Protocolo de residencias
140
Instituto Tecnológico de Ciudad Madero Departamento de Ingeniería Química y Bioquímica Informe de Residencias Profesionales ELABORACIÓN DE PROCEDIMIENTO DE CÁLCULO PARA EL DISEÑO DE INTERCAMBIADORES DE CALOR TIPO PLACAS Ingeniería y Proyectos Del Este, S.A. DE C.V. Del Castillo Tinajero Ricardo 09070769 Asesor interno: Ing. José de Jesús Menindez Valenzuela Asesor externo: Ing. Ricardo Nava Rivera
Transcript of Protocolo de residencias
Instituto Tecnológico de Ciudad Madero
Departamento de Ingeniería Química y Bioquímica
Informe de Residencias Profesionales
ELABORACIÓN DE PROCEDIMIENTO DE CÁLCULO PARA ELDISEÑO DE INTERCAMBIADORES DE CALOR TIPO
PLACAS
Ingeniería y Proyectos Del Este, S.A. DE C.V.
Del Castillo Tinajero Ricardo
09070769
Asesor interno:
Ing. José de Jesús Menindez Valenzuela
Asesor externo:
Ing. Ricardo Nava Rivera
Cd. Madero, TamaulipasOctubre de 2014

Índicepágina
1. Introducción......................................11.1 Resumen.........................................21.2 Justificación....................................31.3 Objetivo del proyecto............................31.3.1 Objetivos específicos................................4
1.4 Caracterización del área donde se participo.......41.5 Problemas a resolver.............................51.6 Alcances y limitaciones..........................5
2. Fundamento teórico................................62.1 Marco histórico..................................62.2 Fundamento de investigación.......................92.2.1 Intercambiador de calor tipo placas..................92.2.2 Características del Intercambiador de calor tipo placas....................................................122.2.3 Tipo de placas......................................142.2.4 Arreglos de las corrientes..........................162.2.5 Juntas..............................................182.2.6 Cantidad de flujo...................................192.2.7 Caída de presión....................................202.2.8 Ventajas y desventajas del Intercambiador de calor tipo placas...............................................20

2.2.9 Aplicaciones del Intercambiador de calor tipo placas252.2.10Diseño de Intercambiador de calor tipo placas.......25
2.3 Fundamento matemático para el cálculo de un Intercambiador de calor tipo placas..................272.3.1 Velocidad de la corriente...........................272.3.2 Número de Reynolds..................................272.3.3 Número de Prandtl...................................282.3.4 Coeficiente local de transferencia..................282.3.5 Coeficiente global de transferencia.................292.3.5 Área de transferencia...............................302.3.6 Media logarítmica de la diferencia de temperatura (MLDT)....................................................30
3. Procedimiento y descripción de las actividades realizadas..........................................313.1 Nacimiento de la idea...........................313.2 Modelo de investigación.........................313.3 Diseño de investigación.........................323.4 Población y objeto de estudio....................323.5 Tamaño muestral y tipos de muestreo..............333.6 Instrumentos de medición........................33
4. Resultados, planos, gráficas, prototipos y programas...........................................354.1 Primer prototipo..................................354.2 Segundo prototipo.................................364.3 Tercer prototipo..................................37
4.4 Resultados........................................414.5 Conclusión del analisis...........................604.6 Diseño final......................................654.7 Algoritmo de la Hoja de Cálculo...................674.8 Software utilizado................................75
5. Conclusiones y recomendaciones...................76Referencias bibliográficas..........................77Anexos..............................................79A. Tabulaciones de los métodos encontrados............79B. Glosario...........................................83
Índice de Tablas y Figuras
Figuras página
1.1 Organigrama de IPESA_______________________________________4
2.1 Antigua patente de un intercambiador de calor tipo placas.
(Lieke Wang, 2007)_____________________________________________6
2.2 Intercambiador de calor tipo placas realizado en 1923 por
APV. (Lieke Wang, 2007)________________________________________7
2.3 Intercambiador de calor tipo placas desarrollado por
Bergedorf______________________________________________________7
2.4 Núcleo de un Intercambiador de calor tipo placa___________10
2.5 Núcleo completo de Intercambiador de calor tipo placas.___10
2.6 Diseño del núcleo completo________________________________11
2.7 Intercambiador de Calor Tipo Placas. (Alfa, 2004)_______13
2.8 Tipos más comunes de placas. (Cao, 2010)__________________15
2.9 Placa Chevron para NTU alto y NTU bajo. (Tranter, 2007)__16
2.10 Arreglo o circuito de corrientes en paralelo (1 a 1)____17
2.11 Arreglo o circuito de corrientes en forma 2 a 1__________17
2.12 Diagrama grafico del arreglo de corrientes en forma 2 a
1. (Cao, 2010)________________________________________________18
2.13 Formas de las Juntas dependiendo del Arreglo.____________19
2.14 Turbulencia dentro de los canales del Intercambiador de
calor tipo placas. (Alfa, 2004)_______________________________21
2.15 Comparación de un Intercambiador de calor tipo placas con
un tubo-coraza de mismo coeficiente de transferencia de calor.
(Lieke Wang, 2007)____________________________________________22
2.16 Diagrama de Flujo._______________________________________26
4.1 Segundo prototipo de hoja de cálculo______________________37
4.2 Tercer prototipo de hoja de cálculo_______________________39
4.3 Método de Mckillop, número de placas, área de transferencia
y coeficiente global de transferencia_________________________42
4.4 Método de Bounopane, número de placas, área de
transferencia y coeficiente global de transferencia___________43

4.5 Método de Changal, número de placas, área de transferencia
y coeficiente global de transferencia.________________________44
4.6 Método de Bassiouny, número de placas, área de
transferencia y coeficiente global de transferencia___________45
Método de Kakac, número de placas, área de transferencia y
coeficiente global de transferencia___________________________46
4.8 Método de Shah, número de placas, área de transferencia y
coeficiente global de transferencia___________________________47
4.9 Método de Cooper, número de placas, área de transferencia y
coeficiente global de transferencia___________________________48
4.10 Método de Delplace, número de placas, área de
transferencia y coeficiente global de transferencia___________49
4.11 Método de Grangeorge, número de placas, área de
transferencia y coeficiente global de transferencia___________50
4.12 Método de Kim, número de placas, área de transferencia y
coeficiente global de transferencia.__________________________51
4.13 Método de Tadini, número de placas, área de transferencia
y coeficiente global de transferencia_________________________52
4.14 Método de APV para intercambiadores de calor tipo placas
en general, número de placas, área de transferencia y
coeficiente global de transferencia___________________________53
4.15 Método de Cao β=30°, número de placas, área de
transferencia y coeficiente global de transferencia___________54
4.16 Método de Cao β=45°, número de placas, área de
transferencia y coeficiente global de transferencia___________55
4.17 Método de Cao β=60°, número de placas, área de
transferencia y coeficiente global de transferencia___________56
4.18 Método de Mitrovic β=30°, número de placas, área de
transferencia y coeficiente global de transferencia___________57
4.19 Método de Mitrovic β=45°, número de placas, área de
transferencia y coeficiente global de transferencia___________58
4.20 Método de Mitrovic β=60°, número de placas, área de
transferencia y coeficiente global de transferencia___________59
4.21 Método de Placa lisa, número de placas, área de
transferencia y coeficiente global de transferencia___________60
4.22 Método de Cao β=Mix, número de placas, área de
transferencia y coeficiente global de transferencia___________63
4.23 Método de Mitrovic β=Mix, número de placas, área de
transferencia y coeficiente global de transferencia___________64
4.24 Comparativo de método de Cao β=Mix y Mitrovic β=Mix______65
4.25 Diseño final de hoja de cálculo__________________________67
4.26 Algoritmo de hoja de cálculo parte 1_____________________68
4.27 Algoritmo de hoja de cálculo parte 2_____________________69
4.28 Algoritmo de hoja de cálculo parte 3.____________________70
4.29 Algoritmo de hoja de cálculo parte 4_____________________71
4.30 Algoritmo de hoja de cálculo parte 5_____________________72
4.31 Algoritmo de hoja de cálculo parte 6_____________________73
4.32 Algoritmo de hoja de cálculo parte 7_____________________74

Tablas página
3.1 Datos de Intercambiadores de Calor Tipo Placas.___________33
4.1 Primeros métodos de análisis______________________________35
4.2 Métodos de obtención del número de Nusselt________________39
4.3 Método de Mckillop________________________________________43
4.4 Método de Bounopane_______________________________________44
4.5 Método de Changal_________________________________________45
4.6 Método de Bassiouny_______________________________________46
4.7 Método de Kakac___________________________________________47
4.8 Método de Shah____________________________________________48
4.9 Método de Cooper__________________________________________49
4.10 Método de Delplace_______________________________________50
4.11 Método de Grangeorge.____________________________________51
4.12 Método de Kim____________________________________________52
4.13 Método de Tadini_________________________________________53
4.14 Método de APV para intercambiadores de calor tipo placa en
general_______________________________________________________54
4.15 Método de Método de Cao β=30°____________________________55
4.16 Método de Cao β=45_______________________________________56
4.17 Método de Cao β=60°______________________________________57
4.18 Método de Mitrovic β=30°_________________________________58
4.19 Método de Mitrovic β=45°_________________________________58
4.20 Método de Mitrovic β=60°_________________________________59
4.21 Método Placa lisa________________________________________60

4.22 Métodos descartados______________________________________61
4.23 Métodos descartados por falta de certeza.________________61
4.24 Método de Cao β=Mix._____________________________________63
4.25 Método de Mitrovic β=Mix_________________________________64
A.1 Tabulación de los Métodos encontrados y los
intercambiadores de calor tipo placas diseñados por empresas
especializadas, Número de Placas______________________________80
1.Introducción
El diseño es una actividad creativa, y como tal puede ser
uno de las actividades más gratificantes y satisfactorias
realizadas por un ingeniero. El diseño no existe al principio
del proyecto. El diseñador empieza con un objetivo específico o
una necesidad del cliente en mente, y mediante el desarrollo y
evaluación de diseños posibles, consigue la mejor manera de
alcanzar aquel objetivo; ya sea una silla mejor, un puente
nuevo, o para el ingeniero químico, un producto químico nuevo,
un proceso de producción nuevo o mejoras a los procesos de
producción. (Sinnott & Towler, 2009)
El proceso realizado en empresas químicas conlleva a
transferir cantidades de calor a los fluidos de forma que
permitan el uso de esta energía en los procesos de producción.
Los intercambiadores de calor realizan la actividad de utilizar
este calor y llevarlo de un fluido a otro que requiera aumentar
su temperatura, o bien disminuir la misma.
Ingeniería y Proyectos del Este, S.A. DE C.V.(IPESA) es
una empresa que inició operaciones en el 2003 como empresa
dedicada al diseño y construcción comercial e industrial, con
el objetivo de separar estas actividades de las propias de
comercialización e inmobiliaria que cubrió anteriormente

Inmobiliaria y Proyectos Ejecutivos, S.A. de C.V., de la cual
se desprende como nueva empresa pero con la misma organización,
personal y experiencia que por varios años ha demostrado IPESA.
Entre las actividades que desarrolla la empresa para satisfacer
las necesidades de sus clientes, se requiere evaluar el
desempeño de equipos nuevos o existentes fuera de servicio,
para confirmar su capacidad de cumplir con las condiciones que
le demande algún servicio en particular. La necesidad de IPESA
de mejorar su procedimiento de cálculo para evaluar
intercambiadores de calor tipo placas, otorga la posibilidad de
realizar este proyecto organizando y mejorando la metodología
con la cual se realizan actualmente estas actividades. Se
establecerán criterios de cálculo confiables, se diseñará una
hoja de Excel que facilite las operaciones y se documentará el
procedimiento de cálculo para los intercambiadores de calor
tipo placas.
Se encontrarán limitaciones con respecto a una disponibilidad
amplia de diseños comerciales que sirvan de referencia para
verificar la certeza del procedimiento para el cálculo de
intercambiadores de calor tipo placas a elaborar. También será
el caso de limitaciones con respecto a la retroalimentación del
funcionamiento de los equipos diseñados al ponerlos en
servicio.
1.1 Resumen
En el primer capítulo de este reporte de residencias
profesionales podemos encontrar la justificación del proyecto
de residencias profesionales, los objetivos generales y
específicos con los cuales se realizó el proyecto. En esta
parte del reporte se encuentra la caracterización del área en
la cual se llevó a cabo el proyecto en la empresa Ingeniería y
Proyectos del Este, S.A. de C.V. Los problemas que este
proyecto resolvió al realizarse están descritos en este
capítulo. Los alcances y limitaciones con los cuales se trabajó
en el proyecto están en este primer capítulo.
El segundo capítulo contiene la información necesaria para
comprender el funcionamiento de los intercambiadores de calor
tipo placas y conocer lo que el análisis de los métodos
representa para el diseño de los intercambiadores de calor tipo
placas.
En el tercer capítulo presenta la información con la cual
se desarrolló la investigación para la realización del análisis
a los métodos de obtención del número de Nusselt. El modelo de
investigación que se aplicó a este proyecto se encuentra en
este capítulo.
El cuarto capítulo presenta los resultados obtenidos del
análisis realizado a los métodos de obtención del número de
Nusselt. En este capítulo se encuentran los prototipos de hoja

de cálculo que se utilizaron para elaborar el análisis a los
métodos encontrados. Se puede encontrar también las
conclusiones que arrojo el análisis a los métodos de obtención
el número de Nusselt. En este capítulo se puede encontrar el
prototipo final de la hoja de cálculo para realizar el diseño
de los intercambiadores de calor tipo placas. También se puede
encontrar el algoritmo que utiliza esta hoja de cálculo para
realizar el diseño de los intercambiadores.
El quinto capítulo habla con respecto a las conclusiones
que se obtuvieron de la realización de este proyecto y las
recomendaciones que se hacen para el uso de la hoja de cálculo
para el diseño de intercambiadores de calor tipo placas.
1.2 Justificación
En IPESA, el cálculo de cambiadores de calor tipo placas
se realiza actualmente con base en información publicada en
libros y revistas técnicas con fuertes limitaciones respecto a
los tipos de fluidos y características de los equipos, y debido
a que no se ha documentado un procedimiento general, se
requiere de un tiempo excesivo para lograr una estimación
razonable de las dimensiones y características del equipo
necesarias para cumplir con los requisitos de cada servicio.
Para mejorar el desarrollo de las actividades, se requiere
establecer un procedimiento general que permita evaluar un

equipo propuesto y verificar si puede cumplir con las demandas
establecidas por el proceso, organizando la información y
secuencia de cálculo, facilitando además su aplicación mediante
el uso de una serie de hojas de cálculo del programa Excel, de
forma tal que permita realizar el diseño en tiempos más cortos
y con mayor certeza.
Las limitaciones encontradas para el diseño de
intercambiadores de calor tipo placa, tales como: información
publicadas en libros y revistas técnicas dan un amplio margen
de error al diseñar con los métodos establecidos en estas, la
falta de un diseño general de este tipo de intercambiadores por
parte de los proveedores y constructores.
Llevando a cabo este proyecto se obtendrá una forma más
eficaz, organizada y con mayor certeza del diseño de
intercambiadores de calor tipo placas. Se dará un beneficio a
la empresa IPESA, que con este procedimiento de cálculo tendrá
un mejor desempeño en realizar diseños de intercambiadores de
calor tipo placas.
1.3 Objetivo del proyecto
Elaborar un procedimiento de cálculo para el diseño de
intercambiadores de calor tipo placa para el uso de la
industria.

1.3.1 Objetivos específicos
Evaluar los métodos de diseño para intercambiadores de calor
tipo placas.
Clasificar casos en el cual se puede evaluar cada
intercambiador tipo placas.
Realizar hojas de Excel para optimizar el diseño de los
intercambiadores de calor tipo placas.
Establecer de un procedimiento de cálculo para el llevar a cabo
el diseño de un intercambiador tipo placas con el apoyo en un
ordenador personal.
1.4 Caracterización del área donde se participo
El proyecto se llevó a cabo en las instalaciones de la
empresa Ingeniería y Proyectos del Este, S.A. DE C.V., ubicado
en calle Agua Dulce 305-3A Frac. La Florida C.P. 89118 Tampico,
Tamaulipas. El organigrama de la empresa IPESA se puede
observar en la figura 1.1.

Figura 1.1 Organigrama de IPESA
El área en la que se llevó a cabo el proyecto dentro de la
empresa es el área de procesos. Esta área de la empresa está
encargada de realizar ingeniería con respecto a proyectos que
lleven a cabo procesos de producción. Esto es un conjunto de
operaciones, en una secuencia determinada e íntimamente ligadas
entre ellas en el proceso de transformación de determinadas
materias primas. La empresa IPESA tenía una problemática en el
diseño de intercambiadores de calor tipo placa debido a la
falta de material publicado respecto al diseño de este tipo de
intercambiadores.
1.5 Problemas a resolver
GERENTE DE PROYECTOS Ing. Fernando Garcia
Franco
JEFE DE ÁREA DE PROCESOS Ing. Ricardo Nava Rivera
Ingenieros de procesosGonzalo Salinas Morales
Ricardo Del Castillo Tinajero
JEFE DE ÁREA DE IN.
MECANICAIng. Adrián
Flores Gallardo
Ingenieros Mecanicos
Ing. Enrique Morales Ramírez
JEFE DE ÁREA DE ING.
ELECTRICA/INSTRUMENIng. Javier López Chávez
Ingenieros Electricos/proyectistas
InstrumentosIng. Antonio
Morales Barrón
Francisco Vázquez López
JEFE DE ÁREA DE ING.
CIVIL/ARQUITECTURAIng. Adriana
Galicia González
Arquitectos/Proyectistas
CivilesArq. Daniel Bandin
EnriquezArq. Valentin
Castillo AlemánClaudia González
Galicia
JEFE DE ÁREA DE TUBERIASIng. Luis Izaguirre
LiraProyectistas de
TuberiasAlejandra Frías
RodríguezVictor Pérez Hernández
Macario Varela Maldonado
Felipe Ramíres Agustín
JEFE DE CALIDAD
Ing. Alicia Guel M

El problema principal en el cual se encuentra enfocado el
proyecto es en establecer un procedimiento de cálculo con el
cual se debe obtener mayor eficiencia y mayor certeza en el
diseño de intercambiadores de calor tipo placas.
Este problema se resolvió por medio de la solución de
conflictos, encontrados al tratar de esclarecer el problema.
Se descartan los métodos de diseño de intercambiadores de calor
tipo placa, con poca eficiencia y con poca información de
respaldo para tener certeza de ellos.
Se reduce el tiempo actual de realización de un diseño de un
intercambiador de calor tipo placas que puede llevarse varias
días en realizarse.
1.6 Alcances y limitaciones
Alcances.- Se establecen criterios de cálculo confiables,
el diseño una hoja de Excel que facilite las operaciones, se
documenta el procedimiento de cálculo para los intercambiadores
de calor tipo placas, se realiza a cabo en un plazo de 4 meses.
Limitaciones.- Se establecerán limitaciones con respecto a
la selección de entre una cantidad amplia de diseños
comerciales disponibles para verificar la certeza del
procedimiento elaborado, para el diseño de intercambiadores de
calor tipo placas.
2.Fundamento teórico.
2.1 Marco histórico
La primera invención y uso de los intercambiadores de calor
tipo placas fue en respuesta a un incremento en los
requerimientos estatutarios de higiene en la industria
alimentaria, en Europa, en especial en los productos lácteos. A
principios de los 1880´s, empezó a crecer la conciencia pública
que las enfermedades, tales como la tuberculosis, se propagaba
por medio de la leche “cruda” o no tratada. Esto inicio los
primeros experimentos con la pasteurización de la leche, que
trata de calentar la leche a una cierta temperatura por un
corto tiempo, enfriándola rápidamente, y no afectando su sabor.
Este proceso requiere una alta eficiencia en la transferencia
de calor y más importante que sea altamente higiénico. Era muy
difícil encontrar esas características en los intercambiadores
de calor utilizados en esa época para la pasteurización de la
leche. Esto llevó en su momento a la invención de un
intercambiador de calor tipo placas.
Lo que quizá podría ser la primera patente de un
intercambiador de calor tipo placas, se la otorgaron a un
alemán de nombre Albert Dracke en 1878. En esta patente se
propuso, el enfriamiento de un líquido por otro, en el cual
pasaban ambos por capas en lados opuestos de una serie de
placas. Los años subsecuentes de los 1800’s y los primero años
de los 1900’s vieron considerables avances en la actividad de
desarrollo e inventiva, que resultarían en muchas diferentes
patentes de intercambiadores de calor tipo placa.
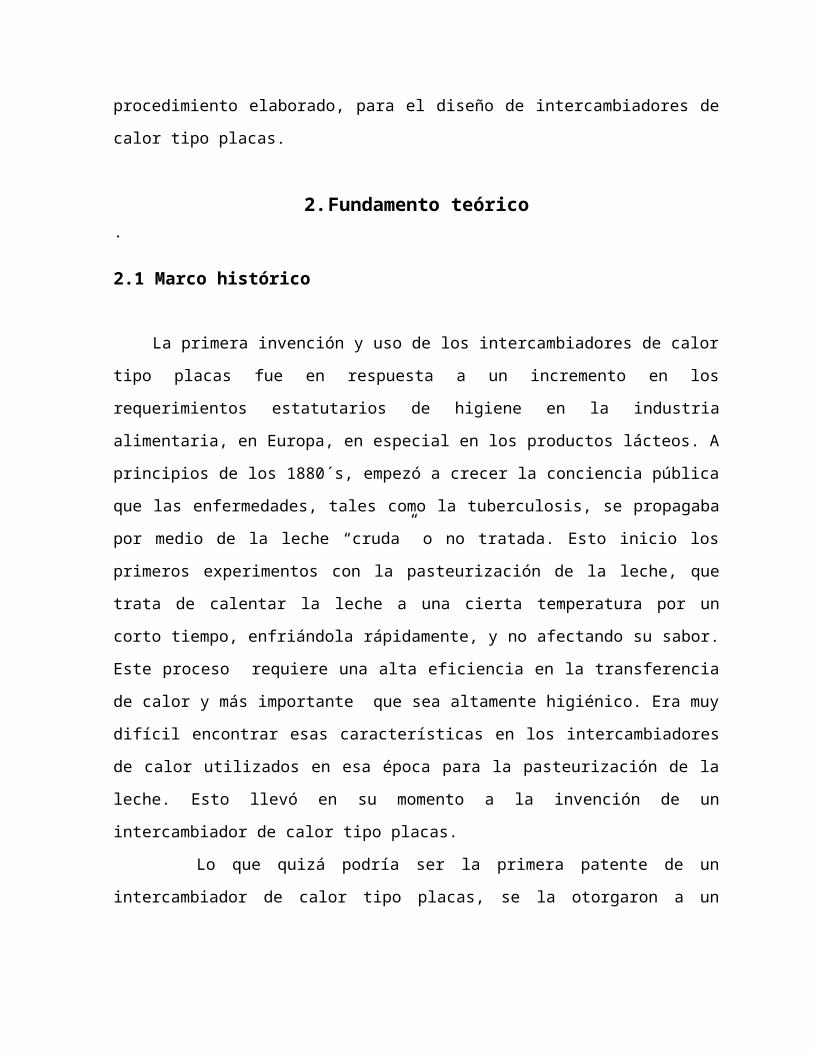
La figura 2.1 da una idea esquemática de las patentes de
la época y su paquete de placas. Esta patente fue otorgada a
dos alemanes el 5 de abril de 1890.
Figura 2.2 Antigua patente de un intercambiador de calor tipoplacas. (Lieke Wang, 2007)
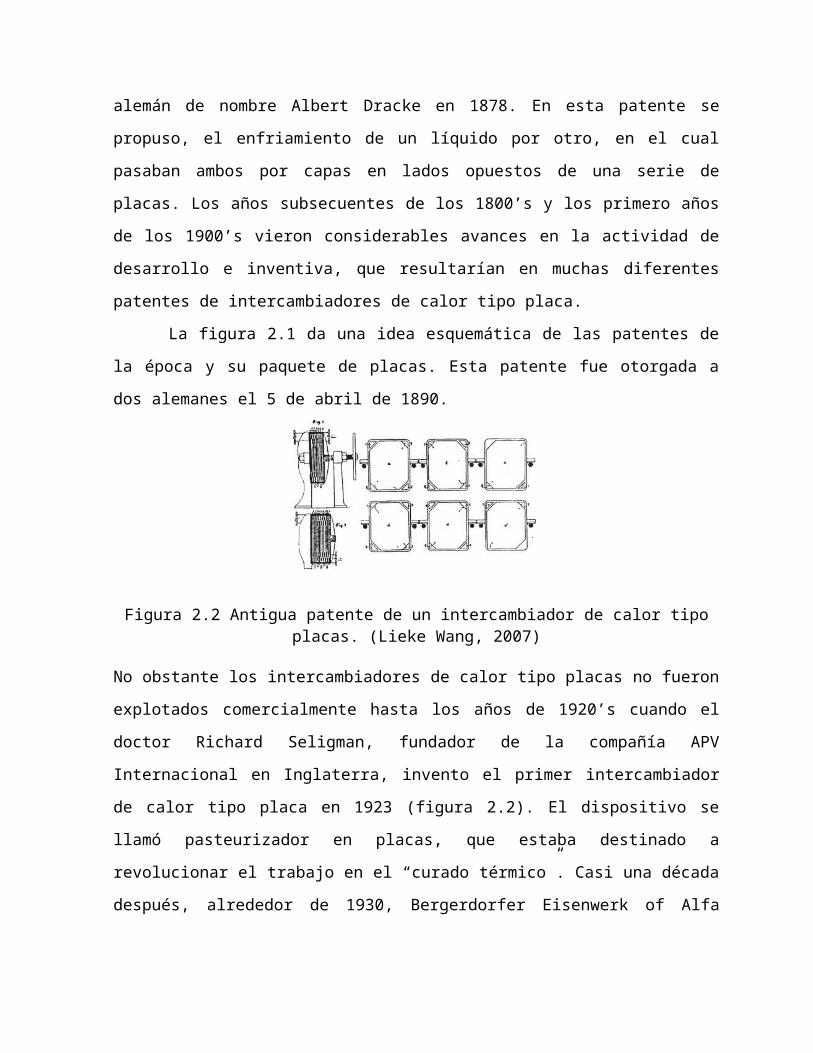
No obstante los intercambiadores de calor tipo placas no fueron
explotados comercialmente hasta los años de 1920’s cuando el
doctor Richard Seligman, fundador de la compañía APV
Internacional en Inglaterra, invento el primer intercambiador
de calor tipo placa en 1923 (figura 2.2). El dispositivo se
llamó pasteurizador en placas, que estaba destinado a
revolucionar el trabajo en el “curado térmico”. Casi una década
después, alrededor de 1930, Bergerdorfer Eisenwerk of Alfa
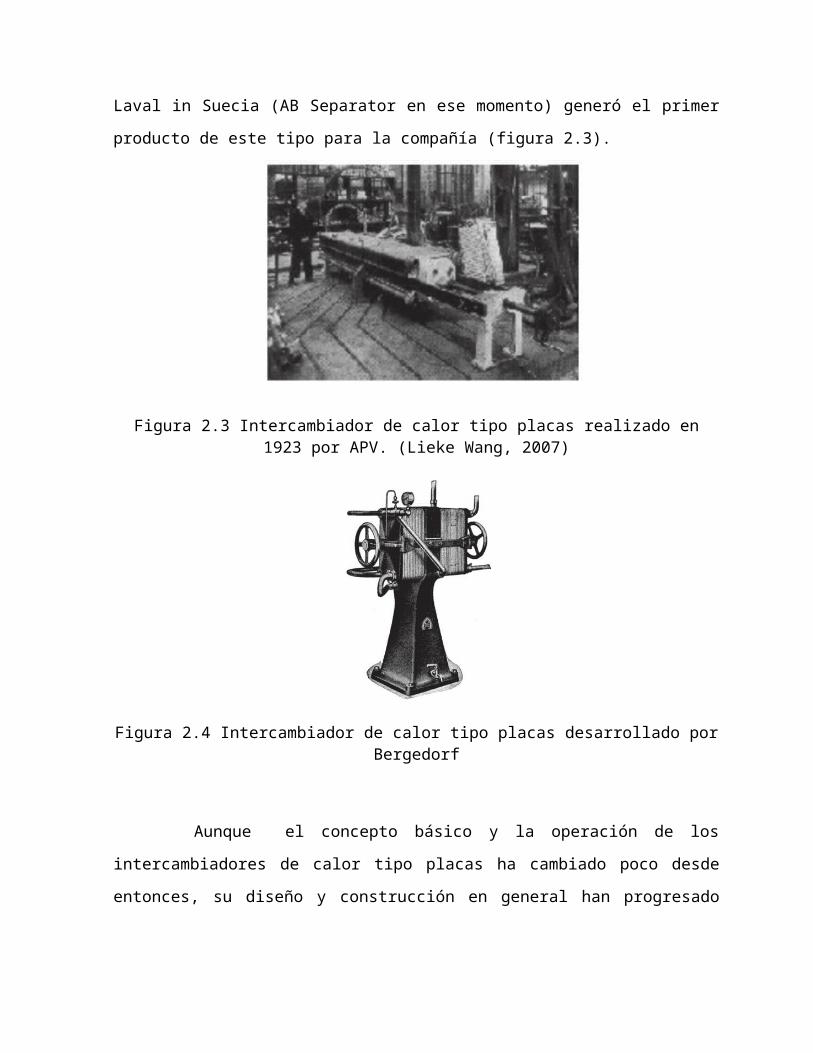
Laval in Suecia (AB Separator en ese momento) generó el primer
producto de este tipo para la compañía (figura 2.3).
Figura 2.3 Intercambiador de calor tipo placas realizado en1923 por APV. (Lieke Wang, 2007)
Figura 2.4 Intercambiador de calor tipo placas desarrollado porBergedorf
Aunque el concepto básico y la operación de los
intercambiadores de calor tipo placas ha cambiado poco desde
entonces, su diseño y construcción en general han progresado

significativamente en orden de acomodar más capacidad,
temperaturas de trabajo más altas, mayor presión, entre otros
factores. Estos cambios han ayudado a aumentar las
aplicaciones desde la idea original en la pasteurización de la
leche hasta las altas demandas de intercambio de calor de la
industria. Esta actividad tomo fuerza a partir de 1970 y
después, cuando gano ímpetus con la crisis energética. Varios
nuevos diseños para superficie de placa fueron gofrados y sus
técnicas de manufactura fueron reveladas. Una de las
principales motivaciones fue el desarrollo de nuevos patrones
para un efectivo proceso de transferencia de energía, con el
proceso de fabricación rentable y una mejor integridad
estructural. También a finales de los 1970´s se dio un gran
esfuerzo por conservar la energía por medio de mejorar el
rendimiento termo-hidráulico de los intercambiadores de calor.
El resultado obtenido por este diseño de intercambiadores fue
el uso de una mezcla de placas con corrugaciones tipo chevron y
el arreglo del flujo, donde la combinación de un bajo, mediano
o alto ángulo de la corrugación tipo chevron se usó en las
placas; como se explicará después, esto promueve el aumento de
la efectividad térmica sin la reducción de la caída de presión.
Un novedoso arreglo de este acercamiento ha sido el
segmentar en cuadrantes el área activa de la placa, y darle a
cada cuadrante un diferente ángulo de corrugación tipo Chevron.

El objetivo principal es encontrar un mejor arreglo entre
la caída de presión y la transferencia de calor, que reduzca la
mala distribución de las corrientes y optimice el área de
transferencia.
Hoy en día se encuentran muchas empresas reconocidas,
comercializando con los intercambiadores de calor tipo placa,
dando una gran variedad a un amplio espectro de aplicaciones.
Una lista representativa de algunas de estas empresas serián:
Alfa Laval Lund AB, APV, SWEP, Tranter GEA, Sondex A/S, Hisaka
Works, HTE, entre otras muchas. Ésta no es una lista completa
de la compañías ya que mientras el Mercado se siga expandiendo
seguirá habiendo incremento en las compañías que FABRICAN estos
intercambiadores. (Lieke Wang, 2007)
2.2 Fundamento de investigación
El proceso del intercambio de calor entre dos o más
corrientes a diferentes temperaturas ocurre en numerosas
aplicaciones, tales como la industria, el comercio y el uso
doméstico que tiene su efecto en algún tipo de intercambiador
de calor. Un set variado de intercambiadores de calor, que
abarcan casi todo el espectro de forma, tamaño, modo de
transferencia, y otras características que pueden ser
encontradas en procesos, ya sea de petróleo, transporte, aire
acondicionado, refrigeración, criogenia, y usos biomédicos,
dentro de muchos otros.
Los intercambiadores de calor se pueden clasificar de dos
formas, ya sea: contacto directo o de contacto indirecto.
Antiguamente, los fluidos transferían calor de forma de
contacto directo, ya que no contaban con una pared para
separar. Debido a la falta de una pared, el cálculo del alcance
máximo de las temperaturas era de un valor aproximado, este
intercambio de calor normalmente se realizaba acompañado de un
intercambio de masa. Una torre de enfriamiento es un ejemplo de
un intercambiador de calor de contacto directo.
En intercambiadores transmurales, la pared (tubular,
placa, o de una geometría no circular) que separa a las
corrientes fría y caliente, es donde se realiza el intercambio
de calor. Intercambiadores tubo-coraza y el tipo placas son
ejemplos de contacto indirecto.
Se puede hacer una clasificación más detallada de los
intercambiadores de calor, con base de sus características de
construcción, modo de transferencia, especificaciones en el
intercambio de calor. (Lieke Wang, 2007)
La pérdida de temperatura por radiación puede ser
descartada para estos intercambiadores de calor. En la mayoría
de los casos el intercambiador de calor tipo placas es el
intercambiador más eficiente. Generalmente ofrece la mejor
solución para problemas térmicos, dando los rangos más amplios
de presión y temperatura con menor espacio de equipo. (APV,
2008)
2.2.1 Intercambiador de calor tipo placas
La competencia del mercado global, la creciente urgencia
por la conservación de energía y la reducción de la degradación
ambiental ha puesto un gran énfasis en el uso de
intercambiadores de calor de gran eficiencia. Aunque el
intercambiador tradicional de tubo-coraza es todavía el más
usado en numerosas aplicaciones industriales y su rendimiento
se eleva con dispositivos de mejora, tiende a tener diámetros
hidráulicos largos y radios largos de área a volumen. El
conocimiento de este problema por parte de la ingeniería ha
desarrollado un número variado de intercambiadores de calor de
alto rendimiento, que se utilizan en la práctica. (Lieke Wang,2007)
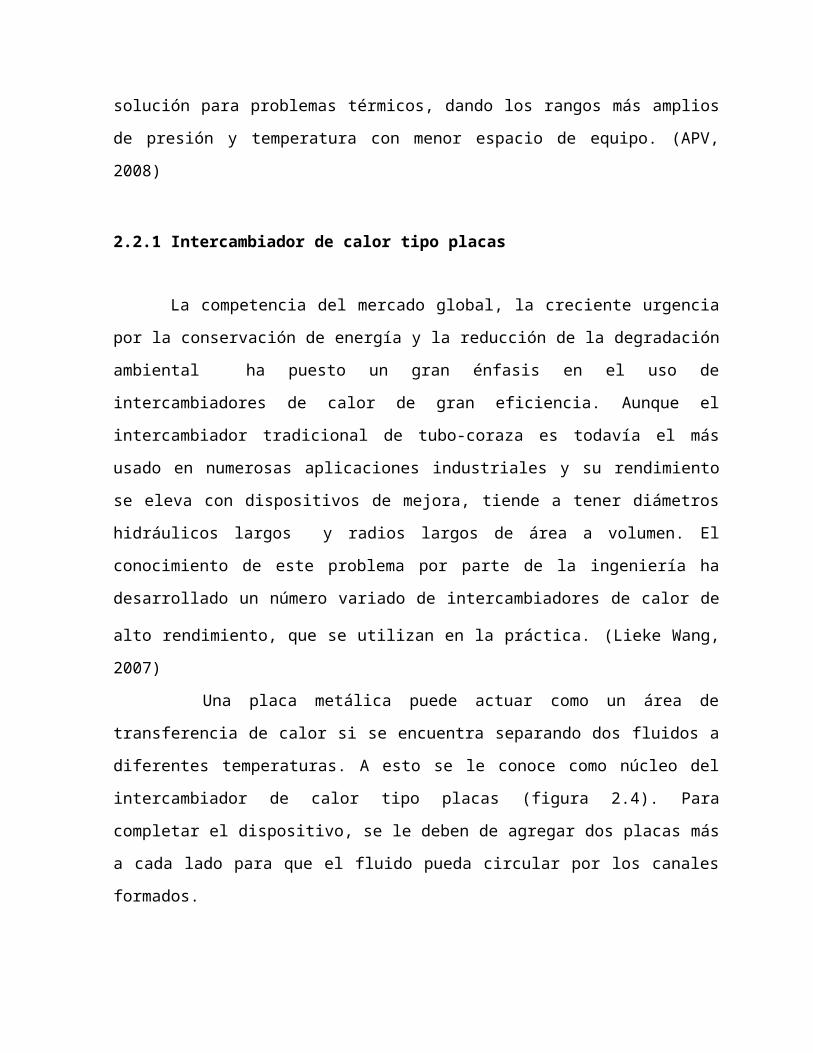
Una placa metálica puede actuar como un área de
transferencia de calor si se encuentra separando dos fluidos a
diferentes temperaturas. A esto se le conoce como núcleo del
intercambiador de calor tipo placas (figura 2.4). Para
completar el dispositivo, se le deben de agregar dos placas más
a cada lado para que el fluido pueda circular por los canales
formados.
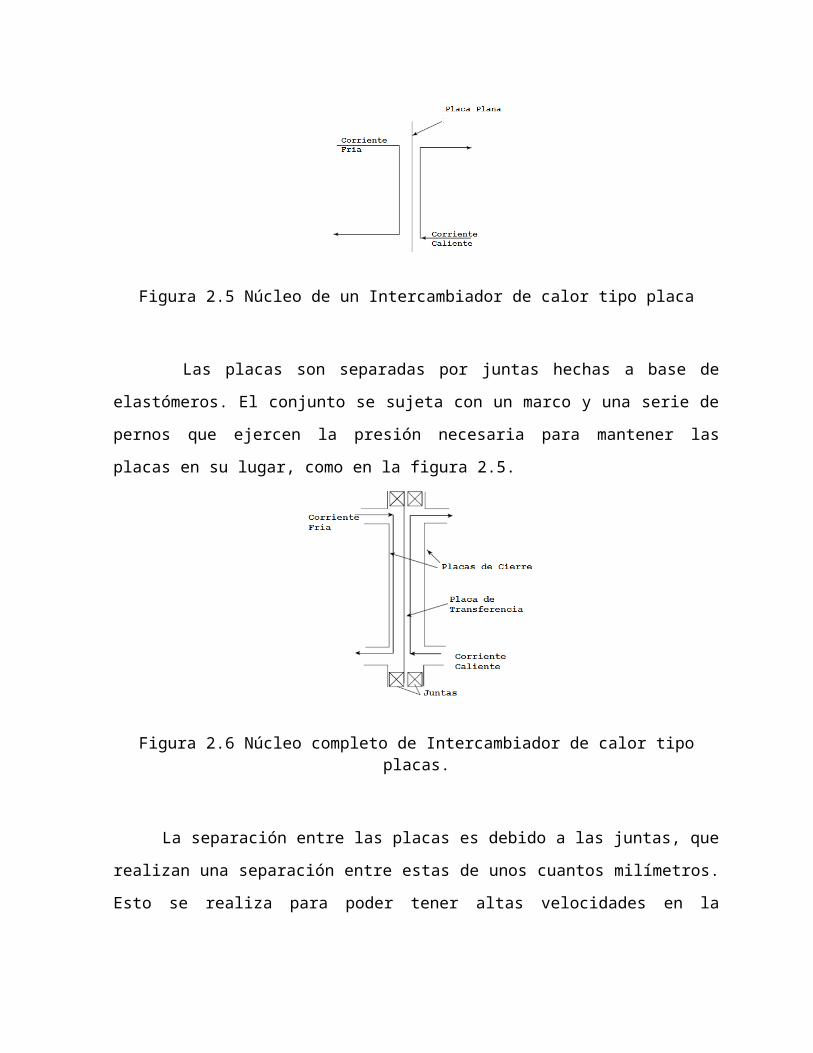
Figura 2.5 Núcleo de un Intercambiador de calor tipo placa
Las placas son separadas por juntas hechas a base de
elastómeros. El conjunto se sujeta con un marco y una serie de
pernos que ejercen la presión necesaria para mantener las
placas en su lugar, como en la figura 2.5.
Figura 2.6 Núcleo completo de Intercambiador de calor tipoplacas.
La separación entre las placas es debido a las juntas, que
realizan una separación entre estas de unos cuantos milímetros.
Esto se realiza para poder tener altas velocidades en la

corriente y alcanzar coeficientes de transferencia más altos.
Este ensamble es la base de los intercambiadores de calor tipo
placa (Figura 2.6).
Figura 2.7 Diseño del núcleo completo
La desventaja principal de este tipo de dispositivos es
que tiene importantes limitaciones con respecto al máximo
permisible de flujo que puede soportar, y no es conveniente
agrandar el área de las placas cuando el flujo o la
transferencia de calor aumentan. En este caso es necesario
aumentar el número de placas, haciendo que los fluidos circulen
a través de canales alternados separados por las placas que
realizan la transferencia de calor.
Básicamente, el intercambiador de calor tipo placas
consiste en un paquete de placas corrugadas de metal con
orificios para las boquillas por donde pasaran los fluidos. El
paquete de placas es ensamblado entre los dos marcos uno
movible y otro que se encuentra fijo, estos se fijan con unos
perno que aprieta los marcos.
Las placas tienen acomodados unas juntas que sellan los
canales de las placas. El número de placas es definido por la
cantidad de calor que se necesita transferir. Las placas de
transferencia y la placa del marco movible se encuentran en un
riel guía en la parte superior e inferior, estos apoyados en
una columna para estabilizarlos. (Cao, 2010)
Un intercambiador de calor de tipo compacto se ha definido
como un intercambiador con una densidad de área de
transferencia por arriba de 700 m2/m3 en al menos un lado de las
corrientes. Sus especificaciones en la construcción promueven
las mejoras en rendimiento térmico-hidráulicos y aumenta la
eficiencia en energía, con un significante ahorro en costos en
material y operación. (Cao, 2010)
Cuando se diseña un intercambiador de calor de placas planas,
se deben de considerar varios factores; área, coeficientes de
transferencia de calor, volumen, costos de bombeo, de
fabricación del equipo, otros, y realizar un balance entre
todos ellos para encontrar la combinación óptima. (Gonzales
Núñez)
A pesar de que el intercambiador de calor tipo placas está
categorizado en la parte baja del espectro, ofrece distintas

ventajas y características únicas en aplicaciones sobre los
otros intercambiadores compactos más altos en el espectro.
Esto incluye: flexibilidad en el tamaño (placas se pueden
añadir o quitar dependiendo de la demanda del proceso),
Facilidad de limpieza para mantener altos estándares de higiene
(necesario para industria alimentaria y farmacéutica),
aproximación cerrada a las temperaturas marcadas para los
flujos de salida a contra-corriente (utilizado en la criogenia
y en la aplicación y mitigación de la degradación térmica de
algunos fluidos procesados), y mejoras en el rendimiento de la
transferencia de calor. Como tal, en su naturaleza, el diseño
de un intercambiador de calor tipo placas tiende ser muy
especializado, debido a la variedad diferente de placas y su
superficie corrugada, los arreglos de las corrientes,
características del rendimiento y características en la
construcción y aplicación. (Lieke Wang, 2007)
2.2.2 Características del Intercambiador de calor tipo placas
Una ilustración de partes de un intercambiador de calor
tipo placas, nos permite señalar los componentes de la
estructura primaria de un moderno intercambiador de calor tipo
placas. Los elementos primarios de un intercambiador de calor
tipo placas incluye, las placas que realizan la transferencia
de calor, las placas de separación, las juntas, los soportes al

final del marco (arreglado para que una placa y marco se muevan
y otra quede fija) este lleva las entradas de las boquillas, la
barra guía para las placas, una columna de soporte y los pernos
que ajustan el marco del intercambiador. Podemos observar estas
partes en la figura 2.7.
Figura 2.8 Intercambiador de Calor Tipo Placas. (Alfa, 2004)
El núcleo principal de los intercambiadores de calor
consiste en placas delgadas y rectangulares hechas con hojas de
metal prensado, en las cuales se acomodan entre una junta que
recubre toda la periferia de la placa, atornilladas y empacadas
en un marco. Las placas cuelgan de una barra en la parte
superior está alineada a otra barra en la parte inferior. En la
mayoría de los intercambiadores, las barras guías se encuentran
soportadas al otro extremo del marco por una columna.

El paquete de placas que se encuentra prensado entre el
marco fijo y el marco movible o placa de presión están unidos
por pernos que sujetan los marcos en un largo determinado.
Se debe de tomar en cuenta que la primera placa en el núcleo
del paquete tiene juntas en los cuatro orificios por donde
pasan los fluidos, esto para que no se encuentre fugas mientras
los fluidos entran o salen del intercambiador.
La corriente fría y caliente fluye a través de diferentes
canales separados por las placas con relieve o corrugada. Cada
par de placas adyacentes en el intercambiador de calor forman
canales, y los fluidos pasan por estos por vía de la boquilla
de entrada y de salida, guiados para alternar el paso de los
fluidos por los canales, por los arreglos de las placas y las
juntas que se encuentran alrededor de esta las placas. Se logra
la mayor efectividad en los intercambiadores de calor tipo
placa cuando se utilizan a contra-corriente, ya que el calor
pasa de la corriente caliente a la placa y de ahí a la
corriente fría. (Lieke Wang, 2007)
La corrugación de las placas provee un refuerzo debido al
largo número de puntos de contacto de placa con placa. Estos
puntos de contacto dan un buen soporte para que las placas
puedan trabajar con espaciamientos muy pequeños en las
presiones de operación. El espacio entre placas es usualmente
de 3-5mm. (Cao, 2010)
2.2.3 Tipo de placas
Los intercambiadores de calor tipo placas son corrugadas.
La forma de la corrugación es característica de cada modelo de
placa y es estudiada exhaustivamente por los fabricantes de los
intercambiadores de placas.
El propósito de las corrugaciones es el de proveer
turbulencia a las corriente para aumentar el coeficiente de
transferencia de calor, y al mismo tiempo, incrementar la
fuerza estructural del paquete de placas. Las placas están
hechas para que resistan la presión de los fluidos en ambos
lados de la placa. El caso más difícil es cuando se encuentra
una corriente a máxima presión y otra a baja presión. Esto
sucede cuando hay un arranque o cuando se vacía para limpiar el
intercambiador. Las corrugaciones de las placas proveen de
muchos puntos de contacto entre las placas, esto ayuda a
prevenir deformaciones.
Existen diferentes tipos de placas. Como por ejemplo la
tipo “Washboard” o “tallador” son corrugaciones que se
encuentran en forma paralela entre ellas y en forma
perpendicular al flujo. Las corrugaciones más populares son la
tipo “Herringbone” y la tipo “chevron”. Cuando las
corrugaciones de placas consecutivas se encuentran en un ángulo
de 180 grados genera muchos más puntos de contacto entre las
placas. Cada fabricante tiene diferentes tipos de placas para

diferentes tipos de aplicaciones. La selección del tipo de
placa se debe a las necesidades del proceso, en términos de el
coeficiente de transferencia de calor y una caida de presión
permisible. Los modelos de placas que realizan el mas alto
coeficiente de transferencia de calor, tambien causa una gran
caida de presión. Es decir que, para cualquier aplicación el
dieñador debe de encontrar el mejor balance de estas dos
condiciones. (Cao, 2010) En la figura 2.8 se puede observar las
placas más comunes que se utilizan en la construcción de
intercambiadores de calor tipo placa siendo las más comunes la
“Herringbone” y la “Chevron”: “Washboard”, “Chevron”,
“Herringbone” e “Intermaiting”.
Figura 2.9 Tipos más comunes de placas. (Cao, 2010)
Una forma de clasificación dentro de los mismos tipos de
placas es la capacidad de la placa de aumentar el coeficiente
de transferencia de calor. Esto se clasifica como placas de NTU

alto o de NTU bajo, las siglas de NTU vienen del nombre número
de unidades de transferencia y sus siglas en inglés (Number of
Transferencial Units), este número nos habla de la capacidad
que tiene un fluido para transferir en este caso calor.
Esta clasificación nos da la posibilidad en el diseño de
intercambiar las placas para realizar un mayor aumento en la
transferencia de calor con una menor caída de presión. Cuando
una placa tiene un patrón de corrugación junto (con las
ondulaciones con las crestas cercanas entre sí), la caída de
presión aumenta y se genera un mayor intercambio de calor. A
este tipo de placas se les conoce como de canal térmico largo.
Cuando las placas tienen un patrón de corrugación más amplio,
la caída de presión es menor pero la transferencia de calor cae
a comparación de las anteriores. A este tipo de placa se le
conoce como de canal térmico corto (Alfa, 2004). En la figura
2.9 se puede observar un ejemplo de este tipo de canales
térmicos.

Figura 2.10 Placa Chevron para NTU alto y NTU bajo. (Tranter,2007)
2.2.4 Arreglos de las corrientes
Un buen diseño de juntas y de orificios de placa permite
diferentes tipos de configuraciones. El diseño de las juntas
permite que el fluido circule a través de la configuración de
las placas que se ha diseñado.
En los intercambiadores de calor tipo placas, la mayor
parte del tiempo se trabaja en paralelo. Es decir, que las
corrientes en los canales forman arreglos, como circuitos
eléctricos, a los cuales se le denominan paralelo. Sin embargo,
en algunos momentos es necesario, en orden de alcanzar una
mayor velocidad, arreglar los formatos que realizan los flujos
en el interior del intercambiador de 1 a 1, a arreglos en donde
las corrientes realicen más de un paso. En la figura 2.10

podemos observar la forma que tiene un circuito en paralelo de
1 a 1. Estos son los pasos de cada corriente por los canales
que forman las placas.
En la figura 2.11 se puede observar la forma en la cual se
puede obtener un intercambiador de calor tipo placas, en el
cual, se tenga con las mismas placas otro arreglo de circuito
ahora un 2 a 1.
Figura 2.11 Arreglo o circuito de corrientes en paralelo (1 a
1)

Figura 2.12 Arreglo o circuito de corrientes en forma 2 a 1
El diagrama grafico (figura 2.12) nos permite darnos
cuenta de la cantidad de orificios y el diseño que debe de
tener las juntas para poder tener el arreglo más efectivo para
las corrientes que entraran al intercambiador de calor tipo
placas.

Figura 2.13 Diagrama grafico del arreglo de corrientes enforma 2 a 1. (Cao, 2010)
2.2.5 Juntas
Las juntas en las orillas entre cada placa con relieve
confina al fluido de la corriente, permitiendo que el fluido
pase a través de los canales y previene la mezcla entre los
fluidos como también el goteo en los alrededores del paquete de
placas. (Lieke Wang, 2007)
Se pueden encontrar diferentes tipos de materiales para
las juntas, tales como: caucho natural, caucho de nitrilo,
caucho butílico, silicona y otros elastómeros como el neopreno,
hypalon. Pueden ser también fibras comprimidas utilizadas para
altas temperaturas. Debido a que las temperaturas en el
intercambiador no son absolutas, la selección del material de
las juntas debe tomar en consideración la composición química
de las corrientes, así como también los ciclos de trabajo.
(APV, 2008)
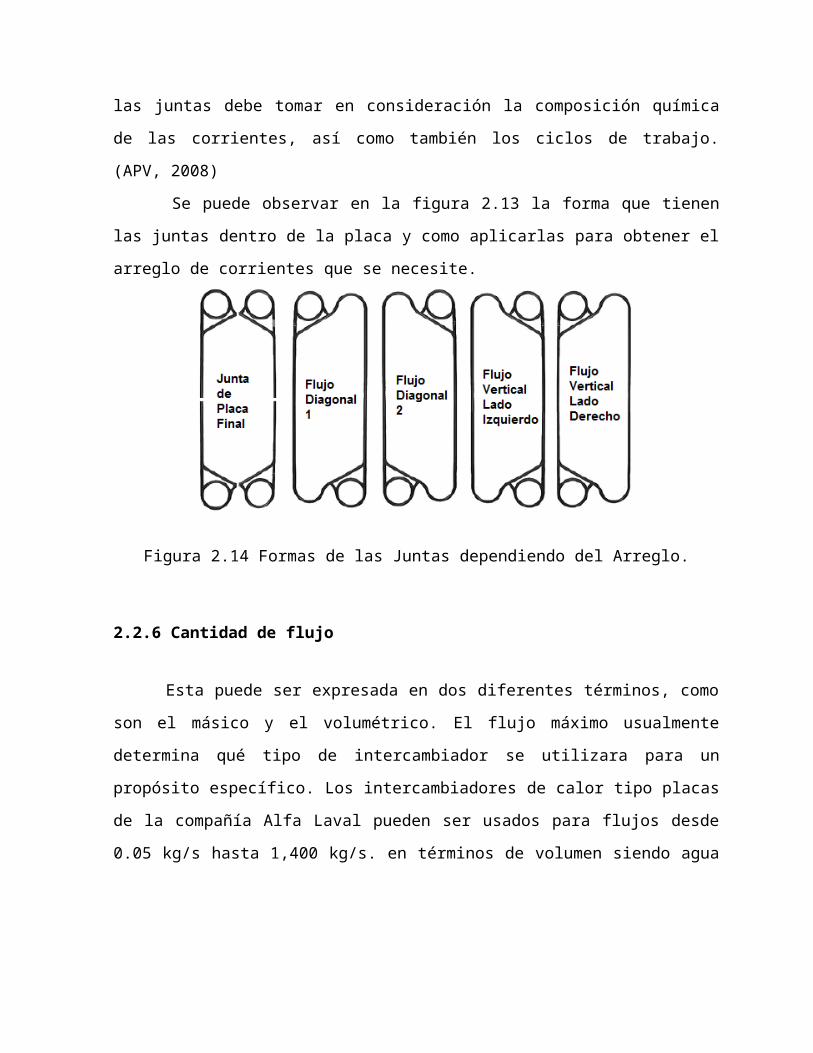
Se puede observar en la figura 2.13 la forma que tienen
las juntas dentro de la placa y como aplicarlas para obtener el
arreglo de corrientes que se necesite.
Figura 2.14 Formas de las Juntas dependiendo del Arreglo.
2.2.6 Cantidad de flujo
Esta puede ser expresada en dos diferentes términos, como
son el másico y el volumétrico. El flujo máximo usualmente
determina qué tipo de intercambiador se utilizara para un
propósito específico. Los intercambiadores de calor tipo placas
de la compañía Alfa Laval pueden ser usados para flujos desde
0.05 kg/s hasta 1,400 kg/s. en términos de volumen siendo agua
el fluido utilizado se habla de 0.18 m3/h hasta 5,000 m3/h.
(Alfa, 2004)
Las conexiones del flujo son medidas en proporción al área
de la placa, para controlar el flujo máximo permisible para el
paso por las placas. La capacidad del flujo de cada
intercambiador de placa está basada en una velocidad máxima de
la conexión de 20 pies por segundo, con intervalos de 25 a
11,000 galones por minuto. A primera vista esta velocidad puede
ser comparada con un uso convencional de tuberías. Sin embargo,
la alta velocidad del flujo se localiza en el intercambiador y
lentamente va disminuyendo durante la distribución por los
canales. No es poco común ver reducida la velocidad del flujo
en la salida de una tubería si la distancia recorrer es muy
larga. (APV, 2008)
2.2.7 Caída de presión La caída de presión tiene una relación indirecta con el
tamaño del intercambiador de calor tipo placas. Si es posible
incrementar la caída de presión permitida, y en el mismo caso
aceptar costos de bombeo más altos, entonces el intercambiador
será más pequeño y menos costoso.

El diferencial máximo de presión es aplicado a través de
la placa y resulta en un desbalance considerable que tiende
cerca de 0.1 a 0.2 pulgadas de espacio. Es esencial, por lo
tanto, que exista un soporte entre placas para mantener el
espacio entre placas y dos diferentes formas de la placa
realizan este soporte. Un método es prensar tubos en una placa
con una corrugación de tipo washboard para dar puntos de
contactos cada 1 a 3 pulgadas cuadradas de área de
trasferencia. Otro método es la placa tipo Chevron con
corrugaciones superficiales, estas van soportadas en una
posición de contacto de pico a pico.
2.2.8 Ventajas y desventajas del Intercambiador de calor tipo placas
Basados en sus características estructurales, los
intercambiadores de calor tipo placas ofrecen un número de
ventajas sobre los tradicionales intercambiadores de calor
tubo-coraza. Esto incluye lo siguiente:
Las corrugaciones en la superficie de la placa fácilmente
promueven el mejoramiento del intercambio de calor por una
serie de mecanismos que incluye el promover los flujos
turbulentos o en vórtice, interrupción y reconexión de las
placas límites, en los canales tener un diámetro hidráulico
pequeño y una transferencia de calor efectiva aumentada (figura
2.14). Los coeficientes de transferencia de calor que se
obtienen son significativamente más altos de los que se
obtienen con los intercambiadores de calor de tubo-coraza en
condiciones similares. El mecanismo dominante a lo
largo de la corrugación de las placas es la producción de
vórtices o turbulencia en forma helicoidal, esto depende del
arreglo de las corrugaciones (ondas paralelas o corrugaciones
cruzadas) que resulta si es bien mezclado en un alto
coeficiente convectivo de transferencia de calor. (Lieke Wang,
2007)
Es decir, una alta turbulencia en el medio, da una mayor
convección, que resulta en una mayor eficiencia en la
transferencia de calor en el medio. (Alfa, 2004)
La turbulencia en las placas corrugadas en forma de “tabla de
lavar” se produce por el cambio continuo en La velocidad y
dirección del flujo. Las placas tipo “Raspa de pescado” se
montan en direcciones opuestas, lo que provoca un flujo en
remolino. La turbulencia que producen estos dos diseños,
eliminan áreas de estanqueidad, con lo que se reduce el
ensuciamiento. (Gonzales Núñez)

Figura 2.15 Turbulencia dentro de los canales delIntercambiador de calor tipo placas. (Alfa, 2004)
Los intercambiadores de calor tipo placa normalmente
tienen mucho menor tamaño térmico (y físico) a comparación de
sus coeficientes de transferencia de calor. Por la misma área
efectiva en la transferencia de calor, en peso y en volumen es
aproximadamente un 30% y un 20%, con respecto a los
intercambiadores de calor tubo-coraza. Una imagen descriptiva
típica de la ventaja del tamaño son aquellas que muestran
intercambiadores de calor tipo placas y tubo-coraza de la misma
cantidad de exigencia de calor a transferir (figura 2.15).
(Lieke Wang, 2007). Toma menos espacio que el tradicional
intercambiador de calor tubo-coraza. El fino material la
superficie de calor da una óptima transferencia de calor ya que
sólo tiene que penetrar por un material delgado. (Alfa, 2004)

Figura 2.16 Comparación de un Intercambiador de calor tipoplacas con un tubo-coraza de mismo coeficiente de transferencia
de calor. (Lieke Wang, 2007)
Debido a los altos coeficientes de transferencia de calor
y un verdadero sistema a contra-corriente que maneja los
intercambiadores e calor tipo placa, son capaces de operar con
una proximidad muy cerrada (~1°C). Como resultado podemos
llegar a recuperar hasta el 90% del calor, esto es una
diferencia grande si lo comparamos con el 50% de recuperación
que logra el intercambiador de calor tubo-coraza. Es por eso
que los intercambiadores de calor son utilizados en los lugares
donde la recuperación de calor se realiza a fuentes de calor
muy bajas. (Lieke Wang, 2007)
Para algunos rangos de transferencia de calor, por ejemplo
para enfriamientos, el programa de temperaturas tiene buena
proximidad a diferentes temperaturas. Esto nos da a conocer
como transferencias de calor de alto número de unidades de
transferencia y requiere intercambiadores de calor para NTU más
altos. (Alfa, 2004)

En los intercambiadores de calor tipo placas el fluido se
encuentra en un medio entre las juntas de las placas. El
espacio entre la junta se ventila a la atmósfera, eliminando
así la posibilidad de cualquier contaminación cruzada de
fluidos. (Lieke Wang, 2007)
Los intercambiadores de calor tipo placas son muy
adecuados para fluidos con alta viscosidad, estos tienden a
andar en el régimen laminar en la mayoría de los
intercambiadores debido a sus características para producir
remolinos. Suelen generarse vórtices helicoidales en la parte
baja del número de Reynolds en canales con un corrugado
transversal en las placas. (Lieke Wang, 2007)
Los intercambiadores de calor tipo placa pueden funcionar
con aceites con viscosidades tan altas como 2500 centipoises.
Las emulsiones pueden ser utilizadas en los intercambiadores
tipo placas, y pueden ser utilizados como agua si las
concentraciones son menores del 5% (Alfa, 2004)
El paquete de placas en el intercambiador de placas puede
ser fácilmente desarmado y rearmado. Así, su inspección,
limpieza, y remplazo de la junta puede realizarse fácilmente, y
particularmente puede mantener una gran condición higiénica

para el uso en el procesamiento de comida y productos lácteos.
(Lieke Wang, 2007)
La alta turbulencia también da un efecto de auto limpieza.
Al compararlo con el tradicional intercambiador de calor de
tubo-coraza, el factor de suciedad es considerablemente
reducido. Esto quiere decir que el intercambiador de placas
puede mantenerse en servicio más tiempo entre limpiezas que el
intercambiador tubo-coraza. (Alfa, 2004)
Adicionalmente la flexibilidad al armar y desarmar permite
una gran flexibilidad para alterar su tamaño térmico, simple
mente añadiendo o quitando placas según sea la necesidad de lo
carga del proceso. (Lieke Wang, 2007)
Debido a que el canal creado por las placas adyacentes es
muy delgado, el volumen contenido en el intercambiador del
fluido es muy pequeño. Por lo tanto, la reacción al cambio de
condiciones se realiza en corto tiempo, lo que da un control
más sencillo. (Lieke Wang, 2007)
El diseño de las juntas minimiza el riesgo de fuga
interna. Mientras que una fuga interna es muy difícil de
detectar en un intercambiador de coraza y tubos, un fallo en
una junta en un intercambiador de placas implica una fuga al
exterior fácil de detectar. (Gonzales Núñez)

Puede ser posible calentar o enfriar dos o más fluidos en
la misma unidad. Esto se realiza simplemente añadiendo una
placa de división entre las placas. Esto puede reducir
sustancialmente la complejidad de una planta. (Lieke Wang,
2007)
Se pueden realizar acomodos de placas con diferentes
patrones en una misma unidad e intercambiador. También se
pueden tener diferentes arreglos de circuito por el cual
pasaran las corrientes. (Lieke Wang, 2007)
Ya que el intercambiador de calor tipo placas generalmente
tiene bajo volumen y peso, disminuye sus costos de manejo,
transporte y cimentación. (Lieke Wang, 2007): menos tiempos
muertos, no se requiere equipo especial de limpieza ni de
apertura, de fácil acceso para su inspección, bajos factores de
ensuciamiento, lo que reduce las horas hombre utilizadas.
(Gonzales Núñez)
Se elimina la incidencia en la vibración, ruido, corrosión
y erosión debido a la corriente. (Lieke Wang, 2007)
Las orillas de las placas son las únicas expuestas a la
atmósfera. Por lo tanto, la pérdida de calor es despreciable y
generalmente no requiere asilamiento. (Lieke Wang, 2007)

El intercambiador de calor tipo placas tiene éstas y otras
ventajas, en comparación con los intercambiadores de tipo tubo-
coraza. Los intercambios de calor de NTU’s altos son aquellos
que tienen intercambios de calor NTU > 1. Los intercambiadores
de calor tipo placa son superiores si se compara con los
intercambiadores de calor de tubo-coraza cuando se habla de
valores de NTU. Los intercambiadores de tubo-coraza pueden
llegar hasta una NTU 1 mientras que los intercambiadores tipo
placas pueden llegar a valores de 10 o más. Para que un
intercambiador de calor de tubo-coraza pueda llegar a valores
mayores de 1, se deben colocar varios intercambiadores tubo-
coraza en serie. (Alfa, 2004)
Sin embargo, la mayor desventaja que se puede encontrar en
los intercambiadores de calor tipo placas es que se encuentran
limitados a una baja presión y a bajas condiciones de
temperatura. Estas restricciones han sido impuestas debido al
material de las juntas, que no puede soportar altas presiones,
altas temperaturas o corrosión del fluido. Esto generaría
problemas de fuga; la finura del material de las placas también
tiene restricciones de presión. En la práctica diaria, en
estándar de la junta de los intercambiadores de calor tipo
placas está considerado para trabajar a presiones de hasta 25
bares; presiones más elevadas podrían alcanzarse con marcos
para transferencias de calor pesadas. Mientras que la

temperatura puede manejarse en un límite común para la mayoría
de los intercambiadores de calor tipo placas de hasta 160°C,
aunque juntas hechas de materiales especiales pueden alcanzar
temperaturas de hasta 400°C. (Lieke Wang, 2007)
2.2.9 Aplicaciones del Intercambiador de calor tipo placas
El intercambiador de calor tipo placas ha vuelto muy
competitivo, cuando se compara con otro tipo de
intercambiadores compactos o no compactos, debido a su sinfín
de aplicaciones. En las cuales encontramos:
Industria de los Alimentos: se le da uso en el enfriamiento de bebidas
para su posterior embotellado. Pasteurización de líquidos
(leche, jugos, etc.).
Industria Química: se puede encontrar su uso en condensadores y/o
evaporadores.
Industria Azucarera: en la evaporación del jugo de caña, así como su
posterior condensación para la elaboración de alcoholes.
Industria Minera: para el enfriamiento de soluciones de ácido
sulfúrico, ácido nítrico, ácido bórico, etc.
Industria Petroquímica: en el enfriamiento, condensación o
calentamiento de cualquier proceso petroquímico en la
temperatura permisible.
Producción de Energía Eléctrica: En Sistemas de Enfriamientos de

Generadores (Centrales Hidráulicas de gran potencia), Sistema
de condensación de vapor (Centrales Térmicas).
Industria Aceitera: se utiliza en el enfriamiento y calentamiento de
aceite vegetal.
Calefacción, Ventilación, Refrigeración y Aire Acondicionado:
Circuitos cerrados de enfriamiento, Bypass de chiller en
invierno. Evaporación y condensación de refrigerante.
2.2.10 Diseño de Intercambiador de calor tipo placas
Los métodos de obtención de placas para intercambiadores
de calor no dan un resultado exacto al primer intento, debido a
que la cantidad de placas propuesta no siempre son las idóneas
para la cantidad de flujo y para el tipo de fluido, por tal
motivo se deben hacer iteraciones con respecto a la cantidad
propuestas de placas y a la cantidad de placas resultante del
método
El diagrama de flujo mostrado en la figura 2.16 da a
conocer el seguimiento de los pasos con los cuales la hoja de
cálculo nos proporcionara un resultado de número de placas.
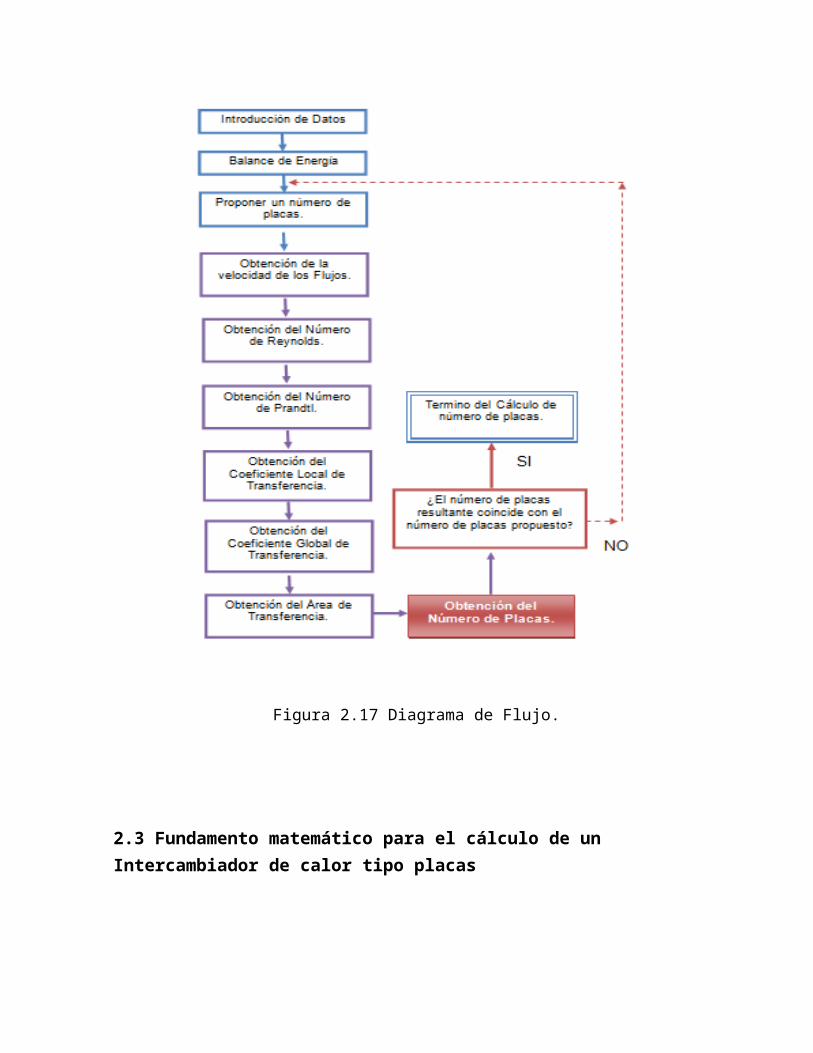
Figura 2.17 Diagrama de Flujo.
2.3 Fundamento matemático para el cálculo de un Intercambiador de calor tipo placas
El diseño de intercambiadores de calor tipo placa es
realizado por medio de un algoritmo, el cual se ejecuta por
medio de iteraciones con el fin de encontrar la cantidad de
placas necesarias para la cantidad de flujo, el tipo de fluido
y la caída de presión que se desea lograr. Las fórmulas
utilizadas y aplicadas en los diversos métodos de diseño de los
intercambiadores de calor son las siguientes:
2.3.1 Velocidad de la corriente
Conocer el rango en el que la velocidad de nuestro flujo
se maneja es importante, ya que esto nos permitirá prevenir o
corregir cualquier situación en los pasos posteriores.
El rango común de la velocidad del flujo es de 0.3 a 1 m/s.
La fórmula que se utiliza para obtener la velocidad del
flujo es la siguiente:
v=W
ρ∗np∗b∗e(2.1)
La fórmula nos dice que la velocidad del flujo es dada por
flujo másico que se encuentra dividido por su densidad, por el
número de canales que recorre la corriente en el
intercambiador, y el espaciamiento entre placas que multiplica
al ancho de la misma.

2.3.2 Número de Reynolds
El número de Reynolds es un número adimensional de
principal importancia, ya que es la base del cálculo de los
canales hidráulicos con los cuales se obtendrá el número de
placas.
El intervalo de manejo del número de Reynolds es muy
variable entre métodos de obtención de coeficientes de
película, pero se tiene establecido un intervalo de
400<Re<40000
ℜ=De∗v∗ρμ
(2.2)
La fórmula que se aplica para la obtención del número de
Reynolds es la anterior. Donde De es el diámetro equivalente
multiplicado por la velocidad y la densidad del flujo está
dividido por su viscosidad dinámica.
2.3.3 Número de Prandtl

El número de Prandtl es un número adimensional que nos
permite conocer la proporcionalidad entre la velocidad de
difusión de movimiento y la velocidad de difusión de calor.
Pr=Cp∗µkf
(2.3)
La fórmula del número de Prandtl nos da de variables, las
propiedades ya conocidas del flujo. Nos da conocer la relación
que se encuentra entre la viscosidad y el calor específico del
flujo y su conductividad.
2.3.4 Coeficiente local de transferencia
El coeficiente local de transferencia de calor o el
coeficiente de película de transferencia de calor es obtenido
por medio de la fórmula del número de Nusselt.
El número de Nusselt es el factor que relaciona el calor
constante y la fricción del flujo y es el producto de ese
factor de fricción por el número de Reynolds.
El número de Nusselt a lo largo del estudio de los
intercambiadores de calor tipo placa ha variado y formado
diferentes métodos de solución. Esto se ha debido a la gran
cantidad de tipos de corrugaciones que puede tener la placa y a

los arreglos que se diseñan para el aumento del coeficiente
global de transferencia.
Para obtener el coeficiente local de transferencia de
calor se necesitan las dos equivalencias del número de Nusselt.
Debido a que en un lado de la igualdad tendremos la relación
del calor contante y la fricción del flujo, y del otro lado de
la igualdad tendremos el factor de fricción que se relaciona
con el número de Reynolds.
Nu=De∗hkf
(2.4)
Donde el número de Nusselt es un numero adimensional dado
por el factor que se forma con el coeficiente local de
transferencia y el diámetro equivalente entre la conductividad
del material de la placa.
Nu=C (ℜ )α∗(Pr )β∗( µµw )
γ
(2.5)
Y donde el número de Nusselt es dado por los números
adimensionales, Reynolds y Prandtl y el Factor de Sieder-Tate.
Todos elevados a una potencia dada por los experimentos y un
factor de fricción también dado por los experimentos ya
realizados a los distintos tipos de placas y arreglos.
h=C(ℜ )
α∗(Pr )β∗( µµw )γ∗kf
De (2.6)

La fórmula general está basada en los tipos de
corrugaciones de placa que comúnmente se encuentran en los
intercambiadores de calor tipo placa (Chevrone, Herringbone,
etc.)
2.3.5 Coeficiente global de transferencia
El coeficiente global de transferencia es la suma de
resistencias que trabajan en el intercambio de calor entre los
flujos.
1U=1hc
+1hf
+δλ
+Rf (2.7)
Esta suma de resistencias representa en si los factores
con los cuales trabaja el intercambiador de calor tipo placa.
Tomando en cuenta factores como los coeficientes locales de
transferencia de cada corriente (caliente y fría), un
coeficiente entre el espesor de la placa y la conductividad que
es capaz de lograr el material con el que están hechas las
placas y el factor de ensuciamiento.
2.3.5 Área de transferencia

La obtención del área de transferencia permite interpretar
de mejor forma la cantidad de placas necesarias para realizar
el intercambiador de calor.
A=Q
U∗LMTD(2.8)
La fórmula del área de transferencia es un coeficiente en
el cual está relacionada la cantidad de calor transferido,
entre el coeficiente global de transferencia y el diferencial
logarítmico de las temperaturas.
2.3.6 Media logarítmica de la diferencia de temperatura (MLDT).
La Media logarítmica de la diferencia de temperatura es un
cálculo que nos permite obtener el valor de las temperaturas en
unas condiciones de flujo determinadas, a contra-corriente o a
co-corriente. Este diferencial de temperaturas nos es útil para
obtener el área de transferencia y el coeficiente global de
transferencia.

LMTD=∆T1−∆T2
ln( ∆T1
∆T2)
(2.9)
∆T1=T1−t2∆T2=T2−t1
Los diferenciales de temperatura en este caso a contra-
corriente son obtenidos por las diferencias entre la
temperatura de la corriente caliente al entrar y la de la
corriente fría al salir. El otro diferencial se obtiene de la
temperatura de la corriente caliente al salir y la temperatura
de la corriente fría al entrar.
3.Procedimiento y descripción de las actividadesrealizadas
3.1 Nacimiento de la idea
La idea toma origen en la necesidad propuesta por la
empresa IPESA. Una necesidad de desarrollar una procedimiento
con el cual poder generalizar fórmulas y conceptos para
realizar el diseño de un intercambiador de calor tipo placas.
Esta necesidad nace de la existencia de una gran cantidad de
información, ya sea por medio de revistas de estudio, libros e
investigaciones correspondientes a los intercambiadores de
calor tipo placa, no permitía tener una generalidad con
respecto de toda la información a la cual se puede recurrir.
Debido a esta cantidad de información, el tiempo que se
toma realizar el diseño de un intercambiador de calor tipo
placas, es un tiempo muy alto. Esta otra necesidad de acortar
el tiempo de diseño dio nacimiento a la hoja de cálculo con la
cual se apoya el procedimiento de cálculo a realizar.
3.2 Modelo de investigación
El modelo de investigación que se utiliza para realizar
esta investigación será un método exploratorio-descriptivo.
La investigación exploratoria es usada para resolver un
problema que no ha tenido claridad. La investigación
exploratoria impulsa a determinar el mejor diseño de la
investigación, el método de recogida de datos y la selección de
temas. Debe sacar conclusiones definitivas sólo con extrema
precaución. Dado su carácter fundamental, la investigación

exploratoria a menudo llega a la conclusión de que un problema
que se percibe en realidad no existe.
La investigación descriptiva tiene como objetivo el dar a
conocer las situaciones, costumbres y actitudes predominantes a
través de la descripción exacta de las actividades, objetos,
procesos y personas. Su meta no se limita a la recolección de
datos, sino a la predicción e identificación de las relaciones
que existen entre dos o más variables.
3.3 Diseño de investigación
Método longitudinal: Es el diseño de investigación que
recolecta datos a través del tiempo en puntos o períodos
especificados, para hacer inferencias respecto al cambio, sus
determinantes y consecuencias.
• Diseños longitudinales de tendencia o trend: son aquellos
que analizan cambios a través del tiempo (en variables o sus
relaciones), dentro de alguna población en general.
• Diseños longitudinales panel: son similares a las dos clases
de diseños anteriormente señalados, sólo que el mismo grupo de
sujetos es medido en todos los tiempos o momentos.
3.4 Población y objeto de estudio.
El objeto de estudio de esta investigación son los
métodos existentes en revistas técnicas, libros de estudio, con
el fin de encontrar un método que ayude a generalizar el diseño
del intercambiador de calor tipo placas, o generar un
procedimiento que generalice dos o varios métodos de diseño.
La población del objeto de estudio serán los métodos de
cálculo del número de Nusselt, encontrados que varían en forma
de corrugación de la placa y en tiempo.
3.5 Tamaño muestral y tipos de muestreo
La muestra consta de 21 métodos encontrados para el
cálculo de número de Nusselt.
Estos métodos son de diferentes publicaciones, revistas
técnicas, libros de estudio etc.
Los métodos están puestos en orden cronológico para poder
observar la evolución en el diseño de placas y en el cálculo
del número de Nusselt.

3.6 Instrumentos de medición
Los intercambiadores de calor tipo placas son diseñados
por empresas dedicadas a la elaboración de diseño y
construcción de estos intercambiadores. Estos intercambiadores
nos servirán como instrumento de medición en esta
investigación. En esta investigación se contó con 16 diseños
diferentes de intercambiadores de calor tipo placas para
realizar la medición, estos fueron diseñados por diferentes
compañías.
Las características básicas de los intercambiadores de
calor tipo placa necesarias para el análisis de los métodos de
obtención del número de Nusselt se presentan a continuación en
la tabla 3.1 para cada intercambiador
Tabla 3.1 Datos de Intercambiadores de Calor Tipo Placas.
N° de
Intercambiador
Coef. Global de
Trans. (kcal/
h*m2*°C)
Área de
Transferencia
(m2)
N° de Placas
1 497.12 0.68 62 1634.44 2.04 133 3205.92 0.60 174 3524.26 15.08 605 1608.14 8.40 626 524.67 24.48 69

7 3085.80 18.25 748 1495.63 24.03 919 790.17 24.70 9710 3684.67 24.70 9711 638.11 74.25 10012 609.49 34.32 13413 498.79 85.50 15114 540.08 139.23 15515 647.83 85.00 17116 536.31 192.60 215

4.Resultados, planos, gráficas, prototipos y programas
4.1 Primer prototipo
Para poder realizar el diseño de un intercambiador de
calor tipo placas, se necesita mucho tiempo, paciencia y
esfuerzo, debido a la forma en la que el método plantea la
solución por medio de iteraciones. Si no se tiene el
conocimiento de la necesidad del intercambiador podremos
terminar en un número muy elevado o un número muy pequeño de
cantidad de placas. Esto ocasionara un mayor número de
iteraciones y por consecuencia mayor cantidad de cálculos que
representa más tiempo.
Es por esta razón que para el análisis de los métodos del
cálculo de número de Nusselt, se elaboró una hoja de cálculo en
Excel que permitiera el avance en el análisis de los diferentes
métodos. Esta hoja de cálculo de Excel permite ingresar los
datos utilizados por las compañías diseñadoras y constructoras
de intercambiadores de calor tipo placas. Se pudo conjuntar de
una buena manera los métodos diferentes y establecer los
métodos que tuvieran una mayor precisión y exactitud a la hora

de realizar el cálculo de número de placas comparándolos con
los datos de diseño de las empresas que diseñan y construyen
los intercambiadores de calor tipo placas.
Este prototipo está en función de los conocimientos
previos que se tenían de los métodos (que era conocimientos
limitados) para aplicarlos en el diseño de los intercambiadores
de calor tipo placas. Los métodos que analiza este prototipo
son limitados solo a dos. Este funge como trampolín para los
siguientes prototipos y el diseño final.
Los métodos que analiza este prototipo de hoja de cálculo
son los que se encuentran en la tabla 4.1
Tabla 4.2 Primeros métodos de análisis
Relación Número de
Nusselt
Fuente (orden
cronológico)
Nu=0.28ℜ0.65∗Pr0.4
Fórmula general para
cálculo
de cualquier
intercambiador de
calor tipo placas(APV, 2008)

Nu=0.66ℜ0.5∗Pr0.33
Fórmula para cálculo
convección
en una placa lisa con
un régimen
Laminar.(Cao, 2010)
4.2 Segundo prototipo
Es un rediseño a la hoja de cálculo anterior con la cual
se logra obtener un mayor orden al momento de la entrada de
datos y al momento de la salida de los mismos. Esta hoja
(figura 4.1) es un prototipo en el cual no se hicieron cambios
en los métodos con los cuales desarrolla los cálculos. Es
simplemente un prototipo a una forma más compleja de la hoja de
cálculo.
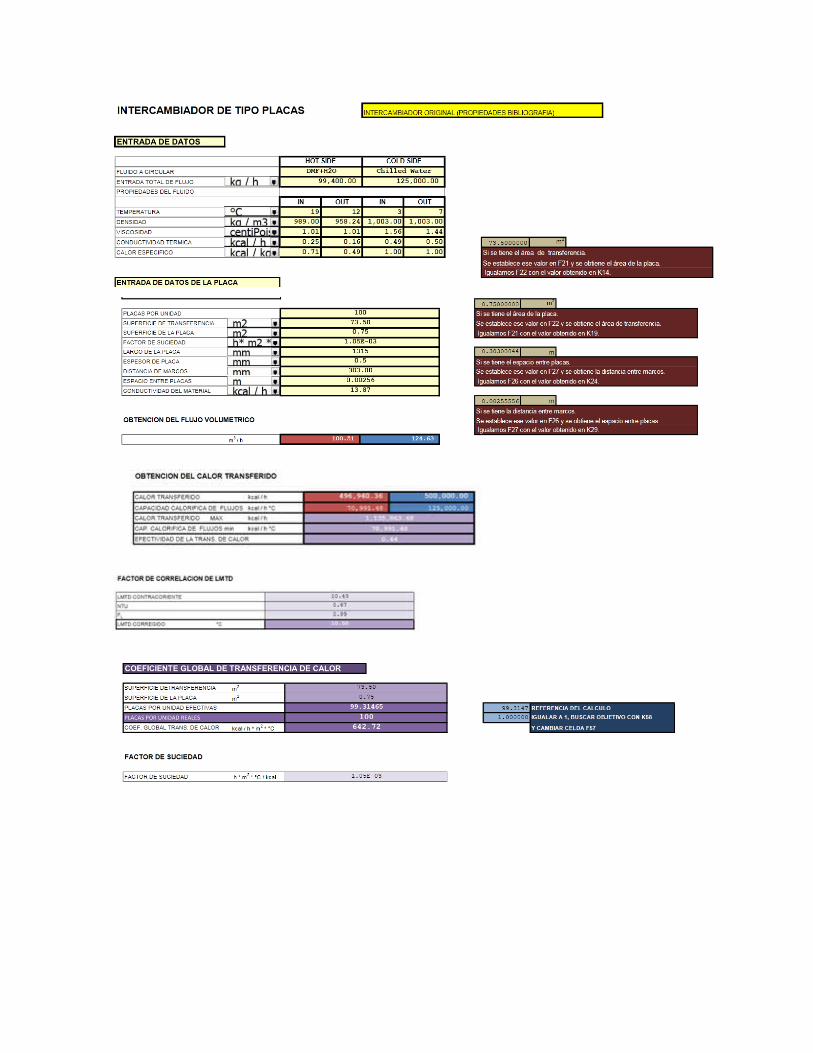

Figura 4.18 Segundo prototipo de hoja de cálculo
4.3 Tercer prototipo
Este prototipo es el prototipo base ya que la diferencia entre
esta y el diseño final de la hoja de cálculo está basado en los
detalles solamente.
En esta hoja de cálculo se encuentran todos los métodos que se
presentan a analizar y con los cuales los resultados se
presentan en el apartado siguiente (figura 4.2).
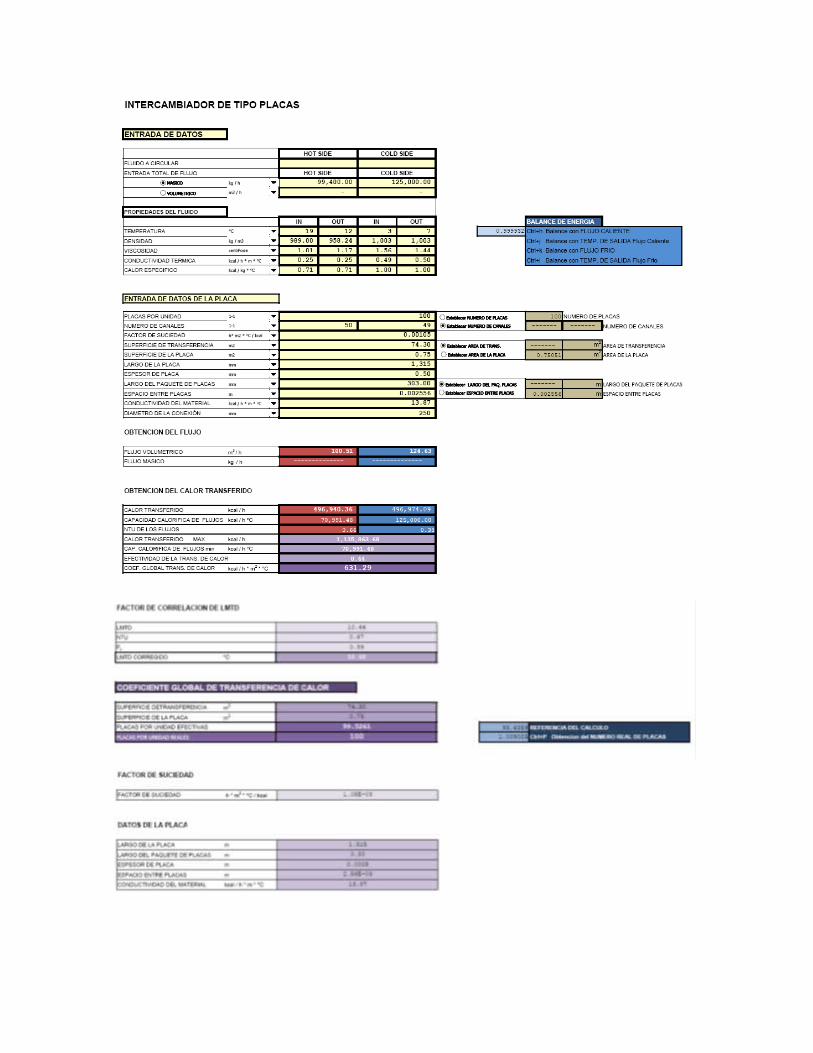
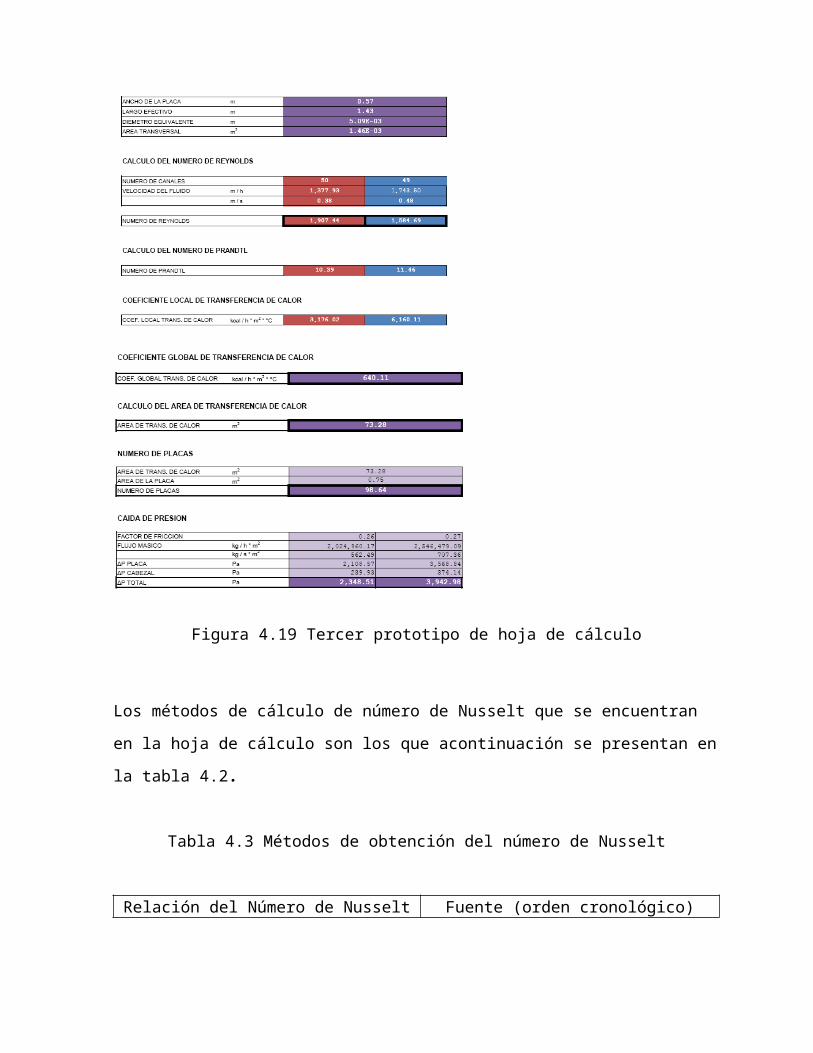
Figura 4.19 Tercer prototipo de hoja de cálculo
Los métodos de cálculo de número de Nusselt que se encuentran
en la hoja de cálculo son los que acontinuación se presentan en
la tabla 4.2.
Tabla 4.3 Métodos de obtención del número de Nusselt
Relación del Número de Nusselt Fuente (orden cronológico)
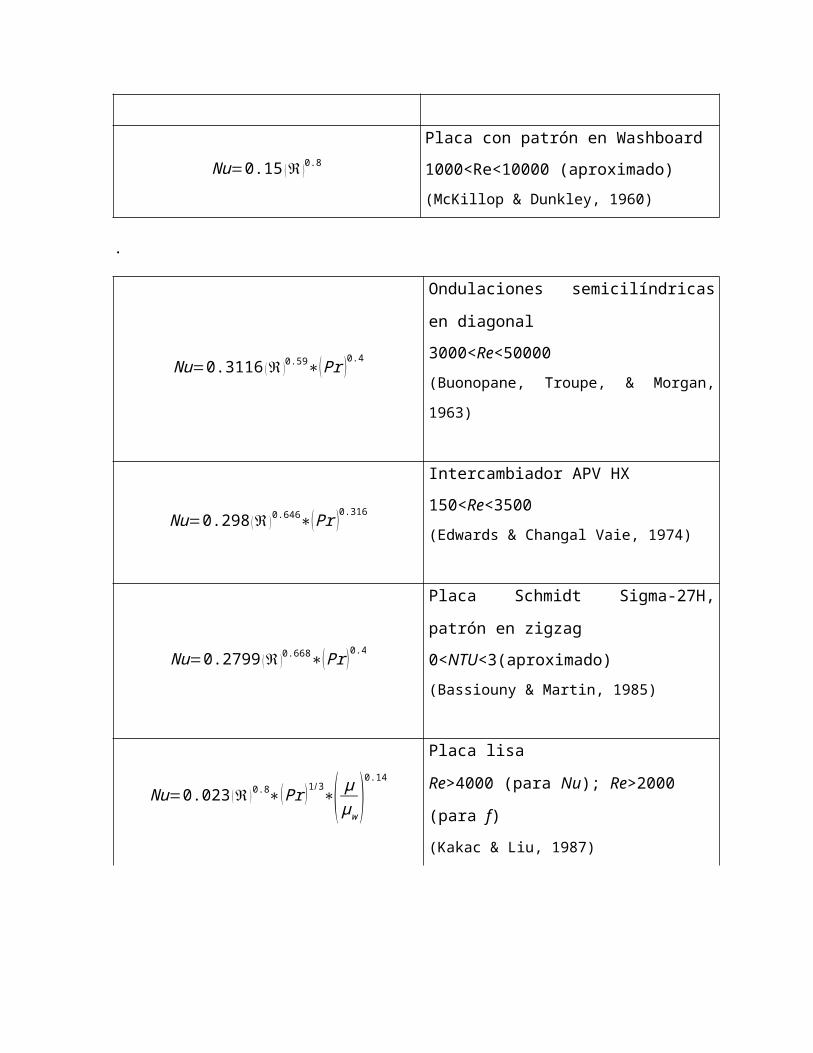
Nu=0.15 (ℜ )0.8
Placa con patrón en Washboard1000<Re<10000 (aproximado)(McKillop & Dunkley, 1960)
.
Nu=0.3116 (ℜ )0.59∗(Pr )0.4
Ondulaciones semicilíndricas
en diagonal3000<Re<50000(Buonopane, Troupe, & Morgan,
1963)
Nu=0.298 (ℜ )0.646∗(Pr )0.316
Intercambiador APV HX150<Re<3500(Edwards & Changal Vaie, 1974)
Nu=0.2799 (ℜ )0.668∗(Pr)0.4
Placa Schmidt Sigma-27H,
patrón en zigzag0<NTU<3(aproximado)(Bassiouny & Martin, 1985)
Nu=0.023 (ℜ )0.8∗(Pr)1/3∗( μμw )
0.14
Placa lisa
Re>4000 (para Nu); Re>2000
(para f)(Kakac & Liu, 1987)

Nu=0.380 (ℜ )2/3∗(Pr )1 /3
Placa Alfa-Laval P31, patrón
en ChevronRe>7(para Nu); Re>855 (para f)(Shah & Focke, 1988)
Nu=1.68[ (ℜ )∗(Pr )∗(DeL )]0.4
∗( μμw )0.14
Placas APV con patrón
IntermaitingRégimen Laminar(Cooper & Usher, 1992)
Nu=0.214 [ ( ℜ )0.662−3.2 ]∗(Pr)0.4
Placa Vicarb V7, patrón en
zigzag0.64<Re<3100(para f),
Re>22(para Nu)(Delplace & Leuliet, 1995)
Nu=0.2910 (ℜ )0.662∗(Pr )0.33
Placa con patrón Chevron
β=60°50<Re<2700(Grandgeorge, Jallut, & Thonon,
1998)
Nu=1.12x10−5( ℜ )
0.1.39∗(Pr )1.63 Placa de Laval P5-VRB, patrón
intermaiting156<Re<567; 41<Pr<98
(Kim, Tadini, & Singh, 1999)

Nu=0.0078 (ℜ )1.003∗(Pr )0.659
Pasteurizador Armfield FT43A,
placas lisas152<Re<215; 5.84<Pr<6.25(Tadini, Badolato, & Viera,
2000)
Nu=0.517 (ℜ )−0.38∗(Pr )0.33∗(ℜ )
Placa con patrón Herringbone
β=30°1<Re<10000(Cao, 2010)
Nu=0.47 ( ℜ )−0.31∗(Pr)0.33∗( ℜ )
Placa con patrón Herringbone
β=45°1<Re<10000Cao (2010)
Nu=0.434 (ℜ )−0.44∗(Pr )0.33∗(ℜ )
Placa con patrón Herringbone
β=60°1<Re<10000(Cao, 2010)
Nu=0.295 (ℜ )0.64∗(Pr )0.32∗(π2−β)
0.09
Placa con patrón Chevron300<Re<4000(Mitrovic, 2012)

4.4 Resultados
La forma con la cual se analizan los métodos de obtención
de número de Nusselt es conforme al trabajo en Ingeniería
Inversa, ya que se contaba con los cálculos realizados por las
compañías que diseñan y construyen estos intercambiadores de
calor. Es así que se utilizan los intercambiadores para medir
la precisión y la exactitud de un método u otro.
Los resultados obtenidos de la hoja de cálculo se comparan
con las características principales de cada intercambiador
diseñado por compañías especializadas, al comparar el número de
placas, el coeficiente global de transferencia y el área de
transferencia de los datos dados por las empresas fabricantes
de los intercambiadores de calor tipo placas y los datos
obtenidos por la hoja de cálculo elaborada obtenemos un
porcentaje de error o de diferencia, con la fórmula:
%=datosobtenidosporlahojadecálculo
datosdadosporlosfabricantes(2.10)
Esta fórmula nos da un porcentaje para cada uno de los
intercambiadores evaluados en cada uno de los métodos a
analizar. Los datos obtenidos para cada serie de
intercambiadores dentro de un método, se les hizo un análisis

estadístico donde se obtuvo una media, una desviación estándar
y un coeficiente de variabilidad
Los resultados que arrojan los análisis de los métodos de
obtención del número de Nusselt antes presentados se describen
a continuación.
Cada grafica presenta un método de obtención de número de
Nusselt. Cada una de ellas con tres series o líneas las cuales
representan los porcentajes de cada situación evaluada, número
de placas, área de transferencia, y el coeficiente global de
transferencia.
En la figura 4.3 podemos observar el método de obtención
del número de Nusselt para placas con patrón en Washboard con
un intervalo de 1000<Re<10000 (aproximado) realizado por
McKillop & Dunkley en 1960. Se puede observar como la línea de
tendencia del área de transferencia y en el número de placas se
eleva en su mayoría arriba de la unidad en la mayoría de los
casos llegando en el intercambiador doce a ser de 3.53.
Observando estos datos en el gráfico, los podemos expresar en
forma de la cual veamos su alta media con una desviación
estándar muy amplia y un coeficiente de variabilidad también
muy amplio (tabla 4.3).

0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.00
1.001.06
1.65
2.21
1.331.05
2.12
1.111.10
1.01
3.53
2.021.45
0.85
1.29
Mckillop
% DE U
% DE ÁREA DE TRANS.
% DE N° DE PLACAS
Intercambiadores de Calor
Porciento %
Figura 4.20 Método de Mckillop, número de placas, área detransferencia y coeficiente global de transferencia
.Tabla 4.4 Método de Mckillop
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.77 0.2543 0.3296% de At 1.49 0.6979 0.4673% N° de
Placas1.49 0.6947 0.4672
Se puede observar en la figura 4.4 el grafico del método
de obtención del número de Nusselt ondulaciones semicilíndricas
en diagonal con un intervalo de 3000<Re<50000 realizado por
Bounopane, Troupe, & Morgan en 1963 con el cual se analizaron
los dieciséis intercambiadores de calor y se obtuvieron unas
líneas de tendencia con respecto a cada situación de análisis

(número de placas, coeficiente global de transferencia de calor
y área de transferencia) con regularidad entre sí, pero con
amplias variaciones sobre la tendencia de la unidad. Observando
estos datos en el gráfico, los podemos expresar en forma tal
que calculemos su media en un valor intermedio con una
desviación estándar amplia y un coeficiente de variabilidad
también amplio (tabla 4.4).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.081.35
1.87
1.421.161.09
1.521.11
1.57
0.98
1.571.21
0.970.940.92
Bounopane
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
ient
o %
Figura 4.21 Método de Bounopane, número de placas, área de
transferencia y coeficiente global de transferencia
Tabla 4.5 Método de Bounopane
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.84 0.1730 0.2049% de At 1.24 0.2822 0.2281

% N° de
Placas1.23 0.2825 0.2288
En la figura 4.5 podemos observar el método de obtención
del número de Nusselt para un Intercambiador APV HX con un
intervalo150<Re<3500 elaborado por Edwards & Changal Vaie en
1974. Se puede observar como la línea de tendencia del área de
transferencia y en el número de placas se tiene una cercanía a
la tendencia de la unidad siendo el pico más alto en el
intercambiador número doce Observando estos datos en el
gráfico, los podemos expresar en forma de la cual veamos una
media con un valor cercano a la unidad, pero con una desviación
estándar amplia y un coeficiente de variabilidad también amplio
(tabla 4.5).
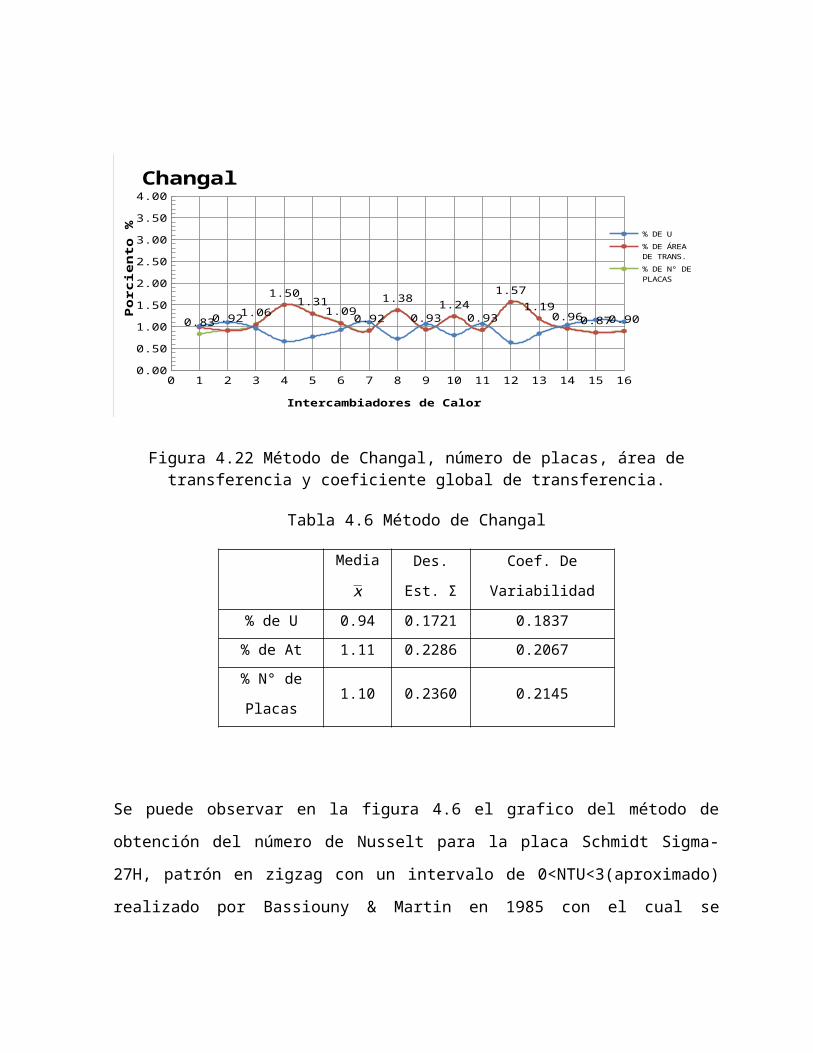
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.830.921.06
1.501.31
1.090.921.38
0.931.24
0.93
1.571.19
0.960.870.90
Changal
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
ient
o %
Figura 4.22 Método de Changal, número de placas, área detransferencia y coeficiente global de transferencia.
Tabla 4.6 Método de Changal
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.94 0.1721 0.1837% de At 1.11 0.2286 0.2067% N° de
Placas1.10 0.2360 0.2145
Se puede observar en la figura 4.6 el grafico del método de
obtención del número de Nusselt para la placa Schmidt Sigma-
27H, patrón en zigzag con un intervalo de 0<NTU<3(aproximado)
realizado por Bassiouny & Martin en 1985 con el cual se

analizaron los dieciséis intercambiadores de calor y se
obtuvieron unas líneas de tendencia con respecto a cada
situación de análisis (número de placas, coeficiente global de
transferencia de calor y área de transferencia) con regularidad
entre sí y con estabilidad sobre la línea de la unidad.
Observando estos datos en el gráfico, los podemos expresar en
forma tal que veamos en una tabla y obtener su media en un
valor bajo, con una desviación estándar media y un coeficiente
de variabilidad también medio (tabla 4.6).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.830.850.94
1.180.980.97
0.78
1.12
0.84
1.12
0.88
1.191.02
0.850.850.80
Bassiouny
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
iento
%
Figura 4.23 Método de Bassiouny, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.7 Método de Bassiouny
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 1.08 0.1493 0.1388
% de At 0.95 0.1399 0.1477% N° de
Placas0.95 0.1393 0.1465
En la figura 4.7 podemos observar el método de obtención
del número de Nusselt para Placas lisas con un intervalo
Re>4000 realizado por Kakac & Liu en 1987. Se puede observar
como la línea de tendencia del área de transferencia y en el
número de placas se eleva en todos los casos arriba de la
unidad y llegando en el intercambiador doce a ser su pico de
7.51. Con las líneas de tendencia tan alejadas de la unidad,
podemos observar que su media es muy elevada y que debido a la
volatilidad que muestra su desviación estándar y el coeficiente
de variabilidad se ven también afectados en números grandes que
no permiten el uso de este método (tabla 4.7).

0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.001.002.003.004.005.006.007.008.009.0010.00
2.00
2.08
3.764.53
5.18
2.84
3.154.784.41
3.48
1.62
7.51
3.79
2.111.46 1.87
Kakac
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
ient
o %
Figura 4.24 Método de Kakac, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.8 Método de Kakac
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.35 0.1618 0.4632% de At 3.48 1.6105 0.4624% N° de
Placas3.41 1.6240 0.4761
Se puede observar en la figura 4.8 el grafico del método de
obtención del número de Nusselt para la placa Alfa-Laval P31,
patrón en Chevron con un intervalo de Re>7 elaborado por Shah &
Focke en 1988 con el cual se analizaron los dieciséis
intercambiadores de calor y se obtuvieron unas líneas de
tendencia con respecto a cada situación de análisis (número de
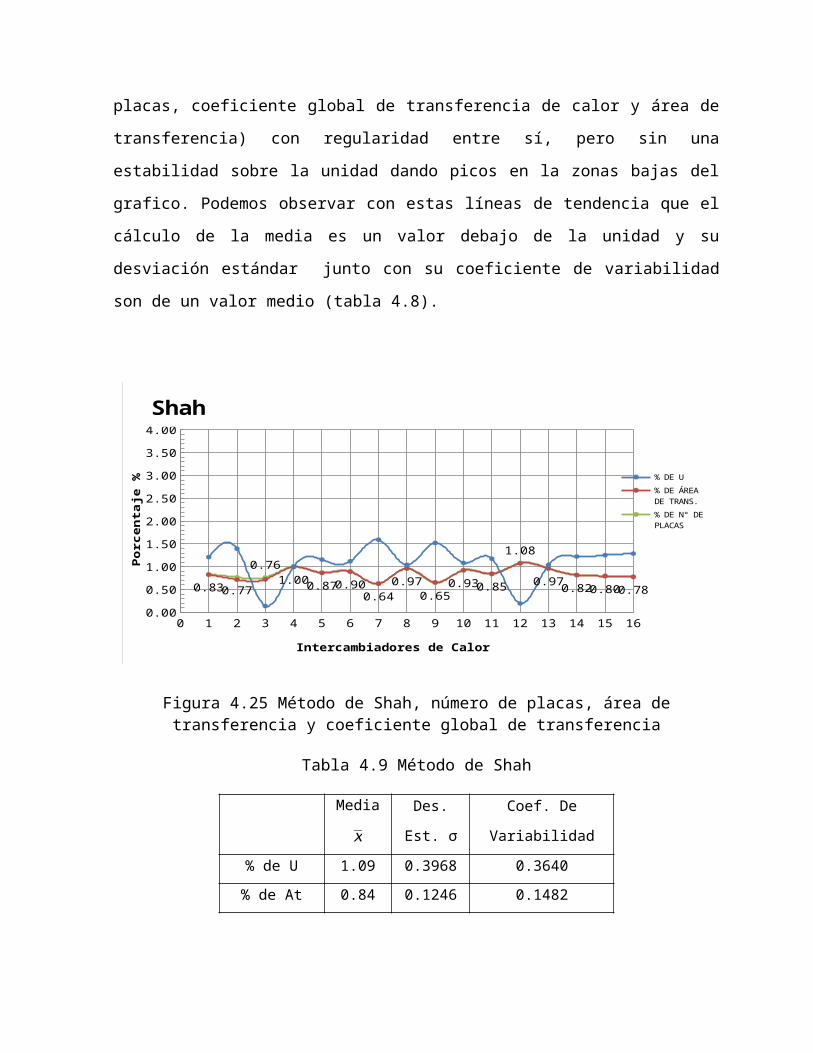
placas, coeficiente global de transferencia de calor y área de
transferencia) con regularidad entre sí, pero sin una
estabilidad sobre la unidad dando picos en la zonas bajas del
grafico. Podemos observar con estas líneas de tendencia que el
cálculo de la media es un valor debajo de la unidad y su
desviación estándar junto con su coeficiente de variabilidad
son de un valor medio (tabla 4.8).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.830.77
0.761.000.870.90
0.640.97
0.650.930.85
1.08
0.970.820.800.78
Shah
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
enta
je %
Figura 4.25 Método de Shah, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.9 Método de Shah
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 1.09 0.3968 0.3640% de At 0.84 0.1246 0.1482
% N° de
Placas0.85 0.1215 0.1428

En la figura 4.9 podemos observar el método de obtención
del número de Nusselt para placas APV con patrón Intermaiting
con un Régimen Laminar elaborado por Cooper & Usher en 1992. Se
puede observar como la línea de tendencia del área de
transferencia y en el número de placas se eleva en todos los
casos arriba de la unidad y llegando a ser en el intercambiador
diez su pico de 8.33. Con las líneas de tendencia tan alejadas
de la unidad, podemos observar que su media es muy elevada y
que debido a la volatilidad que muestra, su desviación estándar
y el coeficiente de variabilidad se ven también afectados en
números grandes que no permiten el uso de este método (tabla
4.9).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.001.002.003.004.005.006.007.008.009.0010.00
2.50
4.85
5.53
2.23
6.53
3.68
5.86
8.24
4.39
8.33
2.77
5.10
3.963.00
2.872.70
Cooper
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %

Figura 4.26 Método de Cooper, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.10 Método de Cooper
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.27 0.0915 0.3422% de At 4.65 1.9436 0.4179% N° de
Placas4.53 1.9565 0.4315
En la figura 4.10 podemos observar el método de obtención
del número de Nusselt para una Placa Vicarb V7, patrón en
zigzag con un intervalo de Re>22 elaborado por Delplace &
Leuliet en 1995. Se puede observar como la línea de tendencia
del área de transferencia y del número de placas, tiene una
cercanía a la tendencia de la unidad siendo el pico más alto en
el intercambiador número doce, con un valor de 1.68. Observando
estos datos en el gráfico, podemos calcular la media la cual su
valor es un valor medio, pero con la desviación estándar y el
coeficiente de variabilidad con un valor elevado (tabla 4.10).

0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.00
1.00
1.181.521.341.12
0.96
1.371.08
1.320.94
1.681.231.06
0.89
0.89
Delplace
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.27 Método de Delplace, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.11 Método de Delplace
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.90 0.1706 0.1888% de At 1.15 0.2390 0.2082% N° de
Placas1.16 0.2315 0.1993
Se puede observar en la figura 4.11 el grafico del método
de obtención del número de Nusselt para placas con patrón
Chevron β=60° con un intervalo de 50<Re<2700 realizado por
Grandgeorge, Jallut, & Thonon en 1998, con el cual se
analizaron los dieciséis intercambiadores de calor y se
obtuvieron unas líneas de tendencia con respecto a cada

situación de análisis (número de placas, coeficiente global de
transferencia de calor y área de transferencia) con regularidad
entre sí y con estabilidad sobre la línea de la unidad, dando
su pico más alejado de la unidad en el intercambiador número
doce con un valor de 1.55. Observando estos datos en el
gráfico, podemos calcular una media que es muy cercana a la
unidad, pero con una desviación estándar y un coeficiente de
variabilidad amplios (tabla 4.11).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.83
0.851.00
1.301.23
1.040.84
1.26
0.91
1.110.911.55
1.181.04
0.850.87
Grangeorge
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.28 Método de Grangeorge, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.12 Método de Grangeorge.
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.96 0.1916 0.1991% de At 1.04 0.2076 0.1991% N° de 1.05 0.2097 0.2000
Placas
En la figura 4.12 podemos observar el método de obtención
del número de Nusselt para placas de Laval P5-VRB, patrón
Intermaiting con intervalos de 156<Re<567; 41<Pr<98 realizada
por Kim, Tadini, & Singh en 1999. Se puede observar como la
línea de tendencia del área de transferencia y en el número de
placas se eleva en todos los casos arriba de la unidad y
llegando a ser en el intercambiador nueve su pico de 32.48. Con
las líneas de tendencia tan alejadas de la unidad, podemos
observar que su media es muy elevada y que debido a la
volatilidad que muestra, su desviación estándar y el
coeficiente de variabilidad se ven también afectados en números
grandes (tabla 4.12).

0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
5.00
10.00
15.00
20.00
25.00
30.00
35.00
3.50
1.77
15.76
2.78
5.854.845.54 2.92
32.48
6.081.77
11.16
4.811.483.32
1.34
Kim
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.29 Método de Kim, número de placas, área detransferencia y coeficiente global de transferencia.
Tabla 4.13 Método de Kim
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.30 0.2212 0.7299% de At 6.61 8.1832 1.2379% N° de
Placas6.59 7.8823 1.1962
Se puede observar en la figura 4.13 el grafico del método
de obtención del número de Nusselt en un pasteurizador Armfield
FT43A de placas lisas con un intervalo de 152<Re<215;
5.84<Pr<6.25 elabordado por Tadini, Badolato, & Viera en el año
2000 con el cual se analizaron los dieciséis intercambiadores
de calor y se obtuvieron unas líneas de tendencia con respecto
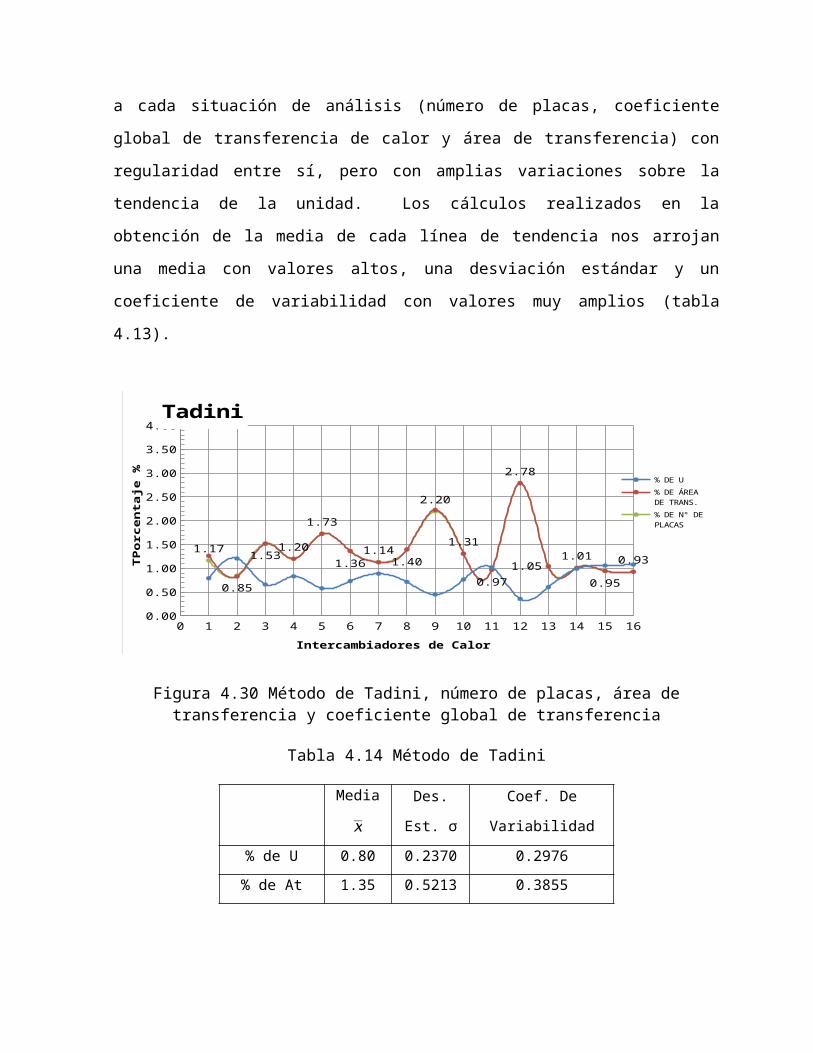
a cada situación de análisis (número de placas, coeficiente
global de transferencia de calor y área de transferencia) con
regularidad entre sí, pero con amplias variaciones sobre la
tendencia de la unidad. Los cálculos realizados en la
obtención de la media de cada línea de tendencia nos arrojan
una media con valores altos, una desviación estándar y un
coeficiente de variabilidad con valores muy amplios (tabla
4.13).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.17
0.85
1.531.20
1.73
1.361.14
1.40
2.20
1.31
0.97
2.78
1.051.01
0.95
0.93
Tadini
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
TPorcentaje %
Figura 4.30 Método de Tadini, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.14 Método de Tadini
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.80 0.2370 0.2976% de At 1.35 0.5213 0.3855
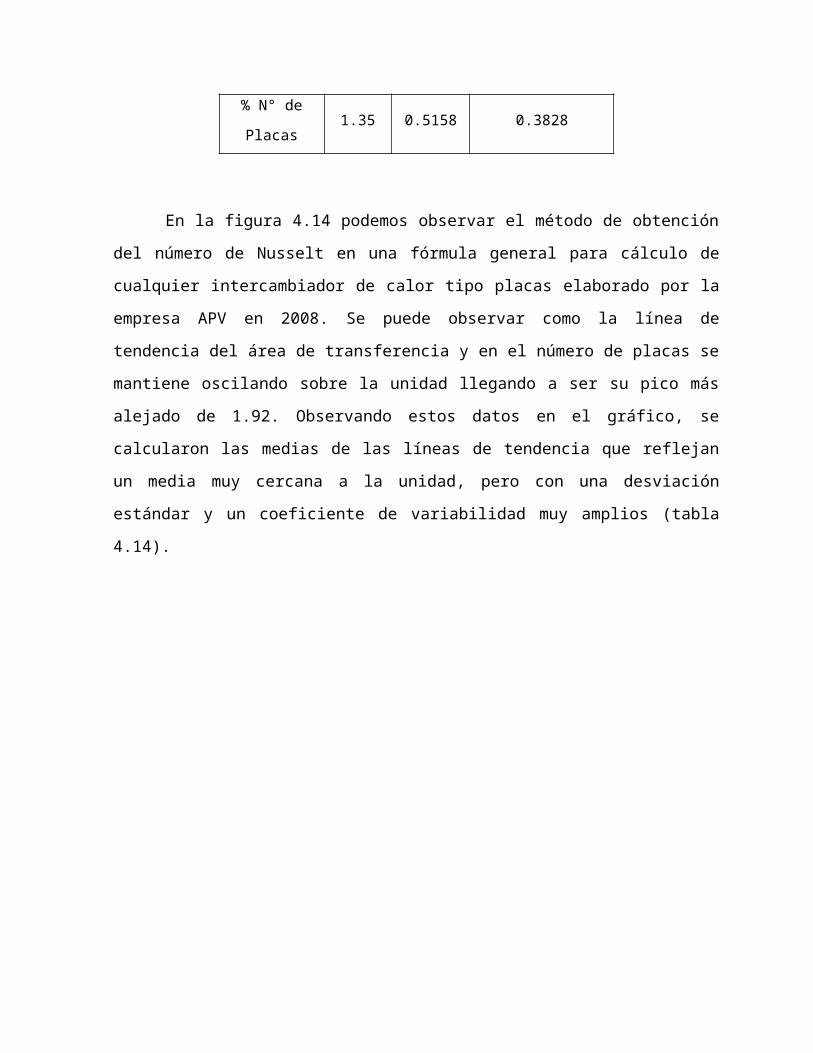
% N° de
Placas1.35 0.5158 0.3828
En la figura 4.14 podemos observar el método de obtención
del número de Nusselt en una fórmula general para cálculo de
cualquier intercambiador de calor tipo placas elaborado por la
empresa APV en 2008. Se puede observar como la línea de
tendencia del área de transferencia y en el número de placas se
mantiene oscilando sobre la unidad llegando a ser su pico más
alejado de 1.92. Observando estos datos en el gráfico, se
calcularon las medias de las líneas de tendencia que reflejan
un media muy cercana a la unidad, pero con una desviación
estándar y un coeficiente de variabilidad muy amplios (tabla
4.14).

0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.830.92
1.001.30
1.08
1.000.81
1.92
0.87
1.161.011.28
1.01
0.870.850.83
APV gral.
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.31 Método de APV para intercambiadores de calor tipoplacas en general, número de placas, área de transferencia y
coeficiente global de transferencia
Tabla 4.15 Método de APV para intercambiadores de calor tipoplaca en general
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.99 0.2020 0.2043% de At 1.04 0.2559 0.2472% N° de
Placas1.05 0.2795 0.2669
Se puede observar en la figura 4.15 el grafico del método de
obtención del número de Nusselt
para placas con patrón Herringbone β=30° con un intervalo de
1<Re<10000 elaborado por Cao en 2010, con el cual se analizaron
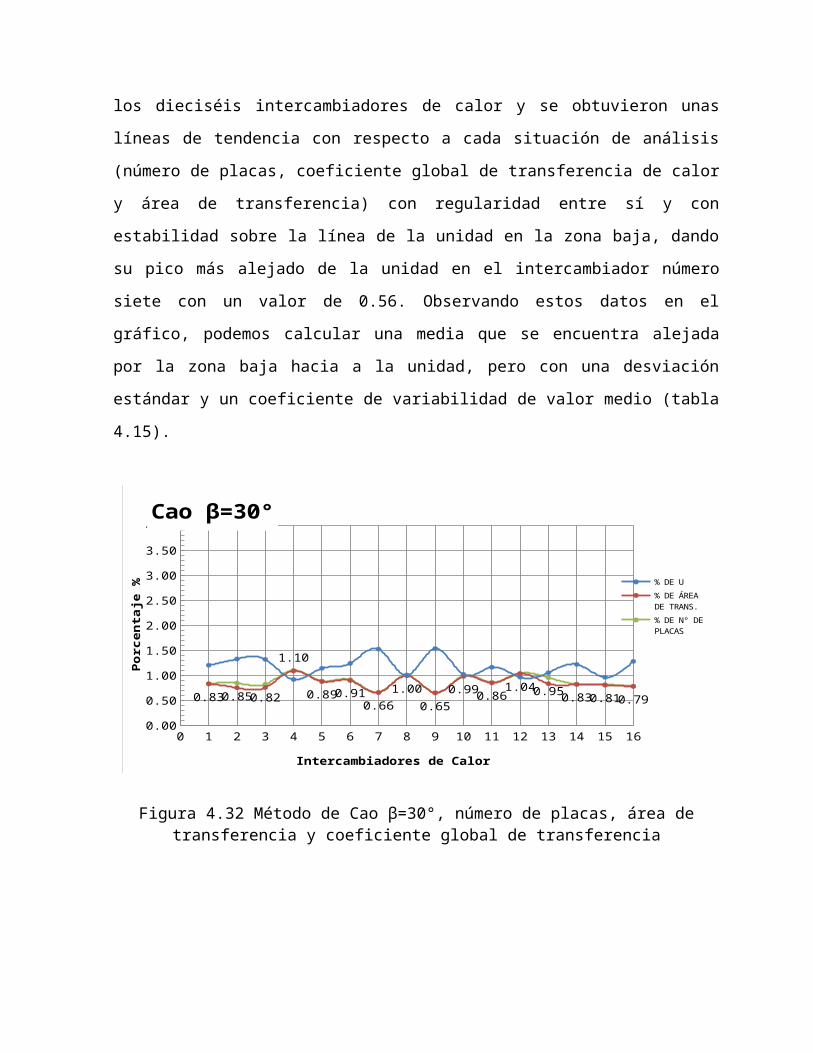
los dieciséis intercambiadores de calor y se obtuvieron unas
líneas de tendencia con respecto a cada situación de análisis
(número de placas, coeficiente global de transferencia de calor
y área de transferencia) con regularidad entre sí y con
estabilidad sobre la línea de la unidad en la zona baja, dando
su pico más alejado de la unidad en el intercambiador número
siete con un valor de 0.56. Observando estos datos en el
gráfico, podemos calcular una media que se encuentra alejada
por la zona baja hacia a la unidad, pero con una desviación
estándar y un coeficiente de variabilidad de valor medio (tabla
4.15).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.830.850.82
1.10
0.890.910.66
1.000.65
0.990.861.040.950.830.810.79
Cao β=30°
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje
%
Figura 4.32 Método de Cao β=30°, número de placas, área detransferencia y coeficiente global de transferencia
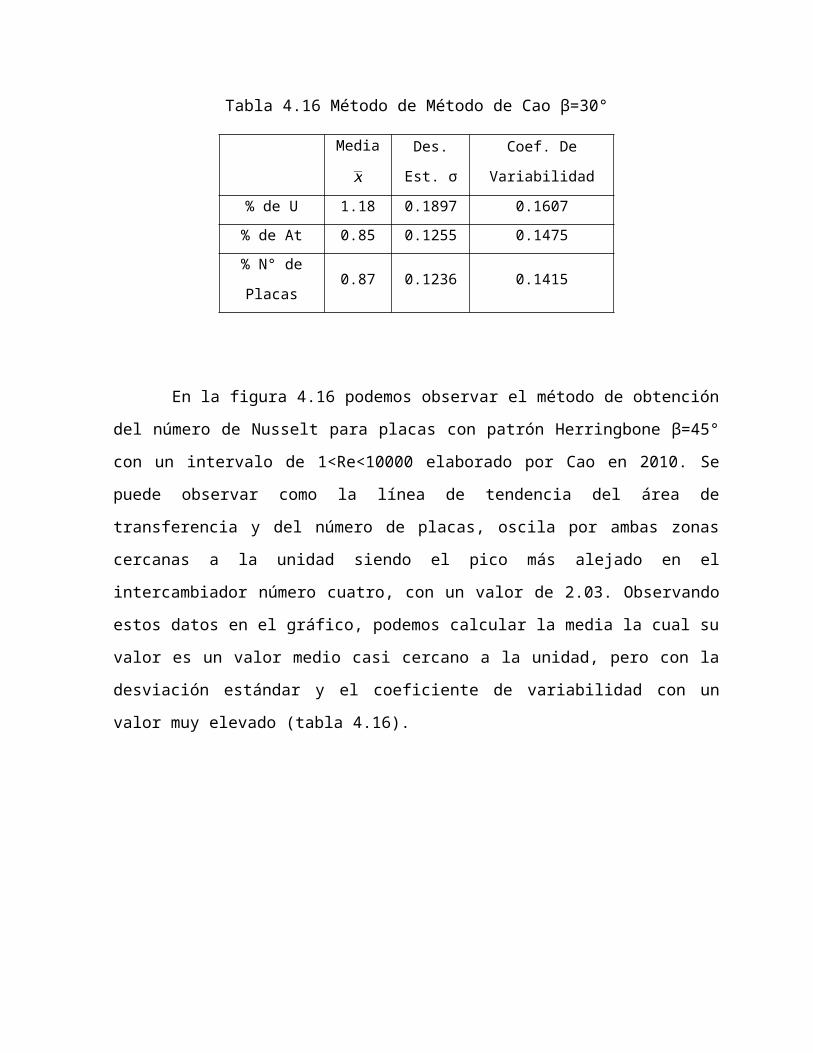
Tabla 4.16 Método de Método de Cao β=30°
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 1.18 0.1897 0.1607% de At 0.85 0.1255 0.1475% N° de
Placas0.87 0.1236 0.1415
En la figura 4.16 podemos observar el método de obtención
del número de Nusselt para placas con patrón Herringbone β=45°
con un intervalo de 1<Re<10000 elaborado por Cao en 2010. Se
puede observar como la línea de tendencia del área de
transferencia y del número de placas, oscila por ambas zonas
cercanas a la unidad siendo el pico más alejado en el
intercambiador número cuatro, con un valor de 2.03. Observando
estos datos en el gráfico, podemos calcular la media la cual su
valor es un valor medio casi cercano a la unidad, pero con la
desviación estándar y el coeficiente de variabilidad con un
valor muy elevado (tabla 4.16).
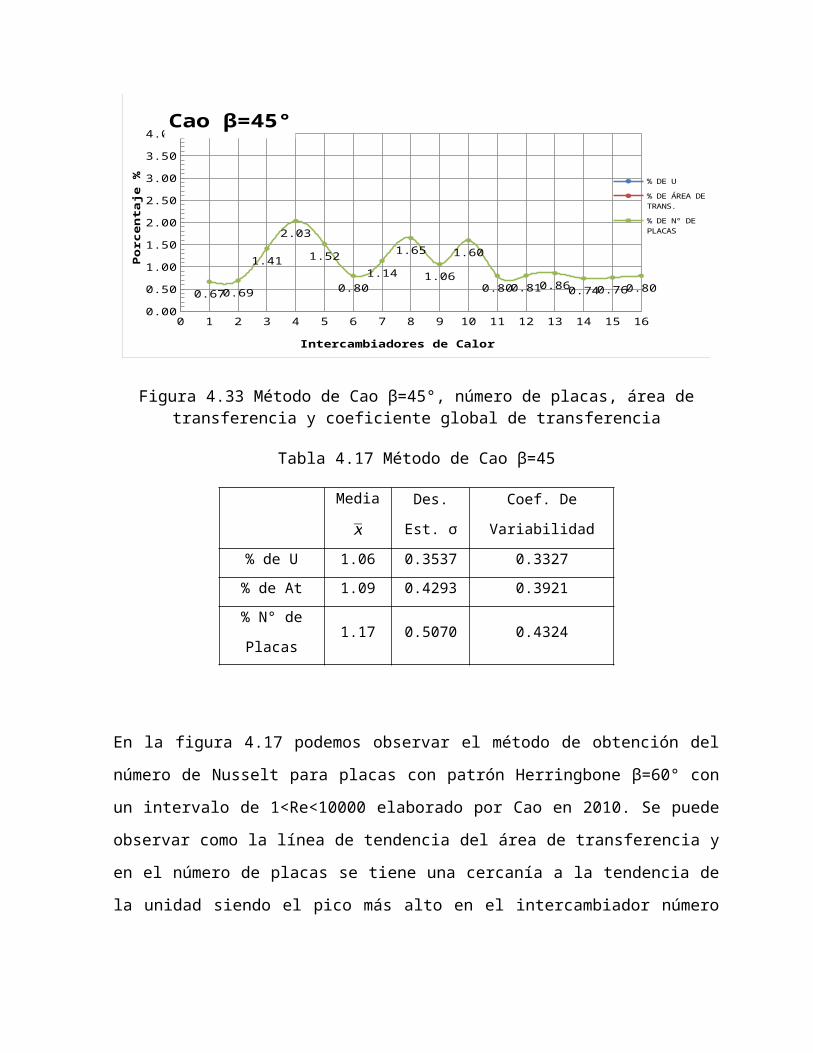
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.670.69
1.41
2.03
1.52
0.801.14
1.65
1.06
1.60
0.800.810.860.740.760.80
Cao β=45°
% DE U
% DE ÁREA DE TRANS.
% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.33 Método de Cao β=45°, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.17 Método de Cao β=45
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 1.06 0.3537 0.3327% de At 1.09 0.4293 0.3921% N° de
Placas1.17 0.5070 0.4324
En la figura 4.17 podemos observar el método de obtención del
número de Nusselt para placas con patrón Herringbone β=60° con
un intervalo de 1<Re<10000 elaborado por Cao en 2010. Se puede
observar como la línea de tendencia del área de transferencia y
en el número de placas se tiene una cercanía a la tendencia de
la unidad siendo el pico más alto en el intercambiador número

doce, con un valor de 1.65. Observando estos datos en el
gráfico, se puede expresar por medio de los cálculos de la
media, la desviación estándar y el coeficiente de variabilidad.
Y calculando estas se puede ver que tenemos una media con
valores intermedios, y una desviación estándar y un coeficiente
de variabilidad elevados (tabla 4.17).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.151.121.57
1.341.170.95
1.410.96
1.281.00
1.651.25
1.020.940.96
Cao β=60°
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.34 Método de Cao β=60°, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.18 Método de Cao β=60°
Mediax
Des.
Est. σ
Coef. De
Variabilidad% de U 0.88 0.1525 0.1732% de At 1.17 0.2248 0.1920
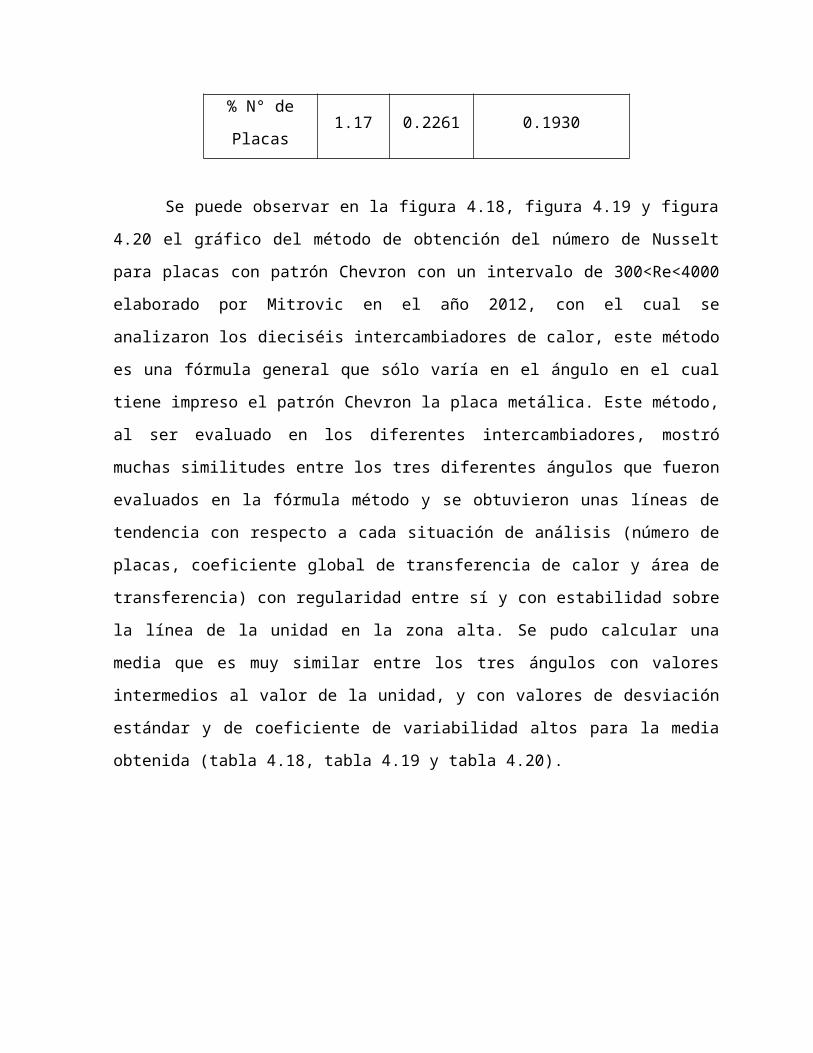
% N° de
Placas1.17 0.2261 0.1930
Se puede observar en la figura 4.18, figura 4.19 y figura
4.20 el gráfico del método de obtención del número de Nusselt
para placas con patrón Chevron con un intervalo de 300<Re<4000
elaborado por Mitrovic en el año 2012, con el cual se
analizaron los dieciséis intercambiadores de calor, este método
es una fórmula general que sólo varía en el ángulo en el cual
tiene impreso el patrón Chevron la placa metálica. Este método,
al ser evaluado en los diferentes intercambiadores, mostró
muchas similitudes entre los tres diferentes ángulos que fueron
evaluados en la fórmula método y se obtuvieron unas líneas de
tendencia con respecto a cada situación de análisis (número de
placas, coeficiente global de transferencia de calor y área de
transferencia) con regularidad entre sí y con estabilidad sobre
la línea de la unidad en la zona alta. Se pudo calcular una
media que es muy similar entre los tres ángulos con valores
intermedios al valor de la unidad, y con valores de desviación
estándar y de coeficiente de variabilidad altos para la media
obtenida (tabla 4.18, tabla 4.19 y tabla 4.20).
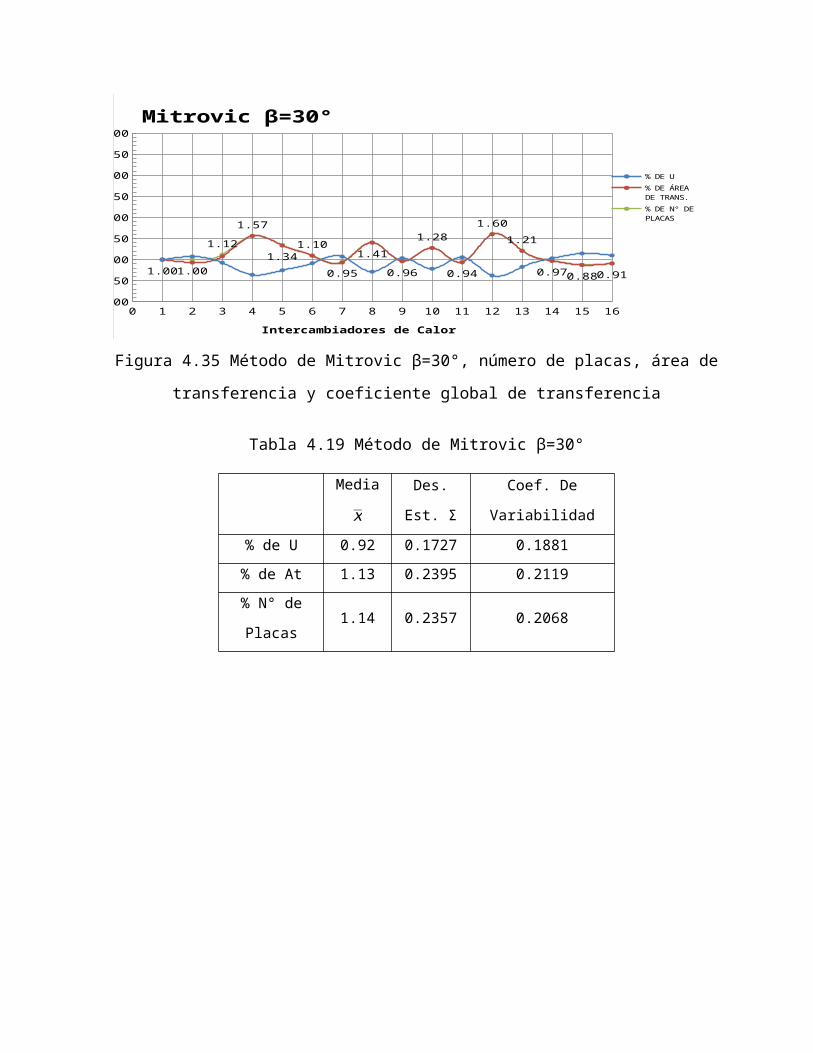
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.00
1.121.57
1.341.10
0.95
1.410.96
1.28
0.94
1.601.21
0.970.880.91
Mitrovic β=30°
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Figura 4.35 Método de Mitrovic β=30°, número de placas, área de
transferencia y coeficiente global de transferencia
Tabla 4.19 Método de Mitrovic β=30°
Media
xDes.
Est. Σ
Coef. De
Variabilidad
% de U 0.92 0.1727 0.1881% de At 1.13 0.2395 0.2119% N° de
Placas1.14 0.2357 0.2068
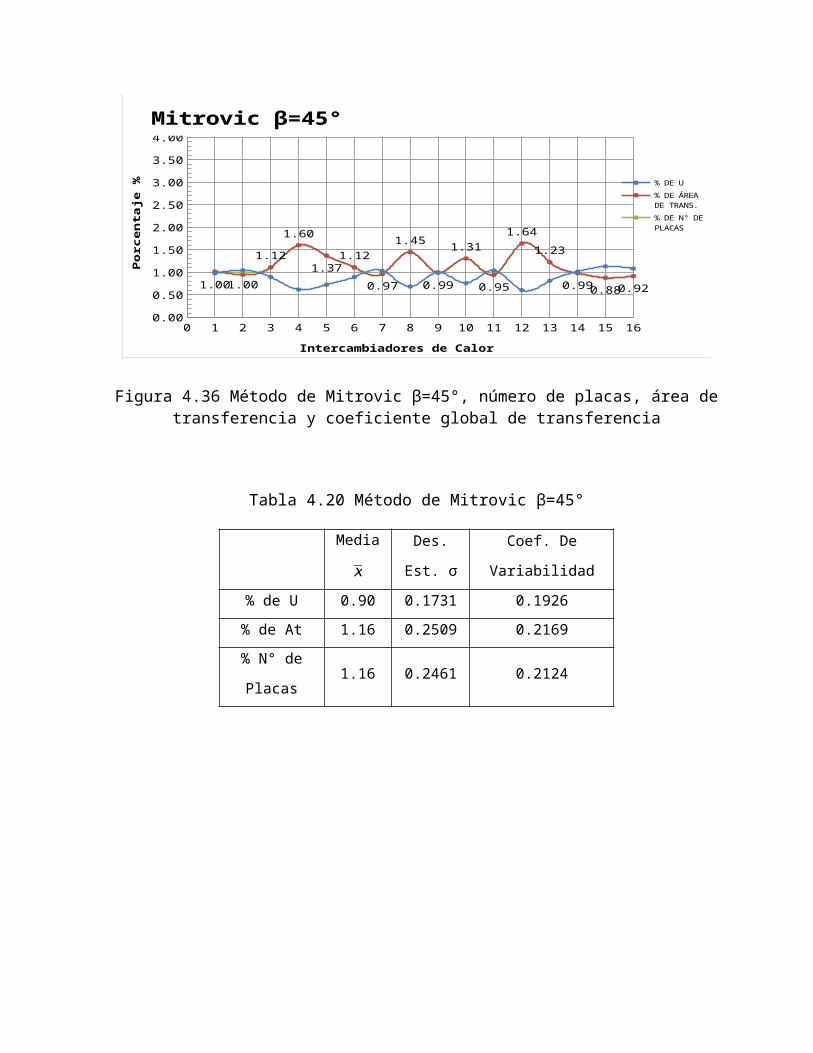
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.00
1.12
1.60
1.371.12
0.97
1.45
0.99
1.31
0.95
1.641.23
0.990.880.92
Mitrovic β=45°
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.36 Método de Mitrovic β=45°, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.20 Método de Mitrovic β=45°
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.90 0.1731 0.1926% de At 1.16 0.2509 0.2169% N° de
Placas1.16 0.2461 0.2124
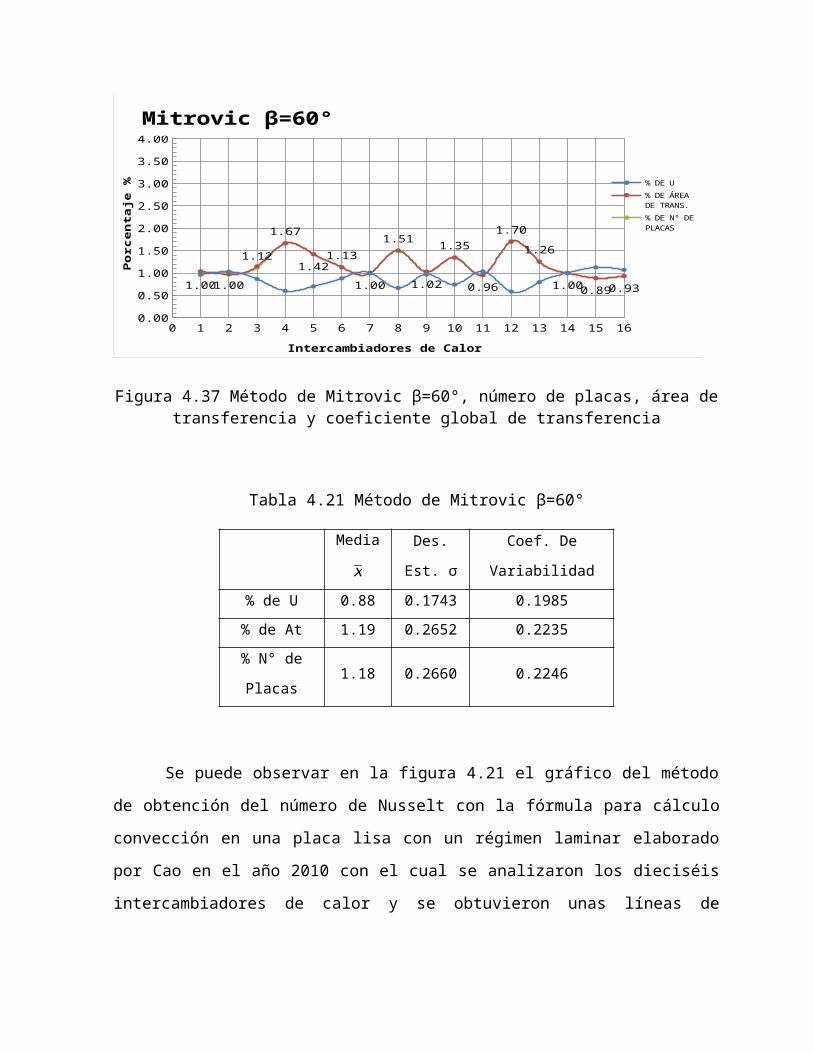
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.00
1.12
1.67
1.421.13
1.00
1.51
1.02
1.35
0.96
1.701.26
1.000.890.93
Mitrovic β=60°
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.37 Método de Mitrovic β=60°, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.21 Método de Mitrovic β=60°
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 0.88 0.1743 0.1985% de At 1.19 0.2652 0.2235% N° de
Placas1.18 0.2660 0.2246
Se puede observar en la figura 4.21 el gráfico del método
de obtención del número de Nusselt con la fórmula para cálculo
convección en una placa lisa con un régimen laminar elaborado
por Cao en el año 2010 con el cual se analizaron los dieciséis
intercambiadores de calor y se obtuvieron unas líneas de
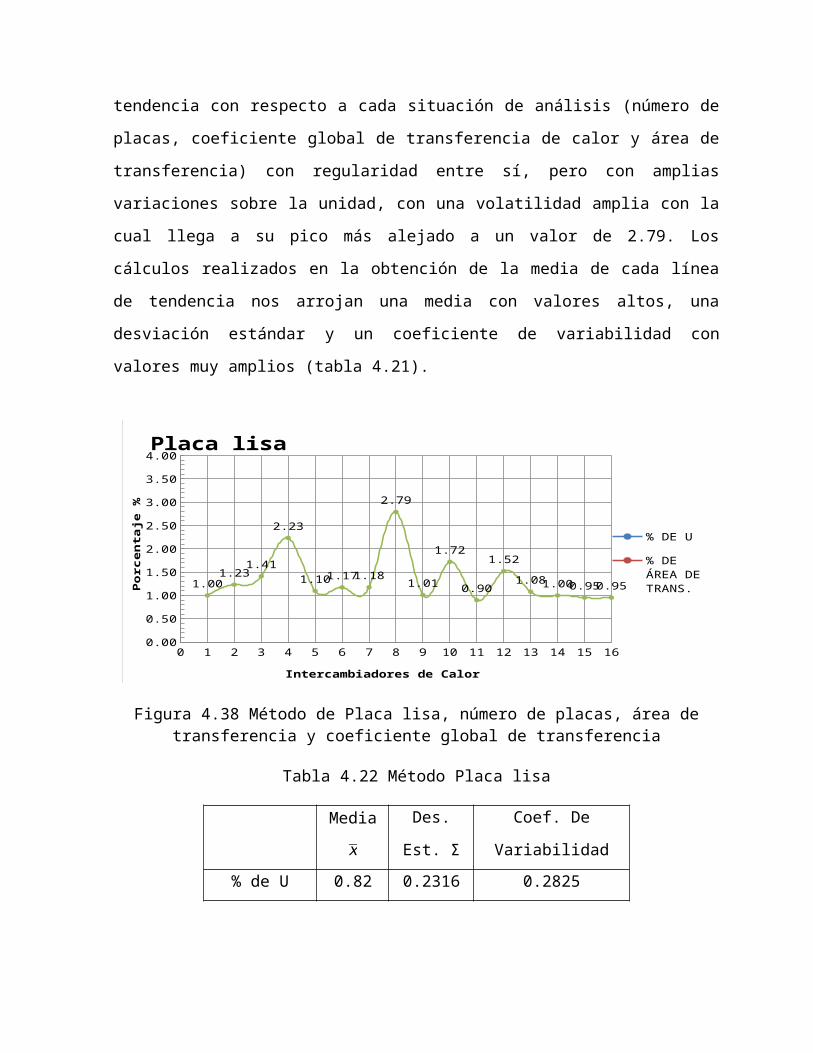
tendencia con respecto a cada situación de análisis (número de
placas, coeficiente global de transferencia de calor y área de
transferencia) con regularidad entre sí, pero con amplias
variaciones sobre la unidad, con una volatilidad amplia con la
cual llega a su pico más alejado a un valor de 2.79. Los
cálculos realizados en la obtención de la media de cada línea
de tendencia nos arrojan una media con valores altos, una
desviación estándar y un coeficiente de variabilidad con
valores muy amplios (tabla 4.21).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.23
1.41
2.23
1.101.171.18
2.79
1.01
1.72
0.90
1.521.081.000.950.95
Placa lisa
% DE U
% DE ÁREA DE TRANS.
Intercambiadores de Calor
Porcentaje %
Figura 4.38 Método de Placa lisa, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.22 Método Placa lisa
Mediax
Des.
Est. Σ
Coef. De
Variabilidad% de U 0.82 0.2316 0.2825
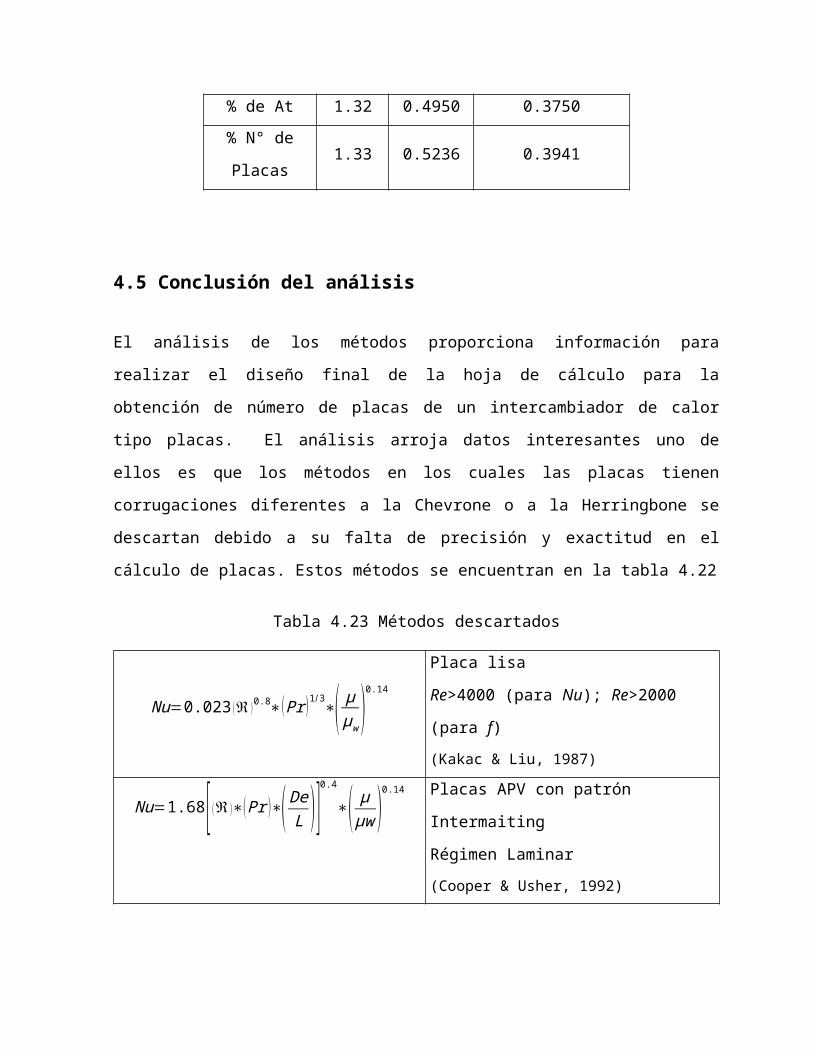
% de At 1.32 0.4950 0.3750% N° de
Placas1.33 0.5236 0.3941
4.5 Conclusión del análisis
El análisis de los métodos proporciona información para
realizar el diseño final de la hoja de cálculo para la
obtención de número de placas de un intercambiador de calor
tipo placas. El análisis arroja datos interesantes uno de
ellos es que los métodos en los cuales las placas tienen
corrugaciones diferentes a la Chevrone o a la Herringbone se
descartan debido a su falta de precisión y exactitud en el
cálculo de placas. Estos métodos se encuentran en la tabla 4.22
Tabla 4.23 Métodos descartados
Nu=0.023 (ℜ )0.8∗(Pr)1/3∗( μμw )
0.14
Placa lisa
Re>4000 (para Nu); Re>2000
(para f)(Kakac & Liu, 1987)
Nu=1.68[ (ℜ )∗(Pr )∗(DeL )]0.4
∗( μμw )0.14 Placas APV con patrón
Intermaiting
Régimen Laminar(Cooper & Usher, 1992)

Placa de Laval P5-VRB, patrón
Intermaiting
156<Re<567; 41<Pr<98
(Kim, Tadini, & Singh, 1999)
Nu=1.12x10−5( ℜ )
0.1.39∗(Pr )1.63
.
Otros métodos se descartan debido a que su media es muy
alta y no ronda cerca del 1.00 con una desviación estándar
grande y un coeficiente de variabilidad también muy alto. Esto
produce falta de certeza en el momento de realizar un diseño de
intercambiador de calor tipo placas. Los métodos que se
descartan por su falta de certeza se presentan en la tabla
4.23.
Tabla 4.24 Métodos descartados por falta de certeza.
Nu=0.15 (ℜ )0.8
Placa con patrón en
Washboard1000<Re<10000 (aproximado)(McKillop & Dunkley, 1960)
Nu=0.3116 (ℜ )0.59∗(Pr )0.4 Ondulaciones
semicilíndricas en diagonal3000<Re<50000(Buonopane, Troupe, & Morgan,
1963)

Nu=0.298 (ℜ )0.646∗(Pr )0.316
Intercambiador APV HX150<Re<3500(Edwards & Changal Vaie, 1974)
Nu=0.2799 (ℜ )0.668∗(Pr)0.4
Placa Schmidt Sigma-27H,
patrón en zigzag0<NTU<3(aproximado)(Bassiouny & Martin, 1985)
Nu=0.380 (ℜ )2/3∗(Pr )1 /3
Placa Alfa-Laval P31, patrón
en chevronRe>7(para Nu); Re>855 (para f)(Shah & Focke, 1988)
Nu=0.214 [ ( ℜ )0.662−3.2 ]∗(Pr)0.4
Placa Vicarb V7, patrón en
zigzag0.64<Re<3100(para f),
Re>22(para Nu)(Delplace & Leuliet, 1995)
Nu=0.28ℜ0.65∗Pr0.4 Fórmula general para cálculo
de cualquier intercambiador
de
calor tipo placas
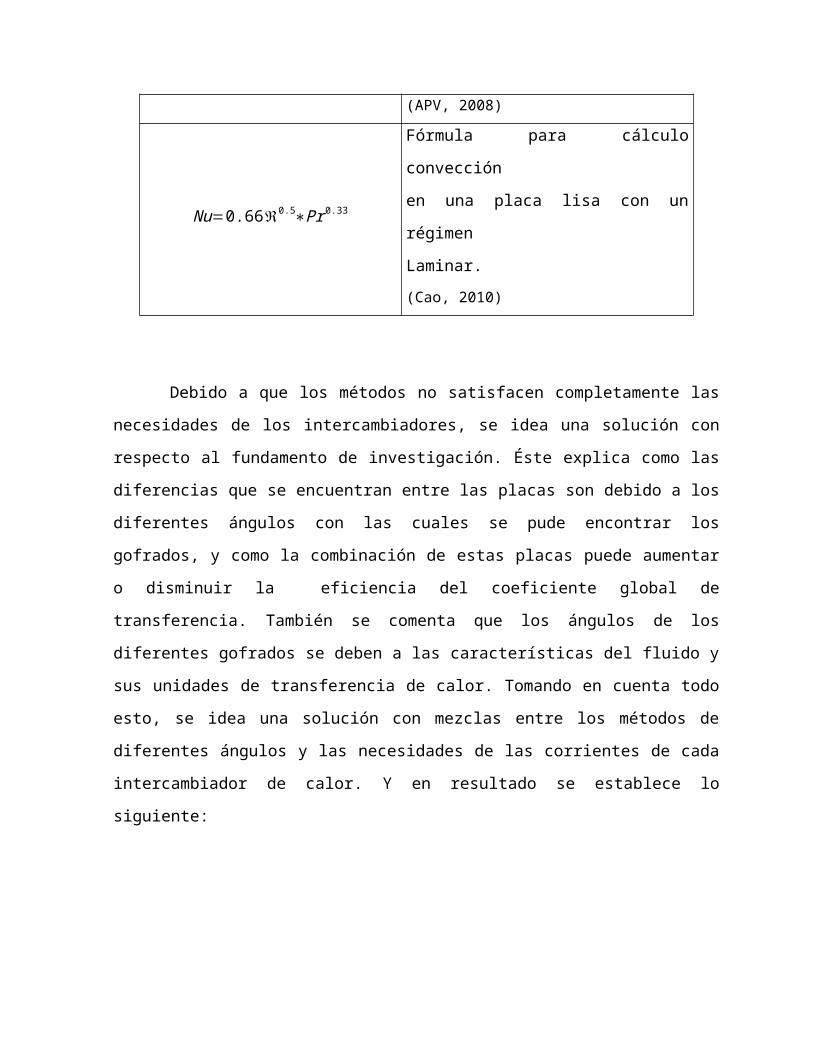
(APV, 2008)
Nu=0.66ℜ0.5∗Pr0.33
Fórmula para cálculo
convección
en una placa lisa con un
régimen
Laminar.(Cao, 2010)
Debido a que los métodos no satisfacen completamente las
necesidades de los intercambiadores, se idea una solución con
respecto al fundamento de investigación. Éste explica como las
diferencias que se encuentran entre las placas son debido a los
diferentes ángulos con las cuales se pude encontrar los
gofrados, y como la combinación de estas placas puede aumentar
o disminuir la eficiencia del coeficiente global de
transferencia. También se comenta que los ángulos de los
diferentes gofrados se deben a las características del fluido y
sus unidades de transferencia de calor. Tomando en cuenta todo
esto, se idea una solución con mezclas entre los métodos de
diferentes ángulos y las necesidades de las corrientes de cada
intercambiador de calor. Y en resultado se establece lo
siguiente:

Estos dos métodos de obtención de número de Nusselt y el
arreglo para obtener un coeficiente global de transferencia más
exacto, dan un resultado en el caso del método de Cao (figura
4.22) con la varianza de las mezclas de ángulos para cada
corriente nos da una media de 0.98 con una desviación estándar
de 0.1215 concluyendo que éste es el método analizado más
preciso y exacto (tabla 4.24).
Por otro lado el arreglo realizado al método de Mitrovic
(figura 4.23) nos da como resultado de una media de 1.15 y una
desviación estándar de 0.2303 siendo uno de los métodos
intermedios con base en los resultados (tabla 4.25).
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
0.83
1.15
1.00
1.10
0.980.99
1.14
1.000.65
0.991.00
1.04
1.001.020.810.96
Cao β=Mix
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porcentaje %
Figura 4.39 Método de Cao β=Mix, número de placas, área detransferencia y coeficiente global de transferencia

Tabla 4.25 Método de Cao β=Mix.
Media
xDes.
Est. σ
Coef. De
Variabilidad
% de U 1.04 0.1575 0.1513% de At 0.97 0.1207 0.1238% N° de
Placas0.98 0.1251 0.1278
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
1.001.001.121.57
1.351.111.00
1.410.96
1.280.96
1.601.22
1.000.870.93
Mitrovic β=Mix
% DE U% DE ÁREA DE TRANS.% DE N° DE PLACAS
Intercambiadores de Calor
Porc
enta
je %
Figura 4.40 Método de Mitrovic β=Mix, número de placas, área detransferencia y coeficiente global de transferencia
Tabla 4.26 Método de Mitrovic β=Mix
Mediax
Des.
Est. σ
Coef. De
Variabilidad% de U 0.90 0.1629 0.1806% de At 1.14 0.2317 0.2025

% N° de
Placas1.15 0.2303 0.2005
Realizando un análisis comparativo de acuerdo con estos dos
métodos podemos observar que estos dos métodos llegan a ser
complementarios entre sí.
Es debido a esto que el diseño final de la hoja de cálculo
cuenta con estos dos métodos de obtención del número de Nusselt
y coeficiente global de transferencia, ya que estos dos métodos
son complementarios en exactitud y precisión (figura 4.24).

1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 160.00
0.50
1.00
1.50
2.00
1.00
1.00
1.12
1.57
1.35
1.11
1.00
1.41
0.96
1.28
0.96
1.60
1.22
1.000.870.93
0.83
1.15
1.00
1.10
0.980.99
1.14
1.00
0.65
0.99
1.001.041.001.02
0.810.96
% N° de PlacasCao β=Mix°Mitrovic β=Mix°
Intercambiadores de Calor
Porc
enta
je %
Figura 4.41 Comparativo de método de Cao β=Mix y Mitrovic β=Mix
4.6 Diseño final
El diseño final de la hoja de cálculo nos presenta de una
forma fácil, sencilla y eficaz el procedimiento de cálculo para
el diseño de intercambiador de calor tipo placas, este diseño
se muestra en la figura 4.25.
El diseño final cuenta con convertidor de unidades con las
cuales mantiene una línea de trabajo con respecto al sistema

internacional de unidades (SI), pero es flexible para un manejo
con respecto al sistema inglés.


Figura 4.42 Diseño final de hoja de cálculo
4.7 Algoritmo de la hoja de cálculo
El algoritmo con el que la hoja de cálculo realiza las
operaciones y su funcionamiento esta descrito en las páginas
siguientes, con base en las figuras 4.26 a la figura 4.32. Este
algoritmo señala el camino desde la inserción de datos hasta la
obtención e impresión en pantalla de los resultados a cada
intercambiador.
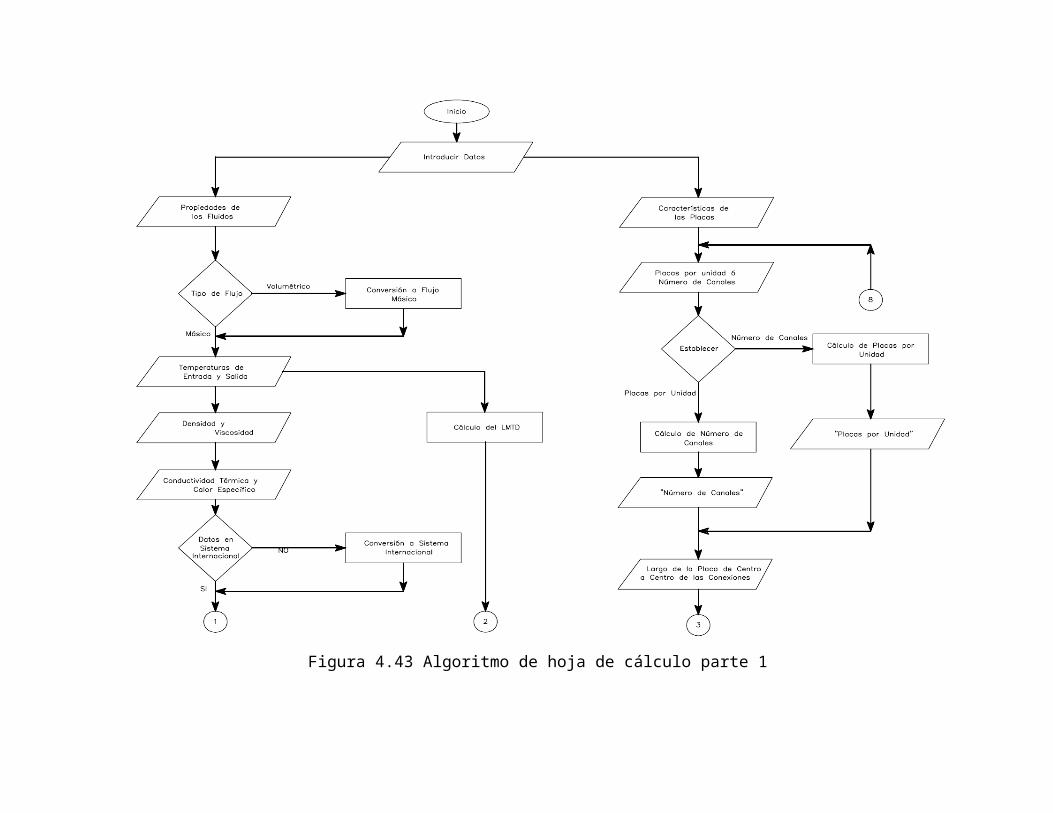
Figura 4.43 Algoritmo de hoja de cálculo parte 1


Figura 4.44 Algoritmo de hoja de cálculo parte 2


Figura 4.45 Algoritmo de hoja de cálculo parte 3.


Figura 4.46 Algoritmo de hoja de cálculo parte 4


Figura 4.47 Algoritmo de hoja de cálculo parte 5
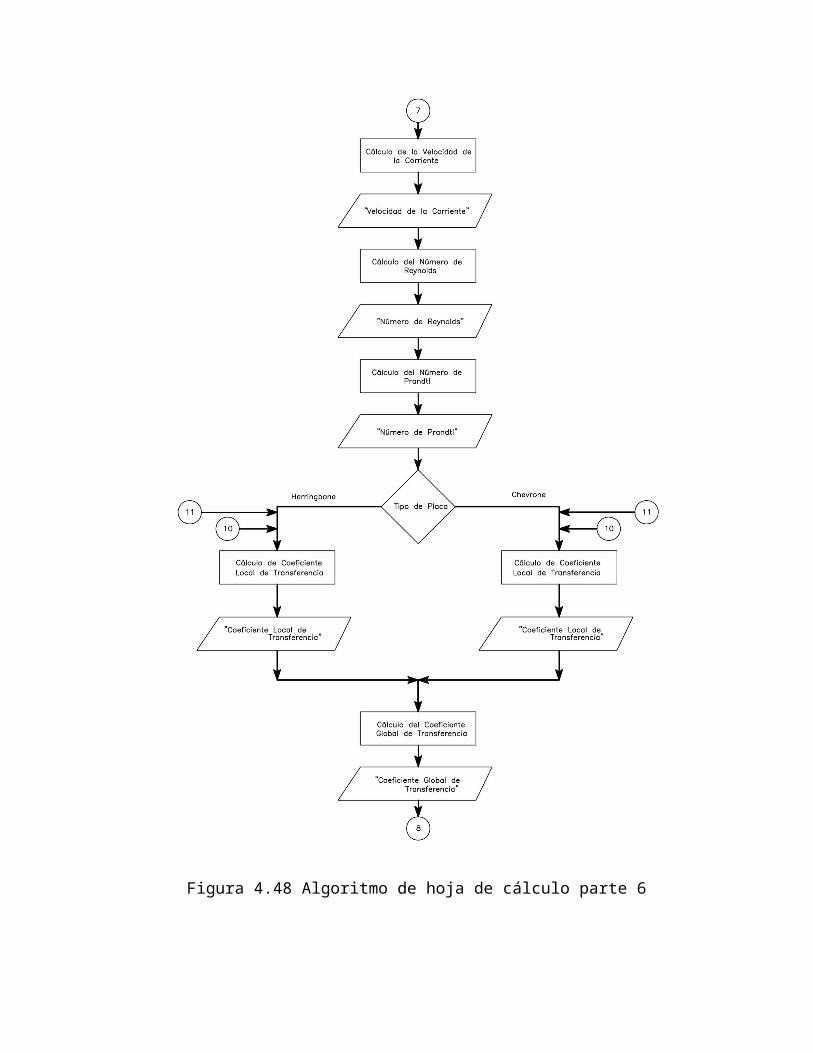
Figura 4.48 Algoritmo de hoja de cálculo parte 6
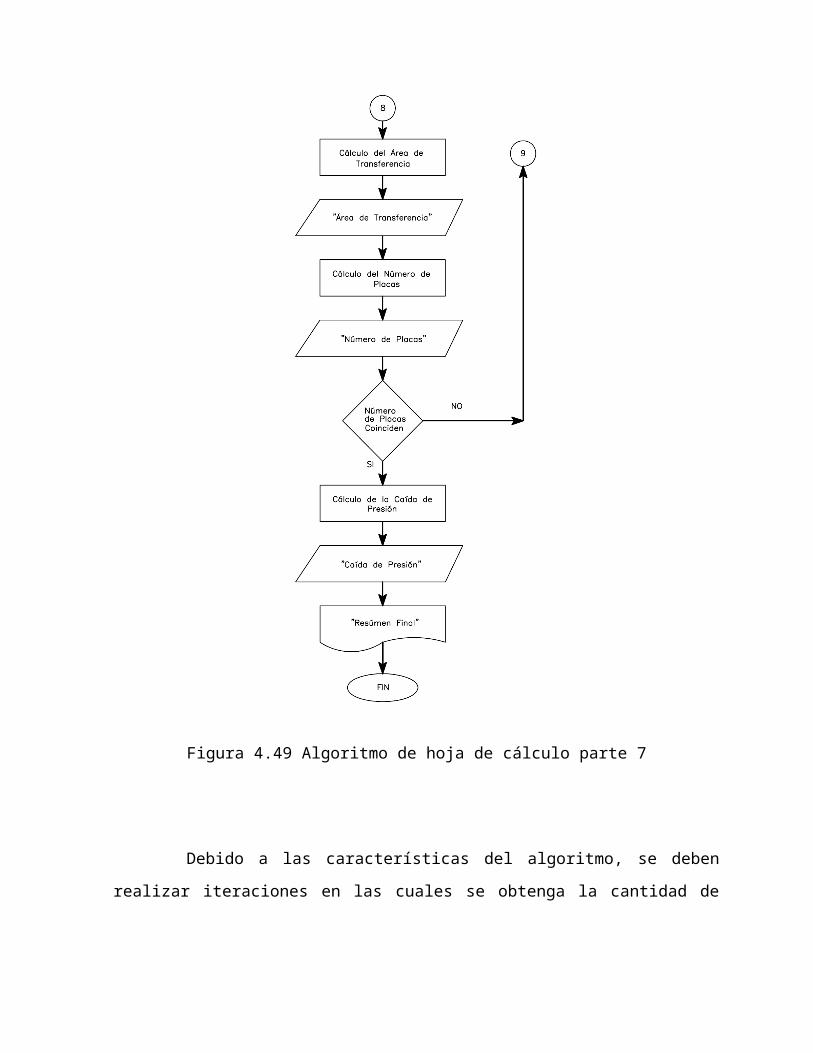
Figura 4.49 Algoritmo de hoja de cálculo parte 7
Debido a las características del algoritmo, se deben
realizar iteraciones en las cuales se obtenga la cantidad de
placas necesarias para obtener un valor óptimo en su
funcionamiento.
4.8 Software utilizado
El software utilizado en esta investigación fue Excel del
paquete de office de la compañía Microsoft tanto en el análisis
de los métodos, la hoja de cálculo y la tabulación de los
datos. El algoritmo de la hoja de cálculo fue realizado en
Autocad.
5. Conclusiones y recomendaciones
Con este proyecto se obtuvo un procedimiento con el cual
ir estandarizando el diseño del intercambiador de calor tipo
placas mediante la aplicación de la hoja de cálculo
realizada.Se puede concluir con la realización y finalización
de este proyecto de Residencias Profesionales que los
intercambiadores de calor tipo placa constituyen un presente y
un futuro en el intercambio de calor dentro de las plantas
químicas. La utilización de intercambiadores de calor tipo
placas se hará más general en las plantas químicas, y con esto
se requerirá una forma más estandarizada de sus placas y de sus
formas de ondulaciones
Se recomienda el uso de este procedimiento bajo el
consentimiento de la empresa IPESA para la cual fue elaborado.
En su utilización se recomienda utilizar propiedades obtenidas
de fuentes que hayan sido aprobadas por organismos de
regulación para ingeniería química.
Referencias bibliográficas
Alfa, L. (2004). Alfa Laval heat exchangers. 1-12.
APV. (2008). APV Heat Transfer Handbook. APV Heat Transfer Handbook A
History Of Excellence . Getzville, New York, Estados Unidos de America.
Bassiouny, M., & Martin, H. (1985). Tempreture Dsitibution in a Four
channel Plate Heat Exchanger. Heat Transfer Engineering , 58-72.
Buonopane, R., Troupe, R., & Morgan, J. (1963). Hrat Transfer Desing
Method for Plate Heat Exchangers. Chemical Engineering Progress , 57-61.
Cao, E. (2010). Heat Transfer In Process Ingeneering. Unated States of
America: McGraw-Hill.
Cooper, A., & Usher, J. (1992). Heat Transfer Handbook: Plate Heat Exchangers.
New York: Belleg House.
Delplace, F., & Leuliet, J. (1995). Generalized reynolds Number for
the Flow of Power Law Fluids in Cylindrical Ducts of Arbitrary Cross-
Section. Chemical Engineering Journal , 33-37.
Edwards, M., & Changal Vaie, A. (1974). Heat Transfer and Pressure
drop Characteristics of a Plate Heat Exchanger Using Newtonian an
Non-Newtonian liquids. The Chemical Engineer , 286-283.
Gonzales Núñez, E. R. (n.d.). Estudio Comparativo de los
Intercambiadores de Calor. 2007 . Lima, Perú.
Grandgeorge, S., Jallut, C., & Thonon, B. (1998). Particulate Fouling
of Corrugated Plate Heat Exchangers: Global Kinetic and Equilibrium
Studies. Chemical Engineering Science , 3051-3071.
Kakac, S., & Liu, H. (1987). Heat Exchangers: Selection, Raiting and Thermal
Design. CRC Press.
Kim, H., Tadini, C., & Singh, R. (1999). Heat Transfer in a Palte
Exchanger During Pasteurization of Orange Juice. Journal of Food
Engineering , 79-84.

Laval, A. (2004). Intercambiadores de calor de placas Alfa Laval.
Catálogo de productos para una calefacción y refrigeración confortables .
Lieke Wang, B. S. (2007). Plate Heat Exchangers: Design, Applications and
Performance. Southampton, UK: WIT Press.
McKillop, A., & Dunkley, W. (1960). Plate Heat Exchangers: Heat
Transfer. Industrial and Engineering Chemestry , 740-744.
Mitrovic, J. (2012). Heat Exchangers Basic Dising Aplications. Rijeka: InTech.
Shah, R., & Focke, W. (1988). Plsate Heat Exchangers and their Design Theory.
Sinnott, R. K., & Towler, G. P. (2009). Chemical Engineering Design.
Butterworth-Heinemann/Elsevie.
Sinnott, R., & Towler, G. Diseño de Ingeniería Química.
Tadini, C., Badolato, G., & Viera, B. (2000). Study of the Heat
Transfer of Liquid Food using Plate Exchanger. Conference on Simulation in
food and Bio Industires , 90-94.
Tranter. (2007). Installation and Operation Manual.
Anexos
A. Tabulaciones de los métodos encontrados
La tabulación se realizó por medio de una hoja de cálculo
de Excel del paquete de office de la compañía Microsoft. Esta
tabulación muestra cada situación analizada para cada
intercambiador de calor a razón de cada método a analizar, y
los análisis de datos que se le hicieron a cada una de los
métodos.
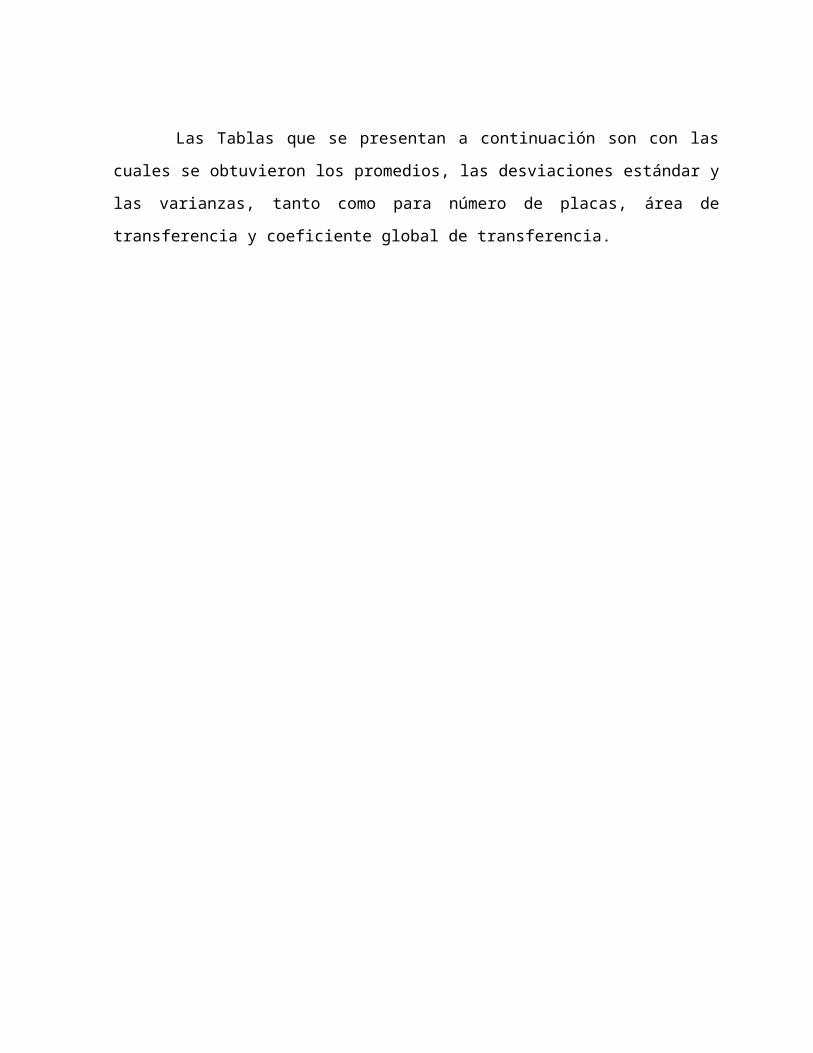
Las Tablas que se presentan a continuación son con las
cuales se obtuvieron los promedios, las desviaciones estándar y
las varianzas, tanto como para número de placas, área de
transferencia y coeficiente global de transferencia.

Tabla A.27 Tabulación de los Métodos encontrados y los intercambiadores de calor tipo placas diseñados porempresas especializadas, Número de Placas
% DE N° DE PLACAS
Medi
a
Des.
Est.
Coeficie
nte
∑i=1
nxi
Varian
za
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 x σde Var. σ2
Mckillop
1.0
0
1.0
0 1.06
1.6
5
2.2
1 1.33
1.0
5
2.1
2 1.11
1.1
0
1.0
1 3.53
2.0
2
1.4
5
0.8
5
1.2
9 1.49 0.6947 0.4672 42.61 0.4826
Bounopane
1.0
0
1.0
8 1.35
1.8
7
1.4
2 1.16
1.0
9
1.5
2 1.11
1.5
7
0.9
8 1.57
1.2
1
0.9
7
0.9
4
0.9
2 1.23 0.2825 0.2288 25.58 0.0798
Changal
0.8
3
0.9
2 1.06
1.5
0
1.3
1
1.
09
0.9
2
1.3
8 0.93
1.2
4
0.9
3 1.57
1.1
9
0.9
6
0.8
7
0.9
0 1.10 0.2360 0.2145 20.20 0.0557
Bassiouny
0.8
3
0.8
5 0.94
1.1
8
0.9
8
0.
97
0.7
8
1.1
2 0.84
1.1
2
0.8
8 1.19
1.0
2
0.8
5
0.8
5
0.8
0 0.95 0.1393 0.1465 14.77 0.0194
Kakaς
2.0
0
2.0
8 3.76
4.5
3
5.1
8
2.
84
3.1
5
4.7
8 4.41
3.4
8
1.6
2 7.51
3.7
9
2.1
1
1.4
6
1.8
7 3.41 1.6240 0.4761 225.71 2.6373
Shah
0.8
3
0.7
7 0.76
1.0
0
0.8
7
0.
90
0.6
4
0.9
7 0.65
0.9
3
0.8
5 1.08
0.9
7
0.8
2
0.8
0
0.7
8 0.85 0.1215 0.1428 11.80 0.0148
Cooper
2.5
0
4.8
5 5.53
2.2
3
6.5
3
3.
68
5.8
6
8.2
4 4.39
8.3
3
2.7
7 5.10
3.9
6
3.0
0
2.8
7
2.7
0 4.53 1.9565 0.4315 386.40 3.8278
Delplace 1.0 1.0 1.18 1.5 1.3 1. 0.9 1.3 1.08 1.3 0.9 1.68 1.2 1.0 0.8 0.8 1.16 0.2315 0.1993 22.39 0.0536
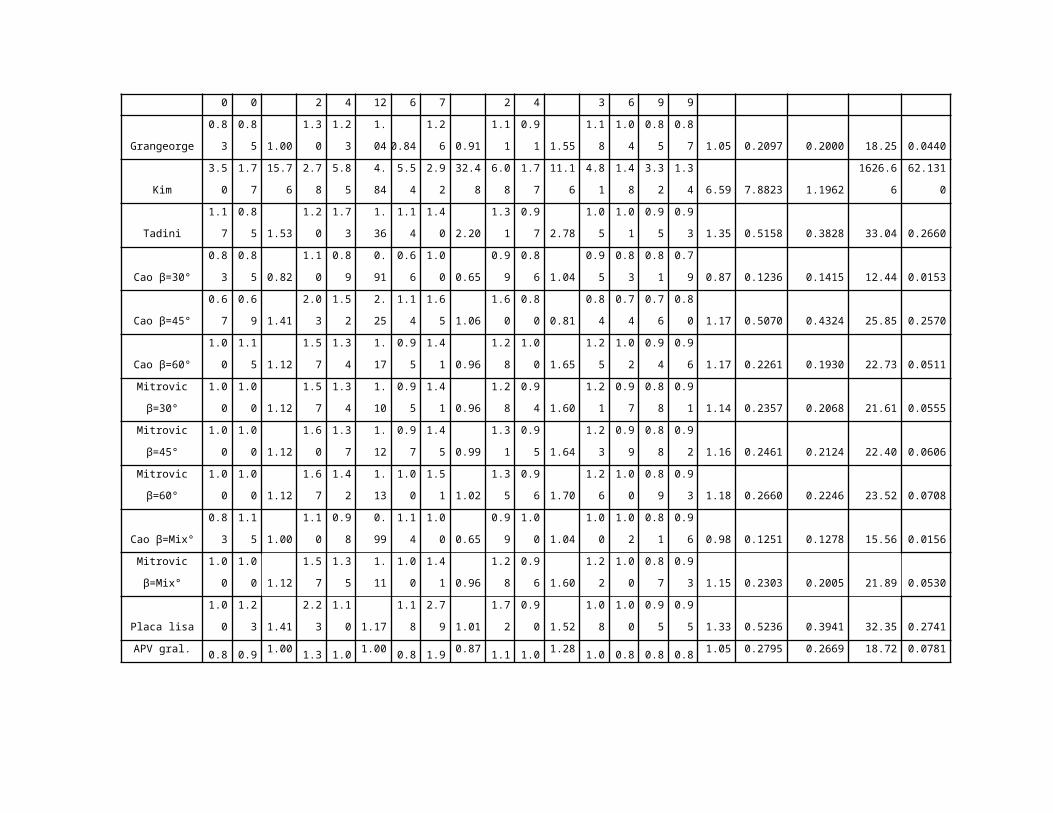
0 0 2 4 12 6 7 2 4 3 6 9 9
Grangeorge
0.8
3
0.8
5 1.00
1.3
0
1.2
3
1.
04 0.84
1.2
6 0.91
1.1
1
0.9
1 1.55
1.1
8
1.0
4
0.8
5
0.8
7 1.05 0.2097 0.2000 18.25 0.0440
Kim
3.5
0
1.7
7
15.7
6
2.7
8
5.8
5
4.
84
5.5
4
2.9
2
32.4
8
6.0
8
1.7
7
11.1
6
4.8
1
1.4
8
3.3
2
1.3
4 6.59 7.8823 1.1962
1626.6
6
62.131
0
Tadini
1.1
7
0.8
5 1.53
1.2
0
1.7
3
1.
36
1.1
4
1.4
0 2.20
1.3
1
0.9
7 2.78
1.0
5
1.0
1
0.9
5
0.9
3 1.35 0.5158 0.3828 33.04 0.2660
Cao β=30°
0.8
3
0.8
5 0.82
1.1
0
0.8
9
0.
91
0.6
6
1.0
0 0.65
0.9
9
0.8
6 1.04
0.9
5
0.8
3
0.8
1
0.7
9 0.87 0.1236 0.1415 12.44 0.0153
Cao β=45°
0.6
7
0.6
9 1.41
2.0
3
1.5
2
2.
25
1.1
4
1.6
5 1.06
1.6
0
0.8
0 0.81
0.8
4
0.7
4
0.7
6
0.8
0 1.17 0.5070 0.4324 25.85 0.2570
Cao β=60°
1.0
0
1.1
5 1.12
1.5
7
1.3
4
1.
17
0.9
5
1.4
1 0.96
1.2
8
1.0
0 1.65
1.2
5
1.0
2
0.9
4
0.9
6 1.17 0.2261 0.1930 22.73 0.0511
Mitrovic
β=30°
1.0
0
1.0
0 1.12
1.5
7
1.3
4
1.
10
0.9
5
1.4
1 0.96
1.2
8
0.9
4 1.60
1.2
1
0.9
7
0.8
8
0.9
1 1.14 0.2357 0.2068 21.61 0.0555
Mitrovic
β=45°
1.0
0
1.0
0 1.12
1.6
0
1.3
7
1.
12
0.9
7
1.4
5 0.99
1.3
1
0.9
5 1.64
1.2
3
0.9
9
0.8
8
0.9
2 1.16 0.2461 0.2124 22.40 0.0606
Mitrovic
β=60°
1.0
0
1.0
0 1.12
1.6
7
1.4
2
1.
13
1.0
0
1.5
1 1.02
1.3
5
0.9
6 1.70
1.2
6
1.0
0
0.8
9
0.9
3 1.18 0.2660 0.2246 23.52 0.0708
Cao β=Mix°
0.8
3
1.1
5 1.00
1.1
0
0.9
8
0.
99
1.1
4
1.0
0 0.65
0.9
9
1.0
0 1.04
1.0
0
1.0
2
0.8
1
0.9
6 0.98 0.1251 0.1278 15.56 0.0156
Mitrovic
β=Mix°
1.0
0
1.0
0 1.12
1.5
7
1.3
5
1.
11
1.0
0
1.4
1 0.96
1.2
8
0.9
6 1.60
1.2
2
1.0
0
0.8
7
0.9
3 1.15 0.2303 0.2005 21.89 0.0530
Placa lisa
1.0
0
1.2
3 1.41
2.2
3
1.1
0 1.17
1.1
8
2.7
9 1.01
1.7
2
0.9
0 1.52
1.0
8
1.0
0
0.9
5
0.9
5 1.33 0.5236 0.3941 32.35 0.2741
APV gral. 0.8 0.9 1.00 1.3 1.0 1.00 0.8 1.9 0.87 1.1 1.0 1.28 1.0 0.8 0.8 0.8 1.05 0.2795 0.2669 18.72 0.0781

3 2 0 8 1 2 6 1 1 7 5 3
Tabla A.2 Tabulación de los Métodos encontrados y los intercambiadores de calor tipo placas diseñados porempresas especializadas, Área de Transferencia.
% ÁREA DE TRANSFERENCIA
Medi
a
Des.
Est.
Coeficie
nte
∑i=1
nxi
Varian
za
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 x σde Var. σ2
Mckillop
1.1
9
0.9
3 1.02
1.6
5
2.2
3
1.3
3
1.0
5
2.1
3 1.12
1.1
0
1.0
1 3.54
2.0
2
1.4
5
0.8
4
1.1
9 1.49 0.6979 0.4673 42.98 0.4870
Bounopane
1.0
6
1.0
7 1.33
1.8
8
1.4
2
1.1
5
1.1
0
1.5
2 1.12
1.5
7
0.9
8 1.57
1.2
1
0.9
7
0.9
3
1.0
6 1.24 0.2822 0.2281 25.68 0.0796
Changal
0.9
9
0.9
1 1.04
1.5
0
1.3
0
1.0
8
0.9
1
1.3
8 0.94
1.2
4
0.9
3 1.57
1.1
9
0.9
6
0.8
6
0.9
9 1.11 0.2286 0.2067 20.35 0.0523
Bassiouny
0.8
9
0.8
0 0.91
1.1
8
0.9
8
0.9
6
0.7
8
1.1
1 0.84
1.1
2
0.8
8 1.19
1.0
2
0.8
5
0.8
4
0.8
9 0.95 0.1399 0.1477 14.65 0.0196
Kakaς
2.6
2
2.1
4 3.91
4.5
9
5.2
4
2.8
7
3.1
7
4.8
1 4.44
3.5
1
1.6
2 7.55
3.8
1
2.1
2
1.4
6
2.6
2 3.48 1.6105 0.4624 233.03 2.5938
Shah
0.8
3
0.7
2 0.72
0.9
9
0.8
6
0.8
9
0.6
3
0.9
6 0.66
0.9
2
0.8
4 1.07
0.9
6
0.8
2
0.8
0
0.8
3 0.84 0.1246 0.1482 11.55 0.0155
Cooper 3.2 5.1 5.75 2.2 6.6 3.7 5.9 8.3 4.51 8.4 2.7 5.12 3.9 3.0 2.8 3.2 4.65 1.9436 0.4179 402.72 3.7775

8 4 5 1 1 3 1 0 9 7 3 8 8
Delplace
1.0
2
0.9
2 1.15
1.5
1
1.3
4
1.1
1
0.9
6
1.3
7 1.09
1.3
1
0.9
4 1.68
1.2
3
0.9
5
0.8
9
1.0
2 1.15 0.2390 0.2082 21.93 0.0571
Grangeorge
0.9
6
0.8
3 0.95
1.2
9
1.2
1
1.0
4
0.8
3
1.2
6 0.92
1.1
1
0.9
0 1.55
1.1
7
0.9
3
0.8
4
0.9
6 1.04 0.2076 0.1991 18.05 0.0431
Kim
4.8
5
1.7
6
16.6
5
2.8
1
5.9
3
4.8
9
5.5
9
2.9
0
33.1
1
6.1
3
1.7
7
11.2
3
4.8
4
1.4
8
3.3
2
4.8
5 6.79 8.0608 1.1873
1712.0
7
64.976
3
Tadini
1.2
6
0.8
3 1.52
1.2
0
1.7
2
1.3
6
1.1
3
1.4
0 2.23
1.3
1
0.9
7 2.79
1.0
4
1.0
1
0.9
4
1.2
6 1.35 0.5213 0.3855 33.33 0.2717
Cao β=30°
0.8
3
0.7
5 0.76
1.0
9
0.8
8
0.9
0
0.6
6
0.9
9 0.65
0.9
8
0.8
5 1.04
0.8
3
0.8
2
0.8
1
0.8
3 0.85 0.1255 0.1475 11.82 0.0158
Cao β=45°
0.7
3
0.6
1 1.33
2.0
5
1.5
1
0.7
9
1.1
3
1.6
5 1.07
1.6
0
0.7
9 0.80
1.2
5
0.7
4
0.7
6
0.7
3 1.09 0.4293 0.3921 21.95 0.1843
Cao β=60°
1.0
8
1.1
2 1.08
1.5
6
1.3
4
1.1
8
0.9
3
1.4
0 0.97
1.2
8
0.9
9 1.65
1.2
5
1.0
2
0.9
3
1.0
8 1.17 0.2248 0.1920 22.69 0.0505
Mitrovic
β=30°
1.0
0
0.9
3 1.08
1.5
6
1.3
4
1.0
9
0.9
3
1.4
0 0.97
1.2
8
0.9
4 1.60
1.2
1
0.9
7
0.8
7
1.0
0 1.13 0.2395 0.2119 21.29 0.0573
Mitrovic
β=45°
1.0
2
0.9
5 1.11
1.6
1
1.3
7
1.1
1
0.9
6
1.4
5 1.00
1.3
1
0.9
5 1.65
1.2
3
0.9
8
0.8
8
1.0
2 1.16 0.2509 0.2169 22.35 0.0630
Mitrovic
β=60°
1.0
4
0.9
7 1.15
1.6
6
1.4
2
1.1
3
1.0
0
1.5
0 1.03
1.3
5
0.9
6 1.70
1.2
5
1.0
0
0.8
9
1.0
4 1.19 0.2652 0.2235 23.59 0.0703
Cao β=Mix°
0.8
9
1.1
2 0.99
1.0
9
0.9
8
0.9
8
1.1
3
0.9
9 0.63
0.9
8
0.9
9 1.04
1.0
0
1.0
2
0.8
1
0.8
9 0.97 0.1207 0.1238 15.42 0.0146
Mitrovic
β=Mix°
1.0
1
0.9
7 1.11
1.5
6
1.3
5
1.1
1
1.0
0
1.4
0 0.94
1.2
8
0.9
6 1.60
1.2
2
1.0
0
0.8
7
1.0
1 1.14 0.2317 0.2025 21.76 0.0537
Placa lisa 1.0 1.2 1.39 2.2 1.0 1.1 1.1 2.6 1.03 1.7 0.8 1.52 1.0 1.0 0.9 1.0 1.32 0.4950 0.3750 31.56 0.2450

7 0 5 8 7 7 3 3 9 8 0 5 7
APV gral.
0.9
2
0.8
4 0.97
1.2
9
1.0
7
1.0
0
0.8
1
1.8
1 0.87
1.1
6
1.0
0 1.28
1.0
1
0.8
7
0.8
5
0.9
2 1.04 0.2559 0.2472 18.12 0.0655
Tabla A.3 Tabulación de los Métodos encontrados y los intercambiadores de calor tipo placas diseñados por empresas especializadas, Coeficiente Global de Transferencia.
% COEFICIENTE GLOBAL DE TRANSFERENCIA
Medi
a
Des.
Est.
Coeficie
nte
∑i=1
nxi
Varian
za
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 x σde Var. σ2
Mckillop
0.8
4
1.0
8
0.9
8
0.6
1
0.4
5 0.75
0.9
5
0.4
7
0.9
0
0.9
1
0.9
8
0.2
8
0.4
9
0.6
9
1.1
9
0.7
7 0.77 0.2543 0.3296 10.49 0.0646
Bounopane
0.9
4
0.9
4
0.7
5
0.5
3
0.7
0 0.87
0.9
1
0.6
6
0.9
0
0.6
4
1.0
1
0.6
3
0.8
3
1.0
3
1.0
7
1.0
9 0.84 0.1730 0.2049 11.85 0.0299
Changal
1.0
1
1.1
0
0.9
6
0.6
7
0.7
7 0.93
1.1
0
0.7
3
1.0
6
0.8
1
1.0
7
0.6
4
0.8
4
1.0
4
1.1
6
1.1
1 0.94 0.1721 0.1837 14.48 0.0296
Bassiouny
1.1
2
1.2
5
1.1
0
0.8
4
1.0
2 1.04
1.2
9
0.9
0
1.1
9
0.8
9
1.1
3
0.8
4
0.9
8
1.1
8
1.1
8
1.2
4 1.08 0.1493 0.1388 18.85 0.0223
Kakaς
0.3
8
0.4
7
0.2
6
0.2
2
0.1
9 0.35
0.3
2
0.2
1
0.2
2
0.2
9
0.6
1
0.1
3
0.2
6
0.4
7
0.6
9
0.5
3 0.35 0.1618 0.4632 2.35 0.0262
Shah 1.2 1.3 0.1 1.0 1.1 1.12 1.5 1.0 1.5 1.0 1.1 0.2 1.0 1.2 1.2 1.2 1.09 0.3968 0.3640 21.38 0.1575

1 9 4 1 6 9 4 2 8 7 0 4 2 5 9
Cooper
0.3
1
0.1
9
0.1
7
0.4
4
0.1
5 0.27
0.1
7
0.2
6
0.2
2
0.1
2
0.3
6
0.3
2
0.2
5
0.3
3
0.3
5
0.3
7 0.27 0.0915 0.3422 1.27 0.0084
Delplace
0.9
8
1.0
8
0.8
7
0.6
6
0.7
5 0.90
1.0
4
0.7
3
0.9
2
0.7
6
1.0
6
0.5
9
0.8
1
1.0
5
1.1
3
1.1
2 0.90 0.1706 0.1888 13.50 0.0291
Grangeorge
1.0
4
1.2
1
1.0
5
0.7
8
0.8
2 0.96
1.2
1
0.7
9
1.0
9
0.9
0
0.6
4
0.6
4
0.8
5
1.0
7
1.1
9
1.1
5 0.96 0.1916 0.1991 15.36 0.0367
Kim
0.2
1
0.5
7
0.0
6
0.3
6
0.1
7 0.20
0.1
8
0.3
4
0.0
3
0.1
6
0.5
6
0.0
9
0.2
1
0.6
8
0.3
0
0.7
4 0.30 0.2212 0.7299 2.20 0.0489
Tadini
0.7
9
1.2
1
0.6
6
0.8
3
0.5
8 0.73
0.8
9
0.7
2
0.4
5
0.7
7
1.0
2
0.3
6
0.6
1
0.9
9
1.0
6
1.0
8 0.80 0.2370 0.2976 10.98 0.0561
Cao β=30°
1.2
0
1.3
3
1.3
2
0.9
2
1.1
4 1.24
1.5
2
1.0
1
1.5
4
1.0
2
1.1
6
0.9
6
1.0
5
1.2
2
0.9
6
1.2
8 1.18 0.1897 0.1607 22.83 0.0360
Cao β=45°
1.3
7
1.6
5
0.7
5
0.4
9
0.6
6 1.27
0.8
8
0.6
1
0.9
3
0.6
2
1.2
5
1.2
5
1.2
0
1.3
5
1.3
2
1.4
1 1.06 0.3537 0.3327 19.97 0.1251
Cao β=60°
0.9
3
0.8
9
0.9
3
0.6
4
0.7
5 0.85
1.0
7
0.7
1
1.0
4
0.7
8
1.0
0
0.6
1
0.8
0
0.9
8
1.0
7
1.0
5 0.88 0.1525 0.1732 12.76 0.0233
Mitrovic
β=30°
1.0
0
1.0
7
0.9
3
0.6
4
0.7
5 0.92
1.0
7
0.7
1
1.0
4
0.7
8
1.0
6
0.6
2
0.8
3
1.0
3
1.1
5
1.1
0 0.92 0.1727 0.1881 13.94 0.0298
Mitrovic
β=45°
0.9
8
1.0
5
0.9
0
0.6
2
0.7
3 0.90
1.0
4
0.6
9
1.0
0
0.7
6
1.0
5
0.6
1
0.8
1
1.0
2
1.1
4
1.0
9 0.90 0.1731 0.1926 13.37 0.0300
Mitrovic
β=60°
0.9
6
1.0
3
0.8
7
0.6
0
0.7
0 0.88
1.0
0
0.6
7
0.9
7
0.7
4
1.0
4
0.5
9
0.8
0
1.0
0
1.1
3
1.0
7 0.88 0.1743 0.1985 12.80 0.0304
Cao β=Mix°
1.1
2
0.8
9
1.0
1
0.9
2
1.0
2 1.02
0.8
8
1.0
1
1.5
4
1.0
2
1.0
0
0.9
6
1.0
0
0.9
8
1.2
4
1.0
5 1.04 0.1575 0.1513 17.72 0.0248
Mitrovic 0.9 1.0 0.9 0.6 0.7 0.90 1.0 0.7 1.0 0.7 1.0 0.6 0.8 1.0 1.1 1.0 0.90 0.1629 0.1806 13.41 0.0265
β=Mix° 9 3 0 4 4 0 1 4 8 4 2 2 0 5 7
Placa lisa
0.9
3
0.8
3
0.7
2
0.4
4
0.9
2 0.86
0.8
5
0.6
0
0.9
7
0.5
8
1.1
1
0.4
0
0.6
7
1.0
0
1.1
7
1.0
5 0.82 0.2316 0.2825 11.56 0.0536
APV gral.
1.0
8
1.2
0
1.0
4
0.7
8
0.9
3 1.00
1.2
4
0.8
7
1.1
5
0.8
6
0.9
9
0.4
7
0.8
0
1.1
5
1.0
5
1.2
1 0.99 0.2020 0.2043 16.25 0.0408
B. Glosario
Chevron.- Nombre que toma una corrugación con forma de “V”.
Convección.- Forma de propagación del calor de los líquidos y gases. Se
produce por una transferencia de las partículas, en el interior del
fluido.
Contra-corriente.- Cuando dos flujos se dirigen en una dirección
opuesta entre ellos.
Número de Unidades de Transferencia o NTU.- La cantidad de unidades de
calor que es capaz de transferir un fluido.
Herringbone.- Nombre que toma una corrugación con forma de Zigzag.
Juntas.- Protección de plástico utilizada en los canales de las placas
corrugadas.
Pasteurización.- Procedimiento que consiste en someter un alimento,
generalmente líquido, a una temperatura aproximada y después enfriarla
rápidamente, con el fin de eliminar los microorganismos y prolongar su
conservación.

Resistencia.- Que se opone al intercambio de calor dentro del
intercambiador. Transferencia de calor.- Pasar de un fluido a otro
fluido calor.
Tubo-coraza.- Tipo de intercambiador de calor conformado por una coraza
en el exterior y en el interior de la coraza, tubos por los cuales
transitan los fluidos que intercambiaran calor.
Turbulencia.- Movimiento de agitación provocada en un fluido.
Washboard.- Nombre que toma una corrugación con líneas horizontales.