untuk daerah dibawah garis air. Material uji yang digunakan terlebih dulu diberi perlakuan elektrokimia dengan memvariasikan potensial antara -800 mV SCE sampai -925 mV SCE. Uji adhesivitas yang dilakukan dengan menggunakan ASTM D4541 Dolly pull off.
Hasil pengujian adhesivitas menunjukkan kekuatan kerekatan cat adalah 39 Kg/ cm2 (tanpa perlakuan perlindungan katodik), dan turun mencapai 8,25 Kgjcm2 atau 21,15% hingga 19,2 Kg/cm2 atau 49,23% dari kuat tarik semula. Dari beda potensial yang diberikan, perlindungan katodik yang paling optimum terjadi pada -800 mV SCE sampai -825 mV SCE.
ABSTRACT
SEPULUH NOPEMBER INSTITUTE OF TECHNOLOGY
ABSTRACT
FACULTY OF MARINE TECHNOLOGY
DEPARTEMENT OF NAVAL ARCHITECTURE AND SHIPBUILDING
Degree in Engineering (Sl)
INFLUENCE OF CATHODIC PROTECTION CURENT TO PAINT
ADHESIVITY AS A CORROSION PREVENTION
ON SHIP HULL PLATTING (SS 41 STEEL)
By: M. Fauzi Maulana Supervisor(s) :I. Wing Hendroprasetyo ST, M.Eng
II. Ir. Triwilaswandio M. Sc
Painting and cathodic protection, either SACP or ICCP are commonly needed to prevent corrosion in shipbuilding. By following the right procedure, Impressed Current Cathodic Protection will give long last protection against ship hull. On the other hand, giving too negative potential will reduce paint adhesivity. ·
In this research, experiment were carried out to find the value of protection potential and current that give the optimum protection without reducing paint adhesivity. The electrochemical were treated with potential variation between -800 mV SCE to -925 mV SCE. Paint adhesivity were tested by using ASTM D-4541 Dolly pull off adhesion tester.
The Adhesivity test result shows that paint adhesivity is 39 Kg/ cm2 (without cathodic protection treatment) and reduce to between 8,25 Kgjcm2 or 21,15°/o until 19,2 Kgjcm2 or 49,23%. From the potential has been given, the optimum potential of cathodic protection occurs at -800 mV SCE to -825 mV SCE.
KATA PENGANTAR
Alhamd ulillahira b bil alamiin
Tiada kata yang pantas terucap kecuali kalimat syukur kehadirat
Allah SWT yang telah memberi rahmat, hidayah, dan inayah-Nya kepada
penulis khususnya, sehingga penulis dapat menyelesaikan Tugas Akhir
ini dengan judul:
PENGARUH ARUS PERLINDUNGAN KATODIK TERHADAP ADHESWITAS
CAT SEBAGAI UPA YA UNTUK PENCEGAHAN KOROSI PADA LAMBUNG
KAPAL (BAJA SS 41).
Adapun Tugas Akhir ini disusun sebagai persyaratan untuk
mendapatkan gelar Sarjana Teknik Perkapalan (Sl) di Jurusan Teknik
Perkapalan, Fakultas Teknologi Kelautan, Institut Teknilogi Sepuluh
Nopember, Surabaya.
Tidak lupa penulis mengucapkan trima kasih yang tulus dan
sedalam-dalamnya kepada:
1. Bapak Ir. Djauhar Manfaat, M.Sc, Ph.D selaku ketua Jurusan
Teknik Perkapalan.
2 . Bapak Wing Hendroprasetyo ST, M.Eng dan juga Bapak Ir.
Triwilaswandio, M.Sc selaku dosen pembimbing yang telah
memberikan arahan dan ide cemerlangnya dalam penyusunan
Tugas Akhir ini.
3. Bapak Ir. Mahardjo Wartono Selaku dosen wali penulis yang telah
memberi pengarahan dan saran selama penulis menempuh kuliah.
4. Abah dan Ibu yang dengan tulus memberikan doa, restu dan kasih
sayangnya kepada penulis.
5. Bapak Ir. Edi Widarto M.Eng yang telah banyak membantu penulis
dalam penyelesaian Tugas Akhir ini.
6. Bapak Santoso, Ka.Beng Fabrikasi KANIA PI'. PAL Surabaya atas
bantuan dan waktunya.
7. Seluruh Staf Blasting and Painting Shop dan QA PI'. PAL Indonesia
yang telah banyak memberi bantuan serta masukqn kepada
penulis.
8. Bapak Edi Wahyono, Edi Haryono, dan seluruh staf Hempel's
Indonesia yang banyak membantu penulis dalam pengujian
material.
9 . Kakak-kakakku tersayang yang telah dengan sabar membimbing
dan memperhatikan penulis.
10. "Sayangku" Mirna Y.C yang telah dengan sabar memberi semangat,
perhatian, kasih sayang, serta pengertian kepada penulis selama
penyusunan Tugas Akhir ini.
11 . Mas Fendi, Mas Slamet selaku operator Laboratorium D3 Kimia ITS
yang telah banyak membantu penulis dalam pengujian.
ii
12. My friends: Haji Rian, Haji Anang, Ulum, Handi, Wahyu, Zainul,
Ichi, Lukman, Film, Iwan, dan semua Dewan Jenderal, "tetap
semangat !"
13. Temanku di GW 42: T-rex, Gugun, Gum, Michin, Jhon, Om Aziz,
Bagonk, Andi, Heru, Y oko, dan laennya, terima kasih ternan!
14. Bapak Haji Jaelani yang telah memberi kelonggaran pembayaran
Kos selama penulis menyelesaikan Tugas Akhir ini.
15. Emmy, Berlin, Koko, Basuki, trima kasih telah mau berbagi
kebahagiaan dan kesedihan dengan penulis.
Tugas akhir ini masih jauh dari kesempumaan, tetapi semoga
dapat memberi manfaat untuk kita semua. Amin ...
Surabaya, Pebruari2001
Penulis
iii
DAFTAR lSI
ABSTRAK
KATA PENGANTAR
DAFTAR lSI
DAFTAR GAMBAR
DAFTAR TABEL
BAB I PENDAHULUAN
1.1. Latar Belakang Penelitian .
1.2. Perumusan Masalah
1.3. Tujuan Penelitian
1.4. Manfaat Penelitian
1.5. Batasan Masalah
1.6. Metodologi Penelitian
BAB II TINJAUAN PUSTAKA
2.1. Definisi Korosi
2.2. Pengertian Korosi Galvanik
2.2.1 . Mekanisme Terjadinya Korosi Galvanik
2.2.2. Faktor-Faktor yang Mempegaruhi Terjadinya Korosi
Galvanik
2.3. Polarisasi
2.4 . Pengendalian Korosi
IV
iv
vii
ix
1-2
1-3
1-3
1-3
1-4
1-4
11-7
11-11
11-12
11-16
11-19
11-21
2.5. Lapisan Pelindung (Coating)
2.5.1. Aplikasi Cat
2.5.2. Pengujian Adhesivitas Hasil Pengecatan
2.6. Perlindungan Katodik
2.6.1. Prinsip Dasar Perlindungan Katodik
2.6:2. Jenis Proteksi Katodik
BAB Ill METODOLOGI DAN DATA PENGUJIAN
3.1. Metodologi
3.1.1. Pembuatan Material Uji
3.1.2. Proses Pengecatan
3.1 .3. Pengujian Elektrokimia Sel Tiga Elektroda
3.1.4. Pengujian Adhesivitas
3.2. Data Hasil Pengujian
BAB IV ANALISA DATA DAN PEMBAHASAN
4.1 . Cat Sebagai Sistem Pelindung
4.2. Analisa Luasan Spesimen dan Elektronika
4.2.1. Analisa Arus Terpasang
4.2.2. Analisa Sistem Cat
4.2.3. Ana lisa Lapisan Cat yang Mengelupas dan Kekuatan
Tarik
v
11-22
11-25
11-28
11-31
11-33
11-36
111-38
111-38
111-39
111-41
111-47
II 1-51
IV-53
IV-54
IV-63
IV-64
IV-65
BAB V KESIMPULAN DAN SARAN
5.1. Kesimpulan
5.2. Saran
PENUTUP
DAFTAR PUSTAKA
LAMP IRAN
Vl
V-71
V-72
DAFTAR GAMBAR
GAMBAR JUDUL HALAMAN
1.1 Rangkaian Pengujian Sel Tiga Elektroda 1-6
2.1 Deret Galvanik dalam Air Laut 11-13
2.2 Proses Korosi pada Media Asam 11-14
2.3 Diagram Evans dari Pasangan Dwi Logam Besi\Seng 11-19
2.4 Potongan Cross Uji Adhesivitas ASTM D-4541 Metode A 11-29
2.5 Potongan Cross Uji Adhesivitas ASTM D-4541 Metode B 11-30
2.6 Peralatan Dolly pull off ASTM D-4541 11-31
2.7 Variasi Potensial Perlindungan Katodik Terhadap Kerapatan
Arus Untuk Baja dalam Air Laut serta Hubungannya dengan
2.8
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
Laju Korosi yang Diukur dari Berat yang Hilang
Diagram Skematik Difusi Atom Hidrogen Ke Dalam Logam
Lapisan Cat Spesimen Uji
Spesimen Pengujian
Dokumentasi Rangkaian Uji Elektrokimia Sebelum Pengujian
Skema Alat Uji Sel Tiga Elektroda
Dokumentasi Pengujian Elektrokimia
Dokumentasi Hasil Pengujian Elektrokimia Sesudah dicuci
Dokumentasi peralatan Dolly pull off ASTM D-4541
Dokumentasi Pemotongan Area Uji ASTM D-4541
Dokumentasi Pengujian Adhesivitas dengan Dolly pull off
Dokumentasi Contoh Hasil Pengujian Adhesivitas ASTM D-
4541
vii
11-33
11-36
111-41
111-41
111-43
111-44
111-45
111-46
111-47
111-48
111-49
Ill-50
3.11 Dokumentasi Hasil Pengujian Adhesivitas dengan ASTM D-
4541 Ill-50
4.1 Diagram Konversi Potensial IV-56
4.2 Hubungan Potensial Perlindungan Katodik dengan Kuat Tarik
Cat Material Kelompok A IV-60
4.3 Hubungan Arus Perlindungan Katodik dengan Kuat Tarik Cat
Material Kelompok A IV-61
4.4 Hubungan Potensial Perlindungan Katodik dengan Kuat Tarik
Cat Material Kelompok B IV-62
4.5 Hubungan Arus Perlindungan Katodik dengan Kuat Tarik Cat
Material Kelompok B IV-62
4.6 Hubungan Potensial dengan Kerap~tan Arus Pengujian IV-63
viii
TABEL
2.1
2.2
3.1
3.2
3.1
4.1
4.2
4.3
4.4
DAFTAR TABEL
JUDUL HALAMAN
Elektromotive Series Of Metal 11-15
Perubahan Berat Dari Besi Dan Seng Yang Dikopel
Dan Yang Tidak Dikopel
Tabel Tegangan dan Kuat Arus Pengujian
Data Uji Adhesivitas Spesimen A Dengan Lama
Perlindungan Katodik 4 Jam, Pengeringan Dipercepat
Data Uji Adhesivitas Spesimen B Dengan Lama
Perlindungan Katodik 7 Jam, Pengeringan Alami
Potensial Acuan Elektroda Baku/Pembanding
Konversi Potensial mV SCE Terhadap mV SSC
Penurunan Kekuatan Tarik Cat Akibat Perlindungan
Katodik (Material A)
Penurunan Kekuatan Tarik Cat Akibat Perlindungan
Katodik (Material B)
ix
11-17
Ill- 51
Ill- 51
Ill- 52
IV- 56
IV- 59
IV-67
IV-68
BABI
PENDAHULUAN
Dewasa m1 Indonesia sedang giat-giatnya melaksanakan
pembangunan di segala bidang guna mewujudkan masyarakat yang
berkeadilan dan berkemakmuran. Salah satu pembangunan yang
sedang gencar dilaksanakan adalah pem bangunan dalam bidang
sarana transportasi baik darat, laut, maupun udara. Dengan sarana
transportasi mi pula, hasil-hasil pembangunan yang berupa produk
industri dapat disalurkan keseluruh penjuru tanah air.
Bila dilihat wilayah negara Indonesia sebagai negara kepulauan,
lebih dari 60o/o merupakan lautan, maka sudah sewajarnya bahwa
sarana perhubungan laut menjadi sarana transportasi yang sangat
penting. Dan sarana perhubungan laut yang lazim digunakan adalah
kapal yang terbuat dari baja. Karena kapal laut bekerja pada
lingkungan laut, maka material ini sangat rentan terhadap proses
korosi.
Untuk menghindari terjadinya korosi perlu dilakukan berbagai
upaya pencegahan. Dalam tulisan ini akan dibahas masalah korosi
dan pencegahannya, khususnya korosi yang terjadi pada sarana
transportasi laut (kapal). Upaya -upaya diatas diantaranya dengan
coating (pelapisan) dan dengan perlilldungan katodik (ICCP).
1.1. LAT AR BELAKANG PENELITIAN
Karat (rust) adalah sebutan yang dikhususkan bagi korosi pada
besi, sedangkan korosi adalah gejala destruktif yang mempengaruhi
hampir semua logam. Walaupun besi bukan logam pertama yang
dimanfaatkan oleh manusia, besi paling banyak digunakan, termasuk
kapal yang menggunakan besi dan baja sebagai bahan baku dan
konstruksinya.
Pembangunan suatu kapal haruslah memenuhi standard yang
diterapkan, karena m1 menyangkut aspek keamanan dan
keselamatan. Adalah kenyataan yang kurang menguntungkan,
karena kapal laut yang kebanyakan terbuat dari baja ini beroperasi
untuk daerah yang bersifat korosif. Namun demikian baja sangat
rentan terhadap serangan korosi. Korosi ini mempunyai dampak yang
sangat besar bagi kapal, terutama untuk aspek keamanan dan
ekonomisnya
Beberapa metode yang digunakan dalam menaggulangi korosi
pada kapal adalah dengan cara pengecatan (coating) , dan
membalikkan arah arus korosi dengan cara arus terpasang atau
pemasangan katode yang lebih dikenal dengan Cathodic Protection.
Sebuah kenyataan bahwa walaupun kapal sudah dilapisi dengan cat,
kapal juga terkadang masih diberikan arus terpasang (Cathodic
Protection). Hal ini jika tidak diperhatikan ketepatan beda potensial
yang diberikan maka akan berakibat fatal pada lapisan cat yang ada.
Teknik Perkapalan Ff'K-!TS
Untuk itu perlu diambil langkah-langkah yang dapat memberikan
jalan keluar bagi permasalah tersebut diatas.
1.2. PERUMUSAN MASALAH
Adapun permasalahan yang dibahas yaitu potensial
perlindungan katodik dapat memberikan perlindungan pada baja SS
41 terhadap serangan korosi. Tetapi disisi lain potensial perlindungan
katodik yang kurang tepat akan memberikan dampak perlindungan
yang tidak optimal, seperti halnya jika potensial perlindungan katodik
terlalu negatif akan memberikan dampak yang kurang
menguntungkan terhadap adhesivitas cat. Kemudian dari
permasalahan itu dibuat pertanyaan tentang pengaruh arus
perlindungan katodik terhadap adhesivitas cat pada baja SS 41.
1.3. TUJUAN PENELITIAN
Tujuan dari penelitian ini adalah:
Mengetahui pengaruh potensial perlindungan katodik yang
paling optimal sehingga berdampak sekecil mungkin terhadap
ahesivitas cat pada baja SS 41.
1.4. MANFAAT PENELITIAN
Diharapkan dari laporan dan data dari penelitian m1 akan
diperoleh:
a . Q-ambaran tentang ketahanan cat yang sering dipakai di PI' PAL
terhadap pengaruh variasi potensial perlindungan katodik.
Teknik Perkapalan FTK-!TS
b. Data tentang karakteristik serta ketahanan masing-masing cat
terhadap serangan korosi.
c. Referensi besarnya potensial perlindungan katodik yang paling
optimal sehingga pengaruh negatif terhadap adhesivitas cat
dapat ditekan sekecil mungkin.
1.5. BAT ASAN MASALAH
Batasan masalah dalam penelitian Tugas Akhir ini adalah:
a. Hanya menganalisis ketahanan dari jenis · cat lambung kapal
dibawah garis air (epoksi, anti corrosion, antifouling I dan II)
yang sering dipakai untuk pengecatan lambung kapal di PT PAL.
b . Pengecatan dilakukan sesuai spesifikasi dari produk cat.
c. Pengecatan dilakukan mulai primer hingga top coating
d. Pengujian elektrokimia dilakukan dengan memvariasikan beda
potensial (E) : -800 mV SCE, -825 mV SCE,-850 mV SCE, -875
mV SCE,-900 mV SCE, dan -925 mV SCE yang nati akan
dikonversikan ke sse
e . Adhesion Test dilakukan dengan Dolly pull-off (ASTM D-4541)
f. Pengaruh dari aliran dan suhu diabaikan.
1.6. METODOLOGI
Metode yang dipakai dalam penelitian ini adalah dengan
menggunakan metode pengujian elektrokimia dan teknik polarisasi
dengan ICCP yang menggunakan instrumen potensiostat, yaitu alat
Teknik Perkapalcm F l'K-JTS
untuk mengatur beda potensial antara spesunen (elektroda kerja)
dengan elektroda acuan dan menggunakan variable arus antara
spesunen dengan elektroda pembantu. Besarnya elektron yang
mengalir diantara elektroda kerja dengan elektroda pembantu
tersebut besamya sebanding dengan besarnya arus yang mengalir
diantara dua elektroda tersebut. Urutan langkah-langkah yang
dilakukan sebagai berikut:
a. Sebagai permulaan kerja, dilakukan surface preparation material
uji, yaitu dengan melakukan pengerjaan pada material sesuai
dengan standart sebelum pengecatan, kemudian dilakukan
pengecatan sesuai dengan spesifikasi dari cat.
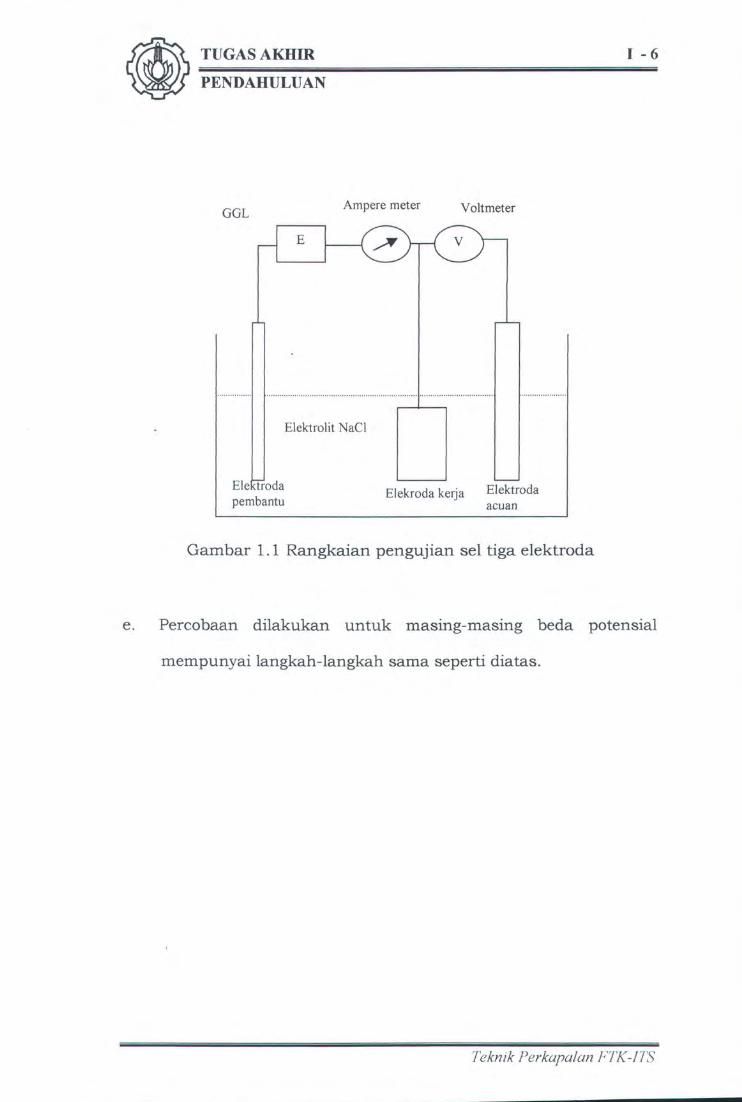
b. Untuk langkah pengujian elektrokimia dilakukan langkah
langkah sebagai berikut: siapkan seperangkat alat kerja seperti
pada Gambar 1.1 berikut ini, alat tersebut disebut sebagai sel
tiga elektroda, karena menggunakan tiga buah elektroda, yaitu
elektroda kerja (working electrode), elektroda pembantu , dan
elektroda acuan kalomel jenuh (reference electrode).
c. Elektrode yang digunakan adalah baja SS 41 yang luas
permukaannya seragam, dan natrium clorida sebagai elektrolit.
d. Potensiostat diatur hingga bacaannya menunjukkan angka - 800
mV SCE, kemudian di ukur arus pada beda potensial tersebut.
biarkan sampai jangka waktu 4 jam.
Teknik Perkapa!an FTK-17:"\
TUGASAKHIR
PENDAHULUAN
GGL Ampere meter Voltmeter
Elektrolit NaCI
Ele troda pembantu
Elekroda kerja Elektroda acuan
Gambar 1.1 Rangkaian pengujian sel tiga elektroda
I -6
e . Percobaan dilakukan untuk masing-masing beda potensial
mempunyai langkah-langkah sama seperti diatas.
Teknik Perkapalan F7K-ITS
BAB II
TINJAUAN PUSTAKA
2.1 Definisi korosi
" Korosi adalah penurunan mutu logarn akibat reaksi elektrokimia
dengan lingkungannya." [Chamberlain} 1991]
Berdasarkan keterangan diatas maka perlu ditekankan:
Korosi berkaitan dengan logarn, sedangkan logam adalah suatu
material yang mempunyai jenis ikatan yang khusus yang membuat
logam mempunyai sifat-sifat tersendiri dan berbeda dengan bahan
bahan lain yang bukan logam. Ketika logam mengalami sua.tu reaksi
korosi, atom itu diubah menjadi ion melalui reaksi dengan suatu
unsur yang terdapat di lingkungannya.
Melalui penggunaan istilah degradasi atau penurunan mutu
menggambarkan bahwa korosi adalah proses yang tidak dikehendaki.
Namun demikian ini tidak selamanya benar, dan dalam hal itu proses
tersebut tidak disebut korosi .
Penurunan mutu logam tidak hanya melibatkan reaksi
elektrokimia,
perpindahan
yaitu antara bahan-bahan
elektron. Karena elektron
bersangkutan terjadi
adalah sesuatu yang
bermuatan negatif, maka pengangkutannya menimbulkan arus
listrik, sehingga reaksi dipengaruhi oleh potensial listrik.
Lingkungan adalah sebutan paling mudah untuk mewakili
semua unsur sekitar logam terkorosi pada saat reaksi korosi
7
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~'~'·~8 ~ TINJAUAN PUSTAKA
berlangsung. Lingkungan yang dimaksudkan diantaranya adalah
lingkungan berwujud gas ( -10° C s/d +30° C), bahan yang terendam
dalam air bebas dan tanah dan mineral-mineral yang terlarut dan
membentuk elektrolit yang bersifat menghantarkan arus listrik..
[ Chamberlain, 1991 ]
Pada umumnya baja karbon akan mengalami korosi pada setiap
lingkungan atmosfer hila kelembaban relatif melebihi 60°/o. Begitu
butir-butir air pada permukaan terbentuk, maka korosi akan terjadi
dengan kecepatan yang dipengaruhi beberapa faktor antara lain:
kandungan oksigen, pH, serta kandungan ion-ion agresif.
Proses korosi dapat diterangkan melalui konsep sel korosi
sederhana. Pada konsep korosi sel sederhana terdapat empat faktor
yang harus ada secara bersamaan untuk dapat berlangsungya proses
korosi, yaitu:
a. Anoda, yang merupakan bagian yang akan terkorosi dan akan
melepaskan elektron-elektron dari atom-atom logam netral
untuk membentuk ion-ion. Reaksi suatu logam M dapat
dinyatakan dalam persamaan sederhana sebagai berikut:
M ---. M2+ + ze-
Banyaknya elektron yang diambil dari masing-masing atom
ditentukan oleh valensi logam yang bersangkutan. Umumnya
harga z = 1,2 atau 3 .
b. Katoda, bagian yang biasanya tidak mengalami korosi,
walaupun mungkin menderita kerusakan-kerusakan. Ada dua
'J'eknik Perkapalan FTK-1/S
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~'~'·~9 ~ TINJAUAN PUSTAKA
reraksi yang umum terjadi pada katoda, tergantung dari PH
yang bersangkutan:
1. pH < 7 : H+ + e-
2H
_ ____,.._. H
--11-• H2 (gas)
----.11- 40H-
Reaksi 1m akan mengkonsumsi elektron -elektron yang
dihasilkan oieh proses anoda, serta perubahan energi yang
cuku p besar.
c. Elektrolit, merupakan istilah yang diberikan pada larutan yang
bersifat menghantarkan listrik. Larutan ini biasanya mempunyai
harga konduktivitas tertentu_
d . Hubungan listrik, dimana antara katoda dan anoda harus ada
hubungan listrik agar arus di dalam sel korosi dapat mengalir.
Hubungan secara fisik tidak diperlukan jika katoda dan anoda
merupakan bagian dari logam yang sama_
Dari proses oksidasi dan reduksi suatu reaksi, proses korosi
dapat digolongkan ke dalam beberapa reaksi, satu diantaranya
adalah reaksi anodik
Reaksi anodik yaitu suatu reaksi dimana terjadi reaksi oksidasi
dari logam menjadi ionnya_ Demikian pula dalam korosi, setiap korosi
adalah oksidasi dari logam menjadi ionnya. Dan secara umum dapat
dituliskan seperti contoh dibawah ini:
Na 11- Na+ + e (1)
Cl Cl+ + e (2)
Teknik Perkapalan FYK-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~~-~1~0 ~ TINJAUAN PUSTAKA
Al ---.... Al + 3e (3)
.\!UK PERP~T~1 rrs .~' --
Dari beberapa macam reaksi yang terjadi, ada bermacam-
macam reaksi anodik yang disertai reaksi katodik. Tetapi reaksi yang
paling umum adalah reaksi-reaksi dibawah ini: [Chandler, 1981 ]
a. Pembebasan hidrogen : 2H+ + 2e ____.
b. Reduksi oksigen (larutan asam) : 02 + 4H+ + 4e --.2H20 (5)
c. Reduksi oksidasi(larutan netral) : 02 + 2H20 + 4e--.40H-(6)
d. Reduksi ion logam : M3+ + e ----. M2+ (7)
e. Deposisi ion logam : M+ + e ____. M (8)
Dari beberapa macam reaksi diatas, reaksi pembebasan
hidrogen merupakan reaksi katodik yang umum te:rjadi pada media
asam. Sedangkan reduksi ion logam jarang te:rjadi pada reaksi ini.
Dengan memahami hal diatas maka korosi dapat te:rjadi jika
antara anoda dan katoda terdapat selisih energi bebas. Selisih energi .
ini merupakan perwujudan potensial listrik yang dapat diukur
dengan menyisipkan sebuah voltmeter pada rangkaian listrik.
Untuk menghindari te:rjadinya proses korosi, dapat dihilangkan
salah satu atau keseluruhan komponen yang dapat menyebabkan
korosi diatas. Pada konsep sel korosi basah, deret galvanik
mempunyai peran yang sangat penting untuk menentukan logam
mana yang akan bersifat sebagai anoda dan katoda.
Teknik Perkapa!an FTK-1/'S

~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~~~-~1~1 ~ TINJAUAN PUSTAKA
2.2 Pengertian Korosi Galvanik
Korosi galvanik (Bimetallic Corrosion) atau disebut juga dissimilar
metal corrosiaon adalah suatu proses korosi logam yang tidak sejenis
yang tergandeng (coupled) dan membentuk sebuah sel korosi basah
sederhana dalam suatu media elektrolit. Dari proses tersebut,
terjadilah korosi yang disebabkan karena perbedaan potensial dari
kedua logam itu. [Chamberlain, 1991]
Biasanya daerah-daerah pada permukaan logam yang terkorosi
dapat dikenali, dan tempat reaksi-reaksi anoda dan katoda dimana
masing-masing berlangsung, dan daerah-daerah itu disebut anoda
dan katoda. Anoda biasanya terkorosi dengan melepaskan elektron
elektron dari atom-atom logam netral untuk membentuk ion-ion yang
bersangkutan. Ion-ion ini mungkin tetap tinggal dalam larutan atau
bereaksi membentuk hasil korosi yang tidak larut.
Sedangkan katoda biasanya tidak mengalami korosi, walaupun
mungkin menderita kerusakan dalam kondisi-kondisi tertentu. Dua
reaksi yang penting dan umum yang mungkin te:rjadi pada katoda,
tergantung pada pH larutan yang bersangkutan, seperti contoh
dibawah ini: [Chamberlain, 1991 ]
pH < 7:
pH~ 7:
+ e- ~ H (atom)
2H ~ H2 (gas)
2H20 + 02 + 4e ~ 40H-
Perbedaan potensial antara dua logam yang berbeda dan
berkontak (terhubung secara kontak listrik) ketika tercelup dalam
J'eknik Perkapa/an FTK-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~-~12 ~ TINJAUAN PUSTAKA
elektrolit, akan menyebabkan elektron mengalir diantara kedua
logam tersebut, sehingga terjadilah korosi. Bahan yang mempunyai
ketahanan korosi yang rendah akan lebih rentan terkena korosi dari
pada logam yang mempunyai ketahanan korosi yang lebih tinggi.
Bahan dengan ketahanan lebih rendah disebut anoda, sedangkan
logam dengan kondisi sebaliknya disebut katoda [Chamberlain, 1991 ].
Pada korosi galvanik, semakin jauh letak kedua logam dalam
deret galvanik, maka akan semakin besar beda potensial yang
dihasilkan antara kedua logam tersebut.
2.2.1. Mekanisme Terjadinya Korosi Galvanik
Prinsip korosi logam tidak sejenis atau senng disebut korosi
galvanik merupakan dasar untuk memahami semua bentuk korosi
yang lain . Untuk lebih menjelaskan tentang korosi galvanik tersebut,
maka diberikan salah satu bentuk reaksi korosi yang dapat mewakili
korosi galvanik, yaitu korosi logam yang dikopel dengan logam yang
tanpa dikopel.
Korosi terjadi pada logam tunggal, misalnya pada besi (Fe) yang
mengalami korosi akibat perbedaan potensial lokal yang dimilikinya.
Perbedaan potensial tersebut dapat berasal dari batasan dari butiran,
impurity, fasa-fasa , dan bagian lainnya. Dengan demikian
terbentuklah suatu anoda dan katoda lokal pada permukaan logam
tersebut, dan selanjutnya te:rjadi aliran elektron dari anoda ke katoda
diikuti oleh oksidasi dari anoda lokal.
'J'eknik Perkapalan FTK-ITS
t .
I I I I
I j I
I i I ;
I i I
I
I I I
' I
I
I ! : i
I
! I
I ' I
I
I ! I I
'
! ! I
' ' I I
I I i ! I I
i I I
I
I I I
i i
I
I I I i Q _;; I ' ~--,~"'
TUGAS AKHIR
TINJAUAN PUSTAKA
PotmJial Korosi ~h.u. V SCE
0 I
N
e I
.. 9
c M
c:.9 =10 011 tJ 12
I
'1 [ 15
016
217 IS ••
019
D 20
Q21 . :::J 22
·~ ~2v H
~ :!~ 0 /b -r-r- 21
~ lM PI
c .10 Ill
IC Jl
~ -'l • ~ )J
):14
Oll
~1
" "' 0 <::i ~ I I I
b2
0 ·'
' ~=))
~-1
'")
I : I
::! I
": 7
J!.... ---------..
---
---
--
-
---------
------
---
II - 13
I. Ml~ncsium
2. Sen~
) . f\arilium
o4 . I' ~du.w p.ulu .olfl Aluminium
9 . Pt."r~n~~u aluminium
10. 1\uningan an):kaun laue. kuni npn kunin~. kuninJ;:an mtrah
II. T imah
i l . Tcmha~a
ll . Suldrr Ph/ Sn
14. lt\unin~an pcrwira , kun in)!.Hl alum inium
15 , l'crun~);U nun~lr.
16. Ptrun~~u Jilikon
17 . Pcrun~.,:u · pcrun~acu c:nuh (G d.m M)
I H. 1\J i.l .uuil..~r.al (•I 0, I ll•)
19. Pcrak nikcl
20 . t\.up ru n ikd 110/ IC
21. 1\upronikd K0/10
21. K.a1• .an1 !luu1 (4'CJ
11 . Timh"l
1~ . 1\upwuil..rl 10!.\C
H. PC'tUII):~U "'llllliOIUO i 1\1\.t\
16 . l'.adu.lll kron1 nikr:l
21 . Padu.1n · JUdu.m .H.Inlo: f• rr "'~
JH . N;,,l 10C
}'' · l'rt.t"
H . P.-du.1n f\:i -Cr-Mo·Cu-Si B
)h . Tiunium
37 . Paduan Ni-Cr-Mo-C
J ll . Pl.-tir1.1
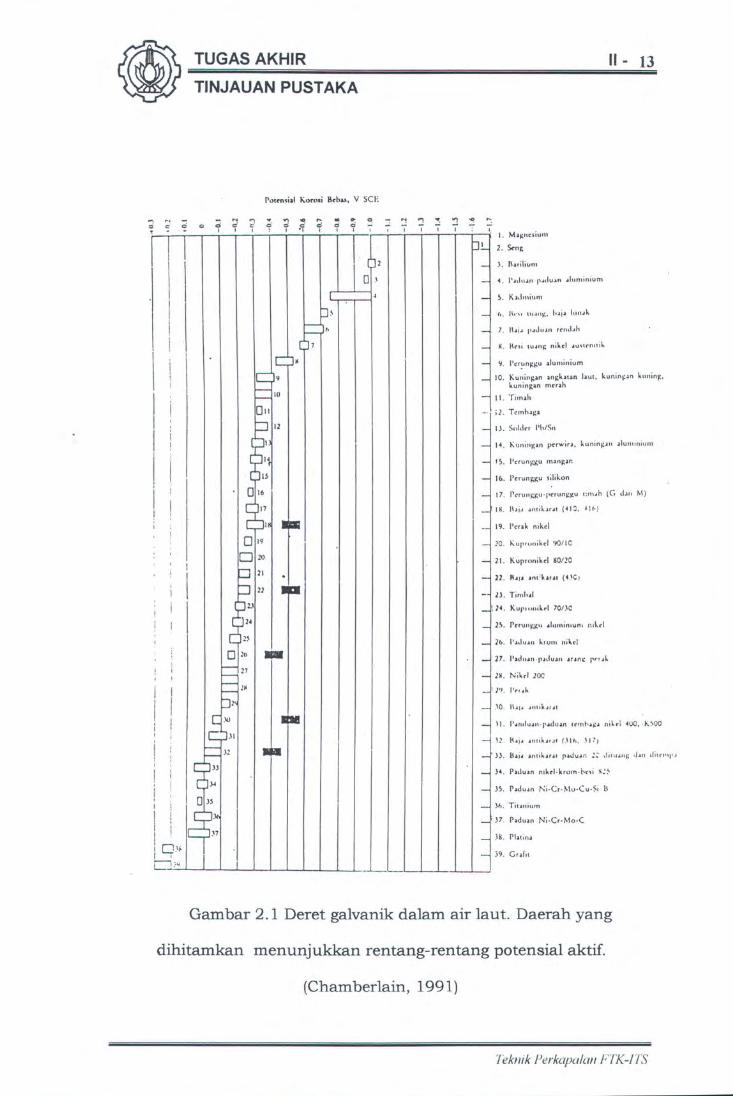
Gambar 2.1 Deret galvanik dalam air laut. Daerah yang
dihitamkan menunjukkan rentang-rentang potensial aktif.
(Chamberlain, 1991)
Teknik Perkapalan FTK-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~-~14 ~ TINJAUAN PUSTAKA
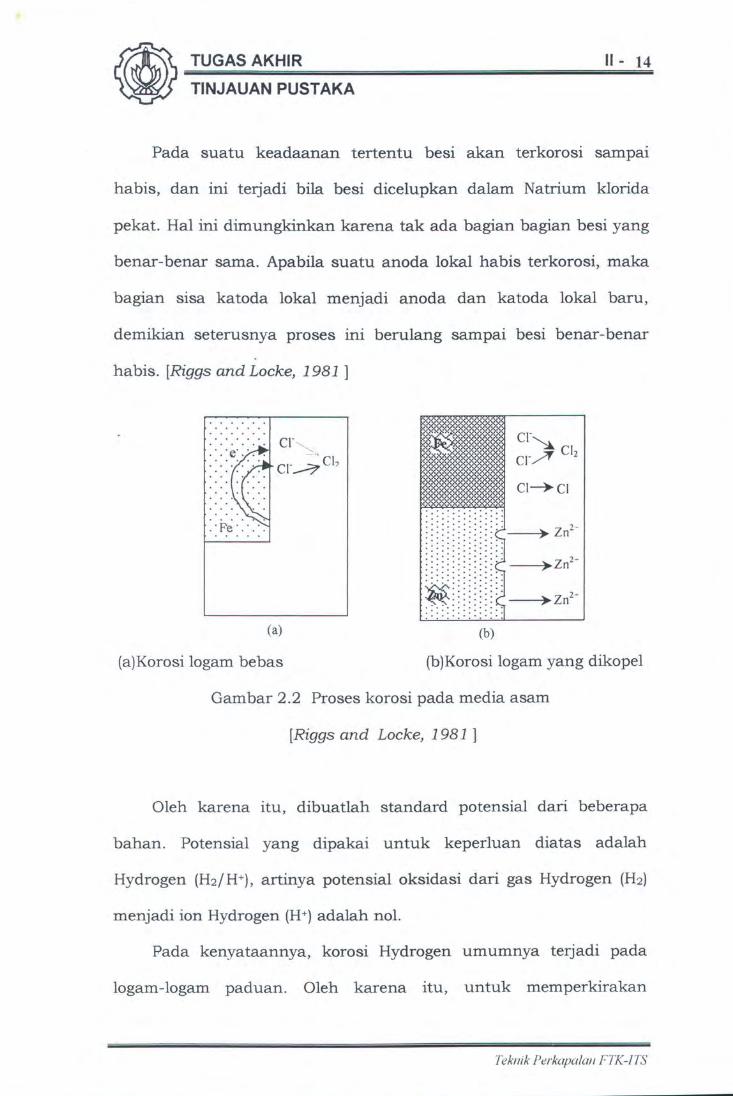
Pada suatu keadaanan tertentu besi akan terkorosi sampai
habis, dan ini terjadi bila besi dicelupkan dalam Natrium klorida
pekat. Hal ini dimungkinkan karena tak ada bagian bagian besi yang
benar-benar sama. Apabila suatu anoda lokal habis terkorosi, maka
bagian sisa katoda lokal menjadi anoda dan katoda lokal baru,
demikian seterusnya proses ini berulang sampai besi benar-benar
habis. [Riggs and Locke, 1981 ]
cr',,, cr_;;cb
(a)
(a)Korosi logam bebas
«= :::: ~· ··· · .· . · .· . · . · . ·.
(b)
cr ~ Cl
cr./" 2
CI~CI
(b)Korosi logam yang dikopel
Gambar 2.2 Proses korosi pada media asam
[Riggs and Locke, 1981]
Oleh karena itu, dibuatlah standard potensial dari beberapa
bahan. Potensial yang dipakai untuk keperluan diatas adalah
Hydrogen (H2/H+), artinya potensial oksidasi dari gas Hydrogen (H2)
menjadi ion Hydrogen (H+) adalah nol.
Pada kenyataannya, korosi Hydrogen umumnya terjadi pada
logam-logam paduan. Oleh karena itu, untuk memperkirakan
Teknik Perkupalan FTK-ITS
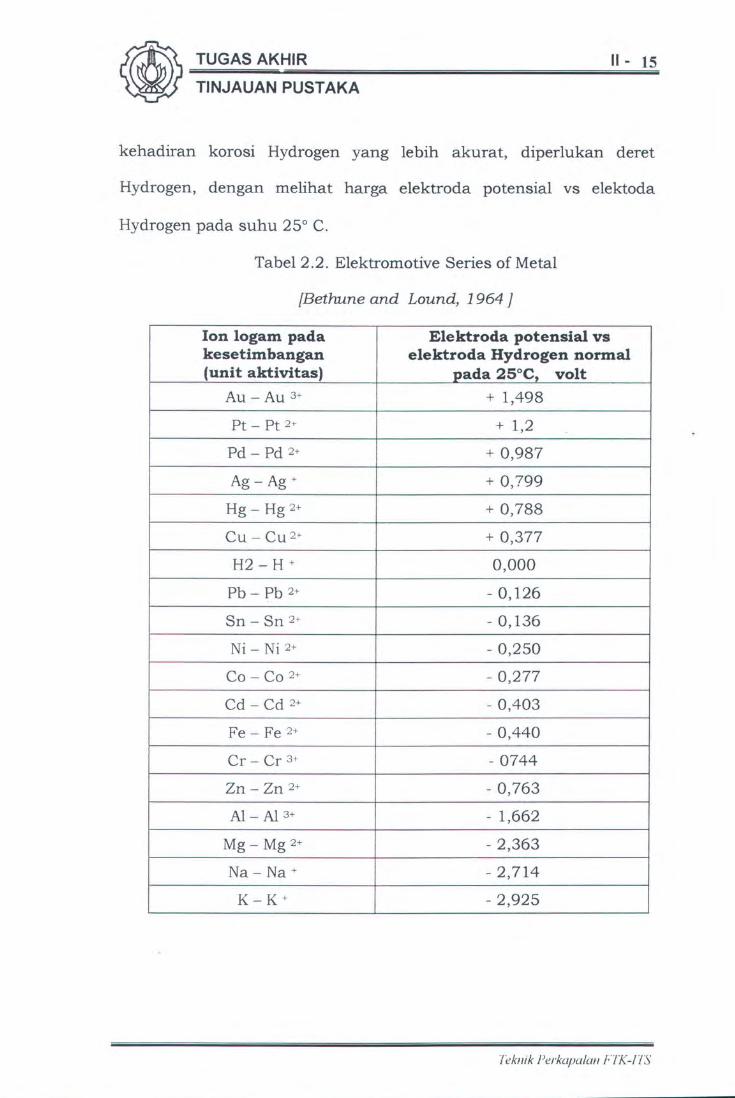
~~T~U~G~A~S~A~K-H~IR~~~~~~~~~~~~~~~~~-~1~5 ~ TINJAUAN PUSTAKA
kehadiran korosi Hydrogen yang lebih akurat, diperlukan deret
Hydrogen, dengan melihat harga elektroda potensial vs elektoda
Hydrogen pada suhu 25° C.
Tabel 2.2. Elektromotive Series of Metal
[Bethune and Lound, 1964 j
Ion logam pada Elektroda potensial vs kesetimbangan elektroda Hydrogen normal (unit aktivitas) pada 25°C, volt
Au - Au 3+ + 1,498
Pt- Pt 2+ + 1,2
Pd- Pd 2+ + 0,987
Ag- Ag + + 0,799
Hg- Hg 2+ + 0,788
Cu - Cu 2+ + 0,377
H2 - H + 0,000
Pb - Pb 2+ - 0,126
Sn - Sn 2+ - 0,136
Ni- Ni 2+ - 0,250
Co- Co 2+ - 0,277
Cd - Cd 2+ - 0,403
Fe - Fe 2+ - 0,440
Cr - Cr 3+ - 0744
Zn - Zn 2+ - 0,763
Al - Al 3+ - 1,662
Mg - Mg 2+ - 2,363
Na- Na + - 2,714
K - K + - 2,925
Teknik Perkapalan FTK-17'S
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~'~I-~1~6 ~ TINJAUAN PUSTAKA
2.2.2. Faktor-Faktor Yang Mempengaruhi Proses Korosi Galvanik
Pada percobaan reaksi korosi galvanik atau reaksi korosi antar
dua logam yang berbeda, basil yang diperoleh kadang-kadang kurang
tepat seperti yang diharapkan, hal tersebut dikarenakan beberapa
faktor yang mempengaruhi pada proses saat terjadinya korosi
terse but.
Demikian juga pada pasangan kopel seperti diatas, laju korosi
logam yang terkopel juga sangat dipengaruhi oleh faktor-faktor
se bagai beriku t :
a. Efek lingkungan korosif
b. Perbedaan potensial antara logam yang dikopel
c. Efek dari luasan bend a yang terkorosi
Dari ketiga faktor tersebut diatas, dapat dijelaskan dijelaskan
satu-persatu seperti di bawah ini, yaitu sebagai berikut:
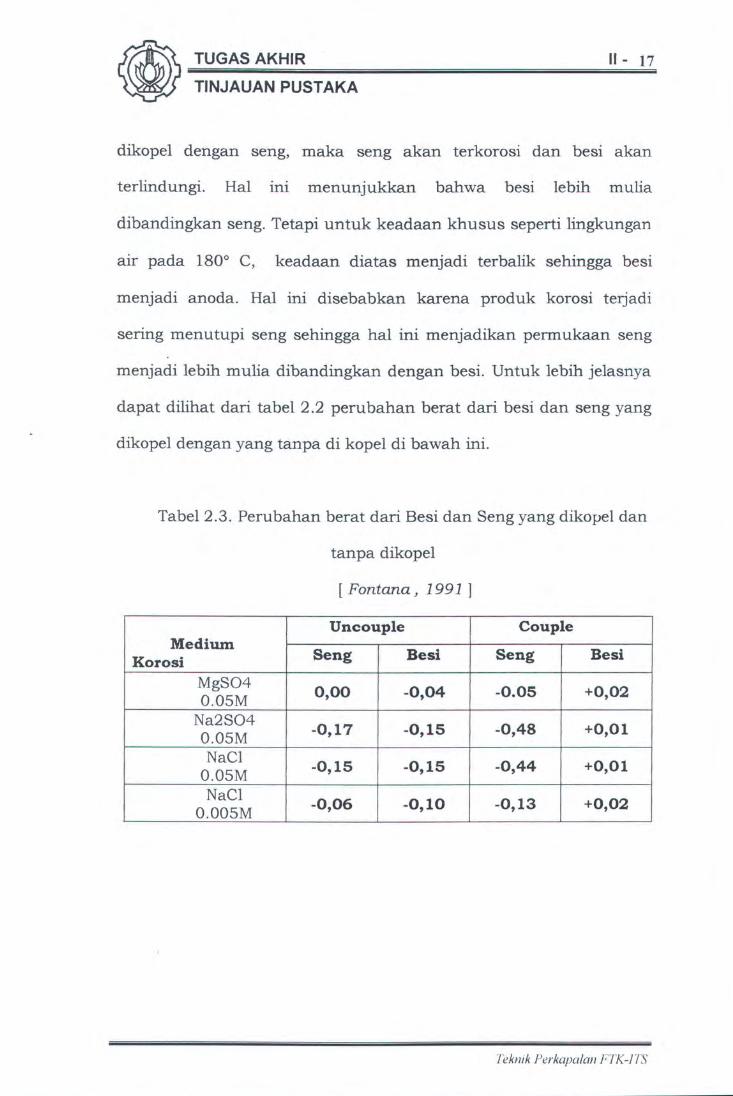
a) Efek Lingkungan Korosif
Lingkungan korosif yang sering juga disebut medium elektolit,
sangat mempengaruhi laju korosi pada suatu kasus. Pada medium
tertentu, semakin naik laju korosinya dibandingkan dengan medium
pengkorosi lainnya pada kepekatan (konsentrasi) yang sama. Pada
umumnya, bahan mempunyai ketahanan korosi lebih rendah akan
menjadi anoda saat dikopel. Tetapi kadang- kadang potensial akan
menjadi terbalik untuk suatu lingkungan tertentu. Sebagai contoh
pengaruh dari lingkungan ini, dapat dilihat pada tabel 2.2 di bawah
ini menunjukkkan perubahan berat besi dan seng. Jika besi ini
Teknik Perkapala11 FlK-!lS
II - 17
dikopel dengan seng, maka seng akan terkorosi dan besi akan
terlindungi. Hal m1 menunjukkan bahwa besi lebih mulia
dibandingkan seng. Tetapi untuk keadaan khusus seperti lingkungan
air pada 180° C, keadaan diatas menjadi terbalik sehingga besi
menjadi anoda. Hal ini disebabkan karena produk korosi terjadi
sering menutupi seng sehingga hal ini menjadikan permukaan seng
menjadi lebih mulia dibandingkan dengan besi. Untuk lebih jelasnya
dapat dilihat dari tabel 2.2 perubahan berat dari besi dan seng yang
dikopel dengan yang tanpa di kopel di bawah ini.
Tabel2.3. Perubahan berat dari Besi dan Seng yang dikopel dan
tanpa dikopel
[Fontana, 1991 ]
Uncouple Couple Medium
Seng Besi Seng Besi Korosi MgS04
0,00 -0,04 -0.05 +0,02 O.OSM
Na2S04 -0,17 -0,15 -0,48 +0,01
O.OSM NaCl
-0,15 -0,15 -0,44 +0,01 O.OSM NaCl
-0,06 -0,10 -0,13 +0,02 O.OOSM
Teknik Perkapa/an F7K-17S
~=T=U=G=A=S=A=K=H=I=R===========================I=I-~18 ~ TINJAUAN PUSTAKA
b) Perbedaan potensiallogam yang dikopel
Besarnya beda potensial antara dua logam yang dikopel akan
sangat mempengaruhi laju korosi galvanik yang terjadi. Semakin
besar beda potensialnya, maka akan semakin besar laju korosinya
dan sebaliknya.
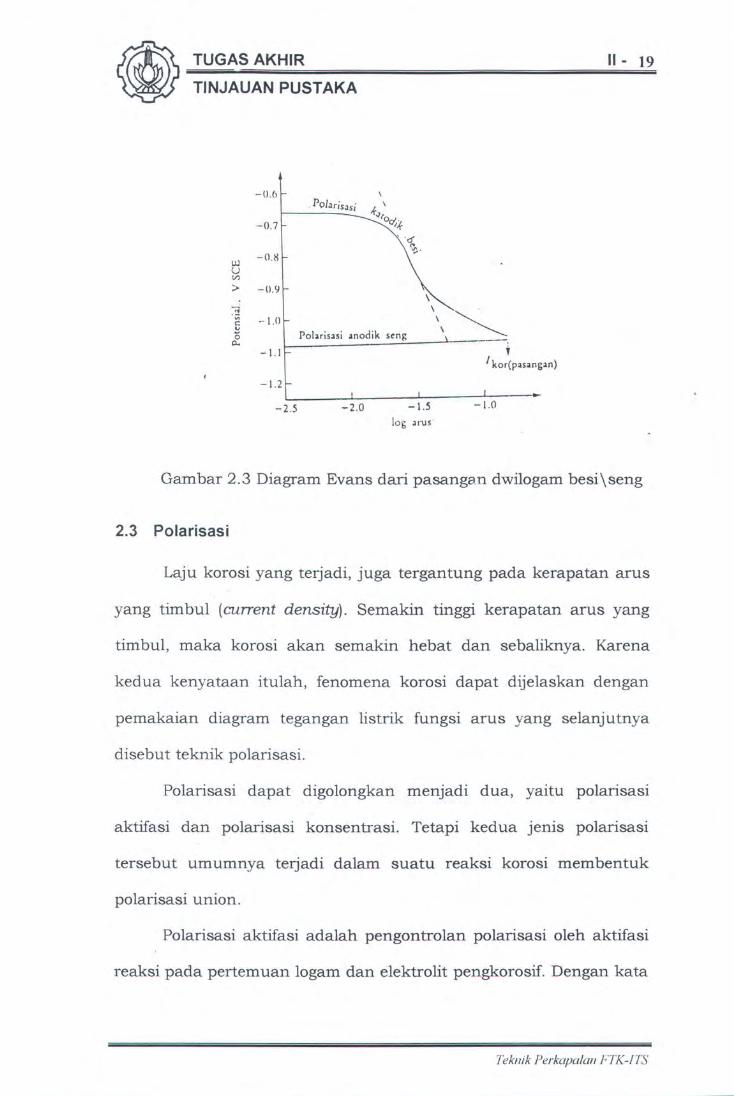
c) Efek luasan
Besamya luasan yang terlibat dalam suatu sistem korosi
menentukan besamya kerapatan arus yang mengalir dalam sistem.
Sedangkan harga kerapatan arus akan menentukan laju korosi logam
tersebut dalam sistem serta potensial korosinya. Akan tetapi
polarisasi suatu logam apalagi yang berada dalam sistem terkopel
dengan logam lain tidak dapat dipastikan secara linier. Sehingga
akan lebih tepat apabila digunakan harga potensial korosi
pengkopelan log am dari hasil perc a baan yang dilakukan di
laboratorium. Perlu diingat pula bahwa kerapatan arus yang cukup
besar akan merusak sistem proteksi dengan lapisan cat. Pada
diagram Evans dapat dilihat bahwa polarisasi besi tidak linier seperti
yang diharapkan, hal tersebut diakibatkan oleh pembentukan
hidrogen dari sekitar - 0,9 V SCE hingga lebih rendah dari - 0 ,9 V
SCE.
Teknik Perkapa/an F7K -ITS
~=T=U=G=A~S=A=K=H==IR===========================I=I-~1~9 ~ TINJAUAN PUSTAKA
UJ u Vl
>
-0.6 . Polarisasi
-0.7
-0.!1
-0.9 \
-- 1.0 ', ~-Polaris~si anodik seng ~
-1.11------~c;__._-_.._-----.
I kor(pasangan)
-2.5 L_ ____ _J _____ ~~----~~·----
-2 .0 -1.5 -1.0
lob arus ·
Gam bar 2. 3 Diagram Evans dari pasangc:m dwilogam besi \ seng
2.3 Polarisasi
Laju korosi yang terjadi, juga tergantung pada kerapatan arus
yang timbul (current density). Semakin tinggi kerapatan arus yang
timbul, maka korosi akan semakin hebat dan sebaliknya. Karena
kedua kenyataan itulah, fenomena korosi dapat dijelaskan dengan
pemakaian diagram tegangan listrik fungsi arus yang selanjutnya
disebut teknik polarisasi.
Polarisasi dapat digolongkan menjadi dua, yaitu polarisasi
aktifasi dan polarisasi konsentrasi. Tetapi kedua Jems polarisasi
tersebut umumnya terjadi dalam suatu reaksi korosi membentuk
polarisasi union .
Polarisasi aktifasi adalah pengontrolan polarisasi oleh aktifasi
reaksi pada pertemuan logam dan elektrolit pengkorosif. Dengan kata
Teknik Perkapalan FTK-ITS
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~~~~-~2~0 ~ TINJAUAN PUSTAKA
lain, jenis polarisasi ini dikontrol oleh aktifasi ion-ion di permukaan
logam yang mengalami proses korosi.
Step pertama polarisasi ini hanya tetjadi jika ion hidrogen (H+)
ditempatkan pada permukaan logam, sehingga pada permukaan
logam tersebut tetjadi kelebihan muatan positif dan akibat dari hal
tersebut adalah elektron bergerak ke tempat tersebut untuk
menetralkan muatan (step 2). Akibat dari bergeraknya elektron ke
tempat tersebut akan mengakibatkan ion H+ tereduksi menjadi atom
hidrog(m, dan selanjutnya dua atom tersebut bergabung membentuk
gas hidrogen (step 3 dan 4).
Zn + 2H+
Zn
2H+ + 2e-
Zn2+ + H2
Zn2+ + 2e-
( 2 )
( 3 )
( 4 )
Secara matematis hubungan antara laju reaksi dari voltase
untuk polarisasi aktivasi adalah sebagai berikut:
Ea = + f3 log ( i/ io )
dimana:
Ea potensial le bih
f3 konstanta
[Riggs and Locke, 1 981 ]
1 laju oksidasi atom reduksi yang dinyatakan sebagai
kerapatan arus yang tetjadi.
Io = excange current density arus dalam keadaan
kesetim bangan
Teknik Perkapa/an FTK-ff'S
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~~~-~21 ~ TINJAUAN PUSTAKA
Sedangkan polarisasi konsentrasi adalah polarisasi yang
disebabkan oleh difusi ion akibat perbedaan konsentrasi. Hal ini
dapat terjadi bila konsentrasi ion didekat permukaan logam sangat
kecil, akibatnya terjadi difusi ion-ion ke permukaan logam.
Selanjutnya akibat terkonsentrasinya ion H+ di permukaan tersebut
maka elektron bergerak ke daerah ini untuk mereduksi ion H+
mem bentuk gas hidrogen.
Dari uraian di atas dapat dinyatakan bahwa laju reduksi yang
sangat besar akan terjadi bila pada daerah dekat permukaan logam
sangat sedikit kandungan ion H+. Laju reduksi pada keadaan tersebut
akan meningkat sampai batas tertentu tergantung pada difusi ion
hidrogen di permukaan logam.
Dari keterangan di atas dapat dijelaskan bahwa akibat polarsasi
potensial anoda-katoda yang disambung (dikopel), akan
mengakibatkan harga potensialnya mengalami perubahan sampa1
suatu harga tertentu, dan akan berhenti mengalami perubahan
apabila besar potensial antara keduanya sama. Arus yang timbul
karena pertemuan potensial anoda-katoda tersebut disebut arus
korosi .
2.4 Pengendalian Korosi
Proses korosi tidak dapat dihilangkan, namun hanya dapat
dikendalikan sehingga umur dari struktur atau komponen menjadi
lebih lama. Setiap komponen mengalami tiga tahapan utama dalam
J'eknik Perkapalan FTK-ITS
~=T=U=G=A=S=A=K=H=I=R===========================I=I-~22 ~ TINJAUAN PUSTAKA
suatu pembentukan struktur yaitu perancangan, pembuatan dan
pemakaian. Pengendalian korosi memainkan peranan penting dalam
tiap tahapan tadi. Ketidakberhasilan salah satu dari aspek-aspek
pengendalian korosi ini bisa menyebabkan komponen mengalami
kegagalan prematur.
Pengendalian bisa dilakukan dengan berbagai cara tetapi yang
paling utama dilakukan dalam usaha pengendalian korosi adalah:
[Trethewey dan Chamberlain, 1991]:
a. Modifikasi disain
b . Modifikasi lingkungan
c. Pem berian lapisan pelindung
d . Pemilihan bahan
e. Perlindungan katodik atau anodik
Untuk proses pengendalian korosi yang terjadi pada bangunan kapal,
khususnya dibawah garis air, sering dilakukan dengan cara:
a . Pemberian lapisan pelindung (Coating)
b . Perlindungan katodik
2.5 Lapisan pelindung (Coating)
Pemberian lapisan pelindung pada permukaan logam berfungsi
untuk memisahkan lingkungan korosif dengan logam dan
mengendalikan lingkungan mikro pada permukaan logam. Cara
pelapisan yang digunakan misalnya cat, selaput organik, verms,
Teknik Perkapalan FTK-!YS
~=T~U~G~A~S~A~K~H~IR~=========================I=I-~23~ ~ TINJAUAN PUSTAKA
lapisan logam dan enamel. Yang paling umum adalah pelapisan
dengan menggunakan cat.
Cat merupakan suatu produk yang berbentuk cair atau powder
(serbuk) yang mengandung pigmen (zat wama) dan atau tanpa
additive (bahan tambahan), serta dapat diaplikasikan untuk
membentuk lapisan tipis pada permukaan material, dimana nantinya
cat tersebut akan mengenng dan membentuk lapisan film
[ Berendsen, 1 98 9).
Lapisan cat diharapkan akan mempunym umur panJang dan
akan membatasi masuknya udara, butir-butir air dan ion-ion agresif
ke permukaan logam. Meskipun telah banyak macam cat tidak dapat
ditembus ion-ion seperti klorida, sulfat, dan karbonat, namun belum
ada lapisan cat yang sepenuhnya mampu menghalangi oksigen atau
air. Bila tiba saatnya maka air atau oksigen akan mampu mencapai
permukaan logam dan dengan demikian maka lapisan cat tidak akan
mampu menghalangi terjadinya reaksi katoda [Chamberlain, 1991 ].
Sistem cat yang digunakan dalam air mungkin mempunyai
lapisan primer berpigmen, misalnya seng organik, atau mungkin juga
tidak, tetapi lapisan yang paling atasbergantung pada absorbsi air
dan koefisien transmisi yang sangat rendah untuk menahan
masuknya elektrolit ke permukaan logam. lkatan antara permukaan
logam dengan cat harus kuat untuk mencegah kerusakan akibat
osmosis [Chamberlain, 1991).
Teknik Perkapa/an FTK-ITS
~=T~U~G=A=S=A=K=H=IR==========================I=I-~24 ~ TINJAUAN PUSTAKA
Penggunaan cat secara umum berfungsi sebagai lapisan
protective (pelindung), decorative (dekorasi) dan tujuan khusus pada
obyek. Sistem pengecatan terdiri atas beberapa lapisan:
1. Primer (shop primerj
2. Under coat ( intermediate coat)
3 . Finish coat (top coat)
Shop primer atau pre-fabrication pnmer, merupakan suatu
lapisan tipis yang diaplikasikan pada obyek yang telah mengalami
proses blast cleaning, untuk melindungi permukaan pelat dari korosi
selama proses fabrikasi, transportasi dan assembly berlangsung
[ Silalahi, 1 9 95].
Sesuai dengan aplikasinya, shop pnmer ada beberapa Jems
[Hempel, 1996] :
a. Zinc epoxy, untuk aplikasi hull (badan kapal) diatas garis air
b . Epoxy, untuk aplikasi hull dibawah garis air
Under coat (intermediate coat) diaplikasikan setelah dilakukan
persiapan permukaan tambahan, berfungsi untuk memberikan
adhesivitas (daya lekat) antara shop primer atau primer dengan
lapisan berikutnya, dan untuk melindungi permukaan pelat terhadap
resapan air.
Finish coat (lapisan akhir) untuk daerah dibawah gans a1r
berfungsi melindungi pelat dari binatang dan tumbuhan laut,
Teknik Perkapafa11 FTK-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~-~25 ~ TINJAUAN PUSTAKA
sedangkan untuk bagian diatas gans air finish coat diaplikasikan
untuk keindahan, selain itu juga dapat melindungi obyek terhadap
benturan-benturan dan gesekan dari benda-benda lain.
2.5.1 Aplikasi cat
Komposisi cat sebagai suatu sistem secara gans besar dapat
dikelompokkan dalam empat bagian [ Weismantle, 1981]:
a . Bahan dasar (Binder}
b . Bahan pewama (Pigmen)
c . Pelarutjpengencer (Solvent atau Thinner}
d. Bahan tam bahan (Adhitive)
Sebelum pengaplikasian cat pada suatu sistem perlu
diperhatikan keadan permukaan sistem tersebut antara lain:
harus bersih dari separator seperti debu, minyak, air, dan lain
lain. Yang tidak kalah pentingnya adalah kekasaran permukaan
(SA). Pengecatan dapat dilakukan dengan menggunakan
beberapa cara antara lain yaitu: brushing, rolling, spraying, dan
lain-lain [Berensend, 1989] .
1. Brushing
Pengecatan dengan menggunakan metode brushing dilakukan
dengan menggunakan brush atau kuas. Metode ini dan
inempunyai daya penetrasi yang baik dalam menutup pori-pori
7'eknik Perkapalan FTK-ITS
~=T=U=G=A=S=A=K=H=I=R===========================I=I-===26 ~ TINJAUAN PUSTAKA
atau lubang yang terdapat pada permukan material, dimana alat
lain tidak mungkin dipakai.
2. Rolling
Dalam metode rolling, pengecatan dilakukan dengan
menggunakan alat roll. Roll yang digunakan harus tahan
terhadap benturan obyek atau permukaan material, larutan
(solvent), dan thinner yang digunakan dalam cat.
3. Spraying
Pngecatan dengan menggunakan metode spraymg dapat
dibedakan menjadi:
a . Convensional Air Spray
b. Airless Spray
Dalam pengecatan agar dapat diperoleh hasil yang
maksimal dalam fungsinya maka perlu diperhatikan hal-hal
se bagai beriku t :
a) Kelembaban udara (relative humidity)
Jika kelembaban udara relatif tinggi, udara menjadi dingin,
sehingga partikel-partikel uap air mulai terkondensasi menjadi
embun, yang memungkinkan terjadinya pengembunan pada
permukaan material. Kondisi ini disebut dew point (titik
terjadinya pengembunan) . Keadaan 1m memungkinkan
Teknik Perkapa!a!l F'/K-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~========I=I-~27 ~ TINJAUAN PUSTAKA
terjadinya korosi pada material serta daya adhesi antara
material dan cat dapat berkurang diikuti dengan timbulnya
gelembung-gelembung pada hasil pengecatan.
Dalam pelaksanaannya, kelembaban udara yang diijinkan, baik
selama blasting, painting, dan proses pengeringan dibawah 85%.
Pada kondisi ini suhu pe~ukaan material harus dijaga 3 o C
diatas titik embunnya.
b) Suhu· udara
Dalam cuaca atau udara yang sangat panas thinner akan cepat
menguap. Sehingga hasil pengecatan kurang sempuma, akan
timbul retak-retak (crack) dan pori-pori. Oleh karena itu
pengecatan harus dilakukan pada suhu yang berkisar antara 50-
350 C. Pada umumnya pabrik pembuat cat akan menentukan
spesifikasi temperatur pengecatan.
c) Kondisi permukaan material
Kondisi permukaan material pada saat pengecatan harus
diperhatikan kebersihannya, yaitu bebas dari debu, karat, mill
scale, dan kontaminasi lainnya. Kekasaran (SA) dari permukaan
harus memenuhi persyaratan yang ditentukan.
Teknik Perkapalan FTK-ITS
· ~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~-~2~8 ~ TINJAUAN PUSTAKA
2.5.2 Pengujian Adhesivitas Hasil Pengecatan
Pengujian m1 dilakukan untuk mengetahui kualitas
kelekatan antara coating dengan substrate dan antara coats
(lapisan). Adhesion test (pengujian adhesivitas) yang umum
dilakukan pada galangan antara lain adalah :
a) Knife/ micrometer
Pengujian ini dilakukan dengan menggunakan p1sau atau
scraper yang digunakan untuk memotong coating, kemudian
dari potongan tersebut dilakukari usaha untuk mengelupas
coating dari substrate. Dari proses pengelupasan tersebut jika
coating dengan mudah dapat terkelupas maka adhesivitasnya
tidak dapat diterima, dan hila coating terkelupas dalam bentuk
serpihan kecil-kecil maka adhesivitasnya dapat diterima/ layak.
b) Tape pull-off (ASTM D-3359)
Pengujian jenis ini dibedakan dalam dua kelompok yang
berdasarkan pada ketebalan dari obyek coating.
a. Methode A
Pada metode ini dibuat potongan berbentuk X dengan
panjang garis 4 cm-5 em. Sudut yang dibentuk antara
kedua garis potong sebesar 3QO - 450. Metode Jems 1m
digunakan untuk ketebalan lapisan cat > 5 mils (125
mikron)
Teknik Perkapa/an FTK-ITS

~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~~~-~2~9 ~ TINJAUAN PUSTAKA
Gambar 2.4 potongan cross uji adhesivitas ASTM D-3359
Daya rekat menurut ASTM D-3359 adalah :
1. 5A : tidak ada coating yang terkelupas
2. 4A : coating yang terkelupas sedikit, pada garis
potong
3. 3A : coating yang terkelupas pada garis potong
sampai dengan 1,6 mm pada kedua sisi
4. 2A : coating yang terkelupas pada garis potong
sampai dengan 3,2 mm pada kedua sisi
5. lA :coating yang terkelupas pada sebagian
besar daerah potongan dibawah pita
6. OA :coating yang terkelupas pada daerah
diluar X (potongan)
b. Metode B
Pada metode ini pada coating dibuat garis-garis secara
horizontal, kemudian dipotong garis-garis vertikal
memotong dengan membentuk sudut tegak lurus (900).
Teknik Perkapalan FIK-llS
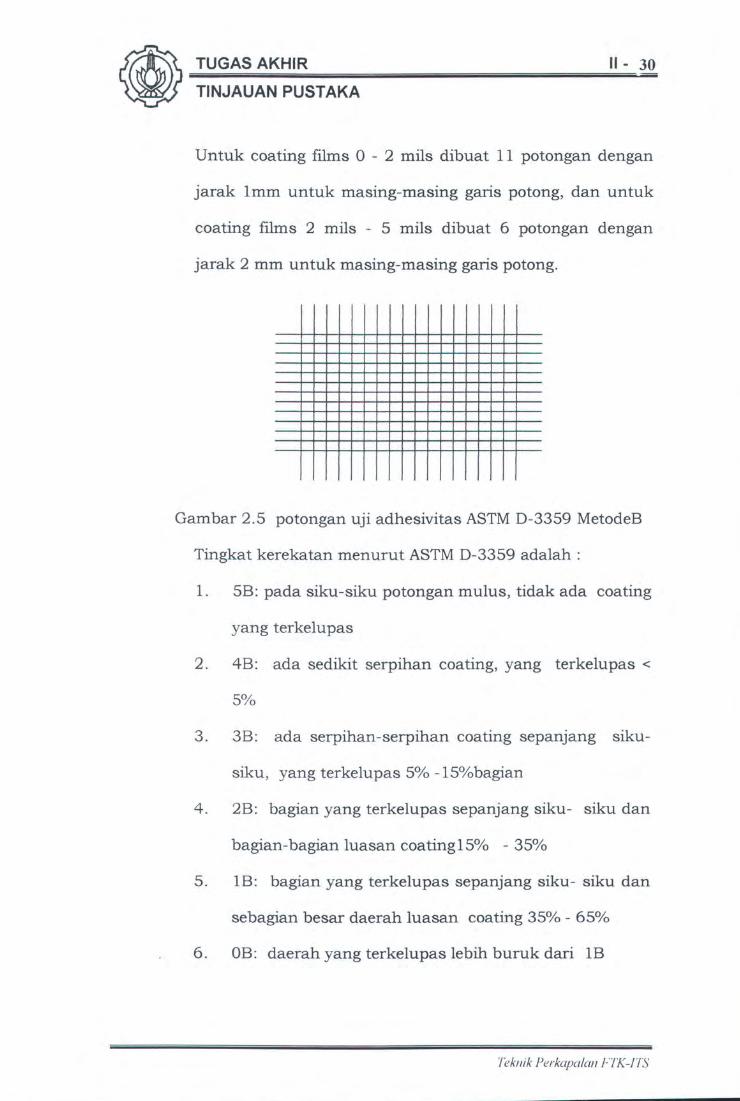
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~'~I-~30 ~ TINJAUAN PUSTAKA
Untuk coating films 0 - 2 mils dibuat 11 potongan dengan
jarak 1mm untuk masing-masing garis potong, dan untuk
coating films 2 mils - 5 mils dibuat 6 potongan dengan
jarak 2 mm untuk masing-masing garis potong.
Gambar 2.5 potongan uji adhesivitas ASTM D-3359 Metode8
Tingkat kerekatan menurut ASTM D-3359 adalah :
1. 5B: pada siku-siku potongan mulus, tidak ada coating
yang terkelupas
2. 48: ada sedikit serpihan coating, yang terkelupas <
5%
3 . 38: ada serpihan-serpihan coating sepanjang siku
siku, yang terkelupas 5°/o -15%bagian
4. 2B: bagian yang terkelupas sepanjang siku- siku dan
bagian-bagian luasan coating15% - 35%
5. 1B: bagian yang terkelupas sepanjang siku- siku dan
sebagian besar daerah luasan coating 35%- 65%
6. OB: daerah yang terkelupas lebih buruk dari 18
Teknik Perkapalan FIK-!TS
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~~~-~3=1 ~ TINJAUAN PUSTAKA
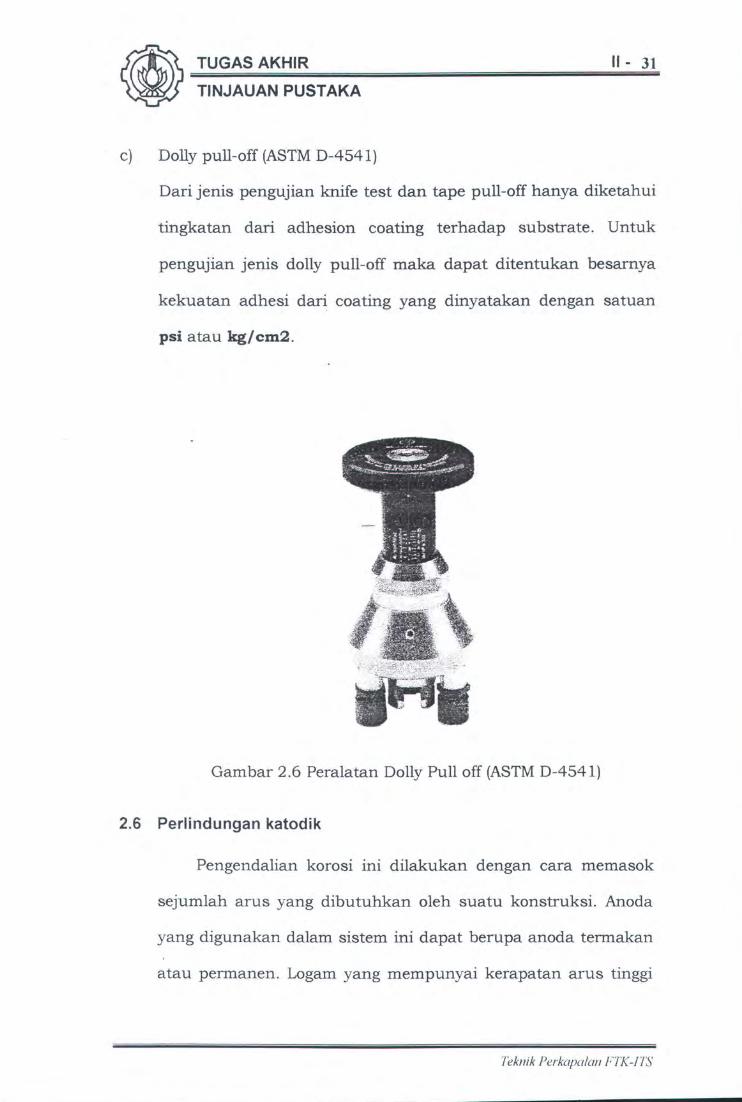
c) Dolly pull-off (ASTM D-4541)
Dari jenis pengujian knife test dan tape pull-off hanya diketahui
tingkatan dari adhesion coating terhadap substrate. Untuk
pengujian jenis dolly pull-off maka dapat ditentukan besarnya
kekuatan adhesi dari coating yang dinyatakan dengan satuan
psi atau kg/cm2.
Gambar 2.6 Peralatan Dolly Pull off (ASTM D-4541)
2.6 Perlindungan katodik
Pengendalian korosi ini dilakukan dengan cara memasok
sejumlah arus yang dibutuhkan oleh suatu konstruksi. Anoda
yang digunakan dalam sistem ini dapat berupa anoda termakan
atau permanen. Logam yang mempunyai kerapatan arus tinggi
Teknik Perkapalan F7K-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~~-~32 ~ TINJAUAN PUSTAKA
apabila digunakan sebagai anoda harus dikelilingi dengan
lapisan pelindung arus (protective shields). Lapisan pelindung ini
dimaksudkan untuk menghindari terlalu tingginya kerapatan
arus katoda di sekitar anoda. Pengendalian ini dilengkapi
dengan transformator dan sistem pengendali untuk mengatur
jumlah kebutuhan arus listrik pada konstruksi.
Unsur penting dalam pemakaian system perlindungan
katodik adalah kemampuan untuk menilai suatau tingkat
proteksi. Tingkat proteksi dapat diketahui dengan mengukur
potensial logam tersebut. Baja dalam elektrolit seperti air laut
mempunyai potensial alamiah sebesar kurang lebih- 0,65 volt
terhadap sel pembanding tembagaftembaga sulfat jenuh
(saturated copper/copper sulphate/SCE). Dengan cara
mengubah potensial permukaan logam menjadi lebih negatif
menggunakan arus perlindungan katodik, korosi akan secara
efektif dapat dicegah.
2.6.1. Prinsip Dasar Perlindungan Katodik
Suatu material akan mengalami pengkaratan bila material
tersebut bertidak sebagai anoda dalam sel galvanis, sedangkan
material yang bertindak sebagai katoda tidak akan mengalami
pengkaratan. Dengan dasar tersebut pencegahan pengkaratan
dapat dilakukan dengan cara memberikan atau mengalirkan
potensial negatif pada logam. Cara pencegahan seperti ini
Teknik Perkapalan FTK-ITS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~~-~33 ~ TINJAUAN PUSTAKA
disebut sebagai pencegahan pengkaratan dengan menggunakan
perlindungan katodik (impressed current cathodic protection).
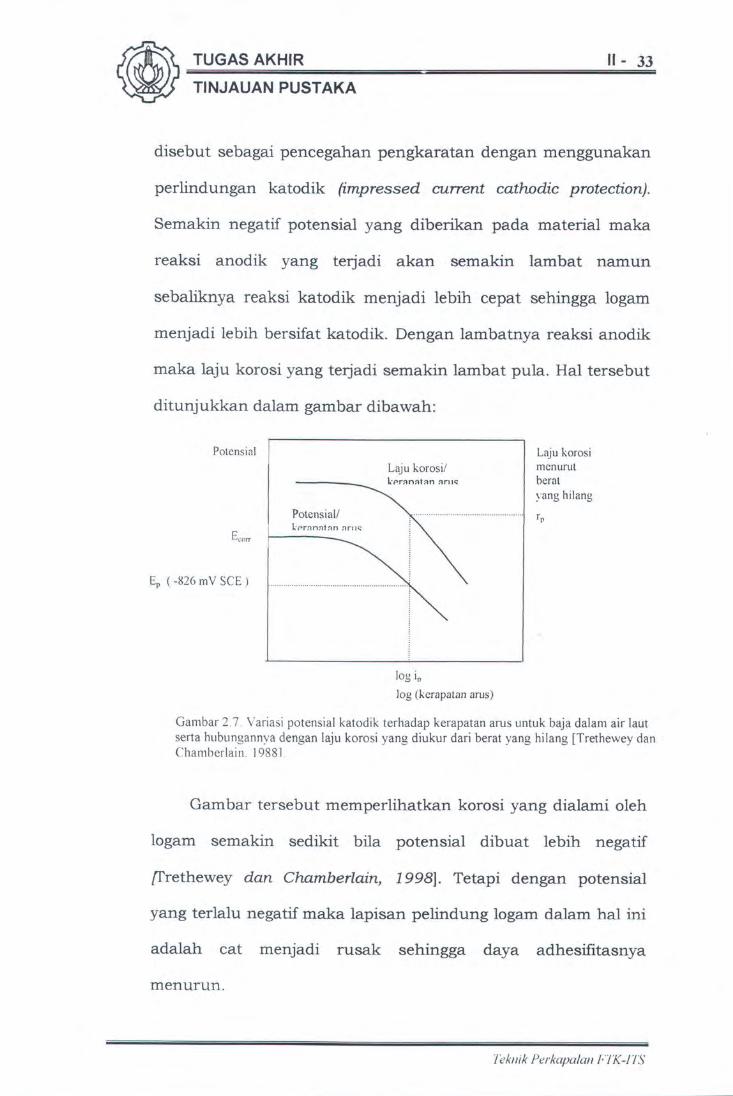
Semakin negatif potensial yang diberikan pada material maka
reaksi anodik yang terjadi akan semakin lambat namun
sebaliknya reaksi katodik menjadi lebih cepat sehingga logam
menjadi lebih bersifat katodik. Dengan lambatnya reaksi anodik
maka laju korosi yang terjadi semakin lambat pula. Hal tersebut
ditunjukkan dalam gambar dibawah:
Potensial
Potensial/
EP ( -826 mY SCE)
Laju korosi/
log i0
log (kcrapatan arus)
Laju korosi menurut berat yang hilang
Gambar 2 .7. Variasi potensial katodik terhadap kerapatan arus untuk baja dalam air !aut serta hubungannya dengan laju korosi yang diukur dari berat yang hi lang [Trethewey dan Chamberlain. !9881
Gambar tersebut memperlihatkan korosi yang dialami oleh
logam semakin sedikit bila potensial dibuat lebih negatif
[frethewey dan Chamberlain, 1998]. Tetapi dengan potensial
yang terlalu negatif maka lapisan pelindung logam dalam hal ini
adalah cat menjadi rusak sehingga daya adhesifitasnya
menurun.
Teknik Perkapa/an FJK-If'S
~~T~U~G=A=S=A=K=H=I=R=========================='~'-~34 ~ TINJAUAN PUSTAKA
Ada dua alasan mengapa pemberian arus perlindungan
katodik yang terlalu negatif bukan merupakan gagasan yang
baik. Pelepasan gas hidrogen, yang terjadi pada potensial yang
lebih negatif itu sering menimbulkan kerusakan dalam bentuk
lain, khususnya terjadinya perapuhan hidrogen. Disamping itu,
arus yang semakin negatif akan menyebabkan tingginya
konsentrasi-konsentrasi lokal ion hidroksil yang sering merusak
lapisan penghalang seperti cat.
Potensial dimana logam mengalami korosi lebih dikenal
dengan. Pada kondisi ini kerapatan arus yang dihasilkan kecil
dan laju korosi yang dihitung dari berat yang hilang besar. Ep-
850 m V SSC a tau -826 m V SCE adalah potensial perlindungan
katodik yang diberikan pada logam, dimana pada kondisi ini
kerapatan arus yang terjadi menjadi lebih besar dan korosi yang
dialami logam semakin sedikit.
Dengan demikian pencegahan pengkaratan pada suatu
konstruksi dapat dilakukan dengan jalan membuat material
konstruksi bertindak sebagai katoda. Langkah yang harus
dilakukan untuk memenuhi hal tersebut adalah dengan
mengalirkan arus potensial negatif kepada material.
Perlindungan katodik memerlukan jumlah arus yang sesuai agar
dapat berfungsi dengan baik. Ada beberapa faktor yang
mempengaruhi besarnya kerapatan arus, faktor-faktor tersebut
adalah:
Tek11ik Perkapalan FTK-!TS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~~-~3~5 ~ TINJAUAN PUSTAKA
a. Luas permukaan material.
Lebih besar permukaan material yang berhubungan dengan
air laut, maka semakin besar pula elektron yang harus
diterima oleh permukaan material tersebut.
b. Kecepatan aliran.
Bertambah besarnya kecepatan aliran fluida maka akan
memperbesar kepadatan arus yang diperlukan. Dengan
bertambah cepatnya aliran air laut maka memungkinkan
oksigen yang mencapai permukaan material semakin
ban yak.
c. Suhu air laut.
Suhu air laut berbeda untuk daerah perairan satu dengan
lainnya. Kenaikan suhu akan menyebabkan semakin
besarnya oksigen yang mencapai permukaan logam.
Kenaikan oksigen ini akan menye ba bkan bertam bah
besarnya kepadatan arus yang dibutuhkan.
Seperti yang telah disebutkan diatas bahwa reaksi anodik
yaitu proses berubahnya logam menjadi ion logam menjadi lebih
lambat, tetapi reaksi katodik semakin cepat bila potensial
perlindungan katodik yang diberikan semakin negatif (cathodic
overprotection). Dengan semakin cepatnya reaksi katodik ini
akan mempercepat pula terjadinya evolusi hidrogen, yaitu
proses pembentukan gas hidrogen:
Feknik l'erkapa/an FFK-!TS
~=T=U=G=A=S=A=K=H=I=R====================~=====II=-~36 ~ TINJAUAN PUSTAKA
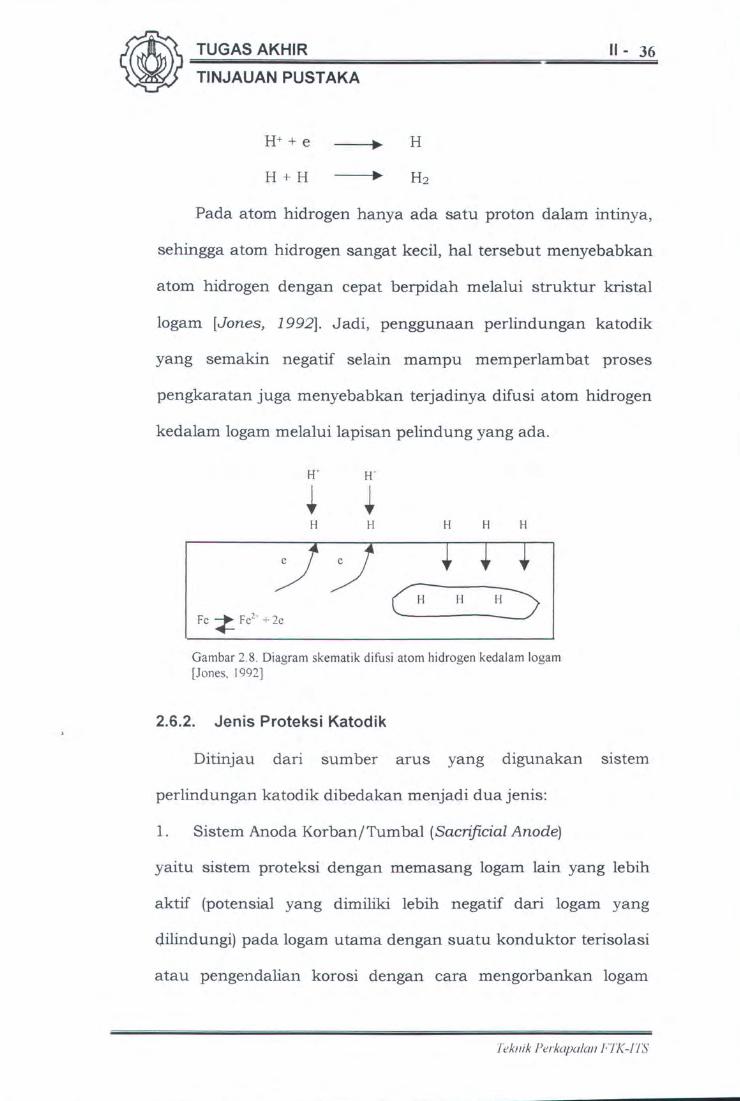
H+ + e H
H+H
Pada atom hidrogen hanya ada satu proton dalam intinya,
sehingga atom hidrogen sangat kecil, hal tersebut menyebabkan
atom hidrogen dengan cepat berpidah melalui struktur kristal
logam [Jones, 1992). Jadi, penggunaan perlindungan katodik
yang semakin negatif selain mampu memperlambat proses
pengkaratan juga menyebabkan terjadinya difusi atom hidrogen
kedalam logam melalui lapisan pelindung yang ada.
H H H H H
1-1 H:> Gambar 2 8. Diagram skematik difusi atom hidrogen kedalam logam [Jones, 1992]
2.6.2. Jenis Proteksi Katodik
Ditinjau dari sumber arus yang digunakan sistem
perlindungan katodik dibedakan menjadi dua jenis:
1. Sistem Anoda Korban/Tumbal (Sacrificial Anode)
yaitu sistem proteksi dengan memasang logam lain yang lebih
aktif (potensial yang dimiliki lebih negatif dari logam yang
qilindungi) pada logam utama dengan suatu konduktor terisolasi
atau pengendalian korosi dengan cara mengorbankan logam
t ek11ik Perkapala11 F7K-IT5'
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~~~-~37 ~ TINJAUAN PUSTAKA
yang bersifat anodik untuk melindungi logam katoda yang
merupakan bahan logam utama konstruksi. Dalam hal ini,
logam yang ditumbalkan harus mempunyai potensial yang lebih
rendah dari logam utama sehingga yang terkorosi adalah logam
tambahan, dan logam utama terhindar dari korosi. Contoh
logam yang ditumbalkan antara lain: aluminium, zmc,
Magnesium dan lain-lain.
2. Sistem Proteksi Arus Terpasang (Impressed Current)
Dim ana perlindungan yang diberikan dengan jalan
menggunakan sumber arus DC yang dialirkan dari luar sistem.
Arus in"i dialirkan ke logam yang diproteksi melalaui anoda dan
elektrolit, dimana anodanya boleh tidak terkorosi.
Persamaan kedua sistem perlindungan katodik tersebut diatas
adalah:
a. Anoda dan struktur yang diproteksi harus berada dalam
medium elektrolit yang menyatu.
b. Anoda, struktur yang diproteksi, medium elektrolit berada
dalam satu rangkaian tertutup.
Feknik Perkapalan FYK-!TS
BAB Ill
METODOLOGI DAN DATA PENGUJIAN
3.1. METODOLOGI
Dalam penelitian tugas akhir ini dilaksanakan pengujian yaitu
pengujian elektrokimia sel-tiga elektroda. Pengujian elektrokimia sel
tiga elektroda dilakukan sebagai usaha dalam memberikan potensial
perlindungan katodik pada material dan untuk menimbulkan
terjadinya reaksi kimia yang terjadi pada lapisan cat material,
sehingga diharapkan dengan terjadinya reaksi kimia ini daya
adhesivitas dari cat akan terpengaruh.
3.1.1 PEMBUAT AN MATERIAL UJI
Material uji yang digunakan dalam pengujian elektrokimia
sel-tiga elektroda dan uji tarik mempunyai bentuk, ukuran, dan
dibuat dari bahan yang sama yaitu baja SS-41. Jumlah material
uji yang digunakan untuk kedua pengujian adalah dua belas
buah. Langkah-langkah pembuatan material uji adalah sebagai
berikut:
1. Pemotongan 14 buah material uji dengan dimensi 60 x 100
x 6 mm menggunakan gergaji listrik.
2. Material dihaluskan dengan
blasting sehingga kesemua
mempunyai Sa 2,5
38
menggunakan steel grid
s1s1 dari material itu

Ill - 39 0 TUGAS AKHIR ~~~~
METODOLOGI DAN DATA PENGUJIAN
3 . Melakukan pengecatan sesua1 standard dari produk cat
yang digunakan.
3.1.2 Proses pengecatan
Jenis cat yang digunakan: cat lambung kapal pruduk dari
HEMPEL dengan ketebalan total cat pada material uji 520
mikron.
1. Epoxy (Red Brown)
a . Menggunakan Jems Hempadur 45150 dengan
kandungan polyamid cured epoxy dan diaplikasikan
dengan menggunakan thinner 08460.
b. Diaplikasikan pada suhu 34° C dan pada kelembaban
30%- 50%.
c . Ketebalan basah 250 mikron.
d. Ketebalan kering 200 mikron
e. Lama pengeringan minimal 8 Jam hingga aplikasi
lapisan berikutnya.
2 . V J AC (Anti Corrosion)
a . Menggunakan jenis Hempanyl HB.46220 dengan
kandungan vinyl dan diaplikasikan dengan
menggunakan thinner 08460.
b . Diaplikasikan pada suhu 34o C dan pada kelembaban
30%-50%.
c . Ketebalan basah 250 mikron.
Teknik Perkapalan F7K-!TS
~=T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~"~'~-~4~0 ~ METODOLOGI DAN DATA PENGUJIAN
d. Ketebalan kering 100 mikron
e. Lama pengeringan minimal 8 jam hingga aplikasi
lapisan berikutnya.
3. AF I (Antifouling I)
a. Menggunakan Jems Hempel's AF Combic 7699 8
dengan thinner 0808.
b. Diaplikasikan pada suhu 34o C dan pada kelembaban
30%- 50°/o.
c. Ketebalan basah 182 mikron.
d. Ketebalan kering 100 mikron
e. Lama pengeringan minimal 4 Jam hingga aplikasi
lapisan berikutnya.
4. AF II (Antifouling II)
a. Menggunakan Jems Hempel's AF Nautic 7690 8
dengan thinner 0808.
b. Diaplikasikan pada suhu 34o C dan pada kelembaban
30%- 50°/o.
c. Ketebalan basah 189 mikron.
d. Ketebalan kering 100 mikron
e. Lama pengeringan minimal4 jam.
Teknik Perkapalan FTK-!!S
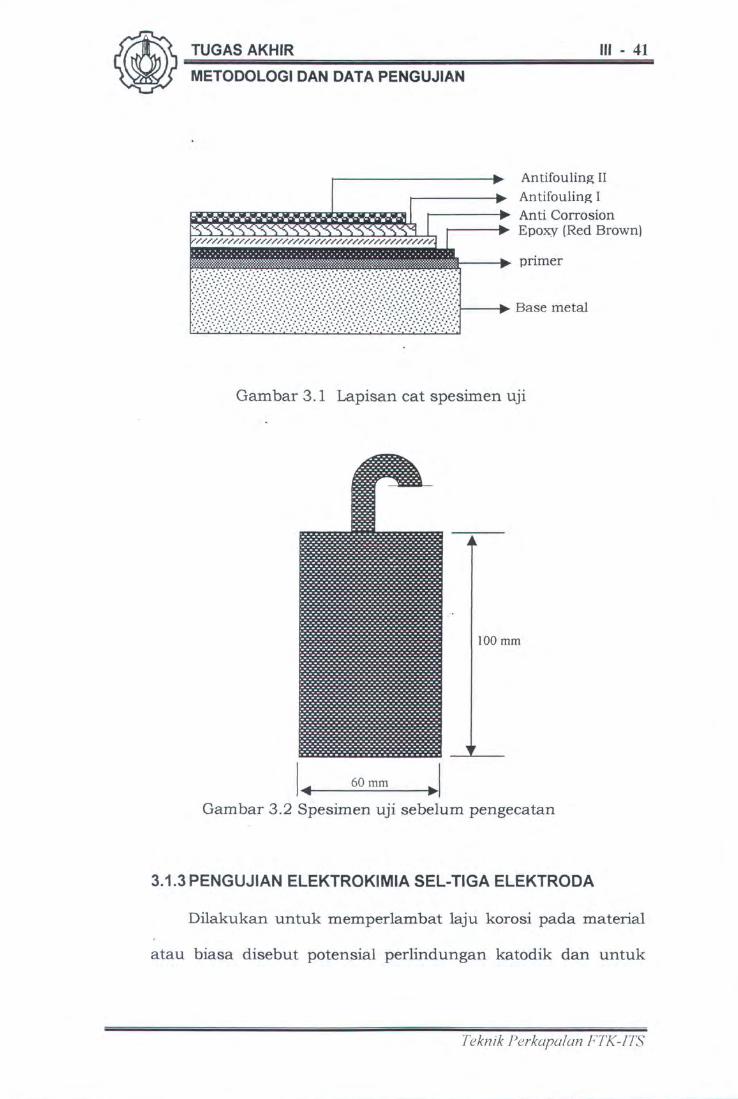
Ill - 41
Antifouling II Antifouling I
...------i• Anti Corrosion 1;0:~~~~~~!;¢,;:~~~~~ r--___. Epoxy (Red Brown)
Gambar 3.1 Lapisan cat spesimen uji
lOOmm
60 mm .I Gambar 3 .2 Spesimen uji sebelum pengecatan
3.1.3PENGUJIAN ELEKTROKIMIA SEL-TIGA ELEKTRODA
Dilakukan untuk memperlambat laju korosi pada material
atau biasa disebut potensial perlindungan katodik dan untuk
Teknik Perkapalan FTK-!TS
~ TUGAS AKHIR
~ METODOLOGI DAN DATA PENGUJIAN
Ill - 42
menimbulkan terjadinya absorbsi atom-atom tunggal hidrogen
kedalam rna terial.
1. Persiapan alat dan bahan
Alat dan bahan yang digunakan dalam pengUJian m1 adalah
sebagai berikut:
a . Elektroda kerja
Y aitu elektroda (material uji) yang sedang diteliti.
b. Elektroda pembantu
Elektroda untuk mengangkut arus dalam rangkaian yang
terbentuk dalam pengujian dan tidak diperlukan untuk
pengukuran potensial. Elektroda yang digunakan adalah
batang karbon.
c . Elektroda acuan
Dimaksudkan sebagai titik acuan pengukuran potensial
elektroda kerja. Arus yang mengalir melalui elektroda ini
harus sekecil-kecilnya sehingga dapat diabaikan, jika tidak
elektroda ini akan ikut dalam reaksi sel dan potensialnya
tidak lagi konstan. Dalam pengujian ini yang digunakan
adalah SCE (Saturated Calomel Elektrode) atau (Standart
Calomel Elektrode).
d. Larutan elektrolit
Yang dipakai adalah NaCl salinitas 30.
Teknik Perkapa/an FTK-ITS
Ill - 43
e. Sumber GGL
Bertindak sebagai penggerak elektroda kerja sedemikian
hingga reaksi sel yang dikehendaki berlangsung.
f. Galvanometer
Pengukur arus yang dapat dibaca hingga miliampere atau
bahkan mikroampere.
g. Voltmeter
Alat untuk mengukur potensial
Gambar 3.3 Dokumentasi rangkaian peralatan uji elektrokimia
sebelum pengujian
Teknik Perkapalan FTK-17S
,00, TUGAS AKHIR
~ METODOLOGI DAN DATA PENGUJIAN
Ill - 44
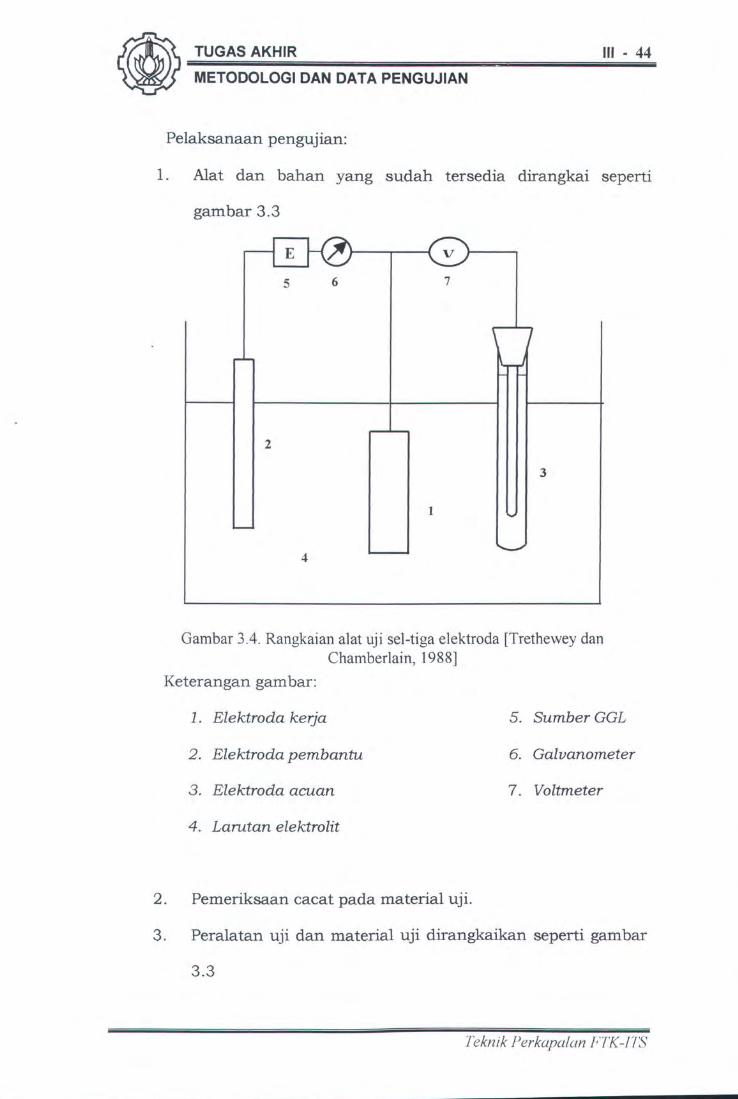
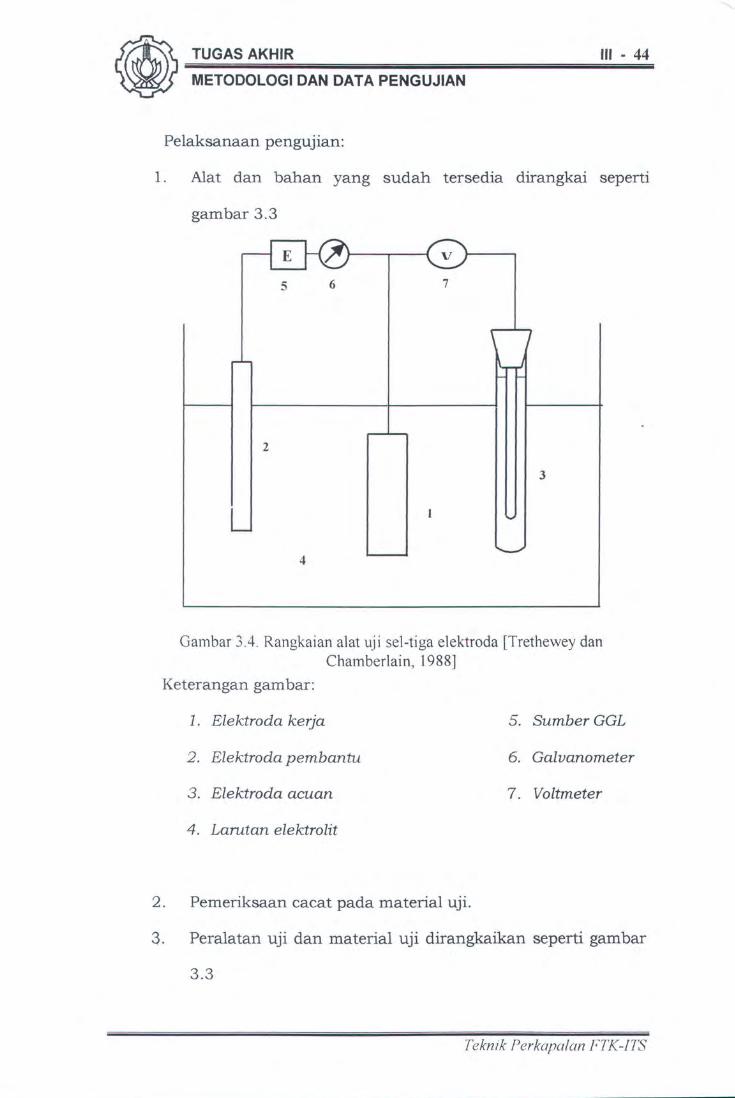
Pelaksanaan pengujian:
1. Alat dan bahan yang sudah tersedia dirangkai seperti
gambar 3.3
5 6 7
2
3
4
Gambar 3.4. Rangkaian alat uji sel-tiga elektroda [Trethewey dan Chamberlain, 1988]
Keterangan gam bar:
1. Elektroda kerja 5. SumberGGL
2. Elektroda pembantu 6. Galvanometer
3. Elektroda acuan 7 . Voltmeter
4. Larutan elektrolit
2 . Pemeriksaan cacat pada material uji.
3. Peralatan uji dan material uji dirangkaikan seperti gambar
3.3
Teknik Perkapalan FTK-ITS
Ill - 43
e . Sumber GGL
Bertindak sebagai penggerak elektroda kerja sedemikian
hingga reaksi sel yang dikehendaki berlangsung.
f. Galvanometer
Pengukur arus yang dapat dibaca hingga miliampere atau
bahkan mikroampere.
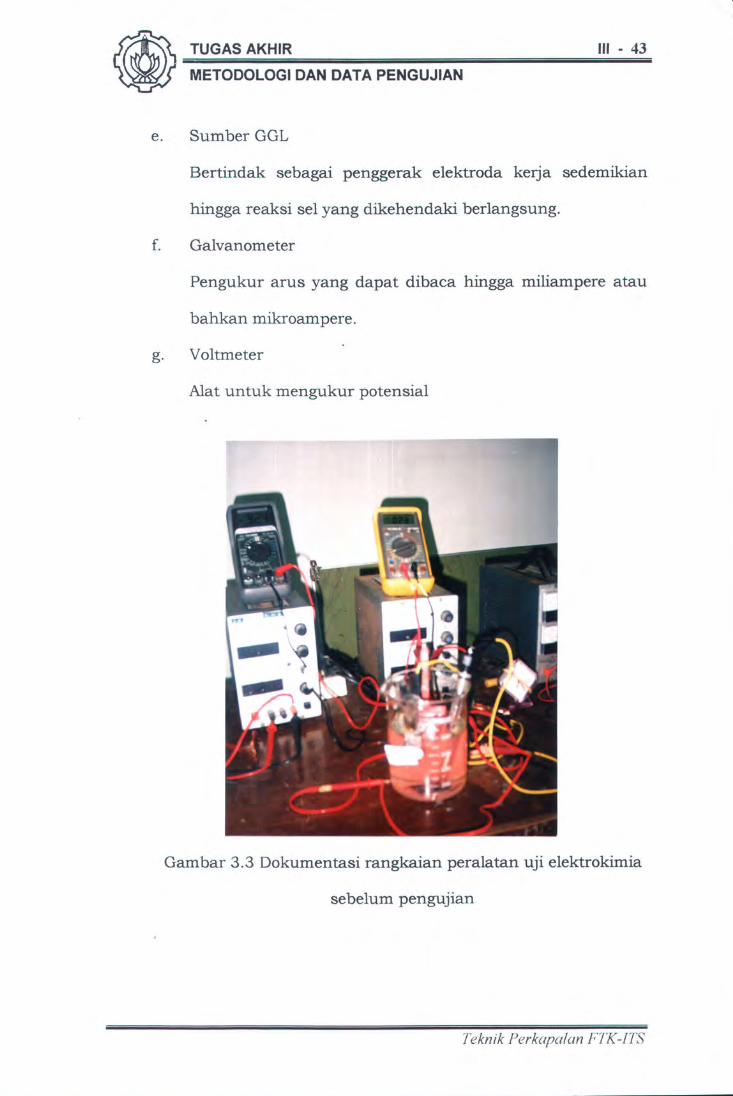
g. Voltmeter
Alat untuk mengukur potensial
Gambar 3 .3 Dokumentasi rangkaian peralatan uji elektrokimia
sebelum pengujian
Teknik Perkapalan FTK-/TS
,00, TUGAS AKHIR
~ METODOLOGI DAN DATA PENGUJIAN
Ill - 44
Pelaksanaan pengujian:
1. Alat dan bahan yang sudah tersedia dirangkai seperti
gambar 3 .3
5 6 7
2
3
4
Gambar 3.4. Rangkaian alat uj i sel-tiga elektroda [Trethewey dan Chamberlain, 1988]
Keterangan gam bar:
1. Elektroda kerja 5. SumberGGL
2. Elektroda pembantu 6. Galvanometer
3. Elektroda acuan 7. Voltmeter
4. Larutan elektrolit
2 . Pemeriksaan cacat pada material uji.
3. Peralatan uji dan material uji dirangkaikan seperti gambar
3.3
Teknik Perkapalan FTK-ITS
Ill - 45
Gambar 3.5 Dokumentasi rangkaian uji elektrokimia
4. Dilakukan pemberian tegangan pada material uji seperti
ketentuan dibawah:
Jumlah material uji 14 buah, dengan perlakuan pengujian
sebagai berikut:
a. 2 t idak dialiri tegangan
b. 2 dialiri tegangan sebesar- 800 mV SCE selama 4 jam
dan 7 jam.
c. 2 dialiri tegangan sebesar- 825 mV SCE selama 4 jam
dan 7 jam.
d . 2 dialiri tegangan sebesar- 850 mV SCE selama 2 jam
dan 7 jam
Teknik Perkapalan FTK-!TS

Ill - 46
e. 2 dialiri tegangan sebesar- 875 mV SCE selama 4 jam
dan 7 jam.
f. 2 dialiri tegangan sebesar- 900 m V SCE selama 2 jam
dan 7 jam
g. 2 dialiri tegangan sebesar- 825 mV SCE selama 4 jam
dan 7 jam.
5. Dilakukan pencatatan beda potensial dan arus terpasang
yang terbaca pada voltmeter dan ampere meter.
Gambar 3.6 Dokumentasi hasil pengujian elektrokimia sesudah
dicuci (sebelum dikeringkan)
Teknik Perkapalan FTK-/7:)
,00, TUGAS AKHIR
~ METODOLOGI DAN DATA PENGUJIAN
Ill - 47
3.1.4 PENGUJIAN ADHESIVIT AS
1. Pengujian dilakukan untuk ketebalan lapisan antara 519
milrron sampai 522 mikron
2 . Pengujian adhesivitas yang dilakukan dengan
menggunakan Dolly pull-off (ASTM D-4541)
Gambar 3 .7 Dokumentasi peralatan Dolly pull off ASTM D-4541
3 . Pengujian dilakukan untuk mendapatkan data adhesivitas
dari cat setelah djlakukan pengujian elektrokima terghadap
material uji.
4. Pelaksanaan pengujian.
a . Pendeteksian ketebalan cat dengan menggunakan
posimeter, dan dipilih ketebalan cat antara 519
mikron sampai 522 mikron.
Teknik Perkapalan FTK-JTS

~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~~~"~'~·~4~8 ~ METODOLOGI DAN DATA PENGUJIAN
b . Dilakukan pengeleman material dengan alat tarik
Dolly pull off dengan menggunakan lem Dextone dua
warna.
c . Lem dibiarkan mengermg dalam jangka waktu 18
sampai 20 jam.
d. Dilakukan pemotongan untuk area uji seluas 1 cm2
dengan peralatan pemotong Dolly pull off.
Gambar 3 .8 Pemotongan area uji dengan peralatan uji
adhesivitas ASTM D-4541
Teknik Perkapalan FTK-!TS
Ill - 49
e. Dilakukan uji adhesivitas.
f. Pencatatan kekuatan adhesivitas cat material
pengUJian.
g. Analisa data pengujian
Gambar 3.9 Pengujian adhesivitas dengan menggunakan
Dolly pull off ASTM D-4541
Teknik Perkapalan FTK-!7'...'1

Ill - 50
Gambar 3.10 Dokumentasi contoh hasil pengujian adhesivitas
dcngan peralatan Dolly pull off ASTM D-4541
Gambar 3.11 Dokumentasi hasil pengujian adhesivitas dengan
peralatan Dolly pull off ASTM D-4541
Teknik Perkapalan FTK-ITS

~ TUGAS AKHIR
~ METODOLOGI DAN DATA PENGUJIAN
Ill - 51
3.2. DATA HASIL PENGUJIAN
Dari pengujian yang telah dilakukan didapatkan data-data yang
secara lengkap dapat dilihat pada tabel-tabel berikutnya.
Tabel 3.1 Tabel tegangan dan kuat arus terpasang pengujian
Luas Arus Kerapatan arus Spesimen uji Permukaan Terpasang Spesimen (M2) (rnA) (rnA 1M2)
Spesimen I I -800 mV SCE 0,012667 -0,002 -0. 157890582
Spesimen II I -825 mV SCE 0,012667 -0,003 -0.236835873
Spesimen III I -850 mV SCE 0,012667 -0,0088 -0.69471856
Spesimen IV I -875 mV SCE 0,012667 -0,013 -1 .026288782
Spesimen VI -900 mV SCE 0,012667 -0,0205 -1.618378464
Spesimen VI I -925 mV SCE 0,012667 -0,023 -2.289413436
Dari penguJian yang telah dilakukan, kekuatan tarik cat
lambung untuk daerah dibawah garis air tanpa perlakuan
perlindungan katodik adalah 39 kg/ cm2. (hasil pengUJian
dengan pengeringan material uji secara alami)
Tabel 3.2 Data uji adhesivitas spesimen A lama pemberian perlindungan katodik 4 jam.
(Pengeringan material uji setelah dicuci dilakukan dengan lap kering) ( Dilakukan hari Jumat tgl 11-1-200 pukul 10.00- 10.35)
Nom or Tegangan Arus Kuat tarik Lapisan cat tertarik spesimen (E) SCE terpasang lapisan cat (keterangan)
(I) Kg/cm2
Spesimen I -800 mV -0.002 14.2 Anti corrosion
Spesimen II -825 mV -0.003 14.2 Anti corrosion
Spesimen III -850 mV -0.009 13.5 Anti corrosion
Spesimen IV -875 mV -0.013 12.2 Anti corrosion
Spesimen V -900 mV -0.021 13 Anti corrosion
Spesimen VI -925 mV -0.029 10.1 Anti corrosion+ Epoxy
Teknik Perkapalon FTK-17 ~~·
rOO TUGAS AKHIR Ill - 52
~ METODOLOGI DAN DATA PENGUJIAN
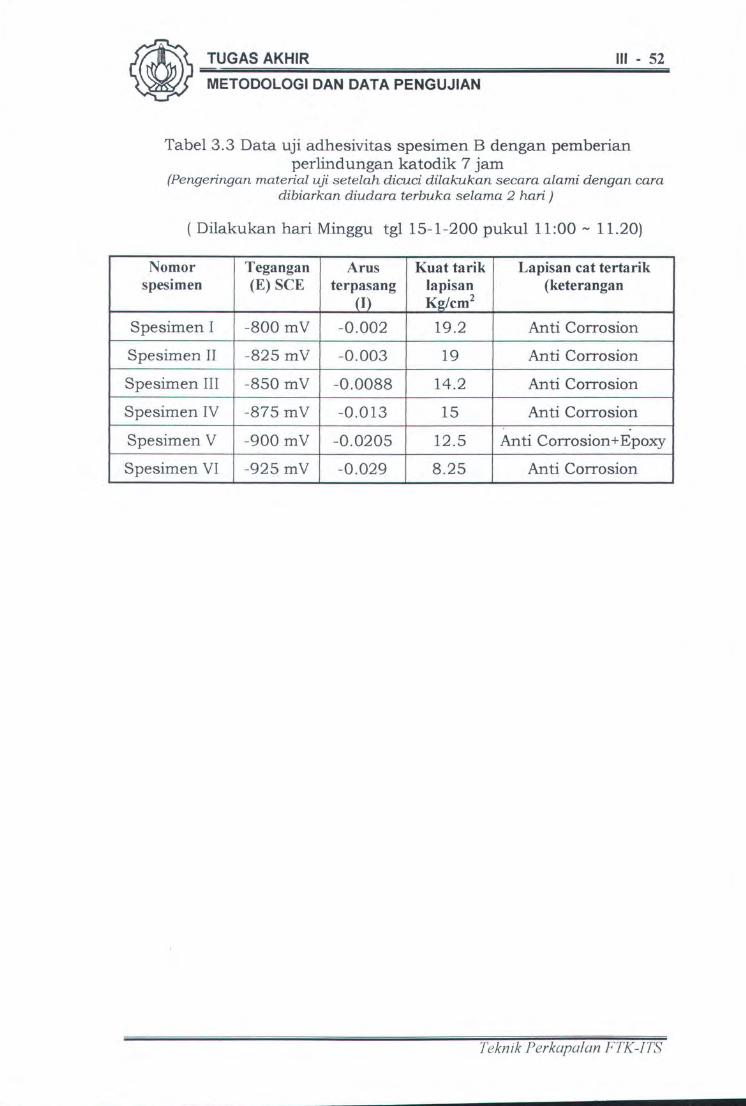
Tabel3.3 Data uji adhesivitas spesimen B dengan pemberian perlind ungan ka todik 7 jam
(Pengeringan material uji setelah dicuci dilakukan secara alami dengan cara dibiarkan diudara terbuka selama 2 hari)
( Dilakukan hari Minggu tgl15-1-200 pukul11:00- 11.20)
Nomor Tegangan Arus Kuat tarik Lapisan cat tertarik spesimen (E) SCE terpasang Ia pi san (keterangan
_(I)_ K__gL_cm2
Spesimen I -800 mV -0.002 19.2 Anti Corrosion
Spesimen II -825 mV -0.003 19 Anti Corrosion
Spesimen III -850 mV -0.0088 14.2 Anti Corrosion
Spesimen IV -875 mV -0.013 15 Anti Corrosion
Spesimen V -900 mV -0.0205 12 .5 Anti Corrosion+ Epoxy
Spesimen VI -925 mV -0.029 8.25 Anti Corrosion
Teknik Perkapalan FTK-ITS


BAB IV
ANALISADATA DAN PEMBAHASAN
4.1. Cat sebagai sistem pelindung
Adhesivitas suatu hasil aplikasi cat pada permukaan suatu
benda terutama pada lambung kapal tergantung dari beberapa hal
antara lain:
1 Surface preparation yang meliputi kekasaran dari
permukaan serta kebersihan permukaan dari benda dan
zat yang dapat mempengaruhi kerekatan cat pada
permukaan benda.
2 Ketepatan pengaplikasian sesuai dengan standar yang
diberikan dari spesifikasi cat, yang meliputi antara lain:
suhu, kelembaban udara, jenis dari setiap lapisan yang
digunakan serta waktu antara pengaplikasian suatu
lapisan dengan lapisan berikutnya.
Hasil dari pengaplikasian cat pada suatu material akan
membentuk lapisan tipis yang menutup dan melindungi material
tersebut. Secara fisik lapisan tersebut tampak seperti solid, tetapi
pada kenyataannya lapisan tersebut mempunyai pori-pori yang
memungkinkan terjadinya penerobosan oleh atom-atom hidrogen dari
H20 menembusnya dan bereaksi dengan logam yang dilindungi
tersebut, sehingga terjadi reaksi kimia yang mengakibatkan korosi
didalamnya.
53
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~IV~-~54 ~ ANALISA DATA DAN PEMBAHASAN
Jika logam yang dilindungi oleh cat tercelup dalam air maka
kemungkinan terjadinya korosi akan sangat besar. Hal m1
disebabkan ketika butir-butir air terdifusi melalui lapisan cat, laruta
garam dari produk korosi akan larut, atau senyawa-senyawa dari cat
sendiri dapat terbentuk pada bagian dimana pada tempat itu adhesi
antara cat dengan permukaan logamnya kurang kuat. Dalam hal ini,
selaput cat bertindak sebagai selaput semipermeabel [ Chamberlain,
1991 ].
4.2. Analisa Luasan spesimen dan Elektronika
(Pemberian potensial pada spesimen uji bukanlah tujuan akhir
dari percobaan, hanya merupakan perlakuan spesimen sebelum
dilakukan pengujian adhesivitas.)
Luasan spesimen uji yang tercelup dalam hal ini adalah seragam
yaitu :
(9 em x 6 ,1 em) x 2 = 109,8 cm2
(0 . 7 em x 9 em) x 2 = 12, 6 cm2
(0 ,7 em x 6 , 1) em 4 ,27 cm2
L Total = 126,67 cm2 +
Adapun kerapatan arus yang dialami oleh spesrmen UJl dapat
dihitung dengan formula sebagai berikut:
i = I/ A Dimana : I = besarnya arus (ampere) (Pers.l)
i = kerapatan arus (amperejm2)
A = Luas permukaan (m2)
Teknik Perkapalan FTK-!TS

IV- 55
Jadi dengan diubahnya potensial yang diberikan pada saat
perlakuan perlindungan katodik, maka besar dan kerapatan arus
akan berubah dengan sendirinya. Dalam formula untuk tegangan
atau beda potensial berlaku:
V =I. R Dimana: V = Beda potensial (tegangan); Volt
I = Arus listrik; Ampere (Pers.2)
R = Tahanan (hambatan listrik); Ohm
Dalam pelaksanaan pengujian yang dilakukan, arus terpasang
yang terjadi tidak persis seperti perhitungan dalam rumus diatas,
tetapi kecenderungan dan trend perubahan besar arus terpasang
yang timbul akibat perubahan tegangan telah sesuai dengan hasil
dari formula diatas. Atau arus berbanding lurus dengan tegangan.
Dalam pengujian dan pelaksanaan perlindungan katodik m1
menggunakan tegangan dalam SCE (Saturated Calomel Elektrode)
atau (Standart Calomel Elektrode). Karena untuk pengujian dan
perlindungan suatu struktur yang terletak dalam medium elektrolit
air laut (NaCl) lebih sesuai menggunakan standar SSC (Silver/ Silver
Cloride), maka standar tersebut dapat disesuaikan dengan
menggunakan rumus sebagai berikut:
EMET/REF = EMET/SHE - EREF/SHE. (Pers.3)
Dimana: E MET/REF = Besar potensial menurus standar tertentu.
E MET/SHE = Besar potensial standar hidrogen
E REF/SHE = Potensial elektroda bakujpebanding
Teknik Perkapalan FTK-JTS
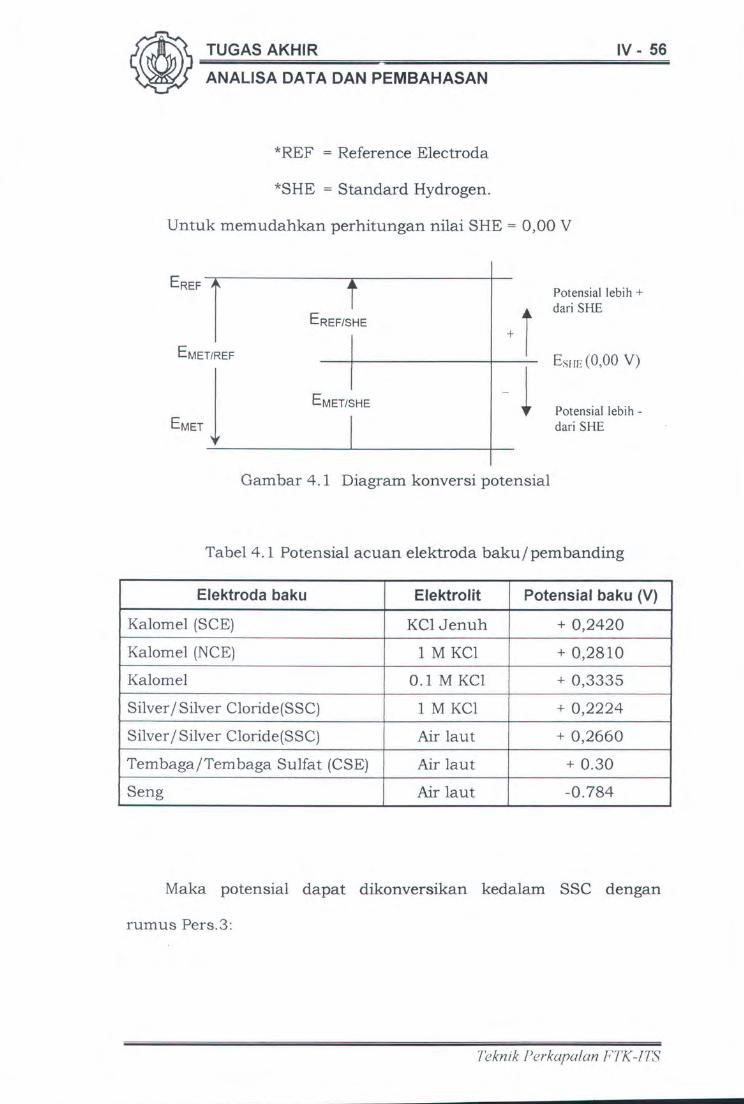
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~'V~-~5~6 ~ ANALISA DATA DAN PEMBAHASAN
*REF = Reference Electroda
*SHE = Standard Hydrogen.
Untuk memudahkan perhitungan nilai SHE= 0,00 V
i EREF/SHE
EMET/REF
-1
Potensial lebih + dari SHE
Esm: (0,00 V)
Potensial lebih -dari SHE j EMET/SHE
EMET I ~------------~------------~--
Gam bar 4. 1 Diagram konversi potensial
Tabel4. 1 Potensial acuan elektroda bakulpembanding
Elektroda baku Elektrolit Potensial baku (V)
Kalomel (SCE) KCl Jenuh + 0,2420
Kalomel (NCE) 1M KCl + 0,2810
Kalomel 0.1 M KCI + 0,3335
Silver I Silver Cloride(SSC) 1M KCl + 0,2224
Silver I Silver Cloride(SSC) Air laut + 0,2660
TembagaiTembaga Sulfat (CSE) Air laut + 0.30
Seng Air laut -0.784
Maka potensial dapat dikonversikan kedalam SSC dengan
rumus Pers.3:
Teknik Perkapalan FTK-!TS
IV- 57
•!• Untuk Material I dengan potensial-800 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 800 mV = EMET/SHE + (242)
EMET/SHE = -800 mV + 242 mV
= -558 mV SHE
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - EssetsHE -EMET/SSC = - 558 m V _ (266 )
J!ls\ MiUK PEfl
\~~WJ 1'. '"'
=- 824 mV SSe
Jadi:- 800 mV SeE sama dengan- 824 mV sse.
•!• Untuk Material II dengan potensial -825 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 825 mV = EMET/SHE + (242)
EMET/SHE = -825 mV + 242 mV
= -583 mV SHE
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - Esse/SHE
EMET/SSC = - 583 m V _ (266 )
=- 849 mV SSe
Jadi:- 825 mV SeE sama dengan- 849 mV SSe.
•!• Untuk Material III dengan potensial -850 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 850 mV = EMET/SHE + (242)
Teknik Perkapa!an FTK-!TS
~=T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~=='V~-~5-=8 ~ ANALISA DATA DAN PEMBAHASAN
EMET/SHE = -850 mV + 242 mV
= -608 mV SHE
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - Esse/SHE
EMET/SSC = - 608 m V _ (266 )
=- 874 mv sse
Jadi : - 850 mV SeE sama dengan - 874 mV SSe.
•:• Untuk Material IV dengan potensial-875 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 875 mV = EMET/SHE + (242)
EMET/SHE = -875 mV + 242 mV
= -633 mV SHE
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - Esse/SHE
EMET/SSC = - 633 m V _ (266 )
= - 899 mv sse
Jadi:- 875 mV SeE sama dengan- 899 mV SSe.
•:• Untuk Material V dengan potensial-900 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 900 mV = EMET/SHE + (242)
EMETfSHE = -900 mV + 242 mV
= -658 mV SHE
Teknik Perkapalan FTK-17:)
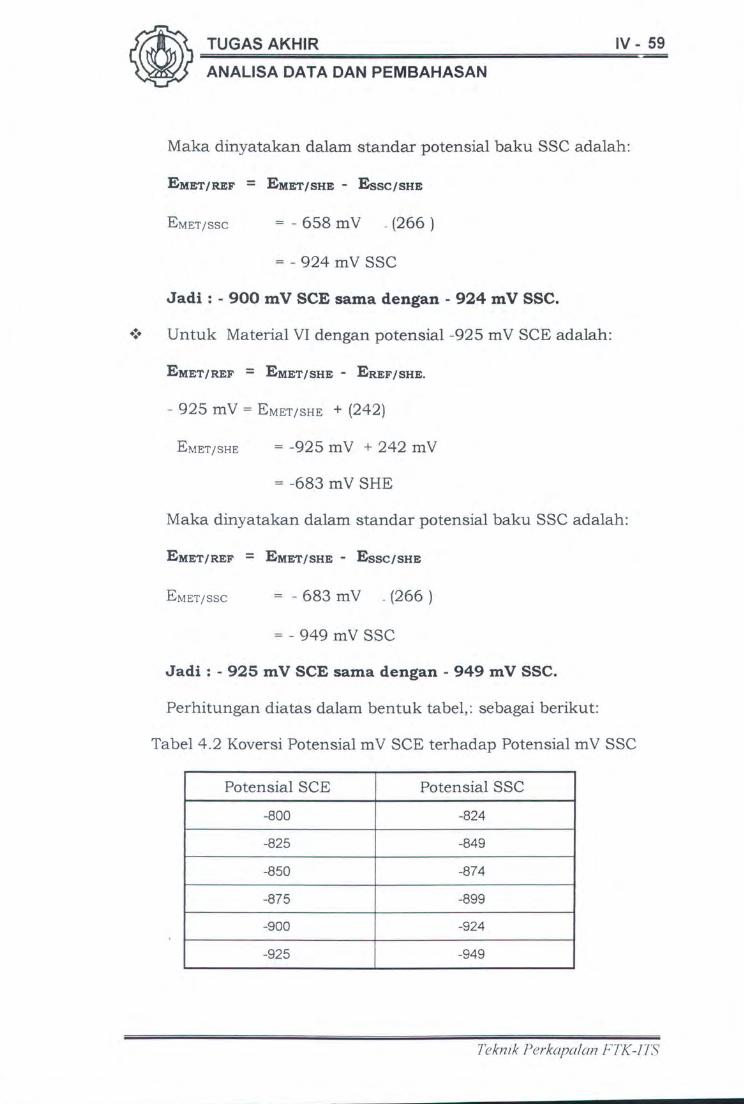
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~IV~-=5==9 ~ ANALISA DATA DAN PEMBAHASAN
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - Esse/SHE
E METJSSC = - 658 m V _ (266 )
=- 924 mv sse
Jadi:- 900 mV SCE sama dengan- 924 mV SSC.
•:• Untuk Material VI dengan potensial-925 mV SeE adalah:
EMET/REF = EMET/SHE - EREF/SHE.
- 925 mV = E MET/SHE + (242)
EMETjSHE = -925 mV + 242 mV
= -683 mV SHE
Maka dinyatakan dalam standar potensial baku SSe adalah:
EMET/REF = EMET/SHE - Esse/SHE
EMET/SSC = - 683 m V _ (266 )
=- 949 mV SSe
Jadi:- 925 mV SCE sama dengan- 949 mV SSC.
Perhitungan diatas dalam bentuk tabel, : sebagai berikut:
Tabel4.2 Koversi Potensial mV SeE terhadap Potensial mV SSe
Potensial SCE Potensial SSC
-800 -824
-825 -849
-850 -874
-875 -899
-900 -924
-925 -949
Teknik Perkapalan FTK-!J;')
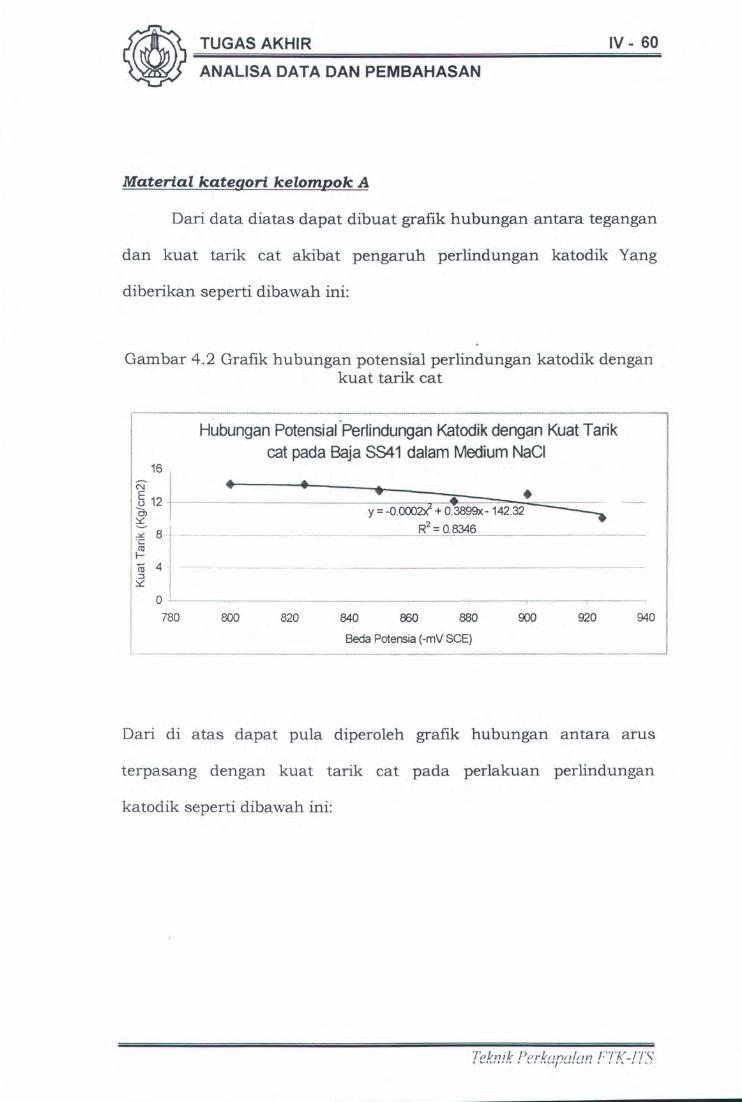
~~T=U=G=A=S=A=K=H=I=R==========================IV=-~60 ~ ANALISA DATA DAN PEMBAHASAN
Material kategori kelompok A
Dari data diatas dapat dibuat grafik hubungan antara tegangan
dan kuat tarik cat akibat pengaruh perlindungan katodik Yang
diberikan seperti dibawah ini:
Gam bar 4.2 Grafik hubungan potensial perlindungan katodik dengan kuat tarik cat
,----------------------------------·-·-------------------------- . --------------------------·----1 / Hubungan Potensiai .Perlindungan Katodik dengan Kuat Tarik I cat pada Baja SS41 dalam Medium NaCI
i .. ~:: t-- ~·======~·=======!•:=:::;~.~~~~·~=----y = -o.ooo21 + o.3899x- 142.32 ----~ ~ -. I ~ 81------------ R2=0.8346
i t-i -ro 4 I :::1 l / :::.,(
l 0 [ ____________________________________________________________ .,.---------.--------,--------.,.-----------------· l
I ~ 0 ~ ~ ~ ~ ~ ~ ~ ~, Beda Potensia (-mV SCE) !
·--~-·-······-·······-···-·"····-······· ·········•o<·~-,.···-·--------~--------------······-~-----------------------------,. ...... _.,...., _______________ ,......_ .. , .... ___ ___.~
Dari di atas dapat pula diperoleh grafik hubungan antara arus
terpasang dengan kuat tarik cat pada perlakuan perlindungan
katodik seperti dibawah ini:
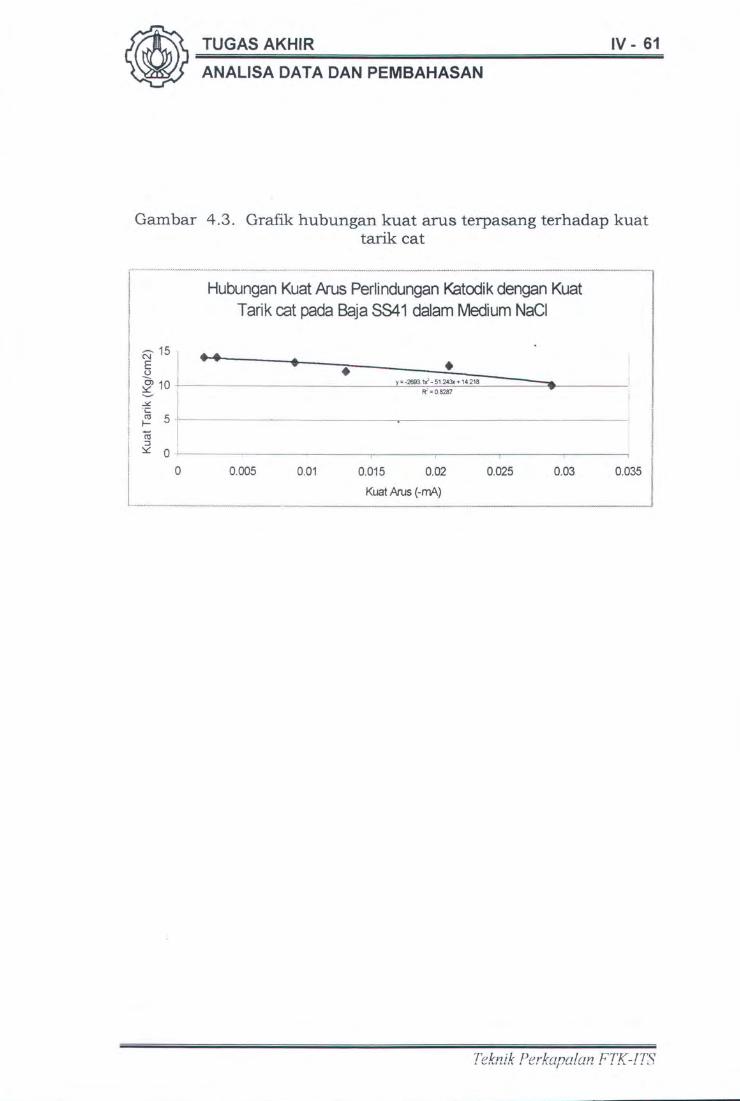
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~'V=-=6~1 ~ ANALISA DATA DAN PEMBAHASAN
Gam bar 4.3 . Grafik hubungan kuat arus terpasang terhadap kuat tarik cat
1~·=·========·~===·~===:~~~·~~==~~~------, ~ 10 I y:-2693~~~'!~+14218 --. I I i 5 · ·
l ~ I II i ~ 0 _.___: -------------------,-------,--------,-------..----
1 0 0.005 0.01 0.015 0.02 0.025 0.03 0.035 j I Kuat Arus (-rnA) L-·-·-----------------··-······-····-·---------------·-·-------------------·--------------------------·----
TPlrnilr Pt>rhmnlnn J;TK-IT\:!. . ~ ........ ~· .. ~·r~·· ~.. . . .... ~·
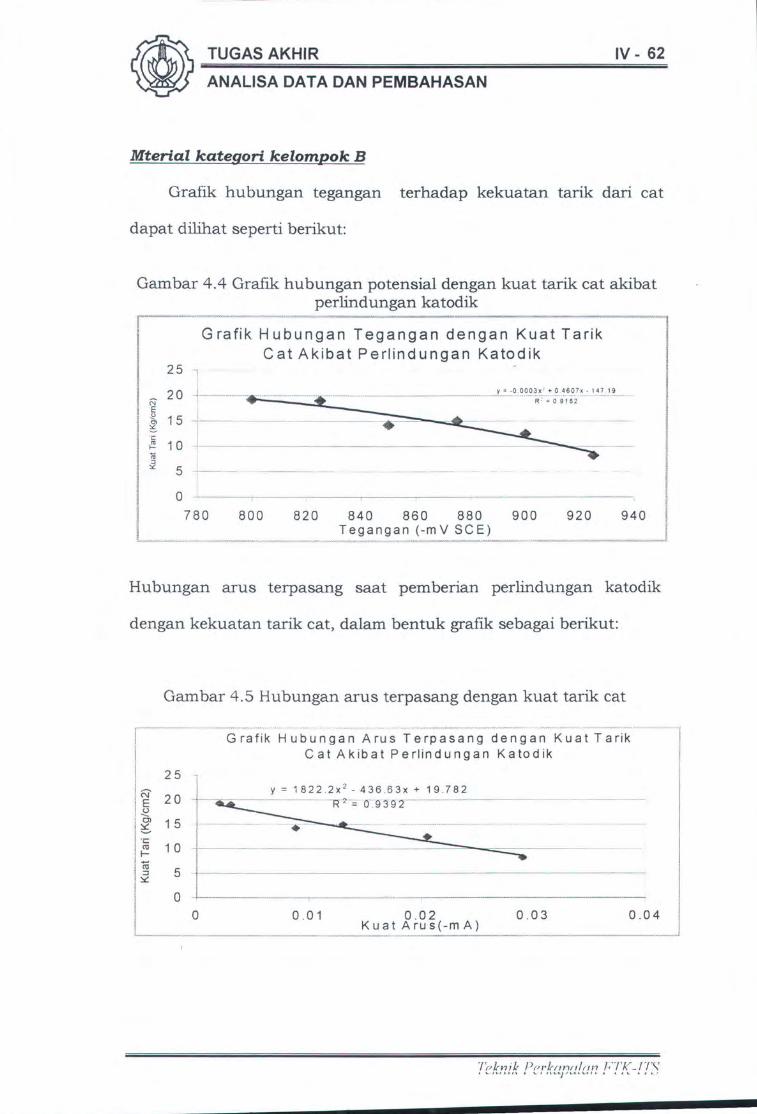
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~'V~-~6~2 ~ ANALISA DATA DAN PEMBAHASAN
Mterial kategori kelompok B
Grafik hubungan tegangan terhadap kekuatan tarik dari cat
dapat dilihat seperti berikut:
Gambar 4.4 Grafik hubungan potensial dengan kuat tarik cat akibat perlindungan katodik
r··--.. --.............. ,~---~-.... "-~"-·~-·-···----.. ·---~ -·--~----·· --"-, I Grafik Hubungan Tegangan dengan Kuat Tarik ~~ ! Cat Akibat Perlindungan Katodik ~ 1.' 25 l !
~ I 'J 2 0 +-.............. .......................... ...................................... -............... _ .... _ .... ..'t..': .. :o.~ o_o_~;'~·o\\siJ' .. · ' .. •7...'.9....... I ~ ~15 ~ • ~- --_ --- I ~ - I j ~ ~ 10 -l ! ~ ~ ~ ~ ><: 5 ---- 1 ! ~ ~ l ! 0 ·-·--·-·---- '
i 780 8oo 820 840 860 880 900 920 940 I ~ Tegangan (-mV SCE) i ~~~'~"'~~"">""'"'~~,_.,,.,.,.-.,,.,~~,, :-•·•·>>•·•••·~••>"'"-"'""""'·'"'''·'·>•·"''''""'"'-">>:•:•'''" . ,,...,.,.,.,_~,, ... ,.,,.,_,,.,.~•••,.,·~•-•·'""''""'"""''''''''''~"""'"'''""""..-"""''~"''~~•·""'''~~·••n•"'•~-"""'·"""""""' ... ''~'~~"''',,.,,, ...... .,,,_..,..,... ••• ,.,.,.....,.,., .. ,,.,...,.........,_,.,. .. ,,.._..,....,._.-.;,.....,., ... ,...~,..J
Hubungan arus terpasang saat pemberian perlindungan katodik
dengan kekuatan tarik cat, dalam bentuk grafik sebagai berikut:
Gambar 4.5 Hubungan arus terpasang dengan kuat tarik cat
1"'"'"""""'""""""" .. ... ............................. .. •. ... • • ...... • .. ... .. ... .. ........................................................................ '"'"""""""""' ........... .
l Grafik Hubungan Arus Terpasang dengan Kuat Tarik 1
1
i Cat Akibat Perlindungan Katodik
! 2 5 .. , I ~ y = 1822 .2x 2
- 436 .63x + 19 .782 i N I E 20 -1---..:-~----~-= o-: 9-3 9 2 --1 (.)
j ~ 15 j :; i ~ 10
I ~ 5
j 0 0 0 .01 0.02 0.03 0.04
l...-----~·-~~~ .... ~ ... _._~~-... --·--···--h'o'•'-~•--·~---··"''~~- ... -~--· ... ·~---R0-0••"'•"•-·-R-R~O---~-R--R·--····-·· ..... -·,-·--...-----.. -------.J
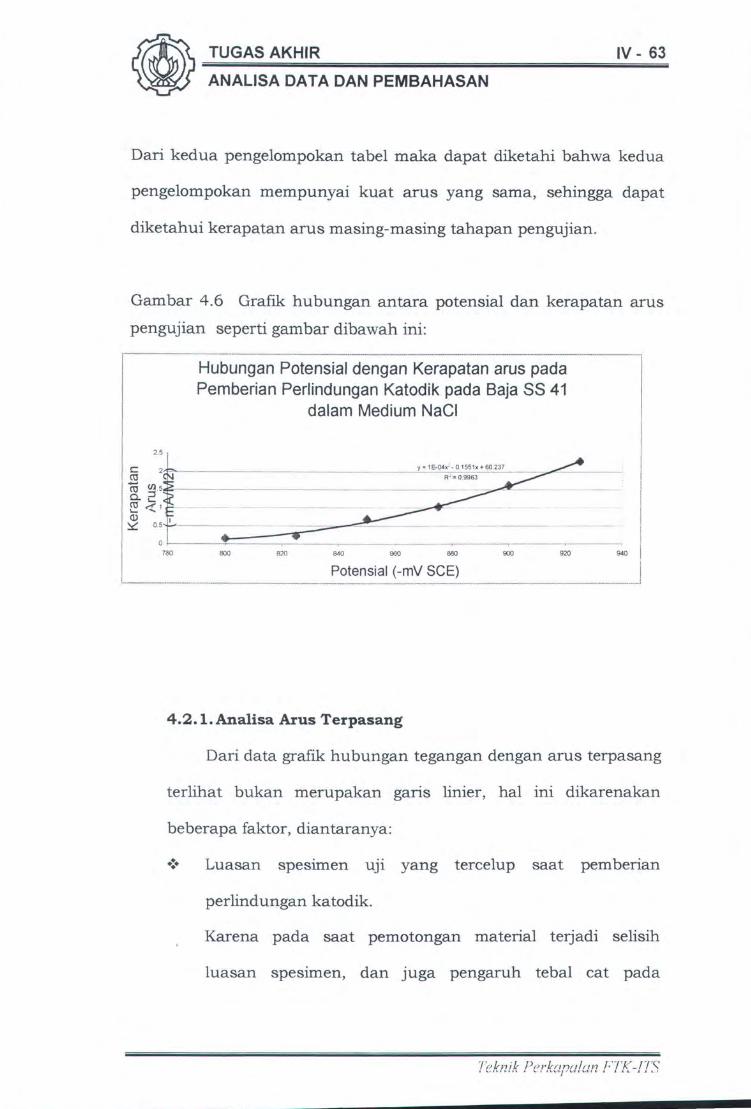
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~IV~-~6~3 ~ ANALISA DATA DAN PEMBAHASAN
Dari kedua pengelompokan tabel maka dapat diketahi bahwa kedua
pengelompokan mempunyai kuat arus yang sama, sehingga dapat
diketahui kerapatan arus masing-masing tahapan pengujian.
Gambar 4.6 Graflk hubungan antara potensial dan kerapatan arus
pengujian seperti gambar dibawah ini:
~--~~~~i:~:~~~~~~~t~:~:~:~:s:;-i~--l I i I I
II 2 5 i , C 2F y=1E-04x
2-0.1551x+60.237 I
I C1l R1=0.9963 I
II ro ~ - s ----- l ~2 i I i" < l -- . .. --- --~ I
I Q) I ' I ~ o.s - --- I j l i Or---- I
1 ~ = = - - - m m • i i Potensial (-mV SCE) L-----·------------------- ------------------ -- ·- --
4.2.1. Analisa Arus Terpasang
Dari data grafik hubungan tegangan dengan arus terpasang
terlihat bukan merupakan garis linier, hal ini dikarenakan
beberapa faktor, diantaranya :
•!• Luasan spesimen uji yang tercelup saat pemberian
perlindungan katodik.
Karena pada saat pemotongan material terjadi selisih
luasan spesimen, dan juga pengaruh tebal cat pada
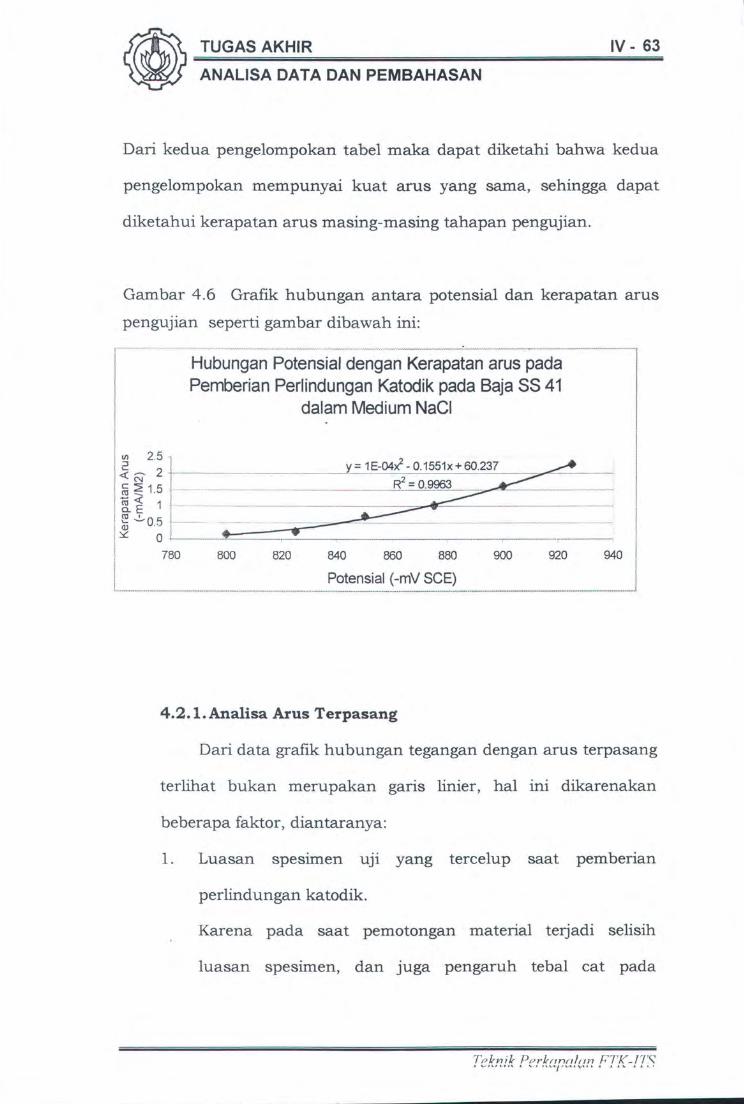
~=T=U=G=A=S=A=K=H=I=R==========================IV=-~63 ~ ANALISA DATA DAN PEMBAHASAN
Dari kedua pengelompokan tabel maka dapat diketahi bahwa kedua
pengelompokan mempunyai kuat arus yang sama, sehingga dapat
diketahui kerapatan arus masing-masing tahapan pengujian.
Gambar 4 .6 Grafik hubungan antara potensial dan kerapatan arus
pengujian seperti gambar dibawah ini:
900 920 940
I ~ 2.5 2
I i ~ 1 -~ +-___ -____ -____ -___ -_____ -____ -___ -____ -___ -__ __ -___ -____ -____ -__ -___ - _-__ -____ __LY __ = _ ___:_:~ E=--~-=-:_:_:__:~-=-2 -=--=~_:_:~~-=-:~::._:1:.:..x _+ 60-=-_ :..:::·2:.:.3_:__7 - --=...-:=---------
: ~ E 1
I ~ ...!.- o 5 t=~~;;;~:=;:~~==~=========== I Ql .
1::.::: 0
I 78o 8oo 82o 84o 860 880
/ Potensial ( -mV SCE) I.. ...... ,,,,,,,,, _ ____________________ ,,,,,, ................................. ---------------------------------------- ------------------------------------------------------------------------······--·---·-..-..----
4.2.1. Analisa Arus Terpasang
Dari data grafik hubungan tegangan dengan arus terpasang
terlihat bukan merupakan garis linier, hal ini dikarenakan
beberapa faktor, diantaranya:
1. Luasan spesimen uji yang tercelup saat pemberian
perlindungan katodik.
Karena pada saat pemotongan material terjadi selisih
luasan spesimen, dan juga pengaruh tebal cat pada
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~'V~-~64 ~ ANALISA DATA DAN PEMBAHASAN
masing-masing spesrmen UJl menyebabkan terjadinya
perbedaan luasan.
2 . Besar hambatan listrik yang tidak seragam diantara sistem
rangkaian pengujian.
Dalam pengujian ini menggunakan tiga catu daya (tiga
rangkaian sistem) . Dengan kondisi diatas maka
memungkinkan terjadinya ketidaktelitian pemasangan dan
pembacaan alat, jarak spesimen uji dengan elektroda
pembantu (batang karbon) yang tidak sama antar sistem
satu dengan sistem yang lain, perbedaan tahanan dalam
sistem karena peralatan yang tidak seragam pada saat
merangkai sistem misalnya: panjang kabel, bahan kabel,
pengukur arus yang berbeda dan lain-lain.
3 . Kepekatan dan konsentrasi elektrolit.
Karena pelaksanaan pengujian yang tidak serentak, maka
dimungkinkan terjadinya kepekatan elektrolit pada
pengujian awal dan pengujian akhir.
4.2.2.Analisa Sistem Cat
Dari data diatas jelas bahwa telah terjadi penurunan
kekuatan tarik dari cat lambung akibat adanya perlindungan
katodik. Dalam perlindungan katodik, maka pelat baja yang
digunakan telah berubah menjadi katoda. Seperti halnya ketika
hal itu terjadi pada saat pemberian perlindungan katodik pada
IV- 65
spesrmen UJl. Karena spesrmen uji berada dalam medium
elektrolit (larutan NaCl), Jadi selain terdapat NaCl juga terdapat
H20 disekitamya. Maka hal itu memungkinkan terjadi reaksi
seperti yang tergambar dibawah ini:
-----!_.. 02 + 4 H+ + 4e-
Dari ion H+ akan membentuk gas H2 melalui reaksi:
H+ + e- ----~_.• H
H+H -----1_.• H2
Atom-atom hidrogen yang terbentuk dari proses
pembangkitan gas oksigen seperti diatas akan teradsorbsi dan
terabsordsi ke dalam logam menembus lapisan cat, masuk
kedalam rongga-rongga yang ada. Karena pengaliran arus listrik
terus berlanjut maka dalam jangka waktu tertentu atom
tersebut akan berikatan menjadi gas hidrogen (H2). Dalam
kondisi gas, maka akan meningkatkan tekanan dalam rongga
rongga semakin besar yang berakibat rongga membesar.
4.2.3.Analisa Lapisan cat yang mengelupas dan kekuatan
tarik.
Dari pengamatan hasil pengujian diperoleh bahwa kondisi
lapisan yang mengelupas cenderung lunak dan kadar air yang
dikandung meningkat. Hal ini disebabkan karena adanya
osmosis larutan elektrolit selama pemberian perlakuan
perlindungan katodik, dan dikarenakan adanya penerobosan
ion-ion hidrogen dan oksigen kedalam akibat sifat logam yang
Teknik Perkapalan FTK-!TS
~~T~U~G~A~S~A~K~H~I~R~~~~~~~~~~~~~IV~-~66 ~ ANALISA DATA DAN PEMBAHASAN
katodik. Hidrogen tersebut terperangkap didalam logam dan
lapisan cat sehingga memperbesar rongga dan pori-pori cat
sehingga kekuatan dari cat tersebut berkurang.
Dari hasil pengujian diketahui pula bahwa lapisan cat yang
te:rjadi penurunan kekuatannya sampai pada batas lapisan anti
corrosion. Kondisi penurunan hingga menyebabkan penurunan
pada lapisan epoksi belum terlihat dalam pengujian ini.
Penurunan kekuatan ini juga dipengaruhi oleh sistem
pengeringan material uji, dan lama pengeringan. Untuk sistem
pengeringan dengan menggunakan lap kering kekuatan tariknya
lebih kecil dari pada kuat tarik dari spesimen uji yang
menggunakan sistem pengeringan alami (udara terbuka)
Teknik Perkapa!an FTK-!7S
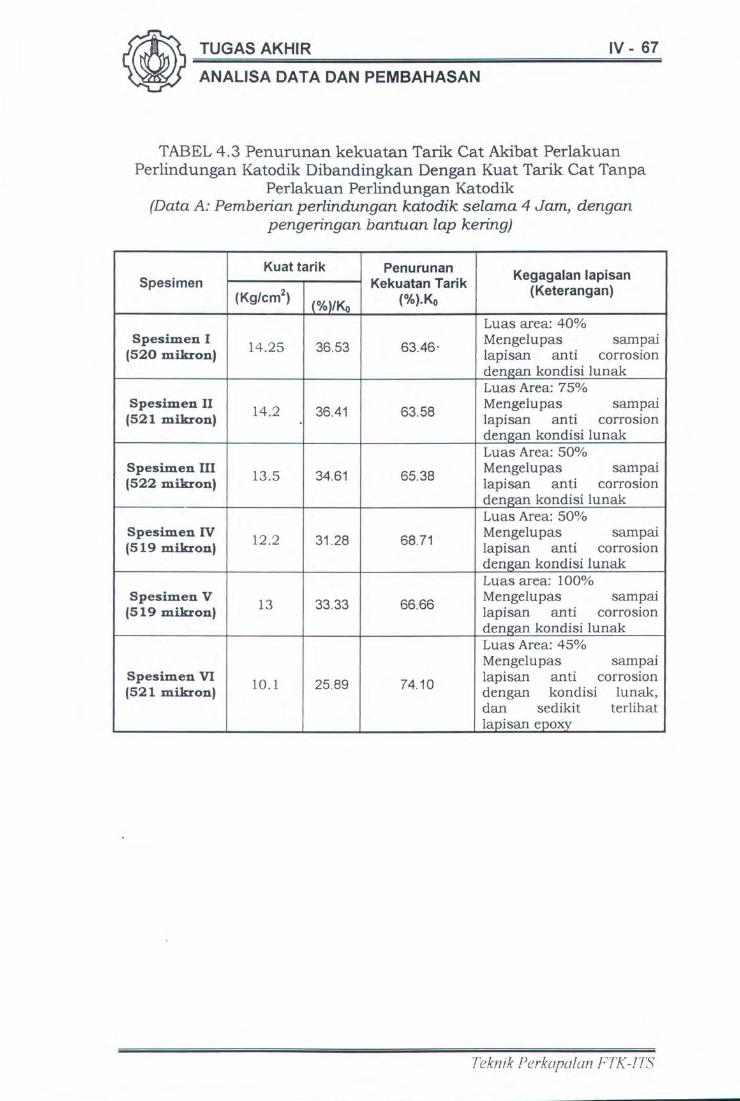
~=T=U=G=A=S=A=K~H=IR~~~~~~~~~~~~~=IV=-~67 ~ ANALISA DATA DAN PEMBAHASAN
TABEL 4 .3 Penurunan kekuatan Tarik Cat Akibat Perlakuan Perlindungan Katodik Dibandingkan Dengan Kuat Tarik Cat Tanpa
Perlakuan Perlindungan Katodik (Data A: Pemberian perlindungan katodik selama 4 Jam, dengan
pengeringan bantuan lap kering)
Kuat tarik Penurunan Kegagalan lapisan Spesimen Kekuatan Tarik ( Keterangan) (Kg/cm2
) (%)/Ko (o/o).Ko
Luas area: 40% Spesimen I
14.25 36.53 63.46· Mengelupas sampai
(520 mikron) lapisan anti corrosion dengan kondisi lunak Luas Area: 75%
Spesimen II 14.2 36.41 63.58
Mengelupas sampai (521 mikron) lapisan anti corrosion
dengan kondisi lunak Luas Area: 50%
Spesimen III 13.5 34.61 65.38
Mengelupas sampai (522 mikron) lapisan anti corrosion
dengan kondisi lunak Luas Area: 50%
Spesimen IV 12.2 31 .28 68.71
Mengelupas sampai (519 mikron) lapisan anti corrosion
dengan kondisi lunak Luas area: 100%
Spesimen V 13 33.33 66.66
Mengelupas sampai (519 mikron) lapisan anti corrosion
dengan kondisi lunak Luas Area: 45% Mengelupas sampai
Spesimen VI 10.1 25.89 74.10
lapisan anti corrosion (521 mikron) dengan kondisi lunak,
dan sedikit terlihat lapisan epoxy
Teknik Perkapalan FTK-!TS
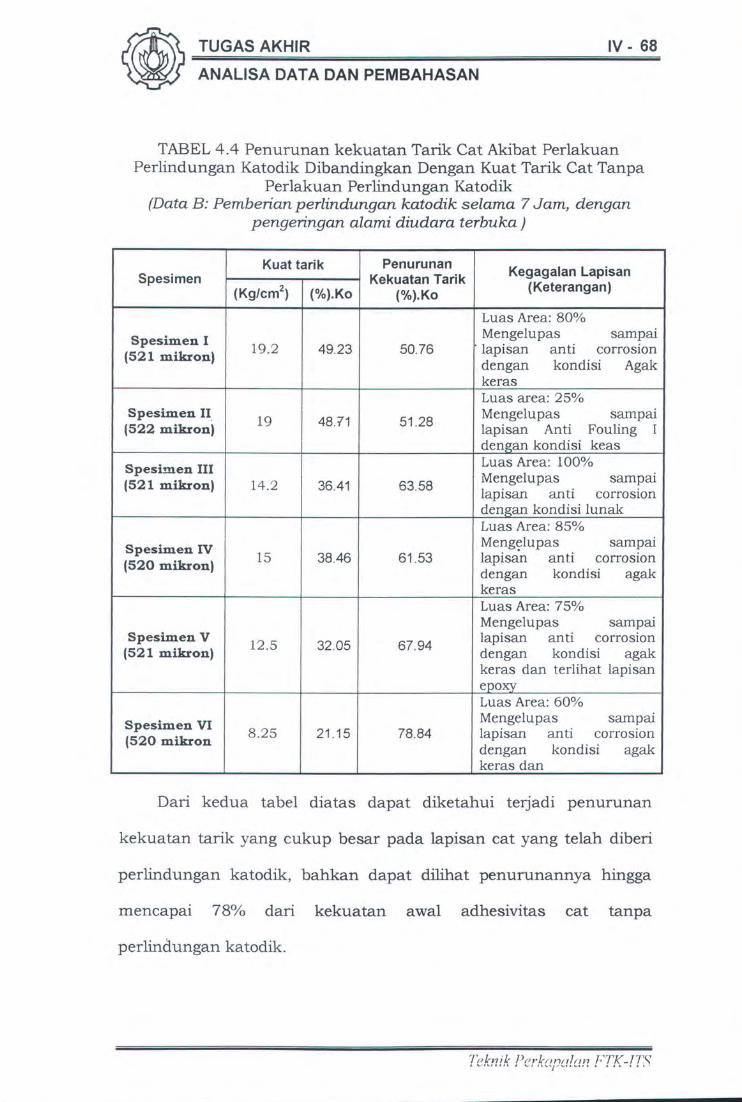
~=T=U=G=A=S=A==K=H=IR===========================IV=-===68 ~ ANALISA DATA DAN PEMBAHASAN
TABEL 4.4 Penurunan kekuatan Tarik Cat Akibat Perlakuan Perlindungan Katodik Dibandingkan Dengan Kuat Tarik Cat Tanpa
Perlakuan Perlindungan Katodik (Data B: Pemberian perlindungan katodik selama 7 Jam, dengan
pengeringan alami diudara terbuka )
Kuat tarik Penurunan Kegagalan Lapisan Spesimen Kekuatan Tarik (Kg/cm2
) (%).Ko (%).Ko ( Keterangan)
Luas Area: 80%
Spesimen I Mengelupas sampai
(521 mikron) 19.2 49.23 50.76 lapisan anti corrosion
dengan kondisi Agak keras Luas area: 25%
Spesimen H 19 48.71 51 .28
Mengelupas sampai (522 mikron) lapisan Anti Fouling I
dengan kondisi keas
Spesimen III Luas Area: 100%
(521 mikron) 14.2 36.41 63.58 Mengelupas sampai lapisan anti corrosion dengan kondisi lunak Luas Area: 85%
Spesimen IV Mengelupas sampai
(520 mikron) 15 38.46 61 .53 lapisan anti corrosion dengan kondisi agak keras Luas Area: 75% Mengelupas sampai
Spesimen V 12.5 32.05 67.94
lapisan anti corrosion (521 mikron) dengan kondisi agak
keras dan terlihat lapisan epoxy Luas Area: 60%
Spesimen VI Mengelupas sampai
(520 mikron 8.25 21 .15 78.84 lapisan anti corrosion dengan kondisi agak keras dan
Dari kedua tabel diatas dapat diketahui terjadi penurunan
kekuatan tarik yang cukup besar pada lapisan cat yang telah diberi
perlindungan katodik, bahkan dapat dilihat penurunannya hingga
mencapa1 78% dari kekuatan awal adhesivitas cat tanpa
per lind ungan ka todik.
7'r> lmik Pr> rhm11lrm f ,' TK-TTc;: , ~ ... .. .. , ~· "~·r~ .. ~· ·· ..... , ·-·
~~T=U=G=A=S=A==K=H=IR===========================IV==-=70~ ~ ANALISA DATA DAN PEMBAHASAN
Lapisan cat yang paling rawan terpengaruh kekuatan tariknya
adalah lapisan anti corrosion (berwarna abu-abu). Ini terlihat dari
hampir semua pengujian dari spesimen uji. Dari 13 spesimen uji,
hampir keseluruhan mengalami kegagalan kerekatan pada lapisan
epoxy saat pengujian dengan menggunakan Dolly pull off.
Lapisan anti corrosion yang digunakan adalah Hempanyl
HB.46220 dengan kandungan vinyl. Melihat sifat dan karakteristik
cat yang mengandung vinyl tahan minyak, lemak, dan sangat baik
untuk struktur baja yang terendam dalam air, maka kegagalan dalam
lapisan ini dimungkinkan sebab :pengaplikasian yang kurang
sempurna, dan juga karena pengaruh dari pemberian perlindungan
katodik serta osmosis.
l'eknik Ferkapalan FIK-IYS
5.1. KESIMPULAN
BABV
KESIMPULAN DAN SARAN
Dari Analisa data penguJian yang dilakukan dapat disimpulkan
bahwa:
1. Pengaruh potensial yang terlalu negatif (lebih kecil dari -850 mV
SCE) dalam perlakuan perlindungan katodik berakibat pada
penurunan adhesivitas dan kekuatan cat yang diaplikasikan .
Hal ini dikarenakan tingginya konsentrasi lokal ion hidroksil
yang sering merusak cat.
2 . Potensial perlindungan katodik yang terlalu negatif juga
mengakibatkan cepatnya pembentukan gas hidrogen (terlihat
gelembung-gelembung yang menempel pada material uji pada
potensial perlindungan katodik -925 mV SCE) yang dapat
menerobos sistem cat melalui proses absorbsi dan adsorpsi
sehingga kuat adhesivitas antar lapisan cat maupun antara cat
dengan logam menjadi berkurang dibawah 14,2 Kgjcm2.
3. Dari pengUJ1an yang dilakukan , perlindungan maksimal
(pengaruh negatif terkecil) dari potensial perlindungan katodik
terhadap adhesivitas cat terjadi pada beda potensial antara -800
m V SCE sampai dengan -825 m V SCE dengan kuat adhesivitas
19 Kgjcm2 sampai 19,2 Kg/cm2 atau kira-kira 43 ,23% dari kuat
adhesivitas tanpa perlakuan perlindungan katodik.
Tl
~~T~U~G~A~S~A~K~H~IR~~~~~~~~~~~~~~~V~-~73 ~ KESIMPULAN DAN SARAN
4. Surface preparation dan kondisi pengaplikasian cat dalam suatu
sistem berpengaruh pada kekuatan hasil pengecatan. Hal ini
disebabkan adhesivitas cat selain dipengaruhi kondisi
lingkungan pengaplikasian juga dipengaruhi kondisi permukaan
material yang dilapisinya, baik tingkat kekasarannya maupun
ke bersihannya.
5.2. SARAN
Perlindungan katodik sangat penting dalam usaha untuk pencegahan
korosi dalam suatu struktur, Karena itu perhitungan-perhitungan
dalam menentukan besar beda potensial yang diberikan harus tcpat.
Untuk itu perlindungan katodik harus dilakukan dengan
memperhatikan juga faktor-faktor lain yang mungkin berpengaruh,
seperti kondisi elektrolit baik suhu maupun klorinitasnya, juga
sistem perlengkapan yang dipakai. Setelah melakukan pengujian
adhesivitas dengan menggunakan percobaan kimia sel tiga elektroda,
maka penulis menyarankan untuk memperhatikan proses
pengeringan material, dan kebersihan permukaan logam dari garam
garaman sebelum dilakukan pengujian tarik terhadap kekuatan
adhesivitas cat.
7'eknik Perkupulan Fl'K-/1 ~'.'

PENUTUP
PENUTUP
Demikian tugas akhir dengan judul "PENGARUH ARUS PERLINDUNGAN
KATODIK TERHADAP ADHESIVITAS CAT SEBAGAI UPAYA UNTUK
PENCEGAHAN KOROSI PADA LAMBUNG KAPAL (BAJA SS-41)" ini
disusun sebagai persyaratan untuk memperoleh gelar Sarjana Teknik
(Sl) dijurusan Teknik Perkapalan ITK-ITS, semoga bermanfaat bagi kita
semua.
DAFTAR PUSTAKA
DAFTAR PUSTAKA
Berensen, A.M.,"Marine Painting Manual", National Foundation for the CoOrdination of Maritime Research, Roterdam, 1989.
British Maritime Technology,"Recommended Practice for the Protection and Painting of Ship", Limited General Council of British Shipping, London, 3rd edition, 1986.
Chamberlain, J. and K.R Trethewey,"Korosi untuk Mahasiswa dan Rekayasawan", Gramedia Pustaka Utama, Jakarta, 1991.
Chandler, K.A.,"Marine and Offshore Corrosion", Butter Worth & Co (Published) Ltd, 1985.
Fontana, Mars G.,"Corrosion Engineering", 2nd edition.
Hempel's Marine Paints A/S,"Explanatory Notes to The Product Data Sheets", Hempel Group, Jakarta, 1994.
Hansen, F.,"Technical Reference Book", Hempel's, Denmark, March, 1987.
Riggs, Olen L. and Carl E. Locke,"Anodic Protection", Plenum Press, New York, 1981.
Sheir,L. L., R.A. Jarman, and G.T. Burtstein,"Corrosion Volume 1 and 2", Butterworth-Heinemann Ltd, Oxford, 1995.
Silalahi , Lindung,"Pengendalian Korosi untuk Meningkatkan Efisiensi lndustri dengan Protective Coating", Hempelindo, Jakarta, 1996.
LAMP IRAN
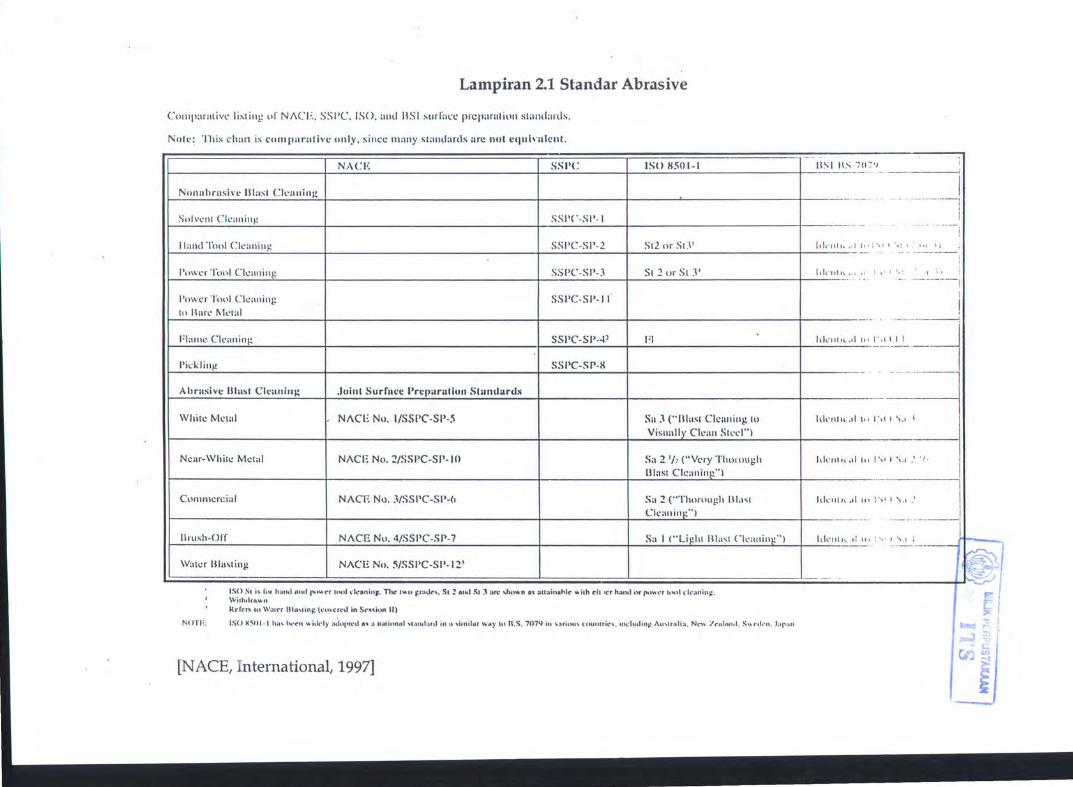
Lampiran 2.1 Standar Abrasive
ConiJHlralivl' lisl ing or NACI: .. SSI'C. ISO. ami liS I surl:,,·c prcpanllil•n sland:1nls.
Not~:: ' l11is chnrt is comparative only. since many st:mdards arc nut Cl}lll\'lllcnt .
NACE SSI'C ISO 11501-1 IISI II ,..; 7 11 ~' 1 'I ----·-
Nonnhrusivc Blast Cll· nnin~-: ·-----1
I Solv.:nl Ck:tning I I SSI'C '-SI'- 1 I I ·---·--· .. . i
I land Tool Cle aning SSI'C-SI'-2 St2 or Si.\ 1 ld·· " l " .. I '' •; '" ·,, "' ''
l'mn·rTooiCI<:uning SSI'C-SI'- .' St::!orSt3' ldrll l lt.·" ' ' · '' '-' r ;,
l'owcr Tool Cleaning
lo 1\url' l'vkt:il SSPC-SP- 1 f
- .. ·-------, I
! ~-- ·-··--------~
I Fl:nm' Ckaning I ·I SSI'C-SP-·P I Fl I ltklllll .d I• • .. ~:.~•_.0_ ___ _j Pidlin)! SSI'C-SI'-11 .. __ . _______ _!
Abrusivc Blust Cl,·aninJ.: .Joint Surfucc l'rcparutlon Stunc.lanls __ ------
White l'vktal NACE No. 1/SSPC-SJ>-!i
Ncar-While Melal NACE No. :!/SSPC-SP-1 0
Commcn:ial NACE No. ]/SSI'C-SI'-6
Sa] ("II last Cleaning Ill Visually Ckan Sll'l'l")
Sa 2 'h ("Vt·•y Thorough Bl:1s1 Cle:tning")
S;~:! ("Thorough 1\la'l Clt::111ing")
ltkrllll..". ll t•• 1.\ t' \' ·' I
ldl' lllll.·. ll 111 l 'l 1 I .'\ .1 1 '/.
I lth: tlll\.".11 It• :·"'\t I \ . 1 .1 I
I I --- ---·-----1
llrush-Oif
Water Blnsting
NACE Nu. 4/SSPC-Sf>-7
NACE No. 5/SSPC-SI'-12·'
Sa I ("Lij!ht Bla ' t Cleaning") ldc'll ll , '' ' " ! "-. • ~ - '::~_; _____ --fl.@l f~·,
NOTE:
ISO St i" fnr h:mtl nmf P"''-'N h)4.11 t.' l"•onin#. l11c '""'" ~r:u.J('..,, S1 ~ ""'' ~~ :l :1rc ~~~'"""" A!C o.u~in11hle '-"ilh ~h tcr harM.I '" l'uwt!r h't'l ':h.·;u1i11~ . \Vitlulr"\AU U.dc:r~ tu W;ucr Bln .. ting (t.:m·cn~t.l in St·~\iOO II)
ISO )(~1·1 · 1 ha" '"-' <"n "'itk•ly ;uJliJlfl'tiJt<t :1 U<lliUnlll .. lantl:ml in II ,jmilur '"' .. )' IU n.s. 7071.1 in \- :lriUU'i C:OUIIIril''i , llh:hulin~ 1\u,lr-.li:l. N"·w /t'lilmlll , S\\ l' t.h· n . Jar;w
[NACE, International, 1997]
I fil ~I
~ , ~'
']~~· ~ . (lj ~~
~
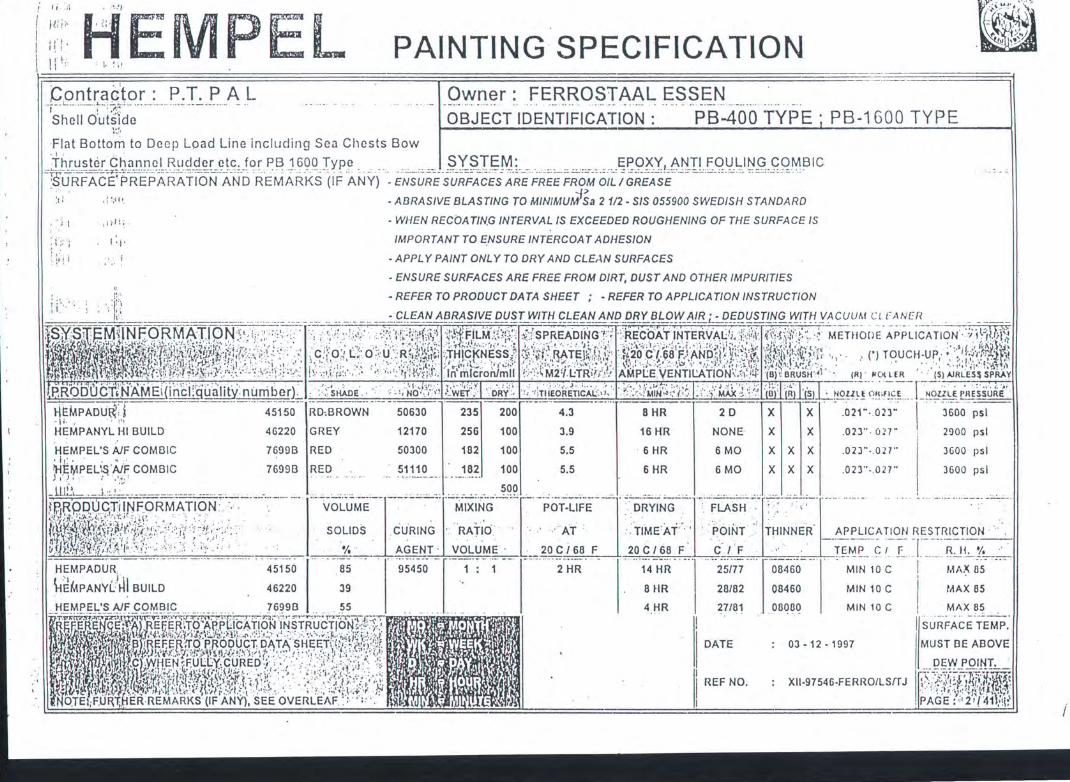
,,., :.: ' .,,., HI.; ;.
IIi · \\ L HEMPEL
: I· ~ ·, !
ContraC'tor ·---L·-···-·.L..- ~- ~ .. -
P.T.PAL
PAINTING SPECIFICATION Owner : FERROST AAL ESSEN ·-... . .... . ... ... .. .. .. . . .... . .. .. .. .... . .. - . ....... . . , _ , .. ... ____ . , .. ~ .. - -··· .. .
t j ' .f'. ·~.
Shell o ·utslde OBJECT IDENTIFICATION: PB-400 TYPE: PB-1 GOO TYPE •·' •.::
Flat Bottom to Deep Load Line including Sea Chests Bow
=J"6.I.':.!:~I~~-~'~!)_C:tf3.~~-~,2:~~~!9~--!~r?~ J .?99}/P.?. · .. ~ .: .. - - "--'~.oJ§cJ:§I..§_M_~--"··. c: ~ :...~ .o:. =~-- =-"·'-'~~2~Y?of.-..:ttiLE9:,l{~,I~~.£R~B IC :~URFACE'PREPARATION AND REMARKS (IF ANY} -ENSURE SURFACES ARE FREE FROM OIL/GREASE
. ;; : ·: ''' ' ' -ABRASIVE BLASTING TO MINIMUd~a 2 112- SIS 055900 SWEDISH STANDARD
.. ;, I " ~ 1\ ~ .
j ;: '; l · j·
F! I i
"
-WHEN RECbATIN.G INTERVAL IS EXCEEDED ROUGHENING OF THE SURFACE IS
IMPORTANT TO ENSURE INTERCOAT ADHESION
-APPLY PAINT ONLY TO DRY AND CLEAN SURFACES
-ENSURE SURFACES ARE FREE FROM DIRT, DUST AND OTHER IMPURITIES
: ;, . . ,:;.· -REFER TO PRODUCT DATA SHEET ; -REFER TO APPLICATION INSTRUCTION
i i.·. · . . : : ·, fi -CLEAN ABRASIVE DUST WITH CLEAN AND DRY BLOW AIR·- DEDUSTING WITH VACUUM CL fANU~ -----~-·---------.......... .. ... _ ... _ ,_ ---- .. - - - · - --- __ .. _____ _ , ______ __ __ ______________________ ___ __ , _ ______ ______ L _________ _____ _ - . . - . . . . . - • -
[s:£5[§-M\Il'fF.oRMAf.iOfirs·. \!: : : .:~;~~:- ~-~7·: ;: ~~:,~{· · .. : -::·: ;·:{tr:f\:;~'l ;r~J;i=iuX.~t'~~~ : ~~<'sPRE/\ofNG·h' :;: fu:'cooJNTeRvAU;.t.,;iA·. ? ·,~i:·~ ):itf. ·.: . -(ME'riioili: · ;,i;rl.icA noN · · ~· ;t:;l1f~~ ·~:/.~· · · ~m~)~~- ~ · ~~~~:7~Ii.t~~i/(¥)~b~.i~~;:~f~i ;i~L},; :{X·: . ~··. -;~ ; c :r o·~ L:~: Q' ;;_. ~ ·:·· :: R~;~::)iHt! er~~kNgss} ~i ·;';tf~ ' ~+e'i~t;~:t!:. ·, ii~\o;·~'i6~'~.\ ~~~\J1,l~y\H·~~ \u~1K~~~<~;;·,~;~ :., ·. ' (")TOUCH-UP,· >~' l (·.p/~il~~1
.~ · , ·, .... _;" ·~\-&f\~·~.t~~li.~t.m;-u:M.t;"~ .-.!.- ~ .. :ir ,;: ~ ·. ·· : ~ i . I I .. ~ ~ _. • ·: ~: : ~: : ·( • : ~· ~ •• . · ,. · ,.~:::/~:_..,;._·. : : . • u~. I,~·: t~./ · ·:·l ~:;· ~:· ·.1 ;=·· .~ i·.t· .. '! .. ~ ~.)·'·"'·tf·~· ·;·= . -,i:, J:J .. : . ~: .' :: ...... ~'~.!!. ,, . . ~ .. :.-.:} .\:/:: ;·::rt;rL ~:.~ ,~:\: -~t:.;t .. ·.:.. . . · · · · · .· .. · ~-:. :! ·,:1 ,~·~ t·~'tl;\ ~ r~~~L rl~!, .. Sit,{t:~:!ff:.:{':'d~;a·-::·· : ~ ·.-:. ·::~:::, •: ::::,·':: !! . . : • .•. :r,; ~ , · :> · '.' · ···:· rr' : !~~, o-.. ,ln'mlcroillmll ~ -.:~·:~~ M2:J.L:TRif/•.·/ AMPL:E,VENTitATION\.::('!l· iai ~ il'f\usfi ·•l · · · IRI ~OlLER • .· ISIAJRLES~ si>IV.v
.BRODOCTit·-iAiiE i (inci :1g~alit'/nurriberL .<~sHI.oE· . ., .:; ~ Nb'.!.:i:·\· ! r~El';;;. \oi\·/:'. < · r:r,le~liili~A~: . ~. :· · : ~l>~{,;.'ll:4 ·:~,~: }; ~, ~ <{ l.c.'Ax.' :f-;;;; : ~' : !& ·s_ . !i2.~~-~; ,,~~-]~ll-~L~r-ness'i.inE' HtMPAOu~T------- - --- ------.. ---4-515o_ .. RD,BROWN ______ 50630""
1
.23s -20cil ------~---·-- --BHR-- -20---ill----- ·-x- -.021"· 023"
1
- · -3-GO ··--~ \ ,, { . .., HEMPANYL HI BUILD 46220 GREY 12170 25G 100 3.9 16 HR NONE X X .023" · on- 1 2900 psi
HEMPEL'S NF COMOIC 7G!l9B RED 50300 182 100 5.5 6 HR 6 MO X X X .023"· .027" j JGOO psi ' I I' ' 0 ' 0 0
'HE~PEL\S 'AJF COMBIC 76!l9B RED 51110 182 100 5.5 6 HR 6 MO X X X J, ·,~· - ; ' · '.~ : · . - . . . ···-----
_1...U.!~L- ·- J .::...! . -"-·--. .=--=.:; .:. ·_-:.:-~.:...~..::.:: .. ::_:_ ::~ :...___:__: _:: _ ~ ---- -
.02)". 027" J600 psi
500
!f.?,RP.DUC,TiiNF.ORMATION _·:. . --vc;'L""'"-f-o"=' ~;,;-iX;No"-r ·rar:cw.- -~· 'o~Yi"""l-F""S"-~" "~'-f ---· · · · ---: · ~C.·; J~ :: ~;;z-~· ... ~·~·r ~: :\fY\:·; -~ \ ·~ :. ~ :· . ··: ·. : .:'. ' ' . ' • , . t~~.r:..1~~~~~~~J;~i:~ ij~~{/~'.~: .. ; '';:; l '(;~~f;·>:, · :: · SOLIDS CURING · RATIO · · AT ·. TIME'AT ·.' . POitH .. THINNER _APPLIC~ !ION ~~S-~-~~~ION __ ·_.
u)bW/.~;q,·/,r,:·~~}; 'J :.\!'_: - . : .·:.:._:\ :· i·:· _: , ' . _____ '/!._ AGENT VOLUME · __ 20 C /68 F 20 C 168 F c · I 'F · · Tl=!w:'~- ~ l _r-_ .!. ____ ~:Jf.:..J'!....._ 1
~~~;;~~~~;;~;;i,:---:-·:: ~::~: :: -· 954s0 T 1 ; 1 -- - 2HR - :·~= -·· ::::: ··::::: ··· · ~:~ :: ~ I ::: ::· 'B~{e'[tf[eWfi~"Ef.E'Rlref!\e.r1ic.rn8N 'i'NsrR'u·c-r;otD~fF. -~ • - • ,u El ! . I suRf:AcE·t -EMP.'
I~~~~. ~· -~·;tJ$~~l~4~~-~fi~.rg:~.~~~68t-ci. 'ri~~A~·H"·eit~t(;.~v~~;:M ~J'[( - ~.J~MM 1 DATE : 03-12-1997 MUST BE ABOVE · m;•. . .~~t,Ufj'if .... ;p!~:> ~~'1/J.'.:!;~.- ~ · ' It. :·:·:.t· : ·: .-. ·:· t~' " ' · .. ;. '.' '/ ' .
· - .C . HEN,:FUL '·)'.CUREo :· : .· ·,: ,' ,; · ·: · ... : ·:: .. ~~~ ·· •• DEWPOINT. • Afl1t '(f . ., ,. •' •-t•'' lj ·" ' ! r. ! . , , ··: ,, ,-J. . ' , .... .... ·- ·- ----··- -', ·"·· 1' · • :....·•, .. ; ~.!•,,..•' , .'1)- J. , .~ -:. , · I ) , ' .. " '.:'t · ;· \ .'l· . . .• : l\1. I ··-.· .. ·,·--~- ~."!' I li !lf~j ~~~~1r!lat~~~~rl.,>t~ :: ; : :i;~r::.~· '» - -,,,, " r! - . . II REF NO. : XII-97546-FERIW/LSrr J l~>, tr:!.~f:!~fl~~ NO.TEt;F.U"T;.HER REMARKS (IF ANY), ·sEE OVERLEAF.:·: ·· :.. . ~~~~ llb'MJ '· .t - ~ t. · · 1 !!PAGE t • 2• (411/!i:'
I
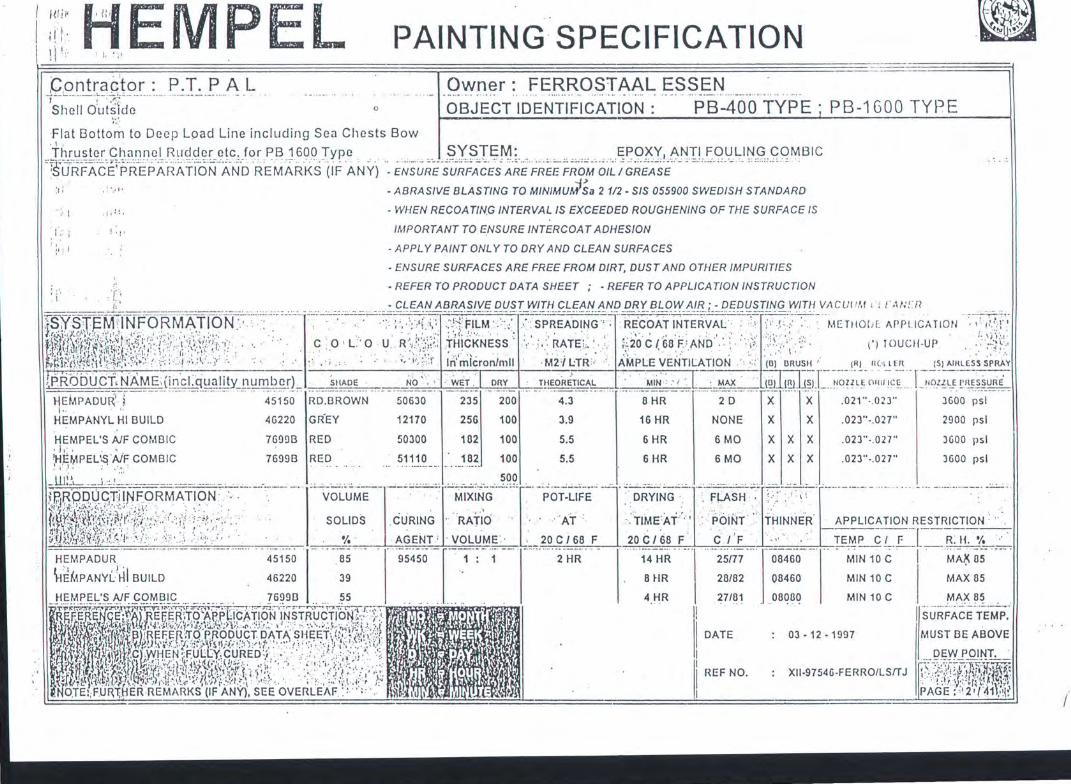
r::';' PfEMPEL l \ 1;, :I· • ·,o
I=>AJNTING· SPECIFICATION . .
,C,antractor : P. T. P A L -~------ ---- -L. _____ , ____ ·-····-, : . · ":~ Shell Outs1de ...
• ·:'
Owner : FERROSTAAL ESSEN - · -····· --·· --- · .. . .. . . .... .... .. ... . .... . ·· ···· ... -- .. ... - ---------- -----··--· · ··
0 OBJECT IDENTIFICATION: PB-400 TYPE: PB-1 GOO TYPE Flat Bottom to Deep Load Line including Sea Chests Bow
,~t~6!,~~~1~IoS.~.~~!:.C!,LR..~.~-9.~:S.:~~~--fof . P£3J~99_!.YPc ·. ~ .· .. _ · --~ J, "§X§J~M- ~ .·-"· ... :.:_;:~_,;;_,_; ..... ~~9.~Y,_f-"'~TL.S.9 _l:!.l_1 ~.9:E9M 81 C :::lllRFACE'PREPARATION AND REMARI<S {IF ANY) · ENSURE SURFACES ARE FREE FROM OIL/GREASE
. ·ABRASIVE BLASTING TO MINIMUM~ sa 2 112 ·SIS 055900 SWEDISH STANDARD :,: ' ~ ' , ' I '
·; I , I ;· l ~ ,
' I :· i IT
: 11: l
·WHEN RECbATING INTERVAL IS EXCEEDED ROUGHENING OF Tf/E SURFACE IS
IMPORTANT TO ENSURE INTERCOAT ADHESION
·APPLY PAINT ONLY TO DRY AND CLEAN SURFACES
·ENSURE SURFACES ARE FREE FROM DIRT, DUST AND OTHER IMPURITIES
·REFER TO PRODUCT DATA SHEET ; ·REFER TO APPLICATION INSTRUCTION : :·· . i:· _L ________________ ,_ .. . .. ..... _ .. _ __ .. __ _ _ .:.c;_~~A_f.:{~~fi.~§!Y~ Ql!§!J''(J!ti. f~~~_N._!!_N_l?_q_R_'(_l}!:~~~!~. i-~J?5Ql!.~!!_N_CJ_ yyiTJ1 VA C UU!.! ' : !' M: U?
-o'RMAtiof,r::---·-: ------ --· ----:--.-----~-:-:~::~-;;-;::- : .'~·FILM ·.· :: :.sPREADING-:-. --RE·coAr INTE-RVAL-:--.--:-;-[;~·::·:·- ·,.IE Tti 0[J[ Af'PliCA TIOII ~~-7~.-• : 'I ' ', o: I' • ' • I I' '• : o (, : I : ' \ I I o o I o o ' ' .' •, o I f. '' o 0
:Wi\f,:.J:iit·~':.~)r;.:..i:;'~·-.'{: .;1 .''1\,?J .. ::/·~·i~· ·~·. . ·. · · c o ' L. · o u . R·:. :::;:;; ;., THICKNESS · ·.' : , ·.' RATE !.·.· '. :;20 q 60 .~ ' AND .. ·. : · · · ;-.; ·:· 1 .:<. :_:: · (') r OUCH-UP ... ·~:J (·
• • ~ · I , ! • • o 1 \ • • o 1 , , , o I • , o \
::: --1 ··· :t: .. ~ · · · · . ·' ·· ·•·. ~ r In' micron/mil · M2/lTR · · AMPLE VENTILATION :. ·. (D) onus11 ' iRJ HCHUt (Sl AIIILESS SPRA'
. . ... ~~~~·'"""'~,.: ( [D_~.g~~!l!Y_ll\:!..mberL sHADE No '.· · wiT . on:r_ ...I!!EORETICA_L_ ~~~~~ : ._, [ ·_~AX = ~~l~T~;_[_~l~~;l~E-(),;u~s:~--- ~~~~-~~-~!~~~une'
- ------ ::~:: ~:tw" -::::: 1 :::~:r· -:::- r :::: -- ---- :~:: r~ X : :::::_ ::::· :::: ~::- -HEMPEL'S A/F COMBIC ' 1,·. . ., 'HE¥PEL'·~ ·A/F COMBIC J , . .J I • '·,~, •
51110 182 100 XI XIX J600 psi 76998 IRED 5.5 6 HR 6 MO .023"-.027"
NF,ORMATION · .. · VOLUME . · · .· MIXING . POT-LIFE .DRYING ·. , fLASH : ;,;·:; ' ! . · : .
;\·:~ .. ~ -~ --~ . ·. ··. , ~··: .!:.: _., .. ·: . . . . ' . . . ., ... . . ·' . . . '.;. . . . • ~ . . : ·: .. ·:. . • .. ·. i' :-:· . . . . .. . . ·, -:
,.C.-7-'-''· c· ::. .~--TI-_._..,:..;-"=-'~: ·.:...::;,.~:."---·~-1R2.[· :.... _;.~ ·-·-'-'-'·-.--' _ ... .. ~-::"'---' __ ..... ~ .. __ :_:·=.':-":..;.:B ....... -- ~.:::.~-=-. ______ ---.. -· _ ....... . .. .. _ ... _ .. _. _______ . __ _
~· ~f(•·:,;:, /' .':i{ ;ci;~,..;::: . SOLIDS .CURING ·• RATIO · . · ' ·'AT ·. TIME'AT"' .: POINT .· THINNER APPLICATION RESTRICTION ...
I' '""' . ''Ei'J' :\';,:'L .... _ ,-'-"-~~ _ AG~N_T [VOLUM~ ~ __ -=·'oc __ /68.'. 206 I ~a F_ . -~J'F :~~--~- ~ '!EMP c Lf -~~---~:!t ~~- .· -~-·- I 85 95450 1 : 1 2 HR 14 HR 25/77 08460 MIN 10 C MAX 05
. 39 8 HR 20182 08460 MIN 10 c I MA~ 05
4 HR 27/01 00000 MIN 10 C MAX 85
c~':-~1 11 llsuR'FA~E 'r~M"P.' DATE 03-12·1997
HEF NO. XII-97546-FERRO/LSff J
MUST BE ABOVE
.. . Q .~Y! l'_Ql__
. .. .:. ~ .. -'"'.-~ . ·.~ \ .• ,,1 , .. f'?.r~r . :--~·;\l~;'f"'J:ifi·'if,~
· · ~ J•.' - ~,-trll~!-~~~ PAGE : -:•2•/41\:!!:' /
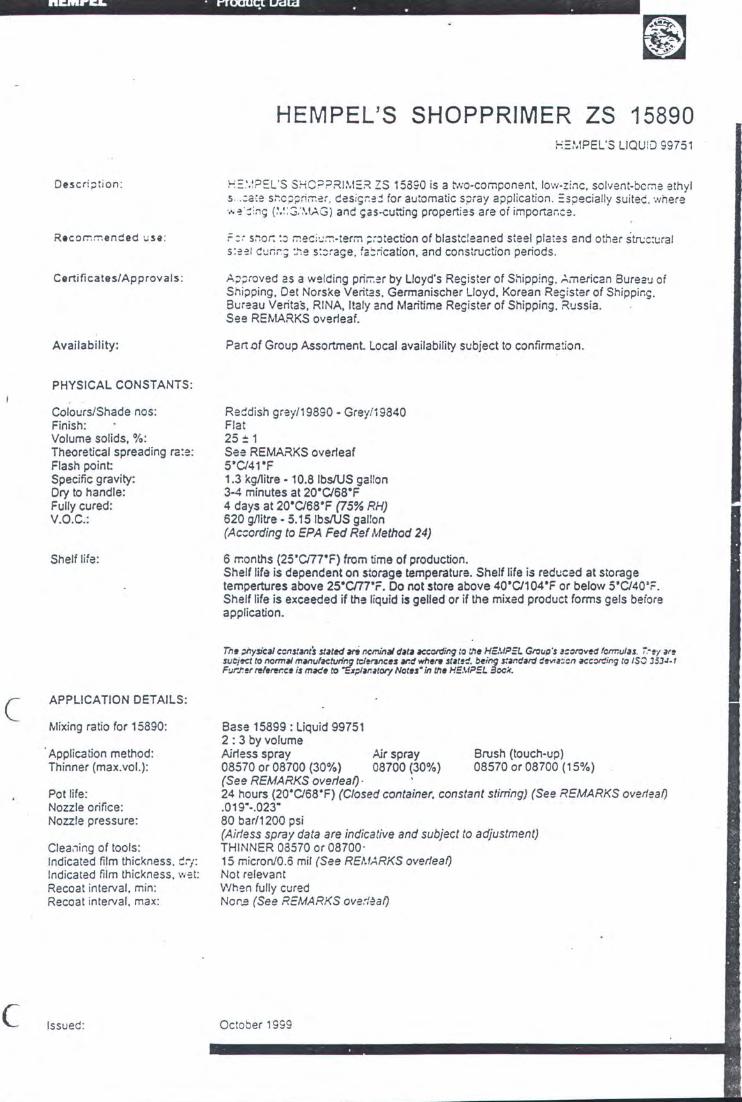
c
c
HEMPS. . · ProdUct Data
Descri;:::ion :
Recor.-:~enced :.:se :
Certificates/Approvals:
Availability:
PHYSICAL CONSTANTS:
Colours/Shade nos: Finish: Volume solids, %: Theoretical spreading ra:e: Flash point Specific gravity: Dry to handle: Fully cured: V.O.C.:
Shelf life:
APPLICATION DETAILS:
Mixing ratio for 15890:
·Application method: Thinner (max.vol.):
Pot life: Nozzle orifice: Nozzle pressure:
Clea.1ing of tools: Indicated film thickness. =~: Indicated film thickness. wet: Recoat interval. min: Recoat interval. max:
Issued:
. . . .
HEMPEL'S SHOPPRIMER ZS 15890 :-:::.',!PEL'S LIQUID 99751
!-'::.-.~PEL'S s:-;c:: ?RL\1:.~ ZS 15a90 is a r.•:o-component, low-zinc, solvent-bcr.1e ethyl s . . :ate sr:c;::;pri;;-.:r. des i~:-::: for automatic s;::;ray application. ::s;::Jecially suited. where .... ~ · ~ : ;'lg U.!::::;:~.!AG) and ~as-cutting properties are of importa:-:ce.
F : ~ s~or: :::J i.!eC i !,;~·term ;:~::ltection of blastcleaned steel pla\es and other stn.:c:ural s:::J duri~; :.'1e s::ra~e. fa:.ication. and construction periods.
A~;::;roved as a welding pri~er by Lloyd's Re~ister of Shipping. American Bureau of Shipping, Det Norsl<e Veritas. Germanischer Lloyd, Korean Register of Shippir.g. Bureau Veritas. RINA, Italy and Maritime Register of Shipping. Russia. See REMARKS overleaf.
Part of Group Assortment Local availability subject to confirmation.
Reddish grey/1 9890 • Grey/19840 Flat 25:: 1 See REMARKS overleaf 5.C/41"F 1.3 kg/litre • 10.8 lbs/US gallon 3-4 minutes at 20"C/68"F 4 days at 20"C/68•F (75% RH) 620 gllitre • 5.15 lbs/US gal!on (Ac=ording to EPA Fed Ref Method 24)
6 rr.onths (25.C/77.F) from time of production. Shelf lifa is dependent on storage temperature. Shelf life is reduced at storage tempertures above 25"CJ77•r. Do not store above 40.C/104•F or below s•C/40'F. Shelf life is exceeded if the liquid is gelled or if the mixed product forms gels before application.
Tn. ~lieal e:nstant$ st~IN n r:ernin;tl d1t1 ~<:cording to :lie HeMPEl. GtOup's ilt:OtOved formulas. -;,-tylr~ suejKt to norm II manufiCturinq tcl~ees v.d wh11re Stilt~~. being s:and1ra dtv;,~·cn ~ecoreing to ISO 353-1- r F:~r.r.er ref~r:et is m~e to -&;;llnltort Notu• ill 11111 H!E.~IPEL aoc:..
Base 15899: Liquid 99751 2 : 3 by volume Airless spray 08570 or 08700 (30%) (See REMARKS overleaf) ·
Air spray 08700 (30%)
Brush (touch-up) 08570 or 08700 (15%)
24 hours (20"C/68"F) (Closed container, constant stirring) (See REMARKS overleaf) .019"·.023" 80 bar/1200 psi (Airtess spray data are indicative and subject to adjustment) THINNER 08570 or 08700· 15 micron/0.6 mil (See REMARKS overleaf) Not relevant When fully cured Nor..g (See REMARKS ove;t~af)
October 1999
2. HEMPEL'S SHOPPRlMER ZS 15890
s:..; .~FACE
:J~=?ARATION:
.:..:::::v:ATION :: .'4St7 ~ 0NS :
SU3SEOUENT COAT:
REMARKS: Film thicknesses and theoretical spreading rates:
Thinning:
Curing: Recoating:
Shelf life:
Pot life:
Note:
SAFETY:
?.::-:-o·.- e cil and g~ease wi:."1 suitable cetergent Abrasive blasting to r.:inimum Sa 2Yz wit."! a s~r7ace profile equivalent to Rugotes~ No. 3, min. N9a. Keane-Tatar Comparator, 2 mils segments c~ iS<) Com;:>arator .1.1ecium {G,S). ~ :~ s:::cial ;Jurposes ;:"it!: lasting is ~ecessar;.
l~e s~.;i'fa:e must ::e cci"r:pletely clean and dr; with a temperature abc·te the cew point to a·toic c::-censa:icn. Mir. imum s~eel tempet3ture o•CJ32•F, max. approximately ss•CJ131•F: C;.;:"ir.;: Minimum temperature for cu:O:ng o•C/32•F, minimum 50%. preferably above 65% relative r. •..:mici:y. C.:Jnswlt separate A?PUCATION INSTRUCTIONS.
As per specification.
Certificates are issued under the former quality number 1589. On steel abrasive blasted to a profile Ra = 12i'z micron{~ mil), equivalent to Rugotest No.3, N10a-b, or Keane-Tatar Comparator, 3 mils segments, the indicated 15 micron/0.6 mil film thickness corresponds to approx. 25 micron/1 mil measured on a smooth test panel (see special
instructions for this procedure}. The corresponding •theoretical· spreacing rate will be 10.0 m2/litre (401 sq.fUUS gallon) (reddish grey shade 19890). On steel abrasive blasted to a profile Ra .. 6.3 micron {1/4 mil), equivalent to Rugotest No. 3. N9a. or Keane-Tatar Comparator, 2 mils segments, the indicated 15 micron/0.6 mil film thickness corresponds to approx. 20 micron/0.8 mil measured on a smooth test panel (see special instructions for this procedure}. The corresponding •theoretical· spreading rate will be 12.5 m2/litre {501 sq.fUUS gallon) (reddish grey shade 19890). The shopprimer should be applied in a uniform film thickness. Avoid dry spray and exaggerated film thicknesses. Depending on requested protective rlfetime the dry film thickness may be varied. Minimum is approximately 10 micron/0.4 mil, maXJmum 20 micron/0.8 mil as specified on a blasted surface. Selection of proper thinner is related to application conditions. At high temperatures. a special THINNER 08740 with a very slow flash-off may be used- please consult separate APPLICATION INSTRUCTIONS. Curing time is prolonged at relative humidity below 75%. No maximum recoating interval for adhesion, but dictated by gradual breakdown and damage during exposure and fabrication. Resarding treatment before recoating. please consult the APPLICATION INSTRUCTIONS. If shetf life is exceeded, it is usually possible to use the zincpaste (BASE). if any settling can be remixed. The LIQUID may be used provided it shows no signs of turbidity. but pot life will be very much shortened, see below. In any case, po53ible surpassing of storage time will be of 1-2 months maximum (20"C/68"F) for the LIQUID. The pot life may be gradually reduced to 8 hours (20"C/68"F} as the liquid approaches the end of its shelf life. assuming that it is stored under favourable conditions.
HEMPEL'S SHOPPRIMER ZS 15890 is for professional use only.
Handle with care. Before and during use, observe all safety labels on packaging and paint containers. consult HEMPEL Material Safety Data Sheets and follow all local or national safety regulations. This goes for personal protection such as, but not limited to. protection of lungs, eyes and of the skin, medical treatment in case Q( swallowing the paint or in case of other direct contact with the paint Take necessary precautions against possible risks of fire or explosions as well as protection of the environment Apply only in well ventilated areas and ensure that adequate forced ventilation exists when applying paint in confined spaces or when the air is stagnant.
no., Pre<:~CI c~ti $1\Ht s.o:~H :l'CM :ltev>OUSiy .ss .. ~. Fot ~ef~·~OII 31'1<2 S.."::e. - e·=·~~~·Ciy rc:H :o ~~ch<.aOie "'eC:uCI C~:~ ~~s C1~. s:~~o::cns. a~ree:Ct":s M"d :~-:~ettc!ahons ;rw~ .., U'ltS ::a~ sne-:t r~r~t Ot'ty :~ r~•ts '=' !•:ef"'ettC! :o ta.n~ •...:rcr. ;:l"':::ue-:: :: s:e-=~·ry :tf!r.~ orcumstar..ces. T~~ X':...r3C"f. ~~es.s 01 aec-r:cnarene1s 1J'C!et :r.e ~ ::nc:~~.:r.s of any tnten~~ use :f ~--e ?<-:e~..:c-:s ~ "'~~ "'"-'' :e :etermone-:1 e.cc:..so~y ~Y :l'le !luyer ~er UHr. n.e ?rcc2udS ..,. --.:oe-:r """ ~~ :ec."~ JSSIS<~~C! •S 9•en s..::r- :~ I";:M?fl"S O:NEAAl CONOtTIONS OF ~lES. OEl:'iERY ANO SERVICE. urJess ::l'er-w e•:lt"S:Y J<;:Hd"' ..,,,,9 fne !.l~~o~3C!~t~ ~c: 5-!" !~ ;;s,:a.~. at'd Suy'!'f ar.~r:t Us.er •atve au dattr.S ~VIn<). V.y ·~=·Nty. 11\0.er.; :lut ret ltmtle<: :o r-t-;•<;tf"\Ce. e•:!-:1 .as ~·:r~sl": .ft Soa•C Oi:NER.>~ CONOtTIONS fer 3~ res..ts. "'turf or c2>rec. :1 :onwque<'~ losses cr e3t""~es M~Sif'9 Ire"' ~-• ... se ot :l'! ?r~u<:'-3 u '~="""'""c:o-: .a:C>~~. =-" ::"'t overfea/ ore~ ........ , • .
(
October 1999 • 15890 19890C0008 (
(
APPLICATION INSTRUCTIONS r:~ ~ ;::rocuc: :a:a ces::i ;::: tion r:f:r to t.'1 e product :ata sheet
Scope:
Surface preparation:
Application equipment:
Issued:
HEMPEL'S SHOPPRIMER ZS 15890
These Application Instructions cover surface preparation, application equipment. a~c application of H::MPEL'S SHOPPRIMER ZS 15890.
a. Prior to abrasive blast cleaning of the steel, remove oil and grease and other contamination with a suitable detergent, followed by high pressure fresh water hosing.
b. Abrasive blasting to Sa 2Yz,ISO 8501-1: 1988. The abrasives must be capable of developing a surface profile equivalent to Rugotesl No.3, N9a to N10a (Ra = 6-12.5 micron/1/4-1/2 mil). Keane-Tator Surface Comparator, 2-3 mils segments (average maximum peak to valley roughness 50-75 micron/2-3 mils). or ISO Comparator. Medium (G.S).
Note: In case of abrasive blasting with shot instead of grit the resulting surface profile will give lower adhesive values and thereby reduced mechanical proper-Jes of the coating. Recoating with heavy-duty systems such as HEMPADUR c;ualities can then generally be recommended only after a very thorough abrasive gritsweeping. Also for recoating with zinc silicates such as GALVOSIL 15700 a thorough abrasive grit sweeping is mandatory to give the required surf<'':"~ profile.
c. When the abrasive blasting is completed, remove all grit and dust by vacuum cleaning.
Note: As abrasive blasted surfaces will rust rapidly, HEMPEL'S SHOPPRIMER ZS 15890 must be applied immediately after the abrasive blasting
and de-dusting. If re-rusting occurs, re-blasting is necessary.
HEMPEL'S SHOPPRIMER ZS 15890 can be applied by conventional spray equipment (pressure pot type only), airless spray equipment and brush.
0 •
Conventional spray equipment: Standard industrial spray equipment with mechanical ag itator. pressure regulator. air filters. and water traps.
Pot pressure: Atomizing pressure: Air hose: Material hose:
2.5-5 bar (35-75 psi) 1.5-2.5 bar (20-35 psi) 10 mm (3/8.) internal diameter 13 mm (1/2.) internal diameter
(Spray data are indicative·and subject to adjustment).
Note: The hoses should be as short as possible, preferable not longer than 10 metres/35 feel Place the pressure pot at the same level as or at a higher level than the spray gun when spraying, owing to the weight of the paint.
The pressure pot may advantageously be replaced by a piston pump with a low ratio of pressures.
In ~se of application stops. if possible re-circulate the paint through the hoses to avoid settling .
Clean all equipment promptly after use with the THINNER used.
Leave THINNER in the hoses when the equipment is not in use.
October 1999/15890 - Page 1 of 4
Mixing:
Thinning:
Pot life:
Application:
Micro climate:
Issued:
Airless spray equipment: A large, slow-·,..·or.<ing, piston pump is recommended.
Gaskets: Nozzle orifice: Fan angle: Nozzle pressl:~e:
Teflon .019" through .023" ss· through 80' . 80 bar (1200 psi).
(Spray data are indicative and subject to adjustment}.
Note: During :::;::Jiication stops, if possible re-circulate t.~e pair.: ::voug:"l ~~e :-:cBs::> avoid settling.
Clean all equi;:~ent promptly after use with the THINN::K used.
Leave THINN:~ in the hoses when the equipmer:t is not in use.
a. Do not open packings until immediately before use. The entire content of the two packings ~ust be used for each batch to ensure a correct mixture. Left-overs in the packir.gs cannot be used later.
b. Before mixing. shake or stir the liquid very thoroughly.
c. Mix only in the proportions supplied. Do not vary or sub-divide.
d. Pour the li~uid slowly into the zinc paste with constant mechanical stirring. Do not mix in the reverse order. Continue stirring until the mixture is free of lumps.
e. Strain the mixture through a screen, 60-80 mesh (250·160 DIN Norm. 4188 ).
f. For use in automatic shoppriming plants, adjust the mixture to a viscosity of ~ 5-18 seC.:DIN 4 or equal with the prescribed thinner.
Dilute the mixed product only. For airfess spray application, add maximum 30% of THINNER. For conventional spray application. add maximum 30% of THINNER. For touch up by brush. add maximum 15% of THINNER.
Note: THINNER 08570 has a very fast flash-off which makes it suitable at low temperatures but gives risk for dry-spray at high temperatures. THINNER 08570 is generally not r~mmend,ed for conventional spray application.
THINNER 08700 has a relative slow flash-off with good film formation at high temperatures but slower drying at low temperatures.
(
c
If application takes place at high temperatures, ie 40-55.C/104-131"F, a special ( THINNER 087.40 with even lower flash-off than THINNER 08700 should be used. Correct-selectioo of thinner is dependent on the actual application conditions.
24 hours at 20'CJ68•F in a tightly closed container.
Note: Prepare only the quantity that can be used within this period. Maintain constant agitation until L~e batch is depleted. After expiration of the pot life the mixture must not be used even if it may appear to be unchanged.
The pot life may be gradually reduced to 8 hours (20"CJ68"F) as the liquid approa~hes the end of its shelf life, assuming that it is stored under favourable conditions.
The coating must be wet and smooth just after application. Avoid dry-spray and excessive film t."1icknesses, which especially may be encountered at manual spray ~pplication.
Steel temperature: min O'C/32'F, max. approximately 55'C/131'F.
October 1999/15390 • Page 2 of 4
\
( '---
c
HEMPEL Product ·oata · · ·. · . .
Drying time :
Curing time:
Recoating interval:
Recoating procedure:
Issued :
Note: The temperature should be a few degrees above t.":e dew point to a·;oid condensation. At the freezing point beware of ice on the s~f.ace.
i=or application beyond the stated intervals contact H:: ,•.t?::L.. for guidance .
Dr; to handle in 3-! minutes at 20'CI53'r and sufficien: ·.e:-::ilation in 15 ;7; :c.-o:-. •) .3 .--:- ,: C.ry film thickness.
Note: These figures apply when the temperature of t.'ie s:eel does r.ot d i f"fe~ a~preciably from t.":at of the surro~.;r.d i r.~s.
?fates can be trar.s;:>orted or stacked as soon as dry to ~a~cle .
Processing is only recommended when fully cured.
Dependent on temperature and humidity. Relative humidity: min. 50%, preferably above 65% Min. temperature for curing is O"C/32"F. At 20"C/68"F and min. 75% relative humidity the coating will be fully cured in 4 days.
At low humidities, curing can be promoted by hosing down the surface with water 24 hours after application and by keeping the surface constantly wet until curing is complete.
Complete curing, in the sense of being ready for recoating, can be checked by rubbing the coating with a rag soaked in THINNER 08700 used. If the coating remains unaffected, the curing is complete.
HEMPEL'S SHOPPRIMER ZS 15890 must be fully cured before recoating.
Remove oil and grease, dirt, etc. with suitable detergent follc;,;ed by fresh water hosing. Remove weld spatters. Damaged areas. bums. etc. to be cleaned by rotary wire brushing, by disc grinding, by abrasive sweeping, or by abrasive blasting according to specification and touch up with the primer of the coating system proper. In case of ''white rust• on intact surfaces, it is recommended to clean by fresh water hosing and scrubbing with stiff brushes.
It is risky to make a general cleaning of the exposed surface b~ : grinding, and especially by wire-brushing as this process easily tends to give a smooth, polished surface to which the adhesion of following coats usually will be reduced.
In any case abrasive grit $weep the entire surface if the subsequent coat is GAL VOSIL 15700 or similar, or if the shopprimer is polished (smooth) and the following paint system will be exposed to aggressive environments during service.
Especially if the paint system will be exposed to heavy wear· for instance a MULTI-STRENGTH-system • a ver1 thorough abrasive grit sweeping is recommended. in severe cases a full reblasting.
Removal of dust is mandatory before recoating.
October 1999/15890 - Page 3 of 4
Safety precautions:
Issued:
Handle with car~. Before and during use, observe all safety labels on packaging a;-:c paint containers. consult HEMPEL Material Safety Data Sheets ar.d follow all local -:r national safety regulations. This goes for personal protection such as. but r.ot limi:~ :o. protection of l~.;ngs. eyes and of the skin. medical treatment in case of swai!owir.g ::·~ paint or in cas~ of other direct contact with the paint Take necessary precautions against possiJie risks of tire or ex~losions as well as protection ot t.~e environme .~: . Apply only in ·~w· elf ventilated areas and ensure that adequa:e forced ventila t on ex:s:s when applying paint in confined spaces or when the air is s:agnar.:.
T~os ?r::c~CI Oa~ S.•w. ~cenMes !IIese ;r~Jjy 'ssue<l. F':Jf C:elinotoon ancs scoce. SH ~·goanarory notes :: a:c~oo: t PrcC:~;CI Oa~ Sr.tt~ . Oa~. sc~~c;.atooros. ;,r~.JQnS ancs ·~-~~llCIOS ;r.~ on tllos Cl3ta sneet re::res~t only test res..lfs 01 e·~~c~ :::. .·..: -.nc:er c:nttclle<l 01 s.-..:auy deline<l OtCUm~nces. Theot ac...~taC'f, comQ!eteness 01 ac~~tcgroatt<'ess ..ncser :l'e ac::-.ao ::• : .o:"s t:f any "'let'C:e<l use ::t :::e PI'OCiuC'.s ~.,.., myst :e :r........,e<l e•dYSivety Dy t.ne a...yer aroe1101 User T~e Proe-.;=s att s.:: . ..: ancs au :ect~noal ass.~ceos c;.ven S..C0tcl to 11EMi>5L's GENEAAL CONDITIONS OF ~LES. OELri5RY AltO SER'11CE. _-:us ocl"'e,....,.. e1;1HSly a.;:-~ 1n 'Nfttlng. The ~fX:V!'f" Jttd Seiter C:1Sda.tn. ai'C: Buyer an4JOt User .... ,tve a• =~''"' ~ r~ ·,c: :·.:-:a; v ·1 ~aoolity. one!IJCiong O<ot ~ctlltnote<l to ne9>~enc,. e•:~tlS ~·presse<lon sao4 GENERAL CONDITIONS ~r;r Jll res;.;l:s, ,n,v/ :' :::~ 01 C"'...ns~.;enllallcues :r c:amac;es an~~nc; frcl\'l ="• :.;sc o1 file ?roc:..cts as r~:nvr.enc:e:~ a !:lOve. :n t.ne over:ul or crr..-w.w Pre:<:~~ :3~ art s..:: .~ !o Cl\aro~t ... t~~cul ncuce at~C: :!"~e vood rove years ~= :rte C:alt ot oss~e
15890 19890C0008
October 1999/15890 - Page 4 of 4
(
c
(_
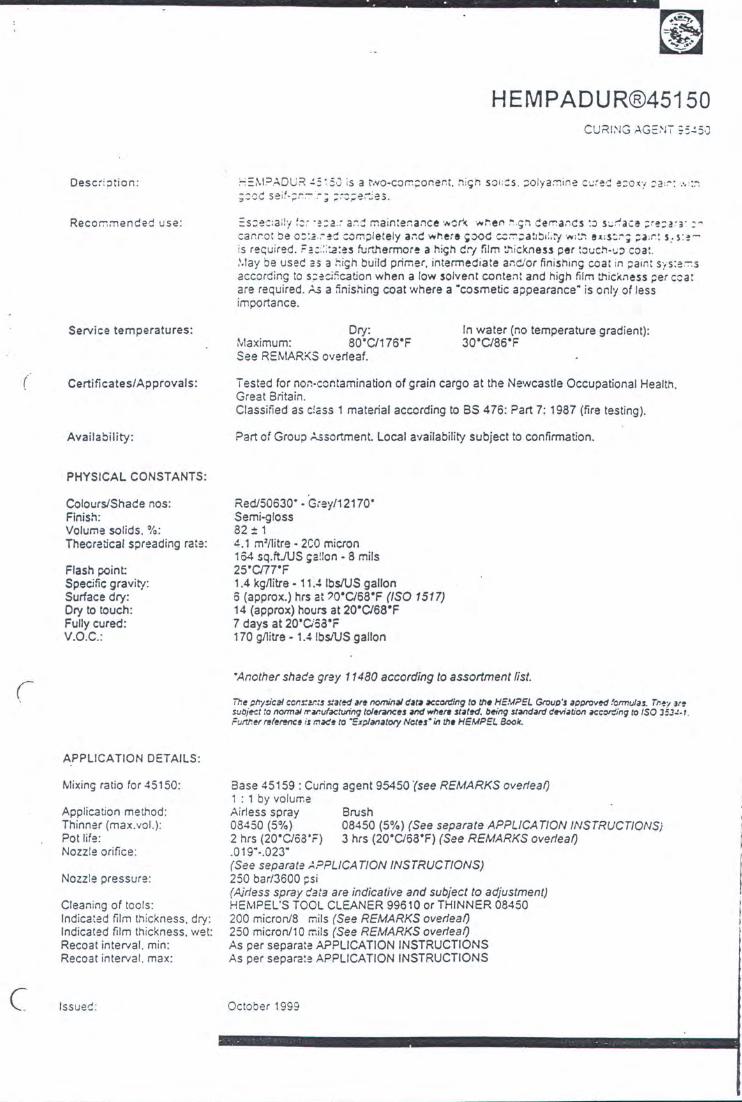
(
(
c
Descri;;tion:
Reco~mended use:
Service temperatures:
Certificates/Approvals:
Availability:
PHYSICAL CONSTANTS:
Colours/Shade nos: Finish: Volume solids. %: Theoretical spreading rate:
Flash point Specific gravity: Surface dry: Dry to touch: Fully cured: V.O.C.:
APPLICATION DETAILS:
Mixing ratio for 45150:
Application method: Thinner (max.vo!.): Pot life: Nozzle orifice :
Nozzle pressure:
Cleaning of tools : Indicated film L"1ickness. dry: Indicated film thickness. wet: Recoat interval. min: Recoat interval. max:
Issued :
HEMPADUR®45150
~ =~I.::> ,.;Qu .~ .!5: 50 is a ~.vo-co~::or.er:t. r1 ir;n soi :::s . ;::olyamine c:.;r~-: e:Ot'f :a :.- : ... ·::; ;~·JC seif·;:O:.-:- :.-; ;:-:;.:.-..ie3 .
::soec:any f:~ ·:::a.~ a:;~ mainter:a . .,ce .... ~ro; · ... r-.e,., ~ . r; . ., ~ema :~cs :o s:..~ac! ;: r e:~ .· • : :cannot be oo:3 .. -:-: completely a::~ wr.era ~:x>d c.::.~::a!Jba L :y .,.,:,-: u :s::.-; ;::a:r.: s .. s::-is rec;uired. ~ a.:::i:a:es furthermore a high ~r1 film :."1 ickness per :oucM-o,;:J coat. .'.tay be used as a :":igh build primer. intermediate ar:d/or finishing coat in ;;aint sys:e .~s according to s .:e~Rcation when a low solvent content and high film thickness ;:er c:a: are required. As a finishing coat ·.vhere a ·cosmetic appearance· is only of Jess importance.
Dry: Maximum: 80.C/176•F See REMARKS overleaf.
In water (no temperature gradient): 30.C/86•F
Tested for no:1-contamination of grain cargo at the Newcastle Occupational Health. Great Britain. Classified as c!ass 1 material according to BS 476: Part 7: 1987 (fire testing).
Part of Group Assortment. Local availability subject to confirmation.
Red/50630. • G.-ey/12170. Semi-gloss 82:: 1 4.1 m1/litre • 2CO micron 164 sq.ftJUS !;a!lon • 8 mils 25.CJ77•F 1.4 kg/litre • 11 A lbs/US gallon 6 (approx.) hrs at ?Q•CJ68"F (ISO 1517) 14 (approx) hours at 20"C/68"F 7 days at 2o·csa·F 170 gllitre - 1.4 !bs/US gallon
·Another shad: gray 11480 according to assortment fist.
ihe ;:l'rt!ical conr~:.s .star~''~ nominal da~ xcon:Png to tile HEMPeL Gtoup'.s ilt:lfJIOV~ !ormula.s. rn~~ Jr~ sui:Jj~t to normal n-v.ufxruring toleranc~.s lnd where .stat~. I:J~ng S:111dard deviation xcoreing ro ISO 353.:.1 . Futtr.er referettet is madt to eJlp/ll!atory Ncte.s· in tile HEMPeL &ok.
Base 45159 : Curing agent 95450 '(see REMARKS overleaf) 1 : 1 by volume Airless spray 08450 (5%) 2 hrs (20.C/68 'F) .0 19"·.023"
Brush 08450 (5%) (See separate APPUCA TION INSTRUCTIONSj 3 hrs (20.C/68.F) (See REMARKS overleaf)
(See separata ,!,?PLICATION INSTRUCTIONS) 250 bar/3600 ;:si (Nrless spray data are indicative and subject to adjustment) HEa\1PEL'S TOOL CLEANER 99610 or THINNER 08450 200 micron/8 mils (See REMARKS overleaf) 250 micron/1 0 mils (See REMARKS overleaf) As per separa:e APPLICATION INSTRUCTIONS As per separa:e APPLICATION INSTRUCTIONS
October 1999
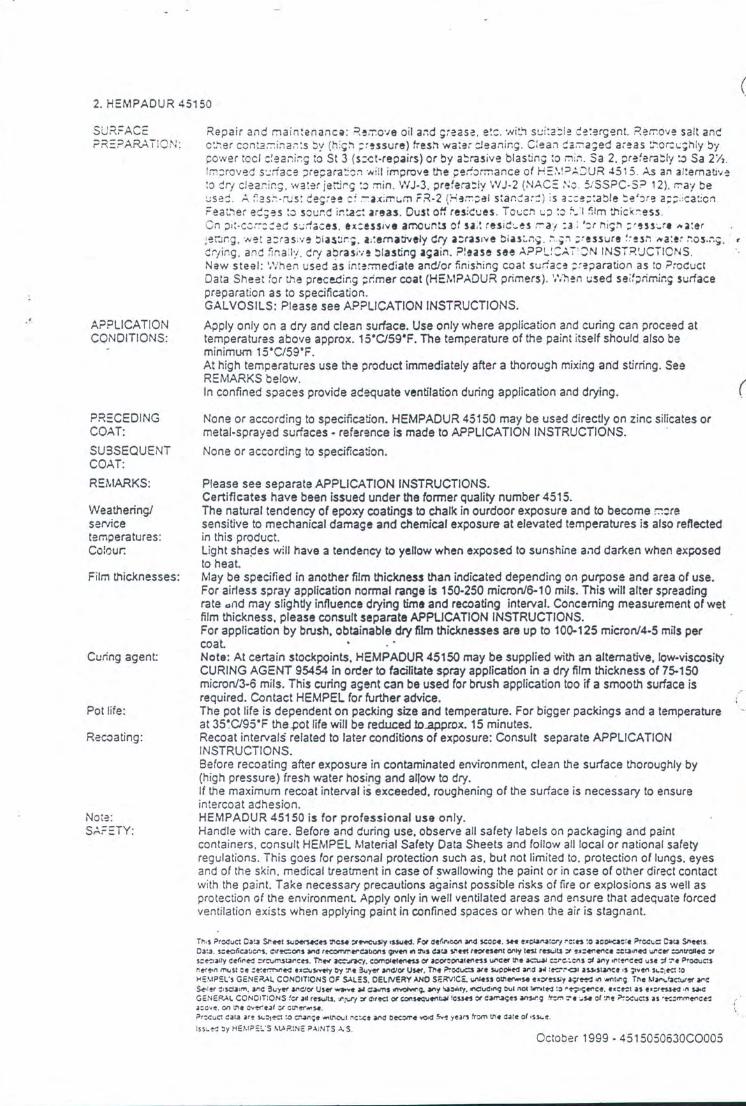
c 2. HEMPADUR 45150
SUR.= ACe ?R:?ARAT!On
APPLICATION CONDITIONS:
PRSCEDING COAT:
SU3SEQUENT COAT:
R:MARKS:
Weathering/ seNice temperatures: Co tour:
Film thicknesses:
Curing agent
Pot life:
Recoating:
Note: SAF:TY:
Repa ir and r.1a intenanca: Re.--;-:o·;e oil a:~d grease. e~c . wi~"l SL; i:a:: le ce:ergent. Rer.:ove salt anc c:.'-: er cont2~i:1a .~:s oy (hi~:"! ;:ressure) rres:"l wa:er :Jea<1ir.g . Ciea., ca::~ a;ed areas t.'-:or:~.:;hly ':Jy po·.ver toe! c:ea~i:-:g to St 3 (s:ct-repairs) or by a:rasive blastin; :o ;., ! .~ . Sa 2. prefera:ly :.1 Sa 2'/J. !;., :roved s:.:riace ;;repara::o . ., · .... ill improve the ;::er.'o~ance of H:\!:lAJUR 4515. As an al:emative :o CrJ clear. ir.g. water jerjrg :o min. WJ-3. prefera: iy WJ-2 (~JAC: .';o 5/SSPC-S:::l 12). r..ay be :.: sec . A :'1 as ~-ru s t ceg:ee cf ~ax:mt..m rR-2 (Her..;::el s:anca:~ ) is a::e;::a':Jle ::e'ore a;:;: ::ca::cn Feat."ler ec;es :o sound ir.:.ac: areas. Dust o~ resicues . Toucn u;:l :: :-. :1 film t..,ickr.ess . 0 <1 ;Jii·Cc~:ced s:.:.-taces. ex:ess,ve amountJ of u :! resid:.:es r..a'l :1 .: ':r nig:"l :: ' HS:.:re ... a:er ;erjr.g. ·..,et a: ras:'le ~~a~::r.;. a::emati'.lely dry a::ras,ve bias:.<1-; . :-.. ; . ., ; ces.sure ~~esr: ... a:er r.o.s.r.g . , dr;ing . and :ir. a ~ly . cr1 abrasi·•e blastin9 a~ain. ?!ea5e see ).?PL::A i ' .~N INSTR'JCIIONS. New steel : 'Nhen used as inte:-mediate and/or finishing coat .sur7ace ;:;ej:laration as to i='rocuct Data Sheet for the prece.Cir.g ;;rimer coat (HEM?ADUR primers). •,•;:,en ~,;sed se i f;:Jrimi~; 5urface preparation as to specification. GALVOSILS: Please see APPLICATION INSTRUCTIONS.
Apply only on a dry and clean surface. Use only where application and curing can proceed at temperatures above approx. 15.C/59"F. The temperature of the paint itself should also be minimum 15•ct59·F. At high temperatures use the product immediately after a thorough mixing arid stirring. See REMARKS below. In confined spaces provide adequate ventilation during application and drying.
None or according to specification. HEMPADUR 45150 may be used directly on zinc silicates or metal-sprayed surfaces· referance is made to APPLICATION INSTRUCTIONS.
None or according to specification.
Please see separate APPLICATION INSTRUCTIONS. Certificates have been issued under the former quality number 4515. The natural tendency of epoxy coatings to chalk in ourdoor exposure and to become ~::re sensitive to mechanical damage and chemical exposure at elevated temperatures is also reflected in this product. light shapes will have a tendency to yellow when exposed to sunshine aild darken when exposed to heat. May be specified in another film thickness than indicated depending on purpose and area of use. For airless spray application normal range is 150..250 micron/6-10 mils. This will alter spreading rate .. nd may slightly influence drying time and recoating interval. Concerning measurement of wet film thickness, please consult separate APPLICATION INSTRUCTIONS. For application by brush, obtainable dty film thicknesses are up to 100..125 micron/4-5 mils per coat. · Note: At certain stockpoints, HEMPADUR 45150 may be supplied with an alternative, low-viscosity CURING AGENT 95454 in order to facilitate spray application in a dry film thickness of 75-150 micron/3-6 mils. This curing agent can be used for brush application too if a smooth surface is required. Contact HEMPEL for further advice. The pot life is dependent on packing size and temperature. For bigger pacl<ings and a temperature at 35~C/95•F the .pot life will be reduced to..ap.prox. 15 minutes. Recoat intervals related to Jatar conditions of exposure: Consult separate APPLICATION INSTRUCTIONS. Before recoating after exposure in contaminated environment, clean the surface thoroughly by (high pressure) fresh water hosing and allow to dry. If the maximum recoat interval is exceeded, roughening of the surface is necessary to ensure intercoat adhesion. HEMPADUR 45150 is for professional use only. Handle with care. Before and during use. observe all safety labels on packaging and paint containers. consult HEMPEL Material Safety Data Sheets and follow all local or national safety regulations. This goes for personal protection such as. but not limited to. protection of lungs. eyes and of the skin. medical treatment in case of swallowing the paint or in case of other direct contact with the pain t. Take necessar1 precautions against possible risks of fire or explosions as well as protection of the environment. Apply only in well ventilated areas and ensure that adequate forced ventilation exists when applying paint in confined spaces or when the air is stagnant.
T"'' ?re<:uct c.~ S,O,o-el "'~" :lieu ::><....CUSiy •SSUed. FOt ~·'""'*' .,..., =ce. SH e•claNI;t"f'C:n :o •cooa::e Pre<:"C: Ca!JI Sl>eers. Oa~ . sceoti~:Jert1.. etrteOfls and 'teOf'T"~eat~ons g:rven., ~~ c:.ata Sfl«i r~nenr Ol'ty te'Jl r~u ~ !•:er.enc:e :cu•ned ~:r. :=nuou.c :t s:~auy c:~fin~ ::tOJr.".St3r.eH. Th.., K'f:.;f"K'/. c:omO'etenHS 01 acor:on.Jrtne-ss ul'~et tr11 ~ c:re.~cns :1 ~ny '"'~c:roc use :t =-• Proc:uc:s "e<"'n must ce :~cm><~e<l •• eu ... e~y or,.,. 3...ye< and/Ot Uw<. The P,o.:uc:s .... S.,ppOed :v.a a~ :ec-"O' U.SOSI~e· •• ;>•en ·~=~~ :o H!:.'.IP!:L's GEN!:iUL CONDITIONS OF 5-\l!:S. DELIVERY »>D Si:~CE. Ullieu 011'1-se U;)I'Htly ay-~ "' ·..nt.r.; T"e M~lac:ut~ at"e ~ter ::·w~•m. ar.e !Yyet ant!IOt User ~• 1'1 ~~ ~c;. any !\ao-'•l"f. lf\dud•n9 !>\.It not t~te--j :~ ,.t?·~ence. e.c:r.:r as t•::r~<t4 ., w.d GeNERAL CONOITIONS rer •n resuJ!S. "'rJ't "'.:.rect 01 COl'~..-.~ ro~ 01 e•rr~es an=g ~"' =-• ~u of :~~e P,:.:uc:s u '~:mmene~~ J:o"~· on tl"' t Ov~~at :r etnet"""'M. \ ?r:.<:uct C:ar.a ''' Sol..:~led :.0 C"~nt;e W'IU'\0.,;1 ~C::.Ct ~d Oe<Otr4 't'Otd rr.."! yeaf'1 from tl'\t date Of•SS4.!.
Iss c.-=: ~y HE~I?!:L'S M-'?.!NE ?-"INTS .>. S. October 1999 - 4515050630C0005
(
HEMPEL PRODUCT DATA. MARINE
DESCRIPTION:
RECOMMENDED USE:
AVAILABILITY:
PHYSICAL CONSTANTS:
Finish:
Colours:
Shade Nos.:
Volume solids:
Theoretical spreading rate:
Flash point:
Specific gravity:
Dry to touch:
Shell life:
APPLICATION DETAILS:
Application method:
Thinner (max.vol.):
Nozzle orifice:
Nozzle pressure:
Cleaning of tools :
Indicated film thickness:
Recoat interval:
HEMPANYL• HI-BUILD 4622
HEMPANYL HI-BUILD 4622 is a vi~l-based paint, which can be applied in high film thicknesses (Hi-Build) without sagging. It is designed to reduce the number of coats in long-life HEMPANYL Systems. Physically drying. It dries to a flexible, hardwearing coating, which is resistant to corrosive fumes, sea-water, and splashes/spillages of many chemicals. Not resistant to strong solvents. For service temperature range, see REMARKS overleaf.
As a high-build intermediate or finishing coat in HEMP ANYL Systems on exterior steelwork in severely corrosive environment.
Subject to confirmation.
NOTES: Flat
white According to assortment list
1000 other shaaes may be available
36%
3.6 ~/litre • 1 00 micron 147 sq.IVUS gallon - 4 mils
28182 •crF Abei-Pensky, closed cup
1.2 kg/litre . 10.0 lbS/US gallon 8 (approx) hours at 200Ct68•F 1 year at 2o•etsa•F
For surface preparation, application conditions and coating system see overleaf.
Airless spray
0846 or 0888 (5%)
.023" - .027"
Brush (touch-up)
0846 (5%)
200 bar/2900 psi (Airless spray data are indicattye and subject to adjustment)
THINNER 0846
wet: 275 micron/11 mils dry: 100 micron/ 4 mils
min: max:
1 o hours (2o•ctsa•F) none
FOR INTERNAL USE ONLY
(See REMARKS overleafl (See REMARKS overleaf
___ , ;,._....~
·.
' i
I I I
. :...
·\
. '
2. HEMPANYL HI-BUILD 4622
APPLICATION CONDITIONS: Apply only on a clean and dry surface with a temperature above the dew point to avoid
condensation.
PRECEDING COAT:
SUBSEQUENT COAT:
REMARKS:
Note:
SAFETY:
ISSUED:
Tolerates low temperature application which, however, will increase the drying time. At the freezing p6int and below be aware of the risk of ice on the surface which will hinder the adhesion.
In confined spaces provide adequate ventilation during application and drying.
HEMPANYL PRIMER 1606 or according to specificaiton.
None, or HEMPANYL ENAMEL 5616, or according to specification.
May be specified in another film thickness than indicated depending on purpose and area of use. This will aller spreading rate and may influence drying time. In case of muhi-coat application, drying time and minimum recoat interval will be influenced by the number of coats and by the thickness ol each coat applied -reference is made tc ;l,d corresponding painting specifiCation. Tolerates temperatures up to 6o•CI14o•F in continous service and non-continously up to ao•ct 17S•F.
Being a thermop!astic product, prolonged direct contact at temperatures above approx. 40"C/ 1 os•F may cause film indentation. When the teiJl>erature drops below, the mechanical strength is recovered.
Before overcoating after exposure in contaminated environment, clean the surface thoroughly by (high pressure) fresh water hosing and allow to dry. At high temperatures HEMPEL'S THINNER 0888 can be used to minimize dry spray by retarding the solvent evaporation . Do not store at temperalures below s•C/41 •F or above 45"CI113"F. HEMPANYL HI-BUILD 4622 is for professional use only.
Packings are provided with applicable safety labels which should be observed. In addition, national or local regulaitons should be followed .
. As a general rule, inhalation of solvent vapours or paint mist, and contact of liquid paint wilh skin and eyes, should be avoided. Forced ventilation should be provided when applying paint in conlined spaces or stagnant air. Even when ventilation is provided, respiratory, skin, and eye protection are always recommended when spraying paint.
August 1989
. .. '
'· .•. I
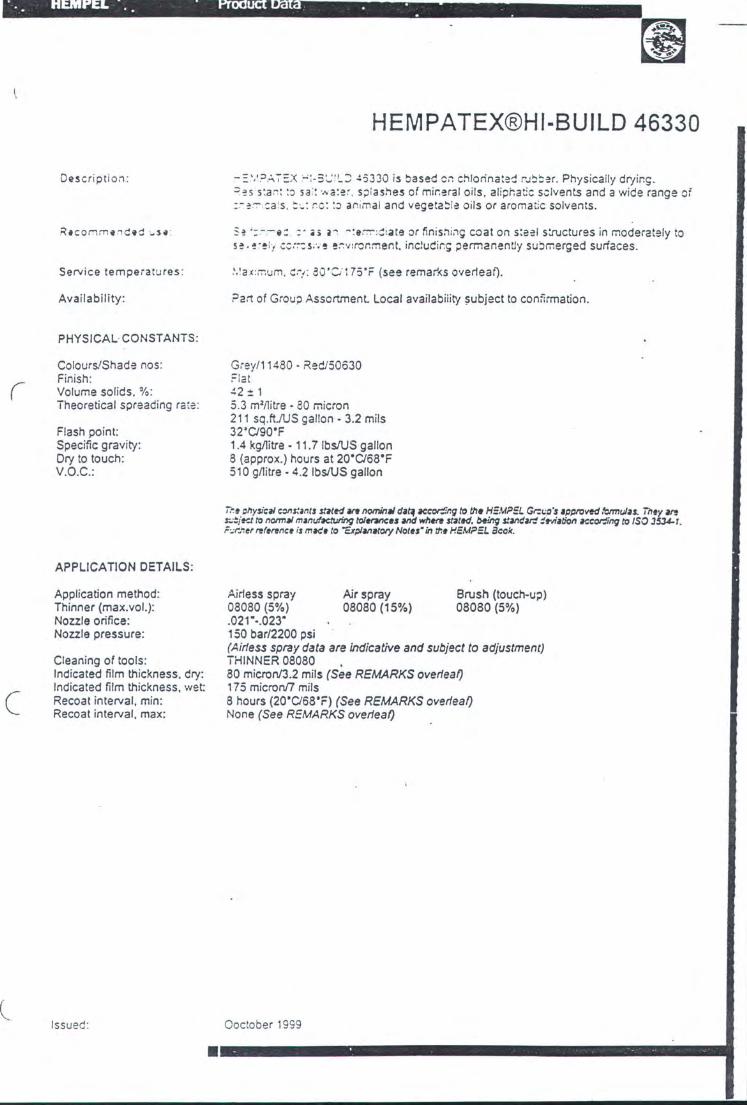
Description:
Service temperatures :
Availability:
PHYSICAL CONSTANTS:
Colours/Shade nos: Finish: Volume solids. %: Theoretical spreading rate:
Flash point: Specific gravity: Dry to touch: V.O.C.:
APPLICATION DETAILS:
Application method: Thinner (max.vol.): Nozzle orifice: Nozzle pressure:
Cleaning of tools: Indicated film thickness. dry:
c Indicated film thickness. wet: Recoat interval, min: Recoat interval, max:
Issued:
HEMPATEX®HI-BUILD 46330
-:: ·.• .::l . .; 7~X '-':-3~'!..::; .:5330 is based c~ chlorinated rJ!:l::er. Physically dryir.g. :;~s s:an: :::~ sa :: · .... a:e~ . sp lashes of mir.eral oils. aliphatic s.:lvents and a wide range of ::-~ .--:- : :a ! s . : ·.: r.c: :::~ animal and vegeta!:: le oils or aromatic solvents.
3~ ': .--i:: :· i> i~ -:e:-:-:- :diate or finishi;1g coat on s:eel s:ructures in moderately to se. ~-! If ccr:-:s•··! !.~ v:ror.:-:1ent. includir.g permanenUy sujmerged surfaces .
. '.~ax:mum. c:-_~: dO 'C/ : 75' F (see remar.<s overleai).
?art of Group Assortmenl Local availabiiity $Ubject to confirmation.
Grey/11480 • ~ed/50630 Fiat 42 :: 1 5.3 mzllitre- 80 micron 211 sq.ft!US gallon- 3.2 mils 32·CJgo·F 1.4 kg/litre - 11.7 lbs!US gallon 8 (approx.) hours at 20.CI68•F 510 gllitre - 4.2 lbs!US gallon
T~t t:l'tysir:al r:!)I!Stlnts s..,trl- nominal da~ ll:r:or:Ir.g to the H;MPEL Gr:r.:Q's lpptOved formulas. 'il!ty ~ s:.;l:jtet to I'IOtmal m1nvfll:tuting tol.,-anees "'d wh- mtld. ~ st"'d~ :toliltion ll:r:or:ing to ISO 3534- r. i!:;r.J:er referenr:t is tnKt to "Exp/,,10/'f Notes• in tilt HiEMPiEL aeok.
Airless spray 08080 (5%) .021"-.023" 150 bar/2200 psi
Air spray 08080 (15%)
Brush (touch-up) 08080 (5%)
(AirleS$ spray data are indicative and subject to adjustment) THINNER 08080 • 80 micron/3.2 mils (See REMARKS overleaf) 175 micron/7 mils 8 hours (20.CI68'F) (See REMARKS overleaf) None (See REMARKS overleaf)
Ooctober 1999
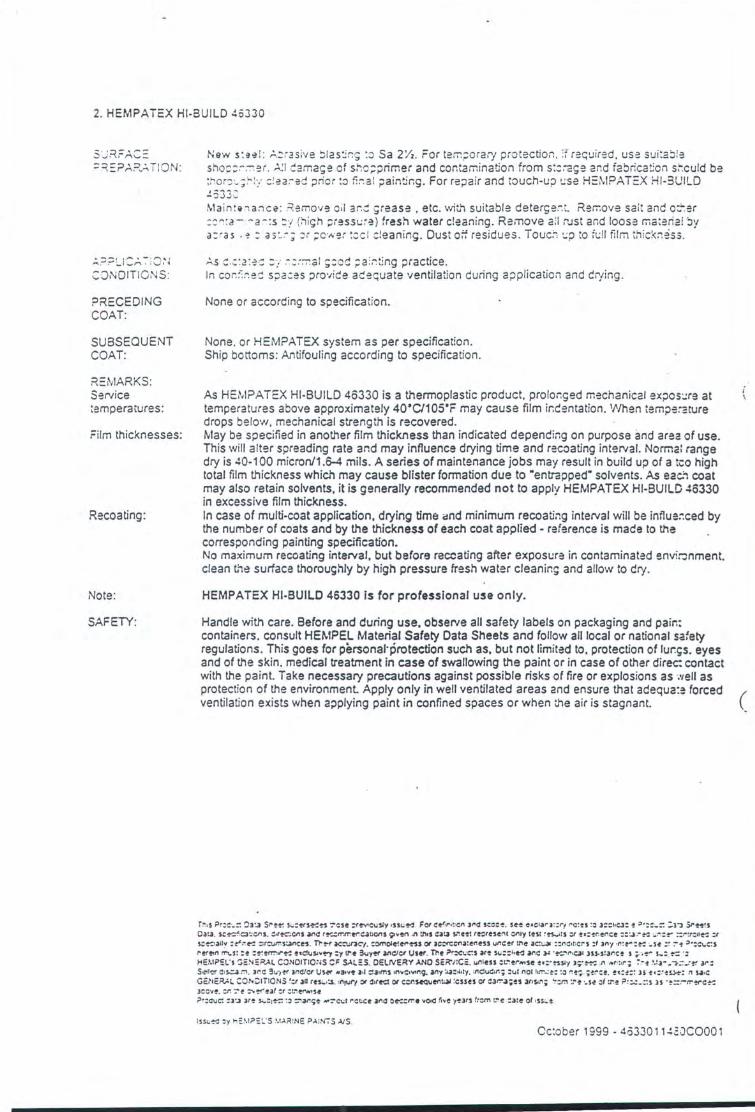
2. HEMPATC:X HI-BUILD .!5330
SJR.=ACE =~E?A.::;,~:.. TION:
C·:).' .. OITICNS:
PRECEDING COAT:
SUBSEQUENT COAT:
REMARKS: Service :emperatures:
Film thicknesses:
Recoating:
Note:
SAFETY:
New s:H l: ;._:;2sive ~ l as:ir.g :;, Sa 2:1:. For te~;:orary protectior:. :f rec;!.Jired, use S!.JitaJie sho::::::" ."7':er. A:l carnage of shc;:primer and contamination from s:::::cge and iabricaticn s:-:culd be :.'1ors :.. ;:-- ::: : :ea.-ed prier:;, f:~a: pain~r.g. For re;:Jair and touch-u;:> !.:Se HE~IPATEX HI-3UILO .!3330 Main:i>ance: ~emove oil ar.c grease. etc. wit.'1 suitable deterge:-::.. Remove salt and o:.'":er ::::~:a- -a~ :s '='i (high ;:ress~.;re) fresh water cleaning. Remove ail rust and loose ma:eria! ':Jy a :ra s . ~ : as ~--; Jr ;:o· ... er ::::c l :::leaning. Dust oft residues. Touc:O !.:p to f~.;!l film th ick~ess.
~s c . ::a:~~ :i .-. .:;~al ;;:cc ;a:t:ting ~ractice. In co .~::~ec s;:a:es provide acec;uate ventilation during applicatio;-, and drying.
None or according to specification.
None. or HE,\<1PATEX system as per specification. Ship bottoms: Antifouling according to specification.
As HEMPATEX HI-BUILD 46330 is a thermoplastic product. prolonged mechanical ex;:>os:.:re at temperatures above approximately 40.C/10S•F may causa film ir.dentation. When tempe;ature drops below, mechanical strength is recovered. May be specified in another film thickness than indicated depending on purpose and area of use. This will alter spreading rate and may influence drying time and recoating interval. Norma: range dry is 40-100 micron/1.6-4 mils. A series of maintenance jobs may result in build up of a :co high total film thickness whic.1 may cause blister formation due to "entrapped" solvents. As eac.'1 coat may also retain solvents. it is generally recommended not to apply HEMPATEX HI-BUILD 46330 in excessive film thiCkne$S. In case of multi-coat application, drying time end minimum recoati:1g interval will be influe~ced by the number of coats and by the thickness of each coat applied • reference is made to the corresponding painting specification. No maximum recoating interval. but before rec:cating after exposure in contaminated envi~nmen:. clean the surface thoroughly by high pressure fresh water cleanir.g and allow to dry.
HEMPATEX HI-BUILD 46330 is for professional use only.
Handle with care. Before and during use, observe all safety labels on packaging and pair.: containers. consult HEMPEL Material Safety Data Sheets and follow all local or national safety regulations. This goes for personal· protection such as, but not limited to. protection of lur.~s. eyes and of the skin. medical treatment in case of swallowing the paint or in case of other direc: contact with the paint. Take necessary precautions against possible risks of fire or explosions as ·,•,ell as protection of the environment Apply only in well ventilated areas and ensure that adequa:; forced ( ventilation exists when applying paint in confined spaces or when the air is stagnant.
r~., Pr:e~::. Ol:.a Sf"~ s;.;:ers~oe-s :-ese :revteuSiy •SSt.;~ FOt e~r:~·::ett 2"'<! s:::~. se-e e•clarJ::r, r-c:~s :~ J::11c:3: ~ ;1·:-::-...:-:: :r'l Sr~!S Oat.a. sc~o::et'ls. :•r!":"..:ens ~C:: r,.-.,:,...m~C:~t.Jons 9"~ ·" trltS ~~~ S."':e~f te':)resenc cruy tesl ~!'S-I t S :r ta:~r.:er.ce ::~::-~ .... ~:!'"' ::~"~r:1t~ :r s:~:all':' =~~...: ::re~s~ces. il'-!"'f K::'\,;r3C"f. !:)melet~HS 01 Jc:-re;na:eness unc:tr tr~e ac:~ ::r.::.r:c:-s :t Jn'/ .r::r:~ -.se :~ :--t ~ .. :c:~o.c:s l"et!'ln ITt\.S: :t :t!~ll"'!"! t•du"'"'!"'J :y tre 3uy<er afi(!/CI User. The ~:C\,;C::S 1ft S~o,;;;lt~ and).: '!":.""1"1•01 )U.s:ar.ct S ;.·.~ s .. : . r- ·: HEM?::L·, ~ESE~L CONDITIONS CF ~t.ES. OELIVEr:tV -'NO S~rf'I!CE. W'less :t.~~'"""'se ~·='~Sly 1;~!-t': .1'1 .-r: :~~··; 7 .~t ~.~a· .1::-.. :~ ar: S~l"!f' C r~: ."":'1 , JI":C 3\i'J-!'1" J~cVOI Us~ ,v3tv9 Jrl :!arms rnvC:r'lt'f'U). any ~:rMy. :ndu~ll':; :ut nol hr. .. :t-: ~0 1":!';. ;~:-::!. !1::~:: H '!c:."'!S....~: t'l U•C GC:NE~L CQ.'tCITIONS !:r ad res.;. .:.s. rn,urt :tt :2rtea 01 e::~sequen~ :css~s or ear:"~;~' lt•Sin; ':":r.1 ::-! ·.s~ ~~ ~~-! ~::..:.::s lS · '!'=:-t':"'.,.-c~ lCOve. :r: :-~ :-.!'f'"taf :r :t.~erw,st ?~:C:uC: :J"...l Jf~ s.o..:1~ :J ::'lV.'i~ ...,:'"C\,;1 reu::r and Oe-::~e VOtd tive y~lrS from t.~e :ate Of rS$;..!
Cc:ober 1999 - 46330 11 ~-:JCOOO 1
. ' . . . ~ . .
r
De.scri;:t!on:
Recommended u.se:
Availability:
( PHYSICAL CONSTANTS:
:OioursShade nos: Finish: Volume solids: Theoretical spreading rate:
Aash point: Specific travity: Dry to touch: V.O.C.:
APPUCATION Of:T'AILS:
Application methQd: Thinner (max. vol.): Nozzle orifice:
( Nozzle pressure:
c
Cleaning of tools: ."'ldicated film thickness. cry: :ndicated film thickness, we:: Overcoating interval; min.: Overcoatint interval, max.: ·-
Issued:
-- ·---
~ HEMPEL'S ANTIFOULING COMBIC* 7699s
H::.'.l?£L"S ANTlr=DUU~G COMBIC 7699 is :s high-build, hig:r-solids, self·polishing ar.t.1oul ir~. The ortanctln copolymer refn:crced wit.'1 extra bio-active compounds makes it s:.:r-...a::re fer lon~·,ei.:'l ;:rotec:-Jon under severe fouling conCf-Jons. 0\.;e :o i~ setf-l'enewir.~ etfect this produc:: maintains an effec-Jve bi~ac-Jve surface c,.;r.r.t ~~ entire ser,:ce lite. Gives a cer"...ain surface Sii.OOthing.
As an antt.oulin~t for lxlt:om and boottop en vessels operating in . ~!obal trade and wit.1 short to medium idle periods. -For "tailor" -made speciflcations combined wi'tl'l ANTIFOULING NAUTIC to obtain optimum performance results. Also suitable for upcracing the antifoulin~ system on older vessel~ without costly surface preparation.
Subject to confirn:aticn.
Ught red/50300. Red/5ll10 (see-REMA~KS overleaf) A at 55% 5.5 m2jlitre • 100 mic:on 221 sq.ft/US gallon· 4.0 mils 27•c;81•F 1. 7 k2,11itre • 14.2 lbs/US gallon 3-4 hours at 2o•c;sa•F 425 2/litre • 3.5 Jbs/US tallon
The physical constants are subject to normal manufacturint tolerances. Further reference is mace co •£:cplanatory NOte$•Jn the Hempel Book.
'
Air!ess spray 0808 (5~) .023"·.027"
Brush/Roller~ RE.'AARKS overleaf) 0808 (5%)
250 bar/3600 psi . _ (Airless spray data are indicative and subj~ co adjustment) THINNER 0808 100 micron/4 mils (Sie R:MARKS overleaf) 175 micron/7 mils 6 hours (2o·c;s8•F) See REMARKS over1eaf
---------- - ~--------------------------------
2. HEMPEL'S AHTJFOUUNG COMBIC 7699a
SURFACE PRE?AHATION:
APPUCATION CONDmONS:
PRECEDING COAT:
SUBSEQUENT COAT:
REMARKS:
Note:
_SAFETY:
Existin: selfpolishint antifouling: Remove possible oil and grease etc . .,.,-:-~'"~ sul-1.2ble ceterg~r.: followed by hi~h pressure fresh water cleanin~. Allow tr.e surface to dry before overcoating. Existint non-seltpoll.shint antifoullnt: Remove possible oil ar.d grease, e:c. with sui--able deter,ent. followed by hi~h pressure fresh water cleaning, a !so to remove possible weak s--..r..:::::.:r~ of leached antifoulin~. Allow the surface to dry before overccei..ing. Whet.·. e~ or not to use a sea:er c~t cepends on the type and condition of the existing antifouling.
The :urface must l::e completely· clean and dry at the time of a;Jplicatior. ar.d 1-..s temperatu~~ r:·.:.:s: be at::cve the dew point to avoid condensation. In confined spaces such as sea Chests and stagnant air under large flat ::c~oms provide ac'e:;:.;a:e ver.tilation curing a;Jplication and drying.
HEMPANYL TAR 1528. HEMPATEX HI-BUILD 4633, or according to spech';e2tion. Note: Tar bleeding may occvr ff the preceding coat(s) contain(s} coal tar. Tr.e effect is only cosmetic and has no negative influence on the csnticorrosive or the antifouling properties of t~e system.
None, or as per s~iTication.
This product contains heavy particles. Stir well before use. By providing a constantly active surface during its lifetime, this antifoulin~ is gradually sacrificed in the process. The colour of the system changes in accordi!~ce with the cclours of the coats applied. Ught red 50300 changes to whitish in direct contact with seawater. Indicated film thickness will vary according ·to specification. This will alter spreading rate and r.~y influence drying time. In case of.rnulti-<:oat application, drying time and minimum overcoatint interval will be influenced by the number of coats and by the thickness of each coat applied· reference is made to the corresponding paintinC specification. . Rance and control of dry tllm thiC:kness: 60 mlcron/2.4 mils to 160 mic:on/6.4 mils. Keep thinnint to a minimum to ensure that correct film thickness is obtained. Tne proper way of tovemin' the film thickness Is to sub-divide the areas to be painted and calculate the amount of paint to be applied on each sub-divided area. The exact amount of paint calculated must be applied evenly on the area. For further information, pluse consult the correspondin' paintint s~cification. Recommended number of cor..s: As per specification depen_dint on e.xistint hull condition, tradin' pattern and intended service lffe. Overcoatint: No maximum overcoating interval, but after prolonged exposure to polluted atmosphere, remove accumulated contamination by hi&h pressure fresh water cleanint and allow to dry before applyint next coat. · If roller/brush application exceptionally-is utir&Zed (e.c. to line cut) more ccats are necessary :o achieve the recommended film thlc~ss •• Undocking: Minimum undocl<lnC time depends on number of coats applied, film thickness, ar.d the prevailing temperature. For further inforrm~tion, please ·consult the corres~onding painting specification. Maximum undocking time depends on the exposure conditions, degree of air pollution, etc. The mo~ import21nt hlctor is to carry out a thorough high pressure fresh water cleaning after prolon'ed exposure. Outfitting of up to 6 months followed by such cleaning normally presents no problem. Longer outfitting periods to be evaluated from case to case. The recommended maximum undocking interval relates to vertical bottom_ only. Aat ~ottom, which has not been exposed to direct sunlight. will for all normal practical buildint schedules have a n();T'~mum value. HEMPEL'S ANTIFOUUNG 7699 ls tor professional use only.
Handle with care. Before and during use, observe all safety labels on packaging and paint containers, consult HEMPEL Material Safety Data Sheets and follow all local or national safety regulations. Harmful or fatal if swallowed; immediately seek medical assistance if swallowed. Avoid inhalation of possible solvent vapours or paint mist, as well as paint con:.act with skin and eyes. Apply only in well ventilated areas and' ensure that adequate forced ventilation exists when a;:;:iying paint in confined spaces or when the air is stagnant. Always take precau:ions against the risi<s of tire and explosion~.
TNa ~ O..:o Sllftt ..,_ l1'0M -111 ~. '« eollnillof\- acooe. w. ~ I'IOtn:.. -=ol.,..,.. ,_ O.:o So-oH':s. 0.~ ....,.,..-a_~-_,__~ 1ft INS 011U1 ..-t re::.r....c 0NJ lest nn..IU 01 ~ 00- """"' ~lo<: 0# aooc--- ........,...,..,. .. T'l'oH ........,., ....... Diet~· 01---........ concitOor.a ~.,., lnt....:.od ... ot-~ ,.,..., -" 0. ---~ 0y 11'e ..,.. eto4/0I U-. The """"-'cts ... IUOOi4d- a<l......,lc.el U><S".-u II &M<' IUCj«<lll ~· s GtN~ CCNOIT10H3 0' $.AU3. On.rw!!n' AHO SVMCt. -.s - .. --.slY~ n ~ The ~ ... ...., Sc<let c:I~Ca'ft.. _..,
11v,tt ...:101 u-- OIICIOOftl -.c. .,., ~.lrc:l..clrC o..c-- c.o ,..,~. &c.e!IC as u:rftMCI '" uld Gt:N~ ~.QN$ fOt ... ......U. ~ 01 Oil.a 01 ~ IOalft 01 eat!\ACel arlllftC """'11'4 WM of 11'e ~ U I ...... . Oi .. <led.-.. Ot11l'e ~ 0# Ot7\e~ • . . . = ~
~ Cl!8 •• t~r.~Cieoc:t tD C"''M'-'• ~ I"''IG't:Ce ~ l)eCOtn.e \11000 r,... )'eM'S trQtn a-.. a.te al ltSo~Jc. I~ Oy H( .... ,f]. "S MAAI"( ,AlHTS A/S. •TNa ll 1 ~ta traacm.A of,.... ~ ~o.
September 1996 • 7699B50300CR003
(
(
















![TUGAS RANCANGA1Y ELEMET.{ MESI]Y - Repository ...](https://static.fdokumen.com/doc/165x107/6317a83f71e3f2062906e094/tugas-rancanga1y-elemet-mesiy-repository-.jpg)

