TG KAREN11
191
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA “ANTONIO JOSÉ DE SUCRE” VICE-RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA ELÉCTRICA TRABAJO DE GRADO DISEÑO DEL SISTEMA DE CONTROL PARA EL EJE TRANSVERSAL DE LA RECTIFICADORA R007, EN EL TALLER DE CILINDROS 2 DE LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA DEL ORINOCO “ALFREDO MANEIRO”. BACHILLER: Br. Karen Merchán CI: 18246079
Transcript of TG KAREN11

REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA ELÉCTRICA
TRABAJO DE GRADO
DISEÑO DEL SISTEMA DE CONTROL PARA EL EJE TRANSVERSAL DE
LA RECTIFICADORA R007, EN EL TALLER DE CILINDROS 2 DE
LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA DEL ORINOCO “ALFREDO
MANEIRO”.
BACHILLER:
Br. Karen Merchán
CI: 18246079

CIUDAD GUAYANA, FEBRERO DEL 2014
DISEÑO DEL SISTEMA DE CONTROL PARA EL EJE TRANSVERSAL DE
LA RECTIFICADORA R007, EN EL TALLER DE CILINDROS 2 DE
LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA DEL ORINOCO “ALFREDO
MANEIRO”.
ii

REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA ELÉCTRICA
TRABAJO DE GRADO
DISEÑO DEL SISTEMA DE CONTROL PARA EL EJE TRANSVERSAL DE
LA RECTIFICADORA R007, EN EL TALLER DE CILINDROS 2 DE
iii

LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA DEL ORINOCO “ALFREDO
MANEIRO”.
Trabajo presentado como parte de los requisitos para
optar por el Título de Ingeniera Electricista
CIUDAD GUAYANA, FEBRERO DEL 2014
REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
“ANTONIO JOSÉ DE SUCRE”
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA ELÉCTRICA
TRABAJO DE GRADO
ACTA DE APROBACIÓN
Quienes suscriben, miembros del Jurado Examinadordesignados por el Comité de Práctica Profesional de Gradodel Departamento de Ingeniería Eléctrica de laUniversidad Nacional Experimental Politécnica “Antonio
iv

José de Sucre” Vicerrectorado Puerto Ordaz, para laevaluación del Trabajo de Grado presentado por el Br.Merchán B. Karen A. Portador de la cédula de identidadNº 18.246.079, titulado: DISEÑO DEL SISTEMA DE CONTROLPARA EL EJE TRANSVERSAL DE LA RECTIFICADORA R007, EN ELTALLER DE CILINDROS 2 DE LAMINACIÓN EN FRÍO EN LASIDERÚRGICA DEL ORINOCO “ALFREDO MANEIRO”. Considerandoque dicho trabajo cumple con los requisitosexigidos por el reglamento vigente de laasignatura, y de acuerdo con los criteriosestablecidos para la aprobación le declaramos: APROBADO
En Puerto Ordaz, a los ____ días del mes de _____________ del 2014.
________________________________________
Ing. Jesús Marcano Ing. Jesús Hernay Coordinador del Jurado Jurado Principal
_____________________________________Ing. José PérezIng. Max GimonTutor AcadémicoTutor Industrial
v
KAREN ALEJANDRA MERCHÁN BLANCO
DISEÑO DEL SISTEMA DE CONTROL PARA EL EJE TRANSVERSALDE LA RECTIFICADORA R007, EN EL TALLER DE CILINDROS 2DE LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA DEL ORINOCO “ALFREDO MANEIRO”. (2014)
145 páginas
Trabajo de Grado
Universidad Nacional Experimental Politécnica “Antonio José de Sucre”Vicerrectorado Puerto Ordaz. Departamento de Ingeniería Eléctrica.
Tutor Académico: Ing. José PérezTutor Industrial: Ing. Max Gimon
Lista de referencias: El problema Marco Teórico
vi

Marco Metodológico Análisis e Interpretación de los Resultados Conclusiones Recomendaciones Bibliografía Anexo
Merchán, Karen (2014). DISEÑO DEL SISTEMA DE CONTROL PARA
EL EJE TRANSVERSAL DE LA RECTIFICADORA R007, EN EL TALLER
DE CILINDROS 2 DE LAMINACIÓN EN FRÍO EN LA SIDERÚRGICA
DEL ORINOCO “ALFREDO MANEIRO”. Trabajo de Grado.
Universidad Nacional Experimental Politécnica “Antonio
José de Sucre”, UNEXPO Vicerrectorado Puerto Ordaz. Tutor
Industrial: Ing. Max Gimon. Tutor Académico: Ing. José
Pérez.
RESUMENEste trabajo de investigación se realizó parasolucionar el problema presentado en la tarjeta MSBcuya función es controlar el movimiento en el ejetransversal de la rectificadora R007, la cual es laencargada de realizar el rectificado a los cilindros enel taller de cilindros 2 de laminación en frío; comotambién a la automatización del sistema de regulaciónde este equipo. La investigación desarrollada condujoal planteamiento de una propuesta para suinmediata aplicación, cuyo objetivo principal fuerediseñar el sistema para automatizar el eje transversalde la rectificadora para eliminar la falla existente enla máquina, paradas no programadas y mejorar la calidad
vii
del producto. Para el desarrollo de la propuesta sele realizó un diagnóstico al estado actual delsistema. De igual manera, se determinaron las entradasy salidas digitales y/o analógicas del sistema aautomatizar, las cuales permitieron realizar laconfiguración del autómata y la elaboración de la lógicade control, mediante simulación en el ambiente de conceptv2.6 se corroboró el funcionamiento de la lógica, lacual, se sometió a una serie de pruebas en la máquinapara comprobar su funcionalidad.
Palabras claves:
1) Lógica de control
2) Controladores Lógicos Programables (PLC)
3) Concept
4) Sistemas de control
DEDICATORIA
Dedico este trabajo de investigación y el logro que
conlleva, a mi madre ELIZABETH BLANCO, a mi padre HENRY
MERCHÁN, además de mi abuela BARBARA BERIA y mis
hermanos KEYLA MERCHÁN, LEONARDO MERCHAN, por apoyarme
en todo momento, siempre cuando caía estaban ahí para
darme su mano para que me levantara y siguiera adelante,
por creer en mí en todo momento.
viii
Especialmente le dedico está investigación a dos
personas especiales que desde el cielo siempre me han
ofrecido su apoyo, protección en cada día, las cuales
son mis hermanas MARIA MERCHÁN y MARTHA MERCHÁN, que Dios
las tenga en su santa gloria.
A mi familia en general, por los buenos deseos.
Gracias
AGRADECIMIENTOS
ix
MERCHAN KAREN

Agradecida con Dios por guiarme en cada una de
las cosas que he emprendido, y darme fuerzas para
enfrentarme de la mejor manera ante las dificultades.
A mi madre Elizabeth Blanco, por preocuparse
siempre por mí, por cuidarme, criarme hasta el
sol de hoy, por ser una gran mujer y apoyarme en todo
momento.
A mi padre Henry Merchán, por darme la oportunidad
de formarme como una mujer de bien, por creer en
mí y estar siempre dispuesto a apoyarme y ayudarme
en todo lo que necesito. Y así llegar al lugar donde me
encuentro.
A mis hermanos Keyla y Leonardo y mis tías y primas por
estar ahí conmigo en las buenas y las malas,
gracias por darme su apoyo incondicional.
A mi tutor Industrial Ing. Max Gimon, a mi tutor
Académico. Ing. José Pérez por prestarme parte de su
tiempo y ayudarme cuando lo necesitaba para la
realización de este proyecto.
x

A todo el personal técnico de Sidor del área de
Cilindros 2, en especial al Ing. Oscar Sánchez y el Ing.
Pablo Noguez que me apoyaron en todo momento con sus
conocimientos, su compañerismo y su ayuda para
poder avanzar en este proyecto.
INDICE GENERAL
INTRODUCCION..........................................1
CAPITULO I...........................................3
EL PROBLEMA...........................................3
1.1. PLANTEAMIENTO DEL PROBLEMA.......................3
1.2 OBJETIVOS DE LA INVESTIGACIÓN.....................5
1.2.1 OBJETIVO GENERAL................................5
1.2.2 OBJETIVOS ESPECÍFICOS...........................5
1.3 DELIMITACIÓN O ALCANCE............................5
1.4 JUSTIFICACIÓN.....................................6
CAPITULO II...........................................7
MARCO DE REFERENCIA...................................7
2.1 ANTECEDENTES DEL PROBLEMA.........................7
xi

2.2. RESEÑA HISTÓRICA DE LA EMPRESA SIDOR............7
2.3. DESCRIPCIÓN DE LA EMPRESA.......................14
2.3.1. UBICACIÓN DE LA EMPRESA.......................14
2.3.2. MISIÓN........................................15
2.3.3. VISIÓN........................................16
2.3.4. OBJETIVOS DE LA EMPRESA.......................16
2.3.5. PRINCIPIOS Y VALORES..........................17
2.3.6. ESTRUCTURA ORGANIZATIVA DE LA EMPRESA.........18
2.3.7. Instalaciones Básicas de SIDOR................18
2.4. BASES TEÓRICAS..................................21
2.4.1. PLC...........................................21
2.4.2. Ventajas de los PLC...........................23
2.4.3. Estructura interna............................24
2.4.4. Clasificación de los PLC......................25
2.4.5. Cómo funciona un PLC..........................30
2.4.6. Relé..........................................31
2.4.7. Planta........................................31
2.4.8. Sistema de control en lazo cerrado............32
2.4.9. Retroalimentación.............................32
2.4.10. Servomecanismo...............................32
2.4.11. Servomotor...................................32
2.4.12. Algoritmo....................................33
2.4.13. Sistema de Control...........................33
2.4.14. Lenguajes de programación en concept [1]....34
xii

2.4.15. Hardware del PLC: Telemecanique MODICON TSX
Quantum..............................................37
2.4.16.- Módulos motion de eje único.................44
2.4.17. Regla Óptica.................................47
CAPITULO III.........................................49
MARCO METODOLÓGICO...................................49
3.1. TIPO DE LA INVESTIGACIÓN........................49
3.2. POBLACION Y MUESTRA.............................49
3.3. DISEÑO DE LA INVESTIGACIÓN......................50
3.4. PROCEDIMIENTO DE RECOLECCIÓN DE DATOS...........51
3.4.1. REVISIÓN DOCUMENTAL...........................51
3.4.2. ENTREVISTAS NO ESTRUCTURADAS..................52
3.4.3. OBSERVACIÓN DIRECTA...........................52
3.5 INSTRUMENTOS DE RECOLECCIÓN DE DATOS............53
3.6. PROCESAMIENTO DE LA INFORMACIÓN.................55
CAPITULO IV..........................................57
SITUACIÓN ACTUAL.....................................57
4.1. SITUACIÓN ACTUAL Y MODO DE OPERACIÓN DE LA
RECTIFICADORA........................................57
4.1.1. Situación actual de la rectificadora..........57
4.1.2. Modo de operación de la rectificadora.........60
4.2. FUNCIÓN DE TRABAJO DE LA TARJETA A REMPLAZAR EN El
SISTEMA DE CONTROL DE POSICIÓN.......................71
xiii

4.2.1. Configuración del sistema.....................72
4.2.2. Protocolo de comunicaciones...................73
4.2.3. Funcionamiento del eje transversal de la R007 con
la tarjeta 140MSB10100...............................77
4.2.4. Tarjetas a reemplazar.........................79
4.3. SELECCIONAR EL HARDWARE DE CONTROL A UTILIZAR.. .83
4.3.1. Descripción general 140AVO02000...............83
4.3.2. Descripción general 14ACO13000................84
4.3.3. Descripción general 140 EHC20200..............84
4.3.4 Descripción general 140EHC10500................87
4.3.5 Características entre las tarjetas contadoras, son
las siguientes:......................................90
4.4. PROPONER LA LÓGICA ACTUAL PARA INTEGRAR EL NUEVO
ALGORITMO DE CONTROL DE POSICIÓN AL PLC..............92
4.4.1. Determinar las características del PLC........92
4.4.2. Ubicar las entradas y salidas digitales y
analógicas del sistema a trabajar....................93
CAPITULO V...........................................98
SITUACION PROPUESTA..................................98
5.1. CREAR EL ALGORITMO DE CONTROL PARA EL MOVIMIENTO DEL
EJE TRANSVERSAL......................................98
5.1.1. Configuración de los bloques de funciones (concept
v2.6)................................................98
5.1.2 Descripción del Software del proyecto..........99
xiv

5.1.3 Nombre Del Proyecto............................99
5.1.4 Configuración del PLC.........................100
5.1.5. Configuración de la tarjeta 140EHC-202-00....101
5.1.6. Muestra del algoritmo de control utilizado.. .103
5.2.PROGRAMAR EL PLC Y REALIZAR PRUEBAS DE FUNCIONAMIENTO
CON LA RECTIFICADORA................................112
5.2.1. Programación del PLC.........................112
5.2.2. Pruebas de funcionamiento con la rectificadora.112
CONCLUSIONES........................................117
RECOMENDACIONES.....................................120
BIBLIOGRAFIA........................................121
ANEXOS..............................................122
Anexo A.............................................123
Anexo B.............................................124
Anexo C.............................................124
Anexo D.............................................125
Anexo E.............................................126
Anexo F.............................................127
Anexo G.............................................128
Anexo H.............................................129
xv
INDICE DE FIGURAS
Figura
Pág.
1. Ubicación geográfica de SIDOR...................14
2. Estructura Organizativa de la Siderúrgica del Orinoco “Alfredo Maneiro” (SIDOR)...............18
3. Estructura interna de un plc....................24
4. Funcionamiento de un plc........................31
5. Algunos símbolos básicos del lenguaje Ladder....34
6. Diagrama funcional de un proceso en lenguaje SFC36
7. Analogía para contactos en serie LD con el lenguaje FBD.............................................36
8. Distribución de Módulos de un PLC Quantum.......38
9. Backplane de 10 slots...........................39
10.CPU 140 534 14 con la ventanilla protectora abiertay cerrada.......................................40
11...................................Fuente de poder................................................41
xvi
12...............Módulo de movimiento de un solo eje................................................42
13.........................Módulo de salida discreta................................................42
14.......................Módulo de entrada analógica................................................43
15........................Módulo de salida analógica................................................44
16...............................Módulo MSx Quantum.................................................44
17.........................Panel de indicadores led.................................................45
18...........................Módulo de distribución.................................................46
19..............Cubierta del módulo de distribución.................................................47
20......................................Regla óptica................................................48
21........Ubicación del cilindro en la rectificadora................................................58
22......................PLC instalado en el sistema.................................................60
23..........................Selector de K0, K1 y K2.................................................61
24.......................Modo preparación de máquina................................................62
xvii

25..........................Predisposición del eje z................................................63
26......................Accionamiento semiautomático................................................64
27....................Máquina en modo semiautomático................................................65
28....................Tabla de parámetros a ingresar................................................66
29..........Predisponiendo la máquina para trabajar................................................67
30.................................Ciclo de desbaste................................................69
31.........................Rectificación con corona.................................................70
32.......................Rectificado en modo manual.................................................71
33.Configuración de un sistema de control de motion deun solo eje.....................................73
34..........................Lazo cerrado de posición................................................77
35..................Referencias hacia la tarjeta MSB................................................80
36..............Bloque q habilita el movimiento en x................................................81
37......Referencias de posición hacia la Tarjeta MSB................................................81
xviii

38............................Conexionado de la MSB.................................................82
39................................Módulo 140EHC20200................................................86
40.............Módulo de alta velocidad 140EHC10500.................................................89
41. Relación matemática que define la regla del eje x................................................95
42.............Pulsos que avanza la regla del eje x.................................................96
43.Bloque PID para la referencia de movimiento del ejex...............................................96
44...................Bloque sumador de las entradas.................................................97
45.......Lazo de control para la formación del eje x................................................98
46.................Secciones de programas en concept................................................99
47...................Configuración principal del PLC...............................................100
48...........Configuración de las tarjetas EHC y AVO...............................................101
49...........Configuración del número de contadores................................................102
50...............................Valores de entrada................................................103
xix
51.......................Configuración del módulo PI...............................................105
52........................................Bloque PID...............................................105
53.....................Algoritmo completo del eje x................................................111
54......................Conexión del PLC a la carga................................................112
55................Gráfica de rectificado sin corana................................................114
56.....................Monitor de tiempo y ganancia................................................114
57................Gráfica de rectificado sin corana................................................115
58.....................Monitor de tiempo y ganancia................................................115
59...............Gráfica del rectificado con corana................................................116
60...............Gráfica del rectificado con corana................................................117
xx
INDICE DE TABLAS
N° Tabla
Pág.
1. Características de la regla óptica................47
2. Especificaciones de la MSB........................74
3. Características de las entradas de velocidad......75
4. Características de las entradas analógicas........75
5. Características de las salidas analógicas.........76
6. Características técnico-dimensionales de la rectificadora.....................................76
7. Características del rectificado...................77
8. Descripción de las variables de entrada de la 140MSB10100.......................................79
9. Variables de salida de la 140MSB10100.............79
10..............Características de la tarjeta AVO02000..................................................83
11.............Características de la tarjeta ACO13000...................................................84
12..............Características de la tarjeta EHC20200..................................................87
xxi

13..........Características de la tarjeta 140EHC10500...................................................90
14......Características entre las tarjetas contadoras...................................................91
15.......Características entre las tarjetas de salida analógica.........................................91
16...........Módulos ubicados en el backplane del PLC...................................................93
17.........Señales de entrada de la tarjeta contadora 140EHC20200.......................................94
18. Señales de salida de la tarjeta de salida analógica140AVO02000.......................................94
19...........................Parámetros del bloque PID.................................................106
20......................Explicación de las magnitudes..................................................108
21......Descripción de las magnitudes de las formulas..................................................108
xxii
INTRODUCCION
La empresa Sidor C.A., es una empresa del Estado
Venezolano que tiene como responsabilidad la
comercialización y fabricación productos de acero con
altos niveles de productividad, calidad y
sustentabilidad, abasteciendo prioritariamente al sector
transformador nacional como base del desarrollo endógeno,
con eficiencia productiva y talento humano altamente
calificado, comprometido en la utilización racional de
los recursos naturales disponibles; para generar
desarrollo social y bienestar a los trabajadores, a los
clientes y a la Nación. Ella cuenta con El Departamento
de laminación en frío que es el encargado de garantizar
los diferentes procesos que son necesarios para obtener
el producto, esto conforme a las especificaciones de los
diferentes clientes.
Este Departamento cuenta con un subdepartamento operativo
llamado Cilindros II, que es el encargado de hacer las
reparaciones a los cilindros después de cada campaña, con
la finalidad de eliminar el material fatigado y cualquier
defecto que haya quedado como producto del proceso de
laminación.
1

Esta investigación se realizó empleando un diseño de
investigación de campo, y un tipo de investigación
proyecto factible ya que lo que se pretende es diseñar el
algoritmo para la sustitución de una tarjeta, la cual, es
la encargada de poner en funcionamiento la máquina
rectificadora R007.
Para diseñar el sistema de control automatizado para las
tarjetas, ubicadas en el Taller de Cilindros II
perteneciente a la empresa Sidor, se requirió estudiar y
analizar a detalle las bases teóricas, características
básicas del equipo, condiciones de trabajo del equipo al
cual se le realizará la automatización.
Siguiendo el procedimiento de investigación de este
trabajo, se planteará la propuesta del sistema de control
automatizado del equipo, la cual consiste en la
utilización de un autómata de acuerdo a las funciones del
equipo y exigencias en sus operaciones. Con la
implementación de esta propuesta el personal encargado
logrará aumentar la confiabilidad en las labores de
mejoras y mantenimiento de la máquina rectificadora. Así
mismo, se logrará modernizar el sistema de mando del eje
transversal y automatizar el sistema de registros de
datos, permitiendo que la empresa Sidor continúe la
producción sin contratiempos por fallas presentes en
2

dicha máquina, ya que es de suma importancia para el
proceso de producción.
El informe está estructurado por cinco capítulos, donde
el Capítulo I, se plantea y describe el problema de
investigación, se expone sus ventajas, delimitaciones y
se plantean los objetivos que se quieren lograr a través
de esta investigación. En el Capítulo II se da una breve
descripción de la empresa, además se dan bases teóricas
necesarias para sustentar esta investigación. En el
Capítulo III se plantean los aspectos procedimentales que
se utilizó para lograr satisfactoriamente los objetivos
de esta investigación. En el Capítulo IV, se muestra
de manera explícita la información básica del
sistema a automatizar para cumplimiento a cada
objetivo planteado. En el Capítulo V para explicar el
diseño y funcionamiento de la lógica programada.
3

CAPITULO I
EL PROBLEMA
En el presente capítulo se describen los antecedentes y
planteamiento del problema que se presentan en el taller
de cilindros 2 de laminación en frío con respecto la
tarjeta de control del eje transversal de la
rectificadora R007. Para identificar las causas y
consecuencias del problema, se plantearon objetivos,
justificación y alcance.
1.1. PLANTEAMIENTO DEL PROBLEMA
La Siderúrgica del Orinoco Alfredo Maneiro, Sidor es un
complejo siderúrgico integrado que utiliza tecnologías de
Reducción Directa y Hornos Eléctricos de Arco. Los
procesos de esta siderúrgica se inician con la
fabricación de Pellas y culminan con la entrega de
productos finales Largos (Barras y Alambrón) y planos
(Láminas en Caliente, Láminas en Frío y Recubiertos)
Este complejo está ubicado en la zona industrial de
Matanzas, estado Bolívar, región suroriental de
4

Venezuela, sobre la margen derecha del río Orinoco, a 282
km de su desembocadura en el océano Atlántico.
Esta siderúrgica ubica a Venezuela en cuarto lugar como
productor de acero integrado de América Latina y el
principal de la región Andina, ha logrado colocar su
nivel de producción en torno a los 4 millones de
toneladas de acero líquido por año, con indicadores de
productividad, rendimiento total de calidad, oportunidad
en las entregas y satisfacción de sus clientes,
comparables con las empresas más competitivas de
Latinoamérica. Es reconocida además por ser el primer
exportador no petrolero del país.
A raíz de la nacionalización de la empresa por parte del
estado, éste se ha trazado como meta la recuperación y
modernización de toda la planta con la finalidad de
brindarles mayor seguridad a sus trabajadores e
incrementar la producción.
En el proceso productivo de la empresa, esta utiliza en
sus dos áreas de laminación, rectificadoras las cuales
son las encargadas de rectificar los cilindros tanto de
trabajo como de apoyo que se utilizan para el proceso de
laminación para así obtener un laminado de primera, parte
5

de las mismas son controladas por lógicas de relés y
otras por PLC y CNC para una mayor exactitud del
rectificado de los cilindros.
Desde hace año y medio la Rectificadora R007 del taller
de cilindros 2 de laminación en frío dejo de funcionar.
La situación demandada por el equipo fue debido el daño
de la tarjeta de control de movimiento del eje
transversal (MSB_ eje X), la obsolescencia de la
regulación analógica instalada (marca telemecanique)
tanto en el sistema transversal como longitudinal; así
como los servomotores de imán permanente en ambos ejes,
fue necesario su inmediata sustitución por un sistema de
tecnología de punta, ya que no hay otros repuestos
iguales existentes en el mercado, lo cual conlleva a
realizar un análisis de la lógica actual programada en
dicha tarjeta y realizar una nueva lógica para sustituir
el funcionamiento de la tarjeta MSB e incorporar su
función de manera directa al Drive de tecnología digital
a instalar (la señal de error de posición). Con este
estudio se desarrolló una propuesta de un nuevo algoritmo
de control para el nuevo sistema de control a fin de
solucionar la problemática que está limitando al taller
en su programación de producción de cilindros
rectificados.
6

1.2 OBJETIVOS DE LA INVESTIGACIÓN
1.2.1 OBJETIVO GENERAL
Diseñar el sistema de control para el eje transversal
(eje X) de la rectificadora R007, en el taller de
cilindros 2 de laminación en frío en la Siderúrgica del
Orinoco “Alfredo Maneiro”.
1.2.2 OBJETIVOS ESPECÍFICOS
Identificar la situación actual y modo de operación de
la rectificadora.
Analizar la función de trabajo que realiza la tarjeta a
remplazar en el sistema de control de posición.
Seleccionar el hardware de control a utilizar.
Proponer la lógica nueva para integrar el nuevo
algoritmo de control de posición del PLC.
Crear el algoritmo de control para el movimiento del
eje transversal.
7

Programar el PLC y realizar pruebas de funcionamiento
con la rectificadora con carga.
1.3 DELIMITACIÓN O ALCANCE
El presente informe se desarrolló en la Siderúrgica del
Orinoco SIDOR Alfredo Maneiro en la Gerencia de
Mantenimiento de Laminación en Frío específicamente en
el Taller de Cilindros 2, con la finalidad de proponer un
algoritmo de control para el movimiento del eje
transversal de la rectificadoraR007 del Taller de
Cilindros 2. Este trabajo tuvo una duración de un lapso
comprendido entre el 29 de Abril del 2013 hasta el 11 de
Octubre del 2013.
1.4 JUSTIFICACIÓN
Para Laminación en Frío perteneciente a la Siderúrgica
del Orinoco Alfredo Maneiro es de vital importancia
contar con todas sus rectificadoras bajo correcto
funcionamiento, ya que, estas son las encargadas de
rectificar los cilindros, los cuales son una pieza
fundamental en el proceso de laminación. El aporte de
este trabajo consistió en revertir la situación de
inoperatividad de la rectificadora R007 a un estado de
disponibilidad operativa acorde con la criticidad, para
8

ello se realizó el trabajo de ingeniería y de
investigación necesaria para la adecuación tecnológica, a
nivel del sistema de control, garantizando una mayor
confiabilidad de la sustitución de la lógica de control
para el manejo de la rectificadora, evitar la pérdida de
ingresos, inapropiada coordinación de las actividades,
retrasos en la línea de producción de la empresa,
inactividad en la mano de obra. Por otra parte se puede
mencionar que para la empresa, producir acero de calidad
a bajos costos no es suficiente, también debe hacerse de
una manera segura, resguardando la integridad física de
los trabajadores y equipos dentro del marco de las leyes
del estado venezolana.
9

CAPITULO II
MARCO DE REFERENCIA
Este capítulo trata todo lo referente a las generalidades
de la empresa SIDOR “Siderúrgica del Orinoco Alfredo
Maneiro”, así como también, las bases teóricas donde se
definen todos los conceptos aplicados para esta
investigación.
2.1 ANTECEDENTES DEL PROBLEMA
Antecedente N° 1
Trabajo presentado por el Br. Yépez, Andriluz., titulado:
“Modernización por medio de plc de la máquina
rectificadora rc-4 del taller de cilindros de la gerencia
de Planos Caliente en la Siderúrgica del Orinoco Alfredo
Maneiro, Sidor.
2.2. RESEÑA HISTÓRICA DE LA EMPRESA SIDOR
Descubrimiento de las minas de hierro.
10
1926: Descubrimiento de las minas de hierro del cerro El
Pao.
1947: Descubrimiento de los yacimientos del mineral de
hierro del Cerro Bolívar.
1950: Comienza la transformación del hierro en acero, con
la puesta en marcha de la planta siderúrgica
(SIVENSA) en Antímano Caracas.
1951: Creación del Sindicato Venezolano del Hierro y del
Acero, empresa privada que inicia los estudios
preliminares para la instalación de una industria
siderúrgica en el país.
1953: El Gobierno Venezolano toma la decisión de
construir una planta Siderúrgica en Guayana. Esta
gesta comienza con la creación de la Oficina de
Estudios Especiales de la Presidencia de la
República y se le encomienda como responsabilidad
primaria, el estudio y plan de ejecución de un
Proyecto Siderúrgico.
Etapa I: Instalación y construcción del Complejo
Siderúrgico.
11

1955: El Gobierno Venezolano suscribe un contrato con la
firma Innocenti de Milán, Italia, para la
construcción de una Planta Siderúrgica Con capacidad
de producción de 560.000 toneladas de lingotes de
acero.
1957: Se inicia la construcción de la Planta Siderúrgica
del Orinoco y se modifica el contrato con la firma
Innocenti, para aumentar la capacidad a 750.000
toneladas anuales de lingotes de acero.
1958: Se crea el Instituto Venezolano del Hierro y del
Acero, adscrito al Ministerio de Fomento,
sustituyendo a la oficina de Estudios Especiales de
la Presidencia de la República, con el objetivo
básico de impulsar la instalación y supervisar la
construcción de la planta Siderúrgica.
1960: Se crea la Corporación Venezolana de Guayana
(C.V.G) y se le asignan las funciones del
Instituto Venezolano del hierro y el acero.
1961: Se inicia la producción de tubos sin costura, con
lingotes importados. Se produce arrabio en Hornos
Eléctricos de Reducción.
12

1962: El 9 de julio, se realiza la primera colada de
acero, en el horno Nº 1, de la Acería Siemens-
Martín. El 24 de Octubre se crea el Cuerpo de
Bomberos de SIDOR.
1963: Terminación de la construcción de la Siderúrgica
del Orinoco, C.A. y puesta en marcha de los trenes
300 y 500.
1964: El 1 de abril, la Corporación Venezolana de Guayana
constituye la empresa Siderúrgica del Orinoco, C.A.
(SIDOR), confiriéndole la operación de la planta
Siderúrgica existente.
1967: El 26 de junio, SIDOR logra producir por primera
vez 2.000.000 toneladas de acero, líquido.
1970: El 3 de octubre se inaugura la Planta de Tubos
Centrifugados, con una capacidad para producir
30.000 toneladas en un turno.
1971: Se construye la Planta de Productos Planos.
13

1972: Se amplía la capacidad de los hornos Siemens
Martín, a 1,2 toneladas de acero líquido.
1973: Se inaugura la Línea de Estañado y Cromado
Electrolítico de la Planta de Productos Planos. El 3
de Noviembre es inaugurado el Centro de
Investigaciones de la Empresa. El 20 de Diciembre se
inauguró y se puso en marcha la Línea de Fabricación
de chapas gruesas de la Planta de Productos Planos.
Etapa II: Construcción del Plan IV.
1974: Puesta en marcha de la Planta de Productos Planos.
Se inicia el Plan IV para aumentar la capacidad de
SIDOR, C.A. a 4.8 millones de toneladas de acero.
1975: Nacionalización de la Industria de la minería del
hierro.
1977: El 18 de Enero se inicia las operaciones de la
Planta de Reducción Directa Midrex I.
1978: Se inaugura el Plan IV.
1979: Puesta en marcha de la Planta de de Reducción
Directa Midrex, la Acería Eléctrica y la Colada
14

Continua de Palanquillas y los Laminadores de Barras
y Alambrón.
1980: Se inaugura la Planta de Cal y el Complejo de
reducción Directa.
1981: Se inicia la ampliación de la planta de productos
planos y la planta de tubos centrifugados.
Etapa III: Reconversión Industrial
1989: Se inicia un Plan de Reconversión de SIDOR, C.A.
que significa, entre otros cambios, el cierre de los
hornos Siemens-Martín y laminadores convencionales.
1990: La Empresa obtiene la marca NORVEN, para las
láminas y bobinas de acero, para la fabricación de
cilindros a gas SIDOR C.A. obtiene la certificación
Lloyd´s para las Bandas y Láminas para recipientes a
presión. La Empresa obtiene la marca NORVEN para la
tubería de Revestimiento y Producción.
1991: Como resultado del Plan de Reconversión, se obtuvo
el cierre de 13 instalaciones consideradas
obsoletas, racionalización de la fuerza laboral,
15

inicio de la exitosa incursión en el mercado de
capitales y reducción de 11 a 5 niveles jerárquicos.
1992: SIDOR C.A. obtiene la marca NORVEN para el Alambrón
de Acero al Carbono, para la Trefilación y
Laminación en Frío.
Etapa IV: Privatización
1993: El 15 de Septiembre fue promulgada la Ley de
Privatización publicada en gaceta oficial el 22 de
Septiembre, lo que da inicio al proceso de
privatización.
1994: El Ejecutivo nacional establece el proceso de
privatización.
1995: Entra en vigencia la Ley de Privatización en
Venezuela.
1997: El 18 de Diciembre, se firma contrato compra-venta
con el Consorcio Amazonia, integrada por empresas
mexicanas, argentinas, brasileras y venezolanas,
adquiriendo un 70% de las acciones en este Proceso
licitatorio gana Amazonia. Conformado por las
16

empresas Hylsa de México, Siderar de Argentina,
Sivensa de Venezuela, Tamsa de México y Usiminas de
Brasil. El proceso de subasta de SIDOR se realiza en
diciembre de 1997, con la intervención de 3 grupos
de inversionistas y con un precio base de 1550
millones de dólares.
1998: SIDOR inicia su transformación para alcanzar
estándares de competitividad internacional
equivalentes a los de los mejores productores de
acero en el mundo.
Etapa VI: Reestructuración económica.
2000: La Acería de Planchones obtiene una producción
superior a 2,4 millones de toneladas, cifra con la
que supera la capacidad para la cual fue diseñada en
1978.
2001: Se inauguran tres nuevos hornos en la Acería de
Planchones y se concluye el proyecto de
automatización del Laminador en Caliente con una
inversión de más de 123 millones de dólares.
2002: Récord de producción en plantas de Reducción
Directa, Acería de Planchones, Tren de Alambrón y
17

distintas instalaciones de Productos Planos, entre
ellas, el Laminador en Caliente, que superó la
capacidad de diseño, después de 27 años.
2003: Se cumplen cinco (5) años de gestión privada de
SIDOR C.A. En los primeros cinco 5 años de gestión
privada, SIDOR C.A. exhibe estándares de
competitividad que le permiten ubicarse entre los
tres mayores productores integrados de acero de
América Latina y ser el principal exportador de
acero terminado de este continente. SIDOR C.A.
Recibió el Fondo para la Normalización y
Certificación de la Calidad, FONDONORMA, el
certificado de Sistemas de Gestión de Calidad,
COVENIN-ISO 9001-2000 para sus líneas de Productos
Planos, Largos y Prerreducidos y el certificado IQ-
NET, que otorga la Red Internacional de
Certificación.
2004: Se inicia el proceso de Participación Laboral de
los trabajadores de SIDOR C.A., a través de la venta
del 20% de las acciones de la empresa por parte del
Estado Venezolano a cargo de la Corporación
Venezolana de Guayana (C.V.G.) y el Banco de
Desarrollo Económico y Social (Bandes).
18

2005: El Grupo TECHINT adquiere la totalidad de las
acciones de Hylsamex, y la participación del Grupo
Alfa en el Consorcio Amazonía. Con miras de
fortalecer la presencia de TECHINT en Latinoamérica
y el mundo, forman el Holding Ternium del cual SIDOR
C.A. forma parte.
2006: En Febrero comienzan a cotizar la bolsa de valores
de Nueva York (NYSE) bajo el símbolo Tx.
Etapa VI: Nacionalización de SIDOR, C.A.
2008: Puerto Ordaz, 12 de Mayo del 2008, El presidente de
la República, Hugo Rafael Chávez Frías, firmó la
nacionalización de SIDOR, C.A. y el Contrato
Colectivo entre el Sindicato de Trabajadores de la
Industria Siderúrgica y sus Similares (SUTISS) y
SIDOR, C.A., para el período 2008-2010 y estableció
el 30 de Junio como fecha límite para que la empresa
Italo-Argentina Techint transfiera el total de los
bienes de SIDOR, C.A. al Estado venezolano. Se
obtuvieron Récord de producción en Laminación en
Caliente, Recocido Continuo, Hot Skin Pass,
19

Rebobinadora 3, Cromado, Corte de Hojalata 1, Récord
de despacho de productos en Laminación en Frío.
2009: Un récord diario de producción en la línea Hot Skin
Pass, dos récord de producción mensual en la línea
Skin Pass.
2.3. DESCRIPCIÓN DE LA EMPRESA
2.3.1. UBICACIÓN DE LA EMPRESA
La ubicación de la Empresa responde principalmente a
razones económicas y geográficas: la proximidad de los
yacimientos de mineral de hierro y de las fuentes
energéticas, así como la facilidad de acceso a los
mercados mundiales a través del canal de navegación del
río Orinoco.
La planta Industrial SIDOR, está ubicada en Venezuela,
específicamente en el Estado Bolívar, dentro del
perímetro urbano de Ciudad Guayana, en la Zona Industrial
de Matanzas, sobre la margen derecha del río Orinoco, a
27 Km. de su confluencia con el Río Caroní y a 300 Km. de
la desembocadura del Río en el Océano Atlántico (ver
figura 1).
20

FIGURA 1. Ubicación geográfica de SIDOR. Fuente: Productos yServicios, 2009
Está conectada con el resto del país por vía terrestre y
por vía fluvial marítima con el resto del mundo. Ocupa
una extensión de 2.838 hectáreas, de las cuales 87 son
techadas. Además, tiene una amplia red de carreteras
pavimentadas dentro del área industrial de 74 kilómetros,
155 kilómetros de vías férreas y acceso al mar por vía
fluvial a través del Río Orinoco, para lo cual cuenta con
un Terminal portuario de 1038 metros, con una capacidad
para atracar simultáneamente seis barcos de 20.000
toneladas cada uno.
21

SIDOR se abastece de energía eléctrica generada por
EDELCA (Electrificación del Caroní, C. A.) en las
represas de Macagua y Gurí, ubicadas sobre el Río Caroní.
Utiliza el gas natural proveniente de los campos
petroleros del Oriente Venezolano, y aprovecha el mineral
de hierro proveniente de las minas del Cerro San Isidro,
el Cerro Bolívar y el Cerro El Pao, ubicadas en la región
de Guayana.
Sector Productivo:
SIDOR C.A es una empresa ubicada dentro del Sector
Primario puesto que su naturaleza se basa en la
Extracción, Procesamiento y Suministro de Hierro.
Tipo de Mercado:
Es una empresa ubicada dentro de un mercado de
competencia dirigido a satisfacer el mercado nacional e
internacional con mira al mejoramiento continuo de sus
actividades.
2.3.2. MISIÓN
22

Comercializar y fabricar productos de acero con altos
niveles de productividad, calidad y sustentabilidad,
abasteciendo prioritariamente al sector transformador
nacional como base del desarrollo endógeno, con
eficiencia productiva y talento humano altamente
calificado, comprometido en la utilización racional de
los recursos naturales disponibles; para generar
desarrollo social y bienestar a los trabajadores, a los
clientes y a la Nación.
2.3.3. VISIÓN
Ser la empresa socialista siderúrgica del Estado
venezolano, que prioriza el desarrollo del Mercado
nacional con miras a los mercados del ALBA, andino,
caribeño y del MERCOSUR, para la fabricación de productos
de acero con alto valor agregado, alineada con los
objetivos estratégicos de la Nación, a los fines de
alcanzar la soberanía productiva y el desarrollo
sustentable del país.
2.3.4. OBJETIVOS DE LA EMPRESA
Sidor como empresa tiene objetivos funcionales los
siguientes:
23
2.3.4.1. OBJETIVO GENERAL.
Elevar los niveles de competitividad a los estándares de
las siderúrgicas más eficientes en el mundo, además de
mejorar la calidad y los servicios, con énfasis en
capacitación, reducción de costos y mejora de la
eficiencia.
2.3.4.2. OBJETIVOS ESPECÍFICOS.
Optimizar la producción y los beneficios de la empresa
en función de las exigencias del mercado, en cuanto al
volumen, calidad u oportunidad.
Alcanzar la independencia, dominio y desarrollo de la
tecnología siderúrgica.
Lograr mantener una estructura financiera sana para la
empresa, teniendo presente los requerimientos propios y
la política financiera.
Satisfacer los requerimientos y expectativas de los
clientes logrando dar lo mejor en la atención
personalizada que ellos se merecen.
24

Educar y motivar al personal en la mejora continua de
la calidad del trabajo.
2.3.5. PRINCIPIOS Y VALORES
Humanismo
Patriotismo
Ética Socialista
Disciplina
Eficiencia
Lealtad
Excelencia
Visión colectiva
Solidaridad
Honestidad
2.3.6. ESTRUCTURA ORGANIZATIVA DE LA EMPRESA
25

La Siderúrgica del Orinoco “Alfredo Maneiro” (SIDOR), se
estructura de la manera mostrada en la figura 2.
FIGURA 2. Estructura Organizativa de la Siderúrgica delOrinoco “Alfredo Maneiro” (SIDOR)
2.3.7. Instalaciones Básicas de SIDOR
SIDOR, C.A. está conformada por diversas instalaciones,
las cuales son la base fundamental en la productividad de
la empresa, a continuación se presentan:
Planta de pella: En ella se fabrican Pellas de mineral
de hierro fino, para el cual cuenta con los principales
equipos; 1 tolva de recepción de mineral de hierro, 4
molinos, 6 mezcladores, 12 discos peletizadores, 2
26

hornos de piroconsolidación. Tiene una capacidad
instalada de 8 millones de toneladas por año.
Plantas de reducción directa: Constituida por dos
plantas Mildrex con una capacidad instalada de 3.8
millones de toneladas por año; Mildrex I consta de un
módulo de reducción, y Mildrex II de tres módulos de
reducción con instalaciones de servicios comunes y una
planta HyL II, de dos módulos con cuatro reactores cada
uno y dos sistemas de reformación; con capacidad
instalada de 0.7 millones de toneladas por año. En
estas plantas se produce Hierro de reducción directa
utilizando la Pella como materia prima y Gas natural
reformado como agente reductor.
Acería eléctrica y colada continua de planchones:
Consta de cuatro hornos eléctricos de 200 toneladas de
capacidad, tres hornos de cuchara, y tres máquinas de
colada continua. Tiene una capacidad instalada 3.6
millones de toneladas de acero líquido por año.
Acería eléctrica y colada continua de palanquillas:
Consta de dos hornos eléctricos, dos hornos de
metalurgia secundaria de 150 toneladas cada uno y dos
máquinas de colada continua. Tiene una capacidad de 1.4
millones de toneladas de acero líquido. Posee un área
27

de Vaciado por el Fondo, para la fabricación de
Lingotes poligonales.
Tren de barras: Su capacidad de laminación por año es
de 500.000 toneladas de Barras lisas y estriadas, en
aceros de calidad comercial y de alta resistencia.
Tren de alambrón: Su capacidad es de 600.000 toneladas
anuales de Alambrón de diferentes diámetros.
Planta de productos planos en caliente: Diseñada para
producir 2.8 millones de toneladas de Bobinas y Láminas
en caliente. Está integrada por un laminador compuesto
de dos hornos de calentamiento, un tren cuarto
reversible de laminación en caliente, un laminador
continuo de seis bastidores y tres enrolladores,
adicional cuenta con dos líneas de corte en caliente,
una línea de Skin Pass y dos líneas de decapados.
Planta de productos planos en frío: En ella se
fabrican Láminas y Bobinas de acero laminadas en frío,
Hojalata y Hoja cromada, para diferentes usos. Está
integrada por dos laminadores de cinco bastidores cada
uno (Tándem I y II), dos líneas de limpieza
electrolíticas, tres líneas de recocidos, tres
28

laminadores de Temple, dos líneas de recubrimiento (una
de Cromado y una de estañado) y líneas de corte y de
preparación de bobinas.
Instalaciones auxiliares: Los servicios industriales
y complementarios de la producción constituyen el
siguiente conjunto de instalaciones: planta de cal;
planta de chatarra; instalaciones portuarias; sistemas
de generación y distribución de Vapor, Electricidad, de
recirculación de Agua, de separación de Aire; una Red
Ferroviaria; Carreteras; Sistemas de control de
Contaminación Ambiental; Sistemas contra incendio;
Sistema de Gas; talleres de Mantenimiento y Almacenes.
Un riguroso y constante aseguramiento de la calidad y
mejoramiento continuo de sus procesos y sus productos,
asegura el suministro de materiales de alta calidad,
conforme a las especificaciones requeridas por los
clientes, lo cual se muestra en los logros alcanzados en
materia de Certificación de su Sistema de Gestión de la
Calidad ISO 9001:2008 y de sus productos.
29

2.4. BASES TEÓRICAS
2.4.1. PLC
Un controlador lógico programable, más conocido por sus
siglas en inglés PLC es una computadora utilizada en la
ingeniería automática o automatización industrial, para
automatizar procesos electromecánicos, tales como el
control de la maquinaria de la fábrica en líneas de
montaje o atracciones mecánicas.
Cualquier modificación en los procesos en una planta,
significa re-cablear, agregar relés, temporizadores, etc.
en los tableros de mando y control. Esto implica largas
paradas de máquinas y a menudo los tableros quedan chicos
para absorber los cambios. También conocido como
modificaciones “provisorias” no siempre se vuelcan en los
planos eléctricos, con lo cual se dificulta el
mantenimiento y por ende aumenta el tiempo de parada de
las máquinas.
A fines de la década del 60, consciente de estos
problemas, el General Motor le encarga a sus proveedores
de controladores el diseño de equipos que cumplieran las
siguientes especificaciones:
30

• Flexibles: Los aparatos debían ser capaces de adaptarse
a una gran variedad de situaciones, incluso reutilizarse
para otras máquinas. Esta flexibilidad pretendía ser
lograda mediante la programación.
• Estado Sólido: Los nuevos equipos debían estar
realizados usando componentes electrónicos.
• Ambiente: Debían poder soportar los ambientes
industriales.
• Sencillos: Tanto la programación, como el mantenimiento
y la instalación debían estar a cargo del propio
personal de la industria, ingenieros y técnicos,
normalmente en esa época sin conocimientos informáticos
• Lógicos: Las funciones que debían gobernar eran del
tipo on/off (todo/nada).
En estos últimos años el crecimiento no se detuvo y entre
los avances y características más importantes de los PLC
actuales, destacaremos:
• Posibilidad de entradas y salidas analógicas.
31

• Memorias más potentes y más pequeñas. Lo que permite
programas más extensos.
• Capacidad de realizar operaciones aritméticas más
complejas.
• Posibilidad de comunicación entre PLCs y entre PLC y
computadoras.
• Mayor velocidad en el procesamiento de los datos.
• Entradas y salidas remotas. Sensores y actuadores a
gran distancia del controlador.
• Nuevos lenguajes de programación.
• Aplicación de computadoras para su programación.
2.4.2. Ventajas de los PLC.
Se puede hablar de las siguientes ventajas del uso de los
PLC frente a lógica cableada antigua:
• Menor tiempo empleado en la elaboración del proyecto.
32

• Posibilidad de introducir modificaciones sin cambiar
el cableado ni añadir elementos.
• Reducido espacio de ocupación.
• Menor costo de mano de obra de instalación.
• Menor tiempo para la puesta en funcionamiento, al
quedar reducido el de cableado.
• Posibilidad de controlar varias máquinas con el mismo
autómata.
• Economía de mantenimiento.
• Si por alguna razón la máquina queda fuera de servicio,
el PLC sigue siendo útil para otra máquina o sistema de
producción.
• Menor costo inversión.
Por ser una tecnología que sigue evolucionando
seguramente este listado se incrementará constantemente.
33

2.4.3. Estructura interna.
Para poder interpretar luego el funcionamiento de un PLC
presentamos la Figura 1, donde se muestra un esquema de
su estructura interna.
Podemos distinguir cinco bloques en la estructura interna
de los Autómatas Programables, que pasaremos a
describirlos:
FIGURA 3. Estructura interna de un plc
• Bloque de Entradas. En él se reciben las señales que
proceden de los sensores.
Estas son adaptadas y codificadas de forma tal que sean
comprendidas por la CPU.
34

También tiene como misión proteger los circuitos
electrónicos internos del PLC, realizando una separación
eléctrica entre éstos y los sensores.
• Bloque de Salidas: Trabaja de forma inversa al
anterior. Interpreta las órdenes de la CPU, las
descodifica y las amplifica para enviarlas a los
actuadores.
También tiene una interface para aislar la salida de los
circuitos internos.
• Unidad Central de Procesamiento (CPU): En ella reside
la inteligencia del sistema. En función de las
instrucciones del usuario (programa) y los valores de
las entradas, activa las salidas.
• Fuente de Alimentación: Su misión es adaptar la tensión
de red (220V/50Hz) a los valores necesarios para los
dispositivos electrónicos internos (generalmente 24Vcc
y 5Vcc).
• Interfaces: Son los canales de comunicación con el
exterior. Por ejemplo con:
35

Los equipos de programación
Otros autómatas.
Computadoras.
etc.
2.4.4. Clasificación de los PLC.
La idea de esta sección es mostrar el amplio espectro de
los PLC que actualmente existen en el mercado, para
ayudar al usuario a decidir en el momento de realizar una
compra.
Con este objetivo, vamos a realizar varias
clasificaciones de los Autómatas Programables, teniendo
en cuenta sus distintas características:
2.4.4.1 Estructura externa.
Se refiere al aspecto físico exterior del PLC.
Actualmente en el mercado existen dos tendencias:
• Diseño compacto: En un solo bloque residen todos sus
elementos (fuente, CPU, entradas/salidas,
interfaces, etc.). Tienen la ventaja de ser
36

generalmente más baratos y su principal desventaja
es que no siempre es posible ampliarlos.
• Diseño modular: Los distintos elementos se presentan
en módulos con grandes posibilidades de
configuración de acuerdo a las necesidades del
usuario. Una estructura muy popular es tener en un
bloque la CPU, la memoria, las interfaces y la
fuente. En bloques separados las unidades de
entrada/salida que pueden ser ampliadas según
necesidades.
2.4.4.2 Memorias.
Llamamos memoria a cualquier dispositivo que nos permita
guardar las instrucciones escritas por el programador. Su
capacidad de almacenamiento se mide en Kbyte o en Mbyte y
está relacionada con el tamaño máximo de programa que
podemos escribir.
En la mayoría de los casos están diseñadas con elementos
electrónicos. Se distinguen varios tipos:
• PROM (Programmable Read Only Memory). Memorias para ser
leídas únicamente. Permiten ser programadas una sola
37

vez. Normalmente se usan para automatismos de equipos
fabricados en serie. Ante una falta de energía
mantienen su contenido.
• EPROM (Erasable Programmable Read Only Memory). Son
iguales a las anteriores, pero está permitido borrar su
contenido para reprogramarlas. El borrado se realiza
por la aplicación de luz ultravioleta, a través de una
ventanilla de cuarzo en su encapsulado.
• EEPROM (Electrical Eraseble Programmable Read Only
Memory). Iguales a las anteriores pero el borrado se
realiza por la aplicación de señales eléctricas.
• RAM (Random Access Memory). O memorias de acceso
aleatorio. Está permitido escribirlas y borrarlas
eléctricamente. Su lectura y escritura son muy veloces.
Ante una falta de energía su contenido se pierde, por
lo que deben usarse alimentadas con pilas de Litio
(duración de la pila más o menos 5 años).
Estas dos últimas son las más usadas en la actualidad.
2.4.4.3 Unidades de Entrada.
38

Son los dispositivos básicos por donde llega la
información de los sensores. Vienen con distintas
posibilidades:
• Analógicas. Se deben usar cuando la entrada corresponde
a una medida de por ejemplo: temperatura, presión, etc.
En su interior tienen un dispositivo que convierte la
señal analógica a digital (conversor A/D). Vienen en
distintos rangos de tensión e intensidad. (Por ejemplo
0 a 10V, 0 a +- 10V, 4 a 20 mA, etc). La resolución
puede ser de 8 o 12 bits.
• Digitales. Son las más utilizadas y corresponde a
señales todo/nada. O sea la presencia o no de una
tensión (por ejemplo de fines de carrera, termostatos,
pulsadores, etc.). Esta tensión puede ser alterna (0-
220V, 0-110V) o continua (generalmente 0-24V).
2.4.4.4 Unidades de Salida.
Son los bloques básicos que excitarán los actuadores. Al
igual que las entradas pueden ser analógicas o digitales.
• Analógicas. Se deben usar cuando el actuador que se
debe activar es analógico (por ejemplo una válvula
modulante, un variador de velocidad, etc.).
39

En este caso se dispone de un dispositivo interno que
realiza el proceso inverso al de las entradas analógicas,
un conversor D/A.
• Digitales. Vienen de tres tipos. Con salida a triac, a
relé o a transistor. En el primer caso es
exclusivamente para corriente alterna. En el segundo
puede ser para continua o alterna. En el caso de salida
a transistor es exclusivamente para continua. Soportan
en todos los casos corrientes entre 0,5 y 2 A.
2.4.4.5 Lenguajes de Programación.
Son las reglas por las cuáles se le escribe el programa
al PLC. Es más bien una característica del dispositivo
programador. Existen diferentes lenguajes que el usuario
puede elegir de acuerdo a su gusto o experiencia.
• Listado de instrucciones. Como su nombre lo indica se
trata de introducir una lista de instrucciones que debe
cumplir el autómata.
40
• Con símbolos lógicos. La programación se realiza usando
símbolos similares a los que vimos para las compuertas
lógicas.
• Con símbolos de contactos. Es el más popular y la
programación se lleva a cabo usando redes de contactos
(ladder).
2.4.4.6 Equipos o unidades de programación.
Son los dispositivos que nos permitirán entrar el
programa. Son tres los tipos que se disponen.
• Tipo calculadora. Constan de un teclado y un visor
(como si fuera una calculadora). En el visor se puede
ver una o dos líneas del programa. Son muy útiles para
realizar modificaciones o ajustes a la par de la
máquina.
• Consola. Son un tipo intermedio entra los anteriores y
las PC. Permite ver hasta 20 o 30 líneas de programa.
• PC. Normalmente cualquier computadora PC, con el
software correspondiente y la interfaz adecuada permite
la programación de los PLC. Su utilidad es mayor cuando
41

se trabaja con grandes autómatas programándolos en las
oficinas de programación.
2.4.4.7 Tamaño de los PLC.
El tamaño se lo determina generalmente por la cantidad de
entradas y salidas disponibles. Pudiendo variar entre 10
E/S hasta varios miles. Las denominaciones son:
nanoautómatas, microautómatas, etc.
2.4.5. Cómo funciona un PLC.
En la Figura 4 se muestra esquemáticamente el
funcionamiento de un PLC. En ella podemos distinguir una
secuencia que cumple a la puesta en marcha, dónde realiza
un autotest para verificar sus conexiones con el exterior
(por ejemplo si tiene conectado algún dispositivo de
programación. Además dentro de este mismo proceso coloca
todas las salidas a 0.
Luego entra en un ciclo que comienza leyendo y fijando
(“fotografiando”) el valor de las entradas (hasta que
42
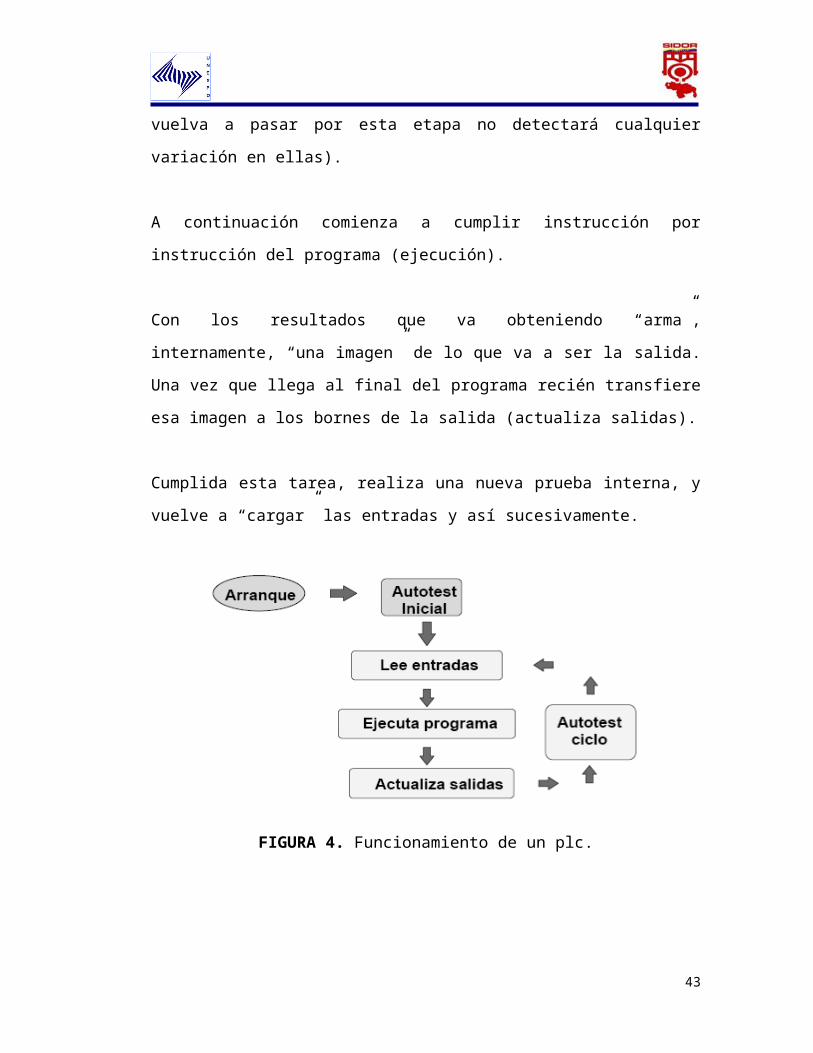
vuelva a pasar por esta etapa no detectará cualquier
variación en ellas).
A continuación comienza a cumplir instrucción por
instrucción del programa (ejecución).
Con los resultados que va obteniendo “arma”,
internamente, “una imagen” de lo que va a ser la salida.
Una vez que llega al final del programa recién transfiere
esa imagen a los bornes de la salida (actualiza salidas).
Cumplida esta tarea, realiza una nueva prueba interna, y
vuelve a “cargar” las entradas y así sucesivamente.
FIGURA 4. Funcionamiento de un plc.
43
El tiempo que demora en recorrer el ciclo de trabajo,
depende del tamaño del programa (cantidad de
instrucciones) pero es muy pequeño, del orden de los
milisegundos (un milisegundo = una milésima parte de un
segundo).
2.4.6. Relé
El relé o relevador es un dispositivo electromecánico.
Funciona como un interruptor controlado por un circuito
eléctrico en el que, por medio de una bobina y un
electroimán, se acciona un juego de uno o varios
contactos que permiten abrir o cerrar otros circuitos
eléctricos independientes.
2.4.7. Planta
Es el elemento físico que se desea controlar. Planta
puede ser: un motor, un horno, un sistema de disparo, un
sistema de navegación, un tanque de combustible, etc.
2.4.8. Sistema de control en lazo cerrado
Es aquel en el cual continuamente se está monitoreando la
señal de salida para compararla con la señal de
44

referencia y calcular la señal de error, la cual a su vez
es aplicada al controlador para generar la señal de
control y tratar de llevar la señal de salida al valor
deseado. También es llamado control realimentado.
2.4.9. Retroalimentación
Es un mecanismo de control de los sistemas dinámicos por
el cual una cierta proporción de la señal de salida se
redirige a la entrada, y así regula su comportamiento.
2.4.10. Servomecanismo
Es un sistema formado de partes mecánicas y electrónicas
que en ocasiones son usadas en robots, con parte móvil o
fija. Puede estar formado también de partes neumáticas,
hidráulicas y controladas con precisión.
2.4.11. Servomotor
(También llamado servo) es un dispositivo similar a un
motor de corriente continua que tiene la capacidad de
ubicarse en cualquier posición dentro de su rango de
operación, y mantenerse estable en dicha posición.
45

Un servomotor es un motor eléctrico que consta con la
capacidad de ser controlado, tanto en velocidad como en
posición.
Control
Los servomotores hacen uso de la modulación por ancho de
pulsos (PWM) para controlar la dirección o posición de
los motores de corriente continua. La mayoría trabaja en
la frecuencia de los cincuenta hercios, así las señales
PWM tendrán un periodo de veinte milisegundos. La
electrónica dentro del servomotor responderá al ancho de
la señal modulada. Si los circuitos dentro del servomotor
reciben una señal de entre 0,5 a 1,4 milisegundos, este
se moverá en sentido horario; entre 1,6 a 2 milisegundos
moverá el servomotor en sentido antihorario; 1,5
milisegundos representa un estado neutro para los
servomotores estándares.
2.4.12. Algoritmo
Un algoritmo es un conjunto finito de pasos definidos,
estructurados en el tiempo y formulados con base en un
conjunto finito de reglas no ambiguas, que proveen un
46

procedimiento para dar la solución o indicar la falta de
ésta a un problema en un tiempo determinado.
2.4.13. Sistema de Control.
Está definido como un conjunto de componentes que pueden
regular su propia conducta a la de otro sistema con el
fin de lograr un funcionamiento predeterminado, de modo
que reduzcan las probabilidades de falla y se obtengan
los resultados buscados.
2.4.14. Lenguajes de programación en concept [1]
2.4.14.1. Lenguaje en diagrama de escalera (LD)
Es un lenguaje gráfico, derivado del lenguaje de relés,
que mediante símbolos representa contactos, solenoides.
Etc. Su principal ventaja es que los símbolos básicos
están normalizados según las normas NEMA y son empleados
por todos los fabricantes.
47

FIGURA 5. Algunos símbolos básicos del lenguaje Ladder
2.4.14.2. Lenguaje de lista de instrucciones (IL)
Un lenguaje nemotécnico o lista de instrucciones que
consiste en un conjunto de códigos simbólicos, cada uno
de los cuales corresponde a una instrucción.
Cada fabricante utiliza sus propios códigos, y una
nomenclatura distinta para nombrar las variables del
sistema.
El lenguaje mnemotécnica es similar al lenguaje
ensamblador del micro.
Dirección -Instrucción -Parámetro
0006 LD H0501
- Instrucción: especifica la operación a realizar.
48

- Parámetro: son los datos asociados a la operación
(instrucción). Los parámetros son en general de
formatos TIPO y VALOR.
- Dirección: indica la posición de la instrucción en la
memoria de programa usuario.
2.4.14.3 Lenguaje de diagrama secuencia de flujo (SFC)
EL GRAFCET surge en Francia a mediados de los años 70,
debido a la colaboración de algunos fabricantes de
autómatas, como telemechanique y Aper con dos organismos
oficiales, AFCET (Asociación Francesa para la
Cibernética, Economía y Técnica) y ANDPA (Agencia
Nacional para el Desarrollo de la Producción
Automatizada). Homologado en Francia, Alemania y
posteriormente por la Comisión Electrónica Internacional
(IEC 848, año 1988).
Actualmente es una herramienta importante cuando se trata
de automatizar procesos secuenciales de cierta
complejidad con autómatas programables
El GRAFCET es un diagrama funcional que describe la
evolución del proceso que se quiere automatizar. Está
49

definido por unos elementos gráficos y unas reglas de
evolución que reflejan la dinámica del comportamiento del
sistema.
FIGURA 6. Diagrama funcional de un proceso en lenguajeSFC
2.4.14.4. Lenguaje de Diagrama de bloques de funciones
(FBD)
Es un lenguaje de programación grafico de desarrollo más
reciente que el lenguaje en escalera o ladder (LD en
concept) y es este el preferido por los usuarios con
conocimientos mayores de electrónica digital (por la
similitud entre sus bloques de funciones con las
compuertas lógicas) e informática. Además más en
50

comparación con el lenguaje ladder (LD), resulta
especialmente útil para el manejo de variables analógicas
ya que poseen más de los dos estados utilizados en
ladder. Este lenguaje FBD, contempla la utilidad de
diversos bloques de funciones conectados entre sí para
conseguir la salida deseada.
FIGURA 7. Analogía para contactos en serie LD con ellenguaje FBD.
2.4.15. Hardware del PLC: Telemecanique MODICON TSX
Quantum.
Schneider Electric es una compañía multinacional
originada en Francia alrededor del año de 1880 cuyo
conglomerado de marcas agrupa a la compañía
Telemecanique, también francesa, la cual se encarga de
desarrollar sistemas para automatismos para la industria
desde 1924. Uno de los PLC's dedicados al control de
procesos industriales que fabrican es el Modicon modelo
Quantum. Este equipo está posicionado en la parte más
alta de la gama de PLC's de control industrial y
automatización de Schneider Electric.
51

El Autómata Programable Modicon de Telemecanique es un
sistema de control para automatización que cuenta con una
gran gama de CPU's dentro de las cuales destaca los
Quantum. Estos están diseñados como equipos de propósito
general especialmente adecuado para:
• Control de procesos industriales.
• Control de alta velocidad de máquinas.
• Aplicaciones de infraestructura.
• Soluciones de automatización de subestaciones.
• Sistemas de gran cantidad de E/S.
Con Quantum se pueden elegir diferentes opciones de
configuración de E/S, comunicaciones y opciones de
respaldo, tales como:
• E/S locales.
• E/S distribuidas usando Distributed I/O en Modbus
Plus.
52

• E/S remotas.
• E/S por Fieldbus.
• Sistemas redundantes "Hot Standby" con E/S remotas.
En la Figura 8, se muestra una distribución estándar
delos módulos para un PLC Quantum.
FIGURA 8. Distribución de Módulos de un PLC Quantum
2.4.15.1. Backplane
Se denomina Backplane al lugar físico donde se instalaran
los módulos que compondrán un sistema. Hay 6 modelos
diferentes de Backplane que en lo único en que se
diferencian es en su capacidad de soportar mayor o menor
cantidad de módulos; hay Backplane de 2, 3, 4, 6, 10 y 16
slots. En la Figura 9 se muestra un Backplane de 10 Slot.
53
FIGURA 9. Backplane de 10 slots
Todos los módulos de la serie de equipos de
automatización Quantum ocupan 1 Slot, por lo tanto la
elección del Backplane será en función de la cantidad de
módulos a ubicar.
El Backplane no tiene profundidad, la profundidad de la
instalación estará dada por la de los módulos (4"). Posee
un único bus es el encargado de distribuir datos y
alimentación DC para los módulos generada por el módulo
de Fuente de Alimentación. No hay slots preferenciales;
esto es, cualquier módulo en cualquier slot, desde la CPU
a los módulos de E/S.
2.4.15.2. CPU
La familia Quantum dispone de procesadores Intel 80586
DX de 133MHZ dedicados solo a atender el Firmware
precargado. Los procesadores Modicon TSX Quantum cuentan
54

con puertas de comunicación y/o programación Modbus en
RS232 para todos los modelos y Modbus Plus en algunos de
ellos. Todas ellos poseen batería de respaldo para
salvaguardar los datos de memoria y programa de la CPU.
El CPU 140 534 se muestra en la Figura 10. Los
procesadores Modicon TSX Quantum cuentan con puertas de
comunicación y/o programación Modbus en RS232 para todos
los modelos y Modbus Plus en algunos de ellos.
FIGURA 10. CPU 140 534 14 con la ventanilla protectora
abierta y cerrada
Todas ellos poseen batería de respaldo para salvaguardar
los datos de memoria y programa de la CPU.
La cantidad de registros internos y cantidades de puntos
de E/S que manejan depende de la CPU, variando desde
8.192 hasta 65.535 E/S digitales, con memoria RAM interna
desde 256 Kb hasta 4 Mb.
2.4.15.3. Fuente de Poder
55
Todas las fuentes de poder comparten el mismo tamaño de
todos los módulos y ocupan un slot. Hay tres familias de
fuentes de poder según se describe:
• Fuente simple de 3A provee alimentación económica para
pequeños racks.
• Fuente sumable de 8A son perfectas para grandes racks.
Hasta 16A de alimentación con dos fuentes sumables de
8A.
• Fuente redundante de 8A para aplicaciones críticas.
Estas fuentes solo alimentan los módulos del PLC, no
los sensores ni actuadores. En la Figura 11, se muestra
la fuente 140 CPS 114-10 00
FIGURA 11. Fuente de poder
2.4.15.4. Módulo de Movimiento
56

El MSB 101 00 módulo de movimiento de un solo eje 140
está diseñado para aplicaciones con un eje que requiere
una fuerte integración con el programa secuencial de la
máquina.
La salida analógica de este módulo puede accionar la
referencia de velocidad de la Lexium MHDA servounidad, o
cualquier otro variador con una interfaz analógica.
El 140MSB-101-00 módulo está diseñado de la siguiente
manera:
• 8 entradas digitales de 24 VDC, configurables en las
paradas o en las funciones de movimiento específicos.
Las entradas que no se utilizan en la aplicación de
control de ejes se pueden utilizar como entradas estándar
para el programa de aplicación.
• salidas de 24 VCC y una salida analógica de ± 10 V, que
se puede programar como una imagen en tiempo real de
los parámetros internos del eje bajo control.
57
• Estas entradas y salidas requieren una fuente de
alimentación externa de 24 V. El módulo incluye una
entrada analógica 10 V ±.
FIGURA 12. Módulo de movimiento de un solo eje
2.4.15.5. Módulo de Salidas Digitales (o Discretas)
El módulo encargado de enviar las señales digitales
provenientes del CPU y hacer la interfaz con los
elementos finales del lazo (los actuadores), es el Modulo
de Salida Digital, o Discreta. En la Figura 13, se
muestra por ejemplo el módulo 140 DDO 353-10, el cual
trabaja con señales digitales de corriente o voltaje
directo (DDO: Discrete Direct Output). Este módulo puede
trabajar con un voltaje D de 24 VDC y dispone de 8
canales agrupados en 4 grupos. Existen módulos de salida
digital que trabajan con corriente ó voltajes alternos y
en un gran rango de voltajes
58

FIGURA 13. Módulo de salida discreta
2.4.15.6. Módulo de Entrada Analógica
El modulo encargado de recibir las señales analógicas
provenientes de los sensores-transmisores y hacer la
interfaz con el CPU del PLC es el Modulo de Entrada
Analógica. En la Figura 14, se muestra por ejemplo el
módulo 140 AVI 030-00, el cual trabaja con señales
analógicas de voltaje y corriente directo (AVI: Analógica
V. Input). Este módulo dispone de 8 canales con una
resolución máxima de 16 Bits, y los rangos de voltaje
seleccionables de +/-10 V, +/- 5V, +/- 4...20mA.
59
FIGURA 14. Módulo de entrada analógica
2.4.15.7. Módulo de Salida
El módulo encargado de enviar las señales analógicas
provenientes del CPU y hacer la interfaz con los
dispositivos de planta es el Modulo de Salida Analógica.
En la Figura 15, se muestra por ejemplo el módulo 140 ACÓ
020-00, el cual trabaja con señales analógicas de
corriente directo (Analóg Current Output) y posee un
monitor de lazo abierto. Este módulo dispone de 4 canales
con una resolución máxima de 12 Bits, y el rango en su
salida es de 4 a 20mA.
FIGURA 15. Módulo de salida analógica
2.4.16.- Módulos motion de eje único
Los módulos de motion de eje único (MSx) de la serie de
automatización Quantum (140 MSB 101 00 y 140 MSC 101 00)
están diseñados para controlar un eje único de motion
60
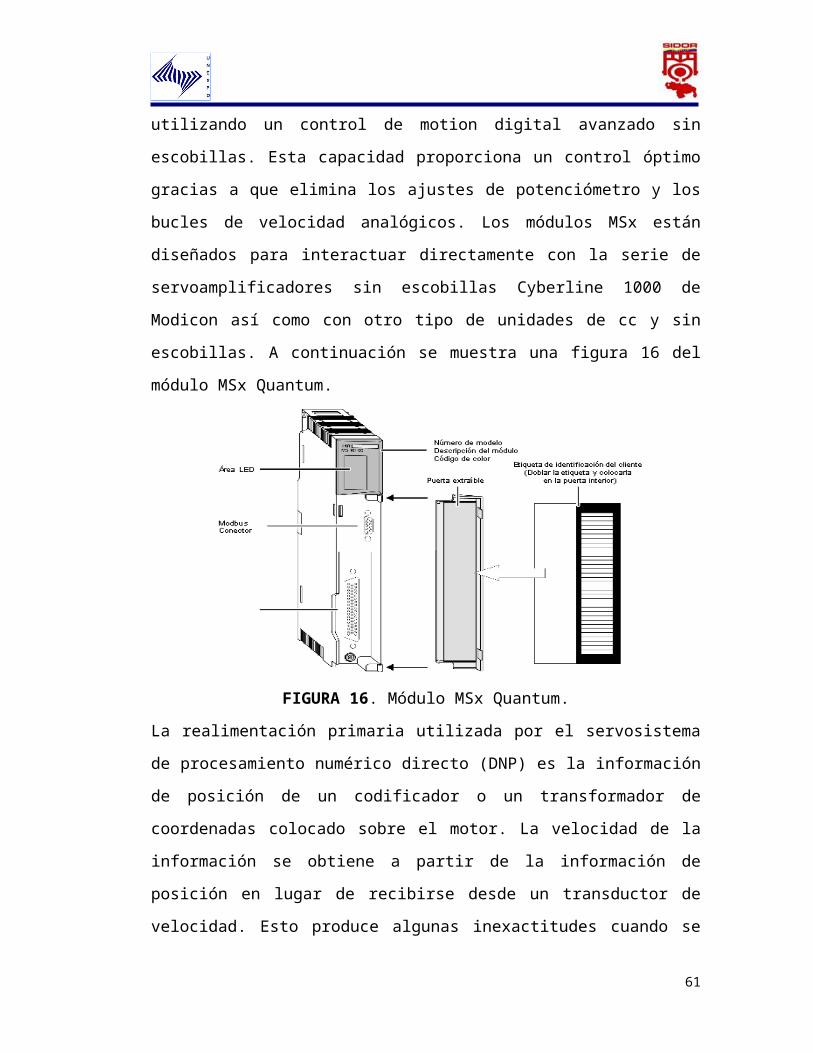
utilizando un control de motion digital avanzado sin
escobillas. Esta capacidad proporciona un control óptimo
gracias a que elimina los ajustes de potenciómetro y los
bucles de velocidad analógicos. Los módulos MSx están
diseñados para interactuar directamente con la serie de
servoamplificadores sin escobillas Cyberline 1000 de
Modicon así como con otro tipo de unidades de cc y sin
escobillas. A continuación se muestra una figura 16 del
módulo MSx Quantum.
FIGURA 16. Módulo MSx Quantum.
La realimentación primaria utilizada por el servosistema
de procesamiento numérico directo (DNP) es la información
de posición de un codificador o un transformador de
coordenadas colocado sobre el motor. La velocidad de la
información se obtiene a partir de la información de
posición en lugar de recibirse desde un transductor de
velocidad. Esto produce algunas inexactitudes cuando se
61

utiliza el servo DNP como controlador de la velocidad.
Pueden producirse pequeñas irregularidades de velocidad,
especialmente cuando se trata de velocidades bajas
Panel de indicadores LED
La figura 17 representa el panel de indicadores LED.
FIGURA 17. Panel de indicadores led.
Módulo de distribución
El módulo de distribución es el conector de bloque de
cableado de E/S para las servoconexiones del módulo de
motion de eje único 140 MSx 101 00. Está conectado al MSx
mediante un cable de módulo de distribución (690 MCI 000
xx) en el servoconector de 50[tilde] pins. Consulte la
sección anterior para obtener una descripción de las
señales del servoconector.
62
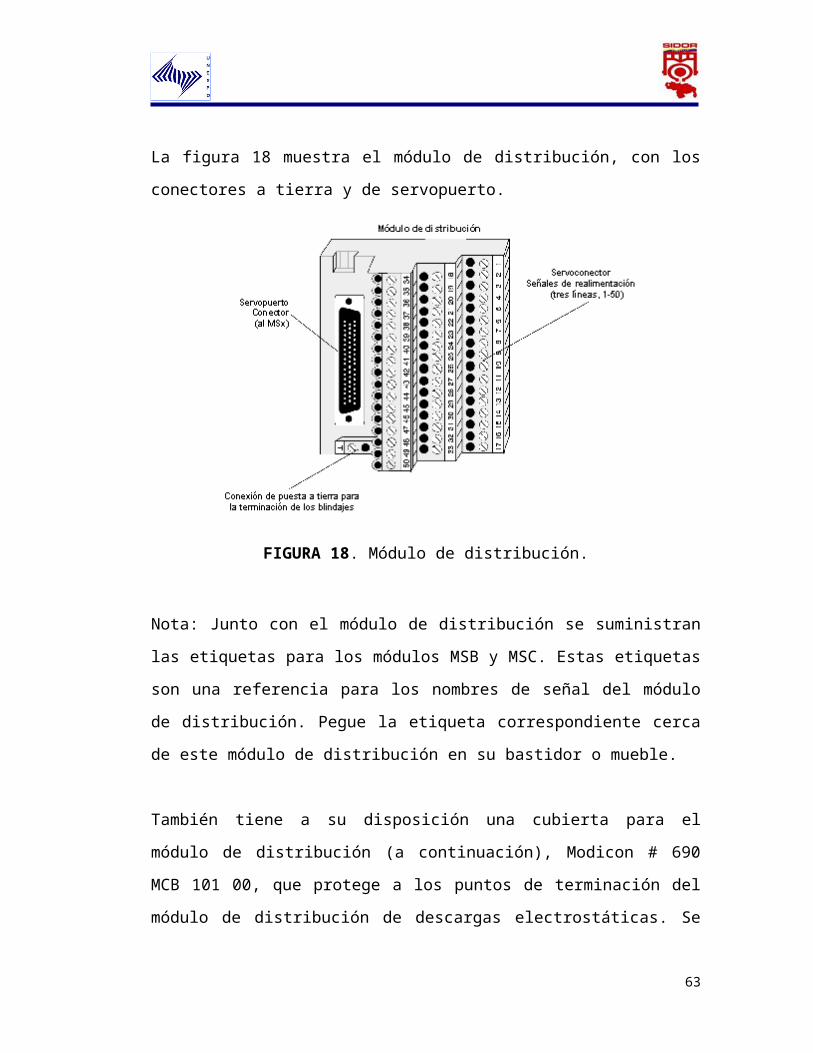
La figura 18 muestra el módulo de distribución, con los
conectores a tierra y de servopuerto.
FIGURA 18. Módulo de distribución.
Nota: Junto con el módulo de distribución se suministran
las etiquetas para los módulos MSB y MSC. Estas etiquetas
son una referencia para los nombres de señal del módulo
de distribución. Pegue la etiqueta correspondiente cerca
de este módulo de distribución en su bastidor o mueble.
También tiene a su disposición una cubierta para el
módulo de distribución (a continuación), Modicon # 690
MCB 101 00, que protege a los puntos de terminación del
módulo de distribución de descargas electrostáticas. Se
63
trata de una placa metálica que se atornilla al mismo
panel que el raíl DIN que sustenta el módulo de
distribución. Está cubierta es obligatoria para que el
sistema sea compatible con las normas de la CE* (consulte
el Instalación y conexión de los módulos MSx para obtener
instrucciones sobre la instalación).
La cubierta del módulo de distribución protege contra las
descargas electrostáticas.
FIGURA 19. Cubierta del módulo de distribución.
* La marca CE indica el cumplimiento de la directiva
europea sobre compatibilidad electromagnética (EMC)
(89/336/EEC). Para mantener este cumplimiento, el sistema
Quantum debe instalarse siguiendo las instrucciones de
instalación.
2.4.17. Regla Óptica
Regla medidora cuenta pulsos la cual posee las siguientes
características:
64

Características LS 603, LS 623
señal de salida LS 603: 11 µAPP
LS 623: TTL
periodos de señal LS 603: 20 µm
LS 623: 20 µmLongitudes de
medición ML
170-3040 mm
marca de referencia Uno o distancia-codificado
TABLA 1. Características de la regla óptica.
FIGURA 20. Regla óptica
65

CAPITULO III
MARCO METODOLÓGICO
En este capítulo se establece la metodología que se
utilizó para el desarrollo de esta investigación. Para
ello se define el tipo de investigación, el diseño de la
misma, se describe la población y muestra, técnicas y
procedimientos que se utilizaron para recolectar la
información, así como el análisis de los datos.
3.1. TIPO DE LA INVESTIGACIÓN
La presente investigación es de tipo proyectiva y
evaluativa. Proyectiva, ya que, es una propuesta que
surge como solución a un problema o necesidad de tipo
práctico, orientada a lograr el resultado único de
mejorar la operación de la rectificadora, y tiene lugar
durante un tiempo limitado. Y evaluativa, ya que, se
realiza con el propósito de apreciar mayor o menor
efectividad en un proceso y tomar las decisiones que
permitan lograr el mejor funcionamiento de la misma.
66

3.2. POBLACION Y MUESTRA
La población a la cual se le realiza la investigación
está comprendida en el taller de cilindros II, y las
muestra se tomaron específicamente en la rectificadora
R007 de dicho taller donde se realizaron el levantamiento
de todas las señales de entradas y salidas (medidas en
Volts y ampere) de los componentes relacionados a la
sección del sistema de regulación a modificar. Al
respecto Sabino (1994) [5] explicó que la muestra, en un
sentido amplio, “No es más que una parte de un todo que
llamamos universo y que sirve para representarlo” (p.
126).
3.3. DISEÑO DE LA INVESTIGACIÓN
El presente trabajo de investigación, se considera como
un proyecto factible con diseño experimental de campo,
apoyado en una revisión descriptiva-aplicada. En este
sentido Tamayo y Tamayo (1996) [3] afirmó que:
La investigación descriptiva utiliza criterios sistemáticos que
permiten poner de manifiesto la estructura o el comportamiento de
los fenómenos en estudios proporcionando de este modo
información sistemática y comparable con la de otras fuentes”.
(p.62).
67

Es descriptiva porque se describe, registra, analiza,
compara, rediseña y proporciona una solución al problema
que se viene presentando actualmente con el sistema de
control de movimiento del eje transversal de la
rectificadora R007 del taller de Cilindros 2 de
laminación en frío.
Es aplicada ya que en base a la lógica presentada y su
funcionalidad permitirá el rediseño del sistema para que
sea aplicado al proceso de rectificación. Al respecto la
Universidad Nacional Abierta (U.N.A) (2001) definió:
“La investigación aplicada como aquella que está dirigida con la
intención de buscar conocimientos con fines de aplicación de inmediata.
(pág.112).
El tipo de esta investigación fue de campo porque los
datos son recogidos directamente de la realidad del
estudio, por cuanto se pudo presenciar de forma directa
el conjunto de acciones y problemas que afectan
directamente al sistema de control automatizado para la
maquina rectificadora, lo cual sirve como base
fundamental para el cumplimiento de los objetivos
68

planteados en la investigación. Sabino, (2000) [17] dijo
que:
“Los diseños de campo son los que se refieren a los
métodos a emplear cuando los datos de interés se recogen
en forma directa de la realidad, mediante el trabajo
concreto del investigador y su equipo”. (p.109)
3.4. PROCEDIMIENTO DE RECOLECCIÓN DE DATOS
Para la realización de la propuesta se requieren de un
conjunto de medios de recolección de información que
luego de un análisis, permitan proponer mejoras para la
rectificadora R007 perteneciente al taller de cilindros 2
de Laminación en Frío. Esta información se obtuvo de
diferentes maneras, entre las técnicas de recolección de
datos se utilizaron:
3.4.1. REVISIÓN DOCUMENTAL
En toda investigación, se debe conseguir la información
básica que corresponda con el objeto de estudio. Al
respecto Méndez (2003), plantea:
69
Toda investigación implica acudir a este tipo de fuentes, que
suministran información básica… está contenida en libros, periódicos y otros
materiales documentales como trabajos de grado, revistas especializadas,
enciclopedias, diccionarios, etc. (p.153).
De esta manera, el autor manifiesta que en un proyecto o
una investigación debe definirse el tipo de fuente y el
tipo de información necesaria para llevar a cabo la
investigación.
En el presente trabajo se revisaron los manuales de la
rectificadora y el manual de la pantalla de la máquina
para obtener la información necesaria.
3.4.2. ENTREVISTAS NO ESTRUCTURADAS
Las entrevistas buscan opiniones por medio de preguntas,
realizadas de manera estructurada o no estructurada, con
el propósito de aclarar un determinado tema o asunto.
En este caso, se aplicó un cuestionario no estructurado
para la entrevista al personal técnico que labora en el
área de Laminación en Frío y en el área de
automatización, dicho cuestionario permitió evaluar las
especificaciones y detalles necesarios para la
elaboración de la propuesta de mejoras para la
70
rectificadora R007 perteneciente al taller de cilindros 2
de Laminación en Frío.
3.4.3. OBSERVACIÓN DIRECTA
Méndez (2003), plantea: “La observación es el medio principal de
búsqueda de la información para resolver un problema de investigación, en
esta el investigador forma parte activa del grupo observado.” (p.67)
En la recolección de información es importante indicar el
tipo de observación que se realiza. Méndez (2003),
plantea:
“La observación es directa y participante debido a que forma parte de
la realidad de la cual se investiga.” (p.71)
De esta manera, el investigador puede observar y recoger
datos, a fin de recopilar y levantar información,
necesaria y de importancia mediante su propia
observación.
La aplicación de la observación directa, se empleó para
corroborar la información suministrada por el personal
perteneciente al taller de cilindros 2 de Laminación en
71

Frío. De esta manera, se verificó la problemática
existente relacionada a la tarjeta de control en estudio.
3.5 INSTRUMENTOS DE RECOLECCIÓN DE DATOS
Haciendo referencia a Sabino (1992):
Un instrumento de recolección de datos es, en principio, cualquierrecurso de que se vale el investigador para acercarse a losfenómenos y extraer de ellos información. Dentro de cadainstrumento concreto pueden distinguirse dos aspectos diferentes:forma y contenido. La forma del instrumento se refiere al tipo deaproximación que establecemos con lo empírico, a las técnicas queutilizamos para esta tarea. En cuanto al contenido este quedaexpresado en la especificación de los datos que necesitamosconseguir. (Pag.114)
Descrito lo anterior por el autor, se describen a
continuación los instrumentos utilizados para la
recolección de datos en este trabajo:
Cámara Fotográfica Digital
72

Instrumento útil para la captura en imágenes del estado
actual de los elementos y de algunas actividades, siendo
importante en las técnicas de observación. Lo cual aporta
contenido visual para que sea avalado el proyecto.
Microsoft Office 2003 y 2007
Aplicación de Windows que fue útil para la realización en
su totalidad del trabajo de grado, haciendo uso de toda
su galería de programas: Word, Excel y Power Point. Con
este se obtuvieron datos como algunas prácticas de
mantenimiento cargadas en el sistema de la empresa
relacionadas con la investigación.
Concept v 2.6
Es un software utilizado para la programación de los PLCs
fabricados por Schneider electric, en este caso, para los
de la serie modicon Quantum. Se utilizó para realizar la
lógica de programación; aprovechando de la particularidad
de que actualmente se encuentra instalado en las
computadoras del sistema permitiendo la obtención y
manipulación de ciertas variables previamente cargadas.
Manuales.
73
Utilizados para examinar los parámetros de los drive.
Revisión bibliográfica.
Búsqueda de normas y estándares concernientes a
parámetros de operación, inspección y mantenimiento de
los drive y los transformadores y de seguridad.
Uso del internet.
Adicional otra fuente recurrida fue la red
Internet, medio audiovisual digital en el cual se
contó con buscadores como Google, y unidades de
almacenamiento masivo
3.6. PROCESAMIENTO DE LA INFORMACIÓN
Para el primer objetivo a alcanzar es necesario leer el
manual de la rectificadora, entender su funcionamiento
y realizar una serie de preguntas a las personas
encardas de la máquina para conocer la situación actual
de la rectificadora.
74

Para el segundo objetivo a alcanzar es necesario leer
el manual de la tarjeta y ver a detalle cómo funciona
el programa al momento de introducir las variables a la
tarjeta, también es necesario ir al área y pedir una
explicación al operador de la máquina de cómo es el
proceso de esta con respecto a la tarjeta Para el
tercer objetivo a alcanzar es necesario la búsqueda de
por lo menos 2 modelos de hardware para ver cuál de
todos es el más adecuado para instalar.
Para el cuarto objetivo a alcanzar se debe hacer un
análisis detallado del algoritmo existente para así
entender cuál fue la lógica utilizada del programador
para así poder proponer la lógica a realizarse, para la
cual se utilizara el programa de concept V2.6 y el
lenguaje a utilizar es el de diagrama de bloques de
función IEC 1131.
Para el quinto objetivo a alcanzar es necesario definir
qué es lo que se va a realizar y luego aplicar la
lógica de control propuesta para el movimiento del eje
transversal con el programa de concept V2.6.
75
Para el sexto objetivo a alcanzar se utilizara el
algoritmo de control programado, se observaran las
acciones del algoritmo, los valores de cada variable,
cada cambio en estos valores, el flujo de las acciones
a lo largo de todo el conjunto y el grupo de personas
capacitadas para realizar las pruebas de funcionamiento
de la máquina.
76

CAPITULO IV
SITUACIÓN ACTUAL
En esta sección de la investigación se presentan y
analizan los resultados obtenidos como producto en los
objetivos específicos desarrollados.
4.1. SITUACIÓN ACTUAL Y MODO DE OPERACIÓN DE LARECTIFICADORA.
Para plantear la propuesta final en primer lugar fue
necesario realizar una inspección minuciosa de la maquina
rectificadora R007, la cual aportó una visión clara y
general acerca del estado en el que se encuentran todos
los elementos que la conforman, a fin de poder determinar
bajo qué condiciones opera dicha rectificadora. De igual
forma, se determinó la manera en la que este equipo
opera. A continuación se presentan los resultados
obtenidos del diagnóstico realizado a la maquina
rectificadora.
4.1.1. Situación actual de la rectificadora.
77
La máquina rectificadora R007 tiene como objetivo
principal retirar la capa superficial de los cilindros
después de cada campaña logrando que la banda producida
tenga una planicie adecuada, dejando de esta forma al
cilindro en una condición apta, tanto geométricamente
como estructuralmente, evitando que el material presente
alto grado de fatiga y que se produzca fraccionamiento
del cilindro.
Esta máquina posee un conjunto de muela de rectificación
que al estar colocado sobre un carro longitudinal permite
que este se desplace a lo largo del cilindro y se
aproxime a este de acuerdo a las necesidades requeridas.
Es importante destacar que uno de los extremos del
cilindro a rectificar va conectado a un cabezal, cuya
función es hacerlo girar para obtener un rectificado
uniforme de toda superficie. El otro extremo va conectado
al contrapunto, el cual posee desplazamiento longitudinal
para ajustarse al tamaño del cilindro, como se muestra en
la figura 21:
78

FIGURA 21. Ubicación del cilindro en la rectificadoraFUENTE: El autor
Cabe destacar que desde hace año y medio la maquina
rectificadora R007 que se encuentra ubicada en el taller
de cilindros 2 de laminación en frio, Sidor, empezó a
presentar fallas, por lo cual, inicialmente se hicieron
cambios en la cadena cinemática del sistema transversal
con la finalidad de eliminar los juegos mecánicos que
inciden de manera directa en el error de posición del Eje
X, posterior a ello se realizaron otros cambios en busca
de eliminar el problema durante el rectificado,
considerando que esta Rectificadora en particular realiza
el coronamiento por interpolación de los ejes X y Z
(tranversal y longitudinal), dentro de los cuales se
encuentran:
El motor de DC a AC
Los drive de DC a AC
79

La tarjeta de control 140MSB10100 por las tarjetas
140ECH20200 que es una contadora y la 140AVO02000 que
es una tarjeta de referencia.
El cambio con los nuevos Servo debió ser transparente
para el control actual instalado a pesar de la
obsolescencia que presenta, pero se complica con un
módulo de control de ejes MSB-101 el cual no trabaja de
forma correcta. Este módulo fue instalado en el año 2001.
Las tarjetas 140EHC20200 y la 140AVO02000 fueron las que
se utilizaron para la realización de esta modificación,
ya que, el PLC contaba con estas tarjetas y tenían
reservas, por lo cual, la empresa no debió hacer ningún
gasto en la compra de otra y ellas podían realizar la
misma función que realizaba la 140MSB10100.
80

En la figura 22, se muestra como está instalado el PLC en
el sistema:
FIGURA 22. PLC instalado en el sistema. FUENTE: El autor
4.1.2. Modo de operación de la rectificadora.
En este punto solo se tomara en cuenta los pasos que se
deben realizar para arrancar la rectificadora.
81

La rectificadora tiene 3 modos de operación:
Modo de operación preparación de maquina
Modo de operación manual
Modo de operación semiautomático.
Antes debemos mencionar que la operación de la máquina se
maneja por medio de una pantalla que se encuentra
instalada en la rectificadora.
Para realizar la operación de la maquina en cualquiera de
los modos se debe comenzar pulsando las teclas K0, K1y k2
en ese mismo orden al mismo tiempo, las cuales
representan el antiguo selector de llave. (Ver figura
23.)
MODO
PREPARACIÓN MAQUINAMODO MANUALMODO SEMI AUTOMATICO
SEMIAUTOMATICOMODO AUTOMATICO
INDICACIÓN K0, K1 Y K2
TECLA K0TECLA K1TECLA K2 82

FIGURA 23. Selector de K0, K1 y K2.
Se debe verificar que al pulsar la tecla K0, K1 y K2, se
enciendan en la pantalla los indicadores
correspondientes.
Una vez activadas estas teclas, se puede proceder a
operar la máquina en cualquiera de los siguientes modos:
Modo Preparación de Maquina, Modo Manual, Modo Semi
Automático y Modo Automático, las cuales pueden ser
elegidos pulsando algunas de las teclas ubicadas en la
parte inferior derecha del panel (mostradas en la figura
23).
4.1.2.1. Modo de operación preparación de máquina.
Una vez seleccionado Preparación Máquina, se visualiza la
pantalla correspondiente a este modo de operación.
83
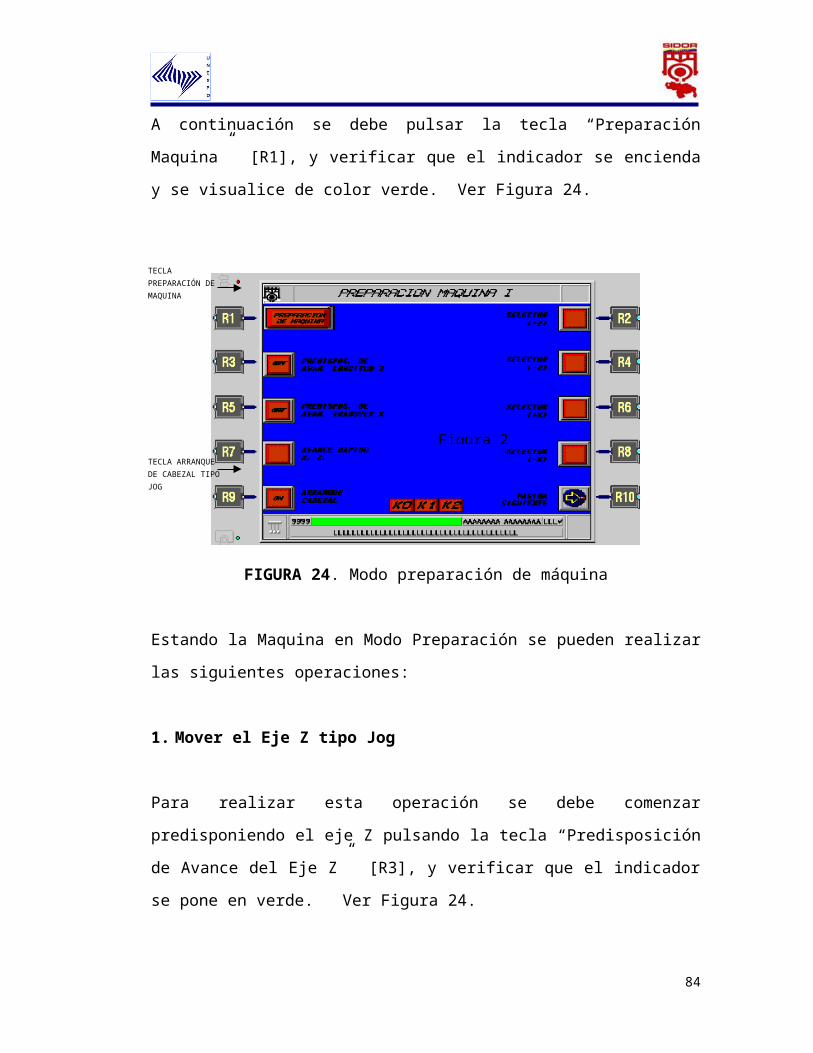
A continuación se debe pulsar la tecla “Preparación
Maquina” [R1], y verificar que el indicador se encienda
y se visualice de color verde. Ver Figura 24.
FIGURA 24. Modo preparación de máquina
Estando la Maquina en Modo Preparación se pueden realizar
las siguientes operaciones:
1. Mover el Eje Z tipo Jog
Para realizar esta operación se debe comenzar
predisponiendo el eje Z pulsando la tecla “Predisposición
de Avance del Eje Z” [R3], y verificar que el indicador
se pone en verde. Ver Figura 24.
TECLA PREPARACIÓN DE MAQUINA
Figura 2TECLA ARRANQUE DE CABEZAL TIPOJOG
84

A continuación se debe pulsar sin soltar (tipo jog) la
tecla “Selector (+Z) [R2] o “Selector (-Z) [R4], según
sea la dirección requerida. Ver Figura 24.
2. Mover rápido el Eje Z tipo Jog.
Para realizar esta operación se debe comenzar
predisponiendo el eje Z pulsando la tecla “Predisposición
de Avance del Eje Z” [R3] y verificar que el indicador se
pone en verde. Ver Figura 25.
A continuación se debe pulsar sin soltar las teclas
“Avance rápido X, Z” [R7] y “Selector (+Z) [R2], o
“Selector (-Z) [R4], según sea la dirección requerida.
De esta forma se obtiene un desplazamiento más rápido del
eje longitudinal Z. Ver Figura 25.
85

FIGURA 25. Predisposición del eje z
Nota: Cabe acotar que el sistema se coloca en el modo de
preparación de máquina para colocar el carro en el medio
del cilindro para comenzar con el rectificado, luego se
pasa al modo de operación semiautomático para realizar
las demás tareas.
4.1.2.2. Modo de operación semiautomático
Una vez seleccionado Modo Semiautomático en el panel de
operación, se visualiza la pantalla correspondiente a
este modo de operación.
A continuación se debe pulsar la tecla “Accionamiento
Semiautomático” y verificar que el indicador se encienda.
Ver Figura 26.
TECLA PREDISPOSICIÓN DE AVANCE DEL EJE Z
TECLA SELECTOR (+Z)
TECLA SELECTOR (-
TECLA AVANCERAPIDO DE EJES X,Z
86

FIGURA 26. Accionamiento semiautomático
A continuación se debe seguir la siguiente secuencia de
instrucciones:
CICLO DE ARRANQUE DE LA MAQUINA EN MODO SEMIAUTOMÁTICO
TECLA ACCIONAMIENTO SEMIAUTOMATICO
87
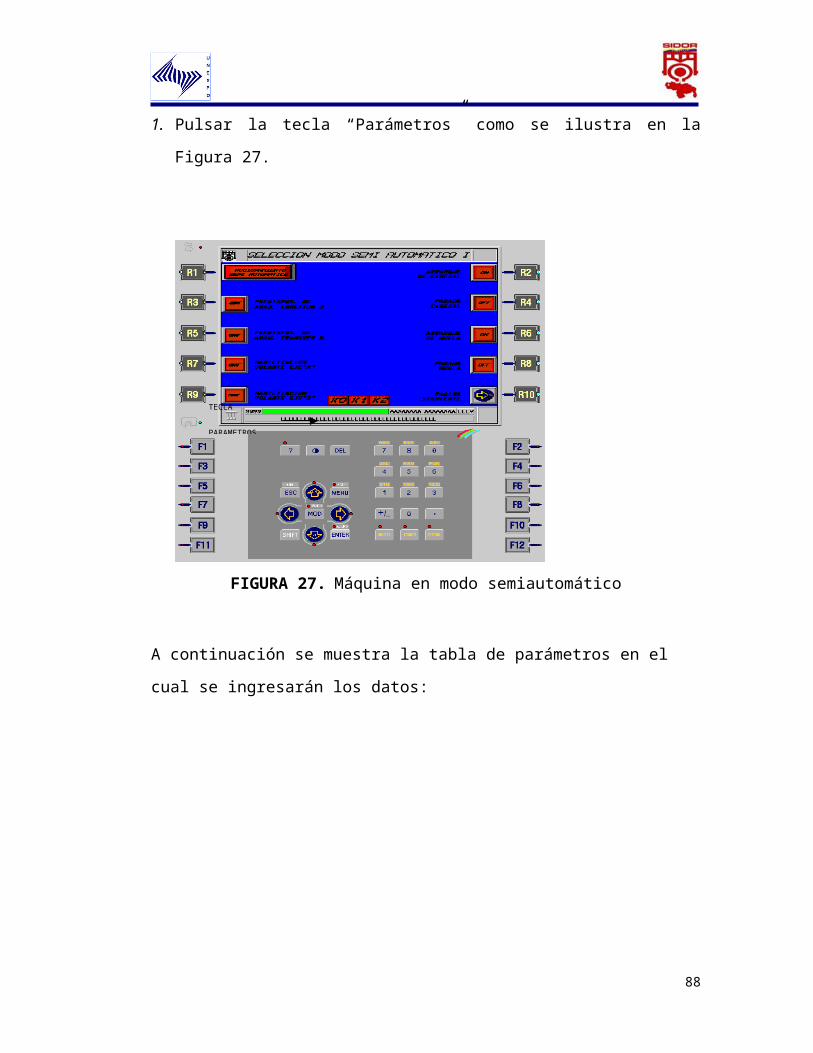
1. Pulsar la tecla “Parámetros” como se ilustra en la
Figura 27.
FIGURA 27. Máquina en modo semiautomático
A continuación se muestra la tabla de parámetros en el
cual se ingresarán los datos:
TECLA
PARAMETROS
88

FIGURA 28. Tabla de parámetros a ingresar
2. Seleccionar Modo Desbaste en la pantalla de parámetros
pulsando la tecla “Desbaste” [R3] y verificar que el
indicador se enciende. Ver Figura 28.
3. Introducir los Datos en la tabla de Parámetros como se
describe en la sección Introducción de Datos.
4. Una vez introducidos los datos, pulsar la tecla
“Aceptar” [R4] hasta que el indicador se encienda
(verde). Luego soltar la tecla. El indicador vuelve
a apagarse (rojo). Ver figura 28.
En este momento los datos han sido aceptados.
TECLA
DESBASTE
TECLA ACEPTAR DATOS
TECLA CARGA SEGURIDAD
COLUMNA DESBASTE
89

5. Pulsar la tecla “Carga de Seguridad de la Muela” [R8]
y verificar que el indicador se encienda (verde),
parpadee y aparezca OK. Ver Figura 28.
6. Pulsar la tecla “Modo Semiautomático” (Ver Figura 23)
para volver a la pantalla inicial del Modo
Semiautomático. Se mostrará la siguiente pantalla:
FIGURA 29. Predisponiendo la máquina para trabajar
7. Ajustar todos los potenciómetros de velocidad de los
equipos al mínimo.
TECLA PREDISPOSICIÓN DELEJE Z
TECLA ARRANQUE DE CABEZAL
TECLA PREDISPOSICIÓN DELEJE XTECLA HABILITA VOLANTE EJE X
TECLA HABILITAR VOLANTE EJE Z
TECLA ARRANQUE DE MUELA
90

8. Pulsar la tecla “Predisposición del Eje Z” [R3] y
verificar que el indicador se encienda. Ver Figura
29.
9. Pulsar la tecla “Predisposición del Eje X” [R5] y
verificar que el indicador se encienda. Ver Figura
29.
10.Pulsar la tecla “Arranque de Cabezal” [R2] y
verificar que el indicador se encienda. Ver Figura
29.
11.Pulsar la tecla “Arranque de Muela” [R6] y verificar
que el indicador se encienda. Ver Figura 29.
12.Pulsar la tecla “Habilitación Volante Eje X” [R7] y
verificar que el indicador se encienda. Ver Figura
29.
13.En caso de ser necesario habilitar el volante eje Z,
pulsar la tecla “Habilitación Volante Eje Z” [R9] y
verificar que el indicador se encienda. Ver Figura
29.
91
14.Llevar la máquina hacia el extremo izquierdo del
cilindro mediante las teclas “Bloqueo de Avances”
[R5], “Avance Rápido Ejes X,Z” [R7] y “Selector (+Z)
[R2]. Ver Figura 30.
15.Una vez parada la máquina en el extremo izquierdo del
cilindro, pulsar la tecla “Enfriamiento del Cilindro”
[R3] y verificar que el indicador se encienda. Ver
Figura 30.
16.Si no se requiere rectificar con penetración
constante, pulsar la tecla “Bloqueo de Penetración”
[R5] y verificar que el indicador se encienda. Ver
Figura 31.
17.En caso de requerir rectificar con penetración
constante, pulsar la tecla “Penetración Constante”
[R7] y verificar que el indicador se encienda. Ver
Figura 31.
18.Pulsar la tecla “Selector (–Z)” [R4] para comenzar a
realizar el ciclo de Desbaste. Ver Figura 30.
En este momento la máquina comenzará a moverse hacia el
lado derecho del cilindro y realizar el rectificado.
92

FIGURA 30. Ciclo de desbaste
RECTIFICACIÓN CON CORONA
Para realizar el rectificado con CORONA es necesario
cumplir con los 16 pasos anteriormente descritos, y luego
seguir con los siguientes:
19.Pulsar la tecla “Parada en el Centro” y verificar que
el indicador parpadee hasta que la máquina se detenga
en el centro. Verificar que el indicador deje de
parpadear y se encienda (verde). Ver Figura 31.
Verificar que la muela se retire 30 décimas.
93

FIGURA 31. Rectificación con corona.
20.Una vez detenida la máquina en el centro de la tabla
del cilindro, pulsar la tecla “Corona Cóncava” o la
tecla “Corona Convexa” según sea la necesidad, y
verificar que el indicador de dicha escogencia se
encienda. Ver Figura 31.
21.Para que comience el ciclo de trabajo de rectificación
con Corona, volver a la pantalla anterior y pulsar la
tecla “Selector (+Z)” [R2] o la tecla “Selector (–Z)”
[R4]. Ver Figura 30.
22.Acercar la muela al cilindro a través del Volante del
eje X.
TECLA
TECLA PARADA EN EL CENTRO DEL CILINDRO
TECLA
TECLA
BLOQUEO DE PENETRACION
TECLA
PENETRACIÓN CONSTANTE
TECLA PARADA EN EL EXTREMO IZQUIERDO DEL CILINDRO
TECLA BLOQUEO DE AVANCES
94
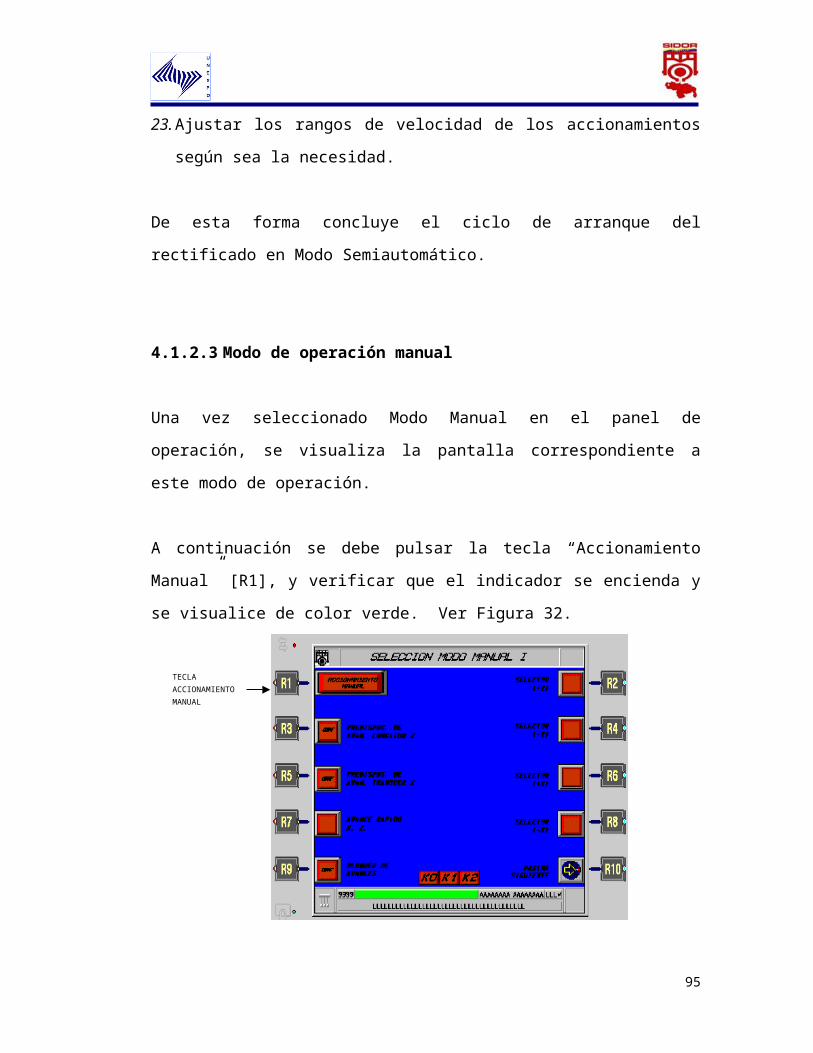
23.Ajustar los rangos de velocidad de los accionamientos
según sea la necesidad.
De esta forma concluye el ciclo de arranque del
rectificado en Modo Semiautomático.
4.1.2.3 Modo de operación manual
Una vez seleccionado Modo Manual en el panel de
operación, se visualiza la pantalla correspondiente a
este modo de operación.
A continuación se debe pulsar la tecla “Accionamiento
Manual” [R1], y verificar que el indicador se encienda y
se visualice de color verde. Ver Figura 32.
TECLA ACCIONAMIENTO MANUAL
95

FIGURA 32. Rectificado en modo manual.
Este modo no se utiliza al momento de realizar el
arranque de la rectificadora, a menos que sea necesario,
el modo de operación de modo manual se puede conseguir en
el manual de la rectificadora.
4.2. Función de trabajo de la tarjeta a remplazar en el
sistema de control de posición.
Los módulos de motion de un solo eje (MSx) de la serie de
automatización Quantum (140 MSB 101 00 y 140 MSC 101 00)
están diseñados para controlar un solo eje de motion
utilizando un control de motion digital avanzado sin
escobillas. Esta capacidad proporciona un control óptimo
gracias a que elimina los ajustes de potenciómetro y los
bucles de velocidad analógicos. Los módulos MSx están
diseñados para interactuar directamente con la serie de
servoamplificadores sin escobillas Lexium 17D de
Schneider Electric así como con otro tipo de unidades de
CC y sin escobillas.
La realimentación primaria utilizada por el servosistema
de procesamiento numérico directo (DNP) es la información
de posición de un codificador o un transformador de
96

coordenadas colocado sobre el motor. La velocidad de la
información se obtiene a partir de la información de
posición en lugar de recibirse desde un transductor de
velocidad. Esto produce algunas inexactitudes cuando se
utiliza el servo DNP como controlador de la velocidad.
Pueden producirse pequeñas irregularidades de velocidad,
especialmente cuando se trata de velocidades bajas.
4.2.1. Configuración del sistema
Los módulos de motion de un solo eje Quantum (MSx) son
módulos sólo de realimentación de un codificador
incremental (140 MSB 101 00) o transformador de
coordenadas y descodificador (140 MSC 101 00) contenidos
en una carcasa de ancho único. Trabajan con servomotores
que utilizan unidades de disco Lexium y otros tipos de
unidades de disco de CC y sin escobillas de otros
fabricantes.
97

Configuración típica de un sistema de control de motion
de un solo eje.
FIGURA 33. Configuración de un sistema de control demotion de un solo eje.
Los módulos contienen dispositivos de E/S con el fin de
interactuar con la unidad de disco y la máquina, y se
incluye la activación de la unidad, el fallo de la unidad
y un conjunto de señales que puede configurar el usuario.
Los módulos también incluyen un pin de entrada de alta
velocidad con el fin de realizar capturas de posición de
alta velocidad.
4.2.2. Protocolo de comunicaciones
Las comunicaciones del bastidor
98

Las comunicaciones del bastidor con el MSx se realizan
mediante seis registros 3x y 4x que deben ser
asignaciones de E/S al MSx. La comunicación del Modbus
con el MSx se realiza mediante seis pares de registros
mediante el enlace de comunicación Modbus. El formato del
registro es muy rígido.
El primer registro enviado al módulo (4X) siempre es el
registro de control y el segundo es siempre el registro
de comandos. El primer registro devuelto por el módulo
(3X) siempre es el estado actual del módulo, mientras que
el segundo es siempre el eco del registro de comandos.
Todos los registros restantes, registro de datos 1 a 4,
se reservan para datos y se utilizan cuando son
necesarios. Para obtener más información, consulte el
manual de usuario del sistema de software de un solo eje
(SASS) de motion.
Especificaciones de funcionamiento
Servo
Especificación UnidadesLínea de actualización de
conmutación
0,25 ms
99
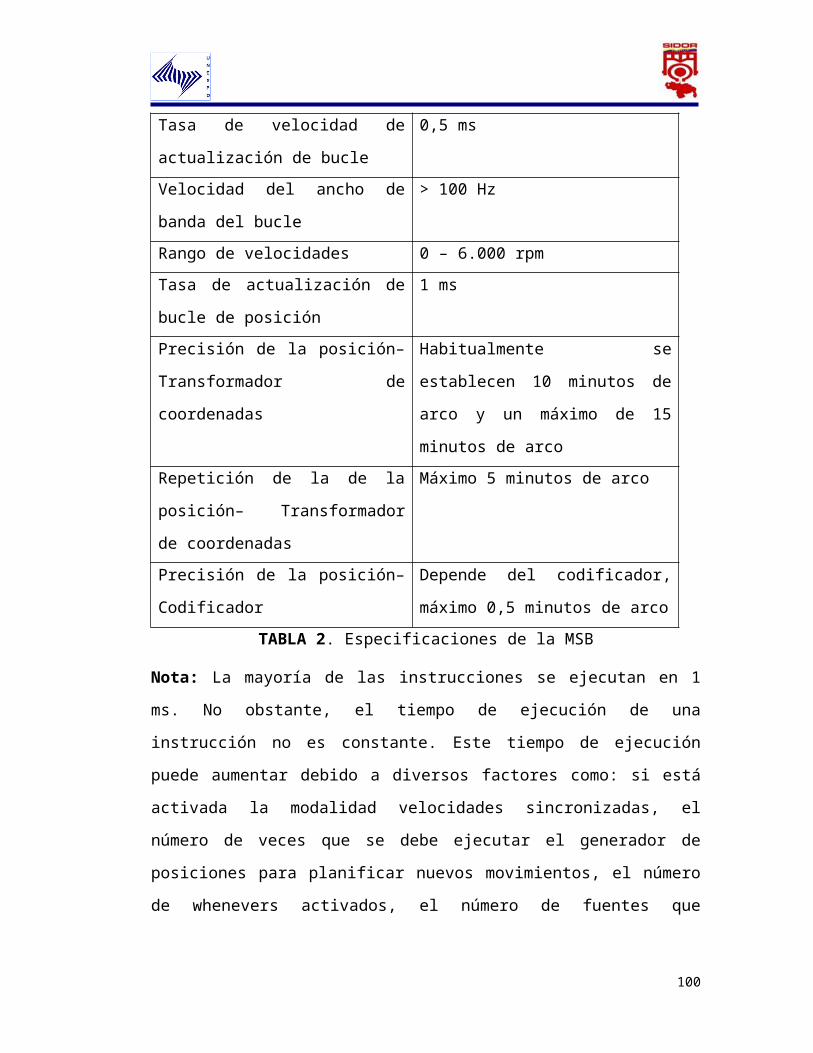
Tasa de velocidad de
actualización de bucle
0,5 ms
Velocidad del ancho de
banda del bucle
> 100 Hz
Rango de velocidades 0 – 6.000 rpmTasa de actualización de
bucle de posición
1 ms
Precisión de la posición–
Transformador de
coordenadas
Habitualmente se
establecen 10 minutos de
arco y un máximo de 15
minutos de arcoRepetición de la de la
posición– Transformador
de coordenadas
Máximo 5 minutos de arco
Precisión de la posición–
Codificador
Depende del codificador,
máximo 0,5 minutos de arcoTABLA 2. Especificaciones de la MSB
Nota: La mayoría de las instrucciones se ejecutan en 1
ms. No obstante, el tiempo de ejecución de una
instrucción no es constante. Este tiempo de ejecución
puede aumentar debido a diversos factores como: si está
activada la modalidad velocidades sincronizadas, el
número de veces que se debe ejecutar el generador de
posiciones para planificar nuevos movimientos, el número
de whenevers activados, el número de fuentes que
100

solicitan la ejecución de un comando (por ejemplo,
bastidor, programa interno, puerto Modbus), etc. Si el
tiempo es parte fundamental de una aplicación, el tiempo
real se debe determinar de forma experimental ejecutando
el programa de aplicación real.
Entrada de alta velocidad
Características Tiempo de captura de
posición
Máximo 250 ms
Separaciones de potencial 500 V al bus de sistemaAnchura de impulsos 25 msTiempo mínimo entre
capturas sucesivas
20 ms
TABLA 3. Características de las entradas de velocidad.
Entrada analógica
Característica Número 1Tiempo de ciclo 15 msDatos Configuración por el
usuarioRango 10 V
101

Precisión 100 mV, más offsetTABLA 4. Características de las entradas analógicas.
Salida analógica
CaracterísticasNúmero 1Tiempo de ciclo 20 msDatos Configuración por el
usuarioRango 10VPrecisión 50 mV, más offset
TABLA 5. Características de las salidas analógicas.
4.2.2. Características técnico-dimensionales de la
rectificadora.
A continuación se presentan algunos valores importantes
al momento de introducir los valores de rectificado en la
magelis (sistema interfaz hombre-máquina) para programar
la máquina.
Generales.
Características unidadDiámetro máximo rectificable con mm 1000
102

muela nueva Diámetro mínimo rectificable con
muela nueva
mm 0
Distancia entre las puntas mm 55000Peso máximo del cilindro
rectificable sobre lunetas
kg 35000
Peso máximo del cilindro
rectificable sobre puntas
giratorias
kg 15000
Peso máximo estático sobre las
puntas
kg 35000
TABLA 6. Características técnico-dimensionales de la
rectificadora.
Rectificado cóncavo y convexo
Características unidadMáxima concavidad sobre el
diámetro
mm 5
Máxima convexidad sobre el
diámetro
mm 5
TABLA 7. Características del rectificado.
4.2.3. Funcionamiento del eje transversal de la R007 con
la tarjeta 140MSB10100
103

FIGURA 34A. Lazo cerrado de posición
En la figura 34A Y 34B, se muestra como estaba ubicada y
la configuración de la tarjeta MSB dentro del sistema.
Figura 34B. Configuración de la MSB
104

Fuente: El autor
En la siguiente tabla 8, se especifica el valor de cada
variable de entrada de la tarjeta MSB:
Dirección Descripción de la
variableControl ControlCuenta motion Cuenta movimiento2065 Ajuste de velocidad1027 Fallo leído6002 Medida positiva absoluta5053 Obtener la posición
actual2021 Borrar falloOrden de error Error2053 Ajustar la posiciónMSB_habilitadoRE_TL_CA_X Contactor A.C dirve eje XValor_relativo_volante_x Valor relativo del
volante xSalida_corona Salida de coronaPenetración_extremo Penetración en extremoSalida_desp_extremo Salida del extremoOffset_penetración Offset de penetración Retirada Retirada
105

TABLA 8. Descripción de las variables de entrada de la140MSB10100
Fuente: El autor
La tabla 8 describe las señales de entrada de la tarjeta
140 MSB10100.
Tarjeta Dirección
Salida
Tipo de
salida
Descripción
140
MSB
101 00
400022
400023
400024
400025
Analógica
400021 Movimiento
en x
Configura
motionPosición Posición
TABLA 9. Variables de salida de la 140MSB10100
Fuente: El autor.
La tabla 9 describe las señales de entrada de la tarjeta
140 MSB10100.
4.2.4. Tarjetas a reemplazar
106

La figura 35, especifica los bloques de función
utilizados para la programación de la 140MSB10100 y los
valores de entrada de las que definen su funcionalidad.
FIGURA 35. Referencias hacia la tarjeta MSBFuente: El autor.
En la figura 35, se muestra como estaba codificada la
140MSB10100, la cual tiene la descripción de sus
variables de entrada en la tabla 4.4.1.
De la figura 35, los bloques 27.8 y 27.9 describen las
entradas desde la más significativa (MSB_motion) hasta la
menos significativa (LSB_motion) en las cuales se
representa la orden enviada desde el módulo 27.7. Cada
una de las direcciones del bloque 27.7 da una orden a los
107

bloques 27.8 y 27.9 los cuales cumplen la función
descrita en la tabla 8, las variables %400022, %400023,
%400024 y %400025 son los registro de salida de la
tarjeta analógica. Como se puede notar el bloque 27.10
solo cumple la orden de control y cuenta_motion lo cual
no hace ninguna función dentro del programa.
FIGURA 36. Bloque q habilita el movimiento en xFuente: El autor.
El bloque MOVE de la figura 36 es el que habilita el
movimiento en el eje x, por medio de la señal de entrada
MSB_habilitado, cuyo bloque posee una función genérica,
es decir, que el tipo de datos a procesar queda
determinado por la variable que se ha aplicado primero a
la función. Si se debe asignar una dirección directa a
una variable o viceversa, siempre se debe aplicar primero
la variable a la función. No se admite una dirección
directa en la entrada y salida de la función, ya que aquí
resulta imposible una definición unívoca.
108

FIGURA 37. Referencias de posición hacia la Tarjeta MSBFuente: El autor.
El bolque ADD_DINT tiene la función de sumar los valores
de entrada del grupo ANY_NUM o del tipo de datos TIME y
emite el resultado en la salida. Los tipos de datos de
todos los valores de entrada y el del valor de salida
deben ser iguales. Para el procesamiento de los
diferentes tipos de datos se dispone de una función
especial. En la tabla 8, se describen las funciones de
las señales de entradas de este bloque ADD_DINT.
El programa recibe la señal de referencia de
entrada de cualquiera de las funciones que se desee
realizar la cual pasa por el bloque de función ADD_DINT
la cual entra al bloque MULT_DINT (Multiplicador de doble
entero) el cual se encarga de multiplicar las entradas
para luego pasar por el bloque de función DIV_DINT
(división de doble entero) el cual define el punto donde
debe de posicionarse el eje x.
109

En la figura 38, se puede ver como estaba conectada la
MSB en el sistema antes de las modificaciones.
FIGURA 38. Conexionado de la MSB.Fuente: El autor.
4.3. SELECCIONAR EL HARDWARE DE CONTROL A UTILIZAR.
4.3.1. Descripción general 140AVO02000
El módulo de 4 canales de salida analógica acepta
tensiones de salida en modalidades y niveles combinados.
Éstos se seleccionan mediante puentes en el conector de
cableado de campo.
110

Para la configuración de un AVO 020 00 se conecta el
bloque de función en la sección de configuración a la
correspondiente salida SLOT del bloque de función QUANTUM
o DROP. Las referencias 4x determinadas en la dotación
E/S se asignan internamente de forma automática a los
diferentes canales, por lo que sólo deben ser ocupadas
por variables unlocated.
A continuación se muestran algunas características de la
tarjeta:
Especificaciones Tipo de modulo 4 salidas analógicas Tipo de señal +/- 10VDC, +/- 5VDC, 0…10VDC,
0…5VDCCorriente de salida +/- 10mA Máximo para cualquier
rangoBus de corriente
requerida
700 mA
Resistencia de la
fuente
0.1Ω
Resolución 12 bitsDireccionamiento
necesario
4 palabras de salida
111

Inmunidad EMC IEC1131 aumento en el
suministro de energía auxiliar
500VSoporte de software Concept
TABLA 10. Características de la tarjeta AVO02000
En el anexo E se puede observar la conexión de esta
tarjeta.
4.3.2. Descripción general 14ACO13000
El módulo 140ACO13000 es un módulo de salidas analógicas
de 8 canales que se utiliza para controlar y supervisar
la corriente de 4 a 20 mA, 0 a 20mA y de 0 a 25mA.
Especificaciones Tipo de módulo 8 salidas analógicas Tipo de señal 4 a 20 mA, 0 a 20mA y de 0 a
25mATensión de bucle 6 a 30V CC como máximoBus de corriente
requerida
550 mA
Resistencia de la
fuente
0.1Ω
Direccionamiento
necesario
8 palabras de salida
112

Soporte de software ConceptTABLA 11. Características de la tarjeta ACO13000.
Fuente: El autor.
4.3.3. Descripción general 140 EHC20200
El 140EHC20200 es un módulo contador de alta velocidad
que funciona en modo de pulso o cuadratura y admite
entradas diferenciales o finalizadas simples.
El contador de alta velocidad 140EHC20200 requiere seis
registros (4X) de salidas contiguas y seis registros (3X)
de entradas contiguas en la asignación de E/S. Los
registros 4X realizan las mismas tareas de configuración
que los parámetros asignados en la pantalla Modzoom.
Además, las entradas de preajuste y habilitación que
están conectadas al bloque de terminales de cableado de
campo realizan las mismas funciones que los
correspondientes bits de control de comando del software.
Cuando se emplean ambos métodos para:
1. Preajustar un contador: el último preajuste ejecutado
tiene prioridad.
2. Habilitar/bloquear un contador: sólo se habilitará
cuando la entrada de habilitación del hardware y el
113

bit de control de habilitación del software se
encuentren en estado de habilitación.
En aplicaciones simples, para configurar el módulo se
pueden utilizar las pantallas de zoom en lugar de los
registros de las E/S asignadas. Las pantallas de zoom
sólo se utilizan cuando el PLC se encuentra detenido. Los
parámetros seleccionados comenzarán a funcionar cuando se
establezca el PLC para el funcionamiento. En las
aplicaciones que requieran modificar los parámetros del
módulo mientras el sistema se esté ejecutando, la lógica
de aplicación podrá modificar los registros de E/S
asignadas para sobrescribir los parámetros de zoom
seleccionados previamente.
Cuando se utilizan pantallas de zoom o registros de
asignación de E/S, los valores máximos especificados en
la sección del comando Cargar valores son los valores
máximos que puede usar el módulo. Los registros de E/S
asignadas tratados en esta sección son:
Registros de salida 4x que:
114

3. Preajustan y habilitan/bloquean los contadores de
entrada. Cargan valores máximos y de consigna para
definir puntos de conexión de salida.
4. Establecen el modo de operación, conteo o registro de
medidas.
5. Habilitan conmutadores de salida y configuran su modo
de operación.
Registros de entrada 3X que:
Conservan datos de conteo o de registro de medidas.
Muestran el estado de alimentación de campo.
Reflejan datos de comando 4X después de que el módulo
ejecute el comando.
A continuación se muestra la figura 39 del módulo
contador de alta velocidad
115

FIGURA 39. Módulo 140EHC20200
A continuación se dan especificaciones de la tarjeta.
Especificaciones Cantidad de canales 2 canales de entradaTipo de señal Cuadratura y diferencialVelocidad 500 Hz Modulo Contador de alta velocidadTensión de entrada
máxima continua 30 VccContador de 16 bit 65.535 en decimalContador de 32 bit 2.147.483.647 en decimalCorriente de bus
requerida
650 mA
Soporte de software Concept
116

TABLA 12. Características de la tarjeta EHC20200Fuente: El autor.
En el anexo F se puede observar la conexión de esta
tarjeta.
4.3.4 Descripción general 140EHC10500
El módulo EHC10500 es un módulo de contador de velocidad.
Utiliza 5 contadores equivalentes e independientes.
Cada contador se puede manejar con señales de entrada
de pulsos de 5 o de 24 V CC.
Los contadores se pueden manejar en las siguientes
modalidades de servicio:
Contador de eventos, de 32 bits, con cuatro
modalidades de servicio distintas
Contador diferencial, de 32 bits, con dos
modalidades de servicio distintas
Contador repetitivo, de 16 bits
Contador de velocidad de transmisión, de 32
bits, con dos modalidades de servicio distintas
117

Se puede realizar el seguimiento de frecuencias de
conteo de hasta 100 KHz, dependiendo de la longitud
del cable, el tipo de transmisor y el voltaje, véase
Datos específicos del hardware de EHC 105 00.
Hay disponibles ocho entradas binarias aisladas y
ocho salidas binarias aisladas (nivel 24 V CC). Estas
E/S binarias se pueden asignar a las distintas
señales de los contadores individuales.
4.3.4.1 Características del sistema
El módulo EHC 105 se caracteriza por los siguientes
aspectos:
La información de configuración sólo se transfiere
del controlador al módulo EHC 105 00 cuando se
arranca el controlador o se intercambia bajo tensión
el módulo.
La transferencia de datos de los valores teóricos y
reales se intercambia cada ciclo.
El programa de aplicación se procesa en el
controlador.
118

El módulo EHC105 funciona de forma asíncrona con el
controlador, proporcionando una capacidad de control
y respuesta más rápida.
A continuación se presenta la figura del módulo de alta
velocidad.
FIGURA 40. Módulo de alta velocidad 140EHC10500.
1 Número de modelo, descripción del módulo, código de
color
2 Pantalla de los LED
3 Cortacircuitos de fusibles
4 Tira de borneras de cableado de campo
5 Puerta extraíble
119

6 Etiqueta de identificación de cliente (doble la
etiqueta e introdúzcala en la puerta)
A continuación se dan especificaciones de la tarjeta.
Especificaciones Tipo de módulo Contador de alta velocidad.Cantidad de canales 5 canalesTipo de señal Diferencial, de evento y
repetitiva.Velocidad 100Hz Corriente de bus
requerida
250 mA
Potencia de
perdidas
Máxima de 6 W
Asignación de E/S 12 palabras de entrada y 13 de
salidaSoporte de software Concept
TABLA 13. Características de la tarjeta 140EHC10500.Fuente: El autor.
En el anexo G se puede observar la conexión de esta
tarjeta.
120
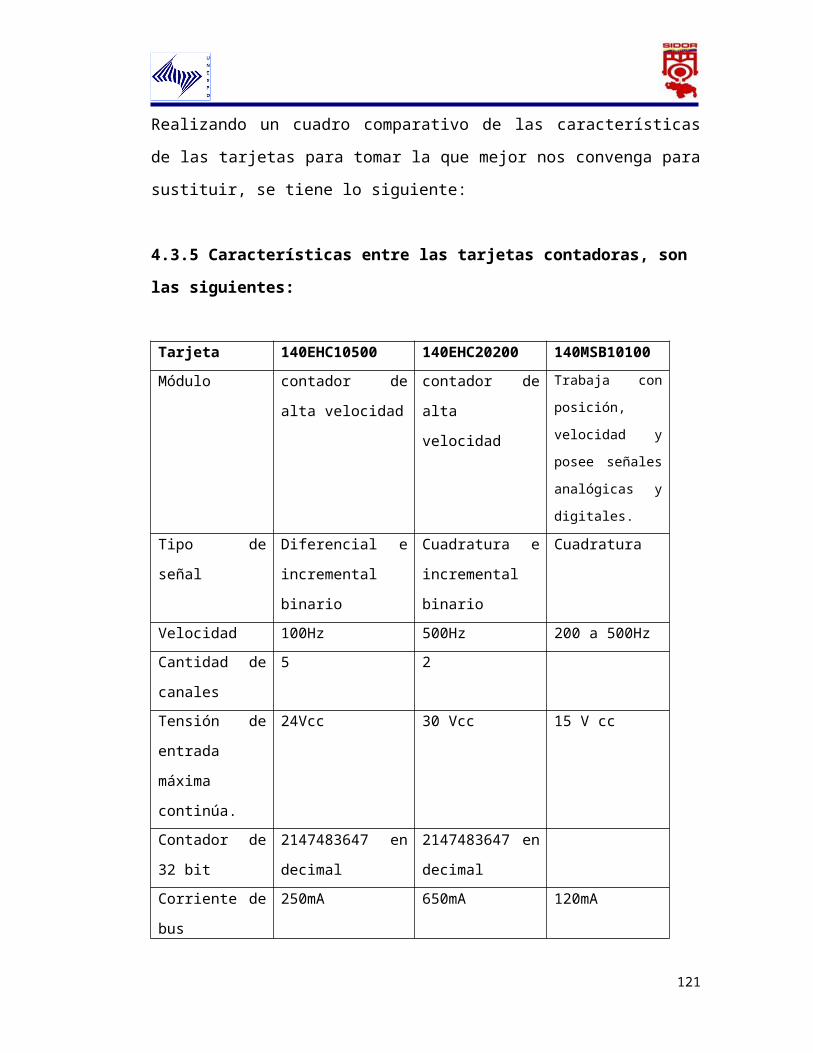
Realizando un cuadro comparativo de las características
de las tarjetas para tomar la que mejor nos convenga para
sustituir, se tiene lo siguiente:
4.3.5 Características entre las tarjetas contadoras, son
las siguientes:
Tarjeta 140EHC10500 140EHC20200 140MSB10100Módulo contador de
alta velocidad
contador de
alta
velocidad
Trabaja con
posición,
velocidad y
posee señales
analógicas y
digitales.
Tipo de
señal
Diferencial e
incremental
binario
Cuadratura e
incremental
binario
Cuadratura
Velocidad 100Hz 500Hz 200 a 500HzCantidad de
canales
5 2
Tensión de
entrada
máxima
continúa.
24Vcc 30 Vcc 15 V cc
Contador de
32 bit
2147483647 en
decimal
2147483647 en
decimalCorriente de
bus
250mA 650mA 120mA
121

requerida
TABLA 14. Características entre las tarjetas contadoras.Fuente: El autor.
4.3.1. Características entre las tarjetas de salida
analógicas, son las siguientes:
Tarjeta 140AVO02000 140ECO13000 140MSB10100Módulo 4 salidas
analógicas
8salidas
analógicas
12 bit de
salidas
analógicas Tipo de
señal
+/- 10VDC, +/-
5VDC, 0…10VDC,
0…5VDC
4 a 20mA y 0 a
25mA
+/- 2 Vcc
Direccionami
ento
necesario
4 palabras de
salida
8 palabras de
salida
12 bit de
salida
Corriente
de bus
requerida
700mA 550mA 120mA
TABLA 15. Características entre las tarjetas de salidaanalógica.
Fuente: El autor.
De acuerdo a las características de las 4 tarjetas antes
descritas solo tomaremos dos que son las que se requieren
por la necesidad del PLC. Las tarjetas que se tomaran
para ser implementadas serán las 140AVO02000 y la
122

140EHC20200 por sus características funcionales, cabe
acotar que no se tomó la tarjeta 140MSB10100 para hacer
la selección del hardware ya que de esta tarjeta se
fabricaron pocas en el mercado y ya no se encuentran a la
venta.
La razón más importante por la cual se tomó la tarjeta
140AVO02000 es porque esta tarjeta tiene la
particularidad de tener salidas en tensión que es la que
requiere para controlar al drive, mas sin embargo, la
otra tarjeta que es la 140ACO13000 posee salidas de
corrientes.
La razón por la cual se tomó la tarjeta 140EHC20200 es
porque esta tarjeta tiene la particularidad de poder
trabajar de modo incremental, lo cual, hace más fácil el
trabajo de la rectificadora al momento de darle una orden
de adelanto, retraso o paro el escalón de impulso sea
suave ya que este solo se debe mover una distancia muy
diminuta, mas sin embargo la tarjeta 140EHC10500 no posea
esa capacidad.
4.4. PROPONER LA LÓGICA ACTUAL PARA INTEGRAR EL NUEVO
ALGORITMO DE CONTROL DE POSICIÓN AL PLC.
123

4.4.1. Determinar las características del PLC
Para determinar las características del PLC instalado en
la sala eléctrica se tomaron en cuenta los siguientes
criterios:
- Modelo del plc
- Especificaciones de los módulos instalados
- Disponibilidad de E/S
El PLC es un modelo telemecanique Modicon TSX Quantum
cuyas CPU pertenecen a una gama de controladores
programables de alto rendimiento basados en los
procesadores 486 y Pentium. Los Modicon Quantum son
mayormente utilizados en sistemas críticos en
industrias de procesos e infraestructuras. Entre las
principales características de este tipo de PLC son:
- Capacidad para gestionar interrupciones por eventos.
- Adaptabilidad y tiempo reducido con la adquisición
rápida de las E/S
124
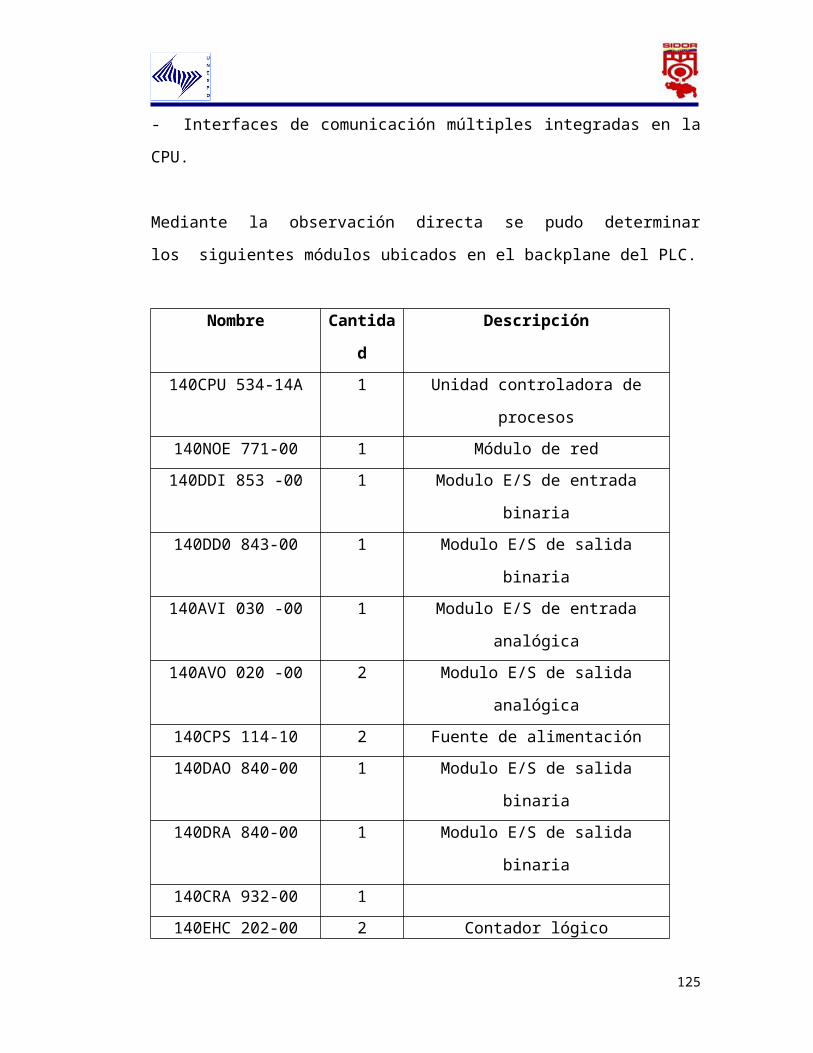
- Interfaces de comunicación múltiples integradas en la
CPU.
Mediante la observación directa se pudo determinar
los siguientes módulos ubicados en el backplane del PLC.
Nombre Cantida
d
Descripción
140CPU 534-14A 1 Unidad controladora de
procesos140NOE 771-00 1 Módulo de red140DDI 853 -00 1 Modulo E/S de entrada
binaria140DD0 843-00 1 Modulo E/S de salida
binaria140AVI 030 -00 1 Modulo E/S de entrada
analógica140AVO 020 -00 2 Modulo E/S de salida
analógica140CPS 114-10 2 Fuente de alimentación140DAO 840-00 1 Modulo E/S de salida
binaria140DRA 840-00 1 Modulo E/S de salida
binaria140CRA 932-00 1140EHC 202-00 2 Contador lógico
125

TABLA 16. Módulos ubicados en el backplane del PLC.Fuente: El autor.
4.4.2. Ubicar las entradas y salidas digitales y
analógicas del sistema a trabajar.
Para realizar el levantamiento de las señales se
estudiaron los circuitos que nos indican el
funcionamiento de las tarjetas a reemplazar. Cada plano
contiene el número de plano, la función que hace en
español, el armario donde se encuentra y la posición de
la tarjeta.
Las señales de entrada fueron un total de 6, sin ninguna
reserva, Las señales de salida suman un total de 4, en
las cuales no hay reservas.
Señales de EntradaMódulo Posició
n
cana
l
Ubicació
n
Dirección
PLC de
entrada
Direcci
ón PLC
de
salida EHC20200 Drop: 3
Slot: 8
1
2
3
11H
12H
13H
300017
300018
300019
400015
400016
400017
126

4
7
8
14H
15H
16H
300020
300021
300022
400018
400019
400020TABLA 17. Señales de entrada de la tarjeta contadora
140EHC20200Fuente: El autor.
Señales de SalidaMódulo Posici
ón
canal Ubicación Dirección PLC
de salidaAVO02000 Drop:
3
Slot:
5
31
32
G2R2
G2R1
G2R0
400005
400006
400007
400008TABLA 18. Señales de salida de la tarjeta de salida
analógica 140AVO02000Fuente: El autor.
FIGURA 41. Relación matemática que define la regla deleje x
127

Fuente: El autor.
En la figura 41, anexa se muestra la relación matemática
del avance del torno se describe cual es la relación
matemática a continuación:
Avance= rpm*i*p
Avance= relación de la caja * paso del tornillo * motor
Avance= 0.01282051 * 16* 100 = 20,5128205
En la figura 41, en la parte central se muestra la
transformación de microns a milímetro de cómo va a medir
la regla óptica ya que esta mide en microns y necesitamos
saber su medición en milímetros. En la parte inferior se
colocó el valor teórico del avance y se puede ver que en
la práctica no se pasa del valor teórico y en la parte
inferior derecha se puede observar la cantidad de pulsos
que puede leer la regla.
128

FIGURA 42. Pulsos que avanza la regla del eje x.Fuente: El autor.
En la figura 42, se muestra la relación de desplazamiento
del eje x, se puede observar que por cada 6 unidades en
el sumador o milímetros la regla se desplaza las 3 micras
máximas que se requieren en la tabla para desbastar el
cilindro.
129
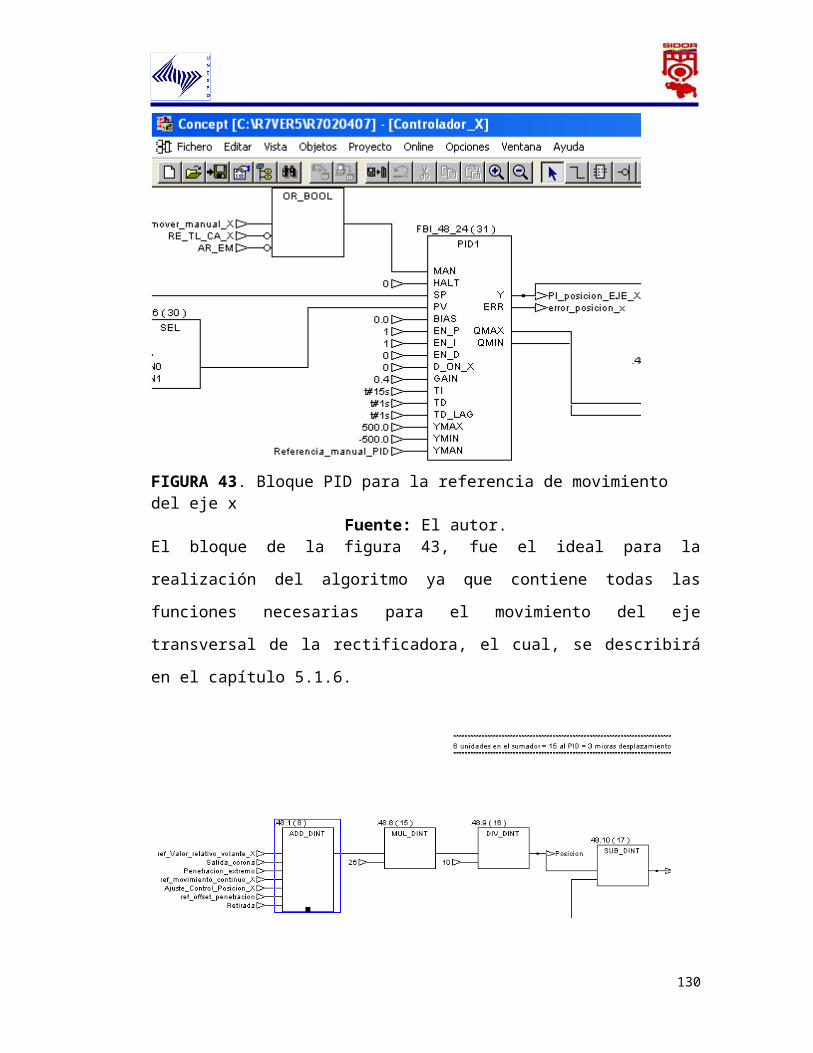
FIGURA 43. Bloque PID para la referencia de movimiento del eje x
Fuente: El autor.El bloque de la figura 43, fue el ideal para la
realización del algoritmo ya que contiene todas las
funciones necesarias para el movimiento del eje
transversal de la rectificadora, el cual, se describirá
en el capítulo 5.1.6.
130

FIGURA 44. Bloque sumador de las entradas.Fuente: El autor.
El bloque de la figura 44, fue el ideal para la
realización del algoritmo ya que contiene todas las
funciones sumadoras necesarias para el movimiento del eje
transversal de la rectificadora, el cual, se describirá
en el capítulo 5.1.6.
Cabe acotar que a este bloque se le anexo el ajuste de
control de posición, el cual, el algoritmo viejo no lo
presentaba pero que fue necesario anexarlo a este bloque,
ya que, es el que ajusta la posición del sistema.
CAPITULO V
131

SITUACION PROPUESTA
En este capítulo se desarrollara el diseño y las pruebas
de funcionamiento del trabajo.
5.1. CREAR EL ALGORITMO DE CONTROL PARA EL MOVIMIENTO DEL
EJE TRANSVERSAL.
En este objetivo se desarrollara el algoritmo de control
del sistema a diseñar.
Para el diseño de control se estableció el lazo de
control para la lógica de formación del eje x que se
muestra en la figura 45.
FIGURA 45. Lazo de control para la formación del eje xFuente: El autor.
5.1.1. Configuración de los bloques de funciones (concept
v2.6)
132
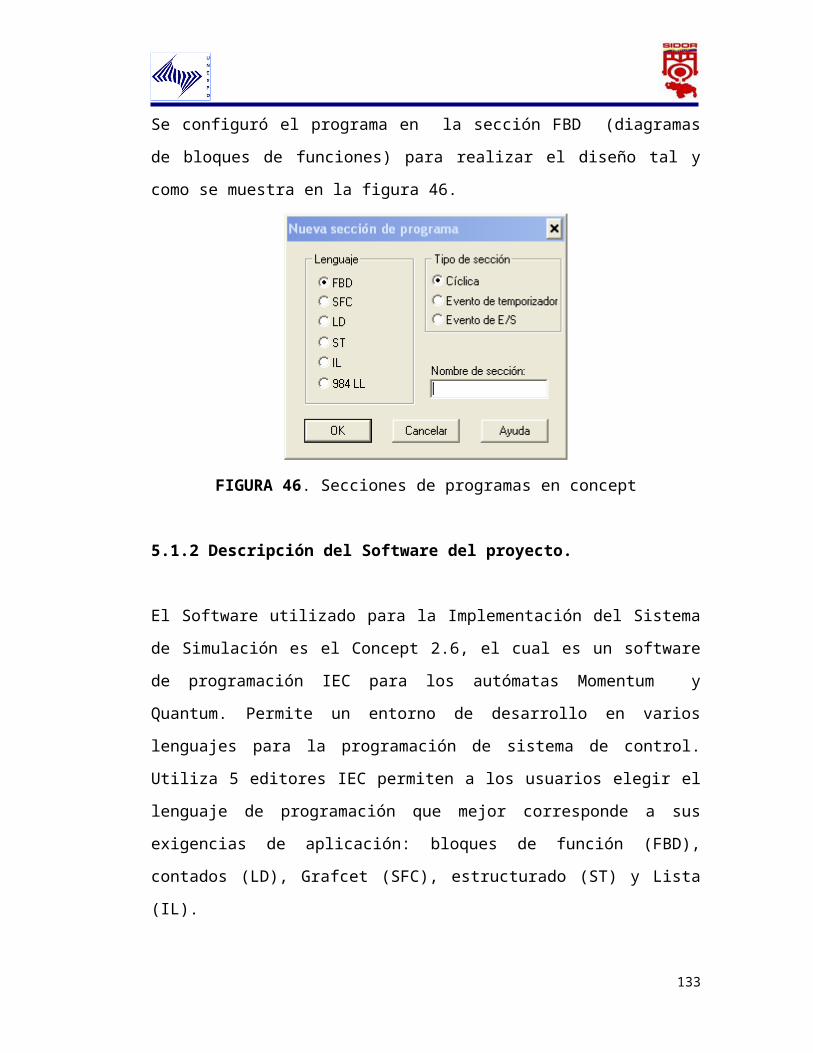
Se configuró el programa en la sección FBD (diagramas
de bloques de funciones) para realizar el diseño tal y
como se muestra en la figura 46.
FIGURA 46. Secciones de programas en concept
5.1.2 Descripción del Software del proyecto.
El Software utilizado para la Implementación del Sistema
de Simulación es el Concept 2.6, el cual es un software
de programación IEC para los autómatas Momentum y
Quantum. Permite un entorno de desarrollo en varios
lenguajes para la programación de sistema de control.
Utiliza 5 editores IEC permiten a los usuarios elegir el
lenguaje de programación que mejor corresponde a sus
exigencias de aplicación: bloques de función (FBD),
contados (LD), Grafcet (SFC), estructurado (ST) y Lista
(IL).
133

5.1.3 Nombre Del Proyecto.
Se creó el Proyecto con el nombre “R7modv5, rectificadora
007 modificado versión 5”, que representa el programa en
Concept, para la iniciación del programa se cargaron
las siguientes Configuraciones:
5.1.4 Configuración del PLC.
Dentro del programa Concept se selecciona la pestaña
“Proyecto” y se activa “Configuración del PLC”, en esta
pantalla se le dan los parámetros principales de trabajo
para el PLC.
134
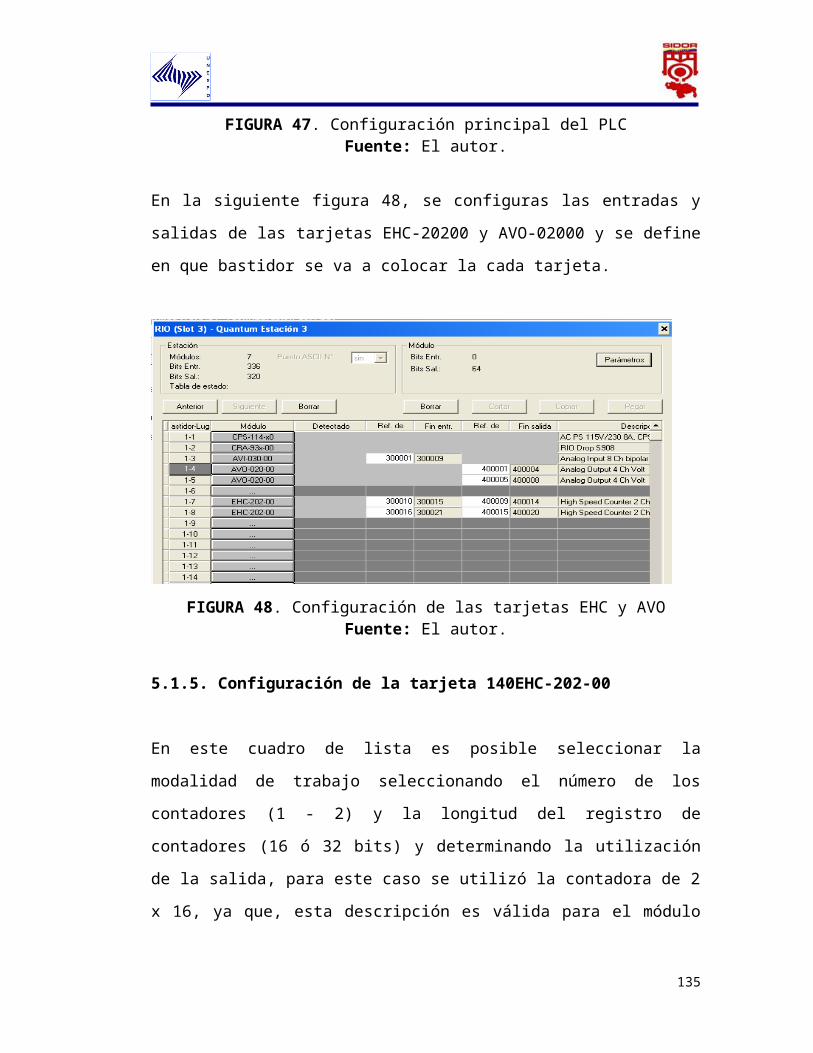
FIGURA 47. Configuración principal del PLCFuente: El autor.
En la siguiente figura 48, se configuras las entradas y
salidas de las tarjetas EHC-20200 y AVO-02000 y se define
en que bastidor se va a colocar la cada tarjeta.
FIGURA 48. Configuración de las tarjetas EHC y AVOFuente: El autor.
5.1.5. Configuración de la tarjeta 140EHC-202-00
En este cuadro de lista es posible seleccionar la
modalidad de trabajo seleccionando el número de los
contadores (1 - 2) y la longitud del registro de
contadores (16 ó 32 bits) y determinando la utilización
de la salida, para este caso se utilizó la contadora de 2
x 16, ya que, esta descripción es válida para el módulo
135

EHC-202-00, en caso de utilizar ambos contadores
independientes y un registro de contador con longitud de
16 bits.
Contador 1/2
En estos cuadros de texto, se pueden determinar los modos
de los biestables de salida: Se dispone de la siguiente
selección:
Valor teórico
Guardado Valor teórico
Valor final
Guardado Valor final
Valor teórico de tiempo
Valor final de tiempo
136

FIGURA 49. Configuración del número de contadores.Fuente: El autor.
5.1.6. Muestra del algoritmo de control utilizado.
137
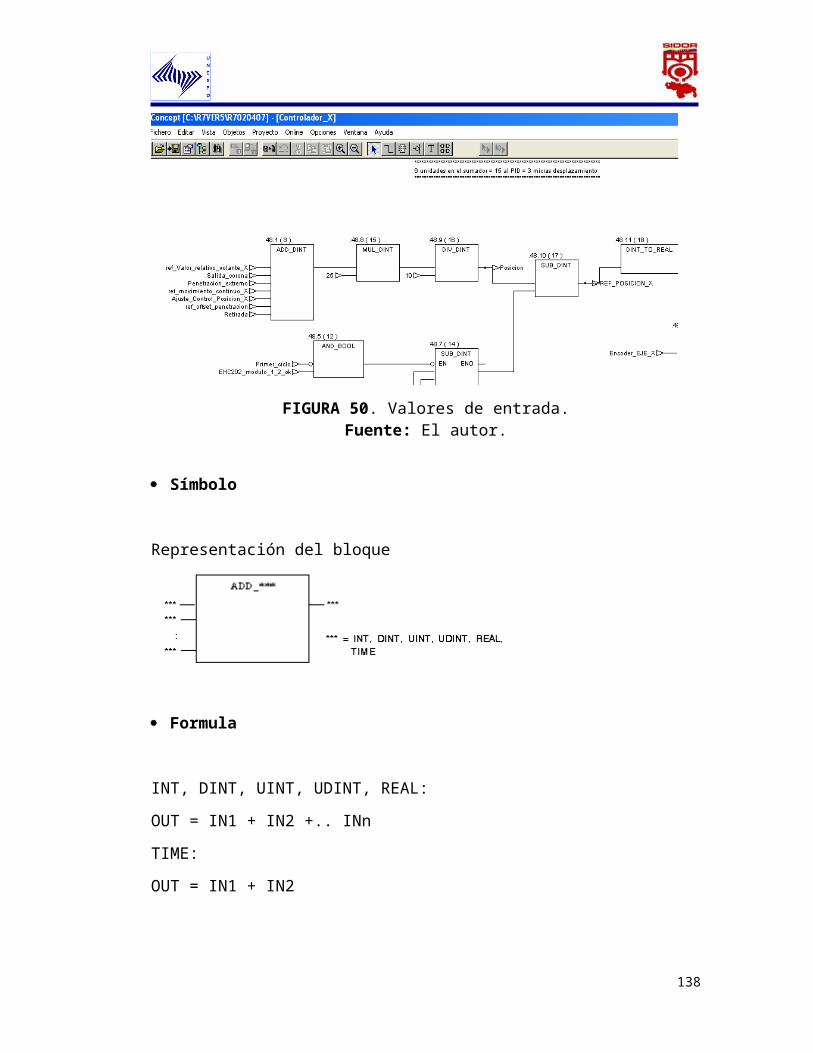
FIGURA 50. Valores de entrada.Fuente: El autor.
Símbolo
Representación del bloque
Formula
INT, DINT, UINT, UDINT, REAL:
OUT = IN1 + IN2 +.. INn
TIME:
OUT = IN1 + IN2
138

Descripción de parámetros
Descripción de los parámetros de bloque
Parámetro Tipo de datos Significado
IN1 INT, DINT, UINT, UDINT, REAL, TIME Sumando
IN2 INT, DINT, UINT, UDINT, REAL, TIME Sumando
INn INT, DINT, UINT, UDINT, REAL Sumando
OUT INT, DINT, UINT, UDINT, REAL, TIME Suma
Descripción de la función
La función suma los valores de entrada del grupo ANY_NUM
o del tipo de datos TIME y emite el resultado en la
salida.
Los tipos de datos de todos los valores de entrada y el
del valor de salida deben ser iguales. Para el
procesamiento de los diferentes tipos de datos se dispone
de una función especial.
Aviso de error
Se emite un aviso de error si:
se rebasa el margen de valores en la salida
139

y se dispone de un número de coma flotante
inadmisible para un parámetro de entrada del tipo de
datos REAL.
FIGURA 51. Configuración del módulo PIFuente: El autor.
Representación del bloque utilizado para la lógica
programada
140

FIGURA 52. Bloque PID
Descripción de parámetros del bloque
Parámetro
s
Tipo de
datos
Significado
MAN BOOL "1": Modalidad de servicio ManualHALT BOOL "1": Modalidad de servicio
Detenido.PV REAL Magnitud de entradaBIAS REAL Entrada de la magnitud de
perturbaciónEN_P BOOL "1": Componente P conectadaEN_I BOOL "1": Componente I conectadaEN_D BOOL "1": Componente D conectadaD_ON_X BOOL "1": Componente D en magnitud
de regulación;
"0": Componente D en
141

diferencia de regulaciónGAIN REAL Amplificación proporcional
(Factor de amplificación)TI TIME Constante de tiempo de
posicionadoTD TIME Tiempo de adelantamiento de
valor teóricoTD_LAG TIME Tiempo de retardo, componente
DYMAX REAL Límite superior de
posicionadoYMIN REAL Límite inferior de
posicionadoYMAN REAL Valor de posicionado manualERR REAL Salida diferencia de
regulaciónY REAL Magnitud de posicionadoQMAX BOOL "1" = Salida Y alcanzó el
límite de posicionado
superiorQMIN BOOL "1" = Salida Y alcanzó el
límite de posicionado
inferiorTABLA 19. Parámetros del bloque PID
142

Descripción de funcionamiento.
El bloque de función realiza un regulador PID. Sobre la
base de la magnitud de guiado SP y la magnitud de
regulación PV, se forma una diferencia de regulación ERR.
Esta diferencia de regulación ERR provoca una variación
de la magnitud de posicionado Y. Se pueden proyectar EN y
ENO como parámetros adicionales.
Propiedades.
El bloque de función tiene las siguientes propiedades:
Regulador PID real con ajuste independiente de GAIN,
TI, TD
Modalidades de servicio: Manual, Detenido, Automático
Conmutación manual/automático sin brusquedad
Limitación de magnitudes de posicionado en la
modalidad de servicio Automático
Componentes P, I y D conectables de forma
independiente
Reseteado Antiwindup
Medida Antiwindup sólo si está activa la componente I
Tiempo de retardo de la componente D definible
143

Componente D conmutable a magnitud de regulación PV o
diferencia de regulación ERR
La función de transferencia es:
Explicación de las magnitudes.
Magnitu
d
Significado
YD Componente D (solamente en caso de EN_D = 1)YI Componente I (solamente en caso de EN_I = 1)YP Componente P (solamente en caso de EN_P = 1)
TABLA 20. Explicación de las magnitudes.
Explicación de las magnitudes de las fórmulas.
Descripción de las magnitudes de las siguientes fórmulas:
Magnitu
d
Significado
dt Diferencia de tiempo entre el ciclo actual
y el anteriorERR Diferencia de regulación (SP - PV)
144

ERR
(new)
Valor de la diferencia de regulación del
ciclo de exploración actualERR(old
)
Valor de la diferencia de regulación del
ciclo de exploración anteriorBIAS Magnitud de perturbación
PV(new) Valor de la magnitud de regulación del
ciclo de exploración actualPV(old) Valor de la magnitud de regulación del
ciclo de exploración anteriorY Salida actual (modalidad de servicio
Detenido) o YMAN (modalidad de servicio
manual)YD Componente DYI Componente IYP Componente P
TABLA 21. Descripción de las magnitudes de las formulas.
Vista general para el cálculo de las componentes de
regulación.
A continuación, encontrará una vista general de los
diferentes cálculos de las componentes de regulación
dependiendo de las entradas EN_P, EN_I y EN_D:
Componente P YP para todas las modalidades de servicio.
145

El YP para las modalidades de servicio Manual, Detenido y
Automático se averigua de la siguiente forma:
Para EN_P = 1 rige:
YP=GAIN * ERR
Para EN_P = 0 rige:
YP = 0
Componente I YI para la modalidad de servicio
Automático.
El YI para la modalidad de servicio Automático se
averigua de la siguiente forma:
Para EN_I = 1 rige:
Para EN_I = 0 rige:
YI = 0
La componente I se forma de acuerdo a la regla del
trapecio.
Componente I YI para la modalidad de servicio Manual y
Detenido.
146

El YI para la modalidad de servicio Manual y Detenido se
averigua de la siguiente forma:
Para EN_I = 1 rige:
Para EN_I = 0 rige:
YI = 0
Componente D YD para la modalidad de servicio
Automático.
El YD para la modalidad de servicio Automático y Cascada
se averigua de la siguiente forma:
Para EN_D = 1 y D_ON_X = 0 rige:
Para EN_D = 1 y D_ON_X = 1 rige:
Para EN_D = 0 rige:
YD = 0
147
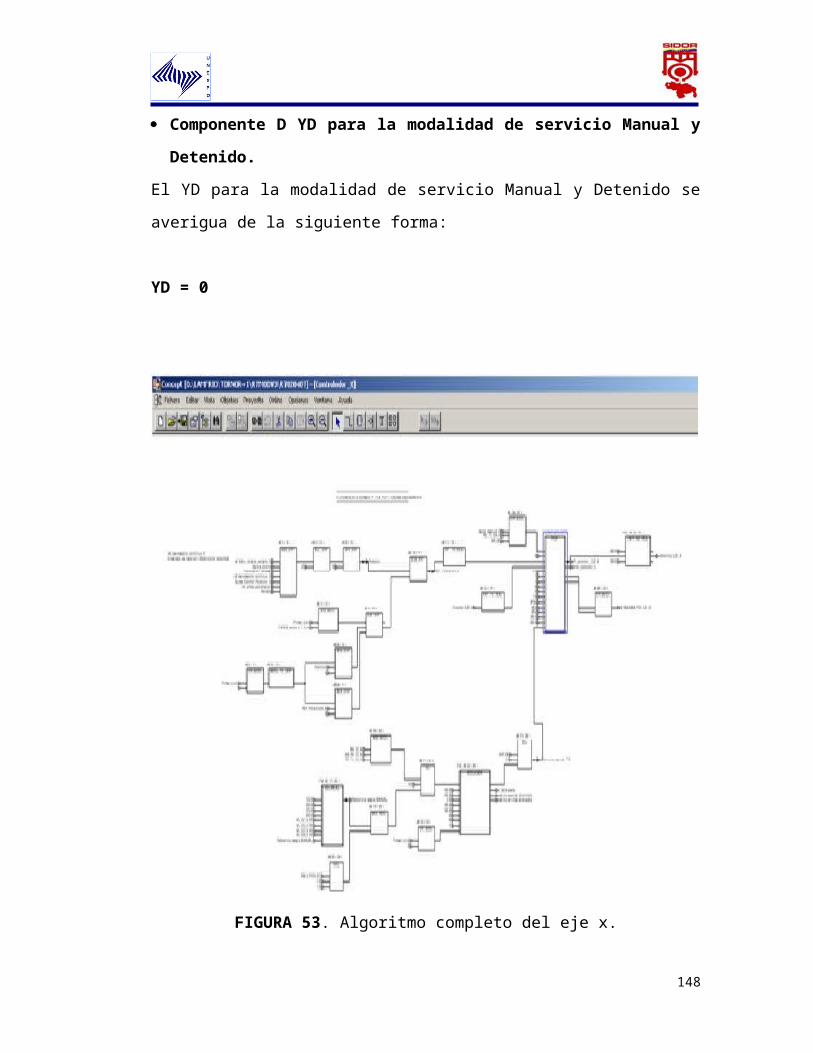
Componente D YD para la modalidad de servicio Manual y
Detenido.
El YD para la modalidad de servicio Manual y Detenido se
averigua de la siguiente forma:
YD = 0
FIGURA 53. Algoritmo completo del eje x.
148

Fuente: El autor.
En la figura 53, se muestra la forma como queda el
algoritmo realizado para el movimiento del eje
transversal de la rectificadora R007.
5.2. PROGRAMAR EL PLC Y REALIZAR PRUEBAS DE
FUNCIONAMIENTO CON LA RECTIFICADORA.
5.2.1. Programación del PLC
FIGURA 54. Conexión del PLC a la carga.Fuente: El autor.
149

En la figura 54, se muestra como está conectado el PLC a
la rectificadora
5.2.2. Pruebas de funcionamiento con la rectificadora.
Ajuste del sistema.
Para ajustar un PID, debemos desatar un proceso de
identificación y luego usar alguna de las técnicas
presentadas para ajustarlos o entonar los controladores.
Cuando el ajuste se hace a lazo abierto, entonces el
proceso es más o menos directo. Ello no sucede igual
cuando hacemos autosintonía cambiando sólo la referencia
del lazo (SP). Esta estrategia presenta sin duda,
bondades, entre ellas mencionamos que la estrategia de
autosintonización puede colocarse en algún tipo de
sistema "experto" que reconozca el desempeño degradado
aprovechando un cambio en la referencia o en la carga y
reentone el lazo sin la intervención humana. Por otro
lado estos métodos tienen el inconveniente que un número
de simplificaciones y/o de ajustes forzados del
controlador deben realizarse para poder terminar con
alguno de los modelos. Muchas veces ese ajuste del modelo
es muy pobre. En la mayoría de los casos con sistemas
150

fáciles de controlar (de acuerdo a los parámetros de
controlabilidad) los resultados son muy buenos.
En este caso se realizó un ajuste manual en el cual se
aplicaron una serie de entradas de escalón a intervalos
de tiempos en el PI en la ganancia desde 0.1 hasta 1
para así visualizar cual era el valor más apropiado y con
esto se logró alcanzar suavizar la onda que es lo que se
quería.
A continuación se muestran las gráficas del rectificado
sin corana a distintos tiempos y ganancias:
Ti 100ms G 0.1
151

FIGURA 55. Gráfica de rectificado sin corona.Fuente: El autor.
La figura 55 muestra la gráfica del rectificado sincorona a un tiempo de 100ms y una ganancia de 0.1
FIGURA 56. Monitor de tiempo y ganancia.Fuente: El autor.
152

Ti 2ms G 1.0
FIGURA 57. Gráfica de rectificado sin corona.Fuente: El autor.
La figura 57 muestra la gráfica del rectificado sincorona a un tiempo de 2ms y una ganancia de 1.0, se puedenotar que de las figuras 55 y 57 que con un tiempo menory una ganancia mayor la grafica presenta una mayorestabilidad.
153

FIGURA 58. Monitor de tiempo y ganancia.Fuente: El autor.
A continuación se muestran las gráficas del rectificado
con corona a distintos tiempos y ganancias:
G 1 Ti 20s corona eje x
FIGURA 59. Gráfica del rectificado con corona.Fuente: El autor.
La figura 59 muestra la gráfica del rectificado con
corona a un tiempo de 20s y una ganancia de 1.
154
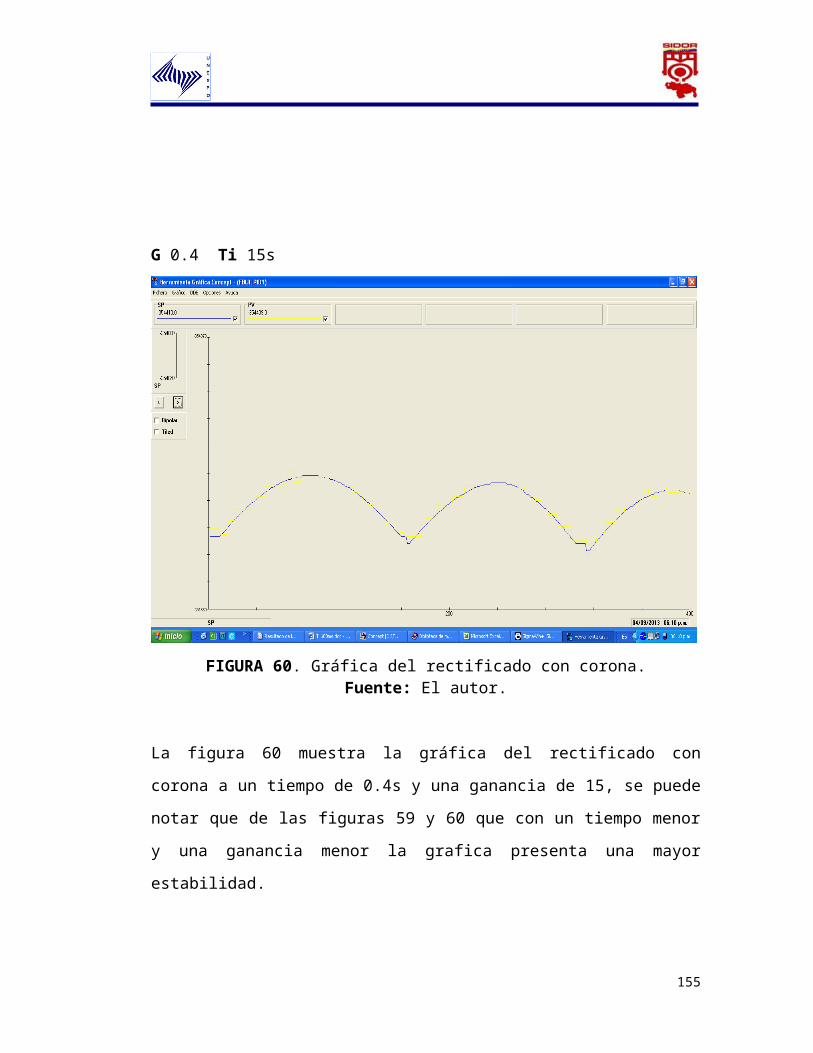
G 0.4 Ti 15s
FIGURA 60. Gráfica del rectificado con corona.Fuente: El autor.
La figura 60 muestra la gráfica del rectificado con
corona a un tiempo de 0.4s y una ganancia de 15, se puede
notar que de las figuras 59 y 60 que con un tiempo menor
y una ganancia menor la grafica presenta una mayor
estabilidad.
155

CONCLUSIONES
Consideramos que el trabajo realizado servirá de
herramienta de apoyo para el personal que labora en
taller de cilindros 2 al momento de realizar cualquier
cambio en el PLC, ya que, se hicieron las modificaciones
de manera entendible para cambios futuros. Las
principales conclusiones que pueden ser extraídas son las
siguientes:
Gracias al desarrollo de los objetivos planteados en
este trabajo de investigación se logró realizar el
estudio teórico del funcionamiento del sistema de la
rectificadora R007 en el taller de cilindros 2 de
Laminación en Frío de SIDOR, permitiendo una mejor
comprensión del mismo y un rápido funcionamiento del
proceso de rectificado.
156

Se determinó la necesidad de realizar la modificación
del sistema debido a las fallas constantes que se
presentaban en el sistema, durante el proceso de
rectificado.
El estudio de los planos de regulación
relacionados con el proceso permitió determinar
el número de entradas y salidas necesarias para el
diseño así como la mejor ubicación para la conexión
de la placa que contiene el sistema de control y los
Drive digitales con el PLC.
A lo largo de su período de trabajo se han realizado
modificaciones con respecto a su constitución inicial
de fábrica, con la finalidad de darle más vida útil a
los carros cambiadores de cilindros.
Con el sistema diseñado se busca aumentar la
disponibilidad y confiabilidad de la rectificadora
R007, así como reducir considerablemente el
mantenimiento, y el tiempo entre fallas y finalmente
proporcionar mejoras al sistema.
157

El diseño de lógica programada con el PLC Modicon
Quantum para este proyecto requiere el uso de un
módulo de CPU, un módulo de comunicación Ethernet, un
módulo digital de entrada, un módulo digital de
salida, un módulo analógico de entrada, dos módulo
analógicos de salida y dos módulos contadores para el
sistema de posición del eje transversal de la
rectificadora del taller de cilindros II.
De acuerdo al programa desarrollado en el software
CONCEPT V2.6 se realizó la lógica para la
automatización del sistema de rectificado de los
cilindros , así como también la validación
mediante la simulación de dicha lógica;
determinando así el correcto funcionamiento del
sistema propuesto.
El conocimiento de la configuración y
características del PLC instalado en la
rectificadora R007 favoreció el desarrollo del
proyecto y su rápida implementación con poca
inversión, además permitió agilizar la gestión
para colocar en funcionamiento la maquina en el
menor tiempo posible.
158

RECOMENDACIONES
De los resultados y las conclusiones obtenidas al
realizar el estudio de este trabajo de grado se
recomienda tomar las siguientes acciones:
Programar en el drive la misma función que realiza el
PID, ya que, este maneja el sistema de control y
posición igual al PID.
Al hacer modificaciones deben ser bien documentadas
para referencias de futuras acciones.
Al sistema implementado, se le debe hacer
seguimiento, con la finalidad de obtener información
que permita optimizarlo.
159

Para el caso de fallas menores en los equipos
propuestos, se recomienda impartir entrenamiento al
personal técnico que labora. En el caso de fallas
mayores, se sugiere consultar a los técnicos
especializados de los fabricantes de dichos equipos.
BIBLIOGRAFIA
Manual de Operación, Rectificadora de Cilindros R7,
Tecno Controles Sistemas, C.A.
Porras, Alejandro y Montanero, Antonio (1994) Autómatas
Programables. Madrid, Editorial Mc-Graw-Hill.
160

Tamayo y Tamayo, Mario (1996). El proceso de
investigación. (4ta edición).
Cursos de superación dictados por Sidor (2009). Guía de
Curso Básico de PLC.
Manual de usuario Quantum Con Unity Pro 140MSB10100,
módulos de movimiento de un solo eje. (septiembre
2004).
(Pagina web en línea)
http://es.wikipedia.org/wiki/Controlador_l
%C3%B3gico_programable
(Pagina web en línea)
http://www.herrera.unt.edu.ar/eiipc/material/apuntes/
Automatas%20Programables.pdf
(Pagina web en línea)
http://www.google.co.ve/imgres?imgurl=http://
www.automatas.org/hardware/images/Image37.gif&imgrefurl
161
http://www.google.co.ve/imgres?imgurl=http://www.automatas.org/hardware/images/Image37.gif&imgrefurl

ANEXOS
162

Anexo A
Drive instalado en el taller de cilindros II,rectificadora R007
Fuente: El autor.
PLC instalado en el taller de cilindros II, rectificadoraR007
Fuente: El autor.
163

Anexo B
Panel de control de la rectificadora.Fuente: El autor.
164

Anexo C
Conexión de la regla óptica. 140 EHC 202 00 Fuente: El autor.
Anexo D
Conexión de referencia del eje x. 140 AVO 020 00 Fuente: El autor.
165

Anexo E
Conexión de la tarjeta AVO02000 Fuente: El autor.
166
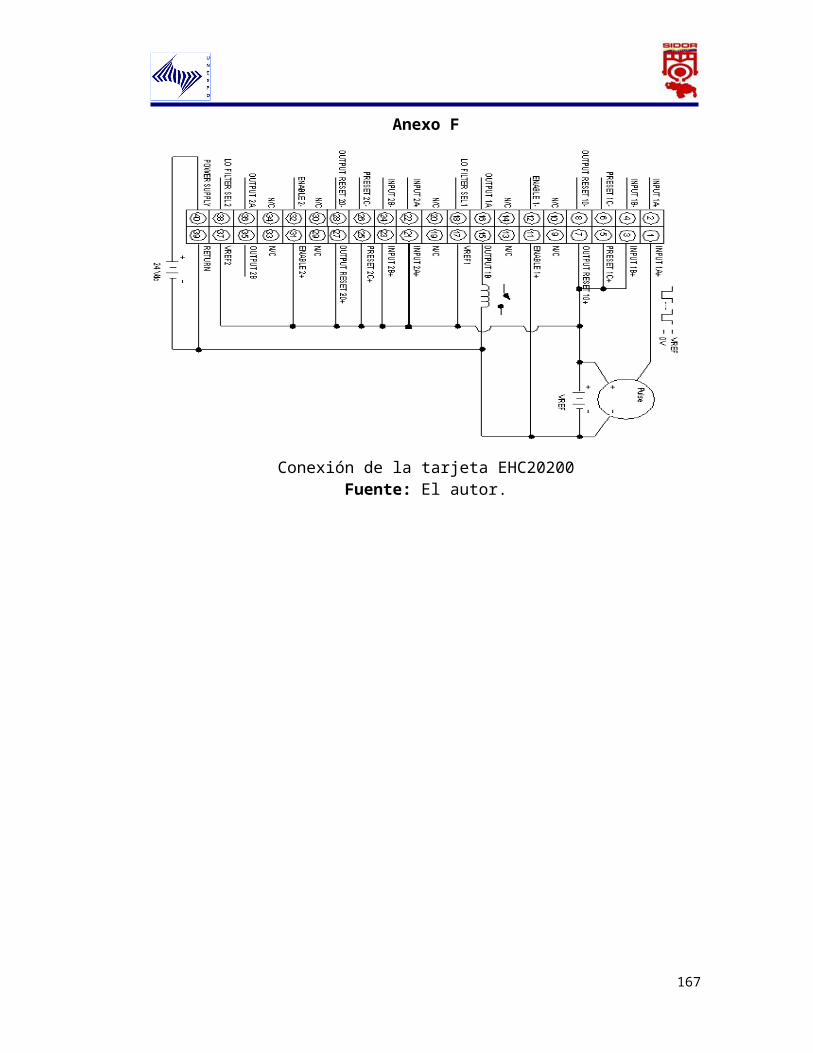
Anexo F
Conexión de la tarjeta EHC20200 Fuente: El autor.
167

Anexo G
Conexión de la tarjeta EHC15000 Fuente: El autor.
168

Anexo H
Pruebas de funcionamiento Fuente: El autor.
Pruebas de funcionamiento. Fuente: El autor.
169