
Printing Inks And Their Related Problems In Different ... - IPPTA
12
Printing Inks And Their Related Problems In Different Printing Processes For Paper Ray A.K. ABSTRACT A brief review of the constituents of printing ink for various application on paper substrate is outlined. The optical, physico-chemical, rheological and polymeric properties are highlighted. The working properties of ink is also dealt with. The interaction between ink and paper surface is emphasized. The problems arising due to ink application on paper during different processes are also stressed upon. Some special inks and its applications are also discussed. INTRODUCTION Ink is one of the common areas for all printing methods. The major components of inks in mechanical printing methods are the pigment (solid), binder or dye vehicle (liquid) , and the solvent( the carrier phase).Supplementary additives are principally driers, resin, wetting agents, waxes, anti-skinning agents, antioxidants, plasticizers, lubricants and greases etc. Type and quantity of inks varies widely. What combination of pigments; dyes, vehicles, binders, and other ingredients is used depends on the process and drying system employed. Ink film thicknesses can be less than 1 IJm and the printed spatial details can be less less than 10 IJm. The ink per unit area of paper in four-color printing is approximately 1 gm'2. The mass of ink is less than 5% ofthe mass of paper. On the paper, an ink film absorbs at Care should be exercised in mixing and blending different types of inks. From the above table, it can be seen that components of inks designed for different printing processes may not be at all compatible with each other. The main types of inks are liquid inks, aqueous inks and oil based inks or paste inks. Flexographic and gravure inks are liquid or aqueous inks. Offset inks are paste inks. Aqueous printing inks find use in flexographic printing of newspapers and packaging materials. In rotogravure printing, aqueous printing inks represent a growth area. Within a given type such as inks for a specific printing method, the margins are tighter. The solid toners are used in electrophotography and other particle based processes. Ink making operations consist primarily of chemical raw material conversion and surface, chemical, and mechanical processing. Ink manufacturing consists of three steps using dispersion devices or by mixers after dispersion. An indication of the range of ink systems is the fact that printing ink can be any type of a multi component system as shown in Table I. Printing Ink Composition An acceptable ink must be user and environmentally friendly in the sense that the prints should have sufficient durability and be toxicologically and ecologically acceptable. Pigments Finely divided solids for colour/ opacity/ other properties, varying in particle size, refractive index, texture and wetability etc. Each dictates suitability of a pigment, its most compatible vehicle and final product characteristics. Several factors influence the color of prints starting with the atomic structure of pigments and extending to compatibility of the ink and the PRINTING PROCESS DRYING SYSTEM TYPE OF VEHICLE Letterpress News Absorption Non-drying oil Letterpress, offset Oxidation Drying oil Letterpress, offset Quick -setting Resin oil Letterpress, letterset Precipitation Glycol-resin Letterpress Cold-setting Resin wax Gravure, Flexographic Evaporation Solvent-resin most more than 99% of the incident light of a given wavelength of a given wavelength band. As these figures suggest, the requirements on inks and their use in printing are very stringent. The printing process and the drying system involved determine the type of vehicle used in the manufacture of printing inks as shown in the following Table. Department of Paper Technology, IlT Roorkee, Saharanpur- 247 001. with controlling of optimum temperature required. • Dissolution of the binder in the carrier phase in mixers or dissolvers • Dispersion of pigment in the vehicle in a sufficiently fine state in the continuous phase with milling or grinding requiring higher shear and impact forces than those for mixers • Addition of additives substrate. The influencing factors are the following: • Atomic level: Atom groups in pigments resulting in absorption of light • Molecular level: Molecules containing groups that absorp light • Pigment crystal level: Crystal structure • Pigment particle level: Size and shape in the ink • Printing ink: Compatibility of IPPTA J. Vol.20, No.4, Oct-Dec., 2008 101
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Printing Inks And Their Related Problems In Different ... - IPPTA
Printing Inks And Their Related Problems In Different Printing ProcessesFor PaperRay A.K.
ABSTRACTA brief review of the constituents of printing ink for various application on paper substrate is outlined. Theoptical, physico-chemical, rheological and polymeric properties are highlighted. The working properties of ink isalso dealt with. The interaction between ink and paper surface is emphasized. The problems arising due to inkapplication on paper during different processes are also stressed upon. Some special inks and its applications arealso discussed.
INTRODUCTION
Ink is one of the common areas for allprinting methods. The majorcomponents of inks in mechanicalprinting methods are the pigment(solid), binder or dye vehicle (liquid) ,and the solvent( the carrierphase).Supplementary additives areprincipally driers, resin, wettingagents, waxes, anti-skinning agents,antioxidants, plasticizers, lubricantsand greases etc. Type and quantityof inks varies widely. Whatcombination of pigments; dyes,vehicles, binders, and otheringredients is used depends on theprocess and drying systememployed. Ink film thicknesses canbe less than 1 IJm and the printedspatial details can be less less than10 IJm. The ink per unit area ofpaper in four-color printing isapproximately 1 gm'2. The mass ofink is less than 5% ofthe mass of paper.On the paper, an ink film absorbs at
Care should be exercised in mixing andblending different types of inks. Fromthe above table, it can be seen thatcomponents of inks designed fordifferent printing processes may not beat all compatible with each other.
The main types of inks are liquid inks,aqueous inks and oil based inks orpaste inks. Flexographic and gravureinks are liquid or aqueous inks. Offsetinks are paste inks. Aqueous printinginks find use in flexographic printingof newspapers and packagingmaterials. In rotogravure printing,aqueous printing inks represent agrowth area. Within a given type suchas inks for a specific printing method,the margins are tighter. The solidtoners are used in electrophotographyand other particle based processes.Ink making operations consistprimarily of chemical raw materialconversion and surface, chemical, andmechanical processing. Inkmanufacturing consists of three steps
using dispersion devices or bymixers after dispersion.
An indication of the range of inksystems is the fact that printing ink canbe any type of a multi componentsystem as shown in Table I.
Printing Ink CompositionAn acceptable ink must be user andenvironmentally friendly in the sensethat the prints should have sufficientdurability and be toxicologically andecologically acceptable.
PigmentsFinely divided solids for colour/opacity/ other properties, varying inparticle size, refractive index, textureand wetability etc. Each dictatessuitability of a pigment, its mostcompatible vehicle and final productcharacteristics.Several factors influence the color ofprints starting with the atomic structureof pigments and extending tocompatibility of the ink and the
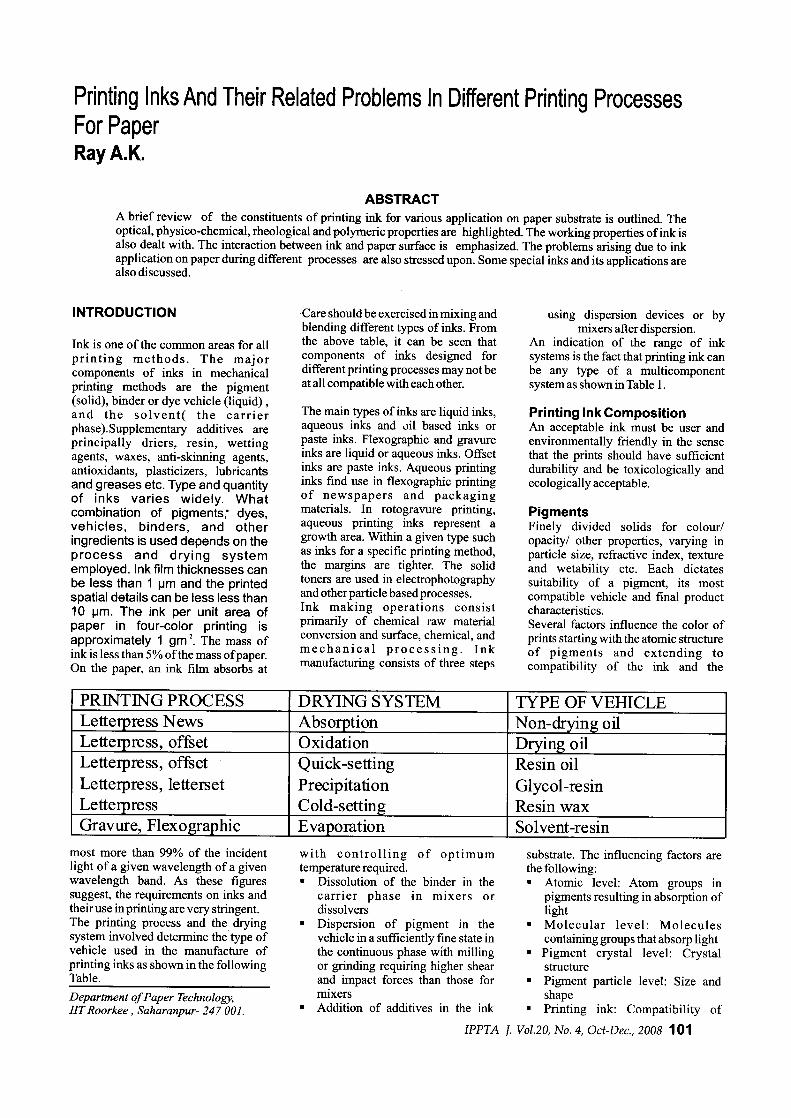
PRINTING PROCESS DRYING SYSTEM TYPE OF VEHICLELetterpress News Absorption Non-drying oilLetterpress, offset Oxidation Drying oilLetterpress, offset Quick -setting Resin oilLetterpress, letterset Precipitation Glycol-resinLetterpress Cold-setting Resin waxGravure, Flexographic Evaporation Solvent-resin
most more than 99% of the incidentlight of a given wavelength of a givenwavelength band. As these figuressuggest, the requirements on inks andtheir use in printing are very stringent.The printing process and the dryingsystem involved determine the type ofvehicle used in the manufacture ofprinting inks as shown in the followingTable.Department of Paper Technology,IlT Roorkee, Saharanpur- 247 001.
with controlling of optimumtemperature required.• Dissolution of the binder in the
carrier phase in mixers ordissolvers
• Dispersion of pigment in thevehicle in a sufficiently fine state inthe continuous phase with millingor grinding requiring higher shearand impact forces than those formixers
• Addition of additives
substrate. The influencing factors arethe following:• Atomic level: Atom groups in
pigments resulting in absorption oflight
• Molecular level: Moleculescontaining groups that absorp light
• Pigment crystal level: Crystalstructure
• Pigment particle level: Size andshape
in the ink • Printing ink: Compatibility of
IPPTA J. Vol.20, No.4, Oct-Dec., 2008 101

pigment and the vehicle dispersion• Printed image: Compatibility of
printing ink and paperThe color of organic substancesand pigments derives from atomconfigurations that selectivelyabsorb light.
The organic chromophores (colorgroups) are: -C=C-,-C=O,-C=N-,-N=N-,-N=O,-CH=CH- and the colorstrengthening auxochromophores are:-S03,-NH2,-OH,-N02,-CH3,-CI,-Br etc.
benzidine yellow. Magenta pigmentsare rubines, naphtols and rodamines.Cyan pigment is phtalocyanine blue,and black pigment is carbon black.Table 3 lists pigments commonly usedin process printing inks.
BindersThis is used to bind the pigment on thepaper substrate. As a general rule , thebinder content in inks is approximatelythe same as the pigment content. Highquality inks typically contain more
Table 1. States of multi component systems.
• Reacting groups occurring in thechain
All the above characteristics influencethe glass transition temperature,melting point, solubility, absorptionbehaviour, and bond strength of thebinder. Glass tansition temperature andfilm formation temperature adsorptionproperties, bond strength and dryingpotential are functional binderproperties.
Solvents
State CharacterizationSolution ( Consists of molecular particles of the size <10"lJmHomogeneous) HomogeneousHydrosol (solubilized Soluble surface-active substanc.e forming an interface between liquid
colloid) - phaseHomogeneous Particle size of solid phase 10"9 - 1O-7m
Particles visible in electron microscopeEmulsion (colloidal) Liquid phase surrounded by surface-active substance as small liquid
particles in a continuous liquid solid phaseParticle size 10-7 - 10-6mParticles visible in light microscopeInterface properties have great importance
Dispersion (colloidal) Solid phase surrounded by surface active substance in a continuous
F' liquid, heterogeneousFor other characteristics, see emulsion
Solid disper.sion__ . As dispersion, but solid phase in another solid phase
Suspension (coarse Solid phase in a continuous liquid phasesuspension) Particle size> 10-6m, surface properties of minor importance
Particles visible in light microscopeAerosols Liquid in fine form in gas phase
" Particle size in colloidal range
Inorganic color compounds are thesalts of transition metalsSc,Ti,V,Cr,Mn,Fe,Co,Ni, and Cu andcompounds that contain an elementrepresenting two degrees of oxidationsuch as Fe(I1), Fe(II1) cyanides.Considering molecular structure,pigments can have the followingclassifications:• Straight- chain (Yellow, Red,
Magenta)• Polycyclical (Blue, Cyan, Green)• Open Chain: salts of acid pigments
(Red, Magenta, Cyan)• Open Chain Salts of basic
pigments (Red, Magenta)• Inorganic pigments (White,
Yellow,Blue,Cyan, Black)• Carbon black (Black)The most common yellow pigment is
binder.Inks can use a wide range ofbinders obtained from sources such asplants( drying oil ), wood processing (pitch, resins), crude oil distillation(hydrocarbon resins) and chemicalsynthesis.Printing ink binders are oils or resins.Resins can be natural resins andsemisynthetic or synthetic resins.Because binders are polymericmaterials, their structure consists ofthefollowing characteristics:• Chain length (molecular weight)• Chain branching and stiffness• Double bonds in the chain and
secondary forces betweenmolecule groups( ion forces,hydrogen bonds, diploeinteraction, and van der waals'forces)
According to the carrier phase, the inksfall into the following groups.• Liquid inks (Gravure and Flexo)• Oil based or paste inks (Offset,
Letter Press, Silk screen)• Aqueous inks (Flexo, Silk Screen)
In offset, the combination of thebinder and the oil is a varnish. Thegeneral term used to denote thecombination is " vehicle". The carrierphase is removed by evaporation(gravure,flexo,heat-setoffset),conversion into solid form byoxidation( sheet-fed offset), radiationpolymerization( sheet- fed offset ),orabsorption in to the paper( newspaperoffset).The ability to dissolve binders is the
IPPTA J. Vol.20, No.4, Oct-Dec., 2008 102

Table 2. Printing Ink Composition:
Component Function DescriptionPigment 10%-30% LightAbsorption to give Insoluble fine particlesBlack: Carbon Black color dispersed in the continuousCyan: Phtalocyanines phase (=Vehicle) consistingMagenta: Azo Pigments and of carrier phase and bindersaltsYellow: Azo PigmentsBinder 10%-30% Bind the pigment particles Amorphous polymericPitch (Newspaper printing) to the paper and give gloss materials called resins orPhenolics (all types of ink) monomers of these orAlkyds (Offset) oxidizing vegetable oilsHydrocarbon resins (NewsInk)Drying Oils (Sheet fedoffset)Acrylates (UV andAqueous)Nitrocellulose (Flexo)Carrier Phase 0%-70% Provide the necessary Solvents (Boiling PointMineral Oils (Offset) fluidity <100°C)Vegetable Oils (Offset) And oils (Boiling PointToluene, Xylene (Gravure) >100°C)Water (Flexo)Alcohols, Esters, Ketones(Flexo)
most significant functional property ofbinders. Solvents used in printing inksare hydrocarbons. High boilingaliphatic hydrocarbons are mineraloils. Fractions reaching the boilingpoint (230°C-320°C) are used in heat-set printing inks. Fraction with a higherboiling points find use in newsprintand sheet-fed offset printing inks.Liquid toners contain pure aliphatichydrocarbons.Aromatic hydrocarbons , like tolueneand xylene find use as solvents inrotogravure printing.Methylated ethyl alcohol finds use inrotogravure and flexo printing ofpackaging materials. Propanol findsuse in aqueous rotogravure and flexoinks because of its complete solubilityin water. Cyclohexanol and methylcyclohexanol are special cases for usein silk screen printing. In the glycolcategory, ethylene glycol , hasapplication because of its hydrophilicproperties. It has use in water-dilutedand moisture setting inks. Solventsbelonging to the group of glycols are
solvents for various binders such as talloil-based resins and nitrocelluloseApplications consequently includerotogravure and flexo inks. Examplesare ethylene glycol and rfionomethylether.Kerosene solvents typically have gooddissolving capacity. Methyl ethylketone( MEK) finds use in rotogravureand flexo printing of packagingmaterials. In the acetate category, ethylacetate has use due to its ability todissolve nitrocellulose.
Additives
The additives have a profoundinfluence on the functioning of theinks in printing. The additives aretypically surface chemically active i.e.,they tend to migrate to and accumulateat surfaces such as pigment surfaces(on the micro scale) and on the ink layersurfaces( on the macro scale). Table 4gives a summary of commonly usedadditives.Besides additives that influence drying
from within the ink, the application ofadditives on top of a printed layer as aseparate step can influence thesmearing of printed layers in the press.This type of additive includes starchpowder used in sheet-fed offset. Itsinfluence is similar to that of waxes ininks. These function by reducingsurface energy and by providing aphysical barrier. In heat set offset ,silicone solution is applied after dryingas a thin layer to reduce the surfaceenergy of the printed layer.
Properties
The properties of inks measured byprinter generally are: Color,Viscosityand density. Color belongs to opticalproperties.
Optical properties
Four- color printing uses printing inksthat are transparent i.e. the inksselectively absorb specific bands ofwavelength of light and allow
IPPTA J. Vol.20, No.4, Oct-Dec., 2008 103
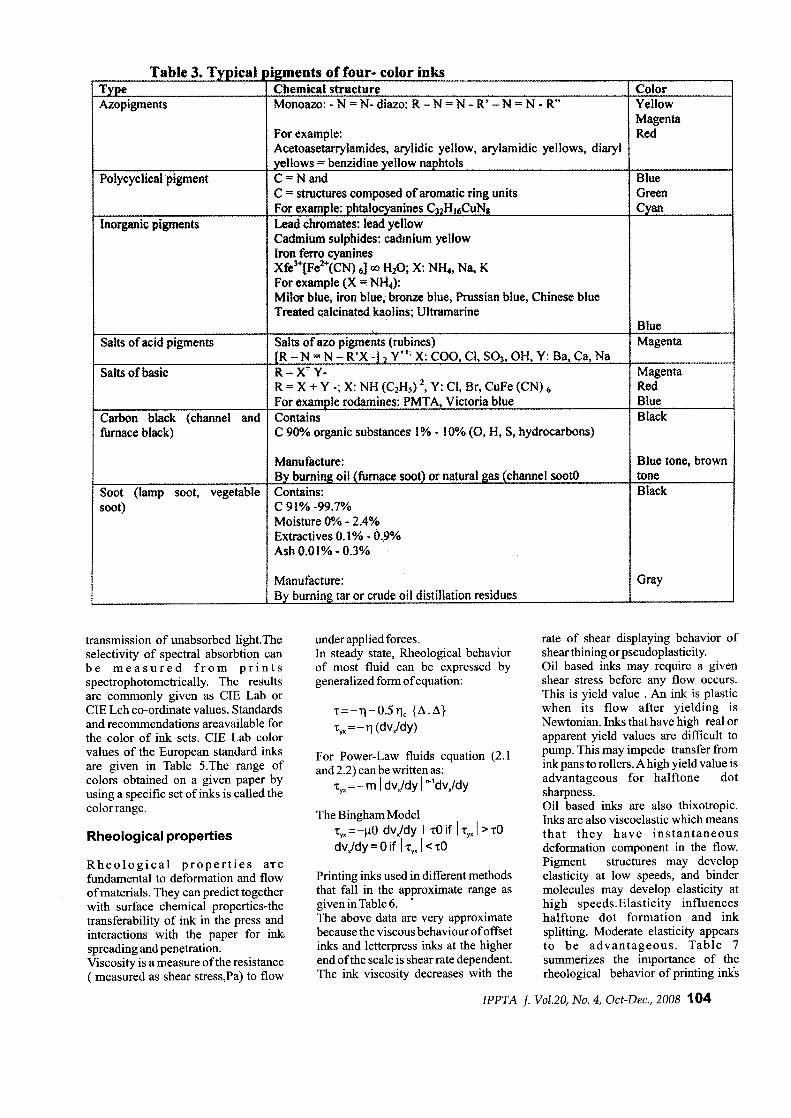
T bl 3 Ta e . rYPlcal pie:ments of four .. color inksType Chemical structure ColorAzopigments Monoazo: - N - N- diazo: R - N = N - R' - N = N - R" Yellow
\ MagentaFor example: RedAcetoasetarrylamides, arylidic yellow, arylamidic yellows, diarylyellows = benzidine yellow naphtols
Polycyclical pigment C=Nand BlueC =: structures composed of aromatic ring units GreenFor example: pbtalocvanines C12HlI;CuNll Cvan
Inorganic pigments Lead chromates: lead yeUowCadmium sulphides: cadmium yellowIron ferro cyaninesXfe3+[Fe2+(CN) 6J 00 H20; X: NH4, Na, KFor example (X = NI-t.):Milor blue, iron blue; bronze blue, Prussian blue, Chinese blueTreated ealcinated kaolins; Ultramarine
alueSalts of acid pigments Salts ofazo pigments (rubines) Magenta
rR - N ,..N - R'X -12 yH; X: COO, CI, SO" OH, Y: Ba, Ca, NaSalts of basic R-X+ y- Magenta
R = X + Y -; X: NH (C2Hs) 2, Y: CI, Br, CuFe (CN) 6 RedFor example rodamines: PMTA, Victoria blue Blue
Carbon black (channel and Contains Blackfurnace black) C 90010organic substances 1% - 10% (0, H, S, hydrocarbons)
Manufacture: Blue tone, brownBv burnina oil (furnace soot) or natural gas (channel sootO tone
Soot (lamp soot, vegetable Contains: Blacksoot) C 91%-99.7%
Moisture 0% - 2.4%Extractives 0.1% - 0,9%Ash 0.01% - 0.3%
Manufacture: GrayBy burning tar or crude oil distillation residues
transmission of unabsorbed light.Theselectivity of spectral absorbtion canbe measured from printsspectrophotometrically. The resultsare commonly given as CIE Lab orCIE Lch co-ordinate values. Standardsand recommendations areavailable forthe color of ink sets. CIE Lab colorvalues of the European standard inksare given in Table 5.The range ofcolors obtained on a given paper byusing a specific set of inks is called thecolor range.
Rheological properties
Rheological properties ar efundamental to deformation and flowof materials. They can predict togetherwith surface chemical properties-thetransferability of ink in the press andinteractions with the paper for ink,spreading and penetration.Viscosity is a measure of the resistance(measured as shear stress,Pa) to flow
under applied forces.In steady state, Rheological behaviorof most fluid can be expressed bygeneralized form of equation: '
't=-ll-0.511c {d.d}
'tyx=-ll (dvjdy)
For Power-Law fluids equation (2.1and 2.2) can be written as:
'tyx=-m I dvjdy In.1dv/dy
The Bingham Model'tyx= -f-lO dv/dy ± 'to if I 'tyxI > 'todv/dy = 0 if I 'tyxI < 'to
Printing inks used in different methodsthat fall in the approximate range asgiven in Table 6. .The above data are very approximatebecause the viscous behaviour of offsetinks and letterpress inks at the higherend of the scale is shear rate dependent.The ink viscosity decreases with the
rate of shear displaying behavior ofshearthining orpseudoplasticity. 'Oil based inks may require a givenshear stress before any flow occurs.This is yield value . An ink is plasticwhen its flow after yielding' isNewtonian. Inks that have high real orapparent yield values are difficult topump. This may impede transfer fromink pans to rollers. A high yield value isadvantageous for halftone dotsharpness.Oil based inks are also thixotropic.Inks are also viscoelastic which meansthat they have instantaneousdeformation component in the flow.Pigment structures may developelasticity at low speeds, and bindermolecules may develop elasticity athigh speeds. Elasticity influenceshalftone dot formation and inksplitting. Moderate elasticity appearsto be advantageous. Table 7surnmerizes the importance of therheological behavior of printing ink's
IPPTA J. Vol.20, No.4, Oct-Dec., 2008 104

Table 4.Additives in printing inks.
Additives Purpose and useSoluble dyes - Modify the shade provided by the pigments
- Used in all types of inksFiller pigments: white mineral pigments - Reduce the color strength of the ink
- Add "body" in all types of inksWetting, emulsifying, and dispersion agents - Wet and improve dispensability and stability
of pigments (and emulsion type binders) ininksUsed in all types of inks I-
Gelling agents: Al compounds - Increase the "body" of ink by networking afterink transfer to the paper in an effort to red~cesmearing and spreading 0f ink
- Use in oil-based inksWaxes: polyethylenes, polytertrafluoroethylenes, - Reduce surface energy and prevent adhesionparaffine waxes of wet print to other surfaces
- Prevent physical contact- Reduce ink tack- Used in heat set and sheet fed inks
Diluents and cosolvents: alcohols - Reduce ink viscosity without influencing thebinder
- Used in liquid inksDefoamers: silicone compounds - Prevent foaming
- Used in liquid inksPlasticizers: esters with high molecular weight - Improve flexibility of printed ink layers by
having a dissolving effect on binders- Used in high quality inks
Drying catalysts: organic Co and Mn containing - Initiate and speed chemical dryingcompounds in oxidizing inks, aromatic ketones in - Used in sheet-fed offset inksUV polymerizing inksDrying inhibitors: reactive compounds - Prevent chemical drying in can
- Used in sheet-fed inks
Table 5. Optical Properties
Colorimetric values of standardized inks (Euro standard)Color L* a* b* c* h*()Cyan 53.75 -24.05 -48.55 54.15 243.7Magenta 47.60 76.65 -4.20 76.75 356.9Yellow 90.00 -12.77 92.56 93.45 97.8
Table 6. Rheological properties
The order of magnitude of viscosity in different types of inksInk type Viscosity (Room Temperature), PasNewspaper Offset 2-10Heat- set offset 5-15Sheet fed offset 10-50Gravure 5-50Flexo 5-50Letter press 0.1-10
IPPTA J. Vol.20, No.4, Oct-Dec., 2008 105
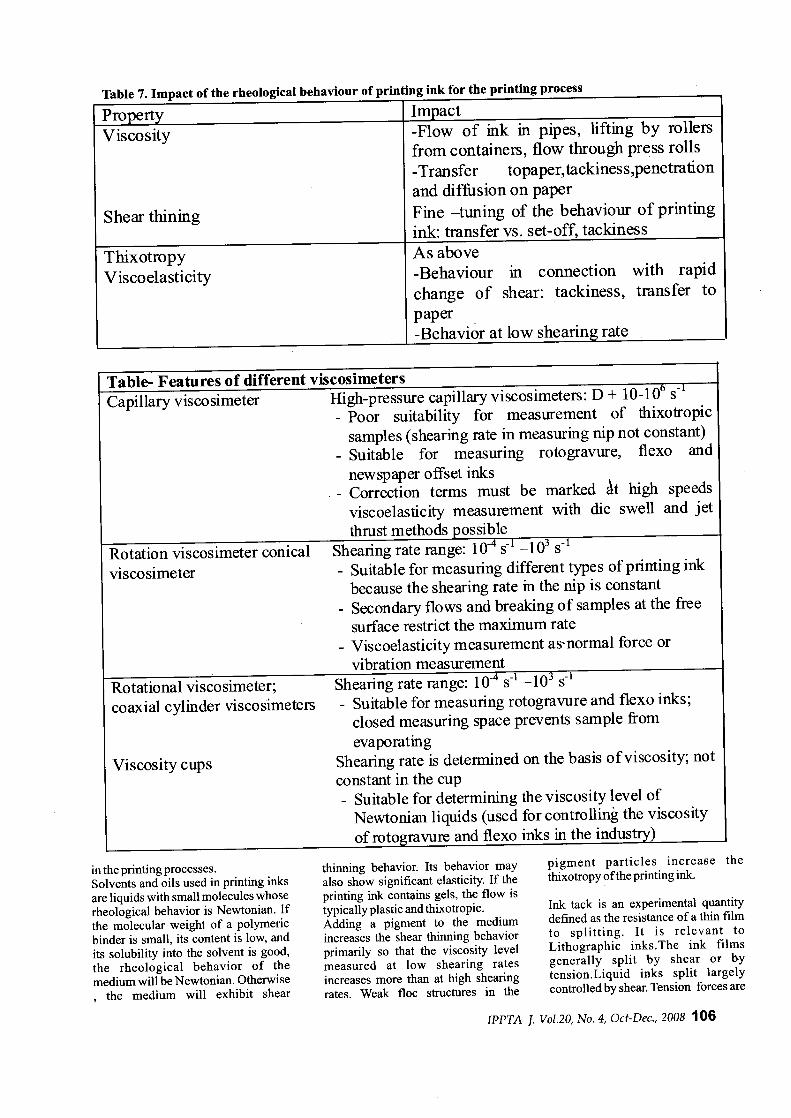
PropertyTable 7. Impact of the rheological behaviour of printing ink for the printing process
ImpactViscosity
Shear thining
,-Flow of ink in pipes, lifting by rollersfrom containers, flow through press rolls-Transfer topaper,tackiness,penetrationand diffusion on paperFine -tuning of the behaviour of printingink: transfer vs. set-off, tackiness
ThixotropyViscoelasticity
As above-Behaviour m connection with rapidchange of shear: tackiness, transfer topaper-Behavior at low shearing rate
Table- Features of different viscosimetersCapillary viscosimeter High-pressure capillaryviscosimeters: D + 10-10
6S-1
_ Poor suitability for measurement of thixotropicsamples (shearing rate in measuring nip not constant)
_ Suitable for measuring rotogravure, flexo andnewspaper offset inks -
_ Correction terms must be marked dt high speedsviscoelasticity measurement with die swell and jetthrust methods possible
Rotation viscosimeter conical Shearing rate range: 10-4S-1 -103
S-1
viscosimeter - Suitable for measuring different types of printing inkbecause the shearing rate in the nip is constant
_ Secondary flows and breaking of samples at the freesurface restrict the maximum rate
_ Viscoelasticity measurement as-normal force orvibration measurement
Rotational viscosimeter;coaxial cylinder viscosimeters
Viscosity cups
Shearing rate range: 10-4 S-1 _103 s"_ Suitable for measuring rotogravure and flexo inks;
closed measuring space prevents sample from \.evaporating
Shearing rate is determined on the basis of viscosity; notconstant in the cup_ Suitable for determining the viscosity level of
Newtonian liquids (used for controlling the viscosityof rotogravure and flexo inks in the industry)
in the printing processes.Solvents and oils used in printing inksare liquids with small molecules whoserheological behavior is Newtonian. Ifthe molecular weight of a polymericbinder is small, its content is low, andits solubility into the solvent is good,the rheological behavior of themedium will be Newtonian. Otherwise, the medium will exhibit shear
pigment particles increase thethixotropy ofthe printing ink.
thinning behavior. Its behavior mayalso show significant elasticity. If theprinting ink contains gels, the flow istypically plastic and thixotropic.Adding a pigment to the mediumincreases the shear thinning behaviorprimarily so that the viscosity levelmeasured at low shearing ratesincreases more than at high shearingrates. Weak floc structures in the
Ink tack is an experimental quantitydefined as the resistance of a thin filmto splitting. It is relevant toLithographic inks. The ink filmsgenerally split by shear or bytension. Liquid inks split largelycontrolled by shear. Tension forces are
IPPTA J. Vo1.20,No.4, Oct-Dec., 2008 106

Table Methods of Drying Inks Used in Printing Processes.
Ink-drying Letter Press Flexographic Lithographic Gravure Silk ScreenmethodOxidation Yes No Yes No YesHeat set Yes No Yes No NoMoisture Set Yes No No No NoPo lymerization No No yes No YesEvaporation No Yes No Yes YesAbsorption Yes No No No NoFusion Yes No yes No NoHot Wax Yes No No No NoFiltration Yes No Yes No NoRadiation Yes No Yes No Yes
likely to play a role in oil-based inksdue to higher viscosity. Roller devicescommonly measure ink tack. The tackreading obtained corresponds toresistance integrated over time,i.e. it isthe area of the resistance curves. Withan increase in the speed of printing ,inktack usually increases. As a firstapproximation , tack depends on theproduct of viscosity and speed. Tackalso depends on viscoelasticity- moreelastic inks have lower tack values.Because ofthe shear thinning behaviorof inks , measurement ofthe viscosityshould use a shear rate that isrepresentative of the speed conditionsin the nip. When a given amount of inkrotates in a roller device, its tack valueincreases with time due to evaporationof volatile solvents and oils .. The slopeof the relationship tack vs time canpredict the setting and drying behaviorof sheet fed and heat- set inks,respectively. At some point the slopetends to become negative, and the tackvalue reaches its maximum. A highvalue is disadvantageous because itindicates high stickiness of the dryingfilm.Measuring Rheologicalproperties
Rotational viscosimeters andrheometers are the common means todetermine viscous and viscoelastic inkproperties. Capillary rheometers aresuitable for measurement of ink-jetinks, and viscosity cups are suitable forroutine control. Table 8 compares thefeatures of different viscosimeters.Surface and Colloid chemicalproperties
When considering an ink, thephenomena in the form roller and
~--•...
printing nips primarily have thecharacter of surface phenomena. Inthese nips the ink transfers to the plateand the paper. In offset printing, the inkalso interacts with the dampeningwater. The interactive behavior of inkin relation to water is calledlithographic behavior. Apart frommacroscopic surface chemicalproperties, the surface tension( orenergy), interfacial tension( orenergy). And ink and waterinteractions are also influenced bycolloidal properties and rheologicalproperties. Colloidal properties predictthe surface energy conditions on microscale ,i.e. on the scale of pigmentparticles. Colloidal properties alsoinfluence the stability of inks in thepress with changes in temperature andchemical environment. Lack ofstability may be manifested asagglomeration of pigment particles inthe ink with losses in optical efficiencyand accumulation on the press rollers.
The surface tension of liquid inks canbe measured directly, even for oilbased inks by static contact angleprinciple. Printing process is however,highly dynamic as surfaces form inmilliseconds.Emulsification tests commonlymeasure lithographic ink behaviorThetest mixes ink and water in givenconditions and measures the water up-take of the ink gravimetrically. Fromthe curves of water up-take vs time ,one can read the speed and saturationlevel of emulsification. Mixing ofwater in ink in printing is necessary toeliminate water from those areas oftheplate where it is harmful,i.e. from textareas and from the top of halftone dots.It is necessary between the dots. Fast
emulsification is desirable because theprinting conditions after start-up arenot stable until the saturation level ofwater pick-up occurs. The optimummagnitude of emulsification dependson the type of water feeding unit. Thisis because of differences in theefficiency of water use. A higherefficiency means lower waterconsumption.
Drying characteristics ofprinting ink
In the ink drying process, two phasescan occur: the ink setting phase and theactual drying phase. As a result of thesetting phase, the printing ink forms atouch-proof layer. In drying phaseresults in a rub-resistant layer.. Thephases can use the same or differentmechanisms. For example , themechanism is the same when theprinting ink contains a solvent thatrequires evaporation during the dryingphase( rotogravure and heat -set inks)or when the printing ink is polymerizedafter each press unit( UV inks).Conventional sheet-fed offset inksinvolve two separate mechanisms.Thesetting uses filtering and evaporation,and the actual drying polymerizationby oxidation. Newspaper printing inksdonot have any drying stage.
PolymerizationA polymerization reaction occurs inprinting inks with UV or IR radiationor due to the oxygen in the atmospherearound a thin ink layer. In the future,electronic radiation will probably alsofind use as a source of reaction energy.In all these cases, the polymerization isradical polymerization. UV and IRradiation is analogous to the photo-
IPPTA J. Vo/.20, No.4, Oct-Dec., 2008 107

polymerization used in printing plates.
Working properties of Ink
The most important properties of inkbesides color and color strength arebody, length, tack, and dryingcharacteristics.• Body• Tack• Ink Length- Long, Short,
Thixotropic• Density• pH• Temperature
Body.Body refers to the consistency of theink, that is, whether the ink is stiff orsoft. Ink consistencies vary widelyfrom very stiff inks for collotype tovery soft, fluid inks for newsprint,gravure, and flexography. Therheological (flow) properties of the inkdetermine its working properties on thepress and its penetrating qualities onthe paper. It is found that the rate ofpenetration of printing ink into paper isdirectly proportional to the' fluidity ofthe ink vehicle, but not to the fluidity ofthe compounded ink. The temperatureof the ink is important to the extent thatit affects the fluidity ofthe ink vehicle.Printing inks are non-Newtonian fluidsgenerally exhibiting plastic, pseudo-plastic, dilatant, or thixotropicproperties. Inks are, however subject tohigh rates of shear on the printingpress. This tends to overcome any yieldvalue and thixotropy, thus permittingeven distribution of ink on the rollers.
Length
For best results printing ink shouldhave the highest viscosity and yieldvalue consistent with good operationon the press and good printingproperties on the paper being used.Inks can be long or short. High-yieldvalue alone results in an ink that is tooshort; the ink tends to back away fromthe fountain. Backing away from thefountain caused by too short an ink canbe corrected by adding a bodiedvarnish. Too short an ink results inmottle, a condition of ridges in the inkfilm. Too long an ink forms filamentswhich on high-speed presses have anundesirable tendency to fly or mist.This is especially troublesome withnews inks. Papers of mediumabsorbency can be printed with inks ofhigh viscosity and high-yield point, butthe flow properties of the ink must besuch that the ink distributes well on the
press. For relatively nonabsorbentpapers, the inkmaker may add apenetrant, although usually a fairlyheavy-bodied varnish withconsiderable tack will produce goodresults. When printing nonabsorbentpaper, a small amount of light mineraloil may be helpful in reducing theviscosity of the ink, thereby producingmore rapid penetration into the paperand reducing offset. Thinner inks arerequired the faster the speed of thepress.
TackIn contrast to basic rheologicalcharacteristics , tack is not a purematerial characteristic though this isclosely related to flow. This iscommonly visualized as the pullresistance exerted by the ink on thepaper surface. The measured tack valuedepends on the measuring conditionsand also on factors related to the designofthe measuing device such as bearingfriction.The pull exerted between the printingplate and the paper in letterpress andthe blanket and the paper in offsetlithography depends on the type of ink,rate of separation of the plate orblanket form the paper surface, area ofcontact, and film thickness. At the highrates of shear existing on a press,plastic viscosity is the dominantrheological factor affecting tack, yieldpoint being of little influence. Thedominant factor in ink tack is not theforce but the energy of film separation,which they found to be proportional tothe plastic viscosity ofthe ink raised tothe 1.5power. Film separation is takingplace primarily by rupture in a solidpattern resulting from transversalvibrations induced at the paper-inkinterface. A certain amount of tack isnecessary to cause adherence of the inkpaper; if the tack of the ink is notsufficient for the type of paper andpress conditions used, the reproductionwill be poor. On the other hand, tootacky an ink is likely to rupture or pickthe paper surface. In multi colorprinting, the various inks must begraded in tack to secure propertrapping, that is, printing the sameamount of ink on previously printedink as on unprinted paper. The first-down ink must be relatively high intack so that it will lift the second-downink. The second-down ink should bemore tacky than the third-down ink,which in tum should be more tackythan the last-down ink. Inks differ intheir rate of increase of tack withincreased press speed, and hence it is
possible for two inks to change theirrelative order of trapping as the speedofthe press is increased, with the resultthat false color values are produced.The tack of ink can be measured byspecial tack meters, such as theThwing-Albert-Lf'F Inkometer andthe Tackoscope.
Ink temperature control is common forgravure printing system and also forwater-based flexo.Regular measuring of density allowscontrolling the ink water ratio and canbe used for estimating the addition ofwater! amine mixture if required. Themeasuring of density also allows one tocalculate the actual value for residualwater left in the printing machine aftera wash cycle. The ink densitymeasurement consists ofthe followingsteps:Measure the density of water anddensity of ink particles before putting iton the machineMeasure ink density when the ink iscirculating in the machine or whenreturn from the machine. Thefollowing equation allows one tocalculate the amount of water to beadded to change the viscosity:Mwater =mink+water * ( 1- Pink+wateJ Pink)/ (Pink+wate/Pwater -Pink+wate/Pink)
Where m=weight in kg; v=volume indm'; p =density in kg/dm'
pH is determined by its formulation .Ink contains amine and !ammonia andink pH is alkaline roughly between 8and 10.The pH is probably an indicatorofthe drying speed ofthe ink. Rule ofthumb is that, for an ink of otherwisesimilar formulation, the greater the pHthe longer the drying time.This doesnot mean that a fast drying ink has alower pH than a slow drying ink-that istheprerogative of the way the inkcompany formulates the ink.
Letterpress InksLetterpress inks are designed forprinting form raised surfaces such astype, engravings, and electrotypes.They are usually of moderate tack andviscosity. Most sheet-fed letterpressinks dry by oxidation. These are inpaste form and consist of pigments anddrier ground in a drying-oil vehicle.They may also contain various resinsand special compounds to givefunctional characteristics such as glossand scuff resistance. Letterpress inksfor web printing can dry by penetration(newsprint ink), by evaporation (heat-set inks), or by precipitation (moisture-
IPPTA J. Vo1.20,No.4, Oct-Dec., 2008 108
set inks).Some major types of letterpress inksare: Rotary Ink ,Quick set ink, Heat-Set Ink,Quickset Ink,High-glossInk,Moisture-set Ink,Water-washableInk,News Ink, Miscellaneous JobInk,N on-Scratch Ink etc.
Lithographic Inks
Lithographic inks are formulated toprint from plano graphic surfacesutilizing the principle that grease andwater do not mix. Lithographic inks aregenerally more highly pigmented andare stronger in color value thanletterpress inks to compensate for thethinner films applied. They are thestrongest of all inks next to collotypeinks. The average' amount of inktransferred to the paper is about halfthat of letterpress because of the extrasplit of the ink film between the plateand the blanket. •
Sheet-fed lithographic inks are similarin formulation to oxidizing letterpressinks. However, they contain water-resistant vehicles and pigments that donot bleed in water or alcohol. Heat-set
".litho inks are also similar to theirletterpress counterparts but use specialvehicles and pigments to resist reactionwith water and alcohol.
Letterset inks have no restrictionsimposed to prevent bleeding into adampening solution since lettersetprinting does not use a dampeningmechanism. Therefore any pigmentused for letterpress may be used forletterset. Letterset inks are stronger incolor value than letterpress inks but notas strong as conventional offset inksbecause they are not diluted orweakened by water emulsified in theink during running on the press.The many types and modifications ofpress equipment, the many differentsubstrates printed and the broadspectrum of applications forlithography require a wide variety ofink formulae to serve the needs of theoffset printing industry.
Sheet-fed offset inks are offered in abroad variety of vehicle systems,which, for brevity, can be, categorizedin five general classes:• Oxidative Containing largelynatural or synthetic drying oils• Gloss Drying oils, very hard
resins, minimal hydrocarbonsolvents
• Quick Set Hard solubleresins, hydrocarbon oils and
solvents, minimal drying oils orplasticizers
• Penetrating Soluble resins,hydrocarbon oils and solvents,drying and semi-drying oils andvarnishes.
• Radiation curing Verysophisticated, highly reactive,cross linking proprietary systems,which dry by application ofUV, IRor other radiation.
With the exception of the UV-curingtype, the four other categories permitmuch crossing of lines andhybridizing. In addition to the vehicleor combination of vehicles (also calledvarnish), most formulations alsocontain compounds, driers, andsometimes extenders to impart desiredprinting and dry-film performancecharacteristics.
Web offset inks are available inthe following general types
• Penetrating Hydrocarbon oilsand solvents, soluble resins.
• Heat Set Hydrocarbon solvents,hard soluble resins, drying oilvarnishes, and plasticizers.
• Radiation curing Verysophisticated, highly reactive,cross-linking proprietary systems,which dry by application ofUV, IRor other radiation.
• Thermal Curing Sophisticated,reactive, proprietary systemscontaining little or no solvent.which dry by application of heatand use of special cross-linkingcatalysts.
Lithogr-aphic Problems are:
Gr~asing or Scumming,Tinting,Stripping ,Printing toosharp, Piling Drying'
Gravure InksGravure inks are rapid-drying fluidinks with the proper viscosity to bedrawn by capillary action from theengraved wells in the cylinder or plate.They dry principally by theevaporation of the solvent in the ink,commonly with the use of heat.Gravure inks must be free of abrasiveparticles that could scratch theengraved cylinder or 'plate. A widevariety of solvents are used in gravureinks depending on the substrate.Most gravure inks are very volatile,and they can cause fires or explosionsif not handled properly. Solventrecovery is used in used in manypublication plants to eliminate
pollution from the evaporated solvent.This is practical if only one type of inkand solvent is used. Solvent recovery isnot practical for plants that usedifferent substrates requiring differentsolvents. Water-based inks containingsmall amounts of alcohol have beendeveloped to eliminate both the firehazard and solvent pollution. These arereasonably successful for somepackaging applications.
Rotogravure problemsPinho ling, Snow flaking, Skips,Screening, Spilling( Drag-Out,squeeze-Out), Fogging(Scumming)Volcanoes( Cratering),Mottle( Crawling), Cylinder Waer,Stripping of Chrome
Flexographic InksFlexographic inks are fast-drying fluidinks similar in viscosity to gravureinks. They are used in printing manykinds of surfaces where theexceptional color effects afforded byflexography are best exploited byusing large masses of color.Flexographic inks consist of colorants,which may be' either pigment orsoluble dyes, mixed with a vehicle orbinder and with volatile solvents. Thesolvent is usually alcohol or water,although other solvents are also used.Alcohol-based inks are the mostcommon and they dry by evaporation.Water-based inks dry by bothevaporation and absorption on papersubstrates. Flexographic inks withsublimable dyes are used in short-andmedium-um heat-transfer printing.
Flexographic ProblemsAdhesion,Blocking,Bleed,ChemicalPinho ling, MechanicalPinholing,Feathering and Fill-In,Souring, Precipitation,Picking etc.
Screen-Printing InksScreen-printing inks are usually ofthedrying oil type although other types arealso used depending on the substrate tobe printed. They have the consistencyofthick paint. The inks are made in anycolor with a binder suitable for thematerial to be printed. The ink must beshort and buttery to print sharp and tosqueegee with little resistance. Toprevent clogging is also used forspecialty heat-transfer printing sothere are special screen-printing inkswith subliming dyes for heat-transferprinting.
Ink TypesA number of special inks have been
IPPTA ]. Vo/.20, No.4, Oct-Dec., 2008 109

developed for specific types ofprinting. Some inks have beendeveloped espe cially to eliminate theneed for starch anti-offset spray insheet-fed printing. Others have beendeveloped to eliminate air pollutionfrom heat-set ink solvents in webprinting. Others are used to ( 1)simulate metallic luster, (2) print onpaper images that can be transferred tofabrics, (3) print magnetic characterson checks and other documents to beread on special electronic equipment,(4) impart alcohol and scuff resistancefor liquor labels, (5) impart alkaliresistance for attractive window orcounter displays. Descriptions ofspecial inks follows.
Radiation-Curing Inks.These are among the newer types ofinks developed to eliminate both theneed for spray powder in sheet-fedprinting and air pollution form solventsin conventional web heat-set inks.There are two types of these inks;Ultraviolet (UV) and electron beam(EB) curing. Ultraviolet-curing inksconsist of essentially solvent-freeliquid prepolymers and initiators thaton exposure to large doses of UVradiation release free radicals thatpolymerize the vehicle to a dry, solid,tough thermosetting resin. Becausethese inks have active ingredients thatare more expensive than the solventsthey replace in conventional inks, UVinks cost almost twice as much asregular inks. Therefore they are notused much in ordinary web printingexcept during periods of shortages.They have found some use in luxurypackaging such as liquor and cosmeticcartons and are used extensively formetal decorating and screen-printing.The total consumption of UV inks,however, has been limited byeconomics. An unexpected shortage ofgas or oil needed to dry heat-set inks inweb-publication printing could triggera conversion to UV inks for this typeprinting.
Electron Beam (EB) CuringInks.These make a good alternative to UVinks since expensive initators are notneeded and lower-cost, less reactiveprepolymers and other materials can beused. A serious disadvantage of EBcuring inks is the high capital cost ofthe equipment required. Shieldingbecomes a particularly criticalproblem because EB radiationproduces X-ray when it strikes metalsurfaces. There are several successful
commercial installations of EB on apress. EB is very energy efficient sinceit uses less energy than UV, which intum uses about half the energy of gasdrying.
Quick-Setting Inks.These inks have been responsible forphenomenal improvements in printing.They have been particularly successfulfor printing on enamel and cast-coatedpapers in both letterpress andlithography. These inks consist of adelicately balanced oil-resi-solventvehicle system. During printing, oncontact of the ink with the paper underthe pressure of printing, the papersurface or coating quickly drains someof the solvents from the ink, yielding afilm that sets rapidly and permitshandling. Quick-set inks usually drywith good gloss.
Super Quick-Set Infrared Inks.
These inks are a modification of quick-set inks that uses new synthetic resinswith controlled solubility properties incombination with specially blendedsolvent systems and a minimal amountof drying oils. These inks are usedextensively in new infrared ink dryingsystems. The setting of these ink isgreatly accelerated by the applicationof heat energy, and infrared radiation isa convenient way to apply energy on asheet-fed press. The system is alsoused for some web presses. Evenwithout heat these inks set almost 10times faster than conventional quick-set inks, and they are graduallyreplacing these inks. These inks havecaused some problems with "glossghosting."
Heat-Set Inks.These inks were undoubtedly one ofthe most important developments inweb publication printing. They arequick-drying inks. Heat-set inks areformulated with high-boiling, slow-evaporating petroleum oils andsolvents. They provide maximumpress stability, yet they dry rapidly withheat application or dryers. The solventsare vaporized as they pass through aheating chamber leaving the pigmentand binding resins fixed to the paper insuch a manner that there is no chancefor spread or excessive penetration intothe paper. The printing press must beequipped with a heating unit and withan exhaust system to drive off thesolvents and with chill rolls to cool theheated resins.
High-Gloss Inks.High-gloss inks contain an additionalquantity of varnish that gives them aglossy appearance when dry. For bestresults, paper stocks specially coatedfor gloss inks should be used. Ingeneral, the more resistance the paperhas to penetration of the vehicle, thehigher the gloss; this property of thepaper is referred to as holdout. Whenheat is used in drying, it has a tendencyto reduce gloss. High-gloss inks areavailable for both letterpress andoffset. These inks are usually tacky, sothey can cause problems with pickingon weak papers.
Heat-Transfer Inks.These inks are formulated with specialdyes that sublime under pressure and attemperatures about 260°C. They areused for printing on paper images thatare later transferred to other surface,usually textiles. They work best onpolyester materials. Gravure is usedfor long runs; flexography and screen-printing are used for shorter runs onrolls. Lithography is used for sheetprinting.
Moisture-Set InksThese letterpress inks consist ofpigments dispersed in a vehiclecomposed of a water-insoluble binderdissolved in a water-miscible, orwater-receptive solvent, usually aglycol. Upon subjecting the printing toeither steam, fine mist, or water, thewater-miscible solvent picks up someof the water, which causes the water-insoluble binder to precipitate and tobind the pigment firmly to the paper.Moisture-set inks are relatively freeodor making them ideal for food-package printing.
Magnetic Inks.These inks were developed to providea means to increase the speed andefficiency of handling bank checks.The inks are made with pigments thatcan be magnetized after printing,allowing the printed characters to belater "recognized" by electronicreading equipment. The inks must beformulated to produce high-gradeprinting that will meet the rightrequirements of the special electronicreading equipment. Press make-ready,amount of ink, and press conditionsmust be precisely controlled forconsistent results. An illustrationmagnetic ink printing is shown inFigure 23-8. The 10 number and foursymbols each have a distinctive shapewhich supplies information to a
IPPTA J. Vo1.20,No.4, Oct-Dec., 2008 110

T bl 4 C f i k' . ka e om position 0 In -iet In SComponent PurposeDye or pigment Coloring materialBinder Binding the pigment on the paper (not always used)Liquid phase Carrier phase for the dye or pigment and binderContinuous jet: water + alcohol DOD Allows the desired low viscosity of the ink andjet: water + glycols prevents ink from drying in the nozzleCharge generation additives (continuous Enhances the electrical charging capability of the inkjet) preservatives Prevents bacterial decomEosition
computer for punching a tape, makingcalculations, or performing acombination of other functions.
Scuff-Resistant Inks.The inks used for printing on packagesand containers must stay bright andappealing despite the shocks and scuffsof shipping and handling. For manyyears ink manufactures have beendeveloping new inks that would besufficiently scuff resistant for thepackaging industry. Thanks tocontinued research, improved scuff-resistant inks of most types are nowavailable.
Fluorescent InksThese inks were formerly limited toscreen printing. However, with thedevelopment of more finely groundand stronger pigments, fluorescentinks can now be printed in oneimpression by letterpress, lithography,and gravure. Duotones and even full-color process are now feasible. Thenaturally bright inks reflect and emitlight by absorbing ultraviolet wavesand emitting these as visible light, thusincreasing the amount oflight reflectedfrom the ink. This extra reflectancegives the ink their added brilliance, andthe semi transparency of the inkspermits overprinting to achieveintermediate color tones.
Varnish and Lacquer.These are used as overprinting forprotection as well as for gloss. If theprinting is to be lacquered, theinkmaker should be informed so thathe can formulate his inks to be lacquerresistant. Otherwise the inks are apt tobleed through the varnish or lacquer,the varnish maker must be informed asto the chemical resistances (soaps,acids, and so forth), scuff resistance,gloss requirements, and other generalspecifications required of the varnishso that the proper formulation can beselected.
Lacquers are applied off-line onspecial coating machines. A variety ofpress-applied varnishes are available.These are used on standard presseswithout heat, and the drying is byoxidation. Some of the newovercoating system used to eliminateantioffset spray can be formulated toproduce high gloss. Special UV cureoverprint varnishes can also be usedover conventional inks if the press isequipped with UV lamps. e,proprietary systems containing little orno solvent which dry by application ofheat and use of special cross-linkingcatalysts.
Drying and CuringDrying of printing inks is importantbecause a printed piece cannot behandled or used until the ink film hassolidified and dried. Printing inks dryin a number of ways; absorption,selective absorption, evaporation,precipitation, oxidation, andpolymerization . Most inks dry bycombination of two or more of thesemechanisms. Exact mechanism widelyvaries. Absorption is the fastestwhereas other is slow.The first stage in drying is setting, andoften this is more important in printingthan actual drying.
through a stage where unpleasantodors can be developed. These odorsare transient, however, and unlesssealed in, as by waxing, will dissipateinto the atmosphere.
If the ink dries too fast, the inkbecomes tacky on the rollers resultingin picking; if the ink dries too slowly,the print smears on the paper and theink feels wet. To control the rate ofdrying with oil-base inks (and somenondrying oil-base inks), it isnecessary for the printers to add driersto the ink. Driers are organic salts (e.g.,the resonates, linoleates, octoates, andnapthenates of zinc, lead, cobalt, or
. manganese) that increase the rate ofdrying of the ink film on the paper byincreasing the rate of absorption ofoxygen. Cobalt makes the mostgeneral, cobalt is classed as a surfacedrier, lead as an internal drier, andmanganese as a combination surfacedrier, lead as an internal drier, andmanganese as a combination surfaceand internal drier. Driers sometimeslose their effect after the ink has beenstanding for some time. The loss isgreater for inks pigmented with lakecolors containing aluminum hydrateand for carbon black, and for thisreason, a relatively high percentage ofdrier is used in inks containing thesepigments. The loss in effectiveness ofdriers in the presence ofthese pigmentscan be explained by the fact that theactive metal group of the drierbecomes absorbed next to the pigment,leaving the inactive organic groupprojecting into the vehicle. Certainpigments can absorb large quantities ofdrier, although improved driers havebeen developed to overcome thisdifficulty. Too much drier isdetrimental to the corking properties ofthe ink and in some cases may actuallyretard the drying. Generally speaking,more drier is required during thesummer months when the humidity ishigh and drying is likely to be slower.Inks to be overprinted are sometimes
During drying of the ink on the paper,the ink is transformed from a fluid orsemifluid state to a solid state. Dryingusually takes place in two ways; byabsorption of ink vehicle into the poresof the paper through capillary action;by a hardening of the ink film on thepaper. The first is governed by theviscosity ofthe ink and the porosity ofpaper and takes place very rapidly. Thesecond, or hardening, stage involves apolymerization and oxidation of the oilvehicle, both of which take place veryslowly. During this stage, the drying oilabsorbs oxygen from the air, therebychanging from a viscous liquid to ahard, solid film that binds the pigmentparticles tightly to the paper. Duringdrying, oil-base ink vehicles pass
IPPTA J. Vo/.20, No.4, Oct-Dec., 2008 111

made slow drying on purpose toprevent them form hardening beforethe succeeding colors and printed overthem. Antiskinning agents, which arein reality antioxidants, may be added toprevent the formation of a skin on theink, and while these agents offset theeffect of the drier to some extent, theyare useful in preventing drying orhardening ofthe ink on the press.
New systems for drying or curing inkshave been developed to eliminatepollution caused by the evolution ofsolvents and other effluents associatedwith ink drying. New inks that cure byultraviolet and/or electro beam (EB)radiation are described in the section"Ink Types." New infrared units havebeen developed for drying low-solventsuper quick-setting special inks. Alsowater-and alcohol-soluble coatings arebeing used to overcoat wet inksimmediately after printing. Thecoatings dry rapidly, keeping the inksfrom scuffing, marking, or setting-offwhile they dry normally. Ultravioletclear varnishes are also being used forthis purpose in sheet- fed printing.
Conclusions
The constituents of printing ink forvarious application on paper substratealong with their optical, colloidal,polymeric and rheological propretiesare found to be important for different
printing processes along with workingproperties of ink and the designvariables of printers. This paperhighlights interaction between inkincluding special inks and papersurface with their respective relatedproblems arising due to ink applicationon paper during different processeswhich are very complicated areanalysed.
References1. Casey, J. P., Pulp and Paper,Chemistry and Chemical Technology,Vol. 4, Wiley Inter SciencePublications, John Wiley Sons.2. Gullichsen, Johan and HannuPaulapuro, Papermaking Science andTechnology, Printing, Book 13, 1999,Finnish Paper Engineer's AssociationandTAPPI.3. Bankhead, R., B., Hodgson, K. V.,Hamilton, R. T.,1995 PapermakersConference, TAPPI Proceedings, 373-382.4. Personal communications with K.T. Hudgson, division of Paper Scienceand Engineering, College of ForestResources,University of Washington,Seattle, USA5. Kokurek MJ. Pulp and PaperManufacture, Vol.8, Joint Textbookcommittee ofthe Paper Industry, 19896. Schoelkopf,P.A.C., Gane,CJ.,Ridgway,D.C., Spielmann, andG.P.Mathews, Tappi Journal, Vol.2 ,
No.7,July 2003, 19-227. William R.L. paper & Inkrelationships, Mennonite Press ,INC,Newton, Kansas, 19858. Wilbert Streefland , InternationalPaper and Board Industry,March,2006,1-69. Bostrom Bernt, Paper Surfaceresponse during printing and surfacetreatment, Paper test methods-what'snew, Fibro System Als.Sweden., 1992(Nov. 26)10. Printing Ink Hand Book, 4thEdition, Product & TechnicalPublications committee, NationalAssociation of Printing InkManufacturers, Inc,USA, 198011. Scott W.E. and J.C. Abbott-Properties of Paper An introduction,Tappi Press, 199012. Lectures delivered by A.K.Ray atthe HRD programme atBILT,Yamunanagar on "Printing" ,Dec.200613. Lectures delivered by A.K.Ray atthe HRD programme at ITC ,Bhadrachalam ,on " Overview ofprinting processes" ,Dec.200514. Lindqvist, Ulf,Jantunen Jaakko,et.al. Paperi ja Puu , No.4 1983,305-31215. Cichon Joe,Tappi J., May,1989,149-15216. Sankaranarayanan N.,IPPTA,Vol.8,No.2, June, 1996
UNIT[O [NfiIN[[RINfi 1Specialist in :
Manufacturing & Reconditioning & Repair ofBSW & Bleach Washer.
* * *Masters in:
Modification of Conventional Washer toRipple-deck or Corru-deck Washer
* * *Works:
C III 07, GIDC Killa Pardi, Dist. Valsad, Gujarat
* * *I Regd. Office: I
B-701, Marble Arch, 51, TPS Road, Borivali West, Bombay 400 092
I:"J Off. Tel.: 022-28984991 Fax: 022-28985351 E-mail: [email protected] r:aI:ti:I !.aLi
., .,d
I
IPPTA J. Vo/.20, No.4, Oct-Dec., 2008 112




















