BIRKA II:3 Systematische Analysen der Gräberfunde Ed. Greta Arwidsson
Upload
sigtunamuseumCategory
view
0download
0
Up Sigtuna 1990, Kv Urmakaren 1, F3986. Skallinjal 1 cm.
SCHMELZKUGELN -IDENTIFIKATION AV EN HANTVERKSPROCESS- FYNDMATERIAL FRÅN BIRKA OCH SIGTUNA
Anders Söderberg Handledare: Lena Holmquist Olausson
AbstractThis paper presents an investigation of two major finds of fragmentary vessels of vitrified clay,found in bronze workshop contexts in the Viking age town of Birka and in the Early Medieval townof Sigtuna, Sweden. Similar vessels, from the Viking Age town of Hedeby in Schleswig-Holstein,has earlier been described by German archaeologist Hans Drescher as “Schmelzkugeln” - MeltingBowls. Their original shape were spherical, most likely completely closed and the walls of theirinner cavities show imprints of textiles. The purpose of the investigation has been to, mostlythrough experimental methods, find out which metallurgical process they once were parts of. Themain hypothesis has been that they descend from a process of coating iron objects with bronze,such as the Viking age bronze coated iron weights. Experiments in coating small iron objects,without addition of fluxing agents, in closed ceramic bowls like these have been successful and theresults has often turned out to be excellent.
“...om ej de bubblande ljuden i den glimmande retorten utgöra hånskratten från en salamander, som roar sigmed att störa min tankes grubbel. Hon har sprättat gnistor i mitt skägg och en gång sände hon ur degeltångens grepp en stråle eld, som brändehål i m in kåpa.”
Aloysius Bertrand; Casper Natt
Alla figurer utan annan hänvisning: Anders SöderbergTypsnitt: Goudy Old Style 12p.
Tack till Lena Holmquist Olausson för framgångsrik övertalan att ta mig an detta ämne, det visade sig bliett vansinnigt roligt arbete att utföra! Tack också till Sten Tesch för tillmötesgående tillhandahållande avfyndmaterial och till Eva Hjärthner-Holdar, Kristina Lamm, Helge Brinch Madsen och Torbjörn Jacobssonför värdefulla tips, samt till tenngjutare Hans-Jürgen Hopp för en rejäl bit tenn och till skulptör ErikÅkerlund för mera brons än jag egentligen behövde.
Ur CD-uppsatser i Laborativ Arkeologi 95/96 Del 2.Arkeologiska Forskningslaboratoriet, Stockholms Universitet, Stockholm 1996.ISBN 91-972915-1-X
Innehållsförteckning
1 Inledning1.1 Syfte och frågeställningar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.2 Metoder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 2 Metallbearbetningskärl, yngre järnålder 2.1 Några ord om bronshantverk. Kärlterminologi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.2 Lermaterial, magring och temperaturer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32.3 Sluten degel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42.4 Fingerborgsformad degel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52.5 Flatbottnade kärl, kapelleringskärl, Parting vessels . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.6 Schmelzbehältern, Schmelzkugeln, Schmelzbomben, sintrade lerslagger . . . . . . . . . . 7
3 Fyndmaterialen 3.1 Verkstadsområdet vid Birkas stadsvall . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 73.2 Fragmenten från Birka . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93.3 Verkstaden i Kv Urmakaren 1, Sigtuna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103.4 Fragmenten från Sigtuna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 113.5 Andra representationer av liknande fragment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
4 Metod4.1 Röntgenfluorescens (XRF) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 134.2 Thermal Colour Test (TCT) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.3 Slipade tvärsnitt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 144.4 Experiment, rekonstruktioner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5 Analys och resultat5.1 Metallanalys, XRF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 155.2 Temperaturanalys, TCT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175.3 Kärlens utseende. Textilavtryck och kaviteter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 175.4 Lera, magring och vitrifieringen av ytan . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 215.5 Experimentbränning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6 Tolkning och diskussion6.1 Experimenten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 266.2 Kärlen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 286.3 Hantverksprocessen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 296.4 De bägge verkstäderna . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
7 Sammanfattning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
Referenser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
2
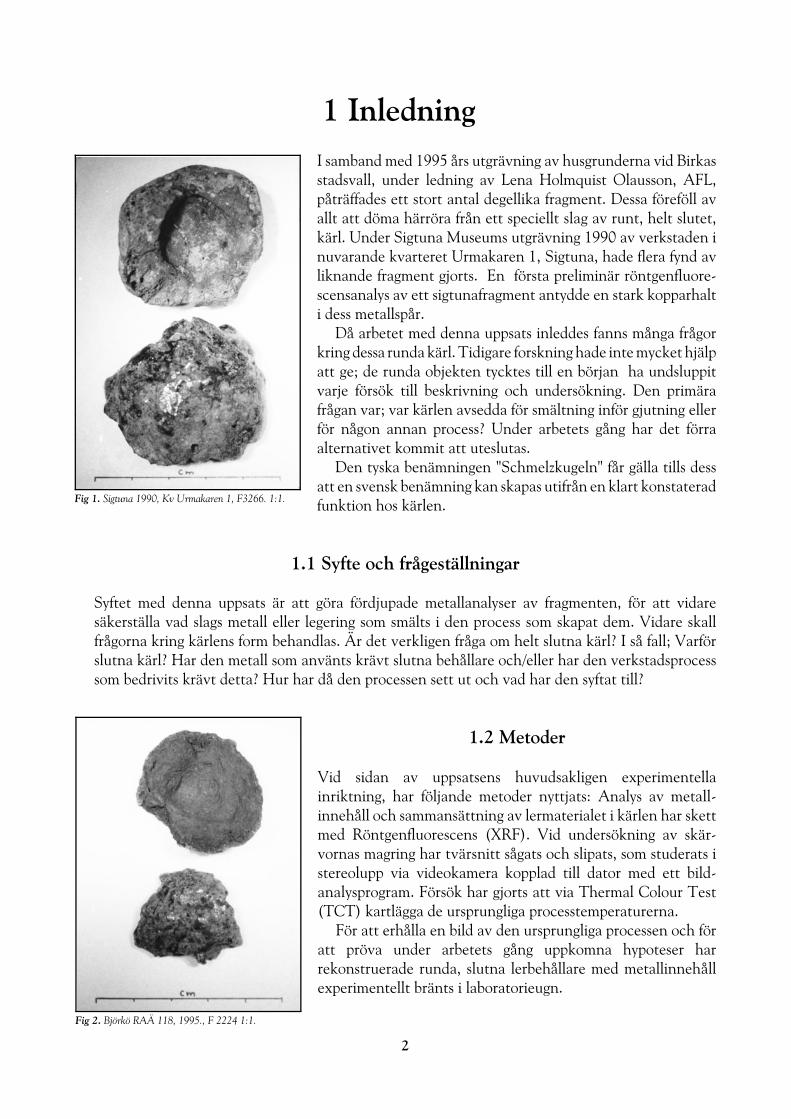
Fig 1. Sigtuna 1990, Kv Urmakaren 1, F3266. 1:1.
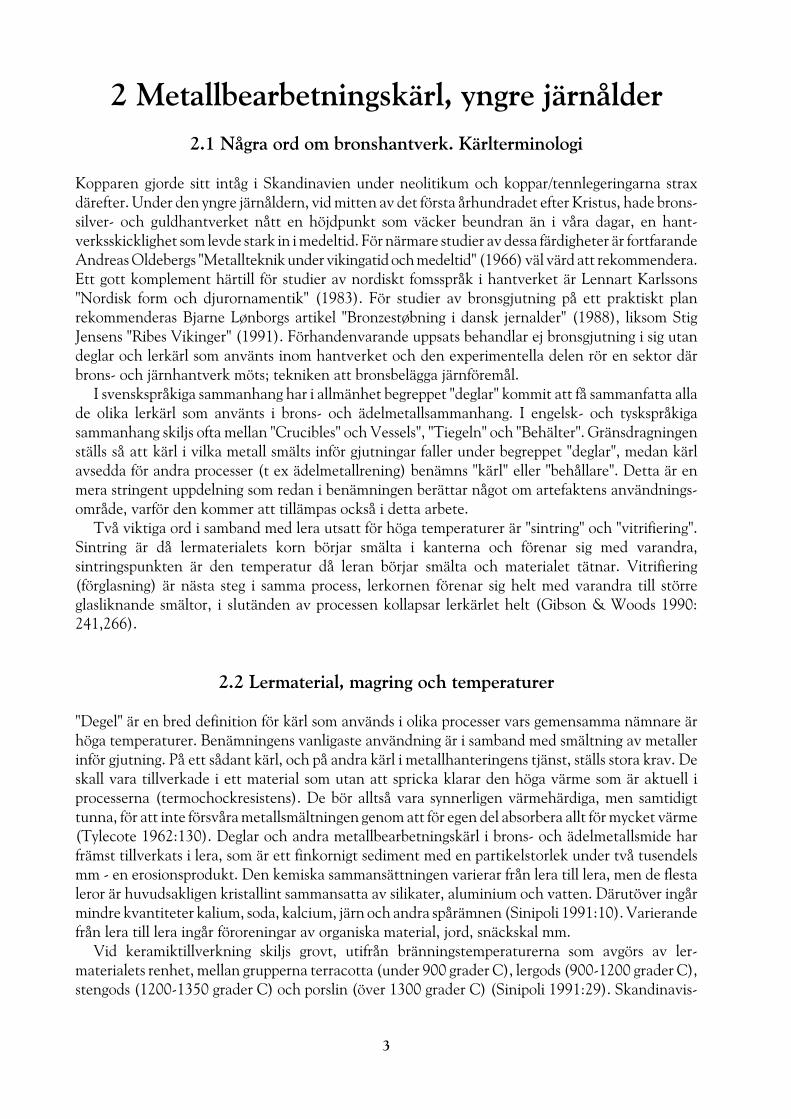
Fig 2. Björkö RAÄ 118, 1995., F 2224 1:1.
1 Inledning I samband med 1995 års utgrävning av husgrunderna vid Birkasstadsvall, under ledning av Lena Holmquist Olausson, AFL,påträffades ett stort antal degellika fragment. Dessa föreföll avallt att döma härröra från ett speciellt slag av runt, helt slutet,kärl. Under Sigtuna Museums utgrävning 1990 av verkstaden inuvarande kvarteret Urmakaren 1, Sigtuna, hade flera fynd avliknande fragment gjorts. En första preliminär röntgenfluore-scensanalys av ett sigtunafragment antydde en stark kopparhalti dess metallspår.
Då arbetet med denna uppsats inleddes fanns många frågorkring dessa runda kärl. Tidigare forskning hade inte mycket hjälpatt ge; de runda objekten tycktes till en början ha undsluppitvarje försök till beskrivning och undersökning. Den primärafrågan var; var kärlen avsedda för smältning inför gjutning ellerför någon annan process? Under arbetets gång har det förraalternativet kommit att uteslutas.
Den tyska benämningen "Schmelzkugeln" får gälla tills dessatt en svensk benämning kan skapas utifrån en klart konstateradfunktion hos kärlen.
1.1 Syfte och frågeställningar
Syftet med denna uppsats är att göra fördjupade metallanalyser av fragmenten, för att vidaresäkerställa vad slags metall eller legering som smälts i den process som skapat dem. Vidare skallfrågorna kring kärlens form behandlas. Är det verkligen fråga om helt slutna kärl? I så fall; Varförslutna kärl? Har den metall som använts krävt slutna behållare och/eller har den verkstadsprocesssom bedrivits krävt detta? Hur har då den processen sett ut och vad har den syftat till?
1.2 Metoder
Vid sidan av uppsatsens huvudsakligen experimentellainriktning, har följande metoder nyttjats: Analys av metall-innehåll och sammansättning av lermaterialet i kärlen har skettmed Röntgenfluorescens (XRF). Vid undersökning av skär-vornas magring har tvärsnitt sågats och slipats, som studerats istereolupp via videokamera kopplad till dator med ett bild-analysprogram. Försök har gjorts att via Thermal Colour Test(TCT) kartlägga de ursprungliga processtemperaturerna.
För att erhålla en bild av den ursprungliga processen och föratt pröva under arbetets gång uppkomna hypoteser harrekonstruerade runda, slutna lerbehållare med metallinnehållexperimentellt bränts i laboratorieugn.
3
2 Metallbearbetningskärl, yngre järnålder2.1 Några ord om bronshantverk. Kärlterminologi
Kopparen gjorde sitt intåg i Skandinavien under neolitikum och koppar/tennlegeringarna straxdärefter. Under den yngre järnåldern, vid mitten av det första århundradet efter Kristus, hade brons-silver- och guldhantverket nått en höjdpunkt som väcker beundran än i våra dagar, en hant-verksskicklighet som levde stark in i medeltid. För närmare studier av dessa färdigheter är fortfarandeAndreas Oldebergs "Metallteknik under vikingatid och medeltid" (1966) väl värd att rekommendera.Ett gott komplement härtill för studier av nordiskt fomsspråk i hantverket är Lennart Karlssons"Nordisk form och djurornamentik" (1983). För studier av bronsgjutning på ett praktiskt planrekommenderas Bjarne Lønborgs artikel "Bronzestøbning i dansk jernalder" (1988), liksom StigJensens "Ribes Vikinger" (1991). Förhandenvarande uppsats behandlar ej bronsgjutning i sig utandeglar och lerkärl som använts inom hantverket och den experimentella delen rör en sektor därbrons- och järnhantverk möts; tekniken att bronsbelägga järnföremål.
I svenskspråkiga sammanhang har i allmänhet begreppet "deglar" kommit att få sammanfatta allade olika lerkärl som använts i brons- och ädelmetallsammanhang. I engelsk- och tyskspråkigasammanhang skiljs ofta mellan "Crucibles" och Vessels", "Tiegeln" och "Behälter". Gränsdragningenställs så att kärl i vilka metall smälts inför gjutningar faller under begreppet "deglar", medan kärlavsedda för andra processer (t ex ädelmetallrening) benämns "kärl" eller "behållare". Detta är enmera stringent uppdelning som redan i benämningen berättar något om artefaktens användnings-område, varför den kommer att tillämpas också i detta arbete.
Två viktiga ord i samband med lera utsatt för höga temperaturer är "sintring" och "vitrifiering".Sintring är då lermaterialets korn börjar smälta i kanterna och förenar sig med varandra,sintringspunkten är den temperatur då leran börjar smälta och materialet tätnar. Vitrifiering(förglasning) är nästa steg i samma process, lerkornen förenar sig helt med varandra till störreglasliknande smältor, i slutänden av processen kollapsar lerkärlet helt (Gibson & Woods 1990:241,266).
2.2 Lermaterial, magring och temperaturer
"Degel" är en bred definition för kärl som används i olika processer vars gemensamma nämnare ärhöga temperaturer. Benämningens vanligaste användning är i samband med smältning av metallerinför gjutning. På ett sådant kärl, och på andra kärl i metallhanteringens tjänst, ställs stora krav. Deskall vara tillverkade i ett material som utan att spricka klarar den höga värme som är aktuell iprocesserna (termochockresistens). De bör alltså vara synnerligen värmehärdiga, men samtidigttunna, för att inte försvåra metallsmältningen genom att för egen del absorbera allt för mycket värme(Tylecote 1962:130). Deglar och andra metallbearbetningskärl i brons- och ädelmetallsmide harfrämst tillverkats i lera, som är ett finkornigt sediment med en partikelstorlek under två tusendelsmm - en erosionsprodukt. Den kemiska sammansättningen varierar från lera till lera, men de flestaleror är huvudsakligen kristallint sammansatta av silikater, aluminium och vatten. Därutöver ingårmindre kvantiteter kalium, soda, kalcium, järn och andra spårämnen (Sinipoli 1991:10). Varierandefrån lera till lera ingår föroreningar av organiska material, jord, snäckskal mm.
Vid keramiktillverkning skiljs grovt, utifrån bränningstemperaturerna som avgörs av ler-materialets renhet, mellan grupperna terracotta (under 900 grader C), lergods (900-1200 grader C),stengods (1200-1350 grader C) och porslin (över 1300 grader C) (Sinipoli 1991:29). Skandinavis-

4
Tab 1. Smältpunkter, grader C (Källor Oldeberg 1966, Serning 1979)
Fig 3. Slutna deglar, a) Dinas Powys (Tylecote 1962)b) Helgö F 8428. 1:2.
ka leror är ofta av lergodskvalitet. Mälardalslerornas sintringspunkter ligger kring 1100 grader C(Båge; muntligen 1996).
En degel skall hålla samman vid de höga temperaturer som är aktuella vid smältprocesserna, dåden lyfts ur härden får den halvsmälta leran ej brista under tyngden av den smälta metallen. För attstadga leran tillsattes därför, i hög proportion gentemot leran, en magring av sand eller kvarts (SiO2),som smälter först vid temperaturer över 1700 grader C (Frank 1982:8). Träkol och aska kundetillsättas då den höga sandhalten berövade leran dess sammanhållande förmåga, slutligen kundedegeln ges ett utvändigt skikt av kvartssand eller aska (Lamm 1980:109) (Nordin 1993:8)(Hawthorne & Smith 1979:142f). Analyser av de deglar som kom i dagen vid grävningarna på Helgö,visar att lokal lera magrats med ytterst fin kvartskross i en proportion av ungefär lika delar sand somlera. Denna blandning har tillåtit temperaturer på över 1000grader C (Lamm 1973:4) (Holmqvist, Granath 1969:129),vid experiment knutna till Helgöprojektet visade sig rekon-struktioner tåla upp till 1600 grader C (Lamm 1973:5).
Vid danska experiment med bronssmältning i öppenblästerugn har uppnåtts arbetstemperaturer kring 1250 graderC, och en maximal nivå på 1380 grader C (mätt medthermocross Pt/Pt 10% thermoelement och chromel-alumelthermoelement). Dessa temperaturer mättes upp i härd-gropen, då ett temperaturfall sker i degeln kommer smältanatt hålla 1100 grader C vid arbetstemperaturen 1250 graderC (Lønborg 1988).
Tennbrons med proportionerna 90% koppar och 10% tennsmälter vid 1005 grader C, men för att bronsen skall ha godutrinning i gjutformens kaviteter fordras en höjning avtemperaturen med 100-300 grader över smältpunkten(Nordin 1993:11). 90/10-bronsen är dock långt ifrån denallenarådande legeringen under sen järnålder. Vid analys avbronsföremål har konstaterats ett vitt spektrum av olikalegeringar i olika proportioner tenn, bly eller zink och i flerafall har samtliga tre tillsatsmetaller ingått i en och sammalegering. Detta ger ett spelrum för smältpunkterna mellan ca755-1040 grader C (se tab 1).
2.3 Sluten degel
Under skandinavisk järnålder finner vi vid mitten av detförsta årtusendet den slutna degeln (eng. Lidded Crucible)(fig 3). Denna, som anses ha gjort sin entré i Britannienunder romersk tid, blev efter hand allmän också i Norden(Holmqvist Granath 1969:124). Den har påträffats i storamängder på Helgö, få exemplar i Hedeby (Drescher 1983:183), sparsamt i Ribe (Brinch Madsen 1984:27), i Norge(Petersen 1936) samt i varianter i Östeuropa och i Ryssland,där daterade till 800-tal (Ljapuškin 1955). Typen tidsbestämsför Skandinaviens del till perioden mellan den romerskajärnålderns slut och vikingatiden (Lamm 1980:101). Metall-analyser av helgödeglar visar att de har använts vid bådebrons- och guldgjutning.
5
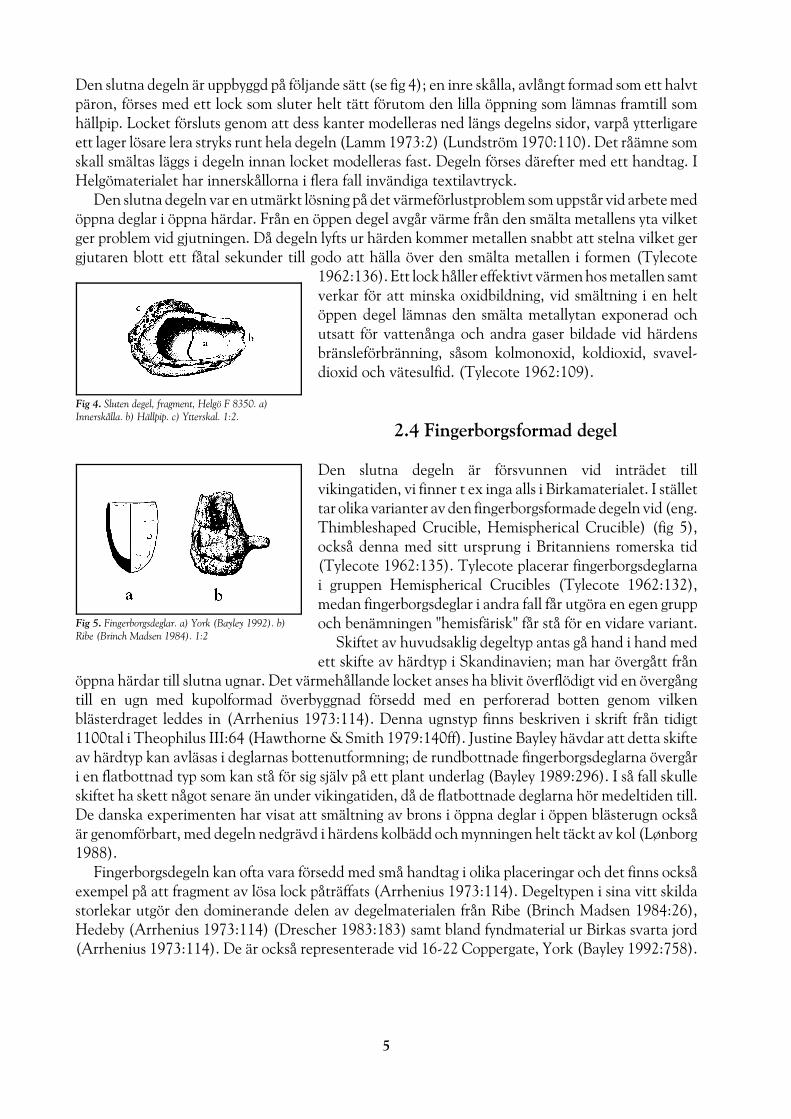
Fig 4. Sluten degel, fragment, Helgö F 8350. a)Innerskålla. b) Hällpip. c) Ytterskal. 1:2.
Fig 5. Fingerborgsdeglar. a) York (Bayley 1992). b)Ribe (Brinch Madsen 1984). 1:2
Den slutna degeln är uppbyggd på följande sätt (se fig 4); en inre skålla, avlångt formad som ett halvtpäron, förses med ett lock som sluter helt tätt förutom den lilla öppning som lämnas framtill somhällpip. Locket försluts genom att dess kanter modelleras ned längs degelns sidor, varpå ytterligareett lager lösare lera stryks runt hela degeln (Lamm 1973:2) (Lundström 1970:110). Det råämne somskall smältas läggs i degeln innan locket modelleras fast. Degeln förses därefter med ett handtag. IHelgömaterialet har innerskållorna i flera fall invändiga textilavtryck.
Den slutna degeln var en utmärkt lösning på det värmeförlustproblem som uppstår vid arbete medöppna deglar i öppna härdar. Från en öppen degel avgår värme från den smälta metallens yta vilketger problem vid gjutningen. Då degeln lyfts ur härden kommer metallen snabbt att stelna vilket gergjutaren blott ett fåtal sekunder till godo att hälla över den smälta metallen i formen (Tylecote
1962:136). Ett lock håller effektivt värmen hos metallen samtverkar för att minska oxidbildning, vid smältning i en heltöppen degel lämnas den smälta metallytan exponerad ochutsatt för vattenånga och andra gaser bildade vid härdensbränsleförbränning, såsom kolmonoxid, koldioxid, svavel-dioxid och vätesulfid. (Tylecote 1962:109).
2.4 Fingerborgsformad degel
Den slutna degeln är försvunnen vid inträdet tillvikingatiden, vi finner t ex inga alls i Birkamaterialet. I ställettar olika varianter av den fingerborgsformade degeln vid (eng.Thimbleshaped Crucible, Hemispherical Crucible) (fig 5),också denna med sitt ursprung i Britanniens romerska tid(Tylecote 1962:135). Tylecote placerar fingerborgsdeglarnai gruppen Hemispherical Crucibles (Tylecote 1962:132),medan fingerborgsdeglar i andra fall får utgöra en egen gruppoch benämningen "hemisfärisk" får stå för en vidare variant.
Skiftet av huvudsaklig degeltyp antas gå hand i hand medett skifte av härdtyp i Skandinavien; man har övergått från
öppna härdar till slutna ugnar. Det värmehållande locket anses ha blivit överflödigt vid en övergångtill en ugn med kupolformad överbyggnad försedd med en perforerad botten genom vilkenblästerdraget leddes in (Arrhenius 1973:114). Denna ugnstyp finns beskriven i skrift från tidigt1100tal i Theophilus III:64 (Hawthorne & Smith 1979:140ff). Justine Bayley hävdar att detta skifteav härdtyp kan avläsas i deglarnas bottenutformning; de rundbottnade fingerborgsdeglarna övergåri en flatbottnad typ som kan stå för sig själv på ett plant underlag (Bayley 1989:296). I så fall skulleskiftet ha skett något senare än under vikingatiden, då de flatbottnade deglarna hör medeltiden till.De danska experimenten har visat att smältning av brons i öppna deglar i öppen blästerugn ocksåär genomförbart, med degeln nedgrävd i härdens kolbädd och mynningen helt täckt av kol (Lønborg1988).
Fingerborgsdegeln kan ofta vara försedd med små handtag i olika placeringar och det finns ocksåexempel på att fragment av lösa lock påträffats (Arrhenius 1973:114). Degeltypen i sina vitt skildastorlekar utgör den dominerande delen av degelmaterialen från Ribe (Brinch Madsen 1984:26),Hedeby (Arrhenius 1973:114) (Drescher 1983:183) samt bland fyndmaterial ur Birkas svarta jord(Arrhenius 1973:114). De är också representerade vid 16-22 Coppergate, York (Bayley 1992:758).

6
Fig 7. Cupels, York (Bayley 1992). 1:2.
Fig 6. Flatbottnade kärl från Helgö ( Lamm 1980). 1:2.
Fig 9. Parting Vessel, rekonstruktion (Bayley 1992) 1:2
Fig 8. Birkas stadsvall, x314 y195. 1:2.
2.5 Flatbottnade kärl, kapelleringskärl,Parting Vessels
Helgömaterialet kan visa upp flera varianter av ett öppet kärlmed flat botten i olika storlekar, från stora med mycket flackaskållor, både runda och rektangulära, till mindre med djupareskållor (fig 6). De mindre flatbottnade kärlen från Helgö bärguldspår, medan de större flacka kärlen visar röda spår av koppari den förglasade ytan (Lamm 1980:103).
De stora flatbottnade kärlen från Helgö har likheter med kärlfunna vid 16-22 Coppergate i York, kapelleringskärl (eng.Cupels) (fig 7). Kapellering, eller avdrivning, är en renings-process för silver eller guld. Metallen smälts tillsammans med blyvarpå luft blåses över smältan, blytillsatsen oxiderar och verkari sin tur oxiderande på alkalimetaller i ädelmetallen som i sigförblir opåverkad. Metoden har också använts, då i mindre kärl,vid kontroll av ädelmetallers renhet (eng. "Assaying"). Kapelle-ringskärl karakteriseras av hög blyhalt i den förglasade skållan,samt av en tydlig kant däri som anger den renade metallsmältansavgränsning. Ofta kan små droppar av den renade metallenfinnas kvar. Där kan också påträffas röda fläckar, som visarnärvaro av koppar i reducerat tillstånd. Processen oxiderar blyoch alkalimetaller men reducerar kopparförekomster i silvret(Bayley 1992:748ff). Fragment av ett litet möjligt kapellerings-kärl påträffades vid grävningarna i Birkas stadsvall 1988-89.Fragmentet har silverdroppar i den förglasade skållan (XRF-analys). Dock saknas förväntad blyhalt (fig 8).
"Parting", att skilja silver ur guld, har skett i kärl med lock (fig9). Guldet som skulle renas hamrades till tunna bleck ochpackades in i kärlet tillsammans med salt, pulveriserad välbrändlera och urin och hettades upp till under guldets smältpunktunder ett dygn. Silvret reagerade med saltblandningen tillsilverklorid medan guldet förblev opåverkat (Bayley 1992:75ff)(Hawthorne & Smith 1979:109f).
7
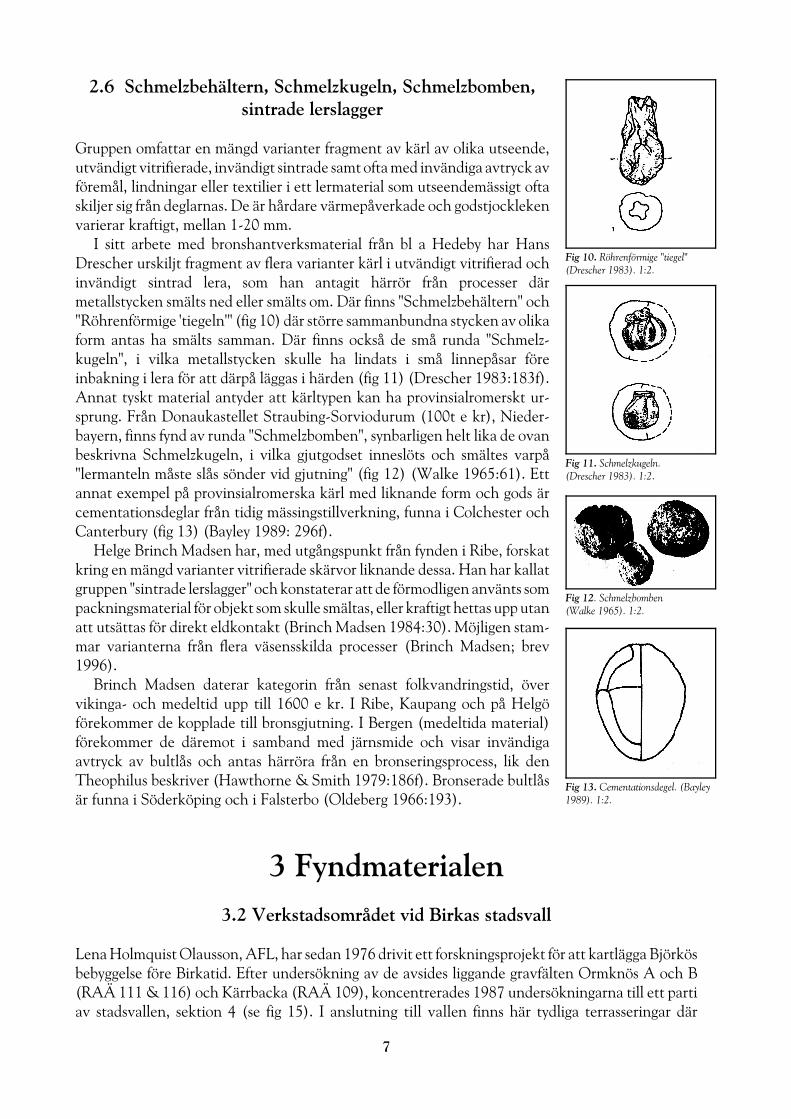
Fig 10. Röhrenförmige "tiegel"(Drescher 1983). 1:2.
Fig 11. Schmelzkugeln. (Drescher 1983). 1:2.
Fig 12. Schmelzbomben (Walke 1965). 1:2.
Fig 13. Cementationsdegel. (Bayley1989). 1:2.
2.6 Schmelzbehältern, Schmelzkugeln, Schmelzbomben,sintrade lerslagger
Gruppen omfattar en mängd varianter fragment av kärl av olika utseende,utvändigt vitrifierade, invändigt sintrade samt ofta med invändiga avtryck avföremål, lindningar eller textilier i ett lermaterial som utseendemässigt oftaskiljer sig från deglarnas. De är hårdare värmepåverkade och godstjocklekenvarierar kraftigt, mellan 1-20 mm.
I sitt arbete med bronshantverksmaterial från bl a Hedeby har HansDrescher urskiljt fragment av flera varianter kärl i utvändigt vitrifierad ochinvändigt sintrad lera, som han antagit härrör från processer därmetallstycken smälts ned eller smälts om. Där finns "Schmelzbehältern" och"Röhrenförmige 'tiegeln'" (fig 10) där större sammanbundna stycken av olikaform antas ha smälts samman. Där finns också de små runda "Schmelz-kugeln", i vilka metallstycken skulle ha lindats i små linnepåsar föreinbakning i lera för att därpå läggas i härden (fig 11) (Drescher 1983:183f).Annat tyskt material antyder att kärltypen kan ha provinsialromerskt ur-sprung. Från Donaukastellet Straubing-Sorviodurum (100t e kr), Nieder-bayern, finns fynd av runda "Schmelzbomben", synbarligen helt lika de ovanbeskrivna Schmelzkugeln, i vilka gjutgodset inneslöts och smältes varpå"lermanteln måste slås sönder vid gjutning" (fig 12) (Walke 1965:61). Ettannat exempel på provinsialromerska kärl med liknande form och gods ärcementationsdeglar från tidig mässingstillverkning, funna i Colchester ochCanterbury (fig 13) (Bayley 1989: 296f).
Helge Brinch Madsen har, med utgångspunkt från fynden i Ribe, forskatkring en mängd varianter vitrifierade skärvor liknande dessa. Han har kallatgruppen "sintrade lerslagger" och konstaterar att de förmodligen använts sompackningsmaterial för objekt som skulle smältas, eller kraftigt hettas upp utanatt utsättas för direkt eldkontakt (Brinch Madsen 1984:30). Möjligen stam-mar varianterna från flera väsensskilda processer (Brinch Madsen; brev1996).
Brinch Madsen daterar kategorin från senast folkvandringstid, övervikinga- och medeltid upp till 1600 e kr. I Ribe, Kaupang och på Helgöförekommer de kopplade till bronsgjutning. I Bergen (medeltida material)förekommer de däremot i samband med järnsmide och visar invändigaavtryck av bultlås och antas härröra från en bronseringsprocess, lik denTheophilus beskriver (Hawthorne & Smith 1979:186f). Bronserade bultlåsär funna i Söderköping och i Falsterbo (Oldeberg 1966:193).
3 Fyndmaterialen3.2 Verkstadsområdet vid Birkas stadsvall
Lena Holmquist Olausson, AFL, har sedan 1976 drivit ett forskningsprojekt för att kartlägga Björkösbebyggelse före Birkatid. Efter undersökning av de avsides liggande gravfälten Ormknös A och B(RAÄ 111 & 116) och Kärrbacka (RAÄ 109), koncentrerades 1987 undersökningarna till ett partiav stadsvallen, sektion 4 (se fig 15). I anslutning till vallen finns här tydliga terrasseringar där

8
Fig 14. Plan över utgrävningsområdet, sista bebyggelsefasen (efter originalplaner).
Fig 15. Stadsvallen, sektion 4 (efter HolmquistOlausson 1993, retuscherad).
fosfatkarteringar har givit högavärden. Tidigare utgrävningar hargivit fyndmaterial av boplats-karaktär i fyllningen (HolmquistOlausson 1993: 69).
Det visade sig att vallen hadebyggts i fyra steg ovan ett tidigarekulturlager. Efter att detta kons-taterats inriktades grävningarna1988-89 på en av de synliga teras-serna strax innanför sektion 4,som bär de enda i dag över marksynliga byggnadslämningarna iBirka. Terrassens undre kultur-lager gick samman med det undrelagret under vallen och C14-daterades till romersk järnålder(Holmquist Olausson 1993:93),därpå har följt flera bebyggelse-faser upp i vikingatid. I den nästsista fasen finner vi bl a ett lång-hus med en skattad längd på 20-22 m och en bredd på 5-6 m. Desshärd är TL-daterad till 720±60 ekr (Holmquist Olausson 1993:97-100).
Under bebyggelsens sista fas(fig 14) har på platsen funnits ett
troligt grophus med härd (A 107 +A 104). Strax norr om grophuset låg en annan härd (A105) och ensmidesgrop (A106).
Från grophusets tid (800-900tal, se tab 2) finns många fynd som identifierar terrassen undervikingatid som en hantverksplats. Smideshärden A106 är redan nämnd, funktionen är belagd genomrik förekomst av slagg och glödskal. Funna glasdroppar och glastenar indicerar glashantverk. Närasmideshärden fann man några gjutformsfragment, som jämte spridda skärvor av fingerborgsdeglar överstörre delen av ytan berättar om bronshantverk. Över hela det utgrävda området fanns spridda flertaletverktygs- och redskapsfragment i järn, bland annat en tätta från en blåsbälg som påträffades i A 106.Dessa har behandlats av Boel Tengnér i en CD-uppsats (Tengnér 1995).

9
Fig 16. Björkö RAÄ 118, 1990, A301,F 2224. 1:1.
Tab 3. Viktigare anläggningar i sista bebyggelsefasen, 1995 års undersökning (Källa: Holmquist Olausson & Fennö Muyingo 1995).
Tab 2. Viktigare anläggningar i stadsvallsterassen, sista bebyggelsefasen, 1988-89 års undersökning (Källa: Holmquist Olausson 1993).
Under fortsatta utgrävningar i april 1995 utökades undersökningsytani sydlig riktning (se tab 3). Här kom långhusterassens sydostligabegränsning i dagen. I ett kraftigt sotlager mellan två eldsprängda stenar(A301) upptäcktes den största koncentrationen fragment som jämtesigtunafragmenten utgör uppsatsens huvudsakliga arbetsmaterial. Platsenidentifierades med utgångspunkt från dessa som ett bronsgjuteri(Holmquist Olausson & Fennö Muyingo 1995:3).
3.2 Fragmenten från Birkas stadsvall
Det i uppsatsen undersökta fyndmaterialet från Birka omfattar skärvorvars form berättar om en ursprungligen sfärisk, sluten form. Inga helaexemplar har påträffats, hela materialet tycks sönderslaget. Denursprungliga kärlstorleken förefaller ha varierat, liksom tjockleken hosdess väggar, som varierar från ca 1 mm till ca 10 mm (fig 2 sid 2 & fig 16här intill).
Fragmentens utvändiga yta är förglasad, ljusgrå till grågrön och påsomliga slår färgen i olika omfattning över till röd. Sedd i stereolupp visarutsidan upp ett klart huvudsakligen färglöst glasskikt med inbäddadegasbubblor. Tvärsnitt visar ytterst gasbubblor i olika storlek som gradvisavtar in mot hålrummet. Den sintrade insidan är till färgen matt dovtgröngrå och hålrummen visar sinsemellan upp en stor oregelbundenheti formen.
Skärvorna förefaller genomgående homogena i godset, även om

10
Fig 17. Plan över utgrävningsområdet Urmakaren 1 (Malmer, Ros & Tesch 1991). Fig 18. Rekonstruerad ursprunglig stadsplan (EfterTesch 1990, ngt retuscherad).
olika grad av genomsintring kan ge intryck av skilda material utvändigt och invändigt, vid ytan ochnärmast hålrummet, kan inga skiktningar påvisas. Leran är försedd med en mycket finkornigmagring.
Flera av fragmenten visar upp märken efter tänger som tryckts in i det heta, mjuka materialet.Några av fragmenten visar också upp tydliga textilavtryck i hålrummens väggar. Dessa är inte jämnaoch släta, som avtrycken hos de slutna deglarna från Helgö som förmodligen härrör fråntillverkningsprocessen, utan ofta skrynkliga och veckade.
Fyndmaterialet är till stor del funnet anhopat, huvudparten i anläggning A 301, men spriddaskärvor finns över hela verkstadsytan.
3.3 Verkstaden i Kv Urmakaren 1, Sigtuna
Föranledd av Sigtuna Stadshotells utbyggnad undersöktes under 1990-1991 en del av kvarteretUrmakaren 1, en tomt på Stora Nygatans östra sida, mitt emot nuvarande Sigtuna Museums tomt.Den nuvarande museitomten antas ha stakats ut som kungsgårdstomt redan vid stadens anläggandepå 970-talet, för att senare komma att överlåtas åt biskopen senast kring år 1070. Då kom denstenkyrka som förr troddes vara St:a Gertrud men som numera benämns Biskopskyrkan, att ersättaden gamla kungsgårdskyrka i trä som troligen stått på tomten (Tesch 1990:30).
Tidsmässigt omfattar kulturlagren åtta bebyggelsefaser från stadens grundläggande och ca tvåhundra år framåt. I resterna av en knuttimrad byggnad på syllstensgrund, härrörande från den tredje
bebyggelsefasen på tomten, gjor-des flera verkstadsfynd. Husetsstorlek och typ, med den stensattahärden i östra hörnet, pekar påatt det fungerat som bostadshus.Men huset har haft en dubbelfunktion, då också tydliga verk-stadsfynd finns i materialet.
Förutom härden återfanns i detvästra hörnet en ässja kring vilkenmycket av det i uppsatsen be-handlade materialet låg koncent-rerat. Ässjan, lerfragmenten,brons- och silverfragment samtspår av pärltillverkning och ben-bearbetning pekar på bredaktivitet i huset (Malmer, Ros &Tesch1991:8f).

11
Tab 5. Anläggningar i verkstaden, Kv Urmakaren 1, Sigtuna 1990 (Källa: Malmer, Ros & Tesch 1991).
Fig 19. a) Sigtuna, Kv Urmakaren 1, F 3608. b) F 3986. 1:1.
De mest uppseendeväckande fynden fanns också i ässjans omedelbara närhet; två mynt-stampsavtryck på blybitar där en myntgravör provat sin stamp innan den härdades (Malmer, Ros &Tesch 1991:10). Det stora avtrycket härrör från bl a (blybiten har flera avtryck slagna på varandra)en stamp för ett olofsmynt av "Long Cross"-typ, daterat till ca 997-1000 (Malmer, Ros & Tesch1991:16). Härigenom är verkstaden daterad till åren kring årtusendeskiftet 1000 och bör ha varitknuten direkt till Olof Eriksson Skötkonung och kungsgården.
3.4 Fragmenten från Sigtuna
Fynden från Sigtuna består av skärvor av småsönderslagna sfäriska kärl. (fig 1, s2 & fig 19).Skärvorna visar upp i stort samma karakteris-tika som de från Birka, men den ursprungligakärlstorleken verkar haft en något större va-riation. Godsets tjocklek varierar mellan ca 1-20 mm. Den utvändiga ytan är grå till grågrön,ibland övergående i röda fläckar, och för-glasad. Liksom hos Birkamaterialet visar tvär-snitten en stor koncentration gasbubblor vidytan som gradvis avtar inåt. Insidorna ärljusare än Birkamaterialet, matt ljusgrå. God-set i kärlen är ej skiktat, utan helt homogent.Flertalet exempel på tångavtryck finnes (fig40, s22), och de tänger som här använts hargenomgående haft något finare räfflor i käf-tarna än de tänger som gett spår på skärvornafrån Birka. Många av Sigtunaskärvorna visartydliga invändiga textilspår. Några skärvor bärfortfarande metallrester invändigt, små an-hopningar av ljusgrön oxid.
En stor del av materialet är funnet kon-centrerat i ansamlingar kring ässjan i verk-stadens västra hörn. Ässjan tillhör bebyg-gelsefas 3, ca 1000-1021-43 e kr (Pettersson1995:75).
12
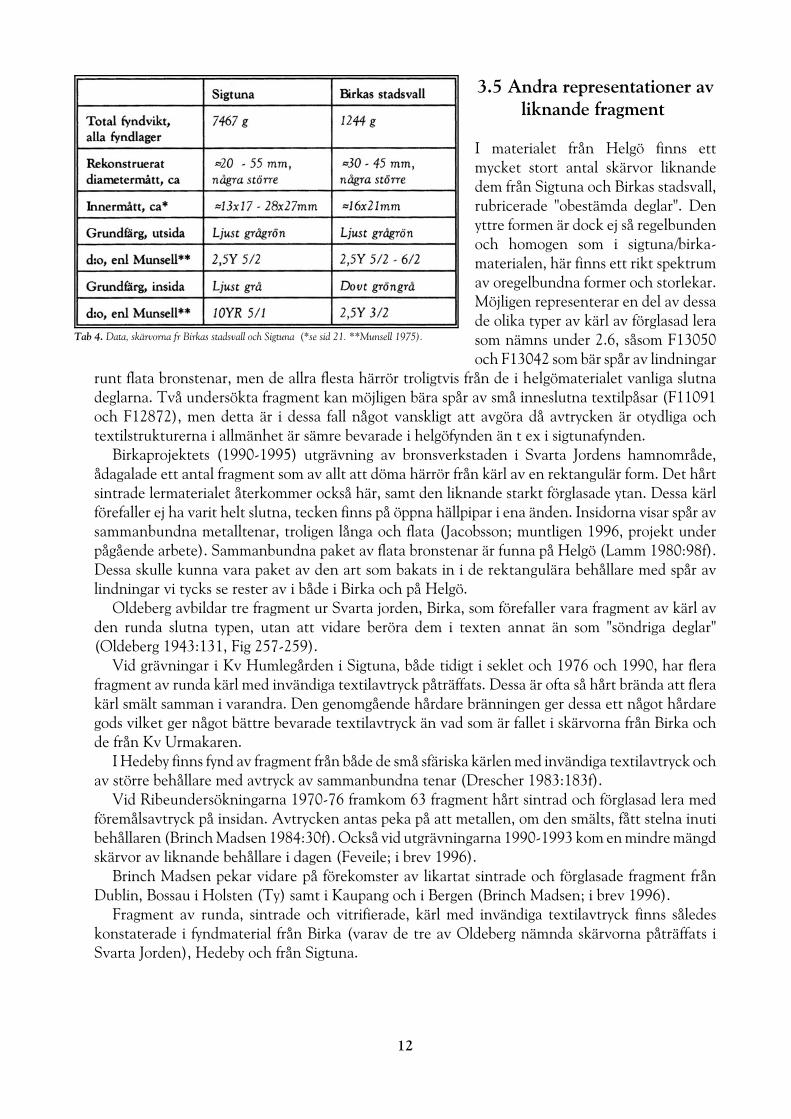
Tab 4. Data, skärvorna fr Birkas stadsvall och Sigtuna (*se sid 21. **Munsell 1975).
3.5 Andra representationer avliknande fragment
I materialet från Helgö finns ettmycket stort antal skärvor liknandedem från Sigtuna och Birkas stadsvall,rubricerade "obestämda deglar". Denyttre formen är dock ej så regelbundenoch homogen som i sigtuna/birka-materialen, här finns ett rikt spektrumav oregelbundna former och storlekar.Möjligen representerar en del av dessade olika typer av kärl av förglasad lerasom nämns under 2.6, såsom F13050och F13042 som bär spår av lindningar
runt flata bronstenar, men de allra flesta härrör troligtvis från de i helgömaterialet vanliga slutnadeglarna. Två undersökta fragment kan möjligen bära spår av små inneslutna textilpåsar (F11091och F12872), men detta är i dessa fall något vanskligt att avgöra då avtrycken är otydliga ochtextilstrukturerna i allmänhet är sämre bevarade i helgöfynden än t ex i sigtunafynden.
Birkaprojektets (1990-1995) utgrävning av bronsverkstaden i Svarta Jordens hamnområde,ådagalade ett antal fragment som av allt att döma härrör från kärl av en rektangulär form. Det hårtsintrade lermaterialet återkommer också här, samt den liknande starkt förglasade ytan. Dessa kärlförefaller ej ha varit helt slutna, tecken finns på öppna hällpipar i ena änden. Insidorna visar spår avsammanbundna metalltenar, troligen långa och flata (Jacobsson; muntligen 1996, projekt underpågående arbete). Sammanbundna paket av flata bronstenar är funna på Helgö (Lamm 1980:98f).Dessa skulle kunna vara paket av den art som bakats in i de rektangulära behållare med spår avlindningar vi tycks se rester av i både i Birka och på Helgö.
Oldeberg avbildar tre fragment ur Svarta jorden, Birka, som förefaller vara fragment av kärl avden runda slutna typen, utan att vidare beröra dem i texten annat än som "söndriga deglar"(Oldeberg 1943:131, Fig 257-259).
Vid grävningar i Kv Humlegården i Sigtuna, både tidigt i seklet och 1976 och 1990, har flerafragment av runda kärl med invändiga textilavtryck påträffats. Dessa är ofta så hårt brända att flerakärl smält samman i varandra. Den genomgående hårdare bränningen ger dessa ett något hårdaregods vilket ger något bättre bevarade textilavtryck än vad som är fallet i skärvorna från Birka ochde från Kv Urmakaren.
I Hedeby finns fynd av fragment från både de små sfäriska kärlen med invändiga textilavtryck ochav större behållare med avtryck av sammanbundna tenar (Drescher 1983:183f).
Vid Ribeundersökningarna 1970-76 framkom 63 fragment hårt sintrad och förglasad lera medföremålsavtryck på insidan. Avtrycken antas peka på att metallen, om den smälts, fått stelna inutibehållaren (Brinch Madsen 1984:30f). Också vid utgrävningarna 1990-1993 kom en mindre mängdskärvor av liknande behållare i dagen (Feveile; i brev 1996).
Brinch Madsen pekar vidare på förekomster av likartat sintrade och förglasade fragment frånDublin, Bossau i Holsten (Ty) samt i Kaupang och i Bergen (Brinch Madsen; i brev 1996).
Fragment av runda, sintrade och vitrifierade, kärl med invändiga textilavtryck finns såledeskonstaterade i fyndmaterial från Birka (varav de tre av Oldeberg nämnda skärvorna påträffats iSvarta Jorden), Hedeby och från Sigtuna.
13
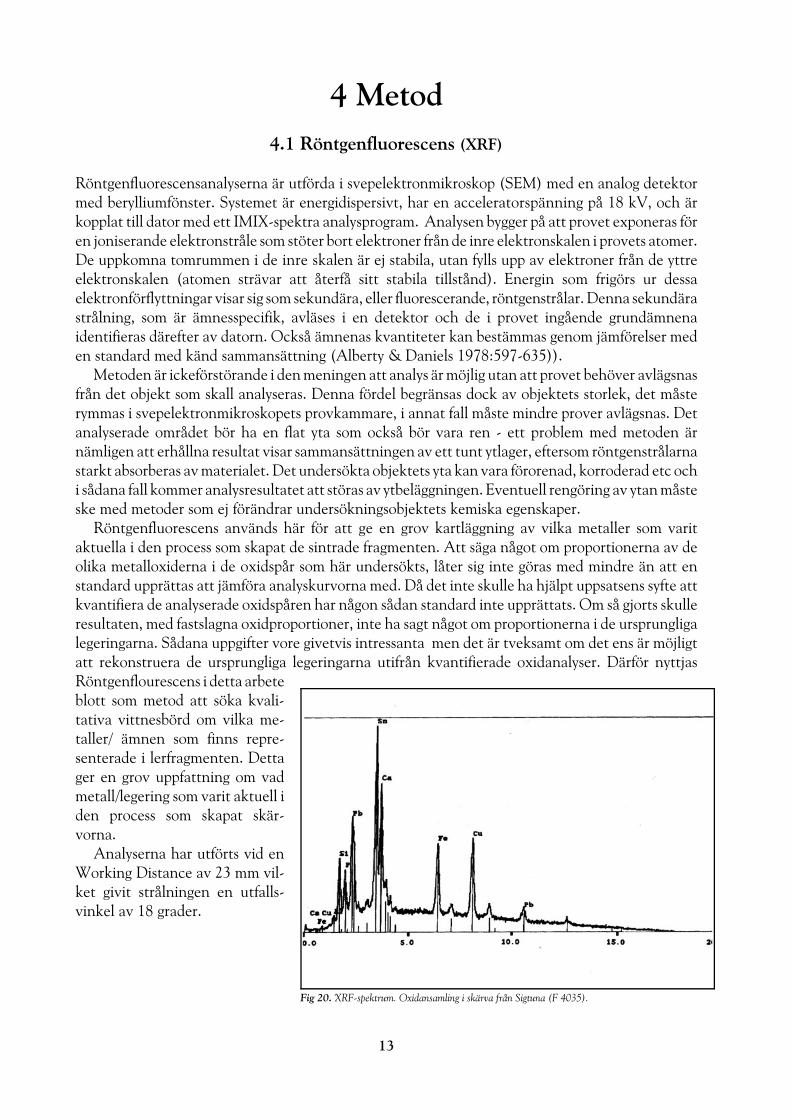
Fig 20. XRF-spektrum. Oxidansamling i skärva från Sigtuna (F 4035).
4 Metod4.1 Röntgenfluorescens (XRF)
Röntgenfluorescensanalyserna är utförda i svepelektronmikroskop (SEM) med en analog detektormed berylliumfönster. Systemet är energidispersivt, har en acceleratorspänning på 18 kV, och ärkopplat till dator med ett IMIX-spektra analysprogram. Analysen bygger på att provet exponeras fören joniserande elektronstråle som stöter bort elektroner från de inre elektronskalen i provets atomer.De uppkomna tomrummen i de inre skalen är ej stabila, utan fylls upp av elektroner från de yttreelektronskalen (atomen strävar att återfå sitt stabila tillstånd). Energin som frigörs ur dessaelektronförflyttningar visar sig som sekundära, eller fluorescerande, röntgenstrålar. Denna sekundärastrålning, som är ämnesspecifik, avläses i en detektor och de i provet ingående grundämnenaidentifieras därefter av datorn. Också ämnenas kvantiteter kan bestämmas genom jämförelser meden standard med känd sammansättning (Alberty & Daniels 1978:597-635)).
Metoden är ickeförstörande i den meningen att analys är möjlig utan att provet behöver avlägsnasfrån det objekt som skall analyseras. Denna fördel begränsas dock av objektets storlek, det måsterymmas i svepelektronmikroskopets provkammare, i annat fall måste mindre prover avlägsnas. Detanalyserade området bör ha en flat yta som också bör vara ren - ett problem med metoden ärnämligen att erhållna resultat visar sammansättningen av ett tunt ytlager, eftersom röntgenstrålarnastarkt absorberas av materialet. Det undersökta objektets yta kan vara förorenad, korroderad etc ochi sådana fall kommer analysresultatet att störas av ytbeläggningen. Eventuell rengöring av ytan måsteske med metoder som ej förändrar undersökningsobjektets kemiska egenskaper.
Röntgenfluorescens används här för att ge en grov kartläggning av vilka metaller som varitaktuella i den process som skapat de sintrade fragmenten. Att säga något om proportionerna av deolika metalloxiderna i de oxidspår som här undersökts, låter sig inte göras med mindre än att enstandard upprättas att jämföra analyskurvorna med. Då det inte skulle ha hjälpt uppsatsens syfte attkvantifiera de analyserade oxidspåren har någon sådan standard inte upprättats. Om så gjorts skulleresultaten, med fastslagna oxidproportioner, inte ha sagt något om proportionerna i de ursprungligalegeringarna. Sådana uppgifter vore givetvis intressanta men det är tveksamt om det ens är möjligtatt rekonstruera de ursprungliga legeringarna utifrån kvantifierade oxidanalyser. Därför nyttjasRöntgenflourescens i detta arbeteblott som metod att söka kvali-tativa vittnesbörd om vilka me-taller/ ämnen som finns repre-senterade i lerfragmenten. Dettager en grov uppfattning om vadmetall/legering som varit aktuell iden process som skapat skär-vorna.
Analyserna har utförts vid enWorking Distance av 23 mm vil-ket givit strålningen en utfalls-vinkel av 18 grader.

14
Fig 21. TCT-diagram (Hulthén 1977).
4.2 Thermal Colour Test (TCT)
Thermal Colour Test grundar sig på lerors färg-förändring vid tilltagande hetta. Då denna förän-dring är beroende av lersammansättning och såledeskarakteristisk för varje typ av lera, t o m för varjeenskild lertäkt, utnyttjas TCT i första hand för iden-tifikation av keramik och till att spåra ursprungs-lerans härkomst.
En lerskärva upphettas och tas ut att svalna ivalda intervaller (rekommenderat intervall är 200grader C). Den svalnade skärvans färg identifieras mot Munsells färgsystem, innan den åter läggs ini ugnen, nu med värmen ökad 200 grader. Upphettningen sker i 10 minuter vid varje gradtal.Processen upprepas i intervaller från 200 till rekommenderade 1000 grader C och färgförändringarnanoteras i tre diagram, ett representerande Hue (ton), ett för Value (valör, ljushet) och ett förChroma (mättnad), de tre begrepp som bildar stommen i Munsells färgsystem (Munsell 1975). Dessakurvor är identiska för lera/keramik ur varje enskild lertäkt. Bränd lera skiljer sig från obränd i detatt ingen färgförändring sker förrän den ursprungliga bränningstemperaturen uppnås, först då upptarden samma färgutveckling som den obrända leran från samma lertäkt. Därför är metoden ocksåanvändbar vid analys av ursprunglig processtemperatur hos brända lerfragment, då de erhållnakurvorna kommer att vara oförändrade till det att denna temperatur uppnås.
Exaktheten hos analyserna är avhängig de temperaturintervall mellan vilka de olika avläs-ningarna utförs. Vid ett intervall på 200 grader C och en erhållen färgförändring mellan avläs-ningarna 600 och 800 grader C, skall alltså resultatet uttryckas; "Ursprunglig bränningstemperaturhar legat mellan 600-800 gr C". (Hulthén 1976).
4.3 Slipade tvärsnitt
För undersökning av fragmentens magring planerades inledningsvis preparation av ett antaltunnslippreparat (Gibson & Woods 1990:256). Då detta är en svår och tidsödande metod, valdesi stället en medelväg; ett antal skärvor sågades itu varefter tvärsnitten slipades plana. Snittenundersöktes därefter i stereolupp, via videokamera kopplad till dator med ett bildanalysprogram sommedger mätning och upprättande av skalor i de förstorade bilderna.
4.4 Experiment, rekonstruktioner
I rekonstruktionen av kärlen har använts en kommersiell lera, Dekorimas "keramiklera", enlergodslera enligt uppgift från företaget hämtad ur skånska lertäkter. Företaget rekommenderarbränningstemperaturer mellan 900-1100 grader C och lerans sintringspunkt förefaller ligga runt just1100 grader, dvs i närheten av mälardalslerornas sintringspunkter.
Vid inledande försök till rekonstruktion av magringen har använts sandprover i olika kornstorlek,därpå övergicks till krossad och finsiktad kvarts. Olika magringshalter, med utgångspunkt fråntidigare utförda experiment (Lamm 1973) (Lønborg 1988), har provats och visuellt jämförts medmagringen i originalkärlen. Vid jämförelsen har slipsnitt studerats i stereolupp enligt ovan (4.3).
Rekonstruerade deglar har bränts i en Thermolyne 1400 laboratorieugn med en värmekapacitetpå upp till 1100 grader C. Detta har varit en nyckelmetod i försöken att kart lägga den ursprungligaverkstadsprocessen. Originalkärlen (med innehåll) har med all sannolikhet bränts nedrakade i
15
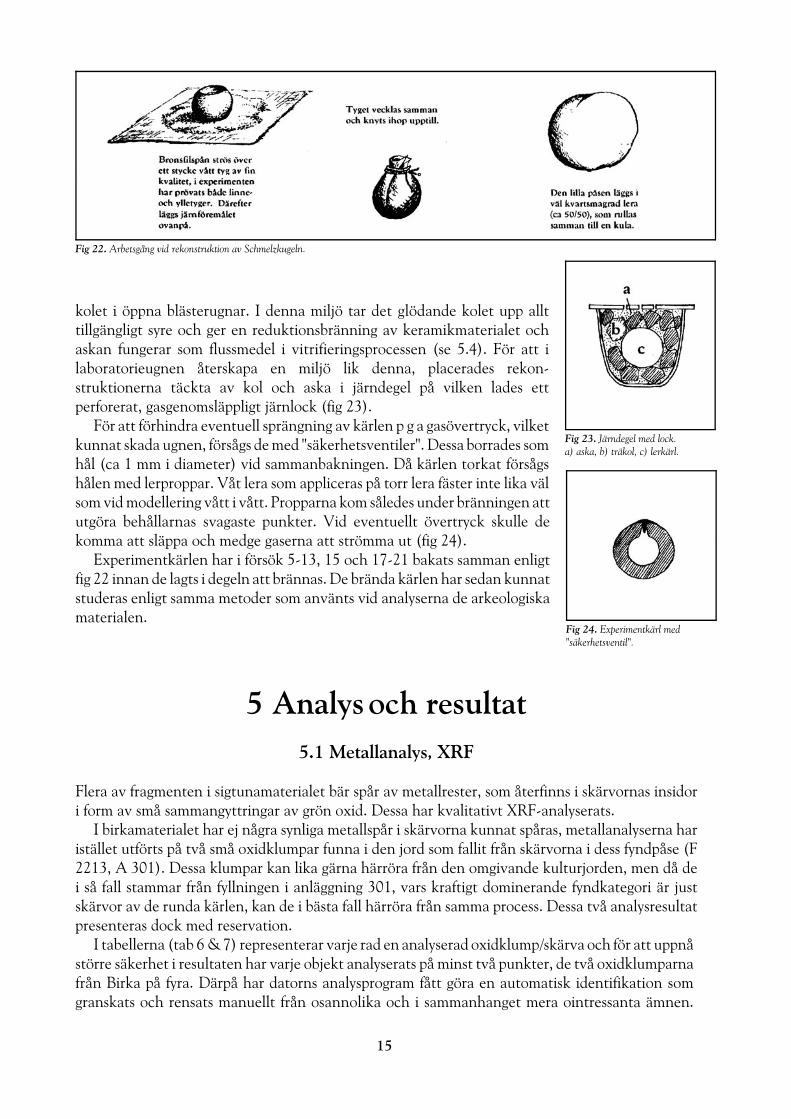
Fig 22. Arbetsgång vid rekonstruktion av Schmelzkugeln.
Fig 23. Järndegel med lock. a) aska, b) träkol, c) lerkärl.
Fig 24. Experimentkärl med"säkerhetsventil".
kolet i öppna blästerugnar. I denna miljö tar det glödande kolet upp allttillgängligt syre och ger en reduktionsbränning av keramikmaterialet ochaskan fungerar som flussmedel i vitrifieringsprocessen (se 5.4). För att ilaboratorieugnen återskapa en miljö lik denna, placerades rekon-struktionerna täckta av kol och aska i järndegel på vilken lades ettperforerat, gasgenomsläppligt järnlock (fig 23).
För att förhindra eventuell sprängning av kärlen p g a gasövertryck, vilketkunnat skada ugnen, försågs de med "säkerhetsventiler". Dessa borrades somhål (ca 1 mm i diameter) vid sammanbakningen. Då kärlen torkat försågshålen med lerproppar. Våt lera som appliceras på torr lera fäster inte lika välsom vid modellering vått i vått. Propparna kom således under bränningen attutgöra behållarnas svagaste punkter. Vid eventuellt övertryck skulle dekomma att släppa och medge gaserna att strömma ut (fig 24).
Experimentkärlen har i försök 5-13, 15 och 17-21 bakats samman enligtfig 22 innan de lagts i degeln att brännas. De brända kärlen har sedan kunnatstuderas enligt samma metoder som använts vid analyserna de arkeologiskamaterialen.
5 Analys och resultat5.1 Metallanalys, XRF
Flera av fragmenten i sigtunamaterialet bär spår av metallrester, som återfinns i skärvornas insidori form av små sammangyttringar av grön oxid. Dessa har kvalitativt XRF-analyserats.
I birkamaterialet har ej några synliga metallspår i skärvorna kunnat spåras, metallanalyserna haristället utförts på två små oxidklumpar funna i den jord som fallit från skärvorna i dess fyndpåse (F2213, A 301). Dessa klumpar kan lika gärna härröra från den omgivande kulturjorden, men då dei så fall stammar från fyllningen i anläggning 301, vars kraftigt dominerande fyndkategori är justskärvor av de runda kärlen, kan de i bästa fall härröra från samma process. Dessa två analysresultatpresenteras dock med reservation.
I tabellerna (tab 6 & 7) representerar varje rad en analyserad oxidklump/skärva och för att uppnåstörre säkerhet i resultaten har varje objekt analyserats på minst två punkter, de två oxidklumparnafrån Birka på fyra. Därpå har datorns analysprogram fått göra en automatisk identifikation somgranskats och rensats manuellt från osannolika och i sammanhanget mera ointressanta ämnen.
16
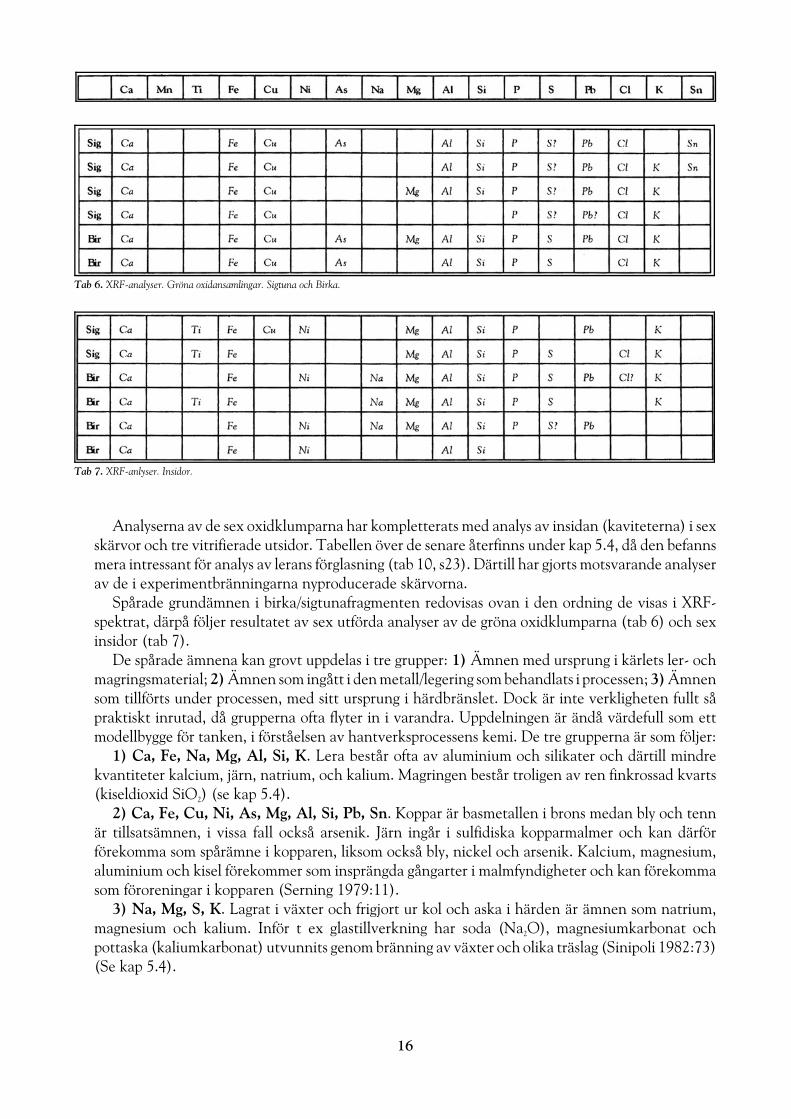
Tab 6. XRF-analyser. Gröna oxidansamlingar. Sigtuna och Birka.
Tab 7. XRF-anlyser. Insidor.
Analyserna av de sex oxidklumparna har kompletterats med analys av insidan (kaviteterna) i sex
skärvor och tre vitrifierade utsidor. Tabellen över de senare återfinns under kap 5.4, då den befannsmera intressant för analys av lerans förglasning (tab 10, s23). Därtill har gjorts motsvarande analyserav de i experimentbränningarna nyproducerade skärvorna.
Spårade grundämnen i birka/sigtunafragmenten redovisas ovan i den ordning de visas i XRF-spektrat, därpå följer resultatet av sex utförda analyser av de gröna oxidklumparna (tab 6) och sexinsidor (tab 7).
De spårade ämnena kan grovt uppdelas i tre grupper: 1) Ämnen med ursprung i kärlets ler- ochmagringsmaterial; 2) Ämnen som ingått i den metall/legering som behandlats i processen; 3) Ämnensom tillförts under processen, med sitt ursprung i härdbränslet. Dock är inte verkligheten fullt såpraktiskt inrutad, då grupperna ofta flyter in i varandra. Uppdelningen är ändå värdefull som ettmodellbygge för tanken, i förståelsen av hantverksprocessens kemi. De tre grupperna är som följer:
1) Ca, Fe, Na, Mg, Al, Si, K. Lera består ofta av aluminium och silikater och därtill mindrekvantiteter kalcium, järn, natrium, och kalium. Magringen består troligen av ren finkrossad kvarts(kiseldioxid SiO2) (se kap 5.4).
2) Ca, Fe, Cu, Ni, As, Mg, Al, Si, Pb, Sn. Koppar är basmetallen i brons medan bly och tennär tillsatsämnen, i vissa fall också arsenik. Järn ingår i sulfidiska kopparmalmer och kan därförförekomma som spårämne i kopparen, liksom också bly, nickel och arsenik. Kalcium, magnesium,aluminium och kisel förekommer som insprängda gångarter i malmfyndigheter och kan förekommasom föroreningar i kopparen (Serning 1979:11).
3) Na, Mg, S, K. Lagrat i växter och frigjort ur kol och aska i härden är ämnen som natrium,magnesium och kalium. Inför t ex glastillverkning har soda (Na2O), magnesiumkarbonat ochpottaska (kaliumkarbonat) utvunnits genom bränning av växter och olika träslag (Sinipoli 1982:73)(Se kap 5.4).
17
Av tabellerna framgår att Cu, As, Pb och Sn tydligt hör till de gröna oxidansamlingarna och debör således härröra från den legering/de metaller som varit inblandade i hantverksprocessen.
Tylecote har i Metallurgy and Archaeology presenterat kvantifierade resultat av analyser av någrabrittiska smältdeglar med en kronologisk spridning från romersk tid till medeltid. Spårade oxider iTylecotes material är SiO2, Fe2O3, Al2O3, MnO, CaO, MgO, CuO, PbO, SnO, Ni, ZnO, Na2O,K2O, P2O5, As2O3, SO3, TiO2 (Tylecote 1962:131). Detta visar en god överensstämmelse medresultatet av XRF-analyserna av sigtuna/birkafragmenten, frånsett de senares överraskande frånvaroav zink och Tylecotes frånvaro av klor. Tabellerna över birka/sigtunaanalysernas spåradegrundämnen kan stämmas av mot Tylecotes spårade oxider vilket bör kunna ge en vägledandeimpression av oxidsammansättningarna i materialet.
Ulla Berquist har gjort kvalitativa XRF-analyser av 20 degelskärvor (fingerborgsformade/hemisfäriska) från Trondheims tidiga medeltid (Bergquist 1989:50). Också dessa resultatsammanfaller i stort med analyserna av birka/sigtunamaterialen.
5.2 Temperaturanalys
En mindre serie TCT (Thermal Colour Test) har utförts. För att nå en exaktare tempera-turbestämning, fick ett mätintervall på 100 grader ersätta de rekommenderade 200 graderna.
Testerna var svåra att utföra och analysera, då resultaten gav mångtydiga och motstridiga kurvor.Metodens subjektivitet sågs som en grundläggande svårighet, särskilt som testerna ofta gav vaganyansförändringar. Metoden är så avhängig ljusförhållanden och forskarens färgseende och förmågaatt uppfatta nyanser, att två analyser, i övrigt exakt likadant utförda, bör kunna ge olika resultat hosolika forskare vid färgavläsningen och upprättandet av kurvorna. Ett större problem har varit att vittskilda kurvor erhållits från samma fragment vid avläsning på olika partier av fragmenten. Kurvornahar skilt sig kraftigt mellan utsida, tvärsnitt och insida. Tvärsnittet antogs då först vara det mesttillförlitliga, men också detta bjöd problem. Skärvorna är bemängda med föroreningar från detomgivande kulturlager de legat i. Denna smuts har letat sig djupt in i det mycket porösa materialet,och låter sig därför inte helt tvättas bort. Problemet är att detta stoft börjar ändra färg väldigt tidigt,redan vid 400-500 grader, och fördunklar således den färgutveckling som söks hos den egentligaskärvan. Då materialet är mer eller mindre förglasat och således mer eller mindre transparent,kommer även oåtkomligt damm som krupit in i de djupaste porerna att förvirra med sinafärgförändringar. Den största felkällan är dock troligen att vid TCT-test bränna reduktionsbränt godsi oxiderande miljö. Järnet i leran kommer då att oxidera och förändra godsets färg oberoende avursprungstemperaturen.
Gemensamt för flera av kurvorna är dock en liten händelse mellan 800-1000 grader C,företrädesvis spårad vid avläsning av utsidorna, där trots allt de entydigaste kurvorna gavs. Detta ärintressant, men då dessa förändringar delar utrymmet med en mängd andra motstridiga händelserpå kurvorna, måste konstateras att analysen ej ger ett resultat som uppfyller önskad entydighet. 800-1000 grader C förefaller dessutom lågt med tanke på den kraftiga förglasningen, och lågt för attstamma från en bronsverkstadsprocess.
5.3 Kärlens utseende. Textilavtryck och kaviteter
Har då fragmenten sitt ursprung i runda, helt slutna lerkärl? Skärvorna liknar ofta fragment avkrossade slutna deglar men skiljer sig från dessa på flera punkter.
De slutna deglarna har en uppbyggnad skiktad mellan innerskålla, och lock/ytterkappa. Denskiktningen kan ofta tydligt urskiljas på fragment av dessa deglar, då de under bränning spaltas upp

18

19
Fig 30. Slutna deglar, fragment från Helgö. Godsets skiktning syns i a) F8350 och c) F10333. Denmjukt formade hällpipen syns i a) och i b) F8883.
Fig 31. Up Sigtuna 1990, Kv Urmakaren 1, F3986.
Fig 32. Textilpåsar i kärl från Hedeby (Drescher 1983:181). Fig 33. Textilavtryck. Up Sigtuna 1990, Kv Urmakaren 1, F
något mellan den täta innerskållanoch det något lösare materialet ilocket/ytterkappan. Man kan oftatydligt se dessa skiktningar i brott-ytor på fragment (fig 30 a&c).Några sådana skiktningar är inteurskiljbara i Sigtuna- eller i Birka-materialen (Jmfr fig 31a).
De slutna deglarnas hällpiparbildar mjuka, läppliknande kanter(fig 30 a&b). Inga spår av häll-pipar står att finna i uppsatsensmaterial. De slutna deglarna har,liksom uppsatsens skärvor, invän-diga textilavtryck. Dessa är dockinte så skrynkliga och veckadesom i sigtuna- och birkamate-rialen. Då den slutna degeln heltantas tillhöra Folkvandringstid/Vendeltid bör de heller inte i första handförväntas dyka upp i fyndmaterial från 800-1000tal.
Många av Sigtuna/Birkafragmenten kananses likna bottenbitar av fingerborgs-formade deglar. Dessa har dock en annor-lunda insida, utan textilmönster och harofta grälla färger - från gult till rött - medursprung i de metaller som smälts. Ej helleråterfinns de skärvor av fingerborgsdegelnscylinderformade övre del, och dess myn-ningsbitar, som rimligtvis kunde förväntasfölja ett stort material bottenfragment. Defynd av skärvor från fingerborgsdeglar somfinns i de bägge fyndmaterialen, är lätt ur-skiljbara från de övriga fragmenten. Samt-liga av de funna skärvorna, frånsett de somhar sitt ursprung i fingerborgsdeglar ellerflata kärl, har en sfärisk ursprungsform (Fig31).
20
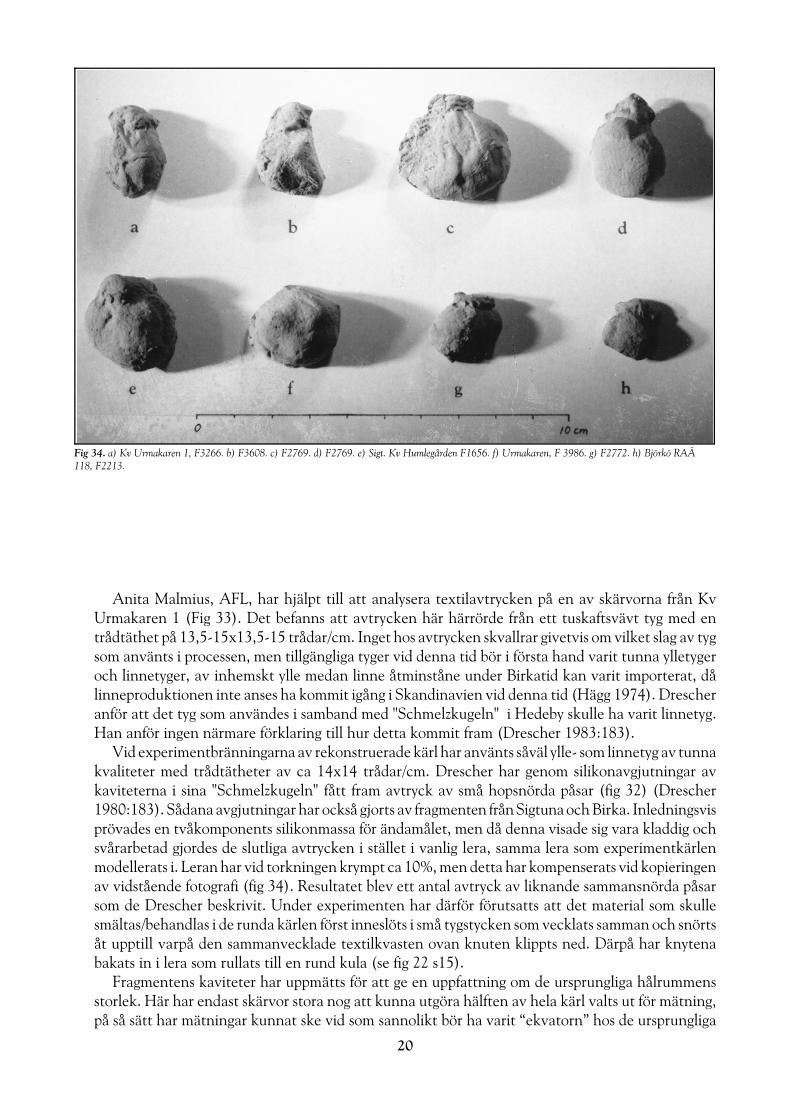
Fig 34. a) Kv Urmakaren 1, F3266. b) F3608. c) F2769. d) F2769. e) Sigt. Kv Humlegården F1656. f) Urmakaren, F 3986. g) F2772. h) Björkö RAÄ118, F2213.
Anita Malmius, AFL, har hjälpt till att analysera textilavtrycken på en av skärvorna från KvUrmakaren 1 (Fig 33). Det befanns att avtrycken här härrörde från ett tuskaftsvävt tyg med entrådtäthet på 13,5-15x13,5-15 trådar/cm. Inget hos avtrycken skvallrar givetvis om vilket slag av tygsom använts i processen, men tillgängliga tyger vid denna tid bör i första hand varit tunna ylletygeroch linnetyger, av inhemskt ylle medan linne åtminståne under Birkatid kan varit importerat, dålinneproduktionen inte anses ha kommit igång i Skandinavien vid denna tid (Hägg 1974). Drescheranför att det tyg som användes i samband med "Schmelzkugeln" i Hedeby skulle ha varit linnetyg.Han anför ingen närmare förklaring till hur detta kommit fram (Drescher 1983:183).
Vid experimentbränningarna av rekonstruerade kärl har använts såväl ylle- som linnetyg av tunnakvaliteter med trådtätheter av ca 14x14 trådar/cm. Drescher har genom silikonavgjutningar avkaviteterna i sina "Schmelzkugeln" fått fram avtryck av små hopsnörda påsar (fig 32) (Drescher1980:183). Sådana avgjutningar har också gjorts av fragmenten från Sigtuna och Birka. Inledningsvisprövades en tvåkomponents silikonmassa för ändamålet, men då denna visade sig vara kladdig ochsvårarbetad gjordes de slutliga avtrycken i stället i vanlig lera, samma lera som experimentkärlenmodellerats i. Leran har vid torkningen krympt ca 10%, men detta har kompenserats vid kopieringenav vidstående fotografi (fig 34). Resultatet blev ett antal avtryck av liknande sammansnörda påsarsom de Drescher beskrivit. Under experimenten har därför förutsatts att det material som skullesmältas/behandlas i de runda kärlen först inneslöts i små tygstycken som vecklats samman och snörtsåt upptill varpå den sammanvecklade textilkvasten ovan knuten klippts ned. Därpå har knytenabakats in i lera som rullats till en rund kula (se fig 22 s15).
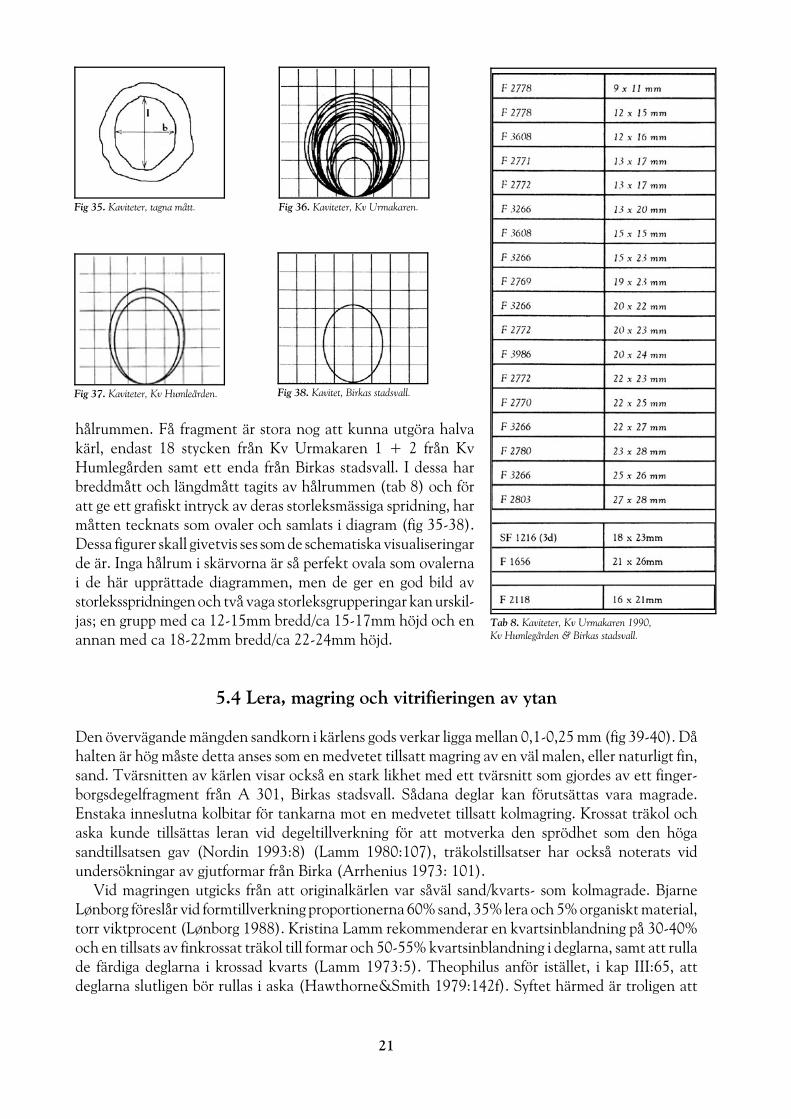
Fragmentens kaviteter har uppmätts för att ge en uppfattning om de ursprungliga hålrummensstorlek. Här har endast skärvor stora nog att kunna utgöra hälften av hela kärl valts ut för mätning,på så sätt har mätningar kunnat ske vid som sannolikt bör ha varit “ekvatorn” hos de ursprungliga
21
Fig 35. Kaviteter, tagna mått. Fig 36. Kaviteter, Kv Urmakaren.
Tab 8. Kaviteter, Kv Urmakaren 1990,Kv Humlegården & Birkas stadsvall.
Fig 37. Kaviteter, Kv Humleården. Fig 38. Kavitet, Birkas stadsvall.
hålrummen. Få fragment är stora nog att kunna utgöra halvakärl, endast 18 stycken från Kv Urmakaren 1 + 2 från KvHumlegården samt ett enda från Birkas stadsvall. I dessa harbreddmått och längdmått tagits av hålrummen (tab 8) och föratt ge ett grafiskt intryck av deras storleksmässiga spridning, harmåtten tecknats som ovaler och samlats i diagram (fig 35-38).Dessa figurer skall givetvis ses som de schematiska visualiseringarde är. Inga hålrum i skärvorna är så perfekt ovala som ovalernai de här upprättade diagrammen, men de ger en god bild avstorleksspridningen och två vaga storleksgrupperingar kan urskil-jas; en grupp med ca 12-15mm bredd/ca 15-17mm höjd och enannan med ca 18-22mm bredd/ca 22-24mm höjd.
5.4 Lera, magring och vitrifieringen av ytan
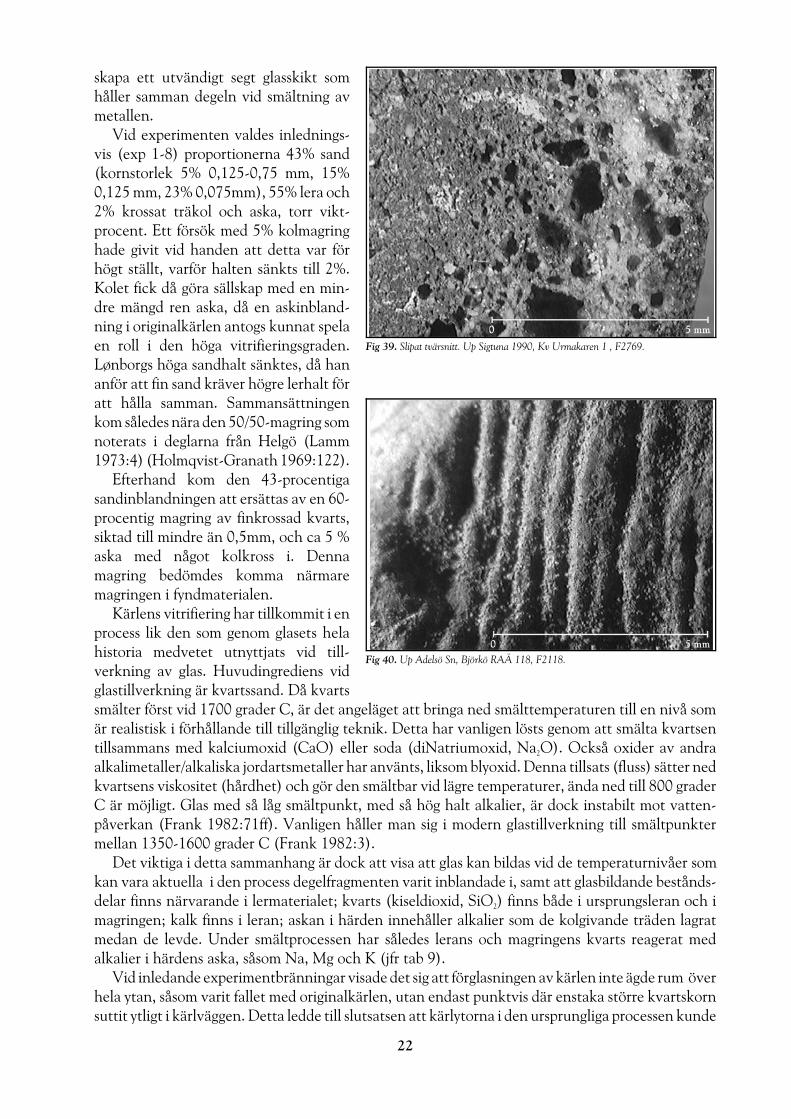
Den övervägande mängden sandkorn i kärlens gods verkar ligga mellan 0,1-0,25 mm (fig 39-40). Dåhalten är hög måste detta anses som en medvetet tillsatt magring av en väl malen, eller naturligt fin,sand. Tvärsnitten av kärlen visar också en stark likhet med ett tvärsnitt som gjordes av ett finger-borgsdegelfragment från A 301, Birkas stadsvall. Sådana deglar kan förutsättas vara magrade.Enstaka inneslutna kolbitar för tankarna mot en medvetet tillsatt kolmagring. Krossat träkol ochaska kunde tillsättas leran vid degeltillverkning för att motverka den sprödhet som den högasandtillsatsen gav (Nordin 1993:8) (Lamm 1980:107), träkolstillsatser har också noterats vidundersökningar av gjutformar från Birka (Arrhenius 1973: 101).
Vid magringen utgicks från att originalkärlen var såväl sand/kvarts- som kolmagrade. BjarneLønborg föreslår vid formtillverkning proportionerna 60% sand, 35% lera och 5% organiskt material,torr viktprocent (Lønborg 1988). Kristina Lamm rekommenderar en kvartsinblandning på 30-40%och en tillsats av finkrossat träkol till formar och 50-55% kvartsinblandning i deglarna, samt att rullade färdiga deglarna i krossad kvarts (Lamm 1973:5). Theophilus anför istället, i kap III:65, attdeglarna slutligen bör rullas i aska (Hawthorne&Smith 1979:142f). Syftet härmed är troligen att
22
Fig 39. Slipat tvärsnitt. Up Sigtuna 1990, Kv Urmakaren 1 , F2769.
Fig 40. Up Adelsö Sn, Björkö RAÄ 118, F2118.
skapa ett utvändigt segt glasskikt somhåller samman degeln vid smältning avmetallen.
Vid experimenten valdes inlednings-vis (exp 1-8) proportionerna 43% sand(kornstorlek 5% 0,125-0,75 mm, 15%0,125 mm, 23% 0,075mm), 55% lera och2% krossat träkol och aska, torr vikt-procent. Ett försök med 5% kolmagringhade givit vid handen att detta var förhögt ställt, varför halten sänkts till 2%.Kolet fick då göra sällskap med en min-dre mängd ren aska, då en askinbland-ning i originalkärlen antogs kunnat spelaen roll i den höga vitrifieringsgraden.Lønborgs höga sandhalt sänktes, då hananför att fin sand kräver högre lerhalt föratt hålla samman. Sammansättningenkom således nära den 50/50-magring somnoterats i deglarna från Helgö (Lamm1973:4) (Holmqvist-Granath 1969:122).
Efterhand kom den 43-procentigasandinblandningen att ersättas av en 60-procentig magring av finkrossad kvarts,siktad till mindre än 0,5mm, och ca 5 %aska med något kolkross i. Dennamagring bedömdes komma närmaremagringen i fyndmaterialen.
Kärlens vitrifiering har tillkommit i enprocess lik den som genom glasets helahistoria medvetet utnyttjats vid till-verkning av glas. Huvudingrediens vidglastillverkning är kvartssand. Då kvartssmälter först vid 1700 grader C, är det angeläget att bringa ned smälttemperaturen till en nivå somär realistisk i förhållande till tillgänglig teknik. Detta har vanligen lösts genom att smälta kvartsentillsammans med kalciumoxid (CaO) eller soda (diNatriumoxid, Na2O). Också oxider av andraalkalimetaller/alkaliska jordartsmetaller har använts, liksom blyoxid. Denna tillsats (fluss) sätter nedkvartsens viskositet (hårdhet) och gör den smältbar vid lägre temperaturer, ända ned till 800 graderC är möjligt. Glas med så låg smältpunkt, med så hög halt alkalier, är dock instabilt mot vatten-påverkan (Frank 1982:71ff). Vanligen håller man sig i modern glastillverkning till smältpunktermellan 1350-1600 grader C (Frank 1982:3). Det viktiga i detta sammanhang är dock att visa att glas kan bildas vid de temperaturnivåer somkan vara aktuella i den process degelfragmenten varit inblandade i, samt att glasbildande bestånds-delar finns närvarande i lermaterialet; kvarts (kiseldioxid, SiO2) finns både i ursprungsleran och imagringen; kalk finns i leran; askan i härden innehåller alkalier som de kolgivande träden lagratmedan de levde. Under smältprocessen har således lerans och magringens kvarts reagerat medalkalier i härdens aska, såsom Na, Mg och K (jfr tab 9).
Vid inledande experimentbränningar visade det sig att förglasningen av kärlen inte ägde rum överhela ytan, såsom varit fallet med originalkärlen, utan endast punktvis där enstaka större kvartskornsuttit ytligt i kärlväggen. Detta ledde till slutsatsen att kärlytorna i den ursprungliga processen kunde
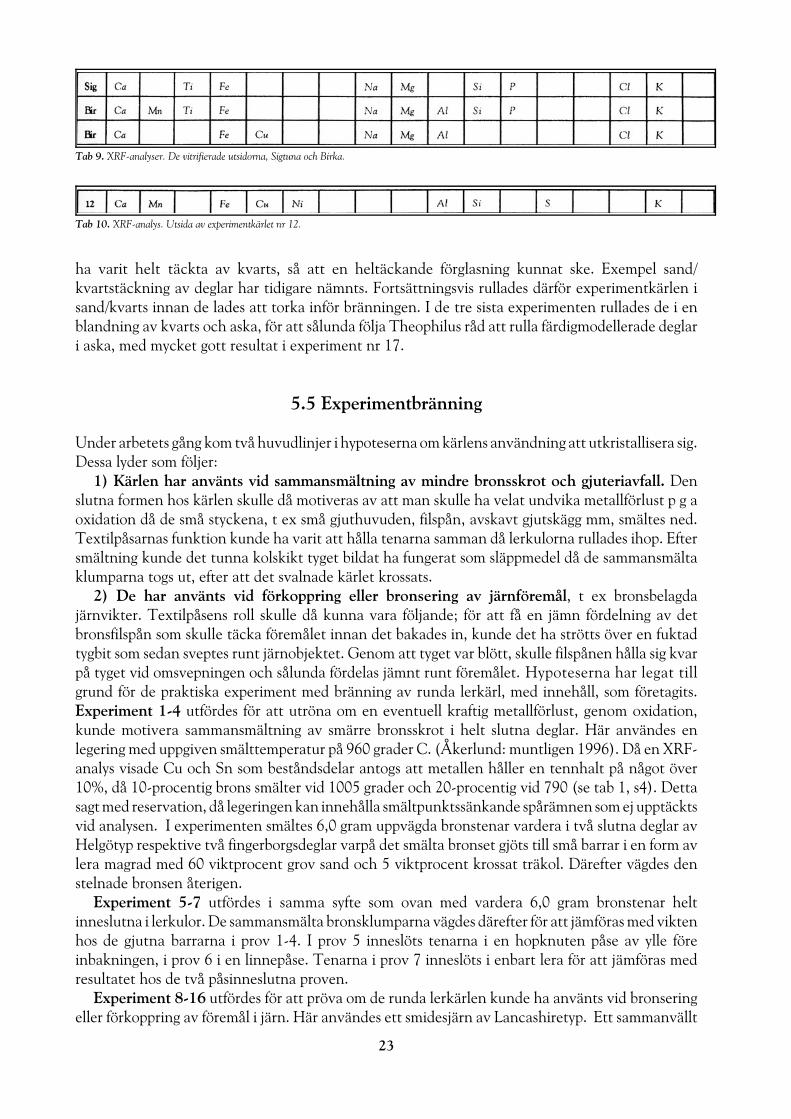
23
Tab 10. XRF-analys. Utsida av experimentkärlet nr 12.
Tab 9. XRF-analyser. De vitrifierade utsidorna, Sigtuna och Birka.
ha varit helt täckta av kvarts, så att en heltäckande förglasning kunnat ske. Exempel sand/kvartstäckning av deglar har tidigare nämnts. Fortsättningsvis rullades därför experimentkärlen isand/kvarts innan de lades att torka inför bränningen. I de tre sista experimenten rullades de i enblandning av kvarts och aska, för att sålunda följa Theophilus råd att rulla färdigmodellerade deglari aska, med mycket gott resultat i experiment nr 17.
5.5 Experimentbränning
Under arbetets gång kom två huvudlinjer i hypoteserna om kärlens användning att utkristallisera sig.Dessa lyder som följer:
1) Kärlen har använts vid sammansmältning av mindre bronsskrot och gjuteriavfall. Denslutna formen hos kärlen skulle då motiveras av att man skulle ha velat undvika metallförlust p g aoxidation då de små styckena, t ex små gjuthuvuden, filspån, avskavt gjutskägg mm, smältes ned.Textilpåsarnas funktion kunde ha varit att hålla tenarna samman då lerkulorna rullades ihop. Eftersmältning kunde det tunna kolskikt tyget bildat ha fungerat som släppmedel då de sammansmältaklumparna togs ut, efter att det svalnade kärlet krossats.
2) De har använts vid förkoppring eller bronsering av järnföremål, t ex bronsbelagdajärnvikter. Textilpåsens roll skulle då kunna vara följande; för att få en jämn fördelning av detbronsfilspån som skulle täcka föremålet innan det bakades in, kunde det ha strötts över en fuktadtygbit som sedan sveptes runt järnobjektet. Genom att tyget var blött, skulle filspånen hålla sig kvarpå tyget vid omsvepningen och sålunda fördelas jämnt runt föremålet. Hypoteserna har legat tillgrund för de praktiska experiment med bränning av runda lerkärl, med innehåll, som företagits.Experiment 1-4 utfördes för att utröna om en eventuell kraftig metallförlust, genom oxidation,kunde motivera sammansmältning av smärre bronsskrot i helt slutna deglar. Här användes enlegering med uppgiven smälttemperatur på 960 grader C. (Åkerlund: muntligen 1996). Då en XRF-analys visade Cu och Sn som beståndsdelar antogs att metallen håller en tennhalt på något över10%, då 10-procentig brons smälter vid 1005 grader och 20-procentig vid 790 (se tab 1, s4). Dettasagt med reservation, då legeringen kan innehålla smältpunktssänkande spårämnen som ej upptäcktsvid analysen. I experimenten smältes 6,0 gram uppvägda bronstenar vardera i två slutna deglar avHelgötyp respektive två fingerborgsdeglar varpå det smälta bronset gjöts till små barrar i en form avlera magrad med 60 viktprocent grov sand och 5 viktprocent krossat träkol. Därefter vägdes denstelnade bronsen återigen.
Experiment 5-7 utfördes i samma syfte som ovan med vardera 6,0 gram bronstenar heltinneslutna i lerkulor. De sammansmälta bronsklumparna vägdes därefter för att jämföras med viktenhos de gjutna barrarna i prov 1-4. I prov 5 inneslöts tenarna i en hopknuten påse av ylle föreinbakningen, i prov 6 i en linnepåse. Tenarna i prov 7 inneslöts i enbart lera för att jämföras medresultatet hos de två påsinneslutna proven.
Experiment 8-16 utfördes för att pröva om de runda lerkärlen kunde ha använts vid bronseringeller förkoppring av föremål i järn. Här användes ett smidesjärn av Lancashiretyp. Ett sammanvällt

24
Tab 11. Data, experimentkärl. Deglar, Schmelzkugeln och Theophilus fluss.
järn, ej utvalsat, med låg kolhalt (0-0,3%) (Bohm: muntligen 1996). Prov 8 utgjorde en förstarekognocerande test att bronsera. Då försöket slog väl ut utfördes prov 9-11 efter invägning avmetallinnehållet, med olika material i tygknytet samt i prov 11 med flata bronstenar i stället förbronsfilspån runt järnet. I prov 10 & 11 användes SS 5428, en standardlegering bestående av 94%Cu, 6% Sn och 0,2% Pb. I prov 12 testades om metoden också fungerade som förkoppringsmetod.Prov 13 utfördes med fördubblad tid i ugnen för att få en fingervisning om huruvida tidsfaktorn hadebetydelse för graden av vitrifiering av lerytan. Resultatet härvidlag blev dåligt, antagligen är mängdentillsatt aska av större betydelse för förglasningen. Prov 14 utfördes i mening få en jämförelse medTheophilus bronseringsmetod, utan lerinneslutning och med ett flussmedel av vinsten (argol)=kaliumbitartrat (Oddy1980: 131), salt och vatten. Theophilus information om beståndsdelarnasproportioner är knappa; han råder att blanda vinsten med "litet" salt. I experimenten har "litet" heltfritt tolkats som ca 25 viktprocent. En legering av 2/3 koppar och 1/3 brons framställdes och filadestill spån enligt Theophilus rekommendationer, kap III:92 (Hawthorne & Smith 1979:186f).Järnkärnan täcktes men flussmedlet och ett lager filspån, lades torka och placerades därefter direktpå kolet i järndegeln som ställdes i ugnen i 10 minuter vid 900 grader (legeringen smälter vid 750grader).
Prov 15 utfördes med samma legering men i lerinneslutning för jämförelse och för att få enkontroll av TCT-testerna. Kunde man ha använt kärlen vid plätering med metaller med lägresmältpunkter och kunde detta styrka de överraskande låga temperaturtestresultaten?
25
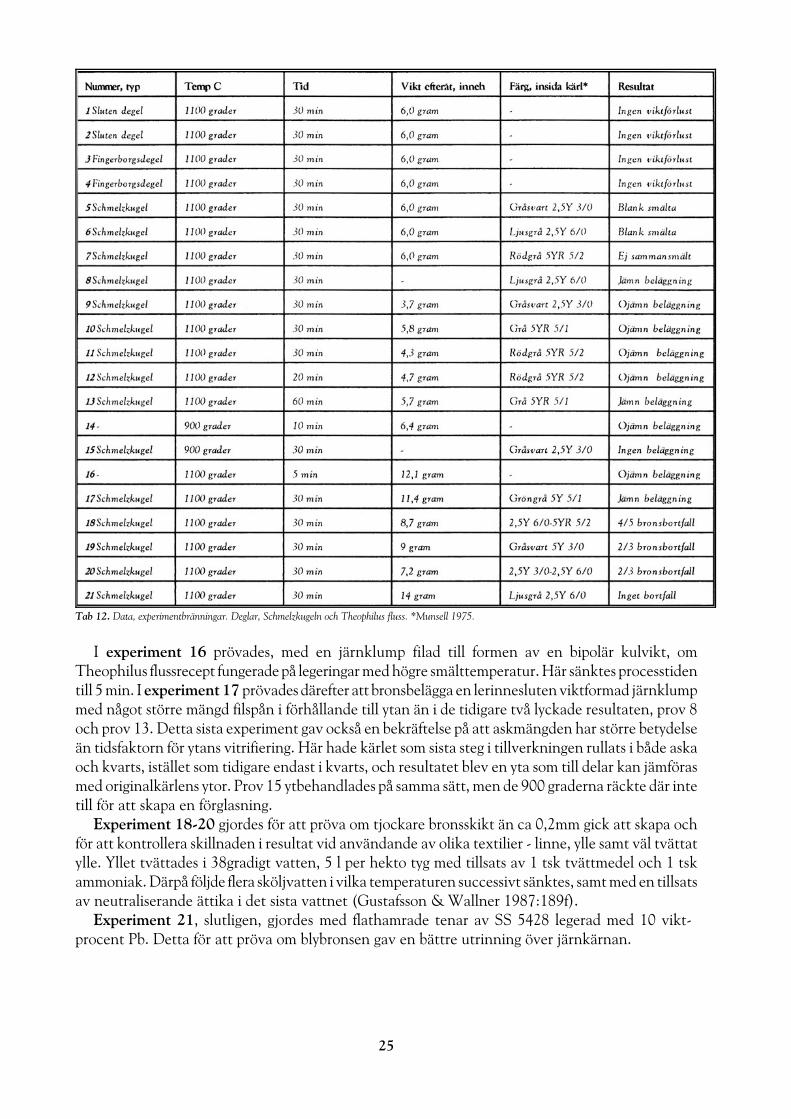
Tab 12. Data, experimentbränningar. Deglar, Schmelzkugeln och Theophilus fluss. *Munsell 1975.
I experiment 16 prövades, med en järnklump filad till formen av en bipolär kulvikt, omTheophilus flussrecept fungerade på legeringar med högre smälttemperatur. Här sänktes processtidentill 5 min. I experiment 17 prövades därefter att bronsbelägga en lerinnesluten viktformad järnklumpmed något större mängd filspån i förhållande till ytan än i de tidigare två lyckade resultaten, prov 8och prov 13. Detta sista experiment gav också en bekräftelse på att askmängden har större betydelseän tidsfaktorn för ytans vitrifiering. Här hade kärlet som sista steg i tillverkningen rullats i både askaoch kvarts, istället som tidigare endast i kvarts, och resultatet blev en yta som till delar kan jämförasmed originalkärlens ytor. Prov 15 ytbehandlades på samma sätt, men de 900 graderna räckte där intetill för att skapa en förglasning.
Experiment 18-20 gjordes för att pröva om tjockare bronsskikt än ca 0,2mm gick att skapa ochför att kontrollera skillnaden i resultat vid användande av olika textilier - linne, ylle samt väl tvättatylle. Yllet tvättades i 38gradigt vatten, 5 l per hekto tyg med tillsats av 1 tsk tvättmedel och 1 tskammoniak. Därpå följde flera sköljvatten i vilka temperaturen successivt sänktes, samt med en tillsatsav neutraliserande ättika i det sista vattnet (Gustafsson & Wallner 1987:189f).
Experiment 21, slutligen, gjordes med flathamrade tenar av SS 5428 legerad med 10 vikt- procent Pb. Detta för att pröva om blybronsen gav en bättre utrinning över järnkärnan.

26
6 Tolkning och diskussion
6.1 Experimenten
Då de gjutna och i efterhand uppvägda bronstenarna i experiment 1-4 visade sig väga lika mycketsom innan experimenten, antogs hypotesen om sammansmältning av bronsskrot mindre trovärdig.Ingen viktförlust stor nog att motivera sammansmältning i slutna kärl kunde iakttagas. Visserligenvägdes metallen i snabbvåg med en känslighet på 0,1 gram, en analysvåg med större känslighet skulleha påvisat en liten viktminskning då något litet av bronsen hann stelna i degelmynningarna undergjutning, men detta handlar i så fall om mindre än ett tiondels gram av 6,0 gram, dvs mindre än 1,6procents förlust. Den stora parten av denna förlust har i så fall skett genom att metall stelnat idegelmynningen och en van hantverkare kan säkert med rutinerade rörelser föra degeln från härdtill gjutning snabbt nog att undvika detta.
Experiment 5-7 visade att sammansmältning i slutna kärl dock är möjliga att genomföra och attdet i detta hänseende ej ledde till större skillnader i resultatet om textilpåsarna var av linne eller ylle.Yllet gav en sotigare insida i skärvorna och ett gasövertryck stort nog att få "säkerhetsventilen" attsläppa, men detta tycks inte ha påverkat smältans kvalitet i någon högre grad; smältorna tyckslikadana vare sig råämnet inneslutits i linne eller ylle.
Experiment 8 visade att en bronsering av järn, utan flusstillsats, är möjlig i lerinneslutningar avSchmelzkugeltyp. Det visade sig att tygpåsen fyllde en nyttig funktion, då bronsfilspånetstrött över vått tyg höll sig kvar på den våta textilytan, och spred sig därmed jämnt över järnkärnandå tyget vecklades samman till en påse. Bronset smälte antagligen fast vid järnet av någon av följandeorsaker; antingen finns flussbildande ämnen närvarande i leran eller också är den reducerande miljönoch den höga värmen nog för att det flytande bronset skall förlora ytspänningen i tillräckligt hög gradför att smälta fast vid järnet.
Theophilus föreskriver ett fluss av kaliumbitartrat och salt, XRF-analyserna av skärvorna visar påhalter av just kalium och natrium, kanske är dessa ämnen flussbildande också här. Resultatet av prov15 talar dock emot detta. Experimentet gjordes med en legering av 2/3 Cu och 1/3 Sn vid 900 graderC men misslyckades. Legeringen fäste mycket dåligt vid järnet, den formerade sig till små kulor somi efterhand går att avlägsna med fingernageln. Små kulor är just vad vi inte skall få i närvaro av ettfluss, då flussets uppgift bl a är att sänka metallens ytspänning. Prov 14, utfört med samma legeringvid samma temperatur men med Theophilus´fluss i stället för en omgivande lerkula lyckades däremot, om än med en ojämn täckning som resultat.Detta ger en fingervisning om att det snarare är reduktion och en hög temperatur som är avgörandevid metallbeläggning i Schmelzkugeln, än närvaro av ett flussmedel. Tylecote nämner en modernindustriell process att fästa samman stål med koppar vid 1100 grader C, i närvaro av väte för attundvika oxidation (Tylecote 1962:155). I fråga om temperaturnivån låter detta som en beskrivningav vad som skett i experimenten med bronsering i Schmelzkugeln. Vad gäller den reducerande miljönblir det osäkrare beträffande de inledande proven. Den jämngrå färgen i skärvorna från Sigtuna ochBirka berättar om ett reduktionsbränt gods, men experimentkärlens skärvor har här i godsetstvärsnitt delvis visat en brun till rödbrun färg, tecken på att leran delvis oxiderat trots denreducerande miljön tillsammans med träkol i ett tillslutet järnkärl. Kanske har tyget vidförbränningen utvecklat det syre som givit upphov till detta. Ett tecken på att så troligen är fallet ärdet faktum att de mest oxiderade partierna ofta finns runt kärlens "säkerhetsventiler", där gaserströmmat ut i springan mellan kärlet och säkerhetsproppen. Syret kan härröra från den förbrändatextilen. Det är välkänt att uppkomst av vattenånga ur bränslet skapar problem vid smältning avkopparhaltiga metaller i träkolshärdar. Vattnet reduceras till väte av metallen enligt formeln2Cu+H2O=Cu2O+H2(g). Vätet ingår förening med den smälta metallen och utvecklar sig undersvalnandet till gasbubblor som gör metallen porös (Tylecote 1962:109). Syre utvecklas således vid
27
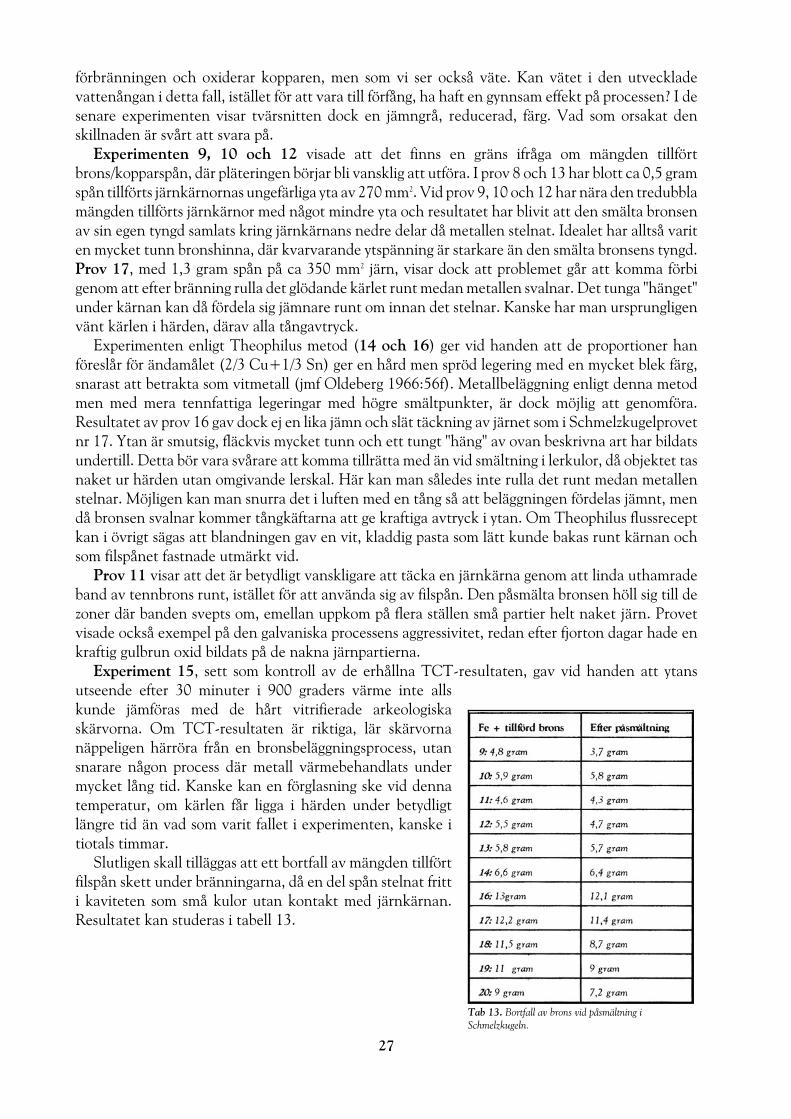
Tab 13. Bortfall av brons vid påsmältning iSchmelzkugeln.
förbränningen och oxiderar kopparen, men som vi ser också väte. Kan vätet i den utveckladevattenångan i detta fall, istället för att vara till förfång, ha haft en gynnsam effekt på processen? I desenare experimenten visar tvärsnitten dock en jämngrå, reducerad, färg. Vad som orsakat denskillnaden är svårt att svara på.
Experimenten 9, 10 och 12 visade att det finns en gräns ifråga om mängden tillförtbrons/kopparspån, där pläteringen börjar bli vansklig att utföra. I prov 8 och 13 har blott ca 0,5 gramspån tillförts järnkärnornas ungefärliga yta av 270 mm2. Vid prov 9, 10 och 12 har nära den tredubblamängden tillförts järnkärnor med något mindre yta och resultatet har blivit att den smälta bronsenav sin egen tyngd samlats kring järnkärnans nedre delar då metallen stelnat. Idealet har alltså variten mycket tunn bronshinna, där kvarvarande ytspänning är starkare än den smälta bronsens tyngd.Prov 17, med 1,3 gram spån på ca 350 mm2 järn, visar dock att problemet går att komma förbigenom att efter bränning rulla det glödande kärlet runt medan metallen svalnar. Det tunga "hänget"under kärnan kan då fördela sig jämnare runt om innan det stelnar. Kanske har man ursprungligenvänt kärlen i härden, därav alla tångavtryck.
Experimenten enligt Theophilus metod (14 och 16) ger vid handen att de proportioner hanföreslår för ändamålet (2/3 Cu+1/3 Sn) ger en hård men spröd legering med en mycket blek färg,snarast att betrakta som vitmetall (jmf Oldeberg 1966:56f). Metallbeläggning enligt denna metodmen med mera tennfattiga legeringar med högre smältpunkter, är dock möjlig att genomföra.Resultatet av prov 16 gav dock ej en lika jämn och slät täckning av järnet som i Schmelzkugelprovetnr 17. Ytan är smutsig, fläckvis mycket tunn och ett tungt "häng" av ovan beskrivna art har bildatsundertill. Detta bör vara svårare att komma tillrätta med än vid smältning i lerkulor, då objektet tasnaket ur härden utan omgivande lerskal. Här kan man således inte rulla det runt medan metallenstelnar. Möjligen kan man snurra det i luften med en tång så att beläggningen fördelas jämnt, mendå bronsen svalnar kommer tångkäftarna att ge kraftiga avtryck i ytan. Om Theophilus flussreceptkan i övrigt sägas att blandningen gav en vit, kladdig pasta som lätt kunde bakas runt kärnan ochsom filspånet fastnade utmärkt vid.
Prov 11 visar att det är betydligt vanskligare att täcka en järnkärna genom att linda uthamradeband av tennbrons runt, istället för att använda sig av filspån. Den påsmälta bronsen höll sig till dezoner där banden svepts om, emellan uppkom på flera ställen små partier helt naket järn. Provetvisade också exempel på den galvaniska processens aggressivitet, redan efter fjorton dagar hade enkraftig gulbrun oxid bildats på de nakna järnpartierna.
Experiment 15, sett som kontroll av de erhållna TCT-resultaten, gav vid handen att ytansutseende efter 30 minuter i 900 graders värme inte allskunde jämföras med de hårt vitrifierade arkeologiskaskärvorna. Om TCT-resultaten är riktiga, lär skärvornanäppeligen härröra från en bronsbeläggningsprocess, utansnarare någon process där metall värmebehandlats undermycket lång tid. Kanske kan en förglasning ske vid dennatemperatur, om kärlen får ligga i härden under betydligtlängre tid än vad som varit fallet i experimenten, kanske itiotals timmar.
Slutligen skall tilläggas att ett bortfall av mängden tillförtfilspån skett under bränningarna, då en del spån stelnat fritti kaviteten som små kulor utan kontakt med järnkärnan.Resultatet kan studeras i tabell 13.

28
Fig 41. Bronsskikt, experiment 18. ca-mått.
Fig 42. Bronsskikt, experiment 20, ca-mått.
Det misstänktes till en början att det höga bortfallet i prov 9berättade att ylle är ett sämre textilmaterial i sammanhanget änlinne. Ylle ger vid förbränningen en sotig, "smutsig" insida avkaviteten, medan linnet i stort bara omvandlas till ett tunt nätav kol. Kavitetens väggar blir här relativt sotfria och ges enrenare färg än yllebränningarnas sotsvarta insidor. Prov 18-20slog dock hål på dessa misstankar, textilmaterialet spelade liteneller ingen roll.
I dessa experiment erhölls, både i linne- och i yllebrännin-garna, ett mycket högt bortfall av brons. Upp till 4/5 av tillförtbrons återfanns efter bränning som små lösa kulor i kaviteten.Experimenten visar att det är svårt att skapa jämntjocka skikttjockare än ca 0,1-0,2 mm. Tjocklekar på upp till ca 0,8 mmuppnåddes visserligen, men aldrig jämnt runt om kärnan. Iexperiment 21 användes flata tenar av blybrons. Här kom alltillförd brons att smälta fast vid järnet, utan de problem mednaket järn som gavs i prov 11. Blybrons flyter bättre ut ochmöjliggör en användning av tenar i stället för spån som lättaretycks oxidera och förloras som små, fria kulor. Bronsskiktetstjocklek varierar också här, ända upp till ca 2 mm, och måstefilas för att bli jämntjockt.
6.2 Kärlen Av de under kapitel 2.2 nämnda tidigare beskrivna metallhanteringskärlen står uppsatsensfyndmaterial de av Drescher beskrivna "Schmelzkugeln" närmast. Både i storlek, form ochuppbyggnad förefaller de närmast identiska. Lägger vi så till kaviteternas textilavtryck som vidavgjutning bildar formen av små hopsnörda påsar är likheten fullständig. Om vi därpå vågar anta attkärltypen Schmelzkugeln är sprungna ur de provinsialromerska "Schmelzbomben" har vi möjligenatt göra med en verkstadsprocess som under vikingatid/tidig medeltid redan hade närmare ettårtusende på nacken. Om de båda kärltyperna kan visas vara av samma art finner vi möjligen ettexempel på germanskt adopterande av romersk teknologi. Uppsatsen lämnar dock frågan därhän dåbeskrivningar av Schmelzbomben tycks knapphändiga. Kärlen förefaller tillverkade av en lera magrad på samma vis som vanlig degellera, förutom enmindre tillsats av krossat kol och aska, eller aska med en halt av små kolbitar. Efter bakningen tycksde ha rullats i fint krossad, nästan pulveriserad, kvarts innan de lagts att torka. Vad gällertextilavtrycken i Schmelzkugeln kontra textilavtrycken i de slutna deglarna från Helgö, är den enväsentliga skillnaden att de förra är veckade och skrynkliga medan de senare är helt släta och mjuka.Tillverkningen av de två fingerborgsdeglarna inför experimenten skedde genom modellering kringett finger och efter modelleringen noterades hur svårt det var att dra loss den färdiga degeln frånfingret utan att skada den, leran kladdade fast vid fingret. Då de två slutna deglarna tillverkadesprövades därför att lägga ett stycke linnetyg runt fingret innan leran lades på för att modelleras. Dådegelskållan var färdig kunde den helt utan problem lyftas av och tyget, som fastnat i skållans insida,kunde dras ur utan att skada denna. Resultatet blev en insida med ett slätt textilavtryck, förutomnågra få veck längst bak i skållan där tyget veckats runt fingertoppen. Slående är också hurinnerskållan av degelfragmentet Helgö F 8350 (se fig 30), samt flera andra (F 7934, 8350, 8390 &8396), har en form som om de modellerats kring ett grovt finger, t ex en tumme. Kanske hartextilavtrycken i Helgödeglarna skapats på detta sätt. Då avtrycken i Schmelzkugeln härrör fråninneslutna påsar som förpackningsmaterial kan konstateras de kommer av andra syften än avtryckeni de slutna deglarna.

29
6.3 Hantverksprocessen
Av de utförda XRF-analyserna kan ses att Ca, Fe, Al och Si förekommer i nästan alla prover oavsettom de härrör från oxidansamlingar eller kärlens insidor. Koncentrerade till oxidanalyserna tycks Cu,As i viss mån Pb och helt tydligt Sn vara. Dessa ämnen är därmed att klart relatera till den legeringsom ingått i processen. Fe, As och Pb kan följa med kopparen som spårämnen, men spåren av As ochPb kan också ses som spår av fristående legeringsmetaller. Vad gäller Pb är det alldeles säkert såanalyserna skall tolkas, liksom helt klart de spårade förekomsterna av Sn. Av konstellationen Koppar,bly och tenn följer klart att den hantverksprocess de runda kärlen härrör från, sorterar underbronshantverket.
Hur har då den process, i vilken de helt slutna kärlen ingått, sett ut? Att som Norbert Walke, isamband med de romerska Schmelzbomben, anta att metall smälts inför gjutning, varvid "kärlenmåste slås sönder" för att metallen skall kunna hällas i gjutformen (Walke 1965:61), förefallerogenomtänkt. Att slå sönder en lerbehållare med smält metall som håller en temperatur på över 1000grader C är inget enkelt arbetsmoment. Metallen är het, den kan stänka varvid den kan skadasmeden och framför allt komma att hamna överallt utom i gjutformen. Om äventyret trots dettaskulle lyckas kommer lerpartiklar och splitter att kunna förorena metallen och försvåra gjutningen.
Att föra en degel från härd till gjutform och tippa den däröver är en process som kräver rutineradförsiktighet och mjuka rörelser men likväl en stor snabbhet. Smeden har en kort tid, blott några fåsekunder, att hälla över metallen innan den stelnar. Låt vara att ett helt slutet kärl, som är meravärmebevarande, ger några sekunder extra till förfogande, men så snart det slagits sönder kommervärmen att sjunka mycket snabbt. Här finns näppeligen tid för vare sig sönderslagning ellerihopsamlande av smält metall därefter.
Att, som Helge Brinch Madsen och Hans Drescher, anta att kärlen gjorts för en process i vilkenden smälta metallen skulle stelna inuti kärlen verkar således rimligare (Brinch Madsen 1984:30f)(Drescher 1980:183). Kärlen skulle då vara sönderslagna efter att de svalnat. En faktor som pekarpå detta är att inga av de undersökta fragmenten från Sigtuna och Birka på något vis är deformeradei kanterna. Om de slagits sönder genast efter det att de lyfts ur härden, rödglödgande och med detyttre glasskiktet som en seg smälta, skulle skärvorna knappast visa de tvära, odeformerade brottytorsom här kan ses.
Uppsatsens studier och experiment kom efterhand att utmynna i två huvudhypoteser rörandekärlens användning: 1) Sammansmältning av smått bronsavfall till större råämnen. 2) Metall-plätering (t ex bronsering) av föremål av annan metall (t ex järn). Det första av alternativen förefallerefter genomgångna experiment mindre troligt.
Alternativ två, bronsbeläggning av metallföremål är det alternativ som prövats med lyckaderesultat i experimenten. Theophilus förordar som nämnts filspån av en bronlegering av 2/3 kopparoch 1/3 tenn vid bronsering av järnlås, även om han här inte talar om inbakning i lera. Han förordaristället ett flussmedel av vinsten och salt blandat i vatten, struket runt låset varpå det tjockt skullebeströs med filspån och efter torkning läggas i härden. Han nämner dock en förkoppringsteknik utanfluss men med lerinbakning i samband med lödning järn mot järn. En tunn remsa koppar binds runtfogen och lera bakas runt den, varpå det hela läggs på härden (Hawthorne & Smith 1979:186f)(Oldeberg 1966:193), efteråt har skapats en lödning och en förkoppring av skarven mellanjärnämnena. Denna senare teknik kommer strukturellt mycket nära den teknik som testats iexperimenten även om Theophilus teknik snarast primärt syftar till lödning. I två av leravtryckenav Kv Urmakarens kaviteter kan också ses, genom textilmönstret, hur flata objekt lindats kring ettannat objekt av rundare/oval form. Kan man i en bronsbeläggningsprocess ibland ha föredragit attanvända sig av uthamrade tenar i stället för filspån? Uppsatsens försök med tenar i blybrons (21)fungerade väl men fordrar efterbearbetning med fil. Kanske kan rätt avvägd legering, mängd och tidskapa ett jämnare skikt.
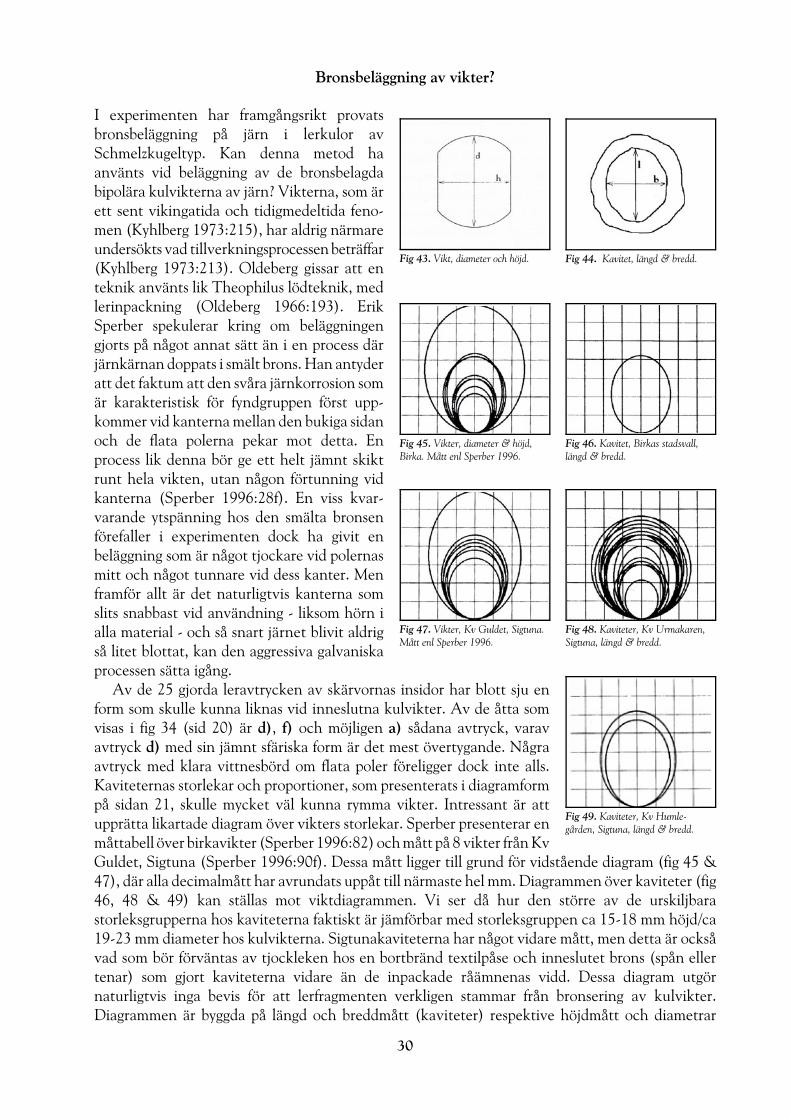
30
Fig 44. Kavitet, längd & bredd.Fig 43. Vikt, diameter och höjd.
Fig 46. Kavitet, Birkas stadsvall,längd & bredd.
Fig 48. Kaviteter, Kv Urmakaren,Sigtuna, längd & bredd.
Fig 45. Vikter, diameter & höjd,Birka. Mått enl Sperber 1996.
Fig 47. Vikter, Kv Guldet, Sigtuna.Mått enl Sperber 1996.
Fig 49. Kaviteter, Kv Humle-gården, Sigtuna, längd & bredd.
Bronsbeläggning av vikter?
I experimenten har framgångsrikt provatsbronsbeläggning på järn i lerkulor avSchmelzkugeltyp. Kan denna metod haanvänts vid beläggning av de bronsbelagdabipolära kulvikterna av järn? Vikterna, som ärett sent vikingatida och tidigmedeltida feno-men (Kyhlberg 1973:215), har aldrig närmareundersökts vad tillverkningsprocessen beträffar(Kyhlberg 1973:213). Oldeberg gissar att enteknik använts lik Theophilus lödteknik, medlerinpackning (Oldeberg 1966:193). ErikSperber spekulerar kring om beläggningengjorts på något annat sätt än i en process därjärnkärnan doppats i smält brons. Han antyderatt det faktum att den svåra järnkorrosion somär karakteristisk för fyndgruppen först upp-kommer vid kanterna mellan den bukiga sidanoch de flata polerna pekar mot detta. Enprocess lik denna bör ge ett helt jämnt skiktrunt hela vikten, utan någon förtunning vidkanterna (Sperber 1996:28f). En viss kvar-varande ytspänning hos den smälta bronsenförefaller i experimenten dock ha givit enbeläggning som är något tjockare vid polernasmitt och något tunnare vid dess kanter. Menframför allt är det naturligtvis kanterna somslits snabbast vid användning - liksom hörn ialla material - och så snart järnet blivit aldrigså litet blottat, kan den aggressiva galvaniskaprocessen sätta igång.
Av de 25 gjorda leravtrycken av skärvornas insidor har blott sju enform som skulle kunna liknas vid inneslutna kulvikter. Av de åtta somvisas i fig 34 (sid 20) är d), f) och möjligen a) sådana avtryck, varavavtryck d) med sin jämnt sfäriska form är det mest övertygande. Någraavtryck med klara vittnesbörd om flata poler föreligger dock inte alls.Kaviteternas storlekar och proportioner, som presenterats i diagramformpå sidan 21, skulle mycket väl kunna rymma vikter. Intressant är attupprätta likartade diagram över vikters storlekar. Sperber presenterar enmåttabell över birkavikter (Sperber 1996:82) och mått på 8 vikter från KvGuldet, Sigtuna (Sperber 1996:90f). Dessa mått ligger till grund för vidstående diagram (fig 45 &47), där alla decimalmått har avrundats uppåt till närmaste hel mm. Diagrammen över kaviteter (fig46, 48 & 49) kan ställas mot viktdiagrammen. Vi ser då hur den större av de urskiljbarastorleksgrupperna hos kaviteterna faktiskt är jämförbar med storleksgruppen ca 15-18 mm höjd/ca19-23 mm diameter hos kulvikterna. Sigtunakaviteterna har något vidare mått, men detta är ocksåvad som bör förväntas av tjockleken hos en bortbränd textilpåse och inneslutet brons (spån ellertenar) som gjort kaviteterna vidare än de inpackade råämnenas vidd. Dessa diagram utgörnaturligtvis inga bevis för att lerfragmenten verkligen stammar från bronsering av kulvikter.Diagrammen är byggda på längd och breddmått (kaviteter) respektive höjdmått och diametrar

31
Tab 14. XRF-analyser. Två vikter från Birkas stadsvall. 1) x306 y200, F11. 2) x313 y192.
(vikter) och ovalerna visar därför inte hålrummens respektive vikternas sanna utseende. De visardock att vikternas proportioner och storlekar sammanfaller med kaviteternas storlekar och detta ären intressant tendens.
Sperber presenterar siffror över tjocklekarna hos bronsskikten på kulvikter från Bandlunde,Gotland (Sperber 1996:82) och Kv Guldet, Sigtuna (Sperber 1996:90f). Tjockleken pendlar härmellan 0,3-0,8 mm vilket bekräftas av Birgit Arrhenius (Arrhenius 1996:125) och hosSigtunavikterna mellan 0,6-1,6 mm. Hos järnklumpen från försök 8 som sågats itu kan flyktigtbedömas att skiktet är mycket tunt, troligen under 0,1 mm. De jämnaste och slätaste skiktenförefaller ges vid tjocklekar på upp till ca 0,2 mm. I skikten från försök 18 & 20 nåddes delvistjocklekar upp till ca 0,8 mm (fig 41-42). Tjocka skikt går alltså att skapa, men det är svårt att få demjämntjocka och en stor del av bronsen stelnar fritt i kaviteten som små kulor då filspån används, enförlust som måste bedömas vara dålig "hantverksekonomi". Här tycks bruk av tenar i blybrons varaeffektivare (prov 21).
I alla hänseenden bör tryggt kunna fastslås att de bipolära järnvikterna troligen bronsbelagts viateknik liknande dem som här prövats. Kulvikterna funna vid grävningarna i Birkas stadsvall liknartill ytan mera det flussbronserade järnämnet i försök 16 än de liknar ytan hos försök 17, som utförtsi lerinneslutning. Sedda i stereolupp visar Birkavikternas bronsskal svampiga ytor med täta kratrar,ytor som mycket liknar ytan hos prov 16 medan ytan hos prov 17 är nästan helt slät och jämn. Härskall ej glömmas att den kraterbemängda ytan hos birkavikterna kan vara en allmänkorrosion bildadunder 1000 år i jorden (Bresle, Saers & Arrhenius 1983). Att ytbeläggningen hos stadsvallsvikternabestår av olika bronslegeringar och ej ren koppar är fastslaget i två XRF-analyser (tab 14). En av deanalyserade vikterna (x306 y200) finns tidigare analyserad av Sperber (Sperber 1993:148). Därredovisas en blyhalt som ej finns med i den här presenterade analysen. Allra troligast är Sperbersresultat det riktiga och troligen innehåller också vikten x313 y192 bly i bronsskalet. Blybrons är envanlig täckmetall hos de bipolära järnvikterna (Sperber 1996). Kanske kan detta ofullständigaresultat förklaras av att analyserna gjorts av konserverade vikter och att XRF-strålen tvingats trängaigenom ett skikt av akryllack innan den nått viktens yta. Vikterna är analyserade vid två punktervardera.
Bly är också konstaterat i analyser av skärvorna och av oxidspåren i dessa (tab 6 & 7). Slutsatsenmåste således bli att vikterna mycket väl kan vara bronserade i Schmelzkugeln, indicierna ärövertygande men något klart bevis kan så här långt inte presenteras.
6.4 De bägge verkstäderna
Verkstadsytan vid Birkas Stadsvall, sedd genom tre planer
Vad nytt finns då att säga om verkstadsområdet i Birkas stadsvall, efter att Schmelzkugeln kanurskiljas ur degelmaterialet som en egen artefaktgrupp och finns här något i spridningen som kanberätta något om kärlens användningsområde?
Den första planen (fig 50) är i stort den officiella planritningen, men med de viktigasteanläggningarna i sammanhanget utmärkta och skuggade. Redan här kan anas att området är delati två huvuddelar. Den norra delen innefattar smidesgropen A 106, den stora härden A 105 ochgrophuset A 107 med sin härd A 104. Mellan grophuset och den södra anläggningskoncentrationen
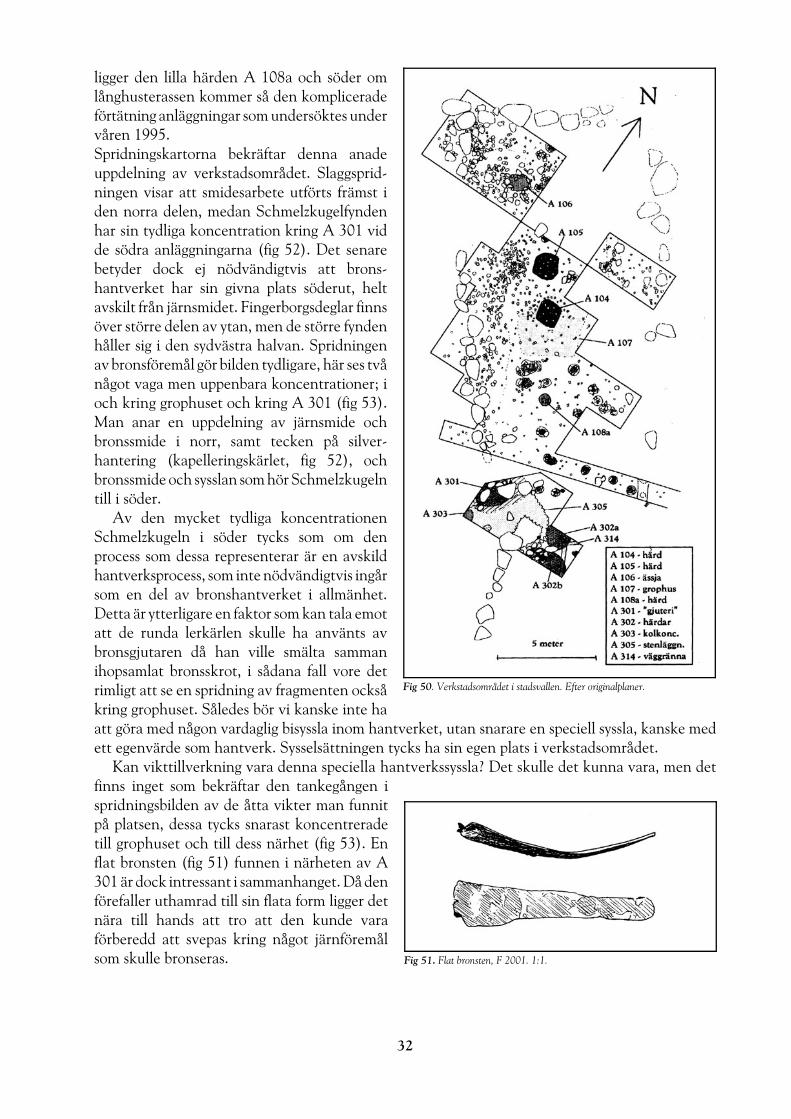
32
Fig 50. Verkstadsområdet i stadsvallen. Efter originalplaner.
Fig 51. Flat bronsten, F 2001. 1:1.
ligger den lilla härden A 108a och söder omlånghusterassen kommer så den kompliceradeförtätning anläggningar som undersöktes undervåren 1995.Spridningskartorna bekräftar denna anadeuppdelning av verkstadsområdet. Slaggsprid-ningen visar att smidesarbete utförts främst iden norra delen, medan Schmelzkugelfyndenhar sin tydliga koncentration kring A 301 vidde södra anläggningarna (fig 52). Det senarebetyder dock ej nödvändigtvis att brons-hantverket har sin givna plats söderut, heltavskilt från järnsmidet. Fingerborgsdeglar finnsöver större delen av ytan, men de större fyndenhåller sig i den sydvästra halvan. Spridningenav bronsföremål gör bilden tydligare, här ses tvånågot vaga men uppenbara koncentrationer; ioch kring grophuset och kring A 301 (fig 53).Man anar en uppdelning av järnsmide ochbronssmide i norr, samt tecken på silver-hantering (kapelleringskärlet, fig 52), ochbronssmide och sysslan som hör Schmelzkugelntill i söder.
Av den mycket tydliga koncentrationenSchmelzkugeln i söder tycks som om denprocess som dessa representerar är en avskildhantverksprocess, som inte nödvändigtvis ingårsom en del av bronshantverket i allmänhet.Detta är ytterligare en faktor som kan tala emotatt de runda lerkärlen skulle ha använts avbronsgjutaren då han ville smälta sammanihopsamlat bronsskrot, i sådana fall vore detrimligt att se en spridning av fragmenten ocksåkring grophuset. Således bör vi kanske inte haatt göra med någon vardaglig bisyssla inom hantverket, utan snarare en speciell syssla, kanske medett egenvärde som hantverk. Sysselsättningen tycks ha sin egen plats i verkstadsområdet.
Kan vikttillverkning vara denna speciella hantverkssyssla? Det skulle det kunna vara, men detfinns inget som bekräftar den tankegången ispridningsbilden av de åtta vikter man funnitpå platsen, dessa tycks snarast koncentreradetill grophuset och till dess närhet (fig 53). Enflat bronsten (fig 51) funnen i närheten av A301 är dock intressant i sammanhanget. Då denförefaller uthamrad till sin flata form ligger detnära till hands att tro att den kunde varaförberedd att svepas kring något järnföremålsom skulle bronseras.
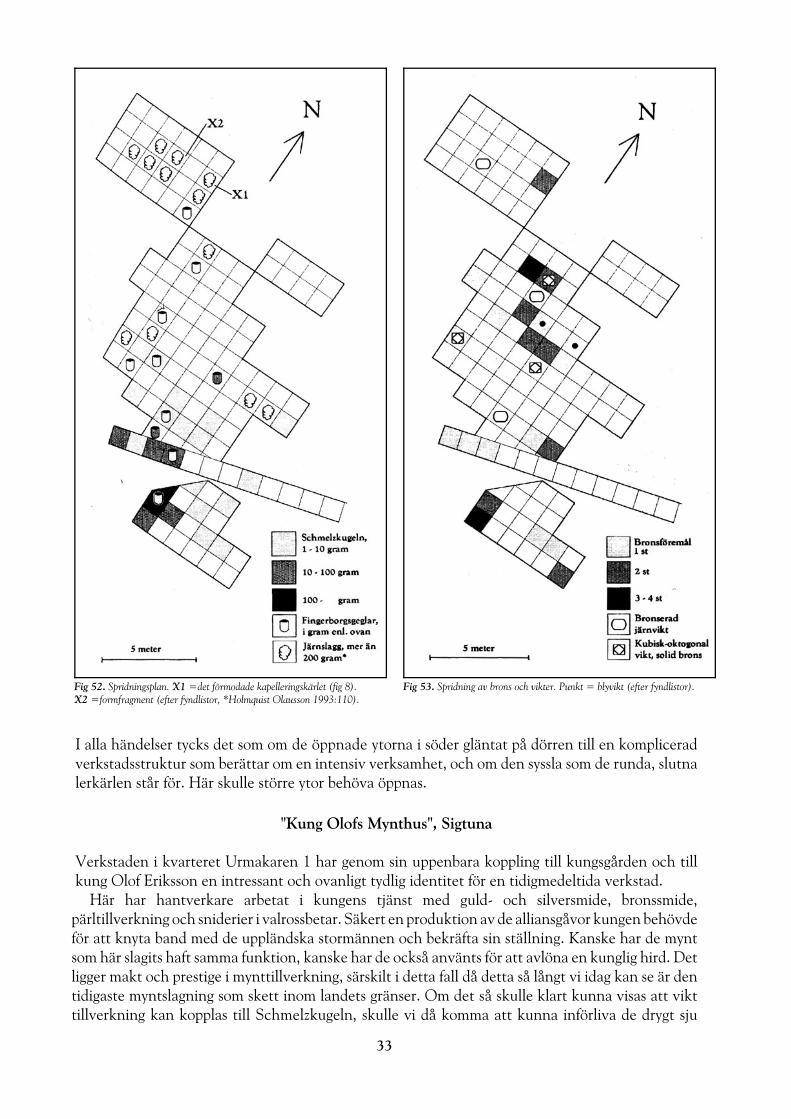
33
Fig 52. Spridningsplan. X1 =det förmodade kapelleringskärlet (fig 8).X2 =formfragment (efter fyndlistor, *Holmquist Olausson 1993:110).
Fig 53. Spridning av brons och vikter. Punkt = blyvikt (efter fyndlistor).
I alla händelser tycks det som om de öppnade ytorna i söder gläntat på dörren till en kompliceradverkstadsstruktur som berättar om en intensiv verksamhet, och om den syssla som de runda, slutnalerkärlen står för. Här skulle större ytor behöva öppnas.
"Kung Olofs Mynthus", Sigtuna
Verkstaden i kvarteret Urmakaren 1 har genom sin uppenbara koppling till kungsgården och tillkung Olof Eriksson en intressant och ovanligt tydlig identitet för en tidigmedeltida verkstad. Här har hantverkare arbetat i kungens tjänst med guld- och silversmide, bronssmide,
pärltillverkning och sniderier i valrossbetar. Säkert en produktion av de alliansgåvor kungen behövdeför att knyta band med de uppländska stormännen och bekräfta sin ställning. Kanske har de myntsom här slagits haft samma funktion, kanske har de också använts för att avlöna en kunglig hird. Detligger makt och prestige i mynttillverkning, särskilt i detta fall då detta så långt vi idag kan se är dentidigaste myntslagning som skett inom landets gränser. Om det så skulle klart kunna visas att vikttillverkning kan kopplas till Schmelzkugeln, skulle vi då komma att kunna införliva de drygt sju
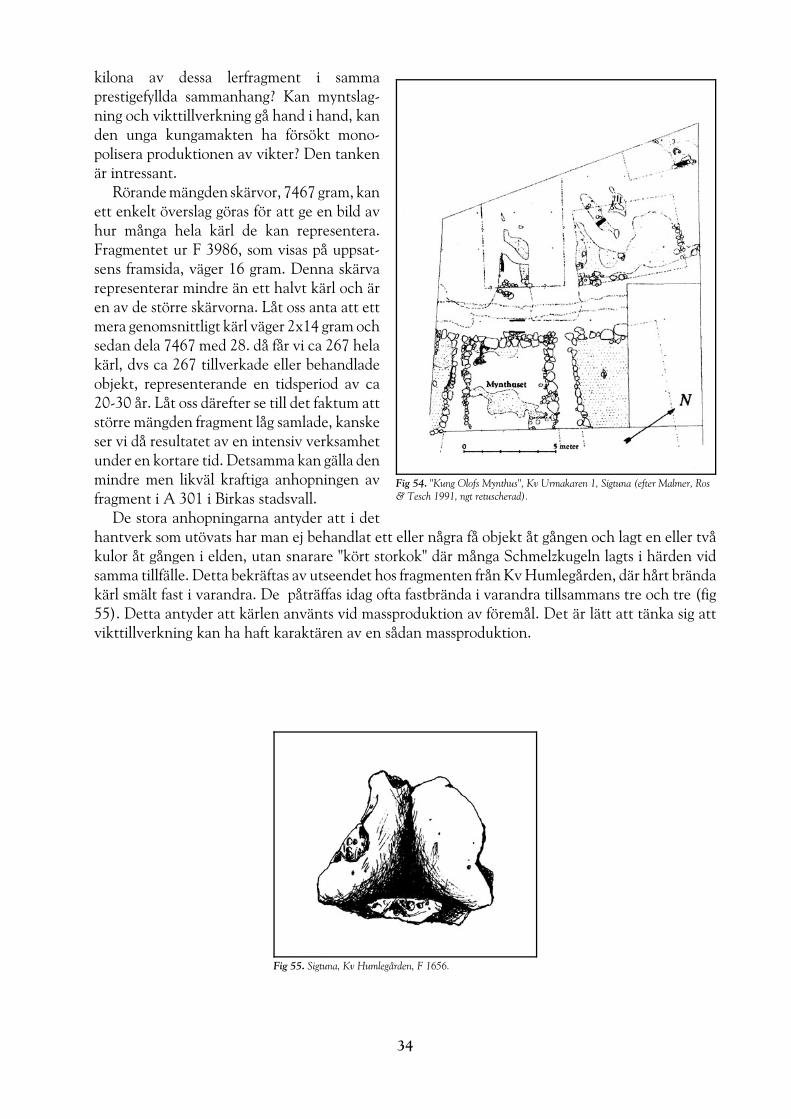
34
Fig 54. "Kung Olofs Mynthus", Kv Urmakaren 1, Sigtuna (efter Malmer, Ros& Tesch 1991, ngt retuscherad).
Fig 55. Sigtuna, Kv Humlegården, F 1656.
kilona av dessa lerfragment i sammaprestigefyllda sammanhang? Kan myntslag-ning och vikttillverkning gå hand i hand, kanden unga kungamakten ha försökt mono-polisera produktionen av vikter? Den tankenär intressant.
Rörande mängden skärvor, 7467 gram, kanett enkelt överslag göras för att ge en bild avhur många hela kärl de kan representera.Fragmentet ur F 3986, som visas på uppsat-sens framsida, väger 16 gram. Denna skärvarepresenterar mindre än ett halvt kärl och ären av de större skärvorna. Låt oss anta att ettmera genomsnittligt kärl väger 2x14 gram ochsedan dela 7467 med 28. då får vi ca 267 helakärl, dvs ca 267 tillverkade eller behandladeobjekt, representerande en tidsperiod av ca20-30 år. Låt oss därefter se till det faktum attstörre mängden fragment låg samlade, kanskeser vi då resultatet av en intensiv verksamhetunder en kortare tid. Detsamma kan gälla denmindre men likväl kraftiga anhopningen avfragment i A 301 i Birkas stadsvall.
De stora anhopningarna antyder att i dethantverk som utövats har man ej behandlat ett eller några få objekt åt gången och lagt en eller tvåkulor åt gången i elden, utan snarare "kört storkok" där många Schmelzkugeln lagts i härden vidsamma tillfälle. Detta bekräftas av utseendet hos fragmenten från Kv Humlegården, där hårt brändakärl smält fast i varandra. De påträffas idag ofta fastbrända i varandra tillsammans tre och tre (fig55). Detta antyder att kärlen använts vid massproduktion av föremål. Det är lätt att tänka sig attvikttillverkning kan ha haft karaktären av en sådan massproduktion.

35
7 SammanfattningDe fragment av runda vitrifierade lerkärl som kommit i dagen vid grävningar i terrasserna i Birkasstadsvall och i Kv Urmakaren 1, Sigtuna är till utförande och troligen till funktion identiska med dekärl från Hedeby som Hans Drescher beskriver som "Schmelzkugeln". Denna fyndgrupp sorterarunder den mångfacetterade artefaktgrupp som Helge Brinch Madsen rubricerar "sintrade lerslagger",en hittills tämligen outredd grupp, men synbarligen ej ovanligen förekommande vid undersökningarav verkstadsplatser från vikingatid och medeltid.
Vilka verkstadsprocesser de sintrade lerslaggerna representerar är ännu oklart och svårutrett.Rimligt är att anta att åtminståne en undergrupp, skärvor från det medeltida Bergen med invändigaavtryck av bultlås, härrör från en bronsbeläggningsprocess där man smält fast ett bronsskikt på järnet.Theophilus berör en liknande teknik i "Diversarium Artium" men nämner också en teknik utanlerskal, där ett flussmedel ingår.
Uppsatsens kärl har tillverkats i lera med samma magring som använts vid tillverkning avsmältdeglar, med en extra tillsats av krossat träkol och möjligen aska. De färdigformade kulorna harantagligen i många fall rullats i krossad kvarts innan de lagts att torka. TCT-analyser har utförts, mendessa har givit alltför låga resultat för att vara tillförlitliga -enligt dessa skulle skärvorna bränts vid800-1000 grader vilket rimmar illa med dess kraftigt förglasade utsidor. XRF-analyser har visat spårav koppar, tenn och bly i fragmenten. De hör således samman med en process kopplad tillbronshantverket. Experiment har gjorts med rekonstruerade lerkärl, främst med utgångspunkt frånatt också de runda Schmelzkugeln skulle stamma från en förkopprings- eller bronsbeläggningsprocesssåsom fragmenten från Bergen. Att bronsbelägga järnföremål, utan tillsats av fluss, vid 1100 graderC i slutna lerkulor går alldeles utmärkt tack vare den reducerande miljön. Fyndmaterialens höga gradav utvändig förglasning kan dock antyda att processen skett vid högre temperaturer än videxperimentens temperaturnivå, kanske i närheten av de hos Lønborg uppnådda 1250 graderna (se2.2 s4).
I uppsatsen har spekulerats kring om kärlen kan ha haft ett samband med tillverkningen av devikingatida bronsbelagda bipolära järnvikterna. Dessa bör, efter de lyckade experiment som utförts,kunna anses vara belagda i en process där bronset smälts fast vid järnet, möjligen i en process somskett i sådana lerinneslutningar som här undersökts. För detta talar att tekniken är enkel, ger ettutmärkt resultat och att uppmätta hålrum ur större fragment visar likheter med storleksspridningenhos vikterna. Vagt kan också anas en kronologisk samstämmighet i de bägge artefakternasframträdande i Skandinavien; vikttypen kommer under 800-talets senare del och kärlen finnsbeskrivna från 800-talsstaden Hedeby medan de i Birka framträder i verkstaden i stadsvallen, dateradtill 800-900tal.
Det vore märkligt om den vikingatide/tidigmedeltide metallhantverkaren ej känt till attjärnföremål kan bronseras i slutna lerkärl. Teknikens enkelhet och tacksamhet i resultatet talar motdetta. Det vore närmast högmodigt att anta att tekniken skulle ha sett dagens ljus först i nådens år1996, vid det Arkeologiska Forskningslaboratoriet i Stockholm.
Här passar det att efter undersökningarnas uppnådda resultat ge ett svenskt namn på kärlen. Enlämplig benämning bör vara "bronseringskärl" eller "bronseringskulor", trots att derasanvändningsområde är spårat blott genom indicier och ej genom klara bevis. Det känns dock svårtatt ersätta ett sådant mustigt namn, som ligger så väl på tungan, som Hans Dreschers tyskabenämning "Schmelzkugeln".
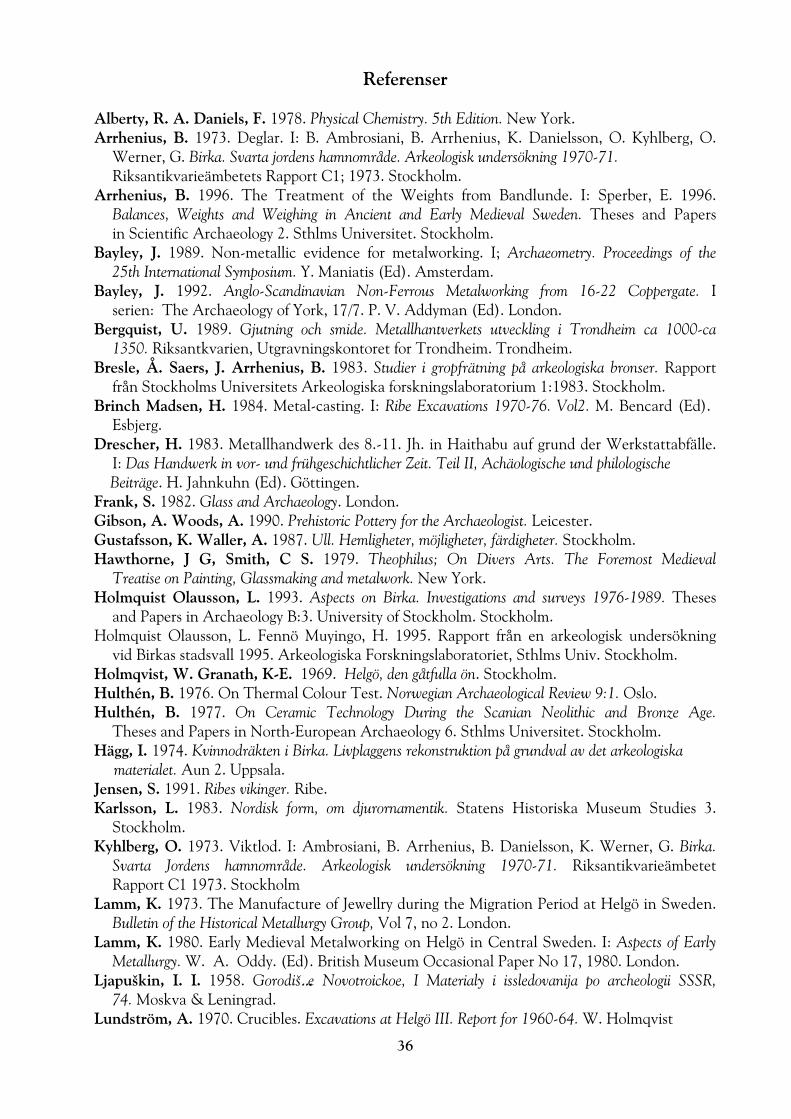
36
Referenser
Alberty, R. A. Daniels, F. 1978. Physical Chemistry. 5th Edition. New York.Arrhenius, B. 1973. Deglar. I: B. Ambrosiani, B. Arrhenius, K. Danielsson, O. Kyhlberg, O.
Werner, G. Birka. Svarta jordens hamnområde. Arkeologisk undersökning 1970-71. Riksantikvarieämbetets Rapport C1; 1973. Stockholm.
Arrhenius, B. 1996. The Treatment of the Weights from Bandlunde. I: Sperber, E. 1996.Balances, Weights and Weighing in Ancient and Early Medieval Sweden. Theses and Papersin Scientific Archaeology 2. Sthlms Universitet. Stockholm.
Bayley, J. 1989. Non-metallic evidence for metalworking. I; Archaeometry. Proceedings of the25th International Symposium. Y. Maniatis (Ed). Amsterdam.
Bayley, J. 1992. Anglo-Scandinavian Non-Ferrous Metalworking from 16-22 Coppergate. Iserien: The Archaeology of York, 17/7. P. V. Addyman (Ed). London.
Bergquist, U. 1989. Gjutning och smide. Metallhantverkets utveckling i Trondheim ca 1000-ca1350. Riksantkvarien, Utgravningskontoret for Trondheim. Trondheim.
Bresle, Å. Saers, J. Arrhenius, B. 1983. Studier i gropfrätning på arkeologiska bronser. Rapportfrån Stockholms Universitets Arkeologiska forskningslaboratorium 1:1983. Stockholm.
Brinch Madsen, H. 1984. Metal-casting. I: Ribe Excavations 1970-76. Vol2. M. Bencard (Ed). Esbjerg.
Drescher, H. 1983. Metallhandwerk des 8.-11. Jh. in Haithabu auf grund der Werkstattabfälle.I: Das Handwerk in vor- und frühgeschichtlicher Zeit. Teil II, Achäologische und philologische
Beiträge. H. Jahnkuhn (Ed). Göttingen.Frank, S. 1982. Glass and Archaeology. London.Gibson, A. Woods, A. 1990. Prehistoric Pottery for the Archaeologist. Leicester.Gustafsson, K. Waller, A. 1987. Ull. Hemligheter, möjligheter, färdigheter. Stockholm.Hawthorne, J G, Smith, C S. 1979. Theophilus; On Divers Arts. The Foremost Medieval
Treatise on Painting, Glassmaking and metalwork. New York.Holmquist Olausson, L. 1993. Aspects on Birka. Investigations and surveys 1976-1989. Theses
and Papers in Archaeology B:3. University of Stockholm. Stockholm.Holmquist Olausson, L. Fennö Muyingo, H. 1995. Rapport från en arkeologisk undersökning
vid Birkas stadsvall 1995. Arkeologiska Forskningslaboratoriet, Sthlms Univ. Stockholm.Holmqvist, W. Granath, K-E. 1969. Helgö, den gåtfulla ön. Stockholm.Hulthén, B. 1976. On Thermal Colour Test. Norwegian Archaeological Review 9:1. Oslo.Hulthén, B. 1977. On Ceramic Technology During the Scanian Neolithic and Bronze Age.
Theses and Papers in North-European Archaeology 6. Sthlms Universitet. Stockholm.Hägg, I. 1974. Kvinnodräkten i Birka. Livplaggens rekonstruktion på grundval av det arkeologiska materialet. Aun 2. Uppsala.Jensen, S. 1991. Ribes vikinger. Ribe.Karlsson, L. 1983. Nordisk form, om djurornamentik. Statens Historiska Museum Studies 3.
Stockholm.Kyhlberg, O. 1973. Viktlod. I: Ambrosiani, B. Arrhenius, B. Danielsson, K. Werner, G. Birka.
Svarta Jordens hamnområde. Arkeologisk undersökning 1970-71. RiksantikvarieämbetetRapport C1 1973. Stockholm
Lamm, K. 1973. The Manufacture of Jewellry during the Migration Period at Helgö in Sweden.Bulletin of the Historical Metallurgy Group, Vol 7, no 2. London.
Lamm, K. 1980. Early Medieval Metalworking on Helgö in Central Sweden. I: Aspects of EarlyMetallurgy. W. A. Oddy. (Ed). British Museum Occasional Paper No 17, 1980. London.
Ljapuškin, I. I. 1958. Gorodiš…e Novotroickoe, I Materialy i issledovanija po archeologii SSSR,74. Moskva & Leningrad.
Lundström, A. 1970. Crucibles. Excavations at Helgö III. Report for 1960-64. W. Holmqvist
37
(Ed). KVHAA. Stockholm.Lønborg, B. 1988. Bronzestøbning i dansk jernalder. I: Kuml 1986. Årbok for Jysk arkæologisk
Selskab. P. Kjærum (Ed). Århus.Malmer, B. Ros, J. Tesch, S. 1991. Kung Olofs mynthus i kvarteret Urmakaren, Sigtuna.
Sigtuna museers skriftserie 3. Sigtuna.Munsell, A. H. 1975. Munsell Soil Color Charts, 1975 Edition. Baltimore.Nordin, A-C. 1990. Bronsgjutning. I: Makt och människor i kungens Sigtuna. Sigtuna-utgrävningen 1988-90. S. Tesch (Ed). Sigtuna museer. Sigtuna.Nordin, A-C. 1993. Metallgjutning i Sigtuna. C-uppsats. Inst. för Arkeologi, Uppsala Universitet. Uppsala.Oddy, W A. 1980. Gilding and Tinning in Anglo-Saxon England. I: Aspects of Early Metallurgy. W. A. Oddy (Ed). British Museum Occasional Paper No 17, 1980. London. Oldeberg, A. 1943. Metallteknik under förhistorisk tid II. Leipzig.Oldeberg, A. 1966. Metallteknik under vikingatid och medeltid. Stockholm.Petersen, J. 1935-36 . Gamle gårdsanlegg i Rogaland. Vol 1-2. Oslo.Petterson, Björn. 1995. Stratigraphic Analysis and Settlement Stratigrahpy in Early Medieval
Sigtuna. I: Laborativ arkeologi 8. Journal of Nordic Archaeological Science. B. Arrhenius(Ed). AFL, Sthlms Universitet. Stockholm.
Serning, I. 1979. Malm, metall, föremål. Kompendium i arkeologi. Stencil. StockholmsUniversitet. Stockholm.
Sinipoli, C M. 1991. Approaches to Archaeological Ceramics. New York.Sperber, E. 1993. Finds of weights from the 1988 excavation. I: L Holmquist Olausson;
Aspects of Birka. Investigations and surveys 1976-89. Theses and Papers in ArcaeologyB:3. Sthlms Universitet. Stockholm.
Sperber, E. 1996. Balances, Weights and Weighing in ancient and Early Medieval Sweden.Theses and Papers in Scientific Archaeology 2. Sthlms Universitet. Stockholm.
Tengnér, B. 1995. Verktyg vid Birkas stadsvall. I: C/D-uppsatser i laborativ arkeologi läsåret1994/95. AFL, Sthlms Univ. Stockholm.
Tesch, S. 1990. Stad och stadsplan. I: Makt och människor i kungens Sigtuna. Sigtuna- utgrävningen 1988-1990. S. Tesch (Ed). Sigtuna museer. Sigtuna.
Tylecote, R.F. 1962. Metallurgy in Archaeology. A Prehistory of Metallurgy in the British Isles.London.
Walke, N. 1965. Das Römische Donaukastell Straubing-Sorviodurum. Limesforschungen Band3. Berlin.
Övriga källor
Bohm, J. Smed. Muntligen 1996.
Brinch Madsen, H. Brev 1996 01 31.
Båge, G. Keramiker. Muntligen 1996.
Feveile, C. Brev 1996 01 12.
Jacobsson, T. Birkaprojektet. Muntligen 1995-96.
Åkerlund, E. Skulptör. Muntligen 1996.

38
Copyright © 2022 FDOKUMEN





![Halskedjan i silverskatten från Linnaniemi. Vad säger mynten? [The necklace in the treasure from Linnaniemi. What can the coins tell?]. Seminar paper 2009](https://static.fdokumen.com/doc/165x107/632678ac85ee1023db006742/halskedjan-i-silverskatten-fran-linnaniemi-vad-saeger-mynten-the-necklace-in.jpg)