THE MECHANISM OF SEPARATION IN DENSE MEDIUM ...
420
THE MECHANISM OF SEPARATION IN DENSE MEDIUM CYCLONES A Thesis Submitted for the Degree of Doctor of Philosophy in The University of London and the Diploma of Imperial College by TIMOTHY JOHN NAPIER-MUNN Dept, of Mineral Resources Engineering Imperial College London December, 1980 Mines Division Diamond Research Laborator Johannesburg December, 1983
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of THE MECHANISM OF SEPARATION IN DENSE MEDIUM ...

THE MECHANISM OF SEPARATION
IN DENSE MEDIUM CYCLONES
A Thesis Submitted for the Degree of
Doctor of Philosophy
in The University of London
and the Diploma of Imperial College
by
TIMOTHY JOHN NAPIER-MUNN
Dept, of Mineral Resources EngineeringImperial CollegeLondonDecember, 1980
Mines DivisionDiamond Research LaboratorJohannesburgDecember, 1983

ii
To EJ, BJ, TJ and AJ
f r o m TJ, with love
"To explain all nature is too difficult a task for any one man or even for
any one age. 'Tis much better to do a little with certainty, and leave the
rest for others that come after you, than to explain all things".
- Sir Isaac Newton
"Car moi, je ne crois pas a la mathematique".
- Albert Einstein

i n
ABSTRACT
A review is given of the literature relating to the rheology and
sedimentation of dense suspensions, classifying hydrocyclones, and dense
medium cyclones.
Experiments were carried out with a stable, suspensoid medium in a 30mm
dense medium cyclone. The results confirmed the prediction of simple
theory, that separating density increases with medium viscosity.
Correlations were also obtained for Ep-value, yield of medium to underflow,
and pressure drop, all of which were viscosity-dependent.
A study was made of the sedimentation and rheological properties of
ferrosilicon-water suspensions. The sedimentation rate of these media was
shown to be related to the volume concentration of solids by a modified
Richardson-Zaki equation. A capillary viscometer was assembled for the
rheological measurements, and a data reduction procedure was developed for
obtaining the corrected flow curve. The results showed that these media are
Bingham plastics, with a tendency to dilatancy at higher shear rates.
Apparent viscosity increased with solids concentration, fineness of
particle size and irregularity of particle shape.
Tests were undertaken with ferrosilicon media in a 100mm x 20 ° cyclone. A
mass balance smoothing procedure was developed for the optimisation of the
medium flow and classification data, and specially-manufactured density
tracers were used to determine the intrinsic (low tonnage) Tromp curve for
the density separation. The separating density was found to be a simple
function of the feed and underflow medium densities, and the underflow
density was given by a modification of Hoi 1and-Batt's bulk hydrocyclone

I V
model. This model successfully predicts the onset of density inversion
which was observed in some tests. Inversion was normally accompanied
by unusually-shaped Tromp curves. The separating density decreased
with increasing medium viscosity. The observed density separations
were interpreted in terms of the segregation and classification of the
medium. Correlations were also obtained for the pressure-flowrate
relationship,which was viscosity-dependent at the higher inlet
Reynolds numbers.

V
NOMENCLATURE
A Projected area of particle
Ac Cyclone inner wall area
a Acceleration
C Constant
C Solids concentration by mass
CD Radial drag coefficient
Cv Volume concentration of solids
Dvm Maximum volume concentration of solids
Cy oo Volume concentration of solids for which na + 00
Dc Cyclone diameter
°o Overflow (vortex finder) diameter
Du Underflow (apex) diameter
d Particle diameter (size)
d Geometric mean of particle sizes
dST Equivalent Stokesian mean particle diameter
d50 Separation size
E Quality of separation (6 7 5 -6 5 0 )
Ep Ep-value (eqn. 3.2)
F Centrifugal force vector
fD Fluid drag force on particle
9 Acceleration due to gravity (9.807 ms-2)
9u Proportion of ore to underflow
h Pressure drop expressed as head of medium
K,k1 }k2 etc Constants
k Consistency index
Separation constant
L Pressure loss coefficient or pressure drop factor
(eqn. 3.19)
m Mass of particle
m* Mass of fluid displaced by particle
n Exponent in eqn. 2.1
P Pressure drop
pt Pressure drop, measured at cyclone inlet
Qf Feed flowrate
Qo Overflow flowrate
Qu Underflow flowrate

VI
RmRec
ReiRep
Rf
Rsr
S
S
t
U
u
ur
VaVC
Vc
ViVr
Vt
vsc
vso
VtWW
Yi
Proportion of medium to underflow
Critical Reynolds number for transition to non-laminar
flow.
Cyclone inlet Reynolds number
Particle Reynolds number
Proportional fluid yield to underflow
Proportional solids yield to underflow
Radius
Shear rate
Volume split of pulp to underflow
T ime
Radial flow of water inwards
Ambient particle/f1uid velocity vector
Particle radial velocity
Particle angular (tangential) velocity
Axial velocity of medium/fluid
Tangential velocity of medium/fluid at periphery
Volume of cyclone
Inlet velocity of medium/fluid
Radial velocity of medium/fluid
Tangential velocity of medium/fluid
Ambient particle/fluid velocity
Sedimentation rate
Mean sedimentation rate of medium in cyclone
Sedimentation rate at zero solids concentration
Terminal velocity of particle
Volume of particle
Weight in mass balance optimisation procedure
Density partition number at density, 6
Classification partition number at size, i
Mean sedimentation rate of medium in cyclone
v n
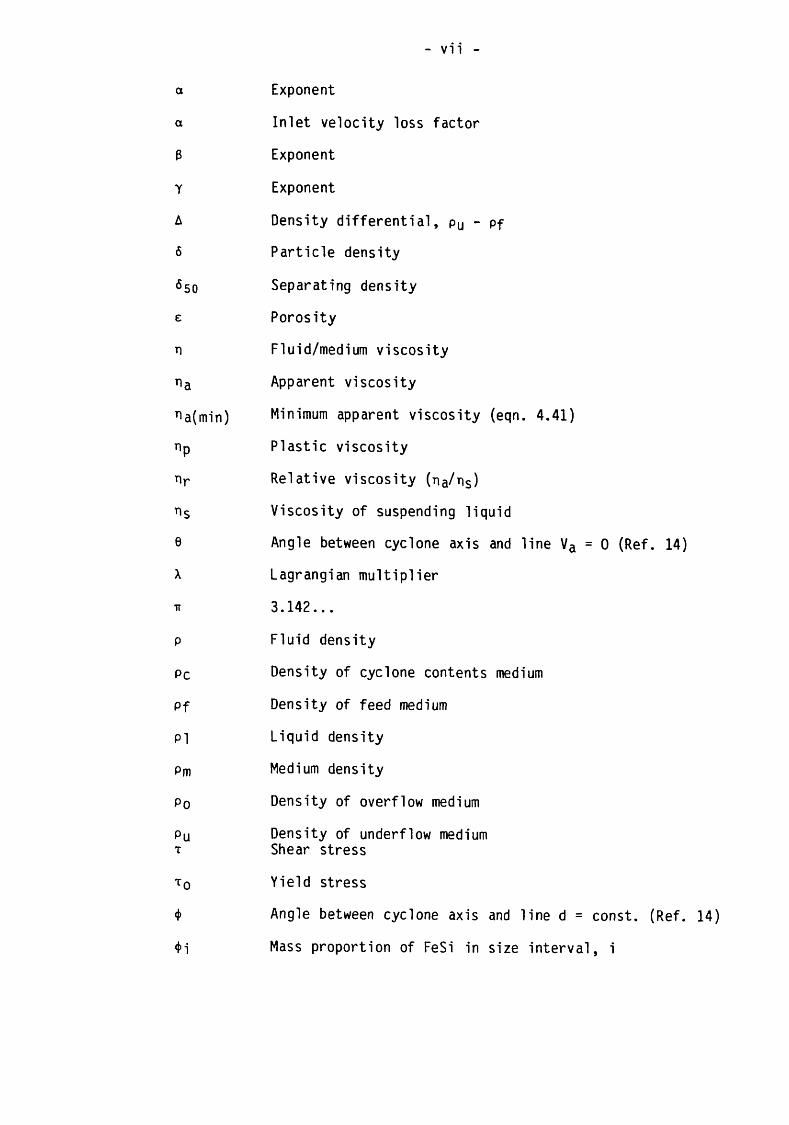
a Exponent
a Inlet velocity loss factor
3 Exponent
y Exponent
A Density differential, pu - pf
6 Particle density
650 Separating density
e Porosity
n Fluid/medium viscosity
na Apparent viscosity
na(min) Minimum apparent viscosity (eqn. 4.41)
nP Plastic viscosity
nr Relative viscosity (na/ns)
ns Viscosity of suspending liquid
e Angle between cyclone axis and line Va = 0 (Ref. 14)
X Lagrangian multiplier
ir 3.142...
P Fluid density
Pc Density of cyclone contents medium
Pf Density of feed medium
PI Liquid density
Pm Medium density
Po Density of overflow medium
Pu Density of underflow mediumT Shear stress
T0 Yield stress
♦ Angle between cyclone axis and line d = const. (Ref. 14)
Mass proportion of FeSi in size interval, i

v m
CONTENTS
Page Number
DEDICATION (ii)
ABSTRACT (iii)
NOMENCLATURE (v)
CONTENTS (viii)
LIST OF TABLES (xii)
LIST OF FIGURES (xiv)
CHAPTER 1 - INTRODUCTION 1
CHAPTER 2 - REVIEW OF PREVIOUS WORK 3
2.1 Classifying Hydrocyclones and theirRelationship to Dense Medium Cyclones 3
2.2 Dense Medium Cyclones 182.3 Properties of Dense Medium Suspensions 49
2.3.1 Introduction 492.3.2 Sedimentation 502.3.3 Rheology 67
CHAPTER 3 - THE INFLUENCE OF MEDIUM VISCOSITYON THE SEPARATION IN A DENSE MEDIUMTTClOnT 94
3.1 Introduction 943.2 Experimental Details 94
3.2.1 The Medium 943.2.2 Test Circuit 963.2.3 Material Treated 983.2.4 Test and Measurement Procedures 993.2.5 Analysis of the Separation -
The Partition Curve 102
3.3 Results 106
3.3.1 Rheology of Medium 1063.3.2 Density Separations and Flow Data 1113.3.3 Summary of Data 111
3.4 Discussion of Results 117
3.4.1 Rheology of the Medium 1173.4.2 The Separating Density, 6 5 0 1183.4.3 Quality of Separation, (6 7 5 - 6 5 0 ) 1283.4.4 Pressure-Flowrate Relationship 1303.4.5 Medium Recovery to Underflow, Rm 133
3.5 Summary and Conclusions 135

IX
CHAPTER 4 - THE SEDIMENTATION AND RHEOLOGY OFFERROSILICON SUSPENSIONS 138
4.1 Introduction 1384.2 Sedimentation of Ferrosilicon Suspensions 139
4.2.1 Introduction and Objectives 1394.2.2 Experimental Details 1414.2.3 Results 1424.2.4 Discussion of Results 1494.2.5 Summary and Conclusions 153
4.3 Rheology of Ferrosilicon Suspensions 154
4.3.1 Introduction and Objectives 1544.3.2 Experimental Details 1564.3.3 Data Reduction and Calibration 1614.3.4 Results 1744.3.5 Discussion of Results 182
4.3.5.1 The Influence of CapillaryDiameter 182
4.3.5.2 The Rheological Nature ofFerrosilicon Suspensions 187
4.3.5.3 The Influence of SolidsConcentration 194
4.3.5.4 The Influence of Particle Size 1994.3.5.5 The Influence of Particle Shape 201
4.3.6 Summary and Conclusions 201
CHAPTER 5 - THE PERFORMANCE OF A 100MM DENSE MEDIUMCYCLONE WITH FERROSILICON MEDIA 204
5.1 Introduction and Objectives 2045.2 Experimental Details 205
5.2.1 Cyclone and Test Circuit 2055.2.2 Experimental Design, and Test Procedure 2115.2.3 The Ferrosilicon 2185.2.4 Particle Size Analysis 2215.2.5 Solids Density Measurement 230
5.3 Data Reduction for Mass Balances 233
5.3.1 Introduction 2335.3.2 Optimisation Procedures 235
5.4 Results 2455.5 Discussion of Results 248
5.5.1 Reproducibility 2485.5.2 The Density of Separation, 6 5 0 2535.5.3 The Underflow Medium Density, pu 2625.5.4 Density Inversion, and the U-Shaped
Tromp Curve 273

5.5.5
x
5.5.5
5.5.65.5.7
5.5.85.5.9
The Influence of Viscosity on the Densityof Separation, 650The Classification of the MediumThe Influence of Apex Diameter on theSeparationThe Quality of Separation Pressure-Flowrate Relationships
283290
296297 300
5.6 Summary and Conclusions 316
CHAPTER 6 - CONCLUSION : THE MECHANISM OF SEPARATIONIN DENSE MEDIUM CYCLONES 323
6.1 Discussion6.2 Conclusions
323333
6.2.1
6.2.26.2.3
Sedimentation and Rheology of Ferrosilicon Suspensions Tests with Stable Media; 30mm x 17° Cyclone Tests with Unstable, Ferrosilicon Media; 100mm x 20 ° Cyclone
334335
336
6.3 Future Work 339
ACKNOWLEDGEMENTS 341
REFERENCES 342
APPENDICES
APPENDIX 1 - Sedimentation Data for Ferrosilicon Suspensions from References 56, 71 and 80 357
APPENDIX 2 - Typical Data Set for Stable Medium Experiments (Chapter 3) 358
APPENDIX 3 - Data from Tests with 30mm Cyclone 359
APPENDIX 4 - Determination of the Particle Reynolds Number, Rep (Section 3.4.2) 363
APPENDIX 5 - Influence of Yield Stress on a Particle Immersed in a Bingham Plastic 366
APPENDIX 6 - Fortran Program for the Processing of Capillary Viscometer Data (Chapter 4) 368
APPENDIX 7 - Typical Output of Capillary Viscometer Computer Program (Chapter 4) 371
APPENDIX 8 - Rheological Data from Capillary Viscometer Measurements, Series R1-R5 (Chapter 4) 372
APPENDIX 9 - Listing of Mass Balance Smoothing Program "0PTIM6" 375

XI
APPENDIX 10 - Measured and Optimised Ferrosilicon Results from lOOmm Cyclone Tests 381
APPENDIX 11 - Tromp Curves from 100mm Cyclone Tests with Ferrosilicon Media 394
APPENDIX 12 - Partition Curves for Classification of Ferrosilicon 400
APPENDIX 13A - Derived Data from Milled Ferrosilicon Cyclone Tests : Series FI, F2, F3 and F6 402
APPENDIX 13B - Derived Data from Atomised Ferrosilicon Cyclone Tests : Series F4 and F5 403

x n
LIST OF TABLES
Page Number
CHAPTER 2
Table 2.1 Correlation of vso - Cv Data for the Sedimentation of Ferrosilicon Suspensions - References 56, 71 and 80 6 6
CHAPTER 3
Table 3.1 Solids Volume Concentration vs. Plastic Viscosity for Quartz/Bromoform Medium 1 1 1
Table 3.2 Summary of Results, Chapter 3 116
Table 3.3 Yp/100 vs Rm for Series B 125
CHAPTER 4
Table 4.1 Details of Media used in Sedimentation Tests 143
Tables 4.2 - 4.4
Summary of Sedimenation Data For Series S1-S3 146
Table 4.5 Estimated Parameters in Equations 2.21 and 2.23 148
Table 4.6 Size Distributions of Ferrosilicon Samples R1-R5 176
Table 4.7 Estimation of Capillary Diameter Correction Factor, 3 184
Table 4.8 Fit of Equation 4.38 to Flow Curve Data of Tests R3/2 and R3/5 190
Table 4.9 Viscosity vs. Solids Concentration for Series R1-R5 196
CHAPTER 5
Table 5.1 Size Distributions Determined by Cyclosizer for Different Sample Sizes 226
Table 5.2 Size Distribution of Milled Ferrosilicon as Determined by Four Analytical Techniques 227
Table 5.3 Size Distribution of Atomised Ferrosilicon as Determined by Four Analytical Techniques 227
Table 5.4 Summary of Cyclone Tests with Milled Ferrosilicon 249
250
251
252
255
261
275
283
289
294
296
301
306
308
x m
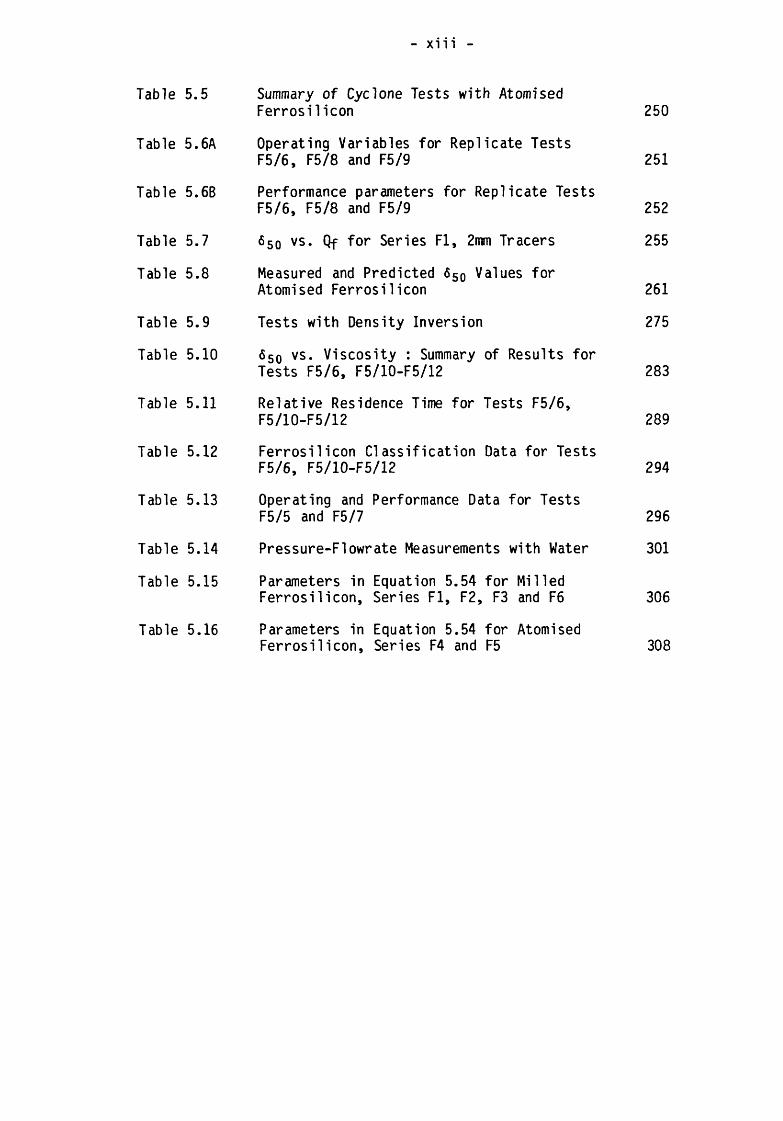
Summary of Cyclone Tests with Atomised Ferrosilicon
Operating Variables for Replicate Tests F5/6, F5/8 and F5/9
Performance parameters for Replicate Tests F5/6, F5/8 and F5/9
6 5 0 vs. Qf for Series FI, 2mm Tracers
Measured and Predicted 6 5 0 Values for Atomised Ferrosilicon
Tests with Density Inversion
6 S 0 vs. Viscosity : Summary of Results for Tests F5/6, F5/10-F5/12
Relative Residence Time for Tests F5/6, F5/10-F5/12
Ferrosilicon Classification Data for Tests F5/6, F5/10-F5/12
Operating and Performance Data for Tests F5/5 and F5/7
Pressure-Flowrate Measurements with Water
Parameters in Equation 5.54 for Milled Ferrosilicon, Series FI, F2, F3 and F6
Parameters in Equation 5.54 for Atomised Ferrosilicon, Series F4 and F5

XIV
LIST OF FIGURES
Page Number
CHAPTER 2
Figure 2.1 Cut-point vs. Underflow Medium Density(Data of Davies et al L48J) 29
Figure 2.2a Classification of Medium in a DM Cyclone(After Tarjan U^J) 3 3
Figure 2.2b Relationship between Locus of Zero Axial Velocity (Va) and Locus of Constant Particle Size (d) (After Tarjan L^J) 33
Figures 2.2 Medium Density Distribution Across the c-f Cyclone Radiusrfor Coarse and Fine Medium
(After Tarjan U^J) 3 4
Figure 2.3a Simple Stability-Measuring Apparatus (AfterGeer et al 1.67J) 5 2
Figure 2.3b Stability Measurement by Pressure Differential (After Nesbitt and Loesch [71]) 52
Figure 2.4 Density Profiles in Settling 50:50 Ferrosilicon/Magnetite Medium (Data from Collins [65]) 5 5
Figure 2.5a Paragenesis Diagram of Sedimentation (AfterFitch 1.74] 9 quoted by Datta [69]) 5 7
Figure 2.5b Sedimentation of Concentrated Suspensions (After Coe and Clevenger [77]s as given by Coulson and Richardson [76]) 5 7
Figure 2.6 Ideal Rheological Types 70
Figure 2.7 General Shape of the Flow Curve forConcentrated Suspensions (from Metzner and Whitlock L9 9J) 70
Figure 2.8 Viscosity-Concentration Relation for Suspension of Non-Interacting Particles (from Chena [107]) 82
Figure 2.9 Dependence of Apparent Viscosity upon Shear Rate for Suspensions of Negligible Interparticle Attraction (from Cheng [107J)
Figure 2.10 Flow Curves for a Milled Ferrosilicon Suspension at Various Pulp Densities (from Smith [ H 4 J )
82
89

XV
Figure 3.1 30mm Cyclone Test Circuit 97
Figure 3.2 Photograph of Apparatus 97
Figure 3.3 Principal Features of Partition Curve forDensity Separations 104
Figures 3.4A- Flow Curves for Series A-E,M Media 107-1093.4F
Figure 3.5 Plastic Viscosity vs. Solids Concentrationfor Quartz/Bromoform Media 110
Figures 3.6A- Partition Curves for Test Series A-E 113-1153.6E
Figure 3.7 Relative Separating Density vs. InletReynolds Number for Different Particle Sizes 123
Figure 3.8 Proposed Partition Curve for MediumExhibiting a Yield Stress 123
Figure 3.9 Measured vs. Predicted Values of (6 5 0 -p) 127
Figure 3.10 Measured vs. Predicted Values of (6 7 5 -6 5 0 ) 127
Figure 3.11 Measured vs. Predicted Values of InletPressure Drop 132
Figure 3.12 Pressure Loss Coefficient vs. InletReynolds Number 132
Figure 3.13 Measured vs. Predicted values of Rm 132
CHAPTER 4
Figures 4.1 - Ferrosilicon Sedimentation Tests, Series4.3 S1-S3 144-145
Figures 4.4a- Sedimentation Rate vs. Solids Concentration4.4c for Series S1-S3 150
Figure 4.5 Capillary Viscometer 158
Figure 4.6 Check Calibration of Capillary Viscometerwith Aqueous Glycerine Solutions 177
Figures 4.7 - Flow Curves for Series RIA-RIC 177-1784.9
Figure 4.10 Flow Curves from Series RIA, RIB, RIC 179
Figures 4.11- Flow Curves for Series R2-R5 179-1814.14
CHAPTER 3

181
192
192
198
198
207
208
215
223
228
229
257
259
264
274
281
285
285
288
xvi
Size Distributions of Ferrosilicon Samples used in Viscometer Measurements
Apparent (Point) Viscosity vs. Shear Rate for Tests R3/2 and R3/5
Apparent Viscosity vs. Volume Concentration of Solids
Fit of Modified Eiler's Equation (Eqn. 2.33) to Data of Series R4
Size Frequency Distributions of Samples Rl, R2 and R4
Dimensional Drawing of 100mm Cyclone
Flowsheet for lOOnm Cyclone Test Rig
Manual Sampler for Cyclone Medium Products
Sampling Scheme for Comparison of Size Analysis Methods
Size Distribution of Milled Ferrosilicon as Determined by Four Analytical Techniques
Size Distributions of Atomised Ferrosilicon as Determined by Four Analytical Techniques
6 so vs. pu for 2mm Tracers
Measured vs. Predicted 6 5 0 for Milled Ferrosi1 icon
Rm vs. Pu/Pf f°r Milled and Atomised Ferrosi1 icon
Tromp Curves for Tests Fl/1, Fl/2, F6/1 and F6/2
Typical W-Shaped Tromp Curve
Relative Density of Separation vs. Re-j for Tests F5/6, F5/10-F5/12
P c - P f vs. na(min) for Tests F5/6,F5/10-F5/12
Density of Separation vs. Density Difference between Contents and Feed Medium in Tests F5/6, F5/10-F5/12

Figure 5.15 d50 vs. Liquid Viscosity for Tests F5/6, F5/10-F5/12 295
Figure 5.16 Dependence of Ep upon 650 for Milled Ferrosilicon Test, 2mm Tracers 299
Figure 5.17 Pressure vs. Flowrate for Water Tests, 100mm Cyclone 302
Figure 5.18 L vs. Rei for 100mm Cyclone Water Tests 304
Figure 5.19 Qu/Qo vs. Of f°r lOOnim Cyclone Water Tests 304
Figure 5.20 Pressure Loss Coefficient vs. Reynolds Number for Ferrosilicon Tests 310
Figure 5.21 Yield Stress vs. Medium Density for Milled and Atomised Ferrosilicon 312
Figure 5.22 Measured vs. Predicted Values of Inlet Pressure for Series F3 and F6 315
Plate 5.1 100mm Cyclone Test Rig 209
Plate 5.2 Close-up of Cyclone 209
Plate 5.3 Milled Ferrosilicon Particles, -45 +38ym 220
Plate 5.4 Atomised Ferrosilicon Particles, -45 +38ym 220

THE MECHANISM OF SEPARATION IN DENSE MEDIUM CYCLONES
CHAPTER 1
INTRODUCTION
The hydrocyclone is ubiquitous in mineral processing, and in many other
industries. It has also been well researched; Bradley's book [1],
published in 1965, lists over 600 publications on the subject, and the
volume of literature has increased substantially since then. Although many
authors have claimed satisfactory agreement between particular theories and
observations, such theories or models rarely find application beyond the
specific conditions under which they were tested. Even Plitt's semi-
empirical model [2 ], which was specifically designed to achieve general
applicability, has recently been shown to be at variance with data obtained
from operating plants [3], The continued lack of a unified theory of
general validity is due to the complexity of the system and to the large
number of variables involved in defining the system; it is not difficult to
identify at least twelve design and operating variables, which would
require a minimum of 3 1 2 - 1/2 million individual experiments for a
definitive empirical study.
The dense medium cyclone using conventional unstable media, now established
in world-wide use for the concentration of coal, iron ore, tin, fluorspar,
diamonds and many other minerals, exhibits additional analytical
difficulties due to the presence of a third phase (the medium solids). The
process has attracted comparatively little systematic investigation, and
literature on the fundamentals of the dense medium cyclone process is
relatively sparse. As a result, the factors which contribute to
performance are not well understood and design techniques and operating

- 2 -
methods are entirely empirical, even haphazard. Although this has not
obviously detracted from the practical success of the process, the author's
previous research M has suggested that significant advances in design,
operation and control would result from an improved understanding of the
mechanism of separation. In particular, that work demonstrated the
process-determining characteristics of an aspect of operation which had
previously received relatively little attention - the rheological and other
properties of the medium used. It was shown clearly that certain
characteristics of the medium, in particular the size distribution and
particle shape, had a significant influence on the density separation
achieved, greater in many cases than other parameters which have previously
received much attention in the literature and which form the basis of
current operational control, such as the medium density. The purpose of
the present study, therefore, was to carry out experiments which would
elucidate more fully the mechanism of the density separation in dense
medium cyclones, with particular reference to the behaviour of the medium
and the influence of its behaviour on the separation. In the light of this
objective, and in consideration of the anomalies revealed in a detailed
reading of the literature (to be discussed in Chapter 2), the experimental
portion of the present work was undertaken in three parts. These were :
(a) A study of the independent influence of medium viscosity on the
density separation in a 30imi cyclone, using a stable medium of
constant density.
(b) An investigation of the properties of unstable ferrosilicon
suspensions, in terms of rheology (using a capillary viscometer) and
sedimentation characteristics, in an attempt to reconcile the
contradictory views expressed in the literature.

- 3 -
(c) A study of the performance of a 100mm cyclone using a variety of
ferrosilicon media, under various conditions of medium density and
flowrate, in which both the density separation and medium
classification were monitored.
By an integrated interpretation of the results of these separate
approaches, it was hoped both to resolve the anomalies evident in the
literature and to develop a qualitative understanding of the mechanism of
separation in dense medium cyclones.

- 4 -
CHAPTER 2
REVIEW OF PREVIOUS WORK
Much of the previous work on the dense medium cyclone has been interpreted
in the context of the existing understanding of the behaviour of
classifying hydrocyclones. Accordingly any review of the literature should
begin with a summary of the status of hydrocyclone theory. In addition, in
view of the approach which has been taken in the present work, it is
essential also to review the literature on the properties of unstable
suspensions, and in particular dense medium suspensions. The literature
survey is therefore presented in three parts: firstly, work pertaining to
classifying hydrocyclones, secondly, the literature concerning specifically
dense medium cyclones, and thirdly, the work which has been undertaken in
the investigation of the rheological properties of dense medium and other
suspensions.
2.1 Classifying Hydrocyclones and their Relationship
to Dense Medium Cyclones.
The trajectory and destination of a solid particle entering a cyclone
depend upon the forces imposed on the particle by virtue of its
motion, and thus upon the fluid flow patterns. In simple terms, flow
in a hydrocyclone consists predominantly of two vortices rotating in
the same sense, the outer one spiralling down to the apex and the
inner one forming the overflow product, leaving the vessel at the
vortex finder. Simple 2-dimensional vortex flow can be represented
by:

- 5 -
Vt rn = K .... (2.1)
where n = 1 for a free vortex, in which the fluid layers can be
imagined to slide over one another without energy loss due to friction
(angular momentum constant), and n = - 1 for a forced vortex, in which
the fluid rotates as a solid body (angular velocity constant).
Equation 2.1 is hydrodynamically justified only in the limits n = +
1. However it is a useful empirical relationship for vortex flow in
hydrocyclones, and as such has been extensively utilised in defining
tangential velocity profiles in the cyclone [11,12,14].
Measurements using a variety of techniques have suggested values for n
in the range 0.4 < n <0.9, with n = -1 (forced vortex) close to the
air core [l]. Kelsall was the first to provide reliable data
confirming this relationship [7], The evidence of the literature
suggests that n is dependent mainly upon geometrical variables, and
relatively independent of operating variables (such as flowrate), with
the notable exception of viscosity. Bradley states that n decreases
as viscosity increases, leading to a decrease in pressure drop [1 ];
the significance of this in DM cyclone behaviour will become apparent
1 ater.
The tangential flow is only one component of the 3-dimensional flow
which occurs in the cyclone. Any comprehensive analytical description
of the action of the hydrocyclone should incorporate a consideration
of the 3-dimensional dynamics of the fluid flow, in order to define
the tangential, axial and radial components of the velocity vector in
different parts of the cyclone.

- 6 -
The requirement that the momentum of fluid elements be conserved
(which follows from Newton's second law of motion) leads to the
derivation of the well-known Navier-Stokes differential equations of
motion. These equations can sometimes be solved to give the flow
velocity distribution in 3-dimensions, in cases where certain terms
(such as the time-derivative terms in steady state flow) can be
ignored, or other simplifying assumptions introduced. Driessen [5],
for example, treated the flow as a 2 -dimensional (flat), steady,
vortex flow in an incompressible, viscous medium of constant density,
and solved the resulting Navier-Stokes equations to give the
tangential velocity distribution. Bloor and Ingham [6 ] assumed the
flow to be inviscid and axi-symmetric. By incorporating the equation
of continuity into the model (based on the requirement that mass be
conserved) they were able to predict the horizontal and vertical
components of velocity at various levels in the cyclone; the
predictions agreed well with the experimental values determined by
Kelsall [7].
A similar approach was taken by Brayshaw [8], leading to a solution
in which the nature of the vorticity term was used to suggest an
improvement in the geometrical design of the cyclone in order to
obtain a sharper classification. Renner [13] derived a
3-dimensional model of the fluid flow by assuming the usual vortical
motion around the cyclone axis and an inward radial motion, decreasing
proportionally to the radial position (based on Kelsail's measurements
[?]), which also satisfied the continuity equation. He then
incorporated into his analysis a model of creeping (viscous) motion of
a spherical particle in a variable velocity field, developed by other
- 7 -
workers, in order to allow for the fact that, although cyclone
operation can be regarded macroscopically as being in steady state, a
moving particle encounters fluid of continually varying velocity. The
model was therefore fully dynamic, as well as 3-dimensional.
The importance of considering the dynamic nature of the system was
emphasised by Rietema [9] who argued that force equilibrium could
not be achieved in the short time for which the particle is present in
the cyclone, and one must therefore consider non-equilibrium
conditions. He also derived expressions for the tangential velocity
based on a solution of the Navier-Stokes equations. The dynamic
nature of the process is reflected in the distribution of particle
residence times reported by Cohen et al [10]; they showed that sharp
differences in the mean residence times of particles of different size
were associated with efficient classification, whereas poor
classification occurred when the residence times did not differ
appreci ably.
Although the deterministic approaches discussed above must ultimately
yield useful solutions of what is a very complex problem, the models
are not yet sufficiently developed to describe fully the behaviour of
industrial classifying hydrocyclones. Many workers use Kelsall's
classic data to test their hypotheses, but it must be said that the
conditions under which Kelsall conducted his experiments were
relatively unusual in an industrial context, with respect both to the
geometry and the operating conditions. In particular, the solids
concentration, and thus the apparent viscosity of the suspension, was
very low.

- 8 -
Departures of analytical theory from observation have been variously
attributed to short-circuit and secondary flows, boundary layer
effects on the cyclone wall, atypical conditions prevailing close to
the air core, and turbulence. Turbulence has been ignored by some
authors [12,13] ancj -js regarded as process-determining by others
[15.16] # As Rietema [17] pointed out, turbulence has two effects
on classification : it reduces the value of n in equation 2 . 1 by
absorbing energy, thus increasing the effective fluid viscosity, which
is reflected in the eddy viscosity terms in the Navier-Stokes
equations, and it causes eddy diffusion of the solid particles
[5.16] . Rietema himself has however explicitly neglected eddy
diffusion in the development of his characteristic cyclone number,
Cy5 0 t®]- Neesse [15] showed that an efficiency (partition) curve
of the type found in practice could be predicted on the basis of the
centrifugal forces acting on the particle, the net force due to
turbulent fluctuations and experimentally-determined velocity
gradients. However Exall [18] has criticised him for neglecting the
effect of the drag on the particle due to the radial velocity of the
fluid. Exall derived a simple model predicting the relative
concentration of particles of given diameter at a given radius, in
terms of the radial and tangential flow velocities and the eddy
diffusivity. Using the model it is possible to draw radial
concentration distribution curves for different particle sizes, and it
might be of interest to compare these with the experimental data of
Renner [13], who obtained samples of solids from within an operating
cyclone using a high-speed sampler.
- 9 -
The purpose of defining the tangential velocity, upon which so many
authors have lavished their attention, is to determine the centrifugal
force which the particle experiences when following the vortex flow of
the fluid rotating about the cyclone axis.
This force is opposed by the drag of the fluid due both to the ambient
particle/fluid velocity as the particle "settles" in the fluid, and to
the net inward radial flow of the fluid necessitated by the fact that
both exit apertures are located axially. Bloor and Ingham [6 ]
express this balance of forces as follows :
6 n d3 j)U = ? - 3nU d n6 3t .... (2 .2 )
in which the product of the mass and acceleration of a spherical
particle is equated to the difference between the centrifugal force
(due to the rotation of the fluid) and fluid drag, assuming laminar
flow.
Many authors have made the simplifying assumption that intermediate
size particles attain equilibrium orbits within the cyclone, the
position of each orbit being determined principally by this balance of
radial forces acting on the particle. The particle which divides
equally between the underflow and overflow products (of size d50) is
assumed to be that which occupies the equilibrium orbit coinciding
with the locus of zero axial velocity, i.e. the "envelope" at which
the outer, downward-acting spiral meets the inner, upward-acting
spiral.

- 10 -
This view, first articulated by Kelsall, has come to be known as the
equilibrium orbit hypothesis and has been much utilised to derive
formulae [11*12,14,19,20] expressing the d5 0 (the most significant
performance criterion) in terms of design and operating variables,
which have found considerable application in practice. Bednarski, for
example, writing in 1968, listed 15 such formulae [21], Bradley
[1 ] has pointed out that most of these expressions can be reduced,
for a given cyclone geometry, to the form :
d50
_ 0.5
Q f ( 6 - p )
(2.3)
Tarjan [14] gives an expression of this kind in which the balance of
forces is represented explicitly for a particular radius within the
cyclone, in terms of tangential and radial velocities and the
acceleration due to gravity.
The significance of equation 2.3 to DM cyclone separations is that,
assuming that the concept of a particle dividing equally between
overflow and underflow is deterministic and not probabilistic, and
assuming the validity of the equilibrium orbit hypothesis, it is
possible to derive from this equation an equivalent expression for the
separating density of particles of size, d, by re-arranging equation
2.3 :

- 11 -
650 = P + KDc3 n
Q f d2
(2.4)
The implications of this expression will be developed later in the
thesis.
In the context of DM cyclones, the problem with equation 2.3 is that
it assumes that the particle Reynolds number is small (Rep < 1),
owing to the fine size of particles normally treated in hydrocyclones
(typically less than 300ym), i.e. that Stoke's Law defines the fluid
drag on the particle and thus the terminal ambient particle/fluid
velocity. Bradley U ] has shown that for most practical purposes
this is the case, and most other authors have followed this
assumption. DM cyclones, however, treat particles up to two orders of
magnitude larger than those handled by classifying hydrocyclones, and
although the viscosity of the dense medium is higher than that of
water, it is unlikely that laminar particle flow conditions prevail in
the coarser sizes. Evidence supporting this view will be presented
1 ater.
One of the most important differences between classifying and DM
cyclone operation (apart from the presence of a third phase) is the
relatively high apparent viscosity of the dense medium, which varies
over a wide range, depending as it does upon medium density (i.e.
solids concentration), solids size distribution and shape, and other
factors. The influence of the viscosity terms in hydrocyclone models,

- 12 -
and in particular in equations 2.3 and 2.4, is therefore of particular
interest, and a review of this aspect of the literature is essential.
Fontein et al [22] # Zhevnovatyi [23] and Trinh et al [24] have
all reported a decrease in the recovery of solids to the underflow as
fluid viscosity increased. Agar and Herbst [25] showed, by drawing
partition curves for separations at different viscosities, that this
was due to an increase in the dso, as predicted (qualitatively) by
equation 2.3. Correlation of their data gave d5 0 « nO-58. Agar and
Herbst's data suggested that the efficiency of separation, in terms of
the proportion of solids misplaced to each product, deteriorated as
fluid viscosity increased. Graves [26] also suggested that d5 0
increased with viscosity, but only above a certain value; below this
value the viscosity had no effect, which implies changes in the
particle Reynolds number resulting in the influence of separate
Stokesian and Newtonian flow regimes.
Since the fluid in hydrocyclone operation is almost invariably water,
of relatively constant viscosity, some authors replace the viscosity
term by the solids concentration, reflecting the analagous influence
of slurry viscosity on cyclone performance. Plitt's model for the d5 0
is of this type [2 ], the volume concentration of solids appearing in
exponential form, a consequence of the exponential-type relationship
found between viscosity and the solids concentration of suspensions
(See Section 2.3). The direction of the influence is the same as that
for viscosity indicated in equation 2.3. Marasinghe [27]
investigated specifically the influence of solids concentration on the
performance of a 125mm hydrocyclone. The principal conclusions of
this work were reported recently by Svarovsky and Marasinghe [28].

- 13 -
They are in agreement with earlier workers in respect of the increase
of d50 with viscosity; the data conformed quite well to a correlation
proposed by Svarovsky, in which the volume concentration of solids
again appears in exponential form.
The (6-p)”0*5 buoyancy term in equation 2.3 is also a consequence of
the assumption of laminar (Stokesian) flow conditions mentioned
earlier, and is subject to the same doubts of validity in the case of
large particles in DM cyclones. The term does imply that particles of
different density will separate at different sizes (d50s) in a
hydrocyclone. Although many semi-empirical regression models (such as
those of Plitt [2] and Svarovsky [28]) include the term
arbitrarily, on purely theoretical grounds, there is ample evidence in
the literature that the effect does exist, but there is doubt as to
the correct value of the exponent defining the flow regime. Lynch and
Rao [29] present evidence, based on plant-scale testwork, that the
value is unity, indicating a Newtownian (turbulent) regime, and Barber
et al [30] report additional plant data in terms of Lynch and Rao's
model, supporting this view. Further evidence for the turbulent regime
was obtained for density separations in a heavy liquid by Brien and
Pommier [31], in terms of an exponent for d of unity in a
transformed equation of the kind given above as equation 2.4. However
Bradley [1] maintains, as noted earlier, that most industrial
cyclones operate in the Stokesian regime, except possibly small
cyclones, in which tangential velocities are higher and in which
transitional regime conditions may therefore prevail.

- 14 -
As will be shown in Chapter 3, the question of which regime is
appropriate for a particular separation is very important in the
context of DM cyclone performance. The exponent for the n and (6-p)
terms in equation 2.3, and that for d in equation 2.4, arise in the
evaluation of fluid drag on the particle as it moves radially with a
velocity, v, relative to the fluid. If it is assumed that terminal
velocity is attained in negligible time (as suggested by Bloor and
Ingham [6]) then the resulting force balance is given by :
m ill. dtdv = (m - m*) Vt2 _ fd
r (2.5)
where Fq = CqA 0.5 p vt2 and Jjv = 0dt
For a spherical particle
6 4
and vt = D - d(«-p) Vt2 °‘53 Cg p r ( 2 . 6 )
Tarjan [14], using this approach, equated the terminal velocity of
the particle with the inward radial velocity of the fluid, Vr, and
so derived expressions for the size of particle, d, rotating at an

- 15 -
equilibrium orbit, r. The problem, however, is defining a value for
the radial drag coefficient, Cq , which is a function of the particle
Reynolds number and therefore of the particle velocity, v:
ReD = p v dn .... (2.7)
For a spherical particle, Cq is defined in the limits of laminar and
turbulent flow as follows :
Laminar (Rep < 10"1) Cq = 24/Rep
Turbulent (Rep > 103) Cq = 0.44
In the transitional regime (10 -1 < Rep < 103) the function
Cq = f (Rep) is continuously varying. Tarjan, and many other
workers, cite Allen's law for the transitional regime, but a better
approximation is provided by the recent correlation of Concha and
Almendra [32].
Following Tarjan and generalising we may write, by analogy with
equation 2.3 :
a 3dso = Ki n (<$-p) ......... (2 .8)
where the constant, K*, incorporates all other variables not shown,
and the exponents a and 3 are functions of Rep :
- 16 -
In laminar flow, a = 0.5 and 3 = -0.5
In turbulent flow, a = 0 and 3 = -1
and in the transitional regime 0 < a < 0.5
and 0.5 < - 3 < 1
As has been shown, the literature shows no concensus as to the
appropriate values of a and 3 in equation 2.8. However, it seems
probable that this reflects the varying conditions under which the
different experiments were conducted, rather than any fundamental
theoretical disagreement.
A review of the hydrocyclone literature in the context of DM cyclone
separations would not be complete without a discussion of Fahlstrom's
crowding theory [33]9 first articulated in a discussion [34] of
Cohen and Isherwood's paper on DM cyclone separation [35].
Fahlstrom proposed that, except at low feed concentrations, the d50 is
principally a function of the capacity of the apex to handle the
solids reporting to it; coarse particles receive preference, and finer
particles are then diverted to the overflow when the maximum capacity
of the apex is reached. This implies that the d50 is thus very
dependent upon the size distribution of the feed solids, and Fahlstrom
expressed his model in the form :
<*50 = k0 (1 - 9u) 1/n .... (2.9)
where gu = proportion of solids reporting to underflow
k0,n = parameters of the feed size distribution.

- 17 -
Although this hypothesis is helpful in considering the principles of
hydrocyclone performance, it has not gained wide acceptance, either in
the scientific literature or for design purposes. Nevertheless, it
seems likely that such a model might be particularly appropriate to DM
cyclone operations in which feed solids concentrations of 40% v/v are
not unusual, and in which apex crowding is therefore a probable
phenomenon.
In summarising this brief review of the hydrocyclone literature, one
is forced to the conclusion that the analytical (deterministic)
models, based on solutions to the Navier-Stokes and continuity
equations, are a sterile hunting ground for guides to the mechanism of
separation in DM cyclones, principally because of the complexity of
the 3-phase dense medium system and some of the necessary simplifying
assumptions (e.g. an inviscid fluid). However, a theme common to many
of the theoretical studies is the radial balance of centrifugal and
drag forces which act on the particle. This is the basis of the
equilibrium orbit hypothesis favoured by early workers in the field.
The importance of the prevailing (particle) flow regime in defining
the quantitative influence of the viscosity, n , and the buoyancy
term, (6-p), in this model has been emphasised. The concept will be
developed in the subsequent interpretation of data obtained from
experiments with DM cyclones.

- 18 -
2.2 Dense Medium Cyclones
The literature is well endowed with articles and papers extolling
the virtues of the DM cyclone in an engineering and metallurgical
sense, but sparse in fundamental studies of the mechanism of the
density separation obtained. Much of the early work was conducted
on low-density separations, particularly with magnetite media,
reflecting the initial development of the process by the Dutch
State Mines from about 1939, and its application to coal
preparation. The DSM workers published widely [36,37,38] ancj
many of the significant features of the device were identified in
those early papers, notably its ability to separate ore of a much
finer size than the existing static bath separators (a
consequence of the magnitude of the centrifugal forces involved),
and its ability to operate without difficulty with a medium
exhibiting a yield stress, as a result of the high shearing
forces prevailing in the cyclone. The process was developed
shortly before and after the 2nd World War, following the
fortuitous observation that coal preferentially concentrated in
the overflow product from a cyclone being used to thicken loess
medium for regeneration in a static bath washing plant. The
separation was explained by Krijgsman [37] in terms of a
"barrier" of medium particles which built up in the lower part of
the cyclone. The light coal particles penetrated this barrier by
virtue of the centrifugal force imposed on them by the rotation
of the medium, and then experienced a centripetal force which
moved them to the axis of the cyclone, whence they passed rapidly
to the overflow via the central vortex flow. The importance was

- 19 -
emphasised of utilising medium particles of a size suitable to build
up the barrier, and this led to the preferred use of magnetite as the
medium for coal preparation.
Fontein and Dijksman [38] identified various classes of separation,
depending on whether the medium is stable or unstable, and whether the
separation is made at the density of the medium or at a higher
density. They stated that pure (heavy) liquids or stable media (i.e.
media with particles so fine that no settlement of the particles
occurs relative to the carrier fluid) produce cut-points of density
equal to that of the liquid or medium, a statement which is at
variance with the hydrodynamic model implied in eqn. 2.4. The
performance data given by Fontein and Dijksman to support their view
refer to a sylvite/halite separtion in a medium of fine magnetite and
a saturated solution of NaCl/KCl, but no attempt was made to determine
the actual 6 5 0 for the separation, and it is probable that this was
responsible for a conclusion which has been shown in subsequent
literature, and by the present work, to be erroneous. The authors
also made first mention of what has come to be known as the "water
only cyclone", or "compound water cyclone", in which values of 6 5 0
greater than 1 . 0 are obtained using only water as a medium and a
cyclone of modified geometry (usually incorporating a wide cone
angle). Finally, they discussed at some length the phenomenon of
separating densities higher than those of the unstable medium used (in
a conventional DM cyclone), which is the commonest system currently in
use and the one which has been studied in the present work. Driessen
[36] explained the phenomenon by assuming that the medium particles
have a longer residence time than the carrier liquid, and that the

- 20 -
medium in the cyclone therefore has a density greater than that of the
feed (the data reported in Chapter 5 support this assumption).
However, as Fontein and Dijksman point out, this does not explain why
the light fraction of the ore passes to the overflow in a medium of
lower density. They suggested a dynamic interpretion, in which
particles follow a transverse, "convection" flow in the cyclone; dense
particles are centrifuged rapidly away from the axis, and eventually
report via the cone wall to the apex, but light particles do not
experience sufficient acceleration to be removed in time from the
central, axial flow, and so report to the overflow product.
Driessen [36] and Krijgsman [37] assumed that Allen's Law for the
transitional flow regime describes the terminal velocity of ore
particles settling in a dense medium :
vt = K4g
3 0 p ( n / p ) 0 . 5
2/3. d [«-p]2/3
(2.10)
where K is a shape factor ( = 1 for spheres) and g is replaced by
centrifugal acceleration for cyclones. This expression was used
quantitatively to show that the separating rates in cyclones were very
much faster than those in bath separators.
Krijgsman also included some early data demonstrating the fact that
fine ore separates at higher densities than coarse ore, and that
higher medium viscosities result in additional misplaced material and
thus reduced separating efficiency.

- 21 -
Following the introduction and description of the DM cyclone process
by DSM in the 1940s and early 1950s, a number of other workers carried
out studies of the process, both in low density coal separations and
in high density ore separations, particularly iron ore. Van der Walt,
for example, reported a comprehensive evaluation of the cyclone
washer in a coal preparation application [39], He conducted tests
with a 240mm x 38 ° cyclone, using 99% - 63ym barite (BaSO^) as a
medium. Although the work was specific to a particular coal deposit,
a number of general conclusions were drawn regarding the influence of
certain design and operating variables upon the cyclone operation.
The separating density was found to be approximately constant for ore
above about 2mm in size, but rose rapidly below this size. The
crowding theory of Fahlstrom [33] 9 and the qualitative DM cyclone
model of Cohen and Isherwood [35]# were anticipated in data which
demonstrated the controlling influence of the solids-handling capacity
of the apex. Feed pressure (flowrate) was found to have a variable
influence, with cut-point (and efficiency) increasing up to a critical
value of pressure, and then falling off. The diameter of the feed
pipe was also found to be important, the cut-point for a given
pressure drop increasing with diameter. The author attributed this to
changes in the momentum supplied to the rotating volume of medium in
the cyclone, the larger diameters experiencing less tangential
velocity drop as the medium enters the body of the cyclone (Bradley
[1] also discusses this aspect). The influence of cone angle was
studied using cyclones of 3SP , 259 and 15°, and it was found that the
separating density increased slightly with cone angle, corresponding
to an increased total flow through the cyclone at a given pressure
drop (due to a reduction in the rate of shear of medium, and thus to a

- 22
reduction in friction losses) and an increased proportion of medium
reporting to the overflow. Smaller cone angles were shown to have
larger medium retention times than large angles (notwithstanding the
greater overall flowrates), leading to a greater efficiency of
separation of small particles. Van der Walt pointed out the
importance of selecting a medium of a sufficiently low viscosity, and
showed that rapid increases in viscosity occured above a concentration
of solids of about 30-35% v/v for most media. However no information
was given as to the degree of thickening of the barite medium in the
cyclone.
Belugou and de Chawlowski [40] studied the performance of 150, 350
and 500mm cyclones using barite and shale media in the concentration
of coal. They concluded that under "normal" operating conditions the
only geometrical variables which influenced the separation were the
overflow and underflow orifice diameters; inlet diameter and cone
angle had no effect, except in defining capacity. The separating
density could be increased by increasing the vortex finder diameter or
decreasing the apex diameter. An interesting conclusion was that,
although the separating density was almost invariably greater than the
medium density, the most efficient separation (i.e. lowest Ep-values)
occured when the two densities (almost) coincided. The authors
interpreted this result in terms of a centripetal current existing in
the cyclone when the two exit orifices were significantly different in
size (D0 » Du), a condition necessary to achieve high separating
density. When the separating density approached the medium density,
then the separation was believed to depend on density only (a true
"sink-float" condition) and the proportion of misplaced material was

- 23 -
minimised. The throughput of coal was found not to influence the
quality of separation up to a certain tonnage, beyond which the
separation deteriorated due to increased misplacement of dense
material to the overflow, an effect which one might tentatively
ascribe to spigot crowding (cf. Fahlstrom [33]). As in most other
studies, the separating density and Ep-value* were found to rise below
a certain particle size, though this size was lower for medium of
lower density, implying that the correspondingly lower medium
viscosity allowed efficient separation of finer particles.
Herkenhoff's work, reported in 1953 [41], is significant in two
respects : it was one of the first reported investigations of non-coal
(high density) separations in DM cyclones, and it was also the first
specific study of the influence of medium characteristics on the
separation. Treating -6.35 +0.177nm iron ore in a lOOmn cyclone,
using magnetite and magnetite/FeSi media, Herkenhoff noted that the
medium itself was classified in the cyclone (calculations suggest that
the separating size for a magnetite medium of about 40% v/v was high,
above 150ym), and that the classification effect increased as the feed
density decreased. He also found that the density differential
between the overflow and underflow medium decreased both as back
pressure was applied to the overflow pipe (by throttling) and as the
feed density, and thus viscosity, increased; in this latter case,
underflow density increased rapidly to a constant value and overflow
density increased steadily until the condition pf - pu - Po was
approached. In interpreting the results of the ore separations, the
These, and other performance criteria obtained from the Tromp curve
for the separation, are discussed in Chapter 3.

- 24 -
author unfortunately did not determine the Tromp curve but monitored
instead the Fe assays of feed and products; however some general
conclusions can be drawn about the separating performance. One
interesting observation was that more ore reported to the underflow
when the medium was magnetised. Since it is known that the effect of
magnetisation is to increase viscosity [42], this implies that the
separating density decreased as the viscosity increased. Increasing
the feed density from 2150 to 2350 kg m - 3 produced less Fe recovery
but at a higher grade (due to a corresponding increase in 6 5 0 ), and
also resulted in a small increase in the proportion of medium
reporting to underflow. Tests with three size distributions of
magnetite (85, 69 and 58% -45pm) showed that use of the finer media
resulted in reduced density differentials and reduced recoveries of
medium solids to underflow, which corresponded to increased yields of
ore due to lower 6 5 0 s. Again, finer media have high viscosities
[42]# and Herkenhoff's work seems to imply that higher viscosity
media produce lower ore 6 5 0 s. However, it is not yet clear as to
whether such observations should be interpreted in terms of a
viscosity effect, or in terms of the classification of the medium
which determines the split of medium solids to the two products, and
thus the apex capacity available to handle the ore solids, as
suggested by Cohen and Isherwood [25].
Stas [43] studied the influence of the apex and vortex finder
diameter on the density of (magnetite) medium reporting to underflow
and on the separating density and Ep-value, for coal separations. He
found that below Du/D0 ratios of 1.0, the value of pu increased
rapidly, as did the 6 50. However his data imply that separating

- 25 -
densities <55 0 < pf occurred, even though pu » pf under these
conditions. Both 6 5 0 and Ep increased rapidly as Du/D0 decreased.
The fact that 6 5 0 and Ep were correlated in this way is at variance
with the results of many other early investigations. Tarjan pointed
this out in his discussion of Stas' paper, but, although he offered an
explanation for the generally observed correlation of 55 0 with Du
(in terms of his analysis of separations in DM cyclones [14,44]),
the observed direct variation of 6 5 0 with Ep was not explained; Tarjan
also used Stas' data to deduce a value for n (in eqn. 2.1) of 0.68,
with plain water.
Stas himself, in his reply to the discussion of his paper, suggested
"... the increasing viscosity with the density of separation ..." as
an additional explanation for the anomalous result. This is
interesting in the context of the observations to be presented in
Chapter 3, in which it will be shown that this relationship does hold
for a stable medium for which cyclone performance conforms to a
viscosity model of the general kind suggested in eqn. 2.4. The
present author's earlier work [4] suggested that the exact form of
the 6 5 0 - Ep relationship depended very much upon the particular
combination of prevailing operating conditions, but that, other
factors being equal, high Ep values were obtained when the median
density of the ore coincided with the separating density. It is
perhaps also worth pointing out in this context that Gottfried
predicted the result 6 5 0 * Ep from the mathematical properties of the
generalised partition curves for coal cleaning devices [46], and
quoted operating data to support this view.

- 26 -
Sarkar et al [64], washing coal in a 152mm cyclone with barite
medium, found that increasing amounts of "near gravity" ore (that is,
material of density close to the separating density) resulted in a
deterioration in the quality of separation, i.e. an increase in the
proportion of misplaced material. If one assumes, by analogy with the
work of Cohen et al on hydrocyclones [10], that the residence time
of near gravity material is longer than that of extreme gravity
material, then this observation can be interpreted in terms of an
accumulation of near-gravity material in the cyclone, leading to
misplacement due to obstruction and hindered settling. Previous
unpublished work by the present author [45], in which the residence
times of individual particles of known density were monitored in a
610mm DM cyclone, confirmed the assumption that the longest residence
times were experienced by near-gravity material, and showed that mean
residence time increased with ore feedrate, presumably also due to a
crowding effect.
Sokaski and Geer [47] evaluated the performance of a 254mm x 20P
cyclone in the treatment of a number of coals using magnetite media.
They found that fine media gave sharper separations (less misplaced
material) than coarse media, although cut-points did not vary. They
also noticed with one particular coal, containing a high proportion of
near gravity material, a surging of the underflow product, which they
attributed to cyclic accumulations of dense material near the apex,
leading to intermittent discharges and consequent misplaced light
material in the underflow. The phenomenon disappeared when finer
magnetite was used, and the authors suggested that the problem was
caused by displacement of the finer, dense refuse material by coarse

- 27
magnetite which was present in thickened form close to the apex; the
displaced ore was then caught up in the eddy recycle flows in the
cyclone until sufficient material accumulated to cause discharge.
(Oscillations in the underflow product of a small glass cyclone have
also been observed using high speed photography [63]; the
oscillations appeared when solids, which all reported to the underflow
product, were introduced into the feed).
These observations appear to coincide with the qualitative apex
crowding model of Cohen and Isherwood [35] and are interesting for
the significance which they place on the size distribution of the
medium particles.
Davies et al [48] studied the behaviour of a 150mm x 2(P and 300mm x
2CP cyclone in the treatment of ores other than coal, using both
magnetite and ferrosilicon media. They expressed the stability of the
medium, A, as the feed-underflow density differential,
A = p u - Pf (2.11)
and showed that the quality of separation (expressed as the Ep-value)
deteriorated as A increased, i.e. as the stability decreased. They
noted that the value of A depended upon a number of variables
including the characteristics of the medium (e.g. size distribution,
Pf etc), and stated that although the Ep could be reduced by
reducing A, the separation might improve little or even deteriorate if
this was achieved at the expense of high medium viscosities. This
appears to be the first explicit reference in the literature to the
opposing influence of medium stability and viscosity.

- 28 -
Davies and his co-workers also concluded that, for a given ore, the Ep
increased with 6 5 0 (in agreement with Stas). This relation also held
in respect of ore size. They found that above a certain ore size,
depending on 6 5 0 (the limiting size was 2 mm for one particular set of
conditions), the size had no effect on 6 5 0 , but that below this size
both the 6 5 0 and Ep increased as ore size decreased; a quantitative
relationship was presented expressing the Ep for a given ore size in
terms of the Ep prevailing for lOirm particles. The concept of a
limiting size, above which size has no influence on 6 50, accords with
Van der Walt's observations [39], Davies et al demonstrated that
the medium size distribution, or mean size, could be appropriately
scaled for different diameter cyclones by making use of the relation
that the separating size of the classification is proportional to the
square root of the cyclone diameter, other things being equal, i.e:
By scaling the medium mean size in this way, the value of A, and thus
also the quality of separation, was maintained relatively constant.
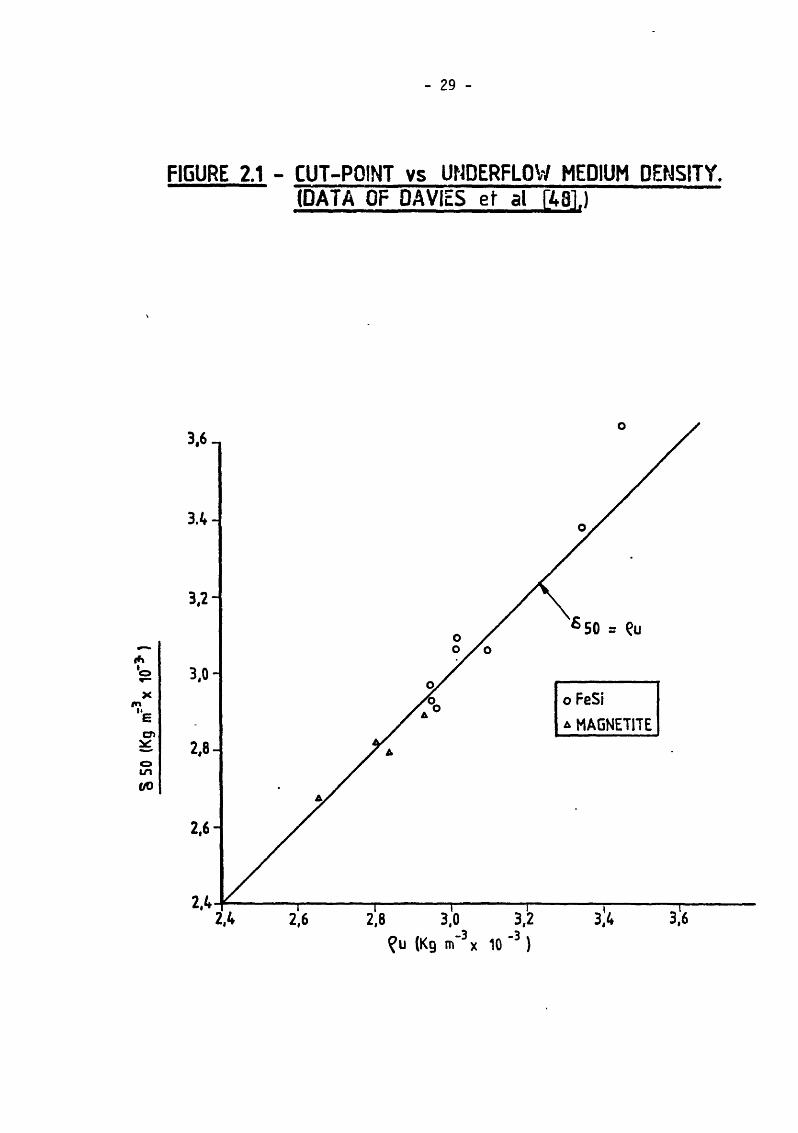
The authors also stated that it was found that an estimate of the
prevailing 6 5 0 acceptable for control purposes could be obtained
directly from the value of pu . Although no direct evidence was
presented, a plot of 6 5 0 vs. pu for the 1 2 suitable results given
in the paper (Figure 2.1) does demonstrate a remarkable
correspondence, for both magnetite and ferrosilicon media. However,
the 97 data points available from the present author's earlier work
[4] suggest that such a relation may only apply under a certain
(fortuitous) combination of operating conditions.
( 2 . 12)
S SO
(Kg
mr3
x 10
'3,)
- 29 -
FIGURE 2.1 - CUT-POINT vs UNDERFLOW MEDIUM DENSITY. (DATA OF DAVIES et al IA81)

- 30 -
Upadrashta and Venkateswarlu [49] obtained arbitrary multiple linear
regression models of the behaviour of a 100mm x 2GP cyclone treating
various ores using an atomised FeSi medium (probably "Cyclone 60"
grade [42]), and used these to relate performance crtieria to
operating variables. They suggested a model for 650 analagous to that
proposed by Fahlstrom [33] for classification (eqn. 2.9):
^50 = ~^i In gu + k2 .... (2.13)
in which gu is the proportion of ore reporting to underflow and k2
is numerically equal to the density of the lowest-density component
in the feed. The model therefore implies that all the feed would
report to the underflow when the separating density equals the lowest
density in the feed (gu = 1, 650 = k2). The authors showed that a
satisfactory fit was obtained to eqn. 2.13 using a combination of
their data and the data of Davies et al [48], comprising seven ores
in all. They proposed that this demonstrated that Fahlstrom's crowding
theory also applies to dense medium separations. The value of
gu itself was found to be a function of the ratio of underflow to
overflow volume flowrates (Qu/Q0 ) - The density of the underflow
medium increased with pf and Pi within certain limits of
Du/D0. The authors found that the Ep varied with ore size, and
correlated their data in a similar way to Davies et al.
The volume split of pulp (S - Qu/Q0 ) was shown to increase with
the volume solids concentration, for a (normal) spray underflow
discharge, as is usual with classifying hydrocyclones [2], Since
the apparent viscosity of the medium increases with solids

- 31
concentration, this may be akin to saying that volume split increases
with viscosity, an effect noted for hydrocyclones operating with true
solutions U]. The pressure drop factor (inlet pressure expressed
as number of inlet velocity heads, P-j/0*5 p V-j2) decreased with
increase in solids concentration, implying that flowrate decreased
with an increase in concentration, at a given inlet pressure. Plitt's
equations [2 ] also reflect such a relationship, although it does not
accord with viscosity effects observed with hydrocyclones [1 ].
However, the situation is complicated by the fact that the two
parameters which are legitimately related hydrodynamically are
pressure drop factor and Reynolds number which between them contain
the variables flowrate, pressure drop and viscosity. The direction of
this relationship itself depends upon the Reynolds number [9], The
effect of suspension viscosity on volume split and pressure drop will
be discussed further in Chapters 3 and 5.
Most of the authors reviewed thus far agree that, under "normal"
operating conditions, a DM cyclone cuts at a density greater than that
of the medium, even for unstable suspensoid media. Such a trend
follows from the model of eqn. 2.4, which, strictly speaking, applies
to true liquids or stable suspensions. Moder and Dahlstrom [50] and
Brien and Pommier [31] have presented data to show that, using true
liquids as media, the cyclone does separate the solids at a density
higher than that of the liquid. Brien and Pommier correlated their
data with a simplified version of eqn. 2.4:
«50 = Pf + J< d ° (2.14)

- 32 -
As already noted, o was found to be unity, indicating a Newtonian
particle flow regime. Viscosity was not considered as a system
vari able.
A number of authors have given attention to the mechanism determining
the separating density for unstable suspensions. The views of
Driessen [36] and Fontein and Dijksman [38] in this respect have
already been discussed. Tarjan [14] was the first to consider in
detail the performance of a DM cyclone in terms of the classification
behaviour of the medium. He defined the density of separation as the
density of the medium prevailing at the locus of zero axial velocity
(the line Va = 0 in Figures 2.2a and 2.2b), and distinguished four
cases. These depended on the relative angles between the axis and the
lines Va = 0 and d = constant (Figures 2.2a and 2.2b, angles 6 and <j>
respectively), and on whether the medium solids were coarse or fine
(Figures 2.2c - 2.2f). For <f> > e (Figures 2.2d and 2.2f), a medium
particle of given size rotating in an equilibrium orbit would always
tend to return to its equilibrium position if displaced, which would
favour the formation of a stable suspension, of density higher than
the feed density, along the line Va = 0; this would result in a
separating density higher than pf. For $ < 6 , a displaced particle
would tend not to find its way back to its equilibrium orbit, which
would prevent the formation of a stable, high density suspension along
the line Va = 0S; this would lead to a separating density close to
Pf. The density of the overflow and underflow medium products, and
the separating density relative to the feed medium density, would
depend upon whether the feed medium was coarse (Figures 2.2c and 2.2d)

- 33 -
FIGURE 2.2a- CLASSIFICATION OF MEDIUM IN A DM CYCLONE (AFTER TA R JA N f14] ).
FIGURE 2.2b- RELATIONSHIP BETWEEN LOCUS OF ZE R O A XIA L VELOCITY (Va) AND LOCUS OF CONSTANT PARTICLE SIZE (d) (AFTER TAR JA N L14] ).

- 34 -
FIGURES 2 .2 c -f MEDIUM DENSITY DISTRIBUTION ACROSS THECYCLONE RADIUS FOR COARSE AND FINE MEDIUM (AFTER TARJAN 1% I )
FIGURE 2.2 c - COARSE MEDIUM$ < ®
FIGURE 2.2d - COARSE MEDIUM<t> > e
FIGURE 2.2e - FINE MEDIUM<J> < ©
FIGURE 2.2 f - FINE MEDIUM<t> > e
NOTE: r MARKS LOCUS OF LINE Va = 0 ( Value of fin at this point definesseparating density i f so)
r= CYCLONE RADIUS

- 35 -
or fine (Figures 2.2e and 2.2f); fine media would tend to produce low
overflow/underflow differentials. The best (sharpest) separations
were assumed by Tarjan to be attained with a fine, stable medium for
which 6 5 0 - pf (i.e. Figure 2.2e), whereas the worst separation
would occur with a fine medium for which 6 5 0 » Pf (i.e. Figure
2.2f). For the condition <f> > 6 , Tarjan predicted density instability
in the high density region (indicated by the dotted lines in Figures
2 .2 d and 2 .2 f) if inadequate coarse particles were available to
maintain the high density which would otherwise develop naturally.
This instability would result in a poorer quality of separation. The
relative values of 6 and <{>, which determine the prevailing mechanism
controlling the 6 50, are defined by the cyclone geometry and the
operating variables such as pressure drop. Tarjan's predictions of the
associated distribution of medium viscosity across the cyclone have
been neglected in this discussion because they rely upon certain
assumptions which, as will be shown later, are in doubt. In
particular, Tarjan assumed that dense medium suspensions are
pseudoplastic in nature, and that the viscosity/density relationship
is described by Einstein's equation for dilute suspensions of spheres.
Gupalo et al [51] proposed that the effective separating density is
given by
650 = Pm — tyvtT .... (2.15)
where Vt here denotes the tangential velocity of an ore particle.
Since ore particles were assumed to "lag behind" the fluid because of
inertial effects, this implies that Vt > vt and thus that 6 5 0 >
Pm-

- 36 -
Data quoted by the authors suggest that V^/v^ = 1.087 for
particles in the size range 50-500ym, and thus that 6 5 0 = 1.18 pm .
This conforms quite well with other data presented in the paper.
Although the authors did not claim their proposal as an exclusive
mechanism in determining 6 5 0 , nevertheless it implies that for fine
particles (Vt - vt), 6 5 0 ♦ Pm» and f°r coarse particles (Vt »
vt). «so » pm . These trends are totally at variance with the
observations of most other workers.
Olfert [52], writing in response to Gupalo et al, claimed that the
difference between the separating density and the medium density is
determined by the separating efficiency (defined by the Ep), and that
this difference increases with increase in medium contamination and
density (pm) and with a decrease in ore size. In an earlier paper
[59], Olfert had shown that the separating density increased and the
efficiency of separation decreased as the proportion of fine coal in
the medium increased (i.e. as the ore-to-medium ratio increased).
Schubert [53] reported data of other workers demonstrating the
classification and consequent thickening of a magnetite medium (of
density 1500 kg nr3, in a 75mm x 2CP cyclone), and cited this as the
reason for the observation that 6 5 0 > pm . Classification of a
magnetite medium was also reported by Khaidakin [54], who observed
that the classification size of the magnetite increased substantially
as the proportion of fine coal added to the medium increased, leading
to reduced segregation of the medium and consequently a change in the
separating density of the coal. He proposed a correlation of the
following form for the 650:
- 37
^ 5 0 = Pm + Ki exp ( - K2 Cy) .... (2.16)
Since the apparent viscosity of a suspension is known to vary
approximately as the exponential of the volume concentration (see
Section 2.3), this implies that 650 + Pm as viscosity becomes large
(i.e. Cv 100%). Khaidakin's data also suggested that the Ep rose
with 650, as Cv was increased.
The fact that 650 decreases, approaching pm , as the medium viscosity
increases (for unstable media) is a most significant observation and
one that has been reported by several other authors. Unfortunately,
many workers report only metallurgical results rather than the Tromp
curve performance criteria, but the trend can nevertheless be detected
by implication. An exception was the work of Hampel [55 ]# who
studied the performance of a 610mm x 20P cyclone operating with a
ferrosilicon medium of constant density, contaminated with varying
amounts of fine clay. He found that the separation density decreased
as the medium viscosity increased (thus increasing the yield to
underflow substantially); at very high viscosities, 650 = p ^ Lilge
et al [57] monitored the performance of a 152mm cyclone in the
treatment of uranium ores and noted that, at a given medium density, a
change in any other variable leading to an increase in viscosity would
result in a larger yield of ore to underflow, implying a drop in 650.
Cohen and Isherwood [35] found that yields increased with finer
media (known to cause higher viscosities [42]), and the present
author showed that the 650 decreased with finer media [4],
Herkenhoff's observation [41] that yield increased with both
magnetisation and fineness of the medium (i.e. increased viscosity)
has already been mentioned.

- 38 -
In general, the literature is in agreement that the separating density
(6 5 0 ) decreases as the medium viscosity increases, a trend which is
the exact opposite of that predicted by eqn. 2.4. A discrepancy
therefore exists between theory and observation. Since eqn. 2.4 was
derived from a classification model in which the solid particles are
assumed to move in a true liquid, the discrepancy might be
attributable to the fact that the literature reviewed above refers
to media which consist of unstable suspensions, rather than stable
media or true liquids. In order to investigate this possibility,
experiments were designed to investigate the independent influence of
the viscosity of a stable suspensoid medium upon the density
separation. This work is reported in Chapter 3.
The present author's previous study of the performance of a 610mm DM
cyclone using ferrosilicon media [4] was confined to operating
variables rather than cyclone geometry. It demonstrated that the
separation was controlled principally by the characteristics and
behaviour of the medium, in particular the medium size distribution.
The size distribution was expressed in the form of the Rosin-Rammler
function, and it was found that the gradient of the distribution had a
particularly strong influence on the density separation. Although, as
noted earlier, it was not possible to correlate directly the values of
6 5 0 and pu , both these parameters were strongly influenced by the
gradient of the medium size distribution, suggesting a mechanistic
link between the two. In general, fine media separated at a lower 6 5 0
than coarse media. Although the direct influence of pf was found to
be small (for the 2CP cyclone studied), its relative effect depended
upon the prevailing size distribution of the medium.

- 39 -
It was found that the best separations occurred at a particular value
of 6 50, relative to pf and the median density of the ore. This
finding is analagous to that of Fahlstrom [33] for classifying
hydrocyclones that an optimum d5 0 exists for each cyclone, for which
the quality of separation is maximised.
The work also confirmed that the 6 5 0 varies inversely with ore size.
It showed that the overflow and underflow medium densities are
determined principally by the feed density and by the size
distribution of the medium solids. In the case of pu, the value also
increases slightly with ore feedrate, suggesting again a crowding
mechanism at the apex. Some limited data relating to the
classification of the medium in the cyclone implied that the dso was
an important factor in determining the density differential
(pu - Po)> the differential varying inversely with d50. Plitt's
model [2 ] was shown to provide quite good predictions of the d50,
despite the high solids concentrations prevailing (typically 30% v/v),
and Fahlstrom's crowding theory [33] was also invoked to explain
qualitatively some of the observations. Subsidiary studies of a 200mm
cyclone showed that the d 5 0 was also inversely related to the
differential when density inversion prevailed. Inversion, which is a
condition known to occur in some production operations but which had
never before been explicitly reported in the literature, implies the
reversal of the normal thickening action in the cyclone, such that
Pu < Po» the differential becoming negative; the phenomenon
appeared to have little effect on the density separation. Some of the
authors reviewed above have presented data for which the differential
has approached zero, and Tarjan [14], as noted, has suggested a

- 40 -
mechanism in which this condition might be approached. Lilge [58],
as noted below, reported results from which small negative
differentials could be inferred, but clear examples of a negative
differential had not been specifically reported, possibly because such
observations were attributed to experimental error. The present
author suggested that the phenomenon could arise when a high d5 0
prevails with a fine, viscous medium (i.e. diverting most medium
solids to the overflow) simultaneously with a relatively high
proportion of water reporting to underflow. In view of the probable
importance of the phenomenon in assisting our understanding of the
mechanism of the density separation, experiments were designed to
investigate it further in the present work (see Chapter 5).
Very few authors have attempted either an interpretation of the
density separation mechanism in terms of the properties and behaviour
of the medium, or an examination specifically of the medium
behaviour. In a recent study of the operation of a standard DSM
cyclone, together with other DM vessels, Collins [55] found that the
6 5 0 corresponded to the underflow density, pu, under "normal"
conditions (although some of his data indicated that 6 5 0 > p u under
certain conditions). This conforms to the observations of Davies et
al [48] and Upadrashta et al [49], Both pu and 6 5 0 were found
to vary linearly with the feed density, pf. However, at low values
of pf the cyclone began acting as a classifier of the medium,
resulting in a constant density underflow. Under these conditions the
6 5 0 continued to fall as pf decreased, though at a reduced rate
(i.e. 6 5 0 < pu). Based on observations of the sedimentation of the
various media under gravity, Collins proposed that at normal operating
densities the bulk of the medium in the cyclone was of constant

- 41 -
density, including that portion reporting to underflow, with only a
small zone of low density close to the axis. At some critical value
of pf (2600 kg m~ 3 for a Cyclone 40 ferrosilicon medium, producing a
differential, pu - p0, of 800 kg m-3), the low density zone is
considerably enlarged, due to size segregation, and the density of
this zone then controls the 6 50. Clearly the critical value of pf
will depend upon the properties of the medium and the cyclone geometry
and operating conditions. Collins also reported the usual effect of
6 5 0 increasing as ore particle size decreased; sharpness of separation
(measured by the Ep-value) decreased with decrease in particle size
and increase in differential.
Tarjan [44] used his equilibrium orbit theory and the rheological
data of Govier et al [56] (to be discussed in Section 2.3) to make
theoretical predictions about the velocity gradient and hence the
apparent viscosity at different radii in the cyclone. He also
predicted the equilibrium particle sizes of various media revolving at
different radii, and suggested that those whose equilibrium orbit
coincided with the locus of zero axial velocity made up the "stagnant"
suspension in the central portion of the cyclone; the density of this
suspension defined the density of separation. For high viscosity
suspensions devoid of particles of such sizes the "stagnant"
suspension does not form, and pu « p0. In such cases, 650 = pf.
Apart from emphasising the importance of the medium size distribution,
this argument may also help to explain the experimental observations
reviewed earlier, that 6 5 0 pf as viscosity increases. A
consequence of Tarjan's treatment of the behaviour of the medium is
that, ideally, the medium particles should be of a size close to the

- 42
prevailing d50, so that a greater part of the suspension medium will
take an active part in the production of the "stagnant heavy
suspension". Tarjan's view was that the density of the medium
decreased uniformally from periphery to axis, and that the apparent
viscosity decreased in a similar sense.
The effect of the density change on the viscosity was much larger than
the effect of the increase in shear rate, implied by the decrease in
radius, upon the (apparently) non-Newtonian suspensions involved
(magnetite, galena and ferrosi1 icon). Thus although the viscosity of
the galena and ferrosi1 icon media reached an apparent minimum at a
shear rate of 300 s ~ l [56], corresponding to a radius of 4-5cm, the
viscosity continued to decrease below this radius.
The only reported attempt to measure the density of the medium at
different points in the cyclone was that by Hundertmark [50], who
used a y-radiation attentuation technique to monitor the densities of
ferrosi1 icon media in a 150mm x 3(P cyclone. Some of his results were
perhaps rather surprising, in that they showed a relatively constant
density radially across the cone section, but a sharp minimum (below
that of the feed density) in the central parts of the cylindrical
section, rising rapidly towards the periphery and more slowly towards
the axis. However, other data suggested a gradual increase in density
from axis to periphery.
Receipt of Tarjan's paper by the publishing authority coincided almost
exactly with that of Lilge et al [57], who also utilised the
rheological measurements of Govier et al [56] to interpret the
density separation, but who did this on the basis of shear rate and

- 43 -
metallurgical data obtained from tests with a 152mm x 2CP cyclone
treating uranium ore, using a variety of media. Lilge's paper had
been preceded by one dealing in a general metallurgical sense with the
performance of the same cyclone [58]} in which Lilge had shown that
the size distribution of a magnetite medium significantly influenced
the separation. A coarse medium (84% -75ym) produced an approximately
constant underflow density, regardless of other parameter levels,
resulting in constant metallurgical performance. With a fine medium
(95% -45ym) the feed/overflow differential was essentially zero and
changes in metallurgy could be obtained by changing variables such as
feed density, pressure and "cone ratio" (CR = Du/D0). An increase
in pressure was found to decrease the yield (implying an increase in
650), although with the fine medium little change in differential was
noted. Presumably, therefore, the effect cannot be attributed to
changes in medium behaviour. The results of the pressure testwork are
notable because small negative underflow/overflow density
differentials (up to 400 kg nr3) occurred in seven of the eight tests
(operating at a feed density of about 2500 kg nr3, implying very high
viscosities), although the author did not point this out in the paper.
The 1957/58 paper [57] reported attempts to measure the tangential
velocities at different radii in the cyclone, and hence the velocity
gradients. These were then correlated with the shear rate/shear stress
measurements obtained by Govier et al [56] and reported in detail in
the paper. This allowed the calculation of the apparent viscosity of
a variety of media at different points in the cyclone, and this
information was then used to interpret the results of the
metallurgical testwork. Lilge's work [57,61] -js notable in that it
remains the only recorded attempt to interpret cyclone performance in

- 44 -
terms of measured medium rheology, and is significant in its emphasis
of the importance of medium viscosity. However, the earlier paper
[57] suffers from a number of anomalies and disputed conclusions,
many of which were raised in the published discussion. In particular,
the authors reported a value of 0.268 for n (eqn. 2.1), and found that
the inlet velocity factor a = Vc/V-j had values greater than unity,
based on anemometer measurements of the tangential velocity. Both are
at variance with the results of other workers (who admittedly were not
working with dense medium), and were revised by Lilge in a later
paper, based on pitot-tube measurements [51]. Other doubts were
expressed regarding the effect of solids concentration and size
distribution upon the measurements, and upon the existence or
otherwise of a free (spray) underflow discharge. The assumption of
laminar (streamline) flow, implicit in using concentric-cylinder
viscometer data to predict the viscosities prevailing in the
cyclone, was questioned in the light of the high Reynolds numbers
prevailing in the cyclone. One might also add that the viscosity
experienced by an ore particle moving radially would only be the same
as that determined by the local tangential velocity gradient if the
shearing of the medium (either by the particle during its passage or
by the vortex flow) was isometric. Finally, as will be discussed in
Section 2.3.3 and Chapter 4, the validity of the rheological
measurements themselves must be in some doubt.
Unfortunately, the authors did not determine the Tromp curve for each
separation but only reported metallurgical performance data such as
yield, grade and recovery. However, some interesting results were
obtained. The same value for n was found for both water and a

- 45 -
magnetite medium of density 2400 kg m-3, implying that flow patterns
observed for hydrocyclones operating with water may also apply to DM
cyclones. However, the value for n determined experimentally was
probably incorrect, as different values were quoted in subsequent
papers. The authors' conclusion that any factor which increased
viscosity also increased yield (implying a reduction in 6S0) has
already been mentioned; this effect was particularly noticeable with
media apparently exhibiting dilatant behaviour (galena and
ferrosilicon), and was attributed to the diversion of gangue particles
to underflow by the high viscosity near the axis. A high cone ratio
resulted in higher tangential velocities and thus rates of shear,
producing very high viscosities in the dilatant media. Higher
pressures also resulted in high shear rates, but this was stated to
cause lower viscosities (and thus more efficient separations); this is
presumably true only of the pseudoplastic media, not the dilatant
media.
In his 1962 paper [61], Lilge developed the concept of his "cone
force equation" :
Cn A p Vr2 = 2 (fi - p) W I t lr .... (2.17)
reflecting the balance of radial forces acting on a particle (c.f.
Tarjan [14]). The d50 was then defined as the size of particle
present at the intersection of the envelopes of zero axial velocity
and maximum tangential velocity. For dense media, the viscosity term
- 46 -
(contained in Cg) was determined as before, knowing the shear rate
at this point. The d50 could then be determined for selected particle
densities, and thus the complete density separation predicted. Again,
however, this paper attracted criticism. Implicit in some of the
criticism was that the thickening or classification of the medium
itself had been neglected.
Lilge and Plitt developed the use of the cone force equation in a
subsequent paper [62]# and gave a detailed procedure for its use in
the design of DM cyclones. This included the introduction of a
"separation constant", Ks, defined as
= 50 (5 ■ S50) 0*5 .......(2. 18)
This constant reflected the fact that a spectrum of ore densities was
involved, and the required d50 was therefore not constant. For a
fully-liberated, two component ore system, the cyclone would be
designed to give a finer d50 size for the heavy mineral than the
finest size worth recovering in the underflow. It was also stated
that excessive segregation (thickening) of the medium occurred when
the 90% passing size of the medium solids was half the prevailing d50,
In order to avoid this it was suggested that the dso be set at three
times the 90% passing size.
In the context of the dispute regarding the value of the inlet
velocity factor, a , it is worth noting that Bradley's review [1]
stated that Kelsail's data [?] implied a relationship of the form

- 47
a = K (Re,) 0-14 .... (2.19)
This is turn suggests that a falls as the viscosity rises, which, when
combined with a probable simultaneous decrease in n [l], would
result in significantly decreased centrifugal forces available to
separate particles in the cyclone. The implications of this effect
will be explored later in the thesis.
Cohen and Isherwood [35] described the use of a dense medium as "a
deliberate attempt to interfere with the hydrocyclone's natural
classifying action". They interpreted the mechanism of separation in
terms of the classification of the three solid phases (light ore,
dense ore, and medium), subject to the relative solids handling
capacity of the apex and vortex finder. The size distribution of the
medium was shown to be important in terms of the proportion reporting
to, and therefore required to be handled by, the apex. It was
recommended that the medium solids be fine enough to follow the water
flow (i.e. that the medium be stable), subject to avoiding the
deleterious effect of highly viscous (very fine) media. Their work
might be criticised on the grounds that the medium densities used were
atypically low, and thus the segregation of the medium was more
pronounced than usual. This may account for the authors' observation
that, for the series of tests using "coarse" ferrosi1 icon, the
underflow solids concentration remained constant at 86%, suggesting
that the solids handling capacity of the apex was the controlling
factor under these conditions. The authors anticipated Lilge et al in
suggesting a simple procedure for designing a cyclone for a particular
application, by using an equilibrium-orbit type classification
- 48 -
equation (of Tarjan) to determine the inlet size required to just
recover the dense value at its lowest size. The apex diameter was
approximately determined on the basis of the expected loading in the
underflow.
The DM cyclone literature frequently contains qualitative statements
such as "if variable X is increased, performance parameter Y
decreases", which reflects the difficulty of modelling the process
quantitatively. Some authors have attempted to apply classification
theory to the behaviour of the medium and/or the ore; Tarjan was
perhaps the most persuasive in this respect. Only one group of
workers, Lilge et al, have attempted a general theory and design
procedure for the DM cyclone and, as noted in this review, the attempt
aroused criticism and has not achieved general acceptance. It is
generally agreed that, other things being equal, the 650 is inversely
correlated with ore size, below a certain size. Above this size, the
650 remains relatively constant. Several significant disagreements
exist, notably regarding the relationship between separating density
and efficiency of separation, and the mechanism controlling the
separating density. An important anomaly is the well-established
experimental result that an increase in the viscosity of (unstable)
suspensoid media decreases the separating density, which is at
variance with the equilibrium orbit model of eqn. 2.4. However, one
theme which clearly emerges in much of the literature, whether
explicitly or implicitly, is that the characteristics and behaviour of
the medium are process-determining. This conclusion, coupled with a
general lack of reliable, quantitative data concerning these factors,
resulted in a decision to attack the problem of determining the
mechanism of separation in DM cyclones in the present work from the
point of view of the properties and behaviour of the medium.
- 49 -
2.3 Properties of Dense Medium Suspensions
2.3.1 Introduction
Two properties characterise the suspensions utilised as media in DM
cyclone operations : the sedimentation behaviour, and the rheology,
which reflects behaviour under shear. Although related, both
contribute independently to the performance of a cyclone in
achieving a separation by density. The sedimentation properties,
in particular the settling rate, control the degree to which the
medium segregates in the cyclone, leading to the normally observed
density differential and the effects which this generates;
stability is the inverse of settling rate. The rheology influences
both the flow of the medium in the cyclone and the motion of an ore
particle within the cyclone under the influence of the applied
centrifugal force field. Both the sedimentation and rheological
properties are principally determined by the size distribution and
shape of the medium solids and their volume concentration in the
pulp. Other factors to be considered include the presence of
contaminating fine solids, the degree of magnetisation of the
medium, and the extent of coagulation or flocculation.
The literature on the properties of settling suspensions is
extensive, which is a consequence of the importance of transport
phenomena in many disciplines. The review which follows will
consider separately the literature on sedimentation and rheology.

- 50 -
2.3.2 Sedimentation
Sedimentation under gravity is a process which has been much
studied, mainly in the context of solid-liquid separation
techniques such as thickening. Its importance to dense medium
processes was first established in the development of static bath
devices which require a stable (slow-settling) medium to achieve
effective density separations under gravity. With the advent of
cyclone separators, much more stable media were required to prevent
excessive segregation in the centrifugal force field, which can be
two or three orders of magnitude higher than gravitational force.
Commercial media are generally manufactured in a variety of size
distributions, corresponding to different stabilities for different
applications [42].
Single particles settle at a rate determined by the prevailing flow
regime. In laminar flow the terminal velocity of spheres is
governed by Stokes' law, and in turbulent flow by Newton's law;
various correlations are available for the regime intermediate
between these two. As noted in Section 2.1, Concha and Almendra
have devised a correlation successfully describing all three
regimes [32],
Dilute suspensions behave as single particles, with each particle
size settling at its own terminal velocity. However, as the
suspension becomes more concentrated, hydrodynamic interference and

- 51 -
particle collision dominate, and "hindered settling" prevails.
Under these conditions, the body of solids settles as a continuum,
and all the particles settle at the same rate, a rate which is
slower than those of the individual particles in free settling
conditions. It is this mechanism which operates in the case of
dense media.
A variety of methods has been used to determine the sedimentation
behaviour of dense media; Collins et al [42] have reviewed some
of these. Since dense suspensions settle under hindered settling
conditions, it is often possible to observe a clear mudline, and so
measure the settling rate directly in a simple sedimentation test
using a graduated measuring cylinder; Govier et al [56] 9 De Vaney
and Shelton [56]# Datta [59] and Apian and Spedden [50] all
used this method. Most other workers have used methods of
measuring the change in pulp density with time, at a point in the
settling medium, rather than settling rate directly. The simplest
such technique, reported by Geer et al [57] and Valentyik [58]#
involved the use of the apparatus shown in Figure 2.3(a). The
medium filled the tube, which was shaken vigorously and then
allowed to stand for (say) 60 seconds. The bung was then removed
and the top section of the medium allowed to drain off. By
suitable weighing, it was a simple matter to determine the change
in density in the top section of the tube, relative to the initial
density. Kirchberg [70] ancj Nesbitt and Loesch [71] measured
the change in density with time at a point in the settling
suspension by observing the change in manometric delivery pressure

FIGURE 2.3(a) - SIMPLE STABILITY - MEASURING APPARATUS(AFTER GEER et al R 7 ] . )
FIGURE 2.3(b) - STABILITY MEASUREMENT BY PRESSUREDIFFERENTIAL (AFTER NESBITT & LOESCH [711 )

- 53 -
of a constant flowrate air supply delivered to the suspension; the
apparatus is shown in Figure 2.3 (b). Van der Walt et al [72]
monitored the change in density of magnetite media using a
stationary hydrometer, the upthrust of which was measured by an
electrodynamic balance. The change in density with time was found
to be non-linear, so a semi-logarithmic transformation was used, to
give the following expression for settling rate :
-h d In (p-1) _ivs = -------- — — L cm s 1dt ..... (2.20)
where h = depth of immersion of hydrometer.
Schmeiser [73] USed ^-radiation attentuation to determine the
density of ferrosilicon suspensions in a vessel in which the
suspensions were allowed to settle after mechanical agitation.
The question of whether to use sedimentation rate, or rate of
change in density, to characterise the stability of a dense medium
will depend upon the reason for which the measurement is required.
Sedimentation rate is often easier to determine, and is a useful
comparative measure in the context of the very large academic and
industrial literature on the sedimentation of suspensions. Since
we are concerned with the role of suspensions as media in density
separations, however, the rate of change of density would seem to
be a more relevant parameter. Collins [65] is the only worker to
have measured the sedimentation of ferrosilicon suspensions in
terms of the distribution of density with time at different levels

- 54 -
of the suspension; he then related this information to forced
sedimentation (segregation) in a cyclone. His data are presented
graphically in Figure 2.4. It is of interest that the maximum
density was reached about half way down the column, whereafter it
declined slightly to a value which remained relatively constant
with time. Unfortunately, the duration of the experiment was not
long. However, the author showed that, by assuming a division of
the pulp into an upper zone of 65% and a lower zone of 35%
(simulating a DM cyclone volume split of 35% to underflow) the
differential, pu - p0, increased by 20 kg nr3 with each
doubling of the settling time (15, 30 and 60 seconds). He pointed
out that the observed differential for a cyclone could then be
expressed in terms of equivalent settling time under gravity; in
the case of a Vorsyl separator operating with the appropriate
medium, a differential of 160 kg nr3 was obtained, which equates by
this argument to a settling time of 8 minutes. This simple model
may be useful for comparative purposes, but is probably not capable
of representing the dynamic situation.
All authors agree that the sedimentation rate of any suspension
decreases as solids concentration increases, and this effect seems
likely to play a role in DM cyclone performance. However the exact
form of the correlation will depend upon the prevailing settling
regime. Fitch [74] # quoted by Datta [69] # has presented a
simple representation of the different settling regimes, which is
illustrated in Figure 2.5 (a). Cheng's more recent review [75]
utilises similar concepts. At high dilutions, the clarification
regime prevails. Its main feature is the absence of a clear mudline

MEA
N DE
NSIT
Y (K
g m
3!
FIGURE 2.4 - DENSITY PROFILES IN SETTLING 50:50 FeSi/MAGNETITEMEDIUM. AFTER VARIOUS TIMES (DATA FROM COLLINS 165])

- 56 -
between the settling suspension and the supernatant liquid, due to
a gradation of both particle size and pulp density. As the volume
concentration of the solids increases, they settle as a
consolidated mass with a clearly visible mudline wh i ch F i tch
described as "zone settling". He postulated that at these
concentrations the particles are close enough to cohere as a
plastic structure, into which are locked all particles unable to
exert a stress exceeding the yield stress of the structure.
Particles of all sizes (except the very largest) are therefore
constrained to settle at the same, constant rate. Clearly, as
implied in Figure 2.5 (a), this effect would predominate at higher
dilutions, the higher the tendency for the particles to flocculate
or coagulate naturally due to physico-chemical effects. At very
high solids concentrations, such as are encountered at the base of
gravity thickeners, a compression zone is reached which is
characterised by a reduced settling rate and a channelling of the
liquid upward through the settled pulp.
In the case of dense media, volume concentrations are high
(typically > 2 0 % v/v), zone settling prevails, and unless slimes
are present it is usually possible to observe a mudline settling at
a constant rate (until the compression zone is reached). Data will
be presented in Chapter 4 which conform with this view.
The question of whether the zone of pulp below the clear water
interface is of constant density is a moot one. Coulson and
Richardson in their review of sedimentation [76] # quoting Coe and
Clevenger's classic studies [77], illustrate two settling regimes
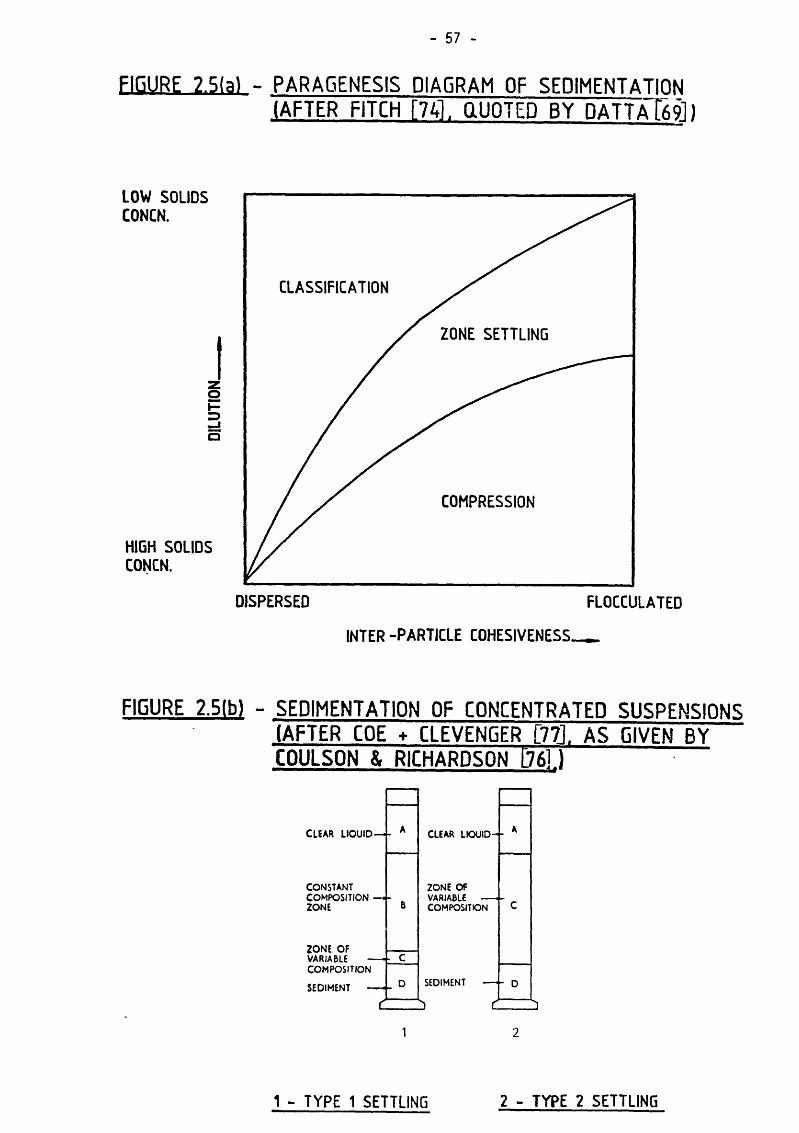
- 57
FIGURE 2.5(a) - PARAGENESIS DIAGRAM OF SEDIMENTATION(AFTER FITCH T741. QUOTED BY D A T T a T691)
IN TER -PARTIC LE C O H ESIV EN ESS_ _
FIGURE 2.5(b) - SEDIMENTATION OF CONCENTRATED SUSPENSIONS(AFTER COE + CLEVENGER [7?1 AS GIVEN BY COULSON & RICHARDSON t M )
CLEAR LIQUID— - A
CONSTANTCOMPOSITIONZONE
ZONE OF VARIABLE - COMPOSITIONSEDIMENT -
CLEAR LIQUID--
ZONE OF VARIABLE — COMPOSITION
SEDIMENT
1 - T Y P E 1 S E T T L IN G 2 - T Y P E 2 S E T T L IN G

- 58 -
(see Figure 2.5 (b)). In Type 1, the mudline settles at a constant
rate through a zone in which the concentration is constant and
equal to that of the original dispersed suspension; the settling
rate then declines to zero as the mudline meets first a small zone
of variable composition and then the settled sediment.
Type 2 settling, stated to be less common, occurs when the range of
particle size is very great. In this case, the settling rate
declines progressively because there is no zone of constant
composition. Collins' data [65] quoted earlier (see Figure 2.4)
suggests that there is no zone of constant composition in the case
of DM suspensions. However, the variation in concentration was
small. Both Van der Walt and Fourie [72] and Nesbitt and Loesch
[71] found that the pulp density at a point in the suspension
declined continuously with time, implying that no zone of constant
density existed; indeed, this effect was the basis of their methods
for determining stability. However recent work on the development
of a device to measure the stability of ferrosilicon suspensions
using an inductance coil [79] has suggested that a sharp
interface exists between the settling suspension and the
supernatant, and that very little change in density occurs in the
body of the suspension before the interface passes. Richardson and
Shabi [78] studied the distribution of concentration of fine
polydisperse suspensions, and concluded that for highly
concentrated suspensions the concentration remained constant in the
zone below the mud line.
- 59 -
In any event, it is clearly possible to obtain an estimate of the
"initial" settling rate (so-called to distinguish it from the
reduced settling rate associated with the compression zone),
whether by direct observation of the settling of a mudline
[56,65,66,69,80] or by indirect methods [70,71,72,73]. Apart
from Steinour's early work [84] # the most common way of
correlating the initial (linear) settling rate, vs, with the
suspension concentration, Cv, is by means of an expression of the
form :
nvs = vso (1 ” Cv) ..... (2.21)
where vso = terminal velocity of a single particle.
Richardson and Zaki [81] derived this equation by dimensional
reasoning based on an assumption of Stokes' and Newton's laws for
laminar and turbulent fluid flow past the particle, respectively.
From observation of the sedimentation of a variety of particle/
liquid combinations, they deduced the following values for n:
Rep > 500 n = 2.39
Rep <0.2 n = 4.65 + 19.5 d/D
0.2 < Rep <500 n = f (Rep, d/D)
where d = particle diameter
D = vessel diameter

- 60 -
(vso in equation 2.21 is the extrapolated value of vs for Cv
= 0 and represents a common method of determining an "equivalent
Stokes' diameter" for a polydisperse suspension).
Although their work was confined to equi-sized particles in the
range 100-1000 pm, a later paper by Richardson and Meikle [82]
claimed that essentially the same correlations apply to fine,
polydisperse particles; an exception was a value of n = 1 0 . 5
determined for 5-7 pm alumina particles, which was attributed by
the authors to a particle shape effect, possibly associated with
occlusion of liquid by the solids.
An alternative derivation of equation 2.21 has been given by Maude
and Whitmore [8 8 ], They proposed the relation :
a/mvs = vso (1 “ Cv) ..... (2.22)
where m = 1 for Rep < 1
m = 2 for Rep > 1 0 3
For laminar flow (m = 1) and equi-settling spheres, theoretical
considerations lead to limiting values of 1 < a < 8 , although a = 5
in practice (cf. Richardson and Zaki, n = 4.65). Data of other
workers, reviewed by the authors, gave 4.15 < a < 9.35 for a
variety of suspensions. The variation in a, at a given Reynolds
number, was attributed to variations in particle size and shape.

- 61 -
Moreland [85] found that equation 2.21 described the settling of
narrow size fractions of coal, in the range 80-1000 pm, in white
mineral oil, with n = 6.5 - 7.5; the volume concentration was
varied in the range 0-40%. The value of vso was determined
experimentally for individual particles in each size range.
Moreland also claimed that Steinour's data for emery powder [84]
gave n = 6.8 - 7.0, and he suggested that n = 4.65 for spheres but
increases for irregular shapes.
Davies et al [86] postulated that large values of n are
associated with highly hindered systems. Their data on calcium
carbonate settling in various liquids at low concentrations (Cv <
4.28%) gave values in the range 24.4 < n < 74.2. They showed that
n = — where is initial porosity at which solids flux l-£ i
[vs (1 - e) ps] is a maximum; large values of n therefore imply
maximum solids flux at low solids concentration (high e). The
nearer ej is to unity, the more rapid is the decrease of vs with
increase of Cv, implying that the more hindered is the system.
Since the most "hindered" systems are those which show hindrance at
low solids concentrations, hindrance (and thus n) must be a
function of factors in addition to solids concentration. These
include particle-particle interactions between electrical double
layers (particularly for charged particles of high surface area in
polar liquids), and particle-liquid interactions in which liquid is
bound to the solid, thus reducing the effective density of the
solid and/or increasing the effective solids concentration. The
authors presented data of other workers in which high values of n

- 62 -
were associated with systems in which such interactions could be
expected to play an important role. Physico-chemical interactions
of this kind, leading to a modification of sedimentation behaviour,
have also been discussed by Vincent [87] and Sadowski et al
[88].
Scott [89] and Capes [90] (anticipated by Whitmore [150])
have both proposed a modification of equation 2.21, as follows :
vs = vso [1 ” KCV) ..... (2.23)
Scott suggested that n = 4.65 for his calcium carbonate
suspensions, and defined K as the volume of aggregates (floes) per
mass of contained CaC0 3 . KCV thus represents the "effective"
solids concentration and accounts for the effect of liquid
immobilised by the floes. Whitmore termed K the "hydrodynamic
volume factor", and showed that it increased with decreasing
particle size.
Scott [91] has also shown that equation 2.23 fits the
ferrosilicon settling data of Nesbitt [71] (quoted in Ref. 42),
with n = 4.65 and K-values in the range 1.32 - 2.01; the K-values
were higher for the irregular, milled material than for the more
spherical, atomised material (see also Table 2.1 below).

- 63 -
Capes also proposed that K represents the volume of aggregates (fo
fine solids fluidised by a pressurised gas), but that n can vary.
Using data from the literature, and an iterative calculation
procedure, he showed that improved correlations could be obtained
from equation 2.23 over equation 2.21, using K-values in the range
0.951 - 1.695. In so doing, the value of n was reduced from 6.0
(equation 2.21) to 3-3.5 (equation 2.23).
Datta [69] studied the sedimentation of mineral suspensions, and
concluded that the distribution and size moduli ( a and k) of the
Gaudin-Schuhmann function, which described the solids size
distributions, played a part in determining n in equation 2.21. He
found that for a > 1.0 (which is usually the case for ferrosilicon
powders) n had a constant value of 6.5. For a < 1.0, n * 8 . 4 _+ 3
down to sizes of about k = 150 ym, below which n increased
abruptly. However, his data for a > 1.0 do not extend below k = 70
ym, and one of his figures (No. 50) suggests that the increase in n
for a <1.0 may only occur for k < 70 ym. It could therefore be
that a similar trend towards high n-values at finer sizes also
existed for a > 1.0 but was not observed. Certainly, all his work
points to a significant effect of size distribution on
sedimentation. In this context it is interesting to note the
present author's earlier conclusion [4] that the two parameters
of the ferrosilicon size distribution significantly influenced DM
cyclone performance.
Although Collins [65] presented data suggesting that the initial
settling rate at a given volume concentration is not affected by

- 64 -
the type of medium (ferrosilicon or magnetite) or the size
distribution, the general concensus is that the sedimentation of
suspensions is significantly influenced by particle shape and size
distribution, and by physico-chemical particle-particle and
particle-liquid interactions. In the case of dense medium
suspensions, there is clear evidence [42,56,71,80] that settling
rate decreases with fineness and irregularity of particle. The
question of whether the vs - Cv data are best correlated by
equations 2.21 or 2.23 is not clear from the literature. The two
relevant publications of Richardson et al [81,82] argue strongly
in favour of retaining a value n = 4.65 in equation 2.21 for all
suspensions, in cases where Rep < 0.2. However, other data in
the literature require that equation 2.23 be invoked to achieve
this. Certainly, the concept of liquid occlusion by the particles,
resulting in an effective increase in solids concentration, is
intuitively satisfying, and the literature suggests that the high
values of n which have been reported might be attributable to this
effect.
In order to examine the effectiveness of equations 2.21 and 2.23 in
describing the limited volume of sedimentation data which have been
reported for ferrosilicon-water suspensions, the equations were
fitted to appropriate data obtained from references 56, 71 and 80.
The data are given in Appendix 1. In the case of Nesbitt and Loesch
[^1] and Govier et al [56], the data are as reported in their
papers. In the case of Apian and Spedden [80], the data have
been interpolated from graphs given in the paper, and are
accordingly subject to some uncertainty. The equations were fitted
in linear form by least squares regression :

- 65 -
In vs = In vso + n In (1 - Cv) ..... (2.21 a)1/4.65 1/4.65
(vs) = vso (1 ■ KCy) ..... (2.23 a)
The results are summarised in Table 2.1.
Based on the values of r2, and allowing for the fact that the
logarithmic transformation required for equation 2.21a will tend to
inflate r2, the quality of the fits to the two equations are
comparable. The effect of introducing K in equation 2.23 is to
reduce the estimated values of Vso. and the corresponding
calculated values of dST and Rep, to intuitively more
reasonable values, especially in the case of Nesbitt and Loesch's
data [71], However the parameter values determined for their data
must be treated with caution in view of their indirect method of
determining stability.
It is interesting to note that in only one case does equation 2.21
produce a value n < 4.65; all the other values are significantly
greater than 4.65, confirming the findings of other authors working
with a variety of suspensions [69,82,85,86,]. According to Davies
et al [86], this would imply that the systems are highly
hindered.
The values of K estimated in fitting equation 2.23 range from 0.95
(which may be not significantly different to zero) to 2.02. If one
assumes a simple model of a solid sphere immobilising a symmetrical
volume of water around it, so as to effectively increase the
diameter of the sphere by a proportion, p, it is not difficult to
show that :
K = (1 + p)3 (2.24)

TABLE 2.1 - CORRELATION OF vcn - Cu DATA FOR THE SEDIMENTATION OF FERROSILICON SUSPENSIONS - REFS. 56,71 & 80
* Equation 2.21 Equation 2.23Reference No. of
ResultsFerrosillcon
Type-45 urn
(cm” -1)n r2 Rep , Vso-n(cm s A)
K r2 ? S T(p m )
R e p
56(Govier et al) 6 Milled? 75 0.974 10.27 0.951 59 0.57 0.785 1.77 0.938 52 0.41
71(Nesbitt/Loesch) 7 65D Milled 42 14.97 12.71 0.993 393 59 5.11 1.74 0.988 164 8.4
5 100D Milled 55 39.80 17.70 0.987 1177 468 5.60 2.02 0.994 175 9.88 Special Coarse Atomised 27 5.19 8.12 0.997 166 8.6 3.21 1.36 0.998 120 3.99 Cyclone Grade Atomised 71 1.077 9.55 0.998 62 0.67 0.509 1.47 0.995 41 0.21
80t
(Aplan/Spedden) 5 Milled? 60 0.249 4.19 0.987 28 0.07 0.264 0.95 0.992 29 0.079 Atomised 71 0.498 9.17 0.987 41 0.20 0.370 1.55 0.970 35 0.13
Notes; 1. r2 = coefficient of determination for linear regression.
2. d$j = equivalent Stokes diameter; determined from Concha and Almendra's correlation for spheres [32], assuming viscosity of water n * 0.001 Nsm.
3.
4.Rep = Particle Reynolds Number - P_VsoJlST_
n ,Density of solids assumed to be 6800 kg nr .
where p ■ water density n ■ water viscosity
Density of watrer • 1000 kg nr2.
- 67
Thus, for K = 2, p = 0.26 (i.e. an effective increase in particle
diameter of only 26%); for K = 1.4, p = 0.12. The estimated values
of K thus seem reasonable in a physical sense. The data of Nesbitt
and Loesch (the only available set in which both particle size and
shape can be compared) also suggest that K increases with fineness
and irregularity of shape, as one might expect.
In general, equation 2.23 appears to describe satisfactorily the
limited data available on the sedimentation of ferrosilicon-water
suspensions. The classical vso - Cv correlation of Richardson
and Zaki [81] is preserved, whilst introducing a physically
meaningful correction, K [89, 150]# allowing for water
immobilised through being "bound" to the solid particles, either by
physico-chemical effects or by trapping in pores and other
irregularities. In order to confirm that this correlation also
applies to the suspensions utilised in the present work,
sedimentation tests were conducted with three ferrosilicon-water
media; these are described in Chapter 4.
2.3.3 Rheology
When a shearing force is applied to a fluid or suspension, and flow
is initiated, a velocity gradient is set up in the fluid as a
consequence of its internal friction. Fluid close to the applied
force moves rapidly, whereas fluid remote from the force moves more
slowly; the fluid layers can be thought of as sliding over each
other, each layer being retarded by the adjacent layer. The rate
of shear, S, is expressed as a rate of change of velocity with

- 68 -
* dsdistance from the shearing force : S = — 5 where s = velocitydx
and x = distance. The shearing force acts over a given area, and
is therefore expressed as a stress : t = F/A.
In general, the relationship
t = f(S) ..... (2.25)
is characteristic of the fluid or suspension at a fixed temperature
and pressure. The graphical representation of this function, which
can be obtained experimentally, is called the flow curve or
rheogram [69,92,93].
The simplest fluids are those for which the flow curve is a
straight line, passing through the origin :
t = n S ..... (2.26)
The constant of proportionality, n, is called the viscosity, which
can be thought of as the resistance of the fluid to shear. The
dimensions of viscosity can be obtained as follows :
[t ] = [Force/Unit Area] = MLT"2* L~2 = ML-1 T-2
[S] = [Shear Rate] = LT_1«L-1 = T"1
[n] = [t/S] = ML-1 T-2*T = ML"1 T”1

- 69 -
The SI units are [t ] = N m-2
[S] = s-1
[n] = N s nr2 = 10_1 P
Fluids described by equation 2.26 are called Newtonian; their
viscosity is constant over all shear rates, and an infinitesimally
small stress is required to initiate shear. All other types of
fluid are referred to as non-Newtonian. There are many forms of
non-Newtonian behaviour. In the following discussion we
specifically exclude time-dependent fluids (those for which the
nature of equation 2.25 depends upon the shear history) and
visco-elastic fluids (those which exhibit elastic behaviour under
shear). The remainder can be conveniently summarised in terms of
certain ideal rheological types, whose flow curves are illustrated
in Figure 2.6. Curve A represents the simple Newtonian fluid.
Curve B represents a fluid which possesses an internal structure
such that a finite stress (known as the yield stress, t 0 ) is
required to initiate shear; thereafter it behaves as a Newtonian
fluid with a constant plastic viscosity, np. Such fluids are
called Bingham plastics, and their flow equation is :
f = *o + ^p S ..... (2.27)
The plastic viscosity is then given by
(2.28)

- 70 -
FIGURE 2.6 - IDEAL RHEOLOGICAL TYPES.
in inUloc»—i/i
tc.<•uj□Cin
A. NEWTONIAN C. PSEUDOPLASTICB. BINGHAM PLASTIC D. D ILATANT
FIGURE 2.7 - GEN ERAL SHAPE OF THE FLOW CURVE * FOR CONCENTRATED SUSPENSIONS (FROM
M ETZNER & WHITLOCK T99l ).
10° 10*SH EA R R A T E
10*

- 71 -
and thus cannot be determined from a single shear rate/shear stress
measurement; the full flow curve must be determined so that the
intercept, t 0 , can be evaluated.
A pseudoplastic, or shear-thinning, fluid is one for which the
apparent viscosity, na» decreases with increasing shear rate,
i.e. the flow curve is non-linear. It is so-called because
extrapolation from high to low shear rates implies the existence of
a yield stress (the dotted line, curve C, in figure 2.6). The
converse of curve C is curve D, which describes dilatant, or shear
thickening, fluids for which apparent viscosity increases with
increase in shear rate. Real fluids or suspensions rarely exhibit
pure dilatancy or pseudoplasticity over the whole range of shear,
but these models represent useful approximations over shear rate
ranges of practical interest. It should also be noted that fluids
are known which are combinations of these ideal types.
Both pseudoplastic and dilatant fluids can be represented by an
empirical relation known as the "power law" :
• nt = k(S) ..... (2.29)
where k = a consistency index (higher for more viscous fluids)
and n = an exponent, constant over large ranges of shear rate,
and taking the following values :
- 72 -
n < 1 pseudoplastic n > 1 dilatant n = 1 Newtonian
The dimensions of k are not those of viscosity, but depend upon the
value of n, which is dimensionless [69] :
-1 n -2[k] = ML T
Although k is not a viscosity in a true sense, an apparent
viscosity, na, can be defined for a power law fluid as :
nai ~ Ti/ i ..... (2.30)
The subscript, i, identifies the specific shear rate or shear
stress at which the apparent viscosity is being defined. na has
the units of viscosity (being the ratio of a shear stress to a
shear rate) and represents the viscosity of a Newtonian fluid
exhibiting the same resistance to flow at the chosen shear rate or
shear stress [92], This is an important definition in the context
of dense medium processes, since the velocity of an ore particle in
the medium is a function of (among other factors) viscosity, or
apparent viscosity, depending upon whether the medium is Newtonian
or non-Newtonian. The apparent viscosity can be defined in terms
of the power law by combining equations 2.29 and 2.30 as follows
[93] :

- 73 -
na = M S ) ..... (2.31)
A wide variety of instruments is available for the determination of
the flow curve of pure liquids. However, practical problems arise in
measurements with settling (unstable) suspensions which are, by
definition, never in equilibrium. If the solids are to be properly
dispersed, some form of agitation is necessary, and this can interfere
with the measurement itself. The problem has been addressed by many
workers, and a variety of solutions has been proposed. One might add
also that a variety of conclusions regarding the rheological
properties of settling suspensions have been reached. This is because
many workers determined only some relative viscosity, in order to
assess its dependence upon factors such as volume concentration,
particle size and shape, and made no attempt to establish the full
flow curve.
A case in point was the work of Purohit and Roy [94,95] who used a
concentric cylinder viscometer in which the suspension was contained
only between the two cylinders, both of which were free to rotate; the
outer cylinder formed the cup, and the inner cylinder, which was
driven, acted as a stirrer. The instrument was calibrated using
glycerol solutions, in terms of a friction factor and Reynolds
number. Working with a variety of slurries in narrow particle size
ranges (10-320ym) at volume concentrations up to 3056 v/v, they
correlated their data by the following expression:
- 74 -
(2.32)
where r\s = viscosity of suspending liquid (water)
d = geometric mean size of particle
Cv = volume concentration of solids
ki,k2 >n = constants, determined from data
Apparent viscosity was found to increase rapidly with concentration, a
trend which is reported by most workers. However, the dependency upon
particle size varied with the type of solid; for some, n was found to
be positive and for others negative. The authors attributed this to
variations in particle shape with size fraction.
Ferrini et al [96] used a "modified Couette" viscometer, consisting
of a cup with a single bob rotating inside it, creating a narrow
annulus between bob and cup. The suspension was circulated
continuously through the cup via a centrifugal pump. Limited flow
curve data suggested that the suspensions were shear-thinning, with
the degree of non-Newtonian behaviour increasing with volume
concentration and decreasing with shear rate. A modified Eiler's
equation was presented which described well the dependency of the
relative viscosity of (among others) coal and magnetite suspensions
upon volume concentration :
= ki + k<- n.

- 75 -
nanr = —
0.5 ni1 + -----------
1 . 1G7 vm
2
(2.33)
where nj = an intrinsic viscosity term
Cvm = maximum possible volume concentration
ni for irregular particles must be determined from the data,
although for spheres m = 2.5, as given by the Einstein equation for
dilute suspensions. Cvm can also be determined from the data,
although the authors point out that the experimentally-measured values
are close to those obtained from the sedimentation procedure suggested
by Robinson [98],
Clarke [97] used a Ferranti Model VL portable concentric cylinder
viscometer inserted in a vessel with an impeller mounted in the base
such that the suspension was constrained to circulate up the sides of
the vessel and down through the cylinder assembly, which was
appropriately modified. The suspensions studied included narrow size
ranges of quartz (44-211pm) in water. In preliminary tests he
reported "anomalous decreases in apparent viscosity" at high shear
rates (> 250s-1), and he attributed this to slip between the coarse
particles and the cylinder walls (rather than to a shear-thinning
effect). To overcome this "slip", grooves were cut into the cylinder

- 76 -
walls, whereupon the anomalous behaviour disappeared. Clarke
concluded that his suspensions were dilatant, the degree of dilatancy
increasing with concentration, size, density and irregularity of
particles. Apparent viscosity increased with concentration, rapidly
so above a critical concentration of about 25% v/v. Viscosity also
increased with particle size, a result which, as Clarke points out,
disagrees with many other workers, although Purohit and Roy (as noted
above) obtained the same trend on some of their suspensions [94,95];
Clarke attributed his result to an inertial effect, which appeared to
be supported by data obtained from particles of varying density.
However, the viscosity of suspensions containing mixtures of size
ranges was lower than those of the individual size ranges. One might
speculate that the results of Clarke, and of Purohit and Roy, should
be considered specific to narrow size ranges (typically /2 sieve
intervals), and may not apply to wider size ranges.
Clarke also found that viscosity increased with irregularity of
particle shape, which he attributed to increased interactions (caused
by particle rotation in a velocity gradient), greater inter-particle
friction, and liquid immobilised by the irregular particles
(cf.Scott's model for sedimentation, equation 2.23).
Dilatancy was also observed by Metzner and Whitlock [99] -jn
suspensions of 0.2 - l.Oym titania in water and sucrose solutions,
using principally a Stormer rotational viscometer; some confirmatory
data were also obtained using a capillary instrument. No dilatancy
was observed in the case of glass beads suspended in sucrose solution;
- 77 -
however the smallest beads used were 18 ym in diameter, and the
authors cite literature which implies that dilatancy might be confined
to very fine particle sizes. For the titania suspensions, dilatancy
occurred only at the higher shear rates and volume concentrations
(above 27% v/v); the shear rate at which the onset of dilatancy was
observed decreased as concentration increased. Below this critical
shear rate, pseudoplasticity occurred. The authors postulated that
concentrated suspensions of this type follow the pattern illustrated
in Figure 2.7. At low shear rates the flow is Newtonian; thereafter
the curve passes through successive pseudoplastic and dilatant
regimes, separated by a point of inflection representing a local
Newtonian regime. They suggested that the pseudoplasticity at
intermediate shearing rates is due to alignment of asymmetric
particles and the break-up of loose agglomerates; as the shearing
forces increase further, momentum transfer occurs between whole layers
of particles, rather than individual particles, thus increasing the
effective mass which has to be moved; the observed onset of
rheological dilatancy follows, but is not coincident with, volumetric
dilation.
Sikdar and Ore studied the rheology of calcium sulphate slurries in
phosphoric acid using a Brookfield rotational viscometer, at volume
concentrations up to 25% [100], They found that the suspensions
were pseudoplastic, the extent of pseudoplasticity (i.e. the departure
from unity of the index, n, in equation 2.29) increasing with volume
concentration and temperature; apparent viscosity (defined by equation
2.31) increased with decreasing particle size. For a given shear
rate, the data were correlated by :

- 78 -
Cv, = Cyco
(2.34)
where Cv» = volume concentration for which the apparent viscosity
tends to infinity.
CVoo may be assumed to be dependent upon suspension characteristics
such as particle size and temperature.
Sarmiento et al used a capillary viscometer and a modified cone-and-
plate viscometer to evaluate the rheology of red mud obtained as waste
from an alumina process [101]. Their data agree with those of
Sikdar and Ore [100], in that the slurry was pseudoplastic at low
shear rates, the extent of pseudoplasticity increasing with solids
concentration (over the range 15-33% v/v). However, at a shear rate
of about 103 s"1, an increase in the value of the power law index
occurred, reducing the extent of pseudoplasticity; in the case of the
lower concentration slurry (15% v/v) the flow became approximately
Newtonian, an effect attributed by the authors to disruption and
dispersion of the floe structure. These observations would seem to
accord quite well with those of Metzner and Whitlock, corresponding to
the central portion of their proposed generalised flow curve (Figure
2.7). However, in their case the transitions occurred at much lower
shear rates.

- 79 -
One of the principal purposes of defining the rheology of liquids and
suspensions is to enable predictions to be made of the behaviour of
particles moving in the liquid or suspension; this is particularly so
with DMS processes. Brien, Pommier and Bhasin studied the terminal
velocities of spheres falling under gravity in non-Newtonian solutions
and suspensions [102-104]# Both the pure solutions and the
suspensions (containing spherical glass beads) were found to be
pseudoplastic, using a Brookfield rotational viscometer, although the
solutions exhibited Newtonian characteristics at low rates of shear.
The suspensions approached Newtonian behaviour as the volume
concentration increased and the particle size decreased. Correlations
were developed for the resistance force and terminal velocity of the
falling spheres for both laminar and turbulent flows, using
dimensional analysis. The power law parameters of the solution/
suspension were included in the correlations. It was found that the
spheres settled more slowly than predicted by assuming Newtonian fluid
behaviour. The power-law parameters estimated from the settling data,
in terms of the new correlations, agreed well with those obtained
directly from viscometry. However, detailed studies of the influence
of suspension particle size were carried out using narrow-sized glass
beads in the range 60-470pm [103,104]# They showed that a critical
size existed at which the suspension was Newtonian. The terminal
velocity of the sphere falling in the turbulent regime could be
predicted from the usual correlations; under the conditions
investigated the critical size was about 90pm. Above the critical
size, sphere velocity decreased with increase in bead size, whereas
below the critical size the sphere velocity increased with increase in
bead size. The drag coefficient was expressed as a function of the

- 80 -
ratio of bead size to critical bead size; resistance force decreased
with concentration for bead sizes above the critical size, and
increased with concentration for bead sizes below the critical size.
The concept of a critical size for suspension particles, defining
different rheological regimes, may account for some of the
disagreement in the literature regarding the influence of particle
size on rheology.
Valentik and Whitmore [105] studied the terminal velocity of spheres
in flocculated china clay suspensions, using apparatus similar to that
of Brien et al [103]# The suspensions were shown by rotational
viscometry to approximate well to Bingham plastics, for which the
yield stress and plastic viscosity increased with solids
concentration. Their results suggested that the terminal velocity
data could be interpreted in terms of spheres settling in a Newtonian
fluid, but carrying with them an envelope of unsheared fluid whose
thickness decreased with velocity.
One of the most important aspects of suspension rheology, from a
practical viewpoint, is the relationship between apparent viscosity
and volume concentration of solids. This has received considerable
attention in the literature. Rutgers reviewed in 1962 about 100
published equations relating viscosity to concentration [106]# and
further equations have been reported since then [107], Nearly all
the equations are expressed in terms of a relative viscosity, nr,
such that :
nr = 2a = f (cv) ns (2.35)

- 81 -
The characteristics of this function for a given system will depend
upon the relative degrees of interparticle attraction (i.e. degree of
flocculation or coagulation, leading to formation of a structure),
particle friction and hydrodynamic interaction. Suspensions will often
undergo changes in rheological character as the rate of shear
increases, and these changes tend to occur at lower shear rates as the
concentration increases. Cheng has produced a useful summary of these
trends [107], reproduced here as Figure 2.9. At low shear rates and
concentrations the behaviour is Newtonian, becoming progressively
pseudoplastic and then dilatant as shear and concentration increase.
At very high concentrations, in which particle friction predominates,
apparently anomalous phenomena are observed which Cheng has termed
"granulo-viscous" behaviour [108]# drawing analogies with the
behaviour of granular materials according to established principles of
soil and powder mechanics.
Cheng's diagram is similar to that given by Vincent for sedimentation
properties [87]. Indeed, the similarity of these two approaches is
a reflection of the strong relationship which exists between
sedimentation and rheological properties; apparent viscosity is
usually directly related to stability.
For suspensions of relevance to DMS, the dependence of apparent or
relative viscosity upon concentration usually follows the general
trend illustrated by Cheng for non-interacting particles, reproduced
here as Figure 2.8. Assuming the suspending liquid is Newtonian, the
suspension at low concentrations remains Newtonian and the viscosity
increases linearly with concentration. At a certain critical

- 82
FIGURE 2.8 - VISCOSITY-CONCENTRATION RELATION FOR SUSPENSION
OF WON-INTERACTING PARTICLES (FROM CHENG [1071)
Viscosity, n
FIGURE 2.9 - DEPENDENCE OF APPARENT VISCOSITY UPON SHEAR RATE FOR
SUSPENSIONS OF NEGLIGIBLE INTERPftRTICLE ATTRACTION (FROM CHENG [1071)
Log (viscosity)
Log (shear rate)

- 83 -
concentration (usually in the range 25-30% v/v) the viscosity begins
to increase rapidly, and approaches infinity at some limiting or
maximum volume fraction, Cvm, which is often assumed to be the
maximum packing density for the particles concerned (e.g. equation
2.33). This behaviour is important in DMS operations because, as has
been noted, the separations are viscosity-dependent. Above the
critical concentration small increases in concentration (or medium
density) result in large increases in viscosity, which can be
deleterious to performance.
Although the literature on the rheology of unstable suspensions is
extensive, that referring specifically to dense medium suspensions is
much less so. One of the first reported investigations was that of
DeVaney and Shelton [66] who used a simple capillary tube apparatus,
the capillary being fitted at its upper end with a reservoir
containing an agitator and baffles. The instrument was calibrated
with Newtonian liquids. No attempt was made to investigate
non-Newtonian behaviour and the apparent viscosities quoted were
relative, being at arbitrary (unknown) shear rates. In studying a
variety of media, including magnetite and ferrosilicon, they found
that the curves of apparent viscosity vs. pulp density were of the
kind shown in Figure 2.8, the critical volume concentration being
about 25-30% v/v in each case. Viscosity at a given pulp density was
found to increase as particle size decreased, and was higher for
irregular than for smooth shapes. Viscosity increased with decrease
in temperature, particularly at the higher concentrations, presumably
reflecting corresponding changes in the viscosity of the carrier
liquid (water). All subsequent investigators have confirmed these
general trends.

- 84 -
Van der Walt and Fourie [109] usecj a modified Stormer rotational
viscometer incorporating an agitation vessel similar to that reported
by Clarke [97], Flow curves for (among others) magnetite suspensions
suggested that they were of the Bingham plastic type. Govier et al
[56] 5 as already noted, investigated the rheology of galena,
magnetite and ferrosilicon media. They used a Fann concentric cylinder
rotational viscometer, but made no attempt to maintain the pulp in
suspension since the cup containing the pulp formed part of the
viscometer itself and therefore agitation could not be used. After
first dispersing the suspension, the torque reading was found to climb
initially to a maximum and then decline. The authors attributed this
to initial delayed equilibration of the liquid level in the testing
annulus, followed by settling of the solids; they took the maximum
reading in each case as the true one. Such a procedure must throw
some doubt on the data since the measurements were not made with a
homogenous, equilibrium suspension. The authors concluded that the
magnetite suspensions were approximately pseudoplastic over the range
of shear rate investigated (5-1000 s”1)* but that the galena and
ferrosilicon suspensions exhibited pseudoplasticity at low shear rates
and dilatancy at high shear rates; the shear rate at which changeover
occurred was about 200 s"1 for the galena media and 300 s_1 for the
ferrosilicon. Although this behaviour might not be unexpected in the
light of the literature reviewed thus far, the data show no evidence
that the critical shear rate reduced at high volume concentrations
(cf. Figure 2.9). Interestingly Govier, in a book published some
years later [93]# utilised some of the data to show that the galena
media followed perfect Bingham plastic behaviour up to 200 s_1. If
this is so then the rheological model for these materials is more

- 85 -
complex than the authors of ref. 56 proposed.
Rheological measurements with viscometers such as that used by Govier
et al are generally based on operating at a known, true shear rate and
determining an apparent viscosity from an expression of the form :
n a = RC
where R = viscometer reading
C = Newtonian calibration factor
If the fluid is Newtonian (i.e. t = naS)
then t = S R C
If however the fluid is a Bingham plastic (i.e. t = t 0 + up S) then
t - t 0 SRC - TgHn = ----------------- = -------------- :------
S S
and Tip = RC - t 0 / S ..... (2.36)
Since the value of x0 cannot be known without plotting the full flow
curve on linear coordinates, there is a tendency to over-estimate the0
value of n by an amount t0/S, which increases at lower shear rates.
This might account for the authors' observation that the ferrosilicon
suspensions were pseudoplastic at low shear rates but dilatant at high
shear rates. It also illustrates the importance of interpreting the
flow curve initially using linear coordinates.

- 86 -
Doubt might therefore be attached to their contention that the
"apparent viscosity" of the galena and ferrosilicon media decreased
with shear rate at low shear rates and then increased at high shear
rates. Certainly, the behaviour of an ore particle moving in a
centrifugal force field through a medium exhibiting Bingham plastic
and dilatant characteristics at different rates of shear cannot be
predicted with any certainty, as was attempted by Tarjan [44] and
Lilge et al [57], using the data of Govier et al [56],
Despite the uncertainties inherent in the work of Govier et al
[56,93]# some confirmatory data have been presented recently by
Collins [55]. He used a Ferranti concentric cylinder viscometer,
with a stirred vessel, to study the rheology of atomised ferrosilicon
and mixtures of ferrosilicon and magnetite. He found that the pure
ferrosilicon showed behaviour similar to the generalised behaviour of
suspensions discussed by Cheng [107] (Figure 2.9). At low
concentrations and low shear rates (< 400 s”1) the suspensions were
Newtonian, becoming dilatant at higher shear rates. At higher
concentrations the suspensions were pseudoplastic at low shear rates
and dilatant at high shear rates, the critical shear rate decreasing
with increased concentration. Mixtures of magnetite and ferrosilicon
were pseudoplastic (1:2 respectively) or Bingham plastics (1:1). The
apparent viscosity, plastic viscosity and yield stress increased with
solids concentration.
Whitmore studied the rheology of a variety of media taken from
operating coal washeries, also using a Ferranti viscometer [HO],
He found that the media were Bingham plastics (up to the maximum

- 87 -
measured shear rate of about 250 s”1)* and that generally media with a
high plastic viscosity tended to have a high yield stress also. He
was able to show that the quality of separation achieved in the
bath-type separators deteriorated with increased plastic viscosity.
Yancey et al used a capillary viscometer in which the applied head was
controlled by air pressure via a pressure diaphragm. The medium was
continually circulated through the instrument using a pump [HI].
Their results with magnetite suspensions, although at much higher
shear rates than those of Whitmore (up to 5000 s-1), also appeared to
show that the media were Bingham plastics. Plastic viscosity and
yield stress both increased with solids concentration and with the
concentration of fine contaminants such as coal and clays. Nesbitt
and Weavind [ H 2 ] s using a modified Stormer viscometer of the type
described by Van der Walt and Fourie [109], also noted an increase
in viscosity with contamination. They showed that viscosity could be
reduced by de-magnetising the ferrosilicon media used. Atomised
(spherical) ferrosilicon produced lower viscosities for a given pulp
density than milled (irregular shaped) ferrosilicon. This result
agrees with the conclusions of other workers, and indeed forms the
basis of the use of atomised ferrosilicon, since much higher densities
can thus be attained before the viscosity becomes excessively high
[42,113], Nesbitt's work [71,112] further confirmed that the
viscosity of both atomised and milled ferrosilicon media, expressed as
a single point determination using the modified Stormer viscometer,
increased with decreasing particle size. This result, though well
established for dense media [42]# appears to conflict with some of
the general literature on suspensions. As noted earlier, this may be

- 88 -
attributable to the different range of particle sizes utilised. Datta
[69]^ for example, has shown that the width of the size distribution
(expressed as the Schuhmann distribution modulus) controls the
concentration at which the rheology of mineral slurries converts from
dilatant to plastic.
Smith [114] carried out measurements on a variety of ferrosilicon
media, using a modified Haake RV3 concentric cylinder viscometer
placed in a stirred vessel similar to that described by Van der Walt
and Fourie [109], in conformity with other workers, he observed that
the apparent viscosity increased with particle fineness, over both
narrow and wide size ranges, and with solids concentration; the
viscosity increased rapidly above a critical concentration, this
concentration being higher for atomised than for milled material.
However, the flow curves indicated a complex rheology, dependent upon
shear rate. Figure 2.10 shows the flow curves for a milled
ferrosilicon over a range of pulp densities from 26% to 42% equivalent
volume concentration. This material exhibits pseudoplastic behaviour
at low shear rates, with some evidence of a yield stress at the higher
concentrations. As the shear rate increases, Newtonian behaviour is
observed, with a tendency to dilatant properties at the high shear
rates; the transition to dilatant behaviour seems to occur at lower
shear rates as the concentration increases. Some of Smith's results
suggest that ferrosilicon suspensions do not depart significantly from
Newtonian behaviour over quite large shear rate ranges, particularly
at the lower concentrations.
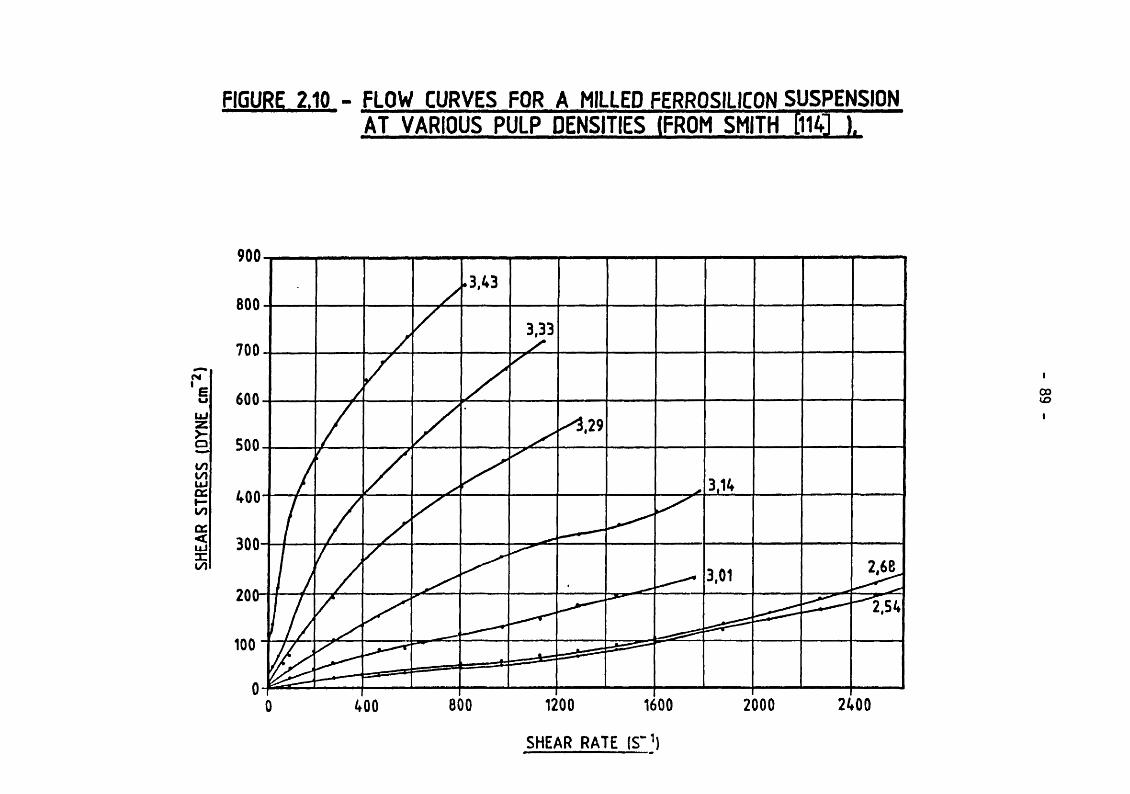
SHEA
R ST
RESS
(DY
NE i
m~2)
FIGURE 2.10 - FLOW CURVES FOR A MILLED FERROSILICON SUSPENSION A T VARIOUS PULP DENSITIES (FROM SMITH fllti ).
SHEAR R A T E ( S '1)

- 90 -
A number of authors have addressed the problem of modifying the
rheological properties of dense media. Valentik and Whitmore [ H 5 ] #
noting that clays are often added to media to achieve stability [66],
deprecated this practice since it leads to an increase in the yield
stress. They advised deflocculating the medium in order to control
yield stress. Geer et al [67] demonstrated that the type of clay
contaminant had a profound influence on the increase in viscosity of
magnetite suspensions. Apian and Spedden [60] reported a study of
the effect of a number of reagents on controlling the viscosity of
dense media. They pointed out that a desirable reduction in viscosity,
achieved by the use of a suitable dispersant, incurred an undesirable
loss of stability. However they showed that an acceptable stability
could be maintained, while reducing viscosity, using carefully
controlled concentrations of the dispersant sodium hexametaphosphate.
They found that the flow curves of uncontaminated, contaminated and
dispersed ferrosilicon suspensions were complex, the rheology varying
with shear rate. They pointed out that in a cyclone, in which the rate
of shear varies in different parts of the vessel, each flow regime
might assume importance at different points.
Klassen et al [H6] showed that both the viscosity and yield stress
of clean (i.e. uncontaminated) ferrosilicon suspensions could be
reduced by the addition of certain peptising agents, including sodium
hexametaphosphate.
The effect was pH-dependent and was more pronounced at higher
concentrations (> 30% v/v). Since no slimes were present, the
mechanism of the effect was not simple dispersion. The authors

- 91 -
proposed that the reagents increased the (negative) electrokinetic
potential, implying an increased hydrated layer on the solid surface,
which has the effect of reducing viscosity and yield stress. They
demonstrated that addition of the reagents improved metallurgical
performance in both static bath separators and cyclones.
Valentyik and Patton [H7] studied the rheology of ferrosilicon and
magnetite media stabilised by polymers and bentonite clays. They found
that the stabilised media behaved as a Bingham plastic, and attributed
the discrepancy between their observations and Apian and Spedden's
identification of dilatant properties [80] to the presence of the
stabilising agent. They regarded the presence of a yield stress as
desirable to achieve stability, together with a low plastic viscosity
in order to achieve efficient separations. Polymer solutions were
preferred to clay slimes in these roles.
Krasnov et al [118] also noted the Bingham plastic behaviour of
media stabilised by clays, and demonstrated the deleterious effect of
a yield stress upon separation efficiency in a static bath separator.
Theoretical and practical studies were made of the behaviour of
particles moving under gravity in such suspensions, and it was shown
that peptising agents (cf Ref. 116) and vibration of the medium,
either separately or together, assisted in weakening the structure of
the medium and so improved the separations.
Collins [85] examined the effect of certain reagents upon the
stability and viscosity of magnetite and ferrosilicon media. The
reagents chosen were those commonly used as dispersants or corrosion

- 92 -
inhibitors. Collins found that most of the reagents reduced viscosity
and/or the yield stress, without modifying the form of the rheology.
Although some concensus exists as to the effects of certain additives,
both natural and manufactured, upon dense medium rheology, there is
comparatively little deliberate use of such additives to control
rheological behaviour in practice. Dispersants are sometimes employed
to avoid excessive viscosity levels in situations in which the medium
tends to be stabilised by clays or other slimes emanating from the ore
being treated. Corrosion inhibitors are also occasionally used,
although their effect upon rheology tends to be fortuitous and
uncontrolled. Otherwise, as noted earlier, rheology is usually
dictated by the shape, size distribution, concentration and other
characteristics of the medium itself.
In considering the literature relating to the rheology of dense medium
suspensions, there is good evidence to support the view that such
suspensions, especially ferrosilicon media, conform quite well to
Cheng's model [10/] (Figure 2.9). Newtonian behaviour is observed at
low concentrations. As the concentration is increased, a structure is
formed which is manifest in the existence of a yield stress.
Pseudoplastic behaviour then appears at low shear rates, the Newtonian
regime being displaced to intermediate shear rates. At higher shear
rates (perhaps > 1 0 0 0 s-1) dilatancy prevails, although the tendency
to dilatancy increases with concentration. The apparent viscosity at a
given rate of shear, as defined by equations 2.28 or 2.39, increases
with solids concentration, fineness of solids, degree of
magnetisation, concentration of stabiliser (e.g. clays) and particle
irregularity.

- 93 -
The rheology of dense medium suspensions is complex, and it is
surprising that some unanimity exists within the literature in view of
the wide range of conditions studied and instruments employed. In the
present work, measurements were carried out with the objective of
characterising the ferrosilicon media utilised in the dense medium
cyclone experiments. It was also hoped to be able to develop a
definitive, quantitative method of obtaining real flow curves using a
simple apparatus.

- 94 -
CHAPTER 3
THE INFLUENCE OF MEDIUM VISCOSITY ON THE SEPARATION IN A
DENSE MEDIUM CYCLONE
3.1 Introduction
In the previous chapter (Section 2.2) it was shown that a significant
anomaly exists in the dependence of separating density, 6 5 0 , upon
medium viscosity, n, as predicted by equation 2.4, and that
experienced in practice using unstable media. Equation 2.4 predicts a
direct dependence of S5 0 upon n, whereas the literature on cyclones
using conventional suspensoid media is unanimous in the view that 6 5 0
decreases as n increases. It was suggested in Section 2.2 that this
discrepancy could be attributed to the unstable characteristics of the
media.
In order to test this hypothesis, experiments were designed to
investigate the independent influence of a stable medium upon the
density separation in a small cyclone.
3.2 Experimental Details
3.2.1 The Medium
It was required that the viscosity of the test medium should
be variable, while maintaining its density constant (so as
to eliminate the separate influence of the density, pm ).
This property is not available from either pure liquids or

- 95 -
conventional suspensoid media, and careful attention was
therefore given to selecting an appropriate medium. After
some preliminary experiments, it was decided to use a
suspension of -38um acid-cleaned quartz in a bromoform/
trichloroethylene mixture of a density equal to that of the
quartz (2,650 kg m"3). This suspension had three important
features :
(i) It was neutrally buoyant, and thus perfectly stable.
No solid-liquid segregation occurred, either when
standing or in the cyclone.
(ii) The apparent viscosity of the suspension could be
increased by addition of quartz without incurring any
corresponding change in medium density.
(iii) It was a two phase (solid/1iquid) system, and in this
respect conformed to conventional, unstable media.
The medium was prepared by first mixing the two liquids in
the correct proportion to achieve a density of 2,650 kg m-3;
the density was checked using a specific gravity bottle, and
adjustments were made by addition of either liquid where
necessary.
The appropriate amount of liquid was then placed in a
2-litre beaker in which was immersed a high-speed stirrer.
The stirrer was switched on, and the desired mass of quartz

- 96 -
powder added slowly. Stirring continued for five minutes
after the quartz had been added, until the mixture was fully
homogeneous. The medium was then ready for use.
The bromoform used was of high purity, with the minimum of
stabiliser, as it was found that the stabiliser caused
frothing in the cyclone circuit. The trichloroethylene was
of commercial grade. The quartz was a pure mineral quartz
screened to pass 38ym and washed 3-4 times with hydrochloric
acid, twice with distilled water, and then dried.
The rheology of the medium is discussed in Section 3.4.1.
3.2.2 Test Circuit
In order to minimise the problems and hazards of handling
heavy liquids, the capacity of the test circuit was
restricted. The cyclone was a glass unit of 30rmi diameter
and 17 ° cone angle. Interchangeable entrance and exit
orifice parts were available, and an appropriate combination
was selected after preliminary tests; the full dimensions
are given in Figure 3.1.
Figure 3.1 also shows the flowsheet of the circuit, and
Figure 3.2 a photograph of the apparatus. A peristaltic pump
was used in order to achieve a reasonable consistency of
flowrate over the wide range of medium viscosities

- 97 -FIGURE 3-1 30mm CYCLONE TEST CIRCUIT
P R E S S U R E
C Y C L O N E D IM E N S IO N S (M M )
C Y C L O N E D IA M E T E R 3 0 ,0 m m
C Y C L O N E L E N G T H 1 U ) ,0 m m
I N L E T D I A M E T E R 6 ,1 m m
W R T E X F IN D E R D IA. 6 , 0 m m
V O R T E X F IN D E R LE N G T H 1 5 , 0 m m
A P E X D I A M E T E R 3 ,0 m m
C O N E A N G L E 1 7 °
T-
1
TO A T M O S P H E R E
A ' Y C L O N E'VERFLOW \THER PIPE
C IR C U L A T IN G M E D IU M S U M P
- PERISTALTIC P U M P( 5 7 S r .p .m .)
B Y - P A S S s y s t e m d r a in )
FIGURE 3 .2 I I I ■
PHOTOGRAPH OF APPARATUS—

- 98 -
investigated. This required the use of two pressure-
equalising cylinders ahead of the cyclone in order to smooth
the flow fluctuations induced by the action of the pump. The
pressure gauge was a mechanical bourdon gauge. About 1 litre
of medium was required to charge the circuit.
3.2.3 Material Treated
Since it was expected that the separating densities
experienced in the work would equal or exceed 2,650 kg nr3,
a test ore was sought with a continuous spectrum of
densities covering this range of interest, so that the
Tromp (partition) curve for each separation could be
accurately determined (see Section 3.2.5). An iron ore with
a small liberation size was selected, to which was added
uncleaned quartz to improve the estimation of the curve at
the medium density. Both the quartz and iron ore were
deslimed by wet screening at 45ym, and then dry screened
into four size ranges for the testwork, as follows :
Series A -105 + 76 ym
Series B -150 +105 ym
Series C -212 +150 ym
Series D -300 +212 ym
A further brief series of tests, Series E, was conducted
with specially manufactured epoxy resin nominally 1mm cubic
tracers, colour-coded in eleven densities over the range
- 99 -
2,500 - 3,500 kg m"3, in increments of 100 kg nr3. The
actual diameter of the tracers was obtained as the mean of
30 individual measurements, using a micrometer screw gauge.
3.2.4 Test and Measurement Procedures
The flow curves for each medium were determined using a
Ferranti VL variable-speed concentric cylinder viscometer.
This instrument enabled five shear rate - shear stress
points to be determined for each sample, and the medium
viscosity was then determined from the flow curve (see
Section 3.4.1).
The viscometer was factory-calibrated, and the apparent
viscosity was determined from the expression (see also
Section 2.3.3):
na = R C
where R = Viscometer reading (on 0-1003S scale).
C = Newtonian calibration factor.
Since for a Newtonian fluid t = na S
then for any fluid t = S R C .... (3.1)
where S (values of which were also provided by the
manufacturers) is defined by the rotational speed and
cylinder geometry [92], The values of C were checked using

- 100 -
aqueous glycerine solutions, and the values of S were
checked by measuring the cylinder diameters and rotational
speeds, and applying the appropriate equations [92], Good
agreement with the manufacturer's data was obtained.
The procedure for each cyclone test was as follows :
The medium was made up to approximately the required
viscosity by addition of weighed amounts of quartz powder
and liquid, and mixed thoroughly for five minutes using a
high-speed stirrer. The density was then checked using a
specific gravity bottle and adjusted where necessary to
2,650 kg nr3 by addition of bromoform or trichlorethylene,
as required. The flow curve of the correct-density medium
was determined using the Ferranti viscometer, and the medium
was then poured into the sump (Figure 3.1). The pump was
started, and the pressure noted. The flowrates of the two
cyclone products were measured by timing and weighing
samples of the flows, once before addition of the feed and
once after; the mean of the two measurements was reported in
each case.
About lOg of feed was added slowly to the circuit, and
allowed to circulate for about one minute after the addition
was complete. The total flows (medium plus feed) from the
cyclone products were then collected in beakers, and the
feed removed from the medium by screening on a vibrating
76pm sieve. The medium was returned for re-use, and (except

- 101 -
for Series E) the separated feed products were washed in
acetone, dried and subjected to heavy liquids analysis. The
density tracers of Series E were handsorted directly
according to the colour coding.
The heavy liquids analysis was carried out by separating
each product into a number of density fractions using
mixtures of methylene iodide and acetone in the density
range 2,300 - 3,300 kg m-3. The actual density of each
liquid was measured accurately using a specific gravity
bottle. The separations were carried out in small separating
funnels fitted with a stop-cock at the lower end. After the
separation, the sink and float fractions were recovered
separately, the liquid drained on a 76ym sieve for re-use,
and the solid fractions washed in acetone, dried and weighed
with a precision of 0,1 mg. The construction of the
partition curve from the heavy liquid analysis data is
described in Section 3.2.5.
The only variables specifically investigated in the testwork
were medium viscosity and feed size range. Each size range
(corresponding to Series A-D) was treated in 4-5 different
medium viscosities, totalling 18 tests. A further two tests
were conducted with the density tracers (Series E).
Ore feedrate was not regarded as a system variable, and in
order to minimise the influence of inter-particle
interference and hindered settling the average medium-to-ore

- 102 -
ratio in circuit was maintained very high, at about 300:1
v/v. It had originally been intended to maintain other
variables, particularly medium flowrate, constant, but it
became apparent during the work that variations in flowrate
were occurring, and that these could be turned to advantage
in the subsequent data analysis. Four further tests were
therefore conducted with medium only (Series M), in order to
provide additional data in this respect. A total of 24 tests
were conducted in all.
All tests were carried out (and the corresponding
rheological measurements made) at ambient temperature (15 °
- 20 °C), and the order of the tests was randomised as far
as possible, commensurate with experimental convenience.
Finally, some measurements were carried out to assess the
dependency of the plastic viscosity of the medium upon the
concentration of quartz powder. Weighed amounts of quartz
and liquid were mixed using a stirrer, and the rheological
measurements were then made with the Ferranti viscometer, at
15 °C ± 2 °C.
3.2.5 Analysis of the Separation - The Partition Curve
All the density separations in this work (and those
described in Chapter 5) were characterised by means of the
partition curve, or Tromp curve [ H 9 ] s for the

- 103 -
separation. The general principles of the computations are
well known, and will not be repeated here. In the present
case, since the total separated feed was subjected to heavy
liquids analysis, each partition number, Yg, could be
calculated directly from the mass of solids fractionated in
the heavy liquids :
Yfi =Mc
Mc + Mt100 %
.... (3.2)
where Mc = Mass of concentrate (underflow) product of
density 6 .
Mt = Mass of tailings (overflow) product of density
6 .
The density, 6 , of each fraction was assumed to be the mean
of the limiting liquid densities. About nine points were
obtained for each curve. A typical set of data, for test B4,
is shown in Appendix 2.
The principal features of a normal partition curve are shown
in Figure 3.3.
The most important performance parameter which can be
obtained from the curve is the separating density, <S50. This
is defined as the density of particles of which 50% report
to the sink product and 50% to the float product. The
quality or efficiency of the separation is judged in terms
of the departure of the curve from the ideal separation,

- 104 -
FIGURE 33 - PRINCIPAL FEATURES OF PARTITION CURVE FOR
DENSITY SEPARATIONS

- 105 -
represented by a vertical line at the 6 50. The error area is
the most comprehensive measure of the difference between the
actual curve and the ideal. However, it is infrequently used
because it requires some computation and because it is
difficult to normalise with respect to density. A more
popular measure is the Ep-value ("Ecart probable moyen"),
defined as :
675 " 625Ep = ---------
2 .... (3.3)
The Ep-value defines the mean "width" of the curve, in
density units, over the central portion. It is easy to
compute, but it averages out any asymmetry of the curve and
omits any information about the upper and lower tails, which
in many applications represent the most significant
performance areas. The proportion of misplaced material
present in each product is also a useful criterion, and can
be calculated directly from the density distribution data.
The main purpose of the present work was to determine the
dependence of the separating density upon medium viscosity.
The <55 0 was thus the principal performance criterion
extracted from the partition curve. However the opportunity
was also taken of assessing the dependence of the quality of
separation upon the operating conditions. In view of the
unusual behaviour of the lower part of the curves
encountered in practice, the resulting strong asymmetry, and

- 106 -
the difficult of establishing the upper and lower end-points
(see Section 3.2.2), a crude measure of efficiency was
defined as
E = ( 6 7 5 - 6 5 0 ) .... (3.4)
with units of density.
3.3 Results
3.3.1 Rheology of Medium
The data obtained from the Ferranti viscometer for each
medium consisted of a series of R-S points, from which t - S
points could be calculated (an example is given in Appendix
2). A plot of t vs. S on linear graph paper represents the
flow curve (Section 2.3.3). Flow curves for the media
utilised in the six test series (A,B,C,D,E and M) are given
in Figures 3.4A - 3.4F respectively. As discussed in Section
3.4.1, the curves are linear, some passing through the
origin and some with a positive intercept, conforming to the
behaviour of a Bingham plastic; the plastic viscosity, np,
and yield stress, t 0 , corresponding to the gradient and
intercept respectively, are therefore given also for each
flow curve.
Plastic viscosities and corresponding solids volume
concentrations for a variety of mixtures (prepared and
measured independently of those utilised in the separation
tests) are given in Table 3.1, and shown graphically in
Figure 3.5.

- 107 -
FIGURE 3.1*A FLOW CURVES FOR SERIES A MEDIA
FIGURE 3*1*B FLOW CURVES FOR SERIES B MEDIA
SHEAR STRESS ( Nm ~2j
12-y
10-
Test (tfm~2) (Nsm^xIO^iB1 0 2.33BP 0 5.11 _B3 2.36 731BL 2.70 9.8BBS 66U 16.13
6-
2 -
2S0— i500
T “7S0 1000
SHEAR RATE (Seer1)
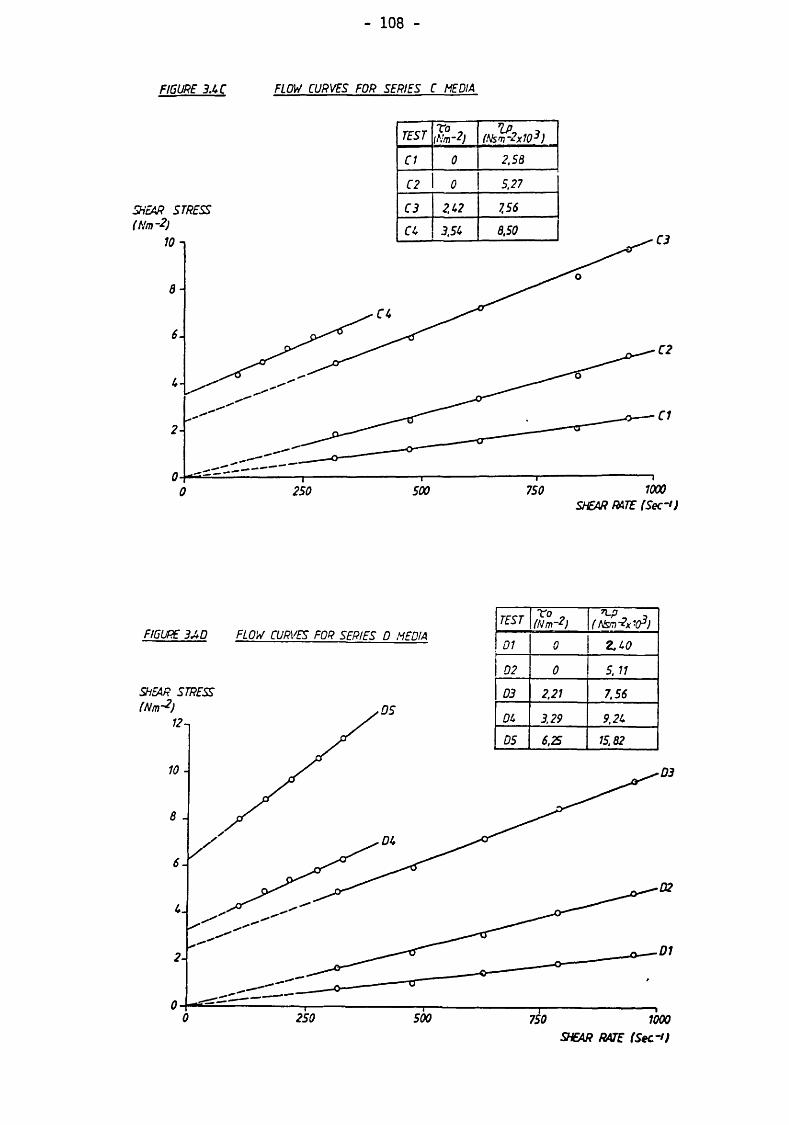
- 108 -
FIGURE 3A C FLOW CURVES FOR SER IES C MEDIA
FIGURE 3AD FLOW CURVES FOR SERIES D MEDIA
SHEAR STRESS (Nm~2)
12
TEST y ° ( Nsm ^Cr)
D1 0 Z.C0
02 0 5. 11
03 2,21 7.56
DC 3,29 9,2U
05 6,25 15,82
SHEAR RATE (Sec~i)
2S0 500 750

- 109 -
FIGURE 3M E FLOW CURVES FOR SERIES E MEDIA
SHEAR STRESS (Nm~2)
V1
8-
6-
U-
SHEAR RATE fSec-l)
FIGURE 3 A F--- FLOW CURVES FOR SERIES M MEDIA
2S0 10000 500 750SHEAR RATE (Secr<)

30
20
10
0
FIGURE 35 PLASTIC VISCOSITY VS SOLIDS CONCENTRATION FOR QUARTZ / BROMOFORM MEDIA
l
O
10
--------------------------- 1-----------------------------------------r20 30
SOLIDS CONCENTRA TION ( VOL.%)

- Ill
TABLE 3.1 - SOLIDS VOLUME CONCENTRATION VS. PLASTIC VISCOSITY,
FOR QUARTZ/BROMOFORM MEDIUM
VolumeConcentration
Cv (v/v)
Plastic Viscosity, nD
(N s m - 2 x 103;
VolumeConcentration
Cv (v/v)
Plastic Viscosity, Tin
(N s nr2 x 103;
0.00 1.93 0.225 6.040.05 2.65 0.25 7.480 . 1 0 3.28 0.275 9.300.125 3.51 0.30 12.380.15 3.90 0.325 16.400.175 4.40 0.34 21.970 . 2 0 4.86 0.353 28.27
3.3.2 Density Separations and Flow Data
The partition and medium flow data for the test series A-E
are given in Appendix 3, and the partition curves are shown
in Figures 3.6A - 3.6E. The flow data for test series M
(medium only) are also given in Appendix 3.
3.3.3 Summary of Data
A summary of the data, including both original measurements
and quantities derived from Figures 3.6A - 3.6E and Appendix
3, is given in Table 3.2.
The values of 6 5 0 and 6 7 5 were determined by interpolation
in Figures 3.6A - 3.6E. The mean particle size, d, was
determined as the geometric mean of the limiting screen
apertures used to prepare the feed material :

- 112
d = / d1 d2 .... (3.5)
This definition was selected in view of the /2 relationship
between adjacent screen sizes in the sieve series used.
The inlet Reynolds number, Re-j, was defined as :
P Vi Di Re i ~ . - —
n p
4 Qfwhere Vn* = -----
« Di2
.... (3.6)
.... (3.7)
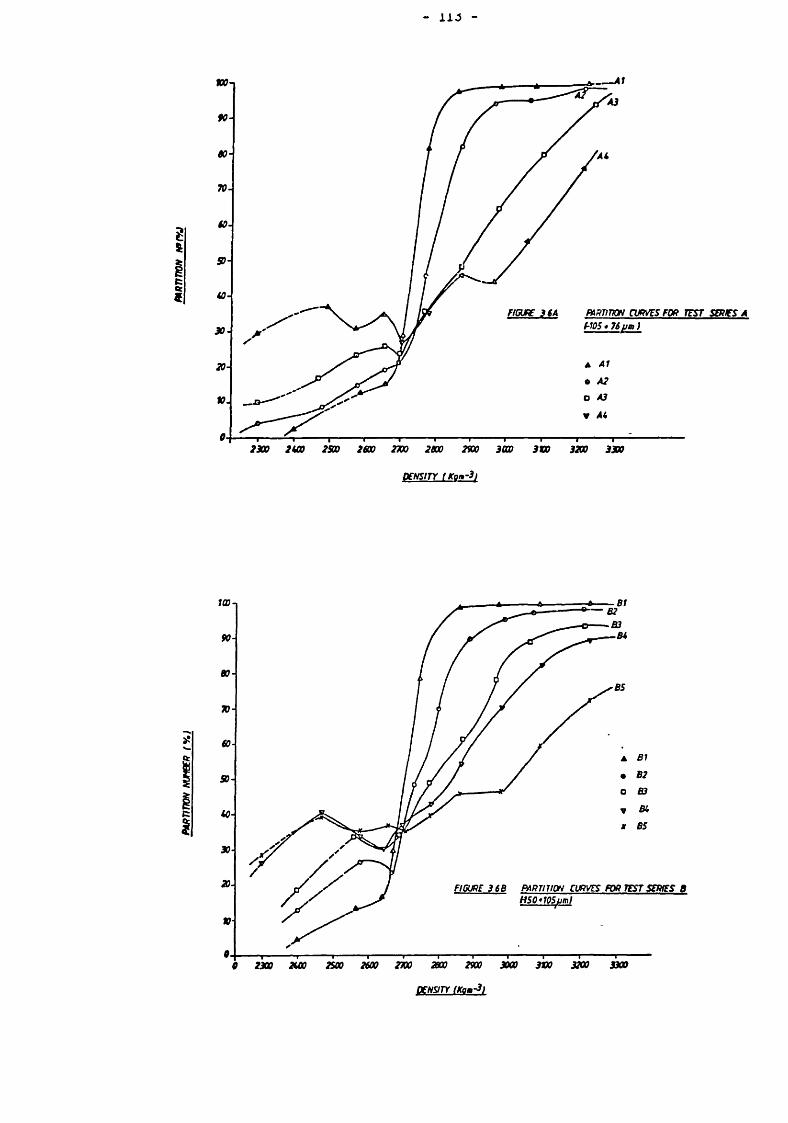
PART
ITION
NUMB
ER (
Y.)
113
DENSITY fKom-3)
DENSITY (Kam-3)

PART
ITION
NUMB
ER (%
)
- 114 -
DENSITY IKotn-3}

115
DENSITY (Kam-3)

TABLE 3.2 - SUMMARY OF RESULTS, CHAPTER 3
ChronologicalOrder
TestNumber
dpm 3^_lm s
(x 1 0 6)
p 2kN w kg m"3
T° 2 N m_z
nP 2 N s nr2(x 1 0 3)
Re-j Qu/Qf = Rtn
650 " p kg m
675 " §50kg nrd
8 A1 89.3 77.3 93 2651 0 . 0 0 2.35 18201 0.186 8 6 3223 A2 89.3 91.1 1 0 0 2648 0.44 4.79 10512 0.190 135 602 0 A3 89.3 79.5 6 6 2652 2.05 7.18 6128 0.252 233 17413 A4 89.3 78.3 62 2650 3.06 8.60 5037 0.314 366 1885 B1 125.5 78.8 93 2650 0 . 0 0 2.38 18314 0.177 54 362 B2 125.5 78.9 72 2650 0 . 0 0 5.11 8540 0.258 8 6 773 B3 125.5 81.8 76 2650 2.36 7.31 6190 0.303 135 166
1 0 B4 125.5 78.6 62 2648 2.70 9.88 4398 0.318 194 18318 B5 125.5 76.7 55 2651 6.64 16.13 2631 0.335 367 2494 Cl 178.3 76.0 93 2650 0 . 0 0 2.58 16294 0.193 64 2 2
1 C2 178.3 82.0 76 2651 0 . 0 0 5.27 8610 0.254 72 552 2 C3 178.3 83.3 74 2652 2.19 7.56 6099 0.253 1 0 2 7516 C4 178.3 80.6 69 2650 3.54 8.50 5245 0.296 116 8719 D1 252.2 72.6 78 2650 0 . 0 0 2.40 16732 0.147 65 36
6 D2 252.2 78.9 72 2650 0 . 0 0 5.11 8541 0.258 55 702 1 D3 252.2 81.5 67 2652 2 . 2 1 7.56 5967 0.250 97 5814 D4 252.2 78.6 62 2650 3.29 9.24 4706 0.310 107 9917 D5 252.2 73.5 50 2650 6.25 15.82 2570 0.379 1 1 0 2151 2 El 1040.0 75.0 90 2650 0 . 0 0 2.36 17578 0.179 7 415 E2 1040.0 82.6 6 6 2648 3.19 8.26 5527 0.293 1 2 26
7 Ml — 76.4 93 2650 0 . 0 0 2.29 18454 0.178 - -
9 M2 - 78.7 6 6 2649 2 . 2 0 7.64 5696 0.298 - -
1 1 M3 - 79.0 6 6 2650 2.91 9.19 4755 0.314 - -
24 M4 - 76.4 57 2648 2.13 7.29 5805 0.264 - -

- 117 -
3.4 Discussion of Results
3.4.1 Rheology of the Medium
Inspection of Figures 3.4A - 3.4F shows clearly that the
medium exhibits Newtonian behaviour at low apparent
viscosities (i.e. low solids concentrations). At higher
apparent viscosities, a yield stress develops which tends to
increase with viscosity; at these higher concentrations, the
medium behaves as a classic Bingham plastic. The rheology of
all the media used in the tests was therefore characterised
by a yield stress, t 0, and a plastic viscosity, np,
determined by fitting a straight line to the flow curve
data, using linear least squares regression.
An interesting and impressive manifestation of the yield
stress was observed during the mixing of the medium prior to
conducting a test in the cyclone. At high solids
concentration, for which the yield stress was large, the
stirrer succeeded in generating a free vortex flow only in
the central portion of the medium present in the beaker. At
a certain critical radius from the central position of the
stirrer, the rate of shear was insufficient to overcome the
internal structure of the medium, and that portion of the
medium from the critical radius to the periphery rotated
slowly as a solid body. When this occurred, precautions had
to be taken to ensure that adequate mixing occurred in all
parts of the medium.

- 118 -
Some subsidiary measurements, given in Table 3.1, were made
to demonstrate the influence of solids concentration upon
viscosity. Figure 3.5 shows the usual relationship, an
approximately linear trend at low concentrations, followed
by a rapid increase in viscosity at higher concentrations.
3.4.2 The Separating Density, 6 ^n
It had originally been intended to investigate only the
effect of viscosity and particle size upon the separating
density. However, as noted earlier, uncontrolled variations
in certain other operating variables prevented a
straightforward analysis. It was therefore decided to
analyse the data by multiple linear least squares regression
analysis [1 2 0 ]# in order to obtain quantitative
expressions for the more important performance criteria. It
was felt that this would achieve two principal objectives :
1. It would allow the effect of np on 6 5 0 to be
assessed independently of the other variables, and so
satisfy the original objective of the work.
2. It would turn to advantage the fortuitous variations
in the other operating variables, and thus allow
other correlations to be examined.
After some preliminary analysis, it was decided to use
dimensional analysis to develop the forms of the models to
- 119 -
be regressed; the regression would then permit the
estimation of the exponents in the models.
Following the form of equation 2.4, it was decided to
express the separating density in terms of its difference
from the medium density, ($50 " p )- The conclusions of the
literature (Section 2.2) and inspection of the present data
suggested that this term would always be positive.
Cyclone geometry was not investigated as a system variable
in this work. Excluding geometry, therefore, it may be
postulated that :
(6 5 0 - p ) = f (n, p , Qf, P, d) --- (3.8)
a b c g _e or ( 6 5 0 - p ) = k n p Qf P d
where a,b,c,e,g = exponents to be estimated, and n is a
viscosity term, which in the present work would be
represented by np.
Applying the principles of dimensional analysis, we obtain :
( $ 5 0 _ p ) = kiQf p c
•
P d3 g•n d
n d Qf n.
QfApplying equations 3.6 and 3.7, and re-arranging :
9$50 ” P= k? Re-j
c-1 P d3"
P d Qf n .... (3.9)

- 120 -
Given the P - Qf relationship derived in Section 3.4.4
below, equation 3.9 reduces to the simple form (for constant
geometry) :
650 ~ p
P
a= k3 • Re-j *
0d
.... (3.10)
The constant k3 contains a D-j term, rendering equation
3.10 the simplest form of the relation for constant
geometry. Equation 3.10 suggests that, under these
conditions, the relative separating density depends only
upon the inlet Reynolds number and the particle size.
Using data provided by the 20 tests with iron ore, A1-E4
(Table 3.2), the parameters k3, a and 8 were estimated by
multiple linear regression analysis of equation 3.10 in its
linear form :
6 50 " pIn _______ = In k3 + a In Re-j + 8 In d
p
This gave k3 = 1.548 x 10~ 3
a = -0.730 8 = -1.114
(R2 =92.6 %*)
R2 is the coefficient of multiple determination, adjusted for the
degrees of freedom in the regression. It measures how well the
regression equation accounts for the total data variance. R2 = 100%
implies a perfect fit.

- 121
The exponents for Re-j (i.e. for np) and d in equation
(3.10) can be expected to be a function of the prevailing
particle Reynolds number, Rep, as follows [^] :
For laminar flow (Rep < 10"1) a = -1.0, 3 = -2.0
For turbulent flow (Rep > 103) a = 0.0, 3 = -1.0
In the intermediate flow regime (10” 1 < Rep < 103), the
values of a and 3 should lie between the limiting values for
laminar and turbulent flow. On this basis, the values
obtained for the present work imply that the separations
took place predominantly in the intermediate regime, though
the finer particles may have attained laminar flow at the
higher viscosities. A simple calculation (Appendix 4)
provides further evidence of this.
Clearly, the values of a and 3 are interrelated. Since a,
for example, depends upon the prevailing value of Rep#
which in turn is a function of d, we might expect the value
of a to vary with d. By plotting the experimental values of
( 6 5 0 - p ) / p vs. Re -j for the various size fractions
(Figure 3.7), it is possible to see that the absolute value
of the exponent a does indeed decrease steadily as the
particle size (and thus Rep) increases. The values of a in
the equation
( 6 5 0 ■ p) a-------- = K Rei
P .... (3.11)
(given in Figure 3.7) indicate that the Series A and B tests
exhibited predominantly laminar behaviour, whereas Series C

- 122 -
and D departed significantly from laminar conditions (Series
E is not shown because only two tests were conducted). The
value of the viscosity exponent obtained by Agar and Herbst
[25] for classifying hydrocyclones (0.58) is equivalent,
by manipulation of equation 2.3, to a value of 2 x 0.58 =
1.16 for density separations. This compares favourably with
the absolute value of 1.075 obtained for Series A in the
present work.
A problem arises in rigorously invoking the model of
equation 3.10, because of the variable nature of the Rep -
Cp relationship in the intermediate regime [32], This
implies that the exponent a in equations 3.10 and 3.11 is
itself a variable, and one might thus expect a concave
curvature to the plots of Figure 3.7, except in the limiting
cases of a =* 1 (laminar flow) and a = 0 (turbulent flow).
Examination of Figure 3.7 suggests that there is some
evidence for such curvature, although the data are few and
subject to scatter. Accordingly, attempts were made to
include appropriate empirical and semi-empirical terms in
the regression equation for (6 5 0 - p)/p, but no significant
improvement in fit could be obtained over the simple
correlation of equation 3.11.
Although the simple model for density separations in
cyclones, represented theoretically by equation 2.4 and
empirically by equation 3.10, demonstrates why the 6 5 0 is

- 123 -
\ SERIES A : 3= B 9 jum : k - -1 ,075
SERIES C: d= lW / ir n *= -0,520
SERIES B : d= 125,5 um U =-0,99r9
.1 J 1111
SERIES D. c!=252,2pm c< =-0,361
■ »»«««»* ■ t « . j «t«
1O3 7 O '1 103 7 0 4Re,
FIGURE 3.7 RELATIVE SEPARATING DENSITY VS INLET REYNOLDS NUMBER FOR DIFFERENT PARTICLE SIZES (oL = gradient o f line-see eqn. 3.11)
FIGURE 3.8 PROPOSED PARTITION CURVE FOR MEDIUMEXHIBITING A YIELD STRESS

- 124 -
invariably greater than p for such separations, the presence
of a stable medium suggests an additional mechanism. Because
the medium is stable, and thus maintains its density in all
parts of the cyclone, feed of the same density (2,650 kg
m-3) will experience neutral buoyancy and will therefore
divide in the same proportion as the medium, in a manner
analogous to that proposed by Kelsall for fine particles in
classifying hydrocyclones [121], Thus we have the
relation:
YP Qu--- = - = Rm , %100 Qf .... (3.12)
This relation was found generally to hold true in the
present work. Table 3.3, for example, shows the
correspondence between Yp/100 and Rm for test series B,
the partition curves for which are presented in Figure
3.6B. One point on the partition curve is thus defined
independently of the remainder of the curve and any variable
which influences Rm will directly influence the value of
Yp . Assuming the curve retains some semblance of symmetry,
the increase of Yp with viscosity will therefore result in
a simultaneous raising and flattening of the curve, which in
turn implies an increase in the 6 5 0 and in the proportion of
misplaced material. These trends are well illustrated in
Figures 3.6A - 3.6E, and distinguish the DM cyclone from its
cousin, for which Rm is believed not to play a
process-determining role [1»?]. In the limiting case, as
Rm -► 0.5, this argument implies that Y -► 0.5 for all of 6 ,

- 125 -
i.e. that no separation occurs (although this would require
unusual operating conditions, e.g. a combination of high
values of n and Du/D0).
TABLE 3.3 - Yn/100 vs. Rm for Series B
Test Rm
oo
Ql
>-
B1 0.177 0.18B2 0.258 0.25B3 0.303 0.31B4 0.318 0.31B5 0.335 0.36
Consideration of the influence of medium viscosity on the
separation is further complicated when the medium exhibits a
yield stress, as in the present case. The yield stress
defines the shearing stress exerted by an immersed particle
which must be exceeded before the medium will flow and thus
allow the particle to move relative to it. The effect of the
yield stress will therefore be to "lock into" the medium a
larger proportion of the feed particles, for which the
absolute magnitude of d ( 6 - p) is insufficient to exceed
t0. One might expect this to lead to the establishment of
a horizontal plateau region on the partition curve, centred
around 6 = p, as illustrated in Figure 3.8.
Examination of the partition curves of all the tests does
suggest that such a plateau may indeed exist on those curves
for which t 0 > 0 , although in most cases the data in this
area exhibit some scatter. Approximate calculations suggest
that the width of the plateau is of the correct order, as
predicted by theory (Appendix 5). Additional evidence for

- 126 -
the influence of the yield stress emerged from a careful
analysis of the regression which produced the estimates of
the parameters in equation 3.10; this indicated that a small
but significant improvement in the fit could be obtained by
inclusion of a term of the form exp (Kx0/d). The d was
included to reflect the relative influence of particle size
in the yield stress effect, and an exponential form was
chosen to allow for zero values of t 0. This generated the
following correlation :
( 6 5 0 - p ) -0.460 1.030--------- = 2.425 x 10"1** Re-j * d * exp
1.469 x 10-5 t 0
(R2 = 93.956) ___ (3.13)
Analysis of this regression confirmed that t0 has an
influence independent of that of np. Figure 3.9 shows the
measured values of (650 - p) vs. those predicted by equation
3.13; the agreement is satisfactory. The substantial drop in
the absolute value of the exponent for Re-j, as compared
with that determined for equation 3.10, is due to the strong
correlation existing between np and x0 (a correlation
also observed by Whitmore who studied the Bingham plastic
characteristics of aqueous kaolin suspensions [124]).
Whether or not the form of equation 3.13 has relevance to
normal DM cyclone operations will depend partly upon whether
the media used exhibit a yield stress at any point within
the cyclone. The review of Section 2.3 concluded that there

Y U
FIGURE 3.9 MEASURED VS PREDICTED VALUES OF f t fa - t )
MEASURED KS PREDICTED VALUES OF
(§TS~ $So)FIGURE 310

- 128 -
is some disagreement in the literature as to the true
rheological nature of aqueous suspensions of media such as
magnetite and ferrosilicon, although some authors do report
the presence of a yield stress [6 8 , 110, 116], The
additional question of medium classification and segregation
in the cyclone and its effect on the medium rheology, and
thus on the density separation, is crucial [4] and is
discussed in Chapter 5. A mechanism by which this effect may
influence the density separation is proposed briefly in
Section 3.5 below.
3.4.3 Quality of Separation (67S - 6$n)
As noted above, difficulties in characterising the
separations at high and low densities led to the adoption of
(6 7 5 - 6 50) as a crude measure of separation quality. (For a
symmetrical partition curve, this quantity equals the
traditional Ecart Probable, defined by Ep = (6 75 ’ fi25)/2 ).
By dimensional analogy with equation 3.10 we obtain
($75 " ^50) a----------- = K Rei d
p . . . . ( 3 . 1 4 )
for which regression analysis gave K = 1.290, a = -1.214 and
B = -0.802 (R2 = 9 2 . 3 % ) . Inclusion of a yield stress term
produced no significant improvement in the fit, probably
because, as noted earlier, the yield stress would only be
expected to influence Y around 6 = p (i.e. below 650).
Figure 3.10 shows the measured values of (6 7 5 - 6 5 0 ) vs.

- 129 -
those predicted by equation 3.14. The agreement is
satisfactory.
The similarity of the estimated parameters in equations 3.10
and 3.14 demonstrates that the density and quality of
separation are themselves highly negatively correlated,
implying that a large differential between 6 5 0 and p is
associated with a poor quality of separation (i.e. a large
value of 6 7 5 - 6 50). Significantly, Gottfried predicted the
result 6 5 0 « Ep from the mathematical properties of the
generalised partition curve for coal cleaning devices
[46], and indeed one would expect such a trend with stable
media, from the arguments advanced above in Section 3.4.2.
It was found that the (6 7 5 - 6 50) could be represented
directly in terms of (6 S 0 - p) and Rm by the following
regression equation :
(675 - 650) 1 *672 ° * 714----------- = 1.048 x 10” 2 Rm • (650 - p)
P.... (3.15)
(R2 = 91.1%)
In terms of the influence of Rm , equation 3.15 is
analogous to Plitt's regression equation for the
classification efficiency parameter, m, which predicts [2 ]
m « exp (-1.58 Rm). Since a low value of m implies poor
classification, the direction of influence is the same in
each case.

- 130 -
3.4.4 Pressure-Flowrate Relationship
Bradley [1] states that viscosity does not enter into the
correlations for pressure drop in hydrocyclones, although he
does present experimental data which show that pressure drop
decreases as viscosity increases; he attributes the effect
to changes in the exponent n in equation 2 . 1 and the inlet
loss factor. In terms of the factors measured in the present
work :
Pi - f (tip, p, Qf, D-j) .... (3.16)
a b c eor Pi = kx np p Qf Di
Dimensional analysis gives:
Pi = k2
p Qf
rip Di P Di2
Invoking equations 3.6 and 3.7, and re-arranging, gives :
2a UpPi = K Rei • —
.... (3.17)
for which regression analysis using all 24 sets of data gave
K = 6926 and a = 2.30. Equation 3.17 can also be
conveniently expressed in the form
Pi 2.30 _ = 1.53 x 10e Qf • P9 (3.18)
The pressure expressed as head of fluid is thus inversely
related to the kinematic viscosity, a fact not generally
appreciated in the context of DM cyclone operations.

- 131 -
Equation 3.18 implies a drop of almost half in the observed
pressure for a given flowrate over the range of viscosities
encountered in the present testwork, a substantial change.
The exponent for Qf is in good agreement with the
hydrocyclone literature U ] and in exact agreement with
Mitzmager and Mizrahi, who used the dense liquid
tetrabromethane [127], Figure 3.11 shows the measured
values of P vs. those predicted by equation 3.18; the
agreement is satisfactory, particularly since the precision
of the pressure gauge used was no better than ± 5 kNm"2.
Several authors, amongst them Bradley [l] and Mitzmager
and Mizrahi [ 127] have pointed out that the actual P-j -
Qf relationship will depend upon the value of Re-j, since
this will determine the relative contributions of frictional
and centrifugal losses to the overall pressure loss
coefficient, defined as
p iL = ------- (dimensionless)
1/2PV-j2 .... (3.19)
(Here, 1/2 p V-j2 is the inlet velocity head). The relative
influence of these two forms of head loss can be assessed by
plotting L vs. Re-j; a reducing value of L (at low Re-j)
indicates that friction losses predominate, and a rising
value of L (at high Re-j) indicates that centrifugal losses
predominate. Figure 3.12 suggests that the present work
occupied principally the rising part of the curve (as do
most normal cyclone operations), for which equation 3.17
represents an acceptable correlation for the pressure -
flowrate relationship.

FIGURE 3.11 MEASURED US PREDICTED VALUES OF IN IET PRESSU RE DR O P
FIGURE 3.12 PRESSURE LOSS COEFFICIENr VSINUEf REYNOLDS NUMBER
- 133 -
Combining equations 3.6, 3.7. 3.18 and 3.19 suggests the
following simple approximation :
0.3L « Rei .... (3.19a)
3.4.5 Medium Recovery to Underflow, Rm
As noted earlier, the recovery of a stable medium to the underflow defines the point Yp on the partition curve.
QuAssuming Rm = _ = f (np, p , Qf, Di, Pi)
Qf .... (3.20)
a b c e f or Rm = ki np p Qf D-j P-j
dimensional analysis gives
np D-j a•
•Pi Di"-
„ p Qf -P Qf2 .
Applying equation 3.7 and re-arranging, this can be
expressed in the form :
Rm = K Re -jl/2PVi.2 .... (3.21)
Preliminary regression analysis, confirmed by careful study
of the data, showed that a small but consistent decrease in
Rm for a given set of operating conditions occurred over
the latter part of the testwork (tests 18-24), relative to
the earlier tests, implying some uncontrolled but constant
alteration in operating conditions. No cause could be found
for this decrease, which amounted to about 4%, and its
influence could not be detected in the behaviour of the

- 134 -
correlations discussed earlier. However, it did influence
the value of Yp and thus would seem to reflect a real
effect and not an error of measurement. The effect was large
enough to require two separate regression analyses for the
estimation of the constants in equation 3.21. These gave :
Tests 1-17 Tests 18-24
K 7.96 10.59
a -0.336 - 0.285
e -0.205 - 0.669
Figure 3.13 gives the measured values of Rm vs. those
predicted by equation 3.21, for the two sets of data; the
agreement is excellent. By substituting equation 3.17 and
re-arranging, equation 3.21 can be simplified to :
r np^m _ K ---
,pQf
£
where e = 0.4-0.5,.... (3.22)
assuming constant geometry. The proportion of medium
reporting to underflow (and thus by implication the value of
Yp on the partition curve) is therefore substantially
dependent upon the kinematic viscosity. Interestingly, a
similar conclusion is implicit in the data of Agar and
Herbst [25]# though not noted by them. Other workers have
also recorded the increase of Rm with viscosity for
classifying hydrocyclones [l].
- 135 -
3.5 Summary and Conclusions
The principal purpose of this investigation was to determine the
effect of medium viscosity upon the density of separation of mineral
particles in a dense medium cyclone. No specific attempt was made to
study other variables, apart from particle size, and the cyclone
geometry remained constant throughout the testwork. However,
dimensional reasoning coupled with multiple linear regression analysis
has resulted in the development of some useful semi-empirical
correlations for important operating criteria, including the
separating density, the quality of separation, the recovery of medium
to the underflow and the pressure-flowrate relationship. Viscosity was
found to infuence profoundly all these parameters.
The more significant conclusions of the work may be summarised as
follows:
(i) The separating density ( 6 5 0 - p ) increases with viscosity
(expressed in terms of the inlet Reynolds number Re-j) and
decreases with particle size (equation 3.10), as predicted
by simple theory based on the equilibrium orbit hypothesis
(equation 2.4). The absolute value of the exponents in
equation 3.10 depends upon the prevailing particle-fluid
flow regime. Those obtained in the present work suggest that
most of the tests occurred in the intermediate flow regime,
with the finer particles approaching the laminar regime and
thus most susceptible to the direct influence of viscosity.
(ii) The presence of a yield stress in the medium increases the
separating density (equation 3.13) and gives rise to an

- 136 -
approximately horizontal "plateau" on the partition curve
centered around the medium density, p; this effect is
probably attributable to particles with an absolute value of
d(6-p) insufficient to exceed the yield stress. Such
particles would be "locked into" the medium, and thus divide
in the same proportion as the medium.
(iii) The recovery of medium to underflow (Rm ) increases with
viscosity (equation 3.21). For a stable medium, Rm defines
the value of Y on the partition curve corresponding to 6 =
p.
(iv) Increased viscosity induces poorer separation quality
(equation 3.14), which is invariably associated with higher
values of separating density and medium recovery to
underflow (equation 3.15). The form of equation 3.14 implies
that a higher flowrate might compensate for the deleterious
effect of increased viscosity.
(v) The overall effect of viscosity on the partition curve is to
both raise and flatten it, and move it to higher densities,
which (as noted above) is reflected in a simultaneous
increase in separating density and proportion of misplaced
material. The net effect on the separation is thus complex
and will always be difficult to interpret unless the full
partition curve is obtained. This may account for some of
the anomalies in the literature.

- 137 -
(vi) The indicated pressure drop at constant flowrate falls as
viscosity rises (equation 3.18).
(vii) It is suggested that the apparent discrepancy between the
conclusions of the literature and those of the present work
regarding the influence of medium viscosity upon density
separations in cyclones can be attributed largely to the
classification and segregation of the unstable media used in
practice. It is known that the d50 increases with viscosity,
and that the degree of solid-liquid segregation decreases
with increase in viscosity. More medium solids are diverted
to the overflow, thus increasing the density of the overflow
medium at the expense of the underflow medium. This
displaces more (low density) feed solids from overflow to
underflow, due to changes both in the product medium
densities and in the relative crowding effect at each
outlet, thus reducing the separating density. Large feed
particles, which probably move radially in the turbulent
regime (Appendix 4), and upon which changes in viscosity
therefore have little direct effect, are thus significantly
influenced in their behaviour by the indirect effect of
viscosity upon the classification and segregation of the
medium. Small particles are affected both directly and
indirectly.
Further experiments to test this hypothesis are discussed in
Chapter 5.

-138 -
CHAPTER 4
THE SEDIMENTATION AND RHEOLOGY OF FERROSILICON SUSPENSIONS
4.1 Introduction
It is the central thesis of this work that, once the cyclone geometry
has been defined, it is the characteristics and behaviour of the
medium which are process-determining. In the previous chapter, it was
shown that the viscosity of a stable medium profoundly influences
cyclone performance criteria such as the density and quality of
separation, the proportion of medium reporting to underflow, and the
indicated pressure drop. In Chapter 5, cyclone tests will be described
using conventional, unstable ferrosilicon media, in which the
behaviour of the media was monitored. The purpose of the present
chapter is to characterise, in general terms, these ferrosilicon
media.
The two properties characteristic of dense media in the context of DM
cyclone operation are sedimentation behaviour and rheology. The
literature on the sedimentation and rheology of dense suspensions was
reviewed in Section 2.3, and the general rules governing these
properties were established. In this chapter, these rules are applied
to the ferrosilicon suspensions utilised in the experiments described
in Chapter 5, so as to determine the general sedimentation and
rheological nature of these suspensions. Particular attention is given
to examining sedimentation behaviour (under gravity) in the context of
current sedimentation theory, and to establishing the rheological type

- 139 -
of the suspensions. In both cases, the investigation was confined to
the conditions encountered in the subsequent cyclone experiments. No
attempt was made to undertake a quantitative study of the relationship
between sedimentation, rheology and other properties of dense media,
as such investigations have already been reported in the literature.
Sedimentation and rheology are dealt with in Sections 4.2 and 4.3
respectively.
4.2 Sedimentation of Ferrosilicon Suspensions
4.2.1 Introduction and Objectives
The segregation of unstable media in a DM cyclone, which
results in the differential between underflow and overflow
density normally observed, must be to some degree a function
of the sedimentation characteristics of the medium. As noted
in Section 2.3.2, the sedimentation behaviour depends upon
the size distribution, shape and concentration of the solid
particles, among other factors. Commercial ferrosilicon
media are actually classified and sold according to size
distribution and shape, so that the stability, or tendency
to segregate, can be matched to the particular application
[42]. The tendency to segregate is of course more
pronounced in the centrifugal force field experienced in a
cyclone than in gravity-based dense medium separators. In
both cases, however, it is the rate of segregation which
must determine to a large extent the density differential.

- 140 -
Medium is continuously introduced at the feed point, and
removed at the overflow and underflow points. If the rate at
which medium enters and leaves remains constant, then an
equilibria will be set up between the rate of segregation
and the rate of removal of the products. It seems reasonable
to suppose that it is the position of this equilibrium which
defines the value of the differential.
The concensus of the literature reviewed in Section 2.3.2 is
that the sedimentation of dense suspensions occurs by
hindered settling with a clearly defined interface between a
a relatively clear supernatant and the body of the
suspension. Below the interface is a zone of "constant"
density, and below this zone is a compaction zone of
elevated density. Although a few authors have suggested that
there is a density gradient in the zone of "constant"
density, their data demonstrate that the changes in density
are small.
The qualitative effects on sedimentation of properties such
as particle size, shape and concentration are well known for
ferrosilicon suspensions. However their general
sedimentation behaviour, and in particular the applicability
of the laws of sedimentation to the relationship between
sedimentation rate and solids concentration, have not been
established. It is the purpose of this work to explore these
aspects.

- 141
4.2.2 Experimental Details
All the sedimentation tests were carried out in a 1-litre
stoppered glass measuring cylinder, using tap water to make
up the suspensions. Three different ferrosilicon media were
investigated (two milled and one atomised, of varying size
distributions), each at six or seven volume concentrations
over the approximate range 15-35%. The initial pulp density
was determined by weighing the solid and water in the
cylinder, and obtaining the volume directly by reading the
level in the cylinder. Weighing with a precision of O.lg and
estimating the volume with a precision of 1 nut gave a
maximum error in density determination of about 2 kgm~3
(0.002 SG units). The solids volume concentration was
calculated using the measured solids density; the method of
solids density measurement is described in Chapter 5.
Once the pulp density had been determined, the stoppered
cylinder was inverted 20 times in order to mix the
suspension. The cylinder was then allowed to stand, and an
electronic stop-watch started. In each test it was found
that an easily-distinguished interface formed between the
clear supernatant and the settling suspension. The time of
passage of this interface at each 10 m l mark was recorded.
This continued until sedimentation ceased or became very
slow. The data were plotted as volume mark vs. time, and a
straight line fitted to the (initial) linear portion of each
curve using least squares regression :

- 142
v = Sq + a2 t __ (4.1)
where v = volume mark (mi)
t = sedimentation time (s)
a0 = starting point (level of pulp in cylinder - m£)
ax = sedimentation rate (m£ s”1)
ax was converted to a linear sedimentation rate, u, using
the relation :
u = 3.361 x 10"2 ax cm s-1 .... (4.2)
(The mean distance between each 10 m£ mark was 3.361mm).
Successive increasing volume concentrations were obtained by
adding further solids to the pulp in the cylinder, and
re-weighing. All the tests were conducted at ambient
temperature (19-23 °C); the temperature of the supernatant
was recorded after each test.
4.2.3 Results
The three media investigated were labelled SI, S2 and S3.
The size distribution and other details of these media are
given in Table 4.1 :

- 143 -
TABLE 4.1 - DETAILS OF MEDIA USED IN SEDIMENTATION TESTS
Medium
SI SI SI
Type Mi 11ed Milled Atomised
Solids Density (kgm-3) 6897 6897 6947
Size Cum. % Size Cum. % Size Cum. %Size Distribution (ym) Finer (ym) Finer (pm) Finer
67.2 98.8 92.2 100.0 73.7 89.553.4 96.3 73.2 95.8 67.0 84.242.3 89.2 58.1 87.4 58.5 72.638.5 86.5 46.1 75.0 53.2 66.433.6 78.1 36.6 58.3 46.4 62.426.7 63.5 29.0 42.2 36.8 49.421.2 48.4 23.1 33.1 29.3 37.016.8 33.3 18.3 23.4 23.2 29.813.3 20.8 14.5 17.6 18.4 22.310.6 12.6 11.5 13.5 14.6 16.68.4 7.5 9.2 8.5 19.6 10.86.7 2.3 8.3 6.6 9.2 6.55.3 1.3 7.3 3.7
Cyclone tests in Ch. 5in which medium was F6/5 and F6/6 Not Used F4/1
used Directly
The sedimentation measurements are presented in graphical
form in Figures 4.1-4.3. Each measurement point is shown,
together with the straight line fitted to the initial,
linear portion of the sedimentation curve. A summary of the
data, including the initial sedimentation rate determined
from equations 4.1 and 4.2, is presented for series SI, S2
and S3 in Tables 4.2, 4.3 and 4.4 respectively.

VOLUME MAR
K (ml) —
>
- 144 -
FIGURE 4 7 ft?S/ SEDIMENTATION TESTS, SERIES 57
SEDIMENTATION TIME (S)

- 145 -
FIGURE 4 2 FeSi SEDIMENTATION TESTS. SERIES S2
FIGURE U3 FeSi SEDIMENTATION TESTS. SERIES S3

- 146 -
TABLE 4.2 - SUMMARY OF SEDIMENTATION DATA FOR SERIES SI
Test Temperature of Pulp (°C)
Pulp Density (kgnr3)
Vol. Concn. Cy {%)
Sedimentation Rate Vc (cm s"*)
Sl/l 20.0 1890 15.09 5.123 x 10-2Sl/2 20.2 2005 17.04 3.867 x 10-2Sl/3 20.5 2208 20.48 2.364 x 10-2Sl/4 20.9 2415 24.00 1.428 x 10-2Sl/5 21.2 2613 27.35 8.692 x 10-3Sl/6 20.1 2810 30.69 5.569 x 10*3Sl/7 20.5 3050 34.76 3.728 x lO'3
TABLE 4.3 - SUMMARY OF SEDIMENTATION DATA FOR SERIES S2
Test Temperature of Pulp (°C)
Pulp Density(kgm-3 )
Vol. Concn.cv (^)
Sedimentation Rate vs (cm s”1)
S2/1 19.0 1975 16.53 0.1136S2/2 19.0 2185 20.09 6.564 x 10-2S2/3 19.5 2395 23.66 4.384 x 10-2S2/4 20.5 2613 27.35 2.537 x lO*2S2/5 20.8 2804 30.59 1.612 x 10-2S2/6 20.9 2989 33.73 1.181 x 10-2
TABLE 4.4 - SUMMARY OF SEDIMENTATION DATA FOR SERIES S3
Test Temperature of Pulp (°C)
Pulp Density (kgm-3)
Vol. Concn. Cy (%)
Sedimentation Rate Vc (cm s"1)
S3/1 21.2 2028 17.29 0.1150S3/2 21.5 2186 19.94 7.725 x 10-2S3/3 21.8 2413 23.76 4.786 x 10-2S3/4 22.2 2608 27.04 3.316 x 10-2S3/5 22.2 2819 30.59 2.277 x 10-2S3/6 22.8 3047 34.42 1.076 x lO*2

- 147 -
In order to test the efficacy of the models discussed in
Section 2.3.2, equations 2.21 and 2.23 were fitted to the
data given in Tables 4.2 - 4.4, using linear least squares
regression (the linear form of the equations being given as
equations 2.21a and 2.23a). For convenience, the relevant
equations are given again here :
nvs = vso (1 “ Cv) •••• (2*^)
vs = vs0 (1 - KCv)n ; n = 4.65 ___ (2.23)
The estimated parameters for the two equations are given in
Table 4.5, together with estimates of the "equivalent
Stokesian mean diameter" for each ferrosilicon sample,
d$T, and the corresponding particle Reynolds number,
Rep, determined by inserting the value of vso in Concha
and Almendra's correlation for the sedimentation of spheres
[32] (assuming a liquid viscosity of 10“3 Nsm~2).
Also included are the parameters of the Rosin-Rammler
distribution, estimated by linear regression from the size
distribution of each ferrosilicon sample given in Table
4.1. The Rosin-Rammler distribution is given by :

- 148 -
Wr = 100 exp
b
a
where Wr = cumulative weight % retained
d = size (pm)
a,b = parameters
... (4.3)
TABLE 4.5 - ESTIMATED PARAMETERS IN EQUATIONS 2.21 AND 2.23
ParametersTest Series
SI S2 S3
Equation 2.21
vs0 ( cms-1) nR2 *
0.250010.18840.9914
0.63159.88590.9942
0.70429.73190.9928
d$T (pm) Rep
28.10.070
46.00.290
48.60.342
Equation 2.23
vso ( cms-1) KR2 *
0.18251.69550.9856
0.46101.66010.9888
0.49891.62410.9928
d$T (pm) Rep
23.90.044
38.80.179
40.30.201
Rosin-Rammler Size Distribution
(Equation 4.3)
a (pm) bR2*
28.812.2610.974
38.651.7070.997
46.491.6340.991
* R2 = Coefficient of determination for linear regression.

- 149 -
The relationship between sedimentation rate and solids
concentration for the three series of tests is shown
graphically in Figures 4.4A-C, together with the curves
predicted by application of equations 2.21 and 2.23.
4.2.4 Discussion of Results
It is apparent that the relationship between sedimentation
rate and solids volume concentration for all three
ferrosilicon samples is well described by both equation
2.21 and equation 2.23, over the range of concentration
investigated. Examination of Figures 4.4A-C, and reference
to the R2 values in Table 4.5, suggests that equation 2.21
gives marginally better fits than equation 2.23, although
the difference may not be significant.
It is interesting to note that the values of the exponent,
n, determined in the model of equation 2.21 are very similar
for all three samples, even though SI and S2 differed
substantially in size distribution, and S3 differed from the
other two in consisting of particles of rounded, rather than
irregular, shape. The values are higher than the value 4.65
determined by Richardson et al [78,81]# and this would
imply, by the arguments of Davies et al [86] # that the
systems are highly hindered. The mechanism of this high
degree of hindrance can only be surmised. It may be a
consequence of physico-chemical interactions between the
solids and water, in which case one might expect

I3U
VOLUME CONC Cv ( % ) — ^
VOLUME (PNC. Cv(%)___^
VOLUME (PNC. Cv(%) -- }

- 151 -
sedimentation behaviour to be a function of the
characteristics of the aqueous environment. Alternatively,
the effect may be due to trapping and immobilisation of
water by the solids, as described by equation 2.23, the
model of Scott [89] and Capes [90]. This is likely to be
a function of particle size and shape, and may also have a
physico-chemical component. Davies and Dollimore [128]
suggest that hindrance to settling is more likely with
relatively dense solids, as in the present case.
The values of K in equation 2.23 are similar for the three
samples (as one might expect from the similarity in the
values of n in equation 2.21), and are comparable with those
obtained from the literature. There is a small decrease in K
with increasing particle size and with the rounded material,
as found with the literature data reviewed in Section
2.3.2. However, the effective change in the equivalent
spherical diameter of the particles, as determined from
equation 2.24, is only 1% over the three values of K; the
observed differences in K for the three samples are
therefore probably not significant. Considerably more
combinations of particle size and shape would have to be
studied to enable any firm conclusions to be drawn about the
dependence of K upon these factors.
The equivalent Stokesian mean diameters determined as a
function of the characteristic sedimentation rate, vso,
appear intuitively reasonable when compared to the

- 152 -
corresponding size parameter, a, in the Rosin-Rammler
function (Table 4.5). The equivalent particle Reynolds
numbers are all low. Assuming that the flow does not depart
significantly from the laminar regime for Rep < 1.0, all
the tests took place in the laminar regime, justifying the
exponent n = 4.65 for the modified Richardson and Zaki
equation (equation 2.23).
Comparison of the data for series SI and S2 shows that,
other things being equal, the sedimentation rate of the
finer SI material was significantly less than that of the
coarser S2 material.
Finally, it is worth considering these results in the
context of the expected behaviour of ferrosilicon media in a
dense medium cyclone. In the present tests, sedimentation
occurred under gravity. In a cyclone, sedimentation takes
place radially under the influence of a centrifugal
acceleration several times that of gravity. A rough
calculation suggests that a typical centrifugal acceleration
experienced by media in the tests to be described in Chapter
5 would be 25g. Assuming that sedimentation continues to
occur in the laminar regime, then application of Stokes' law
gives :
avsc = vs • - --- (4 -4)
9
where vsc = mean sedimentation velocity in the cyclone.
a = mean centrifugal acceleration in the cyclone.

- 153 -
Applying this relation to the maximum sedimentation rates
encountered in the present work (Tables 4.2 - 4.4), it can
be deduced that the maximum value of Rep likely to be
experienced by media sedimenting in the cyclone is about 3,
and typical values would be less than 1. Under these
conditions, an assumption of laminar conditions would not
incur a serious error, and the use of equation 4.4 is
therefore justified.
4.2.5 Summary and Conclusions
Sedimentation tests with two milled and one atomised
ferrosilicon samples, all particles being less than 100 ym
in size, have shown that the relationship between initial
sedimentation rate and solids volume concentration can be
expressed in the form :
nvs = vso (1 * KCV) .... (2.23)
Here, either K = 1 and n > 4.65 (- 10 in the present work)
or K > 1 and n = 4.65 (K * 1.66 in the present work).
The mean sedimentation rate in a DM cyclone, vsc, assuming
that the sedimentation takes place under laminar conditions,
is then given by :

- 154 -
avsc = vs * — .... (4.4)
9
These relations apply only to the initial (linear) stage of
settling. As a compression zone is reached, the
sedimentation rate will decay rapidly. However, in a cyclone
it is likely that this latter condition will occupy only a
small portion of the flow, since thickened medium is removed
from the cyclone as it is formed, and the mean residence
time of most DM cyclones is only a few seconds. Equations
2.23 and 4.4 are therefore likely to give an adequate
approximation of the sedimentation rates prevailing in the
cyclone, although they ignore the effect of any turbulent
mixing which may occur.
4.3 Rheology of Ferrosilicon Suspensions
4.3.1 Introduction and Objectives
It will be recalled from the discussion in Section 2.3.3
that a surprising conformity exists in the literature as to
the rheological nature of dense suspensions in general, and
of ferrosilicon suspensions in particular. Cheng's model
[1^7] (Figure 2.9) was found to be useful in accounting
for the observed variations in rheology under differing
conditions of solids concentration and rate of shear. It was
concluded that many of those conflicts which did exist in

- 155 -
the literature could be attributed to the complex nature of
dense medium rheology, and its probable true variation with
the conditions under which the observations are made.
For this reason, and in view of the influence of rheology
both on the behaviour of the medium in the cyclone and on
the behaviour of the ore particles being separated, it was
felt to be important to characterise the rheology of the
ferrosilicon media utilised in the cyclone tests to be
described in Chapter 5, under the conditions of particle
size, shape and solids concentration prevailing in the
testwork. As in the case of the sedimentation work, it was
not the purpose of the present investigation to present an
exhaustive, quantitative account of the influence of certain
variables upon rheology, but rather to define in general
terms the rheological type(s) to which the media utilised in
the cyclone testwork conformed.
As a secondary objective, it was hoped to develop a simple
apparatus suitable for the absolute determination of flow
curves for unstable suspensions of this type. In this
respect, cognisance had to be taken of the difficulties of
handling unstable suspensions, and in particular of
maintaining a homogeneous suspension during the measurement.
Finally, it was intended to define specifically an apparent
viscosity for the actual medium used in each cyclone test,

- 156 -
as a prerequisite for assessing the suitability of a
(modified) cyclone model of the type developed in Chapter 3.
4.3.2 Experimental Details
Although it might be supposed that a concentric cylinder
Couette-type viscometer would provide rheological data most
appropriate to the rotational shear which takes place in a
cyclone, a significant problem with this type of instrument
is the maintainance of the solids in homogeneous suspension
while the measurement is made. Various mixing devices have
been described in the literature, but most of these suffer
the disadvantage that the suspension is being sheared
simultaneously both by the viscometer itself and as a
consequence of its own flow. In the case of non-Newtonian
materials, interpretation of the instrument output is
rendered difficult for this reason. Other problems include
slip at the cylinder walls [97] and the migration of
particles in the curvilinear flow field [134],
Accordingly it was decided to adopt a method by which the
flow of the suspension itself was employed to generate the
appropriate data. Capillary viscometers utilise this method,
and have the added benefits of being simple to construct and
of generating the relatively high rates of shear appropriate
to cyclone operation. A capillary viscometer was therefore
designed and constructed, and used to produce all the
rheological data reported herein.

- 157 -
The principle of the device required the medium sample to be
maintained in suspension in a vigorously-agitated reservoir,
which would then gravity-feed the capillary. In this
respect, the instrument is similar to the de Vaney-Shelton
device [66], The flow can be controlled by applying
positive or negative pressure to the lower, closed section
of the apparatus in order to obtain a range of shear rates
with a given capillary.
After some preliminary experiment, the apparatus shown in
Figure 4.5 was evolved. The reservoir is fitted with four
baffles, within which a three-bladed stirrer rotates, driven
by a variable-speed motor. The lower part of the reservoir,
and the point at which the capillary was connected via a
rubber bung, are carefully designed to ensure adequate
mixing and to minimise the hang-up of solids. Flow through
the capillary is initiated by opening a ground glass
(ungreased) tap situated at the base of the reservoir.
The lower vessel, which receives the flow from the
capillary, is inclined slightly to the vertical in order to
allow the capillary discharge to impinge on the vessel wall,
so minimising turbulence and frothing in the vessel which
causes difficulties in reading the level. The lower vessel,
rendered air-tight, is connected via a mercury manometer to
a 5-litre glass conical flask which acts as an air receiver.

158
F IG U R E 4.5 C A P I L L A R Y V ISC O M ETER(NOT TO SCALE )

- 159 -
This receiver is connected to the laboratory vacuum and
compressed air supplies, which provide satisfactory positive
and negative heads (respectively) to add to the static head
of the reservoir and capillary. The additional head is
controlled by means of valves on the incoming supplies and
on the receiver, and is measured in each case using the
manometer.
The following procedure was adopted in making each
measurement. Approximately 200 m£ of the sample to be
measured was prepared and introduced to the upper reservoir
with the stirrer rotating slowly. The stirrer was then set
at the appropriate speed (200-300 rpm, depending on the
suspension density).
The upper tap was then opened and the sample allowed to run
through the capillary with the lower vessel removed. The
first few m i were ignored, since they were generally
over-dense due to unavoidable solids settling adjacent to
the upper tap. Thereafter the suspension was run into a 50
m£ SG bottle in order to obtain an accurate measurement of
the bulk suspension density. (When new conditions were
encountered, e.g. a new grade of medium, several sequential
densities were taken from the capillary flow, in order to
establish the density gradient in the reservoir. If this was
greater than about 30 kg rrr3 over the height of sample in
the reservoir (about 12cm), the stirrer speed was adjusted
to obtain better mixing).

- 160 -
When the suspension density had been established, the sample
was returned to the reservoir, and the lower vessel
attached. The total static head (the vertical distance
between the upper level in the reservoir and the lower end
of the capillary) was measured using a fixed cm rule with a
precision of 1mm.
The additional head was then set to the desired value (± 0.1
cm Hg) by adjusting the appropriate valves. The upper tap
was opened, and the suspension commenced to flow through the
capillary. The time required for the suspension to pass two
marks on the lower vessel (representing a volume of 90.0 ±
0.5 m l ) was determined manually using an electronic
stop-watch, and reported as the efflux time.
The upper tap was then closed and the new (lower) static
head determined. The additional pressure/vacuum was released
by opening the receiver to atmosphere, and the suspension
drained from the lower vessel by opening the lower tap. (The
small amount of solid adhering to the walls of the lower
vessel was allowed to remain, since it made negligible
difference to either the net suspension density or to the
measured volume of the lower vessel. The amount remained
relatively constant from test to test). The suspension was
then returned to the reservoir. If necessary, the density
was re-checked. The test was then repeated at a new
pressure/vacuum setting.

- 161
Normally at least six such measurements would be made for
each sample and each capillary, the apparatus being cleaned
with water and acetone between each test. The static head
reported for each test was the mean of the heads measured
before and after the test. The temperature of the sample in
the reservoir was measured during the first and last test of
the series, and during at least one intermediate test. The
mean of these was reported for the series.
From these data, the flow curve for the particular sample
and capillary could be determined using the data reduction
procedure developed in Section 4.3.3. In some cases, the
same sample was processed through capillaries of different
diameters. The diameter of each capillary was determined by
filling a measured length of the capillary with mercury, and
then weighing the mercury. The diameter, D, was then given
by :
D =
4 m H/2
ir L p .... (4.5)
where m = mass of mercury in length L
p = density of mercury.
4.3.3 Data Reduction and Calibration
The basic data reduction procedure for capillary viscometers
is well known. In the present case, however, particular
attention had to be given to the various corrections to be
applied, the criterion for the transition from laminar to

- 162 -
turbulent flow, and the effect of capillary diameter (this
latter aspect is discussed in Section 4.3.5). A procedure
was developed which allowed the basic measurement data to be
reduced to the flow curve for the particular capillary. The
procedure was embodied in a FORTRAN computer program, which
is listed in Appendix 6. All the rheological data from the
capillary viscometer were processed using this program. A
typical output is shown in Appendix 7. The data reduction
procedure was developed as follows :
The objective was to develop corrected expressions for shear
rate and shear stress in terms of the basic measurements
obtained from the instrument.
Shear Stress is obtained from a force balance. The capillary
wall is taken as a convenient point [92],
AP*R AP»Dtw = ---- = ---- [N nr2] .... (4.6)
2L 4L
Here AP = total head driving the suspension [N m"2]
L = capillary length [m]
D = capillary diameter [m]

Two corrections are required :
i) Due to end effects. These can be reduced or
eliminated by having a long capillary. If a further
correction is required, this can be achieved by
adding a fictitious length to the capillary in the
calculations, based on calibration with a Newtonian
fluid such as aqueous solutions of glycerine; this
was not found to be necessary in the present work.
ii) Due to kinetic energy losses in the effluxing
suspension. This loss is given by [92] :
p Q2
a tt2 R4[N m"2]
where p = suspension density [kg nr3]
Q = mean flowrate [m3 s-1]
= volume/time of efflux
a is a function of the velocity profile, and is thus
dependent upon the non-Newtonian nature of the suspension; a
= 1 for the Newtonian parabolic profile.
The corrected head, APC, is thus given by :

- 164 -
The uncorrected Shear rate at the wall is given by :
dv 4 Q _ 8 Vm
it R3 D .... (4.8)
where Vm = mean velocity of flow [ms-1]
The true shear rate at the wall is obtained using the
Rabinowitsch-Mooney correction, b, which is valid for all
fluids irrespective of type [92] :
3 + b 8 Vm.. • __ __ __ __
4 D
d In (8 Vm/D)where b = --------------
d In (APCR/2L)
dv
dr .... (4.9)
.... (4.10)
b is therefore obtained as the local slope of a log-log plot
of corrected shear stress vs. uncorrected shear rate.
The kinetic energy correction for tw required knowledge of
the rheological nature of the suspension in order to
determine the point value of a. Any fluid can be described
locally (at each x-dv/dr point) by the power law expression
for the flow curve :
T„ = Kdv
dr w .... (4.11)

- 165 -
where n' = local flow behaviour index.
K' = local fluid consistency index.
An estimate of n' can be obtained as the gradient of a
log-log plot of uncorrected shear stress vs. uncorrected
shear rate. It was found that such plots (for a given
capillary) deviated only slightly from a straight line, and
could therefore be well described by an empirical quadratic
function :
The values of the coefficients a0> a: and a2 were
determined in each case by multi-linear least squares
regression. The local value of n' at dv/dr = S is then
obtained by differentiation of equation 4.12 :
2
w
.... (4.12)
n's = aj + 2 a2 (In S) .... (4.13)
The correction factor, a, is given by [92] :
(4 n' + 2) (5 n' +3)a =
3 (3 n' + l)2 .... (4.14)
- 166 -
The total head driving the suspension is the sum of the
static head and the applied head :
AP = H p g + (1333.22 P) .... (4.15)
where H = mean vertical distance between reservoir level and
lower end of capillary (m)
p = density of suspension (kg m"3)
g = 9.807 (ms-2)
P = applied vacuum ( +ve) or pressure (- ve) (cm of
Hg)
These values of a (equation 4.14) and AP (equation 4.15) are
inserted into equation 4.7, and the corrected shear stress
at the wall is then given by :
APC DTwc “ -----
4 L
It should be noted that
estimation of a, must be
point.
In the same way as the local value of n' is determined by
regression, the Rabinowitsch-Mooney correction, b, can be
obtained by fitting an empirical quadratic function to the
log-log shear rate - shear stress curve :
.... (4.16)
this procedure, including the
followed for each experimental
- 167 -
In ---- = a0 + flj (In t w c ) + a£ (In t w c )
D
the coefficients again being obtained by regression.
Differentiating equation 4.17 gives :
b = ax + 2 a£ (In t w c ) ___ (4.18)
This value of b is then inserted into equation 4.9 to give
the corrected shear rate.
Note also that :
1b = —
n ' .... (4.19)
T w r
and K 1 = --------(8 Vm/D)n .... (4.20)
The derivation of the Rabinowitsch-Mooney equation (equation
4.9) relies on the assumption that the flow in the capillary
is laminar. In the case of Newtonian fluids, the transition
is defined as a critical Newtonian Reynolds number; Rec -
2,000, where Rec is given by :
2

- 168 -
P Vm D Rec ~ ------
.... (4.21)
A problem arises in defining Re for non-Newtonian fluids and
suspensions, since by definition n is not constant, but will
vary with Vm . It is possible to determine the transition
by observing the corresponding discontinuity in the x -
dv/dr curve. However, this is tedious since it requires the
plotting of the curve. It is also inefficient since there
will be errors in the calculations resulting from the
departure from laminar flow in the upper part of the curve.
A criterion was therefore sought which would allow those
points obtained under non-laminar conditions to be rapidly
and unambiguously identified.
Metzner and Reed [129] have defined a generalised Reynolds
number based on the laminar friction factor relationship for
Newtonian fluids :
16f = _
Re .... (4.22)
Dn pleading to Re
K' 8 n-1 .... (4.23)

- 169 -
where n = n' for point values, and f is the usual friction
factor. Dodge and Metzner [130] pointed out that the
transition to turbulent flow occurs at increasing values of
Re' for decreasing values of n'. In principle, one could fit
an empirical function
Re'c = f(n)
to the data points given by them. However, only four points
were available, and these gave a misleading linear
relationship. Ryan and Johnson [131] defined a stability
index for which the critical value for turbulence is 808,
and they suggested that the corresponding critical shear
stress at the wall is given by :
Tw critR2 p r2
808* ( n )
__ (4.24)
This is equated to the laminar flow value
3n + 1t w = K
... (4.25)
in order to calculate the maximum flowrate (in terms of r)
at which laminar flow is stable.
Here r is a flow function given by :
r
ttR 3
8 Vr
.... (4.26)4

- 170 -
and $ (n) =.... (4.27)
Equating equations 4.24 and 4.25 gives :
Tw critR2 p r2c
808*(n) = K
3n + 1-i n
.... (4.28)
where rc is given by equation 4.26.
For present purposes it is preferable to define the flow in
terms of a Reynolds number; Metzner and Reed's form,
equation 4.23, is suitable :
P Vm D P Vm DRe'
K S n-1 K re"'1 • 4 n_1.... (4.29)
From equation 4.28 :
2-n rD p rc
4 K
3n + 1 808• _____
*(n) .... (4.30)
Expressing the LHS of equation 4.30 in terms of Re'c
(equation 4.29) :
n2 r 2-n L) p rc= Re c *
4 K 42-n Vm• rc - Re'c •
, 2-n
.... (4.31)
Combining equations 4.30 and 4.31 gives :
3n + 1Re
404 • 4
* (n)
(2-n)
.... (4.32)

- 171
This is the required criterion.
Taking Dodge and Metzner's data [130]# and a single
preliminary result from the present work in which the
transition point was established graphically, this criterion
appears to predict the transition point well :
n Re'c from Experiment Re'c from Equation 4.23
0.4 2800 27200.6 2530 25600.8 2320 23301.0 2100 21001.4 Less than 1840 1710
Equation 4.32 does not appear to hold over all values of n
(= n'), since :
i) It reaches a maximum (~ 2725) at n = 0.37, and starts
to reduce again, and
ii) It approaches Re'c = 0 for n = 0, which does not
conform to Dodge and Metzner's observation [130]
that for n = 0, the f-Re curve is a continuation of
the laminar curve, i.e. turbulent flow is never
reached. However, these facts may be theoretically
reconcilable since for an infinitely pseudoplastic
fluid, viscosities at low shear rates are infinitely
high, and thus Re infinitely low. In any event, the

- 172 -
criterion was satisfactory over the range of
interest, and it was therefore adopted in the present
work.
The calculation of Re'c was incorporated in the computer
program (see Appendix 6). The program was run for each set
of data, and any point for which Re' > Re'c was then
omitted, and the program re-run to give the final flow
curve.
Finally, in discussing the theory of flow in the capillary,
it is worth considering the definition of the local
viscosity at a specific point on the flow curve. The flow
equation for each point is [92,129].
Twc4 n'
3n‘ + 1
n n'
wc (4.33)
Holland [132] gives three versions of the point
viscosity. Perhaps one should select the viscosity which a
particle experiences as it moves relative to the fluid or
suspension. This is :
Twc
8 (dv/dr)wc ....(4.34)

- 173 -
Holland also gives a definition which conforms with the
point value of Re' (equation 4.23) :
n'a = K'
The calculation procedure described above was checked by
preparing flow curves for a number of aqueous' glycerine
solutions using the viscometer. In each case, the density of
the solution was measured using a 50 cm3 specific gravity
bottle, and the temperature of the solution, while in use in
the viscometer, was measured using a thermometer with a
precision of 0.5 °C. The correct Newtonian viscosity for the
solution under these conditions was then determined by
linear interpolation in tables [133] and compared with the
value obtained with the viscometer. The mean discrepancy
between the two was ±536. This was considered satisfactory
since the maximum error in determining the correct viscosity
over the range investigated was estimated at ±4% due to the
cumulative errors in determining density and temperature,
and in interpolation.
The flow curves of four such check calibrations are shown in
Figure 4.6. The points shown are the experimental data, and
the continuous lines represent the true flow curves for the
solutions, assuming the interpolated values of Newtonian
viscosity to be correct. In all cases the agreement is
8 V, -I n -lm
.... (4.35)

- 174 -
sufficient to conclude that the data reduction procedure is
correct (for Newtonian liquids).
4.3.4 Results
Five different media were prepared for measurements with the
capillary viscometer. The media were obtained from the same
feedstock as those utilised in the cyclone experiments
described in Chapter 5, and the sampling procedures used to
prepare sub-samples for analysis are discussed in Chapter 5.
The results of the viscometer measurements are expressed in
terms of the shear rate - shear stress data, obtained from
the data reduction procedure described in Section 4.3.3, and
the corresponding flow curve. The experimental data and
conditions are given in Appendix 8, and the flow curves are
shown in Figures 4.7 - 4.14. The five series of measurements
were as follows :
Series R1 - A milled ferrosilicon sample was obtained from a
commercial "270D" grade [42]# with the +150 ym fraction
removed by dry screening. Measurements were carried out at
three pulp densities, each with three capillary diameters :
2.77; 1.90 and 1.56mm. The principal purpose of these
measurements was to establish the dependency of the observed
flow curve upon capillary diameter, and if possible to
derive a correction for this effect. The results are given
in Appendix 8, and the corresponding flow curves are shown
in Figures 4.7-4.10.
- 175 -
Series R2 - A milled ferrosilicon sample was also obtained
from a commercial 270D grade, but with the +38 ym fraction
removed by screening. Measurements were carried out at a
variety of pulp densities with a single capillary of 1.30mm
diameter. The results are given in Appendix 8, and the
corresponding flow curves are shown in Figure 4.11.
Series R3 - A milled ferrosilicon sample, of nominal size
range -38 +25 ym, was prepared using a Cyclosizer by the
procedure described in Chapter 5. Measurements were carried
out at a variety of pulp densities with a single capillary
of diameter 1.90mm. The results are given in Appendix 8, and
the flow curves in Figure 4.12.
Series R4 - A milled ferrosilicon sample, of nominal size
range -25 +18.6 ym, was prepared using a Cyclosizer.
Measurements were carried out at a variety of pulp densities
with a single capillary of diameter 1.90mm. The results are
given in Appendix 8 and the flow curves in Figure 4.13.
Series R5 - An atomised ferrosilicon sample was obtained
from the commercial "Cyclone 40" grade [42] with the
+150ym fraction removed by dry screening. Measurements were
carried out at two pulp densities with a single capillary of
diameter 1.90mm. The results are shown in Appendix 8 and the
flow curves in Figure 4.14.

- 176 -
In all these cases, the actual size distribution of each
ferrosilicon sample was determined using a Coulter Counter,
according to the procedure described in Chapter 5. The data
are given in Table 4.6, and the distributions are shown
graphically in Figure 4.15. Also included are the
appropriate solid densities, determined by the method
described in Chapter 5.
TABLE 4.6 - SIZE DISTRIBUTIONS OF FERROSILICON SAMPLES R1-R5
Sample
R1 R2 R3 R4 R5
Size Cum. % Size Cum. % Size Cum. % Size Cum. % Size Cum. %
(urn) Finer (ym) Finer (ym) Finer (ym) Finer (ym) Finer
84.7 100.0 60.6 100.0 84.2 100.0 76.4 100.0 105.5 100.067.2 96.2 48.1 100.0 76.5 99.3 60.6 99.4 73.2 95.053.4 91.4 43.7 99.3 66.8 99.1 48.1 99.3 58.1 86.342.4 82.4 38.2 96.2 53.0 98.3 38.2 98.4 46.1 78.438.5 76.3 34.7 91.2 42.1 95.4 30.3 96.3 36.6 66.333.6 70.3 30.3 79.6 38.2 89.0 24.1 79.9 29.0 55.926.7 53.1 24.1 58.2 33.4 70.2 19.1 43.1 23.1 45.021.2 37.7 19.1 39.9 26.5 23.8 15.2 4.6 18.3 34.116.8 25.8 15.2 25.1 21.0 7.1 12.0 4.8 14.5 25.313.3 16.7 12.0 13.0 16.7 5.1 9.6 3.6 11.5 17.810.6 10.3 9.6 3.6 13.3 3.9 7.6 2.7 9.2 11.48.4 5.8 7.6 0.3 10.5 3.0 6.0 1.6 8.3 9.76.7 2.7 8.4 0.9 5.5 1.2 7.3 6.35.3 1.5
Solids Density 6782 kg nr3 Sol ids Density6846 kg m

SHEA
R ST
RESS
(N
m-2
) —>
SHEA
R ST
RESS
(Nm
~2) —
^
- 177 -
SHEAR RATE ( s - 11 — ►
/M7f (s-h
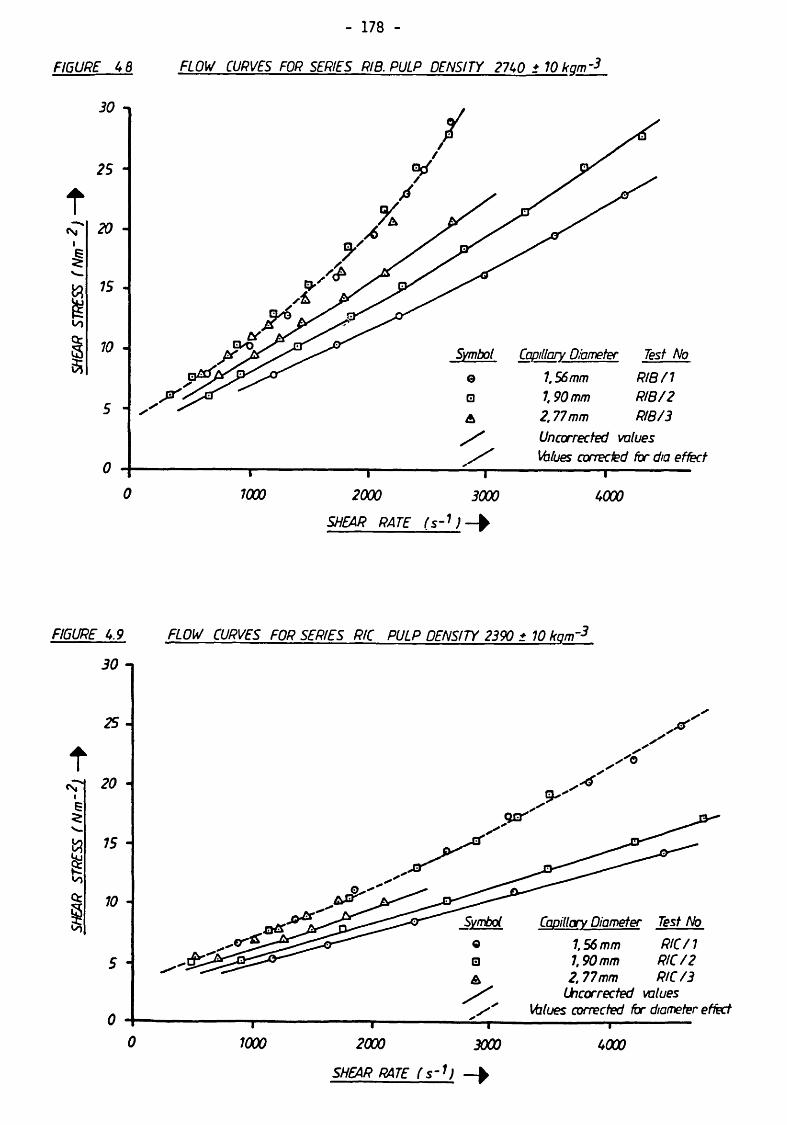
- 1 7 8 -
FIGURE 4 8 FLOW CURVES FOR SERIES RIB. PULP DENSITY m o i 10 kam'3
FIGURE 1.9 FLOW CURVES FOR SERIES RIC PULP DENSITY 2390 t 10 kam'3
SHEAR RATE Is-1) — }

SHEAR STRESS (Nm'2) -
-^
SHEAR STRESS ( Nm~2)
- 179 -
SHEAR RATE (s'1) — ►
SHEAR RATE ( s ' 1) ---^
0 SOOO

SHEAR STRESS t
Nnr2
) —
}
SHEAR STRESS (Nm'2>
180 -
SHEAR RATE (s'1) — ^
SHEAR RATE (s'1)— ►

S H E A R R A T E ( S ' 1 ) — ►
F I G U R E U . 1 S S I Z E D I S T R I B U T I O N S O F F E R R O S / L / C O N S A M P L E S U S E D I N V I S C O M E T E R M E A S U R E M E N T S
tC U M W T % F I N E R

Discussion of Results
4.3.5.1 The Influence of Capillary Diameter
Although the data reduction procedure described in
Section 4.3.3 incorporates the usual shear rate and
shear stress corrections, it does not allow for any
effect due to changes in capillary diameter. It is
clear from Figures 4.7 - 4.9 that identical samples
processed in capillaries of different diameters
produce different flow curves. The apparent
viscosity (defined by equation 4.34) increases with
capillary diameter, to a significant degree. This
effect can be attributed to the migration of
particles in the flowing suspension away from the
capillary walls (where flow is slow) towards the
centre (where flow is rapid). This tends to deplete
the suspension of particles at the wall, the point
at which the flow curve calculations are made, thus
causing the local (measured) viscosity to drop. The
effect is less severe for capillaries of larger
diameter, in which the flow profile across the
diameter is less pronounced. (A similar migration
effect occurs in concentric cylinder viscometers
with suspensions, due to the centrifugal forces
present in curvilinear flow fields [134]).

- 183 -
Whorlow [135] ancj Sarmiento et al [101] have
drawn attention to this problem. Sarmiento et al
developed a correction for the shear rate term to
allow for the resulting dependence of pressure drop
upon capillary diameter. This was :
/8 Vm^ 3
V D J e \ D /„ d (3+1) .... (4.36)
(3 is used here in preference to the symbol, a,
used by the authors).
/8 Vm\ 13 is the gradient of a plot of ( ---- ] vs ---- -\ o j w D(a+1)
where a is chosen to give maximum linearity of the
plot (0.5 < a < 1.0). This correction effectively
gives the flowrate (or mean velocity) in the
absence of a diameter effect, i.e. for an
infinitely wide capillary.
Test series R1 provides data with which this
correction can be tested. Preliminary plotting
suggested that a = 1 (as Ref. 10 proposes). A
smooth curve was then fitted by spline functions to
the (uncorrected)w
vs. (corrected) t w data
from the nine sets of measurements. From these, the
values of/8 Vm \ for certain fixed values of tw
D w
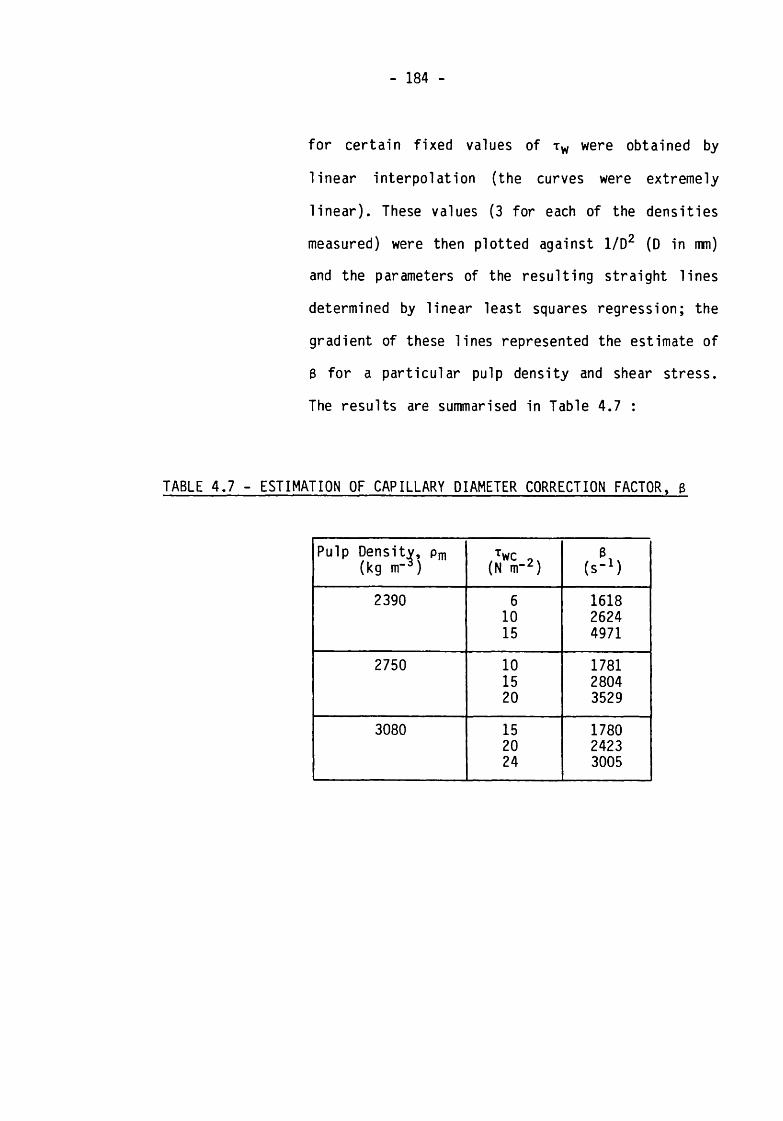
- 184 -
for certain fixed values of t w were obtained by
linear interpolation (the curves were extremely
linear). These values (3 for each of the densities
measured) were then plotted against 1/D2 (D in mm)
and the parameters of the resulting straight lines
determined by linear least squares regression; the
gradient of these lines represented the estimate of
0 for a particular pulp density and shear stress.
The results are summarised in Table 4.7 :
TABLE 4.7 - ESTIMATION OF CAPILLARY DIAMETER CORRECTION FACTOR, 0
Pulp Density, pm (kg nr3 ) /Twc (N m-2)
0(s-1)
2390 6 161810 262415 4971
2750 10 178115 280420 3529
3080 15 178020 242324 3005

- 185
Clearly, 3 depends both upon pulp density and local
shear stress. Normally, a value of 3 would be
calculated separately for every experimental value
of Twc However in the present case it
was decided to attempt to provide a reliable,
empirical relation for 3 in terms of both density
and shear stress. The following expression was
obtained by multiple linear regression :
1.127 -3.6883 = 5340 • T y • Pfp .... (4.37)
Based on 9 points, the coefficient of multiple
determination, R2, was 0.978, which indicates a
good fit. The form of equations 4.36 and 4.37
demonstrates that the magnitude of the correction
for shear rate increases with shear stress (i.e.
with shear rate itself, or flowrate) and decreases
with medium density. Both these trends conform with
the view that the diameter effect is caused by
migration of particles to the centre, since this
effect should, by hydrodynamic reasoning, increase
with flow and decrease with solids concentration.
Using equation 4.37, the correction was calculated
for each experimental point in series R1A, RIB and
R1C (the correction being applied before the
Rabinowitsch-Mooney correction in the computational
sequence), and the resulting corrected flow curve
plotted for each capillary within each density

- 186 -
series. The corrected values of shear rate are
included in Appendix 8, and the corrected curves
are shown in Figures 4.7 - 4.9 for series R1A - R1C
respectively, together with the original
(uncorrected) flow curves for the individual
capillaries. It is clear that application of the
diameter correction has succeeded in reducing the
curves for the individual capillaries to a single
curve, for each medium density. Bearing in mind the
error accumulated in the lengthy procedure by which
equation 4.37 was estimated, there is remarkably
little scatter of points about the corrected
curves. (Interestingly, the scatter increases with
medium density).
The curves show that, if the correction is
neglected, there is a tendency to underestimate the
point viscosity. The magnitude of the correction is
quite large, as can be seen by comparing the
corrected and uncorrected values of shear rate for
series R1A, RIB and R1C in Appendix 8; the
correction to be subtracted from the observed shear
rate can exceed 50% for the smallest capillary.
In view of the time required to perform rheological
measurements in a number of capillaries in order to
estimate the diameter correction, this procedure
was not carried out in the subsequent testwork.

- 187 -
Since the purpose was to observe trends, and draw
qualitative, comparative conclusions, all the
subsequent measurements were made using a single
(1.90mm) capillary. Because the migration effect,
which necessitates the correction, is essentially
hydrodynamic in nature, it is probable that the
magnitude of the correction will alter with both
particle shape and size distribution. Since the
data to be discussed below were obtained with media
which differed in either or both these
characteristics from the sample utilised in Series
Rl, no attempt was made to apply equation 4.37 to
these data. The flow curves presented in Figures
4.10 - 4.14 are therefore uncorrected for the
diameter effect.
4.3.5.2 The Rheological Nature of Ferrosilicon Suspensions
The general rheological behaviour of the
ferrosilicon media studied in this work can be
inferred by inspection of the flow curves (Figures
4.7 - 4.14). Three important properties are
immediately apparent :
i) They are relatively linear over large
portions of the curve; certainly there are
no extreme non-linearities.
- 188 -
ii) There is a slight tendency to dilatancy,
particularly at the higher shear rates.
Figures 4.7 - 4.9 suggest that this tendency
is more apparent when the diameter
correction is applied.
iii) All the media appear to exhibit a yield
stress (indicated by extrapolation of the
flow curve to the shear stress axis - the
dashed lines in Figures 4.10 - 4.14).
Qualitative comparison with the data in the
literature discussed in Section 2.3.3 is difficult
because the media differed in many important
characteristics, such as size distribution and
solids concentration. However the general shape of
the curves is similar to those reported by Smith
[114] (e.g. Figure 2.10) and Collins [65]# and
conforms quite well to the general scheme of Cheng
[107] (e.g. Figure 2.9). The pseudoplasticity
reported by Smith [114] only appeared at high
concentrations, which were not attained in the
present work. As discussed in Section 2.3.3, the
conclusions reached by Lilge et al [56,57] are
almost certainly incorrect because of their failure
to recognise the existence of a yield stress, which
introduced a systematic error into their viscosity
estimates (equation 2.36).

- 189 -
The characteristics of the flow curves suggest a
functional relationship of the form :
t = t 0 + K Sn ___ (4.38)
which is a combination of the Bingham plastic and
power law expressions. K is a "consistency index"
whose units depend upon the value of n; it cannot
therefore be used to define a characteristic
viscosity, as can the plastic viscosity of a pure
Bingham plastic.
The suitability of equation 4.38 in describing the
flow curves obtained in the present work was tested
by fitting it to data from Series R3, specifically
tests R3/2 and R3/5. The equation has to be fitted by
non-linear least squares regression; this was done
using a modified Gauss-Newton algorithm available in
the NAG computer subroutine library [147]. it was
found that the problem had to be scaled carefully in
order to ensure successful convergence of the
estimation routine, and the shear rates were
therefore all divided by 103 before the fitting
procedure. The estimated parameters, and the shear
stresses predicted from the observed shear rates, are
given in Table 4.8 :

- 190 -
TABLE 4.8 - FIT OF EQUATION 4.38 TO FLOW CURVE DATA OF TESTS
R3/2 AND R3/5
R3/2 R3/5
Shear Rate Shear Stress (Nm-2) Shear Rate Shear Stress (Nm“2)(s_1) (s-1)
Observed Predicted Observed Predicted
1016 5.87 5.69 691 9.48 9.912031 9.01 8.94 977 11.83 11.832670 11.40 11.26 1206 14.17 13.623196 13.40 13.30 1571 17.25 16.933781 15.46 15.68 1820 19.45 19.464256 17.51 17.69 2133 22.84 22.954959 20.97 20.78 2488 26.69 27.27
3288 38.63 38.37
To 3.420 Nnr‘i
to 7.284 Nnr'?
K = 3.124 x 10"H K = 8.287 x IQ"5n = 1.284 n 1.585
The agreement between the observed and predicted
shear stresses is excellent, and it is concluded that
equation 4.38 is a satisfactory model for the flow
curves.
As noted in Sections 2.3.3 and 4.3.3, an apparent
point viscosity for a non-Newtonian medium is perhaps
best defined as the ratio of shear stress to shear
rate at a particular shear rate (or stress). This is
probably the local "viscos ity" experienced by a
particle moving relative to the medium as a
consequence of the shear stress imposed by the
particle in its motion :
Ti^ai = —
Si .... (2.30)

- 191
In terms of equation 4.38, nai can be defined as :
T o . n"l nai - ~— + K S-j
Si .... (4.39)
The relationship between apparent (point) viscosity
and shear rate for tests R3/2 and R3/5, obtained from
application of equation 4.39, is shown in Figure
4.16. It is clear that the apparent viscosity at low
shear rates decreases rapidly with increase in shear
rate, to a minimum value, before rising slowly. At
the low shear rates, the value of the apparent
viscosity is dominated by the t q/S-j term, rising
to infinity at zero shear rate. For these dilatant
materials (n > 1), the apparent viscosity reaches a
minimum at a shear rate defined by :
9
S = r t° i 1/n
LK(n-l)_ .... (4.40)
At higher shear rates, the value of apparent
viscosity becomes dominated by the K S-jn“l term.
The value of the minimum viscosity can be deduced
from equations 4.39 and 4.40 as :
n
n-1
(1-1/n) 1/n^a (min) = To • [K(n-1)] *
.... (4.41)

19ZFIGURE 4.76 APPARENT (POINT) VISCOSITY VS SHEAR RATE FOR
TESTS R3/2 AND R3/S( Determ ined from equation 439 J
SHEAR RATE (s-1) —
55
|K-§Ct
o
§I§
FIGURE U 17 APPARENT VISCOSITY VS VOLUME CONCENTRAVON
- 193 -
Figure 4.16, and a similar analysis of the
remainder of the data, demonstrates that this
minimum value increases, and occurs at a
progressively lower shear rate, with increase in
solids concentration. It might be regarded as a
characteristic viscosity of the medium.
The general forms of the curves in Figure 4.16 are
very similar to those presented by Govier et al
[56] and Collins [55] for ferrosilicon
suspensions.
It can be shown from the data reported in Chapter 5
that the shear rates prevailing in the 100mm
cyclone utilised in the experiments were probably
in the approximate range 102 - 103 s_1. Although
few results were available from the capillary
viscometer below a shear rate of about 200 s"1,
inspection of the flow curves suggested that most
of the media investigated did not depart
significantly from the true Bingham plastic
behaviour below a shear rate of 103 s"1. The
dilatant behaviour emerged only at higher shear
rate and high pulp densities (e.g. Figure 4.7).

- 194 -
4.3.5.3 The Influence of Solids Concentration
It is clear from Figures 4.10 - 4.14 that both
point viscosity and yield stress increase with pulp
density (i.e. with solids concentration). In order
to determine the general form of the concentration-
viscosity relationship, point viscosities were
estimated for test series R1-R5 at a shear rate of
103 s"1 by fitting equation 4.38 to each data set,
and substituting S = 103 in equation 4.39.
In comparing point viscosities at various solids
concentrations, a further correction is necessary
in respect of temperature. As noted in Section
2.3.3, nearly all the published correlations are of
the form :
nanr ~ — = f (Cy)
ns .... (2.35)
where ns is the viscosity of the suspending
liquid, in this case water. If the values of na
are determined at different temperatures,
therefore, they can be corrected to a single
temperature using the expression :

- 195 -
1 st'"at = at' • ---
n$t •••• (4.42)
where t = standard temperature.
t'= temperature at which measurement was made.
(see Appendix 8 and Figures 4.10 - 4.14).
In the present work, the results were standardised
to t = 20 °C, and nst' and fist were determined
from published tables [133], The solids volume
concentration corresponding to each measured pulp
density was determined from the formula :
Pm “ PI Cv = -------
PS - PI --- (4.43)
where pm = medium density (kg nr3)
ps = solids density (kg m-3) - see Table 4.6
p-j = liquid density = 1,000 kg nr3
The results are given in Table 4.9 and plotted in
Figure 4.17.

- 196 -
TABLE 4.9 - VISCOSITY VS. SOLIDS CONCENTRATION FOR SERIES R1-R5
TestNumber
Pulp Density (kg nr3 )
Sol idsConcentration
(v/v)
Point Viscosity at 103 s"1 Corrected to 20 °C (Nsitt2 x 103)
R1C/2 2390 0.240 6.0R1B/2 2740 0.301 8.7R1A/2 3080 0.360 14.5
R2/1 1960 0.166 3.3R2/2 2195 0.207 4.2R2/3 2455 0.252 5.4R2/4 2660 0.287 7.1R2/5 2755 0.304 8.0R2/6 2895 0.328 13.3R2/7 3020 0.349 17.1
R3/1 2390 0.240 4.5R3/2 2620 0.280 5.4R3/3 2750 0.303 5.5R3/4 2990 0.344 7.9R3/5 3180 0.377 10.7
R4/1 2150 0.199 3.7R4/2 2770 0.306 9.4R4/3 2990 0.344 14.2R4/4 3120 0.367 18.0
R5/1 2730 0.296 5.1R5/2 3070 0.354 8.2
It is clear from Figure 4.17 that the relationship
conforms to the general trend reported in the
literature - a relatively linear, slow increase in
viscosity at the low concentrations, followed by a
rapid increase above a certain solids
concentration, approximately 20% v/v. As noted in
Chapter 3, Ferrini et al [96] reported that a
modified Eiler's equation (equation 2.33) described

- 197 -
viscosity - concentration data from, among others,
a magnetite suspension. This equation was applied
to all the present data by least squares regression
of equation 2.33 in its linear form :
1 Hi 1
Cy 2('Hy'0*{> - l) Cym .... (4.44)
The best fit was obtained with series R4.
The parameter estimates for this fit were
ni = 1.832
C Yfu = 0.546
with R2 = 0.9998, indicating a very good fit.
The quality of the fit can be further assessed
visually by reference to Figure 4.18, in which the
experimental data are plotted together with the
fitted curve. Again, the fit is seen to be
excellent.
Adequate fits were obtained with the other series,
but it was found that the extreme non-linearity of
the function caused the parameter estimates to be
significantly influenced by single points at the
upper and lower extremes of the curve.

- 198 -
FIGURE 4.18
FIT OF MODIFIED EILER'S EQUATION (eon. 2.33) TO DATA OF SERIES R4
FIGURE t 19 Size FREquenCY DISTRIBUTIONS CF SAMPLES R1.R?ANO Rl
Frequency ( vt.% )
Rorticte size (^pm)

- 199 -
4.3.5.4 The Influence of Particle Size
The viscosity-concentration curves of Figure 4.17
can be used to assess the influence of particle
size on suspension viscosity; the size
distributions of the various media are given in
Table 4.6 and Figure 4.15.
Series R3 and R4 were prepared specifically to
investigate the effect of particle size. They
represent Cyclosizer products with nominal size
ranges -38 +25 m and -25 +18.6 ym respectively.
Figure 4.17 shows that, for a given concentration,
sample R4 has a significantly higher viscosity than
R3. This confirms that viscosity increases with
decreasing particle size, a conclusion which
conforms with the literature's view on dense medium
suspensions [42,66,71,112,114].
A comparison of R1 and R2 is instructive. At the
lower concentration, R1 exhibits higher viscosities
than R2, whereas at the higher concentrations
(above about 31% v/v) the trend is reversed.
Inspection of Figure 4.19, in which the size
distributions of these samples are shown in
frequency form (interpolated from Figure 4.15),
shows that although both distributions peak at

- 2 0 0 -
about the same size, R1 has a wider distribution
than R2, and is thus less rich in the fine sizes
around their common mode. This suggests that the
relative influence of the fines may depend upon
the prevailing solids concentration.
Series R4 exhibits slightly lower viscosities than
either R1 or R2 at the low concentrations, but is
intermediate between the two at the high
concentrations. Figure 4.19 shows that R4 peaks at
about the same size as R1 and R2, but is much
richer in this size, having a very narrow size
distribution. Accordingly, it is depleted in the
ultra-fines (-12ym).
These trends suggest that, although fine media
generally exhibit higher viscosities than coarse
media, the form of the size distribution is
important in defining the viscosity-concentration
relationship. Where the mode or mean size of the
distribution is similar, the viscosity tends to be
determined by the relative frequencies of fines and
ultra-fines. Clarke [97] and Datta [69] have
both suggested that the width of the particle size
distribution influences rheology.

- 201
4.3.5.5 The Influence of Particle Shape
Sample R5 was an atomised ferrosilicon of rounded
shape, whereas samples R1-R4 were of irregular
shape. Photomicrographs of the two basic shapes are
presented in Chapter 5. Figure 4.15 shows that
sample R5 had a similar modal size to samples R1
and R2, but with a rather wider distribution.
Figure 4.17, however, shows that R5 exhibited
significantly lower viscosities than either R1 or
R2; indeed, R5 had the lowest viscosities of any of
the media tested. One may therefore conclude that
media of rounder particle shape exhibit lower
viscosities than those of irregular shape, a
conclusion which conforms with the views of the
literature [42,56,97,112,114]#
4.3.6 Summary and Conclusions
This work has shown that it is possible to obtain meaningful
rheological measurements from unstable ferrosilicon
suspensions, using a simple capillary viscometer. The data
were analysed using a computer program which incorporated
all the usual corrections, together with a new criterion for
the transition from laminar to turbulent flow in the
capillary (equation 4.32). It has been shown that the
correction for capillary diameter proposed by Sarmiento et
al [101] is effective in producing absolute flow curves,

- 202
independent of capillary diameter, for the ferrosilicon
media investigated. The correction is a quantitative
function of shear stress and pulp density (equation 4.37).
The form of this function tends to confirm the view that the
necessity for the correction is attributable to the
migration of particles from the wall to the centre of the
capillary; since this is a hydrodynamic effect, it is
probable that the magnitude of the correction will also be
dependent upon particle size and shape, although this
hypothesis was not tested.
The form of the flow curves obtained indicated that the
media behaved as Bingham plastics at the lower shear rates
(including the range of shear likely to be encountered in a
DM cyclone), tending to dilatancy at higher shear rates.
The entire curve was well described in all cases by a
function which incorporates the features of both Bingham
plastic and power law behaviour :
t = t 0 + K Sn .... (4.38)
The apparent (point) viscosity at a given shear rate can be
defined as :
To . 1-1 nai - — + K Si
Si .... (4.39)
For such dilatant materials (n > 1), the apparent viscosity
is thus high at low shear rates, dropping to a minimum at a
shear rate defined by :

- 203 -
S =To
1/n
K ( n - l ) .... (4.40)
and then increasing slowly with increasing shear rate
(Figure 4.16).
The value of the minimum apparent viscosity can be deduced
from equations 4.39 and 4.40 as :
(1-1/n) 1/n^a (min) = To * [K(n-1)] . n
n-1 -1 .... (4.41)
na (min) might be regarded as a characteristic viscosity
of the medium.
The results showed that both yield stress and point
viscosity increased with solids concentration. A modified
Eiler's equation (equation 2.33) described the
viscosity-concentration relationship satisfactorily.
By inspecting the viscosity-concentration curves for various
media, it was concluded that viscosity increases with
fineness of particle size and with irregularity of particle
shape. The form of the particle size distribution also
influences viscosity.

- 204 -
CHAPTER 5
THE PERFORMANCE OF A 100MM DENSE MEDIUM CYCLONE
WITH FERROSILICON MEDIA
5.1 Introduction and Objectives
The purpose of this, the final experimental phase of the research
programme, was to observe the performance of a real dense medium
cyclone utilising real ferrosilicon media (as characterised in Chapter
4) over a range of operating conditions. By monitoring closely both
the density separation and the corresponding behaviour of the medium
in these experiments, it was hoped to be able to establish the
dependency of one upon the other. By interpreting these experimental
observations in terms of the model developed in Chapter 3 (modified
where appropriate), the performance of dense medium cyclones could
then be described in a concise manner, which would both be useful in a
practical sense and would elucidate the general mechanism by which the
density separation was achieved.
In order to satisfy these objectives, it was necessary to set up an
experimental cyclone circuit in which the cyclone could be operated
with a variety of media, corresponding to different sedimentation and
rheological characteristics, at different flowrates. In each case, the
intrinsic density separation, such as would have prevailed had the
cyclone been treating a real ore (at low tonnage), was monitored using
a novel technique. The cyclone feed and products were sampled and

- 205 -
analysed, and by suitable data reduction the cyclone's performance as
an agent of segregation and classification of the medium was
determined. By relating these two aspects, a general theory of DM
cyclone operation was developed.
This chapter describes the experimental techniques, presents the
results, and discusses them in the context of the general framework
established in Chapters 2, 3 and 4.
5.2 Experimental Details
5.2.1 Cyclone and Test Circuit
In choosing a cyclone for the experimental work, a
compromise was sought between the attainment of results of
practical interest and the constraints involved in
extracting reliable data from an operating plant. The former
favours large, high-throughput units, which generally
utilise relatively coarse media. The latter necessitates
small, low-throughput units which can be easily managed, and
which demand fine media in order to restrict the degree of
medium segregation in the cyclone at the high centrifugal
forces prevailing. In the present work, a cyclone of 100mm
diameter was selected, after preliminary experiments with
several alternatives, and the appropriate circuit was
constructed around it.

- 206 -
A dimensioned section of the cyclone is shown in Figure
5.1. It was constructed of moulded epoxy resin, and had the
facility of a range of interchangeable spigots. However,
since the purpose of the present work was to monitor the
cyclone performance at a fixed geometry, in only one of the
45 experiments was the spigot diameter altered. No changes
were made to the vortex finder. The cyclone had a standard
20 ° included cone angle, with a circular tangentially-
mounted inlet flush with the roof. Preliminary experiments
showed that the selected configuration provided separations
of "normal" characteristics, in respect of overflow-
underflow density differentials and the difference between
650 and pf, when operated under "normal" conditions. In
making this judgement, the author's previously reported
results with a production-scale DM cyclone [4] were taken
as the yardstick.
A flowsheet of the test circuit is shown in Figure 5.2, and
photographs of the apparatus are given in Plates 5.1 and
5.2.
Three measuring instruments were incorporated into the
circuit. The density of the feed medium was measured with a
Kay Ray Model 3600F nucleonic density gauge, using a Ce 137
source of 100 mCi activity. The gauge was mounted on the
25.4mm ID delivery pipe (see Plate 5.1). After repeated
calibrations, it was found that the output of the gauge
tended to drift, and this was attributed by the suppliers to
errors incurred as a result of the low radiation attenuation
obtained with the 25.4mm (1") pipe. The insertion of a
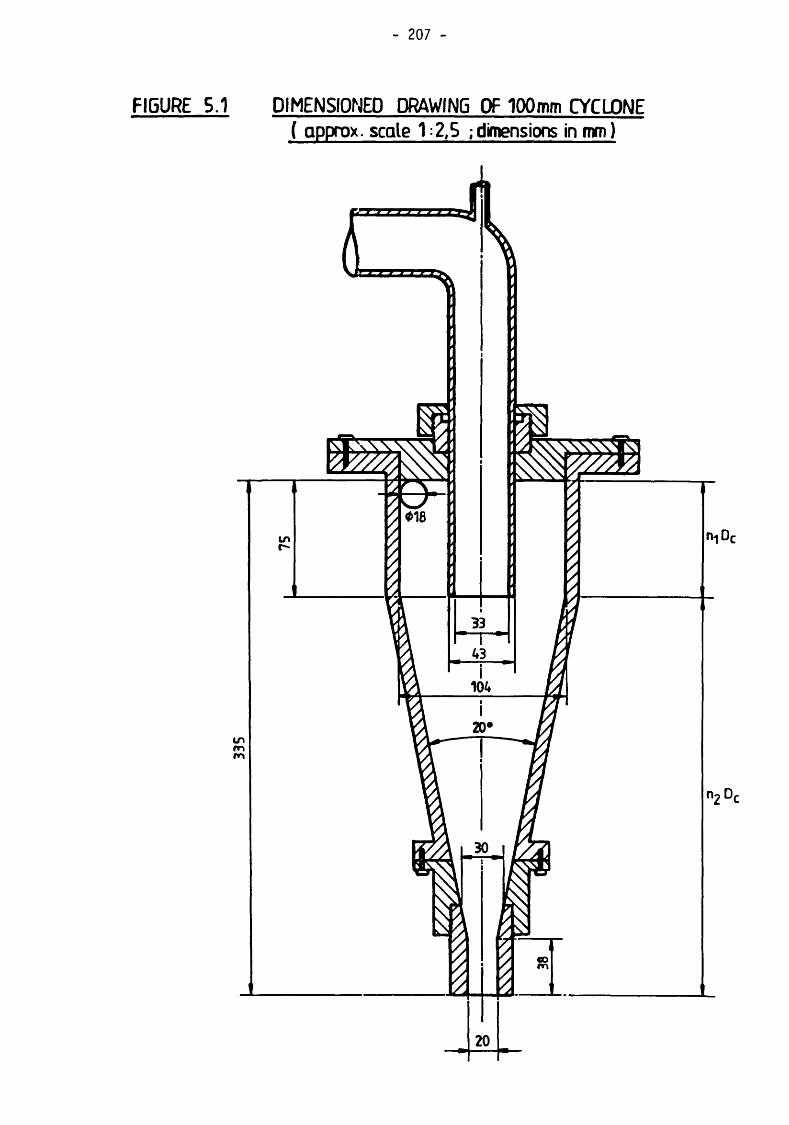
- 207 -
FIGURE J . DIM ENSIONED ORAWINS OF 100mm C YC LO N E ( approx, scale 1 :2,5 ; dimensions in mm)

FIGURE 5.2 FLOWSHEET FOR 100mm CYCLONE TEST RIGTO ATMOSPHERE
K E Y1 100mm x 20° CYCLONE2 M ANUAL SAMPLERS3 SUMP4 1 H VACSEAL CENTRIFUGAL PUMP WTO EXFANDING PULLEY (VARIABLE SPEED)5 NUCLEONIC DENSITY GAUGE6 ULTRASONIC FLOWMETER WITH DIGITAL INDICATOR7 PRESSURE TRANSDUCER
<8> B A LL VALVEX SAUNDERS VALVE

- 209 -
PLATE 5.2 - Close-up of Cyclone. Note (From Left to Right on Cyclone
Feed Pipe) : Flowmeter Transducers, Ball Valves and Pressure Transducer.
Exterior Shape of Cyclone due to Epoxy Resin Casting Requirements.

- 2 1 0 -
'Z'-section in the pipe was recommended, with the gauge then
mounted vertically instead of horizontally so as to increase
the attenuation. However this was not implemented because of
inadequate space and the increased head which would be
imposed on the pump. Accordingly the gauge was used only to
obtain approximate densities (while running the circuit up
to the correct test density), and the test density was
always obtained using a density balance and a sample of the
feed.
The flowrate of medium to the cyclone was measured using a
Clampitron Series 240 ultrasonic flowmeter, with digital
readout. The two transducers of this instrument were
attached via a suitable sonic medium to opposite sides of
the 25.4mm plastic feed pipe (see Plate 5.2). Although
factory-calibrated for water, the instrument had to be
calibrated for the media used in the testwork, and this was
done according to the manufacturers' instructions [136],
The readout was given in Imperial GPM, with a precision of
0.1 GPM (0.45 £/min), less than 1 % of the mean flows
encountered in the testwork.
The inlet pressure to the cyclone, approximating to the
pressure drop across the cyclone, was measured using a Druck
DPI 201 digital pressure indicator with a range of 0-50 PSI
and a precision of 0.1 PSI (less than 1% of the mean
pressure encountered in the testwork). Although factory
calibrated, the transducer was tested before and after the
- 211
testwork using a dead-weight tester, and found to be reading
correctly. The transducer was connected to the cyclone feed
pipe via a brass section inserted into the line about 10cm
upstream of the cyclone inlet. A 5nm screw tapping was
drilled into the brass section, into which was screwed a
brass insert containing a protective steel diaphragm
(contacting the medium), followed by a column of hydraulic
fluid, into which the pressure transducer was fitted. All
connections were fixed securely with the appropriate
fittings to ensure no loss of pressure transmission.
5.2.2 Experimental Design, and Test Procedure
The testwork was originally designed as a two-level
factorial experiment to investigate the influence of three
primary operating variables upon the density separation :
ferrosilicon size distribution, medium density, and
flowrate. Most of the experiments were conducted with milled
(irregular shaped) ferrosilicon, but some later tests were
added to investigate the influence of atomised (spherical
shaped) ferrosilicon, as well as the viscosity of the
carrier medium and the spigot diameter. In the event it was
found to be impossible to control either the ferrosilicon
size distribution or the flowrate range sufficiently
accurately to meet the requirements of a rigorous factorial
analysis, and so the factorial design was utilised only as a
general experimental framework. As in the case of the work
described in Chapter 3, regression analysis was used to
evaluate the results of the experiments.

- 212 -
The general arrangement of the tests was as follows :
Series FI : A factorial design, investigating four levels of
medium density, each at two flowrates, using milled FeSi.
Test F1/6B was added as an attempted replicate of F1/6A, but
the results subsequently showed the FeSi size distribution
to be different.
Series F2 : A factorial design as for Series FI, but with a
slightly coarser milled FeSi. Test F2/2A was an attempted
replicate of F2/2, but the results subsequently showed the
feed densities to have differed.
Series F3 : A sub-set of the basic factorial design, with
much finer FeSi. In the event, only tests F3/3 and F3/7
achieved the necessary fineness.
Series F4 : A sub-set of the basic factorial design using a
coarse, atomised FeSi. Because of the low stability of the
medium, no density separation was achieved.
Series F5 : Tests F5/1 - F5/6 comprised a factorial design
with feed density at three levels and flowrate at two
levels, using a fine atomised FeSi. Test F5/7 was a repeat
of F5/6 but with an enlarged (30mm) spigot. Tests F5/8 and
F5/9 were full replicates of F5/6, and tests F5/10-F5/12
were repeats of F5/6 but with increasing proportions of
glycerine added to the medium.

- 213 -
Series F6 : A study of the behaviour of a very fine milled
FeSi at various feed densities but at a constant flowrate.
Test F6/6 was carried out at a very low feed density to
examine the classification behaviour of the medium, and no
density separation was monitored.
A total of 45 tests was conducted, 28 with milled FeSi and
17 with atomised.
The approximate operating ranges for the testwork were :
flowrate 55-110 1 min-1; feed density 2000-3000 kgm-3. A
spray discharge at the apex was observed for all the tests.
The feed, overflow and underflow medium products were
sampled for both pulp density and ferrosilicon size
distribution. The feed pulp density was measured, while the
circuit was in by-pass mode, by filling a 1-litre measuring
can and weighing this on a spring balance. The balance was
calibrated directly in SG units, and the calibration was
repeatedly checked using water. The feed density was
measured before and after each test, and the mean taken. The
overflow and underflow densities were obtained by running
these products into 2-litre tared measuring cyclinders, and
weighing. The density was then obtained directly as mass
7 volume. These samples were also used to estimate the
volume flowrates of these products, by timing the flow into
the cylinders using an electronic stopwatch. Although the
precision of the stopwatch was 0.01 seconds, the manual
response time was estimated at 0.1 seconds, about 5% of the

- 214 -
typical time periods measured (1.5-3 seconds). The product
flows are thus accurate only to about 5%.
The feed, overflow and underflow media were sampled for
particle size analysis using manual samplers, as sketched in
Figure 5.3. These hand-held samplers were passed repeatedly
across the appropriate stream until approximately 0.2 litres
of medium had been collected. These samples were then sub
sampled and analysed for size distribution by the methods
described in section 5.2.4.
A similar procedure was used to obtain a sample of the feed
medium for measurement in the capillary viscometer, using
the apparatus and method described in section 4.3.
The instantaneous contents of the cyclone were collected at
the conclusion of each test by rapidly switching the
ball-valves (Figure 5.2) to by-pass the medium, and
simultaneously placing a manual sampler and measuring
cylinder underneath the cyclone to collect the draining
contents. This sample was analysed for pulp density and size
distribution.
The density separation prevailing during each experiment was
determined using density tracers. These consisted of cubic
particles made of cast epoxy resin with suitable fillers
added to elevate the density. A total of eleven densities
was manufactured, in the range 2500-3500 kg nr3 in

- 215 -
4FLOW STREAM
FIGURE 5.3 M ANUAL SAM PLER FOR CYCLONE MEDIUM PRODUCTS

- 216 -
increments of approximately 100 kg m"3, each in two sizes (2
and 4mm). Each density, made to a precision of about 10 kg
m~3, was colour-coded for easy identification. The density
separation was monitored by adding 100 of each size and
density of tracer, collecting the products, and hand-sorting
them by colour (density). It was then a simple matter to
construct the Tromp curves for the separation by computing
directly the proportion of tracers of each density reporting
to the underflow.
This method had three advantages for the task in hand :
1. The results were independent of "ore" feedrate and
density distribution, since the number of "ore"
particles added was very small and therefore not
expected to influence the intrinsic separation.
2. The method was quick, convenient and accurate.
3. The Tromp curves could be plotted at specific, known
densities and not at the mean of density intervals as
is the case for conventional heavy liquids analysis.
The tracers were manufactured commercially to the author's
specifications. The actual densities were checked by the
author using the method described in section 5.2.5.
The procedure followed in each test was as follows :

- 217 -
1. The sump was partly filled with tap water, and the
pump started with the by-pass valve open.
2. The appropriate ferrosilicon was added slowly until
the nucleonic gauge showed the correct density. The
density was then measured accurately using the
balance, and adjusted to the desired value by
addition of water or ferrosilicon as appropriate. Two
samples were taken (one for size analysis and one for
rheological measurement), and the value of density
recorded.
3. The by-pass valve was closed and the medium allowed
to feed the cyclone. The pump speed was then adjusted
until the ultrasonic flowmeter displayed the desired
flowrate. This value was recorded, together with the
indicated pressure.
4. The tracers were then introduced to the sump over a
period of about 30 seconds, and recovered from the
cyclone products via 1mm aperture sieves.
5. The feed density and flowrate were checked, and
adjusted if necessary. The cyclone products were then
sampled for density and particle size distribution,
as described earlier.

- 218 -
6. The cyclone was then switched out by adjusting the
ball valves, and a sample of the cyclone contents was
collected using the manual sampler. A 1mm aperture
sieve was used to remove tracers that had remained in
the cyclone for the 2-3 minutes elapsing between
their introduction and this point in the procedure.
7. A corrosion inhibitor (sodium nitrite) was then added
to the medium, and the drain valve opened to direct
the medium into plastic storage vessels. The
temperature of the medium was noted.
8. The circuit was then thoroughly washed with water,
and all washings collected in the storage vessels.
9. The medium and washings were allowed to stand for
several hours (usually overnight), and then the
supernatant water was decanted by syphoning, so that
the thickened medium could be re-used.
5.2.3 The Ferrosilicon
The commercially available feed stock from which was taken
the ferrosilicon used in these experiments was identical to
that used in the rheological and stability measurements
described in Chapter 4. The milled ferrosilicon was obtained
from Samancor in South Africa, and the atomised ferrosilicon
from Knapsack in West Germany. The specifications of these
materials have been discussed elsewhere [4 2 ].

- 219 -
Photomicrographs of the milled and atomised ferrosi1 icon,
dry-screened to -45 +38 ym, are shown in Plates 5.3 and 5.4
respectively. The difference in particle shape is clearly
apparent.
The material was obtained in a variety of commercial
grades. These grades are defined principally by size
distribution [42]. For the present work, some of the
batches were utilised as received, and others were pre
classified in the cyclone to provide finer samples for the
experiments. The size distribution of the feed to each test
was measured (as noted above), and these data, smoothed by
the methods described in section 5.3, were therefore used to
characterise each medium, rather than the manufacturers'
size specifications.
The mean surface area of certain ferrosi1 icon samples was
determined using a Monosorb Surface Area Analyser
(Quantachrome Corp., Greenvale, NY). This instrument
utilises the B.E.T. relation, assuming that the intercept of
the plot of l/XmC is zero (where Xm = weight of
adsorbate required for a monolayer, and C is an instrument
constant). Typical values of measured surface area were as
follows :
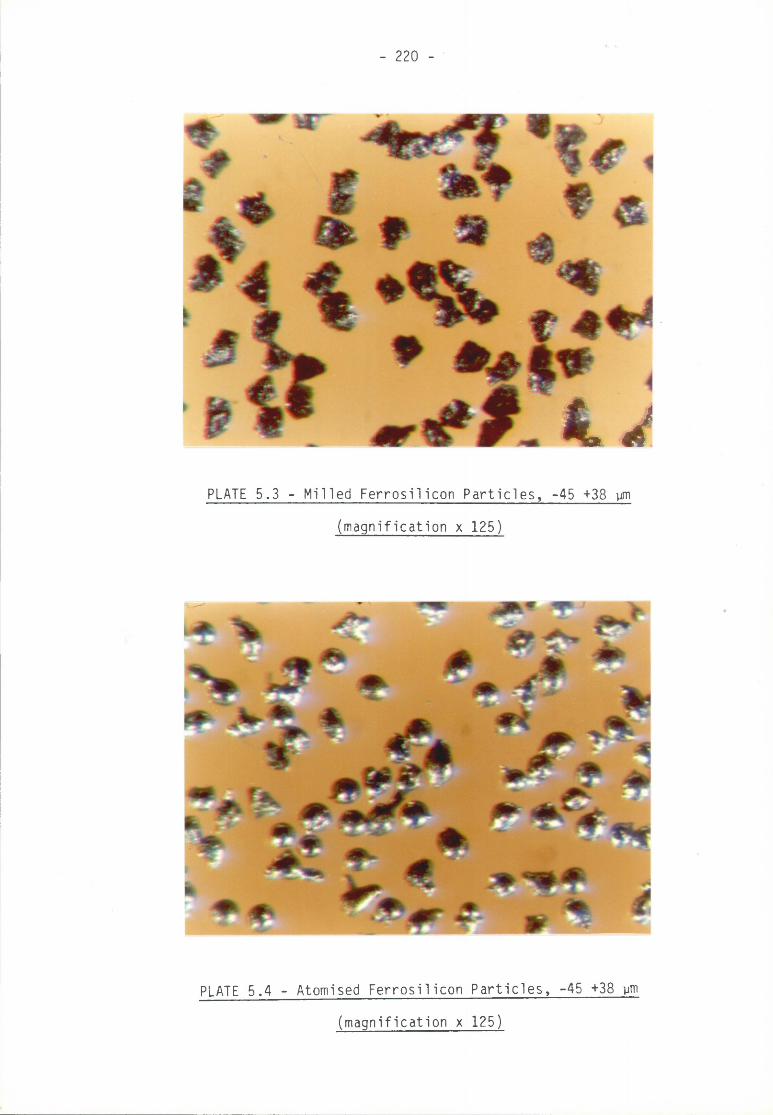
- 220 -
4 JtPLATE 5.3 - Milled Ferrosi1 icon Particles, -45 +38 ym
(magnification x 125)
PLATE 5.4 - Atomised Ferrosi1 icon Particles, -45 +38 ym
(magnification x 125)

- 221
Milled Ferrosilicon
-38 +25 pm 1.41 m 2 g- 1
-25 +18.6 pm 2.07 m 2 g-1
-18.6 +13.6 pm 3.17 m 2 g- 1
-13.6 + 9.6 pm 4.97 m 2 g-1
- 9.6 + 7.9 pm 5.63 m 2 g- 1
Series R1 from viscometry
(see Table 4.6) 4.03 m2 g-1
Series R2 from viscometry
(see Table 4.6) 3.11 m2 g”1
Atomised Ferrosilicon
Sample used for size analysis
comparisons (see Table 5.3) 0.41 m2 g_1
It is clear that the smooth-surfaced atomised material has a
significantly lower surface area than the irregular-surfaced milled
materi al.
5.2.4 Particle Size Analysis
An accurate and reliable technique for analysing the size
distributions of the ferrosilicon samples obtained from the
experiments was essential to the objectives of the test programme.

- 222
Four methods of analysis were considered : square aperture
sieves, round-hole microsieves, the Cyclosizer and the
Coulter Counter. The latter was preferred since it was the
only single technique which covered the full range of
particle sizes expected (nominally 1-100 pm). However, it
was decided to test this method against the others in order
to determine its accuracy, while simultaneously evaluating
the reproducibility of the sub-sampling method used in all
the tests. Accordingly, a sampling scheme was drawn up, as
shown in Figure 5.4; both milled and atomised ferrosilicon
were used.
The techniques of sub-sampling and size analysis were
briefly as follows :
Sub-sampling (wet) : A rotating sampler was used, consisting
of a central sample container rotating at approximately 100
rpm, in which a stirrer was used to maintain the sample in
suspension. A small pipe delivered the sample from the
rotating container to 12 sub-divisions at the periphery of
the sampler. The 12 sub-samples were collected in 50 m l
beakers.
Dry sieving (8" sieves) : Sieving was carried out with a
nest of square aperture sieves on a Pascal 1 sieve shaker
operating for 45 minutes. Approximately 150g of sample was
used.
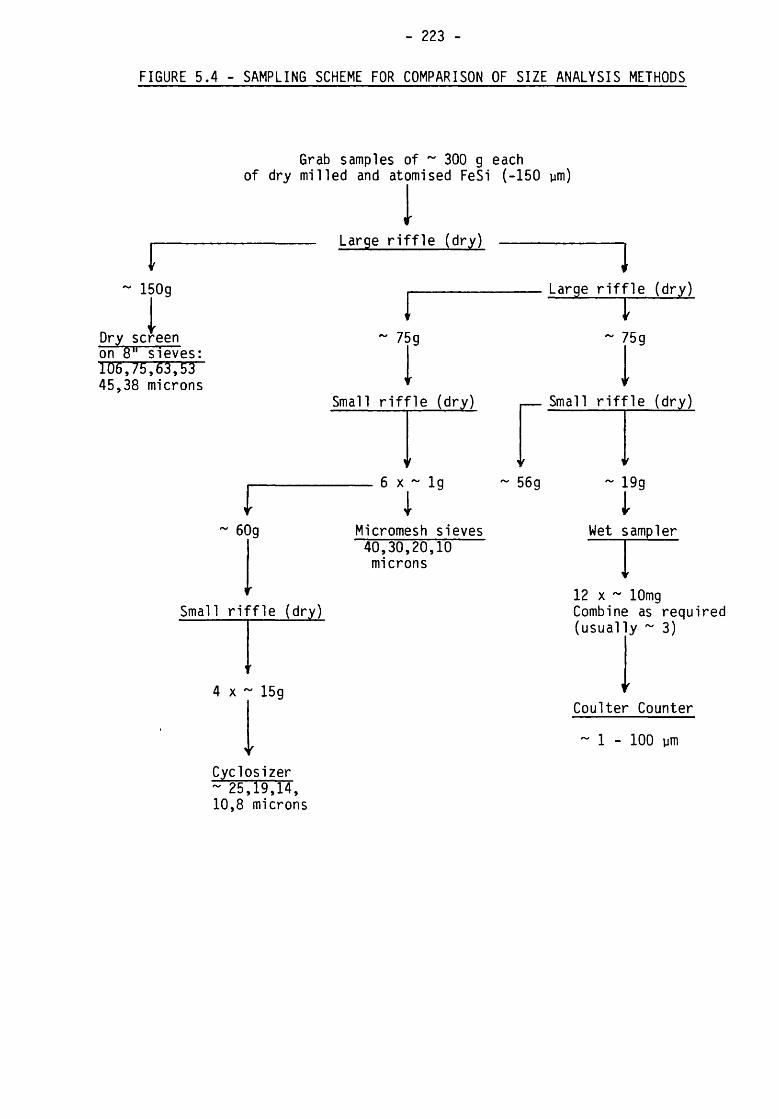
- 223
FIGURE 5.4 - SAMPLING SCHEME FOR COMPARISON OF SIZE ANALYSIS METHODS
r~ 150g
Dry screen on 8" sieves: 106' ,75,33',33' 45,38 microns
Grab samples of ~ 300 g each of dry milled and atomised FeSi (-150 pm)
I
i
Large riffle (dry)
i
jLarge rif1Fie (dry)
■f
Small rif1Fie (dry)
1f6 x ~ lg
i
~ 75 g
YSmall rif1Fie (dry)
1f
56g ~ 19g
l60g Micromesh sieves
40,30,20,10 microns
fSmall ri1rfle (dry)
*
4 x '
r
- 15g
Y
Wet sampler
▼12 x ~ lOmg Combine as required(usual 3)
rCoulter Counter
~ 1 - 100 pm
Cyclosizer ~ 25,19,14, 10,8 microns
- 224 -
Wet sieving (micromesh) : Parallel sub-samples of about lg
were treated on each of the four round-hole micromesh
sieves. The sieving was carried out in an ultrasonic bath
containing water with a drop of wetting agent.
Cyclosizer : The operation and data reduction were carried
out according to the manufacturer's instructions. As noted
below, it was found that the sample size had to be limited
to about 15g.
Coulter Counter : The operation and data reduction were
carried out according to the manufacturer's instructions for
the Model Zg (Industrial) [137], a FORTRAN computer
program was written to carry out the data reduction,
incorporating the Emonet procedure for fine size
extrapolation [137] (i.e. allowing for the proportion of
particles finer than the finest size seen by the
instrument). Either 200 or 280 pm aperture tubes were used,
and particular care was taken not to exceed the 10%
coincidence level as preliminary tests confirmed that this
caused the measured size distribution to appear coarser than
the true distribution, particularly below 10 pm.
A major problem was encountered in trying to maintain the
suspension of dense particles in homogeneous suspension,
which is essential for the proper functioning of the
technique. After considerable preliminary experimentation,
two approaches evolved which together solved the problem :
- 225
1. The use of a round-bottomed sample beaker of about
200 m i capacity.
2. The use of a high viscosity electrolyte, made up as
follows; in a 1-litre measuring cyclinder, add :
lOg NaCl (= 10 g / i )
10 m£ of a 10 g / i solution of Dispex dispersant
(= 100 mg/£)
Fill to 400 m£ with distilled water
Fill to 1000 m£ with glycerol.
After thorough mixing, the electrolyte was filtered once
under vacuum through a Millipore Type HA 0.45 pm filter
immediately before use.
The tendency for the solids to settle was monitored via the
sequence of particle counts made at each particle size. If a
trend was observed with time, the stirrer and/or beaker
position were adjusted until the trend was eliminated.
Table 5.1 gives the size distribution of the ferrosilicon
(sampled as per Figure 5.4), as determined by the Cyclosizer
with three different sample sizes.

- 226 -
TABLE 5.1 - SIZE DISTRIBUTIONS DETERMINED BY CYCLOSIZER
FOR DIFFERENT SAMPLE SIZES
Size(ym)
Sample Wt. 59.Og Sample Wt. 30.Og Sample Wt. 14.6g
Cum. % Finer Cum. % Finer Cum. % Finer
25.1 77.3 62.2 52.918.7 47.3 35.6 36.413.6 19.7 19.0 20.29.6 9.9 9.3 10.57.9 6.5 6.0 7.2
It is clear that the distributions at the two coarsest sizes
become progressively finer as the sample size increases. The
reason for this was observed to be the failure of the first
two cyclones to retain all the accumulated coarse product
because of the high density of the solids and resultant
pulp; portions of the recovered coarse product would
repeatedly slip back into the body of the cyclone, and some
would then be swept to the vortex finder and so be lost to
the next (finer) product. Further experiments demonstrated
that an end-point was reached at about 15g sample size, and
this was therefore taken as the correct mass of sample for
ferrosilicon size analysis using the Cyclosizer.
Tables 5.2 and 5.3 and Figures 5.5 and 5.6 show the size
distributions provided by the four particle size analysis
techniques, as determined in the parallel sampling procedure
shown in Figure 5.4.

- 227 -
TABLE 5.2 - SIZE DISTRIBUTION OF MILLED FERROS1LICON AS DETERMINED
BY FOUR ANALYTICAL TECHNIQUES
Square Aperture Sieves
RoundholeMicrosieves
Cyclosizer Coulter Counter
Size (ym) CPF* Size (ym) CPF* Size (ym) CPF* Size (ym) CPF*
106 99.3 40 69.3 26.0 54.6 73.2 96.175 97.5 30 49.3 19.3 38.1 58.1 93.663 95.5 20 23.9 14.1 20.4 46.1 88.453 91.6 10 4.4 10.0 9.8 36.6 73.445 87.8 8.2 6.1 29.0 59.738 79.4 23.1 45.5
18.3 31.014.5 20.211.5 13.09.2 7.68.3 5.67.3 3.9
* CPF = Cumulative Weight Percent Finer
TABLE 5.3 - SIZE DISTRIBUTION OF ATOMISED FERROSILICON AS DETERMINED
BY FOUR ANALYTICAL TECHNIQUES
Square Aperture Sieves
RoundholeMicrosieves
Cyclosizer Coulter Counter
Size (ym) CPF* Size (ym) CPF* Size (ym) CPF* Size (ym) CPF*
106 97.2 40 65.5 26.0 49.1 73.2 95.075 91.3 30 54.6 19.4 37.7 58.1 86.363 87.3 20 36.3 14.1 23.7 46.1 78.453 81.7 10 12.3 10.1 13.3 36.6 66.345 77.8 8.3 9.4 29.0 55.938 69.9 23.1 45.0
18.3 34.114.5 25.311.5 17.89.2 11.48.3 9.77.3 6.8

CUMU
LATI
VE
% F
INER
-►
un
ct
\-o
oo
vo8
o
o
§
cS
8
80
88
FIG U R E 5 5 S IZE DISTRIBUTIONS OF MILLED FeSi AS DETERMINED BY FOUR ANALYTICAL TECHNIQUES
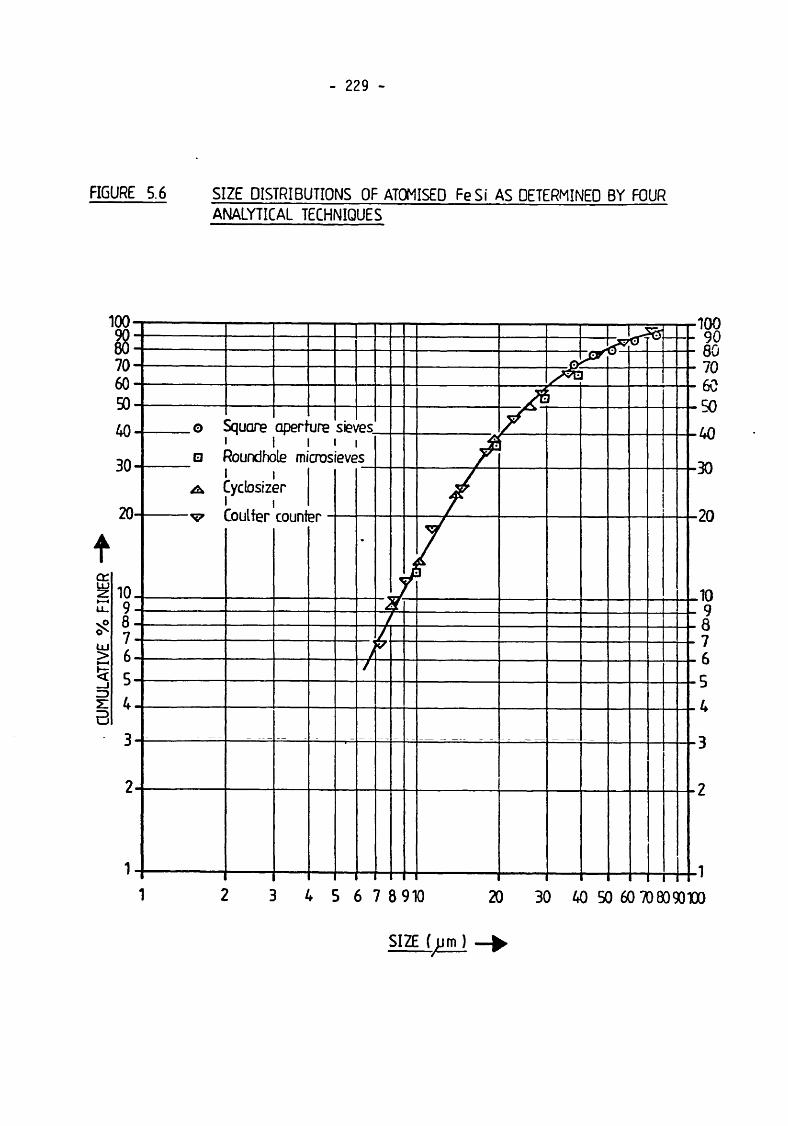
FIGURE 5.6 S IZE DISTRIBUTIONS OF ATOMISED FeSi AS DETERMINED BY FOUR ANALYTICAL TECHNIQUES
S IZ E ( p m )

- 230 -
Figure 5.5 shows that, for the milled, irregularly shaped
material, all the methods agree very closely indeed, with
the exception of the round-hole micromesh sieves which
appear to show a coarser distribution. Reference to Figure
5.5 explains this discrepancy. For the atomised, rounded
material, all four methods agree very closely, including the
round-hole sieves. This is because, for rounded or spherical
material, square and round holes will pass spheres of the
same diameter. However round holes have a smaller projected
area than square apertures, and will therefore pass
proportionately less irregular-shaped material. Compare
Plates 5.3 and 5.4.
Apart from this explicable discrepancy, the four methods
agree remarkably well on both milled and atomised material,
despite the differences in the principles of measurement.
Accordingly, it was concluded that the wet sampler and the
Coulter Counter provided accurate and reproducible size
distributions of ferrosilicon powders, and these techniques
were therefore adopted in the present work.
5.2.5 Solids Density Measurement
In order to determine the mass and volume solids
concentrations corresponding to the various medium densities
encountered in the testwork, it was necessary to establish
the density of the ferrosilicon solids used in each test.
This was done by liquid displacement in a specific gravity

- 231
bottle. Difficulties were encountered, particularly in
ensuring that the fine powder was properly wetted and that
all air was excluded. After lengthy experimentation, the
following procedure was adopted :
1. Select by appropriate sampling procedures (usually
riffling) sufficient solid for at least two
measurements (~ 15g per measurement).
2. Mix with distilled water and place in a vacuum
desiccator for a few minutes. Decant water and
floating solids.
3. Wash with acetone and decant. Wash with
trichloroethylene and decant.
4. Wash with acetone, decant, and dry at low heat.
5. Weigh SG bottle dry_(mass. A).
6. Weigh SG bottle + approx. 15g of sample (mass B).
7. Half-fill bottle with heptane, immersing solids
completely. Place under vacuum for 30 minutes,
turning and tilting the bottle at intervals until no
more air bubbles are observed.

- 232
8. Fill bottle with heptane and stand until temperature
stabilises - test with a thermometer.
9. Top up bottle if necessary. Insert top, dry the
outside of the glassware and weigh after 45 seconds
(mass C).
10. Weigh the bottle filled with distilled water (mass
D) and heptane (mass E).
11. The specific gravity of the solid is then given by :
B - A E-A
E-A + B-C D-A
where (E-A)/(D-A) is the SG of the heptane.
This method was checked using high-density powders of known
density (galena and iron powder) and found to be
satisfactory. Each ferrosilicon sample was measured at least
twice, and a mean density calculated.
The density tracers, being large in size, produced few
problems in their density measurement. A standard SG bottle
procedure was used, and the following precautions were
taken :

- 233 -
1. Distilled water which had been standing for at least
1-2 hours was used. The temperature was recorded and
the appropriate density correction applied.
2. A wetting agent was added to the water to ensure
proper wetting of the tracers. The SG bottle (+
tracers + water) was allowed to stand for about 15
minutes before filling and weighing.
5.3 Data Reduction for Mass Balances
5.3.1 Introduction
As has been stated, the essential mass flow characteristics
(medium flows, densities and particle size distributions)
were measured for all three streams, feed, underflow and
overflow. Accordingly, a high level of data redundancy
prevailed, and a number of different methods of determining
the steady-state materials balance was available. As is so
often the case in such situations, the balances rarely, if
ever, agreed, and the problem became one of choosing an
optimum balance, according to some appropriate criterion.
This type of problem has received considerable attention in
recent years, and the literature on the subject is quite
extensive. Mular [138] and Reid et al [139] have
reviewed the various approaches. In the present work, it was
decided in principle to optimise (or smooth) the measured

- 234
values of medium flows, densities and size distributions
according to the least squares criterion using the method of
Lagrangian multipliers. Cutting [140] has discussed a
general technique of this kind. Initially, the Lagrangian
expression was set up with three mass balance constraints :
1. Pulp flow in = pulp flow out.
2. Solids flow in = solids flow out.
3. Optimised solids yield (determined, for example, from
optimised medium densities by the two-product
formula) = yield determined from raw data by some
other method.
This approach led to the generation of ten non-linear
simultaneous equations, six in the optimal flows and
densities, one in the independent yield estimate and three
in the Lagrangian multipliers. These were solved by the
method of Marquardt using an algorithm available in the NAG
computer subroutine library [141.]. a computer program was
written, incorporating this solution, and the data from all
the tests were processed using this program. However, it
became apparent that the optimal balance was very sensitive
to the relative weights [ 140] allocated to each item of
raw data, in particular the independent estimate of yield.
There are numerous methods of assessing solids yield when a
high level of data redundancy is available, as in the

- 235 -
present case, and many of these alternatives were tried
[142-146], None provided a consistently satisfactory
result, and after many runs of the program it became clear
that any independent estimate of yield in the present work
was subject to large errors, due to the poor ferrosilicon
classification actually achieved in the cyclone. For
example, it can be shown by the theory of the propagation of
error that a yield estimate based on applying the two-
product formula to measured solids concentration could incur
an error in excess of 2 0 %, particularly at the higher feed
densities. In cases where pu = p0, the error tends to
infinity.
It was therefore decided to exclude the solids yields from
the initial optimisation, and to optimise only the medium
flows and densities using the Lagrangian procedure. The
solids yield determined from the optimised balance was then
used to optimise the feed, underflow and overflow
ferrosilicon size distributions, from which the partition
curve for the ferrosilicon classification was then
determined.
5.3.2 Optimisation Procedures
Two steady-state mass balance constraints were invoked in
setting up the Lagrangian expression. These were :
Medium (pulp) volume flow :
Qf = Qu + Qo .... (5.1)
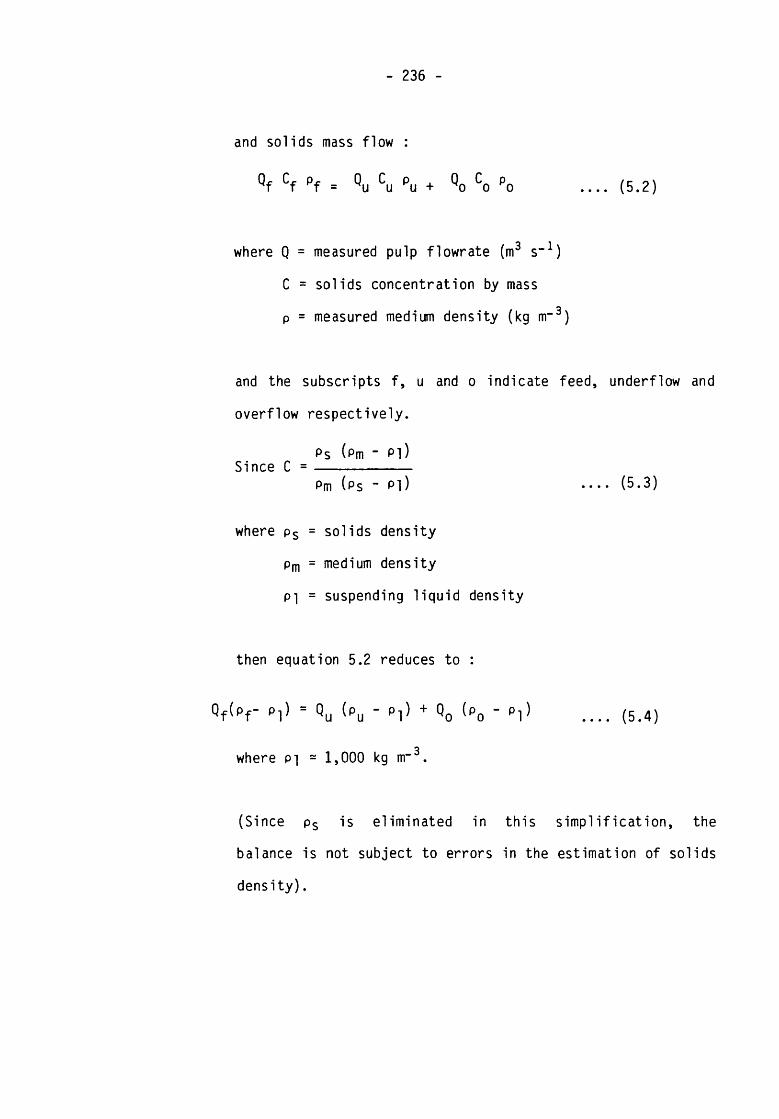
- 236 -
and solids mass flow :
Qr Cr pr Q C P , yf f f = yu U U + Q C p yo o Ko .... (5.2)
where Q = measured pulp flowrate (m3 s_1)
C = solids concentration by mass
p = measured medium density (kg nr3)
and the subscripts f, u and o indicate feed, underflow and
overflow respectively.
Ps (Pm " Pi)Since C = ------------
Pm (ps - Pi) --- (5.3)
where ps = solids density
pm = medium density
PI = suspending liquid density
then equation 5.2 reduces to :
Qf(pf- p ,) ■ Qu (p u - p ,) + Q0 (p 0 - p ,) .... (5 .4)
where pi - 1,000 kg nr3.
(Since ps is eliminated in this simplification, the
balance is not subject to errors in the estimation of solids
density).
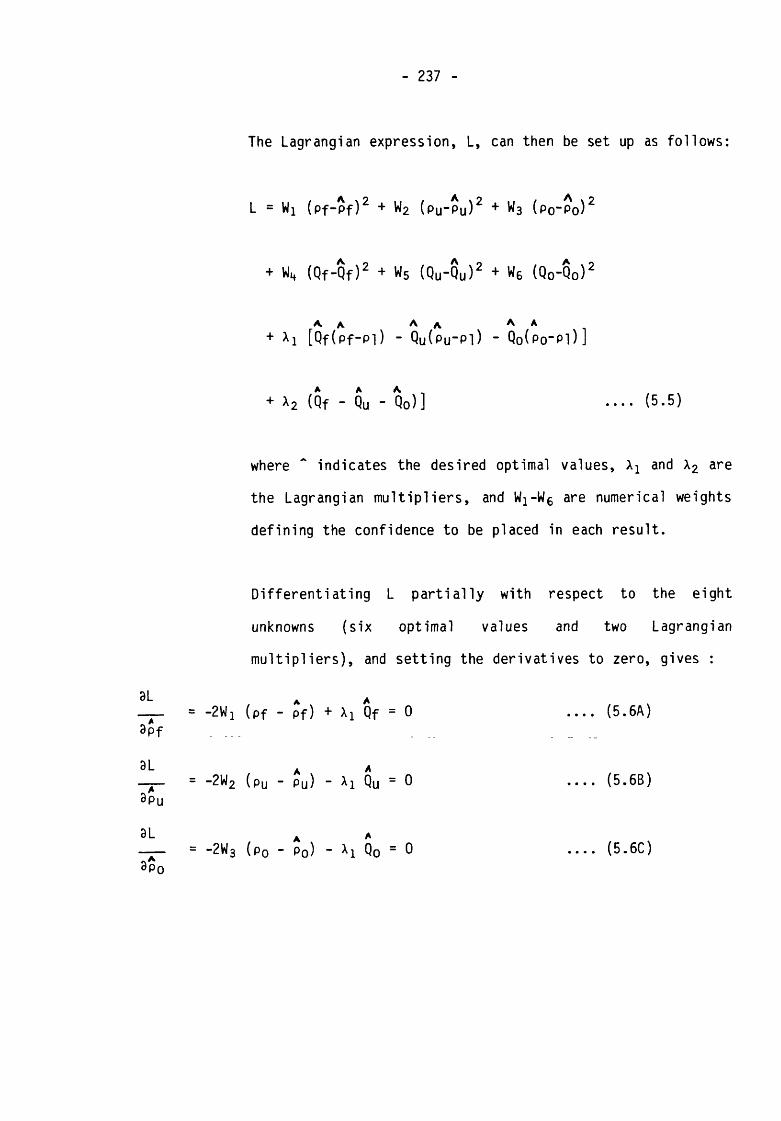
- 237
The Lagrangian expression, L, can then be set up as follows:
L = Wi (pf-pf) 2 + W2 (py-Pu)2 + w3 (po“Po)2
+ W„ (Qf-Qf) 2 + W 5 (Qu-Qu) 2 + W6 (Qo-6 0 ) 2
A A A a A A
+ xi [Qf(pf-Pl) - Qu (p u-p i ) - Qo (po-p i)]
+ ^ 2 (Qf ■ Qu _ Qo)] •••• (5*5)
where ~ indicates the desired optimal values, Aj and X2 are
the Lagrangian multipliers, and Wj-Wg are numerical weights
defining the confidence to be placed in each result.
3L
8 p f
3L
3pU
8 L
3p0
Differentiating L partially with respect to the eight
unknowns (six optimal values and two Lagrangian
multipliers), and setting the derivatives to zero, gives :
= -2W! (pf - pf) + Xi Qf = 0 ---- (5.6A)
= -2W2 (pu - pu) - Xj_ Qu = 0 .... (5.6B)
= -2 W 3 (Pq - Pq ) " ^ 1 Qo = 0 .... (5.6C)

- 238 -
9L A A_ = --2WU (Qf - Qf) + xi (Pf “ Pl) + x2 = 0 .... (5.6D)9Qf
9L A A-j- = .-2WS (Qu - Qu) - (pu - Pl) - x2 = 0 .... (5.6E)3Qu
9L A A= ■-2W6 (Qo ~ Qo) “ (po “ Pl) " x2 = 0 .... (5.6F)
3Qo
9L a * A A A A— i— = Qf(pf-p 1) - Qu (pu-Pl) - Q0(PO“Pl) = 0
.... (5.6G)9XX
9L A A A--- :-- Qf - Qu - Qo = 0 .... (5.6H)9X2
Equations 5.6A-H are non-linear simultaneous equations which
canA
beA
solvedA
for the six optimal valuesAPf,
A APu, Po,
Qf, Qu and Qo, and the two multipliers Xj and x2 (the
values of \ 1 and X2 are of no significance in the subsequent
calculations). This was done using a modified Gauss-Newton
algorithm available in the NAG computer subroutine library
[147],
Using the optimised values of flows and densities, it was
then possible to calculate an optimal solids yield from
either of the two relations :
Rs
A A A(pf - Po) (pu - Pi)
(pu - Po) (pf - Pi) .... (5.7)

- 239 -
(derived from the two-product formula and equation 5.3),
or :
A A
A Qu (pu “ Pi)
f)f (pf - pq) ---- (5.8)
(derived from equation 5.4).
The optimisation procedure constrains the values obtained
from equations 5.7 and 5.8 to be identical.
AUsing the optimal value of solids yield, Rs, it was then
possible to optimise the ferrosilicon size distributions,
also using the method of Lagrangian multipliers with a least
squares criterion.
' Defining <j>ul* and <f>01* as the mass proportion (or
percent) lying in the size interval, i, in the feed,
underflow and overflow ferrosilicon streams respectively,
then for each size interval, i (i = 1 ___ n + 1, where n is
the number of sizes at which the distribution was
determined), the two-product formula gives the following
mass balance constraint :
A Aa 4>fi - <|>oi Rs = _--------
4>ui ~ $oi • • • • (5.9)
The Lagrangian expression is then :
L - W7 ( < f > f ) 2 + Wq U u i “fui)2
+ W9 (<t>oi“^oi)2 + 3ARc -
A A4>f i “4>oiA A<Pui_<t>oi
.... (5.10)
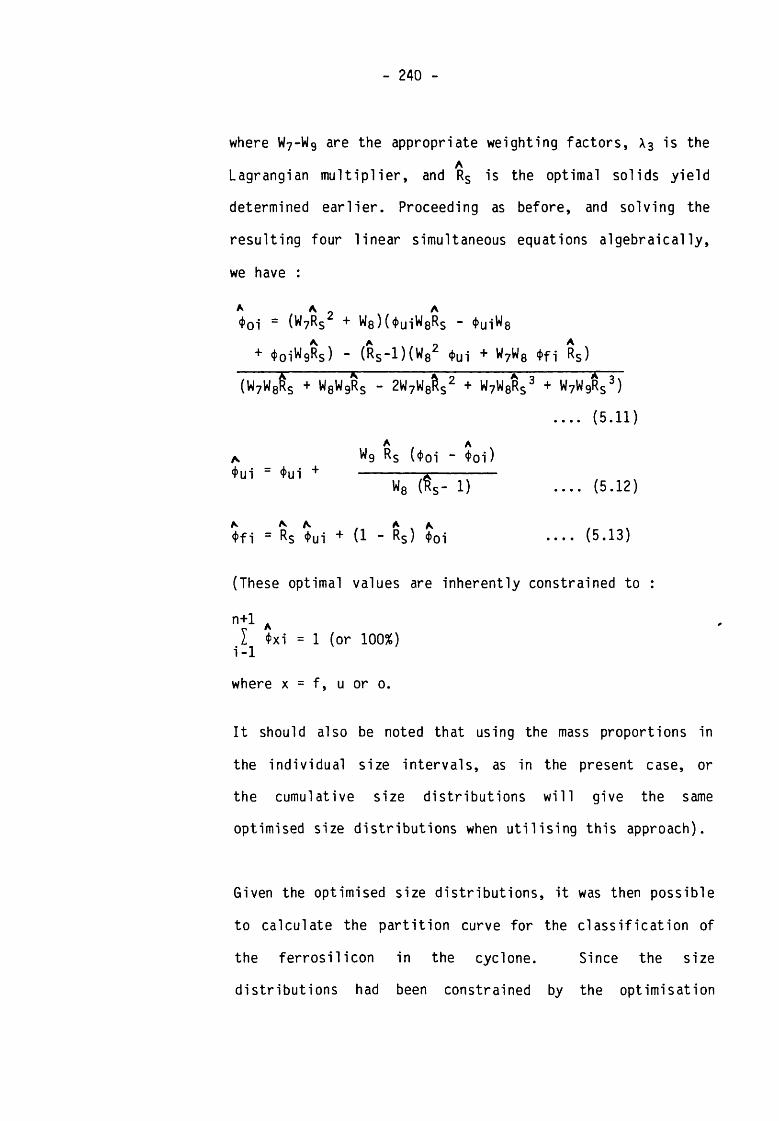
- 240 -
where W7 -W9 are the appropriate weighting factors, A3 is theA
Lagrangian multiplier, and Rs is the optimal solids yield
determined earlier. Proceeding as before, and solving the
resulting four linear simultaneous equations algebraically,
we have :
4*01* = ( 7^s2 + Wq )(^uiWgRs “ <J>uiw8
+ (JjQiWgRs) ■ (Rs“^)(W82 4>ui + ^7^8 ♦fi Rs)
(W7W8fis + W8W9Rs - 2W7W8f)s2 + M e V + u7w9rs3)
A<t>ui = ^ui +
Wg Rs (4*01’ “ <J>Oi)
w8 (%- 1)
.... (5.11)
.... (5.12)
A A A A A<Pfi - Rs ui + U ~ Rs) oi ___ (5.13)
(These optimal values are inherently constrained to :
n+1 AI <f>xi = 1 (or 100%) i-1
where x = f, u or 0 .
It should also be noted that using the mass proportions in
the individual size intervals, as in the present case, or
the cumulative size distributions will give the same
optimised size distributions when utilising this approach).
Given the optimised size distributions, it was then possible
to calculate the partition curve for the classification of
the ferrosilicon in the cyclone. Since the size
distributions had been constrained by the optimisation

- 241
procedure to conform to equation 5.9, any calculation
procedure [142-146] should provide the same partition
numbers. However the graphical method of Svarovsky [ 146]
and Gibson [1^8] was preferred since each partition number
is estimated at an actual particle size, and not over a size
interval; it thus eliminates the problem of defining a
realistic mean size for each interval.
The method involves plotting two cumulative size
distributions against one another on a so-called "square
diagram" with both ordinate and abscissa having the range
0-100%. The partition number corresponding to each size can
then be obtained by appropriate manipulation of the gradient
of the resultant curve at each plotted point. Any two of the
three size distributions can be used. Svarovsky [146]
points out that the underflow and overflow distributions
yield partition numbers with the minimum error. However in
the present case, since the size distributions have been
optimised, any pair will yield the same result. Accordingly
the fee_d_ and underflow, size distributions were selected for
the calculations.
* A
Defining Ff-j and Fuj as the
cumulative percent coarser than
underflow respectively, then :i- A *
YiA
= Rsd Fui
d Pfl.
optimised values of the
size, i, in the feed and
.... (5.14)
where Yi is the required partition number at size i.

- 242 -
Equation 5.14 can be evaluated at each size, i, by fitting a
parabola to each trio of points (i-1 , i and i+1 ) on the
square diagram and differentiating it at point i. The
parabola is given by :
A A A p
Fui = ao + ai Ffi + a2 Ffi • ••• (5.15)
where the coefficients ao, an- and a2 are determined by
multiple linear regression.
Equation 5.15 is then differentiated at size i :
d Fui
d~FfT
Aai + 2 32 Ffi
.... (5.16)
and the partition number determined from equation 5.14. NoteA A A A
that Ff0 = Fu 0 = 0%, and Ff« = Fu«> = 100%; this
enables Y-j to be determined for i = 1 and i = n.
To complete the classification computations, the
classification function of Reid [149] Was fitted to the
corrected partition numbers. The correction is applied to
allow for the bypass flow of fine particles, which are
assumed to divide in the same proportion as the water
[121], The correction is given by :

- 243 -
Yi " RfYci - -------
1 - Rf .... (5.17)
where Rf = proportion of water to underflow.
and Yj & Yc-j are expressed as proportions.
Reid's function is then :m
Yci = 1 - exp [-In 2 (di/d50c) ] .... (5.18)
where d-j = size i
dsoc = corrected separation size
m = Distribution parameter (a high value of m
implies a sharp, efficient classification).
Equation 5.18 was fitted to the corrected partition numbers
by linear regression in its linear form :
In"lnd/l-Yci)
In 2
= m In di - m In d5 Qc.... (5.19)
To check the quality of the fit, predicted values of the
corrected partition numbers, Yc-j, can be determined from
equation 5.18 using the regression estimates of d5 QC and
m.
A FORTRAN computer program, "0PTIM6", was written to carry
out all the calculations described above. A listing of the
program is given in Appendix 9, together with an example of
the input data required.

- 244 -
It incorporated the NAG library routine E04GEF to carry out
the mass balance optimisation procedure. This routine
required the numerical evaluation of the simultaneous
equations 5.6A-H and their first derivatives, which is
effected in subroutine LSFUN2; 30 of the 64 possible first
derivatives are non-zero (see Appendix 9). The computations
require double precision arithmetic.
The selection of weights for the two optimisation procedures
(W1 -W5 for the material balance and W 7 -W9 for the size
distributions) is problematical. An obvious approach is the
use of the reciprocal of the error variance associated with
each measurement [138] However, in the present case no
such estimates were available, and arbitrary weights must
therefore be applied. Since the feed density was estimated
from a sample taken while the cyclone was being by-passed,
and the product densities were obtained by direct weighing
and volume measurement, the following values were selected
for W 1 -W3 :
Wx = 1 W2 = 2 W3 = 2
Similarly, the feed flowrate was determined by a well
calibrated instrument, whereas the product flows were
obtained from short-duration timed samples. Thus :
K = 2 W5 = 1 W6 = 1

- 245
The weights for the size distribution optimisation (which do
not interact with V^-Wg in the computational procedure) were
chosen on the same basis as Wj - W3. Thus :
W 7 = 1 W 8 = 2 W 9 = 2
0PTIM6 also carried out a number of subsidiary calculations
such as the determination of measured and optimised solids
concentrations by mass and volume, and solids, water and
pulp splits. All the material balance and classification
data for the cyclone tests have been reported in the form of
the output from this program.
5.4 Results
The testwork generated a considerable volume of data. The mass balance
data for the medium, including both measured and optimised values of
density, flow, and size distribution, plus the FeSi classification
data, are given for each test in Appendix 10, in the form of the
output of the computer program described in section 5.3.2.
The Tromp curves for the density separation of the tracers are given
in Appendix 11. In all the Series F4 tests, plus tests F5/1, F5/3 and
F5/5, all (or nearly all) of the tracers were recovered to the
overflow (implying a very high separating density). These results are
therefore not included in Appendix 11.

- 246 -
The uncorrected partition curves for the classification of the medium
in each test are given in Appendix 12. On each plot has been drawn a
horizontal line corresponding to the calculated value of water
recovery to the underflow.
Since the form of the flow curve obtained from the feed media was very
similar for each test, and since the curve was in each case well
described by equation 4.38, the flow curves themselves have not been
presented. However the estimated parameters of equation 4.38, plus the
interpolated values of minimum apparent viscosity (equation 4.41),
have been given for each test in the summary tables, Tables 5.4 and
5.5.
A summary of the important data is given in Tables 5.4 and 5.5 for the
milled ferrosilicon (Series FI, F2, F3 and F6) and the atomised
ferrosilicon (Series F4 and F5) respectively. Notes on each item of
data are given by column numbers below :
Cols. 1 & 2 - Rosin-Rammler parameters (eqn. 4.3) for the optimised
FeSi feed size distribution.
Column 3 - Measured pressure drop.
Cols. 4 & 5 - Fitted parameters for equation 4.38.
t o is the yield stress and n is an index of
dilatancy. In cases where n = 1.000, the flow curve was
essentially that of a pure Bingham plastic, and a
straight line was fitted to the data.

- 247
Column 6 - The minimum apparent viscosity, determined by insertion
of the values of x0 and n into equation 4.41,
corrected for temperature using equation 4.39. In cases
where n = 1.000, the value reported is that of the
plastic viscosity.
Cols. 7 - 9 - Optimised medium densities.
Cols. 10-12 - Optimised medium flowrates.
Cols. 13-15 - Optimised values of the proportion of FeSi, water and
medium reporting to underflow.
Column 16 - Gross FeSi classification d50 (i.e. uncorrected for
by-pass), interpolated from the partition curves given
in Appendix 12. Because of the poor quality of
classification, the curves tend to be irregular and the
d50 is correspondingly difficult to estimate.
Uncertainties in estimation are indicated by a question
mark (?). In cases where the curve passes through the
50% level more than once, the highest value of d50 is
reported.
Column 17 - Measured density of cyclone contents.
Cols. 18&19 - Rosin-Rammler parameters of measured size distribution
of cyclone FeSi contents.
- 248 -
Cols. 20-23 - Separating density and Ep-value for 2 and 4mm tracers,
interpolated numerically from the original data (see
curves in Appendix 11) using the smooth curve-fitting
procedure of Akima [154], in some cases, the value of
650 was greater than the highest density tracer used
(3490 kg m-3), and in such cases neither 650 nor Ep
could be determined.
Cols, 24&25 - Error area for the density separations of 2 and 4mm
tracers, determined from the original data by numerical
integration. The same remarks as for Cols. 20-23 apply.
Col. 26 - Temperature of medium after discharge from plant into
storage vessels.
Quantities derived from these basic data are presented in Appendix 13.
5.5 Discussion of Results
5.5.1 Reproducibi1ity
Tests F5/6, F5/8 and F5/9 were included as replicates to
test the consistency of the cyclone performance and the
reproducibility of the experimental and analytical
techniques. A summary of the operating variables for the
three tests is given in Table 5.6A, and a summary of the
performance parameters in Table 5.6B :

T A flLE 5 .4 SUMMARY O F CYC LO NC T E S T S W ITH M IL t .F D F E R R O S I L IC O N
TestNumber
SizeDistribution of Food FeSI
PressureFlow Curve for Feed Medium
Medium Densities (kg m-3)
Medium Flowrates (1 min-')
Proportion Reporting to
Underflow
Classificationof
FeSI
O.
c
intentsof
/c 1 oneDen slty Seperat Ion
Medluii
RRa(K m )
RRb kN/m2(Nm z)
n 7a(ml n) (Ns m-2 x 103>
Feed Underflow Overflow Feed Underflow Overflow Solids(Wt.O
Water(Wt.Jf)
Modlim(Vol.j!)
Gross
d50J|4m)
Density (kg m-3)
FoSt Size Distribution
£ 5 0 <k9 m~3 Fp <9 m Error Area TenperatureCC)
RR0y im )
RRb 2 mm 4mm 2mm 4 mm 2mm 4mm
FI/I 33.3 1 .941 84.8 5.51 1 .370 9.11 3053 2858 3262 78.1 40.4 37.7 46.8 54.4 51.7 54 7 3128 30.5 1.933 U-sh sped T -onp C irves 50
FI/2 33.7 1 .885 44.8 5.84 1.322 9.49 2945 2820 3242 55.5 39.1 16.4 65.9 72.7 70.4 52 7 3037 32.7 2.152 W-sheped Troup Curves 35
FI/3 31.3 2.116 114.5 2.11 1.071 3.92 2687 2993 2524 87.4 30.3 57.0 41.0 32.1 34.7 41 2796 29.8 2.023 3353 3345 0.077 0.035 10.28 5.28 33.8
FI/4 30.9 1.933 51.7 2.15 1.004 2.95 2674 2740 2626 53.4 22.5 30.9 43.8 41.4 42.1 35 2756 32.2 1.654 3224 3221 0.064 0.045 12.36 6.50 41
FI/5 30.7 1.780 116.5 2.08 1.096 2.54 2430 3150 2163 93.4 25.3 68.1 40.7 22.5 27.1 56 2535 28.0 1.709 3365 3335 0.079 0.039 9.59 5.22 36
FI/6A 31.8 1.845 45.2 2.72 1.136 2.17 2417 2782 2172 56.4 22.7 33.8 50.5 36.8 40.2 20 2508 33.2 1.890 3150 3139 0.043 0.043 9.16 6.49 41
F1/6B 36.0 1.765 49.3 3.25 1.114 2.63 2401 2888 2171 57.1 18.3 38.8 43.2 28.4 32.0 52 7 2562 34.1 2.085 3172 3161 0.038 0.027 7.81 4.71 30
FI/7 33.8 1.979 127.2 1.66 1.314 2.06 2052 3369 1634 105.9 25.5 80.4 54.2 17.3 24.1 53 7 2129 35.1 1.852 3327 3257 0.067 0.033 9.11 5.73 37
F1/8 36.8 1.746 56.5 1.66 1.314 2.28 2043 3054 1654 67.2 18.7 48.5 54.8 21.8 27.8 26 2139 32.3 1.766 3117 3139 0.058 0.043 9.20 5.54 32
F2/I 34.2 2.110 87.9 3.96 1.237 5.55 3000 3293 2763 75.2 33.7 41.5 51.4 41.4 44.3 44 7 3142 35.8 2.106 - 3492 - - - - 36F2/2 33.7 2.022 57.2 7.02 2.048 4.11 2969 2883 3282 57.4 45.0 12.4 75.1 80.2 78.5 7 3113 35.7 1.991 3459 - - - - - 37F2/2A 34.4 2.259 67.2 3.03 1 .009 3.43 2912 3233 2646 68.6 31.1 37.6 52.9 41.6 45.3 27 3089 30.7 2.220 «$50 a 3500 kg m“- for and mm 37 |
F2/3 33.4 1 .917 109.6 1.91 1 .000 2.64 2713 3507 2536 91.9 29.6 62.3 47.2 26.1 32.2 7 2745 29.9 1.510 S * 0 > 3500 kg m“3 for 2 end 4mm 3«)F2/4 35.0 2.037 59.0 2.01 1.000 2.82 2661 3115 2325 68.3 29.0 39.3 54.1 37.9 42.5 27 2848 36.2 2.077 3442 3429 - 0.072 - 9.26 34F2/5 36.4 2.136 108.2 0.61 1.008 2.69 2448 3483 2002 105.0 31.6 73.3 51.7 23.1 30.1 7 2421 31.7 2.024 ^50 ► 3500 kg in-- for and 'mm 38F2/6 33.9 2.224 52.4 5.95 2.337 3.06 2396 3084 1958 66.5 25.9 40.6 58.1 33.0 38.9 20 2463 22.9 2.425 3345 3325 0.127 0.057 16.14 8.95 29F2/7 38.0 2.203 103.8 5.98 4.168 1.68 2095 3483 1579 99.2 26.9 72.3 61.5 19.3 27.1 19 2088 33.5 2.123 3443 3385 - 0.060 - 6.64 37F2/8 38.8 2.210 53.1 5.98 4.168 1.94 2046 3135 1490 71.7 24.3 47.4 69.0 26.2 33.8 11 1961 36.7 2.272 3172 3150 0.110 0.054 13.25 7.70 30
F3/I 34.1 2.070 106.9 5.35 1.164 5.94 2928 2974 2914 77.6 18.3 59.3 24.1 23.3 73.6 t74 2949 41.6 1.867 3273 3250 0.090 0.037 13.48 6.80 38F3/3 28.4 2.273 137.2 4.86 1.497 3.96 2672 2752 2630 84.0 29.4 54.6 36.7 34.3 35.0 30 2776 27.8 2.186 3205 3243 0.088 0.030 9.50 5.33 32F3/4 38.6 2.138 70.7 3.59 1.158 3.41 2673 2648 2723 64.7 43.4 21.3 66.1 67.5 67.1 7 2768 43.5 2.225 3215 3215 0.050 0.045 8.86 5.69 39.5F3/7 24.2 1.962 167.2 3.02 1 .369 2.07 2049 2823 1821 101.9 23.2 78.7 39.5 19.1 22.7 29 2206 24.5 1.966 2966 2996 0.028 0.035 9.09 6.56 34
F6/1 28.2 2.358 62.4 4.67 1.153 5.97 2828 2755 2907 62.4 32.5 29.9 50.0 53.0 52.1 23 7 2976 29.3 2.466 W-sheped Troup Curves 30F6/2 27.8 2.205 66.2 9.82 2.844 7.75 2930 2740 3126 64.9 33.0 32.0 45.8 53.2 50.8 8 7 2946 23.8 2.873 W-sheped Troop Curves 30F6/3 27.9 2.361 60.3 2.74 1.088 2.82 2369 2627 2249 62.4 19.8 42.6 37.7 29.9 31.7 41 2458 23.3 2.841 3005 2996 0.045 0.035 10.46 6.36 27F6/4 27.7 2.479 54.1 3.44 1.708 2.31 2079 2716 1802 62.0 18.8 43.2 48.2 26.3 30.3 29 2140 28.0 2.644 2905 2906 0.032 0.038 6.06 5.17 27F6/5 28.0 2.343 62.4 3.77 1.163 3.96 2647 2618 2664 61.9 22.6 39.3 35.9 36.8 36.3 47 2724 29.6 2.385 3117 3117 0.068 0.054 9.87 7.43 30F6/6 29.8 2.327 49.3 * 1343 2655 1100 72.3 11.3 61.0 75.3 11.9 15.6 12 1350 27.3 2.402 No tracei s edck d -
Column 1 2 3 4 5 6 7 8 9 10 11 12 13 14—
15 16 17 18 19j d 21 1
22 23j d
25 26
Note : Minor accumulation of some tracers In cyclone contents occurred In most tests.Significant accumulation occurred as follows :
FIn t 9| of 3?70 kg m-3.F1/8 : 61 of 3090 kg m-3.
________ F3/7 ; 31* of 2900 kg m~3 and 1 IS of 3090 kg m~3.______________________________

TABLE r>.5 - SUMMARY OF CYCLONE TESTS WITH ATOMISED FERROSILICON
TestNumber
SizeDistribution of Feed FeSI
PressureFlow Curve for Feed Median
Modi izn Densities (kg m"3)
Modi an Flowrates (1 min"*)
Proportion Reporting to
Undorflow
Classificationof
FeSI
Contentsof
Cyc1 oneDensity Separation*
MedianTenperature
CC)RR0y»m)
RRb kN/m2 t o(Nm"2>
n *Ia(ml n) (Ns m"2 x 103>
Feed Underflow Overflow Food Underflow Overflow Solids(Wt.t)
Water(Wt.O
Median(Vol.*>
Gross
<*50m)
Density (kg m"3)
FeSI Size 01strlbutlon
$50 (k9 m~* Ep tg m “3) Error Area
RRayim)
RRb 2mm 4mm 2mm 4mm 2mm 4mm
F4/1 49.2 1.694 137.2 4.48 1.244 3.32 3047 3518 2859 85.7 24.5 61.3 35.1 25.1 28.5 73 3244 43.0 1.642
oo
ecovo y of il 1 tr icers o 0/F 35.5F4/2 44.1 1.659 78.6 8.14 2.568 3.66 2986 3345 2836 63.1 10.5 44.6 34.7 26.7 29.3 71 3197 39.8 1.725 100* recovery of all tracers to 0/F 31F4/3 34.0 1 .640 154.4 5.89 2.529 2.77 2805 3778 2466 91.6 23.6 68.0 39.7 19.7 25.0 64 2946 33.7 1.595 100* recovery of all tracers to O/F 34
F4/4 33.5 1 .590 60.0 4.85 1.786 3.13 2717 3356 2434 57.5 17.7 39.8 42.1 26.1 30.7 68 7 2945 34.5 1.736 100* recovery of all tracers to 0/F 27F4/5 40.9 1.587 133.1 3.05 1.090 3.68 3040 3450 2096 85.2 22.0 63.2 31.1 23.1 25.9 60 3203 34.8 1 .690 100* recovery of all tracers to 0/F 33
F5/1 23.8 1.550 152.7 3.13 1.102 3.78 3027 3000 3035 70.7 18.3 60.5 22.9 23.4 23.2 51 3149 26.3 1.555 100* recovery of all tracers to 0/F 33F5/2 25.9 1.770 86.5 3.29 1.091 3.98 2979 2827 3029 58.7 14.5 44.2 22.8 25.7 24.7 57 3031 25.3 1.674 25 3500 kg m‘° for 2 and 4mm 29F5/3 27.3 1.675 160.3 3.58 1.515 3.05 2670 2B89 2615 89.1 18.0 71.2 22.8 19.1 20.2 +68 2864 25.9 1.830 100* recovery of al1 tracers to 0/F 31F5/4 27.0 1.677 69.6 3.19 1.422 3.34 2674 2818 2624 58.6 15.1 43.4 28.0 24.9 25.8 45 2716 30.0 1.690 3365 3375 0.038 0.038 4.97 3.90 26F5/5 25.6 1.568 169.7 3.13 1.609 2.55 2358 2872 2232 93.7 18.5 75.2 27.2 17.5 19.7 37 2504 27.6 1.731 25 >500 kg m0 'or 2mmF5/6 24.8 1.671 67.9 2.51 1.463 2.93 2397 2806 2262 59.9 14.8 45.1 32.0 22.5 24.7 34 2537 25.0 1.794 3224 316) 0.040 0.027 7.82 3.53 24F5/7 24.3 1.717 159.3 1.90 1.228 2.53 2419 3372 1939 93.0 31.2 61.9 56.0 26.3 33.5 15 2400 26.0 1.736 3245 3235 0.026 0.022 9.91 4.18 32F5/8 24.2 1 .751 69.6 2.47 1.409 2.64 2363 2793 2240 62.1 13.8 40.3 29.2 20.1 22.2 39 2406 22.1 2.419 3205 3161 0.040 0.027 5.85 3.82 26 CF5/9 24.7 1 .788 67.6 3.36 1.548 2.88 2377 2783 2241 60.4 15.2 45.2 32.6 22.9 25.2 36 2488 26.8 1.799 3172 3161 0.033 0.022 5.20 3.04 22 C
F5/10 26.7 1.756 61.4 1.87 1.043 4.69 2467 2517 2450 51.5 12.8 38.8 25.7 24.5 24.8 43 2537 27.6 1.041 3015 3053 0.049 0.020 10.19 5.84 28F5/11 25.1 1.842 67.9 1.90 1.000 6.12 2431 2658 2372 59.2 12.3 46.9 24.3 19.7 20.7 44 2493 26.4 1.802 2895 2960 0.034 0.018 6.13 4.63 32F5/12 24.3 1.744 57.9 2.59 1.082 12.42 2451 2552 2415 55.4 14.4 41.0 28.0 25.4 26.0 58 2475 27.6 1.908 2755 2702 0.035 0.027 8.24 5.55 39
Column 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
* Note : Minor accumulation of some tracers In cyclone contents occurred In most tests*Significant accumulation occured as follows :
F5/5 : 35* of 3410 kg m"3 and 97* of 3500 kg m"3.F5/6 : 82* of 3210 kg m"3 and 74* of 3270 kg nf3.F5/7 : 0* of 3210 kg m-3 and 22* of 3270 kg m*3.F5/8 : 77* of 3210 kg m-3 and 79* of 3270 kg m“3.F5/9 : 12* of 3090 kg m"3, 54* of 3210 kg m~3 and 55* of 3270 kg m"3.

TABLE 5.6A - OPERATING VARIABLES FOR REPLICATE TESTS
F5/6, F5/8, F5/9 (TAKEN FROM TABLE 5.5)
Test R R a(pm)
RRb(pm)
Pressure(kNm-2)
Flow Curve Feed Density (kg m-3)
Feed Flowrate (A min-1)
,T°(Nnr2)n
(Nsnr2 x 103)
F5/6 24.8 1.671 67.9 2.51 1.463 2.93 2397 59.9F5/8 24.2 1.751 69.6 2.47 1.409 2.64 2363 62.1F5/9 24.7 1.788 67.6 3.36 1.548 2.88 2377 60.4
Mean 24.56 1.737 68.4 2.78 1.473 2.82 2379 60.80
StandardDeviation 0.321 0.060 1.08 0.50 0.070 0.16 17.1 1.15
Coefficient ofVariation (%) 1.3 3.4 1.6 18.1 4.8 5.5 0.7 1.9

TABLE 5.6B - PERFORMANCE PARAMETERS FOR REPLICATE TESTS
F5/6, F5/8, F5/9 (TAKEN FROM TABLE 5.5)
Test
Medium Density (kg m-3)
Medium Flowrates (i min-1)
Proportion Reporting to Underflow
GrossJso(urn)
Contents of Cyclone Density Separation
U/Flow O/Flow U/Flow O/Flow (Wt. X)Sol Ids
(Wt. X) Water
(Vol. X) Medium
Density (kg m-1)
RRa(urn)
RRb «5o (kg nr3) Ep (kg m-3) Error Area
2mm 4mm 2rmi 4mm 2mm 4mm
F5/6 2806 2262 14.8 45.1 32.0 22.5 24.7 34 2537 25.0 1.794 3224 3161 0.040 0.027 7.82 3.53F5/8 2793 2240 13.8 48.3 29.2 20.1 22.2 39 2486 22.1 2.419 3205 3161 0.040 0.027 5.85 3.82F5/9 2783 2241 15.2 45.2 32.6 22.9 25.2 36 2488 26.8 1.799 3172 3161 0.033 0.022 5.20 3.04Mean 2794 2248 14.6 46.2 31.3 21.8 • 24.0 36.3 2504 24.6 2.004 3200 3161 0.038 0.025 6.29 3.46
StandardDeviation 11.5 12.4 0.72 1.82 1.81 1.51 1.61 2.5 28.9 2.4 0.359 26.3 0 0.004 0.003 1.36 0.39
Coefficient ofVariation (X) 0.4 0.6 4.9 3.9 5.8 6.9 6.7 6.9 1.2 9.6 17.9 0.8 0 10.7 11.4 21.7 11.4

- 253 -
Inspection of these results, particularly the means,
standard deviations and coefficients of variation
(mean/standard deviation), shows that both the operating
variables and the corresponding performance parameters are
extremely reproducible. The relatively high standard
deviations for the flow curve parameters (Table 5.5A) can be
attributed to variations in temperature between the tests.
All the density measurements were very repeatable. In the
case of the estimated separating density for the 4mm
tracers, the three values were actually identical. The range
of separating density for the 2mm tracers was 52kg m"3,
which is a useful yardstick for judging the success of the
regression analyses to be discussed later.
In general, the performance of the cyclone was extremely
reproducible, and the data obtained from the testwork can be
regarded as reliable.
5.5.2 The Density of Separation, 6 ^n
The density of separation is the single most important
parameter of any density separation. In the present work, as
noted earlier, the density of separation experienced by
tracers fed to the cyclone at a low rate represents the
intrinsic separation, unaffected by the particle crowding
which prevails when the cyclone treats substantial volumes
of ore.

- 254 -
As a first step in correlating the separation data given in
Tables 5.4 and 5.5, and Appendix 13, the expressions derived
by dimensional analysis in Chapter 3 (e.g. eqn. 3.10) were
fitted to the data. The results were quite unsatisfactory,
although in every test the separating density exceeded the
feed medium density, as predicted. After some further
manipulation it became clear that the correlations which had
proved appropriate for the stable media used in the
experiments described in Chapter 3 were not suitable for
unstable ferrosilicon suspensions. This important finding
confirmed the conclusions implicit in the literature, as
discussed in Chapter 2, viz. that unstable media are subject
to trends which are the reverse of those predicted by simple
theory for stable media and pure liquids.
A good example of this can be obtained by inspection of
Table 5.4, Series FI. The tests Fl/3 : Fl/4, Fl/5 : F1/6A,
and Fl/7 : Fl/ 8 represent pairs for which variables such as
ferrosilicon size distribution and feed medium density were
relatively constant, but within which the feed flowrates
differed. Simple theory (eqn. 2.4) and dimensional analysis
(eqn. 3.10) predict that the separating density will
decrease with increasing flowrate. The present data however
reflect a reversed trend. The data for the 2rmi tracers are
summarised in Table 5.7 :

- 255 -
TABLE 5,7 - 6 So vs Qf FOR SERIES FI, 2mm TRACERS
Test 650 - (kg nr3)
Qf(Jt min-1) (kg nr3)
pu, (kg nr3)
Po, (kg nr3)
Fl/3 3353 87.4 2687 2993 2524Fl/4 3224 53.4 2674 2740 2626
Fl/5 3365 93.4 2430 3150 2163F1/6A 3150 56.4 2417 2782 2172
Fl/7 3327 105.9 2052 3369 1634Fl/ 8 3117 67.2 2043 3054 1654
Thus, although the feed medium densities within each pair of
tests are very similar, the separating density falls
significantly as the flowrate decreases. Table 5.7 also
demonstrates that the underflow medium density, pu,
follows the 6 5 q trend, whereas the overflow density, p0 ,
remains relatively unchanged.
It seems reasonable, therefore, to presume that the
separating density is, at least in part, controlled by the
behaviour of the medium in the cyclone, and specifically by
the prevailing underflow density.
Three groups of workers [48,49,65] have proposed that the
separating density is equal to the underflow density, under
"normal" (non-segregating) conditions [65] ;
650 " Pu .... (5.20)

- 256 -
In the present author's experience, dealing with ores in
which the yield to underflow is usually small, this is
rarely, if ever, the case. For example, in the author's
previous work with a 610nm cyclone using ferrosilicon media
[4], 92 of the 97 tests returned values of 650 which
exceeded pu; two tests conformed approximately to eqn.
5.20, and in three cases 6 5 0 was less than pu . In the
present work, Figure 5.7 demonstrates that only three of the
27 2nm tracer results, in which a value for 650 could be
estimated, fall below the line defining 6 5 0 = p u . The
remaining 24 results lie above this line, most of them
significantly so (cf. Figure 2.1). Further, Figure 5.7 shows
that there is no clear relationship between 6 5 0 and pu,
although the linear correlation coefficient, r, for the data
is 0.648, which is significant at the 99% level of
confidence [151], This implies that one or more additional
variables contribute to defining 6 50.
There is no doubt that the feed medium density, pf, must
exercise some control over the separation. The form of the
correlation for 6 5 0 developed in Chapter 3 utilises the
density difference, (6 5 0 - pf), and inspection of the
present data shows that there are occasions on which 650
follows pf while p u remains relatively constant (e.g.
tests F1/6B : F2/2, and Fl/ 8 : F2/6). Accordingly, a simple
linear relationship between 6 5 0 , Pf and pu was
postulated :
55 0 = a + b pf + c pu .... (5.21)
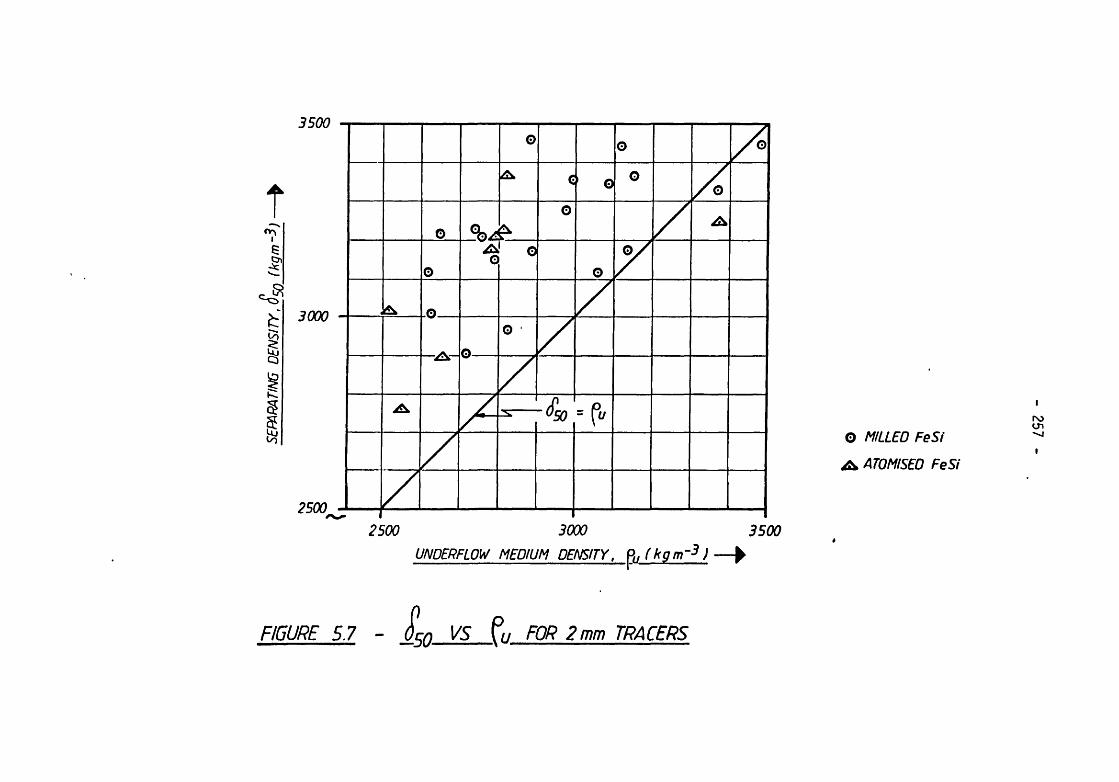
SEPARATING DENSITY,
lkgm-3)--
>
UNDERFLOW MEDIUM DENSITY, p, (kgm~3 ) — ^
O MILLED FeSi ATOMISEO FeSi
FOR 2 mm TRACERSFIGURE 57

- 258 -
where a, b and c are constants for a particular system.
(Assuming "a" has the dimensions of density and b, c are
dimensionless, eqn. 5.21 is dimensionally consistent).
Equation 5.21 was fitted to the 2mm and 4mm tracer data for
the milled ferrosilicon (Table 5.4) using multiple linear
regression. The estimated parameter values were as follows :
2 mm Tracers 4mm Tracers
a = 143 a = 409.5b = 0.473 b = 0.459c = 0.659 c = 0.577R2 = 0.990 R2 = 0.980
The R2 values indicate an exceptionally good fit in both
cases. This is confirmed by Figure 5.8, in which the
observed 6 5 0 values are compared with the values predicted
by eqn. 5.21; the agreement is excellent.
Other indications of the predictive error are as follows :
2mm Tracers 4mm Tracers
Range of Measured 6 5 0 (kg rrr3) 538 523Mean Absolute Error (kg m“3) 13 17Maximum Error (kg nr3) 36 38
This is further evidence of the good fit, since the range of
6 5 0 for the rep!icated 2mm results was 52 kg nr3 (Section
5.5.1).

PRED
ICTED
Sty
f kgm
~3)
- 259 -
MEASURED Sgn(kQm~3)---^
MEASURED VS PREDICTED FOR MILLED FeSiFIGURE 5.8
- 260 -
(It should be noted that tests F3/1 and F3/4 were excluded
from the 2mm regressions, and tests F2/1, F3/1 and F3/4 were
excluded from the 4mm regressions. This was because the
residuals * associated with these results were very large,
over one order of magnitude greater than the mean residual
of the other tests. In the case of tests F3/1 and F3/4,
similar problems were encountered with several other
regressions (discussed later in this chapter). As noted in
Section 5.2.2, test series F3 should have attained a much
finer grade of ferrosilicon than either series FI or series
F2. In the event, tests F3/1 and F3/4 actually experienced a
much coarser grade, whereas tests F3/3 and F3/7 achieved the
necessary fine grade. This strongly suggests that
significant sampling errors were experienced with tests F3/1
and F3/4. For these reasons, it was considered that the
exclusion of these results from these and subsequent
regressions was justified. Tests Fl/1 and Fl/2 were also
excluded, because they exhibited two values of 650 - see
Section 5.5.4).
Manipulation of eqn. 5.21 shows that the predicted 650
values for the 4mn size were slightly less than those for
the 2mm size, as expected from theory and from observations
in the literature. However, the magnitude of the differences
are small, typically less than the estimated errors in
determining S50. From the arguments advanced in Chapter 3,
this would imply that high particle Reynolds numbers
prevailed, as indeed one would expect from the relatively
large particle sizes used.
* Residual = measured value - predicted value.
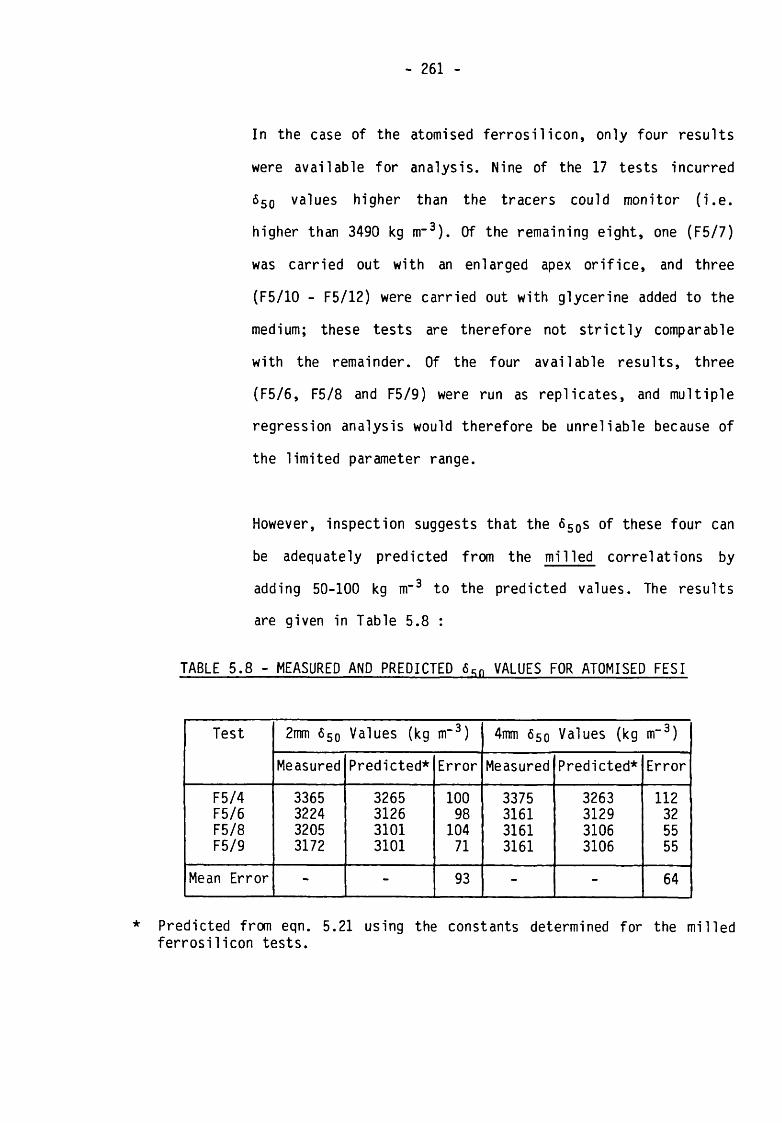
- 261
In the case of the atomised ferrosilicon, only four results
were available for analysis. Nine of the 17 tests incurred
650 values higher than the tracers could monitor (i.e.
higher than 3490 kg m-3). Of the remaining eight, one (F5/7)
was carried out with an enlarged apex orifice, and three
(F5/10 - F5/12) were carried out with glycerine added to the
medium; these tests are therefore not strictly comparable
with the remainder. Of the four available results, three
(F5/6, F5/8 and F5/9) were run as replicates, and multiple
regression analysis would therefore be unreliable because of
the limited parameter range.
However, inspection suggests that the 650s of these four can
be adequately predicted from the milled correlations by
adding 50-100 kg m”3 to the predicted values. The results
are given in Table 5.8 :
TABLE 5.8 - MEASURED AND PREDICTED 6qn VALUES FOR ATOMISED FESI
Test 2mm 650 Values (kg nr3) 4mm 650 Values (kg m“3)
Measured Predicted* Error Measured Predicted* Error
F5/4 3365 3265 100 3375 3263 112F5/6 3224 3126 98 3161 3129 32F5/8 3205 3101 104 3161 3106 55F5/9 3172 3101 71 3161 3106 55
Mean Error - - 93 - - 64
* Predicted from eqn. 5.21 using the constants determined for the milled ferrosilicon tests.

- 262 -
Thus a correlation of the form of eqn. 5.21 appears to
describe the data from both the milled and atomised
ferrosilicon data satisfactorily.
It is worth noting that the addition of a p0 term in eqn.
5.21 achieved no significant improvement in fit, and the
substitution of p0 for pu reduced substantially the
quality of fit. This fact, together with the very high
predictive capability of eqn. 5.21, strongly suggests that
both the feed and underflow medium densities play a
mechanistic role in determining the separating density.
Since the feed medium density is a controllable variable,
which can be defined by the experimenter, it is clearly
desirable to establish some correlation for the resulting
underflow density. A successful prediction of pu should
suggest a mechanism by which 650 is determined.
5.5.3 The Underflow Medium Density, pu
Two mechanisms can be postulated for the thickening of
medium in the cyclone, and thus the determination of the
underflow density :
i) Classification of the medium.
ii) Bulk sedimentation of the medium.

- 263 -
It seems likely that both mechanisms play a role, the
relative value of their contributions depending upon the
prevailing conditions, in particular the solids
concentration in the feed.
A problem arises in defining the degree of thickening. Many
authors have used the density difference between the
underflow medium and the feed or overflow medium (pu -
Pf> or pu - p0). in the present case, a dimensionless
term is to be preferred - pu/pf. The value of this term
is given for each test in Appendix 13.
Inspection of the data suggests that the degree of
thickening is inversely related to the volume recovery of
the medium to the underflow, Rm (Col. 15 in Table 5.4 and
5.5), at least for the milled ferrosilicon (see Figure
5.9). In Chapter 3, it was shown that Rm is determined by
the inlet Reynolds number, Re-j, and the pressure loss
coefficient, L, both dimensionless numbers. Further, it was
shown in Section 4.2 that the sedimentation rate of
ferrosilicon suspensions is a function of the solids
concentration, expressed as (1-CV). One might therefore
postulate the following dimensionless relation :
Pu
Pf
a 3 y = K (1-CV) (Re,) L
___ (5.22)
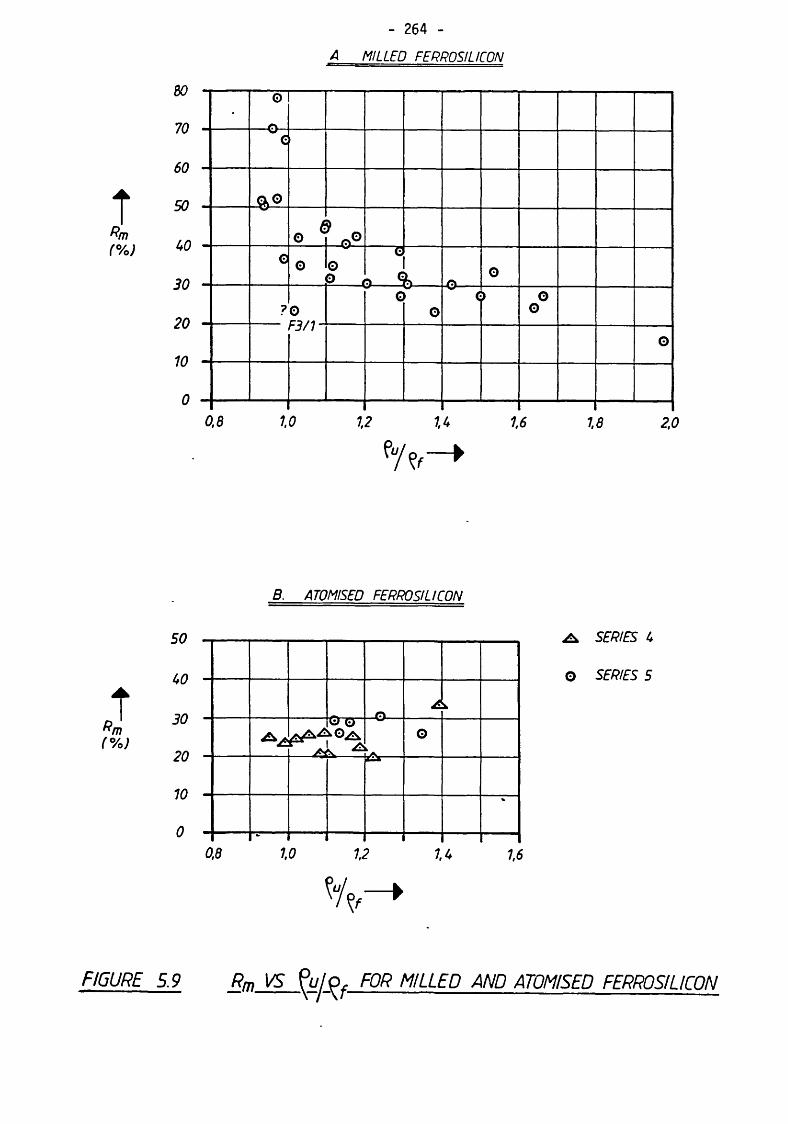
- 264 -A MILLED FERROSILICON
TRm(%)
BO -i
70 -o
_rj—
f>0 -C»
Q\J
50 -
LO - o «L © °HU
30 -C o O
P___<c
3 Sb A o
Of) _ ?0c'
o(> oo
10 -rj/J
oIU
0 -0,8 1,0 1,2 7,4 1,6 1,8 2,0
B. ATOMISED FERROSIUCON
s o “ l
/ n _
^ S E R I E S 4
O S E R I E S SVI/
t * nk
( % )o n —
O o
k-A.O
1 0 —/l/
0 -
0,8 1,0 7/ 7,4 1,6
Rm VS ?ulQf FOR MILLED AND ATOMISED FERROSIUCONFIGURE 5.9

- 265
This expression was fitted, with moderate success, to the 24
available cases of milled FeSi data, excluding again tests
F2/1, F3/1 and F3/4. The estimated parameter values were as
follows :
K = 0.804
a = 1.735
3 = 0.115
T = -0.372
R2 = 0.950
Thus the degree of thickening increases with decrease in
solids concentration and with increase in Reynolds number,
as one might expect.
Although eqn. 5.22 is useful in identifying those variables
which contribute to determining pu, and the direction of
their influence, it does not in itself permit the mechanism
by which pu is controlled to be elucidated. A theoretical
approach to the problem was therefore sought.
An appropriate theoretical framework was identified in the
bulk hydrocyclone model described by Holland-Batt [152],
This model invokes a simplified continuity equation to
relate the volume concentration of solids of a given size
entering the cyclone to the concentration prevailing when
the depleted suspension exits at the overflow. Using time-
- 2 6 6 -
and space - averaged parameters, such as the bulk residence
time, and by equating the outward radial velocity of the
particle with the inward radial velocity of the fluid, an
expression for the d5 0 is obtained in terms of cyclone
geometry and operating variables.
Holland-Batt's model can, with some modification, be adapted
to the case of dense medium cyclones, as follows :
Nothing of the original argument is lost if it is assumed
that the total volume concentration of solids replaces the
concentration of a particular size.
Following Holland-Batt (and using mainly his nomenclature),
the two-dimensional continuity equation for the radial and
tangential particle fluxes is :
3(r Er )= 0
3r+
3a .... (5.23)

- 267
where Ep = Up Cy
Ea ~ ua Cvur = particle radial velocity
ua = particle angular (tangential) velocity
r = radius
a = extent of angular motion (radian)
Cv = total solids volume concentration
If Up and ua are "average" (constant) values
dCvthen Up Cv + ua --- = 0
da .... (5.24)
Integrating between Cvf and Cvo (the concentration at
the overflow after the suspension has traversed a radians in
the cyclone) gives :
ua / C vf\ur = _ In I _— }=a V v o /
Vc - U.... (5.25)
since ur is a net value relative to the cyclone walls, and
is the resultant of the settling velocity of the particles
(vs) and the radial flow of water inwards (U).
Holland-Batt defines U as :
U = Qf/Ac
and the mean residence time, t, as :
(5.26)
t = Vc/Qf .... (5.27)

- 268 -
where Ac is the cyclone inner wall area, given
approximately by :
rAc = IT Dr2|ni + --
[ 2 J .... (5.28)
and Vc is the cyclone volume, given approximately by :
nx = cyclone height / Dc
x\2 - cone height / Dc
(See also Figure 5.1).
In time, t, the medium will
t. The equivalent angular mot
the radius of motion :
2 utt t a =
Dc
2 ua Vc uaThus a = ------- and — =
Dc Qf «
Combining eqns. 5.25, 5.26 and
But the sedimentation results
nvs = vso “ Cvf)
4.65or VS = VS0 (1 - K Cvf)
___ (5.29)
have travelled a distance ua
on is obtained by dividing by
.... (5.30)
Qf Dc
2 Vc .... (5.31)
5.31 :
___ (5.32)
described in Section 4.2 gave:
.... (2.21)
.... (2.23)

- 269 -
in a gravitational field, or (for example)
ar 4.65Vs = — vso (1 - K Cyf)
g ___ (5.33)
in a centrifugal field, where ar is the acceleration
averaged over the cyclone radius.
Holland-Batt gives :
[r " ---r
4ghand thus ar = .... (5.34)
where Vt = "average" tangential velocity (m s"1)
and h = pressure drop in m of suspension.
4.65Writing z = vso (1 - K Cvf)
and combining eqns. 5.32, 5.33 and 5.34 gives
.... (5.35)
Simplifying and re-arranging :
8 h z Vc 2 Vc.... (5.36)= exp
Qf Dc 2 Ac DcCvf
2 Vc 8 h z Vc
Ac Dc Qf Dc 2
or (pq-p i) = (pf-Pl) exp

- 270 -
where p-j = density of liquid (usually water).
Thus the overflow density can be predicted from the feed
density, the cyclone geometry, the pressure drop, the
flowrate, and the sedimentation behaviour of the medium (z).
In the present work, the following approximate dimensions
applied :
Vc = 1.37 x 10-3 m3
Ac = 6.69 x 10-2 m2
Dc = 104 x 10"3 m
”i = 0.72
n2 = 2.50
Thus the constant geometry term in eqn. 5.37 is :
2 Vc------ = 0.394Ac Dc
Unfortunately, the sedimentation characteristics of the
medium used in each test were not monitored. In any event,
the value of z in eqn. 5.37 is an average value, since the
actual sedimentation rate will vary across the cyclone
radius with local acceleration, local solids concentration
and other factors. It is therefore probably difficult to
measure statically. However, all the other variables in
eqn. 5.37 were measured, and it is therefore possible to
re-arrange the expression so as to calculate a value for z
for each test :
- 271 -
Since h =Pf 9
(5.37a)
z9.678 pf Qf
P i
0.394 - Inj(Po - Pr
\Pf ~ PI(5.38)
The values of z so calculated are given in Appendix 13.
Based on the measured values given in Section 4.2, those
calculated are intuitively reasonable. In particular, it can
be seen by inspection of Appendix 13 that z tends to
increase as the feed solids concentration decreases, and
also increases with particle size, as expected from the
sedimentation models discussed earlier. (The trends are
partially obscured by the influence of medium temperature,
which varied substantially between the tests - see Tables
5.4 and 5.5).
Holland-Batt's original derivation [152] was based on a
consideration of the progress of the feed suspension towards
the overflow, because in classifying hydrocyclones this is
the more important product, both in terms of the volume
flows and the function of the device. However, in the
present case it would be more valuable to obtain an
expression for the underflow density, since this product
appears from the present work to be process- determining for
DM cyclones. Such an expression can be derived by
incorporating the value of the proportion of medium
reporting to underflow (Rm ) into eqn. 5.36, as follows :

- 272
Assuming a steady state mass and volume balance,
Qf = Qu + Qo (flow) --- (5.39a)
Cvf Qf = vu Qu + Dvo Qo (solids) .... (5.39b)
From eqns. 5.39a and 5.39b,
Cvf Qf “ Cvu QuCvo = ______________ ___ (5.39c)
Qo
Substituting this in eqn. 5.36 gives :
Cvf Qf ~ vu Qu
Qo= Cvf exp
“ 2 Vc
L Ac Dc
8 h z Vc'
Qf Dc2 ..... (5.39d)
and Cvu Qu - Cvf Qf " Cvf Qo exP‘ 2 Vc
_ Ac Dc
8 h z Vc
Qf Dc2(5.39e)
Substituting Qo = Qf - Qu (from eqn. 5.39a) and
simplifying gives :
Dvu Qf / Qf\ 2 Vc 8 h z Vc--- = — + 11 - — l* exp ----- ----------Cvf Qu \ Qu/ _ Ac Dc Qf Dc2
(5.39f)

- 273 -
QuSubstituting Rm = — and re-arranging :
Qf
(pu " Pi) = (Pf-Pl) — + ( 1
Rm
2 Vc 8 h z Vc~
Ac Dc Qf Dc2
(5.39g)
This is the required expression for the underflow density.
It cannot of course be used, a priori, to predict pu from
the proposed operating conditions of a test, because it
demands knowledge of the value of Rm , which is itself a
dependent variable. However, given the established
relationships between h, P-j and Q f (see eqn. 5.37a and
section 5.5.9), eqn. 5.39g does predict that pu increases
with flowrate (other factors being equal), a trend which is
observed in practice.
5.5.4 Density Inversion, and the U-Shaped Tromp Curve
In nine tests, density inversion (p0 > pu) occurred. In
four of these tests, Tromp curves of a very unusual shape
were observed, for both the 2mm and 4mm tracers. It must be
emphasised that these curves were real, and fully
reproducible. The tests are listed in Table 5.9, and the
unusual Tromp curves are shown in Figure 5.10.

- 274 -
DENSITY f k a m - 3 ) -------- ^ © 2mm TRACERS
Q 4 mm TRACERS
FIGURE 5.10 TROMP CURVES FOR TESTS F1/1, F1/2, F6/1 AND F6/2

- 275 -
TABLE 5.9 - TESTS WITH DENSITY INVERSION
Test Number pu-Pf (kg nr3) Rm (*) Comments on Tromp Curve
FI/I -195 51.7 U-shaped curveFl/2 -125 70.4 W-shaped curveF2/2 - 86 78.5 No curve visibleF3/4 - 25 67.1 Normal curveF6/1 - 73 52.1 W-shaped curveF6/2 -190 50.8 W-shaped curveF6/5 - 29 36.5 Normal curveF5/1 - 27 23.2 Normal curveF5/2 -152 24.7 No curve visible
The following observations are pertinent :
i) The unusual Tromp curves only occurred when inversion
prevailed.
ii) Apart from two tests in which the density of
separation was too high to be monitored (F2/2 and
F5/2), those tests in which inversion occurred but
the Tromp curve was normal all exhibited low negative
differenti als.
iii) Extreme inversion, and the associated U-shaped
curves, always occurred with fine media at high feed
densities, for which t 0 and na were high.

- 276 -
i v) Little or no classification of the ferrosilicon
occurred (Appendix 12); indeed, the partition curves
for tests Fl/1, Fl/2, F6/1 and F6/2 suggest a degree
of reverse classification. This may imply destruction
of the toroidal sorting zone proposed by Renner
high, being greater than 50% for the milled
ferrosilicon (Figure 5.9).
vi) The centre, or the peak of the centre, of the
W-shaped Tromp curves coincided approximately with
the density of the cyclone contents in each case.
The phenomenon of inversion is entirely predictable using
the modified Holland-Batt model described in the previous
section, and no special assumptions need be invoked.
Inversion occurs when p0 > Pu> or Pf > Pu* The
limiting condition is therefore pf = p0, or, from eqn.
5.37 (for the present cyclone) :
8 h z Vc 2 Vc
v) The proportion of medium reporting to underflow was
= 0.394Qf Dc2 Ac Dc .... (5.40)
Pi zor = 3.815
Pf Qf .... (5.41)

- 277 -
and inversion occurs when
Pi z----- < 3.815Pf Qf
Given the dimensionally-derived Pi/pf/Qf/n relation
ships (Chapter 3), this implies that inversion depends upon
i) A low flowrate.
ii) A low sedimentation rate (fine particles, high
concentration).
iii) A high kinematic viscosity.
(The last two requirements are fully compatible).
The viscosity enters as a variable via the relationship
between pressure drop and the cyclone velocity constant, n,
which decreases as viscosity increases U L
Eqns. 5.37 and 5.40 also demonstrate that inversion can be
induced if the geometry term, 2VC/ACDC, is maximised.
From eqns. 5.28 and 5.29,
2 Vc
Ac Dc
1
2
+ n2/3
n: + n2 / 2 .... (5.42)

- 278 -
Thus n2 must be minimised, which implies a wide cone angle.
This treatment suggests that the sustaining of inversion
essentially requires a residence time long enough to allow
the slow-settling solids to migrate to the overflow, which
in turn implies a slow rate of revolution, a high inlet
velocity loss factor, and a low cyclone velocity constant,
n, all of which are likely to be associated with a high
viscosity [1], There may therefore be points in the
cyclone in which solid body rotation is approached (n = -1 ),
compounded by the presence of a yield stress which will not
be overcome if the shear rates in the cyclone are low. The
tangential velocity may not therefore vary much across the
radius.
Three species of tracer (or particle) can now be
distinguished, according to density :
i) Low density - Easily centrifuged to the periphery,
where low medium densities prevail, but unable to
penetrate the slowly moving mass of high density
medium in the central section and near the axis.
ii) High density - Also centrifuged to the periphery and
recovered in the underflow product in the usual way.
In fact, the upper part of the curve might be
regarded as the normal Tromp curve.

- 279 -
iii) Intermediate density - Invoking the model of a stable
medium, described in Chapter 3, one might postulate a
range of particle densities, centred on the density
of the contents medium, which are "locked into" the
medium and divide in the same proportion as the
medium.
Inspection of the W-shaped curves of tests Fl/2, F6/1 and
F6/2 shows them to be similar in the central and upper
sections to those described in Chapter 3 (cf. Figure 3.8).
The "hump" in the central part of the curve, is, however,
missing in test Fl/1. Using the arguments advanced in
Chapter 3, the range of critical density (for spheres)
depends upon the yield stress, t 0, and is given by :
3ir T0(« - p )c =
2 d a .... (A5.2)
Vt2and since a = ---
r
then (6 - p)c cc x0/Vi2 .... (5.43)
assuming V-j (the inlet velocity) can be utilised
characteristic tangential velocity. The observed values of
T0/V-j2 are as follows :
Test Tn/Vi2 (kq nr
Fl/l 0 . 2 1 1
Fl/2 0.441F6/1 0.279F6/2 0.543

- 280 -
Significantly, the term for test Fl/1 (in which no "hump"
appeared) is the smallest, suggesting that this term must
exceed a certain minimum value before the effect of yield
stress is detectable.
If (as in Chapter 3) we take Vt = Vi, r = R, and a (the
inlet velocity loss factor) = 0.5, then for test F6/1, and d
= 2 mm :
( 6 - P)c = 137 kg nr3
Since the contents density was 2976 kg nr3, the range of
influence is therefore estimated as 2839 - 3113 kg m“3,
which conforms well to the region occupied by the "hump" in
Figure 5.10, test F6/1.
Such calculations are, at best, only approximate, since :
i) na, and thus t 0 , are certainly underestimated,
possibly by a factor of 2 , due to the capillary
diameter effect (see Section 4.3.5.1).
ii) The extent to which a and n are modified by the high
values of m a and t 0 is not known, and thus a is
not known (although V-j is accurately known).

- 281
However, these arguments do provide an acceptable scenario
for the explanation of the "hump" which is superimposed on
the U-shaped curves of tests Fl/2, F6/1 and F6/2. A typical
such curve is shown in Figure 5.11, divided into key
sections :
FIGURE 5.11 - TYPICAL W-SHAPED TROMP CURVE
% to
Underflow
Density

- 282
Section A - Normal Tromp curve for dense particles.
Section B - Hump caused by near-density particles (of
density close to that of the cyclone contents) locked into
the medium, due to the prevailing yield stress. Since there
is a density differential across the cyclone (even if
negative), the proportion of such particles reporting to the
underflow will not necessarily equal Rm , as was the case
with the stable media of Chapter 3. The proportion will
equal that proportion of the medium of critical density
range which reports to the underflow.
Section C - Continuation of normal curve, displaced by yield
stress effect.
Section D - Reverse curve for light particles, caused by
negative differential.
Thus it can be seen that density inversion, and the
associated U-shaped and W-shaped Tromp curves, are entirely
explicable within the theoretical framework already
established. The phenomenon arises as a consequence of an
(unusual) combination of high medium viscosities, and
associated yield stresses, together with an appropriate
cyclone geometry. It is therefore rarely, if ever,
encountered in practice. Inversion was reported in the
author's previous study [4], but no unusual Tromp curves
were observed. However this was probably due to the curves
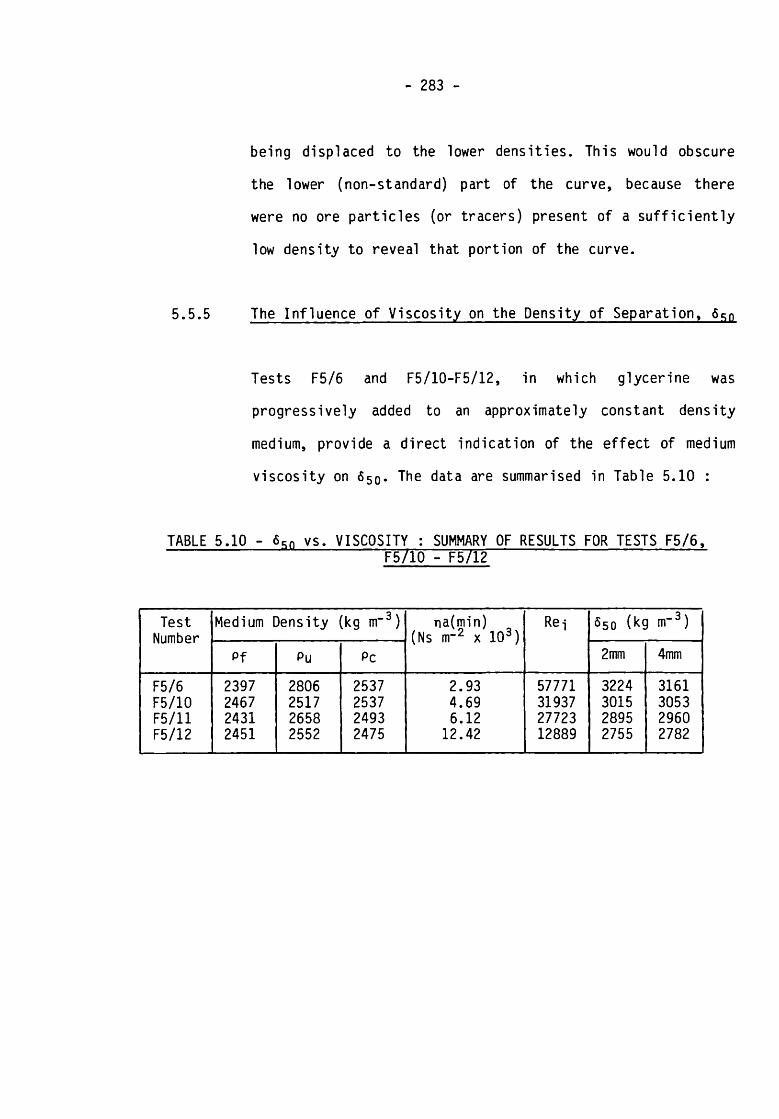
- 283 -
being displaced to the lower densities. This would obscure
the lower (non-standard) part of the curve, because there
were no ore particles (or tracers) present of a sufficiently
low density to reveal that portion of the curve.
5.5.5 The Influence of Viscosity on the Density of Separation, 6 c;n
Tests F5/6 and F5/10-F5/12, in which glycerine was
progressively added to an approximately constant density
medium, provide a direct indication of the effect of medium
viscosity on 6 50. The data are summarised in Table 5.10 :
TABLE 5.10 - 6 sn vs. VISCOSITY : SUMMARY OF RESULTS FOR TESTS F5/6,F5/10 -F5/12
TestNumber
Medium Density (kg m"3) na(min)(Ns m" 2 x 103)
Re 5so (kg nr3)
pf Pu Pc 2 mm 4mm
F5/6 2397 2806 2537 2.93 57771 3224 3161F5/10 2467 2517 2537 4.69 31937 3015 3053F5/11 2431 2658 2493 6 . 1 2 27723 2895 2960F5/12 2451 2552 2475 12.42 12889 2755 2782

- 284 -
(There is evidence from the original data, and subsequent
regressions, that the value of pu in Test F5/10 is in
error).
It is clear that both pu and 6 5 0 fall as the viscosity
increases. The trend for 6 5 0 is therefore in accordance with
the literature, but does not conform to the theory for
stable media successfully applied in Chapter 3. This
confirms the discrepancy between theory and observation for
unstable media identified in Chapter 2, and strongly
suggests that the observed trend is attributable to the
influence of the viscosity of the carrying liquid on the
behaviour of the medium particles.
The 6 5 0 - na trend is illustrated in Figure 5.12, and can
be quantified using the dimensionless relation :
6 50 - Pf a-------- = K Ren-
Pf .... (5.44)
The parameters estimated by linear regression were :
2 mm 4mm
K 1.917 x 10-1* 5.850 x 10“a 0.681 0.577R 2 0.990 0.995

&0-
(V
FIGURE 5.12 RELATIVE DENSITY OF SEPARATION vs Rei FOR TESTS F5/6, FS/10 - FS/12
~ f
f (k
cjm
~3)
FIGURE S.13 v sV„ (min) FOR TESTS FS/6. FS/10 -FS/12
Il \300cni

- 286
The fit is shown by the values of R2 and Figure 5.12 to be
exellent. The exponent, a, is positive in both cases,
instead of negative as found for stable media, confirming
the reverse trend.
One might attribute this trend to the drop in pu arising
from the increase in liquid viscosity which is both observed
in these data and predicted from the modified Holland-Batt
theory (eqns. 5.37 and 5.39g in Section 5.5.3). However, the
correlations for 6 5 0 in terms of pf and pu, developed in
Section 5.5.2 (eqn. 5.21), tend to overestimate 6 5 0 to an
increasing extent as the viscosity rises. This implies that
the viscosity of the carrying liquid has an effect on 6 5 0
additional to the influence which it exerts indirectly
through its effect on p u .
An explanation for these trends can be found by studying the
behaviour of the density of the cyclone contents, pc, and
considering the implications of variations in the relative
residence times of medium solids and liquid. Inspection of
Tables 5.4 and 5.5 shows that the contents density nearly
always exceeds the feed density (in 41 out of 45 cases),
implying that the solids experience a longer bulk residence
time than the liquid. The difference between the contents
and feed densities, pc - Pf, appears to be an inverse
function of the medium viscosity. The data for tests F5/6,
F5/10-F5/12 are shown graphically in Figure 5.13, together
with the predicted relationship obtained by regression :

- 287 -
-1.194(Pc ” Pf) = 492.5 na(min) (R2 = 0*987) .... (5.45)
The density of separation is clearly related directly to
this density difference, as shown in Figure 5.14, 6so
increasing with increasing (pc - pf).
Using simple mass balance concepts, it can be shown that the
residence time of the solids and liquid can be calculated
from the bulk volumetric residence time (Vc/Qf) and the
feed and contents medium densities. The expressions so
derived are as follows :
tc =Vc Pc - PI
usQf ’ Pf - PI ___ (5.46)
*1 =vc PS “ Pc
Qf Ps - Pf ___ (5.47)
*s Pc - PI Ps - Pf___ (5.48)
*1 Pf “ PI Ps" Pc
where PS = solids density
PI = liquid density
ts = residence time of solids
t] = residence time of liquid

- 288
FIGURE 5 % DENSITY OF SEPARATION vs DENSITY DIFFERENCE BETWEEN CONTENTS AND FEED MEDIUM:TESTS F S /6 , F 5 /1 0 -F S /1 2
I Pc- & ) ( k Q m ~ 3) --- ^

- 2 8 9 -
The value of the ratio ts/t] is directly related to the
term (pc - pf) :
TABLE 5.11 - RELATIVE RESIDENCE TIME FOR TESTS F5/6, F5/10-F5/12
TestNumber & ts/t! na(min)
(Nsnr* x 103)
F5/6 140 1.136 2.93F5/10 72 1.065 4.69F5/11 62 1.058 6.12F5/12 24 1.022 12.42
Thus, as the fluid viscosity increases, the proportion of
medium particles dragged with the fluid increases, which
reduces the difference between the solids and liquid
residence times. This must also influence the distribution
of medium density in the cyclone by reducing the segregation
effect and thus increasing the proportion of the cyclone
volume occupied by medium of density approaching that of the
feed, i.e. pc -► pf, and (pc - pf) -► 0. (Although the
increasing liquid viscosity causes an increase in the
classification size, dso, [see Section 5.5.6], this is
compensated for by a decrease in the quality of separation
and thus an increase in the proportion of misplaced sizes;
the proportion of solids reporting to underflow thus falls
only slightly - see Table 5.5). The sorting effect, usually
present as a consequence of the strong density gradients
across the cyclone, is therefore reduced, and more tracers
will penetrate into the underflow product, thus reducinq the
650-

- 290 -
The reduction of 650 with increasing medium viscosity is
thus seen to be a consequence of two factors : the direct
effect of the associated reduction in underflow density, and
the modification of density gradients within the cyclone as
a result of the reduction of the differences between the
residence time of medium solids and liquid.
5.5.6 The Classification of the Medium
It has already been inferred that the density separation is
influenced by both medium segregation and classification.
The modification of Holland-Batt's theory, applied
successfully in Sections 5.5.3 and 5.5.4, contains elements
of both phenomena.
The fact that classification of the medium does occur is
clearly evident from the partition curves shown in Appendix
12. The following observations can be made :
i) Some degree of classification occurs in most of the
tests, except at very high feed densities.
ii) When density inversion occurs, this can be associated
with reverse classification (e.g. F6/1, F6/2).
iii) In general, the lower tails (fine particle recovery)
of the curves do not coincide with the water recovery
(the horizontal lines in Appendix 12). Thus the

- 291
bypass mechanism associated with normal hydrocyclone
classification does not appear to operate in the
dense medium case.
iv) The classifications are generally of poor quality.
The lack of a bypass mechanism is particularly interesting.
There seems to be no consistent trend regarding the position
of the water recovery level relative to the partition curve;
the relationship seems entirely random. Even test F6/6,
which was deliberately conducted at a very low feed solids
concentration (5.8% v/v) in order to establish whether
"conventional" classification occurred, produced a
considerable discrepancy between the water recovery and fine
particle recovery; the underflow density was high, at 2655
kg m"3 (28.2% solids, v/v). Austin and Klimpel [145]
reported a similar phenomenon with a classifying
hydrocyclone, and pointed out that high-density underflow
products could entrain particles of all sizes; there was
therefore no reason why the fine particle recovery should
equal the water recovery under such conditions. Finch
[153] drew attention to the existence of unusually-shaped
lower tails in some classification curves. He modelled such
curves by assuming that the entrainment of particles in the
water was an inverse linear function of particle size, but
also mentioned agglomeration and "dense media" effects as
possible mechanisms.

- 2 9 2 -
Thus it seems that with dense media, for which the underflow
density usually exceeds 25% solids v/v, there is no fixed
relationship between water recovery and fine-size particle
recovery owing to the entrainment of particles of all sizes
in the underflow mediurn (as distinct from the underflow
water). In this context, it is worth recalling the
conclusion of Davies and Dollimore [128] that hindrance to
settling of suspensions is more likely with dense solids. It
may be therefore that the type of classification observed is
peculiar to dense medium separations using very dense solids
(e.g. ferrosilicon). This might also imply that the
proportion of the observed segregation or thickening of the
medium contributed by classification effects (as distinct
from sedimentation) might be less for denser solids. It
might also account partly for the generally poor quality of
classification observed.
Inspection of the data in Tables 5.4 and 5.5 suggests that
the classification size, d50, although difficult to
determine in many cases, increased with flowrate, the exact
opposite of the trend expected from theory (e.g. eqn. 2.3).
This suggests a crowding mechanism at the apex. The
sedimentation of the medium increases with flowrate, which
leads to an increased underflow density. This in turn
selectively excludes finer particles from the underflow
product, thus increasing the d50. The classification of the
medium appears therefore to be controlled by the degree of
medium sedimentation, and the two mechanisms which determine

- 293 -
the underflow density (and hence the 650) are thus
inextricably linked. In view of the probability of crowding
as a process-determining factor, Fahlstrom's equation [33]
was fitted to some of the data, but unsuccessfully.
Inspection of the data in Tables 5.4 and 5.5 suggests that
the d50 increased with feed solids concentration, as
expected from the literature. An expression of the kind
suggested by PIitt [3] and Svarovsky and Marasinghe [28]
was fitted to the six data points of Series F6, for which
the flowrate remained relatively constant. The expression
obtained was :
dso = 8.58 exp (0.0637 Cvf) ___ (5.49)
(R2 = 0.985; Cvf expressed as a percentage).
The coefficient for Cvf was almost exactly the same as
that reported by PIitt (0.063) but about twice that reported
by Svarovsky et al (0.032). It should be noted, however,
that the d50 was uncorrected for bypass, unlike those of
Plitt and Svarovsky et al.
Tests F5/6 and F5/10-F5/12 provide an opportunity to examine
the dependency of (uncorrected) dso on liquid viscosity. The
relevant data are given in Table 5.12 :

- 294 -
TABLE 5.12 - FERROSILICON CLASSIFICATION DATA FOR TESTS F5/6, F5/1Q-F5/12
TestNumber
LiquidSG
Temperature(°C)
Viscosity,* n (Nsm“2 x 103)
d50(urn)
F5/6 1.000 24 0.91 34F5/10 1.065 32 1.58 43F5/11 1.091 39 1.69 44F5/12 1.130 26 5.16 58
(* obtained from Tables [133])
The equation fitted was :
0.296d50 = 36.4 n (R2 = 0.970) .... (5.50)
The data and the fitted line are shown in Figure 5.15.
The exponent for n is about half that reported by Agar and
Herbst [25] and less than the theoretical value of 0.5
(e.g. eqn. 2.3). This is probably due to the contribution of
the high solids content, and consequent hindrance and
crowding effects, to the classification mechanism.
In summary, classification of the medium does occur, except
at very high feed solids concentrations (typically greater
than 30% v/v). The d50 increases both with liquid viscosity
and solids concentration, as expected. However, the
sedimentation of the medium in the cyclone interferes with
the normal classification mechanisms, causing there to be a
lack of correspondence between water recovery and fine-
particle recovery, and inducing a direct relationship
between d50 and flowrate, instead of the inverse trend
expected from theory.

FIGURE 5.75 dgn vs LIQ U ID VISCOSITY FOR TESTS FS/6. F5/1Q-FS/
LIQUID VtSCOSrTY ( Nsnr^x 10*) — ^

- 2 9 6 -
5.5.7 The Influence of Apex Diameter on the Separation
Test F5/7 was carried out with the 20mm spigot insert
removed, leaving an apex orifice of 30mm, 2.25 times larger
in area. In terms of operating conditions, this test
conformed most closely to F5/5, with almost identical
ferrosilicon sizes, flowrates and medium viscosities; the
feed densities differed by only 61 kg m~3. Comparison of
these two tests therefore offers the possibility of
determining the effect of apex diameter on both the density
separation and the ferrosilicon classification. The relevant
data are given in Table 5.13 :
TABLE 5.13 - OPERATING AND PERFORMANCE DATA FOR TESTS F5/5 AND F5/7
V ar i ab 1 e Test F5/5 (20mm Apex)
Test F5/7 (30mm Apex)
pf (kg m-3) 2358 2419pu (kg m',) 2872 3372Po (kg nr-) 2232 1939pc (kg nr*) 2504 2400Rm 19.7 33.5650 (2mm) > 3490 > 324565n (4mm) > 3490 > 3235ts/tw 1.145 0.982dso (pm) 37 15pu/pf , 1.218 1.394z (ms-1 x 10u ) 1.50 2.07
As expected, the 650 and the d50 both fall, and the
proportion of medium reporting to the underflow rises, as
the apex diameter increases. However, the underflow density
increases significantly at the larger apex. This is

- 297 -
reflected also in the larger value of the effective
sedimentation rate, z, calculated from eqn. 5.38. Since the
medium characteristics did not change significantly, this
suggests that the modified Holland-Batt equations (5.37,
5.38 and 5.39g) should incorporate a term allowing for
variations in orifice geometry, possibly a constant
multiplier for z.
The magnitude of the increase in pu, although at least
partly accounted for by the drop in d50, suggests that the
flow pattern in the cyclone changed, causing a higher degree
of segregation to take place in the cone section.
These results confirm that the quantitative correlations for
650 in terms of pf and pu derived earlier (eqn. 5.21)
can only apply within a constant geometry.
5.5.8 The Quality of Separation
The quality of separation is conventionally expressed in
terms of the Ep-value (eqn. 3.3), obtained from the Tromp
curve. A high Ep-value indicates a large proportion of
misplaced material, and thus a poor quality of separation.
It proved impossible to obtain accurate correlations for Ep
in the present work. This was probably due to the relatively
small number of particles (tracers) used to determine each
Tromp curve, and to the lack of factors which might be

- 298 -
expected to exert a strong influence on Ep, in particular a
crowding effect. Nevertheless, two trends are apparent :
i) The Ep for the 4nm tracers was almost always less
than that for the 2mm tracers (20 out of the 24 cases
in which comparisons were possible).
ii) The Ep generally increased with 650; this is clearly
shown in Figure 5.16.
These two trends are compatible, since it has already been
demonstrated (Section 5.5.2) that the 6S0 for the 4mm
tracers was generally less than that of the 2mm tracers.
They also appear to conform with the literature reviewed in
Section 2.2. Stas [43] # Davies et al [48] and Khaidakin
[54] all report a direct relationship between 650 and Ep,
and Tarjan [14] implies it by deducing that the best
separations are achieved as 650 -► pf. As noted earlier, Ep
« d50 is also inherent in Gottfried's mathematical treatment
of the Tromp curve [48]. Davies et al [48] and Collins
et al [55] interpret this trend in terms of the density
differential between underflow and overflow (or feed),
observing that the Ep increases as stability deteriorates.
Such a correlation was not readily apparent in the present
work, possibly for the reasons outlined earlier. However it
is implicit in the correlation for 650 in terms of pf and
pu (eqn. 5.21) if one accepts the observation that Ep
increases with 650 (Figure 5.15).

Ep
-VA
LU
E
299
FIGURE S.16 DEPENDENCE OF Ed UPON Sv) FOR MILLED TEST. 2mm TRACERS
t
SEPARATING DENSITY, S lg f kgm*)

- 300 -
These trends can probably be attributed to the effective
increase in "near-density" material which is a consequence
of large density differentials across the cyclone radius.
Such material is subject to more uncertainty as to its
ultimate destination. This has the effect of flattening the
Tromp curve and thus increasing the Ep.
5.5.9 Pressure-Flowrate Relationships
The relationship between pressure drop (or inlet pressure)
and medium flowrate for dense medium cyclones has received
little attention in the literature. The relationship is
important academically because it defines the flow regime in
which the cyclone operates, and practically because it
determines the pumping requirements and because pressure can
be used as an indicator of flowrate, which is itself an
important process variable.
In order to establish the characteristics of the cyclone
used in the present work, nine tests were first run with
water only, at increasing levels of flowrate. The flowrates,
inlet pressure (P-j) and water temperature were measured.
The feed flowrate (Qf) was measured using the flowmeter,
and the product flowrates were measured using a bucket and
stopwatch. The results were balanced using the methods
described in Section 5.3.

- 301 -
The effective water viscosity (n) at the prevailing
temperature was obtained from tables [133]. The results
are given in Table 5.14 :
TABLE 5.14 - PRESSURE-FLOWRATE MEASUREMENTS WITH WATER
TemperatureP C )
Viscosity, n (Nsnr2 x 103)
Pressure, Pi (kNm'2)
Flowrates (£ min-1) Y 5 f ReynoldsNumber
Rei
PressurLoss
FactorL
FeedQf
U/FQu
0/FQo
20 1.005 40.7 62.3 5.09 57.2 8.90 73,082 4.88920.5 0.993 54.5 71.9 5.46 66.5 8.21 85,362 4.91521.5 0.969 69.0 77.0 5.46 71.5 7.63 93,681 5.42622 0.958 83.4 83.8 5.68 78.1 7.28 103,125 5.53723 0.936 97.9 89.4 5.96 83.4 7.14 112,603 5.711
24.5 0.904 112.4 95.3 6.14 89.1 6.88 124,282 5.77026 0.874 126.2 99.0 6.50 92.5 7.03 133,540 6.00327 0.855 140.0 103.0 6.59 96.4 6.84 142,023 6.15324 0.914 152.4 106.9 7.00 99.9 7.01 137,885 6.218
A log-log plot of pressure vs flowrate is shown in Figure
5.17, together with the line predicted from the equation :
2.48Pi = 1.433 x 10-3 • Qf .... (5.51)
(R2 = 0.9980; Pi in kNrtr2, Qf in i min'1)
The fit is seen to be excellent. However, since the water
viscosity varied by about 15% during the tests, a viscosity
term was added to the expression, with the following result:
2.42 -0.19Pi = 1.801 x 10'3 • Qf • n ___ (5.52)
(R2 = 0.9981; Pi in kNm'2 , Qf in i min'1, n in Nsm'2 xlO3)

- 302 -
FIGURE 5.17 PRESSURE vs FLOWRATE FOR WATER TESTS 100 mm CYCLONE
FLOWRATE, Of l Lmin~1l

- 303 -
The viscosity term is thus a significant addition, and a
comparison of the measured and predicted values of Pi
shows that eqn. 5.52 has a slightly improved predictive
capability over eqn. 5.51. Eqn. 5.52 shows that the
viscosity variation of about 15% experienced during the
measurements equated to an equivalent pressure drop
variation of about 3%. The exponents in eqn. 5.52 should be
compared with those obtained in the experiments with a
stable medium and a 30mm cyclone (Chapter 3, eqn. 3.18) :
Exponent for : Eqn. 3.18 Eqn. 5.52
Qf 2.30 2.42
n -0.30 -0.19
The drop in the absolute value of the viscosity exponent,
and the corresponding increase in the flowrate exponent, is
probably due to the fact that the water tests with the 100mm
cyclone took place in a somewhat different Re-j - L regime
(compare Figure 5.18 with Figure 3.12), in which centrifugal
head loss predominated over friction losses. The exponent
for Qf in eqn. 5.52 is in quite good agreement with
Bradley's figure of 2.35 [1],
The ratio Qu/Q0 is shown plotted against Qf in Figure
5.19. The best-fit equation is :
Qu -0.473_ = 61.1 • QfQ0 (R2 = 0.905) ___ (5.53)

304 -
FIGURE 5.18 L vcs Re; FOR 100 mm CYCLONE WATER TESTS
tg b
I
FIGURE 5.19 °u /Q c vs Of FOR 100mm CYCLONE MTER TESTS
t•9<31 EXPERIMENTAL DATA
FITTED EQU. 15 531
Q t( Lmin~1I

- 305
The exponent for Qf compares favourably with Bradley's
quoted range of -0.75 to -0.44 [1],
The relevant data relating to the tests with ferrosilicon
media are given in Tables 5.4 and 5.5, and Appendix 13. In
Chapter 3 it was shown that the pressure-flowrate
relationship obtained by dimensional analysis was :
a n2P-j = K Rei — ___ (3.17)
P
This can also be conveniently expressed in the form (see
eqn. 3.18) :
Pi a ^a(min)--- = K • Qf • -----1Pf9 Pf
(K, a and 3 signify parameters to be evaluated by
regression).
In these experiments with ferrosilicon, the medium viscosity
is of course defined as na(min)> ln terms of the arguments
expressed in Section 4.3.5.2 (eqn. 4.41), which is not
strictly comparable to the plastic viscosity utilised in
Chapter 3.
3.... (5.54)

- 306 -
Eqn. 5.54 was applied to the milled ferrosilicon data
(Series FI, F2, F3 and F6), the parameters being estimated
by multiple linear regression. The result was
unsatisfactory, the fit being relatively poor (R2 = 0.876
with 27 data points). The equation was then fitted to the
data from the individual test series separately. Much
improved fits resulted. The values of the parameters
estimated are given in Table 5.15 :
TABLE 5.15 - PARAMETERS IN EQUATION 5.54 FOR MILLED FERROSILICON,
SERIES FI, F2, F3 AND F6
Parameter Series FI Series F2 Series F3 Series F6
K 1.578 x 10-3 2.271 x 10-3 1.238 x 10-1* 3.188 x 10-*’a 1.779 1.653 2.409 2.192
-0.213 -0.015 -0.201 -0.267R2 0.989 0.959 0.993 0.991
No. of Data Points 9 9 4 5
UNITS : [Pi] = kNm-:2;[Pf] = kgm~3 ; ;g] = ms-2 ; [Qf ] == Imin"1; [na] = Nsm-2 x 103
It is clear that, although the individual fits are good, the
parameters vary between the test series. In particular, the
absolute value of the exponent, 3, for Series F2 was very
low, suggesting that viscosity played little role in
determining the pressure drop for those particular
experiments. In seeking an explanation for these
observations, it was noticed that Series F2 utilised the

- 307 -
coarsest ferrosilicon particle size, which would be expected
to have the lowest viscosities (other things being equal).
Inspection of Table 5.4 confirmed this. It seemed,
therefore, that the pressure-flowrate-viscosity relationship
was in some way dependent upon the ferrosilicon
characteristics (particularly the size distribution), and
thus presumably upon the behaviour of the medium in the
cyclone. A particle size term, RRa (Table 5.4, Col. 1),
was therefore added to eqn. 5.54 and all 27 data sets were
included in the regression. The fit was improved over that
without the size term (R2 = 0.928), but was still not
altogether satisfactory. It seems that a size term alone is
therefore not sufficient. It would probably be preferable to
obtain an independent estimate of, say, the sedimentation
rate of each medium to incorporate in the relationship,
instead of the value, z, calculated from the data.
Unfortunately, such information was not available in the
present work.
Eqn. 5.54 was also applied to the atomised ferrosilicon data
of Series F4 and F5, with the results shown in Table 5.16 :

- 308 -
TABLE 5.16 - PARAMETERS IN EQN. 5.54 FOR ATOMISED FERROSILICON,
SERIES F4 AND F5
Parameter Series F4 Series F5
K 1.956 x 10- 3 1.270 x 10- 3
a 1.757 1.895-0.405 -0 . 0 1 1
R2 0.997 0.980No. of Data Points 5 1 2
Units as for Table 5.16
Again, one group of tests (Series F4) shows a relatively
strong viscosity dependency, whereas the other (Series F5)
does not. However in this case the viscosity dependency is
exhibited by the ferrosilicon with the coarser size
distribution (Table 5.4), a reverse trend to that shown by
the milled ferrosilicon.
Mitzmager and Mizrahi [127] have pointed out that the
pressure drop head is composed of three main components :
a) Inlet velocity head - the work input necessary to
bring the fluid from rest to the inlet velocity.
b) Centrifugal head - the major resistance to the fluid
flow.
c) Friction loss head - boundary layer resistance and
eddy turbulence.

- 309 -
They emphasised that the inlet flow regime has a significant
effect on the pressure drop relationship, and noted that the
pressure loss factor vs inlet Reynolds number curve can be
used to define the relative influence of the components of
pressure drop : at low Reynolds numbers (or, more
particularly, in the falling section of the curve) friction
loss is the major contributor, whereas at high Reynolds
numbers (the rising section of the curve) centrifugal head
losses predominate. Thus, as noted in Chapter 3, the value
of the exponents in the pressure-flowrate-viscosity
relationship (eqn. 5.54) will depend upon the prevailing
flow regime.
In order to reconcile the apparent anomalies in the
observations described above, the L-Re-j curve was plotted
for each of the test series; the results are shown in Figure
5.20. Although some scatter is evident, the conclusions are
clear : those test series which exhibited a relatively
strong pressure dependency on viscosity (FI, F3, F6 and F4)
lie on a rising curve, whereas those which did not (F2 and
F5) lie on a falling curve.
The absolute position of each curve relative to the others
(in terms of Reynolds number) cannot be firmly identified
since the value of viscosity used was the "minimum apparent
viscosity" defined by eqn. 4.41, which is not necessarily
the "flow viscosity" prevailing in the inlet. Also, this
viscosity was not corrected for the capillary diameter

PRES
SURE
LOS
S CO
EFFIC
IENT.
L
- 310 -
FIGURE 5.20 PRESSURE LOSS COEFFICIENT vs REYNOLDS NUMBER FOR FERROS/UCON TESTS
10& 2x10u 10-
C CtS §■ -ET
3T0
3 1O G - X "
^ d; V
D
3
X
SERIES FI__ SERIES F3 SERIES F6
!
i £>SERIES F2_
•
.____ □o□ * G 1 1* 1
LI l T ID—
&O’
I)
3
S
S
FRIES Fit —
FRIES FS
u3
65
It
3
2
10*> 10s 2x10* 10s
REYNOLDS NUMBER. Re;-- ^

- 311 -
effect (Section 4.3.5.1). The values of Re-j quoted are
therefore not strictly comparable with those reported by
other workers. However, this is not important since the
trends in the relationships are relatively unambiguous.
The fact that significant numbers of tests lay on the lower,
falling part of the curve (i.e. at low values of Re-j),
unlike most hydrocyclone operations which generally lie on
the rising portion, can be attributed to the higher
viscosities prevailing with dense media (up to ten times
that of water).
However, the reason for the different test series lying on
different portions of the curve is not at first clear.
Inspection of Tables 5.4 and 5.5 suggested that the values
of yield stress, relative to the prevailing medium density,
varied substantially between the test series. The results
are plotted for the milled and atomised series in Figure
5.21. (The last 3 tests of Series F2 were excluded because
of anomalously high values of yield stress at the lower
densities). Although the t 0 - pf relationships
themselves exhibit a lot of scatter, the differences between
the test series are relatively clear, particularly for the
atomised tests. Those tests for which a relatively strong
P-j-Tia relation was noted, and which lay on the rising
portion of the L-Rei curve (Series FI, F3, F6 and F4),
exhibited higher yield stresses at a given density than

- 312 -FIGURE 521 YIELD STRESS vs MEDIUM DENSITY FOR MILLED
AND ATOMISED FeSi
I
6
&BoUj
A. MILLED FeSi
Q SERIES F1
X
n SERIES F2 D (EXCLUDING F2/6- A SERIES F3X SERIES F6
F2/B)□
> X
\ H _____ © /
/1
X G \ \ \ \ □ \
_______rj
<D---- ^ □
~ 2000 2500 3000 3300FEED MEDIUM DENSITY. Pf (kqm-3)
i
&
BCjg
a. ATOMISED FeSiG
O SERIES FU ^ SERIES F5
■ O
O O ^
-------r
____
t>
•
~ 2000 2S00 3000 3300
FEED MEDIUM DENSITY, Fftkom'3)
- 313 -
those for which the Pj-r)a relation was weak and which
lay on the falling portion of the L-Re-j curve (Series F2
and F4). The division between the two groups is indicated by
the dashed lines in Figure 5.21.
As noted earlier, the rising (upper) portion of the L-Re-j
curve is associated with a predominance of centrifugal head
loss, since "... the revolving liquid shells are pressing
outwards upon one another" [127]# it was suggested earlier
that, with dense media, shear rates in the cyclone are
relatively low owing to a low value of the cyclone constant,
n, and an increase in the inlet velocity loss factor, a. In
extreme cases in the present work, the presence of a yield
stress was inferred from unusually-shaped Tromp curves
(Section 5.5.4). It seems reasonable to suppose, therefore,
that the existence of a yield stress in the low-shear parts
of the cyclone would absorb a portion of the kinetic energy
of the entering medium, and so contribute to a high
centrifugal head loss. Since yield stress is usually
strongly correlated with apparent viscosity, this would be
reflected in a (relatively) strong pressure drop-viscosity
relationship. Thus we are drawn to the interesting
conclusion that the observed pressure drop across a dense
medium cyclone is a function of the total medium rheology.
The success of eqn. 5.54 in describing data which fall on a
smooth L-Re-j curve can be deduced by examination of the
results of test Series F3 and F6 . Figure 5.20 shows that the

- 314 -
nine data points from these two groups of tests fall on the
same smooth L-Rei curve. Regression of the basic data in
the form of eqn. 5.54 gives :
pi „---- = 1.684 x 10-*Pf 9
afmin)-0.254Pf
2.344
Qf.... (5.55)
(R2 = 0.996; units as given in Table 5.16).
The value of R2 is very high, and the predictive capability
of the correlation can be assessed from Figure 5.22; the
agreement between the predicted and measured values of inlet
pressure is excellent over the whole range.
It can therefore be concluded that a correlation of the form
of eqn. 5.54 (or eqn. 3.18) adequately describes the
pressure-flowrate-viscosity relationship for DM cyclones.
For the higher inlet Reynolds numbers, the exponent, 3 , for
the kinematic viscosity term is invariably negative and
takes the absolute value 0.2 - 0.4; a value of 0.25
represents a useful compromise, which is close to the value
0.30 reported for the stable media experiments in Chapter
3. The actual value depends upon the prevailing L-Rei
relationship which in turn is a function of the medium
rheology. For the lower inlet Reynolds numbers, the exponent
is not significantly different to zero.

PREDICTED INLET PRESSURE (KNm-2)
- 315 -
FIGURE 5.22 MEASURED re PREDICTED VALUES OF INLET PRESSURE FOR SERIES F3 AND F6
t
MEASURED INLET PRESSURE (KNm~2) — ►

- 316 -
The exponent, a, for flowrate is invariably positive, and
ranges from 1.65 for results lying on the lower portion of
the L-Rei curve to 2.41 for results lying on the upper
portion of the curve. It is interesting to note that the
highest value of this exponent (2.41; Series F3) coincided
almost exactly with that obtained with water (2.42; eqn.
5.52); in both cases, the results lay on the upper, strongly
rising and well developed portion of the L-Rei curve (cf
Figures 5.18 and 5.20).
5.6 Summary and Conclusions
The work with the 100mm cyclone and ferrosilicon media has shown that
the correlation for 6 5 0 utilised successfully in Chapter 3 with stable
media cannot be applied directly to unstable media. This is
attributable to the segregation and classification of such media in
the cyclone. In particular, it has been shown that the separating
density, 6 50, is not a simple function only of the Reynolds number and
particle size, and the dependency on flowrate is actually the reverse
of that predicted by theory.
There is substantial evidence in the literature that, in normal ore
separations, the separating density equals the underflow medium
density [48,49,65]. the present work, however, and similarly for
an extended test programme carried out by the author previously on a
610mm cyclone with real ores [4], the 650 almost always exceeded
pu. Inspection of the results suggested that 6 5 0 followed both pf
and pu (but never p0) on different occasions, and so the following
simple model was fitted to the data :

- 317
6 5 0 = 3 + b pf + c Pu .... (5.21)
The fit was found to be excellent, and the predictive capability of
eqn. 5.21 was extremely good. The 6 5 0 for the 4mm tracers was slightly
lower than that for the 2 imi tracers (as expected), and the 6 5 0 for the
atomised ferrosilicon was somewhat higher than that for the milled.
Eqn. 5.21 implies that both the feed density and the mechanism(s)
controlling the underflow density are deterministic influences on
6 5 q . Since pf is a controllable system variable, the factors which
determine the degree of medium thickening in the cyclone, and thus
pu, were considered. Two mechanisms were postulated
classification, and bulk sedimentation. Observation suggested that the
degree of thickening was related to the recovery of medium to the
underflow, Rm , (Figure 5.9) and by analogy with the findings of
Chapter 3, the following expression was tested against the data :
p u a 3 - y_ = K (1 - Cv) • Rei • LPf .... (5.22)
The fit was adequate (but not excellent), and the direction of the
influence of Cv and Re-j was as expected if the value of pu/pf
was being controlled solely by forced sedimentation effects. However,
there was also strong evidence of classification occurring (Appendix
1 2 ), and so a theoretical approach was sought which contained elements
of both segregation and classification. Such a theoretical framework
was found in the bulk hydrocyclone model of Holland-Batt [152] # with
appropriate modification and development, the following expression was
obtained :

- 318 -
Po-Pl f 2 Vc 8 h z Vc----- = exp ------ - --------Pf-Pl _AC Dc Qf Dc 2
.... (5.37)
Here, z is a bulk sedimentation rate, and 2VC/ACDC is a cyclone
geometry term. Although this is a quantitative equation requiring no
constants to be estimated from data, values of z were not available in
the present work. However, values of z calculated by inserting the
values of p0 in eqn. 5.38 were found to be intuitively reasonable,
based on the sedimentation results obtained in Chapter 4. In
particular, z increased with decreasing feed solids concentration.
Although in Chapter 4 it was found that ferrosilicon sedimentation
data required an increase in the effective value of Cv, to allow for
liquid "bound" to the particles and thus effectively removed from the
suspension, it may be that such bound liquid is stripped away in the
centrifugal force field in the cyclone. In such a case one might
expect the Richardson and Zaki equation to apply without modification,
and it might therefore be possible to estimate z from simple
sedimentation tests, and so predict p0 from first principles (eqn.
5.37).
If the pressure drop, expressed as head of medium, is proportional to
Qfm , where m >, 1.6 (Section 5.5.9), then eqns. 5.21, 5.37 and
5.39g demonstrate that pu (and thus 6 5 0 ) increases with feed
density, flowrate and sedimentation rate, assuming constant geometry.
The effective sedimentation rate is thus seen to be a crucial property
of the medium.
- 319 -
Although the modified Holland-Batt theory appears to be successful in
describing the segregation of the medium in a DM cyclone, it is worth
noting some of the assumptions implicit in the derivation :
i) Flow in the third dimension (axial flow) is ignored.
ii) The quantities are all time- and distance-averaged.
iii) The geometry terms ignore the apex and vortex finder
dimensions.
iv) It is implied that the flow of suspension to the overflow
product is process determining.
v) The "mean" tangential velocity is expressed as :
Vt = /2gh" .... (5.34)
This last is perhaps the least defensible simplification, but it may
be justified since the entire derivation rests on the assumption of
bulk and averaged quantities.
One of the successes of the theory is the quantitative prediction of
the phenomenon of density inversion (pu < pf), which was observed
several times in the present work. It demonstrates that inversion is
favoured by low flowrates, a low sedimentation rate and a high
viscosity, the last two of which are fully compatible. It can also be
induced by an appropriate cyclone geometry, in particular a large cone
angle. Inversion is associated with long residence times, and probably
with a high inlet velocity loss factor, a, and a low tangential
velocity exponent, n.

- 320 -
It was found that density inversion of a sufficient magnitude produced
U-shaped or W-shaped Tromp curves, which have never been reported
before (Figure 5.10). The upper part of these curves conform to a
normal Tromp curve, recording the recovery of high density particles
to the underflow. However, there is probably a tendency under such
conditions to solid body rotation in parts of the cyclone, with little
shearing of the medium and little variation in tangential velocity
with radius. Apparent viscosities are high, and low-density particles
cannot penetrate the slow moving, intermediate-density high-viscosity
mass of medium in the central portion of the cyclone, and so report to
the underflow. In some cases, the intrinsic yield stress of the mediumA
(and in particular the characteristic term T0/Vi ) is sufficiently
high to "lock" intermediate-density particles into the medium, such
that they divide in the proportion of the medium. This produces a
"hump" in the U-shaped curve, inducing a W-shape. The phenomenon is
essentially identical to that recorded for a stable medium in Chapter
3.
Because of the unusual combination of circumstances required to induce
inversion, and the corresponding unusual Tromp curves, these phenomena
have not been noted before in the literature. However, they are
entirely reproducible and explicable.
Some experiments with high-viscosity glycerine added to the medium
confirmed that the 6 5 0 fell as viscosity rose, but by more than eqn.
5.21 predicted as a consequence of the corresponding reduction in
p u . It was found that under these conditions the residence time of
the water increased relative to that of the medium solids to a point

- 321
where both phases had a similar residence time, and the density of the
cyclone contents approached that of the feed. The lack of density
gradients in the cyclone, and the resulting reduction in sorting
effects, probably therefore allowed more tracers to report to
underflow, thus reducing the 6 5 9 .
Classification of the ferrosilicon was found to occur in most of the
tests, except those at high density. However the quality of
classification was relatively poor, and no by-pass effect was noted,
as evidenced by the total lack of correspondence between the
recoveries of fine particles and water. This can be attributed to the
entrainment of particles of all sizes in the medium (as distinct from
the water) due to strongly developed hindered settling effects. The
classification size, d50, increased with flowrate, the reverse trend
to that predicted by theory. This was probably due to the increased
segregation, and thus apex crowding, associated with higher flowrates,
as predicted by the modified Holland-Batt theory.
Thus the classification and sedimentation mechanisms are seen to be
strongly connected through interference effects. The ds0 was found to
increase with both solids concentration and liquid viscosity, as
expected.
A single test with an enlarged apex confirmed that both 6 5 0 and d5 0
increased with apex diameter, but pu also increased, possibly due to
changed flow characteristics within the cone of the cyclone. These
observations emphasised that many of the correlations developed during
this work apply only to a fixed geometry, and suggested that the
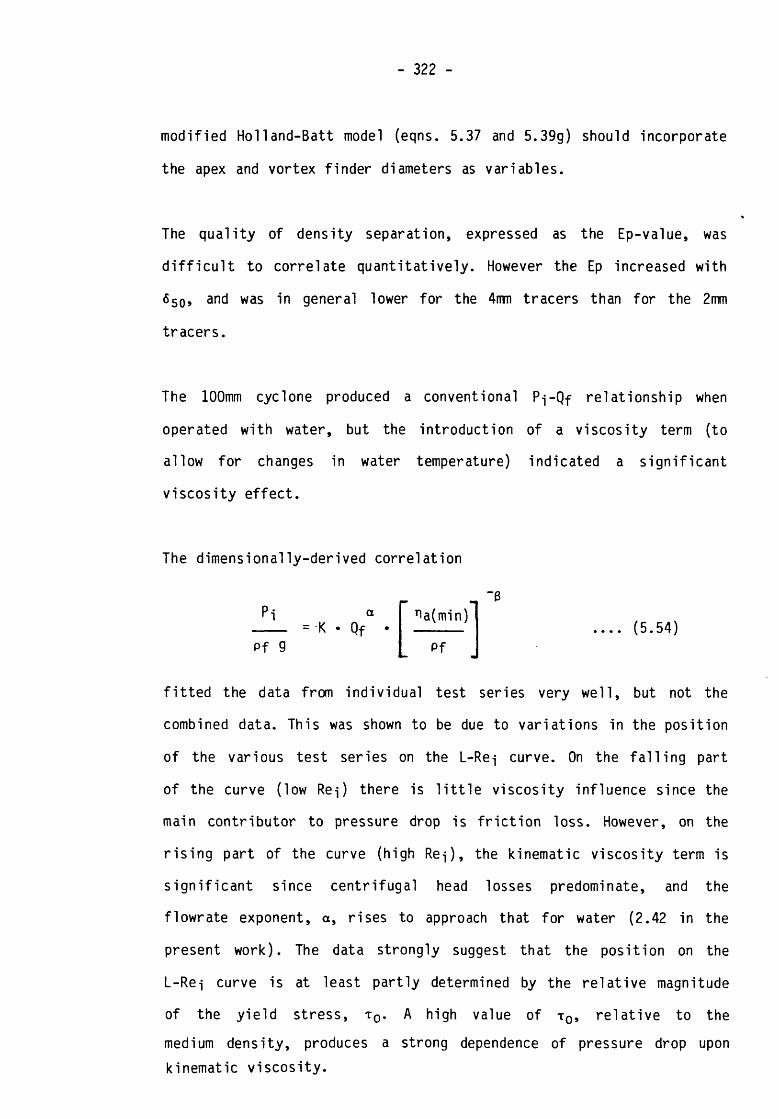
- 322 -
modified Holland-Batt model (eqns. 5.37 and 5.39g) should incorporate
the apex and vortex finder diameters as variables.
The quality of density separation, expressed as the Ep-value, was
difficult to correlate quantitatively. However the Ep increased with
6 50, and was in general lower for the 4mm tracers than for the 2mm
tracers.
The 100mm cyclone produced a conventional P-j-Qf relationship when
operated with water, but the introduction of a viscosity term (to
allow for changes in water temperature) indicated a significant
viscosity effect.
The dimensionally-derived correlation
Pi--------- = 'K • Qfpf g
-B
^aCmin)
Pf J
.... (5.54)
fitted the data from individual test series very well, but not the
combined data. This was shown to be due to variations in the position
of the various test series on the L-Re-j curve. On the falling part
of the curve (low Ren*) there is little viscosity influence since the
main contributor to pressure drop is friction loss. However, on the
rising part of the curve (high Re-j), the kinematic viscosity term is
significant since centrifugal head losses predominate, and the
flowrate exponent, a, rises to approach that for water (2.42 in the
present work). The data strongly suggest that the position on the
L-Rei curve is at least partly determined by the relative magnitude
of the yield stress, t 0 . A high value of t 0 , relative to the
medium density, produces a strong dependence of pressure drop upon
kinematic viscosity.

- 323
CHAPTER 6
CONCLUSION - THE MECHANISM OF SEPARATION IN DENSE MEDIUM CYCLONES
6.1 Discussion
This work was motivated principally by the identification of a
discrepancy between simple theory and observation. Theory predicts
that the separation density in a DM cyclone, 6 50, should increase with
the apparent viscosity of the medium. However, the evidence of the
experimental literature, both direct and indirect, is unanimous in
expressing the opposite view.
The "theory" utilised initially was a re-arrangement of Bradley's
expression for the classification size, d50, derived by dimensional
analysis and based on the equilibrium orbit hypothesis [1], The
resulting expression was :
$50 = p + K.... (2.4)
Two important assumptions inherent in this derivation are :
D The particle Reynolds numbers are low, laminar flow
prevails, and Stokes' Law therefore defines the terminal
velocity of the (spherical) particles in the centrifugal
force field.

- 324 -
ii) The system is two-phase : solid particles are separated in a
single liquid medium of constant density, p, and constant
viscosity, n.
The discrepancies between this theory and the observations of the
literature were attributed to the fact that these assumptions, in
particular the second, are not fulfilled in the case of DM cyclones
operating with unstable media. In such three-phase systems, the
behaviour of the medium particles in the carrier liquid (usually
water) must be considered separately from that of the ore particles,
which may be up to two orders of magnitude larger in size. It is well
known that the instability of a conventional suspensoid medium
subjected to centrifugal forces in the cyclone results in 3 density
gradient across the cyclone radius, leading to the commonly-observed
thickening effect and density differential between the media reporting
to overflow and underflow. The evidence of the literature, especially
the author's previous study [4], suggested that this behaviour, and
thus the properties of the medium contributing to such behaviour,
might be process-determining in respect of the separation of ore
particles by density.
Operational trends in DM cyclone performance are quite well documented
in the literature, and there is some conformity in the conclusions
reported. However, few authors have sought an understanding of the
basic mechanisms underlying such trends, and in this aspect of the
problem there is some lack of agreement.

- 325 -
The conclusions of the limited number of fundamental investigations
which have been reported can be divided into three principal groups :
i) Those which interpret observed trends in terms of the
rheology and/or sedimentation of the medium; Li 1ge et al
[57], Tarjan [14] and Collins et al [55] are of this
type. Li 1 ge [57] concluded that any variable which
increases apparent viscosity will increase the proportion
of ore reporting to underflow (implying a decrease in 6 5o ) •
For example, for "dilatant" media such as ferrosilicon
[56], an increase in shear rate (e.g. by increasing
flowrate) will increase viscosity and thus increase the
yield. Collins [65] interpreted his data in terms of the
observed cyclone differential, pu-p0, and the
sedimentation and classification behaviour of the medium.
Under stable conditions (a low differential) "the bulk of
the medium ... would be at a relatively constant density, a
zone of low density occurring near the cyclone axis". Little
classification occurs, and since the "normal" yield of
medium to underflow is 35-40%, "the controlling density for
separation should be the cyclone underflow density". This
was evidenced by the observation that 6 5 0 = pu. At a
certain critical differential, however, segregation
(classification) occurred, pu reached a constant value,
and 6 5 0 < pu. Collins postulated that, under segregation
conditions, the zone of low density is considerably enlarged
and the density of this zone then becomes controlling.
Tarjan [14] treated the DM cyclone as a classifier of the

- 326 -
medium particles, and proposed that 650 is defined by the
medium density prevailing at the locus of zero axial
velocity. The rheology and size distribution of the medium,
and the cyclone geometry, then control the density
distribution across the cyclone, and thus the separating
density.
ii) Those which regard crowding at the apex as process
controlling. Cohen and Isherwood [35] first articulated
this view, and a more recent study by Upadrashta and
Venkateswarlu [49] showed that a form of Fahlstrom's
equation [33] (based on his crowding hypothesis)
correlated theirs and Davies et al's [48] dm cyclone data
well. This approach describes the DM cyclone as a classifier
of all solid particles reporting to it. The coarse and dense
solids then compete for the limited volume available at the
apex, and the finer or less dense particles report by
displacement to the overflow. In this scenario, the medium
particles "constitute a deliberate attempt to interfere with
the hydrocyclone's natural classifying action"[35]# Less
dense (though coarse) ore particles are thus displaced by
the more dense (though fine) medium.
iii) Those which postulate other mechanisms for the density
separation, principally the Russian school of authors.
Gupalo et al [51] and Olfert [52] both dealt with the
reasons for the observation that the separating density
always exceeds the feed density. Gupalo et al attributed

- 327
this to inertial effects which result in the tangential
velocities of the water being higher than those of the
solids. Olfert, however, stated that 6 5 0 is a direct
function of Ep, and Ep depends upon medium yield stress and
ore particle size.
The principal conclusion of the present work is that DM cyclone
operation with stable media or pure liquids follows simple theory
(based on the equilibrium orbit hypothesis), whereas with unstable
media it does not. The former observation is reflected in the
following expression, derived by dimensional analysis, which
successfully correlated the data obtained from a 30nm DM cyclone using
stable media :
650 - P -a------- = K • Rei • d
p .... (3.10)
(The exponents, a and e, arise from consideration of fluid drag on the
particles). 6 5 0 thus increases with increase in viscosity and
decreases with increase in flowrate.
The most significant equation illustrating the latter observation is
the expression which demonstrates that 6 5 0 is a quantitative function
of only the feed and underflow densities :
6 5 0 = a + b pf + c pu .... (5.21)
This expression implies that 6 5 0 is determined by the density
distribution of the medium in the cyclone, since both pf and pu
are present. Only Hundertmark [60] has observed this directly and he

- 328 -
reported a minimum in the central part of the cyclone radius,
increasing steeply to the periphery and slowly to the axis; at a given
radius, the density increased down the vessel (towards the apex).
Tarjan [14] made predictions of the density distribution, based on
classification theory (Figures 2.2a - 2.2f of this thesis). He
presented four scenarios, depending on operating conditions and medium
size distribution. However none of them correspond to Hundertmark's
observations; this may be due to a failure to take sedimentation
effects (as distinct from classification) into account.
There is an important discrepancy between eqn. 5.21 and the
observation of three groups of workers [48,49,65] that
^ 5 0 = Pu •••• (5.20)
which conforms best to Tarjan's scenario, Figure 2.2d.
Of course, eqn. 5.20 is a special case of eqn. 5.21. Substituting
eqn. 5.20 into eqn. 5.21 for the 2mm tracers, milled ferrosilicon,
gives (Section 5.5.2) :
6 5 0 = Pu = 419 + 1.387 pf .... (5.56)
However, inspection of Table 5.4 suggests that this will only hold at
low feed densities, e.g. for pf = 2000 kg m“3, pu = 3193 kg nr3.
This is in contradiction to the conclusion of Collins [65] who
states that eqn. 5.20 applies to conditions in which the differential,
Pu"Po> 1S low and therefore stability is high. At higher

- 329 -
differentials, he states that 650 < pu, which may conform to
Tarjan's scenarios, Figures 2.2c and 2.2e. This again is in
contradiction to the observations of the present work, which appear to
conform best to Tarjan's Figure 2.2f.
In attempting to reconcile these important differences, it is worth
noting that eqn. 5.20 applied only to the total ore tested in each
case [48,49,65]• several of the individual finer size ranges
separated such that 6S0 > pu, and it is difficult therefore to find
a convincing explanation for the apparent coincidence that all the
sizes taken together separated at 650 = pu. However, the most
important difference in operating condition between those three
investigations and the present one was the presence of a significant
tonnage of ore in their work, and the absence of such tonnage in the
present work. Perhaps more important, the three other investigations
all produced significant yields to the underflow, of 30% and above.
This suggests the following explanation.
If one considers the sedimentation of a dense medium as consisting of
water being displaced by medium particles, channelling past the
sedimenting volume, it follows that a very large particle settling in
the sedimenting medium will displace water rather than medium in its
passage. In the cyclone context, this would result in a local increase
of the underflow medium density. However, if the underflow medium
forms a relatively small proportion of the total, this might not
significantly affect 650, particularly since, if there is competition
for volume at the apex, 65q will be determined more by a crowding
mechanism than a strict dependency upon medium densities. Under these
conditions, 650 + pu.

- 330 -
Two forms of confirmation of this hypothesis were obtained by
inspection of some of the results of the author's previous study of a
large cyclone with real ores at high tonnages [4], Firstly, the
correlation for pu obtained from that work was of the form :
Pu = K + 0.675 F kg nr3 .... (5.57)
where K incorporates all other operating variables, and F = ore
feedrate (t/hr).
Thus, an increase in feedrate from zero to 100 t/hr would induce an
increase in pu of about 70 kg m-3.
Secondly, although most of the tests produced very low underflow
yields (typically about 1%), a few produced significant yields
(30-40%). Comparison of groups of tests for which other factors were
equal showed that the underflow densities for the high yield tests
were about 50 kg nr3 higher than those for the low yields, despite the
medium being finer in the former case.
Both these observations indicate that ore tonnage, and particularly
the tonnage reporting to underflow, influence the underflow medium
density, which may account for the discrepancies between eqns. 5.20
and 5.21. One might postulate that a crowding mechanism leads to eqn.
5.20, whereas the intrinsic separation (neglecting the influence of
the ore, and assuming a constant liquid viscosity) is controlled by
eqn . 5.21. Alternatively, one could state that the constants a,b and
c in eqn. 5.21 are themselves functions of tonnage, yield and ore size
and density distribution.

- 331
In the present work, it has been shown that the bulk hydrocyclone
model of Holland-Batt, suitably modified, successfully predicts the
trends in the overflow and underflow densities. This model contains
elements of both classification and sedimentation, and is essentially
a residence time model in the sense that it predicts the overflow and
underflow densities on the basis of the time required for medium
particles to migrate to the periphery, relative to the bulk residence
time. It has been shown that the medium solids generally have a
residence time longer than that of the water, due to inertial and
fluid drag effects. However, as the fluid viscosity increases due to
the addition of glycerine (or, in the practical situation, fine
contaminants), the difference in residence time reduces, in the limit
to zero. This causes the density of the cyclone contents to approach
that of the feed. The 650 then decreases due to the weakening of the
density gradients in the cyclone and the consequent reduction in
sorting effects.
The intrinsic density separation is thus seen to be dependent upon the
behaviour of the medium in the cyclone, which is reflected in its
numerical dependency upon pf and pu (eqn. 5.21). The equations
derived from Hoiland-Batt's theory (eqns. 5.37 and 5.39g) are useful
in assessing the influence of various parameters upon p u , and thus
650. Substituting into eqn. 5.39g the pressure-flowrate relationship
(eqn. 5.54), with values of the flowrate exponent, a = 2, and the
viscosity exponent, 3 = -0.2, gives :
Pu-Pl = (Pf-Pl)Of Pf
0.2--»
afmin)0 . 2
.... (5.58)
where ki and k z are geometry constants.

- 332 -
Since viscosity, na» is directly proportional to an exponential
function of density (see Section 4.3.5.3), and bulk sedimentation
rate, z, is inversely proportional to an exponential function of
density (see Section 5.5.3), the following trends can be predicted :
At low feed density, na is approximately constant but z decreases
rapidly with increase in pf, compensating for the increase in pf.
This accounts for the observation that, below a certain feed density,
the underflow density can remain approximately constant. At high feed
density and low flowrate, z is low but na can be sufficiently high
to render the exponential term in eqn. 5.58 less than unity, inducing
density inversion.
A final point of interest is the clear difference in behaviour of the
milled and atomised ferrosilicon, with respect both to the medium
itself and the resulting density separations. The observed differences
were as follows :
i) The milled ferrosilicon showed a decreasing medium yield to
underflow with increased thickening effect, whereas the
atomised showed no trend (Figure 5.9).
ii) The predicted values of 650 were higher for the atomised
than for the milled ferrosilicon, for the same values of
pf and pu (Table 5.8).
iii) The values of (pc-Pf) were generally higher for the
atomised than for the milled ferrosilicon (Tables 5.4 and
5.5).

- 333 -
iv) There was a greater tendency for tracers of density close to
the separating density to accumulate or "hang up" in the
cyclone in the atomised tests than in the milled tests
(Tables 5.4 and 5.5).
One must therefore postulate that the mechanism of the density
separation differs somewhat for the different ferrosilicon shapes.
Taking the four points together, one could tentatively attribute the
discrepancy to a difference in density gradient and flow pattern
within the cyclone, possibly due to a different rheology and packing
characteristic. Certainly, the apparent viscosities of the atomised
media showed relatively little change with density (Table 5.5),
whereas the apparent viscosity of the milled media increased
significantly with density (Table 5.4). From the arguments advanced
earlier, this would imply differences in the inlet velocity loss
factor and the cyclone tangential velocity constant, n, implying a
change in flow pattern, particularly a more strongly developed
vertical convection flow. This would lead, in the case of the atomised
media, to higher tangential velocities, steeper density gradients, and
a higher underflow density for a given feed density, with a consequent
increase in sorting effects and thus in 650-
6.2 Conclusions
The principal conclusions of this work may be summarised as follows :

- 334 -
6.2.1 Sedimentation and Rheology of Ferrosilicon Suspensions
6.2.1.1 Ferrosilicon/water suspensions sediment under gravity
according to a modified Richardson and Zaki equation :
4.65v«j = v<jq (1 - K Cy) .... (2.23)
where K = 1.7, indicating water bound to the particles,
effectively increasing the solids concentration. The
sedimentation rate decreases as the particle size becomes
finer.
Measurements with a capillary viscometer, using a specially-
developed data reduction procedure, showed that ferrosilicon
media are Bingham plastics with a tendency to dilatancy at
the higher shear rates. The flow curve is well described by
the equation :
,nt = t 0 + K S (n > 1) .... (4.38)
$The apparent viscosity at a shear rate, S-j, can be defined as :
Tinai = 7— ,
S-j ....(2.30)
A minimum apparent viscosity is then then evident, defined
by :
6.2.1.2
(1-1/n) 1/n ( n \^a(min) = To * [K(n-1)] •(---1
\n-1 / .... (4.41)

- 335 -
na(min) increases, and occurs at a lower shear rate, with
increasing solids concentration. Viscosity also increases
with decreasing particle size and with irregularity of
particle shape.
6.2.2 Tests with Stable Media; 30mm x 17 ° Cyclone
6.2.2.1 With a stable, non-segregating medium, the separating
density in a DM cyclone conforms to simple theory based on
the equilibrium orbit hypothesis. The following expression,
derived by dimensional analysis, correlated the data well :
650 - p a 6------- = K • Re-j • d
p .... (3.10)
For laminar flow (Rep < 1) : a = -1.0, 3 = -2.0
For turbulent flow (Rep > 103) : a = 0.0, 3 = -1.0
(The separations actually took place in the laminar and
intermediate regimes).
650 thus increases’ with medium viscosity. The Ep value
increases with 650.
6.2.2.2 The yield stress of the medium also increases the 650, and
induces a horizontal plateau in the lower part of the Tromp
curve. This is due to particles for which the value of
d(6-p) is insufficient to allow them to move relative to the
medium. The central point of the plateau defines a point on
the Tromp curve for which Yp = Rm .

- 336 -
6.2.2.3 The yield of medium to the underflow is a function of the
inlet Reynolds number, Re-j, and pressure loss factor, L.
6 . 2 . 2 . 4 The pressure drop is given by :
-0.30Pi 2.30------- = K • Q f
p g
r vLP (3.18)
The pressure drop, expressed as head of medium, is thus
inversely related to kinematic viscosity.
6.2.3 Tests with Unstable, Ferrosilicon Media; 100mm x 20 °
Cyclone
6.2.3.1 The correlation for 650 appropriate to stable media (eqn.
3.10) does not apply to unstable media.
The correlation for intrinsic (low feedrate) separation in
unstable media, assuming constant geometry, is :
<S50 = a + b pf + c pu .... (5.21)
The 650 is higher for finer particles, the magnitude of the
difference depending on the particle flow regime. In
turbulent flow, there is little difference.
6.2.3.2 The overflow density, p0, is given by a modification of
the Holland-Batt bulk hydrocyclone model :

- 337 -
Po-Pl = (pf-Pl) * exp2 Vc 8 h z Vc
.... (5.37)Ac Dc Qf Dc
and the underflow density is then given by :
Pu"Pl = (Pf-Pl)\ l ( 1 \ ' 2 V c 8 h z— +[1 - — J .exp -
_ R m \ fyn / Ac D c Qf D c 2 _
___(5.39g)
Underflow density (and thus 6S0) increases with increasing
flowrate, feed density and sedimentation rate, and decreases
with increasing apparent viscosity.
6.2.3.3 Under certain conditions, density inversion occurs (pu <
p0, or p0 > pf). Eqn. 5.37 predicts inversion to occur
when :
8 h z Vc 2 Vc--------- < -----Qf Dc2 Ac Dc
Inversion is thus favoured by a low flowrate, a low
sedimentation rate, a high viscosity and a wide cone angle.
6.2.3.4 Inversion is usually associated with U-shaped Tromp curves,
caused by rejection of light particles by the high density
medium close to the axis. If the yield stress, and
particularly the term T0/V-j2, is high, sol id body
rotation may occur in parts of the cyclone. This leads to
capture by the medium of particles of density close to that
of the medium, inducing a W-shape in the Tromp curve.

- 338 -
6.2.3.5 Classification of the ferrosilicon particles occurs in all
but the highest-density conditions, but the quality of
classification is relatively poor. There is no
correspondence between the recovery of fine particles and
water, indicating the lack of a conventional by-pass
mechanism. The (uncorrected) d50 increases with solids
concentration and with liquid viscosity.
6.2.3.6 The 650 falls, and pu increases, with an enlarged spigot,
other conditions remaining constant.
6.2.3.7 The 650 decreases with increase in fluid viscosity, by more
than the amount predicted as a consequence of the
corresponding decrease in pu. This is attributed to a
reduction in density gradient across the cyclone radius,
which is reflected in the observations that the density of
the cyclone contents approaches that of the feed, and the
residence time of the medium particles (normally higher than
that of the liquid) approaches that of the liquid.
6.2.3.8 The pressure drop can be correlated by an expression similar
to that applying to stable media :
Pi---- = K • Qfpf g
^a(min) e
Pf .... (5.54)
The values of the exponents, a and 3, depend upon the
prevailing position on the Re-j-L curve. On the falling
portion of the curve (low Re-j), 3 - 0. On the rising

- 339 -
portion (high Re-j), -3 = 0.2-0.4. The value of a ranges
from 1.65 to 2.41; the value for water is 2.42.
6.2.3.9 The Ep-value increases with 650*
6.2.3.10 Atomised and milled ferrosilicon media differ in respect of
both the medium behaviour and the density separation. This
is attributable to a differing rheology, and its effect upon
the flow patterns in the cyclone.
6.2.3.11 The separation of ore particles by density in a DM cyclone
is governed principally by the behaviour of the medium, and
thus by its sedimentation and rheological properties. The
important cyclone "constants", inlet velocity loss factor,
a, and tangential velocity constant, n, are probably
significantly modified by variations in medium rheology.
This leads to changes in the nature and extent of the
gradient of medium density across the cyclone radius, with
consequent changes in the density sorting effects. The
presence of a significant volume of ore, particularly if a
large yield to underflow prevails, modifies the intrinsic
sorting effect to the extent that an apex crowding mechanism
may then become process-determining.
6.3 Future Work
The following aspects are deemed worthy of further investigation :

- 340 -
6.3.1 The distribution of medium densities within the cyclone
should be established for different operating conditions,
perhaps using the apparatus described by Renner [13], Such
apparatus, appropriately modified, might also be capable of
establishing local flow velocities, and thus assessing the
influence of medium properties upon the inlet velocity loss
factor, a, and tangential velocity constant, n.
6.3.2 Further experiments of the kind described in Chapter 5
should be conducted, in which the gravitational
sedimentation rate of each medium is first measured, to
determine whether the bulk sedimentation term, z, in the
modified Holland-Batt model (eqn. 5.37) can be evaluated
independently. Attention should also be given to
modification of this model to incorporate the vortex finder
and apex diameters as variables, and to the establishment of
scale-up procedures using the model. A refinement of the
model should be sought in order to derive an expression for
p u directly from first principles, possibly taking into
account the different residence times of solid and liquid
and the division of flow between overflow and underflow.
6.3.3 Further research into the properties of ferrosilicon
suspensions should aim at extending the reliable measurement
of flow curves to lower shear rates. A study of the effect
of electrochemical factors on sedimentation and rheology
should be undertaken, and attention should be given to
establishing the sedimentation characteristics of dense
media (including the variation of both density and particle
size distribution with depth) in centrifugal force fields.

- 341 -
ACKNOWLEDGEMENTS
The experimental work described in this thesis was undertaken while I was a lecturer in the Department of Mineral Resources Engineering, Imperial College, London, and the thesis was written while I was an employee of the De Beers Diamond Research Laboratory in Johannesburg. I am grateful to my colleagues in both establishments for their forbearance in tolerating the occasional neglect of my duties which these activities inevitably demanded.
I profited from many useful discussions with my colleagues, and I would like to thank particularly Dr. Rod Gochin, Dr. Peter Ayers and Dr. Uri Andres at Imperial College, and Eddie Hyland, Michael Hunt, Ken Stratford and Tim Reeves at the DRL, for their comments and suggestions. I would also like to acknowledge with gratitude the expert and hard-working assistance which I received throughout the experimental work from the technical and workshop staff of the Department of Mineral Resources Engineering, Imperial College.
I was assisted in certain aspects of the experimental work with the 100mm cyclone by Gaynor Lewis and Greg Warren, to whom I would like to express my thanks.
Mrs. Pam Muller typed the thesis (the second which she has typed for me). Her outstanding abilities as a technical typist permitted me considerable flexibility in organising the writing, and I am very grateful to her for all her hard work.
The research was financially supported by De Beers Industrial Diamond Division (Pty) Ltd. I would like to thank the Company, and in particular the Director of Research and Technical Director, Dr. Corrie Phaal, for the generosity of the arrangement by which they permitted the work to be undertaken.
I would like to express my gratitude to my supervisor, Prof. E. Cohen, who provided valuable advice and encouragement at critical points in the work, and kindly tolerated the inconvenience of reviewing the thesis while we were domiciled in different hemispheres.
Finally, I must thank my wife for her encouragement throughout the enterprise (despite, or perhaps because of, being wedded to a thesis for most of her married life), and my three sons, whose unsolicited contributions added at least a year to the writing but who also provided some essential light relief.

- 342 -
1. Bradley, D.
REFERENCES
"The Hydrocyclone" Pergamon Press (1965).
2. Plitt, L.R. "A Mathematical model of the hydrocyclone Classifier" CIM Bulletin, December, 1976, 114-123.
3. Apling, A.C.Montaldo, D. and Young, P.A.
"Hydrocyclone Models in an Ore-Grinding Context". Int. Conf. on Hydrocyclones, Cambridge, Oct. 1980, Paper 9 (BHRA).
4. Napier-Munn, T.J. "Dense Medium Cyclones in Diamond Recovery". M.Sc. (Eng) thesis, University of the Witwatersrand (July, 1977).
5. Driessen, M.G. "Theory of Flow in a Cyclone". Int. Conf. Coal Preparation, Paris, 1950, 449-461.
6. Bloor, M.I.G. and Ingham, D.B.
"Theoretical Investigation of the Flow in a Conical Hydrocyclone". Trans. Institution Chem. Engrs., 51, 1973, 36-41.
7. Kelsall, D.F. "A Study of the Motion of Solid Particles in a Hydraulic Cyclone". Trans. Institution Chem. Engrs., 30, 1952, 87-108.
8. Brayshaw, M.D. "The Sharpening of the Hydrocyclone Efficiency Curve by Modification of the Flow Field Vorticity Function using a Numerical Model". Ph.D. thesis, University of Natal, June, 1978.
9. Rietema, K. “Performance and Design of Hydrocyclones I-IV". Chem. Eng. Sci., 15, 1961, 298-325.
10. Cohen, E.,Mizrahi, J.,C.H.J., Beaven, and Fern, N.
"The Residence Time of Mineral Particles in in Hydrocyclones" Trans. Inst. Min. Met., 75, 1966, C129-C138. —
11. Bradley, D. "A Theoretical Study of the Hydraulic Cyclone". The Ind. Chem., Sept. 1958, 473-479.

- 343 -
12. Lilge, E.O. "Hydrocyclone Fundamentals". Inst. Min. Met. Bull., March 1962, 185-337.
13. Renner, V.G. "The Action of the Hydrocyclone". PhD Thesis, Imperial College, University of London, April, 1976.
14. Tarjan, G. "Some theoretical questions on Classifying and Separating Hydrocyclones". Acta. Tech. Acad. Sci. Hung., 32, 3/4, 1961, 357-388.
15. Neesse, T.H. "The Hydrocyclone as a Turbulence Classifier". Chemie Tech., 23, 1971, 146-152.
16. Schubert, H. and Neesse, T.H.
"The Role of Turbulence in Wet Classification". Proc. 10th Int. Min. Proc. Cong., London, 1973, 213-239.
17. Rietema, K. "Liquid-Solids Separation in a Cyclone. The Effect of Turbulence on Separation". Symp. on Interaction between fluids and particles, London, 1962, Inst. Chem. Engrs., 275-281.
18. Exall, D.I. "An Analysis of Particle Distribution in a Hydrocyclone". CSIR Report CENG 018, Pretoria, November, 1973.
19. Dahlstrom, D.A. "Cyclone Operating Factors and Capacities on Coal and Refuse Slurries". Min. Trans. AIME, 184, Sept. 1949, 331-344.
20. Yoshioka, N. and Hotta, Y.
"Liquid Cyclone as a Hydraulic Classifier". Chem. Eng., Japan, 1£, 12, 1955, 632.
21. Bednarski, S. "Comparison of Methods for the Calculation of Hydrocyclones". Chem. Tech., 20, 1, Jan. 1968, 12-18. —
22. Fontein, F.J.Van Kooy, J.G. and Leniger, H.A.
"The Influence of some Variables upon Hydrocyclone Performance". Brit. Chem. Eng., 7,6, June 1962, 410-421.

- 344 -
23. Zhevnovatyi, A.N. "The Influence of the Basic Parameters of Hydrocyclone Thickeners on their Operating Efficiency". Int. Chem. Eng., 2, 4, Oct. 1962, 580-584.
24. Trinh, T.,Monge, J.J. and Chrusciel, W.A.
"Efficiency of Particle Removal from Viscous Liquids with a Hydrocyclone". Oak Ridge Natl. Lab. Report, ORNL/MIT-237, October, 1976.
25. Agar, G.E. and Herbst, J.A.
"The Effect of Fluid Viscosity on Cyclone Classification". Trans. Soc. Min. Eng. June 1966, 145-149 (+ correction in Dec. 1966, p.404)
26. Graves, R.A. "The Effect of Viscosity on the Classification Performance of a Hydrocyclone". B.Sc. dissertation, Royal School of Mines, London, June 1962.
27. Marasinghe, B.S. "The Effect of Feed Concentration on the Performance of Hydrocyclones". M. Phil. Thesis, University of Bradford, 1980.
28. Svarovsky, L. and Marasinghe, B.S.
"Performance of Hydrocyclones at High Feed Solids Concentrations" Int. Conf. on Hydroc., Cambridge, Oct. 1980, BHRA, 127-142.
29. Lynch, A.J. and Rao, T.C.
"Modelling and Scale-up of Hydrocyclone Classifiers". Xlth Int. Min. Proc. Cong., Cagliari, 1975 (Paper 9).
30. Barber, S.P.Cutting, G.W. and Orrock, P.J.
"Cyclones as Classifiers in Ore Grinding Circuits "A Case Study". Int. Conf. on Hydroc., Cambridge, Oct. 1980, BHRA, 7-21.
31. Brien, F.B. and Pommier, L.W.
"Results of an Investigation of the Use of Heavy Liquids in a Cyclone for Concentrating Values from Tin Ores". Trans. AIME, Dec. 1964, 335-341.
32. Concha, F. and Almendra, E.R.
"Settling Velocities of Particulate Systems. 1. Settling Velocities of Individual Spherical Particles". Int. J. Min. Proc., 5, 1979, 349-367.

- 345 -
33. Fahlstrom, P.H. "Studies of the Hydrocyclone as a Classifier". Proc. 6th Int. Min. Proc.Cong., Cannes, 1963, 87-108.
34. Fahlstrom, P.H. Discussion of Ref. 35, 632-643.
35. Cohen, E. and Isherwood, R.J.
"Principles of Dense Media Separation in Hydrocyclones" Proc. Int. Min. Proc. Cong., London, 1960, 573-591.
36. Driessen, M.G. "The use of centrifugal force for cleaning fine coal in heavy liquids and suspensions with special reference to the cyclone washer". 0, Inst. Fuel, JJ9, December 1945, 33-47,50.
37. Krijgsman, C. "The Dutch State Mines Cyclone Washer" Symp. Coal Prepn., Leeds, November 1952, 83-112.
38. Fontein F.J. and Dijksman. C.
"The hydrocyclone, its application and its explanation". Symp. on Recent Developments in Mineral Dressing, London, 1953, 229-246.
39. Van der Walt, P.0. "A study of the application of the cyclone washer and its application to Witbank fine coal". J. Chem. Met. Min. Soc. S.A., 51, 2, August, 1950, 19-103.
40. Belugou, P. and de Chawlowski, S.
"Experimental study of the cyclone washer". Proc. Int. Conf. on Coal Prepn., Paris, 1950, 520-531.
41. Herkenhoff, E.C. "Factors affecting ore separations in a 4" DSM cyclone separator". Eng. and Min. J., 154, 8 (88-91) and 9 (95-99,206), August/September, 1953.
42. Collins, B.Napier-Munn, T.O. & Sciarone, M.
"The production, properties and selection of ferrosilicon powders for heavy-medium separation". J.S.A. Inst. Min.Met., 75 , 5, December, 1974, 103-119.
43. Stas, M. "The influence of the orifices on the washing characteristics of the hydrocyclone". Int. Min. Dress. Cong., Stockholm, 1957, 161-192.

- 346 -
44. Tarjan, G. "On the heavy suspension developing in the hydrocyclone". Acta Tech. (Hungary), 21, 1958, 387-399. —
45. Napier-Munn, T.J. "The residence time of mineral particles in aheavy media cyclone". Unpublished Diamond Research Laboratory report, July 1974.
46. Gottfried, B.S. "A generalisation of distribution data for characterising the performance of float-sink coal cleaning devices". Int. J. Min. Proc., 5, 1978, 1-20.
47. Sokaski, M. and Geer, M.R.
"Cleaning unsized fine coal in a dense-medium cyclone pilot plant". USBM RI 6274, 1963.
48. Davies, D.S., “Advances in hydrocyclone heavy media separationDreissen, H.H. and technology for fine ores". Proc. 6th Int. Min.Oliver, R.H. Proc. Cong., Cannes, 1963, 303-321 (pub.
Pergamon, 1965).
49. Upadrashta, K.R. and "Study of hydrocyclone as heavy media separator" Venkateswarlu, D. Proc. Powder Europa, Wiesbaden, January 1980
50. Moder, J.J. and Dahlstrom, D.A.
(Int. Powder Inst., London).Also published in J. Powder and Bulk Solids Tech., 6, 3, 1982, 22-32.
"Fine-size, close-specific-gravity separation with the liquid-solids cyclone". Chem. Eng. Prog., 48, 2, 1952, 75-87.
51. Gupalo, Y.P., Zarubin, L.S.,
"Mechanism of the increase in the density of separation during the cleaning of coals in
Zernitskii, V.G. and hydrocyclones". Coke and Chem. (USSR), 1966,Yurovskii, A.Z. 1,10-11.
52. Olfert, A.I. "Causes of the discrepancy between the actual density of separation and the density of the mineral suspension in coal cleaning". Coke and Chem. (USSR), 1966, 5,14-16.
53. Schubert, H. "Sorting according to density in centrifugal force fields". Bergakademie, Leipzig, 17, 5, 1965, 293-297.

- 347 -
54. Khaidakin, V.I. "Effect of the slurry content of the suspension on coal cleaning conditions in a cascade hydrocyclone". Coke and Chem. (USSR), 1975, 7, 12-13.
55. Hampel, B.W. The influence of clay contamination and medium viscosity on the treatment of CDM ore in a 610mm HM cyclone". Unpublished Diamond Research Laboratory Report, April 1976.
56. Govier, G.W., Shook, C.A. and Lilge, E.O.
"The rheological properties of water suspensions of finely subdivided magnetite, galena and ferrosilicon". Trans. Can. Inst. Min. Met., 60, 1957, 147 - 154.
57. Lilge, E.O.,Fregren, T.E. and Purdy, G.R.
"Apparent viscosities of heavy media and the Driessen Cone". Trans. Inst. Min. Met., 67, 6, 1957-58, 229-249. (Discussion 475-480).
58. Lilge, E.O. "The operating variables of the Driessen Cone Heavy Media Concentrator". Trans. Can. Inst. Min. Met., UX, 1956, 404-409.
59. Olfert, A.I. "Influence of coal slurries on the efficiency of the cleaning of small classes in heavy suspensions". Coke and Chem. (USSR), 8, 1961, 15-18.
60. Hundertmark, A. "Investigation of the solid material distribution in hydrocyclones with the aid of radioactive irradiation". Inst. for Min. Ore Dress., Clausthal, XVIII, 8, 1965, 403-412.
61. Lilge, E.O. "Hydrocyclone fundamentals". Trans. Inst. Min. Met., 71, March, 1962, 285-337 (Discussion 71, June 1963, 523-546).
62. Lilge, E.O. and Plitt, L.R.
"The Cone Force Equation and hydrocyclone design" Proc. Interamerican Conf. on Matls. Tech., May 1968, San Antonio, ASME, 108-118.
63. Cohen, E. Private Communication, 1981.
64. Sarkar, G.G. Mitra, S.K. Chakravarti, A.K. Lahiri, A.
"Effect of near-gravity materials on the performance of dense media coal washing units".
& J. Sci. Industr. Res., 18B, July 1959, 295-302.

- 348 -
*65. Collins, D.N. "Dense Medium Separation in Cyclones". Warren Spring Laboratory Report PR37 (MP), 1982.
66. De Vaney, F.D. and Shelton, S.M.
"Properties of suspension mediums for float-and-sink concentration", U.S. Bureau of Mines, RI 3469/R, May 1940.
67. Geer, M.R. Sokaski, M. West J.M. and Yancey, H.F.
"The role of viscosity in dense-medium coal cleaning". US Bureau of Mines, RI 5354, August, 1957.
68. Valentyik, L. "Rheological properties of heavy media suspensions stabilised by polymers". Trans. AIME, 252, March, 1972, 99-105.
69. Datta, R.S. "Rheology and stability of mineral suspensions". PhD Thesis, Penn. State Univ., 1977.
70. Kirchberg, H.V. "The character of dense medium and the quality of the feed in its influence on the separating sharpness of a heavy medium separator". Bergakademie, Freiburg, No. 5, 1959, 272-279 (in German).
71. Nesbitt, A.C. and Loesch, R.P.
"Heavy medium properties". Unpublished Diamond Research Laboratory Report, May, 1963.
72. Van der Walt, P.O., Fourie, A.M. and Van Doornum, G.A.W.
"A method for determining the settling rate of heavy medium suspensions". Fuel Research Institute, Pretoria, June, 1959.
73. Schmeiser, K. "Stability measurements of ferrosilicon suspensions using radioactive irradiation". Zeitschrift fur Erz. und Metal 1. Wesen, JA_, 5, 1961, 235-237 (in German).
* Also published as: Collins, D.N., Turnbull, T., Wright, R. and Ngan, W.
"Separation efficiency in dense media cyclones". Trans. IMM, 92, March, 1983, C38-C51.

- 349 -74. Fitch, B. "Sedimentation process fundamentals". Trans.
AIME, 233, 1962, 129.
75. Cheng, D.C-H. "Sedimentation of suspensions and storage stability". Chem. and Ind., 17 May 1980, 407-414.
76. Coulson, J.M. and Richardson, J.F.
"Chemical Engineering : Volume 2". Pergamon, 3rd Ed. (1980), Chap. 5.
77. Coe, H.S. and Clevenger, G.H.
"Methods for determining the capacities of slime settling tanks". Trans. AIME, 55, 1916, 356.
78. Richardson, O.F. & Shabi, F.A.
"The determination of concentration distribution in a sedimenting suspension using radioactive solids". Trans. Instn. Chem. Engrs., 38, 1960, 33-42.
79. Roberts, D.E. and Cragg, G.L.
"Development and evaluation of a stability measuring device". Unpublished Diamond Research Laboratory Report, May 1981.
80. Apian, F.F. and Spedden, H.R.
"Viscosity control in Heavy-Media suspensions". Proc. 7th IMPC, New York, 1964 (Gordon and Breach, 1965), 103-114.
81. Richardson, J.F. & Zaki, W.N.
"Sedimentation and Fluidisation : Part 1". Trans. Instn. Chem. Engrs., 32, 1954, 35-53.
82. Richardson, J.F. & Meikle, R.A.
"Sedimentation and Fluidisation : Part III : The sedimentation of uniform fine particles and of two-component mixtures of solids". Trans. Instn. Chem. Engrs., 39, 1961, 348-356.
83. Maude, A.D. and Whitmore, R.L.
"A generalised theory of sedimentation". Brit. 0. Appl. Phys., 9, Dec. 1958, 477-482.
84. Steinour, H.H. "Rate of sedimentation". Ind. Eng. Chem., 36, 1944, 618, 840 and 901.
85. Moreland, C. "Settling velocities of coal particles". Can. J. Chem. Eng., June, 1963, 108-110.

- 350 -
86. Davies, L.Dollimore, D. and Sharp, J.H.
"Sedimentation of suspensions : Implications of theories of hindered settling". Powder Tech., 13, 1976, 123-132.
87. Vincent, B. "The stability of particulate suspensions" Chem. and Ind., 15 March 1980, 218-224.
88. Sadowski, Z., Mager, J. and Laskowski, J.
"Hindered Settling of Coagulating Suspensions". Powder Tech., 21, 1978, 73-79.
89. Scott, K.J. "Thickening of calcium carbonate slurries". I & E.C. Fund., _7, 4, November, 1968, 582-594.
90. Capes, C.E. "Particle Agglomeration and the value of n in the Richardson-Zaki equation". Powder Tech., 10, 1974, 303-306.
91. Scott, K.J. Private communication, December, 1977.
92. Van Wazer, J.R., Lyons, J.W.Kim, K.Y. and Colwell, R.E.
"Viscosity and Flow Measurement" Interscience Publishers, (1963).
93. Govier, G.W. and Aziz, K.
"The Flow of Complex Mixtures in Pipes". Van Nostrand Reinhold Co., (1972), Chs. 1-3.
94. Purohit, N.K. and Roy, A.N.
"Studies on the Rheological Properties of Rapidly Settling Suspensions including Minerals". Proc. 8th Comm. Min. Met. Cong. (Australia and New Zealand), 1965.
95. Purohit, N.K. and Roy, A.N.
"Rheological Properties of Rapidly Settling Suspensions : Part II". Ind. Chem. Eng., April 1968, 60-66.
96. Ferrini, F.Ercolani, D. et al
"Shear viscosity of settling suspensions" Rheol. Acta, 18, 1979, 289-296.
97. Clarke, B. "Rheology of coarse settling suspensions". Trans. Instn. Chem. Engrs., 45, 1967, T251-T256.

- 351 -
98 Robinson, J.V. "The Viscosity of Suspensions of Spheres, III; Sediment Volume as a Determining Parameter". Trans. Soc. Rheol. _1, 15-24, 1957.
99. Metzner, A.B. and Whitlock, M.
"Flow Behaviour of Concentrated (Di1 atant) Suspensions". Trans. Soc. Rheol. 2, 1958, 239-254.
100. Sikdar, S.K. and Ore, F.
"Viscosity measurement of non-Newtonian slurry suspensions using rotating viscometers". Ind. Eng. Chem. Proc. Des. Dev., JL8, 4, 1979, 722-726.
101. Sarmiento, G.Crabbe, P.G. et al
"Measurement of the rheological characteristics of slowly settling flocculated suspensions". Ind. Eng. Chem. Proc. Des. Dev., 18, 4, 1979, 746-751.
102. Brien, F.B. and Pommier, L.W.
"An investigation of the rheological properties of solid-liquid systems". Trans. AIME, March, 1967, 104-112.
103. Brien, F.B.Pommier, L.W. and Bhasin, A.K.
"Rheological properties of solid-liquid suspensions, I : Movement of immersed bodies in the turbulent flow range". Trans. AIME, 244, Dec. 1969, 453-460.
104. Brien, F.B.Pommier, L.W. and Bhasin, A.K.
"Rheological properties of solid-liquid suspensions, II : Proposed velocity and resistance equations for the turbulent flow range". Trans. AIME, 247, March 1970, 32-38.
105. Valentik, L. and Whitmore, R.L.
"The terminal velocity of spheres in Bingham plastics". Brit. J. App. Phys., 16, 1965, 1197-1203. —
106. Rutgers, R. "Relative viscosity and concentration". Rheol. Acta., 2, 4, 1962, 305-348.
107. Cheng, D. C-H. "Viscosity-concentration equations and flow curves for suspensions". Chem. and Ind., 17 May 1980, 403-406.

- 352 -
108. Cheng, D. C-H. and "Some observations on the rheological behaviourRichmond, R.A. of dense suspensions". Rheol. Acta., 17, 1978,
446-453.
109. Van der Walt, P.J. & "Determination of the viscosity of unstableFourie, A.M. industrial suspensions with the aid of a Stormer
Viscosimeter". O.S.A. Inst. Min. Met. July 1957, 709-723.
110. Whitmore, R.L. "Coal Preparation : The Separation efficiency of dense medium baths". J. Inst. Fuel, 31, October, 1958, 422-428.
111. Yancey, H.F., Geer, M.R. and Sokaski, M.
"Viscosity - its measurement and importance in dense-medium cleaning of the fine sizes of coal". Proc. 3rd Int. Coal Prepn. Conf., Liege, 1958, 583-591.
112. Nesbitt, A.C. and Weavind, R.G.
"Study of the efficiency of dense media separators used in diamond dressing". Proc. Int. Min. Proc. Cong. London, 1960; Discussion pp. 628-629.
113. Rodis, F. and Cremer, d.
"Why atomised ferrosilicon proves superior for heavy media plants". World Mining, March, 1960, 32-35.
114. Smith, J.A. "The Rheology of Ferrosilicon Suspensions". Unpublished Diamond Research Laboratory Report, December 1976.
115. Valentik, L. and Whitmore, R.L.
"Controlling the Performance of Dense Medium Baths". Proc. VII Int. Min. Proc. Cong., New York, 1964, 87-94.
116. Klassen, V.I.,Litovko, V.I. and Myasnikov, N.F.
"Improvement of Physical and Mechanical Properties of Ferrosilicon Suspensions with help of Reagents". Proc. VII Int. Min. Proc. Cong., New York, 1964, 95-101.
117. Valentyik, L. and Patton, J.T.
"Rheological Properties of Heavy-Media Suspensions Stabilised by Polymers and Bentonites". Trans. AIME, 260, June 1976, 113-118.
- 353 -
118. Krasnov, G.D.,Fil'Shin, J.I., Badeyev, J.S. and Bogdanovich, A.V.
"New Methods of Increasing the Effectiveness of Mineral Processing in Heavy-Density Media". Proc. XII Int. Min. Proc. Cong., Sao Paulo, 1977.
119. Tromp, K.F. "New Methods of Computing the Washability of Coals". Colliery Guardian, CLIV, 3986, 21st May, 1937.
120. Draper, N.R. and Smith, H.
“Applied Regression Analysis". John Wiley, (1966).
121. Kelsall, D.F. "A Further Study of the Hydraulic Cyclone". Chem. Eng. Sci., 2 , 1953, 349-367.
122. Batchelor, G.K. "An Introduction to Fluid Dynamics". Cambridge University Press, (1967).
123. Craescu, I. and Dumitru, C.
"The Rheological Properties of Suspensions and their Influence on Beneficiation of Heavy Media". Revista Minealor, 20, 1, 1969.
124. Whitmore, R.L. "Drag Forces in Bingham Plastics". Proc. 5th Int. Cong, on Rheology, Ed. S. Onogi, Vol.l.,1968, Univ. of Tokyo Press and Univ. Park Press,1969.
125. Boardman, G. and Whitmore, R.L.
"Yield Stress Exerted on a Body Immersed in a Bingham Fluid". Nature, 187, 4731, 2nd July, 1960, 50-51.
126. Andres, U. Ts. "Equilibrium and Movement of a Sphere in a Visco-Plastic Fluid" DOKL. Akad. Nauk. USSR, 133, 1960, 777-780.
127. Mitzmager, A. and Mizrahi, J.
"Correlation of the Pressure Drop through small Cyclones operating with Dilute Pulps of Various Liquids". Trans. Instn. Chem. Engrs., 42, 1964, T152-T157.
128. Davies, L. and Dollimore, D.
"Sedimentation of Suspensions : The Influence of Solid Density and Suspension Viscosity on Hindrance to Settling". Powder Technology, 16, 1977, 59-61.

- 354 -
129. Metzner, A.B. & Reed, J.C.
"Flow of Non-Newtonian Fluids - Correlation of the Laminar, Transition and Turbulent Flow Regions". A.I.Ch.E.J., 1, 4, December, 1955, 434-440.
130. Dodge, D.W. and Metzner, A.B.
"Turbulent Flow of Non-Newtonian Systems". A.I.Ch.E.J., 5, 2, June, 1959, 189-204.
131. Ryan, N.W. and Johnson, M.M.
"Transition from Laminar to Turbulent Flow in Pipes". A.I.Ch.E.J., 5, 4, December, 1959, 433-435.
132. Holland, F.A. "Fluid Flow for Chemical Engineers". Edward Arnold, (1973).
133. Handbook of Chemistry and Physics, Chem. Rubber Publ. Co., 44th Ed., (1963).
134. Harris, J. "Rheology and Non-Newtonian Flow". Longman, (1977).
135. Whorlow, R.W. "Rheological Techniques". Ellis Horwood, (1980).
136. Installation Manual for Clampitron Series 240 Ultrasonic Flowmeter,Bulletin 240-IM. Controlotron Corp., Hauppauge, NY, USA, 1979.
137. Instruction Manual for the Coulter Counter Model Zg (Industrial). 4th Edn., Feb. 1978, Coulter Electronics Ltd.
138. Mular, A.L. "Data Adjustment Procedures for Mass Balances". Ch. 4 (pp. 843-849) in "Computer Methods for the 80's in the Mineral Industry" AIME, Ed. Weiss (1979).
139. Reid, K.J. Smith, K.A. Voller, V.R. Cross, M.
"A Survey of Material Balance Computer Packages in the Mineral Processing Industry". Ch. 6, 17th APCOM, 41-62.
140. Cutting, G.W. "Estimation of Interlocking Mass-Balances on Complex Mineral Beneficiation Plants". Int. J. Miner. Proc., 3, 1976, 207-218.
- 355 -
141. Numerical Algorithm Group (NAG) Library Routine E04GAF (Introduced Mk.5, December 1975).
142. Luckie, P.T. and Austin, L.G.
"Technique for Derivation of Selectivity Functions from Experimental Data". Proc. 10th Int. Miner. Proc. Cong., London, 1973.
143. Nageswararo, K. "A Study of 120cm Hydrocyclone Classifiers".Julius Krutschnitt Res. Centre, Univ. of Queensland, 1977.
144. K1impel, R. "Estimation of Weight Ratios given ComponentMake-up Analyses of Streams". SME of AIME, New Orleans, February, 1979.
145. Austin, L.G. and Klimpel, R.R.
"An Improved Method for Analysing Classifier Data". Powder Tech., 29, 1981, 277-281.
146. Svarovsky, L. "Efficiency of Separation of Particles fromFluids". Ch. 3 of "Solid-Liquid Separation", Ed. Svarovsky, Butterworths, (1979).
147. Numerical Algorithm Group (NAG) Library Routine E04GEF (Introduced Mk. 9, February, 1982).
148. Gibson, K.R. "Particle Classification Efficiency Calculationsby Geometry". Powder Tech., 18, 1977, 165-170.
149. Reid, K.J. "Derivation of an Equation for Classifier-ReducedPerformance Curves". Can. Metall. Q., 10, 1971, 253-254.
150. Whitmore, R.L. "Relationship of the Viscosity to the SettlingRate of Slurries".J. Inst. Fuel, May 1957, 238-242.
151. Snedecor, G.W. and "Statistical Methods".Cochran, W.G. Iowa State Univ. Press, 6th Ed., (1968).
152. Hoi 1and-Batt, A.B. "A Bulk Model for Separation in Hydrocyclones".Trans. IMM, 91, March, 1982, C21-C25.

- 356 -
153. Finch, J.A. "Modelling a Fish-hook Selectivity Curves".Powder Tech., 36, 1983, 127-129.
in Hydrocyclone
154. Akima, H. "A New Method of Interpolation and Smooth Curve Fitting Based on Local Procedures".J. Assoc. Comp. Machinery, _17> 4, October, 1970, 589-602.

- 357
APPENDIX 1 - SEDIMENTATION DATA FOR FERROSILICON SUSPENSIONS
FROM REFERENCES 56, 71 AND 80
Reference 56 Reference 80(Govier et al) (Apian and Spedden)
Milled Atomised
Cv vs lx Cv vs ,(cm s"1)
Cv vs,(cm s"1)(cm s )
0.138 0.268 0.181 0.105 0.181 0.1130.172 0.135 0.259 0.0300 0.257 0.07670.207 0.0758 0.295 0.0183 0.291 0.06330.241 0.0480 0.326 0.0117 0.347 0.04330.276 0.0321 0.414 0.0050 0.378 0.03500.310 0.0276 0.412 0.0267
0.447 0.01830.481 0.01000.567 0.0083
Reference 71 (Nesbitt and Loesch)
65D Milled 100D Milled Special Coarse Cyclone GradeAtomised Atomised
Cv , vs 1% , vs . vs lx vs i(cm s ) (cm s“A) (cm s ) (cm s"1)
0.276 0.250 0.1250.293 0.200 0.08330.310 0.125 0.0625 0.250 0.03130.328 0.0909 0.0370 0.200 0.02500.345 0.0667 0.0204 0.167 0.01960.362 0.0500 0.143 0.01450.379 0.0370 0.111 0.01080.397 0.0833 0.00830.414 0.0667 0.00650.431 0.0526 0.0039

- 358 -
APPENDIX 2
TYPICAL DATA SET FOR STABLE MEDIUM EXPERIMENTS (Ch.3)
Test B4 : -150 +105pm
Partition Curve Data
Nominal Density Range
(kg itT 3 )
Lower Liquid Density (kg nr3)
Mean Density (kg nr3)
ConcentrateMass
(g)
TailingsMass
(g)
Partiton Number {%)
Yfi
-3300 +3100 3139 3227 0.6061 0.0723 89.34-3100 +3000 3053 3096 0.3847 0.0828 82.29-3000 +2900 2912 2983 0.7143 0.3032 70.20-2900 +2800 2823 2868 0.5449 0.4579 54.34-2800 +2700 2739 2781 0.5154 0.6867 42.87-2700 +2650 2655 2697 0.5308 0.9063 36.94-2650 +2600 2632 2644 0.1808 0.4139 30.41-2600 +2500 2521 2577 0.0460 0.0892 34.02-2500 +2400 2418 2470 0.0056 0.0083 40.29-2400 - -2418 0.0045 0.0126 26.32
Totals - - 3.5332 3.0332 -
Rheological Data
Ferranti VL, Cylinder B
SpeedNo.
Shear Rate S
(s-1)
Reading(0-100)
Equivalent Newtonian
Viscosity, n (N s nr2 x 103)
Shear Stress, x (N m"2)
1 109.6 18.9 34.40 3.772 163.8 21.7 26.26 4.303 216.6 24.5 22.49 4.874 273.6 27.1 19.78 5.415 327.6 29.5 18.05 5.91
Notes 1 2 3 4
Notes : 1. Fixed for speed/cylinder combination; given bymanufacturers, and checked by direct measurement of cylinder geometry and rpm.
2. Read from torque spring dial indicator.
3. Calculated by multiplying reading by manufacturer's calibration factor; this factor checked using aqueous glycerine solutions.
4. Calculated as t = nS (see also discussion Section 2.3.3, equation 2.36).

- 359 -APPENDIX 3
DATA FROM TESTS WITH 30MM CYCLONE
Test A1 Test A2 Test A3
Mean Liquid Partition Mean Liquid Partition Mean Liquid PartitionDensity * (kg nr3)
Number(X)
Density * (kg nr3)
Number(X)
Density * (kg m-3)
Number(X)
3,223 99.7 3,216 98.4 3,244 94.03,079 99.0 3,067 95.1 3,103 80.02,983 98.8 2,969 94.3 2,979 64.82,885 97.4 2,875 82.1 2,874 48.32,778 81.5 2,774 45.7 2,770 35.32,706 28.6 2,699 21.3 2,699 23.72,659 15.0 2,657 19.2 2,658 25.82,590 12.7 2,580 14.7 2,577 23.2-2,547 2.5 2,480 8.6 2,467 16.5
-2,435 4.0 -2,417 9.9
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s-1 X 106) (m3 s-1 X 106) (m3 s-1 X 106)Underflow 14.4 Underflow 17.3 Underflow 20.0Overflow 62.9 Overflow 73.8 Overflow 59.5
Test A4 Test B1 Test B2
Mean Liquid Partition Mean Liquid Partition Mean Liquid PartitionDensity * (kg nr3)
Numberw
Density * (kg nr3)
Number(X)
Density * (kg nr3)
Number(X)
3,212 76.1 3,226 99.9 3,210 98.13,061 55.7 3,089 99.7 3,071 97.32,967 44.1 2,974 99.5 2,992 95.42,874 46.0 2,862 98.8 2,894 89.82,776 35.2 2,746 78.4 2,801 69.92,705 26.9 2,671 29.6 2,730 48.52,655 34.8 2,640 16.5 2,665 23.32,578 30.8 2,566 13.1 2,581 26.52,474 37.1 -2,518 4.5 -2,529 12.7-2,420 29.5
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s-1 X 106) (m3 s"1 X 106) (m3 s'1 X 106)Underflow 24.6 Underflow 13.9 Underflow 20.4Overflow 53.7 Overflow 64.9 Overflow 58.6
★ Mean of limiting liquid densities in the heavy liquids analysis.
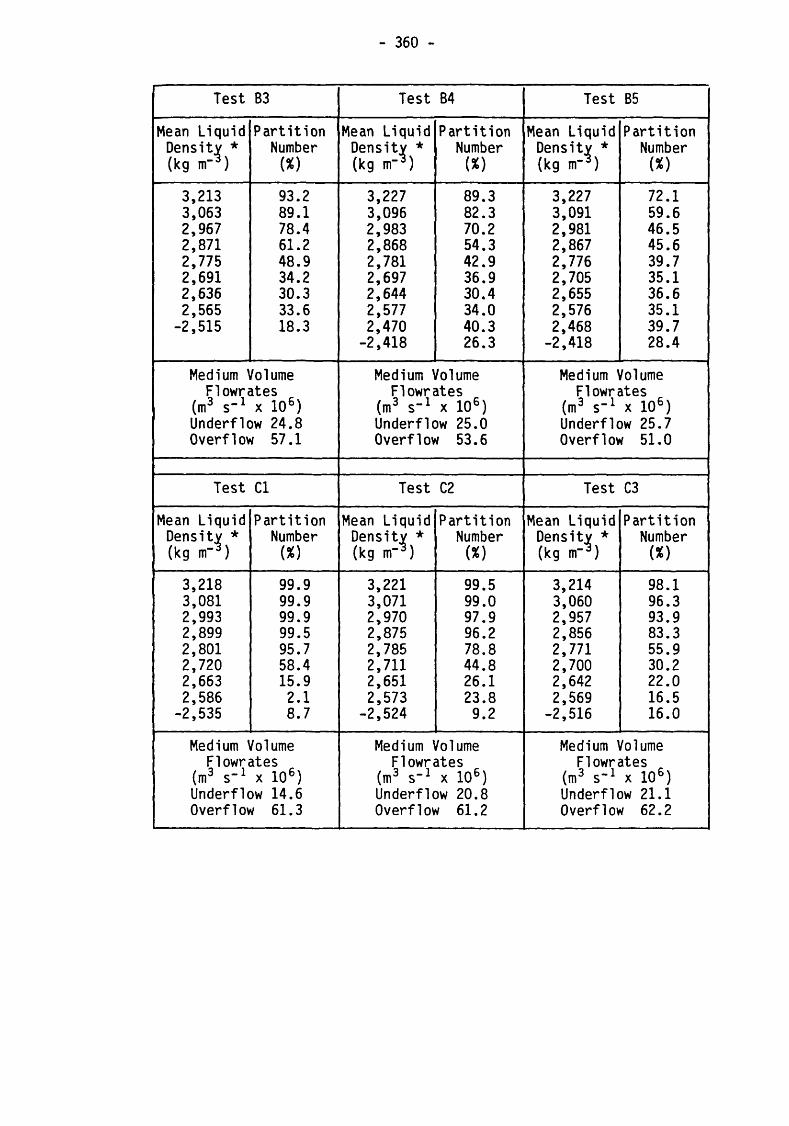
- 360 -
Test B3 Test B4 Test B5
Mean Liquid Partition Mean Liquid Partition Mean Liquid PartitionDensity * Number Density * Number Density * Number(kg nr3) w (kg m-3) w (kg m”3) (*)
3,213 93.2 3,227 89.3 3,227 72.13,063 89.1 3,096 82.3 3,091 59.62,967 78.4 2,983 70.2 2,981 46.52,871 61.2 2,868 54.3 2,867 45.62,775 48.9 2,781 42.9 2,776 39.72,691 34.2 2,697 36.9 2,705 35.12,636 30.3 2,644 30.4 2,655 36.62,565 33.6 2,577 34.0 2,576 35.1
-2,515 18.3 2,470 40.3 2,468 39.7-2,418 26.3 -2,418 28.4
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s"1 x 106) (m3 s-1 x 106) (m3 s-1 x 106)Underflow 24.8 Underflow 25.0 Underflow 25.7Overflow 57.1 Overflow 53.6 Overflow 51.0
Test Cl Test C2 Test C3
Mean Liquid Partition Mean Liquid Partition Mean Liquid PartitionDensity * Number Density * Number Density * Number(kg m"3) oo (kg m-3) w (kg m-3) (*)
3,218 99.9 3,221 99.5 3,214 98.13,081 99.9 3,071 99.0 3,060 96.32,993 99.9 2,970 97.9 2,957 93.92,899 99.5 2,875 96.2 2,856 83.32,801 95.7 2,785 78.8 2,771 55.92,720 58.4 2,711 44.8 2,700 30.22,663 15.9 2,651 26.1 2,642 22.02,586 2.1 2,573 23.8 2,569 16.5-2,535 8.7 -2,524 9.2 -2,516 16.0
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s-1 x 106) (m3 s"1 x 106) (m3 s"1 x 105)Underflow 14.6 Underflow 20.8 Underflow 21.1Overflow 61.3 Overflow 61.2 Overflow 62.2
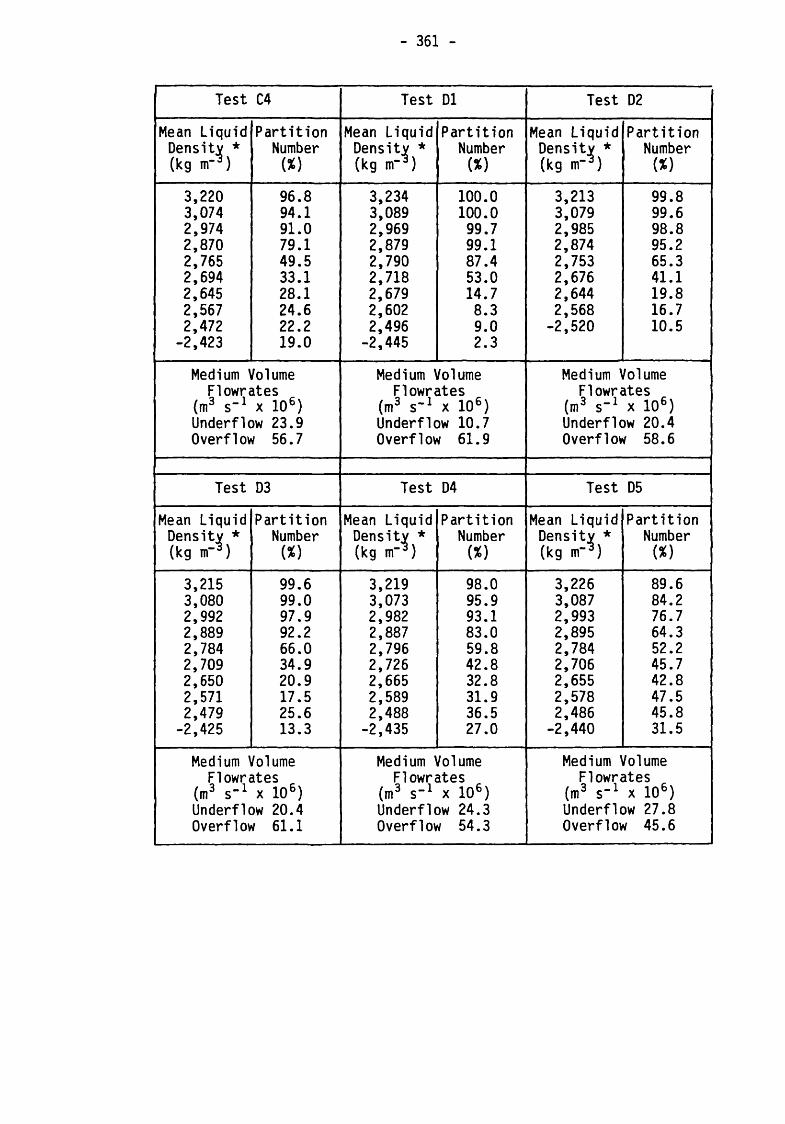
- 361
Test C4 Test D1 Test D2
Mean Liquid Density * (kg nr3)
PartitionNumber(X)
Mean Liquid Density * (kg m"3)
PartitionNumber(X)
Mean Liquid Density * (kg m“3)
PartitionNumber(X)
3,220 96.8 3,234 100.0 3,213 99.83,074 94.1 3,089 100.0 3,079 99.62,974 91.0 2,969 99.7 2,985 98.82,870 79.1 2,879 99.1 2,874 95.22,765 49.5 2,790 87.4 2,753 65.32,694 33.1 2,718 53.0 2,676 41.12,645 28.1 2,679 14.7 2,644 19.82,567 24.6 2,602 8.3 2,568 16.72,472 22.2 2,496 9.0 -2,520 10.5
-2,423 19.0 -2,445 2.3
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s-1 x 106) (m3 s"1 x 106) (m3 s'1 x 10b)Underflow 23.9 Underflow 10.7 Underflow 20.4Overflow 56.7 Overflow 61.9 Overflow 58.6
Test D3 Test D4 Test D5
Mean Liquid Partition Mean Liquid Partition Mean Liquid PartitionDensity * Number Density * Number Density * Number(kg m”3) (*) (kg nf3) (X) (kg m“3) (X)
3,215 99.6 3,219 98.0 3,226 89.63,080 99.0 3,073 95.9 3,087 84.22,992 97.9 2,982 93.1 2,993 76.72,889 92.2 2,887 83.0 2,895 64.32,784 66.0 2,796 59.8 2,784 52.22,709 34.9 2,726 42.8 2,706 45.72,650 20.9 2,665 32.8 2,655 42.82,571 17.5 2,589 31.9 2,578 47.52,479 25.6 2,488 36.5 2,486 45.8
-2,425 13.3 -2,435 27.0 -2,440 31.5
Medium Volume Medium Volume Medium VolumeFlowrates Flowrates Flowrates
(m3 s-1 x 106) (m3 s-1 x 10b) (m3 s-1 x 10b)Underflow 20.4 Underflow 24.3 Underflow 27.8Overflow 61.1 Overflow 54.3 Overflow 45.6

- 362
Test El Test E2
Tracer Density Partition Tracer Density Partition(kg m"3) Number (%) (kg m’3 Number (%)
3,300 100.0 3,300 100.03,200 100.0 3,200 100.03,100 100.0 3,100 100.03,000 100.0 3,000 100.02,900 99.0 2,900 100.02,800 100.0 2,800 100.02,700 95.0 2,700 81.02,600 0.0 2,600 3.62,500 1.0 2,500 0.0
Medium Volume Medium VolumeFlowrates Flowrates
(m3 s"1 x 106) (m3 s'1 x 106)Underflow 13.4 Underflow 24.3Overflow 61.5 Overflow 58.4
Test Series M (Medium Only)
Medium Volume Flowrates
(m3 s"1 x 106)
TestMl
TestM2
TestM3
TestM4
Underflow 13.6 23.4 24.8 20.2
Overflow 62.8 55.3 54.2 56.2

- 363 -
APPENDIX 4
DETERMINATION OF THE PARTICLE REYNOLDS NUMBER, Rep (Section 3.4.2)
The particle Reynolds number is given by
p v d Rep ------
n p . . . . ( A 4 . 1 )
Here, v is the ambient velocity of the particle in the fluid. Assume
for simplicity a spherical particle which attains a terminal velocity
v = vt radially, vt can be determined using the expression of
Concha and Almendra [32], replacing g by the radial acceleration of
the particle, a = Vt2/r. Assuming the validity of the semi-empirical
relation U ]
Vt rn = K, 0 < n < 1 ___ (A4.2)
. _(2n+l)we obtain a = K r ___ (A4.3)
Unfortunately, neither K nor n is known (indeed, there is evidence
that n itself varies with viscosity U]), and the selection of an
appropriate value of r is also problematical. Accordingly, in order to
achieve a representative estimate of a, sufficient for the present
purpose, we assume Vt = Vi = 2.70 ms"1, and r = R = 0.015 m,
giving a = 487 m s-2 (- 50 g). Inserting this value into Concha and
Almendra's expression for vt, and assuming (6 - p) = 350 kg m
(i.e. 6 = 3000 kg m“3) it is possible to calculate Rep for various
values of d and np. The resulting family of curves is shown in
Figure A4.1, from which it is apparent that the intermediate flow
regime probably prevailed in most of the tests conducted.

- 364 -
It is interesting to note that similar calculations for a 610mm dense
medium cyclone [4], for which a is about half that for the 30mm
cyclone, suggest that particles below about 7mm also settle in the
intermediate regime, and so will be susceptible to the influence of
medium viscosity.
It is also important to realise that Rep will fall as 6 -► p;
viscosity will therefore tend to have its maximum influence on the
separation of so-called "near gravity" material.

- 365 -
FIGURE A U PARTICLE REYNOLDS N° l# FLUID VISCOSITY CALCULATED FOR CONDITIONS GIVEN IN A PR U

- 366 -
APPENDIX 5
INFLUENCE OF YIELD STRESS ON A PARTICLE IMMERSED IN A BINGHAM PLASTIC
It can be shown [122, 123] that the shear stress imposed on a
Newtonian fluid by a spherical particle immersed in the fluid is
independent of Rep and is given by
d (6 - p) aT = ---------------------------------
6 .... (A5.1)
Unfortunately, the situation is more complicated when the fluid or
suspension is a Bingham plastic [124], Boardman and Whitmore [125]
showed that there is no concensus in the literature as to the value of
t0 prevailing for a particle held in such a suspension, and their
experiments suggested that "... yield stresses obtained from
viscometer measurements may not be of much use in predicting
instability towards bodies immersed in (Bingham plastic
suspensions)". However, in order to obtain some idea of the magnitude
of the effect prevailing in the present work, use has been made of an
expression given by Andres [126] for the limiting size of a sphere
for which t = t 0 . After re-arranging, this gives for the
corresponding limiting density difference
3 ^ x0(6 - p)c = ------
2 d a .... (A5.2)
Considering test series B, and assuming (as in Appendix 4) a
representative value of a = 487 ms-2, we have from equation A5.2 :

- 367 -
Test t0 (6 - p)c N m"z kg m"3
B3B4B5
2.362.706.64
182208512
The width of the "plateau" on the partition curve due to the capture
by the medium of particles for which t 0 > i may be assumed to be
equal to 2(6 - p)c. Allowing for difficulties in defining the
plateau, reference to Figures 3.6A-3.6E suggests that the estimated
values of (6 - p)c are somewhat high, but of the correct order and
within the limits of accuracy attributable to errors in the assumed
value of a, particularly as a is probably underestimated.

OS FO
00010002
0003000400050006000700080009001000110012001300140015001600170018001900200021002200230024
0025002600270023002900300031003200 330034003500360037
00380039
004000410042004300440045004600470048
APPENDIX 6 - FORTRAN PROGRAM FOR THE PROCESSING OF
CAPILLARY VISCOMETER DATA (CHAPTER 4)
- 368 -
IV 360N-FO-479 3-8 HAINPGM DATE 17/05/83 TIME 12.43.22
IMPLICIT REAL*8(A-H»0-2)DIMENSION P 120),T(20),PN(20),TAUl20J,S(20),TAUP(20),SLOPE(20),ALPH
1A(20),PNC(20).STRESS(20),B(20),RATE(20),AVISC(2 0 J,k E (20),Z (20),V IS 2C1 (20) .C0RR120) .RECRITC20) . V ISC2 ( 20) . T1TLEK3)V0L=95.0E-06
5 READ(1,10) NIFIN.EO.O) GO TU 250 R E A C H , 20) TITLE1 READ(1,30) D,CL.HEAD,SG PEADll,40) (P(l)>Ttl)yI-L»N)
10 FORMAT I 12)20 FORMAT(3A8)30 FORMAT(4F10.0)40 FORMAT(OF 10.0)
D=D/1000.0 SG=SG*1000.0 DO 50 1=1,NPN(I)=HEAD*SG*9.807+P(I)*1333.22 TAU(I)=PN(1)*D/(4.0*CL)
50 S(I)=10.1859*V0L/(T(I)*D*D*D)CALL KEGRE(TAU,S,N,80,B1,B2*CD1)DO 60 1=1,NTAOP(I) =BO+Bl*DLOG(SI I) )+B2*(DLQGCS(I)) )**2 TAUP(I)=DEXP(TAOP(I))SLOPE H )=B1+2.0*82*DL0G( S( I) )ALPHAH) = (4.0*SL0PEH)+2.0)*15.0*SL0PEI I)+3.0)/13.0*13.0*SL0PEII)♦
11.0)**2)CORRII)=1.62114*V0L*V0L*SG/((D**4)*T(I)*T(II*ALPHA(I))P N C H ) = PN(I )-CORR(I)
60 STk ESSCI )=PNC(I)*D/(4.0*CL)CALL REGRE(S,STRESS,N,CO,Cl,C2,CD2)K=0DO 70 1=1,NB (I)=C1+2.0*C2*DLOG(STRESS(I))Z(I)=1.0/B(I)AV1SC(I)=STRESS(I)/(S (1)**ZlI)}RATE(I)=(0.75+0.25*0(1))*SII)VI SC 1(11=1000.0*AVISC(1 )*IS(I)**(Z(1)-1.0))VISC2(I)=1000.0*STRESS(I)/KATE(I)PH I = ( (3.0*Z(I) + 1.0)**2)*(1.0/(Z(I )+2.0))**({ZII)+2.0)/(Z (I) + 1.0)I/1Z( 1)RECRITII) = (((3.0*Z(1J + l-Ol/ZCI))**Z(I))*404.0*4.0**12.0-Z(11)/PHI
70 RE(I)=D**Z(I)*(1.2732*V0L/(T(I)*D*D))**(2.0-ZlI))*SG/(AV I S C H )*8.0 1**(Z(I)— 1.0))DO 75 1=1,NIF(REH).GT.RECRITCI)) GO TO 80
75 CONTINUE GO TO 85
80 K= I85 WRITEI3,100)
WRITE(3,110) TITLE1 WRITE(3»120)KRI1E (3,130)WRITE(3,140) (I,STRESS(I),RATE(1),AVI SC(I),Z11),VI SCl(I),VISC2(I),
IRE(1),RECR1T(I),I=1,N)IFU.EQ.O) GO TO 90 WRITEI3,145) K
90 WRITEI3,150)WRITE(3,160) CD1 WRITE(3,170) CD2

DOS FC
005500560057
0058
005900600061006200630064006500660067006800690070.0071
0072
0073
0074007500760077
0078007900800081
APPENDIX 6 - Continued
- 369 -
IV 360N-FU—479 3-8 MAINPGM DATE 17/05/83 TIME 12.43.22
100 FORMAT(1HI»//»24X,'CAPILLARY VISCOMETER RESULTS'I 110 FOr.MAT { / »24X,' T C S T - *f3A8)120 FORMAT!//,IX,'READING SHEAR STRESS SHEAR RATE LOCAL POWER LAW
LAPP.VISC.-MPAS REYNOLDS NJS')130 FORMAT(IX,'NUMBER ', 6X,' N/M2 • ,BX, »SEC-1 • ,6X, • K N',4X,' PO
1WER NEWT. MEAS. CRIT.',/)140 FORMATl3X,12,3X,T10.2,6X,F8.1,2X,E10.4, IX,F6.3,IX,2F7.2,1X.2F7.0)145 FORMAT(/,IX»•WARNING - CRITICAL RE EXCEEDED FROM READING NO. ',12)150 FORMAT!//,17X,'COEFFICIENTS OF DETERMINATION FOR CURVE FITS:')160 FORMAT 1/,20X,'KINETIC ENERGY CORRECTION = ',F8.3,' PCT.')170 FORMAT(21X,'RABINOWITSCH CORRECTION =',F8.3»' PCT.',//)
WRITE(3,180)WRITE(3,190)WRITE13,195)WRITE(3,200) (I,PN(I),CORRlI).SLOPE(I ),ALPHAII),TAUII),S (I),1=1,N) WRITC(3,210)WRITEl3,220)WRITF(3,230 I BO,CO,B1,C1,B2,C2
180 FORMAT(//,IX,'READING / KINCTIC ENERGY CORRECTION FOR NET HEAD AND 1 SHEAR STRESS/ UNCORRECTED') '
190 FORMAT(IX,'NUMBER MEASURED NET CORRECTION KE CORR FACTOR 'UN 1C0KR.SHEAR SHEAR RATE')
195 FORMAT(1IX,'HEAD IN/M2)'»5X,'(N/M2) SLOPE ALPHA STRESSIN/M12) (SEC-1)',/)
200 F0RMAT(3X,I3,3X,F10.1,5X,F8.1,4X,F6.3,4X,F6.3,2X,F7.2,5X,F10.1)210 FORMAT!//,25X,'COEFFICIENTS FOR CURVE FITS')220 FORMAT(/,23X, 'KE CUk RECTION RAB.CORRECT ION')230 FORMAT!18X,'AO',3X,F10.4 ,6X, F10.4,/,18X,'A1•,3X,F10.4,6X,F10.4,/,l
18X,■A2',3X,F10.4,6X,F10.4,//I GO TO 5
250 CONTINUE STOP END

oo
oo
oo
oo
oo
o©
oo
oo
oo
oo
oo
oo
UJO
JO
JUJo
juJ
UJf
uM
ro
/v
rv
j
o o
o
o N> N)
•P* U)
oo
oo
co
oo
oooooooo
Wr
OO
OO
NO
'Ul
o o
o o
o o
o
o o o o o o o
p* ►
- p*
O
Ouj
r\j h
- o
cd
o o o o o © o
o o
o o
o o
o
o o
o o
o o
o
•*4 O'
V)
W l\>
i-
o o 00 ■n o 70
onU1
Ul
Ul
Ul
OJ-p*
u>fNJ
oO'
oo
co
oo
M*H
zm
jnX
-<O
O o
ooo
-<o
-<*»
>>
«p*«
Oas
> 0
0 00
COto
moo
COco
O o
oa
■HX
X-<
o o
—CO
1z
m1—
•**O
Oz
z z
o07
oh-
HM
WII
IIII z
zz
Zz
z22
z o
zo
zfNJ
o—
zc
-no
X0*
II—
>>
IIw
IIII
w^
^
M*
M*
iiM4
Z 13
©c
Cw
on x
M*if
lHU
I30
4*•*
wH
HX
CD
XO
'W
lU
lN
4- U
lU
l T1
•M•M
M*ui
m r
z1
30W
II■P'
o O
W 0*
u>IIoo
oo•>
44z
z z
— —
ww
ww
Ww
Mr*
WIIo
2 «
o*
ZilD
o o
wII —
o00 Z
z-1
144
1444
44 II IIii
iiII
IIII
IIO
IIo
o11
iiO
own
cX
a m
•II
00 —
zz
03 N;C/l 00 oo
00 oo
toO'
Cn00
CO00
o>
Xo
r*-H
Om
X►->
oCO
Z II
H-40*
O'H-
44w
ZZ
z z
zz
Zz
zz
zM
•X
h-i-
oM
C H
H-4X
"CII
44z
~ >
IIO
*■*00
X—*
—•«
^ ^
#-*«■*%
IIo
IIo
oit
Zto
•V»—
CO
■c o
w1
za
N)U
lM
ax
O'U1
OJrv
jh-
2<n
*-4.
M*
Xm
|*<
- _s
—
+*•
X >
m••
z*—
-<•< rr
COX
a■r
>z
H(VJ
X1
11
+
++
++
+z
M*
14X
z—
>M
z o
w—
x Z
Z44
wOO
(/>00 X
X<
XX
XX
Xz
oX
M*
ZN
rm
w+
•< 4
400
1z
zZ
W P
I-*
f\Jro
1—1—
O 4
4o
WX
Z X
z00
M*
W*.
CD
w00
■<■>
xz
»-*
M« M
4W
»-l
N*w
mm
wz
A-1
—U
i«M» W w
ww
x >
HHM »—•
w44
44*
44
44
4444
44M
|
-<•—
M W
1(/>
00 O
o *<
•<
XX
X**■*
X*•
o1
— ♦
>44
Zz
Z —
• —M
isjM
*ro
«•
X-<
1 >
M*OO
M ^
Mo
o**
70cc
*< r
u*
ZM*
UJh— w
wMl
-4“
1<•
m>
a> *
OOM*
w««
Ww
w*•
N»zz
Cl70
> X
zO'
w»w
wX
—z
zw
70 IN
J44
4444
rum
*W 0
*M*
0*
>»•
>*
#
w1
XH
—1
N>o
N>* x
w>
zZ
Zo
«•cu
Xf\J
4444
44w
>-H
*OO
co00
2Z
zZ
OO*• -4 00
T T T
oo 00
oo Z Z Z
(jJ lw
*
*
4400 l/l GO
Z2Z
** WOO'
N o
o ►
3» -a ~o 0
►—< X o> 1 o o 3 c 0) C
L
CO XI o
1 00 2ru .p* •P' 4» -4

APPENDIX 7 - TYPICAL OUTPUT OF CAPILLARY VISCOMETER
COMPUTER PROGRAM (CHAPTER 4)
- 371 -
CAPILLARY VISCOMETER RESULTS
TEST - SERIES R 3 , TEST R3/4
REAOING SHEAR STRESS SHEAR RATE LOCAL POWER LAW APP.VISC .-MPAS REYNOLDS NOSNUMBER N/M2 SEC-1 K N POnER NEWT. MEAS. CRIT.
1 5.85 562.2 0.1686D 00 0.576 12.33 10.41 52. 2590.2 9.32 1242.5 0.8431D-0I 0.678 8.84 7.90 170. 2474.3 11.94 1593.9 0.59640-01 0.727 8.19 7.49 240. 2416.4 15.85 2200.6 0.3I83D-0I 0.813 7.62 7.20 368. 2314.5 18.48 2587.5 0.2084D-01 0.868 7.41 7.14 454. 2250.6 21.22 2986.6 0.1326D-01 0.924 7.25 7.10 545. 2184.7 23.96 3328.3 0.8484D-02 0.980 7.23 7.20 618. 2121.8 28.04 3881.6 0.41940-02 1.064 7.12 7.22 747. 2030.
COEFFICIENTS OF DETERMINATION FOR CURVE FITS:
KINETIC ENERGY CORRECTION = 99.998 PCT.RA8INOWITSCH CORRECTION = 99.982 PCT.
REAOING / KINETIC ENERGY CORRECTION FOR NET HEAD AND SHEAR STRESS/ UNCORRECTEDNUMBER MEASURED NET CORRECTlUN KE CORR FACTOR UNCORR.SHEAR SHEAR RATE
HEAD (N/M2J (N/M2) SLOPE ALPHA STRESSIN/M2) 1 SEC-1J
1 8840.6 32.6 0.516 1.164 5.87 474.72 14973.4 193.5 0.718 1.076 9.95 1110.93 18306.5 339.6 0.782 1.055 12.16 1457.44 24572.6 708.3 0.867 1.031 16.32 2080.85 28838.9 1027.0 0.910 1.020 19.16 2492.66 33371.9 1428.7 0.948 1.0L1 22.17 2926.97 37904.8 1840.8 0.977 1.005 25.18 3311.78 44837.6 2629.2 1.019 0.996 29.79 3940.8
COEFFICIENTS FOR CURVE FITS
KE CORRECTION RAB.CORRECTIONAO 3.0968 2.3048 'A1 -0.9466 2.6366A2 0.1187 -0.2545
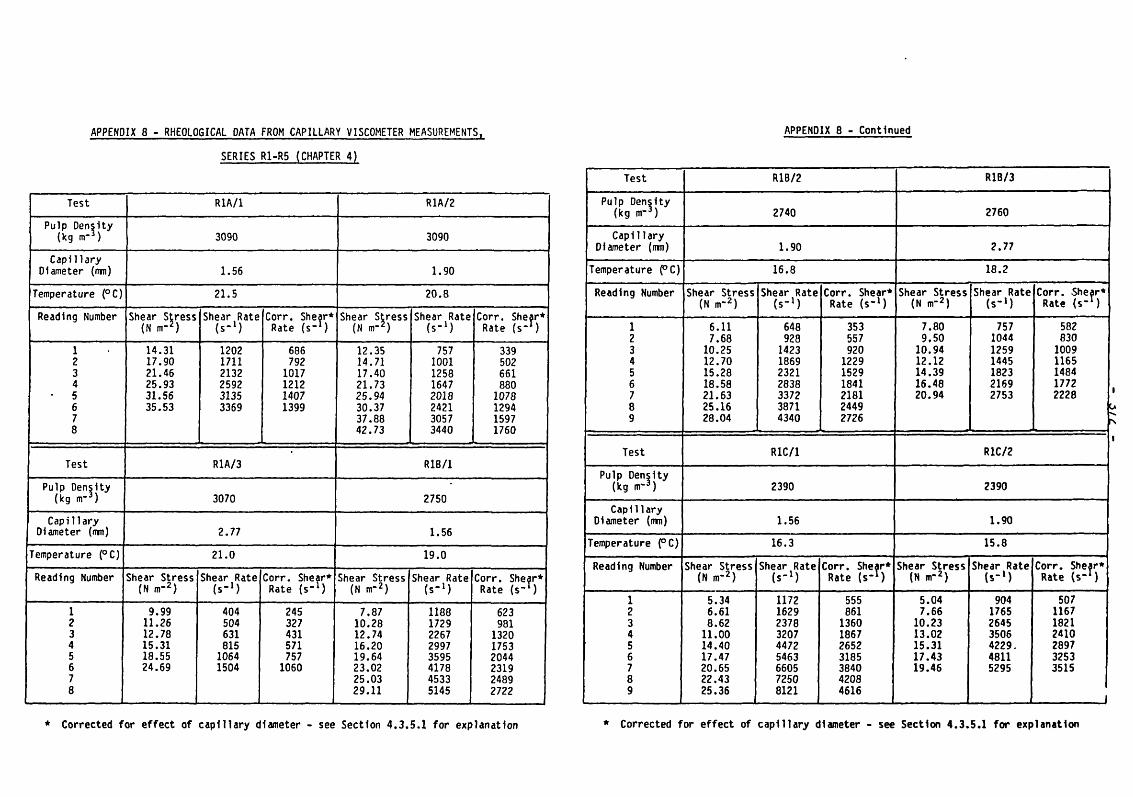
APPENDIX 8 - RHEOLOGICAL DATA FROM CAPILLARY VISCOMETER MEASUREMENTS
SERIES R1-R5 (CHAPTER 4)
Test R1A/1 R1A/2
Pulp Density (kg nr3) 3090 3090
Capi 1lary Diameter (mm) 1.56 1.90
Temperature (°C) 21.5 20.8
Reading Number Shear Stress (N nr2)
Shear Rate (s-1)
Corr. Shear* Rate (s_1)
Shear Stress (N nr2)
Shear Rate (s-1)
Corr. Shear* Rate (s‘*)
1 14.31 1202 686 12.35 757 3392 17.90 1711 792 14.71 1001 5023 21.46 2132 1017 17.40 1258 6614 25.93 2592 1212 21.73 1647 880
• 5 31.56 3135 1407 25.94 2018 10786 35.53 3369 1399 30.37 2421 12947 37.88 3057 15978 42.73 3440 1760
Test R1A/3 R1B/1
Pulp Density (kg m"3) 3070 2750Capi1lary
Diameter (mm) 2.77 1.56
Temperature (°C) 21.0 19.0
Reading Number Shear Stress Shear Rate (s-1)
Corr. Shear* Rate (s_l)
Shear Stress Shear Rate Corr. Shear* Rate (s~1)(N m-2) (N nr2) (s-1)
1 9.99 404 245 7.87 1188 6232 11.26 504 327 10.28 1729 9813 12.78 631 431 12.74 2267 13204 15.31 815 571 16.20 2997 17535 18.55 1064 757 19.64 3595 20446 24.69 1504 1060 23.02 4178 23197 25.03 4533 24896 29.11 5145 2722
* Corrected for effect of capillary diameter - see Section 4.3.5.1 for explanation
APPENDIX 8 - Continued
Test R1B/2 R1B/3
Pulp Density (kg m-3) 2740 2760
Capillary Diameter (nm) 1.90 2.77
Temperature (°C) 16.8 18.2
Reading Number Shear Stress Shear Rate Corr. Shear* Shear Stress Shear Rate Corr. Shear* Rate (s~l)(N m~2) (s-1) Rate (s~l) (N m-2) (s-1)
1 6.11 648 353 7.80 757 5822 7.68 928 557 9.50 1044 8303 10.25 1423 920 10.94 1259 10094 12.70 1869 1229 12.12 1445 11655 15.28 2321 1529 14.39 1823 14846 18.58 2838 1841 16.48 2169 17727 21.63 3372 2181 20.94 2753 22288 25.16 3871 24499 28.04 4340 2726
Test R1C/1 R1C/2
Pulp Density (kg nr3) 2390 2390
Capi1lary Diameter (mm) 1.56 1.90
Temperature (°C) 16.3 15.8
Reading Number Shear Stress (N m“2)
Shear Rate (s-1)
Corr. Shear* Rate (s_1)
Shear Stress (N m-2)
Shear Rate (s-1)
Corr. Shear* Rate (s_1)
1 5.34 1172 555 5.04 904 5072 6.61 1629 861 7.66 1765 11673 8.62 2378 1360 10.23 2645 18214 11.00 3207 1867 13.02 3506 24105 14.40 4472 2652 15.31 4229. 28976 17.47 5463 3185 17.43 4811 32537 20.65 6605 3840 19.46 5295 35158 22.43 7250 42089 25.36 8121 4616
_________
* Corrected for effect of capillary diameter - see Section 4.3.5.1 for explanation
TPT
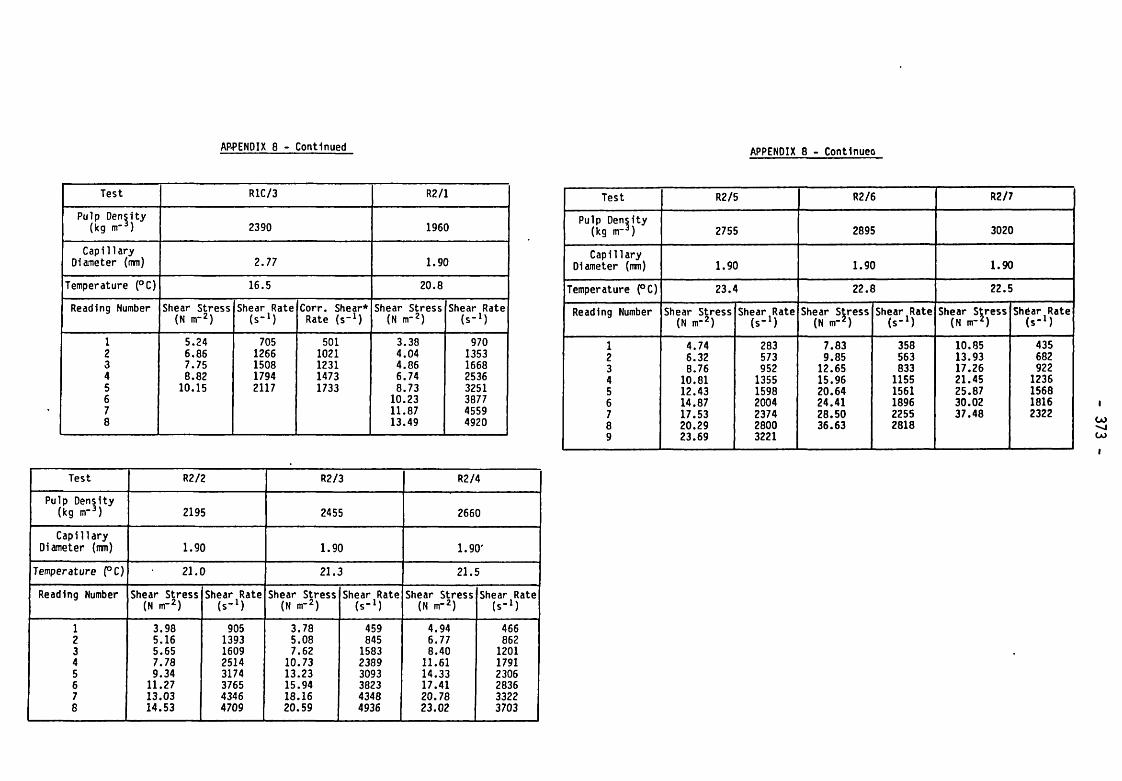
AP-PENPIX 8 - Continued
Test R1C/3 R2/1
Pulp Density (kg nr3) 2390 1960
CapillaryDiameter (mm) 2.77 1.90
Temperature (°C) 16.5 20.8
Reading Number Shear Stress Shear Rate Corr. Shear* Shear Stress Shear Rate(N m~2) (s-1) Rate (s-1) (N nr2) (s-1)
1 5.24 705 501 3.38 9702 6.86 1266 1021 4.04 13533 7.75 1508 1231 4.86 16684 8.82 1794 1473 6.74 25365 10.15 2117 1733 8.73 32516 10.23 38777 11.87 45598 13.49 4920
Test R2/2 R2/3 R2/4Pulp Density(kg m-3) 2195 2455 2660
CapillaryDiameter (mm) 1.90 1.90 1.90'
Temperature (°C) 21.9 21..3 21.5
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate Shear Stress Shear Rate(N m-2) (s-1) (N m-2) (s-1) (N m*2) (s-1)
1 3.98 905 3.78 459 4.94 4662 5.16 1393 5.08 845 6.77 8623 5.65 1609 7.62 1583 8.40 12014 7.78 2514 10.73 2389 11.61 17915 9.34 3174 13.23 3093 14.33 23066 11.27 3765 15.94 3823 17.41 28367 13.03 4346 18.16 4348 20.78 33228 14.53 4709 20.59 4936 23.02 3703
APPENDIX 8 - Continued
Test R2/5 R2/6 R2/7
Pulp Density (kg m~3) 2755 2895 3020
CapillaryDiameter (mm) 1.90 1.90 1.90
Temperature (°C) 23.4 22.8 22.5
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate Shear Stress Shear Rate(N m-2) (s-1) (N nr2) (s-1) (N nr2) (s-1)
1 4.74 283 7.83 358 10.85 4352 6.32 573 9.85 563 13.93 6823 8.76 952 12.65 833 17.26 9224 10.81 1355 15.96 1155 21.45 12365 12.43 1598 20.64 1561 25.87 15686 14.87 2004 24.41 1896 30.02 18167 17.53 2374 28.50 2255 37.48 23228 20.29 2800 36.63 28189 23.69 3221

APPENDIX 8 - Continued
Test R3/1 R3/2 R3/3
Pulp Density(kg m-3) 2390 2620 2750
CapillaryDiameter (mm) 1.90 1.90 1.90
Temperature (°C) 21.3 21.7 21.
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate Shear Stress Shear Rate(N nr2) (s-1) (N nr2) (s-1) (N nr2) (s-1)
1 2.81 523 5.87 1016 4.29 4492 5.56 1203 9.01 2031 6.00 10763 . 8.75 2505 11.40 2670 8.84 • 18424 12.28 4022 13.40 3196 11.90 25175 14.96 5052 15.46 3781 14.10 29536 16.50 5771 17.51 4256 16.25 33417 19.13 6667 20.97 4959 18.97 37658 22.16 4279
Test R3/4 R3/5 R4/1
Pulp Density(kg m-3) 2990 3180 2150
CapillaryDiameter (mm) 1.90 1.90 1.90
Temperature (°C) 23.8 24.1 21.0
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate Shear Stress Shear Rate(N m-2) (s-1) (N m-2) (s-1) (N m-2) (s-1)
1 5.85 532 9.48 691 2.76 6172 9.83 1176 11.83 977 3.45 8113 11.96 1509 14.17 1206 4.96 14084 15.90 2082 17.25 1571 7.05 21995 18.55 2448 19.45 1820 9.12 30056 21.32 2825 22.84 2133 11.28 37317 24.08 3147 26.69 2488 13.52 44408 28.22 3670 38.63 3288 16.22 51819 1 _______1 18.07 5707
APPENDIX 8 - Continued
Test R4/2 R4/3 R4/4
Pulp Density(kg m-3) 2770 2990 3120
CapillaryDiameter (mm) 1.90 1.90 1.90
Temperature (°C) 22.5 23.0 24.0
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate Shear Stress Shear Rate(N nr2) (s-1) (N nr2) (s-1) (N nr2) (s-1)
1 5.02 274 7.51 321 8.25 2842 7.13 574 9.80 501 13.02 5563 8.87 812 12.26 692 17.06 8124 11.13 1116 16.27 1093 21.43 10675 15.07 1627 20.01 1347 25.78 13716 17.45 1899 23.38 1608 30.21 16347 20.99 2282 26.75 1789 37.93 19908 24.94 2606 29.60 1934 43.11 22479 28.29 2976-
Test R5/1 R5/2
Pulp Density(kg nr3) 2730 3070
CapillaryDiameter (mm) 1.90 1.90
Temperature (°C) 20.9 18.8
Reading Number Shear Stress Shear Rate Shear Stress Shear Rate(N nr2) (s-1) (N nr2) (s-1)
1 4.84 894 7.10 8522 5.60 1120 9.40 12913 7.67 1698 12.18 17624 9.90 2388 14.41 21405 11.89 2966 17.12 27096 14.48 3585 19.61 30597 16.77 4233 21.92 33808 18.65 4649 24.28 37109 20.53 5093 26.52 4027
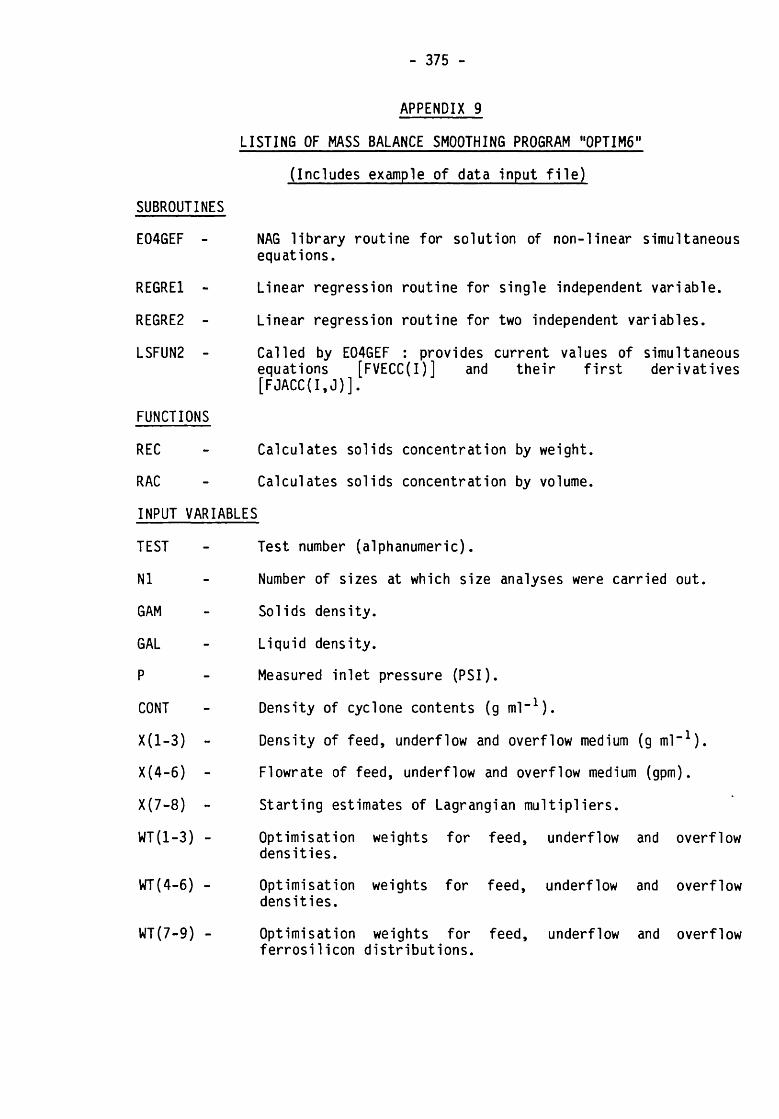
- 375 -
APPENDIX 9
LISTING OF MASS BALANCE SMOOTHING PROGRAM "OPTIMe”
(Includes example of data input file)
SUBROUTINES
E04GEF - NAG library routine for solution of non-linear simultaneous equations.
REGRE1 - Linear regression routine for single independent variable.
REGRE2 - Linear regression routine for two independent variables.
LSFUN2 - Called by E04GEF : provides current values of simultaneous equations [FVECC(I)] and their first derivatives [FJACC(I,J)].
FUNCTIONS
REC
RAC
INPUT VARIABLES
TEST
Nl
GAM
GAL
P
CONT
X(l-3) -
X (4-6) -
X (7—8) -
Calculates solids concentration by weight.
Calculates solids concentration by volume.
Test number (alphanumeric).
Number of sizes at which size analyses were carried out.
Solids density.
Liquid density.
Measured inlet pressure (PSI).
Density of cyclone contents (g ml-1).
Density of feed, underflow and overflow medium (g ml”1).
Flowrate of feed, underflow and overflow medium (gpm).
Starting estimates of Lagrangian multipliers.
WT(1-3) - Optimisationdensities.
weights for feed, underflow and overflow
WT(4-6) - Optimisationdensities.
weights for feed, underflow and overflow
WT(7-9) - Optimisation weights for feed, underflow and overflowferrosilicon distributions.

- 376 -
PF(I)
PU(I)
PO(I)
PC(I)
D(I)
Percent in size intervals for feed ferrosilicon.
Percent in size intervals for underflow ferrosilicon.
Percent in size intervals for overflow ferrosilicon
Percent in size intervals for contents ferrosi1 icon.
Sizes at which size analyses were carried out (pm).
DESCRIPTION
This FORTRAN program smoothes flowrates and pulp densities around a DM
cyclone using the Lagrangian multiplier optimisation procedure. The raw
data (flowrates, densities and size distributions for all three products)
can be weighted according to the estimated reliability of each result. The
resulting eight non-linear simultaneous equations are solved using the NAG
library routine E04GEF, which calls subroutine LSFUN2 to calculate the
current values of the equations and their first partial derivatives.
X(I), I = 1,6, are the optimised values, with starting values provided by
the raw data. X(7) and X(8) are the calculated Lagrangian multipliers,
which are not output.
Smoothed medium size distributions are also produced by Lagrangian
optimisation, using the smoothed value of solids yield, by algebraic
solution of the resulting four linear simultaneous equations. The smoothed
size distributions are used to produce gross and corrected partition
numbers for the medium classification by the graphical (square diagram)
method of Svarovsky.
A number of additional mass balance quantities are generated.

377
«ZoH
-
5^
A
A W
v B
4 a
a o
©
O ©
O«
o
o o
o
a a
< <© o5 5o ©
■ tnpv a a a 3^oijo?
©
» -
»o
= 555J
4 O ©
© v-/
©(A
•
•
•
'’N /*\ <
^ ^
^
N n
W W
|
W V
W
bu 3
wo
U
U
© ©
a. ou © x<—>
M '
4CM
<nw
ww
te«X
zV
)CO
CO\mS
XX
Xo
Hbu
oX
XX
TCO
fluflu
fluu
ou
V)*r\
O1
■1
uo
u•<
<<
oOS
o3to
KOS
o2a
X4
asas
as■
11
■f-*
•a
l>
>>
ato
1-4tea
oV
)to
COCO
COto
soa
teaV
Oo
buo
fluo
buo
0Ufla
Ouo
uu
Uo
ues
>u
u
a x
w w
)_( w;
■— •« u
\/n
O CM
bu- 3
O
O
x
I
CL) x
Or X
■
a
■ ■
■ ■
© © o x 3 u o o o u u u j
j j
&
eu flu 0 Q Q U U U
VW
W
| |
T
gg
g®
°®
-3 a
a O
O O
a a
a o
o o
9 t
t H i—U H
I
ll
a ©
a
MM
MO
|
w w
w
a a
a
© a X 3 U O U
O ©
U O
X
© Ou
&u X
Ou© a © © o ©
a o
© w
0
00x
3© X
X
X
X X
X
o ©
o ou o
, x
<<
<©
©©
wp
> N
X
coo
t ou a
Xa
O
O
X >
^ >
* »
«3
p>n;j
i •O CU (D H
•9
U —
« W
c-> < v
v©
w
- CM
©•x /-»x
x•91 U
U*—N •—
>u -
O w
-«
-s«
ub
Hw
u ©
NU
Z
pi
X fltu CM
X•
b4«
© W
UM
^
+P
U<
CM
•1
*-491
-O
pi
M
Z—
9
- O•
wO
l -CM
Oa
—M
flu
< W
© ©
•>- ©
CM At
o ^
^N
© W
-
• HO
flLu CM U-V
^ -f
CM ©
►< COM
^4
£^
z0
««
3a
wa
. 9i 9
i xo
Ou o
- —• —l 3
u*
Ou/>
N/ N
/ Q/-N
»
0 3
0
-X
MCM
© bu
N/ b4
w CL flu
ao
+
a ©
© w
<flU ^4
x
- - x
u• 2
• /s
/-* w
cs
ai
sji aI
BO
3 -u
-« a
3
- -
•>4
flup
^n
i -— n
/
-U
N-
^
« a
•
X w
X 3
/-s-
1 1
1 H
fiU1
X ©
X ©
-u »-i a
►4
•
• ^4
O X
X X
CM ^
>a
z
- •
•l /-s ^
- .©
UV
J|
<• /
\ u-s
AH
H H
X ^
»
• X -h ©
H a
aH
WW
Z1
91 u-N
^ 3
-
IO v
s/
w t4
tea w
Y*
4 tei W
fig Kw
om
«-a
Mm
>■
K *
*
xs
«
CM <
«
w
*
5a
W mpZ
X "* Mi
Q J
«
a 4
u
Z H
*
«
i/N
nA
w CO
U4M
•M* W
WA
Ho
^ S
2ste* CO «+
W
AM
AflS
N<
CO «
wtea
WA
HH
H
m
zbe w
ZO
f
tet IO
X'"N
tea CO
a>4•n
H4 «
flC1
*44-N
WA
*A
bJf
lfl
IOCO
<tea W
COefl
4ro
1 H
Z
*1
««
Q<*s
CO «
Aw
^4 «Z
ao
COp%
HW
««
N
v
Oa
<X
«A
VU
Ha
Zfl U
}5
bJ<
1-4w
5 «
MX
z-v to
h T
A
a >4
as
A Z
Sy-s
ur>
o«
M
wr+s
tea CO
XH
w M
AW
(U A
Hu
o
aU
X H
H O
)
(Ow
1 H
1 =>
W &a «
to
COO
bJX
Z4-v BQ
o *
o
eso
• oM
CM 1-4
tea • «
tea•-4
COX
HW
tcw
® CM
101
to^
Za
frH1
o<
A A
^ <
A >4
4-n aa
. p>
a. ©
bJ bJ
JMa
a a
-
3
•to
wto
< <
3
x^
£SO
w Q
x a
© u
©
<• 2
O X
*-4
w 1-4
- - ©
53
5
«
© H
~
4W flfl» bJu te.
z z a -4 4 < -a *4
44
HO
JO
H
*yi© u o z - * -2-*o•
• »
0
PuO
wtfl
/^/-N^O-urM-NO*
30— CMP-|>-PwwwwP^b) >/s
WW
H
a
« «-/
X i-l X
-3
©©
CM 1-1
W -
J H
x
a 4
a o
< to
CO H
X a
X
h
X
» ©
ax a
<> h-
© flu
2
-u ox ®a
w x
u. ufl
h m
M • a
“
© a
os -J
H H
SO
<
ws
/U
bu
a u
< N
©
M
I to
pm a
w u
X
X
w {_>
« O
« o
r\ 2
CN to
* V I to Z' H
to oc
apii i»« —30 * ae n © <
>"
v«
tn a
fi»«ecw
CT> •*H
to
X
H
91 (A
Ww-*u-/qf
« «
* H «
<i ^<^3 p CO
O SO «
9*
SO • w
p*n w
nfl —< F- r- H
* I 3 '-'X
'-'tn
+
M —
NMOW3 + Z
>p
ofi S/J
+
a
• h v
^a t/i h
P
J
I «
tO
>-
■ '"N/Nflfl 3
Hvin a«■ in v
to _ —
flfl H tn /- * i*
efl a
'csO « w
o> <—»
tn tr
^ r-
tn 3
luwKIN -
in n

378
O'
-• Nor I- Mor - o
' i-i
O'
n n •< X
N-
-aN
NU
< so -
PM CJ U H H -
w OU aa a
,Cu uCJ -
ao
oo
oo
am
am
oJ
lvO
NC
O^
O^
rfNN
nn
nn
n n
<j <j* <r
aaaaaaaaaaa
HH
HH
HH
HH
HH
H<—i
•—( i—I •—i •—i *—i i—r t—<
>—• ►—<
XXXXXXXXXXXXX XXXXXXXX 22
22222222
UU''''U H
H O
PM H
a a • • Mx x O' O'XH
M U
U H
.>
oOi
Xin
•U
fluCO
o(»«
XX
HH
o»
Zz
MN
XH
Xra u]
ou.
mX
X H
►Mo*
pa>>» z
Ho
COk
(SIo o
<flu
■PS X
uX
fluX
>0o
fluH
Nflu
aa
U-
1z
5CO
ato*
a«X
aa
| t/1 U
,PN O
S’** »a
X1
fa]z
=>to
zM
H1
«M O
^ o
s* X
<a
Hb
- pa
h« u
• mU
Ou«
• MX
N CO
”l CO
o"i -*
xK
Xo
PM tb ZI
aua
1 f-»
opa
« - U
lbi
aua
1 o
XH
H»> -
a ^
• a
o*•
fl*m
COo
<
i a
O
1 - O
XuS
flu-
Bu•
1 X
COX
HN
mQ
W-
O J
P» 1 \0
Xr>
m•
•U
X»
• tb
* * H
-CM 04
ta4#
fluo
a -
aX
X
• ^s• to
fs*z
a
-aoi m
cm Ha
r*>X
(Ua
x a
* * U* O
Hflu X
<nX
H o
'in- ao
o fn cu
zr> e>3
Xo
CO I-I -
a• H
OIa
a -
|s N X
HH
X
<H
- Z
flu flu OI 2Z
m »
cn- M
cn o
• s/
o<
•
os os os2
2 2 OS X fb (b OS 2 2 a a 2
o m
o *n
o\ O o —< a H tS N
N N
o o
o
o
n n
■» ioN N
N N
pm x:
• *
cnto - -
«a
a
•M
as COa
a
< -
ho CO Id a aCO
CO x co O
“-
u -
ou - -
-as »-
-pm
X a, X «x S'S- - -» X -a-^ »x
N\/2
H X H -H X< m < -m c
o
H o
x
o —
ilb O lb - X *O
O
IPI
• 2CO O H<lbUU'i
oo
oo
oo
oo
oa
N^irivONJOWOH
pa ono nn pi ia a a
§£
£
w X
v-'
sH
CM>0 1 *
oCO04a
CMm
MM
S** QuCJ
oa
MP
' za
wH
HUCJ■
1CJ
a>pU
u/hU U/OS
><HU1 HU
oo
az
aOI
a<
a•HU
*CJ CO
> CO04• 04
zOu
Cb<
3flu
&4*CM •
2«X
OHU
I-IaCJ
04Cd*
1 s—*z
aua
HHUW
CJX
S-NM HU U
oigU3
GOca «toXo
F-tCO
COU
s/- z
.JXa
Hi
UJuXX2
u*lft4CO to
aa
OJo
CJo«HCJ
s«sCJ CJ
OSXa
vsa qOIu
Oo
k-4•
*uCM
o cc
oo
oo
au pU
n s-\i«-S
/**ou
oo
UJm wCO
o mo
m a
oO
O ma m
ao m
oo
ma
o o flu o
'J m04a
aa
o*
oso>«H O
o p* H Nr>in msO
0 r-oo00o pU p4"MU4 ru04
fl-a
oo
r-4p-4 s-sO
'O'04
sDo a pm CMCM (M CMCM
CMCM CM CMCMCMcn cn r>cn 04 mCJ COo
om
o« z «M
««z
HpHS*N *
a*O'
O' 2>
O'00
ao
oCOUJ UJa
a a Jdfld
a fld oJoJbdfldUJ UJ
UJ ojUJ• UJpp a
’jd04
•u« M UMOI
««
HH
«H fN1
oM
H HH
H HHh
HH
HH
HH
HHH
HH s-N H
a H
XXH
H ■ /-NW ICJ
O' O' O' > >>z
zO'O'O' to
O' O'o OS< 1PC HUHUHHM
HUHUHUHU
HU HUHU hUHU hUHUU HUW HUcj 03 Xz t-Uh-4
O •“< OI>•
« «totoCOO
o «K•«*
«00 a HU1 a002x a x
DC DScC
DCDCcc
DCDCOS
X X
DC S- XM
XOjJ
oX
>* 1ow to to U.=)
oO CJtoo
' o' w
ao O' o
' or >>>a HUHUH H H
hUHU HUHUHU
HUHUhU hU HU-4CO M => HUa?» u in
X 1 Ka(u
o uuoaato « Ut rXi
o>*
U4O
CJmHUH
s—sO W 04 w
OJzNooH S-N CO y-\Mou
oua12 >
cc to flucd >a tu
o CJCJo« pj CTiMU3UJUJ Ad -Jfld UJUJ UJ Jj -UUJUJUJUJ
j3 afld 0« bd• UJ
•Joo H
M ~uHUo1 aa> >> RH
1to CJuj CJ
a a.<CMCM
OCHHH
H HH FtH HH HH HH HH HH
-H'-'H
oJu5M
OItototo tototo
zzto
ato
Ja 1 >> >Ru
flu042HUHUH M M
HUHUHU
HUHU
HUH-l HU
HUHU
hU HUHU ^ HUHU HU<
mo
o
x oDOOIO aU4
'Z*o (u
oo
o CO to'2 2o
O flua flu
o a.
DOCJCJcd
DCx a atc
DCXfd0
CCX
X X
•-U xX
CJ Q•->
aX
>*><
O' o
oo CJCJ CJCJCJfl£ oC>> CJuu CJU ua
>*X222 2 2222 22 2
JZ22
22
22
^2
O 2
OCJ

FVECC(5)«-2.0*WT(5)*(XO(5)-XC(5))-XC(7)*(XC(2)-GAL)-XC(8) FVECC(b)— 2.0*WT(6)*(X0(6)-XC(6))-XC(7)*(XC(3)-GAL)-XC(») FVECC(7)-XC(4)*(XC(1)-GAL)-XC(5)*(XC(2)-GAL)-XC(6)*(XC(3)-GAL) FVECC(8)-XC(4)-XC(5)-XC(6)RETURNEND
INPUT DATA FILE FOR TEST Fl/1
FI/l II 6.747 1.0 12.3 3.1280.1 0.1 0.1
3.045 2.860 3.26417.1 9.02 8.44
..0 2.0 2.0 2.0 1.0 1.0 1.0 2.0 2.03.15 3.68 2.37 2.01 75.131.82 2.76 1.48 1.34 59.638.06 6.66 8.59 3.36 47.33
13.33 8.50 11.33 8.97 37.5614.61 15.55 13.10 16.35 29.8218.67 14.88 17.77 19.48 23.6613.67 13.45 16.03 12.41 18.78 1
8.66 12.14 11.09 13.91 14.91 Go7.68 8.05 6.88 8.07 11.83 CO
3.85 4.89 4.68 4.85 9.39 o
2.70 4.02 2.87 3.94 7.45 13.58 5.42 3.82 5.31

- 381 -
APPENDIX 10
MEASURED AND OPTIMISED FERROSILICON RESULTS FROM 100MM CYCLONE TESTS
Given as the output from the program "0PTIM6"
(see Appendix 9)

— ' RESULTS FOR TEST NO. ri/i —
sotl us y , - 6.747 LlOUlb SO • 1.000
FLLF FLOWRATES - L/H1N FULF DENSITIES - EL/M3pled U/F o/r PEED U/F o/r CONTENTS
KtASUKLb 77.74 41.01 3S.37 304). I860. 3264. 3128.OPTIMISED 7e.u7 40.33 37.71 305). 2E3H. 3262. _WEIGHTS 4.0 1.0 1.0 1.0 2.0 2.0 —
SOLlbS CONCENTRATION (WT.FCT) SOLIUS C0NCEKTJUT10N (VOL.FCT)FEED L/F o/r CUNTLNTS peed U/F o/r CONTENTS
HLAS. 76.13 76.33 81*4) 7S.R7 33.38 32.36 39.39 37.03OFT. 74.93 76.32 81.41 35.73 32.33 39.36 —
SOLIDS Sn.IT FCT WATER SFLIT FCT PULP SFLIT FCT FEESSURE
HUS. A*.)0 MIAS. 36.92 HEAS* 31.66 12.3 FSIOFT. 46.77 OPT. 34.42 OPT. 31..69 84.R RN/K2
--- RESULT! rot T U T NO. F1/Z
SOLIDS SC • 6.7A7 Ligoiu SC - 1.000
FULF FLOWRATES - L/MM FULF DENSITIES - KG/M3FEU) U/F o/r PE ID u/ f o/r CONTENTS
MEASURED 36.37 37.37 14.73 3013. 2796. 3232. 3037*optimised 33.32 39. OS 16.4A 2943. 2820. 3242. — •WEIGHTS 2.0 1.0 1.0 1 .0 2.0 2.0 —
SOLIDS COKCINTRATJOM (WT.FCT) SOLIDS CONCENTRATION (VOL.lCT)PUD U/F o/r CONTENTS PEED u/r o/r CONTENTS
KEAS. 78.44 73.41 11.08 78.74 33.06 31.23 38.8A 33.46OPT. 77.34 73.78 61.19 — 33.83 31.48 39.02
ROLIDt RFLIT FCT WATER (FLIT FCT PULP SFL1T FCT PRESSURE
HEAS. AA.3R MIAS. 32.69 HLAS. 71.73 6.3 riiOPT. 43.R7 OPT. 72.70 OPT. 70.39 44.8 KN/H2
SIZE D1STNI1UTIONS SIZE blSTRIRUTlONS
TZLD UNDERFLOW OVERFLOWSIZE NEAS. OPTIMISED HUS.. OPTIMISED HEAS,> OPTIMISED
MICKOfc PCI FCT CPF FCT FCT CFF FCT FCT CFF
73.1 3.1 3.0 97.0 3.7 3.7 96.1 2.A 2.A 97.639.6 t.S 2.0 93.0 2.6 2.7 91.6 1.3 2.7 96.247.3 8.1 7.8 87.2 6.7 6.7 86.8 8.6 6.7 87.337.6 13.3 10.7 76.3 8.3 9.1 77.7 11.1 9.1 71.329.8 14.6 14.3 62.2 13.6 13.* 62.1 13.1 13.6 62.323.7 18.7 16.9 43.3 14.9 13.3 46.8 17.6 13.1 AA.OU . 8 13.7 14.6 30.7 11.4 13.2 13.6 16.0 13.2 28.314.9 8.9 11.0 19.7 12.1 11.6 21.9 11.1 11.6 17.711. S 7.7 7.3 12.2 8.1 8.1 13.8 6.9 8.1 10.89.4 3.9 4.6 7.6 4.9 4.7 9.1 A.7 6.7 6.37.4 2.7 3.3 4.4 4.0 3.9 3.2 2.9 3.9 3.6
- 7.4 3.6 6.6 — 3.4 3.2 — . 3.8 3.6TOTAL 100.0 100.0 — 100.0 loo.o — 100.0 100.0 —WEIGHTS 1.0 2.0 2.0
rtEb UNDERFLOW OVERFLOWSIZE HEAS. OPTIMISED HUS. OPTIMISED HUS. OPTIMISED
H1CA0N FCT FCT CFF FCT FCT err FCT FCT CFF
73.1 2.0 2.9 97.1 2.6 2.2 97.8 4.3 A. 1 93.939.6 3.0 A.6 92.3 6.4 3.8 91.9 2.3 3.8 93.434.2 3.3 2.3 90.0 2.3 2.7 89.2 2.1 2.7 91.447.3 3.1 4.0 86.0 1.9 1.7 87.3 8.3 1.7 83.037.6 6.1 9.8 76.2 14.1 12.9 74.6 4.4 12.9 79.229.8 16.A 14.8 61.4 11.1 11.8 60.8 16.4 13.8 62.623.7 18.8 16.0 43.4 14.2 13.1 43.7 17.2 13.1 44.918.8 13.9 13.3 11.9 11.8 12.6 11.1 14.7 12.6 29.814.9 10.7 10.2 21.7 10.3 10.4 22.6 9.7 10.4 20.011.8 8.6 8.3 11.6 8.0 8.1 14.3 8.4 8.1 11.39.4 7.9 3.9 7.6 3.6 4.3 8.2 6.7 6.3 6.37.A 1.9 3.3 4.3 6.0 3.3 A.7 2.9 3.3 3.4
- 7.4 2.3 4.3 — 3.3 4.7 — 3.9 1.6 —TOTALVE1CHTS
100.0 loo.o1.0
100.0 100.02 .0
100.0 100.02.0
R0S1N-RAMMLER PARAMETERSA JJ 29 32.93 33.36 ROSIN-RAKMUI PARAMETERS• 1.9410 1.8214 2.U642 A 33.67 13.11 14.24S3 0.9889 0.9876 0.9892 B 1.8848 1.8461 1.9766
U 0.9873 0.9894 0.9804
DISTRIBUTION OP CONTENTS CLASSIFICATION DATAS U B DISTRIBUTION OF CONTENT! CLASSIFICATION DATA
si:e FCT CFF SIZE PARTITION NUMBERS(MICRON) (MICRON) CROSS CORR PRED SIZE FCT CFF SIZE PARTITION NUMBERS
7>.l(HICRON) (H1CK0N) CROSS CORN PRED
2.0 98.0 73.1 6U.6 11.359.o 1.3 96.6 39.6 38.0 7.9 0.) 73.1 2.0 98.0 73.1 61.6 0.1 —*;.j J.4 93.3 47.1 40.3 U.l 0.) 39.6 1.0 97.0 39.6 73.0 S.4 O.B37.8 V.0 84.3 17.6 44.7 U.l 0.2 34.2 3.4 93.6 34.2 33.8 0.1 0.729.8 1..4 68.0 29.8 47.1 0.1 0.2 47.1 3.0 90.6 47.3 44.9 0.1 0 .62J.7 l*.3 48.3 ’ 23.7 42.4 U.l 0.2 37.6 11.8 78.8 17.6 76.7 14.6 0.4lb.8 12.4 16.1 18.8 46.3 0.1 0.2 29.8 13.3 63.3 29.8 61.9 0.1 0.)14.9 1 J.9 22.2 14.9 3U.1 0.1 0.2 23.7 13.9 47.4 23.7 62.0 0.1 0.2tl.4 ».l 14.1 11.8 49.0 0.1 0.2 18.8 14.3 32.9 18.8 64.9 U.l 0.29.4 «.9 9.3 9.4 32.3 0.1 0.2 i«.v 13.3 19.6 14.9 63.6 0.1 0.17.4 J.y 3.1 7.4 33.9 i.l 0.2 11.8 8.1 11.3 11.8 68.1 0.1 0.1
- 7.4 3.3 — — ___ 9.4 6.4 3.1 9.4 71.2 0.1 0.17.4 2.2 2.9 7.4 71.3 0.1 0.1
IN-RA ‘OiLKR PARAMETERS PARTITION PARAMETERS - 7.4 2.9 — — — —A »U.5U OSOCR*******4*A t . * m M 0 >zz: b R081N-RAMHUSR PARAMETERS PARTITION PARANLTINSR2 0.9861 RZ 0.0087 A )<!.tb D3UC 1830.793
WARM NO8 2.152) M 1.2959
- OJMR. rART.NO(S). U 0| 8LT TO 0.1 rci. • R2 0.979# K2 0,.2 J O
WArNIBC - U'RR. FART.LOU). LE 0! NLT TO 0.1 FLT,
RESULTS FOR TEST NO. F l/3RESULTS FOR TUT NO. FI/4
I0L1DI SC - 4.747 Liquio SC • I.000SOLIDS SC • 6.7A7 uyuiu sc • l.000
PULP FLOWRATES - L/HIN FULF DENSITIES - RC/N3PULP FLOWRATES - L/HIN PULP DENSITIES - EC/H3 FEED U/F 0/F n to o/F 0/F CONTENTSFEED U/F o / r FEED U/F 0/F CONTENTS
MEASURED 13.64 21.91 30.32 2703. 2736. 2617 nil.HUSURLb 89.36 23.96 32.64 2700. 2991. 2320. 2796. OPTIMISED 33.36 22.4t 30.89 2674. 2740. 2626.OPTIMISED 87.37 3U.34 37.03 2687. 2991. 2326. -- WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 ~ T.WE1QITS 2.0 1.0 1.0 1.0 2.0 2.0 ~
SOLIDS CONCENTRATION (WT.FCT) SOLIDS CONCENTRATION (VOL.FCT)S0L108 CONCENTRATION (WT.FCT) 60L10S CONCENTRATION (VOL.FCT) FEED U/F 0/F CONTENTS FEED U/F 0/P CONTENTSFLED U/F 0 I t CONTENTS FELD U/F 1D /r CONTENTS
HUS. 74.00 74.44 71.34 74.10 29.67 30.17 28.14 30.38HLAS. 7)..92 78.13 70.81 75.41 29.38 1A.64 26.41 31.23 OFT. 73.,30 74.36 72.69 _ 29.1) io.:19 28.29 —OPT. 7).,71 78.18 70.89 — 29.36 34.66 26.32 --
SOLIDS SFLIT PCT WATTE SPLIT FCT PULP SPLIT FCT PRUSUR1SOLIDS SPLIT PCT WATER SPLIT PCT PULP (FLIT FCT PRESSURE
NIAS. 74.49 MBAS* 74.87 NEAS. 41.93 7.i r s tHUS. 44.76 KUS. 3S.A7 KEAS. 33.01 18.6 FBI OFT. 41.79 OPT. 41.43 OPT. 42.12 31.7 RM/N2OFT. 41.01 OPT. 32.11 OPT. 16.71 114.3 RM/H2
SIZE DISTRIBUTIONSSIZI DISTRIBUTIONS
RED vtfDtmov o m r t o wFEED UNDERFLOW OVERTLOW SIZE HEAS. OPTIMISED HUS. OPTIMISED WAS. optimised
SIZE HUS. OPTIMISED HUS. OPTIMISED HUS.> OPTIMISED KICKON FCT FCT CFF FCT FCT CFF FCT FCT CFFHICRON FCT FCT CFF FCT FCT CFF FCT FCT CFF
75.1 0.1 1.4 91.6 2.4 2.3 97.F 0.9 0.8 99.239.6 2.1 4.0 96.0 2.1 4.8 93.2 2.4 2.0 98.0 39.4 1.1 1.4 97.0 3.4 7.3 94.3 0.1 3.3 98.934.2 2.3 2.0 94.0 3.3 3.A 89.8 0.9 3.4 96.9 34.2 2.2 1.2 94.t 3.4 3.6 90.9 1.1 3.6 97.847.3 3.9 3.7 9U.2 3.0 3.0 8A.S 2.8 3.0 94.0 47.3 1.7 3.4 91.1 4.8 A.A 86.4 1.6 6.4 94.837.6 4.6 8.3 81.7 11.7 11.0 73.9 7.9 ll.Q 87.2 37.6 9.3 10.0 81.a 14.4 14.3 71.0 6.4 16.3 88.329.8 14.2 13.3 66.2 1A.8 1A.3 39.4 16.6 14.3 71.0 29.8 13.4 14.2 66.9 13.3 13.6 18.A 14.6 11.6 73.623.7 17.8 18.9 47.3 16.3 16.2 43.1 21.0 16.2 30.3 23.7 21.0 11.9 48.0 16.8 17.3 41.1 19.7 17.3 33.318.8 14.9 16.1 31.2 16.9 IA.7 26.4 17.4 14.7 33.2 18.8 16.3 14.4 31.6 13.1 13.1 28.0 11.9 13.1 34.A14.9 14.4 12.4 18.8 10.2 10.6 17.9 11.1 10.6 19.3 14.9 11.9 10.6 21.0 10.2 10.3 17.3 10.1 10.3 23.811.8 8.6 6.6 12.2 6.3 6.7 11.2 6.0 6.7 12.9 11.8 7.9 3.9 13.1 4.4 6.9 10.7 4.6 4.9 18.69.4 6.8 3.1 7.1 4.6 3.0 4.2 4.7 3.0 7.7 9.4 1.3 3.9 9.2 • *•* 4.3 4.4 7.3 4.3 11.47.6 4.1 3.0 4.0 2.4 2.7 1.3 2.9 2.7 4.4 7.4 3.0 3.9 3.3 3.0 2.8 3.7 3.1 2.9 4.4
- 7.4 3.8 A.I — 3.2 3.3 — 3.9 4.4 — - 7.4 3.9 3.3 — 4.0 3.7 — 7.0 8.6 _TOTAL 100.0 100.0 — 1U0.0 100.0 -- 100.0 100.0 — TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —•E1CHTS 1.0 2.0 2.0 WEICHTS 1.0 2.0 2.0
SOSIN-NAMMLEI PARAKZTERS ROSINHUUMLER PARA7CTRUA 31.23 33.94 29.13 A 10.92 34.33 27.92B 2.1138 2.0626 2.1886 • 1.9314 2.0232 1.9381R2 0.9929 0.9916 0.9946 U 0.9914 0.9933 0.9910
R I U D1STRIRUTI0N OF CONTENTS . CUSSIFICATION DATA S 1 U DltTRIRUTlOR OF CONTRNTS CLARSIUCATIOM DATA
SIZE FCT CFF SIZE PARTITION NUMBERS SIZI FCT CFF I1ZR PAITITtOV HUMBKRB(HICRON) (HICRON) CROSS CORR FRED (MICRON) (NICRON) CROSS CORR rtto
39.6 4.9 93.1 39.6 69.2 34.7 _ 73.1 3.6 96.4 73.1 71.7 63.434.2 U.7 94.4 34.2 63.9 46.9 24.1 39.6 3.1 90.4 39.6 81.2 47. R 14.647.3 2.3 91.9 47.3 34.2 12.3 24.1 34.2 1.0 19.6 34.2 44.7 39.7 20.137.» 8.2 83.7 37.6 47.7 23.0 19.9 47.3 4.3 (1.1 47.1 14.1 23.0 13.729.8 10.8 72.9 29.8 36.9 7.1 16.4 37.4 1.7 7t.4 37.6 34.4 22.6 4.723.7 20.1 32.8 23.7 36.3 6.4 13.3 29.1 11.7 64.7 29.8 41.0 O.X 3.318.8 16.0 3*.B 16.8 16.1 3.1 11.0 23.7 10.1 34.6 21.7 17.1 0.1 1.614.9 12.6 24.2 14.9 39.2 1U.4 9.0 18.R 17.2 17.4 18.8 60.1 0.1 0.711.4 10.0 14.2 11.8 40.6 12.3 7.3 14.9 10.1 26.6 16.9 48.2 11.3 0.69.4 ».U 8.2 9.4 17.4 7.R 6.0 11.( 9.7 16.9 11.8 41.2 0.1 0.27.4 3.3 4.7 7.4 33.8 3.3 4.8 9.4 3.3 11.6 9.4 31.2 0.1 0.1
- 7.4 4.7 — — -- — - — 7.4 A.t 6.6 7.4 30.6 0.1 0.0' 7.4 6.6
Rk'NlN-RAJOtU.K PARAMETER* PARTITION PARAMETERSA 29.7% U3UC 128.323 tOSIN-RAHNLRl PARAMETER! FA8TITI0N FARAWTtMB 2.U227 H 0.9262 A 32.17 030C 76.613R2 0.9844 R2 U. 3323 1 1.6343 N }..2209
U 0.9R40 R2 0.3623
HARNIK; - CORR. FART.DO(S). U 0| SET TO 0.1 FCT.

RESULTS rot TEST NO. FI/) --- ---RESULTS rut TEST NO. f|/6A
SOLI OS SO • 4.747 LIQUID EC • 1.000 SOLIDS SC • 4.747 LIQUID SC • 1.000
FULF FLOWRATES FELO U/F
• L/M1No/r
FULF DENSITIES - FEED U/F 0/F
EC/M3CONTENTS
FULF FLOWRATES - L/NIN FEED U/F 0/F
fulf DENSITIES - FEED U/F 0/F
RC/H3CONTENTS
UKTlHlSLUWtlCKTI
*4.14*3.402.0
22.*4 23.27 1.0
43.134R.141.0
2420.2430.1.0
3131. 2144. 3130. 2143. 2.0 2.0
2333. HUSU8CDOPTIMISEDVKICHTS
34.E3 34.44 2.0
21.*1 22.48 1.0
33.0033.771.0
2423.2417.1.0
2780. 214*. 27S2. 2172. 2.0 2.0
2 SOS.
SOLIUSr u n
CONCENTRATION (WT.FCT) U/F 0/r CONTENTS
SOLIUS FEED
CONCENTRATION U/F 0/F
(VOL.FCT) CONTENTS
SOLIDSFEED
CONCENTKATXON U/F 0/F
(WT.FCT)CONTENTS
SOLIDSFELD
CONCENTRATIONu/r o/r
(VOL. FCT) CONTENTS
HUS. 68.0* OPT* 69.08
SO.14EO. 13
43.2043.11
71.0* 24.71 24.S7
37.43 20.2* 37.41 20.23
24.71 MEAS. 68.99On. 68.82
73.1773.20
43.2743.34
70.3* 24.SO 24.43
30.97 20.34 31.00 20.38
24.24
SOLIDS SFLIT FCT WATER SPLIT FCT FULF SPLIT FCT PRESSURE SOLIDS SPLIT FCT WATER SFLIT.FCT FULF SFLIT FCT PRESSURE
KZAJ. 39.04 OFT. 40.6S
MU5*on.
21.4322.34
MZAS,OFT.
23.04 It.* FBI 27.03 114.3 EN/M2
NEAR. 32.34 OFT. 30.33
MUS.OFT.
30.4434.7*
MZAJ,OFT.
3*.*0 4.4 H I 40.17 43.2 EN/H2
SIZE D1STSISUT10NS SIZE DtSTSISUTIONS
FEED UNDERFLOW OVERFLOWSIZE KEAS . OPTIMISED KEAS., OPTIMISED HZ AS.. OPTIMISED
MICRON FCT FCT CFF FCT FCT CFF FCT FCT CFF
73.1 l.S 1.7 *8.3 1.3 1.3 98.7 2.0 2.0 98.039.4 1.8 1.7 *4.4 3.4 3.4 *3.1 0.3 3.4 *7.734.2 l.S 2.7 93.9 3.0 2.S *2.3 2.9 2.8 93.147.3 0.7 3.1 *0.8 3.S 3.3 89.0 3.7 3.3 92.137.4 7.2 11.4 7*.3 13.1 14.3 74.7 10.4 14.3 82.72*.8 11.1 12.4 47.1 10.3 10.2 44.3 14.3 10.2 48.823.7 IS.3 19.1 47.9 19.4 1>.3. 43.2 19.3 19.3 4).81S.S 19.2 14.3 31.4 13.9 14.4 30.8 17.1 14.4 31.914.9 11.1 10.3 21.2 9.4 9.S 21.0 10.4 9.8 21.211.8 9.0 S.l 13.1 7.9 t.l 12.9 7.8 t.l 13.27.4 4.3 3.4 9.7 3.2 3.4 9.3 3.1 3.4 9.8
- 7.4 3.S 4.3 — 4.3 4.3 — 4.2 4.3 —TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —WE1CHIS 1.0 2.0 • 2.,0
FEED UNDERFLOW OVERFLOWSIZE KEAS. OPTIMISED MEAS.. OPTIMISED MEAS.. OPTIMISED
MICRON FCT FCT CPF PCT FCT err FCT FCT CFF
73.1 2.2 2.0 *8.0 3.8 3.8 *4.2 0.0 0.1 99.939.4 1.4 3.4 94.4 4.7 4.3 89.9 0.9 4.3 99.434.2 4.0 3.2 91.4 4.2 4.4 83.3 1.7 4.4 97.347.3 2.3 4.0 87.3 4.2 3.9 79.4 2.4 3.9 93.337.4 7.3 7.4 80.1 9.0 9.0 70.4 3.7 9.0 89.829.8 13.3 13.f 44.2 18.2 17.4 33.0 14.7 17.4 73.723.7 13.2 14.3 47.9 13.4 13.3 37.7 17.4 13.3 38.4It.8 14.4 9.9 38.0 10.4 11.7 23.9 7.0 11.7 30.314.9 12.1 13.4 24.3 8.4 8.3 17.7 19.1 8.3 31.311.8 10.2 9.4 13.0 4.3 4.7 11.0 12.3 4.7 19.19.4 4.3 4.0 9.0 4.8 4.9 t.l 7.1 4.9 11.97.4 4.4 3.8 3.1 2.3 2.4 l.S 4.9 2.4 4.9
- 7.4 4.0 3.1 — 3.3 3.3 4.4 4.9TOTALWEIGHTS
100.0 100.01.0
100.0 100.02<.0
100.0 100.02..0
ROStN-RJOCUXB PARAMETER!A 30.74 31.72 30.01 ROSIir-RAMKLCR PARAMETERS1 I. .77*7 1.7393 1.8002 A n.?s 37.04 23.6612 c1.9840 0.9*00 0.9813 R 1.844* 1.9329 1.9431
12 0.9873 0.9913 0.9*30
SIZE DISTRIBUTION OF CONTENTS CLASSIFICATION DATA8 I U DISTRIBUTION OF CONTENTS CLASSIFICATION DATA
SIZE FCT CFF SIZE PARTITION NUMIEM(MICRON) (MICRON) CROSS CORE FRED SIZE FCT CFF SIZE PARTITION NUMBERS
(MICRON) (MICRON) CROSS CORA FRED73.1 0.8 99.2 73.1 39.4 47.6 —39.4 2.3 96.9 39.4 70.2 61.3 32.8 73.1 3.3 94.3 73.1 94.4 94.3 _34.2 0.4 94.3 34.2 43.0 26.3 31.9 39.8 3.3 93.0 39.6 81.1 70.1 •3.947.3 3.1 *1.4 47.3 44.9 24.8 30.7 34.2 0.8 92.2 34.2 72.4 36.3 73.837.4 4.4 84.4 37.4 42.7 26.1 28.8 47.3 4.2 18.0 47.3 70.2 32.8 37.829.8 13.0 71.8 29.8 34.3 18.0 24.9 37.6 9.0 79.0 37.4 39.9 36.3 33.323.7 13.2 34.3 . 23.7 38.0 20.0 23.2 29.8 17.3 81.8 29.8 31.8 23.8 17.6U.8 18.7 37.8 18.8 37.3 19.3 23.3 23.7 16.3 43.) 23.7 33.0 28.9 8.714.9 13.3 24.4 14.9 39.9 22.4 21.9 18.8 13.8 31.4 It.8 47.3 16.9 4.211.8 8.3 14.1 11.8 40.7 23.3 20.4 14.9 9.9 21.3 14.9 33.4 0.1 2.07.4 3.8 12.3 7.4 40.3 23.1 17.7 11.8 9.0 12.3 11.8 38.8 3.2 1.0
- 7.* 3.1 — — - ---- — — 9.4 4.3 8.2 9.4 37.2 0.7 0.37.4 3.3 4.7 7.4 34.3 0.1 0.2
ROJ IN-RA.VU.ER FARAMETRU PARTITION PARAMETERS - 7.4 4.7 — - _A :8.U3 D50C 304.^59• I.7U89 M 0.,J4I3 ROSIN-RAMMUR PARAMETERS PARTITION PARAMETERS12 0.9833 82 0..2831 A 33.73 D30C 44.227
• 1.8900 N 3.2411WAHINC - CURB. FART.NO(S). LX 0| RET TO 0.1 FCT. R2 0.9873 *1 0. 7771
WAR*lNO - COSR. FAST.NO(S). U 0| SET TO O.l FCT.
RESULTS FOR TEST NO. Fl/tt
SOLIDS SO • 4.747 LIQUID SO • 1.000
PULP FLOWRATES - L/M1N FULP DENSITIES - EC/M)FRED U/F 0/F PERU u / r o/F CONTENTS
. . . aSUSED 36.13 11.91 39.46 2410. 2866. 2164. 2342.OPTIMISED 37.14 11.2* 36.14 2401. 2SSS. 2171. “WEIGHTS 2.0 1.0 1.0 1 .0 2.0 2.0
SOLIDS CONCENTRATION (WT.FCT) SOLIDS CONCENTRATION (VOL.FCT)FEED U/F 0/F CONTENTS PEED U/F 0/F CONTENTS
KEAS. 6S.49 74.72 63.23 71. SS 26.3) 32.S2 20.32 27.IEOFT. 4S.49 76.74 43.33 — 24.37 32.14 20.31
SOLIDS SPLIT rCT WATER SFLIT PCT PULP SPLIT FCT PRESSURE
MEAS. 43.OS MEAS. 30.01 MEAS 32.40 7.1 PSIOFT. 43.13 OFT. 2S.43 OPT. 32.02 19.3 EN/Nl
--- RESULTS FOE T U T NO. Fl/7
SOLIDS SC • 8.747 Llguio to - 1.000
PULP PLOWRATES • L/NIN PULP DENSITIES - XC/N3rtoi U/F 0/F FEED u / r 0/F CUNTENTI
MEASURED 107.29 22.82 77.74 1990. 3378. 1438. 2129.OPTIMISED 103.94 23.31 80.43 2032. 3349. 1434. —WtlCMTS 2.0 1 .0 1 .0 1 .0 2.0 2.0
~
SOLIDS CONCENTRATION (WT.FCT) SOLIDS CONCENTRATION (VOL. PCT)FEED U/F 0/F CONTENTS F E U U/F 0/F CONTENTS
NEAR. SB.41 El.63 44.39 62.28 17.23 41.34 11.43 19.43OFT. 40.19 92.33 43.37 IE. 31 41.21 11.04 '
SOLIDS SPLIT FCT WATER SPLIT FCT PULP SPLIT FCT PRESSURE
HEAR. 44.38 KEAS. 13.89 KEAS 22.49 18.4 FBIOFT. 34.22 OFT. 17.33 OFT. 24,.00 127.2 IM/HX
SIZE DISTRISUTIONS
FEED UNDERFLOW OVERFLOWSIZE HZAS . OPTIMISED MEAS. OniMISED MEAS. OPTIMISEDMICRON FCT FCT CPF FCT FCT CFF FCT FCT CFF
73.3 3.7 4.4 93.6 9.7 9.) 90.3 0.7 0.3 99.339.0 8.4 6.4 64.8 10.2 10.3 80.0 3.6 10.3 93.333.8 3.4 2.4 86.4 1.8 2.3 77.3 1.3 2.3 93.244.8 3.3 3.9 60.3 7.9 7.9 49.6 4.3 7.9 88.837.2 13.8 13.2 67.) 13.6 13.8 33.9 11.1 13.8 77.)29.3 11.0 14.6 32.7 13.7 12.9 40.9 16.9 12.9 81.823.4 12.6 13.B 34.9 11.2 11.0 29.9 14.2 11.0 43.714.6 11.4 9.7 29.) 8.4 t.t 21.2 9.8 8.8 33.414.6 7.8 9.) 19.9 8.9 8.4 14.4 11.8 8.8 24.011.7 8.3 4.4 13.4 3.1 3.1 9.4 7.3 3.1 16.79.3 3.1 3.1 4.3 3.8 3.8 3.7 6.1 3.8 10.47.4 3.8 3.6 4.9 2.4 2.4 3.2 4.) 2.4 6.1
- 7.4 3.0 4.9 — 3.2 3.2 — 4.1 6.1 —TOTAL 100.0 100.0 — 100.0 100.0 — • 100.0 100.0 —WEIGHTS 1.0 2.0 2.0
ROSIN-RAMI Lift A
PARAMETER!34.04 43.20 30.49
S 1.744) 1.4201 1.8437u 0.9934 0.993) 0.9978
SIZE DISTRIBUTIONS
PIED UNDERFLOW OVERFLOWSIZE KEAS. oriiMtsto ME AS. oniHlSED HEAS. OPTIMISED
MICRON PCI FCT CFF FCT FCT CFF FCT FCT CFF
74.) 3.2 3.3 94.3 3.9 3.8 94.2 0.7 0.7 99.)39.0 2.) 2.3 94.0 3.3 3.3 90.7 1.3 3.3 *7.f33.4 3.0 2.1 91.9 2.2 2.3 01.) 1.3 2.3 *4.244.0 3.9 2.6 89.) 1.) 1.7 84.6 3.) 1.7 *2.637.2 8.0 8.7 80.8 7.1 8.9 79.6 11.0 8.9 81.129.3 13.4 19.2 81.4 28.8 23.8 33.9 12.4 23.8 70.)23.4 13.3 24.6 34.8 40.4 37.4 14.) 16.4 37.4 36.310.6 13.1 9.1 23.7 3.3 4.4 12.1 13.0 4.4 41.814.0 11.4 7.8 17.9 3.4 4.6 7.3 10.1 4.4 30.111.7 8.0 6.0 11.8 1.9 2.4 3.1 9.9 2.4 If.89.) 4.) 4.3 7.), 1.4 1.9 3.2 7.1 1.9 12.)7.4 4.1 3.1 4.2 1.1 1.4 1.8 3.0 1.4 2.1
- 7.4 3.4 4.2 — 1.4 1.8 — 6.8 1.1 —TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —WEIGHTS 1.0 2.0 2.0
i h i i h u m i u i n u o u c m iA 3) .78 39,.49 27 .8)S 1.9788 2.41)1 1.907Su 0.987) o . m s 0»f940
SIZE DISTRIBUTION OF CONTENTS CLASSIFICATION DATA SIZE D1ST1IEUT10N OF CONTENTS CLASSIFICATION DATA
ttZE FCT err S U E FART IT ION NUMBERS SIZE FCT e r r SIZE PARTITION NUH9ERS(MICRON) (MICRON) CROSS C O M FEED (MICRON) (N1CR0H) CROSS C O M FRED
73.) 2.4 *7.) 7).3 82.S 73.8 _ 74.) 3.) 9S.7 74.) 11.4 77.6 —39.0 4.) 92.7 39.0 30.3 30.* 40.7 )9.0 4.4 92.3 )9.0 61.) 61.6 34.833.6 0.6 92.1 33.6 48.6 28.2 33.8 33.4 2.9 19.4 33.6 30.6 40.2 30.646.8 3.3 66.S 46.S 33.7 38.1 2».7 46. ■ 1.6 10.9 46.1 37.1 23.9 44.937.2 14.3 72.) 37.2 *3.2 23.3 21.1 37.2 13.9 66.9 37.2 32.4 42.4 34.129.3 13.8 3S.) 29.) 36.2 10.* 14.9 29.3 12.4 34.) 29.3 74.2 4E.7 28.)23.4 12.4 46.0 23.4 37.2 12.) 10.) 23.4 14.S 39.3 23.4 3B.0 26.0 22.118.6 14.6 )i.: 11.6 34.S t.f 7.1 IE.* 10.) 29.2 l«.6 29.2 14.) 17.)14.1 13.4 13.4 14.1 33.0 6.4 4.9 14.1 E.3 20.7 14.1 26.2 10.0 13.)11.7 4.9 10.9 11.7 33.2 4.2 ).) 11.1 7.9 12.0 11.2 22.3 6.) 10.19.) 4.4 6.4 1.) 30.) 2.6 I.I 9.) 3.1 7.7 9.) 23.3 7.4 1.77.4 3.8 2.6 7.4 21.8 0.3 1.) 7.4 3.) 4.4 7.4 23.3 7.4 ).0
- 7.« — — — — — - 7.4 4.4 — — — ~
RU31X-RAMMLER PARAMETERS PARTITION PARAMETER! aOttIMMMILU FAXAPSTEEE PARTITION PARAMETERSA 3a .I0 D30C 69.218 A 33.14 D30C 32.E71| 2.0*3) H 1.6*61 B 1.(322 N 1.2407RZ 0.9*18 82 0.V492 E2 0.9944 U 0 .7*39
WARM NO - CORE. rAET.NOlS). U 0| SET TO 0.1 FCT. . WARNING - CORE. FRET.NO(S). U Ol SET TO 0.1 rcr.

result* pur tzst no. n/t
SOLIDS SC • *.7*7 LIQUID SC • 1.000
I'll* plowratrs - l/hih tulp densities - e o/mjPEED L/P 0 It PEED U/P 0/P CONTENTS
"LASURED *7.21 11.4* 4S.2S 2015. 303S. Itt*. 2139.OPTIMISED *7.17 1«.«7 41.30 20*3. 303*. 1*3*. — -WtlCHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL.PCT)PLED U/P 0/P CONTENTS PEED U/P 0/P CONTENTS
MEAS. 39.1* 79.01 **.S3 *2.31 17.tt 33.11 11.33 19.82OPT. 39.9* 7*. 9* **.*1 — IS.13 33.7* 11.3S —
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRESSURE
KEAS. 51 .03 KEAS* 19.*3 KEAS. 27..it 8.2 PIIOPT. 3* .73 OPT. 21.13 OPT. 27..SO 3*.3 EN/M2
sekults rot TEST NO. tinSOLIDS SC • *.197 LIQUID SC « 1.000
PULP FLOWRATES - L/MIN PEED D/P 0/P
PULP DENSITIES - PEED U/P 0/P
E0/M3OUNTENTS
MEASURED 73.01 OPTIMISED 73.13 WEICHTS 1.0
33.7333.**2.0
*1.3341.412.0
3023.3000.1.0
3217. 273*. 3293. 2763. 2.0 2.0
3142.
SOLIDS CONCENTRATION PEED U/P 0/P
(WT.PCT)CONTENTS
SOLtUS PEED
CONCENTRATIONU/P 0/P
(VOL.PCT) CONTENTS
KEAS. 71.29 (1.31 OPT. 77.97 *1.4*
74.32 7*.*3
79.73 34.3433.92
3S.7S 29.7* IS.IS 29.S9
3*.32
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRESSURE
MEAS. 37.11 OPT. 31.33
MEAS.OPT.
*7.2341.44
KEAS.OPT.
44.(1 12.S PSI 44.10 17.9 EN/K2
S U E DISTEIKUTIONS S U E DISTSIBUTIONS
PEED UNDERPLOW OVERFLOW PEED UMDEKrt/HlS U E MEAS. OPT Lit SCO KEAS., OPTIMISED KEAS., OPTIMISED SIZE MEAS . OPTIMISED KEAS . OPTIMISM KEAS.
PCTMICRON PCT PCT CPP PCT PCT CPP PCT PCT CPP MICRON PCT PCT CPP PCT PCT CPP
74.3 4.3 *.3 93.5 9.0 6.5 91.3 4.3 4.0 96.0 73.2 7.0 2.4 97.8 0.3 1.7 98.3 2,o39.0 3.9 3.7 17.1 7.9 7.4 14.1 4.1 7.4 92.3 31.1 3.4 2.7 94.9 2.4 3.0 93.3 1.833.* 2.3 4.3 13.3 4.9 4.4 79.7 4.* 4.4 11.1 32.1 4.1 3.7 91.2 3.8 3.9 91,3 3.3*6.1 3.7 3.7 79.1 5.4 3.4 74.3 1.7 3.4 16.4 46.1 7.1 3.1 85.4 8.8 8.9 84.4 4.437.2 9.0 12.3 *7.3 1*.* 15.7 31.7 1.9 13.7 71.2 36.6 13.3 12.4 73.0 8.1 8*3 76.1 16.429.3 14.9 13.2 34.3 14.4 14.8 43.9 10.9 14.1 *7.0 29.0 13.3 17.6 33.3 20.0 19.4 38.7 16.223.4 14.0 12.9 41.3 10.4 11.0 31.9 14.9 11.0 31.9 23.1 14.2 17.0 38.4 17.8 18.8 39.9 17.9IS.* 12.9 12.7 21.7 11.4 11P4 21.3 14.3 11.4 37.3 11.3 10.3 12.3 23.9 13.7 13.1 26.7 12.314.1 10.0 8.3 20.2 i.l *.5 13.0 10.7 t.S 2*.3 14.3 7.9 S.8 17.1 9.8 9.4 17.4 8.311.7 7.7 7.3 13.0 3.3 3.4 9.1 9.4 3.4 17.0 11.3 3.1 3.7 11.3 3.7 3.7 11.6 3.7
8.39.3 *.0 4.9 S.O 3.4 3.7 *.0 *.2 3.7 10.3 9.1 4.1 6.3 3.0 8.9 8.3 3.17.4 4.* 3.4 4.* 2.2 2.4 3.4 4.2 2.6 t.l 7.3 2.1 2.2 2.9 2.2 2.2 i.l 2.1- 7.4TOTALWEIGHTS
».l100.0
4.*100.0
1.0
2.9100.0
3.4100.0
2..0
3.7100.0
*.l100.0
2.0
- 7.3 TOTAL WE1CHTR
2.S 2.9100.0 100.0
1.0
2.9100.0
2.9100.0
2. o1 1j
2.8100.0
RJSIN-RAMMLER PARAMETERS A H.lt■ 1.7*3*12 O .SSS*
* 1.111.8*38o . m t
31.11l.*11«0.380*
B0S2N-RAMMLER PARAMETERS A 3*.17* I.IOSP*2 0.9*97
33. *3 2.11*9 0.919*
3*.71 2. 10*1 0.9*9*
S U E DISTRIBUTION OP CONTENTS CLASSIFICATION DATA
S U E(MICRON)
PCT CPP S U E(MICRON)
PARTITION NUMBERS CROSS C O M PREO
74.3 2.4 97.* 74.1 71.3 *1.1 _39.0 4.2 91.6 39.0 *2.6 31.9 *0.951.k 1.0 90.3 31.6 *S.3 39.7 38.446.8 1.9 S*.k 46.R 77.1 7U.7 54. f37.2 U.6 7..0 17.2 63.8 36.1 49.229.3 12.• *1.2 29.3 36.0 *1.1 41.721.4 14. S 4*.k • 21.4 *7.9 11.3 38.*1S.» 11.7 3«.t IB.* *6.3 29.0 34.014.S 11.1 21.* l*.S *1.0 2*.* 29.711.7 k.S 1».7 11.7 *0.8 24.3 21.99.1 ».l 9.9 9.1 40.9 24.1 22.47.4 6.2 3.7 7.* 40.7 24.1 19.4
- 7.4 3.7 — — — — —
SIZE DISTRIBUTION OP 00NT1NTS CLASSIFICATION DATA
S U 1(MICRON)
PCT CPP SIZE(MICRON)
PARTITION NUMBERS CROSS CORR PRED
73.2 2.0 9S.0 73.2 41.1 7.938.1 1.7 92.1 38.1 36.2 21.1 17.332.S 1.0 89.3 32.S 37.4 27.1 17.34t.l 4.6 84.7 46.1 32.4 11.7 17.t36.6 20.6 *4.1 36.6 43.7 1.9 17.729.0 12.1 11. S 29.0 31.7 20.9 17.123.1 17.1 34.S 21.1 32.3 11.9 17.t18.1 11.1 21.7 18.3 34.2 21.1 17.914.3 7.0 14.» 14.3 32.* 19.1 IS.O11.3 k.S 9.8 11.3 32.1 11.1 IS.l9.1 4.7 3.1 9.1 32.3 11.9 IS.27.1 2.2 2.9 2.3 32.4 11.7 IB.3
* 7.3 2.9 — — . . . . . . .B**S 1 N-RA.'CtLER PARAMETERS
A J2.2*8 1.7*62U 0.9932
PARTITION PARAMETERS D30C 3*.«lkH 0.70*9R2 0.**1U
rosin-rammls* parametusA 13.128 2.10*1R2 0.99*1
PARTITION PARAMETERSDSOC 0.000n -o.o:»iR2 0.0010
- CURB. PART.NO(S). U 0| SET TO 0.1 PCT. UARNINU - CORN. PART.NO(S). LE 0| SET TO 0.1 PCT.WAENINC
--- RESULTS PUR TEST NO. till ---
SOLIDS SC - *.S7* LIQUID SC - 1.000
--- RESULTS POR TEST NO. P2/2A —
SOLIDS SC - S.S79 LIQUID SC • 1.000
PULP PLOWRATES - L/HIN PULP DENSITIES - EC/MIPEED U/P o/r PEED U/P 0/P CONTENTS
MEASURED 58.8) **.19 13.30 1010. 28*7. 1271. 3113.OPTIMISED 57.10 *3.0* 12.3* 29*9. 2SS1. 1282. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL.PCT)FEED UIt 0/P CONTENTS PEED U/P 0/P CONTENTl
MEAS. 71.1* 7*.20 81.31 79.42 34.19 31.7* 31.73 33.1*OPT. 77.60 7*.*2 81.36 — 33.49 32.03 11.12 —
SOLIDS SPLIT PCT WATER ISPLIT PCT ' ruLP SPLIT PCT russuiz
MIAS. *0.37 MEAS. 67*62 MEAS. 77.1S (.3 PSIOPT. 73.03 OPT. 80.20 OPT. 71.47 37.2 EN/K2
PULP PLOWIATRIi - L/MIN PULP DENSITIES - tC/N)PED U/P 0/P PIED U/P D/P CONTEXTS
MEASURED tl.*3 31.00 37.31 2993. 321*. 2*2). 1009.OPTIMISED »t.*2 31.0* 37.3* 2912. 32)3. 2*4*. — -WE1CMTS 2.0 t.O 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CO NCZ NT RATION (VOL.PCT)PEED UI t o / r CONTENTS PEED U/P 0/P CONTENTS
WAS. 77.94 SO.kO 72.40 79.11 11.93 37.tt 27.(1 33.11OPT. 76.S2 SO.SI 72.79 — 32.31 IT.9* 21.00 —
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRES SUSP
MEAS. *9.13 KEAS. 39.40 NEAR *3.2* f.l PStOPT. 32.R7 OPT. *1.80 OPT. *3.2* 117.2 RM/N2
S U E DISTRIBUTIONS
PIED UNDERPLOW OVERFLOWS U E MEAS . OPTIMISED KEAS OPTIMISED MEAS OPTIMISED
MICRON PCT PCT CPP PCT PCT CPP PCT PCT CPP
71.2 2.3 2.* 97-4 3.0 2.9 97.1 1.3 1.3 IS.l38.1 3.3 3.2 94.2 2.1 3.0 94.1 3.8 3.0 84.432.8 3.* 1.) 90.9 3.0 1.9 90.1 1.2 3.9 92.94**1 4.1 4.* 86.4 4.) 4.1 St.2 *.0 4.1 St.f3*.* 13.3 14.0 72.3 11.S 14.) 71.8 12.9 14.3 73.919.0 16.0 1*.) 54.0 17.4 17.3 36.3 13.2 17.1 *0.723.1 16.3 13.) 40.8 13.1 13.7 38.S 13.7 13.7 *t.a11.3 9.7 12.1 28.7 14.2 11.3 23.3 S.S 11.3 38.314.3 S.S S.7 20.0 t.l f.l U.) 7.4 9.1 30.D11.3 3.2 7.1 12.8 *.3 3.7 10.» 11. t 3.7 19.39.1 3.4 7.1 3.7 3.2 4.3 *.1 13.2 4.3 *.37.) 2.3 2.4 3.2 2.7 2.* 3.3 1.9 2.* 2.3
- 7.3 3.1 3.2 -- 3.3 3.3 — 2.* 2.3 —
TOTALWEICHTS
100.0 100.01 0
100.0 100.02 0
100.0 100.02 0
ROSIN-RAMMUR PARAMETERSA 3).*3 16.41 31.S*• 2.0221 2.03*1 2.037382 0.9872 0.99*1 0.9*13
ft CD
SUE DISTRIBUTIONS
UNDEIPLOW OVERFLOWSUE MEAS. OPTIMISED WAS. OPTIMISED MEAS OPTIMISEDMICRON PCT PCT CPP PCT PCT CPP PCT PCT CPP
71.2 2.2 l.« 91.4 2.3 2.3 97.3 0.* 0.7 99.35S.1 3.1 1.2 93.2 4.S «.a 12.t l.« k.S 97.932.S 1.9 2.* 92.6 4.. *.* SS.3 0.1 *.* 97.3 »**.l 3.1 5.2 87.* 4 .6 t.2 S2.1 6.1 *.2 93.336.* 18.2 It.7 70.7 1S.7 19.1 *1.0 13.» 19.1 79.329.0 17.9 1*.* 36.1 17.0 IT.* *3.* 14.9 17.* *4.1 |23.1 i«.a 17.2 37.1 17.4 1«.S 2S.S 11.2 l».S 4*.4IS.3 1*.* 11.* 23.7 10.3 10.3 IS.2 It.* 10.3 29.1 C O
CO16.3 9.0 ».( 14.S 7.D 7.9 10.4 S.9 7.9 19.•11.3 3.1 3.2 9.7 2.9 3.1 7.3 7.* 3.1 12.39.1 *.9 3.7 4.0 3.3 3.0 2.3 I . l 3.0 3.97.1 1.7 1.7 2.3 , 1.0 1.0 1.3 2.3 1.0 3.4
- 7.3 2.2 2.1 1.3 1.1 — 3.* S.t — 1TOTAL 100.0 100.0 — WIICHTS 1.0
R0S1N-RAMMLRR PARAWTCXS A 34.«)■ 2.238* R2 0.990*
100.0 100.0 — 2.0
37.M 2.*411 0.9S71
100.0 100.0 — 2.0
30.42l.ltll0.9913
DISTRIBUTION OP CONTENT. CLAS8Ir1CAXIOM DATA 8IZ8 DISTRIBUTION OP CUNT ERIE CUSRIPICAT10N DATA
S U E PCT CPP S U B PARTITION NUMBERS m i PCT CPP s i z e PARTITION NUMBERS(MICRON) (MICRON) CROSS CORR FRED (MICRON) (MICRON) CROSS CORR PRED
73.2 3.7 94.) 73.2 77.9 0.1 _ 73.2 0.6 ft.* 73.2 79.9 *3.3 —
3B.1 3.0 91.) 38.1 71.3 0.1 0.1 31.1 2.0 3S.I S4.7 73.7 •2.3i:.« 1.3 87.S 32.S 79.1 0.1 0.1 32.1 l.i 32.S *0.3 **.2 *9.346.1 *.l SI.7 46.1 *9.7 0.1 0.1 «*.l 2.) **.l *2.9 3*.3 49.*36.* 12.2 *9.3 l*.t 7S.2 0.1 0.1 )*.* 11.7 3*.* 3S.3 2S.7 23.129.0 16.0 31.3 29.0 7S.3 U.l 0.1 29.0 17.9 *3.9 29.0 34.0 21.2 10.223.1 13.7 37.1 23.1 SO. 2 0.1 0.1 23.1 1».» *7.3 23.1 43.9 7.4 *.21R.3 13.0 24.7 IS.l SU.2 0.2 0.1 11.3 17.* 29.S 18.3 44.1 3.3 1.714.3 7 .6 17.2 16.3 61.» 0.1 0.2 14.3 12.6 17.4 14.1 37.3 0.1 0.711.3 6.0 11.2 11.3 33.9 0.1 0.2 11.3 t.S ll.S 38. * 0.1 0.39.1 3.3 3.6 9.1 71.9 0.1 0.2 f.l 7.0 3.3 9.1 34.3 0.1 0.17.) : . * 3.2 7.3 •0.) 0.7 0.2 7.) 2.* 7.3 30.2 0.1 0.0
- 7.1 3.2 — — — — — - 7.3 3.1 — — —
N-RAMMLER PARAMETERS PARTITION PARAMETERS ROSIN-RAMHIXR PARAMETERS PARTITION rARAM*TIESA 33.73 DSOC 0.000 A 30.73 DSUC 4*.207R 1.9910 M -0.4*17 • 2.220* N 4.0U7SR2 0.9910 R2 .2*31 R2 0.9900 R2 0.9123
WARRING • CORE. FART.MO(*>. LX 0{ RET TO 0.1 rcr. WARN1M - COER. PART.DO(S). U 0| SET TO 0.1 rcr.

— RESULT! FOR T U T NO. F2/3 —
SOLIDS SC - 6.SIS LiqUID sc - 1.000
PLLP PLOVLATKS: - L/NIN PULP DENSITIES - KC/H3nib L/F 0/F peed U/F 0/F CONTENTS
.LASURED *0.92 31.10 66. IS 2730, 3106. 21)0. 2743.optimism) PI. S7 IS.SI 62.21 2713. 1107. 2)16. —WLlCMTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (NT.FCT) SOLIDS CONCENTRATION (VOL.PCT)peed t it 0/F CONTENTS PELD U/F 0/F CONTENTS
KEAS. 74.15 S5.S2 66.7» 76.SB 29.43 62.19 22.62 29.S8OPT. 75.6S 8).44 66.SI — 29.14 62.66 22.72 —
SOLIDS SFLIT FCT WATER SFLIT FCT FULP SFLIT ra PRESSURE
NIAS. 69.32 HEAS. 27.72 ME AS. 32.94 13.9 FBIOFT. 67.17 OPT 26.09 OPT. 32.23 109. 6 EN/M2
SIZE DISTRIBUTIONS
reco UNDER/LOW OVERFLOWSIZE KZAS.. OPTIMISED MIAS.. OPTIMISED ME AS.. OPTIMISED
MICRON p a FCT CFF s a FCT CFF p a FCT CPF
71.2 6.) 2.) 97.7 0.9 1.4 98.4 2.4 1.1 96.9IS.l 3.S 3.6 96.1 4.0 4.0 94.6 1.2 4.0 93.412.S 3.2 2.6 91.3 2.3 2.7 91.9 2.) 2.7 91.266.1 8.7 6.6 66.7 4.6 7.0 84.9 6.0 7.0 84.416.6 16.3 16.3 70.3 16.2 14.2 70.7 14.S 14.2 69.929.0 12.7 11.6 38.6 11.7 11.9 38.7 11.1 11.9 38.321.1 16.7 18.4 60.3 21.6 20.; 3S.0 17.3 20.7 42.211.) 10.6 12.1 28.2 12.4 12.2 23.8 12.3 12.2 30.3.6.) 8.0 9.2 19.0 9.4 9.1 16.7 9.3 9.1 21.111.1 6.6 6.3 12.3 3.4 5.3 11.2 7.3 3.3 13.69.1 1.9 4.9 7.3 4.3 4.3 4.9 3.t 4.3 8.07.) 2.1 2.9 6.7 2.S 2.6 4.3 3.3 2.6 3.0
- 7.3 7.1 4.7 — 3.7 4.) — 4.6 3.0 _TOTAL 100.0 100.0 -- 100.0 100.0 100.0 100.0 —VIICHTS 1..0 2..0 2.0
IOSIN-IUKXLEA PAAAMETUSA 33.*2 33..33 13.26S 1.9170 2.0032 1.8469B2 0.996S 0.9962 0.994S
— USULTI FUN T U T NO. PI/4 —
SOLIDS SC • 4.179 LIQUID SC • 1.000
PULP PLOWRATES - L/NIN PULP OZNSITIES - RU/M)PEED U/F 0/F FEED U/F 0/F CONTENTS
MEASURED 48.19 29.19 19.44 2710. 1103. 2)11. 2I4S.OPTIMISED 48.28 29.00 19.28 2661. 111). 2)23. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0
SOLIDS CONCENTRATION (WT.PCT) EOLtUS CONCENTRATION (VOL.FCT)m u U/F 0/F CONTENTS FEED 0/F 0/F CONTENTS
KEAS. 73.S3 79.33 46.3S 73.92 29.09 33. SI 22.10 11.43OPT. 73.03 79.43 66.69 — 28.23 13.96 22.34 —
SOLIDS SPLIT F a WATRR IPLIT F a PULP SFLIT F a PRESSURE
KEAI. 61.84 MEAJ. 43.69 HEAS. 42 .32 8.6 FSIOFT. 34.10 OPT. 37.90 orr. 42 .46 19.0 KN/N2
SIZE D1STRIIUTI0NS
PEED UNDERFLOW OVERFLOWSIZE HEAR • OPTIMISED MEAS OPTIMISED HEAS. OPTIMISED
MICRON p a p a CPF p a PCT CPF p a p a CFF
73.2 3.0 2.6 97.4 2.7 2.8 97.2 2.2 2.) 97.738.1 3.2 A.6 92.1 6.4 6.6 90.6 2.2 6.6 93.432.1 3.3 3.1 89.7 2.6 2.9 87.7 3.) 2.9 92.146.1 6.0 1.4 84.1 7.0 7.1 SO.3 ).) 7.1 88.716.6 12.7 16.1 68.2 20.1 19.) 61.2 11.2 19.3 76.)29.0 12.3 14.7 13.1 16.) 13.6 43.4 11.8 13.8 63.121.1 17.7 11.6 17.9 11.6 14.2 11.2 16.8 14.2 43.8IS.3 12.1 12.6 21.3 10.2 10.1 21.1 13.6 10.1 30.)14.) 10.4 8.6 16.7 7.1 7.6 11.) 9.4 7.6 20.)11.) 6.) 1.7 11.0 4.) 4.7 S.S 4.8 4.7 13.69.1 4.S 1.1 3.6 4.2 4.1 4.7 6.9 4.1 6.87.3 2.3 2.4 3.2 2.0 2.0 2.6 2.9 2.0 3.9
- 7.3 3.) 1.2 — 2.4 2.6 — S.t 3.9 —TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —
WEICHTS 1 0 2 0 2 0
ROSlN-RAKMLEt PARAMETERSA 31.00 37 37 32 101 2.0)61 2.103) 1.988)R2 0.S93S 0.997) 0.9879
SIZE DISTRIBUTION Of CONTENTS CLASSIFICATION DATA SIZE DISTRIBUTION OF CONTENTS CLASSIFICATION DATA
SIZE FCT CFF SIZE PARTITION MUMRER1 SUB r a CFF SIZE PARTITION NUMSERS(MICRON) (MICRON) CROSS CORA FREO (MICRON) (MICRON) CROSS COM FRED
71.2 2.6 97.4 73.2 17.9 U.O 73.2 3.0 93.0 73.2 63.8 44.9 —36.1 6.4 91.0 38.1 30.7 33.3 33.) 38.1 0.9 94.1 38.1 61.4 37.9 41.432.8 2.1 88.9 32.8 49.4 31.4 12.7 32.8 4.) 89.6 32.8 38.4 33.0 38.646.1 3.8 81.2 46.1 48.1 29*8 11.8 46.1 3.1 84.) 46.1 69.7 31.2 34.9)6.6 9.4 71.6 16.6 47.4 28.9 10.) 16.6 16.4 68.2 36.6 61.3 37.9 29.229.0 12.f 60.7 , 29.0 30.2 32.7 28.8 29.0 18.1 30.1 29.0 34.0 23.f 24.321.1 9.2 11.) 21.1 49.9 32.2 27.) 21.1 17.1 33.0 23.1 46.0 13.1 20.116.) 1.6 42.9 18.) 47.) 28.7 26.1 18.) 10.7 22.3 IN.3 46.0 13.1 16.3U.) ».l )».? 14.) 42.) 22.2 24.8 14.) 7.8 14.6 14.3 43.8 12.7 13.311.) «.6 32.1 11.3 40.1 18.9 23.4 11.) 3.1 9.3 11.3 43.1 8.4 11.09.1 11.) 18.6 9.1 42.) 22.2 22.4 9.1 4.) 3.2 9.1 43.8 9.3 9.07.) 11.8 4.8 7.) 41.) 23.8 21.3 7.) 2.) 3.0 7.3 44.7 10.9 7.3
- 7.) «.B — — — — - 7.3 1.0
N-RAXMLER parameters PARTITION PARAMETERS ROSIN-IAKKLER PARAMETERS PARTITION FARANtTEUA :«.«9 D3UC 482.882 A 3..20 D30C 76.699R 1.3097 M 0 2531 • 2.0772 M 0.93918/ 0.92)0 82 0.6)66 R2 0.992) 82 0.8233
WARXINU - CORN . rART.NO(S). LR 0| SET TO 0.1 per. . WARNING - COBS. FAST.80(8). LR 0| 8RT TO 0. pa.
----- RESULTS FUR TEST NO. F 2 /J RESULTS for t u t n o. F2/4
SOLIDS SO • 4.879 LIQUID SC • 1.000 SOLIDS SC • S.S7S LIQUID SC • 1.000
PULP flowrates - L/M1N PULP DENSITIES - EC/H3 PULP FLOWRATES - L/NIN pulp d c m i t i e s - RC/H3SEED U/F 0/F F E U 0/F 0/F CONTENTS F E U U/F 0/F F E U U/F o/r CONTENTS
MEASURED 103.01 31.31 73.24 2403. 3490. 2017. 2421. HEASU8U 44.37 24.00 40.71 2190. 1081. 1980* 3883.OPTIMISED 104.97 31.44 73.33 2448. 3*83. 2002. — - OPTIMISED 66.41 21.14 *0.19 1396. 3084. 1958.WtlOHTS 3.0 1.0 1.0 1.0 2.0 2.0 — WEICHTS 2.0 1.0 1.0 1.0 2.0 3.0 —
SOLIDS CONCENTRATIONp e e d u/r o/r
(WT.PCT)CONTENTS
SOLIDSFEED
CONCENTRATIONU/F 0/F
(VOL.PCT)CONTENTS
SOLIDS CONCENTRATIONF E U U/F 0/F
(WT.FCT)CONTENTS
SOLIDSF E U
CONCENTRATIONU/P o/r
(VOL.PCT)CONTENTS
KEAS.OPT.
48.36 81.48 49.22 81.42
19.0018.16
68.68 23.9024.84
42.31 17.30 42.24 17.04
24.17 NIAS.OPT.
68.03 79.08 68.18 79.07
37.3137.23
*9.30 23.6423.71
31.4F 16.11 33.44 16.30
24.89
SOLIDS SPLIT F a WATER SPLIT F a PULP SFLIT PCT PEESSURE SOLID. SPLIT r a WATER SPLIT PCT FULP SPLIT PCT PRESSURE
KEASOPT.
46.4811.68
KEAS.OPT.
19.9523.10
KEAS<OPT.
30.11 13.7 FBI 30.14 108.2 RN/K2
NBASOPT.
. 17.11 38.08
KEAS.OPT.
12.3012.93
NEAR.OPT.
3S.96 7.6 PEI 3E.92 32.4 EM/H2
S U E DISTRIBUTIONS
F E U UNDERFLOW OVERFLOWSIZE HEAS. OPTIMISED KEAS. OPTIMISED KEAS. orTiMisn
MICUN PCT FCT CFF PCT PCT CFP PCT r a err
71.2 3.2 2.1 97.9 2.2 2.3 97.1 1.4 1.7 98.118.1 4.1 3.7 91.2 4.6 4.7 92.8 4.1 4.7 91.712.8 2.1 3.3 88.9 3.1 2.9 89.9 4.1 2.9 87.944.1 4.1 7.3 81.4 7.2 6.8 83.1 8.7 6.8 79.136.6 13.1 13.6 63.8 17.7 17.6 63.3 13.1 17.6 66.229.0 17.6 17.6 48.2 16.6 16.6 48.8 18.7 16.6 47.121.1 11.3 14.4 13.4 17.1 17.0 31.8 12.2 17.0 31.118.3 11.1 11.1 22.1 11.6 11.6 20.2 10.6 11.6 24.914.3 8.4 8.1 14.2 7.3 7.6 12.6 8.9 7.6 16.011.3 3.9 1.0 9.2 4.4 4.7 7.9 1.2 4.7 10.69.1 1.7 4.4 4.6 3.6 1.9 4.0 1.1 1.9 1.27.1 2.1 2.0 2.6 1.7 1.7 2.1 2.2 1.7 2.9
- 7.1 2.7 2.6 — 2.1 2.1 -- 2.9 2.9 —TOTAL 100.0 100.0 — 100.0 100.0 100.0 100.0 —WEICHTS 1,.0 2,.0 2,.0
80SI6-RAMMLZS PARAWTE88A 36..16 34..70 34..00ft 2.1344 2.2230 2.0114U 0.9960 0.9958 0.9949
SIZE HEARn u
S U B DISTRIBUTIONS
UNDERFLOW OTEA/LOW. OPTIMISED KEAS. OPTIMISED KEAS.. OPTIMISEDMICRON r a PCT err r a r a CPF r a PCT CPF
73.2 2.6 1.2 98.8 t.S 1.8 98.2 0.0 0.3 St.7SS.l 4.1 2.2 93.7 4.0 4.3 93.9 1.3 4.3 SS.l52. • 2.1 3.3 92.2 3.3 3.1 88.8 1.3 S.I tt.s48.1 S.S 4.3 87.9 3.4 3.7 83.1 2.1 3.7 S4.434.8 17.3 14.7 73.2 13.1 13.8 67.3 12.4 13.8 81.3 i29.0 13.9 11.3 34.7 21.1 20.3 47.0 14.4 20.3 S3.A
(a )23.1 17.9 17.1 37.4 16.7 16.9 30.0 17.2 14.9 41.0IS.3 11.7 13.7 23.9 13.8 13.2 16.8 14.8 13.2 33.4 0 014.5 8.4 9.2 14.7 *.8 6.4 10.3 13.0 4.4 70. • C D11.5 4.2 3.8 10.9 2.9 3.1 7.2 4.4 3.1 18.09.1 3.4 4.4 *•» , 4.7 2.3 9.1 4.7 7.1 |7.3 1.9 1.9 2.1 1.1 1.1 1.4 3.1 1.1 4.1- 7.3 2.3 2.3 — 1.4 1.4 _ 4.1 4.1
TOTAL 100.0 100.0 — VIICHTS l.o
808IN-RAMKU1 PARAMETER!* 31.18 ■ 2.2218 RE 0.9924
100.0 100.0 — 2.0
37.191.44030.9914
100.0 100.0 — 2.0
29.201.12420.9931
S I U DISTRIBUTION OF CONTENTS . CLASSIFICATION DATA SIZE DUTRIBUTIOR OF CONTENTS CLASSIFICATION DATA
SIZE(MICRON)
fct CPf B U S(MICRON)
PARTITION NUMBERS CROSS CORA FRED
S U B(MICRON)
PCT CPF 1 U E(MICRON)
PARTITION NUMBERS CUSS C O U FRED
73.2 l.S 98.2 73.2 36.2 43.0 _ 73.2 0.0 100.0 7).2 •7.3 • 1.038.1 2.4 93.9 38.1 44.2 27.4 33.2 38.1 3.4 94.6 38.1 • 1.1 71.S •S.S32.8 2.0 93.9 32.8 41.2 28.8 33.0 32.8 1.0 93.7 32.8 • 1.1 71.8 7S.746.1 3.2 90.7 46.1 10.1 33.6 34.8 44.1 4.0 91.6 66.1 73.6 40.7 At.!J6.4 13.7 76.9 36.6 11.9 40.1 34.4 36.6 3.3 88.1 36.6 83.2 45.1 5I.S29.0 13.6 61.3 29.0 11.2 41.7 33.9 29.0 3.8 82.6 29.0 60.» 41.2 34. t23.1 17.0 46.3 23.1 16.7 43.7 33.3 23.1 13.8 66.7 23.1 36.6 35.3 23.f18.3 13.7 30.1 18.3 10.3 31.4 33.1 18.3 16.1 30.1 18.3 *7.3 21.4 13.414.1 9.9 20.7 14.3 47.9 32.2 32.7 14.3 17.4 32.6 14.3 *3.3 18.7 9.7ll.S 7.4 13.2 11.1 *1.7 29.4 32.) 11.1 9.0 23.) 11.3 43.2 18.3 4.1V.l 4.4 4.8 8.1 41.0 28.4 31.9 9.1 13.3 10.0 9.1 33.4 3.4 3.77.3 2.9 3.9 7.3 41.1 29.1 31.1 7.3 4.3 1.1 7.3 33.1 0.4 1*3- 7.3 3.9 — — — — — - 7.3 3.8 — —
ROSIN-RAMMLLR PARAMETERS PARTITION FARAMHTEU SOSlIMUMHUt FARAWTEU PARTITION PRAAM TEASA 31.49 D30C 83904.798 A 22*9) DSOC 33.471• 2.0234 N 0.0663 • 2.42)0 N 2.1300R2 U.SS04 82 0.0317 *2 0.821) E2 0.8071
WARN INC - COER. FART.NU(S). LR 0 | SET TO 0.1 FCT. UAU IW - ( M l . FART.NO(S). U 0 | SET TO 0 .1 fCT,

USULTE rUK TEST NO. P2/7 results for m i n u. tut
PULP PLOViATES - L/HIN
LIQUID SC - 1.000
PULP DENSITIES - KC/M]
SOLIDS SC - 4.SIS
PULP FLOWRATES - L/NIN
LIQUID SC • 1.000
PULP DENSITIES - RC/NlFEED t/P 0/P PEED U/P 0/P CONTENT! PEED U/P 0/P PEED u /p o/r CONTENTS
MEASURED 101.81 23.39 70.94 2020. 1491. 1404. 2088. MEASURED 72.24 21.U3 44.21 2010. 1141. 1302. 1941.UKTIHISED 99.20 24.91 72.28 2093. 3481. 1379. — OPTIMISED 71.44 24.21 47.4] 2044. 1113. 1490. — -WEZCHTS 1.0 2.0 2.0 1.0 2.0 2.0 WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL.PCT) SOLIDS CONCENTRATION (WT.PCT) B0L1DS CONCENTRATION (VOL.PCT)PEED U/P D/P CONTENTS PEED U/P 0/P CONTENTS PEED U/P 0/P CONTENTS PEED U/P 0/P CONTENTS
MEAS. 39.08 81.31 44.13 40.97 17.13 42.41 10.11 18.31 MEAS. 38.80 79.74 19.11 17.14 17.18 14.42 8.34 14.33OPT. 41.14 81.41 42.89 — 18.41 42.21 9.84 — on. 39.83 79.48 18.48 17.80 14.11 4.11
SOLIDS SPLIT PCT WATER SPLIT PCT PULP 8PL1T PCT PRESSURE SOLIDS SPLIT PCT WATCI SPLIT PCT PULP SPLIT PCT PRESSURE
XZAS. 31.42 HZAJ. 13.29 MEAS, 24.11 13.1 PSI KEAS 411.70 MEAS. 21.79 KEAS. 31.27 7.7 PSIDPT. 41.30 orr. 19.24 OPT. 27.11 101.4 KN/H2 on. 49.02 OFT. 24.21 OPT. 11.81 31.1 KN/M2
SIZE DISTEISUTIONS SIZI DISTRIBUTIONS
SIZEMICRON
74.1 39.0 31.4 44. B17.229.321.418.4 14.B 11.79.1 7.4
- 7.4 TJTAL VZIGHTS
PEEDHEAS. OPTIMISED PCT PCT CPP
2 .24.43.92.9 14.217.0 14. B14.1B.44.13.9 1.72.2
2.83.91.84.4 13.8 18.213.212.27.0 4.2 4.71.42.1
UNDERPLOW OVERFLOWMEAS. OPTIMISED MEAS. OPTIMISEDPCT PCT CPP PCT PCT CPP
97.291.287.3 81.143.147.1 11.919.712.7 8.1 1.8 2 .1
1.07.41.39.7 13.7 21.014.311.34.71.21.4 0.9 1.2
2 .87.14.2 8.413.820.4 14.112.43.11.2 4.0 0.9 1 .2
97.290.1 83.977.1 41.4 40.824.314.4 9.24.12.1 1.2
100.0 100.0 — 100.0 100.0 —1.0
L2S1N-RAMMLER PARAMETERS A 18.008 2.Z03482 0.9917
1.04.12.41.413.414.414.4 11.99.93.93.4 2 .8 1.7
100.0
2.97.14.2 8.413.820.414.112.13.11.2 4.0 0.9 1.7
100.0
SIZEMICRON
74.1 39.0 31.444.817.229.321.418.414.8 11.79.1 7.4
- 7.4 TOTAL
PEEDMEAS. OPTIMISED PCT PCT CPP
4.43.94.74.910.918.9 14.4 10.28.7 4.2 1.01.42.1
4.4 4.81.17.4
13.917.313.411.87.14.04.41.1 2.0
93.490.787.479.841.944.4 11.0 19.211.9 7.9 1.1 2.0
UNDERPLOW OVERPLOWMEAS. OPTIMISED MEAS. OPTIMISEDPCT PCT CPP PCT PCT CPP
3.44.12.3
100.0 100.0 —
21.214.813.710.74.81.02.8 1.0 1.0 1.2 1.1
100.0 100.0
3.44.4 2.9 8.119.317.3 14.2 10.13.1
1.0
94.487.884.874.8 37.1 40.021.811.78.43.12.1 1.1
1.8U.41.94.78 .817.8 11.411.911.13.97.3 2.71.4
1 .84.42.98.119.317.114.210.13.3 3.13.01.01.4
98.297.491.184.778.740.844.931.119.811.9 4.1 1.4
— 100.0 100.0 —2.0 ' 2.0 WEIGHTS 1.0
803IN-RAMMLE)I PARAMITERS
2.0 2.0
40.27 14.44 A 1S.S2 41.81 12.202.4404 1.9734 I 2.2099 2.1971 2.04430.9911 0.9912 U 0.9918 0.9910 0.9849
SIZE DISTRIBUTION OF CONTEXT! CLASSIFICATION DATA SIZE DISTRIBUTION OP CONTENTS CLASSIFICATION DATA
SIZE PCT CPP SIZE PARTITION HUHRCRS SUE PCT CPP SIZE PARTITION NUMIERS(MICRON) (MICRON) CROSS CORE FRED (MICRON) (MICRON) CROSS CORA FRED
74.1 2.1 97.8 74.1 43.0 34.7 __ 74.3 1.2 98.8 74.3 91.0 87.8 __
39.0 1.4 94.4 39.0 70.7 43.8 71.8 19.0 7.0 91.8 39.0 73.1 66.1 69.431.4 1.8 »;.» 31.4 71.8 47.5 69.1 11.6 1.1 90.1 31.6 43.0 32.6 67.246.8 1.4 91.0 44.4 74.4 71.0 63.1 46.8 6.1 84.0 46.8 76.8 68.1 63.817.2 11.8 77.2 37.2 43.4 37.1 38.4 37.2 17.4 66.2 17.2 76.7 68.4 38.129.3 11.1 I M 29.3 43.4 54.7 31.9 29.3 19.4 46.9 29.1 70.1 19.8 12.421.4 21.0 19.1 . 23.4 39.S 30.2 43.6 21.4 11.1 11.1 21.4 44. S 32.1 46.918.4 11.2 27.9 IS.4 30.7 14.9 39.8 11.4 12.2 20.9 18.6 31.1 37.4 41.814.4 11.8 W.2 14.1 45.7 12.7 34.3 14.1 7.7 11.1 14.8 12.4 16.0 17.011.7 4.8 11.4 11.7 49.0 36.9 29.7 11.7 4.1 9.0 11.7 10.7 11.2 12.69.1 3.9 3.1 9.1 14.8 24.1 23.4 9.1 3.4 1.6 9.1 41.4 26.0 21.67.4 2.4 l.l 7.4 )4.0 18.2 21.7 7.4 1.3 2.0 7.4 44.1 24.8 21.0
- 7.4 1.1 — ... — — — - 7.4 2.0 * ' .— — — —
1N-RAMMLER PARAMKTUS PARTITION PARAMETERS 10S1N-RAMHLER PARAMRTRRS PARTITION PARAMETERSA ij.:14 U50C 27.372 A 16.74 D30C 26.7088 2,1214 M 0.7914 8 2.2724 H 0.681082 0.9874 K2 0 .8368 82 0.9910 R] 0.8684
WARNING - CURR. PART.KO(S). U 0; SET TO 0.1 PCT. WARNING - CORI. PART.NO(l). LS 0| 8RT TO 0.1 PCT.
RESULTS FOR T U T NO. Pl/1--- RESULTS PUR TEST NO. Pl/1 —
SOLIDS SO • 4.822 LIQUID SC ■ 1.000
PULP PLWRATES - L/HIN PULP DENSITIES - EC/M1PEED U/P 0/P PEED U/P 0/P CONTENTS
MEASURED 77.97 OPTIMISED 77.39 WtlOHTS 2.0
17.3311.291.0
34.1139.101.0
2990.2928.1.0
I96T.2974.2.0
2190.2914.2.0
2949.
SOLIDS CONCENTRATION PEED U/P 0/P
(WT.PCT)CONTENTS
SOLIDSTEED
CONCENTRATIONUIt 0/P
(VOL.PCT)CONTENTS
HEAS. PP.99 77.4E OPT. 77.16 77.78
76.6176.96
77.44 14.1831.12
11.7911.91
12.4432.87
11.48
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT P U t S U U
MEAS. 128.37 OPT. 24.14
MEAS.on.
110.6323.30
MEAS.OPT.
21.21.
• 04 11.1 FIX 3* 106.9 RN/N2
SOLIDS SC ■ 6.822 LIQUID (C • 1.000
PULP FLOWRATES1 - L/NIN PULP OtNSITIEf - RC/H1PEED u/r 0/P PEED U/P 0/P CONTENTS
NEA8UEED 17.28 21*12 4E.0I 2703. 2746. 1619. 1774.OPTIMISED 81.99 29*40 34.38 1672. 1732. 2610. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL. PCT)PEED U/P 0/P CONTENTS ms U/P o/r CONTENTS
MAI. 71.14 74.30 72.44 74.97 29.29 21.S9 27.81 10. JOOPT. 71.11 74.39 72.42 — 24.72 10.09 27.99 —
SOLIDS SPLIT PCT WATft SPLIT PCT PULP SPLIT PCT m s s u u
MEAS. 49.14 HEAS. 67.04 HEAS. 12..22 119.9 PllOPT. 14.47 OPT. 14.14 o n . 13..01 117.2 RN/H2
S U E DISTRIBUTIONS SIZE DISTRIBUTIONS
S U E MEASFEED• optimised
UNDERFLOW MEAS. OPTIMISED
OVERFLOW KEAS. OPTIMISED SIZE HEAS
PEED. OPTIMISED
UNDERFLOW MAS. OPTIMISED
OVERFLOW MEAS. OPTIMISED
MICRON PCT PCI CPP PCT PCT CPP PCT PCT CFF M1CI0N PCT PCT CPP PCI PCT CPP PCT PCT CPF
73.7 10.0 1.1 96.7 4.6 3.3 94.3 0.0 2.6 97.4 31.9 1.2 2.7 97.1 4.1 4.2 93.8 1.4 1.8 90.2IS.} 3.1 2.4 94.4 2.1 2.4 92.1 1.9 2.4 93.1 42.8 1.1 8.1 90.3 10.6 10.1 83.4 3.1 10.1 93.511.1 3.1 2.1 91.■ 3.7 4.0 88.1 l.l 4.0 93.0 38.9 3.1 1.1 81.5 4.1 4.3 81.0 3.4 4.3 00.146.4 4.4 1.7 48.2 2.4 2.9 • 3.2 3.6 2.9 •9.1
76.314.0 7.3 8.2 77.1 12.3 12.1 48.8 6.2 12.1 02.1
16.9 11.7 11.1 71.1 20.7 20.7 64.4 10.4 20.7 27.0 17.1 14.7 60.6 17.1 17.2 31.8 14.2 17.2 63.729.3 1S.1 18.4 36.7 11.4 11.6 30.9 19.9 13.6 30.6 21.4 11.1 13.8 44.7 11.0 14.9 16.7 16.4 14.9 49.621.2 11.4 16.4 40.2 14.1 11.9 17.0 IS.7 13.9 41.2 17.0 14.« 11.1 29.4 12.0 11.9 24.8 17.0 11.9 32.314.4 10.0 13.3 26.6 9.1 9.1 27.9 16.3 9.1 26.2 13.1 10.8 10.2 19.4 8.3 8.4 18.2 11.0 8.4 21.314.6 7.9 9.7 14.9 9.1 9.4 18.1 10.4 9.6 16.3 10.7 7.7 7.4 12.0 3.4 3.4 10.3 (.4 3.6 12.011.4 4.7 3.3 11.4 4.1 4.2 12.2 3.6 6.2 11.2 (.1 1.1 4.4 7.6 3.7 1.8 8.7 4.3 1.8 0.19.2 4.4 3.9 1.1 6.4 6.4 3.7 6.4 6*4 3.4 6.7 4.1 4.8 1.0 . 1.8 1.1 3.1 1.8 2.97.1 2.0 2.4 1.1 2.3 2.3 3.1 2.3 2.3 3.1 3.4 1.4 l.l l.P 1.3 1.1 1.7 1.2 1.1 1*7
- 7.1 2.7 1.1 — 1.1 1.1 3.3 3.1 - 1.4 1.9 1.7 — I.T 1.7 — 1.6 1.7 —TOTAL 100.0 100.0 — 100.0 100.0 100.0 100.0 TOTAL 100.0 100.0 — * 100.0 100.0 — 100.0 100.0 —WEIGHTS 1.0 2 0 2 0 WEIGHTS 1.0 2 0 2 0
ROSIN-RAMHLEI PAXAMETZRf A 14.07 18.03 33.44
ROf INHtAMNLZt PAIAMTEM A 28.40 11.00 26.98
0 2.0730 1.1473 2.1100 8 2.2728 2.1920 1.1124U 0.9800 0.9880 0.9001 82 0.9911 0.9991 0.9(16
Ioo0003
I
DISTRIBUTION or 00NTRXT8 CLASSIFICATION DATA
SIZI(MICRON)
PCT CPP S U E PARTITION NUHSEU (MICRON) CROSS CORR FRED
71.7 11.7 84.1 71.7 11.3 10.7 —38.1 1.1 82.7 5S.1 11.2 10.3 1.231.1 2.4 80.0 31.1 30.2 9.0 1.246.4 2.2 77.8 46.4 21.4 0.1 1*216.9 19.1 31.7 16.9 29.8 8.5 1.229.1 14.1 44.8 29.1 19.1 0.1 1.221.2 12.9 11.7 21.2 18.0 0.1 1.211.4 10.1 21.2 18.4 20.7 0.1 1.214.6 7.1 14.1 14.8 21.8 1.4 1.211.* 4.4 8.7 11.6 26.4 4.1 U 19.2 4.4 3.2 8.2 21.4 2.8 1.27.1 Z.l 1.0 7.1 21.1 2.4 1.2- 7.1 1.0 — — —
n-r a k m u rA1R2
FARAMKTBRS41.381.86.80.9834
PARTITION PARAMKTKUD30C 0.000 M *O.OZ96 R2 0.0001
WARM M2 - CORK • FAAT.NO(S). U 0| RET TO 0.1 PCT. •
SIZE DISTRIBUTION OP CONTENTS CLASSIFICATION DATA
S U E PCT err SIZE PARTITION (UMBERS(MICRON) (MICRON) CROSS C O U PIED
11.9 2.1 97.9 11.9 37.1 34.9 _42.8 4.7 91.2 42.8 42.1 12.4 3.718.9 1.9 87.2 18.9 40.7 9.6 1.214.0 8.8 78.3 14.0 44.1 21.9 2.727.0 IS.I 39.P 27.0 16.2 2.8 1.921.4 14.4 43.1 2P.4 11.7 0.1 1.417.0 11.9 11.4 17.0 10.1 0.1 1.011.3 10.1 21.1 11.1 29.1 0.1 0.710.7 8.1 11.0 10.7 10.1 0.1 0.18.1 4.4 8.7 8.3 10.3 0.1 0.46.7 4.8 1.8 6.7 11.6 1.8 0.11.4 1.6 2.2 3.6 17.3 4.8 0.1
- 1.4 2.1 — — — . . . —
N0S1N-RANNUR PARAMTIU PARTITION PARAHRTEMA 27.73 D30C 130.997■ !.!•«) N 1..190082 0.994] 12 0,,1904
w a w i m : - ODER. PAIT.NO(S). LR 0| (IT TO 0.1 PCT.

(EXULTS FUt TEST NO. ri/4 ---
SC - S.S22 LIQUID SC - 1.000
PULP DENSITIES - XC/H)FULF FLUWKATKI - L/MINnot U/F O/F FEED U/F O/F CONTENTS
•'ASUXLD *4.37 66.10 21.96 2693. 2661. 2719. 2768.OPTIMISED *«.7t 63.62 21.2S 2673. 2668. 2723. — -WEILHTS 2.0 1.0 1.0 1.0 2.0 2.0
SOLIDS CONCENT NATION (VT.FCT) SOLIDS CONCENTSATION (VOL.ECT )FEED U IT 0 IT CONTENTS FEED U/F O/F CONTENTS
HZAS. 73.70 72.El 76.08 76.86 29.11 28.19' 29.33 10.17O K . 73.36 72.93 76.16 28.73 28.11 29.39 ~ “
SOUDS SFLIT FCT HATES SFLIT FCT FULF SFLIT FCT FSESSUIE
MEAS. 29.79 KEAS. 31.17 MEAS. 66.76 10.3 FSIO R . 66.11 OPT. 67.30 0 FT. 67.11 70.7 EN/H2
--- SESULTS TUX TEST NO. Fl/7
SOLIDS SC • 6.822 LIQUID SC
EULE F U M RATES - L/MIN EULr DENSITIES - XU/M)FEED U/F O/F FEED U/F 0/E CUWTEffTS
MEASUSEO 101.63 19.6S 73.26 2003. 2828. ISIS. 220*.0ET1HISED 101.90 23.IS 78.71 2069. 2823. 1821. — -WEILHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTNATION (WT.FCI) SOLIDS CONCENTSATION (VOL.PCT)FEED U/F O/F CONTENTS FEED U/F O/F CONTENTS
MEAS. 38.71 73.76 33.62 66.06 17.26 11.60 16.19 20.71'OK. 39.99 73.67 32.83 — 18.02 11.31 16.10 _
SOLIDS SFLIT FCT HATES SFLIT FCT FULF SFLIT FCT PRESSURE
MEAS. 30.68 HEAS. 13.99 KEAS, 20.■ 76 26.1 FSIOFT. 19.33 OPT. 19.03 OFT. 22,>76 167.2 EM/Hl
S U E DISTRISUTIONS S U E DISTSISUTIONS
PEED UNDERFLOW OVERFLOW PEED UNDERFLOW 0VES7L0USIZE H U S . OKIMISEO MEAS. OPTIMISED MEAS. OPTIMISED SIZE KEAS. OPTIMISED MEAS. OFTIHISeO KEAS. OPTIMISED
HICRQfc PCT PCT CPP FCT PCT cpt FCT FCT CFF MICRON PCT PCT CFF FCT FCT CFF FCT FCT CFF
73.7 6.1 3.8 96.2 6.1 3.3 94.3 0.0 0.6 99.6 38.3 3.3 1.1 98.9 0.7 1.1 9S.9 0.3 1.1 98.950.5 4.2 4.6 91.6 6.1 3.9 88.3 1.9 3.9 97.7 46.4 2.3 1.6 97.0 3.1 3.2 93.7 0.8 3.2 97.933.1 4.6 3.2 88.4 3.3 3.8 84.8 1.9 3.S 93.6 36.9 9.4 3.1 91.9 9.1 10.6 83.1 0.2 10.6 96.446.4 8.6 9.7 78.7 13.6 13.3 71.3 2.9 13.3 92.9 29.3 11.2 11.6 <0.3 13. S 15.7 69.4 8.9 13.7 (7.336.9 26.2 18.9 39.8 16.8 17.2 34.3 21.0 17.2 70.6 23.2 14.7 16.3 43.9 IS.i 17.S 51.6 14.2 17.8 71.929.3 17.3 16.2 43.7 16.1 14.6 39.8 19.1 16.6 31.3 18.4 13.6 18.7 63.1 13.0 16.4 37.2 22.3 16.4 30.423.2 10.2 13.1 28.6 13.1 13.3 26.3 19.0 13.3 33.1 14.6 12.9 11.6 33.4 11.6 11.8 23.6 11.1 11.1 3S.918.4 9.1 10.1 18.3 9.3 9tl 17.2 12.3 9.1 21.0 11.6 10.9 11.0 22.3 1.2 8.2 17.2 13.0 (.2 24.014.6 4.7 3.9 12.3 3.6 5.0 12.1 7.S 3.0 13.6 9.2 8.7 9.3 13.2 7.4 7.2 10.0 10.8 7.2 13.411.6 2.9 4.1 8.3 6.1 3.7 8.4 6.9 3.7 6.6 7.3 4.7 3.6 7.7 4.4 6.2 3.7 6.7 6.2 9.09.2 2.7 4.2 4.3 6.3 3.8 4.6 3.2 3.9 3.7 - 7.3 6.4 7.7 — 4.0 3.7 — 9.3 1.9 —7.3 1.3 1.9 2.4 2.1 2.0 2.6 1.7 2.0 2.1 TOTAL o o o 100.0 — 100.0 100.0 — 100.0 100.0 —
- 7.3 1.9 2.4 2.8 2.6 2.2 2.1 WEIGHTS 1.,0 2,0 2,,0TOTAL 100.0 100.0 100.0 100.0 100.0 100.0 —
WIICHTS 1,.0 2,.o’ 2,.0 R09IN-RAXMLER PARAMETERSA 24,■ It 27..11 22,.26
SOSIN-SAKMLES FAKAMETESS 8 1.9621 2.0710 1.9323A 38..62 41.,07 33,.61 R2 0.9920 0.99S1 0.98061 2.1373 2.0360 2.4343 0R2 0.9967 0.9976 0.99*1
SIZE DISTRIBUTION OE CONTENTS CLASSIFICATION DATA
DISTS1SLT10M or CONTENTS CLASSIFICATION DATA SUE FCT err S U E PARTITION NUM1ESS(MICRON) (MICRON) CROSS CORN FRED
SIZE FCT CFF SIZE PARTITION NUM8ER8(MICRON) (MICRON) CROSS CO SR PSED 18.1 1.7 98.1 38.1 10.2 IS.) —
46.6 1.9 96.4 66.6 72.0 83.4 39.873.7 3.0 97.0 73.7 91.S 76.6 _ 16.9 1.1 90.9 16.9 71.1 67.0 30.036.3 9.3 87.4 3S.3 SI.2 62.2 6.S 29.1 S.S 82.1 29.1 69.2 17.2 40.931.1 8.7 78.7 33.1 Sl.O 41.6 1.4 21.2 18.6 61.7 23.2 16.9 22.1 33.046.4 8.8 69.9 66.6 80.1 38.7 1.9 18.4 1S.0 47.7 18.4 16.1 21.) 28.)36.9 20.0 69.2 36.9 39.S 0.1 2.2 16.6 11.1 12.1 14.6 16.4 19.2 20.729.3 16.9 32.1 29.3 39.3 0.1 l.l 11.6 9.7 22.f 11.6 10.1 13.6 14.223.2 14.3 17.7 23.2 39.4 0.1 0.7 9.2 10.6 12.2 9.2 10.4 16.1 12.3(0.4 4.4 17.1 18.6 37.3 0.1 0.4 7.1 1.1 7.0 7.1 29.9 13.4 9.714.6 4.3 S.S 14.6 3S.9 0.1 0.2 - 7.1 7.0 _ ---* —11.6 3.6 3.2 11.4 60.) 0.1 0.19.2 1.7 1.3 9.2 67.3 0.0 0.1 SOSIN-RAHMLER PAEANS TEES PARTITION FARAMkTtRS7.3 Ii3 2.0 7.1 70.1 10.1 0.0 A 24.6} D10C 36.867
- 7,) 1.9 _ _ __ S 1.9662 N 1,.1841Si U.9SJS S2 0.S610
1M-RAHMUR FASAWTESS PARTITION PARAMETERSA 43.69 D30C 147.220 HARMING - CONS. FAST.NO(S). U U| SIT TO 0.1 FCT.8 2.2243 M 2.,4719R2 U.9973 82 0.299S
WAXNIK: - CUSS. FAST.NO(S). U 0 | SET TO 0 .1 FCT.
SESULTS rot TEST NO. F6/2RESULTS FUS TEST NO. F4/1
SOLIDS SC - S.94S LIQUID SC • 1.000 SOLID* SC - S.94S LIQUID SC • 1.000
PULP PLOWRATES - L/HIN FULF DENSITIES - EC/Hl PULP PL0W1ATES • L/MlH FULF DENSITIES - SC/NlFEED U/F O/F FEED u/r o/F CONTENTS FRED U/F o/r FSSD U/F U/F CONTENTS
MEASURED ■ 3.47 21.00 81.11 1011. 1121. 2871. 1244. M A I M E D 82.28 20.01 41,10 299). 1)44. 28)1. 1197.OPTIMISED 83.74 24.46 81.28 1067. 1118. 2819. — OPTIMISED 81.01 18.10 44.13 2988. 1)4). ISIS. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 HE1CHTS 2.0 1.0 i.O 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTSATION (VOL. FCT) SOLIDS CONCENTRATION (VT.FCT) SOLIDS C0NC2NTSATI0N (TOl.FCT)PEED O/F O/F CONTENTS FEED u/r o/r CONTENTS FEED u/r O/F CONTENTS FEED U/F O/F CONTENTS
MEAS* 78*07 83.64 76.11 SO. 80 13.SI 42.42 11.46 17.71 MEAS. 77.Si Sl.SI 71.1* M.I7 11.34 39.41 10.82 16.94OPT. 78*48 63.61 73.96 — 14.42 42.14 11.24 — orr. 77.89 81.89 71.81 3J.3S 19.4] 10.S7
SOLIDS SPLIT FCT HATES SPLIT PCT rULP SPLIT PCT rtESSUSE SOLID* SPLIT FCT HATES SFLIT FCT FULF SPLIT FCT P S U S U U
KEAS. 27.65 HCAS. 19.21 MEAS. 2S.S0 119.9 FSI M A S . 17.21 MEAS. 21.90 MEAS. 10.11 11.4 PSIO K . 13.09 OPT. 23.08 OPT. 2S.11 117.2 EX/M2 OPT. IS.Rt OPT. 28.SS on. 29.14 78.6 EM/H2
S U E DISTSISUT10NS SIZE DISTSISUTIONS
S U E MEASPEED. OPTIMISED
UNDERFLOW MEAS. OPTIMISED
OVERFLOW MEAS. OPTIMISED S U E M A S
PEED• OPTIMISED
UNDERFLOW KEAS. OPTIMISED
OTI(FLOW MAS. OniMISED
MICRON FCT FCT CFF FCT FCT err FCT FCT e r r MICRON fct FCT err FCT fct err FCT FCT e r r
71.7 10.8 11.0 87.0 24.9 24.) 73.3 7.6 S.S 91.2 71.7 13.2 S.7 91.) 12.* 14.0 S4.0 1.1 1.9 94.187.0 1.1 1.7 Bl.l 7.1 7.0 68.) 3.1 7.0 SB.2 SS.3 13.1 14.8 78.7 19.1 19.4 44.7 11.9 19.4 S2.138.3 11.S 11.1 70.2 8.6 S.7 39.8 12.2 8.7 73.S 11.1 3.7 4.) 72.4 2.9 1.2 61.) 4.) 1.2 77.131.1 8.2 4.1 63.7 6.7 7.0 32.9 2.7 7.0 72.8 48.4 8.7 S.l 84.) 7.) 7.) 16.2 8.9 7.) 48.748.4 4.0 7.4 38.2 7.9 7.) 43.8 S.4 7.1 81.1 16.9 to.) 12.8 51.* IS.. IS.4 J7.« 10.) IS. 4 39.216.9 11.0 12.7 43.3 14.0 14.0 11.) 11.9 14.0 11.1 29.1 12.4 10.7 41.0 8.6 4.9 10.9 12.2 4.9 48.429.1 12.4 11.7 33.. 9.7 9.1 21.7 12.) 9.8 40.4 21.2 10.) 10.1 11.0 10.) 10.) 20.6 9.9 10.) 36.)21.2 7.2 7.4 26.4 3.6 3.4 16.4 S.6 3.4 11.9 18.4 1.2 7.8 21.4 6.1 1.6 11.0 9.4 1.4 27.■16.4 7.5 7.2 19.2 3.S 3.9 10.) 7.9 1.9 21.9 14.4 6.4 7.0 18.4 1.9 1.8 11.2 S.S 1.1 19.214.6 1.7 3.1 13.9 1.4 3.4 7.1 4.1 1.4 17.6 11.6 4.1 3.8 10.S 4.4 4.1 7.1 4.9 4.1 12.S11.6 3.1 3.0 8.9 2.4 2.) 4.3 6.1 2.1 11.3 9.2 1.) 3.7 7.1 2.* 2.7 4.4 4.4 2.7 1.69.2 4.1 1.1 3.4 1.9 2.0 2.) 4.0 2.0 7.0 7.1 2.2 1.1 4.1 ' 2.1 1.9 2.3 1.9 1.9 4.97.1 2.S 2.1 1.1 1.0 1.1 1.4 2.9 1.1 4.0 - 7.1 2.9 4.1 —— 1.7 2.) — 1.) 4.9 —
- 7.1 1.7 3.1 — 1.1 1.4 3.8 4.0 — TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —TOTALWEICHTS
100.0 100.0l.0
100.0 100.02,.0
100.0 100.02.0
WtlCMTS 1,.0 2 .0 2.0
NOStNHUOfMLEK F ARAM TEASROSIN-RAHMLER PARAMETERS A 44.06 12.19 19.94
A 49.24 40. )■ 41.2) • 1.4)9) 1.7848 1.417)S 11.49)9 1.9182 1.4711 U Q1.9947 0.99)7 0.99)6R2 c1.9942 0.9988 0.992)
■III DISTRIBUTION or CDNitNia CLASSIFICATION DATAS U E DISTRIBUTION OF CONTENT* CLASSIFICATION DATA
8118 ret err S U E PARTITION NUMBERSS U E fct err S U E PARTITION NUMBERS (H1C80N) (MICRON) 1CROSS C O M FRED
(MICRON) (MICRON) CROSS C O M FRED71.7 7.4 92.6 71.7 52.1 M.7 —
71.7 9.) 90.7 71.7 30.3 11.6 — 18.1 9.8 82.8 18.) 10.1 4.7 8.467.0 8.9 Sl.S 87.0 18.0 17.) 12.9 31.1 2.7 su.i 11.1 27.) 1.1 6.938.3 6.9 77.0 38.1 48.1 28.1 22.9 48.4 10.8 69.8 46.4 18.9 14.6 1.031.1 6.) 70.7 31.1 48.4 28.1 17.) 34.9 8.8 81.0 16.9 11.) 11.7 2.84».4 7.6 6).I 46.4 16.0 14.4 11.8 29.) 14.4 48.8 29.) 29.0 1.2 1.6)».9 3.8 17.) 36.9 11.9 11.* 3.8 21.2 9.1 17.1 21.2 29.9 4.4 0.929.) 12.7 44.6 29.) 26.9 2.1 2.8 18.4 11.) 28.0 18.4 22.2 0.1 0.)21.2 11.4 11.2 23.2 27.0 2.) 1.4 14.4 7.4 18.6 14.6 22.8 0.1 0.)18.4 8.9 24.) 14.4 21.2 0.2 0.7 11.6 4.0 12.4 11.6 21.2 0.1 0.214.6 7.4 16.9 14.6 20.2 0.1 0.) 9.2 1.6 7.0 9.1 21.2 0.1 0.111.6 3.4 U.l 11.4 19.4 0.1 0.2 7.) 1.0 4.0 7.) 21.) 0.1 0.19.2 4.) 6.9 9.2 IS.O 0.1 0.1 - 7.) 4.0 •— — —-7.) 1.0 4.0 7.) 14.1 0.1 0.0
- 7.1 3.9 — — -—- — > — IDSlN-tAMMJM PARAMETERS PARTITION FA8AMTEMA 18.78 D10C 1)1.141
80S IN*RANMLER PARAMETERS PARTITION PARAMETERS 8 1.7247 N 2,.47)1A 43.116 D30C 79.687 R2 0.989) R1 0.674*8 1.6417 M 3,■ 171*R2 0.9896 R2 0..8120 . UAINlNtf - CUM. FART.NU(S). U 0| SET TO *.1 PCT.
IGO00
I
WARNINC - cost. rAST.NO(S). U 0| SET TO 0.1 FCT.

--- RESULTS FOR TEST NO. P4/3 — --- RESULTS FOB T U T NO. P4/4 —
SOLIDS SO ■ 6.*48 Liguiu sc • 1.000 SOLIDS SC • 6.148 LlgUlD SC ■ 1.000
PULP FLOWRATES ■• L/HIN PULP DENSITIES - EC/Ml PULP FLOWRATES - L/M1N PULP DENSITIES - KC/MJpled U/f U/P PEED u/r 0/P CONTENTS FEED U/P 0/f PEED U/P 0/P CONTENT!
.LASURED 92.74 21.21 63.60 26*0. 17*3 . 230*. 2*46. KEASU8ED 37.21 18.03 *0.21 2700. 313*. 7440. 2*43.optimised *!•** 23.3* 67.96 2803. 3778. 2466. --- OPTIMISED 37.48 17.63 19.81 2717. 1136. 2434. ---WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 --- VEILKTS 2.0 1.0 1.0 1.0 2.0 2.o --
SOLIDS CONCENTRATION (VT.PCT) SOLIDS CONCENTRATION (VOL.PCT) SOLIDS CONCENTRATION (VT.PCT) SOLIDS CONCENTRATION (VOL.PCT)peed u/r 0IT CONTEXTS PEED U/P 0/P CONTENTS PEED U/P 0/P CONTENTS PEED U/P 0/P CONTENTS
MEAS. 71,,3* 84.02 70.24 1r7.L4 2S.41 46.*4 23.17 32.72 HEAI. 7),,33 82.04 (8.14 77.15 28.38 3* .66 24.21 12.70OPT. 73. 16 13.*0 49.43 30.14 46. 71 241.66 OPT. 71.,82 82.01 68.82 — 28.87 3*.62 24 . 1 1 ---
SOLIDS SfLIT PCT VATEI SPLIT PCT PULP SPLIT PCT PRESSURE SOLIDS SPLIT PCT WATER SPLIT.PCT PULP SPLIT PCT PRESSURE
MEAS. 23.10 KEAS. 10.43 KEAS. 24.43 22.4 PSt KEAS. 19.24 MEAS. 23.90 KEAS. 30.97 8.7 rsiOPT. 19.47 OPT. 19.71 OPT. 23.77 134.4 EN/K2 OPT. 42.13 OPT. 26.06 OPT. 30.70 60.0 KM/M2
SIZE DISTRIBUTIONS S H E DI3TRIIUT10N3
PEED UNDERPLOW OVERPLOW PEED UNDERFLOW OVERFLOWSIZE KEAS. OPTIMISED KEAS. OPTIMISED KEAS. OPTIMISED SIZE MEAS. OPTIMISED KEAS*, OPTIMISED KEAS. OPTIMISEDMICRON PCT PCT CPP PCT PCT CPP PCI PCT CPP MICRON PCT PCT CPP FCT PCT CPP PCT PCT CPP
73.4 2.2 3.8 *4.2 7.1 7.0 91.0 2.1 1.8 *8.2 73.8 7.1 3.7 96.1 4.7 3.4 94.6 1.6 2.3 97.338.4 1.7 3.1 91.0 6.3 6.0 87.0 3.0 6.0 91.6 38.6 8.2 6.4 8*.* 10.7 11.1 81.3 2.4 11.1 94.631.1 4.2 4.4 86.3 3.6 3.4 81.7 4.1 3.4 89.6 33.1 4.7 2.4 87.2 0.4 1.0 82.4 3.2 1.0 90.744.3 3.3 6.1 80.2 8.6 8.1 73.6 6.0 8.1 84.3 46.3 7.0 6.8 80.3 12.& 12.2 70.2 2.8 12.2 87.934.* 8.3 11.1 68.1 11.6 10.8 62.8 13.7 10.8 71.* 16.» 9.0 11.1 47.1 14.8 11.» 36.4 14.2 13.9 74.92*.3 11.3 10.7 37.6 1.8 10.0 32.8 11.0 10.0 60.7 2*.3 12.8 8.1 38.2 10.3 11.4 43.0 4.0 11.4 47.821.3 14.7 14.1 43.3 13.0 11.1 3**6 14.3 13.1 46.0 21.1 9.2 12.2 46.0 10.f 10.3 14.7 14.4 10.3 34.218.3 10.4 *.4 34.1 10.2 10.4 29.1 8.3 10.4 37.2 18.3 11.0 10.3 13.3 8.4 8.3 26.2 11.8 8.3 42.314.4 11.3 *.7 24.3 7.8 8.1 21.2 10.4 8.1 26.1 14.4 7.3 8.1 26.3 7.3 7.2 lt.O 10.4 7.2 32.011.4 1.2 7.4 14.7 6.1 7.2 14.1 7.3 7.2 18.4 11.6 7.4 8.2 18.1 3.7 3.3 11.3 10.4 3.3 21.8t.2 7.7 3.8 10.9 3.1 3.7 8.4 3.3 3.7 12.4 9.2 3.8 6.7 11.4 4.8 4.4 9.1 8.6 4.4 13.37.1 3.7 4.6 6.3 1.4 1.6 4.8 3.0 1.6 7.3 7.1 4.3 4.1 4.7 4.0 1.1 3.2 3.9 3.9 7.8
- 7.1 7.* 4.3 — 4.3 4.8 — 6.8 7.3 — - 7.3 3.8 6.7 — 3.4 1.2 — 8.1 7.8 —TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 — TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 !100.0 —WEIGHTS 1.0 2.0 2.0 WE1CHTS 1.0 2.0 2.0
KOSIR'RAHMLER PARAMETERS SOSXN-RAMMLRR PARAMXTEUA 33.16 17.68 31.43 A 31.4* 19.33 29.471 1.6402 1.6732 1.6322 » 1.3*00 1.643* 1.3932U 0.1*43 0.18*7 0.9*66 U 0.9*21 0.9*64 0.9872
> I U DISTRIBUTION Of CONTENTS . CLASSIFICATION DATA BIZI DISTR1IUTION Of CONTENTS CLASSIFICATION DATA
SIZE(MICRON)
PCT CPP SITE(MICRON)
PARTITION NUHBCRS CROSS CORK PRED
SIZE(MICRON)
PCT CPP SIZE(MICRON)
PARTITION NUMBERS CROSS CORR PRED
73.8 7.1 *2.9 73.8 61.0 31.3 _ 73.8 4.9 *3.1 73.8 43.6 33.438.6 1.4 *1.6 38.6 46.3 13.4 32.6 38.6 1.7 11.3 38.6 33.1 9.) 22.)33.3 6.1 83.3 33.3 48.3 33.9 31.6 33.1 4.4 87.0 3).) 32.8 9.2 21.246.3 4.1 80.6 46.3 43.7 32.4 30.2 *6.3 4.1 82.9 46.3 64.9 32.3 19.436.9 8.3 72.) 36.9 36.3 21.0 27.9 36.1 11.2 69.7 16.9 49.7 32.0 16.7:*.) 12.8 39.3 21.3 17.0 21.3 23.8 2V.3 14.1 31.4 29.3 46.0 27.0 14.)23.3 11.0 48.3 23.) 41.0 26.3 23.* 23.) 13.) 42.3 23.3 14.9 11.9 12.218.3 13.3 13.2 18.3 38.) 23.2 22.0 18.3 11.) 31.1 18.3 14.0 10.7 10.414.6 *.) 23.* 14.6 33.) 11.4 20.3 14.6 7.7 23.) 14.4 30.9 4.6 1.911.6 7.7 18.2 11.6 38.3 23.2 18.7 11.6 1.2 1S.1 11.6 28.0 2.6 7.69.2 7.4 10.8 9.2 14.4 18.) 17.2 *.2 4.2 8.9 9.2 30.9 6. 3 6.)7.1 4.6 4.2 7.) 30.3 13.4 13.8 7.1 1.8 3.1 7.3 33.0 9.) 3.3- 7.3 6.2 — — — — — - 7.1 3.1 — — . — _ ___
■RAXHLER PARAMETER* PARTITION PARAMHTKU I081N>RAMMUR PARAMETERS PARTITION PARAMETERSA 33.72 D3UC 242.307 A 34.3U DSOC 232, S »B 1.3*4* N 0.398) B 1.7)6) M 0.7233M2 0.9*2* R2 0.7)1* Mi 0.990* R2 0.317U
warm no U)R«. PART.NO(S). U U| SET TO O.l PCT<
RESULTS f M T U T NO. PJ/l---ICSULTS rot T U T NO. P4/3 ---
SOLIDS SC - 4.846 LlgUlD SC - 1.0
PULP FLOWRATES
SOLID* SC - S.SAB
PULP PUWIATCS - L/NIN
LIQUID SC * 1.000
PULP DENSITIES - EC/NJPEED U/P 0 It PEED u/r o/r CONTENTS PEED u/r u/r PSED u/r 0/P CONTENTS
ItASURED *3.92 20.3) 61.49 30)3. 3431. 24*8. 320). MEASURED *0.01 13.41 37.92 3023. 3000. 3034. 314*.OPTIMISED *3.18 22.02 43.16 3040. 3430. 2896. OPTIMISED 78.7) 18.2) 40.48 3027. 3000. 30)3. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 — WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0
SOLIDS CONCENTRATION (NT. PCT) SOLIDS CONCENTRATION (VOL.PCT) SOLIDS CONCENTRATION (WT.PCT) SOLID! CONCENTRATION (VOL.PCT)PEED 0/P 0/P CONTENTS PEED U/P 0/P CONTENTS PEED U/P o/r CONTENTS PEED U/P 0/P CONTtNTS
KEAS. 71.32 13.17 74.70 40.34 34.11 41.91 32.47 37.48 MEAS. 78.3* 71.07 78.3) 79.92 34.44 34.21 34.4) 34.74OPT. 71.3S 83.17 76.67 34.«9 41.92 12.44 OPT. 78.42 7S.07 78.32 34.47 34.21 34.81
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRESSURE SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT IPCT PRZ3IUU
MXAS. 29.84 NEAS. 22.07 KEAS. 24.9* ]I*.) rsi HEAI. 30.IS KEAS. 30.74 HEAS. 21 .31 22.1 PSIOPT. 11 .0* OPT. 23.06 OPT. 23.83 1)3.1 RM/K2 OPT. 22.sr OPT. 23.3) OPT. 2).11 1)2.7 RN/N]
SIZE DISTRIBUTIONS SIZE DISTRIBUTIONS
SIZE MIAS• OPTIMISED HEAS. OPTIMISED MEAS. OPTlMtSEOMICRON PCT p a err PCT PCT err r a r a CPP
73.S 4.9 7.) 92.3 20.2 19.7 80.) 2.9 2.0 98.038.4 13.3 11.1 81.4 13.3 14.2 44.0 8.1 14.2 88.)33.) 3.9 4.4 77.0 2.) 2.3 43.) 4.7 2.) 83.144.3 4.2 9.1 87.9 8.9 S.t 33.4 11.) 8.1 73.334.9 17.) 12.0 33.9 12.4 13.2 42.2 9.) 13.2 82.129.) (.2 10.2 43.7 9.9 9.4 32.4 11.2 9.4 31.423.3 11.4 10.4 33.) 8.2 4.) 24.) 10.9 4.3 40.314.3 4.4 7.) 28.0 8.1 4.4 17.8 7.2 4.4 12.414.4 4.7 4.2 13.8 3.1 3.0 13.0 10.1 3.0 22.911.4 4.) 4.4 13.1 3.0 4.9 1.1 7.8 4.9 13.)9.2 3.3 4.1 9.0 3.) 3.2 4.4 4.8 3.2 10.97.3 3.1 3.4 3.2 2.2 2.1 2.7 4.9 2.1 4.)
- 7.3 4.1 3.2 — 2.9 2.7 — 8.7 4.3 —TOTALVE1CHTS
100.0 100.01.0
100.0 100.02 0
100.0 100.02 0
R08IN*RAMHLER PARAMETERS A 40.17B 1.3170*2 O.StAl
3I.il1.BB320.9913
33.43l.*I7»0.9924
S U EMICRON
73.S 38.433.344.3 34.* 2*.3 23.114.314.411.4 *.2 7.3 3.1
- 3.STOTAL
PEESNEAS. OPTIMISED PCT PCT CPP
0. 3 1.1 1.11. »B.O10.S10.711.312.110.11.44.4 4.15.5
0 1 0 0 .0
UNDE m o w MEAS. OPTIMISED PCT PCI CPP
»«.3**.3*7.2*3.4*3.374.4 41.*32.440.12t.S21.214.7S.3
1.3 3.1 4.04.3 14.17.*14.710.37.47.44.44.34.54.3
100.0
OTERPLOV MEAS. OPTIMISED PCT PCT CPP
*8.7*3.4
*3.070.342.4 47.737.12*.722.1 IS. S 11.24.3
0.00.40. 3 2.47.311.0*.I II.S ll.« 1 0 .B t.47.41. » *.7
0.33.14.04.3 14. S7.*
14.710.37.47.44.4 4.34.5*.l
t».7 tf.2 **.» *3.* **.* 7*. 2 44.4 34.* 43.2 12.1 2 2 .* 13.7 *.t
— 100.0 100.0 —WBICVTS 1.0 2.0 2.0
ROSIN* RAMMER A
PARAMSTEU23.84 29.28 22.04
> 1.33*1 1.344) 1.3*72U 0.9*3) 0.9943 0.9*44
SIZE DISTRIBUTION 07 CONTENTS CLASSIFICATION DATA
SIZE(MICRON)
PCT err SIZB(MICRON)
PARTITION NUMBERS CROSS CORN PRED
73.8 3.8 *4.2 73.8 44.4 34.0 _38.6 4.2 <8.0 38.4 24.0 1.2 3.033.3 1.9 <0.2 S3.) 20.9 O.l 2.44*. 3 3.3 <0.7 46.) 30.) 9.7 2.2Jo.9 10.9 *9.8 34.9 31.3 11.0 1.):*.) 13.0 )6.8 29.) 27.0 3.2 1.123.) II.1 •3.7 23.) 26.2 4.0 O.l18.3 10.9 34.8 IS.) 23.2 0.2 0.414.4 10.7 14.0 14.4 20.9 0.1 0.411.4 8.) 13.8 11.4 23.8 1.0 0.)*.2 7.0 8.7 9.2 20.7 O.l 0.27.) 3.7 3.0 7.) 16.8 0.1 O.l
- 7.) S.U — — . . . . . . . —
ROSIN-RAMMLER PARAMETERS A 14.42 B 1.4*03R2 O.fBli
PARTITION PARAMETERS D30C 4*4.«*3 H 1.4404R2 0.274*
B I D DISTRIBUTION OP CONTENTS CLASSIFICATION DATA
SIZE PCT CPP SIZE PARTITION NUMBERS(MICRON) (MICRON) CROSS CORR FRED
7).t 1.) *1.7 73.S 37.S 43.0 _31.4 1.) *7.) 38.6 73.7 43.4 33.733.) 2.7 94.6 33.) 73.1 63.4 27.)46.) 4.1 *0.) 46.) 39.4 21.2 II.))6.9 4.9 41.4 34.9 31.) 10.4 9.029.) 12.1 44.4 29.) 24.2 1.2 4.)23.) *.* 34.9 23.) 26.4 4.0 2.014.) 10.7 41.2 IS.) 17.4 0.1 0.914.4 12.4 33.7 14.4 13.) O.l 0.4II.4 *.* 23.7 11.4 16.9 O.l 0.29.2 1.) 17.4 8.2 14.) O.l O.l).) 4.6 13.0 7.) 16.4 O.l 0.03.8 3.) 7.) 3.8 17.6 O.l 0.0
- 3.1 7.6 — — - — —
WARN I MU - CURB. PART.NO(S). IE Ot SET TO 0.1 PCT.
ROSINHUMMLER PARAMETERS A 24.33■ 1.3343R2 0.**32
PARTITION PARAMETERS N30C 47.01*N 3.1441R2 O.B32S
NARNINC - COR*. PART.NO(S). U 0| BET TO 0.1 PVT.

--BESULTI rim TEST NO. t i l l —
SOLUS SC - 4.846 LIQUID SC • t.000
— ip.sulti rot t u t n o . m /j —
SOLIDS SC - 4.ILL LIQUID SC - 1,000
rucr flowrates - l/hin rULr DENSITIES - KC/H) ruLr flowrates - l/hin rULr DENSITIES - KC/H)CONTENTS
3S64.
PEED U/P o/r PEED U/P o/r CONTENTS PEED U/P 0/P PEED U/P 0/P
KtASUBtD $7.14 17.30 47.19 2990. 7124. 3023. 3031. MEASURED 8 6 .1 1 16.30 71.49 2480. 2688. 2611.OPTIMISED $1.4$ 14.48 44.17 2979. 2127. 3029. — - OPTIMISED 89.14 17.98 71.14 2670. 2889. 2413.WC1UMTS 2 .0 1.0 1 .0 1 .0 2 .0 2 .0 — VIICHTI 2.0 1 .0 1 .0 1 .0 2 .0 2 .0
SOLIDS CONCENTRATION (NT.PCT) SOLIDS CONCENTRATION (VOL.PCT) SOLIDS CONCENTRATION (NT.PCT) SOLIDS CONCENTRATIONPEED U/P o/r CONTENTS PEED U/P o/r CONTENTS PEED U/P 0/P CONTENTS PELD U/P 0/P
KEAS. 77.94 73.67 78.39 78.47 34.04 31.24 34.44 34.74 HZ AS. 73.41 76.34 72.23 74.22 28.74 32.30 27.36OPT. 77.SO 73.69 78.44 — 33.84 31.24 34.71 — OPT. 73.23 74.37 72.32 — 28.57 32.31 27.62
SOLIDS SFLIT PCT HATEK SPLIT PCT
MAS.OPT.
16.14 22.SO
KEAS.OPT.
IS.))2S.67
PULP SPLIT PCT
HUS.OPT.
27.0624.69
12.6 PSI 86.5 KN/H2
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRESSURE
KEAS.OPT.
27.9922.SI
KEAS.OPT.
2).67 19.11
KEAS.OPT.
20.9120.17
23.) PSI 160.) KH/H2
SITE DISTRIBUTIONS SUE DISTRIBUTIONS
SIZE HEAS. OPTIMISED KEAS. OPTIMISED KEASs OPTIMISED SUE KEAS6 OPTIMISED HEAS.4 OPTIMISED KEAS,. OPTIMISEDMICRON PCT PCT CPP PCT PCT CPP PCT PCT CPP MICRON PCT PCT CPP PCT ’ PCT CPP pct PCT err
67.9 2 .0 1.4 98.6 3.3 3.4 96.6 0 .6 0 .8 99.2 47.9 1.4 2.4 97.6 2.4 2.3 97.7 2.7 2.4 97.633.9 2 .0 3.0 93.6 6.9 6.8 89.8 2.3 6 .8 97.) 33.9 3.6 3.8 93.8 7.4 7.6 90.1 2.6 7.6 94.942.8 3.3 6 .2 89.4 11.3 1 1 .0 78.9 3.8 1 1 .0 92.) 42.S 7.3 7.1 86.7 12 .2 1 2 .2 77.9 3.6 1 2 .2 89.)38.9 4.4 3.2 86.3 3.1 3.2 73.6 2 .0 3.2 90.U 38.9 4.3 4.0 82.7 3.4 3.4 72.4 3.) 3.4 83.734.0 3.1 3.0 81.3 3.) 3.1 68.) 3.6 3.1 83.1 34.0 3.9 3.2 77.) 9.1 8.9 63.) 4.6 6.9 81.627.0 10.3 11.4 69.9 9.9 9.8 38.7 12.3 9.8 73.2 27.0 12.4 1 1 .6 63.9 13.1 13.2 30.4 10 .8 13.2 70.421.4 1 1 . 1 1 2 .2 37.6 1 2 .2 U.l 46.6 12.7 1 2 .1 60.9 21.4 13.9 12.7 33.2 8 .0 8.2 42.2 13.3 8 .2 36.417.0 1 1 .6 11.9 43.8 10.7 10.7 33.9 1 2.) 10.7 48.7 17.0 10 .2 10.3 42.9 9.4 9.4 32.8 10 .6 9.4 43.813.3 12.4 1 1 .2 34.3 6.4 8.3 27.4 1 1 .6 8.3 36.4 13.) 11.3 10 .6 32.3 7.9 8.0 24.9 1 1 . 1 8 .0 34.410.7 11.3 11.3 23.1 6 .2 8 .2 19.2 12.4 8 .2 24.2 10.7 1 0 .1 10 .2 22.0 8.) 6.3 16.3 10 .8 8.3 23.78.3 9.1 7.7 13.) 6 .2 6.3 12 .8 7.6 6.) 16.1 8.3 7.1 7.6 14.2 6 .1 6 .0 10 .6 8 .6 4.0 13.)6.7 1 . 1 6.7 6.4 7.1 7.1 3.6 9.4 7.1 6.9 6.7 4.4 4.3 7.7 3.0 3.0 3.3 7.0 3.0 8.)3.4 4.3 2 .8 3.8 2.) 2.3 1.3 2.3 2.3 3.9 3.4 3.2 3.3 4.4 2.4 2.4 3.1 3.4 2.4 4.8- 3.4 6 .1 3.6 — 3.0 3.3 3.0 3.9 _ - 3.4 4.3 4.4 — 3.2 3.1 — 4.8 4.8
TOTAL•EICHTS
10 0 .0 100.01 .0
10 0 .0 10 0 .02,.0
10 0 .0 10 0 .02..0
TOTALWE1CHTS
10 0 .0 100.0l.0
100.0 100.02,.0
100.0 100.02,.0
ROSIN-RAKNLER PARAMETERS A 29.S9S 1.7699R2 0.97)6
)0.S)1.690)0.9773
24.441.81610.9790
ROSIN-IAMHLSR PARAMETERS A 27.29I 1.6731R2 0.9826
32.001.74340.9S69
23.931.66830.9791
SIZE DISTRIBUTION OP CONTENTS CLASSIPICATION DATA SIU DISTRIBUTION OP CONTENTS CLASSIPICATION DATA
SIZE PCT CPP S U E PARTITION NUMBERS SUE PCT CPP t u t PARTITION NUMBERS(MICRON) (MICRON) CROSS COM FRED (MICRON) (MICRON) CROSS COM PRED
• 7.9 0.9 99.1 87.9 34.) 38.4 __ 67.9 0.) 99.7 67.9 31.1 14.8 _53.9 2.4 96.7 33.9 47.9 29.9 4.0 33.9 2.7 97.0 33.9 A).7 30.4 18.)A.\ 8 9.0 87.6 42.8 31.7 17.6 2.4 42.1 7.7 89.) 42.1 33.7 1 1 . 1 9.7$4.9 3.1 84.) 38.9 32.) 1.9 1.9 36.9 4.) 84.9 38.9 34.4 18.9 7.4$4.0 4.4 80.1, 34.0 22.2 0 .1 1.4 34.0 3.2 79.7 34.0 33.0 19.7 3.027.0 10.9 69.2 27.0 21.0 0 .1 0.9 27.0 13.1 66.8 27.0 20.) l.l 2.)2 1.4 10.7 38.6 21.4 21.3 0 .1 0.) 21.4 12.1 33.7 21.4 18.0 0 .1 1.)17.0 11.4 47.2 17.0 IS.9 0 .1 0.) 17.0 11.7 42.1 17.0 U.t 0 .1 0 .6IJ.S 13.0 34.2 13.) 16.8 0 .1 0.2 13.) 10.7 31.) 13.) 17.9 0 .1 0.)10.7 9.8 24.4 10.7 17.1 0 .1 0 .1 10.7 8 .1 22.) 10.7 17.9 0 .1 0.2«.$ 8.3 13.9 8.) 18.6 U.l 0 .1 8.) 8.4 14.1 1 .) 17.) 0 .1 0 .1• .7 ».9 V.O 6.7 19.6 0 .1 0 .0 6.7 7.) 6.8 6.7 16.9 0 .1 0 .0).4 3.9 3.2 3.4 20.0 0 .1 0 .0 3.6 2.9 3.8 3.4 16.4 0 .1 0 .0
- $.4 3.2 — — — — — - 3.4 3.9 — — — — —N-RAMMUJR PARAMETERS PARTITION PARAMETERS EOOIN-RAMKUR PABAMKTERS PARTITION PARAMETERS
A 23.34 D30C 193.8)1 A 23.8) D)UC 61.0)4» 1.6742 M 2.,20)2 1 1.(301 M 2s,9960*2 0.9861 82 0.,3066 * 12 0.9872 R2 0.,1341
WARNINC - CONI. PABT.NO(S). U 0| SET TO 0.1 PCT. WARNING - CORt. rABT.NU(S). U 0| SET TO U.t PCI.
-- RESULTS POR TEST NO. P3/4
SOLIDS SC - 4.848 LIQUID 1C - 1.000
PLLP FLOWRATES - L/HIN PULP DENSITIES - KC/H)PEED 17 P 0/P PRED 0/P o/r CONTI NTS
MEASURED S9.10 14.0) 42.37 217$. 2 1 1 1. 2624. 2716.OPTIMISED 3S.36 13.12 43.44 2474. 2118. 2624.WEICHTS 2.0 1.0 1.0 t.O 2.0 2 .0
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL.PCT)PEED 0/P 0/P CONTENTS PEED o/r o/r CONTENTS
HEAS. 73.3) 7).3) 72.48 73.99 2 1.6) 31.10 27.78 29.3)OPT. 73.3Z 73.33 72.41 — 21.64 31.10 27.78
SOLIDS SPLIT PCT WATEI SPLIT re t PULP SPLIT PCT riissuu
MEAS. ZS.3) KEAS. 23.39 HEAS 24.90 10.1 PSIDPT. 28.04 OPT* 24.9) OPT. 23.82 49.6 KN/H2
RESULTS PDR TEST NO. P3/9
SOLI Ilf SC • 4.844 LIQUID 8C - 1.000
PULP FLOWRATES - L/M1N PULP DENSITIES - KC/H)PEED 0/P 0/P PIED U/P 0/P CONTENT*
MEASURED *1.92 18.00 74.69 2)80. 2870. 2223. 2304.OPTIMISED 93.48 18.49 73.18 2)38. 2872. 2232. --WEIGHTS 2 .0 1 .0 1 .0 1 .0 2 .0 2 .0 --
(OLID! CONCENTRATION (WT.PCT) SOLUS CONCENTRATION (VOL. PCT)PEED 0/P 0/P CO HUNTS PEED 0/P (l/P CONTENTS
MAS. 67.90 76.30 64.4) 70.34 23.41 31.99 20.92 23.7)OPT. 67.4) 76.3) 64.4) 23.2) 32.02 21.07 —
■OUDS SPLIT PCT WATER IPL1T PCT PULP SPLIT PCT PRES SORE
MAS. 32.88 MEAI. 21.60 KEAS. 19.42 24.4 PSIOPT. 27.2( OPT. 17.48 OPT. 19.7* 169.6 ana
SIZE DISTRIBUTIONS SIU DISTRIBUTIONS
SIZEMICRON
67.933.9 42.S38.934.027.0 21.417.0 13.3 10.78.36.7
PEEDKEAS. OPTIMISED PCT PCI CPP
UNDERFLOW HEAR. OPTIMISED PCT PCT CPP
0.92.4 9.2 3.97. )
11.8 11.1 12.1 10.98. )8.46.8
2. )2 .65.53.5 3.9 8.712.311.911.910.17.26. )3.4
97.793.186.382.376.6 67.933.443.331.621.314.3 8.0 4.6
3.67.0 13.03.76.61).49.18. )9.36.63.74.32.2
3.4 6.913.13.74.8 13.89.18.49.16.43.94.42.1
OTERPLOW KEAS. OPTIMISED PCT PCT CPP
96.686.7 74.668.9 62.2 48.439.330.921.813.4 9.3 4.9 2.8
2.40.96 . )3.03.1 3.614.113.1 13.412.1 7.3 6 .84.2
1.96.9 13.13.76 .813.89.18.49.16.43.9 4.62.1
98.1 97.)90.887.882.273.341.448.433.423.8 16.19.23.3
SIZEMICRON
67.933.942.838.934.027.0 21.417.0 13.3 10.78.3 4.73.4
PEEDKEAS. OPTIMISED PCT PCT CPP
2 .02. )4.21.83.710.9 11.411.311.410.99.8 7.44.3
3.7 2.34.7 2.9 4.)
11.212.3 11.0 1 0 .810.39.16.14.2
UNDCRPLOW KEAS. OPTIMISED PCT PCT CPP
94.)94.0 89.216.442.070.8 38.) 47.)36.423.9 16.810 .03.7
1.71.09.84.47.4
12.2 12.78.29.17.4 3.7
' 4.82.9
1.3 8.0 9.9 6.27.3
12.2 12.3
8 .29.27.43.84.82.9
OVERFLOW KEAS. OPTIMISED PCT PCT CPP
98.390.610.674.467.034.9 42.)34.124.9 17.3 11.76.63.9
3.10.32.)2 .03.4
11.012.911.9 11.2 11 .) 10.17.4 4.6
4.)S.O9.96.27.)
12.212.31.29.27.43.84.82.9
93.)93.)92.3 90.987.474.6 44.) 32.240.629.116.711.16.4
• 5.4 3 .5 4.4 — 2.9 2 .8 — 3.7 3.) — - 3.4 4.1 3.7 — 3.9 3.9 — 4.) 6.4 —TOTAL 100.0 100.0 — 10 0 .0 10 0 .0 — 10 0 .0 10 0 .0 — TOTAL 100.0 100.0 — 10 0 .0 10 0 .0 — 10 0 .0 10 0 .0 —•EIGHTS 1.0 2 .0 2 .0 wticarrs 1 .0 2 .0 2 .0
ROSlN-RAMHLXI 1PARA3CTUS ROSlRHUOWLZt PABAMTEU27.02 33.47 24.4) A 23.39 30.72 23.64
• 1.4773 1.74)4 1.4820 1 1.3678 1.7024 1.3*8712 0.980 0.9874 0.9818 82 0.9774 0.9926 0.9644
I U E DISTRIBUTION or c o m m CLASSIFICATION DATA S I U DISTRIBUTION <IP CONTENTS CLASSIFICATION DATA
SIZE PCT CPP S U E PAITITION NUHIEtl S U E PCT err S U E PARTITION NUMBERS(M1CR0M) (MICRON) CROSS C O M PtED (MICRON) (MICRON) CROSS C O M PIID
• 7.9 4.1 93.2 17.9 37.4 43.2 __ 81.9 3.9 96.1 17.9 60.9 32.6 —$).9 $.4 91,9 33.9 69.1 38.9 30.4 33.9 2.0 94.1 31.9 11.0 17.0 38.9
42.9 9,0 52.9 42.1 43.9 23.) 13.6 42.8 7.1 17.0 42.8 38.4 49.6 41.)$8.9 $.0 77.9 31.9 31.) 17.8 11.6 38.9 2.0 83.0 38.9 34.0 44.2 33.)
$4.0 7.0 70.9 34.0 37.0 18.1 7.6 34.0 3.1 78.9 34.0 *1.4 29.0 27.827,0 11,5 $9.4 21.0 34.) 12.7 3.4 27.0 12.7 67.2 27.0 28.4 13.) 18.021.4 10.2 ♦9.2 21.4 10.0 0.1 1.7 21.4 13.1 34.0 21.4 21.6 7.4 11.)17,0 11,1 37.4 17.0 10.4 0.1 0.8 17.0 12.9 *1.1 17.0 21.7 3.2 7.11$«$ 9.4 27,9 13.) 19.) 0.1 0.4 12.) II.) 29.6 13.) II.2 *.) 6.610.7 9.3 19.$ 10.7 20.1 0.1 0.2 10.7 9.) 10.4 10.7 18.2 0.8 2.71,5 7.9 11.9 8.) 21.4 0.1 0.1 1.3 7.9 12.) 8.) 11.4 l.l 1.6• *7 $.4 4.4 6.7 18.4 0.1 0.0 6.7 3.6 6.9 6.7 19.0 1.9 1.0$.4 2.7 J.4 3.4 17.) 0.1 0.0 3.4 3.0 4.0 3.4 11.7 1.) 0.6
- $.4 3.4 — — — — - 3.4 3.9 — — — — — —
ROSIN-RAMHLER rARAMS TYRS PARTITION PARAMETERS eosir-h u m m l x r p a r a m r t e u PAITITION PARAMETERS4 10.1 D30C 63.684 • A 811 44 D$OC AS..’43g 1.6900 M 3.2198 • 1.7307 H 2,.1)3*R2 0.9811 R2 0.1611 • 92 0.9791 82 0.,1918
WARNIMG - COM. PAIT.NO(t). U 0| SET TO 0.1 PCT. WARRING - cuts1. PAIT.NO(t). U 0| SET TO 0.1 PCT.

RESULTS roi T U T NO. lilt i m u l t i ro« T U T NO. till
SOLIDS SC • 6.846 LIQUID SC * 1.000
PULP PLbAATES > L/M1N PULP DENSITIES - EC/H)PERU U/P o/r PEED U/l 0/P CONTENTS
"tASURCl/ 40.12 12.87 43.14 2310.i 2807. 2263. 23)7.DPTIHlStD 31.14 14.S3 43.11 2317. 2806. 2262. —WtlUHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (VT.PCT) SOLtDS CONCENT KATION (VOL. PCT)PEED u/r o/r CONTENTS Tt ED u/r 0/P CONTENTS
Has. 48.11 73.31 83.40 70.13 25.78 30.11 21.84 28.21ort . 48.23 73.37 43.34 — 23.90 30.10 21.31 —
SOLIDS SPLIT PCT WATEB IPLIT PCT PULP SPLIT PCT PRESSURE
XEAS. 21 .11 MEAS. 20.10 KEAS. 22.17 1.1 PEIon. 31 .11 OPT. 22.47 OPT. 24.74 87.1 KM/K2
SOLIDS SC • 6.848 LIQUID 1C • 1.000
PULP PLOWRATES - L/MIN rULP DENSITIES - EC/M)PEED U/P 0/P PEEU U/P 0/P CONTENTS
MEASURED 14.38 28.0) 31.74 2)10. 3377. 1141. 2400.OPTIMISED 11.00 31.16 81.83 2411. 3372. 1131. ___WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (VT.PCT) SOLIDS CONCENTRATION (VOL. PCT)FEED u/r 0/P CONTENTS PELD U/P 0/P CONTENTS
MEAS. 88.11 12.43 37.02 88.31 23.78 40.88 18.2) 23.13OFT. 88.70 82.38 38.72 — 24.28 40.31 18.07 —
SOLIDS (FLIT PCT WATER SPLIT PCT PULP IPL2T PCT rtcssuu
HEAS. 31.81 HEAS. 24.04 HEAS. 32.32 23.1 PttOPT. 33 .11 OPT. 26.21 OPT. 33.30 131.) KN/M2
SIZE DISTRIBUTIONS S I U DISTRIBUTIONS
SIZEMICRO.
47.151.142.1 SS.f34.027.0 21.417.0 13. S 10.7I.S
FEUhzas. optimisedTCI TCI CTT
UNDERFLOW HEAS. OPTIMISED TCT PCT CPf
OVERFLOW MEAS. OPTIMISED TCT PCT CPF
1.02.33.4 3.74.1
12.710.413.410.410.11.1
41.716.31 1 .0It.S13.161.1 SI .7 47.235.024.1 16. S
2.25.7 1.1 4.3 1.0
It.I 1.1 1.1 B.l 6 .25.7
2.15.71.64.4а. s16.7
itt1.6б. 33.5
17.112.2 12.676.2 61.430.7 40. t30.822.2 13.1 1 0 .0
1.10.13.1 1.44.2 10.7 10.2 13.214.611.61.3
1.05.71.64.48.118.71.1
10.08 .66.33.6
11.018.213.013.381.571.068 .633.041.021.211.3
SIZEMICRON
67.433.342.338.633.726.8 21.2 16.113.410.61.4
PEEDHZAS. OPTIMISED PCT TCT CPF
UNDERFLOW MEAS. OPTIMISED PCT PCT CPF
OVERFLOW MEAS. OPTIMISED PCT PCT CPP
2.32.34.4 0.1 4.7
10.110.412.113.710.21.3
1.4 18.41.34.12.13.7
12.812.312.812.81.3 1.6
16.112.810.783.0 72.231.147.2 34.4 24.116.3
1.11.16.43.17.4
17.6 14.2 13.410.76.16.4
2.22.16.52.87.1
17.0 13.7 13.411.07.16.6
17.113.781.2 86.471.362.3 48.633.224.2 17.110.3
0.60.60.11.44.18 .0
10.111.114.1 12.311.1
0 .82 .16.32 .87.1
17.0 13.7 13.411.07.16 .6
11.218.417.3 16.212.384.774.262.447.334.823.3
6.7 7.3 7.1 9.4 4.1 4.2 3.S (.3 4.2 11.0 4.7 1.0 7,.3 S.7 4.1 3.1 S.3 10.6 3.1 12.3.4 4.4 4..0 3.4 2.4 2.) 3.3 4.4 2.3 6.) 3.3 4.1 3,.7 3.0 2.2 2.4 3. 1 3.3 2.4 7.
- 3.4 8.0 3..4 — 3.2 3.3 — 4.2 6 .4 — - 3.) 3.4 3.,0 — 2.1 3.1 7,.3 7.4 —TOTAL tOO.o too..0 — 100.0 100.0 — 100.0 100 .0 — total i o o.o loo. 0 — 100.0 100.0 ' 100 .0 100 .0 —WtICHTS t.O 2 .0 2.0 WC1CNTS 1.0 !<.0 2.0
ROSIN-RAHHLEI PARAMETERS ROSIN-RAIWIER FARAMSTUSA 24.77 31 .01 21.lt A 24.21 28,.00 11.(48 ]1.4709 t.79St 11.6704 ■ 11.7172 2.8181 11.624717 0.184) 0.113) 0.1804 R2 (1.1830 0.1888 ().1707
SIZE OlSTRlIUTtON 07 CONTENTS CLASSIFICATION DATA S1XR DISTRIBUTION OP CONTI NTS CLASSIFICATION DATA
SIZE PCT CPF SIZt PARTITION N1MRERS SIZE PCT e r r SIZE PARTITION NUMBERS(HURON) (MICRON) CROSS C O M FRED (MICRON) (MICRON) CROSS C O M PNED
.7.1 0.4 11.4 S7.1 60.2 48.7 __ 47.4 2.4 17.4 87.4 7S.1 61.8 _3J.1 1.) 13.2 33.1 71.3 63.0 74.6 33.3 1.3 13.1 33.) 60.0 72.8 78.64. • 8 7.1 11.1 42.1 33.1 4).l 44.2 42.3 6.1 81.S 42.) 71.1 72.7 61.139.1 4.0 47.1 38.1 33.1 40.6 33.3 38.6 3.4 66.4 38.6 73.7 64.3 63.1)*.0 6.2 eo.i 34.0 30.3 33.1 21.1 33.7 4.1 81.3 33.7 71.2 60.1 60.327.0 11.0 61.1' 27.0 37.) 11.2 10.0 26.S 11.6 81.1 26.8 8S.1 )6.8 31.)21.4 13.) 3*.) 21.4 28.6 7.1 4.4 21.2 13.2 36.8 21.2 60.S 46. S 42.S17.0 12.3 43. S 17.0 24.1 2.1 1.1 16.1 12.6 44.2 It.l 33.6 37.0 33.2IJ.3 11.2 ):.6 13.3 21.2 0.1 0.1 13.4 13.| 31.1 13.4 44.6 24. S 24.310.7 10.6 i;.o 10.7 21.2 0.1 0.) 10.6 8.7 22.4 10.6 42.3 21.7 23.08.3 7.6 l*.4 (.3 20.) 0.1 0.1 8.4 4.1 14.) 1.4 40.0 18.6 IS.)*.7 6.2 1.2 6.7 11.6 0.1 0.1 6.7 6.1 7.4 6.7 36.) 13.6 14.33.4 3.3 4.7 3.4 11.1 0.1 0.0 3.3 3.2 4.2 3.) 33.) 12.2 11.3
- 3.4 4.7 — — ------------ — - 3.) 4.2 — — — — —
ROitN-RAMMLPR PARAMETERS FARTITION FARAMLTERS X0SIN>EAMML6R PARAH(TERR PARTITION PARAM6T6N8A :>.oo D30C 44.841 A 26.04 U30C 23.SJ4R 1*7941 M 3.7044 8 1.13*0 H 1.099fcR2 0.9927 R2 0.1046 ■ 12 0.1800 R2 0.VS30
WARRING - LORR. mT.NO(S). U 0| SET TO 0.1 FCT. WARNING - CORR. PART.NO(S). IS 0( SET TO 0.1 rcT.
RESULTI FOE T U T NO. F3/1
PULP PLOWRATE! - L/M1N
LIQUID EC • 1.000
PULP DENSITIES - KC/M3PEED U/P o / r PEED U/P u /r CONTENTS
MEASURED 62.03 13.77 48.21 1390s 2710. 2221. m t .OPTIMISED 62.03 13.77 41.28 1313s 271). 2240. —WEIGHTS 2.0 t.O 1.0 1.0 2.0 2.0
SOLIDS CONCENTRATION (VT.PCT) FEED U/F 0/F CONTENTS
SOLID! CONCENTRATION (VOL.TCT) FLED U/F 0/F CONTENTS
MEAS.OPT.
6S.1147.34
73.13 64.37 73.11 64.82
23.7123.31
30.42 21.0230.47 21.21
SOLIDS SPLIT PCT WATER SPLIT TCT PULP SPLIT PCT
WAS.OFT.
36.1621.21
MIAS.OPT.
26.1220.07
MEAS.OFT.
22.2022.20
--- RESULTS FOR T U T NO. fill ---
SOU US sc • 6.S46 LIQUID SC - 1.000
PULP FLOWRATES - L/NIN PULP DENSITIES - EC/M3
10.1 TS1 41.4 EM/H2
FEED u/r 0/F PEED u/r o/r CONTENTS
MEASURED 41 .S3 12.37 42.3F 2)10. 2781. 22)6. 1411,OPTIMISED 60.41 13.20 43.21 2)77. 278). 2241.WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (VT.FCT) SOLIDS C0NCSNTMT10D (VOL. PCT)FEED U/F 0/F CONTENTS PEED U/P 0/F CDNTH NTS
WAS. 41.11 73.00 44.73 70.04 23.71 )0.4> 21.14 23.43OFT. 47.(4 73.02 64.13 — 23.34 30.41 21.22 —
SOLIDS SPLIT FCT WATE8 SPLIT PCT PULP SPLIT FCT PRESSURE
WAS. 34.21 HEAS. 23.78 WAS, 22..31 9.1 rsiOFT. 32.37 OPT. 22.81 OPT. 23..17 67.6 B3V/M2
SIZE DISTRIBUTIONS S I U DISTRIBUTIONS
SIZE MEASFEED. OPTIMISED
UNDERFLOW KEAS. OPTIMISED
OVERFLOW KEAS. OPTIMISED S I U MEAS.
PEED. OPTIMISED
UNDE ft FLOW KEAS. OPTIMISED
OVERFLOW KEAS. OPTIMISED
MICRON FCT PCI CPP PCT PCT err PCT PCI CPP MICRON PCT PCT err PCT PCT CPP PCT PCT CFP
67.4 1.4 O.S 11.2 2.0 2.1 97.9 0.0 0.2 99.8 47.4 1.0 1.7 IS.3 2.7 2.3 17.3 1.6 1.3 98.733.3 2.1 2.0 17.3 3.8 3.8 94.t 1.2 3.8 98.5 33.3 0.) 0.5 17.7 1.) 1.3 16.2 O.J 1.3 98.542.3 4.1 3.1 12.2 l.S 1.6 84.5 3.5 9.6 95.4 42.3 4.S 4.1 12.1 10.1 10.1 16.1 2.6 10.1 94.131.6 3.1 3.7 88.3 4.0 6.3 78.2 1.8 6.3 92.8 3S.4 3.) 3.7 11.1 6.S 6.7 71.4 2.5 6.7 93.833.7 4.0 3.1 64.4 4.) 6.3 71.6 2.9 6.5 69.9 33.7 3.4 4.2 84.1 6.6 6.3 72.1 3.3 4.3 90.826.8 13.S 11.S 72.4 13.4 13.7 98.0 10.2 13.7 79.0 26.S 1.7 11.1 73.2 13.1 12.7 60.2 12.0 12.7 79.521.2 1.4 12.3 60.) 12.1 12.) 45.6 14.0 12.3 66.4 21.2 14.6 13.7 31.3 14.2 14.4 43.8 13.1 14.4 66.114.1 14. S 12.) 4S.0 10.7 11.0 34.6 12.0 1 U 0 53.5 16.1 12.1 13.1 43.4 10.1 10.0 33.8 16.1 10.0 50.313.4 11.6 13 0 33.0 10.4 10.1 24.5 14.6 10.1 39.4 13.4 12.1 11.1 34.3 10.4 10.3 23.3 11.0 10.3 39.010.6 1.1 10.3 24.3 7.8 7.7 >6.8 11.9 7.7 27.7 10.6 11. S 10.S 23.7 8.2 S.4 16.1 11.6 8.4 27.0S.4 1.0 S.6 13.1 6.7 6.6 10.2 9.6 6*6 18.3 S.4 1.6 4.7 13.0 4.1 6.) 10.6 9.5 6.3 17.16.7 7.3 7.4 4.4 3.1 3.1 5.1 8.6 5.1 9.7 4.7 7.4 7.6 7.4 4.2 4.2 4.4 8.4 6.2 8.83.3 3.4 3.4 4.S 2.2 2.2 2.9 4.1 2.2 5.6 3.) 3.S 3.2 4.2 l.S 1.1 2.3 3.3 1.9 3.0
- 3.) 4.8 4.4 — 2.1 2.1 . — 5*6 5.6 — - 3.) 3.2 4.2 2.4 2.3 4.7 5.0TOTAL too.o100.0 — 100.0 100.0 — 100.0 100.0 — TOTAL 100.0 100.0 __ 100.0 100.0 _ 100.0 100.0WEIGHTS 1.0 2.0 2 .0 WEICRTS 1.0 2,.0 2.,0
ROSIN-RAMMLZR PARAMETERS A 24.11I 1.7301R2 0.1831
21.621.S32S0.18S3
21.101.77460.1844
MSIN-RAWOER FMAWTESS A 24.43B 1.7880R2 0.178Z
21.131.11030.1800
22.411.77830.1732
S 2 U DISTRIBUTION OF CONTENTS
SIZE PCT (MICRON)
CLASSIFICATION DATA
SIZE PARTITION NUMIEU (MICRON) CROSS C O M FRED
SIU DISTRIBUTION OF CONTENTS CLASSIFICATION DATA
*7.4 0.0 100.0 47.4 73.0 66.) —33.3 3.1 16.1 33.) 33.1 44.8 II.1.2.3 7.1 81.8 42.) 32.7 40.1 44. S38.6 3.1 83.1 31.6 41.) 36.8 31.033.7 4.1 SI.O 33.7 44.7 30.1 26.1:s.s 13.1 • 3.1 26.1 31.3 14.2 14.321.2 12.1 33.1 21.2 27.4 1.2 7.716.1 12.0 41.2 16.1 24.3 3.4 4.113.4 12.2 21.0 13.4 22.1 2.3 2.110.4 1.2 11.S 10.6 22.0 2.4 1.1S.4 7.4 12.) S.4 20.1 1.0 0.66.7 6.) 6.0 6.7 18.3 0.1 0.)3.3 2.6 3.4 )• ) 17.1 0.1 0.2
- 3.3 3.4 — — — — —
N-RAMHLIRAS
PARAMITESS22.112.4181
PARTITION PARAMETERS D30C 44.1)1 N 2.8701
N2 0.847* 82 0.1417 .
LARNINv - COM. FAST.NO(S). U 0| 8ET TO 0.1 FCT.
SIZI PCT CPF SIZI PARTITION NlMtERl(N1CS0N) (N1CS0N) CROSS CUM PIED
17.4 2.) 17.7 67.4 71.7 *3.) _33.3 1 .2 16.3 33.) 77.S 71.2 71.112.3 4.4 1 0 .1 1 2.) 42.1 30.8 33.131.6 3.0 83.0 38.6 34.7 61.) 46.133.7 1.3 74.3 33.7 46.7 30.1 32.72 1.S II.3 86.0 26.1 34.7 13.4 IS.)2 1 .2 1 2 .1 33.1 2 1 .2 2 1.S 7.7 l.S1 1 . 1 1 2.) 61.6 14.» 27.1 1 . 1 3.213.4 1 2 .6 2 1 .0 13.4 2 1 .1 6.7 2.71 0 .6 1 . 1 1 1 . 1 1 0 .6 14.) l.S l.lS.4 7.2 1 2.S 1.4 23.0 l.S 0.76.7 1 .2 6 .6 6.7 21.7 0 .1 0.43.) l.S 3.7 3.) 11.7 0 .1 0 .2
- 3.) 3.7 —— — --- --- --■
ROSIN-RAHHLEI PARAMETERS A 26.81t 1.7113R2 0.1841
PARTITION PARAMETERS D30C 40.832N 2.10)112 0.1143
WARNING - C0R1. PART.NO(S). U Oj SET TO 0.1 PCT.
390

8ESULTS rol T M T NO. P3/12
muLTJ roi t u t no. rs/io — -
pulp fl'/wrates - l/ninm o U/P 0/F n to U/P
MEASURED 51.55 12.77 18.7] 2393. 2326.OPTIMISED 51.5* 12.79 38.75 2*67. 2317.fcLICKTS 2*0 1.0 1.0 1.0 2.0
LIQUID SC « 1.043
PULP DENSITIES - ZC/M3O/P CONTENTS
2*77.1*50.2.0
— USULTS PO* TUT NO. PJ/11
SOLIDS SC - 6.846 LIQUID SC PULP FLOWRATES - L/NINPULP PLOWRATBS - L/NIN PULP DENSITIES
PEEU U/P O/P
MEASUREDOPTIMISEDWEIGHTS
5S.lt St.If 2.0
12.2712.27 1.0
*6.9246.921.0
21*5.2*11.1.0
2667.2658.2.0
2*06.2172.2.0
EC/N! PEED U/F 0/F PEED U/P
CONTENTS MEASURED 33.17 14.41 40.tt 2110. 2568.
24tl. OPTIMISED 55.17 14.41 40.96 2451. 2352.VEICHTS 2.0 1.0 1.0 1.0 2.0
LIQUID SC • 1.110
PULP DENSITIES - EC/HlO/P CONTENTS
2460.2415.
2.0
SOLIDS SC - S.S6S LIQUID SC
PULP PLOMATU • L/NIN
--- NESULTS PON TEST NO. P6/1
PULP DENSITIES • KC/N1
HEASUtEDOPTIMISEDHEIGHTS
PEED U/F O/P PEED U/F O/P contents
62.87 31.64 29.05 2970. 27IS. 2671. i m .62.44 32.31 29.92 2821. 2733. 2907. — —2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (NT.PCT) SOLIDS CONCENTRATION (VOL. pa> SOLIDS CONCENTRATION (VT.PCT) SOLI08
SOLIDS CONCENTRATION OfT.rci) SOLIDS CONCENTRATION (VOL. PCT) SOLIDS CONCENTRATION (vt.pct) SOLIDS CONCENTRATION (VOL. fa) PEED U/P O/P CONTENTS PEED U/P O/P CONTENT* PIED U/P O/P CONTENTS pees
FEED U/F O/P CONTENTS Ft tD O/P O/P CONTENT! PEED O/P O/P CONTENT! r t iu O/P O/P CONTENTS KEAS 8 41.68 67.07 *4.73 63.09 20.99 25.16 25.27 21.11 KEAS. 77.S3 73.98 7S.30 77.71 33.37
KEAS. 43.76 68.49 67.31 *8.71 73.01 21.27 24.42 23.** HEAS. 65.61 20.10 61.02 •*.90 21.79 27.18 22.81 24.16 OPT. 64.31 66.74 *3.73 21.11 26.88 22.49 — OPT. 75.63 74.34 74.78 31.13
OPT. 67.29 68.32 46.93 — - 2*.23 23.12 25.tt — OPT. 63.38 20.11 64.26 — 23.29 27.21 22.26SOLIDS SPLIT Pa vater SPLIT PCT ' PULP SPLIT pa PRESSURE SOUPS SPLIT Pa WATER SPLIT Pa PULP
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCT PRESSURE SOLIDS SPLIT PCT WATER SPLIT'Pa PULP SPLIT PCT PRESSURE KEAf. -144.14 KEAS. -114.01 KEAS. 26.01 8.4 PSI MAS . -54.58 MEAS. -64.61 KEAS.
KEAS. -183.81 KEAS* -162.42 KEAS, 24.80 8.9 P8I KEAS -29.37 KEAS* -21.70 KEAS. 20.74 9.9 PSI OPT. 28.02 OPT. 23.41 OPT. 26.01 37.9 EX/N2 OPT. 50.00 OFT. 11.01 OPT.
OPT. 23.71 on* 24.31 OPT. 24.82 61.4 RM/K2 OPT. 24.23 OPT. 19.67 OPT. 20.74 67.9 KN/H2
U/P O/P CONTENTS
2S.2S2f.fl
lt.fl12.50
52.1152.07
t.l PS1 62.* EM/H2
SIZE D1STX1BUT10NS SIZE DISTEISUTIONS
SIZEMICROS
67.451.562.518.611.726.8 21.2 16.t 11.4 10.68.* 6.7 5.1 - S.l
TOTAL HEIGHTS
PEEDKLAS. OPTIMISED PCT PCI CP P
UNDERFLOW KEAS. OPTIMISED PCT PCT CPP
OVERFLOW KEAS. OPTIMISED PCT PCT CPP
2 .61.15.1 l.f2.7
12.611.112.1 11.1 10.67.71.12.7 1 .6
1.81.26.4 1.2 6.111.t 11.1 11.t 11.4 f .67.4 6.7 1.0 4.0
tS.2ts.o8 8 .685.1 7f.067.154.142.2 10.S 21.1 11.77.04.0
2.1t.l10.76.5 7.211.7rt.1f.Ot.l7.46.14.6 2.1 2.8
0 100.0
11.1 8 8 .6 77.t71.4 64.252.5 41.4 12.1 21.015.6 t.S 4.t>2.8
1.11.15.6 1.17.4
11.6 14.4 12.7 12.1 10.17.7 7.01.44.5
100.0
1.6t.210.76.5 7.211.7 11.1f.Of.l7.4 t.l4.6 2.14.4
100.0
f 8.457.292.3 fO.l84.172.258.4 45.631.421.015.2 7.7 4.4
SIZEMICRON
67.451.542.538.631.726.8 21.2 It.t 11.4 10.68.4 6.7 5.1
- 5.1 TOTAL
PEEDHEAS. OPTIMISED PCT PCT CPP
UNDERFLOW OVERFLOWMEAS. OPTIMISED MZAS. OPTIMISED PCT PCT CPP PCT PCT CPP
0.82.2t.l4.5 l.t11.0t.S17.0 11.7t.tt.l6.02.6 1.5
100.0
0.81.86.12.t4.6
12.812.7 13.4 12.210 .8
8 .1 7.1 2.f l.t
100.0
ft.2 S7.451.388.4 83.871.058.445.0 12.722.0 11. tt.Sl.t
1.0
1.15.2
12.15.1 5.5
11.111.8t.4f.4f.O5.1 S.t2.2 2.t
100.0
1.15.3
12.15.35.4
11.1 11.4t.tt.48.85.45.5 2.2 2.t
1 00.0
ft.751.4 79.374.068.555.544.014.1 24.8 IS.t10.5 5.0 2.8
0.00.54.11.54.6
12.614.111.1 11.1 11.78.65.01.1 4.1
100.0
0.0 100.0 5.1 tt.l
12.15.15.4 13.1 11.4t.tt.48.85.45.52.2 4.2
100 .0
95.193.1 88.7 76.062.9 48.4 15.3 21.f14.97.14.2
ROSIN-RAMMUt PARAMETERS A 26.658 1.7555R2 0.1618
StU DISTRIBUTION OP CONTENTS
2.0 2.0 HEIGHTS 1.0 2.0 2.0
SOSIN-RAMMUR PARAMETERS12.11 24.SO A 23.06 11.15 22.421.7977 1.7704 S 1.8413 1.7898 1.99570.9861 0.9B20 R2 0.9814 0.9838 0.9909
CLASSIPICATION DATA SIZS DISTRIBUTION OP CONTENTS CLASSIFICATION DATA
SIZE(MICRON)
p a CPP SI2E(MICRON)
PARTITION NUMBERS CROSS CORR PRED
SIZI(MICRON)
pa CPP SIZE(MICRON)
PARTITION NUMBERS CROSS CORR PRED
*7.4 l.t 98.2 67.4 47.2 30.1 _ 67.6 l.t 98.4 67.4 90.8 88.6 _3).3 l.i 96.7 31.5 61.4 11.3 11.8 31.1 1.7 94.7 31.5 66.3 38.6 10.642.3 9.4 67.1 42.3 48.4 ll.t 7.1 42.1 6.4 90.1 42.3 46.1 12.9 11.718.6 3.1 81. B IS.t 41.8 21.3 3.6 18.6 4.6 83.7 58.6 38.8 21.8 11.811.7 7.6 76.1 11.7 27.9 6.4 3.S 31.7 3.1 80.3 31.7 27.5 9.8 7.724.8 12.4 61.9 26.8 21.7 0.1 2.0 26.8 11.6 68.9 26.8 23.3 4.1 1.721.2 11.1 10.4 21.2 20.7 0.1 1.0 21.2 11.2 33.7 21.2 19.9 0.3 1.716.9 12.5 J7.9 16.9 20.1 0.1 0.1 18.9 12.1 41.3 It.9 18.1 0.1 O.S15.4 10.0 27.9 11.4 20.1 0.1 0.1 11.4 11.1 50.4 ll.t 19.1 0.1 0.410.6 9.0 18.9 10.. 20.6 0.1 0.1 10.6 11.2 11.2 10.6 17.1 0.1 0.28.4 7.4 11.3 S.4 19.1 0.1 0.1 8.4 7.1 12.2 8.6 17.3 0.1 0.1..7 1.6 3.9 ..7 ll.t 0.1 0.0 1.1 6.. 3.. 1.1 18.1 0.1 0.05.5 2.6 1.4 3.1 1S.0 0.1 0.0 3.1 2.4 3.2 S.l 18.0 0.1 0.0
- 3.3 1.4 — — — — — - 1.1 1.2 — — — — —
8US1N-RAMMUR PARAMSTERS A 27.15 8 1.840*82 0.9871
PARTITION PARAMSTERS D50C tO.806H 2.911082 0.»47f
R051N-RAKMUR PARAMETERS A 2*.448 1.8817R2 0.9784
PARTITION PARAMETERS DSOC 64.996M 1.282]R2 0.8206.
SIZE DISTRIBUTIONS SIZE DISTRIBUTIONS
SIZEMICRON
67.251.442.438.531.626.721.216.8 11.1 10 .68.4 6.7 S.l
- 5.1 TOTAL WEICHTS
PEEDKEAS. OPTIMISEDpct pct e rr
UNDERFLOW MEAS. OPTIMISED PCT PCT CPP
OVERFLOW KEAS. OPTIMISEDpct pct e rr
SIZEMICRON
PEEDHEAS. OPTIMISED PCT PCT CPP
UNDERFLOW KEAS. OPTIMISED PCT PCT CPP
OVERFLOW ME AS. OPTIMISED PCT PCT CPP
0.42.48.4 1.9 6.0
12.8t.t
12.112.910.3t.lt.S1.4 4.6
100.0
0.1l.t5.8 2 .05.5
11.t 11.4 12.1 12.2 10.19.07.43.64.9
100.0
11.111.1 to.l 88.3 82.t70.9 59.5 47.2 35.024.915.9 8.5 4.9
1.0
O.t5.4 t.t2.56 .6 ll.t 10.2 11.9 10.5f .5 7.4 6.7 3.0 3.9
100.0
0.95.2
10.12.4 6.7
12.010.011.910.69.57.3 t.t2.93.9
1 00.0
tt.lfl.f81.881.474.762.732.740.5 30.220.7 13.4t.tl.t
0.01.51 .21.94.9 11.512.312.312.3 10.2 10.1t.O4.03.4
100.0
0.13.2
10.12.46.7
12.010.011.910.69.3 7.1 6.6 2.93.3
100 .0
99.9 67.2 0.3 0.7 99.5 0 6 0.1 99.1 1.96.9 35.4 2.7 1.4 97.9 0 9 1.3 98.2 1.92.1 42.4 t.S 7.2 90.7 7 7.0 91.2 1.91.0 IS. 3 3.6 3.3 S7.4 6 2.6 88.6 1.83.9 31.4 7.4 7.0 80.4 2 6.3 81.3 7.74.1 26.7 11.2 15.2 63.2 14 4 14.6 67.9 13.62.1 21.2 13.0 16.0 49.2 It 2 15.9 52.0 14.49.6 It.t 14.9 14.t 36.3 14 t 14.t 11.1 14.56.9 13.3 12.7 13.1 21.3 14 t 14.4 22.3 11.26.6 10.6 t.l t.O 12.4 5 9.1 15.5 9.16.9 t.t 4.2 4.6 7.8 1 3.0 t.l 4.9.2 6.7 4.6 3.9 1.9 • • 1 6.3 2.0 5.5.3 3.1 0.3 O.S 1.1 0 0.9 1.1 0.
- 1.5 0.4 1.1 — 5 1.1 — 1._ TOTAL 100.0 100.0 — 100 0 100.0 — 100.
1.01.37.02.66.3 14.4 13.9 14.8 14.69.13.06.3 0.91.0
0 100.0 '2.0
99.097.690.286.278.662.346.3 I31.5 20.211.6 7.3 1.9i:1 I
R0S1N*RAMMLER PARAMETERS A 24.298 1.7437R2 0.9862
StEI DISTRIBUTION OP CONTENTS
SIZE PCT (MICRON)
27.411.74470.tS43
CLASSIFICATION DATA
SIZE PARTITION NUHBRU(MICRON) CROSS CORN PRED
10. IN-RAW, II8 PAUL* TERR22.91 A 28.13 27.461.7S00 » 2.3580 2.16100.9871 R2 0.949* 0.9469
18.8*2.14000.9724
S1U DISTRIBUTION OP CUNTRNIS
SIZE PCT (MICRON)
67.2 1.1 98.9 47.2 82.8 76.9 _ 67.2 l.t 9S.4 47.2 18.1 0.151.4 3.2 95.7 33.4 41.6 24.1 14.1 Sl.t 0.4 98.0 33.4 47.1 0.142.4 t.t 89.1 42.4 11.9 14.1 9.0 42.6 7.0 tl.O 42.4 42.6 0.118.3 4.4 84.7 38.3 14.1 11.7 4.9 31.5 2.3 18.5 38.3 41.2 0.111.6 7.7 77.0 33.4 12.2 9.1 4.8 35.4 S.O 79.3 31.4 61.4 0.126.7 13.1 41.0 26.7 26.4 1.5 2.3 26.7 17.3 42.0 26.7 48.7 0.121.2 12.4 49.3 21.2 21.8 O.S 1.3 21.2 22.3 19.7 21.2 10.1 0.116.8 11.9 17.4 16.8 25.1 O.t 0.7 16.8 10.S 29.0 14.8 ll.t 0.313.3 11.2 26.3 11.1 21.3 0.1 0.4 13.3 10.2 18.8 11.1 32.9 0.110.6 8.6 17.9 10.4 24.4 0.1 0.2 10.6 S.l 10.1 10.4 31.9 2.08.4 6.9 11.0 8.4 24.0 0.1 0.1 8.4 1.8 8.4 34.8 3.36.7 5.7 3.3 6.7 23.3 0.1 O.t 6.7 1.1 1.4 6.7 32.0 U.l1.1 2.5 3.0 3.1 22.3 0.1 0.0 3.1 0.6 O.B 1.1 31.. 0.1
- 1.1 3.0 — — — — — - 3.1 O.t — — — —
CLUS1FICAT10N DATA
SUE PARTITION NUMBERS(MICRON) CROSS CORN PRED
0 .10 .10 .10 .10 .10.20.20 .20 .10.30.40.4
SOSIN-RAMMLIt PARAMSTERS A 27.3*D 1.9074R2 0.9857
PARTITION PARAMETERS DSOC 88.140N 2.8019R2 0.8756
■OSIN-RAHNUR PARAMETERS A 29.14■ 2.4833■2 0.9*89
PARTITION PARAWTEU DSOC 0.001N -0.8721■2 0.1844
WAMNISv - CORE. PART.NO(S). U 0 | SET TO 0 .1 PUT. WARNING - C0R1. PART.NO(t). LE 0| SET TO 0.1 PCT.
SAKNINv - CURE. PART.NO(t). U 0 | SET TO 0 .1 PCT. WARNING - CORE. PART.NO(S). LE 0 | SET TO 0 .1 PCT.

— RESULTS FOR T U T NO. F6/3 ---— • RESULT. FOR TEST NO. Ft/2 —
SOLIDS SC - 6.666 LIQUID SC • 1.000SOLIDS SI • 6.BBB LIQUID SC • 1.000
FULF FLOWRATES - L/NIN FULF DENSITIES - RC/M3FILE FLO.HATE. - L/MIk FULF DENSITIES - EC/Ml FEED U/F O/F FEED U/F O/F contents>LU> u/r O/F pled U/F O/F CONTENTS
MEASURED 63.33 17.96 40.S2 2417. 2620. 223). 243S.KlABUMLO t).H 31.2B 3U.2B 2K6U. 2727. 3114. 2946. OFTIHISED 62.42 19.76 42.64 2)69. 2627. 2249. —Ut’TIHlStU 44. W 32.97 31.97 i¥)U. 2740. 3120. -— WEIGHTS 2.0 1.0 1.0 1.0 2.0 1.0 —• MtHTS 3.0 1.0 1.0 l.u 2.0 2.0 —
SOLIDS CONCENTRATION (NT.FCT) SOLIDS CONCENTRATION (VOL.FCT)SOLIDS CONCENT EAT ION (NT.FCT) SOLIDS CONCENTRATION (VOL.FCT) FEED U/F O/F CONTENTS FEED U/F O/F CONTENTStktD U/F 0/F CONTENTS FklD U/F O/F CONTENTS
NEAR. 6S.3S 72.37 64.63 69.42 24.11 27.61 21.01 24.S3K*>S. 77.77 7*.t2 79.49 77.31 33.74 29.43 36.03 33.16 OFT. 67.63 72.49 63.00 --- 23.33 27.73 21.21 —OKI. 77.1U 74.32 79.tU — 32. 89 29.67 36.24 —
SOLIDS BFLIT FCT WATER SFLIT FCT FULF SFLIT FCT FRESSURESOLIDS SPLIT FCT LATER SFLIT FCT rULP SFLIT FCT FRESSURE
KEAS. 73.84 KEAS. 44.84 KEAS, 30.73 S.S FBIIAS. 30.JO KEAS. 36. EB MEAS. 70.91 9.6 FS1 OFT. 37.67 OFT. 29.86 OPT. 31.61 160.3 EN/M2oFT. *7i.7* OKT. 73.22 OPT. 70.77 66.2 EN/M2
size distributions
feed underflow overflowSIZE h£AS . 0F7IHISLD HEAS. OPTIMISED HEAS. 0FTIH1SLDMICROS FCT Ftl CPF FCT PCT CFF FCT FCT CPF
67.2 1.2 0.9 99.1 0.3 0.4 99.6 1.1 1.2 96.633.4 1.8 1.3 97.4 1.3 1.3 98.1 1.4 1.3 97.242.4 7.2 7.7 B9.9 7.2 6.6 91.4 9.3 6.6 86.636.3 3.3 2.3 67.4 2.4 2.3 88.9 2.3 2.3 86.133. k 7.4 6.6 60.6 3.4 3.1 83.6 6.2 3.1 78.226.7 19.2 13. i 63.3 13.9 t*-9 68.9 14.3 14.9 62.721.2 14.3 13.* 30.2 13.9 ft.7 33.3 13.4 13.7 47.616.« 13.7 14.9 33.) 13.7 13.4 37.9 14.8 13.4 33.113.3 14.3 12.6 22.4 13.. 14.0 23.9 11.4 14.0 21.210.6 *.2 6.3 13.9 9.1 9.0 14.9 8.2 9.0 13.18.4 3.6 3.3 6.4 6.0 6.0 8.9 3.1 6.0 8.06.7 3.2 3.3 2.9 6.2 6.1 2.8 3.1 6.1 3.03.7 l.l 1.2 1.4 1.2 1.2 • 1.6 1.3 1.2 1.7
- 3.3 1.4 1.6 — 1 . 6 1.6 — 1.7 1.7 —TOTAL 100.0 lOO.v — 100.0 100.0 — 100.0 100.0 —.E1CHTS 1.0 2,,0 2,.0
SOSlk*RAMMLlB PARAMETERSA .60 26,.64 28 .36B 2.2043 2.2496 2.1737kj 0.9790 0.9737 0.9823
size DismiirrioM
FEED UNDERFLOW OVERFLOWSIZE HEAS. OFTIHISED HEAS. OPTIMISED HEAS OFTIHISED
MICRON FCT FCT CFF FCT FCT err FCT FCT CFF
67.2 0.6 0.3 99.7 0.0 0.1 99.9 0.3 0.4 99.633.4 1.9 2.1 97.6 3.6 3.6 96.4 1.3 3.6 98.442.4 4.8 3.2 92.4 9.8 9.7 86.7 2.6 9.7 93.938.3 4.4 4.7 87.7 3.0 4.9 81.7 4.7 6.9 91.333.6 6.6 7.9 79.8 10.0 9.7 72.0 7.3 9.7 84.326.7 16.7 13.6 64.2 13.7 13.9 36.1 13.1 IS.9 69.021.2 13.6 16.8 47.3 17.7 17.3 38.6 16.9 17.3 32.416.8 17.1 13.9 33.3 10.9 11.1 27.4 13.1 11.1 37.113.3 11.8 12.0 21.4 10.1 10.1 17.4 13.3 10.1 23.910.6 9.3 1.9 12.3 7.3 7.6 9.8 9.3 7.6 14.28.4 3.2 4.9 7.4 3.9 4.0 3.8 3.6 4.0 8.76.7 3.6 3.3 2.1 4.6 4.6 1.2 4.0 4.4 2.73.3 1.0 0.9 1.2 0.3 0.3 0.7 1.1 0.3 1.3
- 3.3 1.3 1.2 — 0.7 0.7 — 1.3 1.3TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —WEIGHTS 1.0 2 0 2 0
ROSIN-RAKHUR PUAfCTIMA 27 87 29 93 24 411 2.3409 2.3388 2.303462 0.9781 0.9733 0.9773
m s DISTRIBUTION OF OONTERTI CLASSIFICATION DATAIZE P1STK1BITI0N OF comtfTi CLASSIFICATION DATA
S U E FCT CFF f IZE PARTITION NUHIERSSUL FCT CFF SlZk FARTITIOH NUH8ERS (MICRON) (MICRON) CROSS CORN FRED
(MCROk) (MlOtON) 0R0S4 CORA PREU67.2 0.0 100.0 67.2 14.3 O.I —
• 7.2 0.0 ;ou.u .7.2 30.2 0.1 — 33.4 1.3 98.7 33.4 66.3 31.9 51.83J.4 2.2 97.6 3J.4 44.« 0.1 0.0 42.4 3.3 93.4 42.4 34.1 34.3 12.3*2.4 6.3 91.3 42.4 44.4 0.1 0.0 38.3 2.9 90.3 38.3 42.0 17.1 26.2J8.3 3.3 87.9 3b.3 43.1 U.i 0.0 33.6 7.9 82.6 33.6 43.6 19.3 19.1JJ.6 3.1 62.4 IJ.k 3H.1 O.I 0.0 26.7 16.1 44.6 26.7 38.7 12.6 10.S:».? 1..S Bt.A 26.7 43.7 0.1 0.0 21.2 16.9 49.6 21.2 34.3 6.1 3.9n.i 17.3 <9.1 21.2 47.0 0.1 0.0 16.8 14.1 33.3 16.1 31.0 1.6 1 . 2
lt»*8 14.8 J4.) 16.H 48.7 U.I 0.0 13.3 12.9 22.6 13.3 31.9 1.0 1.8IJ.3 12.3 22.0 1J.J 48.9 O.t 0.0 10.6 9.0 13.6 10.6 11.1 l.l 1.010.4 9.k 12.4 10.6 *9.2 0.1 0.0 8.6 3.3 8.1 8.4 11.0 1.6 0.36.4 4.. 7.7 H.4 30. • 0.1 0.0 6.7 3.6 2.3 6.7 22.8 0.1 0.3• .7 3.4 2.1 6.7 a s .: 0.1 0.0 3.3 1.1 1.6 3.3 21.2 0.1 0.13.3 0.9 1.2 3.3 43.9 0.1 0.0 - 3.3 1.4 — — — — —
• )•) 1.2R0S1N-RAMMLXR PARAKITKRI PARTITION FARAHETKNS
ROHlk*lAHHU* FARA> TUB PARTITION rAHAKWTUtS A 2i.: • USOC 32.331A 27.1 l D30C >.0 * 2.6414 M 2 .801• 2.4J< 4 M 0 0 N2 0.904) 62 0 9223* 2 O.VHti 62 0 0 *
WARMING - CORK. FART.HU(S). U 0| RLT TU 0.1 PCT.kANNIkw un>». rA»r.m i(<). i>. 01 nrr to u . i iv r ,
RESULT! FOR T U T NO. Ft/4
BOLIDE SC ■ 6.ItS LIQUID SC • 1.000
FLLP FLOWRATES - L/HIN PULP DENSITIES - EU/MlFEED U/F O/F FSED U/F o/r CONTENTS
MEASURED 63.42 16.00 60.46 2030. 272U. 1812. 2160.OPTIMISED 62.03 1S.7S 61.24 2079. 271S. 1802. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0
SOLIDS CONCENTRATION (VT.PCT) SOLIDS CONCENTRATION (VOL.PCT)FEED U/F O/F CONTENTS 7EL0 U/F O/F CONTENTS
HEAS. 39.93 74.01 32.43 62.33 17.89 2S.lt 11.S6 19.63OFT. 60.74 73.S* 32.09 -— 11. IS 29.26 13.67 “ *
SOLIDS SFLIT FCT MATES SFLIT FCT • FULF SPLIT FCT PSESSUU
MEAS. *2.94 MEAS. 22.37 HEAS. 2S.16 7.9 FSIOFT. 48.17 OPT. 26.26 OFT. lu.21 36.i ui/ra
- RESULTS FOB T U T NO. Pt/3 —
SOLIDS SC > 6.M l LIQUID SC • 1.000
FULF IFLOWRATES - L/HIN FULF DENSITIES - KC/N)PEED U/F D/F FEED U/F O/F CONTENTS
MEASURED SI.7S 20.91 37.60 2IB0. 2612. 2633. 1724.OFTIHISED 61.91 22.62 19.11 2667. 2616. 2664.VE1CMTI 2.0 1.0 1,0 1.0 2.0 2.0 —
SOLIDS OUNCZ NT RATION FEED U/F 0/P
(WT.FCT)CONTENTS
SOLIDSFEED
CONCENTRATIONU/F O/F
(VOL. FCT) CONTENTS
HEAS.OPT.
71.37 72.23 72.02 72.34
72.9273.10
74.07 21.63 IS.07
27.4F 21.17 27.37 21.33
29.16
SOLIDS SPLIT FCT WATER IFIIT FCT FULF SPLIT FCT F R U S U U
NBASOFT.
-S3.19 33.19
KEAS.OFT.
”64.9214.71
HEAS.OFT.
33.74 9.1 FEI 14.31 62.6 Ultra
S U E DISTRIBUTIONS S U E DISTRIBUTIONS
S U E H U S • OPTIMISED KEAS. OPTIMISED KEAS. OPTIMISED B U S HEAS. OPTIMISED KEAS.. OPTIMISED KEAS,. OPTIMISEDMICRON FCT FCT CFF FCT FCT err FCT FCT CFF MICRON FCT FCT err FCT per CFF FCT FCT CFF
33.4 l.S 2.9 97.1 3.4 3.1 94.9 1.2 0.9 99.1 S7.2 0.3 0.3 99.3 0.1 0.5 99.3 0.6 0.6 99.442.4 4.1 3.9 91.2 9.7 9.2 S3.6 1.1 9.2 96.1 33.4 2.1 1.9 97.6 3.1 3.2 96.4 1.1 3.1 91.3IE.3 2.2 4.0 17.2 3.6 3.2 SO.3 3.3 3.2 91.4 42.4 5.9 6.1 91.3 9.1 9.1 S7.1 4.3 9.1 91.913.6 7.9 S.l 79.1 9.9 9.6 70.6 6.3 9.8 87.0 1S.1 4.4 3.7 S7.S 1.7 1.9 11.4 1.6 1.9 90.221.7 13.6 16.1 63.0 16.6 16.3 34.4 16.3 16.1 71.1 11.4 l.l 4.7 Sl.l 7.1 7.7 73.6 3.3 7.7 •4.121.2 17.4 13.3 *7.3 14.4 13.1 3S.3 13.4 13.1 33.1 26.7 17.1 13.S 63.1 14.2 14.3 61.2 16.0 14.3 17.3It.6 17.3 14.7 12.9 11.3 12.2 27.1 16.2 12.2 38.2 21.2 17.5 11.3 49.0 17.S 17.S 41.4 13.0 17.S 32.213.3 13.2 12.1 20.S 10.2 10.3 11.7 11.1 10.3 24.4 I4.S 12.0 13.0 14.1 12.7 12.2 31.2 17.4 12.2 13.710.6 9.3 S.l 12.2 7.0 7.2 9.3 9.7 7.2 14.7 11.1 12.S 12.1 21.3 12.S 12.4 IS.4 12.6 12.6 22.S6.4 4.7 4.6 7.6 3.6 3.1 3.9 3.6 1.6 S.2 10.4 7.1 l.t 12.5 7.6 7.6 11.2 9.9 7.4 13.26.7 4.3 3.9 1.7 4.S 4.9 1.0 1.7 4.9 2.4 8.4 4.2 4.S 7.7 4.) 4.4 l.S S.l 4.4 6.33.1 O.t 0.7 1.0 0.6 0.4 0.4 1.0 0.4 1.3 4.7 3.6 3.6 2.1 3.2 3.2 l.S 3.9 3.2 2.4
- 3.3 1.0 1.0 — 0.6 0.6 — 1.3 l.l — 3.1 0.6 0.9 1.2 * O.S 0.7 O.S 1.2 0.7 1.4TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 — - 3.3 0.7 1.2 — 1.0 0.9 — 1.3 1.4 —WE1CHTS 1.0 I,.0' 2 .0 TOTAL 100.0 100.0 — 100.0 100.0 — 100.0 100.0 —
BOSIK-RAMMLES PARAMETERSA 27.61 10.10 23.00 ROSIN-RAmLER PARAMETERSS 3.4712 2.1041 2.4100 A 27.94 29.32 27.03S3 0.9179 0.9376 0.9747 B 2.3427 2.4071 2.32)8
U 0.9741 0.9709 0.8735
DISTRIBUTION Or CONTENTS CLASSIFICATION DATAS i n DISTRIBUTION 09 CONTENTS CLASSIFICATION DATA
S U E FCT CFF S U E PARTITION NUHIERS(MICRON) (MICRON) CROSS C O M FRED B U S FCT CFF SIZE PARTITION NUHRERS
(MICRON) (MICRON) CROSS c o u FRED33.4 2.1 97.4 33.4 SI.2 74.3 —42.4 6.0 91.4 42.4 67.7 31.2 54.1 47.2 2.7 97.3 47.2 3S.7 1.0 _38.3 4.3 86.9 IS.3 II.1 47.3 30.1 33.4 0.4 91.9 33.4 31.9 14.9 3.311.6 B.3 7B.4 13.6 33.1 39.3 43.9 42.4 4.1 90.4 42.4 *3.4 10.3 1.224.7 13.2 65.1 26.7 47.7 29.1 34.1 If .3 4.0 16.4 18.3 3S.7 l.l 2.421.2 19.3 11.2 21.2 43.3 21.1 26.4 31.1 7.1 79.1 33.6 3S.6 3.0 l.S1..8 13.3 JO.S 16.8 41.0 20.0 20.0 26.7 17.1 61.9 24.7 36.1 O.I l.l11.1 12.3 11.3 13.3 40.9 19.9 13.0 21.2 l*.» 47.4 21.2 34.1 O.I O.k10.6 7.6 10.9 10.6 IS. 7 16.9 11.1 I6.E 16.7 10.1 I6.S 12.1 O.I 0.4S.l 4.1 6.1 6.4 IS.7 16.9 t.2 11.1 13.9 11.9 11.1 12.1 O.I 0.24.7 4.9 1.2 1.7 29.3 4.4 l.t IU.6 1.3 10.4 10.6 12.1 O.I O.I3.3 0.3 0.7 3.3 2S.0 2.6 4.3 6.4 3.1 7.1 S.l 11.2 0.1 0.1
- 3.1 0.7 — — — — — 1.7 3.3 1.6 1.7 28.0 U.I 0.0
ROSIE-RAMMLER FARA*4CTUS A 27.V*B Z.tti*R2 0.9636
FAKTITION FARAMimS D30C 1S.J62H I.J741R2 O.BtlU
) .)3.3
0.7 0.9U.f
J.l 27.0 g.i O.U
u a r m i k ; - aiRR. f a r t.rri(B). le ui b e t t o o .i pu t.
ROSIN-RAMHLER FARANITERB * :*.»)B 2.1634R2 0.9*77
FARTITION PARAMETERS D30C IS*.729 N 2.7*00R2 0.B4IJ
CORE. FAIT.NO(S). U 0| BET TO 0.1 FCT.WARN1NU
7fif

- 3y3 -
RESULTS FOR TEST NO. F6/6
SOLIDS SC - 6.S68 LIQUID SC - 1.000
PULP FLOWRATES - L/M1N PULP DENSITIES - EL/M3FEED U/F 0/F FEED U/F 0/F CONTENTS
HEASUKED 71.33 13.14 62.67 1370. 2653. 1089. 1350.OPTIMISED 72.26 11.27 61.00 1343. 2655. 1100. —WEIGHTS 2.0 1.0 1.0 1.0 2.0 2.0 —
SOLIDS CONCENTRATION (WT.PCT) SOLIDS CONCENTRATION (VOL.PCT)FEED U/F 0/F CONTENTS FEED U/F 0/F CONTENTS
MEAS. 31.61 72.92 9.57 30.34 6.31 28.17 1.52 5.96OPT. 29.88 72.96 10.69 — 5.84 28.21 1.71 —
SOLIDS SPLIT PCT WATER SPLIT PCT PULP SPLIT PCI PRESSURE
HEAS. 80.27 MEAS. 13.77 MEAS. 17.28 7.1 PSIOPT. 75.26 OPT. 11.89 OPT. 15.59 49.3 KN/M2
SIZE DISTRIBUTIONS
FEED UNDERFLOW OVERFLOWSIZE MEAS. OPTIMISED MEAS. OPTIMISED MEAS. OPTIMISED
MICRON PCT PCT CPF PCT PCT CPF PCT PCT CPF
67.2 1.1 1.3 98.7 1.6 1.6 98.4 0.5 0.5 99.553.4 2.5 2.4 96.3 2.8 2.8 95.6 1.0 2.8 98.542.4 7.1 7.8 88.6 9.8 9.5 86.1 2.4 9.5 96.138.5 2.6 5.0 83.6 6.7 5.8 80.3 2.9 5.8 93.533.6 8.4 7.9 75.7 9.2 9.4 70.9 3.1 9.4 90.326.7 14.6 15.7 60.0 19.7 19.3 51.6 4.7 19.3 85.721.2 15.1 16.5 43.6 19.8 19.3 32.3 8.0 19.3 77.916.8 15.1 13.9 29.7 12.0 12.5 19.8 17.8 12.5 59.913.3 12.5 10.7 19.0 6.9 7.6 12.2 19.9 7.6 39.710.6 8.2 7.9 11.1 5.4 5.5 6.7 15.1 5.5 24.68.4 5.1 4.3 6.7 2.4 2.7 4.0 9.4 2.7 15.16.7 5.2 4.8 1.9 2.9 3.0 1.0 10.4 3.0 4.65.3 1.0 0.8 1.1 0.4 0.4 0.6 2.0 0.4 2.6
- 5.3 " 1.3 1.1 — 0.5 0.6 — 2.6 2.6 —TOTAL 100.0 10 0. 0 — 100.0 10 0. 0 — 1 0 0 . 0 10 0. 0 —WEIGHTS 1. 0 2.0 2.0
ROSIN-KAMMLER :PARAMETERSA 29.79 32.49 22.60B 2.3268 2.6045 2.0282R2 0.9752 0.9812 0.9400
SIZE DISTRIBUTION OF CONTENTS CLASSIFICATION DAIA
SIZE PCT CPF SIZE PARTITION NUMBERS(MICRON) (MICRON) CROSS CORR FRED
67.2 0.6 99.4 67.2 90.0 88.6 —53.4 1.5 97.9 53.4 89.9 88.5 93.842.4 4.3 93.7 42.4 89.1 87.6 89.438.5 2.6 91.0 38.5 66.1 86.5 87.133.6 5.8 85.2 33.6 90.9 89.7 83.626.7 13.6 71.7 26.7 90.6 89.3 76.821.2 21.7 50.0 21.2 77.2 74.1 69.316.8 15.8 34.2 16.8 59.8 54.4 61.413.3 12.8 21.5 13.3 52.9 4t>.6 53.610.6 9.2 12.3 10.6 46.4 41.4 46.28.4 5.1 7.2 8.4 46 . 4 39.1 39.46.7 5.1 2.0 6.7 40.6 32.6 33.35.3 0.9 1.2 5.3 39.4 31.2 27.8
- 5.3 1 . 1 -- — --- -----------ROSIN-RAMMLER PARAMETERS PARTITION PARAMETERS
A 27.34 D50C 11.929B 2.4024 M 0.9262R2 0.972o • R2 0.9270

- 394 -
APPENDIX 11
TROMP CURVES FROM 100MM CYCLONE TESTS WITH FERROSILICON MEDIA
NOTES :
1. J3 = 2mm tracers
A = 4mm tracers
2. Series F4, and tests F5/1, F5/3 and F5/5, are not included, since in
those cases all the tracers reported to the overflow.
3. The smooth curves were fitted by the method of Akima [154] with an
arbitrary truncation at 0 and 1003». The interpolated values of 6 5 0 and
Ep are given in Tables 5.4 and 5.5.


Q£f

/fif

QKC*
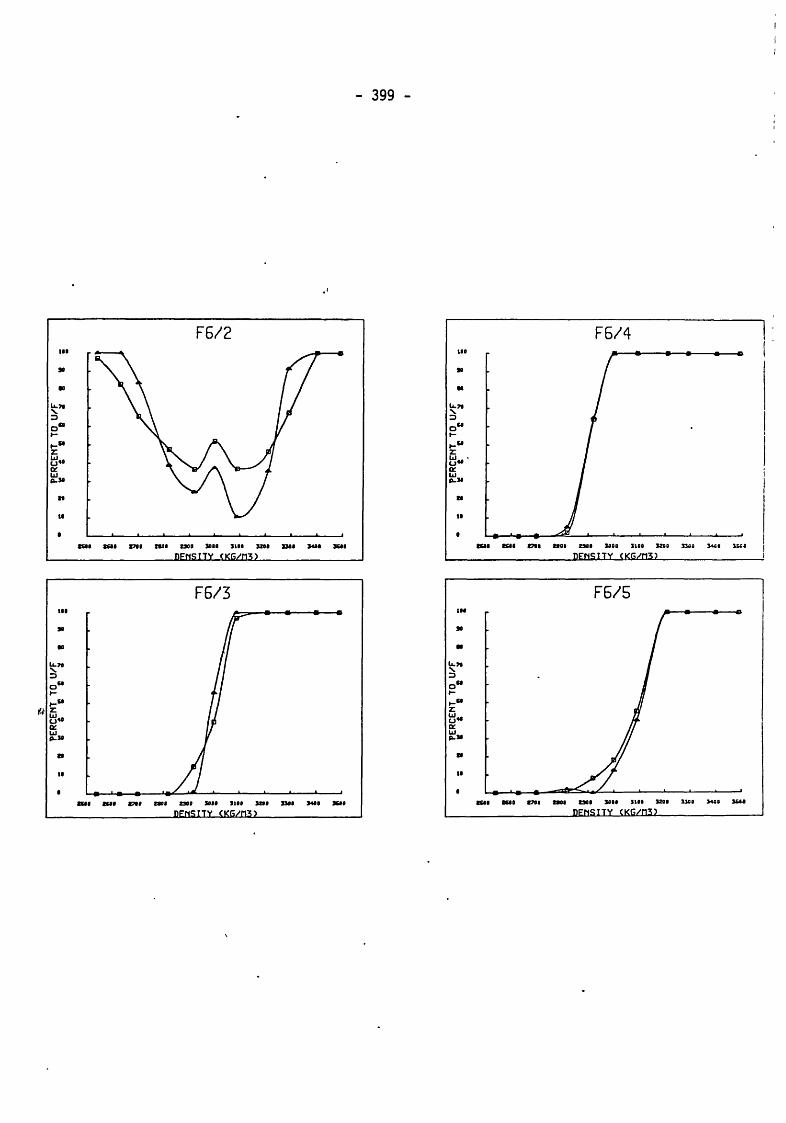
PERC
ENT
TO U
/F
OT N. Ln
I
I GO CO CO I
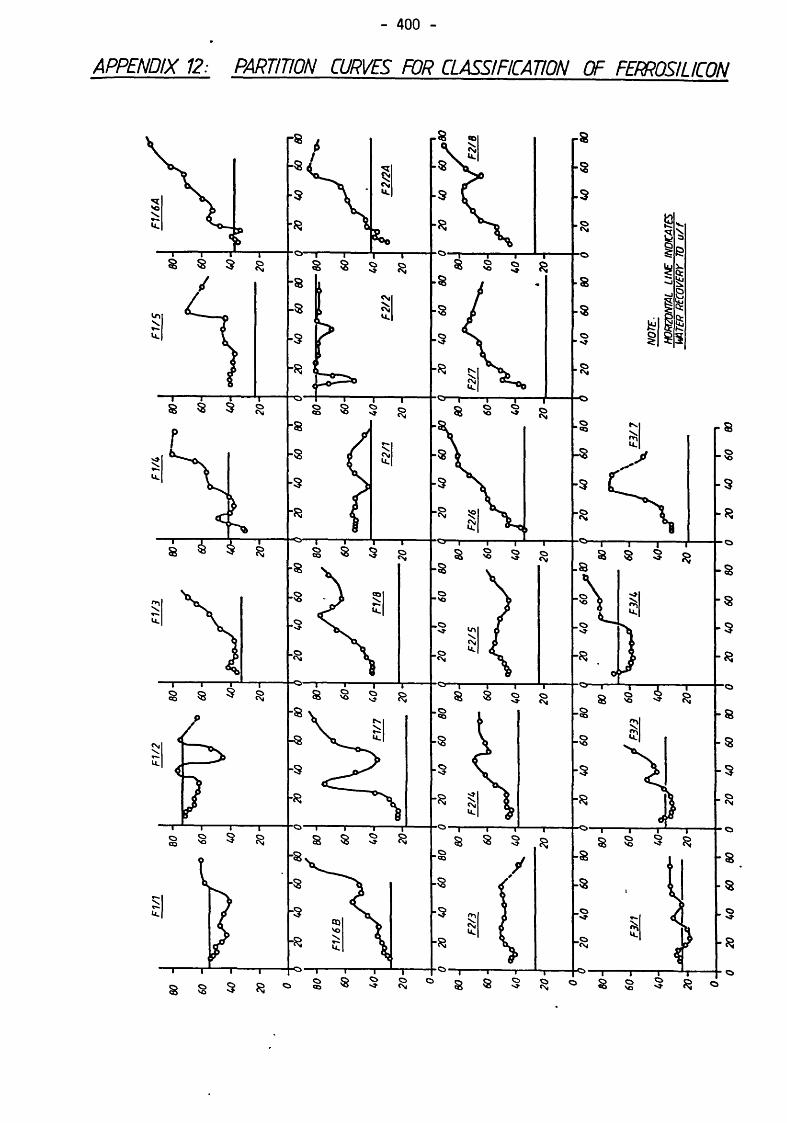
F1/1
. F1/
2 .
F1/3
, F1/U
.
F1/5
, F1/
6A
- 400
A P P E N D IX 12: PARTITION CURVES FOR CLASSIFICAT IO N OF FERROSILICON
r8
-8
-3
“ O
■ 8
-3
o- V?&8
■o
-8
-3
- 3
-8
- -O-(-3
-3
-3. o
_ o*v»
— r° 3
-o
- 3
- 3_ oVj-
-3
—j- oo
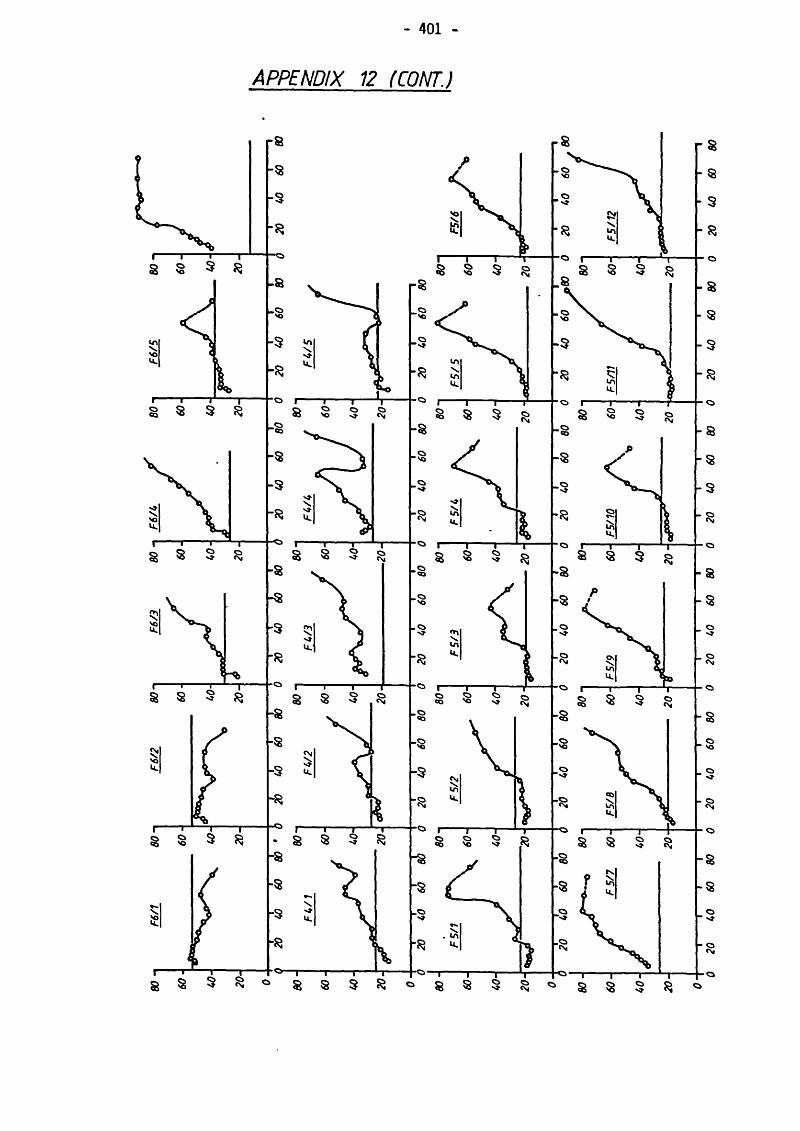
F6/1
80 ~t
F6/2
80 n
F6/3
80 n F6/U
_ ?
801
F6/5
- 401
A P P E N D IX 12 (CO NT J
rfi
-3
-5
"R
§
$
8s|
o&
3
R
8 8 $ 3

APPENDIX 13A - DERIVED DATA FROM MILLED FERROSILICON CYCLONE TESTS : SERIES Flt F2. F3 AND F6
TestNumber 1 - Cvf Rei L Pu/Pf (mVr ‘)
ResidenceT1me(s)
Pl/pf 9(m)
T’a(mln)
(m2 s-^fx 106)(m s-lZx 10“)
Fl/1 0.6427 30,856 2.123 0.936 5.11 1.052 2.832 2.984 1.35Fl/2 0.6615 20,305 2.303 0.958 3.64 1.481 1.551 3.222 1.48Fl/3 0.7064 70,628 2.601 1.114 5.72 0.941 4.345 1.459 1.64Fl/4 0.7087 57,064 3.161 1.025 3.50 1.539 1.972 1.103 1.88Fl/5 0.7513 105,343 2.562 1.296 6.12 0.880 4.889 1.045 1.89F1/6A 0.7535 74,060 2.741 1.151 3.69 1.457 1.907 0.898 2.84F1/6B 0.7563 61,455 2.936 1.203 3.74 1.440 2.094 1.095 2.57Fl/7 0.8169 124,363 2.577 1.642 6.94 0.776 6.321 1.004 2.48Fl/8 0.8185 70,988 2.855 1.495 4.40 1.223 2.820 1.116 3.37
F2/1 0.6608 47,922 2.416 1.098 4.93 1.093 2.988 1.850 2.15F2/2 0.6651 48,884 2.726 0.971 3.76 1.432 1.964 1.384 1.18F2/2A 0.6749 68,660 2.286 1.110 4.49 1.198 2.353 1.178 2.61F2/3 0.7086 111,339 2.230 1.293 6.02 0.894 4.119 0.973 2.36F2/4 0.7175 75,980 2.216 1.171 4.47 1.204 2.261 1.060 3.08F2/5 0.7536 112,650 1.869 1.423 6.88 0.783 4.507 1.099 2.92F2/6 0.7625 61,386 2.306 1.287 4.36 1.236 2.230 1.277 3.78F2/7 0.8137 145,838 2.348 1.663 6.50 0.829 5.052 0.802 3.33F2/8 0.8220 89,147 2.354 1.532 4.70 1.146 2.646 0.948 5.13
F3/1 0.6688 45,095 2.827 1.016 5.08 1.059 3.723 2.029 1.38F3/3 0.7128 66,820 3.393 1.030 5.50 0.979 5.236 1.482 1.11F3/4 0.7127 59,791 2.946 0.991 4.24 1.270 2.697 1.276 1.44F3/7 0.8198 118,913 3.664 1.378 6.67 .0.807 8.321 1.010 1.29
F6/1 0.6885 34,848 2.642 0.974 4.09 1.317 2.250 2.111 1.60F6/2 0.6711 28,927 2.501 0.935 4.25 1.267 2.304 2.645 1.38F6/3 0.7668 61,800 3.048 1.109 4.09 1.317 2.595 1.190 1.92F6/4 0.8162 65,784 3.156 1.306 4.06 1.326 2.653 1.111 2.65F6/5 0.7193 48,779 2.869 0.989 4.05 1.328 2.404 1.496 1.63F6/6 0.9416 - 3.268 1.979 4.74 1.137 3.743 - 5.17
Column 1 2 3 4 5 6 7 8 9
Notes : Col. 1 CVf a Volume cone, solids In feed medium.Col. 2 Ref =* Inlet Reynolds No. = pf D^/na(min).Col. 3 L ■ Pressure loss coefficient * P-|/(0.5 pf Vf2).Col. 4 pu/pf ■ Ratio of underflow and feed medium densities.Col. 5 V| * Inlet velocity.Col. 6 Bulk flow residence time ■ Cyclone volume/Qf.Col. 7 Pressure drop 1n m of pulp.Col. 8 Kinematic viscosity.Col. 9 z - Effective gravity sedimentation rate of feed medium, determined from eqn. 5.38

APPENDIX 13B - DERIVED DATA FROM ATOMISED FERROSILICON CYCLONE TESTS : SERIES F4 AND F5
TestNumber 1 - Cyf Rei L Pu/Pf
ResidenceT1me(s)
Pl/pf 9 (m)
n,(m1n)
(m2 s-*fx 106)(m s-^x lO1’)
F4/1 0.6558 92,726 2.858 1.155 5.61 0.959 4.591 1.090 1.51F4/2 0.6662 60,691 3.082 1.120 4.13 1.303 2.684 1.226 1.83F4/3 0.6966 109,354 3.059 1.347 6.00 0.897 5.613 0.988 1.62F4/4 0.7113 58,843 3.114 1.235 3.77 1.430 2.252 1.152 2.41F4/5 0.6511 82,976 2.812 1.135 5.58 0.965 4.465 1.211 1.47
F5/1 0.6533 74,298 3.797 0.991 5.15 1.044 5.144 1.249 0.982F5/2 0.6614 51,798 3.929 0.949 3.84 1.400 2.961 1.336 1.20F5/3 0.7143 91,955 3.526 1.082 5.84 0.923 6.122 1.142 1.02F5/4 0.7136 55,309 3.534 1.054 3.84 1.403 2.654 1.249 1.54F5/5 0.7677 102,148 3.822 1.218 6.14 0.877 7.338 1.081 1.03F5/6 0.7610 57,771 3.681 1.171 3.92 1.372 2.889 1.222 1.69F5/7 0.7572 104,829 3.550 1.394 6.09 0.884 6.715 1.046 1.84F5/8 0.7669 65,529 3.561 1.182 4.07 1.324 3.003 1.117 1.66F5/9 0.7644 58,770 3.635 1.171 3.96 1.361 2.900 1.212 1.71F5/10 0.7575 31,937 4.375 1.020 3.37 1.596 2.538 1.901 1.35F5/11 0.7671 27,723 3.716 1.093 3.88 1.389 2.848 2.518 1.49F5/12 0.7689 12,889 3.589 1.041 3.63 1.484 2.409 5.067 1.59
Column 1 2 3 4 5 6 7 8 9
For notes on derived quantities, see Appendix 13A.