
LAPORAN KERJA PRAKTEK TEKNIK MESIN
81
LAPORAN KERJA PRAKTEK TEKNIK MESIN di PABRIK CRUMB RUBBER PT. ADEI CRUMB RUBBER INDUSTRY TEBING TINGGI (27 JANUARI 2014 – 27 FEBRUARI 2014) "PENGENDALIAN DRYER DALAM MENJAGA KONSISTENSI MUTU PRODUK" OLEH: Kenny Austin (100401084) Wilsen Simon (100401095) DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
Transcript of LAPORAN KERJA PRAKTEK TEKNIK MESIN
LAPORAN KERJA PRAKTEK TEKNIK MESIN
di PABRIK CRUMB RUBBER
PT. ADEI CRUMB RUBBER INDUSTRY
TEBING TINGGI
(27 JANUARI 2014 – 27 FEBRUARI 2014)
"PENGENDALIAN DRYER DALAM MENJAGA
KONSISTENSI MUTU PRODUK"
OLEH:
Kenny Austin (100401084)
Wilsen Simon (100401095)
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK

UNIVERSITAS SUMATERA UTARA
2014
LEMBAR ASISTENSI LAPORAN KERJA PRAKTEK
LAPORAN KERJA PRAKTEK TEKNIK MESIN
PENGENDALIAN DRYER DALAM MENJAGA
KONSISTENSI MUTU PRODUK
DI
PT. ADEI CRUMB RUBBER INDUSTRY
TEBING TINGGI
OLEH
Kenny Austin (100401084)
Wilsen Simon (100401095)
No Tanggal Keterangan Paraf1234567

Medan, Maret 2014
Dosen Pembimbing,
Ir. Tugiman, MT
NIP :
195704121985031004
LEMBAR PENGESAHAN
LAPORAN KERJA PRAKTEK TEKNIK MESIN
PENGENDALIAN DRYER DALAM MENJAGA
KONSISTENSI MUTU PRODUK
DI
PT. ADEI CRUMB RUBBER INDUSTRY
TEBING TINGGI
Disahkan oleh :
Koordinator Kerja Praktek Dosen Pembimbing
(Ir. Farida Ariani, M.T.) (Ir. Tugiman, MT. )
NIP : 195902062001122001 NIP :
195704121985031004
Diketahui Oleh :
Ketua Departemen Teknik Mesin
Dr. Ing. Ir. Ikhwansyah Isranuri
NIP : 19641224199211101
LEMBAR PENGESAHAN
LAPORAN KERJA PRAKTEK TEKNIK MESIN
PENGENDALIAN DRYER DALAM MENJAGA
KONSISTENSI MUTU PRODUK
DI
PT. ADEI CRUMB RUBBER INDUSTRY
TEBING TINGGI
Laporan ini telah diseminarkan pada tanggal di :
Departemen Teknik Mesin
Fakultas Teknik
Universitas Sumatera Utara
Disetujui Oleh :
Dosen Pembanding I Dosen Pembanding II
() ()
NIP : NIP :
LEMBAR PENGESAHAN
LAPORAN KERJA PRAKTEK TEKNIK MESIN
PENGENDALIAN DRYER DALAM MENJAGA
KONSISTENSI MUTU PRODUK
DI
PT. ADEI CRUMB RUBBER INDUSTRY
TEBING TINGGI
Disusun oleh :
Kenny Austin (100401084)
Wilsen Simon (100401095)
Disetujui dan disahkan oleh :
Trisno Hadi Sukardi
Manager Pembimbing Lapangan
KATA PENGANTAR
Puji dan syukur kami ucapkan kepada Tuhan Yang Maha Esa
atas berkat dan anugerahnya sehingga penulis dapat
menyelesaikan laporan Kerja Praktek ini. Pada kesempatan ini
juga mengucapkan terima kasih kepada:
1. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri. Selaku Kepala
Jurusan Teknik Mesin;
2. Bapak Ir. Tugiman, MT. Selaku Pembimbing Kerja Praktek;
3. Ibu -. Selaku Dosen Pembanding I;
4. Bapak -. Selaku Dosen Pembanding II
5. Bapak Trisno Hadi, SE. Selaku Manager PT.ADEI Crumb
Rubber;
6. Bapak Sukardi Selaku Pembimbing Lapangan.
Laporan kerja praktek ini disusun sedemikian rupa dengan
dasar ilmu perkuliahan dan juga berdasarkan pengamatan
langsung di pabrik karet dan juga tanya jawab dengan staff
serta karyawan PT.ADEI Crumb Rubber Industry.
Kerja Praktek ini adalah merupakan kewajiban bagi
mahasiswa di Fakultas Teknik Jurusan Teknik Mesin Universitas
Sumatera Utara. Penulis menyadari bahwa laporan ini tidak
sempurna maka dari itu maka penulis sangat menerima saran dan
kritikan yang sifatnya membangun.
i
Demikian laporan Kerja Praktek ini dibuat semoga laporan
ini dapat bermanfaat. Atas perhatian dan waktunya penulis
mengucapkan terima kasih.
Medan, 25 Februari
2014
(Penulis)
DAFTAR ISI
LEMBAR PENGESAHAN
KATA PENGANTAR...............................................i
DAFTAR ISI
.............................................................
ii
BAB I PENDAHULUAN............................................1
1.1 Latar Belakang.....................................1
1.2 Tujuan Praktek.....................................1
1.3 Ruang Lingkup Kerja Praktek........................2
1.4 Batasan Masalah....................................3
ii
1.5 Manfaat Kerja Praktek..............................3
1.6 Tempat dan Waktu
Pelaksanaan.........................................
..............................4
1.7 Metode Pengumpulan
Data................................................
................................4
1.8 Sistematika Penulisan..............................4
BAB II TINJAUAN PUSTAKA......................................6
1
2
2.1 Proses Produksi Slabs Menjadi Crumb Rubber.........6
2.2 Peralatan Dan Perlengkapan Yang Dipakai
...................................................
18
2.3 Mesin Dryer
...................................................
25
2.4 Pemakaian Daya Untuk Produksi
...................................................
26
2.5 Thermal Oil Heater
...................................................
27
iii
BAB III PROFIL PERUSAHAAN
.............................................................
31
1
2
3
3.1 Gambaran Umum Perusahaan
...................................................
31
3.2 Sejarah Singkat PT. ADEI CRI
...................................................
31
3.3 Lambang PT. ADEI CRI
...................................................
33
3.4 Standard Indonesian Rubber (SIR)
...................................................
34
3.4.1. Definisi
...................................................
34
3.4.2 Simbol dan Lambang
...................................................
34
iv

3.4.3 Penggolongan dan Syarat Bahan Olah
...................................................
35
3.4.4 Syarat Ukuran
...................................................
36
3.5 Struktur Organisasi PT. ADEI CRI
...................................................
36
3.6 Deskripsi Jabatan
...................................................
37
3.7 Aktivitas Perusahaan
...................................................
39
3.7.1 Pengolahan di Pabrik
...................................................
39
3.7.2 Proses Pengolahan Limbah
...................................................
40
3.8 Tenaga Kerja
...................................................
41
v
BAB IV TUGAS KHUSUS
.............................................................
44
1
2
3
4
4.1 Latar Belakang Tugas Khusus
...................................................
44
4.2 Tujuan Tugas Khusus
...................................................
44
4.3 Mekanisme Roller Mill (Mangle)
...................................................
44
4.4 Mekanisme Dryer
...................................................
37
BAB V KESIMPULAN DAN SARAN
.............................................................
74
1
2
vi
3
4
5
5.1 Kesimpulan
...................................................
74
5.2 Saran
...................................................
75
DAFTAR PUSTAKA
.............................................................
76
LAMPIRAN
.............................................................
77
vii

BAB 1
PENDAHULUAN
1.1 Latar Belakang
Kerja Praktek merupakan salah satu kurikulum pada
Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera
Utara (USU) Medan, yang diwajibkan dilaksanakan dalam rangka
memenuhi salah satu persyaratan untuk dapat menyusun Tugas
Sarjana.
Melalui kerja praktek, mahasiswa diharapkan dapat
menerapkan teori-teori ilmiah yang diperoleh selama mengikuti
perkuliahan untuk kemudian dapat dianalisa dan memecahkan
masalah yang timbul dilapangan, serta memperoleh pengalaman
yang berguna dalam mewujudkan pola kerja yang akan dihadapi
nantinya setelah mahasiswa menyelesaikan studinya.
1.2 Tujuan Kerja Praktek
Tujuan Kerja Praktek adalah:
a. Agar mahasiswa dapat mengenal permasalahan yang dihadapi
oleh suatu perusahaan, industri atau bengkel-bengkel dan
dengan kemampuan menganalisa serta mensintesisa,
mahasiswa dapat memperoleh pengalaman kerja terutama yang
berhubungan dengan prosedur penyelesaian permasalahan.
1
b. Mengasah pola berfikir yang wajar, logis, rasional serta
berketrampilan dan luwes dalam memahami dan menghadapi
masalah ditempat pekerjaan.
c. Memotivasi mahasiswa untuk berpatisipasi dalam
permasalahan pembangunan, seperti kegiatan perancangan,
pelaksanaan, pembuatan, penggunaan, pengolahan dan
pengawasan yang berhubungan dengan konstruksi, produksi,
pembangkit tenaga dan manajemen perusahaan yang terkait
dengan permesinan industri secara umum.
d. Memberi kesempatan kepada mahasiswa untuk mengetahui
lebih spesifik permasalahan industri atau perusahaan yang
terkait dengan operasi dan ilmu permesinan, sehingga
dapat dijadikan sebagai pilihan untuk mengambil judul
kajian tugas akhir.
Adapun tujuan khusus dari pelaksanaan Kerja Praktek di
PT. ADEI Crumb Rubber Industry ini adalah:
a. Untuk mengetahui bagaimana manajemen PT. ADEI Crumb
Rubber Industry Tebing Tinggi;
b. Untuk mengetahui bagaimana proses pengolahan kelapa sawit
pada PT. ADEI Crumb Rubber Industry Tebing Tinggi;
c. Untuk mengetahui cara perawatan mesin-mesin pada PT. ADEI
Crumb Rubber Industry Tebing Tinggi;
d. Untuk mengetahui pemakaian daya pada PT. ADEI Crumb
Rubber Industry Tebing Tinggi.
1.3 Ruang Lingkup Kerja Praktek2

Ruang lingkup Kerja Praktek yang dilaksanakan di PT. ADEI
Crumb Rubber Industry Tebing Tinggi, meliputi empat bidang
yaitu:
a. Bidang Manajemen Perusahaan
Kerja Praktek untuk bidang Manajemen Perusahaan mencakupi
pembahasan mengenai struktur organisasi perusahaan, tata
letak pabrik, dan pemeliharaan pabrik.
b. Bidang Produksi Perusahaan
Kerja Praktek bidang produksi dilakukan dengan
mempelajari proses pengolahan getah karet menjadi crumb
rubber dan jenis mesin produksi yang digunakan.
c. Bidang Pembangkit Tenaga
Kerja Praktek Pembangkit Tenaga mencakup jenis dan cara
kerja pembangkit tenaga yang meliputi generator,
pembebanan, kapasitas daya yang dibangkitkan serta
pemakaian bahan bakar.
1.4 Batasan Masalah
Untuk menghindari pembahasan yang terlalu luas, pada
laporan ini penulis membatasi pembahasan masalah meliputi:
a. Manajemen Perusahaan;
b. Proses Pengolahan getah karet;
3
c. Memahami cara pengeringan bandela menggunakan dryer.
1.5 Manfaat Kerja Praktek
Ada beberapa manfaat yang dapat diperoleh dari
pelaksanaan Kerja Praktek ini baik dari pihak mahasiswa,
perusahaan maupun perguruan tinggi, yaitu:
1. Bagi Mahasiswa
a. Dapat memahami dan mengetahui berbagai macam aspek
kegiatan perusahaan;
b. Dapat membandingkan teori-teori ilmiah yang diperoleh
selama perkuliahan dengan kondisi nyata di lapangan;
c. Memperoleh kesempatan untuk melatih keterampilan
dalam melakukan pekerjaan atau kegiatan lapangan;
d. Melatih bekerja, berdisiplin dan bertanggung jawab.
2. Bagi Perguruan Tinggi
a. Mendapat masukan mengenai penerapan ilmu manajemen dalam
produksi dengan kurikulum perkuliahan, dapat menjadi
landasan untuk perbaikan kurikulum agar dapat sejalan
dengan keadaan dilapangan;
b. Meningkatkan kerja sama antara lembaga pendidikan dengan
perusahaan.
3. Bagi perusahaan
a. Hasil pelaksanaan praktek merupakan bahan masukan bagi
pihak manajemen perusahaan dalam rangka meningkatkan
kinerja perusahaan;
4
b. Turut berpartisipasi dalam meningkatkan pendidikan
nasional.
1.6 Tempat dan Waktu Pelaksanaan
Kerja Praktek ini dilaksanakan di Lingkungan PT. ADEI
Crumb Rubber Industry daerah Tebing Tinggi tepatnya di jalan
Imam Bonjol, yang dimulai dari tanggal 27 Januari 2014 sampai
27 Februari 2014.
1.7 Metode Pengumpulan Data
Metode pengumpulan data yang digunakan dalam pelaksanaan
kerja praktek serta penyusunan laporan kerja kerja ini adalah
sebagai berikut:
1. Studi Literatur
Data- data dikumpulkan dikumpulkan dari buku-buku, paper,
dan literatur yang diperoleh dari pembimbing dan
perpustakaan, yang mendukung proses pembuatan laporan
ini.
2. Diskusi
Diskusi dilakukan dengan pembimbing (mentor), team
leader, staf, dan karyawan PT. ADEI Crumb Rubber
Industry, baik di kantor maupun di lapangan.
3. Observasi Lapangan
Data diperoleh dengan melakukan pengamatan secara
langsung ke lapangan.
4. Analisa Permasalahan
5

Analisa dilakukan dengan arahan pembimbing (mentor)
sehingga analisis dapat diambil kesimpulan dan saran
perbaikan yang sesuai dengan disiplin ilmu teknik mesin.
1.8 Sistematika Penulisan
BAB I
Bab I mencakup latar belakang dilaksanakannya kerja
praktek, tujuan, ruang lingkup, batasan masalah, manfaat,
serta sistemantika penulisan laporan kerja praktek.
BAB II
Bab II merupakan tinjauan pustaka dan rangkuman teori
dari kerja praktek yang dilaksanakan.
BAB III
Bab III mencakup latar belakang perusahaan, manajemen
perusahaan serta struktur organisasi perusahaan tempat
dilaksanakannya kerja praktek.
BAB IV
Bab IV membahas Tugas Khusus yang diberikan.
BAB V
Bab V mencakup kesimpulan dan saran.
6
BAB 2
TINJAUAN PUSTAKA
2.1 Proses Produksi Slabs Menjadi Crumb Rubber
Dewasa ini terdapat berbagai teknik proses pengolahan
bahan olah karet yang dilakukan pabrik karet remah untuk dapat
menghasilkan karet spesifikasi teknik (SIR) yang memenuhi
syarat.
Karet spesifikasi teknis adalah jenis karet:
1. Yang dijual dengan spesifikasi beberapa macam sifat
karakateristik, dengan beberapa diantaranya dianggap
penting untuk menjadi batasan jenis mutu seperti SIR 5 L,
SIR 5, SIR 10, SIR 20, SIR 50.
2. Yang diperdagangkan dalam bentuk bongkahan – bongkahan
kecil, umumnya dengan bobot 33 1/3 kg atau 34 kg,
terbungkus rapi dalam plastik polithena yang dipakai
sebagai pelapis antar karetnya.
Dalam bab ini dibahas cara pengolahan baru untuk
menghasilkan karet spesifikasi teknis. Kemampuan suatu jenis
pabrik untuk menghasilkan SIR dari bahan olah tertentu
terletak pada kemampuannya untuk menghasilkan produk yang
memenuhi syarat spesifikasi.
Adapun syarat spesifikasi yang dimaksud terdiri dari:
kadar zat menguap → yang hanya tergantung dari
pengeringan.
7
kadar nitrogen → yang tidak pernah menjadi persoalan di
Indonesia bahkan sebaliknya kadar nitrogen karet kita
seringkali sangat rendah kecuali ada pabrik yang
menggunakan karet skim.
kadar abu → karakteristik ini berhubungan erat dengan
kadar kotoran dan seringkali merupakan bagian dari kadar
kotoran.
kadar kotoran → yang merupakan spesifikasi pokok dewasa
ini.
PRI atau Plasticity Retention Index → merupakan spesifikasi yang
paling sukar dipenuhi persyaratannya bila digunakan bahan
olah perkebunan rakyat.
Menurut kenyataan sekarang, dengan tanpa mempertimbangkan
sifat – sifat fisika maka hanya dua spesifikasi yang perlu
mendapat perhatian sungguh – sungguh dan harus benar – benar
dipertimbangkan bila melakukan pengolahan yaitu kadar kotoran
dan PRI. Dengan demikian, untuk mendapatkan fabrikasi yang
baik persyaratan yang diperlukan adalah cukup bersih, nilai
PRI cukup tinggi dan produk yang seragam dengan spesifikasi
semantap mungkin.
Dengan bahan olah terbaik, yang umumnya dihasilkan oleh
perkebunan besar, seharusnya tidak perlu ada kesulitan untuk
memenuhi persyaratan ini tetapi dengan bahan olah rakyat
persoalannya akan jauh berbeda.
Hal ini dikarenakan karakteristik dari bahan olah rakyat
yang biasanya adalah sebagai berikut:
8

sangat kotor
Khususnya pada skrep yang tergolong dalam mutu rendah
dari bahan olah rakyat dan terutama dalam slab (di daerah
Sumatera Selatan).
nilai PRI yang rendah
Bahan olah yang telah disimpan lama mengalami pemeraman,
perendaman atau penggumpalan dengan bahan penggumpal yang
salah (tawas, sari buah-buahan, gadung).
sangat beraneka ragam
Setiap bahan olah berbeda dari nilainya dengan variasi
besar pada kadar kotoran dan PRI.
Dalam keadaan normal, dengan bahan olah tertentu
(misalnya hasil perkebunan besar), cara pengolahan yang lazim
adalah mengolah setiap jenis bahan olah secara terpisah untuk
memperoleh jenis mutu yang berbeda dan yang paling baik untuk
masing – masing. Dengan bahan olah rakyat cara kerja semacam
ini kiranya hanya angan – angan belaka karena bahan olah ini
sulit sekali disortasi dengan baik.
Sortasi masih mungkin dilakukan menurut jumlah kotoran
yang terkandung tetapi tidak mungkin untuk PRI. Justru
keseragaman PRI ini yang sangat penting bagi Indonesia,
sedangkan keseragaman kadar kotoran lebih mudah dicapai dengan
melakukan pembersihan yang cukup intensif karena itu
berdasarkan macamnya bahan olah yang akan diolah, perlu
diterapkan cara pengolahan yang berbeda. Langkah pengolahan
yang berlaku mutlak dan umum adalah usaha untuk mendapatkan
pengeringan dan pembungkusan yang baik.
Langkah pengolahan sedikit banyaknya berkisar pada:
9

pembersihan secara mekanis untuk menurunkan kadar
kotoran.
pencampuran (blending) untuk menghasilkan produk yang lebih
seragam.
peningkatan nilai PRI yaitu pencampuran dengan koagulum
PRI tinggi atau perlakuan kimiawi (perendaman dalam
larutan asam fosfat).
Penting untuk diketahui bahwa tidak ada cara pengolahan
yang berlaku secara umum dan tidak ada pabrik ajaib untuk
mengolah bahan olah buruk untuk menjadi produk kelas satu,
sehingga pemilihan peralatan untuk melaksanakan pengolahan
harus didasarkan pada bahan olah yang akan diolah dan mutu
produk yang menjadi sasaran. Dengan demikian ada banyak jalan
untuk mencapai pembersihan mekanis yang menurunkan kadar
kotoran tetapi sedikit banyak juga menyebabkan penurunan PRI.
Karena itu yang penting adalah mencari pembersihan mekanis
yang mampu melakukan penurunan kadar kotoran secukupnya tanpa
terlalu banyak mengorbankan nilai PRI.
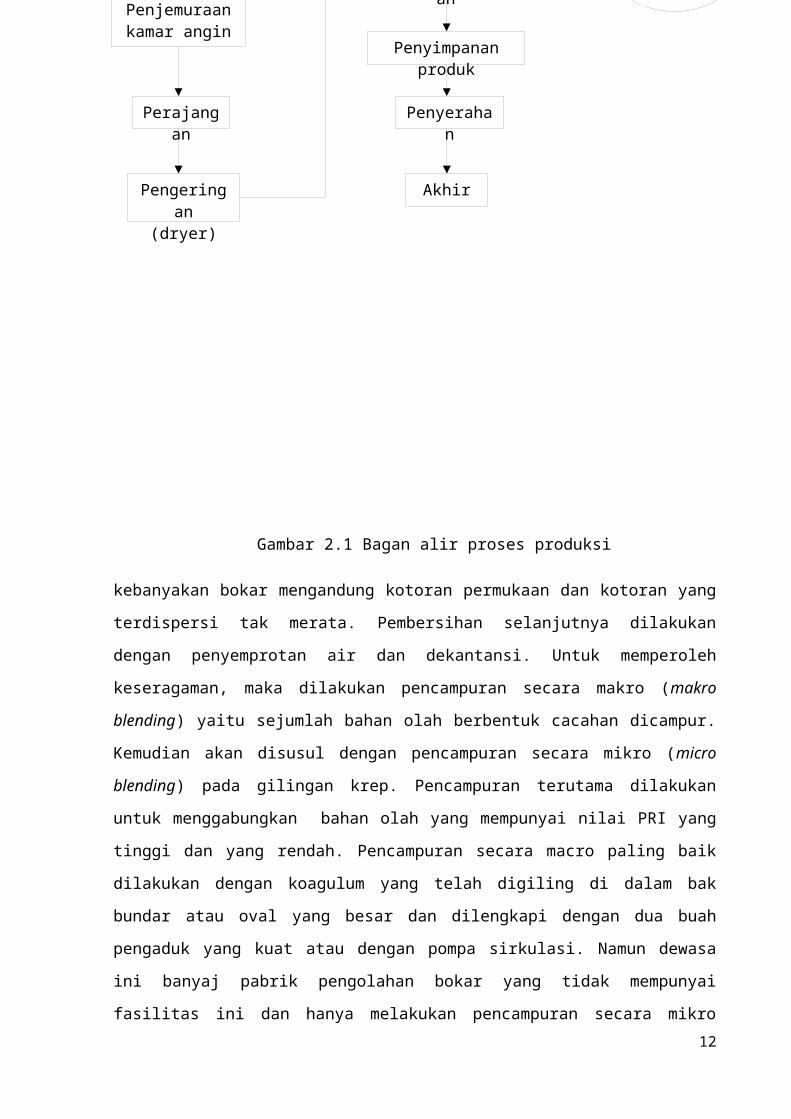
Pada prinsipnya standar proses pengolahan bahan olah
karet (bokar) terdiri dari urutan penerimaan bahan olah,
penyimpanan bahan olah, pencacahan dan pencampuran,
penggilingan, penjemuran, perajangan, pengeringan, penimbangan
dan pengempaan, pengujian produk jadi, pengemasan, penyimpanan
produk jadi dan penyerahan. Skema proses pengolahan bahan olah
karet dapat dilihat pada gambar 2.1.
10

Ya
Awal
Penerimaan bahan olah
Penimbangan & pengempaan
Penimbangan ulang
Pengambilan sampel
Gudang Bokar
Pengemasan
Penggilingan
Pencacahan
Sortasi Visual
Ukur ketebalan?
Dicek white spot & kontaminasi
Metal detector
Pengujian produk jadi
Pemberian tanda SNI
Tidak
Ya
Tidak
Tidak
Ya
Tidak
Ya
11
Penyimpanan produk
Pengeringan
(dryer)
Penyerahan
Akhir
Perajangan
PengemasanPenjemuraan
kamar angin
Pemberian tanda SNI
Gambar 2.1 Bagan alir proses produksi
kebanyakan bokar mengandung kotoran permukaan dan kotoran yang
terdispersi tak merata. Pembersihan selanjutnya dilakukan
dengan penyemprotan air dan dekantansi. Untuk memperoleh
keseragaman, maka dilakukan pencampuran secara makro (makro
blending) yaitu sejumlah bahan olah berbentuk cacahan dicampur.
Kemudian akan disusul dengan pencampuran secara mikro (micro
blending) pada gilingan krep. Pencampuran terutama dilakukan
untuk menggabungkan bahan olah yang mempunyai nilai PRI yang
tinggi dan yang rendah. Pencampuran secara macro paling baik
dilakukan dengan koagulum yang telah digiling di dalam bak
bundar atau oval yang besar dan dilengkapi dengan dua buah
pengaduk yang kuat atau dengan pompa sirkulasi. Namun dewasa
ini banyaj pabrik pengolahan bokar yang tidak mempunyai
fasilitas ini dan hanya melakukan pencampuran secara mikro12

pada gilingan krep. Hasil penggilingan akan berbentuk
selendang atau lembaran panjang dengan ketebalan antara 8 – 10
mm. Disamping memperbaiki keseragaman, pencampuransecara mikro
pada gilingan krep memberi keuntungan lain berupa penyingkatan
waktu pengeringan. Kerugiannya adalah kenaikan biaya
pengolahan karena rendahnya kapasitas kerja dari gilingan krep
dan tingginya kebutuhan tenaga kerja.
Kemudian hasil dari penggilingan yang berupa selendang
atau lembaran-lembaran karet akan dijemur (pengeringan
gantung). Pengeringan gantung dilakukan dengan cara
menggantung lembaran basah dari gilingan krep di dalam kamar
pengeringan selama 8 – 14 hari. Secara teknis sistem
pengeringan gantung memberikan keuntungan yaitu nilai PRI dan
PO (Plasticity Original) dapat dipertahankan. Akan tetapi jika
ditinjau dari segi ekonomis mengakibatkan kerugian oleh karena
investasi yang besar untuk kamar gantung dan modal diam dalam
bentuk lembaran basah sebanyak lamanya menggantung (8 – 14
hari) kapasitas produksi pabrik. Di samping itu juga akan
meningkatkan biaya pengolahan, karena membutuhkan tenaga kerja
yang banyak. Setelah melalui penjemuran (pengeringan di udara
secara alamiah) selendang atau lembaran – lembaran karet
tersebut akan dicincang halus hingga berbentuk butiran atau
remah. Ini dinamakan dengan proses perajangan. Lalu hasil
rajangan harus diisi merata di setiap talang. Perajangan dapat
dilakukan dengan shredder yang mempunyai 1 gilingan dengan
pemotong dan 1 pisau yang statis. Ukuran pecahan getah setelah
dirajang harus dibawah 8 mm. Pisau perajangan harus diasah
secara berkala untuk menghindari rajangan yang kasar. Hal ini
13
juga dimaksudkan agar bintik putih (white spot) tidak timbul
pada karet setelah melalui pengeringan pada dryer nantinya.
Untuk bahan olah karet rakyat (bokar) pengeringan adalah
pekerjaan yang sangat penting. Remah bahan olah karet rakyat
jika dikeringkan diatas 100℃ selama lebih dari dua jam akan
menghasilkan suatu produk yang rendah PRI-nya. Oleh karena itu
pada waktu proses pengeringan di dryer harus benar – benar
dikontrol atau dikendalikan dengan tepat. Butiran – butiran
karet yang sudah terisi di talang akan dimasukkan ke dalam dryer
untuk dimasak hingga matang dengan suhu dan waktu tertentu
tergantung pada jenis produk dengan spesifikasi yang ingin
dihasilkan. Di dalam dryer akan ada 3 tahap yaitu tahap
pengeringan, tahap pemasakan (pengapian), dan tahap
pendinginan. Semua talang yang masuk ke dalam dryer akan
mengalami 3 tahap tersebut. Dengan demikian diharapkan karet
sudah menjadi matang setelah keluar dari dryer.
Karet – karet yang sudah matang tersebut akan ditimbang
dan dipress (pengempaan) hingga berbentuk bal – bal. Berat bal
yang diinginkan adalah 35 ± 0,05kg. Untuk mengempa karet
hingga berbentuk bal digunakan mesin twin chamber. Sebelum proses
pengempaan pastikan semua karet harus dalam keadaan cukup
dingin (sebaiknya di bawah suhu 45℃). Waktu pengempaan harus
cukup untuk memastikan karet sudah berbentuk bal padat dengan
ketinggian kurang dari 7 inchi. Ini dilakukan untuk
menghindari kantong bal koyak karena bal yang mengembang.
Kemudian setiap bal harus diperiksa oleh pengawas untuk
mengetahui apakah karet terkontaminasi benda asing atau
mengandung white spot. Hal ini bertujuan agar kualitas dari produk
14

tetap terjaga. Pemeriksaan apakah karet terkontaminasi adalah
secara visual. Sampah yang terkumpul harus diperhatikan oleh
pengawas. Untuk pemeriksaan white spot adalah dengan mengambil
satu bal dari setiap 6 bal untuk dipotong dan diperiksa secara
visual apakah ada bintik putih atau tidak. Setiap bal yang
ditemukan mengandung white spot harus dipisahkan dan diambil
tindakan segera untuk diidentifikasikan penyebabnya agar hal
serupa tidak terjadi lagi.
Pengambilan sampel harus dikerjakan segera sesudah
pengempaan dan harus dilakukan secara teratur. Walaupun
fabrikasi sudah mantap dan konsisten, pengambilan sampel harus
tetap dilakukan. Hal ini dikerjakan oleh Petugas Pengambil
Contoh (PPC). Pengambilan sampel dilakukan terhadap bandela
SIR yang keluar dari mesin kempa sebelum bandela dan
disesuaikan dengan jumlah bandela di dalam setiap pallet. Cara
pengambilan sampel adalah dengan mengerat dua sudut yang
berhadapan diagonal. Berat satu potongan sampel adalah 150
sampai 200 gram. Satukan kedua sampel tersebut kemudian
masukkan ke dalam kantong plastik. Setelah diberi label sampel
yang menerangkan mengenai tanggal produksi, nomor pallet / sampel,
nomor potongan / bandela dan keterangan tambahan lain bila
diperlukan, kantong plastik yang berisi sampel ditutup atau
diikat. Selanjutnya kantong plastik tersebut siap dikirim ke
laboratorium untuk diuji. Pengujian untuk produk jadi meliputi
penetapan kadar kotoran, penetapan kadar abu, penetapan kadar
zat menguap, penetapan PRI, pengujian warna, uji pengerasan
dalam penyimpanan yang dipercepat (ASHT), penentuan kadar
nitrogen dan pengujian Viskositas Mooney. Lalu setiap bal
harus kembali ditimbang untuk memastikan berat bal telah15
sesuai sebelum dimasukan ke dalam peti. Setiap bal juga harus
dilewatkan pada sensor metal detector . Sensor digunakan untuk
mendeteksi apakah didalam bal terkandung bahan logam atau
tidak.
Setelah melalui serangkaian prosedur setiap bal lalu akan
dikemas. Cara pengemasan terdiri dari kemasan dalam (bandela)
dan kemasan luar. Setiap bandela harus dibungkus plastik
dengan spesifikasi sebagai berikut:
Jenis : polietilen transparan
Ketebalan : 0,03 mm ± 0,005 mm
Titik leleh : maksimum 108℃ Berat Jenis : 0,92
Apabila ketebalan plastik yang digunakan lebih dari 0,10 mm
agar dicantumkan tulisan “Strip Polythene Before Use” pada plastik
tersebut. Disamping menggunakan plastik pembungkus bandela,
produsen dapat pula melengkapi dengan pita bandela dengan
spesifikasi berikut:
Jenis : polietilen
Lebar : 70 mm
Tebal : 0,05 mm
Titik Leleh: maksimum 108℃ Berat Jenis : 0,92
Pengemasan luar dari Standard Indonesia Rubber ada dua cara yaitu
menggunakan pallet dan menggunakan peti kemas (container) berupa
loose bale. Jenis pallet dapat dibedakan atas pallet kayu (wooden
pallet) , pallet plastik disebut Shrink Wrap Unit (SW) dan pallet metal
16
disebut metal box, metal crate atau metal basket. Untuk ukuran
kemasan terdiri atas :
Pallet Standar dapat menampung 30 bandela
Pallet Jumbo dapat menampung 36 bandela
Pallet Super Jumbo dapat menampung 42 bandela
Pallet lain sesuai permintaan pembeli
Peti Kemas (container) 20 feets dapat menampung 612 – 624
bandela
Peti Kemas (container) 40 feets dapat menampung 1.224 – 1.248
bandela
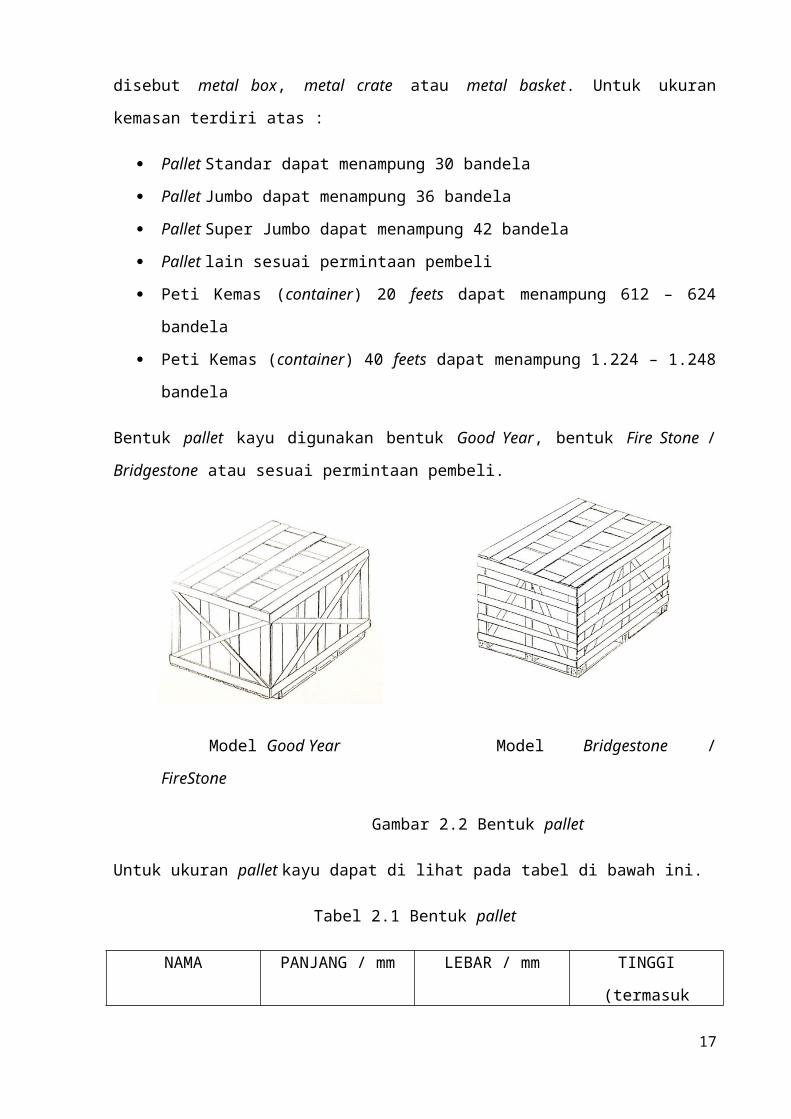
Bentuk pallet kayu digunakan bentuk Good Year, bentuk Fire Stone /
Bridgestone atau sesuai permintaan pembeli.
Model Good Year Model Bridgestone /
FireStone
Gambar 2.2 Bentuk pallet
Untuk ukuran pallet kayu dapat di lihat pada tabel di bawah ini.
Tabel 2.1 Bentuk pallet
NAMA PANJANG / mm LEBAR / mm TINGGI
(termasuk
17
kaki) / mmPallet Standar 1.422 1.092 940
Pallet Jumbo 1.422 1.092 1.092Pallet Super
Jumbo1.422 1.092 1.244
Berat pallet kayu kosong termasuk seluruh komponen maksimun 90
kg.
Untuk pemberian tanda (penandaan) harus disesuaikan
dengan syarat penandaan. Penandaan dialkukan pada pembungkus
bandela, pada pita pembungkus dan pada pallet kayu, pallet Shrink
Warp, pallet metal atau peti kemas (container).
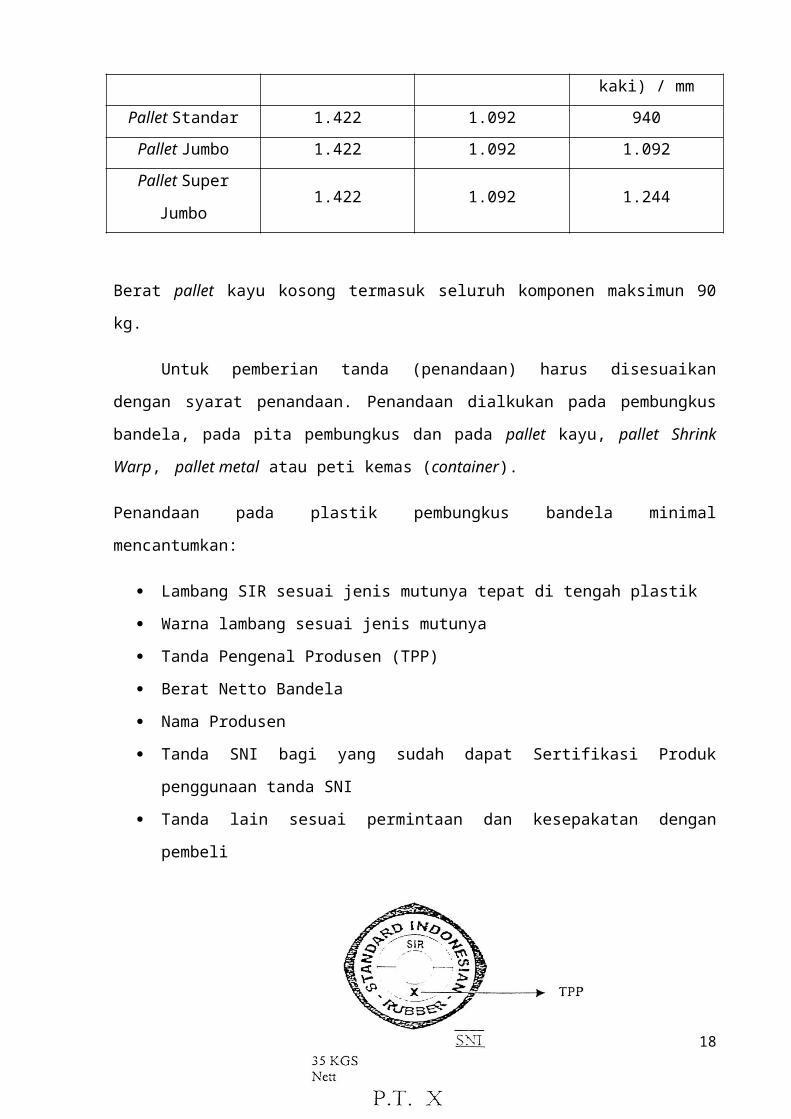
Penandaan pada plastik pembungkus bandela minimal
mencantumkan:
Lambang SIR sesuai jenis mutunya tepat di tengah plastik
Warna lambang sesuai jenis mutunya
Tanda Pengenal Produsen (TPP)
Berat Netto Bandela
Nama Produsen
Tanda SNI bagi yang sudah dapat Sertifikasi Produk
penggunaan tanda SNI
Tanda lain sesuai permintaan dan kesepakatan dengan
pembeli
18
Gambar 2.3 Contoh penandaan pembungkus bandela
Penjelasan mengenai lambang SIR yang meliputi bentuk dan
ukuran lambang / simbol, huruf pada lambang / simbol
serta warna lambang / simbol dapat dilihat pada BAB III.
Tanda Pengenal Produsen (TPP) adalah tanda pengenal yang
harus dimiliki masing-masing produsen SIR yang diberikan
oleh pemerintah, yang dalam ini adalah Departemen (Ministry)
yang menangani bidang Perdagangan. Tanda Pengenal
Produsen (TPP) terdiri dari 3 (tiga) huruf dimana huruf
pertama menunjukkan daerah atau wilayah lokasi produsen
yaitu S (untuk daerah Sumatera), D (untuk daerah Jawa), K
(untuk daerah Kalimantan), C (untuk daerah Sulawesi), M
(untuk daerah Maluku) dan P (untuk daerah Irian Jaya).
Sedangkan huruf kedua dan ketiga menunjukkan
perusahaannya. Menurut urutan masukannya permohonan,
untuk produsen-produsen SIR diberi Tanda Pengenal
Produsen:
Dari Sumatera SAA; SAB; SAC_ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _SZZ
Dari Jawa DAA; DAB; DAC _ _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ DZZ
Dari Kalimantan KAA; KAB; KAC_ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _KZZ
19
Dari Sulawesi CAA; CAB; CAC _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ CZZ
Dari Maluku MAA; MAB; MAC _ _ _ _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ MZZ
Dari Irian Jaya PAA; PAB; PAC _ _ _ _ _ _ _ _ _
_ _ _ _ _ _ _ _ _ _ _ PZZ
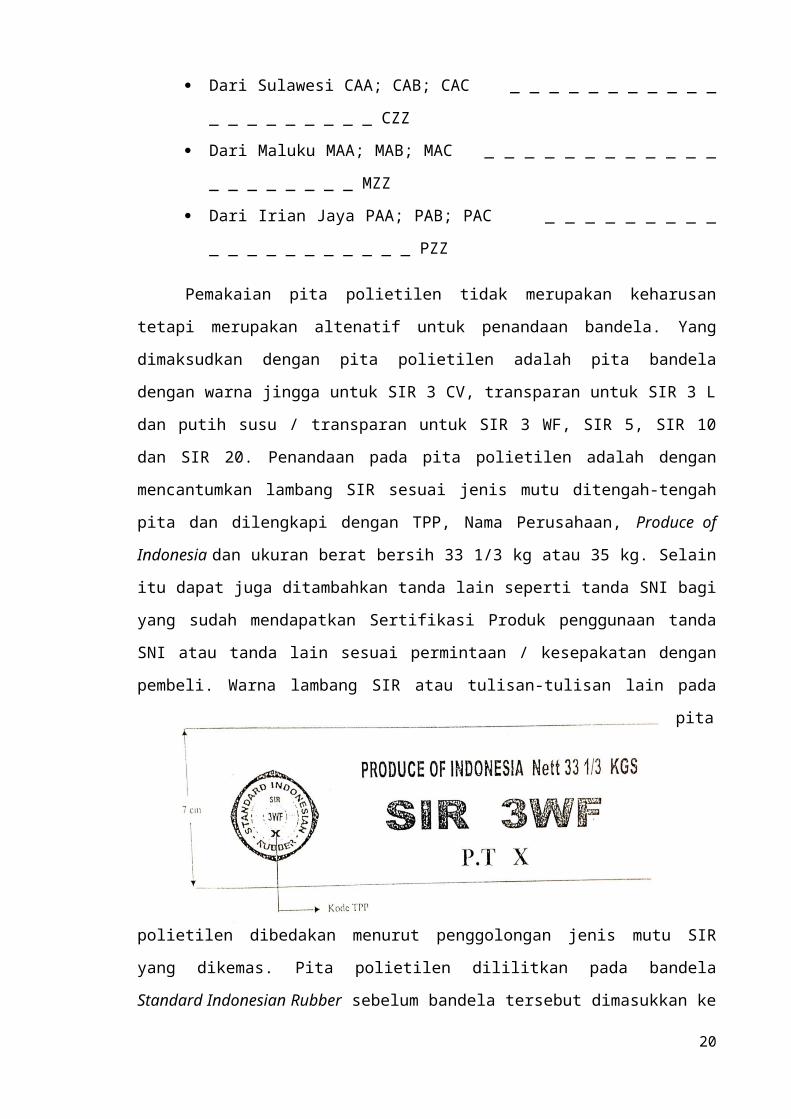
Pemakaian pita polietilen tidak merupakan keharusan
tetapi merupakan altenatif untuk penandaan bandela. Yang
dimaksudkan dengan pita polietilen adalah pita bandela
dengan warna jingga untuk SIR 3 CV, transparan untuk SIR 3 L
dan putih susu / transparan untuk SIR 3 WF, SIR 5, SIR 10
dan SIR 20. Penandaan pada pita polietilen adalah dengan
mencantumkan lambang SIR sesuai jenis mutu ditengah-tengah
pita dan dilengkapi dengan TPP, Nama Perusahaan, Produce of
Indonesia dan ukuran berat bersih 33 1/3 kg atau 35 kg. Selain
itu dapat juga ditambahkan tanda lain seperti tanda SNI bagi
yang sudah mendapatkan Sertifikasi Produk penggunaan tanda
SNI atau tanda lain sesuai permintaan / kesepakatan dengan
pembeli. Warna lambang SIR atau tulisan-tulisan lain pada
pita
polietilen dibedakan menurut penggolongan jenis mutu SIR
yang dikemas. Pita polietilen dililitkan pada bandela
Standard Indonesian Rubber sebelum bandela tersebut dimasukkan ke
20

dalam kantong plastik polietilen polos. Pita tanda pengenal
tersebut tidak boleh berbentuk selubung (tabung) ataupun
berlapis ganda serta harus disolder pada setiap ujungnya
setelah dililitkan, oleh karena itu sama sekali tidak boleh
ditalikan. Contoh penandaan pada pita polietilen adalah
seperti pada gambar 2.4.
Gambar 2.4 Contoh penandaan pita polietilen
Penandaan pallet kayu adalah dengan mencantumkan lambang
SIR pada bagian atas peti dan keempat sisinya. Warna lambang
dibedakan menurut penggolongan jenis mutu SIR yang
dikemasnya. Jumlah bandela, keterangan berat (berat bersih,
berat kotor) juga dapat dicantumkan pada pallet kayu yang
ditempatkan dibawah nama perusahaan, juga dicantumkan Produce
of Indonesia. Pencantuman “Lot No.” Pada ”Pallet No.” dengan ukuran
sama. Dapat ditambahkan tulisan lain seperti use spreaders,
keep dry. Penandaan langsung pada kayu dengan menggunakan cat
atau sejenisnya yang tidak mudah hilang dengan warna yang
sesuai.
Penandaan pada pallet SW adalah dengan menggunakan label
yang ditempatkan pada minimum dua sisi pallet pada lapisan21
sebelah dalam. Pada label sebelah kiri tertera lambang SIR
dan nama perusahaan. Label bagian sebelah kanan tertera
nomor pallet, nomor Lot, berat bersih dan berat kotor serta
negara tujuan, sedangkan pada label bagian bawah dicantumkan
“Produce of Indonesia”. Dapat dilengkapi tulisan lain misalnya
simbol / logo pembeli, kode grade pembeli dan tanda SNI bagi
yang sudah mendapatkan Sertifikasi Produsen penggunaan tanda
SNI. Ukuran label 24 x 33,5 cm dibagi dalam tiga kolom.
Kolom pertama (kiri) ukurannya 14,5 x 19,5 cm, kolom kedua
(kanan) ukuran 19 x 19,5 cm dan kolom ketiga (bawah)
ukurannya 4,5 cm x 33,5 cm. Ukuran label dan jumlah kolomnya
dapat disesuaikan dengan permintaan / kesepakatan dengan
pembeli dan penempatan Produce of Indonesia dan nama perusahaan
juga dapat disesuaikan.
Penandaan pada pallet metal adalah dengan menggunakan
label seperti yang digunakan pada Shrink Warp Unit. Label
ditempatkan pada bagian luar lapisan dalam pallet pada
keempat sisi pallet. Penandaan pada peti kemas adalah dengan
menggunakan label seperti yang digunakan untuk Shrink Warp Unit
dan pallet metal. Label ditempatkan pada bagian dalam dari
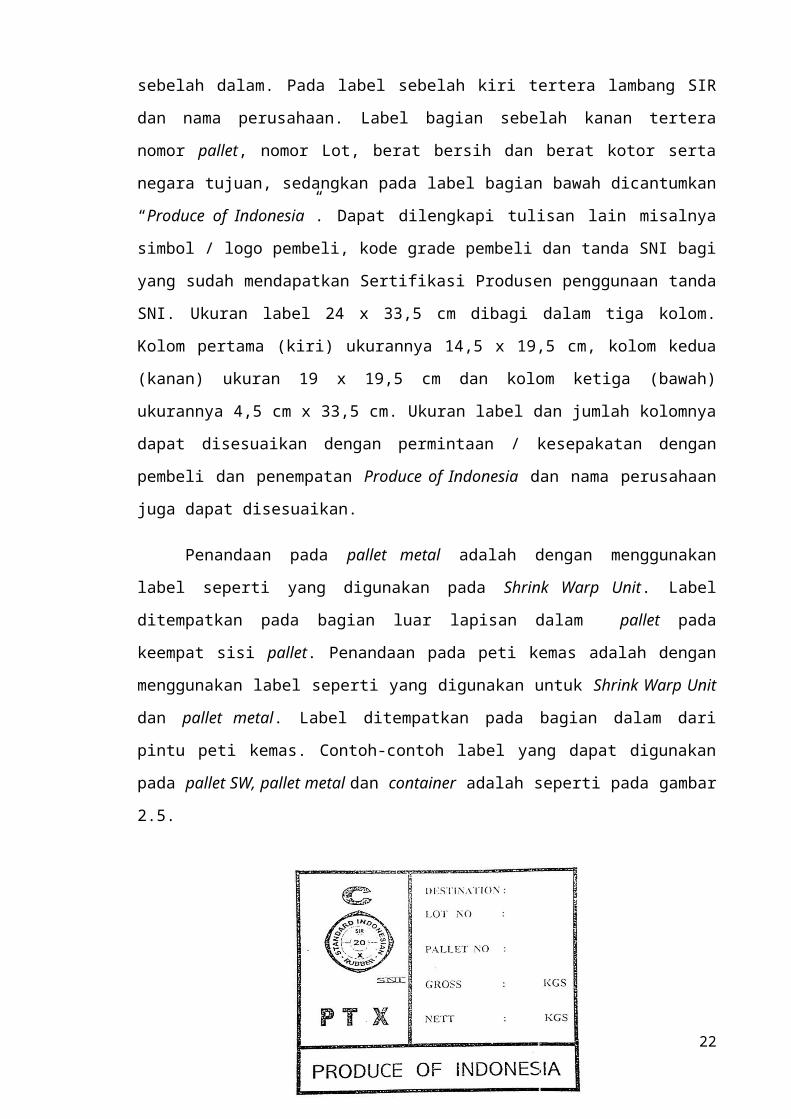
pintu peti kemas. Contoh-contoh label yang dapat digunakan
pada pallet SW, pallet metal dan container adalah seperti pada gambar
2.5.
22

Gambar 2.5 Contoh label pallet / container
Setelah melalui proses pengemasan dan penandaan, produk
pun siap untuk disimpan di gudang pabrik. Tempat penyimpanan
haruslah terlindungi dari cahaya matahari dan keadaan basah.
Produk akan segera diserahkan apabila pembeli sudah memberi
instruksi pengiriman. Proses pengiriman produk jadi adalah
dengan menggunakan kapal. Hal-hal yang harus diperhatikan
adalah jumlah produk yang dikirim harus sesuai dan masalah
ketepatan waktu pengiriman.
Urutan proses pengiriman bahan olah karet dari awal
sampai akhir dapat dilihat pada gambar 2.6.
23

2.2 Peralatan Dan Perlengkapan Yang Dipakai
Suatu bahan olah dapat menghasilkan produk yang baik
dengan biaya pengolahan yang lebih murah jika kecermatan kerja
selama seluruh fabrikasi, pengangkutan dan penerimaan di
pabrik diperhatikan dengan benar. Tempat penerimaan bahan olah
harus bersih dan cukup luas untuk memungkinkan penyimpanan
dalam kondisi yang baik (memakai atap) dan memungkinkan
sortasi bahan olah menurut fabrikasi yang akan dilakukan dan
mutu yang akan dihasilkan.
Dengan bahan olah karet rakyat Indonesia yang heterogen,
sangat dianjurkan untuk melakukan pencampuran seintensif
mungkin di saat permulaan proses pengolahan. Karena itu setiap
bahanolah sebaiknya diletakkan secara terpisah sehingga
24

dibutuhkan tempat penyimpanan bahan olah yang luas. Lantai
pabrik harus bersih dan berada dalam keadaan yang baik (tidak
ada batu-batu, tanah dan sebagainya).
Air yang dibutuhkan dalam berbagai tangki dalam proses
harus sebersih mungkin dan perlu diganti sewaktu-waktu dan
dasar tangki dibersihkan. Mesin-mesin harus dijaga
kebersihannya tanpa ada kotoran-kotoran yang melekat,
pelumasan atau karet lengket. Karet yang sudah kering harus
diperlakukan dengan penuh kecermatan dan dengan kebersihan
yang terjaga. Sebelum dibungkus, bongkah-bongkah karet perlu
diletakkan di tempat yang bebas dari debu.
Ada tiga gagasan yang penting mengenai langkah
pembersihan. Pertama, jika sekali jenis mesin telah dipilih
dan dipandang sesuai untuk mengolah bahan olah yang ada, tidak
dapat dibenarkan untuk mencoba menaikan kapasitas produksi
dengan mengorbankan kemampuan pembersihannya. Kedua, pada
setiap tingkat proses perlu selalu diperhatikan untuk membuang
kotoran dan air kotor selekas mungkin untuk mencegah kotoran
tersebut ikut mengalir bersama karet sepanjang proses. Jika
kotoran telah dipisahkan makan pembersihan selanjutnya lebih
baik karena jumlah kotoran telah berkurang. Oleh karena itu,
ditekankan pentingnya untuk menambahkan saringan bergetar
dibawah tempat keluar setiap mesin seperti scrap washer,
hammermill, atau mesin pisau berputar. Sesudah terpisah dari
kotoran dan air untuk kotor, karet kemudian ditampung dalam
tangki air yang berisi air bersih. Untuk itu dianjurkan untuk
menggunakan tangki air yang besar dan dalam agar karet
mengapung bebas diatas permukaan dan bergerak dengan gerakan
25
yang lambat dan juga agar proses dekantasi dapat berjalan
dengan lancar. Tangki-tangki air yang ada di pabrik-pabrik
dewasa ini umumnya terlalu sempit dan diisi dengan karet
secara berlebihan. Dan yang ketiga adalah urutan dari langkah
pembersihan sangat penting. Misalnya dalam menentukan apakah
pekerjaan dalam hammermill harus dilakukan sesudah atau sebelum
penggilingan krep. Pengerjaan melalui hammermill lebih baik
dilakukan segera terhadap bahan olah sebelum pengerjaan
melalui mesin lain. Ini dimaksudkan untuk mencegah melekatnya
kotoran lebih erat pada koagulum.
Secara garis besar peralatan-peralatan yang diperlukan
dalam proses pengolahan adalah:
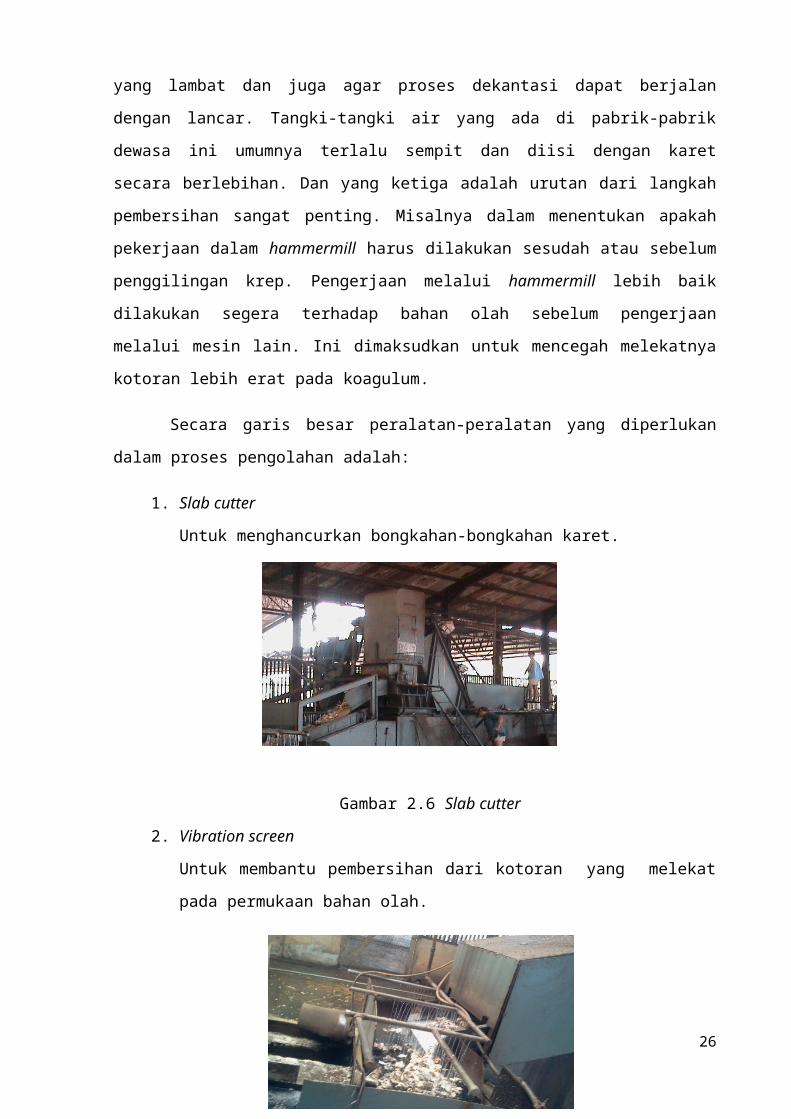
1. Slab cutter
Untuk menghancurkan bongkahan-bongkahan karet.
Gambar 2.6 Slab cutter
2. Vibration screen
Untuk membantu pembersihan dari kotoran yang melekat
pada permukaan bahan olah.
26
Gambar 2.7 Vibration screen
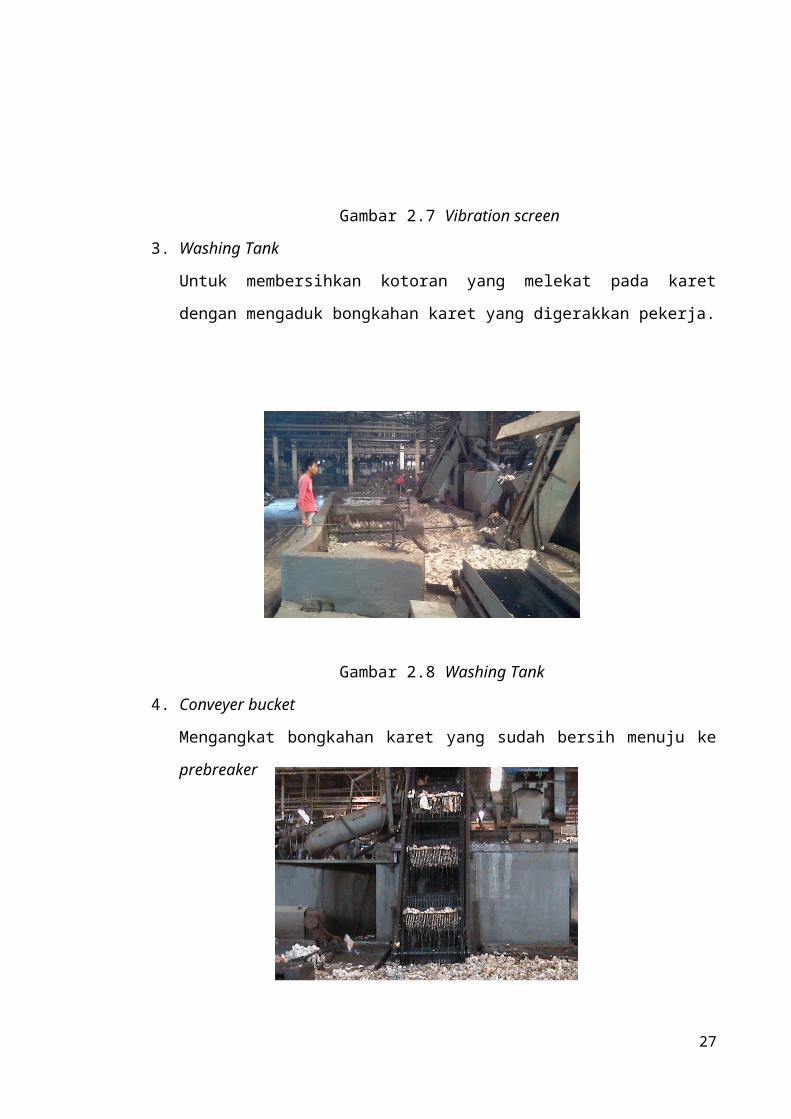
3. Washing Tank
Untuk membersihkan kotoran yang melekat pada karet
dengan mengaduk bongkahan karet yang digerakkan pekerja.
Gambar 2.8 Washing Tank
4. Conveyer bucket
Mengangkat bongkahan karet yang sudah bersih menuju ke
prebreaker
27
Gambar 2.9 Conveyer bucket
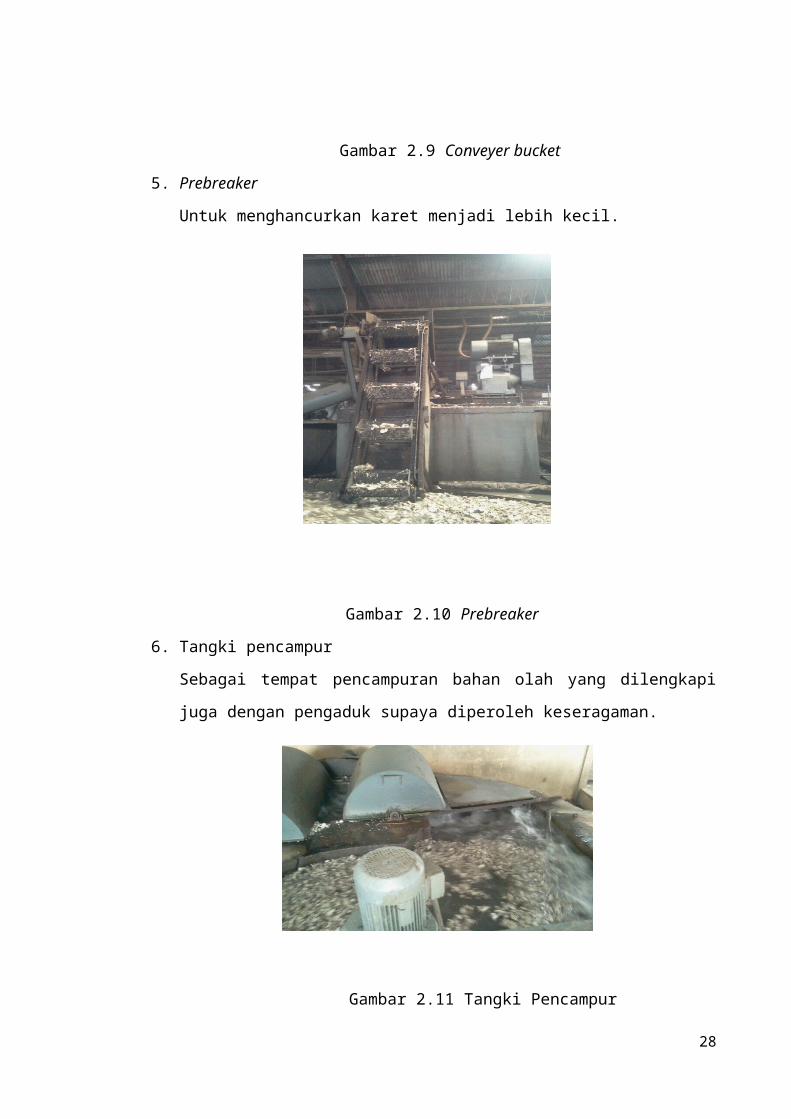
5. Prebreaker
Untuk menghancurkan karet menjadi lebih kecil.
Gambar 2.10 Prebreaker
6. Tangki pencampur
Sebagai tempat pencampuran bahan olah yang dilengkapi
juga dengan pengaduk supaya diperoleh keseragaman.
Gambar 2.11 Tangki Pencampur
28
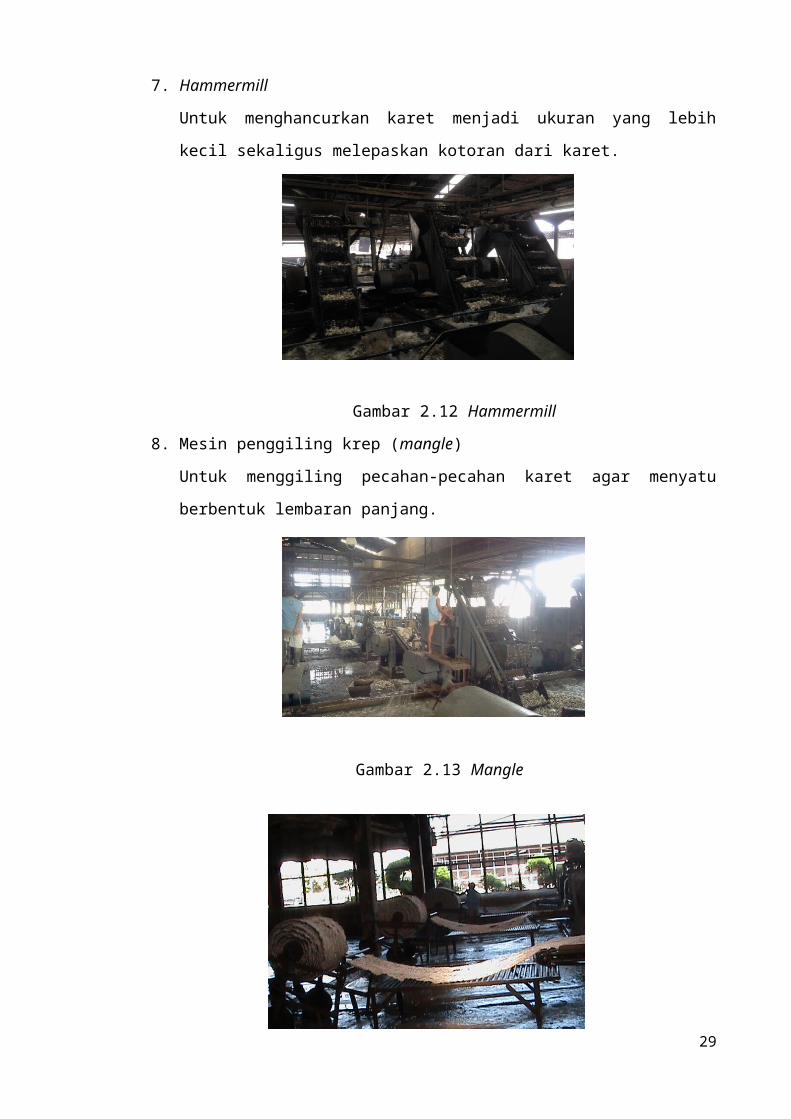
7. Hammermill
Untuk menghancurkan karet menjadi ukuran yang lebih
kecil sekaligus melepaskan kotoran dari karet.
Gambar 2.12 Hammermill
8. Mesin penggiling krep (mangle)
Untuk menggiling pecahan-pecahan karet agar menyatu
berbentuk lembaran panjang.
Gambar 2.13 Mangle
29
Gambar 2.14 Pecahan karet yang sudah menyatu
berbentuk lembaran
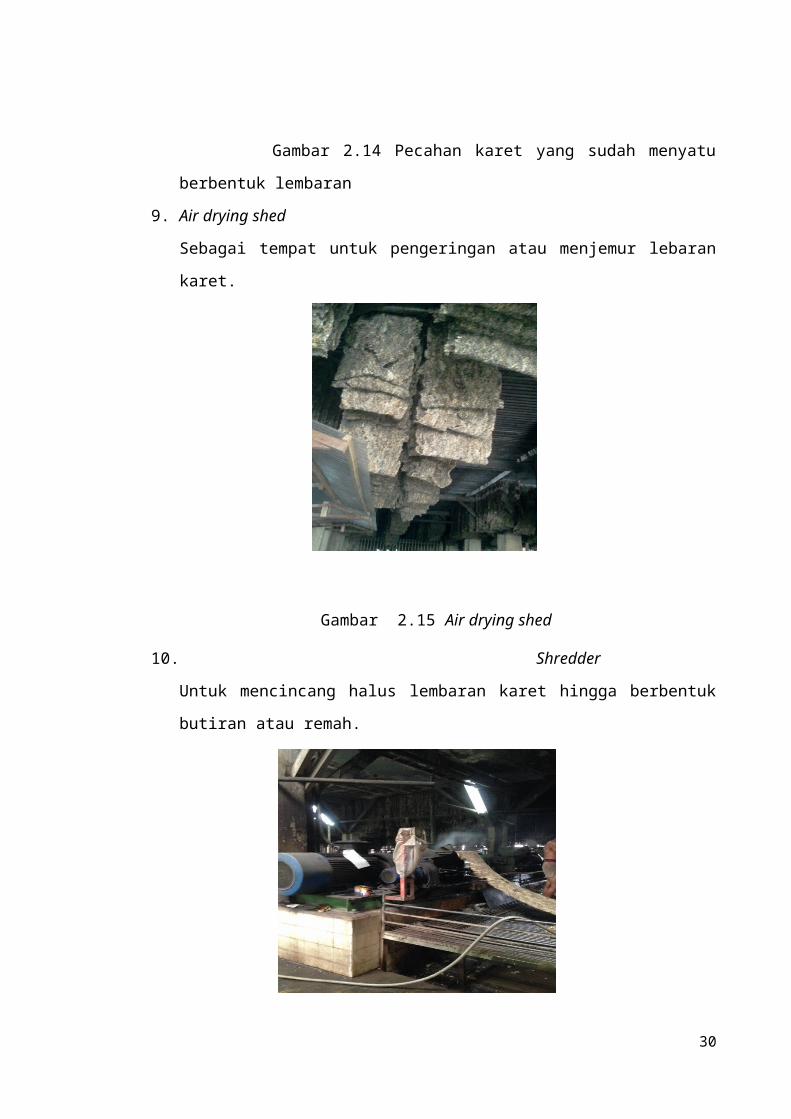
9. Air drying shed
Sebagai tempat untuk pengeringan atau menjemur lebaran
karet.
Gambar 2.15 Air drying shed
10. Shredder
Untuk mencincang halus lembaran karet hingga berbentuk
butiran atau remah.
30

Gambar 2.16 Shredder
11. Trolley (talang)
Sebagai tempat untuk mengisi butiran-butiran karet
sebelum dimasukkan ke dalam dryer.
Gambar 2.17 Trolley
12. Dryer
Untuk mengeringkan dan memasak butiran karet dalam trolley
hingga matang.
Gambar 2.18 Dryer
13. Cooling box
Sebagai tempat untuk
mendinginkan
karet yang keluar dari dryer.
31

Gambar 2.19 Cooling box
14. Weighing scale
Untuk menimbang karet yang sudah matang.
Gambar 2.20 Weighing scale
15. Twin chamber
Untuk mengempa karet hingga berbentuk bal, biasanya
dibuat pada bagian talang
32
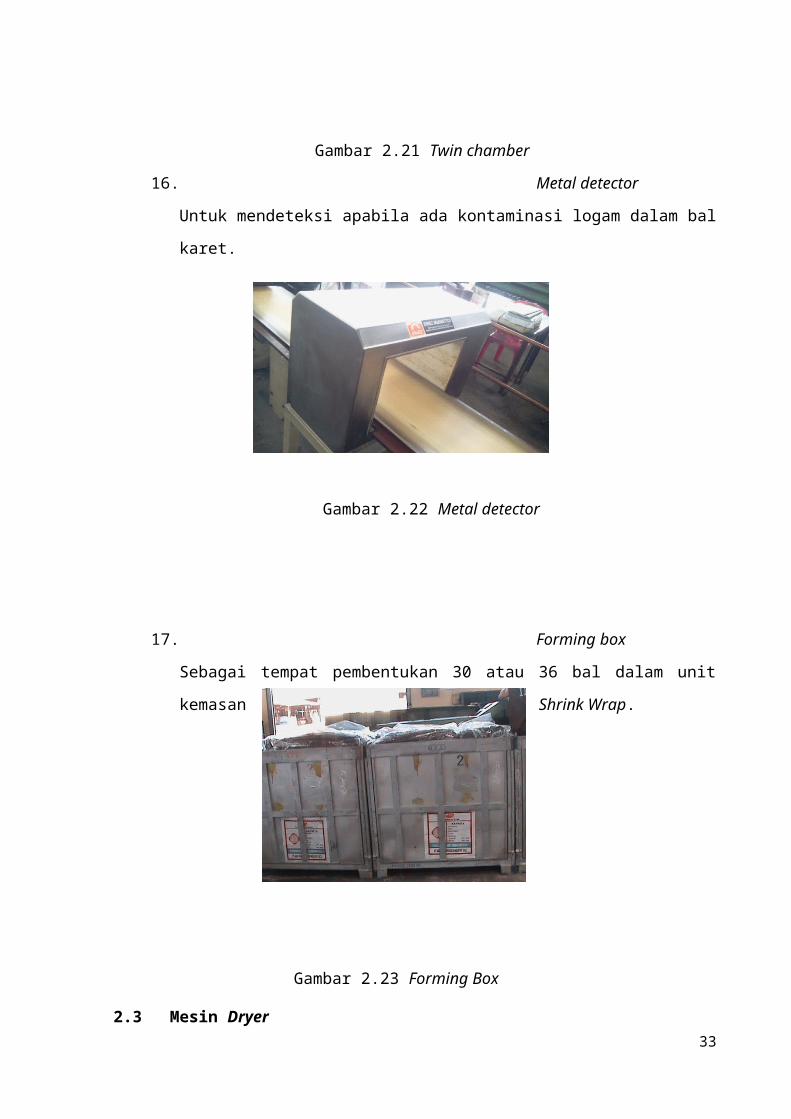
Gambar 2.21 Twin chamber
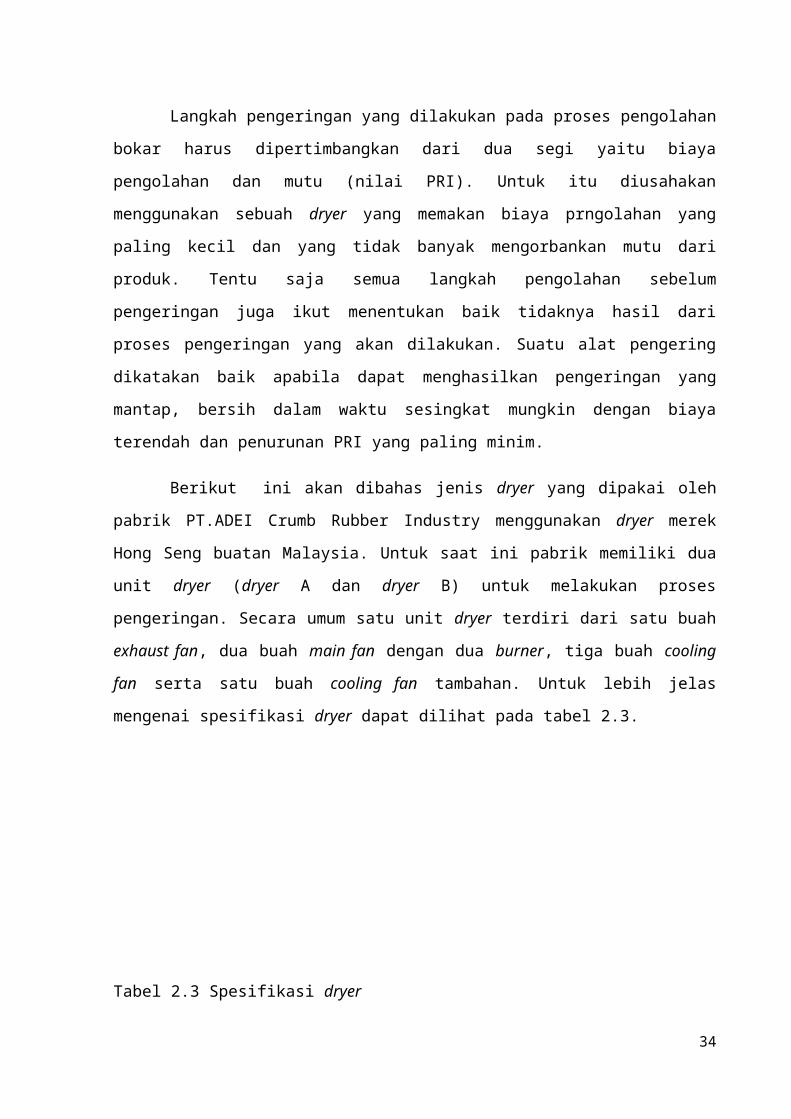
16. Metal detector
Untuk mendeteksi apabila ada kontaminasi logam dalam bal
karet.
Gambar 2.22 Metal detector
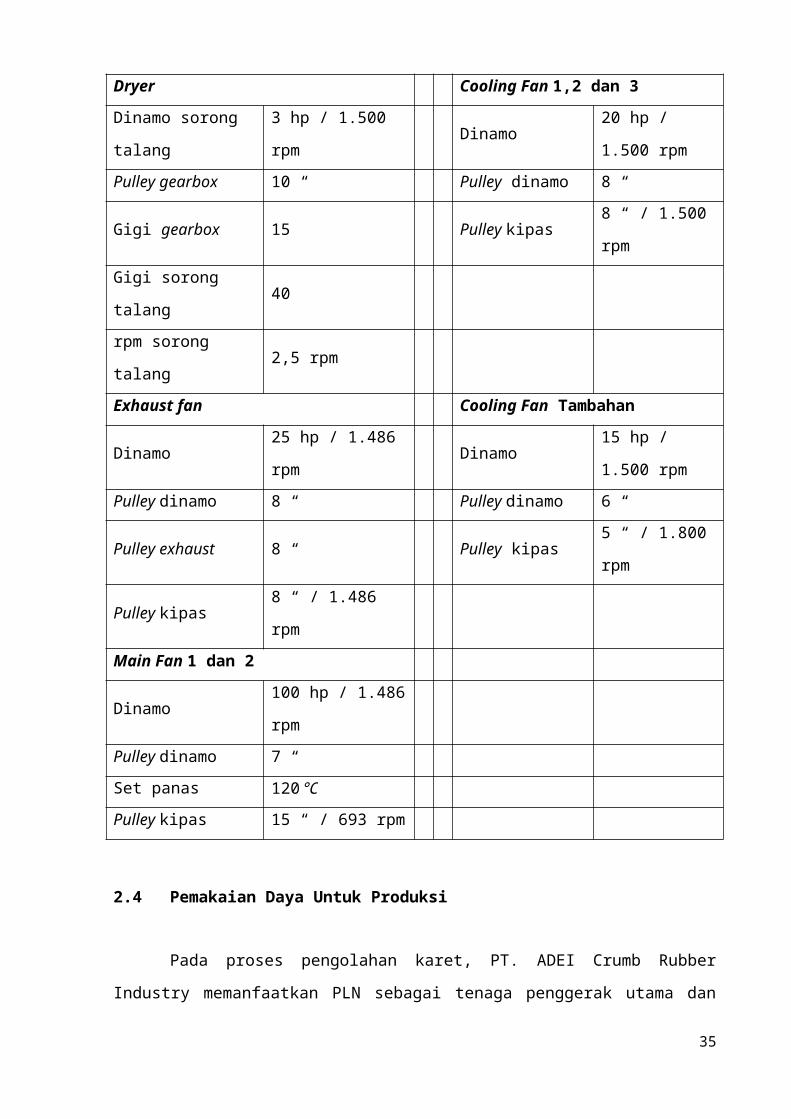
17. Forming box
Sebagai tempat pembentukan 30 atau 36 bal dalam unit
kemasan Shrink Wrap.
Gambar 2.23 Forming Box
2.3 Mesin Dryer33
Langkah pengeringan yang dilakukan pada proses pengolahan
bokar harus dipertimbangkan dari dua segi yaitu biaya
pengolahan dan mutu (nilai PRI). Untuk itu diusahakan
menggunakan sebuah dryer yang memakan biaya prngolahan yang
paling kecil dan yang tidak banyak mengorbankan mutu dari
produk. Tentu saja semua langkah pengolahan sebelum
pengeringan juga ikut menentukan baik tidaknya hasil dari
proses pengeringan yang akan dilakukan. Suatu alat pengering
dikatakan baik apabila dapat menghasilkan pengeringan yang
mantap, bersih dalam waktu sesingkat mungkin dengan biaya
terendah dan penurunan PRI yang paling minim.
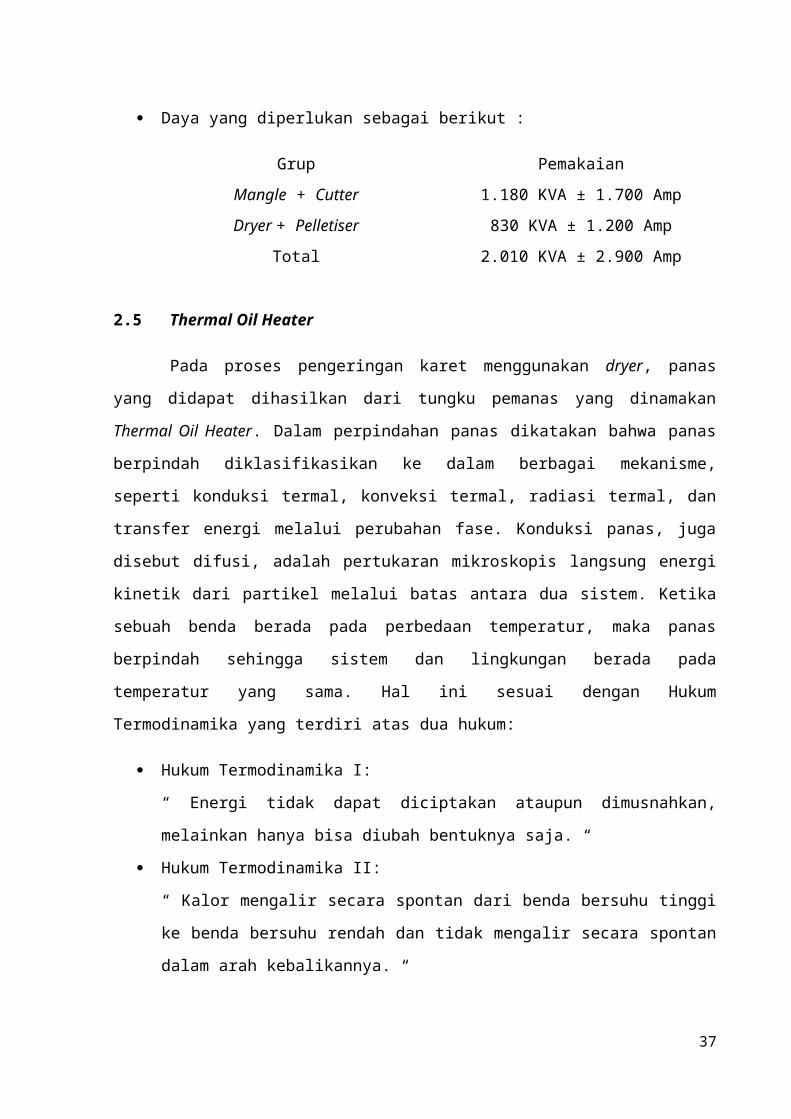
Berikut ini akan dibahas jenis dryer yang dipakai oleh
pabrik PT.ADEI Crumb Rubber Industry menggunakan dryer merek
Hong Seng buatan Malaysia. Untuk saat ini pabrik memiliki dua
unit dryer (dryer A dan dryer B) untuk melakukan proses
pengeringan. Secara umum satu unit dryer terdiri dari satu buah
exhaust fan, dua buah main fan dengan dua burner, tiga buah cooling
fan serta satu buah cooling fan tambahan. Untuk lebih jelas
mengenai spesifikasi dryer dapat dilihat pada tabel 2.3.
Tabel 2.3 Spesifikasi dryer
34
Dryer Cooling Fan 1,2 dan 3Dinamo sorong
talang
3 hp / 1.500
rpmDinamo
20 hp /
1.500 rpmPulley gearbox 10 “ Pulley dinamo 8 “
Gigi gearbox 15 Pulley kipas8 “ / 1.500
rpmGigi sorong
talang40
rpm sorong
talang2,5 rpm
Exhaust fan Cooling Fan Tambahan
Dinamo25 hp / 1.486
rpmDinamo
15 hp /
1.500 rpmPulley dinamo 8 “ Pulley dinamo 6 “
Pulley exhaust 8 “ Pulley kipas5 “ / 1.800
rpm
Pulley kipas8 “ / 1.486
rpmMain Fan 1 dan 2
Dinamo100 hp / 1.486
rpmPulley dinamo 7 “Set panas 120℃Pulley kipas 15 “ / 693 rpm
2.4 Pemakaian Daya Untuk Produksi
Pada proses pengolahan karet, PT. ADEI Crumb Rubber
Industry memanfaatkan PLN sebagai tenaga penggerak utama dan
35

mesin-mesin penggerak cadangan. Untuk keperluan produksi
diperlukan 2.010 KVA ± 2.900 Ampere. Selain itu perusahaan
menyumbang melalui PLN sebesar 10% dari pemakaian PLN kepada
daerah sekitar (melalui Pemda Tebing Tinggi).
Berikut ini adalah gambaran pemakaian umum dari sumber
listrik yang dipakai di PT. ADEI Crumb Rubber Industry:
Daya PLN yang terpasang = 865 KVA ± 1.245 Amp. Pemakaian
± 1.800Amp (beban puncak).
Daya genset yang terpasang 5 (lima) unit yakni:
Unit ke Daya Pemakaian1 530 KVA ± 763 Amp 600 Amp2 530 KVA ± 763 Amp 600 Amp3 530 KVA ± 763 Amp 600 Amp4 530 KVA ± 763 Amp 600 Amp5 500 KVA ± 720 Amp 550 Amp
Total2.620 KVA ± 3.722
Amp2.950 Amp
36
Daya yang diperlukan sebagai berikut :
Grup PemakaianMangle + Cutter 1.180 KVA ± 1.700 AmpDryer + Pelletiser 830 KVA ± 1.200 Amp
Total 2.010 KVA ± 2.900 Amp
2.5 Thermal Oil Heater
Pada proses pengeringan karet menggunakan dryer, panas
yang didapat dihasilkan dari tungku pemanas yang dinamakan
Thermal Oil Heater. Dalam perpindahan panas dikatakan bahwa panas
berpindah diklasifikasikan ke dalam berbagai mekanisme,
seperti konduksi termal, konveksi termal, radiasi termal, dan
transfer energi melalui perubahan fase. Konduksi panas, juga
disebut difusi, adalah pertukaran mikroskopis langsung energi
kinetik dari partikel melalui batas antara dua sistem. Ketika
sebuah benda berada pada perbedaan temperatur, maka panas
berpindah sehingga sistem dan lingkungan berada pada
temperatur yang sama. Hal ini sesuai dengan Hukum
Termodinamika yang terdiri atas dua hukum:
Hukum Termodinamika I:
“ Energi tidak dapat diciptakan ataupun dimusnahkan,
melainkan hanya bisa diubah bentuknya saja. “
Hukum Termodinamika II:
“ Kalor mengalir secara spontan dari benda bersuhu tinggi
ke benda bersuhu rendah dan tidak mengalir secara spontan
dalam arah kebalikannya. “
37
Maka dari hukum termodinamika di atas diterapkan pada
Thermal Oil Heater dengan menggunakan minyak sebagai media
penghantar panas. Minyak digunakan untuk mengambil panas yang
di hasilkan dari tungku pemanas kemudian di alirkan ke dalam
dryer untuk mengeringkan bandela.
Minyak digunakan sebagai penghantar panas karena memiliki
kriteria :
Tidak mudah terbakar dan menguap.
Rantai karbon pada minyak tidak mudah rusak.
Mudah menyerap panas dan memberikan panas serta mempunyai
sifat yang stabil (range temperatur tidak besar).
Mudah untuk digerakkan / dipindahkan ke tempat lain.
Tidak bersifat korosif dan dapat membawa kotoran dalam
sistem pemanasan.
Hal-hal yang harus diperhatikan dalam sistem pemanasan
menggunakan Thermal Oil Heater adalah:
Sistem sirkulasi tertutup total untuk mencegah terjadinya
oksidasi, pencemaran dan penguapan.
Tingkat aliran minyak harus dikontrol untuk mencegah agar
dryer tidak terlalu panas.
Minyak yang diisi pada tahap pengisian awal pada saat
menggunakan Thermal Oil Heater adalah sebanyak 65 drum minyak
dengan berat 1 drum minyak adalah 600 liter (65 x 600 liter =
39.000 liter). Selama 2 tahun, penyusutan yang terjadi adalah
sebanyak 3 drum minyak (3 x 600 liter = 1.800 liter).
Penyusutan ini terjadi disebabkan minyak yang dipakai menguap
38

selama proses pengoperasian melewati batas torelansi yang
wajar.
Pemanasan pada tungku pemanas minyak menggunakan cangkang
kelapa sawit. Dalam 1 jam pengoperasian Thermal Oil Heater, bahan
bakar cangkang yang diperlukan sebanyak 650 kg. Adapun alasan
mengapa digunakan cangkang sebagai bahan bakar adalah:
1. Bahan bakar cangkang tersedia dan mudah diperoleh
dilokasi perusahaan.
2. Nilai kalor bahan bakar cangkang memenuhi persyaratan
untuk menghasilkan panas yang dibutuhkan.
3. Sisa pembakaran bahan bakar dapat digunakan sebagai
pupuk.
4. Harga lebih ekonomis.
Cangkang adalah sejenis bahan bakar padat yang berwarna
hitam berbentuk seperti batok kelapa dan agak bulat, terdapat
pada bagian dalam pada buah kelapa sawit yang diselubungi oleh
serabut.
Pada bahan bakar cangkang ini terdapat berbagai unsur
kimia antara lain: Carbon (C), Hidrogen (H2), Nitrogen (N2),
Oksigen (O2) dan Abu. Dimana unsur kimia yang terkandung pada
cangkang mempunyai persentase (%) yang berbeda jumlahnya,
bahan bakar cangkang ini setelah mengalami peroses pembakaran
akan berubah menjadi arang, kemudian arang tersebut dengan
adanya udara pada dapur akan terbang sebagai ukuran partikel
kecil yang dinamakan partikel pijar.
Apabila pemakaian cangkang ini terlalu banyak dari
serabut akan menghambat proses pembakaran akibat penumpukan39
arang dan nyala api kurang sempurna, dan jika cangkang
digunakan sedikit, panas yang dihasilkan akan rendah karena
cangkang apabila dibakar akan mengeluarkan panas yang besar.
Berikut ini spesifikasi Thermal Oil Heater yang dipakai pada
PT. ADEI Crumb Rubber Industry:
Merk : BASUKI Thermal Oil Heater
Tipe : VTF (Vertical Thermal Fuel) 3.000.000
kCal/hr
Tekanan Ketel : Low Pressure
Temperatur Inlet : 250 – 350 ℃
Temperatur Outlet : 250 – 350 ℃
Temperatur Ketel : 700 – 900 ℃
Temperatur Gas Buang : 200 – 300 ˚C
Cara kerja Thermal Oil Heater adalah sebagai berikut :
1. Minyak yang digunakan untuk mengeringkan karet dari msin
dryer masuk ke pompa sirkulasi yang berfungsi memompa
minyak masuk ke dalam tangki pemanasan dengan temperatur
masuk minyak adalah ± 265℃.
2. Didalam minyak yang masuk ke dalam tangki dipanaskan
dengan cara melewatkan minyak melalui pipa berbentuk
spiral yang terpasang di dalam tangki pemanasan. Pada
tangki pemanasan dibawah terdapat Forced Draf Fan yang
berfungsi mengatur nyala api dengan cara meghembuskan
udara secara paksa. Bahan bakar dari tangki adalah40

cangkang kelapa sawit yang dimasukan dari screw feed dimana
asap pembakaran akan keluar ke saringan asap dengan Fluid
Gas Temperature adalah ± 240℃ dimana abu dari pembakaran
yang tersaring akan keluar ke bawah sedangkan asap akan
disedot oleh Induced Draft Fan yang kemudian masuk ke
saringan kedua. Pada proses masuk ke saringan kedua,
dipasang katup yang berfungsi mengalirkan air supaya
bercampur dengan asap sehingga abu yang tidak tersaring
sempurna mengumpal dan jatuh mengendap ke bawah sedangkan
asap pembakaran yang sudah bersih dari abu akan dialirkan
ke cerobang untuk dibuang.
3. Minyak yang keluar dari tangki akan dialirkan ke mesin
dryer dengan temperatur ± 280℃. Proses ini berulang terus
menerus selama pengoperasian sehingga sistem di kontrol
secara komputer agar panas yang dihasilkan tidak terlalu
tinggi dan tidak terlalu rendah.
Thermal Oil Heater yang terdapat pada PT.ADEI Crumb Rubber
Industry seperti
terlihat pada gambar 2.24
41

Gambar 2.24 Thermal Oil Heater
BAB 3
PROFIL PERUSAHAAN
3.1. Gambaran Umum Perusahaan
PT. ADEI Crumb Rubber Industry, pabrik di Tebing Tinggi
didirikan pada tahun 1954.
Pemegang saham mayoritas PT. ADEI Crumb Rubber Industry
adalah:
1. Keluarga Luhur
2. Keluarga Teuku M. Hanafiah
Jenis usaha adalah pengolahan dan eksportir karet remah
(crumb rubber) yang berupa SIR 5, SIR 10, SIR 20 dengan bahan
baku olahan karet (bokar) yang telah dikoagulasi dalam bentuk
slabs atau getah mangkuk (lumps) yang dibeli dari pasar atau
langsung dari perkebunan rakyat serta karet milik perusahaan
swasta nasional.
42
PT. ADEI dalam tuntutan masa kini telah mengikuti
perkembangan zaman sehingga telah beberapa kali melaksanakan
rehabilitasi mesin dan reinvestasi mesin baru. Pada saat ini
PT. ADEI telah dapat memenuhi tuntutan pasar internasional dan
mencapai efisiensi yang memadai sehingga proses produksi
pabrik telah dapat berorientasi lingkungan dan kelestarian
alam.
3.2. Sejarah Singkat PT. ADEI CRI
PT. ADEI Crumb Rubber Industry adalah perusahaan swasta
yang bergerak dalam bidang industri pengolahan karet dan
eksportir karet remah. PT. ADEI CRI berlokasi di Jalan Imam
Bonjol, Tebing Tinggi.
Pada awal berdirinya perusahaan ini bernama ADEI Trading
Company Limited yang didirikan pada tanggal 20 Februari 1954
di hadapan notaris H. Soetan Pane Paroehoem. Kemudian pada
tanggal 15 Mei 1954 terjadi perubahan anggaran dasar sehingga
perusahaan berubah nama menjadi NV. ADEI Trading Company
Limited.
43

Pada tanggal 4 Mei 1979 di hadapan notaris Malem Ukur
Sembiring perusahaan berubah nama lagi menjadi PT. ADEI Crumb
Rubber Industry. Pada
tahun 1994 perusahaan
berubah nama menjadi PT.
ADEI Plantation and
Industry, dimana
perusahaan membuka
perkebunan di provinsi Riau.
Sesuai dengan perkembangan
zaman perusahaan
berubah nama lagi menjadi PT. ADEI Crumb Rubber Industry pada
tahun 1997.
Gambar 3.1. PT. ADEI Crumb Rubber Industry
PT. ADEI Crumb Rubber Industry merupakan perusahaan yang
bergerak dalam bidang yang berhubungan dengan pengolahan
karet, baik itu karet yang dibeli dari petani maupun karet
yang berasal dari perkebunan swasta. Sebagian besar hasil
pengolahan ini diekspor ke berbagai negara diantaranya 44

Amerika, Kanada, negara – negara di Eropa, Australia dan
sebagian negara – negara Asia.
Dengan adanya pabrik yang terletak di Tebing Tinggi, maka
secara otomatis kegiatan perusahaan akan bertambah. Perusahaan
mengolah berbagai jenis getah seperti getah slabs, getah lumps,
getah lumps cincang, getah paret dan jenis getah lainnya yang
akan dijadikan karet kering yang sesuai dengan SIR 20. Dalam
proses produksinya perusahaan dapat juga menghasilkan karet
kering yang sesuai dengan SIR 10. Karet kering jenis ini tidak
dapat diproduksi dalam jumlah besar karena bahan baku untuk
jenis karet ini sukar didapat. Berdasarkan pengalaman dari
seluruh jumlah bahan mentah yang diolah di pabrik, barang jadi
yang dapat diproduksi sesuai dengan SIR 10 sangat sedikit.
Pada awal produksinya, proses pengolahan getah hanya
dalam bentuk remilling yaitu dalam bentuk pengolahan tradisional
yang hasilnya masih dalam bentuk brown crepe yaitu berupa
lembaran karet kering. Pada masa itu masih belum mampu
memenuhi permintaan brown crepe dari berbagai negara. Pada
tahapan proses remilling memerlukan waktu hingga satu bulan
sedangkan permintaan dari konsumen pada saat itu sangat tinggi
sehingga perusahaan tidak mampu memenuhi permintaan yang ada
di pasaran. Pada saat itu kemampuan produksi hanya berkisar
1.000 sampai 1.500 ton per bulan. Keadaan ini berlangsung
hingga tahun 1974.
Akibat adanya kemajuan teknik dalam pengolahan karet,
negara konsumen tidak lagi mengimpor karet dalam lembaran brown
crepe. Negara konsumen menuntut hasil produksi dalam keadaan yang
baik. Hasil produksi ini disebut dengan crumb rubber. Karena hal
45
ini, perusahaan bertekad untuk meningkatkan produksinya dengan
melakukan konversi pabrik remilling menjadi pabrik crumb rubber
yaitu mengubah cara pengolahan karet menjadi crumb rubber.
Perusahaan ini baru dapat terlaksana pada tahun 1975.
Dalam proses rubber ini, perusahaan memiliki mesin
penghancur getah sebanyak tiga unit. Dengan adanya ketiga unit
mesin yang dimiliki, perusahaan dapat menghasilkan 1.800 ton
karet kering tiap bulan tetapi hasil produksi ini belum dapat
memenuhi semua permintaan yang datang dari berbagai negara.
Hal ini dikarenakan permintaan yang semakin meningkat dari
negara – negara konsumen dari waktu ke waktu. Dengan adanya
kesempatan untuk memasuki pasaran karet internasional, mkaa
perusahaan menambah satu unit lagi mesin penghancur getah.
Ternyata dengan adanya penambahan mesin, volume produksi dapat
meingkat menjadi 2.300 sampai 2.500 ton per bulan. Hingga taun
1998 perusahaan telah memiliki 5 unit mesin penghancur, 2 unit
mesin cincang, 18 unit mesin penggiling serta 2 unit mesin
pengering. Dengan demikian volume produksi telah mencapai
29.600 ton per tahun sehingga hampir seluruh permintaan dari
negara – negara pengimpor sudah terpenuhi.
3.3. Lambang PT. ADEI CRI
46

Gambar 3.2. Lambang PT. ADEI Crumb Rubber Industry
3.4. Standard Indonesian Rubber (SIR)
3.4.1. Definisi
Standard Indonesian Rubber adalah karet alam yang diperoleh
dengan pengolahan bahan olah karet yang berasal dari getah
batang pohon Hevea Brasieliensis secara mekanis dengan atau
tanpa kimia, serta mutunya ditentukan secara spesifikasi
teknis.
3.4.2. Simbol atau Lambang
Lambang SIR terdiri dari gambar berbentuk segi empat
berisi lengkung dengan 3 (tiga) lingkaran terdiri dari
lingkaran luar, lingkaran tengah, lingkaran dalam dengan garis
mendatar yang menghubungkan lingkaran tengah dan lingkaran
dalam. Jarak antara sudut yang berhadapan 20cm, sedangkan
garis tengah lingkaran luar, lingkaran tengah dan lingkaran
dalam berturut – turut 16,5 cm, 11 cm, dan 4 cm. Jarak antara
sumbu lingkaran ke masing – masing sudut adalah 10 cm.
47
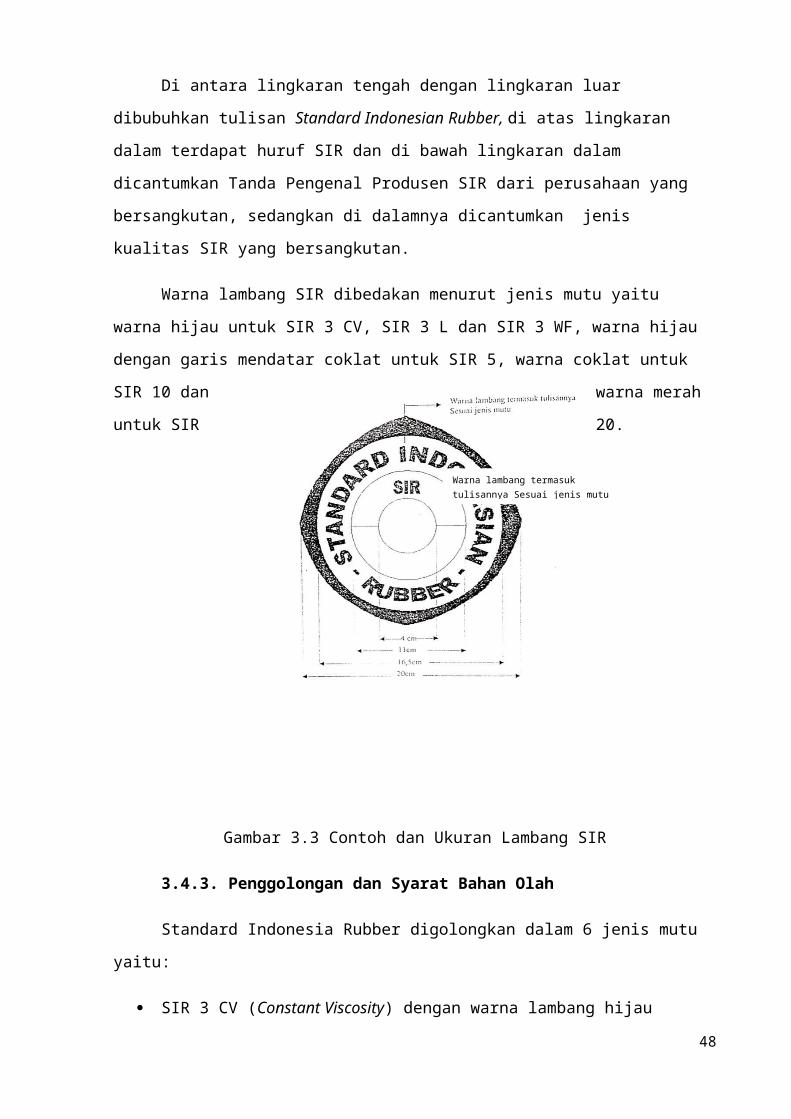
Di antara lingkaran tengah dengan lingkaran luar
dibubuhkan tulisan Standard Indonesian Rubber, di atas lingkaran
dalam terdapat huruf SIR dan di bawah lingkaran dalam
dicantumkan Tanda Pengenal Produsen SIR dari perusahaan yang
bersangkutan, sedangkan di dalamnya dicantumkan jenis
kualitas SIR yang bersangkutan.
Warna lambang SIR dibedakan menurut jenis mutu yaitu
warna hijau untuk SIR 3 CV, SIR 3 L dan SIR 3 WF, warna hijau
dengan garis mendatar coklat untuk SIR 5, warna coklat untuk
SIR 10 dan warna merah
untuk SIR 20.
Gambar 3.3 Contoh dan Ukuran Lambang SIR
3.4.3. Penggolongan dan Syarat Bahan Olah
Standard Indonesia Rubber digolongkan dalam 6 jenis mutu
yaitu:
SIR 3 CV (Constant Viscosity) dengan warna lambang hijau
48
Warna lambang termasuk tulisannya Sesuai jenis mutu

SIR 3 L (Light) dengan warna lambang hijau
SIR 3 WF (Whole Field) dengan warna lambang hijau
SIR 5 dengan warna lambang hijau bergaris mendatar coklat
SIR 10 dengan warna lambang coklat
SIR 20 dengan warna lambang merah
Gambar 3.4. Contoh Lambang SIR berdasarkan Jenis Mutu
Untuk memilih jenis bahan olah yang sesuai dengan rencana
produksi, produsen SIR dapat berpedoman kepada SNI 06-2047-
1994 Revisi 1990 (Standar Bahan Olah Karet).
Tabel 3.1. Syarat Bahan Olah
JENIS
MUTU
PERSYARATANSIR 3
CVSIR 3 L
SIR 3
WFSIR 5 SIR 10 SIR 20
BAHAN
OLAHLATEKS KOAGULUM LATEKS
49
Lambang SIR 3CV
Lambang SIR 3L
Lambang SIR 3WF
Lambang SIR 5 Lambang SIR 10
Lambang SIR 20X = Kode TPP

3.4.4. Syarat Ukuran
Standard Indonesia Rubber disajikan dalam bentuk bandela yang
dikempa dengan berat dan ukuran tertentu. Ukuran bandela SIR
yang diperdagangkan adalah panjang 675 ± 25 mm dan lebar 355 ±
10 mm, dapat memounyai berat sebesar 33 13 kg atau 35 kg atau
sesuai permintaan pembeli
3.5. Struktur Organisasi PT. ADEI CRI
Organisasi dapat diartikan sebagai suatu lembaga ataupun
kelompok fungsional yang terdiri dari sekelompok orang yang
mau bekerja sama untuk mencapai tujuan tertentu. Struktur
organisasi itu sendiri menunjukkan kerangka dan susunan
perwujudan pola tetap hubungan – hubungan di antara fungsi –
fungsi, bagian – bagian, posisi – posisi maupun orang – porang
yang menunjukkan kebodohan yang berbeda – beda dalam suatu
organisasi perusahaan.
Adapun bentuk struktur organisasi yang digunakan oleh PT.
ADEI Crumb Rubber Industry adalah tipe organisasi garis dan
fungsional, dimana pimpinan tertinggi dipegang oleh direktur.
Dalam pelaksanaan kegiatan operasionalnya direktur dibantu
oleh direktur produksi dan wakil manajemen yang didukung oleh
bagian – bagian lain yang tidak kalah penting. Untuk lebih
jelasnya dapat dilihat pada struktur organisasi perusahaan
pada gambar 3.5.
50

WAKIL MANAJEMEN
MANAJER PABRIK KEUANGAN ADMINISTRASI UMUMMANAJER PENJUALANAKUNTANSI
PRODUKSI PENERIMAAN LABORATORIUMPEMBELIANBENGKEL
DRYER GUDANG EKSPORGILINGAN
Penanggung jawab pengelolaan lingkungan
DIREKTUR
DIREKTUR PRODUKSI
PRO
51

Gambar 3.5. Struktur Organisasi PT. ADEI Crumb Rubber Industry
3.6. Deskripsi Jabatan
Pada umumnya perusahaan baik yang berbentuk perseroan
terbatas maupun firma harus mempunyai struktur organisasi yang
jelas. Struktur organisasi tersebut harus dapat memberikan
gambaran yang menyeluruh mengenai pembagian kerja. Dengan
adanya struktur organisasi maka akan terlihat jelas pemisahan
tugas dan fungsi masing – masing bagian dalam suatu
perusahaan. Meskipun perusahaan kecil mempunyai masalah
organisasi yang lebih sedikit dibandingkan dengan perusahaan
besar, akan tetapi keduanya mempunyai struktur formal untuk
menjamin orang agar melaksanakan tugas yang mengarah pada
pencapaian tujuan perusahaan. Adapun uraian, tanggung jawab,
dan wewenang PT. ADEI Crumb Rubber Industry sebagai berikut:
Tabel 3.2. Uraian tanggung jawab dan wewenang PT. ADEI Crumb
Rubber Industy
ISO 9001 : 2000 JABATAN TANGGUNG JAWAB DAN
WEWENANGSistem Manajemen
MutuDirektur Produksi
Penerapan sistem mutu
Mengesahkan pedoman mutu
Wakil Manajemen
Penerapan sistem mutu
Mengesahkan dokumen
eksternalManajer Pabrik Mengesahkan prosedur
sistem mutu
Mengesahkan instruksi
52

kerja
Tanggung Jawab
Manajemen
Direktur Produksi
Menetapkan kebijakan
mutu dan sasaran mutu
Menetapkan struktur
organisasi
Menetapkan uraian
tanggung jawab dan
wewenang
Menunjuk wakil manajemen
Meninjau sistem
manajemen secara berkala
Wakil Manajemen
Melaksanakan tugas wakil
manajemen
Melaksanakan komunikasi
internal
Melakukan tinjauan
manajemen
Melakukan pengendalian
dokumen dan dataPengelolaan Sumber
DayaDirektur Produksi
Menetapkan dan
menyediakan sumber daya
dan prasarana yang
diperlukan
Wakil ManajemenMemenuhi kebutuhan
pelatihanManajemen Pabrik Menilai kompetensi dan
kesadaran bagi personil
Mengelola lingkungan
kerja
53

Kepala BengkelMemelihara prasarana
yang tersedia
Realisasi Produk
Manajer PabrikMengkoordinasi seluruh
kegiatan produksi
Manajer Penjualan
Melaksanakan tinjauan
yang berkaitan dengan
persyaratan pelanggan
Mengadakan komunikasi
dengan pelanggan
Kepala PenerimaanMelakukan kegiatan
penerimaan bahan baku
Kepala ProduksiMelakukan pengendalian
proses produksi
Kabag Gudang Ekspor
Mengidentifikasi status
produk jadi
Memelihara milik
pelanggan
Kepala Laboratorium
Mengendalikan sarana
pemantauan dan
pengukuran
Staff PembelianMelaksanakan proses
pembelianPengukuran Analisis
dan Perbaikan
Wakil Manajemen Melaksanakan audit
internal
Memantau kepuasan
pelanggan
Meninjau tindakan
koreksi dan pencegahan
yang diterapkan
54

Kepala Laboratorium
Memantau dan mengukur
kesesuaian produk
Mengidentifikasi setiap
keluhan pelanggan
Menganalisis dan usaha
tindakan perbaikan
Kepala ProduksiMengendalikan produk
tidak sesuai
3.7. Aktivitas Perusahaan
3.7.1. Pengolahan di Pabrik
Kegiatan yang dilakukan perusahaan ini adalah mengolah bahan
baku olahan karet dan mengekspor karet remah (crumb rubber)
berupa SIR 5, SIR 10, SIR 20 dengan bahan baku olahan karet
(bokar) yang telah dikoagulasi dalam bentuk slabs atau getah
mangkuk (lumps) yang dibeli dari pasar atau langsung dari
perkebunan rakyat serta karet milik perkebunan swasta
nasional.
Perusahaan dapat mengolah bokar sejumlah 200 ton basah per
hari atau 150 ton kering per hari. Bahan baku olahan karet
(bokar) yang telah terkumpul dimasukkan ke dalam instalasi
mesin pre-cleaning untuk membuang kotoran dan bahan non karet
(tanah, lumpur, batu, dan lain- lain). Dalam proses pre-cleaning
tidak digunakan bahan baku penolong kimia kecuali air. Setelah
menjadi bahan baku yang telah bersih maka proses selanjutnya
adalah crumbling dengan mesin cutter.
55
Setelah menjadi butiran crumb maka dimasukkan ke dalam mesin
pengering yang untuk selanjutnya dibagi atau ditimbang ke
dalam unit – unit kilogram tertentu dan selanjutnya
dimasukkan ke dalam mesin kempa. Crumb rubber yang telah
diproses kemudian dibungkus dengan bungkus plastik dan dikemas
dalam peti – peti kayu, plastik (shrinkwrap) ataupun metalbox
seberat 1.050, 1.200, 1.260 kgs per peti (sesuai permintaan)
untuk keperluan ekspor. Hasil akhir terdiri dari SIR 5, SIR
10, dan SIR 20 yang tergantung dari bahan baku dan pesanan
pembeli. Adapun negara yang menjadi tujuan ekspor perusahaan
adalah Korea, Jepang, Amerika Serikat, Yunani, Spanyol,
Rumania, Belanda, Yugoslavia, Taiwan, Italia, dan lain – lain.
3.7.2. Proses Pengolahan Limbah
Khusus mengenai air limbah yang terdiri dari air kotor dan
bahan non karet, maka volume air limbah yang dibuang sebanyak
3.060 m3hari. Sebelum dialirkan keluar pabrik diproses lebur
dulu yaitu dengan sistem saring berlapis dalam bak (water
treatment) serta melewati bak aerasi untuk pengendapan
sedemikian rupa sehingga mencapai tingkat kebersihan yang
sesuai dengan peraturan – peraturan yang berlaku.
Hasil pemeriksaan terakhir mengenai air limbah oleh instansi
yang terkait alah Departemen Perindustrian dan Perdagangan RI,
Balai Penelitian dan Pengembangan Industri (BPPI-Medan)
tertanggal 12 Agustus 1998 dan Dinas Perindustrian Pemerintah
Kotamadya Daerah Tingkat II Tebing Tinggi tertanggal 9
September 1998. Untuk lebih jelas mengenai proses pembersihan
air limbah dapat dilihat pada gambar 3.6.
56
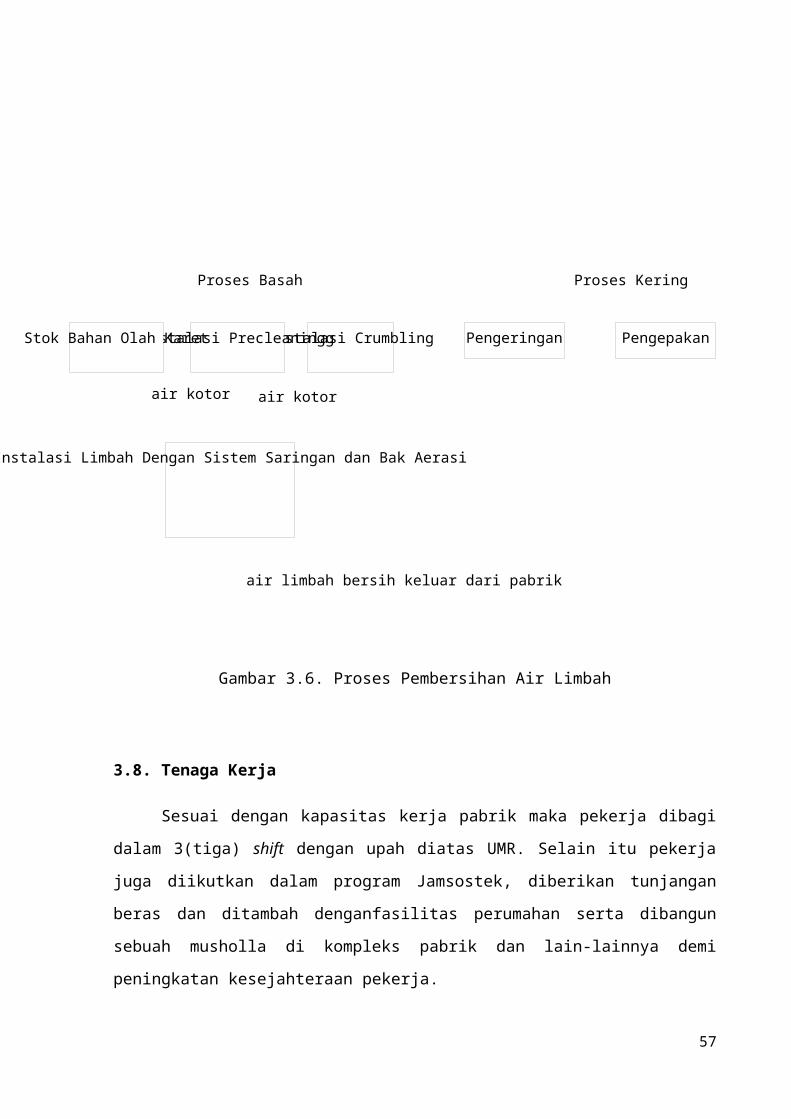
Proses Basah Proses Kering
Pengeringan PengepakanInstalasi CrumblingInstalasi PrecleaninggStok Bahan Olah Karet
Instalasi Limbah Dengan Sistem Saringan dan Bak Aerasi
air limbah bersih keluar dari pabrik
air kotorair kotor
Gambar 3.6. Proses Pembersihan Air Limbah
3.8. Tenaga Kerja
Sesuai dengan kapasitas kerja pabrik maka pekerja dibagi
dalam 3(tiga) shift dengan upah diatas UMR. Selain itu pekerja
juga diikutkan dalam program Jamsostek, diberikan tunjangan
beras dan ditambah denganfasilitas perumahan serta dibangun
sebuah musholla di kompleks pabrik dan lain-lainnya demi
peningkatan kesejahteraan pekerja.
57

Untuk keseluruhan di perusahaan terdapat 400 orang tenaga
kerja, yang berarti jumlah pekerja dan keluarganya yang
tertanggung penghidupannya kepada perusahaan berjumlah ± 1.000
orang.
Pada PT.ADEI Crumb Rubber Industry tenaga kerja atau
karyawan dibagi atas 3 (tiga) status yaitu:
1. Karyawan Tetap
Keseluruhan karyawan yang berada di kantor pusat yang
berada di jalan Mesjid Medan dan sebagian yang berada di
pabrik pengolahan karet yaitu di jalan Imam Bonjol,
Tebing Tinggi.
2. Karyawan Honorer
Karyawan yang gaji dan upahnya diberikan atas dasar kerja
yang dilakukan dan bantuan yang diberikan berdasarkan
perjanjian yang telah disepakati bersama. Yang termasuk
dalam Karyawan Honorer dalam perusahaan ini adalah
penasehat hukum dan petugas sipil atau militer
3. Karyawan Lepas
Karyawan yang bekerja untuk waktu yang terbatas dan tidak
tertentu dengan manerima upah harian atas dasar
perjanjian antara perusahaan dengan karyawan tersebut dan
hal ini juga telah tercantum dalam garis besar kebijakan
yang ada dalam perusahaan. Karyawan ini terdiri dari
karyawan harian lepas, karyawan harian musiman dan
karyawan borongan.
Karyawan yang sering digunakan oleh perusahaan adalah
karyawan lepas borongan terutama apabila perusahaan harus
58

memenuhi pesanan dalam waktu yang singkat. Karyawan ini akan
menerima upah sesuai dengan presentasi yang telah dicapai,
dalam hal ini kuantitas hasil pekerjaan.
Selain menerima gaji pokok bagi pegawai, perusahaan juga
memberikan tunjangan-tunjangan antara lain:
1.Tunjangan Transport
Tunjangan ini diberikan apabila karyawan atau pegawai
melakukan perjalanan dinas dengan biaya perusahaan.
2.Tunjangan Hari Raya dan Tahun Baru
Setiap tahun perusahaan selalu memberikan tunjangan hari
raya dan tahun baru kepada pekerja yang sudah memiliki
masa kerja minimal satu tahun, yang besarnya disesuaikan
dengan kemampuan perusahaan. Bagi pekerja yang masa
kerjanya kurang dari satu tahun tetapi lebih dari tiga
bulan masa kerja, maka ia akan mendapat tunjangan uang
proporsional dengan masa kerjanya. Pemberian tunjangan ini
biasanya diserahkan pihak perusahaan kurang dari dua
minggu dari Hari Raya dan Tahun Baru tersebut.
3.Tunjangan Perawatan
Apabila salah seorang karyawan yang terdaftar dalam
perusahaan menderita sakit yang memerlukan pengobatan
intensif, maka perusahaan akan memberikan bantuan
pengobatan yang disesuaikan dengan kemampuan perusahaan
dengan ketentuan sebagai berikut:
Biaya pengobatan akan dibantu pihak perusahaan
apabila karyawan tersebut berobat ke rumah sakit yang
ditunjuk oleh perusahaan.
59

Dengan keadaan mendesak atau darurat, pekerja
diperkenankan berobat ke dokter luar yang terdekat
dengan catatan pekerja tersebut harus melapor pada
pimpinan perusahaan yang dibuktikan dengan surat
keterangan dokter yang berwenang.
4.Tunjangan Kematian Bukan Kecelakaan
Apabila pekerja sebagai kepala keluarga meninggal dunia
karena kerja maka pihak perusahaan akan memberikan
sumbangan pada ahli warisnya sesuai dengan kebijakan yang
telah ditetapkan oleh pimpinan perusahaan, dimana besarnya
uang duka ini berpedoman kepada Per. Men. No. 04/MEN/1986
serta upah dalam bulan berjalan.
60
BAB 4
TUGAS KHUSUS
4.1. Latar Belakang Tugas Khusus
Dalam suatu pabrik crumb rubber, proses pengolahan getah
karet akan melewati proses pencincangan dan penggilingan
melalui mesin yang dinamakan mangle, dan sebelum crumb rubber
dipacking, getah karet akan melalui tahap pemanggangan dan
pendinginan di dalam mesin dryer.
Untuk mendapatkan getah karet yang optimal dan produksi
yang maksimal, spesifikasi pada mangle dan dryer mempunyai
peran penting. Ada beberapa ketentuan – ketentuan yang telah
ditetapkan dan digunakan setiap kali melakukan produksi.
4.2. Tujuan Tugas Khusus
Adapun tujuan dari tugas khusus adalah:
1. Mengetahui mekanisme kerja dari roller mill (mangle) untuk
mendapatkan karet sheet yang optimal.
61
2. Mengetahui mekanisme kerja dryer dalam memanggang dan
mengeringkan karet sheet.
4.3. Mekanisme Roller Mill (Mangle)
Fungsi dari mesin mangle (roller mill) adalah untuk menggiling
lembaran karet (rubber sheet) yang diangkut dengan conveyor belt
dari washing tank, agar lembaran karet yang melaluinya menjadi
lebih padat. Pada mangle ini, lembaran karet akan diperlakukan
secara 7 tahap.
Adapun tahapan perlakuan sheet saat melalui mangle adalah
sebagai berikut:
Tahap 1: sheet diangkut dari washing tank dengan conveyor belt dan
digiling di roller mill dari mangle 1 (sambil disemprotkan
air) hingga berbentuk lembaran dan diumpan ke mangle 2.
Tahap 2: sheet yang keluar dari mangle 1 kemudian digiling
lagi di roller mill dari mangle 2 (sambil disemprotkan air)
agar sheet lebih padat lagi daripada hasil penggilingan di
mangle 1 dan diumpan ke mangle 3
Tahap 3: sheet yang keluar dari mangle 2 kemudian digiling
lagi di roller mill dari mangle 3 (sambil disemprotkan air)
agar sheet lebih padat lagi daripada hasil penggilingan di
mangle 2 dan diumpan ke mangle 4
Tahap 4: sheet yang keluar dari mangle 3 akan dicincang
halus di mangle 4 dan pada saat keluar dari mangle 4, sheet
akan digiling kembali menjadi bentuk lembaran (sambil
disemprotkan air) dan diumpan ke mangle 5
62
Tahap 5: sheet yang keluar dari mangle 4 kemudian digiling
lagi di roller mill dari mangle 5 (sambil disemprotkan air)
agar sheet lebih padat lagi daripada hasil penggilingan di
mangle 4 dan diumpan ke mangle 6
Tahap 6: sheet yang keluar dari mangle 5 kemudian digiling
lagi di roller mill dari mangle 6 (sambil disemprotkan air)
agar sheet lebih padat lagi daripada hasil penggilingan di
mangle 5 dan diumpan ke mangle 7
Tahap 7: sheet yang keluar dari mangle 6 kemudian digiling
lagi di roller mill dari mangle 7 (sambil disemprotkan air)
agar sheet lebih padat lagi daripada hasil penggilingan di
mangle 6 dan pada akhir tahap ini sheet digulung secara
manual. Kemudian dilakukan penimbangan berat dan siap
untuk dijemur
4.4 Mekanisme Dryer
Di dalam dryer akan ada 3 tahap pelakuan. Ketiga tahap
tersebut adalah pengeringan, pemasakan atau pengapian dan
pendinginan. Butiran-butiran karet yang masuk ke dalam dryer
akan emngalami ketiga tahap tersebut. Cara kerja dryer secara
umum adalah sebagai berikut:
Pertama-tama talang yang telah berisi butiran karet akan
dikeringkan terlebih dahulu. Pengeringan butiran karet
dalam talang dilakukan oleh exhaust fan. Exhaust fan ini akan
menarik air sebanyak mungkin dari butiran karet dalam
talang. Air-air tersebut kemudian dibuang oleh exhaust fan
dalam bentuk uap air. Di dalam tahap pengeringan dengan
exhaust fan dapat memuat 3 buah talang.
63

Setelah dikeringkan butiran karet dalam talang akan
dimasak. Pemasakan butiran karet dilakukan dengan dua
cara. Cara yang pertama adalah dengan mengalirkan hawa
panas ke talang dari bawah ke atas dan cara kedua adalah
dengan mengalirkan hawa panas ke talang dari atas ke
bawah. Pengaliran hawa panas dilakukan oleh main fan. Main
fan berfungsi menarik hawa panas dari api yang dihasilkan
oleh burner lalu mengalirkan ke talang. Tentunya akan ada
dua buah main fan dengan dua buah burner. Main fan yang satu
akan melakukan cara yang pertama sedangkan main fan yang
kedua akan melakukan cara yang kedua. Dalam pemasakkan
ini butiran karet akan diubah menjadi karet yang matang.
Tahap ini dapat memuat 19 buah talang.
Kemudian karet yang telah matang akan didinginkan
terlebih dahulu sebelum dikeluarkan dari dryer. Untuk
pendinginan karet dipakai tiga buah cooling fan dan satu
buah cooling fan tambahan. Cooling fan yang pertama
mendinginkan karet dengan menghembuskan udara yang ada di
dalam dryer ke talang. Cooling fan yang kedua mengambil udara
dari luar kemudian ditiupkan ke talang. Dan cooling fan yang
ketiga menarik hawa panas dari karet lalu dibuang keluar.
Untuk cooling fan tambahan prinsip kerjanya sama dengan
cooling fan yang ketiga. Tahap pendinginan karet dapat
memuat 5 buah talang.
Dengan demikian satu unit dryer dapat memuat 27 buah talang
yang berisi butiran karet. Setelah melalui ketiga tahap
tersebut karet pun telah dalam keadaan dingin dan matang
sehingga proses berikutnya dapat dilakukan.
64
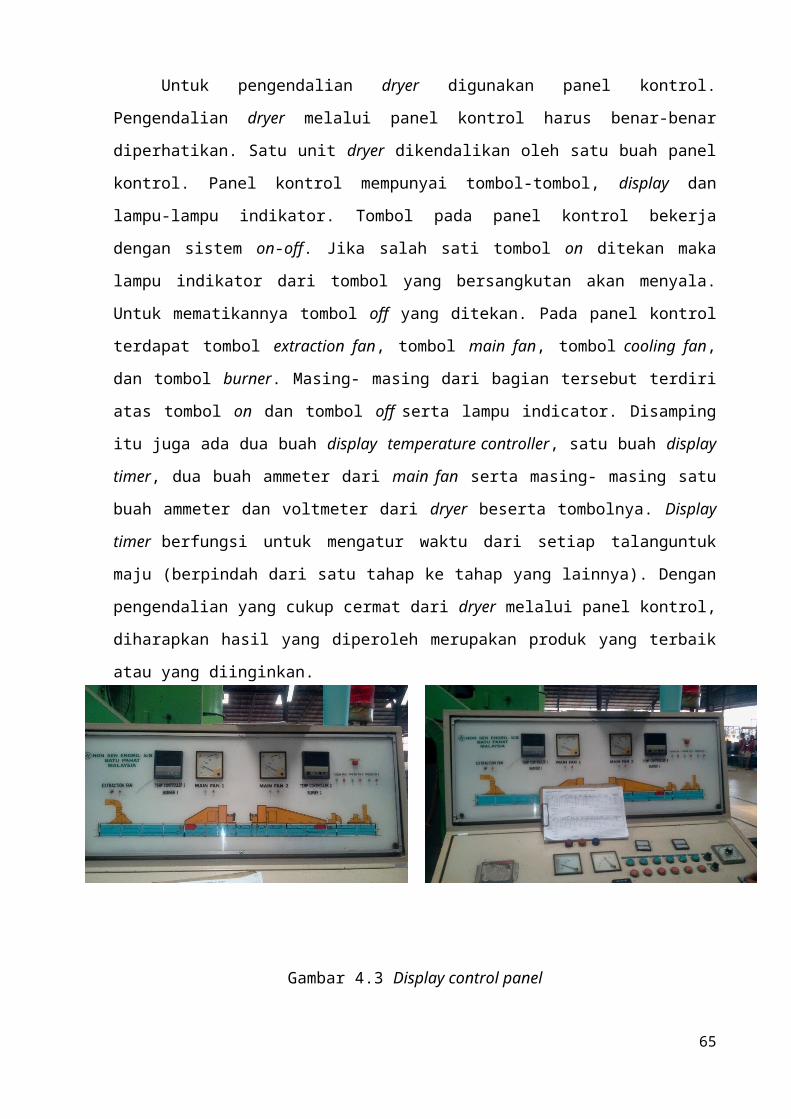
Untuk pengendalian dryer digunakan panel kontrol.
Pengendalian dryer melalui panel kontrol harus benar-benar
diperhatikan. Satu unit dryer dikendalikan oleh satu buah panel
kontrol. Panel kontrol mempunyai tombol-tombol, display dan
lampu-lampu indikator. Tombol pada panel kontrol bekerja
dengan sistem on-off. Jika salah sati tombol on ditekan maka
lampu indikator dari tombol yang bersangkutan akan menyala.
Untuk mematikannya tombol off yang ditekan. Pada panel kontrol
terdapat tombol extraction fan, tombol main fan, tombol cooling fan,
dan tombol burner. Masing- masing dari bagian tersebut terdiri
atas tombol on dan tombol off serta lampu indicator. Disamping
itu juga ada dua buah display temperature controller, satu buah display
timer, dua buah ammeter dari main fan serta masing- masing satu
buah ammeter dan voltmeter dari dryer beserta tombolnya. Display
timer berfungsi untuk mengatur waktu dari setiap talanguntuk
maju (berpindah dari satu tahap ke tahap yang lainnya). Dengan
pengendalian yang cukup cermat dari dryer melalui panel kontrol,
diharapkan hasil yang diperoleh merupakan produk yang terbaik
atau yang diinginkan.
Gambar 4.3 Display control panel
65

4.4.1 Fungsi Dryer
Dalam pengolahan bahan olah karet, prose pengeringan
dengan dryer memegang peranan yang sangat penting. Penggunaan
dryer dalam pengeringan harus benar-benar sesuai dengan
fungsinya agar nantinya diperoleh produk yang sesuai
BAB VI
KESIMPULAN DAN SARAN
66
6.1 Kesimpulan
Sesudah melaksanakan kerja praktek di PT. ADEI Crumb
Rubber Industry diambil kesimpulan sebagai berikut:
6.2 Saran
Adapun saran-saran yang mungkin dapat berguna adalah
sebagai berikut:
67

DAFTAR PUSTAKA
68




















