
Project cost in development of Modular Products - CiteSeerX
140
The 4 th student conference on Development of Modular Products 19 th of December 2006 School of Industrial Leadership Proceeding editors: Prof. Gunnar Erixon Assoc. Prof. Patrik Kenger
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Project cost in development of Modular Products - CiteSeerX

The 4th student conference on
Development of Modular Products 19th of December 2006
School of Industrial Leadership Proceeding editors: Prof. Gunnar Erixon Assoc. Prof. Patrik Kenger

HÖGSKOLAN Dalarna Patrik Kenger, Assoc. Prof. School of Industrial Leadership Exchange: +46 (0)23 778000 Department of Mechanical Engineering Office: +46 (0)23 778736 Rödavägen 3, 781 88 Borlänge Sweden fax: +46 (0)23 778050 Email: [email protected]
ii
Conference scoop Various companies are today focusing on efforts increasing the efficiency at the same time as the ability to meet emerging customer demands will be increased. There is a need to improve the organization and the product design at the same time through the visualization of how a product family should be designed and architected in order to adapt to customers, company internal issues, and long-term strategy. The industries to day need engineers with knowledge of product development and modularity and the available methods that can be used. The graduate course Development of Modular Products at Högskolan Dalarna has as the objective to provide such knowledge. As a part of the course, each student will individually perform extensive research within a chosen area with respect to Product Development and Modularity. The conference is the result of the students own work in the course Development of Modular Products. The contents of the papers cover many areas, from the identification of customer needs to cost effective manufacturing, and benefits of modularization. The application areas described and discussed in the proceedings together with the theoretical foundation makes this proceeding interesting to both practitioners and academia. Enjoy the reading //Patrik Kenger © Authors and editors 2006 Published and printed by Högskolan Dalarna, December 2006

HÖGSKOLAN Dalarna Patrik Kenger, Assoc. Prof. School of Industrial Leadership Exchange: +46 (0)23 778000 Department of Mechanical Engineering Office: +46 (0)23 778736 Rödavägen 3, 781 88 Borlänge Sweden fax: +46 (0)23 778050 Email: [email protected]
iii
Contents Name, nationality, paper title. Page
Ali Md Mousavi, Iran, “Modular development in reciprocating engines” 1
Anna Enoksson, Sweden, “Advantages and disadvantages of product platforms” 9
Brice Trommer, France, “Reduction of manufacturing costs” 17
Daniel Metzger, Germany, “Modularization in the German arms industry” 25
David Frossard, France, “Product modularization for outsourcing” 34
Erdem Ellikgi, Turkey, “Reduction of bicycle chassis production costs” 41
Georg Dering, Germany, “Benefits of modularization in automated processes” 49
Greg Lehman, USA, “Managing technical concept variants” 57
Helian Contraire, France, “The use of product platforms on automobile firms” 65
Klemens Kuderer, Austria, “Benefits of modularity” 74
Mathieu Cecchinel, France, “Platform sharing in the automobile industry” 82
Omer Md Ali Khairi, Sudan, “Axiomatic design to reduce the development cost” 90
Sandra Wittemer, Germany, ”Mass customization: A solution” 98
Thomas Ciciulla, France, “Design for Manufacturing” 106
Tobias Erford, Germany, “Analysis of the modular architecture of an engine family” 114
Vinay Gullapali, India, “Axiomatic design complimentary techniques” 122
Xabier Antonanzas, Spain, “Methods of involving consumer in mass customization” 130

MODULARITY DEVELOPMENT IN RECIPROCATING ENGINES AND ITS
CONSEQUENCES
Ali mohamad mousavi Iran
A modular architecture for reciprocating engines has certain benefits, which includes improved ability of upgrading, reusing, adjusting and removal of obsolete features. According to the complexity of an engine, the obsolete features are an integral part of it. Knock is one of the engine problems, which means high remedy cost in after-sales and dissatisfied customers. The old methods to reduce the knock effect rendered high costs. The cost of any changes in today’s modular engines is reduced. However, it is not clear if the modularization can yield acceptable feedback in order to reduce knock without sacrificing the engine’s performance. This paper attempts to clarify if modularization in an engine development process will contribute to reduce knock. Keywords: modularization, reciprocating engine, knocking, abnormal
combustion.
1 Introduction
Previously redesigning an engine was the only way to eliminate the obsolete
features which effects high costs. However nowadays, as in the other industries,
modularization is utilized within the engine industry. The Internal Combustion
Engine (ICE) is a complex system which has different subsystems and interactions.
It is possible to divide an engine into different modules so these modules contain
different parts. These parts can ultimately implement one or more functions. The
suggested modules for an internal combustion engine are: timing, power
transmitting, ignition, intake, exhaust, valve train, cooling, oiling, cylinder head
1

Development of modular product 2006
and cylinder block. Defining the interfaces between these modules is not difficult.
This advantage is the main reason which makes the engine development procedures
feasible. In some cases, in order to remove an obsolete feature or in order to
improve the engine by implementing simple modification in one or more of the
modules, the goal will be achieved. One of these obsolete features is knock which,
regarding the disadvantages is the most dangerous feature an engine can
experience.
There are two type of knock: Otto and Diesel and both are almost an integral part of
ICE. As soon as the Otto cycle was created knock became one of the biggest
problems of that cycle. Over the years, many researches have worked on how to
reduce or eliminate knock which resulted in lots of method. Some of these methods
are used in the engine industry and others are reachable through patents and papers.
This paper is based on a literature review and focuses specifically on reducing
knock by using modularization. The paper will describe how the Otto Knock will
be reduced by changes in some engine modules (ignition, intake, cylinder head,
power transmitting).
2 What is knock and how does it occur 2.1 Knock Definition
Knock is a pinging sound caused by parts clashing and this has occurred because of
the collision of multiple flame fronts. This collision increases cylinder pressure and
causes a huge reversed force on a connecting rod and bearing. The important
consequences of knock are: low power output, high emission and the damaging of
parts.
2.2 Knock Factors
There are different reasons for the occurrence of knock: Pre-ignition, hot-spot,
improper Air/Fuel Ratio, high CR (compression ratio), designing of the liner and
piston, low gasoline octane, improper spark plugs and the improper location of
spark plugs.
2

MODULARITY DEVELOPMENT IN RECIPROCATING ENGINES AND ITS CONSEQUENCES
2.2.1 Pre ignition
Pre-ignition is a type of abnormal combustion. When the piston begins the
compression stroke, it moves from the BDC (bottom dead centre) to the TDC (top
dead centre). This movement reduces the volume of the cylinder in order to
compress the air/fuel mixture. When the piston is close the TDC, (28° before the
top dead centre) the spark plug ignites and the compressed mixture will be burned.
However, when the pre-ignition occurs, this means the spark plug will ignite sooner
than the specified time. Pre-ignition burns the fuel before the piston reaches TDC.
In this condition, a reverse force will be produced against the movement of the
piston. This force pushes the piston down while it is going up towards the TDC.
These two forces will put a huge stress on the connecting rod, crankshaft,
connecting rod bearing and make a knock noise.
2.2.2 Hot spots
Sharp edges either on the piston or in the chamber and carbon deposits in the
chamber or on piston are prone to super heating. Sharp edges or carbon deposits
can retain heat and, in the next cycle, when the compressed mixture exposed to
them will be burned. This auto burning of the air/fuel mixture is called auto
ignition. ”figure1” [Burgdorf, (1999)].
Figure 1
Auto ignition makes a flame somewhere in the chamber sooner than the spark plug
ignition. When the spark plug ignites then there will be two flames in front of each
other, which make a huge force. Sudden high pressure in chamber is the upshot of
this huge force which is called Detonation.” figure 2” [Burgdorf, (1999)].
Detonation is a kind of abnormal combustion and implements a huge reverse force
on a piston, connecting rod, crank shaft, connecting rod bearing and ultimately
makes a knock noise.
3

Development of modular product 2006
Normal combustion Slight knock Intense knock
Spark 28° BTC Spark 28° BTC Spark 32°BTC
Figure 2
The design process of the chamber plays a main role in reduction of sharp edges
e.g. valve relief cut into the piston is very much prone to super heating.
2.2.3 Improper air/fuel ratio
Lean Air/Fuel Ratio creates more heat, which ultimately increases the chamber
heat. When the chamber heat reaches higher than normal, the mixture will be
burned before the piston reaches TDC. In this case, besides knock, the engine also
experiences a power reduction. Reach Air/Fuel ratio causes high emission and
power reduction.
2.2.4 High CR (Compression Ratio)
High CR increases the mixture heat, which will result in auto ignition. Using
turbochargers spontaneously also increases the mixture heat. The pressure
and the heat have straight proportions with each other so the more the pressure the
higher the heat will be. However, CR also has a direct proportion to the chamber
design process.
2.2.5 Designing of liner and piston
Small-bore engines are less prone to knock than the long bore. The less distance the
flame has to go the less abnormal combustion happen.
2.2.6 Low gasoline octane
Fuel with low octane has low combustion temperature. Using low octane fuel
causes auto ignition, which ultimately results knock.
4

MODULARITY DEVELOPMENT IN RECIPROCATING
ENGINES AND ITS CONSEQUENCES
2.2.7 Improper spark plug
If spark plug does not concentrate the ignition and spread it, the burning will be
started somewhere along the edges. Different flames from different parts of the
chamber will confront each other and create knock.
2.2.8 Improper location of spark plug
The best places for spark plugs are prescribed according to the chamber shape. The
best chamber shape is the sphere shape; which is almost impossible; so the best
chamber is one which most resembles the sphere. If the chamber assume
hemisphere the best place for spark plug would be in the middle of top curve.
3 Detecting The Knock
In order to reduce or eliminate the knock it is vital to detect the knock and its type.
In respect to detection, there are different methods of which most of them use the
frequencies emitted by the knock sound. There are two types of sensors which
nowadays are used in engines: non intrusive and intrusive. Non intrusive sensors
contain two types of sensors: vocal sensors and sensors which sense the knock
vibrations. Vocal sensors are attached to the cylinder head or block and contain a
piezoelectric and a diaphragm. They work like a stethoscope and get the vocal
frequencies and send them to ECU (electric control unit). ECU, with a special
program, can recognize the knock frequencies then it will send a signal to the
actuators in order to prevent or eliminate the knock. These actuators can be spark
plugs, cam shaft variable timing, air/fuel ratio controller and many others
depending on the engine type. The second type of non intrusive sensors is a kind of
sensor which senses the knock vibration. However there is a problem and that is the
engine’s self resonation. This means that the non-intrusive sensors, most of the
time, are sending resonation in different frequencies to the ECU. The problem is
which of these frequencies one must consider as knock. In this case the engine
resonation is saved as a background threshold value and when it exceeds, the ECU
assume that knock is occurring. So the higher the engine speed, the higher
5

Development of modular product 2006
frequencies will be set as background. On the other hand, there are intrusive
sensors which drive into the combustion chamber and work like a pressure
indicator. The information which has been sent to the ECU must be interpreted by
the ECU and the knock should be specified. In this case, in the laboratory an engine
is provided with both sensors. Once the intrusive sensor shows an instant pressure
decrease, the frequency which has been sent by non intrusive sensor will be saved
as the frequency of the knock. This frequency is almost between 5 to 12 kHz, but
this is unreliable. This method is prone to error because of echoing of the
resonation in cylinder block and head. In this case the acoustical sensor which is
working above the 100 kHz is solving the problem. Using the pressure sensor is
another solution in order to detect and eliminate the knock. In this case the sensor,
which is like a plastic washer, will be located under the spark plugs and it will
sense pressure from the different positions of a piston. On the other hand there are
two different sensors which sense the engine speed and the position of the crank
shaft. On the intake manifold there are also different kind of sensors which sense
the density and the temperature of imported air and oxygen. From these different
types of information, the ECU distinguishes the knock.
4 Using Modularization There are different methods in order to use modularization. Here the
modularization will be used in development procedures In order to reduce or
eliminate the knock. Regardless of modularization, redesigning each module can
also reduce the knock. However it is beneficial to modify one or some parts of a
module instead of redesign the whole engine.
4.1 Modify Ignition Module
Most of the time because of the desynchronization of the ignition time and the
crank shaft angle, pre-ignition occurs. Eliminating the mechanical distributor and
using an electrical coil operated by the ECU will solve the problem. This kind of
coil is called double coil which is a combination of distributor and a coil. When the
ECU sends a signal to the double coil, the coil connects the current to the specified
6
MODULARITY DEVELOPMENT IN RECIPROCATING
ENGINES AND ITS CONSEQUENCES
spark plug. This method reduces the error possibility and enhances ignition
accuracy. This modification in the timing module does not jeopardize the functions
of the other modules and does not need any other changes to other parts. This
method even reduces assembly time.
4.2 Modify Power Transmitting Module
Designing the chamber without sharp edges at the outset is the fundamental to
engine design e.g. designing a piston without valve relief cut into it. Coating the
engine is a method to reduce the carbon dioxide sediment on a piston.
4.3 Modify Intake Module
The Air/Fuel Ratio is controllable through managing the import air by using the
butterfly valve and the gas pedal. However using the Dual Fuel Injection technique
provides the possibility of controlling both air and fuel amounts which help obtain
the proper Air/Fuel Ratio and prevents knock. In this method an injector is derived
into intake manifold and another into the chamber so when the Air/Fuel Ratio
becomes critical the injector of the intake manifold injects fuel directly into air and
the ratio will be maintained at the constant value (14/1 or 15/1). This injection,
besides saving the Air/Fuel Ratio, can prepare a proper air and fuel mixture; this
means all the fuel molecules are mixed in the air molecules and results in a perfect
combustion. An engine designer, in order to achieve high power and torque will try
to design an engine with high CR. Although this enhances power, it also increases
the Air/Fuel mixture heat which ultimately causes knock. In this case, at the outset
the designers use intercooler in high CR engine to control the air/fuel mixture heat.
Using a turbocharger is another method to increase the CR and in this case the
intercooler would be reliable solution.
4.4 Modify Cylinder Head Module
Another method is VCR (variable compression ratio) which prepares the ability to
adjusting the CR in different conditions. In this method, an extra valve is used in
7

Development of modular product 2006
the chamber to reduce the CR when knock occurs. When the valve is opened the
extra pressure will be released from the chamber and the CR will be reduced. Usually the first threshold of compression ratio is almost higher than the fixed one
and when the knock occurred it will be reduced.
5 Conclusions Nowadays most of the vehicle factories like to use modularization in order to
reduce the lead time. Those aforementioned methods reduce the lead time.
Reduction in the time of development between competitors plays a vital role. The
assembly line does not need any changes also. Reduction the complexity of
designing is also an important term e.g. coating the piston or removing the
distributor is cheaper and easier than designing a new engine.
6 References Burgdorf, K (1999)”Engine Knock: Characteristics and Mechanisms”, Department of thermo and fluid Dynamics, Chalmers University of Technology.ISBN:91-7197-818-6. Burgdorf, K, Denbrat, “Comparison of cylinder pressure based knock detection methods”, Chalmers University of Technology ISSN: 0346-718971670 Che huang, C, Kusiak, A (1998),”Modularity in design of products and systems”, Dept. of. Lnd, Eng, Lowa University, ISSN: 1083-4427 Eggen, Y,”Modular product development”, Department of Product Design Norwegian University of Science and Technology Fleury, S, Matthieu, H, Chatila, R, (1994)”Design of a modular architecture for autonomous robot”LAAS-CNRS, France. Kun, L, Thomas Miller, W , Lenharth,W.H(2002)”Modular system architecture for electronic device integration police cruisers”ECE Department , University Of New Hampshire,Durhan,NH03824. Sergio, S, M (2001)”The characteristics and the role of modularity in the Automotive business”, Production Engineering Department, Polytechnic School, University of Sao Paulo, Brazil. Sosa, M (2003) “Identifying modular and integrative systems and their impact on design team interactions”, Technology Management Area, INSEAD, France Ulrich, (1995)”The role of product architecture in the manufacturing firm”, Massachusetts Institute Of Technology, Sloan School of Management, USA.
8

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
9
THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
Anna Enochsson Swedish
The growing demands from the market for mass customized products has forced companies to develop new strategies for product development, one of these strategies is the use of product platforms. This paper defines product platforms and discusses the advantages and disadvantages of the strategy, based on literature studies. Four main areas, concerning the advantages of product platforms, are presented: product development, costs, processes and organization. A platform strategy can reduce product development time and cost, improve a company’s ability to up-date a product, and increase the reliability and quality of that product. However the organization behind platform development is extremely important in order to succeed and this is something every company that applies the strategy needs to be aware of.
Keywords: Product platforms, product development, advantages, disadvantages
1 Introduction When launching products on the market today customers request many product
variants of a product which can be expressed, from a production point of view, as
mass customisation. In order to meet these customer demands, companies today
develop product platforms to be able to compete, by offering several variants of the
product in order to attract as many market segments as possible.
The question one may ask is what are the benefits and drawbacks from a product
platform. As an attempt to answer these questions, this paper will discuss the

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
10
advantages and disadvantages of product platforms, but first a clear definition of
product platforms is presented. The paper is based on literature reviews and shows
theoretical applications supported by practical examples. The result shows that the
advantages of product platforms can be divided into four main areas: product
development, costs, processes and organisation. Furthermore disadvantages such as
lack of structure or definition of core technology which can lead to failure of the
product platform are described.
2 Definitions of product platform As described in the introduction, product platforms are an efficient way for
companies to meet the growing demands of mass customisation from the market.
But what makes the product platform such a powerful tool for this purpose? In order
to explain that a clear definition of product platform must be established; this can be
difficult since product platforms are defined different depending on the product
application or company. Basically a platform can be described as “the set of assets
shared across a set of products” [Ulrich and Eppinger, 2004]; the most important of
these assets are components and subassemblies. The product platform can also be
considered as a set of technologies or functions, which arrangements are adaptable
for more than one product [Corbett and Rosen, 2004]. One example of product
platforms are the automotive platforms developed in late 1990s by Volkswagen,
[Meyer and Lehnerd, 1997]. Three of these platforms were defined as the floor
group, the drive system and the running gear and they were used in four different car
brands; Volkswagen, Audi, Seat and Skoda. According to this example a platform
can also be described as “…a relatively large set of a product components that are
physically connected as a stable sub-assembly and are common to different final
models” [Muffato, 1999].
2.1 Product Platforms
Depending on how these platforms are implemented in the companies’ production
and organisation the definitions vary a lot; [Erixon et al, 2006] has listed different
definitions of product platforms, quoted below.
• “A product platform … encompassing the design and components shared
by a set of products” [Meyer & Utterbeck, 1993]

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
11
• “A platform is the physical implementation of a technical design that serves
as the base architecture for a series of derivative products” [Meyer &
Lopes, 1995]
• “A product platform is the foundation for a number of related products,
typically a product line. While all products are unique in some way, they
are related by the common characteristics of the product platform”
[McGrath, 1995]
• “A platform is a relatively large set of products´ components that are
physically connected as a stable sub-assembly and is common to different
final models” [Muffato, 1997]
• “The set of assets shared by different vehicles. These assets include at least
the familiar parts of the car (such as the main stampings in the engine
compartment) and the machinery, equipment and tooling in the assembly
plants” [Ericsson et al, 1996]
• “The process of identifying and exploiting commonalities among the firm´s
offerings, target markets and the process for creating and delivering
offerings” [Sawhney, 1998]
Further [Muffato and Roveda, 2000] talk about two kinds of definitions. First there
are the narrow definitions, mainly used in the car industry, such as specified
modules or units of the car for example fuel tank, axes and suspension, underbody
and floor pan or as in the Volkswagen example above. This narrow definition can
also be seen as a commonality based viewpoint of product platforms [Erixon et al,
2006] because it regards the common elements of the product family.
Secondly, [Muffato and Roveda, 2000] describe the generic and abstract definitions,
encompassing industries and innovation processes, which define product platforms
as a part of the whole company, including organisation, structure, process and
product. This can also be described as the resource based viewpoint [Erixon et al,
2006] since it regards all the common resources required to develop and produce the
product platform. Further the platform is described as a set of assets, divided into
four categories (components, processes, knowledge, people and relationships) that
are shared by a range of products [Muffato and Roveda, 2000; Erixon et al, 2006].

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
12
These generic definitions, according to [Muffato and Roveda, 2000], also propose
that a product platform is a complex model affecting:
• “Production and logistic processes (costs, investments, operations,
complexity, etc.)”;
• “Development process (development lead time, standardisation, quality and
reliability of design)”;
• “Project organisational structure (teamwork, design task partitioning,
relationships with suppliers)”;
• “Knowledge (know how transfer among projects, influence on and by
technology, etc.)”.
Considering these points, a conclusive definition is suggested as “A product
platform is a set of subsystems and interfaces developed to form a common structure
from which a stream of derivative products can be efficiently developed and
produced.” [Hongbin et al, 2005]. This is the definition applied to product platforms
in this paper.
2.2 Platform Thinking
In order to develop these product platforms it is necessary for companies to adapt
platform thinking which can be defined as “…the process of identifying and
exploiting the shared logic and structure in a firm’s activities and offerings to
achieve leveraged growth and variety.” [Sawheney, 1998], especially considering
the core technology which can be implemented in a wide range of products. When
adapting this platform thinking [Sawheney, 1998] states that it will enable the
company to discover the similarities between the different products a company
offers by carefully analysing used: technologies, components, applications,
processes, customers, markets and distributors. By evaluating these analyses product
platforms can be defined.
3 Advantages of product platforms One of the advantages with product platforms is, among others, that they can create
many varieties of a product in a relatively short time. [Muffato, 1999] describes the
main benefits of product platforms as reducing development time and cost and
increasing the ability to up-date products easily.

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
13
By using product platforms companies can appeal to customers in different markets,
reduce the development time for new products, and decrease costs by sharing
common components among many products [Corbett and Rosen, 2004]. These are
the main reasons why product platform development and the study of platform
architecture are so popular in both academia and industry [Hongbin et al, 2005].
During the research for this paper four main advantages for using product platforms
were discovered: product development, costs, processes and organisation. Each of
these advantages will be discussed in detail and then examples of companies and
products that have benefited from using product platforms are presented.
3.1 Product development
It is often both easier and more time efficient to develop a single product instead of a
product platform. However the advantage of developing a product platform comes
when the used technology or manufacturing process is common to several different
products or product variants. When a company successfully develops their platform
they will gain increased productivity and lead time reduction in further product
development; and will be able to easily develop a set of differentiated products and
also gain improved ability to up-date products [Muffato, 1999; Muffato and Roveda,
2000]. In addition when using a platform approach product reliability and quality
will increase for a new product [Muffato and Roveda, 2000], as well as allowing
reuse of core technology [Antelme et al, 2000]. This is also discussed by
[Johannesson and Claesson, 2005]: “Product platform strategies…have had a
significant impact on development time and cost reduction as well as on market
share gains in companies where they have been adopted.”
3.2 Costs
Reduced development time resulting from the use of product platforms, as shown
earlier, will also reduce the total cost for a product. Using product platforms also
increases the volumes of a product because the platform is used in many or all
variants of the product [Muffato, 1999; Muffato and Roveda, 2000]. This will also
reduce the cost for the product since the manufacturing process can be optimised or

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
14
the purchasing price for parts can be lower due to increased volume [Muffato and
Roveda, 2000].
Once the products have been launched, platform-based products “… show great
economic benefits and advantages in the changing and competitive global market,
due to their higher quality, faster market response, and lower costs.” [Hongbin et al,
2005].
3.3 Processes
When using product platforms, [Muffato, 1999] states that companies achieve
greater flexibility between plants (standardisation) but also increased use of plants
(reduction in the number of differences leads to higher productivity). Applying a
platform approach also increases the possibility of automation in a plant since the
volume of the product increases. [Kahn, 2005] states that “Platform products…
establish a basic architecture for a next generation product or process…”; this makes
it easier to design the manufacturing process since the product, when up-graded, can
still be manufactured in the same way.
3.4 Organization
When developing product platforms it is preferable to use a platform team which is a
permanent cross-functional project team, lead by a platform manager [Muffato,
1999]. Cross-functionality implies mixed teams of experts in each technical area
within the company, which leads to better learning across the company. The
platform team develops all the products belonging to the same product platform
[Muffato and Roveda, 2000]. This was the case for Black & Decker when they, in
1971, appointed a vice president responsible for product development,
manufacturing engineering and manufacturing operations in order to create a new
common product platform for all the company’s major power tool groups [Meyer et
al, 1997].
3.5 Examples of successful product platforms
Black & Decker succeeded with their project for power tools resulting in one new
product introduction per week which lasted for several years [Muffato and Roveda,
2000; Meyer et al, 1997]. Another example is the car industry which is introducing

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
15
so called world-cars meaning that all car models, of one or a few brands, all over the
world, are using the same unique product platform which saves product
development and production costs [Muffato and Roveda, 2000].
4 Disadvantages of product platform A platform product has to be both responsive to market needs and display
uniqueness; at the same time it must be developed and produced at a low cost.
Therefore a redefinition of the way a product is conceived is necessary which affects
the company’s organisational structure [Muffato, 1999]. The company has to be
aware that a platform takes a long time initially to develop and implement, which
costs both money and time [Kahn, 2005]. The product platform has to be clearly
defined and developed because it has to suit a number of different product variants
and the interfaces have to be very well defined. Often frequent failures in high tech
companies can be traced to an incomplete platform strategy [Kahn, 2005]. These
failures are often due to an unclear understanding of the company’s core technology,
which, as can be seen in the following example, can adversely affect a company’s
profit. This happened at IBM when they created an extremely successful PC
platform. They outsourced the development of the operating system and Central
Processing Unit (CPU) to Microsoft and Intel because they did not perceive these as
being core platform technologies. This turned out to be a very expensive mistake
[Sawheney, 1998].
5 Conclusions A product platform is, according to this paper, “A set of subsystems and interfaces
developed to form a common structure from which a stream of derivative products
can be efficiently developed and produced.” [Hongbin et al, 2005]. The use of
product platforms is growing in industry and it is a powerful tool to meet the rising
demands for mass customisation.
There are great advantages from the use of product platforms and this paper has
presented four main areas: product development, costs, processes and organisation.
Used in the right way the platform approach can reduce development time and cost

THE ADVANTAGES AND DISADVANTAGES OF PRODUCT PLATFORMS
16
for a product as well as improve the ability to up-date a product. Further, a product’s
reliability and quality will increase provided that the platform strategy is complete.
If the strategy is incomplete it can lead to frequent failures of new products on the
market. In order to avoid that, the company must put a lot of effort into managing
the development of a new product, and be aware that it will cost both time and
money to succeed.
6 References Antelme, RG; Moultrie, J; Probert, DR (2000) “Engineering reuse: a framework for improving performance”. ICMIT Corbett, B; Rosen, D, W (2004) “A configuration design based method for platform commonization for product families”. Artificial Intelligence for Engineering Design, Analysis and Manufacturing, Vol. 18, p. 21-39 Erixon, G; Kenger, P; Stake, R (2006) “Development of Modular Products”. Booklet 4th ed. from School of Industrial Leadership Dalarna University, Sweden Hongbin Q; Yifang Z; Renbin X; Weiguo Z (2005) “Product platform commonization: platform construction and platform elements capture”. Int J Adv Manuf Technol 25: 1071-1077 DOI 10.1007/s00170-003-1965-7 Springer-Verlag London Limited Johannesson, H; Claesson, A (2005) “Systematic product platform design: a combined function-means and parametric modeling approach”. Journal of Engineering Design, Vol. 16, No. 1, p. 25-43. Kahn, K, B (2005) PDMA Handbook of New Product Development, New Jersey, John Wiley & Sons, Inc., Hoboken, – ISBN 0-471-48524-1 Meyer, M, H; Lehnerd, A, P (1997) “The Power of Product Platforms Building Value and Cost Leadership”. New York, The free press – ISBN 0-684082580-5 Muffato, M (1999) “Introducing a platform strategy in product development”, Internationel Journal of Production Economics, Vol. 60-61, p. 145-153 Muffato, Moreno; Roveda, Marco (2000) “Developing product platforms: analysis of the development process”. Tecnovation 20 pg 617-630 Sawheney, M, S. (1998) “Leveraged High-Variety Strategies: From Portfolio Thinking to Platform Thinking”. Journal of the Academy of Marketing Science, Vol. 26, No. 1, p. 54-61 Simpson, T; Siddique and Z; Jiao, J (2006) “Product platforms and product family design, methods and applications”. New York: Springer Science Business Media, Inc – ISBN-10: 0-387-25721-7 Ulrich, K, T; Eppinger, S, D (2004) “Product design and development”. New York: McGraw-Hill/Irwin – ISBN 007-247146-8

Reduction of manufacturing costs using Design for Manufacturing
17
REDUCTION OF MANUFACTURING COSTS USING DESIGN FOR MANUFACTURING
Brice Trommer French
Nowadays most of companies encounter more and more concurrence. In order to be the first on the market, it is necessary to have a perfect and fast late development activities in order to meet all the quality criteria. The goal of this paper is to explain how to proceed to reduce the manufacturing cost. The paper particularly focuses on how to reduce the costs of both the components and the assembly process by using Design for Manufacturing (DFM) methods. The paper is based on a five step DFM process proposed by Ulrich and Eppinger. However, the objective of the paper is to elaborate and analyze cost estimations through DFM. Keywords: Modularization Method, DFM, Modular Product, cost.
1 Introduction
1.1 What is Design for Manufacturing?
Design for manufacturing (DFM) is an early visualization of the design of a product
while keeping its manufacturing process in mind. The goal of DFM is to reduce the
product’s total manufacturing cost. The DFM method follows five steps: (a) estimate
the manufacturing costs, (b) reduce the costs of components, (c) reduce the costs of
assembly, (d) reduce the costs of supporting production, and (e) consider the impact
of DFM decisions on other factors such as quality or development time [Ulrich &
Eppinger, 2003; O’Driscoll, 2001; Erixon, 1998]. The concept of DFM is not new;
in the 19th century Whitney developed a system, using modular parts, for musket
manufacture, which were previously handmade. Thanks to this method Whitney was
DEVELOPMENT OF MODULAR PRODUCTS 2006
able to manufacture the product far more cheaply, quickly and reliably than before.
Since then the term DFM has become more and more common [O’Driscoll, (2001) ;
Bralla, 1986].
1.2 The importance of DFM
Today, the products entering the market are more and more complex and need to be
competitive with similar products. Moreover the product has to satisfy a wide range
of customers, be manufactured in large volumes to be cost effective, while
maintaining a constant high quality.
The biggest conflict during the design step lies in what the customer is ready to pay
for his requirements and the cost of rival product. “It is in through DFM that the
best compromise may be reached, producing a competitively priced, high
performance product at a minimal cost” [O’Driscoll, 2001; Herbertsson, 1999].
2 The DFM method and its implementation
2.1 Minimize the cost with the five step process
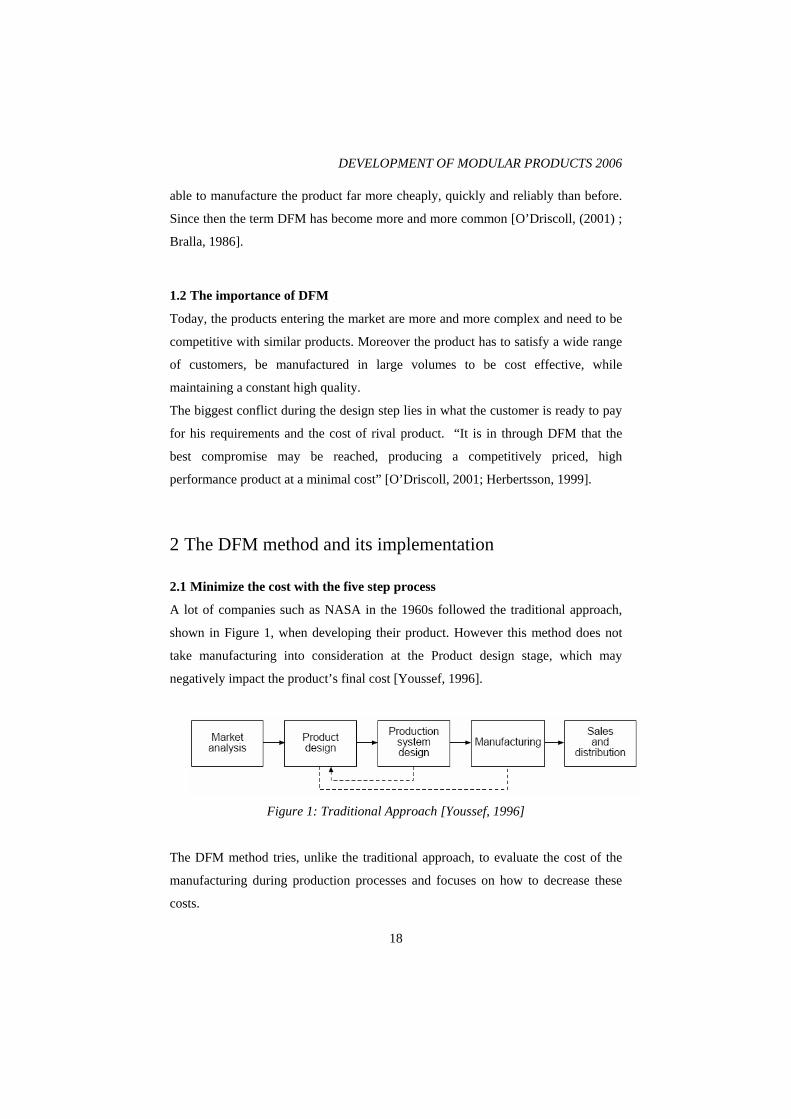
A lot of companies such as NASA in the 1960s followed the traditional approach,
shown in Figure 1, when developing their product. However this method does not
take manufacturing into consideration at the Product design stage, which may
negatively impact the product’s final cost [Youssef, 1996].
Figure 1: Traditional Approach [Youssef, 1996]
The DFM method tries, unlike the traditional approach, to evaluate the cost of the
manufacturing during production processes and focuses on how to decrease these
costs.
18

Reduction of manufacturing costs using Design for Manufacturing
19
2.1.1 Estimate the manufacturing cost Estimating the manufacturing cost is done in three steps. First it is necessary to
evaluate the cost of each component, both standard and custom parts. Then an
approximation of the assembly cost (tools, equipment, and labour) has to be done.
Finally it is also necessary to calculate all overheads cost such as shipping,
purchasing and handling [Ulrich & Eppinger, 2003].
2.1.2 Reduce the costs of the components Giving wrong or unclear information to the designer can involve remanufacturing a
product because the parts do not match. It can also be worse; regarding the bad
experience of the NASA with its “Mars Climate Orbiter” which crashed because
there was a unit conversion problem [Douglas, 1999].
Moreover what makes the price really expensive are the processing steps; the more
steps you have, the more expensive it is. So it is important to remove unnecessary
steps such as unneeded painted parts which are hidden in the mechanisms or product
[Ulrich & Eppinger, 2003].
Using appropriate and efficient equipment, as Brown & Sharpe [Huang, 1996] did
for their CMM production, when manufacturing a part is one solution that decreases
the economic scale. In addition, another key for increasing the quality of the product
could be to standardize the process and the components, a solution already taken by
most famous car companies like PSA or BMW.
2.1.3 Reduce the cost of assembly A method in order to minimize the cost of the assembly is Design for Assembly
(DFA) which allows the reduction of the number of parts and the level of assembly.
GE Automotive [Huang, 1996] succeeded, in 1992 thanks to a DFA team work, to
reduce the numbers of their parts in their headlamp assembly from 67 to 42 and that
involved a reduction of assembly cost from $11.81 to $6.96 per part. They also
reduced the numbers of parts in an accelerator pedal from 13 to 2 that involved a

DEVELOPMENT OF MODULAR PRODUCTS 2006
diminution of the number of assembly operation from 24 to 2, the whole assembly
costs went down to 9 cents from $1.28.In the end the average saving per project is
estimated at $500,000 per year.
However there is also a real need to think about which the method should be used
when assembling the product. There are three different ways of assembling a
product: manual labour, robots, and automation. The assembly cost per product for
an annual production volume is shown in Figure 2 below. If there is a little volume,
it is clear that automation and robot are very expensive and thus manual assembly is
more appropriate. This situation changes as the volume increases.
Figure 2: Relative costs of different assembly methods by type and production
volume.
Source: http://deed.ryerson.ca/~fil/t/dfmdfa1.gif
2.1.4 Reduce the costs of supporting production In order to reduce the costs of supporting production it is necessary to use accurate
design decision in order to reduce systemic complexity. It is necessary to anticipate
possible failure modes. To accomplish this there are different ways of proceeding;
the most famous comes from Japan: “Poka Yoke”. This method facilitates, as shown
20

Reduction of manufacturing costs using Design for Manufacturing
in Figure 3, the design of a product in a certain way that reduces the chances of
assembling two parts in an incorrect way.
In the example below, it is possible to connect the two parts of the first shape in two
different ways you can plug the male plus part in the female plus or minus part;
whereas in the second shape there is only one possible assembly method because the
plus section is bigger than the minus.
Figure 3: Example of Poka Yoke interface
Source: http://www.qsconsult.be/Website%20Nederlands/images/lean-2.jpg
Of course there are other methods also available such as using colour coding which
allows identification of similar looking parts; for example at the back of computers
for mouse and main board plungers.
2.1.5 Consider the impact of DFM decisions on other factors Reducing the cost of manufacturing is the main goal, but it is not the only one in the
product development process. In order to put a good product on the market it is
necessary to look at its quality, its time to market and of course its development
time. General Motors [Ulrich & Eppinger, 2003] redesigned their intake manifold
and improved at the same time the cost of the part, the emissions and engine
performances and reduced the weight of the part and so shipping costs.
21

DEVELOPMENT OF MODULAR PRODUCTS 2006
22
2.2 The limitations of DFM
Design for Manufacturing is one of the most important parts in product development
because it takes into consideration the manufacturing issue. However there are some
limitations to this method. There are some new perspectives, such as Design for
Excellence (DFX), which design with other properties in mind, such as disassembly,
quality, recycling and so on. These perspectives are more powerful than DFM
because they focus on the end of product development and deployment process,
including the end customer. Another limitation is that: “Many manufacturability
problems arise because parts are either too loosely toleranced and therefore have low
assembly yields, or are too tightly toleranced and therefore are more expensive.
Current DFM tools do not take tolerancing considerations into account and analyze
only easy of assembly” [George, 1993].
2.3 DFM adoption case studies
There are a lot of enterprises who have adopted DFM in their product development
process (PDP). IBM has for example reduced 60% of the parts in its 5152 printer.
The printer “had 154 parts - 74 of them fasteners”. IBM also replaced the hand
assembly with automation and decreased the assembly time from 30 to 3 minutes
[Brandenburg, 2006].
Another successful case, seen both on the official site of dfma
(http://www.dfma.com) and in Nortel [O’Driscoll, 2001] used DFM to redesign and
reduce a particular product cost from $410 to $65. They also reduced the parts from
59 to 32 pieces and decreased the assembly time from 15 to 5 minutes.
NCR Corporation [Huang, 1996] was selected by the Assembly Engineering
magazine because they were able to reduce 100% of their assembly tools, decrease
by 70% their assembly time and to reduce by 44% their manufacturing cost thanks
to the design for manufacturability and assembly (DFMA) method.

Reduction of manufacturing costs using Design for Manufacturing
23
3 Discussion
The principle of DFM is almost two centuries old and it can be observed from the
evidence in the previous sections that it is successful and is able to reduce product
assembly time by at least half, reduce the number of assembly operations and so
allow the reduction of the number of assembly defects, and finally cut the time to
market by as much as 50%.
However DFM alone is not enough; there are some other considerations in order to
minimize the cost to the fullest.
Production management is also another factor that can help to decrease the assembly
time and time to market. It is important to have enough raw materials and have no
delayed assembly time. Of course the fact of stocking too much material also costs a
lot. Production management answers to key questions such as who, what to do,
when, where, how and how much? This management also tries to approach 5 zeros:
zero stock, zero default, zero paper, zero delay, and zero breakdowns.
The method used to calculate and plan the supply chain is based on the Materials
Requirements Planning (MRP) and Kanban but also use different kind of tools such
as Gantt charts or Pert diagrams.
Both methods are a key to companies for decreasing their product time to market
time and the cost of their process of manufacturing. These procedures produce a
considerable reduction in the cost of each part manufactured, because they improve
the ease of assembly and the time inside the assembly process.
4 References Bralla James G.,(1986), “Handbook of Product Design for Manufacturing: A Practical Guide to Low-Cost Production”, McgrawMcGraw-Hill Handbooks in Mechanical and Industrial Engineering, ISBN: 0070071306 Brandenburg, J.; Marchant, L.; Rawat, S.; Camposano, R.; Kahng, A.; Sawicki, J.; Gianfagna, M.; Zafar, N.; Sharan, A.,(2006), “DFM: Where's the Proof of Value?”, Design Automation Conference, 2006 43rd ACM/IEEE, ISSN: 0738100x

DEVELOPMENT OF MODULAR PRODUCTS 2006
24
Douglas I., Don Savage,(1999), ”Mars Climate Orbiter Msihap Investigation Board Phase I Report”, NASA and JPL, release number: 99-134 Erixon, G., (1998), “Modular Function Deployment - A Method for Product Modularization”, Doctoral Thesis, Stockholm: The Royal Institute of Technology, ISSN 1104-2141 George, L.J. Priest, L.W., and Stevens, G.T. Jr., (1993), “Proprinter-design for manufacturability”, Comp. & Indust. Eng. Herbertsson, J., (1999), “Enterprise Oriented Design for Manufacture – On the adaptation and application of DFM in an enterprise”, Doctoral Thesis, Linköping : Division of Assembly technology Department of Mechanical Engineering Linköpings universitet, ISSN 0345-7524 Huang G.Q., (1996), “Design for X – concurrent engineering imperatives”, Chapman & hall, first edition, ISBN: 0 412 78750 4 O’Driscoll Martin, (2001), “Design for manufacture”, Boston Scientific Ireland Ltd., Ballybrit Business Park, Galway, Ireland Ulrich, Karl T., Eppinger, Steven D., (2003), “Product Design And Development”, International Edition, 3rd Edition, ISBN 007-123273-7 Youssef Mohamed A., (1993), “Design for Manufacturability and Time-to-Market Part1: Theoretical Foundations”, Ithaca College, Ithaca, New York, USA, ISSN 0144-3577
Modularisation in the German arms industry
25
MODULARISATION IN THE GERMAN ARMS INDUSTRY
Daniel Metzger German
In the wake of decisions made by the German government in 1993, the main tasks of the German Army changed dramatically; the new skills are primarily focusing on peacekeeping. To be flexible with quick response times all over the world, it is important to have air transportable tank systems. Therefore tank weight is an important issue, which should be considered during the development process. The German arms industry is increasingly using product modularisation in new tanks (e.g. “PUMA”) to satisfy the current requirements. This, together with a perspective view of another common tank “BOXER” is presented here. The paper explains in detail why and how modularisation is used and finally which advantages and disadvantages the modularisation in the arms industry entails.
Key words: German arms industry; modularisation; tank; PUMA; BOXER; German military
1 Introduction In 1955, ten years after the end of The Second World War, Germany started to
rebuild their army. The mission was to guarantee its own safety in regard to
environmental disasters and the defence of the country against external political
threats. In the beginning of the “Warsaw Pact” (see terminology) the increased threat
of attacks from the East influenced the development of the local military systems.
The German arms industry focused on fighting systems, which were resistant to
superior military forces from the eastern countries. The result was the development
of different tank systems, which were heavily armoured and so only useful for
‘local’ combat. In the wake of political decisions made by the German government
in 1993 the requirements for materials by the German Army changed dramatically.

DEVELOPMENT OF MODULAR PRODUCTS 2006
26
Prior to 1993, Germany was only permitted to have soldiers for the defence of the
country. After 1993, German soldiers could be used all over the world facing new
military situations and therefore they needed among other things increased safety
systems and protection from mines, etc. This is still very true today, as the support
for “The Fight against the Terror” all over the world is the most important task for
the German army (e.g. support missions in Afghanistan).
2 Terminology The following terms, used throughout the paper, need to be clarified before proceeding:
“Warsaw Pact”: Organisation of Central and Eastern European communist
sates against the NATO (1955- 1991), lasted throughout the
“Cold War”.
Tank “LEOPARD 2”: German main battle tank, built by the German company
“Kraus-Maffei Wegmann” since 1979 (first version).
Wrecker “BÜFFEL“: Armoured Recovery Vehicle used to repair broken down
vehicles and tow them to the workshop.
“Panzerhaubitze 2000”: 155mm self-propelled howitzer (Kraus-Maffei Wegmann)
52- calibre gun, allows distance shots up to 56 km
Tank “MARDER”: German Military mechanised infantry combat vehicle
Military plan “A400M”: Four engine turboprop aircraft designed by Airbus Military
Tank “FUCHS”: Armoured Personnel Carrier developed in 1979 by
Daimler- Benz.
3 Approach The German arms industry just alluded to the topic modularisation of military
products many years ago. There are some small additions to similar chassis on the
“Leopard 2” and the wrecker “Büffel” and the “Panzerhaubitze 2000”. However, the
“PUMA” is one of the first projects, which is entirely based on product
modularisation.

Modularisation in the German arms industry
27
Research for this paper was very difficult, because of top secret development
reasons within the arms industry. Therefore no similar papers or patents are
available on this subject. The approach is to analyse the new tank design based on
the author’s own experience and vested interests by frequently reading different
magazines and books in the mechanical engineering area since 2001 [Markusen and
Costigan, 1999] [Matthews, 1992] [Partridge, 2005]. Furthermore, the base of
product modularisation is taken from the literature “Product Design and
Development” [Ulrich and Eppinger, 2005], “Development of Modular Products”
[Erixon, Kenger and Starke, 2006] and ”The Power of the Product Platforms -
Building Value and Cost Leadership” [Meyer and Lehnerd, 1997]. There are also
some brochures and information books from the manufacturers available [KMW,
2006] [PSM, 2006].
4 Analysis of Design The materials of the tank design in this research paper are mainly based on
information material from the company PSM Project Systems & Management
GmbH (PSM) in Kassel, Germany [PSM, 2006]. PSM is a German joint venture of
two market leading companies Krauss-Maffei Wegmann GmbH & Co KG and
Rheinmetall Landsysteme GmbH. The reasons for the joint venture are the
extremely high know-how and experience requirements in this special development
field. Also an important effect of a joint venture is a minimisation of development
costs gained from cost sharing between the involved parties.

DEVELOPMENT OF MODULAR PRODUCTS 2006
Figure 1: The “PUMA” and the Parts of Protection Level A and C [PSM, 2006]
The basic idea of the “PUMA” (see Figure 1) is to solve the future needs of two or
more different tank models based on just one basic vehicle. By the end of the year
2009 the “PUMA” will replace the old and heavily mechanised infantry combat
vehicle “MARDER”, which no longer fulfils the increased requirements of the
German military. With the development of the “PUMA” the company PSM
combines strategic and tactical modularity with a maximum level of safety, agility
and precision firepower. Other advantages are quick response times all over the
world, and flexibility i.e. the ability to adapt tanks to suit the military situation. The
future tank systems need the ability to work in networking and international
operations. To guarantee the permanent adoption in extreme climate areas and in
countries, which have poor infrastructure, is also an important requirement for the
new German tanks.
To meet the requirements of fast, strategic and worldwide adoption, the most
important development step is therefore the optimisation of the weight of the tank.
With a weight below the maximum payload (37 tons, including equipment) of the
new European military plan A400M the “PUMA” guarantees air transport
capability.
28

Modularisation in the German arms industry
29
The “PUMA” consists of two different hard-facings called protection level A and C,
which are mostly differentiated in the weight of the total tank and the level of
security against different weapons. To allow ease of air transportation protection
level C modules can be easily removed. The following table shows the main facts of
the two different protection levels:
Protection against: Protection level A Protection level C Handheld anti- tank weapons Front Front/Flank
Calibre 30mm Front Front/Flank Calibre 14,5mm All-round All-round
Artillery fragments All-round All-round Heavy blast mines All-round All-round
Bomblets - Roof Table 1: Protection level A vs. Protection level C [PSM, 2006]
Initially, a protection level B was also planned, but it is not included in the actual
prototypes. The “PUMA” is already fully protected against heavy mines and
fragments at the lighter protection level A; level C increases further the protection
on the flanks and roof which guarantees more protection against bomblets.
The possible application for the “PUMA” with protection level A is transportation of
soldiers and materials to conflict areas. By contrast, protection level C assures the
highest possible safety of the occupants in an escalation or de-escalation situation
against enemy forces.
To ensure the highest assertiveness in all possible escalation situations the “PUMA”
has different modular weapon options. The main armament is a fully automatic 30
mm MK30-2/ ABM machine cannon, which is placed on the unmanned tower. The
cannon allow exact strikes of distance targets. As a result of the available interfaces,
it is easy to install different weapon modules such as explosive body shooters or
steering missiles. This guarantees an integration of customer-specific solutions. The
secondary weapon system is a machine gun 4 with a calibre of 5.56 mm, which
allows 850 shots per minute. Due to the modularity of the tank it is easy to install

DEVELOPMENT OF MODULAR PRODUCTS 2006
future protection systems, which assure the best possible safety against new weapon
developments in the future.
5 Objection The “PUMA” is not the only German tank, totally based on product modularisation,
under development. Two years earlier, in 2007, the German company ARTEC
GmbH will start the production run of the multi-role armoured vehicle “BOXER”.
Here, the project is an international joint venture between the UK, Germany and The
Netherlands. Germany will fully replace the “FUCHS” tank with the “BOXER” by
2020.
The “BOXER” is designed to combine the extensive requirements of strategic,
operative and tactical mobility as well as the air transportability like that of the
“PUMA”. To solve these requirements the “BOXER” is also based on product
modularisation. The basis of the platform is a uniform driving module (see Figure 3,
right hand side), which can be loaded with up to ten different “mission modules”
e.g. the medical care module (see Figure 3, Red Cross sign). The different modules
guarantee flexible adoption in extreme geographical and climatic conditions as well
as the highest possible protection against all kind of mines, fragments and bombs.
The changing from one module to another can be completed in one hour.
Furthermore, the tank volume inside, gives an above-average useable space for all
the different tasks. The design allows easy vehicle adjustment for future
technologies and guarantees flexible adoption of the whole vehicle family in all
possible common situations.
30

Modularisation in the German arms industry
31
Figure 2: BOXER Base Vehicle and some possible Modules [KMW, 2006]
6 Discussion The research allows a discussion of several advantages and disadvantages of the
modularisation in the tank development area, which are mainly based on
speculations by the writer of this paper. It is speculated that the advantages of using
modularisation preponderate.
If the German government change the acquisition plans of the Federal Armed Force,
PSM can easily use the “PUMA” as the base for a new unified platform of tanks
with e.g. wreckers, transportation tanks and anti-aircraft tanks. The huge internal
space volume of 10 m³ allows these flexible development possibilities. This
expansion would be easy, because the German arms industry has already some
experience with modification of a product platform for the “Leopard 2” (see
paragraph Approach). Secondly, the change in the requirements of German tank
systems after the 1993 decisions demanded two to three different tank
developments, which include a light and fast air transportable tank as well as a
heavy tank for escalation and de-escalation situations including the highest possible
protection of the occupants. The “PUMA” and the “BOXER” can satisfy this range
of requirements based on their individual platforms.
Moreover, modularisation of the new tank generation is a great opportunity for the
constructor companies to increase their profits. Countries such as Slovakia and
Czech Republic, which have to replace old Soviet vehicles, do not have the money
to buy two or three different tank systems. They have started to think about the
import of new tank systems to cover several tasks with just one base vehicle. These
countries are also more and more involved in international peacekeeping missions
and therefore the new military requirements also apply to them. Furthermore,
another advantage of the modularisation of the tanks is the flexible use in practice
missions in home training areas. The tanks can be used in the ‘light’ version,
because in training areas the requirement of the highest possible protection against
different weapons is not needed. This results in fuel economy which leads to less

DEVELOPMENT OF MODULAR PRODUCTS 2006
32
maintenance- and logistic costs. Finally, the usual advantages of product
modularisation also apply to the area of tank development. In all the advantages
described above, the most important point is the fact of less development- and
production time and costs due to modularisation.
Common to all things, the modularisation of tanks also has disadvantages. An
increasing number of discussions within government about foreign assignments
automatically lead to an increased publicity, but also critics, in Germany. For
example criticisms include that the “PUMA” is just transportable in the lightest
version; and to guarantee the full protection of the soldiers in escalation situations
the parts of the protection level C are also needed. Therefore the military need extra
transport capacity to carry the parts to the usage location, which leads to more
complexity and extra logistic costs. Finally there are extensive discussions in
Germany against international missions, because the original task of the German
military was just the defence of the home country. Therefore, to guarantee its own
security, it would be enough to have one heavily armoured fighting vehicle without
such complex modularity. Another criticism may be that protection level B was
planned but not included in the prototypes. The reasons for this could be running out
of finance or time, which are normally the largest problems in these kinds of
projects.
7 Conclusions In total the German military will get at least 410 vehicles of the “PUMA” model, at
a total cost of approximately 3 billion €. The political decision for a series
production is expected in 2007, but five prototypes have already been delivered. The
tank “BOXER” is already ordered from the German and The Royal Netherlands
army in a total quantity of 684 vehicles (cost per vehicle: 3 million €). Due to the
relatively high order volume for the two tank models a few years prior to the start of
the production run, it can be claimed therefore that the concept change to product
modularisation can be seen as a success for the manufacturers. Based on the theory
and testing it can be hoped that the new German tank systems will be able to
contribute to international peacekeeping.

Modularisation in the German arms industry
33
8 References [1] Erixon Gunnar, Kenger Patrik, Starke Roger, (2006) “Development of Modular Products” 4th edition, School of Industrial Leadership, Dalarna University 78188 Borlänge, Sweden [2] KMW, Krauss- Maffei- Wegmann, (2006) “Company- Products- Concepts” brochure, Peschke Druck, Printed in Germany, Copyright by Krauss- Maffei- Wegmann GmbH & Co. KG [3] Markusen Ann R., Costigan Sean S. (1999) “Arming the Future: A Defense Industry for the 21st Century” ISBN: 0-87609-246-6 [4] Matthews Ron (1992), “European Armaments Collaboration” (Studies in Defense Economics, Volume 1) ISBN: 3718652447 [5] Meyer, M.H. and Lehnerd, A.P. (1997),” The Power of the Product Platforms- Building Value and Cost Leadership”, The Free Press, New York ISBN 0-684-82580-5 [6] Partridge Peter, (2005) “Jane's International Defence Directory 2005-06” ISBN: 0710626967 [7] PSM Projekt system & Management GmbH, brochures (2006) “AIFV Puma Chassis”, “AIFV Puma Concept“, „AIFV Powerpack and Running Gear”, “AIFV The PSM GmbH”, “Puma the ultimate AIFV”, English versions [8] PSM Projekt system & Management GmbH, (2006), “Armoured Infantry Fighting Vehicle PUMA – The Ultimate AIFV” Report Verlag, English version D 46 892 [9] Ulrich T. Karl, Eppinger D. Steven, (2005) “Product Design and Development” ISBN: 007058513X

Product Modularization for Outsourcing
Advantages and Disadvantages
David Frossard France
Companies have to develop products and reduce risks with effectiveness. They
continuously need to adapt according to the requirements of the market. Developed
products should be launched on the market faster and with a higher quality than
competitors. They have to satisfy customer needs. To satisfy the demand companies
should either invest in new development and new technology, or develop a modular
product and reduce its cost of investment with outsourcing of modules. The paper is
based on a literature review on the use of outsourcing in relation to product
modularisation. It discusses benefits e.g. flexibility and also cost advantage, and
drawbacks of modularisation for outsourcing and subcontracting.
Keywords: modularity, outsourcing, competitiveness, flexibility
1 Introduction
Today, we hear more and more that companies outsource. Many companies are
making an attempt to relocate a part of their production in a country with a lower
labour cost. Outsourcing means obtaining goods and services from an outside
supplier. More generally, it means that companies use a subcontractor for
manufacturing or developing.
Modularity can be defined as the division of a more important and complex part into
several sub-assembly or modules. Defining module is mainly about the notion
34

DEVELOPMENT OF MODULAR PRODUCTS 2006
that they exhibit strong interdependence within and interdependence between them
[Ulrich, 2003]. The strategic meaning of product modularisation is not only the
sharing of investment and risks between assemblers and suppliers but firms can
produce a wide variety of products in extremely short lead time. More importantly,
modularisation reshapes boundaries of companies and diffuses knowledge among
them [Salerno, 2001]. According to Baldwin and Clark (2000) “modularisation is a
strategy for organising complex products and process efficiently”.
The increase in outsourcing has many rational reasons. Information technology has
eased remoting management and reducing transaction costs [Williamson,
1979].Increasing volatility and product variety makes it more and more difficult for
firms to do everything. This forces firms to define their “core competence” more
narrowly than before [Prahalad and Hamel, 1990]. Also, many firms outsource
manufacturing to focus on higher-rent activities, such as product development and
service.
With an overall standpoint, this paper discusses the reason why companies
outsource, advantages and benefits that comes out of this process and what can stop
them. Also, with another standpoint, we will see how modularisation may help
companies to outsource.
2 Advantages and benefits
2.1 Flexibility
Efficiency and flexibility are two of the objectives of externalization and
outsourcing.
Flexibility is the ability to adapt to and possibility influence changes in the
environment. Developing product development requires capabilities to change what
is done, as well as how it is done. It requires, as well as leverages, flexibility [Kling,
35

PRODUCT MODULARIZATION FOR OUTSOURCING
2006]. Companies want to be able to adapt to the customer demand. And as these
demands develop very quickly, time of reaction of companies has to be as short as
possible. Also, to satisfy demands, manufacturers have to offer a large product line
and even a mass customisation of products to customers. Modular product and
process architectures is the key to achieving these aims while at the same time
reducing the complexities of operating globally. Modularity also offers another
crucial advantage-speed in bringing new products on the market. Once a company
begins to convert its product designs to modular product architecture, it becomes
possible to adopt a new way of developing products that can radically reduces time
to market [Sanchez, 2002].
2.2 Speed up the new product development process
Modularization in product design can help speeding up the new product
development process. Increasing the use of existing standardized component units is
one of direction’s basic design of new product. This enable saving resource usage
(financial and human) as well as reducing time requirements. It would also simply
help saving (time and money) in development of corresponding processes [Ernest
and Kamrad, 1999].
Modularity improves the production time by allowing parallel production and test
modules. Not managed by only one company; production can be shared with all
companies which are required according to the lead-time available.
2.3 Impact on relations between firm boundary and product architecture
Outsourcing and more generally externalization of a product development are tools
to change the boundary of a firm. There are several ways in which the location of
the firm’s boundary can affect the product’s architecture. In a supply chain, the
location of firm boundaries determines to a large extent ownership and access to the
capabilities available in the supply chain. In response, a firm may decide to design
its product so that the product’s architecture makes it easy to deploy externally
36

DEVELOPMENT OF MODULAR PRODUCTS 2006
available capabilities [Fixson, Ro and Liker (2004)]. With respect to their product
architecture this means that products migrate towards or away from higher levels of
modularity driven by external factors. The impact of external factors such as supply
and demand is increased by an important number of product varieties. For example,
if a multitude of suppliers exists and offers a wide variety of technologies, the
product architecture will migrate to higher levels of modularity to take advantage of
the situation. “Since it is more likely that a higher variety exists outside of the firm
than inside, this means the location of the firm boundary affects the product
architecture choice” [Fixson, Ro and Liker (2004)]. With use of outsourcing, or
more generally externalization, companies can save to take its boundary into
consideration. All the product development since the beginning is changed. And a
better answer to the customer needs can be found. Products are more likely to
success.
2.4 Cost advantages
Outsourcing has always been associated whit the exploitation of lower wages either
in emerging market or in non-unionised workplaces [Sako, 2003]. Cost advantages
mean achieving a price that is lower than a competitor’s. Meaning that, resources
must be obtained at a lower price and that they must be converted more efficiently
than the competition. In doing this, manufacturing provides a cost advantage to the
company. A modular approach can influence the cost of a product by allowing
suppliers to produce non-core modules. Therefore, a company can remove the
burden of investment in technological expertise, time and effort in production and
test, by providing suppliers with responsibility. Though responsibility may mean
increase in part cost, it will ultimately lead to company supplier loyalty and greater
likelihood of reducing overall costs. Modular production allows the company to
meet the previous performance objectives and improving quality, faster production
and greater flexibility cost can be maintained at a low level.
But all those advantages from the new organised supply chain also have some
restrictions
37

PRODUCT MODULARIZATION FOR OUTSOURCING
3 Limits
Externalization is limited by asset specificity, as predicted by transaction cost
economy. This can partly explain why externalization of hardware development can
be more difficult than externalization of software development, or why
externalization of integration systems is more difficult than externalization of
module development. Hardware development and integration systems have higher
asset specificity than software and module development [Kling, 2006].
Another important point to the limits is the transportation and logistic systems.
Outsourcing makes production more flexible and sharing all over the world. Then as
says Jonas Waidringer (2001), “the transportation and logistic systems are, in spite
of an ever increasing demand for precision, characterised by a high degree of
uncertainty”. There is for example uncertainty about fluctuations in demand and
time needed for different subprocesses. To create efficient, precise, and secure
transports, these uncertainties have to be minimised, and if possible diminished. In
practise, an acceptable logistic solution is often to be found. But it is rare that the
optimal design of the transportation and logistic systems is known, or that the
demand for exact control, which this solution requires, is fulfilled. This specific
quality is something that is common for all systems that are labelled complex. The
optimal solutions and the exact outcome of a well-defined problem are not possible
to predict accurately [Waidringer (2001)].
Organisation are such complex systems that it may be modularised, by developing
well-defined interfaces between organisation units, and a clear task-to-organisation
unit mapping at various levels in organisational hierarchies [Sako (2003)]. By
analogy to product architecture, organisation architecture may be defined as a
scheme by which those units interact and co-ordinate with each other. Organisation
is not the less important point. Unfortunately, this detail is sometimes forgotten by
companies which didn’t do the necessities for that. Because if companies refuse to
realize necessary investment, all benefit of outsourcing could be lost.
38

DEVELOPMENT OF MODULAR PRODUCTS 2006
4 Conclusion
The economic world makes all companies dependent among them. Nowadays, each
company has to find the most benefits as possible from other companies.
All dispenses have to be calculate. Free-trading with new industrial countries attract
more and more companies. With their low-cost labour, these countries allow to
reduce the product lead-cost. To stay competitive, a firm have to combine
modularity with outsource. And only if both are managed correctly, a company can
hope to overtake its competitors. Then, it can develop product according to customer
needs as possible in a minimum of time. Reactivity, flexibility and cost reduction
become reality.
Some manufacturers, even devoid of any financial pressure, are beginning to
develop a new behaviour. They redefine their core competence and shift more and
more responsibility for research and development (R&D) to suppliers. By making
suppliers bear the upfront cost and risk of R&D, manufacturers hope to ease access
to supplier-developed technologies by making them engage in design or concept
competition. But as the outsourcing of R&D proceeds, suppliers would naturally
wish to implement a tighter regime by patenting previously unpatented ideas. More
than outsourcing, this way to do, could be more and more generalized. Just
companies have to control to not loose completely their ability in R&D, at the risk of
competing with their own suppliers or subcontractors.
5 References: A.Ragnar Kling (2006), “Developing Product Development in Times of Brutal change” Dissertation for the Degree of Doctor of Philosophy in Business Administration Stockholm School of Economics ISBN 91-7258-690-7
Hakan Alm (2004), “External Relations in the Product Development Process” ISBN 91-85295-01-9
Mario Salerno (2001), “Globalization and Transformation of Employment Relationship” Ron Sanchez (2002), “Fitting together a modular approach” article appeared in the Financial Times
39

PRODUCT MODULARIZATION FOR OUTSOURCING Jonas Waidringer (2001), “Complexity in Transportation and Logistics Systems” ISSN 0283-3611
Kerstin Johansen (2005), “Collaborative Product Introduction within Extended Enterprises” Dissertation No 943, Linköping studies in science and technology ISSN: 0345-7524 Ulrich and Eppinger (2003), Product Design and Development, ISBN 007-123273-7 Tommy Olin (2002), “Managerial techniques for flexibility and structure in new product development” Thesis for the degree of Doctor of Philosophy ISBN 91-7291-199-9 Mari Sako (2003), “Modularity and outsourcing: the nature of co-evolution of product architecture and organisation architecture in the global automotive industry” Eleventh GERPISA international colloquium Nile W. Hatch, “Modular Technologies and the Time-To-Market Process-Maturity Tradeoff” M. Muffato and M.Roveda (1999), “Developing product platforms: analysis of the development process” Paper for University of Padua, DIMEG (Department of Industrial Engineering and Management) R.Ernst and B.Kamrad (1999), “Evaluation of supply chain structures through modularization and postponement”, paper for McDonough School of Business S.Helper, J P.MacDuffi, F.Pils…, “Modularization and outsourcing: Implications for the Future of Automotive Assembly”, Project report to International Motor Vehicle Program Sebastian K.Fixson, Young Ro and Jeffrey K.Liker (2004), “Modularity and outsourcing: a study of generational sequences in the U.S automotive cockpit industry”
40

Modularization & Cost Reduction
41
REDUCTION OF BICYCLE CHASSIS PRODUCTION COSTS THROUGH
MODULARIZATION
Erdem Ellikçi Turkey
Today, one of the fields that modularization is widely used is the automative and bikes manufacturing sector. It is used to decrease production time, use less materials therefore decrease the overall cost of the production while decreasing production difficulties. Also, this approach removes the need for more expert labor force, stabilizes and balances the cycle time of product, and increases the managebility of production. The purpose of this paper is to evaluate the contribution of modularization to the production of the body chassis of bikes, in means of production time and raw material usage. To have an unbiased and satisfactory output, a timer will be used for calculating production cycle time and observe the total used raw material for a predetermined number of experimental bike chassis. At the result we will see that the cycle times for each part is reduced at the cost of an increase in the raw material usage. Therefore, a significant decrease in unit cost in the production of a single unit is achieved. This effect will show us the contribution of applying a modular structure to the production of bike chassis.
1 Introduction
Bikes are one of the mostly used means of transportation in today’s world. The
usage statistics of the bikes are growing in nearly every part of the world, especially
in the well developped countries and regions such as Europe, USA, China, Japan.
The reason of this situation is increasing pollution produced by cars in metropolitan
cities, increasing gasoline prices, parking and maintenance costs and problems of
cars, and healty benefits of bikes [Herliyh, 2006]. In EU, the average kilometers
cycled per person per day is 1 kilometer. Only within the time period beginning
from 1990 to 2000, nearly one billion bikes have been manufactured all around the
world, and the statistics confirm that the production will increase over time.

DEVELOPMENT OF MODULAR PRODUCTS 2005
2 Normal Bicycle Chassis Production & Problems
2.1 Cutting of Metal Pipe Frame
First of all, while producing a bike, it must have a stable and durable body chassis.
In today’s motorless human-propelled bicycles, the mostly used frame thickness is
half of a centimeter [Kossak, 2003]. According to the design metrics, the required
piece of frame pipe is cut from the whole length of the pipe. The modern design
requires 8 of these main pieces to be completed [Ellikci E, 2006].
Then, a trimming operation is performed in order to bring the surfaces together that
will be welded to each other. See figure 1.1 for a brief sight.
Figure 1. 1: Metal profiles used in bike frame production
2.2 Bending Operation
The second operation is the bending of these metal profiles. This is where the
personal expertise begins. According to the data driven from the BISAN Bikes &
Motorcycles Company, the bending is always subject to 2 to 3 percent of failures in
degrees. So, every 15 degrees of bending bears an approximately 0, 3 - 0, 5 degrees
of failure [Ellikci, H, 2006]. Automated solutions also exist, but since the hardness
of the material differs slightly from unit to unit, personnel control over the whole
process is usually required. What is more, this process is a highly human propelled
process, in which the main part of the job is handled by humans, because pipes with
full length rapidly needs replacement, and this cannot be done by automatic
machinery. See figure 1.2.
42

Modularization & Cost Reduction
Figure 1.2 – A Standart Bending Machine
2.3 Welding Operation
Welding operation is the most time consuming, most difficult, most uncontrolled,
most faulty process in the production of the bicycle’s chassis, or main frame.
Reasons of this situation are the uncontrollable nature of welding operation, the
requirement of personal expertise on the field, and the irreversible structure of the
overall process [Marlow, 2002]. About 5-6 percent of the total production is subject
to faults because of only welding process. There are still researches continuing about
this issue in many fields of the industry, because welding is not only irreversible, but
it also brings the disadvantage of being unable to modify the end product, or
disassemble it. Besides, welding is usually considered among one of the most
dangerous jobs that emloyees perform in today’s facilities. Therefore, the beginning
step about the efforts to calculate the contribution of modularization to this
production is evaluating welding operation.
2.4 Requirement of modularity on the overall process
What makes modularity a requirement in this production process is mainly the total
production and labor time [Sered, Y., Reich, 2006]. With the current production
method, modularity principles are not applied to the system and nearly all the
process lies in the shoulders of the experienced employees, especially welding
workers. Reduction of the total production time depends on the removal of the
welding operation, since the pieces that forms the chassis of the bicycle can be
seperately produced and integrated later, as modularity offers.
43

DEVELOPMENT OF MODULAR PRODUCTS 2005
44
3 Solutions from modularity on the issue
3.1 Customer Requirement and Quality Issues
First of all, if the welding operation is handled correctly, there would be no
hesitations in the customer side, because using welding process in order to hold
pieces together is not a customer requirement. Also, there aren’t any reported
problems regarding quality, about the welding of the chassis. But, all of these does
not necessarily mean that welding is a must and should be done. This gives us the
opportunity to redesign the chassis part of the bicycle, in order to reduce costs.
3.2 Reduction of costs
With the removal of the welding operation, the total time required to complete the
whole chassis will decrease dramatically, also, since the most faulty process is
removed, the producers will be able to produce more units from the same amount of
raw material. Besides, the level of expertise of the workers will also decrease, so the
payments to the workers will also be less.
3.3 Flexibility issues
One of the major advantages that this approach brings is the flexibility of the
production [Gershenson J, 2004]. Today, since the peoples requirements change
subsequently from time to time, many of the products that are prepared and
distributed among the market cannot be sold in a short time period. This brings
many financial disadvantages to the firm, because even market surveys are handled
in close time intervals, it is not possible for a company to properly see how many
units they are going to be selling in that time period.
With the modular structure of the body chassis, it will be possible for the company
to call back all the production of a particular unit and rebuild new products from
these units by disassembling each part.

Modularization & Cost Reduction
4 Technical solutions on the problem
4.1 The connection problem
The main problem after removing the welding operation is to find a way to get the
chassis together. Before modularization, we shall notice that each welding operation
for the complete chassis lasts about 15-16 minutes. Approximately, a welding
employee receives $15 per hour, and since 4 chassis can be welded in an hour, this
makes nearly $4 labot cost for each chassis. If we include welding materials, (alloy
rots), electricity and maintenance to this amount, a single chassis has a total cost of
9-10 dollars for only welding.But, since we use modularization, there are alternative
solutions on the issue:
4.1.1 Screws interface The first solution to this problem is to fit an interface to the design. A connection
module to keep the chassis together is a considerable solution to the problem. In
figure 4.1, a sample of the connection module is seen. In this view, again welding is
used for a more stable structure but screw holes can be seen in the picture.
Figure 4.1 – A sample connection module
45

DEVELOPMENT OF MODULAR PRODUCTS 2005
4.1.2 Pipe fittings insertion In this solution, the parts of the chassis will be assigned duties, such as screw head
and screw thread. First, there will be a hole in the “female” part and screw threads
will be applied to this whole. Screw threads will also be applied to the male part, and
than these two parts will be merged together and tightened like a bolt.
Figure 4.2 : Pipe Fittings
4.1.3 Pin insertion In this method, the pipe mouth is first pressed with high pressure pres machines.
After the pipe mouth is opened to every direction, this open mouth is attached to the
other frame piece and then hot pins are inderted through the open mouth to the
“female” part. Also, rather than the pressing operation, a small pipe fitting can be
used. This way, pinning and pipe fitting methods can be combined, although this
solution destroys the flexibility advantage. We will see the results at the next
section.
46

Modularization & Cost Reduction
47
4.2 Technical aspects on the solutions
Table 1 – Technical Feasibility Technical Solutions Added Number
of Pieces
Added piece cost Added
manufacture cost
Screws Interface 3+15 $5.6 $2.1
Pipe Fittings Insertion 5 $3.7 $3.3
Pin Insertion 5(+15) $2.4(+5.4) $1.9(+3.3)
4.3 Summary of each solution
4.3.1 Screws Interface This solution is one of the best among the others. What makes it better is its
stability, design, quality, price and easiness for both manufacture and assemble. Has
a total cost of 7.7 usd, but comes with a quality standart.
4.3.2 Pipe fittings insertion With a total cost of 7 dollars, this option is outstanding. The drawbacks are a
pleasant design, and a little bit stability.
4.3.3 Pin Insertion This is the price winner of the tests, with only a total of 4.3 dollars. The main
drawback of this design is security and stability, and this method also requires more
labor expertise.
5 Conclusion
At the end, it is obvious that the single piece bicycle frame is not always the best
solution. There are also other alternative approaches in the industry such as “flat
frame”, a design in which the frame of the bicycle is built by titanium-alloy fullfilled
material. Thess kinds of designs are also effective but to some degree lacks the
issues which welding also lacked.

DEVELOPMENT OF MODULAR PRODUCTS 2005
48
It is possible to generate more of these designs, since there are other ways of
connecting the chassis of the bicycle together, but they are not considered in this
paper because of unconsiderably high costs.
Also, modularization brings one more advantage to the production of bicycles
chassis, the removal of welding operation. This benefit not only reduces costs but
also decreases the chance for wounding employees.
In the future, we can see the bicycles which look more “complicated” in means of
number of parts used, but it is obvious that when these bikes get on the road they
will be cheaper, more reliable, and more user and environment friendly.
6 References BISAN Inc. Online Manual, (2003) Gershenson J. K.; Prasad G. J.; Zhang Y., (2004) “Product modularity: measures and design methods”, Volume : 15, Issue : 1, MetaPress Ellikci, Emin – Mechanical Engineer, - BISAN Bicycles Inc. Ellikci, Huseyin – Chief Production Manager, - BISAN Bicycles Inc. Herliyh, David V, (2006), “Bicycle: The History”, ISBN: 0300120478 Kossak, Joe (2003), “Bicycle Frames – A Close up Look”, ISBN: 0890370621 Marlow, Frank (2002), “Welding Fabrication and Repair”, ISBN: (0-8311-)3155-1 Sered, Y., Reich, (2006) “Standardization and modularization driven by minimizing overall process effort”, Volume : 38, Issue : 5, Elsevier

DEVELOPMENT OF MODULAR PRODUCTS 2006
49
BENEFITS OF MODULARISATION IN SEMI- OR FULLY AUTOMATED
PROCESSES
Georg Dering German
Rapidly changing customer requirements, regarding quality and product variety, forces companies to improve manufacturing processes to stay competitive. Companies with automated processes (APs) economise efficient and have also a robust position at the market. This paper deals with some of the research about the advantages of modularisation for semi- and fully automated manufacturing. Flexibility and short cycle- time in production are crucial points where modular automation processes can help so that companies decrease costs and increase earnings. Furthermore, the possibilities of modular automation and which effect these have on manufacturing costs and quality assurance will be discussed. As a result this paper describes the use of “work cells and modular units” to demonstrate benefits of modularisation in APs. These examples based on the concept of modular production systems (MPSs) and can increase production efficiency of companies by up to 200%. Keywords: automation process, modularisation, quality assurance, costs, MPS
1 Introduction
Cost, stock reduction, quality and diversity of variants are basic requirements for
companies to become and remain competitive. Increasing demands form costumers
for greater variety and better product quality stimulate manufacturing companies to
improve their method of production in an iterative cycle. Mass production and short
product life- cycles force companies to automate manufacturing processes to obtain
cost-effective and high-quality production. Modularity is becoming more important
in all fields of industry: from modularisation of development processes and
continues with modularisation of assembly lines in manufacturing processes. For
today’s manufacturing methods such as just-in-time delivery (JIT) it is necessary to

Benefits of modularisation in semi-or fully automated processes
50
integrate a certain degree of automation in the process. To reach this aim companies
move over to automate manufacturing. Nowadays production processes have to be
flexible to adapt to varying work flows based on rapidly changing customer
requirements. A basic question to ask: how can an automation process benefit from
modularisation? The trend is toward modular production systems (MPSs), e.g. work
cells, as researched in the EUREKA FAMOS – HIPS project [Heilala and Voho,
1997]. Another example is Bosch Automation which developed and uses flexible
assembly lines made from modular components. Computer manufacturing
companies have already integrated MPSs in their production cycles [Rogers, 1993].
Furthermore, there will be a focus on the benefit of modularisation for automation
processes and especially as far as costs and quality are concerned.
2 Terminology
EUREKA FAMOS-HIPS “Institution” supporting industrial projects
Modular production system (MPS) Method of how to realise flexible production
systems from modular subsystems
Just- in- time delivery (JIT) Concept for material flow to reduce storage
Cycle time Production time from row material till ramp up
Product life- cycle Period of product existence. From design over
manufacturing & ramp-up till daily use and
death
Work- in- progress (WIP) Work that has not been completed but is already
included in the process
Total quality control (TQC) A quality strategy guided by customer
requirements
Payback effect The effect when capital investment (e.g. in
machines) will paid off (in a time) by producing
goods with this machine
Error recovery Incomplete products returning to an earlier step
in the production
M.f. Material flow

DEVELOPMENT OF MODULAR PRODUCTS 2006
51
3 Degree of automation
To show when modularity in automation processes can be used it is important to
classify the automation into different levels, which depends on production capacity
and quantity. The classifications are manual production, which advantages are
clearly elaborated elsewhere and which will not be described nearly, as well as semi-
and fully automation processes (section 3.1 & 3.2).
3.1 Semi-automation
Production with the philosophy of JIT, e.g. an automated material flow to the
assembly station, falls into the category of semi-automated systems. Semi-
automated assembly includes manual interventions during the process, but
comprises a high level of fully-automated operations which can benefit from
modularisation. Work cells such as they have been developed in the EUREKA HIPS
project could demonstrate such a system. Dedicated station combined with single
fully-automated work cells are more flexible and increase the production process
efficiency (section 4.2).
3.2 Full-automation
Full-automation, but in some causes also semi-automation, is used for mass
production of small parts and parts with a short life-cycle. Computerised assembly
in product processes, without any manual interventions, are fully-automated. Work
cells which perform different operations or several independent modular units
(section 4.3) will combine assembly lines to conform production to the necessary
level. These fully-automated systems are modular and based on platform design.
Using modular components companies increase their manufacturing flexibility,
reduced cycle time and work-in-progress (WIP) inventory.
4 Modularity in production systems
Modularity in production systems increases flexibility and decreases costs. Further
advantages in manufacturing assembly are the implementation of modules in semi-
or fully-automated production. Work cell and separate modular unit systems afford a
serial, parallel or even specific configuration of modules to execute special

Benefits of modularisation in semi-or fully automated processes
52
operations in a defined sequence [Heilala & Voho, 1997]. In combination with
methods such as JIT or Total Quality Control (TQC) this system increases the
possibility to reach a high level of competitiveness. A study for the U.S. market
(section 5) predicated that assembly costs can represent more than 70% of all
manufacturing costs. High assembly costs and long cycle time is a result from
transport difficulties in assembly lines. Workstations which perform different
assembly operations are located in different areas, transporting parts to these stations
costs time and money. Using a modular system in assembly processes, such as work
cells, companies will decrease the cycle time and increase productivity.
Furthermore, they will decrease manufacturing costs based on e.g. parallel
production processes in which the operations can be done faster and with a higher
efficiency. Through modularisation of manufacturing, companies are able to rapidly
adapt to changing market conditions by updating products and manufacturing
systems. The properties of modular work cells are very useful for manufacturers of
products with a low life-cycle. As stated above, one advantage of modularisation is
the possibility to upgrade modules with new generation components without
investing in new equipment or a great lost of time. Computer manufacturers such as
Tulip Computers use these kinds of assembly systems to solder motherboards and
increase their production efficiency by up to 200 per cent [Heilala & Voho, 2001].
The most important production issues according to Ruey-Shan Guo are high quality
and production costs. Modular assembly systems give companies greater efficiency.
In addition, with low start up cost and reusable components, modular systems have a
fast payback effect. Another modular platform based system is the “separate module
unit” system developed by Bosch Automation (section 4.3). This system is very
flexible and easy to assemble due to the platform and interface structure of the
modules. Thus, a fast and flexible adjustment to the production level is guaranteed.
This system benefits from a fewer number of components but greater variety of
possible end products. An expansion for modularity in manufacturing systems is the
implementation of wireless systems for production control. SIEMENS AG already
includes wireless control systems in their manufacturing assembly. Based on their
platform architecture, every single wireless module can be used with every single
work cell [Wucherer, 2003].

DEVELOPMENT OF MODULAR PRODUCTS 2006
4.1 Modular production systems (MPSs)
The MPS, for a field for future research, represents a method of how to realise
flexible production systems from modular subsystems. This concept comprises four
categories/modules (table 1) [Rogers, 1997] from which a system can be built up.
These modules will enable a great efficiency of the manufacturing system.
Additional benefits include low production costs, lead-time and highly consistent
quality. Moreover, the MPS is computer orientated and all calculations, with a view
to efficiency, can be done virtually before producing modules [Rogers, 1997]. Work
cells comprise the philosophy of the MPS concept.
Table 1 Modules for MPS [Rogers, 1997]
Module Description
Process machine “primitives” (PMPs) Change the state of material (e.g. drilling)
Modular actuator elements (MAEs) Build material or component transfer
systems
Modular tooling and jigging (MTJ) Tooling hardware to perform specific
functions such as “drilling”
Configurable control systems (CCSs) Programming, commanding & synchr.
4.2 Work cell
The work cell is the basic module with independent intelligent control (figure 2a)
[Heilala & Voho, 2001]. Depending on different manufacturing operations the cells
can be linked together to produce the product (figure 2b & 3).
a) b)
Figure 2: a) work cell b) combination of work cells [Heilala, 2001]
53

Benefits of modularisation in semi-or fully automated processes
54
Module 1 join parts
material flow Module 2
coating Module 3
quality Module 4 welding
Module 2 coating
m.f.m.f.m.f.
2nd. quality
1st. quality
Module 3 quality
error recovery
Figure 3: Work cell assembly
Thanks to the modular platform this system can be built up into assembly lines in
just a few days. Some important factors in work cell systems are the support for
handling with multi-products as well as the benefit for JIT production [Karlsson,
2002]. Another factor is the very fast information flow between individual modules.
This avoids risks from error recovery and allows quality control at any stage of
production. In comparison with robotic assembly this system is more efficient: it has
a material flow independent of manual supporting, is as fast as a robot but cheaper.
However, in practice robotics are generally not useful for multi-products but work
cells and modular units are.
4.3 Separate modular units
This system has been developed by Bosch Automation and represents a conveyor
system without any machining tools for production (figure 4).
Figure 4: conveyour system [Bosch, 2006]

DEVELOPMENT OF MODULAR PRODUCTS 2006
It consists of modular components and can be packed up and moved in a short time.
The main factor accounting for the high efficiency is the reconfiguration and
reusability of this system. It can be used for semi- or fully-automated processes and
is easy to synchronise for conversing from serial to parallel assembly operations.
The effect of reducing the cycle time in production and decreasing the WIP
inventory, because of a constant material flow, results in low manufacturing costs
per unit.
5 Discussion
In comparison to traditional work methods the modular automated manufacturing
systems are flexible and efficient. The resulting decrease of cycle-time, assembly-
costs and e.g. WIP inventory allows manufacturers to produce more cost efficiently
per unit. Research on the U.S market illustrates (figure 5) that assembly costs can
account for up to 75% of total manufacturing costs.
Figure 5: manufacturing costs overview [Bosch, 2006]
Due to the discussed advantages of modular automation, decrease of assembly-time
is guaranteed. Further, if companies include the aspect of product quality in their
production systems by using only high quality material, then the automated
manufacturing system produces the same quality for every unit. Through automated
manufacturing the system produce the same quality for every unit. Robotics, which
has played an important rule in automation, is now not efficient enough to fulfil the
same benefits as modular systems do. Aspects such as flexibility and adaptation on
rapidly changing market requirements are significant for efficient production.
Further, reusability of modular components reduces maintenance costs and afford
using same parts in different location. Finally, this system will reduce manufacturing
costs: and, earnings will increase in the long run, once investment costs are paid off.
55

Benefits of modularisation in semi-or fully automated processes
56
6 Conclusion
This paper described the possibilities of reducing manufacturing costs and producing
goods with constant quality depends by the implementation of modular automation.
This has a direct effect on production costs, e.g. reduced cycle- time reflects lower
assembly- costs. It has been described and illustrated that assembly costs, which
include labour costs, have the main influence on manufacturing costs per unit. So in
that case, this paper describes the benefit and how these costs can be reduced
through the use of modularisation in automation. This also benefits the
implementation of new concepts in production such as MPV. Modularisation
decreases lead-time, because the quality can be checked at every point in the
production and defects will be detected earlier. Furthermore, production systems
based on modular structure afford options to integrate new techniques such as
wireless control: so that labour costs will be decreased. Due to these facts companies
will move over to modular structures for manufacturing processes. This is in
practice within companies such as Tulip Computers or Robert Bosch GmbH.
Modularisation in automation processes supports possibilities to produce products
more cost effectively and increases company earnings.
7 References Bosch Automation Technology, (2006), “How to Optimize Your Assembly Operations” Hardcopy Heilala, J., Voho, P., (1997), “Human touch to efficient modular assembly systems”, Emerald (MCB), Vol. 17, P. 298- 302 Heilala, J., Voho, P., (2001), “Modular reconfigurable flexible assembly systems”, Emerald (MCB), Vol. 21, P. 20- 30 Karlsson, A., (2002), “Assembly- initiated production”, Emerald (MCB), Vol. 22, P. 239- 247 Rogers, G., (1993), “Modular production systems: a concurrent manufacturing philosophy”, IEEE Comp. Soc. Press, Vol. 3, P. 50- 55 Rogers, G., Bottaci, L., (1997), “Modular production systems: a new manufacturing paradigm”, Journal of Intelligent Manufacturing, Vol. 8, P. 147- 156 Rogers, G., (1993), “Modular production systems: a concurrent manufacturing philosophy”, IEEE Comp. Soc. Press, Vol. 3, P. 50- 55 Ruey- Shan, G., Slama, M., Griffin, R., Holma, K., (1993), “A Work Cell Manufacturing System for VLSI Fabrication”, Fifteenth IEEE/CHMT International, P. 200- 205
Wucherer, K., (2003), “The Future of Factory Automation”, IEE, Vol. 14, P. 30- 36

DEVELOPMENT OF MODULAR PRODUCTS 2006
57
MANAGING TECHNICAL CONCEPT VARIANTS WHEN DESIGNING FOR MODULARITY
Greg Lehman USA
The aim of this paper is to examine the different methods and steps of concept generation and selection that may or may not be directly utilized by the MFD method, and how these concepts are then managed during the early stages of the modular product development process. Several theoretical methods will be discussed and compared with each other. The results will then be presented, disclosing the advantages of the modular design methodology and how these generated concepts can be carried over to the next steps of the design process.
1 Introduction
Companies that strive to be innovative and competitive in today’s market work to
create products that meet customer needs as well as surpass the specifications of
competing products. In order to achieve this, a plan is needed to meet the goals of
the project. These range from internal, company specific guidelines to more general
approach methods that can be used by a variety of companies. One of these more
general methods is designing for modularity.
Modern design techniques implement the use of modular product platforms to
accommodate simpler product updates, lean-production, simpler assembly
procedures, as well as greater product flexibility. With this as a pretext to the
foundation of this survey, the idea of modularity and techniques such as Modular
Function Deployment should be introduced.

Managing Technical Concept Variants When Designing For Modularity
58
1.1 Modularity
Modularity arises from the decomposition of a product into subassemblies and
components. This division facilitates the standardization of components and
increased product variety [Gershenson, 2003]. The general consensus is that
modular products are made up of building blocks, or modules. The more
components that fit into these modules, as opposed to lying around independently,
the more modular a product is [Gershenson, 2003].
Moreover, a module can be defined as a structurally independent building block of a
larger system with well defined interfaces (modular product). A module has fairly
loose connections to the rest of the system allowing for independent development of
the module [Holtta, Salonen, 2003].
1.2 Modular Function Deployment
One method of implementing modular design is Modular Function Deployment
(MFD) [Erixon, 1998]. This functional decomposition based method is similar to
Quality Function Deployment (QFD), but here modular drivers are mapped against
functions instead of customer requirements in a marix [Holtta, Salonen, 2003].
However, these drivers can be linked back to the customer demands with the help of
further matrices. The MFD method consists of the five following steps [Erixon,
1998]:
1. Clarify Customer Requirements
2. Select Technical Solutions
3. Generate Concepts
4. Evaluate Concepts
5. Improve Each Module
The scope of this survey will include the second step of MFD, focusing on
alternative methods, to examine how these technical concepts can be created and
managed in order to produce the most successful products.

DEVELOPMENT OF MODULAR PRODUCTS 2006
2 Technical Concept Management
Once the requirements of a product are specified, through customer demands and/or
internal requirements, the product can then begin to take form. This stage involves
establishing a conforming set of sub-systems that can perform a sub-set of functions
given in the specifications, and when taken as a whole, the entire set can perform all
the functions [King, Sivaloganathan, 1999]. The goal here is to generate a large
number of concepts that can fulfill each of these functions.
After these various concepts have been outlined, the best combination of
harmoniously conforming sub-systems is selected in terms of highest performance
and lowest cost [King, Sivaloganathan, 1999]. This is what is known as concept
selection (See figure 1).
Figure 1: Focusing of ideas through the design process [King, Sivaloganathan,
1999]
59

Managing Technical Concept Variants When Designing For Modularity
2.1 Concept Generation
2.1.1 Generic Generation Methods
Figure 2: Summary of Generic Concept Generation Methods [King,
Sivaloganathan, 1999]
2.1.2 Function Modeling
One way of translating the market focused design requirements into technical
concepts is by breaking the product down from a functional point of view. This
breaking down of a product into functions and their corresponding technical
solutions is normally referred to as a functional decomposition [Ericsson, Erixon,
1999].
A prerequisite to achieving optimal modular design is functional independence.
Functional independence makes it possible to achieve robust modular design where
interactions between modules are minimal [Ericsson, Erixon, 1999].
There are several techniques used to break-down a products functions and sub-
functions. One of these is a black-box approach (see figure 3).
60

DEVELOPMENT OF MODULAR PRODUCTS 2006
Figure 3: Simple Black Box Model
Here, the functions are mapped graphically within the black-box where a
transformation of the inputs takes place. These functions can then also be split into
more specific sub-functions within the black-box, providing a relatively easy to use
technique, and a foundation for further work in the design process.
Yet another technique of functional modeling, used in MFD, and which can be used
as a follow up of a black-box generation, is a function-and-means tree. This
function tree visualizes the product’s functional structure and selected technical
solutions from which the product should be built [Ericsson, Erixon, 1999] (see
figure 4).
Figure 4: Simple Function-and-means tree
While similar to the black-box approach, this method instead uses a top-down,
hierarchal visualization technique to achieve a functional model of a product. The
product function analysis is a very useful technique for concept generation. A
functional diagram (tree) is made for a particular product where functions and sub
functions are identified by functional decomposition. The decomposition of function
61
Managing Technical Concept Variants When Designing For Modularity
62
is repeated until the team members understand each function and feel comfortable
working with the function [Ulrich, Eppinger, 2000].
2.1.3 Morphological Matrix Method
This is a two step technique; during the first step alternative concepts are identified
for each function defined through functional decomposition. The goal is to develop
maximum possible means of accomplishing the function and re-examination of the
function which has only one solution. During the second step one alternative is
selected for each function and combined those to achieve a complete function
[Ullman, 2003].
2.2 Concept Evaluation and Selection
Once designers have decomposed a product, mapped its functions and generated as
many concepts (or solutions) as possible, the process of selecting the best concepts
that best fulfill the market requirements can take place.
2.2.1 Pugh Evaluation Matrix
The Pugh evaluation method uses a matrix to siphon technical solutions in relation
to each other as well as a reference. In this four step procedure, a reference is
chosen for comparison. The concepts are then scored against the reference one by
one, getting a “+” for having better qualities, a “-“ for being worse, and an “S” for
having similar or the same qualities [King, Sivaloganathan, 1999]. The scores are
then summarized and the concepts merged, eliminated or carried further in this
iterative process.
Pugh’s evaluation matrix is very simple and fast. However, no measure is given of
the importance of each of the criteria and it does not allow for coupled decisions.
Therefore, there is a danger that the final concept can be distorted. The simplicity of
Pugh’ s evaluation matrix makes the method a good screening process against highly
unfeasible concepts and can allow the designer to focus on the best concepts using a
different concept selection method [King, Sivaloganathan, 1999].

DEVELOPMENT OF MODULAR PRODUCTS 2006
63
2.2.2 Analytic Hierarchy Process (AHP)
This three step concept scoring method, first developed by Saaty [Saaty, 1990],
utilizes a weighting method to filter the most important product attributes. The three
step process can be described as follows [King, Sivaloganathan, 1999]:
1. Set the problem hierarchy – Here, the different levels are laid out with the
first being the overall goal. The second level contains the criteria for
reaching that goal, and the third containing the candidate choices.
2. Determine paired comparisons - This stage utilizes pair wise comparisons
of the level two criteria, and scores them as being equal, greater or less
importance.
3. Establish priorities – Here, a matrix is created to map the global priorities
of each factor against each candidate, showing the overall priority for each
of the candidates.
This method utilizes mathematical comparisons, breaking down complex decisions
into single comparisons, helping to rationalize optimal solutions while documenting
the decision-making process. While similar to the scoring matrices used in MFD,
this technique can be perceived as slightly more complicated.
3 Conclusion
This literary review has shown that there are several methods for generating and
evaluating concepts that are not specifically utilized by the MFD method. However,
on close examination of the reviewed methods, clear similarities arise. For example,
MFD implements screening and scoring matrices when deciding on technical
concepts. Likewise, both the Pugh and AHP methods incorporate their own type of
scoring analysis. However, the Pugh matrix can be seen as a simpler method, with
AHP being the more complex in relation to the MFD matrices. It can therefore be
deduced that MFD utilizes the strong points of both methods, making for a simple
graphical matrix that provides a measure of criteria importance. Similarly, nearly all
the literature reviewed had some mention of a form of functional decomposition

Managing Technical Concept Variants When Designing For Modularity
64
when generating ideas. It would therefore only be logical that this method is utilized
in MFD under the name “function modeling”. While some of the alternatives
implement simple graphical structures or brainstorming methods, MFD takes this a
step further with the use of a function and means tree to map product functions and
solutions after functional decomposition. This is advantageous since it can
document several product variants and help aid designers in future projects. It is
often said that up to 80% of a product’s cost is spent during this design stage. This
leads one to believe that this is the most important phase of the product development
process to achieve successful designs. It is therefore necessary for companies to
select methods carefully and further research in this field should continue.
4 References
Ericsson, A., Erixon, G. (1999), “Controlling Design Variants”, Society of Manufacturing Engineers, Dearborn, Michigan, ISBN 0872635147 Erixon, G., (1998), “Modular Function Deployment - A Method for Product Modularization”, Doctoral Thesis, Stockholm: The Royal Institute of Technology, ISSN 1104-2141 Gershenson, J.K., Prasad, G.J., Zhang, Y. (2003), “Product modularity: definitions and benefits, Journal of Engineering Design”, Taylor & Francis Ltd, ISSN 0954-4828 Holtta, K., Salonen, M. (2003), “Comparing Three Different Modularity Methods”, ASME 2003 Design Engineering Technical Conferences and Computers and Information in Engineering Conference Chicago, Illinois USA, September 2-6 King, A.M., Sivaloganathan, S., (1999), “Development of a Methodology for Concept Selection in Flexible Design Strategies”, Journal of Engineering Design, Vol. 10, No. 4, ISSN 1466-1837 Saaty T.L., 1990, “How to Make a Decision: The Analytic Hierarchy Process”, Europeal Journal of Operational Research, Vol. 48, pp. 9-26, ISSN 03772217 Ullman, D. (2003), The Mechanical Design process, Third Edition, McGraw-Hill, ISBN 0-07- 112281-8 Ulrich, K., Eppinger, S. (2000), Product Design and Development, Second Edition, McGraw-Hill, ISBN 0-07-116993-8

The use of product platforms on automobile firms
65
The use of product platforms on automobile firms
Hélian CONTRAIRE
French
In recent years, the car manufacturing giants have been trying to increase their range by putting new models or variants on the market each year. However this commitment to satisfy customer needs can be very expensive and so manufacturers seek to reduce production costs. This can be achieved by a reduction of the launch time, a reduction of the project’s complexity and a better use of the production capacity. This paper gives a short explanation on use of platform strategy in car manufacturer. It is focus on the different level of platform, also that the step to manage a platform in to the development process. This work method have an influence on the suppliers’ work and, on the relationship between car manufacturer. These principal developments permit the manufacturers to improve their benefit and satisfy their customers. Key words: Product Platforms, Automobile firms, Development, Power tower,
Suppliers
1 Introduction
1.1 Background
The term “product platform” was start to use in the R&D and product managers, in
the same time as many business executives. There are several meaning of platforms,
in the same compagny, according to different individuals.
An automobile, platform is a set of common components shared with different
automobiles types. “Originally, a platform was a literally shared chassis from a
previously-engineered vehicle, as in the case for the Volkswagen Beetle frame under
the Volkswagen Karmann Ghia”.[volkswagen web site]. An automobile platform

DEVELOPMENT OF MODULAR PRODUCTS 2006
66
included the base, the power unit, the transmission, and the connections on the
ground. The platform should correspond to 60% of the total cost price from the
vehicle. With the use of one platform, automobiles companies are able to develop
different cars types: a sedan, a station-wagon, a monospace, a convertible or a
coupe. “The first generic platform to be shared among a number of vehicles was the
Ford Fox platform of the 1970s. In the 1980s, Chrysler's K-cars all wore a badge
with the letter, "K", to indicate their shared platform.Today, platform sharing is
much less noticeable. Vehicle architectures consist of "under the skin" components
only, and shared platforms can show up in unusual places like the Nissan FM
platform-mates Nissan 350Z sports car and Infiniti FX SUV. Volkswagen A
platform-mates like the Audi TT and Volkswagen Golf also share much of their
mechanical components but seem entirely different. Ford Motor Company has had
much success building many well differentiated vehicles from many marques off the
same platforms”.[Wikipedia, free encyclopedia]
1.2 Goal
The purpose of this paper is to study the use of product platforms in automobile
firms. They focus on different definition of platform between some firms, on the
organization and the process to develop an automobile platform. The paper will start
with a definition of product platform, followed the process development that firms
should respected when they establishing a platform product strategy. Secondly, we
will see the influence, from automobile platform strategy, on the suppliers’ work.
We will analyse in particular adaptation of their work methods and adoption of a
modular product policy with communal interfaces. In an other way we study the new
relation that the automobile firm develop to carry a common platform: Inter-firm
platform. To conclude we study the benefit that the automobile platforms give to the
automobile manufacturers.
2 Managing automobile product platform
2.1 Platform in automobile
On automobiles industry, variety is an aggregate of product components which, in
different combinations, give the final variety. A platform is constituted of a grouping

The use of product platforms on automobile firms
of components, the primary one being the floor and the body structure. To this are
connected sub-frames that support the body-engine type, suspension, and other
parts. According to [M. Muffatto, 1998], you can identify four definitions:
A basic definition: “In the case of automobiles a basic definition of a platform,
includes the front floor, under-floor, engine compartment, frame and suspensions”.
A narrow definition: in this case, platform is made of front floor and under-floor,
engine compartment, suspension. “A narrow definition could be an indicator of a
rather conservative approach which means the use of the basic traditional structure
of the vehicle and no major changes in the organization structure”.
A broad definition: “the platform includes the front floor and under-floor, engine
compartment, suspensions, engine, transmission, fuel tank, exhaust system. In this
case a platform requires a combination of engines and transmissions.
A broad definition indicates a more aggressive approach or a more developed
platform strategy with significant impact both on product development performance
and on the organizational structure”.
A flexible definition: “a platform is defined with the floor panels (core + front +
end), engine, power-train, suspensions. A platform can be stretched, made wider and
taller; can accommodate a range of engines and transmissions”.
Source: group PSA
Figure 1: Automobile platform and module
But, the main thing is that the platform should be progressive, tolled, and widened
with a good flexibility to adapt it to all the car families. For example, “the Toyota
Camry, Sienna minivan, and Avalon, even though they are different sizes and appear 67

DEVELOPMENT OF MODULAR PRODUCTS 2006
68
to be very different vehicles, are all assembled on the same platform. However, on
this platform, everything from the underbody and power pack up to sheet metal and
interior is customized for each vehicle. In fact, they do not share a single common
piece of sheet metal”. [James M. Morgan, Jeffrey K. Liker, 2006,]
2.2 Organization aspects in platform development
A platform strategy is related to the product development process. The principal
characteristic of the development process is to divide the development in two
departments: underbody development and upper-body development. This permit to
separate platform development and model development. “This was observed in the
company that has adopted a broad concept of platform”. [M. Muffatto, 1998]. But,
the underbody and the platform development should be closer than the concept
development.
The second thing is to manage the relations between existing platforms and the
development of new ones. In the automobile firm the basic way is to derive
platforms from existing products and to derive models from those platforms. On an
other way, the organizational structure in platform development, concerns the
relationship between platform and model development and between platform and
product innovation. In automobile firms, product innovation comes from advanced
engineering centers and has been developed separately from platform development.
However, like as underbody and platform development, advanced engineering
centers and the platform teams is closer. “This results in greater integration in the
development of the components, which are more valuable from a technological point
of view”. [M. Muffatto 1998].
2.3 A process for defining platform strategy
In this part we suggest five steps, according to [Marc H. Meyer, Alvin P. Lehnerd,
1997] and [Gunilla Sivard, 2000], that automobile firms must follow, to define their
own strategy from a platform perspective. The real first step is to create a
multifunctional team composed of engineering, marketing, and manufacturing
talent.
Step 1: Segment markets.

The use of product platforms on automobile firms
69
“The first step is to identify major market segments and the price-performance tiers
wishing them to construct a market segmentation grid of individual market niches. It
is important to look forward in time, incorporating emerging segments as well as
existing ones”.
Step 2: Identify growth areas.
“The next step is to identify the growth opportunities in these segmentation and
individual niches. It passes by a collect of fives datas: The current sales volume,
Participation rate, the five years expected growth rate, the leading competitors in
each respective niche, and the driving customer needs. These datas give a clear idea
of opportunities”.
Step 3: Define current platform.
“The third step is to define the main product platforms and they influence on the
market segment. Different products lines are based on only one product platform; or
a product line should use multiple platforms. The results of this step and the
preceding permit to see the extent and focusing its major efforts on high growth
versus little or no growth market niches”.
Step 4: Analyze competing products.
“The fourth step is to know where the existing product platforms and their
respective derivative products were against those competitors. The goal here is to
identify the major performance and cost drivers that can make, the automobile
platform, superior or inferior to those of competitors”.
Step 5: Consider future platform innovation with the Power Tower.
“Effectively managing the evolution of a product family requires considering in
three essential elements of the firm: The market application of technology; the
company’s product platform; and the common technical and organizational building
blocks that are the basis of product platforms”.

DEVELOPMENT OF MODULAR PRODUCTS 2006
Source: “A Generic Information Platform for Product Families.” [Meyer&Lehnerd,
1997]
Figure 2: The “Power Tower”
3 Influence and relationship
3.1 Supplier’s work
The development of a platform strategy has an influence on the supplier’s work.
Thus, lot of automobile suppliers adopts a modular spirit, to integrate very quickly
theirs parts on different automobile platforms. The main method which they use is
the Modular Function Deployment which permits to develop modules with common
interface between other parts and the platform.
It is why according to Toyota; [James M. Morgan, 2006], “You should integrate
suppliers into the product the product development. Suppliers of core components
must have the same level of engineering and manufacturing capability to contribute
quality parts as your lean enterprise has engineering and manufacturing quality
products. In Addition, suppliers must be compatible. They must fit seamlessly into
your product development system, your launch system, and your manufacturing
system. To accomplish this, you should bring selected suppliers into the
simultaneous engineering process very early in the concept stage. Suppliers make a
serious contribution to simultaneous engineering, knowing that they are investing
70

The use of product platforms on automobile firms
71
ahead of the payback that will come in the production stage. This is something to
emulate”.
3.2 Inter firm relationship
According to [Aaron Gold]. “Now we see cars made in Europe and America yet
sharing the same platforms, though the vehicles appear on the outside to be unique.
To the consumer, a Saab, a Saturn or an Opel may be completely different but under
those bodies you'll find a platform commonality and even, nowadays, similar engine
groups”. Platforms and powertrains must be adaptable to furnish characteristics to
the car and its manufacturer identity. Volkswagen shares platforms design with any
other company. For example Volkswagen, Audis, Skodas and Seats share similar
platforms, but each brand have their own managing; to give each car its own
character. “Ford plays this game, too, with the Focus and Mazda3, for example, and,
though purists are upset by this, the Jaguar S-Type and Lincoln LS. General Motors
has long used the platform system, most notably with the Buick Regal, Pontiac
Grand Prix and Oldsmobile Cutlass.”[Aaron Gold].
4 Benefits
Platforms development was the integration of products build around the same
platform. This will offer, in highest production volume, benefits and production cost
reductions. Sometimes these platforms affect the supplier’s work with an integration
of suppliers or, unfortunately a reduction in the amount of suppliers.
For automobile firms, there are several examples of the use of the most expensive
parts of a car. The most common solution is the development of platforms, can be as
expensive as up to 60% of total cost: development and manufacturing. For instance,
the Volkswagen Group tries to decrease their number of platforms from 16 to 4. It‘s
why, different manufacturers belong to Volkswagen Group: Audi, Volkswagen, Seat
and Skoda, will share common platforms.
The change to a platform-orientation development approach has, according to
Toyota and Chrysler, [Womack, J. And Jones, T., 1994] proven to improve
development performance in many dimensions. For example, “both Toyota and
Chrysler report how an increase in component sharing and the use of fewer
prototypes lead to a reduction of development cost for an average project by 20-

DEVELOPMENT OF MODULAR PRODUCTS 2006
72
40%. The platform development approach has also enabled more simultaneous
development work and affected development lead time in a positive way. Chrysler
improved its development lead time by almost 50% and Toyota by 5-10%”.
1988 1989 1990 1991 1992 1993
Total production volume
(millions)
1.22 1.27 1.42 1.38 1.28 1.03
Number of models in production 13 17 19 25 29 31
Number of new models
introduced
3 13 9 9 7 12
Of which :minor changes 1 6 5 1 2 9
Model changes or brand new
models
2 7 4 8 5 3
Number of platform 9 12 14 14 16 18
Models/platform 1.44 1.42 1.36 1.79 1.81 1.72
Source: questionnaire and interview at Mazda.
Figure 3: Product variety at Mazda (1988-1993)
5 Conclusion
“As most everyone knows, the auto world is changing fast, driven by computer-
based technology and mergers or buy-outs. The market is being carved into niches in
an effort to create distinctive vehicles that meet a wide variety of consumer needs”.
[Aaron]. For this, the car manufacturing giants trying to increase their range by
putting new models or variants on the market each year. But this will to satisfy
customers and to keep a big part on the world market, should be reveal very
expensive. It is why platforms engineering has an important role, cutting costs and
reducing development time.
Now the automobile platforms is used on each automobile firms, that permits to
share some modules or complete platform between two different manufacturers.
Thus the launching time is divided per two, less design time, and the production cost
is decreased per two.
With the use of platforms the manufacturers can focus their works, and their money
on the satisfaction of customers with specific design and solutions on the shell or the

The use of product platforms on automobile firms
73
dashboard to meet customers and bring a new innovation that solve old problems.
Thus, the modern cars are more and more sophisticate, and high performance with a
price accessible for the customers. To conclude I would quote Robinson, and Aaron:
“The world car is dead, but the world platform is very much alive.”
6 References Anders Claesson, (2006), “A configurable component Framework supporting Platform-Based Product Development”, Chalmer university of Technology, Göteborg. Ealey, L., Robertson, D., and Sinclair, J. Beyond, ( 1996), “suppliers tiers: facing the platforming challenge”, Motor international. Gunilla Sivard, (2000), “A Generic Information Platform for Product Families”, Royal institute of technology, Stockholm. Jad EL-Khoury, (2006), “A Model Management and Integration Platform for Mechatronics Product Development”, Royal institute of Technology, Stockholm. James M. Morgan, Jeffrey K. Liker, (2006), “The Toyota Product Development System, Integrating People Process and Technology”, Productivity Press, New York. Marc H. Meyer, Alvin P. Lehnerd, (1997),” The Power of Product Platforms, Building Value and Cost Leadership”, The Free Press, New York. M. Meyer; A Lehnerd, (1997), “The power of product platforms: Building Value and cost leadership”, The free press. Moreno Muffatto, (1996), “Reorganizing for product platform development: Evidence from Japanese automobile firms”, University of Padua. Robinson, Aaron, (1999), “5 chief engineers endorse the notion of a world platform”, Automobile News, Business source elite. Sundgren N., (1998), “Product Platform Development, Managerial issues in manufacturing firms”, Chalmer University of technology, Göteborg. Aaron , “Platform? What’s the heck’s o platform”, http://car.about.com/cs/automakers/a /Kappa_platform.html. Group P.S.A, http://www.psa-peugeot-citroen.com/fr Wikipedia encyclopedia, http://en.wikipedia.org/wiki/Main_Page

BENEFITS OF MODULARITY
74
Benefits of Modularity
Klemens Kuderer Austria
In an increasingly competitive and segmented global marketplace, the necessity for products adapted to the individual customer demands is more and more present. To stay competitive it is essential for a company to have the ability to change products or features of the products rapid enough to satisfy the customer needs. Modularization is one strategy to fulfill this aim as well as to overcome the great complexity that mass customization potentially creates in the manufacturing systems. Modularization is used in the complete company, from product design, production, and in marketing. This paper deals with what does modularity mean and what are its strengths and benefits for a company starting from the product development process until the sale of the product? Keywords: Modularization, advantages and benefits of modularity, variance
1 Introduction
Traditional either customized, crafted, mass-produced or standardized products have
been replaced in the past decade by the concept of mass customization; this means
mass production of customized products. To overcome the great complexity that
customization potentially creates in the manufacturing systems, modularization is
used as a tool to decompose the product structure into smaller, manageable units
[Oystein, year unknown]. This paper is primarily written to give a basic overview of
modularization through definitions and to explain the different types. Moreover it
shows what modularization set off and what advantages and benefits companies can
achieve with modularization by using six different aspects. They are Product
Development and Design, Variance, Production, Quality, Purchasing and After-
Sales. Many companies have found that modularity has the potential to revolutionize
their entire operation. So the paper deal with that modularity is an effective
manufacturing strategy that enables companies to cope with rapidly changing
customer requirements and an increasing technical complexity.

DEVELOPMENT OF MODULAR PRODUCTS 2006
2 Modularization
2.1 Module - Definition
“A module is a physical unit containing a discrete functionality and well-defined
interfaces. The module is chosen by specific, strategic reasons. Thus, a module is a
gathering encapsulated Technical Solutions that will be regards as a unit giving
strategic advantages” [Kenger, 2006]. This definition states that modularity means to
breakdown a product into building blocks (modules) with defined interfaces, driven
by company specific reasons [Kenger, 2006]. It is possible that after several
improvements the module consists of only one piece like the ergonomic handhold
unit of the Black & Decker booster vacuum cleaner. “At best the term modularity is
equated to using some guidelines and standard components among a limited number
of products, often just for one product or program” [Journal of Engineering Design,
2002]. In the development of a modular concept the objective is to find modules in
which the contained technical solutions have similar properties regarding
development, variety, processes, etc [Kenger, 2006].
2.2 Modular Product Platform
A modular product platform is the set of modules that through different
combinations generates a number of products. Then these products can be efficiently
developed, produced and marketed [Kenger, 2006]. This figure shows as an example
the big variety that is possible to create by using only one base module, five A-
modules, four B-modules and three C-modules.
Figure 1: Variant Efficiency [Kenger, 2006]
75

BENEFITS OF MODULARITY
2.3 Types of Modularity
There are two main types of modularity where the major difference consists in the
one-to-one mapping between functional elements and physical components and
interfaces.
2.3.1 Slot, bus and sectional modularity architecture
Each type of modular architecture embodies a one-to-one mapping from functional
elements to chunks, and well-defined interfaces. The differences between these
types lie in the way the interactions between chunks are organized [Kenger, 2006].
Its purpose is to define the basic physical building blocks of the product in terms of
what they do and how they interface with the rest of the device [Mikkola,
Gassmann, 2003].
Figure 2: Types of Modularity [Kenger, 2006]
Slot-modular architecture: Each of the interfaces between chunks in a slot-
modular architecture is of a different type from the others, so that the various chunks
in the product cannot be interchanged. An automobile radio is an example of a
chunk in a slot-modular architecture. The radio implements exactly one function, but
its interface is different from any of the other components in the vehicle (e.g. radios
and tachometers have different types of interfaces to the instrument panel).
Bus-modular architecture: In a bus-modular architecture, there is a common bus to
which the other chunks connect via the same type of interface. A common example
of a chunk in a bus-modular architecture would be an expansion card for a personal
computer. Non-electronic products can also be built around a bus-modular
architecture. Track lighting, shelving systems with rails and adjustable roof racks for
automobiles all embody a bus-modular architecture.
76

DEVELOPMENT OF MODULAR PRODUCTS 2006
77
Sectional-modular architecture: In sectional-modular architecture, all interfaces
are of the same type, but there is no single element to which all the other chunks
attach. The assembly is built up by connecting the chunks to each other via identical
interfaces. Many piping systems, sectional sofas, office partitions, and kitchen
furniture adhere to sectional-modular architecture [Ulrich, Eppinger, 2000].
2.3.2 Integral-modular architecture
In integral product architectures, a one-to-one mapping between functional elements
and physical components of a product is nonexistent. Interfaces shared between the
components are coupled or highly interdependent. Changes to one component
cannot be made without making changes to other components [Mikkola, Gassmann,
2003].
2.4 Module Drivers
There are a number of several powerful forces behind the movement away from
traditional mass production to modular, customizable products [Tu, Vonderembse,
Ragu-Nathan, 2004]. These twelve defined driving forces (modular drivers) arise
along the entire product life cycle and can be seen as generic (see Table 1). To get a
holistic view they could be completed by company specific ones such as strategy,
legal restrictions, financial limitations, etc. The module drivers can be used as the
base for a systematic evaluation of the sub-functions within a product [Erixon,
Kenger, Stake, 2006].
Table 1: Module drivers, linked to different functions of a company [Kenger, 2006] Carry-over The unit will be used in a future product generation.
Technology
evolution
The unit is likely to go through a major shift or improvement of
externally technology during the product family life cycle.
Product
development
and design Planned product
changes
The unit is scheduled to go through some changes according to
an internally decided plan.
Technical
specification
The unit varies in terms of function or performance between the
product variants of the product family. Variance
Styling
The unit varies in terms of color and shape between the product
variants of the product family.
Common unit The unit will be used across the whole product family. Production
Process and/or
organization
The unit suits a special process or has suitable work content for
a group.

BENEFITS OF MODULARITY
78
Quality Separate testing The unit should be tested separately.
Purchasing Supplier availability The unit may be outsourced to a strategic supplier.
Service and
maintenance
The unit needs to be easily serviced and maintained during the
life of the product.
Upgrading The unit may be replaced for another part with different
function or performance. After-Sales
Recycling The unit needs special attention when the product has served its
life.
Some module drivers are in fact module breakers if they arise in the same module,
for example styling and common unit have conflictive effects. An explanation of the
positive effects of the module drivers to increase the performance of a company at a
time of growing competition and global markets is summarized in chapter 3.
3 Benefits of Modularization
To clarify the most important benefits and advantages of modular product
development along the product life cycle the earlier six different functions of a
company are used.
3.1 Product Development and Design
In product development and design, modularity can help to cut the development
costs by shortening the development time. The overall design task can be divided in
parallel development activities once the interfaces between the modules have been
properly defined. The development group can also be divided into different
subgroups in order to meet different smaller tasks [Kexin, 2004]. This reduces
overall development time and resource requirements by eliminating the time-
consuming redesigns of components that result when component interfaces are not
fully defined and standardized during component development process [Sanchez,
2002]. Through the increasing speed to market by launching the new products
earlier then the competitors the corporation can gain much more profit. Furthermore
modularization increases flexibility in having a faster response to changes such as
new product- and redesign for customer requirements. There is no need for big
projects or changes, any changes are held at modular level [Kenger, 2006].

DEVELOPMENT OF MODULAR PRODUCTS 2006
79
3.2 Variance
The global market has entered into an age of variants explosion time. Quantity and
low prices are not the main targets, which the customers demand any more.
Customers wish for products which can satisfy their own demands. They tend to
express that they are different from others by choosing different commodities. The
modularity concept can help the designer develop a greater product variety within
quite a short time [Kexin, 2004]. A modular product design can be partitioned
technically so that each products functionality or feature thought to be a significant
source of product differentiation. Variations in functional components (or
subsystems) can then be substituted into the modular architecture to create product
variations based on different combinations of component-based functionalities,
features and performance levels [Sanchez, 2002]. Modularization simplifies
generation of product variants as it can be seen on figure 2.1 Variant Efficiency. A
good example of modular product architecture is the desktop computer in which a
range of motherboards, hard disks, monitors, keyboards and other components can
be combined in a virtually unlimited number of ways to produce different variations
[Kexin, 2004].
3.3 Production
As the number of variants increases, the manufacturing section faces a great
challenge. Through decreased product range complexity fewer unique parts results
and manufacturing and assembly operations get easier. Production cost can be
reduced through increased economies of scale in producing components, extended
economies of learning, and increased buying power for outsourced components.
Greater use of common and reused components also reduces parts variety and
resulting costs of carrying inventories of parts through reduced storage [Sanchez,
2002]. Reduced material and purchase costs may follow from the reduction of part
numbers. Furthermore parallel activities in manufacturing and assembly are
possible. In fact modularity is a useful way to create a large number of variants and
reduce the number of parts at the same time [Kexin, 2004].

BENEFITS OF MODULARITY
80
3.4 Quality
To survive in the fiercely competitive global market, a high-qualified product at a
rather affordable price is a useful weapon for most corporations. First, separate tests
help to diminish defects to increase the quality of the product. The modularity
method decomposes the complex products into different modules. Before being
assembled into the sellable product, each module can get tested separately. This can
reduce the cost of reworking and may increase the quality of the product. Second, if
the suitable interfaces were selected for modules in the product design stage, each
module can be produced within a wide tolerance range. The proper interfaces can act
as a filter, which will let useful information go through and absorb some harmful
information such as noisy. So producing a module with lower precision could be for
a company cheaper and easier [Kexin, 2004].
3.5 Purchasing
On the purchasing side, by clearly defined modules, the corporations can define their
purchase chains clearly. Through the quite increasing complexity of the products the
company can’t be expert on producing every component. Purchasing special parts
for a whole product can help to give the company a lot of benefits such as higher
quality and low price. A steady supply chain for corporations play nowadays a more
important role for their success. The company can decide what they want to
manufacture and what they buy externally. So a well defined modularized product
can enjoy advantages from purchasing by exploiting supplier capabilities [Kexin,
2004].
3.6 After-Sales
After selling the products to the customers, the corporations can benefit the
customers again through updating new techniques in the already sold products. For
offering the customer the newest and the best goods the company does not have to
redesign the whole product, reorganize the production and rebuild the selling
strategy. Furthermore by applying the modularity principles during the product
development process the operation of service and maintenance are also getting easier
with modules. If modularized products fail it will be much easier to resolve the
problem [Kexin, 2004]. For example a defect mouse in a personal computer can be

DEVELOPMENT OF MODULAR PRODUCTS 2006
81
replaced or repaired without affecting the whole system. To enable a high degree of
recycling, the number of different materials can be limited in each module and
environmentally hostile material can also be kept in the same module so that
disassembly for splitting recycling will be easier [Oystein, year unknown].
4 Conclusion
The purpose of modularity is primarily to gain flexibility for mass customization by
building products according to customer specifications by using modular
components [Duray, 2002]. But a modular product strategy also enables firms to
achieve a number of strategically important competitive advantages and benefits in a
global marketplace. These advantages and benefits were identified by using six
different aspects, namely Product Development and Design, Variance, Production,
Quality, Purchasing and After-Sales. As help for understanding the method of
modularization, this article starts with an explanation of modularity, a description of
the different types of modularity and the driving forces to use modularization.
5 References Duray, R., (2002), “Mass customization origins: mass or custom manufacturing?”, International Journal of Operations & Product Management, Vol. 22 No. 3 Erixon, G., Kenger, P., Stake, R., (2006), „Development of Modular Products“, 4th edition Journal of Engineering Design, (2002), “Integrated product and process design: a modularity perspective”, Taylor & Francis Ltd., ISSN 0954-4828 Kenger, P., (2006), Slides from the Master course “Development of Modular Products”, Sweden Kexin, H., (2004), “Advantages and Disadvantages of Modularity”, Chinese Mikkola, J., H., Gassmann, O., (2003), “Managing Modularity of Product Architectures: Toward an Integrated Theory”, IEEE Transactions on engineering management, Vol. 50, No. 2 Oystein, E., (year unknown), “Modular product development – a review of modularization objectives as well as techniques for identifying modular product architectures, presented in a unified model”, Trondheim Sanchez, R., (2002), “Using modularity to manage the interactions of technical and industrial design”, Design Management Journal. 2 (2002) 8 Tu, Q., Vonderembse, M., Ragu-Nathan, T. and Ragu-Nathan, B., (2004), “Measuring Modularity-Based Manufacturing Practices and Their Impact on Mass Customization Capability: A Customer-Driven Perspective”, Vol. 35, No. 2 Ulrich, K., T., Eppinger, S., D., (2000), “Product Design and Development”, 2nd edition, ISBN 0-07-116993-8

DEVELOPMENT OF MODULAR PRODUCTS 2006
82
Platform Sharing in the Automobile Industry
Mathieu Cecchinel French
Developing a vehicle represents a big investment in money, time, and people. However, without any new models, automakers will face a decreasing market share. So, to respond to these issues and satisfy customers, manufacturers must offer a large range of products. The goal for automakers is to generate vastly different cars for the customer, but which are “standardized” for production. One of the solutions set up to realize a successful product family, has been to develop product platforms. This standardization results in the combination of a high volume car varieties and a low volume of new technologies. In addition, automakers have made agreements among each other for developing the development and sharing of new platforms. Examples from the industry and the literature are presented in this paper to show platform sharing’s and collaborative development’s benefits and drawbacks. Keywords: Platform flexibility, Platform Sharing, Benefits, Issues.
1 Introduction
Competition in the automobile industry is strong, with manufacturers battling to
capture consumers’ tastes and achieve segment leadership, even if the supremacy is
short. Lots of money is spent each year by automakers to generate new models
which hopefully will fulfil customer requirements or at least make them dream. A
single successful new and attractive model can give a brand considerable advantage
and lead against their competitors or generate interest in its other models [Jose,
2005].

Platform Sharing in the Automobile Industry
83
That is why, in this large and profitable market, automakers have become
increasingly smart at investing money and finding new development methods and
processes such as platform sharing to get a bigger market share. Sharing components
and design among different models mean that vehicles can be created in a faster
way, with the same procedure, saving costs, and with new equipments shared among
different models. Automakers take advantage from platform sharing in many ways,
and so do consumers as well. As a result, automakers are focusing on the strategy of
platform sharing by using its flexibility [Robertson, 1998].
2 Platform sharing
2.1 Definition
Platform sharing is the arrangement of many car models into a common vehicular
architecture, which is then modified to manufacture diverse models, for one or
different brands. Basically, the platform is used for the core structure of the car, and
includes the transmission, the suspension parts, the steering and various other
mechanical components. [Hodges, 2004] states that “the most common variable
which is also one of the most expensive part of the car is the engine, and some basic
platforms can be built up with anything from an economical 4-cylinder to a large
performance-oriented, V8”. So, platform sharing enables automakers to improve
their common knowledge of design, engineering, and production across numerous
products. One of the most well-known examples of successful platform sharing is
Volkswagen which built a range of vehicles on a same platform.
2.2 The Volkswagen approach
In 1971, Volkswagen (VW) launched its first platform called PQ21. Three models
were produced from it, the VW Derby, the VW Polo and Audi 50. Most of the
components used were identical; the biggest difference between the Audi 50 and the
Polo was just the logo in font of the car.
In 1997, Volkswagen introduced a new generation of platforms. The ‘A’ platform
whose most well known one is the PQ34/A4 (‘A’ defining in this case the segment
of the compact cars, and the number 4 indicating the generation) which was used for

DEVELOPMENT OF MODULAR PRODUCTS 2006
the models VW New Beetle, VW Jetta/Bora IV, VW Golf IV, Audi A3, Audi TT,
Skoda Octavia, Seat Toledo II and Seat Leon. The A platform provided the
mechanical underpinnings for all these models such as the front axle, engines,
gearboxes, steering unit, wheels, seat frames and parts of the front and rear end. On
this platform, the three European car brands shared a common architecture and 65%
of the same components [Bremner, 1999] (see figure 1, all components shared are
visible by transparency; source www.bentleypublisher.com).
As a result, that is how the association of common parts towards platforms was
produced across all models, under different brands but belonging to the same vehicle
segment but differing in appearance. They have done a phenomenal job of
differentiating the common platform. High differentiation? Nobody has done it
better, observed Jim Hall, vice president of industry analysis for Auto Pacific Inc. in
Southfield, Michigan [Jensen, 1999].
Figure 1: Golf IV from the PQ34/A4 platform
3 Advantages and disadvantages of platform sharing
3.1 Benefits
First of all, using a shared platform for a large variety of cars allows automakers to
reduce costs and compete more efficiently. Costs can be reduced, and using common
parts facilitates to ease the distribution of goods for repairing operations.
In addition, sharing platforms enables companies to compete across a large range of
vehicles while cutting costs and making cars available on the market sooner. In
addition, using platforms allows important family design and engineering saving
84

Platform Sharing in the Automobile Industry
85
costs and easy manufacturing [Hodges, 2005]. For instance, according to
[Brylawski, 1999], Ford has a “common vehicular structure and suspension
geometry for its DEW platform, manufacturing the Lincoln LS and Jaguar S-Type.
By decreasing the number of basic engineering operations, Ford saved development
resources and realized more design optimization, improving the car’s performance”.
Consequently to this, material and workforce costs are reduced at least by 15 to 20%
[Sherefkin, 2001].
Also, consequently to Research and Development programs, platform design, and
the manufacturing obligation involved, developing a new platform is a long term
strategy for a car company. However, the collaborative developments allows for
platform models reduces costs, due to efficiencies realized in the manufacturing
chains, thanks to common assembly lines, common architecture and components.
Moreover, according to [Huang, 2005] “Technology that can be used across various
platforms provides greater return on investment, enabling more resources spent on
important items like power train engineering. This approach also allows problems to
be discovered and resolved quickly, and it necessitates fewer costly, physical
prototypes be constructed”.
Furthermore, platform sharing saves manufacturing costs by using standardized
parts which can be produced in very high volumes. Buying high volumes of
components, using fewer tools as usual and focusing on special equipments for the
production, permit to decrease the prices. So, finally material cost decrease and
operators become more productive as the adaptation is easier. In the same idea,
platform sharing also permits the reduction of the number of components. VW has
for instance reduced the number of door lock parts from 122 to 28 and of starter
motors from 46 to 10 [Bremner, 2004]. As a result, diminishing the number of
components makes the inventory simplified, permit economy of scale, and facilitate
the relationships with the supplier by ordering less variance.
Platforms have permitted automakers to cut costs but also to increase the car value.
The car value can be qualified as the number of models manufactured with the
maximum of similarities [Maxton, 2004], as one can see with Volkswagen’s
platforms that can provide different models with unique characteristics. Then, on the
final assembly line, by adding few differentiations, the car models become more

DEVELOPMENT OF MODULAR PRODUCTS 2006
86
valuables to the customers [Maxton, 2004]. Thus, the models can be much more
personalized for each client or targeted market.
[Brylawski, 1999] said that “Although platform sharing consolidates disparate
models, it can ultimately foster a greater number of distinct products. Automakers
can develop new products off platforms faster, cheaper, and with lower risk than if
developed independently, because they can use the knowledge on existing
development work and components already in production.” For example, engineers
from DaimlerChrysler conceived the PT Cruiser using an already existing platform
called NEON. Consequently, it has permitted to launch the model to market reusing
the $700 million Neon’s platform instead of rebuilding one [Brylawski, 1999]. So,
platform sharing saved millions of dollars and at least one or two years in
redesigning.
Finally, reducing the design time, conception and the tests on the underlying
structure and on hundreds of singular elements permit development resources to be
focused on fewer technologies, encouraging improvement and quality development
on this set of technologies.
To get its vast benefits, the platform sharing strategy has to be well prepared and
must be executed very carefully; otherwise the company will lose money, time and
maybe more importantly, its image among customers.
3.2 Issues
The biggest risk associated with sharing platforms concerns issues in conception.
Indeed, mistakes related with a specific platform are likely to be spread across all
car models built upon the same components. Modifications of these errors might
involve a number of recalls and modifications, ensuing important costs and a bad
image on the market and on customers.
Indeed, as [Maxton, 2004] said, “The standardized components of a specific
platform will need to be compatible with the differentiating model specific parts to
enable overall smooth functioning”.
Another potential downside to platform sharing is that some cars are so much alike
that it is hard to persuade consumers to choose one of the brands. Building vehicles
which are not different enough can be dangerous if they are not personalized. Take
for example, the case with the Toyota Aygo, Peugeot 107 and Citroen C1 (see figure

Platform Sharing in the Automobile Industry
2). The three cars belong to the same segments, look similar and offer the same main
features. So finally, profits are not important if the cars compete on the same market.
However, Toyota is mainly for the Asiatic and American market while Peugeot and
Citroen are on the European market. Therefore, platform sharing is still profitable
for the two companies because in that case Citroen and Peugeot are from the same
firm. However, with cars which offer the same design on a low profits segment for
small cars, automakers have to add value, by offering more options than usual and
that brings unwanted costs.
Figure 2: 3 cars from the Kolin’s platform (Tcheque Republic) which look identical
Peugeot 107 Citroen C1
Toyota Aygo
[Brylawski, 1999] has shown that “a platform’s distinguishing developments and
components have to be cautiously designed to incorporate with the standardized
technologies. If not, automakers must perform adaptations to make the two kinds of
technologies compatible. These compatibility modifications are not differentiating
adjustments, and they offer no value of their own to the final product”. For instance,
in settling in the new Vectra’s constitution into its compact cars segment, engineers
had to modify the Vectra’s structure extensively to integrate polymer panels
[Arnholt, 1999].
87

DEVELOPMENT OF MODULAR PRODUCTS 2006
88
Another mistake that carmakers can make when they share platforms is to entirely
forget about the heritage and identity of a car line and that, may offend long time
customers who have become faithful to the brand name. A good example of that is
Saab, which was bought by General Motors (GM). The company started to make
every Saab model based on a common Opel chassis; as a result, lots of Saab
customers feel that the Saab has lost some of its personality [Hodges, 2004].
In the same idea, companies have to be very attentive when they share platforms
with different brands which have a high value in the customer’s eyes. For instance,
in 1998, Daimler-Benz acquired Chrysler, and now the two companies are sharing
many platforms. Chrysler profits from Mercedes technologies but, in this case it can
be very dangerous for Mercedes. Indeed, Mercedes cars are in a higher segment with
high value cars compared to Chrysler’s, and using components from high-quality
goods in middle class cars may reflect badly with the customers. That is why
Mercedes models just share few components with Chrysler cars [Halliday, 2005].
“DaimlerChrysler executives have made it clear that protection of the Mercedes
brand's purity is a higher priority even than cost-cutting” said [Sherefkin, 2001].
4 Conclusion
This paper described how platform sharing permits the reduction of costs, time
design, manufacturing and at the same time, satisfies customers requirements.
However, sharing a platform is not such an easy process because it may involve
many risks which have to be carefully assumed and calculated. Sharing platforms
and making them flexible enough has become a big stake of today's vehicle
development programs. And even if automakers already saved billions of dollars by
using platforms, the main idea was not only to make more direct profits but also to
give to the customer better quality. When a manufacturer launches a new and
improved car model on the market with more horsepower, interior space, and
options than the model it replaces and sells it in the same price range, it can be seen
that the realization of this performance has been due to the use of shared platforms.
However, platform sharing only allows for the sharing of components between cars
from the same segments. Furthermore, even if all the automakers have considerably
reduced their number of platforms all over the world, the number of platforms is still

Platform Sharing in the Automobile Industry
89
an important issue because one platform is dedicated to one segment [Halliday,
2005] and platforms cost money. Didier Coffy explained that sharing platform will
not be longer the strategy to follow as the future resides in the niche markets [Anon,
2002]. As a result, automakers will have to find a new approach of manufacturing
cars and one company is already thinking about it, Volkswagen.
Indeed, the VW group strategy is changing from sharing platforms toward flexible
architecture using modules. This new strategy permits the construction of vehicles
with varying track and wheelbase dimensions. Sharing architectures across varied
car segments and brands will offer automakers the flexibility of building cheaper car
models with a faster delivery time and more choices. Many companies have
followed the VW strategy before and they will have to continue to do so if they want
to survive.
5 References Anon, (2002), “Custom platforms for niche vehicles”, Vehicle news, p97-100 Arnholt, M., (1999), “Saturn Grows Up”, Ward’s Auto World, 35, (7), pp. 43-45 Bremner, R., (1999), “Common Knowledge”, FT Automotive World, p 42-46 Brylawski, M., (1999), “Uncommon knowledge: automotive platform sharing’s potential impact on advanced technologies”, Conference pre-print for the 1st International Society for the Advancement of Material and Process Engineering (SAMPE) Automotive Conference. Halliday, J., (2005) “When sharing’s a one-way street” Advertising Age, Vol 76 Issue 15, pS-8-S-8 Hodges, P., (2004), “Issues in Automotive Product Platform Strategies” Ford Motor Company, SAE Technical paper Huang, G.,Q., Zhang, X.,Y., Liang, L. , (2005), “Towards Integrated Optimal Configuration of Platform Products, Manufacturing Processes, and Supply Chains”, Journal of Operations Management, Vol 23 Jose, A., Tollenaere, M., (2005), “Modular and Platform Methods for Product Family Design: literature analysis”, Journal of Intelligent Manufacturing, Vol 16, number 3, p373-392 Maxton, G., Wormald, J., (2004), “Time for a Model Change- Re-engineering the Global Automotive Industry” ISBN: 0-521-83715-4 Jensen, C., (1999), “Audi TT: How VW did it”; Automotive Industries, June 1999, FindArticles.com. Robertson, D., Ulrich, K., (1998), “Platform Product Development”, Sloan Management Revue Sherefkin, R., Treece, James B., (2001), “Platform sharing key to profits”, Automotive news, Vol 75, p53

DEVELOPMENT OF MODULAR PRODUCTS 2006
90
Axiomatic design to reduce the product development cost
Omer Khairi Sudanese
Companies search for ways to reduce the cost and the risk of product
development projects, as well as minimize the lead time in product
development. One approach to achieve a reduction in cost is to use axiomatic
design.
Regarding to Suh “The ultimate goal of axiomatic design is to establish a
scientific basis for design and to improve design activities by providing the
designer with a theoretical foundation based on logical and rational thought
processes and tools”. Following these logical steps of axiomatic design can
lead the designer to reduce the lead-time of design by minimizing the iterative
trial-and-error process. Furthermore, axiomatic design supports the designer
with a powerful tool to select the best designs and avoids wasting time on
arguments and discussions. What is then the meaning of axiomatic design and
how can it support the product development projects?
The aim of this paper is to demonstrate the role of axiomatic design in product
development. It aims to describe how axiomatic design can decrease
development cost. Key words: Axiomatic design, Product development, Design process, leadtime.
1 Introduction
The development of new products has been a necessary task for companies.
According to [Ulrich and Eppinger, 2003], “the economical success of
manufacturing firm depend in their ability to identify the need of customers and to
quickly create product that meet these need and can be produced at low cost”.

Axiomatic design to reduce the product development cost
91
Different companies take different development approaches. One of these methods
is Axiomatic design (section 2). The paper attempts to emphasize the advantages of
axiomatic design technology in product development process. How can it improve
the process, reduce the development time, cost and risk (section 3). Furthermore, the
paper discusses how axiomatic design can lead to develop a thinking design machine
to automate the product development process in the near future (section 4).
2 Axiomatic design
The axiomatic word came from the Greek word axiom. “Axioms are the truth that
can not be derived but for which there is no counterexample or exception” [Suh,
2001]. Axiomatic design is a systematic methodology which governs the analysis
and decision making process to develop high quality product design. The goal of AD
is to provide the designer with a scientific based tool to evaluate and analyze their
design. This methodology was developed by Nam Suh.
2.1 Axiomatic design process
There are four main steps in the axiomatic design process: domains, hierarchies,
zigzagging, and design axioms
In AD the design word consists of four main domains: the customer domain, the
functional domain, the physical domain and the process domain.
The customer domain represents what the customer wants or needs from the
product. In functional domain the customer’s needs are denoted by functional
requirements (FRs) and constrains (Cs). Constrains are a specification of the
characteristics that the design solution must possess to be acceptable to the
customer. To satisfy the FRs, the design parameters (DPs) are proposed in the
physical domain. Finally, the process domain introduces the process variables (PVs)
that characterize the process to satisfy the DPs.
After clarification of the four domains, the outputs of each domain evolve from
abstract concepts to detailed information in a hierarchical manner. The designer then
goes through a zigzag process between domains in decomposing the design problem.
The result is that the hierarchical development process in each domain is performed
in combination with the other domains (see figure 1).

DEVELOPMENT OF MODULAR PRODUCTS 2006
hierarchies zigzagging
Figure 1: Axiomatic design process
The final step is establishing the design axioms (DAs). There are two types of DAs:
1. Independent axiom: sustains the independence of the functional
requirements.
2. Information axiom: minimizes the information content of the design.
The first axiom states the design solution must be such that each FR can be satisfied
without affecting the other FRs. When this condition is fulfilled, the resultant DA
matrix will be diagonal. Each DP will affect only its associated FR with no coupling
or decoupling occurring in the matrix (equation 2.1, 2.2 and 2.3).
⎭⎬⎫
⎩⎨⎧⎥⎦
⎤⎢⎣
⎡=
⎭⎬⎫
⎩⎨⎧
2
1
2
1
00
DPDP
XX
FRFR
Uncouple design (2.1)
⎭⎬⎫
⎩⎨⎧⎥⎦
⎤⎢⎣
⎡=
⎭⎬⎫
⎩⎨⎧
2
1
2
1 0DPDP
XXX
FRFR
Decouple design (2.2)
⎭⎬⎫
⎩⎨⎧⎥⎦
⎤⎢⎣
⎡=
⎭⎬⎫
⎩⎨⎧
2
1
2
1
DPDP
XXXX
FRFR
Couple design (2.3)
The second axiom states that simpler designs are better. For example, different
designers can come up with different designs to satisfy the independent axiom
condition. In this case, using the information axiom is very important to find the best
design or the one which has the highest probability of success.
Equation (2.4) illustrates the mathematic representation of the information axiom.
92

Axiomatic design to reduce the product development cost
ii P
I 1log2= (2.4)
iI is the information content for a given FRi and Pi is the probability of satisfying
FRi. The unit of is bits. The lower the design score, the better the design will
be.
iI iI
3 . Axiomatic design and product development
Many product development projects go through numerous iteration steps such as
design-build-test-redesign-build-test. Adopting this method of development will
result in a high cost process resulting from decisions made quickly but which are
inefficient.
Axiomatic design offers the solution to this problem by giving scientific principles
so that the designer can avoid iteration and time consumable steps. AD makes the
designer think at the functional level first to find the functional requirements of the
new product; then change it to design properties to build the best system in shortest
time.
3.1 Axiomatic design and Product development risk
By applying the AD approach, product development risk can be reduced. AD
reduces both the technical risk and the business risk. The result of testing the design
according to information axiom (equation 2.4), ensures that the chosen design has
minimum information content. This denotes the selected design has the highest
probability of success. On the other hand, the business risk is also reduced because
the designer will not drift away from the main goal. This satisfies FRs to produce
products to fulfil the customers’ needs.
3.2 Axiomatic design and product development lead time
AD method reduces the development time by making the development schedule
shorter and more conventional because through this method the designer can: avoid
frustrating dead ends, reduce random searches for solutions and minimize or
eliminate design iterations. Further more, in the product development process, steps
93

DEVELOPMENT OF MODULAR PRODUCTS 2006
94
such as concept generation and concept selection, need to be discussed within the
development team to come up with right decision. Without the use of AD methods
the team will be cycling in a circular path and lost in time consumable arguments.
AD provides the designer with a powerful argument tool. They can justify their
decisions based on AD logics or equations.
For example, assume that there are two designs, A and B. Design A produces
uncouple independent axiom and Design B produces couple independent axiom. The
team wants to know which is the best design.
The solution for this problem is design A. Why is design A the best? It is better than
Design B as it has uncoupled independent axiom (equation 2.1). This means that
each FR has one solution DP without affecting other FRs.
This example illustrates how arguments can be avoided when the team is following
AD. No one can argue that one plus one equals two, and that is what AD provides
the designer with. It offers them a scientific base tool to find and justify the best
solution.
4 Thinking design machine (future view)
According to [Suh, 2001] “the ultimate outcome of design research may be thinking
design machine that should be able to let computers design product”. Imagine if it
would be possible to provide a thinking design machine with specific FRs. From that
the machine designs a new product satisfying the proposed FRs without the
interference of designers. Companies can save time and money through this
automated product development process. The product development cost will be
reduced because of the reduction in the number of members with a design team. The
time of the process will be also decreased because simply there will be no team
meetings, discussions and arguments. The machine will work twenty-four hours,
seven days a week without complaining or rest, so how can that be done?
Through AD logic, an intelligent computer program can be made. For example, the
machine will be asked to fulfil a given product’s FRs. The intelligent software
should satisfy the specified FRs with DPs. This step will depend on the artificial
intelligence logic method the software is following. The higher number of DPs are
saved in the program the more the system can produce accurate DPs satisfy FRs.

Axiomatic design to reduce the product development cost
95
Then the system supposes to produce design axioms (independent axiom and
information axiom). The independent axiom should satisfy uncouple or decouple
cases. At the same time the design must score the lower I in information axiom to
obtain high probability to succeed (look at equation 2.4).
Programming this kind of machine is not as easy as it looks as in the previous
example. It is very difficult to build a thinking machine to derive DPs from FRs or
decompose the complex system. Recent design research is trying to solve this
problem by finding a methodology can make the computer behave like a designer in
linking FRs with DPs, hierarchies and zigzagging between the AD domains.
4.1 Thinking design machine and space exploration
During the Mars exploration mission, NASA sent an autonomous vehicle
(Pathfinder) to investigate and explore the red planet. The cost of this mission was
180 billion dollars. One may ask, does the knowledge gained from this mission
justify the huge amount of money? Did this mission answer all the questions about
the red planet’s environment or geological structures?
Definitely, the mission did not answer all of the questions about Mars. Therefore,
should NASA send another mission? The answer it should make the next mission
better than the first one from the point of view of cost and the amount of knowledge
gained.
The solution to this problem can be the development of an integrated system of
thinking design machine and robots (exploration cell). This system should produce
and build an exploration vehicle on the planet. Whenever the objectives of the
mission are changed (FRs of the mission are changed), the system should be able to
design and build a new exploration vehicle without the need of sending a new
mission to fulfil the new objectives.
To accomplish this, the research and development process of the exploration cell
should focus on three main subjects: development of modular vehicle parts,
development of thinking design machine and development of industrial robots which
would be able to work in the Mars environment.
The modular parts will make the assembly for an exploration vehicle very easy
through common and well-defined interfaces. On the other hand it will reduce the
number of variants. The thinking design machine system will be responsible for

DEVELOPMENT OF MODULAR PRODUCTS 2006
designing the vehicle according to the objectives of the mission by rearranging or
adding vehicle modules. Robots will build the vehicle according to the output design
from thinking design machine (see figure 2).
Robot assemble the vehicle
New vehicle design
Assembled vehicle
Experiment 2
Driving
Solar
Experiment 1
Communicati
Modules
module
cells
Experiment 3
Thinking design machine
Figure 2: exploration cell block diagram
5 Discussion and conclusion
AD helps designers in many ways. Designers are more innovative and develop
better designs in less time. Furthermore they can avoid the design-build-test-
redesign-build-test process. Also, the scientific path of AD enables the use of a
common language between design team members.
Consequently, AD reduces both the technical risk and the business risk. It
guarantees that the chosen design has the maximum probability to succeed. The
business risk is also reduced because products satisfy customers’ needs; since FRs
are derived from those needs.
In addition, AD placed the first stone in development thinking design machine. It
shows that it is possible, in the near future, to have a machine that can design. These
type of machines can make a huge jump in product development and with design
96
Axiomatic design to reduce the product development cost
97
projects. The question is if this machine is built, can it replace the designers? That is
what the future will tell. However engineers develop robots to replace workers and
until now robots have not been able to work as humans.
6 References David S. Cochran, Walter E, Gerd K, Marc L. S,(2000), “The Application of Axiomatic Design and Lean Management Principles in the Scope of Production System Segmentation", The International Journal of Production Research, Vol. 38, No. 6, 1377-1396 Kurniawan, S. H., Zhang, M , Tseng, M. M, (2000), “Connecting Customers In Axiomatic Design", First International Conference on Axiomatic Design, Cambridge, MA – June 21-23 Lenz, Richard K., Cochran, David S. (2000), “The Application of Axiomatic Design to the Design of the Product Development Organization", First International Conference on Axiomatic Design Cambridge, MA – June 21-23 Liuc, X, Soderborg N. (2000), “Improving an Existing Design Based on Axiomatic Design Principles", First International Conference on Axiomatic Design, Cambridge, MA – June 21-23 Suh, N. P, (2001), “Axiomatic Design -Advance and Applications-”, New York: Oxford University Press, Inc. Steward, D., Tate, D. (2000), “Integration of Axiomatic Design and Project Planning", First International Conference on Axiomatic Design, Cambridge, MA – June 21-23 Ulrich, Karl T, Eppinger, Steven D, (2003), “Product Design and Development” (third edition), New York: McGraw-Hill/Irwin Vallhagen, Johan, (1996), “An Axiomatic Approach to Integrated Product and Process Development”, Doctoral Thesis, Gutenberg, Chalmers http://www.axiomaticdesign.com http://www.thespacereview.com/article/119/1

98
MASS CUSTOMIZATION: A SOLUTION FOR MASS PRODUCTION
AND TAILOR-MADE PRODUCTS
Sandra Wittemer German
Companies face the problem of an increasing number of competitors and low cost products. As a result they should think about changing their strategy towards tailor-made products and consider about better customer service and customer loyalty. One possibility to achieve this would be to offer tailor-made products en mass. The name for this strategy is mass customization which may be the future in production and customer choice. Some companies achieve these with ingenious ideas; others are using modularity to face the increasing demand for individuality. This paper discusses the difference between tailor-made products and mass customization and whether mass customization is really what its definition says it is. The base for this paper is a literature study of various papers and books in this field. Key words: Modularisation, mass customization, mass production, customised products
1 Introduction The origin of mass production lay in the development of the steam machine in 1712
and from this point production and its facilities grew steadily. In this period the way
work was done changed. One important milestone in history is certainly the
invention of the assembly line by Henry Ford. With this key innovation the period of
mass production could finally begin. From this point onwards it was possible to
produce large amounts of products in a short period of time and at an affordable
price. After some decades of mass production customer demands changed towards
more unique products. Customers wanted cars in different colours and
configurations and they wanted to choose this on their own. One large step in the

DEVELOPMENT OF MODULAR PRODUCTS 2006 direction of mass customization was the adoption of modules. With products
consisting of modules it is possible for companies to offer a large variety of
products, the customer obtains a ‘tailor-made’ product, and the production costs are
within an acceptable range.
On the other hand there are still companies who try to achieve the goal of tailor-
made products at affordable prices. The combination of these two extremes is mass
customization, but is this really the realization of producing tailor-made goods en
mass or it is only one adapted solution?
A short overview from Comstock Mica [2001] is shown in figure 1 and it
demonstrates the different manufacturing types.
Figur 1: Evolution of Manufacturing
The paper consists of the following sections. Part 2 presents a closer understanding
of the opposites: mass production and tailor-made products. In Part 3 the solution to
this problem, mass customization with the support of modularisation, is presented. A
summary and discussion can be found in the last part.
99

MASS CUSTOMISATION, A SOLUTION FOR MASS PRODUCTION AND TAILOR-MADE PRODUCTS
100
2 Clarification of Mass Production and Mass Customization
2.1 Mass Production
More than one hundred years ago every single product was made by hand. Shoes for
example were sewn by hand and every pair was tailor-made, each pair differed in
quality, it time consuming and very expensive [Comstock, 2001]. This changed
during the period of industrialisation. Since then the work could be done by
machines instead of by hands which was faster and more efficient.
With the invention of the assembly line in 1913 the real mass production could start.
The improvement in the work flow meant that work was automatically delivered to
the worker. This harmonised the individual task time, brought regularity and due to
this, efficiency and low costs. Ford needed 12 hours and 8 minutes to build one
Model T before the assembly line was implemented. After its introduction it took
only 2 hours and 35 minutes; only six months later the time could be reduced to 1
hour and 30 minutes. This time saving was also one reason for the reduction of the
Model T’s price. In 1909 the customer paid $950 but by 1916 they paid as little as
$360, so now more people could afford to buy a car. The sales of the Model T
increased from 5,986 in 1908 up to 577,036 in 1916. [Pine, 1993]
This phenomenon can be described as economies of scale. This means the company
increases output by increasing the throughput and this again can be achieved by
adding machines to the production process and increasing the worker productivity.
The result is that fewer workers are needed which means that the company can
produce at a lower cost per unit and pass this on to the customer in terms of lower
prices. The consequence is that more people can buy cars resulting in more sales and
increased production. To execute this circular flow stable mass consumption is
needed; otherwise surplus production could occur. A further condition for successful
mass production is a smoothly operating assembly line. If anything goes wrong, the
production cost increases dramatically. For this reason mass producers started to
work with buffers in the production process and carried out regular maintenance of
production facilities.

DEVELOPMENT OF MODULAR PRODUCTS 2006
101
The companies which could adopt the system of mass production initially and which
were the most successful are now the “giants of industry”, such as Ford, General
Motors, IBM, Texas Instruments, Proctor & Gamble, etc [Pine, 1993].
Now the question is “Why has mass production at least not been successful?” Pine
[1993] gives one reason: “to keep the system [described above] reinforced itself,
labor costs must keep coming down relative to the price of a product” and this is
only possible up to a certain limit. Pine also pointed out that the homogeneity in the
USA changed due to social classes, income differences and demands (need/want for
new and different products with a definite level of quality).
One characteristic of mass production is that it is produced to stock and it is also
related to physical shops [Jiang Kai, Lee Hau L., Seifert Ralf W. 2006]. The
problem with this system is that changes in customer demands cannot be satisfied or
cannot be satisfied in time. Furthermore the large amount of fixed stock means a
kind of loss for the company and after a product change the old products are almost
worthless.
2.2 Tailor-Made Products
As described above during the periods before mass production, every product was
unique and customised for each person. This meant that the different needs and
requirements of each individual customer had to be transformed into a unique
product which had to be affordable and delivered when the customer wanted to have
it. Today this is sometimes available but only in special stores; however everybody
knows that this means higher prices. Kuma (2004) quotes the result of a market
study: “an average customer is willing to pay an extra $15 for a pair of customized
jeans […] and is willing to wait for 3-5 days”. For bigger companies conversion to
real tailor-made production is problematic. One problem is the stock system,
because this production system does not permit a stock of semi-finished or finished
goods. This has advantages , for example, less capital is tied up, but there are also
disadvantages. One such disadvantage is that customers have to wait until their
products are produced. One good example for real tailor-made products is the
company Tecmath in south-west Germany (Kaiserslautern). They developed a body
scanner for the clothing industry which will probably be a solution for future, see
also [Zipkin, 2001]. With this equipment the clothing industry is able to produce

MASS CUSTOMISATION, A SOLUTION FOR MASS PRODUCTION AND TAILOR-MADE PRODUCTS
102
tailor-made clothing for mass production. The goal of Tecmath is to produce tailor-
made clothing at the same price as the clothing in the shops. The customer enters a
kind of changing room and the body will be scanned within 1.5 seconds. A laser
measures the same points which a tailor would also need to sew the clothes and a
complete 3D picture of the person is computer generated. The computer transfers
this information into a system and tailors the clothing for the individual customer.
Tecmath will focus on high-quality clothing stores and mail-order business because
it is here that implementation could be the most successful.
This system demands a very flexible production process to meet every single
requirement and an extremely good information flow within the company in order
that each customer gets their unique product. One negligible disadvantage is that the
customers have to wait until their products are produced. Another point is that the
company has to find an affordable way to deliver each product to its customer.
The question now is, do companies really need to produce tailor-made products or
are there other possibilities which would satisfy the customer?
3 The Solution: Mass Customization It is generally held that there is great satisfaction to be had from a product which is
unique and one in which we took part in its design. The percentage of customers in
Britain who purchase new cars, which have been customised, increased from 25% in
1992 to 75% in 2002 [Svensson C. & Barfod A., 2002 in Fredriksson, 2005]. This
again shows the increasing demand for unique products.
The characteristics of mass customization are: a tailor-made product, at an agreeable
price delivered at the right time. As described above, despite the difficulty of
producing unique products en mass, some industry segments have achieved a type of
customization.
As the name implies the system of mass customization can split up in two parts;
mass and customization. Mass means to produce a huge amount of products which
create the standard base for the varieties. Furthermore, these base products can be
produced to stock because their demand is regular. The other part customization
describes the individual demand on the product. These parts are built-to-order based
on the individual customer’s orders [Jiang Kai et al. 2005] .

DEVELOPMENT OF MODULAR PRODUCTS 2006
103
3.1 Modularisation
Some fields in industry have adjusted their products in line with changes in
customer behaviour, and solved mass customization with modularisation.
“Modularity allows creating product variety by changing some of the features of
individual modules, while the basic architecture and relations among components
are standardized.” The chance that the customer will find a satisfactory solution is
greater when the company provides a large variety [Frediksson, Gadde 2005] . The
goal is to dynamically combine different modules of a product to meet a specific
product composition [Kumar Asok, 2004].
Modularity can also support the companies to accommodate the permanently
changing customer demands. A module’s development time for example is shorter
than the time to develop a completely new product. This means that companies are
able to shorten the product’s life cycle and therefore make more profit out of it.
Another point for successful mass customization is early customer involvement in
product development. With this strategy the companies are immediately aware of
changes in demands and they can be assured of meeting the customer’s
requirements.
This strategy leads to a win-win-situation for both parties; the customer is satisfied
with the unique product and the company can produce cost effectively. The
company can cut costs by the reduction of inventories and fixed capital as semi-
finished products and the customised products can be assembled in a shorter period
of time [Frediksson, Gadde 2005]. At the same time companies have to be careful
with their stock. On the one hand they want to satisfy their customers with fast
delivery times, but on the other hand they have to calculate their fixed costs. The
problem with the stock system in modularisation is that some companies try to
decrease the delivery time by holding a large stock of modules.
One point which may make the customer reluctant to buy mass produced products
could be the return policy. As the products are assembled for one specific customer
companies may try to avoid taking back the products; doing so would generate a loss
as returned products might not be resaleable. Mukhopadhyay Samar K’s [2004]
solution to this problem is a high degree of modularisation. The product can be
easily de-assembled so the single modules maintain their value. “The higher the

MASS CUSTOMISATION, A SOLUTION FOR MASS PRODUCTION AND TAILOR-MADE PRODUCTS
104
degree of modularity in the product, the higher is the reduction in the loss.” When
the companies try to follow this advice, Mukhopadhyay Samar K [2005] is sure that
they will increase their sales.
4 Discussion From my point of view there is a difference between the term mass customization
and how the term is put into practice.
The reason for this opinion is that today’s production is a kind of mass production
with a huge amount of variances for the customer. It is true the customer can chose,
but only in the range the company offers. If the customers have an exceptional wish
they have to pay a lot of money for this and find a company that can satisfy them.
This theory is supported from the use of modularisation. Modules are the main
success for mass production with varieties. The base for the product is always the
same so it can be produced en mass; this is the case for modules as well. The
companies know the customer demands and they can adapt their products and
production to these demands. For example, in the shoe industry, more and more
brands are offering shoes in half sizes; with this solution a wider range of customers
demands can be satisfied.
The companies only have to decide the scope of the product variety they want to
offer. If the variety is excessive, the customer is overwhelmed by the proposals,
cannot decide and in the end does not order anything. Similarly if the variety offered
is limited, the customer does not find a product which satisfies their need and
therefore also not purchase.
Real mass customization can be achieved by developing and spreading the strategy
of Tecmath. Responding to change in customer demands is occurring in shoe
manufacture; there are an increasing number of providers of tailor-made shoes,
especially in the sports category. This trend could be an indicator for companies to
start thinking about how they could adapt mass customization to their products and
their production.

DEVELOPMENT OF MODULAR PRODUCTS 2006
105
5 References Comstock Mica (2001) “Mass Customization Perspectives, Applications and Implications for a ´New Manufacturing Paradigm” Linköping Studies in Science and Technology, Licentiate Thesis No. 913, ISBN 91-7373-217-6 Duray, Rebecca; Ward, Peter T.; Milligan, Glenn W. (2002) “Approaches to mass customization: configurations and empirical validation”, Journal of Operations Management, Vol. 18, pp. 605-626 Fredriksson Peter, Gadde Lars-Erik (2005) “Flexibility and rigidity in customization and built-to-order production”, Industrial Marketing Management, Vol. 34, pp. 695-705 Jiang Kai (2006) “Satisfying customer preferences via mass customization and mass production”, IIE Transactions, Vol. 38, pp. 25-38 Kumar Ashok (2004) ”Mass Customization: Metrics and Modularity”, International Journal of Flexible Manufacturing Systems, Vol. 16, pp. 287-311 Mukhopadhyay Samar K. (2005) “Optimal return policy and modular design for build-to-order products”, Journal of Operations Management, Vol. 23, pp. 496-507 Pine B.J. II (1993) “Mass Customization: The New Frontier in Business Competition”, Harvard Business School Press, Boston, MA, ISBN 0-87584-372-7 Pine II, B. Joseph; Victor, Bart; Boynton, Andrew C. (1993) “Making Mass Customization Work”, Harvard Business Review, Vol. 71, pp. 108-118 Srivastava Sudhanshu (2006) “Customizing to order”, Machine Design, Vol. 78, pp 86-89 Svensson C. & Barfod A. (2002) “Limits and opportunities in mass customization for “build to order” ”SMEs. Computer in Industry, Vol. 49 (1), pp.77-89 Ulrich T. Karl, Eppinger D. Steven (2003) ”Product Design and Development”, Third Edition, McGraw-Hill Education Xuehong Du, Jianxin Jiao, Tseng M.M. (2000) “Architecture of product family for mass customization”, Management of Innovation and Technology, Vol. 1, pp. 437-443 Zipkin Paul (2001) “The Limits of Mass Customization”, MIT Sloan Management Review, Vol. 42, pp. 81-88

DEVELOPMENT OF MODULAR PRODUCTS 2006
106
How a Design for Manufacturing method is built up and why it is so profitable for a company
CICIULLA Thomas French - [email protected]
Several decades ago, an industrial enterprise did not need to be perfectly organised to be efficient. In today’s industry, the market is tougher than before; an enterprise must be more efficient than its competitors. For this reason companies should use Design For Manufacturing (DFM). The economic success of a product is highly dependent on manufacturing costs. The designers are not really concerned with manufacturing then companies lose a lot of money because products have not been correctly designed. The focus of this paper is to explain what makes a DFM method so profitable and how DFM is built up in a company. The paper also describes the different steps that compose typical DFM methods; and how the DFM practice leads to low manufacturing costs without sacrificing product quality.
Keywords: Design For Manufacturing, DFM, Manufacturing Costs, Design
1 Introduction
The strong competition in the market, the permanent search for performance and
effectiveness has lead companies to develop and set up methods grouped under the
term Design For X (DFX).
DFX incorporates manufacturing and assembly criteria for design as well as the rest
of the product life-cycle. One of the techniques in DFX is Design For Manufacturing
(DFM). The idea behind DFM is to bring design and manufacturing closer together.
The problem is that designers are focused on performance, power consumption and
costs target; they really do not consider manufacturing aspects. However, the
economic success of a product is highly dependent on manufacturing costs.
Companies lose a lot of money because products have not been correctly designed.

How a Design For Manufacturing Method is Built Up and Why it is so Profitable for a Company
107
The DFM method permits the factory to reduce manufacturing costs while
improving product quality, development time and development cost.
This paper presents the different steps of the DFM method and also presents the
results obtained by the company General Motors from the use of this method on the
air intake manifold of the 3.8-liter V6 engine. The focus of the discussion section is
the question: why is it so profitable for companies to use the DFM method?
2 The Design For Manufacturing Method
“In order to compete in today’s commercial environment, companies must produce
greater product variety at lower cost and within a reduced product life cycle. To
achieve this, a Concurrent Engineering philosophy is often adopted and, in many
cases, the main realization of this is Design For Manufacturing.” [Molloy et al,
1998]. According to Ulrich & Eppinger, the DFM method is composed of five steps
(see Figure 1). The DFM method is used during the concept development phase and
requires multifunctional teamwork; ie many departments such as marketing,
production, design, finance and quality are represented. “The team collaborates over
the life of a project from concept to commissioning. They work together from the
outset to anticipate problems and bottlenecks and to eliminate them early on”
[Madan].
Figure 1: Description of the DFM method
[Ulrich & Eppinger, 2003]
Figure 2: Elements of the manufacturing costs of a product [Kenger, 2006]

DEVELOPMENT OF MODULAR PRODUCTS 2006
108
2.1 Step 1: Estimation of Manufacturing Costs
The first step in the DFM method is the estimation of Manufacturing Costs (see
Figure 2). These costs are divided in three different elements:
The first element is the Component Costs. The components of a product
include standards parts purchased from suppliers. Custom parts are also included;
these parts are especially manufactured because they are not available on the market.
The second element is the Assembly Costs. A product is assembled from
different parts. Assembly costs include labor costs, equipment and tooling costs.
The third element is the Overhead Costs. These costs include support costs
and indirect allocation costs.
The costs of manufacturing can also be divided into fixed costs and variable costs.
A Bill of Material (BOM) must also be established, it is a list of all the different
components that compose the product. The BOM shows the estimation of the cost
decomposed into fixed and variable costs.
2.2 Step 2: Reduce the Costs of Components
“For most highly engineered discrete goods the cost of purchased components will
be the most significant element of the manufacturing cost.” [Ulrich & Eppinger,
2003] Strategies that permit the maximum reduction of these costs have been
developed.
2.2.1 Understand the Process Constraints and the Cost Drivers
To avoid costly parts, the designers must know and understand the capabilities, the
cost drivers and constraints of the process. For instance, the designers should really
be careful because they can specify a very tight tolerance and it involves a lot of
difficulties to the production to achieve such accuracy.
The constraints of a process can be given to designers in the form of design rules.
2.2.2 Redesign Components to Eliminate Processing Steps
The production process can be simplified by an attentive examination of the
proposed design. This can, in some cases, eliminate several steps of the process and
thus reduce the manufacturing costs.

How a Design For Manufacturing Method is Built Up and Why it is so Profitable for a Company
109
2.2.3 Choose the Appropriate Economic Scale for the Part Process
When few parts will be produced, processes with low fixed costs and variable costs
are suitable. While high fixed costs and low variable costs are appropriate for high
volume production.
2.2.4 Standardization of the Components and the Processes
The higher the volume of production of components is the lower the price of this
component will be. Standardization can be developed within the product line of a
single company or can be developed via a supplier, across the product lines of
several companies.
2.2.5 Adhere to “Black Box” Component Procurement
Only a black box description of the component to be designed has been given by the
team to the supplier. “It is a description of what the component has to do but not
how to achieve it” [Clark and Fujimoto, 1991]. The advantage is that the supplier
has very broad design possibilities or chooses the part with the minimum cost. The
other benefit is that the internal team does not have any responsibilities concerning
the design of the part.
2.3 Step 3: Reduce the Costs of Assembly
To reduce the costs of assembly, the Design for Assembly (DFA) method is used.
DFA seeks to reduce “the cost of a product through simplification of its design. The
best way to achieve this cost reduction is first to reduce the number of individual
parts that must be assembled and then to ensure that the remaining parts are easy to
manufacture” [Boothroyd & Dewhurst, 1989].
2.3.1 Principles of DFA
According to Kenger, the DFA method possesses some principles which must be
applied for maximum efficiency:
- The number of parts and the different part types must be reduced.
- The adjustments must be eliminated as far as possible.
- The designer has to design parts to be self-locating and self-aligning.
- The designer has to ensure an ample access and has to avoid unrestricted
vision.
DEVELOPMENT OF MODULAR PRODUCTS 2006
110
- The handling part from bulk must be easy.
- The need for reorientation during assembly must be reduced as far as
possible.
- The parts cannot be incorrectly installed.
- If it is possible, maximize part symmetry.
2.3.2 Boothroyd & Dewhurst’s Systematic Approach to DFA
Boothroyd & Dewhurst have developed a concept of assembly efficiency. “This is
measured as an index which is the ratio of the theoretical minimum assembly time to
an estimate of the actual assembly time for the product.”
DFA index = (Theoretical minimum of parts) * 3) / Estimated total assembly time
The result of the index will let the team know if the design is acceptable or not.
2.4 Step 4: Reduce the Costs of Supporting Production
The costs of Supporting Production can be reduced provided that the manufacturing
system is minimized as far as possible.
A very simple manufacturing system can easily become a very complex system. For
instance, a system extruding a single diameter of plastic rod from plastic pellets is a
very simple manufacturing system but in general these kinds of systems are more
complex. This complexity comes from the variety of inputs, outputs and
transforming processes. A manufacturing system can involve an impressive quantity
of suppliers, parts, people, products and production processes. The complexity of the
system is increased with the number of variants. All these different variants must be
tracked, monitored, managed, inspected, handled and catalogued which incurs
additional costs to the enterprise. Clever product design decisions can really reduce
the complexity of the manufacturing system. The team must identify complexity
drivers and, with the use of a scorecard, try to reduce the complexity of the
manufacturing system by changing the design.
The use of the strategy called Error Proofing can reduce the supporting production
costs. This strategy consists of the anticipation of the failure modes of the
production system and, early in the development process, takes some corrective
actions. For instance, the use of different colours can permit the differentiation of
two parts which can be easily confused.

How a Design For Manufacturing Method is Built Up and Why it is so Profitable for a Company
111
2.5 Step 5: Consider the Impact of DFM Decisions on Other Factors
2.5.1 The DFM decisions have an Impact on Development Time.
When the DFA guidelines are performed it could result in very complex product
parts. “These parts may be so complex that their design or the procurement of their
tooling becomes the activity which determines the duration of the overall
development effort. The cost benefits of the DFM decision may not be worth the
delay in project duration” [Ulrich et al., 1993].
2.5.2 The Impact of DFM on Development Cost
Teams that seek the lowest manufacturing costs using the DFM method and
possessing good project management are, in general, able to develop products in
about the same time and within the same budget as teams that do not.
2.5.3 The Impact of DFM on Product Quality
The use of DFM leads to a decrease of the manufacturing costs and it can have two
different effects on product quality.
The first effect can be the improvement of the product quality. For instance, the use
of the DFM method on a product can result in cost reduction, weight reduction and
improvements in the product’s performance.
The second effect can be the decrease of the product quality. Indeed, the reduction
of the manufacturing cost can reduce the reliability or robustness of the product.
2.5.4 The Impact of DFM on External Factors
Design decisions can have effects on two external factors, component reuse and life
cycle costs. This second factor has to be considered before adopting a DFM decision
because some products may involve special costs which are not taken into account
in the manufacturing costs. For example, products may involve service and warranty
costs or products may contain toxic material requiring special disposal handling.
3 Air intake manifold
The General Motors Powertrain Division produces about 3,500 3.8-liter V6 engines
per day. Given that production volumes are very high, reduction of the cost of its
engine while improving its quality could be really interesting for the company. The

DEVELOPMENT OF MODULAR PRODUCTS 2006
112
air intake manifold is the most expensive subassembly of this engine and the firm
decided to improve it, using the DFM method.
After having used this method the company has realized some improvements from
the previous design:
- Unit cost savings of 45 percent.
- Mass savings of 66 percent (3.3 kilograms).
- The assembly and the service procedures are simplified.
- The performance of the engine has been improved due to reduced air
induction temperatures.
- Reduction of the shipping costs because the components are lighter than
before.
Concerning the manufacturing cost of this product, the use of the DFM method has
generated several million dollars in annual savings.
4 Discussion & Conclusion
The DFM method is a method actually used within industry. It presents some
advantages but also some drawbacks.
If a company wants the DFM method to be efficient, it is necessary that the
designers know the capabilities of the machines, the costs drivers and the constraints
of the process. It is necessary that there is a real motivation on behalf of the
designers.
This method can, in some cases, involve problems with product quality. Indeed, the
company goal to always achieve the lowest manufacturing costs can involve some
quality problems. The robustness or the reliability can be affected by the decrease of
the manufacturing costs.
However this method also presents some advantages. It permits the reduction of the
component costs as they are the most important element of the manufacturing costs.
By the application of DFA guidelines, the company can reduce assembly costs and
facilitate both handling and insertion. To simplify assembly operations, parts can be
redesigned or removed from the product.

How a Design For Manufacturing Method is Built Up and Why it is so Profitable for a Company
113
Through the reduction of system complexity and the installation of the strategy Error
Proofing, cost reductions of the Supporting Production can be achieved.
Product quality can really be improved because the DFM method can give very
important cost reductions and the redesign of the product can increase its
performance.
To conclude, despite the drawbacks, if the DFM method coupled with good project
management are applied correctly then it is possible to obtain an optimal design with
low manufacturing costs, improved product quality, development time and
development costs.
5 References
Corrado Poli BS, (2000), “Design For Manufacturing – A structured Approach”, ISBN 0-7506-7341-9 Priest J., Sanchez J., (2001), “Product Development and Design For Manufacturing – A collaborative Approach to Reducibility and Reliability”, 2nd ed., ISBN 0-8247-9935-6 Pradeep Madan Deputy General Manager, “Concurrent Engineering and its application in Turnkey Projects Management”, SAE (I), LTD, New Delhi India Ulrich K., Eppinger S., (2003), “Product Design and Development”, 3rd ed., ISBN 007-123173-7 Xi-Wei Lin “Design For Manufacturing with Increasing Variability”, Silicon Engineering Group, Synopsys Inc Langowitz N., (1991), “Becoming Competitive Through Design For Manufacturing” Kenger, P., (2006), Development of Modular Products, Design For Manufacturing, Course, Dalarna University Clive Wu, (2005), “Putting Design For Manufacturing into Action”, Electronic Design Maliniak D., “DFM Optimization Tool Drives Design Requirements To The Fab” Geoffrey James, (July 2006), “Life after DFM”, Electronic Business Molloy O., Tilley S., Warman E.A., (1998), “Design For Manufacturing and Assembly – Concepts, architectures and implementation”, ISBN 0-412-78190-5

Analysis of the modular architecture of an engine family
114
ANALYSIS OF THE MODULAR ARCHITECTURE OF AN ENGINE FAMILY
Tobias Erford German
Constantly changing market requirements force car manufacturers to adapt their business. To stay competitive and be attractive to their customers they need to constantly improve their products. Product modularization in combination with product families has proven potential for acting effectively. Many car manufacturers have switched over to a modularization strategy during their development processes. This paper deals with the advantages of a modular design of combustion engines. Based on the medium gasoline engine family of the Adam OPEL GmbH the possibilities of implementing a platform strategy in the field of engine development are shown. Furthermore the effects on the development times and development costs, resulting from the use of a modular product family, are highlighted. Keywords: product family, OPEL, engine, modularization, car manufacturer, development costs, development times
1 Introduction
To handle the complex new car development efforts car manufacturers apply
different methods and procedures to simplify the process. They apply Computer
Aided Engineering (CAE) during development; define different types of product
families and practice modularization within the entire car [Kalmbach, 2005]. The
use of product families in combination with modular assembly is very common in
the car industry. This approach is beneficial as it decreases the complexity of the

DEVELOPMENT OF MODULAR PRODUCTS 2006
115
development process [Muffatto, 1999]. Within the car industry the use of various
types of platforms and product families help car manufacturers to be more flexible
during advancement. Through the use of common components/modules within
several products car manufacturers are able to be more efficient and to reduce their
costs and lead-times. One of the main application fields for platforms and product
families is the area of combustion engines.
This paper is based on a literature study of several articles and books. It will submit
general information and descriptions of platforms and product families. Afterwards
an engine family is analyzed with a view to modularization and platform strategy.
Finally the advantages and disadvantages for the use of an engine family are
mentioned.
2 Terminology
Adam OPEL GmbH – German car manufacturer belonging to the General Motors
(GM) Concern
1.6 Twinport Ecotec – engine with a cubic capacity of 1.6 liters with the Twinport-
Technology from Opel
Twinport – Technology where one of two intake ports can be deactivated by a
pneumatic driven swirl control valve
1.8 Ecotec – engine with a cubic capacity of 1.8 liters with dual continuously
variable cam phasers and a two-step intake manifold
1.6 Turbo Ecotec – engine with a cubic capacity of 1.6 liters with exhaust gas
turbocharger
Medium gasoline engine family from OPEL – product family of gasoline engines
with a range of cubic capacity from 1.6 liters up to 1.8 liters
CNG/LPG – Compressed natural gas/Liquefied petroleum gas
Pump module – Part of the engine which has an integrated oil pump and water
pump
3 Platforms and product families
Platform strategy has great importance in the product development process and is
common in various types of industry. A platform can be seen as a common set of

Analysis of the modular architecture of an engine family
physically connected components or sub-assemblies. Usually the use of platforms is
combined with a modular architecture of the product [Muffatto, 1999]. The
approach of a modular architecture is to decompose a complex product design into
simpler subsystems/subassemblies, so called modules [Jose & Tollenare, 2005].
Depending on the interaction between the different product modules three types of
modular architecture can be differentiated: slot-modular architecture, bus-modular
architecture and sectional-modular architecture (see figure 1) [Ulrich & Eppinger,
2003].
Slot-modular architecture: Every module has its own unique interface which
prevents an interchange of the modules in the product. There is only one possibility
to connect the modules with each other [Ulrich & Eppinger, 2003].
Bus-modular architecture: This architecture consists of a common bus and various
modules with identical interfaces. The modules are connected to the common bus
[Ulrich & Eppinger, 2003].
Sectional-modular architecture: This architecture consists only of different
modules with identical interfaces. The modules can be connected in various ways.
Most of the industrial products require unique interactions between the modules and
the rest of the product and therefore the slot-modular architecture is the most
common architecture in industry [Ulrich & Eppinger, 2003].
Figure 1: Three types of modular architectures [Ulrich & Eppinger, 2003]
By using a product platform companies are able to develop a number of new
products by combining specially defined modules with the existing platform [Jose &
Tollenaere, 2005].
The entirety of these derivate products based upon one common platform forms a
product family. Through the use of product families companies are able to offer a
116
wide variety to customers while having less variety in the plants [Erixon, Kenger &
Stake, 2006].

DEVELOPMENT OF MODULAR PRODUCTS 2006
4 Analysis of an modularized engine family
117
When a car manufacturer applies the product family approach in the field of
sidered. For example,
in which (business) market should the engine variants be placed and what range of
n [Grebe et al 2003].
t process for the basic engine the technologies which
combustion engines a lot of general conditions have to be con
displacement should the engine family comprise? Furthermore the number of
planned engine variants ought to be defined and the main development targets
decided. Beyond these the possibilities of how to modularize engines has to be
figured out in order to define common parts and the base platform for the product
family.
In many cases companies do not develop new engines from scratch but use existing
engines and engine families as fundaments; they upgrade engine families to the next
generatio
In this section the potentials of modular engine design are shown, based on a
gasoline engine family of the Adam OPEL GmbH.
Before starting the developmen
the new engine family could contain have to be acquired.
Figure 2: Integration of technologies on a modular basis [Grebe, et al, 2003]

Analysis of the modular architecture of an engine family
118
In figure 2 the different technologies are displayed which have been taken into
consideration for this engine family and its variants.
This engine family of the Adam OPEL GmbH is designed for engines with a range
of cubic capacity from 1.6 liters up to 1.8 liters. Currently there are three engine
variants available, listed in the order of their launch: the 1.6 Twinport Ecotec, 1.8
Ecotec and the 1.6 Turbo Ecotec. Each engine is intended for a certain market
segment.
4.1 1.6 Twinport Ecotec (1.6 Twinport)
This engine is the basic engine (see figure 3) of the medium gasoline engine family
and was the first deployment of the new generation (of the engine family). “It is
mainly used in price sensitive vehicles of the small car and the lower mid class
segments” [Grebe et al, 2003]. The technology chosen for this engine is port
deactivating (Twinport-Technology) with high exhaust gas recirculation. As a result,
it is possible to reduce fuel consumption at partial load and retain full lo
characte
ad
ristics at the same time.
Figure 3: Basic engine (1.6 Twinport) with the main components [Grebe et al,
2003]
In figure 3 the main modules of the basic engine are displayed in an explosion view.
The cylinder block is made of a material which makes the application of measures to

DEVELOPMENT OF MODULAR PRODUCTS 2006
119
reduce noises redundant. The oil pan is designed as a common part for all engine
variants. A sub-assembly consisting of the cylinder head, the two camshafts and the
valve train is assembled first and then delivered to the final assembly line
[Fredriksson, 2002]. Another module of this engine family is the so-called “pump
module”. In this module the oil pump and the water pump are integrated.
Furthermore all accessories, including the drive belt, are directly mounted onto the
pump module which can be carried out at a separate assembly station. Each engine
variant (with or without the air conditioning compressor) has the same positioning of
the accessories; only the length of the drive belt is different. The exhaust manifold
and the suction system are new, especially developed for this engine as are pistons
and connecting rods. Parts such as the crankshaft are modified carry-overs from the
preceding generation of the engine family.
4.2 1.8 Ecotec and 1.6 Turbo Ecotec (1.6 Turbo)
Th .8
Ecotec” with dual continuously variab phasers (DCVDP) is used in almost
1.6 Turbo the designers have integrated
age of alternative fuels like
ese engines are two derivate engines based on the 1.6 Twinport engine. The “1
le cam
every vehicle that Adam OPEL GmbH offers to its customers [Böhler et al, 2005].
The second engine, the 1.6 Turbo with an exhaust gas turbocharger, is a high
performance engine for the small car segment [Frensch et al, 2006].
The cylinder block and the cylinder head are based on the parts of the basic engine.
It was possible to develop these parts together, which is beneficial for the
development time. Only the machining of the cast parts is different. Moreover many
components such as cast parts, the camshaft cover, the oil pan, the ignition cassette,
the pump module and accessories are designed as common parts in all engine
variants. Yet, many modules belonging to the particular chosen technology principle
of the engine have to be developed from scratch. This is necessary to ensure the
required performance of the engines. Modules which have to be developed from
scratch are the exhaust manifold with integrated turbocharger, the DCVCP, the
intake manifolds and the exhaust manifold for the 1.8 Ecotec. During the
development of the intake manifold for the
an additional gas fuel rail “for the potential us
CNG/LPG” [Frensch et al, 2006] in another variant of the engine family.

Analysis of the modular architecture of an engine family
120
parts or newly
In table 1 the main modules of the three engines of the considered engine family are
listed. In addition, it is shown in comparison to the basic engine (1.6 Twinport)
which kind of module these parts are (carry-over parts, modified
developed parts).
Table 1: Comparison of the variants of the engine family
1.6 Twinport 1.8 Ecotec 1.6 Turbo cylinder block cylinder head crankshaft new part modified (1.8) valve train pump module connection rod piston new part new part oil pan various cast parts various covers engine dimensions identical
Modules
modified part in one detailmodified part in few details
same principle
common partcommon part
common partnew developed part
common part
5 Conclusion
This paper shows that car manufacturers can apply a platform strategy in the field of
engine development. Yet this is not really effortless because of the relatively
e to consider the various
technologies for the engine variants which increase the development costs for the
first engine (basic engine) of an engine family. However, in later development
processes of engine variants car manufacturers can benefit from this initial effort.
They can carry over parts without any changes or with just few modifications to the
new product. Thereby the costs for single parts which are used in several engine
variants decrease because of the larger volumes purchased from suppliers. In
addition the lead-time can also be minimized through the use of common parts or
common principles from preceding developments. Furthermore the modular
structure of the engines is also beneficial for the car manufacturers. For example,
they can outsource single components or even small sub-assemblies to suppliers
who are specialized in these kinds of products, or assemble sub-assemblies at
complex architecture of engines. Car manufacturers hav

DEVELOPMENT OF MODULAR PRODUCTS 2006
121
s, etc. Additionally, sub-assemblies can also be tested separately
before mounted to the final product. One of the main advantages of a strictly
al Journal of
Ulrich, K. T., Eppinger, S. D., (2003), “Product Design and Development”, Third Edition, McGraw-Hill/Irwin, ISBN 007-123273-7
separate workstation
planned product family is the possibility of using one assembly line. This is feasible
because of the identical main dimensions of the three different engine variants.
Since only one assembly line is necessary, the car manufacturer does not need to
undertake huge investments for several assembly lines and the quality of the
assembly process increases. Through the use of one assembly line it could be
interesting to see if it is possible to assemble different engine variants in serial, with
a high level of customization, without an excessive increase in logistic efforts. Due
to these possibilities of reducing process efforts car manufacturers can focus on the
final assembly line and optimize the assembly process to the fullest. Moreover, car
manufacturers can, by using a platform strategy, develop and launch more engine
variants within shorter lead-times. Overall, it can be said, based on the arguments
above, that the approach of applying a platform strategy in the engine development
field should be applied and continuously improved by car manufacturers.
6 References Böhler, G., Grebe, U., D., Löhnert, T., Pöpperl, M., Steffens, K., (2005), “ The New 1.8 l Four-Cylinder Spark Ignition Engine for Opel Automobiles“, MTZ Worldwide, Vol. 66, 04/2005, p. 2 - 6 Erixon, G., Kenger, P., Stake, R., (2006), “Development of Modular Products“, Fourth Edition, Borlänge: Industrial Leadership – Dalarna University Fredriksson, P., (2002), “Modular assembly in the car industry - an analysis of organizational forms’ influence on performance”, European Journal of Purchasing & Supply Management, Vol. 8, No. 4, p. 221-233 Frensch, M., Heusler, H., Mohr, J., Löhnert, Th., Steffens, K., (2006), “ The New 1.6 l Turbo Spark-ignition Engine by GM Powertrain Europe“, MTZ Worldwide, Vol. 67, 03/2006, p. 2 -5 Grebe, U., D., Gebhard, P., Löhnert, T., Opacak, I., Theis, H., G., (2003), “The New Generation of the Mid-Sized Four Cylinder Spark Ignition Engines by Fiat-GM Powertrain“, MTZ Worldwide, Vol. 64, 11/2003, p. 2 - 5 Jose, A., Tollenaere, M., (2005), “Modular and platform methods for product family design: literature analysis”, Journal of Intelligent Manufacturing, Vol. 16, p. 371-390 Kalmbach, R., Lunani, M., (2005), “Implementing a Modularization Strategy”, Automotive Design & Production, Volume 117, No. 4, p. 16-19 Muffato, M., (1999), “Introducing a platform strategy in product development”, InternationProduction Economics, Vol. 60-61, p. 145-153

DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
122
AXIOMATIC DESIGN - INTEGRATION WITH COMPLIMENTARY TECHNIQUES
Vinay Gullapali Indian
In the recent years, rapid advances in technology together with competitive environment have been forcing industries to develop much sophisticated development and production thereby resulting in enhanced products. Axiomatic Design (AD) is a method that supports companies in developing qualitative products. AD follows the information between four domains following two axioms i.e. the Independence axiom and the Information axiom. Despite the strong nature of the method it has its own limitations under complex situations, e.g. the Information content which is difficult to maintain. Hence this paper makes an attempt to integrate other design techniques like Robust Design (RD), Theory of Inventive Problem Solving (TIPS) and Quality Function Deployment (QFD) with AD. The prime objective in this paper is to review the working methodology of AD and other techniques and identify whether these complimentary techniques would be beneficial to AD in relation to the four domains. The discussions show that the above said techniques are able to enhance and support the AD method as these techniques rich in their perspective, easily integrate with AD and are able to overcome the limitations of AD. Keywords: Axiomatic Design, TIPS, Robust Design, QFD, Integration.
1. INTRODUCTION In the era of product development complexity, need for higher customer satisfaction,
reduction of development time and cost, and the utilization of customer focused
tools are considered to be important. The Axiomatic Design (AD) was initially
introduced by Nam Suh and has been implemented in various levels of product
development process to enhance design practices with a unique way of improving
design evaluation criteria [Kim, Cochran, 2000]. AD process is a method for
innovation and product development [Chen, 1999].
AD is supposed to perceive needs through mapping between the four main domains.
The left domain represents what we want to achieve and the right on represents how

DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
123
to achieve it. The design process is a systematic procedure using the independence
and information content axioms. These two axioms develop the independence of
functional requirements and minimize the information content in a design.
Initial review with in the area of AD considers the relation ship between the design
methods and concludes the advantages of AD over QFD and RD [Chen, 1999]
[Gould, 2000]. The work is undoubtedly interesting, however in my view the above
two have never discussed the limitations of the AD. Past work [Suh, 1999]
discusses the uncertainty of the information and independence axiom, and defines an
algorithm for such situations. The limitations of RD, TIPS and AD have been
discussed and integrated for the development of RD [Matthew, Yank, Taguchi,
2000]. TRIZ (TIPS) has been reviewed from the perspective of AD and concluded
that AD does not provide any solution when the design violates the two axioms
[Kim, Cochran, 2000]. AD has been integrated with Taguchi concept for the
determination of the optimal design parameter [Hwang, Lee, Park, Lee, Cho, Lee,
2003].
The proposed methodology in this paper makes an attempt to overcome the
limitations of AD integrating it with its complimentary techniques like Theory of
Inventive Problem Solving (TIPS), Robust Design (RD) and Quality Function
Deployment (QFD). A brief introduction to the techniques has been provided for the
benefit of the readers unfamiliar and has been examined whether these
complimentary techniques could be integrated with AD in respect to the four
domains.
The rest of the paper is organized as follows. Section 2 presents a short review on
the working procedures of all the techniques. Section 3 further discusses the usage
of the complimentary techniques in AD. Section 4 discusses the results and presents
discussions concerning the results. The paper finally presents concluding remarks
2. WORKING METHODOLOGY OF THE TECHNIQUES
2.1 Axiomatic Design
“The basic goal of AD is to establish a scientific foundation for the design field”
[Suh, 1990]. According to the literature review the first concept, domains contain
the customer domain, the functional domain, the physical domain and the process
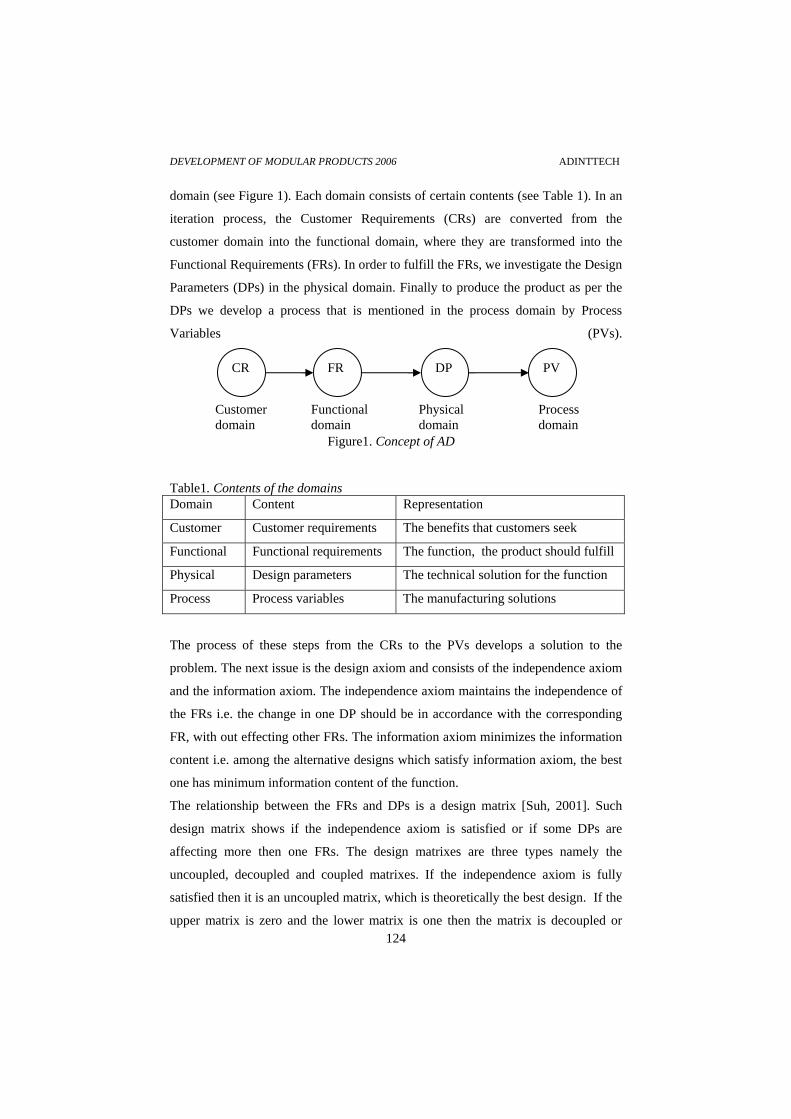
DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
domain (see Figure 1). Each domain consists of certain contents (see Table 1). In an
iteration process, the Customer Requirements (CRs) are converted from the
customer domain into the functional domain, where they are transformed into the
Functional Requirements (FRs). In order to fulfill the FRs, we investigate the Design
Parameters (DPs) in the physical domain. Finally to produce the product as per the
DPs we develop a process that is mentioned in the process domain by Process
Variables (PVs).
CR FR DP PV
Customer domain
Functional domain
Physical domain
Process domain
Figure1. Concept of AD
Table1. Contents of the domains Domain Content Representation
Customer Customer requirements The benefits that customers seek
Functional Functional requirements The function, the product should fulfill
Physical Design parameters The technical solution for the function
Process Process variables The manufacturing solutions
The process of these steps from the CRs to the PVs develops a solution to the
problem. The next issue is the design axiom and consists of the independence axiom
and the information axiom. The independence axiom maintains the independence of
the FRs i.e. the change in one DP should be in accordance with the corresponding
FR, with out effecting other FRs. The information axiom minimizes the information
content i.e. among the alternative designs which satisfy information axiom, the best
one has minimum information content of the function.
The relationship between the FRs and DPs is a design matrix [Suh, 2001]. Such
design matrix shows if the independence axiom is satisfied or if some DPs are
affecting more then one FRs. The design matrixes are three types namely the
uncoupled, decoupled and coupled matrixes. If the independence axiom is fully
satisfied then it is an uncoupled matrix, which is theoretically the best design. If the
upper matrix is zero and the lower matrix is one then the matrix is decoupled or 124
DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
125
triangular matrix. All other kinds of matrixes which violate the independence axiom
are called coupled matrixes.
On the other hand AD process has the limitations of the lack of generating ideas for
the functional requirements (FRs) to identify the corresponding design parameters
(DPs) because AD tries to satisfy every customer requirements (CRs) in its process
of generating ideas for the FRs. AD alone cannot generate huge ideas for the entire
FRs to be satisfied [Suh, 1998]. The process of investigating the DPs for every FRs
and CRs is very complicated as every CRs and FRs are not equally important. So, a
balance is to be made in selecting the DPs depending on the situation. The
information content of the design is difficult to be handled as every design
parameter requires high information [Matthew, Yang, Taguchi, 2000].
2.2 Quality Function deployment
Quality Function Deployment (QFD) commonly called as “The voice of customer”
or “house of quality” is a connective process that helps the product development
team to focus on the customer needs through out the product development process
[Yamashina, Ito, Kawada, 2002]. QFD is usually represented as a set of matrices
describing the relationship between the data. The term ‘Quality function’ relates to
any activity needed to assure that quality is achieved. The HOQ can be described
further as linking between the customer needs to design attributes, design attributes
to the actions of firm, actions of firm to implement decisions and implementation to
the production planning
2.3 Theory of Inventive Problem Solving
Theory of inventive problem solving (TIPS) originated from TRIZ, a Russian
acronym developed by Genrikn Altshuller [John, Alla, Boris, 1998]. TIPS is a
methodology to increase the sum of desirable functions over the undesirable
functions. The method solves the problem by a contradiction which is called as an
opposing statement. The procedure begins by identifying the problem causing
elements and constructs a model called substance field analysis (SF model). The
method solves technical problems and offers innovative product structures from 76
standard solutions obtained from a wide knowledge of 40,000 inventions
[Yamashina, Ito, Kawada, 2002].

DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
126
2.4 Robust Design
Robust Design (RD) using Taguchi method is an activity in the product development
process for developing the performance of the product decreasing its noises and
makes it perform ideally under all conditions [Karl, Eppinger, 2003]. The procedure
is composed of three types namely system, parameter and tolerance design. System
design generates new ideas for the products and parameter design determines the
optimum level for the noise factors using orthogonal arrays and signal-to-noise (SN)
ratio. The tolerance design is made to improve the quality of the product with
minimum cost.
3. INTEGRATION OF THE TECHNIQUES IN AD
3.1 Customer Domain
Customer requirements form the basis for the final product. Often CRs are vague
[Matthew, Yank, Taguchi, 2000]. So, selection and gathering CRs defines the
success of the product.
The ‘voice of customer’ in QFD can be used for gathering information from
customers about their requirements. Even when there are a lot of CRs then the HOQ
can be utilized to identify and prioritize the CRs. This can be helpful for the designer
to rank and select the CRs from a lot and safely ignore others.
3.2 Functional Domain
FRs are generated from the CRs in a solution neutral environment [Suh, 2001]. This
defines the generation of the FRs in an environment of non-data of the existing
designs.
TIPS can be useful for designers in identifying alternate DPs to achieve the FR. If
the generation of the DPs are constrained it may always lead to rebuilding the
product as it may lead to coupled or redundant design. So TIPS can be helpful in
creating large number of ideas from various categories.

DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
127
QFD can be helpful in the selection of the most required and important FRs required
for the DPS. The ranking of FRs against CRs can be helpful in selecting the right
FRs which satisfy the most CRs and make the process more accurate.
3.3 Physical Domain
This domain is the most important domain as it is the generation of technical
solutions to satisfy the FRs and the information content of the design should also be
reduced or handled here.
When DPs should be determined to enhance robustness of the product, Taguchi
concept can be utilised to increase the performance regardless of the tolerances
[Hwang, Lee, Park, Lee, Cho, Lee, 2003]. So, RD can be used here to reduce the
information content by hierarching the DPs and the FRs into a lower level for
reducing the noise factors. This is done by keeping variances small for the
independence axiom approval [Suh, 2001].
QFD can be helpful in analysing the DPs against the FRs and CRs and check
whether the CRs are consistently met by the DPs by using the HOQ. So, QFD can be
helpful in selecting the best DPs in relation to the FRs and make it an ideal design. A
very important aspect of this evaluation is to identify conflicting DPs and optimized
by RD to meet the individual target values.
TIPS is useful if the coupled design is to be modified for use or change it into the
decoupled design. TIPS can be helpful for generating technical solutions from its 76
standard solutions. The influence of DPs against more then one FRs can be rectified
by making a small modification to the solution which may be generated from TIPS.
3.4 Process Domain
PVs define the key variables in the process domain that generate the specified DPs.
The PVs force the creative process of the design in an efficient way.
In order to achieve the desired DPs we can go through the 76 standard solutions in
TIPS literature. This can lead to a process that can effectively produce the product
with an efficient utilization of all resources.
QFD enriches the production process by comparing the process with the critical part
characteristics and the key control points are identified. The product may require

DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
either a push or pull system of manufacturing. QFD selects a system by using
market strategies and select the PVs that control the process.
4. RESULTS OF INTEGRATION IN AD The integration of the complimentary techniques in AD can be as (see Figure 2).
RD QFD QFD TIPS QFD TIPS TIPS QFD
Customer domain
Functional domain
Physical domain
Process domain
Figure2. Integrated Axiomatic Design concept
TIPS is helpful in the functional domain for the generation of the alternative DPs for
each FRs. This can lead to efficient DP selection. In the physical domain it can help
to develop a coupled design into decoupled design or even in an uncoupled design
by generating techniques from its standard solutions. TIPS is also helpful in
providing an effective process for achieving the desired DPs.
QFD in the customer and functional domain can be helpful in comparing the
corresponding contents with the relevant contents and select the efficient one that
can lead to success of the product. The method analyses the DPs for the fulfillment
of the CRs and maintains the information to be optimized. In process domain it
selects the production type and makes concentrate on the PVs that control the DPs.
RD reduces the information content by eliminating the gap between the target value
and mean of system and reducing the variances using Taguchi concept.
5. DISCUSSIONS AND CONCLUSIONS The key concept in modern design practice is to understand and eliminate the failure
or performance degradation situations. But in complex situations AD tries to
eliminate the failure causing problems but not to a greater extent.
So an integration of AD with other techniques like QFD, TIPS and RD has been
discussed and reviewed in this article. The integration has been carried out to
eliminate the limitations of AD that can be figured out. The previous work has tried
to overcome only a certain limitation with complex algorithms or integrations or left 128
DEVELOPMENT OF MODULAR PRODUCTS 2006 ADINTTECH
129
it for the future work and used AD in the integration of other techniques for their
improvement in performance. However this paper integration is carried out in the
domains itself for making the limitations degrade and even make the process richer
for each step and acquires an efficient innovative product or product development.
The integrated method implements a process where engineers, designers and
managers think functionally first, followed by innovative creation of physical
embodiment.
Further work can be applied to any product which is being developed or that
requires an innovative solution. An extensive work can also be done to extend the
integration further including some more design methods and invent a new method.
6. References Chen, K., Z., (1999), “Identifying the Relationship among Design Methods: Key to Successful Applications and Development of Design Methods”, Journal of Engineering Design, Vol. 10, No. 2, pp 125-141, ISSN 09544828 Gould, L., S., (2000), “Building Better Vehicles via Axiomatic Design”, Automotive Manufacturing and Production, Vol. 112, No. 6, pp 50-52, ISSN 10941746 Hwang, K., H., Lee, K., H., Park, G., J., Lee, B., L., Cho, Y., C., Lee, S., H., (2003), “Robust Design of a Vibratory Gyroscope with an unbalanced inner torsion gimbal using Axiomatic design”, Journal of Micromechanics and Microengineering, Vol. 13, No. 1, pp 8-17, ISSN 09601317 John, T., Alla, Z., Boris, Z., (1998), “Systematic Innovation: An introduction to TRIZ (Theory of Inventive Problem Solving)”, CRC press, ISBN 1-57444-111-6. Karl, T., U., Eppinger, S., D., (2003), “Product Design and Development”, 3rd edition, New Delhi: Tata McGraw-Hill Edition, ISBN 0-07-058513-X Kim, Y., S., Cochran, D., S., (2000), “Reviewing TRIZ from the perspective of Axiomatic Design”, Journal of Engineering Design, Vol. 11, No. 1, pp 79-95, ISSN 09544828 Matthew, H., Yank, K., Taguchi, S., (2000), “Enhancing Robust Design with the aid of Triz and Axiomatic Design (part-1)”, www.triz-journal.com Suh, N., P., (1990), “the Principles of Design”, Oxford series on Advanced Manufacturing, ISBN 0-19-504345-6 Suh, N., P., (1998), “Axiomatic Design Theory for systems”, Research in Engineering Design, Vol. 10, No. 4, pp 189-209, ISSN 09349839 Suh, N., P., (1999), “A Theory of Complexity, Periodicity and the Design Axioms”, Research in Engineering design, Vol. 11, No. 2, pp 116-132, ISSN 09349839 Suh, N., P., (2001), “Axiomatic Design: Advances and Applications”, Massachusetts Institute of Technology, ISBN 0-19-513466-4 Yamashina, H., Ito, T., Kawada, H., (2002), “Innovative Product Development process by integrating QFD and TRIZ”, International Journal of Production Research, Vol. 40, No. 5, ISSN 00207543

Methods of involving consumers in mass customization
130
Methods of involving consumers in mass customization
Xabier Antoñanzas Spanish
Consumers are becoming more demanding with regards to variety, quality and price. Manufacturers need to react to the individualization of demand and develop mass customized products (MCPs). Some MCPs are so customized that they need to be configured and defined by the final consumer before being manufactured; this is the focus of this paper. As the company needs to have some interaction with the final consumer, central questions include: how does the company get that information about the customized product; how can the consumer communicate his/her needs to the company. In this paper some interactive methods will be defined and analyzed based on literature study and practical examples. The final objective is to study the potential of the different methods in order to cover consumer expectations in a mass production system. There is not one best method of customizing; it depends very much on the product. Keywords: Mass customization, mass confusion, interactive tools
1 Introduction to mass customization
The current global situation is forcing changes onto business and manufacturing
systems. Consumers are becoming more demanding with regards to variety, quality
and price. They are no longer a homogeneous group; they demand specific products
to fit their specific needs. Product life cycles are becoming shorter and basic
products are differentiated by options where new family products are highly
configurable. Consumers are willing and able to determine the function, even some
design and characteristics of the products.

Methods of involving consumers in mass customization
131
To meet this, manufacturers need to react to the individualization of demand and
develop mass customized products. Mass customization is a multidisciplinary
concept which can be linked with: reduced time to market, assembly at the point of
delivery, consumer self design and direct access, modularization, zero inventories,
shrinking overheads, declining need for working capital, enhanced logistics, info
mediation and electronic value chains [Comstock 2004]. This paper will focus on
consumer self design and direct access products, where the final consumer needs to
configure or even design his/her product before manufacture and the tools which
make possible the interaction between manufacturers and the final consumers.
[Walcher, Piller 2006]
1.1 Mass customization
Mass customization is the natural evolution of manufacturing systems. In the past
century manufacturing has developed four different steps: the first was craft
manufacturing where there was customization but with inconsistent quality, high
price and slow time delivery. The second step was mass production where there was
no or little variety but gave low price and faster delivery. After this there was mass
production which provided more variety together with improved quality and
efficiencies. Now mass customization is believed to be the present and the future of
manufacturing [Comstock 2004].
Mass customization is an appealing proposition for manufacturers and consumers. In
theory consumers get a tailor-made product that exactly suits their needs Almost all
consumers are willing to have a customized product as long as they get it within a
reasonable delivery time and the cost is similar to a mass produced product..
Manufacturers can reduce their inventories and manufacturing overhead costs. It
also eliminates waste in the supply chain and more accurate information about
consumer needs can be obtained. It is a supposed win-win situation.
As an example, Dell computers do not begin to build a product until the consumer
has configured the computer components and has already paid. This fulfils a major
goal for companies which is to have their products sold before manufacturing them.

Methods of involving consumers in mass customization
132
In order to achieve mass customization manufacturers need to take into
consideration several aspects of production. Mass customization requires flexibility
and quick responsiveness. In a work environment which is continuously changing,
employees, processes and technology can be adapted to give the final consumers
exactly what they want [Pine 1993]. This means that the structure and work methods
of a mass production based company need to change if they want to go one step
further and become a mass customization company. [Agrawa, Kumaresh, Glenn,
Mercer 2001]
2 Communication between the company and the consumer
In this new production system, mass customization, not only do the companies have
to change; the consumer requirements also change. The consumer demands a
product which suits him/her needs, without increasing the cost. Nowadays
consumers have more variety to choose from and more customized needs. A
consumer now wants different attributes and properties in a product. In order to
satisfy that new demand companies offer a great variety of products. Having to
choose between high quantity and product variants may cause information overload
and confusion. This may happen with complex products such as cars, electronic
devices, tools, furniture, etc.
2.1 Mass confusion
The frustration and information overload may become a problem when companies
look toward customization as a way to provide consumers with exactly what they
want. Consumers may not have enough knowledge and difficulty finding what they
want; a great number of potential variants may be confusing and overwhelming
rather than beneficial. If consumers are frustrated and confused, a large variety or
customization would not give a company the competitive advantage. The key to
consumer satisfaction is to ensure that the consumer is equipped to handle variety
[Huffman, Kahn 1998].

Methods of involving consumers in mass customization
133
2.2 Keys to communication between a company and the consumer
Companies need to find a way to reach the consumer without confusing him/her.
They should teach the consumer about the product; when they have more knowledge
about a product, it is less confusing and it is easier for them to decide what they
want.
There are some guidelines on how to avoid mass confusion: instead of an
alternative-based presentation format use an attributed-based presentation format.
This means that the consumer should not have to make the choice among the
different variants, they should just decide what attributes or qualities are wanted in
his/her product. Consumers should also learn which characteristics of the product
best suit their needs and how these different characteristics affect the final product
configuration. This means that the companies have to make an effort to teach the
consumer about the product, to give them information about the product and its
different variants.
When consumers have more knowledge about the product, the complexity of choice
is reduced and they are more willing to make a choice. Consumers should be helped
to learn their own preferences within each characteristic. Finally, they should be
encouraged to learn how product characteristics influence each other; governed by
several choice rules [Huffman, Kahn 1998].
The format or the way in which information about the product is presented greatly
affects consumer satisfaction and their willingness to select that product. Companies
need to develop some tools which allow the consumer to learn about the product.
3 Interactive tools in mass customization
Mass customization is connected closely with the new manufacturing technologies
reducing the trade-off between variety and productivity. The main distinctive
principle of mass customization is a mechanism for interacting with the consumer
and obtaining specific information. This information is used to define and translate

Methods of involving consumers in mass customization
134
the consumer’s needs into a concrete product specification. The consumer is
integrated into the product development process. Their opinions are very important
for the success of product development, from the initial consumer needs collection
to feedback on the product in use. The end consumer wants to configure, if not
design, the product [Chu, Cheng, Wu 2006].
Nowadays technology makes communication possible between consumers and
manufacturers. While these tools do not have to be software-based, almost all of
these are Internet based tools. Mass customization software based tools have three
main components:
The core configuration software: where the possible variables are presented; it
guides the user during the configuration process; and, manufacturability is checked.
A feedback tool: which presents the configuration selected, normally shown as a
visualization of the product; price information; functionality tests, etc; this is the
basis for the trial and error learning of the user.
Analyzing tools: where a consumer’s specific order is generated into materials,
manufacturing plans and work. It is also where the information about the consumer
choice is transmitted to the company.
This is the basis of the different software based tools for consumer driven product
development and configuration [Franke Piller 2003]. Older tools such as text data or
photographs are not enough for the modern consumer; many companies are starting
to offer Internet based 3D interactive product catalogues.
3.1 Examples of interactive tools
There are many different tools, available on the market, which allow the consumer
to customize a product. The following are some examples:
3.1.1 Dell computers
Dell was probably one of the first companies to develop a software tool which
consumers could use to configure their product. On the company’s webpage it is
really easy to choose, sufficient information about each device is given so the
consumers have enough knowledge about computers and they are able to configure

Methods of involving consumers in mass customization
them without being confused; see figure 1. The software teaches the consumer about
the product. It can be clearly seen which choices have been made and their influence
on the final price; see figure 1.
3
I
c
o
f
o
f
c
k
3
A
t
w
Learning about the
product
135
Figure 1
.1.2 Ikea
kea has developed software which allows the consumer to des
onfusing to use and there are too many possible combinations; s
f asking the consumer their preferences the consumer is asked
rom a really huge quantity of variants; and something as importa
f the kitchen like colours or texture is missing. It may help to
inal look of the kitchen. This tool may be more helpful for reta
onsumers. Not many consumers are willing to buy something
itchen just using this software.
Figure 2
.1.3 Mi adidas
didas has developed a project which helps the consumer to c
ailor-made shoe. They measure the width and length of their
eight distribution of the feet is measured; then, an expert help
Choices and price
ign a kitchen. It is
ee figure 2. Instead
to make the choice
nt as the final look
have an idea of the
ilers than for final
as expensive as a
Choices
re
fe
s
3D View
ate a completely
et, after that the
the consumer to

Methods of involving consumers in mass customization
136
determine the best materials and features of the shoes. At the end the consumer
makes a choice of colour, trim and personal embroidery; see figure 3. The process
takes around 30 minutes in a specialized store, and after that the consumer may
choose any other shoes with their own personal characteristics. Every step made in
the process is explained to the consumer; each time the consumer has to make a
choice there is an explanation about the different features of each option, it is a quite
clear process of selection. This is a customized product which costs 30% more than
conventional shoes and delivery is within three weeks. After this process, the
company retains the consumer data so the consumer can order a new pair of shoes
with his/her personal characteristics, with a new design defined by him/her, through
the Adidas web page.[Piller, Christoph, Möslein, Reichwald 2003]
Feet measurement Shoe selection
Figure 3
4 Conclusion
In the current global situation manufacturing is evolving towards mass
customization, which is a multidisciplinary concept concerning several fields. One
of the fields related is consumer interaction. The company should be able to
manufacture a product that exactly suits the needs of the consumer. To achieve that
many aspects of manufacturing need to be involved: design, production,
management, etc. Thus, one of the most important aspects about mass customization
is the interaction between the company and the consumer.
Sometimes excessive product variants and complexity confuse consumers. The
companies must be very careful with the way that the products are shown to the

Methods of involving consumers in mass customization
137
consumers. The product variety should be shown as a group of different solutions to
consumers’ needs, not as different choices. When the product is complex the
consumers should be taught about how it works and how the features or
characteristics can be adapted to their personal needs.
There are some tools, normally software based, which facilitate interaction between
consumers and companies. These tools are useful for the companies because they
get feedback information and orders. Consumers use the tools to learn about the
product, customize it and finally purchase it.
Currently the manufacturing world is advanced enough to make customized
products. The Internet is a media which makes communication possible between the
consumer and companies. In order to succeed a company also needs a quality and
reliable tool which interacts with the consumer. There are some interactive tools
already available, but it is a field which still needs to evolve to help the consumer to
make better informed decisions which they have confidence in.
5 References
Chih-Hsing Chu, Ching.Yi Cheng, Che-Wen Wu (2006) Applications of the web-based collaborative visualization in distributed product development. Computers in industry 57 (2006) 272-282. Cynthia Huffman, Barbara E. Kahn (1998) Variety of sale: Mass customization ot mass confusion? Journal of retailing, Volume74 (4) pp. 491-513. Franke N., Piller F. (2003) Key research issues in user interaction with configuration toolkits in a mass customization system. The international journal of technology management vol. 26 No 5/6 pp 578-599 Joseph Pine II, Bart Vivtor, and Andrew C. Boyton (1993) Making mass customization work. Harvard Business Review September-October 1993. 109-119. Mani Agrawa, T.V. Kumaresh, and Glenn A. Mercer (2001) The false promise of mass customization. The McKinsey quarterly 2001 number 3. Mica Comstock (2004) Production systems for mass customization. Linköping studies in science and technology dissertation No. 894. Piller F., Christoph B., Möslein K., Reichwald Ralf (2003) Co-designing the consumer interface: learning from exploratory research TUM Business School, Working paper nº AIB37 Walcher D., Piller F. (2006) Toolkits for idea competitions a novel method to integrate users in new product development. R&D management 36,3,2006




















