Transesterification of waste cooking oil: Process optimization and conversion rate evaluation
6
Transesterification of waste cooking oil: Process optimization and conversion rate evaluation R. Abd Rabu a , I. Janajreh a,⇑ , D. Honnery b a Masdar Institute (MI), Mechanical Engineering Program, P.O. Box 54224, Abu Dhabi, United Arab Emirates b Monash University, Laboratory for Turbulence Research in Aerospace, Clayton, Australia article info Article history: Available online 7 November 2012 Keywords: Biodiesel Transesterification Activation energy Distillation curve abstract Biodiesel is a mono-alkyl ester of vegetable oil, animal fat, and recycled cooking oil. It is gaining impor- tance in the quest of finding sustainable fuel as it is compatible with petrodiesel and its synthesis process is becoming more commercially deployable. It is commonly prepared by the transesterification of triglyc- erides or the esterification of free fatty acid with methanol by stirring and accelerated by the presence of base or acidic catalyst. In this work biodiesel was produced by transesterification of waste cooking oil (WCO) following different process settings with the objective to achieve maximum yield and purity. Due to immiscibility and reaction reversibility, high purity WCO biodiesel of 95% was produced at 12:1 alcohol to oil molar ratio at 1% w/w NaOH catalyst and under continuous mixing of 2 h at 60 °C. Chemical kinetics was determined for the optimal process and found to follow 1st order reaction rate with a rate constant ranges from 0.0035 to 0.0106 min 1 . The activation energy was also evaluated by running the experiment at three different temperatures and found to be near 25,496 J/mol. The distilla- tion curve and properties of the resulted fuel was also assessed and were compared plausibly to ASTM biodiesel standards. Furthermore, the emitted soot from a diffusion wick flame was measured via opacity meter and clearly show the advantage of the biodiesel with a nearly an order of magnitude lower. Ó 2012 Published by Elsevier Ltd. 1. Introduction Biodiesel produced from vegetable oils, animal fat or trap grease is gaining importance as a renewable and substitute to petrodiesel. It is prepared by the transesterification of triglycerides, which rep- resent the main constituent of vegetable oils and animal fats, or the esterification of free fatty acid with methanol or ethanol to lesser extent [1–3]. Biodiesel can offset a significant portion of fossil fuel in places less fortunate to have it. Yet, as China and India edible vegetable oil consumption exceed 30 million tones, it is becoming less favorable to tap more on the soybean, palm or sun flower oil as a biodiesel feedstock. Waste oils, however, is produced at enor- mous quantities as a byproduct of vegetable oil refineries, restau- rants, trapped grease from treatment plants and animal slaughter house, thereby it is economically competitive as biodiesel feedstock. Waste cooking oil is primarily composed of triglycerides or lipids that comprised of three fatty acid molecules attached to a glycerol backbone, and to a lesser extent diglycerides and mono- glyceride. Transesterification is the reaction wherein oil or fats react with alcohol, in the presence of a catalyst, to form alkyl ester and glycerol as a byproduct. As the level of fee fatty acid is low (below 0.3%), the base catalyst, i.e. NaOH or KOH, accelerate the reaction to produce a high yield and purity Fatty Acid Methyl Easter (FAME) with a traceable level of soap, intermediate water, unreacted triglycerides and intermediates mono- and tri-glyce- rides [4]. At higher FFA contents, which is commonly present in waste oil, base catalyst is consumed in soap formation and in an emulsified FAME/glycerol that hinders their separation [5]. In these conditions acid catalyst, i.e. H 2 SO 4 , has shown better yield and higher purity as it steers both esterification and transesterification reactions leading to more FAME. The overall, methanolysis reaction proceeds following equation: It is, however, is a three consecutive steps reactions; in the first step the immiscible triglycerides (TGs) and methanol (M) form triglyceride (DG) under strong stirring or agitation to overcome mass transfer limitation. In the second step, DG proceeds to form monoglyceride (MG); while in the last step MG proceeds to form glycerin (GL). An ester molecule is produced in all three preceded steps. The stirring promotes the mass transfer that control the kinetics initially leading to better miscibility with the presence of over stoichiometric of methanol to DG ratio. Stoichiometrically, 0196-8904/$ - see front matter Ó 2012 Published by Elsevier Ltd. http://dx.doi.org/10.1016/j.enconman.2012.02.031 ⇑ Corresponding author. Tel.: +971 2 698 8170; fax: +971 2 698 8121. E-mail address: [email protected] (I. Janajreh). Energy Conversion and Management 65 (2013) 764–769 Contents lists available at SciVerse ScienceDirect Energy Conversion and Management journal homepage: www.elsevier.com/locate/enconman
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Transesterification of waste cooking oil: Process optimization and conversion rate evaluation

Energy Conversion and Management 65 (2013) 764–769
Contents lists available at SciVerse ScienceDirect
Energy Conversion and Management
journal homepage: www.elsevier .com/locate /enconman
Transesterification of waste cooking oil: Process optimization and conversionrate evaluation
R. Abd Rabu a, I. Janajreh a,⇑, D. Honnery b
a Masdar Institute (MI), Mechanical Engineering Program, P.O. Box 54224, Abu Dhabi, United Arab Emiratesb Monash University, Laboratory for Turbulence Research in Aerospace, Clayton, Australia
a r t i c l e i n f o
Article history:Available online 7 November 2012
Keywords:BiodieselTransesterificationActivation energyDistillation curve
0196-8904/$ - see front matter � 2012 Published byhttp://dx.doi.org/10.1016/j.enconman.2012.02.031
⇑ Corresponding author. Tel.: +971 2 698 8170; faxE-mail address: [email protected] (I. Janajreh
a b s t r a c t
Biodiesel is a mono-alkyl ester of vegetable oil, animal fat, and recycled cooking oil. It is gaining impor-tance in the quest of finding sustainable fuel as it is compatible with petrodiesel and its synthesis processis becoming more commercially deployable. It is commonly prepared by the transesterification of triglyc-erides or the esterification of free fatty acid with methanol by stirring and accelerated by the presence ofbase or acidic catalyst. In this work biodiesel was produced by transesterification of waste cooking oil(WCO) following different process settings with the objective to achieve maximum yield and purity.Due to immiscibility and reaction reversibility, high purity WCO biodiesel of 95% was produced at12:1 alcohol to oil molar ratio at 1% w/w NaOH catalyst and under continuous mixing of 2 h at 60 �C.Chemical kinetics was determined for the optimal process and found to follow 1st order reaction ratewith a rate constant ranges from 0.0035 to 0.0106 min�1. The activation energy was also evaluated byrunning the experiment at three different temperatures and found to be near 25,496 J/mol. The distilla-tion curve and properties of the resulted fuel was also assessed and were compared plausibly to ASTMbiodiesel standards. Furthermore, the emitted soot from a diffusion wick flame was measured via opacitymeter and clearly show the advantage of the biodiesel with a nearly an order of magnitude lower.
� 2012 Published by Elsevier Ltd.
1. Introduction
Biodiesel produced from vegetable oils, animal fat or trap greaseis gaining importance as a renewable and substitute to petrodiesel.It is prepared by the transesterification of triglycerides, which rep-resent the main constituent of vegetable oils and animal fats, or theesterification of free fatty acid with methanol or ethanol to lesserextent [1–3]. Biodiesel can offset a significant portion of fossil fuelin places less fortunate to have it. Yet, as China and India ediblevegetable oil consumption exceed 30 million tones, it is becomingless favorable to tap more on the soybean, palm or sun flower oil asa biodiesel feedstock. Waste oils, however, is produced at enor-mous quantities as a byproduct of vegetable oil refineries, restau-rants, trapped grease from treatment plants and animal slaughterhouse, thereby it is economically competitive as biodieselfeedstock. Waste cooking oil is primarily composed of triglyceridesor lipids that comprised of three fatty acid molecules attached to aglycerol backbone, and to a lesser extent diglycerides and mono-glyceride. Transesterification is the reaction wherein oil or fatsreact with alcohol, in the presence of a catalyst, to form alkyl esterand glycerol as a byproduct. As the level of fee fatty acid is low
Elsevier Ltd.
: +971 2 698 8121.).
(below 0.3%), the base catalyst, i.e. NaOH or KOH, accelerate thereaction to produce a high yield and purity Fatty Acid MethylEaster (FAME) with a traceable level of soap, intermediate water,unreacted triglycerides and intermediates mono- and tri-glyce-rides [4]. At higher FFA contents, which is commonly present inwaste oil, base catalyst is consumed in soap formation and in anemulsified FAME/glycerol that hinders their separation [5]. In theseconditions acid catalyst, i.e. H2SO4, has shown better yield andhigher purity as it steers both esterification and transesterificationreactions leading to more FAME.
The overall, methanolysis reaction proceeds following equation:
It is, however, is a three consecutive steps reactions; in the firststep the immiscible triglycerides (TGs) and methanol (M) formtriglyceride (DG) under strong stirring or agitation to overcomemass transfer limitation. In the second step, DG proceeds to formmonoglyceride (MG); while in the last step MG proceeds to formglycerin (GL). An ester molecule is produced in all three precededsteps. The stirring promotes the mass transfer that control thekinetics initially leading to better miscibility with the presence ofover stoichiometric of methanol to DG ratio. Stoichiometrically,
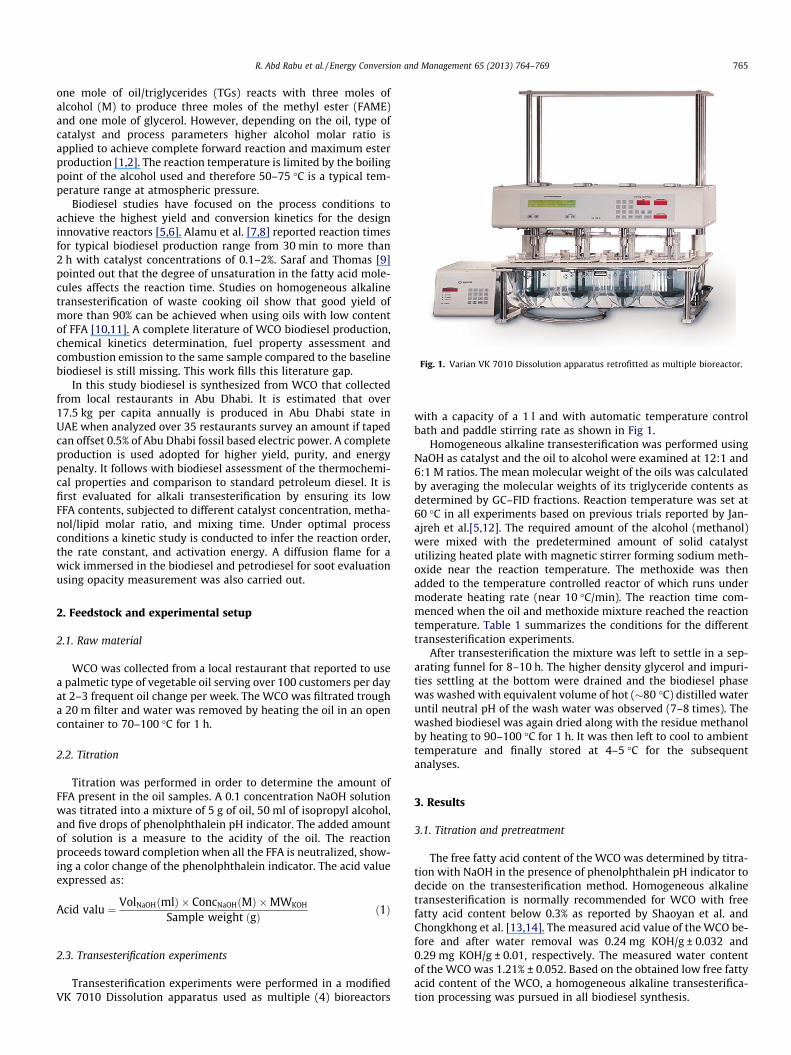
Fig. 1. Varian VK 7010 Dissolution apparatus retrofitted as multiple bioreactor.
R. Abd Rabu et al. / Energy Conversion and Management 65 (2013) 764–769 765
one mole of oil/triglycerides (TGs) reacts with three moles ofalcohol (M) to produce three moles of the methyl ester (FAME)and one mole of glycerol. However, depending on the oil, type ofcatalyst and process parameters higher alcohol molar ratio isapplied to achieve complete forward reaction and maximum esterproduction [1,2]. The reaction temperature is limited by the boilingpoint of the alcohol used and therefore 50–75 �C is a typical tem-perature range at atmospheric pressure.
Biodiesel studies have focused on the process conditions toachieve the highest yield and conversion kinetics for the designinnovative reactors [5,6]. Alamu et al. [7,8] reported reaction timesfor typical biodiesel production range from 30 min to more than2 h with catalyst concentrations of 0.1–2%. Saraf and Thomas [9]pointed out that the degree of unsaturation in the fatty acid mole-cules affects the reaction time. Studies on homogeneous alkalinetransesterification of waste cooking oil show that good yield ofmore than 90% can be achieved when using oils with low contentof FFA [10,11]. A complete literature of WCO biodiesel production,chemical kinetics determination, fuel property assessment andcombustion emission to the same sample compared to the baselinebiodiesel is still missing. This work fills this literature gap.
In this study biodiesel is synthesized from WCO that collectedfrom local restaurants in Abu Dhabi. It is estimated that over17.5 kg per capita annually is produced in Abu Dhabi state inUAE when analyzed over 35 restaurants survey an amount if tapedcan offset 0.5% of Abu Dhabi fossil based electric power. A completeproduction is used adopted for higher yield, purity, and energypenalty. It follows with biodiesel assessment of the thermochemi-cal properties and comparison to standard petroleum diesel. It isfirst evaluated for alkali transesterification by ensuring its lowFFA contents, subjected to different catalyst concentration, metha-nol/lipid molar ratio, and mixing time. Under optimal processconditions a kinetic study is conducted to infer the reaction order,the rate constant, and activation energy. A diffusion flame for awick immersed in the biodiesel and petrodiesel for soot evaluationusing opacity measurement was also carried out.
2. Feedstock and experimental setup
2.1. Raw material
WCO was collected from a local restaurant that reported to usea palmetic type of vegetable oil serving over 100 customers per dayat 2–3 frequent oil change per week. The WCO was filtrated trougha 20 m filter and water was removed by heating the oil in an opencontainer to 70–100 �C for 1 h.
2.2. Titration
Titration was performed in order to determine the amount ofFFA present in the oil samples. A 0.1 concentration NaOH solutionwas titrated into a mixture of 5 g of oil, 50 ml of isopropyl alcohol,and five drops of phenolphthalein pH indicator. The added amountof solution is a measure to the acidity of the oil. The reactionproceeds toward completion when all the FFA is neutralized, show-ing a color change of the phenolphthalein indicator. The acid valueexpressed as:
Acid valu ¼ VolNaOHðmlÞ � ConcNaOHðMÞ �MWKOH
Sample weight ðgÞ ð1Þ
2.3. Transesterification experiments
Transesterification experiments were performed in a modifiedVK 7010 Dissolution apparatus used as multiple (4) bioreactors
with a capacity of a 1 l and with automatic temperature controlbath and paddle stirring rate as shown in Fig 1.
Homogeneous alkaline transesterification was performed usingNaOH as catalyst and the oil to alcohol were examined at 12:1 and6:1 M ratios. The mean molecular weight of the oils was calculatedby averaging the molecular weights of its triglyceride contents asdetermined by GC–FID fractions. Reaction temperature was set at60 �C in all experiments based on previous trials reported by Jan-ajreh et al.[5,12]. The required amount of the alcohol (methanol)were mixed with the predetermined amount of solid catalystutilizing heated plate with magnetic stirrer forming sodium meth-oxide near the reaction temperature. The methoxide was thenadded to the temperature controlled reactor of which runs undermoderate heating rate (near 10 �C/min). The reaction time com-menced when the oil and methoxide mixture reached the reactiontemperature. Table 1 summarizes the conditions for the differenttransesterification experiments.
After transesterification the mixture was left to settle in a sep-arating funnel for 8–10 h. The higher density glycerol and impuri-ties settling at the bottom were drained and the biodiesel phasewas washed with equivalent volume of hot (�80 �C) distilled wateruntil neutral pH of the wash water was observed (7–8 times). Thewashed biodiesel was again dried along with the residue methanolby heating to 90–100 �C for 1 h. It was then left to cool to ambienttemperature and finally stored at 4–5 �C for the subsequentanalyses.
3. Results
3.1. Titration and pretreatment
The free fatty acid content of the WCO was determined by titra-tion with NaOH in the presence of phenolphthalein pH indicator todecide on the transesterification method. Homogeneous alkalinetransesterification is normally recommended for WCO with freefatty acid content below 0.3% as reported by Shaoyan et al. andChongkhong et al. [13,14]. The measured acid value of the WCO be-fore and after water removal was 0.24 mg KOH/g ± 0.032 and0.29 mg KOH/g ± 0.01, respectively. The measured water contentof the WCO was 1.21% ± 0.052. Based on the obtained low free fattyacid content of the WCO, a homogeneous alkaline transesterifica-tion processing was pursued in all biodiesel synthesis.

Table 1WCO reaction conditions at different conditions at T = 60 �C and 400 rpm.
Exp. Alcohol Molaralcohol:oil
Catalyst Catalystconc. (%)
Time (min)
WCO-1 Methanol 12:1 NaOH 1 2WCO-3 Methanol 12:1 NaOH 0.75 2WCO-5 Methanol 12:1 NaOH 0.5 2WCO-7 Methanol 6:1 NaOH 1 2WCO-11 Methanol 12:1 NaOH 1 1WCO-13 Methanol 6:1 NaOH 1 1
Fig. 2. WCO biodiesel yield in homogeneous alkaline transesterification at 60 �Cand continuous stirring.
766 R. Abd Rabu et al. / Energy Conversion and Management 65 (2013) 764–769
3.2. Biodiesel yield and purity after transesterification
Fig. 2 shows the yields obtained after transesterification of theWCO for four different sets of experimental conditions with meth-anol using NaOH as catalyst. The yield by weight is defined as theresulted volume of the biodiesel times the purity of the samplemeasured by gas chromatography divided by the initial volumeof the raw or crude oil.
The best results in transesterification of WCO were achievedwith high alcohol molar ratio of 12:1, and the yield was signifi-cantly decreased at molar ratio of 6:1. The weighed yield decreasedfrom around 90% to 65% when running the transesterification for2 h, and when reaction time was reduced to 1 h. At lower molar ra-tio 3:1, a third layer of unconverted saturated fat was observedmaking separation difficult and indicating incomplete reaction.
Fig. 3. Chromatogram of FAME analy
At 12:1 M ratio different catalyst concentrations were examinedat 1%, 0.75%, and 0.5%. Nearly, a similar yields of 90% were achievedat 1% and 0.5% and those reported the highest yield. It was also ob-served that decreasing reaction time to 1 h reduced the weighedyield even at high molar ratio, yet high purity was observed in thisexperiment. The purity of the WCO samples ranged from 95–96%except for 6:1 M ratio experiment where a low weighed yieldwas observed.
3.3. Fuel properties of the produced biodiesel
The methyl esters purity was determined by gas chromatogra-phy according to EN 14103 with internal calibration using methylhepta-decanoate. A Thermo Scientific TR-FAME column was usedwith a FID detector using hydrogen as carrier gas at 70 kPa. Com-position of fatty acids was compared to a Supelco Analytical grainFAME mix of known composition and concentration. All sampleswere analyzed in triplicate. The compositions of FAME in WCObiodiesel were analyzed and compared with standard grain FAMEMix for peak identification and quantification. Fig. 3 shows thechromatogram for WCO biodiesel.
Fatty Acid Methyl Ester (FAME) composition of WCO biodieselwas identified by comparing the retention times to those of a pureFAME standard mix. Table 2 shows FAME-profile (relative% of totalpeak area) of WCO FAME. The higher content of Palmitic acid (C16)clearly confirms that the waste oil is based on the palm oil [15].
The ASTM requirement for boiling point of biodiesel is 315–350 �C compared to 180–340 �C for petrodiesel, whereas maximumT90 of 360 �C is a required to ensure uncontaminated oil. The dis-tillation curve is determined by relating the fraction of a fuel sam-ple that is removing by heating a fuel sample to progressivelyhigher temperatures. Typically, the curve is characterized by theinitial or boiling point, the temperature at which the first drop ofliquid leaves the condenser, the temperatures at each 10% of theliquid, and the end point. Since diesel fuel consists of hundredsof different compounds, a distillation curve provides importantinformation about the composition of the fuel. However, biodieselusually contains only 4–5 major compounds that all boil aroundthe same temperature [16]. The boiling points and the evaporatedvolumes of the biodiesel at various temperatures are recorded asshown in Table 3.
The evaporation of the first drop indicates the boiling point ofbiodiesel which is 320 �C. The distillation curve of the producedoil is plotted as in Fig. 4 and compared to the distillation curve ofdiesel found in another study carried out by Henein and Fragoulis[17].
sis of waste frying oil biodiesel.

Table 2Fatty Acid Methyl Ester (FAME) profile (relative%) of waste frying oil (WCO) biodiesel.
FAME C14 C16 C18:0 C18:1 C18:2 C18:3 C20 C20:1 C22
WCO FAME 1.2 36.9 6.7 31.6 18.9 – 0.7 0.3 0.3
Table 3Boiling points at different volume fraction.
Volume% 0 (1st drop) 10 15 20 30 40 50 60 65 70 75 80 90
B. point (�C) 320 328 328.5 329 330 331 333 334 335 337 340 344 350
Fig. 4. The distillation curve of diesel and biodiesel.
R. Abd Rabu et al. / Energy Conversion and Management 65 (2013) 764–769 767
The boiling point temperature and T90 of the biodiesel wasquite close, since biodiesel is produced mainly from straight chainhydrocarbons with 16–20 carbon atoms that have also adjacentboiling points. This is in contrast to the petrodiesel that has adispersed boiling point of 185 �C and T90 of 370 �C. Fig. 4 illus-trates the low volatility of biodiesel. When using the range of boil-ing points between the first and last recorded temperatures (320–350 �C), the alkane and alkene hydrocarbons can be quantified.Their mass percentages are calculated using their correspondingvolume fraction from the distillation curve and their densities istabulated in Table 4 below.
Results show that the aliphatic hydrocarbons constituting theproduced biodiesel are approximately 77.102 wt% n-alkenes and22.898 wt% n-alkanes, which indicate that the produced biodieselcontains high concentrations of n-alkenes, with C20 as the mainn-alkenes in the produced biodiesel. It is worth noting that theGCMS show lower molecular weight aliphatic and thus much moresensitive for components compositions than traditional distilla-tion. Table 5 shows the measured fuel properties of the biodieselproduced from WCO and petrodiesel sample collected in AbuDhabi, UAE.
Flash point is the lowest temperature at which vapors from afuel will ignite on application of a small flame under standard testconditions. A minimum flash point of 130 �C for diesel fuel isrequired for fire safety according to ASTM D93 [13]. Flash pointof biodiesel is typically much higher than for petrodiesel fuels, in
Table 4Boiling points and weight fractions of alkane and alkene hydrocarbons in biodiesel.
Hydrocarbons Boiling points (�C) Density, q (g/ml) Vo
C18H36 320.0 0.789 0C19H38 328.0 0.790 15C19H40 330.0 0.786 30C20H40 340.8 0.796 75C20H42 343.0 0.789 78
the range of 130–170 �C base on ASTM D6751 compared to 60–80 �C of ASTM D975. It is worth noting that residual methanol inbiodiesel cause a low flash point and degradation of fuel pumpsand elastomer sealsand poor combustion [13]. The resulted flashpoint for the WCO biodiesel varied between 157 �C and 182 �Cwhile the measured flash point of the petrodiesel sample was88 �C as listed in Table 5. Most of the samples were within therequirements of ASTM F6751.
The density of biodiesel is 880 kg/m3 (at 15 �C) according to theASTM standard and 850 kg/m3 for the petrodiesel. The measureddensity of the produced biodiesels was range from 842 to890 kg/m3 for the WCO biodiesel (Table 5). The measured densityof the petrodiesel is however within the standard specification(811 kg/m3). Large difference between biodiesel and petrodieseldensities has influence on the sonic pressure wave of the gearpump that alter the lifting time of the injector needle. Two degreespremature lifting was observed on an ongoing work for the authorswhen utilizing biodiesel. In this study density was measured byprecisely weighing a known volume of sample at room tempera-ture. As the samples (except for WCO-1) are within the ASTM limitthe produced biodiesel can be used in biodiesel blends at as high asB20.
High viscosity fuels requires higher injection pressure and cancause poor fuel combustion that leads to deposit formation as wellas higher in-cylinder penetration of the fuel spray which can resultin elevated engine oil dilution. Vegetable oils have viscosity ofaround 40 mm2/s, but through the process of converting vegetableand waste oils to biodiesel, the viscosity of the fuel is reduced tovalues similar to petrodiesel fuel (1.9–4.1 mm2/s). The ASTMrequirements for biodiesel are 1.9–6.0 mm2/s and the Europeanstandard is 3.5–5.0 mm2/s [13,14]. The kinematic viscosity of theWCO biodiesel (4.63–4.72 mm2/s) of all produced biodieselsamples was within the requirements of both the American andthe European standards (Table 5). The viscosity of the collectedpetrodiesel sample was found to be 3.97 mm2/s (Table 5). Higherviscosity of the biodiesel gives rise to particle atomization resis-tance causing undesirable combustion in the ICE.
Acid value is a measure of the free fatty acid content of thebiodiesel. Free fatty acids in the oil indicate incomplete transeste-rification (during production) or oxidative degradation where fattyacid methyl ester molecules are regenerated during shelving. Acidnumbers higher than 0.8 mg KOH/g have been associated with fuelsystem deposits and reduced life of fuel pumps and filters [13,18].
lume, V (ml) V2-V1 (ml) Mass = q � V (g) Mass%
0 0 015 11.85 19.166415 11.79 19.069345 35.82 57.9359
3 2.367 3.8284

Table 5Properties of the biodiesel produced at 60 �C using 500 rpm stirring and those for pertrodiesel.
Biodiesel exp. Molar ratio NaOH (%) Time (h) Flash point (�C) Density (kg/m3) Viscosity (mm2/s) Acid value (mg KOH/g) Boiling point (�C) T-90 (�C)
WCO-1 12:1 1 2 177 890 4.64 0.79 326 338WCO-3 12:1 0.75 2 182 843 4.65 0.67 320 346WCO-5 12:1 0.5 2 179 839 4.72 0.45 320 352WCO-7 6:1 1 2 163 838 4.68 0.73 322 347WCO-11 12:1 1 1 157 842 4.63 0.84 318 340Diesel – – – 88 811 3.97 0.22 185 370
Table 6Opacity meter results for biodiesel and petrodiesel.
Fuel Opacity value (%) assuming 100 Hp setup Opacity value (%) assuming 200 Hp setup
Biodiesel 1.4 1.3 1.3 1.9 1.4 1.4Petrodiesel 11 19.9 12.2 18.9 23.7 24.6
768 R. Abd Rabu et al. / Energy Conversion and Management 65 (2013) 764–769
The acid value of the produced biodiesel samples was measuredfollowing two months of shelving time (at �4 �C). All samplesexcept the 1 h processing time had acid values below the require-ments of the ASTM standard. In general the WCO biodiesel had astable acid values in the range (0.45–0.85 mg KOH/g).
3.4. Diffusion flame soot
The amount of soot emitted from biodiesel is observed to bemuch below than those emitted by the biodiesel during the diffu-sion flame experiment. Two set of experiments were carried outwith two reference power of matching pipe diameter. The percent-age of the smoke opacity was nearly one order of magnitude higherfor the petrodiesel as shown in Table 6.
3.5. Evaluation of rate order and constant
The evolution of the reaction rate and activation energy is car-ried out experimentally by using multiple batch reactors as re-ported by Janajreh and Abd Rabu [19]. These experiments arecarried out in an iso-condition (methanol molar ratio 12:1, 60 �Cand 45 �C temperature, atmospheric pressure, and 600 rpm stirringspeed) with simultaneous eight reactor setup; each of one has 1 lcapacity and air tight. The concentration of the total ester compo-nent is measured following post separation, washing and waterevaporation; they are then normalized as mass ratio (X:kgbiodiesel/kgreactant oil) at different processing times for the three tempera-tures set up. The results of these yields are shown in Fig. 5 leftalong with their linear trendline. The generated yield is postprocessed and evaluated to infer the reaction order, rate constant,activation energy, and pre-constant. From the two sets of experi-ments corresponding to 45 �C, 60 �C and 70 �C the reaction rates,
Fig. 5. Biodiesel conversion versus time at different tempe
and thereby the activation energy which follows the Arrheniusequation, are evaluated.
Describing the overall transesterification reaction rate as:
dxdt¼ �Kð1� xÞn ð2Þ
where x is the yield, n is the reaction order with respect to t time,and K is the forward reaction rate constant of the mixture. Consid-ering a zero order reaction (n = 0) Eq. (7) reduces to:
dxdt¼ �k or xo � x ¼ kt ð3Þ
And, considering a 1st order reaction reduces Eq. (3) to:
dxdt¼ �kð1� xÞ or ln
11� x
� �¼ �kt ð4Þ
Plotting the results versus time and obtaining their trendlinesuggest a better 1st order fit as shown in Fig. 5. Transestirifyingthe WCO near the boiling point of the methanol appear to slowthe reaction rate compared to 60 �C processing temperature[20,21]. This temperature showed an increasing rate compared to45 �C. From the slopes of Fig. 5 (right) and according to Eq. (5)the reaction constant is represent by the slope of the trend linesas summarized in Table 7 below.
Using the classical Arrhenius form for the rate constant, theactivation energy and the pre-exponent factor (A) can be evaluatedfrom the graph of ln(k) versus 1/T as follow:
k ¼ Ae�ERT or ln k ¼ ln A� E
RTð5Þ
where R is the universal gas constant (8.313 KJ/Kmol K), T is theabsolute temperature in Kelvin and E is the activation reaction
rature fitted for zero order (left) and 1st order (right).

Table 7Summary of rate constant values.
T (Kelvin) 1/T (Kelvin�1) K (slope Fig. 2) ln (k)
318 0.003145 0.0035 �5.65499333 0.003003 0.0106 �4.5469343 0.002915 0.0063 �5.06721
R. Abd Rabu et al. / Energy Conversion and Management 65 (2013) 764–769 769
energy. At equilibrium E takes the value of the change in Gibbs freeenergy (Dgo ¼ Dho � TDso) which combines 1st and 2nd thermody-namics laws, where Dh and Ds are the change in the specific reac-tion enthalpy and entropy, respectively.
Positive Gibbs value indicates a spontaneous reaction. The valueof E found to be 25,496 J/mol and value of A is 4.1744. These valuesare comparable to those obtained by Noureddini and Zhu [22] whoreported the multiple steps chain reactions with the lowest activa-tion energy of 27,558 (6,421 cal/mol) corresponding to the lastconversion step of the Monoglycerides to glycerol.
4. Conclusions
Biodiesel was produced from both WCO collected from a localrestaurant and subjected to transesterification. The total amount,if collected and converted, can offset up to 0.5% of the fossil-basedAbu Dhabi electric power. As the free fatty acid content of thewaste oil was 0.12% which is below the 3%, a homogeneous alka-line transesterification was pursed in this work. Transesterificationof waste frying oil was examined for molar alcohol to oil ratio of12:1 and 6:1, catalyst concentrations of 0.5%, 0.75%, and 1%, andreaction times of 1 and 2 h. The best results for WCO were achievedwith high alcohol molar ratio of 12:1, 1% and 0.5% catalyst, 2 h con-tinuous mixing reaction time. A significant drop in yield wasobserved at low molar ration of 6:1 or blow 1 h processing time.The purity of the produced biodiesel determined by gas chroma-tography was 95% at optimal conditions (0.5% NaOH, 12:1 M ratio,for 2 h). The measured fuel properties of the produced biodieselsamples fell within the requirements of American standard for bio-diesel fuel suggesting the viability of the process and its scale upfor mass production. The soot was also determined via the smokeopacity and observed to be at much lower value compared to thepetrodiesel in the diffusion flame setup. Finally, chemical kineticconstants were evaluated and values for the rate constants at 45,60 and 70 �C, along with the activation energy and pre-exponentfactor (A). The optimal process and found to follow 1st order reac-tion rate with a rate constant of 0.01 min�1at 60 �C and the activa-tion energy was found to be 25,496 J/mol.
Acknowledgment
The financial support of Masdar Institute allowing conductingthis work is highly acknowledged. Our thanks also extended to
the rest of the team members of the Waste to Energy Laboratoryat Masdar Institute.
References
[1] Sharma YC, Singh B, Upadhyay SN. Advancements in development andcharacterization of biodiesel: a review. Fuel 2008;87(12):2355–73.
[2] Meher LC, Vidya SD, Naik S Ren. Technical aspects of biodiesel production bytransesterification. Sustain Energy Rev 2006;10:1.
[3] Gerpen JV. Biodiesel processing and production. Fuel Process Technol2005;86:1097–107.
[4] Shu Q, Gao J, Liao Y, Wang J. Reaction kinetics of biodiesel synthesis from wasteoil using a carbon-based solid acid catalyst. Chin J Chem Eng2011;19(1):163–8.
[5] Abd Rabu R, Thomsen M, Janajreh I. Comparison of properties of biodieselproduced from waste frying oil and virgin sunflower oil. Fuel. (in press)
[6] Berrios M, Martin M, Chia A, Martin A. Study of esterification in biodieselproduction from used frying oils in a closed system. Chem Eng J2010;160:473–9.
[7] Alamu OJ, Waheed MA, Jekayinfa SO. Biodiesel production from Nigerian palmkernel oil: effect of KOH concentration on yield. Energy Sustain Develop2007;11(3):77–82.
[8] Alamu OJ, Waheed MA, Jekayinfa SO. Effect of ethanol–palm kernel oil ratio onalkali-catalyzed biodiesel yield. Fuel 2008;87(8–9):529–1533.
[9] Saraf B, Thomas B. Influence of feedstock and process chemistry on biodieselquality. Process Safety Environ Protect 2007;85(5):360–4.
[10] Phan AN, Phan TM. Biodiesel production from waste cooking oils. Fuel2008:87–3496;Bautista LF, Vicente G, Rodriguez R, Pacheco M. Optimisation of FAMEproduction from waste cooking oil for biodiesel use. Biomass Bioenergy2009;33:862–72.
[11] Rashid U, Anwar F, Moser BR, Ashraf S. Production of sunflower oil methylesters by optimized alkali-catalyzed methanolysis. Biomass Bioenergy2008;32(12):1202–5.
[12] Thomsen MH, Janajreh I, Hashaikeh R. Survey and quality assessment of wastefrying oil produced in Abu Dhabi city with the aim to make a local biodieselproduction. In: International conference on alternative and renewable sourcesof energy, November 25–26, Beirut – Lebanon; 2010.
[13] US Department of Energy. Energy efficiency and reneable energy. BIODIESELHandeling and use guidelines. 3. Edition. DOE/GO-102006-2358; 2006.
[14] Knothe G, Steidley KR. Kinematic viscosity of biodiesel fuel components andrelated compounds. Influence of compound structure and comparison topetrodiesel fuel components. Fuel 2005;84:1059–65.
[15] Gunstone FD, Harwood JL, Dijkstra AJ, editors. The lipid handbook. Bocaraton: CRC Press; 2007.
[16] Van Gerpen J, Shanks B, Pruszko R, Knothe G, Shaine Tyson K, Clements D.Biodiesel Analytical Methods. National Renewable Energy Laboratory, U.S.Department of Energy.
[17] Henein NA, Fragoulis AN. Correlation between physical properties andautoignition parameters of alternative fuels. Figure 7, SAEPaper850266; 1985.
[18] Leung DYC, Koo BCP, Guo Y. Degradation of biodiesel under different storageconditions. Bioresour Technol 2006;97:250–6.
[19] Janajreh I., Abd Rabu R. Process optimization of biodiesel from waste cookingoil: kinetic evaluation and engine performance. Arab Academy of SciencesAnnual. In: Conf., Dec 2–3, 2011, Beirut.
[20] Ognjanovic N, Bezbradica D, Knezevic-Jugovic Z. Enzymatic conversion ofsunflower oil to biodiesel in a solvent-free system: Process optimization andthe immobilized system stability.
[21] Siddharth J, Sharma MP, Rajvanshi Shalini. Acid base catalyzedtransesterification kinetics of waste cooking oil. Fuel Process Technol 2010.
[22] Noureddini H, Zhu D. Kinetics of Trasesterification of Soyabean Oil. JAOCS1997;74(11).