Interconexión de equipos DEIF a reguladores de velocidad ...
Upload
independentCategory
view
0download
0
1
UNIVERSIDAD AUTONOMA DE CIUDAD JUÁREZ CHIHUAHUA
INSTITUTO DE INGENIERIA Y TECNOLOGÍA
DEPARTAMENTO DE INGENIERIA INDUSTRIAL Y
MANUFACTURA
Procesos para la Clasificación y Codificación de piezas con el sistema OPITZ y
aplicación de 5’s en un Taller de Venta de Artículos Industriales.
PROYECTO DE TITULACIÓN
Para obtener el grado:
Ingeniero en Manufactura
Presenta:
Margarita Alvarado Dávila
Asesor de Proyecto:
Dr. Lázaro Rico Pérez
Asesora Técnica:
Ing. Lucila Villagómez Aveytia
Ciudad Juárez, Chihuahua Mayo 2013

2
Agradecimientos y Dedicatoria
Antes que nada agradezco a Dios por permitirme llevar a buen fin esta etapa de preparación
en mi vida.
Después quiero dedicar este trabajo a cuatro ángeles que se me adelantaron en el camino
durante este viaje, el Sr. Juan Alvarado Soto, Sra. Mercedes Gándara Lozano, Sra.
María del Refugio Reyes Flores y el Sr. José Refugio Dávila Ávila, sé que ellos estarían
orgullosos de la meta que voy a cumplir y me hubiera gustado que pudieran haber estado
aquí para disfrutarlo.
A todos los maestros, compañeros y amigos que estuvieron durante este viaje que emprendí
ya hace un tiempo y que dejaron enseñanzas en mi vida y me hicieron crecer y enriquecer
mis conocimientos.
Y por último agradezco infinitamente a mis Padres Sra. Margarita Alvarado Dávila y el
Sr. Gerardo Francisco Alvarado Reyes sin ustedes no lo habría logrado pues con
esfuerzo, y dedicación me acompañaron en mi camino para lograr esta meta.

3
Índice
Agradecimientos y Dedicatoria 2
Índice de Tablas 5
1. Introducción 6
1.1 Antecedentes 6
1.2 Planteamiento del Problema 10
1.3 Objetivos 10
1.4 Justificación 11
1.5 Alcances y Limitaciones 12
2. Marco Teórico 13
2.1Tecnología de Grupos y Sistema de Clasificación y
Codificación OPITZ 13
2.1.1 Tecnología de Grupos 13
2.1.2 Tipos de características de los códigos de
Tecnología de Grupos 18
2.1.3 Sistemas de Clasificación y Codificación OPITZ 21
2.2 Sistemas de Inventarios 24
2.3 Las 5’s 27
2.4 Sistemas CAM y SAP 33
3. Metodología 39
3.1 Aplicación Seiri 43
3.1.1 Método de Inspección Visual 46
3.1.2 Método para la Clasificación y Codificación 48

4
3.2 Aplicación Seiton y Clasificación según Sistema OPITZ 48
3.3 Aplicación Seiso 57
3.4 Aplicación Seiketsh 58
3.5 Aplicación Shitsuke 59
3.6 Creación de registro electrónico de los productos con el
Software StockBase Pos 61
4. Resultados 63
5. Conclusiones y Recomendaciones 73
6. Referencias 77
Anexos 79
Anexo 1 80
Anexo 2 81
Anexo 3 82
Anexo 4 83

5
Índice de Tablas
Tabla 2.1 19
Tabla 2.2 20
Tabla 2.3 22
Tabla 2.4 23
Tabla 2.5 34
Tabla 3.1 40
Tabla 3.2 43
Tabla 3.3 44
Tabla 3.4 44
Tabla 3.5 45
Tabla 3.6 49
Tabla 3.7 52
Tabla 3.8 53
Tabla 3.9 54
Tabla 4.1 64
Tabla 4.2 64
Tabla 4.3 65
Tabla 4.4 66
Tabla 4.5 66
Tabla 4.6 69
Tabla 4.7 70
Tabla 4.8 70
Tabla 4.9 71
Tabla 4.10 71

6
1. Introducción
1.1 Antecedentes
En la actualidad para una empresa los almacenes son de gran importancia dado que
constituyen u elemento esencial en las empresas, así como la creciente necesidad de variar
frecuentemente los sistemas productivos para fabricar nuevos productos, como
consecuencia la rápida obsolescencia de los mismo, dio lugar a nuevos conceptos de
sistemas de fabricación que permiten extender a series de pequeñas las ventajas de la
fabricación en grandes series.
La tecnología de grupos es una filosofía creada en un momento en el que hay un aumento
de empresas y están en busca de una forma de mejorar, incrementando la eficiencia y la
productividad. Esto se consigue identificando y agrupando partes o componentes similares
para aprovecharse de sus similitudes en el diseño y producción.
Si se clasifican y agrupan las piezas en forma que las características de distintas piezas de
un grupo sean similares, se podrán agrupar también máquinas y unidad de producción, una
gran oportunidad para la implementación de tecnología de grupos los productos son
fácilmente diferenciables y por lo tanto se pueden agrupar fácilmente en las llamadas
familias de partes.
7
Hay que tener en cuenta las grandes ventajas que nos ofrece aplicar tecnología de grupos en
una empresa, como puede ser la posible estandarización de herramientas y procesos, la
reducción de operaciones, lo que conlleva a su vez a la reducción de tiempos y también la
reducción del número de posibles accidentes.
Por otra parte; el gran problema con el que se encuentra esta herramienta es el que las
piezas deben ser inspeccionadas para poder ser agrupadas en las familias; por lo tanto si
hay un gran número de piezas esto se convertirá en un trabajo lento, largo y costoso.
Dentro del sistema de tecnología de grupos encontramos que para su correcto
funcionamiento se debe realizar una clasificación y codificación de las piezas para que
estas sean más fácilmente identificables, las similitudes de las partes son de dos tipos
atributos de diseño (como forma geométrica y tamaño), y atributos de manufactura (la
secuencia de pasos del proceso requeridos para hacer la parte), para estos se cuenta con
diferentes métodos para ello, y así poder realizar su codificación.
Existen diferentes herramientas tales como OPITZ, MICLASS (acrónimo de Metal Institute
Clasification System), Brisch, Mitrofanov, Vuoso, Code, Dclass, entre otros son algunos de
los sistemas de clasificación, de estos antes mencionados el de mayor uso en la industria es
el sistema OPITZ, trabajando en la Universidad de Aacher, Alemania Occidental, a fines de
los años 1960, investigó los requerimientos de la industria de fabricación de máquinas
herramientas y desarrolló un sistema que sólo es aplicable a piezas de máquinas.
Consta de trece dígitos, los nueve primeros tienen un significado único para todos los
usuarios, los cuatro últimos quedan a disposición del mismo. Los primeros cinco dígitos,

8
llamados código de forma, registran los atributos de diseño, los cuatro siguientes se refieren
a atributos de mecanizado: dimensión, material, forma del material en bruto y tolerancias.
Los cuatro últimos, a disposición del usuario podría utilizarse para: código secundario, tipo
de operaciones de mecanizado y secuencias de las mismas.
Cuando una empresa cuenta con estos sistemas de codificación como los antes
mencionados, y son conjugados con los sistemas de comunicación como lo son las bases
de datos es más sencillo conocer la ubicación de los materiales y productos dentro del taller
o empresa, y también el poder conocer el número de los productos y poder predecir el
momento de volver a surtir los productos.
Para alcanzar la optimización en una empresa en la actualidad estas se valen de distintas
herramientas de calidad, y la utilización de metodologías y filosofías que hacen que los
recursos con los que cuenta la empresa sean utilizados de la mejor manera.
Una de las herramientas más empleadas es la conocida 5s, esta herramienta de la llamada
manufactura esbelta es de gran utilidad y consiste en 5 pasos los cuales deben de
considerarse no como algo temporal para la mejora, sino como ya se había dicho antes
como una filosofía que se convierta en habito para el control y mejora continua.
Surgió a partir de la segunda guerra mundial sugerida por la Unión Japonesa de Científicos
e Ingenieros como parte de un movimiento en la mejora de la calidad. Este movimiento
cobro un gran auge en las empresas occidentales a partir del bajísimo costo que implica
su puesta en marcha el ahorro en costos y recursos, la reducción de accidentes, el
incremento de la motivación del personal y el incremento de la calidad. Su creador en los

9
años 60´s Shigeo Shingo quien a través de esta herramienta colaboro con Toyota y también
creadores del Poka Yoke.
En lo particular, en el presente Proyecto para Titulación valiéndose de diferentes
herramientas, y metodologías se harán mejoras en un taller de venta de artículos de tipo
industrial pues se puede notar que hay desorganización en diferentes aspectos que al ser
atacados podrían mejorar la situación del mismo y hacerlo un negocio más productivo.
En la siguiente sección se abordara el tema con mayor detalle y sobre la situación y los
problemas que enfrenta el taller así como las posibles áreas de oportunidad que lo harán
crecer y tener un mejor aprovechamiento de los recursos con los que cuenta.
10
1.2 Planteamiento del Problema.
En un taller dedicado a la compra y venta de artículos usados industriales tales
como engranes, chumaceras, motores entre otros, se requiere de un sistema de inventario a
través del cual se puedan catalogar los diferentes productos que se ofrecen y tener el control
de estos artículos, esto a través de una base de datos de tipo electrónica, donde sea más fácil
su localización, además de la codificación de las piezas con el sistema OPITZ un sistema de
codificación de piezas según su forma, material y atributos del diseño y la introducción de
una herramienta de mejora como lo son las 5s.
1.3 Objetivos
Establecer un control en los productos que se manejan en el taller, es decir, que a través de
la catalogación de los productos que se manejan sea más fácil su localización, de esta
manera saber con mayor certeza los productos con los que se cuenta y de esta manera saber
que se debe adquirir y poder los tener a la disposición de los clientes. Con la creación de
una base de datos electrónica, para tener el control de los productos adquiridos y los
productos que han sido vendidos se tendrá un mayor control de las existencias del negocio.
Implementar la herramienta 5’s para lograr un mejor aprovechamiento del espacio y tener
mayor orden dentro del área de trabajo, esta herramienta también facilitara la localización
de las cosas pues fomentara el orden dentro del taller.

11
Objetivo General
Implementar una base de datos para la catalogación de los productos almacenados en las
diferentes áreas de un taller de repuestos bajo criterios de la metodología 5’s.
Objetivos particulares
• Identificar los productos por familia basados en sus características físicas
• Establecer criterios de identificación basados en nomenclatura
• Definir estatus de procesos basados en el área de almacenamiento
• Establecer criterios de 5’s para el almacenamiento y localización del
producto
• Implementa una base de datos de estatus del producto
1.4 Justificación
Él porque se decidió que este proyecto era importante para el taller es debido a que en el
tiempo de vida del mismo no se ha tenido un control claro de las existencias, se han llevado
ciertos controles por escrito pero a estos no se les ha dado la continuidad necesaria, y no
han sido del todo exitosos, por otra parte de esta manera va ser más fácil el que cualquier
persona pueda localizar los productos dentro del taller, cosa que en este momento es difícil
pues solo el dueño en la actualidad y único trabajador es el único capaz de localizar los
productos.

12
También el uso de algunas herramientas de calidad ayudara a que el taller de una mejor
manera pueda aprovechar el espacio con el que cuenta y que la área de trabajo sea más
confortable para los empleados, el lograr que ellos sientan que es más fácil desenvolverse
en este ambiente, además como es sabido se busca eliminar lo que este demás y así tener
más espacio.
1.5 Alcances y limitaciones
El alcance principal del presente proyecto es el lograr una correcta clasificación y
codificación de estos productos, así mismos como el lograr la creación de una base de datos
con los mismos para que sea más fácil su manejo y la localización cuando un cliente haga
un pedido.
El otro objetivo a alcanzar es el establecimiento de la herramienta 5S en el taller y con ello
tener un mejor acomodo de las herramientas y objetos que se encuentran en el taller de esta
manera será más fácil su localización, y la optimización del espacio del taller.
Al no ser un taller muy grande nos encontramos con la limitación de que no se cuenta con
gran presupuesto para cubrir las necesidades que se tengan en el taller, otro aspecto a
considerar es el capacitar a los trabajadores pues tendrán que adaptarse a las nuevas
metodologías y aprenderlas para aprovechar los cambios que se harán en el taller.

13
2.0 Marco Teórico
2.1 Tecnología de Grupos y Sistema de Clasificación y Codificación OPITZ.
2.1.1. Tecnología de Grupos
Las empresas se valen de sistemas para la catalogación de sus productos es el llamado esto
se conoce como tecnología de grupos, este consiste en una filosofía de manufactura en la
cual las partes similares son identificadas y agrupada conjuntamente para tomar ventaja der
sus similitudes en la manufactura del diseño. Las partes similares son arregladas en familias
de partes. Cada familia posera características de diseño y manufactura similar.
El concepto básico de la tecnología de grupo aplica desde hace muchos años como parte de
la buena práctica de la Ingeniería o de la Administración Científica, en la manufactura de
principios del siglo XX se utilizó un sistema de codificación y clasificación desarrollado
por F.W. Taylor para la formación de familias de parte. En este periodo las empresas
implantaron sus propios sistemas para la clasificación y codificación y estos son usados en
diversas áreas de como el diseño, materiales y herramientas.
La clasificación y codificación de partes tiene que ver con la identificación de similitudes
entre partes y relacionar estas similitudes a un sistema de codificación. Pero antes de
continuar se debe definir lo siguiente:
Clasificar es ordenar o disponer por clases, y codificar significa transformar una
información en una serie de signos gráficos según reglas que permiten formular y

14
comprender el mensaje. Entiéndase por aplicación el uso, fines o destino que queremos
darle al código a definir de la clasificación en cuestión; y por atributos la cualidad o
propiedad del elemento que queremos codificar en función a ese uso. Recordamos que
cualidad o peculiaridad es cada de las circunstancias o caracteres, naturales o adquiridas,
que distinguen a las cosas.
Clasificación la usamos en el sentido de agrupar en partes separadas el total de una
población de un elemento cualquiera utilizando criterios definidos según la necesidad.
Codificación significa colocar un patrón de números (para un sistema numérico) o
números y letras (para un sistema alfanumérico) a cada grupo de elementos iguales,
también conocido como “clave”. La aplicación de la codificación, es decir las referencias
de los números y / o letras que emplearemos es lo que puede definirse en mejor o peor
forma, según la profundidad e inteligencia con que analicemos el tema y tengamos claridad
del para qué estamos codificando, es decir su uso presente y futuro.
Las similitudes de la parte son de dos tipos atributos de diseño (como forma geométrica o
tamaño), y atributos de manufactura (la secuencia de pasos del proceso requerido para
hacer la parte). La tecnología de grupos y la clasificación y codificación de partes están
cercanamente relacionadas.
Una familia de partes es una colección de partes las cuales son similares ya sea por su
forma geométrica y tamaño o por el tipo de procedimientos que son requeridos en su
manufactura, las partes de una familia son diferentes, pero sus similitudes son
15
suficientemente cercanas para la identificación como miembros de una misma familia de
partes.
En la clasificación y codificación de partes se tiene tres métodos para la codificación los
cuales son:
1. Inspección visual.
2. Clasificación y codificación examinando el diseño y los datos de producción.
3. Análisis de flujo de producción.
La clasificación debe preceder a cualquier discusión sobre normalización, puesto que toda
norma de procedimiento que se dicte ha de basarse en una información sobre los hechos. El
primer paso es la elaboración del manual del código y su correlación concreta respecto a
cualquier sistema de numeración ya existente. La introducción del nuevo código puede ser
llevada a cabo desde algún departamento central, generalmente la oficina de normalización.
En algunos casos por etapas, cada etapa corresponde a una clase primaria o familia. Al
asignar un número a todo nuevo esquema y a todo nuevo material, será algo que por sí solo
ya tendrá la virtud de iniciar el movimiento hacia la reducción de la variedad innecesaria,
porque el mismo proceso de hallar el número de código pondrá de manifiesto todos los
materiales o piezas que tengan algo de común.
Clasificación la usamos en el sentido de agrupar en partes separadas el total de una
población de un elemento cualquiera utilizando criterios definidos según la necesidad.
Codificación significa colocar un patrón de números (para un sistema numérico) o números
16
y letras (para un sistema alfanumérico) a cada grupo de elementos iguales, también
conocido como “clave”.
La aplicación de la codificación, es decir las referencias de los números y / o letras que
emplearemos es lo que puede definirse en mejor o peor forma, según la profundidad e
inteligencia con que analicemos el tema y tengamos claridad del para qué estamos
codificando, es decir su uso presente y futuro.
La mayor parte de los sistemas de clasificación y codificación son jerárquicos, es decir van
de lo general a lo particular y muy específico. Pocos sistemas son extremadamente sencillos
y dan lugar a números clave (código) de cinco y seis dígitos, otros sistemas de clasificación
son muy amplios y producen códigos de hasta 32 dígitos. Algunos son numéricos y otros
alfanuméricos.
Para ser eficaz un sistema de clasificación y codificación debe ser efectuado a medida y con
objetivo limitado. La habilidad de construir un sistema para fines concretos consiste en el
mantenimiento de un punto de vista consistente que en las condiciones generales de la
organización satisfaga el mayor número de usuarios. Cualquiera que sea el sistema de
clasificación y codificación que se utilice, es importante que sea definido claramente y que
los números tengan sólo un significado, es decir, que sean inconfundibles.
En una compañía pequeña, o en una en la que sea pequeño el número de artículos por
clasificar, probablemente no convenga hacer muy extenso el número de código, sin
embargo, los beneficios que se obtienen al pasar de una codificación aleatoria a otra lógica
de características simples, son tan grandes que deben aceptarse las dificultades de cambiar
17
los números de código, aun con todos los trastornos inherentes a la numeración, como ser
en los archivos de diseño, en los almacenes, en compras y proveedores; e implementarse el
sistema lógico.
La clasificación y la codificación, en muchos aspectos aún es un arte intuitivo, y como tal,
es difícil describir los pasos necesarios para llevarlas a cabo, y es todavía más difícil
mantener la congruencia en los resultados. No obstante existen razonamientos teóricos que
enriquecen su fundamento y dan sentido a las estructuras adoptadas.
Las aplicaciones de un método de clasificación y codificación son varias, una de las
posibilidades existentes, es la creación de un código mixto que involucre varias
características que interesan para el ordenamiento. Esta posibilidad brinda el concepto de
familias de parte ya mencionado. Los objetivos principales de un sistema de clasificación y
codificación de materiales, productos en proceso o terminados es la mejora de la
productividad, reducir variabilidad si es el caso y la reducción de costos.

18
2.1.2. Tipos y características de los códigos de tecnología de grupos.
Hay muchos tipos de sistemas de clasificación y codificación. Estos sistemas de
codificación difieren en:
o Términos de los símbolos que emplean como numéricos, alfabéticos o
alfanuméricos.
o La asignación de estos símbolos para la generación de códigos.
Sin embargo, las variaciones en los códigos que resultan de la forma en que se asignan los
símbolos, pueden ser agrupados en tres tipos de códigos distintos:
o Monocódigo (código jerárquico).
o Policódigo (código de tipo dígito).
o Multicódigo (código combinado).
Monocódigo (código jerárquico)
Está basado en una estructura de árbol en el cual cada símbolo amplifica la información del
dígito anterior, por lo tanto los dígitos en un monocódigo no pueden ser interpretados
independientemente del resto de los símbolos. En la Tabla 2.1 muestra la generación
esquemática de este código. El primer digito (del 0-9) divide el conjunto de partes en los
grupos principales como partes de hoja de metal, partes maquinadas, componentes y partes

19
compradas. El segundo y posteriores dígitos dividen más el conjunto en otros subgrupos
para cada uno.
La principal ventaja del monocódigo es que contiene mucha información en un código
relativamente chico. La naturaleza jerárquica del código lo hace útil para almacenar y
recuperar información del diseño geométrico de la parte, materiales y tamaño. La
aplicabilidad de estos códigos en manufactura está limitada por que es difícil capturar la
información de la secuencia de manufactura de una manera jerárquica. La desventaja de
este tipo de código es que se requiere expertos para que conciban a dicho sistema de
códigos como parte de un espectro.
Policódigo (código de tipo digito)
El policódigo se conoce con otros nombres como cadena de código, código discreto o
código de digito fijo. En el policódigo son independientes uno de otro. Cada digito en un
Tabla. 2.1 Ejemplo Monocódigo

20
lugar específico del código describe una propiedad única de la pieza de trabajo. Es fácil de
aprender y útil en situaciones de manufactura en las cuales la función de la partes o del
proceso de manufactura son descritos. La longitud de un policódigo puede hacerse
excesivamente grande debido a sus aspectos combinatorios limitados. Un ejemplo se
muestra en la Tabla 2.2.
Multicódigo (código combinado)
Este último es una mezcla, conserva las ventajas del monocódigo y policódigo, por lo tanto
la mayoría delos sistemas de códigos usan este sistema en la estructura, ejemplo claro de
este sistema de clasificación es OPITZ, que al ser desarrollado posteriormente, se basa en el
también llamado código mixto.
Esto nos introduce a la metodología a usar en el aspecto de la clasificación y codificación
de los artículos que se tienen a la venta en el taller.
Tabla 2.2 Ejemplo Policódigo

21
2.1.3 Sistema de Clasificación y Codificación OPITZ
El sistema de clasificación y Codificación OPITZ fue desarrollado por H. Opitz de la
Universidad Aechen EN Alemania del Occidental a fines de los años 1960. H. Opitz
investigo los requerimientos de la industria de fabricación de máquinas herramientas y
desarrollo un sistema que es aplicable a piezas de máquinas.
Si bien está orientado a la similitud de procesos de fabricación, también cubre las
necesidades de diseño, es decir, forma y geometría de la pieza. Este sistema consta de trece
dígitos, los nueve primeros tiene un significado único para todos los usuarios, los cuatro
últimos quedan a la disposición de los mismos.
Los primeros cinco dígitos son llamados códigos de forma, estos registran los atributos
diseño, los cuatro siguientes se refieren a atributos de mecanizado: dimensión, material,
forma del material en bruto y tolerancias. Los cuatro últimos a disposición de los usuarios
pueden ser utilizados como código secundario aquí es donde entran las operaciones de
mecanizado y secuencias de las mismas operaciones.
Este sistema representa uno esfuerzo pionero en el área de tecnología de grupos y
probablemente es el esquema más conocido para la clasificación y codificación. El sistema
OPITZ usa la siguiente secuencia de dígitos: 1234 6789 ABCD.

22
La codificación básica consiste de nueve dígitos, la cual puede extenderse agregando cuatro
más. Los primeros nueve dígitos son para representar ambos datos de diseño y
manufactura. La interpretación general de los nueve dígitos está indicada en la siguiente
Tabla 2.3.
Los primeros cinco dígitos, 12345, son llamados el “código de forma” y describen los
atributos primarios del diseño de la parte o pieza. Los siguientes cuatro dígitos, 6789,
Tabla 2.3 Estructura Básica del Sistema de Clasificación y Codificación de Partes/Pieza OPITZ
Digito Descripción
1
Forma de la parte: rotacional frente a no-rotacional. Partes rotatorias
están clasificados por relación de longitud a diámetro. Partes no-
rotacional por longitud, con y grosor.
2 Las características externas de forma, se distinguen varios tipos.
3
Mecanizados giratorios. Esta cifra se aplica a las funciones de forma
interna (agujeros, hilos) para las piezas de rotación y características
generales de la forma de rotación de las piezas no-rotacional.
4 Plano superficies mecanizadas
5 Agujeros auxiliares, dientes de engranajes, y otras características.
6 Dimensiones general-tamaño.
7 Trabajar material (acero, hierro fundido, aluminio).
8 Forma original de la materia prima.
9 Los requisites de tolerancias.

23
constituyen “datos suplementarios” los cuales indican algunos de los atributos que pueden
ser usados para la manufactura (dimensiones, material de trabajo, precisión es decir las
tolerancias de la pieza). Los cuatro extra que son ABCD, son referidos como “código
secundario” y son para identificar las operaciones o secuencia de operaciones por las cuales
pasa la pieza.
El sistema completo de codificación es muy complejo para proveer una descripción
comprensible. H. Opitz escribió un libro completo del sistema de Clasificación y
Codificación.
Tabla 2.4 Estructura Básica del Sistema OPITZ para Clasificación y Codificación de Partes

24
2.2 Sistemas de Inventarios
Se considera que después del capital humano los inventarios son lo más valioso dentro de la
empresa para poder cumplir con lo pactado con los clientes y el mal manejo de estos puede
provocar problemas tales como pérdida de tiempo, afecta también a los márgenes de
utilidad, también pueden contribuir a la insatisfacción de los cliente y sobre todo son una
amenaza a la productividad de la empresa, pues los empleados pueden perder grandes
tiempos en la búsqueda de los productos esto debido a la mala ubicación o falsa ubicación.
El control de los inventarios se refiere a obtener un equilibrio entre dos objetivos opuestos
el primero es minimizar el costo de mantener el inventario y maximizar el servicio de los
clientes. El almacenamiento constituye un elemento esencial en la fabricación, puesto que
es necesario cada vez que se presenta un desequilibrio en los ritmos de aprovisionamiento y
de la producción. Resulta igualmente necesario en la distribución:
Cuando hay un desequilibrio en los ritmos de la producción y del consumo.
Cuando hay desajuste en el tiempo del periodo de consumo y el de producción.
Cuando las zonas de consumo se encuentra alejadas de las de producción.
El control del inventario es vital para el éxito sostenido de su empresa. Cuando un
comprador abastece productos al almacén, está amarrando dólares hoy con la esperanza de
futuras utilidades. En los inventarios algo que es importante es la logística para poder llevar
acabo las distintas tareas de una manera coordinada.

25
Dentro de la logística se involucran ciertas ideas que son:
El Inventario o Stock es la provisión de artículos en espera para ser utilizados
posteriormente y maneja varios objetivos como son la disposición de la cantidad necesaria
en el momento oportuno en el lugar preciso y a un costo mínimo, este no es el fin es el
medio para satisfacer la necesidades del cliente.
Los inventarios son un registro de artículos y elementos que son propiedad de un individuo
o una empresa, realizado de forma precisa. Estos se clasifican en varios tipos dependiendo
de su función.
o Inventario de productos terminados: aquí se registran aquellos bienes cuya
elaboración ha concluido, y han sido aprobados por los controles de calidad. Es
Gestión de stocks, almacenamientos, transporte,
manutención. Planificación, programa, localización,
embalaje, acondicionamiento.
Objetivo Satisfacer la demanda (al menor precio)
Flujo de
Productos
Tratado globalmente (de proveedores a clientes)
de estructura lógica idéntica.
Localización de
los productos
Tan importante como los procesos de
transformación, posible gracias al proceso de las
telecomunicaciones, la informática, los
transportes.
Coordinación
26
decir que esta clase de inventarios están constituidos por todos los artículos
manufacturados, aptos para la comercialización.
o Inventario de productos en proceso de fabricación:
Se refiere a aquellos inventarios compuestos por la contabilización de bienes
parcialmente elaborados o manufacturados. Se registran de acuerdo a la cantidad
de materiales, mano de obra y gastos de fabricación que recaerán sobre los
mismos.
o Inventario de materias primas: se conforma por aquellos materiales utilizados
para la elaboración de nuevos productos, pero que aún no han sido sometidos a
proceso de transformación alguno. Se diferencian de los suministro de fábrica,
en el hecho de que los primeros sí pueden contabilizarse.
o Inventario de suministros de fábrica: constituido por aquellos elementos
utilizados para la fabricación del producto, pero que no se pueden cuantificar
estrictamente. Es decir, los suministros de fábrica no se identifican como parte
del artículo, aunque son utilizados en el proceso su elaboración. Esto se debe a
que las cantidades manipuladas de estos suministros son intrascendentes. Por
ejemplo, clavos, lijas, entre otras.
El caso específico sobre el que estamos tratando los inventarios que nos interesan son dos
tipos de inventarios uno de materia prima que en este caso más que de materia prima es uno
de productos antes de procesar hacer el trabajo de limpieza y pintura, o también se puede
considerar al inventario como de proceso porque son artículos ya armados o mecanizados

27
que solo se trabajaran en acabados de tipo superficial, para llegar a la venta a manos de los
clientes o se trasladaran al almacén donde se acomoda los inventario de producto
terminado.
2.3 Las 5s
El concepto de las 5'S no debería resultar nada nuevo para ninguna empresa, pero
desafortunadamente sí lo es, o bien ha tratado de ser implementada en varias ocasiones y
todas de esas fallidas, que el concepto se encuentra desvirtuado. La herramienta de 5'S es
una concepción ligada a la orientación hacia la calidad total que se originó en el Japón bajo
la visión de Deming hace más de cuarenta años y que está incluida dentro de lo que se
conoce como mejoramiento continuo o gemba kaizen.
El concepto de 5’s en esencia se refiere a la creación y mantenimiento de áreas de trabajo
más limpias, organizadas y seguras, es decir, se trata de imprimirle mayor "calidad de vida"
al trabajo, puesto que es una mejora realizada por la gente para la gente.
Las 5 S son cinco principios japoneses cuyos nombres comienzan por S y que van todos en
la misma dirección: conseguir una empresa limpia, ordenada y un grato ambiente de
trabajo. Las operaciones de Organización, Orden y Limpieza fueron desarrolladas por
empresas japonesas, entre ellas Toyota, con el nombre de 5S. Se han aplicado en diversos
países con notable éxito.
La poca aplicación de estos conceptos, principalmente en empresas manufactureras y de
producción en general, en las que pocas veces (más bien nunca) se recibe al cliente final en

28
sus instalaciones, es generalizada, lo cual no deja de ser preocupante, no solo en términos
del desempeño empresarial sino humanos, ya que resulta degradante, para cualquier
trabajador, desempeñar su labor bajo condiciones insanas. Este hecho hace pensar que bajo
estos entornos será difícil alcanzar niveles de productividad y eficiencia elevados, lo que
pone de presente la necesidad de aplicar consistentemente las 5'S en nuestra rutina diaria,
siempre será mejor desarrollar nuestras actividades en ambientes seguros y motivantes.
Las 5S son las iniciales de cinco palabras japonesas que nombran a cada una de las cinco
fases que componen la metodología:
1. SEIRI – separar; desechar lo que no se necesita
Seiri o clasificar consiste en retirar del área o estación de trabajo todos aquellos elementos
que no son necesarios para realizar la labor, ya sea en áreas de producción o en áreas
administrativas. No hay que pensar en que este o aquel elemento podría ser útil en otro
trabajo o si se presenta una situación muy especial, los expertos recomiendan que ante estas
dudas haya que desechar dichos elementos.
2. SEITON – ordenar e identificar; un lugar para cada cosa y cada cosa en su
lugar
Seiton u orden significa más que apariencia. El orden empresarial dentro del concepto de
las 5'S se podría definir como: la organización de los elementos necesarios de modo que
resulten de fácil uso y acceso, los cuales deberán estar, cada uno, etiquetados para que se
encuentren, retiren y devuelvan a su posición, fácilmente por los empleados. El orden se

29
aplica posterior a la clasificación y organización, si se clasifica y no se ordena difícilmente
se verán resultados. Se deben usar reglas sencillas como: lo que más se usa debe estar más
cerca, lo más pesado abajo lo liviano arriba.
3. SEISO - limpiar el sitio de trabajo y los equipos y prevenir la suciedad y el
desorden
Seiso o limpieza incluye, además de la actividad de limpiar las áreas de trabajo y los
equipos, el diseño de aplicaciones que permitan evitar o al menos disminuir la suciedad y
hacer más seguros los ambientes de trabajo. Sólo a través de la limpieza se pueden
identificar algunas fallas, por ejemplo, si todo está limpio y sin olores extraños es más
probable que se detecte tempranamente un principio de incendio por el olor a humo o un
mal funcionamiento de un equipo por una fuga de fluidos, limpiar es una excelente forma
de inspeccionar. Así mismo, la demarcación de áreas restringidas, de peligro, de evacuación
y de acceso genera mayor seguridad y sensación de seguridad entre los empleados.
Recordar que la limpieza es la mejor forma de realizar una inspección al equipo y al área de
trabajo.
4. SEIKETSU – estandarizar para preservar altos niveles de organización, orden
y limpieza
El Seiketsu o limpieza estandarizada pretende mantener el estado de limpieza y
organización alcanzado con la aplicación de las primeras tres S, el seiketsu solo se obtiene
cuando se trabajan continuamente los tres principios anteriores. En esta etapa o fase de
aplicación (que debe ser permanente), son los trabajadores quienes adelantan programas y

30
diseñan mecanismos que les permitan beneficiarse a sí mismos. Para generar esta cultura se
pueden utilizar diferentes herramientas, una de ellas es la localización de fotografías del
sitio de trabajo en condiciones óptimas (Ayudas Visuales) para que pueda ser visto por
todos los empleados y así recordarles que ese es el estado en el que debería permanecer,
otra es el desarrollo de unas normas en las cuales se especifique lo que debe hacer cada
empleado con respecto a su área de trabajo y cada cuando lo debe de realizar.
5. SHITSUKE - crear hábitos basados en las 4's anteriores
Shitsuke o disciplina significa evitar que se rompan los procedimientos ya establecidos.
Solo si se implanta la disciplina y el cumplimiento de las normas y procedimientos ya
adoptados se podrá disfrutar de los beneficios que ellos brindan. El shitsuke es el canal
entre las 5'S y el mejoramiento continuo. Shitsuke implica control periódico, visitas
sorpresa, autocontrol de los empleados, respeto por sí mismo y por las demás y mejor
calidades de vida laboral. La única forma para mantener un sistema vivo, es la
retroalimentación, en esta etapa se sugiere realizar un plan formal de auditorías que incluya
todas y cada una de las áreas de la empresa, y proporcionar este reporte a las personas
dueñas del área para que tomen acciones y gestionen los apoyos necesarios para continuar
por el camino de la mejora continua.
Las 5S sirven para cualquier tipo de organización, ya sea industrial o de servicios, que
desee iniciar el camino de la mejora continua. Las 5S son universales, se pueden aplicar en
todo tipo de empresas y organizaciones, tanto en talleres como en oficinas, incluso en
aquellos que aparentemente se encuentran suficientemente ordenados y limpios. Siempre se

31
pueden evitar ineficiencias, evitar desplazamientos, y eliminar despilfarros de tiempo y
espacio.
Los beneficios que puede aportar son diversos:
- La implantación de las 5S se basa en el trabajo en equipo. Permite involucrar a los
trabajadores en el proceso de mejora desde su conocimiento del puesto de trabajo. Los
trabajadores se comprometen. Se valoran sus aportaciones y conocimiento. La mejora
continua se hace una tarea de todos.
- Manteniendo y mejorando asiduamente el nivel de 5S conseguimos una mayor
productividad.
- Mediante la Organización, el Orden y la Limpieza logramos un mejor lugar de
trabajo para todos.
Hay una serie de preceptos que acompañan la no aplicación de las 5's en las empresas,
dentro de ellos se tienen:
• La maquinaria no puede parar. La presión por cumplir con cronogramas y tiempos de
entrega hace que no se tomen las precauciones necesarias en el mantenimiento de la
maquinaria
• La limpieza es una pérdida de tiempo y recursos. Algunos patrones creen que el hecho de
que los propios empleados mantengan aseada y segura su área de trabajo representa una
32
pérdida de tiempo y por lo tanto de recursos "yo les pago para que trabajen no para que
limpien" o de parte de los empleados "me contrataron para trabajar no para limpiar"
• La costumbre. Cuando las personas y la empresa se acostumbran a adelantar sus tareas en
medio de ambientes no sólo sucios y desordenados sino inseguros, creen que no hay
necesidad de aplicar las 5'S "¿para qué si llevamos más de cinco años trabajando así y
mírenos no nos ha pasado nada?"
La implementación de la herramienta de 5'S es importante en diferentes áreas, por ejemplo,
permite eliminar despilfarros además permite mejorar las condiciones de seguridad
industrial, beneficiando a los empleados y por ende a la empresa. Algunos de los beneficios
que genera la implementación de las 5'S son:
• Mayores niveles de seguridad.
• Aumenta el sentido de pertenecía por lo tanto la motivación de los empleados
• Reducción en las pérdidas y mermas por producciones con defectos
• Mayor calidad
• Tiempos de respuesta más cortos
• Aumenta la vida útil de los equipos
• Genera cultura organizacional

33
Acerca a la compañía a la implantación de modelos de calidad total y aseguramiento de la
calidad y lo más importante, es un pilar de suma importancia para cualquier campaña de
seguridad.
2.4 Sistemas de Tipo CAM y SAP.
En la actualidad otro punto importante a considerar dentro de las empresas es el control y
administración de las mismas, el poder lograr que todos los recursos de la empresa se
coordinen de manera adecuada para que la empresa sea más productiva y esto reporte
mayores ganancias, tanto para la misma empresa como para los clientes, las empresas han
buscado sistemas de para mantener en contacto las diferentes áreas y estas compartan
información entre sí.
Cuando se piensa en la mejora de la productividad de empresas sean grandes o simples
pequeños talleres como es el caso de este proyecto se deben considerar varios factores para
que la producción se lleve a cabo de la mejor manera y que puedan hacerse las mejoras que
se proyecten para la empresa.
Aunque es muy corriente que al hablar de productividad en general se sobrentienda que se
trata de la productividad de la mano de obra, aquella puede referirse a cualquiera de los
factores que intervienen en el proceso productivo. Toda acción de mejora de la
productividad, es decir, de aumento de la relación:
Resultados/Factores
34
Se ha de empezar por la identificación de dichos factores, pues la productividad global del
centro productivo de que se trate será el resultado de la productividad respecto a cada uno
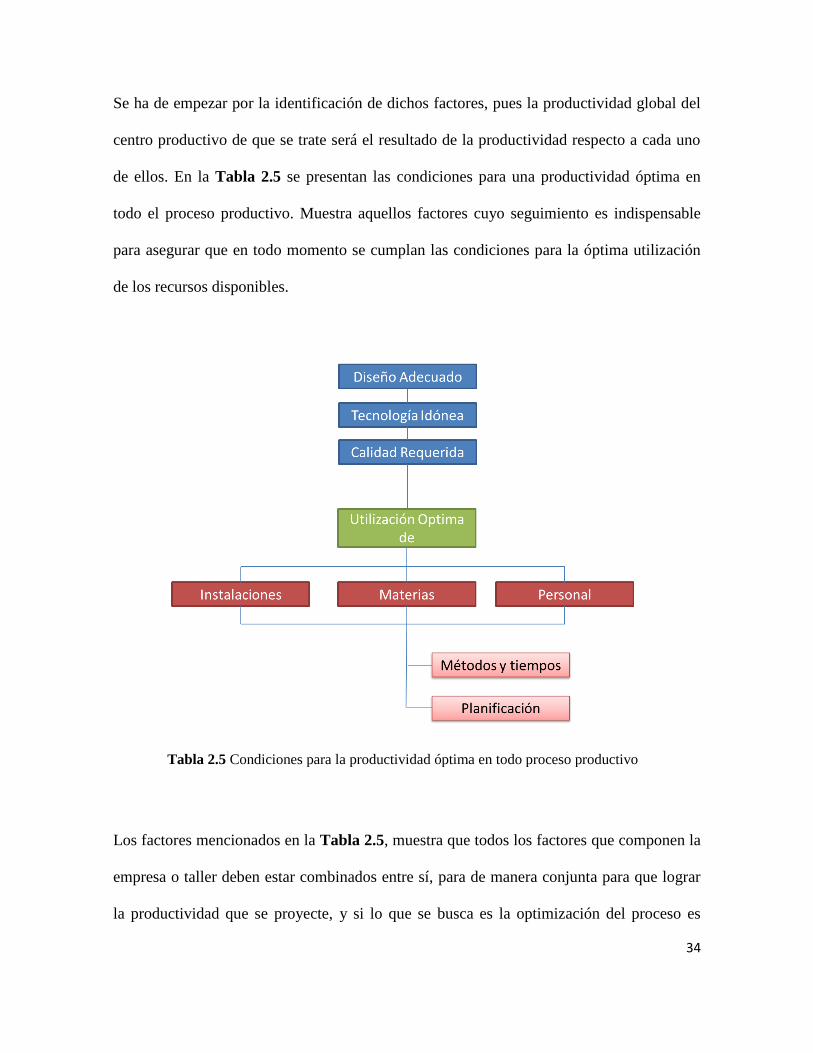
de ellos. En la Tabla 2.5 se presentan las condiciones para una productividad óptima en
todo el proceso productivo. Muestra aquellos factores cuyo seguimiento es indispensable
para asegurar que en todo momento se cumplan las condiciones para la óptima utilización
de los recursos disponibles.
Los factores mencionados en la Tabla 2.5, muestra que todos los factores que componen la
empresa o taller deben estar combinados entre sí, para de manera conjunta para que lograr
la productividad que se proyecte, y si lo que se busca es la optimización del proceso es
Tabla 2.5 Condiciones para la productividad óptima en todo proceso productivo

35
requerida la planificación y la buena comunicación entre todos los recursos y elementos de
la empresa.
Dentro de la planificación moderna de la producción, de manera básica los conceptos son
los mismos usando los factores antes mencionados, pero este tipo de proceso ha
evolucionado, tanto en los medios materiales como las herramientas para su gestión, y han
hecho variar el proceso de manera sustancial, una herramienta que se ha hecho fundamental
en la actualidad es uso de CAM, esto es, la Fabricación asistida por Computadora, esta se
refiere a la compilación de las distintas actividades y la automatización de las mismas, y
esto sea controlado por una computadora. Componentes principales de este sistema son:
- Diseño Asistido por Computadora (CAD)
- Planificación de Procesos Asistidos por Computadora (CAPP)
- Programación por Computadora de las máquinas de control numérico
- Tratamiento automatizado de los pedidos de los clientes
- Planificación automática de requerimientos de materiales
- Calculo de costes
- Establecimiento por ordenador de estándares de tiempo
- Control automático de existencias
- Generación automática de las órdenes de compra
- Facturación automática

36
Para este proyecto al ser un taller pequeño hay factores de esta herramienta que no son
aplicables, por ejemplo la facturación por el tipo de concepto por el cual el taller se
encuentra ante hacienda, pero cuestiones como:
- Tratamiento automatizado de los pedidos de los clientes
- Planificación automática de requerimientos de materiales
- Calculo de costes
- Establecimiento por ordenador de estándares de tiempo
- Control automático de existencias
- Generación automática de las órdenes de compra
Son indispensable en el taller para esto requiere de programas, para el control de todos los
elementos de una manera adjunta y al alcance de solo poder revisarlo a través de una
computadora.
Existen distintos sistemas que ofrecen la comunicación entre las diferentes áreas de la
empresa, entre ellos se encuentra uno de los más utilizados en la actualidad el sistema SAP
por sus siglas en ingles esto por la empresas donde se desarrolló. En 1972, en Mannheim,
Alemania, tres ingenieros tuvieron una idea. Ellos querían producir un software que
marcara un tendencia acerca de cómo debían hacerse las cosas en el mercado para
soluciones de negocios integradas y dieron inicio a una pequeña empresa llamada
Systemanalyse and Programmentwicklung. Desde entonces, aquella compañía se llama
SAP (Sistemas, Aplicaciones y Productos para Procesamiento de Datos).
37
Desde el comienzo, SAP se dedicó al software para aplicaciones de negocios. Por la
colaboración con ejecutivos de negocios y teniendo socios en todo el mundo SAP
desarrolló una forma única de comprender los desafíos encontrados en la implementación
de soluciones tecnológicas para usuarios de negocios, desarrollando software que puede
ayudar las compañías a integrar sus procesos de negocios ayudando a toda la empresa a
funcionar más ordenadamente. Los sistemas versátiles y modulares pueden ser rápida y
fácilmente adaptados a nuevos procesos de negocios de forma que crezca su capacidad a
medida que crece el negocio.
Hoy, SAP es la mayor desarrolladora de software para aplicaciones de negocios del mundo
y el cuarto mayor proveedor independiente de software, en términos absolutos. Más de
7.500 empresas (más de 15 000 instalaciones), en más de 90 países escogieron los sistemas
SAP para mainframe y cliente/servidor para controlar procesos de finanzas, manufactura,
ventas, distribución y recursos humanos, esenciales para sus operaciones. R/3 es
considerado una herramienta esencial en industrias como la del petróleo, la química,
productos de consumo y alta tecnología y electrónica.
Como se ha dicho es un sistema completo que permite que todas la funciones internas e
incluso externas trabajen de una manera coordinada, tal vez lo que sería una desventaja
para nuestro particular caso al ser un taller pequeño no se puede contar con el presupuesto
para la inversión en el software, en la búsqueda de una herramienta que pudiera
proporcionar las mismas ventajas que el antes mencionado SAP, el programa similar y que
será usado en la empresa se llama Inventoria y se utilizara su versión gratuita para que esta
no represente un gasto que la empresa no está en condiciones de absorber.

38
StockBase POS es un completo y gratis programa de gestión comercial. En una solo
programa incluye todo lo necesario para administrar eficazmente una empresa o negocio:
base de datos de artículos, clientes, proveedores y vendedores, gestor de inventario y caja,
informes y estadísticas. La interfaz de StockBase POS, agradable y bien diseñada, usa las
pestañas para separar cada tarea. La barra inferior da acceso a la ayuda y permite organizar
rápidamente las ventanas. Formularios, calendarios y gráficas son de excelente calidad.
Otra ventaja de este software es que es compatible con software del paquete Microsoft
Office, como ya se mencionó la herramienta es muy sencilla de usar y el software es
gratuito de por vida, sin embargo presenta la limitación de que la edición gratuita solo
puede contener mil artículos por lo tanto si la cantidad de artículos llega a sobrepasar esta
cifra el programa será obsoleto.
Pero contra restando esto, los proveedores de este software ofrecen la alternativa de
publicitarlos y gracias a esto el poder obtener una cantidad ilimitada de productos para
introducir, el también agregar las fotografías e incluso códigos de barras para que sea más
fácil la introducción de los productos, conexión entre otros equipos.

39
3.0 Metodología
Como se mencionó en capítulos anteriores, este proyecto se aplicó en un taller de
compra y venta de artículos industriales, tras la observación del taller se encontró que
una área para mejora seria la clasificación y codificación de los artículos que se tienen
en venta, además de la aplicación de la herramienta 5’s para la mejora del ambiente de
la zona de almacenes y con esto facilitar la clasificación de los mismos y también la
creación de una base de datos electrónica para su fácil búsqueda, a continuación se
describirán los paso que se siguieron para la implementación de lo antes descrito.
Para realizar la tarea de clasificación de los artículos se utilizó el método de inspección
visual, esto debido a que es un taller pequeño y a que la otra forma para la clasificación
es a través de las operaciones por las que pasa la pieza, pero como en el taller solo se
somete a pequeños operaciones no se puede realizar por este método.
Para ayudar a que el proceso se diera de manera más fluida se tuvo el apoyo de distintas
herramientas que hicieron más sencilla la tarea de clasificación, tales como son las 5’s,
esta herramienta como se ha mencionado anteriormente es de gran utilidad pues es
simple, pero llevada a cabo de manera correcta es muy efectiva para mantener el orden
en talleres y empresas.
Antes de comenzar, se buscó el conocer las condiciones en las que trabajaba el taller, se
cuenta con dos almacenes, en uno se encuentran los productos antes de pasar por

40
pequeños procesos, para después pasar al almacén de productos que están listos para
llegar a los clientes, son procesos menores de limpieza y pintura para dar una mejor
presentación a los productos para los clientes, estos procesos de limpieza y pintura,
pulido en algunos casos se realiza por que como ya se había dicho son artículos usados.
En la Tabla 3.1 se muestra los pasos a través de los cuales se pasan los productos para
llegar al cliente final, se muestra el siguiente diagrama:
Las líneas de color verde muestran la información que se da entre cada uno de los paso, con
un señalamiento en rojo se denota la cantidad de tiempo que se necesita para encontrar la
Tabla 3.1 Mapa del proceso

41
pieza requerida en caso de no estar en exhibición en el taller, como se observa son tiempos
muy grandes puesto que hay solo un trabajador que es el dueño también, la búsqueda se
hace de manera manual, además si el producto esta aun en bodega antes se procesar llevara
más tiempo para llegar al cliente, dependiendo del artículo la búsqueda podía llevar hasta
60 minutos, a esto se debe agregar un mínimo de 10 minutos extra para dejarla lista para los
clientes.
Como se había planteado anteriormente gracias a la codificación la búsqueda, se hace más
sencillo y disminuyen tiempos de manera considerable logrando mayor productividad, la
idea es sencilla pues al uso del sistema OPITZ se agregó la realización de una base de datos
tanto de producto antes de procesar, como de los cuales están listos para la venta, con esto
los tiempos de búsqueda se minimizan para beneficio de la empresa y de los clientes. En
este momento ya con el conocimiento de las condiciones en las que el taller trabajaba, el
primer paso que siguió fue la implementación de la herramienta 5’s, de esta manera al re-
organizar el taller y los almacenes será más sencilla y la clasificación y codificación de los
productos con el sistema OPITZ.
Como ya se había dicho la metodología que tiene su origen en Japón, la cual está orientada
a desarrollar lugares de trabajo donde "se respire" la calidad. Las 5´s están sustentadas en
principios universales de aplicación práctica, los cuales debemos fomentar para lograr ser
una sociedad más próspera.

42
Para comenzar con la metodología 5’s el primer paso que siguió según la metodología,
antes que nada se fue el comprender el significado de la herramienta y no considerarla
como una herramienta de corrección de problemas o temporal sino como algo permanente,
como un estilo de trabajo. Se debe considerar que el objetivo principal de la metodología es
crear y mantener un ambiente de trabajo ordenado, limpio, seguro y agradable que facilite
el trabajo diario y nos ayude a brindar productos de calidad.
Para la implementación se recomiendan dos etapas para lograr el éxito de la herramienta, la
primera fue la implementación del Área Piloto, él Área piloto se refiere a comenzar con
solo una área de la empresa para posteriormente se haga una generalización de la misma.
En este caso en particular al ser un taller tan pequeño no cuenta con tantas áreas, por lo
tanto nuestra área piloto será el almacén de producto antes de procesar y posteriormente se
repetirá el procedimiento en el almacén de producto terminado, donde se encuentran
nuestros productos a clasificar y codificar.
Para comenzar la aplicación de 5´s que es un concepto sencillo que nos permite orientar a la
empresa y los talleres de trabajo hacia las siguientes metas:
Dar respuesta a la necesidad de mejorar el ambiente de trabajo.
Buscar la reducción de pérdidas por la calidad.
Facilita crear las condiciones para aumentar la vida útil de los equipos.
Mejorar la estandarización y la disciplina en el cumplimiento de los estándares.
43
Facilitar la implementación de cualquier tipo de programa de mejora continua, de
producción Justo a Tiempo, Control Total de Calidad y Mantenimiento Productivo
Total.
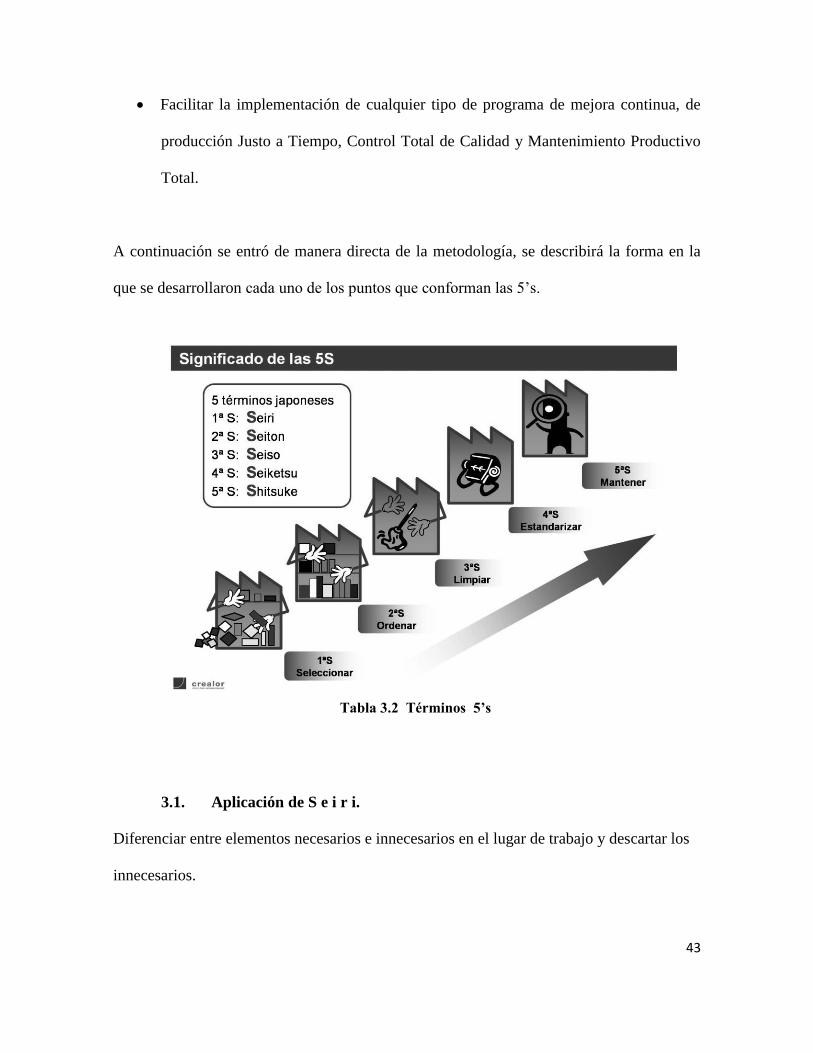
A continuación se entró de manera directa de la metodología, se describirá la forma en la
que se desarrollaron cada uno de los puntos que conforman las 5’s.
3.1. Aplicación de S e i r i.
Diferenciar entre elementos necesarios e innecesarios en el lugar de trabajo y descartar los
innecesarios.
Tabla 3.2 Términos 5’s
44
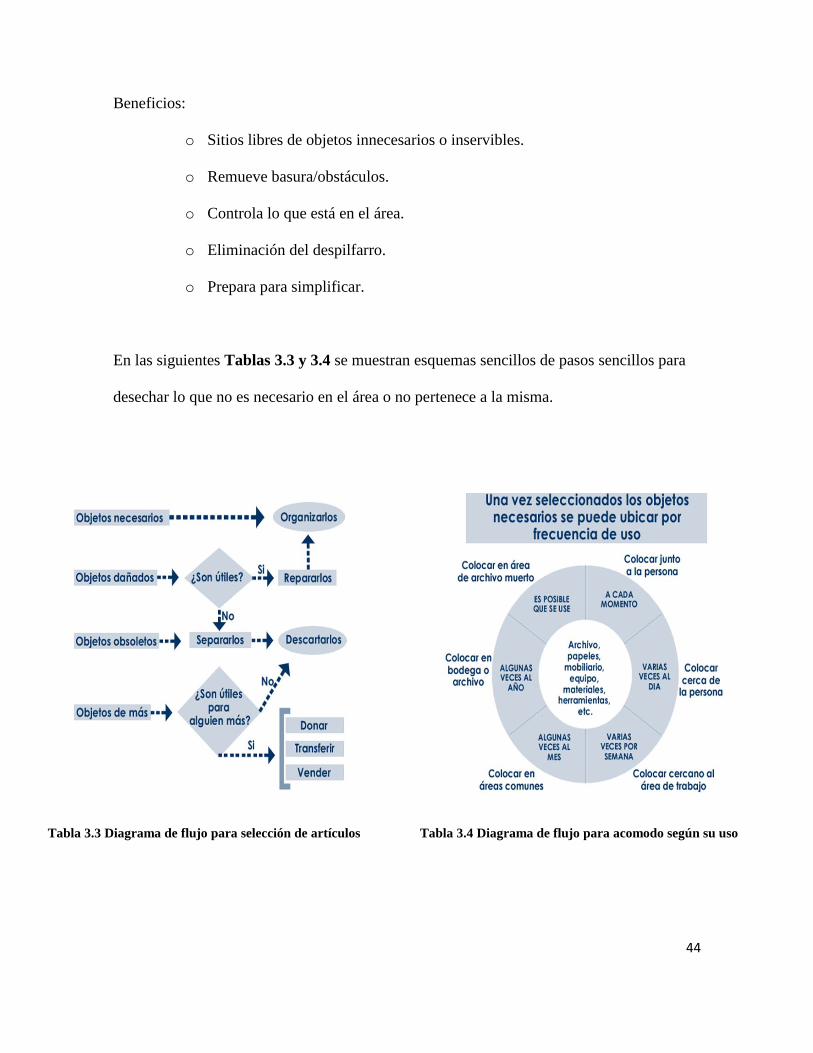
Beneficios:
o Sitios libres de objetos innecesarios o inservibles.
o Remueve basura/obstáculos.
o Controla lo que está en el área.
o Eliminación del despilfarro.
o Prepara para simplificar.
En las siguientes Tablas 3.3 y 3.4 se muestran esquemas sencillos de pasos sencillos para
desechar lo que no es necesario en el área o no pertenece a la misma.
Tabla 3.3 Diagrama de flujo para selección de artículos Tabla 3.4 Diagrama de flujo para acomodo según su uso

45
Algo que fue de ayuda para el mantenimiento de la primera “S” y que nos permite tener
solo necesario en el área de trabajo, es el usar ayudas de tipo visual con estas el empleado
podrá recodar que es lo que hay que hacer para que la metodología siga funcionando, esta
tabla servirá para ayudar al acomodo del área y está basada en la Tabla 3.5.
En este punto al comenzar con el reconocimiento de los artículos que en realidad
pertenecen al área fue más sencillo el comenzar la inspección visual de los artículos, y así
comenzar su clasificación y codificación con el sistema OPITZ, por lo tanto a partir de este
momento la aplicación de las herramientas fue simultánea.
Como se había dicho es un taller pequeño por lo tanto no cuenta con grandes recursos para
la infraestructura del mismo, el primero de los almacenes o bodegas donde son puestos los
productos sin procesar para la venta se encuentra al aire libre, y cuenta con pocos anaqueles
FFrreeccuueenncciiaa ddee uussoo AAcccciióónn
OObbssoolleettoo ((nnoo nneecceessaarriioo)) EElliimmiinnaarr ((ssaaccaarr ddeell áárreeaa))
RRaarraa vveezz uussaaddoo ((uunnaa aall aaññoo)) GGuuaarrddaarr eenn lluuggaarr aalleejjaaddoo
MMeennooss ddee uunnaa vveezz aall mmeess GGuuaarrddaarr ddeennttrroo ddee llaa ppllaannttaa
UUnnaa vveezz aa llaa sseemmaannaa GGuuaarrddaarr eenn eell áárreeaa
UUnnaa vveezz aall ddííaa oo mmaass MMaanntteenneerr eenn llaa eessttaacciióónn
Tabla 3.5 Frecuencia de utilización

46
que fue necesario usar de la manera más óptima los recursos para que el orden y acomodo.
En el Anexo 1 se muestran fotografías del estado inicial del almacén de producto antes de
procesar.
A continuación se comenzó con la clasificación de los productos basándose en la
clasificación del sistema ya mencionado OPITZ, ya se había dicho que la inspección se
hizo de una manera visual debido a que son tantos los productos a clasificar. Para comenzar
la clasificación lo primero es la identificación de las familias o grandes grupos en los cuales
se pude agrupar los productos, se hizo de una manera visual y el método consistió en lo
siguiente.
3.1.1. Método de inspección visual
El método de inspección visual considera acomodar el grupo de partes en grupos conocidos
como familias de partes esto mediante la inspección visual de las características físicas de
la partes o de sus diseños. La inspección visual es un sistema sencillo y barato de aplicar,
consiste en examinar planos o fotografías de las piezas y agruparlas por semejanza.
El nomenclador consiste en agrupar las piezas por su nombre, sus principales
inconvenientes son los diferentes nombres utilizados para una misma pieza por los distintos
proyectistas y la gran cantidad de referencias que se agrupan en un solo nombre (ejemplo
clásico: arandela, distanciador y / o separador), en general debe completarse con otras sub
codificaciones.

47
Tras hacer la inspección visual de los distintos elementos se decidió el que el primer
agrupamiento o las familias serian destinas de la siguiente manera:
Reductores de Velocidad
Poleas
Engranes
Cadenas
Chumaceras
Barras
Ruedas
Otros, estos son productos que solo son abastecidos bajo pedidos de los
clientes.
Puesto que también se realizó una base de datos para mayor control de los productos, tanto
las ventas, como para el resurtido, se hicieron fotos de los distintos productos, y también
una breve descripción y el precio de los mismos, a partir de esta base de datos la
localización será sencilla y rápida ayudando a la productividad. Para que fuera más fácil el
manejo de la base de datos se maneja un programa que es muy sencillo y fácil de utilizar
por cualquier usuario, además este programa llamado Invetoria tiene otras funciones que
son de utilidad, este es un programa sencillo y amigable con el usuario lo que hace más
fácil el que pueda utilizarlo cualquiera.

48
3.1.2. Métodos de clasificación y codificación
La codificación se refiere al proceso de asignar símbolos a la partes emplearlos en
procedimientos de la información. Los símbolos representan los atributos del diseño de las
partes, sus características de manufactura o ambas. La clasificación se refiere al proceso de
categorizar un conjunto de partes en familias de partes en función de sus similitudes y
luego se separan a causa de diferencias específicas. Para la aplicación de tecnología de
grupo, un sistema bien diseñado debe tener la posibilidad de agrupar familias de las partes
tal como se necesitan, basadas en parámetros específicos. La formación de grupos para la
clasificación y codificación bien diseñada.
En el momento cuando se estaba en el proceso de agrupación de las familias y en el que se
estaba deshaciendo de lo que no pertenece al almacén, se procedió con la aplicación de la
segunda de las 5’s, en esta etapa cada cosas tiene su lugar
3.2. Aplicación de S e i t o n
Poner en orden todos los elementos necesarios (cada cosa tiene su lugar y está en su lugar.)
Es darle a cada cosa una ubicación propia, teniendo en cuenta la frecuencia de uso. Dar
nombre a todo, así es más fácil localizar las cosas. Las etiquetas estandarizadas ayudan a
identificar las cosas y su lugar. Se deben guardar las cosas de acuerdo a su función.
Para lograr el orden en esta segunda etapa de las 5’s importante como se ha mencionado
una método para el apoyo de 5’s son las instrucciones de manera visual, esto hace más
49
sencilla la localización de productos que es el principal objetivo, el acortar el tiempo de
búsqueda pues esto genera un desperdicio que le resta productividad al taller, en los
almacenes, los estantes con los que se cuenta se pusieron etiquetas con el nombre de los
productos e información que ayude a su localización, otro punto es que a través de un
código de colores se identifican también los diferentes productos, son pequeñas etiquetas
que darán la señal de que el producto ya fue catalogado y está dentro de la base de sistema
de datos del taller.
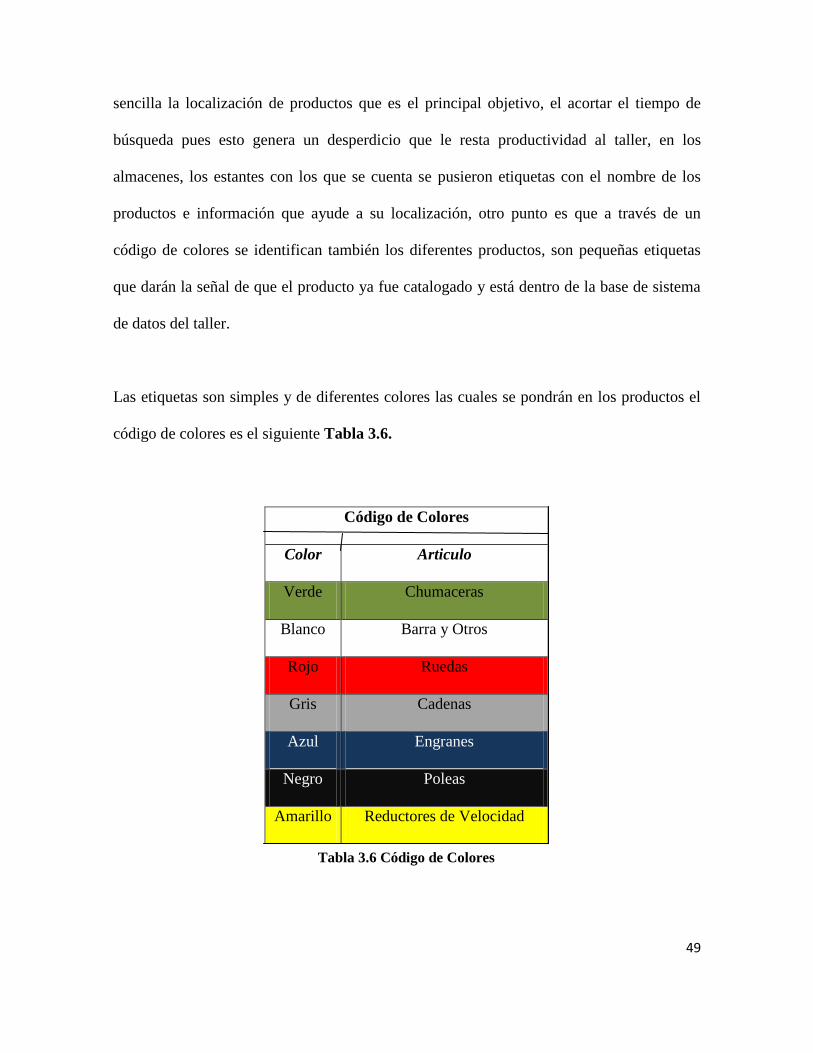
Las etiquetas son simples y de diferentes colores las cuales se pondrán en los productos el
código de colores es el siguiente Tabla 3.6.
Tabla 3.6 Código de Colores
Código de Colores
Color Articulo
Verde Chumaceras
Blanco Barra y Otros
Rojo Ruedas
Gris Cadenas
Azul Engranes
Negro Poleas
Amarillo Reductores de Velocidad

50
Otro punto a considerar en esta parte del proceso el que los productos fueron acomodados
facilitando el acceso a ellos, es decir que sea sencillo el poder tomarlos y no se tuvieran que
hacer muchos movimientos que resultaran en desperdicio para el negocio, de igual manera
se sugiere que el acomodo de los productos fue de acuerdo a la demanda de los mismos.
Por lo tanto los productos de más fácil acceso son aquellos que para el taller tienen más por
los clientes y aquellos que su demanda no están frecuentes, es decir, aquellos productos que
los clientes piden muy poco o definitivamente son a través de pedido de estos últimos.
Después de observación y de entrevista con el dueño del taller, conocimos en qué el orden
de los productos que son los más solicitados por los clientes, los productos más vendidos
son la poleas, posteriormente los reductores, engranes, cadenas, y al final las ruedas, entre
los productos que se venden existen otros productos los cuales son surtidos solo por pedido
directo de los clientes y las existencias son mínimas.
Tomando en cuenta que se tiene pocos estantes y además que el primer almacén es un lugar
al aire libre se aprovechara el espacio disponible, se cuenta con dos estantes y dos mesas,
así como también con pequeños contenedores como botes donde se pueden colocar
artículos de pequeños tamaño, estos serán marcados con las mismas etiquetas que los
estantes.
Como ya se ha dicho los productos con mayor demanda son las poleas entonces a estos
estas deben estar colocadas en el lugar más accesible para que sean fáciles de encontrar,
además de que es el producto con mayor existencia, este se colocara las canastillas
51
aprovechando que hay varias y se podrán colocar según su medida siendo debidamente
identificadas.
Mientras que en los estantes se colocaron los demás productos según su demanda, como se
había mencionado anteriormente dejando en las partes superiores las ruedas ya que estas no
tienen gran demanda como otros productos como chumaceras y engranes que irán al centro
de las estanterías donde es más fácil el acceso, para las partes bajas de la estantería así
como las mesas fueron destinadas para productos de gran tamaño y que no tengan una gran
demanda.
Beneficios:
o Reduce el tiempo de localización de herramienta, equipo, etc.
o Elimina la frustración causada por buscar.
o Mejora la seguridad.
o Incrementa la productividad personal.
o Reduce tiempos de preparación de la máquina.
o Facilita la limpieza
o Prepara el área para el proceso de estandarización.
Se está asigno un lugar a cada elemento, en este caso del almacén al tener cada cosa en su
lugar y debidamente identificada reducirá de manera considerable los tiempos de búsqueda
y localización de los productos, en este momento se empezó a asignar lugares a los

52
productos es más sencillo el poder realizar la codificación de los artículos y la introducción
a la base de datos que se va a crear.
A continuación se muestra la Tabla 3.8 que contiene los primeros 5 dígitos designados para
la codificación, cabe mencionar esta tabla OPITZ es utilizada para elementos de tipo
rotacional, por los tanto, como la mayoría de los productos son de este tipo es óptimo para
la codificación de los productos.
El proceso para la codificación de la partes es largo pues a pesar de ser un taller pequeño
son bastantes los productos que se manejan, entonces entre la organización y la inspección
de los mismos el proceso se lleva poco a poco, además de que no se cuenta con mucho
personal para hace r los cambios pertinentes.
Como hemos visto el sistema OPITZ es un sistema de codificación y clasificación de tipo
multi-código es decir se considere un código combinado puesto que emplea números y
letras, el sistema ya mencionado utiliza la siguiente secuencia de dígitos para obtener los
códigos de las piezas (Tabla 3.7)
12345 6789 ABCD
Código de forma Código suplementario Código secundario
Tabla 3.7 Tipos de Código
53
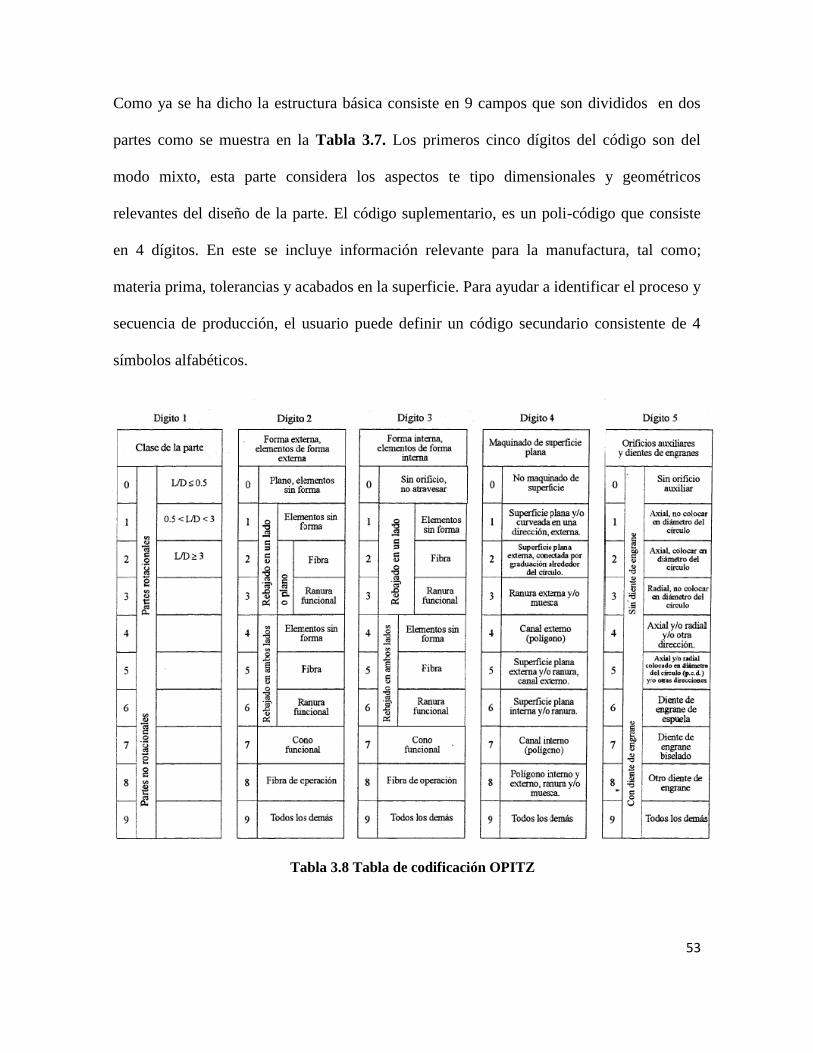
Como ya se ha dicho la estructura básica consiste en 9 campos que son divididos en dos
partes como se muestra en la Tabla 3.7. Los primeros cinco dígitos del código son del
modo mixto, esta parte considera los aspectos te tipo dimensionales y geométricos
relevantes del diseño de la parte. El código suplementario, es un poli-código que consiste
en 4 dígitos. En este se incluye información relevante para la manufactura, tal como;
materia prima, tolerancias y acabados en la superficie. Para ayudar a identificar el proceso y
secuencia de producción, el usuario puede definir un código secundario consistente de 4
símbolos alfabéticos.
Tabla 3.8 Tabla de codificación OPITZ

54
En el caso que se está tratando en particular no hay procesos de maquinación por lo tanto
los 4 dígitos del código suplementario no puede ser usados, pues ya son piezas terminadas
y como ya se había dicho los procesos por los que pasan antes de la venta son de limpieza y
pintura principalmente, sin embargo los últimos cuatro dígitos que son los símbolos
alfabéticos se pueden utilizar con la secuencia que siguen de limpieza y pintura.
Fig. 3.9 Estructura básica del código OPITZ

55
A continuación se muestra cual fue el proceso a seguir con cada uno de los artículos con los
que cuenta el taller, para a través de inspección visual y por los criterios de forma según la
tabla OPITZ que se encuentra anteriormente Tabla 3.8 se desarrollara el código que
identifique en la base de datos al producto.
1. Inspección y toma de fotografía
En esta parte se toman fotografías de la pieza estas servirán de apoyo para la
catalogación y además como una referencia en las bases de datos pues de una
manera visual será más fácil su reconocimiento para cualquier empleado del
taller y no necesitara de un conocimiento especializado.
2. Codificación
Usando el sistema de catalogación OPITZ usamos los primeros cinco dígitos
destinados a forma, el primer digito el cual como los otros 4 va en una escala del
0 al 9, para la obtención de este primer digito se debe sacar una relación de tipo
L/D el resultado de esta para partes de tipo rotacional nos da la siguiente escala:
L/D ≤ 0.5 = 0
0.5 < L/D < 3 = 1
L/D ≥ 3 = 2
Y de esta manera sencilla se obtiene el primer digito de la cadena que se
obtendrá, a continuación el segundo se enfocara en elementos de la forma

56
externa de la pieza los cuales van del 0 al 9, el tercer digito registrara elementos
de forma en la parte interna de la pieza, el cuarto digito revisa los maquinados
que tenga sobre la superficies planas el ultimo digito de esta tabla indicar si la
pieza tiene orificios auxiliares o dientes de tipo engrane, a continuación se
seguiría con los dígitos que describen a la pieza según su proceso de
manufactura, pero como son piezas ya terminadas, los dígitos 6789 no son de
interés, y en su ligar para terminar la cadena de caracteres se utilizaran los
caracteres ABCD con ellos se describen procesos por los cuales pasa la pieza.
En nuestro caso en particular tendrán el siguiente significado:
A = Limpieza
B = Pintura
C = Engrasado
D = Otro
Teniendo esto en cuenta se agregaran los caracteres tipo letra necesarios para
que el código del producto contenga la información necesaria para los
trabajadores y clientes del taller así como para la conformación de la base de
datos.
3. Acomodo
Después de que la pieza fue catalogada y se le ha asignado un código, es
momento de que quede ordenada en un lugar específico, que estará debidamente
57
señalado, para que en el momento que de su búsqueda para la venta se encuentre
de una manera fácil y rápida, evitando desperdicio por pérdida de tiempo. El que
tengan un lugar específico contribuirá a saber también o conocer cuando es
necesario el reabastecer un producto determinado.
Mientras se siguió con la codificación se debe seguir con el establecimiento de las 5’s la
que en este momento es la de la limpieza al mantener limpieza en el lugar de trabajo
ayudara a mantener el orden, además de esta manera se hace más agradable y fácil el lugar
de trabajo para los empleados.
3.3. Aplicación de S e i s o
Mantener limpias las máquinas y los ambientes de trabajo. Las maquinas por ejemplo
deben ser limpiadas por quienes la utilizan, el local de trabajo debe ser divido en áreas de
responsabilidad. Cada persona debe cuidar su área. La limpieza es una forma de inspección,
posibilita la identificación de defectos, piezas rotas etc.
Beneficios:
o Alargamiento de la vida útil de los equipos e instalaciones.
o Crea un mejor ambiente de trabajo.
o Mejora la percepción del cliente.
o Menos accidentes.
o Reduce posibles defectos por contaminación.
o Ayuda al proceso de estandarización.

58
Este es un paso importante pues el mantener limpia el área mantendrá en orden las
diferentes áreas, el trabajar en un sitio sucio y desordenado además de ser desagradable es
peligroso. Atenta con la salud física y mental de los trabajadores, incide en la calidad del
producto. La limpieza en general de las instalaciones de trabajo es responsabilidad de la
empresa, pero gran parte del éxito en estos aspectos reposa sobre la actitud de los
empleados: si cada quien se ocupa de mantener limpio su puesto de trabajo, la suma del
esfuerzo de todos, más el cumplimiento de los deberes del departamento de aseo, lograron
un ambiente higiénico y agradable para laborar.
3.4. Aplicación de S e i k e t s u
Uso de procedimientos estándares y listas de verificación para mantener un área ordenada,
limpia, segura y eficiente. La ambientación y la pintura son fuertes y aliados de la
estandarización. Busca crear el “estado de limpieza” ¡no basta estar limpio es necesario
parecer limpio!, la señalización es un aspecto muy importante, se deben usar estandarizadas
y que tengan fácil visualización con letras claras y grandes. Con una hoja de verificación
refleje el estándar de cada área.
Beneficios:
o Provee el plan de 5´s.
o Asegura que no se deteriore el programa.
o Hace de las 3´s anteriores un hábito.
o Inicia la resolución de problemas/actividades de mejora.
o Promueve disciplina, mantiene el proceso.

59
La señalización dentro del área del almacén es de gran utilidad pues aparte de conservar el
orden dentro del área es de gran ayuda al estar en este proceso de clasificación y la
codificación con el sistema OPITZ, también con esta estandarización y la señalizaciones
pertinentes serán de gran ayuda para nuestro objetivo principal que es la reducción de
tiempos en la búsqueda de los artículos en los almacenes para poder hacérselos llegar a los
clientes en el menor tiempo posible, esto hace más productivo el taller.
3.5. Aplicación de S h i t s u k e
Implementar sistemas para monitorear/evaluar las 5´s y asegurar que es mantenido
correctamente. Se hacen las mediciones periódicas utilizando la hoja de verificación
colocando los resultados en el gráfico de control.
Beneficios:
o Establecer estándares para poder medir.
o Mejora nuestra eficacia
o Mantiene siempre el área siempre lista para cualquier tour.
o Promueve orgullo y respeto en el área de trabajo.
o Actividades basadas en la mejora continua.
Esta etapa es la más importante para el éxito de la herramienta, pues en esta se habla de la
autodisciplina de cada empleado es lo que producirá llegar al éxito, como ya se ha dicho las
5´s se deben convertir en un habito más que en un deber, estas deben ser algo inherente al
sistema y no un trabajo extra. Además esta última es una fuente de medición de la
herramienta y del sistema.

60
No deben subestimarse los medios personales requeridos para desarrollar un proyecto de
5S. En gran medida, el tiempo a dedicar por los participantes en el proyecto dependerá de la
situación de partida de la organización o empresa y del nivel de profundidad que se persiga
en su ejecución. También influirá la intensidad con que se planifique el proyecto, es decir,
la duración prevista para su ejecución.
Para llevar a cabo esta herramienta se debe considerarse un equipo que tendrá tareas
específicas y con un cronograma de tiempos para poder llegar a los objetivos planteados,
para la aplicación de esta herramienta todos los niveles de la empresa, también se deben
considerara un facilitador de la herramienta, este será encargado de dar a conocer los
procedimientos de la herramienta y sus distintas etapas a los miembros del taller.
Hasta llegado a este punto se considerara que se concluyó la fase de área piloto y se podrá
extender hasta el siguiente objetivo que será el almacén de productos listos para la venta se
llevaran a cabo todos los pasos mencionados hasta este punto, solo se harán modificaciones
en cuanto a la aplicación del sistema de codificación y clasificación OPITZ pues como son
piezas similares o incluso iguales se omitirán pasos pues ya se tiene un código sobre
algunas de las piezas y no será necesario repetir procedimientos y con ello la aplicación
será más rápida que en el primer almacén de productos antes de procesar. En el Anexo 2 se
puede ver el estado inicial del almacén de producto terminado.

61
3.6 Creación de Registro Electrónico de los Productos con Programa StockBase POS
En este momento se comenzara con la creación de la base de datos se buscó entre diferentes
software para encontrar aquel que fuera más amigable para que los diferentes usuarios lo
puedan utilizar y sea de fácil comprensión, algo que también se requería en el software es
que tuviera la opción de estar conectado en varias PC y se vieran reflejadas tanto las
compras como las ventas en los almacenes e incrementar el control.
Después de buscar, se encontró el software de tipo libre llamado StockBase POS,
Administrador de existencias, este software conjuga lo requerido para el pequeño taller,
desde el agregar fotografías, descripción de la pieza, código de relación existencias y el
inventario donde se encuentra localizado el artículo, y todo esto se puede tener en una red
que comparta datos con varios miembros del taller y lo puedan modificar y se vean
reflejadas en el sistema.
Además tiene software complementarios para operaciones financieras, y la administración
de los datos de los clientes, esto también ayudara a conocer las preferencias de los mismos
y poder hacer pronósticos de ventas oportunos. StockBase POS es un programa profesional
para el seguimiento del inventario en las pequeñas y medianas empresas a través de una o
varias ubicaciones. Administra fácilmente las cantidades de stock, las transferencias entre
ubicaciones.

62
En nuestro particular caso no requeriremos por el momento de todas las aplicaciones que
este programa contiene pero, la mayoría serán de gran ayuda para el taller en las cuestiones
que se proyectan las mejoras del proyecto.

63
4.0 Resultados
En este capítulo se discutirán los resultados de lo propuesto como mejoras para el taller de
venta de artículos industriales, como ya se ha dicho en capítulos anteriores el propósito de
este proyecto es poder tener una clasificación de los diferentes productos que se tienen a la
venta y con esto lograr disminuir los tiempos de búsqueda cuando el cliente solicite los
productos.
Al clasificar los artículos antes que nada el primer resultado fue el conocer el inventario
con el que se contaba y conocer las cantidades de los mismos y esto dio una idea de las
cantidades de artículos y también se consiguió el conocer cual eran los demás demanda
para el taller.
Usando la nueva base de datos que aún se está completando con las existencias que se
tienen el tiempo de búsqueda reduce de una manera considerable y esto mejora los tiempos
para que el taller pueda hacer llegar sus productos a los clientes que lo solicitan a
continuación en la Tabla 4.1 se muestra la mecánica que ahora se sigue para la búsqueda
de un producto al momento de ser solicitado por un cliente.
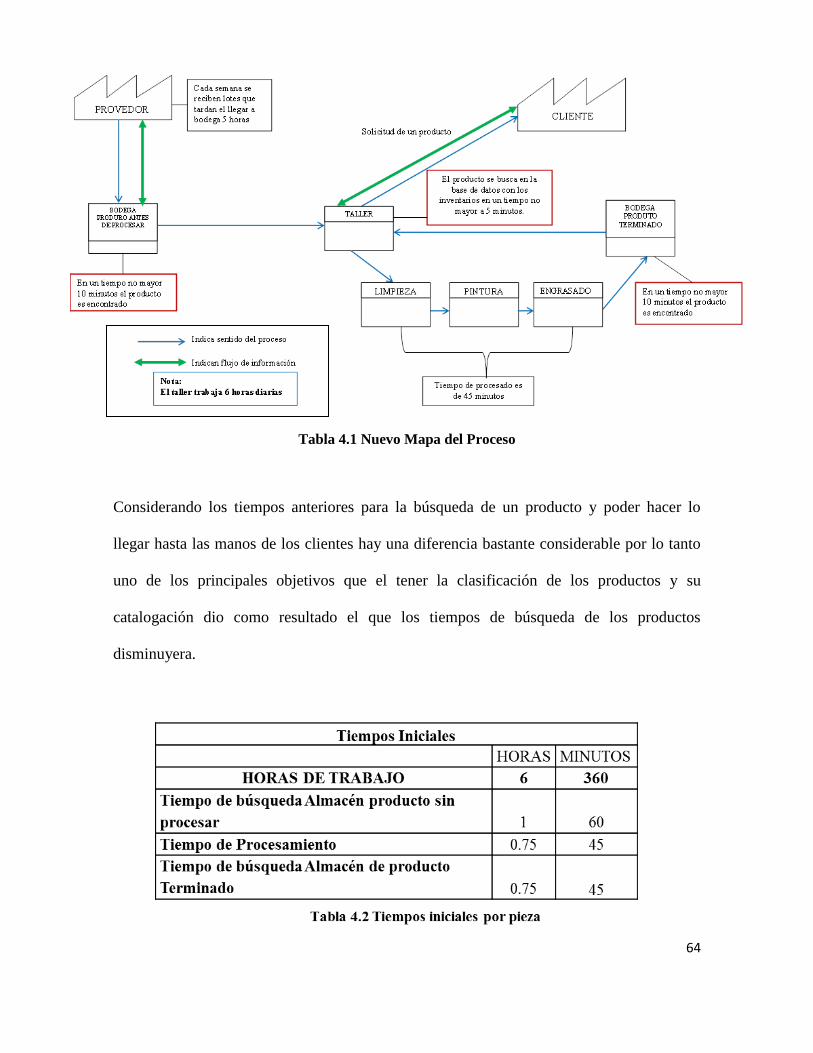
64
Considerando los tiempos anteriores para la búsqueda de un producto y poder hacer lo
llegar hasta las manos de los clientes hay una diferencia bastante considerable por lo tanto
uno de los principales objetivos que el tener la clasificación de los productos y su
catalogación dio como resultado el que los tiempos de búsqueda de los productos
disminuyera.
Tabla 4.2 Tiempos iniciales por pieza
Tabla 4.1 Nuevo Mapa del Proceso

65
Se debe mencionar que los anteriores tiempos son por pieza y que el taller procesa un
máximo de 4 piezas por día los que nos da 3 horas del tiempo de trabajo dedicadas al
procesamiento, y las ventas en promedio son 3 diarias por lo tanto antes de la aplicación de
la mejora si se busca en el almacén sin procesar se destinas 3 horas por día y si el producto
se encuentra en el almacén de producto terminado el tiempo que requiere es de 2 horas 25
minutos por día.
En las Tablas 4.2 y 4.3 se hace un comparativo entre los tiempos que se tenían al hacer
todo de manera manual para encontrar el producto cuando era solicitado por los clientes ha
mejorado considerablemente, pues de 60 minutos que se requerían de búsqueda en el
almacén de producto sin procesar disminuyo a tan solo 10 minutos de búsqueda más 5
minutos de la búsqueda en general en la base de datos nos dan un total de 15 minutos para
la localización de la pieza en este caso se deberán sumar también tiempos de transporte y
procesamiento que es debido según el producto, pero en lo que refiere a la localización el
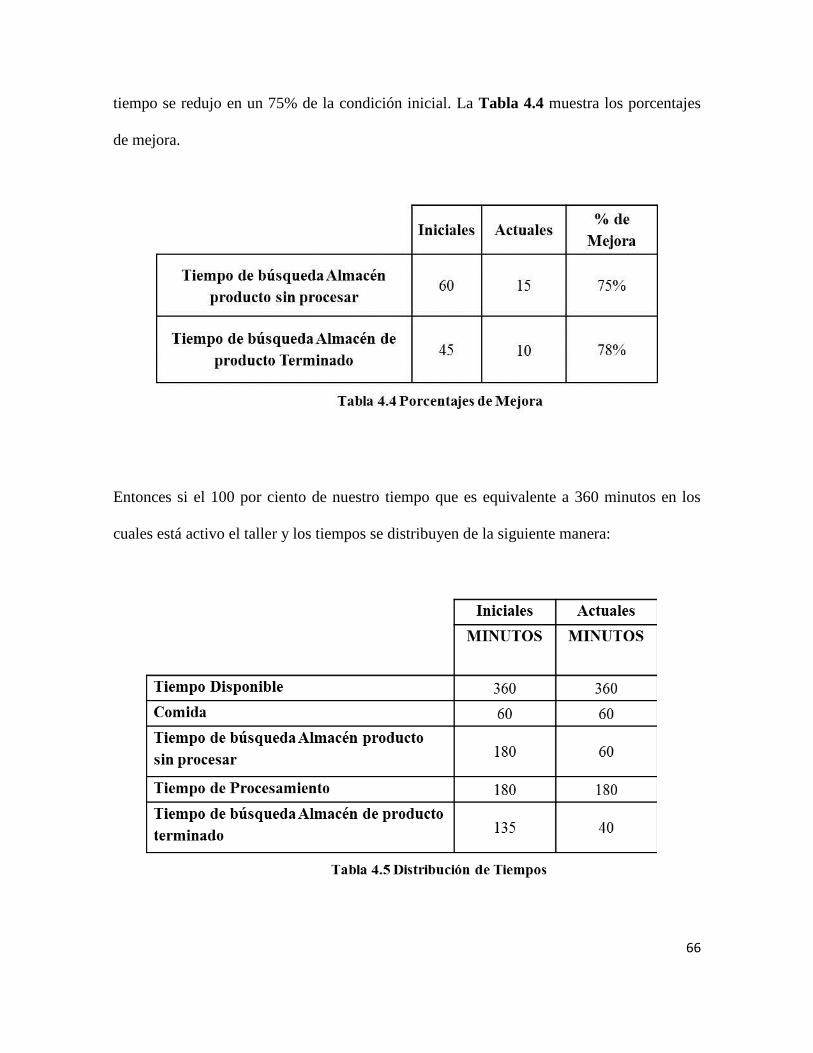
66
tiempo se redujo en un 75% de la condición inicial. La Tabla 4.4 muestra los porcentajes
de mejora.
Entonces si el 100 por ciento de nuestro tiempo que es equivalente a 360 minutos en los
cuales está activo el taller y los tiempos se distribuyen de la siguiente manera:

67
Cabe mencionar que en los tiempos iniciales si se considera una pieza en el almacén de
producto sin procesar el tiempo se sobrepasa por 60 minutos y si los productos se
encuentran el tiempo sobrepasado por 15 minutos, en caso de ser necesario por el cliente
requiere el producto con urgencia, en cambio con las modificaciones que se han hecho en el
taller se cuentan con tiempos muertos los más adelante en los próximos capítulos se harán
recomendaciones para hacer productivos estos tiempos.
La disminución del tiempo se debe en primer lugar al que al tener una base de datos con
solo introducir el artículo la base mostrara su localización y si está listo para la venta si se
tiene en existencia e incluso hasta el precio del mismo además si a esto sumamos el que los
productos están debidamente identificados por el sistema de codificación el resultado es
favorable para el taller.
A través del orden y la aplicación de 5´s se logró un mejor aprovechamiento del espacio y
los materiales disponible en los almacenes del taller y así disminuir los tiempos de
búsqueda y además el que no se necesite de un trabajador que tenga un conocimiento muy
especializado para poder reconocer los productos, en los Anexos 3 y 4 los lay out para los
dos almacenes producto sin procesar y producto terminado.
Debe tomarse en cuenta que solo se tiene un trabajador en el taller por lo tanto todo el
trabajo de procesamiento así como de búsqueda es realizado por el, entonces el disminuir
tiempos de búsqueda da como resultado el poder aumentar la productividad del taller,
considerando los tiempos anteriores se debe considerar que en un día como ya se había

68
mencionado se pueden procesar un máximo 4 piezas, pues también se tienen que atender a
los clientes que llegan al taller o se comunican para solicitar algún producto.
Por tanto si se tiene 6 horas de trabajo (Tabla 4.5) y se debe reducir a una hora de comida,
solo tenemos 5 horas productivas para las distintas actividades con tiempos tan largos de
búsqueda se tiene desperdicio según sistemas de manufactura esbelta pues se está
destinando más tiempo del necesario a la búsqueda.
Además por el acomodo y la limpieza que se realizó por el uso de las 5’s las áreas de
almacenes están despejadas y el acceso a ellas es más fácil, así como la localización de los
productos se hace más sencilla pues cada cosa tiene su lugar y está debidamente
identificada para que cualquier trabajador del taller, también el uso de 5’s hizo que se
aprovechara de una mejor manera el espacio y utensilios que se tiene disponibles.
Otro resultado que surgió por la catalogación de los productos se logró el conocimiento de
los diferentes productos que se tiene en el taller, y las cantidades esto también nos da una
estadística sobre los productos que hay en mayor cantidad y hacer un comparativo con la
demanda que existe por parte de los clientes, con ello conocer también cada cuanto tiempo
se requiere surtir los productos para poder satisfacer lo que los clientes pidan.
Se sabe que los artículos tiene diferentes demandas y a través de la observación de los datos
recopilados con el dueño del taller que las ventas de los productos que se ofertan con el
orden enseguida mostrado, cabe mencionar que se tiene el conocimiento de otros productos

69
que se ofertan y son buscados por los clientes, pero los por los porcentajes de venta que
fueron proporcionados por el taller estos son los más significativos con respecto a las
ventas.
Poleas
Reductores de Velocidad
Engranes
Cadenas
Ruedas
Por lo tanto al comparar con las existencias obtenidas a través del registro dentro de la base
de datos apoyándose en el uso del software para el registro de los artículos, se tiene los
siguientes porcentajes en cuanto a los artículos que se tienen, las tablas y graficas que se
muestran a continuación muestran la frecuencias de los diferentes productos y las gráficas
presentan los porcentajes de estos con respecto del total de los respectivos almacenes.
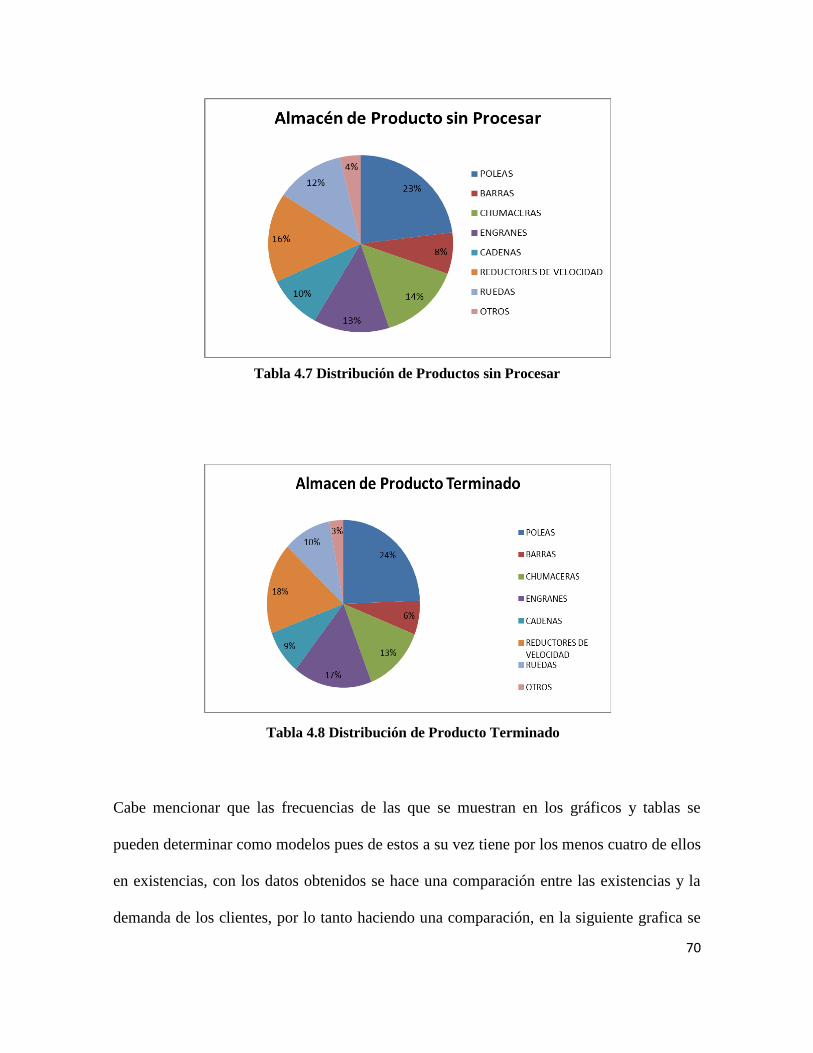
70
Cabe mencionar que las frecuencias de las que se muestran en los gráficos y tablas se
pueden determinar como modelos pues de estos a su vez tiene por los menos cuatro de ellos
en existencias, con los datos obtenidos se hace una comparación entre las existencias y la
demanda de los clientes, por lo tanto haciendo una comparación, en la siguiente grafica se
Tabla 4.7 Distribución de Productos sin Procesar
Tabla 4.8 Distribución de Producto Terminado
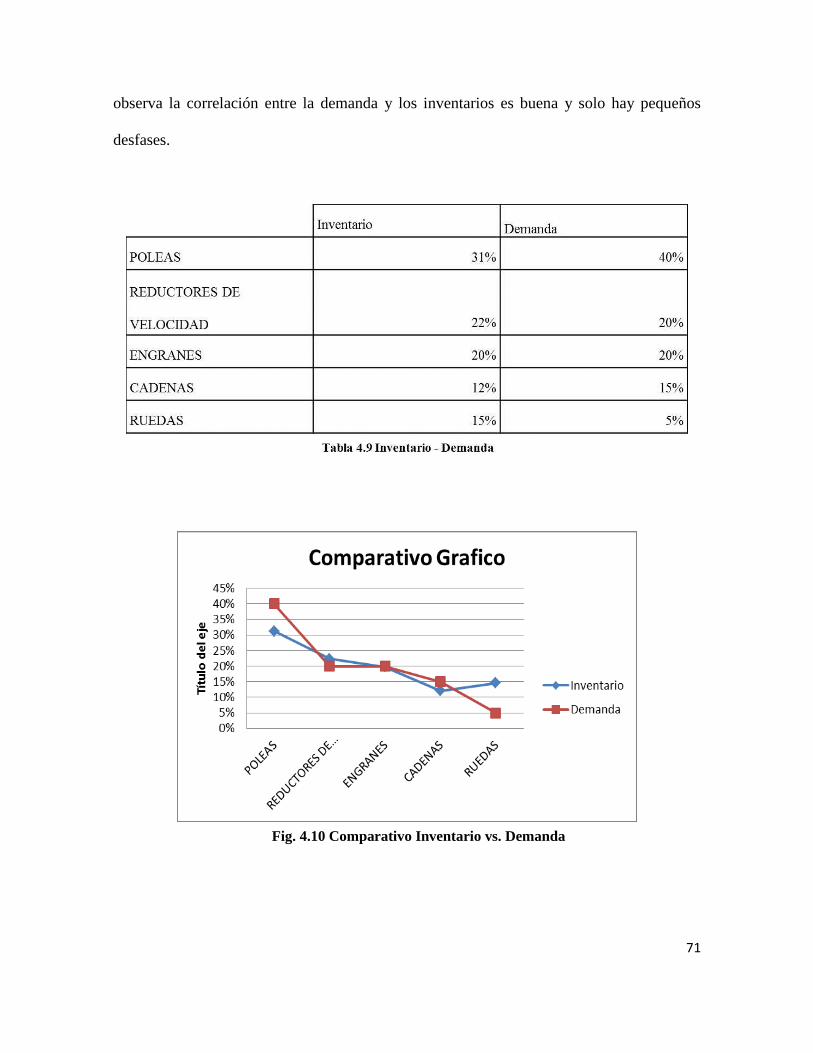
71
observa la correlación entre la demanda y los inventarios es buena y solo hay pequeños
desfases.
Fig. 4.10 Comparativo Inventario vs. Demanda

72
Otra ventaja tras la aplicación del software que combina distintas áreas del taller fue el
llevar un registro de los clientes que tiene el taller, es decir, una base de datos de los
diferentes clientes y como se puede contactar con ellos para ofrecer productos que se sabe
son de interés de los mismos o resolver dudas sobre los productos o simplemente el hecho
de mantener un puente de comunicación de proveedor-cliente.

73
5.0 Conclusiones y Recomendaciones
En el trabajo que se ha venido presentando a lo largo de los capítulos, se mostró el proceso
aplicado a un taller dedicado a la compra y venta de artículos usados, buscando como
mejora el lograr la identificación, codificación y clasificación de los productos que se
ofrecen y que se encuentran en dos almacenes, uno de productos sin procesar y el segundo
de producto terminado listo para su venta.
Como resultado de esto se encontró que gracias a esto y también ayudado por la base de
datos digital que se hizo de los productos, se redujo el tiempo de localización de los
productos cuando son requeridos por los clientes del taller. Además de que como se aplicó
5’s en los en los dos espacios antes mencionados también hubo una optimización en la
utilización de los elementos a disposición del taller.
La mejora en tiempos, el reacomodo de los espacios, también benefician al ambiente de
trabajo, y al bienestar de los trabajadores del taller, pues un lugar limpio y ordenado
siempre será más agradable para las personas en sus centros laborales.
A través de las investigaciones y la observación del taller, cuando se recolectaron datos
para este proyecto de mejora, se encontraron más áreas de oportunidad para el taller, que lo
impulsarían a mayor productividad además de crecimiento, un ejemplo de esto, y el más
claro y fácil de aplicar es ahora proceder con la extensión de la herramienta 5’s en todo el
taller, hay que recordar que esta herramienta esta siempre en trabajo y se debe ver como un
74
habito, no como una responsabilidad o un deber pues así se hará más pesado el poder
cumplir con ella todos los días.
También tras conocer las condiciones de trabajo dentro del taller es recomendable el que se
aumente el personal del taller pues como se había dicho anteriormente, el taller cuenta con
un solo trabajador, que es insuficiente a pesar de ser un taller pequeño, pues se interrumpen
las diferentes labores por cubrir otras, y esto genera desperdicio en tiempos de espera y de
los mismos procesos utilizados para que el producto llegue a los clientes.
Al hablar de los procesos a los cuales son sometidos los productos mejorando su
presentación para los clientes, el estandarizar estos sería una buena mejora para el taller,
pues con esto se podría aumentar el número de piezas que se pueden procesar en un día
laboral, para lograr esto sería necesario el acomodo de los procedimientos hechos a los
productos y así distribuirlos de manera adecuada para optimización de los mismos, esto
puede ser apoyado por el ya implementado sistema OPITZ que contempla clasificación de
partes a trasvés también de las operaciones a las cuales se pueden dividir en una especie de
celdas de manufactura, con la información que ya se tiene este proceso se facilitaría.
Una recomendación pertinente para el taller y la cual agilizaría los inventarios y los
mantendría actualizados sin mayor problema sería el utilizar etiquetas con código de barras
y de esta manera será más facial la actualización de los productos en la base de datos
electrónico y esta no se volvería obsoleta.

75
Otra recomendación a este taller seria la inversión en mobiliario para sus almacenes, pues a
pesar de que se trató de aprovechar al máximo los recursos con los que se cuenta, se debe
pensar que en un futuro los inventarios crecerán y estos recursos serán in suficientes, otra
inversión que también tiene que ver con los inventarios del taller, es el también hacer una
inversión sobre el software que se implementó para el manejo de los inventarios, ventas,
clientes y proveedores, pues como se dijo antes la versión con la que se empezó a trabajar
tiene algunas limitaciones como el número máximo de artículos que se pueden introducir a
las bases de datos del taller y almacenes.
En conclusión las mejoras hechas al taller fueron de beneficio pues si antes se consideraba
que el personal tenía que ser especializado para poder atender a los clientes y ayudarlos a
encontrar lo que requieren con los sistemas de identificación que se han establecido es más
fácil, pues como sabemos las ayudas visuales hacen más fácil la localización por cualquier
persona y no necesitan tener un conocimiento muy especializado para buscar las pieza, ya
sea de manera física o en las base de datos.
Las mejoras hasta en 75% de los tiempos iniciales significan éxito en lo planteado al inicio
de este proyecto, también el conocer más sobre el funcionamiento de este taller y los
diferentes artículos que en él se venden fue interesante, pues también al estar recolectando
datos y conocer los diferentes artículos y las cantidades que tiene el taller se pudo ver tanto
demanda como oferta de los mismos.
76
Esto da pie a proponer, que conociendo los ciclos de demanda, se pueda llevar a cabo la
implementación de un sistema RMP, para la programación de resurtido de los artículos, y
así no generar stock que serían innecesarios y que según los desperdicios de la manufactura
esbelta que es una herramienta para la mejora continua no hacen perder tiempo y que no
son necesarios.
Concluyendo, dentro del proyecto aprendí mucho sobre el manejo del taller y también sobre
los artículos que este ofrece, el que se logró casi por completo en el periodo que se trabajó
el poder hacer lo planeado sobre la clasificación de artículos y su fácil acomodo para la
localización de los mismos, aunque los productos siguen llegando y es necesario que sean
identificados y acomodados para no perder el orden que se ha establecido a través de la
herramienta 5’s, pero cabe mencionar que si no hay una disciplina sobre esto que se ha
realizado en poco tiempo los realizado no servirá de mucho pues aunque se siga con los
registros si estos no se actualizan de manera periódica y se reportan los movimientos que se
realizan estos se volverán obsoletos en poco tiempo.
Sera un trabajo de los dueños y miembros del taller el logar que este mantenga los cambios
hechos de manera positiva para el beneficio de todos, tanto del taller, de los clientes y los
trabajadores, pues si se cuenta con una área y ambiente de trabajo agradable, y de esta
manera el trabajo se realizara de una mejor manera y bienestar de todos los involucrados
será obtenido.

77
6.0 Referencias
Bock, Robert H. Holstein, William K., Planeación y Control de la Producción, LIMUSA,
México, 1980.
Arbones, Eduardo A., Logística Empresarial, ALFAOMEGA S. A., México, 1999.
Narasimhan, Sim. Mcleavey, Dennis W. Billington, Peter., Planeación y control de la
producción y Control de Inventarios, PRENTICE-HALL, México, 1996.
Wang, John X., Lean manufacturing: Business Bottom-Line Based, TAYLOR AND
FRANCIS GROUP, USA, 2011.
Groover, Mihell. Fundaments of Modern Manufacturing: Materials Process and Systems.
JOHN WILEY & SONS, INC. USA. 2007
Francisco, González. (2007, enero-junio). Manufactura Esbelta principales Herramientas.
Panorama Administrativo, 93, 94, 95.
Torres, Mikel Mauleón. Gestión de Stock, Diaz de Santos, España, 2008.
T’kind, Vicent; Billaut, Jean-Charles. Multicriteria Scheduling, Springer, Alemania, 2002.
Buffa, Elwood ; Taubert, William. Sistemas de Producción e Inventarios. Limusa. Mexico.
1996.
Feld, William M. Lean Manufacturing: Tools, Techniques, and How to use them. CRC
Press. USA. 2001.
Merli, Giorgio. Dirección de Fabricación total. ISEDI. USA. 1996

78
Koeni, Daniel T. Productividad y Optimización, Ingeniería de Manufactura. Marcombo, S.
A. México. 1990.
Hafey, Robert B. Lean Safety, Transforming your safety culture with lean management.
CRC Press. USA. 2011.
Informática Hoy. http://www.informatica-hoy.com.ar/sap/Que-es-SAP.php
Entrevista con el dueño y trabajador del taller Señor Gerardo Francisco Alvarado Reyes.
Festo Consultoría Industrial. Manual Lean Manufacturing. http://www.festo.com/rep/es-
mx_mx/assets/pdf/Manufactura_Esbelta.pdf
Contreras, Méndez, Mariana (2011). ESTUDIO SOBRE LA TECNOLOGÍA DE GRUPOS
Y SU INTEGRACIÓN EN LA MANUFACTURA INTEGRADA POR
COMPUTADORA. Tesis de maestría no publicada. Instituto Politécnico Nacional.
México.
Del Castillo Rodríguez, M. en I. Felipe (2009). LA MANUFACTURA ESBELTA.
Lecturas de ingeniería. Facultad de Estudios Superiores Cuautitlá. México.
Castanyer, Francesc. Como mejorar la productividad de un taller. Marcombo, S. A. España.
1987
Companys, Ramón; Fonollosa Joan B. Nuevas técnicas de gestión de stocks: MRP Y JIT.
Marcombo, S. A. España. 1999

79
Anexos

80
Anexo 1 Almacén de Producto sin Procesar (condiciones iniciales)

81
Anexo 2 Almacén Producto Terminado (condiciones iniciales)

82
Anexo 3
2 2
6
5
7
7
7
1 4 3
8
1. Entrada y salida 2. Estantes de producto de venta mas frecuente 3. Diablito 4. Carretilla 5. Escalera 6. Mesa de trabajo 7. Producto con menor demanda 8. Mesa donde llega producto adquirido antes de acomodo
Anexo 3. Taller de Producto sin procesar

83
Anexo 4
Anexo 4. Taller de Producto Terminado
2 2 4
1
1. Entrada y salida 2. Estantes de producto de venta
más frecuente 3. Diablito 4. Escalera 5. Productos de menor demanda
2
2 2
3
5 5
4
Copyright © 2022 FDOKUMEN