Trabajo Fin de Grado - Universidad de Zaragoza
244
Trabajo Fin de Grado Grado en Ingeniería Agroalimentaria y del Medio Rural Mención: Industrias Agrarias y Alimentarias Diseño del proceso productivo de una agroindustria para la elaboración de productos derivados de manzana procedente del Valle del río Manubles. Design of the productive process of an agroindustry for the manufacturing of apple based products from the Manubles' river valley. Autor Inés Pérez Lamuela Directores Carlos Royo Pascual María Eugenia Venturini Crespo ESCUELA POLITÉCNICA SUPERIOR 2021
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Trabajo Fin de Grado - Universidad de Zaragoza

Trabajo Fin de Grado
Grado en Ingeniería Agroalimentaria y del Medio Rural
Mención: Industrias Agrarias y Alimentarias
Diseño del proceso productivo de una agroindustria para la elaboración de productos derivados de
manzana procedente del Valle del río Manubles.
Design of the productive process of an agroindustry for the manufacturing of apple based products from
the Manubles' river valley.
Autor
Inés Pérez Lamuela
Directores
Carlos Royo Pascual
María Eugenia Venturini Crespo
ESCUELA POLITÉCNICA SUPERIOR
2021

Agradecimientos:
Dar las gracias a mis tutores Mª Eugenia Venturini Crespo y Carlos Royo Pascual
por su dedicación, disponibilidad y orientación en este Trabajo Fin de Estudios.
Así como a los profesores que en algún apartado me han ayudado
indirectamente a través de mis tutores como son Francisco Javier García Ramos
y María Nieves Latorre Sierra.
Y por último a mis compañeros de mención ya que han sido un apoyo moral
durante todo el camino de realización de este proyecto.

RESUMEN
En este Trabajo Fin de Grado se describe el diseño del proceso productivo de una industria
agroalimentaria situada en Calatayud, en el Polígono “La Charluca”.
El proceso productivo de esta industria agroalimentaria se basa en tres líneas de productos
derivados de la manzana, manzana IV gama, manzana deshidratada y mermelada de manzana.
Para conseguir estos tres productos en primer lugar se describe el proceso productivo de cada
uno de ellos. Una vez que se describen los pasos que se tienen que realizar para conseguir los
productos finales, se realizan los balances de materia para así posteriormente poder elegir la
maquinaria con las dimensiones necesarias para procesar la cantidad de producto necesaria.
Una vez obtenidos los balances de materia y realizada la elección de maquinaria con sus
dimensiones, se establece el dimensionado de la industria agroalimentaria. Posteriormente, al
calcular las dimensiones de todos los emplazamientos de la industria se determinan las zonas
que deben de ser refrigeradas o climatizadas y se calculan las necesidades de refrigeración o
climatización de las mismas. Por último, se realiza un estudio de viabilidad económica de la
industria agroalimentaria, así como los planos de emplazamiento, distribución, maquinaria del
proceso y diagramas de flujo de los procesos.
Palabras clave: industria agroalimentaria, manzana IV gama, manzana deshidratada y
mermelada de manzana
ABSTRACT
This Final Degree Project describes the design of the production process of an agri-food industry
located in Calatayud, in the "La Charluca" industrial estate.
The production process of this agri-food industry is based on three lines of products derived from
apples, fresh-cut apples, dehydrated apples and apple jam.
In order to obtain these three products, the production process of each of them is described first.
Once the steps that have to be taken to obtain the final products have been described, the material
balances are carried out in order to be able to choose the machinery with the necessary
dimensions to process the necessary amount of product. Once the material balances have been
obtained and the choice of machinery with its dimensions has been made, the dimensioning of
the agri-food industry is established. Subsequently, by calculating the dimensions of all the sites
in the industry, the areas to be refrigerated or air-conditioned are determined and their
refrigeration or air-conditioning needs are calculated. Finally, an economic feasibility study of the
agri-food industry is carried out, as well as site plans, distribution, production process machinery
and process flow diagrams.
Keywords: agri-food industry, pre-prepared convenience apples, dehydrated apples and apple
jam.

ÍNDICE GENERAL

ÍNDICE DESGLOSADO
1.1 JUSTIFICACIÓN DEL PROYECTO Y OBJETIVOS DE DESARROLLO SOSTENIBLE
1
1.2 ORIGEN DEL MANZANO ............................................................................................ 2
1.3 DESCRIPCIÓN BOTÁNICA Y CICLO EVOLUTIVO DEL MANZANO .......................... 2
1.4 COMPOSICIÓN DE LAS MANZANAS.......................................................................... 4
1.5 VARIEDADES DE MANZANA ....................................................................................... 5
1.6 POSTCOSECHA DE LAS MANZANAS ........................................................................ 9
1.7 PRODUCTOS DERIVADOS DE LA MANZANA ......................................................... 15
1.7.1 Sidra .................................................................................................................... 15
1.7.2 Zumo de manzana ............................................................................................... 16
1.7.3 Vinagre de manzana ........................................................................................... 17
1.7.4 Manzana mínimamente procesada (IV gama) .................................................... 18
1.7.5 Manzana deshidratada ........................................................................................ 19
1.7.6 Mermelada de manzana ...................................................................................... 20
1.7.7 Compota de manzana ......................................................................................... 21
1.7.8 Rebanadas de manzana ..................................................................................... 21
2.1 SITUACIÓN A NIVEL MUNDIAL Y EUROPEO .......................................................... 23
2.2 SITUACIÓN A NIVEL NACIONAL ............................................................................... 27
2.3 SITUACIÓN EN ARAGÓN .......................................................................................... 30
2.4 CONSUMO DE MANZANA ......................................................................................... 31
2.5 PRODUCTOS DERIVADOS DE MANZANA .............................................................. 32
3.1 ESQUEMAS DE PROCESO ....................................................................................... 37
3.2 DESCRIPCIÓN DE LAS FASES ................................................................................. 39
3.2.1 Etapas comunes a los tres procesos .................................................................. 39
3.2.1.1 Recepción .................................................................................................... 39
3.2.1.2 Almacenamiento en pre-refrigeración ......................................................... 40
3.2.1.3 Lavado y desinfección ................................................................................. 40
3.2.1.4 Aclarado y escurrido .................................................................................... 41
3.2.2 Manzana IV gama ............................................................................................... 41
3.2.2.1 Pelado y descorazonado ............................................................................. 41
3.2.2.2 Cortado ........................................................................................................ 42
3.2.2.3 Tratamientos especiales .............................................................................. 42
3.2.2.4 Escurrido...................................................................................................... 43
3.2.2.5 Pesado, envasado y etiquetado .................................................................. 43
3.2.2.6 Inspección visual y detección de metales ................................................... 44
3.2.2.7 Embalaje ...................................................................................................... 44

3.2.2.8 Almacenamiento refrigerado ....................................................................... 45
3.2.2.9 Expedición ................................................................................................... 45
3.2.3 Manzana deshidratada ........................................................................................ 46
3.2.3.1 Pelado y descorazonado ............................................................................. 46
3.2.3.2 Cortado ........................................................................................................ 46
3.2.3.3 Sulfitado ....................................................................................................... 46
3.2.3.4 Secado......................................................................................................... 46
3.2.3.5 Pesado, envasado y etiquetado. ................................................................. 49
3.2.3.6 Inspección visual y detección de metales ................................................... 50
3.2.3.7 Embalaje ...................................................................................................... 50
3.2.3.8 Almacenamiento .......................................................................................... 50
3.2.3.9 Expedición ................................................................................................... 50
3.2.4 Mermelada de manzana ...................................................................................... 50
3.2.4.1 Pelado y descorazonado ............................................................................. 51
3.2.4.2 Cortado ........................................................................................................ 51
3.2.4.3 Formulación ................................................................................................. 51
3.2.4.4 Cocción ........................................................................................................ 53
3.2.4.5 Enfriado ....................................................................................................... 54
3.2.4.6 Recepción de los tarros y tapas .................................................................. 54
3.2.4.7 Esterilización de tarros y tapas.................................................................... 55
3.2.4.8 Secado de los tarros y tapas ....................................................................... 55
3.2.4.9 Dosificación del producto ............................................................................ 55
3.2.4.10 Sellado de los tarros .................................................................................... 56
3.2.4.11 Lavado de tarros .......................................................................................... 56
3.2.4.12 Pasteurización ............................................................................................. 56
3.2.4.13 Inspección visual y detección de metales ................................................... 57
3.2.4.14 Etiquetado y embalaje ................................................................................. 57
3.2.4.15 Almacenamiento .......................................................................................... 57
3.2.4.16 Expedición ................................................................................................... 58
4.1 BALANCES DE MATERIA .......................................................................................... 59
4.1.1 Etapas comunes a los tres procesos .................................................................. 59
4.1.1.1 Lavado y desinfección ................................................................................. 60
4.1.1.2 Aclarado y escurrido .................................................................................... 62
4.1.1.3 Pelado y cortado .......................................................................................... 66
4.1.2 Manzana IV gama ............................................................................................... 68
4.1.2.1 Tratamientos especiales .............................................................................. 69
4.1.2.2 Escurrido...................................................................................................... 71
4.1.3 Manzana deshidratada ........................................................................................ 75
4.1.3.1 Sulfitado ....................................................................................................... 75

4.1.3.2 Secado......................................................................................................... 78
4.1.4 Mermelada de manzana ...................................................................................... 81
4.1.4.1 Formulación ................................................................................................. 82
4.1.4.2 Cocción ........................................................................................................ 84
4.2 ESTIMACIÓN TIEMPO DE SECADO DE LA MANZANA ........................................... 87
5.1 MAQUINARIA DE PROCESO ..................................................................................... 97
5.1.1 Transpaleta manual ............................................................................................. 97
5.1.2 Volcador .............................................................................................................. 98
5.1.3 Cinta transportadora elevadora ........................................................................... 99
5.1.4 Lavadora I ............................................................................................................ 99
5.1.5 Lavadora II ......................................................................................................... 101
5.1.6 Peladora y cortadora ......................................................................................... 102
5.1.7 Tratamientos especiales.................................................................................... 103
5.1.8 Escurridor .......................................................................................................... 104
5.1.9 Deshidratador de bandejas ............................................................................... 105
5.1.10 Pesadora ........................................................................................................... 106
5.1.11 Envasadora ....................................................................................................... 107
5.1.12 Marmita de cocción ........................................................................................... 108
5.1.13 Intercambiador de calor ..................................................................................... 109
5.1.14 Bomba lobular ................................................................................................... 111
5.1.15 Lavadora y secadora de tarros y tapes ............................................................. 111
5.1.16 Dosificadora ....................................................................................................... 112
5.1.17 Cerradora de tapes ............................................................................................ 113
5.1.18 Lavador de tarros .............................................................................................. 114
5.1.19 Autoclave ........................................................................................................... 115
5.1.20 Mesa de inspección visual ................................................................................ 116
5.1.21 Detector de metales .......................................................................................... 117
5.1.22 Etiquetadora de tarros ....................................................................................... 118
5.1.23 Cinta transportadora .......................................................................................... 119
5.1.24 Mesa de acero inoxidable ................................................................................. 120
5.1.25 Carro de acero inoxidable ................................................................................. 120
5.2 ESQUEMAS .............................................................................................................. 121
6.1 DISTRIBUCIÓN DE TRABAJO ................................................................................. 125
6.2 NECESIDADES DEL PRODUCTO ........................................................................... 125
6.2.1 Materias primas y materias primas auxiliares ................................................... 125
6.2.1.1 Manzana .................................................................................................... 125
6.2.1.2 Azúcar ........................................................................................................ 125
6.2.1.3 Pectinas ..................................................................................................... 126

6.2.1.4 Ácido cítrico ............................................................................................... 126
6.2.1.5 Canela ....................................................................................................... 126
6.2.1.6 Ácido ascórbico ......................................................................................... 127
6.2.1.7 Hipoclorito de sodio solido......................................................................... 127
6.2.2 Productos auxiliares .......................................................................................... 127
6.2.2.1 Bolsas ........................................................................................................ 127
6.2.2.2 Tarros y tapas ............................................................................................ 128
6.2.2.3 Cajas de cartón ......................................................................................... 129
6.2.2.4 Film de enfardado ...................................................................................... 129
6.2.2.5 Etiquetas .................................................................................................... 129
6.3 DISTRIBUCIÓN EN PLANTA .................................................................................... 130
6.3.1 Oficinas .............................................................................................................. 130
6.3.2 Baños y vestuario .............................................................................................. 131
6.3.3 Laboratorio ........................................................................................................ 131
6.3.4 Comedor ............................................................................................................ 131
6.3.5 Muelle de recepción y expedición ..................................................................... 132
6.3.6 Cámara de refrigeración de materia prima........................................................ 132
6.3.7 Almacén de materia prima auxiliar .................................................................... 132
6.3.8 Almacén de productos auxiliares ...................................................................... 132
6.3.9 Zona de proceso ................................................................................................ 133
6.3.10 Almacén de productos terminado ...................................................................... 133
6.3.11 Cámara de refrigeración de producto terminado .............................................. 133
6.3.12 Almacén de residuos ......................................................................................... 134
6.3.13 Cuarto de limpieza ............................................................................................. 134
6.3.14 Sala de máquinas .............................................................................................. 134
6.4 RELACIÓN DE ACTIVIDADES ................................................................................. 135
6.5 DISTRIBUCIÓN CON MACRO LAYOUT .................................................................. 139
7.1 SITUACIÓN GEOGRÁFICA DEL MUNICIPIO .......................................................... 142
7.2 PARCELA .................................................................................................................. 142
7.3 COMUNICACIÓN ...................................................................................................... 145
7.4 INFRAESTRUCTURAS EXTERIORES .................................................................... 145
7.4.1 Pavimentación ................................................................................................... 145
7.4.2 Suministro de agua potable ............................................................................... 145
7.4.3 Saneamiento de aguas residuales .................................................................... 146
7.4.4 Suministro de energía eléctrica ......................................................................... 146
7.4.5 Suministro de gas .............................................................................................. 146
7.4.6 Recogida de vertidos ......................................................................................... 146
7.4.7 Red telefónica .................................................................................................... 147
7.5 INFRAESTRUCTURAS INTERIORES...................................................................... 147

7.5.1 Aparcamientos ................................................................................................... 147
7.5.2 Vallado perimetral .............................................................................................. 147
7.5.3 Pavimiento ......................................................................................................... 148
7.5.4 Estructura .......................................................................................................... 148
7.5.4.1 Cerramiento exterior .................................................................................. 149
7.5.4.2 Cerramiento interior ................................................................................... 149
7.5.4.3 Diseño higiénico ........................................................................................ 149
7.5.4.3.1 Proyecto y construcción de las instalaciones.......................................... 150
7.5.4.3.2 Superficies y equipos .............................................................................. 151
7.5.4.3.3 Drenaje y eliminación de residuos .......................................................... 152
7.5.4.3.4 Materiales ................................................................................................ 152
7.5.4.3.4.1 Acero inoxidable ............................................................................... 152
7.5.4.3.4.2 Aluminio ............................................................................................ 153
7.5.4.3.4.3 Materiales poliméricos ...................................................................... 153
7.5.4.3.4.4 Aleaciones de níquel y cobalto ........................................................ 153
7.5.4.3.4.5 Materiales no aptos para uso en industria alimentaria .................... 153
8.1 CARACTERÍSTICAS CLIMATOLÓGICAS DE LA ZONA ......................................... 155
8.2 TEMPERATURAS DE CÁLCULO ............................................................................. 155
8.2.1 Condiciones de verano ...................................................................................... 155
8.2.2 Condiciones de invierno .................................................................................... 156
8.3 AISLAMIENTO .......................................................................................................... 157
8.4 MÉTODO DE CÁLCULO ........................................................................................... 158
8.4.1 Carga de refrigeración del producto a la entrada .............................................. 158
8.4.2 Calor de refrigeración del embalaje .................................................................. 159
8.4.3 Calor debido a la respiración del producto ........................................................ 160
8.4.4 Calor transmitido a través de los cerramientos ................................................. 161
8.4.5 Carga térmica debido a la renovación del aire .................................................. 170
8.4.6 Carga debida a bombas y ventiladores ............................................................. 173
8.4.7 Carga térmica debido a la iluminación .............................................................. 176
8.4.8 Cálculo de la carga térmica debido a la entrada de operarios .......................... 177
8.4.9 Cálculo de la carga térmica debido a perdidas diversas ................................... 179
8.4.10 Cálculo de potencia frigorífica ........................................................................... 183
8.4.11 Cálculo para refrigerar el agua del proceso ...................................................... 187
8.5 EQUIPOS .................................................................................................................. 188
8.5.1 Equipos refrigerantes ........................................................................................ 188
8.5.2 Bombas de calor ................................................................................................ 195
8.5.3 Enfriador de agua .............................................................................................. 196
8.6 REFRIGERANTES .................................................................................................... 196

9.1 GASTOS DE INVERSIÓN ......................................................................................... 198
9.2 COSTES .................................................................................................................... 201
9.2.1 Costes ordinarios ............................................................................................... 201
9.2.1.1 Personal..................................................................................................... 201
9.2.1.2 Materias primas ......................................................................................... 202
9.2.1.3 Materiales auxiliares .................................................................................. 203
9.2.1.4 Consumo de agua ..................................................................................... 204
9.2.1.5 Saneamiento ............................................................................................. 204
9.2.1.6 Energía eléctrica ........................................................................................ 205
9.2.1.7 Conservación y mantenimiento de la maquinaria ..................................... 209
9.2.1.8 Conservación y mantenimiento de la obra civil e instalaciones ................ 209
9.2.1.9 Seguros ..................................................................................................... 210
9.2.1.10 Otros costes .............................................................................................. 210
9.2.2 Costes extraordinarios....................................................................................... 211
9.3 INGRESOS ................................................................................................................ 211
9.3.1 Ingresos ordinarios ............................................................................................ 211
9.3.2 Ingresos extraordinarios .................................................................................... 211
9.4 ANÁLISIS FINANCIERO ........................................................................................... 214

TFE Inés Pérez Lamuela
1
INTRODUCCIÓN
1.1 JUSTIFICACIÓN DEL PROYECTO Y OBJETIVOS DE DESARROLLO
SOSTENIBLE
El objetivo de este proyecto preliminar es el diseño de una industria
agroalimentaria. Para ello se ha elegido el diseño del proceso productivo de una
industria para la elaboración de productos derivados de manzana procedente del Valle
del Río Manubles, lo cual incentivará la continuación del cultivo de esta fruta en la zona.
Con este proyecto se pretende realizar diferentes productos derivados de la manzana,
como son la manzana IV gama, manzana deshidratada y mermelada de manzana,
dando así un valor añadido a la materia prima. Además, con estas formas de
comercialización del producto se puede aprovechar el excedente de cosechas, haciendo
que el nuevo producto tenga una mayor vida útil, así como un almacenamiento y manejo
más cómodo.
Se ha elegido realizar este proyecto con el producto de esta zona debido a que
es un lugar de alto nivel geológico y natural, donde en los últimos años, se están
desarrollando programas para poner en valor su agricultura y su patrimonio natural.
Además, en los últimos años se ha iniciado una campaña de cuidado y puesta en valor
de la zona y sus productos. Para conseguir esto se puso en marcha un proyecto de
cooperación: “Fruta Valle del Manubles, calidad y tradición”, el cual actualmente ha
continuado bajo el nombre de “Akis Local Valle del Manubles”. Lo que se pretende con
estas iniciativas es dar a conocer la alta calidad de la fruta de esta zona, aumentar la
producción frutícola del valle y la producción ecológica, así como recuperar variedades
autóctonas como es la manzana “Morro de libre”, lo que fomentará la población de la
zona y revertirá la situación actual de descenso de producción frutícola en el valle
(Gobierno de Aragón (DGA), 2020).
Además, con este proyecto se ha intentado alcanzar algunos de los objetivos de
desarrollo sostenible como son:
- Objetivo 2 (Hambre cero→metas a las que hace referencia: 2.2, 2.3, 2.4): En
este proyecto se busca mantener o incluso aumentar la producción de manzana
de la zona, lo cual promueve una agricultura sostenible, así como un aumento
de los ingresos de agricultores familiares. Esto también hace que se mantenga
el ecosistema, lo que conlleva a que la calidad del suelo y la tierra de la zona se
mantenga. Además, el consumo de la manzana mejora la nutrición, debido a que
las frutas y más en concreto las manzanas contienen flavonoides y polifenoles

TFE Inés Pérez Lamuela
2
por lo que es rica en antioxidantes, en vitaminas del grupo B (B1, B2 y B6),
vitamina C, fósforo, potasio y calcio.
- Objetivo 8 y 9 (Trabajo decente y crecimiento económico; Industria,
innovación e infraestructura→metas a las que hace referencia: 8.3, 9.4):
Con este proyecto se busca una innovación en la materia prima creando un
alimento más novedoso para el mercado. Además, realizando este producto se
va a dar valor añadido a la materia principal.
- Objetivo 12 (Producción y consumo responsables→metas a las que hace
referencia: 12.3): En este proyecto se van a diseñar el proceso productivo de
productos derivados de la manzana donde como materia prima se pueden utilizar
excedentes de producción o piezas que estén dañadas, ya que se puede utilizar
la parte que este en buen estado, con esto conseguimos reducir los desperdicios
de los alimentos.
- Objetivo 15 (Vida de ecosistemas terrestres→metas a las que hace
referencia: 15.1, 15.3): Este proyecto va a ayudar a mantener e incluso
incrementar el terreno de plantación de manzana, lo cual vela por la
conservación de los ecosistemas terrestres. Además, ayuda a luchar contra la
desertificación y rehabilita las tierras y los suelos degradados.
1.2 ORIGEN DEL MANZANO
El origen exacto del manzano se desconoce, aunque se cree que Malus sieversii
podría ser el ancestro del cual hace 15.000 o 20.000 años aparecieron las primeras
especies cultivadas de manzano. Esta especie es silvestre y crece en las regiones
montañosas de Asía Central.
El manzano fue introducido en España por los romanos a través de los pueblos
del norte de África y fue en el siglo XX, más concretamente después de la I Guerra
Mundial, cuando aparecieron en España las primeras plantaciones comerciales. Sin
embargo, no fue hasta los años 60 y 70 cuando se produjo la gran expansión del
manzano en España gracias a la introducción de variedades americanas lo que junto a
mejores técnicas de producción se tradujo en una mejor calidad y producción de estas
frutas (Carrera,1999) (InfoAgro, 2021b).
1.3 DESCRIPCIÓN BOTÁNICA Y CICLO EVOLUTIVO DEL MANZANO
El manzano, pertenece a la familia Rosaceae, subfamilia Maloideae
(Pomoideae) y género Malus. Este género comprende de 25 a 30 especies de árboles
y arbustos caducifolios de Europa, América del Norte y Asía. Las variedades de

TFE Inés Pérez Lamuela
3
manzanos cultivadas para la comercialización pertenecen a la especie Malus x
domestica Borkh.
El manzano es un árbol caducifolio que puede tener una vida de 60 a 80 años.
Cuenta con un porte que puede alcanzar los 7-8 metros de altura, pero normalmente no
supera los 2-2,5 metros. Su copa es globosa y el tronco bastante recto, el cual cuenta
con una corteza lisa y de color ceniza verdosa que está cubierta de lenticelas y que se
vuelve escamosa y gris parda en las partes viejas del árbol.
Sus hojas son alternas, simples, enteras, de forma oval-elípticas y borde
dentado, siendo lampiñas y de un color verde intenso por el haz y pubescentes y de
color más claro por el envés.
Cuenta con inflorescencias que son umbeliformes o corimbiformes, cada
inflorescencia cuenta con 5 flores l hermafroditas. La flor consta de un pedicelo, un cáliz
que tiene cinco sépalos los cuales tienen simetría actinomorfa y una corola caduca que
tiene cinco pétalos que son blancos rosados o rojizos. También cuenta con 15-35
estambres compuestos por filamentos amarillos, glabros y anteras amarillentas.
El gineceo cuenta con un ovario ínfero el cual tiene de 2-5 estigmas soldados
entre sí y de 2-5 estilos que estan soldados a la base. La floración tiene lugar en
primavera, generalmente en abril o mayo, las manzanas más precoces maduran en
junio, aunque existen variedades que mantienen el fruto durante la mayor parte del
invierno e incluso se llegan a recoger en marzo o abril.
Este árbol da lugar a un fruto que es un pomo (fruto carnoso e indehiscente),
llamado comúnmente manzana. Es más o menos esferoidal y más o menos umbilicado
en la base, coronado en el ápice por los restos de cáliz. Su epicarpio suele ser de color
verde, amarillo o rojizo, el mesocarpio suele ser homogéneo y el endocarpio contiene
de 2 a 5 lóculos y de 1 a 2 semillas (Figura 1) (Figura 2) (Castroviejo y Muñoz, 2015)
(Ascaso, 2020) (InfoAgro, 2021b).
Figura 1. Sección longitudinal de una flor de manzano. Fuente: Domínguez (2008).

TFE Inés Pérez Lamuela
4
Figura 2. Sección longitudinal del fruto. Fuente: Domínguez (2008).
En cuanto al ciclo evolutivo del manzano es el siguiente (Infojardin, 2020):
- Juventud: de 0 a 3 años. El árbol no produce fruto, sólo madera y hojas.
- Entrada en producción: del 2º año al 6º año empieza a dar fruto.
- Edad adulta: a partir del 6º año hasta el año 15. Hay un equilibrio entre
fructificación y producción de madera.
- Vejez: a partir del 15- 20 año produce poca madera y poco fruto.
1.4 COMPOSICIÓN DE LAS MANZANAS
La manzana es considerada como un fruto nutritivo, completo y enriquecedor en
la alimentación humana. Desde el punto de vista nutritivo, la manzana contiene diversos
compuestos, los cuales se muestran en la Tabla 1 referidos a 100 g de manzana fresca.
Un 85 % de su composición corresponde a agua, mientras que el 12 % está constituido
por glúcidos, siendo la mayor parte fructosa, y en menor cantidad glucosa y sacarosa.
Además es rica en fibra tanto soluble como insoluble siendo esta última más abundante,
y entre su contenido mineral destaca el potasio. También hay que resaltar que son una
fuente importante de flavonoides, catequinas y prociaciadinas, lo que contribuye a que
tenga propiedades antioxidantes. Además, también contiene ácidos orgánicos como el
málico, cítrico y tartárico (Ministerio de Agricultura, Pesca y Alimentación (MAPA), 2018).

TFE Inés Pérez Lamuela
5
Tabla 1. Composición nutricional de la manzana fresca. Fuente: MAPA (2018).
*Tr: trazas
1.5 VARIEDADES DE MANZANA
Las variedades de manzanas son innumerables pero las que más importancia
tienen en cuanto a producción y venta en España son los grupos Golden, Gala, Reineta,
Fuji y Granny Smith (Figura 3).
Figura 3. Variedades de manzana. Fuente: El vergel cántabro.
Componente
Por 100 g de
porción
comestible
Componente
Por 100 g de
porción
comestible
Energía (Kcal) 53 Potasio (mg) 120
Proteínas (g) 0,3 Fosforo (mg) 8
Lípidos totales (g) Tr* Selenio (µg) Tr*
Hidratos de carbono (g) 12 Tiamina (mg) 0,04
Fibra (g) 2 Riboflavina (mg) 0,02
Agua (g) 85,7 Eq. niacina (mg) 0,2
Calcio (mg) 6 Vitamina B6 (mg) 0,03
Hierro (mg) 0,4 Folatos (µg) 5
Yodo (µg) 2 Vitamina C (mg) 10
Magnesio (mg) 5
Vitamina A: Eq.
Retinol (µg) 4
Zinc (mg) 0.1 Vitamina D (µg) 0
Sodio (mg) 2 Vitamina E (mg) 0,2

TFE Inés Pérez Lamuela
6
A continuación, se nombran las características más destacables de cada grupo
(Iglesias, 2000):
- ‘Golden’
La variedad ‘Golden’ es originaria de Estados unidos y proviene de un
cruzamiento natural de ‘Golden Reineta’ con ‘Grimes Golden’. Agronómicamente es
calificable de fácil y es la variedad de referencia, ya que tiene numerosas ventajas, como
son la rusticidad y plasticidad, buen ramaje, vigor medio, rápida entrada en producción
y producciones regulares y elevadas. El aclareo químico es imprescindible en esta
variedad para poder conseguir el calibre comercial del fruto adecuado y evitar problemas
de alternancia.
La cosecha de esta variedad se inicia la primera decena de septiembre. Pero su
fecha óptima se determina a través diferentes indicadores, el mejor para esta variedad
es el test de almidón (5-7). También son un indicador importante el contenido de solidos
solubles (> 13ºBrix), la firmeza (6-7 kg) y la acidez que debe de ser inferior a 7 g/l de
equivalente en ácido málico.
El fruto de esta variedad varía de verde/amarillo a amarillo/dorado a medida que
madura, y presenta lenticelas muy marcadas de color pardo y rugosas. El calibre del
fruto va de mediano a grande. Tiene forma troncocónica y la textura de la carne es fina,
jugosa, de color blanco, dulce, ligeramente acidulada y aromática.
‘Golden’ una variedad que tiene un buen comportamiento en frigoconsevación,
lo cual hace que sus características cualitativas se mantengan hasta 4-6 meses después
de la cosecha en régimen de atmósfera modificada.
- ‘Gala’
‘Gala’ es una variedad de origen neozelandés resultante del cruce de ‘Kidd's
Orange’ con ‘Golden Delicious’, siendo su cultivo recomendable en zonas de regadío
españolas. Agronómicamente, su comportamiento es muy similar al de ‘Golden Delicius’
y hay que destacar sus numerosas ventajas: rápida entrada en producción y
productividad elevada, poco sensible a alternancia y resistencia a las heladas
primaverales. Los árboles de esta variedad precisan de aclareo químico para poder
conseguir frutos comercializables.
La recolección de esta variedad se inicia en la primera decena de agosto y la
determinación de la fecha óptima de cosecha se puede realizar en función del contenido

TFE Inés Pérez Lamuela
7
de azúcares (12-13ºBrix), de la firmeza (6,8-7 kg) y del test de almidón (4-6). Pero
también se tienen muy en cuenta los requerimientos comerciales de calibre y color.
Los frutos tienen unos calibres medios y son de coloración amarilla. La textura
es consistente y no presentan harinosidad. Además, tienen una pulpa fina, de color
marfil, crujiente, dulce, ligeramente acidulada y aromática.
En cuanto a su conservación a pesar de ser una variedad de verano presenta
buena respuesta a la frigoconservación, que permite mantener sus características
cualitativas hasta diciembre-enero.
- ‘Granny Smith’
‘Granny Smith’ es una variedad de origen australiano, procedente de una semilla
de ‘French Crab’. Agronómicamente destaca su buen comportamiento frente a las
heladas debido al largo periodo de floración que tienen y que la época de recolección
es tardía. Esta variedad tiene la ventaja de que no suele necesitar aclareo químico.
La determinación de la fecha óptima de cosecha puede realizarse en función del
contenido de azúcares (11-12º Brix) y de la acidez (8-9 g ácido málico/l). La buena
consistencia del fruto y la poca sensibilidad a la caída antes de la recolección, dan un
considerable abanico en cuanto a fechas de recolección.
El fruto de esta variedad es de calibre mediano y muy homogéneo, de forma
redonda y simétrico. Tiene color verde intenso que se vuelve más claro en la madurez,
con numerosas lenticelas de color blanquecino. La textura es consistente, firme y
crujiente, característica de esta variedad.
El fruto de esta variedad tiene buena aptitud para la conservación, tanto en frio
como en atmósfera controlada. Conviene destacar que en caso de que la recolección
sea demasiado anticipada el fruto tiene alta sensibilidad al escaldado.
- ‘Reineta’
‘Reineta’ o ‘Reineta Blanca del Canadá’ es una variedad originaria que se
desconoce su procedencia, y de la cual han surgido diferentes clones y selecciones.
Agronómicamente, el comportamiento de las ‘Reinetas’ no es fácil. Se trata de
variedades vigorosas, que alternan con facilidad. En cuanto al aclareo conviene prever
una estrategia de aclareo químico al menos durante los años con fuerte floración y con
perspectivas de cuajado.
La cosecha de los frutos se inicia normalmente en la primera semana de
septiembre. Para determinar la fecha de inicio óptima de la cosecha se hace

TFE Inés Pérez Lamuela
8
normalmente a partir del índice del almidón, dando esta entre 5-7. También es
importante la firmeza que debe de ser inferior a 10 kg, así como el contenido en azúcares
que tiene que estar comprendido entre 12-15 º Brix y la acidez que tiene que ser inferior
a 12 g/l de equivalente en ácido málico.
El fruto tiene un color verde pardo. Su forma es muy irregular sobre todo en
árboles jóvenes o poco productivos. Suelen ser frutos muy aplanados, de contorno
irregular y con el pedúnculo muy corto, que muestran un gran calibre. La carne es de
textura muy gruesa, no muy jugosa, de color blanco, firme, pero que puede resultar
harinosa si no se recoge en el momento óptimo, siendo su sabor dulce, acidulado y
finamente perfumado.
Los frutos pueden conservarse en atmósfera normal durante 6-7 meses después
de la cosecha, sin perder significativamente su calidad.
- ‘Fuji’
La variedad originaria de manzana ‘Fuji’ fue obtenida en Japón por cruzamiento
de ‘Rall`s Janet’ con ‘Red Delicius’. Agronómicamente, el comportamiento de la variedad
‘Fuji’ no es fácil. Es una variedad vigorosa, que alterna con mucha facilidad, sensible a
los golpes de sol, al cracking y que con muchos años tiene dificultades para conseguir
una buena coloración. Por todo ello exige una tecnología muy cuidada para producir
frutos de óptima calidad y reducir el porcentaje no comercializable. En esta variedad la
respuesta al aclareo químico no es tan buena como en las demás variedades, por lo
que conviene a menudo realizar estrategias secuenciales con diferentes productos para
aumentar la eficacia. Este aclareo es necesario, ya que un exceso de frutos en el árbol
conllevaría a una disminución del calibre, de la coloración, del porcentaje de azúcares y
de la acidez, y por lo consecuencia una disminución de la calidad final.
La recolección de esta variedad se realiza normalmente en la primera quincena
de octubre. La determinación de la fecha óptima de inicio de la cosecha de esta variedad
es difícil y son varios los criterios que se usan. Una prueba para determinar la fecha de
inicio de la cosecha es la firmeza que tiene que estar entre 6-7 kg. El test de almidón,
tal y como se utiliza en otras variedades, para ésta no es un buen indicador, ya que esta
variedad se puede recolectar en un estadio muy avanzado de regresión del almidón.
Por otro lado, el contenido de solidos solubles y la acidez son buenos indicadores de la
calidad organoléptica, pero no definen el estado de maduración de los frutos, sin
embargo se recomiendan que en la cosecha el índice refractometrico para ‘Fuji’ supere
los 14º Brix y la acidez sea inferior a 4 g/l de equivalente en ácido málico.

TFE Inés Pérez Lamuela
9
El fruto es de color rojo claro y presenta lenticelas muy marcadas a menudo
rugosas. El calibre es de mediano a grande en función de la carga. La forma del fruto
es redondeada, y con frecuencia irregular, especialmente durante los primeros años de
producción. La carne es de textura fina, muy jugosa, de color crema o ligeramente
amarillenta, firme, crujiente y muy dulce. Una de las características más destacables de
esta variedad es su dulzor y la baja acidez.
En cuanto a la conservación los frutos pueden conservarse en frio durante 5-6
meses después de la cosecha sin perder significativamente su calidad, manteniendo la
firmeza y conservando la jugosidad pero reduciendo sensiblemente la acidez.
1.6 POSTCOSECHA DE LAS MANZANAS
Una vez que el fruto se cosecha, éste tiene que conservarse hasta que llega al
consumidor o hasta que se transforma para realizar los derivados de la manzana.
En el caso de la conservación de la manzana la acción del frio no es suficiente
para mantener la calidad del fruto hasta que llega al consumidor por lo que hay que
controlar también la humedad relativa del lugar donde se almacenan, así como su
atmósfera, prolongando así su conservación hasta prácticamente un año (Frutas y
Hortalizas, 2021).
Los parámetros que se controlan en la cámara en la que se almacenan las
manzanas son los que se han nombrado anteriormente y los valores de cada parámetro
son los siguientes (Frutas y hortalizas, 2021):
- La atmósfera controlada tiene que estar entre 2-3 % de O2 y 1-2 % CO2. Además
de estos dos compuestos también hay que controlar que el porcentaje de etileno
en la cámara no aumente excesivamente durante la conservación, ya que las
manzanas tienen una alta capacidad de producción de este compuesto, el cual
hace que la fruta vaya madurando conforme se va acumulando este gas.
- La temperatura tiene que estar entre -1 ºC y 3 ºC según la variedad.
- La humedad de la cámara que tiene que ser de 90-95 % aproximadamente.
Conforme pasa el tiempo de almacenamiento pueden aparecer alteraciones en
las manzanas, siendo las más comunes (Venturini, 2018):
- Lesiones debidas a la acción mecánica
- Alteraciones fisiológicas asociadas a perturbaciones durante la conservación.
- Podredumbres resultantes de la acción de agentes biológicos, en concreto los
microbianos.

TFE Inés Pérez Lamuela
10
A continuación, se exponen las causas más comunes de estas alteraciones:
- Lesiones debidas a la acción mecánica:
Estas alteraciones se deben a que las manzanas son susceptibles tanto a la
compresión (Figura 4), como al impacto y en menor medida a la vibración a la que
se someten a lo largo de su procesamiento. Además, esto se agrava tanto con altas
temperaturas, como con temperaturas muy bajas y conforme el producto lleva más
tiempo almacenado y en consecuencia está más maduro más lesiones puede sufrir.
Figura 4. Hematomas por compresión. Fuente: Postharvest Center.
- Alteraciones fisiológicas asociadas a perturbaciones durante la conservación:
Normalmente estas lesiones se dan por condiciones inadecuadas de
conservación (lesión por el frio, daños por elevado CO2 o bajo O2), deficiencias
nutricionales normalmente asociadas con la falta de calcio o debido a otras causas
como el escaldado. Las más comunes son:
o Escaldado superficial: manchas difusas de color marrón en la piel de la fruta,
la causa es debida a la acumulación de productos de autooxidación del -
farneseno. Se puede prevenir enfriando rápidamente y dando una ventilación
adecuada o con atmósferas de contenido en oxígeno muy bajo (ULO) o
atmósferas dinámicas (Figura 5).
o Escaldado profundo: Cuando ocurre este defecto se pueden observar áreas
bien definidas blandas y húmedas en la superficie, que penetran un poco en
la porción carnosa. La prevención de esta alteración seria evitar las
temperaturas cercanas a congelación o utilizar una atmósfera controlada
(Figura 5).

TFE Inés Pérez Lamuela
11
o Mancha de Jonathan (Jonathan spot): Esta alteración se puede detectar
debido a que a la fruta le salen manchas marrones alrededor de las lenticelas
que penetran en la pulpa por causa desconocida. Se puede prevenir su
aparición con el uso de una atmósfera controlada (Figura 6).
o Mancha lenticelar (lenticel spot): En este caso la alteración son unas
manchas marrones superficiales alrededor lenticelas. Es una forma especial
de escaldado (Figura 7).
o Pardeamiento por senescencia: Esta alteración afecta a la carne del fruto la
cual se vuelve harinosa y parda, se presenta en frutas excesivamente
maduras que se han almacenado durante periodos demasiado prolongados.
Se puede prevenir si no se retrasa la entrada al frio, si se renueva el aire de
la cámara y si se evita la excesiva densidad dentro de las cámaras.
o Corazón pardo: En esta alteración se muestran áreas pardas y bien definidas
en la porción del corazón y pueden aparecer incluso cavidades. Su aparición
se relaciona con el alto contenido de CO2 y el bajo O2 de la atmósfera en la
que se conserva. La medida para prevenir esta alteración es el control de la
atmósfera en la que se encuentra el producto, además de la ventilación de
esta (Figura 8).
o Mancha amarga o bitter pit: En esta alteración se pueden observar manchas
corchosas, las cuales son más abundantes en las zonas cercanas al cáliz.
Éstas comienzan en el interior siguiendo los haces vasculares. Esta
alteración se desarrolla en la pre recolección. Para evitar que salga se suelen
dar tratamientos cálcicos durante 2,5/3 meses antes de la recolección cada
2/3 semanas, aunque es difícil de controlar y prevenir (Figura 9).
A continuación, se muestran algunas de las alteraciones descritas anteriormente:

TFE Inés Pérez Lamuela
12
Figura 5. Escaldado. Fuente: Postharvest Center.
Figura 6. Mancha de Jonathan. Fuente: Snowdon (1990).
Figura 7. Mancha lenticenar. Fuente: Snowdon (1990).
Figura 8. Corazón pardo. Fuente: Postharvest Center.

TFE Inés Pérez Lamuela
13
Figura 9. Bitter pit. Fuente: Postharvest Center.
- Podredumbres debidas a la acción de agentes biológicos:
o Podredumbre lenticelar: Esta alteración viene dada por Gloeosporium
perennas, G. album, G. fructigenum. En esta alteración salen manchas
redondeadas y ligeramente deprimidas. El proceso de aparición de estas
manchas es lento y son de color marrón. La infección ocurre en la etapa
en la que la manzana se encuentra en el campo y la manera de prevenirla
es con tratamientos fungicidas en pre‐ y postrecolección (Figura 10).
o Podredumbre azul: Esta alteración viene dada por Penicillium expansum.
Es la principal causa de podredumbre en manzanas. Lo que se puede
ver en esta alteración es que salen manchas deprimidas y acuosas de
desarrollo rápido en el fruto. Éstas son de aspecto blando, y normalmente
abarcan un zona circunscrita, pueden incluso entrar en el interior y dar
podredumbre interna. También puede ocurrir que el micelio cambie de
color blanco a verde/azulado. Para prevenir esta alteración se pueden
usar tratamientos fungicidas (imazalil sulfato) en recolección (Figura 11).
o Podredumbre gris: Esta alteración es debida a Botrytis cinerea. En este
caso aparecen manchas deprimidas que tienen una textura firme y seca,
de desarrollo rápido y muestran márgenes definidos. Esta alteración hace
que el micelio cambie de color a marrón claro al principio y que después
pase a blanco/gris. Este defecto puede darse en refrigeración, ya que
Botrytis puede desarrollarse en ese ambiente, pero por el contrario es
muy difícil que aparezca cuando haya alto contenido de CO2, ya que es
sensible a él (Figura 12).
o Podredumbre por Alternaria. Es debida a Alternaria alternata. En este
caso las manchas son circulares de color marrón oscuro, firmes y secas.
Esta alteración es de desarrollo lento (se presenta en las últimas etapas

TFE Inés Pérez Lamuela
14
de la conservación) y es debida a los daños por CO2 o daños por frío. La
forma de prevenirla es con tratamientos fungicidas a la caída de pétalos.
o Podredumbre marrón: Esta alteración es a causa de Monilinia fructigena
En este caso las lesiones son de color grisáceo son circulares y de forma
definida. La forma de prevenirla es con fungicidas precosecha y buen
manejo de la temperatura en la conservación.
A continuación se muestran algunas de las alteraciones descritas:
Figura 10. Podredumbre lenticelar. Fuente: Snowdon (1990)
Figura 11. Podredumbre azul. Fuente: Postharvest Center.

TFE Inés Pérez Lamuela
15
Figura 12. Podredumbre gris. Fuente: Postharvest Center.
1.7 PRODUCTOS DERIVADOS DE LA MANZANA
A partir de las manzanas se pueden elaborar una serie de productos derivados.
Estos productos derivados tienen menos color, así como menos beneficios que el
alimento fresco. Esto se puede deber a que al procesar la manzana se pardea, se
produce un pardeamiento enzimático por el cual los compuestos fenólicos son oxidados
hasta formas quinonicas, mediante reacciones catalizadas por enzimas denominadas
polifenoloxidasas (PPO) (Jadán, 2017).
Este pardeamiento dependerá de los tratamientos previos al proceso de
elaboración que se le da a la manzana. A continuación, se describen los productos
derivados más característicos de la manzana.
1.7.1 Sidra
El principal consumo de la fruta, después de la manzana de mesa es de la
manzana de sidra. La sidra (Figura 13) es un derivado de la manzana que se define
como el producto resultante de la fermentación total o parcial del mosto de manzana, al
que se puede incorporar, posteriormente a la fermentación, los azúcares o jarabes
azucarados, regulados en la normativa sobre determinados azúcares destinados a la
alimentación humana, y anhídrido carbónico. El grado alcohólico volumétrico adquirido
de esta bebida será igual o superior a 4 % vol (Real Decreto 72/2017).
Para realizar este producto típico del Norte de España hay que seguir unos
pasos, los cuales se nombran a continuación. En primer lugar se recogen las manzanas,
después se pasa al lavado superficial de éstas, posteriormente se aclaran y seleccionan
las manzanas que estén en buenas condiciones para realizar la sidra. Después se
machacan partiendo la manzana en pedazos sin llegar a romper la pepita, ya que esto
daría sabores indeseados al producto final. Posteriormente las manzanas machacadas
se prensan para así poder sacar el mosto y se pasa a realizar las analíticas de calidad
necesarias (acidez, pH, azúcar y taninos). Luego se decanta el mosto a una temperatura

TFE Inés Pérez Lamuela
16
de 10-12 ºC durante 15-24 horas para luego pasarlo al fermentador donde el azúcar del
mosto se convierte en alcohol. Y después de realizar este paso se trasiega la sidra, para
posteriormente embotellar el producto acabando con ello el proceso de elaboración
(Sidras Aburuza, 2021).
Figura 13. Sidra. Fuente: El Corte Inglés.
1.7.2 Zumo de manzana
El zumo de manzana se engloba en el marco de los zumos claros. Este zumo es
otro de los derivados más comunes de la manzana (Figura 14). La calidad de este
producto va a depender esencialmente de la especie y madurez que tenga el producto
fresco.
El proceso para obtener este producto es el siguiente: en primer lugar, se
seleccionan las frutas manualmente y se lavan. Posteriormente se tritura la fruta para
luego bombear la masa de fruta hasta el presando (para extraer el zumo de la fruta). En
este momento del proceso se encuentra un problema de pardeamiento, el cual se
contrarresta con la adición de ácido ascórbico en la fase de prensado. El siguiente paso
es la clarificación para dejar el zumo limpio y brillante, esto se hace mediante una
filtración o centrifugación. Luego se termina de clarificar con la acción de enzimas
pectolíticas que hace que los compuestos taninos se unan a ellas y precipiten pudiendo
después filtrarlos y eliminarlos. A continuación, se pasteriza el producto durante 15 seg
a 85 ºC y después se recupera el aroma, ya que cuando se concentran los zumos se
evapora el agua, y con ella se pierden muchos aromas. Por último, se concentra el zumo,
se envasa y se almacena. Este zumo tiene alrededor de 69-71 ºBrix, una acidez que
oscila entre 1,4 y 3 y un pH que como máximo es de 3,0 (Holdsworth, 1998) (Madrid,
Esteire, Cenzano, 2013).

TFE Inés Pérez Lamuela
17
Figura 14. Zumo de manzana. Fuente: Granini.
1.7.3 Vinagre de manzana
El vinagre de manzana (Figura 15) es un derivado de la manzana que se utiliza
en las comidas para darles un sabor y aroma únicos haciendo que los platos también
se conserven en mejor estado. El vinagre de manzana es producto de la fermentación
alcohólica donde el azúcar es transformado en alcohol en ausencia de oxígeno, y
seguidamente ocurre la fermentación acética donde el alcohol es oxidado y
transformado a ácido acético en presencia de oxígeno.
El procedimiento para conseguir este producto es el siguiente; en primer lugar
se selecciona la fruta y luego se lava. Después se pasa a la molienda donde se tritura
la fruta en trozos muy pequeños con el fin de prepararla para el presando posterior, el
jugo que sale se macera para luego pasarlo al prensado para así poder extraer el jugo
de los componentes solidos de la fruta. Posteriormente se pasa a realizar la
fermentación alcohólica, después de este proceso se reposa el mosto y se filtra antes
de hacer la fermentación acética. Una vez llegados a este punto el mosto que hay se
deja reposar durante 4-6 meses para que desarrolle los sabores característicos y luego
se filtra y se pasteriza a 60 ºC durante 15 minutos para finalizar el proceso con el
embotellándolo. El producto obtenido suele tener entre un 5-6 % de ácido acético y
presenta un aroma suave afrutado característico de la manzana (Química, 2021).

TFE Inés Pérez Lamuela
18
Figura 15. Vinagre de manzana. Fuente: Mercadona.
1.7.4 Manzana mínimamente procesada (IV gama)
Actualmente las personas tienen tendencia a consumir productos naturales,
frescos, preparados sin tratar y sin aditivos, dispuestos para el fácil consumo. Los
productos en cuarta gama (Figura 16) son los que atienden a esta demanda de los
consumidores actuales.
Para conseguir estos productos en primer lugar hay que seleccionar y
acondicionar las manzanas que se van a utilizar (lavar y desinfectar las manzanas). Una
vez realizado el proceso anterior se procede a pelar y trocear las manzanas con la forma
que se le quiera dar. Luego se vuelven a lavar y desinfectar (con agua a menos de 5
ºC), se aclaran, se secan y finalmente se envasan al vacío o en atmosferas modificadas
con control de O2, CO2 y N2.
Todo el proceso de elaboración tiene que realizarse en una sala que este por
debajo de 10 ºC para evitar que haya las mínimas alteraciones en el producto tanto
sensorial como microbiológicamente (Albagnac, Varoquaux, y Montigaud, 2002).

TFE Inés Pérez Lamuela
19
Figura 16. Manzana en cuarta gama. Fuente: Florette.
1.7.5 Manzana deshidratada
El consumo de la fruta deshidratada ha aumentado notablemente en los últimos
años, siendo la manzana una de las frutas más habituales sometidas a este proceso.
El proceso de deshidratación de las manzanas consta de lavado, clasificación,
pelado, descorazonado, cortado e inspección. Después de este paso, en el caso de las
manzanas hay que realizar un sulfitado antes del secado para evitar el pardeamiento
posterior así como para reducir las pérdidas de vitaminas A y C. Posterior al sulfitado se
realiza el troceado, resulfitado, secado primario, cortado, deshidratado y envasado
(Holdsworth, 1998).
Lo que se consigue con este tratamiento de deshidratación es un producto con
mayor vida útil, así como reducir el peso y el volumen lo que conlleva a facilitar y abaratar
el transporte, almacenamiento y envasado (Figura 17) (Cocina solar, 2018).
Figura 17. Manzana deshidratada. Fuente: Mercadona.

TFE Inés Pérez Lamuela
20
1.7.6 Mermelada de manzana
La mermelada (Figura 18) es el producto que se consigue por la cocción de frutas
enteras, troceadas y trituradas tamizadas o no, a las que se han incorporado azúcares
hasta conseguir un producto semilíquido o espeso. Tendrá una graduación mínima de
40° Brix y una proporción mínima de fruta de 30 por 100 (Real Decreto 2420/1978).
El proceso para conseguir el producto es el siguiente: se selecciona la fruta se
pesa y luego se lava para proceder al pelado. Una vez que la fruta está pelada se extrae
la pulpa y se hace una precocción para luego llevarla a una cocción donde se añadirá
el azúcar en la proporción de 1:1 (1 kg de fruta: 1 kg de azúcar) así como los correctores
de acidez, las pectinas (0,5-1 %) y los conservantes (0,5 %). Luego el producto se lleva
al envase donde se enfriará para que ocurra la gelificación en el recipiente y
posteriormente se etiqueta y almacena (Sánchez, 2018).
La estabilidad de este producto (Sánchez, 2018) depende del:
- pH: la fruta se encuentra entre 2,8 y 3,8 por lo que el óptimo del producto final
sería alrededor de 3.
- Tratamiento de evaporación (85-96 ºC), que hace que se concentren los sólidos
solubles (aw 0,75-0,8). Con ello y la adicción azúcar (65-68 ºBrix), se crea un
producto microbiológicamente estable, aunque no lo es al crecimiento de mohos
y levaduras.
- El proceso de cocción y el tamizado que deben de ser lo más corto posible para
evitar los cambios de color en la pulpa.
Figura 18. Mermelada de manzana. Fuente: Helios.

TFE Inés Pérez Lamuela
21
1.7.7 Compota de manzana
La compota (Figura 19) es la conserva de frutas u hortalizas, enteras o partidas
en trozos que se obtiene cociendo frutas o pulpa de frutas, a los que se les ha
incorporado solución azucarada, con una graduación final inferior a 14° Brix (Real
Decreto 2420/1978).
Este producto normalmente está más enfocado a la alimentación de niños
pequeños, por su facilidad de ser ingerido y ser un producto de fácil digestión.
Para conseguir este producto se recepcionan las manzanas que se almacenaran
para luego pelarlas, lavarlas, extraer su corazón y trocearlas. Posteriormente se cocina
el producto y se tamiza para eliminar la pulpa. Es en este momento cuando se añade
el azúcar para después precalentar (90-95 ºC) y envasar y almacenar el producto
(Albagnac, Varoquaux, y Montigaud, 2002).
Figura 19. Compota de manzana. Fuente: Grupo Nestlé.
1.7.8 Rebanadas de manzana
Este producto derivado se suele utilizar principalmente para productos
horneados en panaderías como son las tartas de manzana (Figura 20). Este producto
se prepara a partir de manzanas sanas, frescas y con adecuado grado de madurez,
envasadas con o sin agua, sal, especias y edulcorantes. Las rebanadas son segmentos
cortados longitudinalmente y/o radialmente a partir del eje del corazón. Para conseguir
este producto se pelan y se quita el corazón de la manzana, y a la vez que se pasa la
manzana por el pelador un rebanador automático va unido, produciendo de 2 a 18
segmentos. Estas rebanadas luego pueden comercializarse en fresco, en conserva,
congeladas o deshidratas dependiendo de cuándo y cómo se quieran usar (Bartholomai,
1987).

TFE Inés Pérez Lamuela
22
Figura 20. Tarta de manzana. Fuente: Dulcesol.

TFE Inés Pérez Lamuela
23
SITUACIÓN DEL SECTOR
2.1 SITUACIÓN A NIVEL MUNDIAL Y EUROPEO
La manzana es una de las frutas dulces de mayor difusión a escala mundial,
debido fundamentalmente a su facilidad de adaptación a diferentes climas y suelos, su
valor alimenticio, así como su calidad y diversidad de productos que se obtienen en la
industria transformadora. En los últimos años se ha podido ver que la producción de
manzana mundial ha ido incrementándose ligeramente después de haber tenido un
pequeño descenso, pero en general ha llevado siempre una tendencia ascendente,
siendo en 2019 la producción de manzanas de 87.236.221 t (Figura 21). Sin embargo,
si se compara la superficie cosechada de manzanas en los últimos años, ésta sí que ha
tenido más oscilaciones pronunciadas tanto ascendentes como descendentes. En los
últimos años, al igual que la producción, las hectáreas cosechadas han ido
incrementándose ligeramente siendo en 2019 de 4.717.384 hectáreas (Figura 22) (Food
and Agriculture Organization (FAO), 2021).
En cuanto a los países que más producen, China es el que se encuentra en
primera posición con 44.448.575 t por año, seguido de Estados Unidos con 4.649.323 t,
juntos producen más del 50 % del total mundial. España se encuentra en el puesto 21
con 638.840 t. En la Tabla 2 se pueden ver tanto la producción como las hectáreas
cultivadas, así como el rendimiento de los 10 primeros países por orden de producción
(Atlas Big, 2020).
Figura 21. Producción mundial de manzanas. Fuente: FAO (2021).

TFE Inés Pérez Lamuela
24
Figura 22. Área cosechada mundial de manzanas. Fuente: FAO (2021).
Tabla 2. Los diez primeros países productores de manzanas en el mundo. Fuente:
Atlas Big (2020).
Países Producción (toneladas) Superficie (hectáreas) Rendimiento (t/hectárea)
China 44.448.575 2.383.905 18.645,3
Estados Unidos 4.649.323 130.552 35.612,8
Polonia 3.604.271 177.203 20.339,8
Turquía 2.925.828 173.394 16.873,9
India 2.872.000 314.000 9.146,5
Irán 2.799.197 238.638 11.729,9
Italia 2.455.616 56.164 43.722,2
Federación Rusa 1.843.544 214.270 8.603,8
Francia 1.819.762 49.618 36.675,4
Chile 1.759.421 36.063 48.787,1
Si nos centramos en la Unión Europea, la evolución de la producción ha tenido
bruscas subidas y bajadas siendo en 2019 de 12.044.780 t la producción de esta fruta
(Figura 23). En cuanto a el área cosechada, ésta tiene una tendencia ligeramente
descendente como se puede ver en la Figura 24, que en 2019 fue de 518.140 hectáreas
(FAO, 2021).

TFE Inés Pérez Lamuela
25
Figura 23. Producción Unión Europea (28) de manzanas. Fuente: FAO (2021).
Figura 24. Área cosechada Unión Europea (28) de manzanas. Fuente: FAO (2021).
La cosecha estimada en 2020 fue de 10.711.000 t, ligeramente inferior al año
anterior (-1 %). Si se presta atencion a los paises, el mayor descenso de produccion se
observó en Hungría (-23 %), Austria (-17 %) y España (-16 %). La evolucion se puede
ver en la Figura 25. Aún con el descenso de produccion, España se encuentra en la
posición quinta dentro de los países de la Unión Europea productores de manzana. Las
variedades de manzana que más se producen en la Unión Europea son Golden Delicius,
Gala y Red Delicious (Figura 26). Si se hace un análisis de la producción de las
variedades de manzana, se puede ver como la variedad Golden ha disminuido un 10 %,
un 6 % las Fuji y un 2 % la Granny Smith, por el contrario el grupo Gala ha crecido un 7
% (Jaén, 2021).

TFE Inés Pérez Lamuela
26
Figura 25. Reparto y evolucion de la producción de manzana en la Unión Europea por
paises (miles t). Fuente: Jaén (2021).
Figura 26. Reparto y evolucion de la producción de manzana en la Unión Europea por
variedades (miles t). Fuente: Jaén (2021).

TFE Inés Pérez Lamuela
27
2.2 SITUACIÓN A NIVEL NACIONAL
Como se ha dicho anteriormente, España se encuentra en la posición 21 a nivel
mundial en cuanto a producción de manzana se refiere y el quinto en la Unión Europea.
En el año 2019 España produjo 638.840 t que como se puede ver en la Figura 27 es la
mejor cifra desde 2011. En cuanto al área cosechada de manzanas, en 2019 la cifra fue
de 29.640 hectáreas (Figura 28). Esta superficie ha ido descendiendo en los últimos
años, lo que indica que se produce más pero el área es menor por lo que se está
consiguiendo un mayor rendimiento de las cosechas.
Figura 27. Producción española de manzanas. Fuente: FAO (2021).
Figura 28. Área cosechada en España de manzanas. Fuente: FAO (2021).

TFE Inés Pérez Lamuela
28
En 2019 las Comunidades Autónomas de España con mayor producción de
manzana fueron, Cataluña (315.533 t) seguida de Galicia (105.713 t) y Aragón (93.552
t) (Tabla 3) (MAPA, 2019). En cuanto a las variedades que más se producen son Golden,
Gala y Reineta. En todas ellas se pueden ver como presentan un aumento en
comparación con el año anterior (Figura 29) (Jaén, 2021).
Tabla 3. Superficie de plantación y producción de manzana por comunidades
autónomas. Fuente: MAPA (2019).
Comunidades Autónomas Superficie en plantación regular (ha) Producción (t)
GALICIA 5.957 105.713
P. DE ASTURIAS 4.146 17.636
CANTABRIA 61 285
PAÍS VASCO 1.747 13.710
NAVARRA 424 11.688
LA RIOJA 387 10.798
ARAGÓN 2.933 93.552
CATALUÑA 8.276 315.533
BALEARES 75 231
CASTILLA Y LEÓN 2.024 47.830
MADRID 2 150
CASTILLA-LA MANCHA 110 1.838
C. VALENCIANA 602 8.441
R. DE MURCIA 60 1.410
EXTREMADURA 47 440
ANDALUCÍA 425 7.291
CANARIAS 310 2.293
ESPAÑA 27.586 638.839

TFE Inés Pérez Lamuela
29
Figura 29. Evolución de la producción de manzana por variedades en España (t).
Fuente: Jaén (2021).
En relación con las exportaciones, el 30 % de lo que exporta la Unión Europea a
países terceros es pera y manzana lo que equivale a 1,2 millones de t, que en valor son
693,2 millones de euros.
En España, en la campaña del 2020/2021, el volumen de las exportaciones fue
de 51.162 t, valoradas en 37,5 millones de euros en el primer trimestre de la campaña
(Figura 30). Las exportaciones dentro de la Unión Europea han supuesto el 47 % de las
mismas, destacando Francia (30 %) y Portugal (8 %) (Figura 31). Del resto de las
exportaciones destacan las realizadas a Reino Unido (10 %), Brasil (8 %) y Emiratos
Árabes Unidos (4 %) (Figura 32).
Figura 30. Evolución mensual de las exportaciones de manzanas de España (t).
Fuente: MAPA (2021).

TFE Inés Pérez Lamuela
30
Figura 31. Principales destinos de exportaciones de manzana de España a países de
la Unión Europea (t). Fuente: MAPA (2021).
Figura 32. Principales destinos de exportaciones de manzana de España a países
extracomunitarios (t). Fuente: MAPA (2021).
2.3 SITUACIÓN EN ARAGÓN
Aragón representa la quinta parte de la superficie total nacional española de
fruta, siendo el tercer productor principal de manzana. En el año 2019 la producción de
manzana en Aragón fue de 93.552 millones de t con 2.933 hectáreas cultivadas (MAPA,
2021).
La distribución provincial de superficies de manzano indica que Zaragoza
dispone de más de las tres cuartas partes y Huesca casi el resto (Tabla 4). En Teruel
solo hay algo menos de 1.000 hectáreas, principalmente en el Bajo Aragón. La mayoría
de las plantaciones de manzana aragonesas se encuentran en la comarca de La
Almunia, Calatayud y Bajo Cinca (DGA,2004) (MAPA, 2021).

TFE Inés Pérez Lamuela
31
Tabla 4. Superficie de plantación y producción de manzana y por provincias de
Aragón. Fuente: MAPA (2021).
Superficie en plantación regular (ha) Producción (t)
Huesca 569 16.159
Teruel 106 986
Zaragoza 2.258 76.407
ARAGÓN 2.933 93.552
2.4 CONSUMO DE MANZANA
La demanda de frutas y hortalizas frescas en los hogares en 2020 fue de 7.979
millones de kilos, lo que supuso un 10 % más que en 2019. De estos 7.979 millones de
kilos, 4.265 fueron frutas, lo cual supuso un incremento del 7 % con respecto al año
anterior. Si el consumo de frutas y hortalizas se lleva a cifras monetarias, se observa
que en los once primeros meses de ese año el gasto fue de 13.498 millones de euros,
correspondiendo 7.301 millones de euros a las frutas (Federación Española de
Asociaciones de Productores Exportadores de Frutas y Hortalizas (FEPEX), 2020).
Dentro de las frutas más consumidas en los hogares españoles están: las
naranjas con 724 millones de kilos, el plátano con 590 millones de kilos, la manzana con
468 millones de kilos (lo que supone un incremento del 16 % con respecto al año
anterior) y la sandía con 437 millones de kilos (FEPEX, 2020).
Si se comparan los últimos años, se puede observar como el consumo per cápita
de 2019 fue de 9,55 kg frente a 9,44 kg en 2018. Sin embargo, el gasto per cápita fue
menor en 2019 con 13,84 euros que en 2018 con 14,69 euros (Figura 33). En cuanto a
las comunidades autónomas, los habitantes con mayor consumo per cápita en kilos son
aquellos que viven en Navarra seguidos de Galicia, País Vasco y La Rioja (Jaén, 2021).
Figura 33. Evolución del consumo de manzanas en el hogar. Fuente: Jaén (2021).

TFE Inés Pérez Lamuela
32
2.5 PRODUCTOS DERIVADOS DE MANZANA
Las frutas transformadas engloban a todas las especies y tratamiento con
exclusión de la cuarta gama, que es considerada como un producto fresco, siendo los
tratamientos más comunes a las frutas, la congelación, la conserva, concentrados,
deshidratados…
Según el MAPA en 2019 los hogares españoles destinaron el 1,86 % del
presupuesto de sus compras en alimentación a frutas y hortalizas transformadas, lo que
tuvo un gasto per cápita de 27,99 euros siendo el consumo de 12,80 kg. A lo largo de
los últimos 10 años el consumo de este tipo de productos ha sido bastante estable
(MAPA, 2020a).
Si nos centramos en las manzanas, su principal uso es para el consumo de
manzana de mesa, pero hay una parte de la producción que se destina a manzanas
para sidra, con un 7,75 % de la producción total de manzana en España en 2019/2020
para este uso (MAPA, 2021). El resto corresponde casi en su totalidad a la manzana de
mesa fresca, con un pequeño porcentaje que va destinado a la producción de productos
derivados, como son la mermelada de manzana, zumo de manzana, rodajas de
manzana...
Actualmente uno de los productos que ha tenido un mayor incremento de
producción es la manzana deshidratada, ya que los consumidores estan demandado
formas de comer productos vegetales y frutas más cómodos y en cualquier lugar, así
como de forma más innovadora como es el caso. Así es que este producto se puede
encontrar actualmente en cualquier supermercado por su alto reclamo entre los
consumidores (Figuras 34 y 35). Es por esta gran demanda entre los consumidores que
la producción de frutas deshidratadas cada vez es mayor, tanto es así que la producción
mundial de fruta deshidratada en 2019/2020 fue de alrededor de 3.283.000 t un 5 %
más que en 2018/2019, siendo los países que más consumen este tipo de fruta Estados
Unidos seguido de Alemania, Rusia, Holanda y Reino Unido (Federación de productores
de frutas de Chile (Fedefruta), 2017) (International Nut and Dried Fruit Council (INC),
2019).
Algunas de los productos de manzana deshidratada que nos encontramos en los
supermercados se muestran a continuación:

TFE Inés Pérez Lamuela
33
Figura 34. Manzana deshidratada a rodajas. Fuente: Mercadona y Frubis.
Figura 35. Dados de manzana deshidratada. Fuente: Carefood y Sol Natural.
Otro de los productos derivados típicos de la manzana es la mermelada de
manzana (Figura 36). Este producto es muy aceptado en el ámbito español y no para
de crecer tanto su volumen como su valor a lo largo de los años. Tanto es así que en
2020 en España se consumieron 31.926,93 miles de kg y se gastaron un total de
121.176,05 euros entre mermeladas y confituras, siendo el consumo per cápita
(kg/persona) de 0,69 y el gasto per cápita (€/persona) de 2,62 (MAPA, 2020b). Aunque
este producto sea muy habitual consumirlo en España, la mermelada tiene un
ingrediente que los consumidores ven negativo para su salud y es el azúcar que tiene
en su composición, y esto hace que su venta no sea aún mayor. Es por ello, que las
empresas que realizan este tipo de productos tienen que innovar y por ello realizan
nuevas líneas de productos como son líneas de mermelada de manzana baja en azúcar,
mermelada de manzana con canela para darle un sabor dulce o mermelada de manzana
con adicción de algas para elevar su valor alimenticio. Todos estos productos hacen que
el mercado de este producto no se estanque y siga evolucionando.

TFE Inés Pérez Lamuela
34
En el mercado hay diferentes formatos de comercialización de la mermelada de
manzana, así como con diferentes ingredientes, algunos de ellos se muestran a
continuación:
Figura 36. Distintas formatos y preparaciones de mermeladas de manzana. Fuente:
La Chinata, Helios y Jumel.
En cuanto a la fruta de cuarta gama, en los últimos años se ha convertido en un
producto muy demandado y con un reclamo constante. Este reclamo viene unido a que
los productos en IV gama no han sufrido ningún tratamiento térmico y simplemente han
sido lavados, troceados y envasados consiguiendo así mantener sus propiedades
frescas y naturales que es lo que buscan los consumidores. Además, el alto reclamo del
consumo de este producto viene muy ligado también a que ofrecen una presentación
saludable y además el consumidor ahorra tiempo a la hora de comerlo (Marcas de
Restauración, 2015).

TFE Inés Pérez Lamuela
35
Uno de los principales productos que se usan en cuarta gama son las manzanas
(Figura 37) siendo los envases más utilizados las bolsas, tarrinas y bandejas. Las bolsas
son el envase de mayor aceptación por su reducido coste y por su presentación, ya que,
aporta sensación de frescura al producto (Figura 38) (InfoAgro, 2021a).
Figura 37. Frutas más utilizadas en productos IV gama. Fuente: Gobierno de La Rioja
(2018).
Figura 38. Manzana en IV gama. Fuente: Crunch Pak y Frutifresh.

TFE Inés Pérez Lamuela
36
El consumo de estos productos en España en 2019 fue de 189.105,97 miles de
kg y su valor de 322.593,93 miles de euros siendo el consumo per cápita de 4,10 kg y
el gasto per cápita de 6,99 euros. La producción de este mismo año fue de 1.740,30 t lo
cual supuso un valor de 12,30 millones de euros (MAPA, 2020a).
Las principales industrias productoras de estos productos en España son las que
se muestran en la Figura 39 y los establecimientos más comunes en los que se pueden
encontrar estos productos son los supermercados, así como el sector de los hoteles,
restaurantes y cafeterías (HORECA) (Monje, 2021).
Figura 39. Principales operadores de IV gama y otros refrigerados hortofrutícolas.
Fuente: Monje (2021).

TFE Inés Pérez Lamuela
37
PROCESOS PRODUCTIVOS
En este apartado se van a describir algunas de las transformaciones posibles
que se le pueden realizar a las manzanas; más en concreto a la manzana en IV gama,
manzana deshidratada y mermelada de manzana.
3.1 ESQUEMAS DE PROCESO
A continuación se presentan los esquemas de proceso para la obtención de
manzana IV gama (Figura 40), manzana deshidratada (Figura 41) y mermelada de
manzana (Figura 42).
Figura 40. Esquema de la elaboración de manzana en IV gama.

TFE Inés Pérez Lamuela
38
Figura 41. Esquema del proceso de la elaboración de manzana deshidratada.
Figura 42. Esquema del proceso de la elaboración de mermelada de manzana.

TFE Inés Pérez Lamuela
39
3.2 DESCRIPCIÓN DE LAS FASES
A continuación se describirá el proceso productivo etapa por etapa, al mismo
tiempo que se especifican datos importantes en cada uno de los procesos, de las tres
líneas de procesado que se han descrito anteriormente Para la elaboración de este
capítulo se han consultado las siguientes fuentes: Holdsworth (1998), Barbosa-Cánovas
y Vega-Mercado (2000), Casp y Abri (2003), Sánchez Pineda de las Infantas (2004), Casp
(2014), Sánchez (2018a), Sánchez (2018b), Sánchez (2018c), Ordoñez, García y
Cambero (2019).
3.2.1 Etapas comunes a los tres procesos
3.2.1.1 Recepción
Una vez que la materia prima llega a la planta por el área de recepción, se
descarga de los camiones y se realiza un control para asegurar que ésta es acorde a
las especificaciones de compra, comprobando:
- La cantidad de materia prima
- La temperatura del transporte y del producto
- La higiene del transporte
- Las características organolépticas y físicas de la materia prima (análisis visual)
- Control de madurez de la materia prima
- Control de posibles plagas en el transporte de la materia prima
Además, una vez que el transporte entra a la empresa con la materia prima, se
emitirá un albarán de la entrada de la materia prima a la planta en el cual se mostrará:
- Nombre de la materia prima que se recepciona
- Fecha y hora de recepción
- Cantidad de materia prima recibida
- Temperatura del transporte
- Tipo de recipiente en el que se transporta
- Firma del encargado de recepción
- Firma del transportista
El albarán se hará por triplicado para que una copia vaya al proveedor del
producto, otra al transportista y otra a la propia empresa para sus registros internos.
Cada día en la industria se van a procesar 1.500 kg de manzana, pero solo se
recibirá mercancía el primer día de la semana laborable por lo que se recibirán 7.500
kg. Como cada mes tiene días y festivos diferentes se ha decidido unificarlos diciendo
que son laborables 21 días cada mes por lo que se van a recibir 31,5 toneladas.

TFE Inés Pérez Lamuela
40
Las manzanas procederán de una cooperativa de la zona ya seleccionadas con
unos requisitos. Estos requisitos son que cumplan con un calibre mínimo de 50 mm, así
como que no muestren defectos que no les hicieran cumplir con los requisitos mínimos
de calidad (productos sobremaduros, defectuosos, dañados o alterados).
3.2.1.2 Almacenamiento en pre-refrigeración
Antes de pasar a realizar el procesado como tal, la materia prima se introduce
en una cámara frigorífica. Esto se hace debido a que cuando la materia prima llega a la
empresa no siempre puede ser procesada inmediatamente debido a que no hay stock
suficiente, o que hay que hacer un proceso de selección, o que la mercancía llega a
hora diferente de la que se empieza a procesar la materia prima…
Al realizar este almacenamiento en pre-refrigeracion se consigue ralentizar los
procesos metabólicos y se reduce la senescencia de la materia prima (la tasa de
respiración lo que conllevara a una disminución del calor generado por la materia prima,
también se disminuye la perdida de agua por transpiración, así como la disminución de
la velocidad de maduración, la producción de etileno y el desarrollo de podredumbres).
Hay varias formas de realizar este pre-enfriamiento: por medio del “hidrocooling”,
por medio del “vacuumcooling” y el que mejor se adapta para este caso en concreto
que es por medio de aire forzado. Con este sistema en pocos minutos se llega a la
condiciones requeridas las cuales en este caso son:
- Temperatura óptima: 4±1 ºC
- Humedad relativa: 90 %
- Tiempo de residencia en las cámaras: menor a 24 horas
Cuando se recepciona el producto este viene en camiones a 6±1 ºC y nada más
descargarse pasan a la cámara de refrigeración para bajar la temperatura del producto
hasta 4±1 ºC y mantenerla a esa temperatura hasta que se utilice la materia prima.
Desde que entra el producto a la recepción hasta que se lleva a la cámara donde
se mantendrá la temperatura tiene que pasar el menor tiempo posible para no perder la
cadena del frio, el transporte de una etapa a otra se hará con la ayuda de transpaleta
manual.
3.2.1.3 Lavado y desinfección
Después se realiza el lavado de la superficie del producto entero. En esta etapa
es donde se eliminan los materiales extraños como son las ramas, arena, tierra,
insectos, pesticidas y residuos fertilizantes de las manzanas.

TFE Inés Pérez Lamuela
41
Para conseguir la finalidad de esta etapa, la materia prima se lava por inmersión
en agua a 4 ºC. La inmersión se realizará en una lavadora con una capacidad para 808
litros de agua. Este agua estará burbujeante continuamente, ya que se le inyectará aire,
además se le adicionará hipoclorito de sodio en una cantidad de 100 ppm para
garantizar así la eliminación de la contaminación microbiana durante el proceso. El
tratamiento de lavado durara 4 minutos y el pH de la solución tendrá que ser de
alrededor de 6 para que no se reduzca la actividad del hipoclorito de sodio, ya que por
debajo es inestable y tiende a convertirse en gas.
3.2.1.4 Aclarado y escurrido
Una vez lavada y desinfectada la materia prima, se procede a aclararla, ya que
en su superficie cuenta con una concentración de cloro y esta tiene que ser menor a
0,05 mg/kg como indica el Reglamento (UE) 2020/749 de la Comisión de 4 de junio de
2020 que modifica el anexo III del Reglamento (CE) nº 396/2005 del Parlamento
Europeo y del Consejo por lo que respecta a los límites máximos de residuos de clorato
en determinados productos. Para realizar el aclarado se van a sumergir las manzanas
en la cuba de la lavadora que tiene una capacidad de 606 litros.
Una vez realizado el aclarado se elimina el exceso de humedad de la superficie
de las manzanas, ya que un exceso tiende a estimular el crecimiento de levaduras,
mohos y bacterias. Este exceso de agua se elimina con la ayuda de una placa vibratoria.
Hasta esta etapa las líneas de procesado son comunes, ya que hasta este
momento no hay ninguna especificación en la línea. A partir de aquí, cada línea tendrá
unas especificaciones y por lo tanto estarán separadas para cumplir con ellas.
3.2.2 Manzana IV gama
A continuación se describen el resto de las etapas del proceso de elaboración
de la manzana en IV gama. En este proceso a partir de este momento todas las etapas
deberán estar a una temperatura ambiente de 10 ± 1 ºC, ya que al ser un producto
mínimamente procesado necesita que la temperatura sea baja para ralentizar las
alteraciones que se puedan dar en el producto, y que así tenga mayor vida útil.
3.2.2.1 Pelado y descorazonado
El pelado es una etapa muy importante en la elaboración de fruta transformada.
Con el pelado lo que se persigue es eliminar la capa más externa de la fruta cuando
ésta no es comestible o cuando para la presentación final del producto no se quiere que
esté la piel, para dar un resultado más atractivo al consumidor. El pelado además tiene
la función adicional de reducir la carga microbiana que pudiera haber quedado en la
superficie de las manzanas.

TFE Inés Pérez Lamuela
42
Existen varios sistemas de pelado como es el mecánico, térmico, termo-físico y
el químico. También está el pelado manual pero es costoso, lento y produce muchos
desperdicios.
Para las manzanas el pelado más apropiado es el pelado mecánico, en este tipo
de pelado se utilizan métodos físicos para la eliminación de la piel, en este caso lo más
común es usar cuchillas.
En el caso de la manzana IV gama este proceso se realizará a petición del
comprador en función de si requiere un producto con piel o sin ella.
En esta etapa es cuando la manzana también se descorazona, la cual es una
operación obligatoria en las manzanas porque la zona interna de estos frutos concentra
una gran parte de sustratos de pardeamiento enzimático y en ningún caso se consume.
3.2.2.2 Cortado
El cortado del producto en IV gama es una etapa esencial, ya que dará forma al
producto que se comercializará. Suele realizarse de diferentes formas como son: cubos,
rodajas, segmentos, tiras… En este caso se el producto final tendrá forma de segmentos
y forma de rodajas para que haya más diversidad de producto.
El corte se tiene que realizar de forma rápida y en un solo golpe para evitar
provocar daños mecánicos, ya que darían lugar a un producto con una mala
presentación. Al cortar el producto la actividad fisiológica del mismo aumenta por lo que
nada más cortar el producto se tendrá que llevar a enfriar a 4±1 ºC para ralentizar este
efecto.
Las cortadoras se construyen con una aleación de acero inoxidable rico en
carbono y tienen cuchillas de diferentes formas lo que conferirá la forma y tamaño de
los productos finales.
Hay que tener en cuenta que tanto en el pelado como en el corte hay que reducir
al máximo las pedidas de producto, eliminando la menor parte posible de materia prima,
además de reducir al máximo los costes, tanto energético como de mano de obra. Es
por ello que ambas operaciones son mecanizadas y se efectúan en un equipo que
realiza tanto el pelado, como el corte de la manzana.
3.2.2.3 Tratamientos especiales
En esta etapa es cuando se sumerge en agua la fruta inmediatamente después
del corte con tratamientos especiales y se lleva a 4±1 ºC para evitar al máximo las
oxidaciones enzimáticas, el crecimiento microbiano y la perdida de firmeza de la fruta.

TFE Inés Pérez Lamuela
43
Es por ello que se utilizan diferentes tratamientos para conseguirlo. Se ha elegido
realizar un lavado por inmersión, durante 15 minutos y 4±1 ºC para mantener las
características del producto. En la solución lo que se hace es introducir agentes
químicos como es el ácido ascórbico y el ácido cítrico:
- El ácido ascórbico tiene como función que no se produzcan pardeamientos
enzimáticos debido a la polifenoloxidasa (PPO). En este caso se utilizará una
dosis del 2 % de ácido ascórbico.
- El ácido cítrico tiene un efecto sinérgico con la acción del ácido ascórbico.
Produce un descenso del pH de la solución haciendo así que el enzima PPO no
pueda actuar de forma correcta. En este caso se usará una dosis del 1,5 %.
3.2.2.4 Escurrido
Después del tratamiento antipardente hay que proceder al escurrido para
eliminar la humedad residual y el exudado celular de la superficie de los segmentos de
manzana, ya que si no se eliminase, podría estimular el crecimiento de levaduras,
mohos y bacterias.
Para ello, el producto llega a través de cintas transportadoras, hasta una cinta
transportadora vibratoria, la cual esta agujereada con pequeñas perforaciones para que
cuando la cinta vibre, el agua caiga y sea eliminada del proceso.
3.2.2.5 Pesado, envasado y etiquetado
Después de escurrir el producto, este se pesa, se envasa y se etiqueta. Con la
etapa de envasado lo que se intenta es que el alimento esté acomodado y protegido,
tanto de la contaminación microbiana del exterior como de otros riesgos que puede tener
a lo largo de su vida útil como es la manipulación, el almacenamiento y la distribución.
Mediante unas cintas transportadoras el producto va hasta las pesadoras donde
es pesado con gran precisión. Una vez pesado se lleva hasta las máquinas de envasar
a través de una cinta transportadora.
La materia prima se envasará en bolsas cerradas y envueltas por el sistema de
envolvedora vertical, el peso de estas bolsas sera de 80 g si van destinadas a
supermercado y de 750 g si son destinadas a pastelerías.
En estas bolsas en las que se envuelve el producto, va ya impresa tanto con la
etiqueta como el sello de la marca. La etiqueta del producto no puede tener ningún error,
ya que si no, la trazabilidad del producto podría verse afectada.

TFE Inés Pérez Lamuela
44
En las bolsas de IV gama, en la parte de delante estará la etiqueta con el logotipo
de la empresa y en la parte de atrás habrá otra etiqueta con los demás requerimientos
que indica el Reglamento (UE) nº 1169/2011. Los requerimientos que se tienen que
mostrar en la etiqueta según la legislación son: la denominación del alimento, la lista de
ingredientes, lista de ingredientes que causen alergias o intolerancias, cantidad neta del
alimento, fecha de caducidad, condiciones especiales de conservación y/o las
condiciones de utilización, nombre o razón social y dirección del operador de la empresa
alimentaria, país de origen, modo de empleo e información nutricional.
Cuando se pesa la cantidad que se requiere, se procede al llenado de la bolsa,
la cual cuando está llena se cierra automáticamente con la máquina de envasar y deja
el producto terminado en las cinta transportadora.
A su vez la máquina de envasar, antes de cerrar el producto, introduce una
mezcla de gases en el envase para que el producto se encuentre en atmosfera
modificada y aumente así su vida útil. La atmosfera modificada en este caso será una
mezcla de O2, CO2 y N2 siendo sus porcentajes del 8 %, 15 % y del 77 %
respectivamente, haciendo así que la tasa respiratoria del producto se reduzca sin llegar
a la anaerobiosis.
Lo que ocurre gracias a la atmosfera modificada es que el producto interacciona
con ella, reduciendo tanto la velocidad de respiración, como la pérdida de humedad por
transpiración e incrementa la fase de latencia del desarrollo microbiano.
Los envases que se usan en esta línea serán de polietileno de baja densidad, ya
que tiene baja permeabilidad al vapor de agua y alta a los gases, da buenos resultados
y resulta un material muy económico.
3.2.2.6 Inspección visual y detección de metales
Una vez cerrado y listo el producto, se realizará una inspección visual para
controlar la calidad global del mismo. Para esta inspección el producto pasará por una
cinta transportadora donde un operario controlará cada envase. Tras ello, los envases
se dirigirán a un detector de metales para asegurar la ausencia de los mismos. En caso
de que se detectara alguna anomalía en el cierre del envase, en la calidad de producto
o si se detectase algún metal, ese envase se sacaría automáticamente de la línea de
producción con la ayuda de un operario.
3.2.2.7 Embalaje
Realizada la inspección visual y la detección de metales del producto se procede
a el embalaje del mismo. En este momento el producto está envasado y pasa a una

TFE Inés Pérez Lamuela
45
mesa de acero inoxidable, desde donde posteriormente se procederá al embalaje de los
productos.
Posteriormente, la cinta transportadora lleva el producto hasta la zona de
empaquetado. En esta etapa el producto se introduce en cajas de cartón corrugado de
forma manual y éstas se colocan encima de pallets de madera, los cuales se llevan al
almacenamiento refrigerado hasta el momento de su expedición con la ayuda de una
transpaleta manual.
Las cajas una vez montadas tienen capacidad para 125 bolsas de manzana en
IV gama para las bolsas de 80 g y de 13 bolsas para las de 750 g. Cuando las cajas
estan llenas estas son precintadas manualmente y apiladas sobre los pallets de madera.
En cada pallet caben 6 cajas de cartón en cada altura. Cuando el pallet está lleno se
envuelve manualmente con film para envolver con la ayuda de un operario.
Las cajas de cartón se comprarán ya hechas, listas para montar por los
operarios. Estas cajas son material auxiliar y se guarda con el resto de los materiales
auxiliares en el almacén de material auxiliar.
3.2.2.8 Almacenamiento refrigerado
Por último, los productos antes de pasar a la etapa de expedición se almacenan
en refrigeración. La refrigeración permite alcanzar una temperatura óptima para
prolongar el tiempo de vida de un producto determinado, reduciendo la actividad
enzimática y el crecimiento microbiano. En este caso el producto final ya envasado y
paletizado, se lleva a una cámara refrigerada a 4±1 ºC. Este proceso, al igual que la
prerefrigeracion, se hace en una cámara de aire forzado.
3.2.2.9 Expedición
Los productos almacenados en refrigeración, cuando se van a vender pasan a
la fase de expedición. El orden de salida de los productos será, el primero que entra
será el primero que sale para intentar que ningún producto se quede en la cámara y se
agote su vida útil.
Antes de que los productos salgan de la empresa se completa un albarán con la
cantidad de producto que sale, la temperatura de salida de éste, la fecha de realización
de los mismos, donde va destinado el producto y el número de lote que tiene para poder
seguir una correcta trazabilidad. Este albarán se realiza por duplicado para que una
copia se la quede la empresa para sus registros y otra el transportista del producto.
La zona de expedición, al igual que todo el proceso tendrá, que estar a una
temperatura de 10±1 ºC para que la manzana en IV gama no sufra aumentos de

TFE Inés Pérez Lamuela
46
temperatura. Además, el transporte para su destino final tendrá que mantener la cadena
del frio, manteniendo una temperatura de 4 ±1 ºC.
3.2.3 Manzana deshidratada
A continuación se pasa a describir las etapas de la producción de manzana
deshidratada a partir de la etapa de pelado. Algunas de las etapas serán similares a la
de la manzana en IV gama diferenciándose en detalles. En este caso, el ambiente del
procesado de la manzana deshidratada no necesita la especificación de que se
encuentre a 10±1 ºC.
3.2.3.1 Pelado y descorazonado
El pelado se realizará de la misma manera que en el apartado 3.2.2.1, con la
diferencia que para este producto siempre se llevará a cabo, ya que el comprador
requiere que la manzana deshidratada esté sin piel, debido a que da una mejor
apariencia al producto final.
En este caso, como en el apartado 3.2.2.1 se realizará siempre el descorazonado
del producto.
3.2.3.2 Cortado
El cortado se realizará de la misma forma que la descrita en el apartado 3.2.2.2
con la diferencia que ahora el corte solo sera a rodajas de forma circular, ya que así hay
más superficie expuesta en el secador y con ello será más fácil que se produzca la
deshidratación.
3.2.3.3 Sulfitado
Una vez cortada la manzana en rodajas éstas se van a sumergir en una solución
con una concentración máxima de 600 mg de metabisulfito de sodio por litro de agua
durante 10 minutos. Esta concentración es la que se indica en el Reglamento (UE) nº
1129/2011 de la Comisión para fruta seca en el caso de manzana y pera.
Este tratamiento se hace para conservar las características organolépticas
(color, olor, textura, etc.) de la manzana lo más similares posibles a las de origen,
después de realizarle el proceso de deshidratado. Esto se consigue, ya que el
metabisulfito de sodio inhibe las reacciones de pardeamiento de la manzana a
deshidratar, reduciendo las quinonas a difenoles e inactivando el enzima.
3.2.3.4 Secado
Una vez efectuadas las etapas previas se lleva a cabo el secado, proceso más
importante para la obtención de manzana deshidratada.

TFE Inés Pérez Lamuela
47
El secado es uno de los métodos más antiguos para la conservación de los
alimentos perecederos. Con la deshidratación de un producto se consigue el incremento
de las posibilidades de conservación y una reducción de peso, así de como de volumen,
lo que facilitará su almacenamiento. Además, también se consigue eliminar el agua que
contiene el alimento reduciendo así la actividad microbiana y enzimática, lo que hace
que se incremente la vida útil del producto.
Hay diferentes métodos de deshidratar alimentos dependiendo de los
requerimientos de cada producto. Es por esta razón que el proceso tiene lugar de
muchas formas y se utilizan diferentes clases de equipos.
La selección del tipo de secadero y por tanto del método de secado depende de
una serie de factores entre los cuales se incluye la forma de la materia prima, sus
propiedades, la forma física deseada y las características del producto final, las
condiciones necesarias de operación y los costes de las mismas.
Estos secadores se pueden clasificar en secadores directos o convectivos,
secadores por conducción o indirectos y secadores por radiación o dieléctricos.
En este caso los secadores más comunes que se utilizan son los directos o
convectivos debido a que este tipo de secadores usan la técnica más simple y
económica que hay. Es por ello que se han diseñado y comercializado diferentes tipos
de secaderos basados en este principio. Dentro de éstos se pueden encontrar diferentes
secadores, como son:
- Por cargas:
o De horno
o De bandejas
- Continuos
o De túnel
o De cinta
o Rotatorios
o Por fluidización
o Por arrastre neumático
o Por atomización
Para la manzana deshidratada los que mejor se adaptan son los de horno,
bandejas, túneles y cinta transportadora.
A continuación, se realizada una breve descripción de estos tipos de secaderos:

TFE Inés Pérez Lamuela
48
- Los de horno son los más simples y constan de un pequeño recinto en forma de
paralelepípedo de dos pisos. En el piso inferior se instala el quemador encargado
de calentar el aire, que atraviesa, por convección natural o forzada, el techo
perforado sobe el que se asienta el lecho del producto a secar.
- Los secaderos de bandejas están formados por una cámara metálica
rectangular en cuyo interior se disponen unos bastidores móviles. Cada bastidor
lleva un cierto número de bandejas poco profundas, montadas unas sobre otras
con una separación conveniente, colocándose sobre ellas el producto a secar.
En este tipo de secaderos se hace circular el aire caliente por las bandejas con
la ayuda de un ventilador acoplado a un motor. El aire pasa previamente por un
calentador constituido por un haz de tubos por cuyo interior suele circular
normalmente vapor de agua.
Al final de cada ciclo de secado se descargar el producto seco y se realiza una
nueva carga.
Para realizar un secado más rápido se utilizan bandejas perforadas por donde el
aire circula a través de la capa de sólidos, con lo que se consigue aumentar la
superficie de producto expuesta a la acción del aire.
El secado puede ser de flujo horizontal o de flujo transversal y los rendimientos
térmicos están entre el 20-50 % y normalmente se aplican para 25-50 kg/h de
producto seco.
Este tipo de secadero son fáciles de ajustar y controlar las condiciones óptimas
de secado en el interior del armario, y el producto que se obtiene es de muy
buena calidad, además son baratos, flexibles y tienen un bajo coste de
mantenimientos.
- Los secaderos túnel tienen un funcionamiento parecido al del secadero de
bandejas, pero el funcionamiento de éstos es semicontinuo. El producto se
coloca en bandejas y éstas se cargan sobre carretillas que se trasladan a lo largo
del túnel de secado.
El funcionamiento de los secaderos de túnel es el siguiente, el aire caliente se
introduce por un extremo del túnel y circula a una velocidad predeterminada a
través de las bandejas que llevan el producto, para ello se usan calentadores y
el aire es distribuido por el túnel con ventiladores.
En los diseños convencionales el aire circula horizontalmente, en paralelo a
dirección del movimiento de las carretillas o transversal a esta dirección, en el
primer caso se presentan dos posibilidades: flujo en paralelo y en
contracorriente.

TFE Inés Pérez Lamuela
49
En el flujo en paralelo el producto muy húmedo se expone al aire muy caliente,
con lo que la alta evaporación ayuda a mantener baja la temperatura en el
producto y en las proximidades de la salida del túnel, el producto con baja
humedad está expuesto al aire a menor temperatura.
En los sistemas en contracorriente el producto menos húmedo se encuentra
expuesto al aire más caliente y el gradiente de temperatura disminuye a medida
que nos aproximamos a la entrada del producto en el túnel.
- En los de cinta transportadora, el aire circula a través del material, que se
traslada sobre un transportador de cinta perforada. Normalmente el equipo está
constituido por secciones en las que la corriente de aire de secado cambia de
sentido. Generalmente estas secciones están construidas como módulos
independientes, con su propio sistema de impulsión y calefacción, de forma que
pueden establecerse en cada una de estas secciones condiciones de secado
diferentes. En las proximidades del extremo de descarga, el aire suele circular
en sentido descendente, con el fin de evitar el arrastre de partículas finas del
producto seco.
El calentamiento del aire se consigue, normalmente, por medio de vapor que
condensa en el interior de un haz de tubos, a través de los que circula el aire de
secado.
Este tipo de secadero está diseñado para el secado a gran escala y los tiempos
de secado son muy cortos para reducir los costes.
Por todo lo descrito anteriormente el secadero que más se adapta a las
necesidades del producto y de la empresa es el secadero en bandejas, ya que es muy
económico y procesa una cantidad diaria de producto no muy elevada, como es el caso
de este proceso. Para desecar correctamente el producto se establecerán los
parámetros siguientes:
- Temperatura: 60 ºC
- Humedad relativa: 1,2 %
- Tiempo: 6,4 horas
3.2.3.5 Pesado, envasado y etiquetado.
El pesado se realiza de la misma forma que en el apartado 3.2.2.5, el envasado
se hace similar a lo descrito en el punto 3.2.2.5 y el etiquetado se realiza igual que lo
indicado en el apartado 3.2.2.5.
En este caso hay que tener en cuenta que estas etapas hay que hacerlas lo más
rápido posible y en lugares secos con buena ventilación, sin exposición a la luz para

TFE Inés Pérez Lamuela
50
evitar que el producto coja agua y entonces se pierda lo conseguido con el secado
anterior.
En cuanto al envasado de la manzana deshidratada hay alguna diferencia con el
envasado en IV gama. En este caso el producto se envasa en bolsas de 40 y 250 g de
producto para así llegar a más consumidores. Además, la manzana deshidratada se
corta en rodajas como se ha dicho anteriormente y se envasa en bolsas de polietileno.
Otra diferencia con la IV gama es que en este caso se envasará la manzana
deshidratada en una atmosfera modificada inerte, por lo que solo estará compuesta de
nitrógeno.
3.2.3.6 Inspección visual y detección de metales
Tanto la inspección visual como la detección de metales se realizará de la misma
forma que en el apartado 3.2.2.6.
3.2.3.7 Embalaje
El embalaje se hace de la misma forma que lo explicado en el apartado anterior
pero en este caso se meten 250 bolsas de 40 g de manzana deshidratada y 40 bolsas
de 250 g de manzana deshidratada.
3.2.3.8 Almacenamiento
Una vez realizado el embalaje se procede a almacenar el producto terminado. El
almacenamiento de este producto no necesita ninguna especificación concreta,
solamente que permanezca a temperatura ambiente y en un lugar en el cual no le
incidan los rayos del sol para que no se produzcan en el producto final alteraciones
indeseadas que puedan cambiar sus características organolépticas. Es por ello que el
producto se almacena en una sala con estas condiciones, listo para ser expedido
cuando sea necesario.
3.2.3.9 Expedición
La expedición se realiza igual que en el punto 3.2.2.9 aunque en este caso no
es necesario que el producto esté en un ambiente a menos de 10 ±1 ºC, ni que el
transporte se encuentre a 4±1 ºC para mantener la cadena del frio, ya que este producto
no necesita esta especificación.
3.2.4 Mermelada de manzana
A continuación, se pasa a describir las etapas del proceso de la mermelada de
manzana a partir de la etapa de pelado, algunas de las etapas serán similares a la de
la manzana en IV gama y manzana deshidratada diferenciándose en detalles.

TFE Inés Pérez Lamuela
51
En este caso como en la manzana deshidratada el ambiente donde se realiza el
proceso de fabricación de la mermelada de manzana no necesita que se encuentre a
10±1 ºC.
3.2.4.1 Pelado y descorazonado
El pelado se realizará de la misma manera que en el apartado 3.2.2.1, pero
diferenciando que este producto siempre se va a pelar al igual que en la manzana
deshidratada. En este caso la piel proporcionaría colores y sabores indeseables en el
puré y en el producto final.
Y al igual que en los procesos anteriores en este punto se realizará siempre el
descorazonado del producto.
3.2.4.2 Cortado
El cortado se realizará de la misma forma que la expuesta en el apartado 3.2.2.2
con la diferencia de que en este caso el corte será en cubitos para facilitar la posterior
etapa de cocción.
3.2.4.3 Formulación
Después de tener el producto cortado se pasa a realizar la etapa de la
formulación. Esta etapa es una de las más importantes de este proceso, ya que de ella
depende de que el producto final sea homogéneo tanto en sabor como en color. Lo que
se hace en esta etapa es mezclar todos los ingredientes necesarios para la elaboración
de mermelada, en un tanque cerrado con agitación en su interior, que es una marmita
de cocción y la agitación se realizara mediante paletas. Los ingredientes que se van a
mezclar son: pulpa de manzana, azúcar, pectinas y ácido cítrico.
La pulpa llegará al tanque por una cinta transportadora, mientras que los demás
ingredientes serán introducidos de manera manual por los operarios. Antes de que los
operarios introduzcan el material en la marmita de cocción, se pesarán las cantidades
necesarias de los ingredientes para elaborar la mermelada de manzana.
La mezcla se realiza en la marmita. Ésta se precalienta hasta 65 ºC para poder
realizar la mezcla de correcta de los ingredientes. A continuación se explican los
ingredientes que se utilizan para hacer la mermelada de manzana:
- Azúcar: Dada la definición de mermelada, ésta tiene que llevar en la composición
un porcentaje de azúcar. El azúcar que se utiliza en esta elaboración es azúcar
que proviene de remolacha azucarera o de caña de azúcar, el cual se conoce
como sacarosa que tendrá una pureza superior al 99,5 %.
TFE Inés Pérez Lamuela
52
Durante la cocción (100 ºC) que se realiza posteriormente, la molécula de
sacarosa que se encontrará en un medio acuoso y acido sufrirá un proceso de
hidrolisis en el que se convierte en una molécula de glucosa y una de fructosa.
A este proceso que ocurre se le llama inversión, el grado de inversión depende
del pH y de la intensidad, temperatura y tiempo del proceso de cocción. Este
proceso de inversión del azúcar da lugar a un azúcar invertido que retarda o
impide la cristalización de la sacarosa en el producto final por lo que es
interesante que se produzca una adecuada inversión de un 25-40 % de la
sacarosa presente para que se mejore la conservación del producto final.
La calidad del azúcar que se añadirá al puré de fruta, la forma en la que es
adicionado y su comportamiento durante la fase de cocción, serán factores
importantes que afectarán a las propiedades del producto final.
La cantidad de azúcar que se adiciona a la mezcla es en la proporción de 1:1
(kg de azúcar por kg de fruta), lo que hace que junto con los azúcares de la
propia fruta se consigan alrededor de: 65-68 º Brix en el producto final.
- Ácido cítrico: El ácido cítrico es un aditivo natural que tiene la función de
conservante. Lo que hace es alargar la vida útil de los productos a los que se
adiciona.
Con la adicción de este ingrediente lo que también se consigue es que haya un
pH adecuado (2,8 - 3,7) para que se añadan las pectinas y haya una correcta
gelificación después.
La cantidad de ácido que se adiciona es de 0,05 % del peso total de la
mermelada.
- Pectinas: Las pectinas son un producto natural presentes en todos los vegetales
y son los responsables de darle la turgencia a la fruta, ya que forman parte de
su organización estructural.
Se utilizan en la industria alimentaria por su capacidad de gelificación por lo que
se usan como agente gelificante, espesantes, emulgente y estabilizante en la
elaboración de mermeladas, jaleas y confituras, frutas en conserva, productos
de panadería y pastelería… debido a sus propiedades hidrocoloides.
Las pectinas son ésteres de ácido galacturónico esterificados en distinta
proporción con grupos metilo. Según el grado de esterificación se clasifican en
dos grandes grupos:
o De alto metoxilo: tienen más del 50 % de los grupos esterificados.
▪ Para gelificar necesitan un pH ácido (>3,5) y una concentración
de solidos solubles totales de una 60 % aproximadamente. Son
las que se usan en las mermeladas normales. A mayor grado de

TFE Inés Pérez Lamuela
53
esterificación, geles más fuertes. Para realizar esta unión se
forman dos tipos de enlaces: puentes de hidrogeno e
interacciones hidrofóbicas.
En este caso para que se dé la formación del gel hay que añadir
azúcar, para conseguir el mínimo de solidos solubles para
gelificar.
o De bajo metoxilo: menos del 50 % de los grupos esterificados.
▪ Para gelificar no necesitan ni pH ácido (2,5-6,5), ni un mínimo de
solidos solubles totales, ya que pueden ir de un 0 % a un 80 %.
Con este tipo de pectinas no hay necesidad de usar azúcar, ya
que no es necesario para gelificar pero sí que necesitan iones
calcio en una dosis de 0,3-2 % del peso final. Son las que se
utilizan en elaboración de mermeladas bajas en calorías o
dietéticas, puesto que no requieren tanto azúcar para gelificar y
se usan sustitutivos bajos en calorías.
Los geles que se forman son termorreversibles.
Lo normal es añadir de 0,5 a 1 % de pectina que en este caso será 0,5 %.
- Canela: La canela es la parte inferior de la corteza de las ramas del canelo y en
gastronomía se usa como condimento, ya que tiene un sabor y olor
característico. En este caso se va a añadir como ingrediente a la mermelada
para realizar un producto más novedoso en el mercado, ya que le va a dar un
nuevo sabor y olor al producto tradicional. Este ingrediente se adicionará a la vez
que los demás en una cantidad de 0,25 % del total.
3.2.4.4 Cocción
Una vez que se han elegido las cantidades de los ingredientes a utilizar para
realizar la mermelada y que se ha llegado a la temperatura de precalentamiento
adecuada para poder mezclar los ingredientes correctamente, se pasa a la etapa de
cocción o concentración de la mezcla fruta-azúcar-espesante. La cocción se realizará
en la misma marmita donde se han mezclado los ingredientes, pero esta vez la
temperatura subirá hasta los 100 ºC a presión atmosférica. En estas condiciones la
ebullición tiene lugar a una temperatura ligeramente superior a los 100 ºC debido a la
alta concentración de solutos en la mezcla.
Durante la cocción se está produciendo una eliminación de agua por
evaporación. Esta evaporación es necesaria para poder alcanzar las concentraciones
de sólidos solubles buscadas, que estarán próximas al 65 %. Esto se conseguirá al

TFE Inés Pérez Lamuela
54
mismo tiempo que se gelifica el producto, ya que con esta cocción lo que se busca es
que se produzcan ambas cosas.
Para conseguir esta temperatura, la marmita se calienta mediante camisas de
vapor estando el agitador en todo momento activo para mantener a la masa en
movimiento evitando así la sobrecocción de las partes próximas a la pared por las que
se transmite el calor.
En este punto del proceso hay que tener cuidado con el tiempo de cocción y que
éste sea corto (20 minutos) ya que si se alarga demasiado se podrían perder aromas y
darse una caramelizarían del azúcar por contacto con las paredes calientes de la
marmita, lo que conllevaría una pérdida de las características organolépticas.
Este proceso, además de ser esencial para conseguir producir el producto final,
es necesario para eliminar patógenos, reducir la flora alterante y por tanto aumentar la
vida útil del producto.
3.2.4.5 Enfriado
Una vez acabada la cocción hay que realizar una estabilización del producto
durante 20 minutos para bajar la temperatura a 82 ºC. Esto se hace para que así el
producto integre bien todos los componentes en su composición y para que al llenar los
tarros no exploten por la diferencia de temperatura.
Para conseguir llegar a esta temperatura se hace pasar la mermelada por un
intercambiador de calor de superficie rascada.
Se ha utilizado este tipo de intercambiador de calor debido a que la mermelada
es un fluido viscoso y en general, cuanto más viscoso es el fluido, menor es la
transferencia térmica. Para fluidos muy viscosos, se necesitan áreas de intercambio
térmico muy elevadas. Estos intercambiadores mezclan el producto fuertemente lo que
hace que el fluido se transporte por todo el intercambiador, incrementándose las ratios
de transferencia térmica y reduciendo el área requerida para dicho intercambio.
3.2.4.6 Recepción de los tarros y tapas
Los tarros y tapas, así como todos los materiales auxiliares se encuentran en el
almacén de materiales auxiliares. En este caso los tarros y tapas vienen en pallets
envueltos en filme de plástico para amortiguar mejor los golpes que puedan tener
durante el transporte así como para evitar que se contaminen en exceso.

TFE Inés Pérez Lamuela
55
De este almacén los sacará un operario con la ayuda de una transpaleta manual
hasta una cinta transportadora donde los pondrá el operario uno a uno para introducirse
en la línea de procesado.
3.2.4.7 Esterilización de tarros y tapas
Una vez que entran en la línea de procesado los tarros y tapas tienen que ser
esterilizados para evitar que contaminen el producto final tanto por contaminación física
como biológica.
La esterilización se realiza en una máquina que está diseñada para esterilizar
cristal y se consigue la esterilización con vapor de agua saturado. El funcionamiento es
el siguiente, los tarros que están puestos en una cinta transportadora pasan uno a uno
por una boquilla la cual les inyecta el vapor de agua saturado a 100 ºC, este vapor es
dosificado gracias a una bomba que posee el esterilizador.
Una vez llegado a este punto los tarros ya están esterilizados y se realiza el
mismo procedimiento para las tapas de los mismos.
3.2.4.8 Secado de los tarros y tapas
Una vez esterilizados los tarros y las tapas, antes de proceder al llenado de los
productos, se secan para eliminar el agua que quede. Esto se realiza, ya que si no el
producto cogería humedad y es un paso indeseable en el proceso productivo de la
fabricación de la mermelada.
Por el túnel de secado ira la cinta transportadora en la que se encuentran los
tarros y tapas e irán pasando uno por uno y una cortina de aire a presión procedente de
una turbina que hay situada en la parte superior de la máquina hará que se elimine toda
el agua residual que quede en los tarros y tapas.
Una vez que están secos los tarros y tapas, estos continúan por una cinta
transportadora a la siguiente etapa.
3.2.4.9 Dosificación del producto
Los procesos de esterilización- secado- dosificación- sellado están sincronizados
para que pase el menos tiempo posible desde que se esterilizan los tarros hasta que se
dosifica el producto dentro de ellos y se cierra, para que así haya menos riesgo de
contaminación del producto final.
En esta etapa se van a juntar los tarros con la mermelada. Los tarros vienen por
una cinta transportadora hasta el punto de dosificación mientras que la mermelada viene

TFE Inés Pérez Lamuela
56
del intercambiador de calor mediante una bomba lobular hasta una tolva donde será
dosificada en los tarros.
Los tarros van pasando uno por uno por debajo la dosificadora la cual produce
el llenado de los tarros con la ayuda de un pistón volumétrico.
Los tarros, que tienen una capacidad de 250 g, se llenan dejando un espacio de
2 cm entre la tapa del tarro y la superficie de la mermelada para evitar problemas de
suciedad en los bordes superiores y evitar dañar así la imagen del producto final.
3.2.4.10 Sellado de los tarros
Una vez que el producto se ha introducido en los tarros son llevados por una
cinta transportadora hasta una máquina de tapado y enroscado de los tarros.
Las tapas vienen por unos rieles aéreos hasta el equipo donde se van a colocar
mediante un sistema de presión para que éstos estén cerrados. El cabezal de cierre
bajara la tapa hasta el tarro donde la cerrará mientras que un sistema neumático
bloqueara que el tarro pueda girar y que así se dé un cerrado correcto.
3.2.4.11 Lavado de tarros
Una vez que los tarros han sido cerrados correctamente se procede a realizar un
lavado superficial de los mismos para eliminar todos los residuos que hayan podido
quedar en la parte externa del tarro.
Esta etapa se realiza tanto para que los tarros se introduzcan limpios en el
pasteurizador y no haya problemas de contaminación en él, como para que el producto
final llegue correctamente al consumidor.
3.2.4.12 Pasteurización
Una vez que se han lavado los tarros, previamente cerrados, se realiza una
pasteurización. La pasteurización es una etapa muy importante en los productos a los
que se le quiere dar una vida útil larga, ya que al darle un tratamiento de calor a un
producto durante un tiempo determinado, se evita el crecimiento de microorganismos y
la perdida de nutrientes en el producto final.
Este proceso se realiza en un autoclave, el cual es un recipiente metálico
hermético que permite que se produzcan en su interior altas presiones para realizar la
pasteurización del producto.
Su funcionamiento es el siguiente: se introducen los tarros en una jaula que tiene
en su interior y a través de duchas de agua caliente se llega a la temperatura deseada
que en este caso será de 90 ºC durante 10 minutos. Para conseguir esa temperatura se

TFE Inés Pérez Lamuela
57
van haciendo aumentos progresivos de temperatura poco a poco y una vez que se llega
a dar el tratamiento deseado, hay una desescalada de la misma poco a poco.
Una vez que se ha dado el tratamiento de pasteurización al producto, el
autoclave tiene un sistema de duchas de enfriamiento. Este tratamiento de enfriamiento
posterior se da para que el tarro llegue a la temperatura ambiente y con ello se produzca
la gelificación de la mermelada. Al bajar la temperatura se va a producir, además de la
gelificación del producto, un vacío en el interior del tarro, ya que el producto se contrae
haciendo que la tapa se mantenga cerrada herméticamente.
Cuando se acaba el proceso se sacan los tarros del autoclave y por medio de
una cinta transportadora se lleva a la máquina de inspección visual y detección de
metales.
3.2.4.13 Inspección visual y detección de metales
Tanto la inspección visual como la detección de metales se realizarán de la
misma manera que en el punto 3.2.2.6.
3.2.4.14 Etiquetado y embalaje
El etiquetado y el embalaje se hará de forma similar al apartado 3.2.2.5. y 3.2.2.7.
La diferencia principal es que en este caso el etiquetado se realizara en tarros. Por la
misma cinta transportadora donde se ha realizado el envasado de los tarros y una vez
que están secos, se procederá a poner la etiqueta al recipiente.
Para realizar este proceso los tarros se ponen en fila donde uno a uno se les
aplicará pegamento en la superficie delantera para que seguidamente se ponga sobre
ella la etiqueta con el logotipo de la empresa y seguidamente se pondrá pegamento en
la parte trasera para poner la etiqueta con todas las especificaciones que se indican en
el Reglamento (UE) nº1169/2011. Después, para asegurar que las etiquetas están
correctamente pegadas en el tarro, éste girará sobre él 180º donde se encontrará con
unos rodillos que realizaran esta operación.
En cuanto al embalaje, la diferencia que hay en comparación con el apartado
3.2.2.7. es que de la máquina de etiquetado saldrán los tarros a una cinta transportadora
donde habrá un operario que irá cogiendo los botes y los irá introduciendo en las cajas
de cartón corrugado. En esta ocasión se meterán 80 tarros de mermelada de manzana.
3.2.4.15 Almacenamiento
El almacenamiento del producto final será igual que el del apartado 3.2.3.8, ya
que no necesita ninguna especificación debido a que es un producto que está
pasterizado.

TFE Inés Pérez Lamuela
58
3.2.4.16 Expedición
La expedición se realizará igual que en el punto 3.2.2.9 aunque en este caso al
igual que en la manzana deshidratada no será necesario que el ambiente en el que se
encuentra el producto esté a menos de 10±1 ºC, ni que el transporte se encuentre a 4±1
ºC para mantener la cadena del frio, ya que este producto no necesita esta
especificación.

TFE Inés Pérez Lamuela
59
BALANCES DE MATERIA Y ESTIMACIÓN TIEMPO DE SECADO DE LA
MANZANA
4.1 BALANCES DE MATERIA
A continuación se calculan los balances de materia del proceso. En la industria
se trabaja con un flujo diario de 1.500 kg de manzana fresca. Como cada día se va a
realizar una línea de procesado, la base de cálculo para hacer los balances de materia
va a ser 1.500 kg.
4.1.1 Etapas comunes a los tres procesos
En cuanto a las etapas comunes se muestra a continuación (Figura 43) un
diagrama de flujo de las mismas:
Figura 43. Diagrama de flujo de las etapas comunes.

TFE Inés Pérez Lamuela
60
4.1.1.1 Lavado y desinfección
En este lavado se incorporan tres materias primas, la manzana, el agua y el
hipoclorito sódico (Figura 44). El hipoclorito es necesario para eliminar parte de la
contaminación superficial que tengan las manzanas.
Figura 44. Esquema de la lavadora I.
- Balance de materia a la corriente “lavadora I entrada 1”:
Como es la primera etapa de procesado en la que se va a empezar a realizar
el balance de materia se empieza con la base de cálculo establecida que son 1.500
kg/día:
𝑀1 = 1.500kg
𝑑í𝑎
- Balance de materia a la corriente “lavadora I entrada 2”:
En este balance se va a tener en cuenta el agua necesaria para la disolución
y el cloro que se le echa a la misma.
La capacidad máxima en litros de la lavadora se indica en el apartado 5.1.5,
es de 808 litros. Se llena con 800 litros. El agua se cambiará después de cada
LAVADORA I SALIDA 1
M2= 1.530,003 kg/día →
M1= 1500 kg/día
+ Magua salida I= 30kg/día
+ Mcloro salida I=0,003 kg/día
LAVADORA I
LAVADORA I ENTRADA
1
M1= 1.500 kg/día
LAVADORA I SALIDA 2
M3= 770,077 kg/día→
Magua restante I = 770 kg/día
+Mcloro restante I=0,077 kg/día
LAVADORA I ENTRADA 2
Magua entrada I= 800 kg/día
Mcloro entrada I= 100 ppm→ 100 mg/L→ 0,08 kg/día

TFE Inés Pérez Lamuela
61
jornada laboral por lo que los 800 litros serán los que entren en el proceso cada día.
Al tener el agua una densidad de 1000 kg/m3 los l/día equivalen a kg/día.
MaguaentradaI = 800l
𝑑í𝑎= 800
kg
día
Con esta cantidad de agua se calcula el cloro necesario para tener la
concentración correcta en la disolución. Como se ha establecido que se echan 100
ppm que equivalen a 100 mg/L se calcula a continuación la cantidad total que hay
que echar en la disolución:
𝑀𝑐𝑙𝑜𝑟𝑜𝑒𝑛𝑡𝑟𝑎𝑑𝑎𝐼 = 100 𝑚𝑔 𝑐𝑙𝑜𝑟𝑜
𝑙· 800
𝑙
𝑑í𝑎= 80.000
𝑚𝑔 𝑑𝑒 𝑐𝑙𝑜𝑟𝑜
𝑑í𝑎
80.000 𝑚𝑔 𝑐𝑙𝑜𝑟𝑜
𝑑í𝑎·
1 𝑘𝑔
1.000.000 𝑚𝑔= 0,0800
𝑘𝑔 𝑑𝑒 𝑐𝑙𝑜𝑟𝑜
𝑑í𝑎
McloroentradaI = 0,08 kg cloro
𝑑í𝑎
- Balance de materia a la corriente “lavadora I salida 1”:
La corriente lavadora salida 1 es igual a la masa de materia prima más la
masa de agua y de cloro que se adhieren a esta:
M2 = M1 + Magua salida I +Mcloro salida I
𝑀1 = 1.500kg
𝑑í𝑎
En este proceso las manzanas van a aumentar su peso debido a que van a
adquirir agua. Este aumento va a ser de un 2 % del total:
MaguasalidaI = 1.500kg
𝑑í𝑎 · 2% = 30
kg
𝑑í𝑎
La cantidad de cloro que sale por esta corriente se calcula a partir de la
corriente de agua que sale por ella sabiendo que se establece una concentración de
100 ppm.
MclorosalidaI = 100mg cloro
𝑙 · 30
l
día= 3.000
mg cloro
día→ 3.000
mg cloro
día·
1 kg
1.000.000 mg
= 0,003kg cloro
𝑑í𝑎

TFE Inés Pérez Lamuela
62
M2 = 1.500kg
𝑑í𝑎+ 30,00
kg
día + 0,003
kg
𝑑í𝑎= 1.530,003
kg
𝑑í𝑎
- Balance de materia a la corriente “lavadora I salida 2”:
En esta corriente se va a tener en cuenta el agua y el cloro que no se adhieren
a la manzana.
M3= Magua restante I +Mcloro restante I
MaguarestanteI = 800kg
𝑑í𝑎− 30
kg
𝑑í𝑎 = 770
kg
𝑑í𝑎
MclororestanteI = 0,8kg
𝑑í𝑎− 0,003
kg
𝑑í𝑎 = 0,77
kg
𝑑í𝑎
Además en esta corriente se tendrían que contabilizar los microorganismos
eliminados pero estos son despreciables en comparación con la cantidad de los
demás componentes del balance, por lo que no se tienen en cuenta.
M3 = 770kg
𝑑í𝑎+ 0,77
kg
día = 770,77
kg
𝑑í𝑎
4.1.1.2 Aclarado y escurrido
En esta etapa las entradas van a ser por un lado la salida I de la lavadora I que
es la corriente M2 y por otro la corriente de agua que entra en el proceso para aclarar el
producto (Figura 45). En este proceso lo que se quiere es eliminar el cloro que queda
adherido en la manzana quedando así una cantidad de cloro insignificante que estará
por debajo del límite en la corriente Lavadora II salida 1. Este límite es del 0,05 mg/kg
según el Reglamento (UE) 2020/749 de la Comisión de 4 de junio de 2020.
Además, otra de las cosas que se quiere conseguir en esta etapa es la reducir
la cantidad de agua que queda adherida en la manzana a través del escurrido, que lo
tiene incorporado la lavadora en su sistema.

TFE Inés Pérez Lamuela
63
Figura 45. Esquema de la lavadora II.
- Balance de materia a la corriente “lavadora II entrada 1”:
La entrada de este balance va a ser la salida del anterior por lo tanto va
a ser la corriente M2:
M2 = M1 + Magua salida I +Mcloro salida I
M2 = 1.500kg
𝑑í𝑎+ 30,00
kg
día + 0,003
kg
𝑑í𝑎= 1.530,003
kg
𝑑í𝑎
- Balance de materia a la corriente “lavadora II entrada 2”:
Esta corriente está formada únicamente por la cantidad de agua necesaria
para aclarar la materia prima.
La cantidad de agua que se emplea en el lavado va a ser de 600 litros ya
que la de la capacidad de la cuba de lavado que en este caso es de 606 litros como
se puede ver en el apartado 5.1.6. El agua se va a cambiar al final del día por lo que
son 600 litros los que van a entrar en el proceso al día.
Al tener el agua una densidad aproximada de 1.000 kg/m3 los l/día equivalen
a kg/día.
LAVADORA II SALIDA 1
M4=1.500,45 kg/día →
M1= 1.500 kg/día
+ Magua salida II= 0,45 kg/día
LAVADORA II
LAVADORA II ENTRADA 1
M2= 1.530,003 kg/día →
M1= 1500 kg/día
+ Magua salida I= 30kg/día
+ Mcloro salida I=0,003 kg/día
LAVADORA II SALIDA 2
M5= 629,5529 kg/día→
Magua restante II= 629,55 kg/día
+Mcloro restante II= 0,00299 kg/día
LAVADORA II ENTRADA 2
Magua entrada II = 600 kg/día

TFE Inés Pérez Lamuela
64
Magua entrada II = 600l
𝑑í𝑎= 600
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “lavadora II salida 1”:
El caudal que sale por la corriente lavadora II salida 1 es igual a la masa de
materia prima más la masa de agua que se adhiere al producto.
M4 = M1 + Magua salida II
𝑀1 = 1.500kg
𝑑í𝑎
Como en la etapa anterior a la manzana ya se le ha adherido parte de agua,
en este paso solo se le va a poder adherir un 1 %:
𝑀𝑎𝑔𝑢𝑎𝑙𝑎𝑣𝐼𝐼 = 1.530,003kg
𝑑í𝑎· 1% = 15,30
kg
𝑑í𝑎
Al tener la lavadora incorporada un escurrido, del agua total que ha cogido
en los dos lavados solo va a quedar un 1 %:
𝑀total de aguamanzana = 30,00kg
𝑑í𝑎+ 15,30
kg
𝑑í𝑎= 45,30
kg
𝑑í𝑎
𝑀agua salida II = Mtotaldeaguamanzana · 1% = 45,30 kg
día· 1% = 0,45
kg
día
𝑀4 = 1.500kg
día+ 0,45
kg
día= 1.500,45
kg
día
También saldrá por aquí una cantidad de cloro que no se podrá aclarar pero
será insignificante en comparación con la masa total de la corriente, y estará por
debajo del límite establecido, por lo que no se tendrá en cuanta. Para poder calcular
la cantidad de cloro que hay, se tiene que calcular cuál es la concentración de cloro
que contiene ahora mismo la manzana:
MclorosalidaI = 0,003 kg cloro
día = 3.000
mg
día

TFE Inés Pérez Lamuela
65
Caudal de aguaaguasalidaI = 30l
día
Caudal de aguaagua entrada II = 600 l
día
Caudal de agua total = Caudal de aguaaguasalidaI + Caudal de aguaagua entrada II →
30l
día+ 600
l
día= 630
l
día
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 =𝑚𝑎𝑠𝑎
𝑣𝑜𝑙𝑢𝑚𝑒𝑛
𝐶𝑜𝑛𝑐𝑒𝑛𝑡𝑟𝑎𝑐𝑖ó𝑛 𝑐𝑙𝑜𝑟𝑜 =3.000
𝑚𝑔𝑑í𝑎
630𝑙
𝑑í𝑎
= 4,76 𝑝𝑝𝑚
Caudal de aguaaguasalidaII = 0,45kg
día= 0,45
𝑙
𝑑í𝑎
MclorosalidaII = 4,76 ppm · 0,45l
día = 2,14
mg
día= 2,14 · 10−6
kg
día
- Balance de materia a la corriente “lavadora salida 2”:
Por esta corriente saldrá únicamente la cantidad de agua que no se adhiere
a la manzana y la cantidad de cloro que se aclara de las manzanas:
M5= M agua restante II +M cloro restante II
MaguarestanteII = Magua entrada II + MaguasalidaI − MaguasalidaII
= 600kg
día+ 30
kg
día − 0,45
kg
día= 629,55
kg
día= 629,55
l
día
MclororestanteII = 4,76 mg cloro
𝑙· 629,55
l
día= 2.996,66
mg cloro
𝑑í𝑎→
2.996,66 mg cloro
𝑑í𝑎 ·
1kg
1.000.000 𝑚𝑔= 0,00299
𝑘𝑔 𝑐𝑙𝑜𝑟𝑜
𝑑í𝑎
𝑀5 = 629,55kg
día+ 0,00299
kg
día= 629,55299
kg
día

TFE Inés Pérez Lamuela
66
4.1.1.3 Pelado y cortado
Para realizar el balance de materia de este proceso se van a diferenciar las
pérdidas que se realizan por pelado y las que se realizan por cortado ya que si un cliente
no quiere el producto con esa opción se podría suprimir y entonces esas pérdidas se
eliminarían del proceso. El proceso de pelado sera el mismo para todos los procesos
pero el sistema de cortado originará diferente formas, pero aunque las formas de cortado
sean distintas en las tres líneas, las perdidas serán las mismas.
- Pelado: El pelado se va a realizar con una cuchilla de metal. Es por ello que al
realizar esta operación se va a perder materia creando desperdicios de alrededor
de un 10 % de la masa de la materia prima (Figura 46).
Figura 46. Esquema de la peladora.
- Balance de materia a la corriente “peladora entrada”:
La entrada a este balance va a ser la salida del anterior.
𝑀4 = 𝑀1 + MaguasalidaII
𝑀4 = 1.500kg
día+ 0,45
kg
día= 1.500,45
kg
día
- Balance de materia a la corriente “peladora salida 1”:
En este caso M6 sera el 90 % de M4:
M6 = M4 · 90%
𝑀6 = 1.500,45kg
día· 90%
𝑀6 = 1.350,40kg
día
PELADORA SALIDA 1
M6= 1.350,40 kg/día PELADORA
PELADORA ENTRADA
M4=1.500,45 kg/día →
M1= 1.500 kg/día
+ Magua salida II= 0,45 kg/día
PELADORA SALIDA 2
Desperdicios de pelado= 150,045 kg/día
M4· 10 % = 150,045 kg/día

TFE Inés Pérez Lamuela
67
- Balance de materia a la corriente “peladora salida 2”:
Por esta corriente saldrá el 10 % de la corriente M4, que es lo que se pierde
al pelar la materia prima.
Desperdicios de pelado = M4· 10 %
Desperdicios de pelado = 1.500,45kg
día· 10% = 150,045
kg
día
La corriente de M6 la que sale de la peladora para pasar a la siguiente fase
de procesado. Los desechos de esta etapa serán extraídos y llevados a la sala de
residuos a un tanque para que posteriormente una empresa externa se los lleve.
- Cortado: Este proceso como se ha dicho anteriormente va a tener diferentes
formas dependiendo del proceso en el que nos encontremos pero las perdidas
serán las mismas, siento estas de un 4 % de la masa de la manzana (Figura 47).
Figura 47. Esquema de la cortadora.
- Balance de materia a la corriente “cortadora entrada”:
La entrada a este balance sera la salida del anterior, siendo esta la corriente M6:
𝑀6 = 1.350,40kg
día
- Balance de materia a la corriente “cortadora salida 1”:
Como se ha dicho anteriormente en este proceso se va a perder un 4 % de
la materia prima, debido a los cortes y al descorazonado de la materia prima, por lo
tanto por esta salida, saldrá el 96 % del producto inicial.
𝑀7 = M6 · 96%
𝑀7 = 1.350,40 · 96% = 1.296,38kg
día
CORTADORA SALIDA 1
M7= 1.296,38 kg/día CORTADORA
CORTADORA ENTRADA
M6= 1.350,40 kg/día
CORTADORA SALIDA 2
Desperdicios cortado= 54,02 kg/día

TFE Inés Pérez Lamuela
68
- Balance de materia a la corriente “cortadora salida 2”:
Por esta corriente saldrán los desperdicios que serán un 4 % del producto
inicial, que al igual que en el caso anterior se eliminaran de la máquina y serán
llevados a la sala de residuos a un tanque para que posteriormente una empresa
externa se los lleve.
Desperdicios cortado = 𝑀6 · 4%
Desperdicios cortado = 1.350,40 · 4% = 54,02kg
día
A partir de aquí para todos los procesos la base de cálculo será:
𝑀7 = 1.296,38kg
día
4.1.2 Manzana IV gama
A continuación se muestra en la Figura 48 el diagrama de flujo del balance de la
manzana IV gama y se realizan los balances de materia que son exclusivos de la
manzana IV gama.
Figura 48. Diagrama de flujo manzana IV gama.

TFE Inés Pérez Lamuela
69
4.1.2.1 Tratamientos especiales
En este punto del proceso a la manzana ya cortada hay que darle un tratamiento
especial para que no se oxide. Este tratamiento se le va a dar sumergiendo a la manzana
en una disolución con agentes químicos (ácido ascórbico al 2 % y ácido cítrico al 1,5 %)
por lo que al sumergir la manzana se va a adherir parte de la disolución en su superficie
(Figura 49).
Figura 49. Esquema máquina de tratamientos especiales.
- Balance de materia a la corriente “tratamientos especiales entrada 1”:
En este balance la corriente de entrada va a ser M7, ya que va a ser la base
de cálculo.
𝑀7 = 1.296,38kg
día
- Balance de materia a la corriente “tratamientos especiales entrada 2”:
En este balance se va a tener en cuenta tanto el agua como los agentes
químicos necesarios.
TRATAMIENTOS ESPECIALES
SALIDA 1
M8=1.323,22kg/día →
M7= 1.296,38 kg/día
+Magua salida I tratamiento = 25,93 kg/día
+Mácido ascórbico salida I tratamiento= 0,52 kg/día
+Mácido cítrico salida I tratamiento =0,39 kg/día
MÁQUINA
TRATAMIENTOS
ESPECIALES
TRATAMIENTOS
ESPECIALES
ENTRADA 1
M7= 1.296,38 kg/día
TRATAMIENTOS ESPECIALES SALIDA 2
M9= 594,16 kg/día→
Magua salida II tratamiento = 574,07 kg/día
+Mácido ascórbico entrada II tratamiento = 11,48 kg/día
+Mácido cítrico salida II tratamiento = 8,61 kg/día
TRATAMIENTOS ESPECIALES ENTRADA 2
Magua entrada II tratamiento = 600 kg/día
Mácido ascórbico entrada II tratamiento = 12,00 kg/día
Mácido cítrico entrada II tratamiento = 9,00 kg/día

TFE Inés Pérez Lamuela
70
La cantidad de agua que se emplea en la máquina de tratamientos
especiales va a ser de 600 litros ya que capacidad de la cuba de lavado en este caso
es de 606 litros como se puede ver en el apartado 5.1.8 y ésta se cambiará una vez
al día.
𝑀𝑎𝑔𝑢𝑎 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 600l
𝑑í𝑎= 600
𝑘𝑔
𝑑í𝑎
En esta corriente los agentes químicos son por un lado el ácido ascórbico al
2 % y por otro lado ácido cítrico al 1,5 %:
o Ácido ascórbico al 2 % → 20g/l de ácido ascórbico
o Ácido cítrico al 1,5 % →15 g/l de ácido cítrico.
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 20 𝑔
𝑙· 600
𝑙
𝑑í𝑎= 12.000
g
día·
1 𝑘𝑔
1.000 𝑔 = 12,00
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 15𝑔
𝑙· 600
𝑙
𝑑í𝑎= 9.000
g
día·
1 𝑘𝑔
1.000 𝑔 = 9,00
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “tratamientos de salida I”:
La corriente de salida de este balance tendrá en su composición, la materia
prima, así como el agua que coja la manzana, en este caso el agua va a hacer que
se aumente un 2 % el peso de la manzana. Además junto con el agua habrá una
parte de ácido ascórbico y ácido cítrico que sera proporcional con el agua que se
una a la manzana.
𝑀8 = 𝑀7 + 𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 + 𝑀á𝑐𝑖𝑑𝑜𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
+ 𝑀á𝑐𝑖𝑑𝑜𝑐í𝑡𝑟𝑖𝑐𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀7 = 1.296,38kg
día
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 1.296,38 kg
día∗ 2% = 25,93
kg
día= 25,93
l
día
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 20 𝑔
𝑙∗ 25,93
𝑙
𝑑í𝑎= 518,6
g
día∗
1 𝑘𝑔
1.000 𝑔 = 0,52
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 15𝑔
𝑙∗ 25,93
𝑙
𝑑í𝑎= 388,95
g
día∗
1 𝑘𝑔
1.000 𝑔 = 0,39
𝑘𝑔
𝑑í𝑎

TFE Inés Pérez Lamuela
71
𝑀8 = 1.296,38kg
día+ 25,93
kg
día+ 0,52
kg
día 0,39
kg
día= 1.323,22
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “tratamientos de salida II”:
Este balance va a estar compuesto tanto por el agua como por el ácido
ascórbico y el ácido cítrico que no se quede adherido a la manzana.
𝑀9 = 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 + 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
+ 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑀𝑎𝑔𝑢𝑎 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 − 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 600kg
día− 25,93
kg
día= 574,07
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
− 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 12,00𝑘𝑔
𝑑í𝑎− 0,52
𝑘𝑔
𝑑í𝑎= 11,48
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
− 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 9,00𝑘𝑔
𝑑í𝑎− 0,39
𝑘𝑔
𝑑í𝑎= 8,61
𝑘𝑔
𝑑í𝑎
𝑀9 = 574,07 + 11,48 + 8,61 = 594,16𝑘𝑔
𝑑í𝑎
4.1.2.2 Escurrido
En esta etapa lo que se quiere es eliminar el agua sobrante que haya adherida
en la superficie (Figura 50).

TFE Inés Pérez Lamuela
72
Figura 50. Esquema del escurridor
- Balance de materia a la corriente “escurridor entrada”:
La entrada de este balance sera la salida de la etapa anterior que
corresponde con M8:
𝑀8 = 𝑀7 + 𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 + 𝑀á𝑐𝑖𝑑𝑜𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
+ 𝑀á𝑐𝑖𝑑𝑜𝑐í𝑡𝑟𝑖𝑐𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀8 = 1.296,38kg
día+ 25,93
kg
día+ 0,52
kg
día 0,39
kg
día= 1.323,22
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “escurridor salida 1”:
Por esta corriente saldrá la materia prima y el agua así como los agentes
químicos que aún se queden adheridos a la materia prima.
𝑀9 = M7 + 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 + 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
+ 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
𝑀7 = 1.296,38kg
día
ESCURRIDOR SALIDA 1
M9= 1.296,65 kg/día
M7= 1.296,38 kg/día
+Magua salida I escurridor = 0,25 kg/día
+Mácido ascórbico I salida escurridor= 0,0052
kg/día
+Mácido cítrico salida I escurridor = 0,0039 kg/día
ESCURRIDOR
ESCURRIDOR ENTRADA
M8=1.323,22kg/día →
M7= 1.296,38 kg/día
+Magua salida I tratamiento = 25,93
kg/día
+Mácido ascórbico salida I tratamiento= 0,52
kg/día
+Mácido cítrico salida I tratamiento =0,39
kg/día
ESCURRIDOR SALIDA 2
M10= 26,57 kg/día
+Magua salida II escurridor = 25,67 kg/día
+Mácido ascórbico salida II escurridor= 0,5148 kg/día
+Mácido cítrico salida II escurridor = 0,386 kg/día

TFE Inés Pérez Lamuela
73
Al igual que se adhiere más fácilmente agua a la manzana cortado se
escurrirá más proporción de agua que en el caso de la manzana sin pelar, en este
caso se quitará gran parte del agua quedando un 1 % del agua:
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 · 1%
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 25,93𝑙
𝑑í𝑎· 1% = 0,259
𝑙
𝑑í𝑎 = 0,259
kg
día
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 20 𝑔
𝑙 · 0,259
𝑙
𝑑í𝑎
= 5,19𝑔
𝑑í𝑎 ·
1 𝑘𝑔
1.000 𝑔 = 0,0052
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 15 𝑔
𝑙 · 0,259
𝑙
𝑑í𝑎
= 3,90𝑔
𝑑í𝑎 ·
1 𝑘𝑔
1.000 𝑔 = 0,0039
𝑘𝑔
𝑑í𝑎
𝑀9 = 1.296,38kg
día+ 0,259
kg
día+ 0,0052
𝑘𝑔
𝑑í𝑎 + 0,0039
𝑘𝑔
𝑑í𝑎= 1.296,65
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “escurridor salida 2”:
Por esta corriente saldrá tanto el agua que no se ha adherido a la manzana
como los agentes que se han escurrido en este proceso.
𝑀10 = 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 + 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
+ 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟=𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 − 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 25,93kg
día− 0,259
kg
día= 25,67
kg
día
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟=𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
− 𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟
𝑀á𝑐𝑖𝑑𝑜 𝑎𝑠𝑐ó𝑟𝑏𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 0,52𝑘𝑔
𝑑í𝑎− 0,0052
𝑘𝑔
𝑑í𝑎= 0,5148
𝑘𝑔
𝑑í𝑎
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟=𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
− 𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟

TFE Inés Pérez Lamuela
74
𝑀á𝑐𝑖𝑑𝑜 𝑐í𝑡𝑟𝑖𝑐𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑒𝑠𝑐𝑢𝑟𝑟𝑖𝑑𝑜𝑟 = 0,39𝑘𝑔
𝑑í𝑎− 0,0039
𝑘𝑔
𝑑í𝑎= 0,386
𝑘𝑔
𝑑í𝑎
𝑀10 = 25,67 kg
día+ 0,5148
kg
día+ 0,386
kg
día= 26,57
kg
día
A partir de aquí en las etapas posteriores en la manzana IV gama no va a ver
prácticamente pérdidas o serán muy pequeñas y se considerarán despreciables. Es por
ello que no se realizan los balances de materia.
El envasado de la manzana de IV se realizará por un lado en bolsas de 80 g que
irán a supermercados y por otro lado habrá bolsas con una capacidad de 750 g que irán
a pastelerías.
𝑀9 = 1.296,65𝑘𝑔
𝑑í𝑎
Ira la mitad del producto a cada tipo de bolsa por lo que:
𝑀𝑏𝑜𝑙𝑠𝑎𝑠 =1.296,65
𝑘𝑔𝑑í𝑎
2= 648,32
𝑘𝑔
𝑑í𝑎
Número de bolsas (80 g) =648,32
𝑘𝑔𝑑í𝑎
0,080𝑘𝑔
𝑏𝑜𝑙𝑠𝑎𝑠
= 8.104𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎
Número de bolsas (750 g) =648,32
𝑘𝑔𝑑í𝑎
0,750𝑘𝑔
𝑏𝑜𝑙𝑠𝑎𝑠
= 864𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎
Por lo que se usarán 8.104 bolsas de 80 g y 864 bolsas de 750 g para poder
envasar el producto.
Las bolsas se van a almacenar en cajas. Estas cajas tienen una capacidad para
almacenar 125 bolsas de 80 g y 13 bolsas de 750 g:
Cajas para bolsas =8.104
𝑏𝑜𝑙𝑠𝑎𝑠𝑑í𝑎𝑠
125𝑏𝑜𝑙𝑠𝑎𝑠
𝑐𝑎𝑗𝑎
+864
𝑏𝑜𝑙𝑠𝑎𝑠𝑑í𝑎𝑠
13 𝑏𝑜𝑙𝑠𝑎𝑠
𝑐𝑎𝑗𝑎
= 132𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎
Por lo que se necesitan 132 cajas.

TFE Inés Pérez Lamuela
75
4.1.3 Manzana deshidratada
A continuación se muestra el diagrama de flujo de la manzana deshidratada
(Figura 51) y se realizan los balances de materia que son exclusivos de la manzana
deshidratada.
Figura 51. Diagrama de flujo de la manzana deshidratada.
4.1.3.1 Sulfitado
En este punto del proceso la manzana se encuentra cortada a rodajas y
posteriormente se va a deshidratar. Es por ello que hay que darle un tratamiento de
sulfitado para que la manzana no pierda muchas propiedades organolépticas (Figura
52). Para ello la manzana se va a sumergir en una disolución de agua con metabisulfito
de sodio en una concentración máxima de 600 mg por litro de agua. Esta concentración
es la que se indica en el Reglamento (UE) nº 1129/2011 de la Comisión para fruta seca
en el caso de manzana y pera.

TFE Inés Pérez Lamuela
76
Figura 52. Esquema del sulfitado.
- Balance de materia a la corriente “sulfitado entrada 1”:
En este balance la corriente de entrada va a ser M7, ya que va a ser la base
de cálculo.
𝑀7 = 1.296,38kg
día
- Balance de materia a la corriente “sulfitado entrada 2”:
En este balance se va a tener en cuenta tanto el agua como el metabisulfito
de sodio necesario.
La cantidad de agua que se emplea en el lavado va a ser de 600 litros siendo
la capacidad de la cuba de lavado en este caso de 606 litros como se puede ver en
el apartado 5.1.8, y ésta se cambiará una vez al día.
𝑀𝑎𝑔𝑢𝑎 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜 = 600l
𝑑í𝑎= 600
𝑘𝑔
𝑑í𝑎
SULFITADO SALIDA 1
M11=1320,17 kg/día →
M7= 1.296,38 kg/día
+Magua salida I sulfitado= 25,93 kg/día
+Mmetabisulfito salida I sulfitado =0,015 kg/día
MÁQUINA
TRATAMIENTOS
ESPECIALES→
SULFITADO
SULFITADO ENTRADA
1
M7= 1.296,38 kg/día
SULFITADO SALIDA 2
M12= 574,42 kg/día→
Magua salida II tratamiento = 574,07 kg/día
+Mmetabisulfito entrada II tratamiento = 0,345 kg/día
SULFITADO ENTRADA 2
Magua entrada II sulfitado= 600,00 kg/día
Mmetabisulfito entrada II sulfitado =0,36 kg/día

TFE Inés Pérez Lamuela
77
La concentración de metabisulfito de sodio es de como máximo de 600 mg/l.
𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 600 𝑚𝑔
𝑙∗ 600
𝑙
𝑑í𝑎
= 360.000mg
día∗
1 𝑘𝑔
1.000.000 𝑚𝑔 = 0,36
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “sulfitado salida I”:
La corriente de salida de este balance tendrá en su composición, la materia
prima, el agua que se una a la manzana, así como la cantidad proporcional de sulfito:
𝑀11 = 𝑀7 + 𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 + 𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜
𝑀7 = 1.296,38kg
día
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 1.296,38 · 2% = 25,93kg
día= 25,93
l
día
𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 600 𝑚𝑔
𝑙· 25,93
𝑙
𝑑í𝑎
= 15.557mg
día·
1 𝑘𝑔
1.000.000 𝑔 = 0,015
𝑘𝑔
𝑑í𝑎
𝑀11 = 1.296,38kg
día+ 25,93
kg
día+ 0,015
𝑘𝑔
𝑑í𝑎= 1.322,33
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “sulfitado salida II”:
Este balance va a estar compuesto tanto por el agua como por el
metabisulfito de sodio que no se quede adherido a la manzana.
𝑀12 = 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 + 𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 𝑀𝑎𝑔𝑢𝑎 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 − 𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑡𝑟𝑎𝑡𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑀𝑎𝑔𝑢𝑎 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 600kg
día− 25,93
kg
día= 574,07
𝑘𝑔
𝑑í𝑎
𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑒𝑛𝑡𝑟𝑎𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜
− 𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜

TFE Inés Pérez Lamuela
78
𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜 𝑠𝑎𝑙𝑖𝑑𝑎 𝐼𝐼 𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 = 0,36𝑘𝑔
𝑑í𝑎− 0,015
𝑘𝑔
𝑑í𝑎= 0,345
𝑘𝑔
𝑑í𝑎
𝑀12 = 574,07 𝑘𝑔
𝑑í𝑎+ 0,345
𝑘𝑔
𝑑í𝑎= 574,42
𝑘𝑔
𝑑í𝑎
4.1.3.2 Secado
El secado se realiza para obtener el producto final (Figura 53). Se va a eliminar
parte del agua que compone a la mazana.
Figura 53. Esquema del secado.
- Balance de materia a la corriente “secado entrada 1”:
𝑀11 = 𝑀7 + 𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜 + 𝑀𝑚𝑒𝑡𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑢𝑙𝑓𝑖𝑡𝑎𝑑𝑜
𝑀11 = 1.296,38kg
día+ 25,93
kg
día+ 0,015
𝑘𝑔
𝑑í𝑎= 1.322,33
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “secado entrada 2”:
𝐴𝑖𝑟𝑒 𝑐𝑎𝑙𝑖𝑛𝑡𝑒 𝑓𝑜𝑟𝑧𝑎𝑑𝑜 = 60º𝐶 − 1,2%𝐻𝑅
SECADO SALIDA 1
M13= 216,08 kg/día→
Mmateriaseca= 194,46 kg/día
Mmasaagua=21,61 kg/día
MmetabisulfitosalidaIsecado=0,015 kg/día
DESHIDRATADOR
SECADO ENTRADA 1
M11=1320,17 kg/día →
M7= 1.296,38 kg/día
+Magua salida I sulfitado= 25,93
kg/día
+Mmetabisulfitosalida I sulfitado =0,015
kg/día
SECADO SALIDA 2
M14 = 1.103,24 kg/día→
+Magua1salidaII= 25,93 kg/día
Magua2salidaII= 1.077,31 kg/día
SECADO ENTRADA 2
Aire caliente forzado= 60 ºC/1,2%HR

TFE Inés Pérez Lamuela
79
- Balance de materia a la corriente “secado salida 1”:
En el secado, el agua que se ha ido añadiendo a lo largo del proceso, se va
a eliminar la primera ya que es el agua libre que tiene el producto y por tanto en esta
corriente no saldrá nada de este tipo de agua. Por esta corriente por lo tanto saldrá
la materia seca que tiene la manzana (15 % de su peso total) y parte de agua de su
composición, ya que hay una parte que está ligada fuertemente al alimento y no
puede ser eliminada, así como parte del agua multicapa. El agua multicapa podría
ser totalmente eliminada pero se requiere que el producto deshidratado tenga una
parte de agua en su composición siendo de alrededor del 10 % del producto
deshidratado.
𝑀13 = 𝑀𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑠𝑒𝑐𝑎 + 𝑀𝑎𝑔𝑢𝑎𝑑𝑒𝑠ℎ𝑖𝑑𝑟𝑎𝑡𝑎𝑑𝑎 + 𝑀𝑠𝑢𝑙𝑓𝑖𝑡𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑒𝑐𝑎𝑑𝑜
La materia seca que tiene la manzana es un 15 % del total de M7:
M7= 1.296,38 kg/día
𝑀𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑠𝑒𝑐𝑎 = 𝑀7 · 15%
𝑀𝑚𝑎𝑡𝑒𝑟𝑖𝑎𝑠𝑒𝑐𝑎 = 1.296,38kg
día· 15% = 194,46
kg
día
Por lo que el agua sera el 85 % de M7:
𝑀𝑎𝑔𝑢𝑎𝑑𝑒𝑠ℎ𝑖𝑑𝑟𝑎𝑡𝑎𝑑𝑎 = 1.296,38kg
día· 85% = 1.101,92
kg
día
El producto deshidratado va a tener un 10 % de agua por lo tanto:
M𝑚𝑎𝑠𝑎𝑎𝑔𝑢𝑎
194,46 kg día
+ M𝑚𝑎𝑠𝑎𝑎𝑔𝑢𝑎
= 10%
M𝑚𝑎𝑠𝑎𝑎𝑔𝑢𝑎
194,46 kg día
+ M𝑚𝑎𝑠𝑎𝑎𝑔𝑢𝑎
= 10% → M𝑚𝑎𝑠𝑎𝑎𝑔𝑢𝑎 = 21,61 kg
día
MmetabisulfitosalidaIsulfitado = 𝑀𝑚𝑒𝑡𝑎𝑏𝑖𝑠𝑢𝑙𝑓𝑖𝑡𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑒𝑐𝑎𝑑𝑜

TFE Inés Pérez Lamuela
80
𝑀𝑠𝑢𝑙𝑓𝑖𝑡𝑜𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝑠𝑒𝑐𝑎𝑑𝑜 = 0,015𝑘𝑔
𝑑í𝑎
Por lo tanto:
𝑀13 = 194,46kg
día+ 21,61
kg
día+ 0,015
𝑘𝑔
𝑑í𝑎= 216,08
kg
día
- Balance de materia a la corriente “secado salida 2”:
Por esta corriente saldrá el aire con el agua eliminada del producto.
𝑀14 = 𝑀𝑎𝑔𝑢𝑎1𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼 + 𝑀𝑎𝑔𝑢𝑎2𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼
MaguasalidaIsulfitado = 𝑀𝑎𝑔𝑢𝑎1𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼
𝑀𝑎𝑔𝑢𝑎1𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼 = 25,93𝑘𝑔
𝑑í𝑎
𝑀𝑎𝑔𝑢𝑎2𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼 = 𝑀𝑎𝑔𝑢𝑎𝑑𝑒𝑠ℎ𝑖𝑑𝑟𝑎𝑡𝑎𝑑𝑎 − 𝑀𝑚𝑎𝑡𝑒𝑟𝑖𝑎ℎ𝑢𝑚𝑒𝑑𝑎
𝑀𝑎𝑔𝑢𝑎2𝑠𝑎𝑙𝑖𝑑𝑎𝐼𝐼 = 1.101,92 kg
día− 21,61
kg
día= 1.077,31
kg
día
𝑀14 = 25,93kg
día+ 1.077,31
kg
día= 1.103,24
𝑘𝑔
𝑑í𝑎
A partir de aquí, en las etapas posteriores de la manzana deshidratada no se van
a tener prácticamente pedidas o serán muy pequeñas y se consideraran despreciables,
es por ello que no se realizan los balances de materia.
El envasado de la manzana deshidratada se realizará en bolsas que tienen una
capacidad de 40 g y 250 g.
𝑀13 = 216,08 kg
día
𝑀𝑏𝑜𝑙𝑠𝑎𝑠 =216,08
𝑘𝑔𝑑í𝑎
2= 108,04
𝑘𝑔
𝑑í𝑎
Número de bolsas (40 g) =108,04
𝑘𝑔𝑑í𝑎
0,040𝑘𝑔
𝑏𝑜𝑙𝑠𝑎𝑠
= 2.701𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎

TFE Inés Pérez Lamuela
81
Número de bolsas (250 g) =108,04
𝑘𝑔𝑑í𝑎
0,250𝑘𝑔
𝑏𝑜𝑙𝑠𝑎𝑠
= 432,16𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎= 432
𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎
Por lo que se usarán 2.701 bolsas de 40 g y 432 de 250 g para poder envasar el
producto.
Las bolsas van a ir almacenadas en cajas, estas cajas tienen una capacidad para
almacenar 250 bolsas:
Cajas para bolsas =2.701
𝑏𝑜𝑙𝑠𝑎𝑠𝑑í𝑎𝑠
250 𝑏𝑜𝑙𝑠𝑎𝑠
𝑐𝑎𝑗𝑎
+432
𝑏𝑜𝑙𝑠𝑎𝑠𝑑í𝑎𝑠
40𝑏𝑜𝑙𝑠𝑎𝑠
𝑐𝑎𝑗𝑎
= 22𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎
Por lo que se necesitan 22 cajas.
4.1.4 Mermelada de manzana
A continuación se muestra el diagrama de flujo de la mermelada de manzana en
la Figura 54 y se van a realizar los balances de materia específicos de la mermelada de
manzana.
Figura 54. Diagrama de flujo de la mermelada de manzana.

TFE Inés Pérez Lamuela
82
4.1.4.1 Formulación
En este momento del proceso se van a añadir los componentes necesarios para
formar la mermelada. Estos componen van a ser el azúcar, ácido cítrico, pectinas y
canela (Figura 55). La proporción de azúcar a la mermelada va a ser de 1:1 kg de azúcar
por kg de manzana. El ácido cítrico se introducirá en una cantidad de 0,05 % del peso
de la materia prima, las pectinas serán un 0,5 % del peso de la materia prima y la canela
un 0,25 % del peso de la materia prima.
Figura 55. Esquema de la marmita de cocción.
- Balance de materia a la corriente “marmita 1 entrada 1”:
En este balance la corriente de entrada va a ser M7, ya que va a ser la base
de cálculo.
𝑀7 = 1.296,38kg
día
- Balance de materia a la corriente “marmita 1 entrada 2”:
Por esta corriente van a entrar todos los ingredientes que se adicionan a la
mermelada.
o Azúcar: el azúcar se va a añadir en una proporción 1:1 por lo tanto
serán necesarios:
MARMITA 1 SALIDA 1
M15=2.603,16 kg/día →
M7= 1.296,38 kg/día
+Mazúcar salida I marmita 1 = 1.296,38
kg/día
+Mácidocítrico salida I marmita 1 = 0,648
kg/día
+Mpectina salida I marmita 1 = 6,48 kg/día
+Mcanela salida I marmita 1 = 3,24 kg/día
MARMITA DE
COCCIÓN PASO
1
MARMITA 1 ENTRADA 1
M7= 1.296,38 kg/día
MARMITA 1 ENTRADA 2
Mazúcar entrada II marmita 1 = 1.296,38 kg/día
Mácidocítrico entrada II marmita 1 = 0,648 kg/día
Mpectina entrada II marmita 1 = 6,48 kg/día
Mcanela entrada II marmita 1 = 3,24 kg/día

TFE Inés Pérez Lamuela
83
MazúcarentradaIImarmita1 = 1.296,38kg
día
o Ácido cítrico: el ácido cítrico va a ser el 0,05 % de la materia prima por
lo tanto:
MácidocítricoentradaIImarmita1 = 1.296,38 kg
día· 0,05% = 0,648
kg
día
o Pectina: las pectinas se van a ser un 0,5 % de la composición de las
manzanas:
MpectinaentradaIImarmita1 = 1.296,38kg
día· 0,5% = 6,48
kg
día
o Canela: la canela va a ser un 0,25 % del total de kg de las manzanas:
McanelaentradaIImarmita1 = 1.296,38kg
día· 0,25% = 3,24
kg
día
- Balance de materia a la corriente “marmita 1 salida 1”:
Por esta corriente saldrá tanto la materia prima como todos los ingredientes
que se han adicionado:
𝑀15 = 𝑀7 + MazúcarentradaIImarmita1 + MácidocítricoentradaIImarmita1
+MpectinaentradaIImarmita1 + McanelaentradaIImarmita1
o Materia prima:
𝑀7 = 1.296,38kg
día
o Azúcar:
MazúcarentradaIImarmita1 = 1.296,38kg
día
o Ácido cítrico:
MácidocítricoentradaIImarmita1 = 0,648 kg
día
o Pectina:
MpectinaentradaIImarmita1 = 6,48 kg
día
o Canela:
McanelaentradaIImarmita1 = 3,24 kg
día

TFE Inés Pérez Lamuela
84
𝑀15 = 1.296,38kg
día+ 1.296,38
kg
día+ 0,648
kg
día+ 6,48
kg
día+ 3,24
kg
día
= 2.603,16kg
día
4.1.4.2 Cocción
En este proceso lo que se hace es concentrar el producto para que de la
composición que se requiere en la mermelada de manzana (Figura 56).
Figura 56. Esquema de la marmita de cocción.
- Balance de materia a la corriente “marmita 2 entrada 1”:
En este balance la corriente de entrada va a ser M15, ya que es la salida de
la anterior etapa.
𝑀15 = 𝑀7 + MazúcarentradaIImarmita1 + MácidocítricoentradaIImarmita1
+MpectinaentradaIImarmita1 + McanelaentradaIImarmita1
𝑀15 = 1.296,38kg
día+ 1.296,38
kg
día+ 0,648
kg
día+ 6,48
kg
día+ 3,24
kg
día
= 2.603,16kg
día
MARMITA 2 SALIDA 1
M17=2.309,46 kg/día→
Maguasalida2marmita2= 293,7 kg/día
+ M16=1.501,15 kg/día → M16=
Msolidosmat= 194,4 kg/día
+Mazúcar salida I marmita 1 = 1.296 kg/día
+Mácidocítrico salida I marmita 1 = 0,648 kg/día
+Mpectina salida I marmita 1 = 6,48 kg/día
+Mcanela salida I marmita 1 = 3,24 kg/día
MARMITA DE
COCCIÓN
PASO 2
MARMITA 2 ENTRADA 2
Cocción:100ºC
MARMITA 2 SALIDA 2
Maguasalida2marmita2= 293,7 kg/día
MARMITA 2 ENTRADA 1
M15=2.603,16 kg/día →
M7= 1.296,38 kg/día
+Mazúcar salida I marmita 1 = 1.296,38
kg/día
+Mácidocítrico salida I marmita 1 = 0,648
kg/día
+Mpectina salida I marmita 1 = 6,48 kg/día
+Mcanela salida I marmita 1 = 3,24 kg/día

TFE Inés Pérez Lamuela
85
- Balance de materia a la corriente “marmita 2 entrada 2”:
Por esta entrada simplemente se indica la temperatura que se va a alcanzar
dentro de la marmita de cocción para conseguir que la mermelada se concentre.
- Balance de materia a la corriente “marmita 2 salida 1”:
En este balance se va a concentrar el producto, saliendo de la marmita de
cocción el producto terminado. Para que se concentre el producto lo que va a ocurrir
en la cocción es que parte del agua que tienen las manzanas en su composición se
va a evaporar.
o Materia prima:
Las manzanas tienen en su composición un 15 % de solidos secos totales
por lo tanto:
𝑀𝑠𝑜𝑙𝑖𝑑𝑜𝑠𝑚𝑎𝑡 = 𝑀7 · 15%
𝑀𝑠𝑜𝑙𝑖𝑑𝑜𝑠𝑚𝑎𝑡 = 1.296,38 · 15% = 194,4kg
𝑑𝑖𝑎
o Azúcar:
MazúcarentradaIImarmita1 = 1.296,38kg
día
o Ácido cítrico:
MácidocítricoentradaIImarmita1 = 0,648 kg
día
o Pectina:
MpectinaentradaIImarmita1 = 6,48 kg
día
o Canela:
McanelaentradaIImarmita1 = 3,24 kg
día
𝑀16 = 194,4kg
día+ 1.296,38
kg
día+ 0,648
kg
día+ 6,48
kg
día+ 3,24
kg
día
= 1.501,15kg
día

TFE Inés Pérez Lamuela
86
Como la mermelada va a tener un 65 % de solidos solubles en su
composición se divide M16 por 0,65 para que dé así el resultado de la corriente de
salida:
𝑀17 =𝑀16
0,65=
1.501,15
0,65= 2.309,46
𝑘𝑔
𝑑í𝑎
Por lo tanto la diferencia entre M16 y M17 sera el agua de la materia prima que
no ha sido eliminada:
𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎1𝑚𝑎𝑟𝑚𝑖𝑡𝑎2 = 𝑀17 − 𝑀16 = 2.309,46𝑘𝑔
𝑑í𝑎− 1.501,15
𝑘𝑔
𝑑í𝑎= 808,31
𝑘𝑔
𝑑í𝑎
- Balance de materia a la corriente “marmita 2 salida 2”:
Por esta corriente va a salir el agua eliminada para concentrar al producto.
𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎2𝑚𝑎𝑟𝑚𝑖𝑡𝑎2 = 𝑀15 − 𝑀17
𝑀𝑎𝑔𝑢𝑎𝑠𝑎𝑙𝑖𝑑𝑎2𝑚𝑎𝑟𝑚𝑖𝑡𝑎2 = 2.603,16 kg
día− 2.309,46
𝑘𝑔
𝑑í𝑎= 293,7
𝑘𝑔
𝑑í𝑎
A partir de este momento en el resto de las etapas de la realización de la
mermelada no se van a tener prácticamente perdidas es por ello que no se van a realizar
los balances de materia de las siguientes etapas.
El envasado de la mermelada de manzana se realizará en tarros de 250 g.
𝑀17 = 2.309,46𝑘𝑔
𝑑í𝑎
Número de tarros =2.309,46
𝑘𝑔𝑑í𝑎
0,250𝑘𝑔
𝑡𝑎𝑟𝑟𝑜𝑠
= 9.237𝑡𝑎𝑟𝑟𝑜𝑠
𝑑í𝑎
Por lo que se usarán 9.203 tarros para poder envasar el producto.
Los tarros se van a almacenar en cajas. Estas cajas tienen una capacidad para
almacenar 80 tarros ya que la caja puede soportar hasta 20 kg:
Cajas para tarros =9.237
𝑡𝑎𝑟𝑟𝑜𝑠𝑑í𝑎𝑠
80 𝑡𝑎𝑟𝑟𝑜𝑠
𝑐𝑎𝑗𝑎
= 116𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎
Por lo que se necesitan 116 cajas.

TFE Inés Pérez Lamuela
87
4.2 ESTIMACIÓN TIEMPO DE SECADO DE LA MANZANA
A continuación se va a calcular el tiempo que se necesitaría para realizar el
secado de la manzana deshidratada. Para realizar estos cálculos se van a tomar los
datos que se han obtenido en una práctica de secado de manzana en un deshidratador
de laboratorio, realizada en las instalaciones de la Escuela Politécnica superior de
Huesca (EPSH). Estos datos son los que se pueden ver en la Tabla 5.

TFE Inés Pérez Lamuela
88
Tabla 5. Datos de secado de la practicas realizada en la EPSH.
t(s) W (kg H2O/kg ss) t(s) W (kg H2O/kg ss) t(s) W (kg H2O/kg ss)
0,6 4,97756 3330,84 3,92462 10185,98 2,09456
51,05818 4,96161 3381,29818 3,90867 10343,2533 2,06039
101,51636 4,94566 3431,75636 3,89271 10500,5267 2,02659
151,97455 4,9297 3482,21455 3,87676 10657,8 1,99315
202,43273 4,91375 3532,67273 3,86081 10815,0733 1,96007
252,89091 4,8978 3583,13091 3,84485 10972,3467 1,92735
303,34909 4,88184 3633,58909 3,8289 11129,62 1,89498
353,80727 4,86589 3684,04727 3,81295 11286,8933 1,86295
404,26545 4,84994 3734,50545 3,79699 11444,1667 1,83127
454,72364 4,83398 3784,96364 3,78104 11601,44 1,79993
505,18182 4,81803 3835,42182 3,76509 11758,7133 1,76893
555,64 4,80207 3885,88 3,74913 11915,9867 1,73826
606,09818 4,78612 3936,33818 3,73318 12073,26 1,70792
656,55636 4,77017 3986,79636 3,71722 12230,5333 1,6779
707,01455 4,75421 4037,25455 3,70127 12387,8067 1,64821
757,47273 4,73826 4087,71273 3,68532 12545,08 1,61883
807,93091 4,72231 4138,17091 3,66936 12702,3533 1,58977
858,38909 4,70635 4188,62909 3,65341 12859,6267 1,56102
908,84727 4,6904 4239,08727 3,63746 13016,9 1,53258
959,30545 4,67444 4289,54545 3,6215 13174,1733 1,50445
1009,7636 4,65849 4340,00364 3,60555 13331,4467 1,47662
1060,2218 4,64254 4390,46182 3,58959 13488,72 1,44909
1110,68 4,62658 4440,92 3,57364 13645,9933 1,42185
1161,1382 4,61063 4491,37818 3,55769 13803,2667 1,3949
1211,5964 4,59468 4541,83636 3,54173 13960,54 1,36825
1262,0546 4,57872 4592,29455 3,52578 14117,8133 1,34188
1312,5127 4,56277 4642,75273 3,50983 14275,0867 1,31579
1362,9709 4,54682 4693,21091 3,49387 14432,36 1,28999
1413,4291 4,53086 4743,66909 3,47792 14589,6333 1,26446
1463,8873 4,51491 4794,12727 3,46197 14746,9067 1,2392
1514,3455 4,49895 4844,58545 3,44601 14904,18 1,21422
1564,8036 4,483 4895,04364 3,43006 15061,4533 1,1895
1615,2618 4,46705 4945,50182 3,4141 15218,7267 1,16505
1665,72 4,45109 4995,96 3,39815 15376 1,14087
1716,1782 4,43514 5153,23333 3,36 15533,2733 1,11694
1766,6364 4,41919 5310,50667 3,33 15690,5467 1,09327
1817,0946 4,40323 5467,78 3,31157 15847,82 1,06985
1867,5527 4,38728 5625,05333 3,26434 16005,0933 1,04669
1918,0109 4,37133 5782,32667 3,21761 16162,3667 1,02377
1968,4691 4,35537 5939,6 3,17139 16319,64 1,0011
2018,9273 4,33942 6096,87333 3,12566 16476,9133 0,97867
2069,3855 4,32346 6254,14667 3,08042 16634,1867 0,95649
2119,8436 4,30751 6411,42 3,03567 16791,46 0,93454
2170,3018 4,29156 6568,69333 2,99139 16948,7333 0,91283
2220,76 4,2756 6725,96667 2,9476 17106,0067 0,89135
2271,2182 4,25965 6883,24 2,90427 17263,28 0,8701
2321,6764 4,2437 7040,51333 2,86141 17420,5533 0,84908
2372,1346 4,22774 7197,78667 2,81901 17577,8267 0,82828
2422,5927 4,21179 7355,06 2,77706 17735,1 0,80771
2473,0509 4,19583 7512,33333 2,73557 17892,3733 0,78736
2523,5091 4,17988 7669,60667 2,69452 18049,6467 0,76723
2573,9673 4,16393 7826,88 2,65391 18206,92 0,74731
2624,4255 4,14797 7984,15333 2,61373 18364,1933 0,72761
2674,8836 4,13202 8141,42667 2,57399 18521,4667 0,70812
2725,3418 4,11607 8298,7 2,53468 18678,74 0,68884
2775,8 4,10011 8455,97333 2,49578 18836,0133 0,66976
2826,2582 4,08416 8613,24667 2,45731 18993,2867 0,65089
2876,7164 4,06821 8770,52 2,41925 19150,56 0,63223
2927,1746 4,05225 8927,79333 2,38159 19307,8333 0,61376
2977,6327 4,0363 9085,06667 2,34434 19465,1067 0,59549
3028,0909 4,02034 9242,34 2,30749 19622,38 0,57742
3078,5491 4,00439 9399,61333 2,27104 19779,6533 0,55954
3129,0073 3,98844 9556,88667 2,23498 19936,9267 0,54186
3179,4655 3,97248 9714,16 2,1993 20094,2 0,52436
3229,9236 3,95653 9871,43333 2,16401 20251,4733 0,50705
3280,3818 3,94058 10028,7067 2,1291 20408,7467 0,48993
20566,02 0,47299

TFE Inés Pérez Lamuela
89
Con los datos obtenidos de tiempo de secado y humedad se ha obtenido la curva
de secado (Figura 57).
Figura 57. Curva de secado de la manzana a 60ºC (humedad vs tiempo).
Como se puede observar en la Figura 57 hay dos zonas bien diferenciadas, una
primera parte donde la variación de humedad W (kg H2O/ kg sólido seco) es lineal y que
corresponde a una velocidad de secado constante y otra parte exponencial que
corresponde con una velocidad de secado decreciente. La transición de una zona a la
otra puede establecerse en torno a los 5.000 segundos. En la Figura 58 se ha calculado
la velocidad de secado (R) frente al tiempo de los datos experimentales obtenidos en la
Figura 57. En la Figura 58 pueden observarse las dos zonas claramente diferenciadas,
hasta 5.000 s la velocidad (kg H2O/ kg sol seco) es constante y a partir de ese punto la
velocidad disminuye con el tiempo.

TFE Inés Pérez Lamuela
90
Figura 58. Velocidad de secado de la manzana a 60ºC
Si se representa la velocidad de secado (R) frente la humedad en cada instante
se obtiene la Figura 59:
Figura 59. Velocidad de secado frente a humedad de la manzana a 60 º C.

TFE Inés Pérez Lamuela
91
Por tanto, a partir de los datos obtenidos experimentalmente y procesados
posteriormente se determina que la manzana comienza el proceso de secado con una
humedad de 4,976 kg agua/kg materia seca. Por lo tanto esa va a ser la humedad inicial
(Wo). El dato de humedad final (Wf) va a ser la humedad final de la manzana
deshidratada. El contenido final de agua en la masa del producto deshidratado
(humedad en base húmeda es del 10%). Como el peso de los sólidos secos en la
manzana es de 194,46 kg, se puede estimar la humedad en base seca que le
corresponde (kg agua/kg materia seca) (ecuación 4.2.1):
𝑊𝑓 =𝑘𝑔 𝐻2𝑂
𝑘𝑔 𝑆.𝑆=
21,61
194,46= 0,11 ℎ𝑢𝑚𝑒𝑑𝑎𝑑 𝑓𝑖𝑛𝑎𝑙 (ecuación 4.2.1)
La humedad critica (Wc) corresponde a la humedad en que se produce el cambio
de secado. La velocidad deja de ser constante en un tiempo correspondiente a 5.000 s,
siendo la humedad en ese momento de 3,4 mg agua/mg materia seca.
Por lo tanto, como la humedad final está por debajo de la humedad crítica se
realizan los siguientes pasos para determinar el tiempo de secado, el cual sera la suma
del tiempo del periodo de velocidad de secado constante y el tiempo del periodo de
secado decreciente.
El periodo de velocidad de secado constante (ver figura 58) dura
aproximadamente 5.000 s. Para un secadero de bandejas con secado por la parte
superior el tiempo de secado puede estimarse de manera teórica de acuerdo con la
ecuación 4.2.2:
𝑡𝑐 =(𝑊𝑜−𝑊𝐶)·𝜌𝑆·𝜆·𝐿
ℎ·(𝑇𝑎−𝑇𝑆)=
𝜆·(𝑊𝑜−𝑊𝐶)
ℎ·𝐴´(𝑇𝑎−𝑇𝑆)=
(𝑊𝑜−𝑊𝐶)
𝑅𝑐 (ecuación 4.2.2)
Donde:
- calor latente de vaporización a la temperatura de bulbo húmedo (Ts)
- Wo humedad inicial
- Wc humedad critica
- h coeficiente individual de transmisión de calor
- A’ es el área total de secado por kg de sólido seco
- Ta es la temperatura de bulbo seco del aire
Donde h viene dado en W/m2K y se puede obtener si el flujo es perpendicular a
dicha superficie con la ecuación 4.2.3:

TFE Inés Pérez Lamuela
92
ℎ = 14,3 𝐺0,8 (ecuación 4.2.3)
Donde:
- G velocidad másica del aire, en kg/m2s
El cálculo para este período se basa en el equilibrio existente entre la velocidad
de transferencia de materia y la de transmisión de calor. Si se aumenta la velocidad
másica del aire G, lo hará el coeficiente de transmisión de calor h y por lo tanto es posible
disminuir el tiempo de secado hasta la humedad crítica.
Por otra parte, también puede determinarse el tiempo de secado constante a
partir de la curva de la humedad frente al tiempo obtenida experimentalmente. Para ello,
solamente hay que leer la diferencia en los tiempos que corresponden a los contenidos
inicial y final de humedad en el periodo de velocidad constante. De esta forma se ha
obtenido el valor de 5.000 s correspondiente al tiempo de secado a velocidad constante.
En el período de velocidad de secado decreciente, la velocidad de secado está
controlada por la difusión interna del agua a través del sólido. Ahora, el aumentar el flujo
de aire no va a tener una importancia considerable en la reducción del tiempo de secado.
Para el cálculo del tiempo de secado desde la Wc hasta la Wf (periodo
decreciente) se procede de la siguiente manera:
1º Se parte de la definición general de velocidad de secado (ecuación 4.2.4):
𝑅 = −𝑑𝑊
𝑑𝑡(
𝑘𝑔𝐻20
𝑘𝑔𝑠𝑠∗𝑠) (ecuación 4.2.4)
2º Se obtiene N (flujo de agua a través de la superficie de secado) a partir de R con la
ecuación 4.2.5:
𝑁 = 𝑚𝑠𝑠
𝐴· 𝑅 (
𝑘𝑔𝑠𝑠∗ 𝑘𝑔𝐻20
𝑚2∗𝑘𝑔𝑠𝑠∗𝑠) (ecuación 4.2.5)
Donde:
- mss: 0,125 kgss
- A: 0,27*0,18*4=0,1944 m2
- R: datos experimentalmente recogidos en la Figura 59.
3º La Figura 60 es la representación de N frente a la Humedad. Puede observarse que
en el periodo de velocidad de secado constante (desde la humedad inicial Wo=4.97 kg
H2O/kg ss hasta alcanzar la humedad critica Wc=3.4 kg H2O/kg ss) N se mantiene
constante. A partir de esa Wc, N varía linealmente con la humedad. A partir de estos

TFE Inés Pérez Lamuela
93
datos experimentales, en la zona de velocidad de secado decreciente se obtiene la
relación de N frente a W, considerando un ajuste a una línea recta (ecuación 4.2.6):
𝑁 = 𝑎𝑊 + 𝑏 (ecuación 4.2.6)
Figura 60. Humedad vs N.
Donde:
- Ordenada en el origen a: 4,79*10-5
- Pendiente de la recta b: 4,42*10-5
4º Como la variación de la velocidad de secado frente a la humedad es lineal puede
utilizarse la siguiente ecuación (ecuación 4.2.7) para calcular el tiempo de secado desde
la humedad crítica Wc hasta la humedad deseada Wf.
𝑡 = 1
𝐴´· 𝑅 ∫
𝑑𝑊
(𝑎𝑊+𝑏)
𝑊𝑓
𝑊𝑐=
1
𝐴´·
1
𝑎· ln (
𝑎 𝑊𝑓+𝑏
𝑎 𝑊𝑐+𝑏) =
1
𝐴´·
1
𝑎· ln (
𝑎 𝑊𝑐+𝑏
𝑎 𝑊𝑓+𝑏) (ecuación 4.2.7)
Siendo:
- A´: A/mss =0,1944 m2/0,125 kgss=1,55 m2/kgss
𝑡 =1
1,55·
1
4,79 ∗ 10−5· ln (
4,79 ∗ 10−5 ∗ 3 + 4,42 ∗ 10−5
4,79 ∗ 10−5 ∗ 0,11 + 4,42 ∗ 10−5) = 17.975,13 𝑠

TFE Inés Pérez Lamuela
94
Por lo tanto, el tiempo de secado total será el tiempo de secado a velocidad
constante más el tiempo de secado en el periodo decreciente:
𝑡 = 5000 𝑠 + 18000 𝑠 = 23000 = 6,4 ℎ
A continuación, se va a determinar la humedad que tiene el aire a la entrada y a
la salida del deshidratador para calcular la cantidad de aire total necesaria en el proceso.
En primer lugar, se obtiene la humedad absoluta que tiene el aire a la entrada.
Para ello con la temperatura y humedad más limitantes de la zona se obtiene la
humedad relativa que tiene el aire a 60ºC que es la entrada del deshidratador.
La temperatura y humedad relativa más limitantes de la zona son
respectivamente: -8,26ºC y 81,12%, con estos datos y el programa EES se obtiene que
este aire tiene una humedad absoluta de 0,001513 kg agua/kg aire seco (Figura 61).
Figura 61. Obtención de los parámetros del aire inicial.
Con la humedad absoluta obtenida anteriormente, la temperatura de entrada del
aire al deshidratador y con la ayuda del programa EES se determina la humedad relativa
del aire a la entrada del deshidratador que será de 0,01233 que es igual a 1,2% (Figura
62).

TFE Inés Pérez Lamuela
95
Figura 62. Obtención de los parámetros del aire a la entrada del deshidratador.
Después, considerando que el aire a la salida del deshidratador tiene una
temperatura de bulbo seco de 45 ºC y una humedad relativa promedio del 90%, se
determina que su humedad absoluta es de 0.058 kg agua/kg aire seco y el volumen
específico de 0.9955 m3/kg (Figura 63).
Figura 63. Obtención de los parámetros del aire a la salida del deshidratador.
Por lo tanto, cada kg de aire seco arrastra una cantidad de agua (ecuación 4.2.8):
𝐴𝑔𝑢𝑎 = 0,05795 𝑘𝑔 𝑎𝑔𝑢𝑎
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜− 0,001513
𝑘𝑔 𝑎𝑔𝑢𝑎
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜= 0,0567
𝑘𝑔 𝑎𝑔𝑢𝑎
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜 (ecuación 4.2.8)
Como es necesario eliminar 1.103 kg de agua en el proceso de secado (ver
apartado 4.1.3.2), se determina la cantidad de aire seco necesario para cumplir con este
requerimiento (ecuación 4.2.9):
𝐴𝑖𝑟𝑒 𝑠𝑒𝑐𝑜 =1.103 𝑘𝑔 𝑎𝑔𝑢𝑎
0,0565𝑘𝑔 𝑎𝑔𝑢𝑎
𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜
= 19.544 𝑘𝑔 𝑎𝑖𝑟𝑒 𝑠𝑒𝑐𝑜 (ecuación 4.2.9)

TFE Inés Pérez Lamuela
96
Como el volumen húmedo es 0.9955 m3/kg aire seco, serán necesarios un total
de 19.456 m3 totales de aire para poder realizar el secado completo. Para redondear en
los cálculos se tomará un valor de 20.000 m3.
Como el tiempo de secado es de horas será necesario un caudal (m3/h) mínimo
de aire de (ecuación 4.2.10):
𝐶𝑎𝑢𝑑𝑎𝑙 𝑑𝑒 𝑎𝑖𝑟𝑒 =20.000 𝑚3𝑎𝑖𝑟𝑒
6.4 ℎ𝑜𝑟𝑎𝑠= 3.125
𝑚3 𝑎𝑖𝑟𝑒
ℎ (ecuación 4.2.10)
Sabiendo la cantidad de aire necesaria a la hora y la cantidad de manzana que
hay que procesar se va a pasar a determinar el número de secaderos necesarios para
el proceso.
La cantidad de manzana pelada y troceada a procesar cada día es de 1.296,40
kg y la densidad de la manzana es de 920 kg/m3. Para calcular el volumen ocupado por
la fruta para conocer la capacidad del secadero en función del número de bandejas que
posea este para desecar la fruta, se considera una densidad aparente menor, por los
huecos que van a quedar una vez se carguen las bandejas. Se considera una densidad
aparente de 800 kg/m3. Por lo tanto, la fruta pelada y cortada ocupará un volumen de
(ecuación 4.2.11):
𝑉𝑜𝑙𝑢𝑚𝑒𝑛 𝑚𝑎𝑛𝑧𝑎𝑛𝑎 𝑜𝑐𝑢𝑝𝑎𝑑𝑜 =1.296,4 𝑘𝑔
800𝑘𝑔
𝑚3
= 1,620 𝑚3 (ecuación 4.2.11)
A partir de las capacidad del deshidratador comercial elegido se va a estimar el
número necesario de estos para procesar la fruta. El secadero elegido cuenta con 80
bandejas de 0.4·0.38·0.03 m (largo· ancho· alto), por lo que tiene un volumen de 0,3648
m3. Por consiguiente sabiendo los m3 que tiene cada secadero y los m3 que ocupa la
manzana, se obtiene el número de secaderos (educación 4.2.12):
𝑁𝑢𝑚𝑒𝑟𝑜 𝑑𝑒 𝑠𝑒𝑐𝑎𝑑𝑒𝑟𝑜𝑠 =1,620 𝑚3
0,3648 𝑚3 = 4,44 (ecuación 4.2.12)
Por lo tanto, redondeando se necesitarán 5 secaderos en el procesado. Como
cada secadero tiene un caudal de 1.100 m3/h y se van a tener 5, el caudal total es de
5.500 m3/ h y para eliminar el agua de todo lo que se procesa son necesarios 3.125 m3/
h, por lo tanto se cumple con el requerimiento de caudal de aire y de capacidad de
secadero.

TFE Inés Pérez Lamuela
97
ELECCIÓN DE MAQUINARIA Y DIMENSIONADO
En este apartado se describe la maquinaria necesaria para realizar la
transformación de la manzana indicando los requerimientos que debe cumplir la
maquinaria así como su dimensionado. Además, también se elabora un esquema de las
líneas de procesado existentes en la agroindustria.
5.1 MAQUINARIA DE PROCESO
5.1.1 Transpaleta manual
Para poder transportar tanto los pallets del producto fresco, como los materiales
auxiliares será necesaria una transpaleta manual. Además, para el producto acabado
será necesaria otra transpaleta manual (Figura 64).
Características técnicas:
- Unidades: 2
- Marca: Junfheinrich
- Modelo: Transpaleta manual 2t AM 20
- Dimensiones: 200*1540 *540 mm (alto*largo*ancho)
- Material: acero templado, horquillas reforzadas y rodillos auxiliares protegidos en las
puntas de horquillas
- Carga: hasta 2000 kg
- Altura de elevación: 85-205 mm
- Velocidad de descenso con-sin carga: 0,1-0,06 m/s
- Radio de giro: 1275 mm
Figura 64. Transpaleta manual. Fuente:
https://www.jungheinrich.es/productos/carretillasnuevas/transpaletas/transpaletas-
manuales/am-20-821358

TFE Inés Pérez Lamuela
98
5.1.2 Volcador
El volcador de bins está ubicado en el inicio de la cadena (Figura 65). Este
equipo es necesario ya que se necesitan volcar los recipientes en los que viene la
materia prima para que ésta entre a la línea de producción. Los bins llegan al volcador
con la ayuda de la transpaleta manual que se ha descrito en el apartado anterior.
El equipo que se usa en esta línea es un volcador de bins hidráulico el cual tiene
una estructura mecánica encargada de elevar los bins y volcar la materia prima en una
cinta transportadora. Esta cinta tiene una pequeña rampa que hace que el producto vaya
hasta una cinta transportadora elevadora.
Características técnicas:
- Unidades: 1
- Marca: Ingemaq-sam
- Modelo: Volcador de bins
- Estructura general: Acero estructural A36
- Dimensiones: 1500* 2500*1200 mm (alto*largo*ancho)
- Carga: hasta 1000 kg de manzanas
- Altura de ingreso: nivel piso
- Altura de descarga: 900 mm
- Central hidráulica
- Motor: 3HP /220V/ 50 Hz
- Bomba engranaje presión máxima: 150 bar
- Incluye: manómetro. Indicador de nivel y temperatura
- Montaje global sobre descansos con rodamientos
Figura 65. Volcador de bins. Fuente:
https://www.ingemaq.cl/producto/volcador-de-bins/

TFE Inés Pérez Lamuela
99
5.1.3 Cinta transportadora elevadora
Una vez que las manzanas son volcadas pasan a una cinta transportadora
elevadora (Figura 66) la cual lleva el producto hasta la máquina de lavado.
Esta cinta transportadora cuenta con una inclinación de 45º grados y está
motorizada a través de un motor de tambor. La velocidad de la banda es ajustable según
la cantidad de producto que se procese. Tiene como características que las guías
laterales son rebatibles y que la banda se puede destensar y quitar fácilmente bajando
un rodillo guía, para poder limpiar correctamente la cinta.
Características técnicas:
- Unidades: 1
- Marca: Kronen
- Modelo: KUJ V Elevadora con velocidad ajustable
- Dimensiones: según necesidades productivas
- Potencia: 0,55 kW/230V/50Hz
Figura 66. Cinta transportadora elevadora. Fuente:
https://www.kronen.eu/es/maschinen/kujv-steigband-variable-geschwindigkeit
5.1.4 Lavadora I
Una vez que se elevan las manzanas enteras, éstas pasan a la lavadora I (Figura
67). Con este proceso lo que se consigue es descontaminar la superficie de las
manzanas, con la ayuda de una solución de agua con hipoclorito de sodio.
Esto evita la contaminación cruzada en etapas posteriores, ya que no se
transmiten gérmenes entre los productos y ni se transfieren de la piel del producto a las
superficies de corte posteriores. Por tanto, este proceso mejora la vida útil de los
productos finales.

TFE Inés Pérez Lamuela
100
En esta lavadora se realiza la desinfección por inmersión y tiene una placa
regulable que hace que todas las manzanas se sumerjan y no floten y que así se les dé
el tratamiento necesario. Esta placa se coloca en la zona superior del tanque y además
consigue que las manzanas se vayan moviendo hacia la salida del tanque.
En caso de que, aún con la placa, algún producto flote, la máquina tiene
integrada un ducha que se encarga de que los productos que flotan sean alcanzados
por el agua de la ducha y así ser tratados adecuadamente.
Además de todo lo dicho anteriormente tiene más ventajas esta lavadora I, a saber:
- Tiene un tiempo de proceso regulable, por lo que cuando se completa el tiempo
el producto sale de la lavadora I.
- Tiene un sistema de burbujeo al final del tanque que hace que se realice una
completa humectación del producto a tratar.
- Tiene integrado un sistema de medición y dosificación del producto haciendo
que el tanque siempre tenga la cantidad de producto necesaria.
Características técnicas:
- Unidades: 1
- Marca: Kronen
- Modelo: Deconwa prep Lavadora
- Dimensiones: 1559 *3399*1178 mm (alto*largo*ancho)
- Peso: 390 kg
- Volumen total de agua: 885 l
- Potencia: 2,9 kW/ 400V/50 Hz
- Procesa: 1000 kg de manzanas/ h
Figura 67. Lavadora I de manzana. Fuente:
https://www.kronen.eu/es/maschinen/deconwa-prep/maschinen-downloads

TFE Inés Pérez Lamuela
101
5.1.5 Lavadora II
Una vez que el producto se ha desinfectado en la anterior lavadora, se traslada
a la lavadora II (Figura 68) por una cinta transportadora, donde se va a aclarar
profundamente y escurrir para que pase a la siguiente etapa del proceso productivo.
Este aclarado es necesario para evitar que queden restos de cloro en la manzana debido
a que tienen que estar por debajo de 0,05 mg/kg en el producto final según el
Reglamento (UE) 2020/749 de la Comisión de 4 de junio de 2020.
Las ventajas que tiene la lavadora que se ha elegido para este proceso es que
tiene un sistema de lavado helicoidal, que lo que consigue es que cuando el agua entra
al tanque de lavado, ésta genera un torbellino garantizando un lavado intenso del
producto. Este tipo de lavadoras están construidas de forma compacta y modular.
Las características más significativas de esta lavadora son:
- Un filtro cilíndrico lateral que elimina las partículas de desecho que son
separadas de la corriente que lava el producto. Además de excluir las partículas
residuales del agua que circulan en el tanque, este cilindro ayuda a la protección
y larga durabilidad de las bombas del tanque.
- Un sistema direccional de agua. Este sistema lo que hace es controlar el llenado
y evacuado de las lavadoras, ya que tiene un sistema que detecta y ajusta
automáticamente el nivel de agua cuando la máquina está en funcionamiento.
- Una placa con vibración al final del equipo, la cual tiene perforaciones de 8 mm,
con lo que se consigue que el producto se seque antes de llegar a la siguiente
fase.
Características técnicas:
- Unidades: 1
- Marca: Kronen
- Modelo: Lavadora gewa2600v plus
- Dimensiones: 1680 *2870*1380 mm (alto*largo*ancho)
- Peso: 450 kg
- Volumen total de agua: 606 l
- Potencia: 3,6 kW/ 400V/50 Hz
- Material: Acero inoxidable AISI 304
- Procesa: 600 kg de manzanas/ h
- Material de la cinta: cuero sintético superficie lisa, azul, aprobada por la FDA.
- Velocidad de la cinta: 0,25 m/s (velocidad ajustable)

TFE Inés Pérez Lamuela
102
Figura 68. Lavadora II de manzana. Fuente:
https://www.kronen.eu/es/maschinen/gewa2600v-plus/maschinen-downloads
5.1.6 Peladora y cortadora
Después del lavado II de la materia prima llega la peladora y cortadora (Figura
69) a través de una cinta transportadora. Esta máquina puede realizar varias funciones
como son las de pelar, descorazonar y cortar en diferentes tamaños. Esta peladora y
cortadora es automática y garantiza un alto estándar de calidad del producto acabado,
manteniendo sus propiedades organolépticas (color, sabor, consistencia).
Tiene como ventaja que puede pelar diferentes tipos de variedades y además
ofrece varias opciones de corte como son los segmentos (2-18 piezas), forma de anillos
de manzana en los que se ha eliminado el corazón y cortado a rodajas que van desde
3 a 15 mm de grosor, “trozos” de manzana que vienen de un segmento cortado en 2 o
más piezas y corte a tiras. Dependiendo en la línea de procesado que nos encontremos
se realizara un tipo de corte u otro. En el caso de la manzana en IV gama el corte es
en segmentos, en la manzana deshidratada en rodajas y en el caso de la mermelada de
manzana, a dados.
Además tiene la opción de activar o desactivar la función de pelado por lo que
dependiendo de cómo quiera el comprador el producto final, se activará o desactivará
la función.
Para completar la eficiencia de la máquina y protegerla, ésta cuenta con
funciones automáticas y temporizadas de sistemas de lubricación y engrase
centralizado.

TFE Inés Pérez Lamuela
103
Características técnicas:
- Unidades: 1
- Marca: ABL
- Modelo: Industrial Apple Peeler PDS/R
- Material: Acero inoxidable
- Dimensiones: 2500*1550*2700 mm (alto*largo*ancho)
- Peso: 1100 kg
- Potencia: 3 kW
- Procesa: 3000 kg de manzanas/h
Figura 69. Peladora de manzana. Fuente:
https://www.ablcavezzo.com/Products/Apple-Peeler-PDS-R
A partir de este momento la línea de producción se separa en tres diferentes,
según los tres procesos productivos (manzana IV gama, manzana deshidratada y
mermelada de manzana), por lo que a partir de este momento las máquinas podrán ser
solo para un proceso o estar duplicadas o triplicadas porque sea necesaria en las tres
líneas de procesado.
5.1.7 Tratamientos especiales
La máquina de tratamientos especiales (Figura 70) está situada nada más
acabar el pelado en las líneas de procesado de manzana IV gama y manzana
deshidratada para evitar al máximo las alteraciones químicas y físicas del producto. En
el caso de la manzana en IV gama el producto se sumergirá en una solución en la que
hay ácidos ascórbico y cítrico diluidos en agua para evitar los posteriores pardeamientos
enzimáticos. La velocidad a la que pasa el producto por la solución es regulable siendo

TFE Inés Pérez Lamuela
104
ésta la necesaria para que el producto esté durante 15 minutos inmerso en la solución.
En el caso de la manzana para deshidratación ésta se sumergirá en una solución acuosa
con 100 ppm de metabisulfito sódico durante 10 minutos.
Características técnicas:
- Unidades: 2
- Marca: Kronen
- Modelo: KDB 120 Baño de inmersión
- Dimensiones: 1680*2870*1380 mm (alto*largo*ancho)
- Peso: 450 kg
- Volumen total de agua: 606 l
- Potencia: 3,6 kW/ 400V/50 Hz
- Material: Acero inoxidable AISI 304
- Procesa: 650 kg de manzanas/h
- Material de la cinta: cuero sintético aprobado por la FDA.
- Velocidad de la cinta: 0,25 m/s (velocidad ajustable)
Figura 70. Lavadora por inmersión. Fuente: https://www.kronen.eu/es/maschinen/kdb-
120
5.1.8 Escurridor
Una vez que el producto sale de la lavadora de tratamientos especiales tiene que
ser escurrido para eliminar el agua en exceso que se encuentre en la superficie del
producto. Para conseguir esto, una vez que el producto sale de la lavadora de inmersión,
va a una cinta transportadora agujereada que vibra (Figura 71), eliminando así el agua
en exceso.
Las principales ventajas que muestra son:
- Posibilidad de secar productos muy frágiles y delicados

TFE Inés Pérez Lamuela
105
- Continuidad en la producción
- Diseño y realizado con respeto a los principios de higiene que aseguran una
limpieza efectiva y eficiente.
Características técnicas:
- Unidades: 2
- Marca: Turatti
- Modelo: Dewaterind
- Material: Acero AISI-301
- Dimensiones: 2500 mm*3000*1380 mm (alto*largo*ancho)
- Potencia: 6 kW
- Frecuencia de vibración regulable
Figura 71. Escurridor. Fuente: https://home.turatti.com/es/macchina/dewatering/
5.1.9 Deshidratador de bandejas
El secado se realizará en un deshidratador de bandejas (Figura 72). El
deshidratador elegido consiste en una cámara donde se controla la humedad y la
temperatura del aire interior para poder extraer el agua libre de un alimento. En este
caso el secado se hace automáticamente y lo único que hay que establecer previamente
la temperatura y humedad objetivo. Para conseguirlo, utiliza tecnología de bomba de
calor para ahorrar energía.
En este paso se necesitará la ayuda de un operario que coja las rodajas de
manzana del escurridor y las coloque en las bandejas para introducirlas en el
deshidratador, así como que saque las bandejas del deshidratador y vuelva a colocar
las rodajas de manzana ya seca en la cinta transportadora.
Características técnicas:
- Unidades: 5
- Marca: Leibin

TFE Inés Pérez Lamuela
106
- Modelo: LT-022
- Dimensiones: 1670*935*535 mm (alto*largo*ancho)
- Peso: 95 kg
- Potencia: 0,6 kW
- Energía: 230V/50Hz
- Procesa por lote: 292 kg de manzanas
- Volumen de viento 1.100 m3/h
- Numero de bandejas: 80
- Dimensiones de la bandeja: 400*380*30 mm (largo*ancho*alto)
- Temperatura de trabajo 30 a 90 ºC
Figura 72. Deshidratador de bandejas. Fuente: https://spanish.alibaba.com/product-
detail/Stainless-Steel-Food-Dehydrator-Food-Drying-62328451716.html
5.1.10 Pesadora
Una vez que tanto la manzana en IV gama como la manzana deshidratada ha
pasado por las diferentes etapas de cada proceso, llega a las últimas etapas de éstos.
La primera de las etapas finales es el pesado. Se ha elegido un sistema de pesaje
automático de la serie Lybra de Turatti (Figura 73).
Este tipo de pesadoras permiten una medición estable y precisa, pesando y
mezclando productos a lo largo de su línea de proceso. Este modelo cuenta con un
diseño higiénico constituido por una cinta y varias células de carga instaladas a lo largo
de la misma.

TFE Inés Pérez Lamuela
107
El funcionamiento de esta pesadora es el siguiente: los productos son
descargados desde una cinta transportadora y tras pesar la cantidad necesaria, la cinta
de pesaje descarga el producto dosificado sobre el siguiente equipo. Un cuadro eléctrico
independiente, equipado con una pantalla táctil, permite configurar fácilmente los
parámetros de la unidad.
Las principales características y ventajas del sistema son:
- Rendimiento preciso
- Diseño higiénico con accesibilidad total a las partes de la unidad
- Amplia gama de aplicaciones del producto
- Fácil de operar
Características técnicas:
- Unidades: 2
- Marca: Turatti
- Modelo: Lybra
- Dimensiones: 1830 x 2220 x 1000 mm (alto* largo*ancho)
- Potencia: 0,75 kW
Figura 73. Pesadora. Fuente: https://home.turatti.com/en/macchina/lybra/
5.1.11 Envasadora
Una vez realizado el pesado de la manzana en IV gama y de la manzana
deshidratada se pasa el producto a una cinta transportadora elevadora que llevara el
producto hasta la envasadora. Para este proceso se utiliza una máquina tipo
envolvedora vertical debido a que este tipo de envolvedoras se adapta al formato final
de presentación del producto que es en bolsas (Figura 74).
La máquina de envasado elegida es una máquina automática de envasado
vertical, que utiliza una sola bobina de film para la realización de la envuelta y conforma
el envase con tres soldaduras, dos transversales y una longitudinal. Esta máquina de

TFE Inés Pérez Lamuela
108
envasado está diseñada para una gran variedad de productos por lo que se adapta bien
tanto a la IV gama como a la manzana deshidratada.
Además, tiene la opción de poder envasar los productos con atmosfera
modificada o no. En el caso de la manzana en IV gama, el producto ira en una atmosfera
modificada de 8 % O2, 15 % CO2 y 77 % N2 y la manzana deshidrata en una atmosfera
inerte 100 % N2.
Características técnicas:
- Unidades: 2
- Marca: Ulma Packaging
- Modelo: Envolvedora vertical (VFFS) VTI 200
- Material: Acero inoxidable
- Dimensiones: 1900* 1000*800* mm (alto*largo*ancho)
- Potencia: 0,5 kW/50 Hz
- Aire comprimido: 6 bar
- Velocidad: 70 paquetes/minuto
Figura 74. Envasadora. Fuente: https://www.ulmapackaging.com/es/maquinas-
de-envasado/vertical-vffs/vti-200
5.1.12 Marmita de cocción
La marmita de cocción (Figura 75) se utiliza para el procesado de la mermelada
de manzana. Una vez que la manzana ha sido cortada en dados se procede a realizar
la etapa de mezcla de los ingredientes y de cocción en una marmita. Por lo tanto, la
marmita debe tener la opción de dar el tratamiento de precalentamiento que se necesita
para realizar la mezcla así como el de cocción.

TFE Inés Pérez Lamuela
109
Para conseguir este tratamiento térmico la marmita se calienta uniformemente
tanto en la base como en las paredes laterales con un sistema de calentamiento
indirecto, que utiliza íntegramente el vapor generado saturado a una temperatura de
entre 50-100 ºC, según lo que se requiera. En este caso la cocción será a 100 ºC.
La marmita también cuanta con una doble pared que incluye un aislamiento
térmico, lo que hace que se ahorre energía y reduce la emisión de calor al ambiente.
Además, tiene unas hélices interiores que ayudan a que los ingredientes sean
mezclados correctamente y que cuando se calienta, el intercambio de calor sea más
eficaz.
Características técnicas:
- Unidades: 1
- Marca: Firex
- Modelo: Baskett
- Material: Acero inoxidable AISI 316
- Dimensiones: 1000*900*1200 mm (alto*largo*ancho)
- Potencia: 1,30 kW
- Capacidad útil de la cuba: 600 litros
Figura 75. Marmita de cocción. Fuente: https://www.firex.com/es/soluciones/baskett/
5.1.13 Intercambiador de calor
Una vez que se ha realizado la cocción de la mermelada, se pasa el producto
por un intercambiador de calor (Figura 76) para bajar la temperatura a la mermelada y
que así se integren bien todos sus componentes y para que a la hora de introducir el
producto en los tarros no haya una gran diferencia de temperatura y el tarro se rompa.

TFE Inés Pérez Lamuela
110
Como la mermelada es un producto altamente viscoso se ha decidido usar un
intercambiador de calor de superficie rascada. Este intercambiador de calor se puede
aplicar en fluidos altamente viscosos y con un elevado grado de ensuciamiento
El diseño de este intercambiador está basado en un intercambiador de camisa y
tubos tradicional con elementos rascadores en el interior de cada tubo interno. El
movimiento lineal recíproco de los rascadores mezcla el fluido y limpia la superficie de
intercambio térmico. El movimiento de rascado introduce turbulencias en el fluido,
incrementándose los niveles de transferencia térmica y reduciendo las paradas técnicas.
El intercambiador elegido se puede usar tanto para calentamiento como para
enfriamiento, pasteurización, cristalización y evaporación en nuestro caso lo usaremos
para enfriar el producto. Se compone de tres partes principales:
• La zona de camisa y tubos: en cada uno de los tubos interiores se coloca una
barra rascadora.
• Cámara de separación: este espacio separa la zona de intercambio térmico del
cilindro que mueve las barras rascadoras.
• Cilindro hidráulico: esta parte proporciona la energía que mueve las barras
rascadoras. El cilindro puede ser neumático (modelos de menor tamaño) o
hidráulico (modelos grandes). En nuestro caso será hidráulico.
Características técnicas:
- Unidades: 1
- Marca: HRS herat exchargers
- Modelo: Series HRS unicus
- Material:
o Lado Servicio: acero inoxidable AISI 304
o Lado Producto: acero inoxidable AISI 316L
- Dimensiones: 1000*100 mm (largo*ancho)
- Potencia: 2 kW
- Condiciones de diseño:
o Lado Servicio: 10 bar/185 ºC
o Lado Producto: 16 bar/185 ºC

TFE Inés Pérez Lamuela
111
Figura 76. Corte transversal del intercambiador de calor. Fuente: https://www.hrs-
heatexchangers.com/es/intercambiador-calor/intercambiadores-de-calor-de-superficie-
rascada/serie-hrs-unicus-intercambiador-de-calor-de-superficie-rascada/
5.1.14 Bomba lobular
La bomba lobular se usa en el proceso de fabricación de la mermelada para
poder transportarla desde la marmita de cocción hasta el intercambiador de calor.
Además de la bomba lobular (Figura 77), habrá también dos conductos por los que
circulará el producto. La bomba que se utiliza en este proceso productivo es una bomba
lobular rotativa de desplazamiento positivo. Es ideal para manejar todo tipo de fluidos
tanto de baja como de alta viscosidad como sería el caso de la mermelada.
Características técnicas:
- Unidades: 1
- Marca: Inoxpa
- Modelo: Bomba Lobular Monobloc TLS
- Material: Acero inoxidable AISI 316L
- Dimensiones: 440*640*387 mm (alto*largo*ancho)
- Potencia: 0,75 kW
- Presión máxima: 7 bar
- Volumen por revoluciones 0,14 l/rev
Figura 77. Bomba lobular. Fuente: https://www.inoxpa.es/productos/bombas/bombas-
volumetricas/bomba-lobular-monobloc-tls
5.1.15 Lavadora y secadora de tarros y tapes
Esta máquina se necesita en el proceso productivo de la mermelada de manzana
para para esterilizar los tarros y tapes que se necesitan para envasar el producto.
La lavadora (Figura 78) que se ha elegido puede trabajar con materiales de
plástico, metal o vidrio. En este caso los tarros serán de vidrio por lo que se adapta al
proceso productivo. Además, es muy versátil ya que admite recipientes ovalados,

TFE Inés Pérez Lamuela
112
redondos y de otras formas. Para conseguir la esterilización de los tarros que usa es
vapor de agua a 100 ºC.
Además tiene la opción de incorporar en su estructura un sistema de soplado
que funciona con aire comprimido, que consigue que se produzca el secado de los tarros
y tapes. Esto se hace para evitar que quede cualquier residuo de agua en el interior de
los mismos y que posteriormente de problemas al producto final.
Características técnicas:
- Unidades: 1
- Marca: Emerito
- Modelo: U2
- Material: Acero inoxidable 304
- Dimensiones: 1800*2000*970 mm (alto* largo*ancho)
- Potencia: 0,60 kW
- Velocidad: 150 envases/minuto
Figura 78. Lavadora de tarros. Fuente: http://esp.emerito.com/productos/principio-de-
linea/lavadora-de-envases-vacios/
5.1.16 Dosificadora
El siguiente paso es llenar los tarros de la mermelada. Para realizar este proceso
se ha elegido una dosificadora de pistón volumétrico (Figura 79). Esta dosificadora tiene
la opción de preestablecer la cantidad a llenar mediante el ajuste del volumen del pistón
de llenado mediante un volante con contador. Además, la dosificadora tiene integrado
un bombeo que hará que el suministro del producto sea automático.

TFE Inés Pérez Lamuela
113
Los tarros tienen una capacidad de 250 ml y los pistones tienen una capacidad
como máximo de 600 cm3 por lo que se adapta al requerimiento del proceso.
Características técnicas:
- Unidades: 1
- Marca: Emerito
- Modelo: 4C
- Material: Acero inoxidable 304
- Dimensiones: 2000*1500*900 mm (alto*largo*ancho)
- Potencia: 2 kW
- Velocidad: 120 envases/minuto
Figura 79. Dosificadora de tarros. Fuente:
http://esp.emerito.com/productos/salsas/dosificador-salsas-piston-volumetrico/
5.1.17 Cerradora de tapes
Una vez que los tarros están llenos con la mermelada es necesario que sean
cerrados inmediatamente para evitar que el interior se contamine. Los tapes son traídos
hasta este punto por unos rieles aéreos desde la máquina de lavado.
Para este proceso se ha elegido una máquina que se adapte a tarros de cristal.
Esta máquina tiene un sistema de cerrado twistt off o presión (Figura 80).

TFE Inés Pérez Lamuela
114
En esta cerradora no hace falta incorporar ningún elemento adicional ya que se
adapta a un amplio rango de formatos como son botellas, frascos, tarros…
Características técnicas:
- Unidades: 1
- Marca: Emerito
- Modelo: Cerradora emerito 1.8
- Material: Acero inoxidable 304
- Dimensiones: 1850* 1800*850 mm (alto*largo*ancho)
- Potencia del motor: 0,10 kW
- Velocidad: 70 envases/minuto
Figura 80. Cerradora de tarros. Fuente: http://esp.emerito.com/productos/cerradoras-
twist-off-y-pt/cerradora-de-frascos-emerito-18/
5.1.18 Lavador de tarros
Una vez que los tarros han sido llenados y cerrados, se procede a introducir los
tarros en un lavador (Figura 81) para que cualquier sustancia que quede en el exterior
del tarro sea eliminada y así quede una presentación correcta del producto final.
Además, en la misma máquina ira integrado un secador de los tarros para secar
los mismos antes de pasar a la siguiente etapa.
Características técnicas:
- Unidades: 1
- Marca: Emerito
- Modelo: Lavadora de envases llenos

TFE Inés Pérez Lamuela
115
- Material: Acero inoxidable
- Dimensiones: 1000*1780*2200 mm (alto*largo*ancho)
- Potencia: 0,6 kW
- Velocidad: 150 tarros/minuto
Figura 81. Lavador de tarros. Fuente: http://esp.emerito.com/productos/sist-lavado-y-
secado/lavadora-de-envases-llenos/
5.1.19 Autoclave
Los tarros ya llenados con el producto y cerrados serán llevados al autoclave
(Figura 82). Una vez que llegan aquí los tarros, con la ayuda de un operario, son
introducidos en el autoclave. De la misma manera, al acabar el proceso, el mismo
operario sacará los tarros y los volverá a introducir en la línea de procesado.
El autoclave se utiliza para asegurar una pasteurización del producto final y que
así sea microbiológicamente estable durante su vida útil.
El autoclave elegido funciona con un sistema de ducha de agua caliente y fría
consiguiendo así pasteurizar el producto final y enfriarlo posteriormente. Este sistema
de calentamiento y enfriamiento del producto funciona a través de un sistema de bomba
y duchas de agua caliente y fría que se distribuye por dentro del autoclave mediante
boquillas difusoras. El calentamiento de agua se consigue mediante resistencias
eléctricas mientras que el enfriamiento, con un intercambiador de calor.
Características técnicas:
- Unidades: 1
- Marca: MARRODÁN
- Modelo: MICROMARR
- Material: Acero inoxidable 304
- Dimensiones: 1500*1000*1000 mm (alto*largo*ancho)

TFE Inés Pérez Lamuela
116
- Potencia: 13,5 KW
- Velocidad: 2350 envases/lote
- Caudal necesario de agua: 2500 l/h
- Caudal neumático: 3 bar
Figura 82. Autoclave. Fuente: https://www.marrodanfoodtechnology.com/autoclave-
micromar
5.1.20 Mesa de inspección visual
Tras ser envasados los diferentes productos derivados de las manzanas, pasan
a una mesa de inspección visual (Figura 83). Esta mesa de inspección visual es
necesaria en este punto, para que cualquier producto final que no cumpla con los
requisitos finales sea retirado de la línea antes de que llegue al consumidor. Esto se
hace con la ayuda de un operario el cual realiza una inspección visual de las bolsas una
a una (IV gama y manzana deshidratada) y de los tarros (mermelada de manzana). Para
realizar esta etapa es necesario que tanto la velocidad como la longitud de la mesa sea
la necesaria para que al operario le dé tiempo a poder realizar correctamente el trabajo.
Esta mesa de inspección consiste en una cinta transportadora que cuenta en
ambos dados unos embudos desplazables en los que se puede introducir los productos
que no cumplan con las especificaciones deseadas.
Características técnicas:
- Unidades: 3
- Marca: Sormac
- Modelo: Mesa de inspección
- Dimensiones: 1000* 2200*1000 mm (alto*largo*ancho)
- Potencia: 0,55 kW/400V
- Material de la mesa: Acero inoxidable
- Velocidad de la cinta: 0,20 m/s (velocidad ajustable)

TFE Inés Pérez Lamuela
117
Figura 83. Mesa de inspección visual. Fuente:
https://www.sormac.eu/es/MAQUINARIA/mesa-de-inspeccion/
5.1.21 Detector de metales
Una vez que el producto se ha envasado y se ha inspeccionado visualmente,
éste pasa por un detector de metales (Figura 84). El detector es una máquina necesaria,
ya que se debe controlar que no haya ningún material metálico dentro del producto final,
ya que sería un riesgo para la salud de los consumidores. Además, se coloca en este
punto de la línea de procesado porque el producto ya está cerrado y por lo tanto no hay
riesgo de que en las fases posteriores puedan entrar materiales metálicos dentro del
producto final.
Este detector de metales detecta metales contaminantes ferrosos, no ferrosos y
acero inoxidable, y se puede usar para diferentes tipos de productos como el caso de
estos productos. Además tiene la opción de poder seleccionar el tipo de metal que se
quiere detectar, que servirá para el casi de los tarros de mermelada.
Las principales características y ventajas del sistema son:
- Tiene un software muy sensible, lo que le hace poder detectar cualquier
fragmento de metal.
- Tiene una baja tasa de falsos rechazos debido al sistema de procesamiento de
señales de control electrónico de estabilidad (ESP).
- Cumple con los criterios del análisis de peligros y puntos críticos de control.

TFE Inés Pérez Lamuela
118
Características técnicas:
- Unidades: 3
- Marca: DETECTRONIC
- Modelo: Metal Detector MD - 250
- Material: Acero inoxidable
- Velocidad: ajustable
- Dimensiones: 500*250 mm (largo*ancho)
- Ancho de banda: 2000 mm
- Velocidad mínima/máxima: 8-100 m/min
- Procesa: 15000 envases/h
- Altura máxima del producto: 1000 mm
- Anchura máxima del producto: 2000 mm
- Potencia: 0,40 kW/ 230V/50 Hz
Figura 84. Detector de metales. Fuente: https://detectronic.dk/products-
solutions/metal-detectors/tunnel-detector/
5.1.22 Etiquetadora de tarros
Una vez que el producto está envuelto, hay que etiquetarlo con la información
adecuada.
Para el etiquetado de tarros se ha elegido una máquina de la marca Multivac
(Figura 85). El modelo elegido se utiliza para el etiquetado envolvente de productos
cilíndricos, tanto para el etiquetado delantero como trasero.
Esta etiquetadora es de cinta articulada lo que le hace tener una estructura
modular y ofrece numerosas posibilidades de equipamiento en cuanto a la manipulación
del producto, la aplicación de etiquetas, la impresión de etiquetas y el control de calidad.

TFE Inés Pérez Lamuela
119
Características técnicas:
- Unidades: 1
- Marca: Multivac
- Modelo: L 320
- Dispensador de etiquetas: LD 100
- Etiquetado: Delantero/Trasero
- Velocidad máxima: 36 m/min
- Potencia de la etiquetadora en unidades/min: aprox. 150
- Longitud de la cinta articulada: 1000 mm
- Anchura de paso: 250 mm (cadena 82,5)
- Potencia: 0,75 kW
Figura 85. Etiquetadora de tarros. Fuente:
https://es.multivac.com/es/soluciones/productos/categories/product/sistemas-de-
marcado/etiquetadoras-con-cinta-transportadora/l-320/
5.1.23 Cinta transportadora
Se emplearán 9 cintas transportadoras (Figura 86) a lo largo de los procesos
productivos para poder unir un equipo con otro y que así el producto vaya de una
máquina a otra de manera automatizada. Las medidas cambian dependiendo de la
distancia entre máquinas.

TFE Inés Pérez Lamuela
120
Figura 86. Cinta transportadora. Fuente:
https://www.sormac.eu/es/MAQUINARIA/cinta-transportadora/
5.1.24 Mesa de acero inoxidable
Se van a emplear 7 mesas de acero inoxidable (Figura 87) a lo largo de las líneas
de procesado, de diferentes tamaños para hacer más sencillo el cambio de equipos. La
mesa es de la marca Fricosmos y es de acero inoxidable.
Figura 87. Mesa de acero inoxidable. Fuente:
https://www.fricosmos.com/es/p629/mesa-inox-central-con-entrepano
5.1.25 Carro de acero inoxidable
Se van a emplear 3 carros de acero inoxidable (Figura 88), uno para cada línea,
para poder transportar de un lado a otro mejor los productos. El carro es de la marca
Fricosmos.

TFE Inés Pérez Lamuela
121
Figura 88. Carro de acero inoxidable. Fuente:
https://www.fricosmos.com/es/p1606/carro-de-servicio-inox-con-2-entrepanos
5.2 ESQUEMAS
Para que tanto las líneas como la sala de procesado se pueda entender mejor,
se han realizado varios esquemas con los equipos empleados en cada paso.
El proceso productivo se divide en 3 líneas, en las cuales las primeras etapas
hasta el proceso de pelado tienen la misma maquinaria. A partir de ahí se separan y se
crean las tres líneas diferentes. Estas primeras etapas comunes se pueden ver en las
Figuras 89, 90 y 91, de color naranja y las etapas específicas de cada proceso se
pueden ver en verde en las Figuras 89, 90 y 91.
La primera línea es la que engloba el proceso productivo de la manzana en IV
gama (Figura 89):

TFE Inés Pérez Lamuela
122
Figura 89. Esquema de los equipos de la línea de procesado de manzana en IV gama.

TFE Inés Pérez Lamuela
123
La segunda línea es la que procesa la manzana deshidratada (Figura 90):
Figura 90. Esquema de los equipos de la línea de procesado de manzana
deshidratada.

TFE Inés Pérez Lamuela
124
Y por último, la tercera línea es la de la mermelada de manzana (Figura 91):
Figura 91. Esquema de los equipos de la línea de procesado de mermelada de
manzana.

TFE Inés Pérez Lamuela
125
DISTRIBUCIÓN EN PLANTA
6.1 DISTRIBUCIÓN DE TRABAJO
A lo largo del año se va a trabajar un total de 252 días. Estos días se realizará
una jornada laboral de 8 horas en horario de 7 a 15 h de lunes a viernes. De este
calendario laboral se deriva que son laborables 21 días al mes, ya que se han excluido
del mes completo los días que son fiesta nacional, fiesta local y días inhábiles de la
Comunidad Autónoma de Aragón.
El trabajo dentro de la planta se distribuirá de la siguiente forma: cada día se
realizará una línea de procesado, el primer lunes se hará manzana IV gama, el martes
manzana deshidratada y el miércoles mermelada de manzana y se volverá a empezar
el ciclo. En total se realizará cada producto 7 días al mes.
6.2 NECESIDADES DEL PRODUCTO
Tanto las materias primas como las materias primas auxiliares y los productos
auxiliares van a tener que ser almacenados y ocuparan una superficie. Con los datos
obtenidos en el punto 4 se sabe cuanta cantidad de cada producto final se va a obtener
y cuanta materia prima, materias primas auxiliares y productos auxiliares se van a
necesitar.
6.2.1 Materias primas y materias primas auxiliares
Todo el excedente de materias primas auxiliares que pueda haber a lo largo del
proceso en un mes se guardará para el siguiente controlándolo con un registro de
inventario que hay en la empresa.
6.2.1.1 Manzana
En todos los procesos se parte de 1.500 kg de manzanas, pero tras las primeras
etapas comunes solo 1.296,38 kg pasan a ser procesados. Dependiendo de la línea en
la que se esté trabajando se va a producir más o menos producto final:
- Manzana IV gama: 1.296,38 kg/día
- Manzana deshidratada: 277,51 kg/día
- Mermelada de manzana: 2.309,46 kg/día
6.2.1.2 Azúcar
El azúcar se emplea para elaborar la mermelada de manzana utilizándose
9.074,66 kg al mes. El azúcar se va a recibir en paquetes de 100 kg que irán en pallets
en los que caben 8 paquetes. Como se necesitan 91 paquetes cada mes, serán
necesarios 12 pallets. Éstos tienen una dimensión de 1200 x 800 mm por lo que cada

TFE Inés Pérez Lamuela
126
pallet ocupa una superficie de 0,96 m2 por lo que el espacio total requerido es de 12,48
m2 que se aproxima a 13 m2.
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 1.296,38𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 9.074,66
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =9.074,66
𝑘𝑔𝑚𝑒𝑠
100𝑘𝑔
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 90,74𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 91
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
6.2.1.3 Pectinas
Las pectinas se utilizan en la elaboración de mermelada para que el producto
gelifique correctamente. El consumo mensual de pectinas es de 45,36 kg. Este producto
viene en paquetes de 7 kilos por lo que se necesitan 7 paquetes/mes. Las pectinas se
van a guardar en una estantería, en el almacén de materias primas auxiliares.
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 6,48𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 45,36
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =45,36
𝑘𝑔𝑚𝑒𝑠
7𝑘𝑔
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 6,48𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 7
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
6.2.1.4 Ácido cítrico
El ácido cítrico se va a utilizar en dos procesos: en la manzana IV gama y en la
mermelada de manzana. El consumo mensual de este producto es de 67,5 Kg. En este
caso el producto se dispensa en sacos de 12 kilos por lo que se necesitaran 6
paquetes/mes. Este producto se guardará en una estantería, en el almacén de materias
primas auxiliares.
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 9,00𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠+ 0,648
𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 67,54
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =67,54
𝑘𝑔𝑚𝑒𝑠
12𝑘𝑔
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 5,63𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 6
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
6.2.1.5 Canela
La canela se va a usar en el proceso de la elaboración de la mermelada para
darle un toque especial a la mermelada. Se van a necesita 22,68 kg/mes de canela y
ésta viene en paquetes de 2 kg por lo que se necesitaran 12 al mes. Este producto se
almacenará en las estanterías del almacén de materia prima auxiliar.

TFE Inés Pérez Lamuela
127
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 3,24𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 22,68
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =22,68
𝑘𝑔𝑚𝑒𝑠
2𝑘𝑔
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 11,34𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 12
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
6.2.1.6 Ácido ascórbico
El ácido ascórbico se utiliza en el proceso de elaboración de la manzana en IV
gama para poder mejorar la conservación del producto. Se necesitarán 84 kg/mes y
vendrán en paquetes de 12 kilos por lo que se necesitarán 7 paquetes/mes. Este
producto se almacenará en las estanterías del almacén de materias primas auxiliares.
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 12,00𝑘𝑔
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 84
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =84
𝑘𝑔𝑚𝑒𝑠
12𝑘𝑔
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 7𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
6.2.1.7 Hipoclorito de sodio solido
El hipoclorito de sodio se utiliza en los tres procesos ya que se añade al agua de
desinfección para eliminar la contaminación superficial. El consumo mensual de
hipoclorito es de 1,68 kg de cloro libre. El producto viene en garras de 5 litros, las cuales
tienen una riqueza de 150 g/l de cloro libre, por lo tanto en las garrafas hay 0,75 kg de
cloro libre. Por lo tanto se necesitarán 3 garrafas al mes para cumplir con las
necesidades. Estas garrafas se almacenan en una de las estanterías del almacén de
materias primas auxiliares.
𝐾𝑖𝑙𝑜𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 = 0,08𝑘𝑔
𝑑í𝑎· 21
días
𝑚𝑒𝑠= 1,68
𝑘𝑔
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑔𝑎𝑟𝑟𝑎𝑓𝑎𝑠 𝑡𝑜𝑡𝑎𝑙𝑒𝑠 𝑚𝑒𝑠 =1,68
𝑘𝑔𝑚𝑒𝑠
0,75𝑘𝑔
𝑔𝑎𝑟𝑟𝑎𝑓𝑎
= 2,24𝑔𝑎𝑟𝑟𝑎𝑓𝑎𝑠
𝑚𝑒𝑠= 3
𝑔𝑎𝑟𝑟𝑎𝑓𝑎𝑠
𝑚𝑒𝑠
6.2.2 Productos auxiliares
Los productos auxiliares van a estar relacionados con el envasado y almacenado
de los productos finales.
6.2.2.1 Bolsas
Las bolsas se van a utilizan tanto para envasar el producto de IV gama como la
manzana deshidratada. Están van a ser de diferentes tamaños: 40 g, 80 g y 750 g.

TFE Inés Pérez Lamuela
128
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑏𝑜𝑙𝑠𝑎𝑠 ( 40𝑔) = 2701𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 18907
𝑏𝑜𝑙𝑠𝑎𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑏𝑜𝑙𝑠𝑎𝑠 ( 80𝑔) = 8104𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 56728
𝑏𝑜𝑙𝑠𝑎𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑏𝑜𝑙𝑠𝑎𝑠 ( 250𝑔) = 432𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 3024
𝑏𝑜𝑙𝑠𝑎𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑏𝑜𝑙𝑠𝑎𝑠 ( 750𝑔) = 864𝑏𝑜𝑙𝑠𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 6048
𝑏𝑜𝑙𝑠𝑎𝑠
𝑚𝑒𝑠
Todas las bolsas van en paquetes de 1000 unidades, por lo tanto:
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 ( 40𝑔) =18907
𝑏𝑜𝑙𝑠𝑎𝑠𝑚𝑒𝑠
1000𝑏𝑜𝑙𝑠𝑎𝑠
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 18,90 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 19
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 ( 80𝑔) =56728
𝑏𝑜𝑙𝑠𝑎𝑠𝑚𝑒𝑠
1000𝑏𝑜𝑙𝑠𝑎𝑠
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 56,72 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 57
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 ( 250𝑔) =3024
𝑏𝑜𝑙𝑠𝑎𝑠𝑚𝑒𝑠
1000𝑏𝑜𝑙𝑠𝑎𝑠
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 3,024 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 4
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠 ( 750𝑔) =6068
𝑏𝑜𝑙𝑠𝑎𝑠𝑚𝑒𝑠
1000𝑏𝑜𝑙𝑠𝑎𝑠
𝑝𝑎𝑞𝑢𝑒𝑡𝑒
= 6,06 𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠= 7
𝑝𝑎𝑞𝑢𝑒𝑡𝑒𝑠
𝑚𝑒𝑠
Por lo que se necesitarán un total de 87 paquetes de bolsas, que se almacenarán
en estanterías dentro del almacén.
6.2.2.2 Tarros y tapas
Los tarros y tapas solo se utilizan para la mermelada de manzana. Éstos van a
tener un contenido de 250 g. Se va a necesitar el mismo número de tarros que de tapas
por lo tanto se necesitan 64.659 de cada tipo al mes. Los tarros vendrán en cajas de
200 unidades necesitándose 324 cajas, mientras que las tapas vendrán en cajas de 500
unidades por lo tanto se necesitarán 130 cajas. Estas cajas se van a almacenar en
pallets en el almacén de productos auxiliares. Para almacenar todo el material se van a
necesitar 16 pallets de 1200 x 800 mm por lo que ocuparan una superficie de alrededor
de 16 m2.

TFE Inés Pérez Lamuela
129
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑡𝑎𝑟𝑟𝑜𝑠 = 9237𝑡𝑎𝑟𝑟𝑜𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 64659
𝑡𝑎𝑟𝑟𝑜𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑎𝑗𝑎𝑠 =64659
𝑡𝑎𝑟𝑟𝑜𝑠𝑚𝑒𝑠
200𝑡𝑎𝑟𝑟𝑜𝑠
𝑐𝑎𝑗𝑎
= 323,30 𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠= 324
𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑐𝑎𝑗𝑎𝑠 =64659
𝑡𝑎𝑝𝑎𝑠𝑚𝑒𝑠
500𝑡𝑎𝑝𝑎𝑠𝑐𝑎𝑗𝑎
= 129,32 𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠= 130
𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠
6.2.2.3 Cajas de cartón
En las cajas de cartón irán todos los productos terminados. Éstas son de
diferentes tamaños y en el punto 4 se han ido calculando cuantas son necesarias para
cada producto en un día, por lo tanto hay que calcular las necesarias para un mes.
Cajas IV gama = 132𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 924
𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠
Cajas deshidratada = 22𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 154
𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠
Cajas mermelada = 116𝑐𝑎𝑗𝑎𝑠
𝑑í𝑎· 7
días
𝑚𝑒𝑠= 812
𝑐𝑎𝑗𝑎𝑠
𝑚𝑒𝑠
Las cajas vienen sin montar por lo que se guardaran en una estantería que se
pondrá en el almacén de productos auxiliares.
6.2.2.4 Film de enfardado
Para envolver las cajas para su almacenamiento y transporte se necesita film de
enfardado. Éste vendrá en un pack de seis bobinas en una caja. Las dimensiones que
tiene son 0,5 m de ancho y 0,5 m de alto y se guardarán en las estanterías del almacén.
6.2.2.5 Etiquetas
Solo se van a necesitar etiquetas para la mermelada debido a que en los demás
productos la etiqueta vendrá en el mismo envase. A lo largo de todo el mes se van a
producir un total de 64.659 tarros de mermelada, por lo tanto se van a necesitar ese
número de etiquetas. Las etiquetas se almacenarán en la estantería que se encuentra
en el almacén de productos auxiliares.
𝑇𝑜𝑡𝑎𝑙 𝑑𝑒 𝑚𝑒𝑟𝑚𝑒𝑙𝑎𝑑𝑎 𝑒𝑛 𝑢𝑛 𝑚𝑒𝑠 = 64659𝑚𝑒𝑟𝑚𝑒𝑙𝑎𝑑𝑎
𝑚𝑒𝑠

TFE Inés Pérez Lamuela
130
6.3 DISTRIBUCIÓN EN PLANTA
La industria agroalimentaria va a tener diferentes zonas, además de la zona de
procesado, a saber:
- Oficinas
- Baños y vestuarios masculinos y femeninos
- Comedor
- Muelle de recepción
- Muelle de expedición
- Cámara de refrigeración de la materia prima
- Almacén de materia prima auxiliar
- Almacén de productos auxiliares
- Zona de procesado
- Almacén de producto terminado
- Cámara de refrigeración de producto terminado
- Almacén de residuos
- Cuarto de limpieza
- Sala de máquinas
La forma en la que esté distribuida la planta es muy importante para la buena
gestión del procesado. Esto es necesario para que el proceso tenga un orden que lleve
a una mayor producción. El orden tiene que ser tanto de los operarios como de los
materiales, las máquinas y productos. Por lo tanto, una buena gestión hará que:
- Se consiga una mejor higiene.
- Se dé una mayor producción en menos tiempo lo que dará un mayor beneficio
económico.
- Se optimizará el espacio disponible.
- Aumentará la productividad de los trabajadores ya que se organizarán mejor sus
actividades, además de aumentar su seguridad laboral.
6.3.1 Oficinas
Este emplazamiento se va a utilizar para llevar a cabo todas las labores de
administración que se tengan que realizar en la industria agroalimentaria. En entre las
labores que se desempeñan dentro de este ámbito se dan la dirección de la empresa,
la formación, contratación y control de entradas y salidas del personal, materias primas,
producto acabado, material auxiliar… El área de oficinas medirá 28 m2.

TFE Inés Pérez Lamuela
131
6.3.2 Baños y vestuario
En la empresa se dispondrá de aseos y vestuarios unidos, diferenciando uno
para hombres y otro para mujeres. En la entrada de los mismos, al lado izquierdo del
marco de la puerta, se encuentra señalizado con un pictograma normalizado de sexo.
En ellos tendrá que haber retretes y lavabos, con agua potable disponible para los
trabajadores y también dispondrá de dos duchas. Además, se encontrarán en el mismo
espacio los vestuarios donde los trabajadores antes de entrar a la zona de trabajo se
cambiarán la ropa de la calle por la de trabajo. En ellos habrá asientos y taquillas
individuales. Éstos estarán ubicados fuera de la zona de producción y cada uno de los
baños tendrá 20 m2.
6.3.3 Laboratorio
Entre las instalaciones que va a ver en la industria agroalimentaria se encuentra
un laboratorio para poder realizar las pruebas de calidad necesarias a la materia prima
que llega, así como a los productos terminados antes de que salgan de la industria para
poder corroborar que cumplen con los parámetros de calidad requeridos.
Además de analizar el producto inicial y final, también se cogerán muestras a lo
largo de la línea de procesado para hacer los análisis necesarios para tener un control
del procesado. Contará con el siguiente equipamiento:
- Refractómetro: con él se puede medir la cantidad de azúcar en ºBrix que hay en
la composición de la manzana como materia prima y de los diferentes productos.
- Medidor de aw: Para medir que la manzana deshidratada sale con la actividad
de agua adecuada.
- pH-metro: Para medir el pH que tiene la mermelada ya que es un factor
fundamental para que se dé una buena gelificación de la misma.
- Balanza de precisión: para poder comprobar que los productos salen con el peso
idóneo.
El laboratorio contara también con una mesa en el centro donde se encontrarán
los equipos de laboratorio y alrededor habrá un pasillo por donde circulara el personal.
Este espacio será 20 m2.
6.3.4 Comedor
En las instalaciones se va a encontrar un comedor, que va a servir como una
zona de descanso para los trabajadores, la cual va a contar con una mesa central y su
alrededor sillas, así como una encimera con cafetera y un microondas. Este
emplazamiento tendrá una dimensión de 24 m2.

TFE Inés Pérez Lamuela
132
6.3.5 Muelle de recepción y expedición
Esta industria alimentaria va a tener dos muelles, uno de recepción y otro de
expedición. El de recepción será para la recepción de materias primas y productos
auxiliares y el de expedición para exportar el producto acabado. Cada muelle tendrá
52,25 y 28,35 m2 respectivamente.
6.3.6 Cámara de refrigeración de materia prima
En la empresa habrá una cámara de refrigeración para la manzana fresca, que
estará a una temperatura de 4±1 ºC para mantener su calidad organoléptica y
microbiológica. Las manzanas vendrán en pallets que soportan hasta 1.000 kg. Como
se va a recepcionar materia prima una vez a la semana se van a tener en la cámara un
máximo de 7.500 kg y por lo tanto un máximo de 8 pallets. Estos pallets tienen una
dimensión de 1200 x 800 mm, por lo tanto la cámara frigorífica tiene que tener la
superficie suficiente para almacenar la materia prima. Por lo tanto la cámara de
refrigeración I de la materia prima tendrá 24,75 m2.
6.3.7 Almacén de materia prima auxiliar
Este almacén estará destinado a almacenar los productos necesarios que hay
que añadir a la materia prima para llegar a tener el producto final. En este almacén se
guardarán las pectinas, azúcar, ácido cítrico, canela, ácido ascórbico y el hipoclorito de
sodio. Por un lado el azúcar ocupara una superficie de alrededor de 13 m2, debido a los
pallets que se necesitan para almacenar el producto y por otro lado para el resto de las
materias se pondrán tres estanterías de 300 x 690 mm cada una, que soportan hasta
150 kg de producto, ocupará alrededor de 0,20 m2 que hará un total de 0,60 m2
aproximadamente.
Teniendo en cuanta lo que ocupa cada producto y que los operarios tienen que
entrar para dejarlos y para cogerlos cuando sea necesario, el almacén tendrá una
superficie total de 30,25 m2.
6.3.8 Almacén de productos auxiliares
En la empresa también se encontrará un espacio para almacenar los productos
auxiliares, los tarros y tapes, etiquetas, las cajas de cartón y el papel film. Los tarros y
las tapas se tendrán que almacenar en pallets, se necesitaran 16 por lo que ocuparán
aproximadamente 16 m2 mientras que el resto de los materiales se almacenará en tres
estanterías de 1200 x 500 mm por lo que ocuparan entre las tres alrededor de 1,8 m2.
La superficie total del almacén será de 30,25 m2 para que puedan entrar los operarios
para manipular dichos productos.

TFE Inés Pérez Lamuela
133
6.3.9 Zona de proceso
La zona de procesado va a ser el emplazamiento donde se produzcan los
productos finales. Esta zona se va a dividir en tres subzonas:
- Zona 1: que es donde se van a realizar las etapas comunes a los tres productos.
- Zona 2: Es la zona donde se va a realizar el producto de IV gama, y es por el
producto por el que se separa la zona de procesado, ya que este producto tiene
la especificación de que el ambiente en el que se produce no puede estar a más
de 10 ºC.
- Zona 3: Es la zona donde se va a elaborar tanto la manzana deshidratada como
la mermelada de manzana.
Entre estas zonas va a ver separaciones con tabiques, pero habrá puertas entre
zonas para que los operarios puedan pasar y en la zona de procesado habrá unas
ventanas en el tabique por donde pasaran las cintas transportadoras y así el producto
podrá pasar de una zona a otra.
Todas estas zonas van a sumar un total de 416,73 m2 contando con los espacios
y pasillos para que puedan pasar los operarios.
6.3.10 Almacén de productos terminado
Los productos acabados se meterán en cajas, que serán colocadas en pallets y
embalados con papel film. Solo será necesario almacenar en este almacén los
productos de manzana deshidratada y los de mermelada de manzana, ya que la
manzana en IV gama se almacenará en una cámara de refrigeración.
Como cada día se produce un tipo de producto, el almacén va a tener capacidad
para la producción de un día de manzana deshidratada y un día de producción de
mermelada de manzana por lo tanto serán necesarios 5 pallets para toda esa mercancía
que tienen una dimensión cada uno de 1200x800 mm. Por lo que este almacén medirá
15,58 m2.
6.3.11 Cámara de refrigeración de producto terminado
En la empresa habrá una cámara de refrigeración para el producto terminado de
manzana en IV gama. Esto es así ya que al ser un producto mínimamente procesado
necesita refrigeración para mantener su calidad organoléptica y microbiológica. Esta
cámara tendrá una temperatura de 4±1 ºC. La manzana en IV gama se embolsará pues
esa es su presentación final, y esas bolsas se meterán en cajas de cartón que irán en
pallets que luego se embalarán con papel film y ya se meterán en la cámara de
refrigeración. Cada pallet soporta 1.000 kg, por lo tanto cada pallet contara con 5 alturas

TFE Inés Pérez Lamuela
134
de cajas de producto terminado y en cada altura irán 6 cajas. Por lo tanto como se
fabrican 132 cajas de producto se necesitarán 5 pallets que tienen una dimensión cada
uno de 1200x800 mm. Por lo tanto la superficie de la cámara de refrigeración II va a ser
de 15,58 m2.
6.3.12 Almacén de residuos
En esta industria alimentaria realiza un proceso de transformación de la materia
prima (manzanas frescas) a un alimento procesado, y por lo tanto se van a generar
residuos a lo largo de la transformación. La empresa tiene que tener un espacio donde
almacenar estos residuos hasta que una empresa externa los recoja y los elimine.
Estos residuos que se generan son:
- Los residuos de las materia primas al ser peladas, cortadas…. Estos residuos se
deben eliminar lo antes posible de la cadena de producción ya que es un foco
de contaminación, por lo que cada 2 h se procede a quitarlos del proceso de
producción, llevándolos a la zona de almacenaje de residuos donde habrá dos
contenedores en los que caben hasta 600 kg para almacenarlos hasta que se
retiran.
- El agua que se utiliza para lavar la materia prima, así como el agua que se utiliza
para los baños de inmersión, contiene residuos de los productos por lo que se
tiene que desechar. El agua se verterá a la red de alcantarillado para que vaya
a la depuradora municipal y ahí se trate para que no suponga un riesgo
medioambiental.
Por lo tanto, como el almacén de residuos solo va a almacenar lo que se
produzca de la materia prima, tendrá una dimensión de 10,25 m2.
6.3.13 Cuarto de limpieza
Dentro de la misma empresa y fuera de la zona de procesado, se encontrará el
cuarto de limpieza donde se guardarán los productos de limpieza y desinfección que se
usan en la empresa para que tenga las condiciones de higiene óptimas. La superficie
de este cuarto será de 10,25 m2.
6.3.14 Sala de máquinas
También habrá una sala de máquinas donde se colocarán las máquinas que no
formen parte del procesado y se necesitan en la industria para que esta funcione
correctamente. Esta sala contara con una superficie de 22 m2.
Como resumen se va a indicar en la Tabla 6 todas las superficies que se estiman
de cada emplazamiento y el total que necesita la industria.

TFE Inés Pérez Lamuela
135
Tabla 6. Superficie total de la industria agroalimentaria.
Zona Superficie ocupada (m2)
Oficinas 28
Baños y vestuarios 20+20=40
Laboratorio 20
Comedor 24
Muelle de recepción 52,25
Muelle de expedición 28,35
Cámara de refrigeración de la materia prima 24,75
Almacén de materia prima auxiliar 30,25
Almacén de productos auxiliares 30,25
Zona de procesado 416,72
Almacén de producto terminado 15,58
Cámara de refrigeración de producto terminado 15,58
Almacén de residuos 10,25
Cuarto de limpieza 10,25
Sala de máquinas 22
Zona de paso 71,77
TOTAL 840,00
El total de las salas de la nave hace un total de 768,23 m2 de nave el resto hasta
llegar a los 840 m2 de la nave serán zona de paso del personal.
6.4 RELACIÓN DE ACTIVIDADES
Para poder establecer las prioridades de cercanía, hay que hacer una tabla en
forma de matriz en la que se indique con un código cuales son las prioridades de
proximidad.
Para ello, en primer lugar se numeran las zonas que hay en la industria para
llevar un orden a la hora de ordenar la industria alimentaria Tabla 7.
Tabla 7. Numeración de las zonas de la industria alimentaria.
Zona Numeración
Oficinas 1
Baños y vestuarios 2
Laboratorio 3
Comedor 4
Muelle de recepción 5
Muelle de expedición 6
Cámara de refrigeración de la materia prima 7
Almacén de materia prima auxiliar 8
Almacén de productos auxiliares 9
Zona de procesado 10
Almacén de producto terminado 11
Cámara de refrigeración de producto terminado 12
Almacén de residuos 13
Cuarto de limpieza 14
Sala de máquinas 15

TFE Inés Pérez Lamuela
136
A la relación entre procesos se les va a dar un valor según un código, en relación
a la proximidad quiere que se tenga entre ellos, en la Tabla 8 se muestra esta relación.
Tabla 8. Códigos de las relaciones del proceso.
Criterio Tipo de relación
A Absolutamente necesaria
E Especialmente importante
I Importante
O Ordinaria
U Sin importancia
X No aconsejable
En la siguiente Tabla 9 se muestra la relación entre las actividades.
Tabla 9. Tabla de relación de las actividades.
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 I U I E E E E E X X X X U U
2 U U I I I I I E I I X U U
3 U I U I I U I I I X X U
4 U U U U U U U U X X U
5 X A A A U X X X U I
6 X X X U A A A U U
7 A A A X X X O I
8 O A X X X O I
9 A X X X O I
10 A A E E I
11 E O X U
12 O X U
13 I U
14 U
15
Por último, a estos códigos se les asigna un valor numérico (Tabla 10) para que
cuando lo metamos al programa del Excel Layout pueda interpretar los valores de
proximidad que hemos colocado.

TFE Inés Pérez Lamuela
137
Tabla 10. Tabla de asignación numéricos.
Criterio Valor
A 100.000
E 10.000
I 1.000
O 100
U 10
X 1
Una vez que se han establecido todos estos parámetros, se procede a hacer la
matriz que relaciona los diferentes establecimientos (Tabla 11), para poderla meter en
la macro Layout y así determinar la distribución de la industria.

TFE Inés Pérez Lamuela
138
Tabla 11. Matriz de relación de establecimientos
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 1.000 10 1.000 10.000 10.000 10.000 10.000 10.000 1 1 1 1 1 10
2 10 10 1.000 1.000 1.000 1.000 1.000 10.000 1.000 1.000 1 10 10
3 10 1.000 10 1.000 1.000 10 1.000 1.000 1.000 1 1 10
4 10 10 10 10 10 10 10 10 1 1 10
5 1 100.000 100.000 100.000 10 1 1 1 10 1.000
6 1 1 1 10 100.000 100.000 100.000 10 10
7 100.000 100.000 100.000 1 1 1 100 1.000
8 100 100.000 1 1 1 100 1.000
9 100.000 1 1 1 100 1.000
10 100.000 100.000 10.000 10.000 1.000
11 10.000 100 1 10
12 100 1 10
13 1000 10
14 10
15

TFE Inés Pérez Lamuela
139
6.5 DISTRIBUCIÓN CON MACRO LAYOUT
La distribución de la industria alimentaria se va a desarrollar con la macro de
Excel denominada Layout. En ella se indicará la unidad de escala de la industria y las
superficies de cada sala. Estas dimensiones se redondearán al alza debido a que así la
distribución con la macro Layout será más fácil de realizar debido a que la escala va a
ser la unidad.
Además, también se deberá de introducir la Tabla 11 en la matriz de flujo para
que la macro Layout lo procese como si fuera la proximidad a la que tienen que estar
los diferentes emplazamientos de la industria alimentaria.
A continuación en las Figuras 92 y 93 se puede observar los datos introducidos
en la macro Layout para poder obtener una solución de distribución:
Figura 92. Datos introducidos macro Layout.

TFE Inés Pérez Lamuela
140
Figura 93. Datos introducidos macro Layout.
La solución obtenida por la macro Layout es la que se muestra a continuación
en las Figuras 94 y 95:
Figura 94. Solución macro Layout.

TFE Inés Pérez Lamuela
141
Figura 95. Solución macro Layout.
Ésta es una de las soluciones factibles que facilita la macro Layout pero no es la
única solución. Por ello, finalmente se obtiene la distribución que se muestra en la Figura
96 y será la que se indique en los planos en el apartado 10.
Figura 96. Distribución final de la industria agroalimentaria.

TFE Inés Pérez Lamuela
142
JUSTIFICACIÓN URBANÍSTICA
En este apartado se van a explicar los aspectos que tienen relación con la
justificación urbanística de la industria alimentaria.
7.1 SITUACIÓN GEOGRÁFICA DEL MUNICIPIO
La industria alimentaria se va a situar en uno de los polígonos de Calatayud que
pertenece a la provincia de Zaragoza, en la Comunidad Autónoma de Aragón.
Según los datos del Instituto Aragonés de Estadística (IAEST) (2021), Calatayud
es el tercer municipio más poblado de Aragón, después de las tres capitales de
provincia. El término municipal está formado por diez núcleos de población: el principal
de Calatayud y los núcleos de Carramolina, Embid de la Ribera, Huérmeda, Marivella,
Torres, Campiel, Ribota, San Ramón y Terrer.
Este municipio está situado junto al rio Jalón y es capital de la comarca de
Calatayud, la cual consta de 67 municipios. Esta comarca limita al norte con Aranda y
Valdejalon, al este con el Campo de Cariñena y el Campo Daroca, al sur con la comarca
del Señorío de Molina-Alto Tajo (provincia Guadalajara) y al oeste con la comarca de
Tierra de Medinaceli (provincia de Soria).
La industria alimentaria se ha decidido colocar en ese emplazamiento, ya que
está situado a 25 km del primer pueblo del Valle del Manubles y de este valle es de
donde se va a obtener la materia prima a procesar. El valle consta de seis pueblos:
Torrelapaja, Berdejo, Bijuesca, Torrijo de la Cañada, Villalengua y Moros.
7.2 PARCELA
La parcela de la industria alimentaria se localizará por lo tanto en Calatayud, que
se encuentra a 88 km de la capital aragonesa. Se ubicará en el polígono “La Charluca”
que está situado a 2 km del sur del núcleo urbano de Calatayud y se puede acceder a
él por la N-234. Al estar el polígono fuera del núcleo urbano y tener acceso directo a la
N-234 que a su vez está conectada con la A-2, tiene un buen acceso.
El organismo promotor del polígono donde se quiere instalar la industria es la
Entidad Pública Empresarial de Suelo (S.E.P.E.S), que al ser un organismo público deja
en manos del Ayuntamiento de Calatayud las gestiones del mismo, por lo que a hora de
urbanizar la parcela, se contactara con ellos.
La parcela es la numero 27 (M) y tiene como código registral único, el número
50005000948432 en la sede del catastro. En la Figura 97 se puede ver el polígono de
“La Charluca” integro, y en la Figura 98 una ampliación del mismo con la parcela elegida
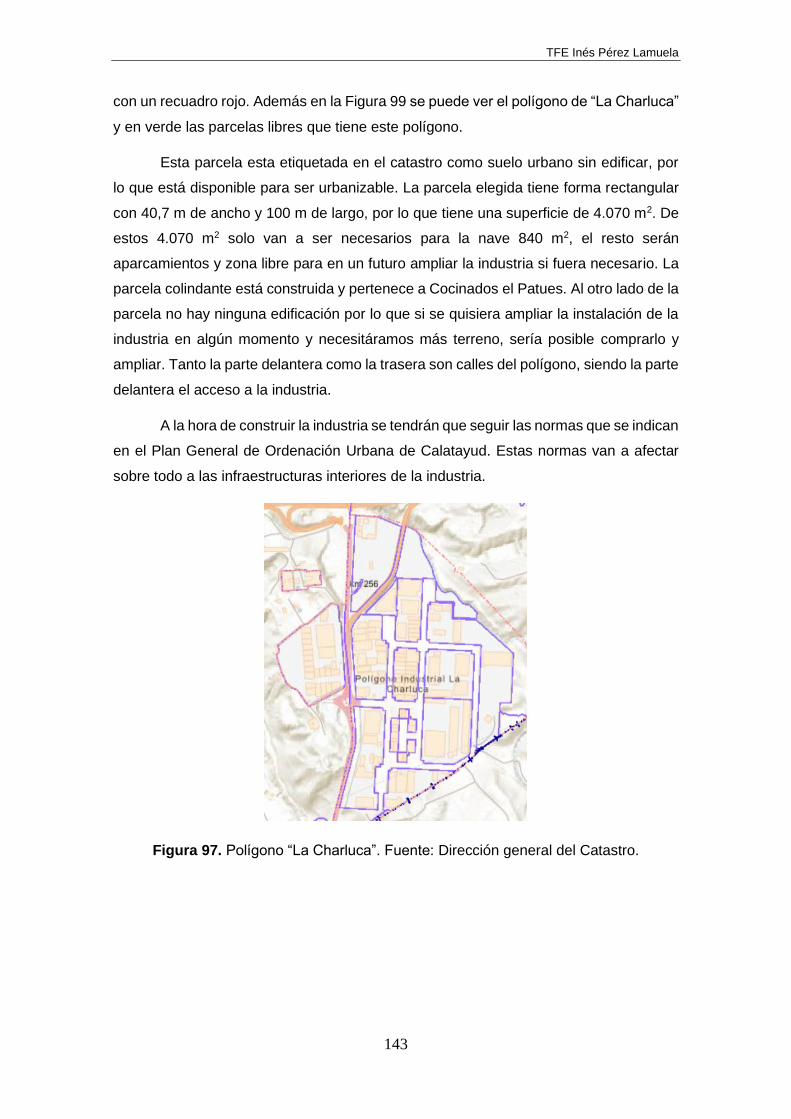
TFE Inés Pérez Lamuela
143
con un recuadro rojo. Además en la Figura 99 se puede ver el polígono de “La Charluca”
y en verde las parcelas libres que tiene este polígono.
Esta parcela esta etiquetada en el catastro como suelo urbano sin edificar, por
lo que está disponible para ser urbanizable. La parcela elegida tiene forma rectangular
con 40,7 m de ancho y 100 m de largo, por lo que tiene una superficie de 4.070 m2. De
estos 4.070 m2 solo van a ser necesarios para la nave 840 m2, el resto serán
aparcamientos y zona libre para en un futuro ampliar la industria si fuera necesario. La
parcela colindante está construida y pertenece a Cocinados el Patues. Al otro lado de la
parcela no hay ninguna edificación por lo que si se quisiera ampliar la instalación de la
industria en algún momento y necesitáramos más terreno, sería posible comprarlo y
ampliar. Tanto la parte delantera como la trasera son calles del polígono, siendo la parte
delantera el acceso a la industria.
A la hora de construir la industria se tendrán que seguir las normas que se indican
en el Plan General de Ordenación Urbana de Calatayud. Estas normas van a afectar
sobre todo a las infraestructuras interiores de la industria.
Figura 97. Polígono “La Charluca”. Fuente: Dirección general del Catastro.

TFE Inés Pérez Lamuela
144
Figura 98. Parcela elegida indicada con un recuadro rojo en el polígono “La Charluca”.
Fuente: Dirección general del Catastro.
Figura 99. Parcelas libres del polígono “La Charluca” en verde. Fuente: Geoportal
Registradores.

TFE Inés Pérez Lamuela
145
7.3 COMUNICACIÓN
El polígono industrial “La Charluca” de Calatayud se encuentra muy bien
comunicado, en comparación con otros lugares de España. Esto es debido a que se
encuentra cerca de 5 de las ciudades más grandes de España:
- Por carretera: Tiene conexión con la Autovía A-2, la cual comunica Calatayud-
Zaragoza (88 km), Calatayud- Madrid: 250 km y Calatayud- Barcelona (400km).
También se comunica con la autovía A-23 dando conexión a Calatayud- Valencia
(280 km) y por último con la autopista AP-68 que comunica a Calatayud- Bilbao:
(340 km).
- Por tren: Calatayud es parada entre la conexión de tren Barcelona-Madrid,
además de tener conexión con las ciudades citadas anteriormente.
Estas conexiones le dan a la agroindustria situada en Calatayud un abanico
amplio de posibilidades para poder transportar la mercancía a diferentes clientes del
ámbito nacional de forma rápida y a bajos costes.
7.4 INFRAESTRUCTURAS EXTERIORES
En este apartado se van a indicar algunas de las infraestructuras con las que
cuenta el polígono “La Charluca” y por lo tanto a las que tendrá acceso la industria del
proyecto, al estar situada en una de las parcelas de este polígono (Instituto Aragonés
de Fomento (IAF), 2021). El polígono elegido cuenta con 35.015,00 m2, el cual está
dividido en parcelas a las que se puede acceder por calles.
7.4.1 Pavimentación
Las calles del polígono de “La Charluca” tienen acera, zona de aparcamiento y
calzada, y el pavimento que forma las calles del polígono es de aglomerado.
En la calzada, este polígono cuenta con alumbrado público que consta de farolas
de 9 m de altura dispuestas a una distancia de 60 m de longitud. Además, a los ambos
lados de la acera hay aparcamientos donde pueden estacionar los trabajadores sus
vehículos sin entorpecer el tránsito de los demás vehículos.
Además, en la calzada se puede encontrar una red de alcantarillado necesario
para la evacuación del agua de lluvia.
7.4.2 Suministro de agua potable
El polígono cuenta con un suministro de agua potable. El agua que se suministra
en el polígono a todas las parcelas proviene del sistema de abastecimiento del embalse
de “La Tranquera”, del que procede también el agua del municipio de Calatayud.

TFE Inés Pérez Lamuela
146
El agua es potable antes de ser distribuida a los diferentes sitios del municipio.
Es tratada en la potabilizadora de Calatayud situada en el “Alto Paracuellos”. Una vez
tratada, se almacena en diferentes depósitos que se encuentran alrededor del municipio.
Uno de los depósitos de Calatayud es el depósito de La Charluca que, tras una reforma
hecha en él, se pueden acumular hasta 4.500 m3 de agua. Su reserva de agua potable
se usa principalmente por el polígono de “La Charluca”.
La red de distribución del agua potable está por debajo de las vías del polígono,
llegando a todas las parcelas a través de una derivación de la red de distribución que
tiene un contador y una llave de paso en la entrada de la parcela para poder distribuir el
agua. El caudal máximo que puede ser suministrado en esta red de distribución es de
400 m3/h, y el agua cuenta con una dureza de 308 y un pH de 6,9.
7.4.3 Saneamiento de aguas residuales
Las aguas residuales que se forman en las industrias se recogen en las arquetas
del polígono, que forman parte de la red de saneamiento que va por debajo de la calzada
del polígono. Esta red lleva el agua residual hasta la planta depuradora municipal de
Calatayud, ya que el polígono actualmente no cuenta con depuradora. La depuradora
posteriormente vierte el agua al rio Jalón.
7.4.4 Suministro de energía eléctrica
El polígono cuenta con un suministro de red eléctrica de alta tensión, que se
distribuye por debajo de las aceras y calzadas del polígono teniendo derivaciones
individuales en todas las parcelas para que las diferentes empresas puedan hacer uso
del servicio. Esta red eléctrica cuenta con una red monofásica y trifásica que tiene un
voltaje de líneas de 380/220 V. El polígono no cuenta con un centro de transformación
por lo que cada empresa deberá tener uno para para poder usar baja tensión cuando lo
necesiten.
7.4.5 Suministro de gas
El polígono no cuenta con una red de suministro de gas, por lo que si la industria
lo necesitara, tendría que ponerse en contacto con el ayuntamiento y una empresa
especialista en suministro de gas para poder realizar la obra e introducir este servicio
en el polígono a través de conductos enterrados bajo las vías del polígono y, una vez
introducido, poder dar servicio a las empresas que lo necesitaran y realizar derivaciones
individuales y contadores para gestionar su uso.
7.4.6 Recogida de vertidos
Para los residuos sólidos que se forman en el propio polígono, éste cuenta con
un sistema de recogida de residuos sólidos, que se transportan al vertedero municipal

TFE Inés Pérez Lamuela
147
de Calatayud. En cuanto a los residuos que genera la propia empresa, ella es la
encargada de gestionar y eliminar los residuos sólidos, cumplimentado un contrato con
alguna empresa especializada en ese ámbito que realice ese trabajo.
7.4.7 Red telefónica
El polígono cuenta a lo largo de todas las parcelas de tanto de una buena
conexión telefónica como a internet gracias a la banda ancha ADSL.
7.5 INFRAESTRUCTURAS INTERIORES
A continuación se pasará a describir las infraestructuras interiores de la parcela
elegida (Ayuntamiento de Calatayud, 2018). Se puede acceder a la parte interior de la
parcela tanto andado como por coche, por la parte delantera de la parcela.
7.5.1 Aparcamientos
Según lo que indica el plan general de ordenación urbanística de Calatayud, en
parcelas con uso de industria hay que formar mínimo 1 plaza de estacionamiento por
cada 100m2 de industria construida. Como la nave de la industria tienen 756 m2, es
necesario construir como mínimo 7 plazas de aparcamiento.
Además, al tener la industria más de 500 m2 se requiere que se forme 1 plaza
exclusiva adicional para carga y descarga de los productos.
7.5.2 Vallado perimetral
La parcela en la que está situada la industria debe de disponer de un vallado
perimetral para separarla del resto de instalaciones.
Se utilizarán dos tipos de vallado para el cerramiento perimetral, un tipo para la
parte delantera y trasera que dan a la calle y otra para las zonas laterales que son los
que dan a otras parcelas.
El vallado que da a las vías será de 2 metros de altura. Este vallado consistirá
en 2 metros de bloque con una cimentación de 40 cm de altura por 40 cm de anchura
donde se asentará el bloque y cada 5 metros de longitud se pondrá un pilar de hormigón
intercalado. Para permitir la entrada a la parcela tanto de los coches como de los
camiones se colocará en el acceso de la parte delantera de la parcela una puerta
metaliza corredera de una hoja de 6,50 metros de longitud y 2,00 metros de altura. Esta
puerta estará formada por un bastidor a base de perfiles rectangulares laminado en frio,
con zócalo inferior liso de 40 cm de altura, con doble chapa lisa de 1,5 mm y contará
con un equipo de motorización para puerta corredera y cremallera soldada a la puerta.
Para el acceso de las personas dentro de la industria se pondrá en la delantera
una puerta metálica de 3 metros de altura y 1,4 metros de anchura.

TFE Inés Pérez Lamuela
148
En las dos fachadas que dan a los lados de las otras parcelas se realizará un
vallado de 2 metros de altura mediante una valla. Ésta será de malla de simple torsión
con forma de rombos, en la cual se pondrán postes zincados metálicos cada 3 m y
postes centrales cada 10 m para sujetar a la misma. Los rombos de esta malla serán de
50 * 50 mm galvanizados para proteger a la valla de la oxidación.
7.5.3 Pavimiento
Para realizar la edificación de la parcela se tiene que pavimentar el suelo. Se
diferenciará el pavimento de dos zonas, el de la zona exterior y el de la zona interior.
El pavimento de la zona exterior de la nave se hará con asfalto y la parte limítrofe
con la zona vial del polígono se acabará con un bordillo.
Esto se realizará de la siguiente forma:
- Primero se echará una capa de 25 cm de zahorra artificial compactada.
- Después se finalizará el pavimento con un riego asfaltico, aplicando
posteriormente una mezcla bituminosa de tipo grueso 10 mm de 7 cm de
espesor.
- Este suelo contara con una pendiente del 3 % para que el agua de lluvia se vierta
al exterior del perímetro de la industria.
La zona interior de la nave se pavimentará con hormigón armado y los pasos a
seguir serán los siguientes:
- En primer lugar se echará una capa de zahorra artificial compactada de 25 cm
de espesor.
- Después se echará una solera de hormigón armado que constará de un mallazo
de 6,00 metros de largo por 2,20 metros de altura. La cuadricula del mallazo será
de 15*15 centímetros y el diámetro del del mismo será de 1 centímetro. El
hormigón tendrá una resistencia de 300 kg/m3.
- Por último, la terminación de la solera será mediante fratasado.
7.5.4 Estructura
La estructura de la nave se realizará con pórticos metálicos de nudos rígidos
biempotrados en zapatas arriostradas. La cubierta será de dos aguas con una
inclinación del 10 %, realizada con panel sándwich de 50 mm de espesor. Los pórticos
tendrán una luz de 20 metros y la separación entre ellos será de 6 m. La altura de la
cumbrera con la que contará la nave se establecerá en 7 m, teniendo una altura de pilar
de 6 m.

TFE Inés Pérez Lamuela
149
7.5.4.1 Cerramiento exterior
El cerramiento exterior de la industria se realizará con un panel de hormigón
prefabricado de 16 cm de espesor y con 4 cm de aislamiento interior de poliestireno
expandido.
Además, en ambas fachadas laterales se abrirán ventanas para que haya una
mejor iluminación y ventilación.
7.5.4.2 Cerramiento interior
El cerramiento interior va a consistir en bloques prefabricados de 15 cm de
espesor para separar las salas del interior de la industria. En las zonas de oficinas los
tabiques serán de ladriyeso de 10 cm de espesor (40*60*10 cm) y posteriormente se
rejuntarán para realizar el acabado de la pared.
A lo largo de toda la nave, excepto en las cámaras frigoríficas y las cámaras de
almacenamiento; se pondrá un falso techo de pladur. Con este falso techo lo que se
consigue es tener un espacio entre él y el techo real para poder poner entre ellos las
conducciones necesarias. Este falso techo se colocará a 3 metros.
7.5.4.3 Diseño higiénico
A lo largo de toda la industria tanto las instalaciones como los equipos tendrán
que seguir las normas necesarias para asegurar la calidad del alimento con relación a
las medidas de higiene. El diseño higiénico va a reducir o incluso eliminar los riesgos
físicos, químicos y microbiológicos que pueda haber a lo largo de la cadena en relación
con la industria y las instalaciones de esta.
Para conseguir este diseño higiénico existe el paquete de higiene que da pautas
generales para llegar a este objetivo. Éste consta de seis reglamentos: Reglamento (CE)
178/2002, Reglamento (CE) 852/2004, Reglamento (CE) 853/2004, Reglamento (CE)
854/2004, Reglamento (CE) 882/2004 y Reglamento (CE) 183/2005. En ellos se indican
una política de higiene alimentaria única y transparente, que es aplicable a los alimentos.
En estos reglamentos se abarcan todos los alimentos, teniendo normas específicas para
alimentos de origen animal.
Concretamente, el Reglamento 852/2004 es el que se ocupa de la higiene que
tiene que tener el alimento desde la explotación hasta el punto de venta al consumidor,
pero esta legislación no establece requisitos específicos. Es por ello que diferentes
agencias y entidades han creado guías de buenas prácticas de higiene de diferentes
sectores, para que las empresas puedan conseguirlas y así obtener la información
necesaria para conseguir un diseño higiénico. A modo de ejemplo la realizada por la

TFE Inés Pérez Lamuela
150
Asociación de Industrias Agroalimentarias Consebro en colaboración con el Ministerio
de Medio Ambiente y Medio Rural y Marino (2009). Destacar también que el Codex
Alimentarius cuenta con un documento de Higiene de los alimentos (2009), en la cual
también se dan pautas para conseguir una buena higiene a lo largo del proceso.
También hay que tener en cuenta que la Asociación Española de Normalización
cuenta con diferentes normas que también son de interés en este ámbito. Una de ella
es la UNE-EN 1672-1:2015 que trata de la maquinaria para el procesado de alimentos.
7.5.4.3.1 Proyecto y construcción de las instalaciones
Para realizar una instalación con un diseño higiénico hay que basarse, como se
ha dicho anteriormente, en diferentes documentos como, el Reglamento 852/2004, las
diferentes guías de buenas prácticas de higiene y el Codex Alimentarius y asegurar así
que:
- Se reduce al mínimo el riesgo de contaminación física, química, biológica o
microbiológica y la contaminación transmitida por el aire.
- Se evite todo tipo de contaminación cruzada.
- El proyecto y la construcción permitan realizar correctamente las labores de
limpieza, desinfección y mantenimiento.
- Las superficies, y material, sobre todo aquellas que vayan a entrar en contacto
directo con los alimentos, no sean toxicas, sean duraderas, fáciles de mantener
e higienizar.
- Si es necesario, se disponga de medios adecuados para controlar la temperatura
y humedad o los factores necesario a controlar según el proceso que se realice.
- Haya una protección eficaz frente a plagas.
Esto se conseguirá, tanto con las pautas que se describen en los documentos
anteriormente citados, como con un sistema de control basado en el Análisis de Peligros
y Puntos de Control Críticos (APPCC). Éste es un sistema preventivo de gestión de la
inocuidad alimentaria, y consta de 7 principios para su realización:
- Principio 1. Realizar un análisis de peligros
- Principio 2. Determinar los puntos críticos de control (PCC).
- Principio 3. Establecer límites críticos
- Principio 4. Establecer un sistema de vigilancia
- Principio 5. Establecer medidas correctoras
- Principio 6. Establecer procedimientos de verificación
- Principio 7. Establecer un sistema de documentación sobre los procedimientos
y registros asociados al APPCC

TFE Inés Pérez Lamuela
151
7.5.4.3.2 Superficies y equipos
Diseñar y construir las superficies y los equipos de manera higiénica es una de
las mejores estrategias preventivas que se puede adoptar en la industria alimentaria
para garantizar la inocuidad de los productos finales, minimizando el riesgo de
contaminación.
El diseño higiénico de los equipos y superficies va a garantizar una reducción de
los costes de mantenimiento y limpieza, y para conseguir este diseño se pueden seguir
10 principios básicos que son los que se muestran a continuación:
- Los equipos deben estar diseñados para evitar la entrada, supervivencia o
proliferación de microorganismos, tanto en las superficies que están en contacto
directo con el producto como las que no lo están.
- Además, tendrán que presentar una rugosidad superficial mínima para que la
acción de la limpieza sea eficaz.
- Las superficies que están en contacto con el producto deben tener un
acabado tal que ninguna partícula del producto pueda quedar retenida en
pequeñas grietas o huecos.
- Las aguas de condensación o de operaciones de limpieza deben escurrir hacia
el exterior sin encontrar ningún obstáculo. Además, no debe producirse ninguna
infiltración hacia el interior del equipo.
- Los espacios muertos deben evitarse a no ser que sea técnicamente imposible.
En ese caso deben construirse de manera que sean drenados, limpiados y
desinfectados cuando se requiera.
- Los equipos serán fáciles de desmontar, a ser posible, sin la ayuda de
herramientas.
- Las juntas deben ser estancas e higiénicas, sin embargo, si las juntas son
desmontables tienen que estar bien ajustadas y ser higiénicas.
- Se debe tener especial cuidado a la hora de diseñar las partes del equipo
situadas en “zona de contacto con producto”, puesto que se debe evitar la
acumulación de restos en ellos (botones, válvulas, pantallas táctiles…) que
puedan acumularse por el accionamiento manual de los operarios.
- Los materiales utilizados en su construcción deben ser inertes frente a los
productos procesados, el medio ambiente, y frente a los productos y métodos de
limpieza y desinfección.
- No deben ser porosos porque las operaciones de limpieza y desinfección no
tienen prácticamente ninguna acción sobre gérmenes o depósitos situados en el
fondo de los poros o imperfecciones superficiales.

TFE Inés Pérez Lamuela
152
7.5.4.3.3 Drenaje y eliminación de residuos
El diseño de las instalaciones y los equipos también deberá contar con sistemas
adecuados de drenaje y eliminación de residuos para conseguir un buen mantenimiento
de los equipos e instalaciones. Estos sistemas deberán estar proyectados y construidos
de manera que se evite la probabilidad de contaminación de los alimentos o del
suministro de agua. Además, se deberán adoptar medidas con respecto a las cañerías,
para evitar el reflujo, las conexiones cruzadas y el retorno de los gases de desagüe.
Otra cosa a tener en cuenta es que el drenaje no fluya de zonas muy
contaminadas a zonas en las que los alimentos acabados estén expuestos al ambiente,
ya que eso sería un riesgo para el alimento.
Los residuos generados deberán ser recogidos y eliminados por personal
capacitado y, cuando corresponda, se deberán mantener registros de eliminación de
residuos. El lugar de eliminación de estos residuos tendrá que estar situado lejos del
establecimiento alimentario para evitar la infestación por plagas.
7.5.4.3.4 Materiales
Los materiales que se utilizaran para la construcción de la industria alimentaria
serán resistentes a la corrosión, no tóxicos, fáciles de limpiar, estables a la hora de
realizar un esfuerzo mecánico sobre ellos y no deben favorecer a que crezcan
microrganismos. Además, tienen que ser resistentes a las condiciones de uso al que
se destinan.
7.5.4.3.4.1 Acero inoxidable
El acero inoxidable es uno de los materiales que más se usa en la industria
alimentaria, ya que tiene una gran resistencia a la corrosión. Además, este material es
de fácil limpiar y desinfectar.
Este metal tiene una amplia gama de elección de aceros inoxidables que se
pueden elegir según las propiedades corrosivas del proceso y de los productos de
limpieza y desinfección que se vayan a usar. Además, también influyen en la elección
las tensiones a las que estará sometido el acero, la soldabilidad, fuerza, coste, entre
otros.
Es por ello que los aceros más adecuados para la industria alimentaria y por
tanto los que más se usan son: AISI 304, AISI 304L, AISI 316 y AISI 316L.

TFE Inés Pérez Lamuela
153
7.5.4.3.4.2 Aluminio
El aluminio y sus aleaciones son muy ligeros y buenos conductores eléctricos y
térmicos con elevada resistencia a la corrosión. El aluminio es menos utilizado que el
acero inoxidable debido a su baja elasticidad, bajo límite de fatiga y bajo punto de fusión.
7.5.4.3.4.3 Materiales poliméricos
Los materiales poliméricos presentan propiedades que los hacen aptos para el
uso en la industria alimentaria. Estas propiedades son su baja densidad, amplio rango
de utilización y su coste.
Estas propiedades generales varían mucho en función de la materia prima
utilizada, los aditivos incorporados y el procedimiento de fabricación.
Hay varios tipos de materiales poliméricos:
- Termoplásticos: Destacan por su alta resistencia a los ácidos, álcalis y agentes
de limpieza y desinfección. También soportan grandes variaciones de
temperatura y se suelen usar para la construcción de tuberías, accesorios y
cintas transportadoras.
- Termoestables: Los polímeros termoestables suelen pertenecer a diferentes
familias como son los poliésteres, poliuretanos y resinas epoxídicas. Destacan
por soportar un intervalo de temperaturas más alto que los termoplásticos, pero
por el contrario son más sensibles a ácidos y álcalis. Se suelen usar para cierres,
juntas, tuberías y cintas transportadoras.
7.5.4.3.4.4 Aleaciones de níquel y cobalto
Estos materiales se utilizan principalmente para la protección contra la corrosión
y para conseguir resistencia a altas temperaturas, aprovechando que sus puntos de
ebullición y de resistencia son altos.
7.5.4.3.4.5 Materiales no aptos para uso en industria alimentaria
Hay algunos materiales que anteriormente se utilizaban en la industria
alimentaria y que conforme han pasado los años se han ido catalogando como no aptos
para la industria alimentaria, debido normalmente a que se han encontrado materiales
que son más seguros para la cadena alimentaria. Algunos de estos materiales son el
acero galvanizado, ya que se deteriora muy rápidamente, así como el plomo, el cadmio
y el antimonio. Tampoco es aconsejable usar materiales como la madera debido a su
propiedad de absorción, así como superficies que estén pintadas debido a que con el
tiempo las pinturas acaban por estropearse y contaminar el producto.

TFE Inés Pérez Lamuela
154
INSTALACIÓN FRIGORÍFICA
El objetivo de este apartado es seleccionar la instalación frigorífica necesaria
para conseguir una adecuada refrigeración de los productos, cumpliendo con el Real
Decreto 552/2019 y el Real Decreto 1027/2007.
En esta industria agroalimentaria serán necesarias dos cámaras frigoríficas, una
para el almacenamiento de la manzana fresca, que tendrá que mantenerse entre 4/7 ºC,
y otra para el producto final de manzana en IV gama a 4/6 ºC.
Las dimensiones de las cámaras serán:
- Cámara de manzana fresca: 5,5 m de largo, 4,5 m de ancho y 4 m de altura.
- Cámara de manzana IV gama: 3,8 m de largo, 4,1 m de ancho y 4 m de altura.
En estas cámaras se van a calcular las necesidades frigoríficas para las
condiciones de verano ya que van a ser las condiciones más limitantes al tener mayor
salto térmico con la temperatura que se quiere conseguir. Además, en estas cámaras
siempre va a ser necesario enfriar por lo tanto se necesitará mayor refrigeración en
verano.
Por otro lado, también se van a tener que climatizar dos de las salas de las tres
en las que se produce producto. Éstas van a ser la zona 2 que es donde se produce la
manzana IV gama, pues este proceso tiene la especificación de que los pasos
intermedios de producción del producto tienen que estar siempre a 10 ºC como máximo.
Por otra parte, la zona 3 no tiene especificaciones de proceso pero se determina que
tiene que estar a 24 ºC en condiciones de verano y a 21 ºC en condiciones de invierno
para que los trabajadores tengan un correcto ambiente de trabajo.
Por tanto, las zonas que se refrigeran son:
- Zona 2: Donde se produce la manzana IV gama. Tiene unas dimensiones de
23,2 m de largo, 6,35 m de ancho y 4 m de altura.
- Zona 3: Donde se produce la manzana deshidratada y la mermelada de
manzana. Tiene unas dimensiones de 23,2 m de largo, 8,65 m de ancho y 4 m
de altura.
En estas zonas se va a calcular la potencia frigorífica tanto de las condiciones
de verano como de las de invierno para ver cuál de las dos es más limitante y poder
elegir el equipo que sea necesario.
Además, para acabar de diseñar la instalación se deberán seleccionar los
equipos frigoríficos y el tipo de aislamiento necesario.

TFE Inés Pérez Lamuela
155
8.1 CARACTERÍSTICAS CLIMATOLÓGICAS DE LA ZONA
Las principales características climatológicas de la zona donde va a estar
ubicada la industria alimentaria afectaran a la instalación frigorífica. Estas características
son las que se muestran en la Tabla 12. Puede observarse el año, el mes, la temperatura
máxima mensual en grados centígrados (ºC), la temperatura mínima mensual (ºC), la
temperatura media (ºC) y la humedad relativa (%).
Tabla 12. Datos climatológicos del municipio de Calatayud año 2020. Fuente: Sistema
de Información Agroclimática para el regadío (SiAR) (2021).
Año Mes Temperatura máxima (ºC)
Temperatura mínima (ºC)
Temperatura media (ºC)
Humedad relativa (%)
2020 1 16,75 -8,26 3,92 81,12
2020 2 23,63 -4,8 8,02 73,06
2020 3 28,28 -2,46 9,35 71,93
2020 4 22,79 -1,6 13,01 79,62
2020 5 33,05 4,66 17,71 67,76
2020 6 34,59 5,06 19,55 65,03
2020 7 41,56 9,06 24,18 51,27
2020 8 40,83 4,86 23,44 50,14
2020 9 34,7 1 18,43 59,2
2020 10 28,39 -2,33 11,96 71,21
2020 11 25,03 -5,99 8,32 84,57
2020 12 17,92 -5,8 5,78 81,16
8.2 TEMPERATURAS DE CÁLCULO
8.2.1 Condiciones de verano
Para el cálculo de las necesidades de potencia de la instalación frigorífica se
necesita una temperatura de cálculo, Tc. Para obtenerla se va a tener en cuenta la
temperatura media del mes más caluroso del año, Tme y la temperatura máxima del año,
Tmax.
- Tme (ºC): 24,18 ºC
- Tmax(ºC): 41,56 ºC
Con estos dos valores se procederá a realizar la temperatura de cálculo con la
ecuación 8.2.1:
𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑑𝑒 𝑐á𝑙𝑐𝑢𝑙𝑜 (T𝑐) = 0,6 · 𝑇𝑚𝑎𝑥 + 0,4 · 𝑇𝑚𝑒 = 0,6 · 41,56 + 0,4 · 24,18 =
34,60 ºC (ecuación 8.2.1)
Por lo que la temperatura de cálculo, Tc es igual a 34,60 ºC.

TFE Inés Pérez Lamuela
156
Además de esta Tc se va a necesitar saber cuál es la temperatura de bulbo
húmedo para alguno de los cálculos. Esta temperatura se obtiene con la humedad
relativa más limitante, la temperatura del bulbo seco que corresponde con la
temperatura de cálculo con la ayuda del programa EES (Figura 100):
Figura 100. Obtención de temperatura de bulbo húmedo en condiciones de verano.
Por lo tanto, la temperatura de bulbo húmedo es de 32,2 ºC.
8.2.2 Condiciones de invierno
Al igual que en las condiciones de verano, en las condiciones de invierno se va
a tener que calcular la temperatura de cálculo (Tc) y las temperaturas de bulbo húmedo.
Para ello primero se saca la Tc con la temperatura media del mes más frio del año, Tmef
y la temperatura mínima del año, Tmin.
- Tmef (ºC): 3,92 ºC
- Tmin(ºC): -8,26 ºC
Con estos tres valores se procederá a realizar la temperatura de cálculo a través
de la ecuación 8.2.2:
𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑎 𝑑𝑒 𝑐á𝑙𝑐𝑢𝑙𝑜 (T𝑐) = 0,6 · 𝑇𝑚in + 0,4 · 𝑇𝑚𝑒f = 0,6 · -8,26 + 0,4 · 3,92 =
-3,38 ºC (ecuación 8.2.2)
Por lo que la temperatura del cálculo, Tc es igual a -3,38 grados centígrados.
Además de esta Tc se va a necesitar saber cuál es la temperatura de bulbo
húmedo para alguno de los cálculos. Esta temperatura se obtiene con la humedad
relativa más limitante, la temperatura del bulbo seco que corresponde con la
temperatura de cálculo y con la ayuda del programa EES (Figura 101):

TFE Inés Pérez Lamuela
157
Figura 101. Obtención de la temperatura de bulbo húmedo en condiciones de invierno.
Por lo tanto, la temperatura de bulbo húmedo es de -4,1 ºC.
Además, al tener aislamiento en la nave se va a tener en cuenta como
temperatura exterior 9 ºC para las fachadas que toquen con la nave y 14 ºC para las
que den al interior de la nave. Esto será así cuando las paredes no coliden con otra
sala/cámara que esté refrigerada a otra temperatura, ya que en ese caso se elegirá esa
temperatura.
8.3 AISLAMIENTO
El aislamiento de la instalación frigorífica es importante para poder reducir las
pérdidas de frio a través de las paredes, techo y las puertas y así poder mantener la
temperatura adecuada en el interior de la cámara de refrigeración.
El material elegido para realizar el aislamiento es la espuma rígida de
poliuretano, ya que, comparando las características de los aislantes, es el que mejor
características tiene para adaptarse a la instalación frigorífica. Estas características son:
una baja conductividad térmica que permite un óptimo aislamiento térmico, una buena
impermeabilidad al agua, un peso ligero, además de una alta capacidad de sellado,
facilidad de aplicación y una alta resistencia mecánica.
La conductividad térmica que se tomará para hacer los cálculos es 0,024 kcal/h
m ºC (Villacampa, 2019b).

TFE Inés Pérez Lamuela
158
8.4 MÉTODO DE CÁLCULO
Ahora se va a realizar el balance térmico de ambas cámaras y zonas de
procesado para determinar la potencia frigorífica necesaria y así poder elegir los equipos
a utilizar.
Se quiere conseguir con este cálculo que la cámara frigorífica de manzana fresca
y la de producto terminado de manzana de IV gama estén a 4 ºC. Asimismo en la zona
2 de procesado se quiere que la temperatura sea de 10 ºC y en la zona 3 de 24 ºC en
verano y 21 ºC en invierno.
A continuación, se explican y calculan las cargas de refrigeración que afectan a
este proceso.
8.4.1 Carga de refrigeración del producto a la entrada
La primera carga de refrigeración que se va a calcular es la del producto a la
entrada. Se debe a la necesidad de extracción de calor de producto para poder reducir
así la temperatura de entrada hasta la temperatura a la que se almacena el producto.
Para calcular este calor se va a emplear a ecuación 8.4.1 y los datos de la Tabla 13:
𝑄1 = 𝑀𝑑 · 𝐶𝑝 · (𝑇𝑖 − 𝑇𝑓) (ecuación 8.4.1)
Siendo:
- Md: Masa de la materia prima o producto que entra, kg/día
- Cp: calor especifico de la materia prima o producto, kcal/kgºC
- Ti: Temperatura inicial del producto, ºC
- Tf: Temperatura final del producto, ºC
Tabla 13. Datos Q1.
Cámara materia prima Cámara producto terminado Zona 2 Zona 3
Md 7.500 kg/día 1.297 kg/día - -
Cp 0,86 kcal/kgºC 0,86 kcal/kgºC - -
Ti 7 ºC 10 ºC - -
Tf 4 ºC 4 ºC - -
Para las zonas 2 y 3 no se va a tener en cuenta esta carga de refrigeración ya
que el tiempo que los alimentos van a estar en estos emplazamientos se considera
despreciable.

TFE Inés Pérez Lamuela
159
Cámara materia prima:
𝑄1_𝑚𝑎𝑡 = 7.500kg
día· 0,86
kcal
kgºC· (7 − 4)º𝐶
𝑄1_𝑚𝑎𝑡 = 19.350kcal
día
𝑄1_𝑚𝑎𝑡 = 0,936 𝑘𝑊
Cámara producto terminado:
𝑄1_𝑝𝑟𝑜𝑑 = 1297kg
día· 0,86
kcal
kgºC· (10 − 4)º𝐶
𝑄1_𝑝𝑟𝑜𝑑 = 6.692,52kcal
día
𝑄1_𝑝𝑟𝑜𝑑 = 0,324 𝑘𝑊
8.4.2 Calor de refrigeración del embalaje
Hay otra carga de refrigeración que es debida al embalaje en el que se transporta
el producto. La forma de calcularlo se puede ver en la ecuación 8.4.2 y se utilizaran los
datos de la Tabla 14.
𝑄2 = 𝑀𝑒 · 𝐶𝑒 · (𝑇𝑖 − 𝑇𝑓) (ecuación 8.4.2)
Siendo:
-Me: Masa del embalaje sobre el porcentaje de la materia prima, kg/día
-Ce: calor especifico del embalaje, kcal/kgºC, el cual se va a estimar.
- Ti: Temperatura inicial, ºC
- Tf: Temperatura final del producto, ºC
Tabla 14. Datos Q2.
Cámara materia prima Cámara producto terminado Zona 2 Zona 3
Me 7.500·0,10= 750 kg/día 1.297 · 0,10 = 129,7 kg/día - -
Cp 0,65 kcal/kgºC 0,65 kcal/kgºC - -
Ti 7 ºC 10 ºC - -
Tf 4 ºC 4 ºC - -

TFE Inés Pérez Lamuela
160
Al igual que en la carga refrigerante anterior, para las zonas 2 y 3, no se va a
tener en cuenta esta carga de refrigeración ya que el tiempo que los embalajes van a
estar en estos emplazamientos se considera despreciable.
Cámara materia prima:
𝑄2_𝑚𝑎𝑡 = 750kg
día· 0,65
kcal
kgºC· (7 − 4)º𝐶
𝑄2_𝑚𝑎𝑡 = 1.462,5𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄2_𝑚𝑎𝑡 = 0,071 𝑘𝑊
Cámara producto terminado:
𝑄2_𝑝𝑟𝑜𝑑 = 129,7kg
día· 0,65
kcal
kgºC· (10 − 4)º𝐶
𝑄2_𝑝𝑟𝑜𝑑 = 505,83 𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄2_𝑝𝑟𝑜𝑑 = 0,024 𝑘𝑊
8.4.3 Calor debido a la respiración del producto
La manzana es una fruta por lo que hay que tener en cuenta una carga debido a
la respiración cuando está almacenado el alimento. Esto se debe a que la respiración
genera un calor que debe de ser regenerado por frio. La forma de calcularlo se puede
ver en la ecuación 8.4.3 y se van a usar los datos de la Tabla 15.
𝑄3 = 𝑀 · 𝐶𝑟 (ecuación 8.4.3)
Siendo:
-M: Masa total almacenable, kg
-Cr: calor de respiración, kcal/kg día
Tabla 15. Datos Q3.
Cámara materia
prima
Cámara producto
terminado
Zona 2 Zona 3
M 7.500 kg - - -
Cr 0,45 kcal/kg día - - -

TFE Inés Pérez Lamuela
161
En este caso esta carga no se va a tener en cuenta ni para la zona 2 ni para la
zona 3, ya que el tiempo que los alimentos van a estar en estos emplazamientos se
considera despreciable, ni en la cámara de producto terminado ya que el producto va a
estar envasado en atmosfera modificada.
Cámara materia prima:
𝑄3_𝑚𝑎𝑡 = 7.500 kg · 0,45kcal
kg dia
𝑄3_𝑚𝑎𝑡 = 3.375kcal
dia
𝑄3_𝑚𝑎𝑡 = 0,163 kW
8.4.4 Calor transmitido a través de los cerramientos
Hay que tener en cuenta las pérdidas que se dan a través de las paredes, así
como del suelo y del techo de las cámaras frigoríficas. Se van a producir perdidas por
transmisión de calor, que van a venir dadas por la ecuación 8.4.4:
𝑄4 = 𝐴 · 𝑈 · 𝛥𝑇 (ecuación 8.4.4)
Siendo:
- A: Superficie de la pared o cerramiento, m2
- U: coeficiente global de transmisión de calor, kcal/h m2 o W/m2 ºC
- ΔT: diferencia de temperaturas entre la exterior de proyecto para cada
orientación y la interior de trabajo, ºC
La normativa IF-11 establece que las pérdidas de calor en este caso no pueden
superar los 9 W/m2 para cámaras de temperatura positiva. En esta industria como lo que
se quiere es refrigerar en todos los emplazamientos se cogerá el valor de 8 W/m2 y con
ese valor se calculará el espesor necesario.
Para calcular este calor hay que seguir una serie de pasos:
1º Calcular el U de diseño con la ecuación 8.4.4:
Cámara materia prima y cámara de producto terminado:
𝑄
𝐴= 8
𝑤
𝑚2

TFE Inés Pérez Lamuela
162
𝑄
𝐴= 6,88
𝑘𝑐𝑎𝑙
ℎ 𝑚2
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =𝑄
𝐴ΔT
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =6,88
(34,6 − 4)= 0,225
𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
Zona 2 condiciones de verano:
𝑄
𝐴= 8
𝑤
𝑚2
𝑄
𝐴= 6,88
𝑘𝑐𝑎𝑙
ℎ 𝑚2
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =𝑄
𝐴ΔT
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =6,88
(34,6 − 10)= 0,28
𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
Zona 3 condiciones de verano:
𝑄
𝐴= 8
𝑤
𝑚2
𝑄
𝐴= 6,88
𝑘𝑐𝑎𝑙
ℎ 𝑚2
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =𝑄
𝐴ΔT
𝑈𝑑𝑖𝑠𝑒ñ𝑜 =6,88
(34,6 − 24)= 0,65
𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
Zona 2 condiciones de invierno:
𝑄
𝐴= 8
𝑊
𝑚2

TFE Inés Pérez Lamuela
163
𝑄
𝐴= 6,88
𝑘𝑐𝑎𝑙
ℎ 𝑚2
Zona 3 condiciones de invierno:
𝑄
𝐴= 8
𝑊
𝑚2
𝑄
𝐴= 6,88
𝑘𝑐𝑎𝑙
ℎ 𝑚2
2º Una vez calculada el Udiseño se calculan los espesores teóricos de las paredes,
suelo y techo, para luego elegir el más desfavorable con la ecuación 8.4.5:
1
𝑈𝑑𝑖𝑠𝑒ñ𝑜=
1
ℎ𝑖+ ∑
𝑒𝑗
𝐾𝑎𝑖𝑠𝑙𝑎𝑛𝑡𝑒+
1
ℎ𝑒
𝑛𝑗=1 → 𝑒𝑗 (ecuación 8.4.5)
Cámara materia prima y cámara de producto terminado:
Siendo:
- Udiseño= 0,225 kcal/h m2 ºC
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 9,94 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑡𝑒𝑐ℎ𝑜 = 10,11 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑠𝑢𝑒𝑙𝑜 = 9,70 𝑐𝑚
𝑒𝑎𝑖𝑠𝑙𝑎𝑛𝑡𝑒 𝑚𝑎𝑥𝑖𝑚𝑜 = 0,1011 𝑚
Se elige un espesor de 0,12 m ya que es el más cercano que hay en los
catálogos comerciales:
𝑒𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙 = 0,12 𝑚

TFE Inés Pérez Lamuela
164
Zona 2 condiciones de verano:
Siendo:
- Udiseño= 0,28 kcal/h m2 ºC
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 7,85 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑡𝑒𝑐ℎ𝑜 = 7,61 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑠𝑢𝑒𝑙𝑜 = 8,02 𝑐𝑚
𝑒𝑎𝑖𝑠𝑙𝑎𝑛𝑡𝑒 𝑚𝑎𝑥𝑖𝑚𝑜 = 0,08 𝑚
Se elige un espesor de 0,12 m ya que es uno de los espesores que se
encuentran en los catálogos comerciales:
𝑒𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙 = 0,12 𝑚
Zona 3 condiciones de verano:
Siendo:
- Udiseño= 0,65 kcal/h m2 ºC
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 2,97 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑡𝑒𝑐ℎ𝑜 = 3,14 𝑐𝑚
𝑒𝑡𝑒𝑜𝑟𝑖𝑐𝑜𝑠𝑢𝑒𝑙𝑜 = 2,73 𝑐𝑚
𝑒𝑎𝑖𝑠𝑙𝑎𝑛𝑡𝑒 𝑚𝑎𝑥𝑖𝑚𝑜 = 0,03 𝑚
Se elige un espesor de 0,06 m ya que es uno de los espesores que se
encuentran en los catálogos comerciales:

TFE Inés Pérez Lamuela
165
𝑒𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙 = 0,06 𝑚
Zona 2 condiciones de invierno:
Se elige un espesor de 0,12 metros ya que es el que se ha elegido para las
condiciones de verano:
𝑒𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙 = 0,12 𝑚
Zona 3 condiciones de invierno:
Se elige un espesor de 0,06 m ya que es el que se ha elegido para las
condiciones de verano.
𝑒𝑐𝑜𝑚𝑒𝑟𝑐𝑖𝑎𝑙 = 0,06 𝑚
3º Una vez que se obtiene el espesor más desfavorable se obtiene el Ureal con la
ecuación 8.4.6:
1
𝑈𝑟𝑒𝑎𝑙=
1
ℎ𝑖+ ∑
𝑒𝑗
𝐾𝑎𝑖𝑠𝑙𝑎𝑛𝑡𝑒+
1
ℎ𝑒
𝑛𝑗=1 → 𝑈𝑟𝑒𝑎𝑙 (ecuación 8.4.6)
Cámara materia prima, cámara de producto terminado, Zona 2 condiciones de verano:
Siendo:
- ecomercial= 0,12 m
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑈𝑟𝑒𝑎𝑙𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 0,188𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑠𝑢𝑒𝑙𝑜 = 0,191𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑡𝑒𝑐ℎ𝑜 = 0,185𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶

TFE Inés Pérez Lamuela
166
Zona 3 condiciones de verano:
Siendo:
- ecomercial= 0,06 m
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑈𝑟𝑒𝑎𝑙𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 0,357𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑠𝑢𝑒𝑙𝑜 = 0,366𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑡𝑒𝑐ℎ𝑜 = 0,345𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
Zona 2 condiciones de invierno:
Siendo:
- ecomercial= 0,12 m
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑈𝑟𝑒𝑎𝑙𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 0,188𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑠𝑢𝑒𝑙𝑜 = 0,191𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑡𝑒𝑐ℎ𝑜 = 0,185𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶

TFE Inés Pérez Lamuela
167
Zona 3 condiciones de invierno:
Siendo:
- ecomercial= 0,06 m
- 1/hi +1/he→
o Fachada= 0,3 m2 h ºC/kcal
o Suelo=0,23 m2 h ºC/kcal
o Techo=0,4 m2 h ºC/kcal
- Kaislante= 0,024 kcal/ m h ºC
𝑈𝑟𝑒𝑎𝑙𝑓𝑎𝑐ℎ𝑎𝑑𝑎 = 0,357𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑠𝑢𝑒𝑙𝑜 = 0,366𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
𝑈𝑟𝑒𝑎𝑙𝑡𝑒𝑐ℎ𝑜 = 0,345𝑘𝑐𝑎𝑙
ℎ 𝑚2 º𝐶
4º A partir de la Ureal se obtiene la Q4 tanto de las paredes como del suelo y del techo
para después sumar todas y obtener la Q4 total. Esto se calcula con la ecuación
8.4.4:
𝑄4 = 𝐴 · 𝑈 · 𝛥𝑇 (ecuación 8.4.4)
Cámara materia prima:
- Fachada norte:
𝑄4𝑁 = 5,5 · 4,0 · 0,188 · (34,6 − 4 − 4) = 90,34 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑚𝑎𝑡𝑆 = 5,5 · 4,0 · 0,188 · (34,6 − 4 − 4) = 90,34 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑚𝑎𝑡𝑂 = 4,5 · 4,0 · 0,188 · (34,6 − 4 − 4) = 110,42 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑚𝑎𝑡𝐸 = 4,5 · 4,0 · 0,188 · (34,6 − 4 − 4) = 110,42 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑚𝑎𝑡𝑆 = 5,5 · 4,0 · 0,191 · (15 − 4) = 52,05 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑚𝑎𝑡𝑇 = 4,5 · 4,0 · 0,185 · (34,6 − 4 − 4) = 121,92 𝑘𝑐𝑎𝑙/ℎ

TFE Inés Pérez Lamuela
168
𝑄4_𝑚𝑎𝑡𝑡𝑜𝑡𝑎𝑙 = 13.811,56𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4_𝑚𝑎𝑡𝑡𝑜𝑡𝑎𝑙 = 0,668 𝑘𝑊
Cámara de producto terminado:
- Fachada norte:
𝑄4𝑝𝑟𝑜𝑑𝑁 = 4,1 · 3,0 · 0,188 · (34,6 − 4 − 4) = 61,73 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑝𝑟𝑜𝑑𝑆 = 4,1 · 3,0 · 0,188 · (10 − 4) = 13,92 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑝𝑟𝑜𝑑𝑂 = 3,8 · 3,0 · 0,188 · (34,6 − 4 − 4) = 57,22 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑝𝑟𝑜𝑑𝐸 = 3,8 · 3,0 · 0,188 · (34,6 − 4 − 4) = 57,22 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑝𝑟𝑜𝑑𝑆 = 4,1 · 3,8 · 0,191 · (15 − 4) = 32,76 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑝𝑟𝑜𝑑𝑇 = 4,1 · 3,8 · 0,185 · (34,6 − 4 − 4) = 76,75 𝑘𝑐𝑎𝑙/ℎ
𝑄4_𝑝𝑟𝑜𝑑𝑡𝑜𝑡𝑎𝑙 = 7.190,43 𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4_𝑝𝑟𝑜𝑑𝑡𝑜𝑡𝑎𝑙 = 0,348 𝑘𝑊
Zona 2 condiciones de verano:
- Fachada norte:
𝑄4𝑧𝑜𝑛𝑎2𝑁 = 6,35 · 4 · 0,188 · (4 − 10) = −28,75 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑧𝑜𝑛𝑎2𝑆 = 6,35 · 4,0 · 0,188 · (34,6 − 4 − 10) = 98,72 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑧𝑜𝑛𝑎2𝑂 = 23,2 · 4,0 · 0,188 · (24 − 10) = 245,13 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑧𝑜𝑛𝑎2𝐸 = 23,2 · 4,0 · 0,188 · (34,6 − 4 − 10) = 360,70 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑧𝑜𝑛𝑎2𝑆 = 23,2 · 6,35 · 0,191 · (15 − 10) = 140,84 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑧𝑜𝑛𝑎2𝑇 = 23,2 · 6,35 · 0,185 · (34,6 − 4 − 10) = 562,00 𝑘𝑐𝑎𝑙/ℎ

TFE Inés Pérez Lamuela
169
𝑄4_𝑧𝑜𝑛𝑎2𝑡𝑜𝑡𝑎𝑙 = 33.087,26𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4_𝑧𝑜𝑛𝑎2𝑡𝑜𝑡𝑎𝑙 = 1,601 𝑘𝑊
Zona 3 condiciones de verano:
- Fachada norte:
𝑄4𝑧𝑜𝑛𝑎3𝑁 = 8,65 · 4,0 · 0,357 · (34,6 − 4 − 24) = 81,56 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑧𝑜𝑛𝑎3𝑆 = 8,65 · 4,0 · 0,357 · (34,6 − 4 − 24) = 81,56 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑧𝑜𝑛𝑎3𝑂 = 23,2 · 4,0 · 0,357 · (10 − 24) = −464 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑧𝑜𝑛𝑎3𝐸 = 23,2 · 4,0 · 0,357 · (34,6 − 4 − 24) = 218,74 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑧𝑜𝑛𝑎3𝑆 = 23,2 · 8,65 · 0,366 · (15 − 24) = −661,58 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑧𝑜𝑛𝑎3𝑇 = 23,2 · 8,65 · 0,345 · (34,6 − 4 − 24) = 456,72 𝑘𝑐𝑎𝑙/ℎ
𝑄4𝑧𝑜𝑛𝑎3𝑡𝑜𝑡𝑎𝑙 = −6.888,12𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4𝑧𝑜𝑛𝑎3𝑡𝑜𝑡𝑎𝑙 = −0,333 𝑘𝑊
Zona 2 condiciones de invierno:
- Fachada norte:
𝑄4𝑧𝑜𝑛𝑎2𝑁 = −(6,35 · 4 · 0,188 · (4 − 10)) = 28,75 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑧𝑜𝑛𝑎2𝑆 = −(6,35 · 4,0 · 0,188 · (14 − 10)) = −19,17 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑧𝑜𝑛𝑎2𝑂 = −(23,2 · 4,0 · 0,188 · (24 − 10)) = −245,13 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑧𝑜𝑛𝑎2𝐸 = −(23,2 · 4,0 · 0,188 · (12 − 10)) = −35,02 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑧𝑜𝑛𝑎2𝑆 = −(23,2 · 6,35 · 0,191 · (15 − 10)) = −140,84 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑧𝑜𝑛𝑎2𝑇 = −(23,2 · 6,35 · 0,185 · (14 − 10)) = −109,13 𝑘𝑐𝑎𝑙/ℎ

TFE Inés Pérez Lamuela
170
𝑄4𝑧𝑜𝑛𝑎2𝑡𝑜𝑡𝑎𝑙 = −12.492,80𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4𝑧𝑜𝑛𝑎2𝑡𝑜𝑡𝑎𝑙 = −0,604 𝑘𝑊
Zona 3 condiciones de invierno:
- Fachada norte:
𝑄4𝑧𝑜𝑛𝑎3𝑁 = −(8,65 · 4,0 · 0,357 · (14 − 21)) = 86,5 𝑘𝑐𝑎𝑙/ℎ
- Fachada sur:
𝑄4𝑧𝑜𝑛𝑎3𝑆 = −(8,65 · 4,0 · 0,357 · (14 − 21)) = 86,5 𝑘𝑐𝑎𝑙/ℎ
- Fachada oeste:
𝑄4𝑧𝑜𝑛𝑎3𝑂 = −(23,2 · 4,0 · 0,357 · (10 − 21)) = 364,57 𝑘𝑐𝑎𝑙/ℎ
- Fachada este:
𝑄4𝑧𝑜𝑛𝑎3𝐸 = −(23,2 · 4,0 · 0,357 · (14 − 21)) = 232 𝑘𝑐𝑎𝑙/ℎ
- Suelo:
𝑄4𝑧𝑜𝑛𝑎3𝑆 = −(23,2 · 8,65 · 0,366 · (15 − 21)) = 441,05 𝑘𝑐𝑎𝑙/ℎ
- Techo:
𝑄4𝑧𝑜𝑛𝑎3𝑇 = −(23,2 · 8,65 · 0,345 · (14 − 21)) = 484,4 𝑘𝑐𝑎𝑙/ℎ
𝑄4𝑧𝑜𝑛𝑎3𝑡𝑜𝑡𝑎𝑙 = 40.680,63𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄4𝑧𝑜𝑛𝑎3𝑡𝑜𝑡𝑎𝑙 = 1,968 𝑘𝑊
8.4.5 Carga térmica debido a la renovación del aire
El aire del interior de las cámaras es renovado a lo largo del mantenimiento de
la materia, debido a la entrada y salida de operarios así como de los ventiladores que
hay en el interior que hace que se mueva. Este aire va a ser más caliente que el que
está dentro de la cámara por lo que se tendrá que compensar este calor introducido con
una nueva carga. Para conseguir esta nueva carga se utiliza la ecuación 8.4.7 y los
datos de la Tabla 16.
𝑄5 = 𝑉 · 𝑁 ·1
𝑉𝑒(𝑖𝑒 − 𝑖𝑖) (ecuación 8.4.7)
Siendo:
-V: Volumen de la cámara, m3
-N: Numero de renovaciones diarias del volumen de la cámara, teniendo en cuenta el
volumen y las condiciones interiores de temperatura
- Ve: Volumen específico del aire en las condiciones exteriores, m3/kg

TFE Inés Pérez Lamuela
171
- ii: Entalpia del aire interior, kcal/kg
-ie: Entalpia del aire interior, kcal/kg
Para conseguir el valor de estos dos últimos datos se necesitará la ayuda del
programa EES. Para sacar N es necesario interpolar en la Figura 102. según el volumen
que tenga los diferentes emplazamientos.
Figura 102. Renovaciones de aire diarias en función del volumen y su temperatura.
Fuente: Villacampa (2019b).
Tabla 16. Datos Q5.
Cámara
materia
prima
Cámara producto
terminado
Zona 2 Zona 3
Condiciones
verano
Condiciones
invierno
Condiciones
verano
Condiciones
invierno
V 99 m3 46,74 m3 589,28 m3 589,28 m3 802,72 m3 802,72 m3
N 9,07 renov/día 13,65 renov/día 3,24 renov/día 3,24 renov/día 2,79
renov/día
2,79 renov/día
Ve 0,914 m3 /kg 0,914 m3 /kg 0,914 m3 /kg 0,7672 m3 /kg 0,914 m3 /kg 0,7672 m3 /kg
Ii 3,67 kcal/kg 3,67 kcal/kg 4,679 kcal/kg 4,679 kcal/kg 11,41 kcal/kg 9,725 kcal/kg
Ie 26,66 kcal/kg 26,66 kcal/kg 26,66 kcal/kg 0,6306 kcal/kg 26,66 kcal/kg 0,6306 kcal/kg

TFE Inés Pérez Lamuela
172
Cámara materia prima:
𝑄5_𝑚𝑎𝑡 = 99 𝑚3 · 9,05 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,914 𝑚3
𝑘𝑔
· (26,66𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 3,67
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑚𝑎𝑡 = 22.535𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑚𝑎𝑡 = 1,090 𝑘𝑊
Cámara producto terminado:
𝑄5_𝑝𝑟𝑜𝑑 = 46,74 𝑚3 · 13,65 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,914 𝑚3
𝑘𝑔
· (26,66𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 3,67
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑝𝑟𝑜𝑑 = 16.049,40𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑝𝑟𝑜𝑑 = 0,776 𝑘𝑊
Zona 2 condiciones de verano:
𝑄5_𝑧𝑜𝑛𝑎2 = 589,28 𝑚3 · 3,24 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,914𝑚3
𝑘𝑔
· (26,66𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 4,679
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑧𝑜𝑛𝑎2 = 45.916,41𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑧𝑜𝑛𝑎2 = 2,221 𝑘𝑊
Zona 3 condiciones de verano:
𝑄5_𝑧𝑜𝑛𝑎3 = 802,72 𝑚3 · 2,79 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,914 𝑚3
𝑘𝑔
· (26,66 𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 11,41
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑧𝑜𝑛𝑎3 = 37.367,32𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑧𝑜𝑛𝑎3 = 1,808 𝑘𝑊

TFE Inés Pérez Lamuela
173
Zona 2 condiciones de invierno:
𝑄5_𝑧𝑜𝑛𝑎2 = 589,28 𝑚3 · 3,24 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,7672 𝑚3
𝑘𝑔
· (4,679 𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 0,6306
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑧𝑜𝑛𝑎2 = 10.074.92𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑧𝑜𝑛𝑎2 = 0,487 𝑘𝑊
Zona 3 condiciones de invierno:
𝑄5_𝑧𝑜𝑛𝑎3 = 802,72 𝑚3 · 2,79 𝑟𝑒𝑛𝑜𝑣𝑎𝑐𝑖𝑜𝑛𝑒𝑠
𝑑í𝑎·
1
0,7672 𝑚3
𝑘𝑔
· (9,725 𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽− 0,6306
𝑘𝐽
𝑘𝑔·
1𝑘𝑐𝑎𝑙
𝑘𝐽)
𝑄5_𝑧𝑜𝑛𝑎3 = 26.591,51𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄5_𝑧𝑜𝑛𝑎3 = 1,286 𝑘𝑊
8.4.6 Carga debida a bombas y ventiladores
Las bombas, ventiladores, así como todos los equipos de los que está dotada la
cámara frigorífica van a aportar calor y hay que compensar esa carga. La carga
producida por el equivalente térmico de estos dispositivos no es conocida por lo que su
evaluación se basa en una estimación de un porcentaje sobre las cargas numeradas en
todos los apartados anteriores. La forma de calcular esta carga es como se muestra en
la ecuación 8.4.8 y se utilizaran los datos de la Tabla 17.
𝑄6 = % · ∑ 𝑄𝑖5𝑖=1 (ecuación 8.4.8)
Siendo:
-%: el porcentaje asociado a los ventiladores del evaporador.
-Qi: la suma de las cargas térmicas que se han visto hasta el momento.

TFE Inés Pérez Lamuela
174
Tabla 17. Datos Q6.
Cámara materia
prima
Cámara producto
terminado
Zona 2 Zona 3
% 1 % 1 % 1 % 1 %
Qi 60.534,06 (Tabla 18) 30.438,19 (Tabla 19) 79.003,68 (Tabla 20) 30.479,19 (Tabla 21)
En este caso no se calcula en la zona 2 y la zona 3 la carga frigorífica en las
condiciones de invierno, debido a que esta carga estaría en el lado de la seguridad por
lo tanto no se calcula.
Cámara materia prima:
Tabla 18. Suma de cargas (Q1-Q5) para la cámara de materia prima.
Carga térmica Valor (kcal/día)
Q1 19.350
Q2 1.462,5
Q3 3.375
Q4 13.811,56
Q5 22.535,00
TOTAL 60.534,06
𝑄6𝑚𝑎𝑡 = 1% · 60.534,06𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑚𝑎𝑡 = 605,34𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑚𝑎𝑡 = 0,029 𝑘𝑊
Cámara producto terminado:
Tabla 19. Suma de cargas (Q1-Q5) para la cámara de producto terminado.
Carga térmica Valor (kcal/día)
Q1 6.692,52
Q2 505,83
Q3 -
Q4 7.190,43
Q5 16.049,40
TOTAL 30.438,19

TFE Inés Pérez Lamuela
175
𝑄6_𝑝𝑟𝑜𝑑 = 1% · 30.438,19𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑝𝑟𝑜𝑑 = 304,38 𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑝𝑟𝑜𝑑 = 0,015 𝑘𝑊
Zona 2 condiciones de verano:
Tabla 20. Suma de cargas (Q1-Q5) para la zona 2 en condiciones de verano.
Carga térmica Valor (kcal/día)
Q1 -
Q2 -
Q3 -
Q4 33.087,26
Q5 45.916,41
TOTAL 79.003,68
𝑄6_𝑧𝑜𝑛𝑎2 = 1% · 79.003,68𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑧𝑜𝑛𝑎2 = 790,04 𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑧𝑜𝑛𝑎2 = 0,038 𝑘𝑊
Zona 3 condiciones de verano:
Tabla 21. Suma de cargas (Q1-Q5) para la zona 3 en condiciones de verano.
Carga térmica Valor (kcal/día)
Q1 -
Q2 -
Q3 -
Q4 -6.888,13
Q5 37.367,32
TOTAL 30.479,19
𝑄6_𝑧𝑜𝑛𝑎3 = 1% · 30.479,19𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑧𝑜𝑛𝑎3 = 304,79 𝑘𝑐𝑎𝑙
𝑑í𝑎
𝑄6_𝑧𝑜𝑛𝑎3 = 0,015 𝑘𝑊

TFE Inés Pérez Lamuela
176
8.4.7 Carga térmica debido a la iluminación
El alumbrado que se instala en el interior de la cámara también dará un calor
extra a la instalación que hay que calcular. El alumbrado que se va a instalar en la
cámara va a ser de bajo nivel (5-20 W/m2) y solo es cuantificable cuando se realizan las
labores dentro de las cámaras y zonas. Esta carga se cuantifica con la ecuación 8.4.9 y
con los datos de la Tabla 22.
𝑄7 = 𝑃𝑖 · 𝑆𝑠𝑢𝑒𝑙𝑜 · 0.86 · 𝑡𝑖 (ecuación 8.4.9)
Siendo:
- Pi: Potencia de iluminación instalada, W/m2
- Ssuelo: superficie de la cámara, m2
- ti: Tiempo de uso de la iluminación diario, h/día
Tabla 22. Datos Q7.
En este caso no se calcula en la zona 2 y la zona 3 la carga frigorífica en las
condiciones de invierno, debido a que esta carga estaría en el lado de la seguridad por
lo tanto no se calcula.
Cámara materia prima:
𝑄7_𝑚𝑎𝑡 = 10𝑊
𝑚2 ∗ 24,75 𝑚2 ∗ 0,86
𝑘𝑐𝑎𝑙
ℎ∗ 1
ℎ
𝑑𝑖𝑎
𝑄7_𝑚𝑎𝑡 = 212,85kcal
dia
𝑄7_𝑚𝑎𝑡 = 0,010 kW
Cámara producto terminado:
𝑄7_𝑝𝑟𝑜𝑑 = 10𝑊
𝑚2 · 15,58𝑚2 · 0,86
𝑘𝑐𝑎𝑙
ℎ· 1
ℎ
𝑑í𝑎
𝑄7_𝑝𝑟𝑜𝑑 = 133,99kcal
día
𝑄7_𝑝𝑟𝑜𝑑 = 0,006 𝑘𝑊
Cámara materia prima Cámara producto terminado Zona 2 Zona 3
Pi 10 W/m2 10 W/m2 10 W/m2 10 W/m2
Ssuelo 24,75 m2 15,58 m2 147,32 m2 200,68 m2
ti 1 h/día 1 h/día 8 h/día 8 h/día

TFE Inés Pérez Lamuela
177
Zona 2 condiciones de verano:
𝑄7_𝑧𝑜𝑛𝑎2 = 10𝑊
𝑚2 · 147,32𝑚2 · 0,86
𝑘𝑐𝑎𝑙
ℎ· 8
ℎ
𝑑í𝑎
𝑄7_𝑧𝑜𝑛𝑎2 = 10.135,62kcal
día
𝑄7_𝑧𝑜𝑛𝑎2 = 0,49 𝑘𝑊
Zona 3 condiciones de verano:
𝑄7_𝑧𝑜𝑛𝑎3 = 10𝑊
𝑚2 · 200,68 𝑚2 · 0,86
𝑘𝑐𝑎𝑙
ℎ· 1
ℎ
𝑑í𝑎
𝑄7_𝑧𝑜𝑛𝑎3 = 13.806,78kcal
día
𝑄7_𝑧𝑜𝑛𝑎3 = 0,668 𝑘𝑊
8.4.8 Cálculo de la carga térmica debido a la entrada de operarios
Esta carga es la debida a los operarios que entran a realizar las labores
necesarias dentro de la cámara de refrigeración. Este calor dependerá tanto del número
de trabajadores, como de la duración de la estancia, así como del tipo de trabajo
realizado. Esta carga se cuantifica con la ecuación 8.4.10 y con los datos que se
muestran en la Tabla 23.
𝑄8 = 𝑃𝑝 · 𝑁𝑝 · 𝑡𝑝 (ecuación 8.4.10)
Siendo:
- Pp: calor desprendido por una persona, kcal/persona h
- Np: número de personas en el interior de la cámara en el mismo instante
- tp: Tiempo de permanencia en la cámara, h/día
Tabla 23. Datos Q8.
Cámara materia prima Cámara producto
terminado
Zona 2 Zona 3
Pp Figura 103
interpolando→ 211,20
kcal/h
Figura 103 interpolando
→ 211,20 kcal/h
Figura 103 interpolando →
180 kcal/h
Figura 104 interpolando
→ 75 kcal/h
Np 1 operario 1 operario 2 operarios 2 operarios
tp 1 h/día 1 h/día 8 h/día 8 h/día

TFE Inés Pérez Lamuela
178
En este caso no se calcula en la zona 2 y la zona 3 la carga frigorífica en las
condiciones de invierno, debido a que esta carga estaría en el lado de la seguridad por
lo tanto no se calcula.
Figura 103. Potencia calorífica liberada por una persona en función de la temperatura
de la cámara. Fuente: Villacampa (2019b).
Figura 104. Potencia calorífica liberada por una persona en función de la temperatura
de la cámara. Fuente: Villacampa (2019b).
Cámara materia prima:
𝑄8_𝑚𝑎𝑡 = 211,20𝑘𝑐𝑎𝑙
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 ℎ ∗ 1 𝑝𝑒𝑟𝑠𝑜𝑛𝑎 ∗ 1
ℎ
𝑑𝑖𝑎
𝑄8_𝑚𝑎𝑡 = 211,20 kcal
dia
𝑄8_𝑚𝑎𝑡 = 0,010 𝑘𝑊
Cámara producto terminado:
𝑄8_𝑝𝑟𝑜𝑑 = 211,20𝑘𝑐𝑎𝑙
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 ℎ · 1 𝑝𝑒𝑟𝑠𝑜𝑛𝑎 · 1
ℎ
𝑑𝑖𝑎
𝑄8_𝑝𝑟𝑜𝑑 = 211,20 kcal
dia
𝑄8_𝑝𝑟𝑜𝑑 = 0,010 𝑘𝑊

TFE Inés Pérez Lamuela
179
Zona 2 condiciones de verano:
𝑄8𝑧𝑜𝑛𝑎2 = 180 𝑘𝑐𝑎𝑙
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 ℎ · 2 𝑝𝑒𝑟𝑠𝑜𝑛𝑎 · 8
ℎ
𝑑𝑖𝑎
𝑄8_𝑧𝑜𝑛𝑎2 = 2.880kcal
dia
𝑄8_𝑧𝑜𝑛𝑎2 = 0,139 𝑘𝑊
Zona 3 condiciones de verano:
𝑄8_𝑧𝑜𝑛𝑎3 = 75𝑘𝑐𝑎𝑙
𝑝𝑒𝑟𝑠𝑜𝑛𝑎 ℎ · 2 𝑝𝑒𝑟𝑠𝑜𝑛𝑎 · 8
ℎ
𝑑𝑖𝑎
𝑄8_𝑧𝑜𝑛𝑎3 = 1.200 kcal
dia
𝑄8_𝑧𝑜𝑛𝑎3 = 0,058 𝑘𝑊
8.4.9 Cálculo de la carga térmica debido a perdidas diversas
Además de todas las cargas calculadas en los apartados anteriores, hay que
sumar una serie de pérdidas que no se pueden cuantificar. Es por ello que se aplica un
coeficiente de seguridad del 10 %. Esta carga se calcula como se indica en la ecuación
8.4.11 y con los datos de la Tabla 24.
𝑄9 = % · ∑ 𝑄𝑖8𝑖=1 (ecuación 8.11)
Siendo:
- %: 10 %
- Qi: la suma de las cargas térmicas que se han visto hasta el momento.
Tabla 24. Datos Q9.
Cámara
materia
prima
Cámara
producto
terminado
Zona 2 Zona 3
Condiciones
de verano
Condiciones
de invierno
Condiciones
de verano
Condiciones
de invierno
% 10 % 10 % 10 % 10 % 10 % 10 %
Qi 61.563,45
(Tabla 25)
31.087,76
(Tabla 26)
92.809,33
(Tabla 27)
-2.417,88
(Tabla 28)
45.790,77
(Tabla 29)
67.272,14
(Tabla 30)

TFE Inés Pérez Lamuela
180
Cámara materia prima:
Tabla 25. Suma de cargas (Q1-Q8) para la cámara de materia prima.
𝑄9_𝑚𝑎𝑡 = 10% · 61.563,45𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
𝑄9_𝑚𝑎𝑡 = 6.156,34kcal
día
𝑄9_𝑚𝑎𝑡 = 0,298 𝑘𝑊
Cámara producto terminado:
Tabla 26. Suma de cargas (Q1-Q8) para la cámara de producto terminado.
𝑄9_𝑝𝑟𝑜𝑑 = 10% · 31.087,76𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
𝑄9_𝑝𝑟𝑜𝑑 = 3.108,77kcal
dia
𝑄9_𝑝𝑟𝑜𝑑 = 0,150 𝑘𝑊
Carga térmica Valor (kcal/día) Valor (kW)
Q1 19.350 0,936
Q2 1.462,5 0,071
Q3 3.375 0,163
Q4 13.811,56 0,668
Q5 22.535,00 1,090
Q6 605,34 0,029
Q7 212,85 0,010
Q8 211,2 0,010
TOTAL 61.563,45 2,978
Carga térmica Valor (kcal/día) Valor (kW)
Q1 6.692,52 0,324
Q2 505,83 0,024
Q3 - -
Q4 7.190,43 0,348
Q5 16.049,40 0,776
Q6 304,38 0,015
Q7 133,98 0,006
Q8 211,20 0,010
TOTAL 31.087,76 1,504

TFE Inés Pérez Lamuela
181
Zona 2 condiciones de verano:
Tabla 27. Suma de cargas (Q1-Q8) para la zona 2 en condiciones de verano.
𝑄9_𝑧𝑜𝑛𝑎2 = 10% · 92.809,33𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
𝑄9_𝑧𝑜𝑛𝑎2 = 9.280,93kcal
dia
𝑄9_𝑧𝑜𝑛𝑎2 = 0,449 𝑘𝑊
Zona 3 condiciones de verano:
Tabla 28. Suma de cargas (Q1-Q8) para la zona 3 en condiciones de verano.
𝑄9_𝑧𝑜𝑛𝑎3 = 10% · 45.790,77𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 33.087,26 1,601
Q5 45.916,41 2,221
Q6 790,04 0,038
Q7 10.135,62 0,49
Q8 2.880 0,139
TOTAL 92.809,33 4,49
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 -6.888,13 -0,333
Q5 37.367,32 1,808
Q6 605,34 0,029
Q7 13.806,78 0,668
Q8 1.200 0,058
TOTAL 45.790,77 2,2154,284

TFE Inés Pérez Lamuela
182
𝑄9_𝑧𝑜𝑛𝑎3 = 4.579,07 kcal
dia
𝑄9_𝑧𝑜𝑛𝑎3 = 0,222 𝑘𝑊
Zona 2 condiciones de invierno:
Tabla 29. Suma de cargas (Q1-Q8) para la zona 2 en condiciones de invierno.
𝑄9_𝑧𝑜𝑛𝑎2 = 10% · −2.417,88𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
𝑄9𝑧𝑜𝑛𝑎2 = −241,80kcal
dia
𝑄9𝑧𝑜𝑛𝑎2 = −0,012 𝑘𝑊
Zona 3 condiciones de invierno:
Tabla 30. Suma de cargas (Q1-Q8) para la zona 3 en condiciones de invierno.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 -12.492,80 -0,604
Q5 10.074,92 0,487
Q6 - -
Q7 - -
Q8 - -
TOTAL -2.417,88 -0,12
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 40.680,63 1,968
Q5 26.591,51 1,286
Q6 - -
Q7 - -
Q8 - -
TOTAL 67.272,14 4,30

TFE Inés Pérez Lamuela
183
𝑄9_𝑧𝑜𝑛𝑎3 = 10% · 67.272,14𝑘𝑐𝑎𝑙
𝑑𝑖𝑎
𝑄9_𝑧𝑜𝑛𝑎3 = 6.727,21 kcal
dia
𝑄9_𝑧𝑜𝑛𝑎3 = 0,325 𝑘𝑊
8.4.10 Cálculo de potencia frigorífica
Por último, una vez calculadas todas las cargas térmicas se debe calcular la
potencia frigorífica de las cámaras y de las zonas, sumando todas las cargas que se
han obtenido anteriormente en cada cámara y zona (Tablas 31,32,33,34,35,36) y
dividiéndolas por el tiempo que está trabajando el equipo que en todos los casos será
de 16 horas. Para calculara se va a usar la ecuación 8.4.12.
𝑄𝑒 =𝑄𝑡𝑜𝑡𝑎𝑙
𝑡𝑓 (ecuación 8.4.12)
Siendo:
- Qtotal: la suma de todas las cargas obtenidas, kcal/h
- Tf: el periodo diario de funcionamiento de la instalación frigorífica, h/día.
Cámara materia prima:
Tabla 31. Suma de cargas (Q1-Q9) para la cámara de materia prima.
𝑄𝑒_𝑚𝑎𝑡 =67.719,80
16
𝑄𝑒_𝑚𝑎𝑡 = 4.232,48𝑘𝑐𝑎𝑙
ℎ
Carga térmica Valor (kcal/día) Valor (kW)
Q1 19.350 0,936
Q2 1.462,5 0,071
Q3 3.375 0,163
Q4 13.811,56 0,668
Q5 22.535,00 1,090
Q6 605,34 0,029
Q7 212,85 0,010
Q8 211,2 0,010
Q9 6.156,34 0,298
TOTAL 67.719,80 3,276

TFE Inés Pérez Lamuela
184
𝑄𝑒_𝑚𝑎𝑡 = 4,914 𝑘𝑊
Cámara producto terminado:
Tabla 32. Suma de cargas (Q1-Q9) para la zona cámara de producto terminado.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 6.692,52 0,324
Q2 505,83 0,024
Q3 - -
Q4 7.190,43 0,348
Q5 16.049,40 0,776
Q6 304,38 0,015
Q7 133,98 0,006
Q8 211,20 0,010
Q9 3.108,77 0,150
TOTAL 34.196,53 1,654
𝑄𝑒_𝑝𝑟𝑜𝑑 =34.196,53
16
𝑄𝑒_𝑝𝑟𝑜𝑑 = 2.137,28𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑝𝑟𝑜𝑑 = 2,482 𝑘𝑊
Zona 2 condiciones verano:
Tabla 33. Suma de cargas (Q1-Q9) para la zona 2 en condiciones de verano.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 33.087,26 1,601
Q5 45.916,41 2,221
Q6 790,04 0,038
Q7 10.135,62 0,49
Q8 2.880 0,139
Q9 9.280,93 0,449
TOTAL 102.090,26 4,939

TFE Inés Pérez Lamuela
185
𝑄𝑒_𝑧𝑜𝑛𝑎2 =102.090,26
8
𝑄𝑒_𝑧𝑜𝑛𝑎2 = 12.761,28𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑧𝑜𝑛𝑎2 = 14,817 𝑘𝑊
Zona 3 condiciones verano:
Tabla 34. Suma de cargas (Q1-Q9) para la zona 3 en condiciones de verano.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 -6.888,13 -0,333
Q5 37.367,32 1,808
Q6 304,79 0,015
Q7 13.806,78 0,668
Q8 1.200 0,058
Q9 4.579,07 0,222
TOTAL 50.369,84 2,437
𝑄𝑒_𝑧𝑜𝑛𝑎3 =50.369,84
8
𝑄𝑒_𝑧𝑜𝑛𝑎3 = 6.296,23𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑧𝑜𝑛𝑎3 = 7,311 𝑘𝑊

TFE Inés Pérez Lamuela
186
Zona 2 condiciones invierno:
Tabla 35. Suma de cargas (Q1-Q9) para la zona 2 en condiciones de invierno.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 -12.492,80 -0,604
Q5 10.074,92 0,487
Q6 - -
Q7 - -
Q8 - -
Q9 -241,80 -0,012
TOTAL -2.659,67 -0,129
𝑄𝑒_𝑧𝑜𝑛𝑎2 =−2.659,67
8
𝑄𝑒𝑧𝑜𝑛𝑎2 = −332,46𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒𝑧𝑜𝑛𝑎2 = −0,389 𝑘𝑊
En este caso al salir negativo quiere decir que es necesario refrigerar.
Zona 3 condiciones invierno:
Tabla 36. Suma de cargas (Q1-Q9) para la zona 2 en condiciones de invierno.
Carga térmica Valor (kcal/día) Valor (kW)
Q1 - -
Q2 - -
Q3 - -
Q4 40.680,63 1,968
Q5 26.591,51 1,286
Q6 - -
Q7 - -
Q8 - -
Q9 6.727,21 0,325
TOTAL 73.999,36 3,580

TFE Inés Pérez Lamuela
187
𝑄𝑒_𝑧𝑜𝑛𝑎3 =73.999,36
8
𝑄𝑒_𝑧𝑜𝑛𝑎3 = 9.249,91𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑧𝑜𝑛𝑎3 = 10,740 𝑘𝑊
A continuación se muestra en la Tabla 37 el resumen de las necesidades
frigoríficas de cada emplazamiento.
Tabla 37. Tabla resumen de las necesidades frigoríficas de cada emplazamiento.
8.4.11 Cálculo para refrigerar el agua del proceso
Además de todas las cargas de las cámaras y las zonas, también va a hacer falta
refrigerar el agua del proceso.
El consumo de agua diario a enfriar máximo de la planta en un día es de 2.626
litros de agua, por lo tanto utilizando la ecuación 8.4.13 se va a sacar la potencia
necesaria para ello:
𝐸𝐴 = 𝑚𝑎𝑔𝑢𝑎 · 𝐶𝑒 · ΔT (ecuación 8.4.13)
Siendo:
- magua: masa de agua a enfriar, kg
- Ce: calor especifico del agua, kJ/kg·ºC
- ΔT: salto de temperatura que experimenta el agua, ºC
𝐸𝐴 = 2.626 𝑘𝑔 · 4,18𝑘𝐽
𝑘𝑔 · ºC· (20 − 4)º𝐶 = 175.626,88 𝑘𝐽/𝑑í𝑎
𝐸𝐴 = 175.626,88𝑘𝐽
𝑑í𝑎·
día
24 ℎ= 7.317,78
𝑘𝐽
ℎ·
1ℎ
3.600 𝑠→ 𝐸𝐴 = 2,03
𝑘𝐽
𝑠= 2,03 𝑘𝑊
Cámara
materia
prima
Cámara
producto
terminado
Zona 2 Zona 3
Condiciones
de verano
Condiciones
de invierno
Condiciones
de verano
Condiciones
de invierno
Qe (kW) 4,914 2,482 14,817 -0,389 7,311 10,740

TFE Inés Pérez Lamuela
188
8.5 EQUIPOS
Una vez que se han calculado las cargas térmicas, se procede a la selección de
equipos, que van a tener que suministrar la potencia necesaria.
Para elegir los equipos se van a tener en cuenta las condiciones más
desfavorables.
8.5.1 Equipos refrigerantes
En el caso de las cámaras frigoríficas y de la zona 2 siempre se va a tener que
refrigerar y, como las condiciones de verano son las más limitantes, se van a elegir los
equipos de acuerdo a esos datos. Este equipo frigorífico va a constar de evaporador,
condensador y compresor.
1º Evaporadores
Cada cámara y zona tendrá su evaporador. Por lo tanto, sabiendo las
necesidades de cada una se va a necesitar diferentes evaporadores:
Cámara de materia prima:
Se va a elegir un evaporador que cumpla con las necesidades de la cámara que
son de 4,914 kW. Con un evaporador de 5,50 kW se cumplen las necesidades
requeridas. El modelo va a ser un 3C-A Ø 300 3343.
𝑄𝑒_𝑚𝑎𝑡 = 4.232,48𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑚𝑎𝑡 = 4,914 𝑘𝑊
Las caracteristicas del evaporador se muestran a continuacion en la Figura 105:

TFE Inés Pérez Lamuela
189
Figura 105. Modelo de evaporador cúbico. Fuente:
https://www.lennoxemea.com/es/product/downloads-refrigeration/
Cámara producto terminado:
Se va a elegir un evaporador que cumpla con las necesidades de la cámara que
son de 2,482 kW. Con un evaporador de 2,64 kW se cumplen las necesidades
requeridas. El modelo va a ser un 3C-A Ø 300 3165.
𝑄𝑒_𝑝𝑟𝑜𝑑 = 2.137,28𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑝𝑟𝑜𝑑 = 2,482 𝑘𝑊
Las caracteristicas del evaporador se muestran a continuacion en la Figura 106:

TFE Inés Pérez Lamuela
190
Figura 106. Modelo de evaporador cúbico. Fuente:
https://www.lennoxemea.com/es/product/downloads-refrigeration/
Zona 2:
Se va a elegir un evaporador que cumpla con las necesidades de la zona 2 que
son de 14,817 kW. Con un evaporador de 15,25 kW se cumplen las necesidades
requeridas. El modelo va a ser un 3C-A Ø 450 4266.
𝑄𝑒_𝑧𝑜𝑛𝑎2 = 12.761,28𝑘𝑐𝑎𝑙
ℎ
𝑄𝑒_𝑧𝑜𝑛𝑎2 = 14,817 𝑘𝑊
Las caracteristicas del evaporador se muestran a continuacion en la Figura 107:

TFE Inés Pérez Lamuela
191
Figura 107. Modelo de evaporador cúbico. Fuente:
https://www.lennoxemea.com/es/product/downloads-refrigeration/
2º Compresor
Conocidas las necesidades frigoríficas, se pasa a elegir el compresor con el
software de Bitzer (Figura 108). Para la temperatura de evaporación se toman -5 ºC y
para la temperatura de condensación 46 ºC, ya que la temperatura exterior es de 34,6
ºC. Se va a utilizar un compresor para todos los evaporadores, por lo que se va a
necesitar una potencia de 22,213 kW. Se optará por una potencia de 23 kW para
redondear al alza y tener más rango de operación.

TFE Inés Pérez Lamuela
192

TFE Inés Pérez Lamuela
193
Figura 108. Compresor seleccionado. Fuente:
https://www.bitzer.de/websoftware/Calculate.aspx?cid=1637163215750&mod=HHK
3º Condensador
Para elegir condensador (Figura 109) se utiliza el software Frimetal K Select. En
este caso se va a introducir la potencia necesaria que se indica en la elección del
compresor siendo ésta de 32,8 kW, la temperatura del aire (34,6 ºC) y la de
condensación (46 ºC), además del refrigerante que se quiere usar que es el R-134a.

TFE Inés Pérez Lamuela
194
Figura 109. Condensador seleccionado. Fuente: https://www.frimetal.es/nuevo-
frimetal-kselect-2019/

TFE Inés Pérez Lamuela
195
8.5.2 Bombas de calor
Para la zona 3 se va a necesitar una bomba de calor que pueda satisfacer tanto
las necesidades de refrigeración en verano como las de calefacción en invierno. Se va
a elegir una bomba para satisfacer las necesidades más limitantes, que son las de las
condiciones de invierno sumando un total de 10,740 kW. Para ello se va a utilizar una
tecnología exterior de Mitsubishi electric de la serie Pro que utiliza el refrigerante R-32.
Se va a utilizar el modelo MGPEZ-125VJA (Figura 110) que cuenta con las
características que se ven en la Tabla 38:
Tabla 38. Características de la bomba de calor seleccionada.
Capacidad frigorífica Frio:12,1 kW
Calor: 13,5 kW
Consumo nominal Frio: 4,17 kW
Calor: 3,85 kW
E.E.R 2,90
C.O.P 3,50
Dimensiones (alto*ancho*fondo) mm Unidad interior: 250*1.400*732 Unidad exterior: 981*1.050*330
Rango de operación Frio: -15/+46
Calor: -15/+21
Refrigerante R-32
Figura 110. Bomba de calor seleccionada. Fuente:
https://www.mitsubishielectric.es/aire-acondicionado/series/tecnologias-en-tu-
negocio/#ayuda

TFE Inés Pérez Lamuela
196
8.5.3 Enfriador de agua
En cuanto al agua que hay que refrigerar, se va a utilizar un enfriador de agua
que tiene capacidad de entre 750 y 2000 litros a la hora (Figura 111). Éste consigue
enfriar desde 20 ºC a 1 ºC, el agua y por lo tanto entra dentro del rango que se necesita
en el proceso que es de 4 ºC. Es de la marca Sorema y el modelo es un Enfriador AGD
de 750 a 2000 P.
Figura 111. Enfriador de agua. Fuente: https://www.sorema.com/es/enfriador-agd-de-
350-a-650-p/
8.6 REFRIGERANTES
El refrigerante que se va a usar en el equipo elegido de refrigeración va a ser el
R134-a que es un hidrofluorcarbonado (HFC). En este grupo de refrigerantes lo que
ocurre es que el átomo de cloro es sustituido por uno de flúor. Este refrigerante es
químicamente estable e inerte, que posee un potencial nulo de destrucción de ozono.
Además, tiene una baja toxicidad y no es inflamable, también tiene una excelente
compatibilidad con la mayoría de los materiales y no es corrosivo.
Se le considera el sustituto del R-12 en aplicaciones de refrigeración, con
temperaturas de evaporación por encima de -10 ºC, aunque hay que tener en cuenta
que no es miscible con los aceites minerales que se utilizan en las instalaciones de R-
12 por lo que hay que cambiarlos por los aceites especial de poliéster (POE) en los que
sí que es miscible totalmente y que resultan fuertemente higroscópicos,
Este refrigerante corresponde al grupo L1, debido a su baja toxicidad y a que no
es combustible. Aun así, la concentración de refrigerante no puede superar la
concentración de 0,25 kg/m3 como se indica en la legislación (Real Decreto 138/2011).
Para saber la concentración que hay en todo momento será necesario disponer un
detector de fugas en la zona donde exista la máxima fuga de refrigerante para en caso
de que se supere el límite, detectarlo (Villacampa, 2019a).

TFE Inés Pérez Lamuela
197
El refrigerante que se va a usar en el equipo elegido en la bomba de calor va a
ser el R-32. Se suele utilizar en estado puro y también como componente para mezclas
como el R-410a
El R-32 ha demostrado ser uno de los refrigerantes de vanguardia para la
refrigeración comercial a temperaturas de evaporación bajas. Al igual que con el anterior
refrigerante se deben de utilizar aceites POE.
Es un gas que se clasifica como ligeramente inflamable (Grupo L2 de media
seguridad A2) y de baja toxicidad. Además, tiene un Potencial de Calentamiento
Atmosférico (PCA) de 650.
Cuando se emplea se recomienda instalar un detector de fugas certificado para
R-32 para evitar el riesgo de inflamabilidad (Villacampa, 2019a).

TFE Inés Pérez Lamuela
198
ESTUDIO VIABILIDAD ECONÓMICA
A continuación se va a analizar la viabilidad económica de la industria
alimentaria. Para ello se tienen que analizar una serie de parámetros económicos para
poder comprobar si la industria es rentable o no. Estos parámetros económicos van a
ser:
- VAN: indica si la inversión es rentable o no para un determinado interés.
- TIR: es el tipo de interés para el cual el VAN se hace cero.
- Pay Back: indica el número de años que tarda en recuperarse la inversión
inicial.
Para conseguir estos parámetros se tienen que calcular previamente los gastos
de inversión, así como los costes e ingresos que tiene la industria a lo largo de un año
y con ello poder calcular los flujos de caja.
Para realizar este estudio se va a tener en cuenta que el proyecto va a tener una
vida útil de 20 años. Esta vida útil quiere decir que la inversión estará en funcionamiento
y generando rendimientos durante ese tiempo. Estos 20 años se van a tener en cuenta
tanto para la obra civil así como para las instalaciones y para la maquinaria.
9.1 GASTOS DE INVERSIÓN
Los gastos de inversión son los gastos que se dan al inicio del proyecto.
Comprenden tanto el gasto de adquisición de la parcela, como los de obra civil e
instalaciones, seguridad y salud y la maquinaria de la industria alimentaria.
Para los gastos tanto de obra civil e instalaciones así como los de seguridad y
salud se va a tomar como referencia otro Proyecto Fin de Carrera donde se calculó el
coste de ambas cosas para luego extrapolarlo a este proyecto. El Proyecto Fin de
Carrera del que se han obtenido los datos es de Víctor Javier Sáenz Soria y se titula
“Industria de elaboración de frutas mínimamente procesadas”. Se ha elegido este
proyecto debido a la similitud de la industria con la descrita en este trabajo.
El proyecto que se ha tomado como referencia tiene un valor de la obra civil e
instalaciones de 1.451.756,66 € y la nave tiene una superficie de 1.950 m2. Por tanto, el
m2 tiene un coste 744,50 €. La nave de este proyecto que se está elaborando tiene una
superficie 840 m2 lo que correspondería a un valor de 625.380 €. Además, como el
proyecto de referencia se realizó hace unos años se incrementa este precio en un 20 %
debido al incremento del nivel de vida en España. Por lo tanto, el precio final asciende
a 750.456 €.

TFE Inés Pérez Lamuela
199
De igual forma se calcula el coste de seguridad y salud, siendo en el proyecto de
referencia este valor de 28.576,45 € por lo que el m2 sale a 14,65 €. Por lo tanto el valor
de esta partida en el proyecto actual sería de 12.309,86 € que mayorado un 20 % queda
en 14.771,83 €.
Por otro lado, el gasto de la maquinaria sí que se puede obtener y éste va a
suponer uno de los mayores costes de la industria agroalimentaria. El precio en euros
de cada máquina se puede ver en la Tabla 39.

TFE Inés Pérez Lamuela
200
Tabla 39. Precio de la maquinaria.
Maquinaria Unidades Precio
unitario
Precio sin
IVA
Precio con IVA
(21%)
Transpaleta manual 2 860,00 1.720,00 2.081,20
Volcador 1 7.040,00 7.040,00 8.518,40
Cinta transportadora elevadora
3 5.010,00 15.030,00 18.186,30
Lavadora I 1 20.130,00 20.130,00 24.357,30
Lavadora II 1 22.390,00 22.390,00 27.091,90
Peladora y cortadora 1 24.170,00 24.170,00 29.245,70
Tratamientos especiales 2 18.490,00 36.980,00 44.745,80
Escurridor 2 8.590,00 17.180,00 20.787,80
Deshidratador 5 1.130,00 5.650,00 6.836,50
Pesadora 2 9.808,00 19.616,00 23.735,36
Envasadora 2 9.390,00 18.780,00 22.723,80
Marmita de cocción 1 17.387,00 17.387,00 21.038,27
Intercambiador de calor 1 1.280,00 1.280,00 1.548,80
Bomba lobular 1 1.474,00 1.474,00 1.783,54
Lavadora y secadora de tarros y tapes
1 12.560,00 12.560,00 15.197,60
Dosificadora 1 10.284,00 10.284,00 12.443,64
Cerradora de tapes 1 9.470,00 9.470,00 11.458,70
Lavador de tarros 1 12.546,00 12.546,00 15.180,66
Autoclave 1 11.890,00 11.890,00 14.386,90
Mesa de inspección visual 3 2.566,00 7.698,00 9.314,58
Detector de metales 3 5.740,00 17.220,00 20.836,20
Etiquetadora de tarros 1 9.146,00 9.146,00 11.066,66
Cinta transportadora 9 2.675,00 24.075,00 29.130,75
Mesa de acero inoxidable 7 432,00 3.024,00 3.659,04
Carro de acero inoxidable 3 185,00 555,00 671,55
Evaporador 3C-A Ø 300 3343
1 1.531,00 1.531,00 1.852,51
Evaporador 3C-A Ø 300 3165
1 889,00 889,00 1.075,69
Evaporador 3C-A Ø 450 4266
1 2.784,00 2.784,00 3.368,64
Compresor 1 4.169,56 4.169,56 5.045,17
Condensador 1 2.800,00 2.800,00 3.388,00
Bomba de calor 1 2.369,00 2.369,00 2.866,49
Enfriador de agua 1 1.600,00 1.600,00 1.936,00 TOTAL 343.437,56 415.559,45

TFE Inés Pérez Lamuela
201
Por lo tanto, el resumen de gastos de inversión se muestra en la Tabla 40.
Tabla 40. Gastos de inversión.
Euros
Obra civil e instalaciones 750.456,00
Seguridad y Salud 14.771,83
Gastos generales (13 %) 99.479,62
Beneficio industrial (6 %) 45.913,67
Maquinaria 343.437,56
Total (sin IVA) 1.254.058,68
IVA (21 %) 263.352,32
Total con IVA 1.517.411,00
La parcela que se ha elegido para la construcción de la industria alimentaria tiene
una superficie de 4.070 m2, y el precio del metro cuadrado en el Polígono “La Charluca”
es de 54,88 €/m2, por lo que el precio de adquisición de la parcela asciende a 223.361,60
€. Por lo tanto, la inversión inicial asciende a un total de 1.740.772,60 €.
9.2 COSTES
9.2.1 Costes ordinarios
Los costes ordinarios son los que son necesarios, previsibles y periódicos. Éstos
son generados por la actividad ordinaria, cotidiana y habitual de la empresa y que
incurren de forma regular en el tiempo.
9.2.1.1 Personal
Para que la industria alimentaria tenga un correcto funcionamiento es necesario
que haya personal trabajando en ella, el cual formara una plantilla de personal. Esta
plantilla va a estar compuesta por (Tabla 41):
- Gerente: El gerente va a ser el jefe de la industria y el que controle todos los
trabajos que se realicen en la misma. Va a haber 1 gerente.
- Encargado: Va a ser el que controle que las labores en la planta de procesado
se realicen correctamente, además de ayudar a los operarios en las labores. Va
a haber 1 encargado en la planta.
- Operarios: Va a haber 4 operarios que van a realizar las labores que se tengan
que realizar a lo largo de la planta de procesado, incluyendo los trabajos de
limpieza y desinfección de la maquinaria.

TFE Inés Pérez Lamuela
202
- Técnico de laboratorio: Va a haber 1 técnico de laboratorio que se va a encargar
de realizar las diferentes pruebas de calidad de las líneas de procesado.
- Administrativos: Va a haber 2 administrativos en la industria que se van a
encargar de las labores administrativas y comerciales.
- Personal de limpieza: Va a haber 2 personas, ambas se van a encargar de
realizar la limpieza de las zonas no productivas.
Tabla 41. Costes de personal.
Puesto Nº de
personal Salario (€/mes) Pagas
Total (€/año)
Gerente 1 3.100 14 43.400
Encargado 1 2.200 14 30.800
Operarios 4 1.350 14 75.600
Técnico de laboratorio 1 1.650 14 23.100
Administración 2 1.250 14 35.000
Limpieza 2 1.110 14 31.080
TOTAL SIN S.S 238.980
S.S (35 %) 83.643
TOTAL CON S.S 322.623
Por lo tanto, los costes de la mano de obra son 322.623 €/año.
9.2.1.2 Materias primas
El coste de las materia primas es uno de los más importantes del proceso debido
a que son los ingredientes principales para realizar los productos de la industria y
generar ingresos. Es por ello que ésta sera la partida más importante de costes, ya que
sin las materias primas no se podrían realizar los productos. Como materias primas se
van a tener en cuenta las que aparecen en la Tabla 42.

TFE Inés Pérez Lamuela
203
Tabla 42. Costes de materias primas.
Necesidades
(kg/día)
Necesidades
mes
(kg/mes)
Necesidades
año
(kg/año)
Precio
(€/kg)
TOTAL
(€/año)
Manzana 1.500,00 33.000,00 396.000,00 0,55 217.800,00
Azúcar 1.296,38 9.074,66 108.895,92 0,41 44.647,32
Ácido cítrico 9,64 67,54 810,48 6,75 5.470,74
Pectinas 6,48 45,36 544,32 9,75 5.307,12
Canela 3,24 22,68 272,16 11,40 3.102,624
Ácido
ascórbico 12,00 84,00 1.008,00 0,35 352,80
Hipoclorito de
sodio 0,08 1,68 20,16 10,86 218,93
TOTAL 276.899,55
Por lo tanto, los costes de las materias primas son 276.899,55 €/año.
9.2.1.3 Materiales auxiliares
A la hora de acabar el producto es necesario envasarlo y almacenarlo para
poderlo transpórtalo y venderlo. Para ello es necesario una serie de materiales auxiliares
y embalajes que hacen que esto sea posible. Son los que se muestran en la Tabla 43.
Tabla 43. Costes de materiales auxiliares.
Unidad Necesidades
(uds/día)
Necesidades
(uds/mes)
Necesidades
(uds/año)
Precio
(€/ud)
TOTAL
(€/año)
Bolsas Unidades - 84.707 1.016.484 0,06 60.989,04
Tarros Unidades 9.237 64.659 775.908 0,25 193.977,00
Tapas
tarros Unidades 9.237 64.659 775.908 0,12 93.108,96
Cajas de
cartón unidades 270 1.890 22.680 0,10 2.268,00
Film
enfardado unidades - 3 36 5,81 139,44
Pallets unidades - 70 840 3,50 2.940,00
Etiquetas unidades - 64.659 775.908 0,02 15.518,16
TOTAL 368.940,60

TFE Inés Pérez Lamuela
204
Por lo tanto, los costes de los materiales auxiliares ascienden a 368.940,60 €/año.
9.2.1.4 Consumo de agua
El consumo de agua va a deberse a las lavadoras de producto principalmente y
en menor medida a los servicios y vestuarios, laboratorios y comedor. Además va a
haber un consumo de agua a la hora de limpiar los equipos. El coste de todo el consumo
de agua se puede ver en la Tabla 44.
Tabla 44. Costes de consumo de agua del proceso.
El precio del agua tiene una parte fija que en este caso es de 11,32 euros/mes
sin IVA, que son 164,37 euros al año con IVA y una parte variable que es 1.480,27 €/año
el total que se ha dado en la Tabla 44. Por lo que, el precio total que cuesta el suministro
de agua es de 1.644,64 €/año.
9.2.1.5 Saneamiento
Toda el agua utilizada tanto en el proceso como por el personal va a ir a la red
de saneamiento municipal y esto va a suponer un coste el cual se muestra en la Tabla
45.
Unidades Agua
(l/día)
Agua
(l/mes)
Agua
(l/año)
Cantidad
de agua
(m3/año)
Precio
agua
(€/m3)
TOTAL
sin IVA
(€/año)
TOTAL
con IVA
(€/año)
Lavadora 1 1 808 16.968 203.616 203,61 0,95 193,43 234,06
Lavadora 2 1 606 12.726 152.712 152,71 0,95 145,07 175,54
Lavadora
tratamientos
especiales
2 1.212 25.452 305.424 305,42 0,95 290,15 351,08
Lavado de
equipos 1 - - - 500,00 0,95 475,00 574,75
Agua del
personal 500 10.500 126.000 126,00 0,95
119,7
144,84
TOTAL 1.223,35 1.480,27

TFE Inés Pérez Lamuela
205
Tabla 45. Coste de saneamiento.
Por lo tanto, el precio total que cuesta el saneamiento es de 229,80 €/año.
9.2.1.6 Energía eléctrica
En este apartado se va a determinar el coste de la energía eléctrica. Para ello se
va a tener en cuenta la potencia que consumen los equipos, la instalación eléctrica, la
instalación frigorífica así como otros equipos de la industria que se puedan usar en otros
emplazamientos.
- Consumo equipos
La potencia de todos los equipos utilizados en el proceso productivo se puede
ver en la siguiente Tabla 46.
Cantidad de
agua
(m3/año)
Precio agua
(€/m3) sin
IVA
TOTAL sin
IVA
(€/año)
TOTAL
con IVA
(€/año)
Parte fija
con IVA
TOTAL con
IVA (€/año)
Agua
total 931,41 0,14 130,40 157,80 72,00 229,80

TFE Inés Pérez Lamuela
206
Tabla 46. Potencia requerida por los equipos.
Maquinaria Potencia
requerida (kW) Unidades Potencia total
Transpaleta manual 0 2 0
Volcador 2,98 1 2,98
Cinta transportadora
elevadora 0,55 3 1,65
Lavadora I 2,9 1 2,9
Lavadora II 3,6 1 3,6
Peladora y cortadora 3 1 3
Tratamientos especiales 3,6 2 7,2
Escurridor 6 2 12
Deshidratador 0,6 5 3
Pesadora 0,75 2 1,5
Envasadora 0,5 2 1
Marmita de cocción 1,3 1 1,3
Intercambiador de calor 1,2 1 1,2
Bomba lobular 0,75 1 0,75
Lavadora y secadora de
tarros y tapes 0,6 1 0,6
Dosificadora 2 1 2
Cerradora de tapes 0,1 1 0,1
Lavador de tarros 0,6 1 0,6
Autoclave 13,5 1 13,5
Mesa de inspección visual 0,55 3 1,65
Detector de metales 0,4 3 1,2
Etiquetadora de tarros 0,75 1 0,75
Cinta transportadora 0,45 9 4,05
Mesa de acero inoxidable 0 7 0
Carro de acero inoxidable 0 3 0
TOTAL 66,53
Como todos los equipos no van a estar en funcionamiento toda la jornada
laboral ni todos los días, se aplica un coeficiente de simultaneidad de 0,6.
El tiempo de uso será de 8 horas diarias durante 252 días, por lo que el
consumo eléctrico de la maquinaria se puede ver en la Tabla 47.

TFE Inés Pérez Lamuela
207
Tabla 47. Consumo eléctrico de la maquinaria.
kW
Consumo inicial 66,53
Coeficiente de simultaneidad (0,6) 39,91
Consumo al año 39,91·8·252= 80.474,68
Por lo tanto, la maquinaria de la industria en un año gasta un total de 80.474,68 kW.
- Consumo instalación eléctrica
Como en este proyecto no se ha calculado la instalación eléctrica se
extrapola el dato de la misma forma que se ha calculado la obra civil e instalaciones.
En el proyecto de referencia el consumo de la instalación eléctrica fue de 18,6 kW
en 1.950 m2 que tenía la nave. Por lo tanto como la nave del proyecto actual tiene
una superficie de 840 m2 se va a estimar que se consumen 8,012 kW. Se va a
considerar un coeficiente de simultaneidad del 0,8 debido que no todas las salas van
a tener el mismo uso.
El tiempo de uso será de 8 horas diarias durante 252 días, por lo que el
consumo de la instalación eléctrica se puede ver en la Tabla 48.
Tabla 48. Consumo de la instalación eléctrica.
kW
Consumo inicial 8,01
Coeficiente de simultaneidad (0,8) 6,40
Consumo al año 6,40·8·252= 12.922,25
Por lo tanto, la instalación eléctrica de la industria a lo largo de un año gasta
un total de 12.922,25 kW.
- Consumo instalación frigorífica
Por un lado se va a tener en cuenta la potencia que van a consumir los
equipos de la instalación de refrigeración (evaporadores, compresor y condensador),
que es de 12,97kW. En este caso el coeficiente de simultaneidad adoptado es de
0,8 ya que todos los equipos no van a estar funcionando el mismo tiempo.
El tiempo de uso será de 16 horas diarias durante 365 días, por lo que el
consumo de la instalación de refrigeración se puede ver en la Tabla 49.

TFE Inés Pérez Lamuela
208
Tabla 49. Consumo eléctrico de la instalación de refrigeración.
kW
Consumo inicial 12,97
Coeficiente de simultaneidad (0,8) 10,37
Consumo al año 10,37·16·365= 60.595,84
Por otro lado, se tiene en cuenta la potencia que va a consumir el equipo de
climatización que es de 4,17 kW. En este caso no procede la aplicación de un
coeficiente de simultaneidad al tratarse de un solo equipo.
El tiempo de uso será de 8 horas diarias durante 252 días, por lo que el
consumo de la instalación de climatización se puede ver en la Tabla 50.
Tabla 50. Consumo eléctrico de la instalación de climatización.
kW
Consumo inicial 4,17
Consumo al año 4,17·8·252= 8.406,72
Además hay un consumo de electricidad por refrigerar el agua que se usa en
parte del proceso, siendo este de 16 kW. En este caso al igual que en el anterior no
procede la aplicación de un coeficiente de simultaneidad.
En esta caso se consumirán 16 kW diarias durante 252 días, por lo que el
consumo de la refrigerar el agua del proceso se puede ver en la Tabla 51.
Tabla 51. Consumo eléctrico de refrigerar el agua del proceso.
kW
Consumo inicial 16
Consumo al año 16 ·252= 4.032
Por lo tanto a lo largo de un año entero se consumirán de electricidad de la
instalación frigorífica 73.034,56 kW.
- Otros costes
Para los diversos aparatos de la agroindustria que también consumirán
electricidad se va a estimar que la potencia es un 0,1 % de la instalación eléctrica
siendo esta de 12,92 kW. Considerando un coeficiente de simultaneidad de 0,8 y

TFE Inés Pérez Lamuela
209
que el consumo se va a realizar durante 8 horas los 252 días que se trabaja, se
obtiene que se consume un total de 20.840,60 kW como se puede ver en la Tabla
52.
Tabla 52. Consumo de electricidad otros.
kW
Consumo inicial 12,92
Coeficiente de simultaneidad (0,8) 10,33
Consumo al año 10,33·8·252= 20.840,60
El precio del kW se va a estimar en 0,140 € sin IVA. La suma de toda la
electricidad consumida asciende a 187.272,09 kW en un año, por lo tanto el precio final
con IVA será de 31.723,89 €/año.
9.2.1.7 Conservación y mantenimiento de la maquinaria
A las máquinas a lo largo de su vida útil hay que darles una conservación y
mantenimiento debido a que van sufriendo un deterioro debido a su funcionamiento.
Esto produce un coste, el cual va a ser de un 4 % del coste total de la maquinaria con
IVA, todo ello se puede ver en la Tabla 53.
Tabla 53. Coste de conservación y mantenimiento de maquinaria.
Maquinaría
Precio con IVA (€/año) 415.559,45
Gasto conservación y mantenimiento (€/año) 4 %
16.622,38
Por lo que el total del coste del mantenimiento y conservación de la maquinaria
es de 16.622,38 €/año.
9.2.1.8 Conservación y mantenimiento de la obra civil e instalaciones
Este coste va asociado al mantenimiento y conservación de la obra civil e
instalaciones y se va a estimar en un 3 % del coste total de la obra civil e instalaciones
con IVA. El coste sin IVA de la obra civil e instalaciones es de 750.456,00 € por lo que
el precio con IVA asciende a 908.051,76 €. El coste de conservación y mantenimiento
de la obra civil e instalaciones se puede ver en la Tabla 54.

TFE Inés Pérez Lamuela
210
Tabla 54. Coste de conservación y mantenimiento de la obra civil e instalaciones.
Obra civil e instalaciones
Precio con IVA (€/año) 908.051,76
Gasto conservación y mantenimiento (€/año) 3 %
27.241,55
Por lo que el total del coste del mantenimiento y conservación de la obra civil e
instalaciones es de 27.241,55 €/año.
9.2.1.9 Seguros
La industria alimentaria debe tener contratado un seguro para la maquinaria y
otro para la obra civil e instalaciones.
El seguro de la maquinaria será de un 1,6 % el precio de todas las maquinas con
IVA mientras que el de la obra civil e instalaciones será de un 1,4 % del precio con IVA.
El coste de los seguro se puede ver en la Tabla 55.
Tabla 55. Coste seguros.
Maquinaría Obra civil e
instalaciones
Precio con IVA (€/año) 415.559,45 908.051,76
Gasto seguro (€/año) 1,6 % 1,4 %
6.648,95 12.712,72
El total del coste de los seguros es de 19.361,67 €/año.
9.2.1.10 Otros costes
Por último, también se tendrán que contabilizar otros costes como son internet,
teléfono, material de oficina, productos de limpieza… Estos costes se van a contabilizar
en 5.000 € al año.
Además, también se van a contabilizar unos costes derivados de impuestos que
van a venir dados por la recogida de basuras, así como del mantenimiento del polígono
y del impuesto del inmueble. Este coste va a ascender a 1.600 € al año.

TFE Inés Pérez Lamuela
211
9.2.2 Costes extraordinarios
Los costes extraordinarios son aquellos que son generados por las actuaciones
esporádicas, ocasionales y extraordinarias de la empresa. Estos vendrían dados por la
renovación de la maquinaria, pero en este caso como la maquinaria tiene una vida útil
equivalente a la del proyecto no existen costes extraordinarios.
9.3 INGRESOS
9.3.1 Ingresos ordinarios
Los ingresos ordinarios en este caso van a ser los que provienen únicamente de
los productos elaborados en la industria alimentaria. Estos ingresos variaran conforme
lo hagan las fluctuaciones de mercado y el precio que se pacte con el cliente (Tabla 56):
Tabla 56. Ingresos productos acabados.
Precio
(€/unidad) Unidades día
Unidades al
mes
Unidades al
año
Ventas
anuales (€)
Manzana IV gama
(80 g) 0,60
8.104
56.728 680.736 408.441,60
Manzana IV gama
(750 g) 0,95 864 6.048 72.576 68.947,20
Manzana
deshidratada (40 g) 0,70 2.701 18.907 226.884 158.818,80
Manzana
deshidratada (250 g) 1,00 432 3.024 36.288 36.288,00
Mermelada de
manzana 0,90 9.237 64.659 775.908 698.317,20
TOTAL 1.370.812,80
Por lo tanto, el total de ingresos que vienen de los productos terminados son
1.370.812,80 €/año.
9.3.2 Ingresos extraordinarios
Los ingresos extraordinarios van a ser dos. Por un lado el valor residual de la
maquinaria y por otro el de la obra civil e instalaciones una vez que se completan los 20
años de vida útil.
Se estima que el valor residual de la maquinaria va a ser del 10 % mientras que
el de las instalaciones del 5 %, como se muestra en la Tabla 57.

TFE Inés Pérez Lamuela
212
Tabla 57. Ingresos del valor residual de la maquinaria y de la obra civil e instalaciones.
Maquinaría Obra civil e instalaciones
Precio con IVA (€/año) 415.559,45 908.051,76
%
10 % 5 %
Precio total (€/año) 41.555,94 45.402,60
Por lo tanto, el valor residual de ambos sumara un total de 86.958,54 €/año.
A continuación se muestra en la Tabla 58 un resumen de los costes e ingresos
que se generan en la industria agroalimentaria:

TFE Inés Pérez Lamuela
213
Tabla 58. Resumen de los costes e ingresos generados en la industria
agroalimentaria.
€/año
GASTOS INVERSIÓN 1.740.772,60
COSTES ORDINARIOS
Personal 322.623,00
Materias primas 276.899,55
Materiales auxiliares 368.940,60
Consumo de agua 1.644,64
Saneamiento 229,80
Energía eléctrica 31.723,89
Conservación y mantenimiento de maquinaria 16.622,38
Conservación y mantenimiento de la obra civil e instalaciones 27.241,55
Seguros 19.361,67
Otros 6.600,00
COSTES EXTRAORDINARIOS -
INGRESOS ORDINARIOS
Productos acabados 1.359.926,40
INGRESOS EXTRAORDINARIOS
Valor residual
Maquinaria 41.555,94
Obra civil e instalaciones 45.402,60

TFE Inés Pérez Lamuela
214
9.4 ANÁLISIS FINANCIERO
La vida útil del proyecto son 20 años, y los costes e ingresos se realizan desde
el primer día. Por lo que teniendo en cuenta esto, se determinan los flujos de caja que
se pueden ver en la Tabla 59. Además, se va a calcular el VAN, TIR y Pay-Back donde
cada uno se explica a continuación:
- Valor actual neto (VAN): También se conoce como valor actualizado neto,
corresponde al valor presente de los flujos de caja netos originados por una
inversión.
Para obtener este dato se ha tenido en cuenta un tipo de interés del 5 % y su
resultado se puede ver en la Tabla 59.
- Tasa interna de rentabilidad (TIR): Es el tipo de interés en el cual el VAN se hace
igual a cero. El resultado se puede ver en la Tabla 60.
- Pay-Back o periodo de recuperación (PB): Es el número de años necesarios que
se necesitan para recuperar la inversión inicial, y desde donde se empieza a
tener ganancias. El resultado se puede ver en la Tabla 59 en la columna de él
VAN acumulado y será cuando éste se haga positivo.

TFE Inés Pérez Lamuela
215
Tabla 59. Resultado del estudio de viabilidad económica.
Año Ingresos 0rdinarios
(€/año) Ingresos
extraordinarios (€/año) Costes ordinarios
(€/año) Gasto inversión
(€/año) Flujo caja
(€/año) VAN (€/año)
VAN acumulado (€ acumulados)
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60
1 1.370.812,80 1.071.887,07 298.925,73 284.691,17 -1.456.081,43
2 1.370.812,80 1.071.887,07 298.925,73 271.134,45 -1.184.946,99
3 1.370.812,80 1.071.887,07 298.925,73 258.223,28 -926.723,71
4 1.370.812,80 1.071.887,07 298.925,73 245.926,93 -680.796,77
5 1.370.812,80 1.071.887,07 298.925,73 234.216,13 -446.580,64
6 1.370.812,80 1.071.887,07 298.925,73 223.062,98 -223.517,66
7 1.370.812,80 1.071.887,07 298.925,73 212.440,93 -11.076,73
8 1.370.812,80 1.071.887,07 298.925,73 202.324,70 191.247,97
9 1.370.812,80 1.071.887,07 298.925,73 192.690,19 383.938,15
10 1.370.812,80 1.071.887,07 298.925,73 183.514,46 567.452,62
11 1.370.812,80 1.071.887,07 298.925,73 174.775,68 742.228,30
12 1.370.812,80 1.071.887,07 298.925,73 166.453,03 908.681,33
13 1.370.812,80 1.071.887,07 298.925,73 158.526,69 1.067.208,02
14 1.370.812,80 1.071.887,07 298.925,73 150.977,80 1.218.185,83
15 1.370.812,80 1.071.887,07 298.925,73 143.788,39 1.361.974,21
16 1.370.812,80 1.071.887,07 298.925,73 136.941,32 1.498.915,53
17 1.370.812,80 1.071.887,07 298.925,73 130.420,30 1.629.335,84
18 1.370.812,80 1.071.887,07 298.925,73 124.209,81 1.753.545,65
19 1.370.812,80 1.071.887,07 298.925,73 118.295,06 1.871.840,71
20 1.370.812,80 86.958,54 1.071.887,07 385.884,27 145.435,72 2.017.276,43 VAN TOTAL 2.017.276,43

TFE Inés Pérez Lamuela
216
Tabla 60. Cálculo de TIR.
Año Ingresos
ordinarios (€/año)
Ingresos extraordinarios
(€/año)
Costes ordinarios (€/año)
Gasto inversión (€/año)
Flujo caja (€/año)
VAN (€/año) VAN acumulado (€ acumulados)
Interés
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60 r inicial 0,05
1 1.370.812,80 1.071.887,07 298.925,73 256.840,67 -1.483.931,93 r TIR 0,1638
2 1.370.812,80 1.071.887,07 298.925,73 220.680,68 -1.263.251,25
3 1.370.812,80 1.071.887,07 298.925,73 189.611,56 -1.073.639,68
4 1.370.812,80 1.071.887,07 298.925,73 162.916,60 -910.723,08
5 1.370.812,80 1.071.887,07 298.925,73 139.979,95 -770.743,13
6 1.370.812,80 1.071.887,07 298.925,73 120.272,50 -650.470,63
7 1.370.812,80 1.071.887,07 298.925,73 103.339,62 -547.131,01
8 1.370.812,80 1.071.887,07 298.925,73 88.790,68 -458.340,33
9 1.370.812,80 1.071.887,07 298.925,73 76.290,05 -382.050,28
10 1.370.812,80 1.071.887,07 298.925,73 65.549,35 -316.500,93
11 1.370.812,80 1.071.887,07 298.925,73 56.320,81 -260.180,12
12 1.370.812,80 1.071.887,07 298.925,73 48.391,54 -211.788,59
13 1.370.812,80 1.071.887,07 298.925,73 41.578,61 -170.209,98
14 1.370.812,80 1.071.887,07 298.925,73 35.724,85 -134.485,13
15 1.370.812,80 1.071.887,07 298.925,73 30.695,23 -103.789,90
16 1.370.812,80 1.071.887,07 298.925,73 26.373,72 -77.416,17
17 1.370.812,80 1.071.887,07 298.925,73 22.660,63 -54.755,54
18 1.370.812,80 1.071.887,07 298.925,73 19.470,29 -35.285,25
19 1.370.812,80 1.071.887,07 298.925,73 16.729,12 -18.556,14
20 1.370.812,80 86.958,54 1.071.887,07 385.884,27 18.555,27 -0,87
VAN TOTAL -0,87

TFE Inés Pérez Lamuela
217
A continuación, se muestra la Tabla 61 donde se muestra un resumen de los
resultados.
Tabla 61. Ratios económicos.
VAN 2.017.276,43 euros
TIR 16,38 %
Pay-Back 8 años
Con estos datos se puede afirmar que el proyecto es económicamente viable
debido a que el VAN es positivo, el TIR es superior al tipo de interés elegido y la inversión
se recupera en 8 años.
Además del estudio de viabilidad económica del proyecto, se ha realizado un
estudio de dos supuestos aumentado los precios de dos parámetros. Para ello, se ha
decidido modificar el precio de las manzanas por un lado y por otro lado el de la
manzanas y la luz, dando los siguientes resultados:
- Supuesto 1 (aumentando un 65% el precio de las manzanas): La gran demanda
por parte de industrias de transformación de frutas, tanto de nuestra CCAA como
de comunidades vecinas, junto a la disminución del número de ha cultivadas de
manzano en la zona hacen que este escenario sea bastante probable. En este
supuesto se ha aumentado el precio de las manzanas desde 0,55 hasta 0,90
€/kg. Con el cambio de este dato se volvió a calcular el VAN, TIR y Pay-Back
dando los resultados que se detallan en las Tablas 62 y 63.

TFE Inés Pérez Lamuela
218
Tabla 62. Resultado del estudio de viabilidad económica aumentando el precio de las manzanas.
Año Ingresos
ordinarios (€/año) Ingresos
extraordinarios (€/año) Costes ordinarios
(€/año) Gasto inversión
(€/año) Flujo caja
(€/año) VAN (€/año)
VAN acumulado (€ acumulados)
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60
1 1.370.812,80 1.210.487,07 160.325,73 152.691,17 -1.588.081,43
2 1.370.812,80 1.210.487,07 160.325,73 145.420,16 -1.442.661,27
3 1.370.812,80 1.210.487,07 160.325,73 138.495,39 -1.304.165,88
4 1.370.812,80 1.210.487,07 160.325,73 131.900,37 -1.172.265,51
5 1.370.812,80 1.210.487,07 160.325,73 125.619,40 -1.046.646,11
6 1.370.812,80 1.210.487,07 160.325,73 119.637,53 -927.008,59
7 1.370.812,80 1.210.487,07 160.325,73 113.940,50 -813.068,08
8 1.370.812,80 1.210.487,07 160.325,73 108.514,76 -704.553,32
9 1.370.812,80 1.210.487,07 160.325,73 103.347,39 -601.205,93
10 1.370.812,80 1.210.487,07 160.325,73 98.426,09 -502.779,84
11 1.370.812,80 1.210.487,07 160.325,73 93.739,13 -409.040,71
12 1.370.812,80 1.210.487,07 160.325,73 89.275,36 -319.765,35
13 1.370.812,80 1.210.487,07 160.325,73 85.024,16 -234.741,19
14 1.370.812,80 1.210.487,07 160.325,73 80.975,39 -153.765,81
15 1.370.812,80 1.210.487,07 160.325,73 77.119,42 -76.646,39
16 1.370.812,80 1.210.487,07 160.325,73 73.447,06 -3.199,33
17 1.370.812,80 1.210.487,07 160.325,73 69.949,58 66.750,25
18 1.370.812,80 1.210.487,07 160.325,73 66.618,65 133.368,91
19 1.370.812,80 1.210.487,07 160.325,73 63.446,33 196.815,24
20 1.370.812,80 86.958,54 1.210.487,07 247.284,27 93.198,84 290.014,08 VAN TOTAL 290.014,08

TFE Inés Pérez Lamuela
219
Tabla 63. Cálculo de TIR aumentando el precio de las manzanas.
Año Ingresos
ordinarios (€/año)
Ingresos extraordinarios
(€/año)
Costes ordinarios
(€/año)
Gasto inversión
(€/año)
Flujo caja (€/año)
VAN (€/año) VAN acumulado (€ acumulados)
Interés
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60 r inicial 0,05
1 1.370.812,80 1.210.487,07 160.325,73 150.039,23 -1.590.733,37 r TIR 0,0685
2 1.370.812,80 1.210.487,07 160.325,73 140.412,71 -1.450.320,67
3 1.370.812,80 1.210.487,07 160.325,73 131.403,83 -1.318.916,84
4 1.370.812,80 1.210.487,07 160.325,73 122.972,96 -1.195.943,88
5 1.370.812,80 1.210.487,07 160.325,73 115.083,01 -1.080.860,87
6 1.370.812,80 1.210.487,07 160.325,73 107.699,28 -973.161,58
7 1.370.812,80 1.210.487,07 160.325,73 100.789,30 -872.372,29
8 1.370.812,80 1.210.487,07 160.325,73 94.322,66 -778.049,63
9 1.370.812,80 1.210.487,07 160.325,73 88.270,91 -689.778,72
10 1.370.812,80 1.210.487,07 160.325,73 82.607,45 -607.171,26
11 1.370.812,80 1.210.487,07 160.325,73 77.307,36 -529.863,91
12 1.370.812,80 1.210.487,07 160.325,73 72.347,32 -457.516,59
13 1.370.812,80 1.210.487,07 160.325,73 67.705,51 -389.811,08
14 1.370.812,80 1.210.487,07 160.325,73 63.361,53 -326.449,55
15 1.370.812,80 1.210.487,07 160.325,73 59.296,25 -267.153,30
16 1.370.812,80 1.210.487,07 160.325,73 55.491,80 -211.661,50
17 1.370.812,80 1.210.487,07 160.325,73 51.931,45 -159.730,06
18 1.370.812,80 1.210.487,07 160.325,73 48.599,53 -111.130,53
19 1.370.812,80 1.210.487,07 160.325,73 45.481,38 -65.649,15
20 1.370.812,80 86.958,54 1.210.487,07 247.284,27 65.649,06 -0,09
VAN TOTAL -0,09

TFE Inés Pérez Lamuela
220
A continuación, en la Tabla 64 se muestra un resumen de los resultados.
Tabla 64. Ratios económicos aumentando el precio de las manzanas
VAN 290.014,08 euros
TIR 6,85 %
Pay-Back 17 años
Con estos datos se puede afirmar que el proyecto es económicamente
viable debido a que el VAN es positivo, el TIR es superior al tipo de interés
elegido y la inversión se recupera en 17 años.
- Supuesto 2 (aumentando un 65% el precio de la manzana y un 43% el de la
luz): En este supuesto se ha aumentado el precio de la manzana desde 0,55
hasta 0,90 €/kg y el de la luz desde 0,14 hasta 0,20 €/kW. Actualmente el precio
de la luz está subiendo y aunque para las industrias esta subida no es tan
pronunciada, se ha supuesto el peor de los escenarios. Con el cambio de este
dato se volvió a calcular el VAN, TIR y Pay-Back dando los resultados que se
ven en las Tablas 65 y 66.

TFE Inés Pérez Lamuela
221
Tabla 65. Resultado del estudio de viabilidad económica aumentando el precio de las manzanas y el de la luz.
Año Ingresos ordinarios
(€/año) Ingresos
extraordinarios (€/año) Costes ordinarios
(€/año) Gasto inversión
(€/año) Flujo caja
(€/año) VAN (€/año)
VAN acumulado (€ acumulados)
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60
1 1.370.812,80 1.224.083,03 146.729,77 139.742,64 -1.601.029,96
2 1.370.812,80 1.224.083,03 146.729,77 133.088,23 -1.467.941,73
3 1.370.812,80 1.224.083,03 146.729,77 126.750,69 -1.341.191,04
4 1.370.812,80 1.224.083,03 146.729,77 120.714,95 -1.220.476,09
5 1.370.812,80 1.224.083,03 146.729,77 114.966,62 -1.105.509,48
6 1.370.812,80 1.224.083,03 146.729,77 109.492,01 -996.017,46
7 1.370.812,80 1.224.083,03 146.729,77 104.278,11 -891.739,35
8 1.370.812,80 1.224.083,03 146.729,77 99.312,48 -792.426,87
9 1.370.812,80 1.224.083,03 146.729,77 94.583,32 -697.843,55
10 1.370.812,80 1.224.083,03 146.729,77 90.079,35 -607.764,20
11 1.370.812,80 1.224.083,03 146.729,77 85.789,86 -521.974,34
12 1.370.812,80 1.224.083,03 146.729,77 81.704,63 -440.269,71
13 1.370.812,80 1.224.083,03 146.729,77 77.813,93 -362.455,78
14 1.370.812,80 1.224.083,03 146.729,77 74.108,51 -288.347,28
15 1.370.812,80 1.224.083,03 146.729,77 70.579,53 -217.767,75
16 1.370.812,80 1.224.083,03 146.729,77 67.218,60 -150.549,15
17 1.370.812,80 1.224.083,03 146.729,77 64.017,71 -86.531,43
18 1.370.812,80 1.224.083,03 146.729,77 60.969,25 -25.562,18
19 1.370.812,80 1.224.083,03 146.729,77 58.065,95 32.503,77
20 1.370.812,80 86.958,54 1.224.083,03 233.688,31 88.074,67 120.578,44 VAN TOTAL 120.578,44

TFE Inés Pérez Lamuela
222
Tabla 66. Cálculo de TIR aumentando el precio de las manzanas y el de la luz.
Año Ingresos
ordinarios (€/año)
Ingresos extraordinarios
(€/año)
Costes ordinarios (€/año)
Gasto inversión (€/año)
Flujo caja (€/año)
VAN (€/año) VAN acumulado (€ acumulados)
Interés
0 1.740.772,60 -1.740.772,60 -1.740.772,60 -1.740.772,60 r inicial 0,05
1 1.370.812,80 1.224.083,03 146.729,77 138.703,70 -1.602.068,90 r TIR 0,0578
2 1.370.812,80 1.224.083,03 146.729,77 131.116,65 -1.470.952,26
3 1.370.812,80 1.224.083,03 146.729,77 123.944,61 -1.347.007,65
4 1.370.812,80 1.224.083,03 146.729,77 117.164,87 -1.229.842,78
5 1.370.812,80 1.224.083,03 146.729,77 110.755,99 -1.119.086,79
6 1.370.812,80 1.224.083,03 146.729,77 104.697,67 -1.014.389,12
7 1.370.812,80 1.224.083,03 146.729,77 98.970,74 -915.418,38
8 1.370.812,80 1.224.083,03 146.729,77 93.557,07 -821.861,31
9 1.370.812,80 1.224.083,03 146.729,77 88.439,53 -733.421,78
10 1.370.812,80 1.224.083,03 146.729,77 83.601,91 -649.819,87
11 1.370.812,80 1.224.083,03 146.729,77 79.028,91 -570.790,96
12 1.370.812,80 1.224.083,03 146.729,77 74.706,05 -496.084,91
13 1.370.812,80 1.224.083,03 146.729,77 70.619,65 -425.465,26
14 1.370.812,80 1.224.083,03 146.729,77 66.756,78 -358.708,47
15 1.370.812,80 1.224.083,03 146.729,77 63.105,20 -295.603,27
16 1.370.812,80 1.224.083,03 146.729,77 59.653,37 -235.949,90
17 1.370.812,80 1.224.083,03 146.729,77 56.390,35 -179.559,55
18 1.370.812,80 1.224.083,03 146.729,77 53.305,81 -126.253,74
19 1.370.812,80 1.224.083,03 146.729,77 50.390,00 -75.863,74
20 1.370.812,80 86.958,54 1.224.083,03 233.688,31 75.863,51 -0,23
VAN TOTAL -0,23

TFE Inés Pérez Lamuela
223
A continuación en la Tabla 67 se muestra un resumen de los resultados.
Tabla 67. Ratios económicos aumentando el precio de las manzanas y el de la luz.
VAN 120.578,44 euros
TIR 5,7 %
Pay-Back 19 años
Con estos datos se puede afirmar que el proyecto sigue siendo
económicamente viable debido a que el VAN es positivo, el TIR es superior al
tipo de interés elegido y la inversión se recupera en 19 años.
En ambos supuestos el estudio de viabilidad económica saldría viable
aunque tardaría un elevado número de años en recuperarse. Es por ello que
habría que pensar en alternativas para que el proyecto se recuperase en menos
años. En ambos supuestos, se podría pensar en subir el precio de los productos
para así conseguir más ingresos, además de cambiar de proveedores para que
el precio del kg de manzana fuera más barato. En el supuesto dos además de
estas alternativas se podría negociar con la eléctrica el reducir el precio de la luz
para tener una tarifa industrial más baja.

TFE Inés Pérez Lamuela
224
PLANOS

EL GRADUADO: INÉS PÉREZ LAMUELAUniversidad de ZaragozaEscuela Politécnica de Huesca
S/E PLANO nº 1PLANO DE LOCALIZACIÓN
PROYECTO DE: DISEÑO DEL PROCESO PRODUCTIVO DE UNAAGROINDUSTRIA PARA LA ELABORACIÓN DE PRODUCTOS DERIVADOS
DE MANZANA PROCEDENTE DEL VALLE DEL RÍO MANUBLES.
PARCELA INDUSTRIA
U.T.M HUSO 30X: 613.950 mY: 4.576.250 m
CR
EA
DO
CO
N U
NA
VE
RS
IÓN
PA
RA
ES
TU
DIA
NT
ES
DE
AU
TO
DE
SK
CREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESKC
RE
AD
O C
ON
UN
A V
ER
SIÓ
N P
AR
A E
ST
UD
IAN
TE
S D
E A
UT
OD
ES
KCREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESK

ALMACÉN DE LIMPIEZA
CÁMARA REFRIGERACIÓN PRODUCTO TERMINADO
ALMACÉN PRODUCTO TERMINADO
COMEDOR
CÁMARA REFRIGERACIÓN MATERIA PRIMA
ALMACÉN PRODUCTOS AUXILIARES
ALMACÉN DE RESIDUOS
ALMACÉN MATERIAS PRIMAS AUXILIARES
SALA DE MÁQUINAS
BAÑOS Y VESTUARIOSFEMENINOS
BAÑOS Y VESTUARIOSMASCULINO OFICINA
ZONA 3
ZONA 2ZONA 1
5,5 5,5
42
1,5 5 5 6 7 4
3,8 2,5
3,8 2,5
5,5 4
20
4,1
4,1
5
5,5
4,5
5,5
5,5
12,5 23,2
4
1,5
6,3
58
,65
2,3
29,5
1
4,5
LABORATORIO
EL GRADUADO: INÉS PÉREZ LAMUELAUniversidad de ZaragozaEscuela Politécnica de Huesca
E 1/150 PLANO nº 2PLANO DE: DISTRIBUCIÓN ENPLANTA
PROYECTO DE: DISEÑO DEL PROCESO PRODUCTIVO DE UNAAGROINDUSTRIA PARA LA ELABORACIÓN DE PRODUCTOS DERIVADOS
DE MANZANA PROCEDENTE DEL VALLE DEL RÍO MANUBLES.
CR
EA
DO
CO
N U
NA
VE
RS
IÓN
PA
RA
ES
TU
DIA
NT
ES
DE
AU
TO
DE
SK
CREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESKC
RE
AD
O C
ON
UN
A V
ER
SIÓ
N P
AR
A E
ST
UD
IAN
TE
S D
E A
UT
OD
ES
KCREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESK

1 2 3 4 4 4 45 6 7 8 9 2 4 11 12
4
10 13
7 4 8 13 139 2 10 4 11 12
13
1313
4
11 12
13
22
23
212019
18
17
1615
14 14 14 14 14
ALMACÉN DE LIMPIEZA
CÁMARA REFRIGERACIÓN PRODUCTO TERMINADO
ALMACÉN PRODUCTO TERMINADO
COMEDOR
CÁMARA REFRIGERACIÓN MATERIA PRIMA
ALMACÉN PRODUCTOS AUXILIARES
ALMACÉN DE RESIDUOS
ALMACÉN MATERIAS PRIMAS AUXILIARES
SALA DE MÁQUINAS
BAÑOS Y VESTUARIOSFEMENINOS
BAÑOS Y VESTUARIOSMASCULINO OFICINA
ZONA 3
ZONA 2ZONA 1
LABORATORIO
EL GRADUADO: INÉS PÉREZ LAMUELAUniversidad de ZaragozaEscuela Politécnica de Huesca
E 1/150 PLANO nº 3PLANO DE: DISTRIBUCIÓN
MAQUINARIA ZONA DEPROCESADO
PROYECTO DE: DISEÑO DEL PROCESO PRODUCTIVO DE UNAAGROINDUSTRIA PARA LA ELABORACIÓN DE PRODUCTOS DERIVADOS
DE MANZANA PROCEDENTE DEL VALLE DEL RÍO MANUBLES.
CR
EA
DO
CO
N U
NA
VE
RS
IÓN
PA
RA
ES
TU
DIA
NT
ES
DE
AU
TO
DE
SK
CREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESKC
RE
AD
O C
ON
UN
A V
ER
SIÓ
N P
AR
A E
ST
UD
IAN
TE
S D
E A
UT
OD
ES
KCREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESK

ALMACÉN DE LIMPIEZA
CÁMARA REFRIGERACIÓN PRODUCTO TERMINADO
ALMACÉN PRODUCTO TERMINADO
COMEDOR
CÁMARA REFRIGERACIÓN MATERIA PRIMA
ALMACÉN PRODUCTOS AUXILIARES
ALMACÉN DE RESIDUOS
ALMACÉN MATERIAS PRIMAS AUXILIARES
SALA DE MÁQUINAS
BAÑOS Y VESTUARIOSFEMENINOS
BAÑOS Y VESTUARIOSMASCULINO OFICINA
ZONA 3
ZONA 2ZONA 1
LABORATORIO
EL GRADUADO: INÉS PÉREZ LAMUELAUniversidad de ZaragozaEscuela Politécnica de Huesca
E 1/150 PLANO nº 4PLANO DE: DIAGRAMA DEFLUJO EN PLANTA
PROYECTO DE: DISEÑO DEL PROCESO PRODUCTIVO DE UNAAGROINDUSTRIA PARA LA ELABORACIÓN DE PRODUCTOS DERIVADOS
DE MANZANA PROCEDENTE DEL VALLE DEL RÍO MANUBLES.
CR
EA
DO
CO
N U
NA
VE
RS
IÓN
PA
RA
ES
TU
DIA
NT
ES
DE
AU
TO
DE
SK
CREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESKC
RE
AD
O C
ON
UN
A V
ER
SIÓ
N P
AR
A E
ST
UD
IAN
TE
S D
E A
UT
OD
ES
KCREADO CON UNA VERSIÓN PARA ESTUDIANTES DE AUTODESK

TFE Inés Pérez Lamuela
229
BIBLIOGRAFÍA
Ascaso Martorell, J. (2020). Botánica. Plantas de interés agronómico. Escuela Politecnica
Superior de Huesca. Universidad de Zaragoza.
Atlas Big (2020). Países productores de manzana líderes en el mundo. Disponible en:
https://www.atlasbig.com/es-es/paises-por-produccion-de-
manzana#:~:text=China%20es%20el%20mayor%20productor,del%2050%25%20del%20total%
20mundial. [Consultado: 18/03/2021].
Ayuntamiento de Calatayud (2018). Plan General de Ordenación Urbana de Calatayud.
Disponible en:
https://www.calatayud.es/admin/resources/planos/D6_NORMAS_URBAN%C3%8DSTICAS.pdf
[Consultado: 20/08/2021].
Barbosa-Cánovas, G. V. y Vega-Mercado, H. (2000). Deshidratación de alimentos. Zaragoza:
Acribia,S.A.
Bartholomai, A. (1987). Fábricas de los alimentos. Procesos, equipamiento, costos. Zaragoza:
Acribia,S.A.
Carrera Morales, M. (1999) Variedades y calidad de las manzanas en Aragón. Disponible en:
http://search.ebscohost.com/login.aspx?direct=true&db=cat00574a&AN=cbzara.b1291111&lan
g=es&site=eds-live&scope=site [Consultado: 29/03/2021].
Casp Vanaclocha, A. (2014). Tecnología de los alimentos de origen vegetal. Madrid: Síntesis.
Casp Vanaclocha, A. y Abril Requena, J. (2003). Procesos de conservación de alimentos. (2ª
ed) Madrid: Mundi Prensa.
Castroviejo, S. y Muñoz Garmendia, F. (2015) Flora ibérica: plantas vasculares de la Península
Ibérica e Islas Baleares. Real Jardín Botánico, CSIC. Disponible en:
http://search.ebscohost.com/login.aspx?direct=true&db=cat00574a&AN=cbzara.b1845546&lan
g=es&site=eds-live&scope=site [Consultado: 02/04/2021].
Cocina solar (2018). Proceso de deshidratado de frutas y verduras. Disponible en:
https://gastronomiasolar.com/deshidratado-de-frutas-
verduras/#:~:text=En%20el%20deshidratado%20de%20frutas%2C%20el%20sulfitado%20o%2
0ba%C3%B1o%20con,terminado%20y%20tiene%20propiedades%20antimicrobianas
[Consultado: 20/04/2021].
Consebro (2009) Guía de Buenas Prácticas de fabricación en el Sector. Transformados
Vegetales. Disponible en: http://coli.usal.es/web/Guias/pdf/GBPF_transformados_vegetales.pdf
[Consultado: 20/08/2021].
Dirección general del Catastro (2021). Sede Electrónica del Catastro. Disponible en:
https://www1.sedecatastro.gob.es/Cartografia/mapa.aspx?pest=rustica&from=OVCBusqueda&
ZV=NO&ZR=NO&anyoZV=&tematicos=&anyotem=&RCCompleta=&pol=2&par=5&DescProv=Z

TFE Inés Pérez Lamuela
230
ARAGOZA&prov=50&muni=67&DescMuni=CALATAYUD&TipUR=R&refcat=50067A00200005
&del=50&mun=67 [Consultado 20/08/2021].
Dominguez Marisca,M. (2008). Estudio de la variabilidad morfológica en el banco nacional de
germoplasma de manzano. Trabajo Fin de Grado. Universidad de Zaragoza.
Federación de productores de frutas de Chile (2017). Consumo mundial de frutas deshidratadas
sería de 4 millones de toneladas en 2020. Santiago: Fedefruta. Disponible en: http://fedefruta.cl/
[Consultado: 15/03/2021].
Federación Española de Asociaciones de Productores Exportadores de Frutas y Hortalizas
(2020). Consumo frutas y hortalizas. Madrid: FEPEX. Disponible en: https://www.fepex.es/datos-
del-sector/consumo-frutas-hortalizas [Consultado: 01/03/2021].
Food and Agriculture Organization (2021). Roma:FAO . Disponible en:
http://www.fao.org/faostat/es/#home [Consultado: 16/03/2021].
Frutas y Hortalizas (2021). Manzana, Malus Domestica/ Rosaceae. Disponible en:
https://www.frutas-hortalizas.com/Frutas/Presentacion-Manzana.html [Consultado: 02/04/2021].
Geoportal Registradores (2021). Localiza tu registro. Disponible en:
https://geoportal.registradores.org/ [Consultado 20/08/2021].
Gobierno de Aragón (2004). Estadísticas de los frutales en Aragón. Zaragoza: DGA. Disponible
en:
https://www.aragon.es/documents/20127/674325/ESTADISTICAS_FRUTALES_PEPITA_ARA
GON_1982_2004.pdf/34de044f-6124-b348-7f36-
9de1415083c9#:~:text=El%2050%25%20de%20las%20plantaciones,m%C3%A1s%20del%201
3%25%20cada%20una.´ [Consultado: 19/03/2021].
Gobierno de Aragón (2020). Fruta de Manubles un proyecto de sonado éxito social y económico.
Zaragoza: DGA. Disponible en: https://aragondesarrollorural.es/archivos/7976 [Consultado:
05/03/2021].
Gobierno de La Rioja (2018). Informe de tendencias y nuevos productos transformados
vegetales. Logroño. Disponible en: https://rica.chil.me/post/informe-de-tendencias-y-nuevos-
productos-transformados-215874 [Consultado: 19/04/2021].
Holdsworth, S.D. (1998). Conservación de frutas y hortalizas. Zaragoza: Acribia,S.A.
Iglesias i Castellarnau, I. (2000). Manzano: las variedades de más interés. Institut de Recerca i
Tecnologia Agroalimentàries. Disponible en:
http://search.ebscohost.com/login.aspx?direct=true&db=cat00574a&AN=cbzara.b1199868&lan
g=es&site=eds-live&scope=site [Consultado: 04/04/2021].
InfoAgro (2021a). Cuarta Gama. Una alternativa de futuro. Disponible en:
https://www.infoagro.com/industria_auxiliar/cuarta_gama.htm [Consultado: 05/05/2021].

TFE Inés Pérez Lamuela
231
InfoAgro (2021b). El cultivo de la manzana. Disponible en:
https://www.infoagro.com/frutas/frutas_tradicionales/manzana.htm [Consultado: 29/03/2021].
Infojardín (2020). Manzana. Malus domestica. Disponible en:
https://articulos.infojardin.com/Frutales/fichas/manzana-manzanas.htm [Consultado:
20/04/2021].
Instituto Aragonés de Estadística (2021). Estadísticas de demográfica y población.
Zaragoza:IAEST. Disponible en: https://www.aragon.es/-/demografia-y-poblacion [Consultado:
20/08/2021].
Instituto Aragonés de Fomento (2021). Suelos Industrial en Aragón. La Charluca. Zaragoza: IAF.
Disponible en: https://www.iaf.es/admin/poligonos/ver.php?id=186 [Consultado: 20/08/2021].
International Nut and Dried Fruit Council (2019). La producción de frutos secos y frutas
deshidratadas llega a 4,5 y 3,3 millones de toneladas, respectivamente. Reus: INC. Disponible
en: https://www.prnewswire.com/news-releases/la-produccion-de-frutos-secos-y-frutas-
deshidratadas-llega-a-4-5-y-3-3-millones-de-toneladas-respectivamente-
810696326.html#:~:text=All%20Products-
,La%20producci%C3%B3n%20de%20frutos%20secos%20y%20frutas%20deshidratadas%20ll
ega%20a,Espa%C3%B1a%20%2D%20espa%C3%B1ol [Consultado: 15/03/2021].
Jadán Piedra, F. (2017). Control del pardeamiento enzimático en manzanas cortadas (Red
delicious) mediante un sistema de envasado activo. Scielo. 8(2), pp. 66-77. Disponible en:
http://scielo.senescyt.gob.ec/scielo.php?script=sci_arttext&pid=S1390-65422017000200066
[Consultado: 20/04/2021].
Jaén, R. (2021). “Informe 2021 del sector de manzana en España. Dinamismo y esfuerzo ante la
complejidad”. Alimarket. pp.87-10. Disponible en:
https://www.alimarket.es/alimentacion/informe/324995/informe-2021-del-sector-de-manzana-en-
espana [Consultado: 01/03/2021].
lbagnac,G., Varoquaux, P., y Montigaud, J. C. (2002). Technologies de transformation des fruits.
Paris: Editions Tec & Doc Lavoisier.
Madrid,A., Esteire, E., Cenzano, J.M.(2013).Ciencia y tecnología de los alimentos. Madrid: AMV
ediciones.
Marcas de restauración (2015). Los productos de cuarta gama, una tendencia al alza. Disponible
en: https://marcasderestauracion.es/los-productos-de-cuarta-gama-una-tendencia-al-alza/
[Consultado: 05/05/2021].
Ministerio de Agricultura, Pesca y Alimentación (2018). La alimentación española. Características
nutricionales de los principales alimentos de nuestra dieta. Manzana. Madrid: MAPA. Disponible
en: http://recs.codesian.com/wp-content/uploads/2018/09/LA-ALIMENTACI%C3%93N-
ESPA%C3%91OLA.pdf [Consultado: 29/03/2021].

TFE Inés Pérez Lamuela
232
Ministerio de Agricultura, Pesca y Alimentación (2019). Superficies y producciones anuales de
cultivos. Madrid: MAPA. Disponible en:
https://www.mapa.gob.es/es/estadistica/temas/estadisticas-agrarias/agricultura/superficies-
producciones-anuales-cultivos/ [Consultado: 18/03/2021].
Ministerio de Agricultura, Pesca y Alimentación (2020a). Informe del consumo de alimentación
en España 2019. Madrid: MAPA. Disponible en:
https://www.mapa.gob.es/fr/alimentacion/temas/consumo-tendencias/informe2019_v2_tcm36-
540250.pdf [Consultado: 05/05/2021]. ´
Ministerio de Agricultura, Pesca y Alimentación (2020b). Base de datos de consumo en hogares.
Madrid: MAPA. Disponible en: https://www.mapa.gob.es/app/consumo-en-
hogares/resultado1.asp [Consultado: 05/05/2021].
Ministerio de Agricultura, Pesca y Alimentación (2021). Fruta de pepita. Informe de campaña.
Primer cuatrimestre campaña 2020/21. Madrid: MAPA. Disponible en: 1_informecampana2020-
21_sep_dic2020_tcm30-558890.pdf (mapa.gob.es) [Consultado: 18/03/2021].
Monje, M. (2021). “IV Gama y otros refrigerados hortofrutícolas. Tocada, pero no hundida”.
Alimarket. pp.232-249.
Ordóñez Pereda, J. A., García de Fernando, G. y Cambero Rodríguez, M. I. (2019). Tecnologías
alimentarias. Madrid: Síntesis.
Organización Mundial de la Salud y Organización de las Naciones Unidas para la alimentación y
la agricultura (2009). Codex Alimentarius. Higiene de los Alimentos. Roma: OMS/FAO.
Disponible en: https://www.fao.org/3/a1552s/a1552s00.htm [Consultado 20/08/2021].
Química (2021). Elaboración de vinagre de manzanas. Disponible en:
https://www.quimica.es/enciclopedia/Vinagre_de_sidra_%28elaboraci%C3%B3n%29.html
[Consultado: 20/04/2021].
Real Decreto 1027/2007, de 20 de julio, por el que se aprueba el Reglamento de Instalaciones
Térmicas en los Edificios. Boletín oficial del Estado, n. 207 de 29 de agosto de 2007.
Real Decreto 138/2011, de 4 de febrero, por el que se aprueban el Reglamento de seguridad
para instalaciones frigoríficas y sus instrucciones técnicas complementarias. Boletín oficial del
Estado, n. 57 del 8 de marzo de 2011.
Real Decreto 2420/1978, de 2 de junio, por el que se aprueba la Reglamentación Técnico-
Sanitaria para la elaboración y venta de conservas vegetales. Boletín oficial del Estado, n. 244
de 12 de octubre de 1978.
Real Decreto 552/2019, de 27 de septiembre, por el que se aprueban el Reglamento de
seguridad para instalaciones frigoríficas y sus instrucciones técnicas complementarias. Boletín
oficial del Estado, n. 256 de 24 de octubre de 2019.

TFE Inés Pérez Lamuela
233
Real Decreto 72/2017, de 10 de febrero, por el que se aprueba la norma de calidad de las
diferentes categorías de la sidra natural y de la sidra. Boletín oficial del Estado, n. 44 de 21 de
febrero de 2017.
Reglamento (CE) nº 178/2002 del Parlamento Europeo y del Consejo, de 28 de enero de 2002,
por el que se establecen los principios y los requisitos generales de la legislación alimentaria, se
crea la Autoridad Europea de Seguridad Alimentaria y se fijan procedimientos relativos a la
seguridad alimentaria. Diario Oficial de las Comunidades Europea, L 31/1 , de 1 de Febrero de
2002.
Reglamento (CE) nº 183/2005 del Parlamento Europeo y del Consejo, de 12 de enero de 2005,
por el que se fijan requisitos en materia de higiene de los piensos, Diario Oficial de la Unión
Europea,L 35/1, de 8 de febrero de 2005.
Reglamento (CE) nº 852/2004 del Parlamento Europeo y del Consejo, de 29 de abril de 2004,
relativo a la higiene de los productos alimenticios, Diario Oficial de la Unión Europea, L 139/1, de
30 de abril de 2004.
Reglamento (CE) nº 853/2004 del Parlamento Europeo y del Consejo, de 29 de abril de 2004,
por el que se establecen normas específicas de higiene de los alimentos de origen animal, Diario
Oficial de la Unión Europea, L 139/55, de 30 de abril de 2004.
Reglamento (CE) nº 854/2004 del Parlamento Europeo y del Consejo, de 29 de abril de 2004,
por el que se establecen normas específicas para la organización de controles oficiales de los
productos de origen animal destinados al consumo humano, Diario Oficial de la Unión Europea,L
139/206, de 30 de abril de 2004.
Reglamento (CE) nº 882/2004 del Parlamento Europeo y del Consejo de 29 de abril de 2004,
sobre los controles oficiales efectuados para garantizar la verificación del cumplimiento de la
legislación en materia de piensos y alimentos y la normativa sobre salud animal y bienestar de
los animales, Diario Oficial de la Unión Europea, L165/1, de 30 de abril de 2004.
Reglamento (UE) 1129/2011 de la Comisión de 11 de noviembre de 2011 por el que se modifica
el anexo II del Reglamento (CE) no 1333/2008 del Parlamento Europeo y del Consejo para
establecer una lista de aditivos alimentarios de la Unión, Diario Oficial de la Unión Europea, L
295/1, de 12 de noviembre de 2011.
Reglamento (UE) 1169/2011 del parlamento europeo y del consejo de 25 de octubre de 2011
sobre la información alimentaria facilitada al consumidor, y por el que se modifican los
Reglamentos (CE) no 1924/2006 y (CE) no 1925/2006 del Parlamento Europeo y del Consejo, y
por el que se derogan la Directiva 87/250/CEE de la Comisión, la Directiva 90/496/CEE del
Consejo, la Directiva 1999/10/CE de la Comisión, la Directiva 2000/13/CE del Parlamento
Europeo y del Consejo, las Directivas 2002/67/CE, y 2008/5/CE de la Comisión, y el Reglamento
(CE) no 608/2004 de la Comisión, Diario Oficial de la Unión Europea, L 304/18, de 22 de
Noviembre de 2011.

TFE Inés Pérez Lamuela
234
Reglamento (UE) 2020/749 de la Comisión de 4 de junio de 2020 que modifica el anexo III del
Reglamento (CE) nº 396/2005 del Parlamento Europeo y del Consejo por lo que respecta a los
límites máximos de residuos de clorato en determinados productos, Diario Oficial de la Unión
Europea, L 178/7, de 8 de junio de 2020.
Sáenz Soria, V. J. (2012). Industria de elaboración de fritas mínimamente procesadas. Proyecto
Fin de Carrera. Universidad de Zaragoza.
Sánchez Gimeno, A. C. (2018a). Tema 11. Operaciones comunes en los distintos procesos de
transformación de productos vegetales y frutas. Facultad de Veterinaria. Universidad de
Zaragoza.
Sánchez Gimeno, A. C. (2018b). Tema 13. La deshidratación de frutas y hortalizas. Facultad de
Veterinaria. Universidad de Zaragoza.
Sánchez Gimeno, A. C. (2018c). Tema 16. Tecnología de la elaboración de confituras y jaleas.
Facultad de Veterinaria. Universidad de Zaragoza.
Sánchez Pineda de las Infantas, M.T. (2004). Procesos de conservación poscosecha de
productos vegetales. Madrid: AMV.
Sidras Aburuza (2021). La sidra natural: El proceso de elaboración. Disponible en:
https://www.sidrasaburuza.net/es/proceso/ [Consultado: 20/04/2021].
Sistema de Información Agroclimática para el regadío (2021). Consulta de datos. Madrid: SiAR.
Disponible en: https://eportal.mapa.gob.es//websiar/Inicio.aspx [Consultado: 20/08/2021]. ´
Snowdon, A.L. (1990). A Colour Atlas of Postharvest Diseases and Disorders of Fruits and
Vegetables. Disponible en:
http://postharvest.ucdavis.edu/Commodity_Resources/Fact_Sheets/Indicadores_B%E1sicos_e
n_Espa%F1ol/index.cfm [Consultado: 20/04/2021].
Venturini Crespo, M.E. (2018). Tema 9. Alteraciones post-cosecha de frutas y hortalizas.
Facultad de Veterinaria. Universidad de Zaragoza.
Villacampa Elfau,J.I. (2020a). Tema 6. Refrigerantes. Escuela Politécnica de Huesca.
Universidad de Zaragoza.
Villacampa Elfau,J.I. (2020b). Tema 7. Balance térmico de una instalación frigorífica. Escuela
Politécnica de Huesca. Universidad de Zaragoza.