TES-974.pdf - UNIVERSIDAD MAYOR DE SAN ANDRÉS
403
UNIVERSIDAD MAYOR DE SAN ANDRÉS FACULTAD DE INGENIERÍA CARRERA DE INGENIERÍA INDUSTRIAL IMPLEMENTACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS Proyecto de grado para Obtener el Título de Licenciatura en Ingeniería Industrial POR: ABIGAIL LOURDES QUISPE MOLLO TUTOR: ING. MGP. LUCIO GROVER SÁNCHEZ EID LA PAZ – BOLIVIA Mayo, 2017
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of TES-974.pdf - UNIVERSIDAD MAYOR DE SAN ANDRÉS

i
UNIVERSIDAD MAYOR DE SAN ANDRÉS
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
IMPLEMENTACIÓN DE BUENAS PRÁCTICAS DE
MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANÁLISIS DE PELIGROS Y PUNTOS CRITICOS DE
CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
Proyecto de grado para Obtener el Título de Licenciatura en Ingeniería Industrial
POR: ABIGAIL LOURDES QUISPE MOLLO
TUTOR: ING. MGP. LUCIO GROVER SÁNCHEZ EID
LA PAZ – BOLIVIA
Mayo, 2017

ii
UNIVERSIDAD MAYOR DE SAN ANDRÉS
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
Proyecto de grado:
IMPLEMENTACIÓN DE BUENAS PRÁCTICAS DE MANUFACTURA Y
DISEÑO DE UN SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
Presentado por: Univ. Quispe Mollo Abigail Lourdes
Para optar al grado académico de Licenciatura en Ingeniería Industrial
Nota Numeral:………………………………………
Nota Literal:………………………………………..
Ha sido:
Director de la carrera de Ingeniería Industrial: Ing. M.Sc. Oswaldo F. Terán Modregón
Tutor: Ing. Mgp. Lucio Grover Sánchez Eid
Tribunal: Ing. Mónica Lino Humerez
Tribunal: Ing. Mario Zenteno Benitez
Tribunal: Ing. Gabriela Torrico Pérez
Tribunal: Ing. Anaceli Espada Silva

iii
DEDICATORIA
Quiero dedicar este trabajo las personas más importantes en
mi vida:
A mi madre: Virginia Mollo,
A mi padre: Frerriot Quispe,
y a mi hermano: Franz E. Quispe
quienes con su amor y apoyo contante siempre me ayudan a
alcanzar todos mis sueños y logros.

iv
AGRADECIMIENTOS
Doy gracias a Dios por haberme dado el don de la vida, de la sabiduría, de la dedicación
y constancia. Por haberme puesto en el camino de ser parte de esta maravillosa carrera.
Doy gracias a mis padres personas dignas de admiración, quienes con su amor
verdadero, su apoyo incondicional, su esfuerzo y arduo trabajo me han permitido
alcanzar todos los sueños y logros en mi vida. Gracias.
Doy gracias a mi hermano Franz Ever, por ser un gran ejemplo en mi vida y por ser una
pieza fundamental de la unión familiar. Gracias.
Doy gracias a mi tío Zenón Mollo, por ser un buen maestro y un ejemplo de constancia y
perseverancia en mi vida. Gracias.
Doy gracias a toda mi familia en general, que con su apoyo y alegría me alientan en todo
momento a seguir adelante. Gracias.
Doy gracias a mi Tutor Ing. Grover Sánchez Eid, quien me ha brindado su
conocimiento, apoyo y dedicación en el desarrollo del proyecto. Gracias.
Doy gracias mi Co Tutora Ing. Gabriela Torrico Pérez quien me ha brindado su
conocimiento y apoyo en el desarrollo de este proyecto. Gracias.
Doy gracias a la Ing. Nuria Alemán, Ing. Claudia Villegas y Daniela Lima por
brindarme su valioso tiempo y por permitirme realizar el proyecto en la prestigiosa
empresa Ketal SA. Unidades Productivas.
Y doy gracias a todos mis buenos amigos, que con su muestra de sincera amistad, me
han permitido vivir junto a ellos momentos inolvidables.

i
CONTENIDO CAPÍTULO I ........................................................................................................................................................... 1
ANTECEDENTES Y OBJETIVOS DEL PROYECTO ....................................................................... 1
1.1. ANTECEDENTES ............................................................................................................................... 1
1.2. PROBLEMÁTICA ............................................................................................................................... 3
1.2.1. IDENTIFICACIÓN DEL PROBLEMA .............................................................................. 5
1.3. OBJETIVOS ........................................................................................................................................... 5
1.3.1. OBJETIVO GENERAL ............................................................................................................ 5
1.3.2. OBJETIVOS ESPECÍFICOS .................................................................................................. 5
1.4. JUSTIFICACIÓN ................................................................................................................................. 6
1.4.1. JUSTIFICACIÓN ACADÉMICA ......................................................................................... 6
1.4.2. JUSTIFICACIÓN ECONÓMICO SOCIAL ...................................................................... 6
1.4.3. JUSTIFICACIÓN METODOLÓGICA ............................................................................... 7
1.4.4. JUSTIFICACIÓN LEGAL ...................................................................................................... 8
1.5. ALCANCES Y LIMITACIONES ................................................................................................... 8
1.6. PREGUNTA DE INVESTIGACIÓN ............................................................................................ 9
CAPITULO II ...................................................................................................................................................... 10
GENERALIDADES DE LA EMPRESA .................................................................................................. 10
2.1. DEFINICIÓN DE LA EMPRESA ............................................................................................... 10
2.1.1. BREVE RESEÑA HISTORICA ......................................................................................... 11
2.1.2. MISIÓN ....................................................................................................................................... 12
2.1.3. VISIÓN ....................................................................................................................................... 12
2.1.4. CLASIFICACIÓN DE LA ACTIVIDAD ECONÓMICA ......................................... 12
2.1.5. LOCALIZACION .................................................................................................................... 13
2.1.6. ESTRUCTURA ORGANIZACIONAL ............................................................................ 14
2.1.7. ÁREAS DE LA EMPRESA ................................................................................................. 14
2.2. SISTEMA DE PRODUCCIÓN ..................................................................................................... 17
2.2.1. DESCRIPCIÓN DE LA MATERIA PRIMA E INSUMOS ...................................... 19
2.2.2. PROCESO DE TRANSFORMACIÓN............................................................................. 19

ii
2.2.3. PRODUCTOS ........................................................................................................................... 31
2.2.4. PERSONAL ............................................................................................................................... 32
2.2.5. MAQUINARIA Y EQUIPO ................................................................................................. 33
2.3. MAPA DE PROCESOS .................................................................................................................. 34
2.3.1. DIRECCIONAMIENTO ESTRATÉGICO ..................................................................... 34
2.3.2. PROCESOS OPERATIVOS ................................................................................................ 35
2.3.3. PROCESOS DE APOYO ...................................................................................................... 35
2.4. SISTEMA DE LA CADENA PRODUCTIVA ........................................................................ 35
2.4.1. SUMINISTROS ........................................................................................................................ 36
2.4.2. PRODUCCIÓN ........................................................................................................................ 36
2.4.3. INGENIERÍA LOGÍSTICA ................................................................................................. 37
2.4.4. SEGMENTO DE DEMANDA ............................................................................................ 37
2.4.5. DISTRIBUCIÓN ...................................................................................................................... 37
CAPITULO III .................................................................................................................................................... 37
MARCO TEÓRICO DE LAS BPMS Y DEL SISTEMA HACCP ................................................ 37
3.1. OBJETIVO DEL CAPITULO ....................................................................................................... 37
3.2. PROPÓSITO ....................................................................................................................................... 38
3.3. ALCANCE DEL CAPITULO ....................................................................................................... 38
3.4. ANTECEDENTES DE LAS BUENAS PRÁCTICAS DE MANUFACTURA
(BPM)………………………………………………………………………………………………………………………38
3.4.1. DEFINICIÓN Y ORÍGENES .............................................................................................. 38
3.4.2. LOS PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO Y LAS BUENAS PRÁCTICAS DE MANUFACTURA ........................... 40
3.5. LAS BUENAS PRÁCTICAS DE MANUFACTURA Y EL SISTEMA DE ANÁLISIS
DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL .................................................................. 41
3.6. ANTECEDENTES DEL SISTEMA HACCP .......................................................................... 42
3.6.1. DEFINICIÓN ............................................................................................................................ 42
3.6.2. HISTORIA DEL HACCP ..................................................................................................... 43
3.6.3. ENFERMEDADES TRANSMITIDAS POR ALIMENTOS (ETA’S) .................. 45
3.7. TIPOS DE PELIGROS EN LOS ALIMENTOS ..................................................................... 47
3.7.1. PELIGROS FÍSICOS .............................................................................................................. 47

iii
3.7.2. PELIGROS QUÍMICOS ........................................................................................................ 49
3.7.3. PELIGROS BIOLÓGICOS .................................................................................................. 52
3.8. REQUISITOS PARA APLICACIÓN DE LAS BUENAS PRÁCTICAS DE
MANUFACTURA ........................................................................................................................................... 55
3.9. METODOLOGÍA DE APLICACIÓN DEL SISTEMA HACCP ...................................... 57
3.9.1. ETAPAS PRELIMINARES DEL SISTEMA HACCP................................................ 58
3.9.2. LOS 7 PRINCIPIOS DEL HACCP................................................................................... 60
3.10. CONCLUSIONES DEL CAPITULO .................................................................................... 63
CAPITULO IV ..................................................................................................................................................... 65
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL DE LA EMPRESA ....................................... 65
4.1. OBJETIVO DEL CAPITULO ....................................................................................................... 65
4.2. PROPÓSITO ....................................................................................................................................... 65
4.3. ALCANCE DEL CAPITULO ....................................................................................................... 65
4.4. ANÁLISIS DE FORTALEZAS, OPORTUNIDADES, DEBILIDADES Y
AMENAZAS (F.O.D.A.) ............................................................................................................................... 65
4.5. DIAGNÓSTICO DE BUENAS PRÁCTICAS DE MANUFACTURA........................... 66
4.5.1. REQUISITOS GENERALES DE LAS MATERIAS PRIMAS (R - 3) ................. 67
4.5.2. REQUISITOS GENERALES DEL ESTABLECIMIENTO (R - 4) ........................ 69
4.5.3. REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO (R - 5) ......................... 73
4.5.4. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL (R - 6) .......... 77
4.5.5. REQUISITOS DE HIGIENE EN LA ELABORACIÓN (R - 7) .............................. 79
4.5.6. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y
PRODUCTOS TERMINADOS (R - 8)................................................................................................ 83
4.5.7. CONTROL DE ALIMENTOS (R - 9) .............................................................................. 85
4.5.8. INFORMACION SOBRE LOS PRODUCTOS Y SENSIBILILACION DE LOS
CONSUMIDORES (R - 10) ..................................................................................................................... 86
4.6. RESULTADOS GENERALES ..................................................................................................... 88
4.7. DIAGNÓSTICO DEL SISTEMA HACCP ............................................................................... 90
4.7.1. ACTIVIDADES PRELIMINARES ................................................................................... 90
4.12.1. PRINCIPIOS DEL HACCP .................................................................................................. 91
4.20. CONCLUSIONES DEL CAPITULO .................................................................................... 91

iv
CAPÍTULO V ....................................................................................................................................................... 93
DESARROLLO E IMPLEMENTACIÓN DEL SISTEMA DE BUENAS PRÁCTICAS DE
MANUFACTURA .............................................................................................................................................. 93
5.1. OBJETIVO DEL CAPITULO ....................................................................................................... 93
5.2. PROPÓSITO ....................................................................................................................................... 93
5.3. ALCANCE DEL CAPITULO ....................................................................................................... 93
5.4. DESARROLLO DE REQUISITOS DE HIGIENE Y DE BUENAS PRÁCTICAS DE
MANUFACTURA ........................................................................................................................................... 93
5.4.1. REQUISITOS GENERALES DE LAS MATERIAS PRIMAS (R - 3) ................ 94
5.4.2. REQUISITOS GENERALES DEL ESTABLECIMIENTO (R - 4) ........................ 97
5.4.3. REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO (R - 5) ....................... 102
5.4.4. REQUISITOS SANITARIOS DE HIGIENE DEL PERSONAL (R - 6) ............. 106
5.4.5. REQUISITOS DE HIGIENE EN LA ELABORACIÓN (R - 7) ............................ 110
5.4.6. REQUISITOS DE ALMACENAMIENTO Y TRANSPORTE DE MATERIAS
PRIMAS Y PRODUCTOS TERMINADOS (R - 8) ...................................................................... 116
5.4.7. CONTROL DE ALIMENTOS (REQUISITO 9) ......................................................... 118
5.4.8. OTROS REQUISITOS DE CALIDAD (REQUISITO 10) ...................................... 118
5.5. RESULTADOS GENERALES DEL DESARROLLO ....................................................... 121
5.6. CONCLUSIONES DEL CAPITULO ....................................................................................... 123
CAPITULO VI ................................................................................................................................................... 124
DESARROLLO DEL SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS
DE CONTROL - HACCP ............................................................................................................................. 124
6.1. OBJETIVO DEL CAPITULO ..................................................................................................... 124
6.2. PROPÓSITO ..................................................................................................................................... 124
6.3. ALCANCE DEL CAPITULO ..................................................................................................... 124
6.4. ETAPAS PRELIMINARES ......................................................................................................... 125
6.4.1. FORMACIÓN DEL EQUIPO HACCP .......................................................................... 125
6.4.2. DESCRIPCIÓN DEL PRODUCTO Y SU SISTEMA DE DISTRIBUCIÓN .... 127
6.4.3. DESCRIPCIÓN DEL USO ESPERADO Y EL TIPO DE CONSUMIDOR
............................................................................................................................ 128
6.4.4. DESARROLLO DEL DIAGRAMA DE FLUJO ........................................................ 128

v
6.4.5. CONFIRMACIÓN “IN SITU” DEL DIAGRAMA DE FLUJO ............................ 131
6.5. APLICACIÓN DE LOS 7 PRINCIPIOS DEL HACCP ..................................................... 131
6.5.1. PRINCIPIO 1 – ANÁLISIS DE PELIGROS Y DETERMINACIÓN DE LAS
MEDIDAS DE CONTROL.................................................................................................................... 131
6.5.2. PRINCIPIO 2 – DETERMINACIÓN DE LOS PUNTOS CRÍTICOS DE
CONTROL .................................................................................................................................................. 134
6.5.3. PRINCIPIO 3 – ESTABLECIMIENTO DE LOS LIMITES CRÍTICOS Y LAS
TOLERANCIAS PARA CADA PCC ................................................................................................ 138
6.5.4. PRINCIPIO 4 – ESTABLECIMIENTO DEL SISTEMA DE SEGUIMIENTO
(VIGILACIA) PARA CADA PCC ...................................................................................................... 142
6.5.5. PRINCIPIO 5 – ESTABLECIMIENTO DE CORRECCIONES Y/O ACCIONES
CORRECTIVAS ........................................................................................................................................ 143
6.5.6. PRINCIPIO 6 – ESTABLECIMIENTO DE PROCEDIMIENTOS DE
VALIDACIÓN, VERIFICACIÓN Y REVISIÓN .......................................................................... 144
6.5.7. PRINCIPIO 7 – ESTABLECIMIENTO DE PROCEDIMIENTOS DE
CONSERVACIÓN DE REGISTROS Y DOCUMENTACIÓN ................................................ 145
6.6. CONCLUSIONES DEL CAPITULO ....................................................................................... 146
CAPITULO VII ................................................................................................................................................. 149
CONSIDERACIONES PARA LA IMPLEMENTACIÓN Y MANTENIMIENTO DEL
SISTEMA HACCP ........................................................................................................................................... 149
7.1. OBJETIVO DEL CAPITULO ..................................................................................................... 149
7.2. PROPÓSITO ..................................................................................................................................... 149
7.3. ALCANCE ......................................................................................................................................... 149
7.4. CONSIDERACIONES DE LA NECESIDAD DE UN PLAN HACCP ........................ 149
7.5. IMPLEMENTACIÓN DEL SISTEMA HACCP .................................................................. 150
7.6. ESTRUCTURAS DE APOYO EN LA IMPLEMENTACIÓN DEL SISTEMA
HACCP .............................................................................................................................................................. 151
7.6.1. CLASIFICACIÓN DE PRODUCTOS ............................................................................ 151
7.6.2. COMPROMISO DE LA DIRECCION Y GERENCIA ............................................ 151
7.6.3. RESPONSABILIDADES EN LA IMPLEMENTACIÓN ........................................ 152
7.6.4. PLANES DE APOYO Y REQUISITOS PREVIOS ................................................... 152
7.6.5. FORMACIÓN DEL EQUIPO HACCP .......................................................................... 153
7.7. MANTENIMIENTO DEL PLAN HACCP ............................................................................. 154

vi
7.7.1. VERIFICACIÓN INTERNA ............................................................................................. 155
7.8. CONCLUSIONES DEL CAPITULO ....................................................................................... 156
CAPITULO VIII ............................................................................................................................................... 157
EVALUACIÓN ECONÓMICA DEL PROYECTO .......................................................................... 157
8.1. OBJETIVO DEL CAPITULO ..................................................................................................... 157
8.2. PROPÓSITO ..................................................................................................................................... 157
8.3. ALCANCE DEL CAPITULO ..................................................................................................... 157
8.4. COSTOS DE INVERSIÓN DEL SISTEMA BPM Y HACCP ........................................ 157
8.4.1. INVERSIÓN EN ACTIVOS FIJOS ................................................................................. 157
8.4.2. INVERSIÓN EN ACTIVOS DIFERIDOS .................................................................... 158
8.4.3. INVERSIÓN TOTAL ........................................................................................................... 159
8.5. COSTOS DEL PROYECTO ........................................................................................................ 159
8.5.1. DEPRECIACIÓN DE ACTIVOS FIJOS ....................................................................... 160
8.5.2. AMORTIZACIÓN DE ACTIVOS DIFERIDOS ........................................................ 161
8.5.3. COSTOS DE OPERACIÓN ............................................................................................... 161
8.6. INGRESOS DEL PROYECTO ................................................................................................... 162
8.6.1. INGRESOS ESPERADOS DEL PROYECTO ............................................................ 163
8.7. BENEFICIOS CUALITATIVOS DEL PROYECTO .......................................................... 164
8.8. EVALUACIÓN ECONÓMICA FINANCIERA DEL PROYECTO .............................. 165
8.8.1. FLUJO DE FONDOS ........................................................................................................... 165
8.8.2. INDICADORES DE EVALUACIÓN ............................................................................. 166
8.9. CONCLUSIONES DEL CAPITULO ....................................................................................... 168
CAPITULO IX ................................................................................................................................................... 169
CONCLUSIONES Y RECOMENDACIONES .................................................................................... 169
9.1. CONCLUSIONES ........................................................................................................................... 169
9.2. RECOMENDACIONES ............................................................................................................... 172
BIBLIOGRAFÍA ............................................................................................................................................... 174
WEBGRAFIA ................................................................................................................................................. 1745
ANEXOS ............................................................................................................................................................... 176
ANEXO A ........................................................................................................................................................ 177

vii
ANTECEDENTES Y OBJETIVOS DEL PROYECTO.................................................................... 177
ANEXO B ......................................................................................................................................................... 179
GENERALIDADES DE LA EMPRESA ............................................................................................... 179
ANEXO C ......................................................................................................................................................... 194
MARCO TEORICO ...................................................................................................................................... 194
ANEXO D ........................................................................................................................................................ 202
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA ....................................... 202
ANEXO E ......................................................................................................................................................... 204
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE BUENAS PRACTICAS DE
MANUFACTURA ......................................................................................................................................... 204
ANEXO F ......................................................................................................................................................... 267
DESARROLLO DEL SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE
CONTROL - HACCP .................................................................................................................................. 267
ANEXO G CONSIDERACIONES PARA LA IMPLEMENTACION Y MANTENIMIENTO
DEL SISTEMA HACCP ............................................................................................................................. 369
ANEXO H ........................................................................................................................................................ 371
EVALUACION ECONOMICA ................................................................................................................ 371
ÍNDICE DE ANEXOS
ANEXO E - 1 MANUAL DE BUENAS PRACTICAS DE MANUFACTURA .......................... 210
ANEXO E - 2: PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE
MATERIAS PRIMAS ....................................................................................................................................... 215
ANEXO E - 3: PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y
ESTRUCTURAS ................................................................................................................................................ 225
ANEXO E - 4: PROCEDIMIENTO DE MANEJO DE RESIDUOS................................................. 236
ANEXO E - 5: PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS ........................ 241
ANEXO E - 6: PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO ................. 249
ANEXO E - 7: PROCEDIMIENTO DE selección DE PROVEEDORES ....................................... 255
ANEXO E - 8: PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS ...................... 261
ANEXO E - 9: TRAZABILIDAD ................................................................................................................. 266
ANEXO F - 1: KETAL S.A. PROCEDIMIENTO DE AUDITORIAS INTERNAS ................... 333
ANEXO F - 2: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (1Q, 1B) ............. 346
ANEXO F - 3: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (PCC 2B) ........... 346
viii
ANEXO F - 4: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (3B) ..................... 347
ANEXO F - 5: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC ............................... 347
ANEXO F - 6: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC ............................... 347
ANEXO F - 7: KETAL S.A. REGISTRO DE ACCIONES CORRECTIVAS ............................... 348
ANEXO F - 8KETAL S.A.: PROCEDIMIENTO DE CONTROL DE DOCUMENTOS .......... 349
ANEXO F - 9: KETAL S.A.: PROCEDIMIENTO DE CONTROL DE REGISTROS ............... 356
ÍNDICE DE CUADROS
CUADRO 2 - 1 KETAL S.A. UBICACIÓN DE SUPERMERCADOS ............................................ 10
CUADRO 2 - 2 KETAL S. A.: DATOS DE IDENTIFICACION ....................................................... 11
CUADRO 2 - 3 KETAL S.A. CLASIFICACION ECONOMICA (SECTOR CARNICO) ........ 13
CUADRO 2 - 4 KETAL S.A. CLASIFICACION ECONOMICA (SECTOR PANADERIA) .. 13
CUADRO 2 – 5 KETAL S.A. MATERIA PRIMA E INSUMOS AREA DE EMBUTIDOS ..... 19
CUADRO 2 - 6 KETAL S.A. MATERIA PRIMA E INSUMOS AREA DE EMBUTIDOS ..... 19
CUADRO 2 - 7 DETALLE DE LINEAS DE LA MARCA EXTRA DEL AREA DE
EMBUTIDOS ......................................................................................................................................................... 32
CUADRO 2 - 8 DETALLE DE LINEAS DE LA MARKA ETAL DEL AREA DE
PANADERIA ......................................................................................................................................................... 32
CUADRO 2 - 9 DETALLE DEL PERSONAL EN UNIDADES PRODUCTIVAS KETAL. .. 33
CUADRO 2 - 10 MAQUINARIA EXISTENTE EN UNIDADES PRODUCTIVAS KETAL .. 34
CUADRO 3 – 1 PELIGROS FISICOS QUE PUEDEN OCURRIR EN ALIMENTOS, FUENTE
Y LESION POTENSIAL ................................................................................................................................... 48
CUADRO 3 - 2 EJEMPLOS DE PELIGROS BIOLOGICOS .............................................................. 53
CUADRO 3 - 3 BACTERIAS ASOCIADAS CON ALIMENTOS .................................................... 53
CUADRO 3 - 4 VIRUS ASOCIADOS CON ALIMENTOS ................................................................ 54
CUADRO 3 - 5 PARASITOS ASOCIADOS CON ALIMENTOS .................................................... 54
CUADRO 4 - 1 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 3 ............................................................................. 67
CUADRO 4 - 2 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 3 .............................................................................. 68
CUADRO 4 - 3 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 4 ............................................................................. 69
CUADRO 4 - 4 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 4 .............................................................................. 71

ix
CUADRO 4 - 5 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 5 ............................................................................. 73
CUADRO 4 - 6 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 5 .............................................................................. 75
CUADRO 4 - 7 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 6 ............................................................................. 77
CUADRO 4 - 8 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 6 .............................................................................. 78
CUADRO 4 - 9 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 7 ............................................................................. 79
CUADRO 4 - 10 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 7 .............................................................................. 81
CUADRO 4 - 11 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 8 ............................................................................. 83
CUADRO 4 - 12 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 8 .............................................................................. 84
CUADRO 4 - 13 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 9 ............................................................................. 85
CUADRO 4 - 14 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 9 .............................................................................. 85
CUADRO 4 - 15 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 10 ........................................................................... 86
CUADRO 4 - 16 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 10 ........................................................................... 87
CUADRO 4 - 17 KETAL S.A. RESULTADOS GENERALES DE CUMPLIMIENTO DE LOS
REQUISITOS DE BUENAS PRACTICAS DE MANUFACTURA ................................................... 88
CUADRO 5 - 1 KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE BUENAS
PRACTICAS DE MANUFACTURA POST DESARROLLO ............................................................ 121
CUADRO 6 - 1 MODELO DE CRITERIOS PARA LA DETERMINACION DE UN
PELIGRO SIGNIFICATIVO .......................................................................................................................... 132
CUADRO 6 - 2 KETAL S.A.: IDENTIFICACION DE LOS PUNTOS CRITICOS DE
CONTROL – SALCHICHA VIENA ........................................................................................................... 137
CUADRO 6 - 3 KETAL S.A.: IDENTIFICACION DE LOS PUNTOS CRITICOS DE
CONTROL - PAN MOLDE BLANCO SIN CORTEZA (PAN MIGA) .......................................... 138
CUADRO 6 - 4 KETAL S.A.: PROGRAMA DE VERIFICACION DEL PLAN HACCP ...... 145
CUADRO 8 - 1 KETAL S.A. INVERSION EN INSTALACIONES .............................................. 158
CUADRO 8 - 2 KETAL S.A. INVERSION EN EQUIPOS E INSTRUMENTOS ..................... 158
CUADRO 8 - 3 KETAL S.A. INVERSION EN ACTIVOS DIFERIDOS ..................................... 159

x
CUADRO 8 - 4 KETAL S.A. INVERSION TOTAL ............................................................................ 159
CUADRO 8 - 5 KETAL S.A. DEPRECIACION DE ACTIVOS FIJOS ........................................ 160
CUADRO 8 - 6 KETAL S.A. AMORTIZACION DE ACTIVOS DIFERIDOS .......................... 161
CUADRO 8 - 7 KETAL S.A. COSTOS DE OPERACIÓN ................................................................ 162
CUADRO 8 - 8 KETAL S.A. BENEFICIOS ESPERADOS (SALCHICHA VIENA) .............. 163
CUADRO 8 - 9 KETAL S.A. BENEFICIOS ESPERADOS (PAN MIGA) .................................. 164
CUADRO 8 - 10 KETAL S.A. BENEFICIOS ESPERADOS (AMBAS AREAS) ..................... 164
CUADRO 8 - 11 KETAL S.A. FLUJO DE FONDOS .......................................................................... 166
CUADRO B - 1 KETAL S.A. PRODUCTOS DEL AREA DE EMBUTIDOS ............................. 191
CUADRO B - 2 KETAL S.A. PRODUCTOS DEL area de panAderia ........................................... 192
CUADRO C - 1 MICROORGANISMOS CAUSANTES DE ENFERMEDADES
TRANSMITIDAS POR ALIMENTOS EN EL RUBRO CARNICO, PANIFICACION Y
DERIVADOS ............................................................................................................................ 199
CUADRO D - 1 KETAL S.A. UP: MATRIZ DE FORTALEZAS OPORTUNIDADES Y
AMENAZAS (F.O.D.A.) ........................................................................................................... 203
CUADRO E- 1 KETAL S.A.: LISTA DE DOCUMENTOS GENERADOS PARA EL
SISTEMA BPM Y HACCP ....................................................................................................... 205
CUADRO F - 1: KETAL S.A.: DEFINICION DEL PRODUCTO – SALCHICHA VIENA... 268
CUADRO F - 2: KETAL S.A.: FICHA DE MATERIA PRIMA – CARNE DE RES .............. 269
CUADRO F - 3: KETAL S.A.: FICHA DE MATERIA PRIMA - TOCINO ........................... 269
CUADRO F - 4: KETAL S.A.: FICHA DE MATERIA PRIMA – HIELO .............................. 270
CUADRO F - 5: KETAL S.A.: FICHA DE MATERIA PRIMA – ALMIDON DE YUCA .... 271
CUADRO F - 6: KETAL S.A. FICHA DE MATERIA PRIMA – SAL DE CURA ................. 271
CUADRO F - 7: KETAL S.A.: FICHA DE MATERIA PRIMA – ERITORBATO DE SODIO
................................................................................................................................................... 272
CUADRO F - 8: KETAL S.A.: FICHA DE MATERIA PRIMA – POLIFOSFATO DE SODIO
................................................................................................................................................... 273
CUADRO F - 9: KETAL S.A.: FICHA DE MATERIA PRIMA – TRIPA SINTETICA ......... 273
CUADRO F - 10: KETAL S.A.: FICHA DE MATERIA PRIMA – ENVASES ...................... 274
CUADRO F - 11: KETAL S.A.: FICHA DE DISTRIBUCION DE PRODUCTO TERMINADO
................................................................................................................................................... 275
CUADRO F - 12: KETAL S.A.: DEFINICION DEL PRODUCTO – PAN MIGA ................. 276
CUADRO F - 13: KETAL S.A: FICHA DE MATERIA PRIMA – HARINA ......................... 277
CUADRO F - 14: KETAL S.A.: FICHA DE MATERIA PRIMA – LEVADURA .................. 278
CUADRO F - 15: KETAL S.A.: FICHA DE MATERIA PRIMA – AZUCAR ....................... 278
CUADRO F - 16: KETAL S.A.: FICHA DE MATERIA PRIMA – MANTECA VEGETAL . 279
xi
CUADRO F - 17: KETAL S.A.: FICHA DE MATERIA PRIMA – PROPIONAO DE CALCIO
................................................................................................................................................... 280
CUADRO F - 18 KETAL S.A.: FICHA DE MATERIA PRIMA - SAL ................................. 280
CUADRO F - 19: KETAL S.A.: FICHA DE DISTRIBUCION DE PRODUCTO TERMINADO
................................................................................................................................................... 281
CUADRO F - 20: KETAL S.A.: LISTADO DE PELIGROS POSIBLES EN EL AREA DE
EMBUTIDOS ............................................................................................................................ 282
CUADRO F - 21: KETAL S.A.: LISTADO DE PELIGROS POSIBLES EN EL AREA DE
PANADERIA ............................................................................................................................ 283
CUADRO F - 22 KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION
DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA ................................. 285
CUADRO F - 23 KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION
DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA ................................................. 304
CUADRO F - 24: KETAL S.A.: DOCUMENTACION DEL ESTABLECIMIENTO DE PCC’S
– SALCHICHA VIENA ............................................................................................................ 320
CUADRO F - 25 KETAL S.A.: DOCUEMNETACION DEL ESTABLECIMIENTO DE PCC’S
– PAN MIGA ............................................................................................................................. 322
CUADRO F - 26 KETAL S.A.: DOCUMENTO DEL ESTABLECIMIENTO DE LÍMITES
CRÍTICOS – SALCHICHA VIENA ......................................................................................... 324
CUADRO F - 27 KETAL S.A.: DOCUMENTO DEL ESTABLECIMIENTO DE LÍMITES
CRÍTICOS – PAN MIGA .......................................................................................................... 325
CUADRO F - 28 KETAL S.A.: SISTEMA DE SEGUIMIENTO DE LOS PCC – SALCHICHA
VIENA ....................................................................................................................................... 326
CUADRO F - 29: KETAL S.A.: SISTEMA DE SEGUIMIENTO DE LOS PCC – PAN MIGA
................................................................................................................................................... 327
CUADRO F - 30: KETAL S.A.: ACCIONES CORRECTIVAS PARA LOS PCC –
SALCHICHA VIENA ............................................................................................................... 328
CUADRO F - 31 KETAL S.A.: ACCIONES CORRECTIVAS PARA LOS PCC – PAN MIGA
................................................................................................................................................... 331
CUADRO F - 32 KETAL S.A. ACTIVIDADES DE REVISION DEL SISTEMA HACCP ... 332
CUADRO F - 33 KETAL S.A.: PLAN HACCP – SALCHICHA VIENA .............................. 361
CUADRO F - 34 KETAL S.A.: PLAN HACCP – PAN MIGA ............................................... 366
CUADRO G - 1 KETAL S.A. DETALLE DE COSTOS DE OPERACIÓN (IMPLEMENTOS
NECESARIOS PARA EL CUMPLIMIENTO DEL SISTEMA BPM Y HACCP) ...................... 372
CUADRO G - 2 KETAL S.A.: VENTAS HISTORICAS - SALCHICHA VIENA 2015 - 2016
................................................................................................................................................................................... 373
CUADRO G - 3 KETAL S.A.: VENTAS HISTORICAS - PAN MIGA 2015 -2016 .................. 374
CUADRO G - 4 KETAL S.A.: PRONOSTICO DE VENTAS SALCHICHA VIENA -
MODELO CICLICO 2018- 2020 ................................................................................................................. 375

xii
CUADRO G - 5 KETAL S.A.: PRONOSTICO DE VENTAS PAN MIGA – MODELO
PRMEDIO MOVIL SIMPLE 2018-2020 .................................................................................................... 376
ÍNDICE DE DIAGRAMAS
DIAGRAMA 2 - 1 KETAL S.A. DIAGRAMA DE PRODUCCION EMBUTIDOS .................. 17
DIAGRAMA 2 - 2 KETAL S. A. DIAGRAMA DE PRODUCCION PANADERIA ................. 18
DIAGRAMA 3 - 1 REQUISITOS PREVIOS PARA LA APLICACION DEL SISTEMA
HACCP ..................................................................................................................................................................... 57
DIAGRAMA 3 - 2 SECUENCIA LOGICA PARA LA APLICACIÓN DEL SISTEMA HACCP
..................................................................................................................................................................................... 58
DIAGRAMA 6 - 1 KETAL S.A.: DIAGRAMA DE FLUJO PROCESO SALCHICHA VIENA
................................................................................................................................................................................... 129
DIAGRAMA 6 - 2 KETAL S.A.: DIAGRAMA DE FLUJO PROCESO PAN MOLDE
BLANCO SIN CORTEZA (PAN MIGA) .................................................................................................. 130
DIAGRAMA A - 1 KETAL S.A. DIAGRAMA ISHIKAWA (CAUSA EFECTO) ..................... 178
DIAGRAMA B - 1: KETAL S.A. ESTRUCTURA ORGANIZACIONAL .................................... 180
DIAGRAMA B - 2: KETAL S.A. LAY OUT (2DO PISO).................................................................. 181
DIAGRAMA B - 3: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
SALCHICHAS .................................................................................................................................................... 184
DIAGRAMA B - 4: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
JAMONES............................................................................................................................................................. 185
DIAGRAMA B - 5: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
CHORIZOS ........................................................................................................................................................... 186
DIAGRAMA B - 6: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
MORTADELAS .................................................................................................................................................. 187
DIAGRAMA B - 7: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE PAN
HORNEADO ........................................................................................................................................................ 188
DIAGRAMA B - 8: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE PAN
CONGELADO ..................................................................................................................................................... 189
DIAGRAMA B - 9: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
PANETON ............................................................................................................................................................ 190
DIAGRAMA B - 10: KETAL S.A. MAPA DE PROCESOS .............................................................. 193
DIAGRAMA F - 1 KETAL S.A ARBOL DE DECISIÓN PARA LA IDENTIFICACION DE
PCC’S ..................................................................................................................................................................... 319

xiii
DIAGRAMA G - 1: DIAGRAMA DE GANTT PLAN DE ACCION DE IMPLEMENTACION
DEL SISTEMA HACCP .................................................................................................................................. 370
ÍNDICE DE GRÁFICOS
GRÁFICO 4 - 1: KETAL S.A. EVALUACION DE REQUISITO 3 - AREA EMBUTIDOS.... 68
GRÁFICO 4 - 2: KETAL S.A. EVALUACION DE REQUISITO 3 - AREA PANADERIA .... 69
GRÁFICO 4 - 3: KETAL S.A. EVALUACION DE REQUISITO 4 - AREA EMBUTIDOS.... 71
GRÁFICO 4 - 4: KETAL S.A. EVALUACION DE REQUISITO 4 – AREA PANADERÍA ... 73
GRÁFICO 4 - 5: KETAL S.A. EVALUACION DE REQUISITO 5 – AREA EMBUTIDOS ... 75
GRÁFICO 4 - 6: KETAL S.A. EVALUACION DE REQUISITO 5 – PANADERIA ............... 76
GRÁFICO 4 - 7: KETAL S.A. EVALUACION DE REQUISITO 6 – AREA EMBUTIDOS ... 78
GRÁFICO 4 - 8: KETAL S.A. EVALUACION DE REQUISITO 6 – AREA PANADERIA ... 79
GRÁFICO 4 - 9: KETAL S.A. EVALUACION DE REQUISITO 7 – AREA EMBUTIDOS ... 81
GRÁFICO 4 - 10: KETAL S.A. EVALUACION DE REQUISITO 7 – AREA PANADERIA . 83
GRÁFICO 4 - 11: KETAL S.A. EVALUACION DE REQUISITO 8 – AREA EMBUTIDOS . 84
GRÁFICO 4 - 12 KETAL S.A. EVALUACION DE REQUISITO 8 – AREA PANADERIA .. 84
GRÁFICO 4 - 13: KETAL S.A EVALUACION DE REQUISITO 9 – AREA EMBUTIDOS .. 85
GRÁFICO 4 - 14: KETAL S.A. EVALUACION DE REQUISITO 9 – AREA PANADERIA . 85
GRÁFICO 4 - 15: KETAL S.A. EVALUACION DE REQUISITO 10 AREA– EMBUTIDOS 86
GRÁFICO 4 - 16: KETAL S.A. EVALUACION DE REQUISITO 10 AREA– PANADERIA. 87
GRÁFICO 4 - 17: KETAL S.A. CUMPLIMINETO DE REQUISITOS DE BUENAS
PRACTICAS DE MANUFACTURA AREA – EMBUTIDOS .................................................. 89
GRÁFICO 4 - 18: KETAL S.A. CUMPLIMINETO DE REQUISITOS DE BUENAS
PRACTICAS DE MANUFACTURA AREA – PANADERIA ................................................... 89
GRAFICO 5 - 1 KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE BUENAS
PRACTICAS DE MANUFACTURA POST DESARROLLO – AREA EMBUTIDOS ............. 122
GRAFICO 5 - 2 KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE BUENAS
PRACTICAS DE MANUFACTURA POST DESARROLLO – PANADERIA ........................... 122

xiv
RESUMEN
El desarrollo e implementación en KETAL S.A. Unidades Productivas de las Buenas
Prácticas de Manufactura y el diseño del Análisis de Peligros y Puntos Críticos de
Control (HACCP), con base a las normativas Bolivianas NB/NM 324:2013 y NB/NM
323:2015 respectivamente, tiene como objetivo prevenir las situaciones que conlleven a
problemas de inocuidad con los productos elaborados, mediante el buen
funcionamiento de los procedimientos operativos de estandarización y todas aquellas
actividades de higiene y buenas prácticas de manufactura. Así también identificar,
evaluar y controlar los peligros significativos durante toda la cadena alimentaria, de
modo de asegurar la inocuidad al consumidor y contribuir a la reducción de fallas
durante el proceso productivo, así como las mermas y devoluciones.
Este proyecto pretende, efectuar mejoras y progreso en los procesos internos
relacionados a la inocuidad de los productos elaborados por la empresa, reducir los
costos generados por la existencia de productos defectuosos y las devoluciones, así
como brindar confianza y seguridad de la inocuidad de los alimentos ofrecidos a la
sociedad.
En primer término se desarrolla un diagnostico situacional con base a las normativas ya
mencionadas, tomando en cuenta el grado de cumplimiento de los requisitos
establecidos.
Con base a los resultados del diagnóstico se desarrolla el sistema BPM, estableciendo las
actividades en cumplimiento a los requisitos instituidos por la normativa NB/NM
324:2013, tanto documentales como prácticas, en particular de las áreas de embutidos y
panadería. Así también se desarrolla el sistema HACCP tomado en cuenta las etapas
preliminares y los 7 principios, con base a la normativa NB/NM 323:2015 para los
productos Salchicha Viena y Pan Miga.
Por último, se realiza la evaluación económica del proyecto, tomando en cuenta las
situaciones con y sin proyecto, resultando el mismo económicamente rentable,
obteniéndose valores positivos según los indicadores financieros VAN, TIR y B/C.

xv
SUMMARY
The development and implementation in KETAL S.A. Productive Units of Good
Manufacturing Practices and Design of Hazard Analysis and Critical Control Points
(HACCP), based on Bolivian regulations NB / NM 324: 2013 and NB / NM 323: 2015
respectively, aims to prevent Situations that lead to problems of safety with processed
products, through the proper functioning of standardization operating procedures and all
those activities of hygiene and good manufacturing practices. It also identifies, evaluates
and controls significant hazards throughout the food chain, so as to ensure consumer
safety and contribute to the reduction of failures during the production process, as well
as losses and returns.
This project aims to make improvements and progress in the internal processes related to
the safety of the products elaborated by the company, reduce the costs generated by the
existence of defective products and the returns, as well as provide confidence and safety
of the food safety Offered to society.
First, a situational diagnosis is developed based on the aforementioned regulations,
taking into account the degree of compliance with the established requirements.
Based on the results of the diagnosis, the GMP system is developed, establishing the
activities in compliance with the requirements established by NB / NM 324: 2013, both
documentary and practical, particularly in the sausages and bakery areas. The HACCP
system is also developed, taking into account the preliminary stages and the 7 principles,
based on the regulation NB / NM 323: 2015 for the products Sausage Vienna and Bread
Crumbs.
Finally, the economic evaluation of the project is carried out, taking into account the
situations with and without project, being the same economically profitable, obtaining
positive values according to the financial indicators NPV, IRR and B / C.

xvi
PALABRAS CLAVE
Inocuidad de los
alimentos
Concepto que implica que los alimentos no causaran daño al
consumidor cuando se preparan y/o consumen de acuerdo con
el uso previsto.
Sistema de Buenas
Prácticas de
Manufactura (BPM)
Las Buenas Prácticas de Manufactura son un conjunto de
principios y recomendaciones técnicas que se aplican en el
procesamiento de alimentos para garantizar su inocuidad y su
aptitud, y para evitar su adulteración.
Sistema de Análisis
de Peligros y Puntos
Críticos de Control
(HACCP)
Procedimiento sistemático y preventivo, reconocido
internacionalmente para abordar los peligros biológicos,
químicos y físicos mediante la previsión y la prevención, y no
solo mediante la inspección y comprobación de los productos
finales.
GMP/BPM Good Manufacturing Practices / Buenas Prácticas de
Manufactura
BPE Buenas Practicas de Elaboración
BPF Buenas Practicas de Fabricación
HACCP/APPCC Hazard Analysis and Critical Control Point System / Análisis
de Peligros y Puntos Críticos de Control
SSOP/POES Sanitation Standard Operating Procedures
Procedimientos Operativos Estandarizados de Saneamiento
PCC Punto Crítico de Control
ETA Enfermedades Transmitidas por Alimentos
SENASAG Servicio Nacional de Sanidad Agropecuaria e Inocuidad
Alimentaria
FAO Food and Agriculture Organization
FDA Federal Food & Drugs Act
OMS Organización Mundial de la Salud
OPS Organización Panamericana de la Salud

xvii
INTRODUCCIÓN
Ketal S.A. Unidades Productivas es una empresa dedicada a la elaboración de productos
alimenticios pertenecientes a sus diferentes líneas de producción, entre estas las de
estudio, Embutidos y Panadería de las marcas Extra y Ketal.
Los productos ofrecidos por la empresa deben garantizar seguridad e inocuidad de los
mismos a los consumidores, brindando así productos de alta calidad.
A través del personal jerárquico de Ketal S.A. Unidades Productivas, se pretende
mantener un sistema organizado y de buen funcionamiento tanto documental como de
puesta en marcha de todas aquellas actividades de buenas prácticas de manufactura
(BPM), que complementen de forma efectiva al existente, así mismo se desea controlar
el proceso de fabricación de sus productos durante toda la cadena alimentaria, esto es el
Análisis de Peligros y Puntos Críticos de Control (HACCP por sus siglas en ingles), tal
que permita a la empresa identificar evaluar y controlar los peligros significativos de
inocuidad, proporcionado seguridad y calidad de los productos ofrecidos.
Los sistemas BPM y HACCP están diseñados internacionalmente, para garantizar la
salud de los consumidores de alimentos mediante los requisitos que contemplan y que
todas las empresas o instituciones de comercio que ofrecen alimentos a la sociedad
tienen la misión de aplicar. En Bolivia las normativas basadas en los requisitos
internacionales son: NB/NM 324:2013 Buenas Prácticas de Manufactura (BPM) y
NB/NM 323:2015 Sistema de análisis de peligros y puntos críticos de control (HACCP).
Ketal S.A. cuenta con un sistema de BPM parcialmente en funcionamiento y por el
compromiso como empresa hacia sus clientes y consumidores, además de sus políticas
de mejora continua empresarial, requiere consolidar su sistema BPM y garantizar el
control de las etapas criticas de elaboración mediante el sistema HACCP, pensando a su
vez concretarlas mediante las certificaciones correspondientes.
1.

1
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
CAPÍTULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
1.1. ANTECEDENTES
Es una realidad que en Bolivia una gran cantidad de empresas dedicadas a la producción
de alimentos no cuentan con ninguna certificación ni implementación relacionada al
control ni aseguramiento de la Inocuidad de los Alimentos.
La responsabilidad de asegurar unos alimentos inocuos y nutritivos a lo largo de la
cadena alimentaria incumbe a todos los interesados. El desafío consiste en crear sistemas
integrales y eficaces que garanticen la participación y el compromiso a largo plazo de
todas las partes interesadas en cada una de las etapas.1
“Internacionalmente dos filosofías han marcado cambios muy importantes en el área de
inocuidad y calidad, estas son: Control Total de la Calidad (TQM) y el Sistema de
Análisis de Riesgos y Puntos Críticos de Control (HACCP). Las buenas prácticas de
Manufactura (BPM) son las bases para poder aplicar correctamente el HACCP”2, por lo
cual se convierte en pieza clave cuando se habla del Aseguramiento de la Inocuidad
Alimentaria, conceptos a los que se le debe dar mayor importancia en el ámbito local.
La empresa Unidades productivas Ketal perteneciente al rubro manufacturero, se dedica
a la elaboración de alimentos en diferentes líneas, entre estas Embutidos, Panadería,
Pastelería Dulce, Pastelería Salada, Postres y Pastas.
Entre estos los embutidos son considerados productos cárnicos de alto riesgo, debido a
que poseen una gran riqueza nutritiva por su alto contenido de agua y proteínas, pero a la
vez son portadores de contaminantes microbiológicos, considerados peligros para la
salud del consumidor.
1 (Organizacion de las Naciones Unidas para la Alimentacion y la Agricultura (FAO), 2002),12/05/16 de:
http://www.fao.org/docrep/005/y1579s/y1579s02.htm 2 (Garcia, 2005) ISO 22000 Nuevo Estandar Mundial de Seguridad Alimentaria. Madrid, 12/05/16 de:
http://www.infocalidad.net/wp-content/uploads/Q051117_SGS.pdf

2
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
La empresa cuenta con el registro sanitario 04-01-03-19-0009 otorgado por SENASAG
(Servicio Nacional de Sanidad Agropecuaria e Inocuidad Alimentaria), cumpliendo con
la normativa nacional, lo cual demuestra que trabaja bajo condiciones sanitarias
permisibles, sin embargo, se requiere una evaluación especial en el área productiva que
conlleve así a que los productos sean de alta calidad para el cliente y además seguros al
momento del consumo.
Unidades productivas Ketal no cuentan con una certificación pero si con los permisos
reglamentarios y con los procedimientos correspondientes a Buenas Prácticas de
Manufactura BPM implementados de forma parcial, no obstante es una prioridad para la
empresa lograr implementar Sistemas de Inocuidad Alimentaria para lograr a cabalidad
el cumplimiento de la Misión, Visión, y Valores Empresariales que poseen.
El sistema de análisis de peligros y punto críticos de control (HACCP) por sus siglas en
inglés (Hazard Analisis Critical Control Point),constituye un sistema integral que
pretende señalar los peligros alimentarios, identificando los riegos potenciales,
estableciendo los puntos críticos de control puntos en los que se debe controlar el
proceso para evitar un riesgo inaceptable y la verificación de un sistema de registro de
datos eficaz para la documentación de peligros, vigilancia , monitoreo y acciones que
reduzcan los peligros de contaminación.
Este sistema además se considera útil en las inspecciones del SENASAG que según la
ley 2061, confiere a esta entidad la competencia de “garantizar la inocuidad de los
alimentos en los tramos productivos y de procedimiento que correspondan al sector
agropecuario y realizar la certificación de la inocuidad alimentaria de productos
alimenticios de consumo nacional, de exportación e importación.”3
3
(SENASAG, 2012), Servicio Nacional de Sanidad Agropecuaria e Inocuidad Alimentaria, 13/05/2016, de:
http://www.senasag.gob.bo/inocuidadalimentaria.html

3
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
1.2. PROBLEMÁTICA
Todas las personas tienen derecho a esperar que los alimentos que comen sean inocuos y
aptos para el consumo. Las enfermedades de transmisión alimentaria y los daños
provocados por los alimentos son, en el mejor de los casos, desagradables, y en el peor
pueden ser fatales. Pero hay, además otras consecuencias, los brotes de enfermedades
transmitidas por los alimentos pueden perjudicar al comercio y al turismo y provocar
pérdidas de ingresos, desempleo y pleitos. El deterioro de los alimentos ocasiona
pérdidas, es costoso y puede influir negativamente en el comercio y en la confianza de
los consumidores.4
Para dar cumplimiento a las exigencias de los consumidores, Unidades productivas
Ketal debe incrementar su sistema de autocontrol en el proceso de elaboración para cada
uno de sus productos que si bien son cumplidos parcialmente desarrollando los
procedimientos en Buenas Prácticas de Manufactura existentes y así también con la
entidad reguladora SENASAG como se mencionó anteriormente, no son suficientes
resultando así el sistema actual inadecuado para el mercado cada vez cambiante.
La parcialidad del sistema actual genera problemas existentes en la empresa
relacionados con productos defectuosos como ser: reclamos y devolución de productos,
exceso y mermas en la producción, generando pérdidas por los costos de elaboración.
Otro problema muy importante es que bajo las situaciones anteriores mencionadas se
hace un tanto difícil el ingreso firme como una marca consolidada en nuevos segmentos
de mercado.
A partir de los problemas identificados anteriormente se analizan las posibles causas
teniendo las siguientes:
4 (FAO, 2002), Organización de las Naciones Unidas para la Agricultura y la Alimentación FAO, Alimentos inocuos y
nutritivos para los consumidores, 12/05/16 de: http://www.fao.org/worldfoodsummit/sideevents/papers/y6656s.htm

4
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
Materia Prima:
no se realizan pruebas de laboratorio frecuentes a las materias primas que así lo
requieren por ser de carácter crítico y tampoco existe un método de evaluación
establecida a los proveedores.
Otra causa identificada es que todavía se cuenta con proveedores informales de
materias primas, los cuales no garantizan la calidad de los productos que ofrecen.
Métodos:
Carencia de nuevas estrategias de mejora continua, planes, procedimientos y
registros de control específicos por cada producto. No se considera mayores
métodos para mejorar el control en la evaluación de los peligros del proceso
productivo. Falta de un análisis profundo en el sistema de inocuidad de
alimentos.
Mano de Obra:
Mediante una exploración a las actividades desarrolladas en todas las áreas
existentes, así también mediante opiniones y experiencias de jefatura de
producción y control de calidad con el personal de la empresa, se ha identificado
la existencia de empleados tanto en el area de producción como en otras áreas
(administrativas y mantenimiento), que no conocen a cabalidad el sistema de
inocuidad de alimentos, existe ausencia de capacitación frecuente y a personal
nuevo y se conocen de forma mínima los puntos críticos que ocasionarían riesgos
que lleven a un peligro en la elaboración de los productos.
Medición:
No se efectúa de forma efectiva el análisis de riesgos y puntos críticos en todos
los productos por ende la evaluación de la calidad y seguridad por cada producto
se realiza de forma parcial y no a cabalidad.
Existen equipos que no son calibrados con la frecuencia necesaria y que son
utilizados para la medición de variables considerables para la obtención de
productos inocuos y por consiguiente de calidad.

5
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
El detalle de las causas y efectos descritos anteriormente se presentan a continuación en
el diagrama causa efecto, (véase diagrama A-1 del Anexo A).
1.2.1. IDENTIFICACIÓN DEL PROBLEMA
Se identifica al problema entonces como la existencia de mermas y devoluciones de
producto, ocasionados por el parcial funcionamiento del actual Sistema de Inocuidad
Alimentaria (BPM y HACCP) de KETAL S.A, el mismo no permite establecer
completamente la seguridad e inocuidad en todos los productos de Unidades Productivas
Ketal, ocasionando algunas disconformidades e inseguridad en las expectativas de los
clientes actuales y posibles futuros, así también barreras de ingreso a nuevos mercados.
1.3. OBJETIVOS
1.3.1. OBJETIVO GENERAL
Implementar los requerimientos de Buenas Prácticas de Manufactura (BPM) y diseñar
un Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) en la
empresa KETAL S.A. para las áreas de embutidos y panadería de sus unidades
productivas, con la finalidad de identificar, evaluar y controlar los peligros significativos
durante toda la cadena alimentaria, de modo de asegurar la inocuidad al consumidor y
contribuir a la reducción de fallas durante el proceso productivo así como las mermas y
devoluciones.
1.3.2. OBJETIVOS ESPECÍFICOS
Efectuar un diagnóstico de la situación actual de la empresa en relación a los
requerimientos y cumplimiento de las Buenas Prácticas de Manufactura existente
tanto en documentación como en la aplicación, siendo requisito base para el
desarrollo del sistema HACCP.
Complementar el sistema de Buenas Prácticas de Manufactura desarrollando la
documentación de procedimientos y registros requeridos e implementando todos
los requisitos que lo comprenden (Materia prima, infraestructura, sanitización,
higiene personal, control, etc.) así como su aplicación.

6
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
Establecer los conceptos teóricos y la metodología del desarrollo del sistema
HACCP
Planificar las etapas preliminares del sistema HACCP para los productos
Salchicha Viena y Pan Miga.
Identificar los peligros y medidas preventivas en el proceso de producción.
Elaborar los planes HACCP de los productos mencionados, identificando los
puntos críticos de control, los limites críticos y el monitoreo de cada proceso,
estableciendo las acciones correctivas, los procedimientos de verificación y el
sistema de registro, acorde a los reglamentos base en inocuidad alimentaria
utilizados.
Definir y establecer las consideraciones a tomar en cuenta como apoyo para la
implementación y mantenimiento del sistema HACCP.
Realizar la evaluación económica del proyecto.
1.4. JUSTIFICACIÓN
1.4.1. JUSTIFICACIÓN ACADÉMICA
El presente proyecto basa su desarrollo con base en las siguientes asignaturas como
herramientas:
Ciencias de tecnología industrial
Ingeniería de métodos y laboratorio
Tecnología de alimentos y laboratorio
Ciencias de gerencia industrial
Gestión de la calidad
Ciencias económicas sociales y de humanidad
Preparación y evaluación de proyectos
1.4.2. JUSTIFICACIÓN ECONÓMICO SOCIAL
El diseño y posterior implementación del Sistema propuesto en el proyecto conlleva a un
beneficio económico importante, debido a que, al cumplir con los requerimientos

7
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
establecidos, Unidades Productivas Ketal tendrá la oportunidad de ingresar a nuevos
mercados de forma consolidada, incrementando su participación en el mercado y sin
duda este sistema generará una reducción en el número de productos que no cumplen las
especificaciones requeridas (productos defectuosos), con lo cual se reducirán costos
operativos.
Por la parte social, todas las personas tienen derecho a que los alimentos que consumen
sean inocuos. Es decir que no contengan agentes físicos, químicos o biológicos en
niveles o de naturaleza tal, que pongan en peligro su salud. De esta manera se concibe
que la inocuidad como un atributo fundamental de la calidad.
La inocuidad de los alimentos se considera una responsabilidad compartida entre el
Gobierno, la Industria y sus consumidores.
El Gobierno por medio de SENASAG crea las condiciones y el marco jurídico a través
de la ejecución de Normas y Reglamentos que sirven para el establecimiento de una
infraestructura eficaz de control de la inocuidad de los alimentos que los fabricantes
tienen que cumplir, a fin de asegurar la salud de los consumidores.
Mundialmente es alarmante el número de casos de infección por alimentos
contaminados, sobre todo en los piases en desarrollo.
Lo más común son las diarreas. Los medios más relevantes son la falta de calidad del
agua, los pescados y las carnes rojas.
1.4.3. JUSTIFICACIÓN METODOLÓGICA
Desde el punto de vista metodológico para el proyecto, se establecen un conjunto de
directrices que permitirán orientar el desarrollo del proceso del sistema de gestión,
dirigido a formular sistemas de control y registro considerando el tipo y diseño de
investigación descriptiva, mediante instrumentos de recolección de datos, los procesos
de análisis de resultados y propuestas de mejora, sin descartar otras técnicas de
investigación necesaria.

8
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
1.4.4. JUSTIFICACIÓN LEGAL
Para la evaluación y desarrollo del sistema BPM existente en la empresa se basaran bajo
la normativa Boliviana NB/NM 324:2013 Buenas Prácticas de Manufactura (BPM),
este será base en el presente proyecto para el diseño del sistema HACCP que a su vez se
basará en la normativa Boliviana NB/NM 323:2015 Sistema de análisis de peligros y
puntos críticos de control (HACCP) y las directrices del Codex Alimentarius, como
forma de contribuir a la seguridad alimentaria, estableciendo las generalidades,
elementos clave, términos y definiciones para implantar el sistema, necesarias para
cumplir normas de SENASAG.
1.5. ALCANCES Y LIMITACIONES
La evaluación y posterior implementación del sistema de Buenas Prácticas de
Manufactura se realiza con énfasis en las áreas de embutidos y panadería de las marcas
Extra y Ketal respectivamente con el propósito de dar continuidad y seguimiento al
sistema existente y debido a temas de inversión y mayor grado de peligros de
contaminación siendo este base fundamental para el sistema HACCP.
La implementación del Sistema de Buenas Prácticas de Manufactura se divide en 2
fases, la primera relacionada con el cumplimiento de los requisitos exigidos por la
norma NB/NM 324: 2013 cuya implementación no requiera de gran inversión
económica y requisitos documentales, y la segunda el cumplimiento de los requisitos
cuya inversión sea de alto valor económico, dando énfasis en el proyecto al
cumplimiento de la primera fase de implementación.
El diseño del sistema de análisis de peligros y puntos críticos de control HACCP se
realiza para los productos Salchicha Viena y Pan Miga de las áreas de estudio ya
mencionadas Embutidos y Panadería, esto en base a los lineamientos y directrices de la
normativa Boliviana NB/NM 323: 2015.

9
CAPITULO I
ANTECEDENTES Y OBJETIVOS DEL PROYECTO
Ambos sistemas BPM y HACCP contemplan las tres etapas del de la cadena productiva,
desde materia prima, pasando por el proceso de producción y llegando hasta el despacho
de producto terminado.
1.6. PREGUNTA DE INVESTIGACIÓN
La pregunta correspondiente al presente proyecto es:
¿La implementación de Buenas Prácticas de Manufactura (BPM), y el control de los
puntos críticos de los productos, identificados mediante el sistema HACCP en Unidades
Productivas Ketal generará beneficios tanto a la empresa como a la sociedad?
2.

10
CAPITULO II
GENERALIDADES DE LA EMPRESA
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.1. DEFINICIÓN DE LA EMPRESA
La empresa Ketal S.A. es una empresa dedicada a la comercialización, venta al por
menor de una amplia diversidad de productos provenientes de diferentes marcas
empresariales, así también como sus propias marcas, “Extra” perteneciente a los
productos del area de embutidos y “Ketal” a los productos de panadería.
Desde el Año 2010 cuenta con una planta productiva, que en la actualidad se dedica a la
elaboración de alimentos en diferentes líneas, entre estas: Embutidos, Panadería,
Pastelería Dulce, Pastelería Salada, Postres y Pastas.
Los productos elaborados son comercializados en sus sucursales en la ciudad de La Paz,
que actualmente son 9 en la ciudad de La Paz y una en la ciudad de El Alto, como se
detalla a continuación en el cuadro 2-1:
CUADRO 2 - 1: KETAL S.A. UBICACIÓN DE SUPERMERCADOS
SUCURSAL CALLE 21
CALACOTO
Ketal express
San Miguel, esq. Av. Montenegro,
SUCURSAL PLAZA
ESPAÑA
SUCURSAL CALLE 15
CALACOTO
Calacoto, Av. Ballivián esq. calle 15,
SUCURSAL
MIRAFLORES
Miraflores Av. Busch
esq. Villalobos Nº 1994,
SUCURSAL AV. ARCE
San Jorge, Av. Arce esq. Macario
Pinilla
SUCURSAL
MEGACENTER
Irpavi, Av. Rafaél Pavón
frente al Colegio Militar,

11
CAPITULO II
GENERALIDADES DE LA EMPRESA
SUCURSAL SAN PEDRO
San Pedro, Calle Almirante Grau
SUCURSAL OBRAJES
Obrajes, Calles 16 de
Obrajes y 14 de
Septiembre
SUCURSAL ACHUMANI
Achumani, Av. Alexander
Calle 14
SUCURSAL EL
ALTO
Estación teleférico
parque mirador
FUENTE.: Elaborado en base a información de la página web y gerencia de producción
En el cuadro 2 -2 se muestran los datos generales de la empresa.
CUADRO 2 - 2: KETAL S. A.: DATOS DE IDENTIFICACION
Razón social KETAL S. A.
CAEB -2005 (Fiambres y
embutidos)
D15114 - Elaboración de fiambres y embutidos
CAEB -2005 (Panadería) D1541 – Elaboración de productos de panadería
Gerente General Ivan Tejada
Dirección Fabrica Zona Bajo Llojeta, Esquina calle Cipreses
Dirección oficina central Av. Ballivian esq. Calle 15 de Calacoto
Correo E- mail [email protected],
Página Web http://www.ketal.com.bo/
Teléfonos 2791122
Departamento - País La Paz – Bolivia FUENTE.: Elaborado en base a información de la página web y gerencia de producción
2.1.1. BREVE RESEÑA HISTORICA
Supermercados KETAL fue fundada en 1987, surge con la iniciativa de un grupo de
jóvenes empresarios , que luego de realizar una importante y exitosa importación de
productos americanos, en una empresa llamada KOLBO abren el primer Supermercado
KETAL ,estableciéndose desde hace veinte años como la empresa pionera en
supermercados en Bolivia.

12
CAPITULO II
GENERALIDADES DE LA EMPRESA
Desde el Año 2010 Ketal S.A. cuenta con una Unidad Productiva perteneciente al rubro
alimenticio en diferentes líneas, entre estas: Embutidos, Panadería, Pastelería Dulce,
Pastelería Salada, Postres y Pastas.
Actualmente cuenta con 9 salas de supermercados en la ciudad de La Paz y en
diciembre del 2015 se inauguró una nueva sala en la ciudad de El Alto con instalaciones
que promedian los 11000 metros cuadrados de superficie y salas de aproximadamente
8000 metros cuadrados cubiertos.
En los últimos años KETAL S.A. ha ido innovando la variedad servicios prestados a sus
clientes, entre estos tenemos como ejemplo, venta de electrodomésticos, librería, bazar,
música, patios de comida y más.
2.1.2. MISIÓN
"Hacer la vida más fácil" a nuestros clientes:
Brindando productos y servicios de la más alta calidad, variedad, comodidad y
eficiencia, dentro de un ambiente de trabajo de respeto hacia nuestros recursos humanos,
siendo este nuestro principal factor de la competitividad.
2.1.3. VISIÓN
Ser la primera opción de compra para las familias de Bolivia, con estándares de calidad
de primera.5
2.1.4. CLASIFICACIÓN DE LA ACTIVIDAD ECONÓMICA
El sector cárnico en la industria Boliviana se encuentra dentro de la Industria
Alimentaria que se encarga de procesar y distribuir carne preparada hacia el consumidor.
De igual forma el sector de panadería se encarga de distribuir productos de panadería
elaborados hacia el consumidor. La estructura de la Clasificación de las Actividades
Económicas de Bolivia (CAEB - 2005), es de la siguiente manera como se muestra en el
cuadro 2-3:
5 (KETAL S.A., 2015), Quienes somos; 24/05/2016 de: http://www.ketal.com.bo/nosotros.php

13
CAPITULO II
GENERALIDADES DE LA EMPRESA
CUADRO 2 - 3: KETAL S.A. CLASIFICACION ECONOMICA (SECTOR
CARNICO)
GRUPO CLASE SUBCLASE DESCRIPCIÓN
154 Elaboración de otros productos alimenticios
1511 Producción, procesamiento y conservación de
carne y productos cárnicos
15111 Matanza de ganado bovino y procesamiento de su
carne
15112 Producción y procesamiento de carne de aves de
corral
15113 Matanza de ganado excepto el bovino,
procesamiento de su carne y subproductos
15114 Elaboración de fiambres y embutidos
15119 Elaboración de otros subproductos cárnicos ncp
FUENTE.: Elaborado en base a datos de Instituto Nacional de Estadística (CAEB - 2005)
CUADRO 2 - 4: KETAL S.A. CLASIFICACION ECONOMICA (SECTOR
PANADERIA)
GRUPO CLASE SUBCLASE DESCRIPCIÓN
154 Elaboración de otros productos alimenticios
1541 Elaboración de productos de panadería
15411 Elaboración de pan
15412 Elaboración de productos secos de panadería
15413 Elaboración de productos de pastelería
15419 Elaboración de otros productos de panadería y
pastelería ncp
FUENTE.: Elaborado en base a datos de Instituto Nacional de Estadística (CAEB - 2005)
2.1.5. LOCALIZACION
Ketal S.A. se encuentra ubicada en la Zona Bajo Llojeta, calle Cipreses N° 16, La Paz –
Bolivia.LA ubicación geográfica se presenta en la ilustración 2-1.

14
CAPITULO II
GENERALIDADES DE LA EMPRESA
ILUSTRACION 2 - 1: KETAL S.A. VISTA SATELITAL DE LA PLANTA
DE UNIDADES PRODUCTIVAS
FUENTE.: Elaborado en base a localización satelital google maps.
La oficina central se halla ubicada en la Av. Ballivian esq. Calle 15 de Calacoto, en la
que se hallan los departamentos de Marketing, Finanzas, Recursos Humanos y otros.
2.1.6. ESTRUCTURA ORGANIZACIONAL
La estructura organizacional de Unidades Productivas Ketal se halla liderada por
gerencia de producción y está compuesta principalmente por cuatro jefaturas y 3
encargados de actividades, detalladas en el Diagrama B – 1 del anexo B.
2.1.7. ÁREAS DE LA EMPRESA
Las instalaciones a estudiar en el proyecto (Embutidos y Panaderia) de Unidades
Productivas Ketal se pueden apreciar a detalle en el diagrama B – 2 del Anexo B (lay
out de la planta de producción y de áreas externas). La planta esta edificada en 3 niveles
de forma vertical, las áreas productivas existentes en la empresa se detallan a
continuación:
1er Piso
o Procesos Embutidos

15
CAPITULO II
GENERALIDADES DE LA EMPRESA
o Procesos Postres
o Panadería
o Carnicería
2do piso
o Proceso de Pastelería dulce
o Proceso de Pastelería Salada
o Procesos Snack
o Procesos Pastas
o Cocina
Planta baja
o Area de despacho
o Almacenes
o Depósito de basura
2.1.7.1. Ambientes externos de la planta de producción
Recepción y almacén de materias primas
En esta area se realiza la recepción de todas las materias primas e insumos necesarios
para cada una de las áreas productivas existentes en la empresa, teniendo personal
encargado de este trabajo y contando también con registros de entrada y salida.
Cámaras
Existen tres tipos de cámaras utilizadas en U.P. Ketal, las de Frio divididas entre baja
(de congelamiento) y media (de refrigeración) y también la de fermentación.
Se cuentan con 3 cámaras de congelamiento las cuales se hallan ubicadas en las áreas de
Embutidos (almacenamiento de materias primas y productos terminados en diferentes
compartimentos), Panadería (almacenamiento de productos en proceso) y Carnicería
(almacenamiento de materias primas). También existen dos cámaras de fermentación
ubicada en el área de Panadería.
Mantenimiento
Esta area se encarga de realizar el mantenimiento, control y verificación del
funcionamiento de las maquinas así también de equipos y de las instalaciones eléctricas.

16
CAPITULO II
GENERALIDADES DE LA EMPRESA
Area de limpieza
En estas instalaciones se almacenan todos los productos y materiales utilizados para la
limpieza tanto de las instalaciones, maquinarias y personal. Como ser detergentes,
esponjas, barbijos,
2.1.7.2. Ambientes planta de producción
A continuación se detallaran los ambientes estudiados en el presente proyecto.
1. Área de embutidos
El ambiente de producción del area se halla distribuido en un mismo local de producción
existiendo las siguientes secciones:
Sección de trozado
Sección de molido
Sección de pesado y preparación de aditivos
Sección de Mezclado
Sección de Embutido
Sección Ahumado
Sección de Cocción
Sección de envasado
2. Área de Panadería
El ambiente de producción del area se halla distribuido en un mismo local de producción
existiendo las siguientes secciones:
Sección de pesado y preparado
Sección de amasado
Sección de moldeado
Sección de fermentado
Sección de horneado
Sección de enfriamiento
Cámara de congelamiento
Sección de corte y envasado

17
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.1.7.3. Área de despacho y salida de productos
En este area se realiza el ordenamiento de los productos de las demás áreas productivas de
acuerdo a los pedidos de las sucursales.
2.2. SISTEMA DE PRODUCCIÓN
DIAGRAMA 2 - 1
KETAL S.A. DIAGRAMA DE PRODUCCION EMBUTIDOS
Materia prima e insumosProceso de
transformación Productos
Materia Prima para la producción: Carne de res Carne de cerdo Carne de pollo Condimentos Aditivos permitidos Especias Almidón Hielo AguaMateriales Indirectos: Envases y Empaques: Tripas naturales Tripas sintéticas Envases PlásticosEnergías: Gas Natural Energía Eléctrica
Recepción de materias primas
Cortado de carne Molido Trozado de verduras Mezclado Embutido Maduración Horneado Cocido Enfriado Almacenado Envasado Despacho
Salchichas Jamones
MortadelasChorizos
Retroalimentación
FUENTE: Elaboración en base a información del area de embutidos

18
CAPITULO II
GENERALIDADES DE LA EMPRESA
DIAGRAMA 2 - 2
KETAL S. A. DIAGRAMA DE PRODUCCION PANADERIA
Materia prima e insumos
Proceso de transformación
Productos
Materia Prima de Elaboración: Harina Huevos Azúcar Mejoradores Mantequilla Levaduras Agua MantecaMaterias Primas Indirectos: Agua Envases y Empaques Semillas Selladores plásticos Energías: Gas Natural Energía Eléctrica
Pesado Amasado Sobado Boleado Formado Fermentado Horneado Desmoldado Cortado Embolsado
Pan a Granel Pan Integral Pan Miga Pan molde Pan Congelado
Retroalimentación
FUENTE: Elaboración en base a información del area de producción
El sistema de producción general de la empresa consiste en el abastecimiento de
materias primas, el proceso de transformación y la distribución de productos terminados.
Las materias primas e insumos se agrupan en materiales de elaboración (Carne
de Res, Cerdo, Pollo, condimentos, aditivos y almidón pertenecientes al area de
embutidos, harina, huevos, azúcar, mejorador, levaduras y mantequilla
pertenecientes al area de panadería), materiales indirectos (Agua y envases
platicos para ambas áreas) y energías (gas natural y energía eléctrica).
El proceso de transformación se detalla de forma genérica para 4 familias de
productos del area de embutidos y 3 para el de panadería.
Los productos finales son enviados a todas las salas de supermercados Ketal en
las ciudades de La Paz y El alto según el pedido de las mismas.

19
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.2.1. DESCRIPCIÓN DE LA MATERIA PRIMA E INSUMOS
Los materiales necesarios para la elaboración de los productos en el area de embutidos y
panadería se detallan en los cuadros 2-5 y 2-6:
CUADRO 2 - 5: KETAL S.A. MATERIA PRIMA E INSUMOS AREA DE EMBUTIDOS
Materiales Descripción Origen
Carne de cerdo Sofía Santa Cruz
Carne de res Frigor Santa Cruz
Carne de Pollo Sofía e Imba Santa Cruz
Condimentos Los Andes La Paz
Verduras Proveedor informal La Paz
Almidón de yuca Aditec Cochabamba
Hielo Atabex S.R.L. La Paz
Aditivos permitidos Naturex, Aditec e Intercom Importador cochabambino
Envases Zepol Cochabamba
FUENTE: elaboración en base a información de gerencia de producción
CUADRO 2 - 6: KETAL S.A. MATERIA PRIMA E INSUMOS AREA DE EMBUTIDOS
Materiales Descripción Origen
Harina de trigo blanca Molino andino, Torre molinos,
Cañuelas
La Paz y Argentina
Harina de trigo integral Molino andino La Paz
Azúcar UNAGRO S.A. Santa Cruz
Huevos Caisy Santa Cruz
Margarina Industrias de aceite S.A. Santa Cruz
Mejorador Industrias Venado S.A. La Paz
Levaduras Industrias Venado S.A. Santa Cruz
Aditivos permitidos Química Montes, Unipan,
Industrias Venado, Lesafric
Uruguay S.A.
La Paz, Uruguay
Envases , polietileno de baja
densidad
Ravi Cochabamba
FUENTE: elaboración en base a información de gerencia de producción
2.2.2. PROCESO DE TRANSFORMACIÓN
2.2.2.1. Área de embutidos
Existen 4 familias de productos en la línea de embutidos, las cuales son:
Salchichas

20
CAPITULO II
GENERALIDADES DE LA EMPRESA
Jamones
Chorizos
Mortadelas
A continuación se describen las operaciones de elaboración de las familias de productos
del area.
Proceso de elaboración de Salchichas6
Almacenamiento
Una vez realizada la recepción de materias primas, estas pasan a ser almacenadas en el
depósito de almacenamiento en caso de productos no perecederos y a cámara de frio en
el caso de productos perecederos a temperaturas de 0 a -18 °C.7
Pesado de ingredientes
Con ayuda de una balanza digital se realiza el pesado de los ingredientes, según las
cantidades establecidas en las recetas.
Trozado
Se realiza el trozado de las carnes, separando de la carne a utilizar, huesos y cartílagos,
cerciorándose de obtener los mejores cortes.
Molido
El responsable de esta operación recoge los trozos de carne de res y el tocino las cuales
pasan por esta operación con ayuda de la maquina moledora con discos de 3 y 2 mm
respectivamente.
Mezclado
En esta operación se realiza la adición inicial de las carnes previamente molidas y el
hielo a la maquina (Cutter), posteriormente y en funcionamiento de la maquinaria se
adicionan los aditivos y condimentos, seguido se procede a la adición de la fécula de
6 Ketal S.A. (2015), Manual de procesos Embutidos. Elaboración de salchichas. La Paz, Bolivia
7 Universidad Industrial de Santander (UIS), (2008). Guía de almacenamiento seco, refrigerado y congelado
PROCESO BIENESTAR ESTUDIANTIL SUBPROCESO ATENCIÓN SOCIOECONÓMICA Pg.5 de www.uis.edu.co 8 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 9 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 10 FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de 7 Universidad Industrial de Santander (UIS), (2008). Guía de almacenamiento seco, refrigerado y congelado
PROCESO BIENESTAR ESTUDIANTIL SUBPROCESO ATENCIÓN SOCIOECONÓMICA Pg.5 de www.uis.edu.co

21
CAPITULO II
GENERALIDADES DE LA EMPRESA
yuca, finalmente esta operación es realizada durante 20 min o el tiempo necesario hasta
que se obtenga una mezcla uniforme, gomosa y sin grumos.
Embutido
Una vez obtenida la mezcla la misma se descarga del Cutter y se lleva a embutir en
tripas artificiales en la maquina embutidora, obteniendo la forma característica de la
salchicha de acuerdo a la cantidad y tamaño requerido.
Ahumado
Las salchichas trenzadas son acomodadas en varillas, las cuales pasan al horno para ser
secadas a una temperatura de 140°C por un tiempo de 45 a 50 minutos8.
Cocción
Transcurrido el tiempo de secado; las salchichas son retiradas del horno y se llevan a
escaldar en las ollas a 70°C.9 por 15 minutos, para que las mismas se rehidraten y
adquieran su característica deseada.
Enfriado
Posterior al tiempo de cocción se procede a enfriar en baños de agua fría a 10°C de 10 a
15 minutos, seguido se almacena en la cámara de refrigeración a 5°C por 15 horas.8
Corte y pelado
Una vez frías las salchichas son separadas por unidad y de la tripa sintética, separando
también aquellas que no poseen las características deseadas de la salchicha.
Empaquetado y envasado
Las salchichas son introducidas en envases de polipropileno de acuerdo a sus diferentes
presentaciones y posteriormente selladas a vacío en la máquina de sellado.
Etiquetado
Una vez envasadas las salchichas se etiquetan con un tiempo de duración de 30 días y se
pesa y declara.
Almacenado
El producto final envasado y etiquetado se almacena en la cámara de frio a 5 °C10
8 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 9 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf

22
CAPITULO II
GENERALIDADES DE LA EMPRESA
Despacho y distribución
El producto previo a ser enviado es inspeccionado para controlar las características
deseadas según muestreo y finalmente enviados a las salas de venta en transportes
refrigerados a 5°C.11
Proceso de elaboración jamones12
Seleccionado y trozado de carne
En esta etapa se realiza el trozado de la carne, separando de la carne a utilizar, huesos,
ligamentos y cebos cartílagos, cerciorándose de obtener los mejores cortes y la cantidad
necesaria de acuerdo a la receta.
Pesado de ingredientes
Con ayuda de una balanza digital se realiza el pesado de los ingredientes, según las
cantidades establecidas en las recetas.
Molido
El responsable de esta operación recoge el ingrediente cárnico el cual pasa por esta
operación con ayuda de la maquina moledora con un disco de 1.8 cm.
Mezclado
En esta operación se realiza la adición inicial de las carnes previamente molidas y el
hielo a la mezcladora, posteriormente y en funcionamiento de la maquinaria se adicionan
los aditivos y condimentos, seguido se procede a la adición del almidón de yuca,
finalmente esta operación es realizada durante 20 min o el tiempo necesario hasta que se
obtenga una mezcla uniforme, gomosa y sin grumos.
Embutido
10 FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep 11
FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep 12
Ketal S.A. (2015), Manual de procesos Embutidos. Elaboración de Jamones. La Paz, Bolivia

23
CAPITULO II
GENERALIDADES DE LA EMPRESA
Una vez obtenida la mezcla la misma se descarga de la mezcladora y se lleva a embutir
en tripas artificiales en la maquina embutidora, obteniendo la forma característica del
jamón de acuerdo a la cantidad y tamaño requerido, usando a la vez la clipeadora; para
cerrar los extremos.
Moldeado
Una vez embutidas las balas obtenidas son puestas en moldes con tapas.
Cocción.
Posteriormente los moldes se llevan a cocción en piscinas con agua caliente por 6 horas
y 30 minutos a 78°C.13
Enfriado
Posterior al tiempo de cocción se procede a enfriar en baños de agua fría a 10°C de 10 a
15 minutos14
.
Ahumado
Las balas son enviadas al horno por 45 minutos a una temperatura de 120 °C.15
Enfriado
Posterior al tiempo de cocción en el horno el producto se almacena en la cámara de
refrigeración a 5°C por 15 horas.16
Etiquetado
Los productos se proceden a etiquetar con su fecha de elaboración y vencimiento.
Almacenado
El producto final envasado y etiquetado se almacena en la cámara de frio a 5 °C.17
Despacho y distribución
El producto previo a ser enviado es inspeccionado para controlar las características
deseadas según muestreo y finalmente enviados a las salas de venta en transportes
refrigerados a 5°C.18
13 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 14 FOOD SAFETY. (2010). Peligros de Origen Microbiano. Food Safety, 1-4. 15 FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 16 FOOD SAFETY. (2010). Peligros de Origen Microbiano. Food Safety, 1-4. 17 FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep

24
CAPITULO II
GENERALIDADES DE LA EMPRESA
Proceso de elaboración Chorizos19
Seleccionado y trozado de carne
En esta etapa se realiza el trozado de la carne, separando de la carne a utilizar, huesos,
ligamentos y cebos, cerciorándose de obtener los mejores cortes y la cantidad necesaria
de acuerdo a la receta.
Pesado de ingredientes Con ayuda de una balanza digital se realiza el pesado de los ingredientes, según las
cantidades establecidas en las recetas.
Molido
El responsable de esta operación, recoge el ingrediente cárnico el cual pasa por esta
operación con ayuda de la maquina moledora con un disco de 1.8 cm.
Mezclado
En esta operación se realiza la adición inicial de las carnes previamente molidas a la
maquina (mezcladora), posteriormente y en funcionamiento de la maquinaria se
adicionan los aditivos y condimentos durante 10 min.
Reposado
La masa extraída de la maquina mezcladora es enviada a reposar durante 15 horas a
5°C.20
Embutido
La mezcla se lleva a embutir en tripas naturales en la maquina embutidora, obteniendo la
forma característica del chorizo de acuerdo a la cantidad y tamaño requerido.
Horneado
Los chorizos trenzados son acomodadas en varillas, los cuales pasan al horno para ser
secadas a una temperatura de 90°C por un tiempo de 1.5 horas.21
18 FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep 19
Ketal S.A. (2015), Manual de procesos Embutidos. Elaboración de Chorizos. La Paz, Bolivia 20
FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf

25
CAPITULO II
GENERALIDADES DE LA EMPRESA
Cocción
Transcurrido el tiempo de secado; los chorizos son retirados del horno y se llevan a
escaldar en las ollas a 65°C por 20 minutos, para que las mismas se rehidraten y
adquieran su característica deseada. 22
Enfriado
Posterior al tiempo de cocción se procede a enfriar en el almacén en la cámara de
refrigeración a 5°C durante 15 horas.23
Empaquetado.
El producto es introducido en envases de polipropileno y posteriormente selladas a vacío
en la máquina de sellado.
Etiquetado
Una vez transcurrido el tiempo anterior de enfriado, se procede a realizar el etiquetado
con un tiempo de duración de 30 días.
Almacenado
El producto final envasado y etiquetado se almacena en la cámara de frio a 5 °C24
Despacho y distribución
El producto previo a ser enviado es inspeccionado para controlar las características
deseadas según muestreo y finalmente enviados a las salas de venta en transportes
refrigerados a 5°C.25
Proceso de elaboración Mortadelas26
Seleccionado y trozado de carne
21
FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 22
FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 23 FOOD SAFETY. (2010). Peligros de Origen Microbiano. Food Safety, 1-4. 24
FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep 25
FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep 26
Ketal S.A. (2015), Manual de procesos Embutidos. Elaboración de Mortadelas. La Paz, Bolivia

26
CAPITULO II
GENERALIDADES DE LA EMPRESA
En esta etapa se realiza el trozado de la carne, separando de la carne a utilizar, huesos,
ligamentos y cebos cartílagos, cerciorándose de obtener los mejores cortes y la cantidad
necesaria de acuerdo a la receta.
Pesado de ingredientes
Con ayuda de una balanza digital se realiza el pesado de los ingredientes, según las
cantidades establecidas en las recetas.
Molido
El responsable de esta operación recoge los ingredientes cárnicos, los cuales pasan por
esta operación con ayuda de la maquina moledora con un disco de 3 mm.
Emulsionado
Una vez obtenida la carne molida y pesada de acuerdo a receta pasa conjuntamente con
el hielo a mezclarse en el Cutter hasta obtener una maza homogénea.
Adición de ingredientes secos
Una vez emulsionada la materia cárnica se adicionan los ingredientes secos previamente
pesados de acuerdo a receta.
Mezclado
Se mezcla en el cutter por 20 minutos, hasta obtener una masa sin grumos con las
características requeridas, durante el mezclado se agrega el pepinillo, tocino y jamón
previamente picados.
Embutido
La masa obtenida en la operación de mezclado se descarga del cutter y se lleva a embutir
en tripas artificiales previamente mojadas en agua a 40°C (el color de la tripa varía de
acuerdo a la variedad de mortadela que se realiza), el embutido se realiza con las
cantidades y formas deseadas.27
Cocción
27
FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf
27
CAPITULO II
GENERALIDADES DE LA EMPRESA
Después del embutido las balas obtenidas se llevan a cocción en agua durante 6 horas a
70°C.28
Enfriado
Pasado el tiempo de cocción se procede a enfriar las balas en baños de agua fría y
posteriormente son trasladadas a cámara de refrigeración a 5°C por 15 horas.29
Etiquetado
Una vez transcurrido el tiempo anterior de enfriado, se procede a realizar el etiquetado
con un tiempo de duración de 30 días.
Almacenado
El producto final envasado y etiquetado se almacena en la cámara de frio a 5 °C30
Despacho y distribución
El producto previo a ser enviado es inspeccionado para controlar las características
deseadas según muestreo y finalmente enviados a las salas de venta en transportes
refrigerados a 5°C.31
Las etapas del proceso productivo de las cuatro familias de productos descritas
(salchichas, jamones, mortadelas y chorizos), se pueden observar en los diagramas B -3
y B – 4 del anexo B.
2.2.2.2. Area de panadería
En el area de panadería existen lo productos se hallan agrupados en 3 familias de
productos los cuales son:
Pan horneado
Pan congelado
Paneton
28
FAO, Fichas Técnicas (2002) , Procesado de carne, pg.5-6 de www.fao.org/3/a-au165s.pdf 29 FOOD SAFETY. (2010). Peligros de Origen Microbiano. Food Safety, 1-4. 30
FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep. 31
FAO, (2003) Almacenamiento no refrigerado o refrigerado de la carne fresca y los subproductos comestibles, de
http://www.fao.org/docrep

28
CAPITULO II
GENERALIDADES DE LA EMPRESA
A continuación se describen las operaciones de elaboración de las familias de productos
del area.
Proceso de elaboración Pan horneado32
Pesado de ingredientes
Se procede al pesado de los ingredientes de acuerdo a las cantidades establecidas en la
receta.
Amasado
Juntando todos los ingredientes en la maquina amasadora se procede a mezclarlos con
un giro lento hasta que tome firmeza, posteriormente se detiene la máquina y se añade la
levadura amasando con un giro rápido hasta obtener una masa elástica.
Sobado
Esta etapa se realiza pasando la masa en la maquina sobadora con una frecuencia de
terminada hasta que la masa quede compacta (hasta que no tenga burbujas de aire), esta
operación depende exclusivamente del producto a elaborar.
Pesado y formado
En una mesa limpia o en la maquina divisora se realiza el formado de la masa de
acuerdo al tipo de pan a realizar y posteriormente se procede a colocarlos en las
bandejas de hornear.
Madurado
Llevando la masa a la cámara de madurado, se procede a realizar esta etapa del proceso
a temperaturas de 30 a 40 °C por un tiempo de 20 a 35 minutos.33
Horneado
Previo a esta operación se realiza el calentado del horno hasta alcanzar la temperatura de
horneado adecuada de acuerdo al tipo de pan a elaborar, posteriormente se realiza el
proceso de horneado por un tiempo determinado tambien dependiendo del tipo de pan a
elaborar y a continuacion se lo retira del horno.
32
Ketal S.A. (2015), Manual de procesos Panadería. Elaboración de Pan Horneado. La Paz, Bolivia 33
Salgado A., Jiménez M.(2012), Métodos de control de crecimiento microbiano en el pan, San Andrés Chochcula, Mexico: Pg. 163.

29
CAPITULO II
GENERALIDADES DE LA EMPRESA
Reposado
Esta etapa consiste en dejar enfriar el producto por el tiempo necesario de acuerdo al
tipo de pan cubriendolo de todo tipo de contaminacion.
Envasado
Esta operación se realiza introduciendo los panes en bolsas plásticas de acuerdo a las
presentaciones de los productos y a aquellos que así lo requieran.
Las etapas del proceso de elaboración de la familia de pan horneado se pueden apreciar
en el diagrama B – 5 del anexo B.
Proceso de elaboración pan congelado34
Pesado de ingredientes
Se realiza el pesado de los ingredientes de acuerdo a las cantidades establecidas en la
receta.
Amasado
Juntando los ingredientes según receta del producto en la maquina amasadora se procede
a mezclarlos con un giro lento hasta que tome firmeza, posteriormente se detiene la
máquina y se añade la levadura y algunos otros ingredientes requeridos amasando con
un giro rápido hasta obtener una masa elástica.
Sobado
Esta etapa se realiza pasando la masa en la maquina sobadora con una frecuencia de
terminada hasta que la masa quede compacta (hasta que no tenga burbujas de aire), esta
operación depende exclusivamente del producto a elaborar.
Pesado y formado
En una mesa limpia o en la maquina divisora se realiza el formado de la masa de
acuerdo al tipo de pan a realizar y posteriormente se procede a colocarlos en bandejas
de plástico.
Congelado
34
Ketal S.A. (2015), Manual de procesos Panadería. Elaboración de Pan Congelado. La Paz, Bolivia

30
CAPITULO II
GENERALIDADES DE LA EMPRESA
En esta etapa se realiza el congelado de las masas de pan a temperaturas requeridas
según el tipo de pan elaborado y en la cámara de congelamiento.
Las etapas del proceso de elaboración de la familia de pan congelado se pueden apreciar
en el diagrama B –6 del anexo B.
Proceso de elaboración panetón35
1era etapa
Amasado
En esta operación se la realiza mezclando los ingredientes requeridos según la variedad
de panteón en la maquina amasadora con un giro lento, posteriormente se añade agua la
cantidad indicada en la receta con un giro rápido de la maquinaria hasta lograr una masa
elástica.
Madurado
En esta etapa se procede a poner la masa en recipientes limpios y dejándolos reposar un
tiempo aproximado de 30 minutos a 1 hora hasta que la masa incremente su tamaño al
doble.36
2da etapa
Mezclado
Se mezclan los ingredientes restantes de la primera etapa en la amasadora con un giro
lento hasta tenerlos homogéneos, luego se añade la masa de la etapa 1 a esta mezcla
cambiando el giro lento a rápido hasta que la consistencia de la masa quede elástica,
seguido se añaden todos los ingredientes restantes con un giro lento hasta mezclaros
bien.
Pesado y formado
35
Ketal S.A. (2015), Manual de procesos Panadería. Elaboración de Paneton. La Paz, Bolivia 36
Salgado A., Jiménez M.(2012), Métodos de control de crecimiento microbiano en el pan, San Andrés Chochcula, Mexico: Pg. 163.
31
CAPITULO II
GENERALIDADES DE LA EMPRESA
Se coloca la masa en una mesa limpia y posteriormente se realiza la separación de la
masa en unidades de acuerdo al peso requerido.
Boleado
En esta etapa se realiza el boleado para darle la apariencia del panetón y se los pone en
moldes.
Madurado
Llevándola a la cámara de maduración se la deja allí por el tiempo necesario hasta que
incremente su tamaño.
Pintado
Con huevo y una brocha se pintan la parte superior del paneton para darle el color y la
brillantez característicos.
Horneado
Previo a esta operación se realiza el calentado del horno hasta alcanzar la temperatura de
horneado adecuada de acuerdo al los requerimientos del producto, posteriormente se
realiza el proceso de horneado por un tiempo determinado tambien dependiendo de los
requrimientos del paneton y a continuacion se lo retira del horno.
Enfriado
Se deja enfriar el producto por el tiempo necesario de acuerdo a las caracteristicas
requeridas y cubriendolo de todo tipo de contaminación.
Envasado
Finalmente esta operación se realiza introduciendo los panes en bolsas plásticas de
acuerdo a las presentaciones de los productos y posteriormente en envases de cartón.
Las etapas del proceso de elaboración de la familia de panetones se pueden apreciar en
el diagrama B –7 del anexo B.
2.2.3. PRODUCTOS

32
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.2.3.1. Productos del area de embutidos
Se cuentan con más de 30 productos en el area de embutidos, identificados por la marca
EXTRA, el detalle de las líneas del area se muestran en el cuadro 2-5:
CUADRO 2 - 7: KETAL S.A.: DETALLE DE LINEAS DE LA MARCA EXTRA
DEL AREA DE EMBUTIDOS
MARCA LINEA
Salchichas
Jamones
Chorizos
Mortadelas
Pancetas y Silpanchos
Fuente.: elaboración propia
El detalle de los productos existentes en el area de embutidos se muestra en el cuadro B
– 1 del anexo B.
2.2.3.2. Productos del area de panadería
Se cuentan con más de 25 productos en el area de panadería, identificados por la marca
KETAL, el detalle de las líneas del area se muestran en el cuadro 2-8:
CUADRO 2 - 8: KETAL S.A.: DETALLE DE LINEAS DE LA MARKA ETAL
DEL AREA DE PANADERIA
MARCA LINEA
Pan Horneado
Pan congelado
Paneton
Fuente.: elaboración propia
El detalle de los productos existentes en el area de embutidos se muestra en el cuadro B
– 2 del anexo B.

33
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.2.4. PERSONAL
Unidades productivas Ketal cuenta con personal necesario en las diferentes áreas,
distribuidos de la siguiente forma:
CUADRO 2 - 9: KETAL S.A.: DETALLE DEL PERSONAL EN UNIDADES
PRODUCTIVAS KETAL.
N° PUESTO CANTIDAD TURNO HORARIO DE TRABAJO
1 Gerente de producción 1 1 Indeterminado
2 Jefe de producción 1 1 Indeterminado
3 Jefe de planta 2 2 7:00 -15:00 – 14:00 –
22:00
4 Encargado de control de
calidad
1 1 7:00 -14:00 – 10:00 –
17:00 (día por medio)
5 Encargado de datos y
personal
1 1 8:00 – 17:00
6 Encargado de pedidos 1 1 7:30 - variable
7 Jefe de mantenimiento 1 1 7:00 - 15:00
8 Encargado de insumos 1 1 7:00 – 15:00
9 Encargado de panadería 1 1 7:00 – 15:00
10 Encargado de embutidos 1 1 7:00 – 15:00
12 Encargado de carnicería 1 1 7:00 – 15:00
13 Encargado de procesos
cocina
1 1 7:00 – 15:00
14 Encargado de pastas 1 1 7:00 – 15:00
15 Encargado de pastelería
dulce
1 1 7:00 – 15:00
16 Encargado de pastelería
salada
1 7:00 – 15:00
17 Personal operativo del
area de embutidos
14 2 7:00 – 15:00 ; 14:00 -
22:00
18 Personal operativo del
area de panadería
21 3 7:00 – 15:00; 14:00 -
22:00; 22:00 ; 6:00
19 Personal de limpieza 2 1 7:00 -14:00
20 Personal de seguridad 1 7:00 - 19:00
Fuente.: elaborado en base a información de gerencia de producción

34
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.2.5. MAQUINARIA Y EQUIPO
La maquinaria existente en unidades productivas Ketal es utilizada de acuerdos a los
tipos de productos a elaborar. Las maquinarias más importantes se presentan en el
cuadro 2-10.
CUADRO 2 - 10: KETAL S.A.: MAQUINARIA EXISTENTE EN UNIDADES
PRODUCTIVAS KETAL
CANTIDAD MAQUINA AREA
1 Moledora Embutidos
1 Laminadora Embutidos
2 Cutter (mezcladora) Embutidos
2 Embutidora Embutidos
2 Horno Embutidos
2 Selladora de vacío Embutidos
1 Feteadora Embutidos
4 Amasadora Panadería
1 Formadora Panadería
1 Divisora Panadería
2 Cámara fermentadora Panadería
4 Horno Panadería
2 Laminadora Panadería
1 Impresora de producción laser Compartida
Fuente.: elaborado en base a información de gerencia de producción
2.3. MAPA DE PROCESOS
El Mapa de Procesos es la representación gráfica de los procesos que están presentes en
una organización, mostrando la relación entre ellos y sus relaciones con el exterior. Su
aplicación se realiza a través de la organización; direccionamiento estratégico; procesos
operativos y proceso de apoyo o soporte. El mapa de procesos actual que presenta la
empresa se muestra en el diagrama B – 8 del anexo B.
2.3.1. DIRECCIONAMIENTO ESTRATÉGICO
La planificación estratégica en Unidades Productivas Ketal está a cargo por la alta
gerencia, el gerente general, el gerente de producción, jefe de producción y responsables
de cada area. Cada 3 meses y en base a los objetivos planteados en la planeación
estratégica se realiza la evaluación correspondiente.

35
CAPITULO II
GENERALIDADES DE LA EMPRESA
Este direccionamiento estratégico es orientado a toda la estructura organizacional
iniciandose con el planteamiento de las políticas, su ejecución y su revisión.
La organización formula entre otras dos políticas principales:
Incrementar la productividad: el incremento de la demanda de productos los
últimos años ha llevado a realizar proyectos para incrementar la capacidad
laboral y la optimización del proceso productivo.
Investigación y desarrollo: el incremento de la competitividad en el mercado ha
conllevado a la necesidad de diversificar los productos existentes en la
actualidad, por lo que proyectos de investigación y desarrollo, acompañados de
investigaciones de mercado son realizados.
2.3.2. PROCESOS OPERATIVOS
Los procesos operativos están orientados hacia el consumidor, desde su solicitud hasta
su satisfacción. La gestión de procesos en Unidades Productivas Ketal está basada en la,
gestión de planeación, gestión de proveedores, proceso de producción, producto
terminado y distribución.
2.3.3. PROCESOS DE APOYO
Los procesos de apoyo están basados por la gestión administrativa financiera, la gestión
de recursos humanos, gestión logística, y la gestión de mejora continua. Caracterizado
por:
Provisión: proporcionan detalle de todo el pedido de insumos y materiales para
la producción.
Logística: el manejo de ventas se realiza de acuerdo a la nota de pedidos.
Compras: Se realizan de manera programada y con proveedores fijos.
Distribución: se realiza a las salas de venta de supermercados ketal de manera
diaria.
Comercialización: se comercializan los productos en las salas de venta y
puestos de Snak de supermercados ketal.
Recursos humanos: encargados del personal de la empresa.

36
CAPITULO II
GENERALIDADES DE LA EMPRESA
Administración y finanzas
Mantenimiento
Control de calidad
2.4. SISTEMA DE LA CADENA PRODUCTIVA
2.4.1. SUMINISTROS
Se consideran dentro de este segmento a los siguientes:
2.4.1.1. Cadena de suministros
a) Materias primas
Area de embutidos
- Carnes (Res, Cerdo, Pollo)
- Condimentos y especias
- Fécula de yuca
- Tripas sintéticas
- Tripas naturales
- Verduras
- Envases
Area de panadería
- Harina de trigo
- Levaduras
- Manteca vegetal
- Sal
- Azúcar
- Propionato de calcio
b) Mercado destino
El mercado destino actual son los supermercados Ketal ubicados en las ciudades de La
Paz y el Alto.
c) Vías de transporte
Se disponen de 2 camiones con sistema de refrigeración y los habituales para la
distribución desde planta de producción hasta las alas de venta con las condiciones
adecuadas.

37
CAPITULO II
GENERALIDADES DE LA EMPRESA
2.4.2. PRODUCCIÓN
Como se mencionó anteriormente, el proceso productivo es particular para cada familia
de productos, realizada la selección adecuada de materias primas e insumos para cada
producto se procede a la producción diaria de panadería y embutidos de acuerdo a la
demanda de pedidos hecha desde salas de supermercados Ketal a jefatura de producción.
2.4.3. INGENIERÍA LOGÍSTICA
La ingeniería logística está caracterizada por las compras, transporte, importaciones,
llegada a almacenes y distribución a salas de venta, logrando el aseguramiento de
suministros de manera oportuna y cumpliendo con los requerimientos del cliente.
2.4.4. SEGMENTO DE DEMANDA
2.4.4.1. Cadena de demanda
La demanda presenta una variabilidad según temporada, presentando las más altas con el
producto salchicha y pan hot dog, en el mes de junio por la festividad de San Juan y el
producto paneton en festividad navideña, en temporadas como estas la empresa
programa previamente el aprovisionamiento de los materiales y los tiempos de
distribución.
2.4.4.2. Mercadeo y ventas
El departamento de marketing es el encargado de toda la publicidad y promociones para
cada temporada importante de ventas en el año.
2.4.5. DISTRIBUCIÓN
La distribución de los productos parte desde la planta de producción diariamente, en
camiones según las condiciones necesarias requeridas para preservar adecuadamente el
producto hasta su destino.
3.

38
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
CAPITULO III
MARCO TEÓRICO DE LAS BPM’S Y DEL SISTEMA HACCP
3.1. OBJETIVO DEL CAPITULO
Establecer los conceptos teóricos, la metodología, requisitos y los principios de las
buenas prácticas de manufactura (BPM) y del sistema de análisis de peligros y puntos
críticos de control HACCP, para su posterior diseño, validación e implementación de los
mismos.
3.2. PROPÓSITO
El propósito de este capítulo tiene como finalidad dar a conocer los requisitos y
actividades de las buenas prácticas de manufactura (BPM) y las bases del sistema
HACCP, sus orígenes y del por qué la necesidad de la valoración de dichos sistemas en
una empresa alimenticia.
3.3. ALCANCE DEL CAPITULO
El alcance teórico de este capítulo se fundamenta en toda la base teórica comparada y
hallada en libros, revistas científicas, documentos web, entrevistas y otros, relacionados
a la inocuidad alimentaria, incluye también las bases científicas del “Codex
Alimentarius”, Informes de la Organización mundial de la salud (OMS), Organización
de la alimentación y agricultura (FAO), Conceptos y requisitos en base a la norma de
buenas prácticas de manufactura NB/NM 324: 2013 del IBNORCA, conceptos, bases y
requisitos de la norma de análisis de peligros y puntos críticos de control NB/NM 323:
2015 IBNORCA, entre otros a manera de explicar de forma concisa y puntual los temas
planteados.
3.4. ANTECEDENTES DE LAS BUENAS PRÁCTICAS DE MANUFACTURA
(BPM)
3.4.1. DEFINICIÓN Y ORÍGENES
Las Buenas Prácticas de Manufactura son un conjunto de principios y recomendaciones
técnicas que se aplican en el procesamiento de alimentos para garantizar su inocuidad y

39
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
su aptitud, y para evitar su adulteración. También se les conoce como las “Buenas
Prácticas de Elaboración” (BPE) o las “Buenas Prácticas de Fabricación” (BPF).
Históricamente, las Buenas Prácticas de Manufactura surgieron en respuesta a hechos
graves relacionados con la falta de inocuidad, pureza y eficacia de alimentos y
medicamentos.
Los antecedentes se remontan a 1906, en Estados Unidos, cuando se creó el Federal
Food & Drugs Act (FDA). Posteriormente, en 1938, se promulgó el Acta sobre
alimentos, Drogas y Cosméticos, donde se introdujo el concepto de inocuidad. El
episodio decisivo, sin embargo, tuvo lugar el 4 de julio de 1962, al conocer los efectos
secundarios de un medicamento, hecho que motivó la enmienda Kefauver-Harris y la
creación de la primera guía de buenas prácticas de manufactura. Esta guía fue sometida a
diversas modificaciones y revisiones hasta que se llegó a las regulaciones vigentes
actualmente en Estados Unidos para buenas prácticas de manufactura de alimentos, que
pueden encontrarse en el Título 21 del Código de Regulaciones Federales (CFR), Parte
110, Buenas prácticas de manufactura en la fabricación, empaque y manejo de alimentos
para consumo humano.
Por otro lado, ante la necesidad de contar con bases armonizadas para garantizar la
higiene de los alimentos a lo largo de la cadena alimentaria, el Codex Alimentarius
adoptó en 1969, el Código Internacional Recomendado de Prácticas - Principios
Generales de Higiene de los Alimentos, que reúne aportes de toda la comunidad
internacional.37
Actualmente en las normas bajo esta referencia vigentes en Bolivia son:
NB/NM 324:2013 Industria de los alimentos - Buenas prácticas de manufactura
– Requisitos
NB 855:2005 - Código de prácticas - Principios generales de higiene de los
alimentos
37 (Diaz & Uria, Buenas Practicas de Manufactura - Una guia para pequeños y medianos agroempresarios,
2009), Buenas Prácticas de Manufactura “Una guía para pequeños y medianos agroempresarios”, Serie de
agronegocios cuadernos para la exportación, Pg. 12, 30/05/2016

40
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
NB 919:2000 Código de prácticas de higiene para productos de huevo
Reglamentos del Servicio Nacional de Sanidad Agropecuaria e Inocuidad
Alimentaria. (SENASAG).
3.4.2. LOS PROCEDIMIENTOS OPERATIVOS ESTANDARIZADOS DE
SANEAMIENTO Y LAS BUENAS PRÁCTICAS DE MANUFACTURA
La limpieza e higiene suponen un conjunto de operaciones que deben ser vistas como
parte integral de los procesos de elaboración y preparación de los alimentos, para
asegurar su inocuidad. Estas operaciones serán más eficaces si se aplican de manera
tanto regular y estandarizada como debidamente validada, siguiendo las pautas que rigen
los procesos de acondicionamiento y elaboración de los alimentos.
Una manera segura y eficiente de llevar a cabo esas tareas es poniendo en práctica los
Procedimientos Operativos Estandarizados de Saneamiento (POES), una derivación de
la denominación en idioma inglés de Sanitation Standard Operating Procedures
(SSOP).
Los POES describen las tareas de saneamiento para ser aplicados antes, durante y
después del proceso de elaboración.38
El mantenimiento de la higiene es una condición clave para asegurar la inocuidad de los
productos en cada una de las etapas de la cadena alimentaria (desde la producción
primaria hasta el consumo) e involucra una serie de prácticas esenciales como la
limpieza y desinfección de las superficies en contacto con los alimentos, la higiene del
personal y el manejo integrado de plagas. Dentro de los POE (procedimientos operativos
estandarizados) se encuentran los POES (procedimientos operativos estandarizados de
sanitización) que involucran una serie de prácticas esenciales para el mantenimiento de
la higiene que se aplican antes, durante y después de las operaciones de elaboración,
siendo condición clave para asegurar la inocuidad de los productos en cada una de las
etapas de la cadena alimentaria. Un punto importante a considerar durante la
38 (Diaz & Uria, Buenas Practicas de Manufactura - Una guia para pequeños y medianos agroempresarios, 2009)
Buenas Prácticas de Manufactura “Una guía para pequeños y medianos agroempresarios”, Serie de agronegocios
cuadernos para la exportación, Pg. 12, 30/05/2016

41
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
implementación de un programa POES es establecer procedimientos eficaces de
mantenimiento de registros, ya que estos muestran los procedimientos en detalle;
ofrecen datos de las observaciones realizadas diariamente (planillas POES pre-
operacionales y operacionales de los distintos sectores); de los desvíos detectados y de
las acciones correctivas aplicadas para su solución. Los establecimientos deben tener
registros diarios que demuestren que se están llevando a cabo los procedimientos de
sanitización que fueron delineados en el plan de POES, incluyendo las acciones
correctivas que fueron tomadas.
Disponer de programas escritos facilita que:
Se comunique claramente lo que se espera que se haga.
Se identifique la frecuencia con que se llevarán a cabo las actividades.
Se identifique a los responsables de la ejecución de las tareas.
Se especifiquen las acciones correctivas ante ocurrencia de desvíos.
La implementación de POES es la forma eficiente de llevar a cabo un programa de
higiene en un establecimiento, y junto con las Buenas Prácticas de Manufactura (BPM),
establecen las bases fundamentales para asegurar la inocuidad de los alimentos que se
elaboran.39
3.5. LAS BUENAS PRÁCTICAS DE MANUFACTURA Y EL SISTEMA DE
ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL
Es importante destacar la importancia de los Principios Generales de Higiene de los
Alimentos como base fundamental para poder aplicar sistemas más complejos e
integrales para la gestión de la inocuidad y la calidad en la producción de alimentos.
Por esta razón, antes de aplicar el Sistema HACCP es importante el cumplimiento
adecuado de las BPM y los POES. De no ser así, la aplicación del Sistema HACCP
puede conllevar a la identificación de puntos críticos de control que muy bien podrían
haber sido atendidos por las BPM, sin tener que ser vigilados y controlados bajo el
39 (Organizacion Panamericana de la Salud, 2011), de:
Ohttp://publicaciones.ops.org.ar/publicaciones/publicaciones%20virtuales/libroVirtualPEIA/pdf/cap6.pdf, Pg. 1-3,
30/05/2016

42
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
Sistema HACCP. Esto también suele ocurrir debido a una aplicación deficiente de las
BPM.
Hay que tener en cuenta, sin embargo, que si bien las BPM y los POES se consideran
pasos previos para la implementación eficiente del Sistema HACCP, su aplicación
práctica demanda el conocimiento de los principios del Sistema HACCP para garantizar
una visión integral de la inocuidad.
La aplicación de las BPM también demanda la evaluación del riesgo potencial de cada
peligro alimentario en el procesamiento de los alimentos.
De esta forma, quien aplica las BPM deberá también ejecutar, en algunos casos, un
análisis de peligro para cada producto o tipo de proceso y para cada producto nuevo,
aunque no esté implementando el HACCP.40
3.6. ANTECEDENTES DEL SISTEMA HACCP
3.6.1. DEFINICIÓN
El sistema de HACCP, que tiene fundamentos científicos y carácter sistemático, permite
identificar peligros específicos y medidas para su control con el fin de garantizar la
inocuidad de los alimentos. Es un instrumento para evaluar los peligros y establecer
sistemas de control que se centran en la prevención en lugar de basarse principalmente
en el ensayo del producto final. Todo sistema de HACCP es susceptible de cambios que
pueden derivar de los avances en el diseño del equipo, los procedimientos de
elaboración o el sector tecnológico.
El sistema de HACCP puede aplicarse a lo largo de toda la cadena alimentaria, desde el
productor primario hasta el consumidor final, y su aplicación deberá basarse en pruebas
40 (Diaz & Uria, Buenas Practicas de Manufactura - Una guia para pequeños y medianos agroempresarios, 2009)
Buenas Prácticas de Manufactura “Una guía para pequeños y medianos agroempresarios”, Serie de agronegocios
cuadernos para la exportación, Pg. 14 – 15, 30/05/2016
Las BPM y el Sistema HACCP muestran una relación de
interdependencia y su aplicación demanda el conocimiento de
los principios del Sistema HACCP para garantizar una visión
integral de la inocuidad

43
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
científicas de peligros para la salud humana, además de mejorar la inocuidad de los
alimentos, la aplicación del sistema de HACCP puede ofrecer otras ventajas
significativas, facilitar asimismo la inspección por parte de las autoridades de
reglamentación, y promover el comercio internacional al aumentar la confianza en la
inocuidad de los alimentos.
Para que la aplicación del sistema de HACCP dé buenos resultados, es necesario que
tanto la dirección como el personal se comprometan y participen plenamente .La
aplicación del sistema de HACCP es compatible con la aplicación de sistemas de gestión
de calidad, como la serie ISO 9000, y es el método utilizado de preferencia para
controlar la inocuidad de los alimentos en el marco de tales sistemas.41
3.6.2. HISTORIA DEL HACCP
El HACCP se ha convertido en sinónimo de inocuidad de los alimentos. Es un
procedimiento sistemático y preventivo, reconocido internacionalmente para abordar los
peligros biológicos, químicos y físicos mediante la previsión y la prevención, en vez de
solo la inspección y comprobación de los productos finales.
El primer acontecimiento que dio origen al sistema HACCP está asociado a W.E.
Deming, y sus teorías de gerencia de calidad, se consideran la principal causa de los
cambios en la calidad de los productos japoneses, en los años 50. El Dr. Deming y otros
profesionales desarrollaron el sistema de gerencia de la calidad total (total quality
management- TQM), que aborda un sistema que tiene como objetivo la fabricación, y
que puede mejorar la calidad y reducir los costos.
El segundo acontecimiento - y el principal - fue el desarrollo del concepto de HACCP.
En la década de 1960, la Pillsbury Company, el Ejército de los Estados Unidos y la
Administración Espacial y de la Aeronáutica (NASA) desarrollaron un programa para la
producción de alimentos inocuos para el programa espacial americano. Considerando las
enfermedades que podrían afectar a los astronautas, se juzgó como más importantes
aquellas asociadas a las fuentes alimentarias. Así, la Pillsbury Company introdujo y 41
(Organizacion de las Naciones Unidas para la Alimentacion y la Agricultura (FAO), 2002), 12/05/16 de:
http://www.fao.org/docrep/005/y1579s/y1579s03.htm

44
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
adoptó el sistema HACCP para garantizar más seguridad, mientras reducía el número de
pruebas e inspecciones al producto final.
El sistema HACCP permitió controlar el proceso, acompañando el sistema de
procesamiento de la manera más detallada posible, utilizando controles en las
operaciones, y/o técnicas de monitoreo continuo en los puntos críticos de control.
La Pillsbury Company presentó el sistema HACCP en 1971, en una conferencia sobre
inocuidad de alimentos en los Estados Unidos, y el sistema después sirvió de base para
que la FDA (Administración de Alimentos y Medicamentos) desarrollara normas legales
para la producción de alimentos enlatados de baja acidez.42
En 1973, la Pillsbury Company publicó el primer documento detallando la técnica del
sistema HACCP, Food Safety through the Hazard Analysis and Critical Control Point
System, usado como referencia para entrenamiento de inspectores de la FDA.
En 1985, la Academia Nacional de Ciencias de los EUA, contestando a las agencias de
control y fiscalización de alimentos, recomendó el uso del sistema HACCP en los
programas de control de alimentos.
En 1988, la Comisión Internacional para Especificaciones Microbiológicas en Alimentos
(ICMSF) publicó un libro que sugería el sistema HACCP como base para el control de
calidad, desde el punto de vista microbiológico.
En 1991: la comisión del Codex para la higiene alimentaria realiza el informe: “guía
para la aplicación del sistema de Análisis de Peligros y Puntos de Control Críticos,
(HACCP)”, que es adoptado por la comisión conjunta FAO/OMS.
En 1993: en efecto la “regulación europea 93/43 EG” (14 de julio 1993) adaptando los
principios y esquema HACCP para la producción y elaboración de alimentos.
En 1995: la FDA regula los procedimientos para aplicar el HACCP en productos
pesqueros.
En 1996: En EE.UU. se hace obligatoria la implementación del HACCP para la industria
cárnica y se introduce la iniciativa de seguridad alimentaria para toda la industria de
alimentos.
42
(FAO, 2002), Sistemas de calidad e inocuidad de los alimentos – manual de capacitación, Pg. 109-110, 12/05/16

45
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
En 1998: en Alemania entra de forma rigurosa las bases del HACCP a la industria de
alimentos (8 de agosto de 1998) como reglamento alemán (Hygiene Verordnung).
En 1999: en EE.UU. se implanta el sistema HACCP para la industria de jugos y frutas.
En 2005: primera publicación oficial de la ISO 22000: “Gestión de la Inocuidad de los
Alimentos”. Por el Comité Técnico de Normalizacion 34 Productos Alimenticios (1 de
septiembre de 2005).
En 2007: Primera publicación de ISO/TS 22003: “Sistemas de gestión de inocuidad de
los alimentos – requisitos para los organismos que realizan la auditoria y certificación de
sistemas de gestión de seguridad alimentaria”.43
De esta manera es cómo surge el HACCP, el cual ha sido recomendado por diversas
organizaciones mundiales, como la Organización Mundial de la Salud (OMS),
Administración de Alimentos y Medicamentos (FDA) y Organización Panamericana de
la Salud (OPS), debido a su gran eficacia en garantizar la calidad sanitaria de los
alimentos.
Actualmente en las normas bajo esta referencia vigentes en Bolivia son:
NB 310019:2012 Directrices para la aplicación del sistema de análisis de
peligros y de los puntos críticos de control (HACCP - APPCC) en la industria
cárnica.
NB/NM 323:2015 Sistema de análisis de peligros y puntos críticos de control
(HACCP) – Requisitos.
Reglamentos Vigentes del Servicio Nacional de Sanidad Agropecuaria e Inocuidad
alimentaria (SENASAG).
Existen entre las mencionadas otras normativas vigentes referentes a la inocuidad
alimentaria, así como normativas complementarias, las mismas se detallan en el anexo
C.
43 (BULLTEC LLC, 2016), Evolución “HACCP”, 07/06/2016, de: www.bulltek.com

46
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
3.6.3. ENFERMEDADES TRANSMITIDAS POR ALIMENTOS (ETA’S)
Una brote de ETA es definida como un incidente en el que dos o más personas presentan
una enfermedad semejante después de la ingestión de un mismo alimento, y los análisis
epidemiológicos apuntan al alimento como el origen de la enfermedad.
Los brotes y casos de ETA registrados representan apenas la "punta del iceberg". La
probabilidad de que un brote o caso se reconozca y notifique por las autoridades de salud
depende, entre otros factores, de la comunicación de los consumidores, del relato de los
médicos y de las actividades de vigilancia sanitaria de las secretarías municipales,
departamentales y provinciales de salud.
Los alimentos involucrados con más frecuencia en las epidemias y casos de ETA son
aquellos de origen animal. En el 48% de las epidemias ocurridas entre 1973 y 1987 en
los EUA, donde se identificó el vehículo, los productos involucrados eran carne bovina,
huevos, carne porcina, carne de aves, pescados, crustáceos, moluscos, o productos
lácteos.
Para que ocurra una ETA, el patógeno o su(s) toxina(s) debe(n) estar presente(s) en el
alimento. Sin embargo, la sola presencia del patógeno no significa que la enfermedad
ocurrirá. En la mayoría de los casos de ETA:
El patógeno debe estar presente en cantidad suficiente como para causar una
infección o para producir toxinas.
El alimento debe ser capaz de sustentar el crecimiento de los patógenos, o sea,
debe presentar características intrínsecas que favorezcan el desarrollo del agente.
El alimento debe permanecer en la zona de peligro de temperatura durante tiempo
suficiente como para que el organismo patógeno se multiplique y/o produzca toxina.
Otras condiciones extrínsecas deben prevalecer para que esta multiplicación y/o
producción de toxina sea favorecida.
Debe ingerirse una cantidad (porción) suficiente del alimento conteniendo el agente,
para que la barrera de susceptibilidad del individuo sea sobrepasada.
Las ETA pueden clasificarse en infecciones, intoxicaciones o infecciones mediadas por
toxina.

47
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
La infección: transmitida por alimentos es una enfermedad que resulta de la
ingestión de alimentos conteniendo microorganismos patógenos vivos, como
Salmonella, Shigella, el virus de la hepatitis A, Trichinella spirallis y otros.
La intoxicación: causada por alimento ocurre cuando las toxinas producidas por
bacterias o mohos están presentes en el alimento ingerido o elementos químicos
en cantidades que afecten la salud.
Las toxinas: generalmente no poseen olor o sabor y son capaces de causar la
enfermedad incluso después de la eliminación de los microorganismos.44
3.7. TIPOS DE PELIGROS EN LOS ALIMENTOS
La Comisión del Codex Alimentarius definió como "peligro" a un agente de naturaleza
biológica, física o química, o a una condición del alimento, con potencial para causar
daño a la salud del consumidor.
En el Sistema HACCP, "peligro" significa la presencia de agentes que estén en
condiciones que puedan causar daño a la salud del consumidor. Esta definición no se
aplica a otras condiciones indeseables o a la presencia de otros tipos de contaminantes
como insectos, cabello, descomposición, fraude económico o violación de las exigencias
de calidad.
3.7.1. PELIGROS FÍSICOS45
Objetos extraños en el alimento pueden causar enfermedades o lesiones. Esos peligros
físicos son el resultado de contaminación y/o prácticas deficientes en varios puntos de la
cadena productiva, desde la cosecha hasta el consumidor, incluso dentro de un
establecimiento donde se manipulan alimentos.
Un estudio detallado sobre ese asunto presentó un análisis cuidadoso de 10.923 quejas
de consumidores registradas en la FDA, en un período de 12 meses. De esas quejas, 25%
(2.726 casos) estaban asociadas a objetos extraños en alimentos o bebidas, y 14% (387
44
(Organizacion Panamericana de la Salud , 2016), Enfermedades transmitidas por los alimentos ETA, 10/08/2016,
de: www.paho.org. 45
(Organizacion Panamericana de la Salud , 2016), Peligros físicos, 10/08/2016, de: www.paho.org.

48
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
casos) trataban de enfermedades o lesiones causadas por la ingesta de objetos extraños
en alimentos o bebidas. La mayoría de las lesiones se refería a cortes o quemaduras en la
boca y garganta, daños causados en los dientes o prótesis dentarias, o síntomas
gastrointestinales.
Los objetos extraños, por orden de frecuencia, fueron: vidrio, barro o espuma, metal,
plástico, piedras, cristales/cápsulas, cáscaras/carozos, madera y papel. Las quejas
relacionadas con objetos extraños provocando lesiones y enfermedades estaban más
asociadas a gaseosas, alimentos para niños, productos de panificación, productos a base
de chocolate/cacao, frutas, cereales, vegetales y frutos de mar. La lesión por objetos
duros puede causar problemas, si es lo suficientemente grave como para exigir atención
médica u odontológica.
En el cuadro 3 – 1 se presenta algunos ejemplos de peligros físicos que pueden ocurrir
en alimentos:
CUADRO 3 - 1: PELIGROS FISICOS QUE PUEDEN OCURRIR EN ALIMENTOS,
FUENTE Y LESION POTENSIAL
MATERIAL FUENTES LESION POTENCIAL
Vidrio
Botellas, jarras, lámparas,
utensilios, protección de
medidores, etc
Corte, sangrado puede exigir cirugía para
encontrar o remover los fragmentos.
Madera
Producción primaria, envases,
cajas, material de construcción,
utensilios.
Corte, sangrado puede exigir cirugía para
encontrar o remover los fragmentos.
Piedras campo, construcción Atragantamiento, rotura de dientes.
Metal máquinas, campo, alambres
operarios
Corte, sangrado puede exigir cirugía para
encontrar o remover los fragmentos.
Material de
aislamiento material de la construcción
Atragantamiento de larga duración, en caso
de aislamiento amianto.
Huesos Procesamiento inadecuado Atragantamiento.
Plástico Embalaje, envases, equipamientos Atragantamiento, corte, infección; puede
exigir cirugía para remover los fragmentos.
Objetos de uso
personal Operarios
Atragantamiento, corte, rotura de dientes,
puede exigir cirugía para remover
fragmentos.
Fuente.: Organización Panamericana de la salud, 2016, Peligros físicos, 10/08/2016, de: www.paho.org.

49
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
3.7.2. PELIGROS QUÍMICOS46
Los contaminantes químicos en alimentos pueden ocurrir naturalmente o ser adicionados
durante el procesamiento. Compuestos químicos perjudiciales, en altos niveles, han sido
asociados a casos agudos de ETA, y pueden ser responsables de enfermedades crónicas.
La contaminación química puede ocurrir en cualquier etapa de la producción o del
procesamiento de los alimentos.
Los peligros químicos incluyen los compuestos químicos que, cuando son consumidos
en cantidades suficientes, pueden inhibir la absorción y/o destruir nutrientes; son
carcinogénicos, mutagénicos o teratogénicos; o son tóxicos y pueden causar enfermedad
severa e incluso la muerte, debido a su efecto en el cuerpo humano.
3.7.2.1. Compuestos químicos de interés para la salud
a) Aditivos alimentarios
El mayor grupo de compuestos químicos usado en el procesamiento de alimentos es la
categoría de los aditivos alimentarios. Son todas las sustancias adicionadas
intencionalmente en los alimentos, con el objetivo de modificar sus características
físicas, químicas, biológicas o sensoriales, durante la fabricación, procesamiento,
preparación, tratamiento, embalaje, acondicionamiento, almacenaje, transporte o
manipulación. La adición de esas sustancias podrá resultar en que el propio aditivo o sus
derivados se conviertan en un componente del alimento. Eso no incluye los
contaminantes o sustancias nutritivas que se incorporen al alimento para mantenerlo o
mejorar sus propiedades nutricionales. Los aditivos se clasifican en las siguientes
categorías funcionales:
1. Antiespumante 12. Regulador de acidez
2. Antihumectante 13. Acidulante
3. Antioxidante 14. Emulsionante/ Emulsificante
4. Colorante 15. Mejorador de harina
5. Conservante 16. Realzador de sabor
6. Edulcorante 17. Fermento químico
46
(Organizacion Panamericana de la Salud , 2016) OMS, Peligros Químicos, 10/08/2016, de: www.paho.org.

50
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
7. Espesante 18. Glaceante
8. Gelificante 19. Agente de firmeza
9. Estabilizante 20. Secuestrante
10. Aromatizante 21. Estabilizante de color
11. Humectante 22. Espumante
b) Coadyuvante de tecnología de fabricación
Es toda sustancia, excluido el equipamiento y los utensilios utilizados en la elaboración
y/o conservación de un producto, que no se consume por sí solo como ingrediente
alimentario, pero que se emplea intencionalmente en la elaboración de materias primas,
alimentos o sus ingredientes, para lograr una finalidad tecnológica durante el
tratamiento.
Ellos se clasifican en las siguientes categorías funcionales:
1. Catalizador 11. Lubricante, agente de modelado o
desmodelado
2. Fermento biológico 12. Nutriente para levaduras
3. Agente de clarificación/filtración 13. Resina de cambio iónica, membranas y
tamizadores moleculares
4. Agente de coagulación 14. Solvente de extracción y
procesamiento
5. Agente de floculación 15. Agente de inhibición enzimática antes
de la etapa de blanqueamiento
6. Agente de inmovilización de enzimas 16. Detergentes
7. Agente de enfriamiento /
congelamiento por contacto 17. Agente supresor de polvo
8. Agente degomante
9. Enzima o preparación enzimática
10. Gas propelente, gas para embalajes
c) Contaminantes químicos
Son sustancias indeseables presentes en el alimento como resultado de las operaciones
efectuadas en el cultivo de vegetales, en la cría de animales, en los tratamientos zoo o
fitosanitarios, o como resultado de contaminación ambiental o de equipamientos usados
en la elaboración y o conservación del alimento.

51
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
Metales pesados: Metales como cobre o plomo de caños o soldaduras pueden
contaminar el alimento, causando intoxicación por metal pesado. El material de
embalaje también puede contaminar el producto con estos metales.
Pesticidas químicos: La producción, distribución, venta y uso de pesticidas
químicos (insecticidas, rodenticidas, fungicidas, herbicidas, reguladores de
plantas, exfoliantes, deshidratantes, etc.) debe ser muy controlada en la
producción de alimentos.
Residuos de medicamentos: Los antibióticos y otros medicamentos de uso en
animales también son peligros relacionados a las ETA.
Sustancias vegetales naturales: Los productos tóxicos de plantas incluyen la
solanina en papas; hemaglutinina e inhibidores de proteasa en frijoles rojos y
arvejas; cianógenos en carozos de frutas; y fitoalexinas en batata y apio que
pueden ser eliminados en el proceso de elaboración.
Sustancias químicas creadas por el proceso: Las sustancias creadas durante el
procesamiento incluyen aquellas formadas cuando la carne es asada
excesivamente sobre carbón en brasa y los compuestos formados cuando la grasa
o el aceite se calientan excesivamente y durante mucho tiempo.
Alergenos: Con respecto a las reacciones adversas a determinados alimentos,
cerca del 1% de la población es alérgica a componentes (generalmente proteínas)
encontrados en alimentos. Varios tipos de alimentos, como la leche, huevos,
pescado, frutos del mar (principalmente el camarón), legumbres (maní), nueces y
cereales, pueden causar reacciones alérgicas. Otros alimentos, como frutas
cítricas, melón, banana, tomate, maíz, cebada, arroz y apio pueden causar
reacciones alérgicas en algunos individuos sensibles.

52
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
3.7.3. PELIGROS BIOLÓGICOS47
Entre los tres tipos, (biológico, químico y físico), el peligro biológico representa el
mayor riesgos a la inocuidad de los alimentos.
Los peligros biológicos de origen alimentario incluyen organismos como bacterias, virus
y parásitos. Estos organismos están frecuentemente asociados a manipuladores y
productos crudos contaminados en un establecimiento. Varios de esos microorganismos
están naturalmente presentes en el ambiente donde los alimentos se producen. Muchos
son inactivados por la cocción y otros pueden controlarse con prácticas adecuadas de
manipulación y almacenaje (higiene, temperatura, tiempo y otras prácticas).
Las bacterias patogénicas, generalmente, son las causantes de ETA. Pese a que los
alimentos crudos ofrecen más riesgos, los cocidos también proveen un medio fértil para
el crecimiento rápido de microorganismos, si no se manipulan y
almacenan adecuadamente.
Los virus pueden transmitirse al hombre a través del alimento, el agua u otras fuentes, y
son incapaces de reproducirse fuera de una célula viva. De esa forma, no se multiplican
ni sobreviven por largos períodos en los alimentos, siendo simplemente transportados
por estos.
Los parásitos generalmente son específicos para cada hospedante animal, incluyendo al
hombre en su ciclo de vida. Las infecciones parasitarias están asociadas a productos mal
cocidos o a alimentos contaminados listos para consumo. El congelamiento puede
inactivar los parásitos encontrados en alimentos tradicionalmente consumidos crudos,
marinados o parcialmente cocidos.
Los hongos incluyen mohos y levaduras, y pueden ser benéficos para el hombre, cuando
se usan en la producción de determinados alimentos (queso, pan y cerveza). Sin
embargo, algunos hongos producen sustancias tóxicas (micotoxinas) perjudiciales a la
salud del hombre y de los animales. Lo referente a esas sustancias será tratado en la
sección de peligros químicos, debido a su naturaleza química.
Algunos ejemplos de los peligros biológicos son detallados en el cuadro 3 – 2.
47
(Food Safety, 2010), Food Safety, Peligros de Origen Microbiano, 12/08/2016.

53
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
CUADRO 3 - 2: EJEMPLOS DE PELIGROS BIOLOGICOS
Bacterias (formadoras de esporas)
Clostridium botulinum
Clostridium perfringens
Bacillus cereus
Virus
Hepatitis A y E
Virus del grupo Norwalk
Rotavirus
Bacterias (no formadoras de esporas)
Brucella abortis
Brucella suis
Campylobacter spp.
Escherichia coli patógenas
(E. coli 0157:H7, EHEC, EIEC, ETEC, EPEC)
Listeria monocytogenes
Salmonella spp. (S. typhimurium, S. enteriditis)
Shigella (S. dysenteriae)
Staphylococcus aureus
Streptococcus pyogenes
Vibrio cholerae
Vibrio parahaemolyticus
Vibrio vulnificus
Yersinia enterocolitica
Protozoos y parásitos
Cryptosporidium parvum
Diphyllobothrium latum
Entamoeba histolytica
Giardia lamblia
Ascaris lumbricoides
Taenia solium
Taenia saginata
Trichinella spiralis
FUENTE: (Food Safety, 2010), Food Safety, Peligros de Origen Microbiano, 12/08/2016.
A continuación en los cuadros 3-3 a 3-5 se describen los microorganismos más
comunes, las enfermedades causadas y los alimentos en los cuales se pueden encontrar.
CUADRO 3 - 3: BACTERIAS ASOCIADAS CON ALIMENTOS
BACTERIAS ENFERMEDAD ALIMENTOS COMUNES
Bacillus Cereus Intoxicación Arroz cocido, salsas, pudines, sopas, moldes o
cazuelas que han recibido abuso de temperatura.
Campylobacter Infección Leche y productos lácteos no pasteurizados.
Clostridium
botulinum Intoxicación
Comida enlatada en casa de manera inapropiada,
mezclas de ajo y aceite que no han sido
acidificadas, papas horneadas que han recibido
abuso de temperatura, estofados, cebolla sofrita,
alimentos empacados en atmósfera modificada
(MAP).
Clostridium
perfringens Intoxicación
Carne cocida, platos de carne, frijoles cocidos y
sometidos a abuso de temperatura.
Escherichia coli
0157:H7 y
0157:NM
Infección
mediada por
toxinas
Carne de res cocida de manera inapropiada,
lechuga, cidra de manzana no pasteurizada.
Listeria
monocytogenes Infección
Embutidos de carnes, queso suave, mariscos,
productos de mariscos, perros calientes, leche sin
pasteurizar.

54
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
Salmonella Infección
Aves y huevos en cáscara cocinados
inapropiadamente; melones y tomates tajados así
como vegetales de hojas verdes y semillas
germinadas crudas que han sido sometidos a
abusos de temperatura; semillas germinadas que
no han sido procesadas adecuadamente.
Shigella Intoxicación Ensaladas, lechuga, verduras crudas, leche y
productos lácteos y aves.
Staphylococcus
aureus Intoxicación
Carnes y productos de carne, aves y productos
con huevos, ensaladas con mayonesa y pasteles
rellenos con crema que han sido sometidos a
abuso de temperatura.
Vibrio Infección Ostras crudas o parcialmente cocidas.
Yersinia Infección
Leche no pasteurizada, tofu, agua no clorada y
carne, ostras y pescado cocinado de manera
inapropiada. FUENTE: (Food Safety, 2010), Food Safety, Peligros de Origen Microbiano, 12/08/2016.
CUADRO 3 - 4: VIRUS ASOCIADOS CON ALIMENTOS
VIRUS ENFERMEDAD ALIMENTOS COMUNES
Hepatitis A
Infección
Alimentos listos para consumo que no recibirá
posterior tratamiento con calor; agua no potable,
hielo manejado de manera inapropiada.
Norovirus
Infección
Alimentos listos para consumo que no recibirá
posterior tratamiento con calor; agua no potable.
Rotavirus Infección Alimentos listos para el consumo que no
recibirán posterior tratamiento con calor; agua
no potable. FUENTE: (Food Safety, 2010), Food Safety, Peligros de Origen Microbiano, 12/08/2016.
CUADRO 3 - 5: PARASITOS ASOCIADOS CON ALIMENTOS
PARÁSITO ENFERMEDAD ALIMENTOS COMUNES
Cryptosporidium
parvum Infección
Agua, ensaladas y verduras crudas, leche sin
pasteurizar, cidra de manzana sin
pasteurizar, alimentos listos para consumo.
Cyclospora
cayetanensis Infección
Agua, vegetales frescos crudos, pescado,
leche cruda.
Giardia duodenalis
Infección
Agua contaminada, ensaladas y verduras
crudas lavadas con agua contaminada.
Toxoplasma gondii Infección Agua contaminada, carne cruda o
insuficientemente cocinada.
Trichinella spiralis Infección Cerdo y productos de cerdo (particularmente
salchichas) crudos o insuficientemente

55
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
cocinados y carne de animales salvajes
insuficientemente cocinada. FUENTE: (Food Safety, 2010), Food Safety, Peligros de Origen Microbiano, 12/08/2016.
En el cuadro C-1 del anexo C se puede apreciar un detalle pormenorizado en cuanto a
las características, formas de eliminación y otros aspectos relevantes de los
microorganismos relacionados con los productos de estudio.
3.8. REQUISITOS PARA APLICACIÓN DE LAS BUENAS PRÁCTICAS DE
MANUFACTURA
Las BPM se aplican, en los puntos donde corresponda en el cual se realicen alguna de
las siguientes actividades:
Elaboración, industrialización, fraccionamiento, almacenamiento y transporte de
alimentos procesados.
En base a la normativa boliviana NB/NM 324:2013 Industria de los Alimentos – Buenas
Prácticas de Manufactura los requisitos y lineamientos establecidos corresponden a las
siguientes áreas:
Materias primas
- Áreas de procedencia
- Cosecha, producción, extracción y faena
- Almacenamiento
- Transporte
Establecimientos
- Edificios e instalaciones
- Equipos y utensilios
Higiene del establecimiento
- Conservación
- Limpieza y desinfección
- Manipulación, almacén y eliminación de desechos
- Ausencia de animales domésticos

56
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
- Sistema de control de plagas
- Almacén de sustancias peligrosas y contaminantes
- Ropa y efectos personales
Higiene del personal
- Enseñanza de higiene
- Estado de salud
- Lavado de manos
- Higiene de personal
- Conducta de personal
- Guantes
- Visitantes
- Supervisión
Higiene en la elaboración
- Materia prima
- Contaminación cruzada
- Empleo del agua
- Elaboración
- Envasado
- Dirección y supervisión
- Sub registros
- Documentación y registros
Almacenamiento y transporte
Control de alimentos
Evaluación de proveedores
Satisfacción del cliente
Trazabilidad
Las BPM Son útiles para:

57
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
El diseño y funcionamiento de los establecimientos, y para el desarrollo de
procesos y productos relacionados con la alimentación.
Contribuyen al aseguramiento de una producción de alimentos seguros,
saludables e inocuos para el consumo humano.
Son indispensable para la aplicación del Sistema HACCP (Análisis de Peligros y
Puntos Críticos de Control).
3.9. METODOLOGÍA DE APLICACIÓN DEL SISTEMA HACCP
Antes de aplicar el sistema de HACCP a cualquier sector de la cadena alimentaria, el
sector deberá estar funcionando de acuerdo con los Principios Generales de las buenas
prácticas de Higiene de los Alimentos, los Códigos de Prácticas del Codex pertinentes y
la legislación correspondiente en materia de inocuidad de los alimentos. El empeño por
parte de la dirección es necesario para la aplicación de un sistema de HACCP eficaz.
Es importante que el sistema de HACCP se aplique de modo flexible, teniendo en cuenta
el carácter y la amplitud de la operación.48
DIAGRAMA 3 - 1: REQUISITOS PREVIOS PARA LA APLICACION DEL
SISTEMA HACCP
FUENTE: Elaborado en base a Información del Programa SIA del Ministerio de Desarrollo Productivo y
Economía Plural
A continuación en el diagrama 3-2 se detalla la secuencia lógica de las actividades del
sistema HACCP:
48
(FAO, 2002), Sistemas de calidad e inocuidad de los alimentos – Manual de capacitación, Pg. 117, 15/08/16

58
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
DIAGRAMA 3 - 2: SECUENCIA LOGICA PARA LA APLICACIÓN DEL
SISTEMA HACCP
Formación del equipo HACCP
Descripción del producto y su sistema de distribución
Descripción de su uso esperado y sus consumidores
Desarrollo del diagrama de flujo del producto
Confirmación “in situ” del diagrama de flujo
Etapas preliminares
Realizar análisis de peligros
Determinar puntos críticos de control (PCC)
Establecer los limites críticos y las tolerancias para cada PCC
Establecimiento de correcciones y/o acciones correctivas
Establecer procedimientos de validación, verificación y revisión
Establecer procedimientos de conservación de registros y documentación
P1
P2
P3
P4
P5
Establecer un sistema de seguimiento para cada PCC
P6
P7
Principios
1
2
3
4
5
6
7
8
9
10
11
12
SISTEMA DE ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL
PROGRAMAS DE PRERREQUISITOS
FUENTE: Elaborado en base a información de la Organizacion de las Naciones Unidas para la
Alimentacion y la Agricultura – FAO
3.9.1. ETAPAS PRELIMINARES DEL SISTEMA HACCP49
3.9.1.1. Etapa 1 - Formación del quipo HACCP
El equipo de inocuidad debe disponer de conocimientos y competencia específicos para
los productos que permitan formular un plan de HACCP eficaz. Para lograrlo, lo ideal es
crear un equipo multidisciplinario. Cuando no se disponga de servicios de este tipo in
situ, deberá recabarse asesoramiento técnico de otras fuentes e identificarse el ámbito de
aplicación del plan del sistema de HACCP. Dicho ámbito de aplicación determinará qué
49
(FAO, 2002), Sistemas de Calidad e Inocuidad de los Alimentos – Manual de capacitación, Pg. 119 - 120, 15/08/16
59
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
segmento de la cadena alimentaria está involucrado y qué categorías generales de
peligros han de abordarse.
El equipo debe tener conocimientos en:
Identificación de peligros de contaminación asociados a la producción.
Conocimiento sobre los sistemas de producción
Experiencia en la implementación de sistemas
Personal con experiencia en los principios y prácticas de HACCP y Programas
Pre-requisitos
Conocimiento de las exigencias del mercado
3.9.1.2. Etapa 2 - Descripción del producto
Es una descripción completa del producto final y del producto intermedio, según
corresponda, en términos de tipo y composición (incluidas las propiedades
microbiológica, químicas y físicas), detallando todo dato pertinente que atañe a la
inocuidad tales como, legislación pertinente, procesado, presentación, envase y
embalaje, almacenamiento condiciones de distribución y de vida útil.
3.9.1.3. Etapa 3 - Identificación del uso previsto del producto
Es el detalle del uso previsto del producto por los consumidores en general, grupos
específicos de consumidores o clientes. Se prestan atención también a los usos no
previstos pero probables del producto. También la legislación pertinente y las
instrucciones de uso.
3.9.1.4. Etapa 4 - Elaboración del diagrama de flujo del producto
El diagrama de flujo deberá ser elaborado por el equipo de HACCP y cubrir todas las
fases de la operación.
Cuando el sistema de HACCP se aplique a una determinada operación, deberán tenerse
en cuenta las fases anteriores y posteriores a dicha operación.
3.9.1.5. Etapa 5 - Confirmación “In Situ” del diagrama de flujo
El equipo de Inocuidad deberá cotejar el diagrama de flujo con la operación de
elaboración en todas sus etapas y momentos, y enmendarlo cuando proceda.
60
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
3.9.2. LOS 7 PRINCIPIOS DEL HACCP
3.9.2.1. Etapa 6 – Análisis de peligros (Principio 1)
El equipo de inocuidad deberá enumerar todos los peligros que puede razonablemente
preverse que se producirán en cada fase, desde la producción primaria, la elaboración, la
fabricación y la distribución.
Luego, deberá llevar a cabo un análisis de peligros para identificar, en relación con el
plan HACCP, cuáles son los peligros cuya eliminación o reducción a niveles aceptables
resulta indispensable, por su naturaleza, para producir un alimento inocuo.
Al realizar un análisis de peligros, deberán incluirse, siempre que sea posible, los
siguientes factores:
– la probabilidad de que surjan peligros y la gravedad de sus efectos
perjudiciales para la salud;
– la evaluación cualitativa y/o cuantitativa de la presencia de peligros;
– la supervivencia o proliferación de los microorganismos involucrados;
– la producción o persistencia de toxinas, sustancias químicas o agentes físicos
en los alimentos; y
– las condiciones que pueden originar lo anterior.
El equipo tendrá entonces que determinar qué medidas de control, si las hay, pueden
aplicarse en relación con cada peligro.
3.9.2.2. Etapa 7 – determinación de los puntos críticos de control (PCC)
(Principio 2)
La determinación de un PCC en el sistema de APPCC se puede facilitar con la
aplicación de un árbol de decisiones, en el que se indique un enfoque de razonamiento
lógico. El árbol de decisiones deberá aplicarse de manera flexible, considerando si la
operación se refiere a la producción, el sacrificio, la elaboración, el almacenamiento, la
distribución u otro fin, y deberá utilizarse con carácter orientativo en la determinación de
los PCC. Este ejemplo de árbol de decisiones puede no ser aplicable a todas las
situaciones, por lo cual podrán utilizarse otros enfoques. Se recomienda que se imparta
capacitación en la aplicación del árbol de decisiones.

61
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
3.9.2.3. Etapa 8 – Establecer los límites críticos y las tolerancias para
cada PCC (Principio 3)
Para cada punto crítico de control, deberán especificarse y validarse, si es posible,
límites críticos.
En determinados casos, para una determinada fase, se elaborará más de un límite crítico.
Entre los criterios aplicados suelen figurar las mediciones de temperatura, tiempo, nivel
de humedad, pH, aw y cloro disponible, así como parámetros sensoriales como el
aspecto y la textura.
3.9.2.4. Etapa 9 – Establecer un sistema de seguimiento para cada PCC
(Principio 4)
La vigilancia es la medición u observación programadas de un PCC en relación con sus
límites críticos.
Mediante los procedimientos de vigilancia deberá poderse detectar una pérdida de
control en el PCC. Además, lo ideal es que la vigilancia proporcione esta información a
tiempo como para hacer correcciones que permitan asegurar el control del proceso para
impedir que se infrinjan los límites críticos. Cuando sea posible, los procesos deberán
corregirse cuando los resultados de la vigilancia indiquen una tendencia a la pérdida de
control en un PCC, y las correcciones deberán efectuarse antes de que ocurra una
desviación. Los datos obtenidos gracias a la vigilancia deberán ser evaluados por una
persona designada que tenga los conocimientos y la competencia necesarios para aplicar
medidas correctoras, cuando proceda. Si la vigilancia no es continua, su grado o
frecuencia deberán ser suficientes como para garantizar que el PCC esté controlado.
La mayoría de los procedimientos de vigilancia de los PCC deberán efectuarse con
rapidez porque se referirán a procesos continuos y no habrá tiempo para ensayos
analíticos prolongados. Con frecuencia se prefieren las mediciones físicas y químicas a
los ensayos microbiológicos porque pueden realizarse rápidamente y a menudo indican
el control microbiológico del producto. Todos los registros y documentos relacionados
con la vigilancia de los PCC deberán ser firmados por la persona o personas que

62
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
efectúan la vigilancia, junto con el funcionario o funcionarios de la empresa encargados
de la revisión.
3.9.2.5. Etapa 10 – Establecimiento de correcciones y/o acciones
correctivas (Principio 5)
Con el fin de hacer frente a las desviaciones que puedan producirse, deberán formularse
medidas correctoras específicas para cada PCC del sistema HACCP.
Estas medidas deberán asegurar que el PCC vuelva a estar controlado. Las medidas
adoptadas deberán incluir también un sistema adecuado de eliminación del producto
afectado. Los procedimientos relativos a las desviaciones y la eliminación de los
productos deberán documentarse en los registros de HACCP.
3.9.2.6. Etapa 11 – Establecer procedimientos de validación, verificación y
revisión (Principio 6)
Deberán establecerse procedimientos de verificación. Para determinar si el sistema de
HACCP funciona eficazmente, podrán utilizarse métodos, procedimientos y ensayos de
verificación y comprobación, incluidos el muestreo aleatorio y el análisis. La frecuencia
de las comprobaciones deberá ser suficiente para confirmar que el sistema HACCP está
funcionando eficazmente. Entre las actividades de verificación pueden citarse, a título de
ejemplo, las siguientes:
– examen del sistema de HACCP y de sus registros;
– examen de las desviaciones y los sistemas de eliminación del producto;
– confirmación de que los PCC siguiesen estando controlados.
Cuando sea posible, las actividades de validación deberán incluir medidas que
confirmen la eficacia de todos los elementos del plan de HACCP.
3.9.2.7. Etapa 12 – establecer procedimientos de conservación de registros
y documentación (principio 7)
Para aplicar un sistema HACCP es fundamental contar con un sistema de registro eficaz
y preciso.

63
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
Deberán documentarse los procedimientos del sistema HACCP, y el sistema de
documentación y registro deberá ajustarse a la naturaleza y magnitud de la operación en
cuestión.
Los ejemplos de documentación son:
– el análisis de peligros;
– la determinación de los PCC;
– la determinación de los límites críticos.
Como ejemplos de registros se pueden mencionar:
– las actividades de vigilancia de los PCC;
– las desviaciones y las medidas correctoras correspondientes;
– las modificaciones introducidas en el sistema HACCP.
3.10. CONCLUSIONES DEL CAPITULO
Se establecieron los conceptos teóricos, la metodología, requisitos y los las buenas y los
principios de las BPM y del HACCP, concluyendo:
Las Buenas Prácticas de Manufactura (BPM) son todos los procedimientos
necesarios que se aplican en la elaboración de alimentos con el fin de garantizar
que estos sean seguros e inocuos y se emplean en toda la cadena de producción
de los mismos.
Se originaron en respuesta a hechos graves relacionados con la falta de
inocuidad, pureza y eficacia de alimentos y medicamentos por el año 1906, en
Estados Unidos, cuando se creó el Federal Food & Drugs Act (FDA)
Estos procedimientos son diseñados e implementados en las organizaciones, con
el objetivo de minimizar los peligros físicos, químicos y/o biológicos que
pudieran afectar la producción de alimentos.
Las Buenas Prácticas de Manufactura (BPM) son el puntapié inicial para la
implementación de otros sistemas de aseguramiento de calidad, como el sistema
de Análisis de Peligros y Control de Puntos Críticos (HACCP) y las Normas de

64
CAPITULO III
MARCO TEORICO DE LAS BPM’s Y DEL SISTEMA HACCP
la Serie ISO 9000, ISO 22000 como modelos para el aseguramiento de la calidad
e inocuidad.
Las Buenas Prácticas de Manufactura en conjunto con el Plan HACCP
conforman el Sistema HACCP.
Mientras que las Buenas Prácticas de Manufactura se aplican a toda la planta el
sistema el HACCP se aplica solo a los productos producidos dentro de la planta,
una planta puede tener BMP y solo un producto aplica HACCP.
El Sistema HACCP (sigla en inglés que se traduce como Análisis de Peligros y
Puntos Críticos de Control) es un método que permite detectar peligros
específicos (biológicos, químicos o físicos) a lo largo de toda la cadena
productiva de un alimento y establecer medidas para su control con el fin de
prevenir su contaminación.
Está conformado por 5 pasos previos y 7 principios. Es un sistema organizado y
sistemático que tiene como finalidad dar confianza al producto alimentario para
que satisfaga las exigencias de seguridad y complementariamente con la calidad
alimentaria.
Para asegurar el éxito del programa, el compromiso gerencial representa la
actividad preliminar, numero 1.
La responsabilidad gerencial representa la clave del éxito en la implementación y
sostenibilidad del sistema BPM y HACCP.
4.

65
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
CAPITULO IV
DIAGNÓSTICO DE LA SITUACIÓN ACTUAL DE LA
EMPRESA
4.1. OBJETIVO DEL CAPITULO
El capítulo correspondiente tiene como objetivo realizar un diagnóstico de la situación
actual de la Unidad Productiva de Ketal S.A., con relación al grado de cumplimiento de
los requisitos, condiciones y factores relevantes exigidos por las Buenas prácticas de
Manufactura (BPM), el sistema HACCP y la legislación Boliviana, para la elaboración
de productos alimenticios inocuos.
4.2. PROPÓSITO
Conocer todas las actividades relacionadas con las Buenas Prácticas de Manufactura y el
sistema HACCP realizadas por Unidades Productivas Ketal y con esta información
poder desarrollar y/o complementar las actividades necesarias para el cumplimiento de
los requisitos establecidos por las BPM´s y posteriormente el diseño y evaluación del
Sistema HACCP.
4.3. ALCANCE DEL CAPITULO
El alcance de este capítulo aborda toda la base de las buenas prácticas de manufactura y
del Sistema HACCP que realiza la empresa durante toda la cadena productiva con
relevancia en las áreas de embutidos y panadería.
4.4. ANÁLISIS DE FORTALEZAS, OPORTUNIDADES, DEBILIDADES Y
AMENAZAS (F.O.D.A.)
La matriz de fortalezas oportunidades, debilidades y amenazas (matriz FODA) expondrá
como los cuatro criterios desarrollados de acuerdo a las características de la empresa,
relacionados entre sí generan cuatro series de posibles alternativas estratégicas. Con la
matriz F.O.D.A. se propondrá estrategias en la implementación de las buenas prácticas
de manufactura y el HACCP. La misma se presenta en el cuadro D – 1 del anexo D.

66
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
Bajo la percepción de la matriz FODA, Unidad Productiva Ketal puede llegar a nuevos
mercados los mismos que permitirán obtener un mayor beneficio para la organización,
que una implementación y posterior certificación de los sistemas BPM y HACCP
permitirán demostrar plenamente que KETAL S.A. como una empresa reconocida en el
mercado ofrece productos de alta calidad pensando en sus clientes, generará oportunidad
en nuevos mercados y será capaz de evitar cualquier tipo de sanción con autoridades
encargadas del cumplimiento la legislación nacional referente al tema (SENASAG,
ALCALDIA, etc.).
4.5. DIAGNÓSTICO DE BUENAS PRÁCTICAS DE MANUFACTURA
Unidades Productivas Ketal cuenta con un sistema de Buenas Prácticas de Manufactura
basado en los requisitos establecidos por el Senasag, sin embargo para el desarrollo del
nuevo sistema este se basara en el existente y bajo los requisitos establecidos por la
norma Boliviana NB/NM 324:2013.
El diagnóstico es parte inicial y base sólida para el logro del sistema HACCP y otros
relacionados, la información permitirá generar o modificar en caso de ser necesario la
debida documentación, manuales y registros con los que debe contar este sistema.
A continuación se detalla la evaluación realizada en planta de acuerdo al grado de
cumplimiento los requisitos establecidos por la normativa NB/NM 342:20013 Buenas
Prácticas de Manufactura frente a la situación real de las áreas de embutidos y
panadería.

67
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.5.1. REQUISITOS GENERALES DE LAS MATERIAS PRIMAS (R - 3)
CUADRO 4 - 1: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 3
REQUISITOS CUMPLE50
OBSERVACION
3 REQUISITOS GENERALES DE LAS MATERIAS PRIMAS
3.1. Áreas de procedencia
3.1.1. Áreas de producción, cría,
extracción, cultivo o cosecha Cp
Se cuentan con productos como
condimentos cuyo registro sanitario se
encuentra caducado y otros que no lo
tienen como las verduras.
3.1.2. Protección contra la
contaminación por residuos Cp
Se realiza inspección visual de
existencia de residuos en materia
prima, pero se evidencia la existencia
de residuos en las verduras.
3.1.3. Protección contra la
contaminación por el agua Cp
Se presenta en el caso de verduras, no
se puede afirmar por la no existencia
de registro sanitario y tampoco se
exige al proveedor
3.1.4. Control de plagas y
enfermedades Cp
Se presenta en verduras
No se puede afirmar de forma precisa
la no existencia de plagas.
3.2. Cosecha, producción, extracción y faena
3.2.1. Procedimientos Cp No se puede afirmar el cumplimiento
en el caso de verduras.
3.2.2. Equipamientos y recipientes Cp
El caso de los tachos platicos existen
algunos que están rotos, el pollo
recepcionado en canastillos y en
ocasiones en bolsas plásticas las cuales
pueden quebrarse.
3.2.3. Remoción de materias
primas inadecuadas Si
3.3. Almacenamiento en el local
de producción Cp
M°P° y producto terminado se
almacenan juntos tanto en la cámara de
frio como en el local de producción
(caso verduras y condimentos)
3.4. Transporte
3.4.1. Medios de transporte Si
3.4.2. Procedimientos de
manipulación No
No se cuentan con suficientes bandejas
para el transporte, se necesita trasporte
adecuado de bandejas, para evitar el
arrastre en el piso.
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura - Requisitos
50 Cp=Cumplimiento parcial; No= incumplimiento; Si= cumplimiento
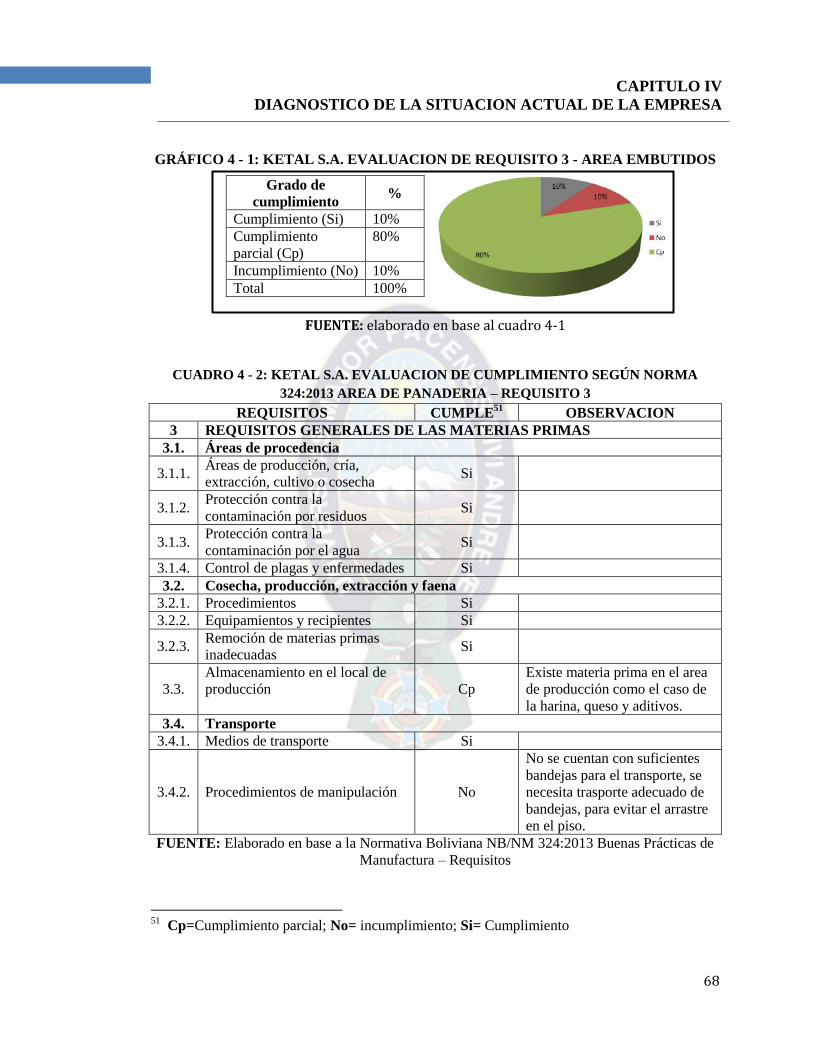
68
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 1: KETAL S.A. EVALUACION DE REQUISITO 3 - AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-1
CUADRO 4 - 2: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 3
REQUISITOS CUMPLE51
OBSERVACION
3 REQUISITOS GENERALES DE LAS MATERIAS PRIMAS
3.1. Áreas de procedencia
3.1.1. Áreas de producción, cría,
extracción, cultivo o cosecha Si
3.1.2. Protección contra la
contaminación por residuos Si
3.1.3. Protección contra la
contaminación por el agua Si
3.1.4. Control de plagas y enfermedades Si
3.2. Cosecha, producción, extracción y faena
3.2.1. Procedimientos Si
3.2.2. Equipamientos y recipientes Si
3.2.3. Remoción de materias primas
inadecuadas Si
3.3.
Almacenamiento en el local de
producción Cp
Existe materia prima en el area
de producción como el caso de
la harina, queso y aditivos.
3.4. Transporte
3.4.1. Medios de transporte Si
3.4.2. Procedimientos de manipulación No
No se cuentan con suficientes
bandejas para el transporte, se
necesita trasporte adecuado de
bandejas, para evitar el arrastre
en el piso.
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
51
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento %
Cumplimiento (Si) 10%
Cumplimiento
parcial (Cp)
80%
Incumplimiento (No) 10%
Total 100%

69
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 2: KETAL S.A. EVALUACION DE REQUISITO 3 - AREA
PANADERIA
FUENTE: elaborado en base al cuadro 4-2.
4.5.2. REQUISITOS GENERALES DEL ESTABLECIMIENTO (R - 4)
CUADRO 4 - 3: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 4
REQUISITOS CUMPLE52
OBSERVACION
4. REQUISITOS GENERALES DEL ESTABLECIMIENTO
4.1. Instalaciones
4.1.1. Emplazamiento Cp Se tiene como vecino a Sabempe
4.1.2. Vías de transito interno Si
4.1.3. Construcción de edificios e instalaciones
4.1.3.1. Condiciones sólidas y
sanitariamente adecuadas Si
4.1.3.2. Disposición de espacios
suficientes Si
4.1.3.3. Diseño de fácil acceso para
la limpieza Si
4.1.3.4. Diseño adecuado de edificios
e instalaciones No
Polvo u otros pueden entrar al
area de producción, existen
aberturas en las ventilaciones,
techo externo de cama de frio.
4.1.3.5. Pisos adecuados Cp
En el area los pisos son
adecuados para el lavado sin
embrago existen grietas y
rajaduras.
4.1.3.6. Condiciones de paredes Si
4.1.3.7. Ventanas y aberturas Cp
Las ventanas son de fácil
limpieza sin embargo la unión
con las paredes no es la más
adecuada por q si puede existir
acumulación de suciedad en ese
lugar
52
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 80%
Cumplimiento parcial
(Cp)
10%
Incumplimiento (No) 10%
Total 100%
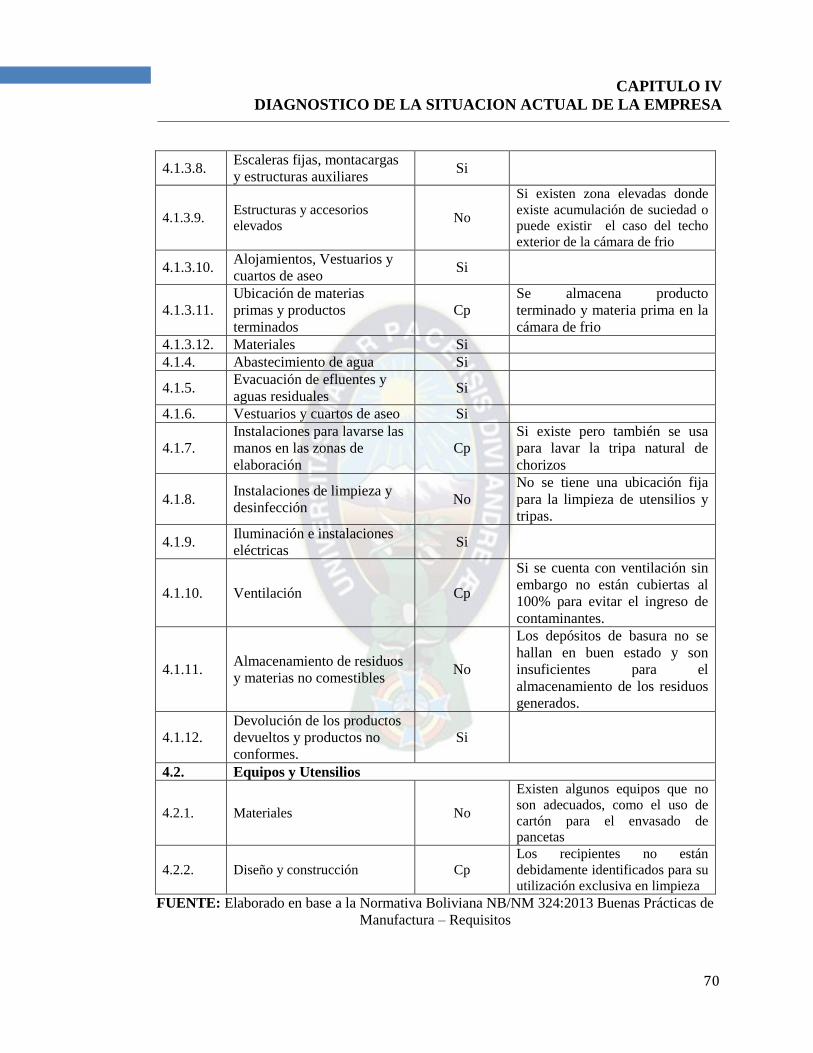
70
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.1.3.8. Escaleras fijas, montacargas
y estructuras auxiliares Si
4.1.3.9. Estructuras y accesorios
elevados No
Si existen zona elevadas donde
existe acumulación de suciedad o
puede existir el caso del techo
exterior de la cámara de frio
4.1.3.10. Alojamientos, Vestuarios y
cuartos de aseo Si
4.1.3.11.
Ubicación de materias
primas y productos
terminados
Cp
Se almacena producto
terminado y materia prima en la
cámara de frio
4.1.3.12. Materiales Si
4.1.4. Abastecimiento de agua Si
4.1.5. Evacuación de efluentes y
aguas residuales Si
4.1.6. Vestuarios y cuartos de aseo Si
4.1.7.
Instalaciones para lavarse las
manos en las zonas de
elaboración
Cp
Si existe pero también se usa
para lavar la tripa natural de
chorizos
4.1.8. Instalaciones de limpieza y
desinfección No
No se tiene una ubicación fija
para la limpieza de utensilios y
tripas.
4.1.9. Iluminación e instalaciones
eléctricas Si
4.1.10. Ventilación Cp
Si se cuenta con ventilación sin
embargo no están cubiertas al
100% para evitar el ingreso de
contaminantes.
4.1.11. Almacenamiento de residuos
y materias no comestibles No
Los depósitos de basura no se
hallan en buen estado y son
insuficientes para el
almacenamiento de los residuos
generados.
4.1.12.
Devolución de los productos
devueltos y productos no
conformes.
Si
4.2. Equipos y Utensilios
4.2.1. Materiales No
Existen algunos equipos que no
son adecuados, como el uso de
cartón para el envasado de
pancetas
4.2.2. Diseño y construcción Cp
Los recipientes no están
debidamente identificados para su
utilización exclusiva en limpieza
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos

71
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 3: KETAL S.A. EVALUACION DE REQUISITO 4 - AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-3
CUADRO 4 - 4: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 4
REQUISITOS CUMPLE53
OBSERVACION
4. REQUISITOS GENERALES DEL ESTABLECIMIENTO
4.1. Instalaciones
4.1.1. Emplazamiento Cp Se tiene como vecino a Sabempe
4.1.2. Vías de transito interno Si
4.1.3. Construcción de edificios e instalaciones
4.1.3.1. Condiciones sólidas y
sanitariamente adecuadas Si
4.1.3.2. Disposición de espacios
suficientes Cp
La existencia de materias primas
en el area de elaboración no
permite un tránsito libre.
4.1.3.3. Diseño de fácil acceso para
la limpieza Cp
Techos y luminarias tienen una
altura considerable que hace difícil
la limpieza.
4.1.3.4. Diseño adecuado de
edificios e instalaciones No
Polvo u otros pueden entrar al area
de producción, existen aberturas en
las ventilaciones.
4.1.3.5. Pisos adecuados Cp Existen algunas grietas y rajaduras.
4.1.3.6. Condiciones de paredes Cp
Las paredes son lavables hasta
cierto nivel ya que solo están
cubiertas con cerámica hasta un
poco más de la mitad.
4.1.3.7. Ventanas y aberturas Cp
La unión entre pared y ventanas
necesita un mejor control de
limpieza.
4.1.3.8. Escaleras fijas, montacargas
y estructuras auxiliares Si
53
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 56%
Cumplimiento parcial
(Cp)
20%
Incumplimiento (No) 24%
Total 100%

72
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.1.3.9. Estructuras y accesorios
elevados No
Si existen zonas elevadas donde
puede existir acumulación de
suciedad, el caso de las
luminarias, los cables y tuberías y
el techo exterior de la cámara de
frio.
4.1.3.10. Alojamientos, Vestuarios y
cuartos de aseo Si
.
4.1.3.11.
Ubicación de materias
primas y productos
terminados
No
Existe contaminación por
almacenamiento de materias
primas en el area de producción
(harinas )
4.1.3.12. Materiales No
Existen bandejas de horneado que
están cubiertas de materia
quemada y existen algunas que
están muy abolladas y rotas.
existen también ciertos utensilios
que son de madera.
4.1.4. Abastecimiento de agua Si
4.1.5. Evacuación de efluentes y
aguas residuales Si
4.1.6. Vestuarios y cuartos de aseo Si
4.1.7.
Instalaciones para lavarse
las manos en las zonas de
elaboración.
Cp
Se cuenta con las instalaciones,
pero no son exclusivas para el
lavado de manos, también se lava
materiales utensilios y otros.
4.1.8. Instalaciones de limpieza y
desinfección No
No se tiene una ubicación fija para
la limpieza de utensilios. Se
comparte con el sitio para el
lavado de manos.
4.1.9. Iluminación e instalaciones
eléctricas No
Se requiere mayor control en la
limpieza de las luminarias.
4.1.10. Ventilación Cp
La ventilación requiere reparación
ya que se evidencian ciertas
aberturas que no están cubiertas y
son susceptibles de entrada de
contaminantes y plagas. También
se requiere control para su
adecuado funcionamiento en el
area.
4.1.11.
Almacenamiento de
residuos y materias no
comestibles
No
Los depósitos de basura no se
hallan en buen estado, no cuentan
con sus respectivas tapas y son
insuficientes para el
almacenamiento de los residuos
generados.

73
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.1.12. Devolución de los productos
y productos no conformes No
Los productos no conformes o
devueltos no se hallan en un lugar
específico están en el area de
producción.
4.2. Equipos y utensilios
4.2.1. Materiales No
Los usleros en el area son de
madera, al igual que unas varillas
usadas en el proceso.
4.2.2. Diseño y construcción No
Existen bandejas metálicas para el
horneado cubiertas con materia
quemada y rotas en algunos casos.
Los recipientes para preparación
de solución detergentes no se
hallan diferenciados con los de uso
de M°P°
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 4: KETAL S.A. EVALUACION DE REQUISITO 4 – AREA PANADERÍA
FUENTE: elaborado en base al cuadro 4-4
4.5.3. REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO (R - 5)
CUADRO 4 - 5: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 5
REQUISITOS CUMPLE54
OBSERVACION
5 REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO
5.1. Conservación No Existen algunas grietas en el
piso.
5.2. Limpieza y desinfección
5.2.1. Programa de limpieza y desinfección Cp
Se tiene un programa de
limpieza pero este no se
encuentra documentado.
54
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 28%
Cumplimiento parcial
(Cp)
32%
Incumplimiento (No) 40%
Total 100%

74
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
5.2.2. Capacitación en técnicas de limpieza
y desinfección Cp
No se realiza con frecuencia
al personal nuevo.
5.2.3. Limpieza y desinfección de equipos y
utensilios Cp
Se realiza la L+D en las
áreas cada vez que se vea
conveniente.
5.2.4.
Precauciones para impedir
contaminación durante la limpieza y
desinfección
Si
5.2.5 Precaución de impedimento de
sustancias odorantes y desodorantes Si
5.2.6.
Cumplimiento de legislación vigente
de productos para limpieza y
desinfección
Si
5.2.7. Eliminación de residuos Si
5.2.8. Limpieza y desinfección en
operaciones de mantenimiento Cp
No se cuentan con registros
de respaldo de operaciones
de L+D de maquinarias,
equipos y utensilios, que si
son realizados.
5.2.9. Limpieza al terminar el trabajo de la
jornada Si
5.2.10. Limpieza de vestuarios y cuartos de
aseo Si
5.3. Manipulación, almacenamiento y
eliminación de residuos Cp
Los basureros son lavados y
cuentan con sus respectivas
tapas, sin embargo no están
bien conservados.
5.4. Ausencia de animales domésticos Si
5.5. Sistema de control de plagas
5.5.1. Programa de eficaz, eficiente y
continuo de control de plagas Cp
No se cuenta con un
programa documentado de
control de plagas el cual si se
realiza periódicamente.
5.5.2. Medidas de erradicación de plagas Si
5.5.3. Aplicación de plaguicidas Si
5.6 Almacenamiento de sustancias
peligrosas y contaminantes Si
5.7. Ropa y efectos personales Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
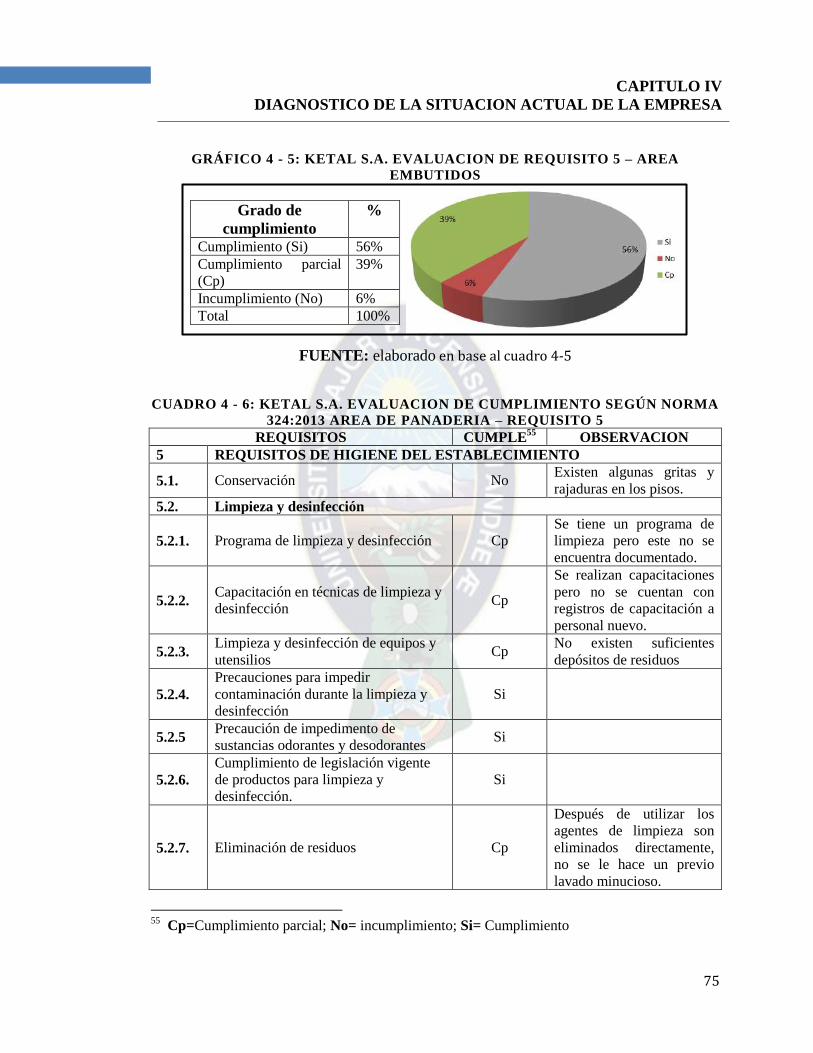
75
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 5: KETAL S.A. EVALUACION DE REQUISITO 5 – AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-5
CUADRO 4 - 6: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 5
REQUISITOS CUMPLE55
OBSERVACION
5 REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO
5.1. Conservación No Existen algunas gritas y
rajaduras en los pisos.
5.2. Limpieza y desinfección
5.2.1. Programa de limpieza y desinfección Cp
Se tiene un programa de
limpieza pero este no se
encuentra documentado.
5.2.2. Capacitación en técnicas de limpieza y
desinfección Cp
Se realizan capacitaciones
pero no se cuentan con
registros de capacitación a
personal nuevo.
5.2.3. Limpieza y desinfección de equipos y
utensilios Cp
No existen suficientes
depósitos de residuos
5.2.4.
Precauciones para impedir
contaminación durante la limpieza y
desinfección
Si
5.2.5 Precaución de impedimento de
sustancias odorantes y desodorantes Si
5.2.6.
Cumplimiento de legislación vigente
de productos para limpieza y
desinfección.
Si
5.2.7. Eliminación de residuos Cp
Después de utilizar los
agentes de limpieza son
eliminados directamente,
no se le hace un previo
lavado minucioso.
55
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 56%
Cumplimiento parcial
(Cp)
39%
Incumplimiento (No) 6%
Total 100%

76
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
5.2.8. Limpieza y desinfección en
operaciones de mantenimiento Cp
No se cuentan con
registros documentados de
respaldo de operaciones de
L+D de maquinarias,
equipos y utensilios.
5.2.9. Limpieza al terminar el trabajo de la
jornada Si
5.2.10. Limpieza de vestuarios y cuartos de
aseo Si
5.3. Manipulación, almacenamiento y
eliminación de residuos Cp
El almacenamiento de
residuos no es adecuado
puesto que los recipientes
no cuentan con tapas que
impidan la contaminación
cruzada.
5.4. Ausencia de animales domésticos Si
5.5. Sistema de control de plagas
5.5.1. Programa de eficaz, eficiente y
continuo de control de plagas. Cp
No se cuenta con un
programa documentado de
control de plagas el cual se
realiza periódicamente.
5.5.2. Medidas de erradicación de plagas Si
5.5.3. Aplicación de plaguicidas Si
5.6 Almacenamiento de sustancias
peligrosas y contaminantes Si
5.7. Ropa y efectos personales Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 6: KETAL S.A. EVALUACION DE REQUISITO 5 – PANADERIA
FUENTE: elaborado en base al cuadro 4-6.
Grado de
cumplimiento
%
Cumplimiento (Si) 56%
Cumplimiento parcial
(Cp)
39%
Incumplimiento (No) 6%
Total 100%

77
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.5.4. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL (R - 6)
CUADRO 4 - 7: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 6
REQUISITOS CUMPLE56
OBSERVACION
6. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL
6.1. Enseñanza de higiene Cp
Se tiene capacitación, cuentan con
carnet sanitario, pero no se tienen
registros internos de
capacitaciones a operarios
nuevos.
6.2. Estado de salud
6.2.1. Exámenes médicos de
condiciones clínicas y
epidemiológicas del personal Si
6.2.2. No permitir el acceso de personal
enfermo al area de manipulación
de alimentos Si
6.3. Lavado de manos
6.3.1. Lavado de limpieza y
desinfección con agentes
autorizados Si
6.3.2. Lavado de manos todas las veces
necesarias Cp
Se requiere control minucioso del
lavado adecuado y con la
frecuencia necesaria.
6.3.3. Avisos suficientes de lavado de
manos Cp
No se cuentan con avisos
necesarios en las áreas de
manipulación
6.4. Higiene del personal
6.4.1. Higiene del personal y ropa de
trabajo adecuado Cp En ciertos casos el uniforme se
encuentra desgastado.
6.4.2. No transitar en diferentes áreas
con el uniforme ni retiro de la
empresa con el uniforme.
No No se cumple, el personal transita
por diferentes áreas con su
uniforme.
6.4.3. Cumplimiento de no portar
objetos personales de adorno por
parte del personal Si
6.5. Conducta personal Si
6.6. Guantes Si
6.7. Visitantes Cp No se cuenta con el uniforme
completo para dotación a los
visitantes.
6.8. Supervisión Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
56
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
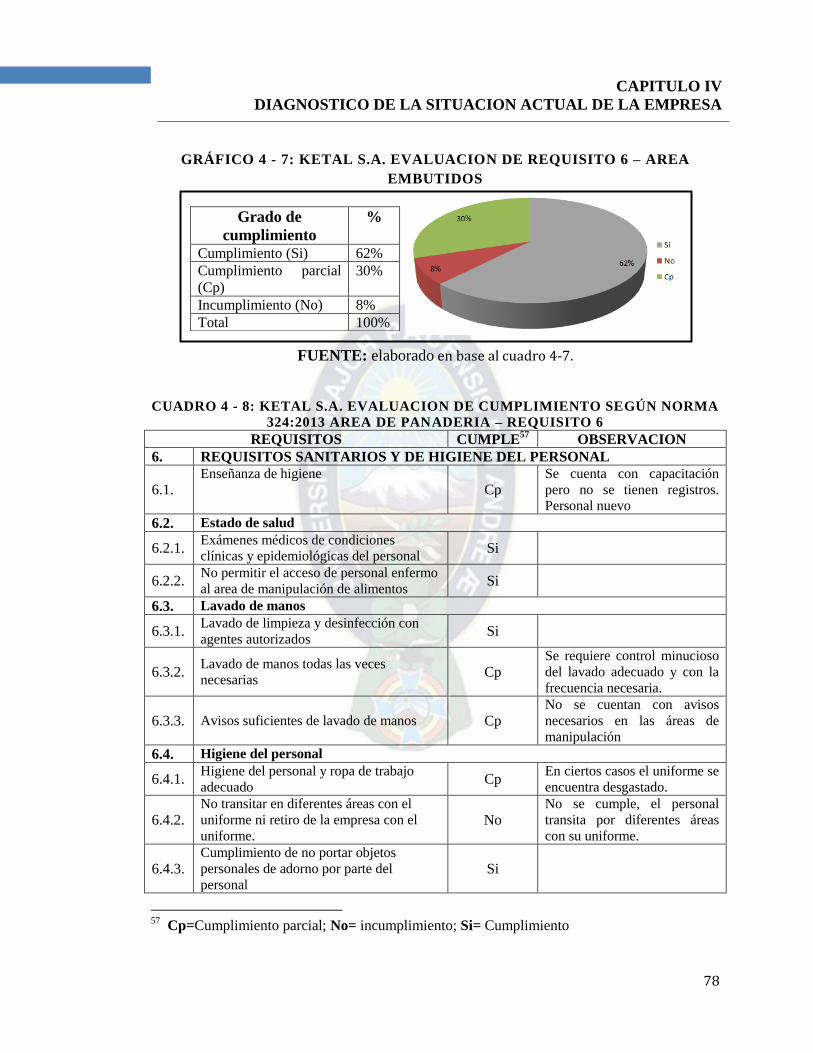
78
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 7: KETAL S.A. EVALUACION DE REQUISITO 6 – AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-7.
CUADRO 4 - 8: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 6
REQUISITOS CUMPLE57
OBSERVACION
6. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL
6.1. Enseñanza de higiene
Cp Se cuenta con capacitación
pero no se tienen registros.
Personal nuevo
6.2. Estado de salud
6.2.1. Exámenes médicos de condiciones
clínicas y epidemiológicas del personal Si
6.2.2. No permitir el acceso de personal enfermo
al area de manipulación de alimentos Si
6.3. Lavado de manos
6.3.1. Lavado de limpieza y desinfección con
agentes autorizados Si
6.3.2. Lavado de manos todas las veces
necesarias Cp
Se requiere control minucioso
del lavado adecuado y con la
frecuencia necesaria.
6.3.3. Avisos suficientes de lavado de manos Cp No se cuentan con avisos
necesarios en las áreas de
manipulación
6.4. Higiene del personal
6.4.1. Higiene del personal y ropa de trabajo
adecuado Cp
En ciertos casos el uniforme se
encuentra desgastado.
6.4.2. No transitar en diferentes áreas con el
uniforme ni retiro de la empresa con el
uniforme. No
No se cumple, el personal
transita por diferentes áreas
con su uniforme.
6.4.3. Cumplimiento de no portar objetos
personales de adorno por parte del
personal Si
57
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 62%
Cumplimiento parcial
(Cp)
30%
Incumplimiento (No) 8%
Total 100%

79
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
6.5. Conducta personal Cp
En ocasiones se presencia
conducta inadecuada por parte
de los operarios.
6.6. Guantes Si
6.7. Visitantes Cp
Se precisa mayor control en
cuanto al ingreso del personal
de mantenimiento al area de
manipulación.
6.8. Supervisión Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 8: KETAL S.A. EVALUACION DE REQUISITO 6 – AREA
PANADERIA
FUENTE: elaborado en base al cuadro 4-8.
4.5.5. REQUISITOS DE HIGIENE EN LA ELABORACIÓN (R - 7)
CUADRO 4 - 9: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 7
REQUISITOS CUMPLE58
OBSERVACION
7. REQUISITOS DE HIGIENE EN LA ELABORACIÓN
7.1.1.
No se aceptan M° P° o ingredientes
que contengan, parásitos,
microorganismos o sustancias
toxicas
Cp
No se puede asegurar que no
contengan contaminantes, en
el caso de verduras
7.1.2. Clasificación e inspección de M° P°
antes de su elaboración. Si
7.1.3.
Condiciones adecuadas de
almacenamiento y rotación de M°
P°
Si
7.2. Prevención de contaminación cruzada
58
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 46%
Cumplimiento parcial
(Cp)
46%
Incumplimiento (No) 8%
Total 100%

80
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
7.2.1.
Se toman medidas para evitar
contaminación cruzada Cp
Existe almacenamiento en el
area de manipulación de
ciertos aditivos y envases.
7.2.2.
Uso de ropa protectora para
personas que manipulan M° P° y
productos semi elaborados Cp
No existe cambio de
indumentaria al manipular
producto terminado y
materia prima de forma
separada.
7.2.3.
Limpieza y desinfección de equipos
en contacto con M° P° u otro
contaminante (mantenimiento) Cp
Se precisa mayor control de
la L+D de equipos y áreas de
manipulación después del
mantenimiento.
7.3. Empleo del agua
7.3.1. Uso exclusivo de agua potable Si
7.3.2. Uso de agua no potable para la
producción de vapor Si
7.3.3. Proceso de tratamiento de agua para
ser reutilizada Si
7.3.4. Uso de agua recirculada fuera del
proceso Si
7.3.5.
Tratamiento de aguas recirculadas y
usadas en proceso de elaboración
aprobadas
Si
7.4. Elaboración
7.4.1.
Elaboración de alimentos por
personal capacitado Cp
No se realiza con frecuencia la
capacitación al personal
nuevo.
7.4.2.
Operaciones de proceso se realizan
sin demoras y sin condiciones de
contaminación. Cp
Puede existir contaminación
de materias primas con
producto semi elaborado y en
ocasiones existen demoras en
las horas de desayuno y
almuerzo.
7.4.3. Manipulación y uso adecuado de
envases Si
7.4.4. Métodos de conservación y controles
de alimentos Si
7.5. Envasado
7.5.1.
Condiciones apropiadas de envasado
Cp
Los envases se hallan en el
area de proceso y en ocasiones
desprotegidos y desordenados
susceptibles de
contaminación.
7.5.2. El material de envasado satisfactorio
para el producto Si
7.5.3. No se reutilizan los envases Si
7.5.4. Inspección de envases antes de su uso Si
7.6. Dirección y supervisión Si

81
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
7.7. Subproductos Si
7.8. Documentación y registro
7.8.1.
Documentación y registro de
elaboración, producción,
almacenamiento y distribución Cp
Se precisa el desarrollo y
actualización de la
documentación requerida por
la normativa.
7.8.2. Registros adecuados de sustancias
utilizadas Si
7.8.3. Manual de buenas prácticas de
manufactura Cp
Se cuenta con un manual de
BPM incompleto
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 9: KETAL S.A. EVALUACION DE REQUISITO 7 – AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-9.
CUADRO 4 - 10: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 7
REQUISITOS CUMPLE59
OBSERVACION
7. REQUISITOS DE HIGIENE EN LA ELABORACIÓN
7.1.1. No se aceptan M° P° o ingredientes
que contengan, parásitos,
microorganismos o sustancias toxicas Si
7.1.2. Clasificación e inspección de M° P°
antes de su elaboración Si
7.1.3. Condiciones adecuadas de
almacenamiento y rotación de M° P° Si
7.2. Prevención de contaminación cruzada
7.2.1. Se toman medidas para evitar
contaminación cruzada No
Se evidencia en ciertos casos
contaminación cruzada entre
materia prima y producto semi
elaborado.
7.2.2. Uso de ropa protectora para personas No No existe cambio de
59
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 62%
Cumplimiento parcial
(Cp)
38%
Incumplimiento (No) 0%
Total 100%

82
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
que manipulan M° P° y productos
semi elaborados antes de manipular
producto terminado.
indumentaria al manipular
producto terminado y materia
prima de forma separada.
7.2.3. Limpieza y desinfección de equipos
en contacto con M° P° u otro
contaminante (mantenimiento) No
Se precisa mayor control de la
L+D de equipos y áreas de
manipulación después del
mantenimiento.
7.3. Empleo del agua
7.3.1. Uso exclusivo de agua potable Si
7.3.2. Uso de agua no potable para la
producción de vapor Si
7.3.3. Proceso de tratamiento de agua para
ser reutilizada Si
7.3.4. Uso de agua recirculada fuera del
proceso Si
7.3.5. Tratamiento de aguas recirculadas y
usadas en proceso de elaboración
aprobadas Si
7.4. Elaboración
7.4.1. Elaboración de alimentos por
personal capacitado Cp
No se cuentan con registros de
capacitación a personal nuevo
7.4.2. Operaciones de proceso se realizan
sin demoras y sin condiciones de
contaminación Cp
Puede existir contaminación de
materias primas con producto
semi elaborado y en ocasiones
existen demoras en las horas de
desayuno y almuerzo.
7.4.3. Manipulación y uso adecuado de
envases No
Los envases se hallan
almacenados en el area de
producción.
7.4.4. Métodos de conservación y controles
de alimentos Si
7.5. Envasado
7.5.1. Condiciones apropiadas de envasado Cp
Los envases se hallan en el area
de proceso y en ocasiones
desprotegidos y desordenados
susceptibles de contaminación.
7.5.2. El material de envasado satisfactorio
para el producto Si
7.5.3. No se reutilizan los envases Si
7.5.4. Inspección de envases antes de su uso Si
7.6. Dirección y supervisión Si
7.7. Subproductos Cp Genera corteza de pan y se retira
del area
7.8. Documentación y registro
7.8.1. Documentación y registro de
elaboración, producción,
almacenamiento y distribución Cp
Se precisa el desarrollo y
actualización de la documentación requerida por la
normativa.

83
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
7.8.2. Registros adecuados de sustancias
utilizadas Si
7.8.3. Manual de buenas prácticas de
manufactura Cp
Se cuenta con un manual BPM
incompleto
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 10: KETAL S.A. EVALUACION DE REQUISITO 7 – AREA
PANADERIA
FUENTE: elaborado en base al cuadro 4-10.
4.5.6. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y
PRODUCTOS TERMINADOS (R - 8)
CUADRO 4 - 11: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 8
REQUISITOS CUMPLE60
OBSERVACION
8. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y
PRODUCTOS TERMINADOS
8.1. Almacenamiento en sectores
separados Cp
Existen almacenamientos compartidos
en ciertos casos de M°P° y producto
terminado.
8.2. Inspección periódica de
productos terminados Si
Se hace inspección y pruebas de
laboratorio microbiológico a producto
terminado
8.3 Carga y descarga de vehículos
de transporte fuera del area de
elaboración Cp
Los canastillos tienen contacto con el
piso en al momento de la carga y
descarga de M°P° y producto
terminado.
8.4. Vehículos de transporte
adecuados para para los tipos
de productos Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
60
Cp=Cumplimiento parcial; No= incumplimiento; Si= Cumplimiento
Grado de
cumplimiento
%
Cumplimiento (Si) 62%
Cumplimiento parcial
(Cp)
21%
Incumplimiento (No) 17%
Total 100%

84
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 11: KETAL S.A. EVALUACION DE REQUISITO 8 – AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-11.
CUADRO 4 - 12: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 8
REQUISITOS CUMPLE OBSERVACION
8. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y
PRODUCTOS TERMINADOS
8.1. Almacenamiento en sectores
separados No
Existen almacenamientos
compartidos en ciertos casos de
M°P° y producto semi elaborado.
8.2. Inspección periódica de productos
terminados Si
8.3
Carga y descarga de vehículos de
transporte fuera del area de
elaboración
Cp
Los canastillos tienen contacto
con el piso en al momento de la
carga y descarga de M°P° y
producto terminado.
8.4. Vehículos de transporte adecuados
para para los tipos de productos Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 12 KETAL S.A. EVALUACION DE REQUISITO 8 – AREA
PANADERIA
FUENTE: elaborado en base al cuadro 4-12.
Grado de
cumplimiento
%
Cumplimiento (Si) 75%
Cumplimiento parcial
(Cp)
25%
Incumplimiento (No) 0%
Total 100%
Grado de
cumplimiento
%
Cumplimiento (Si) 75%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 25%
Total 100%

85
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.5.7. CONTROL DE ALIMENTOS (R - 9)
CUADRO 4 - 13 KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 9
REQUISITOS CUMPLE29
OBSERVACION
9. Control de alimentos Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 13: KETAL S.A EVALUACION DE REQUISITO 9 – AREA
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-13.
CUADRO 4 - 14: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 9
REQUISITOS CUMPLE29
OBSERVACION
9. Control de alimentos Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 14: KETAL S.A. EVALUACION DE REQUISITO 9 – AREA
PANADERIA
FUENTE: elaborado en base al cuadro 4-14.
Grado de
cumplimiento
%
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%
Grado de
cumplimiento
%
Cumplimiento (Si) 28%
Cumplimiento parcial
(Cp)
32%
Incumplimiento (No) 40%
Total 100%

86
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.5.8. INFORMACION SOBRE LOS PRODUCTOS Y SENSIBILILACION DE
LOS CONSUMIDORES (R - 10)
CUADRO 4 - 15: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 10
REQUISITOS CUMPLE29
OBSERVACION
10. OTROS REQUISITOS DE CALIDAD
10.1. Evaluación de proveedores
10.1.1.
Criterios documentados de
evaluación y aceptación de
proveedores
No
No se tienen criterios
documentados de evaluación de
proveedores
10.1.2.
Control riguroso de
componentes en contacto
directo con el producto
Cp
No se realizan específicamente
para todos los productos, es más
específico en el caso de carnes, no
se cuenta con un tiempo
establecido como frecuente.
10.1.3. Especificación documentada
de la compra de M°P° Si
10.2. Satisfacción del cliente Si
10.3. Trazabilidad Cp
El sistema de trazabilidad no es
del todo eficiente, debido a que
cuando existe alguna no
conformidad en los productos no
se puede detectar fácilmente el
origen del problema.
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 15: KETAL S.A. EVALUACION DE REQUISITO 10 AREA–
EMBUTIDOS
FUENTE: elaborado en base al cuadro 4-15.
Grado de
cumplimiento
%
Cumplimiento (Si) 28%
Cumplimiento parcial
(Cp)
32%
Incumplimiento (No) 40%
Total 100%

87
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
CUADRO 4 - 16: KETAL S.A. EVALUACION DE CUMPLIMIENTO SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 10
REQUISITOS CUMPLE29
OBSERVACION
10. OTROS REQUISITOS DE CALIDAD
10.1. Evaluación de proveedores
10.1.1.
Criterios documentados de
evaluación y aceptación de
proveedores
No
No se tienen criterios
documentados de evaluación de
proveedores.
10.1.2.
Control riguroso de
componentes en contacto directo
con el producto
Cp
No se realizan específicamente
para todos los productos y no se
cuenta con un tiempo establecido
como frecuente para su
evaluación.
10.1.3. Especificación documentada de
la compra de M°P° Si
10.2. Satisfacción del cliente Si
10.3. Trazabilidad Cp El sistema de trazabilidad no es
del todo eficiente.
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRÁFICO 4 - 16: KETAL S.A. EVALUACION DE REQUISITO 10 AREA–
PANADERIA
FUENTE: elaborado en base al cuadro 4-16
Grado de
cumplimiento
%
Cumplimiento (Si) 28%
Cumplimiento parcial
(Cp)
32%
Incumplimiento (No) 40%
Total 100%

88
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.6. RESULTADOS GENERALES
CUADRO 4 - 17: KETAL S.A. RESULTADOS GENERALES DE
CUMPLIMIENTO DE LOS REQUISITOS DE BUENAS PRACTICAS DE
MANUFACTURA
REQUISITO
GRADO DE
CUMPLIMIENTO
– AREA
EMBUTIDOS %
CUMPLIMIENTO
IDEAL %
GRADO DE
CUMPLIMIENT
O – AREA
PANADERÍA %
CUMPLIMIENT
O IDEAL %
(R-3)
Requisitos
generales de las
materias primas 2 10 8 10
(R-4)
Requisitos
generales del
establecimiento 14 25 7 25
(R-5)
Requisitos de
higiene del
establecimiento
11 18 11 18
(R-6)
Requisitos
sanitarios y de
higiene del
personal
8 13 6 13
(R-7)
Requisitos de
higiene en la
elaboración 15 24 15 24
(R-8)
Almacenamiento
y transporte de
materias primas
y productos
terminados
3 4 3 4
(R-9) Control de
alimentos 1 1 1 1
(R-
10)
Información
sobre los
productos y
sensibilización de
los consumidores
2 5 2 5
Total 56% 100% 53% 100%
FUENTE: Elaborado en base a los cuadros 4-1 a 4-16.

89
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
GRÁFICO 4 - 17: KETAL S.A. CUMPLIMINETO DE REQUISITOS DE BUENAS
PRACTICAS DE MANUFACTURA AREA – EMBUTIDOS
FUENTE: Elaborado en base al cuadro 4-17.
GRÁFICO 4 - 18: KETAL S.A. CUMPLIMINETO DE REQUISITOS DE BUENAS
PRACTICAS DE MANUFACTURA AREA – PANADERIA
FUENTE: Elaborado en base al cuadro 4-17.
Los resultados de la evaluación del cumplimiento de los requisitos establecidos por la
normativa 324:213 de Buenas Prácticas de manufactura revelan que se tiene un
cumplimiento del 56% en el area de embutidos y 53% en el area de panadería , debiendo
subsanar el porcentaje restante que establece los requisitos que se hallan en
cumplimiento parcial y en no cumplimiento.
RealIdeal
0
5
10
15
20
25
R -3 R -4 R -5 R -6 R -7 R -8 R -9R -10
2
14
10 8
15
3 1 2
10
25
18
13
24
4
1 5
Real Ideal
Real
Ideal
0
5
10
15
20
25
R -3 R -4 R -5 R -6 R -7 R -8 R -9R -10
8 7
10
6
15
3 1 2
10
25
18
13
24
4
1 5
Real Ideal

90
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.7. DIAGNÓSTICO DEL SISTEMA HACCP
El sistema HACCP está compuesto por 12 pasos, agrupados en 5 etapas preliminares y 7
principios
A continuación se detallara si la empresa tiene ya organizada alguna de los requisitos del
sistema HACCP y posteriormente en base a los resultados el desarrollo del sistema se
pormenorizara en el capítulo VI de este proyecto desarrollo del sistema HACCP.
4.7.1. ACTIVIDADES PRELIMINARES
4.8. formación del equipo HACCP: Unidades productivas Ketal al momento
cuenta con un equipo de inocuidad reducido, representado por:
Jefa de producción: Ing. Nuria Alemán
Encargada de Calidad: Lic. Daniela Lima
Este equipo fue formado atendiendo los conocimientos necesarios de los procesos de los
productos y según las exigencias de calidad e inocuidad de los clientes.
Se debe aclarar que el proceso de aplicación del sistema HACCP no se está
desarrollando en la actualidad, según determinación del equipo de inocuidad y mediante
apoyo de gerencia de producción se desea consolidar el sistema de Buenas Prácticas de
Manufactura como prerrequisito y base para el funcionamiento del sistema HACCP.
4.9. Descripción del producto y su sistema de distribución: la empresa tiene una
descripción no tan precisa de los productos que elabora, los mismos están
definidos de acuerdo al area al que pertenecen. Y la documentación con la que
se cuenta es la que se tiene como información del etiquetado de productos que
así lo poseen.
Se sugiere elaborar la documentación con la descripción óptima y a detalle de todos los
productos existentes en la empresa incluyendo aquellos que no son envasados y que por
ello no cuentan con etiquetas de producto.

91
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
4.10. Descripción del uso esperado del producto y el tipo de consumidor: al
presente no se cuenta con documentación específica del uso normal de los
productos y el tipo de consumidor este dato es asumido por parte de la empresa.
Al igual que en el anterior punto debe elaborarse la documentación pertinente
teniendo en cuenta la estratificación de los clientes habituales, aquellos posibles
consumidores y los que no pueden consumir los productos por su
característica.
4.11. Desarrollo del diagrama de flujo: se tiene registros de diagrama de flujo del
proceso de todos los productos elaborados para la evaluación de cada etapa.
4.12. Verificación del diagrama de flujo: esta actividad también fue verificada
cuando se realizaron los diagramas de flujo para cerciorarse de que las etapas
del proceso tomadas en cuenta eran las correctas.
4.12.1. PRINCIPIOS DEL HACCP
4.13. análisis de peligros: no se identificaron los peligros potenciales en el proceso
de elaboración de los productos, ni la evaluación del riesgo.
4.14. Identificación de los puntos críticos de control (PCC): no se efectúa la
identificación ni evaluación de los puntos críticos de control PCC, lo que
conlleva al no cumplimiento de los principios posteriores.
4.15. Establecimiento de los límites críticos: no se han establecido.
4.16. Establecimiento de un sistema de vigilancia: no se ha establecido.
4.17. Establecimiento de las acciones correctivas: no se han establecido.
4.18. Establecimiento de los procedimientos de verificación: no se han
establecido.
4.19. Establecimiento del sistema de registro de datos y los procedimientos de
documentación: no se han establecido
4.20. CONCLUSIONES DEL CAPITULO
Se efectúo el diagnostico actual de la Buenas Prácticas de Manufactura y el sistema
HACCP, mediante el mismo se ha concluido que:

92
CAPITULO IV
DIAGNOSTICO DE LA SITUACION ACTUAL DE LA EMPRESA
De todos los requisitos establecidos por la normativa boliviana en Buenas
Prácticas de Manufactura (BPM) NB/NM 324, el 56% de los requisitos son
cumplidos en el area de embutidos y 53% en el area de panadería, lo restante
todavía se halla en cumplimiento parcial o en no cumplimiento.
Todos los requisitos generales establecido por la norma (requisitos del 3 al 10)
tienen por lo menos un punto específico por cumplir ya que se encuentran en
cumplimiento parcial o en algunos casos no son cumplidos.
Uno de los requisitos a tomar con mayor interés es el de la producción primaria,
sobre todo en el area de embutidos por pertenecer a la industria cárnica, ya que
se tratan de materias primas cuya probabilidad de portar algún peligro
microbiológico es alta. También por la utilización de verduras cuya
certificación de inocuidad es difícil de adquirir por los proveedores.
En cuanto al sistema HACCP se ha identificado que los únicos puntos de
cumplimiento son la existencia de diagramas de flujo y su verificación insitu.
Se cuenta con un equipo de inocuidad reducido conformado por 2 personas
pertenecientes a las áreas de producción y calidad, sin embargo es necesario
que personal multidisciplinario sea participe.
Hasta el momento no se ha realizado un análisis detallado de peligros por etapa
de producción a ningún producto de la empresa.
Se recomienda por lo tanto, la realización de un manual de procedimientos de Buenas
Prácticas de manufactura y el desarrollo del sistema HACCP, basado en la normas
NB/NM 324:2013 y NB/NM 323:2015 del IBNORCA respectivamente si como el
Codex Alimentarius, que este bajo inspección continua y sean altamente efectivas
poniéndolas en práctica con la capacitación correspondiente, de manera que se tenga y
mantenga un ambiente apropiado en la planta de producción.
5.

93
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CAPÍTULO V
DESARROLLO E IMPLEMENTACIÓN DEL SISTEMA DE
BUENAS PRÁCTICAS DE MANUFACTURA
5.1. OBJETIVO DEL CAPITULO
El capítulo correspondiente tiene como objetivo realizar el desarrollo del sistema de
Buenas Prácticas de Manufactura en base al cumplimiento tanto documental como
practico de los requisitos establecidos por la norma Boliviana NB/NM 324:2013.
5.2. PROPÓSITO
Tomado como guía los resultados obtenidos en el diagnóstico inicial, desarrollar
posibles medidas con el apoyo de jefatura de producción y ponerlas en práctica en la
medida de lo posible para el cumplimiento al 100% de aquellos requisitos que se
encuentran en cumplimiento parcial y de aquellos que no son cumplidos tanto de forma
documental como práctica.
5.3. ALCANCE DEL CAPITULO
El alcance de este capítulo aborda toda la base de las buenas prácticas de manufactura
que realiza la empresa con relevancia en las áreas de embutidos y panadería, cuya
información permita realizar los cambios y complementaciones necesarios para cumplir
al 100% los requisitos establecidos por la norma NB/NM 324:2013.
5.4. DESARROLLO DE REQUISITOS DE HIGIENE Y DE BUENAS
PRÁCTICAS DE MANUFACTURA
Tomando los resultados obtenidos de la evaluación de la situación real de las áreas de
estudio en el proyecto (Embutidos y panadería) en base a la normativa de Buenas
Prácticas de Manufactura se desarrollan las acciones realizadas y a tomar para subsanar
aquellos requisitos identificados como incumplidos o cumplidos de forma parcial.

94
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.4.1. REQUISITOS GENERALES DE LAS MATERIAS PRIMAS (R - 3)
CUADRO 5 - 1: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 3
REQUISITOS IMPLEMENTACIÓN
OBSERVACION CUMPLI
MIENTO Si No
3 REQUISITOS GENERALES DE LAS MATERIAS PRIMAS
3.1. Áreas de procedencia
3.1.1.
Áreas de producción, cría,
extracción, cultivo o
cosecha ✓
Se realiza la solicitud de
certificados a los
proveedores de materias
primas, de modo que
garanticen los productos
ofrecidos de la existencia
de cualquier tipo de
contaminación ya sea por
residuos, agua o plagas, a
unidades productivas
Ketal, así también la
renovación de sus
Registros Sanitarios y
otras pruebas pertinentes,
además de la inspección
rigurosa al momento de la
recepción de los productos
y el previo tratamiento en
ciertas materias primas a
la producción.
Si
3.1.2.
Protección contra la
contaminación por
residuos ✓
Si
3.1.3. Protección contra la
contaminación por el agua ✓
Si
3.1.4. Control de plagas y
enfermedades ✓
Si
3.2. Cosecha, producción, extracción y faena
3.2.1. Procedimientos ✓
En proceso de aprobación
la realización de pruebas
de laboratorio para el
respaldo, sin embargo se
realiza la inspección
respectiva previo a su
recepción (caso verduras).
Cp
3.2.2. Equipamientos y
recipientes ✓ Se realiza el remplazo de
recipientes para M° P° en
mal estado por nuevos. Si
3.2.3. Remoción de materias
primas inadecuadas Si
3.3. Almacenamiento en el
local de producción ✓
En proceso de costeo y
aprobación de
construcción de un
almacén de aditivos y
condimentos, actualmente
se mantienen en envases
sólidos y cerrados previo
a su utilización
Cp
3.4. Transporte

95
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
3.4.1. Medios de transporte Si
3.4.2. Procedimientos de
manipulación ✓
Se adquieren nuevos
recipientes para el
adecuado traslado desde el
area de recepción hasta el
almacén de materias
primas, además de
establecer las condiciones
de manipulación en el
procedimiento
correspondiente a M°P°
(MRP-PR-01)
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 1: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 3 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-1.
CUADRO 5 - 2: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 3
REQUISITOS IMPLEMENTACIÓN
OBSERVACION CUMPLI
MIENTO Si No
3 REQUISITOS GENERALES DE LAS MATERIAS PRIMAS
3.1. Áreas de procedencia
3.1.1. Áreas de producción, cría,
extracción, cultivo o cosecha
Si
3.1.2. Protección contra la
contaminación por residuos
Si
3.1.3. Protección contra la
contaminación por el agua
Si
3.1.4. Control de plagas y
enfermedades
Si
3.2. Cosecha, producción, extracción y faena
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 80%
Cumplimiento parcial
(Cp)
20%
Incumplimiento (No) 0%
Total 100%

96
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
3.2.1. Procedimientos Si
3.2.2. Equipamientos y recipientes Si
3.2.3. Remoción de materias primas
inadecuadas
Si
3.3. Almacenamiento en el local
de producción ✓
En proceso de
aprobación para el
reordenamiento de
las M° P° en el area
de elaboración
acorde a tiempos de
producción diarias,
evitando almacén
temporal por tiempos
demasiado
prolongados.
Cp
3.4. Transporte
3.4.1. Medios de transporte Si
3.4.2. Procedimientos de
manipulación ✓
Se adquieren nuevos
recipientes para el
adecuado traslado
desde el area de
recepción hasta el
almacén de materias
primas, además de
establecer las
condiciones de
manipulación en el
procedimiento
correspondiente a M°
P° (MRP-PR-01)
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 2: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 3 – AREA PANADERIA
FUENTE: elaborado en base al cuadro 5-2.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 90%
Cumplimiento parcial
(Cp)
10%
Incumplimiento (No) 0%
Total 100%

97
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.4.2. REQUISITOS GENERALES DEL ESTABLECIMIENTO (R - 4)
CUADRO 5 - 3: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 4
REQUISITOS IMPLEMENTACIÓN
OBSERVACION CUMPLE Si No
4. REQUISITOS GENERALES DEL ESTABLECIMIENTO
4.1. Instalaciones
4.1.1. Emplazamiento ✓
Se cerró el almacén de
SABEMPE por lo que
ya no representa
peligro severo.
Si
4.1.2. Vías de transito interno Si
4.1.3. Construcción de edificios e instalaciones
4.1.3.1. Condiciones sólidas y
sanitariamente adecuadas
Si
4.1.3.2. Disposición de espacios
suficientes
Si
4.1.3.3. Diseño de fácil acceso para
la limpieza
Si
4.1.3.4. Diseño adecuado de
edificios e instalaciones ✓
Se realiza reparación
de aberturas en
ventiladores y se
cerciora la limpieza
adecuada de los
mismos, y se halla en
proceso de aprobación
la cobertura de la
abertura existente entre
el techo de la cámara y
techo del area.
Cp
4.1.3.5. Pisos adecuados ✓ En proceso de
cotización y aprobación
de reparación de pisos
Cp
4.1.3.6. Condiciones de paredes Si
4.1.3.7. Ventanas y aberturas ✓ Se realiza y registra la
limpieza de aberturas y
ventanas del area
Si
4.1.3.8. Escaleras fijas, montacargas
y estructuras auxiliares
Si
4.1.3.9. Estructuras y accesorios
elevados ✓
En proceso de
aprobación de
cobertura entre techo
de cámara y techo de
area
No
4.1.3.10. Alojamientos, Vestuarios y
cuartos de aseo
Si

98
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
4.1.3.11. Ubicación de materias
primas y productos
terminados ✓
Se instaló un medio de
separación en la
cámara de frio
Si
4.1.3.12. Materiales Si
4.1.4. Abastecimiento de agua Si
4.1.5. Evacuación de efluentes y
aguas residuales
Si
4.1.6. Vestuarios y cuartos de aseo Si
4.1.7. Instalaciones para lavarse las
manos en las zonas de
elaboración
✓
En proceso de
cotización y aprobación
de la instalación de
area de lavado de
manos exclusiva en el
area de elaboración
Cp
4.1.8. Instalaciones de limpieza y
desinfección ✓
Se ha designado un
area exclusiva para la
limpieza y desinfección
en el area de
elaboración.
Si
4.1.9. Iluminación e instalaciones
eléctricas
Si
4.1.10. Ventilación ✓
Se realiza la cobertura
de aberturas alrededor
de ventilación además
del control del
funcionamiento
adecuado de
ventiladores
Si
4.1.11. Almacenamiento de residuos
y materias no comestibles ✓
Se remplazaron los
depósitos de basura en
mal estado por nuevos
Si
4.1.12. Devolución de los productos
devueltos y productos no
conformes.
Si
4.2. Equipos y Utensilios
4.2.1. Materiales ✓
Se remplazan utensilios
no adecuados por
nuevos y adecuados.
Si
4.2.2. Diseño y construcción ✓
Se adquieren
recipientes
diferenciados
exclusivos para su
utilización en la
limpieza
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos

99
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
GRAFICO 5 - 3:S.A. KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 4 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-3.
CUADRO 5 - 4: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 4
REQUISITOS IMPLEMENTACIÓN
OBSERVACION CUMPLE Si No
4. REQUISITOS GENERALES DEL ESTABLECIMIENTO
4.1. Instalaciones
4.1.1. Emplazamiento ✓ Se cerró el almacén de
SABEMPE por lo que
ya no representa peligro Si
4.1.2. Vías de transito interno Si
4.1.3. Construcción de edificios e instalaciones
4.1.3.1. Condiciones sólidas y
sanitariamente adecuadas
Si
4.1.3.2. Disposición de espacios
suficientes ✓
En proceso de
aprobación para el
reordenamiento de las
M° P° en el area de
elaboración acorde a
tiempos de producción
diarias, evitando
almacén temporal por
tiempos demasiado
prolongados.
Cp
4.1.3.3. Diseño de fácil acceso para
la limpieza ✓ Se realiza la limpieza
adecuada a toda el area Si
4.1.3.4. Diseño adecuado de
edificios e instalaciones ✓
Se realiza la reparación
de aberturas para
impedir la entrada de
cualquier contaminante
Si
4.1.3.5. Pisos adecuados ✓ Realización de la
reparación de pisos
Si
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 84%
Cumplimiento parcial
(Cp)
12%
Incumplimiento (No) 4%
Total 100%

100
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
4.1.3.6. Condiciones de paredes ✓
Repintado de paredes y
techos con pintura
adecuada para su
limpieza con agua
Si
4.1.3.7. Ventanas y aberturas ✓
Se realiza y registra la
limpieza de aberturas y
ventanas del area
Si
4.1.3.8.
Escaleras fijas,
montacargas y estructuras
auxiliares
Si
4.1.3.9. Estructuras y accesorios
elevados ✓
En proceso de
aprobación de cobertura
entre techo de cámara y
techo de area
No
4.1.3.10. Alojamientos, Vestuarios y
cuartos de aseo
Si
4.1.3.11.
Ubicación de materias
primas y productos
terminados ✓
En proceso de
aprobación de
reordenamiento de
almacén de M° P°
acorde a las
posibilidades de los
operarios.
Cp
4.1.3.12. Materiales ✓
En proceso de
aprobación y cotización
para la adquisición de
nuevas bandejas de
horneado, sin embargo a
las existentes se les
realiza la limpieza
correspondiente.
Cp
4.1.4. Abastecimiento de agua Si
4.1.5. Evacuación de efluentes y
aguas residuales
Si
4.1.6. Vestuarios y cuartos de
aseo
Si
4.1.7.
Instalaciones para lavarse
las manos en las zonas de
elaboración. ✓
En proceso de
cotización y aprobación
de la instalación de area
de lavado de manos
exclusiva en el area de
elaboración.
Cp
4.1.8. Instalaciones de limpieza y
desinfección ✓
Se ha designado un area
exclusiva para la limpieza
y desinfección en el area
de elaboración.
Si
4.1.9. Iluminación e
instalaciones eléctricas ✓
Se realiza la limpieza
adecuada según
instructivo actual. Si

101
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
4.1.10. Ventilación ✓
Se realiza la cobertura
de aberturas alrededor
de ventilación además
del control del
funcionamiento
adecuado de
ventiladores.
Si
4.1.11.
Almacenamiento de
residuos y materias no
comestibles ✓
Se remplazaron los
basureros en mal estado
por nuevos. Si
4.1.12.
Devolución de los
productos y productos no
conformes ✓
Se designó un area
exclusiva para el
almacenamiento
temporal de producto
no conforme.
Si
4.2. Equipos y utensilios
4.2.1. Materiales ✓
Se remplazan utensilios
no adecuados por
nuevos y adecuados.
Si
4.2.2. Diseño y construcción ✓
Se adquieren
recipientes diferenciados
exclusivos para su
utilización en la
limpieza
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 4: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 4 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-4.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 80%
Cumplimiento parcial
(Cp)
16%
Incumplimiento (No) 4%
Total 100%

102
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.4.3. REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO (R - 5)
CUADRO 5 - 5: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 5
REQUISITOS IMPLEMENTACIÓN
OBSERVACION CUMPLE Si No
5 REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO
5.1. Conservación ✓ Se realiza la reparación
de grietas y rajaduras
de pisos. Si
5.2. Limpieza y desinfección
5.2.1. Programa de limpieza y
desinfección ✓
Se documenta y aplica
el procedimiento de
L+D (LyD – PR - 04)
Si
5.2.2. Capacitación en técnicas
de limpieza y desinfección ✓
Se realizan las
capacitaciones
respectivas incluidas al
personal nuevo.
Si
5.2.3. Limpieza y desinfección
de equipos y utensilios ✓
Se realiza la
documentación y
practica de L+D según
el procedimiento
correspondiente (LyD-
PR-04).
Si
5.2.4.
Precauciones para impedir
contaminación durante la
limpieza y desinfección
Si
5.2.5
Precaución de
impedimento de sustancias
odorantes y desodorantes
Si
5.2.6.
Cumplimiento de
legislación vigente de
productos para limpieza y
desinfección
Si
5.2.7. Eliminación de residuos Si
5.2.8.
Limpieza y desinfección
en operaciones de
mantenimiento ✓
Se mencionan las
actividades de L+D a
realizar posterior al
mantenimiento en el
procedimiento
correspondiente (LyD-
PR-04), y su limpieza
es respaldada mediante
registros.
Si
5.2.9. Limpieza al terminar el
trabajo de la jornada
Si
5.2.10. Limpieza de vestuarios y cuartos de aseo
Si

103
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.3.
Manipulación,
almacenamiento y
eliminación de residuos ✓
Se realiza el instructivo
correspondiente donde
se especifica la
manipulación,
almacenamiento y
eliminación de
residuos y se respalda
mediante los registros
propios.
Si
5.4. Ausencia de animales
domésticos
Si
5.5. Sistema de control de plagas
5.5.1.
Programa de eficaz,
eficiente y continuo de
control de plagas ✓
Se actualiza el
programa de control de
plagas y su aplicación,
respaldando las
actividades realizadas
mediante los registros
correspondientes
(MIP-PR-06)
Si
5.5.2. Medidas de erradicación
de plagas
Si
5.5.3. Aplicación de plaguicidas Si
5.6
Almacenamiento de
sustancias peligrosas y
contaminantes
Si
5.7. Ropa y efectos
personales
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 5: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 5 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-5.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%

104
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CUADRO 5 - 6: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 5
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
5 REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO
5.1. Conservación ✓ Se realiza la reparación
de grietas y rajaduras
de los pisos. Si
5.2. Limpieza y desinfección
5.2.1. Programa de limpieza y
desinfección ✓
Se documenta y aplica
el procedimiento de
L+D (LyD – PR - 04)
Si
5.2.2. Capacitación en técnicas de
limpieza y desinfección ✓
Se realizan las
capacitaciones
respectivas incluidas al
personal nuevo.
Si
5.2.3. Limpieza y desinfección de
equipos y utensilios ✓
Se realiza la
documentación y
practica de L+D según
el procedimiento
correspondiente (LyD-
PR-04).
Si
5.2.4.
Precauciones para impedir
contaminación durante la
limpieza y desinfección
Si
5.2.5
Precaución de impedimento de
sustancias odorantes y
desodorantes
Si
5.2.6.
Cumplimiento de legislación
vigente de productos para
limpieza y desinfección.
Si
5.2.7. Eliminación de residuos ✓
Se realiza la
reutilización de los
recipientes
considerados residuos
en otras actividades
ajenas a producción y
se identifican
debidamente
Si
5.2.8. Limpieza y desinfección en
operaciones de mantenimiento ✓
Se menciona las
actividades de L+D a
realizar posterior al
mantenimiento en el
procedimiento
correspondiente (LyD-
PR-04), y su limpieza
es respaldada mediante
registros.
Si

105
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.2.9. Limpieza al terminar el
trabajo de la jornada
Si
5.2.10. Limpieza de vestuarios y
cuartos de aseo
Si
5.3.
Manipulación,
almacenamiento y eliminación
de residuos ✓
Se realiza el instructivo
correspondiente donde
se especifica la
manipulación,
almacenamiento y
eliminación de residuos
y se respalda mediante
los registros
correspondientes.
Si
5.4. Ausencia de animales
domésticos
Si
5.5. Sistema de control de plagas
5.5.1.
Programa de eficaz, eficiente
y continuo de control de
plagas. ✓
Se actualiza el
programa de control de
plagas y su aplicación,
respaldando las
actividades realizadas
mediante los registros
correspondientes (MIP-
PR-06)
Si
5.5.2. Medidas de erradicación de
plagas
Si
5.5.3. Aplicación de plaguicidas Si
5.6 Almacenamiento de sustancias
peligrosas y contaminantes
Si
5.7. Ropa y efectos personales Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 6: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 5 – AREA PANADERIA
FUENTE: elaborado en base al cuadro 5-6.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%

106
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.4.4. REQUISITOS SANITARIOS DE HIGIENE DEL PERSONAL (R - 6)
CUADRO 5 - 7: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 6
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
6. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL
6.1. Enseñanza de higiene ✓
Se realiza la
capacitación y
formación según el
programa establecido
en el procedimiento
correspondiente (CAE-
PR-08), incluyendo al
personal nuevo.
Si
6.2. Estado de salud
6.2.1.
Exámenes médicos de
condiciones clínicas y
epidemiológicas del
personal
Si
6.2.2.
No permitir el acceso de
personal enfermo al area
de manipulación de
alimentos
Si
6.3. Lavado de manos
6.3.1.
Lavado de limpieza y
desinfección con agentes
autorizados
Si
6.3.2. Lavado de manos todas
las veces necesarias ✓
Se controla la
realización de lavado
de manos mediante
pruebas aleatorias de
inspección.
Si
6.3.3. Avisos suficientes de
lavado de manos ✓
Se instalan señaléticas
de lavado de manos en
el area de elaboración y
adecuados para su
limpieza
Si
6.4. Higiene del personal
6.4.1. Higiene del personal y
ropa de trabajo adecuado
✓
El uniforme actual se
halla en estado
aceptable sin embargo
la aprobación de
dotación de nuevos
uniformes se halla en
espera de aprobación.
Cp

107
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
6.4.2.
No transitar en diferentes
áreas con el uniforme ni
retiro de la empresa con el
uniforme.
✓
Se realiza la instalación
de percheros previo al
ingreso de baños y
vestuarios a modo de
no contaminarlos, sin
embargo se halla en
proceso de aprobación
de un convenio con
terceros para el
aseguramiento de la
limpieza de los
uniformes, así como la
separación de los
uniformes con ropa de
calle en los casilleros.
Cp
6.4.3.
Cumplimiento de no portar
objetos personales de
adorno por parte del
personal
Si
6.5. Conducta personal Si
6.6. Guantes Si
6.7. Visitantes ✓
Se realiza la dotación
de uniformes adecuados
para el ingreso a las
áreas de manipulación
de alimentos a los
visitantes.
Si
6.8. Supervisión Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 7: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 6 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-7.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 85%
Cumplimiento parcial
(Cp)
15%
Incumplimiento (No) 0%
Total 100%

108
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CUADRO 5 - 8: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE PANADERIA – REQUISITO 6
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
6. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL
6.1.
Enseñanza de higiene
✓
Se realiza la
capacitación y
formación según el
programa establecido
en el procedimiento
correspondiente (CAE-
PR-08), incluyendo al
personal nuevo.
Si
6.2. Estado de salud
6.2.1.
Exámenes médicos de
condiciones clínicas y
epidemiológicas del personal
Si
6.2.2.
No permitir el acceso de
personal enfermo al area de
manipulación de alimentos
Si
6.3. Lavado de manos
6.3.1.
Lavado de limpieza y
desinfección con agentes
autorizados
Si
6.3.2. Lavado de manos todas las
veces necesarias ✓
Se controla la
realización de lavado de
manos mediante
pruebas aleatorias de
inspección.
Si
6.3.3. Avisos suficientes de lavado de
manos ✓
Se instalan señaléticas
de lavado de manos en
el area de elaboración y
adecuados para su
limpieza
Si
6.4. Higiene del personal
6.4.1. Higiene del personal y ropa de
trabajo adecuado ✓
El uniforme actual se
halla en estado
aceptable sin embargo,
la dotación de nuevos
uniformes se halla en
espera de aprobación.
Cp
6.4.2.
No transitar en diferentes áreas
con el uniforme ni retiro de la
empresa con el uniforme. ✓
Se realiza la instalación
de percheros previo al
ingreso de baños y
vestuarios a modo de no
contaminarlos, sin embargo se halla en
proceso de aprobación
Si

109
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
de un convenio con
terceros para el
aseguramiento de la
limpieza de los
uniformes, así como la
separación de los
uniformes con ropa de
calle en los casilleros.
6.4.3.
Cumplimiento de no portar
objetos personales de adorno por
parte del personal
Si
6.5. Conducta personal ✓
Se ha corregido las
conductas inadecuadas
detectadas mediante
capacitaciones al
personal
Si
6.6. Guantes Si
6.7. Visitantes ✓
Se realiza la dotación
de uniformes adecuados
para el ingreso a las
áreas de manipulación
de alimentos a los
visitantes.
Si
6.8. Supervisión Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 8: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 6 – AREA PANADERIA
FUENTE: elaborado en base al cuadro 5-8.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 92%
Cumplimiento parcial
(Cp)
8%
Incumplimiento (No) 0%
Total 100%

110
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.4.5. REQUISITOS DE HIGIENE EN LA ELABORACIÓN (R - 7)
CUADRO 5 - 9: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN NORMA
324:2013 AREA DE EMBUTIDOS – REQUISITO 7
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
7. REQUISITOS DE HIGIENE EN LA ELABORACIÓN
7.1.1.
No se aceptan M° P° o
ingredientes que contengan,
parásitos, microorganismos
o sustancias toxicas
✓
Se realiza la solicitud
de certificados a los
proveedores de
materias primas, de
modo que garanticen
los productos ofrecidos
de la existencia de
cualquier tipo de
contaminación, así
también la renovación
de sus Registros
Sanitarios y otras
pruebas pertinentes.
Si
7.1.2.
Clasificación e inspección
de M° P° antes de su
elaboración.
Si
7.1.3.
Condiciones adecuadas de
almacenamiento y rotación
de M° P°
Si
7.2. Prevención de contaminación cruzada
7.2.1.
Se toman medidas para
evitar contaminación
cruzada
✓
En proceso de costeo y
aprobación de
construcción de un
almacén de aditivos y
condimentos,
actualmente se
mantienen en envases
sólidos y cerrados
previo a su utilización
Cp
7.2.2.
Uso de ropa protectora para
personas que manipulan M°
P° y productos semi
elaborados
✓
En proceso de
aprobación de
dotación de nuevos
uniformes de trabajo.
Cp
7.2.3.
Limpieza y desinfección de
equipos en contacto con M°
P° u otro contaminante
(mantenimiento)
✓
Se menciona las
actividades de L+D a
realizar posterior al
mantenimiento en el
procedimiento
correspondiente
(LyD-PR-04), y su
limpieza es respaldada
mediante registros.
Si

111
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
7.3. Empleo del agua
7.3.1. Uso exclusivo de agua
potable
Si
7.3.2. Uso de agua no potable para
la producción de vapor
Si
7.3.3. Proceso de tratamiento de
agua para ser reutilizada
Si
7.3.4. Uso de agua recirculada
fuera del proceso
Si
7.3.5.
Tratamiento de aguas
recirculadas y usadas en
proceso de elaboración
aprobadas
Si
7.4. Elaboración
7.4.1. Elaboración de alimentos por
personal capacitado ✓
Se realiza la
capacitación y
formación según el
programa establecido
en el procedimiento
correspondiente
(CAE-PR-08),
incluyendo al personal
nuevo.
Si
7.4.2.
Operaciones de proceso se
realizan sin demoras y sin
condiciones de
contaminación.
✓
Se realiza la
protección de
alimentos semi
elaborados durante la
hora de desayuno y
almuerzo.
Si
7.4.3. Manipulación y uso
adecuado de envases
Si
7.4.4. Métodos de conservación y
controles de alimentos
Si
7.5. Envasado
7.5.1. Condiciones apropiadas de
envasado ✓
Los envases se
mantienen ordenados
y protegidos de
contaminación en su
almacén respectivo y
solo son utilizados en
cantidades necesarias
acorde a producción,
así mismo se realiza
una inspección previa
al envasado.
Si
7.5.2. El material de envasado
satisfactorio para el producto
Si
7.5.3. No se reutilizan los envases Si

112
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
7.5.4. Inspección de envases antes
de su uso
Si
7.6. Dirección y supervisión Si
7.7. Subproductos Si
7.8. Documentación y registro
7.8.1.
Documentación y registro de
elaboración, producción,
almacenamiento y
distribución
✓
Se ha realizado toda la
documentación
establecida por la
normativa en Buenas
Prácticas de
Manufactura.
Si
7.8.2. Registros adecuados de
sustancias utilizadas
Si
7.8.3. Manual de buenas prácticas
de manufactura ✓
Se ha desarrollado el
manual BPM con toda
la documentación que
se complementa,
acorde a lo requerido
por la normativa
correspondiente. *
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 9: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 7 – AREA EMBUTIDOS
FUENTE: elaborado en base al cuadro 5-9.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 92%
Cumplimiento parcial
(Cp)
8%
Incumplimiento (No) 0%
Total 100%

113
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CUADRO 5 - 10: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 7
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
7. REQUISITOS DE HIGIENE EN LA ELABORACIÓN
7.1.1.
No se aceptan M° P° o
ingredientes que contengan,
parásitos, microorganismos o
sustancias toxicas
Si
7.1.2. Clasificación e inspección de
M° P° antes de su elaboración
Si
7.1.3.
Condiciones adecuadas de
almacenamiento y rotación de
M° P°
Si
7.2. Prevención de contaminación cruzada
7.2.1. Se toman medidas para evitar
contaminación cruzada ✓
En proceso de
aprobación para el
reordenamiento de las
M° P° en el area de
elaboración acorde a
tiempos de producción
diarias, evitando
almacén temporal por
tiempos demasiado
prolongados.
Cp
7.2.2.
Uso de ropa protectora para
personas que manipulan M° P°
y productos semi elaborados
antes de manipular producto
terminado.
✓
En proceso de
aprobación de dotación
de nuevos uniformes
de trabajo.
Cp
7.2.3.
Limpieza y desinfección de
equipos en contacto con M° P°
u otro contaminante
(mantenimiento)
✓
Se menciona las
actividades de L+D a
realizar posterior al
mantenimiento en el
procedimiento
correspondiente (LyD-
PR-04), y su limpieza es
respaldada mediante
registros.
Si
7.3. Empleo del agua
7.3.1. Uso exclusivo de agua potable Si
7.3.2. Uso de agua no potable para la
producción de vapor
Si
7.3.3. Proceso de tratamiento de agua
para ser reutilizada
Si
7.3.4. Uso de agua recirculada fuera
del proceso
Si

114
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
7.3.5.
Tratamiento de aguas
recirculadas y usadas en
proceso de elaboración
aprobadas
Si
7.4. Elaboración
7.4.1. Elaboración de alimentos por
personal capacitado ✓
Se realiza la
capacitación y
formación según el
programa establecido en
el procedimiento
correspondiente (CAE-
PR-08), incluyendo al
personal nuevo.
Si
7.4.2.
Operaciones de proceso se
realizan sin demoras y sin
condiciones de contaminación ✓
Se realiza la protección
de alimentos semi
elaborados durante la
hora de desayuno y
almuerzo.
Si
7.4.3. Manipulación y uso adecuado
de envases ✓
Los envases se
mantienen ordenados y
protegidos de
contaminación en su
almacén respectivo y
solo son utilizados en
cantidades necesarias
acorde a producción.
Si
7.4.4. Métodos de conservación y
controles de alimentos
Si
7.5. Envasado
7.5.1. Condiciones apropiadas de
envasado ✓
Los envases se
mantienen ordenados y
protegidos de
contaminación en su
almacén respectivo y
solo son utilizados en
cantidades necesarias
acorde a producción, así
mismo se realiza una
inspección previa al
envasado.
Si
7.5.2. El material de envasado
satisfactorio para el producto
Si
7.5.3. No se reutilizan los envases Si
7.5.4. Inspección de envases antes de
su uso
Si
7.6. Dirección y supervisión Si Si
7.7. Subproductos Si Si
7.8. Documentación y registro

115
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
7.8.1.
Documentación y registro de
elaboración, producción,
almacenamiento y distribución ✓
Se ha realizado toda la
documentación
establecida por la
normativa en Buenas
Prácticas de
Manufactura.
Si
7.8.2. Registros adecuados de
sustancias utilizadas
Si
7.8.3. Manual de buenas prácticas de
manufactura ✓
Se ha documentado el
manual BPM con toda
la documentación que se
complementa y acorde a
lo requerido por la
normativa
correspondiente. *
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
*El manual fue realizado mediante la revisión, elaboración y modificación de los
procedimientos pertenecientes al mismo, entre estos se desarrollaron:
- Manual de Buenas Prácticas de manufactura - Procedimiento de recepción, manejo
y almacenamiento de materias primas (RMP - PR - 01), Véase Anexo E-1 y E- 2.
- Procedimiento de mantenimiento de equipos, utensilios y estructuras (MNT – PR –
02), Véase Anexo E-3.
- Procedimiento de limpieza y desinfección (LyD – PR – 04),
- Procedimiento de manejo de residuos (MR – PR – 05), Véase Anexo E-4.
- Procedimiento de manejo integrado de plagas (MIP – PR – 06), Véase Anexo E-5.
- Procedimiento de salud e higiene del personal (HP – PR – 07),
- Procedimiento de capacitación y entrenamiento (CAE – PR – 08), Véase Anexo
E-6.
- Procedimiento de manejo almacenamiento y despacho de productos terminados
(MAD – PR – 10),
- Procedimiento de selección de proveedores (SP – PR – 11), Véase Anexo E-7.
- Procedimiento de manejo de quejas y reclamos (MQR – PR – 12), Véase Anexo
E-8.
- Trazabilidad. Véase Anexo E-9.

116
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
En el cuadro E-1 del anexo E se detalla la lista de documentos generados para el
funcionamiento de los sistemas BPM y HACCP.
GRAFICO 5 - 10: KETAL S.A. CUMPLIMIENTO POST DESARROLLO DE
REQUISITO 7 – AREA PANADERIA
FUENTE: elaborado en base al cuadro 5-10.
5.4.6. REQUISITOS DE ALMACENAMIENTO Y TRANSPORTE DE
MATERIAS PRIMAS Y PRODUCTOS TERMINADOS (R - 8)
CUADRO 5 - 11: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 8
REQUISITOS IMPLEMENTACION OBSERVACION
CUMPLE Si No
8. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y PRODUCTOS
TERMINADOS
8.1. Almacenamiento en sectores
separados ✓
Se ha instalado un
sistema de separación de
en la cámara de frio.
Si
8.2. Inspección periódica de
productos terminados
Si
8.3
Carga y descarga de
vehículos de transporte fuera
del area de elaboración ✓
Se realiza la adquisición
de mayor nuero de
canastillos para evitar
cualquier tipo de
contaminación por el
piso.
Si
8.4.
Vehículos de transporte
adecuados para para los tipos
de productos
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 92%
Cumplimiento parcial
(Cp)
8%
Incumplimiento (No) 0%
Total 100%

117
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
GRAFICO 5 - 11: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 8
FUENTE: elaborado en base al cuadro 5-11.
CUADRO 5 - 12: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 8
REQUISITOS IMPLEMENTACION OBSERVACION
CUMPLE Si No
8. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y
PRODUCTOS TERMINADOS
8.1. Almacenamiento en sectores
separados ✓
En proceso de
aprobación para el
reordenamiento de las
M° P° en el area de
elaboración acorde a
tiempos de producción
diarias, evitando
almacén temporal por
tiempos demasiado
prolongados.
Cp
8.2. Inspección periódica de
productos terminados
Si
8.3
Carga y descarga de
vehículos de transporte fuera
del area de elaboración ✓
Se realiza la
adquisición de mayor
nuero de canastillos
para evitar cualquier
tipo de contaminación
por el piso.
Si
8.4.
Vehículos de transporte
adecuados para para los tipos
de productos
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%

118
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
GRAFICO 5 - 12: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 8
FUENTE: elaborado en base al cuadro 5-12.
5.4.7. CONTROL DE ALIMENTOS (REQUISITO 9)
La empresa cumple con las especificaciones del requisito 9 de la normativa en Buenas
Prácticas de Manufactura mediante controles de laboratorio en instituciones certificadas
y validadas, además internamente también se cuenta con un laboratorio de
microbiología, sin embargo se recomienda realizar las pruebas externas con mayor
frecuencia mínimamente adicional a la exigida por el SENASAG.
5.4.8. OTROS REQUISITOS DE CALIDAD (REQUISITO 10)
CUADRO 5 - 13: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 10
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
10. OTROS REQUISITOS DE CALIDAD
10.1. Evaluación de proveedores
10.1.1.
Criterios documentados
de evaluación y
aceptación de
proveedores
✓
Se ha documentado los
criterios de selección y
evaluación de
proveedores según el
procedimiento
correspondiente (SP –
PR – 11).
Si
10.1.2.
Control riguroso de
componentes en
contacto directo con el
producto
✓
Se realiza la inspección
de los componentes en
contacto directo con los
productos elaborados.
Si
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 75%
Cumplimiento parcial
(Cp)
25%
Incumplimiento (No) 0%
Total 100%
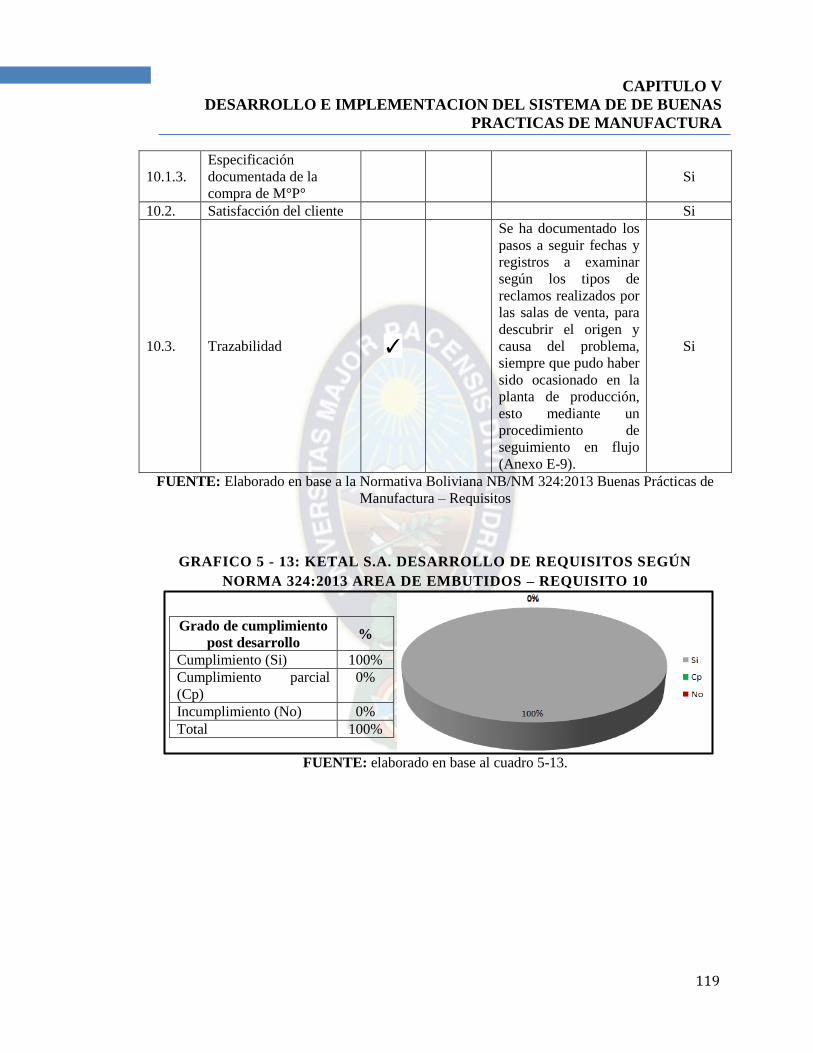
119
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
10.1.3.
Especificación
documentada de la
compra de M°P°
Si
10.2. Satisfacción del cliente Si
10.3. Trazabilidad ✓
Se ha documentado los
pasos a seguir fechas y
registros a examinar
según los tipos de
reclamos realizados por
las salas de venta, para
descubrir el origen y
causa del problema,
siempre que pudo haber
sido ocasionado en la
planta de producción,
esto mediante un
procedimiento de
seguimiento en flujo
(Anexo E-9).
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 13: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE EMBUTIDOS – REQUISITO 10
FUENTE: elaborado en base al cuadro 5-13.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%

120
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CUADRO 5 - 14: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 10
REQUISITOS IMPLEMENTACION
OBSERVACION CUMPLE Si No
10. OTROS REQUISITOS DE CALIDAD
10.1. Evaluación de proveedores
10.1.1.
Criterios
documentados de
evaluación y
aceptación de
proveedores
✓
Se ha documentado los criterios
de selección y evaluación de
proveedores según el
procedimiento correspondiente
(SP – PR – 11).
Si
10.1.2.
Control riguroso de
componentes en
contacto directo con
el producto
✓
Se realiza la inspección de los
componentes en contacto
directo con los productos
elaborados.
Si
10.1.3. Especificación
documentada de la
compra de M°P°
Si
10.2. Satisfacción del
cliente
Si
10.3. Trazabilidad ✓
Se ha documentado los pasos a
seguir fechas y registros a
examinar según los tipos de
reclamos realizados por las
salas de venta, para descubrir el
origen y causa del problema,
siempre que pudo haber sido
ocasionado en la planta de
producción, esto mediante un
procedimiento de seguimiento
en flujo (Anexo E-9).
Si
FUENTE: Elaborado en base a la Normativa Boliviana NB/NM 324:2013 Buenas Prácticas de
Manufactura – Requisitos
GRAFICO 5 - 14: KETAL S.A. DESARROLLO DE REQUISITOS SEGÚN
NORMA 324:2013 AREA DE PANADERIA – REQUISITO 10
FUENTE: elaborado en base al cuadro 5-14.
Grado de cumplimiento
post desarrollo %
Cumplimiento (Si) 100%
Cumplimiento parcial
(Cp)
0%
Incumplimiento (No) 0%
Total 100%

121
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
5.5. RESULTADOS GENERALES DEL DESARROLLO
El resultado de las acciones realizadas para subsanar los requisitos identificados como
cumplidos parcialmente o incumplidos de ambas áreas se muestran a continuación en los
cuadros 5-1 y 5-2:
CUADRO 5 - 15: KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE
BUENAS PRACTICAS DE MANUFACTURA POST DESARROLLO
REQUISITO
GRADO DE
CUMPLIMIENTO
– AREA
EMBUTIDOS %
CUMPLIMIEN
TO IDEAL %
GRADO DE
CUMPLIMIENTO
– AREA
PANADERÍA %
CUMPLIMIE
NTO IDEAL
%
(R-3)
Requisitos
generales de las
materias primas
8 10 9 10
(R-4)
Requisitos
generales del
establecimiento
21 25 20 25
(R-5)
Requisitos de
higiene del
establecimiento
18 18 18 18
(R-6)
Requisitos
sanitarios y de
higiene del
personal
11 13 12 13
(R-7)
Requisitos de
higiene en la
elaboración
22 24 22 24
(R-8)
Almacenamiento
y transporte de
materias primas y
productos
terminados
4 4 3 4
(R-9) Control de
alimentos 1 1 1 1
(R-10)
Información
sobre los
productos y
sensibilización de
los consumidores
5 5 5 5
Total 90% 100% 90% 100%
FUENTE: Elaborado en base a las acciones realizadas para subsanar a los requisitos en cumplimiento
parcial e incumplimiento de los cuadros 4-1 a 4-16.

122
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
CUADRO 5 - 16: KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE
BUENAS PRACTICAS DE MANUFACTURA POST DESARROLLO – AREA
EMBUTIDOS
FUENTE: Elaborado en base al cuadro 5-1
CUADRO 5 - 17: KETAL S.A. RESULTADOS DEL CUMPLIMIENTO DE
BUENAS PRACTICAS DE MANUFACTURA POST DESARROLLO –
PANADERIA
FUENTE: Elaborado en base al cuadro 5-1
Ideal
Real…
0
5
10
15
20
25
(R-3) (R-4) (R-5) (R-6) (R-7)(R-8)
(R-9)(R-10)
8
21
18
11
22
4
1 5
10
25
18
13
24
4
1 5
Ideal Real post desarrollo
Ideal
Real…
0
5
10
15
20
25
(R-3) (R-4) (R-5) (R-6)(R-7)
(R-8)(R-9)
(R-10)
9
20 18
12
22
3
1 5
10
25
18
13
24
4
1 5
Ideal Real post desarrollo

123
CAPITULO V
DESARROLLO E IMPLEMENTACION DEL SISTEMA DE DE BUENAS
PRACTICAS DE MANUFACTURA
Los resultados muestran que mediante la implementación de los requisitos establecidos
por las Buenas Prácticas de Manufactura tanto documentales como aquellos requisitos
prácticos identificados como menores económicamente para su inversión, se ha
alcanzado un 90% de requisitos cumplidos en ambas áreas de estudio (embutidos y
panadería), quedando el restante 10% de los requisitos como cumplimiento parcial (Cp)
o incumplimiento (No) por su alto valor económico de inversión a largo plazo, pero no
mayor al año de inversión (2017).
5.6. CONCLUSIONES DEL CAPITULO
Se desarrolló el sistema de Buenas Prácticas de Manufactura tomando las
decisiones de acciones a realizar para el cumplimiento de los requisitos
identificados como cumplimiento parcial (Cp) y no cumplimiento (No), en el
diagnóstico de la situación actual realizado en el capítulo IV del proyecto.
Se realizaron los todos los documentos exigidos por la normativa Boliviana 324
en Buenas de Manufactura (Manual BPM, Procedimientos, especificaciones,
instructivos, registros y otros)
Se realizó la implementación práctica del proyecto mediante capacitaciones y
puesta en marcha de la documentación correspondiente, así como los requisitos
identificados como bajos económicamente, esto en el caso de los requisitos
referentes a materias primas, condiciones del establecimiento, higiene del
establecimiento, higiene del personal, almacenamiento y transporte de materia
prima y productos terminados y otros requisitos de calidad, llegando a un
cumplimiento del 90% a la fecha en ambas áreas de estudio (Embutidos y
Panadería), teniendo en cuenta que el restante es considerado económicamente
de mayor inversión para el corto plazo, sin embargo se cuenta con las acciones a
realizar de estos requisitos y se recomienda que los mismos sean desarrollados en
un plazo no mayor al año de inversión (2017).
6.

124
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
CAPITULO VI
DESARROLLO DEL SISTEMA DE ANÁLISIS DE PELIGROS
Y PUNTOS CRÍTICOS DE CONTROL - HACCP
6.1. OBJETIVO DEL CAPITULO
El presente capitulo tiene como finalidad, establecer los requisitos generales y principios
del sistema de Análisis de Peligros y Puntos críticos de Control HACCP para los
productos salchicha Viena y Pan blanco sin corteza (pan miga), con el propósito de
diseñar un sistema preventivo de control de los alimentos y de esta forma garantizar la
seguridad e inocuidad de los mismos.
6.2. PROPÓSITO
Diseñar el sistema de análisis de peligros y puntos críticos de control HACCP
identificando las etapas críticas del proceso productico de los productos en estudio y las
acciones a tomar para controlar las mismas, habiendo definido anteriormente las
acciones y requisitos necesarios para el funcionamiento de las Buenas Prácticas de
Manufactura (BPM) como base para el HACCP.
6.3. ALCANCE DEL CAPITULO
El presente capitulo tiene como alcance todos los conceptos extraídos de las normas
nacionales e internacionales (criterios comparados), para el cumplimiento de las de las
directrices del sistema HACCP, de los que se destacan
NB/NM 323:2015 Sistema de análisis de peligros y puntos críticos de control
(HACCP) – Requisitos
NB 310019:2012 Directrices para la aplicación del sistema de análisis de
peligros y de los puntos críticos de control (HACCP - APPCC) en la industria
cárnica
Comité nacional Asesor sobre Criterios Microbiológicos (NACMCF)

125
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
La comisión del Codex para el HACCP de la Organización Mundial de la Salud
y la Organización de Alimentos y Agricultura (OMS/FAO).
HACCP, Manual del Auditor de calidad, de la Sociedad Americana para la
Calidad (ASQ).
6.4. ETAPAS PRELIMINARES
Como inicio del desarrollo del sistema HACCP se debe efectuar 5 tareas preliminares
antes de iniciar el análisis de los principios del HACCP al producto y proceso
específicos.
6.4.1. FORMACIÓN DEL EQUIPO HACCP
La empresa actualmente cuenta con un equipo de inocuidad reducido con conocimientos
en temas de producción y control de calidad, el cual se encarga de dar cumplimiento a
los requisitos establecidos por el SENASAG y las Buenas Prácticas de Manufactura, sin
embargo como requisito del sistema HACCP es necesario que el equipo sea
multidisciplinario y que tengan conocimientos en:
Identificación de peligros de contaminación asociados a la producción.
Conocimiento sobre los sistemas de producción
Experiencia en la implementación de sistemas
Personal con experiencia en los principios y prácticas de HACCP y Programas
Pre-requisitos
Conocimiento de las exigencias del mercado.
Es por tal razón que se recomienda incluir al equipo de inocuidad, personal que pueda
aportar con conocimientos en los temas ya señalados, delegando responsabilidades
según funciones asignadas.
FUNCIONES
Se recomienda que el equipo se organice a la cabeza de un coordinador y un secretario
técnico designados por gerencia general, cuyas responsabilidades se detallan a
continuación:

126
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Coordinador: deberá responsabilizarse de:
La composición del equipo que responda a las necesidades del estudio en
cada momento sugiriendo cambios si es necesario.
La coordinación, planificación, definición y seguimiento del trabajo de
todos y cada uno de los miembros del equipo.
Asegurarse de que las opiniones se expresen libremente y que las
decisiones del equipo se comuniquen a todos los niveles de la empresa,
representando al equipo frente a la dirección ejecutiva.
Secretario técnico: deberá responsabilizarse de:
Organizar y comunicar al equipo de inocuidad, acerca de las fechas,
lugares y horas de las reuniones a realizarse.
Registrar la asistencia de los miembros a las sesiones y las decisiones que
en ellas se tomen.
Se recomienda que todos los miembros del equipo de inocuidad reciban formación y
entrenamiento inicial con la finalidad de que tengan una base similar, comprendan bien
el objetivo de estudio y se familiaricen con la misma terminología.
Debido a la naturaleza técnica de las informaciones, se recomienda también que
especialistas en procesamiento de alimentos participen del análisis de peligros y en la
elaboración del plan HACCP, o verifiquen su adecuación a la realidad de la planta y a
los requisitos normativos en productos embutidos y de panadería. Los especialistas
deben tener conocimiento y experiencia para:
Realizar el análisis de peligros
Identificar los peligros potenciales
Identificar los peligros que necesitan ser controlados
Recomendar controles, limites críticos y procedimientos de monitoreo y
verificación
Recomendar las acciones correctivas adecuadas, cuando ocurra un desvío

127
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Recomendar estudios relacionados con el plan HACCP, cuando perciban falta de
conocimiento sobre informaciones importantes
Validar el plan HACCP
Es recomendable que miembros de las siguientes áreas puedan ser partícipes del equipo
de inocuidad:
- Equipo ejecutivo
- Producción
- Control de calidad
- Mantenimiento
- Ventas
- Marketing
- Distribución
6.4.2. DESCRIPCIÓN DEL PRODUCTO Y SU SISTEMA DE
DISTRIBUCIÓN
Los productos de estudio son SALCHICHA VIENA MARCA EXTRA del area de
embutidos y PAN BLANCO SIN CORTEZA (PAN MIGA) DE LA MARCA KETAL
del area de panadería, los mismos son considerados productos de interés para la empresa
debido a su alta demanda y reconocimiento como máximos representantes de sus
respectivas marcas.
6.4.2.1. Descripción, características del producto y especificaciones de
materias primas – Salchicha Viena
En los cuadros F-1 a F-11 del anexo F, se detallan todos los datos relevantes que
permitan la definición del producto salchicha Viena, las fichas de materias primas y la
ficha de distribución para el producto terminado.

128
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.4.2.2. Descripción, características del producto y especificaciones de
materias primas – Pan Molde Blanco sin corteza (Pan Miga)
En los cuadros F-12 a F-19 del anexo F, se detallan todos los datos relevantes que
permitan la definición del producto Pan Miga, las fichas de materias primas y la ficha de
distribución para el producto terminado.
6.4.3. DESCRIPCIÓN DEL USO ESPERADO Y EL TIPO DE CONSUMIDOR
El uso al que ha de destinarse deberá basarse en los usos del producto previstos por el
usuario o consumidor final.
6.4.3.1. Salchicha Viena
Producto : Salchicha Viena
Grupo de consumidores: Público en general (niños, jóvenes, adultos
y ancianos)
Usos : Se utiliza para el consumo directo o como
ingrediente de platos preparados
Recomendación de uso Cocción por al menos 5 [min]
Grupos vulnerables: Personas ancianas e inmunodeficientes y
mujeres embarazadas
6.4.3.2. Pan molde blanco sin corteza (Pan Miga)
Producto: Pan Miga
Grupo de consumidores: Público en general (niños, jóvenes, adultos
y ancianos)
Usos: Alimento de consumo directo como en
desayunos u otras comidas a gusto del
consumidor
Grupos vulnerables: Personas con enfermedad celíaca
6.4.4. DESARROLLO DEL DIAGRAMA DE FLUJO
El diagrama de flujo debe identificar de forma clara, representativa, simple y ordenada,
cada etapa del proceso o movimiento del producto a lo largo del proceso productivo. Su
descripción es la base para el análisis de peligros.
Los diagramas de flujo de proceso tanto de salchicha Viena como de Pan molde blanco
(Pan miga), se muestran en los siguientes diagramas 6-1 y 6-2.

129
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
DIAGRAMA 6 - 1: KETAL S.A.: DIAGRAMA DE FLUJO PROCESO
SALCHICHA VIENA RECEPCION DE MATERIA PRIMA NO
PERECEDERA Fécula de yuca Hielo Condimentos Aditivos Sal cura Tripa sintética
Molido de carne
Mezclado
Embutido
Ahumado
Coccion
Enfriado rapido
Corte y porcionado
Pelado
Envasado
Sellado a vacío
Pesado de fecula, condimentos y aditivos
Almacenamiento de materias primas (perecederos) refrigerado
Almacenamiento de materias primas (no perecederos)
Almacenamiento de producto terminado
Distribución
RECEPCION DE MATERIA PRIMA PERECEDERA
Carne de res Tocino
RECEPCION DE MATERIAL DE EMPAQUE
Envases de polipropileno
Trozado de carne
Almacenamiento de envases
Temperatura: 160 [°C] Tiempo: 45 [min].
Temperatura: 70 [°C] Tiempo: 15 [min].
Almacenamiento refrigerado/congelado de carnes
Descongelado de carnes
Temperatura: 4- 7 [°C]
Maquina cutterVelocidad: [rpm]Tiempo: 20 [min]
Φ 10,75 [mm]Tripa sintética
Temperatura: 4- 7 [°C]
Temperatura: -20 a -10 [°C]
Temperatura: 4- 7 [°C]
Enfriado en cámara
Con Agua Temperatura: 10 [°C] Tiempo: 10 [min].
Temperatura: 5 [°C] Tiempo: 15 [hrs].
Temperatura: 5 [°C]
6 [u/paquete]
FUENTE: elaborado en base a información de jefatura de producción y al seguimiento practico del
proceso

130
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
DIAGRAMA 6 - 2: KETAL S.A.: DIAGRAMA DE FLUJO PROCESO PAN
MOLDE BLANCO SIN CORTEZA (PAN MIGA) RECEPCION DE MATERIA PRIMA E INSUMOS
Harina de trigo fortificada (hierro y vitaminas) Levadura Sal Azúcar Propionato de calcio Manteca Vegetal
RECEPCION DE MATERIAL DE EMPAQUE
Envases de polietileno de baja densidad
Almacenamiento de materias primas
Pesado de ingredientes
Mezclado de materias primas secas
Amasado Tiempo: 10 [min].
Sobado Frecuencia:10-15 vueltas
Pesado
Enrollado
1,9 Kg/unidad
Corte y formado
Moldeado
Madurado Temperatura: 30 -40 [°C]Tiempo: 1,5 -2 horas
Horneado
1ro Temperatura: 260 [°C] Tiempo: 15 [min]
2do Temperatura: 180 [°C] Tiempo: 1,5 [horas]
Enfriado Temperatura: 18 -20 [°C]Tiempo: 2 horas
Desmoldado
Reposado
Cortado Medidas: 1 cm/u
Envasado 14 u/bolsa
Distribución
RECEPCION DE MATERIA PRIMA LIQUIDA
Agua
Temperatura: 18 – 20 [°C]Humedad: < 20%
Temperatura: 18 – 20 [°C] Tiempo: 5 [min].
Temperatura: 18 -20 [°C]Tiempo: 24 [horas]
FUENTE: elaborado en base a información de jefatura de producción y al seguimiento practico
del proceso
131
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.4.5. CONFIRMACIÓN “IN SITU” DEL DIAGRAMA DE FLUJO
Una vez elaborado el diagrama de flujo, el equipo HACCP deberá ser quien confirme
“in situ” todas las etapas y el tiempo de operación, de manera de asegurarse de que el
diagrama de flujo y los datos aportan una representación exacta de la operación
vinculada con el producto. El diagrama de flujo debe ser revisado para tomar en cuenta
cualquier desviación respecto del diagrama original.
La verificación de los diagramas de flujo realizados en la planta de producción tanto en
el area de embutidos como en el area de panadería, conjuntamente con jefatura de
producción, son validados, estableciéndose los parámetros necesarios de control como
tiempos y temperaturas.
6.5. APLICACIÓN DE LOS 7 PRINCIPIOS DEL HACCP
Para establecer, aplicar y mantener un sistema HACCP son necesarias siete actividades
distintas detalladas en el marco teórico de este proyecto, denominadas los 7 principios
del HACCP.
6.5.1. PRINCIPIO 1 – ANÁLISIS DE PELIGROS Y DETERMINACIÓN DE LAS
MEDIDAS DE CONTROL
El análisis de peligros es un elemento clave en el desarrollo del plan HACCP. Es
esencial que ese proceso se conduzca de manera apropiada, pues la aplicación de los
otros principios implica tareas que utilizan los resultados del análisis de los peligros. De
ese modo, el análisis de peligros representa la base para la elaboración del plan HACCP.
Este principio tiene tres objetivos principales
Identificar los peligros y medidas de control
Proporcionar la base técnica y/o teórica para establecer los PCC.
Identificar las modificaciones necesarias en el proceso o producto.
Este análisis consiste en la elaboración de un listado de peligros potenciales biológicos,
químicos y físicos que pueden aparecer o aumentar hasta un nivel inaceptable en cada

132
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
etapa del proceso productivo, posteriormente la evaluación de cada peligro identificado
con la posible severidad de los efectos adversos para la salud y la probabilidad de su
ocurrencia y finalmente en base a los resultados de la evaluación la determinación de las
medidas de control que sean capaces de prevenir, eliminar o reducir a niveles aceptables
los peligros.
6.5.1.1. Identificación de peligros asociados con cada etapa del proceso y
medidas de control
La identificación de peligros se realizara mediante una lista de peligros potenciales
biológicos, químicos y físicos presentes en cada etapa del proceso, revisando como
mínimo los ingredientes del producto, los materiales en contacto directo, las operaciones
o actividades realizadas, los equipos, el producto final, el sistema de almacenaje y
distribución, el uso esperado del producto y la población destinataria.
6.5.1.2. Evaluación de peligros Cada peligro identificado será evaluado de acuerdo con la posible severidad de los efectos
adversos para la salud y la probabilidad de su ocurrencia.
Esta evaluación se realizara mediante el modelo de criterios para la determinación de un
peligro significativo presentado en el cuadro 6-20 siguiente:
CUADRO 6 - 1: MODELO DE CRITERIOS PARA LA DETERMINACION DE UN
PELIGRO SIGNIFICATIVO
¿El peligro es Significativo?
Si: se es peligro significativo
No: no es peligro significativo
PROBABILIDAD
Frecuente Probable Ocasional Remoto
SE
VE
RID
AD
Muy serio SI SI SI NO
Serio SI SI NO NO
Moderado SI NO NO NO
Menor NO NO NO NO
FUENTE: NCh 2861 v2 (Normativa Chilena), Sistema de análisis de peligros y puntos
críticos de control (HACCP) – Directrices para su aplicación

133
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Esta evaluación debe realizarse para determinar si el peligro es significativo y
posteriormente si es un PCC o una parte de los requisitos previos.
Severidad: se valorara de acuerdo a la escala de, muy serio, serio, moderado y menor,
definiendo el significado de cada una a continuación:
Muy serio:
Incapacidad permanente o perdida de vida o parte del
cuerpo
Serio: Lesión o enfermedad, sin incapacidad permanente
Moderado: Lesión enfermedad leve
Menor: Sin lesión o enfermedad
Probabilidad: establecen la ocurrencia histórica de se haya suscitado un peligro, se
valorara en frecuente, probable, ocasional y remoto, definiendo las características de
cada una como se detalla a continuación:
Frecuente: Más de 1 veces al mes
Probable: Más de 2 veces al año
Ocasional: No más de 1 o 2 veces al año
Remoto: Muy poco probable pero puede ocurrir
Medidas de control: todas luna medida de control está definida como: la acción o
actividad que puede realizarse para prevenir o eliminar un peligro relacionado con la
inocuidad de los alimentos o para reducirlo a un nivel aceptable61
.
Puede requerirse más de una medida de control para controlar peligro(s) específico(s) y
más de un peligro puede ser controlado por una medida de control especificada.
La lista de identificación de peligros, las causas, la documentación, la evaluación de
cada peligro y su medida de control, tanto para el producto Salchicha Viena como para
el producto Pan miga se detallan en los cuadros F-20 y F-21 del anexo F.
61
(FAO, 2002), Sistemas de Calidad e Inocuidad de los Alimentos – Manual de capacitación Pg. 115,
15/08/16.

134
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.5.1.3. Análisis de peligros y medidas de control – Salchicha Viena
El análisis de peligros, las medidas de control y la evaluación correspondiente para su
determinación como significativos o no se hallan descritos en el cuadro F-22 del anexo
F.
6.5.1.4. Análisis de peligros y medidas de control – Pan molde blanco sin
corteza (Pan miga)
El análisis de peligros, las medidas de control a tomar y la evaluación correspondiente
para su determinación como significativos o no se hallan descritos en el cuadro F-23 del
anexo F.
6.5.2. PRINCIPIO 2 – DETERMINACIÓN DE LOS PUNTOS CRÍTICOS DE
CONTROL
Un punto crítico de control se define como: “una etapa en la que se aplica un control, y
es esencial para prevenir, reducir o eliminar un peligro relacionado con la inocuidad de
los alimentos o para redecirlo a un nivel aceptable62
.
Para definir un PCC es necesario:
Verificar si los peligros previamente identificados se pueden prevenir o controlar
totalmente mediante la aplicación de BPA, BPM, BPH.
Si los peligros no son totalmente controlados a través de buenas prácticas,
entonces se debe verificar si es un punto crítico de control o no.
6.5.2.1. Árbol de decisión
Esta fase del diseño del Plan HACCP es primordial, porque en ella se separa lo esencial
de lo accesorio y porque simplifica el Sistema, centrando la atención y el control en los
aspectos realmente fundamentales para la seguridad del producto.
Se puede aplicar un árbol de decisión u otra herramienta equivalente para determinar
cuál paso particular del proceso es un PCC, y si es que se puede controlar un peligro
dado en ese paso particular.
62
NB/NM 323 sistema de análisis y puntos críticos de control – requisitos , 2015, IBNORCA

135
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
La finalidad de un árbol de decisiones es determinar, mediante una secuencia lógica de
preguntas y respuestas, si una etapa es PCC o no para un determinado peligro y cada
medida de control debe ser clasificada como punto crítico de control (PCC) o como
programa prerrequisito (PPR).
Para ello se elaboró un árbol de decisión general mostrado en el diagrama F-1 del anexo
F, con la finalidad de identificar los PCC’s de los proceso de elaboración tanto de la
Salchicha Viena como del Pan Miga.
A continuación se detalla el procedimiento a seguir en cada pregunta del árbol de
decisión:
Pregunta 1 (P1): ¿Existen medidas preventivas para este peligro?
Esta pregunta tiene por objeto determinar si se podría utilizar una medida de control en
la operación seleccionada con el fin de controlar el peligro identificado.
Se contestará SÍ, si existen medidas preventivas en este momento o si hemos previsto su
instauración en la fase anterior del estudio (Análisis de peligros y medidas preventivas
para ellos). En este caso, pasaremos a la P2.
Si la respuesta es NO, es decir, si no hay medidas preventivas posibles ni se pueden
instaurar, entonces debemos preguntarnos si es necesario el control en esta etapa para la
seguridad del producto.
En caso de no considerarlo necesario, entonces no estamos ante un PCC y podemos
pasar a considerar el siguiente peligro. Sin embargo, si esta consideración de innecesario
se debe a que va a existir un control posterior, debemos asegurarnos de que
efectivamente se aplica dicho control.
Pregunta 2 (P2) ¿Elimina esta etapa el peligro o lo reduce a un nivel
aceptable?
Existe una segunda manera de formular esta pregunta, que es “¿Está específicamente
diseñada esta etapa para eliminar el peligro o reducirlo a un nivel aceptable?”. Quizá
esta segunda formulación pueda aclarar mejor el sentido real de esta pregunta.

136
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Si la respuesta a esta pregunta es SÍ, entonces esta etapa es PCC para el peligro
analizado.
Lo anotaremos y pasaremos a estudiar la siguiente etapa o peligro.
Si la respuesta es NO, entonces pasaremos a la P3.
Pregunta 3 (P3) ¿Puede tener lugar una contaminación o aumentar el
peligro hasta un nivel inaceptable?
En muchas ocasiones, esta pregunta del árbol de decisiones sirve para descartar
racionalmente peligros que habíamos considerado durante el análisis de peligros,
llegando a la conclusión de que, dadas las condiciones del proceso o del producto, no
eran realmente peligros (o tenían muy escasa significación, por no llegar al producto
final, eliminarse a lo largo del proceso de forma normal, etc.). O, cuando menos, que no
es necesario establecer un PCC para ellos.
Si la respuesta a esta pregunta es NO, entonces esta etapa no es un PCC para el peligro
analizado. Lo anotaremos y pasaremos, a estudiar la siguiente etapa o peligro.
Si la respuesta es SÍ, entonces pasaremos a la P4.
Pregunta 4 (P4): ¿Puede una etapa posterior eliminar el peligro o reducirlo
hasta un nivel aceptable?
Esta pregunta está pensada para permitir la presencia de un peligro en una etapa o etapas
determinadas, cuando va a existir una etapa posterior que elimine o reduzca
aceptablemente dicho peligro. Así se disminuye el número de puntos donde se ha de
ejercer un control, prestando especial atención sólo a aquellos donde éste es fundamental
(PCCs).
Si la respuesta a esta pregunta es NO, entonces esta etapa es PCC para el peligro
analizado.
Lo anotaremos y pasaremos a estudiar la siguiente etapa o peligro.
Si la respuesta es SÍ, entonces esta etapa no es PCC para el peligro estudiado. De la
misma forma, lo anotaremos en la tabla correspondiente y pasaremos a analizar la
siguiente etapa o peligro.

137
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.5.2.2. Documentación de los puntos críticos de control
La identificación de los PCC’s debe ser documentada con claridad, por lo tanto se
pueden numerar los PCC correlativamente independientemente de la numeración de las
etapas, cuyo propósito es informar a quien utiliza el plan HACCP del tipo de peligro que
se controla en cada etapa del proceso en particular.
El detalle de la documentación del establecimiento de los PCC’s del proceso de los
productos en estudio, se muestran en los cuadros F- 24 y F - 25 del anexo F.
A continuación, en los cuadros 6-2 y 6-3 se muestra el resumen de la identificación de
los puntos críticos de control para los productos Salchicha Viena y Pan Miga
respectivamente.
6.5.2.2.1. Documentación de PCC’s - Salchicha Viena
CUADRO 6 - 2: KETAL S.A.: IDENTIFICACION DE LOS PUNTOS CRITICOS
DE CONTROL – SALCHICHA VIENA
ETAPA TIPO DESCRIPCIÓN DEL PELIGRO IDENTIFICACIÓN
DE PCC
Pesado de
polifosfato de sodio Q19
Dosificación fuera de parámetros
establecidos por exceso de poli
fosfato de sodio PCC – 1Q
Pesado de sal de
cura
Q20
Dosificación fuera de parámetros
establecidos por exceso de aditivos
y/o nitrito PCC – 2Q
B20
Crecimiento de Clostridium
botulinum por ausencia de sal de
cura PCC – 1B
Ahumado B23
Proliferación y supervivencia de
microorganismos: E coli 0157:H7,
salmonella, Bacillus cereus,
Aereobios mesofilos
PCC – 2B
Enfriado con agua B25
Contaminación microbiológica: E.
coli 0157:H7 Salmonella,
Canpilobacter jejuni, Listeria
monocytogenes
PCC – 3B
Enfriado en
cámaras B26 Proliferación de microorganismos PCC – 4B
FUENTE: Elaborado en base a los cuadros F-24 del anexo F.

138
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.5.2.2.2. Documentación de PCC’s – Pan Molde Blanco sin corteza (Pan
miga)
CUADRO 6 - 3: KETAL S.A.: IDENTIFICACION DE LOS PUNTOS CRITICOS
DE CONTROL - PAN MOLDE BLANCO SIN CORTEZA (PAN MIGA)
ETAPA TIPO DESCRIPCIÓN DEL PELIGRO IDENTIFICACIÓN
DE PCC
Horneado B19
Proliferación y supervivencia de
microorganismos: E coli,
salmonella, Bacillus Cereus,
Aereobios mesofilos
PCC – 1B
Reposado B22 Proliferación de microorganismos
como Mohos y levaduras PCC - 2B
Envasado F24 Materia extraña: polvo, tierra pelos,
restos de plástico o metales PCC – 1F
FUENTE: Elaborado en base a los cuadros F-32 del anexo F.
6.5.3. PRINCIPIO 3 – ESTABLECIMIENTO DE LOS LIMITES CRÍTICOS Y
LAS TOLERANCIAS PARA CADA PCC
Un límite crítico está definido como: un criterio que diferencia la aceptabilidad o
inaceptabilidad del proceso en una determinada fase63
.
Los límites críticos se establecen para determinar si un PCC sigue bajo control. Si se
excede o infringe un límite crítico, a los productos afectados se los considera
potencialmente no inocuos.
Consideraciones:
Cada PCC tendrá una o más medidas de control para garantizar que los peligros
identificados se prevengan, eliminen o reduzcan hasta niveles aceptables, y cada
medida de control lleva uno o más limites críticos.
Los límites críticos se pueden basar en parámetros como la temperatura, tiempo,
dimensiones físicas, nivel de humedad, de actividad de agua, evaluación visual,
análisis sensorial, pesadas y otras determinaciones.
Para cada PCC, debe existir, como mínimo un criterio se seguridad alimentaria a
cumplir.
63
(FAO, 2002), Sistemas de Calidad e Inocuidad de los Alimentos – Manual de capacitación, Pg. 115, 15/08/16

139
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Se identificaron 5 puntos críticos de control para el producto Salchicha Viena y 2 puntos
críticos de control para el producto Pan Miga, por su severidad y probabilidad de
ocurrencia, dentro de los cuales se determinaron los límites críticos para cada peligro.
6.5.3.1. Establecimiento de límites críticos y tolerancias – Salchicha Viena
6.5.3.1.1. Pesado de aditivos – Polifosfato de Sodio (PCC -1Q)
Se identifica un peligro químico debido al uso del aditivo polifosfato de sodio, esto
debido que en cantidades fuera del parámetro establecido representa un peligro para la
salud ya que puede generar enfermedades como cáncer a largo plazo, para el análisis se
reporta con probabilidad de presentación ocasional (que no ha ocurrido o que puede
llegar a ocurrir no más de una o dos veces al año) por la falta de calibración de los
equipos de medición o por el descuido del operario y de severidad muy seria (puede
ocasionar incapacidad permanente o perdida de vida o parte del cuerpo).
Limite crítico:
Máximo: 5 (g/kg) de polifosfato de sodio en el producto terminado.
6.5.3.1.2. Pesado de sal de cura (PCC – 2Q)
El punto crítico de control es un peligro químico debido al nitrito utilizado, con
probabilidad de presentación ocasional (que no ha ocurrido o que puede llegar a ocurrir
no más de una o dos veces al año) por la falta de calibración de los equipos de medición
o por el descuido del operario y de severidad muy seria (puede ocasionar incapacidad
permanente o perdida de vida o parte del cuerpo) debido a que puede generar
enfermedades como cáncer a largo plazo.
En la contaminación Química se identifica como principal peligro a la existencia de
nitritos de sodio presente en la sal de cura.
Limite crítico:
Máximo: 125 ppm (mg/kg) de nitrito en el producto terminado.

140
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.5.3.1.3. Pesado de sal de cura (PCC – 1B)
En esta etapa del proceso se identifica un punto crítico de control relacionado con un
peligro biológico debido a la falta de calibración de los equipos de medición o por el
descuido del operario, el mismo mediante la evaluación se ha determinado que posee
una probabilidad de ocurrencia ocasional (que no ha ocurrido o que puede llegar a
ocurrir no más de una o dos veces al año) y una severidad muy seria (puede ocasionar
incapacidad permanente o perdida de vida o parte del cuerpo) debido a que puede
generar enfermedades al sistema gastrointestinal e inclusive la muerte.
En la contaminación biológica se identifica principalmente el Clostridium Botulinum,
causante de Botulismo, una de las sustancias más mortales que se conocen.
Limite crítico:
Mínimo de 100 ppm (mg/kg) de nitrito en el producto en proceso
6.5.3.1.4. Ahumado (PCC – 2B)
En la etapa del ahumado se ha identificado un punto crítico de control biológico, esto
debido a que esta etapa tiene como finalidad eliminar los microorganismos patógenos,
además de realizar la coagulación de las proteínas cárnicas y otras funcionalidades de
calidad como:
- La desecación (extraer la humedad) de la envoltura y superficie del embutido
- Coloración, resultado del proceso químico de la masa cárnica con la
presencia de los nitritos y colorantes.
Limites críticos:
Temperatura programada del horno de ahumado: 160 [°C]
Tiempo de permanencia en el horno: 45 [min]
Temperatura interna del producto: >= a 72[°C]
6.5.3.1.5. Enfriado con agua (PCC – 3B)
En la etapa de enfriado el punto crítico identificado es de peligro biológico, es
importante su control debido a que este proceso se diseñó para evitar el desarrollo de
microorganismos que aún puede quedar en el producto luego del cocimiento, la

141
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
variación brusca de temperaturas hace sensibles a los patógenos reduciéndolos a niveles
menores.
Limites críticos:
Temperatura del agua: 10[°C]
Tiempo máximo de permanencia: 10 min
Temperatura del producto: 12[°C]
6.5.3.1.6. Enfriado en cámaras – (PCC 4B)
El punto crítico de control identificado en esta etapa es debido a un peligro biológico, es
importante su control debido a que a una temperatura mayor durante su almacenamiento,
puede ocasionar la activación de microorganismos que no podrán ser reducidos o
eliminados, puesto que en la etapa posterior a esta se procede al envasado al vacío y
posterior distribución.
Limites críticos:
Temperatura de enfriamiento: 5[°C]
Tiempo de enfriado: 15 [hrs]
Temperatura interna del producto: <= 4 °C.
La documentación del establecimiento de los límites críticos de control del producto
salchicha Viena se muestra en el cuadro F- 26 del anexo F.
6.5.3.2. Establecimiento de límites críticos y tolerancias - Pan molde
blanco sin corteza (Pan Miga)
6.5.3.2.1. Horneado – (PCC 1B)
Esta etapa del proceso es identificada como punto crítico de control debido a peligros de
carácter biológico. Esta etapa tiene como finalidad eliminar los microorganismos
patógenos, es de carácter crítico puesto que una variación en la temperatura a niveles
bajos de los adecuados puede permitir la proliferación de microorganismos.
Limites críticos:
Temperatura programada del horno: 180 [°C]

142
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Tiempo de horneado: 1,5 hrs
Temperatura interna del producto: mayor o igual a 75 [°C]
6.5.3.2.2. Enfriado - (PCC 2B)
Se identifica que este proceso es un punto crítico de control de peligro biológico, ya que
en esta etapa es importante el control debido a que temperaturas inadecuadas pueden
ocasionar la activación de microorganismos que no podrán ser reducidos o eliminados,
puesto que en la etapa posterior a esta se procede al envasado.
Limites críticos:
Temperatura: <25[°C]
Tiempo de almacenamiento temporal: 24 [hrs]
Humedad: <40%
6.5.3.2.3. Envasado – (PCC 1F)
Se identifica que este proceso es un punto crítico de control de peligro físico debido a
que en esta etapa el control es fundamental por ser la última previa a su retirada de la
empresa, permitiendo reducir al máximo los posibles problemas de ocurrencia.
Limites críticos:
Presencia se fragmentos solidos: Ausencia
La documentación del establecimiento de los límites críticos de control del producto pan
miga se muestran en el cuadro F- 27 del anexo F.
6.5.4. PRINCIPIO 4 – ESTABLECIMIENTO DEL SISTEMA DE
SEGUIMIENTO (VIGILACIA) PARA CADA PCC
Para cada PCC se debe identificar el sistema de seguimiento más práctico y eficiente.
Cada sistema de seguimiento debe asegurar que cualquier desviación se detecte a
tiempo, para así poder controlar el peligro, especificando los aspectos siguientes:
a) Donde realizar seguimiento
b) Quienes son los responsables
c) Con que frecuencia se debe llevar a cabo el seguimiento
143
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
d) De qué manera se debe llevar a cabo el seguimiento
Cuando sea posible, los procesos deberán corregirse cuando los resultados de la
vigilancia indiquen una tendencia a la pérdida de control en un PCC, y las correcciones
deberán efectuarse antes de que ocurra una desviación.
La descripción de las actividades del sistema de seguimiento para cada PCC identificado
tanto del proceso de Salchicha Viena como del Pan miga se detallan en los cuadros F –
28 y F -29 del anexo F.
6.5.5. PRINCIPIO 5 – ESTABLECIMIENTO DE CORRECCIONES Y/O
ACCIONES CORRECTIVAS
Se define a una acción correctiva como: “acción tomada para eliminar la causa de una
no conformidad detectada u otra situación indeseable” y a una corrección como:
“acción tomada para eliminar una no conformidad detectada”.64
Se deben implementar correcciones cuando el seguimiento de los límites críticos de
control de un PCC particular indique cualquier desviación y si correspondiese, la toma
de acciones correctivas para evitar su recurrencia. La responsabilidad por la disposición
de un producto no inocuo o inadecuado para la finalidad prevista debe ser establecida.
Las acciones correctivas deben incluir los siguientes elementos:
a) cuál será el procedimiento a realizar en caso de desviación de los limites críticos
b) quien es el responsable de realizarla
c) cuál es el registro que habrá que guardar en relación a la acción correctora y
correctiva
La documentación y registro de las acciones correctivas constituidas para los límites
críticos de pertenecientes a cada PCC identificado, tanto del proceso de Salchicha Viena
como del Pan Miga se pormenorizan en los cuadros F-30 y F-31 del anexo F.
64
IRAM-ISO 9000, Sistemas de Gestión de la Calidad, Fundamentos y Vocabulario, Pg. 17, 10/10/2017.

144
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
6.5.6. PRINCIPIO 6 – ESTABLECIMIENTO DE PROCEDIMIENTOS DE
VALIDACIÓN, VERIFICACIÓN Y REVISIÓN
La validación es un tipo de verificación dirigida expresamente a “obtener evidencias de
que el sistema de autocontrol es efectivo”.
La verificación consiste en “la aplicación de actividades distintas de la vigilancia, para
comprobar regularmente el cumplimiento y eficacia del sistema HACCP”.
Se deben realizar revisiones generales completas del plan HACCP de modo de
asegurarse de que el sistema es eficaz y se lo puede mejorar.
Las condiciones potenciales siguientes dan lugar automáticamente a la revisión
del plan HACCP:
- Cualquier informe del mercado que indique un riesgo para la salud humana
asociado con el producto alimenticio
- Un cambio anticipado en el uso por los consumidores
- Un cambio en las materias primas o en la formulación del producto
- Un cambio en el sistema de procesado
- Un cambio en el diseño de las instalaciones y su medio ambiente
- Cualquier modificación en el equipamiento de procesado
- Un cambio en los procedimientos operacionales estandarizados POE
- Un cambio en el embalaje, el almacenamiento y el sistema de distribución
- Cambios en los niveles y las responsabilidades del personal y
- Cambio en la legislación
En el cuadro F -32 se detallan las actividades de revisión del sistema HACCP.
Para el desarrollo adecuado de la validación, verificación y revisión del sistema se ha
establecido el procedimiento de auditorías internas, descrito en el anexo F - 1.
A continuación el cuadro siguiente 6-4 se muestra un programa de verificación aplicable
a ambos productos de estudio (Salchicha Viena y Pan Miga) en este proyecto, detallando
la actividad frecuencia, validación, responsabilidad y su revisión.

145
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
CUADRO 6 - 4 KETAL S.A.: PROGRAMA DE VERIFICACION DEL PLAN
HACCP
ACTIVIDAD MÉTODOS FRECUENCIA RESPONSABILIDAD REVISIÓN
Programa de
actividades de
verificación
Documento
relacionado
Anual o cuando se
cambie el sistema
HACCP
Coordinador del
HACCP
Gerencia de
Producción
Validación
inicial del Plan
HACCP
Check List
(Documento)
Antes y durante la
implantación
inicial del plan
HACCP
Asesores
independientes
Equipo
HACCP
Validación
posterior del
sistema
HACCP
Check List
(Documento)
reevaluación
del plan
HACCP
Cuando se
cambien los limites
críticos, se
modifique el
proceso, cambios
en el equipo o
fallos en el proceso
Asesores
independientes
Equipo
HACCP
Verificación
del monitoreo
de los PCC
Según lo
indicado en
el documento
del sistema
de monitoreo
De acuerdo con lo
establecido en el
plan HACCP
Equipo HACCP Jefatura de
Producción
Revisión de
los registros de
seguimiento
del sistema
Registro de
seguimiento Mensual Equipo HACCP
Jefatura de
Producción
Revisión de
las acciones
correctivas
Registro de
acciones
correctivas
Mensual Equipo HACCP Gerencia de
Producción
Verificación
exhaustiva del
sistema
HACCP
Auditoria
interna Anual
Asesores internos y
externos
Gerencia de
Producción
FUENTE: Elaborado en base a la guía de principios de HACCP y directrices de aplicación del
NACMCF (1997)
6.5.7. PRINCIPIO 7 – ESTABLECIMIENTO DE PROCEDIMIENTOS DE
CONSERVACIÓN DE REGISTROS Y DOCUMENTACIÓN
Es el último de los principios del sistema HACCP y determina la necesidad de disponer
de documentos que describan el sistema, sus principios y los registros de aplicación.
La documentación que desarrolla el sistema HACCP va a permitir su puesta en práctica
uniforme en conformidad con los principios que lo configuran.
146
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Los registros son esenciales para comprobar la implantación correcta del sistema
HACCP. Deben ser capaces de mostrar un seguimiento del procesado de los productos
mediante los resultados de la vigilancia de los PCC, las medidas correctoras y de
verificación.
Los registros de vigilancia y de acciones correctivas correspondientes al sistema
HACCP se encuentran descritos en los anexos F -2 a F -7 del anexo F.
Los procedimientos referentes al control tanto de documentos como registros, asociados
a las buenas prácticas de manufactura y HACCP son detallados en los anexos F – 8 y F –
9 del anexo F respectivamente.
6.5.7.1. Documentación del plan HACCP
La presentación final del plan HACCP tanto del producto Salchicha Viena como del
Pan Miga, se detallan en los cuadros F - 33 y F - 34 respectivamente del anexo F, los
mismos son presentados en base al resumen de todos los principios estudiados y
analizados en el presente capitulo.
6.6. CONCLUSIONES DEL CAPITULO Se establecieron los requisitos generales y principios del sistema de Análisis de Peligros
y Puntos críticos de Control HACCP para los productos salchicha Viena y Pan Blanco
sin corteza (pan miga) de la empresa Ketal S.A. Unidades Productivas.
Entre los requisitos preliminares se desarrollaron los siguientes:
Se ha identificado a las áreas y responsables que serán parte del equipo de
inocuidad, a la cabeza de un responsable o líder del equipo de inocuidad, un
coordinador y un secretario técnico.
Se han detallado la descripción del producto final, en términos de tipo y
composición incluidas las propiedades (microbiológicas, químicas y físicas) y
todo dato pertinente que concierne a la inocuidad tales como: legislación
pertinente, procesado, presentación, envase y embalaje, almacenamiento,
condiciones de distribución y de vida útil.

147
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Se ha definido el uso esperado y el tipo de consumidor del producto
Se realizó los diagramas de flujo de cada producto (Salchicha Viena y Pan Miga)
y su respectiva confirmación “In Situ”, de manera de asegurar que el diagrama
de flujo y los datos son una representación exacta de la operación vinculada con
el producto.
Para el desarrollo del plan HACCP, como paso siguiente del cumplimiento del sistema,
se desarrollaron los siete principios:
Mediante la aplicación del diagrama de flujo y los datos técnicos se realizó un
análisis de los peligros potenciales biológicos, químicos y físicos que pueden
aparecer o aumentar a un nivel inaceptable en cada etapa del proceso productivo.
Tales peligros fueron evaluados de acuerdo a la posible severidad de los efectos
adversos para la salud y la probabilidad de su ocurrencia, resultando de la
evaluación los peligros significativos, para aquellos peligros identificados como
significativos se desarrolló las medidas de control, aquellas que permitan
prevenir, eliminar o reducir a niveles aceptables los peligros.
Como segundo principio y mediante la aplicación de un árbol de decisión se
determinaron los Puntos Críticos de Control, de la determinación se obtuvieron 6
PCC’s para el producto Salchicha Viena y 3 PCC’s para el producto Pan Miga a
considerar en sus respectivos planes HACCP.
Se detalló para cada uno de los puntos críticos de control de ambos productos
los límites críticos a considerar para su respectivo control.
Para cada PCC de ambos productos, se estableció un sistema de seguimiento de
modo de asegurar que cualquier desviación se detecte a tiempo para poder
controlar el peligro, se especificaron los aspectos siguientes:
- Donde realizar el seguimiento
- Quienes son los responsables
- Con que frecuencia se llevara a cabo el seguimiento
- De qué manera se debe llevar a cabo el seguimiento

148
CAPITULO VI
DESARROLLO DELSISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL HACCP
Se determinaron y establecieron procedimientos de correcciones para cuando el
seguimiento de los límites críticos de cada PCC identificado indique cualquier
desviación y si correspondiese la toma de acciones correctivas para evitar su
recurrencia.
Se procedió a la elaboración del programa de verificación del plan HACCP,
posteriormente la validación de las medidas de control utilizadas y las acciones
necesarias para determinar que el sistema HACCP es eficaz respecto al control
de los peligros significativos identificados.
Por último se elaboraron los planes HACCP de ambos productos de estudio
(Salchicha Viena y Pan Miga), con el resumen de los principios anteriores
detallando los procedimientos a seguir para el funcionamiento de las actividades
de control, seguimiento y corrección, además en cumplimiento al principio 7 del
sistema HACCP, se elaboró también los procedimientos de conservación de
registros y documentación detallando las características y las circunstancias para
su conservación.
Si bien los planes HACCP presentados anteriormente fueron elaborados específicamente
para los productos de estudio (Salchicha Viena y Pan Miga), tales planes son de utilidad
para los productos de similar característica en materias primas, proceso productivo y
distribución puesto que la única diferencia se halla en las cantidades utilizadas. El
sistema HACCP es un traje a la medida para cada producto y empresa y en tanto que
Unidades Productivas Ketal a la actualidad cuenta con gran cantidad de productos en sus
diferentes áreas los mismos presentan similitud en ciertas materias primas y etapas del
proceso de elaboración, por tanto los sistemas diseñados en el proyecto son la base para
la elaboración adecuada de los planes HACCP de los productos restantes ya que brinda
mayor conocimiento y experiencia al equipo de inocuidad para su realización.
7.

149
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACIÓN Y
MANTENIMIENTO DEL SISTEMA HACCP
7.1. OBJETIVO DEL CAPITULO
Establecer las estructuras de apoyo, características, responsabilidades y todas aquellas
actividades necesarias para el logro de la implementación y el mantenimiento de los
planes HACCP y el sistema en general elaborados, de forma eficiente.
7.2. PROPÓSITO
Se tiene como propósito pormenorizar los requerimientos necesarios y esenciales para la
implementación del plan HACCP y su mantenimiento adecuado, que a su vez conllevan
a logro de mayores beneficios entre ellos, la garantía de productos inocuos,
aprovechamiento en la utilización de los recursos disponibles, y acciones y decisiones
inmediatas en cuanto a los problemas presentados por los peligros en el sistema de
producción.
7.3. ALCANCE
El presente capitulo tiene como alcance el establecimiento de las estructuras de apoyo
para los planes HACCP de los productos Salchicha Viena y Pan miga de las áreas de
embutidos y panadería respectivamente de Unidades Productivas Ketal, tomando en
cuenta a todo el personal de la empresa tanto operativo, técnico y ejecutivo como
también la parte de gerencia y directiva todos fundamentales para el logro de los
objetivos del sistema HACCP propuestos.
7.4. CONSIDERACIONES DE LA NECESIDAD DE UN PLAN HACCP
Entre las razones más comunes a tomar en cuenta para que la dirección ejecutiva y
gerencial deba identificar, ante todo, la necesidad de implantar el plan HACCP se
pueden citar:

150
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
Productos no conformes, mal estado productos, con carencia de seguridad en
inocuidad alimentaria, conllevan a pérdida económica significativa.
Cumplimiento con las autoridades sanitarias nacionales cono SENASAG,
intendencia municipal, ministerio de salud, y los responsables de elaborar
estándares, como IBNORCA quienes requieren que todos los productores,
distribuidores y vendedores formen parte de este programa.
Competitividad frente a empresas del mismo rubro o actividad, quienes poseen
sistemas de inocuidad alimentaria mucho más avanzados y experimentados cuya
ventaja se ve reflejada en el posicionamiento en el mercado.
Compromiso con los clientes, al tratarse de productos alimenticios el principal
objetivo debe ser el de ofrecer alimentos inocuos para los clientes y
consumidores quienes adquieran plena confianza de los productos que adquieren
a la empresa.
7.5. IMPLEMENTACIÓN DEL SISTEMA HACCP
Una vez que el sistema de autocontrol está preparado, planificado y asumido por la
dirección de la empresa alimentaria, se debe proceder a su implantación, es decir
ponerlo en práctica.
Una implantación adecuada de un sistema de autocontrol significa que:
1. Se cumple lo establecido en la documentación y es efectivo, es decir, que puede
ofrecer garantías de seguridad en los alimentos.
2. Existe un mantenimiento adecuado. Supone que todos aquellos cambios en los
productos y sus ingredientes, procesos realizados, instalaciones y equipos, o
cualquier otro aspecto que tenga lugar con el paso del tiempo y que pueda influir
en la seguridad de los alimentos, han sido convenientemente valorados e
incorporados en lo que corresponda al sistema de autocontrol (ejemplo: nuevas
materias primas, productos o procesos productivos, remodelaciones en
instalaciones o flujos de producción, modificaciones o compras de equipos,

151
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
diferentes tratamientos higienizantes, nuevos tipos de envases, cambios en las
caducidades de los productos).
7.6. ESTRUCTURAS DE APOYO EN LA IMPLEMENTACIÓN DEL
SISTEMA HACCP
Como inicio de la implantación de debe tener presente que la información que contiene
cada plan HACCP es diferente para cada caso debido a particularidad en las etapas de
fabricación por producto o familia de productos.
En el diagrama G-1 del anexo G se puede apreciar el diagrama de Gantt propuesto para
el desarrollo de las actividades necesarias para la implementación del sistema en el año
de inversión (2017).
7.6.1. CLASIFICACIÓN DE PRODUCTOS
El plan HACCP es diseñado normalmente para un producto o proceso en particular sin
embargo también puede ser aplicado para familias de productos para tal caso lo principal
es agrupar los productos similares entre sí, esto mediante la categorización de acuerdo a
los ingredientes y parámetros de producción. Unidades Productivas Ketal podrá
desarrollar planes HACCP para las diferentes categorías de productos tomando como
base los planes HACCP de los productos Salchicha Viena y Pan miga para sus
respectivas áreas, siempre y cuando no se presenten grandes diferencias entre materias
primas, procesos y sobre todo peligros.
7.6.2. COMPROMISO DE LA DIRECCION Y GERENCIA
Para que la implantación del plan HACCP sea un éxito y para que todos los empleados
de la empresa se muestren también comprometidos con el logro de los objetivos del
plan, la dirección ejecutiva y gerencial deberá estar comprometida seriamente con el
concepto HACCP.
El compromiso con la salud de los clientes debe ser lo primordial por lo que, el
análisis de peligros y la detección de puntos críticos de control incluidos en el

152
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
HACCP pueden justificarse como el sistema de control eficaz para el
aseguramiento de la inocuidad del producto.
La alta dirección y gerencia deberá estar de acuerdo con la necesidad del plan y
suministrar a esta iniciativa los recursos económicos y el tiempo necesario para
el funcionamiento correcto del plan.
“Cuando se demuestre primero la necesidad del HACCP para luego aceptarlo, un
compromiso visible de la gerencia muestra al resto de la empresa que los beneficios a
obtener superan los esfuerzos a realizar” 65
7.6.3. RESPONSABILIDADES EN LA IMPLEMENTACIÓN
La responsabilidad de el correcto funcionamiento del sistema HACCP recae sobre todo
el personal de la empresa, se hallara bajo las decisiones finales de directiva y gerencia y
deberá ser analizada y evaluada por el equipo de inocuidad, todo como un trabajo en
conjunto y en equipo.
7.6.4. PLANES DE APOYO Y REQUISITOS PREVIOS
El plan HACCP debe disponer de una serie de elementos que permitan su
funcionamiento y sean la base del mismo:
Habitualmente los requisitos previos no forman parte del HACCP y normalmente
aquellos aspectos cubiertos por ellos, raramente son designados como PCC
Durante el diseño e implementación del sistema, se deberá evaluar la existencia y
eficacia de los requisitos previos. Todos estos deberán estar documentados y ser
auditados regularmente por asesores externos o internos.
Entre los requisitos previos están:
manual de buenas prácticas de manufactura
plan de limpieza y desinfección
Plan de higiene del personal
65
Food, Drug y cosmetic División, ASQ (2002), Manual del auditor de calidad HACCP. España: Ed. Acribia S.A.

153
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
Plan de control de plagas
Plan de formación
Plan de control, de materias primas y proveedores
Plan de mantenimiento de maquinaria e instalaciones
Sistema de trazabilidad de los productos
Plan de calibración
Estos requisitos fueron expuestos en el capítulo IV del proyecto, desarrollo e
implementación de Buenas Prácticas de Manufactura.
7.6.5. FORMACIÓN DEL EQUIPO HACCP
Se ha mencionado ya que para el logro del éxito del sistema HACCP es necesario el
trabajo conjunto de todos los miembros de la empresa (empleados, gerencia y personal
ejecutivo), sin embargo para que el trabajo sea efectivo, todos los miembros de la
empresa deben estar bien informados y formados en cuanto al funcionamiento del
sistema de inocuidad como también de sus roles para el logro de los objetivos
planteados.
Entre los aspectos a considerar para la implantación de la formación se tiene:
1. El plan de formación se pone en práctica según lo indicado en la
documentación. Los contenidos formativos se ajustarán a lo establecido en el
plan, siendo preciso que el calendario de las actividades formativas y de control
se cumpla y alcance a todo destinatario del mismo.
La formación siempre deberá ser útil, práctica y de interés.
Las actividades formativas realizadas podrán haber sido diseñadas e
impartidas por personal de la propia empresa con capacidad técnica y
práctica suficiente o por un tercero que ofrezca garantías de la calidad y
adecuación de las mismas a las necesidades de la empresa.
2. Es eficaz. La formación, incluida la instrucción, debe ser apropiada, entendida y
puesta en práctica en la elaboración o manipulación de los alimentos en cada
puesto de trabajo. Se realizarán actividades de formación continuada cuando

154
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
existan cambios en actividades, personal, procesos, equipos, productos,
legislación, sea preciso reforzar o ante la identificación de incumplimientos en
materia de higiene y seguridad alimentaria.
La formación demostrará su eficacia al contribuir a que las comidas
preparadas comercializadas sean seguras y de buena calidad.
3. Las actividades y/o controles realizados se justifican documentalmente. La
documentación y/o registros permitirán comprobar la aplicación del plan, la
realización de los controles y el seguimiento de las incidencias y medidas
correctoras aplicadas en su caso.
Es importante conservar los documentos que justifiquen:
Las actividades formativas de cada trabajador.
Los resultados de la supervisión de la eficacia de la instrucción o formación
de cada trabajador
7.7. MANTENIMIENTO DEL PLAN HACCP
La revisión mínima anual del sistema HACCP permite que se realicen las correcciones
necesarias para su funcionamiento eficaz y su mejora continua.
Tal revisión es establecida por los procedimientos de verificación del sistema. La puesta
en práctica de las medidas de verificación tiene por objeto determinar el cumplimiento
del sistema de autocontrol y su efectividad. Cuestiones a conseguir en la implantación:
Las actividades de verificación son cumplidas. Se llevan a la práctica las
distintas actividades de verificación previstas con las frecuencias determinadas.
El sistema de autocontrol es efectivo. Las medidas de verificación deben
confirmar que el sistema está funcionando eficazmente, tanto los planes de
prácticas correctas de higiene como el sistema HACCP. En este sentido,
atendiendo a los resultados obtenidos con el paso del tiempo, la frecuencia y
métodos utilizados en la verificación podrán ser modificados, incluso reducidos
en la medida que sea posible.

155
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
7.7.1. VERIFICACIÓN INTERNA
La verificación interna puede ser realizada mediante auditorias, inspecciones u otro tipo
de verificación. Entre las auditorias pueden ir desde las observaciones de un proceso de
la empresa o de su vigilancia hasta una auditoria en profundidad.
Las actividades a realizar para una pre-auditoria consisten en:
Programar las actividades de auditoria de verificación al año de su implantación
y destinar recursos necesarios.
Organizar al equipo auditor tomando en cuenta la Independencia de los auditores
en relación a los establecimientos a ser auditados, las habilidades específicas en
el area técnica involucrada y el entrenamiento en los principios del sistema
HACCP.
Planificar y prepara la auditoria, considerando fecha de la auditoria, equipos que
se usaran, programación de reuniones con la dirección de la empresa y los
documentos de referencia necesarios.
Elaborar una lista de verificación documentos que incluyen anotaciones claves
para la ejecución de las actividades de auditoría.
Las actividades a realizar para una auditoria consisten en:
Examinar toda la documentación HACCP y muestrear los registros pertinentes
incluyendo los informes de desviaciones.
Revisar los informes de verificaciones previas y establecer si se realizaron las
acciones correctivas y ajustes necesarios.
Revisar todas las notas realizadas por los expertos internos y dirigidas al equipo
HACCP de la empresa
Generación de hallazgos de auditoria. Los hallazgos de auditoria pueden indicar
conformidad o no conformidad con los criterios de la auditoria.

156
CAPITULO VII
CONSIDERACIONES PARA LA IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA HACCP
Preparación de conclusiones de la auditoria, mediante acuerdos del equipo
auditor después de la revisión de hallazgos de la auditoria y finalmente
realizando recomendaciones de ser necesario.
La auditoría interna permitirá conocer el funcionamiento del sistema desde un punto de
vista diferente pero especializado al del equipo de inocuidad que lo realizo, además de
mostrar sus fortalezas y debilidades para el último caso aspectos importantes a corregir
como camino hacia la mejora continua.
7.8. CONCLUSIONES DEL CAPITULO
Se logró establecer las estructuras de apoyo, características, y todas las actividades
posibles como la correcta clasificación de productos para su análisis, la importancia del
compromiso de la gerencia y todo el personal de la empresa, así como la de sus
responsabilidades. También se pudo describir la importancia de los requisitos previos
referentes a las Buenas Prácticas de Manufactura antes de la implementación del sistema
HACCP, sin estos requisitos en funcionamiento pleno y adecuado no se lograra la
correcta implementación.
Se ha determinado la importancia de las debilidades del sistema y de sus causas,
así como la importancia de la formación del personal con el fin de que la
implantación del sistema sea exitosa para ellos todos los procedimientos deben
ser desarrollados de forma clara incluido el de verificación para permitir el
mejoramiento del proceso.
Para el mantenimiento del sistema HACCP es de vital importancia el
compromiso y apoyo total de la parte directiva de la empresa. Sin este apoyo al
sistema HACCP no se le otorgara la prioridad necesaria ni podrá ser
implementada efectivamente. Así también para un mantenimiento efectivo del
sistema HACCP la verificación interna es una de las actividades que puede
ayudar de gran manera a cumplir este objetivo.
8.
157
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
CAPITULO VIII
EVALUACIÓN ECONÓMICA DEL PROYECTO
8.1. OBJETIVO DEL CAPITULO
El presente capitulo tiene por objetivo describir, analizar y evaluar económicamente el
proyecto y de esta forma estudiar la rentabilidad financiera del mismo desde un punto de
vista especifico.
8.2. PROPÓSITO
El propósito del proyecto es examinar el impacto del mismo sobre las ganancias
monetarias de la empresa por el hecho de la implementación de las actividades de
Buenas Prácticas de Manufactura y las del sistema de autocontrol HACCP.
8.3. ALCANCE DEL CAPITULO
Para la evaluación económica del proyecto se toma como alcance la situación de
implementación de las actividades o requisitos de Buenas Prácticas de Manufactura y la
del sistema HACCP. Así mismo se tomara un horizonte de 3 años desde su aprobación e
implementación de acuerdo a la certificación tanto de BPM como de HACCP obtenido y
establecido por las certificadoras autorizadas.
8.4. COSTOS DE INVERSIÓN DEL SISTEMA BPM Y HACCP
Como los costos de inversión se tomaran: la inversión en activos fijos o bienes
depreciables y la inversión en activos diferidos o bienes intangibles
8.4.1. INVERSIÓN EN ACTIVOS FIJOS
Para este análisis se toman en cuenta aquellos activos fijos necesarios para el
cumplimiento de los requisitos de buenas prácticas de Manufactura con característica
depreciable y todos los demás otros activos fueron considerados en costos de operación,
administración u otro.

158
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
CUADRO 8 - 1: KETAL S.A. INVERSION EN INSTALACIONES
Concepto Cantidad Area Importe
unitario
Importe total
(Bs)
Instalación de lavado de
manos 1 Panadería 735.22 735.22
Instalación de lavado de
manos 1 Embutidos 735.22 735.22
Total 1470.44
FUENTE: Elaborado en base a cotizaciones de presupuesto y construcción 2017.
CUADRO 8 - 2: KETAL S.A. INVERSION EN EQUIPOS E INSTRUMENTOS
Concepto Unidad Cantidad Area Costo
unitario
Costo total
(Bs)
Termómetro robusto para
HACCP -50 a 220°C Pza. 1 Panadería 669 669
Termómetro robusto para
HACCP -50 a 220°C Pza. 2 Embutidos 669 1338
Cronometro digital Pza. 6 Panadería 200 1200
Cronometro digital Pza. 2 Embutidos 200 400
Termo higrómetro portátil c/ sonda microch
Pza. 1 Panadería 2155 2155
Total 5762
FUENTE: Elaborado en base a información de cotizaciones realizadas de “HANNA
INSTRUMENTS”.
8.4.2. INVERSIÓN EN ACTIVOS DIFERIDOS
Para el análisis de la inversión en activos diferidos o bienes intangibles, se consideran, la
capacitación y entrenamiento tanto del equipo de inocuidad como del personal
operativo, la adquisición de las normas base para la implementación de los requisitos de
Buenas Prácticas de Manufactura y las del HACCP, también se consideran algunos
gastos de organización referentes a las reuniones y otros tipos de organización
necesarios para la efectiva comunicación entre los miembros del equipo de inocuidad así
como del funcionamiento del sistema u otro ámbito relacionado al mismo importante
hacia todo el personal.

159
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
CUADRO 8 - 3: KETAL S.A. INVERSION EN ACTIVOS DIFERIDOS
Concepto Unidad Cantidad Costo unitario
(Bs)
Costo total
(Bs)
Capacitación al personal Persona 40 40 1600
Capacitación al equipo de
inocuidad Persona 9 300 2700
Total capacitación 4300
NB/NM 324:201366
Unidad 1 140 140
NB/NM 323:201567
Unidad 1 140 140
NB 512:201068
Unidad 1 48 48
NB 310017:201469
Unidad 1 45 45
NB 39007:201270
Unidad 1 50 50
Total costo normativas 423
Gastos de Organización 1000
Otros gastos Puesta en Marcha 1500
Total 7223
FUENTE: Elaborado en base a información de IBNORCA y valoraciones propias.
8.4.3. INVERSIÓN TOTAL
En el siguiente cuadro 8 - 4 se muestra la suma de activos diferidos e intangibles.
CUADRO 8 - 4: KETAL S.A. INVERSION TOTAL
Concepto Inversión (Bs)
Inversión en instalaciones 1470.44
Inversión en equipos e
instrumentos 5762
Inversión en activos diferidos 7223
Total 14455.44
FUENTE: Elaborado en base a datos de los cuadros 8 -1 a 8 - 3.
8.5. COSTOS DEL PROYECTO
Para el análisis de los costos del proyecto se toman los costos incurridos a las
operaciones que relacionan a los costos referentes a la consolidación de los requisitos de
las Buenas Prácticas de Manufactura, los costos de depreciación de activos fijos y la
amortización de activos diferidos.
66
NB/NM 324:2013 - Industria de los alimentos - Buenas prácticas de manufactura – Requisitos 67
NB/NM 323:2015 - Sistema de análisis de peligros y puntos críticos de control (HACCP) – Requisitos 68
NB 512:2010 - Agua Potable – Requisitos 69
NB 310017:2014 - Carnes rojas y productos derivados - Requisitos microbiológicos 70
NB 39007:2012 - Harina y derivados - Productos panificados - Requisitos

160
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
8.5.1. DEPRECIACIÓN DE ACTIVOS FIJOS
Para el cálculo de la depreciación de activos fijos se toma en cuenta el método de
depreciación lineal, considerando de esta manera que los activos se deprecian de igual
manera cada año en relación a su tiempo de vida útil.
En el siguiente cuadro 8 – 5 se muestran los datos de depreciación de los activos fijos y
su valor de salvamento.
CUADRO 8 - 5: KETAL S.A. DEPRECIACION DE ACTIVOS FIJOS
Activo Costo Area Años de
vida útil
% de
depreciación
anual
Depreciación
anual
Valor de
salvamento
Instalación de
lavado de
manos
735.22 Embutidos 8 12.50% 91.9 275.7075
Instalación de
lavado de
manos
735.22 Panadería 8 12.50% 91.9 275.7075
Termómetro
robusto para
HACCP -50 a
220°C
669 Embutidos 5 20% 133.8 401.4
Termómetro
robusto para
HACCP -50 a
220°C
1338 Panadería 5 20% 267.6 802.8
Cronometro
digital 1200 Panadería 8 12.50% 150.0 450
Cronometro
digital 400 Embutidos 8 12.50% 50.0 150
Termo
higrómetro
portátil c/
sonda
microch
2155 Panadería 3 20% 718.3 0
TOTAL 1503.5 2355.6
FUENTE: elaborado en base a datos de los cuadros 8 – 1 y 8-2
Los datos de años de vida útil de los activos fijos fueron elaborados en base al “Decreto
supremo N° 24051 – Reglamento al impuesto a las utilidades” y a las especificaciones
de los equipos.

161
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
8.5.2. AMORTIZACIÓN DE ACTIVOS DIFERIDOS
Para la amortización de activos diferidos se toman los costos de activos diferidos o
intangibles mostrados en el cuadro 8-3, con un horizonte de duración del proyecto de 3
años.
En el cuadro a continuación 8-6 se muestra la amortización de activos diferidos.
CUADRO 8 - 6: KETAL S.A. AMORTIZACION DE ACTIVOS DIFERIDOS
Activo Costo Duración del
proyecto
% amortización
anual
Amortización
anual
Valor
residual
Capacitación 4300 3 33% 1433.3 0
Gastos de
organización 1000 3 33% 333.3 0
Otros gastos de
Puesta en Marcha 1500 3 33% 500.0 0
Total 2266.7 0
FUENTE: Elaborado en base a datos del cuadro 8 -3
8.5.3. COSTOS DE OPERACIÓN
Para los costos de operación como se mencionó anteriormente se tomaron todos aquellos
necesarios para el cumplimiento de los requisitos del sistema BPM y el HACCP en el
cuadro G – 1 se muestra el detalle de los costos de los implementos considerados para la
limpieza y desinfección, análisis de materias primas y producto terminado, higiene del
personal, reparaciones y mantenimiento, calibración de equipos de medición y
finalmente implementos de seguridad frente a contaminación de productos.
A continuación en el cuadro 8-7 se muestran los costos de operación expresados en
función al horizonte del proyecto.

162
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
CUADRO 8 - 7: KETAL S.A. COSTOS DE OPERACIÓN*
CONCEPTO AÑO 1 (2018) AÑO 2 (2019) AÑO 3 (2020)
Implementos de limpieza y
desinfección 2470 0 0
Pruebas de laboratorio 2320 2320 2320
Implementos de higiene del personal 8790 3000 3000
Actividades de reparación de
instalaciones 7600 1600 1600
Actividades de mantenimiento 1200 1200 1200
Calibración de equipos de medición 2210 2210 2210
Implementos de seguridad frente a
contaminación de productos 2850 0 0
Total 27440 10330 10330
FUENTE: Elaborado en base al cuadro G – 1 del anexo G
*En el anexo G-1 se detallan las cotizaciones realizadas.
8.6. INGRESOS DEL PROYECTO
Los ingresos del proyecto son representados por la venta de los productos de estudio en
el proyecto, Salchicha Viena y Pan Miga.
En el cuadro G - 2 y G - 3 del anexo G se muestran las ventas históricas de los últimos
dos años de los productos analizados para el pronóstico de las gestiones tomadas como
horizonte del proyecto.
De acuerdo al análisis de las ventas históricas de los productos en el caso del producto
salchicha Viena se observa un comportamiento estacional, esto debido a la alta demanda
de este producto en la época festiva San Juan, por otra parte el producto Pan miga
presenta un comportamiento aleatorio variado esperado.
Según las características del comportamiento de las ventas de los productos se
realizaron los respectivos pronósticos de la demanda para las gestiones 2018, 2019 y
2020 considerando del año 2017 como año de inversión. En el caso del producto
Salchicha Viena se pronosticó mediante el modelo de variación estacional o cíclica y
para el caso del producto Pan miga mediante el modelo de promedio móvil simple,

163
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
obteniendo de ambas los ingresos del proyecto, en los cuadros G - 5 y G - 6 del anexo G
se muestran los cálculos de los pronósticos realizados.
8.6.1. INGRESOS ESPERADOS DEL PROYECTO
Mediante el cumplimiento al 100% de las actividades del sistema BPM y la
implementación del sistema de autocontrol HACCP, se puede asegurar la calidad e
inocuidad de los productos ofrecidos, por ende las falencias en la actualidad ya
mencionadas tales como, fallas en el proceso y devoluciones de los productos se
reducirán significativamente, representando las mismas valor económico para la
empresa.
A continuación en los cuadros 8-8 y 8-9, mediante un análisis al pronóstico de los años
2018, 2019 y 2020 con y sin proyecto, podemos apreciar los beneficios económicos del
proyecto.
CUADRO 8 - 8: KETAL S.A. BENEFICIOS ESPERADOS (SALCHICHA VIENA)
SITUACIÓN SIN PROYECTO
Descripción 2018 2019 2020
Ventas [Bs/año] 1017133.46 1027304.79 1037577.84
Fallas en producción y
devoluciones (2%)71
20342.67 20546.10 20751.56
Ingresos esperados
[Bs] 996790.79 1006758.70 1016826.28
SITUACIÓN CON PROYECTO
Descripción 2018 2019 2020
Ventas [Bs/año] 1017133.46 1027304.79 1037577.842
Fallas en producción y
devoluciones (0.1%)72
1017.13 1027.30 1037.58
Ingresos esperados
[Bs] 1016116.33 1026277.49 1036540.264
FUENTE: Elaborado en base a información de jefatura de producción.
71
En base a información proporcionada por Jefatura de producción de KETAL S.A. 72
En base a promedio de proyectos de investigación e implementación de sistemas HACCP e ISO 22000,
(Margen de error de la implementación 5%), Catarín A.; Villa Real A.; Morera A. (2014), Implementación
del análisis de riesgos en la industria alimentaria, enfoque práctico conceptual, Bogotá Colombia de
http://www.scielo.org.co Rozo E. (2000), Implementación del sistema HACCP para el aseguramiento de
la calidad en la empresa pasteurizadora y lechera el Pomar, Universidad La Sabana, Santafé, Colombia.

164
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
CUADRO 8 - 9: KETAL S.A. BENEFICIOS ESPERADOS (PAN MIGA)
SITUACIÓN SIN PROYECTO
Descripción 2018 2019 2020
Ventas [Bs/año] 419118.63 363549.57 384287.68
Fallas en producción y
devoluciones (2%)73
8382.37 7270.99 7685.75
Ingresos esperados 410736.26 356278.58 376601.93
SITUACIÓN CON PROYECTO
Descripción 2018 2019 2020
Ventas [Bs/año] 419118.63 363549.57 384287.68
Fallas en producción y
devoluciones (0.1%)74
419.12 363.55 384.29
Ingresos esperados 418699.51 363186.02 383903.40
FUENTE: Elaborado en base a información de jefatura de producción.
CUADRO 8 - 10: KETAL S.A. BENEFICIOS ESPERADOS (AMBAS AREAS)
Sin proyecto
I(Embutidos+Panaderia) 2018 2019 2020
Total 1407527.05 1363037.27 1393428.22
Con proyecto
I(Embutidos+Panaderia) 2018 2019 2020
Total 1434815.84 1389463.51 1420443.66
Ingresos esperados del
proyecto 27288.79 26426.23 27015.45
FUENTE: Elaborado en base a información de los cuadros 8-8 y 8-9.
8.7. BENEFICIOS CUALITATIVOS DEL PROYECTO
Adoptando el sistema HACCP acompañado y complementado del sistema BPM, entre
los beneficios no cuantificables del proyecto se identifican dos grupos, los beneficios
directos e indirectos.
Beneficios directos del desarrollo de los sistemas:
Cumplimiento de las leyes sanitarias gubernamentales
73
En base a información proporcionada por Jefatura de producción de KETAL S.A. 74
En base a promedio de proyectos de investigación e implementación de sistemas HACCP e ISO 22000,
(Margen de error de la implementación 5%), Catarín A.; Villa Real A.; Morera A. (2014), Implementación
del análisis de riesgos en la industria alimentaria, enfoque práctico conceptual, Bogotá Colombia de
http://www.scielo.org.co Rozo E. (2000), Implementación del sistema HACCP para el aseguramiento de
la calidad en la empresa pasteurizadora y lechera el Pomar, Universidad La Sabana, Santafé, Colombia

165
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
Verificación de la obtención de alimentos inocuos mediante la optimización de
procesos de producción, la mejora de las prácticas higiénicas sanitarias y el
adecuado control del estado de los equipos, instalaciones y edificios.
Control estricto en las etapas criticas de producción mediante parámetros de
seguridad para la obtención de alimentos inocuos.
Funcionamiento eficaz de las etapas de la cadena productiva reduciendo fallas,
devoluciones (no calidad).
Generar nuevas oportunidades de ventas y acceso a nuevos mercados
Benéficos indirectos del desarrollo de los sistemas:
Mejora de la imagen y calidad de los productos de la organización
Mejora en la educación y sensibilización del personal que trabaja en los sistemas
así como su trabajo en equipo.
Reducción de las disconformidades por parte de los clientes debido a los
productos de alta calidad ofrecidos.
Experiencia en implementación de sistemas relacionados para la organización y
sus líderes.
8.8. EVALUACIÓN ECONÓMICA FINANCIERA DEL PROYECTO
Para la evaluación económica financiera del proyecto se toman como indicadores de
evaluación y decisión al VAN, TIR y el CAE. Así mismo para el cálculo de los
indicadores se procedieron a realizar un flujo de fondos con proyecto puro ya que el
aporte puede realizarse con aporte propio y no financiado.
8.8.1. FLUJO DE FONDOS
Para la determinación del flujo de fondos se tendrán las siguientes consideraciones:
Se consideran elementos como: ingresos de operación, costos de inversión, valor
de salvamento y los costos de operación.
El flujo de fondos se construye a partir de ingresos fuera de los costos de
operación

166
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
Además se consideran las normas para la construcción del flujo de fondos:
Los costos son desembolsables (fluyen a través del tiempo) y los ingresos se
perciben al final de cada periodo
Se toma como año de inversión al año 2017
El flujo de fondos se define para toda la vida útil del proyecto.
Con tales consideraciones en el cuadro 8-10 se muestra el flujo de fondos del proyecto:
CUADRO 8 - 11: KETAL S.A. FLUJO DE FONDOS
Descripción 2017 2018 2019 2020
Ingresos del proyecto 27288.8 26426.2 27015.4
(-)Costos operativos 27440.0 10330.0 10330.0
Utilidad Operativa -151.2 16096.2 16685.4
(-)Depreciación de activos
fijos 1503.5 1503.5 1503.5
(-)Amortización de activos
diferidos 2266.7 2266.7 2266.7
Utilidad Bruta -3921.4 12326.0 12915.2
(-)Impuestos a las
utilidades (25%) 0.0 3081.5 3228.8
Utilidad Neta -3921.4 9244.5 9686.4
(+)Depreciación de activos
fijos 1503.5 1503.5 1503.5
(+)Amortización de activos
diferidos 2266.7 2266.7 2266.7
Inversión -14455.44 0.0 0 0
Valor de salvamento 0 0.0 0 2355.615
Flujo de fondos proyecto
puro -14455.4 -151.2 13014.7 15812.3
FUENTE: Elaborado en base a información de los cuadros 8-4 a 8-10.
8.8.2. INDICADORES DE EVALUACIÓN
Como se mencionó anteriormente para determinar la rentabilidad el proyecto se tomaran
los indicadores VAN, TIR y la relación B/C, con una tasa de oportunidad del 10% la
cual se utiliza para determinar el valor actual neto de los flujos futuros de caja del
proyecto.

167
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
8.8.2.1. Valor actual neto VAN
Se define como la sumatoria de los flujos netos anuales actualizados menos la Inversión
inicial. Este indicador de evaluación representa el valor del dinero actual que va
reportará el proyecto en el futuro, a una tasa de interés y un periodo determinado.
El VAN se determina de la expresión:
∑
Dónde:
Inv. Inversión del proyecto
Ft: Flujo neto del proyecto
iop: tasa de interés por periodo
T: último periodo de la vida útil del proyecto
VAN10%: 8043.11
En base a los criterios de decisión del valor actual neto, al ser su valor numérico positivo
se considera el proyecto rentable.
8.8.2.2. Tasa interna de retorno
Se define como la tasa de descuento que hace que el VAN sea igual a cero.
La TIR se determina de la expresión:
∑
TIR= 31.2%
Al resultar el valor de la TIR mayor a la tasa de oportunidad (>10%) y según los
criterios de decisión de este indicador, se considera al proyecto rentable.
8.8.2.3. Relación beneficio - costo
B/C = 1.13

168
CAPITULO VIII
EVALUACION ECONOMICA DEL PROYECTO
En base al criterio de decisión establecido por el indicador relación beneficio costo, al
ser el valor encontrado mayor a la unidad siendo que el valor presente de los beneficios
es mayor al de los costos se considera al rendimiento financiero aceptable.
Interpretando el valor del indicador relación beneficio costo se tiene:
Por cada boliviano invertido en el proyecto se obtiene una ganancia de 0.13
[Bs/año].
8.9. CONCLUSIONES DEL CAPITULO
Se ha descrito la inversión y los costos ocasionados por el proyecto, así como los
ingresos generados por el mismo, realizando con tales datos la evaluación económica del
proyecto, en base al flujo de fondos realizado resultando un proyecto económicamente
rentable.
En base a los resultados de los indicadores financieros (VAN, TIR y B/C) se concluye
que el proyecto es rentable y generara beneficios económicos para la empresa durante su
horizonte temporal (3 años) de vida del proyecto.
Tanto los costos determinados, como los ingresos pronosticados, se hallan sujetos a
cambios durante el transcurso de los años debido a la probabilidad de inflación y alza de
precios, tales cambios no representaran un cambio significativo en el resultado del
proyecto ya que en base a la TIR determinada (TIR= 31.2%) se considera un VAN igual
a cero el cual tiene una baja probabilidad de ocurrencia.
En cuanto al indicador relación beneficio costo se concluye que, por cada boliviano
invertido en el proyecto la ganancia a obtener será de 0.13 [Bs/año].
Por otro lado la conclusión de los beneficios cualitativos del proyecto indica beneficios
directos e indirectos significativos tanto para la empresa como para sus clientes y
consumidores, entre los más importantes el incremento de la calidad e inocuidad de los
productos y la mejora de la imagen empresarial.
9.

169
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
9.1. CONCLUSIONES
Se presenta las conclusiones del proyecto realizado en KETAL S.A.
Se implementaron los requisitos establecidos por las Buenas Prácticas de Manufactura
cuya aplicación representa baja inversión económica tanto documental como práctica en
las áreas de Embutidos y Panadería y se determinaron las acciones a realizar a largo
plazo para aquellos requisitos cuyo valor económico es mayor, así mismo se diseñó un
Sistema de Análisis de Peligros y Puntos Críticos de Control (HACCP) que logra
identificar, evaluar y controlar los peligros significativos durante toda la cadena
alimentaria en específico para los productos Salchicha Viena y Pan miga
correspondientes a las áreas ya mencionadas.
Ambos sistemas (BPM y HACCP), fueron realizados en base a la normativa Boliviana
NM 324:2013 Buenas Prácticas de Manufactura (BPM), NM 323:2015 Sistema de
análisis de peligros y puntos críticos de control (HACCP) y las directrices del Codex
Alimentarius, sistemas que aparte de confirmar su rentabilidad económica mediante
beneficios económicos conlleva también a la elaboración de productos inocuos para el
consumo y genera confianza en los clientes.
Mediante el diagnóstico inicial realizado en el capítulo IV del presente proyecto
se identificó en relación a los requerimientos y cumplimiento de las Buenas
Prácticas de manufactura existente tanto de aplicación práctica como documental
un desempeño del 56% en el area de embutidos y un 53% en el area de panadería
como requisitos cumplidos. A partir de este resultado se determinaron las
medidas a adoptar para lograr el cumplimiento de los requisitos identificados
como cumplidos parcialmente o incumplidos.
La implementación del sistema BPM se realizó en su totalidad en cuanto a los
requisitos documentales (Manual BPM, Procedimientos, instructivos, registros,

170
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
etc.) a partir de los establecidos por Unidades Productivas Ketal, realizando la
revisión, los ajustes, cambios o actualizaciones de los documentos existentes y el
desarrollo de los no existentes.
La implementación del sistema en cuanto a los requisitos prácticos referentes a
materias primas fueron:
- Requisitos referentes a la protección y aseguramiento de las materias primas
como control durante la recepción y a los proveedores, así como la
adquisición de utensilios y recipientes para la manipulación adecuada de las
materias primas durante la recepción.
- En cuanto a requisitos del establecimiento, capacitaciones y puesta en marcha
de los procedimientos vigentes relacionados, reparaciones de ventilación y
aberturas y designación de zonas exclusivas para la L+D.
- En cuanto a requisitos de higiene del establecimiento, capacitaciones y puesta
en marcha de los procedimientos vigentes relacionados y también la
adquisición de nuevos basureros.
- En cuanto a requisitos sanitarios y de higiene del personal, capacitación en
cuanto a limpieza e higiene del personal, el control y registro de las
actividades relacionadas y también la puesta de señalización correspondiente
del procedimiento de lavado de manos en las áreas de manipulación.
- En cuanto a requisitos de higiene en la elaboración se tiene, separación de
materias primas de productos terminados mediante cortinas plásticas, control
y cuidado de contaminación de productos semielaborados durante horas de
desayuno y almuerzo mediante su cobertura con material adecuado, así
también el control y almacenamiento de los envases que se hallan en contacto
con los alimentos
- Finalmente en cuanto a otros requisitos de calidad se desarrolló la puesta en
marcha del diagrama de flujo de trazabilidad.
Con la implementación realizada tanto documental como práctica se llega a un
cumplimiento de los requisitos establecidos por la normativa en Buenas Prácticas

171
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
de Manufactura del 90% en ambas áreas de estudio (Embutidos y Panadería), el
restante son considerados como requisitos de carácter alto en valor económico
cuyo cumplimiento se espera en un mayor plazo de tiempo pero no mayor al año
de inversión (2017).
En cuanto al diseño del Sistema HACCP, se establecieron los requisitos
preliminares como actividades iniciales y desarrollo de los 7 principios del
sistema HACCP, para los productos Salchicha Viena y Pan miga por ser
productos con alta demanda en sus respectivas áreas y de igual manera por ser
productos estratégicos en relación a la gran variedad de productos existentes y su
similitud en las etapas de proceso productivo.
Como parte fundamental de los principios del sistema HACCP de ambos
productos de estudio, se realizó el análisis de los peligros significativos de sus
etapas de proceso productivo, resultando del análisis seis y tres Puntos Críticos
de Control de los productos Salchicha Vina y Pan Miga respectivamente, en base
a este resultado y mediante base científica e investigaciones, se establecieron los
limites críticos para cada PCC su seguimiento o vigilancia y las acciones
correctivas en caso de desviaciones en los límites críticos, finalmente se
elaboraron los documentos y registros que permitan la verificación, revisión y
evaluación del plan HACCP.
A la fecha se ha determinado la puesta en marcha del PCC de ahumado y
horneado en los productos Salchicha Viena y Pan Miga respectivamente,
mediante el control y registros de las variables establecidas como limites críticos.
De igual manera se establecieron las consideraciones a tomar en cuenta para la
implementación, puesta en marcha y mantenimiento del sistema HACCP, el cual
se basa en la clasificación de productos, compromiso de la gerencia,
responsabilidades en la implementación, planes de apoyo, requisitos previos y
finalmente la verificación interna, esto último mediante el establecimiento del
procedimiento de auditorías internas.

172
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
Con la identificación de los PCC de los productos de estudio (Salchicha Viena y
Pan Miga), su seguimiento y monitoreo respectivo, además del soporte del buen
funcionamiento de las BPM’s con 6 PCC en el primer caso y 3 PCC en el
segundo, siendo inicialmente 0 en cada caso al inicio del proyecto, se espera una
reducción del 95% de los problemas o fallas ocasionados por los desvíos de los
mismos.
Con la evaluación económica realizada para la implementación de los requisitos
de las Buenas Prácticas de Manufactura y el sistema HACCP, se determina que
el proyecto es rentable y viable, generando ingresos por recuperación, es decir
reduciendo significativamente las mermas y devoluciones generadas por el
proceso, las cuales implican perdidas económicas en las ventas. Mediante esta
recuperación y a un tasa de oportunidad del 10% se tiene un VAN = 8043.11 Bs,
y principios del año 3 como el de recuperación dela inversión, una TIR = 31.2%
por su valor resultando rentable y una relación Beneficio costo igual a 1.13,
interpretándose, que por cada boliviano invertido en el proyecto la ganancia
obtenida será de 0.13 Bs. Anualmente.
Con la implementación de BPM y diseño HACCP de las áreas y productos de
estudio mencionadas en el proyecto, serán la base para futuros proyectos
relacionados por la experiencia adquirida.
Mediante la evaluación realizada al presente proyecto se concluye que la
implementación y funcionamiento de los Sistemas de Buenas Prácticas de
Manufactura y HACCP generarán beneficios cuantitativos (Beneficios
económicos) como cualitativos (Beneficios de seguridad e inocuidad de sus
alimentos ofrecidos) tanto para la empresa como para la sociedad.
9.2. RECOMENDACIONES
Se recomienda:
Complementar en el corto plazo la implementación al 100% de los requisitos
establecidos por la normativa en Buenas Prácticas de Manufactura y cuya

173
CAPITULO IX
CONCLUSIONES Y RECOMENDACIONES
inversión es económicamente alta, según las decisiones tomadas y mencionadas
en el capítulo V del proyecto para su respectiva aplicación.
Realizar la capacitación y seguimiento pertinente tanto documental como
práctica para el mantenimiento y actualización del sistema BPM, como base
fundamental para la implementación del sistema HACCP.
Implantar el sistema HACCP en el corto plazo posible, cuyas experiencias lleven
al equipo de inocuidad ampliar los horizontes de los productos de la empresa a su
seguimiento mediante la experiencia adquirida. Así mismo revisar y evaluar el
sistema con mayor frecuencia de ser posible para evitar desactualización del
sistema.
Finalmente tomar compromiso de la adopción de los sistemas BPM y HACCP
como aspecto principal para la elaboración de todos los productos, esto por parte
de la directiva, gerencias así como de todo el personal involucrado. Siendo que el
correcto funcionamiento de ambos sistemas conlleve al logro de los objetivos
propuestos.

174
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
BIBLIOGRAFÍA
Diaz, A., & Rosario, U. (2009). Buenas Practicas de Manufactura - Una guia para
pequeños y medianos agroempresarios. Serie de Agronegocios - Cuadernos para
la exportacion, 12.
FAO. (2002). Sistemas de Calidad e Inocuidad de los Alimentos - Manual de
Cacpacitacion. El Sistema de Analisis de Peligros y Puntos Criticos de Conrol
(APPCC), 109-110.
FOOD SAFETY. (2010). Peligros de Origen Microbiano. Food Safety, 1-4.
IBNORCA. (2015). NB/NM 323 Sistema de Analisis de Peligros y Puntos Criticos de
Control - HACCP. Bolivia.
COMISION DEL CODEX ALIMENTARIUS. (2003). Textos Básicos Sobre Higiene de
los Alimentos. Programa Conjunto FAO/OMS sobre Normas Alimentarias. Roma: 3era
edición.
MANUAL DE CAPACITACION SOBRE HIGIENE DE LOS ALIMENTOS Y SOBRE
EL SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL
(APPCC). En Sistemas de Calidad e inocuidad de los alimentos (pág. 227). Roma, Italia:
Direccion de informacion de la FAO.
PALÚ GARCÍA , E. (2005). ISO 22000 nuevo estandar mundial de seguridad
alimentaria. Madrid
CASTRO, R., & MOKATE, K.(2003). Evaluacion Economica y Social de Proyectos de
Inversion. Colombia: Alfaomega Colombiana S.A.
ALEJANDRA, N. H. (2016). Diseño de un sistema de análisis de peligros y puntos
críticos de control (HACCP) para la empresa S.C.A. TUSEQUIS LTDA. La Paz, Bolivia
: Universidad Mayor de San Andres.

175
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
WEBGRAFIA
BULLTEC LLC. (01 de 06 de 2016). Bulltec.com. Recuperado el 07 de 06 de 2016, de
www.bulltek.com
FAO. (13 de 06 de 2002). Organización de las Naciones Unidas para la Agricultura y la
Alimentación FAO. Recuperado el 12 de 05 de 2016, de
http://www.fao.org/worldfoodsummit/sideevents/papers/y6656s.htm
GARCIA, E. P. (17 de 11 de 2005). Infocalidad.net. Recuperado el 16 de 05 de 12, de
ISO 22000 - Nuevo Estandar Mundial de Seguridad Alimentaria:
http://www.infocalidad.net/wp-content/uploads/Q051117_SGS.pdf
KETAL S.A. (2015). Ketal.com.bo. Recuperado el 24 de 05 de 2016, de
http://www.ketal.com.bo/nosotros.php
ORGANIZACION DE LAS NACIONES UNIDAS PARA LA ALIMENTACION Y
LA AGRICULTURA (FAO). (08 de 06 de 2002). Depositos de documentos de
la FAO. Recuperado el 2016 de 05 de 12, de FAO:
http://www.fao.org/docrep/005/y1579s/y1579s03.htm
ORGANIZACION PANAMERICANA DE LA SALUD . (08 de 08 de 2016). Paho.org.
Recuperado el 10 de 08 de 2016, de www.paho.org
ORGANIZACION PANAMERICANA DE LA SALUD. (02 de 11 de 2011). Portafolio
educativo en temas clave en control de la inocuidad de los alimentos.
Recuperado el 02 de 11 de 2016, de
http://publicaciones.ops.org.ar/publicaciones/publicaciones%20virtuales/libroVir
tualPEIA/pdf/cap6.pdf
SENASAG. (2012). Servicio Nacional de Sanidad Agropecuaria e Inocuidad
Alimentaria SENASAG. Recuperado el 13 de 05 de 2016, de SENASAG.gob.bo:
http://www.senasag.gob.bo/inocuidadalimentaria.html

176
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXOS

177
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO A
ANTECEDENTES Y OBJETIVOS
DEL PROYECTO

178
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA A - 1: KETAL S.A. DIAGRAMA ISHIKAWA (CAUSA EFECTO)
Existencia de mermas y devoluciones de productosEn ambas áreas (Embutidos y Panadería)
Mano de Obra
Medida
Medio Ambiente
Materias Primas Maquinarias
Metodos
Falta de conciencia en ahorroDe agua
Falta de capacitación al personal
Falta de identificación de los puntos críticos del proceso
Falta del conocimiento completo de Sistemas HACCP
por parte de los encargados del area de calidad
No se cuenta con planes, procedimientos y registros específicos requisitos de las BPM
No se tienen en cuenta mayores métodos de control
No se realiza un análisis profundo en la inocuidad de los alimentos
Falta de mantenimiento de maquinarias
Falta de políticas para la existencia de proveedores estrictamente
formales y con aprobación de Senasag
No se realiza un control minucioso a la materia prima
Utilización de materiales inadecuados durante el proceso productivo
No se realiza una evaluación estricta de la inocuidad de los alimentos producidos
El análisis de peligros no se realiza para todos los productos
Falta de documentación de Saneamiento de maquinara Falta de control de frecuencia de
calibración de equipos de medición
FUENTE: elaborado en base a información proporcionada de las áreas de Jefatura de Producción y Control de Calidad

179
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO B
GENERALIDADES DE LA
EMPRESA

180
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 1: KETAL S.A. ESTRUCTURA ORGANIZACIONAL
Gerente de Producción
Jefe de Producción
Jefe de Mantenimiento
Jefe de Planta I Jefe de Planta II
Auxiliares de mantenimiento
Encargado de cocina
Encargado de pastas
Encargado de pastelería dulce
Encargado de pastelería salada
Encargado de panadería
Encargado de postres
Encargado de embutidos
Encargado de carnicería
Encargado de datos y personal Encargada de pedidos
Encargado de insumos
Auxiliares múltiples
Encargado de despacho
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Auxiliares
Encargado de procesos cocina
Gerente de Proyectos Industriales
Encargado de control de calidad
FUENTE.: Elaborado en base a información de gerencia de producción

181
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 2: KETAL S.A. LAY OUT (2DO PISO)
Mon
tacarg
as
Materia prima
Personal
Residuos
Producto
terminado
Arr
iba
Arriba
Arr
iba
TV
AREA DE ADMINISTRACIÓN Y
CONTROL DE CALIDAD
COMEDOR
COCINA
VESTUARIO DAMAS
VESTUARIO VARONES
BAÑOS BAÑOSDUCHAS DUCHAS
ALMACÉN DE INSUMOS Y PRODUCTOS PARA LA
LIMPIEZA Y DESINFECCIÓN
Entrada de
Vehículos
DEPOSITO DE RESIDUOS Seguridad
AREA DE REPOSTERÍA
SALADA
AREA REPOSTERÍA DULCE
AREA DE PROCESOS PASTAS
AREA SNACK
LABORATORIO DE CONTROL DE CALIDAD
ENTRADA A LA PLANTA
FUENTE.: Elaboración propia

182
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B -2: KETAL S.A. LAY OUT (1ER PISO)
Entrada de
Vehículos
ALMACEN DE MARERIA PRIMA
Arriba
Mo
nta
carg
as
1500.0 mm x1500.0 mm
1500.0 mm x1500.0 mm
Cámara de frio
Cámara de frio
Cámara de frio
Cámara de frio
Cámara de frio
1800.0 mm x 800.0 mm 1800.0 mm x 800.0 mm
SALA DE PROCESO DE CARNE DE RES
SALA DE PRODUCCIÓN EMBUTIDOS
SALA DE PRODUCCIÓN PANADERÍA
Materia prima
Personal
Residuos
Producto
terminado
Arr
iba
Arriba
Arr
iba
SALA DE PRODUCCIÓN DE POSTRES
1500.0 mm x1500.0 mm
1500.0 mm x1500.0 mm
ALMACÉN DE INSUMOS Y PRODUCTOS PARA LA
LIMPIEZA Y DESINFECCIÓN
RECEPCIÓN
DE MARERIA
PRIMA
Entrada de
Vehículos
DEPOSITO DE RESIDUOS
Seguridad
ENTRADA A LA PLANTA
FUENTE.: Elaboración propia

183
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B -2: KETAL S.A. LAY OUT (PLANTA BAJA)
Entrada de
Vehículos
Arr
iba
Arriba
Arr
iba
Arriba
ALMACÉN DE INSUMOS Y PRODUCTOS PARA LA
LIMPIEZA Y DESINFECCIÓN
ALMACÉN DE MATERIALES
ALMACÉN DE PRODUCTOS IMPORTADOS
AREA DE MANTENIMIENTO
AREA DE DESPACHO
DEPOSITO DE RESIDUOS
Seguridad
ENTRADA A LA PLANTA
FUENTE.: Elaboración propia

184
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 3: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
SALCHICHAS
Pesado de ingredientes
Molido Mezclado
Embutido Horneado Enfriado
Envasado
Trozado
Distribución
Cocción
Etiquetado
FUENTE.: Elaboración propia
Flujo de materias primas Flujo de personal Flujo de producto terminado Flujo de residuos Entrada a la planta

185
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 4: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
JAMONES
Pesado de ingredientes Molido Mezclado
Embutido Enfriado
Trozado
Distribución
Cocción
Etiquetado Ahumado
FUENTE.: Elaboración propia

186
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 5: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
CHORIZOS
Pesado de ingredientes Molido Mezclado
Embutido
Trozado
Distribución
Ahumado
Enfriado Cocción
Reposado
Envasado
Etiquetado
FUENTE.: Elaboración propia

187
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 6: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
MORTADELAS
Pesado de ingredientes
Molido Mezclado
Embutido Cocción
Distribución
Trozado
Etiquetado
Enfriado
FUENTE.: Elaboración propia

188
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 7: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
PAN HORNEADO
Pesado de ingredientes
Amasado Sobado Pesado y formado
Madurado Horneado Reposado
Distribución Envasado
FUENTE.: Elaboración propia

189
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 8: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
PAN CONGELADO
Pesado de ingredientes
Amasado Sobado Pesado y formado
Congelado Distribución
FUENTE.: Elaboración propia

190
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 9: KETAL S.A. ETAPAS DEL PROCESO DE ELABORACION DE
PANETON
Pesado de ingredientes
Amasado Pesado y formado
Madurado Horneado
Distribución
Enfriado
Envasado
FUENTE.: Elaboración propia

191
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO B - 1: KETAL S.A. PRODUCTOS DEL AREA DE EMBUTIDOS
LÍNEA PRODUCTO
Salchichas
Salchicha bock Salchicha de pollo Salchicha extra larga Salchicha extra larga a granel Salchicha frankfurt Salchicha Viena Salchicha Viena a granel Salchiqueso
Jamón
Jamón ahumado de cerdo
Jamón sandwichero
jamón especial de cerdo
Jamón de pollo
Chorizo
Chorizo Español
Chorizo precocido ahumado
Chorizo Fresco
Con Picante
Sin Picante
Mortadela
Mortadela cervecera
Mortadela cazador
Mortadela cervecera de pollo
Mortadela Lyonesa
Mortadela Lyonesa de pollo
Mortadela primavera de pollo
Pancetas
Panceta jamonada Panceta de pollo
Silpanchos
Silpancho congelado de pollo
Silpancho congelado de res
FUENTE.: Elaborado en base a información de jefatura de producción

192
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO B - 2: KETAL S.A. PRODUCTOS DEL AREA DE PANADERIA
LÍNEA PRODUCTO
Pan horneado
Pan cena blanco Pan cena integral Pan chamillo Pan Dulce Pan hamburguesa Pan hot dog Pan hot dog extra grande Pan integral bajo en calorías Pan integral campesino Pan integral con ajonjolí Pan integral con avena Pan integral trigo negro Pan miga blanco Pan miga de colores Pan migra integral Pan molde blanco Pan molde integral pan pita blanco Pan pita integral Pan a granel en diferentes variedades
Panetones
Paneton con chispas de chocolate Paneton de chocolate
Paneton línea de oro
Paneton tradicional
Pan congelado
Pan tradicional congelado
Pan Sarna
Pan Negro
Pan Batido
Pan Baguette
FUENTE.: Elaborado en base a información de jefatura de producción

193
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA B - 10: KETAL S.A. MAPA DE PROCESOS
REQUERI
MIENTO
DEL
CLIENTE
CLIENTE
RESPONSABILIDAD DE LA DIRECCIÓN
PLANIFICACIÓN DE ESTRATEGIAS
GESTIÓN DE RECURSOS
RECURSOS HUMANOS Personal Capacitación y formación Seguridad y salud
ocupacional
SISTEMAS INFORMATICOS
LOGISTICA Y APROVISIONAMIENTO
Compras Evaluación de proveedores Distribución
Satisfacción del cliente
Recepción y Almacenamiento de M° P°
Pesado de materia prima y aditivos
Mezclado y amasado
Enrollado
Corte y formado
Moldeado
REVISIÓN POR LA GERENCIA
MEDICIÓN DE ANÁLISIS Y MEJORA
Comunicación
DISTRIBUCION
INFRAESTRUCTURA Y
MANTENIMIENTO CONTROL DE CALIDAD
ADMINISTRACIÓN Y FINANZAS Contabilidad Facturación costos
GESTION DE MEJORAMIENTO Control de documentos y registros Identificación y trazabilidad Acciones correctivas y preventivas Auditorias internas
PLANIFICACION DE LA PRODUCCION
PLANIFICACIÓN DE OBJETIVOS
Madurado
Pesado
Recepción y Almacenamiento de M° P°
Almacenamiento refrigerado congelado de carne
Descongelado de carnes
Molido
Pesado de fecula y aditivos
Mezclado
Embutido
Ahumado
Coccion
Enfriado
Pelado
Envasado
Trozado de carne
PROCESO PRODUCTIVO PANADERIAPROCESO PRODUCTIVO EMBUTIDOS
PLANIFICACION DEL SISTEMA DE GESTION DE
INOCUIDAD ALIMENTARIA
PLANIFICACION DEL SISTEMA DE GESTION DE
CALIDAD
Sobado
Horneado
Enfriado
Cortado
Envasado
FUENTE.: Elaborado en base a información de jefatura de producción
Procesos
Estratégicos
Procesos
Operativos
Procesos de
Apoyo

194
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO C
MARCO TEORICO

195
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
NORMATIVAS BOLIVIANAS Y COMPLEMENTARIAS VIGENTES
REFERENTES A INOCUIDAD ALIMENTARIA Y REFERENTES AL RUBRO
DE LA ORGANIZACIÓN
Legislación
Decreto Ley 2061/ 16-03-00. Creación del Servicio Nacional de Sanidad
Agropecuaria e Inocuidad Alimentaria. (SENASAG).
R.M. 073 /24-09-01reglamento de requisitos sanitarios de fabricación,
almacenamiento, transporte y fraccionamiento de alimentos y bebidas.
Reglamento de etiquetas y control del etiquetado de alimentos pre
envasados
Licencia de funcionamiento para locales de expendio de alimentos y
bebidas alcohólicas
Ley N° 775 ley de 08 de enero de 2016 - ley de promoción de
alimentación saludable
D.S. 23489 de 29 – 04 – 93. Creación del Instituto Boliviano de
Normalización y Calidad (IBNORCA).
Normativa Boliviana vigente
Normativa referente buenas prácticas de manufactura y HACCP:
NB/NM 324:2013 Industria de los alimentos - Buenas prácticas de manufactura
- Requisitos
NB 855:2005 Código de prácticas - Principios generales de higiene de los
alimentos
NB/NM 323:2015 Sistema de análisis de peligros y puntos críticos de control
(HACCP) - Requisitos
Normativa referente a productos cárnicos
NB 761:1997 Código de prácticas de higiene para los productos cárnicos
elaborados - Requisitos
NB 768:1997 Carnes rojas y productos derivados - Jamón curado cocido -
Requisitos
NB 779:1997 Carnes rojas y productos derivados - Carne molida -
Requisitos
NB 310003:2005 Principios generales sobre higiene de la carne
NB 310004:2007 Carnes rojas y productos derivados - Carnes fresca - Higiene
y manipulación en mataderos
NB 310017:2014 Carnes rojas y productos derivados - Requisitos
microbiológicos

196
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
NB 310019:2012 Directrices para la aplicación del sistema de análisis de
peligros y de los puntos críticos de control (HACCP -
APPCC) en la industria cárnica
NB 310021:2015 Código de prácticas de higiene para la carne
NB 329003:2003 Código de prácticas de higiene para frutas y hortalizas
frescas
Normativa referente a productos de panificación:
NB 680:2011 Harina y derivados - Harina de trigo – Requisitos
NB 39021:2006 Harina y derivados - Mezclas a base de harina de trigo para
panificación, galletería, fideos y repostería – Requisitos
NB 39024:2009 Harinas y derivados - Pan de avena – Requisitos
Normativa Complementaria Vigente
NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos -
Requisitos para cualquier organización en la cadena
alimentaria
NB/ISO/TS 22002 -
1: 2010
Programas de prerrequisitos sobre inocuidad alimentaria -
Parte 1: Fabricación de alimentos
FSSC 22000 Sistema de Gestión de Seguridad Alimentaria
BRC British Retail Consortium
TERMINOS Y DEFINICIONES ASOCIADOS A LAS BUENAS PRACTICAS DE
MANUFACTURA Y SISTEMA HACCP
Alimento: toda sustancia o mezcla de sustancias naturales o elaboradas, que ingeridas
por el ser humano aporte a su organismo los materiales y la energía necesarios para el
desarrollo de sus procesos biológicos
Buenas prácticas de manufactura o de fabricación (BPM/BPF): comprenden
prácticas destinadas a prevenir y controlar los peligros para la inocuidad del producto,
asociados a las fases relacionadas con la poscosecha del mismo, considerando un
mínimo impacto de esas prácticas sobre el medio ambiente, la fauna, la flora y la salud
de los trabajadores.
Contaminante: cualquier sustancia no añadida intencionalmente al alimento, que es’ta
presente en dicho alimento como resultado de la producción (incluidas las operaciones

197
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
realizadas en agricultura, zootecnia, y medicina veterinaria, fabricación, elaboración,
preparación, tratamiento, envasado, empaquetado, transporte o almacenamiento de dicho
alimento o como resultado de contaminación ambiental. Este término no abarca
fragmentos de insectos, pelos de roedores y otras materias extrañas.
Contaminación: la introducción o presencia de un contaminante en los alimentos o en
el medio ambiente alimentario.
Desinfección: reducción del número de microorganismos presentes en el medio
ambiente por medio de agentes químicos y/o métodos físicos, a un nivel que no
comprometa la inocuidad o la aptitud del alimento.
Enfermedad transmitida por alimentos (ETA): toda enfermedad transmitida a las
personas a través de alimentos contaminados.
Higiene de los alimentos: comprende las condiciones y las medidas necesarias para la
producción, elaboración, almacenamiento y distribución de los alimentos destinados a
garantizar un producto inocuo, en buen estado y comestible, apto para el consumo
humano.
Limpieza: eliminación de tierra, residuos de alimentos, suciedad, grasa u otras materias
no aceptables.
Análisis de peligros: Proceso de recopilación y evaluación de información sobre los
peligros y las condiciones que los originan para decidir cuáles son importantes con la
inocuidad de los alimentos y, por tanto, planteados en el plan del sistema de APPCC.
Sistema HACCP: Sistema que permite identificar, evaluar y controlar peligros
significativos para la inocuidad de los alimentos.
Control: Condición obtenida por cumplimiento de los procedimientos y de los criterios
marcados.
Controlar: Adoptar todas las medidas necesarias para asegurar y mantener el
cumplimiento de los criterios establecidos en el plan de APPCC.
Desviación: Situación existente cuando un límite crítico es incumplido.
Límite crítico: Criterio que diferencia la aceptabilidad o inaceptabilidad del proceso en
una determinada fase.

198
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP)
EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
Medida correctora: Acción que hay que adoptar cuando los resultados de la vigilancia
en los PCC indican pérdida en el control del proceso.
Medida de control: Cualquier medida y actividad que puede realizarse para prevenir o
eliminar un peligro para la inocuidad de los alimentos o para reducirlo a un nivel
aceptable.
Peligro: Agente biológico, químico o físico presente en el alimento, o bien la condición
en que éste se halla, que puede causar un efecto adverso para la salud.
Plan de HACCP: Documento preparado de conformidad con los principios del sistema
de HACCP, de tal forma que su cumplimiento asegura el control de los peligros que
resultan significativos para la inocuidad de los alimentos en el segmento de la cadena
alimentaria considerado.
Punto crítico de control (PCC): Fase en la que puede aplicarse un control y que es
esencial para prevenir o eliminar un peligro relacionado con la inocuidad de los
alimentos o para reducirlo a un nivel aceptable.
Validación: Constatación de que los elementos del plan de APPCC son efectivos.
Verificación: Aplicación de métodos, procedimientos, ensayos y otras evaluaciones,
además de la vigilancia, para constatar el cumplimiento del plan de APPCC.
Vigilar: Llevar a cabo una secuencia planificada de observaciones o mediciones de los
parámetros de control para evaluar si un PCC está bajo control.

199
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO C - 1: MICROORGANISMOS CAUSANTES DE ENFERMEDADES TRANSMITIDAS POR ALIMENTOS EN EL RUBRO
CARNICO, PANIFICACION Y DERIVADOS
ORGANISMO FUENTE TRANSMISION CARACTERISTICAS
ASOCIADAS
MEDIDAS DE
CONTROL
PREVENTIVAS
ENFERMEDAD,
SINTOMAS Y PERIODO
DE INCUBACION
E. COLI
INCLUYENDO
O157: H7
Tracto intestinal de
humanos y animales.
Las personas
infectadas
frecuentemente son
asintomáticas.
La principal forma de
transmisión es la
contaminación fecal de los
alimentos o de las aguas.
Contaminación cruzada.
EI deficiente lavado de
manos es la principal fuente
de contaminación cruzada. La
dosis infecciosa para E. coli
O157:H7 es muy baja. Los
portadores propagan grandes
cantidades de
microorganismos. La
transmisión de E. coli
O157H:7 fundamentalmente
se asocia con carne molida
mal cocida.
- No forma esporas, -bacilos
Gram (-), muere con calor
suave (sobre 60°C).
- Crece bajo condiciones
aeróbicas o anaeróbicas. --
Crece bien en alimentos
húmedos de baja acidez y a
temperatura mayor que
10°C.
- Temperatura óptima de
crecimiento 35°C a 37°C.
- Los pH bajos (menor que
4,6) previenen el
crecimiento; pero la cepa
O157:H7 puede sobrevivir.
Cocción y
recalentamiento
adecuado de
alimentos.
Refrigeración
adecuada, menor
o igual a 4°C.
Gastroenteritis. Diarrea, puede
ser con sangre y fiebre. Las
cepas que causan diarrea
pueden ser invasivas,
enteropatogénicas o
enterotoxigénicas.
EI período de incubación es
generalmente de 12 h a 72 h
después de la ingestión del
alimento.
La infección con la cepa
enterohemorrágica puede
causar SHU (síndrome
hemolítico urémico) y fallas
renales especialmente en niños
menores.
CAMPYLOBACTER
Tracto intestinal de
animales domésticos o
salvajes de sangre
caliente. Los alimentos
contaminados más
frecuentes son aves y
leche cruda.
Contacto directo con
animales o por agua, leche o
carne contaminada.
No forma esporas. Gram (-),
pequeño, células de forma
espiral o de tipo vibrión.
Crece entre 30° C a 47°C
(optimo 42°C a 43°C).
Crece a pH 6,5 a 7,5
El tipo de alimento influye
en la supervivencia en
condiciones de refrigeración
o congelamiento.
Cloración del
agua
Tratamientos
térmicos
(cocción,
pasteurizacion).
Evitar
contaminación
cruzada
Infección, campilobacteriosis.
Dolor abdominal, fiebre,
diarrea, algunas veces vómitos.
Periodo de incubación y
duración de los síntomas 2 a 7
días.
FUENTE: Elaborado en base a Información del Instituto Nacional de Normalizacion (INN) Chile, 2012, Guia – Modelo de HACCP General

200
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO C – 1 MICROORGANISMOS CAUSANTES DE ENFERMEDADES TRANSMITIDAS POR ALIMENTOS EN EL RUBRO
CARNICO, PANIFICACION Y DERIVADOS (CONTINUACION)
ORGANISMO FUENTE TRANSMISION CARACTERISTICAS
ASOCIADAS
MEDIDAS DE
CONTROL
PREVENTIVAS
ENFERMEDAD, SINTOMAS Y
PERIODO DE INCUBACION
SALMONELLA
Tracto intestinal
de animales
domésticos y
silvestres. Seres
humanos
Ingestión del organismo en
alimentos que provienen
de animales infectados o
por animales contaminados
con las heces de animales
o personas infectadas. Por
el consumo de huevos,
leche carnes y aves mal
cocidos o crudos. La dosis
infectiva puede ser de solo
unas pocas células (100
ufc/g a 1000 ufc/g), pero
por lo general es mucho
más alta.
Muere con calor suave (sobre 60
°C).
Crece bajo condiciones
aeróbicas y anaeróbicas. Crece
en rango de temperatura de 5°C
a 46°C. La temperatura óptima
de crecimiento es de 35°C a
37°C.
pH bajo (generalmente menor
que 4,6 en alimentos), pH
óptimo para el crecimiento 6,5 a
7,5.
Sobrevive favorablemente a
estados de congelación y
deshidratación.
Tratamientos
térmicos
Evitar re
contaminación
pH bajo
Salmonelosis. Produce una
gastroenteritis aguda que se
caracteriza por súbitos ataques de
jaqueca, dolor abdominal, fiebre
suave, diarrea, náuseas y vómitos.
El periodo de incubación es de 6h a
72 h, comúnmente entre 12 a 32
horas.
LISTERIA
MONOCYTOGENES
Animales,
humanos y
medio ambiente.
Se encuentra en
el agua y en el
lodo.
Se consideran
como
contaminados
los alimentos de
origen animal y
agrícola.
Se asocia con eI consumo
de verduras y productos
lácteos. En neonatales se
puede transmitir de Ia
madre al feto a través del
útero.
Muere a temperaturas de
pasteurización (71 ,7°C por 15
s).
- Puede crecer a temperatura de
refrigeración.
- pH bajos (menor que 4,6)
previenen el crecimiento.
- Soporta repetidas operaciones
de congelación y
descongelación.
- Para que la enfermedad se
desarrolle, se tienen que ingerir
organismos vivos.
La dosis infecciosa, pueden
enfermar con tan solo 100
células
Tratameinto
térmico
pH bajo
evitar la re
contaminación
Listeriosis. Se caracteriza por una
fiebre súbita de dolor de cabeza
intenso, naúseas, vómitos, delirio y
coma (en infantes). Puede causar
aborto en mujeres embarazadas. La
tasa de mortalidad es alrededor de
un 30%. En un huésped normal
puede causar desde, pocos
síntomas hasta un agudo estado
febril con síntomas parecidos a los
de un resfrío. Si el microorganismo
está presente en grandes cantidades
(109/ml) se ha visto que causa
gastroenteritis. EI período de
incubación es generalmente de una
a varias semanas.
FUENTE: Elaborado en base a Información del Instituto Nacional de Normalizacion (INN) Chile, 2012, Guia – Modelo de HACCP General

201
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO C – 1 MICROORGANISMOS CAUSANTES DE ENFERMEDADES TRANSMITIDAS POR ALIMENTOS EN EL RUBRO
CARNICO, PANIFICACION Y DERIVADOS (CONTINUACION)
ORGANISMO FUENTE TRANSMISION CARACTERISTICAS
ASOCIADAS
MEDIDAS DE
CONTROL
PREVENTIVAS
ENFERMEDAD, SINTOMAS
Y PERIODO DE
INCUBACION
STAPHYLOCOCCUS
AUREUS
Generalmente, en el
hombre, el
microorganismo se
hospeda en las
fosas nasales o en
la piel.
Ocasionalmente en
vacas con ubres
infectadas.
Ingestión de alimentos que
contienen enterotoxina
estaphilococica. El
microorganismo se multiplica en
gran número en los alimentos y
produce una enterotoxina estable
al calor. Un periodo tan corto
como 2 h a temperaturas no
refrigeradas podría permitir el
crecimiento de una cantidad
suficiente del microorganismo
- Muere con calor suave
(60°C).
- Crece en rango de
temperaturas de 7 °C a
48°C, la toxina se
produce entre los 10 °C
y 48°C.
- Crece en rango de pH
de 4 a 10.
Higiene adecuada
Refrigeración de
alimentos menor a
4°C
Envenenamiento de alimento por
Staphylococcus. Una
intoxicación con abruptos
ataques caracterizados por
nauseas severas, calambres y
vomitos. A menudo,
acompañado de diarrea. Rara vez
mortal. La aparición de síntomas
es entre 1 a 6 horas.
CLOSTRIDIUM
PERFRINGES
Tierra, tracto
intestinal de
personas sanas y
animales (ganado
vacuno y porcino,
aves y pescado)
Ingestión de alimentos
contaminados por tierra o heces
que han sido mantenidos en
condiciones favorables para el
crecimiento de dichos
microorganismos. Comúnmente
en carnes, guisos o salsas mal
calentadas o recalentadas. Las
dosis causantes de enfermedad
son de mayor a 50000 células por
gramo.
- Las esporas sobreviven
a procesos de cocción
incluyendo la ebullición.
- El rango de
temperatura para el
crecimiento es de 15°C
a 50°C, pH 5,5 a 8,0
- El enfriado lento, el
almacenamiento, no
refrigerado de carnes y
aves cocidas.
Apropiado
calentamiento,
recalentamiento y
enfriado de
alimentos perecibles
cocidos. Mantención
de la cadena de frio
Envenenamiento alimentario
causado por perfringens,
gastroenteritis que se caracteriza
por dolor abdominal, diarrea y
nauseas. Enfermedad suave, de
corta duración. Periodo de
incubación de 6 a 24 h.
VIRUS HEPATITIS
TIPO A
Tracto intestinal
humano, agua
contaminada con
heces.
Las aguas contaminadas con
desechos pueden contaminar
alimentos, como los mariscos y
productos frescos. El consumo se
alimentos contaminados por
manipuladores de alimentos
infectados contaminados son la
principal fuente causante de
hepatitis transmitida por los
alimentos.
Sensibilidad al calor
(85°C).
Resistencia a ácidos,
congelación, secado o
radiación ionizante.
Se inactivan mediante
agentes oxidantes como
cloro, ozono.
No se multiplican en el
alimento.
Higiene del personal
adecuada
Tratamiento térmico
Vacunación
Cloración del agua
Hepatitis. Fiebre, malestar,
nauseas, dolor abdominal,
seguido de ictericia. Los
síntomas tienden a aumentar
severamente con la edad.
Tiempo de aparición de síntomas
de 15 a 50 días (4 semanas). El
contagio del virus ocurre de 10
días a 14 días antes de que los
síntomas aparezcan.
FUENTE: Elaborado en base a Información del Instituto Nacional de Normalizacion (INN) Chile, 2012, Guia – Modelo de HACCP General

202
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO D
DIAGNOSTICO DE LA
SITUACION ACTUAL DE LA
EMPRESA

203
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO D - 1: KETAL S.A.: MATRIZ DE FORTALEZAS OPORTUNIDADES Y AMENAZAS (F.O.D.A.)
ANÁLISIS INTERNO
DEBILIDADES FORTALEZAS
Dificultades derivadas de tratarse de
productos perecedero
Alta competencia en el sector
No se tiene pleno control de los
puntos críticos de control
Falta de capacitación frecuente y a
personal nuevo.
Productos atractivos por su imagen
saludable.
Se cuenta con el compromiso de la
gerencia y jefaturas y personal para la
implementación de las BPMs
Seguimiento y control sanitario
Se dispone información para la
planificación de la producción
FACTORES EXTERNOS Estrategia adaptiva Estrategia ofensiva
OPORTUNIDADES
Nuevos mercados por abarcar
Apoyo del gobierno para implementación
de sistemas de inocuidad alimentaria
Incremento de demanda de productos del
sector
Oportunidad de reorganización y de
mejora en la cadena
Capacitación constante al personal en temas
de inocuidad alimentaria y generar alianzas
con proveedores y otras entidades que
permitan reorganizar y mejorar la cadena
productiva bajo planificacion establecida.
Llevar a cabo las actividades necesarias para
cumplir los requisitos de las buenas prácticas
de manufactura y el sistema HACCP,
necesarios para una posterior certificación, que
permita dar confianza a los clientes y
consumidores de los productos ofrecidos.
AMENAZAS Estrategia de supervivencia Estrategia defensiva
Competencia en épocas de producción
masiva
Nueva demanda con nuevas necesidades
que requiere cambios en los productos
Demora en la asignación de recursos
Existencia de competencia en el mismo
rubro con certificación en sistemas de
inocuidad alimentaria.
Desarrollar técnicas o metodologías de
mejora de la productividad que estén bajo los
requerimientos de las buenas prácticas de
manufactura y el sistema HACCP.
Lograr la certificación de las buenas prácticas
de manufactura y el sistema HACCP, que
permita dar confianza a los clientes y
consumidores de los productos ofrecidos.
FUENTE: Elaboración propia en base a información de

204
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E
DESARROLLO E
IMPLEMENTACION DEL
SISTEMA DE BUENAS
PRACTICAS DE MANUFACTURA

205
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO E- 1: KETAL S.A.: LISTA DE DOCUMENTOS GENERADOS PARA EL SISTEMA BPM Y HACCP
N° AREA TIPO DE
DOCUMENTO
CÓDIGO
ACTUAL DOCUMENTO TRATAMIENTO
ELABORADO
POR:
REVISADO
POR:
APROBADO
POR:
1 BPM Procedimiento RMP - PR - 01
Recepción, manejo y
almacenamiento de materias
primas
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
2 BPM Procedimiento MNT – PR – 02 Mantenimiento de equipos,
utensilios y estructuras
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
3 BPM Procedimiento CAG – PR – 03 Control de aguas - Lic. Daniela Lima - Ing. Nuria Alemán
4 BPM Procedimiento LyD – PR – 04 Limpieza y desinfección Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
5 BPM Procedimiento MR – PR – 05 Manejo de residuos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
6 BPM Procedimiento MIP – PR – 06 Manejo integrado de plagas Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
7 BPM Procedimiento HP – PR – 07 Salud e higiene del personal Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
8 BPM Procedimiento CAE – PR – 08 Capacitación y entrenamiento Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
9 BPM Procedimiento EyE – PR – 09 Elaboración y envasado . Lic. Daniela Lima - Ing. Nuria Alemán
10 BPM Procedimiento MAD – PR – 10
Manejo almacenamiento y
despacho de productos
terminados
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
11 BPM Procedimiento SP – PR – 11 Selección de proveedores Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
12 BPM Procedimiento MQR – PR – 12 Manejo de quejas y reclamos Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
13 BPM Descripción RMP –ESP – 01 Materia prima - carne de res Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
14 BPM Descripción RMP –ESP – 02 Materia prima - carne de res Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
15 BPM Descripción RMP –ESP – 03 Materia prima - carne de cerdo Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
16 BPM Descripción RMP –ESP – 04 Materia prima - carne de Pollo Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
17 BPM Descripción RMP –ESP – 05 Materia prima - carne de Huevos Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
18 BPM Descripción RMP –ESP – 06 Materia prima - carne de res
congelada
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
19 BPM Descripción RMP –ESP – 07 Materia prima - carne de res
Tocino
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
20 BPM Plan anual MT – PL – 01 Mantenimiento preventivo Creación Abigail Quispe Lic. Daniela Lima Ing. Nuria Alemán

206
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
Mollo
21 BPM Cronograma MT – CR – 01 Mantenimiento preventivo Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
22 BPM Programa MT – PR – 01 Calibración y verificación de
equipos de medición
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
23 BPM Cronograma MT – CR – 02 Calibración de equipos de
medición
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
24 BPM Plan LyD – PL – 01 Limpieza y desinfección Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
25 BPM Listado LyD – LP – 01 Productos L+D Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
26 BPM Instructivo LyD – IT – 01 L+D equipos y utensilios de
limpieza y desinfección (L+D)
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
27 BPM Instructivo LyD – IT – 02 Limpieza de pisos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
28 BPM Instructivo LyD – IT – 03 Limpieza de paredes Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
29 BPM Instructivo LyD – IT – 04 Limpieza de aberturas Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
30 BPM Instructivo LyD – IT – 05 Limpieza de techos y luminarias Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
31 BPM Instructivo LyD – IT – 06 Limpieza drenajes Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
32 BPM Instructivo LyD – IT – 07 L+D equipos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
33 BPM Instructivo LyD – IT – 08 L+D utensilios Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
34 BPM Instructivo LyD – IT – 09 L+D mesas Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
35 BPM Instructivo LyD – IT – 10 L+D cámaras Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
36 BPM Instructivo LyD – IT – 11 Limpieza de depósitos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
37 BPM Instructivo LyD – IT – 12 L+D baños y vestuarios Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
38 BPM Instructivo LyD – IT – 13 Limpieza de comedor Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
39 BPM Instructivo LyD – IT – 14 Limpieza de cocina Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
40 BPM Instructivo LyD – IT – 15 L+D de movilidades Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
41 BPM Instructivo LyD – IT – 16 L+D basureros Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
42 BPM Instructivo LyD – IT – 17 L+D depósito de basura Actualización Abigail Quispe Lic. Daniela Lima Ing. Nuria Alemán

207
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
Mollo
43 BPM Instructivo LyD – IT – 18 L+D lavamanos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
44 BPM Instructivo LyD – IT – 19 L+D ventanas Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
45 BPM Instructivo LyD – IT – 20 L+D pediluvios Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
46 BPM Instructivo LyD – IT – 21 L+D recipientes Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
47 BPM Instructivo LyD – IT – 22 Limpieza de áreas externas Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
48 BPM Instructivo LyD – IT – 23 Limpieza de áreas comunes Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
49 BPM Instructivo HP – IT – 01 Lavado de manos Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
50 BPM Plan CAE – PL – 01 Formación Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
51 BPM Registro RPM – RE - 01 Ingreso de carne de res Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
52 BPM Registro RPM – RE - 02 Ingreso de carne de cerdo Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
53 BPM Registro RPM – RE - 03 Ingreso de carne de pollo Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
54 BPM Registro RPM – RE - 04 Ingreso de verduras Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
55 BPM Registro RPM – RE - 05 Ingreso de huevos Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
56 BPM RPM – RE - 06 Kardex de MP Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
57 BPM Registro RPM – RE - 07
Recepción de producto no
conforme de productos no
perecederos
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
58 BPM Registro RPM – RE - 08 Control de temperatura de
cámaras de frio
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
59 BPM Registro MT – RE – 01
Control e identificación de estado
de equipos, utensilios e
infraestructura
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
60 BPM Registró MT – RE – 02 Trabajo de mantenimiento Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
61 BPM Registro MT – RE – 03 Entrega de equipos de medición Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
62 BPM Registro MT – RE – 04 Verificación de funcionalidad de
equipos de medición
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
63 BPM Registro LyD-HP-MIP- Supervisión de áreas productivas Creación Abigail Quispe Lic. Daniela Lima Ing. Nuria Alemán

208
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MNT-PR-01 Mollo
64 BPM Registro LyD – RE – 02 Control de L+D diaria Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
65 BPM Registro LyD – RE – 03 L+D profunda de áreas de
producción (embutidos)
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
66 BPM Registro LyD – RE – 04 L+D profunda de áreas de
producción (panadería)
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
67 BPM Registro LyD – RE – 05 Control L+D depósitos de
materia prima e insumos
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
68 BPM Registro LyD – RE – 06 Control L+D de movilidades Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
69 BPM Registro LyD – RE – 07 Control L+D profunda de baños y
vestuarios
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
70 BPM Registro LyD – RE – 08 Limpieza profunda de cocina Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
71 BPM Registro LyD – RE – 09 Limpieza profunda de comedor Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
72 BPM Registro LyD – RE – 10 Limpieza de profunda áreas
comunes
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
73 BPM Registro LyD – RE – 11 Limpieza profunda de depósitos
de residuos
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
74 BPM Registro LyD – RE – 12 Limpieza diaria de áreas no
productivas
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
75 BPM Registro LyD – RE – 13 Limpieza de áreas externas Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
76 BPM Registro LyD – RE – 14 Limpieza de drenajes Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
77 BPM Registro LyD – RE – 15 Limpieza y desinfección de
actividades post mantenimiento
Creación
Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
78 BPM Registro MR – RE – 01 Recojo de basura Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
79 BPM Registro MIP – RE – 02 Control MIP Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
80 BPM Registro MIP – RE – 03 Aplicación/reposición de MIP Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
81 BPM Registro HP – RE – 02 Higiene del personal Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
82 BPM Registro HP – RE – 03 Visitas a UP Ketal Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
83 BPM Registro CAE – RE – 01 Formación al personal Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
84 BPM Registro MAD – RE – 01 Inspección de producto terminado
– Embutidos
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
85 BPM Registro MAD – RE – 02 Control de producto terminado- Actualización Abigail Quispe Lic. Daniela Lima Ing. Nuria Alemán

209
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
pan embolsado Mollo
86 BPM Registro MAD – RE – 03 Control de producto terminado-
pan congelado
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
87 BPM Registro MAD – RE – 04 Control de producto terminado-
pan a granel
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
88 BPM Registro MAD – RE – 05 Control de temperatura de
cámaras de frio
Actualización Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
89 BPM Registro SP - RE - 01 Comparativo de selección de
proveedores
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
90 BPM Ficha SP – FI – 01 Evaluación de Proveedor. Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
91 BPM Registro MQR – RE – 01 Reclamos y quejas Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
92 BPM Registro CD – RE - 01 Entrega de copias controladas de
documentos
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
93 BPM Registro CD – RE - 02 Entrega de copias no controladas
de documentos
Creación Abigail Quispe
Mollo
Lic. Daniela Lima Ing. Nuria Alemán
FUENTE: elaboración propia

210
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 1 MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: M – BPM – 01
Versión: 01
Página 1 de 5
MANUAL DE BUENAS PRACTICAS DE
MANUFACTURA (BPM) DE UNIDADES
PRODUCTIVAS KETAL
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

211
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: M – BPM – 01
Versión: 01
Página 211 de 5
1. INTRODUCCION
1.1. FUNCIONALIDAD DEL MANUAL
En el presente Manual se establecen y describen las políticas, compromisos y lineamientos asumidos por
Unidades Productivas Ketal, para implementar Buenas Prácticas de Manufactura (BPM), basado en la norma NB
324:2013, con alcance en su producción de alimentos para el consumo humano.
El manual se encuentra divido en 10 capítulos:
1. INTRODUCCIÓN
2. PRESENTACIÓN DE LA INSTITUCIÓN, RESPONSABILIDADES, OBJETIVOS Y ALCANCES
3. REQUISITOS GENERALES DE LAS MATERIAS PRIMAS
4. REQUISITOS GENERALES DEL ESTABLECIMIENTO
5. REQUISITOS DE HIGIENE DEL ESTABLECIMIENTO
6. REQUISITOS SANITARIOS Y DE HIGIENE DEL PERSONAL
7. REQUISITOS DE HIGIENE EN LA ELABORACIÓN
8. ALMACENAMIENTO Y TRANSPORTE DE MATERIAS PRIMAS Y PRODUCTOS TERMINADOS
9. CONTROL DE ALIMENTOS
10. OTROS REQUISITOS DE CALIDAD
1.2. COMPROMISO DE LA EMPRESA
“Unidades Productivas Ketal”, con plena conciencia de las exigencias de las disposiciones de la norma NB/NM
324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito y toda otra legislación
boliviana vigente que regle en materia alimentaria , se compromete al desarrollo e implementación del Manual
de Buenas Prácticas de Manufactura con el objetivo de desarrollar e implementar un sistema preventivo que
permita la elaboración de alimentos seguros e inocuos para todos los consumidores.
1.3. BUENAS PRÁCTICAS DE MANUFACTURA
Las Buenas Prácticas de Manufactura (BPM) son todos los procedimientos necesarios que se aplican en la elaboración de alimentos con el fin de garantizar que estos sean seguros, y se emplean en toda la cadena de producción de los mismos, incluyendo materias primas, elaboración, envasado, almacenamiento, transporte y distribución. La inocuidad de los alimentos es un elemento fundamental de la salud pública y un factor determinante del
comercio de alimentos, involucra a varias personas interesadas, entre ellos los productores primarios, los
manipuladores de alimentos, los elaboradores, los comerciantes a lo largo de toda la cadena alimenticia, los
servicios oficiales de control de alimentos y los consumidores.

212
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: M – BPM – 01
Versión: 01
Página 3 de 5
Existen numerosos peligros de naturaleza física, química o microbiológica que pueden provocar la pérdida de la
inocuidad. Dada la fuerte relación que existe entre este aspecto y la salud de los consumidores, su cuidado
adquiere importancia fundamental.
Los consumidores exigen cada vez más atributos de calidad en los productos que adquieren, siendo una
característica esencial e implícita la inocuidad para que sea apto para consumo humano. Por otro lado, el sector
alimentario trata de bajar los costos de producción y venta, poniendo a veces en riesgo dicha inocuidad.
Las Buenas Prácticas de Manufactura (BPM) se aplican a todos los procesos de manipulación de alimentos y son
una herramienta fundamental para la obtención de un proceso inocuo, saludable y sano. La producción de
alimentos inocuos, de manera competitiva y con la seguridad de cumplir e incluso superar las necesidades y
expectativas de los clientes y consumidores, se ha convertido hoy por hoy en el objetivo más importante de las
empresas de alimentos del mundo.
2. PRESENTACIÓN DE LA INSTITUCIÓN, RESPONSABILIDADES, OBJETIVOS Y ALCANCES
2.1. DESCRIPCIÓN
Unidades productivas Ketal se encuentra situada en la Zona Bajo Llojeta, Esquina calle Cipreses N°16, es parte de
Ketal S.A. desde el año 2010 donde se realizan productos alimenticios contando con diferentes líneas, entre
estas: Fiambres y embutidos, Panadería, Pastelería Dulce, Pastelería Salada, Postres, Pastas y Snack.
Sus productos son comercializados en las todas las salas de supermercados ketal en las ciudades de La Paz y El
Alto (9 en La Paz y 1 en El Alto).
2.2. MISIÓN
"Hacer la vida más fácil" a nuestros clientes:
Brindando productos y servicios de la más alta calidad, variedad, comodidad y eficiencia, dentro de un ambiente
de trabajo de respeto hacia nuestros recursos humanos, siendo este nuestro principal factor de la
competitividad.
2.3. VISIÓN
Ser la primera opción de compra para las familias de Bolivia, con estándares de calidad de primera.

213
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: M – BPM – 01
Versión: 01
Página 4 de 5
2.4. OBJETIVO
El presente manual de Buenas Prácticas de Manufactura (BPM), tiene como objetivo proporcionar a Unidades
Productivas Ketal, las herramientas básicas requeridas para conservar la calidad e inocuidad de sus productos a
lo largo de sus procesos, a fin de cumplir con las exigencias del mercado, y en general para garantizar la
inocuidad de los productos elaborados para el consumo humano.
2.5. ALCANCE
El presente sistema de Buenas Prácticas de Manufactura en unidades productivas Ketal, tiene su alcance en las
actividades que involucra la elaboración de alimentos incluyendo equipos, utensilios, superficies, ambientes,
operarios y por ende destinado a cumplir con los capítulos de la norma de Buenas Prácticas de Manufactura
(BPM) NB/NM 324:2013.
2.6. RESPONSABLES
Gerente Producción:
El Gerente de producción de Unidades Productivas Ketal actúa como representante de la planta, fija las políticas
operativas, administrativas y de calidad. Es responsable ante la directiva, por los resultados de las operaciones y
el desempeño organizacional, dirige y controla las actividades de la planta. Ejerce autoridad funcional sobre el
resto de cargos ejecutivos, administrativos y operacionales de la organización. Actúa como soporte de la
organización a nivel general, es decir, a nivel conceptual y de manejo de cada área funcional, así como con
conocimientos del área técnica y de aplicación de productos y servicios.
Jefatura de producción:
Vela por todos los procesos que intervengan en la elaboración de productos, supervisando las actividades
relevantes para la obtención de productos inocuos y de calidad. Realiza seguimiento y verificación del
funcionamiento del sistema de calidad e inocuidad de la organización.
Jefatura de area:
Vela por todos los procesos que intervengan con la elaboración de las áreas de su competencia e informa a
jefatura de producción con la finalidad de obtener productos inocuos de calidad.
Control de Calidad:
Encargado de realizar seguimiento, medición y verificación de los procesos relacionados con la calidad
e inocuidad de los productos.
Mantenimiento:
Vela que todos los equipos, instalaciones y recursos estén en perfecto estado. Mantiene, repara y revisa los
equipos e instalaciones; generación y distribución de los servicios eléctricos, agua, gas, etc. Instala equipos
adquiridos por la empresa. Desarrolla programas de mantenimiento

214
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: M – BPM – 01
Versión: 01
Página 5 de 5
preventivo y programado. Asesora en la compra de nuevos equipos, repuestos y herramientas. Controla y
asegura el inventario de repuestos y suministros. Mantiene los equipos de seguridad y demás sistemas de
protección.
Operarios manipuladores de alimentos
Vela que todas las actividades que tengan algún contacto con los productos durante su manipulación sean
realizadas higiénicamente, con la finalidad de obtener productos inocuos y por lo tanto aptos para el consumo
humano.
Operarios en general
Encargados de velar todas aquellas actividades ajenas a la manipulación de los alimentos, pero que son de vital
importancia para el funcionamiento correcto de la organización.

215
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 2: PROCEDIMIENTO DE RECEPCION, MANEJO Y
ALMACENAMIENTO DE MATERIAS PRIMAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 1 de 10
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE
MATERIAS PRIMAS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

216
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 2 de 10
1. PROPOSITO
Establecer los mecanismos de recepción, clasificación, manejo y almacenamiento de materias primas e insumos usados
para la obtención de alimentos inocuos.
2. ALCANCE
Este procedimiento es de aplicación a las áreas involucradas en la recepción, manejo y almacenamiento de materias
primas e insumos de Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma NB/NM 324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito.
4. DEFINICIONES Y ABREVIATURAS
M°P°: Materia rima
MATERIA PRIMA: Todo producto empleado en el proceso de elaboración de un alimento, que se transforma e
incorpora en un producto final.
INSUMO: Conjunto de bienes empleados en la producción de otros bienes.
ALMACENAMIENTO: Etapa en la cual se dejan en depósito materias primas, insumos y productos (alimento
terminado o semi elaborado) durante la cual se debe aplicar un conjunto de procedimientos y de requisitos
para su correcta conservación.
PRODUCTO PERECEDERO: Aquel que inicia su descomposición rápidamente por factores como la temperatura,
humedad o presión; incluyen frutas, verduras, lácteos y carne.
PRODUCTO NO PERECEDERO: Aquel que se puedan conservar durante tiempo, que no sean frescos ni
requieran un consumo inmediato.
CONFORMIDAD/NO CONFORMIDAD: Cumplimiento/Incumplimiento de un requisito.
DEFECTO: Carencia de las cualidades propias de una cosa.
5. RESPONSABILIDAD
PERSONAL FUNCION
JEFATURA DE PLANTA
Delegar y supervisar el cumplimiento de todo lo relacionado con la recepción, almacenamiento y manejo de materias primas. De tal modo que se lleguen a realizar de la mejor forma las actividades encomendadas.
CONTROL DE CALIDAD Supervisar las actividades de recepcion, manipulacion, y almacenamiento de materias primas, asi tambien de tomar las deciciones y acciones correctivas necesarias.

217
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 3 de 10
6. DESARROLLO
6.1. GENERALIDADES
La empresa prepara listados de materias primas e insumos, así también como de los proveedores de los
mismos, en el sistema informático existente en la empresa.
Todas las materias primas e insumos son aptos para su consumo y uso en la industria de alimentos.
El día y horario de la recepción de M°P° e insumos se coordina con el encargado de depósito, previo a su
llegada, con los proveedores.
6.2. RECEPCIÓN Y REGISTRO
6.2.1. RECEPCIÓN PERECEDERA
Cuando llegue un proveedor con producto perecedero el personal de recepción debe comunicar la llegada al
personal de control de calidad.
Antes de comenzar con la tarea se verifica tener a mano: las especificaciones correspondientes (de ser
necesario) y órdenes de compra, registros de recepción, equipos a utilizar u otros elementos necesarios para
la medición (lapiceras, etc.).
En el caso de recepción de carne de res previo a la apertura del camión se solicita el precinto de transporte
interdepartamental otorgado por el SENASAG y se guarda una copia del documento para cuando este sea
requerido.
El personal de control de calidad revisara las condiciones del vehículo tanto internas como externas llenando
el registro correspondiente (RMP – RE - 01), “Registro de ingreso de carne de res”, (RMP – RE - 02), “Registro
de ingreso de carne de cerdo, (RMP – RE - 03), “Registro de ingreso de carne de pollo”, (RMP – RE – 04),
“Registro de ingreso de verduras” y (RMP – RE – 05), “Registro de ingreso de huevos”.
Antes de realizar las mediciones de parámetros el encargado de calidad deberá cerciorarse que los utensilios y
equipos de medición se hallan en buen estado, limpios y calibrados.
ENCARGADO DE RECEPCIÓN DE M°P° Encargado de supervisar las actividades de recepción y selección adecuada de M° P° e insumos.
ASISTENTES DE RECEPCION DE M° P° Encargado de realizar la recepcion y selección adecuada de M° P° e insumos.
OPERARIOS DE PLANTA Cumplir todas las actividades delegadas.

218
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 4 de 10
El personal de control de calidad realizará una inspección a un tamaño de muestra adecuado de los productos
que ingresan según parámetros de calidades establecidas y los mismos deberán ser reportados en el registro
correspondiente (RMP – RE - 01), “Registro de ingreso de carne de res”, (RMP – RE - 02), “Registro de ingreso
de carne de cerdo, (RMP – RE - 03), “Registro de ingreso de carne de pollo”, (RMP – RE -04), “Registro de
ingreso de verduras” y (RMP – RE – 05) “Registro de ingreso de huevos”..
Durante la recepción de la materia prima o insumos se verifica que:
Lo que se ingresa corresponda con lo que se pidió;
Envases o embalajes no estén rotos u otras consideraciones relevantes.
Si no existe ninguna anomalía, se acepta, se registra en el sistema informático su ingreso, se procede al pesado
en caso de carnes, al posterior ingreso al almacén correspondiente y se ubican de acuerdo a sus características
y lugar asignado.
En caso de que el proveedor no cumpla con alguno de los requisitos (calidad u otro), no se recibe la
mercadería y se reporta en el registro pertinente (RMP – RE - 01), “Registro de ingreso de carne de res”, (RMP
– RE - 02), “Registro de ingreso de carne de cerdo, (RMP – RE - 03), “Registro de ingreso de carne de pollo”,
(RMP – RE -04), “Registro de ingreso de verduras” y (RMP – RE – 05) “Registro de ingreso de huevos”. y se
informa al supervisor correspondiente.
6.2.2. RECEPCIÓN NO PERECEDERA
El personal de almacenes debe recepcionar las materias primas no perecederas más productos lácteos
envasados crema vegetal e insumos destinados a utilizarse en el proceso productivo.
Antes de comenzar con la tarea se debe pedir la documentación correspondiente (orden de compra) al
proveedor para su verificación.
Se verifican que las cantidades a recepcionar correspondan con las cantidades indicadas en la orden de
compra.
Se verifican las condiciones del vehículo en el que viene la materia prima o insumo, debiendo ser limpia y
adecuadas para el producto.
La mercadería será revisada para excluir aquellos ítems que no estén aptos para ingreso (vencidos, abiertos,
rotos, sin registro sanitario SENASAG, etc.)
En caso de que el proveedor no cumpla con alguno de los requisitos (calidad u otro) no se recibe la mercadería
y se informa al supervisor correspondiente y se reporta en el registro (RMP – RE - 06), “Registro de producto
no conforme de productos no perecederos”.
Es responsabilidad de Control de Calidad, verificar la vigencia del registro sanitario SENASAG y otras pruebas
pertinentes de toda materia prima e insumo alimenticio adquirido.

219
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 5 de 10
Una vez aceptada la mercadería se lleva a su depósito correspondiente y se ubica de acuerdo a sus
características y lugar asignado.
Una vez realizada la inspección a la mercadería, debe ingresarse la recepción al sistema informático.
6.2.3. REGISTRO KARDEX
Contiene los datos mínimos que identifican cada materia prima que permanece en almacenes en unidades productivas,
(RMP – RE – 07), “Registro Kardex de M° P°”.
6.3. ALMACENAMIENTO DE MATERIAS PRIMAS E INSUMOS
6.3.1. PRODUCTOS SIN REFRIGERAR
Las materias primas se deben almacenar en condiciones que aseguren su buena conservación y la ausencia de
contaminación cruzada.
La zona destinada a almacenamiento, estará diseñada de forma que en ella se pueden colocar las materias primas,
envases y etiquetas por separado a fin de evitar contaminación cruzada.
Se tendrá en cuenta los principios básicos de almacenamiento:
Las materias primas deben permanecer sobre paletas, canastillos o bandejas nunca sobre el suelo.
Las materias primas se almacenan de manera que no ocasionen contaminación cruzada con los productos
elaborados o semi elaborados.
Durante el almacenamiento de materia prima, el nivel inferior no se halla a menos de 10 cm del piso y el nivel
superior a 60 cm o más del techo, una distancia no menor a 15 cm entre pilas, la pared y entre pilas de
diferentes ítems.
Se almacena cada producto de acuerdo al lugar asignado en el depósito y el orden de almacenamiento será de
acuerdo a las cantidades existentes y a su fecha de vencimiento.
Evitar almacenar en sitios de paso.
No debe recibir luz natural directa.
No almacenar productos voluminosos, pesados o peligrosos en altura.
Control de tiempo y estancia y almacenamiento PEPS (Primeros en entrar, primero en salir)
Etiquetado legible y dispuesto hacia el usuario.
Las puertas se mantendrán cerradas para evitar la entrada de cualquier plaga.
Los productos de limpieza, desinfección, mantenimiento y otros, se almacenan de forma separada, de manera que no
ocasionen contaminación cruzada con las materias primas e insumos.

220
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 6 de 10
Se registran todas las entradas y salidas de productos en el registros (RPM – RE – 07), “Registro Kardex de M° P°”.
6.3.2. PRODUCTOS REFRIGERADOS O CONGELADOS:
Se evita el introducir contaminaciones a través de polvo, agua o grasa que estén adheridas a empaques de los
insumos que entran a los depósitos.
Las puertas se mantienen cerradas todo el tiempo posible para evitar la entrada de cualquier plaga.
Se verifica cada 24 horas la correcta temperatura de las cámaras y se reportan en los registros
correspondientes (MAD – RMP - RE – 01), “Registro de control de temperatura de cámara de frio” de
acuerdo al cuadro siguiente:
Cámara Temperatura
Cámaras de refrigeración 4-7 °C
Cámaras de congelación -20 a -10°C
Si se encuentra alguna anormalidad, esta se notifica al supervisor quien toma las medidas correctivas
necesarias y las mismas deben ser reportadas en el registro (MAD – RMP - RE – 01), “Registro de control de
temperatura de cámaras de frio” en la columna correspondiente.
En el caso de abrirse algún envase se tapa para evitar cualquier contaminación posterior con film u otro
material que no afecte la seguridad del alimento.
Etiquetado legible y dispuesto al usuario.
Durante el almacenamiento de materia prima, el nivel inferior no se halla a menos de 10 cm del piso y el nivel
superior a 50 cm o más del techo, una distancia no menor a 15 cm entre pilas, la pared y entre pilas de
diferentes ítems.
6.4. MANIPULACIÓN DE MATERIAS PRIMAS
Al iniciar las tareas cada operario a cargo se asegura que las infraestructuras, utensilios y equipos están en
buen estado, limpios y desinfectados (si corresponde) y libres de cualquier plaga de acuerdo a los
procedimientos de mantenimiento (MNT – PR - 02) y procedimiento de limpieza y desinfección (LyD – PR –
04). Si se encuentra alguna anormalidad se lo notifica al supervisor quien toma las medidas correctivas
necesarias.
Previa a su utilización, las materias primas son inspeccionadas y se verifica el lugar destinado para su uso.
Se debe evitar cualquier contacto con producto semielaborado o terminado.

221
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 7 de 10
Cualquier residuo generado durante la utilización de materia prima debe ser depositado en los basureros
correspondientes despejando siempre el area de trabajo.
Durante el proceso productivo ninguna materia prima o insumo debe permanecer sobre el piso, siempre sobre
bandejas, canastillos u otro recipiente adecuado y en el area designada.
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
RMP – FI – 01 Ficha de materia prima carne de res Asistencia de Control de Calidad
RMP – FI – 02 Ficha de materia prima carne de cerdo Asistencia de Control de Calidad
RMP – FI – 03 Ficha de materia prima carne de pollo Asistencia de Control de Calidad
RMP – FI – 04 Ficha de materia prima huevos Asistencia de Control de Calidad
RMP – FI – 05 Ficha de materia prima carne de res congelada Asistencia de Control de Calidad
RMP – FI – 06 Ficha de materia prima tocino Asistencia de Control de Calidad
RMP – RE – 01 Registro de ingreso de carne de res Asistencia de Control de Calidad
RMP – RE – 02 Registro de ingreso de carne de cerdo Asistencia de Control de Calidad
RMP – RE – 03 Registro de ingreso de carne de pollo Asistencia de Control de Calidad
RMP – RE – 04 Registro de ingreso de verduras Asistencia de Control de Calidad
RMP – RE – 05 Registro de ingreso de huevos Asistencia de Control de Calidad
RMP – RE – 06 Registro de producto no conforme de productos no perecederos
Encargado de Deposito
RMP – RE – 07 Registro Kardex de M° P° Encargado de Deposito
RMP – RE – 08 Registro de control de temperatura de cámaras de frio
Responsable de Area
MAD – RMP - RE – 01
Informe interno de pruebas de laboratorio M° P°
Asistencia de Control de Calidad
Informe externo de pruebas de laboratorio M° P°
Asistencia de Control de Calidad
8. ANEXOS

222
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 8 de 10
8.1. ANEXO 7 – REGISTRO DE INGRESO DE CARNE DE RES

223
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 9 de 10
8.2. ANEXO 12 – REGISTRO DE PRODUCTO NO CONFORME DE PRODUCTOS NO PERECEDEROS

224
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: RMP – PR – 01
Versión: 04
PROCEDIMIENTO DE RECEPCION, MANEJO Y ALMACENAMIENTO DE MATERIAS PRIMAS
Página 10 de 10
8.3. ANEXO 13 – REGISTRO KARDEX

225
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 3: PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS,
UTENSILIOS Y ESTRUCTURAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 1 de 11
PROCEDIMIENTO DE MANTENIMIENTO DE
EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

226
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 2 de 11
1. PROPÓSITO
Garantizar el mantenimiento de los locales, equipos y utensilios para su correcta utilización y que a la vez
sean aptos para la elaboración de productos inocuos.
Evitar que las estructuras, utensilios y equipos puedan ser causa de contaminación.
Evitar la interrupción o alteración del proceso productivo.
2. ALCANCE
Este documento es aplicable a todas las estructuras, instalaciones, baños, vestuarios, utensilios y equipos que sean
parte de Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma NB/NM 324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito.
4. DEFINICIONES Y ABREVIATURAS
MANTENIMIENTO: Conservación de una cosa en buen estado o en una situación determinada para evitar
su degradación.
AMBIENTE: cualquier area externa o interna delimitada físicamente que forma parte del establecimiento y
expendio de alimentos.
ALIMENTO: es todo producto natural o no que al ser ingerido aporta al organismo la energía y los
nutrientes necesarios para el buen desarrollo de los procesos biológicos.
BPM: Buenas Prácticas de Manufactura.
CONTAMINANTE: Cualquier sustancia no añadida intencionalmente al alimento como resultado de la
producción (incluidas las operaciones realizadas en agricultura, fabricación, elaboración, preparación,
tratamiento, envasado, empaquetado, transporte o almacenamiento) de dicho alimento o como resultado
de contaminación ambiental.
Nota
Este término abarca fragmentos de insectos, pelos de roedores y otras materias extrañas.
CONTAMINACION: Presencia de sustancias o agentes extraños de origen biológico, químico o físico que se
presuma nociva o no para la salud
DESINFECCION: reducción, mediante agentes químicos o métodos físicos adecuados, del número de
microorganismos en el edificio, instalaciones, maquinarias y utensilios, a un nivel que no dé lugar a
contaminación del alimento que se elabora.

227
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 3 de 11
CALIBRACIÓN: es el conjunto de operaciones que establecen, en condiciones especificadas, la relación entre
los valores de una magnitud indicados por un instrumento de medida o un sistema de medida, o los valores
representados por una medida materializada o por un material de referencia, y los valores correspondientes
de esa magnitud realizados por patrones.
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN Encargado de aprobar o desaprobar toda actividad
realizada por el area de mantenimiento.
JEFATURAS Y CONTROL DE CALIDAD
Cerciorarse de que estructuras, instalaciones,
equipos y utensilios se hallan en buen estado o que
requieren algún tipo de mantenimiento o remplazo.
RESPONSABLE DE MANTENIMIENTO
Encargado de:
Elaboración y Actualización del Plan de Mantenimiento para cada gestión, en coordinación con la Jefatura de Producción.
Organizar al personal de mantenimiento definiendo su estructura y jerarquía. Dependiendo de la cantidad de personal y la especialidad de cada uno.
Llevar un historial y realizar seguimiento a las actividades y acciones llevadas a cabo por el personal de mantenimiento.
Gestionar actividades de mantenimiento externo necesario.
OPERARIOS DE MANTENIMIENTO
Encargados de llevar a cabo las tareas de mantenimiento de equipos, utensilios y estructuras.
PERSONAL OPERATIVO
Utilizar y preservar adecuadamente estructuras,
equipos y utensilios, así también de informar
cualquier requerimiento de mantenimiento o
remplazo de los mismos.

228
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 4 de 11
6. DESARROLLO
6.1. GENERALIDADES
Los tipos de mantenimiento que se llevan a cabo son:
Mantenimiento correctivo: se realiza la intervención cuando se produce un desperfecto en el
funcionamiento de los equipos o daño en la estructura.
Mantenimiento preventivo: se realiza de forma periódica, reemplazando piezas, utensilios o
comprobando parámetros para evitar desperfectos durante el funcionamiento o deterioro de la
estructura edilicia.
6.2. IDENTIFICACIÓN DE NECESIDADES DE MANTENIMIENTO
6.2.1. IDENTIFICACIÓN DE MANTENIMIENTO PREVENTIVO
Toda identificación de mantenimiento preventivo estará a cargo del responsable de mantenimiento
Las características del mantenimiento preventivo a realizar, así como los desperfectos a controlar y la
frecuencia serán definidos por el responsable de mantenimiento conjuntamente con Jefatura de
Producción, cuyas conclusiones serán definidas anualmente en el plan de mantenimiento preventivo (MNT
– PL – 01), “Plan anual de mantenimiento preventivo”.
El encargado de mantenimiento conjuntamente con Jefatura de Producción y con ayuda del plan de
mantenimiento preventivo elaboran un cronograma (MNT – CR – 01), “Cronograma de mantenimiento
preventivo” para identificar las fechas de realización de mantenimiento preventivo.
6.2.2. IDENTIFICACIÓN MANTENIMIENTO CORRECTIVO
• La revisión de la funcionalidad, el estado de los equipos, utensilios y estructuras, es responsabilidad del
encargado de Control de Calidad o Jefatura de Area quien semanalmente deberá realizar una inspección de
los ya mencionados, reportando las observaciones en el Registro correspondiente (MNT – RE - 01), “Registro
de control e identificación de estado de equipos, utensilios e infraestructura”.
• Mediante los resultados de la inspección el encargado de Control de Calidad o Jefatura de Area, solicita a la
sección de mantenimiento los servicios pertinentes, para mantener la funcionalidad y buen estado de
equipos, utensilios o infraestructura.
• Todo operario manipulador de alimentos de Unidades Productivas Ketal que identifique alguna necesidad de
mantenimiento, debe notificar al responsable de su area y este a Jefatura de Turno o Control de Calidad.

229
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 5 de 11
• De existir algún desperfecto o mal estado en los equipos, utensilios o estructuras, Jefatura de Producción o
Control de Calidad realiza la solicitud al personal de mantenimiento quien registra en la planilla de trabajos
de mantenimiento (MNT – RE - 02), “Registro de trabajos de mantenimiento” en la fila de mantenimiento
correctivo el inicio de la actividad.
6.3. REALIZACIÓN DEL MANTENIMIENTO
6.3.1. MANTENIMIENTO PREVENTIVO
Las actividades de mantenimiento que se realicen en el area de producción y durante la misma, deberán
ser aisladas y protegidas para evitar cualquier tipo de contaminación.
Toda actividad de mantenimiento preventivo se realizara bajo supervisión del responsable de
mantenimiento quien delega las actividades a los operarios de mantenimiento según sus especialidades.
Cuando las actividades finalicen, las mismas serán reportadas en el registro correspondiente (MNT – RE –
02), “Registro de trabajos de mantenimiento”, en la fila de mantenimiento preventivo bajo
responsabilidad del encargado de mantenimiento.
6.3.2. MANTENIMIENTO CORRECTIVO
Las actividades de mantenimiento que se realicen en el area de producción y durante la misma, deberán
ser aisladas y protegidas para evitar cualquier tipo de contaminación.
Toda actividad de mantenimiento correctivo se realizara bajo supervisión del responsable de
mantenimiento quien delega las actividades a los operarios de mantenimiento según sus especialidades.
Todas las acciones de mantenimiento correctivo concluidas son reportadas en el registro correspondiente
(MNT – RE – 02), “Registro de trabajos de mantenimiento”, Bajo responsabilidad del encargado de
mantenimiento.
6.4. CALIBRACIÓN DE EQUIPOS DE MEDICIÓN
6.4.1. ENTREGA Y USO DE EQUIPOS
Los equipos de medición deberán poseer las siguientes consideraciones:
a) Identificarlo con un código y fecha de siguiente revisión.
b) Antes de entregar el equipo, Jefatura de Producción explicará a la persona responsable de su uso, acerca
de la precisión del equipo, modo de uso, mantenimiento, etc. Si es necesario, prepara y distribuye las
instrucciones técnicas necesarias para que el personal que utilice estos equipos tenga a su disposición
información sobre el uso y mantenimiento de los mismos.

230
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 6 de 11
c) El nombre y cargo de la persona a quien se hace la entrega quedará registrado en el (MNT – RE –
03),”Registro de entrega de equipos de medición”.
6.4.2. FRECUENCIA Y REALIZACIÓN DE CALIBRACIÓN
La verificación de la funcionalidad de los equipos de medición se realizarán bajo responsabilidad de Control
de Calidad, mediante mediciones comparativas con equipos calibrados y en buen estado mensualmente,
todas las mediciones realizadas serán reportadas en el registro (MNT – RE - 04), “Registro de verificación
de funcionalidad de equipos de medición”.
Todo equipo de medición bajo responsabilidad de Unidad Productiva Ketal, deberá ser calibrado con una
frecuencia definida por el area de Control de Calidad (mínima anual), esta frecuencia deberá ser
identificada también en el programa de calibración (MNT – PRO - 01), “Programa de calibración y
verificación de equipos de medición”.
Con ayuda del programa de calibración y verificación bajo responsabilidad de Control de Calidad se deberá
elaborar un cronograma anual de calibración de equipos de medición (MNT – CR - 02), “Cronograma anual
de calibración de equipos de medición”.
La calibración de equipos de medición se realizará mediante una organización externa certificada y/o
autorizada para esta actividad y los documentos que garanticen su correcto funcionamiento otorgados por
esta entidad, serán almacenados para cuando estos se requieran.
Todo informe de calibración realizada, debe ser anexada a este documento como respaldo de la actividad.
6.4.3. UTILIZACIÓN Y RETIRADA DE EQUIPOS DE MEDICIÓN
Todo equipo de medición que se encuentre en Unidades Productivas Ketal mientras se use deberá ser
conservado en condiciones adecuadas.
Cualquier equipo de medición que ya no pueda ser calibrado o que no se pueda reparar de alguna manera,
deberá ser identificado con algún rotulo como “equipo fuera de uso” para evitar cualquier tipo de
confusión y posteriormente deberá ser retirados.
Este equipo deberá ser reemplazado por uno en buen estado lo más pronto posible y mientras no se
cuente con el reemplazo, se deberá utilizar un equipo alternativo que este en buen estado.

231
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 7 de 11
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
Manual de fabricantes Jefatura de Producción
MNT –PL – 01 Plan de mantenimiento preventivo Jefatura de Producción y mantenimiento
MNT – CR – 01 Cronograma anual de mantenimiento preventivo
Mantenimiento
MNT – RE – 01 Registro de control e identificación de estado de equipos, utensilios e infraestructura
Control de calidad
MNT –RE – 02 Registró de trabajo de mantenimiento Mantenimiento
MNT – RE – 03 Registro de entrega de equipos de medición Jefatura de Producción
MNT – PRO – 01 Programa de calibración y verificación de equipos de medición
Jefatura de Producción
MNT – CR – 02 Cronograma de calibración de equipos de medición
Control de Calidad
Informes de respaldo de calibración Control de calidad
8. ANEXOS

232
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 8 de 11
8.1. ANEXO 1 – PLAN ANUAL DE MANTENIMIENTO PREVENTIVO

233
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 9 de 11
8.2. ANEXO 3 – REGISTRO DE CONTROL E IDENTIFICACION DE ESTADO DE EQUIPOS,
UTENSILIOS E INFRAESTRUCTURA

234
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 10 de 11
8.3. ANEXO 4 - REGISTRO DE TRABAJOS DE MANTENIMIENTO

235
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MNT – PR – 02
Versión: 01
PROCEDIMIENTO DE MANTENIMIENTO DE EQUIPOS, UTENSILIOS Y ESTRUCTURAS
Página 11 de 11
8.4. ANEXO 7 - PROGRAMA DE CALIBRACIÓN Y VERIFICACIÓN DE EQUIPOS DE
MEDICIÓN

236
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 4: PROCEDIMIENTO DE MANEJO DE RESIDUOS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MR – PR - 05
Versión: 02
PROCEDIMIENTO DE MANEJO DE RESIDUOS Página 1 de 5
PROCEDIMIENTO DE MANEJO DE
RESIDUOS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

237
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MR – PR - 05
Versión: 02
PROCEDIMIENTO DE MANEJO DE RESIDUOS Página 2 de 5
1. PROPOSITO
Establecer las acciones necesarias de manejo de residuos para garantizar que no se generen focos de
contaminación provocados por los mismos, lo que afectaría la obtención de alimentos inocuos.
2. ALCANCE
Este documento es aplicable a todas las áreas que generen cualquier tipo de residuo y/o desechos (materias
primas, envases vacíos, envases rotos, producto de descarte, todo aquello que queda como remanente del
proceso y que no puede ser reutilizado u otro) de Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma NB/NM 324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito.
4. DEFINICIONES Y ABREVIATURAS
RESIDUOS SÓLIDOS O BASURA: materiales generados en los procesos de extracción, beneficio,
transformación, producción, consumo, utilización, control, reparación o tratamiento, cuya calidad no
permite usarlos nuevamente en el proceso que los generó.
DESECHO: Los desechos son aquellos materiales, sustancias, objetos, cosas, entre otros, que se necesita
eliminar porque ya no ostenta utilidad.
AMBIENTE: cualquier area externa o interna delimitada físicamente que forma parte del
establecimiento y expendio de alimentos.
ALIMENTO: es todo producto natural o no que al ser ingerido aporta al organismo la energía y los
nutrientes necesarios para el buen desarrollo de los procesos biológicos.
BPM: buenas prácticas de manufactura.
CONTAMINANTE: Cualquier sustancia, no añadida intencionalmente a un alimento que está presente en
dicho alimento como resultado de la producción, la fabricación, la elaboración, la preparación, el
tratamiento, el envasado, el empaquetado, el transporte o el almacenamiento de dicho alimento, o
como resultado de la contaminación ambiental.
Nota nacional
Cualquier agente biológico o químico, materia extrañas u otras sustancias no añadidas intencionalmente a
los alimentos y que pueden comprometer la inocuidad o la aptitud de los alimentos.
CONTAMINACION: presencia de sustancia o agentes extraños de origen biológico, químico o físico que
se presuma nociva o no para la salud.
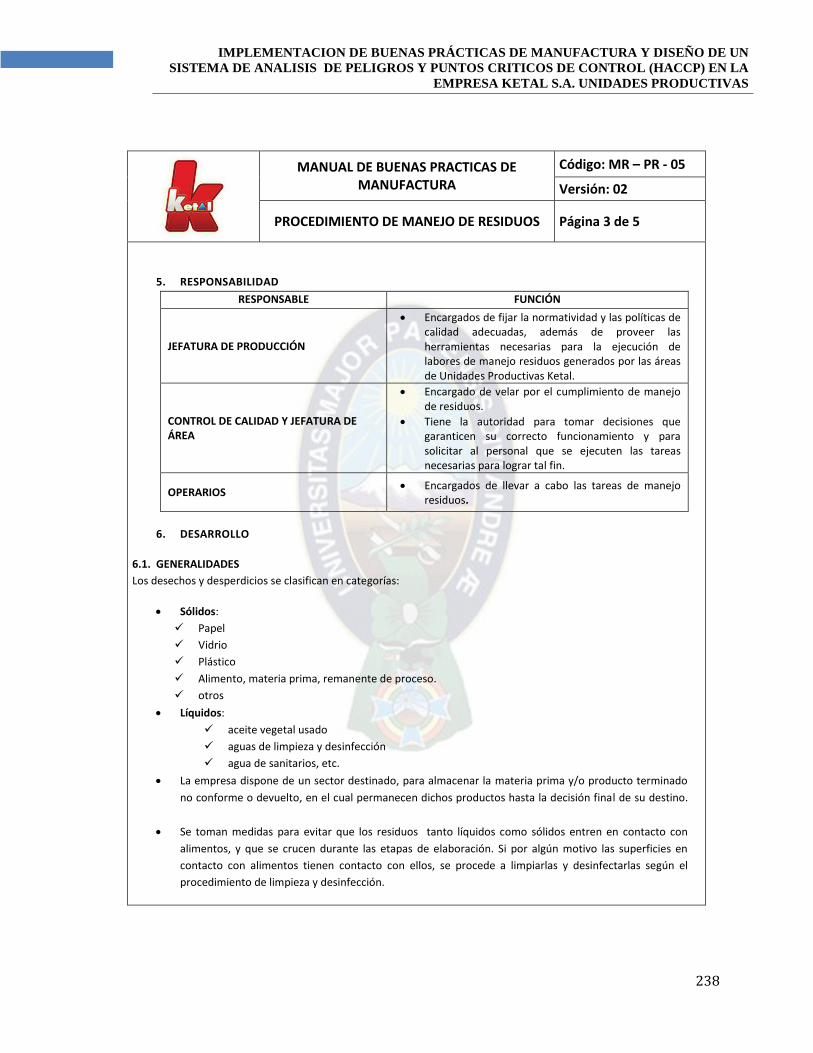
238
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MR – PR - 05
Versión: 02
PROCEDIMIENTO DE MANEJO DE RESIDUOS Página 3 de 5
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN
Encargados de fijar la normatividad y las políticas de calidad adecuadas, además de proveer las herramientas necesarias para la ejecución de labores de manejo residuos generados por las áreas de Unidades Productivas Ketal.
CONTROL DE CALIDAD Y JEFATURA DE ÁREA
Encargado de velar por el cumplimiento de manejo de residuos.
Tiene la autoridad para tomar decisiones que garanticen su correcto funcionamiento y para solicitar al personal que se ejecuten las tareas necesarias para lograr tal fin.
OPERARIOS Encargados de llevar a cabo las tareas de manejo
residuos.
6. DESARROLLO
6.1. GENERALIDADES
Los desechos y desperdicios se clasifican en categorías:
Sólidos:
Papel
Vidrio
Plástico
Alimento, materia prima, remanente de proceso.
otros
Líquidos:
aceite vegetal usado
aguas de limpieza y desinfección
agua de sanitarios, etc.
La empresa dispone de un sector destinado, para almacenar la materia prima y/o producto terminado
no conforme o devuelto, en el cual permanecen dichos productos hasta la decisión final de su destino.
Se toman medidas para evitar que los residuos tanto líquidos como sólidos entren en contacto con
alimentos, y que se crucen durante las etapas de elaboración. Si por algún motivo las superficies en
contacto con alimentos tienen contacto con ellos, se procede a limpiarlas y desinfectarlas según el
procedimiento de limpieza y desinfección.

239
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MR – PR - 05
Versión: 02
PROCEDIMIENTO DE MANEJO DE RESIDUOS Página 4 de 5
6.2. RESIDUOS SOLIDOS
• Los residuos sólidos se deben colocar en los basureros destinados, debidamente identificados, con
bolsas de residuos y tapados.
• Las bolsas llenas se llevan al depósito de desechos de la planta.
• Cada vez que se realizan las tareas de limpieza y desinfección programadas para cada área se cambian
las bolsas siempre y se limpian y desinfectan los basureros según su instructivo de L+D, (LyD – IT –
16)”instructivo de L+D de basureros”.
• Durante el traslado de las bolsas de basura al depósito para su almacenamiento, se deben realizar
siempre cerradas.
• Los desechos y residuos se almacenan cuando son retirados de cada área en el depósito de desechos
hasta su retiro por parte del personal encargado de la recolección pública de los residuos.
6.3. RESIDUOS LÍQUIDOS
Son vertidos de acuerdo con las reglamentaciones vigentes en lo que respecta a vertidos de líquidos
residuales en los drenajes.
En casos de aceites se acumulan en galones y su retiro se realiza mediante un comprador para su
posterior reciclaje.
6.4. RECOJO DE BASURA
• El personal del servicio público de recojo de basura es el encargado del recojo de basura según un
cronograma establecido.
• Cuando el personal de del servicio público de recojo de basura llega, el sereno es el responsable de
supervisar el recojo de basura.
• El personal de del servicio público de recojo de basura procede al vaciado del depósito de basura.
• Una vez vaciado el depósito, el sereno reporta la el recojo de basura en el registro (MR –RE – 01),
“Registro de recojo de basura”.
• Si el personal de del servicio público de recojo de basura no se presenta, el sereno debe registrar la
incidencia en la columna de observaciones del registro.
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
MR – RE – 01 Registro de recojo de basura Sereno
8. ANEXOS – REGISTRO DE RECOJO DE BASURA

240
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MR – PR - 05
Versión: 02
PROCEDIMIENTO DE MANEJO DE RESIDUOS Página 5 de 5
8.1. ANEXO 1 - REGISTRO DE RECOJO DE BASURA

241
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 5: PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 1 de 8
PROCEDIMIENTO DE MANEJO INTEGRADO DE
PLAGAS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

242
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 2 de 8
1. PROPOSITO
Establecer acciones para prevenir y/o eliminar la presencia roedores, insectos u otras plagas en el establecimiento y que
estas representen un riego para la seguridad de los alimentos.
2. ALCANCE
Aplica a todos los ambientes que se encuentren dentro de las instalaciones de Unidad Productiva Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma (NB/324:2013) “Industria de alimentos - Buenas Prácticas de Manufactura - requisito”
4. DEFINICIONES Y ABREVIATURAS
MIP: Manejo integrado de plagas.
PLAGAS: Son todas aquellas especies (roedores, insectos, pájaros y otros animales) que se encuentran en una
proporción o densidad que puede llegar a dañar o constituir una amenaza para el hombre o su bienestar y
pueden llegar a contaminar directa o indirectamente los alimentos.
DESINSECTACIÓN: eliminación de insectos mediante operaciones adecuadas y controladas
DESINFESTACIÓN: eliminación de plagas mediante operaciones adecuadas y controladas
FUMIGACIÓN: procedimiento para destruir malezas artrópodos o roedores-plaga mediante la aplicación de
sustancias gaseosas o generadores de gases.
PLAGUICIDA: todo agente de naturaleza química, física o biológica que solo en mezcla o en combinación, se
utilice para la prevención, represión, atracción, o control de insectos, ácaros, agentes patógenos, nematodos,
malezas, roedores u otros organismos nocivos.
DESRATIZACIÓN: exterminio de ratas y ratones.
5. RESPONSABILIDAD
PERSONAL FUNCION
JEFATURA DE PRODUCCIÓN
Delegar todo lo relacionado con el programa de control integrado de plagas especificando métodos, deberes y responsabilidades.
Otorgar los recursos necesarios para la aplicación de las accione s preventivas establecidas
ASISTENTE DE CONTROL DE CALIDAD
Supervisar el estado general de la planta de procesos, vigilar los alrededores, vias de acceso y circulacion interna de la planta, para detectar posibles accesos de plagas a la planta.

243
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 3 de 8
PERSONAL ADMINISTRATIVO ENCARGADO
Supervisar el correcto diligenciamiento de los formatos que evidencian la precencia o ausencia de plagas.
En el caso de presencia de plagas informar a la jefatura de produccion para la aplicación de las medidas correctivas a las que hubiere lugar.
EMPRESA EXTERNA Encargada de realizar las acciones extrenas para la
eliminación de las plagas existentes.
PERSONAL DE LA PLANTA
Todo el personal es responsable de cumplir las acciones preventivas establecidas para evitar el ingreso de plagas a las zonas de produccion (no ingresar alimentos, cerrar puertas y ventanas, limpiar según lo establecido equipos y ambientes, etc).
6. DESARROLLO
6.1. GENERALIDADES
Las plagas que podemos encontrar en general son:
o Insectos: voladores (moscas, mosquitos) o rastreros (cucarachas, hormigas)
o Roedores: ratas, ratones.
Bajo responsabilidad de Control de calidad, se realiza un diagnóstico inicial por medio de una inspección previa
día por medio de las instalaciones, con el fin de determinar qué tipos de plagas hay o pueden llegar a
presentarse, los posibles lugares por donde pueden ingresar, anidarse o alimentarse.
La tarea es realizada por personal de una empresa externa que posee la habilitación correspondiente
acompañada del personal administrativo asignado.
Los controles físicos o barreras físicas utilizados son: cortinas de PVC, cebaderos para roedores y, mallas o
cortinas metálicas.
Los controles químicos son la utilización de productos químicos como raticidas o insecticidas que son
controlados por medio de la empresa externa de acuerdo a las fichas técnicas.

244
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 4 de 8
Los cebaderos colocados están fijos al suelo para evitar que sean cambiados de lugar.
Durante cada visita de la empresa externa, el personal administrativo encargado de UP acompaña e inspecciona las
actividades realizadas, el mismo deberá reportar su trabajo en el registro (MIP – RE - 02), “Registro de control de MIP”.
6.2. MONITOREO INTERNO Y EXTERNO
6.2.1. MONITOREO INTERNO
Día por medio se realiza un recorrido por las instalaciones, realizando una inspección y verificación de la posible
existencia o presencia de plagas, todas las observaciones son descritas en el registro (LyD-HP-MIP-MNT-PR-01),
“Registro de supervisión de áreas productivas”.
Según los resultados de la inspección se verá conveniente o no los refuerzos de y/o intervenciones eventuales de
la empresa externa.
6.2.1.1. Medidas preventivas
La empresa con el fin de prevenir la penetración, propagación y la proliferación de plagas toma de las siguientes Medidas
Preventivas (no químicas):
LIMPIEZA
• Se cumple con el procedimiento de Limpieza y Desinfección (LyD – PR – 04).
• Se cumple con el procedimiento de Manejo de Residuos y Desechos (MR – PR – 05).
ORDEN
La planta mantiene un orden dentro de sus instalaciones, lo cual implica que se cumple con lo siguiente:
• Se mantienen equipos y maquinaria fuera de uso afuera del área de producción y si no, se pueden movilizar o se
utilizan esporádicamente se mantienen cubiertas.
• Se elimina el hábitat y las zonas de desarrollo o anidamiento de plagas en las áreas internas y externas a la de
elaboración.
• Se respetan los métodos de almacenamiento recomendados.
INSTALACIONES
• Todas las aberturas (puertas, ventanas, etc.) permanecen cerradas para impedir la entrada de insectos o roedores u otra
plaga a las instalaciones.

245
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 5 de 8
Todos los desagües de la planta poseen rejillas y están provistas de mallas metálicas para impedir el acceso de
cucarachas y roedores.
Para impedir el acceso de moscas y mosquitos, existen tela mosquitera o malla metálica y cortinas de PVC.
Todas las estructuras son mantenidas en buen estado de conservación de acuerdo al procedimiento de
mantenimiento (MNT – PR - 02) y la verificación se reporta día por medio en el registro (LyD-HP-MIP-MNT-PR-
01), “Registro de supervisión de áreas productivas”. En caso de encontrarse alguna situación fuera de lugar
(mallas rotas, presencia de alguna plaga, etc.) se da aviso al supervisor y realiza la acción correctiva pertinente.
La misma se reporta en el registro (MIP – RE – 03), “Registro de aplicación /reposición de MIP”.
PERSONAL
• Toda persona que vea una plaga o vea una situación fuera de lugar lo comunica al supervisor y se registra en (MIP – RE –
03), “Registro de aplicación /reposición de MIP”.
6.2.2. MONITOREO EXTERNO
Cada 15 días se realiza una inspección y verificación del estado de las trampas, cebaderos y señalizaciones los
cuales serán repuestos durante la visita, en caso de ser necesario y descritos en registro (MIP – RE - 02),
“Registro de control de MIP”.
6.3. EMPRESA ENCARGADA DEL MANEJO INTEGRAL DE PLAGAS
Unidades Productivas Ketal contrata anualmente a una empresa que brinde los servicios del control de plagas, el servicio
consiste en:
Aspersión con agentes químicos en todas las áreas y medios de transporte para el control de insectos.
Situado de trampas y cebaderos internos y externos para el control de ratones con sus respectivas
señalizaciones.
Todos los pesticidas utilizados deben ser de uso permitido en la industria alimentaria, por lo cual antes de cada
trabajo realizado por la empresa externa, se debe solicitar las especificaciones tecnicas del producto utilizado
en el servicio.
Anualmente, se evaluará la efectividad de las acciones realizadas por la empresa externa de MIP realizando un
informe de control integral de plagas, esta evaluación estará a cargo de jefatura de producción y Control de
calidad, quienes serán responsables de tomar las medidas correspondientes.

246
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 6 de 8
6.4. FRECUENCIA DEL SERVICIO
El espacio de tiempo entre aspersiones generales para desinsectación en Unidades Productivas (áreas de manipulación de
alimentos, transporte y áreas comunes) no excederá en ningún caso los tres meses, programados y/o en casos eventuales
de presentarse sospechas de plagas después de monitoreo interno y/o externo realizados.
Se tomaran acciones en el instante para eliminar las plagas y posteriormente se solicitara la visita de la empresa externa
para que se analice la situación y se tomen las medidas correspondientes.
El tiempo entre cambio de cebos para el control de roedores no excederá los 30 días.
6.5. REPORTE DE SERVICIOS
Por cada trabajo realizado la empresa debe entregar un certificado de fumigación para el control de plagas y un Informe
General de las actividades realizadas que incluyan:
Nombre del operador que realiza el control de plagas (Firma o iniciales).
Reporte de plagas encontradas.
Servicio que realiza, método o aplicación.
Sustancias químicas utilizadas, cantidad, concentración y fichas técnicas.
Croquis y reporte de acciones tomadas de cebaderos y trampas.
Todas las observaciones en cuanto a infraestructura o instalaciones que sean posibles causas para la
proliferación de plagas que no estén bajo su responsabilidad de subsanarlos.
6.6. ANÁLISIS Y ACCIONES CORRECTIVAS SEGÚN REPORTE DE EMPRESA EXTERNA
Según las observaciones presentadas en el informe general por parte de la empresa externa de MIP, cuyas
correcciones no estén bajo la responsabilidad de la misma, deberán ser subsanadas por parte de Unidades
Productivas Ketal lo más pronto posible y todas las acciones correctivas se describirán en el (MIP – RE – 03),
“Registro de aplicación /reposición de MIP”.

247
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 7 de 8
7. DOCUMENTACIÓN Y REGISTROS
CODIGO NOMBRE RESPONSABLE
LyD-HP-MIP-MNT-PR-01
Registro de supervisión de áreas productivas
Operario responsable de supervisión
MIP – RE – 02 Registro de control MIP Personal administrativo encargado de UP
MIP – RE – 03 Registro de aplicación/reposición de MIP Asistencia de Calidad
8. ANEXOS
8.1. ANEXO 2 - REGISTRO DE CONTROL DE MIP

248
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MIP – PR – 06
Versión: 03
PROCEDIMIENTO DE MANEJO INTEGRADO DE PLAGAS
Página 8 de 8
8.2. ANEXO 3 - REGISTRO DE APLICACIÓN /REPOSICIÓN DE MIP

249
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 6: PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 1 de 6
PROCEDIMIENTO DE CAPACITACION Y
ENTRENAMIENTO
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

250
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 2 de 6
1. PROPOSITO
Capacitar en la implementación de los Procedimientos establecidos por la empresa para lograr obtener
alimentos seguros e inocuos.
Establecer una formación continua, con una frecuencia que permita el entrenamiento y reentrenamiento
constante y que refleje el compromiso de la empresa.
Desarrollar cambios en la actitud del manipulador del alimento frente al producto que elabora.
2. ALCANCE
El presente procedimiento va dirigido al personal manipulador o no de Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma NB/NM 324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito.
Norma NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos − Requisitos para cualquier
organización en la cadena alimentaria
4. DEFINICIONES Y ABREVIATURAS
CAPACITACIÓN.- Acción de incrementar las aptitudes y habilidades del personal de la organización, para el
mejoramiento de sus funciones en los procesos en donde se encuentren inmersos
EVALUACIÓN.- Estimar los conocimientos, aptitudes y rendimiento de los participantes del curso
SEGUIMIENTO.- Acción que toma la Alta Dirección, para medir la eficacia práctica dentro de la organización,
respecto a la capacitación impartida.
EFICACIA.- Logro de los objetivos trazados, mediante acciones ordenadas.
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN
• Encargados de gestionar las capacitaciones necesarias para el personal de Unidades Productivas Ketal.
CONTROL DE CALIDAD Y JEFATURA DE ÁREA
• Encargado de evidenciar el cumplimiento de capacitación gestionada, así mismo de evidenciar necesidades de capacitación.
OPERARIOS • Encargados de asistir y recibir las capacitaciones
necesarias, así también de cumplir los objetivos de las mismas.

251
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 3 de 6
6. DESARROLLO
6.1. IDENTIFICACIÓN DE NECESIDAD DE CAPACITACIÓN
Todas las necesidades de capacitación se identifican según los siguientes criterios:
Ingreso de personal nuevo y habitual
En base a las revisiones de las fichas de puestos y fichas de personal (CAE – FI – 01), “Fichas de puestos” y (CAE – FI
– 02), “Fichas de personal” comparando entre los requisitos de trabajo y la formación y experiencia que tiene el
personal.
Presencia de no conformidades de labores del personal
Cuando se evidencie que el operario no cumple con lo establecido en los procedimientos o cuando no apruebe la
capacitación que se le impartió.
Actualizaciones de procedimientos
Cuando se realicen modificaciones en los procedimientos que implican las labores requeridas del personal.
Necesidades eventuales
Toda necesidad identificada por parte de la organización.
El responsable de Control de Calidad determina las necesidades de formación del personal según los criterios anteriores,
elaborando una lista de necesidades identificadas (CAE – FI – 03), “Lista de necesidades de capacitación”.
6.2. FORMACIÓN AL PERSONAL
Partiendo de las necesidades determinadas, jefatura de producción diseña un plan de formación para el personal
indicando quien es el responsable de dar la formación, la frecuencia, la duración y fecha, contenido y los asistentes al
curso o jornada de formación tal como se indica en el registro (CAE – PL – 01), “Plan de formación”.
Cuando se realiza la formación, se deja constancia de eso mediante el registro (CAE – RE – 01), “Registro de formación
al personal”, indicando quién realizó la formación, fecha, asistentes y duración.

252
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 4 de 6
6.3. EVALUACIÓN Y SEGUIMIENTO
Se evalúa el aprovechamiento, necesariamente a la finalización de la Capacitación en cada Tema.
La eficiencia de toda capacitación realizada, puede ser evaluada con los siguientes criterios:
Por un examen en el que se evalúa la efectividad y utilidad práctica del curso en el trabajo realizado por el
personal.
Evaluación de desempeño
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
CAE – FI – 01 Ficha de puestos Jefatura de producción
CAE – FI – 02 Ficha del personal Asistencia de calidad
CAE – FI – 03 Lista de necesidades de capacitación
Jefatura de producción
CAE – PL – 01 Plan de formación Jefatura de producción
CAE – RE – 01 Registro de formación al personal Asistencia de Calidad
Evaluaciones realizadas Jefatura de producción
8. ANEXOS

253
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 5 de 6
8.1. ANEXO 1 - FICHAS DE PUESTOS
8.2. ANEXO 2 - FICHA DEL PERSONAL

254
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CAE – PR – 08
Versión: 01
PROCEDIMIENTO DE CAPACITACION Y ENTRENAMIENTO
Página 6 de 6
8.3. ANEXO 5 - REGISTRO DE FORMACIÓN AL PERSONAL

255
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 7: PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 1 de 6
PROCEDIMIENTO DE SELECCIÓN DE
PROVEEDORES
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

256
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 2 de 6
1. PROPOSITO
Establecer una metodología para evaluar, seleccionar y calificar a los proveedores de materia prima e
insumos que utiliza la empresa.
Seleccionar al mejor proveedor en su area para así; asegurar que los productos comprados cumplen con los
requisitos necesarios para la elaboración de alimentos inocuos.
2. ALCANCE
Abarca todo procedimiento de selección de proveedores de materia prima e insumos y de todo otro producto
vinculado con la elaboración del alimento.
3. DOCUMENTOS DE REFERENCIA
NB/NM 324:2013 “Industria de alimentos - Buenas Prácticas de Manufactura - requisito”
NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos - Requisitos para cualquier organización en la cadena alimentaria
4. DEFINICIONES Y ABREVIATURAS
PROVEEDOR: organización o persona que proporciona un producto.
EJEMPLO Productor, distribuidor, minorista o vendedor de un producto, o prestador de un servicio o
información.
NOTA 1 – Un proveedor puede ser interno o externo a la organización.
NOTA 2 – En una situación contractual un proveedor puede denominarse "contratista".
EVALUACIÓN: es un proceso de información, interpretación y valoración para la toma de decisiones y para la
mejora.
ESPECIFICACIONES: documento que establece las necesidades o expectativas (descripción, cantidad y
requisitos) de un producto o servicio para garantizar la calidad.
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN Responsable de realizar la evaluación y selección de los
proveedores y realizar todo tipo de contrato o convenio con los mismos.
CONTROL DE CALIDAD Y JEFATURA DE AREA
Contribuir con la selección de los proveedores realizando pruebas de especificaciones requeridas, y verificando que cumplen con buenas prácticas de manufactura y demás normas solicitadas.

257
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 3 de 6
6. DESARROLLO
6.1. EVALUACIÓN INICIAL
Cuando se determinan las necesidades de materia prima y/o insumos de la empresa, bajo responsabilidad de Jefatura de
producción se solicitan cotizaciones, especificaciones técnicas y toda información necesaria acerca del producto a los
posibles proveedores.
La evaluación inicial se lleva a cabo según los siguientes criterios:
Datos históricos: Sólo aplicable a proveedores actuales o anteriores de la empresa. El Responsable de Calidad
recopila información acerca de los posibles problemas ocasionados por el proveedor en los últimos
suministros. El criterio a seguir para aprobar a un proveedor por este método es que no exista evidencia de que
se han producido problemas que ocasionaron una reclamación de cliente o incidente interno grave.
Para la evaluación de proveedores nuevos, Jefatura de producción los analizara, tomando en cuenta especialmente:
La calidad de la materia prima y/o insumo
Disponibilidad de materia prima y/o insumo
Experiencia del proveedor
Formas de pago permitidas
Formas y tiempo que ofrece para entregar la materia prima y/o insumo
El precio del producto
Descuentos por volúmenes
Cumplimiento de normativas vigentes solicitadas
Toda esta información deberá ser solicitada por medio físico o vía electrónica.
Cuando se cuenten con la información, bajo responsabilidad de Jefatura de Producción y Control de Calidad se realizara
una verificación de la autenticidad de la misma según corresponda.
Se deberán tomar varios proveedores (siempre que sea posible) y se deberá realizar un análisis comparativo de las
características que presentan cada uno, reportando las mismas en el registro (SP – RE – 01), “Registro comparativo de
selección de proveedores”, de los cuales se seleccionaran al o los mejores.
PERSONAL OPERATIVO Contribuir con todo lo necesario para la selección de
proveedores.

258
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 4 de 6
6.2. EVALUACIÓN PRÁCTICA
Una vez seleccionados a los mejores posibles proveedores Jefatura de Producción deberá solicitar o adquirir
una muestra del producto que el proveedor ofrece.
Dicha muestra será sometida a análisis de laboratorio (cuando se considere necesario) y a pruebas del o los
productos a elaborar con tales materias primas y/o insumos bajo responsabilidad de Control de Calidad y
Jefaturas de area respectivamente.
Los resultados obtenidos del análisis práctico de las materias primas y/o insumos deberán ser presentados
mediante un informe a Jefatura de Producción por Control de Calidad y Jefaturas de Area según corresponda.
6.3. SELECCIÓN DEL PROVEEDOR
Jefatura de Producción mediante los resultados de la evaluación al/los proveedores es responsable de tomar
la decisión final de la selección del mismo.
Cuando se haya tomado la decisión final, Jefatura de producción deberá contactarse con el proveedor
seleccionado para realizar todo tipo de contratos y convenios correspondientes.
6.4. EVALUACIÓN CONTINUADA DE PROVEEDORES
El Responsable de Control de Calidad lleva a cabo anualmente la evaluación continuada de todos los proveedores, de la
siguiente forma:
Los proveedores a los que no se les haya abierto ningún informe de incidencias quedan aprobados
automáticamente para el año siguiente.
Los proveedores a los que se les haya abierto uno o más informes de incidencias son evaluados según la
importancia del suministro o servicio y, por tanto, mantenidos o excluidos según criterio de Jefatura de
Producción.
Los resultados de la evaluación continuada se reflejan en la ficha (SP – FI – 01), “Ficha de evaluación
continua de proveedor”.
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
SP – RE – 01 Registro de comparativo de selección de proveedores
Jefatura de producción
SP – FI – 01 Ficha de Evaluación Continua de Proveedor. Jefatura de producción
8. ANEXOS

259
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 5 de 6
8.1. ANEXO 1 - REGISTRO DE COMPARATIVO DE SELECCIÓN DE PROVEEDORES

260
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: SP – PR – 11
Versión: 01
PROCEDIMIENTO DE SELECCIÓN DE PROVEEDORES
Página 6 de 6
8.2. ANEXO 2 - FICHA DE EVALUACION CONTINUA DE PROVEEDOR

261
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 8: PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MQR – PR – 12
Versión: 01
PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
Página 1 de 5
PROCEDIMIENTO DE MANEJO DE QUEJAS Y
RECLAMOS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

262
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MQR – PR – 12
Versión: 01
PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
Página 2 de 5
1. PROPOSITO
Gestionar las quejas y reclamos de manera oportuna, confidencial y objetiva, con el fin de garantizar la mejora en las
actividades desarrolladas.
2. ALCANCE
Este procedimiento inicia desde la recepción de la queja y/o reclamo hasta el cierre de la misma, presentadas por las
salas de ventas a Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
Norma NB/NM 324:2013 Industria de los alimentos – Buenas prácticas de manufactura – requisito.
Norma NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos − Requisitos para cualquier
organización en la cadena alimentaria
4. DEFINICIONES Y ABREVIATURAS
SATISFACCIÓN DEL CLIENTE: percepción del cliente sobre el grado en que se han cumplido sus requisitos.
NOTA 1 – Las quejas de los clientes son un indicador habitual de una baja satisfacción del cliente, pero la ausencia de las
mismas no implica necesariamente una elevada satisfacción del cliente.
QUEJA: Manifestación de disconformidad contra la empresa, en la que revela la ocurrencia de un hecho
irregular que no está relacionado directamente con las condiciones inicialmente pactadas con la organización o
con su actuación en general.
RECLAMO: Protesta presentada por una persona relacionada con fallas en los productos o en la prestación del
servicio, así como el incumplimiento de las obligaciones contractuales o legales en general.
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN Encargados de supervisar las gestiones de las
quejas y reclamos existentes.
CONTROL DE CALIDAD Y JEFATURA DE ÁREA Encargado de gestionar las quejas y reclamos
presentadas a Unidades Productivas Ketal
OPERARIOS
Encargados de colaborar en todo lo necesario para corregir las quejas presentadas además de contribuir para que las mismas se eviten lo más posible.

263
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MQR – PR – 12
Versión: 01
PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
Página 3 de 5
6. DESARROLLO
6.1. TIPO DE RECLAMO
Los tipos de reclamo recibidos por Unidades Productivas Ketal se detallan a continuación:
Cantidad: Cuando la cantidad entregada difiere de la cantidad solicitada.
Calidad o inocuidad: Cuando el producto entregado difiere de las especificaciones de calidad o inocuidad del
producto o presenta alguna característica atípica no incluida en las especificaciones técnicas del producto.
Servicio: Cuando se ha prestado un mala atención o servicio por parte de algún funcionario de Unidades
Productivas Ketal
Disponibilidad de producto: Cuando Unidad Productiva Ketal ha aceptado un pedido e incumple con la
entrega del producto.
Sugerencias: Cuando salas de venta Ketal manifiesta su deseo de que se generen cambios en los procesos de
Unidades Productivas Ketal.
Otros: Cualquier inconformidad del cliente no incluida en los tipos definidos.
6.2. RECEPCIÓN DEL RECLAMO
Todas las quejas o reclamos relacionados con la inocuidad y/o calidad del producto deberán ser recepcionadas por control de calidad mientras que quejas o reclamos relacionados con cualquier otro tema deberán ser recepcionadas por Jefatura de Producción o Jefatura de area.
Todos los reclamos deberán ser realizados por los responsables de salas de venta según sus alcances correspondientes y a través del E-mail: [email protected] y [email protected] cuando se traten de reclamos de calidad u otros respectivamente mientras sean por medio electrónico, cuando se presenten reclamos en medio escrito las mismas se deberán presentar al area correspondiente de Unidad Productiva Ketal.
Todos los reclamos recibidos por Unidades Productivas Ketal, bajo responsabilidad de Control de Calidad,
Jefatura de producción o Jefatura de area según corresponda, deberán ser reportados en el registro (MQR – RE
– 01), “Registro de quejas y reclamos”.
Es responsabilidad de cualquier área que reciba un reclamo que este fuera de su gestión, comunicar al area de Control de Calidad lo más pronto posible.

264
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MQR – PR – 12
Versión: 01
PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
Página 4 de 5
Las quejas o reclamos deben contener como mínimo la siguiente información:
o Fecha de presentación de la queja o reclamo
o Nombre y apellidos de quien presenta la queja o reclamo
o Descripción del reclamo
o Sitio de entrega
o Fecha del suceso
o Los soportes correspondientes especificados (fotos y físico) cuando existan.
6.3. ANÁLISIS DE LAS CAUSAS DE LAS QUEJAS O RECLAMOS
Control de calidad con ayuda del diagrama de flujo de trazabilidad y los registros anteriores necesarios, deberá realizar
un análisis de las causas del problema suscitado.
6.4. ACIONES POST ANÁLISIS
Cuando se halle el resultado final de las causas del problema, bajo responsabilidad de Control de calidad se
enviara un informe a Jefatura de producción quien decidirá qué acción tomar y las mismas serán comunicadas
mediante un mensaje con las disculpas correspondientes.
En caso de que el análisis tenga como resultado final, que Unidad Productiva Ketal no es responsable del
problema presentado, se deberá enviar un informe a las salas de venta indicando el resultado de dicho análisis
y también se realizará la devolución de las evidencias que hubiesen presentado con el reclamo.
6.5. CORRECCIONES DE LAS CAUSAS DEL PROBLEMA
Una vez solucionado los inconvenientes con las salas de Venta de Supermercados Ketal, Control de Calidad Bajo
supervisión de Jefatura de Producción, tomaran las medidas correctivas necesarias para evitar que se presenten
nuevamente reclamos del mismo tipo o similares, estas acciones una vez culminadas se reportaran en el registro (MQR –
RE – 01), “Registro de quejas y reclamos” en la columna correspondiente.
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
MQR – RE – 01 Registro de Quejas y reclamos Asistencia de Control de Calidad

265
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: MQR – PR – 12
Versión: 01
PROCEDIMIENTO DE MANEJO DE QUEJAS Y RECLAMOS
Página 5 de5
8. ANEXOS
8.1. ANEXO 1 – REGISTRO DE QUEJAS Y RECLAMOS

266
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO E - 9: TRAZABILIDAD
DIAGRAMA DE TRAZABILIDAD
Reclamo u observacion
Revisión del tipo de reclamo u observación, la fecha de elaboración
en el empaque y el area al que pertenece el producto
Verificar si el producto ha sido abierto y/o manipulado en salas de
venta
Peligro Físico Peligro Químico Peligro Biológico
Análisis de procedencia del peligro
Se ha identificado
directamente el origen ?
Plagas
Revisión registros de presencia de plagas en el
area
Se identifico La existencia de
plagas?
Revisión de la fecha de recepción de materias
primas y sus proveedores
Revisión de calidad de recepción de materia
prima y pruebas anteriores realizadas a
las mismas
No
Ha sido a casusa de materias
primas?
El problema no fue originado en
la planta de producción
No
Producto cocido
Producto crudo
Revisión de la planilla de producción para verificar personal responsable
en cada etapa de la elaboración
Se ha identificado la causa en alguna
de las operaciones?
Revisión de registros de limpieza y desinfección de áreas productivas y planilla de producción
Si
Revisión de registro de estado y
mantenimiento de maquinarias y equipos
Ha sido a causa de la maquinaria o
equipo?
Revisión de calidad del envase (ver fichas técnicas)
No
No
Revisión de la fecha de ingreso al area de producción de las materias primas que
fueron utilizadas para el producto contaminado
Ha sido causa de Materias primas?
Revisión registros de higiene del personal y de las planillas de
producción para verificar personal responsable en cada
una de las operaciones
Ha sido causa de manipulación del
operario
Revisión de la fecha de recepción de materias primas y sus proveedores
junto a la ficha de recepción
Ha sido originada en
áreas productivas?
Revision de registros de limpieza y desinfeccion
de transporte
El problema ha sido originado en la
limpieza del transporte?
El problema no ha sido
originado en planta
No
NoHigiene del
personal Materias primas
Estructuras, materiales o
equipos
Despacho o transporte
Se revisa registros de higiene del personal que estuvo a
cargo de cada operación en la fecha de elaboración del
producto contaminado
Revisión de registros de calidad de materias
primas en almacen de insumos y en area de
produccion
Revisión de registros y estado de estructuras,
materiales y equipos del area de produccion
Revisión de registros de producto
terminado y registros de despacho
No
El problema a sido originao por alguna de estas causas?
El problema no ha sido
originado en planta
No
Se ha identificado el origen
SiSi
Si
Si
Ha sido causa de los envases?
No
Procesamiento
Revisión de planilla de producción
Revisión de registros de calidad de transporte de
producto terminado
No
Ha sido originado a causa del transporte? El problema
no fue originado en la planta de producción
No
No

267
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
ANEXO F
DESARROLLO DEL SISTEMA DE
ANALISIS DE PELIGROS Y
PUNTOS CRITICOS DE CONTROL
- HACCP

268
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 1: KETAL S.A.: DEFINICION DEL PRODUCTO – SALCHICHA VIENA
SALCHICHA VIENA SIN PIEL
Definición del producto Salchicha Viena Extra, sin piel, es un alimento a base de carnes
de res y tocino, procesado con ingredientes como sal de cura
hielo, almidón, eritorbato de sodio y condimentos, embutida en
tripas sintéticas que posteriormente son retiradas, ahumada,
cocinada y envasada al vacío.
Presentación Paquetes de 200 gr; 6 unidades /paquete
Características
organolépticas
Color: rosado suave
Consistencia: firme característico
Sabor: característico de la salchicha
Apariencia: suave y aceptable para el consumo
Dimensiones relevantes Peso por unidad:
Diámetro aproximado:
Usos y aplicaciones Embutido de origen cárnico, para el consumo en alimentos
preparados a gusto, como snaks y meriendas.
Condiciones de
almacenamiento y
prevención de riesgos
Conservar refrigerado entre 0 y 4 °C
Tiempo: de vida 26 días
Condiciones de
procesado
Ahumado a una temperatura de 150 °C por 50 [min]
Temperatura de cocimiento a 70 °C por 15 [min]
Enfriado con agua a una temperatura de 10 °C por 10 [min]
Enfriar en cámaras de refrigeras ración a una temperatura
de 5°C por 15 [h]
Especificaciones de
envase
Concepto Envase
Material Polipropileno
Tamaño
Peso
Especificaciones del
etiquetado
Marca registrada Ketal S.A. - Elaborado por Ketal S.A. telef:
2500474 NIT: 1020541029 La Paz – Bolivia
R.S. SENASAG N° 04 – 01 – 03 -19 – 0009
Lugar de venta y
disponibilidad
Salas de supermercados Ketal.
Pedido: por kilogramo
Fecha vigencia Aprobado por
Revisión N° Revisado por FUENTE: Elaborado en base a información de jefatura de producción

269
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 2: KETAL S.A.: FICHA DE MATERIA PRIMA – CARNE DE RES
NOMBRE DE MATERIA PRIMA O INSUMO Carne de Res
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Color Cereza rojizo brillante Olor Característico de la carne en buen estado Textura Lisa y resbaladiza
VARIABLES DE
CONTROL
Ph 5.4-6.1 Temperatura Menor a 10 °C Humedad 80%
CARACTERISTICAS
BIOLOGICAS Aerobias mesófilas Max. 10
5 – 10
6 UFC/ g (cien mil – un
millón)
E. coli Ausencia
S. aureus Max. 102 – 5*10
2 UFC/ g (Cien -
Quinientos)
Salmonella Ausencia
METODO DE
DISTRIBUCION En condiciones refrigeradas y colgadas en ganchos sin tocar el
piso del camión
CONDICIONES DE
ALMACENAMIENTO Almacenado en condiciones de refrigeración o congelación
cuando corresponda
Se debe almacenar en ganchos colgados sin que toquen el piso
a temperaturas entre 2 a 6 ° C
Si son en cortes especiales se almacenan sobre canastillos,
bandejas u otro recipiente adecuado CADUCIDAD 5 días a 4.4 °C
TRATAMIENTO PREVIO
AL USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON EL
ALIMENTO
Condiciones de higiene y limpieza de operarios de descarga y
vehículos respectivamente. Evitar contaminación cruzada con
otro tipo de productos
REQUISITOS LEGALES Y
REGLAMENTARIOS DE
INOCUIDAD
Certificado de transporte interdepartamental y registro sanitario
SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 3: KETAL S.A.: FICHA DE MATERIA PRIMA - TOCINO
NOMBRE Tocino
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Color Cereza rojizo brillante o guindo
Olor Característico de la carne en buen estado
VARIABLE DE
CONTROL
Temperatura de -20 a -10 ºC
Ph 5,5 a 6,8
CARACTERISTICAS
BIOLOGICAS
Aerobias
mesófilas
Max. 105 – 10
6 UFC/ g (cien mil – un
millón)
E. coli Ausencia

270
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
S. aureus Max. 102 – 5*10
2 UFC/ g (Cien -
Quinientos)
Salmonella Ausencia
METODO DE
DISTRIBUCION
En condiciones refrigeradas de -20 a -10 °C, en envases y
embalajes adecuados
CONDICIONES DE
ALMACENAMIENTO
En condiciones de congelación
Se almacenan sobre canastillos, bandejas u otro recipiente
adecuado
CADUCIDAD congelado hasta un año
TRATAMIENTO PREVIO
A SU USO
Descongelar a velocidad constante
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones de higiene y limpieza de operarios de descarga y
vehículos respectivamente. Evitar contaminación cruzada con
otro tipo de productos
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 4: KETAL S.A.: FICHA DE MATERIA PRIMA – HIELO
NOMBRE Hielo
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Color Incoloro
Olor Inodoro
VARIABLE DE
CONTROL
Temperatura -76,8 °C
Ph 7
CARACTERISTICAS
BIOLOGICAS
Coliformes
totales
< a 2 NPM/ 100ml
E. coli < a 2 NPM/ 100ml
METODO DE
DISTRIBUCION
En condiciones refrigeradas de -20 a -10 °C, en envases de
polipropileno y sobre empaques aptos para su traslado
CONDICIONES DE
ALMACENAMIENTO
En condiciones de congelación a temperaturas de -20 a -10 °C
Se almacenan sobre canastillos, bandejas u otro recipiente
adecuado
CADUCIDAD congelado 1 año
Embalaje Bolsas de polipropileno
TRATAMIENTO PREVIO
A SU USO
Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones de higiene y limpieza de operarios de descarga y
vehículos respectivamente. Evitar contaminación cruzada con
otro tipo de productos
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
NB 512:2010 Reglamento de control y calidad del agua,
Directrices para la Calidad del Agua Potable, de la OMS
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción

271
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 5: KETAL S.A.: FICHA DE MATERIA PRIMA – ALMIDON DE YUCA
NOMBRE Almidón de yuca
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Apariencia Polvo fino
Color Blanco
VARIABLE DE
CONTROL
I 1
Ph 6 - 6,5
Humedad máxima
(%) <13%
CARACTERISTICAS
BIOLOGICAS
Hongos y levaduras 5000 UFC/g
E. coli Ausencia
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20%
CONDICIONES DE
ALMACENAMIENTO
Conservar en un lugar fresco y seco alejado de la luz directa
del sol. Arrumar producto en estibas elevadas del piso, alejadas
de la pared. Mantener el empaque bien cerrado y conservar el
producto en el empaque original
CADUCIDAD 2 años
EMBALAJE Papel Craft
TRATAMIENTO PREVIO
A SU USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
esparcido, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 6: KETAL S.A. FICHA DE MATERIA PRIMA – SAL DE CURA
NOMBRE Sal de cura
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Color Blanco
Olor Inodoro
Apariencia Polvo granular
CARACTERISTICAS
BIOLOGICAS Ausencia de microorganismos
CARACTERISTICAS
QUIMICAS Sal (NaCl) 85,90%
Nitrito de Sodio 6%
Carbohidratos 6%
COMPOSICION
INCLUYENDO
ADITIVOS Y
COADYUVANTES
Sal, nitrito, solución eritrosina, carbohidratos.
EMBALAJE Bolsas de polipropileno
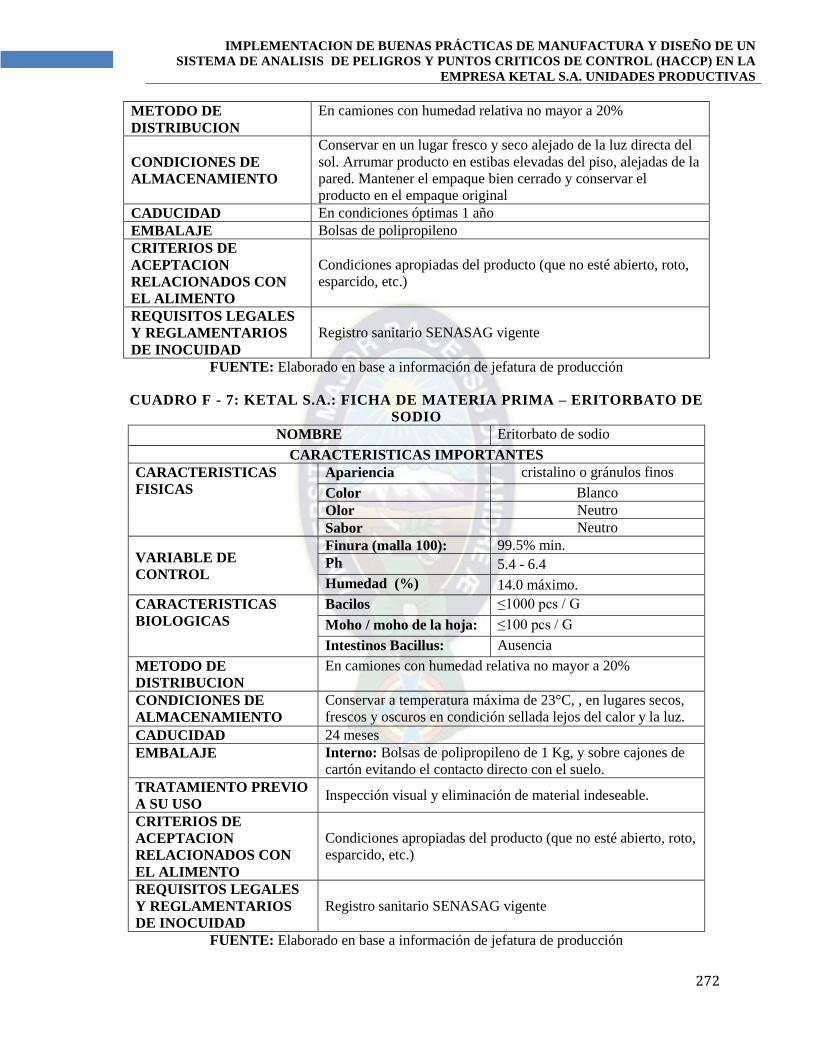
272
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20%
CONDICIONES DE
ALMACENAMIENTO
Conservar en un lugar fresco y seco alejado de la luz directa del
sol. Arrumar producto en estibas elevadas del piso, alejadas de la
pared. Mantener el empaque bien cerrado y conservar el
producto en el empaque original
CADUCIDAD En condiciones óptimas 1 año
EMBALAJE Bolsas de polipropileno
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
esparcido, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 7: KETAL S.A.: FICHA DE MATERIA PRIMA – ERITORBATO DE
SODIO
NOMBRE Eritorbato de sodio
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Apariencia cristalino o gránulos finos
Color Blanco
Olor Neutro
Sabor Neutro
VARIABLE DE
CONTROL
Finura (malla 100): 99.5% min.
Ph 5.4 - 6.4
Humedad (%) 14.0 máximo.
CARACTERISTICAS
BIOLOGICAS
Bacilos ≤1000 pcs / G
Moho / moho de la hoja: ≤100 pcs / G
Intestinos Bacillus: Ausencia
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20%
CONDICIONES DE
ALMACENAMIENTO
Conservar a temperatura máxima de 23°C, , en lugares secos,
frescos y oscuros en condición sellada lejos del calor y la luz.
CADUCIDAD 24 meses
EMBALAJE Interno: Bolsas de polipropileno de 1 Kg, y sobre cajones de
cartón evitando el contacto directo con el suelo.
TRATAMIENTO PREVIO
A SU USO Inspección visual y eliminación de material indeseable.
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
esparcido, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción

273
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 8: KETAL S.A.: FICHA DE MATERIA PRIMA – POLIFOSFATO DE
SODIO
NOMBRE Poli fosfato de sodio
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Olor Inoloro
Color Blanco
Sabor Sinsabor
Apariencia Polvo granular
CARACTERÍSTICAS
QUÍMICAS
Solubilidad (25°C) Muy soluble en agua.
CARACTERISTICAS
BIOLOGICAS
Ausencia
METODO DE
DISTRIBUCION
En camiones u otro tipo de transporte con humedad relativa no
mayor a 20% y en embalajes protectores como cajas de cartón
CONDICIONES DE
ALMACENAMIENTO
Almacenada en un área fresca, seca, ventilada. Protegida
contra daño físico.
CADUCIDAD 24 meses
EMBALAJE En bolsas de polipropileno o envases de PVC.
TRATAMIENTO PREVIO
A SU USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
esparcido, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 9: KETAL S.A.: FICHA DE MATERIA PRIMA – TRIPA SINTETICA
NOMBRE Tripa sintética
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Olor Característico
Color Marrón claro (caramelo)
CARACTERÍSTICAS
QUÍMICAS
Solubilidad en el agua Insoluble
ESPECIFICACIONES
TÉCNICAS
Resistencia en seco ≥ 0,5 bar
Humedad máxima (%) 19,0 – 23,0 %
ϕInterior stick (segun
el calibre) 10,75 – 24,50 mm
CARACTERISTICAS
BIOLOGICAS
Salmonella spp Ausencia/25 g
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20% y en
embalajes protectores como cajas de cartón
CONDICIONES DE
ALMACENAMIENTO
Conservar en lugar fresco y seco a una humedad máxima
de 20%.

274
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
Una vez abierta la caja, guardar la tripa en su envase
original y cerrado
Evitar la exposición solar directa y los lugares
extremadamente húmedos.
CADUCIDAD 2 años
EMBALAJE Caja de cartón ondulado, embolsada en polietileno y cerrada
TRATAMIENTO PREVIO
A SU USO
Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
deforme, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
NB 41001:2009 Envases y embalajes - Gestión de la higiene en
la producción de los envases para productos alimenticios –
Requisitos
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 10: KETAL S.A.: FICHA DE MATERIA PRIMA – ENVASES
NOMBRE Envases de polipropileno
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICAS
Inoloro Característico
Color Transparente
Tamaño 35*38
Densidad 0,90 y 0,91 gr/cm3
Resistencia a la tensión: 25,5 kg/cm2
Elongación 100 – 600
Cristalinidad % 65
Resistencia Térmica 100° C en el aire
Reciclable 100%. Reciclable
CARACTERÍSTICAS
QUÍMICAS
Punto de Ebullición 320 °F (160°C)
Punto de Fusión (más de 160°C)
CARACTERISTICAS
BIOLOGICAS
Ausencia
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20% y en
embalajes protectores como cajas de cartón
CONDICIONES DE
ALMACENAMIENTO Almacenarse en espacios ventilados a temperatura 18º C
- 25º C. aproximadamente.
Evitar la exposición solar directa y los lugares
extremadamente húmedos.
CADUCIDAD 2 años
EMBALAJE Caja de cartón ondulado, embolsada en polietileno y cerrada
TRATAMIENTO PREVIO
A SU USO
Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
deforme, etc.)

275
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
NB 41001:2009 Envases y embalajes - Gestión de la higiene en
la producción de los envases para productos alimenticios –
Requisitos
FUENTE: Elaborado en base a información de jefatura de producción
CUADRO F - 11: KETAL S.A.: FICHA DE DISTRIBUCION DE PRODUCTO
TERMINADO
PRODUCTO Salchicha Viena sin piel
N° de lote Fecha de elaboración Fecha de vencimiento Código
CONDICIONES DE ALMACENAMIENTO
Temperatura 4°C
CONDICIONES DE PRODUCCION
Temperatura de ahumado 160° Tiempo 45 min
Temperatura de cocción 70°C Tiempo 15 min
Temperatura de
enfriamiento en agua
10°C
Tiempo 5 min
Temperatura de
enfriamiento en cámara
5 °C Tiempo 15 hrs
CARACTERÍSTICAS FÍSICO – QUÍMICAS
Peso Humedad Temperatura Color
200 gr Máxima del 70% 4 °C Rosado suave
CARACTERÍSTICAS MICROBIOLÓGICAS
Mesofilicas aerobias Escherichia Coli Staphylococcus
Aureus
Salmonella
500,000 UFC/g max. UFC/25g (Ausencia) 5000 UFC/g max. UFC/25 g (Ausencia)
NB 310017-2014 NB 310017-2014 NB 310017-2014 NB 310017-2014
Fecha de Vigencia Aprobado por
Revisión N° Revisado por
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad

276
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 12: KETAL S.A.: DEFINICION DEL PRODUCTO – PAN MIGA
PAN MOLDE BLANCO SIN CORTEZA (PAN MIGA)
Definición del producto Pan molde Blanco sin corteza (Pan miga), es un alimento a base de
harina de trigo fortificada, levadura y manteca vegetal, procesado
con ingredientes como sal, azúcar y aditivos, amasada, horneada,
cortada y envasada.
Presentación Paquetes de 14 y 7 unidades
Características
organolépticas
Color: beige claro
Consistencia: suave, esponjoso y exento de grumos
Sabor: característico del pan
Apariencia: suave y aceptable para el consumo
Dimensiones relevantes Peso por unidad:
Medidas:
Usos y aplicaciones Producto de panadería a base de harina, para el consumo en
alimentos preparados a gusto, como desayunos, té, etc.
Condiciones de
almacenamiento y
prevención de riesgos
Almacenamiento en condiciones sanitarias, libre de olores extraños,
libre de plagas en lugares secos y ventilados con huna humedad no
mayor al 20%
Tiempo: de vida 10 días
Condiciones de procesado
Amasado por 10 [min]
Temperatura de madurado 30-40 °C por 2 [hrs]
Temperatura de horneado inicial 260 °C por 15 [min]
Temperatura de horneado final 180 °C por 1.5 [hrs]
Enfriado a una temperatura de 20-25 °C 2 [hrs]
Reposado una temperatura de 20 °C por 24 [hrs]
Especificaciones de
envase
Concepto Envase
Material Polietileno de baja densidad
Tamaño
Peso
Especificaciones del
etiquetado
Marca registrada Ketal S.A. - Elaborado por Ketal S.A., Atención al
cliente: 2791122, NIT: 1020541029 La Paz – Bolivia
R.S. SENASAG N° 04 – 01 – 03 -19 – 0009
Lugar de venta y
disponibilidad
Salas de supermercados Ketal.
Pedido: por kilogramo
Fecha vigencia Aprobado por
Revisión N° Revisado por
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad

277
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 13: KETAL S.A: FICHA DE MATERIA PRIMA – HARINA
NOMBRE Harina de trigo fortificada
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICO - QUIMICAS
Color Blanco cremoso
Olor Característico
Sabor Característico
Humedad 15 ±0,5 %
Ceniza 0,70±0,05%
Gluten húmedo 29%
Gluten seco 9±0,5 %
FORTIFICACIÓN
B1 mg/kg 4±0,4
B2 mg/kg 2,6
Hierro mg/kg 30
CARACTERISTICAS
BIOLOGICAS
Aerobios mesófilos
ufc/g
300000
E. Coli ufc/g Negativo
Mohos y levaduras
ufc/g
5000
Staphylococcus aereus
(+)ufc/g
Negativo
Bacillus cereus ufc/g 1000
Salmonella / 25g ufc/g Ausente
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20% y en
embalajes protectores.
CONDICIONES DE
ALMACENAMIENTO
Almacenarse en espacios ventilados a temperatura 18º C -
25º C. aproximadamente.
Almacenar en lugares frescos, libre de plagas y con
correcta ventilación, separar el producto por lo menos 60
cm de las paredes y 15 cm del piso
CADUCIDAD 6 meses
EMBALAJE
En sacos de polipropileno laminado que proporcionan una
adecuada protección, conservación e higiene durante su
almacenamiento y transporte.
TRATAMIENTO
PREVIO A SU USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario vigente
NB 680:2011 Harina y derivados - Harina de trigo –
Requisitos
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad

278
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 14: KETAL S.A.: FICHA DE MATERIA PRIMA – LEVADURA
NOMBRE DE MATERIA PRIMA O INSUMO Levadura
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICO-QUIMICAS
Color Beige a Café claro
Olor Ligeramente fuerte característico
Textura Rustica quebradiza
Materia seca 5.4-6.1
Ph 6 -6.2
CARACTERISTICAS
BIOLOGICAS
Mesófilos aeróbios
(UFC/g)
< 106
Coliformes totales 103
E. Coli (UFC/g) Inf. a 10
Salmonella Ausencia
METODO DE
DISTRIBUCION
En condiciones refrigeradas y en embalajes como cajas de
cartón a una temperatura de 2-8 °C
CONDICIONES DE
ALMACENAMIENTO
Almacenar en un lugar fresco y seco, bajo 2-8 °C. Evitar el
contacto con humedad.
CADUCIDAD 1 mes
TRATAMIENTO
PREVIO AL USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones de higiene y limpieza de operarios de descarga y
vehículos respectivamente. Evitar contaminación cruzada con
otro tipo de productos
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad
CUADRO F - 15: KETAL S.A.: FICHA DE MATERIA PRIMA – AZUCAR
NOMBRE DE MATERIA PRIMA O INSUMO Azúcar
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICO-QUIMICAS
Color Blanco
Olor Inolora
Textura Dura granulada
Sabor Dulce
Sacarosa 98 -99 %
CARACTERISTICAS
BIOLOGICAS
Mesófilos totales
(UFC/g)
< 5*104
Staphylococcus
Aureus (UFC/g)
<10
E. Coli (UFC/g) Ausencia
Salmonella Ausencia/25 g
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20% y en
embalajes protectores.
CONDICIONES DE
ALMACENAMIENTO
Almacenarse en espacios ventilados a temperatura 18º
C - 25º C. aproximadamente.

279
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
Almacenar en lugares frescos, libre de plagas y con
correcta ventilación, separar el producto por lo menos
60 cm de las paredes y 15 cm del piso
CADUCIDAD 12 meses
EMBALAJE
En sacos de polipropileno laminado que proporcionan una
adecuada protección, conservación e higiene durante su
almacenamiento y transporte.
TRATAMIENTO PREVIO
AL USO
Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON EL
ALIMENTO
Condiciones apropiadas del producto (que no esté abierto,
roto, etc.)
REQUISITOS LEGALES Y
REGLAMENTARIOS DE
INOCUIDAD
NB/NA 0009:2008 Azúcar blanco – Requisitos
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad
CUADRO F - 16: KETAL S.A.: FICHA DE MATERIA PRIMA – MANTECA
VEGETAL
NOMBRE DE MATERIA PRIMA O INSUMO Manteca vegetal
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS FISICO-
QUIMICAS
Color Blanco crema
Olor
Característico del producto, sin
evidencia de rancidez ni olores
extraños.
Textura Sólido y homogéneo de textura lisa y
fina.
Sabor Suave Característico
Humedad 0,2 %
CARACTERISTICAS
BIOLOGICAS
Mohos (UFC/g) < 102
Coliformes
(UFC/g)
<103
Staphylococcus
aureus (UFC/g)
102
METODO DE DISTRIBUCION En camiones con humedad relativa no mayor a 20% y en
embalajes protectores.
CONDICIONES DE
ALMACENAMIENTO
Almacenarse en espacios ventilados a temperatura 18º
C - 25º C. aproximadamente.
Almacenar en lugares frescos, libre de plagas y con
correcta ventilación
CADUCIDAD 12 meses
EMBALAJE En bolsas de polietileno embalados en cajas de cartón.
TRATAMIENTO PREVIO AL
USO Inspección visual y eliminación de material indeseable
CRITERIOS DE ACEPTACION
RELACIONADOS CON EL
ALIMENTO
Condiciones apropiadas del producto (que no esté abierto,
roto, etc.)

280
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
REQUISITOS LEGALES Y
REGLAMENTARIOS DE
INOCUIDAD
NB 34013:2014 Aceites y grasas - Manteca vegetal
comestible - Requisitos
Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad
CUADRO F - 17: KETAL S.A.: FICHA DE MATERIA PRIMA – PROPIONAO DE
CALCIO
NOMBRE DE MATERIA PRIMA O INSUMO Propionato de calcio
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS FISICO-
QUIMICAS
Color Blanco
Olor Ligero característico
Textura Polvo
Humedad 5% máximo
Pureza (base seca) 98 % min.
Solubilidad 490 g/l en agua a 20ºC
CARACTERISTICAS
BIOLOGICAS
Coliformes
Totales(UFC/g)
< 10
Escherichia Coli(UFC/g) Ausencia
Hongos y
Levaduras(UFC/g)
<102
Salmonella(UFC/g Ausencia/25 g
METODO DE DISTRIBUCION En camiones con humedad relativa no mayor a 20% y en
embalajes protectores.
CONDICIONES DE
ALMACENAMIENTO
Almacenarse en espacios ventilados a temperatura 18º C
- 25º C. aproximadamente.
Almacenar en lugares frescos y libre de plagas
CADUCIDAD 1 año
EMBALAJE En bolsas de polietileno embalados en cajas de cartón.
TRATAMIENTO PREVIO AL USO Inspección visual y eliminación de material indeseable CRITERIOS DE ACEPTACION
RELACIONADOS CON EL
ALIMENTO
Condiciones apropiadas del producto (que no esté abierto,
roto, esparcido, etc.)
REQUISITOS LEGALES Y
REGLAMENTARIOS DE
INOCUIDAD Registro sanitario SENASAG vigente
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad
CUADRO F - 18 KETAL S.A.: FICHA DE MATERIA PRIMA - SAL
NOMBRE DE MATERIA PRIMA O INSUMO Sal
CARACTERISTICAS IMPORTANTES
CARACTERISTICAS
FISICO-QUIMICAS
Color Blanco
Olor Exento de olores atípicos
Textura Finos cristales de sal, típica del
producto
Sabor Salado
Humedad 12% máximo
Pureza (base seca) Cloruro de sodio , valor típico 99,7%

281
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CARACTERISTICAS
BIOLOGICAS
Escherichia coli (UFC/g) < 10
Cl. Sulfito reductores (UFC/g) <103
Salmonella(UFC/g Ausencia/25 g
METODO DE
DISTRIBUCION
En camiones con humedad relativa no mayor a 20% y en embalajes
protectores.
CONDICIONES DE
ALMACENAMIENTO
Almacenarse en espacios ventilados a temperatura 18º C - 25º C.
aproximadamente.
Almacenar en lugares frescos y libre de plagas
CADUCIDAD 4 años
EMBALAJE En bolsas de polietileno embalados en cajas de cartón.
TRATAMIENTO
PREVIO AL USO Inspección visual y eliminación de material indeseable
CRITERIOS DE
ACEPTACION
RELACIONADOS CON
EL ALIMENTO
Condiciones apropiadas del producto (que no esté abierto, roto,
esparcido, etc.)
REQUISITOS LEGALES
Y REGLAMENTARIOS
DE INOCUIDAD
Registro sanitario SENASAG vigente
NB 328004:2012 Sal para consumo humano - Requisitos
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad
CUADRO F - 19: KETAL S.A.: FICHA DE DISTRIBUCION DE PRODUCTO
TERMINADO
PRODUCTO Salchicha Viena sin piel
N° de lote Fecha de elaboración Fecha de
vencimiento Código
CONDICIONES DE ALMACENAMIENTO
Temperatura Temperatura ambiente (20-25 °C)
CONDICIONES DE PRODUCCION
Temperatura de
madurado
30 – 40 °C Tiempo 1.5 -2 horas
Temperatura de horneado Inicial 260°C Tiempo 15 min
Final 180°C Tiempo 1.5 horas
Temperatura de
enfriamiento inicial
25 °C
Tiempo 2 horas
Temperatura de reposado 25 °C Tiempo 24 horas
CARACTERÍSTICAS FÍSICO – QUÍMICAS
Peso Humedad Temperatura Color
CARACTERÍSTICAS MICROBIOLÓGICAS
Mesofilicas aerobias Escherichia Coli Staphylococcus
Aureus
Salmonella
500,000 UFC/g max. UFC/25g (Ausencia) 5000 UFC/g max. UFC/25 g (Ausencia)
NB 310017-2014 NB 310017-2014 NB 310017-2014 NB 310017-2014
Fecha de Vigencia Aprobado por
Revisión N° Revisado por
FUENTE: Elaborado en base a información de jefatura de producción y control de calidad

282
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 20: KETAL S.A.: LISTADO DE PELIGROS POSIBLES EN EL AREA
DE EMBUTIDOS
N° PELIGRO TIPO CONSECUENCIAS FUENTE DE INFORMACION
1 Astillas de hueso
FISICO
> a 5 mm, puede
causar daños a la
garganta como
obstrucción y cortes
Artículo de revista Eroski consumer
http://www.consumer.es/seguridad-
alimentaria/sociedad-y-
consumo/2011/10/20/203948.php
2 Astillas metálicas Cortes a la tráquea, o
garganta desde > 1cm
Manual de seguridad y salud en
operaciones con herramientas
manuales comunes, maquinaria de
taller y soldadura (Universidad
politécnica de Valencia)
3 Piedras
Cortes si son astilladas
y daños a la dentadura
desde > 5mm
Artículo de revista Eroski consumer
http://www.consumer.es/seguridad-
alimentaria/sociedad-y-
consumo/2011/10/20/203948.php
4 Tierra
Puede desarrollarse
peligrosas parasitosis
intestinales, que no
controladas pueden ser
muy graves Artículo de revista en la web
http://www2.esmas.com/salud/enfer
medades/042890/pica-obsesion-
anormal-ingerir-sustancias-no-
comestibles/
5 Plásticos Cortes si son astilladas
y daños a la garganta
6 Restos de madera Cortes si son astilladas
y daños a la garganta
7 Restos de papel Cortes si son astilladas
y daños a la garganta
8 Ácido cianhídrico
QUIMICO
Una exposición
excesiva puede
ocasionar riesgo de
cáncer, lesiones
cutáneas,
metahemoglobinemia
y efectos neurológicos
adversos.
http://www.webconsultas.com/dieta
-y-nutricion/dieta-
equilibrada/toxicidad-de-la-yuca-
12299
9 Flúor
http://www.lavidalucida.com/peligr
os-para-la-salud-con-el-uso-de.html
10 Cloro
11 Plomo
12 Arsénico
13 Nitritos y nitratos
El nitrito en dosis altas
puede ocasionar
cáncer
Industria de carnes, Universidad
Nacional de Colombia sede
Medellín Pg. 120 -121
14 Detergentes y
desinfectantes
Intoxicación con
detergentes, dolor de
garganta, ardor en la
boca o nariz
15 E. coli 0157:H7 BIOLOGICO Causa Gastroenteritis:
Diarrea, puede ser con
sangre y fiebre
Microbiología de la carne pg 1 a 10

283
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
16 Salmonella
BIOLOGICO
Puede causar
Salmonellosis, dolores
en el estómago y
temperaturas altas.
Industria de carnes, Universidad
Nacional de Colombia sede
Medellín Pg. 120 -121
17
Clostridium
perfinges,
Clostridium
botulinum
Puede llegar a
ocasionar Botulismo:
La toxina botulínica es
una de las sustancias
más mortales que se
conocen.
Microbiología de la carne pg 1 a 10
18 Staphylococcusaure
us
Intoxicación
alimentaria
caracterizado por
nauseas severas,
náuseas y vómitos
Microbiología de la carne pg 1 a 10
19 Yersiniaenterolítica Diarrea
(frecuentemente con
presencia de sangre en
las heces), dolor
abdominal, fiebre,
dolor de cabeza,
náuseas y/o vómitos
Microbiología de la carne pg. 1 a
10
20 campilobacter jejuni http://www.who.int/mediacentre/fa
ctsheets/fs255/es/
21 Shigella SSP
http://www.facmed.unam.mx/depto
s/microbiologia/bacteriologia/shigel
la.html
22 Listeria
Monocytogenes
Puede causar
Listeriosis, dolores de
cabeza intenso,
náuseas vómitos
delirio y coma en
personas de edad e
infantes.
Microbiología de la carne pg 1 a 10
FUENTE: Elaboración en base a información bibliográfica según columna 4
CUADRO F - 21: KETAL S.A.: LISTADO DE PELIGROS POSIBLES EN EL AREA
DE PANADERIA
N° PELIGRO TIPO CONSECUENCIAS FUENTE DE
INFORMACION
1 Polvo
FÍSICO Puede generar daños al sistema
gastrointestinal al ser ingerido
Manual del manipulador
de alimentos
2 Tierra
3 Restos de plástico o
madera
4 Pelos
5 Micotoxinas
QUÍMICO
Ocasiona micotoxinosis los
síntomas pueden ser: aumento
de la presión arterial, fiebre,
mareos o vértigos, calambres,
pulso débil, irritación en la
piel, malestar o gastritis
estomacal y vómitos.
http://apps.who.int/iris/b
itstream/10665/57586/1/
RA_2000_2_80-
92_spa.pdf

284
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA
EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
7
Aditivos
alimentarios y
contaminantes
químicos
QUÍMICO
Puede ocasionar
intoxicaciones en casos
extremos
http://www.consumer.es
/seguridad-
alimentaria/sociedad-y-
consumo/2003/09/09/82
04.php 8 Detergentes y
desinfectantes
Intoxicación con detergentes,
dolor de garganta, ardor en la
boca o nariz
8
Pesticidas,
herbicidas y
fungicidas
Intoxicaciones, problemas en
el hígado por envenenamiento
y problemas en el sistema
nervioso
http://sgpwe.izt.uam.mx/
pages/cbs/smk/233208/
material_adicional/Micr
obiolocereales.htm
http://www.unsa.edu.ar/
biblio/repositorio/malim
2007/8%20granos%20y
%20harinas.pdf
9 Materia quemada
(toxinas)
Puede ocasionar
intoxicaciones en casos
extremos
http://www.vitonica.com
/prevencion/la-comida-
quemada-puede-
hacernos-mucho-dano
10 Mohos y levaduras
BIOLÓGICO
Causan reacciones alérgicas y
problemas respiratorios en
algunos casos envenenamiento
peligros mohos en el
pan.doc
http://datateca.unad.edu.
co/contenidos/211615/M
odulo_exe/211615_Mex
e/leccin__8_microbiolog
a_de_los_cereales.html
11 Coliformes totales
12 E. Coli
Diarrea leve hasta cuadros
diarrea acuosa con fiebre,
dolor abdominal tipo cólico y
evacuaciones con sangre,
moco y pus (disentería
bacilar), náusea con /sin
vómito.
http://cdigital.uv.mx/bits
tream/123456789/42401
/1/SolanoReyesJaneth.p
df
13 Salmonella
food safety - Peligros de
origen microbiano Pgs.
1-6
14 Shigella spp.
15 Campylobacter
jejuni,
Diarrea (frecuentemente con
presencia de sangre en las
heces), dolor abdominal,
fiebre, dolor de cabeza,
náuseas y/o vómitos
16 Staphylococcus
Aureus Intoxicación gastrointestinal
caracterizado por nauseas
severas, calambres y vómitos 17 Bacillus cereus
18 Aereobios
mesofilos
19 Clostridium sulfito
reductores Puede ocasionar diarrea acuosa
FUENTE: Elaboración en base a información bibliográfica según columna 4
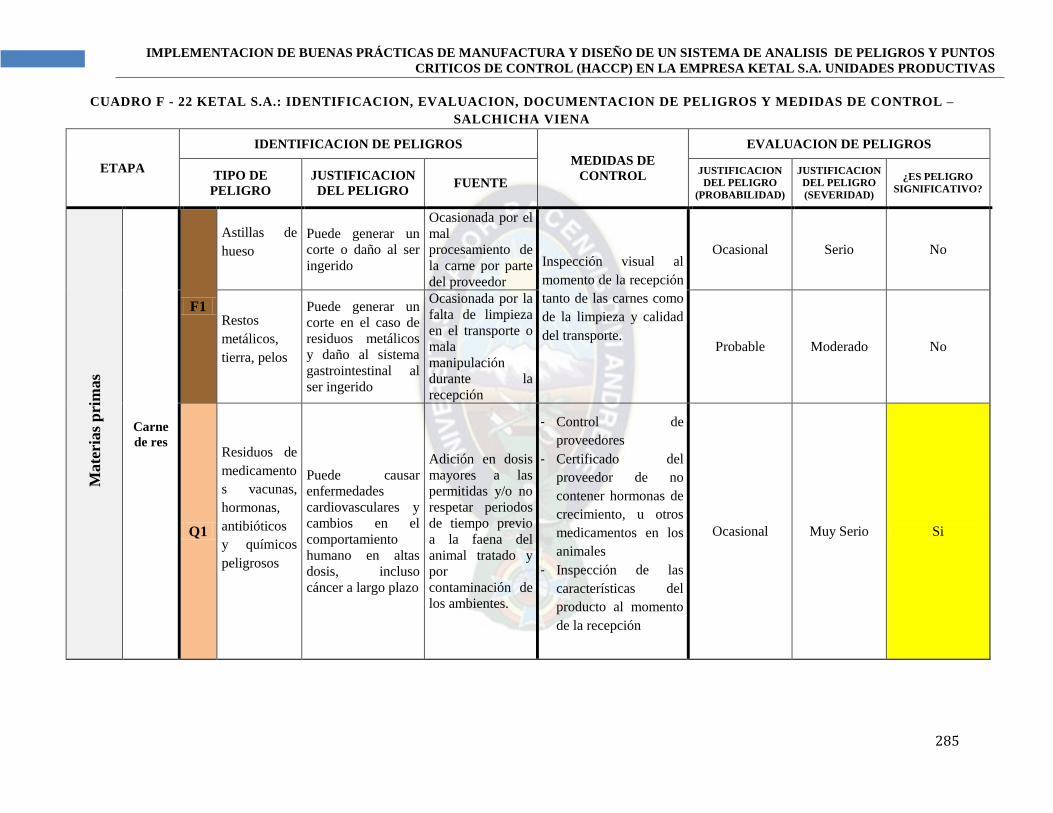
285
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL –
SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Carne
de res
F1
Astillas de
hueso
Puede generar un
corte o daño al ser
ingerido
Ocasionada por el
mal
procesamiento de
la carne por parte
del proveedor
Inspección visual al
momento de la recepción
tanto de las carnes como
de la limpieza y calidad
del transporte.
Ocasional Serio No
Restos
metálicos,
tierra, pelos
Puede generar un
corte en el caso de
residuos metálicos
y daño al sistema
gastrointestinal al
ser ingerido
Ocasionada por la
falta de limpieza
en el transporte o
mala
manipulación
durante la
recepción
Probable Moderado No
Q1
Residuos de
medicamento
s vacunas,
hormonas,
antibióticos
y químicos
peligrosos
Puede causar
enfermedades
cardiovasculares y
cambios en el
comportamiento
humano en altas
dosis, incluso
cáncer a largo plazo
Adición en dosis
mayores a las
permitidas y/o no
respetar periodos
de tiempo previo
a la faena del
animal tratado y
por
contaminación de
los ambientes.
- Control de
proveedores
- Certificado del
proveedor de no
contener hormonas de
crecimiento, u otros
medicamentos en los
animales
- Inspección de las
características del
producto al momento
de la recepción
Ocasional Muy Serio Si

286
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y
MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Carne
de res B1
E. coli
0157:H7
Causa
Gastroenteritis:
Diarrea, puede ser
con sangre y fiebre Características
intrínsecas (origen en el
propio animal) o por
contaminación durante
el faeneo, la mala
manipulación durante la
carga y descarga de la
carne y/o la falta de
limpieza durante el
transporte
- Control de
temperaturas (<
10°C), PH (5.4 -
6.1) y
características
organolépticas de
la carne
- Solicitud de
Registro sanitario
vigente
- Pruebas
microbiológicas de
laboratorio
Remoto Muy serio No
Salmonella Puede causar
Salmonellosis,
dolores en el
estómago y
temperaturas altas.
Staphylococc
us aureus
Agente causal de
intoxicación
alimentaria
Clostridium
perfinges,
Clostridium
botulinum
Puede causar
enteritis necrótica,
gangrena gaseosa y
botulismo
Tocino
F2
Restos
metálicos,
tierra, pelos
Puede generar un
corte en el caso de
residuos metálicos
y daño al sistema
gastrointestinal al
ser ingerido
Ocasionada por la falta
de limpieza en el
transporte o mala
manipulación durante la
recepción
Inspección visual al
momento de la
recepción tanto de las
carnes como de la
limpieza y calidad del
transporte
Remoto Moderado No
Q2
Herbicidas o
antibióticos
Puede llegar a
causar cáncer a
largo plazo
Adición en dosis
mayores a las permitidas
y/o no respetar periodos
de tiempo previo a la
faena del animal tratado
y por contaminación de
los ambientes.
Control de productos
químicos mediante la
solicitud de
certificación del
tratamiento adecuado
de la cría de los
animales, al proveedor
Remoto Muy Serio No

287
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACI
ON DEL
PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Tocino B2
E. coli
0157:H7
Causa nte de
Gastroenteritis,
Diarrea, puede ser
con sangre y fiebre
Características
intrínsecas
(origen en el
propio animal) o
por
contaminación
durante el
faeneo, la mala
manipulación
durante la carga
y descarga de la
carne y/o la falta
de limpieza
durante el
transporte
- Control de temperaturas
(<10°C), pH (5.4 -6.1) y
características
organolépticas de la
carne
- Solicitud de Registro
sanitario vigente
- Pruebas microbiológicas
de laboratorio Remoto Muy Serio No
Salmonella
Puede causar
Salmonelosis,
dolores en el
estómago y
temperaturas altas.
Staphylococ
cusaureus
Agente causal de
intoxicación
alimentaria
Clostridium
perfringes,
Yersinia
enterolítica
Puede causar
enteritis necrótica,
gangrena gaseosa y
botulismo
Almidón
de yuca
F3 Restos de
papel
Causa diarrea y
dolores
abdominales
Por
contaminación
con el envase
por rotura o mal
envasado
Control mediante
inspección visual a los
productos durante la
recepción y previo a la
utilización del producto
durante el proceso.
Remoto Moderado No
Q3 Ácido
cianhídrico
Llega a causar
intoxicación en
niveles altos,
intoxicación
cianhídrica incluso
a la muerte
Por mala
dosificación de
componentes o
fallas durante el
procesamiento
- Control de proveedores, cumplimiento de las especificaciones técnicas del producto
- solicitud de registro sanitario vigente y pruebas realizadas a la materia prima por parte del proveedor
Remoto Muy Serio No

288
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Almidón
de yuca B3
Hongos y
levaduras Causa diarrea y
dolores abdominales
Por el almacenamiento
en condiciones de alta
humedad
- Solicitud de registro
sanitario vigente
- control de las
materias primas
mediante inspección
visual
- Solicitud de pruebas
microbiológicas al
proveedor
Ocasional Moderado No
Hielo
F4
Restos
metálicos,
tierra, pelos,
polvo,
madera
Puede generar un
corte en el caso de
residuos metálicos y
daño al sistema
gastrointestinal al ser
ingerido
Ocasionada por la
falta de limpieza
durante la producción
y/o durante el
transporte
Inspección visual al
momento de la
recepción tanto del
producto como de la
calidad y limpieza del
transporte
Probable Moderado No
Q4
Existencia de
plomo, flúor,
nitritos,
arsénico y
compuestos
organoclorad
os
Una exposición
excesiva puede
ocasionar riesgo de
cáncer, lesiones
cutáneas y efectos
neurológicos
adversos.
Ocasionada por el mal
tratamiento del agua
potable para la
producción de cubos
de hielo.
Solicitud de pruebas
físico- químicas del
agua usada en el
producto al proveedor
Remoto Muy Serio No

289
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Hielo B4
E. Coli 0157:H7 Causa Gastroenteritis:
Diarrea que puede ser
con sangre y fiebre
Debido al mal
tratamiento del
agua potable o a
las malas
prácticas de
higiene en la
producción y en
el manejo del
hielo.
- Solicitud de registro
sanitario vigente
- control de las
materias primas
mediante inspección
visual
- Solicitud de pruebas
microbiológicas de
laboratorio al
proveedor
Remoto Muy Serio No
Shigella spp.
Diarrea leve hasta
cuadros diarrea acuosa
con fiebre, dolor
abdominal tipo cólico
y evacuaciones con
sangre náuseas con
/sin vómito.
Campylobacter
jejuni,
Diarrea
(frecuentemente con
presencia de sangre en
las heces), dolor
abdominal, fiebre,
dolor de cabeza,
náuseas y/o vómitos
Listeria
Monocytogenes
Puede causar
Listeriosis, dolores de
cabeza intenso,
náuseas vómitos
delirio y coma en
personas de edad e
infantes
Eritorbato
de sodio
F5 No se identifica -- -- -- -- -- --
Q5 No se identifica -- -- -- -- -- --
B5 No se identifica -- -- -- -- -- --
Polifosfato
de sodio F6 No se identifica -- -- -- -- -- --

290
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Polifosfato
de sodio
Q6 Polifosfato en
altas cantidades
Puede producir
cálculos renales,
descalcificación del
esqueleto óseo y en
niños puede
originar problemas
de metabolismo. Es
cancerígeno.
Por mala
dosificación de
componentes o
fallas durante el
procesamiento del
producto
- Control de
proveedores
- Recepción con
registro sanitario
vigente
- Cumplimiento de
las
especificaciones
técnicas del
producto
Remoto Muy serio No
B6 No se identifica -- -- -- -- -- --
Condimen
tos
F7
Piedras, tierra,
polvo, pelos
fibras sintéticas,
ramas
Puede generar
daños al sistema
gastrointestinal y
dolor a la garganta
al ser ingerido
Por mal
procesamiento del
producto por parte
del proveedor y/o
falta de limpieza en
el transporte
Inspección visual al
momento de la
recepción y previo a
la utilización del
producto en el
proceso
Probable Moderado No
Q7
Presencia de
pesticidas,
fungicidas o
herbicidas
Intoxicaciones,
problemas en el
hígado por
envenenamiento y
problemas en el
sistema nervioso
Por exceso de
dosificaron en las
actividades de
erradicación de
plagas por parte del
proveedor
Solicitud de
certificado de
correcto control de
plagas en la
industria alimentaria
Ocasional Serio No
B7
Contaminación
microbiológica:
Staphylococcus
aureus y/o
Clostridium
perfringens
Intoxicación con
abruptos ataques
caracterizados por
nauseas severas,
calambres y
vómitos
Proveniente de la
falta de un control
de plagas eficiente,
procesamiento,
conservación
inadecuada del
producto y/o
durante el
transporte
Solicitud de registro
sanitario vigente,
certificado de
control de plagas y
pruebas
microbiológicas de
la M°P°
Ocasional Muy Serio Si

291
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Sal de
cura
F8 No se identifica -- -- -- -- -- --
Q8 Nitritos en altas
cantidades
El nitrito en dosis
altas puede
ocasionar cáncer
Por mala
dosificación de
componentes o
fallas durante el
procesamiento
del producto
- Control de
proveedores
- Recepción con registro
sanitario vigente
- Cumplimiento de las
especificaciones
técnicas del producto
Remoto Muy serio No
B8 No se identifica -- -- -- -- -- --
Sal de
mesa
F9
Restos
metálicos,
tierra, pelos,
piedras
Puede generar un
corte en el caso de
residuos metálicos y
daño al sistema
gastrointestinal al ser
ingerido
Ocasionada por
la falta de
limpieza durante
la producción y/o
durante el
transporte
Inspección visual al
momento de la recepción
tanto producto como de
la calidad y limpieza del
transporte
Probable Moderado No
Q9 Bajos niveles de
yodo Bocio endémico
Por mala
dosificación de
componentes o
fallas durante el
procesamiento
del producto
- Control de
proveedores
- Recepción con registro
sanitario vigente
- Cumplimiento de las
especificaciones
técnicas del producto
Remoto Muy Serio No
B9
Clostridium
sulfito
reductores
Puede ocasionar
diarrea acuosa
Ocasionada por
la falta de
limpieza durante
la producción y/o
durante el
transporte
Solicitud de registro
sanitario vigente,
certificado de control de
plagas y pruebas
microbiológicas de la
M°P°
Remoto Serio No

292
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Tripa
sintética
F10 No se identifica -- -- -- -- -- --
Q10 No se identifica -- -- -- -- -- --
B10 Salmonella ssp
Causan normalmente
septicemia y
producen el tifo o
fiebre tifoidea
Ocasionada por la
falta de limpieza
durante la
producción y/o
durante el transporte
- Control de
proveedores
- Cumplimiento de las
especificaciones
técnicas del producto
Remoto Muy serio No
Envases
F11 No se identifica -- -- -- -- -- --
Q11 No se identifica -- -- -- -- -- --
B11 No se identifica -- -- -- -- -- --
Almacenamient
o de materias
primas
(perecederos)
F12 Polvo, tierra,
pelos Daño al sistema
gastrointestinal
Por falta de limpieza
de los almacenes ,
falta de higiene en la
manipulación de
materias primas
Realización e
inspección de L+D
adecuada y frecuente a
los ambientes
Inspección de la
higiene adecuada de los
operarios
Ocasional Moderado No
Q12 Presencia de
detergente o
desinfectante
Intoxicación con
detergentes, dolor de
garganta, ardor en la
boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de los
materiales
Inspección de la L+D
final de los ambientes y
previo a la utilización
de los materiales
Ocasional Moderado No
B12
E. Coli
0157:H7
Causa
Gastroenteritis:
Diarrea, puede ser
con sangre y fiebre
Por falta de L+D de
los almacenes, por
contaminación
cruzada, falta de
higiene en la
manipulación de
materias primas y/o
almacenamiento a
temperaturas
inadecuadas
- Control de
temperaturas de
almacenamiento
- Realización e
inspección de la
limpieza adecuada y
frecuente a los
ambientes
Ocasional Muy Serio Si Salmonella,
listeria
monocitogenes
y otros
microorganism
os
Puede causar
Salmonellosis,
dolores en el
estómago y
temperaturas altas.
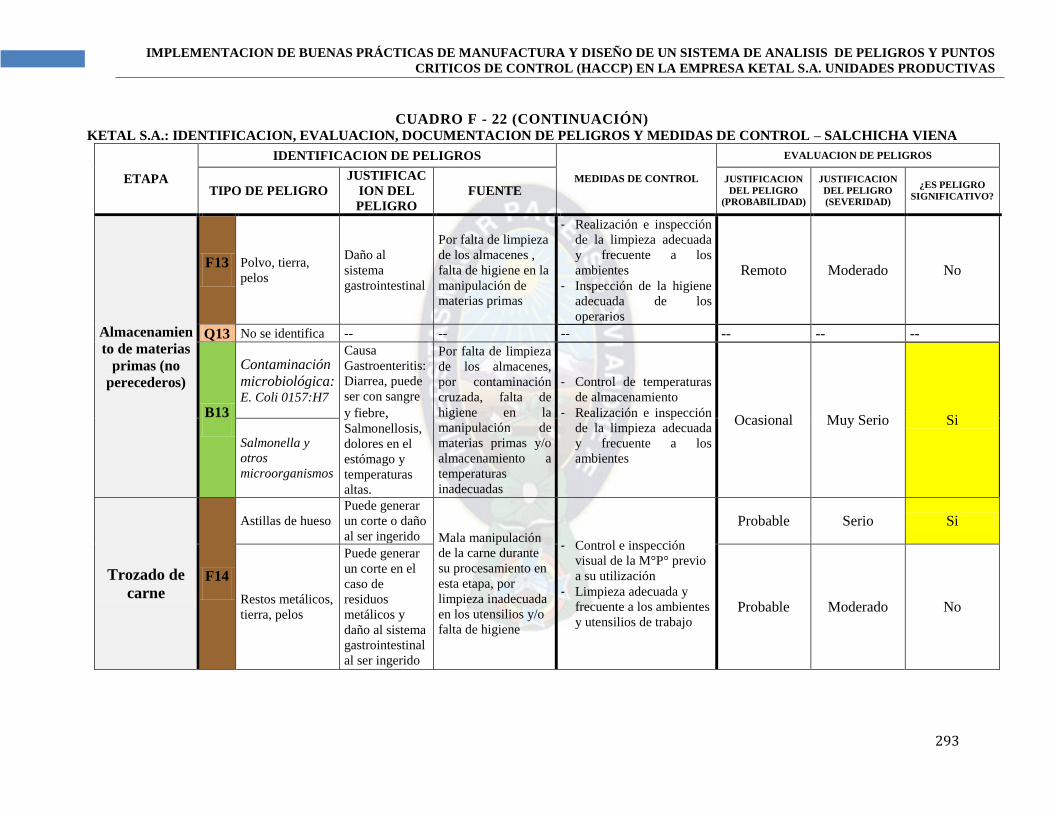
293
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICAC
ION DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Almacenamien
to de materias
primas (no
perecederos)
F13 Polvo, tierra,
pelos
Daño al
sistema
gastrointestinal
Por falta de limpieza
de los almacenes ,
falta de higiene en la
manipulación de
materias primas
- Realización e inspección
de la limpieza adecuada
y frecuente a los
ambientes
- Inspección de la higiene
adecuada de los
operarios
Remoto Moderado No
Q13 No se identifica -- -- -- -- -- --
B13
Contaminación
microbiológica: E. Coli 0157:H7
Causa
Gastroenteritis:
Diarrea, puede
ser con sangre
y fiebre, Salmonellosis,
dolores en el
estómago y
temperaturas
altas.
Por falta de limpieza
de los almacenes,
por contaminación
cruzada, falta de
higiene en la
manipulación de
materias primas y/o
almacenamiento a
temperaturas
inadecuadas
- Control de temperaturas
de almacenamiento
- Realización e inspección
de la limpieza adecuada
y frecuente a los
ambientes
Ocasional Muy Serio Si
Salmonella y
otros
microorganismos
Trozado de
carne F14
Astillas de hueso
Puede generar
un corte o daño
al ser ingerido Mala manipulación
de la carne durante
su procesamiento en
esta etapa, por
limpieza inadecuada
en los utensilios y/o
falta de higiene
- Control e inspección
visual de la M°P° previo
a su utilización
- Limpieza adecuada y
frecuente a los ambientes
y utensilios de trabajo
Probable Serio Si
Restos metálicos,
tierra, pelos
Puede generar
un corte en el
caso de
residuos
metálicos y
daño al sistema
gastrointestinal
al ser ingerido
Probable Moderado No

294
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACI
ON DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Trozado de
carne
Q14 Presencia de
detergente o
desinfectante
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de la
limpieza final de los
ambientes y previo a
la utilización de los
materiales o utensilios
Probable Moderado No
B14
E. coli 0157:H7
Causa
Gastroenteritis:
Diarrea, puede
ser con sangre y
fiebre
Por proliferación
mediante el
ambiente,
contaminación
cruzada o por
microorganismos
presente en los
utensilios o mesa
de trabajo
- Realización e
inspección de la
limpieza adecuada
y frecuente a los
ambientes y
utensilios
- Control de
cantidades y
temperatura de
almacenamiento
temporal (1-5 °C)
Ocasional Muy serio Si Salmonella y otros
microorganismos
Almacenami
ento
refrigerado/c
ongelado de
carnes
F15 Materiales extraños
(Pelos, tierra, polvo)
Daño al sistema
gastrointestinal
Por falta de
limpieza de las
cámaras de frio,
falta de higiene en
la manipulación de
M°P°
Realización e
inspección de la
limpieza adecuada y
frecuente a los
ambientes así también
inspección de higiene
adecuada de los
operarios
Ocasional Moderado No
Q15 No se identifica -- -- -- -- -- --

295
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Almacenami
ento
refrigerado/c
ongelado de
carnes
B15
Contaminación
microbiológica:
E. Coli 0157:H7,
Listeria
Monocytogenes
Causa
Gastroenteritis o
listeriosis:
Diarrea, puede
ser con sangre y
fiebre dolores de
cabeza intenso,
náuseas vómitos
delirio y coma en
personas de edad
e infantes.
Por falta de limpieza
de las cámaras de
frio o recipientes,
falta de higiene en la
manipulación de
materias primas y/o
almacenamiento a
temperaturas
inadecuadas
- Realización e
inspección de la
limpieza adecuada
y frecuente a los
ambientes
- Control de
temperaturas de
refrigerado
(-20 a-10 °C)
Ocasional Muy Serio Si
Descongela
do de
carnes
F16 No se identifica -- -- -- -- -- --
Q16 No se identifica -- -- -- -- -- --
B16 Crecimiento y/o
proliferación de
patógenos
Daño al sistema
gastrointestinal
Por mal control de
temperatura del
descongelamiento
que pueden resultar
en el crecimiento de
patógenos
Control de
temperatura de
descongelamiento (1 -
5°C) Ocasional Muy Serio Si
Molido
F17 Restos de astillas
de huesos,
metálicos, tierra,
pelos
Puede generar un
corte en el caso
de residuos
metálicos y daño
al sistema
gastrointestinal al
ser ingerido
Por limpieza
inadecuada del
equipo y/o falta de
higiene en la
elaboración
Inspección visual de
los utensilios y de
astillas de hueso Ocasional serio No
Q17
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de
utensilios o mesa de
trabajo
Inspección de la
limpieza final de los
ambientes y previo a
la utilización de los
materiales o utensilios
Probable Moderado No

296
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Molido B17
E. coli 0157:H7 Causa
Gastroenteritis:
Diarrea, puede
ser con sangre y
fiebre
Por proliferación
mediante el
ambiente,
contaminación
cruzada o por
microorganismos
presente en los
utensilios o
maquinaria
- Limpieza adecuada
de los ambientes,
maquinaria, equipos
y utensilios
- Inspección de la
higiene adecuada
del personal
Ocasional Muy serio Si
Salmonella y otros
microorganismos
Pesado de
fécula y
condimentos
F18 Polvo, tierra, pelos
Daño al sistema
gastrointestinal
Por falta de limpieza
de los almacenes ,
falta de higiene en la
manipulación de
materias primas
- Realización e
inspección de la
limpieza adecuada
y frecuente a los
ambientes
- Inspección de la
higiene adecuada de
los operarios
Remoto Moderado No
Q18 No se identifica -- -- -- -- -- --
B18
Contaminación
microbiológica: E. Coli 0157:H7,
Contaminación
microbiológica: E. Coli 0157:H7
Causa
Gastroenteritis:
Diarrea, puede
ser con sangre y
fiebre, Salmonellosis,
dolores en el
estómago y
temperaturas
altas.
Por falta de limpieza
de los almacenes,
por contaminación
cruzada, falta de
higiene en la
manipulación de
materias primas y/o
almacenamiento a
temperaturas
inadecuadas
- Control de
temperaturas de
almacenamiento
- Realización e
inspección de la
limpieza adecuada
y frecuente a los
ambientes
Ocasional Serio No

297
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Pesado de
sulfato de
sodio
F19 -- -- -- -- -- -- --
Q19
Dosificación
fuera de
parámetros
establecidos por
exceso de poli
fosfato de sodio
Puede producir
cálculos renales,
descalcificación
del esqueleto
óseo y en niños
puede originar
problemas de
metabolismo. Es
cancerígeno.
Por falta de
calibración o
mantenimiento de
equipos de medición
o descuido del
operario.
- Calibración
frecuente de
equipos de
medición.
- Pruebas de
laboratorio de
presencia de
polifosfato de sodio
en el producto final.
Ocasional Muy Serio Si
B19
Contaminación
microbiológica:
E. Coli 0157:H7,
Salmonella y otros
microorganismos
Causa
Gastroenteritis:
Diarrea, puede
ser con sangre y
fiebre, Salmonellosis,
dolores en el
estómago y
temperaturas
altas.
Por falta de limpieza
de los almacenes,
por contaminación
cruzada, falta de
higiene en la
manipulación de
materias primas y/o
almacenamiento a
temperaturas
inadecuadas
- Control de
temperaturas de
almacenamiento
- Realización e
inspección de la
limpieza adecuada
y frecuente a los
ambientes
Ocasional Serio No
Pesado de sal
de cura F20
Materia extraña:
polvo, tierra pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
equipo de medición,
utensilios o falta de
higiene del personal
Limpieza y
desinfección adecuada
en los utensilios
ambientes y equipos
de medición
Ocasional Moderado No

298
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Pesado de
sal de cura
Q20
Dosificación
fuera de
parámetros
establecidos
por exceso de
nitrito
Dosificaciones
elevadas de
nitrito llegan a
causar daños en
la salud como
cáncer
Por falta de
calibración o
mantenimiento de
equipos de medición
- Registro de
dosificación de la sal
de cura en la salmuera
- Calibración frecuente
de equipos de medición
- Pruebas de laboratorio
de presencia de nitrito
en el producto final
Ocasional Muy Serio Si
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de utensilios
o en el equipo de
Inspección de la limpieza
final de los ambientes y
previo a la utilización de
los materiales, utensilios Probable Moderado No
B20 Clostridium
botulinum
Puede llegar a
ocasionar
Botulismo: La
toxina botulínica
es una de las
sustancias más
mortales que se
conocen.
Proveniente de la
carne y por la
dosificación fuera de
parámetros
establecidos, por
déficit de nitrito.
- Registro de
dosificación de la sal
de cura en la salmuera
- Calibración frecuente
de equipos de medición
- Pruebas
microbiológicas de
laboratorio a la carne
Ocasional Muy serio Si
Mezclado
F21
Materia
extraña: polvo,
tierra pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente, maquinaria
o la falta de higiene
del operario
- Limpieza y
desinfección adecuada
en los utensilios
ambientes y maquinaria
- Inspección de la
higiene del operario
Probable Moderado No
Q21
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de utensilios
o en el equipo de
medición
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
maquinaria y utensilios Probable Moderado No

299
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mezclado B21
E. coli 0157:H7
Salmonella y otros
microorganismos
Causa
Gastroenteritis:
Diarrea, puede
ser con sangre y
fiebre
Por proliferación
mediante el
ambiente,
contaminación
cruzada , por
microorganismos
presentes en la
maquinaria o por
la temperatura y
tiempo en la
maquinaria
- Limpieza adecuada de
los ambientes,
maquinaria, equipos y
utensilios.
- Inspección de la
higiene adecuada del
personal manipulador
- Control del tiempo
(20 min) y temperatura
(4 -7 °C) de esta etapa
del proceso
Ocasional Muy serio Si
Embutido
F22 Materia extraña:
polvo, tierra pelos
y resto de tripa
sintética
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente y/o
maquinaria
- Limpieza y
desinfección adecuada
en los utensilios
ambientes y maquinaria
- Inspección de la
higiene del operario
Ocasional Moderado No
Q22
Restos de
sustancias
químicas:
detergentes y
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria y utensilios
Probable Moderado No
B22
E. coli 0157:H7 y
existencia de
aerobios
Staphylococcus
Aureus
Intoxicación
alimentaria
caracterizado por
nauseas severas,
náuseas y
vómitos
Mala
manipulación de
mezcla durante el
cargado a la
maquinaria o
falta de limpieza
y desinfección en
la maquinaria
- Inspección en la
higiene de los operarios
manipuladores
- Inspección de la
limpieza y desinfección
adecuada de la
maquinaria
Ocasional Muy serio No
Ahumado F23 No se identifica -- -- -- -- -- --

300
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Ahumado
Q23 No se identifica -- -- -- -- -- --
B23
Proliferación y
supervivencia de
microorganismos:
E coli 0157:H7,
Salmonella,
Bacillus Cereus,
Aereobios
mesofilos
Pueden causar
infección
alimentaria,
probabilidad de
supervivencia de
microorganismos
por fallas del
proceso
Procedencia de
alguna etapa
anterior y que
prolifera por el mal
control de
temperatura y
tiempo de cocción
Registro de control de
temperatura (160 °C) y
tiempo (45 min) de
cocción
Probable Muy serio Si
Cocción
F24 No se identifica -- -- -- -- -- --
Q24 No se identifica -- -- -- -- -- --
B24
E.Coli 0157:H7 y
otros
microorganismos
Pueden causar
infección
alimentaria,
probabilidad de
supervivencia de
microorganismos
Por contaminación
con
microorganismos
presentes en el
agua utilizada
Control de temperatura
(70 °C) y tiempo (15
min) de cocción Probable Muy serio Si
Enfriado con
agua
F25 No se identifica -- -- -- -- -- --
Q25 No se identifica -- -- -- -- -- --
B25
E. coli 0157:H7,
Salmonella,
Campylobacter
Jejuni, Listeria
Monocytogenes
Llegan a causar
infección
alimentaria,
probabilidad de
supervivencia de
microorganismos
Por contaminación
con
microorganismos
presentes en el
agua utilizada y/o
fallas durante el
control del tiempo
y temperatura del
producto en el
proceso
- Control de
temperatura del agua
(10 °C) y tiempo
(10 min) de enfriado
- Pruebas de laboratorio
de potabilización y
microbiología del
agua
Probable Muy serio Si
Enfriado en
cámaras
F26 No se identifica -- -- -- -- -- --
Q26 No se identifica -- -- -- -- -- --

301
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Enfriado en
cámaras B26
Proliferación de
microorganismos
Pueden causar
infección
alimentaria,
probabilidad de
supervivencia de
microorganismos
por fallas del
proceso
Proliferación por el
mal control de
temperatura de la
cámara de
refrigeración
- Registro de control de
temperatura de la
cámara (5°C)
- Calibración del
equipo de medición
Probable Serio Si
Picado
F27 No se identifica -- -- -- -- -- --
Q27 No se identifica -- -- -- -- -- --
B27
E. coli 0157:H7,
Salmonella,
Staphylococcus
Aureus
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por mala higiene
en el personal
manipulador y/o
falta de limpieza
en los utensilios
- Limpieza y
desinfección
adecuada en los
utensilios y
ambientes
- Inspección de higiene
del operario
Ocasional Serio No
Pelado
F28
Materia extraña:
polvo, tierra, pelos,
restos de plástico
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en los
utensilios o falta de
higiene
- Limpieza y
desinfección
adecuada en los
utensilios y
ambientes
- Inspección de higiene
del operario
Probable Moderado No
Q28
Restos de
sustancias
químicas:
detergentes y
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de la
limpieza final de los
ambientes, y previo a la
utilización de los
utensilios y/o materiales
Probable Moderado No

302
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Pelado B28
E. coli 0157:H7,
Salmonella,
Staphylococcus
Aureus
Puede generar daños
al sistema
gastrointestinal al ser
ingerido
Por mala higiene
en el personal
manipulador y/o
falta de limpieza
en los utensilios
- Limpieza y
desinfección
adecuada en los
utensilios y
ambientes
- Inspección de
higiene del operario
Remoto Muy serio No
Envasado
F29
Materia extraña:
polvo, tierra
pelos, restos de
plástico
Puede generar daños
al sistema
gastrointestinal al ser
ingerido
Por un
almacenamiento
inadecuado de
los envases y
falta de limpieza
en los almacenes
Limpieza adecuada en
los almacenes e
inspección visual
previo al envasado
Ocasional Moderado No
Q29
Restos de
sustancias
químicas:
detergentes y
desinfectantes
Intoxicación con
detergentes, dolor de
garganta, ardor en la
boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de la
limpieza final de los
ambientes, y previo a
la utilización de los
utensilios y/o
materiales
Probable Moderado No
B29
E. coli 0157:H7,
Salmonella,
Staphylococcus
Aureus
Puede generar daños
al sistema
gastrointestinal al ser
ingerido
Por mala higiene
en el personal
Inspección de higiene
del personal
manipulador Remoto Muy serio No
Sellado a
vacío
F30 No se identifica -- -- -- -- -- --
Q30 No se identifica -- -- -- -- -- --
B30 Proliferación de
microorganismos
por presencia de
oxigeno
Pueden causar
infección alimentaria,
probabilidad de
supervivencia de
microorganismos por
fallas del proceso
Proliferación por
fallas en el
sellado a falta de
un
mantenimiento
adecuado de la
maquinaria
- Control del sellado
adecuado del
producto
- Mantenimiento
adecuado a la
maquina selladora
Remoto Serio No

303
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 22 (CONTINUACIÓN) KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – SALCHICHA VIENA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACIO
N DEL
PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Almacenami
ento de
productos
terminados
F31 No se identifica -- -- -- -- -- --
Q31 No se identifica -- -- -- -- -- --
B31
Descomposición
temprana y/o
proliferación de
microorganismos
Puede llegar a
causar
infecciones
Por el
almacenamiento a
temperaturas
inadecuadas
Control de temperatura
de almacenamiento en la
cámara de frio (4 -7 °C) Ocasional Serio No
Distribución
F32 No se identifica -- -- -- -- -- --
Q32 No se identifica -- -- -- -- -- --
B32 Proliferación de
microorganismos
Puede llegar a
causar diarrea e
infecciones
Por el mal manejo
de temperatura en
el vehículo de
transporte
Control de la
refrigeración (4 -7 °C)
y de la limpieza y
desinfección de los
vehículos de transporte
Remoto Serio No
FUENTE: elaboración propia
E1

304
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL –
PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE
PELIGRO
JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Harina
de trigo
(blanca)
F1
Materiales
extraños
(Pelos, tierra,
polvo, fibra
sintética,
madera)
Puede generar daños
al sistema
gastrointestinal y
dolor a la garganta al
ser ingerido
Presentes en el
producto, mala
manipulación al
momento de la
recepción o falta
de limpieza
durante el
transporte
Inspección visual de la
limpieza, calidad de
transporte y previo a la
utilización del producto
Ocasional Moderado No
Q1
Presencia de
micotoxinas
Ocasiona
micotoxinosis
síntomas como:
aumento de la presión
arterial, fiebre, mareos
o vértigos, calambres,
pulso débil, irritación
en la piel, malestar o
gastritis estomacal.
Por el
almacenamiento
o el transporte
inadecuado del
producto
- Solicitud de
especificaciones
técnicas de proveedores
y registro sanitario
Vigente
- Control de humedad
(< 14%) del transporte
al momento de la
recepción.
Remoto Serio No
Presencia de
pesticidas,
fungicidas o
herbicidas
Intoxicaciones,
problemas en el
hígado por
envenenamiento y
problemas en el
sistema nervioso
Por exceso de
dosificación en
las actividades de
erradicación de
plagas por parte
del proveedor
Solicitud de certificado de
correcto control de plagas
en la industria alimentaria
al proveedor Remoto Serio No
B1
Mohos y
levaduras
(Aspergillius,
Penicillium,
Alternaría)
patógenos
como E. Coli
0157:H7 y
Salmonella
Causan reacciones
alérgicas y problemas
respiratorios en
algunos casos
envenenamiento
Características
intrínsecas
(Origen en el
propio alimento)
y/o por
condiciones
inadecuadas de
control de
humedad
- Solicitud de Registro
sanitario vigente y
pruebas microbiológicas
de laboratorio al
proveedor
- Control de temperatura
de (2-8 °C) y calidad del
transporte durante la
recepción de las M°P°
Remoto Muy serio No

305
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Levadu
ra
F2 No se identifica -- -- -- -- -- --
Q2 No se identifica -- -- -- -- -- --
B2
Mohos y
levaduras
(Aspergillius,
Penicillium,
Alternaría)
Causan reacciones
alérgicas y
problemas
respiratorios en
algunos casos
envenenamiento
Debido a un
almacenamiento
o trasporte
inadecuado con
un alto nivel de
humedad
- Solicitud de Registro
sanitario vigente y
pruebas
microbiológicas de
laboratorio al
proveedor
- Control de temperatura
de (2-8 °C) y
calidad del transporte
durante la recepción de
las M°P°
Remoto Serio No
Manteca
vegetal
F3
Materiales
extraños
(Pelos, tierra,
polvo, fibra
sintética,
madera)
Puede generar daños
al sistema
gastrointestinal y
dolor a la garganta al
ser ingerido
Presentes en el
producto, mala
manipulación al
momento de la
recepción o falta
de limpieza
durante el
transporte
Inspección visual de la
limpieza y calidad de
transporte y previo a la
utilización del producto Remoto Moderado No
Q3 Aditivos
alimentarios y
contaminantes
químicos
Puede ocasionar
intoxicaciones n
caso extremos
Exceso en la
dosificación de
aditivos por
encima del
permitido
Solicitud de
Cumplimiento de
especificaciones técnicas
de proveedores y registro
sanitario Vigente
Remoto Serio No
B3 No se identifica -- -- -- -- -- --

306
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Sal
F4 Restos
metálicos,
tierra, pelos,
piedras
Puede generar un
corte en el caso de
residuos metálicos y
daño al sistema
gastrointestinal al ser
ingerido
Ocasionada por
la falta de
limpieza durante
la producción y/o
durante el
transporte
Inspección visual al
momento de la recepción
tanto producto como de la
calidad y limpieza del
transporte
Probable Moderado No
Q4 Bajos niveles
de yodo Bocio endémico
Por mala
dosificación de
componentes o
fallas durante el
procesamiento
del producto
- Control de proveedores
- Solicitud de
especificaciones
técnicas de proveedores
y registro sanitario
Vigente
Remoto Muy Serio No
B4
Clostridium
sulfito
reductores
Puede ocasionar
diarrea acuosa
Ocasionada por
la falta de
limpieza durante
la producción y/o
durante el
transporte
Recepción con registro
sanitario vigente y
solicitud de pruebas
microbiológicas de
laboratorio al proveedor
Remoto Serio No
Azúcar
F5
Materiales
extraños
(Pelos, tierra,
polvo, fibra
sintética,
madera,
piedras)
Puede generar daños
al sistema
gastrointestinal y
dolor a la garganta al
ser ingerido
Presentes en el
producto, mala
manipulación al
momento de la
recepción o falta
de limpieza
durante el
transporte
Inspección visual de la
limpieza, calidad de
transporte y previo a la
utilización del producto
Ocasional Moderado No
Q5 Aditivos
alimentarios y
contaminantes
químicos
Puede ocasionar
intoxicaciones en
casos extremos
Exceso en la
dosificación de
aditivos por
encima del
permitido
- Control de proveedores
- Solicitud de
especificaciones
técnicas de proveedores
y registro sanitario
Vigente
Remoto Serio No

307
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Azúcar
Q5 Presencia de
pesticidas,
fungicidas o
herbicidas
Intoxicaciones,
problemas en el
hígado por
envenenamiento y
problemas en el
sistema nervioso
Por exceso de
dosificación en
las actividades de
erradicación de
plagas por parte
del proveedor
Solicitud de certificado de
correcto control de plagas
en la industria alimentaria
al proveedor
Remoto Serio No
B5
Presencia de
microorganism
os: mohos y
levaduras,
patógenos
como
coliformes
totales, E. coli,
salmonella
Causan reacciones
alérgicas y
problemas
respiratorios en
casos de patógenos
intoxicación
alimentaria
Un
almacenamiento
o transporte
inadecuado a
humedades
relativas altas
- Solicitud de registro
sanitario vigente
- Pruebas
microbiológicas de
laboratorio, control de
humedad (< 14%) y
calidad de transporte
durante la recepción
Remoto Serio No
Agua
F6 Restos
metálicos,
tierra, pelos
Puede generar un
corte en el caso de
residuos metálicos y
daño al sistema
gastrointestinal al ser
ingerido
Ocasionada por
la falta de
limpieza durante
la producción y/o
durante el
transporte
Utilización de cernidores
de materias extrañas Remoto Moderado No
Q6
Existencia de
plomo, flúor,
nitritos,
arsénico y
compuestos
organoclorados
Una exposición
excesiva puede
ocasionar riesgo de
cáncer, lesiones
cutáneas,
metahemoglobinemi
a y efectos
neurológicos
adversos.
Ocasionada por
el mal
tratamiento del
agua potable
Realización de pruebas
físico- químicas del agua Remoto Serio No

308
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Mate
rias
pri
mas
Agua B6
E. Coli Causa
Gastroenteritis:
Diarrea, puede ser
con sangre y fiebre
Debido al mal
tratamiento del
agua potable o a
las malas
prácticas de
higiene en la
producción y en
el manejo
Realización de pruebas
microbiológicas de
laboratorio Remoto Serio No
Shigella spp.
Diarrea leve hasta
cuadros diarrea
acuosa con fiebre,
dolor abdominal tipo
cólico y
evacuaciones con
sangre, moco y pus
(disentería bacilar),
náusea con /sin
vómito.
Campylobacte
r jejuni,
Diarrea
(frecuentemente con
presencia de sangre
en las heces), dolor
abdominal, fiebre,
dolor de cabeza,
náuseas y/o vómitos
Propion
ato de
calcio
F7 No se identifica -- -- -- -- -- --
Q7
Componentes
químicos
(Arsénico,
hierro, plomo,
mercurio)
Puede provocar
Irritaciones en
mucosas de la boca,
garganta, esófago y
tracto intestinal.
Por exceso en la
dosificación
durante la
producción por
parte del
proveedor
- Control de proveedores
- Solicitud de
cumplimiento de
especificaciones
técnicas de proveedores
- Registro sanitario
Vigente
Remoto Serio No
B7 No se identifica -- -- -- -- -- --

309
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Envases de
polietileno de
baja densidad
F8 No se identifica -- -- -- -- -- --
Q8 No se identifica -- -- -- -- -- --
B8 No se identifica -- -- -- -- -- --
Almacenamient
o de materias
primas
F9
Materiales
extraños (Pelos,
tierra, polvo, fibra
sintética, madera,
piedras)
Puede generar
daños al sistema
gastrointestinal y
dolor a la garganta
al ser ingerido
Por la falta de
limpieza en el
almacén
Realización e inspección
de la limpieza del
almacén Ocasional Moderado No
Q9 No se identifica -- -- -- -- -- --
B9
Presencia de
microorganismos:
mohos y levaduras,
patógenos como
E.coli Salmonella
o Staphylococcus
Aureus
Causan reacciones
alérgicas y
problemas
respiratorios en
casos de patógenos
intoxicación
alimentaria
Por
almacenamiento
con humedad
relativa alta, falta
de limpieza o por
tratamiento
inadecuado de
plagas
- Control de la humedad
en el almacén (< 14%)
- Realización e
inspección de limpieza
adecuada,
- Tratamiento efectivo
del control de plagas
Ocasional Muy serio Si
Pesado de
ingredientes
F10 Materia extraña:
polvo, tierra, pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
equipo de
medición,
utensilios o falta
de higiene del
personal
- Limpieza y
desinfección adecuada
en los utensilios
ambientes y equipos de
medición,
- Inspección de la
higiene del personal
Ocasional Moderado No
Q10
Componentes
químicos
(Arsénico, hierro,
plomo, mercurio)
Puede provocar
Irritaciones en
mucosas de la
boca, garganta,
esófago y tracto
intestinal.
Por mala
medición del
aditivo, fuera de
los parámetros
permitidos
- Control de las
cantidades pesadas de
los aditivos
- Calibración frecuente
de los equipos de
medición
Remoto Serio No

310
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACI
ON DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Pesado de
ingredientes B10
Presencia de
microorganismos: E.
Coli, Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación
a falta de limpieza
en el ambiente, el
equipo de
medición o falta de
higiene del
operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y equipos de
medición
- Inspección de la
higiene y manipulación
del operario
Ocasional Muy serio Si
Mezclado de
materias
primas secas
F11 Materia extraña:
polvo, tierra, pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente,
utensilios,
maquinaria o fallas
en la manipulación
o higiene del
operario
- Limpieza y
desinfección adecuada
en los utensilios
ambientes y maquinaria
- Inspección de la
higiene del personal
Ocasional Moderado No
Q11 Restos de sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o en la
maquinaria
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria y utensilios
Ocasional Serio No
B11 No se identifica -- -- -- -- -- --
Amasado F12
Materiales extraños
(Pelos, polvo, fibra
sintética, madera,
piedras, restos de
productos
anteriores)
Puede generar
daños al sistema
gastrointestinal y
dolor a la
garganta al ser
ingerido
Por la falta de
limpieza en el
ambiente,
utensilios,
maquinaria o fallas
en la manipulación
o higiene del
operario
- Limpieza y
desinfección adecuada
en los utensilios
ambientes y maquinaria
- Inspección de la
higiene del personal
Ocasional Moderado No

311
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACI
ON DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Amasado
Q12
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de
utensilios o en la
maquinaria
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria y utensilios Ocasional Serio No
B12
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación a
falta de limpieza en
el ambiente,
utensilios, la
maquinaria o falta de
higiene del operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y maquinaria
- Inspección de la
higiene del personal
Ocasional Muy serio Si
Sobado
F13
Materiales
extraños (Pelos,
polvo, fibra
sintética, madera,
piedras, restos de
productos
anteriores)
Puede generar
daños al sistema
gastrointestinal y
dolor a la
garganta al ser
ingerido
Por la falta de
limpieza en el
ambiente, utensilios,
maquinaria o fallas
en la manipulación o
higiene del operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y maquinaria
- Inspección de la
higiene del personal
Ocasional Moderado No
Q13
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
limpieza de
utensilios o en la
maquinaria
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria y utensilios Ocasional Serio No
B13
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación a
falta de limpieza en
el ambiente,
utensilios, la
maquinaria o falta de
higiene del operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y maquinaria
- Inspección de la
higiene del personal
Ocasional Muy serio Si

312
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS
MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACI
ON DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Pesado
F14
Materia extraña:
polvo, tierra,
pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
equipo de medición,
utensilios o falta de
higiene del personal
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y equipos de
medición
- Inspección de la
higiene y manipulación
del operario
Ocasional Moderado No
Q14 No se identifica -- -- -- -- -- --
B14
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación a
falta de limpieza en
el ambiente,
utensilios, el equipo
de medición o falta
de higiene del
operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y maquinaria
- Inspección de la
higiene del personal
Ocasional Muy serio Si
Enrollado
F15 Materia extraña:
polvo, tierra, pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente, mesa de
trabajo o falta de
higiene del operario
- Limpieza y
desinfección
adecuada de los
ambientes, utensilios
y maquinaria
- Inspección de la
higiene del personal
Ocasional Moderado No
Q15
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
mesa de trabajo
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria y utensilios Ocasional Serio No

313
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Enrollado B15
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación
a falta de limpieza
en el ambiente,
utensilios, en la
mesa de trabajo o
falta de higiene del
operario
Limpieza y desinfección
adecuada de los utensilios
ambientes y mesa de trabajo
Inspección de la higiene del
personal Ocasional Muy serio Si
Corte y
formado
F16 Materia extraña:
polvo, tierra, pelos
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente, mesa de
trabajo, utensilios
o falta de higiene
del operario
- Limpieza y desinfección
adecuada en los
utensilios ambientes y
mesa de trabajo
- Inspección de la higiene
del personal
Ocasional Moderado No
Q16
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la mesa de trabajo
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de los
utensilios y la mesa de
trabajo
Ocasional Serio No
B16
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación
a falta de limpieza
en el ambiente,
utensilios, en la
mesa de trabajo o
falta de higiene del
operario
- Limpieza y desinfección
adecuada en los
utensilios ambientes y
mesa de trabajo
- Inspección de la higiene
del personal
Ocasional Muy serio Si
Moldeado F17
Materiales
extraños (Pelos, ,
polvo, materia
solida quemada)
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente, mesa de
trabajo, utensilios
o moldes o falta
de higiene del
operario
- Limpieza y desinfección
adecuada en los
utensilios ambientes,
mesa de trabajo y moldes
- Inspección de la higiene
del personal
Ocasional Moderado No

314
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Moldeado
Q17 Presencia de
toxinas por materia
quemada
Sustancias
difíciles de
digerir,
trastornos y
enfermedades
Por falta de
limpieza de los
moldes que
generan materia
quemada en su
interior y sus
alrededores
Limpieza y desinfección
adecuada de los moldes
metálicos
Probable Serio Si
B17
Presencia de
microorganismos:
E. Coli,
Staphilococcus
Aureus
Intoxicación
gastrointestinal
caracterizado por
nauseas severas,
calambres y
vómitos
Por contaminación
a falta de limpieza
en el ambiente,
utensilios, en los
moldes o falta de
higiene del
operario
- Limpieza y desinfección
adecuada en los
utensilios ambientes,
mesa de trabajo y moldes
- Inspección de la higiene
del personal
Ocasional Muy serio Si
Madurado
F18 No se identifica -- -- -- -- -- --
Q18 No se identifica -- -- -- -- -- --
B18 Proliferación de
microorganismos
Limpieza y desinfección
adecuada de la cámara de
fermentación Frecuente Muy serio Si
Horneado
F19 Materiales
extraños (Pelos,
polvo, materia
solida quemada)
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza y
desinfección en la
maquinaria
Limpieza y desinfección
con la frecuencia adecuada
de la maquinaria Remoto Moderado No
Q19 Presencia de
toxinas por materia
quemada
Sustancias
difíciles de
digerir,
trastornos y
enfermedades
Por falta de
limpieza en la
maquinaria o por la
falta de control de
tiempo y
temperatura de
horneado
- Control apropiado del
tiempo (1,5 horas) y
temperatura de cocción
(180 °C)
- Limpieza y desinfección
adecuada de la
maquinaria
Ocasional Serio No

315
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Horneado
Q19
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en la
mesa de trabajo
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de
la maquinaria
Remoto Serio No
B19
Proliferación y
supervivencia de
microorganismos:
E coli, salmonella,
Bacillus Cereus,
Aereobios
mesofilos
Pueden causar
infección
alimentaria,
probabilidad de
supervivencia de
microorganismos
por fallas del
proceso
Procedencia de
alguna etapa anterior
y que prolifera por el
mal control de
temperatura y
tiempo de cocción
Registro de control de
temperatura y tiempo de
cocción Ocasional Muy serio Si
Enfriado
F20 Materiales
extraños (Pelos,
polvo, materia
solida quemada)
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza y
desinfección en los
ambientes
Limpieza y desinfección
con la frecuencia
adecuada de la maquinaria Remoto Moderado No
Q20 No se identifica -- -- -- -- -- --
B20 Presencia de
microorganismos
como Mohos y
levaduras
Causan
reacciones
alérgicas y
problemas
respiratorios en
algunos casos
envenenamiento
Por un mal control
de temperaturas
durante esta etapa
del proceso
Control de la temperatura
(18 – 20 °C) y tiempo de
almacenamiento temporal
(2 horas) en esta etapa del
proceso Remoto Muy serio No
Desmoldado F21
Materiales
extraños (Pelos,
polvo, materia
solida quemada)
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza y
desinfección en los
ambientes, utensilios
o falta de higiene del
personal
- Limpieza y
desinfección de los
ambientes y utensilios
de trabajo
- Inspección de la
higiene del personal
Remoto Moderado No

316
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO
JUSTIFICACIO
N DEL
PELIGRO
FUENTE JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Desmoldado
Q21
Restos de
sustancias
químicas:
detergentes
desinfectantes
Intoxicación con
detergentes,
dolor de
garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en los
utensilios utilizados
para el desmolde
Inspección de la limpieza
final de los ambientes y
previo a la utilización de
utensilios y mesa de
trabajo
Ocasional Serio No
B21 E. coli,
Salmonella,
Staphylococcus
Aureus
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por mala higiene en
el personal
manipulador y/o
falta de limpieza en
los utensilios
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y mesa de
trabajo
- Inspección de la
higiene del personal
manipulador
Ocasional Muy serio Si
Reposado
F22 Materia extraña:
polvo, tierra, pelos,
madera restos
metálicos
Puede generar
daños al sistema
gastrointestinal o
a la garganta al
ser ingerido
Por la falta de
limpieza en el
ambiente, mesa de
trabajo, utensilios o
falta de higiene del
operario
- Limpieza y
desinfección adecuada
de los ambientes,
utensilios y mesa de
trabajo
- Inspección de la
higiene del personal
manipulador
Remoto Moderado No
Q22 No se identifica -- -- -- -- -- --
B22 Proliferación de
microorganismos
como Mohos y
levaduras
Causan
reacciones
alérgicas y
problemas
respiratorios en
algunos casos
envenenamiento
Por un mal control
de temperaturas
durante esta etapa
del proceso
Control de la temperatura
(18 – 20 °C) y tiempo de
almacenamiento temporal
(24 horas) en esta etapa
del proceso Probable Muy serio Si

317
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Cortado
F23 Materia extraña:
polvo, tierra,
pelos, madera
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por la falta de
limpieza en el
ambiente, la
maquinaria o falta
de higiene del
operario
- Limpieza y desinfección
adecuada de la
maquinaria, ambientes y
mesa de trabajo
- Inspección de la higiene
del personal
Ocasional Moderado No
Q23
Restos de
sustancias
químicas:
detergentes y
desinfectantes
Intoxicación con
detergentes, dolor
de garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de la limpieza
final de los ambientes, y
previo a la utilización de la
maquinaria y los utensilios Remoto Serio No
B23 E. coli,
Salmonella,
Staphylococcus
Aureus
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por mala higiene
del personal
Inspección de higiene del
personal manipulador de
alimentos Ocasional Muy serio Si
Envasado
F24
Materia extraña:
polvo, tierra
pelos, restos de
plástico o
metales
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por un
almacenamiento
inadecuado de los
envases y falta de
limpieza en los
almacenes
- Limpieza adecuada en
los almacenes
- Inspección visual de los
envases previo a la
operación de envasado
Probable Serio Si
Q24
Restos de
sustancias
químicas:
detergentes y
desinfectantes
Intoxicación con
detergentes, dolor
de garganta, ardor
en la boca o nariz
Exceso de uso de
detergentes y/o
desinfectantes en
la limpieza de
utensilios o mesa
de trabajo
Inspección de los envases
previo a su utilización e
inspección del producto
durante la etapa, asi
también de la limpieza y
desinfección del area.
Remoto Serio No
B24 E. coli,
Salmonella,
Staphylococcus
Aureus
Puede generar
daños al sistema
gastrointestinal al
ser ingerido
Por mala higiene
en el personal
Inspección de higiene del
personal manipulador de
alimentos Ocasional Muy serio Si

318
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 23 (CONTINUACIÓN)
KETAL S.A.: IDENTIFICACION, EVALUACION, DOCUMENTACION DE PELIGROS Y MEDIDAS DE CONTROL – PAN MIGA
ETAPA
IDENTIFICACION DE PELIGROS MEDIDAS DE
CONTROL
EVALUACION DE PELIGROS
TIPO DE PELIGRO JUSTIFICACION
DEL PELIGRO FUENTE
JUSTIFICACION
DEL PELIGRO
(PROBABILIDAD)
JUSTIFICACION
DEL PELIGRO
(SEVERIDAD)
¿ES PELIGRO
SIGNIFICATIVO?
Distribución
F25 No se identifica -- -- -- -- -- --
Q25 No se identifica -- -- -- -- -- --
B25 Proliferación de
microorganismos
Puede llegar a
causar diarrea e
infecciones
Por el mal manejo
de temperatura en
el vehículo de
transporte
- Control de la humedad
de transporte (< 14%)
- Limpieza y desinfección
adecuada de los
vehículos de transporte
- Transporte en embalajes
o recipientes adecuados
Remoto Muy serio No
FUENTE: elaboración propia
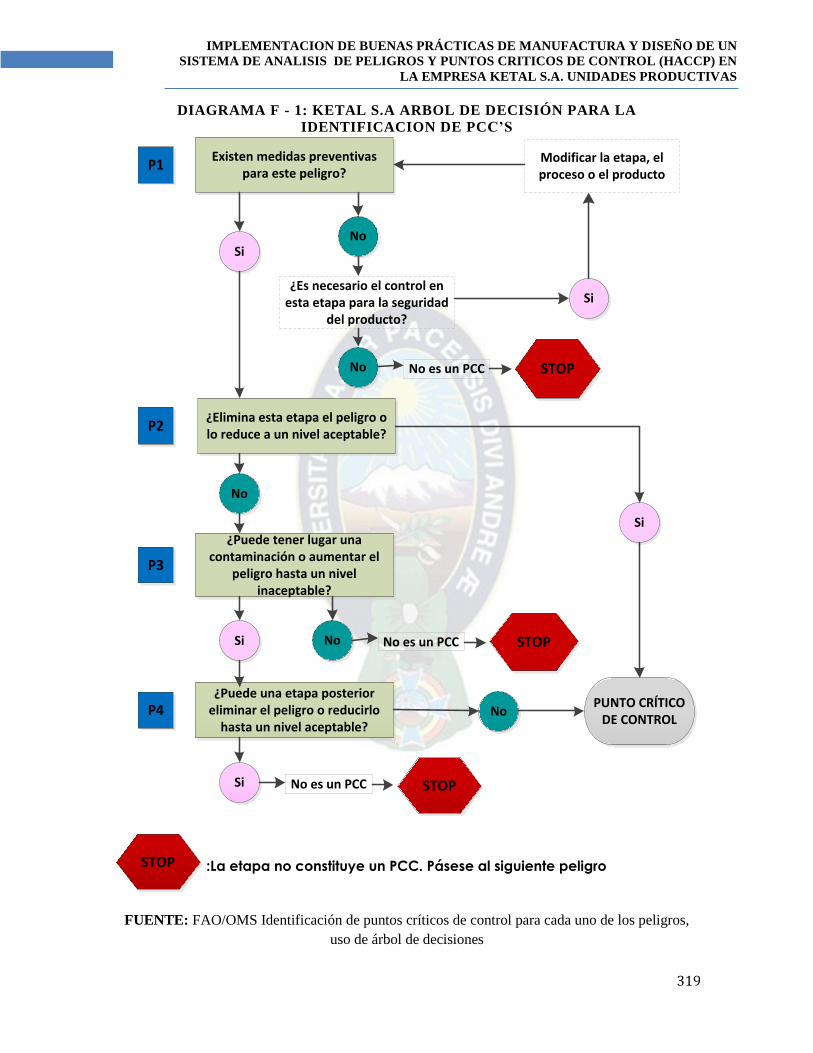
319
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN
LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA F - 1: KETAL S.A ARBOL DE DECISIÓN PARA LA
IDENTIFICACION DE PCC’S
Existen medidas preventivas para este peligro?
SiNo
¿Es necesario el control en esta etapa para la seguridad
del producto?
No es un PCC
¿Elimina esta etapa el peligro o lo reduce a un nivel aceptable?
No STOP
Modificar la etapa, el proceso o el producto
Si
No
¿Puede tener lugar una contaminación o aumentar el
peligro hasta un nivel inaceptable?
Si No es un PCCNo STOP
¿Puede una etapa posterior eliminar el peligro o reducirlo
hasta un nivel aceptable?
Si No es un PCC STOP
P1
P2
P3
P4 PUNTO CRÍTICO DE CONTROL
Si
No
STOP :La etapa no constituye un PCC. Pásese al siguiente peligro
FUENTE: FAO/OMS Identificación de puntos críticos de control para cada uno de los peligros,
uso de árbol de decisiones

320
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 24: KETAL S.A.: DOCUMENTACION DEL ESTABLECIMIENTO DE PCC’S – SALCHICHA VIENA
ETAPA TIPO DESCRIPCIÓN DEL
PELIGRO JUSTIFICACIÓN
PREGUNTAS DEL
ÁRBOL DE DECISIÓN PCC/PPR
P1 P2 P3 P4
Materias
primas
Carne de res Q1
Residuos de medicamentos
vacunas, hormonas,
antibióticos y químicos
peligrosos
Control de proveedores e
inspección en etapa
posterior
Si No Si Si PPR
Condimentos B7
contaminación
microbiológica:
Staphylococcus aureus y/o
Clostridium perfringens
Control de proveedores Si No Si Si PPR
Almacenamiento de
materias primas
(perecederos)
B12
Salmonella, listeria
monocitogenes y otros
microorganismos
Control de temperatura
de almacenamiento en
cámara y existencia de
etapa posterior de
eliminación
Si No Si Si PPR
Trozado de carne
F14
Presencia de materias extrañas
(astillas de huesos)
Inspección visual y
eliminación en etapa
posterior
Si No Si Si PPR
B14 Presencia de microorganismos E. coli 0157:H7, Salmonella y
otros
Eliminación mediante:
- Aplicación de BPM
- limpieza y
desinfección
- higiene del personal
Si No Si Si PPR
Almacenamiento
refrigerado de carnes B15
Contaminación
microbiológica: E. coli
0157:H7, Listeria
Monocytogenes
Control de temperatura
de almacenamiento Si No Si Si PPR
Descongelado de carnes
B16
Crecimiento y/o proliferación
de patógenos por condiciones
deficientes de descongelación
Control de temperatura
de descongelado Si No Si Si PPR
FUENTE: Elaborado en base a la normativa NM/NB: 323

321
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 24 (CONTINUACION)
KETAL S.A.: DOCUEMENTACION DEL ESTABLECIMIENTO DE PCC’S – SALCHICHA VIENA
ETAPA TIPO DESCRIPCIÓN DEL PELIGRO JUSTIFICACIÓN
PREGUNTAS DEL
ÁRBOL DE DECISIÓN PCC/PPR
P1 P2 P3 P4
Molido B17
Contaminación de
microorganismos E. coli 0157:H7,
Salmonella y otros
Eliminación mediante:
- Aplicación de BPM
- limpieza y desinfección
- higiene del personal
Si No Si Si PPR
Pesado de aditivos Q19
Dosificación fuera de parámetros
establecidos por exceso de poli
fosfato de sodio
Etapa diseñada para el control
del peso de aditivo Si Si PCC -1Q
Pesado de sal de
cura
Q20 Dosificación fuera de parámetros
establecidos por exceso de nitrito
Etapa diseñada para el control
del peso de aditivo Si Si PCC -2Q
B20 Presencia de Clostridium botulinum Etapa diseñada para la
eliminación del microorganismo Si Si PCC – 1B
Mezclado B21
Contaminación de
microorganismos E. coli 0157:H7,
Salmonella y otros
Eliminación mediante:
- Aplicación de BPM
- limpieza y desinfección
- higiene del personal
Si No Si Si PPR
Ahumado B23
Proliferación y supervivencia de
microorganismos: E. coli 0157:H7,
Salmonella, Bacillus cereus,
Aereobios mesofilos
Etapa diseñada para la
eliminación de microorganismos Si Si PCC – 2B
Cocción B24 Proliferación de microorganismos E. Coli 0157:H7, Salmonella y otros
Control de temperatura de
cocción, existencia de etapa
posterior de eliminación de
microorganismos
Si No Si Si PPR
Enfriado con agua B25
Contaminación microbiológica: E.
Coli 0157:H7, Salmonella,
Canpilobacter jejuni, Listeria
monocytogenes
Etapa diseñada para evitar el
crecimiento de microorganismos Si No Si No PCC - 3B
Enfriado en
cámaras B26 Proliferación de microorganismos
Etapa diseñada para evitar el
crecimiento de microorganismos Si No Si No PCC – 4B
FUENTE: Elaborado en base a la normativa NM/NB: 323

322
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 25 KETAL S.A.: DOCUEMNETACION DEL ESTABLECIMIENTO DE PCC’S – PAN MIGA
ETAPA TIPO DESCRIPCIÓN DEL
PELIGRO JUSTIFICACIÓN
PREGUNTAS DEL
ÁRBOL DE DECISIÓN PCC/PPR
P1 P2 P3 P4
Almacenamiento de
materias primas B9
Presencia de
microorganismos: mohos y
levaduras, patógenos como
E. Coli 0157:H, Salmonella
o Staphylococcus Aureus
Control limpieza,
temperatura y humedad
del ambiente de
almacenamiento
Si No Si Si PPR
Pesado de Ingredientes B10
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección Si No Si Si PPR
Amasado B12
Presencia de
microorganismos: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección Si No Si Si PPR
Sobado B13
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección, higiene del
personal
Si No Si Si PPR
Pesado B14
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección higiene del
personal
Si No Si Si PPR
Enrollado B15
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección higiene del
personal
Si No Si Si PPR
Corte y formado B16
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección higiene del
personal
Si No Si Si PPR
Moldeado
Q17 Presencia de toxinas por
materia quemada
Control de la Limpieza y
desinfección de moldes
de horneado
Si No No PPR
B17
Contaminación
microbiológica: E. Coli,
Staphilococcus Aureus
Control de la Limpieza y
desinfección higiene del
personal
Si No Si Si PPR
FUENTE: Elaborado en base a la normativa NM/NB: 323

323
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 25 (CONTINUACION)
KETAL S.A.: DOCUEMNETACION DEL ESTABLECIMIENTO DE PCC’S – PAN MIGA
ETAPA TIPO DESCRIPCIÓN DEL
PELIGRO JUSTIFICACIÓN
PREGUNTAS DEL
ÁRBOL DE DECISIÓN PCC/PPR
P1 P2 P3 P4
Madurado B18 Proliferación de
microorganismos
Control de tiempo de
madurado Si No Si Si PPR
Horneado B19
Proliferación y
supervivencia de
microorganismos: E coli,
salmonella, Bacillus
cereus, Aereobios mesofilos
El horneado es etapa
diseñada específicamente
para la eliminación de
microorganismos o
reducirlos a niveles
inaceptables
Si Si PCC – 1B
Enfriado B20
Presencia de
microorganismos como
mohos y levaduras
Control de tiempo y
temperatura de enfriado Si No No PPR
Desmoldado B21
Contaminación
microbiológica: E. coli,
Salmonella, Staphylococcus
Aureus
Control de la Limpieza y
desinfección higiene del
personal Si No No PPR
Reposado B22
Proliferación de
microorganismos como
mohos y levaduras
Control de temperatura y
tiempo de reposado Si No Si No PCC -2B
Cortado B23
Contaminación
microbiológica: E. coli,
Salmonella, Staphylococcus
Aureus
Control de la Limpieza y
desinfección higiene del
personal Si No No PPR
Envasado
F24
Materia extraña: polvo,
tierra pelos, restos de
plástico o metales
Control de la Limpieza y
desinfección higiene del
personal
Si Si PCC -1F
B24
Contaminación
microbiológica: E. coli,
Salmonella, Staphylococcus
Aureus
Control de la Limpieza y
desinfección higiene del
personal Si No No PPR
FUENTE: Elaborado en base a la normativa NM/NB: 323

324
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 26
KETAL S.A.: DOCUMENTO DEL ESTABLECIMIENTO DE LÍMITES CRÍTICOS – SALCHICHA VIENA
ETAPA DESCRIPCIÓN DEL
PELIGRO PCC
LÍMITES CRÍTICOS
PARÁMETROS VALOR
Pesado de
aditivos
Dosificación fuera de
parámetros establecidos por
exceso de poli fosfato de sodio PCC - 1Q
Cantidad máxima de aditivo
polifosfato de sodio en el producto
terminado
5 g/Kg
Pesado de
sal de cura
Dosificación fuera de
parámetros establecidos por
exceso de nitrito PCC - 2Q
Cantidad máxima de nitrito en el
producto terminado 125 ppm(mg/kg)
Dosificación fuera de
parámetros establecidos por
déficit de nitrito PCC – 1B
Adición mínima de nitrito durante el
proceso 100 ppm(mg/kg)
Ahumado
Presencia de patógenos por
desviación de temperatura y
tiempo de cocción PCC – 2B
Temperatura de horneado >160 °C
Tiempo de horneado 45 min
Temperatura interna del producto >72 °C
Enfriado
con agua
Presencia de patógenos por
desviación de temperatura y
tiempo de enfriado PCC – 3B
Temperatura del agua < 10°C
Tiempo de enfriado 10 min
Temperatura interna del producto < 12°C
Enfriado en
cámaras
Presencia de patógenos por
desviación de temperatura y
tiempo de enfriado PCC – 4B
Temperatura de la cámara 4 – 7 °C
Temperatura interna del producto 5°C
FUENTE: Elaborado en base a la normativa NM/NB: 323

325
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 27
KETAL S.A.: DOCUMENTO DEL ESTABLECIMIENTO DE LÍMITES CRÍTICOS – PAN MIGA
ETAPA DESCRIPCIÓN DEL
PELIGRO PCC
LÍMITES CRÍTICOS
PARÁMETROS VALOR
Horneado
Presencia de patógenos por
desviación de temperatura y
tiempo de cocción PCC – 1B
Temperatura de horneado 180°C
Tiempo de cocción 1,5 horas
Temperatura interna del producto > 75°C
Reposado
Presencia de patógenos por
desviación de temperatura y
humedad del ambiente de
almacenamiento temporal
PCC – 2B
Temperatura del producto < 25°C
Humedad del ambiente de
almacenamiento temporal < 40%
Envasado Materia extraña: polvo, tierra
pelos, restos de plástico o
metales PCC – 1F Fragmentos solidos Ausencia
FUENTE: Elaborado en base a la normativa NM/NB: 323

326
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO F - 28 KETAL S.A.: SISTEMA DE SEGUIMIENTO DE LOS PCC – SALCHICHA
VIENA
PCC
LIMITES CRÍTICOS MONITOREO
Parámetros Valor Cómo? Acción Quién?
Responsable
Con que?
Equipo Frecuencia
PCC
– 1Q
Peso
máximo de
polifosfato
de sodio
5g/Kg
Pesando con balanza
calibrada la cantidad
bajo el límite
establecido
Operario
encargado del
pesaje
Con balanza
digital
Cada batch
de
producción
PCC
– 2Q
Peso
máximo de
nitrito en el
producto
125 ppm
(mg/kg)
Pesando con balanza
calibrada la cantidad
bajo el límite
establecido
Operario
encargado del
pesaje
Con balanza
digital
Cada batch
de
producción
PCC
– 1B
Peso
máximo de
nitrito en el
producto
100 ppm
(mg/kg)
Pesando con balanza
calibrada la cantidad
bajo el límite
establecido
Operario
encargado del
pesaje
Con balanza
digital
Cada batch
de
producción
PCC
– 2B
Temperatur
a de
ahumado
(horneado)
T>160 °C
Midiendo la lectura del
equipo de medición
interno de la
maquinaria Operario
encargado del
Ahumado
Termógrafo
interno de la
maquinaria
Cada batch
de
producción
Tiempo de
horneado t=45 min
Control mediante el uso
de un equipo de
medición de tiempo
Cronometro
digital de
control del
tiempo
Cada batch
de
producción
Temperatur
a interna del
producto T>72 °C
Introduciendo el equipo
de medición al
producto y registrando
su lectura
Personal de
control de
calidad
Termómetro
tipo T
Cada batch
de
producción
PCC
– 3B
Temperatur
a del agua T<10 °C
Introduciendo el equipo
de medición de
temperatura al agua y
registrando su lectura
Operario
encargado de la
etapa de
enfriado
Termómetro
tipo T
Cada batch
de
producción
Tiempo de
enfriado t=10 min
Control mediante el uso
de un equipo de
medición de tiempo
Operario
encargado de la
etapa de
enfriado
Cronometro
digital de
control del
tiempo
Cada batch
de
producción
Temperatur
a interna del
producto
T < 12 °C
Introduciendo el equipo
de medición de
temperatura al agua y
registrando su lectura
Personal de
control de
calidad
Termómetro
tipo T
Cada batch
de
producción
PCC
– 4B
Temperatur
a de la
cámara
T= 4–7 °C
Registrando la lectura
del equipo de medición
interno de la cámara de
refrigeración
Operario
encargad del
control de
temperatura de
la cámara
Termómetro
interno de la
cámara de
refrigeración
3 veces
durante el
proceso en
esta etapa
Temperatur
a interna del
producto
T< 5 °C
Introduciendo el equipo
de medición al
producto y registrando su lectura
Personal de
control de
calidad
Termómetro
tipo T
FUENTE: Elaboración propia

327
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO F - 29: KETAL S.A.: SISTEMA DE SEGUIMIENTO DE LOS PCC – PAN MIGA
PCC
LIMITES CRÍTICOS MONITOREO
Parámetros Valor Cómo? Acción Quién?
Responsable
Con que?
Equipo
Frecuencia
PCC –
1B
Temperatura
de horneado
TH=180
°C
Midiendo la
lectura del
equipo de
medición
interno de la
maquinaria
Operario
encargado
del horneado
Termómetr
o interno
del horno
Cada batch
de
producción
Tiempo de
cocción
t=1,5
horas
Control
mediante el uso
de un equipo de
medición de
tiempo
Operario
encargado
del horneado
Cronometro
digital de
control del
tiempo
Cada batch
de
producción
Temperatura
interna del
producto
Tp>
75°C
Introduciendo el
equipo de
medición al
producto y
registrando su
lectura
Personal de
control de
calidad
Termómetr
o tipo T
Cada batch
de
producción
PCC –
2B
Temperatura
del producto
Tp<
25°C
Introduciendo el
equipo de
medición al
producto y
registrando su
lectura
Personal de
control de
calidad
Termómetr
o tipo T
Cada batch
de
producción
Humedad del
ambiente de
almacenamie
nto temporal
H< 40%
Registrando la
lectura directa
del equipo de
medición
Personal de
control de
calidad
Termo
higrómetro
4 veces
durante el
proceso en
esta etapa
PCC –
1F
Fragmentos
solidos Ausencia
Inspeccionado
de forma visual
los productos.
Personal de
control de
calidad
-
Cada
ocasión
previo al
envío de
productos TH: temperatura de horneado; Tp: temperatura de interna del producto; TC; t: tiempo; H: humedad
FUENTE: Elaboración propia

328
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO F - 30: KETAL S.A.: ACCIONES CORRECTIVAS PARA LOS PCC – SALCHICHA
VIENA
PCC LIMITE
CRITICO
ACCIONES CORRECTORAS
DESVIACIÓN CORRECCIÓN ACCIÓN
CORRECTIVA RESPONSABLE
PCC
– 1Q
Maximo
5g/Kg de
polifosfat
o de sodio
en el
producto
terminado
Peso fuera del
parámetro
establecido del
poli fosfato de
sodio
Separar y retirar todo
el batch realizado,
llevándolo a un área
de cuarentena, luego
se determina cual es la
desviación del límite
de control con un
análisis de laboratorio
para determinar el
contenido de
polifosfato de sodio, si
el producto no cumple
con los límites de
control establecidos,
se informa a jefatura
de producción quien
decide el destino final
del producto
Determinar la
causa de la
desviación. Si es
descuido del
personal, enviar a
entrenamiento.
Durante este
periodo
reemplazarlo por
una persona
entrenada. Si la
causa es
desviación de la
balanza, realizar
comparaciones de
peso de nitrito, con
balanzas calibradas
, si la balanza no
cumple con las
especificaciones
reportarlo como
equipo fuera de
calibración o en
mal estado para
que se decida la
solución al
problema
Personal de
calidad
PCC
– 2Q
Máximo
125
ppm(mg/k
g) de
nitrito en
el
producto
terminado
Peso fuera del
parámetro
establecido del
nitrito
Separar y retirar todo
el batch realizado,
llevándolo a un área
de cuarentena, luego
se determina cual es la
desviación del límite
de control con un
análisis de laboratorio
para determinar el
contenido de nitrito, si
el producto no cumple
con los límites de
control establecidos,
se informa a jefatura
de producción quien
decide el destino final
del producto
Determinar la
causa de la
desviación. Si es
descuido del
personal, enviar a
entrenamiento.
Durante este
periodo
reemplazarlo por
una persona
entrenada. Si la
causa es
desviación de la
balanza, realizar
comparaciones de
peso de nitrito, con
balanzas calibradas
Personal de
calidad

329
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PCC
– 1B
Mínimo
de 100
ppm
(mg/kg)
de nitrito
en el
producto
en
proceso
Peso fuera del
parámetro
establecido del
nitrito
El personal de calidad
separa y retira todo el
batch realizado,
llevándolo a un área
de cuarentena, luego
se determina cual es la
desviación del límite
de control con un
análisis de laboratorio
microbiológico para
determinar la
existencia clostridium,
si el producto no
cumple con los límites
de control
establecidos, se
informa a jefatura de
producción quien
decide el destino del
producto
, si la balanza no
cumple con las
especificaciones
reportarlo como
equipo fuera de
calibración o en
mal estado para
que se decida la
solución al
problema
Personal de
calidad
FUENTE: Elaboración propia
CUADRO F – 30 (CONTINUACION)
KETAL S.A.: ACCIONES CORRECTIVAS PARA LOS PCC – SALCHICHA VIENA
PCC LIMITE
CRITICO
ACCIONES CORRECTORAS
POSIBLE
DESVIACIÓN CORRECCIÓN
ACCIÓN
CORRECTIVA
RESPONSAB
LE
PCC
– 2B
Th>
160°C
Tp> 72 °C
No alcanzar la
temperatura
interna
establecida
Separar y retener todos
los productos afectados,
el que es nuevamente
ingresado a proceso de
cocción. Se detectan las
zonas frías y se
determina la temperatura
del producto en estos
puntos adicionales, en
caso de que el producto
no pueda ser devuelto a
cocción se informa a
jefatura de producción
quien decide el destino
final del producto
Determinar la causa
de la desviación. Si
es descuido del
personal, enviar a
entrenamiento.
Durante este periodo
reemplazarlo por una
persona entrenada. Si
la causa es
desviación por el
equipo, se informa al
area de
mantenimiento. El
personal de
mantenimiento revisa
el funcionamiento
del equipo y hace las
reparaciones si es
necesario.
Personal de
calidad
t = 45 min
Deficiencia o
exceso del
tiempo de
cocción

330
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PCC
– 3B
Tp< 12°C
No alcanzar la
temperatura
interna
establecida
Rechazar o retener los
productos dependiendo
de la desviación de
tiempo y temperatura,
para decidir acción a
tomar
Realizar una evaluación
organoléptica y
microbiológica al
producto afectado, en
caso de que el producto
no cumpla con las
características
establecidas, se informa
a jefatura de producción
quien decide el destino
final del producto
Determinar la causa
de la desviación. Si
es descuido del
personal, enviar a
entrenamiento.
Durante este periodo
reemplazarlo por una
persona entrenada.
Personal de
calidad
t =10 min
Deficiencia o
exceso del
tiempo de
enfriado
PCC
– 4B
Tc =4 –7
°C
Temperaturas
elevadas de
almacenamien
to
Rechazar o retener los
productos dependiendo
de la desviación de
temperatura, para decidir
acción a tomar; realizar
una evaluación
organoléptica y
microbiológica al
producto afectado en
caso de que el producto
no cumpla con las
características
establecidas, se informa
a jefatura de producción
quien decide el destino
final del producto
Identificar las causas
de la desviación, si el
problema es el
equipo de frio,
trasladar el producto
a cámara alternativa
u otro sistema de
refrigeración y
comunicar los
sucedido al
departamento de
mantenimiento quien
deberá resolver las
causas del problema
del equipo
Personal de
calidad
Tp=5°C
No alcanzar la
temperatura
interna
establecida
TH: temperatura de horneado; Tp: temperatura de interna del producto; TC: temperatura de la cámara; t:
tiempo
FUENTE: Elaboración propia

331
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO F - 31 KETAL S.A.: ACCIONES CORRECTIVAS PARA LOS PCC – PAN MIGA
PCC LIMITE
CRITICO
ACCIONES CORRECTORAS
POSIBLE
DESVIACIÓN CORRECCIÓN
ACCIÓN
CORRECTIVA
RESPONSA
BLE
PCC
– 1B
TH>
75°C
No alcanzar la
temperatura
interna
establecida
Separar y retener todos
los productos afectados,
el que es nuevamente
ingresado a proceso de
cocción. En caso de que
el producto no pueda ser
devuelto a cocción se
informa a jefatura de
producción quien decide
el destino final del
producto
Determinar la causa
de la desviación. Si es
descuido del personal,
enviar a
entrenamiento.
Durante este periodo
reemplazarlo por una
persona entrenada Si
la causa es desviación
por el equipo, se
informa al area de
mantenimiento El
personal de
mantenimiento revisa
el funcionamiento del
equipo y hace las
reparaciones si es
necesario.
Personal de
calidad
t=1.5
horas
Deficiencia o
exceso del
tiempo horneado
PCC
– 2B
Tp<
25°C
No alcanzar la
temperatura
interna
establecida
Rechazar o retener los
productos dependiendo
de la desviación de
temperatura y humedad
para decidir acción a
tomar; realizar una
evaluación
organoléptica y
microbiológica al
producto afectado, en
caso de que el producto
no cumpla con las
características
establecidas, se informa
a jefatura de producción
quien decide el destino
final del producto
Determinar la causa
de la desviación, si las
causas son las
condiciones del
ambiente de
almacenamiento
temporal reportar a la
autoridad
correspondiente para
adecuar con los
equipos necesarios
para el control del
area
Personal de
calidad
H< 40%
Sobrepasar el
nivel de
humedal en el
ambiente
establecido de
almacenamiento
PCC
– 1F Ausencia
Existencia de
residuos sólidos
peligrosos en el
producto
terminado
Aislar el producto y en
caso de ser un sólido no
peligroso retíralo con las
debidas precauciones de
manipulación, en caso de
que el sólido afecte la
calidad del producto
rechazarlo.
Determinar las causas
de la desviación, en
caso de ser por temas
de infraestructura o
utensilios en mal
estado repararlos, en
caso de ser descuido
del operario enviar a
capacitación.
Personal de
calidad
TH: temperatura de horneado; Tp: temperatura de interna del producto; t: tiempo; H: humedad
FUENTE: Elaboración propia

332
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO F - 32 KETAL S.A. ACTIVIDADES DE REVISION DEL SISTEMA HACCP
N° ACTIVIDAD
1 Revisión del plan HACCP, para ver si está completo
2 Confirmación de la corrección del diagrama de flujo
3 Revisión de los registros de la vigilancia de PCC
4 Revisión de las desviaciones y de sus acciones correctivas
5 Calibración de los equipos de medición
6 Inspección visual para observar si los PCC están bajo control
7 Recogida aleatoria y análisis de muestras del producto final e intermedio
8
Revisión de las quejas de los consumidores para la toma de decisión de la
relación con el rendimiento de los PCC o la revelación de la existencia de
PCC no identificados.
9
Revisión de los registros del personal, para decidir si la formación
recibida sobre HACCP es suficiente
10
Revisión de los informes de las inspecciones de verificación que
certifican el cumplimiento del plan HACCP o indican desviaciones y las
acciones correctivas realizadas.
11 Comprobación de los requisitos previos
12 Revisión de las modificaciones del plan HACCP
N° Evaluación continua
1 Revisión de los registros de la vigilancia
2 Revisión de los registros de las acciones correctivas
3 Revisión de los registros de la verificación
4 Calibración de los instrumentos y equipos de medida
5 Análisis: durante la validación inicial del plan HACCP
6 Observaciones y auditorias
FUENTE: Elaborado en base a la guía de principios de HACCP y directrices de aplicación del NACMCF
(1997)

333
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 1: KETAL S.A. PROCEDIMIENTO DE AUDITORIAS INTERNAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 1 de 13
PROCEDIMIENTO DE AUDITORIAS
INTERNAS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

334
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 2 de 13
1. PROPOSITO
Llevar a cabo con eficacia el proceso de auditorías internas, desde la planificación y diseño hasta su ejecución e
información de resultados conforme los requisitos de NB/NM 323:2015, con vista a la mejora continua de los
procesos de la organización.
2. ALCANCE
El presente documento es de aplicación a todos los procesos y áreas definidas en el alcance del Sistema de
Inocuidad Alimentaria de Unidad Productiva Ketal (BPM y HACCP).
3. DOCUMENTOS DE REFERENCIA
Norma 324:2013 “Industria de alimentos - Buenas Prácticas de Manufactura - requisito”
NB/NM 323:2015 Sistema de análisis de peligros y puntos críticos de control (HACCP) - Requisitos
NB/ISO 19011:2012 Directrices para la auditoría de los sistemas de gestión
4. DEFINICIONES Y ABREVIATURAS
Auditor: Persona cualificada para realizar auditorías de sistemas de gestión.
Auditoría: La auditoría de calidad es un examen metódico que se realiza para determinar si las
actividades y resultados relativos a la calidad satisfacen las disposiciones previamente establecidas y
que realmente se llevan a cabo, además de comprobar que son adecuadas para alcanzar los objetivos
propuestos.
Auditoría interna: Auditorías llevadas a cabo por la organización a intervalos planificados para
determinar si el sistema de gestión de la calidad, por un lado, es conforme con las disposiciones
planificadas, con los requisitos de la norma y con los requisitos del sistema establecidos por la
organización; y por otro lado, si el sistema de gestión de calidad se ha implementado y se mantiene de
manera eficaz.
Criterios de auditoría: Conjunto de políticas, procedimientos o requisitos utilizados como referencia.
No Conformidad: Falta de cumplimiento de los requisitos fijados por el sistema de gestión de calidad de
la empresa. Comprende la ausencia o separación, en relación con los requisitos especificados, de una o
más características de la calidad de uno o más elementos del sistema de gestión de calidad, ya sean
materiales o procesos (actividades).
Hallazgos de la auditoría: Resultados de la evaluación de la evidencia de la auditoría recopilada frente a
los criterios de auditoría. Los hallazgos de la auditoría pueden indicar conformidad o no conformidad
con los criterios de auditoría, u oportunidades de mejora.
Conclusiones de la auditoría: Resultado de una auditoría que proporciona el equipo auditor tras
considerar los hallazgos de la auditoría.
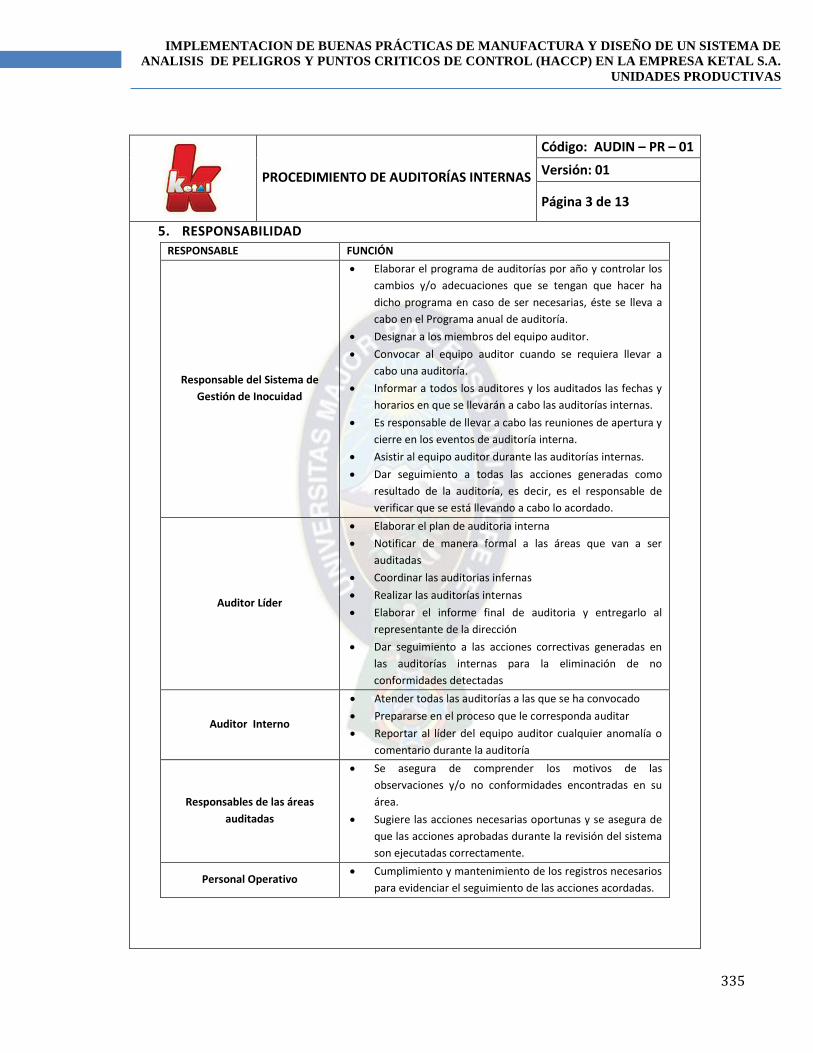
335
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 3 de 13
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
Responsable del Sistema de
Gestión de Inocuidad
Elaborar el programa de auditorías por año y controlar los
cambios y/o adecuaciones que se tengan que hacer ha
dicho programa en caso de ser necesarias, éste se lleva a
cabo en el Programa anual de auditoría.
Designar a los miembros del equipo auditor.
Convocar al equipo auditor cuando se requiera llevar a
cabo una auditoría.
Informar a todos los auditores y los auditados las fechas y
horarios en que se llevarán a cabo las auditorías internas.
Es responsable de llevar a cabo las reuniones de apertura y
cierre en los eventos de auditoría interna.
Asistir al equipo auditor durante las auditorías internas.
Dar seguimiento a todas las acciones generadas como
resultado de la auditoría, es decir, es el responsable de
verificar que se está llevando a cabo lo acordado.
Auditor Líder
Elaborar el plan de auditoria interna
Notificar de manera formal a las áreas que van a ser
auditadas
Coordinar las auditorias infernas
Realizar las auditorías internas
Elaborar el informe final de auditoria y entregarlo al
representante de la dirección
Dar seguimiento a las acciones correctivas generadas en
las auditorías internas para la eliminación de no
conformidades detectadas
Auditor Interno
Atender todas las auditorías a las que se ha convocado
Prepararse en el proceso que le corresponda auditar
Reportar al líder del equipo auditor cualquier anomalía o
comentario durante la auditoría
Responsables de las áreas
auditadas
Se asegura de comprender los motivos de las
observaciones y/o no conformidades encontradas en su
área.
Sugiere las acciones necesarias oportunas y se asegura de
que las acciones aprobadas durante la revisión del sistema
son ejecutadas correctamente.
Personal Operativo Cumplimiento y mantenimiento de los registros necesarios
para evidenciar el seguimiento de las acciones acordadas.

336
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 3 de 13
6. DESARROLLO
6.1. GENERALIDADES
Para llevar a cabo los objetivos propuestos, el proceso de Auditoria implica la necesidad de acometer las siguientes
etapas:
Planificación de las Auditorias.
Preparación de la Auditoria
Realización de las Auditorias.
Elaboración de los informes.
6.2. PROGRAMACIÓN DE LAS AUDITORIAS
La Gerencia de Producción y el responsable del sistema de Inocuidad alimentaria de Unidad Productiva Ketal,
elaboran un Programa anual de auditorías, a efectuar durante el año, en el que se, establece el objeto y alcance de
la Auditoría, tipo de auditoría y las fechas tentativas, basándose en: resultados de auditorías previas y criticidad de
las áreas.
La Gerencia de Producción, revisa y aprueba el Programa elaborado. Este programa, una vez aprobado, se notifica
a toda la organización y de forma específica a los responsables de las áreas de la planta a auditar.
Las fechas programadas podrán tener una variación de un mes, en caso de que no se pueda cumplir con esta
programación, La Gerencia de producción y/o el Responsable del SIA de Unidad productiva Ketal remite una
comunicación interna a los Encargados de las áreas de la planta, para el aviso de suspensión, o reprogramación.
En el Programa se considera:
El objeto, alcance y Proceso a auditar
Tipo de auditoria
La fecha o mes de realización de las auditorias.
Responsable de la elaboración y aprobación
La Gerencia de Producción puede solicitar que sea auditado un determinado departamento, área, o proceso:
Aun cuando este no hubiese estado en el Programa de auditorías:
Cuando se hayan producido cambios significativos en el Sistema de Gestión de la Inocuidad Alimentaria;
Cuando se deba verificar la implantación de acciones correctivas y preventivas. Si durante la vigencia del programa la Gerencia de Producción, considera conveniente incluir alguna de estas
auditorías extraordinarias, el proceso a seguir para emitir el nuevo programa será el mismo que el descrito para el
programa anual original.
6.3. PLAN DE AUDITORIAS
De acuerdo al programa anual de auditorías, la Gerencia producción, envía un recordatorio a los auditores
(seleccionados previamente según sus capacidades o contratados externos) para la preparación del plan de la
auditoria, descrito en el INBOL/SGC/PL/204 R02 “Plan de auditoría interna”, el mismo plan debe ser comunicado
al responsable del área o proceso de la planta.
Por lo menos con cinco días de anticipación, la Gerencia producción, comunica al que actuara como Auditor líder
y auditor, confirmar la fecha y horas de la realización de la Auditoria, revisando

337
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 4 de 13
y aceptando la auditoria y los auditores que participaran. Este proceso, se establece en el INBOL/SGC/PL/204
R02 Plan de Auditoria, donde se incluye:
Objetivo de la auditoria
Criterios de la auditoria y documentos de referencia
El alcance de la auditoria, incluyendo la identificación del área o procesos que van auditarse
Las fechas y lugares que se realizara la auditoria in situ, duración de cada actividad
Los puntos de la norma que serán auditados : NB/ISO 22000; y,
El personal involucrado.
8.3. REALIZACIÓN DE LAS AUDITORIAS
8.3.1. PREPARACIÓN DE LA AUDITORIA
Revisión documental Revisión previa de los documentos del SGIA; (Manual, procedimientos, revisión
de informes de auditorías previas, preparación de documentos de trabajo, etc.) para evaluar si está
completa la información, examina los documentos (registros, procedimientos, etc.). Durante esta
actividad elabora la Lista de Verificación (INBOL/SGIA/P/204 R03), con la que se apoyará en la
auditoria.
Listas de Verificación (INBOL/SGIA/P/204 R03)
Se elaboran mediante la formulación de una lista de preguntas específicas, la cual debe cubrir todos
los elementos incluidos en el Plan de Auditoria.
La lista indica los documentos y registros a revisar y anotar la evidencia objetiva revisada,
observaciones o referencias de documentos presentados, según proceda.
Estas listas de verificación ayudan a sintetizar las observaciones y comentarios, para optimizar el
tiempo de revisión, uniformizar el proceso de auditoría, realizar conforme a la norma, evitar
improvisaciones y facilitar las conclusiones, estos documentos se elaboran y emplean como registros
de la auditoria, hasta el informe de cierre del evento.
Las listas de verificación pueden omitirse si la capacidad técnica y experiencia del auditor lo permiten.
8.3.2. REUNIÓN DE APERTURA
Se realiza una reunión de apertura donde la Gerencia de producción.
Dirige la reunión en la que deben participar el equipo de Inocuidad y el personal a ser auditado.

338
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 5 de 13
Presenta al equipo de auditores,
Expone cuál es el propósito de la auditoria, el alcance y el criterio de la auditoria, Aclara que la
auditoria es una muestra y da inicio a la auditoria interna.
Revisa con los auditados el Plan de Auditoria y de ser necesario realiza arreglos logísticos.
Evide
nciando esta reunión con una lista de asistencia en. INBOL/SGIA/P/204 R05 - A “registro de apertura
y cierre de auditorías”
8.3.3. DESARROLLO DE LA AUDITORIA IN – SITU.
El grupo auditor realiza la auditoria in situ, donde verifica si el proceso se aplica tal como se ha establecido y
verifica la eficacia del mismo. Entrevista al /los responsables de los procesos.
Es indispensable que el auditor evalúe el sistema a través de una o algunas de las técnicas de auditoria
siguientes:
Verificación mediante ayudas de memorias (INBOL/SGIA/P/204 R03), Lista de Verificación, para
conducir las entrevistas a través de muestreo y comprobación e inspección física.
Entrevistas, con la finalidad de verificar si el personal conoce sus responsabilidades establecidas en el
SGIA o documentos asociados, confirmar que se realizan las actividades descritas por quien debe
ejecutarlas.
Por medio de muestreos, verificando: índices, procedimientos y documentos entre otros para
seleccionar y revisar registros de las etapas o actividades del proceso, en el caso de encontrar una
desviación, solicitar más registros o muestras del mismo tipo de documento.
Recopila la información llenando en la lista de Verificación (INBOL/SGIA/P/204 R03), la siguiente
información
- Dónde se detectó el hallazgo
- Cuál es el hecho o hallazgo (evidencia objetiva)
- identificando (si se puede) que es una No Conformidad o una observación.
- Que evidencia se tiene, anotando el código del documento, fechas, etc.
El muestreo puede realizarse tomando al azar documentos o registros en función al proceso sujeto a auditoria,
donde el auditor debe verificar si están conforme a lo establecido en la documentación (procedimientos,
instructivos, registros, programas, etc.),

339
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 6 de 13
en caso de que los documentos se encuentren conformes el auditor proseguirá con otros puntos de
análisis, en caso de que existan uno a dos que no cumplan entonces analizará.
Al término de cada entrevista, el auditor concluye e indica los hallazgos encontrados al personal
auditado, para darle la oportunidad de que el auditado pueda agregar lo que considere importante o
que establezca un compromiso para fundamentar algún punto inconcluso.
El auditor no propone ni recomienda acciones correctivas a los responsables de las áreas auditadas, asegurando
así la imparcialidad y objetividad de la revisión del sistema.
8.3.4. INFORME DE AUDITORIA
1. El auditor líder reúne a los miembros del equipo auditor con el fin de revisar los hallazgos de la
auditoria y preparar el informe final (INBOL/SGIA/P/204 R04), informe de auditoría)
2. Clasifica los hallazgos en no conformidades y observaciones, los agrupa por requisitos a los que
contravienen o por tipo de hallazgo, colocando como ejemplos los lugares donde se evidencio los
hallazgos.
3. Registra en el informe de auditoria los aspectos positivos observados durante la auditoria.
4. Se registra los auditados y auditores
5. Conclusiones y recomendaciones (grado de conformidad, eficaz implementación, seguimiento y mejora
del SGC y capacidad del proceso de revisión, si la auditoria lleva a recomendaciones son relativas a las
mejoras o actividades de auditorías futuras)
8.3.5. REUNIÓN DE CIERRE
Al finalizar el proceso de auditoría in situ, se realiza la “registro de apertura y cierre de auditorías”
INBOL/SGIA/P/204 R05:
1. Agradece a los auditados
2. Reitera los objetivos y alcance de la auditoria.
3. Aclara que la auditoria fue una muestra
4. Presenta el Informe de Auditoria de manera que los hallazgos sean comprendidos por los auditados
5. Aclara dudas y concluye la reunión
6. Recopila la firma de los asistentes a la reunión de cierre como constancia de la conformidad con el
informe.
8.3.6. PLANIFICACIÓN DE ACCIONES CORRECTIVAS
Con un máximo de 5 días hábiles a partir de la fecha de recepción del Informe de Auditoría (Final) se debe realizar
el plan de acción a los hallazgos descritos en el informe para determinar acciones, fechas, y responsables.

340
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 7 de 13
Se registra en el INBOL/SGIA/PL/205 R02 “Seguimiento de Acciones Correctivas”, la respuesta y responsables
para la realización de las acciones propuestas a las No conformidades detectadas u Observaciones (pequeñas
desviaciones de los documentos del Sistema de Gestión de la Inocuidad), que en un futuro podría ser foco de
posibles problemas.
Este Plan de acción debe ser realizado entre el Responsable del SIA y/o comité de la inocuidad, con los
auditados que tienen los hallazgos, para definir fechas y responsables de cada acción. Este plan de acción puede
ser llevado como entrada a la revisión por la dirección, para confirmar, la aceptación del plan
Durante las fechas previstas la Gerencia de producción, deberá revisar las acciones de tratamiento a reportes
de no-conformidad emprendidas por el auditado en el intervalo de tiempo acordado, a fin de poder establecer
la efectividad de su implementación.
8.3.7. SELECCIÓN Y CALIFICACIÓN DE AUDITORES DEL SISTEMA DE GESTIÓN DE LA INOCUIDAD ALIMENTARIA
Para actuar como auditores se tienen que tomar en cuenta los requisitos siguientes:
Selección De Los Auditores
Para la realización de auditorías del Sistema de Gestión de la Inocuidad Alimentaria, se pueden proponer como
auditores tanto a personal de ketal S.A. como auditores externos que cumplen la función de auditores internos.
En el caso de auditores externos, éstos deben acreditar Formación en la realización de auditorías de sistemas
de gestión según NB/ISO 22000, evidenciando estos estudios o experiencia mediante certificados, cartas o
experiencia laboral, verificando en su hoja de vida.
Cuando el auditor forma parte de la empresa, debe cumplir los siguientes requisitos:
No tener responsabilidad directa sobre las actividades a auditar (independencia del auditor).
Antigüedad de por lo menos dos meses en la Institución o personal con experiencia o estudios específicos en
áreas relacionadas con la implantación, desarrollo, operación, revisión o certificación de sistemas de la
inocuidad alimentaria.
Tener conocimiento Básico de áreas a auditar, como auditor en prácticas u observador.
Formación en Auditoria Interna de Sistemas de Gestión de la Inocuidad Alimentaria mínimo 20 horas
Conocimientos de los servicios y actividades de la organización; y,
Capacidad de comunicación.
Haber realizado auditorias como observador
Calificar su competencia en el formato de calificación del desempeño de los auditores INBOL/SGIA/P/204
R06, para actuar como auditor líder, auditor o no aplicar, según los criterios establecidos.

341
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 8 de 13
Calificación de los Auditores.
Los auditores internos en evaluación, serán calificados a través del INBOL/SGIA/P/204 R06 Calificación de
auditores internos. La calificación de conocimientos se basa en los siguientes aspectos y calificados con:
Numero de Auditorias en las que ha participado
Cursos en NB/ISO 22000, acreditación de cursos externos o internos realizados
Curso de Auditores Internos,
Experiencia en implementación del sistema de gestión de la inocuidad alimentaria
Evaluación del desempeño de los auditores
El auditor Líder, evalúa directamente la actuación de los auditores durante la ejecución de las auditorias y analiza
los informes de las auditorías realizadas, para que se plantee re-entrenamiento para mejorar sus habilidades y
conocimientos (actualización con capacitaciones) que permitan mantener la consistencia del grupo auditor. Esta
evaluación es registrada en el INBOL/SGIA/P/204 R07 y se basa en los siguientes aspectos y calificados con:
Comportamiento
Habilidad para detectar problemas
Manejo de Tiempo
Redacción de No conformidad
Capacidad Analítica
Conocimiento de la norma
9. REGISTROS
Registro Plan Anual de Auditorías Internas
Programa de la Auditoria
Informe de la auditoria
Registro de Hojas de Ruta
10. ANEXOS

342
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 9 de 13
ANEXO 1: FORMATO DE PLAN ANUAL DE AUDITORIAS

343
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 10 de 13
ANEXO 2: PLAN ANUAL DE AUDITORIA
ANEXO 4: REGISTRO DE APERTURA Y CIERRE DE AUDITORIAS
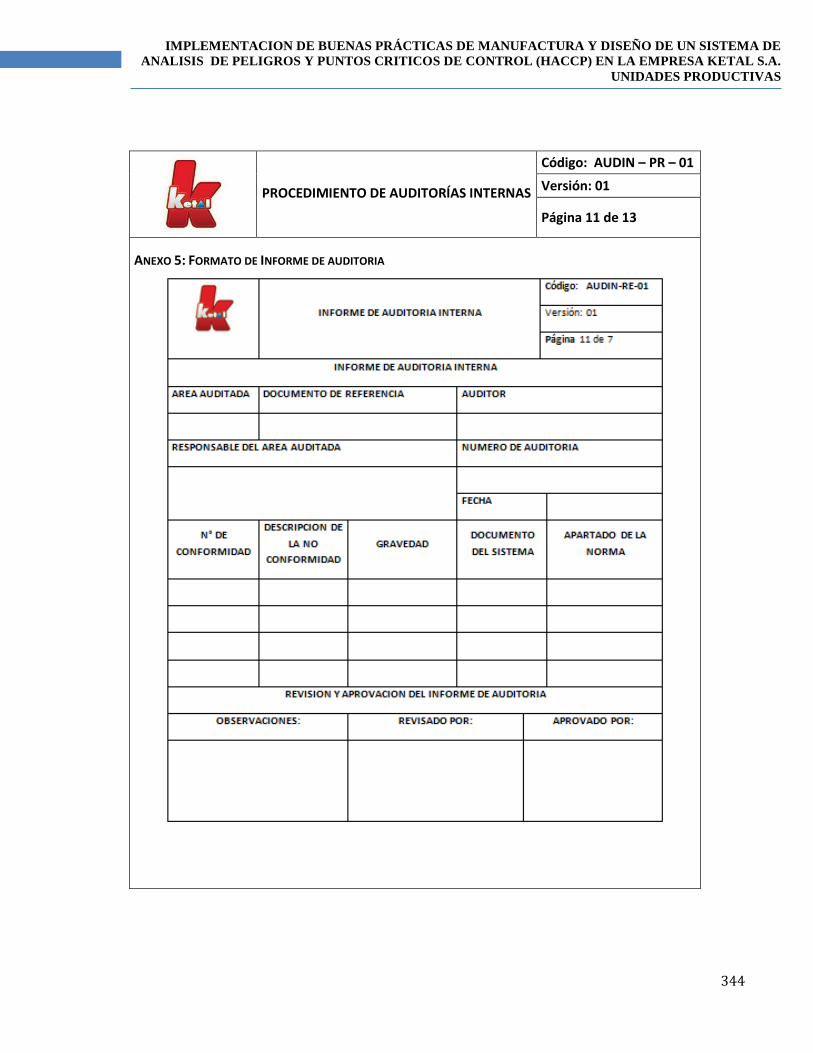
344
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 11 de 13
ANEXO 5: FORMATO DE INFORME DE AUDITORIA

345
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
PROCEDIMIENTO DE AUDITORÍAS INTERNAS
Código: AUDIN – PR – 01
Versión: 01
Página 13 de 13
ANEXO 6: SEGUIMIENTO DE ACCIONES CORRECTIVAS

346
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 2: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (1Q, 1B)
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE – 01
REGISTRO DE PESAJE DE SULFATO DE SODIO Y NITRITO (SAL DE CURA) PARA LA PRODUCCIÓN
Versión: 01
Página 1 de 1
FECHA PRODUCTO BATCH
CANTIDAD MEDIDA DE SULFATO DE
SODIO
CANTIDAD MEDIDA DE
SAL DE CURA RESPONSABLE FIRMA
ANEXO F - 3: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (PCC 2B)
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE – 02
REGISTRO DE TEMPERATURA DE HORNOS Y PRODUCTO HORNEADO
Versión: 01
Página 1 de 1
FECHA N° DE
HORNO PRODUCTO BATCH
T DEL HORNO
T DEL PRODUCTO
RESPONSABLE FIRMA

347
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 4: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC (3B)
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE – 03
REGISTRO DE TEMPERATURA DE ENFRIADO EN AGUA Versión: 01
Página 1 de 1
FECHA PRODUCTO BATCH T DEL AGUA
T DEL PRODUCTO
RESPONSABLE FIRMA
ANEXO F - 5: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE – 04
REGISTRO DE TEMPERATURA DE REFRIGERACION Versión: 01
Página 1 de 1
FECHA N° DE
CAMARA PRODUCTO BATCH
T DE LA CAMARA
T DEL PRODUCTO
RESPONSABLE FIRMA
ANEXO F - 6: KETAL S.A. REGISTRO DE SEGUIMIENTO A LOS PCC
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE – 05
REGISTRO DE TEMPERATURA DEL PRODUCTO Y HUMEDAD DE ALMACENAMIENTO
Versión: 01
Página 1 de 1
FECHA BATCH HUMEDAD DEL
AMBIENTE T DEL
PRODUCTO RESPONSABLE FIRMA

348
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 7: KETAL S.A. REGISTRO DE ACCIONES CORRECTIVAS
SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL HACCP
Código: PCC – RE –
01
REGISTRO DE ACCIONES CORRECTIVAS
Versión: 01
Página 348 de
1) FECHA 2) HORA
3) Descripción de la incidencia/ desviación del PCC:
4) Identificación de la causa
5) Acción correctiva (alimento, PCC, practica de higiene):
6) Medidas para evitar su repetición:
7) Alimento afectado Si No (ante alimentos afectados identificar el alimento)
8) Identificación del alimento (denominación, cantidad, lote o partida)
9) persona responsable Firma:
10) verificado por: Firma y Fecha:
1,2) Fecha y hora: fecha y hora en la que tiene lugar la incidencia. 3) Descripción de la incidencia: explicación del problema que ha provocado una superación de los límites críticos o un incumplimiento de las prácticas correctas de higiene. 4) Identificación de la causa: determinar, en la medida de lo posible, la causa-s de la incidencia. 5) Acción correctora: descripción de las acciones correctoras adoptadas sobre el alimento afectado (aceptación como está, reclasificación a otro tipo de comida, reprocesar o volver a someter el alimento a un tratamiento térmico, retirar del consumo) y para el control del PCC desviado o prácticas de higiene incumplidas. Se indicará con claridad el destino dado al producto afectado. 6) Medidas para evitar su repetición: descripción de las acciones para prevenir que el problema vuelva a ocurrir en el futuro. 7) Alimento afectado: marcar NO si el alimento no ha sido afectado, marcar SÍ en caso contrario y rellenar el campo de 8) identificación del alimento (denominación, cantidad, lote o partida). 9) Persona responsable (firma): firma o iniciales de la persona responsable de las acciones correctoras. 10) Verificado por (firma/fecha): firma o iniciales del responsable del sistema de autocontrol que comprueba la realización de las acciones correctoras conforme a lo establecido y la correcta cumplimentación de los registros.

349
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 8KETAL S.A.: PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 1 de 7
PROCEDIMIENTO DE CONTROL DE
DOCUMENTOS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo
Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

350
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 2 de 7
1. PROPOSITO
Asegurar el adecuado manejo y disponibilidad de los documentos requeridos, a través de una metodología para la
generación, actualización, revisión, aprobación, distribución y control de los documentos, tanto internos y/o externos
de Unidades Productivas Ketal.
2. ALCANCE
El alcance de este procedimiento incluye el control del manual de Buenas Prácticas de Manufactura (BPM), así también
todos aquellos documentos generados o pertenecientes al mismo.
3. DOCUMENTOS DE REFERENCIA
NB/NM 324:2013 “Industria de alimentos - Buenas Prácticas de Manufactura - requisito”
NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos - Requisitos para cualquier
organización en la cadena alimentaria
4. DEFINICIONES Y ABREVIATURAS
DOCUMENTO: Información y su medio de soporte.
NOTA 1: El medio de soporte puede ser papel, disco magnético, óptico o electrónico, fotografía o muestra
patrón o una combinación de éstos.
NOTA 2: Con frecuencia, un conjunto de documentos, por ejemplo especificaciones y registros, se
denominan "documentación".
DOCUMENTO CONTROLADO: Es aquel documento que está sujeto a cambios, razón por la cual debe ser
adecuadamente identificado y controlado para asegurar que no se utilicen versiones no vigentes.
PROCEDIMIENTO: forma especificada para llevar a cabo una actividad o un proceso
SIA: Sistema de Inocuidad Alimentaria
LMI: Listado Maestro Interno de Documentos
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
JEFATURA DE PRODUCCIÓN Velar por el cumplimiento integral sobre el control de la
documentación
Revisar los documentos creados o modificados.
Aprobar la elaboración o editado de documentos.

351
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 3 de 7
JEFATURAS Y CONTROL DE CALIDAD Utilizar y transmitir el contenido de la documentación, Así
también de redactar documentos que estén en su alcance.
PERSONAL OPERATIVO Cumplir con las actividades mencionadas en los documentos.
6. DESARROLLO
6.1. DISPOSICIONES GENERALES
Para el Manual BPM y los Procedimientos, su preparación corresponde a Control de Calidad, la revisión y la
aprobación a Jefatura de Producción.
Todo personal de Unidades Productivas Ketal que elabore un documento, debe ceñirse al presente
Procedimiento Control de Documentos.
La base documental oficial y vigente de SIA es todo documento firmado.
Se dispondrá de un LMI para el SIA en medio digital bajo responsabilidad de Control de calidad, su
construcción, actualización y difusión corresponderá a Jefatura de producción y Control de Calidad.
El archivo de los documentos controlados y obsoletos corresponde a la Unidad de Control de Calidad. El
tiempo de conservación mínimo de la documentación obsoleta se establece en 1 año para los documentos
originales, y en el caso de las copias controladas se conserva solamente la caratula.
Toda solicitud de copia controlada se debe realizar formal o verbalmente y su envío con el sello distintivo en
la caratula del documento “Copia Controlada”, la entrega del documento se reporta en el registro (CD – RE –
01), “Registro entrega de Copias Controladas de documentos”, al igual que la devolución de las copias
obsoletas.
Todos los documentos no controlados son enviados o distribuidos mediante solicitud formal o verbalmente y
con el sello distintivo en la caratula del documento “Copia No Controlada”, la entrega del documento se
reporta en el registro (CD – RE – 02), Registro de entrega de Copias NO Controladas de documentos”.
Todos los documentos que correspondan a procedimientos u otro del SIA deberán ceñirse al punto 6.3.1.
Carátula y contenido, de este documento.
6.2. CREACIÓN, MODIFICACIÓN, REVISIÓN Y APROBACIÓN DE DOCUMENTOS
6.2.1. NECESIDAD DE CREACIÓN O MODIFICACIÓN
Se recepciona requerimiento de creación o modificación de MBPM, PR, IT, u otro documento por parte de
los administradores del SIA o cualquier personal con acceso a la documentación.

352
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 4 de 7
Elaborar o modificar los documentos, procede el cambio considerando, al menos, los siguientes puntos:
Conformidad con requisitos de la NB/NM 324:2013
Conformidad con requisitos establecidos en documento “Control de Documentos”.
Conformidad con formato corporativo establecido por la Organización.
No existan contradicciones con otros documentos del SIA.
Y otras.
El encargado de Control de Calidad, reporta en la lista maestra de documentos su característica, en caso de
modificación, se desactiva el documento reportándolo como “en modificación”, en caso de creación de un
nuevo documento se le asigna la codificación correspondiente y se inserta el nombre del documento a la
lista maestra reportándola como “en proceso de elaboración”.
6.2.2. CREACIÓN O MODIFICACIÓN DEL DOCUMENTO
La Unidad de Control de Calidad procede a su creación o modificación.
6.2.3. REVISIÓN Y APROBACIÓN DE DOCUMENTOS
Una vez recepcionado los documentos se procede a su revisión por parte de jefatura de Producción, si la
revisión presenta observaciones, el documento es devuelto a la Unidad de Control de Calidad con las
complementaciones y correcciones necesarias a realizar, si la revisión es autorizada, se aprueba el
documento y se devuelve a Control de Calidad.
Control de calidad recepciona documentos originales con las autorizaciones y aprobación correspondientes y
procede a su archivo en carpetas asignadas con sus respectivos nombres.
La unidad de Control de Calidad con permiso a acceso a la LMI cambia la característica del documento de “en
modificación” a “vigente” o de “en proceso de creación” a “vigente”.
6.2.4. RETIRO DE DOCUMENTOS OBSOLETOS
El responsable de Control de Calidad retira los documentos obsoletos y mantiene su archivo. Para ello
solicita mediante Pase y/o Correo electrónico el retiro de los documentos obsoletos a los involucrados. Una
vez recepcionado los documentos los mismos se marcan con un sello distintivo y los archiva en carpeta de
documentos obsoletos. Sólo en el caso de las copias controladas conserva la caratula y el resto lo destruye.
6.2.5. DISTRIBUCIÓN DE PROCEDIMIENTOS
Los procedimientos aprobados vigentes son difundidos en medio físico o digital (PDF), a todas las áreas que
así lo requieran cumpliendo los requisitos de copias controladas o no controladas.
6.3. ESTRUCTURA DE LA DOCUMENTACIÓN
6.3.1. CARATULA Y CONTENIDO
Los procedimientos documentados generados por el SIA deben obedecer la siguiente caratula y estructura:

353
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 5 de 7

354
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 6 de 7
Otros documentos generados por el SIA que no puedan ceñirse al formato ya señalado, lo adecuarán manteniendo lo más
posible el contenido mínimo. De ser pertinentes, se deben incorporar los Anexos, Referencias, las Disposiciones
Generales, las Responsabilidades y las Definiciones.
6.3.2. FORMATO
El formato tipo deberá contener automáticamente los siguientes atributos:
6.3.3. CODIFICACIÓN DE LOS DOCUMENTOS
Manual de Buenas Prácticas de Manufactura
MBPM
Procedimientos Código XX-YY-ZZ
XX: Sigla del procedimiento y/o Proceso (ej. Higiene del
personal - HP)
YY: Corresponde a la abreviatura del documento PR
(Procedimiento), IT (instructivo de trabajo), etc.
ZZ: Correlativo
6.3.4. VERSIONES DE LOS DOCUMENTOS
La documentación sometida a todo el proceso de elaboración, revisión y primera aprobación final tendrá la numeración
1.0.y las nuevas versiones incrementan en una la numeración.
6.3.5. LISTADO MAESTRO DE DOCUMENTOS INTERNOS
El listado maestro de documentos estará de forma digital y debe seguir el siguiente formato:
CODIGO TITULO DE
DOCUMENTO VERSIO
N ESTADO AUTOR UBICACIÓN
FECHA DE VIGENCIA
PR-HP-04 PROCEDIMIENTO DE HIGIENE DEL PERSONAL
02 En modificación
Control de Calidad
CARPETA DIGITAL PROCEDIMIENTOS
6.3.6. TABLA DE CONTROL DE CAMBIOS
Se deben conservar la última actualización en la tabla del documento y se debe destacar con cursiva el texto del
documento que fue cambiado con respecto a la versión anterior. Se debe seguir la siguiente tabla para el control de
cambio:
FECHA VERSION ITEM ASPECTO CAMBIADO RAZONES SOLICITANTE EL CAMBIO
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
CD – RE – 01 Registro de entrega de Copias Controladas de documentos
Asistencia de Control de Calidad
CD – RE – 02 Registro entrega de Copias NO Controladas de documentos
Asistencia de Control de Calidad

355
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CD – PR – 11
Versión: 01
PROCEDIMIENTO DE CONTROL DE DOCUMENTOS
Página 7 de 7
8. ANEXOS
8.1. ANEXO 1 - REGISTRO DE ENTREGA DE COPIAS CONTROLADAS DE DOCUMENTOS
10.1. ANEXO 2 - REGISTRO DE ENTREGA DE COPIAS NO CONTROLADAS DE DOCUMENTOS

356
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO F - 9: KETAL S.A.: PROCEDIMIENTO DE CONTROL DE REGISTROS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CR – PR – 12
Versión: 01
PROCEDIMIENTO DE CONTROL DE REGISTROS Página 1 de 5
PROCEDIMIENTO DE CONTROL DE REGISTROS
Elaborado por: Revisado por: Aprobado por:
Nombre Abigail L. Quispe Mollo Daniela Lima Pérez Nuria Alemán
Cargo Tesista Asistente de Control de Calidad
Jefa de producción
Fecha
Firma

357
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CR – PR – 12
Versión: 01
PROCEDIMIENTO DE CONTROL DE REGISTROS Página 2 de 5
1. PROPOSITO
Establecer los parámetros de control sobre la identificación, el almacenamiento, la protección, la retención y la
disposición de los Registros del Sistema de Inocuidad Alimentaria de Unidades Productivas Ketal.
2. ALCANCE
El alcance de este procedimiento incluye a todos los registros generados por el Sistema de Gestión de Inocuidad
Alimentaria y utilizados en los diferentes procesos de Unidades Productivas Ketal.
3. DOCUMENTOS DE REFERENCIA
NB/NM 324:2013 “Industria de alimentos - Buenas Prácticas de Manufactura - requisito”
NB/ISO 22000:2005 Sistemas de gestión de la inocuidad de los alimentos - Requisitos para cualquier
organización en la cadena alimentaria
4. DEFINICIONES Y ABREVIATURAS
DOCUMENTO: Información y su medio de soporte.
NOTA 1: El medio de soporte puede ser papel, disco magnético, óptico o electrónico, fotografía o muestra
patrón o una combinación de éstos.
NOTA 2: Con frecuencia, un conjunto de documentos, por ejemplo especificaciones y registros, se
denominan "documentación".
REGISTRO: Documento que presenta resultados obtenidos o proporciona evidencia de actividades
desempeñadas.
NOTA 1 – Los registros pueden utilizarse, por ejemplo, para documentar la trazabilidad y para proporcionar
evidencia de verificaciones, acciones preventivas y acciones correctivas.
NOTA 2 – En general los registros no necesitan estar sujetos al control del estado de revisión.
DOCUMENTO CONTROLADO: Es aquel documento que está sujeto a cambios, razón por la cual debe ser
adecuadamente identificado y controlado para asegurar que no se utilicen versiones no vigentes.
PROCEDIMIENTO: forma especificada para llevar a cabo una actividad o un proceso
SIA: Sistema de Inocuidad Alimentaria
LMI: Listado Maestro Interno de Registros
5. RESPONSABILIDAD
RESPONSABLE FUNCIÓN
Jefatura de producción
Velar por el cumplimiento integral sobre el control de los registros debidamente llenados.
Revisar los registros creados o modificados.
Aprobar la elaboración o editado de registros.
Jefaturas y Control de Calidad Utilizar y transmitir el contenido de los registros, Así también de
elaborar los registros que estén en su alcance.
Personal Operativo Llenar correctamente los registros que se hallen bajo su
responsabilidad.

358
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CR – PR – 12
Versión: 01
PROCEDIMIENTO DE CONTROL DE REGISTROS Página 3 de 5
6. DESARROLLO
6.1. ESTRUCTURA DE LOS REGISTROS
6.1.1. FORMATO
El diseño de los formatos de registros es definido por la unidad o área donde se genera; está concebido para
demostrar y evaluar el cumplimiento de una o varias actividades, o de un proceso.
Los formatos de los registros deben ser aprobados junto con los documentos de origen, cuando las creaciones o
modificaciones se refieran a un documento existente.
El formato de cada registro debe tener referencias y acompañar como anexo al documento que promueva su
existencia.
Cuando se modifique algún registro sin modificar el documento que lo genera, se procede a su modificación en
coordinación con el responsable de Control de Calidad y su aprobación con el responsable de Jefatura de
Producción.
Se agrega al formato del registro, el encabezado que contiene: nombre completo, código, edición y número de
páginas del registro.
A continuación se muestra un ejemplo de encabezado de identificación de registro:
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: XX – YY – ZZ
Versión: X
NOMBRE DEL REGISTRO Página 1 de X
6.1.2. CODIFICACIÓN
Registro (Código XX – YY – ZZ)
XX: Corresponde al procedimiento que lo origina (Ej. Procedimiento de higiene del personal HP) YY: abreviatura de registro (RE) ZZ: Correlativo
6.2. GENERACIÓN DE LOS REGISTROS
6.2.1. NECESIDAD DE CREACIÓN O MODIFICACIÓN
Se recepciona el requerimiento de creación o modificación de registros por parte de los administradores del SIA
o cualquier personal con acceso a la documentación o encargado de llenar registros.
Elaborar o modificar los registros, procede el cambio considerando, al menos, los siguientes puntos:
Conformidad con requisitos de la NB/NM 324:2013
Conformidad con requisitos establecidos en documento “Control de registros”.
Conformidad con formato corporativo establecido por la Organización.
Conformidad y eficiencia del llenado de registros.
Y otras.

359
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CR – PR – 12
Versión: 01
PROCEDIMIENTO DE CONTROL DE REGISTROS Página 4 de 5
El encargado de Control de Calidad, reporta en la lista maestra de registros que se encuentra en medio
electrónico, su característica. En caso de modificación, se desactiva el registro reportándolo como “en
modificación”. En caso de creación de un nuevo registro se le asigna la codificación correspondiente y se
inserta el nombre del registro a la lista maestra reportándola como “en proceso de elaboración”.
Mientras no se tengan aprobados los registros creados o modificados, se seguirá utilizando los registros
anteriores al mismo.
6.2.2. CREACIÓN O MODIFICACIÓN DE REGISTROS
La Unidad de Control de Calidad u otra area pertinente, procede a su creación o modificación.
6.2.3. REVISIÓN Y APROBACIÓN DE REGISTROS
Una vez recepcionados los registros anexados a sus respectivos documentos de origen, se procede a la
revisión por parte de Jefatura de Producción, si la revisión presenta observaciones, el documento más los
registros es devuelto a la Unidad de Control de Calidad con las complementaciones y correcciones necesarias
a realizar. Si la revisión es autorizada, se aprueba el documento y/o registros y se devuelve a Control de
Calidad.
Control de calidad recepciona los documentos originales con las autorizaciones y aprobaciones
correspondientes y procede a su archivo en carpetas asignadas con sus respectivos nombres.
La unidad de Control de Calidad con permiso a acceso a la LMI de registros cambia la característica del
documento de “en modificación” a “vigente” o de “en proceso de creación” a “vigente”.
6.2.4. ADMINISTRACIÓN DE LOS REGISTROS
El área responsable de administrar el registro (activo) debe definir las características del almacenamiento, la
protección y el tiempo de retención en el archivo de los registros.
Las condiciones del almacenamiento, la protección y el tiempo de retención de los registros deben estar acorde
con las características de los mismos. Para ello considerar:
a) El almacenamiento de la información en los registros es prioritariamente física (soporte papel), y en casos que se consideren necesarios en medio electrónico.
b) Se protegerán los registros de condiciones determinadas para evitar deterioro, daño o pérdida. c) Control de calidad es responsable de emitir los registros a los encargados para su llenado y de recepcionar y
supervisar los registros llenos. Esta actividad se reporta en el registro (CR –RE – 01), “Registro de emisión de registros”.
6.2.5. EVALUACIÓN DE RESULTADOS DE REGISTROS
Bajo responsabilidad de Control de Calidad, de forma trimestral se realizará un análisis de la frecuencia de incidencias
según resultados de registros, para identificar las necesidades de correcciones de raíz o capacitación.
6.2.6. LISTADO MAESTRO DE REGISTROS INTERNOS
El listado maestro de registros estará de forma digital y debe seguir el siguiente formato:
CODIGO TITULO DE REGISTRO
VERSION ESTADO AUTOR UBICACIÓN FECHA DE VIGENCIA

360
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
MANUAL DE BUENAS PRACTICAS DE MANUFACTURA
Código: CR – PR – 12
Versión: 01
PROCEDIMIENTO DE CONTROL DE REGISTROS Página 5 de 5
7. DOCUMENTOS Y REGISTROS
CODIGO NOMBRE RESPONSABLE
CR – RE – 01 Registro de emisión de registros Asistencia de calidad
8. ANEXOS
8.1. ANEXO 1 – REGISTRO DE EMISIÓN DE REGISTROS

361
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 33 KETAL S.A.: PLAN HACCP – SALCHICHA VIENA
ETAPA DE PRODUCCION
PELIGRO TIPO DE PELIGRO
JUSTIFICACION PREG.
LIMITE CRITICO
SISTEMA DE SEGUIMIENTO CORRECCIONE
S ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y REGISTROS Cómo? Quién? Con
que? Frecuencia
Pesado de polifosfato
de sodio
Dosificación fuera de parámetro
s establecido
s por exceso de
aditivo
PCC - 1Q
Dosificaciones elevadas de
aditivo sulfato de sodio llega a
causar daños en la salud
como cáncer
P2
Máximo 5g/kg de
polifosfato de sodio
en el producto
terminado
Pesando con balanza
calibrada la cantidad bajo el límite
establecido
Operario
encargado del
pesaje
Con balanz
a digital calibra
da
Cada batch de
producción
Separar y
retirar todo el
batch
realizado,
llevándolo a
un área de
cuarentena,
luego se
determina
cual es la
desviación
del límite de
control con
un análisis de
laboratorio
para
determinar el
contenido de
polifosfato de
sodio, si el
producto no
cumple con
los límites de
control
establecidos,
se informa a
jefatura de
producción
quien decide
el destino
final del
producto
Determinar la causa de la
desviación. Si es
descuido del personal, enviar a
entrenamiento.
Durante este periodo
reemplazarlo por
una persona entrenada. Si la
causa es
desviación de la balanza, realizar
comparaciones de
peso de nitrito, con balanzas
calibradas , si la
balanza no cumple con las
especificaciones
reportarlo como equipo fuera de
calibración o en mal estado para
que se decida la
solución al problema
H. Schmidt Hebbel, Avances en aditivos alimentarios y la reglamentación de los alimentos Pg. 48
- Verificación de registros de funcionalidad (MNT – RE – 04), mantenimiento (MNT – RE – 02) y calibración de balanzas,
- revisión de registros de producción, donde se reporta las cantidades medidas (PCC - RE - 01)
- revisión de Pruebas de laboratorio de cantidad de polifosfato de sodio en el producto
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

362
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 33 (CONTINUACION)
KETAL S.A.: PLAN HACCP – SALCHICHA VIENA
ETAPA DE PRODUCCION
PELIGRO TIPO DE PELIGRO
JUSTIFICACION PREG.
LIMITE CRITICO
SISTEMA DE SEGUIMIENTO CORRECCIONE
S ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y REGISTROS Cómo? Quién? Con
que? Frecuencia
Pesado de sal de cura
Dosificación fuera de parámetro
s establecido
s por exceso de
nitrito
PCC - 2Q
Dosificaciones elevadas de
nitrito llegan a causar daños
en la salud como cáncer
P2
Máximo 125
ppm(mg/kg) de
nitrito en el
producto terminado
Pesando con balanza
calibrada la cantidad bajo el límite
establecido
Operario
encargado del
pesaje
Con balanz
a digital calibra
da
Cada batch de
producción
Separar y
retirar todo el batch realizado,
llevándolo a un
área de
cuarentena,
luego se
determina cual
es la desviación del límite de
control con un
análisis de
laboratorio para
determinar el
contenido de
nitrito, si el
producto no cumple con los
límites de
control
establecidos, se
informa a
jefatura de
producción
quien decide el destino del
producto
Determinar la causa de la
desviación. Si es
descuido del personal, enviar a
entrenamiento.
Durante este periodo
reemplazarlo por
una persona entrenada. Si la
causa es
desviación de la balanza, realizar
comparaciones de
peso de nitrito, con balanzas
calibradas , si la
balanza no cumple con las
especificaciones
reportarlo como equipo fuera de
calibración o en mal estado para
que se decida la
solución al problema
NB 380:1997 Carnes y productos derivados - Determinación de nitritos
- Verificación de registros de funcionalidad (MNT – RE – 04), mantenimiento (MNT – RE – 02) y calibración de balanzas,
- revisión de registros de producción, donde se reporta las cantidades medidas (PCC - RE - 01)
- revisión de Pruebas de laboratorio de cantidad de nitrito en el producto
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

363
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 33 (CONTINUACION)
KETAL S.A.: PLAN HACCP – SALCHICHA VIENA
ETAPA DE
PRODUCCION PELIGRO
TIPO DE
PELIGRO JUSTIFICACION
PR
EG
.
LIMITE
CRITICO
SISTEMA DE SEGUIMIENTO
CORRECCIONES ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y
REGISTROS Cómo? Quién?
Con
que? Frecuencia
Pesado de sal
de cura
Presencia de
microorgan
ismos patógenos:
Clostridium
botulinum
PCC – 1B
Es causante del
botulismo en humanos.
P2
Mínimo de
100 ppm (mg/kg) de
nitrito en el
producto en proceso
Pesando
con
balanza calibrada
la cantidad
bajo el límite
establecido
Operari
o
encargado del
pesaje
Con
balanza
digital calibrad
a
Cada batch
de producción
El personal de calidad separa y
retira todo el batch
realizado,
llevándolo a un
área de cuarentena,
luego se determina
cual es la desviación del
límite de control
con un análisis de
laboratorio
microbiológico
para determinar la
existencia
clostridium, si el producto no cumple
con los límites de
control
establecidos, se
informa a jefatura
de producción
quien decide el
destino del producto
Determinar la
causa de la
desviación. Si es
descuido del
personal, enviar
a entrenamiento. Durante este
periodo
reemplazarlo por una persona
entrenada. Si la
causa es desviación de la
balanza, realizar
comparaciones de peso de
nitrito, con
balanzas
calibradas , si la
balanza no
cumple con las especificaciones
reportarlo como
equipo fuera de calibración o en
mal estado para que se decida la
solución al
problema
Industria de carnes,
Universidad
Nacional de Colombia
sede Medellin
Pg. 120 -121
- Verificación de
registros de
funcionalidad (MNT – RE –
04),
mantenimiento (MNT – RE –
02) y
calibración de balanzas,
- revisión de
registros de producción,
donde se reporta
las cantidades medidas (PCC -
RE - 01)
- revisión de
Pruebas microbiológicas
de laboratorio
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

364
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 33 (CONTINUACION) KETAL S.A.: PLAN HACCP – SALCHICHA VIENA
ETAPA DE
PRODUCCION PELIGRO
TIPO DE
PELIGRO JUSTIFICACION
PR
EG
.
LIMITE
CRITICO
SISTEMA DE SEGUIMIENTO
CORRECCIONES ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN
Y REGISTROS Cómo? Quién? Con
que? Frecuencia
Ahumado
Proliferació
n y supervivenc
ia de
microorganismos: E
coli
0157:H7, Salmonella,
Bacillus
Cereus, Aereobios
mesofilos
PCC – 2B
Puede causar
gastroenteritis,
salmonellosis y
enteritis necrótica
P2
TH>160°
C
Midiendo la
lectura del
equipo de
medición
interno de la
maquinaria
Operari
o
encarga
do del
Ahuma
do
Termógr
afo
interno
de la
maquina
ria
Cada batch
de
producción
Separar y retener
todos los productos
afectados, el que es nuevamente
ingresado a proceso
de cocción. Se
detectan las zonas
frías y se determina la
temperatura del
producto en estos
puntos adicionales, en caso de que el
producto no pueda ser
devuelto a cocción se
informa a jefatura de
producción quien
decide el destino final
del producto
Determinar la
causa de la
desviación. Si es descuido del
personal, enviar a
entrenamiento.
Durante este
periodo
reemplazarlo por
una persona
entrenada. Si la causa es desviación
por el equipo, se
informa al area de
mantenimiento. El
personal de
mantenimiento
revisa el
funcionamiento del equipo y hace las
reparaciones si es
necesario.
Industria de
carnes, Universidad
Nacional de
Colombia sede Medellín
Págs. 188-191
Fichas técnicas
procesado de
carne FAO
Págs. 7 y 8
- Revisión de los
registros de producción
(PCC–RE-02),
donde se llene el tiempo y la
temperatura de
la etapa de ahumado
además de la
temperatura interna del
producto a la
salida del horno
- Revisión de
informes de
acciones correctivas
tomadas (PCC-
RE-06)
t= 45 min
Control
mediante el
uso de un
equipo de
medición de
tiempo
Operari
o
encarga
do del
Ahuma
do
Cronom
etro
digital
de
control
del
tiempo
Cada batch
de
producción
Tint > 72°C
Introduciend
o el equipo
de medición al producto
y
registrando
su lectura
Persona
l de control
de
calidad
Termómetro
tipo T
Cada batch de
producción
Enfriado con
agua
Contaminación
microbioló
gica: E. coli
0157:H7,,
Salmonella, Canpilobac
ter jejuni,
Listeria monocytoge
nes
PCC – 3B
Llegan a causar infección
alimentaria como
gastro enteritis y salmonellosis
entre otras
P4
Tp<12°C
Introduciend
o el equipo de medición
de
temperatura
al agua y
registrando
su lectura
Personal de
control
de
calidad
Termóm
etro
tipo T
Cada batch
de
producción
Rechazar o retener los
productos dependiendo de la
desviación de tiempo
y temperatura, para
decidir acción a tomar
Realizar una
evaluación
organoléptica y
microbiológica al producto afectado, en
caso de que el
producto no cumpla
con las características
establecidas, se
informa a jefatura de
producción quien
decide el destino final del producto
Determinar la
causa de la desviación. Si es
descuido del
personal, enviar a
entrenamiento.
Durante este
periodo
reemplazarlo por
una persona entrenada
Congelación bacteriana:
factores que
intervienen en el proceso.
Programa de
bacteriología y laboratorio
clínico,
facultad de ciencias de la
salud
- Revisión de los
registros de producción
(PCC-RE-03), donde se llene
el tiempo y la
temperatura de la etapa de
enfriado,
además de la temperatura
interna del
producto a la salida del agua
fría.
- Revisión de
informes de acciones
correctivas
tomadas (PCC-
RE-06)
t =10 min
Control
mediante el
uso de un
equipo de
medición de tiempo
Operari
o
encarga
do de la
etapa
de enfriad
o
Cronom
etro
digital
de
control del
tiempo
Cada batch
de producción
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

365
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 33 (CONTINUACION)
KETAL S.A.: PLAN HACCP – SALCHICHA VIENA
ETAPA DE
PRODUCCION PELIGRO
TIPO DE
PELIGRO JUSTIFICACION
PR
EG
.
LIMITE
CRITICO
SISTEMA DE SEGUIMIENTO CORRECCIONES
ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN
Y REGISTROS Cómo? Quién? Con que? Frecuencia
Enfriado en
cámara
Proliferaci
ón de
microorganismos
PCC – 4B
Llegan a causar infección
alimentaria como
gastro enteritis y salmonellosis
entre otras
P4
Tc =4 –
7 °C
Registrando
la lectura del equipo
de
medición
interno de
la cámara de
refrigeració
n
Operari
o encarg
ad del
control
de
temperatura
de la
cámara
Termóme
tro interno
de la
cámara
de
refrigeración
3 veces
durante el
proceso en esta etapa
Rechazar o retener
los productos dependiendo de la
desviación de
temperatura, para
decidir acción a
tomar; realizar una evaluación
organoléptica y
microbiológica al producto afectado
en caso de que el
producto no cumpla con las
características
establecidas, se informa a jefatura
de producción
quien decide el destino final del
producto
Identificar las
causas de la desviación, si el
problema es el
equipo de frio,
trasladar el
producto a cámara alternativa u otro
sistema de
refrigeración y comunicar los
sucedido al
departamento de mantenimiento
quien deberá
resolver las causas del problema del
equipo
- Congelación
bacteriana: factores que
intervienen
en el
proceso.
Programa de
bacteriología y laboratorio
clínico,
facultad de ciencias de la
salud, La
- Guía INN/GUIA
02/2012
HACCP directrices
para cecinas
y embutidos,
División de
Normas del
Instituto Nacional de
Normalizació
n
Revisión de los
registros de producción
(PCC-RE-04),
la temperatura
de la cámara de
frio y la del producto en su
interior.
Tp<=4°
C
Introduciendo el
equipo de
medición al producto y
registrando
su lectura
Person
al de
control de
calidad
Termóme
tro tipo T
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

366
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F - 34 KETAL S.A.: PLAN HACCP – PAN MIGA
ETAPA DE
PRODUCCION PELIGRO
TIPO DE
PELIGRO JUSTIFICACION
PR
EG
.
LIMITE
CRITICO
SISTEMA DE SEGUIMIENTO
CORRECCIONES ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y
REGISTROS Cómo? Quién?
Con
que? Frecuencia
Horneado
Proliferació
n y supervivenc
ia de microorgan
ismos: E
coli 0157:H7,
salmonella,
Bacillus cereus,
Aereobios
mesofilos
PCC – 1B
Pueden causar infección
alimentaria, probabilidad de
supervivencia de
microorganismos por fallas del
proceso
P2
TH>180°
C
Midiendo la
lectura
del equipo
de
medició
n interno
de la
maquinaria
Operari
o
encargado del
hornea
do
Termómetro
interno
del
horno
Cada batch
de
producción
Separar y retener
todos los productos
afectados, el que
es nuevamente ingresado a
proceso de cocción. En caso
de que el producto
no pueda ser devuelto a cocción
se informa a
jefatura de producción quien
decide el destino
final del producto
Determinar la causa de la
desviación. Si
es descuido del personal, enviar
a
entrenamiento. Durante este
periodo
reemplazarlo por una persona
entrenada Si la causa es
desviación por
el equipo, se informa al area
de
mantenimiento El personal de
mantenimiento
revisa el funcionamiento
del equipo y
hace las reparaciones si
es necesario.
- Métodos de
control de crecimiento
microbiano
en el pan, A.A. salgado
Nava Pg 4.
- Dirección
general de
higiene y
seguridad alimentaria
dirección de
capacitación alimentaria,
manipulación
higiénica de los alimentos
Pg 5
- Revisión de los
registros de
producción (PCC-RE-05),
donde se llene el
tiempo y la temperatura de la
etapa de horneado además
de la temperatura
interna del producto a la
salida del horno
- Revisión de
informes de acciones
correctivas
tomadas (PCC-RE-06)
t =1,5
horas
Control
mediante el uso de
un
equipo de
medició
n de tiempo
Operari
o encarg
ado del
horneado
Cronometro
digital
de control
del
tiempo
Cada batch de
producción
TP> 75°C
Introduci
endo el
equipo de
medició
n al producto
y
registrando su
lectura
Person
al de
control de
calidad
Termó
metro tipo T
Cada batch
de producción
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

367
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 34 (CONTINUACION)
KETAL S.A.: PLAN HACCP – PAN MIGA
ETAPA DE PRODUCCION
PELIGRO TIPO DE PELIGRO
JUSTIFICACION PREG.
LIMITE CRITICO
SISTEMA DE SEGUIMIENTO
CORRECCIONES ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y REGISTROS
Cómo? Quién? Con
que? Frecuencia
Reposado
Presencia de microorganismos como mohos y levaduras
PCC – 2B
Causan reacciones alérgicas y problemas respiratorios en algunos casos envenenamiento
P4
Tp< 25°C
Introduciendo el equipo de medición al producto y registrando su lectura
Personal de control de calidad
Termómetro tipo T
Cada batch de producción
Rechazar o retener
los productos
dependiendo de la desviación de
temperatura y
humedad para decidir acción a
tomar; realizar una evaluación
organoléptica y
microbiológica al producto afectado,
en caso de que el
producto no cumpla con las
características
establecidas, se informa a jefatura
de producción
quien decide el destino final del
producto
Determinar la causa de la desviación, si las causas son las condiciones del ambiente de almacenamiento temporal reportar a la autoridad correspondiente para adecuar con los equipos necesarios para el control del area
Métodos de control de crecimiento microbiano en el pan, A.A. salgado Nava Pg 4
- Revisión de los registros de lecturas de temperatura y humedad del ambiente (PCC-RE-05),
- Revisión de informes de acciones correctivas tomadas
H< 40%
Registrando la lectura directa del equipo de medición
Personal de control de calidad
Termo higrómetro
4 veces durante el proceso en esta etapa
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

368
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO F – 34 (CONTINUACION)
KETAL S.A.: PLAN HACCP – PAN MIGA
ETAPA DE PRODUCCION
PELIGRO TIPO DE PELIGRO
JUSTIFICACION PREG.
LIMITE CRITICO
SISTEMA DE SEGUIMIENTO
CORRECCIONES ACCIONES
CORRECTIVAS VALIDACIÓN
VERIFICACIÓN Y REGISTROS
Cómo? Quién? Con
que? Frecuencia
Envasado
Materia
extraña: polvo,
tierra pelos,
restos de plástico o
metales
PCC – 1F
Puede generar
daños al sistema gastrointestinal
al ser ingerido
P2
Ausencia de
fragmentos
solidos
Mediante inspección Visual
Operario encargado de la actividad y control de calidad
Inspección visual
Al envasar cada
producto
Aislar el
producto y en
caso de ser un
sólido no
peligroso
retíralo con las
debidas
precauciones de
manipulación,
en caso de que
el sólido afecte
la calidad del
producto
rechazarlo.
Determinar
las causas de
la desviación,
en caso de ser
por temas de
infraestructur
a o utensilios
en mal estado
repararlos, en
caso de ser
descuido del
operario
enviar a
capacitación.
Plan HACCP en la producción industrial de pan blanco e integral crudos y congelados, S. S. Tolosa Morales Pg 156.
- Revisión de los registros de quejas y reclamos (MQR-RE-01),
- Revisión de informes de acciones correctivas tomadas.
Elaborado por: Revisado por: Aprobado Por:
Fecha: Fecha: Fecha:
FUENTE: Elaboración propia

369
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO G
CONSIDERACIONES PARA LA
IMPLEMENTACION Y
MANTENIMIENTO DEL SISTEMA
HACCP

370
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
DIAGRAMA G - 1: DIAGRAMA DE GANTT PLAN DE ACCION DE IMPLEMENTACION DEL SISTEMA HACCP
NOMBRE DE TAREA DURACIÓN
IMPLICACIÓN DE LA DIRECCIÓN 22 días Reunión de coordinación 1 día
Designación del equipo de Inocuidad
Alimentaria 5 días
Definición del organigrama y
responsabilidades del Equipo de Inocuidad
Alimentaria
2 días
Formación al equipo de Inocuidad
Alimentaria 14 días
ACTIVIDADES PREVIAS 66 días Auditoria de verificación de cumplimiento de
prerrequisitos 3 días
Acciones correctivas y actualización de
prerrequisitos 30 días
Formación a responsables de control de
variables de PCC 5 días
Validación inicial del plan HACCP 3 días
Validación Posterior del Plan HACCP 5 días
Adquisición de los equipos de medición de
variables de PCC 20 días
Comunicación a todo el personal de la
importancia y la puesta en marcha del sistema 5 días
PUESTA EN MARCHA 62 días Puesta en marcha y verificación del
monitoreo de los PCC 63 días
EVALUACIÓN Y VERIFICACIÓN DEL
SISTEMA 25 días
Revisión de registros del seguimiento y
acciones correctivas del sistema 4 días
Verificación exhaustiva del sistema HACCP 20 días
Fuente: Elaborado en base a la guía de principios de HACCP y directrices de aplicación del NACMCF (1997)

371
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO H
EVALUACION ECONOMICA
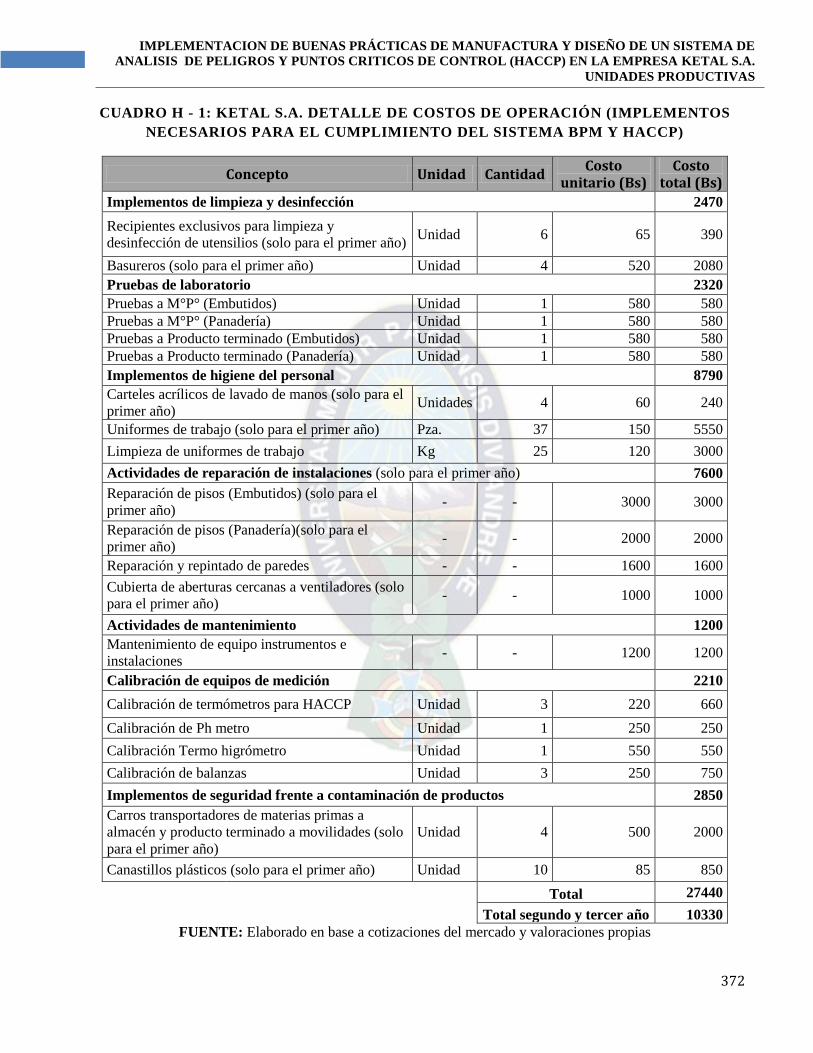
372
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO H - 1: KETAL S.A. DETALLE DE COSTOS DE OPERACIÓN (IMPLEMENTOS
NECESARIOS PARA EL CUMPLIMIENTO DEL SISTEMA BPM Y HACCP)
Concepto Unidad Cantidad Costo
unitario (Bs) Costo
total (Bs)
Implementos de limpieza y desinfección 2470
Recipientes exclusivos para limpieza y
desinfección de utensilios (solo para el primer año) Unidad 6 65 390
Basureros (solo para el primer año) Unidad 4 520 2080
Pruebas de laboratorio 2320
Pruebas a M°P° (Embutidos) Unidad 1 580 580
Pruebas a M°P° (Panadería) Unidad 1 580 580
Pruebas a Producto terminado (Embutidos) Unidad 1 580 580
Pruebas a Producto terminado (Panadería) Unidad 1 580 580
Implementos de higiene del personal 8790
Carteles acrílicos de lavado de manos (solo para el
primer año) Unidades 4 60 240
Uniformes de trabajo (solo para el primer año) Pza. 37 150 5550
Limpieza de uniformes de trabajo Kg 25 120 3000
Actividades de reparación de instalaciones (solo para el primer año) 7600
Reparación de pisos (Embutidos) (solo para el
primer año) - - 3000 3000
Reparación de pisos (Panadería)(solo para el
primer año) - - 2000 2000
Reparación y repintado de paredes - - 1600 1600
Cubierta de aberturas cercanas a ventiladores (solo
para el primer año) - - 1000 1000
Actividades de mantenimiento 1200
Mantenimiento de equipo instrumentos e
instalaciones - - 1200 1200
Calibración de equipos de medición 2210
Calibración de termómetros para HACCP Unidad 3 220 660
Calibración de Ph metro Unidad 1 250 250
Calibración Termo higrómetro Unidad 1 550 550
Calibración de balanzas Unidad 3 250 750
Implementos de seguridad frente a contaminación de productos 2850
Carros transportadores de materias primas a
almacén y producto terminado a movilidades (solo
para el primer año)
Unidad 4 500 2000
Canastillos plásticos (solo para el primer año) Unidad 10 85 850
Total 27440
Total segundo y tercer año 10330
FUENTE: Elaborado en base a cotizaciones del mercado y valoraciones propias

373
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO H - 2: KETAL S.A. VENTAS HISTORICAS - SALCHICHA VIENA 2015 - 2016
Año Periodo
(meses)
Cantidad
(Kg) Ventas (Bs)
Costo de
fabricación Utilidad Bruta
2015
Enero 2 791.00 71 997.07 43198.24 28 798.83
Febrero 2 686.00 68 899.74 41339.85 27 559.90
Marzo 3 042.00 74 109.36 44465.62 29 643.75
Abril 2 644.00 100 442.75 60265.65 40 177.10
Mayo 2 675.00 75 373.31 45223.98 30 149.32
Junio 2 583.00 111 558.20 66934.92 44 623.28
Julio 2 398.00 51 582.87 30949.72 20 633.15
Agosto 2 789.00 70 098.51 42059.10 28 039.40
Septiembre 2 863.00 68 327.12 40996.27 27 330.85
Octubre 2 854.00 68 730.04 41238.02 27 492.02
Noviembre 2 811.00 59 372.40 35623.44 23 748.96
Diciembre 2 887.00 73 599.44 44159.66 29 439.77
2016
Enero 2 131.06 86 904.17 52142.50 34 761.67
Febrero 1 988.67 80 482.90 48289.74 32 193.16
Marzo 2 392.20 97 921.10 58752.66 39 168.44
Abril 2 044.25 83 667.48 50200.49 33 466.99
Mayo 2 063.33 84 261.62 50556.97 33 704.65
Junio 2 245.96 91 283.54 54770.13 36 513.42
Julio 2 024.77 82 630.72 49578.43 33 052.29
Agosto 2 044.25 83 880.42 50328.25 33 552.17
Septiembre 2 015.47 82 237.63 49342.58 32 895.05
Octubre 1 899.98 77 749.12 46649.47 31 099.65
Noviembre 1 899.98 77 551.20 46530.72 31 020.48
Diciembre 1 917.48 78 492.94 47095.76 31 397.18
Total (2015) 33 023.00 894 090.81 536 454.49 357 636.32
Total (2016) 24 667.40 1 007 062.83 604 237.70 402 825.13
Total 57 690.40 1 901 153.64 1 140 692.18 760 461.46
FUENTE: Elaborado en base a información de jefatura de producción

374
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO H - 3: KETAL S.A.: VENTAS HISTORICAS - PAN MIGA 2015 -2016
Año Periodo
(meses)
Cantidad
(Kg) Ventas (Bs)
Costo de
fabricación
Utilidad
Bruta
2015
Enero 2 791.00 34 887.50 20932.50 13 955.00
Febrero 2 686.00 34 649.40 20789.64 13 859.76
Marzo 3 042.00 39 546.00 23727.60 15 818.40
Abril 2 644.00 32 785.60 19671.36 13 114.24
Mayo 2 675.00 33 705.00 20223.00 13 482.00
Junio 2 583.00 33 062.40 19837.44 13 224.96
Julio 2 398.00 30 934.20 18560.52 12 373.68
Agosto 2 789.00 34 862.50 20917.50 13 945.00
Septiembre 2 863.00 37 219.00 22331.40 14 887.60
Octubre 2 854.00 36 245.80 21747.48 14 498.32
Noviembre 2 811.00 36 261.90 21757.14 14 504.76
Diciembre 2 887.00 36 953.60 22172.16 14 781.44
2016
Enero 2 601.00 33 813.00 20287.80 13 525.20
Febrero 2 806.00 35 916.80 21550.08 14 366.72
Marzo 2 752.00 34 400.00 20640.00 13 760.00
Abril 2 032.00 26 009.60 15605.76 10 403.84
Mayo 2 373.00 30 137.10 18082.26 12 054.84
Junio 1 799.00 22 847.30 13708.38 9 138.92
Julio 2 660.00 34 580.00 20748.00 13 832.00
Agosto 2 151.00 27 532.80 16519.68 11 013.12
Septiembre 2 064.00 26 006.40 15603.84 10 402.56
Octubre 2 292.00 29 566.80 17740.08 11 826.72
Noviembre 2 045.00 25 971.50 15582.90 10 388.60
Diciembre 2 072.00 26 107.20 15664.32 10 442.88
Total (2015) 33 023.00 421 112.90 252 667.74 168 445.16
Total (2016) 27 647.00 352 888.50 211 733.10 141 155.40
Total 60 670.00 774 001.40 464 400.84 309 600.56
FUENTE: Elaborado en base a información de jefatura de producción

375
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE ANALISIS DE PELIGROS Y PUNTOS
CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A. UNIDADES PRODUCTIVAS
CUADRO H - 4 KETAL S.A.: PRONOSTICO DE VENTAS SALCHICHA VIENA - MODELO CICLICO 2018- 2020
Periodo
Datos históricos Promedio
de las
ventas del
periodo
Factor de
estacionalidad
Pronostico del
año
Pronostico del
año
Pronostico del
año Año Año
2015 2016 2018 2019 2020
Ventas (BS) Ventas (Bs) Ventas (Bs) Ventas (Bs) Ventas (Bs)
Enero 71 997.1 86 904.2 79 450.6 1.00 85013.5 85863.7 86722.29
Febrero 68 899.7 80 482.9 74 691.3 0.94 79921.0 80720.2 81527.40
Marzo 74 109.4 97 921.1 86 015.2 1.09 92037.8 92958.1 93887.73
Abril 100 442.8 83 667.5 92 055.1 1.16 98500.5 99485.6 100480.41
Mayo 75 373.3 84 261.6 79 817.5 1.01 85406.1 86260.1 87122.71
Junio 111 558.2 91 283.5 101 420.9 1.28 108522.1 109607.3 110703.36
Julio 51 582.9 82 630.7 67 106.8 0.85 71805.4 72523.5 73248.71
Agosto 70 098.5 83 880.4 76 989.5 0.97 82380.0 83203.8 84035.88
Septiembre 68 327.1 82 237.6 75 282.4 0.95 80553.4 81359.0 82172.55
Octubre 68 730.0 77 749.1 73 239.6 0.92 78367.6 79151.3 79942.79
Noviembre 59 372.4 77 551.2 68 461.8 0.86 73255.3 73987.9 74727.73
Diciembre 73 599.4 78 492.9 76 046.2 0.96 81370.7 82184.4 83006.27
Total
ventas/año 894 090.8 1 007 062.8 950 576.8 Ingresos
pronosticado
anual
1017133.5 1027304.8 1037577.8 Promedio de
ventas 74 507.6 83 921.9 79 214.7
FUENTE: Elaborado en base a información del cuadro G – 2.

376
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
CUADRO H - 5: KETAL S.A.: PRONOSTICO DE VENTAS PAN MIGA – MODELO
PROMEDIO MOVIL SIMPLE 2018-2020
Periodo
Datos
históricos –
mensual 2015
Datos
históricos –
mensual 2015
Pronostico de
ventas 2018
Pronostico de
ventas 2019
Pronostico de
ventas 2020
Enero 34 887.50 33 813.00 34 887.5 35676.2 34 887.5
Febrero 34 649.40 35 916.80 34 649.4 35561.1 34 649.4
Marzo 39 546.00 34 400.00 36361.0 34709.9 35299.3
Abril 32 785.60 26 009.60 35660.3 32108.8 35556.9
Mayo 33 705.00 30 137.10 35345.5 30182.2 35788.9
Junio 33 062.40 22 847.30 33184.3 26331.3 34730.1
Julio 30 934.20 34 580.00 32567.2 29188.1 33699.0
Agosto 34 862.50 27 532.80 32953.0 28320.0 32901.5
Septiembre 37 219.00 26 006.40 34338.6 29373.1 33286.3
Octubre 36 245.80 29 566.80 36109.1 27702.0 34466.9
Noviembre 36 261.90 25 971.50 36575.6 27181.6 35674.4
Diciembre 36 953.60 26 107.20 36487.1 27215.2 36390.6
Ventas totales
- pronostico/
año
421 112.90
352 888.50
419 118.6 363549.6 417330.8
Promedio de
ventas 35092.7417 29407.375
FUENTE: Elaborado en base a información del cuadro G – 3.

377
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS
ANEXO H - 1: COTIZACIONES DE IMPLEMENTOS NECESARIOS PARA EL
CUMPLIMIENTO DE LAS SITEMA BPM Y HACCP

378
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS

379
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS

380
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS

381
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS

382
IMPLEMENTACION DE BUENAS PRÁCTICAS DE MANUFACTURA Y DISEÑO DE UN SISTEMA DE
ANALISIS DE PELIGROS Y PUNTOS CRITICOS DE CONTROL (HACCP) EN LA EMPRESA KETAL S.A.
UNIDADES PRODUCTIVAS