redesign of well pad "x" geothermal separator with demister ...
15
Der Digital German Geothermie Kongress 2020 Berlin, German, November 9 – 13, 2020 1 REDESIGN OF WELL PAD "X" GEOTHERMAL SEPARATOR WITH DEMISTER PAD TO INCREASE SEPARATOR EFFICIENCY TO GET MAXIMUM STEAM AND BRINE SEPARATION IN THE FIELD "Y" Akhmad Sofyan 1 , Hari Sumantri Aka 1 , Muhammad Bobi Ermanda 1 1 Polytechnic of Energy and Minera Akamigas, Jalan Gajah Mada No. 38, Blora, Central Java, Indonesia E-mail: [email protected] , [email protected] , [email protected] Keywords: Re-design, Surface Facilities, Separator, Demister Pad, Hysys 8.8 Simulator, Separator Efficiency ABSTRACT The "Y" Geothermal Field has a geothermal power plant with a capacity of 60 MWe. This field produces two-phase fluid dominated by water. One of the wells in this field, the Well Pad "X", has experienced an increase in production from 4 MWe to 9 MWe, making the production equipment capacity less to cope with the increase in production. Therefore, a redesign for surface facilities at this well must be carried out, so that the quality of the steam entering the turbine becomes better. The re-design will be done is a separator with a demister pad added so that the separation results become more optimal. In planning the separator requires data in the field such as production rate, pressure, temperature, enthalpy and previous design data. From the data obtained in the field, Well Pad "X" produces two-phase fluid at 84.5 tons / hour with a steam fraction of 93.6%, so that the steam produced is 79.1 tons / hour and brine at 5.4 tons /hour. The data is then entered into the simulator in accordance with the length of the pipe in the field to simulate the flow from the well to the main steam using the Hysys 8.8 simulator and a safety factor of 50%. Simulator Hysys 8.8 uses the ASME Steam as a property package for this simulation. From the simulation results obtained energy balance which will be used to redesign surface facilities. The re-design of the separator dimensions is 2.5 m (diameter) and 4.8 m (height) and the demister pad dimension is 1.6 m (diameter) and 200 mm (thickness). Geothermal fluid entering the separator is 126.8 tons / hour, after being separated it is obtained a steam flow rate of 119.1 tons / hour and a brine flow rate of 7.6 tons / hour or fraction. Whereas the result of separator efficiency using demister pad is 99.9997% and carry out is 0.0003%, so that the efficiency of separator with demister pad is better than ordinary separator which has 99% efficiency. 1. INTRODUCTION Geothermal Field "Y" is managed by PT. Geo Dipa Energi by generating electricity of 60 MWe from the number of wells that have been available. The production wells in this field produce two-phase fluids in the form of steam and brine, each of the other has a different capacity to generate electricity. In addition, there are several wells that have increased their power generation capacity. One of the wells that experienced an increase in production was the Well Pad "X", whose initial production was 4 MWe to 9 MWe. The increase in capacity at the Well Pad "X" means that the capacity of the surface equipment must be increased because the initial design of this well equipment is for a 4 MWe well capacity. Therefore, it is necessary to re-design surface facilities for a larger capacity so that the steam yield obtained is better and the equipment becomes safer. The surface facilities that were redesigned were the size of the separator and the demister pad. This separator must be designed properly so that the steam produced will be more maximal. On the surface facility design calculation requires data in the field such as production rate, pressure, temperature, enthalpy, and previous design data. Therefore, the writer in this thesis will re-design the optimal separator so that the Well Pad "X" can generate electricity maximally. 2. BASIC THEORY 2.1. Geothermal Power Plant Type of Steam Cycle Result of Separation (Separated Cycle) If the geothermal fluid comes out of the wellhead as a mixture of two-phase fluids (vapor phase and liquid phase), then the first separation process is carried out in the fluid drain the fluid into the separator so that the vapor phase will be separated from the liquid phase. The fraction of steam produced from this separator is then streamed to the turbine. Because the steam used is the result of separation, this energy conversion system is called the separated steam cycle. Figure 1 shows the process of generating electricity from a geothermal field that produces a two-phase fluid, namely a mixture of steam and brine. The fluid from the well is separated into a steam and brine phase in a separator where steam has flowed into the turbine and brine is injected back under the surface (N. M. Saptadji, 2018). Figure 1: Geothermal Power Plant Type of Steam Cycle Result of Separation (Separated Cycle)
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of redesign of well pad "x" geothermal separator with demister ...

Der Digital German Geothermie Kongress 2020
Berlin, German, November 9 – 13, 2020
1
REDESIGN OF WELL PAD "X" GEOTHERMAL SEPARATOR WITH DEMISTER PAD TO
INCREASE SEPARATOR EFFICIENCY TO GET MAXIMUM STEAM AND BRINE
SEPARATION IN THE FIELD "Y"
Akhmad Sofyan1, Hari Sumantri Aka1, Muhammad Bobi Ermanda1
1Polytechnic of Energy and Minera Akamigas, Jalan Gajah Mada No. 38, Blora, Central Java, Indonesia
E-mail: [email protected] , [email protected] , [email protected]
Keywords: Re-design, Surface Facilities, Separator, Demister Pad, Hysys 8.8 Simulator, Separator Efficiency
ABSTRACT
The "Y" Geothermal Field has a geothermal power plant with a capacity of 60 MWe. This field produces two-phase fluid dominated by
water. One of the wells in this field, the Well Pad "X", has experienced an increase in production from 4 MWe to 9 MWe, making the
production equipment capacity less to cope with the increase in production. Therefore, a redesign for surface facilities at this well must be
carried out, so that the quality of the steam entering the turbine becomes better. The re-design will be done is a separator with a demister
pad added so that the separation results become more optimal. In planning the separator requires data in the field such as production rate,
pressure, temperature, enthalpy and previous design data. From the data obtained in the field, Well Pad "X" produces two-phase fluid at
84.5 tons / hour with a steam fraction of 93.6%, so that the steam produced is 79.1 tons / hour and brine at 5.4 tons /hour. The data is then
entered into the simulator in accordance with the length of the pipe in the field to simulate the flow from the well to the main steam using
the Hysys 8.8 simulator and a safety factor of 50%. Simulator Hysys 8.8 uses the ASME Steam as a property package for this simulation.
From the simulation results obtained energy balance which will be used to redesign surface facilities. The re-design of the separator
dimensions is 2.5 m (diameter) and 4.8 m (height) and the demister pad dimension is 1.6 m (diameter) and 200 mm (thickness). Geothermal
fluid entering the separator is 126.8 tons / hour, after being separated it is obtained a steam flow rate of 119.1 tons / hour and a brine flow
rate of 7.6 tons / hour or fraction. Whereas the result of separator efficiency using demister pad is 99.9997% and carry out is 0.0003%, so
that the efficiency of separator with demister pad is better than ordinary separator which has 99% efficiency.
1. INTRODUCTION
Geothermal Field "Y" is managed by PT. Geo Dipa Energi by generating electricity of 60 MWe from the number of wells that have been
available. The production wells in this field produce two-phase fluids in the form of steam and brine, each of the other has a different
capacity to generate electricity. In addition, there are several wells that have increased their power generation capacity. One of the wells
that experienced an increase in production was the Well Pad "X", whose initial production was 4 MWe to 9 MWe.
The increase in capacity at the Well Pad "X" means that the capacity of the surface equipment must be increased because the initial design
of this well equipment is for a 4 MWe well capacity. Therefore, it is necessary to re-design surface facilities for a larger capacity so that the
steam yield obtained is better and the equipment becomes safer. The surface facilities that were redesigned were the size of the separator
and the demister pad. This separator must be designed properly so that the steam produced will be more maximal. On the surface facility
design calculation requires data in the field such as production rate, pressure, temperature, enthalpy, and previous design data.
Therefore, the writer in this thesis will re-design the optimal separator so that the Well Pad "X" can generate electricity maximally.
2. BASIC THEORY
2.1. Geothermal Power Plant Type of Steam Cycle Result of Separation (Separated Cycle)
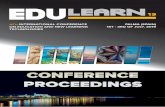
If the geothermal fluid comes out of the wellhead as a mixture of two-phase fluids (vapor phase and liquid phase), then the first separation
process is carried out in the fluid drain the fluid into the separator so that the vapor phase will be separated from the liquid phase. The
fraction of steam produced from this separator is then streamed to the turbine. Because the steam used is the result of separation, this energy
conversion system is called the separated steam cycle. Figure 1 shows the process of generating electricity from a geothermal field that
produces a two-phase fluid, namely a mixture of steam and brine. The fluid from the well is separated into a steam and brine phase in a
separator where steam has flowed into the turbine and brine is injected back under the surface (N. M. Saptadji, 2018).
Figure 1: Geothermal Power Plant Type of Steam Cycle Result of Separation (Separated Cycle)

Sofyan, Aka, and Ermanda
2
2.2. Geothermal Separator
If the well fluid is a vapor-water mixture (two-phase fluid), then steam and water are separated in a separator. The separator that is often
used is the curved "U" as shown in Figure 2. The vapor-water mixture when flowed through a pipe with a bend of 180oC is expected to get
a very high centrifugal force that throws the fluid towards the wall so that it will separate into a vapor phase and a liquid phase. The water
will be thrown against the wall while the steam will fill the center of the pipe. Separation in this way is not good, because the water content
in the steam coming out of the separator is still high where the dryness is only around 50-60%. Figure 2 shows the "U" Shaped Separator
and Webre Cyclone Separator. Various types of separators have been made, but the most frequently used today is the Webre cyclone
separator, because it is the cheapest and most efficient. The spiral inlet provides a higher separation efficiency. With this type of separator,
the steam coming out of the separator can have very high dryness, more than 99%. The efficiency of this separator decreases if the velocity
of the fluid entering the separator is more than 50 m / sec (N. M. Saptadji, 2018).
Figure 2: Separators used in geothermal fields (N. M. Saptadji, 2018)
2.3. Geothermal Separator Sizing
In general, the design criteria used as the basis for designing a Well Pad Separator are as follows.
2.3.1. Vapor Superficial Velocity Determination
Superficial Velocity Vapor is calculated by the following equation:
Uv max = Kv (( l – v )/ v )0,5 ............................................................................................................ (2-1)
Where:
Uv max : Superficial Velocity (ft/s)
Kv : Vapor Velocity factor
l : Brine density (lb/ft³)
v : Steam density (lb/ft³)
(ASME VIII, 2007)
2.3.2. Determination of K Factor
The determination of the K value depends on the type and length of the separator, here is Table 1 to determine the K factor value (12J,
1989):
Value of K factor based on the type and length of the separator
Table 1: Value of K factor based on the type and length of the separator
Types of Separator Separator Length (ft) K Factor
Vertical 5 0.12 – 0.24
10 0.18 – 0.35
Horizontal 10 0.4 – 0.5
Other lengths 0.4 – 0.5 x (L/10)0.36
Spherical All 0.2 – 0.35
2.3.3. Determination of the Type of Separator
The recommended separator for Well Pads in geothermal areas is the vertical steam-water separator using a demister pad.

Sofyan, Aka, and Ermanda
3
2.3.4. Geothermal Separator Sizing Procedure for Vapor-Liquid Separators
Vapor-liquid separator vessels usually serve two functions. Their primary job is to separate vapor and liquid, but they may also serve as
liquid surge drums. The basic design principle is to provide a sufficiently low velocity so that vapor and liquid will separate.
The designer must also design the surging volume properly. As a general rule, a vessel such as an atmospheric tower accumulator which
is to provide a large surge volume will be a horizontal drum. A vessel such as a compressor interstage knockout drum which provides only
a small surge volume will be a vertical vessel.
The vapor velocity factor chart is based on 5% of the liquid being entrained with the vapor. This is adequate for normal design. Where
entrainment must be less, a mist eliminator section is recommended. This will guarantee maximum entrainment of 1%. These devices are
used mainly in compressor suction drums and product gas separators. (Frank L. Evans, 1980)
Calculation Method-Vertical Drum
Step 1. Calculate the vapor-liquid separation factor
(𝑊𝑙/𝑊𝑙)√𝜌𝑣/ 𝜌𝑙 .............................................................................................................................................................. (2-2)
Where
Wl = Liquid flow rate, lb/sec
Wv = vapor flow rate, lb/sec and
𝜌𝑣/ 𝜌𝑙 = vapor and liquid densities, lb/cu.ft
Step 2. From Figure 3, find the design vapor velocity factor, Kv, and calculate the maximum design vapor velocity.
(𝑢𝑣)𝑚𝑎𝑧 = 𝐾𝑣√(𝜌𝑙 − 𝜌𝑣)/𝜌𝑣 , ft/sec .............................................................................................................................. (2-3)
Note that this is a design velocity and should not be derated
Step 3. Calculate the minimum vessel crossectional area.
𝐴𝑚𝑖𝑛 = 𝑄𝑣/(𝑢𝑣)𝑚𝑎𝑥 , sq.ft ............................................................................................................................................. (2-4)
Where Qv = vapor flow rate, cu.ft./sec.
Step 4. Set vessel diameter based on 6-in. increaments
𝐷𝑚𝑖𝑛 = √4(𝐴𝑚𝑖𝑛)/𝜋, ft .................................................................................................................................................. (2-5)
D = Dmin to next largest 6 in
Figure 3: Design vapor velocity factor for vertical vapor-liquid separators at 85% of flooding
Step 5. Estimate the vapor-liquid inlet nozzle based on the following velocity criteria:
(𝑢𝑚𝑎𝑥)𝑛𝑜𝑧𝑧𝑙𝑒 = 100√𝜌𝑚𝑖𝑥, ft/sec ................................................................................................................... (2-6)
(𝑢𝑚𝑖𝑛)𝑛𝑜𝑧𝑧𝑙𝑒 = 60√𝜌𝑚𝑖𝑥, ft/sec ...................................................................................................................... (2-7)
Step 6. Make preliminary vessel sizing as in Figure 4.
Step 7. Select the appropriate full surge volume in seconds. Calculate the required vessel volume:
𝑉 = 𝑄𝑙/(𝑑𝑒𝑠𝑖𝑔𝑛 𝑡𝑖𝑚𝑒 𝑡𝑜 𝑓𝑖𝑙𝑙), cubic feet ....................................................................................................... (2-8)
Where Ql = liquid flow rate, cubic feet per second.

Sofyan, Aka, and Ermanda
4
Then liquid height is
𝐻𝑙 = 𝑉(4/𝜋𝐷2) ............................................................................................................................................... (2-9)
Step 8. Check geometry. (Hl - Hv)/D must be between 3 and 5.
For small volumes of liquid, it may be necessary to provide a more liquid surge than is necessary to satisfy the L/D > 3. Otherwise,
these criteria should be
If the required liquid surge volume is greater than that possible in a vessel having L/D < 5, a horizontal drum must be provided.
(Frank L. Evans, 1980)
Figure 4: An example is given to show how to calculate the dimension of a vertical separator.
2.4. The Enginered Mist Eliminator
Mist elimination, or the removal of entrained liquid droplets from a vapor stream, is one of the most commonly encountered processes
regardless of unit operation. Unfortunately, mist eliminators are often considered commodity items and are specified without attention to
available technologies and design approaches. The engineered mist eliminator may reduce liquid carryover by a factor of one hundred or
more relative to a standard unit, drop head losses by 50% or more, or increase capacity by factors of three or four. This manual summarizes
cost-effective approaches to reducing solvent losses or emissions, extending equipment life and maintenance cycles using proven and cost-
effective technologies and techniques. Mistermesh pad with drainage rolls. (Industries, 2016)
Figure 5: Mistermesh pad with drainage rolls
2.4.1. Mechanisms of Droplet Removal
Droplets are removed from a vapor stream through a series of three stages: collision & adherence to a target, coalescence into larger
droplets, and drainage from the impingement element. Knowing the size distributions as explained above is important because empirical
evidence shows that the target size - important in the first step of removal - must be in the order of magnitude as the particles to be removed.
These steps are shown schematically in Figure 3 for mist elimination using a wire mesh mist elimination. (Industries, 2016)
Figure 6: Droplet capture in a mesh pad

Sofyan, Aka, and Ermanda
5
2.4.2. Design Equation
To determine mist eliminator cross-sectional area (and hence vessel size) and predict performance in terms of removal efficiency, the
optimum design gas velocity is determined first. The Souders-Brown equation is used to determine this velocity based on the physical
properties of the liquid droplets and carrying vapor:
𝑉𝑑 = 𝑘(𝜌𝐿 − 𝜌𝐺/𝜌𝐺)1/2 ................................................................................................................................................. (2-10)
Where:
Vd : design gas velocity (ft/sec)
k : Capacity Factor (ft/sec)
𝜌𝐿 : Liquid density
𝜌𝐺 : Vapor Density
3. METODOLOGI
The author collects data for thesis preparation materials using the following methods:
3.1. Data collection
The data taken are field data Well Pad "X". The following are data and data collection methods needed to carry out this research:
a. Pipe dimensions, data taken by direct measurement in the field using a field meter and a reference from the company, namely
piping dimension Well Pad "X"
b. Mass flow, data taken from company references in the form of a flow test result report (Tracer Flow Test) which consists of
average total flow, steam production separator, and production separator brine.
c. Pressure and fluid temperature, data taken from company references in the form of a flow test result report (Tracer Flow Test).
d. Steam fraction, data is taken from company references in the form of a flow test result report (Tracer Flow Test).
3.2. Data Analysis Process
The data analysis process uses the Hysys 8.8 software process in order to simulate the Well Pad "X" fluid flow. After simulating using
Hysys 8.8, the results of the hydraulic analysis are steam fraction, temperature, pressure, mass flow, molar flow, enthalpy, and steam
properties (density and viscosity). The results of the analysis hydraulics are then used to recalculate surface facilities well pad "X. The
surface facilities re-planning process will be displayed in the form of a flow chart which can be seen in Figure 7.
Start
Input data
Dimention of pipe, mass flow, pressure, temperature, and
steam fraction
Hysys 8.8
Output
Dteam fraction, temperature, pressure, mass flow, molar flow, enthalpy,
and steam properties (density and viscosity)
Re-design
Separator and Demister Pad
Result
Develoment to field
Finish
Figure 7: Flowchart for Determining Re-Designing Separator with Demister Pad use Hysys

Sofyan, Aka, and Ermanda
6
4. DISCUSSION
4.1. Hydraulic, Heat and Material Balance Analysis
4.1.1. Planning Data and Assumptions
The design data used for hydraulic analysis are as follows:
➢ Operational Well Pad “X” data (2019)
Table 2: Operational Well Pad “X” data
Variable WELL “X”
Temperature (°C) 213,7
Pressure (barg) 19,5
Enthalpy (kJ/kg) 1.325
Total Flow Rate (t/h) 86,24
Dryness (%) 93,6
The pipe lengths and fittings for hydraulic analysis are based on the Well Pad “X” Piping Layout Drawing document and direct field
measurements. The assumptions used are as follows.
• Fitting of multi-phase pipe = 1 S-Bend, 3 Elbow 90o, 2 Valve, and 1 Tee
• Multi-phase Pipe length = 87,104 m
• Fitting of steam pipe = 3 Elbow 45o, 1 Tee and 1 Valve
• Steam pipe length = 70,3 m
• Fitting of brine pipe = 3 Elbow 45o and 4 Valve
• Brine pipe length = 136,2 m
• Safety factor = 50 %
4.1.2. Simulation Analysis Results
a. Process Flow Diagram Hysys Simulation
After collecting data in the field as shown in Table 2, the next step is to simulate a process using Hysys 8.8 to obtain data in the form of
flow rate, temperature, pressure, density, viscosity, and enthalpy. The flow process in Well Pad "X" starts from the production well, two-
phase pipe, separator, single-phase (steam) pipe, single-phase brine pipe, Silencer, weirbox, and cooling pond. The results of the process
flow diagram Well Pad “X” simulated in Hysys 8.8 can be seen in Figure 8.
b. Heat and Material Balance
After the simulation using Hysys 8.8, the results of the hydraulic analysis are obtained in the form of steam fraction, temperature, pressure,
mass flow, molar flow, enthalpy, and other steam properties which can be seen in Table 3. From these data, the calculation of design
surfaces, facilities will be carried out.
Figure 8: Process Flow Diagram Well Pad "X" (Hysys 8.8 Simulator Result)

Sofyan, Aka, and Ermanda
7
Table 3: HMB Process Flow Diagram Well Pad “X”
4.2. Separator Sizing Well Pad “X”
4.2.1. Calculation Data
The design data needed for the calculation of separator sizing includes operating data, fluid types, fluid properties and design criteria.
Operating data and fluid properties were obtained from the simulation results of Hysys 8.8 in the results of the previous hydraulic analysis.
a. Operation Data
Operation data were obtained from Hysys 8.8 simulation of Well Pad “X” hydraulic analysis. The operational data can be seen in Table 4
below:
Table 4: Fluid conditions flowing into the production separator Well Pad "X"
Variabel Unit Separator
Separation Pressure Barg 13.38
Separation Temperature oC 196.3
Flowrate Fluida t/h 126.8
Vapour Fraction 0.9398
b. Fluid Properties Data
The data on the properties of the fluid entering the separator is obtained from the Hysys simulation in hydraulic analysis. The data on the
properties of these fluids are as follows.
Table 5: Well Pad "X" Fluid Properties Data
Variabel Unit Separator
Density Steam Lb/cuft 0.4555
Density Brine Lb/cuft 54.23
Density Mixture Lb/cuft 0.4844
Viscosity Steam cP 0.0155
Stream No. Unit 1 2 3 4 5 6
Description
Fluida 2 fase from
WELL PAD “X”
to P-100-
Multiphase
Fluida 2 fase
from P-100-
Multiphase to
throttle valve
Fluida 2 fase
from throttle
valve to P-
101-
Multiphase
Fluida 2 fase
from P-
101-
Multiphase to
Separator
Steam from
SEPARATOR
to P-102-
Steam
Steam
from P-
102-
Steam
Steam Fraction 0.9360 0.9357 0.9415 0.9398 1.00 1.00
Temperature C 213.7 213.4 198.9 196.3 195.8 194.1
Pressure barg 19.5 17.92 14.9 13.38 13.18 12.71
Mass Flow tonne/h 126.8 126.8 126.8 126.8 119.1 118.9
Molar Flow kgmole/h 7,036 7,036 7,036 7,036 6,612 6,598
Enthalpy kJ/kg 1,325 1,325 1,325 1,325 1,314 1,314
Stream No. Unit 7 8 9 10 11 12
Description
Brine from
SEPARATOR
to Throttle
Valve_2
Brine from
Throttle
Valve_2 toP-
103-Brine
Brine from P-
103-Brine to
SILENCER
The residual
steam heads for
the atmosphere
Brine from
SILENCER to
Weir Box
Cool Brine
to Cooling
Ponds
Steam Fraction 0.00 0.9672 1.00 1.00 0.00 0.00
Temperature C 196.3 181.6 177.9 100.00 100.00 40.00
Pressure barg 13.38 9.379 9.374 0.00 0.00 0.00
Mass Flow tonne/h 7.636 7.386 7.636 1.133 6.503 6.503
Molar Flow kgmole/h 423.9 410 423.9 62.90 361 361
Enthalpy kJ/kg 1,509 1,509 769.8 1,325 1,551 1,576

Sofyan, Aka, and Ermanda
8
4.2.2. Determination of the Type of Separator
The recommended separator for Well Pad "X" in the Dieng Geothermal area is a vertical steam-water separator using a demister pad.
a. Assumption
The assumptions used for the calculation of the Separator are as follows:
• Safety factor = 50%
• Max Pressure Drop = 0,2 Bar (20 kPa)
• Residence Time = 10 Minute
b. The calculation results
The sizing separator calculation process is shown in Appendix-1. While the calculation results of the separator from the P-101-Multiphase
Well Pad "X" pipe are shown in Table 6 below:
Table 6: Calculation Result for Well Pad "X"
Information Unit V-182-2
Height
Height from demister pad to top steam line vessel H4 m 0.44
Height from inlet nozzle to demister pad H3 m 1.22
The height from the liquid level limit to the inlet
nozzle feed H2 m 1.75
The height of the HLL liquid from the bottom
steam line vessel H1 m 0.97
Demister Pad
Thick demister pad Hdp m 0.75
Demister pad diameter Ddp m 2.2
Nozzle
Diameter nozzle inlet (feed) Dfeed inch 18
Diameter nozzle outlet (steam) Dsteam inch 16
Diameter nozzle outet (brine) Dbrine inch 6
Dimensions of Separator
Height (H4+Hdp+H3+H2+H1+Dfeed) H m 4.8
Diameter separator D m 2.5
Height - Diameter ratio H/D - 1.92

Sofyan, Aka, and Ermanda
9
Figure 9: Well Pad Separator Dimensions "X"
c. Explanation
Based on the results of separator calculations in Table 6, it is found that the separator dimensions that meet the design criteria based on the
limitations of API 12J are as follows:
Table 7: Selection of Well Pad Separator "X"
Separator Unit Well Pad
“X”
Diameter, D m 2,5
Hight, H m 4,8
Ratio H/D m 1,92
Based on the table. The 7 dimensions of the new separator are very different from the previous one. In the previous design the pipe diameter
was about 1.5 m while the result of the re-design was 2.5 m. This difference is due to the fact that before the re-design the 2-phase fluid that
entered the separator was less, namely around 40 tons / hour with a steam fraction of 60%, so that the steam to be produced was around 24
tons / hour and brine was 16 tons / hour. Meanwhile, currently the 2-phase fluid entering the separator is 84.5 tons / hour with a steam
fraction of 93.6%, so that the steam produced is 79.1 tons / hour and brine is 5.4 tons / hour. The amount of fluid flowed by the well to this
separator will affect the dimensions of the separator used. Large steam production will require a larger diameter of the separator for optimal
separation and less pressure loss. Meanwhile, the height of the separator is influenced by the brine which is separated. If the separated brine
has a large volume, a high separator dimension is required to accommodate the brine. Meanwhile, the redesigned separator is not very high,
this is because the brine is less separated than before.
4.2.3. Separator Efficiency Analysis
Geothermal fluid produced from Well Pad "X" is flowed using a two-phase flow pipe (steam and brine) of 126.8 tons / hour. The fluid will
flow to the separator to find out between steam and brine. From the results of the separation of steam production of 119.1 tons / hour and
steam production of 7.6 tons / hour. So as to get the vapor fraction value as follows:
𝑋 =𝑀𝑠𝑡𝑒𝑎𝑚
𝑀𝑠𝑡𝑒𝑎𝑚 + 𝑀𝑏𝑟𝑖𝑛𝑒

Sofyan, Aka, and Ermanda
10
=119.1
119.1 + 7.6
= 94.0016 %
From the results of the above calculations it is assumed that the separator has not used a demister pad so that the efficiency of the separator
is 94.0016%.
To separate steam and brine even better, a demister pad was installed. In this study, the demister pad used was Mesh Style with metal mesh
material. This efficiency is the percent of all incoming droplets of the given diameter which will be captured rather than passing through
the mist eliminator. The percentage will be higher for larger droplets and lower for smaller.
𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 % = 100 − (100/𝐸𝑋𝑃(𝐸. 𝑆𝑂)
Dimana:
S0 = Corrected Pad Specific Surface Area
E = Impaction efficiency fraction
The following is the calculation of the efficiency of the Mesh style demister pad.
➢ Mesh style 4CA
The Impaction efficiency fraction (E) value is 0.15 (Figure 10) with a K value of 0.35 (Standard Souders-Brown Coefficients (k factors)
for mesh and Plate-Pak ™ Unit) is:
The Corrected Pad Specific Surface Area (SO) value is 85 ft2 / ft3 (The Engineered Mist Eliminator). So that the efficiency demister pad is
obtained:
𝐸𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑦 % = 100 − (100/𝐸𝑋𝑃(0.35.85)
= 100 − 0.0003
= 99.9997%
From the results above, the separator using the 4CA Mesh Style demister pad will have an efficiency of 99.9997%, so that it can separate
steam and brine even better. The results of calculation of steam and brine production using 4CA Mesh Style demister pad compared to
using standards are shown in the table 8.
Table 8: Comparison of steam production between separator and
demister pad Mesh Style 4CA and Standard Separator
Efficiency, % Steam,
ton/hour
Carry Out Condensate, ton/hour
Separator with demister pad
Mesh Style 4CA
99.9997% 119.0996 0.000357
Standard Separator 99% 117.9090 1.191000
Table 8 shows that the steam production using 4CA Mesh Style demister pad is better than the standard separator, this can be seen from the
Carry Out Condensate demister pad Mesh Style 4CA value which is smaller than the standard, which is 1.191000 tons / hour. Carry Out
Condensate is the condensate which is still followed into the one-phase steam flow pipe after it is from the separator. The smaller the value
Figure 10:Determining Impaction Efficiency Fraction E Using Intertial Parameter K

Der Digital German Geothermie Kongress 2020
Berlin, German, November 9 – 13, 2020
11
of the Carry Out Condensate, the drier and nicer the steam will be. From the results above, the separator using the 4CA Mesh Style demister
pad will have an efficiency of 99.9997%, so that it can separate steam and brine even better. The results of calculation of steam and brine
production using 4CA Mesh Style demister pad compared to using standards are shown in the table.
5. ACKNOWLEDGEMENT
The authors would like to sincerely acknowledge all people who have supported us in the writing of this paper
6. CONCLUTION
The following are the conclusions of the study as follows:
• Production of Well Pad "X" is 84.5 tons / hour with a steam fraction of 93.6% so that steam production is 79.1 tons / hour and brine is
5.4 tons / hour with a pressure of 19.5 bar and temperature. of 213.5 ºC.
• Hysis 8.8 simulator is very useful for knowing steam properties that are difficult to obtain directly in the field and makes it easier to
find out the important parameters in the pipeline on Well Pad "X"
• The results of the re-design of the separator dimensions are 2.5 m (diameter) and 4.8 m (height).
• Demister pad re-design results are 0.75 m (Thick demister pad) and 2.2 m (Demister pad diameter).
• Demister pad used for this separator is Demister Pad Mesh Style 4CA with an efficiency of 99.9997%, so that steam production is
119.0996 tons / hour and carry out condensate is 0.000357 tons / hour.
• From the comparison of steam production and carry out condensate Separator with Demister Pad Mesh Style 4CA is more efficient
than standard separator because the value of the carry out condensate is smaller.
7. REFERENCES
12J, A. (1989). Specification for Oil and Gas Separator 7th Edition. Washington DC.
Ashat, A. (2019). Numerical Simulation Udate of Dieng Geothermal Field, Central Java, Indonesia. Proceedings 41st New Zealand
Geothermal Workshop.
ASME VIII. (2007). Construction of Pressure Vessel. USA: ASME.
Code, A. B. (2013). ASME VIII Rules and Contruction of Pressure Vessel. New York: The American Society of Mechanical Engineers.
DiPippo, R. (2008). Geothermal Power Plants. Oxford, UK: Elsevier.
Frank L. Evans, J. (1980). Equipment Design Handbook for Refeneries and Chemical Plants Second Editon. Houston, Texas, United States:
Gulf Publishing Company.
Industries, A. (2016). The Engineered Mist Eliminator. Houston, Texas, USA: ACS.
Nazif, Havidh (2019). Desain Pipa dan Separator. Dirjen EBTKE. Jakarta
Purwono, A. N. (2010). Compa and Selection of A Steam Gethering System in Ulubelu Geothermal Project, Sumatera, Indonesia.
Reykjavik: Geothermal Training Program. Orkustofnun, Greensasvegur 9. Reports 2010. Number 26 is-108.
Saptadji, N. (2018). Teknik Geotermal. Bandung: ITB Press.

Sofyan, Aka, and Ermanda
12
APPENDIX-1: SEPARATOR SIZING CALCULATION
1. Calculating the K Factor
= 𝑓𝑙𝑜𝑤𝑟𝑎𝑡𝑒 𝑏𝑟𝑖𝑛𝑒
𝑓𝑙𝑜𝑤 𝑠𝑡𝑒𝑎𝑚 𝑥 √
𝜌 𝑠𝑡𝑒𝑎𝑚
𝜌 𝑏𝑟𝑖𝑛𝑒
= 4,68
73,09 𝑥 √
0,4555
54,2300
= 0,0059
Kv = 0,41
2. Calculating the Maximum Vapor Speed (Umax)
(𝑢𝑣)𝑚𝑎𝑥 = 𝐾𝑣 √(𝜌1 − 𝜌2)/𝜌𝑣
= 0,41 √(54,2300 − 0,4555)/0,4555
= 4,45 𝑓𝑡/𝑠
3. Calculating the Minimum Area
𝐴𝑚𝑖𝑛 = 𝑄𝑣
𝑈𝑚𝑎𝑥
= 160,4596
4,45
= 36,02 𝑓𝑡2
4. Calculating Minimum Diameter
𝐷 min = [𝐴 𝑀𝐼𝑁
𝜋 / 4]
0.5
= [36,02
3,14 / 4]
0.5
= 6,77 𝑓𝑡
= 2,06 𝑚
D min Chosen = 8,13 ft
= 2,5 m
5. Checking Value Dmin ----> Umax
𝐴𝑚𝑖𝑛 = 𝜋 𝐷𝑚𝑖𝑛2
4
= 3,14 𝑥 6,772
4
= 36,02 𝑓𝑡2
𝑈𝑚𝑎𝑥 = 𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑠𝑡𝑒𝑎𝑚
𝐴 𝑚𝑖𝑛
= 160,4596
36,02
= 4,45 𝑓𝑡/𝑠
6. Calculating the Vapor-Liquid Inlet Nozzle
(𝑢𝑚𝑎𝑥)𝑛𝑜𝑧𝑧𝑙𝑒 = 100 √𝜌𝑚𝑖𝑥
= 100 √0,4844

Der Digital German Geothermie Kongress 2020
Berlin, German, November 9 – 13, 2020
13
= 69,60 𝑓𝑡/𝑠
(𝑢𝑚𝑖𝑛)𝑛𝑜𝑧𝑧𝑙𝑒 = 60 √𝜌𝑚𝑖𝑥
= 60 √0,4844
= 41,76 𝑓𝑡/𝑠
𝐴𝑚𝑖𝑛 =𝑓𝑙𝑜𝑤 𝑟𝑎𝑡𝑒 𝑖𝑛𝑙𝑒𝑡 𝑡𝑜𝑡𝑎𝑙
(𝑢𝑚𝑎𝑥)𝑛𝑜𝑧𝑧𝑙𝑒
=160,55
69,60
= 2,31 𝑓𝑡2
𝐷𝑚𝑖𝑛 = √𝐴𝑚𝑖𝑛 𝑥 4
3,14
= √2,31 𝑥 4
3,14
= 1,71 𝑓𝑡
= 20,57 𝑖𝑛
= 24 𝑖𝑛 (based on Pipe-101)
7. Calculating Liquid Volume
Residence Time = 10 minute
= 600 second
V = 0,0862 x 600
= 51,74982 cuft
8. Calculating the Height of Liquid (HI) and Vapor (Hv)
𝐻𝑙 𝐿𝑖𝑞 𝑀𝑎𝑥 = 𝑉 (4/𝜋𝐷2)
=51,74982 𝑥 4
3,14 𝑥 (6,772)
= 1,44 𝑓𝑡
= 17,24 𝑓𝑡
= 0,44 𝑚𝑚
𝐻𝑣 = 36 + (0,5 𝑥 𝐷𝑚𝑖𝑛)
= 36 + (0,5 𝑥 24)
= 48,00 𝑖𝑛
= 4 𝑓𝑡
= 48,00 𝑖𝑛
= 4,00 𝑓𝑡
= 1,22 𝑚
𝐻𝑓𝑒𝑒𝑑 𝑛𝑜𝑧𝑧𝑙𝑒 𝑡𝑜 𝑚𝑎𝑥. 𝑙𝑒𝑣𝑒𝑙 = 12 + 0,5 𝑥 𝐷𝑚𝑖𝑛
= 12 + 0,5 𝑥 24
= 2 𝑓𝑡
𝐻𝐼 = 𝐻 𝐿𝑖𝑞 𝑀𝑎𝑥 + 𝐻𝑓𝑒𝑒𝑑 𝑛𝑜𝑧𝑧𝑙𝑒 𝑡𝑜 𝑚𝑎𝑥. 𝑙𝑒𝑣𝑒𝑙
= 1,44 + 2
= 3,44𝑓𝑡
= 1,05 𝑚
𝐻𝑡𝑜𝑡𝑎𝑙 = 𝐻𝐼 + 𝐻𝑣 + (𝑇2
12) + 𝐶𝑚 + 𝐷𝑚𝑖𝑛
= 3,44 + 4 + (6
12) + 5,37 + (
24
12)
= 15,31 𝑓𝑡
= 4,67 𝑚
9. Checking Geometry
𝐻𝑙 + 𝐻𝑣
𝐷=
15,31
8,13
= 1,88 (Received)

Sofyan, Aka, and Ermanda
14
10. Determine the Demister Size
K = 0,35
Velocity = 3,31 fps
𝐴 = 𝑓𝑙𝑜𝑤𝑟𝑎𝑡𝑒 𝑠𝑡𝑒𝑎𝑚
𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦
= 160,4596
3,80
= 42,19 𝑓𝑡2
𝑉𝑖𝑠𝑐𝑜𝑐𝑖𝑡𝑦 = 0,015 𝑐𝑃
= 1,00792𝐸 − 05 𝑙𝑏/𝑓𝑡. 𝑠
𝑑 = 0,011 𝑖𝑛𝑐ℎ
= 0,000916667 𝑖𝑛𝑐ℎ
𝐷 𝑑𝑒𝑚𝑖𝑠𝑡𝑒𝑟 = √𝐴 𝑥 4
3,14
= √42,19 𝑥 4
3,14
= 7,3𝑓𝑡
= 2,2 𝑚
𝐾 = (( 𝜌 𝑏𝑟𝑖𝑛𝑒 − 𝜌 𝑠𝑡𝑒𝑎𝑚) 𝑥 𝑣𝑒𝑙𝑜𝑐𝑖𝑡𝑦 𝑥 (𝑑2 ) / (9 𝑥 𝑣𝑖𝑠𝑐𝑜𝑐𝑖𝑡𝑦 𝑥 𝐷 𝑑𝑒𝑚𝑖𝑠𝑡𝑒𝑟) = (( 54,2300 − 0,4555) 𝑥 3,80 𝑥 (0,00091672 ) / (9 𝑥 1,00792𝐸 − 05 𝑥 7,3) = 0,26
S = 85 ft2/ft3
E = 0,15
T1 = 4 inch
= 1,2 m
T2 = 6 inch
= 0,2 m
gc = 32,27 lb/ft2.s
Mesh void fraction = 98,2
SO1 = S x 1/3,14 x (T1/12) x 0,67
= 85 x 1/3,14 x (4/12) x 0,67
= 6,0456
SO2 = S x 1/3,14 x (T1/12) x 0,67
= 85 x 1/3,14 x (6/12) x 0,67
= 9,06585
Eff 1 = 100-(100/EXP(SO1 x E)
= 100-(100/EXP(6,0456 x 0,15)
= 59,6205
Eff 2 = 100-(100/EXP(SO2 x E)
= 100-(100/EXP(9,0685x 0,15)
= 99,9997
Di Nozzle Out = 17,94 inch
= 1,49 ft (piping size)
R Nozzle Out = Di Nozzle Out / 2
= 17,49 / 2
= 0,75 inch
𝑋 = (
𝐷𝑚𝑖𝑛 𝐶ℎ𝑜𝑠𝑒𝑛2
− 𝑅 𝑁𝑜𝑧𝑧𝑙𝑒 𝑂𝑢𝑡)
𝐶𝑜𝑠 45°
= (
8,132
− 0,75)
𝐶𝑜𝑠 45°
= 6,31 𝐹𝑇
𝐶𝑚 = 𝑆𝑖𝑛 45° 𝑥 𝑋
= 𝑆𝑖𝑛 45° 𝑥 6,31
= 5,37 𝑓𝑡
∆𝑃𝑑𝑟𝑦 = 0,4 𝑉𝑑2 𝜌𝐺𝑆𝑇/𝑔𝑐 𝜀 𝜌𝑤
= 0,4 3,8 𝑥 (0,0009167)2 𝑥 0,4555 𝑥 85 𝑥 385,40/54,23 𝑥 98,2 𝑥 32,27
= 1,1145121 𝑖𝑛𝐻2𝑂
= 0,0402339 𝑝𝑠𝑖

Der Digital German Geothermie Kongress 2020
Berlin, German, November 9 – 13, 2020
15
11. Determine the Minimum Wall / Shell Thickness
Poperasi = 208,70 psig
Pdesain = Poperasi + 25
= 208,70 + 25
= 233,70 psig
Toperasi = 385,40 degF
Tdesain = Tdesain + 50
= 385,40 + 50
= 435,40 degF
E = 0,80
D(Dmin)= 6,77 ft
R = D/2
= 6,77 / 2
= 3,39 ft
S = 20.000 psi
C = 0,125 inch
𝑡𝑚𝑖𝑛 =
(𝑆 𝐸𝑡
𝑅𝑗 + 0,6 𝑡) 𝑅𝑖
𝑆𝐸 − 0,6 𝑃
𝑃 = 𝑆 𝐸𝑡
𝑅𝑗 + 0,6 𝑡
𝑡 = [(𝑃𝑑𝑒𝑠𝑎𝑖𝑛 𝑥 (𝑅 𝑥 12)
(𝑆 𝑥 𝐸) − (0,6 𝑥 𝑃𝑑𝑒𝑠𝑎𝑖𝑛)) + 𝐶]
= [(233,70 𝑥 (3,39 𝑥 12)
(20.000 𝑥 0,80) − (0,6 𝑥 233,70)) + 0,125]
= 0,7239 𝑖𝑛𝑐ℎ
= 0,75 𝑖𝑛𝑐ℎ
12. Determine the Minimum Heads Thickness
The head used is ellipsoidal
Poperasi = 208,70 psig
Pdesain = Poperasi + 25
= 208,70 + 25
= 233,70 psig
Toperasi = 385,40 degF
Tdesain = Tdesain + 50
= 385,40 + 50
= 435,40 degF
E = 0,80
D(Dmin)= 6,77 ft
S = 20.000 psi
C = 0125 inch
𝑡𝑚𝑖𝑛 =
(𝑆 𝐸𝑡
𝑅𝑗 + 0. ,6 𝑡) 𝑅𝑖
𝑆𝐸 − 0,6 𝑃
𝑃 = 𝑆 𝐸𝑡
𝑅𝑗 + 0,6 𝑡
𝑡 = [(𝑃𝑑𝑒𝑠𝑎𝑖𝑛 𝑥 (𝑅 𝑥 12)
(𝑆 𝑥 𝐸) − (0,6 𝑥 𝑃𝑑𝑒𝑠𝑎𝑖𝑛)) + 𝐶]
= [(233,70 𝑥 (3,39 𝑥 12)
(2 𝑥 20.000 𝑥 0,80) − (0,2 𝑥 233,70)) + 0,125]
= 0,7195 𝑖𝑛𝑐ℎ
= 0,75 𝑖𝑛