Surface treatment gives aluminium profiles an extra dimension
20
Surface treatment gives aluminium profiles an extra dimension
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Surface treatment gives aluminium profiles an extra dimension
Surface treatment gives aluminium profiles an extra dimension

2
Discover the possibilities!
Surfaces are perceived in different ways. Colour, structure and gloss
contribute towards creating an impression on those looking at or feeling the
surface. The surface impacts greatly on giving an object its character.
Aluminium is a superb material in several respects. Through extrusion it
is possible to create complex forms with integrated functionality that are
difficult to achieve in any other way. Aluminium is the material of almost
unlimited possibilities.
In this brochure we will explain how extruded aluminium profiles can be
surface treated. How different surface treatment methods can be used to
create different properties, decorative as well as functional.
The options are numerous. We will willingly help you choose the most
appropriate surface treatment method.
The right surface gives your profile an extra dimension!

3
Aluminium can be surface treated in many different ways
There are many different methods to surface treat aluminium. At Sapa we have divided these into four main
groups: anodising, powder coating, special surfaces and mechanical surface treatment.
Anodising refines the natural properties of aluminium and gives a decorative transparent surface with a high level of
corrosion resistance and which can also be coloured in different shades. The feeling of metal is maintained and the
finish takes on a beautiful lustre with depth of colour. As the anodised layer is transparent the surface is given a finish
with the help of mechanical processing, for example, grinding. The surface can be made matt, semi-matt or glossy.
The process gives a natural hue, which makes the surface living and interesting to look at. Sapa has the facilities to
offer natural anodising on aluminium profiles up to 20 metres long.
pages 6-9
Powder coating permits virtually unlimited colour options with very good colour harmony. Today powder coating is
easily the most dominant colouring method and provides UV and corrosion resistance and outstanding resilience to
wear and impact. A colouring method that has become more and more popular is the Decoral method, which makes
it possible to produce patterned surfaces, for example, different wood and stone surfaces.
pages 10-13
The special surfaces group comprises a number of different methods of which the most common are Sapa HM-
white, laminating and different functional surfaces, for example, hard anodising, different coatings or chemical
surface conversion. Sapa HM-white gives a dense and dirt-repelling surface with very good chemical and corrosion
resistance. Laminating involves applying a thin surface layer of veneer, foil or laminate to the aluminium surface.
You can make “wooden” structures with all the possibilities offered by the aluminium profile. Hard anodising gives
a significantly thicker oxide layer than conventional anodising and is ideal for components requiring hard wearing
qualities.
pages 14-16
The fourth group is mechanical surface treatment which primarily serves to give the aluminium surface an
appropriate structure and which is usually combined with other surface treatments such as natural and colour
anodising, lacquering, etc. The most common types of mechanical surface treatments are grinding, brushing,
polishing and blasting. Decor pattern, which is not really a surface treatment method, gives patterned effects in the
form of decorative grooves and recesses and where these are created directly during extrusion. In doing so a smooth
surface can be made more living.
page 17
4
“We aim to represent good design united with practical functionality and high quality.”
Sven-Åke Nilsson, Dryson
“Different surface treatment options increase our flexibility”
Jörgen Frändfors, GSAB
GSAB is the leading wholesaler to the glazing industry in the Nordic region and offers a comprehensive range of in-house developed products in the form of sliding door systems, shower cabins, windows, etc, based on aluminium profiles. Jörgen Frändfors is a salesman and technical advisor at GSAB.
“When it comes to profiles for sliding doors, windows and other glazed products aluminium is the given material choice. The different surface treatment options on offer give us the flexibility to vary our products while maintaining profile solutions. We mainly use natural and colour anodising in different shades and HM-white. Both methods give a decorative surface that at the same time has a very high resistance to corrosion. For our shower range we also use bright anodising and for our conservatories we utilise powder coating, which gives us a large selection of colours.
What I like about Sapa is their whole-hearted commitment and their ability to pull the stops out when necessary. In addition, I appreciate my extensive contact network at Sapa, which means that I always can get quick and accurate answers to all my questions.”
Dryson specialises in towel dryers. The product range includes numerous different designs produced at the Dryson factory in Karlskrona. Sven-Åke Nilsson is managing director and also bears responsibility for the development of new products.
“We aim to represent good design united with practical functionality and high quality. The current trend is for design to take on a greater significance in the modern home, not least in the bathroom. Our new towel dryer Velvet is an example of our approach to meet market demands.
Velvet fully utilises the potential of the aluminium profile. Partly to attain a desired function based on as few component parts as possible. Partly to achieve a designed form and an attractive surface. The surface in this case is brushed and natural anodised.
Sapa, who I have known well for many years, have been thoroughly committed to the Velvet project. Through their experience and extensive knowledge of aluminium profiles they have actively contributed to realising our idea.”
5
“We aim to represent good design united with practical functionality and high quality.”
“Our co-operation with Sapa only improves with time.”
Michael Holmström, managing director of Movomech
“Powder coating allows us to offer exactly the shade of colour the customer is looking for.”
Movomech develops, manufactures and installs system solutions for efficient handling in different production processes. The mechanical design of the equipment is usually based on the use of aluminium profiles.
“Our systems include close to 50 different aluminium profiles manufactured by Sapa,” says Michael Holmström managing director of Movomech.
“Our collaboration with Sapa stretches back over many years and it only gets better and better over time. We feel that Sapa makes a significant contribution towards the refinement and optimization of our engineering solutions.
When it comes to the surface finish of the profiles we use natural anodising and sometimes colour anodising too. The advantage of anodising is that the surface does not oxidize, but maintains its brightness and lustre. As our designs frequently incorporate rollers that roll in the profiles, the hardness and wear resistance of the anodised layer are immensely important.”
Ingvar Fäldt, Windoor
Windoor offers the market the broadest range of system developed balcony glazing and balcony rails. The products are prefabricated as far as possible at our Tranås factory. In addition to balcony systems, Windoor also manufactures products for window renovation.
“Balcony glazing has really become fashionable,” says Ingvar Fäldt, production manager at Windoor. “It’s not just the living comfort that increases, but also the value of the apartment.
A common denominator for all our systems is they are based on aluminium profiles, and Sapa in this context is one of our most important partners, partly as a reliable supplier, partly as a technical consultant concerning profile design. Around 85 to 90 % of our aluminium profiles are powder coated according to RAL and NCS standards. This gives us a unique potential to meet the demands of architects with regard to colour shading. We also use Decoral on our rails, a method that makes it possible to make an aluminium rail look like wood.
Aluminium profiles give us all the engineering design benefits we need. Our customers receive a product with maximal life span and minimal maintenance requirements.”
6
ANODISING
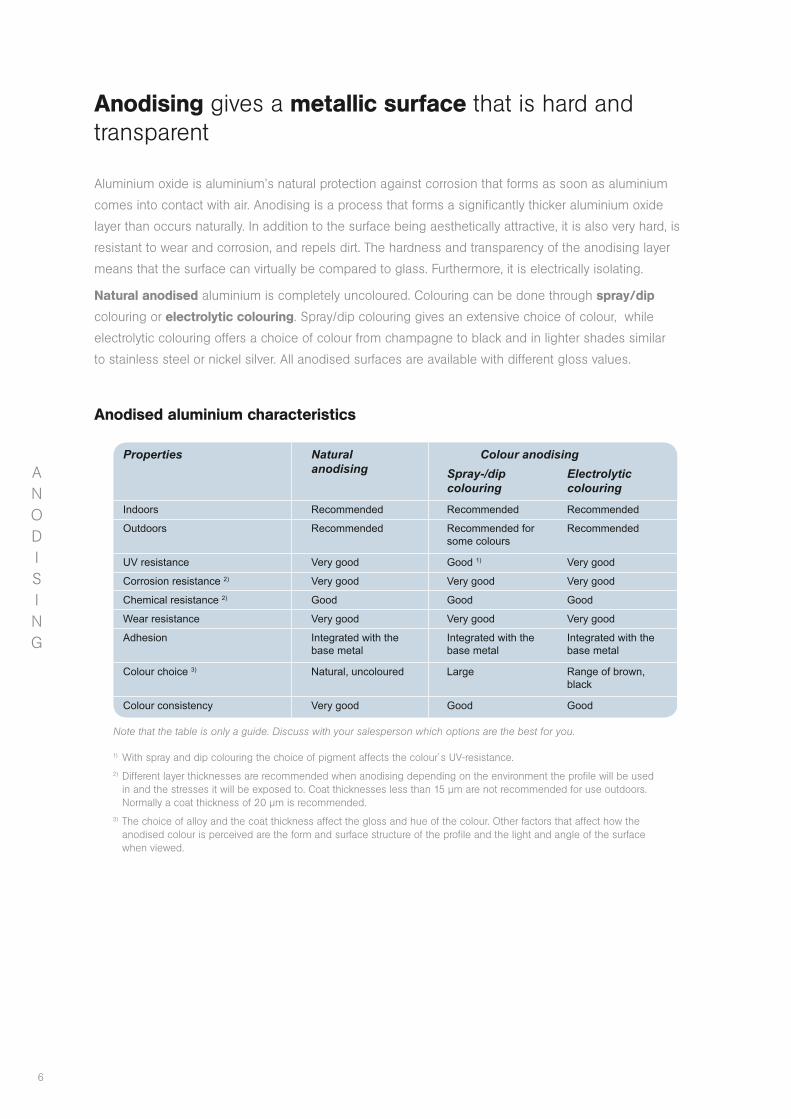
Anodising gives a metallic surface that is hard and transparent
Aluminium oxide is aluminium’s natural protection against corrosion that forms as soon as aluminium
comes into contact with air. Anodising is a process that forms a significantly thicker aluminium oxide
layer than occurs naturally. In addition to the surface being aesthetically attractive, it is also very hard, is
resistant to wear and corrosion, and repels dirt. The hardness and transparency of the anodising layer
means that the surface can virtually be compared to glass. Furthermore, it is electrically isolating.
Natural anodised aluminium is completely uncoloured. Colouring can be done through spray/dip
colouring or electrolytic colouring. Spray/dip colouring gives an extensive choice of colour, while
electrolytic colouring offers a choice of colour from champagne to black and in lighter shades similar
to stainless steel or nickel silver. All anodised surfaces are available with different gloss values.
Anodised aluminium characteristics
Properties Natural anodising
Colour anodisingSpray-/dip colouring
Electrolytic colouring
Indoors Recommended Recommended Recommended
Outdoors Recommended Recommended for some colours
Recommended
UV resistance Very good Good 1) Very good
Corrosion resistance 2) Very good Very good Very good
Chemical resistance 2) Good Good Good
Wear resistance Very good Very good Very good
Adhesion Integrated with the base metal
Integrated with the base metal
Integrated with the base metal
Colour choice 3) Natural, uncoloured Large Range of brown, black
Colour consistency Very good Good Good
1) With spray and dip colouring the choice of pigment affects the colour´s UV-resistance.2) Different layer thicknesses are recommended when anodising depending on the environment the profile will be used in and the stresses it will be exposed to. Coat thicknesses less than 15 µm are not recommended for use outdoors. Normally a coat thickness of 20 µm is recommended.3) The choice of alloy and the coat thickness affect the gloss and hue of the colour. Other factors that affect how the anodised colour is perceived are the form and surface structure of the profile and the light and angle of the surface when viewed.
Note that the table is only a guide. Discuss with your salesperson which options are the best for you.

7
Sting chairs are brushed and anodised in different colours. Natural anodised pillars used at marinas and camping grounds for water, electricity and lighting. Natural anodised yacht mast.
ANODISING
8
ANODISING
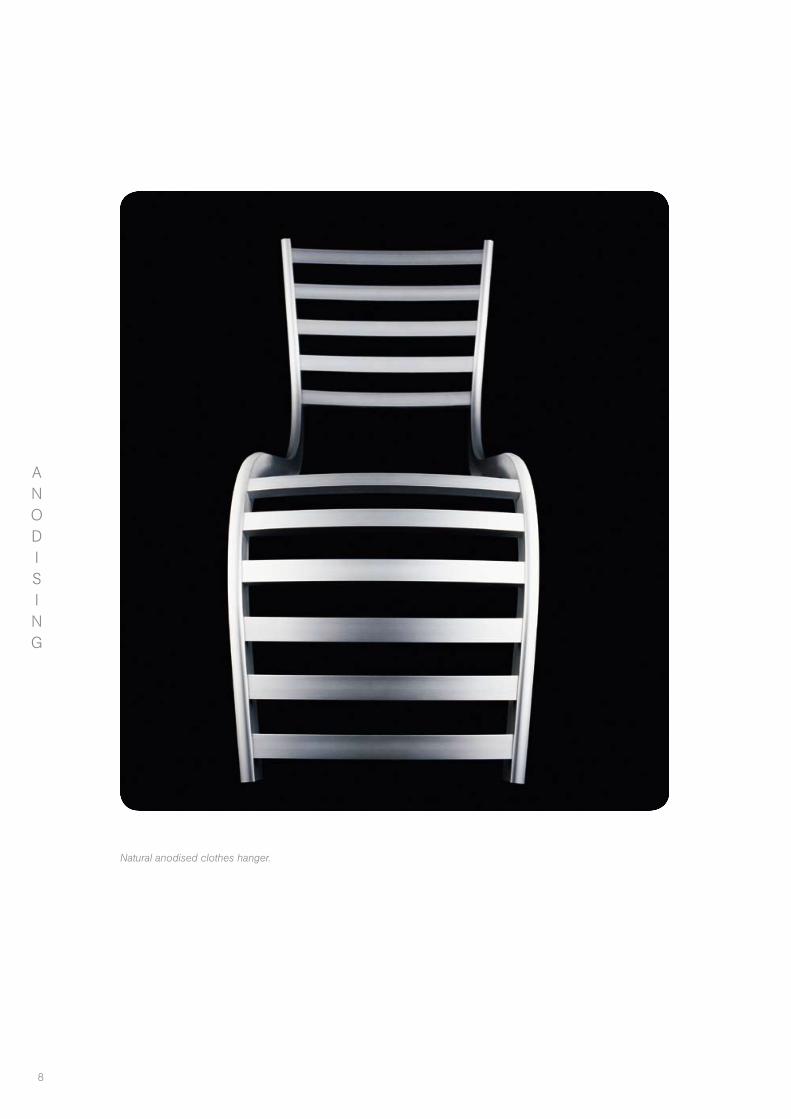
Natural anodised clothes hanger.
9
ANODISING
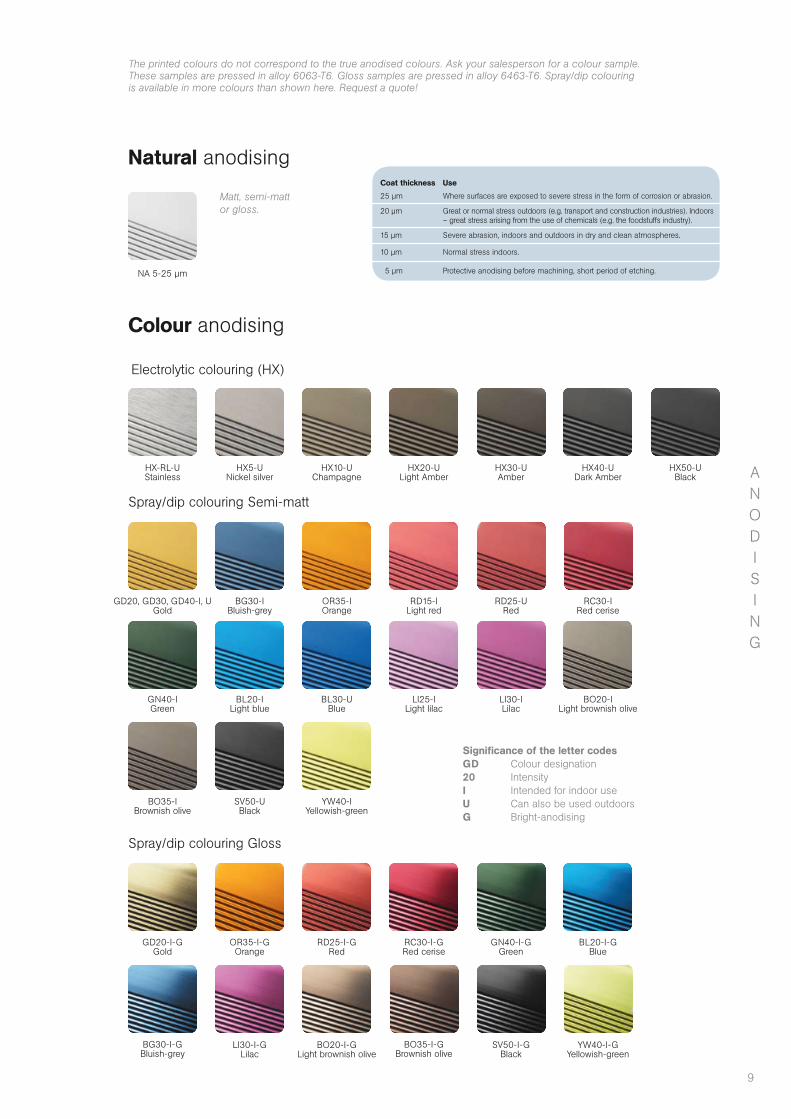
Colour anodising
Electrolytic colouring (HX)
Spray/dip colouring Gloss
Spray/dip colouring Semi-matt
HX10-UChampagne
HX20-ULight Amber
HX30-UAmber
HX40-UDark Amber
HX50-UBlack
SV50-I-GBlack
GD20-I-GGold
YW40-I-GYellowish-green
RC30-I-GRed cerise
OR35-I-GOrange
LI30-I-GLilac
BO35-I-GBrownish olive
BL20-I-GBlue
BG30-I-GBluish-grey
GN40-I-GGreen
BO20-I-GLight brownish olive
RD25-I-GRed
YW40-IYellowish-green
OR35-IOrange
RD15-ILight red
GD20, GD30, GD40-I, UGold
RC30-IRed cerise
SV50-UBlack
BL30-UBlue
LI25-ILight lilac
BG30-IBluish-grey
LI30-ILilac
GN40-IGreen
BL20-ILight blue
BO20-ILight brownish olive
BO35-IBrownish olive
RD25-URed
HX-RL-UStainless
HX5-UNickel silver
Natural anodising
NA 5-25 µm
The printed colours do not correspond to the true anodised colours. Ask your salesperson for a colour sample. These samples are pressed in alloy 6063-T6. Gloss samples are pressed in alloy 6463-T6. Spray/dip colouring is available in more colours than shown here. Request a quote!
Matt, semi-matt or gloss.
Significance of the letter codesGD Colour designation20 IntensityI Intended for indoor useU Can also be used outdoors G Bright-anodising
Coat thickness Use
25 µm Where surfaces are exposed to severe stress in the form of corrosion or abrasion.
20 µm Great or normal stress outdoors (e.g. transport and construction industries). Indoors – great stress arising from the use of chemicals (e.g. the foodstuffs industry).
15 µm Severe abrasion, indoors and outdoors in dry and clean atmospheres.
10 µm Normal stress indoors.
5 µm Protective anodising before machining, short period of etching.
10
PAINTING
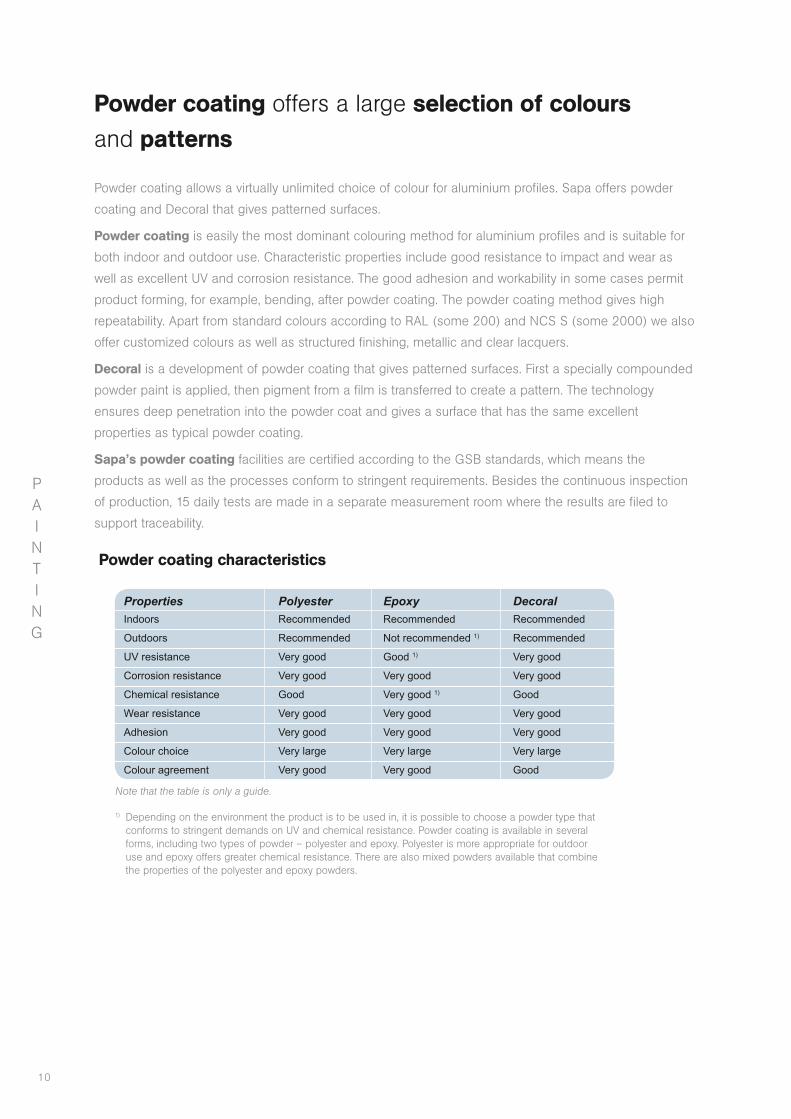
1) Depending on the environment the product is to be used in, it is possible to choose a powder type that conforms to stringent demands on UV and chemical resistance. Powder coating is available in several forms, including two types of powder – polyester and epoxy. Polyester is more appropriate for outdoor use and epoxy offers greater chemical resistance. There are also mixed powders available that combine the properties of the polyester and epoxy powders.
Powder coating offers a large selection of colours and patterns
Powder coating allows a virtually unlimited choice of colour for aluminium profiles. Sapa offers powder
coating and Decoral that gives patterned surfaces.
Powder coating is easily the most dominant colouring method for aluminium profiles and is suitable for
both indoor and outdoor use. Characteristic properties include good resistance to impact and wear as
well as excellent UV and corrosion resistance. The good adhesion and workability in some cases permit
product forming, for example, bending, after powder coating. The powder coating method gives high
repeatability. Apart from standard colours according to RAL (some 200) and NCS S (some 2000) we also
offer customized colours as well as structured finishing, metallic and clear lacquers.
Decoral is a development of powder coating that gives patterned surfaces. First a specially compounded
powder paint is applied, then pigment from a film is transferred to create a pattern. The technology
ensures deep penetration into the powder coat and gives a surface that has the same excellent
properties as typical powder coating.
Sapa’s powder coating facilities are certified according to the GSB standards, which means the
products as well as the processes conform to stringent requirements. Besides the continuous inspection
of production, 15 daily tests are made in a separate measurement room where the results are filed to
support traceability.
Powder coating characteristics
Note that the table is only a guide.
Properties Polyester Epoxy DecoralIndoors Recommended Recommended Recommended
Outdoors Recommended Not recommended 1) Recommended
UV resistance Very good Good 1) Very good
Corrosion resistance Very good Very good Very good
Chemical resistance Good Very good 1) Good
Wear resistance Very good Very good Very good
Adhesion Very good Very good Very good
Colour choice Very large Very large Very large
Colour agreement Very good Very good Good
11
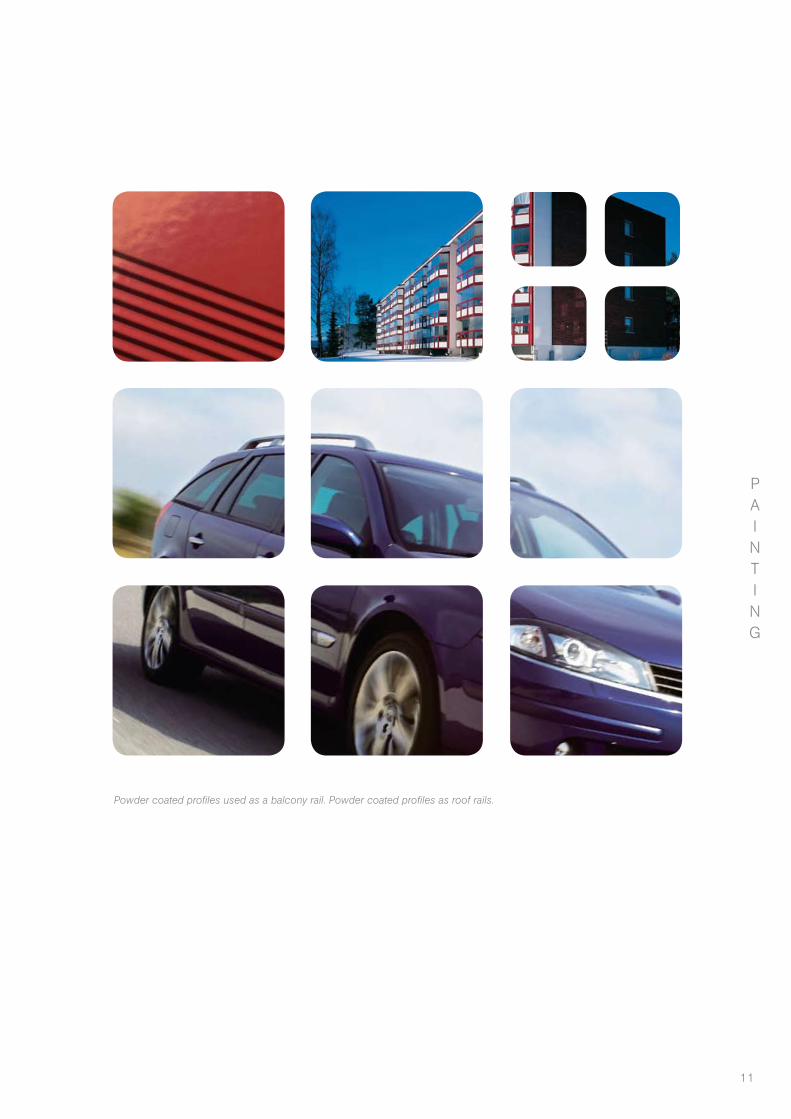
Powder coated profiles used as a balcony rail. Powder coated profiles as roof rails.
PAINTING
12
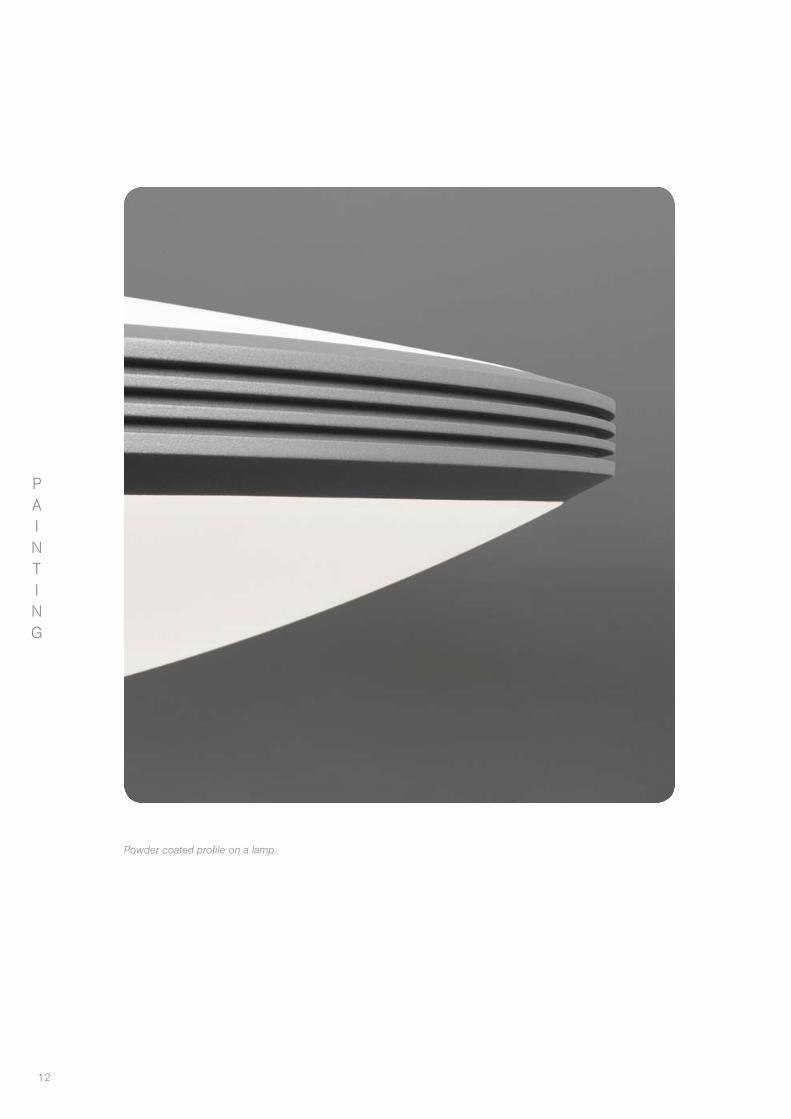
Powder coated profile on a lamp.
PAINTING
13
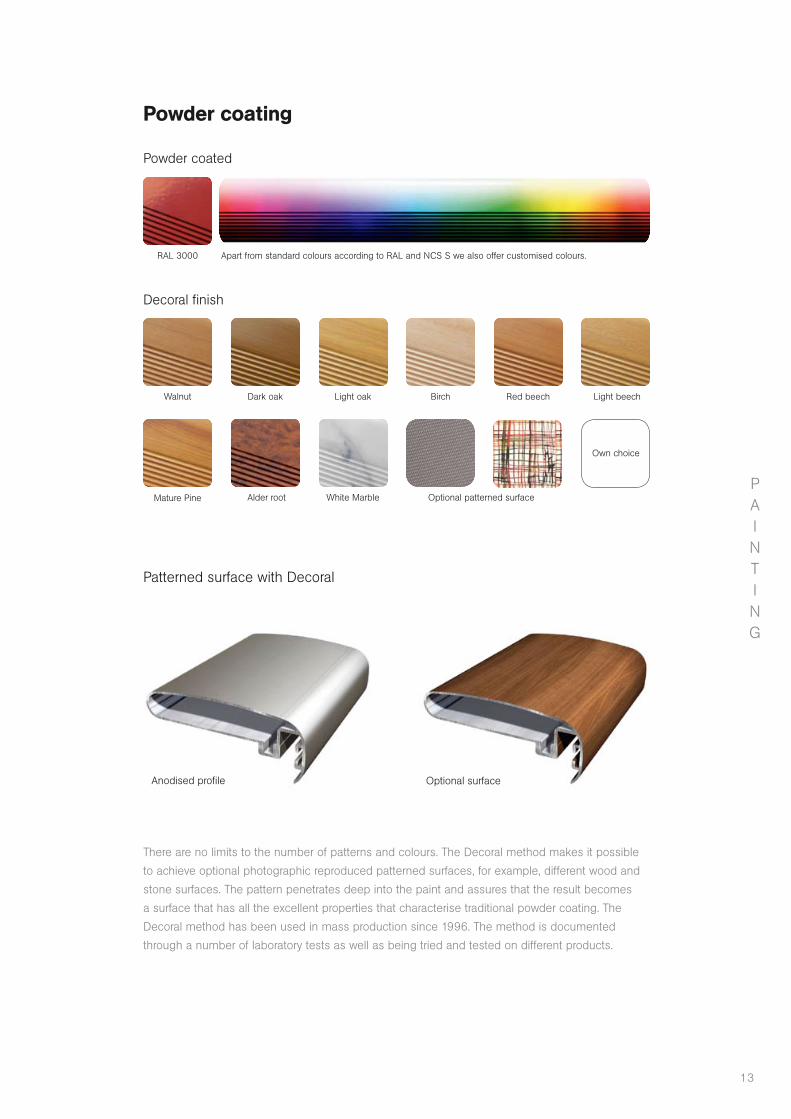
There are no limits to the number of patterns and colours. The Decoral method makes it possible
to achieve optional photographic reproduced patterned surfaces, for example, different wood and
stone surfaces. The pattern penetrates deep into the paint and assures that the result becomes
a surface that has all the excellent properties that characterise traditional powder coating. The
Decoral method has been used in mass production since 1996. The method is documented
through a number of laboratory tests as well as being tried and tested on different products.
Powder coating
Powder coated
Decoral finish
PAINTING
Dark oak Light oak Birch Red beech Light beech
Mature Pine White Marble Alder root Optional patterned surface
Own choice
Anodised profile Optional surface
Patterned surface with Decoral
Walnut
Apart from standard colours according to RAL and NCS S we also offer customised colours. RAL 3000
14
SPECIAL
SURFACES
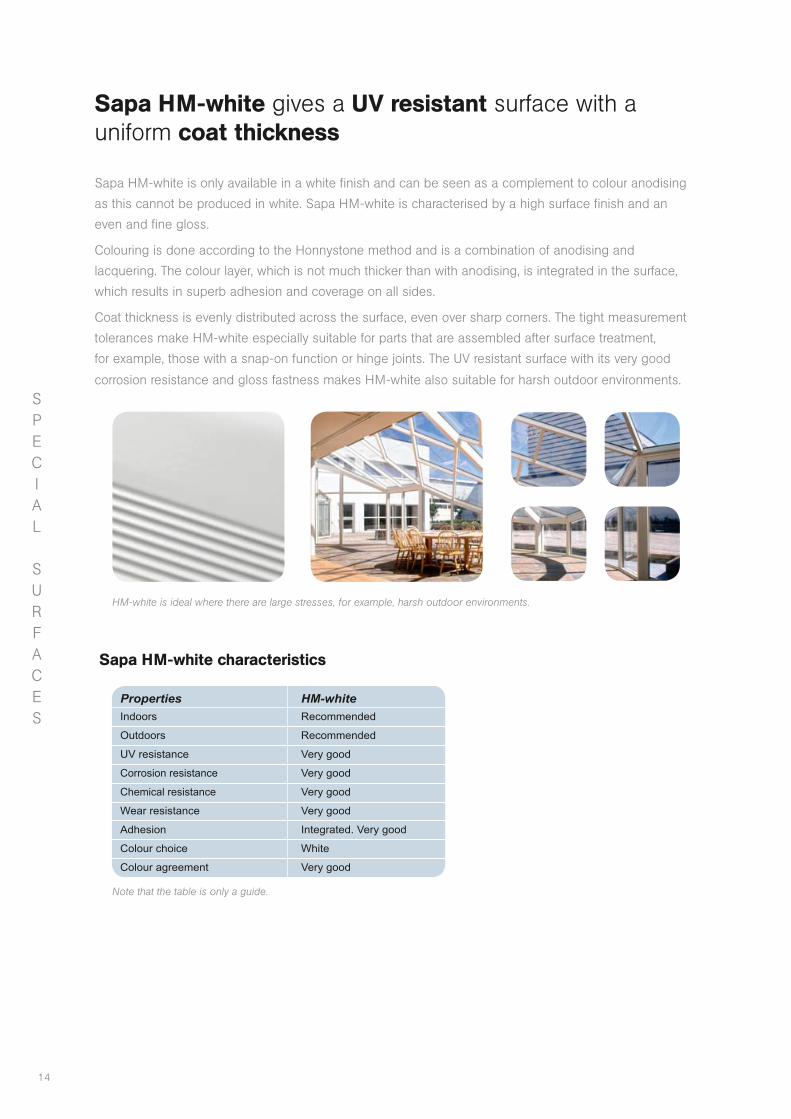
HM-white is ideal where there are large stresses, for example, harsh outdoor environments.
Sapa HM-white gives a UV resistant surface with a uniform coat thickness
Sapa HM-white is only available in a white finish and can be seen as a complement to colour anodising
as this cannot be produced in white. Sapa HM-white is characterised by a high surface finish and an
even and fine gloss.
Colouring is done according to the Honnystone method and is a combination of anodising and
lacquering. The colour layer, which is not much thicker than with anodising, is integrated in the surface,
which results in superb adhesion and coverage on all sides.
Coat thickness is evenly distributed across the surface, even over sharp corners. The tight measurement
tolerances make HM-white especially suitable for parts that are assembled after surface treatment,
for example, those with a snap-on function or hinge joints. The UV resistant surface with its very good
corrosion resistance and gloss fastness makes HM-white also suitable for harsh outdoor environments.
Sapa HM-white characteristics
Note that the table is only a guide.
Properties HM-whiteIndoors Recommended
Outdoors Recommended
UV resistance Very good
Corrosion resistance Very good
Chemical resistance Very good
Wear resistance Very good
Adhesion Integrated. Very good
Colour choice White
Colour agreement Very good
15
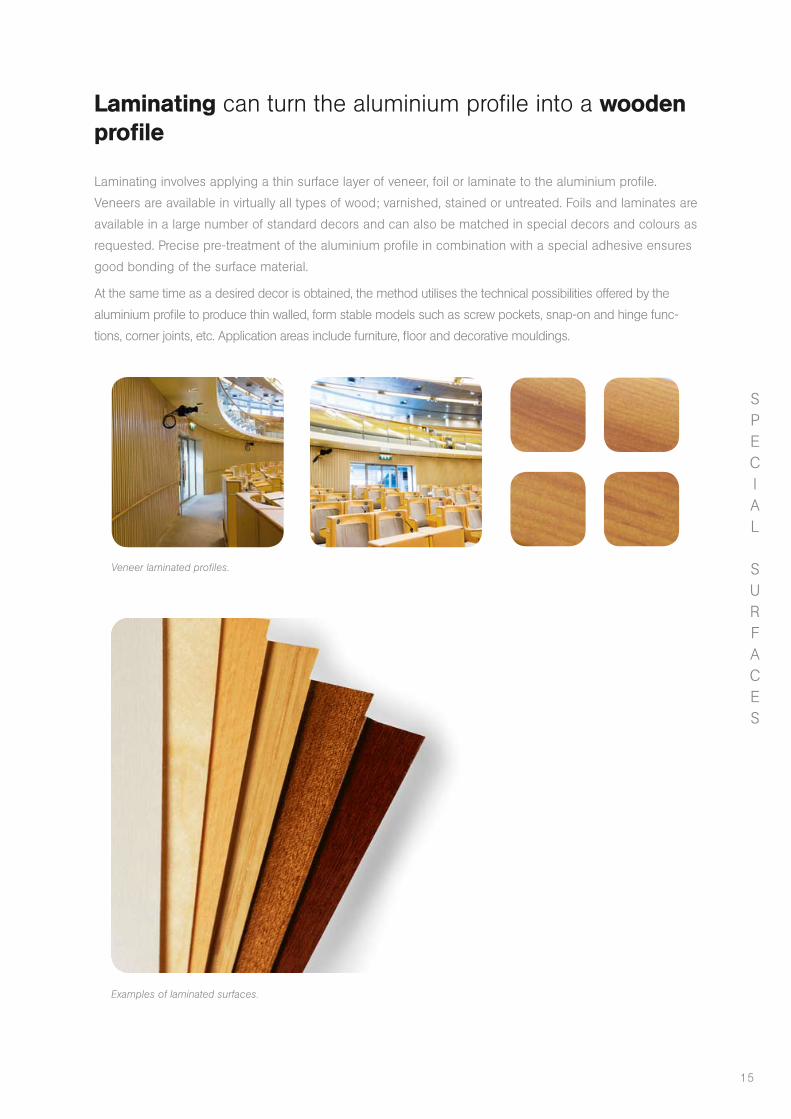
Laminating can turn the aluminium profile into a wooden profile
Laminating involves applying a thin surface layer of veneer, foil or laminate to the aluminium profile.
Veneers are available in virtually all types of wood; varnished, stained or untreated. Foils and laminates are
available in a large number of standard decors and can also be matched in special decors and colours as
requested. Precise pre-treatment of the aluminium profile in combination with a special adhesive ensures
good bonding of the surface material.
At the same time as a desired decor is obtained, the method utilises the technical possibilities offered by the
aluminium profile to produce thin walled, form stable models such as screw pockets, snap-on and hinge func-
tions, corner joints, etc. Application areas include furniture, floor and decorative mouldings.
SPECIAL
SURFACES
Veneer laminated profiles.
Examples of laminated surfaces.

16
SPECIAL
SURFACES
A heatsink for cooling circuit boards that are nickel tin treated.
Hard anodised rails for car seats.A hard anodised part used on glass bottle production machines.
A functional surface is a surface that satisfies special functional demands
An aluminium profile can be surface treated in a number of different ways for different specific needs. Examples of different functional surfaces and their properties include,
Hard anodising gives a durable surface with a thicker oxide layer and less porosity than conventional anodising. By anodising the profile at a low temperature a surface layer with very high resistance to wear and tear is produced. The hardness is usually 400 - 600 HV. The coat thickness is generally significantly greater than for standard anodising, approximately 25 - 80 µm. In addition, excellent corrosion resistance and electrically isolating properties are obtained. Most alloys can be hard anodised. The hard anodised layer gives a dimensional increase that must be taken into consideration on components requiring high dimensional accuracy.
Tufram is a hard anodised layer that is impregnated and surface treated with selected fluorine plastic materials. Through subsequent heat treatment an extremely strong bond is created between the aluminium oxide and fluorine plastic. Several variants of the method are available of which each one is optimised to produce one or more of the characteristics: surface hardness, durability, corrosion resistance, low friction and good electrical isolation. The fluorine plastic gives permanent lubrication, durability and withstands continuous use at temperatures from -220 to +350 °C.
Laser cladding involves hard particles, for example, silicon carbide, tungsten or diamonds, being baked into the surface coat, which gives low friction, good resistance to wear and a high bearing capacity on the surface.
Plastic coating gives an area with high or low friction, protection against wear, chemical resistance, electrical isolation, noise damping, grip friendliness, corrosion resistance, UV-resistance, and resistance to wear and impact.
Rubber coating gives improved wear characteristics, high friction and acts as a damping material.
Metal coating with e.g. chrome, tin, nickel, silver or copper is carried out to give the required characteristics or functionality such as corrosion resistance, decorative appearance, hardness, wear resistance, electrical conductivity, temperature resistance, good slide properties or solderability. Nickel tin gives a solderable coating that is electrically conductive and protects against corrosion. During chemical nickel-plating a nickel coat is deposited chemically, which gives an extremely uniform coating independent of the component’s appearance, a very hard surface and effective corrosion protection.
Chemical surface conversion is used to treat parts when you need to guarantee electrical conductivity or as a pre-treatment method before powder coating and bonding. The most common methods are chromating, iron phosphating and zinc phosphating. Chromating is now usually replaced by a chrome-free passivation due to environmental considerations.

17
MECHANICAL
TREATMENT
Towel dryer. The surface is brushed and anodised. Speakers where the cabinet is an aluminium profile which is brushed and anodised.
Foot board that is glossy, bright-anodised and features a decor pattern. Decor patterned and natural anodised profiles.
Mechanical surface treatment gives the surface the desired structure
Different forms of mechanical surface treatment are used to give the aluminium profile a desired surface structure and to improve surface quality. Mechanical surface treatment should be combined with anodising or clear lacquering.
Grinding/brushing leaves marks in the surface which can be very fine, medium or coarse. The surface is given a slightly silky, matt finish.
Polishing gives a smooth, bright surface.
Bright polishing gives a surface with a specular finish and a highly reflective quality.
Blasting gives a uniform, matt and coarse mechanical surface structure.
Tumbling is used to treat small components. Barrel polishing gives a smooth, bright surface. Barrel deburring removes burrs from e.g. sharp corners.
Decor patterns make a smooth aluminium surface more livingDecor patterns are not a surface treatment in the true sense of the word, but a patterned effect that is added by the designer when developing the profile. The profiles can be given an individual decor by using grooves or recesses. A suitable designed surface pattern also protects the profile against handling damage or can conceal a joint.
18
This is how Stefan Borselius and Fredrik Mattson describe their co-operation with Sapa:
We were very happy when Sapa gave us a positive answer
“It all started with a educational visit to Sapa in Vetlanda. We were immediately inspired, both by the
possibilities of the extrusion technique and by aluminium as a material. On the way home we started to
outline different ideas,” say furniture designers Stefan Borselius and Fredrik Mattson.
“After a few months the ideas had taken shape and we decided to continue and try to develop a chair.
The conditions we agreed on were that the chair should be stackable and possible to interconnect. It
should blend into any environment, be exceptional in its design yet still inexpensive to manufacture. We
wanted to arrive at a slender form and express the simple thought, one profile for the back, one for the
seat and then fastening with the help of leg runners.
We contacted Sapa and it did not take long to get their technical experts fully involved. A number of
extrusion difficulties were encountered due to the profiles’ width in combination with the thin material, only
two millimetres in the thinnest parts. However, the people at Sapa solved the problems – when we were
on the verge of giving up. We were extremely relieved when we received a positive response just before
the deadline.
For the surface treatment on the Sting chairs we chose anodising, which allowed us immense variations
in colour. In relation to powder coating, the anodised surface gave more depth and lustre, which
accentuated the form of the chair. In addition, anodising is extremely durable, which is an essential quality
when working with furniture for a public setting.
As designers we like to work with many different materials, but aluminium attracts us for numerous
reasons and we have several new products in mind. In co-operation with Sapa we are convinced we can
set new limits,” conclude Stefan and Fredrik.
Lars-Göran Borg is a designer at Sapa’s Technical Service:
“None of us at Sapa imagined the adventure that waited. It has been extremely stimulating to work with
ideas men like Fredrik and Stefan. They have truly utilized the possibilities that extrusion and the material
offer. The result has been a light and elegant design that can be produced cost effectively.”
19
Contact us when ideas are in their infancy
Aluminium is a material with few limitations, yet significantly more possibilities. The extrusion technology
gives developers and designers a large amount of freedom, both with regard to form and function.
Aluminium profiles are also easy to process and refine in different ways.
The idea of this brochure has been to give a quick summary of the most common methods used to
surface treat aluminium. We have shown examples of the possibilities with different surface treatment
methods, which we hope you can benefit from in your creative work.
Naturally, we cannot go into greater detail on just a few pages in a brochure. However, you are extremely
welcome to contact your salesperson or Technical Service as soon as you wonder about anything that
concerns aluminium profiles. To be able to contribute with our know-how and our experience is dear to
our hearts.
Despite working with aluminium profiles for many years, we never cease to be amazed by all the fantastic
design solutions from creative developers and designers. And best of all, nearly all the ideas we look at
can be implemented.
Contact us, and together we can realise your ideas.

We are shaping the future
Sapa Profiles UK Limited
Saw Pit Lane, Tibshelf, Alfreton, Derbyshire DE55 5NH
Tel +44 (0) 1773 872 761
Fax +44 (0) 1773 874 389
Tewkesbury Road, Cheltenham, Gloucestershire GL51 9DT
Tel +44 (0) 1242 521 641
Fax +44 (0) 1242 513 304
www.sapagroup.com/uk/profiles
0808
Sap
a M
arke
ting
Dep
artm
ent.
Sub
ject
to c
hang
e w
ithou
t prio
r not
ice.
832
1 w
ww
.rcb2
.se.
Pic
ture
p. 8
Pho
togr
aphe
r: Pe
kka
Stå
lnac
ke