Sistemas de inventario (1)
81
ORGANIZACION RESULTADOS ORGANIZACION PARA LA CONVERSION ORGANIZACION PARA LA CONVERSION • DISEÑO DE PUESTOS DE TRABAJO • ESTANDARES DE PRODUCCION / OPERACIONES • MEDICION DEL TRABAJO • ADMINISTRACION DE PROYECTOS SISTEMATIZACION DE LA ADMINISTRACION DE OPERACIONES - EL MODELO Tomado y adaptado de “Administración de Producción y las Operaciones”. Adam y Ebert PLANIFICACION INSUMOS M PLANIFICACION PLANIFICACION (DISEÑO) DE LOS SISTEMAS DE CONVERSION: • ESTRATEGIAS DE OPERACION • PREDICCION (PRONOSTICOS) • ALTERNATIVAS DISEÑO PRODUCTOS/PROCESOS • CAPACIDAD DE OPERACIONES • PLANEACION UBICACION INSTALACIONES • PLANEACION DISTRIBUCION FISICA PROGRAMACION SISTEMAS CONVERSION PROGRAMACION SISTEMAS CONVERSION • PROGRAMACION SISTEMAS Y PLANEACION AGREGADA • PROGRAMACION OPERACIONES SEGUIMIENTO PRODUCTOS CONTROL CONTROL • CONTROL DEL SISTEMA DE CONVERSION • CONTROL DE INVENTARIO • PLAN DE REQUERIMIENTOS DE MATERIALES • ADMNISTRACION PARA LA CALIDAD • CONTROL DE CALIDAD CONTROL RETROALIMENTACION PROCESO de CONVERSION MODELOS MODELOS MODELOS M M • Productos • Servicios • Información M
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Sistemas de inventario (1)

ORGANIZACION
RESULTADOS
ORGANIZACION PARA LA CONVERSIONORGANIZACION PARA LA CONVERSION• DISEÑO DE PUESTOS DE TRABAJO• ESTANDARES DE PRODUCCION / OPERACIONES• MEDICION DEL TRABAJO• ADMINISTRACION DE PROYECTOS
SISTEMATIZACION DE LA ADMINISTRACION DE OPERACIONES - EL MODELO
Tomado y adaptado de “Administración de Producción y las Operaciones”. Adam y Ebert
PLANIFICACION
INSUMOS
M PLANIFICACIONPLANIFICACION (DISEÑO) DE LOS SISTEMAS DE CONVERSION:• ESTRATEGIAS DE OPERACION• PREDICCION (PRONOSTICOS)• ALTERNATIVAS DISEÑO PRODUCTOS/PROCESOS• CAPACIDAD DE OPERACIONES• PLANEACION UBICACION INSTALACIONES• PLANEACION DISTRIBUCION FISICAPROGRAMACION SISTEMAS CONVERSIONPROGRAMACION SISTEMAS CONVERSION• PROGRAMACION SISTEMAS Y PLANEACION AGREGADA• PROGRAMACION OPERACIONES
SEGUIMIENTO PRODUCTOS
CONTROLCONTROL• CONTROL DEL SISTEMA DE CONVERSION• CONTROL DE INVENTARIO• PLAN DE REQUERIMIENTOS DE MATERIALES• ADMNISTRACION PARA LA CALIDAD• CONTROL DE CALIDAD
CONTROL
RETROALIMENTACION
PROCESO de CONVERSION
MODELOS
MODELOS
MODELOSMM
• Productos• Servicios• Información
M

Son las existencias de un artículo o un recurso que se usa en la organización
INVENTARIO
Conjunto de políticas y controles que supervisa y administra los niveles de inventario: decide su nivel, cuándo reabastecerse y de qué tamaño deben ser los pedidos
Sistemade
Inventario
Inventario incluye todo tipo de insumos: humanos, de equipo, financieros, energéticos, de materias primas y tecnológicos.La elección de artículos que se incluyen en el inventario depende de la organización

TIPOS DE INVENTARIO
Proveedor MercadoProcesoEntrada
ProcesoSalida
Inventario de
materias primas
Inventario de
productos en proceso
Inventario de
productos terminados
Sistemas de Inventario para la Demanda Dependiente
Sistemas de Inventario para la Demanda
Independiente

TIPOS DE INVENTARIODema
nda
Depend
iente
Dema
nda
Inde
pendie
nte
La necesidad de un artículo es el resultado directo de la necesidad de otro (por ejemplo neumáticos). Su cálculo es muy sencillo, depende de los niveles de producciónNo existe relación entre la demanda de varios artículos (por ejemplo automóviles), pues depende del mercado de consumidores finales. Es incierta, luego hay que almacenar unidades adicionales en inventario

PROPOSITO DEL ANALISIS DE INVENTARIO
Especificar cuándo hay que pedir los artículos Especificar de qué tamaño debe ser el pedido
Actualmente, en la manufactura, la reducción de inventario es el tema en boga. Sus costos de obsolecencia, seguros y costo de oportunidad llegan al 30% - 35% del valor de bien. Los esfuerzos por reducir el tamaño del inventario incluyen varias técnicas:• Rotación de inventario
• Justo a Tiempo• Calidad Total (cero defecto)

COSTOS DEL INVENTARIO
• Costos del Aprovisionamiento– Costos del Pedido– Costos de Emisión – Costos de Almacenaje
• Costos asociados a la existencia de la demanda no servida, no atendida

COSTOS DEL INVENTARIO1) Costos de Almacenamiento:
Incluye instalaciones de almacenamiento, pañol, seguros, manejo, robos, roturas, obsolecencia, depreciación, impuestos y costo de oportunidad del capital financiero inmovilizado2) Costos de Emisión:Es la preparación para el cambio de la producción. Son los costos de cambio por la emisión de un nuevo pedido. Incluye los materiales requeridos, los recursos específicos necesitados y el set-up de ajuste de las máquinas, preparándolas para el nuevo pedido

COSTOS DEL INVENTARIO3) Costos del Pedido:
Costos de administración para el pedido, tanto la factura pagada al proveedor (inventario de materias primas) como la producción interna (inventario de productos en proceso o terminados)
4) Costos de Carencia:Son cualitativos, son pérdidas de clientes o penalizaciones por tardanza como resultado de inexistencia de inventario (stock - out)Obs: Se requiere buscar un nivel de inventario tal, que minimice los costos globales 1) + 2) + 3) + 4)

GESTION DE INVENTARIO
CostosTotales=Costos
PedidoCostosEmisión
CostosAlmace-namiento
+ + + CostosCarencia
Decisiones:• Tamaño del Inventario para cada artículo• Período de Reabastecimiento del Inventario
Se busca hallar el tamaño de inventario óptimo (Q*), tal que se minimicen los costos totales, afectados por las decisiones de gestión de inventario
PROPOSITOS DEL INVENTARIO
• Ayudar a la independencia de las operaciones• Satisfacer las variaciones en la demanda de producción• Permitir flexibilidad en programas de producción• Proporcionar un margen de seguridad para variaciones en recepción de materias primas• Aprovechar el tamaño económico del pedido• Uso óptimo de la capacidad productiva• Determinar la secuencia óptima de operaciones

Es un conjunto de actividades integradas diseñadas para obtener altos volúmenes de producción utilizando inventario mínimo de componentes que llegan al centro del trabajo “justo a tiempo”
JUSTO A TIEMPO
Se trabaja con pequeños lotes de artículos, pero que fluyen de forma continua a lo largo de la cadena de operaciones y en el tiempo preciso. Se llega a cada dispositivo requiriente justo a tiempo: • No antes, pues genera acumulación de inventario
• No después, pues disminuye velocidad del proceso

Es una filosofía que busca la adaptación a los cambios de la demanda, produciendo los bienes necesarios, en el momento oportuno y en las cantidades precisasSe atacan los principales problemas operacionales para resolverlos y no encubrirlos: se eliminan los desperdicios o despilfarros, se busca la simplicidad y se hace un uso óptimo de recursosEl fundamento del J.I.T. es atacar el inventario: se muestra el inventario como el nivel del agua en un estanque, que en tiempos malos baja, dejando al descubierto una serie de problemas
JUSTO A TIEMPO

Retraso en Inspecciones
Retraso en Papeleo
Retraso en Registro de Pedidos
Retraso enDecisiones
Colas de Trabajoen Curso
Máquinas
Inventario
INVENTARIO OCULTA PROBLEMAS
Redundancia deDiseño
Órdenes deCambios
Errores de losProveedores
Tiempo de Inactividad
Desechos

COSTOS DE BAJA CALIDAD
Los costos evidentes de la baja calidad son la punta del témpano. Los costos ocultos son el resto
Costos OcultosCostos Ocultos::Horas extrasHoras extrasRetrasosRetrasosInventario obsoletoInventario obsoletoConcesiones a Concesiones a clientesclientesVentas perdidasVentas perdidasCapacidad adicionalCapacidad adicional
Costos Evidentes:Costos Evidentes:ReprocesoReprocesoRechazoRechazoGarantíasGarantías

PRINCIPIOS DEL JUSTO A TIEMPO
• Atacar los Problemas Fundamentales:No tiene sentido enmascarar u ocultar los principales problemas. Es necesario evitar un estilo de dirección tipo “bombero”Se requiere identificar, enfrentar y resolver los problemas fundamentales
• Eliminar los Despilfarros:Se reduce el número de actividades, eliminándose las ineficiencias que no agregan valor al producto

Debe simplificarse la gestión de la fabricación
• Buscar la Simplicidad:
PRINCIPIOS DEL JUSTO A TIEMPO
• Diseñar Sistemas para Identificar Problemas:Es necesario generar mecanismos permanentes y formales que detecten las deficiencias en los procesos internos

VENTAJAS DEL JUSTO A TIEMPO
• Reducción de los niveles de inventario• Disminución de costos en la gestión de inventario• Mejora en la calidad• Reducción del porcentaje de artículos defectuosos• Disminución de los plazos de fabricación• Menores rechazos por parte de clientes• Mejora en el servicio entregado a los clientes• Sincronización de la cadena de operaciones

IMPLEMENTACION DE UN SISTEMA JUSTO A
TIEMPO1.- Poner el sistema en marcha2.- Educar al personal: clave del éxito3.- Mejoramiento de los procesos4.- Mejora en el sistema de control5.- Relaciones con proveedores y clientes

GESTION DE INVENTARIO
CostosTotales=Costos
PedidoCostosEmisión
CostosAlmace-namiento
+ + + CostosCarencia
Decisiones:• Tamaño del Inventario para cada artículo• Período de Reabastecimiento del Inventario
Q* / Mín { Costos Totales }CTQ = 0

SISTEMAS DE INVENTARIO
Sistemas deInventario
Modelos de Cantidad Fija
Modelos de Período Fijo
cantidad económica del pedido (EOQ)
sistema periódico,
revisión periódica

SISTEMAS DE INVENTARIO
Modelos de Cantidad Fija V/S Período Fijo:Difieren en sus suposiciones, pero tienen dos características comunes:
• Costo de unidades constante, para cualquier
tamaño del pedido• Proceso de
reabastecimiento continuo
MODELOS DETERMINISTAS DE INVENTARIO PARA UN SOLO
ARTICULO
• Modelo de Lote Económico (WILSON)
• Lote Económico con Producción y
consumo simultáneo• Modelo con descuento en todas las unidades compradas
• Modelo con descuentos según incrementos en la cantidad

MODELO DE LOTE ECONOMICO DE WILSON
• Demanda (D) conocida y constante (lineal)
• Tiempo de espera (te) conocido y constante (entre emisión y almacenamiento)
• Se satisface toda la demanda• Costo de mantención del inventario lineal
• El precio de compra (fabricación) no depende de la cantidad comprada (fabricada)
• Costo del pedido constante• Costo de emisión unitario (Ce) constante
• Costo de almacenamiento unitario anual (Ca) basado en el inventario promedio
Supuestos del Modelo:

MODELO DEL LOTE ECONOMICO
R
Q (Inventario)
Tiempo
Qp
Qp : Cantidad del pedidoR : Nivel de reaprovisionamiento (punto de pedido)te : Tiempo de esperad : Demanda diaria promedio
R = d x tete
La demanda es constante, por lo tanto el
inventario decrece a una tasa constante

MODELO DE LOTE ECONOMICOCostosTotales= Costos
PedidoCostosEmisión
CostosAlmacenamiento+ +
El modelo de Wilson supone que se satisface toda la demanda, por lo tanto no existen costos de carenciaEl objetivo es determinar el tamaño del lote para acumular el inventario, tal que se minimicen los costos totales, lo que depende del horizonte de tiempo para la programación del sistema de conversión y la planeación agregada. En general, se utiliza un año plazo, pero es una decisión variable

El modelo de Wilson supone un escenario de certidumbre total, de validez (demanda lineal) en la mayoría de los artículos, pero en el largo plazo
MODELO DE LOTE ECONOMICO
DQ Número de pedidos formulados en un año
Q2
Inventario promedio
CostosTotales= Costos
PedidoCostosEmisión
CostosAlmacenamiento+ +

ECUACION DEL MODELO DE WILSON
La ecuación que rige este modelo es:
CT = Costos TotalesD = Demanda (en términos anuales)P = Precio de compra unitarioQ = Tamaño del inventario, cantidad del pedido
Ce = Costo de emisión de una orden de compra
Ca = Costo de almacenamiento unitario anual
CT = (P D) + Ce + CaDQ
Q2x

REPRESENTACION GRAFICA
Q
Costos TotalesCostos
Ca x Q / 2
Ce x D / Q
Qóptimo
Costos de Emisión
Costos de Almacenamiento
Costos del Pedido

MODELO DE WILSON (RESULTADO)
Finalmente derivandola ecuación antes descrita
se obtiene como resultado:
= CaCe2 DQóptimo x x

COSTOS DEL PEDIDOSon independientes del tamaño del inventario (Q) ya que sólo dependen de la demanda (D) y del precio de compra o costo de producción (P)
Costos Pedido (P D)x=Donde:
P
P
Precio unitario pagado a proveedores, para inventario de materias primasCosto unitario de producción, para inventario de productos en proceso o inventario de productos terminados

ADAPTACION DE LA FORMULA DE CANTIDAD ECONOMICA DE PEDIDOLa fórmula EOQ se puede adaptar a varias situaciones, con diferencia en el tamaño de lotes y transferencia: por ejemplo, cuando se prefiere transferir el lote del tamaño Q en varias partes iguales (diferentes proveedores)n : tamaño del lote (para cada proveedor)
Inventario
promedioQ2n
Costos de Almacenamient
oQ2nCa
Qóptimo = 2 n D CeCa

NIVEL OPTIMO DEL INVENTARIO EN MODELOS DE
CANTIDAD FIJACostos Totales
Costos
Qóptimo
Costos de Emisión
Costos de Almacenamient
o
Qóptimo =Costo
Marginal de Emisión
QCosto
Marginal Almacenamient
o

NIVEL OPTIMO DEL INVENTARIO EN MODELOS DE
CANTIDAD FIJA
Los costos del pedido no se consideran, ya que son independientes del tamaño del inventario QLos costos de almacenamiento crecen en forma lineal respecto a Q, mientras que los costos de emisión decrecen exponencialmente respecto de Q
Qóptimo =Costo
Marginal de Emisión
Costo Marginal
Almacenamiento

MODELO DE LOTE ECONOMICO CON PRODUCCION Y CONSUMO
SIMULTANEOEs cuando se produce y se usa un artículo de inventario, representando inventario de productos en proceso. Esto sucede cuando hay procesos operacionales secuenciales al interior del sistema: una parte del sistema de operaciones actúa como proveedor de otra (proveedor y cliente interno)Hay una tasa continua de uso d y una tasa discontinua de producción fPara que se acumule inventario debe darse que f > d

utilización y fabricaciónf-d solo
utilización
d
Q (Inventario)
TiempoR
te t1 t2
MODELO DE LOTE ECONOMICO CON PRODUCCION Y CONSUMO
SIMULTANEO
Imáx

En t1
El proveedor interno está fabricando y el cliente interno está consumiendo
En t2El cliente interno está
consumiendo, pero el proveedor interno no está fabricando
Este modelo es válido cuando proveedor y cliente están tan cercanos que facilitan un proceso continuo
MODELO DE LOTE ECONOMICO CON PRODUCCION Y CONSUMO
SIMULTANEO

Costos de Emisión: el costo de emisión asociado al seteo (set-up) de la máquina del proveedor interno, es un costo alternativo, por “setear” dicha máquina, prepararla para que produzca a una tasa f
Máquina delProveedor Interno
Máquina delCliente Interno
Fabrica en t1Descansa en t2 - te Se setea en teFabrica en t1 y t2 durante todo el tiempo
MODELO DE LOTE ECONOMICO CON PRODUCCION Y CONSUMO
SIMULTANEO
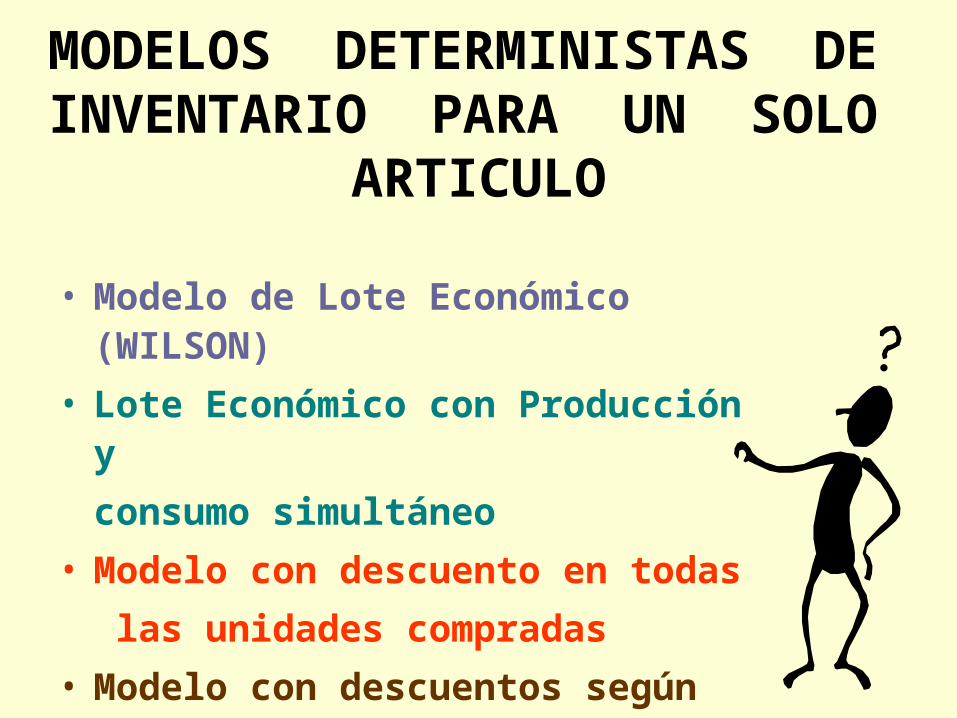
ECUACION PARA ESTE MODELO
La ecuación del costo total del inventario es:
con:
f : Tasa de Fabricaciónd : Tasa de Utilización y/o
demanda
CT = (P D) + Ce + Ca)DQ (Qmedioxx
Qmedio = Q2
f - df

derivando:
ECUACION PARA ESTE MODELO
= dffQóptimo -
xx
x2 D CeCa
INVENTARIO máximo = Q f - df
además:

DEMANDA (D) Y TASA DE DEMANDA (d)
Demanda y tasa de demanda significan en concepto lo mismo. La única diferencia es el período de tiempo en el que se concibenLa tasa de demanda d está referida por lo general a (unidades/hora), (unidades/semana) o (unidades/día). Mientras que, la demanda D por lo general se refiere a (unidades/año)d
D
Se refiere a la máquina que consumeEs un nivel global, según el horizonte de tiempo de la planeación agregada

CARENCIASEs el “stock-out”, faltante de existencias que conlleva inventario negativo. Esto representa satisfacción de la demanda diferida
Inventario
MQ
tiempo
t1 t2
Costos de
Carencia
T = t1 + t2
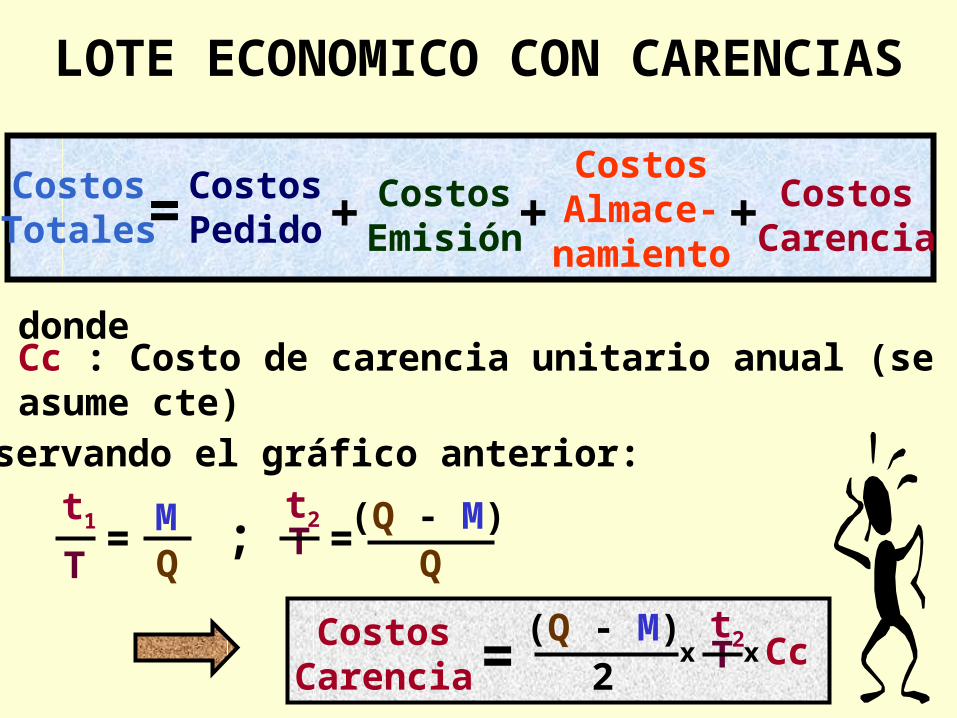
LOTE ECONOMICO CON CARENCIAS
CostosTotales=Costos
PedidoCostosEmisión
CostosAlmace-namiento
+ + + CostosCarencia
dondeCc : Costo de carencia unitario anual (se asume cte)
Observando el gráfico anterior:t1 t2T
T = =MQ Q
(Q - M);CostosCarencia=
(Q - M)2
t2T
Ccx x

LOTE ECONOMICO CON CARENCIAS
CostosTotales=Costos
PedidoCostosEmisión
CostosAlmace-namiento
+ + + CostosCarencia
t1T
MQ(P= 2
t2T Ccx (Q - M)+Ca2+CeD) D+Costos
TotalesCostos Totale
sCc(Q - M)
2Q2
+CaM2Q
2+CeD
Q+D)x(P=Obs: Los costos de carencia se pueden distinguir gráficamente, pero son de carácter cualitativo. Es muy complejo cuantificarlos en un caso real

ECUACION PARA MODELO CON CARENCIAS
El nivel óptimo de inventario se obtiene derivando
= CcCe)(2 DQópt x x + M 2(Ca + Cc)
Esta ecuación es válida bajo las condiciones estudiadas: costos unitarios de emisión, de almacenamiento y de carencia, constantes; además de linealidad en el comportamiento de la demanda y sistema de inventario de cantidad fija

ROTURA DE PRECIOS( DESCUENTOS POR VOLUMEN )Generalmente, mientras mayor número de unidades se compren, hay un menor precio por efecto del descuento por volumenPero, no necesariamente va a ser conveniente comprar el máximo volumen posible, debido a que si bien hay un descuento y además disminuyen los costos de emisión, también sucede que los costos de almacenamiento y la obsolecencia del producto encarecen tales mayores volúmenes

MODELO CON DESCUENTO EN TODAS LAS UNIDADES COMPRADAS
lotes < Q1
Costolote= P1Q
Q1< lotes < Q2
Costolote= P2Q
Q2< lotes < Q3
Costolote= P3Q
A medida que la cantidad comprada supera ciertos puntos de ruptura, el precio
unitario disminuye
Q (lotes)Q1 Q2 Q3
Costos Pedido

GRAFICO DE ESTE MODELO
CT1
CT2
CT3
CT4
Roturas de PreciosCostos Totales
Q
CT5
P5
P1
P2
P2
P3P3
P4P4
Q1 Q2 Q3 Q4

RANGO DE ADMISIBILIDAD
CT1
CT2
CT3
CT4
Costos Totales
Q
CT5
Q1 Q2 Q3 Q4
RANGO DE ADMISIBILIDADFactibilidad: Consiste en
revisar si para la cantidad de equilibrio obtenida, el proveedor esté dispuesto a venderLos lotes económicos factibles son
aquellos donde el proveedor sí está dispuesto a vender a los costos establecidos, es decir cuando las cantidades solicitadas pertenezcan al rango de admisibilidadObs: Las curvas anteriores de los costos totales son válidas sólo en la medida que los costos de almacenamiento y los costos de emisión sean independientes del precio
CT1
CT2
CT3
CT4
Costos Totales
Q
CT5
Q1 Q2 Q3 Q4Q*
CT*CT’
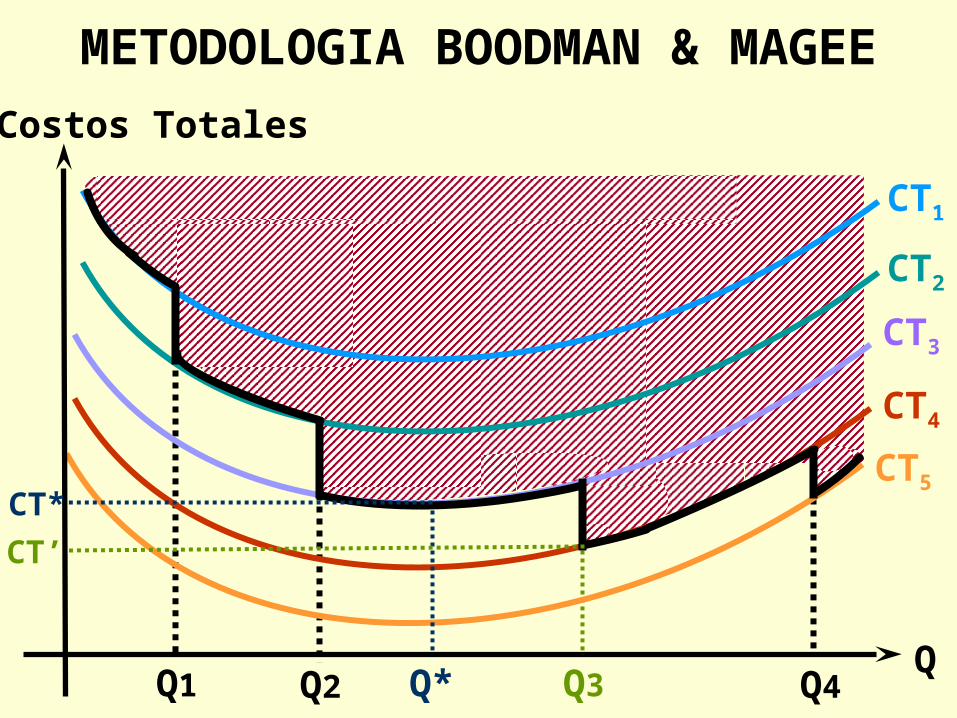
METODOLOGIA BOODMAN & MAGEE

DETERMINACION DEL LOTE OPTIMOMETODO DE BOODMAN Y MAGEE
1) Se calcula el lote económico (Q) para la mayor cantidad de pedido, usando desde luego el precio unitario menor (P5)
2) Revisar si Q está en el rango de admisibilidad (Q > Q4), de ser así, Q es la solución óptima
3) Si el lote económico Q calculado no es factible (Q < Q4), entonces se debe determinar el lote económico Q para el segundo precio más bajo (CT4 para Q3)

4) Revisar si dicho tamaño del inventario Q es factible, siguiendo la misma regla mencionada anteriormente: en caso de no pertenecer al rango de admisibilidad, se debe sucesivamente seguir calculando (CT3 para Q2, CT2 para Q1)
4) Finalmente, el Qobtenido se debe comparar con el Q del punto de ruptura por encima de tal Q
5) Qóptimo será aquella que asocie los menores costos totales, según la comparación planteada
DETERMINACION DEL LOTE OPTIMOMETODO DE BOODMAN Y MAGEE

METODO DE BOODMAN Y MAGEE
Determinar Q*para los menorescostos totales
¿ Q* eso no es
factible

DETERMINACION DEL LOTE OPTIMOMETODO DE BOODMAN Y MAGEE
Comparación:Qfactible
asociado a los menores costos
totales
Q del punto de ruptura
inmediata-mente superior
VS
Se selecciona aquel lote económico entre ambas
alternativas que tenga los menores costos totales

TAMAÑO OPTIMO DEL INVENTARIO V/S ROTURA DE PRECIOS
Cuando sube o baja el precio de compra a proveedores, varía el precio (rotura de precios), lo que implica un cambio en los costos del pedidoNo obstante, dicho cambio en los costos del pedido no modifica el tamaño del inventario óptimo, ya que el lote económico no depende de los costos del pedidoEl cambio en los costos del pedido modifica a los costos totales, pero no así el tamaño del inventario óptimo
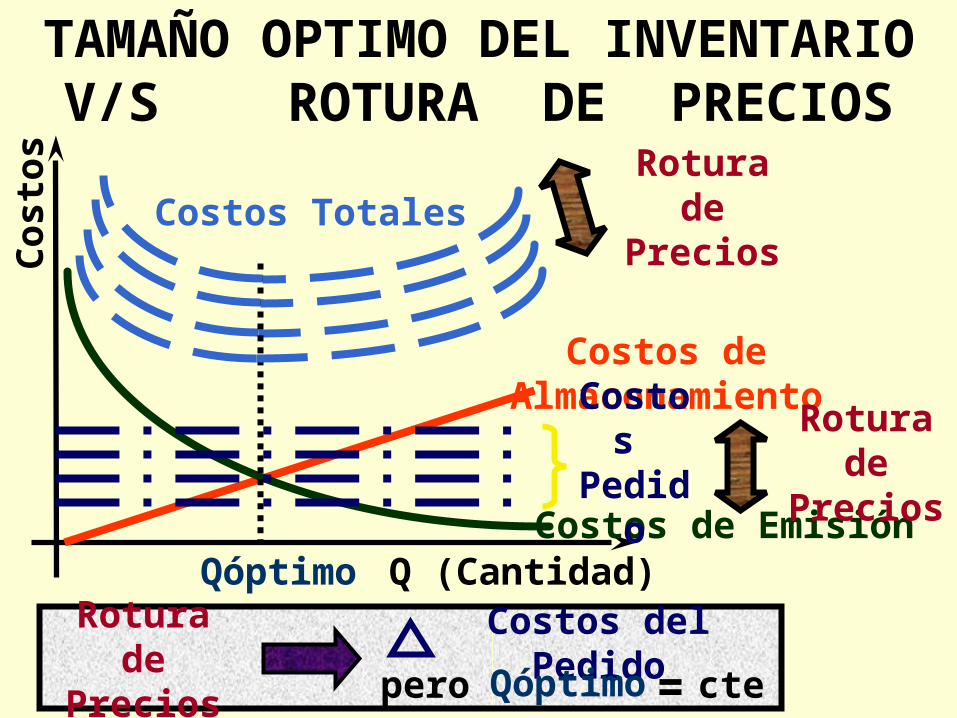
TAMAÑO OPTIMO DEL INVENTARIO V/S ROTURA DE PRECIOS
Costos Totales
Costos
QóptimoCostos de Emisión
Costos de Almacenamiento
Rotura de
Precios =
Q (Cantidad)Costos del Pedidopero Qóptimo cte
Rotura de
Precios
Costos
Pedido
Rotura de
Precios

MODELO CON DESCUENTOS SEGUN INCREMENTOS DE CANTIDAD
Consiste en descuentos marginales, se cobran diferentes precios por cada tramo en el que se realizan comprasEste caso se aplica a los stocks tarifarios de los programas de telefonía móvil o internetEjemplo: Por las primeras 1000 unidades se cobra un precio ‘X’, por las siguientes 1000 unidades se cobra un precio distinto ‘x-y’; y así sucesivamenteLuego, si se compran 1500 unidades, el costo sería:
1000(x) + 500(x-y)

MODELO CON DESCUENTOS SEGUN INCREMENTOS DE CANTIDAD
En este modelo se genera una diferencia en los costos del pedido (a diferencia de los otros modelos, donde los costos del pedido son constantes)
Costos Pedido P D constante== x
El precio ahora es un precio promedio
ponderado, según el lote económico seleccionado

MODELO CON DESCUENTOS SEGUN INCREMENTOS DE CANTIDAD
R1
Q1
R2
Q2
R3
Q3
Q<Q1 Cpedido = P0xQQ1<Q<Q2 Cpedido = R1 + P1x(Q-Q1) R1 = P0xQ1
Q2<Q<Q3 Cpedido = R2 + P2x(Q-Q2) R2 = R1 + P1x(Q2-Q1)
Cantidad
P0 > P1 > P2
Costos Pedido

DETERMINACION DEL LOTE OPTIMO
Costos Totales
Cantidad
CT0
CT1
Rotura de precios
El mínimo costo total no se produce en una de las roturas de precios, sino en alguno de los mínimos pertenecientes a las curvas de costos totales
Q2Q1 Q3
CT2 CT3
Mín
Q*

DETERMINACION DEL LOTE OPTIMO
Costos Totales
Cantidad
CT0 CT1
CT2 CT3
Rotura de precios
Qj2Qj1 Qj3 Qj4 Qj5
CT4P0
P1
P*

DETERMINACION DEL LOTE OPTIMO
Qj1Qj2
QjiSon los mínimos de las curvas de costosNo son convenientes.Tanto para Qj1 como Qj2 se paga un precio mayor del que se podría obtener
El lote óptimo es Qj3, asociado a P*, el costo
total mínimo
La admisibilidad se comprueba verificando que :
Luego, se calculan los costos totales para los óptimos admisibles y, entre éstos, el tamaño de inventario que entrega el mínimo costo total es el óptimo del problema
DETERMINACION DEL LOTE OPTIMO
Qj < Qjopt < Qj+1

DETERMINACION DEL LOTE OPTIMO
En este caso, los costos del pedido son:
o unitario:
Por lo que el costo total queda:
QjQ
Pj
(Q Qj)-
-PjRjQ=Q
Cpedido = Rj
+
+ Pj
CT = D QQ
Q++ Ca 2 CeD
CT = D D PjPj
xx + +Ca QQ Qj2 Rj-( )+ Ce
Cpedido
Cpedido

Derivando se obtiene el lote económico óptimo:
Que se particulariza para cada intervalo:
Q < Q1 ; Pj = P0 ; Rj = 0
DETERMINACION DEL LOTE OPTIMO
( )
Q 0 ópt = D CeCa
CaQ j ópt=
2
2 D ( ) Rj- Pj Qj + Ce

Q2 < Q < Q3 ; Pj = P2 ; Rj = R2 = P0 Q1 + P1(Q2-Q1)
DETERMINACION DEL LOTE OPTIMO
Q1 < Q < Q2 ; Pj = P1 ; Rj = R1 = P0 Q1
( )
( )
Q 1 ópt
Q 2 ópt =
= 2
2
D
D
R1
R2
-
- P2
P1 Q1
Q2
+
+
Ce
Ce
( )
( )
( )
( )
Ca
Ca

GESTION DE INVENTARIO
CostosTotales=Costos
PedidoCostosEmisión
CostosAlmace-namiento
+ + + CostosCarencia
Decisiones:• Tamaño del Inventario para cada artículo• Período de Reabastecimiento del Inventario
Se busca hallar el tamaño de inventario óptimo (Q*), tal que se minimicen los costos totales, afectados por las decisiones de gestión de inventario

GESTION DE INVENTARIODeterminar el tamaño de inventario óptimo y el período de reabastecimiento de cada artículo, independiente del modelo que se utilice (suponiendo que se satisface toda la demanda) requiere conocer respectivamente para cada artículo:• D : Demanda (generalmente en términos anuales)
• Ce: Costo de emisión unitario• Ca: Costo de almacenamiento unitario anual

GESTION DE INVENTARIOEn general, las organizaciones cuentan con una gran cantidad de artículos en inventario (pueden llegar a ser decenas de miles de artículos), razón por la cual se necesitaría estimar D, Ce y Ca para cada artículo, lo que implica un enorme esfuerzo dada la enorme cantidad de estimaciones• D : Pronósticos de Demanda (regresión lineal, método delphi, suavizamiento exponencial, etc)• Ce: Cotización, registro, puesta en marcha• Ca: Bodegaje, obsolecencia, costo de oportunidad
Estimación de D, Ce y Ca:

GESTION DE INVENTARIOSin embargo, entre de la variedad de artículos que tiene una organización, ocurre que algunos son más importantes que otrosLuego, el esfuerzo en la estimación de D, Ce y Ca; quizás convenga para aquellos artículos donde la gestión óptima de inventario conduciría a una efectiva disminución de los costos totalesPor ende, la gestión de inventario debería centrar la atención en los artículos más importantes

GESTION DE INVENTARIOAquellos artículos que tienen un impacto solamente marginal en los costos totales asociados a la gestión de inventario, tal vez no conviene realizar una estimación individualizada de D, Ce y Ca; debido a que los beneficios por la gestión óptima de inventario no cubrirían los costos incurridos propios de la investigación específica de D, Ce y Ca

GESTION DE INVENTARIOLa gestión de inventario eficaz es aquella que realiza una segmentación de importancia de sus artículos, efectuando el esfuerzo específico para la obtención individualizada de las estimaciones de D, Ce y Ca; para los artículos importantes
Mientras que, puede hacerse una estimación estandarizada de Ce y Ca, para los artículos menos importantes, obteniendo sus demandas (D) mediante algún método de estimación simple

CLASIFICACION DE INVENTARIO ABC
Busca usar los recursos disponibles para controlar el inventario de la mejor forma posible, o sea centrarse en los artículos más importantes del inventario, ya que no resulta práctico modelar y tratar con detalle cada uno de sus artículosLa clasificación ABC establece una segmentación de la importancia que tienen los artículos para una empresa según: Control
Política de Abastecimiento Planificación Procesos de Producción

INDICADOR DE IMPORTANCIA
Hay varios métodos para determinar la importancia de un artículo: precio, disponibilidad, fechas de vencimiento, restricciones técnicas y económicasLos indicadores de importancia varían mucho dependiendo del caso. Sin embargo, es posible comprobar que el más utilizado es el volumen económico transadoIndicador
de Importanci
aPrecio Demandax

INVENTARIO ABC
Grupo A Alto Volumen Monetario (20%) Grupo B Volumen Monetario Medio (30%) Grupo C Bajo Volumen Monetario (50%)
Indicador: Depende del criterio de decisión. Por lo general es el volumen monetario. Sin embargo, puede ser más importante un artículo de bajo costo y alto volumen que otro de alto costo y bajo volumen
Estos porcentajes de distribución se basan en la ley de Pareto

LEY DE PARETO( REGLA DEL 20/80 )
El 20% de los clientes o artículos representa en importancia el 80% del negocio o los ingresosLuego, resulta muy útil
identificar a los artículos críticos y a los mejores clientes

CLASIFICACION DE INVENTARIO ABC
% artículos
en existencia
% de importancia del valor de inventario
100%80%
A
20% 50% 100%
B C

DIAGRAMA DE PARETO ACUMULADO
% artículos
en existencia
% de importancia
100%
80%
20% 50% 100%
CB
A
Los esfuerzos
operacionales se deben centrar en el 20% de los ítemes
más relevantes
CLASIFICACION DE INVENTARIO ABC
Son muy pocos en términos de diversidad de ítemes, pero son los más importantes de todos, ya que un ahorro en los costos operacionales de los productos A genera un sensible ahorro en los costos globalesPor lo tanto, son los productos en que más relevante es concentrar los esfuerzos
Artículos A:
Estos productos deben poseer un alto grado de calidad y flexibilidad, para preservar la rentabilidad operacional

CLASIFICACION DE INVENTARIO ABC
Son importantes y deben formar parte de la cartera de productos, ya que generan valor agregado a la compañía. Por algo están incluídos en los ítemes del inventario. También es útil la estandarización. Pero, es el tipo de productos menos importantes
Artículos C:
Artículos B:Son importantes, se pueden implementar técnicas de mejora. Genéricamente resulta conveniente la estandarización de sus procesos operacionales
INVENTARIO ABCLa segmentación no siempre es tan clara, pero el objetivo es separar lo que es importante de lo que no lo esAl clasificar artículos en grupos, se establece el nivel de control adecuado para cada uno de tales grupos. Por ejemplo:
A Control semanalB Control cada 2
semanasC Control mensual
A veces, si un artículo es crítico para un sistema (altos costos de carencia), se clasifica como A o B, aunque su volumen monetario no lo indique así