
PERANCANGAN ALAT PENUANG POLYPROPYLENE DAN POLYETHYLENE YANG ERGONOMIS KE MESIN INJECTION MOULDING...
9
ISSN : 2085- MAKALAH SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI “ Pemanfaatan Energi Alternatif Dan Proses Transformasi Di Industri” Malang, 24 Oktober 2009 PERANCANGAN ALAT PENUANG POLYPROPYLENE DAN POLYETHYLENE YANG ERGONOMIS KE MESIN INJECTION MOULDING DI PT. RAJAWALI PLASTICK Hadi Santosa dan Julius Mulyono Jurusan Teknik Industri – Universitas Katolik Widya Mandala Surabaya Kampus Kalijudan – Jl. Kalijudan 37 Telp/Fax : (031) 3891264 / 3891267 Surabaya 60114 Email : [email protected]; [email protected] Abstrak PT. Rajawali Plastick merupakan perusahaan yang bergerak di industri plastik. Salah satu aktivitas pada departemen produksi adalah penuangan biji plastik (polypropylene dan polyethylene). Selama ini, aktivitas tersebut dilakukan secara manual. Biji plastik yang dituang seberat sekitar 30 kg pada mesin injeksi yang suhunya sekitar 200 o C. Hal ini menuntut pekerja agar sangat berhati-hati. Kondisi tersebut menjadi salah satu perhatian utama karena berkaitan dengan keselamatan kerja. Upaya yang dilakukan adalah perancangan alat bantu penuang biji plastik, agar aktivitas penuangan dapat dilakukan lebih mudah, aman dan efektif. Langkah awal yang dilakukan adalah pengumpulan data, antara lain berupa kuesioner dan pengukuran anthropometri. Perancangan produk dilakukan sampai dalam bentuk miniatur. Kata kunci : Mesin Injeksi; Keselamatan Kerja; Alat Angkut; Ergonomis; Anthropometri 1. Pendahuluan PT. Rajawali Plastick memproduksi 10 macam produk, yaitu Baki, Gayung, Hanger, Lengser Bulat, Piring, Rantang, Tempat Sendok, Timba, Wakul dan Waskom. Penelitian dikhususkan pada departemen bagian produksi dan pengemasan. Pada departemen bagian pengemasan terdapat 8 pekerja. Satu pekerja bagian pengemasan membantu satu operator pada bagian produksi untuk mengangkut dan menuangkan bahan baku dan mengisi oli pada mesin injeksi. Berdasarkan wawancara pada pekerja di PT. Rajawali Plastick, pekerja bagian packing merasa kurang puas karena perusahaan tidak memberikan alat bantu yang ergonomis untuk mengangkut dan menuangkan bahan baku. Tidak adanya alat bantu yang ergonomis menyebabkan pekerja mengalami kesakitan saat pertama kali mengangkat bahan baku dan memindahkan ke bahu karena bahan baku yang diangkat berat. Pekerja juga mengalami kelelahan karena langsung mengangkut satu karung yang berisi bahan baku biji plastik seberat 30 kg dengan jarak 25,3 m dari gudang ke mesin injection. Pekerja juga mengalami kesulitan karena bahan baku biji plastik harus dituangkan ke hopper (tempat pengisian bahan baku) dengan tinggi 2 m. Pekerja merasa nyawanya terancam karena tempat pekerja berdiri saat menuangkan bahan baku
-
Upload
widyamandala -
Category
Documents
-
view
0 -
download
0
Transcript of PERANCANGAN ALAT PENUANG POLYPROPYLENE DAN POLYETHYLENE YANG ERGONOMIS KE MESIN INJECTION MOULDING...

ISSN : 2085-MAKALAH SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI“ Pemanfaatan Energi Alternatif Dan Proses Transformasi Di Industri”Malang, 24 Oktober 2009
PERANCANGAN ALAT PENUANG POLYPROPYLENE DANPOLYETHYLENE YANG ERGONOMIS KE MESIN INJECTION
MOULDING DI PT. RAJAWALI PLASTICK
Hadi Santosa dan Julius MulyonoJurusan Teknik Industri – Universitas Katolik Widya Mandala
SurabayaKampus Kalijudan – Jl. Kalijudan 37 Telp/Fax : (031) 3891264 /
3891267 Surabaya 60114Email : [email protected]; [email protected]
Abstrak
PT. Rajawali Plastick merupakan perusahaan yang bergerak di industri plastik. Salah satu aktivitaspada departemen produksi adalah penuangan biji plastik (polypropylene dan polyethylene). Selamaini, aktivitas tersebut dilakukan secara manual. Biji plastik yang dituang seberat sekitar 30 kg padamesin injeksi yang suhunya sekitar 200 oC. Hal ini menuntut pekerja agar sangat berhati-hati. Kondisitersebut menjadi salah satu perhatian utama karena berkaitan dengan keselamatan kerja. Upayayang dilakukan adalah perancangan alat bantu penuang biji plastik, agar aktivitas penuangan dapatdilakukan lebih mudah, aman dan efektif. Langkah awal yang dilakukan adalah pengumpulan data,antara lain berupa kuesioner dan pengukuran anthropometri. Perancangan produk dilakukansampai dalam bentuk miniatur.
Kata kunci : Mesin Injeksi; Keselamatan Kerja; Alat Angkut; Ergonomis; Anthropometri
1. PendahuluanPT. Rajawali Plastick memproduksi 10 macam produk, yaitu Baki, Gayung,
Hanger, Lengser Bulat, Piring, Rantang, Tempat Sendok, Timba, Wakul danWaskom. Penelitian dikhususkan pada departemen bagian produksi danpengemasan. Pada departemen bagian pengemasan terdapat 8 pekerja. Satupekerja bagian pengemasan membantu satu operator pada bagian produksi untukmengangkut dan menuangkan bahan baku dan mengisi oli pada mesin injeksi.
Berdasarkan wawancara pada pekerja di PT. Rajawali Plastick, pekerjabagian packing merasa kurang puas karena perusahaan tidak memberikan alatbantu yang ergonomis untuk mengangkut dan menuangkan bahan baku. Tidakadanya alat bantu yang ergonomis menyebabkan pekerja mengalami kesakitansaat pertama kali mengangkat bahan baku dan memindahkan ke bahu karenabahan baku yang diangkat berat. Pekerja juga mengalami kelelahan karenalangsung mengangkut satu karung yang berisi bahan baku biji plastik seberat30 kg dengan jarak 25,3 m dari gudang ke mesin injection. Pekerja jugamengalami kesulitan karena bahan baku biji plastik harus dituangkan kehopper (tempat pengisian bahan baku) dengan tinggi 2 m. Pekerja merasanyawanya terancam karena tempat pekerja berdiri saat menuangkan bahan baku
licin dan takut terpeleset sedangkan di sebelah kiri saat pekerjamenuangkan bahan baku terdapat screw (tempat mencairkan bahan baku) yangsuhunya rata – rata C jika pekerja terjatuh di screw maka nyawapekerja dapat melayang.
Berdasarkan penelitian yang dilakukan dan dari hasil wawancara denganpemilik perusahaan dan para pekerja maka perlu adanya pembuatan alat bantukerja yang ergonomis agar dapat meminimumkan tingkat kelelahan danmeningkatkan keselamatan kerja pada pekerja bagian pengemasan dalammelakukan aktifitas menuangkan bahan baku ke mesin injection moulding.
2. Tinjauan Pustaka2.1. Identifikasi Kebutuhan Pekerja
Identifikasi kebutuhan pekerja merupakan bagian penting dari fasepengembangan produk. Daftar kebutuhan pekerja digunakan untuk menetapkanspesifikasi produk, membuat konsep produk dan menyeleksi konsep produkuntuk pengembangan selanjutnya [2].
2.2. Spesifikasi ProdukSpesifikasi produk memberitahukan tim apa yang harus diusahakan untuk
memuaskan kebutuhan pelanggan. Spesifikasi produk adalah kumpulan darispesifikasi-spesifikasi individual [2].2.3. Penyusunan Konsep
Setelah mengidentifikasi serangkaian kebutuhan pelanggan dan menetapkantarget spesifikasi produk serta pada akhirnya tercipta beberapa konsepproduk sebagai pilihan akhir, maka dilakukanlah proses penyusunan konsep.Pendekatan terstruktur pada penyusunan konsep akan mengurangi kemungkinankesalahan/masalah yang merugikan [2].
2.4. Penyeleksian KonsepPenyeleksian konsep merupakan proses menilai konsep dengan pertimbangan
kebutuhan pelanggan dan kriteria lainnya dengan membandingkan kekuatan dankelemahan konsep dan memilih satu atau lebih konsep untuk penyelidikan ataupengembangan lebih lanjut.
Beberapa metode yang digunakan untuk memilih sebuah konsep adalah :keputusan eksternal, produk juara, intuisi, multivoting, pro dan kontra,prototipe dan pengujian, matriks keputusan [2].
2.5. Pengujian KonsepKonsep ini digunakan untuk meyakinkan bahwa kebutuhan pekerja telah
terpenuhi. Konsep yang terpilih akan dikomunikasikan dalam bentuk prototipe[2].
3. Metodologi PenelitianPenelitian ini dilakukan dalam beberapa tahap, antara lain:
1. Langkah pertama dilakukan wawancara dengan pekerja bagian pengemasan. Didalam wawancara ini dapat diketahui kebutuhan dari para pekerja.
2. Setelah mengetahui kondisi awal, langkah yang diambil selanjutnya adalahmengidentifikasi masalah yang ada sehingga dapat ditemukan masalah yangsedang dihadapi.

3. Pada langkah selanjutnya dilakukan studi pustaka dengan mempelajariliteratur-literatur yang berhubungan dengan pokok bahasan untukmemecahkan masalah yang terjadi, seperti Teori Ergonomi, MekanikaTeknik, Teori Perencanaan dan Pengembangan Produk.
4. Pengumpulan data dilakukan dengan pengamatan langsung dan wawancara.5. Dengan data-data yang telah diperoleh dan landasan teori yang digunakan
maka langkah selanjutnya adalah membuat rancangan alat penuangpolypropylene dan polyethylene yang ergonomis sehingga sesuai dengankebutuhan penggunanya.
6. Setelah menentukan dimensi, perhitungan yang diperlukan dan mendesainalat bantu kerja yang baru maka pada tahap ini dilakukan pembuatan alatbantu kerja berupa prototipe.
7. Langkah selanjutnya adalah menguji konsep yang telah terpilih denganmelihat respon pekerja. Konsep yang terpilih akan dikomunikasikan dalambentuk prototipe.
8. Pada tahap selanjutnya dianalisis besar energi yang dikeluarkan pekerjabagian pengemasan jikalau menggunakan alat bantu yang telah dirancangdan dibandingkan dengan besar energi yang dikeluarkan pekerja sebelummenggunakan alat bantu. Setelah itu dianalisa berapa besar penghematanyang diterima perusahaan jika menggunakan alat bantu yang telahdirancang.
4. Hasil Penelitian dan Pembahasan
Gambar 1Pekerja mengalami kesulitan untuk mengangkat bahan baku

Gambar 2Pekerja mengalami kelelahan waktu mengangkut bahan baku dari gudang sampai
mesin injeksi
Gambar 3Pekerja dapat mengalami kecelakaan saat menuangkan bahan baku
Pada Gambar 1 dan 2 terlihat pekerja mengalami kesulitan dan kelelahanmulai dari mengangkut bahan baku, membawanya sampai menuangkannya ke mesininjeksi. Pada Gambar 3 terlihat tempat pekerja berdiri saat menuangkanbahan baku licin sedangkan di sebelah kiri terdapat screw (tempatmencairkan bahan baku) yang suhunya rata – rata 2000C jika pekerja terjatuhdi screw maka nyawa pekerja dapat melayang.
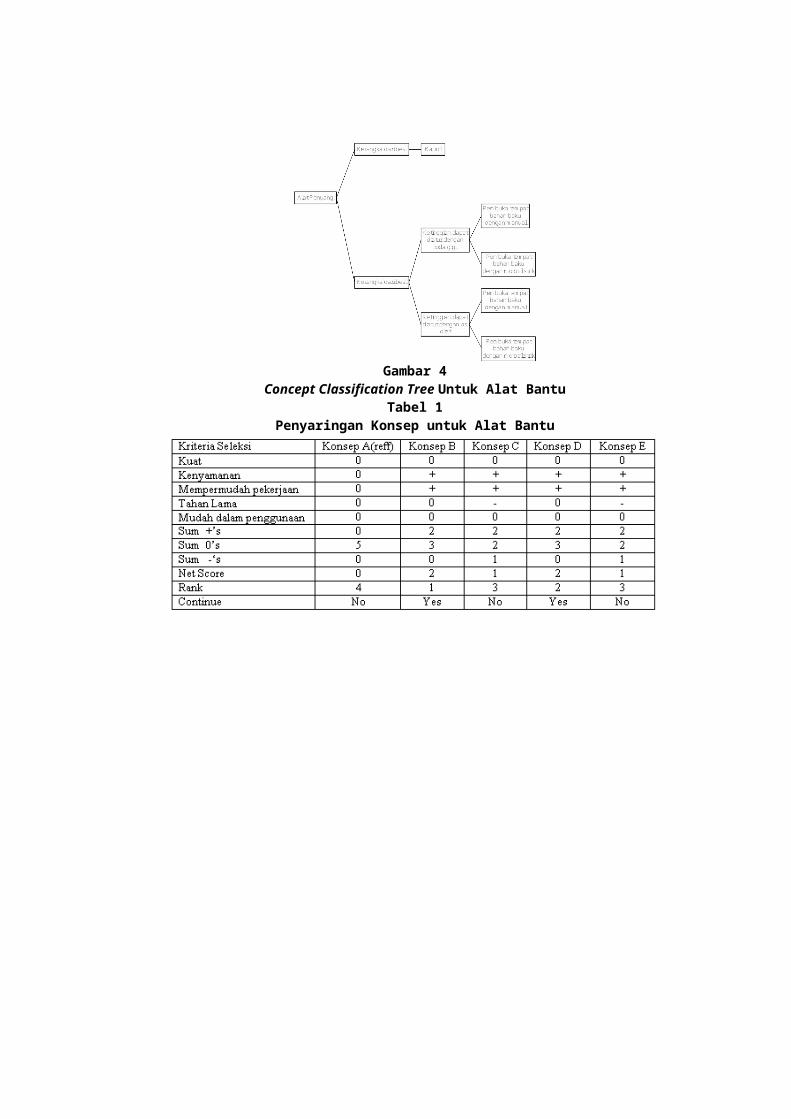
Gambar 4Concept Classification Tree Untuk Alat Bantu
Tabel 1Penyaringan Konsep untuk Alat Bantu

ISSN : 2085-MAKALAH SEMINAR NASIONAL INOVASI DAN APLIKASI TEKNOLOGI DI INDUSTRI“ Pemanfaatan Energi Alternatif Dan Proses Transformasi Di Industri”Malang, 24 Oktober 2009
Pada tabel 1 dapat dijelaskan sebagai berikut:1. Konsep A diberi nilai 0 untuk semua kriteria karena konsep A dijadikan
sebagai referensi atau acuan untuk membandingkan dengan konsep yanglainnya.
2. Konsep B memperoleh nilai (+) pada kriteria kenyamanan karena ketinggianalat bantu pada konsep B dapat diatur sehingga dapat masuk pintu gudangdan nilai (+) pada kriteria mempermudah pekerjaan karena pekerja tidakperlu naik ke atas untuk menuangkan bahan baku.
3. Konsep C diberi nilai (+) untuk kriteria kenyamanan karena ketinggianalat bantu pada konsep C dapat diatur sehingga dapat masuk pintu gudangdan nilai (+) untuk kriteria mempermudah pekerjaan karena pekerja tidakperlu naik ke atas untuk menuangkan bahan baku. Nilai (-) untuk kriteriatahan lama karena pada konsep C alat bantu menggunakan listrik, jadiumur dari alat ini tidak terlalu panjang.
4. Konsep D memperoleh nilai (+) pada kriteria kenyamanan karena ketinggianalat bantu pada konsep D dapat diatur sehingga dapat masuk pintu gudangdan nilai (+) pada kriteria mempermudah pekerjaan karena pekerja tidakperlu naik ke atas untuk menuangkan bahan baku.
5. Konsep E diberi nilai (+) untuk kriteria kenyamanan karena ketinggianalat bantu pada konsep E dapat diatur sehingga dapat masuk pintu gudangdan nilai (+) untuk kriteria mempermudah pekerjaan karena pekerja tidakperlu naik ke atas untuk menuangkan bahan baku. Nilai (-) untuk kriteriatahan lama karena pada konsep C alat bantu menggunakan listrik, jadiumur dari alat ini tidak terlalu panjang.
Tabel 2.Penilaian Konsep untuk Alat Bantu
Pada tabel 2 dapat dijelaskan sebagai berikut:1. Konsep B untuk kriteria kuat baik karena dengan menggunakan roda gigi
akan kuat menahan batang gigi akan tetapi harus ada pengunci supayatidak melorot. Kriteria kenyamanan baik karena desain pada konsep Bsesuai dengan ukuran tubuh pekerja. Untuk mmpermudah pekerjaan cukupkarena pada konsep B pekerja tidak perlu naik ke atas untuk menuangkanbahan baku dan frekuensi pengambilan bahan baku dapat dikurangi. Untuktahan lama baik karena pada konsep B tidak memakai listrik. Mudah untukdigunakan cukup karena pada konsep B tidak banyak komponen dan tidakperlu pelatihan untuk menggunakannya.

2. Pada konsep D yang berbeda dengan konsep B adalah kriteria kuat dankenyamanan. Untuk kriteria kuat sangat baik karena pada konsep D saatalat diputar ke atas tidak perlu menggunakan pengunci tetap kuat menahanbeban. Untuk kriteria kenyamanan buruk karena saat alat tersebut diputarke atas maka pekerja harus membungkuk dan memutar dengan arahhorisontal.Dari penyaringan konsep yang telah dilakukan di atas dapat diketahui
bahwa konsep B memiliki nilai yang tertinggi dan menduduki peringkatpertama, sehingga konsep B inilah yang dipilih untuk dikembangkan.
Gambar 5
Rancangan alat bantu kerja yang baru
Tabel 3Hasil respon untuk rancangan alat bantu yang baru
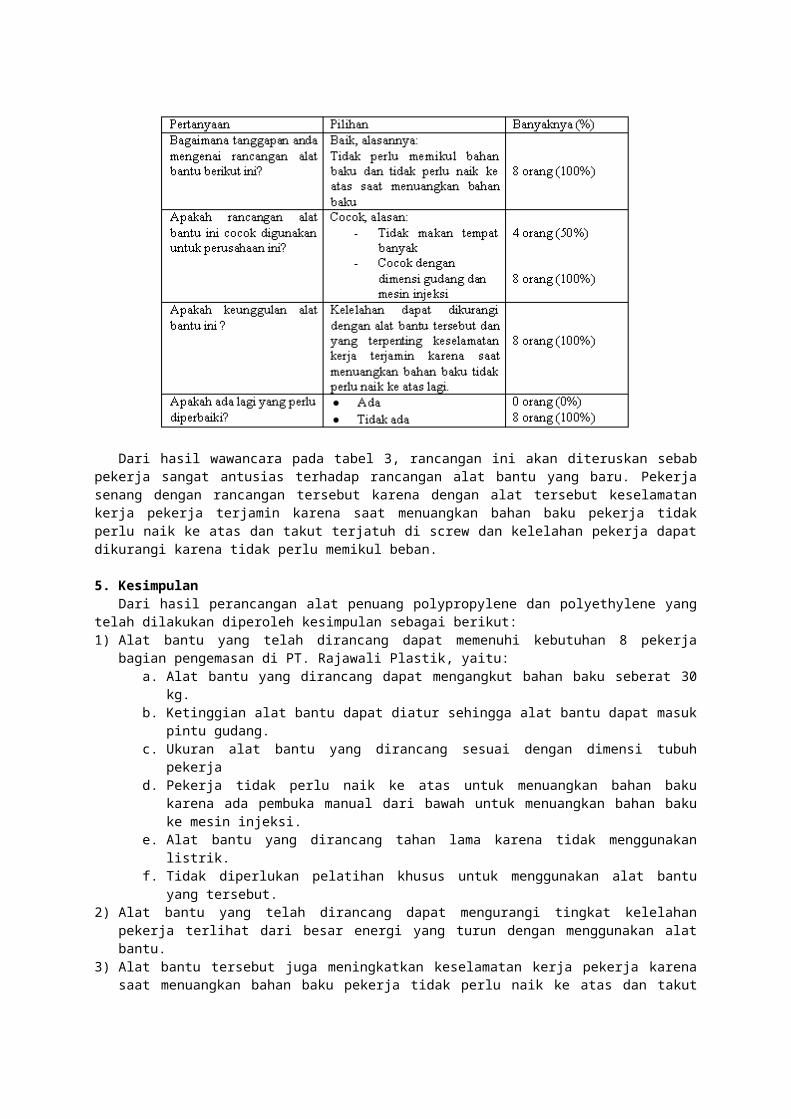
Dari hasil wawancara pada tabel 3, rancangan ini akan diteruskan sebabpekerja sangat antusias terhadap rancangan alat bantu yang baru. Pekerjasenang dengan rancangan tersebut karena dengan alat tersebut keselamatankerja pekerja terjamin karena saat menuangkan bahan baku pekerja tidakperlu naik ke atas dan takut terjatuh di screw dan kelelahan pekerja dapatdikurangi karena tidak perlu memikul beban.
5. KesimpulanDari hasil perancangan alat penuang polypropylene dan polyethylene yang
telah dilakukan diperoleh kesimpulan sebagai berikut:1) Alat bantu yang telah dirancang dapat memenuhi kebutuhan 8 pekerja
bagian pengemasan di PT. Rajawali Plastik, yaitu:a. Alat bantu yang dirancang dapat mengangkut bahan baku seberat 30
kg.b. Ketinggian alat bantu dapat diatur sehingga alat bantu dapat masuk
pintu gudang.c. Ukuran alat bantu yang dirancang sesuai dengan dimensi tubuh
pekerjad. Pekerja tidak perlu naik ke atas untuk menuangkan bahan baku
karena ada pembuka manual dari bawah untuk menuangkan bahan bakuke mesin injeksi.
e. Alat bantu yang dirancang tahan lama karena tidak menggunakanlistrik.
f. Tidak diperlukan pelatihan khusus untuk menggunakan alat bantuyang tersebut.
2) Alat bantu yang telah dirancang dapat mengurangi tingkat kelelahanpekerja terlihat dari besar energi yang turun dengan menggunakan alatbantu.
3) Alat bantu tersebut juga meningkatkan keselamatan kerja pekerja karenasaat menuangkan bahan baku pekerja tidak perlu naik ke atas dan takut
terjatuh ke screw. Dengan alat ini saat menuangkan bahan baku pekerja dibawah karena ada pembuka manual dari bawah.
4) Jika perusahaan menggunakan alat bantu tersebut perusahaan akanmenghemat biaya upah karyawan sebesar Rp.20.000,-/shift. Untukpengembalian modal investasi diperlukan waktu 8 bulan.
5) Delapan pekerja merasa puas terhadap alat bantu yang telah dirancang.
Daftar Pustaka
Beer F.P., Johnston E.R., ”Mekanika Untuk Insinyur Statika”, Cetakan Keempat , PT.Gelora Aksara Pratama, 1996.
Ir. I Nyoman Pujawan; “Ekonomi teknik”;1995.
Mak S., dkk., ”Machine Elements”, Foreign Languages Publishing House, Moscow.
Niernann G., dkk., ”Elemen Mesin”, Cetakan Keempat , PT. Gelora AksaraPratama, 1999.
Saito S., dkk., ”Pengetahuan Bahan Teknik”, PT Pradnya Paramita, 1992.
Sularso, Dasar ”Perencanaan dan Pemilihan Elemen Mesin”, Cetakan Kesepuluh , PT.Ikrar Mandiriabadi, 2002.
Suma’mur P., ”Ergonomi Untuk Produktivitas Kerja”, Haji Masagung, Jakarta, 1989.
Sutalaksana, I. Z., dkk., ”Teknik Tata Cara dan Pengukuran Kerja”, DepartemenTeknik Industri, ITB, Bandung, 1979.
Tarwaka, dkk., ”Ergonomi untuk Keselamatan Kerja dan Produktivitas”, Cetakan I., UNIBAPress, 2004.
Ulrich K.T., Eppinger, ”Perancangan dan Pengembangan Produk”, Irwin McGrawHill, 2000.
Wignjosoebroto, dkk., ”Ergonomi : Study Gerak dan Waktu”, Edisi pertama.,PT.Gunawidya, 2003.




















