Laporan Praktek Mesin Dasar (Bubut)
38
LAPORAN MATA KULIAH PRAKTEK MESIN DASAR DISUSUN OLEH : MARTIN DANANG LAKSONO 5315136268 (SENIN 08.00) S1 PENDIDIKAN TEKNIK MESIN FAKULTAS TEKNIK UNIVERSITAS NEGERI JAKARTA 2014
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Laporan Praktek Mesin Dasar (Bubut)

LAPORAN MATA KULIAH PRAKTEK MESIN DASAR
DISUSUN OLEH :
MARTIN DANANG LAKSONO
5315136268
(SENIN 08.00)
S1 PENDIDIKAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS NEGERI JAKARTA
2014

Kata PengantarPuji syukur saya panjatkan kepada Tuhan Yang MahaEsa yang telah memberikan rahmat dan karuniaNya,sehingga saya dapat menyelesaikan Laporan MataKuliah Praktek Mesin Dasar ini.
Praktek Mesin Dasar ini merupakan salah satu matakuliah yang wajib ditempuh pada Jurusan TeknikMesin Universitas Negeri Jakarta . Laporan MataKuliah Praktek Mesin Dasar ini disusun sebagaipelengkap kerja praktek mesin bubut yang telahdilaksanakan lebih kurang 4 bulan di LaboratoriumProduksi Jurusan Teknik Mesin UNJ.
Saya menyadari bahwa masih banyak kekurangan darilaporan ini, baik dari materi maupun teknikpenyajiannya. Oleh karena itu , kritik dan saranyang membangun sangat saya harapkan.
Terimakasih,
Jakarta, 11 Desember 2014

Martin Danang Laksono
3

Daftar Isi
1.BAB I PENDAHULUAN1.1 Latar Belakang1.2 Tujuan1.3 Manfaat1.4 Sistematika Penulisan
2.BAB II LANDASAN TEORI2.1 Mesin Bubut ( Bubut Rata, Bubut
Melintang , Bubut Alur, Bubut Kartel)
2.2 Pahat2.3 Proses Tap
3.BAB III PROSES PEMESINAN3.1 Gambar Teknik ( Jelaskan gambar teknik dari benda y yang akan dibuat , dan sertakan gambarnya) I3.2 Alat dan Bahan3.3 Langkah Kerja (Jelaskan semua
langkah dalam proses pemesinan) 3.4 Perbandingan Benda Kerja (Antara
hasil yang didapat dengan gambarteknik)
4.BAB IV PENUTUP4.1 Kesimpulan4.2 Saran
5.LAMPIRAN Tugas Proses Praktikum

BAB IPENDAHULUAN
1,1 LATAR BELAKANGDimasa yang serba modern ini, sangat
dibutuhkan tenaga yang terampil baik di kota ataupun di
desa. Karena dengan adanya teknologi yang serba canggih
ini juga sangat membantu dan mempermudah dalam melakukan
suatu pekerjaan.
Teknik membubut merupakan salah satu dasar dan
merupakan keterampilan yang harus dikuasai oleh setiap
mahasiswa teknik mesin. Pada umumnya setiap mahasiswa
teknik mesin harus dapat memahami serta menguasai teknik-
teknik dalam membubut pada mesin bubut. Di dalam
praktikum mesin bubut ini juga akan membahas tentang cara
dalam proses membubut, pengenalan mesin bubut, alat-alat
yang digunakan dalam praktikum mesin bubut dan faktor-
faktor keamanan selama praktikum mesin bubut.
Dengan menguasai teknik-teknik dasar membubut,
diharapkan agar setiap mahasiswa teknik mesin mempunyai
keahlian yang dapat diandalkan untuk mengimbangi kemajuan
teknologi.
Praktikum ini bertujuan sebagai salah satu syarat
kelulusan dalam mengikuti mata kuliah Praktek Mesin
Dasar (PMD), disini di ajarkan caranya menjalankan mesin-
mesin, memakai alat-peralatan kerja bangku dan alat
5

bantu lainnya, sehingga di harapkan semua mahasiswa
mengetahui dan memahaminya.
Untuk menghasilkan produk bermutu tinggi dan
standard dalam pengerjaan mesin, maka sangat di perlukan
tenaga kerja yang sangat baik dan profesional. Mesin-
mesin yang ada seperti mesin bubut, mesin bor, mesin
gerinda, mesin las dan lain-lain, memang di desain untuk
melakukan salah satu jenis pekerjaan sesuai dengan fungsi
dan kapasitasnya. Materi yang di berikan dan harus di
selesaikan adalah cara / teknik pembuatan Bandul. Teknik
untuk pembubutan, pengeboran, dan penguliran sangat di
utamakan dalam hal ini. Teknik-teknik ini di peroleh dari
materi kuliah yang telah di sampaikan, maka dengan adanya
praktikum ini di harapkan setiap mahasiswa dapat
menerapkannya dengan baik, sehingga setelah lulus dari
bangku kuliah nanti bisa langsung siap bekerja dan
bersaing dengan calon tenaga kerja lainnya.
1.2 TUJUAN1. Mahasiswa mampu menggunakan mesin bubut rahang 2
dengan baik
2. Dapat memilih pahat bubut yang tepat
3. Dapat mengasah pahat bubut dengan tepat
4. Mahasiswa mampu menggunakan mesin bor untuk
melubangi
5. Mahasiswa dapat membubut rata, tirus, diameter luar,
dalam, mengkartel, serta membuat ulir dalam dan luar

6. Dapat menggunakan alat alat bantu mesin bubut dengan
tepat dan benar
7. Mahasiswa mampu membaca gambar gambar teknik
sederhana
1.3 MANFAAT1. Melatih kemampuan mahasiswa teknik mesin dalam
mengoperasikan mesin bubut.
2. Mahasiswa teknik mesin dapat mengetahui komponen–
komponen dan fungsi dari mesin bubut.
3. Mahasiswa teknik mesin dapat mengetahui proses dan
langkah- langkah pengerjaan benda kerja dengan
menggunakan mesin bubut
4. Mahasiswa teknik mesin dapat mengetahui dari jenis-
jenis alat dan bahan yang digunakan dalam parktikum
mesin bubut.
5. Mahasiswa teknik mesin tebiasa dalam pembuatan
setiap laporan
7

1.4 SISTEMATIKA PENULISANDidalam memudahkan memahami pokok bahasan , maka
penulisan laporan ini disusun menurut sistematika sebagai
berikut :
BAB I : PENDAHULUAN
Berisi tentang latar belakang, tujuan, manfaat dan
sistematika penulisan.
BAB II : LANDASAN TEORI
Berisi tentang teori-teori dari berbagai literatur
yang di gunakan sebagai dasar dalam melakukan
praktek.
BAB III : PEMESINAN
Berisi tentang langkah-langkah dalam pembuatan benda
kerja, yang meliputi peralatan, bahan bakunya,
gambar benda kerja, dan tahapan-tahapan
penngerjaannya.
BAB IV : PENUTUP
Berisi tentang kesimpulan secara keseluruhan proses
pembahasan dan saran sebagai masukan yang dapat
membuat praktek berikutnya menjadi lebih baik dan
bermanfaat .
BAB V : LAMPIRAN
Berisi hasil dokumentasi selama praktek berlangsung.

9

BAB IILANDASAN TEORI
2.1 MESIN BUBUT
Mesin Bubut atau Latheadalah suatu Mesin perkakasyang digunakan untukmemotong benda yang diputar.Bubut sendiri merupakansuatu proses pemakanan bendakerja yang sayatannyadilakukan dengan caramemutar benda kerja kemudiandikenakan pada pahat yang digerakkan secara translasisejajar dengan sumbu putar dari benda kerja. Gerakanputar dari benda kerja disebut gerak potong relatif dangerakkan translasi dari pahat disebut gerak umpan. Denganmengatur perbandingan kecepatan rotasi benda kerja dankecepatan translasi pahat maka akan diperoleh berbagaimacam ulir dengan ukuran kisar yang berbeda. Hal inidapat dilakukan dengan jalan menukar roda gigi translasiyang menghubungkan poros spindel dengan poros ulir.
Roda gigi penukar disediakan secara khusus untuk memenuhikeperluan pembuatan ulir. Jumlah gigi pada masing-masingroda gigi penukar bervariasi besarnya mulai dari jumlah15 sampai dengan jumlah gigi maksimum 127. Roda gigipenukar dengan jumlah 127 mempunyai kekhususan karenadigunakan untuk konversi dari ulir metrik ke ulir inci.
Bagian-Bagian Utama Mesin Bubut 1. Kepala Tetap(Headstock)
Adalah bagian mesinyang letaknya disebelahkiri mesin,bagian inilahyang memutarkan bendakerja. Didalamnya
Mesin

terdapat kumparan satu seri roda gigi serta roda tingkatatau tunggal. Roda tingkat terdiri atas tiga atau empatbuah keping dengan garis tengah yang berbeda,roda tingkatdiputar oleh suatu motor yang letaknya dibawah ataudisamping roda tersebut melalui suatu ban.
Bagian Mesin Bubut
11

2. Kepala Lepas(Tailstock) Adalah bagian dari mesin bubut yang letaknyadisebelah kanan mesin dan dipasang diatas mesin.berfungsi
Sebagai tempat pemicu ujung benda kerja yang dibubut Sebagai tempat kedudukan bor pada waktu mengebor Sebagai Tempat kedudukan penjepit bor
Kepala lepas dapat bergeser di sepanjang alasmesin.kepala lepas terdiri atas dua bagian : yaitu alasdan ban,kedua bagian itu di ikat dengan 2 atau 3baut.ikat dan dapat digerakkan dipenggeser itu diperlukan apabila.
1. Kedudukan kedua senter tersebut tidak sepusat2. Kedudukan kedua senter tidak harus sepusat misalnya
untuk menghasilkan pembubutan yang tirus.
3. Alas(Ways) Fungsi utama alas mesin bubut ada 3 yaitu
Tempat kedudukan kepala lepas Tempat kedudukan eretan (cariage/support) Tempat kedudukan penyangga diam(stendy prest)
Alas yang terbentuk memanjang merupakan tempattumpuan gaya-gaya pemakanan pahat saat membubut.
4. Meja (bed)Meja atau bed digunakan untuk :a. Tempat dudukan eretan (carriage)b. Tempat dudukan kepala lepas (tail stock)

c. Tempat dudukan penyangga diam (steady rest)
Meja yang bentuknya memanjang ini merupakan tempattumpuan gaya pemakanan pahat pada saat membubut.Permukaannya lancar dan halus sehingga melancarkangerakan eretan maupun kepala lepas atau penyangga yangdipasang diatasnya. Bentuk meja ini bermacam-macam, adayang datar dan juga ada yang salah satu atau keduasisinya mempunyai ketinggian.
5. Eretan (cariage/support)
Eretan terdiri dari atas alas,eretan lintang,daneretan atas.eretan alas adalah eretan yang kedudukannyapada alas mesin.Gerakan eretan itu melalui roda yangdihubungkan roda batang gigi panjang yang dipasangdibawah alas melalui penghantar.
Eretan Lintang
Letaknya Diatas eretan alas dan kedudukannyamelintang terhadap alas .fungsi eretan lintang adalahuntuk memberikan tempat pemakanan pahat saat membubutbagian ujung pahat dengan putaran tiap pembagianukurannya mengatur pemakanan pada bubut.
Eretan Atas
Letak eretan atas berada diatas eretan lintangdan di ikat oleh baut dengan mur ikat.fungsi eretan atasmesin bubut adalah memegang eretan perkakas bubut danmemberi gerakan yang diperlukan.
13

6. Penjepit Pahat (Tools Post)
Penjepit pahat digunakan untuk menjepit atau memegangpahat, yang bentuknya ada beberapa macam diantaranyaseperti ditunjukkan pada gambar 27. Jenis ini sangat
praktis dan dapat menjepit pahat 4 (empat) buah sekaligussehingga dalam suatu pengerjaan bila
memerlukan 4 (empat) macam pahat dapat dipasang dandisetel sekaligus.
7. Chuck (Cekam)
Berfungsi sebagai tempat untuk memegang benda kerja,.
Prinsip Kerja Mesin Bubut
Mesin bubut merupakan salah satu jenis mesin perkakas. Prinsip kerja pada proses turning atau lebih dikenal dengan proses bubut adalah proses pemakanan bagian dari benda kerja untuk memperoleh bentuk tertentu.

Di sini benda kerja akan diputar/rotasi dengan kecepatan tertentu bersamaan dengan dilakukannya proses pemakanan oleh pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan (feeding).
Parameter pada proses bubut ada 5, yaitu :1. Kecepatan potong, berhubungan dengan kecepatan putar dan diameter awal. Persamaankecepatan potong :
v=(π Dₒ N)/1000Dₒ= diameter awalN= kecepatan putar (rpm)
2. Gerak makan, diatur dengan tuas pemilih gerak makan. Arah gerak makan bisa aksial(pada reduksi diameter dan pembuatan ulir) atau radial (pada facing)
3. Kedalaman potong, tidak boleh terlalu dalam karena pemotongan yang terlalu dalam akanmenyebabkan pahat cepat rusak
4. Waktu potong berhubungan dengan panjang pemesinan
5. Panjang pemesinan menentukan waktu potong dengan persamaan
T=L/f_rT = waktu potong (menit)L= panjang pemesinan (mm)fr= feed rate (mm/menit)
Cara membubut ada beberapa macam antara lain:
a. Cara Membubut TirusPada bagian-bagian mesin, selain poros denagn bentuk rata memanjang ataubertingkat, ada juga poros bebrbentuk tirus.Untuk membubut tirus dapat dilakukan dengan dua cara. Cara pertama, denganmenggeser kepala lepas, dengan menggunakan rumus sebagai berikut :
x=(D-d)/2 x L/l
15

Dimana: x = Jarak geser kepala lepas dari garis sumbu spindelD =Diameter terbesard = Diameter terkecilL = panjang benda kerjal = Panjang yang di tiruskan
Setelah diketahui tangen x, maka dapat dicari besarnya sudut x dengan melihat daftardibawah ini :
b. Cara Membubut Ulir
Cara membubut ulir segitiga adalah sebagai berikut : Ulir segitiga ada 2 macam, yaitu :- Ulir metrik dengan sudut 60^°- Ulirwhit worth( WW ) dengan sudut 55^°
Maka pasanglah pahat bubut dengan sudut yang sesuai.Apabila pahatnya belumtersedia, bentuklah pahat tersebut sesuai dengan sudut yang dibutuhkan.Pasang pahat bubut pada tempat pahat. Atur kedudukan alas putar sehinggamembentuk sudut 90^°dengan garis sumbu spindel.Setiap memulai pembubutan harus menggunakan lonceng. Yaitu pada saatakan memulai pembubutan , jarum dengan angka yang ditentukan harus tepat.

Jenis Jenis Pembubutan1. Pembubutan tepi (facing)
Pengerjaan benda kerja terhadap tepi penampangnyaatau tegak lurus terhadap sumbu benda kerja.
2. Pembubutan silindris (turning)
Pengerjaan benda kerja dilakukan sepanjang garissumbunya. Baik pengerjaan tepi maupun pengerjaansilindris posisi dari sisi potong pahtnya harusterletak senter terhadap garis sumbu dan ini berlakuuntuk semua proses pemotongan pada mesin bubut.
3. Pembubutan alur (grooving)
Pembubutan yang di lakukan di antara dua permukaan.
4. Pembubutan tirus (chamfering)
Adapun caranya sebagai berikut : • Dengan memutarcompound rest • Dengan menggeser sumbu tail stock •Dengan menggunakan taper attachment.
5. Pembubutan ulir (threading)
Bentuk ulir didapat dengan cara menggerinda pahatmenjadi bentuk yang sesuai dengan menggunakanreferensi mal ulir (thread gauge). Atau bisa jugamenggunakan pahat tertentu ukurannya yangsudah dijual di pasaran, biasanya untuk ulir-ulir standar.
6. Drilling
Membuat lubang awal pada benda kerja
7. Boring
Memperbesar lubang pada benda kerja.
8. Kartel (knurling)
Membuat profil atau grif pegangan pada benda kerjaseperti pada pegangan tang,obeng agar tidak licin.
9. Reaming
Memperhalus lubang pada benda kerja. Hal inidilakukan untuk hasil pembubutan dalam atau
17

pengeboran di atas mesin bubut. Pada tingkatantertentu dibutuhkan kehalusan sesuai ketentuan.Untuk kegiatan tersebut dipergunakan alat Reamer.Benda berlubang yang akan dihaluskan dikepit padacekam kepala tetap, sementara reamer dipasang padahower dan dijepit di senter kepala lepas. Pada saatproses penghalusan, posisi kepala lepas didekatkansehingga reamer dapat masuk ke lubang benda kerja.Selanjutnya, mesin dinyalakan dan putaran reamerdigerakkan memasuki lubang sehingga geriginyabergesek dengan dinding lubang. Pada saat itulahterjadi proses penghalusan dinding lubang.
2.2 PAHATJenis - jenis Pahat Mesin bubutBeragam bentuk benda kerja yang ingin kita buat di mesinbubut menuntut kita untuk mempersiapkan bentuk-bentukpahat bubut yang umum dipakai. Gambar berikut menjelaskanbentuk pahat bubut dan bentuk benda kerja yang dihasilkan. Bagian pahat yang bertanda bintang adalah pahatkanan,artinya melakukan pemakanan dari kanan ke kiri.
macam-macam bentuk pahat bubut*gambar dari McMaster-Carr catalogue

Berdasarkan bentuknya,pahat bubut diatas dari kiri kekanan adalah:
1. pahat sisi kanan2. pahat pinggul/champer kanan3. pahat sisi/permukaan kanan4. pahat sisi/permukaan kanan(lebih besar)5. pahat ulir segitiga kanan6. pahat alur7. pahat alur segitiga(kanan kiri)8. paht ulir segitiga kiri9. pahat sisi kiri10. pahat pinggul kiri11. pahat alur lebar
19

Berdasarkan bahan pembuatnya, ada dua macam pahat bubutyang umum dipakai,yakni pahat HSS dan carbide/tungstencarbide.
Pahat High Speed Steel (HSS)
High speed steel (HSS atauHS) adalah bagian dari alatbaja, biasanya digunakan alatbit dan alat pemotong. Halini sering digunakan dalamkekuasaan gergaji dan bor.Hal ini unggul lebih tua alatbaja karbon tinggi yangdigunakan secara luas melalui tahun 1940-an karena dapatmenahan suhu tinggi tanpa kehilangan kesabaran nya(kekerasan).
Properti ini memungkinkan HSS untuk memotong lebih cepatdari baja karbon tinggi, maka nama baja kecepatan tinggi.Pada suhu kamar, dalam pengobatan panas umumnyadirekomendasikan mereka, nilai HSS umumnya menampilkankekerasan tinggi (di atas HRC60) dan ketahanan abrasitinggi (umumnya terkait dengan konten tungsten seringdigunakan dalam HSS) dibandingkan dengan karbon umum danalat baja.
Penggunaan utama dari baja kecepatan tinggi terus menjadidalam pembuatan berbagai alat pemotong: latihan, keran,penggilingan pemotong, alat bit, pemotong gear, gergaji,dll, meskipun penggunaan untuk pukulan dan matimeningkat.
Baja kecepatan tinggi juga menemukan sebuah pasar di manaalat-alat baik tangan ketangguhan relatif baik mereka dikekerasan tinggi, ditambah dengan ketahanan abrasi tinggidan baik-baik saja, membuat mereka cocok untuk aplikasikecepatan rendah memerlukan tajam (tajam) tepi tahanlama, seperti file, pahat, pisau tangan pesawat, dandapur berkualitas tinggi, pisau saku, dan pedang.
Jadi HSS bukan hanya digunakan memotong besi,tapi jugakayu , bahkan bagus juga untuk pisau dapur.
PahatHSS

Pahat Carbide
Tungsten karbida (WC) adalahsenyawa kimia anorganik yangmengandung bagian yang samatungsten dan atom karbon. Bahasasehari-hari, tungsten karbidasering hanya disebut karbida.Dalam bentuk yang paling dasar,itu adalah bubuk abu-abu halus,tetapi dapat ditekan dan dibentukmenjadi bentuk untuk digunakandalam mesin industri, alat-alat,abrasive, serta perhiasan.
Tungsten karbida adalah sekitartiga kali lebih keras dari baja,dengan modulus Young sekitar 550GPa, dan jauh lebih padat daribaja atau titanium. Hal inisebanding dengan korundum (α-Al2O3) atau safir dalamkekerasan dan hanya dapatdipoles dan selesai
dengan abrasive kekerasanunggulan seperti silikonkarbida, cubic boron nitride danberlian antara lain, dalam bentuk bubuk, roda, dansenyawa.
Jadi Jenis pahat ini dibuat dengan campuran bahan kimiaantara lain tungsten dan karbon,tergantung sifat bahanyang dikehendaki.
Tungsten carbide bit ini kemudian dicetak dengan beragambentuk pahat bubut. Ada yang dibuat dengan lubang ditengahnya untuk baut pengunci keholder/pegangannya,sepert gambar di bawah ini.
Namun yang banyak dan gampang dijumpai dipasaran disiniadalah yang tidak memakai holder sehingga dalam
21
pahat carbide yang dilasdgn gagang

aplikasinya kita mengelas bit ini ke tangkainya dengankawat kuningan.
Namun begitu banyak juga toko perkakas online dariInggris yang menjual pahat carbide yang sudah di lasseperti gambar berikut ini.
pahat tungsten carbide dengan gagang di las,dijualdi www.axminster.co.uk/
MENGASAH PAHAT BUBUT KANAN
Mengasah pahat adalah bagian dari tekhnik dan juga bagiandari seni. Dalam tutorial mesin bubut kali ini yang kitapelajari adalah mengasah pahat bubut HSS. Pahat bubut HSSdijual dalam keadaan blank(belum dibuat sisi potongnya).Ukuran yang tersedia biasanya mulai dari 5/16",3/8",1/2"dst (penampang) dan panjangnya 2",4",6"dst.

Pahat HSS
Ada empat langkah yang harus ditempuh untuk membuatsebuahpahat bubut muka kanan, yang akan kita pakai contohdalam kasus mengasah pahat HSS kali ini,yaitu:
menggerinda di bagian ujung menggerinda sisi kirinya menggerinda sisi atasnya membulatkan ujungnya
model yang menunjukkanbagian yang digerinda
23

1. Pertama kita akan menggerinda bagian depan batang HSS ini(bagian yang berwarna kuning dari model diatas). Gunakanbatu gerinda kasar. Posisikan pahat agak miring ke kiri10-15 derajat. Hal inni akan membuat sudut pembebas,agartidak semua bagian pahat bersentuhan dengan benda kerjanantinya.
langkah 1.a
Proses pengerindaan membuat pahat menjadi panas,maka kitaperlu sesekali mencelubkan ke cairan pendingin selamakurang lebih 15 detik.Di bawah ini adalah gambar setelah proses penggerindaanpertama.
Langkah
pahat menjadi panas
langkah 1.b
pendinginan

2. Langkah kedua,kita akan menggerinda sisi potongnya,karenapahat yang kita buat pahat kanan maka sisi potongnya adadi sebelah kiri(ditunjukkan warna merah padamodel). Prosedur dasarnya adalah sama kecuali bahwa kitamemegang alat dengan sisi sekitar sudut 10 derajat keroda gerinda.
25
Langkah
langkah 2.a
langkah 2.b
langkah 2.c

3. Langkah ketiga,kita akan membuat sudut pembuangan tatalpada sisi atas,pada model ditunjukkan warna biru. Padalangkah ini,kita harus lebih berhati-hati,jangan sampaibagian sisi potongnya yaitu pertemuan sisi kiri dan atas,ikut tersapu batu gerinda. Jika terjadi maka ketinggiansisi potongnya akan berkurang atau lebih rendah daribadan pahat itu sendiri,masih bisa dipakai memang,namunmungkin akan membutuhkan plat ganjal tambahan saatmenyetel.
Langkah 3.a
4. Langkah keempat atau terakhir adalah membulatkan ujungsisi potongnya. Untuk tugas membubut yang normal, ujungsisi potong yang terlalu tajam seperti gambar diatastidak akan bertahan lama. Karena itu kita harusmembuatnya memiliki radius kecil agar bisa digunakandalam pemakanan yang cukup dalam. Kurang lebih bentuknyaseperti gambar 4.b.
langkah 4.a
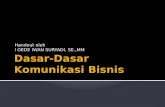
langkah 4.b
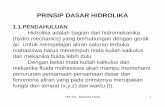
hasil akhir
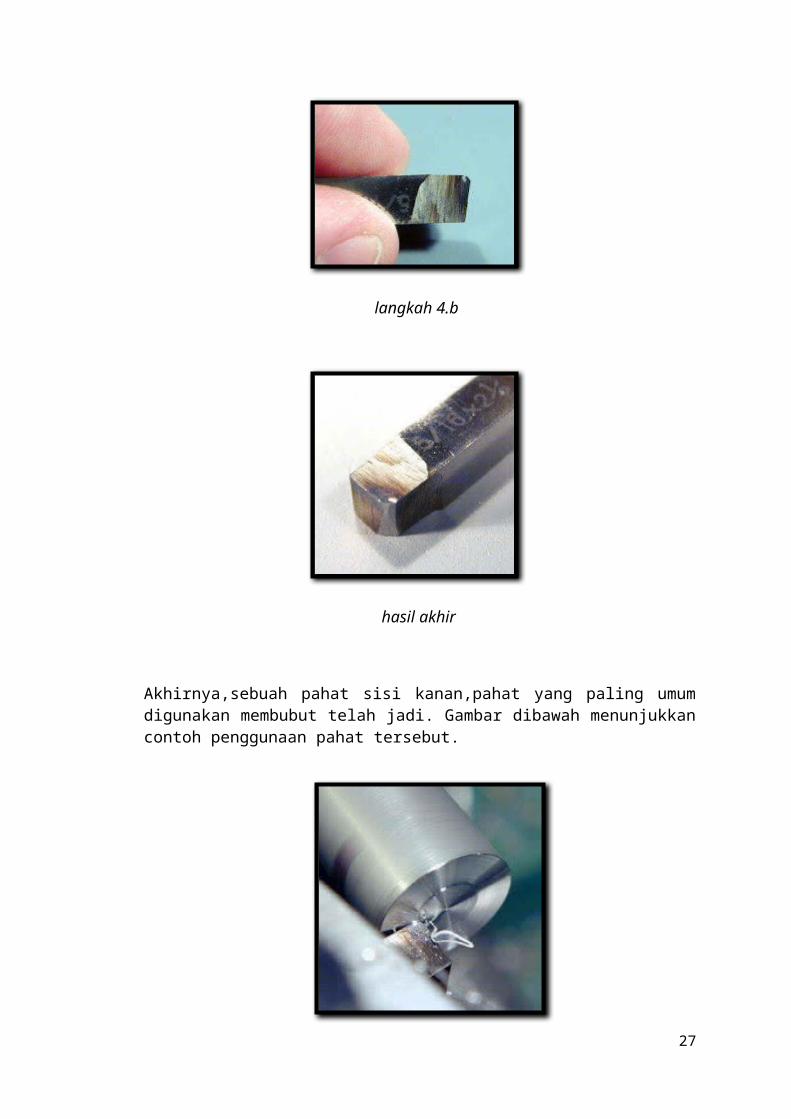
Akhirnya,sebuah pahat sisi kanan,pahat yang paling umumdigunakan membubut telah jadi. Gambar dibawah menunjukkancontoh penggunaan pahat tersebut.
27

2.3 PROSES TAP Membuat Ulir dalam dan Ulir Luar Dengan Tap danSneyUntuk ukuran diameter ulir yang kecil maka kita tidakmemerlukan mesin bubut untuk membuat ulir missal padabaut dan mur. Hanya dengan menggunakan tangan denganperalatan Tap dan sney maka kita dapat membuat ulir.
Tap adalah untuk membuat ulir dalam (mur), sedangkan Sneyadalah untuk membuat ulir luar (baut). Pada bagianpertama dari tulisan ini kita akan membahas cara membuatulir dalam dengan menggunakan Tap.
1. Tap ( Membuat ulir dalam )Alat yang dipakai untuk membuatulir dalam dengan tangan dimanakan“TAP” dalam hal ini disebut saja“tap tangan” untuk membedakanpenggunaannya dengan yang dipakaimesin. Bahannya terbut dari bajakarbon atau baja suat cepat (HSS)yang dikeraskan.
Tiap satu set, tap terdiri dari 3buah yaitu tap no.1 (Intermediatetap) mata potongnya tirusdigunakan untuk pengetapan langkahawal, kemudian dilanjutkan dengantap no. 2 (Tapper tap) untuk pembentukan ulir, sedangkantap no. 3 (Botoming tap) dipergunakan untuk penyelesaian.
Jenis-jenis Tap
Tap memiliki beberapa macam ukuran dan tipe sesuai denganjenis ulir yang dihasilkan apakah itu Ulir Metrik ataupunUlir Withworth. Berikut arti huruf dan angka yang terterapada Tap ( hal ini juga berlaku pada Sney).
Contoh penulisan spesifikasi tap dan snei adalah sebagaiberikut:
a. Tap/snei M10 x 1,5.

Artinya adalah: M = Jenis ulir metrik
10 = Diameter nominal ulir dalam mm
1,5 = Kisar ulir
b. Tap/snei W 1/4 x 20, W 3/8 x 16
Artinya adalah: W = Jenis ulir Witworth
¼ = Diameter nominal ulir dalam inchi
20 = Jumlah gang ulir sepanjang satu inchi
Alat Bantu yang dipakai untukmenggunakan tap, supayadalam pemakainannya lebih mudah. Dibutuhkan kuncipemegang tap atau tangkai tap. Pemegang tap bentuknya ada3 macam ( Gambar 2 ), yaitu:
1. tipe batang,
2. tipe penjepit,
3. tipe amerika.
Langkah Tapping.
Sebelum melakukan pengetapan, benda kerja harus diborterlebih dahulu dengan ukuran diameter bor tertentu.Penentuan diameter lubang bor untuk tap ditentukan denganrumus:
D = D’– K
Dimana :
D = Diameter bor, satuan dalam mm/inchi
D = Diameter nominal ulir, satuan dalam mm/inchi
K = Kisar (gang).
29
1 2
3
Contoh :
a. Diameter lubang bor untuk mur M10 x 1,5 adalah 10 –1,5 = 8,5 mm
b. Diameter lubang bor untuk mur W3/8″x 16 adalah 3/8″ –1/16″ = 5/16 “
Setelah dibor, kemudian kedua bibir lubang dicamferdengan bor persing di mana kedalamannya mengikuti standarcemper mur.Bentuk standar mur dan baut untuk bermacam-macan jenis sudah ditentukan secara internasional dan inidapat ditemukan dalam buku gambar teknik mesin atautabel-tabel mur/baut.
Contoh Urutan pengetapan dengan membuat ulir ukuranM10X1,5
1. Buatlah lubang pada benda kerja dengan diameter8,5 mm
2. Pilih dan ambil mata tap M10 X 1,5 sertapasangkan pada tangkainya
3. Mulailah melakukan pengetapan dengan urutanpertama. yaitu tap no.1 (Intermediate tap) kemudiandilanjutkan dengan tap no. 2 (Tapper tap) untukpembentukan ulir,dan terakhir tap no. 3 (Botomingtap) dipergunakan untuk penyelesaian
Sebelum mengetap berikan sedikit pelumas pada tap,kemudian pastikan bahwa tap enar-benar tegak lurusterhadap benda kerja. Putar tap secara perlahan searahjarum jam. Pemutaran tap hendaknya dilakukan ±270o majusearah jarum jam, kemudian diputar mundur ±90o berlawananarah jarum jamdengan tujuan untuk memotong tatal,selanjutnya kembalikan pada posisi awal dan putar lagi±270o maju searah jarum jam dan mundur lagi90o berlawanan arah jarum jam, demikian seterusnya sampaiselesai.
2. Sney ( Membuat Ulir luar )

Setelah sebelumnya kita membahas tentang penggunaan tapuntuk membuat ulir dalam, maka pada saat ini kita akanmembahas penggunaan Sney untuk membuat ulir luar denganbantuan tangan.
Sama halnya dengan tap, Sney juga terbuat dari baja HSS.Sney sendiri memiliki dua macam jenis yakni Sney belahbulat dan sney segi enam ( Gambar 1). Untukmenggunakannya Sney dilengkapi dengan rumah sney ( Gambar2) untuk pegangannya.
31

Pemegang Sney
33

Tahapan Sneying
Harap diperhatikan jika ukuran diameter benda kerja akanbertolak belakang dengan pengetapan. Jika pada pengetapanberlaku rumus Diameter lubang D= D’- k, maka padapenyenaian rumus diameter luar adalah D= D’+ k( ILUSTRASI PADA GAMBAR DI BAWAH )
1. Memasang senai pada tangkai senai.
mengendorkan sekrup pengunci pada batang senai. memasukkan senai pada batang, tanda ukuran berada di
atas, samapi senai terkunci oleh sekrup pengunci. mengencangkan sekrup pengunci.
2. Melumasi gigi senai dengan pelumas.
Memulai penyenaian. menempatkan senai pada ujung benda kerja yang telah
dichamper. memberikan tekanan yang seimbang pada kedua ujung
tangkai saat senai diputar searah putaran jarum jam.
3. Memeriksa kelurusan setelah dua atau tiga ka`liputaran batang.
perhatikan senai dan benda kerja harus tegak lurus. memperbaiki setiap ketidak lurusan dengan memberikan
tekanan yang lebih besar pada sisi batang yang lebihtinggi.
4. Melanjutkan penguliran benda kerja.
Memberikan sedikit pelumas pada ulir setelah tangkaidiputar dua atau tiga kali putaran.

Tahapan Sneying
BAB IIIPROSES PEMESINAN
3.1 GAMBAR TEKNIK
Benda Kerja
35


BAB IV PENUTUP
4.1 KESIMPULANDari hasil praktikum di atas dapat diambil kesimpulansebagai berikut:
1. Pada prinsipnya proses pembubutan adalah mengurangiberat dan volume benda kerja, dan proses pembubutanhanya dapat dilakukan pada benda kerja yang berbentuksilindris.
2. Kecepatan dalam menggerakkan longitudinal feedhandwheel ataupun cross slide handwheel sangat mempengaruhihalus kasarnya hasil pembubutan.
3. Kecepatan makan benda kerja akan semakin besar apabilagerak makan dan putaran poros spindle diperbesar.
4. Hasil bubutan yang baik akan ditandai dengan sayatanyang berbentuk panjang-panjang.
5. Ketepatan memilih bagian mana dahulu yang hendakdikerjakan akan sangat menentukan untuk menyelesaikanbenda kerja tepat waktu.
6. Waktu yang diperlukan untuk proses pembubutan akansemakin lama apabilakedalaman potong dan panjang pemotongan yang digunakan lebih besar,apabila gerak makannya diperbesar denganpanjang pembubutan tetap waktuyang diperlukan akansemakin pendek.
7. Umur pahat tidak hanya dipengaruhi oleh geometri pahatsaja melainkan ada beberapa hal yang sangat signifikanpengaruhnya seperti material benda kerja,metal pahat,kedalaman potong dan kondisi pemotongan.
4.2 SARAN
Saran yang dapat saya sampaikan setelah praktikum ini adalah :
37

1. Sebelum melakukan praktikum mesin bubut, hendaknya segalasesuatu yang berkaitan dengan mesin bubut baik itu carapengoprasian atau factor – factor keamanan harusdiperhatiakan sebaik mungkin, sehingga tidak terjadi hal –halyang tidak diinginkan pada saat melakukan praktikum.
2. Bagi mahasiswa yang hendak praktikum di masamendatang, sebelum praktikum membubut hendaknyamempelajari fungsi bagian-bagian dari mesin bubut danmodul praktikum terlebih dahulu.
3. Pahat yang digunakan saat praktikum agar diperbaharui sehingga pada saat melakukan proses pembubutan hasil yangdiperoleh maksimal
4. Dalam membubut untuk awalan sebaiknya proses membubutdilakukan secara manual, walaupun hasilnya kasartidaklah masalah untuk menghemat waktu dan setelahhendak finishing barulah gunakan pembubutan otomatisuntuk hasil permukaan yang halus.