
Superplastic formability of a Zr–Ti–Ni–Cu–Be bulk metallic glass
6
Journal of Alloys and Compounds 415 (2006) 198–203 Superplastic formability of a Zr–Ti–Ni–Cu–Be bulk metallic glass J.F. Sun a , Y.J. Huang a , J. Shen a,c,∗ , G. Wang b , D.G. McCartney c a School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China b Institute of Physics, Chinese Academy of Sciences, Beijing 100080, China c School of Mechanical, Materials and Manufacturing Engineering, University of Nottingham, University Park, Nottingham NG7 2RD, UK Received 26 July 2005; received in revised form 10 August 2005; accepted 10 August 2005 Available online 19 September 2005 Abstract In this paper, the superplastic formability of the Zr 41.2 Ti 13.8 Cu 12.5 Ni 10 Be 22.5 bulk metallic glass in the supercooled liquid region is described. Experimental results show that the superplastic deformation of the metallic glass is mainly controlled by the processing parameters such as forming temperature, T e , applied stress, P e , and time of application, t e . The thermal stabilities of the deformed specimens were investigated by means of differential scanning calorimetry (DSC). The higher the processing parameter, the more serious is the crystallization of the deformed specimens. A gear-like micropart with a single amorphous phase was successfully fabricated by using the following parameters: T e = 673 K, t e = 200 s and P e = 254 MPa. © 2005 Elsevier B.V. All rights reserved. Keywords: Zr-based bulk metallic glass; Superplastic forming; Supercooled liquid region; Crystallization 1. Introduction Zr-based bulk metallic glasses (BMGs) have unique prop- erties such as high strength and high deformation ability in the supercooled liquid region (SLR) (defined as the temper- ature span between the glass transition temperature T g and the onset of crystallization temperature T x ) [1,2]. Therefore, superplasticity and the superplastic formability of BMGs have attracted increasing attention [3–16]. Saotome et al. studied the micro-formability of La 60 Al 20 Ni 10 Co 5 Cu 5 [7], Zr 65 Al 7.5 Cu 27.5 [8], Zr 55 Al 10 Cu 30 Ni 5 [8], Pd 40 Cu 30 Ni 10 P 20 [9], Pt 48.75 Pd 9.75 Cu 19.5 P 22 [10] and La 55 Al 25 Ni 20 [11]. Wang et al. [12] investigated the high temperature defor- mation of a Zr-based BMG in both fully amorphous and partially crystallized states and discussed the influence of microstructural changes due to phase separation and primary crystallization on high temperature flow behavior. Chu et al. [13] showed the existence of nano-particles or ordered ∗ Corresponding author. Tel.: +86 451 86418317; fax: +86 451 86415776. E-mail address: [email protected] (J. Shen). domains in the amorphous matrix after compression defor- mation at high test temperatures. Lee et al. [14] suggested a distinct correlation between the deformation behavior and the thermal data obtained from DSC analysis of deformed specimens. Thus, it has been concluded that during the high temperature deformation process, crystallization occurs, to a certain extent, in the amorphous matrix. However, there has been limited information to date regarding the relationship between the processing parameters and the microstructural nature of the deformed specimens. The objective of this study was to understand and address the effects of various processing parameters on the super- plastic deformation ability and resultant structure of the Zr 41.2 Ti 13.8 Cu 12.5 Ni 10 Be 22.5 (at.%) metallic glass. This par- ticular alloy was selected due to its high glass-forming ability as well as its wide supercooled liquid region. DSC anal- ysis for the deformed specimens was also carried out to determine the thermal properties. Consequently, the opti- mum processing parameters for the superplastic forming of the alloy were obtained and a gear-like micropart with a single amorphous phase was fabricated by using these param- eters. 0925-8388/$ – see front matter © 2005 Elsevier B.V. All rights reserved. doi:10.1016/j.jallcom.2005.08.018
-
Upload
nottingham -
Category
Documents
-
view
1 -
download
0
Transcript of Superplastic formability of a Zr–Ti–Ni–Cu–Be bulk metallic glass
Journal of Alloys and Compounds 415 (2006) 198–203
Superplastic formability of a Zr–Ti–Ni–Cu–Be bulk metallic glass
J.F. Sun a, Y.J. Huang a, J. Shen a,c,∗, G. Wang b, D.G. McCartney c
a School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, Chinab Institute of Physics, Chinese Academy of Sciences, Beijing 100080, China
c School of Mechanical, Materials and Manufacturing Engineering, University of Nottingham,University Park, Nottingham NG7 2RD, UK
Received 26 July 2005; received in revised form 10 August 2005; accepted 10 August 2005Available online 19 September 2005
Abstract
In this paper, the superplastic formability of the Zr41.2Ti13.8Cu12.5Ni10Be22.5 bulk metallic glass in the supercooled liquid region is described.Experimental results show that the superplastic deformation of the metallic glass is mainly controlled by the processing parameters such asforming temperature, Te, applied stress, Pe, and time of application, te. The thermal stabilities of the deformed specimens were investigated bymeans of differential scanning calorimetry (DSC). The higher the processing parameter, the more serious is the crystallization of the deformedst©
K
1
etatshsZ[Wmpmca
0d
pecimens. A gear-like micropart with a single amorphous phase was successfully fabricated by using the following parameters: Te = 673 K,e = 200 s and Pe = 254 MPa.
2005 Elsevier B.V. All rights reserved.
eywords: Zr-based bulk metallic glass; Superplastic forming; Supercooled liquid region; Crystallization
. Introduction
Zr-based bulk metallic glasses (BMGs) have unique prop-rties such as high strength and high deformation ability inhe supercooled liquid region (SLR) (defined as the temper-ture span between the glass transition temperature Tg andhe onset of crystallization temperature Tx) [1,2]. Therefore,uperplasticity and the superplastic formability of BMGsave attracted increasing attention [3–16]. Saotome et al.tudied the micro-formability of La60Al20Ni10Co5Cu5 [7],r65Al7.5Cu27.5 [8], Zr55Al10 Cu30Ni5 [8], Pd40Cu30Ni10P20
9], Pt48.75Pd9.75Cu19.5P22 [10] and La55Al25Ni20 [11].ang et al. [12] investigated the high temperature defor-ation of a Zr-based BMG in both fully amorphous and
artially crystallized states and discussed the influence oficrostructural changes due to phase separation and primary
rystallization on high temperature flow behavior. Chu etl. [13] showed the existence of nano-particles or ordered
∗ Corresponding author. Tel.: +86 451 86418317; fax: +86 451 86415776.
domains in the amorphous matrix after compression defor-mation at high test temperatures. Lee et al. [14] suggesteda distinct correlation between the deformation behavior andthe thermal data obtained from DSC analysis of deformedspecimens. Thus, it has been concluded that during the hightemperature deformation process, crystallization occurs, to acertain extent, in the amorphous matrix. However, there hasbeen limited information to date regarding the relationshipbetween the processing parameters and the microstructuralnature of the deformed specimens.
The objective of this study was to understand and addressthe effects of various processing parameters on the super-plastic deformation ability and resultant structure of theZr41.2Ti13.8Cu12.5Ni10Be22.5 (at.%) metallic glass. This par-ticular alloy was selected due to its high glass-forming abilityas well as its wide supercooled liquid region. DSC anal-ysis for the deformed specimens was also carried out todetermine the thermal properties. Consequently, the opti-mum processing parameters for the superplastic forming ofthe alloy were obtained and a gear-like micropart with asingle amorphous phase was fabricated by using these param-
E-mail address: [email protected] (J. Shen). eters.
925-8388/$ – see front matter © 2005 Elsevier B.V. All rights reserved.oi:10.1016/j.jallcom.2005.08.018

J.F. Sun et al. / Journal of Alloys and Compounds 415 (2006) 198–203 199
2. Experiment procedure
The alloy ingots were prepared by arc melting a mix-ture of pure elements with purity above 99.9% or better ina titanium-gettered argon atmosphere. To achieve composi-tional homogeneity, the master alloys were remelted at leastfour times, followed by casting into a copper mold to form rodshaped samples with a size of Ø5 mm × 40 mm. The speci-mens for forging with a size of Ø5 mm × 3 mm were cut fromthe as-cast samples by means of electrical discharge machin-ing. A backward forging process was carried out on a WE-60universal materials testing machine to test the forming abilityof the BMG alloy. The load limit of the testing machine was30 kN. The accuracy of loading was controlled to be within±0.1 kN. The BMG preforms were heated to temperatures inthe supercooled liquid range (i.e. 613–673 K) and forged at aconstant area reduction of 6.5:1 with an applied stress rang-ing from 200 to 1600 MPa and a pressure holding time inthe range of 100 to 2000 s. Fig. 1 shows the schematic illus-tration of the experimental set-up used for the superplasticforming of BMG alloys. The BMG perform, as a feedstockmaterial, is subjected to fill in a gear-shaped mold cavity.Fig. 2 shows the mold for the forming tests. The sample tem-perature was monitored with the NiCr–NiSi thermocouple,which was connected directly to the die, which was madefrom a hot-worked steel 3Cr2W8V alloy and the measure-mcowTiTeca
Fo
Fig. 2. The dimensions and the micrograph of the mold.
3. Results and discussion
Fig. 3 presents the DSC thermogram obtained from the as-cast Zr41.2Ti13.8Cu12.5Ni10Be22.5 BMG. The glass transitiontemperature (Tg) and onset crystallization temperature (Tx)of this alloy were determined to be 623.4 and 711.8 K, respec-tively. Superplastic deformation of BMG should ideally occurnear or above Tg, to significantly decrease the material’s flowstress, yet below Tx, to avoid crystallization. Accordingly,five test temperatures, 613, 633, 653, 673, 693 K, were thuschosen for superplastic deformation of the alloy.
The forming temperature, Te, applied stress, Pe, and timeof application, te, are considered as the main processingparameters for superplastic forming. The filling height, he,of the BMG alloy in the die was selected as the criterion forevaluating the superplastic forming ability of the BMG alloys.Fig. 4 shows the relationship between he of the deformed sam-ples and various processing parameters (Te, te and Pe). It isevident from Fig. 4(a) that he increases with increasing Te at agiven te and Pe. Superplastic forming ability strongly dependson the processing temperature. Metallic glasses exhibit noyielding and strain hardening at room temperature due tothe absence of dislocation-based plasticity, which limits theapplication of BMGs [17]. However, a BMG alloy showsexcellent plastic deformation ability in the supercooled liq-
Fg
ent accuracy was evaluated to be within ±5 K. To minimizerystallization during the forging process, a fast heating ratef 1 K/s was used. The nature of the alloy after deformationas examined by transmission electron microscopy (TEM).EM specimens were prepared by mechanical polishing and
on milling. The TEM observations were conducted on aecnai F20 machine operating at 200 kV. The thermal prop-rties of the alloy were measured using differential scanningalorimetry (DSC) with a heating rate 0.67 K/s in an argontmosphere.
ig. 1. Schematic illustration of the set-up used for the superplastic formingf metallic glasses.
ig. 3. DSC curve of the as-cast Zr41.2Ti13.8Cu12.5Ni10Be22.5 bulk metalliclass.

200 J.F. Sun et al. / Journal of Alloys and Compounds 415 (2006) 198–203
Fig. 4. Filling height of the BMG under the conditions of (a) Pe = 509 MPa,te = 500 s; (b) Te = 654 K, te = 500 s; (c) Te = 653 K, Pe = 254 MPa.
uid region, in which there is a drastic reduction in viscosity ofthe material. During the superplastic deformation of metal-lic glasses in the supercooled liquid region, with increase inthe forming temperature, Te, the viscosity of the BMG dropsand consequently the fluidity increases, which explains theenhancement of the superplastic deformation ability of themetallic glass.
For amorphous solids, plastic flow can occur under a cer-tain applied stress, which depends on the cohesion of metalglass [18]. The Pe versus he curve of the samples deformedat 653 K with a pressure holding time of 500 s are shown inFig. 4(b). It can be seen that he increases with increasing Pe.During the superplastic forming of metallic glass, the accu-mulative strain energy caused by plastic deformation will leadto a temperature rise in the deformed area, which contributes
to the softening of the material. The greater the applied stress,the more the “softening” occurs, consequently, the better thedeformation ability of the metallic glass in the supercooledliquid region. Filling height, he, as a function of te for the sam-ples deformed at 653 K with an applied stress of 254 MPa isplotted in Fig. 4(c). As can be seen, with an increase in thetime for which pressure was applied, the deformation abilityof metallic glass increases.
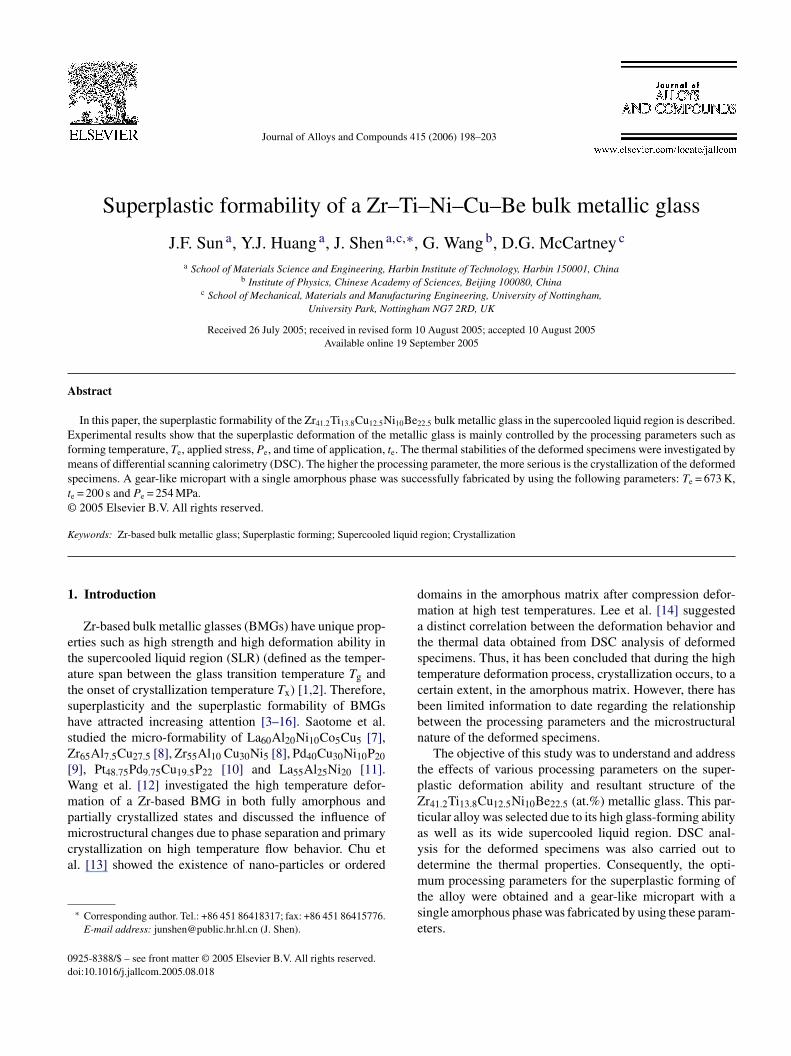
Since metallic glasses are not in thermodynamic equi-librium, phase transformations from the amorphous to themore stable crystalline phase can take place with the supplyof external energy. Heating and deformation (or stress) arethe principal origins of driving forces affecting this trans-formation [16]. In order to clarify the influence of the pro-cessing parameters on the crystallization behavior of theZr41.2Ti13.8Cu12.5Ni10Be22.5 BMG in the supercooled liquidregion, thermal analysis of deformed samples was conductedby means of DSC. Fig. 5 shows the DSC curves of the spec-imens deformed using different processing parameters. It isevident that variations in the processing parameters exert adrastic effect on the structure of the BMG, reflected by differ-ences in the continuous heating DSC measurements. Of allthe processing parameters, forming temperature had the mostprofound impact on the DSC curves of the deformed samples.With an increase in the forming temperature, Tg and Tx shiftto higher and lower temperatures, respectively (except fortiditisaas
m
V
wim
eictpc[mgdl
he case of Te = 693 K), and the first exothermic peak van-shes. The rise in Tx for the case of Te = 693 K is due to theisappearance of primary crystallization. This observationndicates that the material has suffered partial crystalliza-ion after deformation, and the remaining amorphous matrixs largely destabilized. Waniuk et al. [19] also observed thehifts of the characteristic temperatures after a BMG wasnnealed for a certain time, and they argued that these shiftsre related to the phase separation and the resultant compo-itional variations.
The crystallized volume fraction, Vf, for deformed speci-ens can be calculated from
f =(
1 − �HD
�HC
)× 100% (1)
here �HD is the heat of crystallization for a deformed spec-men and �HC is the heat of crystallization for the as-cast
etallic glass, which was measured to be 109.2 J/g.Fig. 6 presents the changes in Vf with processing param-
ters. It can be seen that Vf for the deformed specimensncreases as the forming temperature increases in the under-ooled liquid region, Fig. 6(a). Thermodynamically, crys-allization in an amorphous solid is normally regarded as arocess involving crystal nucleation and subsequent growthontrolled by diffusion, which strongly rely on temperature20]. With an increase in ambient temperature, the atomobility is enhanced, which favors the formation of homo-
eneous crystal nuclei in the BMG matrix and long rangeiffusion necessary for the growth of the nuclei. The crystal-ized volume fraction also shows a monotonic increase with
J.F. Sun et al. / Journal of Alloys and Compounds 415 (2006) 198–203 201
Fig. 5. DSC curves of deformed specimens obtained by using different pro-cessing parameters: (a) Pe = 509 MPa, te = 500 s; (b) Te = 654 K, te = 500 s;(c) Te = 653 K, Pe = 254 MPa.
increasing applied pressure or time of application, as shownin Fig. 6(b and c), respectively.
Although the forming temperatures 613, 633, 653, 673and 693 K are near or in the supercooled liquid region, lowerthan the crystallization temperature of this alloy measuredby DSC, a certain amount of crystallization is observed atthese temperatures. This can be explained by the fact thatthe strain energy caused by plastic deformation will comple-ment the thermal energy required for crystallization at thesetemperatures, as was suggested by Nieh et al. [3] and Leeet al. [14]. During the deformation process, stress-inducedcrystallization can be promoted in BMG in the supercooledliquid region [16]. Moreover, the larger the applied stress, themore the strain energy, and consequently the larger is the Vf
Fig. 6. Crystallized volume fraction for deformed specimens under the pro-cessing conditions of (a) Pe = 509 MPa, te = 500 s; (b) Te = 654 K, te = 500 s;(c) Te = 653 K, Pe = 254 MPa.
for the deformed specimens (see Fig. 6(b)). With increasingtime of pressure application, the specimens are exposed at agiven high temperature for a longer time, the heat- and stress-induced crystallization will proceed further, resulting in anincrease in Vf with te (see Fig. 6(c)).
The above experimental results have indicated the rela-tionship between the processing parameters and the super-plastic forming ability and the resulting structure of the BMGalloy. The results suggest that it is vital to optimize the condi-tions to minimize the crystallization during the superplasticforming of BMGs.
The processing temperature for superplastically forminga gear-like micropart was chosen to be 673 K, i.e. located inthe middle of supercooled liquid region, because Newtonianflow behavior would appear near this temperature [15]. Fur-thermore, it is desirable to consider a proper applied stress for
202 J.F. Sun et al. / Journal of Alloys and Compounds 415 (2006) 198–203
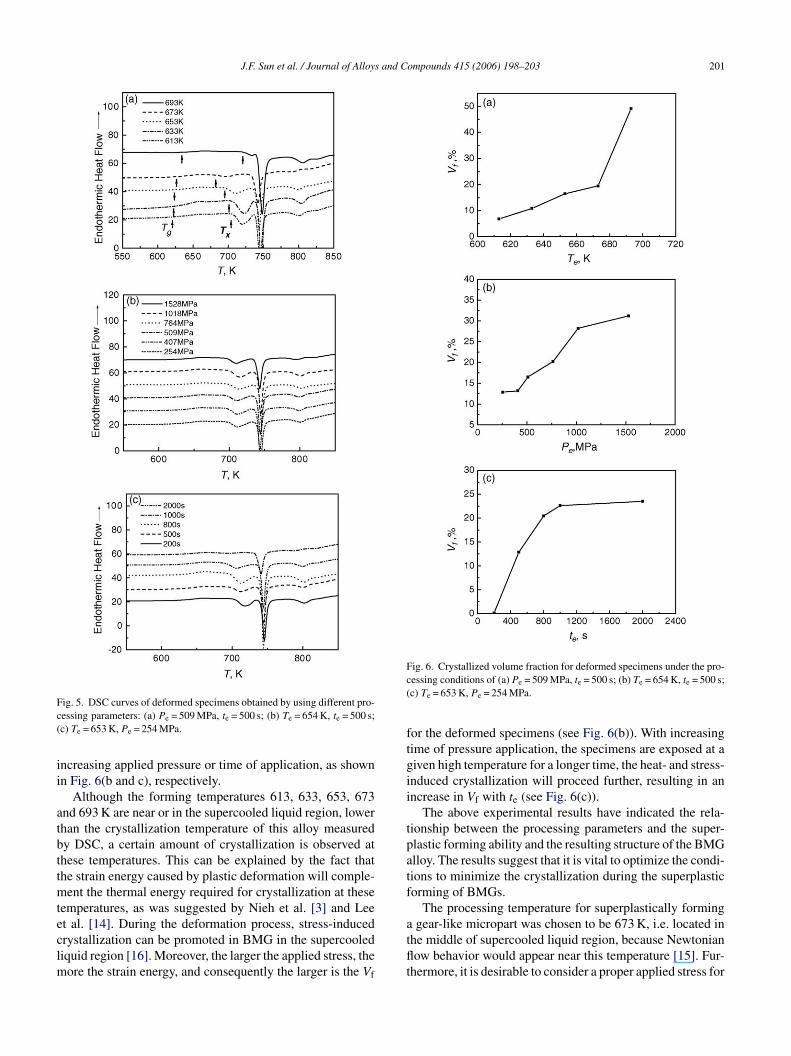
Fig. 7. Time–temperature–transformation (T–T–T) diagram for the onset ofcrystallization in Zr41.2Ti13.8Cu12.5Ni10Be22.5 bulk metallic glass.
superplastic forming practice. To shorten the forming time,and to avoid crystallization, the applied stress needs to be rel-atively large to obtain a high deformation rate. On the basis ofthese considerations, an applied stress of 254 MPa was usedto form the micropart.
Equally important is the time required to shape the BMGpart. Pressure holding time, te, was determined based on thetime–temperature–transformation (T–T–T) diagram. In orderto obtain the T–T–T diagram for the crystallization process,isothermal annealing was performed for the alloy at varioustemperatures below the crystallization onset temperature, Tx.The incubation time for the onset of the crystallization wasdetermined experimentally to be the time when the exother-mic signals deviate from the DSC baseline during isothermalholding tests. The lower part of T–T–T diagram of the alloy isshown in Fig. 7. It can be noticed from Fig. 7 that the incuba-tion time for the onset of the crystallization can be estimatedas 360 s at 673 K. Finally, taking the effect of applied stressinduced crystallization into account, 200 s was selected as
F
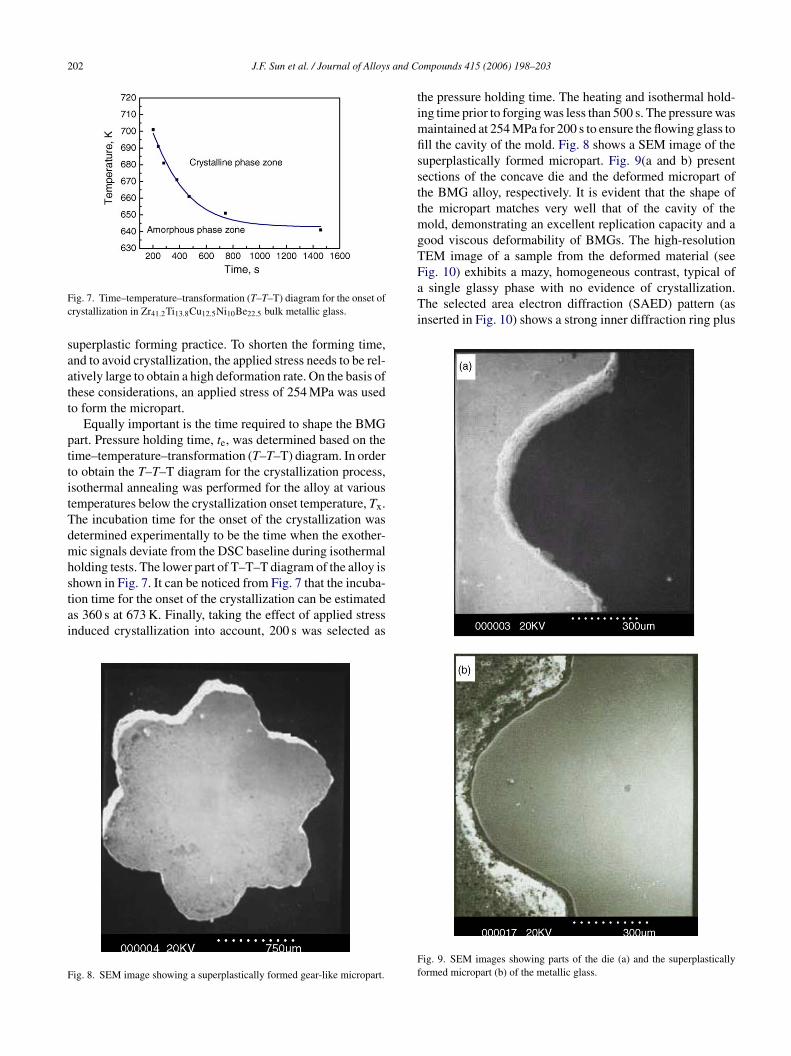
the pressure holding time. The heating and isothermal hold-ing time prior to forging was less than 500 s. The pressure wasmaintained at 254 MPa for 200 s to ensure the flowing glass tofill the cavity of the mold. Fig. 8 shows a SEM image of thesuperplastically formed micropart. Fig. 9(a and b) presentsections of the concave die and the deformed micropart ofthe BMG alloy, respectively. It is evident that the shape ofthe micropart matches very well that of the cavity of themold, demonstrating an excellent replication capacity and agood viscous deformability of BMGs. The high-resolutionTEM image of a sample from the deformed material (seeFig. 10) exhibits a mazy, homogeneous contrast, typical ofa single glassy phase with no evidence of crystallization.The selected area electron diffraction (SAED) pattern (asinserted in Fig. 10) shows a strong inner diffraction ring plus
Fig. 9. SEM images showing parts of the die (a) and the superplasticallyformed micropart (b) of the metallic glass.
ig. 8. SEM image showing a superplastically formed gear-like micropart.
J.F. Sun et al. / Journal of Alloys and Compounds 415 (2006) 198–203 203
Fig. 10. HRTEM image and the corresponding SAED pattern (inset)obtained from the superplastically formed micropart.
a rather faint and diffuse ring, which is inherent in a patternfrom an amorphous phase. All these features confirm a prin-cipally amorphous structure of the superplastically formedmicropart.
4. Conclusion
The superplastic forming ability of the Zr41.2Ti13.8Ni10Cu12.5Be22.5 BMG in the supercooled liquid region has beenexamined through die-forging. The filling height he, of theamorphous feedstock material in a die is an appropriate crite-rion for evaluating the superplastic forming ability of metallicglasses. The superplastic forming ability of the metallic glassis mainly determined by forming temperature, Te, pressureholding time, te, and applied stress, Pe. By using a specific setof processing parameters, a sound micropart, with a predom-inantly amorphous structure, can be successfully fabricated.
Acknowledgements
This work is in part supported by the Harbin Institute ofTechnology Foundation. The authors are grateful to Dr. J.Zou of School of Engineering and Centre for Microscopyand Microanalysis, The University of Queensland, Australia,for his assistance in TEM analysis.
References
[1] A. Inoue, Acta Mater. 48 (2000) 279.[2] W.L. Johnson, MRS Bull. 24 (10) (1999) 42.[3] T.G. Nieh, T. Mukai, C.T. Liu, Scr. Mater. 40 (9) (1999) 1021.[4] Y. Kawamura, T. Nakamura, A. Inoue, Scr. Mater. 39 (3) (1998)
301.[5] N. Nishiyama, A. Inoue, Mater. Trans. JIM 40 (1) (1999) 64.[6] J. Schroers, JOM 57 (5) (2005) 35.[7] Y. Saotome, T. Hatori, T. Zhang, A. Inoue, Mater. Sci. Eng. A
304–306 (2001) 716.[8] Y. Saotome, S. Miwa, T. Zhang, A. Inoue, J. Mater. Proc. Tech. 113
(2001) 64.[9] Y. Saotome, A. Itoh, T. Zhang, A. Inoue, Scr. Mater. 44 (2001) 1541.
[10] Y. Saotome, K. Imai, S. Shioda, S. Shimizu, T. Zhang, A. Inoue,Intermetallics 10 (2002) 1241.
[11] Y. Saotome, H. Iwazaki, J. Mater. Proc. Tech. 119 (2001) 307.[12] Q. Wang, J.J. Blandin, M. Suery, B. Van De Moortele, J.M. Pelletier,
Ann. Chim. Sci. Mater. 27 (5) (2002) 19.[13] J.P. Chu, C.L. Chiang, T.G. Nieh, Y. Kawamura, Intermetallics 10
[
[
[
[
[
[
[
(2002) 1191.14] K.S. Lee, T.K. Ha, S. Ahn, Y.W. Chang, J. Non-Cryst. Solids 317
(2003) 193.15] J. Shen, G. Wang, J.F. Sun, Z.H. Stachurski, C. Yan, L. Ye, B.D.
Zhou, Intermetallics 13 (2005) 79.16] G. Wang, J. Shen, J.F. Sun, Y.J. Huang, J. Zou, Z.P. Lu,
Z.H. Stachurski, B.D. Zhou, J. Non-Cryst. Solids 351 (2005)209.
17] U. Kuhn, J. Eckert, N. Mattern, L. Schultz, Appl. Phys. Lett. 80(2002) 2478.
18] H. Mughrabi, Plastic Deformation and Fracture of Metals, VCH,Weinheim, 1993, p. 473.
19] T.A. Waniuk, R. Busch, A. Masuhr, W.L. Johnson, Acta Mater. 46(15) (1998) 5229.
20] F. Ye, K. Lu, Acta Mater. 47 (8) (1999) 2449.




















