
Mechanisms of lithium transport in amorphous polyethylene oxide
Upload
independentCategory
view
3download
0
Electronic copy available at: http://ssrn.com/abstract=1703845Electronic copy available at: http://ssrn.com/abstract=1703845
1
TECHNOLOGICAL IMPACT IN DESIGNING EQUIPMENT FOR POLYETHYLENE SCRAP REPROCESSING
Tamal Ghosh*, Pranab K Dan
Corresponding author’s email: [email protected]
Department of Industrial Engineering and Management, West Bengal University of Technology, BF-142, Salt lake City, Kolkata-700064, INDIA
Tel / Fax.+91-33-2334-1014/21/25/28/31 Abstract: This explorative article endeavors to identify sectors originating polyethylene products with a substantial repository of recyclable packaging substances and proposes a mechanized appliance which could salvage that ductile packaging scrap and regenerate closely similar product by means of an exotic lamination mechanism. The agenda is to eliminate the scrap which is otherwise to be ragged or ignited in an cremator by pertaining expenditure. Crushing and igniting do not propose any scope to the society and ravage the survival of populace by yielding obnoxious and calumnious flatulencies. However clean technology approach could be adopted to improve social sustainment. The aspiration of this study is to foster an effective mechanized appliance which transform the discarded substances into adaptable goods employing additional lamination mechanism with low investment. The aforesaid arrangement will laminate the scrap foil which is not procurable in the form of reel. This one-on-one lamination mechanism could be far-reaching which eventually reprocess flexible packaging substances and metamorphose into less expensive impermeable and persistent laminas which subsequently deliver several propositions of commonality. Keywords: flexible packaging; waste management; scrap recycling; clean technology; green product; new product development;
1. INTRODUCTION
The development of new products can be demonstrated as (Ulrich and Eppinger, 2004; Wheelwright and Clark, 1992) accomplishments of the firms that head to a stream of modern or transformed product market offerings over time, which generates prospects, further transformed into products and services offered to consumers, and the institutionalization of enhancements in the concerned activities themselves. This process is interpreted as an indispensible tool to the competitiveness of the firms, owing to the globalization of market segment and to materialize the anticipations of contemporary consumers. New product development and the improved quality of product indicate more revenue generation and large market share for the firms. In order to achieve this target the firm must control the whole life cycle of the product systematically as stated in Fig. 1. Therefore use of evolving technologies, practicing them to their products over the development of the whole process. The evolution of technology to the products is comprehended in the different phases of the process of development. However, it is spotted that in domestic firms, that evolution occurs sluggishly, and it leads to the slow improvement of the already accessible products, corresponding them to the domestic market demands, to the suppliers segment and to the accessible production and manufacturing process (Amaral, 2005). This state is specifically recurrent in the polyethylene enterprises, a sector evolving through incremental innovations. Fig. 2 depicts the phases involved in product development process (Ulrich and Eppinger, 2004). This is a general framework of product development. Detail description of each phase is stated as under, Phase 0:
• Product opportunity should be identified. • Project related to the new product development should be evaluated and prioritized.

Electronic copy available at: http://ssrn.com/abstract=1703845Electronic copy available at: http://ssrn.com/abstract=1703845
2
• Allocation of resources should be properly justified and therefore planning times and broad allocation of the responsibility with respect to time should be recognized.
Fig. 1 Product life cycle
Fig. 2 Phases of new product development
Phase 0 Phase 1 Phase 2 Phase 3 Phase 4 Phase 5
Understanding Opportunity
Concept Development
System level Design
Detail Design Tooling and Refinement
Production Ramp up
Assessing opportunity and product
planning
Identifying customers
need
Product Specification
Concept generation
Concept selection
Concept testing
Product Architecture
Industrial Design
Design for Manufacturing
Prototyping
Robust Design

3
• These steps are considered under portfolio of new product development. This planning stage is
demonstrated as pre-project planning. • The outcome of this phase is the mission statement, a systematic document which specifies target market,
business goals, key assumptions and constraints.
Phase 1: • Identify consumer’s needs and target market. • Establish target specification. • Product concept generation. • Selection of product concept. • Testing of product concept. • Setting up final specification. • Plan down stream development. • Performance economic analysis. • Benchmarking competitor’s product. • Initiating development and testing of prototypes.
Phase 2:
• It includes the definition of product architecture, decomposition of the product into sub-systems or components which is subsequently known as assembly scheme.
• Geometric layout of product should be identified. • Functional speculation of the product should be identified. • Preliminary process flow diagram of assembly process should be identified.
Phase 3:
• It includes complete specifications of the product. • Geometric specification. • Material specification. • Tolerance specifications. • Process plan should be established. • Design of tool is needed for each component is being fabricated. • Output of this phase is controlled and detailed documentation of the product, detailed CAD design and
drawing of each component of production tooling, specification of purchased parts, Process plan of fabrication and assembly of the product.
• Two critical issues are addressed in this phase are product cost and robust performance. Phase 4:
• Construction and evaluation of multiple pre-production version of the product. • Early prototyping (α), is done production intended part with same geometry and material of production
satisfying key customer needs, which is to test the working of the product in accordance with the design. • Later prototyping (β), built with parts supplied by intended production process which may not be
assembled using intended final assembly process. This is to check performance and reliability in order to identify necessary engineering changes in the final product.
Phase 5:
• α and β prototyping are clubbed at production ramp up phase. • It is done to train workforce. • Workout problems identified in production process.
In order to make this process successful, the polyethylene industry must regard few criteria: the higher strength of the market over new artifacts and the consumer’s needs, that alter with domestic habits, culture and societies. This article portrays the essential phases of new product development which primarily focuses on the detailed design of the tooling or the proposed mechanical appliances which consequently utilized to develop inexpensive artifact by reprocessing flexible packaging film waste.

4
2. OVERVIEW OF POLYETHYLYNE INDUSTRY
Flexible packaging is evolving as the biggest segment of packaging industries. Its dominance is driven by factors such as packing material source reduction, convenience for the end users, and visual and handling ease. The flexible packaging industry has been an indispensible segment in the growth and adoption for use in many applications and expanded into a global economy, as many newly industrialized nations have become global players in trade. Fig. 3 presents a trend line for the total film market in USA. This graph depicts a 4.5% growth rate from the 2002 to 2007 data. At this growth rate, the US flexible packaging film market could be over 20 billion pounds in 2020 (Wagner, 2010). Growing application of plastic materials evokes the growth in flexible packaging during this century tremendously. Flexible packages are made from lamination (Phadke, 2008) or from multi-layer co-extruded structures of different combinations, generally plastic or cellulosic substrates (films, foil, paper).The manufacture of flexible packaging is known as converting. In producing material for a particular application, specific text and related graphic information (pictorial and use suggestion or barcodes) are typically printed on one of the substrates. Several processes- coating, lamination, and co-extrusion, then combine this printed layer with other to provide the overall material functionality. Today, we have many polymers such as PE (polyethylene), PP (polypropylene), PET (polyester) and PS (polystyrene) that are used to produce clear films for packaging. While these aforementioned polymers are commonly used in monolayer format, they are also used in multilayer films produced by co-extrusion and/or lamination processes (Wagner, 2010).
Fig. 3 Flexible packaging film market trend in USA
2.1 Polyethylene Industry in India
The growth of flexible packaging in India has only just started. In the last 10 years analysts have started to look at India differently. Its place a vibrant and increasingly profitable global economy has emerged. Forecasts have been right so far - the growing economy has encouraged large investments from overseas companies and a changing social climate has meant the Indian market is now supporting tastes and demands seen more in Western cultures. Indian consumers now expect a certain level of packaging with their goods, and as foreign investors take advantage of the cheap material and labour costs, Indian exports in flexible packaging are on the up. The Indian packaging market grew by around 9 per cent in 2004, after a slight slow-down in growth in comparison to 2003 (Fig. 4). For the remainder of the decade, growth of 14 per cent is predicted in packaging sales, with the less developed plastic packaging sectors set to be the fastest-growing areas of the market with annual growth set for around 20 per cent year-on-year (Borciani, 2007). Food markets will drive consumption growth, with the food processing industry keen to double capacity in the medium-term - along with other consumer markets - as India becomes an increasingly attractive option for finished goods suppliers exporting to neighbouring countries. Other key flexible plastics segments include HDPE-based flexible bulk bags, consumption of which amounts to around 44,000 tonnes, with around 75 per cent of total usage accounted for by sugar, with the remainder attributable to salt, rice and atta (6,500 tonnes), onions and potatoes (3,500 tonnes) and tea (1,000 tonnes). Traditional woven fabrics, however, continue to dominate in areas such as cement, pesticides and fertilisers.

5
Fig. 4 India packaging market: key facts 2003-04.
Output across a range of film sectors will continue to grow at strong rates. BOPP film production in India, for example, almost doubled into 2004, with shipments up from 23,400 tonnes in April-November 2003 to 46,593 tonnes during the same period in 2004. As a consequence of the low purchasing power of the majority of Indian consumers, most consumer goods come in small, affordable packages. The rapid expansion of the Indian flexible packaging market has accelerated because of the conversion of the more traditional rigid packaging into flexible forms and a favourable government tax structure - the excise duty, which was 24 per cent, was reduced in 2001 to 16 per cent. A liberalisation of the Indian economy, coupled with globalisation and the influx of the multinationals, has improved the quality of all packaging, particularly flexible packaging. It is estimated there are 600-800 flexible packaging converters in India, and most are small operations with capacities of less than 250 tonnes per annum. However, at least 10 converters have capacities of more than 4,000 tonnes per annum and are on a par with the leading foreign operations. These larger converters include:
• Flex Industries, Noida; • Packaging India, Pondicherry; • Paper Products Ltd, Mumbai; • Positive Packaging Ltd, Mumbai; • Supreme Industries, Mumbai; • VFC Ltd, Mumbai.
Fig. 5 Flexible packaging demand in India 2004-2010 (source Pira International)
There is a developing middle income group in India that demands more Western-style convenience foods, and has an improved level of disposable income to purchase them. This demand (Fig. 5) is further supported by more women entering the workplace, leaving less time for them to prepare traditional home-cooked foods. In turn, this has led to a growing market for convenience products, both in the food and non-food sectors, requiring light convenient packaging compatible with microwave cooking (Borciani, 2007). Fig. 6 and Fig. 7 depict the increasing packaging market demand in India during last decades.

6
Fig. 6 Packaging industry statistics in India 1999-2003
Fig. 7 Projected flexible packaging sales in India 2003-10 (€ million).
Other major drivers in the use of flexible packaging include:
• Increasing health consciousness - with a move away from traditional unpackaged formats to packaged, branded goods.
• The Indian economy is experiencing high levels of growth; Indian GDP growth was 7 per cent in 2004 to 2005 - higher than for developed regions, and only marginally below that of China.
• Overall economic growth has stimulated the salary levels of the huge middle income group providing higher levels of disposable income proving beneficial for the consumer goods market.
• There have been escalating growth rates in agriculture, industry and the tertiary sectors. • Increasing affluence and less time available for home cooking has increased the levels of eating at fast food
outlets and restaurants. This has cultivated a taste for non-Indian foods - Italian, Chinese and European varieties - which in turn has caused an interest in the development of a range of packaged products such as pasta, soups and noodles for use in the home.
Packaged goods manufacturers usually buy the composite in roll form. The adhesive lamination has a very important role to play multilayer flexible packaging as it binds the layers together. Flexible packaging can be manufactured by lamination, extrusion, co- extrusion. Typically materials involved for flexible packaging are as follows,
2.2 PET (Polyethylene terephthalate)
British chemists, John Rex Whinfield and James Tennant Dickson, employees of the Calico Printer’s Association of Manchester, patented ‘polyethylene terephthalate’ (also called PET or PETE) in 1941, after advancing the early research conducted by Wallace Carothers of DuPont. They saw that Carothers’ research had not investigated the polyester formed from ethylene glycol and terephthalic acid. Polyethylene terephthalate is the basis of synthetic fibres such as generic polyester fibre and specialty fibres such as Invista’s ‘Dacron’. Whinfield and Dickson along with inventors W.K. Birtwhistle and C.G. Ritchie also created the first polyester fibre called ‘Terylene’ in 1941 (first manufactured by Imperial Chemical Industries or ICI). The second polyester fibre was DuPont’s ‘Dacron’ (now a product of Invista Corp.) (Speight and Lange, 2005). It is a polyester resin used for high-impact resistant containers. When melt-blown, it provides a good barrier for both flavours and hydrocarbons (fat). It is not transparent. PET (Papachristou et al., 2006) is resistant to acids, bases, some solvents, and oils and fats. It is difficult to mould. PET is used for soda, mouthwash, pourable dressings, edible oils, and peanut butter. Monolayer films will hold a crease, and are heat-sealable and transparent. The film is used for cereal box liners, soda bottles, bag pouches, and microwave food trays. The melting point of unmodified PET is below boiling. At boiling temperatures, bottles will shrink 30 percent and deform badly. Modified PETs have melt points of 253 to 2750F. These containers are more expensive, but they can be used for hot filled products such as juice-based beverages and tomato sauce. Heat distortion occurs at 1800F; maximum continuous service temperature is 2120F. There has been a moderate amount of concern that additives from these trays may migrate into foods, particularly if the trays are reused in a microwave oven.

7
2.3 PE (Polyethylene)
Polyethylene was first synthesized by the German chemist Hans von Pechmann who prepared it by accident in 1898 while heating diazomethane. When his colleagues Eugen Bamberger and Friedrich Tschirner characterized the white, waxy substance that he had created, they recognized that it contained long -CH2- chains and termed it polymethylene (Piringer & Baner, 2008). The first industrially practical polyethylene synthesis was discovered (again by accident) in 1933 by Eric Fawcett and Reginald Gibson at the ICI works in Northwich, UK. Upon applying extremely high pressure (several hundred atmospheres) to a mixture of ethylene and benzaldehyde, they again produced a white, waxy material. Because the reaction had been initiated by trace oxygen contamination in their apparatus the experiment was, at first, difficult to reproduce. It was not until 1935 that another ICI chemist, Michael Perrin, developed this accident into a reproducible high-pressure synthesis for polyethylene that became the basis for industrial low density (LD)PE production beginning in 1939 (Piringer & Baner, 2008). 2.4 LDPE (Low-density polyethylene)
Maximum continuous service temperature is 1400F; it heat distorts at 1040F. LDPE is resistant to moisture vapour, acids, bases, and fats and oils. It has poor resistance into solvent and builds up static. LDPE is used primarily for packaging films and for bread-wrapping bags. 2.5 HDPE (High-density polyethylene)
HDPE has a maximum continuous service temperature of 1600F but distorts at 1400F (Xie et al., 2010). It is resistant to moisture, gases, acids, bases, solvents, and fats and oils. It will build up static. HDPE is used for milk jugs, cleaning supply bottles, and trash bags. BOPP (Biaxially oriented poly propylene): Biaxially oriented polypropylene (BOPP) was introduced in the 1960s. Initially, it was developed in a blown film process and the first commercial production was started by DuPont in Iowa, USA. Eventually, other companies started to produce BOPP in a cast sheet/orientation process which made the film production more economical. This change was instrumental in replacing cellophane, as it was lower cost and more environmentally friendly to produce. As BOPP usage gained in the industry, there was a corresponding decline in cellophane usage and production. Today, cellophane production is a mere fraction of what it once was. It is widely used in flexible packaging industry. It has excellent clarity, good dimensional stability and flatness, low electro static charge, high gloss; wrinkle free, moisture resistant property. It has recyclable property.
3. LAMINATION PROCESS
Lamination process (Kabir, 1996) can be defined as the process in which one side or both sides of the item are coated by a film. The coating film and the material to be coated are brought into contact with each other with the help of the roller. A permanent bond is formed between the materials by the application of heat or pressure or both. The heating process in lamination is most critical and it is done either at the roller assembly or before the roller assembly. The single integrated material produced after the lamination is called as laminate. Hence a laminate can be a combination of clearly different plastic film materials or plastic with materials like paper, aluminium foil, cellophane etc. The minimum limit to the possible number of layers in lamination is two and one of the materials between these two must be a thermoplastic. Few variations of this lamination process (Yang et al., 2004) are as follows, Adhesive lamination, Thermal or Fusion lamination, Hot melt lamination (Wax lamination), Extrusion lamination, Dry paint transfer-lamination. In adhesive lamination process one layer is coated with adhesive and it is then combined with another layer by applying heat or pressure or both. The raw materials used for laminates-paper, aluminium foil, plastic film, rubber hydrochloride, regenerated cellulose. Adhesive lamination (Fig. 8) can be classified into two types depending on the type of adhesive used for bonding purposes - Dry lamination, Wet lamination. In dry lamination process consists of applying the adhesive to the inner face of one web or both webs. These two webs which are used for bonding purpose may be impenetrable. The plastic film can be laminated to other substrates successfully by this method.
8
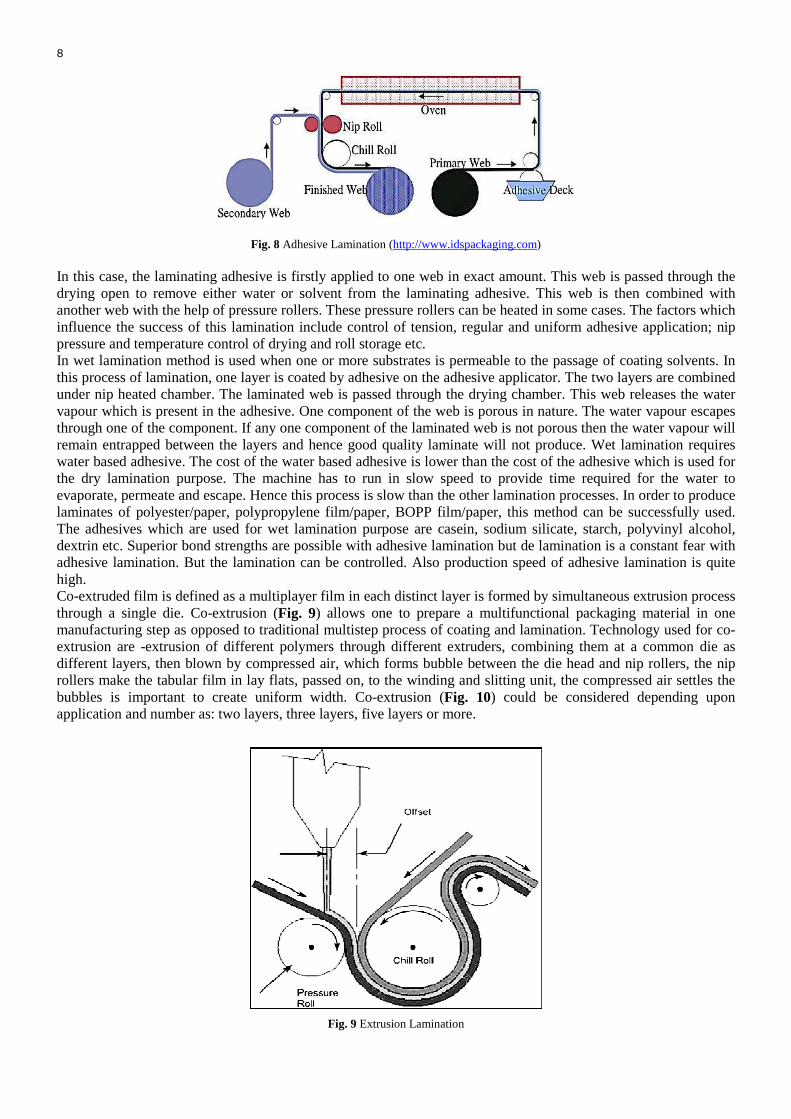
Fig. 8 Adhesive Lamination (http://www.idspackaging.com) In this case, the laminating adhesive is firstly applied to one web in exact amount. This web is passed through the drying open to remove either water or solvent from the laminating adhesive. This web is then combined with another web with the help of pressure rollers. These pressure rollers can be heated in some cases. The factors which influence the success of this lamination include control of tension, regular and uniform adhesive application; nip pressure and temperature control of drying and roll storage etc. In wet lamination method is used when one or more substrates is permeable to the passage of coating solvents. In this process of lamination, one layer is coated by adhesive on the adhesive applicator. The two layers are combined under nip heated chamber. The laminated web is passed through the drying chamber. This web releases the water vapour which is present in the adhesive. One component of the web is porous in nature. The water vapour escapes through one of the component. If any one component of the laminated web is not porous then the water vapour will remain entrapped between the layers and hence good quality laminate will not produce. Wet lamination requires water based adhesive. The cost of the water based adhesive is lower than the cost of the adhesive which is used for the dry lamination purpose. The machine has to run in slow speed to provide time required for the water to evaporate, permeate and escape. Hence this process is slow than the other lamination processes. In order to produce laminates of polyester/paper, polypropylene film/paper, BOPP film/paper, this method can be successfully used. The adhesives which are used for wet lamination purpose are casein, sodium silicate, starch, polyvinyl alcohol, dextrin etc. Superior bond strengths are possible with adhesive lamination but de lamination is a constant fear with adhesive lamination. But the lamination can be controlled. Also production speed of adhesive lamination is quite high. Co-extruded film is defined as a multiplayer film in each distinct layer is formed by simultaneous extrusion process through a single die. Co-extrusion (Fig. 9) allows one to prepare a multifunctional packaging material in one manufacturing step as opposed to traditional multistep process of coating and lamination. Technology used for co-extrusion are -extrusion of different polymers through different extruders, combining them at a common die as different layers, then blown by compressed air, which forms bubble between the die head and nip rollers, the nip rollers make the tabular film in lay flats, passed on, to the winding and slitting unit, the compressed air settles the bubbles is important to create uniform width. Co-extrusion (Fig. 10) could be considered depending upon application and number as: two layers, three layers, five layers or more.
Fig. 9 Extrusion Lamination

9
Fig. 10 Extrusion laminating station (http://www.davis-standard.com/)
In flexible packaging manufacturing significant amount of waste is occurred in different stages of production such as in printing, slating, and lamination and so on. The reviews of past research indicate that no process other than burning in incinerator (Bulatov and Klemes, 2009) and grinding are in practice. There are three types of incinerators mass burn incinerators, refuse-derived fuel incinerators, and modular combustors. These processes are required to prevent possible fraudulent activities as the packaging material may reach non intended users at low price. Burning (Costa et al., 2007) and grinding incurs significant amount of cost, rather it is harmful to the environment due to the production of obnoxious gases where this clean technology approach needs to be promoted. The proposed new set up can cost efficiently recycle the flexible packaging plastic waste and also prevent the fraudulent activities.
4. TECHNOLOGICAL INNOVATION
To attain the need of dynamic market, the product life cycle is becoming shorter, Therefore the adoption of technological innovations is becoming indispensible for the new products development and enhancing the existing ones. The innovation could be achieved by two different ways: the adoption and the implementation for innovation. In the former case, the firm invests capital on equipment and tooling for new process to obtain more technologically enhanced product in shorter time with lesser cost, while in the second case commercialization of new products takes place and/or implementation of new tools are created by suitable technique (Alster, 1987). The technological innovation generate new and enhanced product utilizing unique process. Technological features or intended uses differ greatly between the products and processes (Arthur, 1988). Although the terms adoption and diffusion of technology be closely related concepts, they are not synonyms. In accordance with ROGERS (1995), diffusion is the process by which the innovation is communicated through the years by channels, among the members of a social system. The adoption of technological innovation involves a decision process where the rational elements of the behaviour of the adopter firm predominate for its explanation. The process includes five steps: knowledge, persuasion, decision, implementation and confirmation. As stated by Rogers (1995), the knowledge steps start when the firm is stimulated, inciting it to a technologic innovation. In the step of persuasion there is a shape of favorable or unfavourable attitudes in relation to technological innovation, bringing into connection the risk of the use of this innovation. The decision step involves the decision to choose between adopting or rejecting the technological innovation. The implementation step denotes to the effective use of innovation. The confirmation step finds to strengthen the decision for the appropriately made adoption. The extent of assets put by a firm in the innovative activities reflects the strength invested to the innovation. According to Pintec (2005), the seven sort of activities with what a company can lead its efforts for innovation are:
• Internal activities of Research and Development - innovative and methodical work pointing the increase and the use of wisdom to create new applications.

10
• External acquisitions of Research and Development - the same activities of the last item is recognized by other firms and acquired by the company.
• Acquisitions of other external knowledge - contracts of technology transference, or purchase of the rights of patents and practice of brands and other techno-scientific knowledge.
• Acquisition of machines and equipment – Its purchased to implement for products and new or technically sound processes.
• Directed training to the creation of products/process- Technologically new or enhanced and related to the innovative activities of the firm.
• Technological innovations to the market - commercial activities, pointed link to the launching of the new product. It could include, market research, market test and publicity prior to launching.
• Industrial project and other technical provisions to production and distribution - techniques to introduce the implementation of product or process innovations.
5. TECHNOLOGICAL IMPACT IN PROPOSED EQUIPMENT DESIGN
The waste at different stage of packaging can be converted into useful products with an additional lamination process. The proposed mechanical appliance is shown in schematic in Fig. 11 The technology used in this lamination process is one-on-one lamination process where the printed side of the packaging materials is destroyed and laminated together. It is a two layer dry lamination technique process. This additional lamination process is carried out in the newly designed setup which consists of five rollers, an adhesive tray and a heating chamber. At first the sheet will pass through two rollers, which are rubber coated and manually operated. The spring is attached to the upper roller so that it can put enough pressure to press the sheet and helps to adjust the roller according to the sheet thickness. These rollers can rotate in opposite directions. The lower roller is kept in an adhesive tray and a doctor blade is attached to this to remove the excess adhesive. These rollers could be manually rotated with the help of a mechanical handle which is attached with the lower roller. Adhesive is uniformly applied in the lower portion of the sheet as the roller is rotating into adhesive and upper roller can put pressure on the sheet. The sheet could be pulled forward and passed through an electric heating chamber which is closely one feet long and consists of ten incandescent bulbs. In this chamber the sheet gets enough heat which can dry out the adhesive. This is required for better quality lamination. From the heating chamber the sheet enters into another two-rollers assembly where another sheet will enter from the down roller direction and the upper roller will put pressure on the sheet so that the two sheets could be laminated together. The upper roller is attached with a spring which could adjust the thickness of the sheet. At the end the sheet is winded up into a roll. By practicing this process various combinations of sheet could be produced like PET to PET, BOPP to BOPP, metallic poly to PET, metallic poly to metallic poly and so on. The obtained sheet can be utilized in diverse application areas. These sheets are cost effective because it is produced from the waste where the raw material cost is negligible. The cost involved in this process is design-setup cost. The obtained sheets are water proof and durable in nature; due to this characteristic these sheets could be used as cover of the cottages or huts in the rural area. It could be used to make water proof jackets for farmers, construction worker, and for those who required to work in open field. These sheets could be used as curtain and also to prepare disposable plates, glasses, carry bags. Cost related to Production/Operation: Equipment cost = 10, 000 INR Adhesive cost = 30 to 40 INR per kg. Estimated longevity of equipment is 5 years. the reject rate is around 9 to 10% in 50 tons rolls. Monthly generated waste = 5000 kg. Total cost of production per kg. = 5 INR

11
Fig. 11 Newly designed lamination setup
1-Adhesive tray; 2a, 6a-Upper roller; 2b, 6b-Lower roller with attach handle; 3, 5-Spring 4-Heating chamber; 7-Second Waste sheet; 8-Sheet winding roller; 9-Doctor blade.
Table 1. Percentage square meter per kg of different materials
Materials meter2 per kg. Production (%) Percentage Meter2/ kg.
PET 59.52 40 23.808
Poly film 27.77 40 11.108
Metallic film 58.82 20 11.764
Total 46.68
According to the table 1 the production of one kg Sheet is 46.68 square meter. So, the production cost of 47 square meter (approximately) = 5 INR
6. CONCLUSION
This study portrays technological innovation in new product development from packaging waste recycling and proposes a low cost clean technology setup which could be utilized to perform the aforementioned task. This eco-friendly low cost technology can most effectively convert the waste material into useful product for mankind. These low cost sheets are water proof and durable in nature and due to this property these could be used as cottage or hut top cover, curtain, water proof jackets for farmers, construction workers and for those who are required to work in open field. These sheets could also be used to prepare disposable plates, glasses, carry bags and many more decorative items. The newly designed set up is also able to reduce the environmental pollution. Due to the increasing market size of flexible packaging in recent years this approach could be established as small industry segment and could help in depleting the waste from the society in near future.
Acknowledgment The authors are grateful to the graduate students Subham De Sarkar, Kuhumita Basu, Mitul Bhowmik Shil, in the Department of Industrial Engineering and Management, West Bengal University of Technology, for their cooperation in designing the proposed equipment and providing industrial data.
REFERENCES
Ulrich, K. T. & Eppinger, S. D. (2004) Product Design and Development, 3rd edition, NY: McGraw Hill. Wheelwright, S. C., & Clark, K. B. (1992) Revolutionizing Product Development, Maxwell-Macmillan, New York,
NY.

12
Amaral, D. C. (2005) Management of new product development. São Paulo: Saraiva. Phadke, N.X. (2008). Lamination: Few variations of commonly used lamination techniques – A review, Journal of
Popular Plastics and Packaging, 52. Wagner Jr, J.R. (2010) Multilayer flexible packaging. PDL handbook series. Elsevier. Oxford UK. Borciani, C. (2007) Flexible packaging in India. http://profitthroughinnovation.com/packaging/flexible-packaging-
in-india.html Speight, J.G. & Lange N.A. (2005). Lange's handbook of chemistry (16 ed.). McGraw-Hill. pp. 2.807–2.758. Papachristou, C., Badeka, A., Chouliara, I., Kondyli, E., Kourtis, L. & Kontominas, M.G. (2006) Evaluation of
polyethylene terephthalate as a packaging material for premium quality whole pasteurized milk in Greece, European Food Research and Technology, 224, 237–247.
Piringer, O.G. & Baner, A.L. (2008). Plastic packaging: interactions with food and pharmaceuticals (2nd ed.). Wiley-VCH.
Xie, L. Leester-Schädel, M., Ziegmann, G. & Büttgenbach, S. (2010) Effect of physical vapor deposition metallic thin films on micro injection molded weld line mechanical properties, Microsystems Technologies, 16(6), 1009-1013.
Kabir, H.R.H. (1996) A novel approach to the solution of shear flexible rectangular plates with arbitrary laminations, Composites Part B, 27B, 95-104.
Yang, T.C.K., Wang, S.-F. & Juan, C.-C. (2004) Effect of lamination conditions on sintered properties of glass-ceramic substrates for microelectronic packaging”, Journal of Materials Processing Technology, 148, 165–170.
Igor Bulatov, I. & Klemes, J. (2009) Towards cleaner technologies: emissions reduction, energy and waste minimisation, industrial implementation, Clean Technology and Environmental policy, 11, 1–6.
Costa, G., Baciocchi, R., Polettini, A., Pomi, R., Hills, C.D. & Carey, P.J. (2007) Current status and perspectives of accelerated carbonation processes on municipal waste combustion residues, Environment Monitoring and Assessment, 135, 55–75.
Alster, N. (1987) How Intel and Motorola missed the sun-rise. Electronic Business, 13(21), 32-34. Arthur, B. (1988) Self-reinforcing mechanisms in economics. In P. Anderson et al., The economy as an evolving
complex system. Reading, MA: Addison-Wesley. Rogers, E. M. (1995) Diffusion of innovations. 5 ed. New York: The Free Press. Pintec. (2005) Industrial Research on Technological Innovation 2003. Instituto Brasileiro de Geografia e Estatística
(IBGE). Rio de Janeiro. Biographical notes Tamal Ghosh is a Graduate Student in the Department of Industrial Engineering & Management, West Bengal University of Technology, India. He has also obtained his Bachelor of Technology (B.Tech) in Computer Science and Engineering from National Institute of Technology Calicut, India. His current research area is application of Particle Swarm Optimization Techniques in Cellular Manufacturing. Dr. Pranab K Dan is a Reader in the Department of Industrial Engineering & Management, West Bengal University of Technology, India. He has obtained his PhD in Production Engineering in 1996 from Jadavpur University, India. He has obtained his Bachelor of Engineering and Master of Engineering in Mechanical Engineering from Bengal Engineering College, Shibpore affiliated to Calcutta University, India in the year 1980 and 1982 respectively and His research and professional experience is in the area of Industrial Engineering.
Copyright © 2022 FDOKUMEN




















