
Revitalisasi Transportasi Massal untuk Mengurangi Kemacetan Lalu Lintas di Jakarta
Upload
khangminh22Category
view
4download
0
4. PENGOLAHAN DATA
4.1 Tentang Mesin R7
Mesin R7 adalah termasuk dalam mesin ERW atau mesin untuk membuat pipa.
4.1.1. Bagian – bagian Mesin R7
1. Bagian Uncoiler
2. Bagian Looping case
3. Bagian Mesin utama, terdiri dari :
a. Leveler
b. Forming
c. Welding
d. Sizing
e. Cutting
4. Bagian Packing
Fungsi setiap bagiannya dapat dilihat pada penjelasan proses produksi.
4.1.2. Operator Mesin R7
Ada 4 operator dan 2 pembantu operator untuk menjalankan mesin R7 ini.
- 1 operator bertugas dibagian uncoiler.
- 3 operator bertugas dimesin utama.
- 2 pembantu operator bertugas untuk bagian packing pipa.
4.1.3. Jam kerja Operator Mesin R7
Jika pakai sistem jam kerja pendek :
- Shift 1 : 07.00 – 15.00
- Shift 2 : 15.00 – 23.00
Jika pakai sistem jam kerja panjang :
- Shift 1 : 07.00 – 17.30
- Shift 2 : 17.30 – 07.00
Universitas Kristen Petra
14
15
4.1.4. Spesifikasi Pipa yang Diproduksi
- Jenis coil : CRC (Cold Roll Coil)
- Jenis pipa : pipa perabot.
- Diameter pipa yang diproduksi : 12 mm – 25,4 mm
- Tebal pipa yang diproduksi : 0.3 mm – 0.5 mm
- Panjang : 4 m – 6 m (yang paling sering diproduksi)
4.2 Proses Produksi
4.2.1 Proses produksi pembuatan pipa secara umum :
Secara umum proses produksi pembuatan pipa adalah sebagai berikut:
Bahan baku pertama datang dalam bentuk coil kemudian masuk ke mesin slitter
untuk dilakukan pemotongan sesuai dengan spesifikasi pipa yang akan dibuat.
Setelah dilakukan pemotongan operator akan melihat apakah potongan yang
dihasilkan baik atau jelek. Jika potongan yang dihasilkan jelek operator slitter
akan memberitahu ke bagian operator mesin pipa bahwa hasil potongan kurang
bagus sehingga operator mesin pipa dapat menyesuaikan dalam menyetel
mesinnya. Kemudian hasil potongan akan diberi kode nomor dan spesifikasinya.
Dari tempat pemberi kode, akan diproses dimesin pipa untuk dibentuk menjadi
pipa. Dan proses terakhir adalah packing. Biasanya dalam bentuk bundle, dimana
satu bundle biasanya berisi 15 sampai 25 pipa tergantung kesepakatan.
4.2.2 Urutan proses produksi pada mesin R7 (jadi bahan sudah dalam
bentuk potongan):
1. Bagian Uncoiler
a. Angkat strip in coil dengan crane, menggunakan wire rope.
b. Masukkan strip in coil ke dalam uncoiler dalam kondisi yang seimbang.
c. Buka ikatan strip in coil dan letakkan ujung strip pada meja pemotong.
2. Pemotongan dan penyambungan strip
a. Potonglah ujung strip in coil sebatas kondisi strip dalam keadaan baik
dengan menggunakan pisau pemotong secara manual.
b. Periksa ujung hasil pemotongan strip, apabila tidak memenuhi persyaratan
maka lakukan pemotongan strip ulang.
Universitas Kristen Petra
16
c. Penyambungan ujung – ujung strip in coil dilakukan dengan mengatur
posisi agar kedua ujung strip yang akan disambung saling berdekatan.
d. Kedua strip yang akan disambung dijepit pada penjepit manual.
e. Penyambungan strip dilakukan dengan menggunakan electric welding
machine.
f. Lepaskan kedua penjepit dan ratakan kedua permukaan sambungan las
dengan menggunkan mesin gerinda.
3. Bagian Looping case
Untuk menjaga agar kontinuitas proses produksi tetap berjalan, maka strip in
coil yang akan masuk mesin pipa, dimasukkan kedalam looping case yang
berfungsi sebagai timbunan dari strip in coil.
a. Masukkan strip in coil kedalam looping case dengan cara : ujung strip
dijepit oleh dua roll yang digerakkan dengan motor.
b. Arahkan gerakan motor ke arah maju, sehingga strip in coil masuk ke
looping case. Sebelumnya atur jarak dinding looping case sesuai dengan
lebar strip in coil yang akan dimasukkan.
4. Bagian Leveller
Leveller terdiri dari roll atas dan bawah yang berfungsi untuk meratakan strip
in coil yang keluar dari looping case dan akan masuk ke forming mill (karena
mungkin selama strip in coil berada di looping case terjadi tekukan – tekukan
strip akibat bertumpuknya strip in coil).
a. Masukkan strip in coil diantara dua rol – rol leveler atas dan bawah.
b. Atur posisi rol atas menekan kebawah, hingga strip in coil berada
diantaranya. Penekanan rol tidak boleh terlalu keras, tetapi hanya terbatas
sebagai penghantar strip saja, sehingga strip in coil titak cacat atau
tergores oleh rol – rol tersebut.
5. Bagian Forming (pembentukan awal)
a. Bagian forming terdiri dari rol – rol vertikal dan rol – rol horisontal dan
juga ring – ring untuk menyesuaikan letak rol satu dengan rol yang lain.
b. Setelah ujung strip masuk ke main drive forming section, yaitu rol vertikal
yang pertama, selanjutnya turunkan rol bagian atas dari dua sisi dengan
memutar adjuster, tekanan kedua sisi rol harus sama.
Universitas Kristen Petra
17
c. Lakukan pula dengan hal yang sama untuk section – section rol vertikal
berikutnya sehingga pembentukan pipa mencapai section pengelasan
(High Frequency Welding).
d. Untuk rol – rol horisontal dilakukan dengan memutar adjuster yang
berfungsi untuk pembentukan sisi samping kiri atau kanan dari strip.
e. Tekanan rol – rol atas dan bawah maupun samping kiri dan kanan (rol –
rol vertikal dan horisontal), penekanan strip harus dengan ringan untuk
mencegah lekukan atau cacat – cacat strip pada waktu pembentukan pipa.
f. Untuk menggerakan strip kearah maju, rol – rol vertikal pertama hingga
akhir pada proses forming, tekanlah tombol ON pada motor penggerak
dengan posisi potensio meter pengatur kecepatan sekecil mungkin (hal ini
digunakan pada proses pembentukan pipa pada tahap penyetelan),
sedangkan untuk proses produksi kecepatan proses pembuatan diatur
dengan potensio meter sesuai dengan Mill speed pada masing – masing
ukuran atau diameter.
6. Bagian Welding
a. setelah pembentukan pipa dibagian forming terpenuhi maka dilakukan
pengelasan dari kedua sisi strip dengan system High frequency Welding
dan bekerja secara otomatis.
b. Lakukan persiapan – persiapan pengelasan antara lain pemasangan coil
(Induction welding), impeder, air pendingin dan sebagainya.
c. Tekan tombol filamen hingga menyala, berarti pengelasan pipa bisa
dilakukan.
7. Bagian Sizing (Pembentukan Akhir)
a. Proses pembentukan akhir dari pipa dilakukan dibagian sizing, dimana
pelaksanaannya juga terdiri dari rol – rol vertikal dan horisontal. Sistem
penyetelannya sama dengan rol – rol forming.
b. Untuk pipa yang berbentuk segi empat atau oval, dilakukan dengan
menambahkan rol pembentuk pada straightening Device.
8. Bagian Cutting (Pemotongan Pipa)
a. dengan menggunakan circular saw, pipa yang telah melalui proses –
proses tersebut diatas, dipotong sesuai dengan panjang yang ditentukan.
Universitas Kristen Petra
18
Penentuan panjang pipa dilakukan dengan menggeser limit switch yang
ada di meja pelempar.
b. Pemotongan pipa ini dilakukan secara otomatis, dimana apabila ujung pipa
yang keluar mesin menyentuh limit switch yang ada di meja pelempar,
maka mesin pemotong bekerja secara otomatis.
c. Posisi mesin pemotong pipa harus satu sumbu dengan pipa yang
dikeluarkan dari mesin dan hasil pemotongan pipa harus siku.
d. Kecepatan maju meja pemotong harus sama dengan kecepatan mesin
pembentuk pipa dengan mengatur speed control hydraulis pada meja
pemotong.
4.3. Analisa Downtime yang terjadi pada mesin R7
Mesin R7 merupakan mesin dengan kapasitas produksi yang cukup
besar. Dalam satu shift (7,5 jam) mesin ini mampu menghasilkan sekitar 4000
pipa (asumsi mesin dalam keadaan lancar tanpa kerusakan). Dengan melihat
jumlah pipa yang dapat dihasilkan mesin ini yang demikian besar, tentu
perusahaan menginginkan mesin itu dapat dipertahankan dalam keadaan yang
baik selalu. Tapi dalam kenyataannya tidak demikian. Dalam sehari mungkin
mesin ini bisa berjalan lancar, tapi di kemudian hari belum tentu demikian. Satu
kerusakan kecil akan membuat mesin ini berhenti minimal 5 menit. Ada dua
penyebab yang dapat membuat mesin ini berhenti (downtime). Pertama penyebab
dari dalam, adalah kerusakan yang terjadi pada mesin itu sendiri atau bisa juga
karena kelalaian operator. Kedua penyebab dari luar, yaitu kerusakan alat lain
yang mendukung mesin ini dapat bekerja atau hal – hal lain yang ada
hubungannya dengan kerja mesin.
Berikut pengelompokan penyebab terjadinya Downtime pada mesin R7 :
1. Penyebab dari dalam.
- sambung strip
- pita keluar dari jalur (istilahnya ‘mbleset’)
- ganti gergaji
- memperbaiki cekam (biasa disebut ‘stel cekam’)
Universitas Kristen Petra
19
- memperbaiki letak rol agar pipa yang dihasilkan bagus (disebut ‘stel roll’)
biasa dilakukan setelah aktifitas bongkar roll.
- bongkar rol dilakukan ketika ada pergantian diameter pipa yang akan
diproduksi.
- memperbaiki diameter pipa dengan cara memperbaiki letak rol yang
dibagian sizing (biasa disebut ‘stel diameter’)
- Pipa menumpuk
- Air pendingin buntu
- Ganti bearing
- Pipa panjang pendek (perlu dilakukan pemeriksaan disetiap bagian mesin)
- Pita putus (biasanya disebabkan kelalaian dari operator).
- Ganti impeder
- Stel coil
- Operator terlambat kembali setelah istirahat (hal ini sangat sering terjadi).
2. Penyebab dari luar.
- Listrik mati.
- Crane rusak (Crane adalah alat yang digunakan untuk mengangkut bahan
baku). Crane ditunggu bisa karena rusak dan bisa juga karena dipakai
pihak lain.
- Tunggu bahan (bahan belum dikirim).
- Tunggu perintah produksi (terkadang dari bagian PPiC terlambat
memberitahukan spesifikasi pipa yang harus di produksi, tapi juga bisa
memang sedang tidak ada pesanan)
Penyebab yang ditulis diatas adalah penyebab yang sering terjadi. Lengkap
daftar downtime yang terjadi pada mesin R7 dapat dilihat pada lampiran.
Universitas Kristen Petra

20
4.3.1. Berikut analisa dari data yang diambil dilapangan :
4.3.1.1. Downtime yang terjadi dalam 1 minggu pertama (14 – 19 februari
2005)
Regu A
Tabel 4.1. Data Penyebab Downtime Pada Minggu 1
Downtime
Total waktu
(menit)
sambung strip 243
pita mbleset 1
pita putus 8
welding turun 1
pipa numpuk 73
stel rol 53
stel coil 2
stel diamtr 36
minggu 1
58%
0%
2%
0%
18%
13%
0%
9%
sambung strippita mblesetpita putuswelding turunpipa numpukstel rolstel coilstel diamtr
Gambar 4.1. Pie Chart Dari Data Penyebab Downtime Pada Minggu
Universitas Kristen Petra
21
Analisa: Pada minggu pertama ini dapat dilihat pada gambar diatas bahwa
sambung strip merupakan penyebab downtime paling besar. Walaupun hanya
terjadi hanya sekitar 5 menit tapi sambung strip ini sangat sering terjadi untuk
mesin R7. Penyebab downtime terbesar kedua adalah pipa numpuk. Mesin R7
termasuk mesin yang bekerja dengan cepat, karena itu operator bagian crane harus
siap untuk mengangkat pipa hasil produksi jika pipa sudah menumpuk banyak.
Jika operator tidak siap maka akan terjadi downtime karena pipa yang menumpuk
melebihi kapasitas tempat hasil produksi. downtime akibat pipa menumpuk ini
juga dapat terjadi jika crane sedang dipakai pihak lain sehingga harus menunggu.
Analisa Kerja Regu A:
- Kerjasama dalam regu ini kurang sekali. Mereka cenderung bekerja sendiri –
sendiri.
- Komunikasi satu dengan yang lainnya juga kurang, sehingga terkadang hal ini
menjadi hambatan.
- Ketergantungan pada ketua regu cukup tinggi, sehingga kalau ketua regunya
tidak ada, operator cenderung bekerja dengan asal – asalan.
- Regu ini punya keahlian dan penguasaan mesin cukup baik dan merata. Jadi
operator mesin utama ada 3 orang dan ketiganya kemampuannya cukup
berimbang baiknya.
4.3.1.2. Downtime yang terjadi dalam 1 minggu kedua (21 – 26 februari 2005)
Regu B
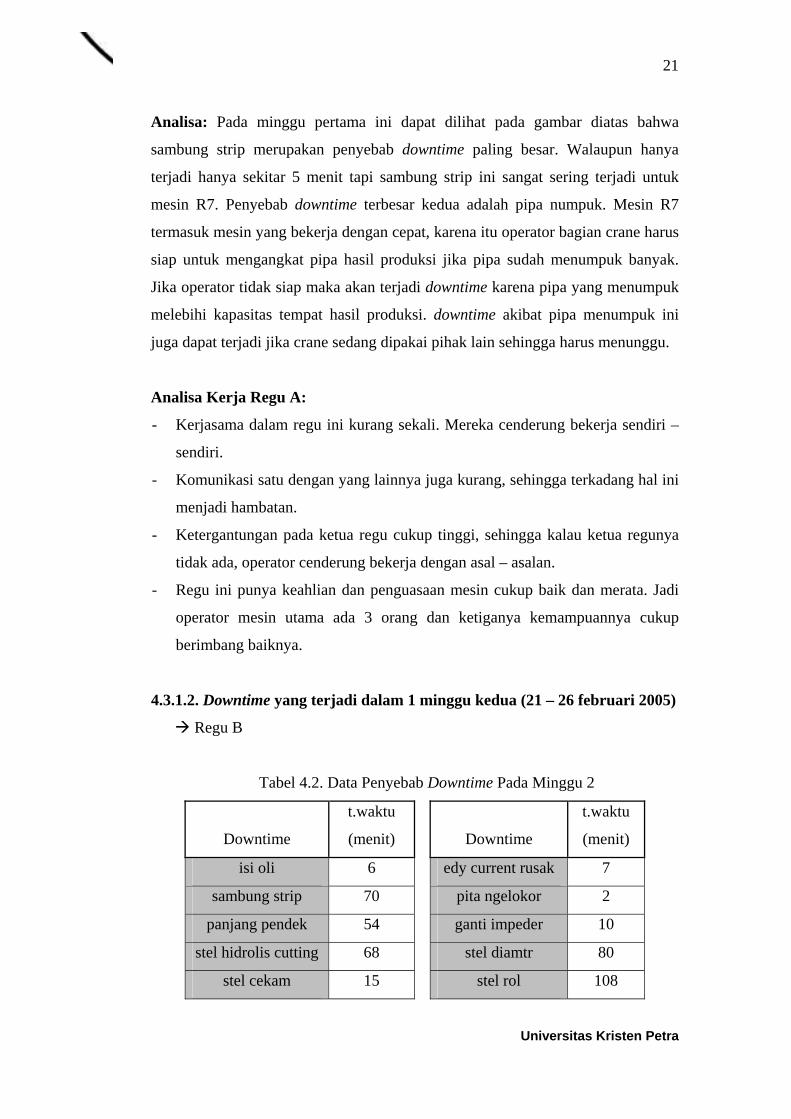
Tabel 4.2. Data Penyebab Downtime Pada Minggu 2
Downtime
t.waktu
(menit) Downtime
t.waktu
(menit)
isi oli 6 edy current rusak 7
sambung strip 70 pita ngelokor 2
panjang pendek 54 ganti impeder 10
stel hidrolis cutting 68 stel diamtr 80
stel cekam 15 stel rol 108
Universitas Kristen Petra
22
pipa numpuk 3 ganti bearing 16
air pendingin buntu 17
minggu 2
15%
12%
15%
3%
1%
4%
2%18%
23%
4%
0%
2%
1%
sambung strippanjang pendekstel hidrolis cuttingstel cekampipa numpukair pendingin buntuganti impederstel diamtrstel rolganti bearingpit ngelokoredy current rusakisi oli
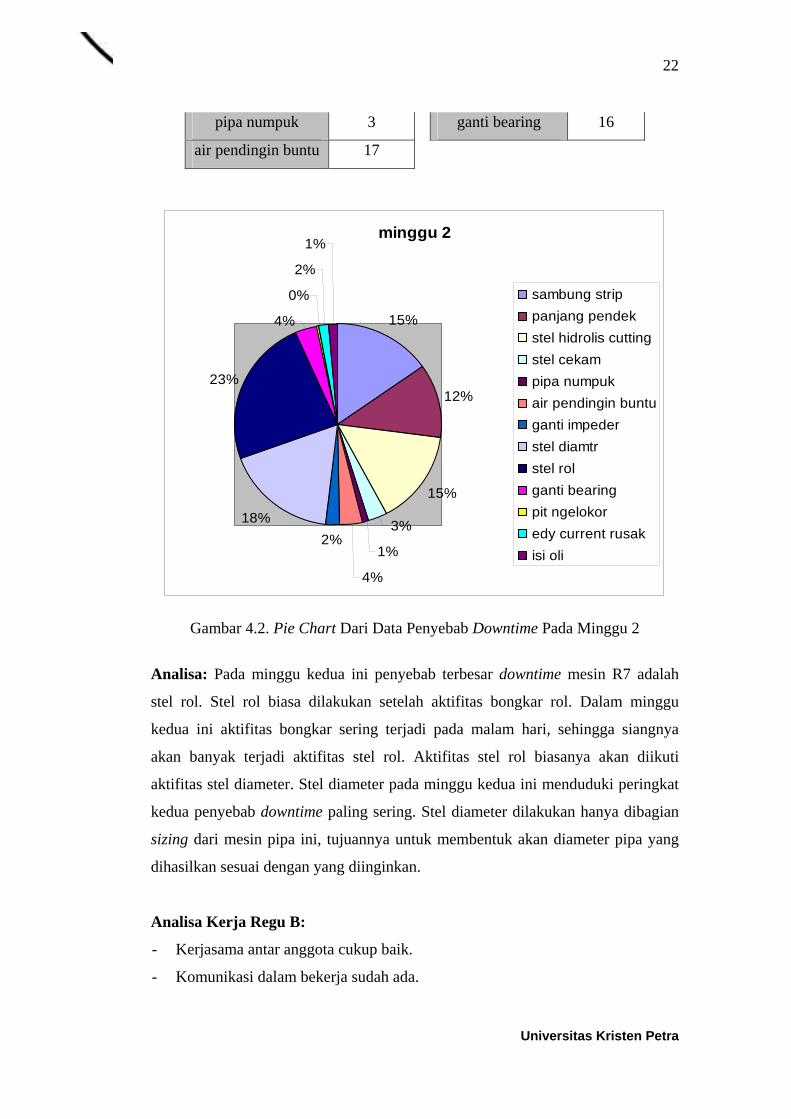
Gambar 4.2. Pie Chart Dari Data Penyebab Downtime Pada Minggu 2
Analisa: Pada minggu kedua ini penyebab terbesar downtime mesin R7 adalah
stel rol. Stel rol biasa dilakukan setelah aktifitas bongkar rol. Dalam minggu
kedua ini aktifitas bongkar sering terjadi pada malam hari, sehingga siangnya
akan banyak terjadi aktifitas stel rol. Aktifitas stel rol biasanya akan diikuti
aktifitas stel diameter. Stel diameter pada minggu kedua ini menduduki peringkat
kedua penyebab downtime paling sering. Stel diameter dilakukan hanya dibagian
sizing dari mesin pipa ini, tujuannya untuk membentuk akan diameter pipa yang
dihasilkan sesuai dengan yang diinginkan.
Analisa Kerja Regu B:
- Kerjasama antar anggota cukup baik.
- Komunikasi dalam bekerja sudah ada.
Universitas Kristen Petra
23
- Keahlian anggotanya tidak merata. Jadi ada yang punya keahlian yang
menonjol dan ada yang punya keahlian dibawah rata – rata.
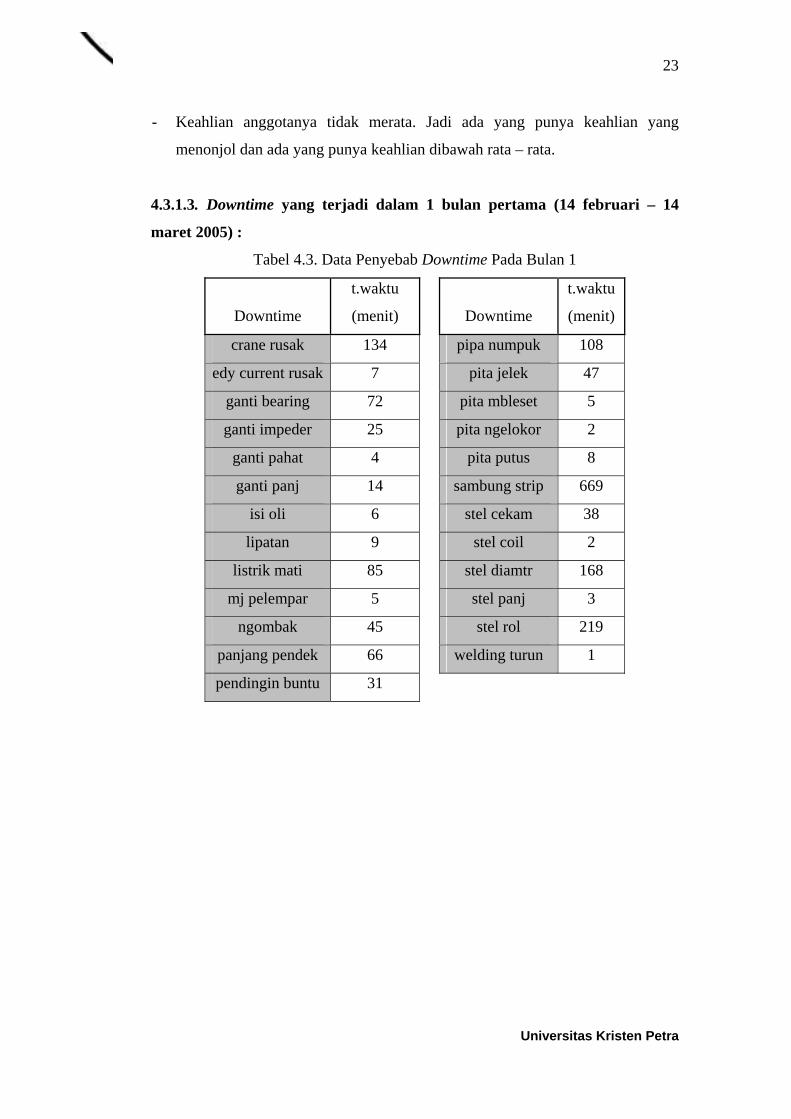
4.3.1.3. Downtime yang terjadi dalam 1 bulan pertama (14 februari – 14
maret 2005) :
Tabel 4.3. Data Penyebab Downtime Pada Bulan 1
Downtime
t.waktu
(menit) Downtime
t.waktu
(menit)
crane rusak 134 pipa numpuk 108
edy current rusak 7 pita jelek 47
ganti bearing 72 pita mbleset 5
ganti impeder 25 pita ngelokor 2
ganti pahat 4 pita putus 8
ganti panj 14 sambung strip 669
isi oli 6 stel cekam 38
lipatan 9 stel coil 2
listrik mati 85 stel diamtr 168
mj pelempar 5 stel panj 3
ngombak 45 stel rol 219
panjang pendek 66 welding turun 1
pendingin buntu 31
Universitas Kristen Petra
24
bulan 1
7%4%
1%1%4%
2%3%2%
6%
2%
35%
2%
9%
11%
8%3%
crane rusakganti bearingganti impederganti panjlistrik matingombakpanjang pendekpendingin buntupipa numpukpita jeleksambung stripstel cekamstel diamtrstel rolstel hidrolis cuttinglain - lain
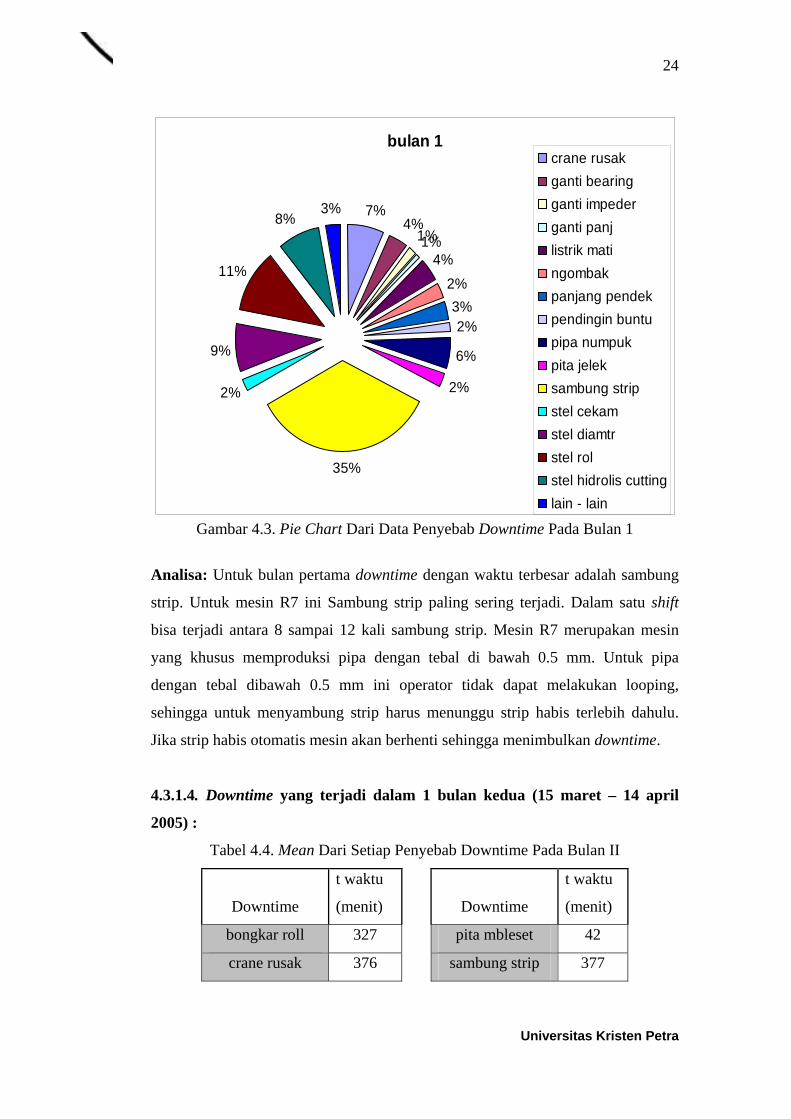
Gambar 4.3. Pie Chart Dari Data Penyebab Downtime Pada Bulan 1
Analisa: Untuk bulan pertama downtime dengan waktu terbesar adalah sambung
strip. Untuk mesin R7 ini Sambung strip paling sering terjadi. Dalam satu shift
bisa terjadi antara 8 sampai 12 kali sambung strip. Mesin R7 merupakan mesin
yang khusus memproduksi pipa dengan tebal di bawah 0.5 mm. Untuk pipa
dengan tebal dibawah 0.5 mm ini operator tidak dapat melakukan looping,
sehingga untuk menyambung strip harus menunggu strip habis terlebih dahulu.
Jika strip habis otomatis mesin akan berhenti sehingga menimbulkan downtime.
4.3.1.4. Downtime yang terjadi dalam 1 bulan kedua (15 maret – 14 april
2005) :
Tabel 4.4. Mean Dari Setiap Penyebab Downtime Pada Bulan II
Downtime
t waktu
(menit) Downtime
t waktu
(menit)
bongkar roll 327 pita mbleset 42
crane rusak 376 sambung strip 377
Universitas Kristen Petra
25
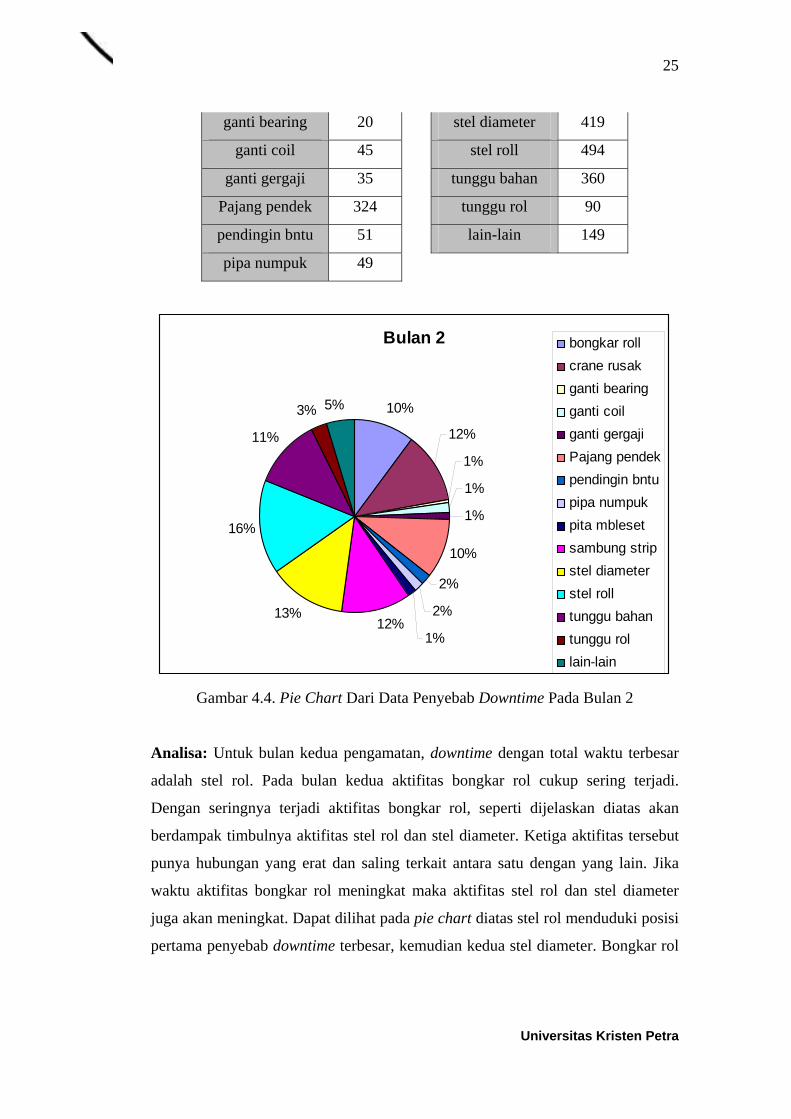
ganti bearing 20 stel diameter 419
ganti coil 45 stel roll 494
ganti gergaji 35 tunggu bahan 360
Pajang pendek 324 tunggu rol 90
pendingin bntu 51 lain-lain 149
pipa numpuk 49
Bulan 2
10%
12%
1%
1%
1%
10%
2%
2%
1%12%
13%
16%
11%
3% 5%
bongkar rollcrane rusakganti bearingganti coilganti gergajiPajang pendekpendingin bntupipa numpukpita mblesetsambung stripstel diameterstel rolltunggu bahantunggu rollain-lain
Gambar 4.4. Pie Chart Dari Data Penyebab Downtime Pada Bulan 2
Analisa: Untuk bulan kedua pengamatan, downtime dengan total waktu terbesar
adalah stel rol. Pada bulan kedua aktifitas bongkar rol cukup sering terjadi.
Dengan seringnya terjadi aktifitas bongkar rol, seperti dijelaskan diatas akan
berdampak timbulnya aktifitas stel rol dan stel diameter. Ketiga aktifitas tersebut
punya hubungan yang erat dan saling terkait antara satu dengan yang lain. Jika
waktu aktifitas bongkar rol meningkat maka aktifitas stel rol dan stel diameter
juga akan meningkat. Dapat dilihat pada pie chart diatas stel rol menduduki posisi
pertama penyebab downtime terbesar, kemudian kedua stel diameter. Bongkar rol
Universitas Kristen Petra
26
menempati posisi keempat dibawah aktifitas sambung strip sebagai penyebab
downtime.
4.3.2. Pengolahan data dengan melihat rata – rata setiap downtime.
4.3.2.1. Rata – rata downtime yang terjadi pada 1 bulan pertama (14 februari
– 14 maret 2005)
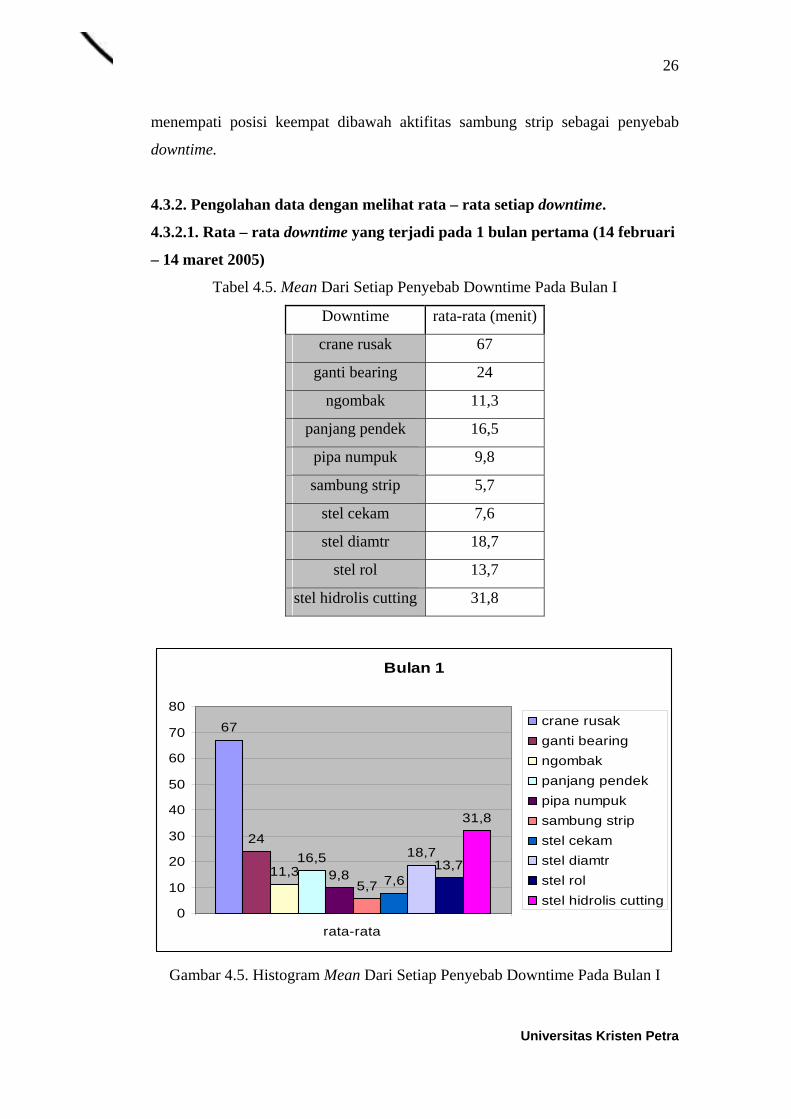
Tabel 4.5. Mean Dari Setiap Penyebab Downtime Pada Bulan I
Downtime rata-rata (menit)
crane rusak 67
ganti bearing 24
ngombak 11,3
panjang pendek 16,5
pipa numpuk 9,8
sambung strip 5,7
stel cekam 7,6
stel diamtr 18,7
stel rol 13,7
stel hidrolis cutting 31,8
Bulan 1
67
24
11,316,5
9,85,7 7,6
18,713,7
31,8
0
10
20
30
40
50
60
70
80
rata-rata
crane rusakganti bearingngombakpanjang pendekpipa numpuksambung stripstel cekamstel diamtrstel rolstel hidrolis cutting
Gambar 4.5. Histogram Mean Dari Setiap Penyebab Downtime Pada Bulan I
Universitas Kristen Petra
27
Analisa: Dari Histogram diatas dapat dilihat bahwa crane rusak merupakan
penyebab downtime dengan waktu rata-rata paling besar. Sekali terjadi kerusakan
pada crane, mesin minimal berhenti sekitar 67 menit. Kemudian penyebab kedua
terbesar adalah stel hidrolis cutting. Kedua downtime tersebut perlu waktu lama
karena untuk perbaikannya sudah tidak menjadi tanggung jawab operator, tapi
tanggung jawab bagian maintenance (biasa disebut bagian pemel). Memang
bagian-bagian tertentu dari mesin jika rusak sudah tidak menjadi tanggung jawab
operator, tapi ada bagian lain yang khusus menanganinya, yaitu bagian pemel.
Jika mesin yang rusak tersebut merupakan tanggung jawab pemel biasanya perlu
waktu yang lama, karena perlu waktu untuk memanggil mereka dan terkadang
kesibukan mereka juga sehingga terlambat datang.
4.3.2.2. Rata – rata downtime yang terjadi pada 1 bulan kedua (15 maret –
14 april 2005)
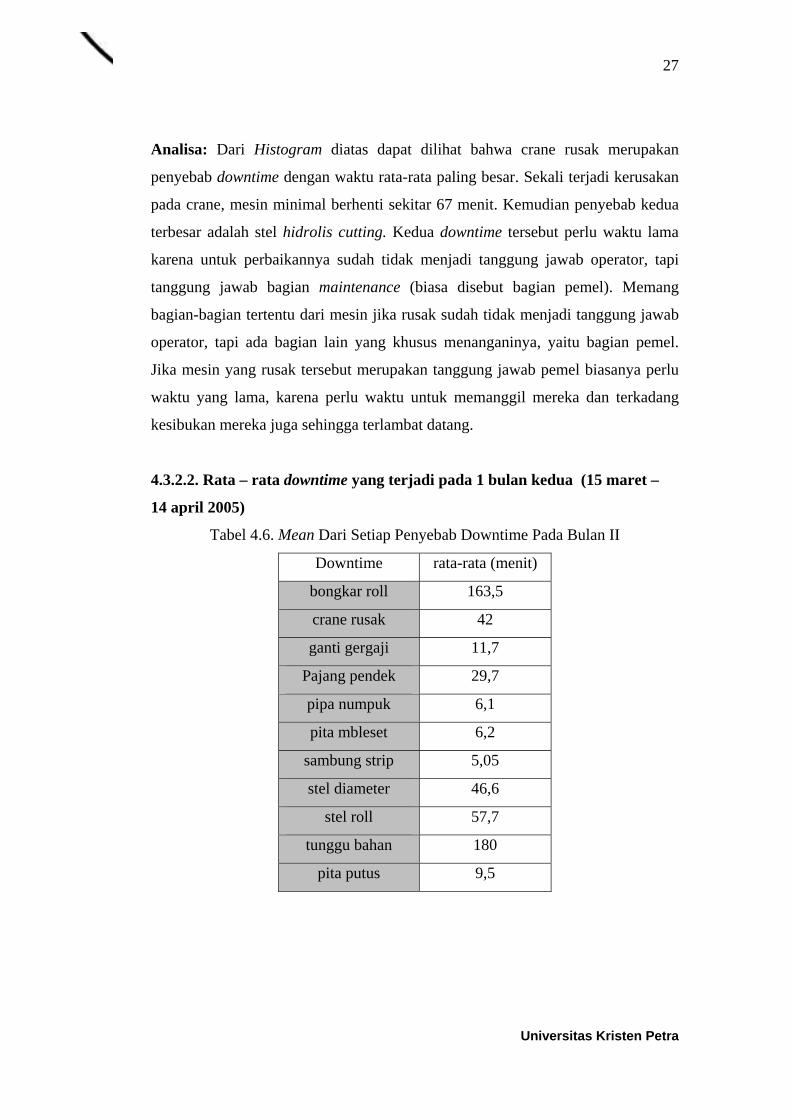
Tabel 4.6. Mean Dari Setiap Penyebab Downtime Pada Bulan II
Downtime rata-rata (menit)
bongkar roll 163,5
crane rusak 42
ganti gergaji 11,7
Pajang pendek 29,7
pipa numpuk 6,1
pita mbleset 6,2
sambung strip 5,05
stel diameter 46,6
stel roll 57,7
tunggu bahan 180
pita putus 9,5
Universitas Kristen Petra
28
Bulan 2
163,5
42
11,7
29,7
6,1 6,2 5,05
46,657,7
180
9,5
0
20
40
60
80
100
120
140
160
180
200
rata-rata
bongkar rollcrane rusakganti gergajiPajang pendekpipa numpukpita mblesetsambung stripstel diameterstel rolltunggu bahanpita putus
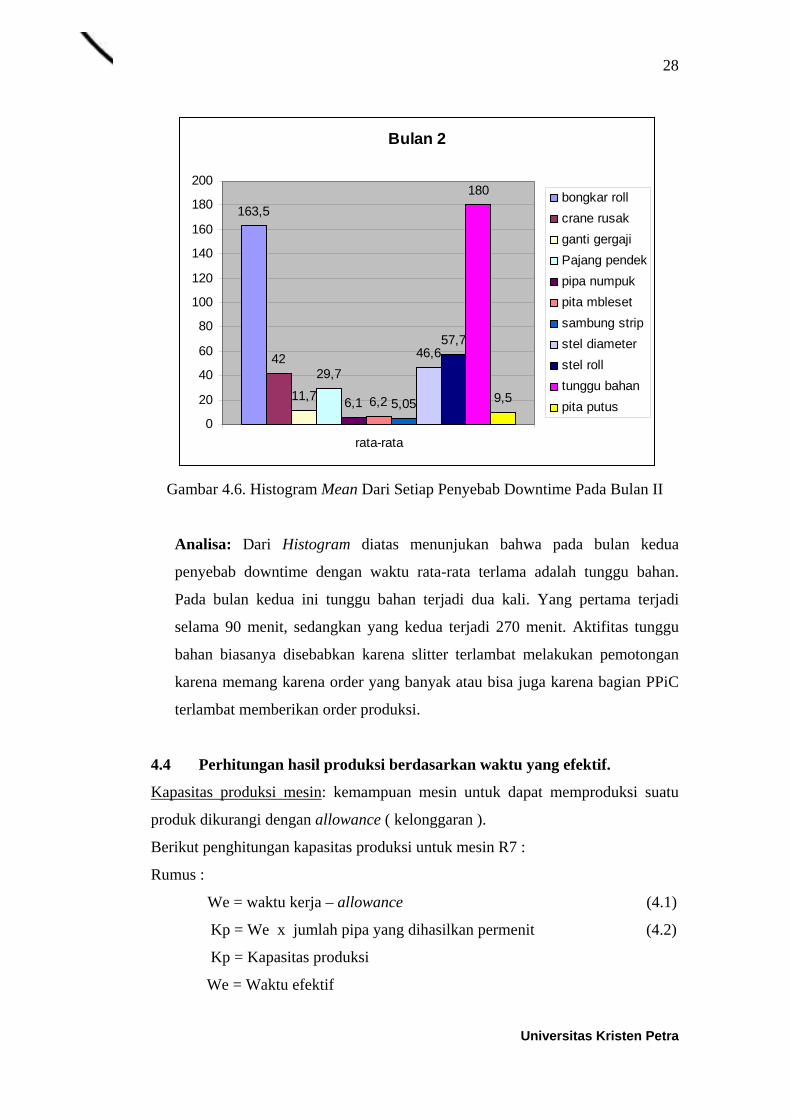
Gambar 4.6. Histogram Mean Dari Setiap Penyebab Downtime Pada Bulan II
Analisa: Dari Histogram diatas menunjukan bahwa pada bulan kedua
penyebab downtime dengan waktu rata-rata terlama adalah tunggu bahan.
Pada bulan kedua ini tunggu bahan terjadi dua kali. Yang pertama terjadi
selama 90 menit, sedangkan yang kedua terjadi 270 menit. Aktifitas tunggu
bahan biasanya disebabkan karena slitter terlambat melakukan pemotongan
karena memang karena order yang banyak atau bisa juga karena bagian PPiC
terlambat memberikan order produksi.
4.4 Perhitungan hasil produksi berdasarkan waktu yang efektif.
Kapasitas produksi mesin: kemampuan mesin untuk dapat memproduksi suatu
produk dikurangi dengan allowance ( kelonggaran ).
Berikut penghitungan kapasitas produksi untuk mesin R7 :
Rumus :
We = waktu kerja – allowance (4.1)
Kp = We x jumlah pipa yang dihasilkan permenit (4.2)
Kp = Kapasitas produksi
We = Waktu efektif
Universitas Kristen Petra
29
Asumsi:
Waktu kerja = 450 menit
Allowance = 50 menit
50 menit waktu persiapan awal kerja dan setelah istirahat : 10 menit
waktu sambung strip yang efisien 4 menit dan asumsi biasanya dalam
sehari terjadi sekitar 10 kali : 40 menit.
Waktu sambung strip dimasukkan dalam allowance karena kegiatan ini memang
harus terjadi untuk mesin R7.
Berdasar pengamatan pada tanggal 4 mei 2005 :
Diketahui:
Panjang pipa : 5.6 m
Kecepatan mesin : 67.2 m/s
Jumlah pipa yang dihasilkan permenit = 12 pipa (67.2 / 5.6)
We = 450 – 50 = 400 menit
Kp = 400 x 12 = 4800 batang pipa
Analisa: Dari perhitungan diatas diperoleh kapasitas produksi mesin R7 adalah
4800 batang per-shift. Dalam pengamatan selama ini mesin R7 maksimal
menghasilkan 4100 batang. Perhitungan diatas mengasumsikan mesin dalam
keadaan lancar. Untuk mesin pipa sangat jarang sehari tidak mengalami
downtime, hampir setiap hari pasti ada hal – hal yang terjadi dimana menyebabkan
mesin berhenti.
4.5. Usulan perbaikan
Berikut 10 downtime dengan waktu terbesar yang diambil melalui pengamatan
selama dua bulan (14feb – 14april)
Tabel 4.7. Data Waktu Total Penyebab Downtime Dalam 2 Bulan
Downtime
t.waktu
(menit)
bongkar rol 327
Universitas Kristen Petra
30
crane rusak 510
ganti bearing 92
panjang pendek 390
pipa numpuk 157
sambung strip 1046
stel diameter 587
stel hidrolis cutting 159
stel rol 713
tunggu bahan 360
Others
pipa num
puk
stel hid
rolis cuttin
g
bong kar rol
tunggu bahan
panjang pendek
crane rusak
stel dia
meter
stel rol
sambung str ip
92 157 159 327 360 390 510 587 7131046 2,1 3,6 3,7 7,5 8,3 9,011,713,516,424,1
100,0 97,9 94,3 90,6 83,1 74,8 65,8 54,0 40,5 24,1
4500
4000
3500
3000
2500
2000
1500
1000
500
0
100
80
60
40
20
0
DefectCount
PercentCum %
Per
cent
Cou
nt
Downtime Total
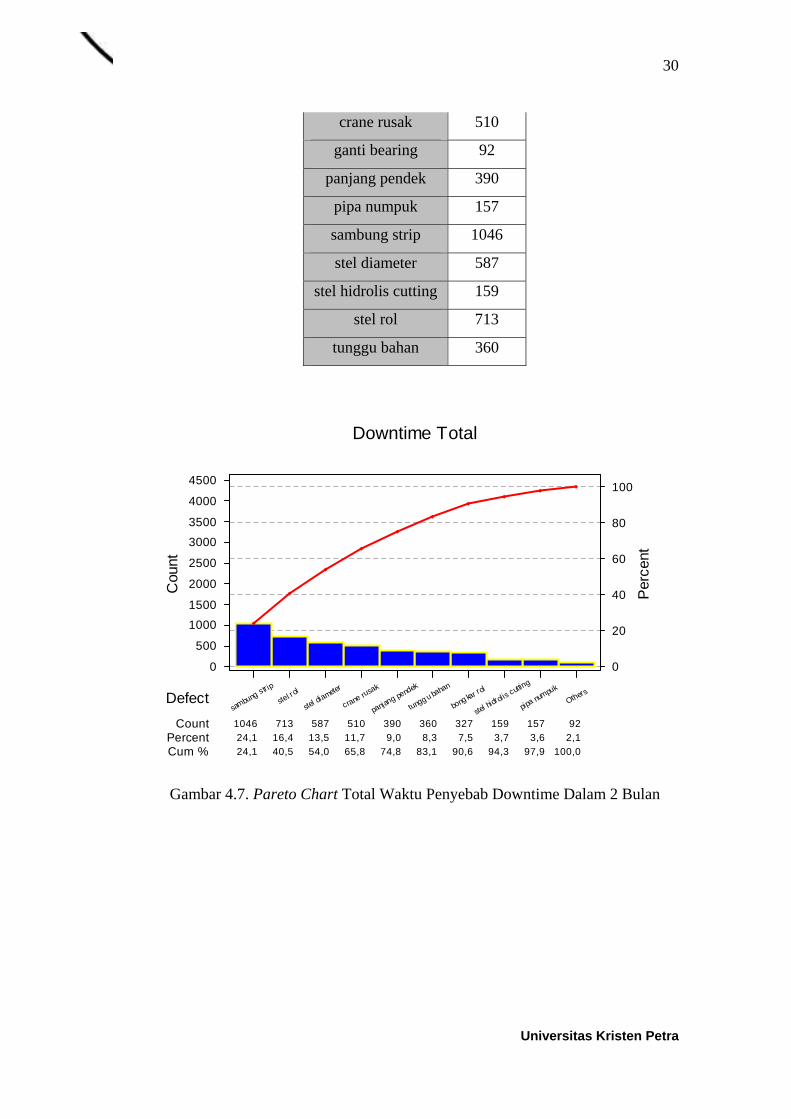
Gambar 4.7. Pareto Chart Total Waktu Penyebab Downtime Dalam 2 Bulan
Universitas Kristen Petra
31
man material
mesin method
Downtime mesin
motivasi kerja
urutan kerjaperawatan mesinkurang
skill
keadaan strip
ketersediaanperalatan
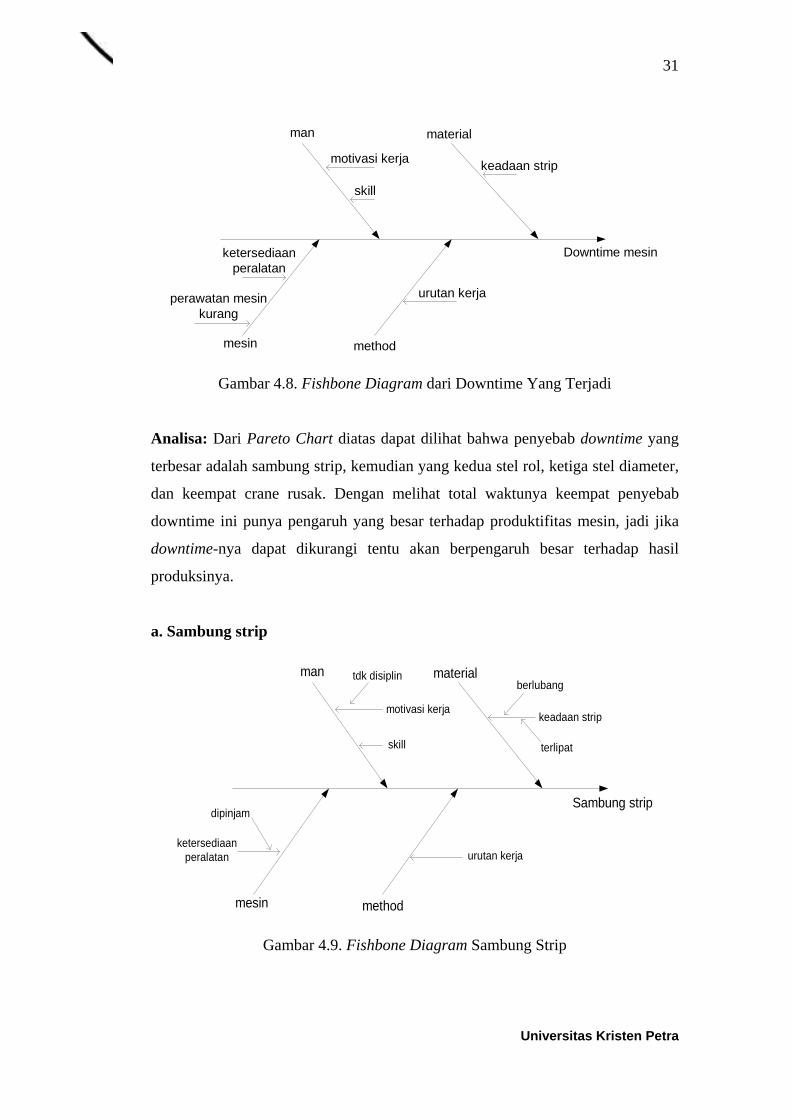
Gambar 4.8. Fishbone Diagram dari Downtime Yang Terjadi
Analisa: Dari Pareto Chart diatas dapat dilihat bahwa penyebab downtime yang
terbesar adalah sambung strip, kemudian yang kedua stel rol, ketiga stel diameter,
dan keempat crane rusak. Dengan melihat total waktunya keempat penyebab
downtime ini punya pengaruh yang besar terhadap produktifitas mesin, jadi jika
downtime-nya dapat dikurangi tentu akan berpengaruh besar terhadap hasil
produksinya.
a. Sambung strip
man material
mesin method
Sambung strip
motivasi kerja
urutan kerja
skill
keadaan strip
ketersediaanperalatan
berlubang
terlipat
tdk disiplin
dipinjam
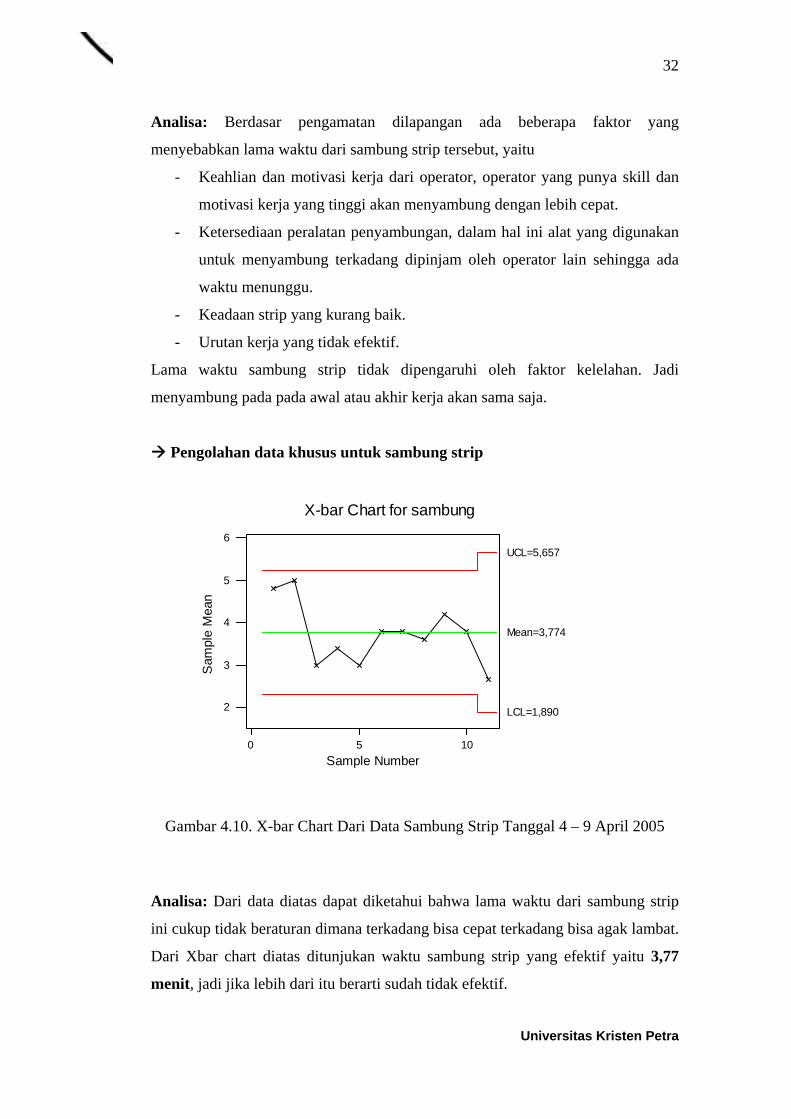
Gambar 4.9. Fishbone Diagram Sambung Strip
Universitas Kristen Petra
32
Analisa: Berdasar pengamatan dilapangan ada beberapa faktor yang
menyebabkan lama waktu dari sambung strip tersebut, yaitu
- Keahlian dan motivasi kerja dari operator, operator yang punya skill dan
motivasi kerja yang tinggi akan menyambung dengan lebih cepat.
- Ketersediaan peralatan penyambungan, dalam hal ini alat yang digunakan
untuk menyambung terkadang dipinjam oleh operator lain sehingga ada
waktu menunggu.
- Keadaan strip yang kurang baik.
- Urutan kerja yang tidak efektif.
Lama waktu sambung strip tidak dipengaruhi oleh faktor kelelahan. Jadi
menyambung pada pada awal atau akhir kerja akan sama saja.
Pengolahan data khusus untuk sambung strip
1050
6
5
4
3
2
Sample Number
Sam
ple
Mea
n
X-bar Chart for sambung
Mean=3,774
UCL=5,657
LCL=1,890
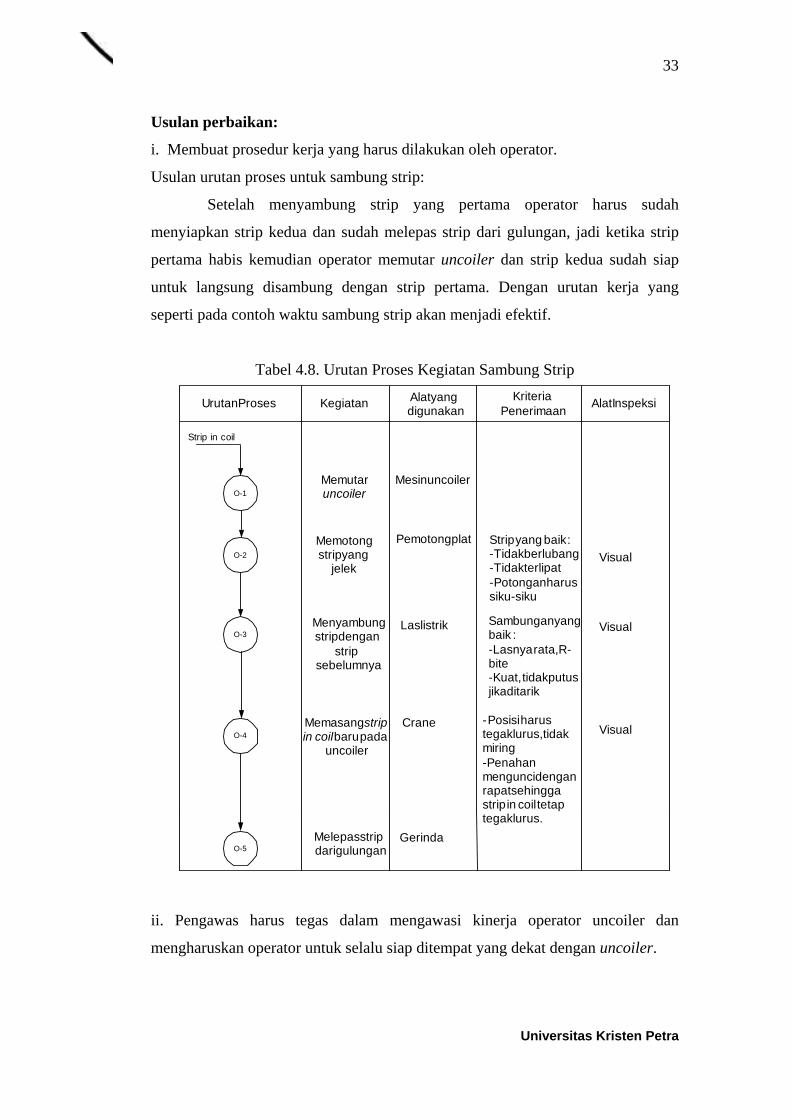
Gambar 4.10. X-bar Chart Dari Data Sambung Strip Tanggal 4 – 9 April 2005
Analisa: Dari data diatas dapat diketahui bahwa lama waktu dari sambung strip
ini cukup tidak beraturan dimana terkadang bisa cepat terkadang bisa agak lambat.
Dari Xbar chart diatas ditunjukan waktu sambung strip yang efektif yaitu 3,77
menit, jadi jika lebih dari itu berarti sudah tidak efektif.
Universitas Kristen Petra
33
Usulan perbaikan:
i. Membuat prosedur kerja yang harus dilakukan oleh operator.
Usulan urutan proses untuk sambung strip:
Setelah menyambung strip yang pertama operator harus sudah
menyiapkan strip kedua dan sudah melepas strip dari gulungan, jadi ketika strip
pertama habis kemudian operator memutar uncoiler dan strip kedua sudah siap
untuk langsung disambung dengan strip pertama. Dengan urutan kerja yang
seperti pada contoh waktu sambung strip akan menjadi efektif.
Tabel 4.8. Urutan Proses Kegiatan Sambung Strip
Strip in coil
Urutan Proses Kegiatan Alat yangdigunakan
KriteriaPenerimaan Alat Inspeksi
O-1
O-2
O-3
O-4
O-5
Memutaruncoiler
Memotongstrip yang
jelek
Menyambungstrip dengan
stripsebelumnya
Memasang stripin coil baru pada
uncoiler
Melepas stripdari gulungan
Mesin uncoiler
Las listrik
Crane
Gerinda
Strip yang baik :- Tidak berlubang- Tidak terlipat-Potongan harussiku-siku
Sambungan yangbaik :- Lasnya rata, R-bite- Kuat, tidak putusjika ditarik
Visual
Visual
Pemotong plat
- Posisi harustegak lurus, tidakmiring- Penahanmengunci denganrapat sehinggastrip in coil tetaptegak lurus.
Visual
ii. Pengawas harus tegas dalam mengawasi kinerja operator uncoiler dan
mengharuskan operator untuk selalu siap ditempat yang dekat dengan uncoiler.
Universitas Kristen Petra
34
Tentang Mesin Uncoiler:
Tempat strip incoil kanan
Tempat strip incoil kiri
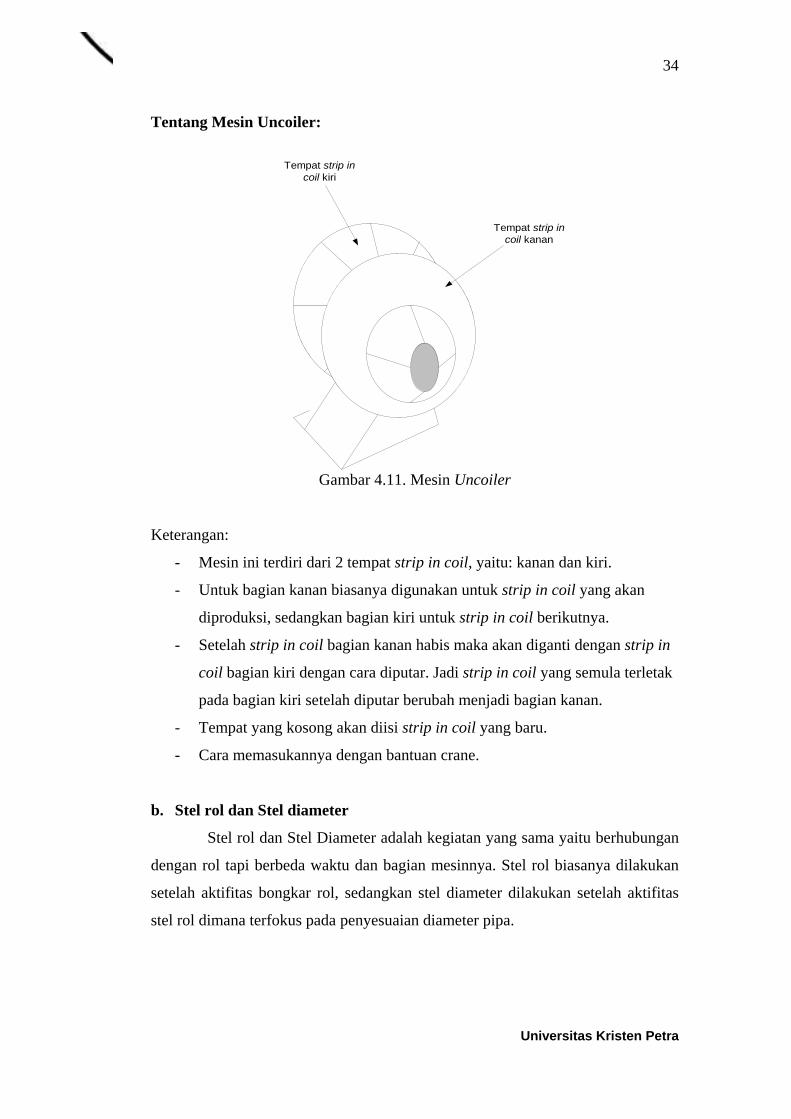
Gambar 4.11. Mesin Uncoiler
Keterangan:
- Mesin ini terdiri dari 2 tempat strip in coil, yaitu: kanan dan kiri.
- Untuk bagian kanan biasanya digunakan untuk strip in coil yang akan
diproduksi, sedangkan bagian kiri untuk strip in coil berikutnya.
- Setelah strip in coil bagian kanan habis maka akan diganti dengan strip in
coil bagian kiri dengan cara diputar. Jadi strip in coil yang semula terletak
pada bagian kiri setelah diputar berubah menjadi bagian kanan.
- Tempat yang kosong akan diisi strip in coil yang baru.
- Cara memasukannya dengan bantuan crane.
b. Stel rol dan Stel diameter
Stel rol dan Stel Diameter adalah kegiatan yang sama yaitu berhubungan
dengan rol tapi berbeda waktu dan bagian mesinnya. Stel rol biasanya dilakukan
setelah aktifitas bongkar rol, sedangkan stel diameter dilakukan setelah aktifitas
stel rol dimana terfokus pada penyesuaian diameter pipa.
Universitas Kristen Petra
35
man material
mesin method
Stel rol dan steldiameter
motivasi kerja
cara kerja
skill
krg semangat
asal-asalanbearing
rusak
rol cacat
kerja sama timkurang
weldsetting
panasnyasesuai
goresan
environment
keadaanstrip
terlipat
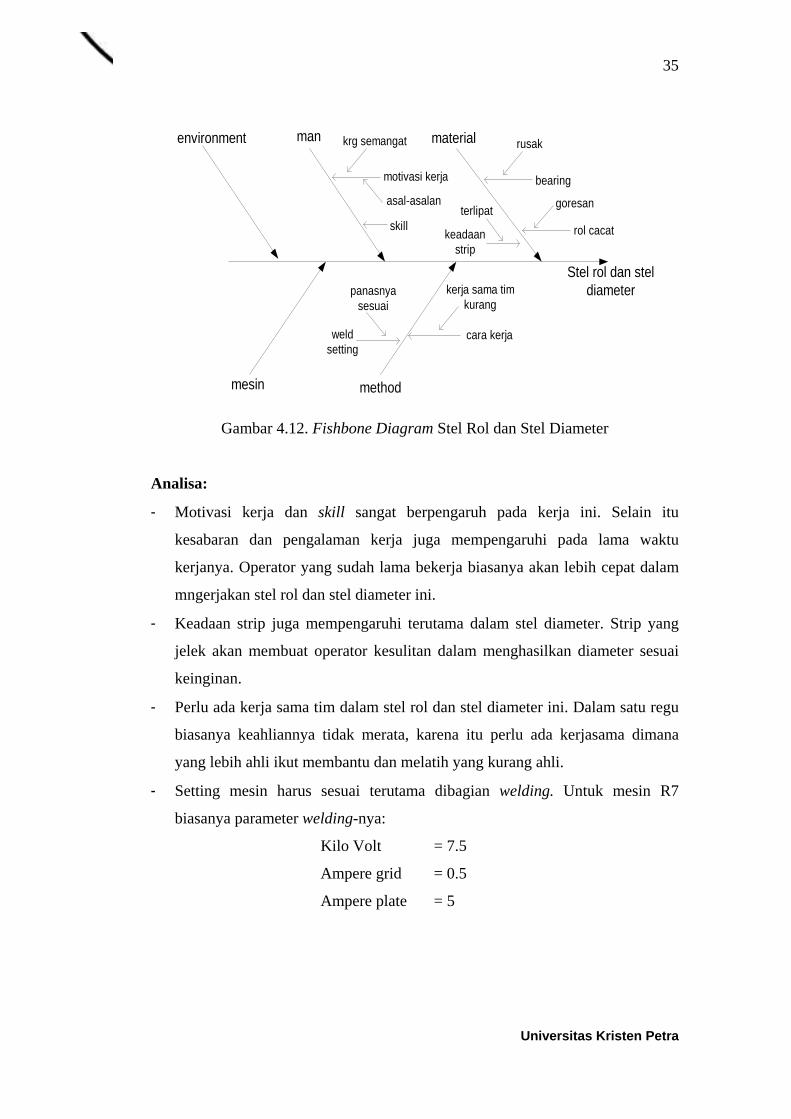
Gambar 4.12. Fishbone Diagram Stel Rol dan Stel Diameter
Analisa:
- Motivasi kerja dan skill sangat berpengaruh pada kerja ini. Selain itu
kesabaran dan pengalaman kerja juga mempengaruhi pada lama waktu
kerjanya. Operator yang sudah lama bekerja biasanya akan lebih cepat dalam
mngerjakan stel rol dan stel diameter ini.
- Keadaan strip juga mempengaruhi terutama dalam stel diameter. Strip yang
jelek akan membuat operator kesulitan dalam menghasilkan diameter sesuai
keinginan.
- Perlu ada kerja sama tim dalam stel rol dan stel diameter ini. Dalam satu regu
biasanya keahliannya tidak merata, karena itu perlu ada kerjasama dimana
yang lebih ahli ikut membantu dan melatih yang kurang ahli.
- Setting mesin harus sesuai terutama dibagian welding. Untuk mesin R7
biasanya parameter welding-nya:
Kilo Volt = 7.5
Ampere grid = 0.5
Ampere plate = 5
Universitas Kristen Petra
36
Usulan perbaikan:
- Memberi training pada operator dengan menghadirkan orang – orang yang
punya skill tinggi dan sudah berpengalaman untuk memberi cara – cara yang
efektif dalam stel rol dan stel diameter.
- Pemilihan bahan yang baik.
- Pemeriksaan keadaan rol dan bearing sebelum pemasangan rol, dilakukan
oleh operator rol.
c. Crane rusak
man material
mesin method
Crane rusak
motivasi kerja
skill
asal-asalanenvironment
prosedur kerja
caramengangkut
pipa
sesuaikapasitasnya
perawatan
hrs rutin
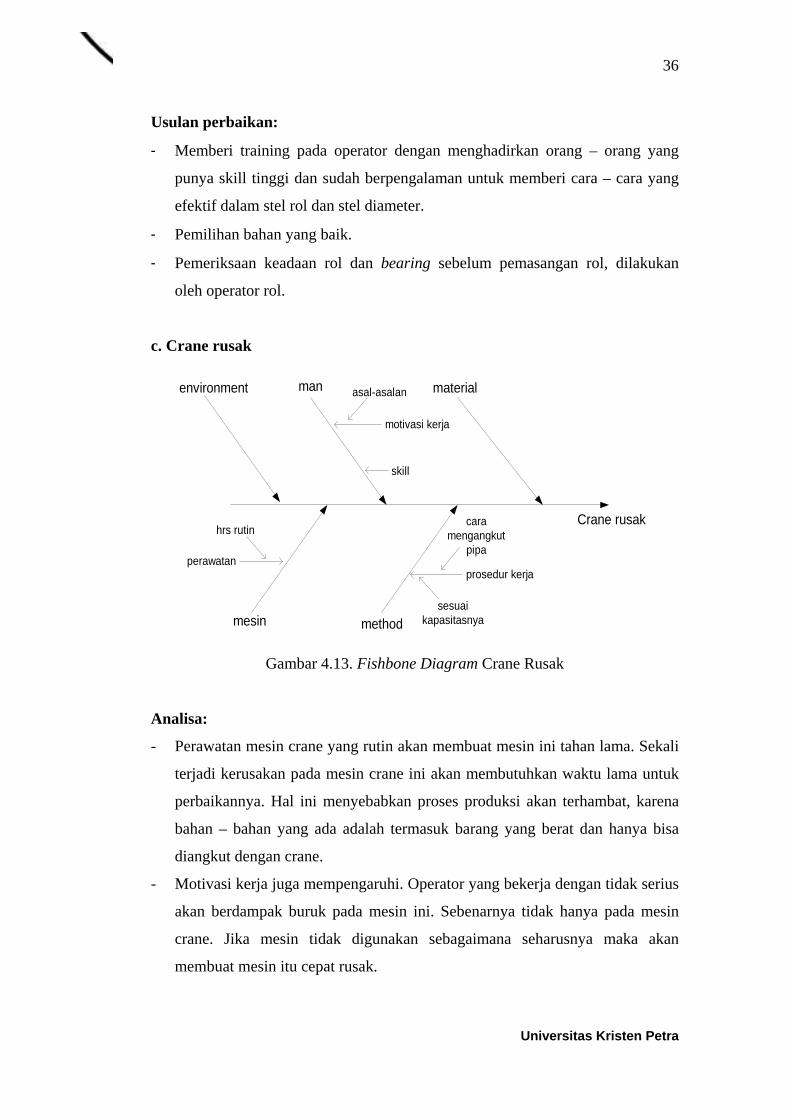
Gambar 4.13. Fishbone Diagram Crane Rusak
Analisa:
- Perawatan mesin crane yang rutin akan membuat mesin ini tahan lama. Sekali
terjadi kerusakan pada mesin crane ini akan membutuhkan waktu lama untuk
perbaikannya. Hal ini menyebabkan proses produksi akan terhambat, karena
bahan – bahan yang ada adalah termasuk barang yang berat dan hanya bisa
diangkut dengan crane.
- Motivasi kerja juga mempengaruhi. Operator yang bekerja dengan tidak serius
akan berdampak buruk pada mesin ini. Sebenarnya tidak hanya pada mesin
crane. Jika mesin tidak digunakan sebagaimana seharusnya maka akan
membuat mesin itu cepat rusak.
Universitas Kristen Petra
37
Usulan perbaikan:
- Perlu ada perawatan yang rutin pada mesin ini.
- Pengawas harus menegur jika ada operator yang bekerja dengan tidak serius.
- Operator harus memperhatikan kapasitas mesin dan berat bahan yang akan
diangkat.
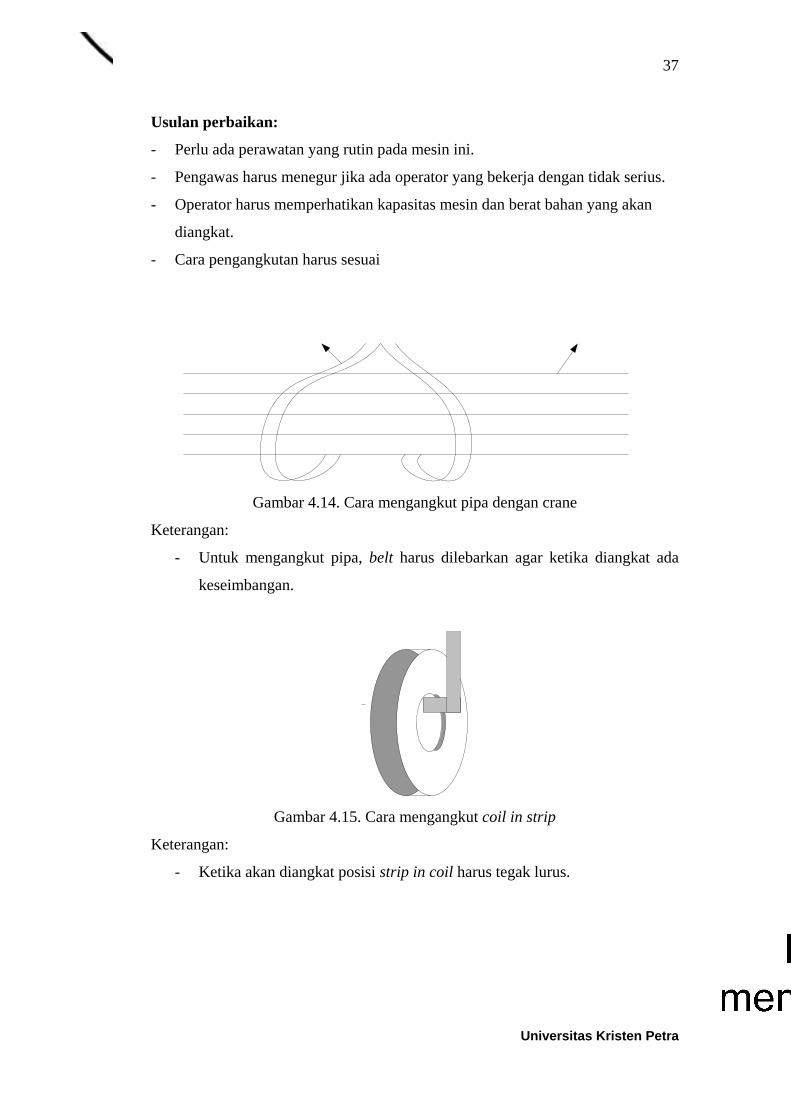
- Cara pengangkutan harus sesuai
Gambar 4.14. Cara mengangkut pipa dengan crane
Keterangan:
- Untuk mengangkut pipa, belt harus dilebarkan agar ketika diangkat ada
keseimbangan.
Gambar 4.15. Cara mengangkut coil in strip
Keterangan:
- Ketika akan diangkat posisi strip in coil harus tegak lurus.
Universitas Kristen Petra
Copyright © 2022 FDOKUMEN




















