practica academica en ecointeligente sas - Repositorio ...
139
PRACTICA ACADEMICA EN ECOINTELIGENTE SAS JHON SEBASTIAN SUAREZ PAREDES ESTUDIANTE DE INGENIERIA MECATRONICA DR. ANTONIO FAUSTINO MUÑOZ MONER TUTOR DE LA UNIVERSIDAD ING. RIGAN ARCHILA TORRES TUTOR DE LA EMPRESA ECOINTELIGENTE SAS UNIVERSIDAD AUTONOMA DE BUCARAMANGA INGENIERIA MECATRONICA NOVIEMBRE DE 2019
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of practica academica en ecointeligente sas - Repositorio ...

PRACTICA ACADEMICA EN ECOINTELIGENTE SAS
JHON SEBASTIAN SUAREZ PAREDES ESTUDIANTE DE INGENIERIA MECATRONICA
DR. ANTONIO FAUSTINO MUÑOZ MONER TUTOR DE LA UNIVERSIDAD
ING. RIGAN ARCHILA TORRES
TUTOR DE LA EMPRESA
ECOINTELIGENTE SAS
UNIVERSIDAD AUTONOMA DE BUCARAMANGA
INGENIERIA MECATRONICA
NOVIEMBRE DE 2019

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 2 | 140
Bucaramanga, Noviembre 2019
Nota de aprobación
Trabajo de prácticas académicas titulado “Practica académica en
ECOINTELIGENTE SAS”, presentado por el estudiante Jhon Sebastián Suarez
Paredes para optar el título de Ingeniero Mecatrónico.
DR. Antonio Faustino Muñoz Moner

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 3 | 140
Contenido 1. INTRODUCCIÓN ............................................................................................... 12
2. OBJETIVOS ....................................................................................................... 13
2.1. Objetivo General ......................................................................................... 13
2.2. Objetivo especifico ...................................................................................... 13
3. MARCO CONCEPTUAL .................................................................................... 14
3.1. Generalidades de le empresa ..................................................................... 14
3.1.1. Actividad de la empresa ....................................................................... 14
3.1.2. Misión ................................................................................................... 14
3.1.3. Visión ................................................................................................... 14
3.1.4. Descripción de las bombas impulsadoras de concreto ........................ 15
3.2. Funcionamiento de una bomba impulsadora de concreto........................... 16
3.2.1. Funcionamiento mecánico.................................................................... 17
3.2.2. Funcionamiento hidráulico ................................................................... 18
3.3. El plano de fabricación y sus elementos ..................................................... 23
3.3.1. La rotulación ......................................................................................... 23
3.3.2. El formato ............................................................................................. 23
3.3.3. El cajetín de rotulación o datos. ........................................................... 25
3.3.4. La escala .............................................................................................. 26
3.3.5. Las vistas de una pieza ........................................................................ 27
3.3.6. Vistas en cortes y secciones ................................................................ 29
3.3.7. Acotamiento dimensional ..................................................................... 30
3.3.8. Principios de acotamiento dimensional ................................................ 32
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 4 | 140
3.4. Instrumentos de medición para levantamiento de planos. .......................... 35
3.4.1. El calibrador pie de rey ......................................................................... 36
3.4.2. Galgas telescópicas ............................................................................ 37
3.4.3. Compas de interiores y exteriores. ...................................................... 38
3.4.4. La cinta métrica .................................................................................... 39
3.5. Metodología de diseño ................................................................................ 40
3.5.1. Metodología.......................................................................................... 40
3.5.2. Ingeniería de diseño ............................................................................ 41
3.5.3. Diseño de producto .............................................................................. 42
3.5.4. Metodología de diseño propuesto por Michael French 1985 ................ 43
3.6. Metodología de mantenimiento productivo total (TPM). .............................. 44
3.6.1. Objetivos del TPM ................................................................................ 45
3.6.2. Ventajas del TPM ................................................................................. 45
3.6.3. Pilares del TPM .................................................................................... 46
3.6.4. Mantenimiento Autónomo .................................................................... 48
3.6.5. Mantenimiento Correctivo .................................................................... 49
3.6.6. Mantenimiento Preventivo .................................................................... 50
3.6.7. Mantenimiento Pre-falla ....................................................................... 51
3.6.8. Mantenimiento predictivo ..................................................................... 53
3.6.9. Mantenimiento Proactivo ...................................................................... 53
4. ACTIVIDADES ................................................................................................... 54
4.1. Diseño de piezas ......................................................................................... 54
4.1.1. Soporte de cauchos de motor de bomba Schwing ............................... 54

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 5 | 140
4.1.2. Diseño de una tapa para el tanque de agua – bomba Schwing ........... 58
4.1.3. Diseño de tapón universal para mangueras hidráulicas. ..................... 58
4.1.4. Diseño de una tolva .............................................................................. 59
4.1.5. Diseño de pieza para entubamiento de soporte maquina Zoomlion ..... 61
4.1.6. Diseño de una placa para unión de válvula hidráulicas. ....................... 62
4.1.7. Diseño de una pieza para accionamiento mecánico de una válvula
proporcional ................................................................................................... 67
4.1.8. Diseño de bridas para sujeción mecánica de la bomba Schwing ......... 69
4.1.9. Diseño de soporta para pierna soporte de maquina Zoomlion ............. 71
4.1.10. Diseño de bandejas para Soliplast................................................ 73
4.1.11. Diseño de una cuña para refuerzo del brazo de una autobomba ....... 78
4.1.12. Diseño de una pieza para el cambio de un filtro de aceite.................. 80
4.1.13. Diseño de unos bujes para bomba marca REED ............................... 82
4.2. Levantamiento de planos ............................................................................. 85
4.2.1. Levantamiento de plano de un sistema de poleas. ............................... 85
4.2.2. Levantamiento de plano de cojinete para bomba Schwing ................... 90
4.2.3. Levantamiento de plano de un casquete para el eje rock .................... 92
4.2.4. Levantamiento de plano de tapas para motor maquina Zoomlion ........ 94
4.2.5. Levantamiento del plano para pierna de soporte Zoomlion .................. 95
4.2.6. Levantamiento plano de camisas de una tubería ................................. 99
4.2 7. Levantamiento de plano de buje y árbol para bomba marca Schwing 100
4.2.8. Levantamiento de plano de placa espejo para bomba Schwing ......... 102
4.2.9. Levantamiento de plano de una pierna soporte bomba TK50 ............ 104

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 6 | 140
4.2.10. Levantamiento de plano de un embolo de goma para bomba de
concreto ....................................................................................................... 106
4.2.11. Levantamiento de plano de la caja eléctrica de la bomba Schwing, 107
4.2.12. Levantamiento de plano de anillo para tubería ................................. 108
4.2.13. Levantamiento de plano de anillo de corte para bomba Schwing ..... 109
4.2.14. Levantamiento de plano de placa gafa bomba marca CIFA ............. 110
4.3. Apoyo en estandarización de procesos ..................................................... 112
4.3.1. Asesoría para la compra de una tapa de salida de aceite de un motor.
................................................................................................................... 112
4.3.2. Instalación de un sistema de grafado de mangueras hidráulicas. ...... 113
4.3.3. Puesta en marcha, sistema de control remoto para operación de bombas
de concreto .................................................................................................. 115
4.3.4. Apoyo en los procedimientos de modificación de piezas mecánicas . 118
4.3.4. Apoyo en el proceso de las bandejas de Solidplast............................ 120
4.3.5. Estandarización de documentos ........................................................ 120
4.4. Elaboración del plan de mantenimiento .................................................... 121
4.4.1. Plan de mantenimiento Autónomo...................................................... 121
4.4.2. Plan de mantenimiento correctivo ...................................................... 126
4.4.3. Plan de mantenimiento preventivo ..................................................... 128
5. CONCLUSIONES ............................................................................................. 135
6. BIBLIOGRAFÍA ................................................................................................ 136

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 7 | 140
TABLA DE FIGURAS
Figura 1 Bomba impulsadora de concreto ............................................................. 16
Figura 2 Ciclo de bombeo ..................................................................................... 17
Figura 3 Válvula oscilante ..................................................................................... 18
Figura 4 Circuito hidráulico, primera fase .............................................................. 19
Figura 5 Circuito hidráulico, segunda fase ............................................................. 20
Figura 6 Circuito hidráulico, tercera fase ............................................................... 21
Figura 7 Circuito hidráulico, cuarta fase ................................................................ 22
Figura 8 Margen del formato y ubicación del cajetín de rotulación ........................ 24
Figura 9 Sistemas de coordenadas para el formato .............................................. 25
Figura 10 Cajetín de rotulación o datos. ................................................................ 26
Figura 11 Vista de una pieza ................................................................................. 27
Figura 12 Vistas según la dirección ....................................................................... 28
Figura 13 Distribución ortogonal de las seis vistas en el método A. ...................... 29
Figura 14 Representación espacial de un corte realizado por un plano ................ 29
Figura 15 Representación de vistas con y sin corte de un plano ........................... 30
Figura 16 Elementos del acotamiento dimensional ............................................... 31
Figura 17 Cruce no permitido entre la línea de cota y las líneas auxiliares de cota.
............................................................................................................................. 33
Figura 18 Acotamiento colocando líneas auxiliares de cota en dos líneas de ejes.
............................................................................................................................. 33
Figura 19 Acotamiento colocando líneas auxiliares de cota en ejes de centros. ... 34
Figura 20 Representación de las vistas de una pieza con cota repetida ............... 34
Figura 21 Acotamiento de radios. .......................................................................... 35
Figura 22 Acotamiento de vistas simétricas. ......................................................... 35
Figura 23 Partes de un calibrador. ........................................................................ 36
Figura 24 Galgas telescópicas. ............................................................................. 37
Figura 25 Compás de exteriores e interiores. ........................................................ 39

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 8 | 140
Figura 26 La cinta métrica ..................................................................................... 40
Figura 27 Actividad central de la Ingeniería de Diseño ......................................... 42
Figura 28 . Etapas de diseño propuestas por French ............................................ 44
Figura 29 Pieza soporte para motor de bomba ..................................................... 55
Figura 30 Diseño de la pieza soporte del motor .................................................... 55
Figura 31 Lamina para soporte de las piezas........................................................ 56
Figura 32 Ensamble de las piezas......................................................................... 56
Figura 33 Plano de la pieza diseñada ................................................................... 57
Figura 34 Pieza mecanizada ................................................................................. 57
Figura 35 Plano de fabricación de la tapa para el tanque ..................................... 58
Figura 36 Plano de tapa universal ......................................................................... 59
Figura 37 Tolva para diseño .................................................................................. 60
Figura 38 Plano de la tolva .................................................................................... 61
Figura 39 Plano de perfil en U ............................................................................... 62
Figura 40 Válvula oscilante de la maquina ............................................................ 63
Figura 41 Válvula oscilante a poner. ..................................................................... 64
Figura 42 Diseño de la placa ................................................................................. 65
Figura 43 Plano de fabricación de la placa, cara trasera ....................................... 65
Figura 44 Plano de fabricación de la placa, cara delantera ................................... 66
Figura 45 Instalación de la placa ........................................................................... 67
Figura 46 Plano de fabricación de la pieza ............................................................ 68
Figura 47 Plano de fabricación de las bridas. ........................................................ 69
Figura 48 Plano de fabricación de la platina .......................................................... 70
Figura 49 Instalación de la bridas .......................................................................... 71
Figura 50 Plano de fabricación del soporte ........................................................... 72
Figura 51 Plano de fabricación de pie de amigo.................................................... 72
Figura 52 Unidad de fabricación de plástico .......................................................... 73
Figura 53 Diseño de la unidad de fabricación ....................................................... 74

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 9 | 140
Figura 54 Plano de fabricación de las bandejas. ................................................... 75
Figura 55 Plano de fabricación de la bandejas ...................................................... 75
Figura 56 Plano de fabricación de las bandejas .................................................... 76
Figura 57 Plano de fabricación de la bandejas ...................................................... 76
Figura 58 Elaboración de la bandeja ..................................................................... 77
Figura 59 Bandejas para Soliplast ......................................................................... 78
Figura 60 Plano de fabricación de refuerzo ........................................................... 79
Figura 61 Plano de fabricación de refuerzo ........................................................... 79
Figura 62 Instalación del refuerzo ......................................................................... 80
Figura 63 Plano del adaptador .............................................................................. 81
Figura 64 Plano del adaptador .............................................................................. 81
Figura 65 Instalación del adaptador ...................................................................... 82
Figura 66 Plano de fabricación bujes. ................................................................... 83
Figura 67 Plano de fabricación bujes. ................................................................... 83
Figura 68 Plano de fabricación bujes. ................................................................... 84
Figura 69 Plano de fabricación bujes .................................................................... 84
Figura 70 Sistemas de poleas ............................................................................... 85
Figura 71 Plano de fabricación sistema polea 1 .................................................... 86
Figura 72 Plano de fabricación sistema polea 1 .................................................... 87
Figura 73 Plano de fabricación sistema polea 1 .................................................... 87
Figura 74 Plano de fabricación sistema polea 1 .................................................... 88
Figura 75 Plano de fabricación sistema polea 2 .................................................... 88
Figura 76 Plano de fabricación sistema polea 2 .................................................... 89
Figura 77 Plano de fabricación sistema polea 2 .................................................... 89
Figura 78 Cojinete para el levantamiento del plano ............................................... 90
Figura 79 Plano de fabricación para cojinete ........................................................ 91
Figura 80 Fabricación del cojinete ......................................................................... 92
Figura 81 Plano de fabricación del casquete ......................................................... 93

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 10 | 140
Figura 82 Fabricación del casquete ....................................................................... 93
Figura 83 Plano de fabricación para tapa grande .................................................. 94
Figura 84 Plano de fabricación tapa motor pequeña ............................................. 95
Figura 85 Pierna soporte bomba Zoomlion ........................................................... 96
Figura 86 Plano de fabricación de pierna Zoomlion .............................................. 97
Figura 87 Plano de fabricación de pierna Zoomlion .............................................. 97
Figura 88 Plano de fabricación pierna Zoomlion ................................................... 98
Figura 89 Plano de fabricación pierna Zoomlion ................................................... 98
Figura 90 Plano de fabricación de la camisa ......................................................... 99
Figura 91 Plano de la fabricación de la camisa ................................................... 100
Figura 92 Plano de fabricación de buje Schwing ................................................. 101
Figura 93 Plano de fabricación de árbol Schwing ................................................ 101
Figura 94 Placa espejo bomba Schwing ............................................................. 102
Figura 95 Curvatura de la pieza en hoja milimétrica ............................................ 103
Figura 96 Curvatura de la pieza .......................................................................... 104
Figura 97 Plano de fabricación para pierna soporte TK50 .................................. 105
Figura 98 Plano de fabricación para pierna soporte TK50 .................................. 105
Figura 99 Plano de fabricación para pierna soporte TK50 .................................. 106
Figura 100 Plano de fabricación del embolo de goma, ........................................ 107
Figura 101 Plano de fabricación de la caja eléctrica ........................................... 108
Figura 102 Plano de fabricación de anillo ............................................................ 109
Figura 103 Plano de fabricación anillo de corte ................................................... 110
Figura 104 Placa gafa CIFA ................................................................................ 111
Figura 105 Curvatura de la placa gafa sobre hoja milimétrica ............................. 111
Figura 106 Diseño de la placa gafa CIFA ............................................................ 112
Figura 107 Eje roscado del motor. ...................................................................... 113
Figura 108 Circuito del sistema de grafado ......................................................... 114
Figura 109 Sistema de grafado ........................................................................... 114

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 11 | 140
Figura 110 Transmisor ........................................................................................ 116
Figura 111 Receptor ............................................................................................ 116
Figura 112 Conexión de los cables. .................................................................... 117
Figura 113 Cables de receptor ............................................................................ 117
Figura 114 Sistema completo .............................................................................. 118
Figura 115 Conector TNC para antena ............................................................... 118
Figura 116 Plano para modificación de la pieza .................................................. 119
Figura 117 Plano para modificación de la piza .................................................... 119
Figura 118 Folder de planos mecánicos ............................................................. 121
Figura 119 Folder catálogos y manuales............................................................. 121
TABLAS
Tabla 1 Componentes de mantenimiento pre-falla ................................................ 52
Tabla 2 Vida útil de los elementos de la maquinas .............................................. 128
Tabla 3 Calendario de mantenimiento preventivo ............................................... 129
Tabla 4 Actividades específicas de mantenimiento preventivo ........................... 132
Tabla 5 Actividades específicas de mantenimiento preventivo ........................... 133

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 12 | 140
1. INTRODUCCIÓN
ECONINTELIGENTE SAS, fue ideada en el año 2010 con el propósito de dar
soluciones tecnológicas que permitieran un uso eficiente de los recursos. En el
2012, inicio las labores en el área de mantenimiento y soluciones integrales para la
industria de la construcción en el cual está en crecimiento y con el fin de progresar
y mejorar continuamente es necesario un control y seguimiento de cada proceso
tanto externo como interno.
De esto, las practicas académicas busca impulsar el área de ingeniería de la
empresa para su mejor calidad de trabajo y servicio, por lo que se plantea
desarrollar y levantar planos metalmecánicos para los repuestos de dichas
maquinas, como también estandarizar los procesos de mantenimiento y reparación
de las bombas, desarrollando un plan de mantenimiento productivo total, así como
brindar diseño de soluciones mecánicas, hidráulicas y electrónicas a diferentes
situaciones que se presentan en la labor diaria.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 13 | 140
2. OBJETIVOS
2.1. Objetivo General
Apoyar en el área de ingeniería de la empresa a través del diseño y levantamiento
de piezas metalmecánicas, estandarización de procesos, desarrollo de plan de
mantenimiento de la entidad para mejorar la calidad de servicios que ofrece la
compañía.
2.2. Objetivo especifico
• Apoyar en la estandarización de procesos de la empresa
• Elaborar planos, despieces y procedimientos técnicos de la entidad
• Diseñar y levantar planos de piezas metalmecánicas.
• Describir la estructura y generalidades de la empresa Ecointeligente.
• Definir diferentes estrategias de mantenimiento total productivo.
• Establecer las actividades de mantenimiento total productivo.
• Registrar los mantenimientos realizado periódicamente.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 14 | 140
3. MARCO CONCEPTUAL
3.1. Generalidades de le empresa
3.1.1. Actividad de la empresa
ECOINTELIGENTE S.A.S., fue ideada en el año 2010, con el firme propósito de dar
soluciones tecnológicas que permitieran un uso eficiente de los recursos.
Posteriormente en el 2012, inicio labores en el área de mantenimiento y soluciones
integrales para la industria de la construcción. Actualmente está desarrollando una
máquina recicladora de concreto, como producto pionero en la materialización de
su objetivo.
3.1.2. Misión
Optimizar y mejorar los procesos operativos de nuestros clientes, a través de
servicios de mantenimiento y productos metalmecánicos de alta calidad, eficiencia
y cuidado del medio ambiente.
3.1.3. Visión
En el año 2020 ser una empresa pionera en diseño, fabricación y venta de máquinas
y productos ECOINTELIGENTES, que mejoren el bienestar del ser humano y el
medio ambiente.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 15 | 140
3.1.4. Descripción de las bombas impulsadoras de concreto.
Las bombas impulsadoras de concreto que se emplean y, por lo tanto, que se
someten al programa de mantenimiento preventivo son las bombas de pistón con
válvula oscilante.
Estas bombas operan hidráulica, mecánica y eléctricamente, están diseñadas para
bombear concreto húmedo a través de un sistema de suministro por tuberías o
mangueras. Son de construcción robusta y durable lo que permite a la unidad
bombear las más difíciles mezclas dentro de las especificaciones y los rangos
establecidos por cada fabricante. La operación normal es controlada por el panel de
control convenientemente localizado en la unidad.
Actualmente se cuenta con bombas de dos marcas diferentes la “Putzmeister” y la
“Schwing”, aunque sus diseños son muy similares, tienen algunas variantes. Estas
bombas son de modelo montado en remolque, provisto de un motor diésel y la
unidad bombeadora montados sobre un remolque transportable, con un sistema
completo de gancho y frenos (figura 1), también llamadas bombas estacionarias de
concreto.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 16 | 140
Figura 1 Bomba impulsadora de concreto.
Fuente: www.schwing.com
3.2. Funcionamiento de una bomba impulsadora de concreto
Básicamente el funcionamiento de las bombas de pistón con válvula oscilante es el
siguiente: Un motor Diésel montado sobre un remolque operado a ciertas
revoluciones RPM preseleccionadas, acciona una bomba hidráulica principal. Esta
bomba hidráulica de desplazamiento variable se emplea para activar los dos
cilindros hidráulicos, que accionan a su vez, los dos pistones que se encuentran en
los cilindros de suministro de material.
Una válvula oscilante, llamada así debido a que oscila de un lado a otro para
cambiar de un cilindro de suministro a otro, diseñada para que el sistema cambie
automáticamente de un cilindro de material a otro, para lograr un flujo continuo a
través del sistema de suministro y una tolva estándar que es donde se deposita el

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 17 | 140
concreto que será bombeado, el sistema de esta bomba se puede observar en la
Figura 2.
Figura 2 Ciclo de bombeo
Fuente: www.schwing.com
3.2.1. Funcionamiento mecánico.
En el ciclo de bombeo se produce un flujo continuo de concreto a través de la línea
de alimentación, mediante la operación alterna de los pistones en los cilindros de
suministro, los cuales están acoplados con los cilindros hidráulicos de doble efecto
y tiene abierta la boca de alimentación de la tolva, cuando el cilindro hidráulico hala
el pistón del cilindro de alimentación, el concreto es arrastrado por succión de la
tolva al interior del cilindro de alimentación.
Después de alcanzar su máxima posición de retracción, se envía una señal eléctrica
o neumática, dependiendo la marca y el modelo a la válvula de cambio de dirección
de la válvula oscilante.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 18 | 140
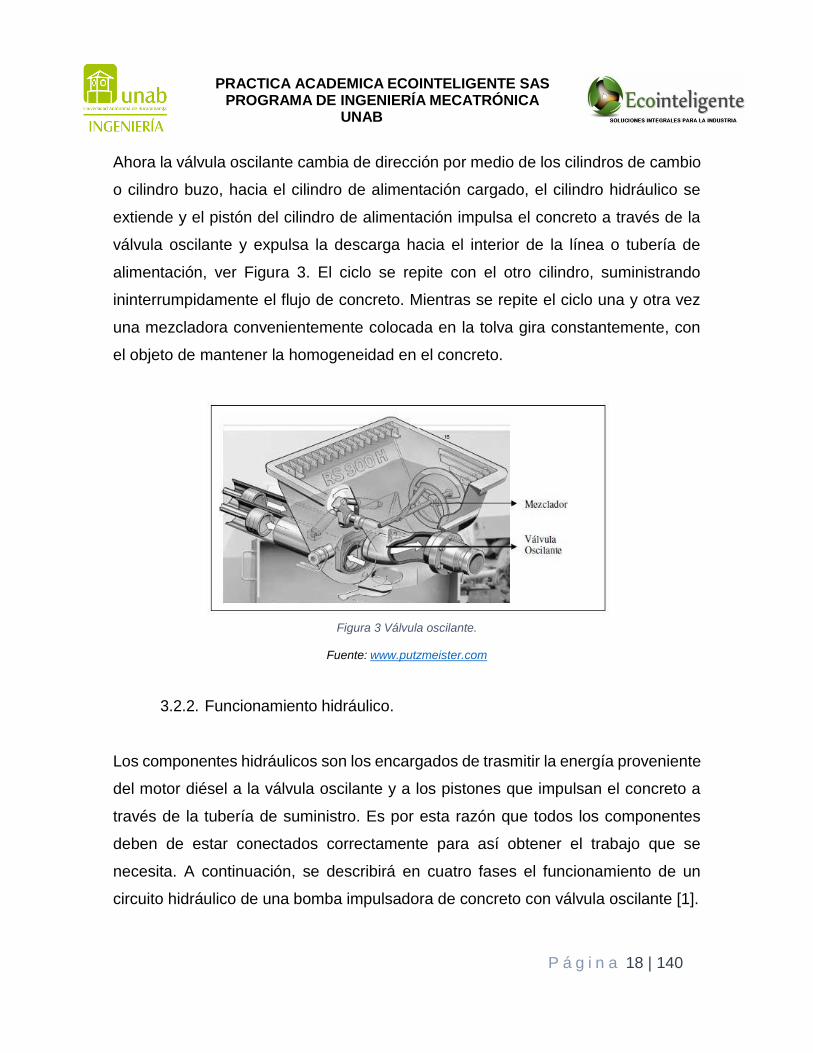
Ahora la válvula oscilante cambia de dirección por medio de los cilindros de cambio
o cilindro buzo, hacia el cilindro de alimentación cargado, el cilindro hidráulico se
extiende y el pistón del cilindro de alimentación impulsa el concreto a través de la
válvula oscilante y expulsa la descarga hacia el interior de la línea o tubería de
alimentación, ver Figura 3. El ciclo se repite con el otro cilindro, suministrando
ininterrumpidamente el flujo de concreto. Mientras se repite el ciclo una y otra vez
una mezcladora convenientemente colocada en la tolva gira constantemente, con
el objeto de mantener la homogeneidad en el concreto.
Figura 3 Válvula oscilante.
Fuente: www.putzmeister.com
3.2.2. Funcionamiento hidráulico.
Los componentes hidráulicos son los encargados de trasmitir la energía proveniente
del motor diésel a la válvula oscilante y a los pistones que impulsan el concreto a
través de la tubería de suministro. Es por esta razón que todos los componentes
deben de estar conectados correctamente para así obtener el trabajo que se
necesita. A continuación, se describirá en cuatro fases el funcionamiento de un
circuito hidráulico de una bomba impulsadora de concreto con válvula oscilante [1].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 19 | 140
1. La presión hidráulica procedente de la bomba pasa por la válvula V1, luego
se divide en presión para la válvula V2 y V3. el aceite que pasa por la válvula
V3 se dirige al cilindro de varilla de doble extremos con muescas de
conmutador y eso permite que la válvula oscilante se mueva hacia la
derecha, al llegar al final de su recorrido el cilindro 5; una señal piloto hace
que la válvula S2 se mueva a la izquierda y esto permite que el aceite se
dirija al cilindro de doble efecto del lado derecho introduciéndolo a su
carcaza; el aceite que sale de este pasa al cilindro del lado izquierdo y esto
hace que el émbolo salga de su carcaza, estos cilindros transmiten el
movimiento a los ejes que mueve el concreto dentro de otros cilindros no
mostrados en la figura, esta fase termina cuando los cilindros llegan al final
de su carrera, ver figura 4.
Figura 4 Circuito hidráulico, primera fase.
Fuente: Byron E. Solares Z [1].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 20 | 140
2. La presión existente dentro de los cilindros de doble efecto, hace que la
válvula conmutadora 9A envié una señal piloto a la válvula V3 haciéndola
cambiar de posición. Esto hace que la presión de aceite se dirija al lado
derecho del cilindro de varilla de doble extremos con muescas de conmutador
moviendo la válvula oscilante hacia la derecha, la fase termina cuando el
cilindro 5 termina su recorrido. El aceite en el lado derecho del cilindro 5
retorna al tanque de almacenamiento a través de las válvulas V3, V1 y un
enfriador de aceite, ver figura 5.
Figura 5 Circuito hidráulico, segunda fase.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 21 | 140
Fuente: Byron E. Solares Z [1].
3. Al llegar al final de su recorrido el cilindro 5 envía una señal piloto a la válvula
V2 provocando que se mueva hacia la derecha. El aceite que es bombeado,
ahora se dirige hacia el cilindro de doble efecto del lado izquierdo
introduciéndolo a su carcaza; el aceite que sale de este pasa al cilindro del
lado derecho y esto hace que el embolo salga de su carcaza, estos cilindros
accionan los ejes que mueve el concreto dentro de otros cilindros no
mostrados en la figura. Esta fase termina cuando los cilindros llegan al final
de su carrera, ver figura 8.
Figura 6 Circuito hidráulico, tercera fase.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 22 | 140
Fuente: Byron E. Solares Z [1].
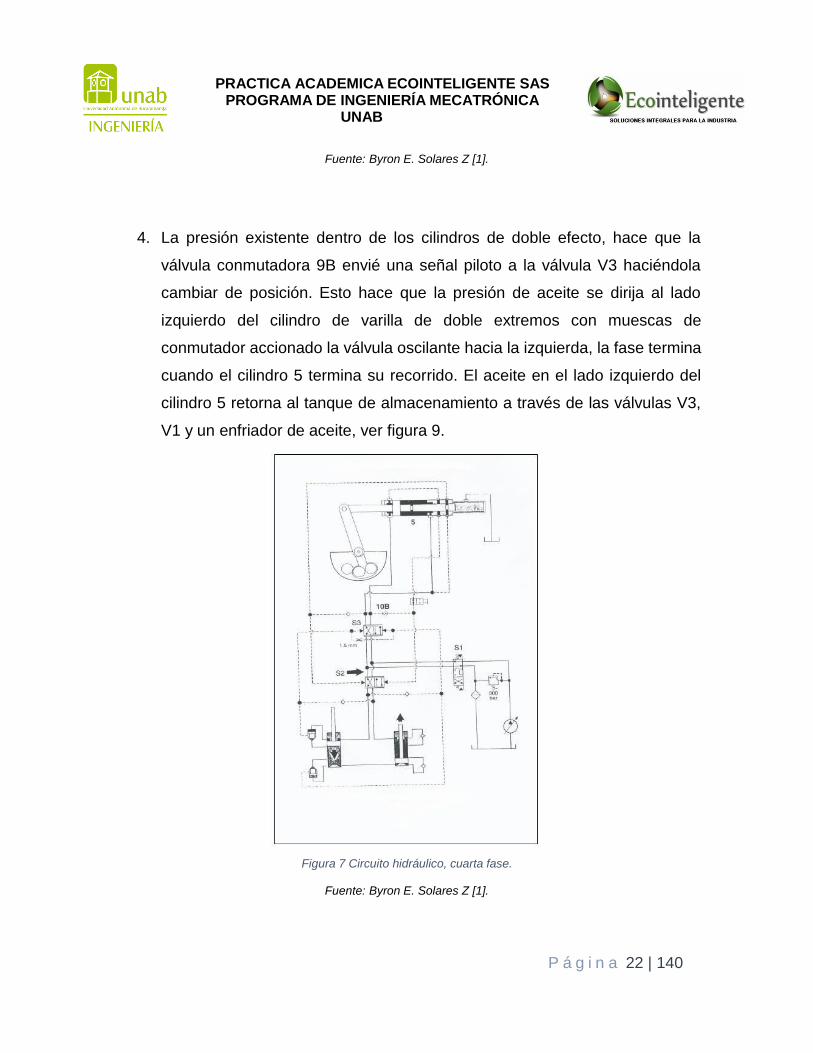
4. La presión existente dentro de los cilindros de doble efecto, hace que la
válvula conmutadora 9B envié una señal piloto a la válvula V3 haciéndola
cambiar de posición. Esto hace que la presión de aceite se dirija al lado
izquierdo del cilindro de varilla de doble extremos con muescas de
conmutador accionado la válvula oscilante hacia la izquierda, la fase termina
cuando el cilindro 5 termina su recorrido. El aceite en el lado izquierdo del
cilindro 5 retorna al tanque de almacenamiento a través de las válvulas V3,
V1 y un enfriador de aceite, ver figura 9.
Figura 7 Circuito hidráulico, cuarta fase.
Fuente: Byron E. Solares Z [1].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 23 | 140
3.3. El plano de fabricación y sus elementos
El plano de fabricación es un instrumento que contiene todos los elementos técnicos
suficientes para identificar y fabricar la pieza, como son la rotulación, el formato, el
cajetín de datos, las líneas, la escala, las vistas, el acotamiento dimensional,
indicación de tolerancias geométricas y dimensionales, y la indicación superficial [2].
3.3.1. La rotulación
La rotulación es la técnica utilizada para realizar la escritura de las letras, números
y símbolos. Dentro de las normas internacionales que estandarizan los aspectos
técnicos para realizar la rotulación se pueden mencionar las normas DIN-16 y 17
del Manual 2 DIN Normas de dibujo: 1969, y la norma ISO 3098 (1974) [3].
Dentro de los aspectos técnicos más importantes reflejados en estas normas se
pueden mencionar: la altura, la inclinación de los caracteres y el espesor de la línea
usada en la escritura.
La rotulación se puede realizar “a mano”, con “plantillas” o con las herramientas de
texto de los programas de diseño asistido por computadora. En la rotulación por
software, ya está establecido estas normas por lo único que se le requiere es tener
en cuenta la posición del texto [4].
3.3.2. El formato
El formato es una hoja de papel con geometría rectangular, al cual se le dibujan una
serie de elementos gráficos, dentro de los cuales se pueden mencionar: un recuadro

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 24 | 140
de dibujo, un cajetín de rotulación, señales de centrado, señales de orientación, una
graduación métrica, un sistema de coordenadas y señales de corte.
Las nomas que han sido utilizadas para establecer los aspectos técnicos del formato
son: la DIN-476 del Manual 2 DIN Normas de dibujo (1969), la NTC 1594, la cual
adopta íntegramente a la ISO 5457 (1999) y la Covenin 3477 (1999) [5].
La normativa técnica colombiana (NTC 1594), del Institución Colombiano de
Normas Técnicas y Certificación (ICONTEC), establece varios aspectos técnicos
para la elaboración de un formato, algunos son [6]:
a. Se consideran dos grupos de formato de la serie “A”, que tendrán ciertas
dimensiones normalizadas de acuerdo al tamaño del papel y los
requerimientos de los planos
b. El margen de los formatos debe ser como se muestran en la figura 8, para la
serie A0 a A3, se usan horizontalmente y el cajetín de catos debe colocarse
en la esquina derecha (Figura 8). Para el caso de la serie A4, se usa
verticalmente con las mismas características.
Figura 8 Margen del formato y ubicación del cajetín de rotulación

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 25 | 140
Fuente INCOTEC [6].
c. Para facilitar el fotocopiado de los planos a los formatos se les dibujan cuatro
señales de centrado como se muestra en la figura 2.8, las cuales se trazan
con un espesor mínimo de 0,7 milímetros y que parten de la línea del área
de dibujo y lo sobrepasan cinco (5) milímetros y se recomienda colocar un
sistema de coordenadas en los formatos, que facilite la localización en el
dibujo de detalles y modificaciones (Figura 9).
Figura 9 Sistemas de coordenadas para el formato
Fuente INCONTEC [6].
3.3.3. El cajetín de rotulación o datos.
La norma NTC 1912 la cual adopta íntegramente a la norma ISO 7200 (2004); lo
define como uno o varios rectángulos adyacentes, que pueden dividirse en casillas
y que sirven para colocar información escrita.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 26 | 140
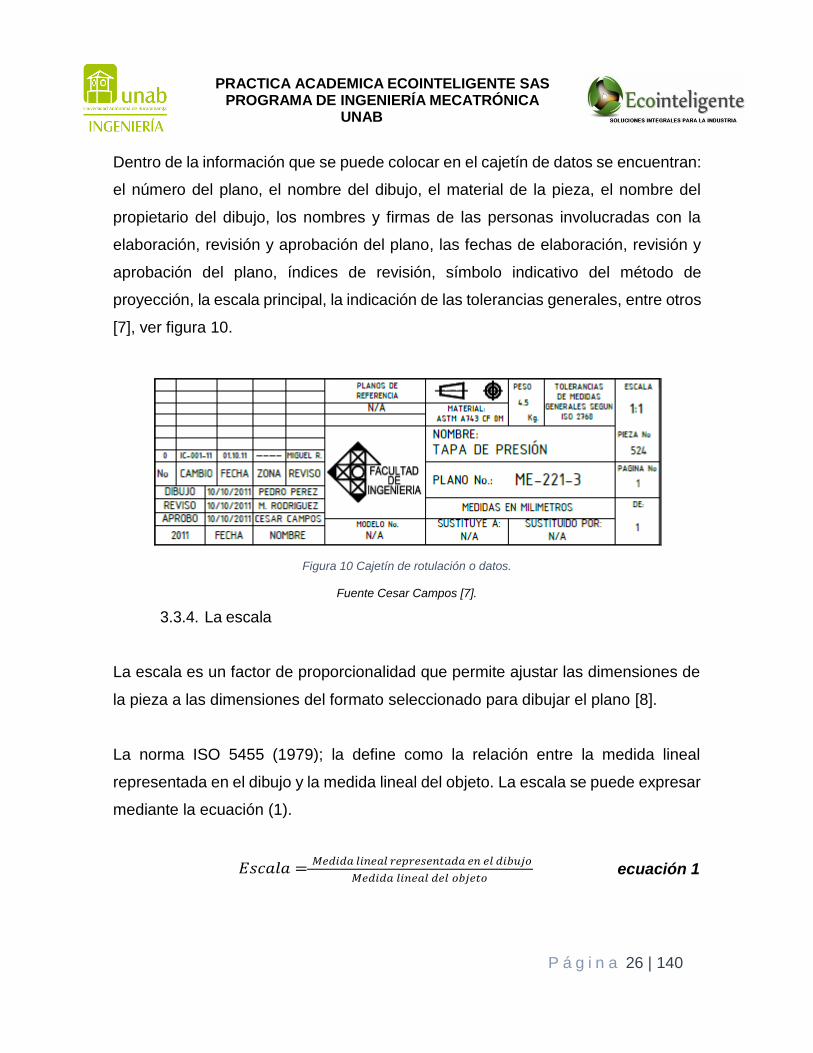
Dentro de la información que se puede colocar en el cajetín de datos se encuentran:
el número del plano, el nombre del dibujo, el material de la pieza, el nombre del
propietario del dibujo, los nombres y firmas de las personas involucradas con la
elaboración, revisión y aprobación del plano, las fechas de elaboración, revisión y
aprobación del plano, índices de revisión, símbolo indicativo del método de
proyección, la escala principal, la indicación de las tolerancias generales, entre otros
[7], ver figura 10.
Figura 10 Cajetín de rotulación o datos.
3.3.4. La escala
Fuente Cesar Campos [7].
La escala es un factor de proporcionalidad que permite ajustar las dimensiones de
la pieza a las dimensiones del formato seleccionado para dibujar el plano [8].
La norma ISO 5455 (1979); la define como la relación entre la medida lineal
representada en el dibujo y la medida lineal del objeto. La escala se puede expresar
mediante la ecuación (1).
𝐸𝑠𝑐𝑎𝑙𝑎 = 𝑀𝑒𝑑𝑖𝑑𝑎 𝑙𝑖𝑛𝑒𝑎𝑙 𝑟𝑒𝑝𝑟𝑒𝑠𝑒𝑛𝑡𝑎𝑑𝑎 𝑒𝑛 𝑒𝑙 𝑑𝑖𝑏𝑢𝑗𝑜
𝑀𝑒𝑑𝑖𝑑𝑎 𝑙𝑖𝑛𝑒𝑎𝑙 𝑑𝑒𝑙 𝑜𝑏𝑗𝑒𝑡𝑜 ecuación 1
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 27 | 140
Escala de reducción: es aquella donde el valor de la relación entre la medida lineal
representada en el dibujo y la medida lineal del objeto es inferior a la unidad, se
expresa (Escala 1: K).
Escala de ampliación: es aquella donde el valor de la relación entre la medida lineal
representada en el dibujo y la medida lineal del objeto es superior a la unidad, se
expresa (Escala K : 1).
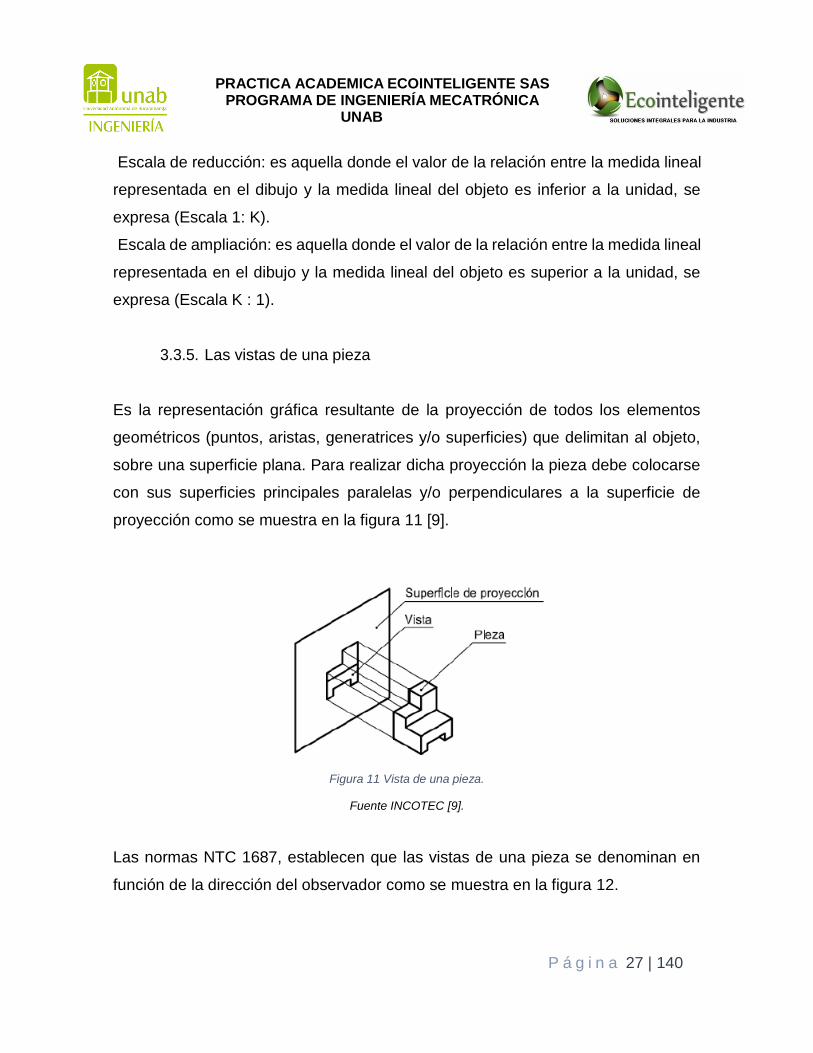
3.3.5. Las vistas de una pieza
Es la representación gráfica resultante de la proyección de todos los elementos
geométricos (puntos, aristas, generatrices y/o superficies) que delimitan al objeto,
sobre una superficie plana. Para realizar dicha proyección la pieza debe colocarse
con sus superficies principales paralelas y/o perpendiculares a la superficie de
proyección como se muestra en la figura 11 [9].
Figura 11 Vista de una pieza.
Fuente INCOTEC [9].
Las normas NTC 1687, establecen que las vistas de una pieza se denominan en
función de la dirección del observador como se muestra en la figura 12.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 28 | 140
Figura 12 Vistas según la dirección.
Fuente INCOTEC [9].
Dónde:
La dirección “A”, indica la vista frontal o alzado (VF).
La dirección “B”, indica la vista superior o planta (VS).
La dirección “C”, indica la vista izquierda o lateral izquierda (VLI).
La dirección “D”, indica la vista derecha o lateral derecha (VLD).
La dirección “E”, indica la vista inferior (VI)
La dirección “F”, indica la vista posterior (VP)
La distribución de las vistas permitirá identificar fácilmente la pieza, entre más vistas
se muestren será más fácil, sin embargo, sí la pieza no es compleja se podrá
identificar con mínimo dos vistas, las proyecciones de las vistas se pueden observar
en la figura 13.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 29 | 140
Figura 13 Distribución ortogonal de las seis vistas en el método A.
Fuente INCONTEC00 [9].
3.3.6. Vistas en cortes y secciones
La vista con corte es una proyección que se adquiere elaborando un corte ficticio en
la pieza mediante uno o varios planos y retirando el material entre el observador y
el plano de proyección como se observar en la figura 14, [10].
Figura 14 Representación espacial de un corte realizado por un plano.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 30 | 140
Fuente Cesar Campos [10].
Esta apariencia se usa cuando la pieza posee cavidades internas las cuales en una
representación normal se mostrarían como líneas de contornos ocultos, lo que
dificultaría su interpretación y acotamiento dimensional, ver figura 15.
Figura 15 Representación de vistas con y sin corte de un plano.
Fuente Cesar Campos [10].
3.3.7. Acotamiento dimensional
Es la distribución de las medidas nominales de los elementos geométricos en las
vistas de una pieza, mediante el uso de líneas, flechas, puntos, números, letras y
símbolos.
Existen varias normas que se utilizan para estandarizar el acotamiento dimensional,
dentro de las cuales se pueden citar: la, la DIN-406 del Manual 2 DIN Normas de
dibujo (1969), BS ISO 129-1 (2004), la UNE 1-039 (1994), la cual adopta
íntegramente la ISO 129 (1985) entre otras [11].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 31 | 140
Los elementos utilizados en el acotamiento dimensional son: la línea auxiliar de
cota, la línea de cota, la terminación de la línea de cota, el número de cota, los
símbolos de cota y la línea de referencia como se muestra en la figura 16.
Figura 16 Elementos del acotamiento dimensional.
- Línea auxiliar de cota:
Fuente Cesar Campos [11].
Es una línea continua fina que se usa para delimitar la amplitud del elemento geométrico
que se desea acotar o la posición de éste, y que normalmente se traza perpendicular
al contorno acotado. Este elemento se traza desde un vértice o un eje con una longitud
que depende de las dimensiones del formato utilizado para el plano.
- Línea de cota:
Es una línea fina continua que se usa para indicar la dimensión del elemento geométrico
acotado.
- La terminación de la línea de cota:
Las normas BS ISO-129-1 (2004), establecen que la línea de cota en los planos
industriales puede terminar en: una flecha cerrada y llena, en un punto, en un círculo,
en una flecha abierta o en una flecha cerrada vacía.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 32 | 140
- El número de cota:
Es un elemento del acotamiento que se utiliza para indicar el valor numérico de la
magnitud acotada, normalmente se coloca perpendicular y centrado a la línea
auxiliar de cota; y ligeramente por encima de esta con una separación aproximada
de uno (1) a dos (2) milímetros. En algunos casos puede ir acompañado de un
símbolo,
- Símbolo de cota:
Es un elemento que se usa para complementar el acotamiento de algunos
elementos geométricos, dentro de los cuales se pueden mencionar los siguientes:
radios de curvatura, diámetros, distancia entre caras de piezas con geometría
hexagonal, secciones transversales cuadradas y longitud de arcos.
- Línea de referencia:
Es una línea fina que se usa para indicar el número de cota en acotamientos donde
el espacio es reducido para colocar la cifra de cota.
3.3.8. Principios de acotamiento dimensional.
A continuación, se describen estos principios:
a) Las cotas deben colocarse en las vistas donde resulten más representativas.
b) Las líneas de contornos ocultos no deben utilizarse para acotar.
c) En un mismo plano los números de cota deben colocarse en la misma unidad
dimensional y sin escribir la unidad utilizada.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 33 | 140
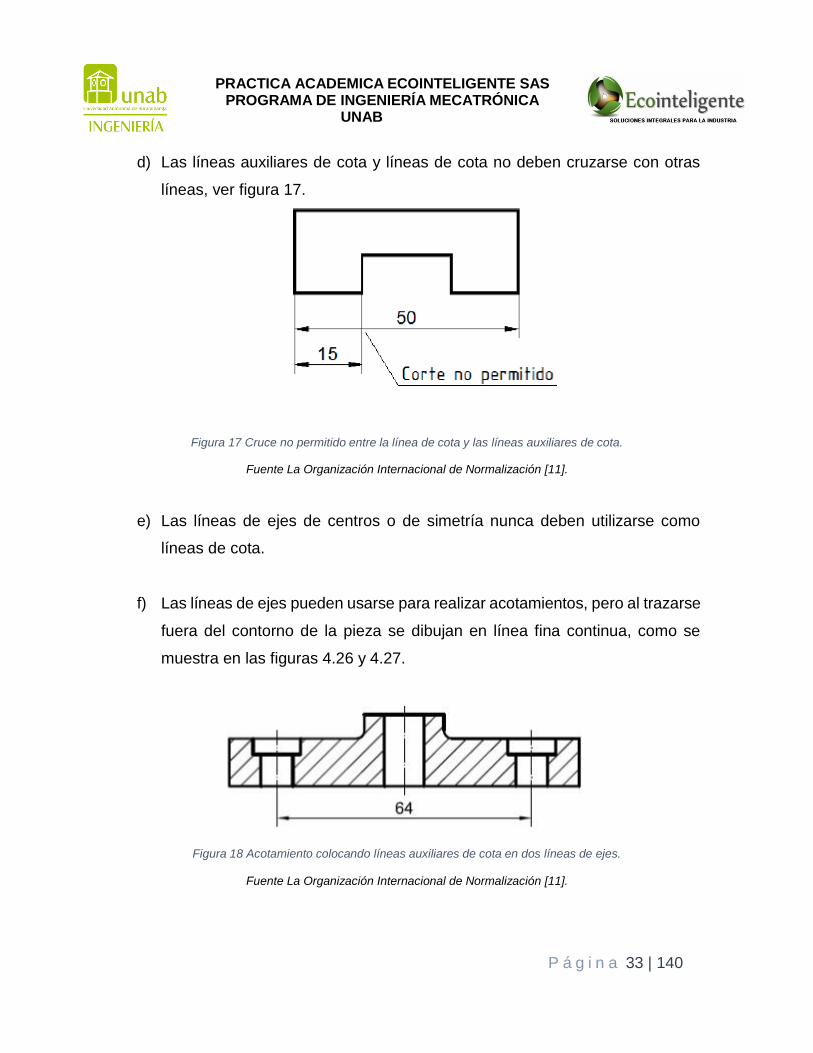
d) Las líneas auxiliares de cota y líneas de cota no deben cruzarse con otras
líneas, ver figura 17.
Figura 17 Cruce no permitido entre la línea de cota y las líneas auxiliares de cota.
Fuente La Organización Internacional de Normalización [11].
e) Las líneas de ejes de centros o de simetría nunca deben utilizarse como
líneas de cota.
f) Las líneas de ejes pueden usarse para realizar acotamientos, pero al trazarse
fuera del contorno de la pieza se dibujan en línea fina continua, como se
muestra en las figuras 4.26 y 4.27.
Figura 18 Acotamiento colocando líneas auxiliares de cota en dos líneas de ejes.
Fuente La Organización Internacional de Normalización [11].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 34 | 140
Figura 19 Acotamiento colocando líneas auxiliares de cota en ejes de centros.
Fuente La Organización Internacional de Normalización [11].
g) Las cotas no deben repetirse, por ejemplo, si una cota se coloca en la vista
frontal ésta no debe repetirse en otra vista. En la figura 4.28 la cota sesenta
y cuatro (64) del ancho total esta repetida.
Figura 20 Representación de las vistas de una pieza con cota repetida.
Fuente La Organización Internacional de Normalización [11].
h) El acotamiento de radios se realiza con una sola flecha y solo se coloca el
símbolo “R” cuando no se dibuja el centro de la curva acotada como se
muestra en la figura 4.29.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 35 | 140
Figura 21 Acotamiento de radios.
Fuente La Organización Internacional de Normalización [11].
i) En el acotamiento de vistas simétricas dibujadas parcialmente, las líneas de cota deben prolongarse ligeramente pasando el eje de simetría como se muestra en la figura 4.30.
Figura 22 Acotamiento de vistas simétricas.
Fuente La Organización Internacional de Normalización [11].
3.4. Instrumentos de medición para levantamiento de planos.
El levantamiento de planos consta de tomar las medidas de las piezas para elaborar
dicha pieza y realizar el respectivo plano de fabricación, para ello, se usa diferentes
herramientas para obtener las medidas de las piezas.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 36 | 140
3.4.1. El calibrador pie de rey
Se denomina calibrador o vernier al instrumento que consta de una regla graduada
perfeccionada para aumentar el grado de precisión de las mediciones y que facilite
la toma de lecturas para distintos tipos de geometría. Su principio de lectura está
basado en la escala vernier inventada por el matemático portugués Petrus Nonius
(1492-1577), el diseño que se utiliza actualmente de escala deslizante debe su
nombre al francés Pierre Verni (1580-1637), quien perfeccionó el sistema [12].
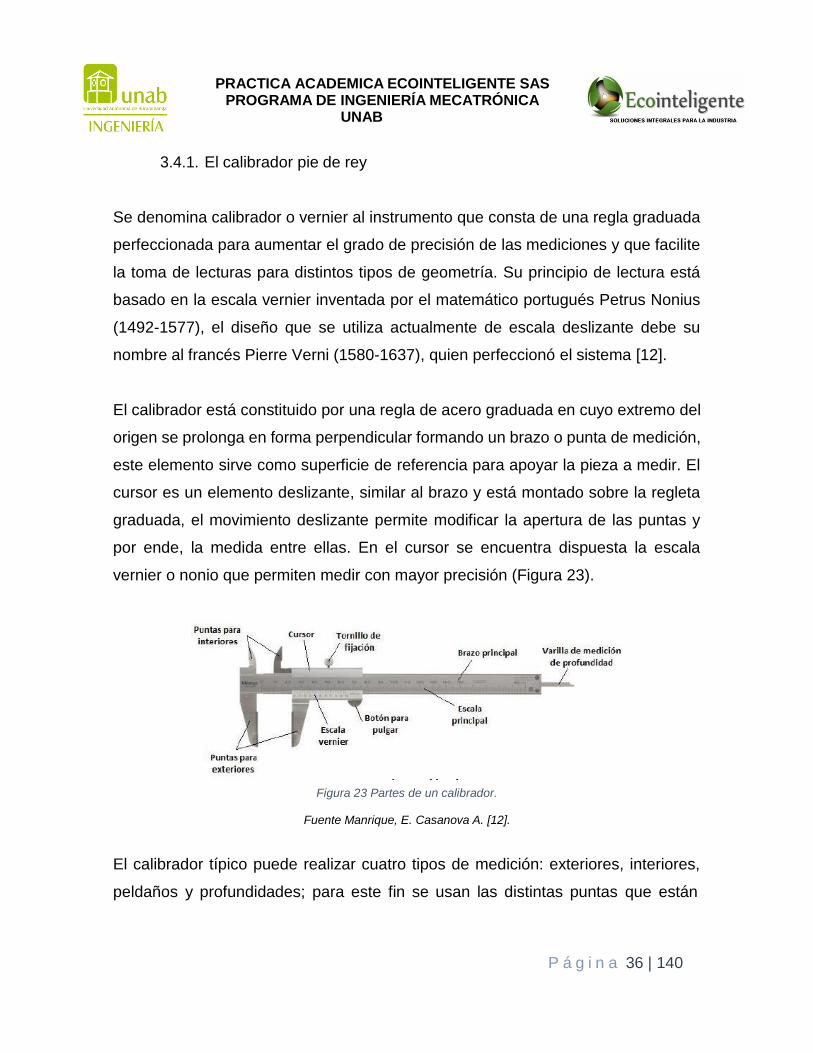
El calibrador está constituido por una regla de acero graduada en cuyo extremo del
origen se prolonga en forma perpendicular formando un brazo o punta de medición,
este elemento sirve como superficie de referencia para apoyar la pieza a medir. El
cursor es un elemento deslizante, similar al brazo y está montado sobre la regleta
graduada, el movimiento deslizante permite modificar la apertura de las puntas y
por ende, la medida entre ellas. En el cursor se encuentra dispuesta la escala
vernier o nonio que permiten medir con mayor precisión (Figura 23).
Figura 23 Partes de un calibrador.
Fuente Manrique, E. Casanova A. [12].
El calibrador típico puede realizar cuatro tipos de medición: exteriores, interiores,
peldaños y profundidades; para este fin se usan las distintas puntas que están
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 37 | 140
dispuestas en el instrumento. Las puntas largas sirven para medir exteriores, las
dispuestas en la parte superior permiten medir diámetros interiores o ancho de
canales, en tanto para profundidades se usa la barra dispuesta en el final de brazo
principal, finalmente se utiliza los cantos del instrumento formados por el curso y el
brazo principal para medir peldaños. En la parte superior de la regla móvil
generalmente tiene un prisionero que tiene la función de fijar este en la medida
determinada.
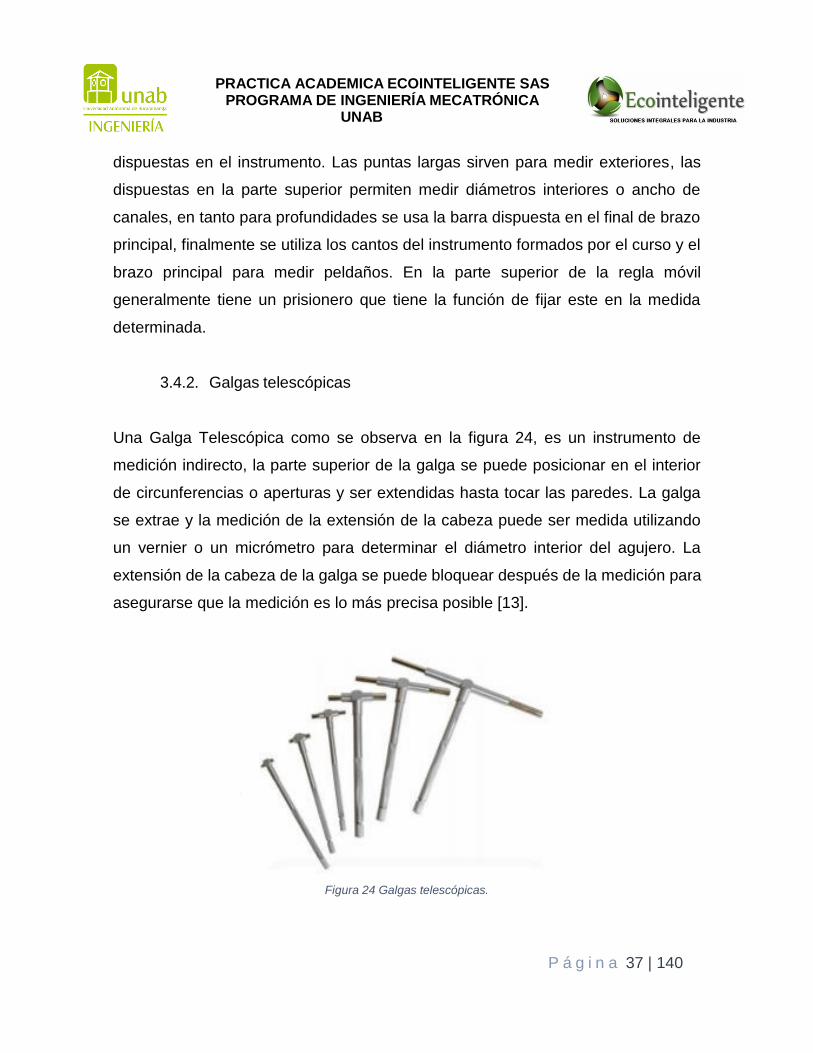
3.4.2. Galgas telescópicas
Una Galga Telescópica como se observa en la figura 24, es un instrumento de
medición indirecto, la parte superior de la galga se puede posicionar en el interior
de circunferencias o aperturas y ser extendidas hasta tocar las paredes. La galga
se extrae y la medición de la extensión de la cabeza puede ser medida utilizando
un vernier o un micrómetro para determinar el diámetro interior del agujero. La
extensión de la cabeza de la galga se puede bloquear después de la medición para
asegurarse que la medición es lo más precisa posible [13].
Figura 24 Galgas telescópicas.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 38 | 140
Fuente El Centro Español de Metrología [13].
Para un buen uso de las galgas telescópicas se realiza el siguiente procedimiento:
o Primero se selecciona una galga adecuada al diámetro que se desea
medir. Se contrae el resorte en ambas partes de la cabeza hasta
dejarla en posición totalmente retraída y se le pone seguro haciendo
girar el tornillo ajustador ubicado al final del mango.
o Se abre la galga aflojando el tornillo ajustador, evitando así el choque
brusco con las paredes de la pieza.
o Se lleva al centro de la pieza, manteniendo un extremo fijo y oscilando
el otro hasta lograr tocar dos (2) puntos que al mismo tiempo
equidisten del centro de la pieza.
o Se Ajusta la galga para mantener la medida obtenida, con el cuidado
de no alterarla por un mal ajuste.
o Presentar la medida obtenida al micrómetro y la lectura será el
diámetro buscado.
3.4.3. Compas de interiores y exteriores.
El compás es un instrumento para la medición de distancias entre superficies, sobre
superficies o también para comparar medidas basadas en un patrón, como por
ejemplo reglas graduadas [14].
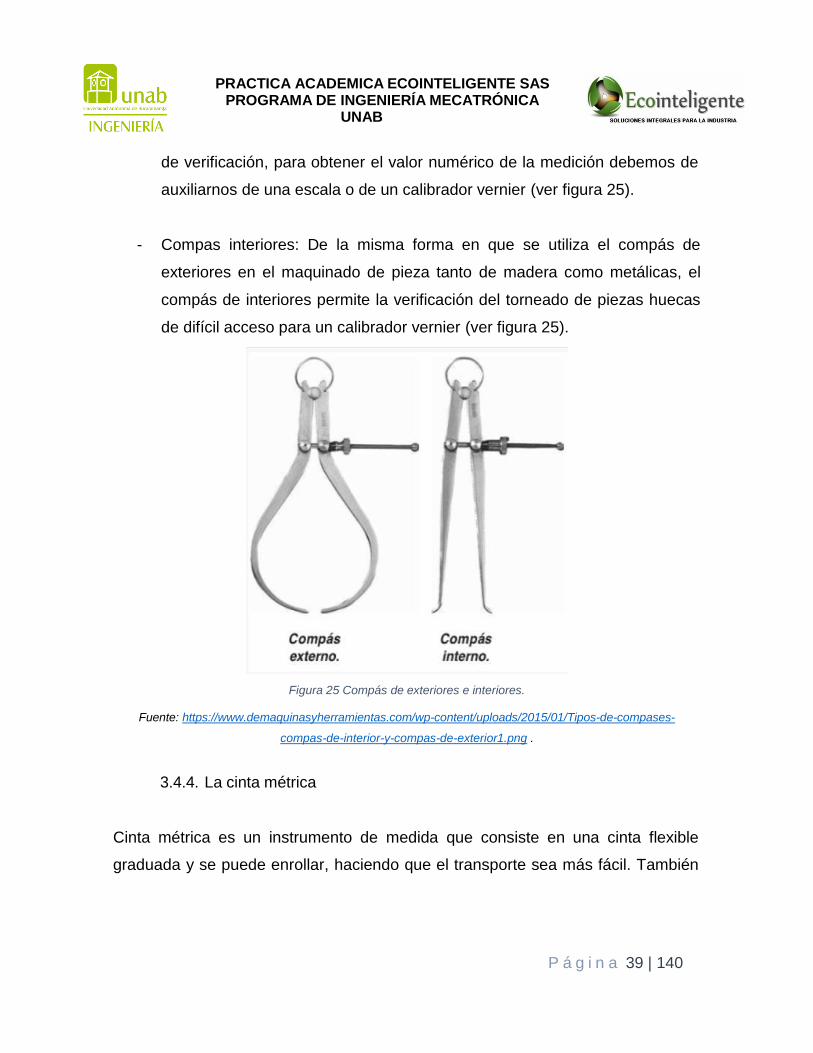
- Compas exteriores: Este instrumento es muy comúnmente utilizado en el
torneado de piezas tanto en los tornos paralelos para maquinado de piezas
metálicas o en el torneado de madera ya que la apertura de sus brazos es
más grande que los brazos de un calibrador vernier. Por ser un instrumento
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 39 | 140
de verificación, para obtener el valor numérico de la medición debemos de
auxiliarnos de una escala o de un calibrador vernier (ver figura 25).
- Compas interiores: De la misma forma en que se utiliza el compás de
exteriores en el maquinado de pieza tanto de madera como metálicas, el
compás de interiores permite la verificación del torneado de piezas huecas
de difícil acceso para un calibrador vernier (ver figura 25).
Figura 25 Compás de exteriores e interiores.
Fuente: https://www.demaquinasyherramientas.com/wp-content/uploads/2015/01/Tipos-de-compases-
compas-de-interior-y-compas-de-exterior1.png .
3.4.4. La cinta métrica
Cinta métrica es un instrumento de medida que consiste en una cinta flexible
graduada y se puede enrollar, haciendo que el transporte sea más fácil. También
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 40 | 140
se puede medir líneas y superficies curvas. Las cintas se fabrican de diferentes
materiales y diferentes longitudes [15].
Figura 26 La cinta métrica.
Fuente: https://www.mndelgolfo.com/wp-content/uploads/2018/03/4-funciones-que-no-sabi%CC%81as-de-tu-
cinta-me%CC%81trica2.jpg.
3.5. Metodología de diseño.
3.5.1. Metodología
Hace referencia al estudio del conjunto de métodos utilizados en una determinada
rama del pensamiento o de la actividad humana. Un método, es una forma
específica y ordenada de actividades para conseguir un determinado fin. En los
años 50 y 60 del siglo pasado, a raíz del incremento de producción de las empresas
y de la complejidad de los productos desarrollados, las tareas de diseño ganan
atención, exigen mayores y más específicos conocimientos técnicos. Esto hace que
se desarrollen metodologías generales de diseño que definan las tareas concretas
del proceso de diseño en cualquier ámbito o disciplina [16].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 41 | 140
Según Pahl & Beitz (2007), las metodologías de diseño en ingeniería son una
secuencia concreta de acciones para el diseño de sistemas técnicos que derivan su
conocimiento de la ciencia del diseño, de la psicología cognitiva y de la experiencia
práctica en diferentes campos. Según estos autores, una metodología de diseño,
entre otras características, debe [17]:
1. Ser aplicable a todo tipo de actividad de diseño, no importa de qué especialidad
se trate;
2. Facilitar la búsqueda de soluciones óptimas;
3. Ser compatible con los conceptos, métodos y resultados de otras disciplinas;
4. No confiar en la casualidad en la búsqueda de soluciones;
5. Facilitar la aplicación de soluciones conocidas a tareas relacionadas;
6. Ser sencilla;
7. Reducir la carga de trabajo, ahorrar tiempo y evitar el error humano;
8. Facilitar la planificación y la gestión del trabajo en equipo en un proceso de
desarrollo de productos integrado e interdisciplinar.
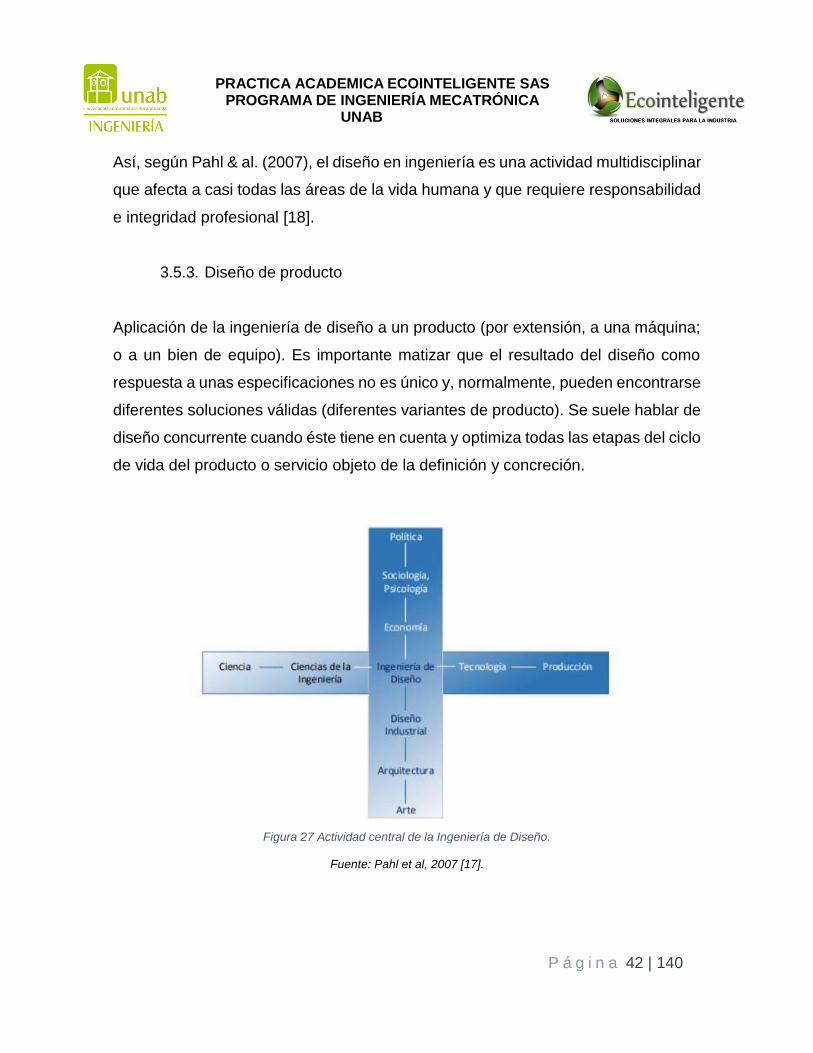
3.5.2. Ingeniería de diseño.
Agrupa todas aquellas actividades que tienen por objeto la concepción y definición
de un producto o servicio adecuado a las especificaciones y su concreción en todas
aquellas determinaciones que permitan su posterior fabricación y utilización.
Algunos autores definen la labor de los ingenieros de diseño como una actividad a
caballo entre el arte, la ciencia, la tecnología y la sociología (Figura 27).
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 42 | 140
Así, según Pahl & al. (2007), el diseño en ingeniería es una actividad multidisciplinar
que afecta a casi todas las áreas de la vida humana y que requiere responsabilidad
e integridad profesional [18].
3.5.3. Diseño de producto
Aplicación de la ingeniería de diseño a un producto (por extensión, a una máquina;
o a un bien de equipo). Es importante matizar que el resultado del diseño como
respuesta a unas especificaciones no es único y, normalmente, pueden encontrarse
diferentes soluciones válidas (diferentes variantes de producto). Se suele hablar de
diseño concurrente cuando éste tiene en cuenta y optimiza todas las etapas del ciclo
de vida del producto o servicio objeto de la definición y concreción.
Figura 27 Actividad central de la Ingeniería de Diseño.
Fuente: Pahl et al, 2007 [17].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 43 | 140
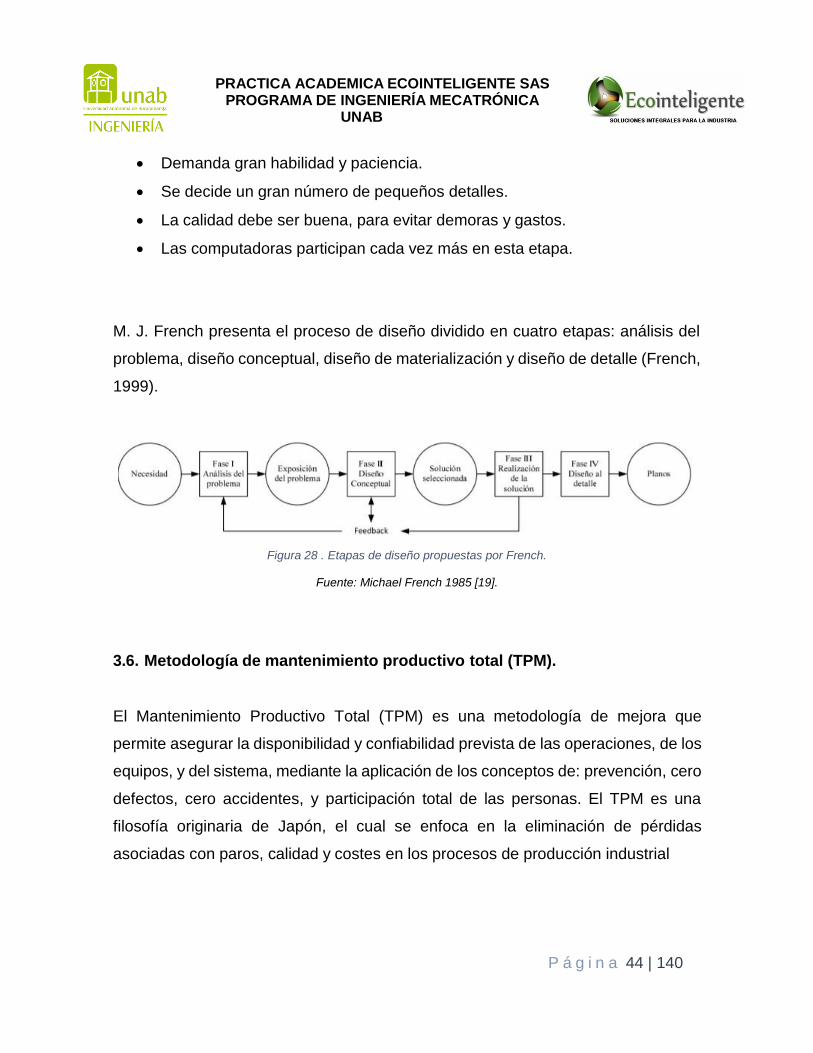
3.5.4. Metodología de diseño propuesto por Michael French 1985.
El modelo de fases propuesto en 1985 por Michael French, contempla los pasos
que a continuación se describen, mismos que se muestran gráficamente en la figura
El planteamiento del problema puede tener tres elementos [19]:
1. Planteamiento propio del problema de diseño
2. Limitaciones de la solución (códigos de práctica, requisitos estatuarios, normas,
fechas).
3. Criterio de excelencia
Diseño conceptual:
• Genera soluciones amplias en forma de esquemas.
• Impone mayores demandas al diseñador.
• Existe el mayor campo para mejoras espectaculares.
• Requiere la unión de la ingeniería y la práctica, métodos de producción y
aspectos comerciales.
Esquemas:
• Se trabajan con mayor detalle los esquemas.
• Si existe más de uno, se elige el mejor.
• El producto final es generalmente un conjunto de dibujos del arreglo general.
• Hay buena cantidad de retroalimentación a la fase de diseño conceptual.
Desarrollo de detalles:
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 44 | 140
• Demanda gran habilidad y paciencia.
• Se decide un gran número de pequeños detalles.
• La calidad debe ser buena, para evitar demoras y gastos.
• Las computadoras participan cada vez más en esta etapa.
M. J. French presenta el proceso de diseño dividido en cuatro etapas: análisis del
problema, diseño conceptual, diseño de materialización y diseño de detalle (French,
1999).
Figura 28 . Etapas de diseño propuestas por French.
Fuente: Michael French 1985 [19].
3.6. Metodología de mantenimiento productivo total (TPM).
El Mantenimiento Productivo Total (TPM) es una metodología de mejora que
permite asegurar la disponibilidad y confiabilidad prevista de las operaciones, de los
equipos, y del sistema, mediante la aplicación de los conceptos de: prevención, cero
defectos, cero accidentes, y participación total de las personas. El TPM es una
filosofía originaria de Japón, el cual se enfoca en la eliminación de pérdidas
asociadas con paros, calidad y costes en los procesos de producción industrial

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 45 | 140
TPM es un sistema compuesto de actividades que se desarrollan en una empresa
con el fin de mejorar la capacidad competitiva dentro del mercado, mediante la
eliminación de todo tipo de “derroche” o pérdidas que se presentan en los sistemas
productivos, esto se logra con la contribución de los integrantes comprometidos en
la búsqueda de la perfección en las operaciones de la empresa [20].
3.6.1. Objetivos del TPM
- Reducir fallas en los equipos
- Relacionar fallos en los equipos
- Reducir frecuencia de fallos en equipos
- Aumentar la eficiencia global de los equipos y de los trabajadores
- Aumentar la productividad
- Reducir productor con defectos
- Economizar energía
- Reducir accidentes laborales
3.6.2. Ventajas del TPM
El TPM enfoca sus objetivos hacia la mejora de la eficiencia de los equipos y las
operaciones mediante la reducción de fallas, no conformidades, tiempos de cambio,
y se relaciona, de igual forma, con actividades de orden y limpieza. Actividades en
las que se involucra al personal de producción, con el propósito de aumentar las
probabilidades de mantenimiento del entorno limpio y ordenado, como requisitos
previos de la eficiencia del sistema. Además, el TPM presenta las siguientes
ventajas [21]:

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 46 | 140
- Mejoramiento de la calidad: Los equipos en buen estado producen menos
unidades no conformes.
- Mejoramiento de la productividad: Mediante el aumento del tiempo
disponible.
- Flujos de producción continuos: El balance y la continuidad del sistema no
solo benefician a la organización en función a la disponibilidad del tiempo,
sino también reduce la incertidumbre de la planeación.
- Aprovechamiento del capital humano.
- Reducción de gastos de mantenimiento correctivo: Las averías son menores,
así mismo se reduce el rubro de compras urgentes.
- Reducción de costos operativos.
3.6.3. Pilares del TPM
Pilar o proceso fundamental es un conjunto de acciones, que tiene un propósito
específico en el progreso de una empresa, cada uno de los pilares tiene una función
determinada, liderados por responsables de las diferentes áreas e involucrando a
todos los empleados [22].
Dentro de una metodología TPM hay una serie de actividades o procesos
fundamentales llamados “los 7 pilares”. Estos pilares sirven para apoyar un área
determinada del entorno productivo en la implantación del modelo TPM, siguiendo
una metodología disciplinada y efectiva [23].
Estas son:
I. Mejora focalizada o enfocada (Kobetsu-Kaizen): tiene como objetivo eliminar
las grandes pérdidas de tiempo en los procesos productivos debidas a: fallas
de los equipos, averías, cambios de configuración, tiempo ocioso, velocidad

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 47 | 140
reducida, defectos del proceso, perdidas por defectos, deficiencia en logística
interna, bajo rendimiento de los materiales, entre otros.
II. Mantenimiento autónomo (Jishu-Hozen): busca conservar y mejorar las
condiciones del equipo por parte del usuario y cambiar la mentalidad de los
operadores los cuales tienen la responsabilidad de detectar y diagnosticar a
tiempo las posibles fallas, previniéndolas y prologando el ciclo de vida del
equipo. Debido a que el operario es la persona que conoce mejor el equipo,
es el más calificado para observar cualquier variación en su comportamiento
logrando evitar: desgastes excesivos, contaminación del producto, ruptura de
partes entre otros. Este pilar se relaciona con las 5 S ya que se cree que el
30-40% de los eventos se deben a problemas de limpieza que pueden ser
previstos si se revisa continuamente el equipo.
III. Mantenimiento planeado o planificado (Keikaku-Hozen): Puede ser el pilar
más importante, busca mantener el equipo y el proceso en condiciones
óptimas por medio de actividades que se programan anticipadamente. Se
indica con etiquetas las potenciales fallas que diagnostica el operario lo cual
agiliza la revisión del mecánico ya que éste portará las herramientas
necesarias y las posibles partes de repuesto. Gradualmente irá aumentando
la calidad del servicio ya que se reduce la cantidad de trabajo.
IV. Capacitación/Entrenamiento: busca incrementar las capacidades y
habilidades de todos los que hacen parte de la organización ya que se estima
que las fallas por errores humanos están entre el 25-33% debido a un mal
entrenamiento, descuido, falta de motivación. Se busca que los operarios
puedan lograr las condiciones óptimas de su equipo y maximizar su eficiencia
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 48 | 140
V. Mantenimiento de mejoramiento de calidad (Hinshitsu-Hozen): acciones
preventivas para lograr equipos y procesos sin defectos que produzcan
productos de calidad con cero defectos, mediante la mejora continua,
optimización del equipo de trabajo y del proceso en general. Se busca
identificar elementos que influyen altamente en la calidad del producto final,
controlarlos para mejorarlos y establecer un sistema de inspección periódico
que permita mantener la calidad en un nivel deseado
VI. Mantenimiento de áreas de apoyo o administrativas: difundir políticas de
mejoramiento por todas las áreas, no solo a nivel productivo si no
administrativo buscando eliminar las pérdidas que pueden deberse a la falta
de mantenimiento, software, virus, mala comunicación, entre otros.
VII. Seguridad, salud y medio ambiente: enfocado a las personas, busca crear un
ambiente sin accidentes, no solo para operarios si no clientes, usuarios,
grupo laboral y sociedad en general. Propiciando un ambiente sin
contaminación y preservando la salud, por medio del uso de materiales
amigables con el ambiente. La meta de este pilar es cero accidentes, cero
daños a la salud y cero contaminaciones.
VIII. Control inicial o temprano: diseño de equipos de producción basándose en
observaciones de operarios, personal de mantenimiento e ingeniería para
reducir deterioro de equipos y mejorar costos del mantenimiento
3.6.4. Mantenimiento Autónomo
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 49 | 140
Es el mantenimiento más sencillo que se realiza a las máquinas, el cual es ejecutado
por el operario, en consecuencia, hace que el operario se responsabilice del estado
de la máquina.
Este mantenimiento ayuda a reducir el mantenimiento correctivo, porque ayuda a
detectar fallas antes de que sean graves y antes de inicializar el día de producción
o prestación de servicio. El operador de la maquina se educa sobre el
funcionamiento de la máquina y desarrolla una capacidad de encontrar anomalías
rápidamente. Ayudando y ahorrando tiempo considerablemente en el diagnostico
por parte del especialista de mantenimiento.
3.6.5. Mantenimiento Correctivo
Es el mantenimiento que se ejecuta después de ocurrida una falla en determinada
máquina, por lo que se debe realizar de manera urgente. El personal encargado de
avisar de las faltas es el operador de la máquina y encargado de realizar
reparaciones es el personal de mantenimiento. Se clasifica en:
No planificado: Es el mantenimiento de emergencia. Debe realizarse el
manteamiento por una avería imprevista y se tiene que reparar en el menor tiempo
posible.
Planificado: Se sabe con anticipación que es lo que debe hacerse, de modo que
cuando se detenga la máquina para efectuar la reparación, se disponga de
inmediato del personal, repuestos, equipos, herramientas y documentos técnicos
necesarios para realizar el mantenimiento correctamente.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 50 | 140
3.6.6. Mantenimiento Preventivo
Es un tipo de mantenimiento, que busca principalmente la detección y prevención
de fallas en el funcionamiento de las máquinas y equipos de una empresa, antes
que estas ocurran. Esto se hace por medio de inspecciones periódicas y cambio de
elementos en malas condiciones o dañados. Se basa principalmente en la
confiabilidad de la máquinas y equipos.
Los altos niveles de productividad que se requieren en la actualidad exigen la
implementación de un sistema de mantenimiento preventivo que permita aumentar
la eficiencia de los equipos la cual es directamente proporcional a la calidad de
información con se cuenta para llevarla a cabo.
3.6.6.1. Etapas del mantenimiento preventivo
Para que un programa de mantenimiento preventivo tenga éxito, es necesario
considerar algunas etapas en el momento de su planificación.
• Operaciones de lubricación y limpieza
Es un conjunto de actividades programadas rutinarias y periódicas. Consiste en
localizar los puntos críticos de lubricación en el equipo identificando adecuadamente
los puntos de desgaste, los cuales deberán estar sometidos periódicamente a algún
agente lubricante como aceite, grasa, etc., para que así se reduzca el coeficiente
de fricción.
• Revisiones preventivas
Es una labor sistemática en la cual se fundamenta el éxito del mantenimiento
preventivo y la cual consiste en recoger información sobre el estado de las partes

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 51 | 140
que comprenden un equipo en particular a fin de detectar posibles puntos de fallo o
partes en mal estado que puedan provocar un fallo en el futuro, que permita definir
las frecuencias de las revisiones.
• Correcciones programadas
También se llama correctivo programado y en la mayoría de los casos es una
consecuencia de haber realizado una revisión preventiva en la cual se determinó la
necesidad de reparar o reponer algún elemento del equipo que se encontraba en
mal estado y era casi imposible prolongar su funcionamiento en la maquina o
equipo.
3.6.7. Mantenimiento Pre-falla
La mantención no correctiva (preventiva, predictiva y proactiva) se aplica
prioritariamente a los componentes críticos de la producción. Luego de
seleccionados los equipos para los cuales se realizará, es necesario
descomponerlos en sub-componentes que sean mantenibles. Ejemplos:
rodamientos, correas, engranajes, etc. La mantención preventiva es aplicada en
general para componentes cuyo costo de reemplazo no son muy altos. Por su lado
la mantención predictiva se realiza cuando el costo de reemplazo es superior y se
disponen de técnicas no destructivas capaces de establecer la condición del equipo.
En caso de seleccionar mantención preventiva para un equipo, es necesario
establecer frecuencias de cambio de piezas, lubricación, etc. Para ello se realiza un
análisis estadístico de los ciclos de vida. Las tareas a realizar deben ser descritas
claramente en procedimientos y su registro debe ser llevado en reportes. Ellos

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 52 | 140
formarán parte de la hoja de vida de cada equipo. Tal registro ayudará en la
detección de fallas en la mantención, y la evaluación de costos de mantención.
Clase Tipo Componentes
Mecánica Reemplazo
Regulación
Chequeo
Aceite
Filtros
Piezas de degaste
Filtros
Rodamientos
Juntas
Resortes
Juegos/interferencias
Tensión(correas)
Presión
Bloqueos
Niveles
Eléctrica Reemplazo
Regulación
Chequeo
Contactos
Componentes asociados
a fallas térmicas
Capacitaciones
Impedancias en circuitos.
Valores de aislación
Valores de capacitancia
Tabla 1 Componentes de mantenimiento pre-falla

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 53 | 140
3.6.8. Mantenimiento predictivo
El mantenimiento predictivo o basado en la condición evalúa el estado de la
maquinaria y recomienda intervenir o no en función de su estado, lo cual produce
grandes ahorros.
El diagnóstico predictivo de maquinaria se desarrolla en la industria en la década
que va desde mediados de los ochenta a mediados de los noventa del siglo XX.
Actualmente, las filosofías predictivas se aplican en la maquinaria crítica en aquellas
plantas que cuentan con una gestión optimizada de sus activos (RCM, ISO 55001,
RBM...). El mantenimiento basado en la condición optimiza al mantenimiento
preventivo de manera que determina el momento preciso para cada intervención
técnica de mantenimiento en los activos industriales.
El mantenimiento predictivo es un conjunto de técnicas instrumentadas de medida
y análisis de variables para caracterizar en términos de fallos potenciales la
condición operativa de los equipos productivos. Su misión principal es optimizar la
fiabilidad y disponibilidad de equipos al mínimo costo.
3.6.9. Mantenimiento Proactivo
Las acciones Proactivas de mantenimiento se basan en la identificación y en la
corrección de las causas que originan los fallos en los equipos y para eso es
indispensable técnicas del mantenimiento predictivo como por ejemplo el análisis
de vibración, el de termografía o el análisis de lubricantes. Con ello se evitan las
posibles consecuencias que se puedan provocar al presentarse los distintos modos
de fallos asociados al equipo. El mantenimiento proactivo tiene un impacto

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 54 | 140
indiscutible en el aspecto económico de la planta al evitarse las paradas no
programadas resolviendo los problemas antes de que se presenten.
4. ACTIVIDADES
4.1. Diseño de piezas
4.1.1. Soporte de cauchos de motor de bomba Schwing
Se realizó durante el mes de agosto, el plano de una lámina para soportar dos
piezas que encajan en el motor de la maquina SHWING, el técnico de
mantenimiento requirió:
- Que dos piezas de caucho entraran por los dos lados, 10mm de profundidad en la
lámina.
- Espesor de la lámina 1½ “ y de longitud de 88 [mm] y ancho de 88 [mm ]
- La pieza debe entrar a máxima presión por lo que el diámetro de la lámina debe
ser menor al de la pieza.
- Debe entrar deslizante un tubo tipo SCH 40 de ½ “ x el largo total para quedar a
tope con las piezas de cauchos.
El procedimiento consto en tomar las medidas de la pieza de caucho y de acuerdo
a su diámetro como se muestra en la figura 29, así, se levantó el diseño de la pieza
de caucho (ver figura 30).

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 55 | 140
Figura 29 Pieza soporte para motor de bomba
Fuente: Tomada por el autor.
Figura 30 Diseño de la pieza soporte del motor
Fuente: Autor.
Luego, realizar el diseño de la lámina con el diámetro con la respectiva tolerancia
para entrar a presión y con los requerimientos que se dieron como se observa en la
figura 31.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 56 | 140
Figura 31 Lamina para soporte de las piezas
Fuente: Autor.
.
Se elaboró el ensamble de las piezas mostradas anteriormente para obtener la
medida del largo del tubo que pasara por el medio de las piezas como se muestra
en la figura 32. La medida resultante es de 78 [mm].
Figura 32 Ensamble de las piezas.
Fuente: Autor.
Al final, se entregó el plano de la lámina diseñada para su respectiva elaboración
como se muestra en la figura 33 y la orden de compra para el tubo SCH 40 de la
longitud obtenida que es de 78 [mm].

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 57 | 140
Figura 33 Plano de la pieza diseñada.
Fuente: Autor.
Después de varios días, se entregó la pieza mecanizada a la empresa, donde se
verifico las medidas y los requerimientos que se propusieron, el resultado fue
positivo como se observar en la figura 34.
Figura 34 Pieza mecanizada
Fuente: Tomada por el autor.
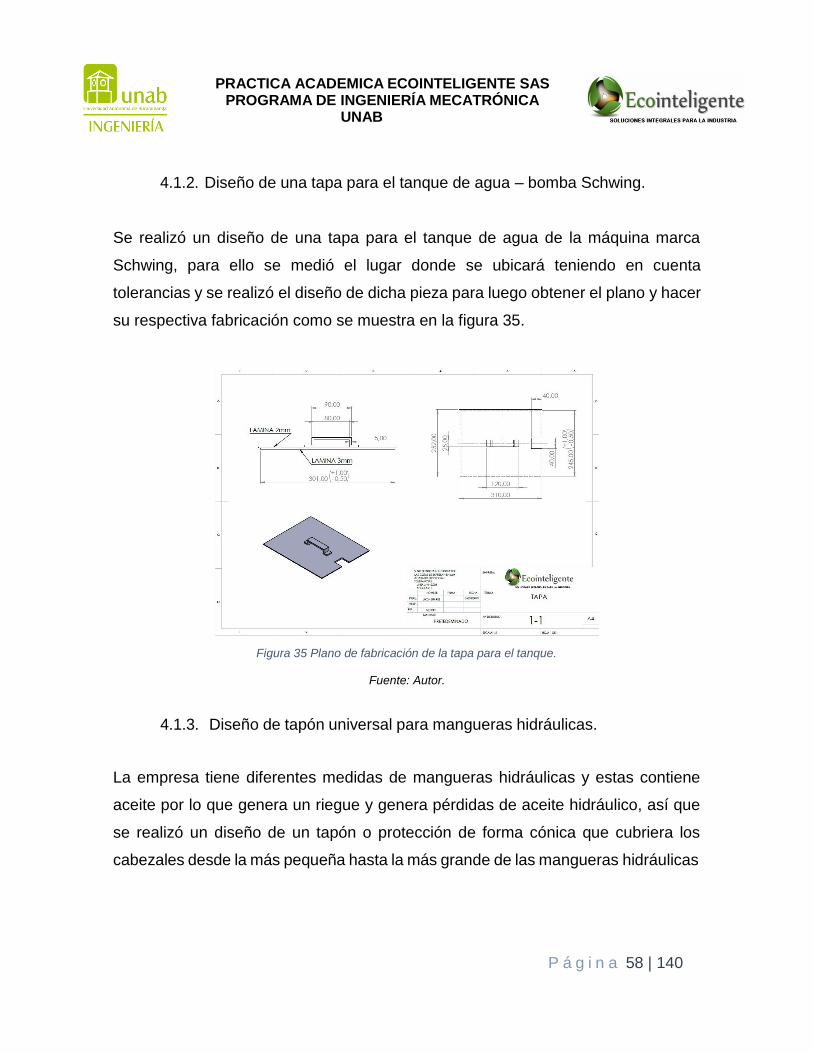
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 58 | 140
4.1.2. Diseño de una tapa para el tanque de agua – bomba Schwing.
Se realizó un diseño de una tapa para el tanque de agua de la máquina marca
Schwing, para ello se medió el lugar donde se ubicará teniendo en cuenta
tolerancias y se realizó el diseño de dicha pieza para luego obtener el plano y hacer
su respectiva fabricación como se muestra en la figura 35.
Figura 35 Plano de fabricación de la tapa para el tanque.
Fuente: Autor.
4.1.3. Diseño de tapón universal para mangueras hidráulicas.
La empresa tiene diferentes medidas de mangueras hidráulicas y estas contiene
aceite por lo que genera un riegue y genera pérdidas de aceite hidráulico, así que
se realizó un diseño de un tapón o protección de forma cónica que cubriera los
cabezales desde la más pequeña hasta la más grande de las mangueras hidráulicas

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 59 | 140
impidiendo el riegue de aceite por la maquina o en el suelo. El plano de fabricación
de la pieza se observar en la figura 36.
Figura 36 Plano de tapa universal.
Fuente: Autor.
4.1.4. Diseño de una tolva
Para un trabajo de construcción de una planta de cemento del cliente de la empresa,
se requirió construir el proceso de levantamiento de cemento que consta de una
tolva que por medio de un tornillo sin fin conectado a un motor AC, para levantar a
cierta distancia el cemento que entraba por una tolva que le ingresaba el operario,

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 60 | 140
para ello la empresa tuvo la oportunidad de ver un ejemplo de una tolva para este
sistema en otro lugar, donde fue un técnico de la empresa a ver (Figura 37) y tomo
ciertas medidas que dificultaron a la hora de diseñar la tolva en CAD.
Figura 37 Tolva para diseño.
Fuente: Tomada por el técnico de la empresa.
Sin embargo, con los conocimientos y las habilidades propias se pudo realizar el
diseño de la tolva a partir de las medidas que el técnico alcanzo a tomar, además
de eso se realizó un plano con los triángulos o partes de la tolva para que el soldador
cortara a esas medidas y armara la tolva para el sistema.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 61 | 140
Figura 38 Plano de la tolva.
Fuente: Autor.
4.1.5. Diseño de pieza para entubamiento de soporte maquina Zoomlion
Una máquina de bombeo de concreto de marca ZOOMLION ubicada en Zipaquirá,
estaba deteriorada mecánicamente en su chasis, por lo que el ingeniero encargado
de la empresa, se trasladó a la cuidad para hacerle estos arreglos mecánicos y
hacerle un mantenimiento a la máquina, para este caso la parte trasera de la
maquina se quebró y requirió diseñar un perfil en U con una respectiva tapa a ciertas
medidas de la máquina, cabe de resaltar que cuya maquina en Zipaquirá es muy
similar a una bomba de la misma marca dentro de las instalaciones de la empresa
en Girón,

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 62 | 140
Para poder tomar las medidas de esta máquina, se tomó en base a la bomba dentro
de las instalaciones y así diseñar la pieza, mandarla a fabricar y enviarla a la cuidad
para que encajaran en la máquina de Zipaquirá. El plano de esta pieza se observar
en la figura 39.
Figura 39 Plano de perfil en U
Fuente: Autor.
4.1.6. Diseño de una placa para unión de válvula hidráulicas.
El manteamiento de una maquina marca Puztmeister se previó que se tenía que
cambiar la válvula oscilante llamada así en estas bombas debido a su

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 63 | 140
funcionamiento, lo cual se tenía otro tipo de válvula, sin embargo la maquina no
había llegado a las instalaciones para verificar, cuando llego la máquina y se
desinstalo la válvula oscilante, se observó que el sistema de paso de aceite no
coincidían con la válvula que se tenía, entonces se requirió hacer una diseño para
unir el sistema de paso de aceite para poder instalar la válvula hidráulica dentro la
maquina con ayuda de esta placa.
La válvula oscilante instalada en la maquina consta de cuatros huecos para
atornillar, cinco huecos grandes con O-ring para el paso de aceite y dos huecos en
diagonal también para el paso de aceite (ver figura 40).
Figura 40 Válvula oscilante de la maquina
Fuente: Tomada por el autor.
La válvula oscilante que se tenía dentro del inventario de la empresa, constaba con
las mismas características, solo que los dos huecos pequeños diagonales de la

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 64 | 140
válvula mencionada anteriormente, estaban concéntricos hacia un lado de la
válvula, como se muestra en la figura 41.
Figura 41 Válvula oscilante a poner.
Fuente: Tomada por el autor.
Entonces, el diseño se realizó a base de unir estos dos huecos de la una con la otra
válvula mediante unos orificios que permitiera el paso de aceite y teniendo en cuenta
los demás huecos, el plano de fabricación de la pieza se puede observar en la figura
42, 43 y 44.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 65 | 140
Figura 42 Diseño de la placa.
Fuente: Autor.
Figura 43 Plano de fabricación de la placa, cara trasera
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 66 | 140
Figura 44 Plano de fabricación de la placa, cara delantera.
Fuente: Autor.
La fabricación de la pieza tardo tiempo, por lo que no se pudo realizar el cambio de
la válvula durante esos días debido a que la maquina tenía que prestar servicio de
bombeo, en el mes de octubre la bomba de concreto volvió a taller para un cambio
de una manguera hidráulica y se aprovechó este espacio para el cambio de la
válvula e instalación de la placa, ver figura 45.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 67 | 140
Figura 45 Instalación de la placa.
Fuente: Tomada por el autor.
4.1.7. Diseño de una pieza para accionamiento mecánico de una válvula
proporcional.
Para la maquina Zoomlion ubicada en Zipaquirá se observó que una electro válvula
proporcional no servía eléctricamente, por lo que se realizó una asesoría de
electrónica para indicar la falla del sistema eléctrico que no permitía el control de la
válvula, de acuerdo con las indicaciones el PLC ubicado dentro de la maquina
enviaba una señal hacia un relé que energizaba la válvula dependiendo de la señal,

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 68 | 140
pero cuando se medía el voltaje de la bobina de la electroválvula, llegaba a hacer la
mitad de voltaje nominal que debía mandar el relé de estado sólido, por lo que de
acuerdo con los conocimientos, la falla era que la bobina no está sirviendo, porque
sin carga el relé mandaba la señal que tendría que enviar, pero con carga no.
Para ello se dio la solución de cambiar la bobina de la electroválvula, y por parte el
ingeniero requirió realizar un accionamiento mecánico para la electroválvula, que se
podía, pero se necesitaba un tornillo o prisionero para poder accionar
mecánicamente.
Por lo que se diseñó un acople en acero mecánico, en medio un tornillo de rosca
fina para mejor precisión que ingresara a la electroválvula para accionarla, y
dependiendo de cuando entre el tornillo, la electroválvula permitía el paso de aceite.
Figura 46 Plano de fabricación de la pieza.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 69 | 140
Fuente: Autor.
4.1.8. Diseño de bridas para sujeción mecánica de la bomba Schwing
Para un sistema de sujeción mecánica de la llanta de una máquina de bombeo, se
requirió el diseño de unas bridas de sujeción o chapas, según las dimensiones del
eje y la longitud que va hasta después de las hojas de resorte para sujetarlo. Se
tomaron las medidas pertinentes, se diseñaron las bridas y posteriormente se
realizó la respectiva cotización y compra de la fabricación de las chapas para el
mecánico las instalara.
Figura 47 Plano de fabricación de las bridas.
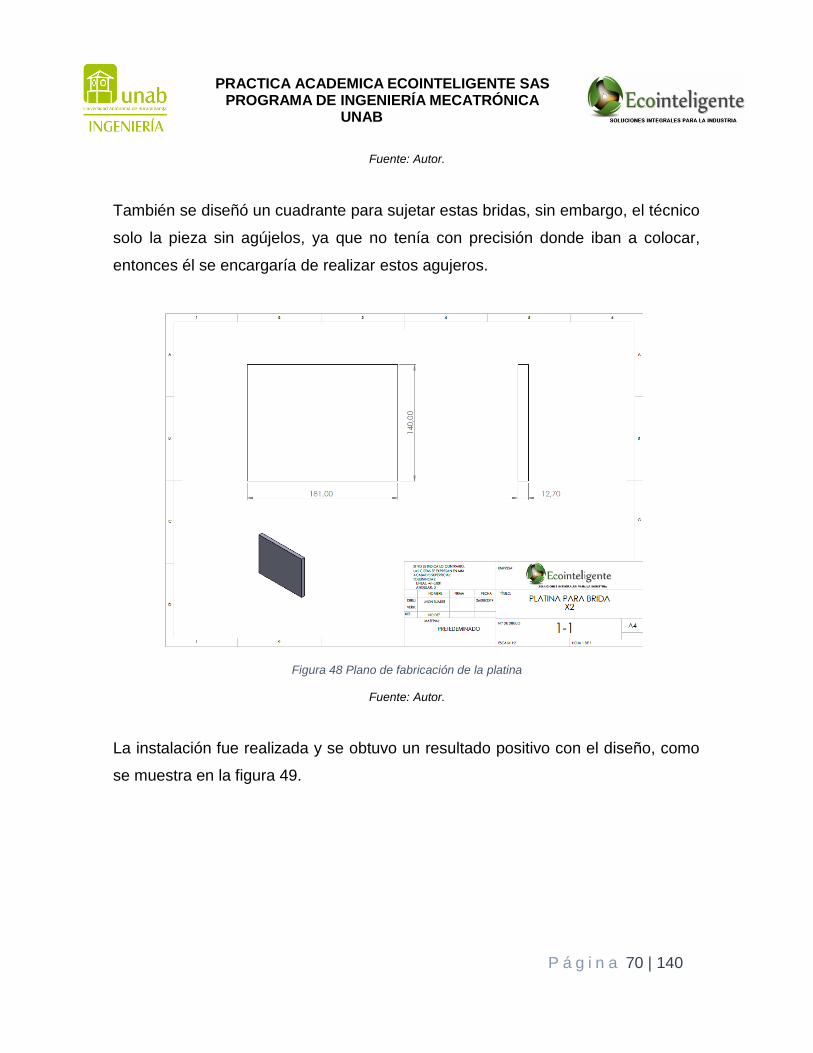
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 70 | 140
Fuente: Autor.
También se diseñó un cuadrante para sujetar estas bridas, sin embargo, el técnico
solo la pieza sin agújelos, ya que no tenía con precisión donde iban a colocar,
entonces él se encargaría de realizar estos agujeros.
Figura 48 Plano de fabricación de la platina
Fuente: Autor.
La instalación fue realizada y se obtuvo un resultado positivo con el diseño, como
se muestra en la figura 49.
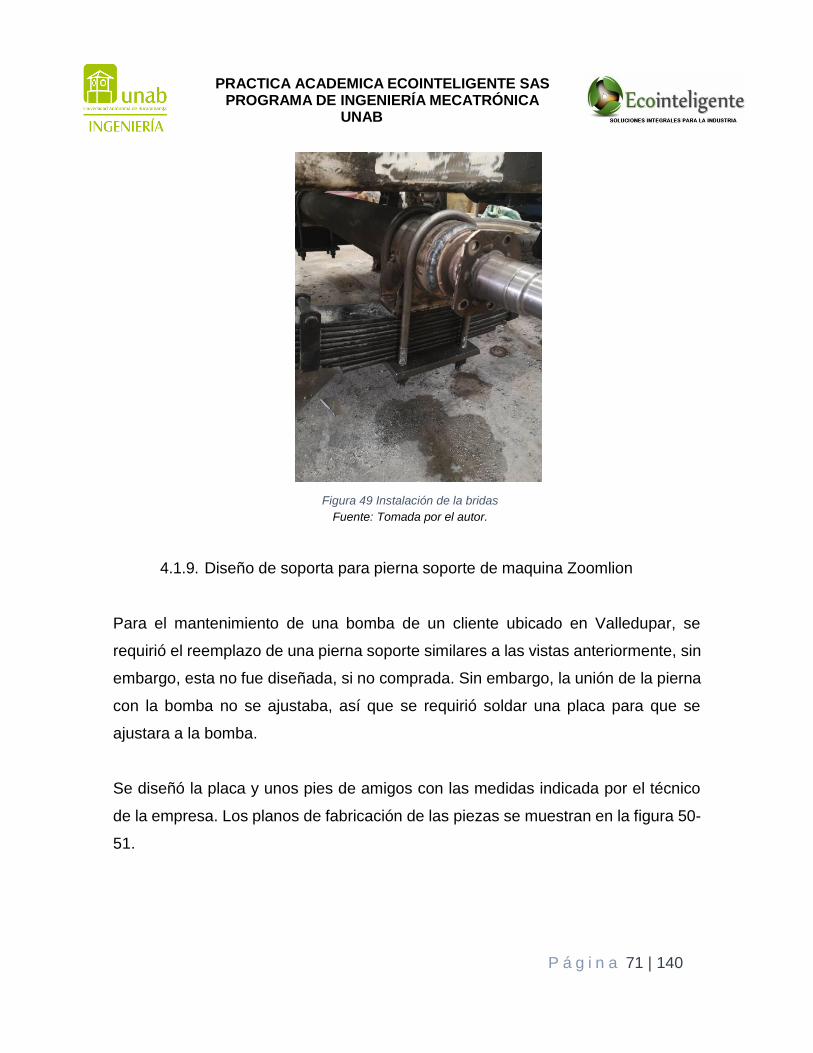
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 71 | 140
Figura 49 Instalación de la bridas
Fuente: Tomada por el autor.
4.1.9. Diseño de soporta para pierna soporte de maquina Zoomlion
Para el mantenimiento de una bomba de un cliente ubicado en Valledupar, se
requirió el reemplazo de una pierna soporte similares a las vistas anteriormente, sin
embargo, esta no fue diseñada, si no comprada. Sin embargo, la unión de la pierna
con la bomba no se ajustaba, así que se requirió soldar una placa para que se
ajustara a la bomba.
Se diseñó la placa y unos pies de amigos con las medidas indicada por el técnico
de la empresa. Los planos de fabricación de las piezas se muestran en la figura 50-
51.
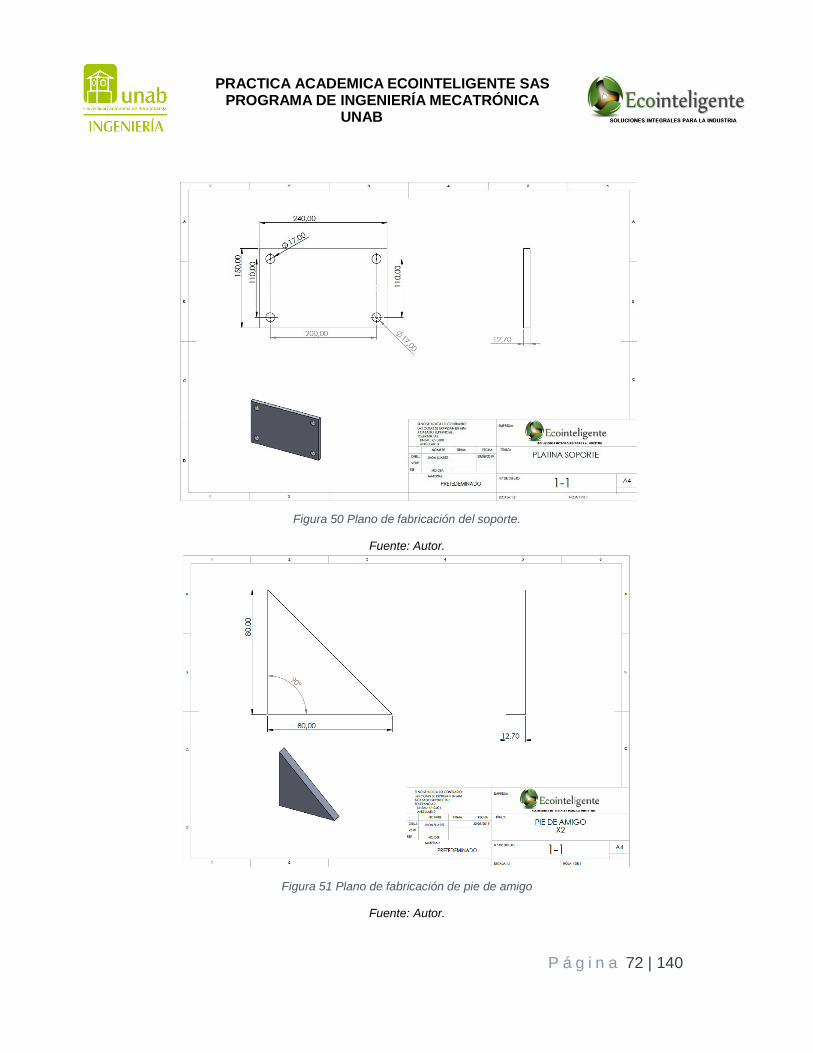
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 72 | 140
Figura 50 Plano de fabricación del soporte.
Fuente: Autor.
Figura 51 Plano de fabricación de pie de amigo
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 73 | 140
4.1.10. Diseño de bandejas para Soliplast
La empresa Soliplast tiene una unidad de fabricación de plástico, se realizó una
visita que consto en verificar las medidas de una estructura para la fabricación de
unas bandejas que recolectara residuos el aceite de las mangueras y válvulas de la
unidad, ver figura 52.
Figura 52 Unidad de fabricación de plástico.
Fuente: Tomada por el autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 74 | 140
El diseño de la unidad constaba con unas bandejas como se muestra en la figura
53, por lo cual, según la verificación de las medidas, se ajustaron las medidas
correctas.
Bandejas
Figura 53 Diseño de la unidad de fabricación
Fuente: Soliplast.
Como se mencionó anteriormente, a partir del concepto de la empresa Soliplast, se
tuvo que realizar los cambios de las medidas de acuerdo a la visita que se realizó,
luego elaborar el plano de acuerdo con las indicaciones sobre el doblez y el
desnivel, como se muestran en la figura 54-57.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 75 | 140
Figura 54 Plano de fabricación de las bandejas.
Figura 55 Plano de fabricación de la bandejas

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 76 | 140
Figura 56 Plano de fabricación de las bandejas
Figura 57 Plano de fabricación de la bandejas

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 77 | 140
Fuente: Autor.
Técnicamente se entiende que no se debe acotar sobre vistas isométricas, sin
embargo, para una mejor compresión del diseño y las indicaciones de desnivel y
dobleces, para la empresa Laminas y cortes, la encargada de hacer las bandejas,
se requirió realizar estas cotas.
En el concepto requerido por la empresa Soliplast fue de la manera como se
muestra, sin embargo, en el proceso de la ejecución del montaje se tuvieron
problemas ya que, el mayor problema es que el niple de desagüe quedaría muy
cerca al piso por lo que no se podría desaguar el aceite, por lo que se tuvo que
realizar de nuevo un análisis para posibles soluciones.
En total son seis bandejas similares, lo que cambia es en el ancho de la bandeja, 4
son de 67 cm, y 2 son de 60 cm, como se muestran en las figuras 58-59.
Figura 58 Elaboración de la bandeja
Fuente: Tomada por el autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 78 | 140
Figura 59 Bandejas para Soliplast
Fuente: Tomada por el autor.
4.1.11. Diseño de una cuña para refuerzo del brazo de una autobomba.
Un camión de autobomba de concreto con un brazo de tubería de hasta 4 mts, sufrió
un degaste en una parte de unos de sus brazos, debido a ello se diseñó en un
soporte en forma de cuña para sirviera como refuerzo al brazo, el plano de
fabricación se muestra en la figura 60-61.
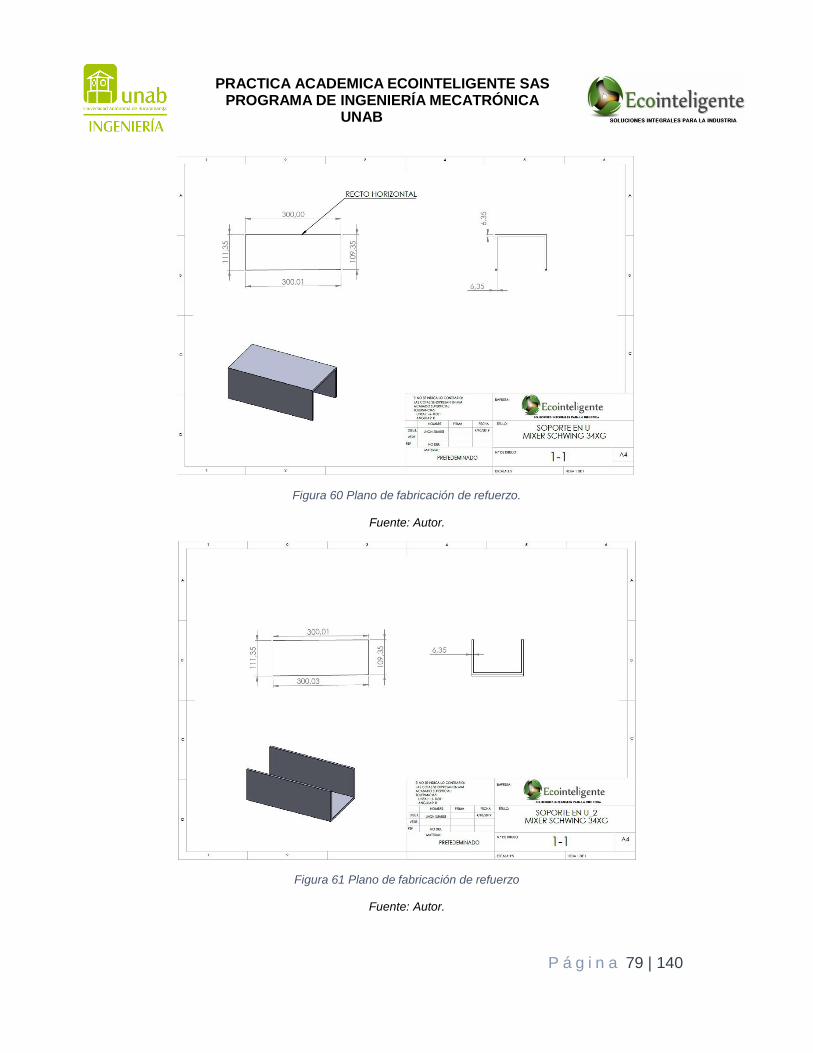
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 79 | 140
Figura 60 Plano de fabricación de refuerzo.
Fuente: Autor.
Figura 61 Plano de fabricación de refuerzo
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 80 | 140
Se realizó su respectiva fabricación y instalación de las dos piezas, soldándola en
el lugar del daño, el resultado fue positivo, en la figura 62 se muestra el resultado
del diseño de estas piezas.
Figura 62 Instalación del refuerzo
Fuente: Tomada por el autor.
4.1.12. Diseño de una pieza para el cambio de un filtro de aceite.
Dentro de una mesa de pruebas de válvulas, se debía poner un filtro, que no se
conseguía comercialmente, debido a la rosca que presentaba, para ello se diseñó
una pieza que tuviera ciertas características como el filtro, aunque cabe a aclarar
que no iba a filtrar el aceite. Para luego salir por una manguera que se iba a conectar
a otro filtro, que iba a ser el reemplazo.
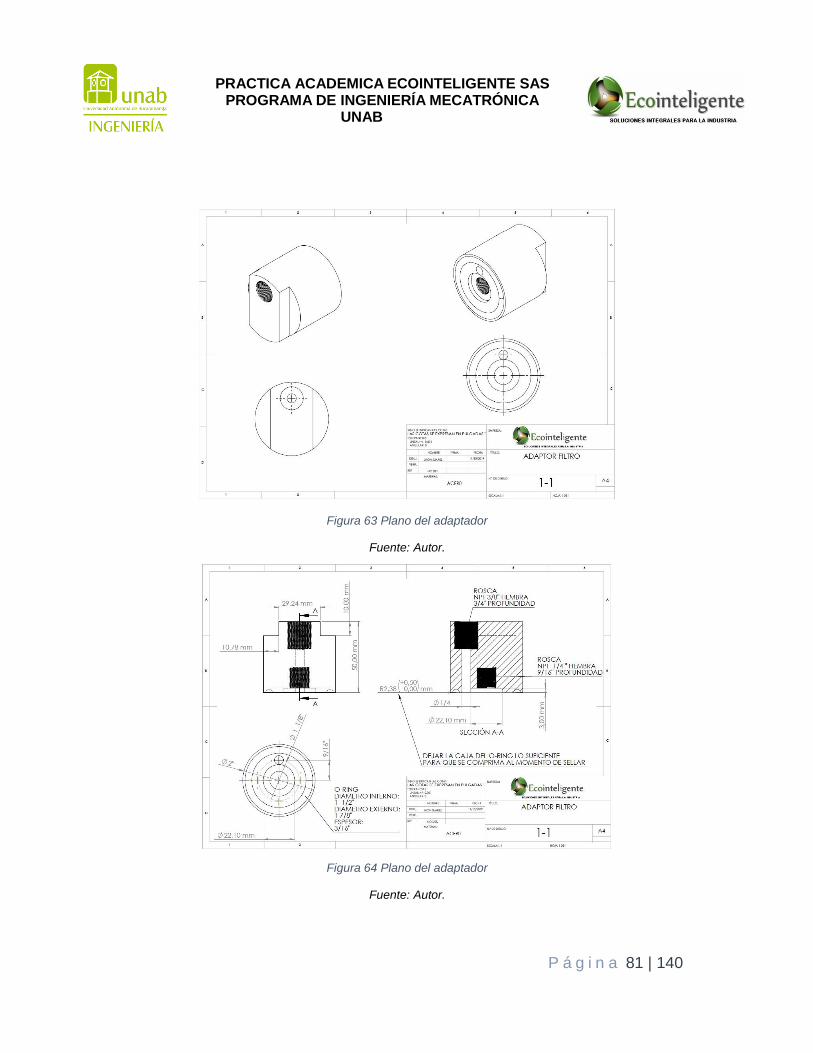
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 81 | 140
Figura 63 Plano del adaptador
Fuente: Autor.
Figura 64 Plano del adaptador
Fuente: Autor.
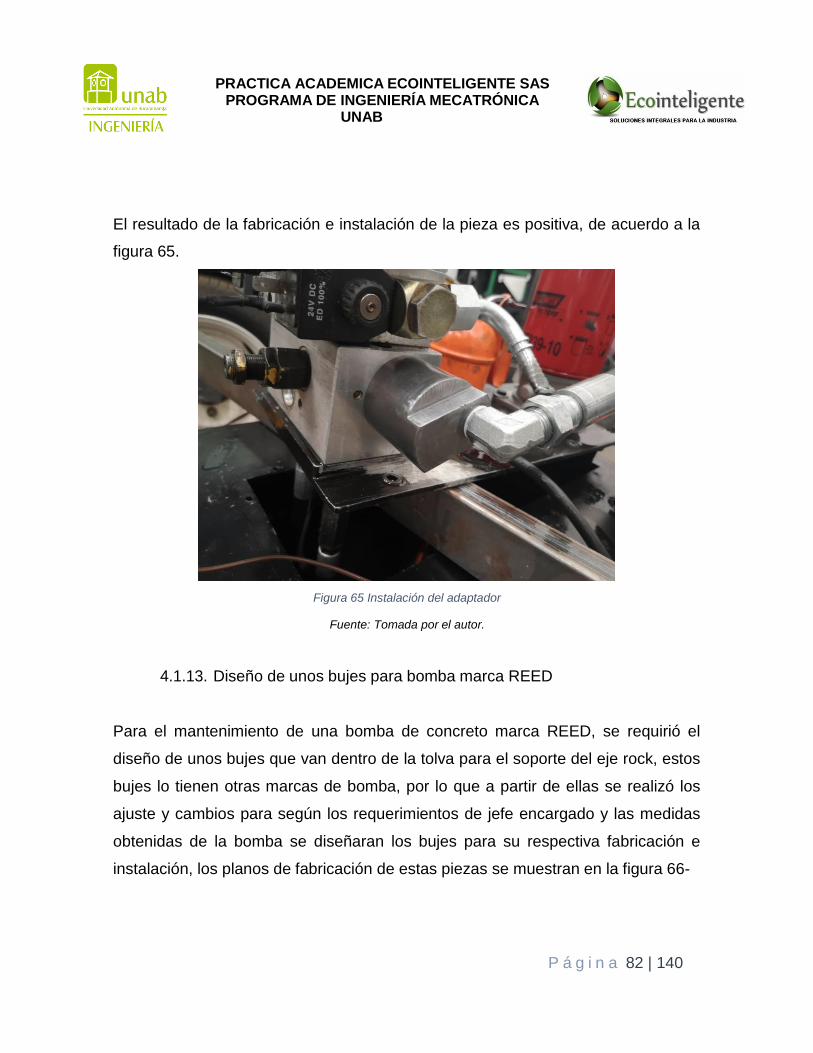
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 82 | 140
El resultado de la fabricación e instalación de la pieza es positiva, de acuerdo a la
figura 65.
Figura 65 Instalación del adaptador
Fuente: Tomada por el autor.
4.1.13. Diseño de unos bujes para bomba marca REED
Para el mantenimiento de una bomba de concreto marca REED, se requirió el
diseño de unos bujes que van dentro de la tolva para el soporte del eje rock, estos
bujes lo tienen otras marcas de bomba, por lo que a partir de ellas se realizó los
ajuste y cambios para según los requerimientos de jefe encargado y las medidas
obtenidas de la bomba se diseñaran los bujes para su respectiva fabricación e
instalación, los planos de fabricación de estas piezas se muestran en la figura 66-

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 83 | 140
Figura 66 Plano de fabricación bujes.
Fuente: Autor.
Figura 67 Plano de fabricación bujes.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 84 | 140
Fuente: Autor.
Figura 68 Plano de fabricación bujes. Fuente: Autor.
Figura 69 Plano de fabricación bujes

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 85 | 140
Fuente: Autor
4.2. Levantamiento de planos
4.2.1. Levantamiento de plano de un sistema de poleas.
Para un sistema de bombeo de un cliente de la empresa, se requirió el cambio de
una trasmisión mediante poleas, por ello uno de los técnicos de la empresa fue
hasta el lugar de las instalaciones del sistema para sacar las muestras de sistema
que constan de dos sistemas similares, pero de diferente tamaño, el cual se tomaron
las medidas y se levantó el plano de acuerdo a esto y a unas peticiones adicionales
del cliente.
El primer sistema consta de dos poleas grande y por medio de ella pasa un eje, el
otro sistema es más pequeño y sin el eje del medio como se muestra observar 50.
Figura 70 Sistemas de poleas

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 86 | 140
Fuente: Tomada por el autor.
Se realizó el levantamiento del plano de fabricación de cada sistema de poleas
como se observan en las figuras 71-77.
- Primer sistema de poleas:
Figura 71 Plano de fabricación sistema polea 1
Fuente: Autor.
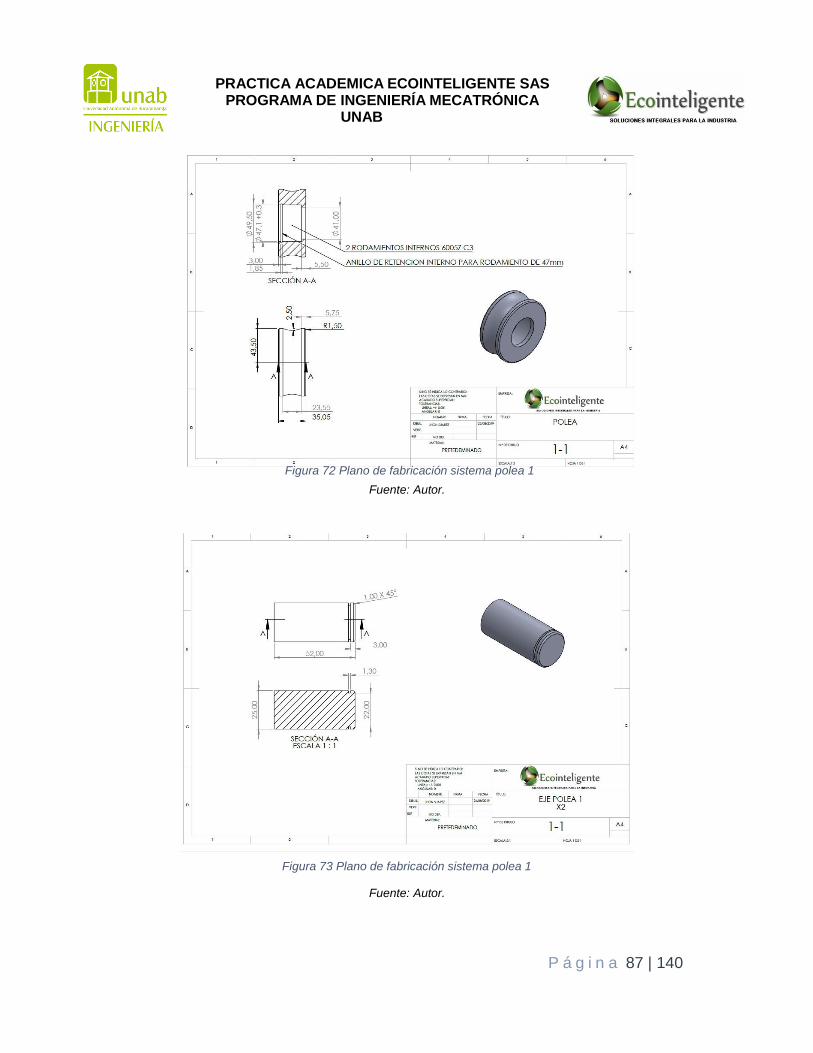
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 87 | 140
Figura 72 Plano de fabricación sistema polea 1
Fuente: Autor.
Figura 73 Plano de fabricación sistema polea 1
Fuente: Autor.
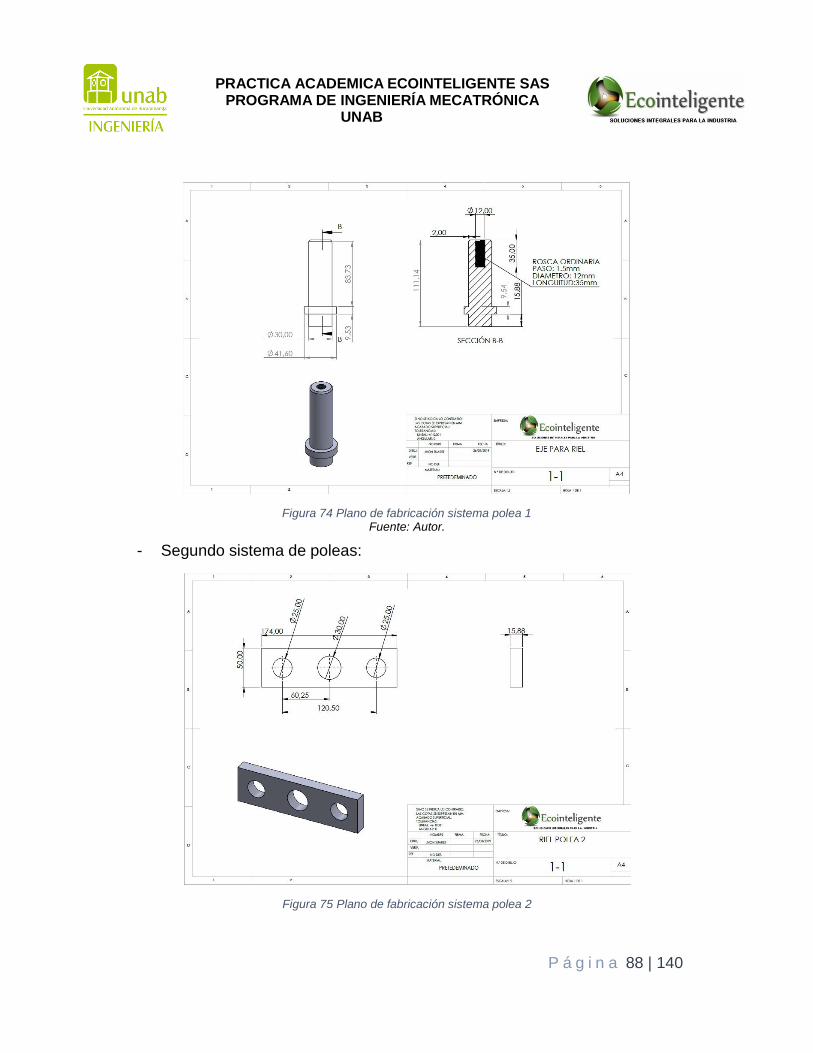
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 88 | 140
Figura 74 Plano de fabricación sistema polea 1 Fuente: Autor.
- Segundo sistema de poleas:
Figura 75 Plano de fabricación sistema polea 2
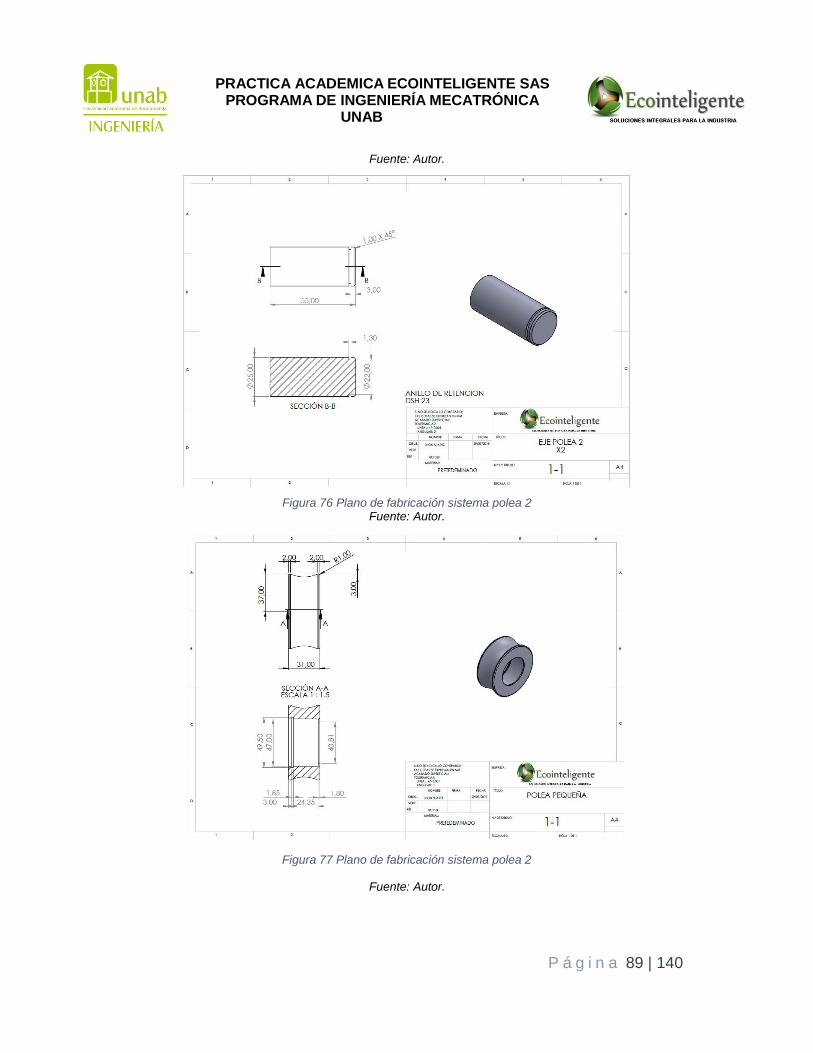
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 89 | 140
Fuente: Autor.
Figura 76 Plano de fabricación sistema polea 2 Fuente: Autor.
Figura 77 Plano de fabricación sistema polea 2
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 90 | 140
4.2.2. Levantamiento de plano de cojinete para bomba Schwing.
La empresa ECOINTELIGENTE SAS y sus servicios de manteamiento a máquinas
de bombas de concreto, la mayoría de respuestas no tienen planos por lo que cada
vez tienen que enviar una muestra o realizar el plano que el ingeniero encargado no
tiene tiempo para realizar estos planos cada vez que se necesite un nuevo repuesto,
por ello en vez de pagar por él envió de la muestra o gastar tiempo en la ejecución
de plano cada vez.
En este caso se realizó el levantamiento de un cojinete que contaba con dos orificios
dentro para colocar O-rings como se muestran en la figura 78.
Figura 78 Cojinete para el levantamiento del plano.
Fuente: Tomada por el autor.
Para el levantamiento del plano se realizó una compleja toma de las medidas. Sin
embargo, se fue lo más preciso posible al medir. Un aviso por parte del jefe

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 91 | 140
encargado fue que se tenía que indicar en el plano el tipo de rectificación de la pieza
que comúnmente se llama rectificado tipo espejo que consta de una rugosidad muy
pequeña en la superficie de la pieza. El plano de fabricación de la pieza se muestra
en la figura 79.
Figura 79 Plano de fabricación para cojinete.
Fuente: Autor.
Después de varias semanas se realizó la fabricación de esta pieza y el resultado
para de la fabricación y instalación fue positivo, ver figura 80.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 92 | 140
Figura 80 Fabricación del cojinete
Fuente: Tomada por el autor.
4.2.3. Levantamiento de plano de un casquete para el eje rock.
Para el mantenimiento de la maquina EVERGIN se necesita cromar un casquete
para el eje Rock, así llamados para estas máquinas para quede a la mayor presión
posible, el casquete que tenía estaba en malas condiciones por lo que se requirió
hacer el plano de la pieza para hacerla nuevamente y poderla ajustar en la maquina
El proceso de cromado hace que el material de la pieza aumente su espesor, por lo
que se tuvo en cuenta en el plano para que la medida después de cromado sea lo
correcta. El plano de fabricación de la pieza se observar en la figura 81.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 93 | 140
Figura 81 Plano de fabricación del casquete
Fuente: Autor.
La fabricación e instalación de la pieza tuvo un resultado exitoso, ver figura 82.
Figura 82 Fabricación del casquete
Fuente: Tomada por el autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 94 | 140
4.2.4. Levantamiento de plano de tapas para motor maquina Zoomlion
Se realizó el levantamiento del plano para dos tapas del motor de la bomba de
concretó marca Zoomlion. El plano de fabricación se muestra en la figura 83-84.
Figura 83 Plano de fabricación para tapa grande
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 95 | 140
Figura 84 Plano de fabricación tapa motor pequeña
Fuente: Autor.
4.2.5. Levantamiento del plano para pierna de soporte Zoomlion
Para la bomba ubicada en Zipaquirá de un cliente se requerido el diseño y
elaboración de las piernas de soporte de dicha bomba, como se menciona unas
secciones anteriormente, una bomba similar está en las instalaciones de la empresa
en Girón, por lo que, a partir de esta, se tomaron las respectivas medidas y realizar
el diseño de la pierna.
La pieza a levantar el plano de fabricación se muestra en la figura 85.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 96 | 140
Figura 85 Pierna soporte bomba Zoomlion
Fuente: Tomada por el autor.
El plano de fabricación consta de tres partes, la pierna en forma de rombo, el soporte
cuadrado y una manetilla para el mover la pierna, Estos planos se muestran en la
figura 86-89.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 97 | 140
Figura 86 Plano de fabricación de pierna Zoomlion Fuente: Autor.
Figura 87 Plano de fabricación de pierna Zoomlion
Fuente: Autor.
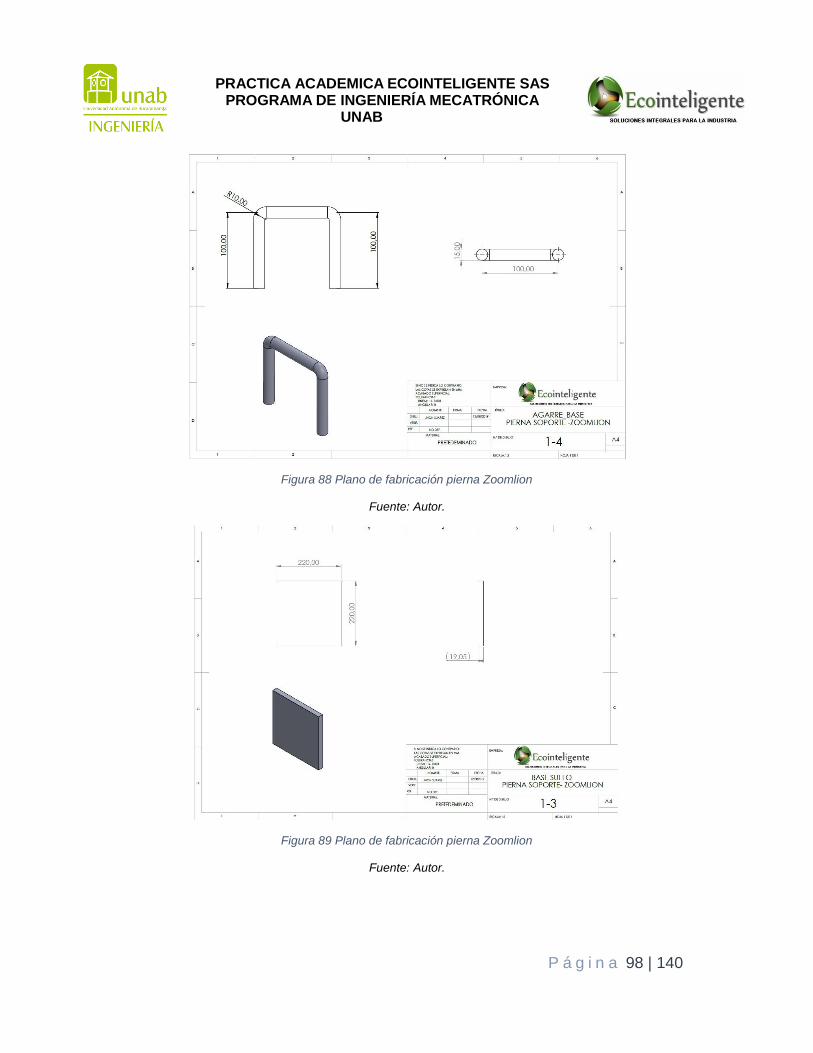
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 98 | 140
Figura 88 Plano de fabricación pierna Zoomlion
Fuente: Autor.
Figura 89 Plano de fabricación pierna Zoomlion
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 99 | 140
4.2.6. Levantamiento plano de camisas de una tubería.
Para la bomba de concreto Zoomlion, una tubería tiene en sus extremos una camisa
con diferentes medidas de diámetro externo, sin embargo, esta tubería se sujeta
sobre una camisa que tiene otras medidas, para ello se tiene que realizar el plano
de los extremos de la tubería. El plano de fabricación de la pieza se muestra en la
figura 90-91.
Figura 90 Plano de fabricación de la camisa
Fuente: Autor.
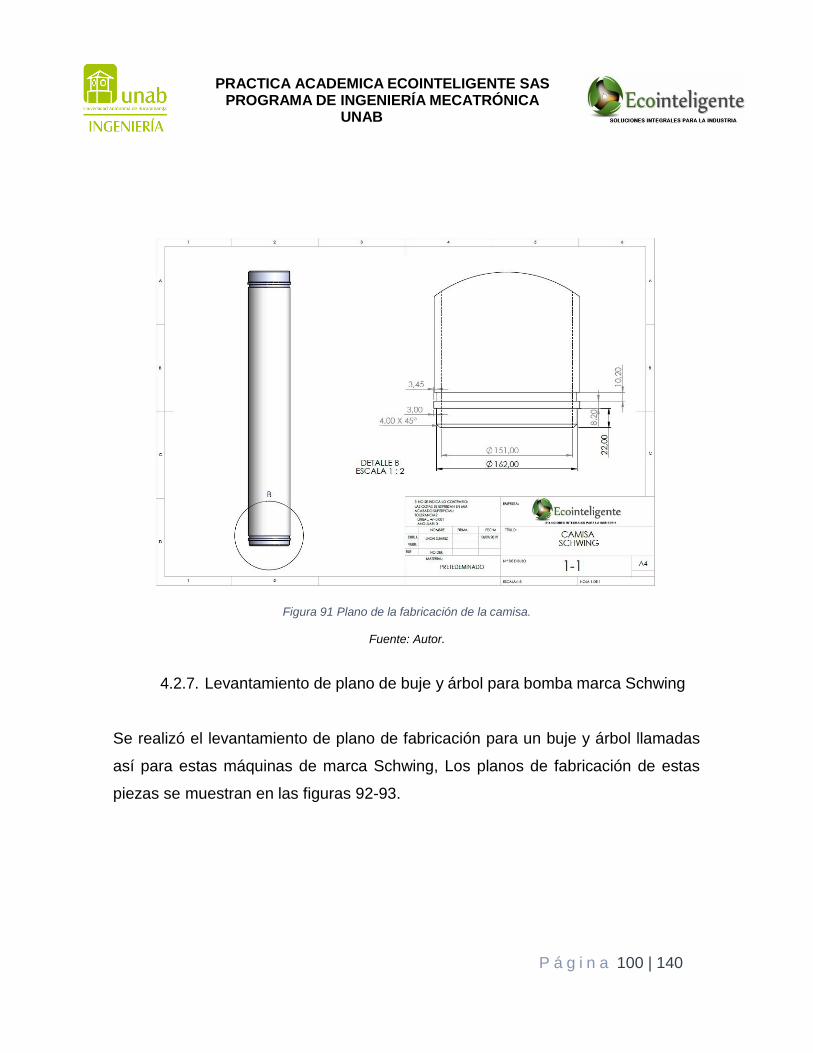
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 100 | 140
Figura 91 Plano de la fabricación de la camisa.
Fuente: Autor.
4.2.7. Levantamiento de plano de buje y árbol para bomba marca Schwing
Se realizó el levantamiento de plano de fabricación para un buje y árbol llamadas
así para estas máquinas de marca Schwing, Los planos de fabricación de estas
piezas se muestran en las figuras 92-93.
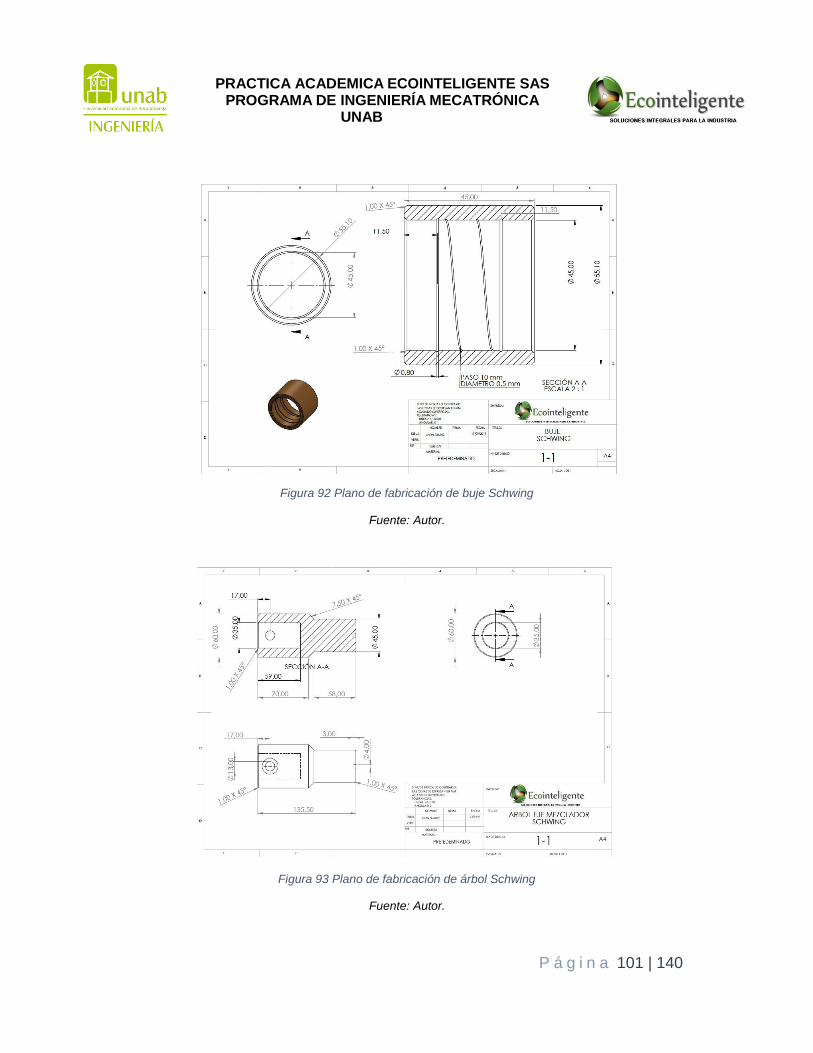
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 101 | 140
Figura 92 Plano de fabricación de buje Schwing
Fuente: Autor.
Figura 93 Plano de fabricación de árbol Schwing
Fuente: Autor.
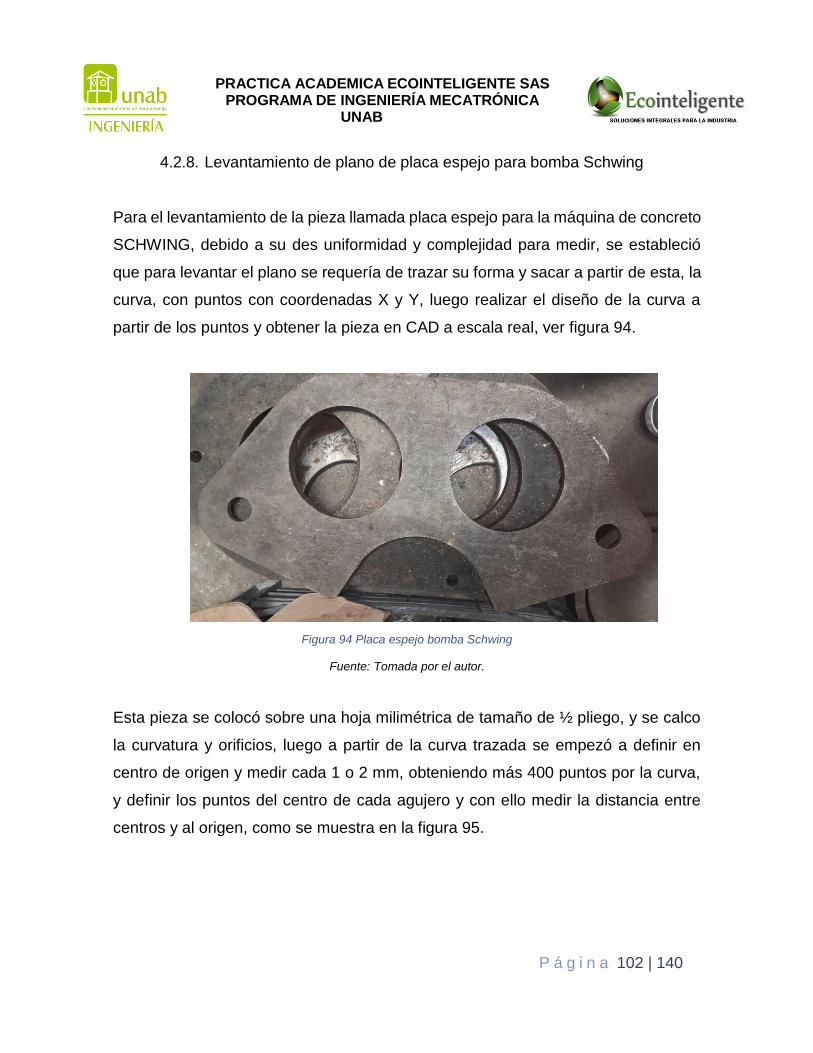
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 102 | 140
4.2.8. Levantamiento de plano de placa espejo para bomba Schwing
Para el levantamiento de la pieza llamada placa espejo para la máquina de concreto
SCHWING, debido a su des uniformidad y complejidad para medir, se estableció
que para levantar el plano se requería de trazar su forma y sacar a partir de esta, la
curva, con puntos con coordenadas X y Y, luego realizar el diseño de la curva a
partir de los puntos y obtener la pieza en CAD a escala real, ver figura 94.
Figura 94 Placa espejo bomba Schwing
Fuente: Tomada por el autor.
Esta pieza se colocó sobre una hoja milimétrica de tamaño de ½ pliego, y se calco
la curvatura y orificios, luego a partir de la curva trazada se empezó a definir en
centro de origen y medir cada 1 o 2 mm, obteniendo más 400 puntos por la curva,
y definir los puntos del centro de cada agujero y con ello medir la distancia entre
centros y al origen, como se muestra en la figura 95.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 103 | 140
Figura 95 Curvatura de la pieza en hoja milimétrica.
Fuente: Tomada por el autor
Obteniendo estos puntos se pasó a un archivo .txt con las coordenadas y fue
realizado el diseño en el software Rhinoceros, a diferencia de Solidworks que
también se puede trazar la curva a partir de unas coordenadas que está dentro del
archivo de texto, La diferencia marca en que Solidworks no permite la edición de
estos puntos dentro del croquis si no, se tendría que cambiar las coordenadas
dentro del archivo .txt.
Como la precisión de la curva no es perfecta, algunos puntos quedaron dentro del
rango de ± 1mm, por lo que la curva no se ve bien, entonces gracias a programa de
Rhinoceros, que es para el modelado 3D, se puede con los puntos trasladar a
cualquier dirección o reconstruir la curva el cual este bien definida, como se
observar en la figura 96.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 104 | 140
Figura 96 Curvatura de la pieza
Fuente: Autor.
Así se obtiene el resultado de la curva, se guarda de esta manera en archivo .dwg
para que la maquina CNC de la empresa encargada de realizar la pieza pueda leer
la curva y a partir de esta, cortar sobre el acero y obtener la pieza.
4.2.9. Levantamiento de plano de una pierna soporte bomba TK50
Para el mantenimiento de la bomba marca Putzmeister TK50, tenía muy desgastado
una de sus piernas de soporte, por lo que se requirió el diseño de esta para ser
reemplazada. El plano de fabricación de esta pieza consta de tres partes como se
muestran en las figuras 97-99.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 105 | 140
Figura 97 Plano de fabricación para pierna soporte TK50
Fuente: Autor.
Figura 98 Plano de fabricación para pierna soporte TK50
Fuente: Autor.
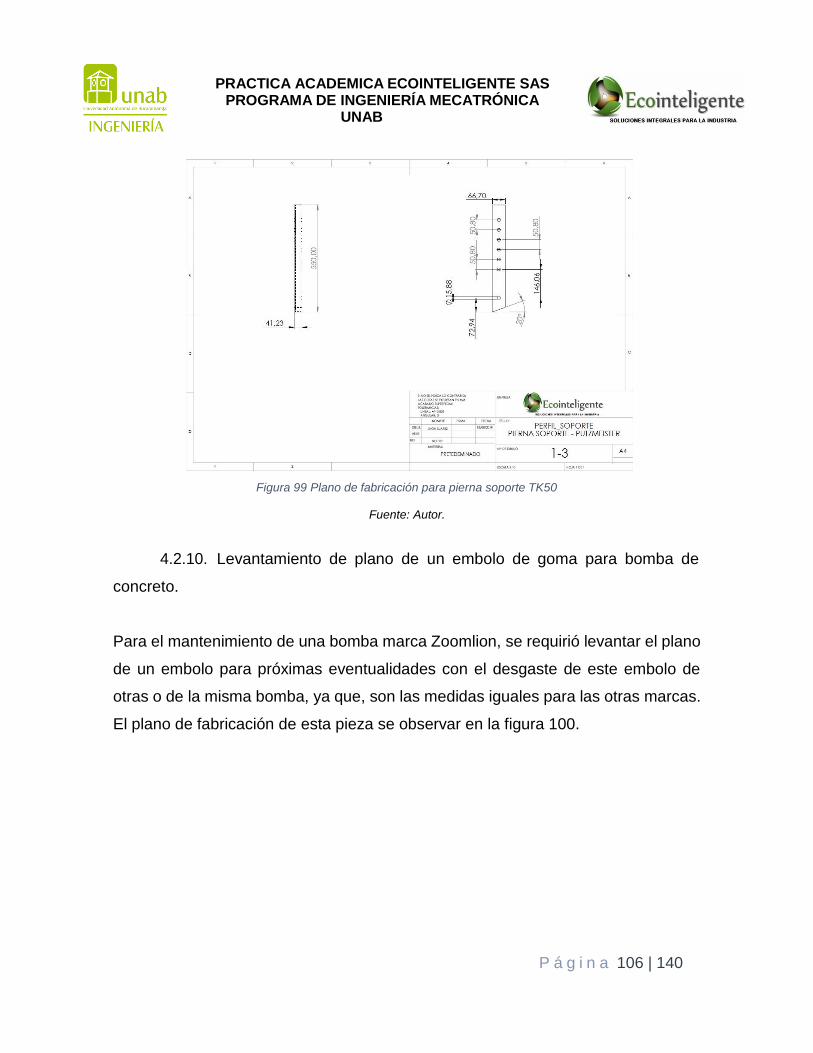
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 106 | 140
Figura 99 Plano de fabricación para pierna soporte TK50
Fuente: Autor.
4.2.10. Levantamiento de plano de un embolo de goma para bomba de
concreto.
Para el mantenimiento de una bomba marca Zoomlion, se requirió levantar el plano
de un embolo para próximas eventualidades con el desgaste de este embolo de
otras o de la misma bomba, ya que, son las medidas iguales para las otras marcas.
El plano de fabricación de esta pieza se observar en la figura 100.
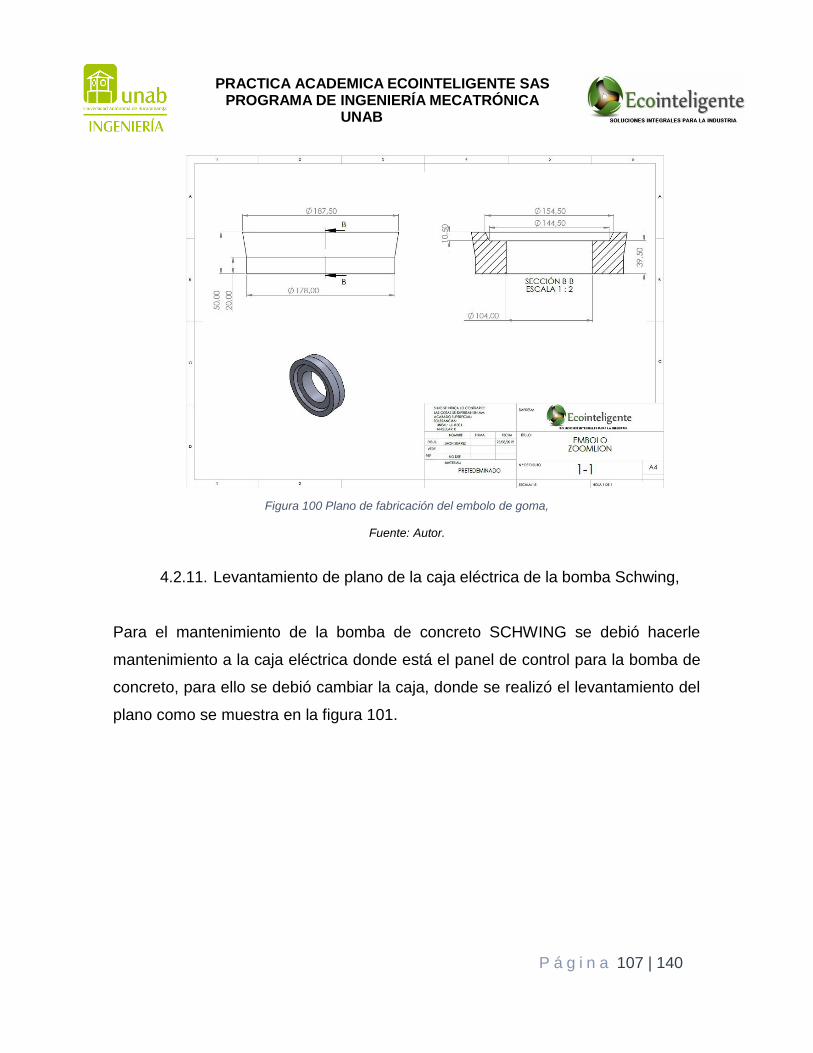
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 107 | 140
Figura 100 Plano de fabricación del embolo de goma,
Fuente: Autor.
4.2.11. Levantamiento de plano de la caja eléctrica de la bomba Schwing,
Para el mantenimiento de la bomba de concreto SCHWING se debió hacerle
mantenimiento a la caja eléctrica donde está el panel de control para la bomba de
concreto, para ello se debió cambiar la caja, donde se realizó el levantamiento del
plano como se muestra en la figura 101.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 108 | 140
Figura 101 Plano de fabricación de la caja eléctrica
Fuente: Autor.
4.2.12. Levantamiento de plano de anillo para tubería.
La empresa ECOINTELIGENTE SAS, para su servicio de bombeo, requirió más
tubería, por lo que la empresa compra tubería a cierta longitud, pero para el servicio,
cuando tienen que bombear muchos metros de distancia, es necesario unir estas
tuberías entre sí con unas abrazaderas, por lo que en cada extremo de la tubería
se le coloca un anillo que encaja en la abrazadera para así poner unir la tubería y
no tener pérdidas de cemento. Se realizó el plano de fabricación de los anillos para
tubería como se observar en la figura 102.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 109 | 140
Figura 102 Plano de fabricación de anillo
Fuente: Autor.
4.2.13. Levantamiento de plano de anillo de corte para bomba Schwing
Para el mantenimiento de la bomba de concretó marca Schwing, la pieza llamada
anillo de corte, es una de las piezas que más se degasta. El levantamiento del plano
de esta se dificultad debido a su gran rugosidad provocado por el degaste que tiene,
sin embargo, después de varios intentos, modificaciones y ajuste, se logró obtener
el plano de fabricación final del anillo de corte para la bomba de concreto de marca
Schwing, como se muestra en la figura 103.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 110 | 140
Figura 103 Plano de fabricación anillo de corte
Fuente: Autor.
4.2.14. Levantamiento de plano de placa gafa bomba marca CIFA
Para el levantamiento del plano de la placa gafa de la bomba de concretó marca
Schwing, se realizó el procedimiento similar a de la sección 4.2.8. La pieza a pesar
de ser uniforme, se dificultad al medir la distancia entre centros de los orificios, ver
figura 104, por ende, se coloca sobre la hoja milimétrica, se trazar la curva y los
orificios, como se muestra en la figura 105, y se diseña el modelo en el programa
de Rhinoceros.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 111 | 140
Figura 104 Placa gafa CIFA Fuente: Tomada por el autor.
Figura 105 Curvatura de la placa gafa sobre hoja milimétrica
Fuente: Autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 112 | 140
En la figura 106, se muestra el diseño de la curvatura de la pieza en el programa
Rhinoceros, de este programa se exporta el archivo .dwg que se entregara a la
empresa encargada de realizar la pieza cuando se necesite el reemplazo de la placa
próximamente.
Figura 106 Diseño de la placa gafa CIFA
Fuente: Autor.
4.3. Apoyo en estandarización de procesos
4.3.1. Asesoría para la compra de una tapa de salida de aceite de un motor.
La empresa CASA INGLESA, necesito la asesoría para medir las dimensiones del
eje roscado de un motor de una tracto mulas que tienen en mantenimiento dentro
de sus instalaciones para por medio de la empresa ECOINTELIGENTE, comprar
unas tapas para estos ejes, se dirigió hacia las instalaciones de la empresa y con
las herramientas se midió la roscas y las dimensiones del eje para luego cotizar el
tapón hembra, y hacer la respectiva compra. En la figura 107 se muestran estos
ejes.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 113 | 140
Figura 107 Eje roscado del motor.
Fuente: Tomada por el autor.
4.3.2. Instalación de un sistema de grafado de mangueras hidráulicas.
Un sistema de presando para mangueras hidráulicas con un micrómetro, estaba sin
alimentación ni conexión, por lo que se requirió la conexión de tal manera que
cumpla con la función de cerrar hasta donde el micrómetro indique que es ajustado
manualmente, el cual se usa tres pulsadores NC, el primer pulsador indicara hasta
donde debe cerrar, esto debido al cambio en la manija que tiene un medidor que es
cambiado manualmente, el otro pulsador indica la operación de cerrar y por ultimo
un pulsador para indicar la operación de apertura.
El circuito como se muestra en la figura 108, consto de tomar la red trifásica para
alimentar un motor AC, de estas líneas, se toman dos fases para luego pasarlo por

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 114 | 140
un puente de diodos para convertir la corriente alterna en directa y así, alimentar el
sistema de control del sistema.
Figura 108 Circuito del sistema de grafado
Fuente: Autor.
El resultado de la conexión y funcionamiento del sistema fue exitoso, en la figura
109 se muestra el sistema de grafado terminado.
Figura 109 Sistema de grafado.
Fuente: Tomada por el autor.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 115 | 140
4.3.3. Puesta en marcha, sistema de control remoto para operación de
bombas de concreto.
La empresa Ecointeligente sas consta de un sistema para el control remoto de una
máquina de concreto, pero no estaba funcionando desde hace tiempo, por lo que
se requirió investigar sobre: cómo es la conexión de este sistema y verificar a que
esté funcionando las salidas.
Este sistema sirve para operar la bomba de concreto de una cierta distancia y
controlar: inicio / apagado, aumento y disminución de velocidad de bombeo, de
aceleración de bombeo y por ultimo paro de emergencia.
El sistema consta de un receptor y un transmisor, el transmisor es un control que se
alimenta con baterías AA, ver figura 110 y se conecta directamente de forma Wiress
o inalámbricamente con el transmisor el cual tiene un led de indicador y seis
pulsadores que operan de la siguiente forma y tal como se observar en la figura 111:
- Pulsador para encender el control
- Pulsador para apagar el control
- Pulsador para arrancar o parar la maquina
- Pulsador para girar en un sentido y girar en sentido contrario la bomba
- Pulsador para aumentar y disminuir la aceleración
- Pulsador para aumentar o disminuir el volumen volumétrico que se bombea.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 116 | 140
Figura 110 Transmisor
Fuente: Tomada por el autor.
Figura 111 Receptor
Fuente: Tomada por el autor.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 117 | 140
El transmisor recibe estas señales y por medio de cables que se conectan a la etapa
de control de la máquina para realizar las respectivas operaciones mencionadas
anteriormente, los cables se muestran en la figura 112, y la forma de conectarlos en
la figura 113.
Figura 113 Cables de receptor Figura 112 Conexión de los cables.
Fuente: Tomada por el autor. Fuente: REMTRON [24].
Adicionando, el transmisor contaba con una antena para aumentar la distancia de
conexión del receptor, pero se había roto, lo que se realizó fue adaptar una antena
para que entrara en el transmisor por medio del conector TNC como se muestra en
la figura 114.
En la figura 115, se muestra el sistema completo para operar la bomba de concreto
desde este sistema de control remoto.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 118 | 140
Figura 115 Conector TNC para antena
Fuente: Tomada por el autor.
Figura 114 Sistema completo
Fuente: Tomada por el autor.
4.3.4. Apoyo en los procedimientos de modificación de piezas mecánicas
Se apoyó en los procedimientos de unas modificaciones de unas piezas para
cumplir ciertos requisitos. Primero, es la modificación de un eje que en su punta
soporta una esfera pequeña, la punta de este era plana por lo que pensó y diseño
sobre un desvanecido para que el eje pueda soportar la esfera, se realizó el plano
para indicarle al tornero lo que se quería obtener como se muestra en la figura 115.
Segundo, se trató de modificar un eje, se tomó como referencia un eje que hace
parte de una bomba hidráulica, para realizar la modificación de esta pieza se realizó
el plano, ver figura 116, para indicar al tornero y así obtener la pieza esperada y
ensamblar la bomba hidráulica para su funcionamiento.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 119 | 140
Figura 116 Plano para modificación de la pieza
Fuente: Autor.
Figura 117 Plano para modificación de la piza
Fuente: Autor.
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 120 | 140
4.3.4. Apoyo en el proceso de las bandejas de Solidplast
Como se mencionó en la sección 4.1.10. Se diseñó unas bandejas para la empresa
solidplast, además de esto, se apoyó en todo el procedimiento desde el diseño hasta
la instalación de las bandejas, que el primer diseño se presentó fallas a la hora de
la instalación, por lo que se planteó y se aprobó una solución donde tuvieron que
ser modificadas, así poder cumplir con los requerimientos de la empresa.
4.3.5. Estandarización de documentos
Para el área de ingeniería de la empresa, se cuenta con ciertos documentos físicos
de catálogos, manuales y planos mecánicos para diferentes repuestos y partes de
las máquinas de concreto, estos documentos se encontraban desorganizados, por
lo que se requirió organizarlo de forma que se cualquier catálogo, manual o plano
se encontrara rápidamente.
Esto se organizó dentro de un folder, con cada hoja protegida con plástico como se
muestra en la figura 118-119. Con planos y catálogos antiguos, y con los planos que
se han hecho que son importantes, aproximadamente más de 100 archivos fueron
organizados y estandarizados de acuerdo con lo siguiente:
- Planos mecánicos:
• Marca de la bomba de concreto (Redd, Zoomlion, Everdimg, Schwing, etc)
• Referencia de la pieza de acuerdo al manual de la bomba.
• Repuestos para camiones mixer de concreto
• Otras piezas, marcado al cliente que pidió la fabricación de la pieza.
- Catálogos
- Manuales

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 121 | 140
Figura 119 Folder catálogos y manuales Figura 118 Folder de planos mecánicos
Fuente: Tomada por el autor.
4.4. Elaboración del plan de mantenimiento
4.4.1. Plan de mantenimiento Autónomo
4.4.1.1. Descripción
Como se mencionó en el aparto del mantenimiento autónomo, el OPERARIO es el
ejecuta este mantenimiento, donde realiza unas inspecciones y verifica el
funcionamiento de la máquina. El OPERARIO se hace responsable de un buen
funcionamiento de la máquina y de notificar al área de mantenimiento cuando se
presente una falla o cuando con una capacitación y educación puede identificar
alguna falla cerca de ocurrir.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 122 | 140
4.4.1.2. Metodología
La metodología consiste en realiza una serie de actividades programadas de
inspección, control y verificación de funcionamiento de la bomba de concreto, el cual
unas actividades son realizadas diariamente, otras una vez por semana y una vez
por mes.
El operario contara con una ficha de mantenimiento autónomo donde se indicará las
actividades que debe ejecutar y él registrara una vez hecha la tarea, para tener el
control del operario haya cumplido con el mantenimiento autónomo y así tener
confiabilidad de que la maquina está en un buen funcionamiento.
Llegado se presente una falla, el operario debe parar la maquina e inmediatamente
notificar al área de mantenimiento para realizar un mantenimiento correctivo, de
acuerdo a la falla, el técnico y con las condiciones de ambiente en la obra, se
decidirá el traslado de la bomba de concreto hacia el taller.
Sí se tiene que hacer el traslado, el dispondrá de otra bomba de concreto disponible
para reemplazo de esta bomba de concreto y con esto, no perder el mayor tiempo
posible en la prestación de servicio de bombeo.
De igual manera con la capacidad del operario cuando prevea una falla, tiene que
notificar al área de mantenimiento para realizar un mantenimiento correctivo
inmediatamente de la notificación.
Estas notificaciones se deben realizar y registrar dentro de la ficha de
mantenimiento autónomo para llevar control de cuantos mantenimientos correctivos
se debieron ejecutar dentro de un periodo y así realizar un análisis de rendimiento

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 123 | 140
LIMPIEZA INICIAL
NOTIFIACION DE MANTENIMIENTO
CORRECTIVO
INSPECCION GENERAL
MANTENIMIENTO AUTONOMO
AJUSTES ESTADOS DE SISTEMA DE
FLUIDOS
INPECCION ESPECIFICA
para tratar con el mantenimiento preventivo de mitigar estos mantenimientos
correctivos que afectan la capacidad de prestaciones de servicios de la empresa.
4.4.1.3. Diagrama del plan de mantenimiento autónomo
Para un buen funcionamiento de la máquina, el operario debe hacerse responsable
de realizar diferentes actividades que le permitirán tener el control y la verificación
del funcionamiento de la bomba de concreto, A continuación, se muestra las etapas
del mantenimiento autónomo:

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 124 | 140
4.4.1.4. Listado de tareas
TAREAS DIARIO SEMANAL MENSUAL
Realice una limpieza general a la maquina X
Compruebe el nivel de aceite del motor y refrigerante del radiador X
Inspeccion visual de los componentes mecanicos de la maquina X
Verifique los testigos de presion de aceite y altenador X
Inspeccione los neumaticos X
Verifique el nivel aceite hidraulico X
Purge la humedad del tanque hidrahulico X
Inspeccione los pernos en los pistones de goma X
Verifique el funcionamiento del ventilador X
Engrase de la maquina en general (eje rock, agitador, actuadores X
Revision de luces de la tolva X
Verfique las paradas de emergencia X
Inspeccione el anillo de corte y verifque si es necesario girarlo X
Revise de mangueras hidraulicas (esten jugando, presencia de X
Revise de paneles enfriador de aceite hidraulico y radiador del motor X
Inspeccione de placa espejo X
Revise de precarga de nitrogeno (1200psi) X
Revise de las bases de tuberia de presion y tornelleria en general X
Verifique presiones hidraulicas X
Revise fugas de aceite por los actuadores de la valvula rock X
Revise fugas de aceite por los actuadores de bombeo X
Revise presion del filtro de retorno X

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 125 | 140
4.4.1.4. FICHA DE MANTENIMIENTO AUTONOMO
ECOINTELIGENTE SAS CODIGO
MABC
FICHA DE MANTENIMIENTO AUTONOMO VERSION 01
NIT 900,663,976-2
OMBRE DEL EQUIPO O MAQUINARIA BOMBA IMPULSADORA DE CONCRETO MARCA BOMBA
NOMBRE DEL OPERARIO: FECHA DE ENTRGA DD MM AA
DIARAMENTE SEMANAL
ACCI ACTIVIDAD ACTIVIDAD
1 Realice una limpieza general a la maquina 12 Verfique las paradas de emergencia
2
Compruebe el nivel de aceite del motor y refrigerante
del radiador 13
Inspeccione el anillo de corte y verifque si es necesario
girarlo
3
Inspeccion visual de los componentes mecanicos de la
maquina 14
Revise de mangueras hidraulicas (esten jugando,
presencia de alambres, mangueras rozando)
4
Verifique los testigos de presion de aceite y altenador
15
Revise de paneles enfriador de aceite hidraulico y
radiador del motor
5 Inspeccione los neumaticos 16 Inspeccione de placa espejo
6 Verifique el nivel aceite hidraulico 17 Revise de precarga de nitrogeno (1200psi)
7
Purge la humedad del tanque hidrahulico 18
Revise de las bases de tuberia de presion y tornelleria
en general
8 Inspeccione los pernos en los pistones de goma MENSUAL
9 Verifique el funcionamiento del ventilador 19 Verifique presiones hidraulicas
10
Engrase de la maquina en general (eje rock, agitador, actuadores hidraulicos de l valvula, mecanismo de sello
20
Revise fugas de aceite por los actuadores de la valvula rock
11
Revision de luces de la tolva 21
Revise fugas de aceite por los actuadores de bombeo
22 Revise presion del filtro de retorno
REGISTRO DE ACTIVIDADES Accio
n/dia 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
INTRUCCIONES OBERVACIONES
MARQUE ✓ INDICAR LA FINALIZACION
DE LA ACIVIDAD AL INDICAR UNA × , NOTIFIQUE A LA EMPRESA LO
MAS PRONTO LA FALLA PARA EL RESPECTIVO MANTENIMIENTO
MARQUE × INDICAR PREVECCION O FALLA
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 126 | 140
4.4.2. Plan de mantenimiento correctivo
4.4.2.1. Descripción
El mantenimiento correctivo se presenta cuando se presenta o se prevé una falla,
este es identificada por el OPERARIO que notica al área de mantenimiento de la
empresa. Luego, la empresa envía al TÉCNICO DE MANTENIMIENTO para hacer
el diagnóstico de la falla e inmediatamente empezar el mantenimiento correctivo.
4.4.2.2. Metodología
La metodología consiste en corregir una falla que es notificada por el operario, una
vez hecha la notificación, deberá el área de mantenimiento enviar al técnico a la
obra, el técnico revisa la falla y si es posible la corrige en la obra, si no, se debe
trasladar la bomba de concreto hacia el taller. También se puede desde un principio
trasladar la bomba de concreto al taller sin necesidad de enviar el técnico a la obra.
Una vez empiece el mantenimiento correctivo, el técnico solicitad la orden de trabajo
que es una ficha donde debe llenar, debido a que no está programado el
procedimiento de la solución a la falla. En esta ficha se indica la falla, la solución
que se le da para corregir la falla y las observaciones o recomendaciones para tener
en cuenta en la falla, una vez terminado el mantenimiento correctivo, se debe firmar
por parte del área de mantenimiento y del técnico la finalización del mantenimiento.
El mantenimiento correctivo debe ejecutarse lo más pronto posible, tanto en su
notificación como en la corrección. Se espera que mismo día de la notificación de la
falla, se corrija está, así optimizar tiempos.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 127 | 140
4.4.2.3. FICHA DE MANTENIMIENTO CORRECTIVO

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 128 | 140
4.4.3. Plan de mantenimiento preventivo
4.4.3.1. Descripción
El mantenimiento preventivo para bombas de concreto permite la prevención de
fallar con un procedimiento de inspección, reparaciones y verificación de
funcionamiento, este mantenimiento se debe realizar periódicamente una vez
cumplida cierta cantidad de bombeo, la EMPRESA como el OPERARIO de la
maquina lleva la cantidad de bombeo.
4.4.3.2. Periodo de mantenimiento
Para establecer la periodicidad del mantenimiento preventivo se tiene en cuenta la
vida útil de cada componente de las bombas de concreto, estas a partir de cierto
metraje de bombeo, a continuación, se muestra la tabla de la vida útil de los
componentes de la maquina:
N° Elemento VIDA ULTIL [M^3]
1 Placa gafa 3.000
2 Anillo de corte 3.000
3 Junta R 6.000
4 Junta P 3.000
5 Placa espejo 9.000
6 Bujes de bronce 10.000
7 Valvula rock 10.000
8 O-ring 3.000
9 Embolos 10.000
10 Camisas 30.000
11 Aceite motor 2.000
12 Aceite hidraulico 2.000
13 Empaquetadura de actuadores 10.000
14 Bomba de precarga 15.000
15 Acumulador 20.000
16 Rótulas y pasadores 10.000
17 Bomba principal 80.000
18 Mangueras hidraulicas 10.000
19 Enfriador 20.000
20 Motor 150.000
21 Vastagos 30.000
Tabla 2 Vida útil de los elementos de la maquinas

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 129 | 140
De acuerdo con la tabla, se estableció que un mantenimiento preventivo se
desarrollara cada 3.000 metros cúbicos bombeados. Para realizar las respectivas
tareas para los elementos que corresponde a este metraje cubico.
Para los demás elementos se tiene que programar un calendario en el cual cuando
se llegue la vida útil del elemento se repare, de acuerdo a esto el calendario para el
mantenimiento preventivo es:
M^3 3000 6000 9000 12000 15000
BOMBA DD MM AA DD MM AA DD MM AA DD MM AA DD MM AA
1
2
3
4
Tabla 3 Calendario de mantenimiento preventivo
De esta forma se llenará, el día que cumple cada bomba cierto bombeo en metros
cúbicos y en ese día se programará el mantenimiento preventivo, y de acuerdo con
el metraje se realizará las reparaciones necesarias para cada elemento y así, el
buen funcionamiento de la máquina.
4.4.3.3. Metodología.
Una vez alcanzado el metraje cubico bombeado de 3.000 después del último
mantenimiento, se realiza la programación de mantenimiento preventivo, sí la
maquina está en obra, se debe notificar al cliente que esta bomba impulsadora de
concreto se le realizará el mantenimiento preventivo de acuerdo a las normas de la
empresa, por ende, se detendrá el funcionamiento de la bomba. Sin embargo, para
un mejor servicio de bombeo, se reemplazará la bomba por otra, mientras se realiza
el mantenimiento preventivo.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 130 | 140
Una vez la bomba esté en el taller de mantenimiento, se encargará un personal para
el mantenimiento preventivo, el cual ejecutara unas tareas paso a paso, para llevar
registro y optimizar tiempo de cada manteamiento y se diligenciara una ficha de
mantenimiento preventivo donde se indica dichas tareas.
Terminado el mantenimiento preventivo, se cierra la orden de trabajo y se programa
el traslado nuevamente de la bomba a la obra o si se deja en disponibilidad.
4.4.3.4. Etapas de mantenimiento.
Las etapas de mantenimiento son tres importantes que se describen a continuación:
- Etapa de inspección
En esta etapa el técnico realiza unas actividades para revisar el estado de algunas
piezas que cumplieron su vida útil o están cerca de esta. Identificado las
reparaciones y repuestos necesarios para el mantenimiento y notificando al área de
inventario para revisar la disponibilidad de estos y si no, empezar a gestionar para
traer los repuestos.
- Etapa de mantenimiento
El técnico una vez entregado sus repuestos, herramientas y ficha se dispone a
realizar las tareas correspondientes del mantenimiento preventivo, donde ejecuta
las reparaciones, coloca los repuestos, entre otros.
- Etapa de revisión y verificación

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 131 | 140
Al terminar las reparaciones de mantenimiento de las bombas de concreto, el
técnico encargado entregara un informe o en la ficha de mantenimiento, de la
revisión final y la verificación (encendido de la máquina y prueba en marcha a lazo
abierto). El cual el área de mantenimiento verificara este informe donde se
demuestra la mejora de la máquina y por último, se cerrara la orden de
mantenimiento preventivo.
4.4.3.5. Actividades generalizadas
Las actividades que el técnico realizara para el manteamiento preventivo de las
bombas impulsadoras de concreto son generalmente:
1. Cambio de aceite de motor y filtros
2. Cambio de placa gafa
3. Cambio de anillo de corte
4. Cambio de empaques de eje oscilante
5. Mantenimiento del eje oscilante
6. Mantenimiento del eje mezclador
7. Cambio de bujes de bronces eje oscilante
8. Cambio de juntas del eje oscilante
9. Cambio de émbolos de gomas
10. Revisión eléctrica

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 132 | 140
4.4.3.6. Tareas de mantenimiento preventivo
Tabla 4 Actividades específicas de mantenimiento preventivo
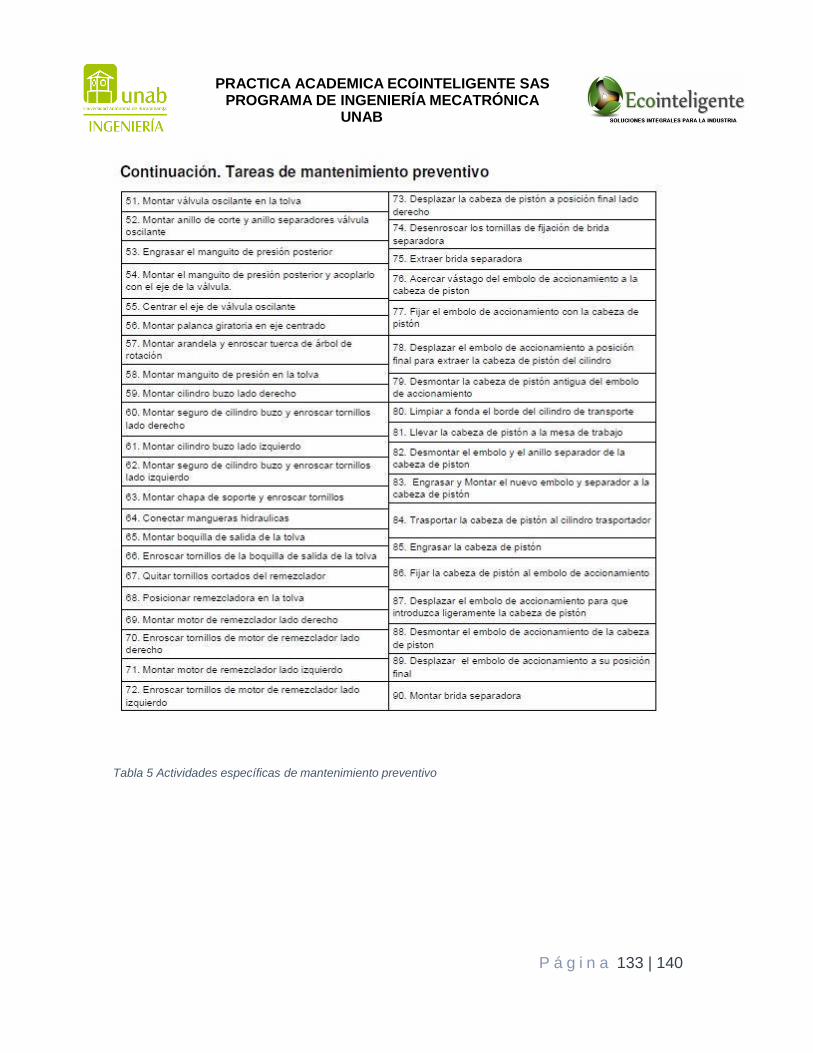
PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 133 | 140
Tabla 5 Actividades específicas de mantenimiento preventivo

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 134 | 140
4.4.3.7. Ficha de mantenimiento preventivo
ECOINTELIGENTE SAS Código
MPBC
FICHA DE MANTENIMIENTO CORRECTIVO Versión: 01
NIT- 900,663,976-2
OMBRE DEL EQUIPO O MAQUINARIA: BOMBA IMPULSADORA DE CONCRETO BOMBA
NOMBRE DEL OPERADOR FECHA DE INICIO
NOMBRE DEL TECNICO ASIGNADO
INSPECCION N° ELEMENTO B R M OBSERVACIONES 1 Placa gafa
2 Anillo de corte
3 Junta R
4 Junta P
5 Placa espejo
6 Bujes de bronce
7 Valvula rock
8 O-ring
9 Embolos
10 Camisas
11 Aceite motor
12 Aceite hidraulico
13 Empaquetadura de actuadores
14 Bomba de precarga
15 Acumulador
16 Rótulas y pasadores
17 Bomba principal
18 Mangueras hidraulicas
19 Enfriador
20 Motor
21 Vastagos
N° Procedimiento SI OBSERVACIONES
1 Cambiar de aceite de motor y filtros
2 Cambiar de placa gafa o espejo
5 Cambiar de anillo de corte
4 Cambiar empaques de eje oscilante
5 Mantenimiento a eje oscilante
6 Mantenimiento a eje mezclador
7 Cambiar bujes eje oscilante
8 Cambiar los embolos de goma
9 Mantenimiento electronico
FIRMA DE TERMINACION FECHA:
AREA DE MANTENIMIENTO TECNICO

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 135 | 140
5. CONCLUSIONES
De acuerdo a lo indicado en este documento, se estableció los diferentes
mantenimientos que la empresa implementara y quienes la ejecutan, cabe resaltar
que todos estos mantenimientos se debe llevar registro, por ende, las fichas de cada
mantenimiento. Así, evaluar y analizar los mantenimientos correctivos para indicar
si se incluye o excluye actividades o sí se aumenta o disminuye la periodicidad del
mantenimiento preventivo, para poder mitigar fallas imprevistas y tener una larga
vida útil de las bombas y confiablidad de un buen rendimiento de estas, basadas en
el mantenimiento autónomo y el mantenimiento preventivo.
Las practicas académicas realizadas en la empresa ECOINTELIGENTE SAS, fue
de gran construcción para el desarrollo como futuro profesional ya que, enriquece
los conocimientos que obtuve a lo largo de los años estudiados en la carrera de
ingeniería mecatrónica.
Se adquiere experiencia en el manejo de las actividades asignadas inculcando
responsabilidad profesional no solo en el ámbito técnico si no a nivel profesional. La
realización de la practica permitió crecer los conocimientos y obtener experiencia
en el diseño mecatrónico para diferentes soluciones en la industria, elaboración de
planos mecánicos, procedimientos para el mantenimiento y reparación de equipos
industriales, en este caso, bombas de impulsadoras de concreto.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 136 | 140
6. BIBLIOGRAFÍA
[1]. Zarceño, B. E. (2006). Mejora del programa de mantenimiento preventivo en las bombas impulsadores de concreto. Trabajo de grado, Universidad de san Carlos de Guatemala.
[2]. Gerling H. (1992). Alrededor de las Maquinas-Herramientas. (3a ed.). Barcelona, España: Reverte.
[3]. Norma ISO-3098/1 (1974). Documentación técnica de productos. Escritura, Requerimientos generales.
[4]. Campos, C. (2014). El plano de fabricación de piezas mecanicas. Universidad de Carabobo, Naguangua.
[5]. Manual 2 DIN (1969), Normas de dibujo. (4a ed.). Bilbao: Balzola.
[6]. NTC 1994 (1994). Dibujo técnico, Dibujo de arquitectura y construcción, Representación de áreas sobre secciones y vistas. Principios generales. Bogotá D.C., Colombia: INCOTEC.
[7]. NTC 1912 (1912). Documentación técnica de producto. Vocabulario. Parte 1. Términos relacionados con dibujos técnicos. generalidades y tipos de dibujos. Bogotá D.C., Colombia: INCOTEC.
[8]. UNE-EN ISO 5455 (1996). Dibujos técnicos. Escalas (ISO 5455 1979). Madrid, España: AENOR.
[9]. NTC 1687 (1687). Dibujo técnico, DIBUJO TÉCNICO. FORMATO Y PLEGADO DE LOS DIBUJOS. Bogotá D.C., Colombia: INCOTEC.
[10]. Campos, C. (2014). El plano de fabricación de piezas mecanicas.
Universidad de Carabobo, Naguangua.
[11]. Bristist standard ISO-129-1 (2004). Technical drawing indication of dimensions and tolerances. Part 1: General principles.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 137 | 140
[12]. Manrique, E. Casanova A. Metrología Básica, Edebé Profesional. Barcelona, 2011.
[13]. El Centro Español de Metrología (CEM) Alfar, 2, 28760 - Tres Cantos – Madrid.
[14]. De máquinas y herramientas. (8 de enero de 2015). Introducción al compás. Recuperado el 10 de noviembre de 2019, de https://www.demaquinasyherramientas.com/herramientas-de-medicion/compas
[15]. EcuRed. (9 de junio de 2014). Cinta metricoa. Recuperado el 10 de Noviembre de 2019, de https://www.ecured.cu/Cinta_m%C3%A9trica
[16]. Riba, C. (2002). Diseño concurrente. Barcelona: Edicions UPC
[17]. Pahl, G., Beitz, W., Feldhusen, J., & Grote, K. (2007). Engineering design: a systematic approach (3rd ed). Springer.
[18]. Romero, M. E. (2018). Metodologia de diseño de maquinas apropiada para
contectos de comunidades en desarrollo. Tesis doctoral, Universidad Politecnica de Catalunya, Barcelona.
[19]. French, M. J. (1997). Engineering Design, The Conceptual Stage. London: Heinemann.
[20]. Gutiérrez, D. B. (2013). Plan de implemetacion del pilar mantenimiento planificado productivo total en una empresa productora del sector ceramico. Trabajo de grado, Escuela de ingenieria de Antioquia, Envigado.
[21]. Ingenieria indutrial online (2016). Mantenimiento productivo total (TPM): Recuperado el 10 de Noviembre de 2049, de https://www.ingenieriaindustrialonline.com/herramientas-para-el-ingeniero- industrial/lean-manufacturing/mantenimiento-productivo-total-tpm/
[22]. Calva, R. C. (26 de 03 de 2012). Pilares del Mantenimiento Productivo Total. (R. C Calva, Ed.) Recuperado el 10 de octubre de 2019, de Biblioteca Universia: http://dspace.universia.net/bitstream/2024/1153/1/TPM+Mantenimiento+Productivo +Total.pdf
[23]. Delgado, I. G., & Romero, C. E. (2 de Agosto de 2010). Seminario TPM Management. Recuperado el 27 de octubre de 2019, de Universidad del Rosario-

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 138 | 140
Repositorio Institucional: http://repository.urosario.edu.co/bitstream/10336/2075/1/1015392665- 2010.pdf
[24]. REMTRON. (2003). Radio Controls Systems. User's Manual.

PRACTICA ACADEMICA ECOINTELIGENTE SAS PROGRAMA DE INGENIERÍA MECATRÓNICA
UNAB
P á g i n a 139 | 140