
Performance of Composite Insulators in Simulated Environmental Conditions Related to Central Region...
7
IEEE--ICET 2006 2 nd International Conference on Emerging Technologies Peshawar, Pakistan, 13-14 November 2006 1-4244-0502-5/06/$20.00©2006 IEEE 378 Performance of Composite Insulators in Simulated Environmental Conditions Related to Central Region of Saudi-Arabia Y. Khan, M.I. Qureshi, N.H. Malik and A.A. Al-Arainy College of Engineering, King Saud University P.O. Box 800, Riyadh 11421, Saudi Arabia [email protected] Abstract: High voltage composite insulators are being accepted increasingly for use in outdoor installations. This research work aims at assessing the experimental performance of the two types of polymeric composite insulators being prepared for use in high voltage overhead transmission and distribution networks. Experimental investigations were carried out to study the effect of ultraviolet radiations as well as heat on the performance of composite insulators simulating the environmental conditions of Central region of Saudi Arabia. To achieve this objective, modified accelerated aging test was performed as per IEC standard 61109 to simulate the field aging of the polymeric insulators and compared various electrical and optical tests results of the laboratory aged insulators with new ones. The results will help in assessing the performance and suitability of polymeric insulators for their applications in Saudi Arabia. Keywords: Composite insulator, accelerated aging, breakdown voltage, UV radiations. 1. INTRODUCTION Polymeric insulators are increasingly being used in both the distribution and transmission voltage ranges and are steadily capturing a wider share of the market. The primary impetus for their increased acceptance by the usually cautious electric power utilities is their substantial advantages as compared to inorganic porcelain and glass insulators. One of their major advantages is their low surface energy and thereby maintaining a good hydrophobic surface property in the presence of wet conditions such as fog, dew and rain. Other advantages include light weight which results in a more economic design of the towers or alternatively enabling to upgrade the voltage of existing systems without changing the tower dimensions. An example of this was a case in Germany where the voltage was increased from 245 to 420 kV and in Canada where two 115 kV, 50 km long lines were up-rated to 230 kV using horizontal V- polymer insulators in the same towers [1]. The light weight of the composite insulators also (1) obviates the need to use heavy cranes for their handling and installation and thus saves on cost, (2) a higher mechanical strength to weight ratio which enables the construction of longer spans of towers, (3) line post insulators are less prone to serious damage from vandalism such as gunshots which cause the ceramic insulators to shatter and drop the conductor to the ground, (4) comparable or better withstand voltage than porcelain and glass insulators, (5) easy installation thus saving labor cost and (6) the use of composite insulators reduces the maintenance costs such as of insulator washing which is often required for ceramic and glass insulators in heavily contaminated environment. Along with above mentioned advantages, there are some disadvantages as well such as these insulators are (1) subjected to chemical changes on the surface due to weathering and from dry band arcing (2) life expectancy is difficult to evaluate, and (3) faulty insulators are difficult to detect [2,3]. Figure 1 shows the results of a CIGRE survey done in 2000 to investigate the global distribution of composite insulators at voltage levels above 100 kV [4]. Middle East is one of the regions where composite insulators are gaining ground. The weather conditions in the Middle East including Saudi Arabia are significantly harsh and changing from the daytime to the night. The inland areas are very hot, dry and dusty. The UV radiations that causes chemical changes on the composite insulators are extremely high in this region. In order to select a proper material with satisfactory resistance to weather, it is necessary to understand weather factors and how they
-
Upload
independent -
Category
Documents
-
view
8 -
download
0
Transcript of Performance of Composite Insulators in Simulated Environmental Conditions Related to Central Region...
IEEE--ICET 2006 2nd International Conference on Emerging Technologies Peshawar, Pakistan, 13-14 November 2006
1-4244-0502-5/06/$20.00©2006 IEEE 378
Performance of Composite Insulators in Simulated Environmental Conditions Related to
Central Region of Saudi-Arabia Y. Khan, M.I. Qureshi, N.H. Malik and A.A. Al-Arainy
College of Engineering, King Saud University P.O. Box 800, Riyadh 11421, Saudi Arabia
Abstract: High voltage composite insulators are being accepted increasingly for use in outdoor installations. This research work aims at assessing the experimental performance of the two types of polymeric composite insulators being prepared for use in high voltage overhead transmission and distribution networks. Experimental investigations were carried out to study the effect of ultraviolet radiations as well as heat on the performance of composite insulators simulating the environmental conditions of Central region of Saudi Arabia. To achieve this objective, modified accelerated aging test was performed as per IEC standard 61109 to simulate the field aging of the polymeric insulators and compared various electrical and optical tests results of the laboratory aged insulators with new ones. The results will help in assessing the performance and suitability of polymeric insulators for their applications in Saudi Arabia.
Keywords: Composite insulator, accelerated aging, breakdown voltage, UV radiations.
1. INTRODUCTION
Polymeric insulators are increasingly being used in both the distribution and transmission voltage ranges and are steadily capturing a wider share of the market. The primary impetus for their increased acceptance by the usually cautious electric power utilities is their substantial advantages as compared to inorganic porcelain and glass insulators. One of their major advantages is their low surface energy and thereby maintaining a good hydrophobic surface property in the presence of wet conditions such as fog, dew and rain. Other advantages include light weight which results in a more economic design of the towers or alternatively enabling to upgrade the voltage of existing systems without changing the tower dimensions. An example of this was a case in Germany where the voltage was increased from 245 to 420 kV and in Canada where two 115 kV, 50 km long lines
were up-rated to 230 kV using horizontal V-polymer insulators in the same towers [1]. The light weight of the composite insulators also (1) obviates the need to use heavy cranes for their handling and installation and thus saves on cost, (2) a higher mechanical strength to weight ratio which enables the construction of longer spans of towers, (3) line post insulators are less prone to serious damage from vandalism such as gunshots which cause the ceramic insulators to shatter and drop the conductor to the ground, (4) comparable or better withstand voltage than porcelain and glass insulators, (5) easy installation thus saving labor cost and (6) the use of composite insulators reduces the maintenance costs such as of insulator washing which is often required for ceramic and glass insulators in heavily contaminated environment.
Along with above mentioned advantages, there are some disadvantages as well such as these insulators are (1) subjected to chemical changes on the surface due to weathering and from dry band arcing (2) life expectancy is difficult to evaluate, and (3) faulty insulators are difficult to detect [2,3].
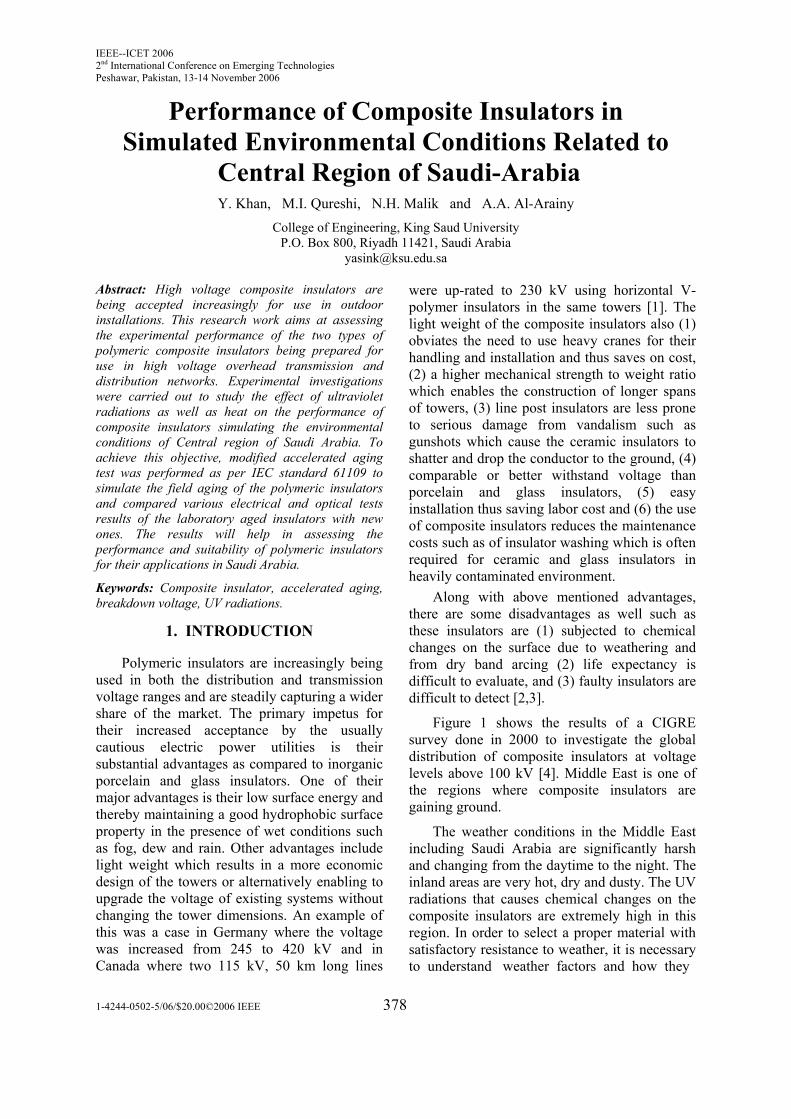
Figure 1 shows the results of a CIGRE survey done in 2000 to investigate the global distribution of composite insulators at voltage levels above 100 kV [4]. Middle East is one of the regions where composite insulators are gaining ground.
The weather conditions in the Middle East including Saudi Arabia are significantly harsh and changing from the daytime to the night. The inland areas are very hot, dry and dusty. The UV radiations that causes chemical changes on the composite insulators are extremely high in this region. In order to select a proper material with satisfactory resistance to weather, it is necessary to understand weather factors and how they
379
Figure 1: Composite Insulators used in the world [4].
affect the various material. These conditions demand a more precise and systematic research to optimize design criteria for deserts and dry areas of Arabian Gulf. The aim of this study is to determine the degree of degradation and decomposition of the used SiR and TPE insulators due to UV radiations and heat.
In this regard experimental investigations were carried out to study the effect of ultraviolet radiations as well as heat, on the performance of composite insulators. To achieve this objective, an accelerated aging test was performed and then electrical and surface analysis i.e. Scanning Electron Microscopy (SEM) were performed. The results are discussed in this study.
2. ACCELERATED AGING CYCLE
For the accelerated aging process as per IEC standard 61109 [5] (1000 hours test) for the non-ceramic (polymeric) composite insulators, the various stresses to be applied in a cyclic manner are as follows:
• Artificial rain • salt fog / clean fog • simulated solar radiation (1 mW/cm2) • dry heat
Unlike the coastal zones, the meteorology of the inland arid desert situated in the central region of Saudi Arabia are very hot, dusty and with long dry spells in summer months with no or very little precipitation. In winter months, there is sparse occasional rain or no rain at all for years. Keeping in view these environmental condition of the central region of Saudi Arabia, the rain and salt fog / clean fog parameters are
not taken into consideration which performing the accelerated aging.
As the temperature variations may cause some degree of mechanical stress, especially at the insulator interfaces and also give rise to condensation phenomena which are repeated several times in the course of a cycle.
A cycle example including all these stresses is shown in Figure 2. Each cycle lasts for 24 h and a programmed change, takes place every 6 hours. During the time when heating are out of operation, the insulators are subjected to room temperature. As per standard, the rise from ambient temperature to desired level should take less than 15 min. Apply UV-radiation around 1mw/cm² on the surface of insulator for a period of 6 hours.
Heating (57°C)
Radiation (1 mw/cm²)
Voltage (28kv)
Time (hours) 2~8 AM
8 AM ~ 2 PM
2~8 PM 8 PM ~ 2 AM
In Operation Out of operation
Figure 2. Accelerated aging cycle.
3. EXPERIMENTAL SETUP AND PROCEDURES
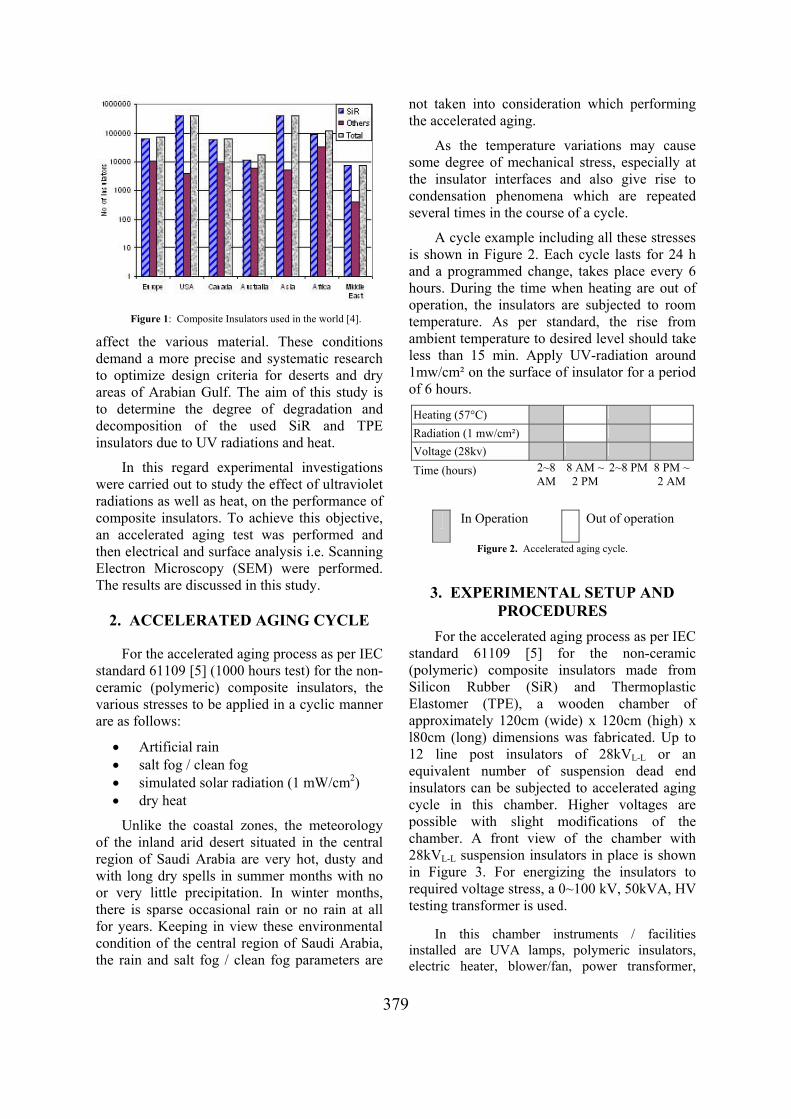
For the accelerated aging process as per IEC standard 61109 [5] for the non-ceramic (polymeric) composite insulators made from Silicon Rubber (SiR) and Thermoplastic Elastomer (TPE), a wooden chamber of approximately 120cm (wide) x 120cm (high) x l80cm (long) dimensions was fabricated. Up to 12 line post insulators of 28kVL-L or an equivalent number of suspension dead end insulators can be subjected to accelerated aging cycle in this chamber. Higher voltages are possible with slight modifications of the chamber. A front view of the chamber with 28kVL-L suspension insulators in place is shown in Figure 3. For energizing the insulators to required voltage stress, a 0~100 kV, 50kVA, HV testing transformer is used.
In this chamber instruments / facilities installed are UVA lamps, polymeric insulators, electric heater, blower/fan, power transformer,
380
UVA radiation meter, temperature sensors and recorders, and automatic aging cycle PC based controller.
(i) UV radiation / UVA lamps In the chamber, the ultraviolet (UV)
radiation system duplicates exposure in that portion of the solar spectrum responsible for
Figure 3. View of accelerated aging cycle chamber.
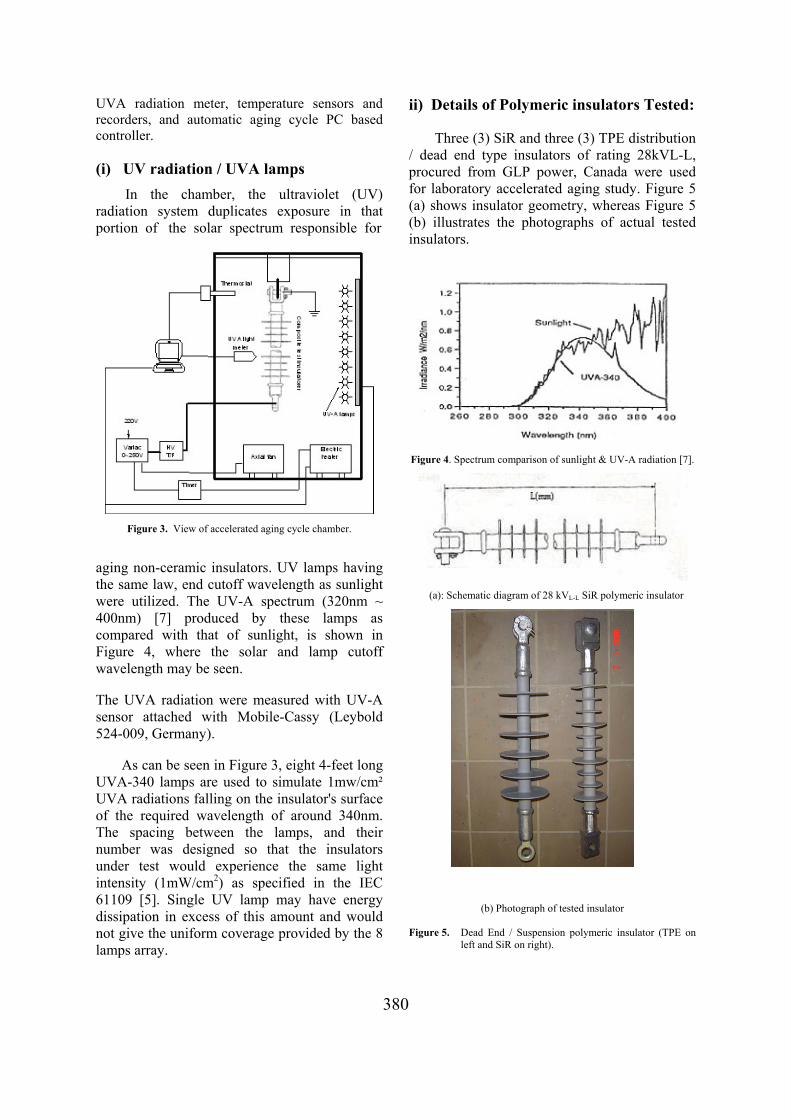
aging non-ceramic insulators. UV lamps having the same law, end cutoff wavelength as sunlight were utilized. The UV-A spectrum (320nm ~ 400nm) [7] produced by these lamps as compared with that of sunlight, is shown in Figure 4, where the solar and lamp cutoff wavelength may be seen.
The UVA radiation were measured with UV-A sensor attached with Mobile-Cassy (Leybold 524-009, Germany).
As can be seen in Figure 3, eight 4-feet long UVA-340 lamps are used to simulate 1mw/cm² UVA radiations falling on the insulator's surface of the required wavelength of around 340nm. The spacing between the lamps, and their number was designed so that the insulators under test would experience the same light intensity (1mW/cm2) as specified in the IEC 61109 [5]. Single UV lamp may have energy dissipation in excess of this amount and would not give the uniform coverage provided by the 8 lamps array.
ii) Details of Polymeric insulators Tested:
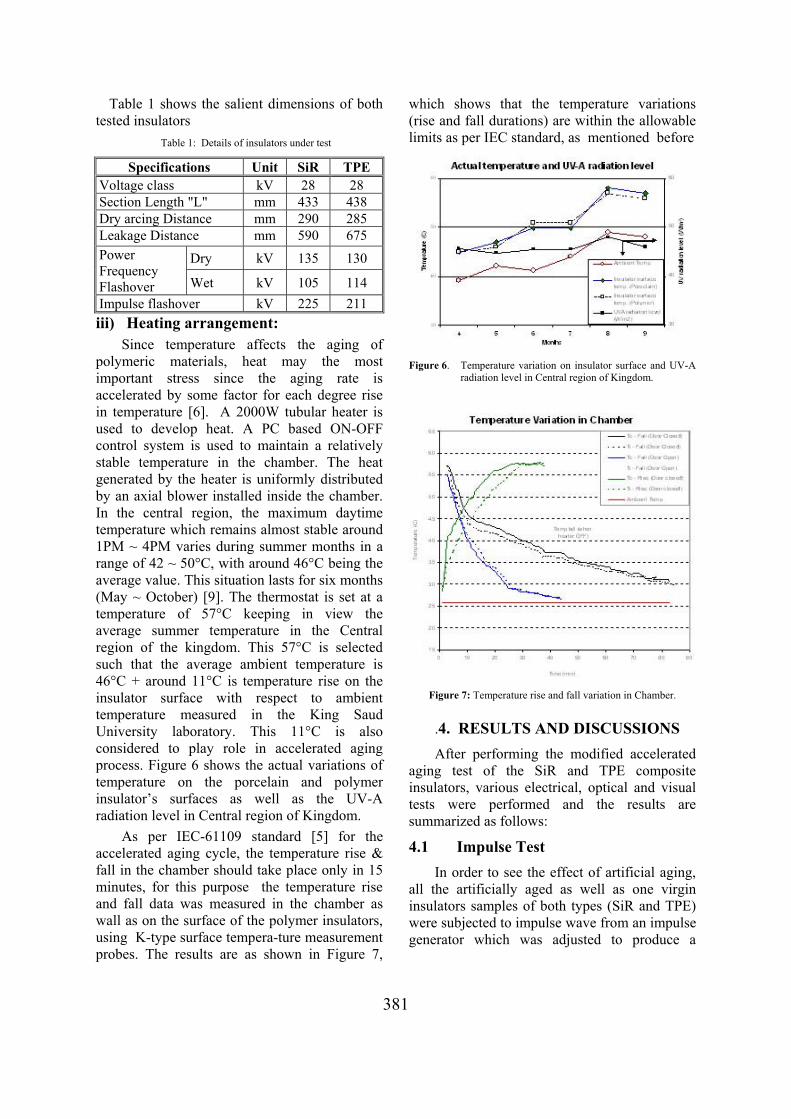
Three (3) SiR and three (3) TPE distribution / dead end type insulators of rating 28kVL-L, procured from GLP power, Canada were used for laboratory accelerated aging study. Figure 5 (a) shows insulator geometry, whereas Figure 5 (b) illustrates the photographs of actual tested insulators.
Figure 4. Spectrum comparison of sunlight & UV-A radiation [7].
(a): Schematic diagram of 28 kVL-L SiR polymeric insulator
(b) Photograph of tested insulator
Figure 5. Dead End / Suspension polymeric insulator (TPE on left and SiR on right).
381
Table 1 shows the salient dimensions of both tested insulators
Table 1: Details of insulators under test
Specifications Unit SiR TPE Voltage class kV 28 28 Section Length "L" mm 433 438 Dry arcing Distance mm 290 285 Leakage Distance mm 590 675
Dry kV 135 130 Power Frequency Flashover Wet kV 105 114 Impulse flashover kV 225 211 iii) Heating arrangement:
Since temperature affects the aging of polymeric materials, heat may the most important stress since the aging rate is accelerated by some factor for each degree rise in temperature [6]. A 2000W tubular heater is used to develop heat. A PC based ON-OFF control system is used to maintain a relatively stable temperature in the chamber. The heat generated by the heater is uniformly distributed by an axial blower installed inside the chamber. In the central region, the maximum daytime temperature which remains almost stable around 1PM ~ 4PM varies during summer months in a range of 42 ~ 50°C, with around 46°C being the average value. This situation lasts for six months (May ~ October) [9]. The thermostat is set at a temperature of 57°C keeping in view the average summer temperature in the Central region of the kingdom. This 57°C is selected such that the average ambient temperature is 46°C + around 11°C is temperature rise on the insulator surface with respect to ambient temperature measured in the King Saud University laboratory. This 11°C is also considered to play role in accelerated aging process. Figure 6 shows the actual variations of temperature on the porcelain and polymer insulator’s surfaces as well as the UV-A radiation level in Central region of Kingdom.
As per IEC-61109 standard [5] for the accelerated aging cycle, the temperature rise & fall in the chamber should take place only in 15 minutes, for this purpose the temperature rise and fall data was measured in the chamber as wall as on the surface of the polymer insulators, using K-type surface tempera-ture measurement probes. The results are as shown in Figure 7,
which shows that the temperature variations (rise and fall durations) are within the allowable limits as per IEC standard, as mentioned before
Figure 6. Temperature variation on insulator surface and UV-A
radiation level in Central region of Kingdom.
Figure 7: Temperature rise and fall variation in Chamber.
.4. RESULTS AND DISCUSSIONS
After performing the modified accelerated aging test of the SiR and TPE composite insulators, various electrical, optical and visual tests were performed and the results are summarized as follows:
4.1 Impulse Test In order to see the effect of artificial aging,
all the artificially aged as well as one virgin insulators samples of both types (SiR and TPE) were subjected to impulse wave from an impulse generator which was adjusted to produce a
382
standard wave of 1.2/50µs impulse with both positive and negative polarities.
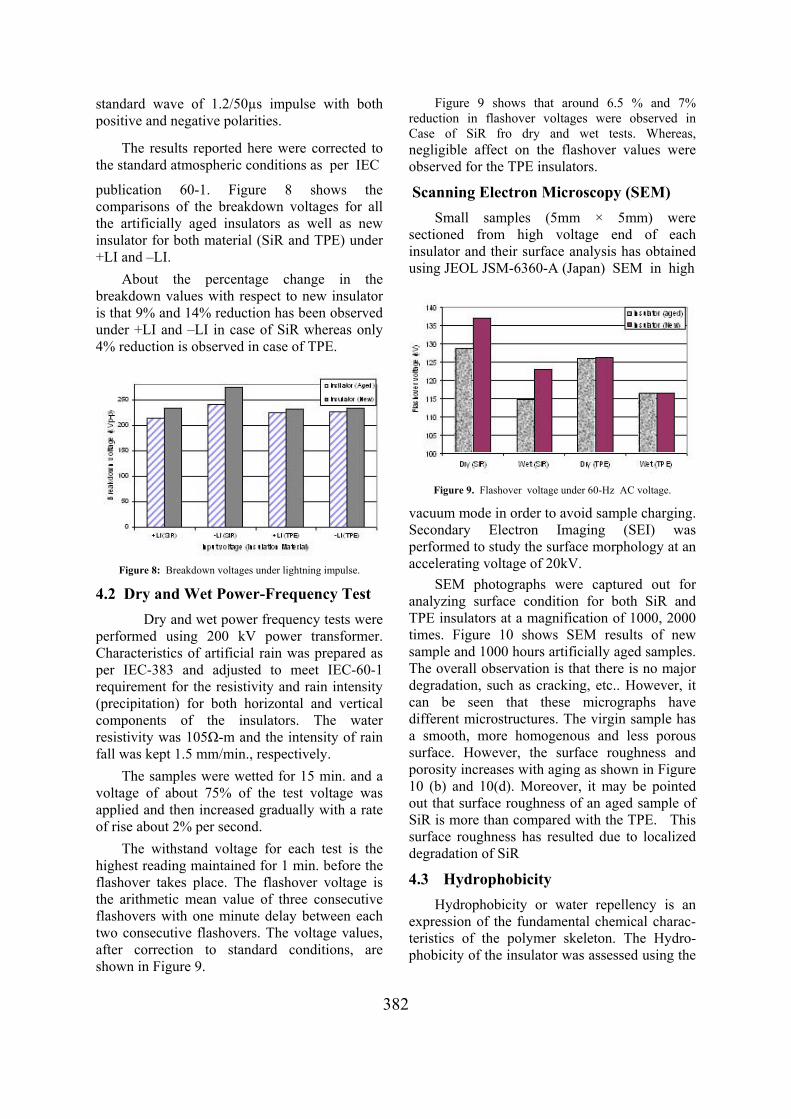
The results reported here were corrected to the standard atmospheric conditions as per IEC
publication 60-1. Figure 8 shows the comparisons of the breakdown voltages for all the artificially aged insulators as well as new insulator for both material (SiR and TPE) under +LI and –LI.
About the percentage change in the breakdown values with respect to new insulator is that 9% and 14% reduction has been observed under +LI and –LI in case of SiR whereas only 4% reduction is observed in case of TPE.
Figure 8: Breakdown voltages under lightning impulse.
4.2 Dry and Wet Power-Frequency Test Dry and wet power frequency tests were
performed using 200 kV power transformer. Characteristics of artificial rain was prepared as per IEC-383 and adjusted to meet IEC-60-1 requirement for the resistivity and rain intensity (precipitation) for both horizontal and vertical components of the insulators. The water resistivity was 105Ω-m and the intensity of rain fall was kept 1.5 mm/min., respectively.
The samples were wetted for 15 min. and a voltage of about 75% of the test voltage was applied and then increased gradually with a rate of rise about 2% per second.
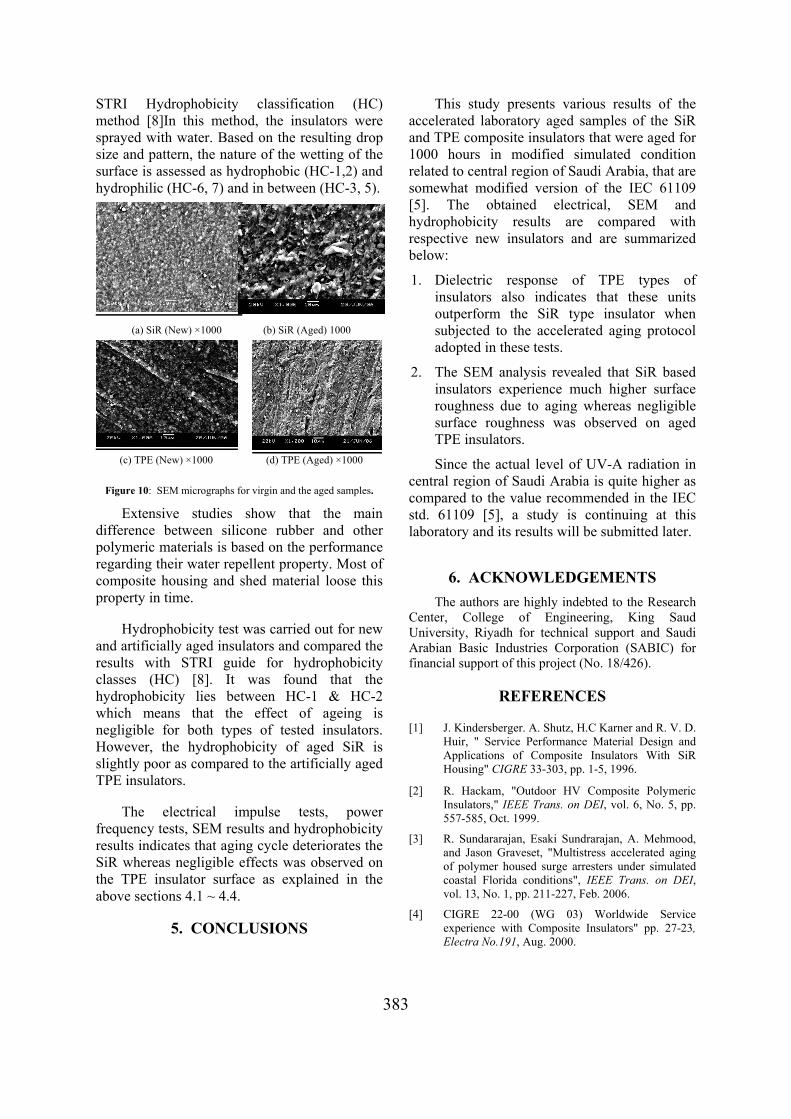
The withstand voltage for each test is the highest reading maintained for 1 min. before the flashover takes place. The flashover voltage is the arithmetic mean value of three consecutive flashovers with one minute delay between each two consecutive flashovers. The voltage values, after correction to standard conditions, are shown in Figure 9.
Figure 9 shows that around 6.5 % and 7% reduction in flashover voltages were observed in Case of SiR fro dry and wet tests. Whereas, negligible affect on the flashover values were observed for the TPE insulators.
Scanning Electron Microscopy (SEM) Small samples (5mm × 5mm) were
sectioned from high voltage end of each insulator and their surface analysis has obtained using JEOL JSM-6360-A (Japan) SEM in high
Figure 9. Flashover voltage under 60-Hz AC voltage.
vacuum mode in order to avoid sample charging. Secondary Electron Imaging (SEI) was performed to study the surface morphology at an accelerating voltage of 20kV.
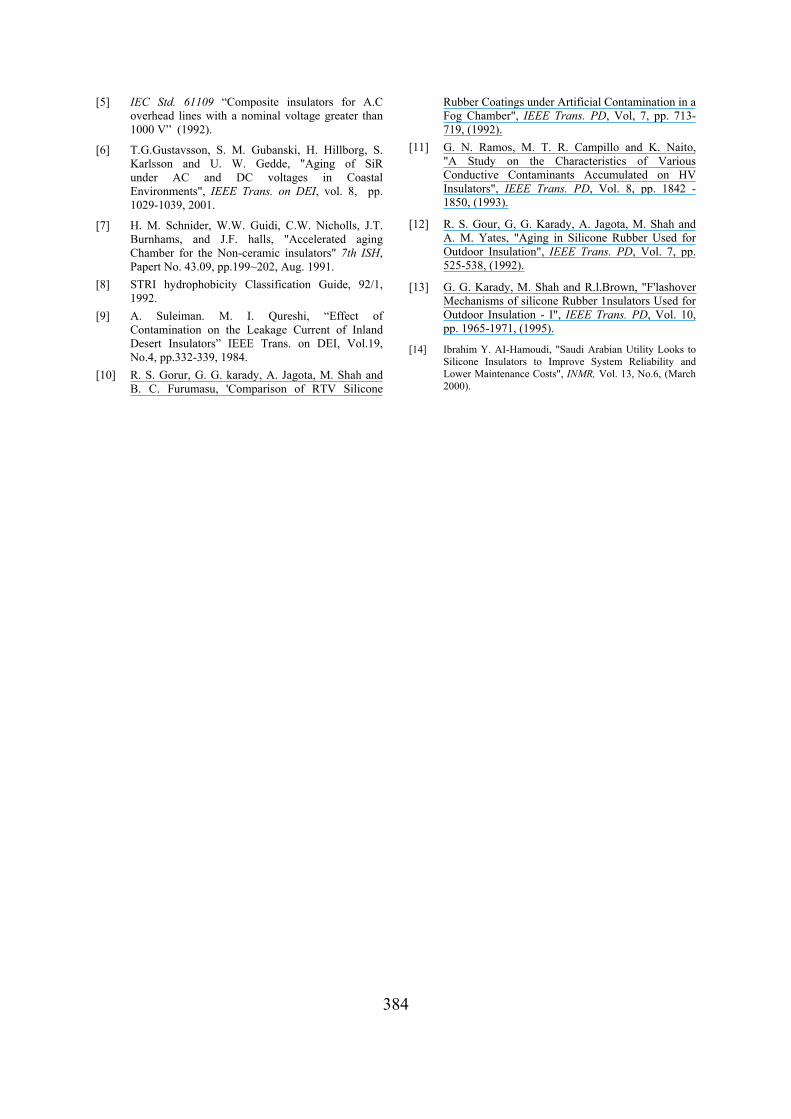
SEM photographs were captured out for analyzing surface condition for both SiR and TPE insulators at a magnification of 1000, 2000 times. Figure 10 shows SEM results of new sample and 1000 hours artificially aged samples. The overall observation is that there is no major degradation, such as cracking, etc.. However, it can be seen that these micrographs have different microstructures. The virgin sample has a smooth, more homogenous and less porous surface. However, the surface roughness and porosity increases with aging as shown in Figure 10 (b) and 10(d). Moreover, it may be pointed out that surface roughness of an aged sample of SiR is more than compared with the TPE. This surface roughness has resulted due to localized degradation of SiR
4.3 Hydrophobicity Hydrophobicity or water repellency is an
expression of the fundamental chemical charac-teristics of the polymer skeleton. The Hydro-phobicity of the insulator was assessed using the
383
STRI Hydrophobicity classification (HC) method [8]In this method, the insulators were sprayed with water. Based on the resulting drop size and pattern, the nature of the wetting of the surface is assessed as hydrophobic (HC-1,2) and hydrophilic (HC-6, 7) and in between (HC-3, 5).
(a) SiR (New) ×1000 (b) SiR (Aged) 1000
(c) TPE (New) ×1000 (d) TPE (Aged) ×1000
Figure 10: SEM micrographs for virgin and the aged samples.
Extensive studies show that the main difference between silicone rubber and other polymeric materials is based on the performance regarding their water repellent property. Most of composite housing and shed material loose this property in time.
Hydrophobicity test was carried out for new and artificially aged insulators and compared the results with STRI guide for hydrophobicity classes (HC) [8]. It was found that the hydrophobicity lies between HC-1 & HC-2 which means that the effect of ageing is negligible for both types of tested insulators. However, the hydrophobicity of aged SiR is slightly poor as compared to the artificially aged TPE insulators.
The electrical impulse tests, power frequency tests, SEM results and hydrophobicity results indicates that aging cycle deteriorates the SiR whereas negligible effects was observed on the TPE insulator surface as explained in the above sections 4.1 ~ 4.4.
5. CONCLUSIONS
This study presents various results of the accelerated laboratory aged samples of the SiR and TPE composite insulators that were aged for 1000 hours in modified simulated condition related to central region of Saudi Arabia, that are somewhat modified version of the IEC 61109 [5]. The obtained electrical, SEM and hydrophobicity results are compared with respective new insulators and are summarized below:
1. Dielectric response of TPE types of insulators also indicates that these units outperform the SiR type insulator when subjected to the accelerated aging protocol adopted in these tests.
2. The SEM analysis revealed that SiR based insulators experience much higher surface roughness due to aging whereas negligible surface roughness was observed on aged TPE insulators.
Since the actual level of UV-A radiation in central region of Saudi Arabia is quite higher as compared to the value recommended in the IEC std. 61109 [5], a study is continuing at this laboratory and its results will be submitted later.
6. ACKNOWLEDGEMENTS The authors are highly indebted to the Research
Center, College of Engineering, King Saud University, Riyadh for technical support and Saudi Arabian Basic Industries Corporation (SABIC) for financial support of this project (No. 18/426).
REFERENCES
[1] J. Kindersberger. A. Shutz, H.C Karner and R. V. D. Huir, " Service Performance Material Design and Applications of Composite Insulators With SiR Housing" CIGRE 33-303, pp. 1-5, 1996.
[2] R. Hackam, "Outdoor HV Composite Polymeric Insulators," IEEE Trans. on DEI, vol. 6, No. 5, pp. 557-585, Oct. 1999.
[3] R. Sundararajan, Esaki Sundrarajan, A. Mehmood, and Jason Graveset, "Multistress accelerated aging of polymer housed surge arresters under simulated coastal Florida conditions", IEEE Trans. on DEI, vol. 13, No. 1, pp. 211-227, Feb. 2006.
[4] CIGRE 22-00 (WG 03) Worldwide Service experience with Composite Insulators" pp. 27-23, Electra No.191, Aug. 2000.
384
[5] IEC Std. 61109 “Composite insulators for A.C overhead lines with a nominal voltage greater than 1000 V” (1992).
[6] T.G.Gustavsson, S. M. Gubanski, H. Hillborg, S. Karlsson and U. W. Gedde, "Aging of SiR under AC and DC voltages in Coastal Environments", IEEE Trans. on DEI, vol. 8, pp. 1029-1039, 2001.
[7] H. M. Schnider, W.W. Guidi, C.W. Nicholls, J.T. Burnhams, and J.F. halls, "Accelerated aging Chamber for the Non-ceramic insulators" 7th ISH, Papert No. 43.09, pp.199~202, Aug. 1991.
[8] STRI hydrophobicity Classification Guide, 92/1, 1992.
[9] A. Suleiman. M. I. Qureshi, “Effect of Contamination on the Leakage Current of Inland Desert Insulators” IEEE Trans. on DEI, Vol.19, No.4, pp.332-339, 1984.
[10] R. S. Gorur, G. G. karady, A. Jagota, M. Shah and B. C. Furumasu, 'Comparison of RTV Silicone
Rubber Coatings under Artificial Contamination in a Fog Chamber", IEEE Trans. PD, Vol, 7, pp. 713-719, (1992).
[11] G. N. Ramos, M. T. R. Campillo and K. Naito, "A Study on the Characteristics of Various Conductive Contaminants Accumulated on HV Insulators", IEEE Trans. PD, Vol. 8, pp. 1842 -1850, (1993).
[12] R. S. Gour, G, G. Karady, A. Jagota, M. Shah and A. M. Yates, "Aging in Silicone Rubber Used for Outdoor Insulation", IEEE Trans. PD, Vol. 7, pp. 525-538, (1992).
[13] G. G. Karady, M. Shah and R.l.Brown, "F'lashover Mechanisms of silicone Rubber 1nsulators Used for Outdoor Insulation - I", IEEE Trans. PD, Vol. 10, pp. 1965-1971, (1995).
[14] Ibrahim Y. AI-Hamoudi, "Saudi Arabian Utility Looks to Silicone Insulators to Improve System Reliability and Lower Maintenance Costs", INMR, Vol. 13, No.6, (March 2000).




















