polyethylene films for chemical protective clothing applications
11
106 EVALUATION OF POLYESTER AND METALLIZED- POLYETHYLENE FILMS FOR CHEMICAL PROTECTIVE CLOTHING APPLICATIONS Rosemary Goydan, Todd R. Carroll and Arthur D. Schwope Arthur D. Little, Inc. 15 Acorn Park Cambridge, MA 02140-2390 Michael Gruenfeld Risk Reduction Engineering Laboratory U.S. Environmental Protection Agency Edison, NJ 08837-3679 ABSTRACT: The permeation resistance of thin polyester films and metallized, low- density polyethylene (LDPE) films was evaluated to assess then feasibility for use in chemical protective clothing applications. For a 0 002 cm polyester film, permeation tests were conducted with acetone, carbon disulfide, dichloromethane, and tetrahy- drofuran In all cases no permeation was detected for a five hour duration at the sen- sitivity of the permeation method. Concentrated sulfuric acid, however, severely degraded the polyester film Permeation tests were also conducted with a series of 0.0033 and 0.0071 cm LDPE, metallized-LDPE films, and then laminates to study the contribution of the metal layer to the barrier properties Tests with dichloro- methane were performed on the films and laminates as is and also after flexing In all cases, the dichloromethane permeation rates were lower through the metallized- LDPE films than through the LDPE substrate alone when tested without flexing. The permeation rates through the metallized-LDPE films following flexing, however, were similar to those measured for the LDPE substrate Note Although the ~e5ea~ch de<,c &dquo;bed m this <u-tmle has been fundecl ,, li<>11, o) iii patt t 1)B the Uiiited States Em Ironment.11 Piotectioii AgeencB tliiotigii Gonttact No 6h-03- 3293 to Adh 1B1 1~ Little, 1m , it has not been iul>jecte<I t<> Ageiic% cewew .lI1d thel dOl (loes not necew<mlv cefleet the wews of the Agenev and )U) omoa) endotsement should he nueoed JOURNAL OF PLASTIC FILM & SHEETING, VOL 6-ApRIL 1990 8756-0879/90/02 0106-11 $04 50/0 @ 1990 Technomic Puhliiliiiig Co, Inc at PENNSYLVANIA STATE UNIV on May 9, 2016 jpf.sagepub.com Downloaded from
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of polyethylene films for chemical protective clothing applications

106
EVALUATION OF POLYESTER AND METALLIZED-POLYETHYLENE FILMS FOR CHEMICAL PROTECTIVECLOTHING APPLICATIONS
Rosemary Goydan, Todd R. Carroll and Arthur D. SchwopeArthur D. Little, Inc.15 Acorn Park
Cambridge, MA 02140-2390
Michael GruenfeldRisk Reduction Engineering LaboratoryU.S. Environmental Protection AgencyEdison, NJ 08837-3679
ABSTRACT: The permeation resistance of thin polyester films and metallized, low-density polyethylene (LDPE) films was evaluated to assess then feasibility for use inchemical protective clothing applications. For a 0 002 cm polyester film, permeationtests were conducted with acetone, carbon disulfide, dichloromethane, and tetrahy-drofuran In all cases no permeation was detected for a five hour duration at the sen-sitivity of the permeation method. Concentrated sulfuric acid, however, severelydegraded the polyester film Permeation tests were also conducted with a series of0.0033 and 0.0071 cm LDPE, metallized-LDPE films, and then laminates to studythe contribution of the metal layer to the barrier properties Tests with dichloro-methane were performed on the films and laminates as is and also after flexing In allcases, the dichloromethane permeation rates were lower through the metallized-LDPE films than through the LDPE substrate alone when tested without flexing.The permeation rates through the metallized-LDPE films following flexing, however,were similar to those measured for the LDPE substrate
Note Although the ~e5ea~ch de<,c &dquo;bed m this <u-tmle has been fundecl ,, li<>11, o) iii patt t 1)B theUiiited States Em Ironment.11 Piotectioii AgeencB tliiotigii Gonttact No 6h-03- 3293 to Adh 1B1 1~
Little, 1m , it has not been iul>jecte<I t<> Ageiic% cewew .lI1d thel dOl (loes not necew<mlvcefleet the wews of the Agenev and )U) omoa) endotsement should he nueoed
JOURNAL OF PLASTIC FILM & SHEETING, VOL 6-ApRIL 1990
8756-0879/90/02 0106-11 $04 50/0@ 1990 Technomic Puhliiliiiig Co, Inc
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

107
KEY WORDS: chemical protective clothing, permeation, organic chemicals,polyester, polyethylene, metallized films.
INTRODUCTION
T HE U S ENVIRONMENTAL Protection Agency (EPA) and its contractors
rely on chemical protective clothing (CPC) as one means to minimizeworker contact with potentially harmful chemicals during hazardous chemi-cal cleanup and spill response activities. Hundreds of different plastics,elastomers, and coated fabrics are used to construct these CPC items. Thematerials and fabrics exhibit varying degrees of resistance to the variety ofchemicals encountered Consequently, persons responsible for worker pro-tection may maintain considerable inventories of different clothing and areoften faced with the perplexmg task of CPC selection. This task is even morecomplex when the exposure may be to mixtures of chemicals, a series ofchemicals from different chemical classes, unidentified chemicals, or chemi-cals for which there are no CPC chemical resistance dataOne solution is to have available a variety of clothing fabricated from
materials that in total are resistant to a wide range and number of chemicals.The ultimate solution is a single &dquo;universal&dquo; clothing material that is a barrierto all chemicals and chemical mixtures. There have been several recent ad-vances towards such a material. Our purpose in this paper is to report chem-ical resistance data for two materials not now used in CPC but which havedemonstrated high barrier properties as food packaging materials. Thesematerials are polyester and metallized-polyethylene films.
TRADITIONAL CPC MATERIALS AND RECENT DEVELOPMENTS
The effectiveness of CPC is in part derived from the resistance of a rubberor plastic sheet, film, membrane, or coating to permeation by chemicals.Clothing performance is also a function of the quality of construction, thedurability of the clothing item, the design of the clothing, and so forth. His-torically, the chemical resistance of CPC was characterized qualitatively us-ing terms such as &dquo;excellent;’ &dquo;good,&dquo; and &dquo;poor:’ In the early 1980s, ASTMMethod F739 for measuring the resistance of clothing materials to chemicalpermeation was promulgated [1]. This standard provided a means for prod-uct di$erentiation based on performance. Several organizations that supplyand use clothing began to test clothing, and a data base of barrier perfor-mance information has developed, for example, the EPA’s Guidelines for theSelection of Chemical Protective Clothing [2], and the commercial products,CPCbase [3] and GIovES + [4].
Early permeation data tabulations consisted mainly of permeation data for
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

108
traditional elastomeric or plastic clothing products. Of these materials, butylrubber, fluorocarbon rubber, and polyvinyl alcohol appeared to provide thebetter chemical resistances. These clothing materials, however, had limita-tions as to their permeation resistance across a wide range of chemicalclasses or to chemical mixtures. Also, garments and gloves of butyl orfluorocarbon rubber were significantly more expensive than clothing ofother traditional materials (e.g., natural rubber, neoprene, nitrile, and PVC).Reuse of CPC can lower the expense per use of such iteins, but concerns asto the effectiveness and uncertainty of decontamination processes makedecontamination a questionable option. These concerns can be obviated bydiscarding clothing after a single use.
Since 1986, several clothing materials have been introduced with chemi-cal barrier properties significantly exceeding those of the general group oftraditional materials. The new materials are based on plastic films and mul-tilayer laminates; they are not elastomeric (i.e., not rubbery). Several of thesematerials include fluoropolymer or ethylene vinyl alcohol multilayer lami-nates [5-8]. In other cases, the materials are known only by their tradename,and their compositions are proprietary [9-11]. The vendors of CPC fabri-cated from these materials have measured their chemical resistance usingASTM Method F739. For a few of these high-barrier CPC products, the ven-dors report that no permeation of the material was detected for the 15 chem-icals comprising the ASTM F1001 standard guide for chemicals to evaluateprotective clothing materials [12]. Caution is required, however, when re-viewing and attempting to compare the results from different vendorsbecause the tests may have been conducted at different detection sensitivi-ties. In order to compare the results of permeation tests, considerable detailon the test conditions must be known [13]. In general, such information isnot provided by the vendors.
POTENTIAL MATERIALS FOR CPC APPLICATIONS
The recently recognized importance of the CPC market has stimulatedinterest in developing or transferring barrier materials technology to meetthe performance needs of and to differentiate clothing products. The field ofpackaging is one area from which technology is being transferred. Foodpackaging products and trends can provide considerable insight into thematerials that might be used in future CPC.To maintain food product freshness, reduce oil-tastes, and protect food
from physical damage, food packagers are increasingly using tough, heat-sealable, multilayer, high-barrier films. Many of these films are excellent bar-riers to organic chemicals. Also, because these films are produced at highvolumes for food packaging applications, the costs of the films may be suffi-
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

109
ciently low to meet the requirements of the single- or limited-use CPCmarket. Some of the new materials used in recently developed CPC prod-ucts are based on multilayer film technology
In this study, we evaluated two types of thin barrier films now used in foodpackaging products, polyester film and metallized low-density polyethylene(LDPE) film, to assess the feasibility for their use in CPC applications. Ourobjective was to evaluate the permeation resistance of typical, commer-ciallv-available films and, if the results were promising, to recommend addi-tional tests to further evaluate their suitability for CPC products.
Polyester Films
Thin polyester films are commonlv used to package foods that requiremoderate harriers to water-vapor and oxygen permeation. Polyester films arealso recognized for their excellent resistance to degradation by organicchemicals. Vendors of polyester film generally report resistance to degrada-tion m terms of a change m one or more physical properties (e.g., weight,tensile strength, etc.) of the film following immersion in a chemical or chem-ical mixture. Such data are reported for many chemicals and, with the excep-tion of strong acids and bases, excellent resistance to degradation is reportedfor test durations of several days. Essentially no data, however, are availablein the literature for the resistance of polyester to permeation by organicchemicals. Consequently, we performed some permeation tests using ASTMmethods to compare the permeation resistance of polyester with existingCPC products,.
Materials and Procedures
Permeation tests were conducted using a 0.002 cm (0.92 mil) polyesterfilm (DuPont Mylar®) and four challenge chemicals: acetone, carbon di-sulfide, dichloromethane, and tetrahydrofuran. These chemicals were
selected from the ASTM F1001 standard guide, and because they are re-ported to permeate several of the existing, high-barrier CPC materials. Con-centrated sulfuric acid was also selected for testing but the polyester filmwas severely degraded (dissolved) upon contact with the acid and no perme-ation test could be performed.The permeation tests were conducted using the 5.1 cm (2.0 in) diameter
standard permeation cell providing a 20.3 cm2 (3.1 in2) polyester surface areafor chemical contact. The polyester specimen was mounted in the two-chambered permeation cell and 75 mL of the challenge chemical chargedinto the &dquo;upstream chamber.&dquo; The &dquo;downstream&dquo; chamber was monitored forthe presence of permeant as a function of time. The tests were performed inthe closed-loop mode in which the collection medium, air, was continuously
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from
110
recirculated through the collection chamber of the test cell and the detector.The total collection medium volume was 6 liters and was recirculated at arate of 10 liters per minute. A Miran 80A Infrared Spectrophotometer (Fox-boro Company, Foxboro, MA) was used to detect the concentration of thepermeating chemical in the collection medium. The spectrophotometer wascalibrated prior to testing each day that tests were run. The detection limitsfor the challenge chemicals in the closed-loop mode were:
Acetone: 0.9 Jlg/cm2Carbon disulfide : 1.7 Jlg/cm2Dichloronethane: 0.9 Jlg/cm2Tetrahydrof~uran: 0.4 Jlg/cm2
The tests were conducted at temperatures in the range from 20 to 25°C andfor a five-hour duration.
Results
No permeation of the acetone, carbon disulfide, dichloromethane, ortetrahydrofuran was detected through the polyester film within five hoursunder the conditions and sensitivity of these tests. Although it is difficult tocompare these results with the permeation data available from CPC vendorliterature because of potential differences in test method sensitivity, few ex-isting CPC materials are resistant to permeation bv these four chemicals.These results are promising, although quite limited. Additional permeationdata should be generated to better document the permeation resistance ofpolyester and to identify potential problem chemicals. For example, vendordata and our concentrated sulfuric acid results show that polyester can beseverely degraded by strong acids. This disadvantage could possibly be over-come if an LDPE/poIBester/LDPE laminate was used because LDPE is anexcellent barrier to many acids and bases and may protect the inner
polyester layer from contact with the chemical. Although heat seals areroutinely made commercially with LDPE/polvester constructions, the evalu-ation of laminate seals under CPC conditions should be undertaken and, ifnecessary, new sealing techniques should be developed to enable the use ofthese materials for CPC items. Also the effect of repeated flexing on larrierproperties of the polyester and of any candidate laminate should be iiwes-tigated.
Metallized LDPE Films
Another class of food packaging materials with potential application to theCPC market is that of metallized films. These materials are typically nylon,
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

111
oriented polypropylene, polyethylene, or polyester films onto which metal(usually aluminum) is deposited as a very thin layer; typical metal layers areon the order of 500 Angstroms in thickness. The thinness of the layer andthe tightness of its bond to the film substrate reduce the occurrence of holesand cracks in the metal layer, a problem with aluminum foils.Many data are available on the permeation of gases (e.g., oxygen, carbon
dioxide, and nitrogen) and water-vapor through metallized films [14,15]. Inessentially all cases, the gas permeation rates through these metallized filmsare greatly reduced relative to those measured for the film substrate alone.There are few data available, however, on the resistance of metallized filmsto permeation by liquid and vapor organic chemicals.
Metallized fabrics have been used in the past for radiant heat protection,but metallized materials may also provide excellent chemical protection. Apotential problem with inetallized films, however, is that the metal layer istypically not 100% continuous; there can be &dquo;pinholes:’ The consequence isthat although permeation rates may be reduced significantly, breakthroughtimes may not be. In clothing, as in food packaging, one possible solution topinhole problems is to laminate two metallized films to one another, metallaver to metal layer. In this way, pinholes are not likely to line up and themetal layers will be protected from abrasion.
Materials and Procedures
Permeation tests were conducted using dichloromethane and a series ofLDPE, metallized-LDPE films, and their laminates. LDPE was chosen asthe film substrate because it is readily permeated by dichloromethane. Thus,the permeatioii resistance contributed by the metal layer could be deter-mined by comparing the results for the metallized and non-metallizedLDPE films. In addition, dichloromethane was selected because it perme-ates several of the existing, high-barrier CPC materials.The series of films and laminates studied is summarized in Table 1. The
films were provided by Metallized Products, Inc. (Winchester, MA). Film A-1is an LDPE film with a nominal thickness of 0.0033 cm (1.3 mil). Film A-2is a 0.0033 cm metallized-1,DPE film with a vacuum deposited metal layerof approximately 500 Angstroms. Films B-1, B-2, and B-3 are laminates thatwere prepared by bonding samples of Film A-1 and/or Film A-2. Film B-1 isan LDPE laminate made from two 0.0033 cm unmetallized LDPE films.Film B-2 is a laminate made from one 0.0033 cm LDPE film and one 0.0033cm metallized-LDPE film. Film B-3 is a laminate made from two 0.0033 cmmetallized-LDPE films bonded metal layer to metal layer. The laminateswere prepared using a UV curable adhesive (UV Topcoat #81090, PPG In-dustries, Pittsburgh, PA). The adhesive layer thickness was approximately0.0005 cm (0.2 mil). Thus, in a preliminary manner, the effects of the metal
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

112
Table 1. Films used in LDPE and metallized-LDPE permeation study.
layer, the metal layer thickness, and flexing on resistance to permeation bvdichloromethane were studied. Permeation tests were performed on speci-mens of each of these films and laminates as prepared and following &dquo;flex-
ing:’ For tests involving &dquo;flexed&dquo; films, each film specimen was crinkled byhand five times prior to mounting in the permeation test cell.The permeation tests were again conducted in accordance with ASTM
Method F739-85 using the standard test cell with surface area of 20.3 cm2.All tests were performed in the open-loop mode using air as the collectionmedium at a flow rate of 10 liters per minute. Permeation of the dichloro-methane was detected using the Miran 80A Infrared Spectrophotometer.The detection limit was 15.8 Jlg/cm2-min. The tests were conducted at 20 to25 ° C and were continued until the steady-state permeation rate was
reached (approximately one hour).Results
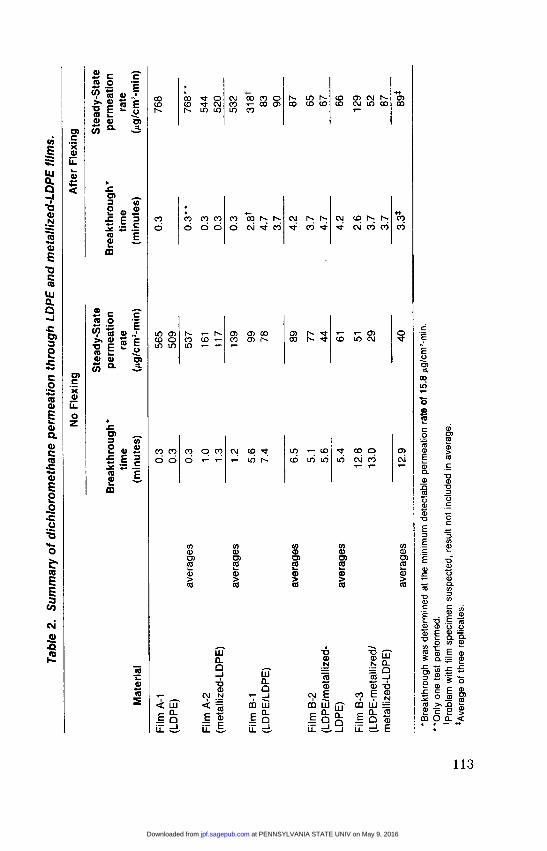
The results of the permeation tests are summarized in Table 2 in terms ofthe breakthrough times and steady-state permeation rates. The results forthe materials tested without flexing are reported in Columns 1 and 2 and theresults for the materials tested after flexing are reported in Columns 3 and4. The results for each replicate test are reported as well as the averagevalues measured for each film type and test condition. In general, there was
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from
113
u)ELLIaQJ
a0)N
SQ)e
-0C<0
WaQJ
t32...t
c
OToC1J4)
!5Q.Q)c::tO~
4)eeo:E0a0
C1J
Ee::s
o)c~Q)4
12
dEEu
èJ
m
LO§II)IL vo gq
S # v RE M
% Cm
-
<D ~5 ’ot0 ~
’õ &dquo;02 !:U -w 0
CE 2E E 9~ ~E z S WE d.s:: II) Ü II)·’~· NttI rJ).U U N 7c NE ~ ~S§$E~- -=
’’ 0 M JD
~ rJ) .g ~-ê rJ) :E ~*mzv
-5>~££d 3 0~~i~S <c ’E >’ -Q 2 ~ i-CO 0 Ql <iI l~~
.
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from
114
good reproducibility among the replicate tests. The results for the laminatesinvolving metallized-LDPE films, however, show a fairly wide variability inthe steady-state permeation rate value.
For Film A-1 when tested as received, dichloromethane permeation wasdetected at an average of 0.3 minutes and reached an average steady-statepermeation rate of 5337 Jlg/cm2-min. In comparison, dichloromethane
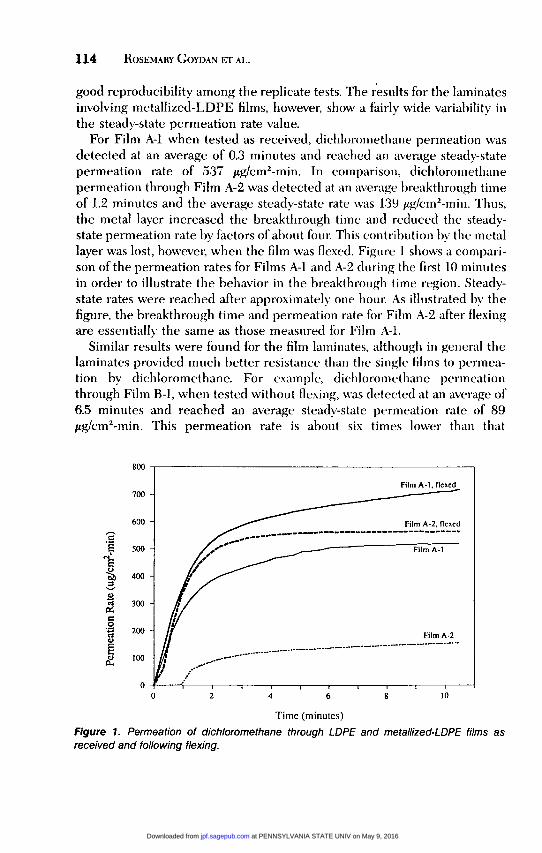
permeation through Film A-2 was detected at an average breakthrough timeof 1.2 minutes and the average steady-state rate was 139 Jlg/cm2-min. Thus,the metal layer increased the breakthrough time and reduced the steady-state permeation rate by factors of about four. This contribution by the metallayer was lost, however, when the film was flexed. Figure 1 shows a compari-son of the permeation rates for Films A-1 and A-2 during the first 10 minutesin order to illustrate the behavior in the breakthrough time region. Steady-state rates were reached after approximately one hour. As illustrated by thefigure, the breakthrough time and permeation rate for Film A-2 after flexingare essentially the same as those measured for Film A-1.
Similar results were found for the film laminates, although in general thelaminates provided much better resistance than the single filins to permea-tion by dichloromethane. For example, dichloromethane permeationthrough Film B-1, when tested without flexing, was detected at an average of6.5 minutes and reached an average steady-state permeation rate of 89¡.tg/cm2-min. This permeation rate is about six times lower than that
I..........I
Figure 1. Permeation of dichloromethane through LDPE and metallized-LDPE films asreceived and following flexmg.
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

115
measured for Film A-1, an LDPE film nominally one-half the thickness ofFilm B-1. The magnitude of the reduction in permeation rate is surprisingbecause permeation theory predicts that the steady-state permeation rateshould be inversely proportional to the film thickness [16]. Thus, only a two-fold decrease in the permeation rate would be expected for Film B-1because it is twice the thickness of Film A-1. We attribute this unexpectedimprovement in the permeation resistance of the film laminate to the adhe-sive layer. Therefore, in the remaining discussion we will focus on compari-sons among only the laminates, all of which included a similar adhesive layer.The effect of the metal layer(s) in the laminates can be illustrated by com-
paring Film B-1 with Films B-2 and B-3 when tested without flexing. Di-chloromethane permeation through Film B-2 was detected at approximatelythe same breakthrough time, 5.4 minutes, as for Film B-1 but at an averagesteady-state rate of 61 Jlg/cm2-min, almost a 30% reduction. The permeationresistance was further increased for Film B-3, which had two metal layersbonded metal-to-metal. For this film, the average breakthrough time wastwice as long, 12.9 minutes, and the average permeation rate was 40 Jlg/cm2-min, approximately ole-half the rate measured for Film B-1. The improvedbarrier, however, was again lost upon flexing of the film laminates; Films B-2and B-3 when flexed resisted permeation no better than Film B-1. This issolnewhat surprising because it was expected that the outer LDPE layerswould protect the metal layers from damage by flexing. The results for FilmsB-2 and B-3 also show a fairly large variability between the replicate mea-surements. These results indicate tlat this type of metallized film may notl~e suitable for use in CPC applications where repeated flexing is common.
CONCLUSIONS AND RECOMMENDATIONS
Based on the limited set of data generated in this study, it appear5 thatpolyester film may have some promise for high-performance CPC applica-tions. Additional permeation data should be generated for the polyester filmusing a wider range of chemicals to better document the permeation resis-tance and to identify problem chemical LDPE/polyester/LDPE laminatescould be evaluated as a means to demonstrate improved permeation resis-tance to Strong acids and bases. Also, the effect of repeated flexing on thebarrier properties of polyester and LDPE/poIBester/LDPE laminates shouldhe investigated.
Thin, inetallized-Ll-)PE films, however, provide little benefit over LDPEfor applications 1-ec~uirilg resistance to flexing. No fiirther evaluation ofmetallized films is recommended, although other metallization processes,metal lanei- thicknesses, or polymer substates iyian provide more favorableresults. Also; the improv ement in the barrier properties of the LDPE/LDPE
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from

116
laminate apparent!} contributed Iw the thin adhesive lanei- is an interestingresult and mav warrant further investigation.
REFERENCES
1. American Society for Testing and Materials, Standard Method F739-85 Resis-
tance of Protective Clothing Materials to Permeation by Liquids or Gases.American Society for Testing and Materials, 1916 Race St, Philadelphia, PA19103
2 Schwope, A D., P. P Costas, J O. Jackson, J O Stull and D J. Weitzman. Guide-lines for the Selection of Chemical Protective Clothing, 3rd Edition, AmericanConference of Governmental Industrial Hygienists, Inc., Cincinnati, OH (1987).
3. Arthur D. Little, Inc, Cambridge, MA 021404 Instant Reference Sources, Inc., Austin, TX 78731
5. Chemical Fabrics Corporation, Merrimack, NH 03054, Challenge® 5200 Prod-uct Information (1987).
6 Life-Guard, Inc , Guntersville, AL 35976, TefGuard ™ Product Information
(1989).7. Mme Safety Appliances, Pittsburgh, PA 15230, Blue Max™ Product Informa-
tion (1989)8 Safety 4 A/S, Lyngby, Denmark, 4H Glove Product Information (1988)9 Chemron, Inc. Buffalo Grove, IL, ChemTuff™ and Chemiel™ Product Infor-
mation (1988)10 Kapplei, Inc. Guntersville, AL, Frontline™ Product Information (1988).11. North Hand Protection, Division of Siebe North, Charleston, SC 29405, Silver
Shield® Product Information (1988)12. American Society for Testing and Material, Standard Guide F1001 Test Chemi-
cals to Evaluate Protective Clothing Materials. American Society for Testing andMaterials, 1916 Race St., Philadelphia, PA 19103.
13. Schwope, A D, R. Govdan and R C Reid and S. Krishnamurthy Amer Ind.Hyg. Assoc. J , 49(11) 557-565 (1988)
14 Packaging’s Encyclopedia Newton, MAThe Cahners Publishing Company(1987).
15. Comyn, J. Polymer Permeability, Essex, England Elsevier Applied Science Pub-lishers (1985).
16. Crank, J The Mathematics of Diffusion, 2nd Edition. New York, NY.OxfordUniversity Press (1956).
at PENNSYLVANIA STATE UNIV on May 9, 2016jpf.sagepub.comDownloaded from