Practical experiences from the development of aqueous two-phase processes for the recovery of high...
10
Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 83:133–142 (2008) Review Practical experiences from the development of aqueous two-phase processes for the recovery of high value biological products Jorge Benavides and Marco Rito-Palomares ∗ Centro de Biotecnolog´ ıa, Departamento de Biotecnolog´ ıa e Ingenier´ ıa de Alimentos, Tecnol ´ ogico de Monterrey. Campus Monterrey, Ave. Eugenio Garza Sada 2501 Sur, Monterrey, NL 64849, M ´ exico Abstract: The development of recovery processes using aqueous two-phase systems (ATPS) has been limited by the extensive experimental work required to establish the optimal system parameters to ensure selective partitioning of the product of interest. Although using full factorial experiments has been demonstrated to be an effective strategy for the characterization of the partitioning behaviour of biological products in ATPS, this approach is characterized by its costly and time consuming nature. As an alternative, the use of a robotic-aided strategy has been proposed. However, the need for high cost equipment may limit the generic implementation of this strategy. Based on practical experience using ATPS, practical strategies for the predictive design of primary recovery processes using polymer–salt systems were derived. To evaluate the generic application of the proposed strategies, four experimental models (B-phycoerythrin, C-phycocyanin, double layered rotavirus-like particles and lutein) were selected. The application of these strategies resulted in the development of simplified recovery processes for the selected experimental models. The practical review presented is considered a relevant contribution that will provide general rules to facilitate the establishment of ATPS processes, particularly for new researchers in the field. 2007 Society of Chemical Industry Keywords: practical strategies; primary recovery; aqueous two-phase systems; biological products INTRODUCTION The increasing trend in the genetic modification of expression systems (from bacteria to mammal cells) 1–3 and the construction of new bioreactors suitable for large-scale production (even for eukaryotic systems) 4–6 are two examples of the extensive work currently being conducted concerning optimization of the production of biological compounds. These production processes generate effluents that need to be processed to recover and purify the product of interest. In the area of product recovery and purification the development of new techniques that render extremely high resolution allows the purification of any particular molecule from complex matrixes. However, although much research has been conducted in the fields of production and purification of biological products, 7–9 extensive research in the areas of primary recovery and purification has been, to some degree, neglected. Primary recovery stages target the removal of suspended solids (including cells and cell debris) and major contaminants present in the stream derived from fermentation or cell disruption. As a consequence of the optimization of production processes, either by genetic or non-genetic manipulation, existing primary recovery techniques face the challenge to process streams from fermentation characterized by increasing product concentration. In this context, aqueous two-phase systems (ATPS) is a technique that has been used for the primary recovery and partial purification of several biological products, 10,11 including proteins, 12–14 genetic material (genomic or plasmidic), 15,16 low molecular weight products, 17 cells and cell organelles. 18,19 However, extensive use of ATPS has been limited by the time consuming experimental work needed to develop primary recovery processes. Full factorial experiments are usually needed to determine the optimal system parameters under which selective product partitioning is attained. Although the use of robotic-aided strategies has been proposed, this involves a need for high cost equipment. 20 Partition studies are usually carried out using an empirical approach since the molecular understanding of the phenomena is incomplete. It is clear that general rules that provide a guide for ∗ Correspondence to: Marco Rito-Palomares, Centro de Biotecnolog´ ıa, Departamento de Biotecnolog´ ıa e Ingenier´ ıa de Alimentos, Tecnol ´ ogico de Monterrey, Campus Monterrey Ave. Eugenio Garza Sada 2501 Sur, Monterrey, NL 64849, M ´ exico E-mail: [email protected] (Received 26 September 2007; revised version received 26 October 2007; accepted 26 October 2007) Published online 13 December 2007; DOI: 10.1002/jctb.1844 2007 Society of Chemical Industry. J Chem Technol Biotechnol 0268–2575/2007/$30.00
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Practical experiences from the development of aqueous two-phase processes for the recovery of high...

Journal of Chemical Technology and Biotechnology J Chem Technol Biotechnol 83:133–142 (2008)
ReviewPractical experiences from thedevelopment of aqueous two-phase processesfor the recovery of high value biologicalproductsJorge Benavides and Marco Rito-Palomares∗Centro de Biotecnologıa, Departamento de Biotecnologıa e Ingenierıa de Alimentos, Tecnologico de Monterrey. Campus Monterrey, Ave.Eugenio Garza Sada 2501 Sur, Monterrey, NL 64849, Mexico
Abstract: The development of recovery processes using aqueous two-phase systems (ATPS) has been limited by theextensive experimental work required to establish the optimal system parameters to ensure selective partitioningof the product of interest. Although using full factorial experiments has been demonstrated to be an effectivestrategy for the characterization of the partitioning behaviour of biological products in ATPS, this approach ischaracterized by its costly and time consuming nature. As an alternative, the use of a robotic-aided strategy hasbeen proposed. However, the need for high cost equipment may limit the generic implementation of this strategy.Based on practical experience using ATPS, practical strategies for the predictive design of primary recoveryprocesses using polymer–salt systems were derived. To evaluate the generic application of the proposed strategies,four experimental models (B-phycoerythrin, C-phycocyanin, double layered rotavirus-like particles and lutein)were selected. The application of these strategies resulted in the development of simplified recovery processes forthe selected experimental models. The practical review presented is considered a relevant contribution that willprovide general rules to facilitate the establishment of ATPS processes, particularly for new researchers in thefield. 2007 Society of Chemical Industry
Keywords: practical strategies; primary recovery; aqueous two-phase systems; biological products
INTRODUCTIONThe increasing trend in the genetic modificationof expression systems (from bacteria to mammalcells)1–3 and the construction of new bioreactorssuitable for large-scale production (even for eukaryoticsystems)4–6 are two examples of the extensive workcurrently being conducted concerning optimizationof the production of biological compounds. Theseproduction processes generate effluents that need to beprocessed to recover and purify the product of interest.In the area of product recovery and purificationthe development of new techniques that renderextremely high resolution allows the purification of anyparticular molecule from complex matrixes. However,although much research has been conducted in thefields of production and purification of biologicalproducts,7–9 extensive research in the areas of primaryrecovery and purification has been, to some degree,neglected. Primary recovery stages target the removalof suspended solids (including cells and cell debris)and major contaminants present in the stream derivedfrom fermentation or cell disruption. As a consequence
of the optimization of production processes, eitherby genetic or non-genetic manipulation, existingprimary recovery techniques face the challenge toprocess streams from fermentation characterized byincreasing product concentration. In this context,aqueous two-phase systems (ATPS) is a techniquethat has been used for the primary recovery andpartial purification of several biological products,10,11
including proteins,12–14 genetic material (genomicor plasmidic),15,16 low molecular weight products,17
cells and cell organelles.18,19 However, extensive useof ATPS has been limited by the time consumingexperimental work needed to develop primary recoveryprocesses. Full factorial experiments are usuallyneeded to determine the optimal system parametersunder which selective product partitioning is attained.Although the use of robotic-aided strategies hasbeen proposed, this involves a need for high costequipment.20 Partition studies are usually carriedout using an empirical approach since the molecularunderstanding of the phenomena is incomplete. Itis clear that general rules that provide a guide for
∗ Correspondence to: Marco Rito-Palomares, Centro de Biotecnologıa, Departamento de Biotecnologıa e Ingenierıa de Alimentos, Tecnologico de Monterrey,Campus Monterrey Ave. Eugenio Garza Sada 2501 Sur, Monterrey, NL 64849, MexicoE-mail: [email protected](Received 26 September 2007; revised version received 26 October 2007; accepted 26 October 2007)Published online 13 December 2007; DOI: 10.1002/jctb.1844
2007 Society of Chemical Industry. J Chem Technol Biotechnol 0268–2575/2007/$30.00
J. Benavides and M. Rito-Palomares
the development of ATPS processes will facilitatethe development of primary recovery processes usingATPS, particularly for new researchers in the field.
This paper focuses on presenting a practical reviewthat provides general rules and strategies for the pre-dictive design of processes for the primary recoveryof biological products exploiting ATPS. A criticalanalysis of the practical strategies employed for thedesign of ATPS processes is given in a structuredmanner to establish the necessary steps for processesdevelopment. A generic application of the proposedstrategies to obtain simplified ATPS processes ispresented using four selected experimental models(B-phycoerythrin produced by Porphyridium cruentum;C-phycocyanin produced by Spirulina maxima; dou-ble layered rotavirus-like particles produced by aninsect cells–baculovirus expression system; and luteinproduced by Chlorella protothecoides). The expectedpotential trend of the practical application of ATPSprocesses for the recovery of biological products isdiscussed.
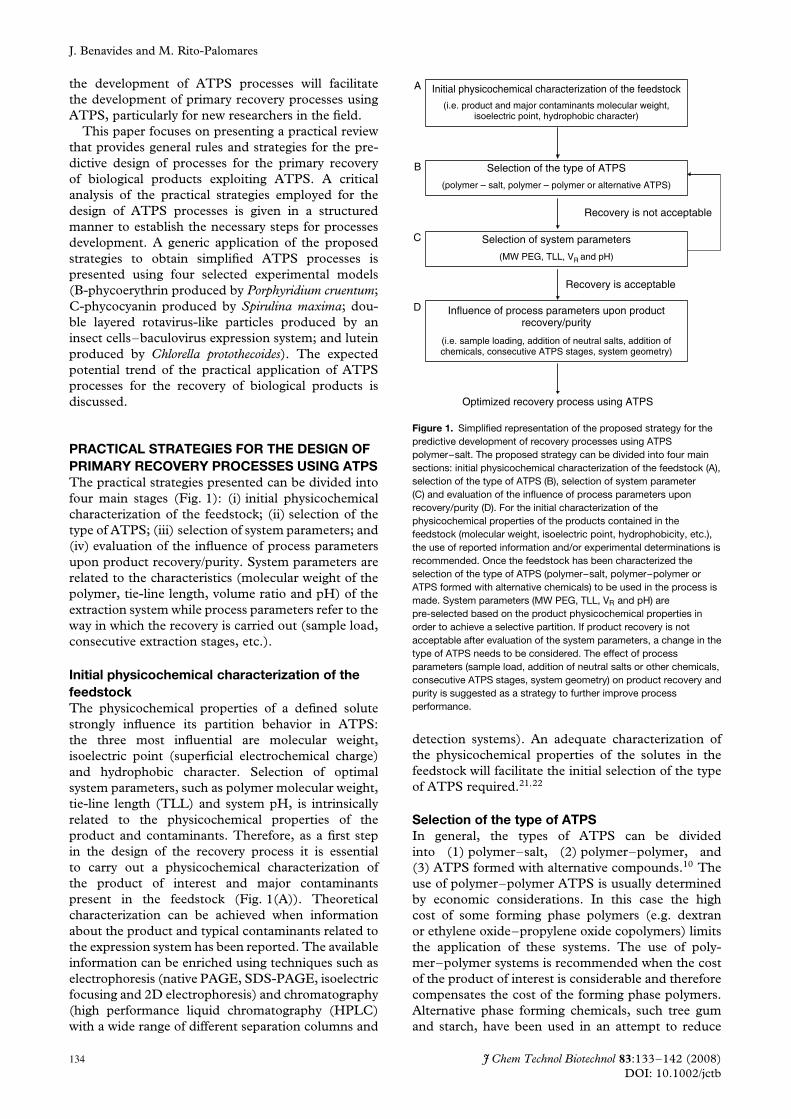
PRACTICAL STRATEGIES FOR THE DESIGN OFPRIMARY RECOVERY PROCESSES USING ATPSThe practical strategies presented can be divided intofour main stages (Fig. 1): (i) initial physicochemicalcharacterization of the feedstock; (ii) selection of thetype of ATPS; (iii) selection of system parameters; and(iv) evaluation of the influence of process parametersupon product recovery/purity. System parameters arerelated to the characteristics (molecular weight of thepolymer, tie-line length, volume ratio and pH) of theextraction system while process parameters refer to theway in which the recovery is carried out (sample load,consecutive extraction stages, etc.).
Initial physicochemical characterization of thefeedstockThe physicochemical properties of a defined solutestrongly influence its partition behavior in ATPS:the three most influential are molecular weight,isoelectric point (superficial electrochemical charge)and hydrophobic character. Selection of optimalsystem parameters, such as polymer molecular weight,tie-line length (TLL) and system pH, is intrinsicallyrelated to the physicochemical properties of theproduct and contaminants. Therefore, as a first stepin the design of the recovery process it is essentialto carry out a physicochemical characterization ofthe product of interest and major contaminantspresent in the feedstock (Fig. 1(A)). Theoreticalcharacterization can be achieved when informationabout the product and typical contaminants related tothe expression system has been reported. The availableinformation can be enriched using techniques such aselectrophoresis (native PAGE, SDS-PAGE, isoelectricfocusing and 2D electrophoresis) and chromatography(high performance liquid chromatography (HPLC)with a wide range of different separation columns and
(i.e. product and major contaminants molecular weight,isoelectric point, hydrophobic character)
(polymer – salt, polymer – polymer or alternative ATPS)
(MW PEG, TLL, VR and pH)
Influence of process parameters upon productrecovery/purity
(i.e. sample loading, addition of neutral salts, addition ofchemicals, consecutive ATPS stages, system geometry)
A
B
C
D
Recovery is acceptable
Recovery is not acceptable
Optimized recovery process using ATPS
Initial physicochemical characterization of the feedstock
Selection of the type of ATPS
Selection of system parameters
Figure 1. Simplified representation of the proposed strategy for thepredictive development of recovery processes using ATPSpolymer–salt. The proposed strategy can be divided into four mainsections: initial physicochemical characterization of the feedstock (A),selection of the type of ATPS (B), selection of system parameter(C) and evaluation of the influence of process parameters uponrecovery/purity (D). For the initial characterization of thephysicochemical properties of the products contained in thefeedstock (molecular weight, isoelectric point, hydrophobicity, etc.),the use of reported information and/or experimental determinations isrecommended. Once the feedstock has been characterized theselection of the type of ATPS (polymer–salt, polymer–polymer orATPS formed with alternative chemicals) to be used in the process ismade. System parameters (MW PEG, TLL, VR and pH) arepre-selected based on the product physicochemical properties inorder to achieve a selective partition. If product recovery is notacceptable after evaluation of the system parameters, a change in thetype of ATPS needs to be considered. The effect of processparameters (sample load, addition of neutral salts or other chemicals,consecutive ATPS stages, system geometry) on product recovery andpurity is suggested as a strategy to further improve processperformance.
detection systems). An adequate characterization ofthe physicochemical properties of the solutes in thefeedstock will facilitate the initial selection of the typeof ATPS required.21,22
Selection of the type of ATPSIn general, the types of ATPS can be dividedinto (1) polymer–salt, (2) polymer–polymer, and(3) ATPS formed with alternative compounds.10 Theuse of polymer–polymer ATPS is usually determinedby economic considerations. In this case the highcost of some forming phase polymers (e.g. dextranor ethylene oxide–propylene oxide copolymers) limitsthe application of these systems. The use of poly-mer–polymer systems is recommended when the costof the product of interest is considerable and thereforecompensates the cost of the forming phase polymers.Alternative phase forming chemicals, such tree gumand starch, have been used in an attempt to reduce
134 J Chem Technol Biotechnol 83:133–142 (2008)DOI: 10.1002/jctb

Practical experiences from the development of ATPS processes
process related costs. Although ATPS formation isfeasible using these chemicals, thermodynamic char-acterization is poor since no major research has beenconducted. ATPS polymer–salt as an initial selec-tion of system type is highly recommended, based onthree main grounds: (1) the low cost of the phaseforming chemicals; (2) the vast knowledge accumu-lated and wide characterization of this type of systems;and (3) their stability on the basis of phase forma-tion. From these types of ATPS, polyethylene glycol(PEG)–phosphate systems have been widely exploitedfor the primary recovery of biological products. How-ever, other salts, such as sulfates and citrates, have alsobeen used.
Once selection of the type of ATPS has been donea phase diagram is needed. This can be obtainedfrom previous reports or can be constructed using thecloud point method.23 In polymer (PEG)–salt ATPS,to facilitate further product separation, conditions arepursued that promote concentration of the product ofinterest in the top phase (PEG-rich phase) and thecontaminants (including cells and cell debris) in thebottom phase (salt-rich phase) or interface.
Selection of system parametersIt is strongly recommended that as a first step,the initial pH value should be established. Initialsystem pH value must be above the isoelectricpoint (pI) or pKa of the target compound inorder to generate electrochemical affinity between thenegatively charged product and PEG, which has apositive dipolar momentum due its terminal hydroxylgroups.24 Although the pH value must be higherthan the pI and pKa of the product of interest, it isnot recommended to unnecessarily increase pH (e.g.4–5 units above pI and pKa) since contaminants canobtain electrochemical affinity towards the recoveringphase. Once the initial pH value has been decided itis necessary to select the bottom salt-rich phase to beused to form the system. PEG forms ATPS with a greatvariety of inorganic salts (phosphate, sulfate, citrate,etc.). However, these systems cannot be used underall pH conditions because of salt solubility constraints.PEG–phosphate systems are stable at pH values above7, while PEG–sulfate systems can be used at pHvalues below 6.5. Therefore if an initial pH value of7 is recommended, PEG–phosphate systems must beselected.25 In contrast, PEG–sulfate systems shouldbe used if low pH is a better initial option.
After initial pH and forming salt have been selected,the influence of polymer molecular weight (MWPEG) and tie-line length (TLL) upon partitionbehavior must be evaluated, keeping the system pHand volume ratio (VR) constant. An initial value of1.0 is recommended for VR to avoid any potentialconcentration effects. The influence of MW PEG andTLL is related to the molecular weight of the productand hydrophilic character, and therefore its selectionmust be done based on these two physicochemicalproperties. Based on practical experience, it has
Tie
-Lin
e Le
ngth
(%
w/w
)
PEG molecular weight (g/mol)
Hydrophobic lowmolecular weight
compounds
Hydrophilic highmolecular weight
compounds
1000 2000 3000 4000 5000 6000 7000 8000 20000
10
20
30
40
50
60
Figure 2. Proposed relationship between system parameters (tie-linelength; TLL and PEG molecular weight; MW PEG) andphysicochemical properties (hydrophobicity and molecular mass) ofthe product to promote top phase recovery. Depending on thephysicochemical characteristics of the target product, systemparameters can be selected to achieve selective partitioning in thetwo-phase extraction system. The recovery of hydrophilic highmolecular weight in the top phase requires the selection of low TLLand MW PEG (as in the case of B-phycoerythrin, C-phycocyanin anddouble layered rotavirus-like particles). In contrast, if the product ishydrophobic and has low molecular weight (as in the case of lutein)recovery at the top phase can be achieved using high TLL and MWPEG.
been observed that the recovery of hydrophilic highmolecular weight (>10 000 g mol−1) compounds isfavored when both low MW PEG (<4000 g mol−1)and low or medium TLL (<40% w/w) are selected. Incontrast, the recovery of hydrophobic low molecularweight (<10 000 g mol−1) products is favored whenhigh MW PEG (>6000 g mol−1) and medium or highTLL (>30% w/w) are used. This particular behavioris related to the available free volume at the topand bottom phases.26 Figure 2 shows a schematicrepresentation of potential zones resulting from thecombination of the MW of PEG and TLL that favorthe recovery of hydrophilic high molecular weightand hydrophobic low molecular weight products.Figure 2 facilitates the selection of MW PEG and TLLconsidering a narrower parameter range, discardingunnecessary experiments that will not aid findingoptimal recovery conditions for the product of interest.The MW PEG and TLL combination that providesthe highest product recovery must be selected. If theselected combination of MW PEG and TLL results inthe required product recovery, the system parametersstage is complete. Otherwise the effect of changing VR
upon product recovery and purity must be studied.In this case MW PEG, TLL and pH values mustbe keep constant and VR values varied (lower andhigher than the recommended initial value, 1.0). Toestablish the general influence of VR on productpartitioning behaviour, VR values smaller and greater
J Chem Technol Biotechnol 83:133–142 (2008) 135DOI: 10.1002/jctb

J. Benavides and M. Rito-Palomares
than 1 (e.g. 0.33 to 3.0) need to be considered. Thisinitial evaluation will provide information to assessthe potential increase in product recovery and/orpurification. From practical experience, it has beenconcluded that an increment in VR usually causesan increment in both recovery and purity for highmolecular weight products (>100 000 g mol−1), andfor low molecular weight products (<50 000 g mol−1)causes an increment in recovery but not always inpurity. This behavior is associated with the relativeaffinity of the product of interest and the contaminantstowards the top phase and the available free volume atboth phases.26 If further increase in product recoveryis needed, then the effect of pH upon product partitionbehavior must be determined. As mentioned earlier,system pH value must be above product pI or pKa(in the case of non-protein products) in order togenerate electrochemical affinity between the targetcompound and the phase forming polymer (PEG).MW PEG, TLL and VR selected values are keepconstant and the initial pH value is varied. SystempH should not be greater than pI + 4 (or pKa + 4) toavoid excessive migration of contaminants towards therecovering phase. Increments in system pH of 0.5 arerecommended to determine the optimum value. Hereagain, system pH that results in the highest productrecovery must be selected. It is necessary to considerthat if after system parameter selection (Fig. 1(C))the product recovery achieved is not acceptable, thena change in the type of ATPS (polymer–polymeror alternative ATPS) should be examined (Fig. 1(B)).This approach involves the construction of a new phasediagram (if not available from previous reports) andselection of a new set of optimum system parameters(Fig. 1). However, if the required product recoveryis achieved, it can be considered that a prototypeATPS process is preliminarily defined. Furthercharacterization of the influence of process parameters(sample load, addition of neutral salts, addition ofchemicals, use of consecutive ATPS stages, systemgeometry, etc.) upon product recovery/purity andprocess performance using the established prototypeATPS is recommended as the next stage (Fig. 1(D)).
Influence of process parameters upon productrecovery/purityATPS is characterized as a primary recovery techniquethat can handle large amounts of highly concentratedfeedstock. To assess process robustness and potentialprocess intensification, it is recommended to evaluatethe influence of sample load (% w/w, mass ofsample loaded into the ATPS relative to the totalmass of the system) upon product recovery andpurity. As an initial approach a sample load of 10%w/w is recommended. Further increases up to 40%w/w can be achieved in PEG–salt systems. Highersample loads (>40% w/w) may cause saturation ofthe recovery phase, particularly when the feedstockis highly protein concentrated (e.g. >2 mg mL−1).Another strategy that can be adopted to increase
process performance involves the addition of neutralsalts into the ATPS. The use of sodium chloride(NaCl; from 0 to 1.0 mol L−1) may cause changein the VR (generally a reduction in the case ofPEG–salt systems). As the concentration of NaClincreases the migration of low molecular weightcompounds (<50 000 g mol−1) is promoted towardsthe polymer–rich phase, particularly in systems of lowMW PEG (<4000 g mol−1). The addition of neutralsalt also produces an increase in ionic strength ofthe system. The supplementary ionic strength mayfavor the solubilization of compounds accumulatedat the interface of the system into either the top orbottom phase. However, the addition of salt mayalso cause reversible or irreversible denaturalizationof halo-sensitive biological compounds present inthe system. Therefore, it is necessary to evaluatethe effect of the addition of neutral salts uponproduct recovery/purity. Experiments using 0, 0.25,0.50, 1.0 and 2.0 mol L−1 NaCl are recommended.The NaCl content that achieves the highest productrecovery/purity must be selected. The addition ofchemicals like urea and hydrophilic solvents suchas methanol or ethanol may cause product recoveryand/or purity to increase. In this context, thepartitioning behavior of proteins in ATPS containingup to 30% w/w of urea has been reported.27,28 Theuse of urea has also been exploited for the processingof inclusion body expressed in E. coli.28 The use ofhydrophilic solvents, particularly ethanol, in ATPSis suggested for amphiphilic molecules (carotenoids,phenolic compounds, aromatic compounds, etc.).29 InPEG–salt systems, ethanol partitions mainly towardsthe top phase, causing a slight increment in VR.The presence of ethanol in the top phase promotesthe migration of amphiphilic compounds to thisparticular phase. As a result, the recovery and purityof the product, particularly for low molecular weightcompounds, increase.
Process conditions related to the addition ofchemicals into ATPS that increase product recoverymust be selected. Repetitive batch ATPS stages(Fig. 3) can be considered if a further increase inproduct recovery and purity is pursued. Repetitivebatch ATPS stages can be performed using the samesystem and process parameters selected from thepreviously described strategy. Alternatively, parameterconditions in consecutive stages can be altered toattempt a further increase in process performance.System and process parameter conditions must bedefined following the same practical strategy usedfor the initial ATPS stage. Because the use ofconsecutive ATPS stages may result in an increasein product recovery or purity, the use of this approachis recommended for high value product recovery, whenthe cost of the product of interest can compensate thecosts related to the consumption of phase formingchemicals and process operation.
In the context of ATPS process scaling-up, theinfluence of system geometry on phase partitioning
136 J Chem Technol Biotechnol 83:133–142 (2008)DOI: 10.1002/jctb

Practical experiences from the development of ATPS processes
First ATPS stage Second ATPS stage Third ATPS stage n ATPS stage
First top phasetransfer
Second top phasetransfer
First ATPS stage Second ATPS stage Third ATPS stage n ATPS stage
First interfacetransfer
Recovery of purifiedproduct at the top phase
Second interfacetransfer
First top phaserecovery
Second top phaserecovery
Third top phaserecovery
n top phaserecovery
First top phaserecovery
+Second top phase
recovery
+Third top phase
recovery
+n top phase
recovery
=High yield recovery
at the top phase
A
B
Figure 3. Simplified diagram of consecutive ATPS stages. Consecutive ATPS stages can be used to further improve product recovery or purity. Ifan increase in purity is desired a serial transfer of the recovering phase to consecutive ATPS is recommended (A). As the recovery phase (topphase) is transferred, contaminants are retained at the lower phase or interface of the systems. This strategy sacrifices yield (part of the product islost at each transfer) in order to achieve a higher purity. In constrast, if higher product recovery is sought a second approach can be used (B). Therecovery phase (top phase) is removed and the interface is transfer to consecutive ATPS stages to recover the target product.
kinetics has been described.30–32 At bench scalephase separation can be achieved either by lowspeed centrifugation or sedimentation. At large scale,for economic purposes sedimentation represents anattractive alternative. The time for phase separation isdefined by several parameters, including MW PEG,TLL, sample load and viscosity. Since optimumsystem and process parameter selection has beenestablished at this point, it is not advisable tochange these parameters. In this case, settling devicegeometry, expressed as the height/diameter ratio(H/D), can be used to influence the kinetics of phaseseparation. It has been reported that geometries withH/D less than 1.0 generally favor fast separation of thephases.31 Although PEG–salt clean ATPS (withoutthe presence of biological material) separates withinminutes, the addition of biomass (cells, cell debris,etc.) and the use of polymers of high molecularweight (8000–35 000 g mol−1) may cause the phaseseparation time to increase. It is clear that in these casesthe use of devices with an H/D ratio lower than 1.0 isbeneficial for reducing processing time. Settling devicegeometry that results in the lowest phase separation
time must be selected for the potential implementationof the prototype process at large scale.
As part of this practical review, the genericapplication of the proposed strategies to obtainsimplified ATPS processes is presented using fourselected high value products (experimental models).
EXPERIMENTAL MODELSRecovery of phycobiliproteins produced bymicroalgaeB-phycoerythrin (BPE) and C-phycocyanin (CPC)are phycobiliproteins, an important group of coloredproteins, found in the photosynthetic complex ofalgae and cyanobacteria. These high-value proteinshave applications in the food and cosmetic industries,but are mainly used in cell and molecular biologyapplications as pigments for fluorescence detection.The commercial value of highly purified BPE and CPCis approximately 50 and 15 USD mg−1 at high purity,respectively.33 High purity of BPE and CPC is definedas the ratio A545 nm/A280 nm and A620 nm/A280 nmgreater than 4 for BPE and CPC, respectively.33
J Chem Technol Biotechnol 83:133–142 (2008) 137DOI: 10.1002/jctb

J. Benavides and M. Rito-Palomares
Although the production of BPE and CPC usingmicroalgae has been studied and optimized,34,35
few studies have focused on their recovery andpurification.36,37 Cell disruption constraints and thenature of the cell debris (highly concentrated inpolysaccharides) have been some of the drawbacksrelated to the development of recovery processes ofbiological products expressed by microalgae. In thisparticular case, Porphyridium cruentum and Spirulinamaxima are robust systems for the production of BPEand CPC, respectively. Owing to their capacity forprocessing highly concentrated and viscous feedstock,ATPS have the potential for the recovery of thesecolored products.
Recovery of virus-like particles from eucarioticcellsVirus-like particles (VLP) are formed by the struc-tural proteins of a virus, but lacking its geneticmaterial. These particles have several uses: vacci-nation against rotavirus, vectors for gene therapy,construction of functional nanoparticles, etc. In thiscontext, the production of double layered rotavirus-like particles (dlRLP) has been characterized inseveral expression systems, being the insect cells(High Five)–baculovirus expression system widelyused.38–40 However, current protocols for the primaryrecovery and purification of dlRLP have disadvantagesrelated to the excessive lost of product at the primaryrecovery stages, resulting in an overall low yield.38
Additionally, primary recovery processes for dlRLPexpressed in insect cells are, to some extent, hamperedby the DNA and cell debris in highly concentratedextract. Cesium chloride gradients are frequently usedto recover virus-like particles, however, in the case ofdlRLP a yield as low as 2% is reported using thistechnique.38 It is clear that an improved strategy isrequired to obtain suitable dlRLP for potential com-mercial applications. The practical strategy discussedin this paper is presented as an alternative to develop anefficient prototype ATPS recovery process for dlRLPproduced by an insect cells–baculovirus expressionsystem.
Recovery of hydrophobic low molecular weightproductsCharacterization of the partitioning behavior of bio-logical products in ATPS has focused primarily on therecovery and partial purification of proteins (enzymes,structural proteins, antibodies, etc.). Reports address-ing the primary recovery of low molecular weightproducts using ATPS17,29 are not common. Smallmolecules, particularly phytochemicals, have attractedincreasing interest from the medical and scientificsector due mainly to their nutraceutical properties.Therefore, the development of processes for the pri-mary recovery and purification of these types ofcompounds using ATPS is an interesting case of studyor experimental model. Carotenes and carotenoids arefound among those nutraceutical low molecular weight
compounds. Lutein is a hydrophobic low molecularcompound part of the xanthophylls group. It can befound in a great variety of sources: vegetables, flow-ers, microorganisms, such as algae and filamentousfungi.41 Lutein has proved to have beneficial effectsupon human health, particularly its protective capacityagainst macular degeneration. Chlorella protothecoides,a green microalga, can heterotrophically express luteinunder mechanical and luminic stress (severe agitationand darkness). For this practical review it was decidedto present the analysis of the development of an ATPSprocess for the recovery of lutein from Chlorella pro-tothecoides to further test the proposed experimentalstrategy.
ANALYSIS OF THE PROPOSED ATPSPROCESSESFor the purpose of this practical review an analysisof the process developed for each of the selectedexperimental model described above in the lightof the proposed strategy is presented. Detailedinformation regarding individual evaluation of thepartition behaviour of the selected target products hasbeen reported elsewhere29,32,33,38,42 under differentsystem conditions.
Initial characterization of feedstock (Fig. 1(A))was carried out using reported physicochemicalparameters for the selected experimental models.The main physicochemical properties of the fourselected experimental models (BPE, CPC, dlRLP andlutein) are shown in Table 1. These properties wereused as guidelines to apply the proposed practicalstrategy for the predictive development of ATPSprocesses. Initially, PEG–salt ATPS were preferredover polymer–polymer systems for economic reasons(Fig. 1(B)). Since CPC, BPE and dlRLP have pIvalues below 7.0, PEG–potassium phosphate systemswere selected. Having defined the type of ATPS,system parameters were selected. System VR andpH were kept constant at 1.0 and 7.0, respectively,while different MW PEG and TLL were selected(Fig. 1(C)). As predicted by the practical strategy
Table 1. Physicochemical properties of the four selected
experimental models
Experimentalmodel
Molecularweight (g mol−1)
Isoelectricpoint Hydrophobicity
Lutein 569 – HydrophobicCPC 44 00043 4.845 HydrophilicBPE 245 00044 4.046 HydrophilicdlRLP 50 000 00038 6.5∗ Hydrophilic
The selected experimental models used to evaluate the proposedguidelines for the development of recovery processes using ATPSwere B-phycoerythrin (BPE) produced by Porphyridium cruentum, C-phycocyanin (CPC) produced by Spirulina maxima, double layeredrotavirus-like particles (dlRLP, VP2/VP6) produced by the expressionsystem (High Five) insect cells–baculovirus, and lutein produced byChlorella protothecoides. ∗ dlRLP isoelectric point was estimated usingthe program CLC Protein Workbench (Version 2.0.2).
138 J Chem Technol Biotechnol 83:133–142 (2008)DOI: 10.1002/jctb

Practical experiences from the development of ATPS processes
(Fig. 2), products of high molecular weight andhydrophilic character (such as BPE, CPC and dlRLP)were recovered optimally in the top phase of the systemwhen both low MW PEG and low TLL were used.The experimental model with higher molecular weight(i.e. dlRLP) was recovered using PEG of exceptionallylow molecular weight (400 g mol−1),38 while BPEand CPC were recovered using PEG of slightlyhigher molecular weight (1000 and 1450 g mol−1,respectively).32,33,42 In contrast, lutein, a hydrophobiclow molecular weight compound was recovered atthe PEG-rich phase when both high MW PEG andhigh TLL were used,29 as predicted by the proposedguidelines (Fig. 2).
After selection of MW PEG and TLL the effectof changing system VR upon product recovery wasevaluated as a strategy for increasing the recoveryachieved at the top phase. As expected, increasingVR caused increased recovery in the top phase ofthe system, particularly for dlRLP and BPE (thetwo experimental models with the highest molecularweight). For CPC the increase in VR not only causedan increase in recovery in the polymeric phase butalso a reduction in purity.33 Therefore, a reduction inVR was selected as a strategy for purity optimizationof CPC.
After VR selection was completed, the influence ofsystem pH (from 7 to 9) was studied. For the selectedexperimental models, increasing pH resulted in a slightincrease in product recovery for CPC and a decreasein BPE purity.33
Following system parameter (MW PEG, TLL, VR
and pH) selection, an evaluation of the influenceof process parameters on recovery and purityoptimization was carried out (Fig. 1(D)). For lutein,the only hydrophobic experimental model, theaddition of ethanol to the system increased partitioningof the product towards the top phase.29 The use ofconsecutive ATPS stages was studied as a strategyfor increasing the purity (Fig. 3(A)) of BPE andCPC.33 As expected, the purity was increased whentwo and even three consecutive ATPS extractionstages were used. However, product loss was observedas the number of consecutive extraction stages wasincreased. It was decided to improve product recovery,thus affecting the purity, using a single ATPS stage.For dlRLP the use of two consecutive ATPS stagesresulted in improved product recovery (Fig. 3(B)).During the first recovery stage one dlRLP fractionwas recovered at the top phase, while another fractionwas concentrated at the interface of the system. Theinterface of that first stage was subsequently loadedinto a second ATPS stage, without changing theoperating conditions. In this second stage, the dlRLPwere concentrated at the top phase. As a result,90% product recovery was obtained from the two-stage ATPS process.38 The effect of system geometryupon phase separation kinetics under sedimentationconditions was further evaluated using BPE as theselected experimental model. As established by the
proposed practical strategy, as the height/diameterratio (H/D) was decreased, the time needed for phaseseparation also decreased, since the interfacial areaincreased.32 Figure 4 shows the conditions selectedfor each of the four experimental models that resultedin product recovery in the top phase (PEG-rich phase).The proposed practical strategy not only allowedthe design of efficient recovery processes for allthe experimental models,29,32,33,38 but also reducedsignificantly the time and resource consumptionrelated to the characterization and design stages.Since unnecessary experiments are avoided using theproposed strategies, the time required for processdesign can be reduced to half that required by afull factorial experimentation approach. This timereduction is affected by the experimental strategiesadopted, but in the authors’ research group aminimum of 50% time reduction was achieved forthe selected experimental models.
POTENTIAL TRENDS FOR THE APPLICATION OFATPS RECOVERY PROCESSESThe application of ATPS processes for the primaryrecovery of biological products has focused onthe recovery of hydrophilic high molecular weightcompounds (particularly proteins). The potential ofthis technique for the recovery of low molecular weightnon-protein products has also been addressed.17,29
However, further characterization is required inorder to realize the great potential in this field. Inthis context an improvement is anticipated in thecharacterization and development of ATPS recoveryprocesses for this particular type of compound,mainly phytochemicals and other small moleculeswith nutraceutical properties. The practical strategiespresented herein may be used as a starting pointfor the development of processes for the recovery ofnon-protein products. In the context of the genericapplication at commercial scale of ATPS process,the establishment of general practical rules thatfacilitate process design will contribute to change thecurrent perception of this technique by industry. Itis expected that the challenge that industries facerelated to the handling of concentrate feedstockwill change their reluctance to adopt ATPS-basedstrategies. The use of large amounts of chemicalsat the forming phase (polymers and salt) at largescale, which sometimes have considerable cost andcannot be easily disposed of, is a major concernfor industry. Therefore it is expected that beforecommercial application of this technology, additionalresearch concerning the reuse of chemicals usedin the forming phase will be conducted. Somereports have addressed this particular issues,47,48
but further investigation is needed. The use ofcontinuous ATPS operation over batch systems willbe of particularly interest for in situ product recovery.In this case ATPS parameters selection aims topromote the concentration of the expression system
J Chem Technol Biotechnol 83:133–142 (2008) 139DOI: 10.1002/jctb

J. Benavides and M. Rito-Palomares
PEG molecular weight (g/mol)500 1000 1500
500
250
750
25000
75000
125000
175000
225000
275000
25000000
50000000
75000000
8000
Pro
duct
mol
ecul
ar w
eigh
t (g/
mol
)
BPE (245 kDa)PEG 1000 g/mol, VR 4.5TLL 45% w/w, pH 7/pI 4
Recovery > 90%
CPC (44 kDa)PEG 1450 g/mol, VR 0.3
TLL 34% w/w, pH 7/pI 4.8Recovery = 98%
dlRLP (50,000 kDa)PEG 400 g/mol, VR 13
TLL 35% w/w, pH 7/pI 6.5Recovery = 90%
Lutein (569g/mol)PEG 8000 g/mol, VR 1
TLL 34% w/w, pH 7Recovery = 81%
Figure 4. ATPS process conditions for the recovery of the four selected experimental models. Recovery of B-phycoerythrin (BPE), C-phycocyanin(CPC), double layered rotavirus-like particles (dlRLP) and lutein was carried out in the top phase (PEG-rich phase) of the two-phase system. As themolecular weight of the product of interest increases the MW PEG must decrease in order to recover the product in the top phase.
and the product of interest in opposite phases. Thus,continuous product removal can be achieved.10 Itcan be anticipated that this approach will focusattention on the development of ATPS recoveryprocesses at commercial scale, particularly for therecovery of a variety of biological products (withincreasing significance for the food, cosmetic, textileand detergent industries, as well as clinical, medical,molecular and cell biology applications). Anotheremerging application area for ATPS is the use ofthis technique as a sample preparation stage beforeanalysis. This application is particularly relevant in thecontext of genomic and proteomic analysis for clinicaland research purposes.49 Detection and quantificationof biomarkers via proteomic analysis is a good exampleof this area of application. For the determination andquantification of low abundance serum biomarkers,major proteins such as human serum albumin (HSA)and immunoglobulin gamma (IgG) must be removedto overcome difficulties related to the presenceof these ‘contaminants’.50,51 The removal of such‘contaminants’ can be achieved using ATPS. Theincrease in the number of such types of applicationand the necessary development of commercial kits for
sample preparation will increase the interest in thetechnique.
CONCLUSIONSExtensive research involving the application of ATPSprocesses for the recovery of biological products hasbeen conducted. However, ATPS have not beenwidely exploited at commercial scale. This limitedapplication of ATPS has been attributed, to somedegree, to the necessary time involved in the learningprocess of the technique and the poor understandingof the mechanisms governing partition of solutesin these systems. Practical experience derived fromthe development of ATPS processes has generatedknowledge concerning the molecular events governingpartition behavior. In this practical review, based uponexperimental experience, general guidelines have beenproposed as strategies for the predictive developmentof recovery processes using ATPS. The developmentof recovery processes for four selected experimentalmodels was analyzed based upon the experimentalstrategy proposed. The practical review presentedherein is considered a relevant contribution that will
140 J Chem Technol Biotechnol 83:133–142 (2008)DOI: 10.1002/jctb

Practical experiences from the development of ATPS processes
provide general rules to facilitate the establishment ofATPS processes, particularly for new researchers inthe field.
ACKNOWLEDGEMENTSThe authors would like to acknowledge the financialsupport of CONACyT (Grant 39645), CONACyT-SAGARPA 103, UNAM-PAPIIT ES-218202 andIN-223805, and ITESM Research Chair (GrantCAT005).
REFERENCES1 Cordier H, Mendes F, Vasconcelos I and Francois JM, A
metabolic and genomic study of engineered Saccharomycescerevisiae strains for high glycerol production. Metabolic Eng9:364–378 (2007).
2 Chung SM, Vaidya M and Tzfira T, Agrobacterium is not alone:gene transfer to plants by viruses and other bacteria. TrendsPlant Sci 11:1–4 (2006).
3 Fussenegger M, Bailey JE, Hauser H and Mueller PP, Geneticoptimization of recombinant glycoprotein production bymammalian cells. Trends Biotechnol 17:35–42 (1999).
4 Sahir AH, Kumar S and Kumar S, Modelling of a packed bedsolid-state fermentation bioreactor using the N-tanks in seriesapproach. Biochem Eng J 35:20–28 (2007).
5 Sanchez Cervantes MI, Lacombe J, Muzzio FJ and AlvarezMM, Novel bioreactor design for the culture of suspendedmammalian cells. Part I: Mixing characterization. Chem EngSci 61:8075–8084 (2006).
6 Znad H, Bales V and Kawase Y, Modeling and scale up of airliftbioreactor. Comput Chem Eng 28:2765–2777 (2004).
7 Paredes G and Mazzotti M, Optimization of simulated movingbed and column chromatography for a plasmid DNApurification step and for a chiral separation. J Chromatogr1142:56–68 (2007).
8 Frerick C, Kreis P, Gorak A and Melzner D, Simulation andoptimisation of the downstream process for purification ofhuman serum albumin by using ion exchange membraneadsorbers. Desalination 200:468–469 (2006).
9 Delannay E, Toribio A, Boudesocque L, Nuzillard JM, Zeches-Hanrot M and Dardennes E, Multiple dual-mode centrifugalpartition chromatography, a semi-continuous developmentmode for routine laboratory-scale purifications. J ChromatogrA 1127:45–51 (2006).
10 Rito-Palomares M, Practical application of aqueous two-phasepartition to process development for the recovery of biologicalproducts. J Chromatogr B 807:3–11 (2004).
11 Cunha T and Aires-Barros R, Large-scale extraction of proteins.Mol Biotechnol 20:29–40 (2002).
12 Rosa PAJ, Azevedo AM and Aires-Barros R, Application ofcentral composite design to the optimisation of aqueoustwo-phase extraction of human antibodies. J Chromatogr A1141:50–60 (2007).
13 Pico G, Romanini D, Nerli B and Farruggia B, Polyethyleneg-lycol molecular mass and polydispersivity effect on proteinpartitioning in aqueous two-phase systems. J Chromatogr B830:286–292 (2006).
14 Liu CL, Kamei DT, King JA, Wang DIC and Blankschtein D,Separation of proteins and viruses using two-phase aqueousmicellar systems. J Chromatogr B 711:127–138 (1998).
15 Duarte S, Fortes AG, Prazeres DM and Marcos JC, Integrationof plasmid DNA purification and molecular therapy agentpreparation using aqueous two-phase systems. J Biotechnol131:S6–S7 (2007).
16 Kepka C, Lemmens R, Vasi J, Nyhammar T and Gustavs-son PE, Integrated process for purification of plasmid DNAusing aqueous two-phase systems combined with membrane
filtration and lid bead chromatography. J Chromatogr A1057:115–124 (2004).
17 Esmanhoto E and Vahan Kilikian B, ATPS applied to extractionof small molecules – polycetides – and simultaneous clarifi-cation of culture media with filamentous microorganisms.J Chromatogr B 807:139–143 (2004).
18 Nam KH, Chang WJ, Hong H, Lim SM, Kim DI and Koo YM,Continuous-flow fractionation of animal cells in microfluidicdevice using aqueous two-phase extraction. Biomed Microde-vices 7:189–195 (2005).
19 Morre DM and Morre DJ, Aqueous two-phase partition appliedto the isolation of plasma membranes and Golgi apparatusfrom cultured mammalian cells. J Chromatogr B 743:377–387(2000).
20 Bensch M, Selbach B and Hubbuch J, High throughput screen-ing techniques in downstream processing: Preparation, char-acterization and optimization of aqueous two-phase systems.Chem Eng Sci 62:2011–2021 (2007).
21 Asenjo JA, Schmidt AS, Hachem F and Andrews BA, Modelfor predicting the partition behaviour of proteins in aqueoustwo-phase systems. J Chromatogr A 668:47–54 (1994).
22 Berggren K, Wolf A, Asenjo JA, Andrews BA and Tjerneld F,The surface exposed amino acid residues of monomericproteins determine the partitioning in aqueous two-phasesystems. Biochim Biophys Acta (BBA) – Protein Struct MolEnzymol 1596:253–268 (2002).
23 Bamberger S, Brooks DE, Sharp KA, van Alstine JM andWebber JJ, in Partitioning in Aqueous Two-Phase Systems:Theory, Methods, Uses and Application in Biotechnology, ed.by Walter H, Brooks DE and Fisher D. Academic Press,Orlando, FL (1985).
24 Nerli B, Espariz M and Pico G, Thermodynamic study of forcesinvolved in bovine serum albumin and ovalbumin partitioningin aqueous two-phase systems. Biotechnol Bioeng 72:468–474(2001).
25 Rito-Palomares M, Nunez L and Amador A, Practical applica-tion of aqueous two-phase systems for the development of aprototype process for c-phycocyanin recovery from Spirulinamaxima. J Cheml Technol Biotechnol 76:1273–1280 (2001).
26 Cabezas H Jr. Theory of phase formation in aqueous two-phasesystems. J Chromatogr B 680:3–30 (1996).
27 Ramsch C, Kleinelanghorst LB, Knieps EA, Thommes J andKula MR, Aqueous two-phase systems containing urea: influ-ence on phase separation and stabilization of protein confor-mation by phase components. Biotechnol Prog. 15:493–499(1999).
28 Ramsch C, Kleinelanghorst LB, Knieps EA, Thommes J andKula MR, Aqueous two-phase systems containing urea:influence of protein structure on protein partitioning.Biotechnol Bioeng 69:83–90 (2000).
29 Cisneros M, Benavides J, Brenes CH and Rito-Palomares M,Recovery in aqueous two-phase systems of lutein producedby the green microalga Chlorella protothecoides. J Chromatogr B807:105–110 (2004).
30 Salamanca MH, Merchuk JC, Andrews BA and Asenjo JA, Onthe kinetics of phase separation in aqueous two-phase systems.J Chromatogr B 711:319–329 (1998).
31 Solano-Castillo C and Rito-Palomares M, Kinetics of phaseseparation under different process and design parametersin aqueous two-phase systems. J Chromatogr B 743:195–201(2000).
32 Benavides J and Rito-Palomares M. Simplified two-stagemethod to B-phycoerythrin recovery from Porphyridium cru-entum. J Chromatogr B 844:39–44 (2006).
33 Benavides J and Rito-Palomares M, Potential aqueous two-phase processes for the primary recovery of colored proteinfrom microbial origin. Eng Life Sci 5:259–266 (2005).
34 Clement G, Production and characteristic constituents of thealgae Spirulina platensis and maxima. Ann Nutr Aliment29:477–488 (1975).
35 Kathiresan S, Sarada R, Bhattacharya S and Ravishankar GA,Culture media optimization for growth and phycoerythrin
J Chem Technol Biotechnol 83:133–142 (2008) 141DOI: 10.1002/jctb

J. Benavides and M. Rito-Palomares
production from Porphyridium purpureum. Biotechnol Bioeng96:456–463 (2007).
36 Bermejo Roman R, Alvarez-Pez JM, Acien Fernandez FG andMolina Grima E, Recovery of pure B-phycoerythrin fromthe microalga Porphyridium cruentum. J Biotechnol 93:73–85(2002).
37 Patel A, Mishra S, Pawar R and Ghosh PK, Purificationand characterization of C-Phycocyanin from cyanobacterialspecies of marine and freshwater habitat. Protein ExpressionPurif 40:248–255 (2005).
38 Benavides J, Mena JA, Cisneros-Ruiz M, Ramırez OT, Palo-mares LA and Rito-Palomares M, Rotavirus-like particlesprimary recovery from insect cells in aqueous two-phasesystems. J Chromatogr B 842:48–57 (2006).
39 Mena JA, Ramırez OT and Palomares LA, Intracellular distri-bution of rotavirus structural proteins and virus-like particlesexpressed in the insect cell-baculovirus system. J Biotechnol122:443–452 (2006).
40 Mena JA, Ramırez OT and Palomares LA, Quantification ofrotavirus-like particles by gel permeation chromatography.J Chromatogr B 824:267–276 (2005).
41 Hao Z, Parker B, Knapp M and Yu L, Simultaneous quan-tification of α-tocopherol and four major carotenoids inbotanical materials by normal phase liquid chromatogra-phy–atmospheric pressure chemical ionization-tandem massspectrometry. J Chromatogr A 1094:83–90 (2005).
42 Benavides J and Rito-Palomares M, Bioprocess intensification: apotential aqueous two-phase process for the primary recoveryof B-phycoerythrin from Porphyridium cruentum. J ChromatogrB 807:33–38 (2004).
43 Ciferri O and Tiboni O, The biochemistry and industrialpotential of Spirulina. Ann Rev Microbiol 39:503–526 (1985).
44 MacColl R and Guard-Frair D, Phycobiliproteins. CRC Press.Boca Raton, Florida (1987).
45 MacColl R, Lee JJ and Berns DS, Protein aggregation in C-Phycocyanin. Studies at very low concentrations with thephotoelectric scanner of the ultracentrifuge. Biochem J122:421–426 (1971).
46 Hernandez-Mireles T and Rito-Palomares M, Improved recov-ery of B-phycoerythrin produced by the red microalga Por-phyridium cruentum. J Chem Technol Biotechnol 81:989–996(2006).
47 Rito-Palomares M, Dale C and Lyddiatt A, Generic applicationof an aqueous two-phase process for protein recovery fromanimal blood. Process Biochem 35:665–673 (2000).
48 Rito-Palomares M and Lyddiatt A, Impact of cell disruptionand polymer recycling upon aqueous two-phase processes forprotein recovery. J Chromatogr B 680:81–89 (1996).
49 Lantz PG, Tjerneld F, Hahn-Hagerdal B and Radstrom P, Useof aqueous two-phase systems in sample preparation for poly-merase chain reaction-based detection of microorganisms.J Chromatogr B 680:165–170 (1996).
50 Anderson NL and Anderson NG, The human plasma proteome:history, character, and diagnostic prospects. Mol CellularProteomics 1:845–867 (2002).
51 Qian WJ, Jacobs JM, Liu T, Camp DG II and Smith RD,Advances and challenges in liquid chromatography-massspectrometry-based proteomics profiling for clinical appli-cations. Mol Cellular Proteomics 5:1727–1744 (2006).
142 J Chem Technol Biotechnol 83:133–142 (2008)DOI: 10.1002/jctb