
pembuatan roda gigi
24
PERHITUNGAN DALAM PEMBUATAN RODA GIGI A. Perhitungan bevel gear ( roda gigi payung ) Pemakaian roda gigi payung ini adalah untuk memindahkan putaran ( daya putar ) dari suatu poros lainnya dengan berbagai posisi menyudut dan berbagai macam perbandingan putaran. Berbagai macam posisi menyudut tersebut dapat dikategorikan menjadi tiga kelompok yaitu : 1. Besar sudut sama dengan 90 0 2. Besar sudut lebih kecil dari 90 0 3. Besar sudut lebih besar dari 90 0 Sistem pembentukan profil gigi payung ini, dasar perhitungannya sama dengan roda gigi lainnya yaitu memakai sistem modul atau DP Pembuatan roda gigi payung ini pada perencanaannya harus selalu berpasangan, karena antara yang satu dengan yang lain berpengaruh baik dalam segi bentuk maupun ukuran. Atau tegasnya apabila sepasang roda gigi payung telah direncanakan untuk suatu pemindahan tenaga/putaran dengan suatu perbandingan tertentu dan dengan besar sudut antara kedua porosnya sudah tertentu, maka kedua roda gigi tersebut tidak dapat dipergunakan untuk memindahkan putaran/tenaga dengan besar sudut kedua porosnya lain. Perbedaan antara roda gigi payung dengan roda gigi lurus adalah roda gig lurus giginya sejajar dengan sumbunya. Pada roda gigi payung giginya tidak sejajar dengan garis sumbunya ( membentuk sudut/tirus ). Apabila
-
Upload
universitasnegeripadang -
Category
Documents
-
view
0 -
download
0
Transcript of pembuatan roda gigi

PERHITUNGAN DALAM PEMBUATAN RODA GIGI
A. Perhitungan bevel gear ( roda gigi payung )
Pemakaian roda gigi payung ini adalah untuk
memindahkan putaran ( daya putar ) dari suatu poros
lainnya dengan berbagai posisi menyudut dan berbagai
macam perbandingan putaran.
Berbagai macam posisi menyudut tersebut dapat
dikategorikan menjadi tiga kelompok yaitu :
1. Besar sudut sama dengan 900
2. Besar sudut lebih kecil dari 900
3. Besar sudut lebih besar dari 900
Sistem pembentukan profil gigi payung ini, dasar
perhitungannya sama dengan roda gigi lainnya yaitu
memakai sistem modul atau DP
Pembuatan roda gigi payung ini pada perencanaannya
harus selalu berpasangan, karena antara yang satu dengan
yang lain berpengaruh baik dalam segi bentuk maupun
ukuran. Atau tegasnya apabila sepasang roda gigi payung
telah direncanakan untuk suatu pemindahan tenaga/putaran
dengan suatu perbandingan tertentu dan dengan besar sudut
antara kedua porosnya sudah tertentu, maka kedua roda
gigi tersebut tidak dapat dipergunakan untuk memindahkan
putaran/tenaga dengan besar sudut kedua porosnya lain.
Perbedaan antara roda gigi payung dengan roda gigi
lurus adalah roda gig lurus giginya sejajar dengan
sumbunya. Pada roda gigi payung giginya tidak sejajar
dengan garis sumbunya ( membentuk sudut/tirus ). Apabila

diperpanjang garis sumbu dan garis gigi akan terjadi
perpotongan
1. Terminologi roda gigi payung ( bevel gear )
Termonologi atau istlah-istilah yang dipakai pada
roda gigi payung dan erlu diketahui, terutama untuk
dalam perencanaan perhitungan pembuatannya
diperlihatkan pada gambar 25 di bawah ini.
Gambar 25. Terminologi roda gigi payung
Keterangan: Dk = Diameter kepala (outside diameter )
Dt = Diameter tusuk ( pitch tusuk )
R = Jari-jari penjuru ( pitch cone radius )
b = Lebar gigi ( face width gear )
Ha = Tinggi kepala gigi ( adendum )
Hi = Tinggi kaki gigi ( dadendum )
β = Sudut tusuk ( pitch cone angel )
ɣ = Sudut muka ( face cone angel )
λ = Sudut potong ( cutting angle of gear )
α = Sudut poros ( shaf angel )
δ = Sudut kepala ( adendum angel )
ξ = Sudut kaki ( dedendum angel )
θ = Sudut miring samping belakang ( back
cone angel )
Hg = Tinggi/dalam gigi
( Er. R K. Jain, 1981, 983 )
2. Rumus untuk menentukan dimensi roda gigi payung
Untuk menentukan besar dimensi dari roda gigi
payung ini dapat dilakukan dengan dua sistem

sebagaimana telah dijelaskan pada bab terdahulu yaitu
sistem modul dan sostem diametral pitch ( DP )
Di bawah ini diberikan rumus untuk menentukan
dimensi dari roda gigi payung sbb :
a. Sistem modul b. Sistem DP
Dk = Dt + 2 x M x cos β
Dk = Dt + 2xcosβDP
Dt = Z x M Dt = ZM
Ha = 1 x M Ha = 1DP
Hi = 1,25 x M Hi =
1,157/DP
Hg = Ha + Hi
R = Dt2sinβ atau R =
M2
√Z1xZ2
Tg = HaR
Tg = HiR
b = 1/3 R
ɣ = β + δ
λ = β – ξ
θ = 90 – β
( Er. R. K jain; 1981; 984 )

Jika roda gigi payung ini dibuat untuk bekerja
berpasangan dengan perbandingan jumlah gigi tertentu,
maka sudut tusuk masing-masing roda gigi harus
dihitung. Sebagaimana telah dijelaskan diatas bahwa
roda gigi payung ini dalam penggunaannya selalu
bekerja berpasangan dimana antara kedua poros roda gigi
payung ini biasanya membentuk sudut 900 , < 900, > 900.
Oleh karena itu jika sepasang roda gigi payung
direncanakan/dibuat untuk memindahkan daya putaran
antara dua poros yang membentuk sudut tertentu, tidak
dapat digunakan untuk memindahkan daya putaran dengan
sudut poros berbeda.
Untuk menentukan besar sudut tusuk masing-masing
sepasang roda gigi payung yang dipergunakan dalam
memindahkan putaran dengan sudut antara keduanporos
tersebut sbb :
a. Untuk sepasang roda gigi payung ( bevel gear )
bekerja dengan sudut antara porosnya 900 adalah :
1) Untuk roda gigi I, besar sudut tusuk = Tg β1 = Z1Z2
2) Untuk roda gigi II, sudut tusuknya adalah : Tg β2
= Z2Z1 atau = 900 – β1
b. Untuk sepasang roda gigi payung dengan sudut poros <
900 adalah :
1) Untuk roda gigi I, besar sudut tusuknya;
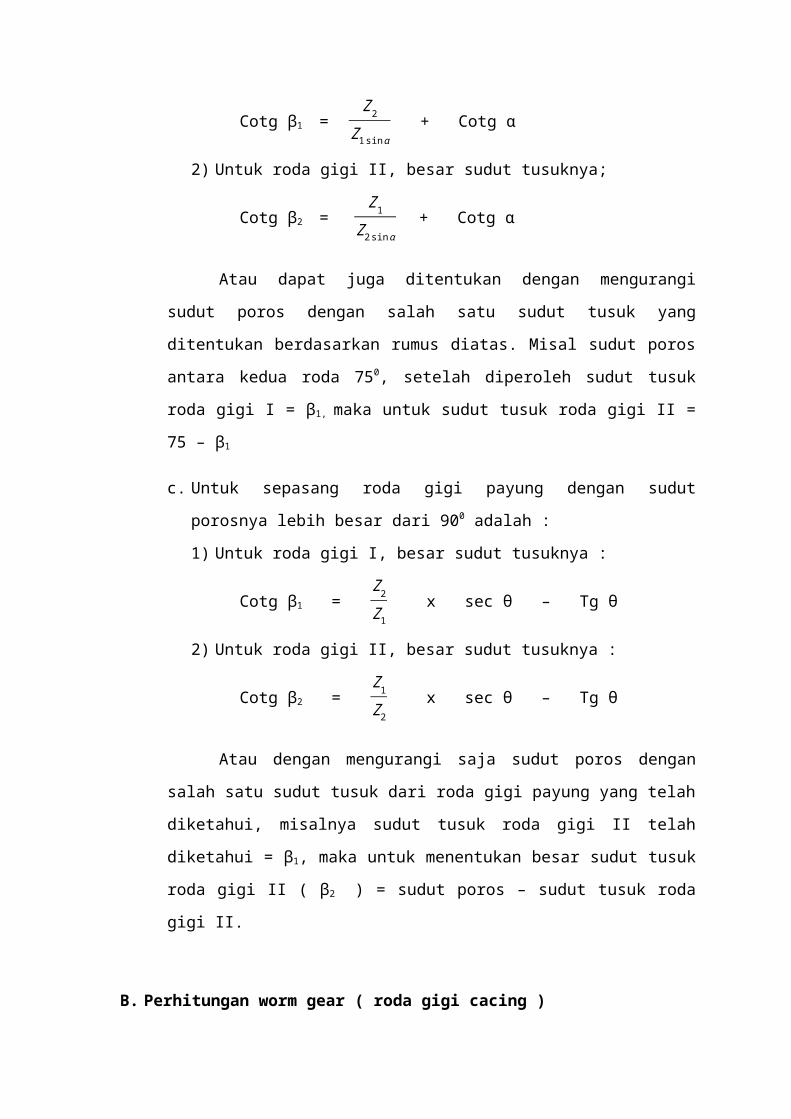
Cotg β1 = Z2
Z1sinα + Cotg α
2) Untuk roda gigi II, besar sudut tusuknya;
Cotg β2 = Z1
Z2sinα + Cotg α
Atau dapat juga ditentukan dengan mengurangi
sudut poros dengan salah satu sudut tusuk yang
ditentukan berdasarkan rumus diatas. Misal sudut poros
antara kedua roda 750, setelah diperoleh sudut tusuk
roda gigi I = β1, maka untuk sudut tusuk roda gigi II =
75 – β1
c. Untuk sepasang roda gigi payung dengan sudut
porosnya lebih besar dari 900 adalah :
1) Untuk roda gigi I, besar sudut tusuknya :
Cotg β1 = Z2Z1 x sec θ – Tg θ
2) Untuk roda gigi II, besar sudut tusuknya :
Cotg β2 = Z1Z2 x sec θ – Tg θ
Atau dengan mengurangi saja sudut poros dengan
salah satu sudut tusuk dari roda gigi payung yang telah
diketahui, misalnya sudut tusuk roda gigi II telah
diketahui = β1, maka untuk menentukan besar sudut tusuk
roda gigi II ( β2 ) = sudut poros – sudut tusuk roda
gigi II.
B. Perhitungan worm gear ( roda gigi cacing )
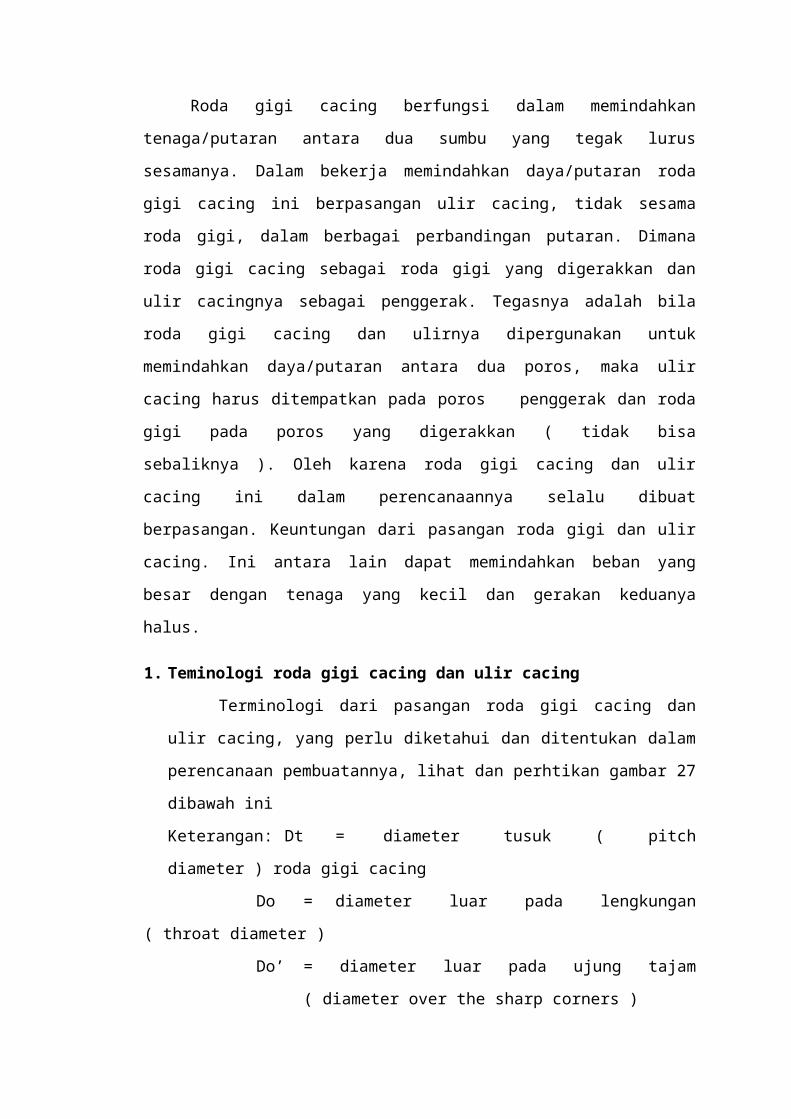
Roda gigi cacing berfungsi dalam memindahkan
tenaga/putaran antara dua sumbu yang tegak lurus
sesamanya. Dalam bekerja memindahkan daya/putaran roda
gigi cacing ini berpasangan ulir cacing, tidak sesama
roda gigi, dalam berbagai perbandingan putaran. Dimana
roda gigi cacing sebagai roda gigi yang digerakkan dan
ulir cacingnya sebagai penggerak. Tegasnya adalah bila
roda gigi cacing dan ulirnya dipergunakan untuk
memindahkan daya/putaran antara dua poros, maka ulir
cacing harus ditempatkan pada poros penggerak dan roda
gigi pada poros yang digerakkan ( tidak bisa
sebaliknya ). Oleh karena roda gigi cacing dan ulir
cacing ini dalam perencanaannya selalu dibuat
berpasangan. Keuntungan dari pasangan roda gigi dan ulir
cacing. Ini antara lain dapat memindahkan beban yang
besar dengan tenaga yang kecil dan gerakan keduanya
halus.
1. Teminologi roda gigi cacing dan ulir cacing
Terminologi dari pasangan roda gigi cacing dan
ulir cacing, yang perlu diketahui dan ditentukan dalam
perencanaan pembuatannya, lihat dan perhtikan gambar 27
dibawah ini
Keterangan: Dt = diameter tusuk ( pitch
diameter ) roda gigi cacing
Do = diameter luar pada lengkungan
( throat diameter )
Do’ = diameter luar pada ujung tajam
( diameter over the sharp corners )

C = jarak senter antara roda gigi cacing
dengan ulir cacing
θ = sudut muka ( face angel )
dt = diameter tusuk ulir cacing ( pitch
diameter of the worm )
dr = diameter dasar ulir cacing ( root
diameter of worm )
do = diameter luar ulir cacing ( outside
diameter of worm )
R = radius luar roda cacing ( throat
radius worm wheel )
.α1 = sudut helik ulir cacing ( helical angle
of worm )
cp = jarak puncak ke puncak gigi roda
( circular pitch )
Hg = dalam pemotongan gigi ( whole depth )
n = jumlah jalan ulir
L = kisar ulir cacing ( lead worm )
a = adendum ( tinggi kepala gigi ) ulir
cacing
Ht = dalam ulir cacing ( depth of worm )
P = jarak puncak ke puncak ulir/tusuk ulir
( pitch of worm )
F = lebar roda gigi ( face width of the
wheel )
Lw = panjang ulir cacing ( length of
worm )
wc = lebar ujung pahat potong ulir

.α2 = sudut kemiringan gigi roda gigi
cacing
Rumus-rumus untuk menentukan dimensi pasangan
roda gigi cacing dan ulir cacing
Untuk menentukan dimensi-dimensi terpenting dari
pasangan roda gigi cacing dan ulir cacing ini juga
prinsipnya sama dengan menentukan roda gigi lainnya
yaitu dengan dua cara/sistem yaitu sistem modul dan DP.
Di bawah ini diberika persamaan dalam sistem metrik
( modul ), tetapi dapat juga dipergunakan untuk
menentukan dimensi roda gigi dan ulir cacing dengan
menggunakan sistem DP ( inch ).
2. Rumus-rumus untuk menentukan dimensi roda gigi cacing
dan ulir cacing
L = p x n n =
jumlah jalan ulir ( tunggal/ulir ganda )
p = π x Mdt = do – 2 x a atau dt = 2 x c
– dt
a = do−dt2 = 0,3183 x p
ht = do−dr2 = 0,6866 x p
dr = do – 2 x ht
tg α1 = πxdtL

α2 = 900 – α1 atau
cotg α2 = πxdtL
Lw = p ( 0,020 x Z + 4,5 )
Wc = 0.31 x p
C = Dt+dt2
Dt = Zxpπ pπ =
M ( Modul )
Do = Dt + 2 x a
R = dr2
= do2 −¿ 2 x Ht
Do’ = 2 x R ( 1 – cos θ2 ) + Do
θ = 300 600
F = 2,38 x p + 6,35
C. perhitungan helical gear ( roda gigi spiral )
Roda gigi helix/spiral adalah roda gigi yang profil
giginya miring berputar seperti spiral. Dengan bentuk
profil yang demikian memungkinkan roda gig spiral
memindahkan daya antara poros yang saling bersilangan.
Keuntungan lainnya dari roda gigi spiral dalam bekerja
memindahkan daya bunyinya dalam meluncur tidak terlalu
keras seperti dengan roda gigi lurus ( gaya tekan putar
pada bidang profil tidak sekaligus menyentuh terhadap
semua bidang profil gigi )

1. Terminologi roda gigi helix ( spiral )
Terminologi dalam roda gigi helix ini sama dengan
terminologi yang terdapat pada roda gigi lainnya yaitu
keterangan: Z = jumlah/banyak gigi
Dt = diameter tusuk ( pitch diameter )
Dk = diameter kepala ( outside diameter )
β = sudut helik ( helix angle )
Dr = Diameter dasar ( root diameter )
Ha = kepala gigi ( adendum )
Hi = kaki gigi ( dedendum )
Hg = dalam gigi ( tooth depth )
Lh = lead helik
P = jarak tusuk gigi ( circular pitch )
ms = modul keliling
2. rumus untuk menentukan dimensi roda gigi spiral
Dt = Z x Ms
Ha = 1 x M
Hi = 1,25 x M
Hg = 2,25 x M
Tg = πxDtLH
LH = π x Dt x cotg β
P = π x Ms
Ms = Mcosβ M = modul mormal ( modul
standar )
Dk = Dt + 2 x M
Dr = dt – 2 x Hg

D. Perhitungan Gigi Rack ( Rack Gear )
gigi rack adalah batang bergigi yang berfungsi untuk
merubah atau memindahkan gerak putar menjadi gerak lurus.
Contoh pemakaian gigi rack ini dapat dilihat pada mesin
bor tegak yaitu untuk pergerakan meja bor turun naik.
Dalam bekerja memindahkan daya/gerak putar menjadi gerak
lurus, gigi rack berpasangan dengan roda gigi jenis spur
gear yang kecil, yang disebut dengan roda gigi ponion.
1. Terminologi gigi rack
Terminologi gigi rack yang diperlukan dalam
pembuatan adalah sbb :
Keterangan: Z = Jumalah gigi
Ha = kepala gigi ( adendum )
Hi = kaki gigi ( dedendum )
Hg = dalam gigi ( whole depth )
P = tusuk gigi ( circular pitch )
Tg = tebal gigi ( thickness )
Lg = Panjang Batang Bergigi
2. Rumus untuk menentukan dimensi gigi rack
Untuk menentukan dimensi/ukuran sebuah gigi rack
yang direncanakan digunakan untuk memindahkan daya,
dapat dilakukan dengan salah satu diantara dua sistem
standar roda gigi yaitu : sistem modul atau sisem
diametral pitch (DP). Di bawa ini diberikan rumus yang
biasanya digunakan dalam perencanaan pembuatan gigi
rack.
a. Sistem modul :

Ha = 1 x M
Hi = 1,25 x M
P = π x MTg = 1,5708 x M
Lg = π x M x Z Hg = 2,25 x M
b. Sistem diametral pitch ( DP )
Ha = 1DP
Hi = 1,157DP
P = πDP
Tg = 1,5708DP
Hg = 2,157DP
Lg = ZxπDP
E. Perhitungan spur gear ( roda gigi lurus )
Roda gigi lurus adalah roda gigi yang profil giginya
arah lebar sejajar dengan garis sumbu. Biasanya digunakan
untuk memindahkan daya putar antara dua poros yang
sejajar.
1. Terminologi roda gigi lurus ( spur gear )
Terminologi dari roda gigi lurus perhatikan
gambar 32 di bawah ini meliputi antara lain :
Dt = diameter tusuk ( pitch diameter )

Dk = diameter kepala ( outside diameter )
Dr = diameter dasar ( root diameter )
Ha = kepala gigi ( adendum )
Hi = kaki gigi ( dedendum )
Z = jumlah/banyak gigi
Hg = dalam gigi ( whole depth )
P = tusuk gigi ( circular picth )
Tg = tebal gigi ( thickness )
b = lebar gigi
2. Rumus untuk menentukan dimensi spur gear
Rumus untuk menentukan dimensi/ukuran-ukuran dari
sebuah spur gear yang direncanakan untuk memindahkan
daya putar, dapat dilakukan dengan menggunakan salah
satu diantara dua sistem standar roda gigi yaitu :
sistem modul dan atau sistem diametral pitch ( DP ). Di
bawah ini diberikan rumus-rumus yang dipakai untuk
menghitung/menentukan dimensi yang terpenting untuk
pembuatan sebuah spur gear.
a. Sistem modul ( m ) b.
Sistem DP
Dt = Z x M Dt =
ZDP
Dk = Dt + 2 x M
Dk = Z+2DP
Hg = 2,25 x M Hg
= 2,175DP

Ha = 1 x M Ha =
1DP
Hi = 1,25 x M Hi
= 1,57DP
Tg = 1,5708 x M Tg
= 1,5708DP
P = π x M P =
πDP
Dr = Dt – 2 x Hg
b = 6 8
x M
jarak titik center dua roda gigi ( C ) =Dt1+Dt2
2
perbandingan putaran ( i ) = Z1Z2 = n1n1
= Dt1Dt2
BAB VI
PROSEDUR PENFRISAN RODA GIGI
Untuk pembuatan suatu roda gigi dengan mempergunakan
mesin perkakas pada umumnya langkah-langkah pengerjaannya
dapat dikelompokkan dalam tiga kelompok kegiatan yaitu :

1. Perencanaan roda gigi ( menghitung harga-harga
dimensi dari roda gigi yang akan dibuat, dan
membuat gambar kerjanya/job sheetnya )
2. Membuat bakal roda gigi dengann mesin bubut
( membuat kontruksi roda gigi yang akan dibuat
dengan ukuran-ukuran sesuai dengan yang
direncanakan )
3. Membuat/memotong profil gigi pada bakal roda dengan
mesin perkakas ( membuat roda gigi )
Pada bagian ini akan dijelaskan langkah-langkah
pengerjaan pembuatan roda gigi dengan mesin fris, sbb .
A. Prosedur menfrais roda gigi lurus ( spur gear )
Prisip kerja pemotongan gigi lurus pada mesin fris
adalah : dimana benda kerja ( bakal roda gigi )
dipasang/diikat pada kepala pembagi di atas meja mesin
yang membawa benda kerja bergerak secara longitudinal
menuju cuter gear yang terpasang pada arbor spindle mesin
( gambar 31 )
Langkah-langkah kerja pemotongan roda gigi lurus ini
antara lain sbb :
1. Mempersiapkan mesin dan peralatan bantu lainnya yang
diperlukan seperti : kepala pembagi, mandrel, kepala
epas, cutter gear, alat ukur, dsb
2. Pasang/ikatlah kepala pembagi dan kepala lepas di atas
meja fris periksa kedudukan antara keduanya
(kelurusannya terhadap mesin dan jarak antara kedua

senter, supaya benda kerja dapat diikat antara kepala
pembagi dengan lepas)
3. Pasang benda pada mandrel dan jepit/ikat pada kepala
pembagi dengan di tumpu kepala lepas, serta hati/hati
dalam menempatkan benda kerja diantara keduanya jangan
smpai saat pemotongan terjadi benturan antara cutter
gear dengan kedua alat tsb. ( kepala pembagi dan
kepala lepas )
4. Persiapkan pembagian kepala pembagi ( mengatur letak
puncak engkol pemutar kepala pembagi pada lobang plat
pembagi dan mengatur jarak pembatas putaran ),
misalnya gigi yang akan dibuat sebanyak 15 buah gigi,
maka engkol pemutar kapala pembagi harus diputar
setiap selesai satu gigi = 40/15 = 2 2/3 putaran.
Untuk mendapatkan yang 2/3 putaran dengan tepat dan
cepat, digunakan lobang-lobang pembagi yang terdapat
pada plat pembagi yaitu lobang yang berangka dapat
dibagi dengan 3, yang terdapat pada plat pembagi.
Misalnya lobang yang berangka 27, maka 2/3 putaran =
2/3 x 27 = 18 bagian ( 19 lobang ). Jadi setiap
selesai satu gigi engkol pemutar diputar 2 kali
putaran penuh ditambah 18 bagian ( 19 lobang ) pada
lobang plat pembagi yang berangka 27 ( puncak engkol
dalam berputar segaris lingkaran dengan lingkaran
lobang 27 , untuk tidak selalu menghityng penambahan
18 bagian ( 19 lobang ) diaturlah jangka pembatas
sejarak 18 bagian ( 19 lobang )

5. Pasangkan/ikat cutter gear pada arbor mesin dengan
baik dam kuat, dan periksa kedudukannya terhadap
senter kepala pembagi/kepala lepas, sehingga
kedudukannya segaris.
6. Aturlah/stel kedudukan benda kerja terhadap cutter
yaitu : dimana jarak antara mata potong cutter dengan
benda kerja setebal kertas, dan cutter berada tepat di
puncak garis tengah bakal roda gigi. ( untuk
mendapatkan kadudukan cutter tepat di puncak garis
tengah benda kerja dapat dilakukan dengan berbagai
cara dan salah satu cara dengan bantuan height gauge (
alat ukur ketinggian ) dengan langkah-langkah sbb :
tempatkan height gauge di atas meja mesin. Atur ujung
penggires height gauge setinggi garis senter kepala
pembagi/kepala lepas lalu goreskan terhadap benda
kerja dalam kedudukan tetap di atas meja mesin.
Selanjutnya pindahkan letak height gauge. Setelah itu
putar kepala pembagi 10 putaran penuh sehingga goresan
yang terdapat pada benda kerja disebabkan ujung
penggores height gauge berada di puncak. Atur/stel
ujung mata potong cutter tepat pada garis goresan tsb.
7. Geser meja mesin hingga benda kerja kedudukannya
berada diuar cutter, dan tempatkan garis pengukur
tebal penyayatan ( mokrometer dial ) yang terdapat
pada engkol pemutar gerakan meja vertikal pada angka
nol.
8. Naikan meja mesin untuk mendapatkan tebal penyayatan
gigi ( dalam gigi ) dengan berpedoman ada mikrometer
dialnya. Dalam penentuan tebal penyayatan tergantung
kapada kondisi mesin, cutter, dan bahan benda kerja
berdasarkan hasil pengalaman prakteknya, sebaiknya
penyayatan dalam pembuatan gigi dengan mesin fris
dilakukan dua kali penyayatan dengan tebal penyayatan
yanng pertama max ½ dari tunggi gigi yang akan dibuat.
9. Keraskan semua mur pengikat gerak meja arah vertiakal
dan melintang. Setelah itu pastikan coolant bekerja
dan atur kecepatan putaran mesisn ( putaran cuttar dan
gerakan meja untuk pemotongan/feeding ).
10. Hidupkan dan jalankan mesin dan mulailah melakukan
penyayatan/pemotongan pertama dengan gerakan meja
secara otomatis ( feeding ). Jika gigi pertama telah
selesai disayat, kembalikan posisisi benda kerja
kearah awal penyayatan ( pada posisi langkah 7 )
dengan menggerakkan meja dengan menekan tombol
otomatis atau dengan cara manual. Selanjutnya putar
engkol pemutar kepala pembagi sebanyak yang telah
ditentukan sebelumnya ( langkah 4 ) untuk penyayatan
gigi kedua. Dan sayatlah gigi kedua ini dengan cara
yang sama dengan gigi pertama, demikian pula gigi yang
lainnya, sehingga semuanya tersayat.
11. Kendorkan mur pengikat/penahan gerakan meja vertikal
agar meja dapat bergerak keatas untuk menambah tebal
penyayatan berikutnya. Naikanlah meja mesin setinggi

dalam gigi yang sebenarnya tercapai. Selanjutnya
keraskan kembali mur pengikat/penahan gerakan meja
vertikal.
12. Mulailah/lakukanlah penyayatan kedua ( penyayatan
terakhir ) dengan cara yang sama seperti panyayatan
pertama sampai semua gigi tersayat semuanya.
Catatan : selama penfraisan gigi tersebut, cutter fris
hendaknya selalu diberikan cairan pendingin
( coolant ) agar mata potong cutter fris tidak
cepat tumpul.
B. Prosedur menfrais roda gigi helik ( helical gear )
Cara pembuatan roda gigi helik ini pada mesin frais
pada dasarnya prinsipnya hampir sama dengan pemotongan
gigi lurus. Perbedaannya antara lain dalam pemotongan
gigi helik, meja mesin mesti dimiringkan sebesar sudut
helik roda gigi dan benda kerja (bakal roda gigi)
disamping bergerak lurus dibawa meja mesin juga berputar
yang digerakkan oleh kepala pembagi disebabkan oleh
hubungan roda gigi yang dipasang pada sumbu ulir cacing
kepala pembagi dan sumbu transportir meja mesin
Arah miring meja mesin dalam pemotongan roda gigi
helik ditentukan oleh jenis gigi helik yang akan dibuat,
yaitu: gigi heliks kiri atau gigi helik kanan.
1. Roda gigi helik kiri
Jika jenis roda gigi helik kiri yang akan dibuat, maka:

a. Meja mesin dimiringkannya digerakan / diputar searah
dengan putaran jarum jam.
b. Roda gigi perantara (roda gigi yang menghubungkan
antara roda gigi yang dipasang pada poros
transportir meja mesin dan roda gigi yang dipasang
pada poros cacing kepala pembagi) harus ganda, yaitu
dua atau empat.
2. Roda gigi helik kanan
Jika jenis roda gigi helik kanan yang akan dibuat,
maka:
a. Meja mesin dimiringkannya digerakan / diputar
berlawanan arah dengan putaran jarum jam.
b. Roda gigi perantara harus ganjil, yaitu satu atau
tiga buah
Untuk menentukan jumlah gigi dari roda gigi yang
akan dipasangkan pada poros cacing kepala pembagi dan
poros transportir meja mesin adalah:
.Z1Z2 = LeadporostransportirmejamesinLeadrodagigihelik (Lh)
x 40
Z1 = Jumlah gigi (roda gigi) yang dipasangkan pada
poros transportir meja mesin (roda gigi penggerak)
Z2 = Jumlah gigi (roda gigi) yang dipasangkan pada
poros ulir cacing kepala pembagi (roda gigi yang
digerakan)
Langkah-langkah kerja pembuatan roda gigi helik ini
sama dengan langkah pengerjaan pembuatan roda gigi lurus,
tambahan langkah kerjanya adalah memiringkan meja mesin

dan memasang roda gigi pada poros ulir cacing kepala
pembagi dan poros transportir meja mesin (langkah kerja
ini dilakukan setelah langkah ke 5 pada urutan menurut
langkah kerja pembuatan roda gigi lurus dan langkah
selanjutnya sama)
C. Prosedur Menfrais Gigi Rack (Rack Gear)
Prinsip kerja pembuatan gigi rack ini sama dengan
cara pembuatan gigi lurus, tetapi pada pembuatan gigi
rack ini benda kerja (bakal gigi) tidak dipasang / diikat
dengan kepala pembagi, melainkan dijepit / diikat dengan
ragum atau klem penjepit di atas meja mesin. Dan untuk
penyayatan gigi berikutnya setelah gigi pertama adalah
dengan menggeser meja melintang sejauh jarak puncak ke
puncak gigi (Kisar). Dan langkah-langkah kerja
pembuatannya sama dengan langkah-langkah kerja pembuatan
roda gigi lurus yang telah dijelaskan terdahulu.
D. Prosedur Menfrais Roda Gigi Payung (Bevel Gear)
Prinsip kerja pembuatan / pemotongan roda gigi
payung ini sama persis dengan roda gigi lurus atau gigi
helik, yaitu benda kerja bergerak horizontal dibawa meja
mesin dengan gerakan memanjang menuju cutter gear yang
berputar pada arbor/ sumbu mesin. Perbedaannya hanya
terletak pada posisi/ kedudukan kepala pembaginya. Kepala
pembaginya dimiringkan sebesar sudut potong dari roda
gigi payung yang akan dibuat. Jadi langkah kerja
pembuatan roda gigi payung disamping persis sama dengan

langkah kerja pembuatan roda gigi lurus ditambah satu
langkah kerja lagi yaitu memiringkan kepala pembagi
sebesar sudut potong roda gigi payung akan dibuat.
Disamping penambahan langkah kerja memiringkan kepala
pembagi masih ada pengerjaan lanjutan dalam pembuatan
roda gigi payung ini yaitu pengerjaan merapikan profil
gigi roda gigi payung (memotong kedua sisi dari masing-
masing profil gigi). Pengerjaan memotong kedua sisi
profil-profil gigi itu dimaksudkan supaya antara lembah
dan gunung dari roda gigi payung simetris dan dengan
demikian baru akan dapat bekerja berpasangan.
Pengerjaan merapikan profil gigi roda gigi payung
dilakukan setelah selesai pemotongan profil gigi itu
sedalam yang direncanakan (Hg) secara keseluruhan, dengan
langkah kerja sebagai berikut:
1. Setelah pemotongan semua profil gigi sedalam Hg
siap dilaksanakan, jauhkan cutter dari benda
kerja, lepaskan/ longarkan mur penggunci gerakkan
meja mesin arah melintang, kemudian nolkan
mikrimeter dial yang terdapat pada engkol pemutar
meja arah melintang tersebut.
2. Geser meja mesin arah melintang sejauh secara
praktis 1/7 dari tebal profil gigi. Misalnya jika
tebal profil gigi 1,5708 mm, maka meja mesin
digeser arah melintang (menjauhi / mendekati
operator) = 1/7 x 1,5707 mm = 0,24 mm.
3. Dekatkan kembali benda kerja terhadap cutter,
kemudian longgarkan ikatan chuck kepala pembagi

terhadap benda kerja. Aturlah / paskan kembali
ujung mata potong cutter gear tepat pada alur
(lembah) dari roda gigi yang dibuat pada ujungnya
(pada bagian profil gigi yang kecil). Selanjutnya
kencangkan kembali ikatan/jepitan chuck terhadap
benda kerja, dan jauhkan benda kerja dari cutter.
4. Kencangkan kembali terlebih dahulu mur penahan
gerakkan meja arah melintang. Selanjutnya hidupkan
mesin lakukan pemotongan sisi pertama dari profil
gigi ini. Dan untuk pemotongan sisi pertama dari
profil gigi berikutnya putar engkol kepala pembagi
sebanyak putaran pembuatan profil gigi terdahulu
(sebelum pekerjaan merapikan profil gigi)
5. Setelah semua sisi pertama profil gigi roda gigi
dipotong. Lanjutkan pemotongan sisi kedua (sisi
profil gigi lainnya) dengan cara bebaskan benda
kerja dari cutter, longarkan kembali mur penahan
gerakan meja arah melintang. Selanjutnya geser
meja arah melintang ini berlawanan arah
penggeseran pemotongan sisi pertama profil gigi
sejuah 2/7 dari lebar gigi. Kemudian lakukan
kembali pengepasan cutter pada alur (lembah) gigi
seperti langkah 3 tersebut di atas. Setelah itu
lakukan pemotongan sisi kedua dari profil gigi
sebagaimana pemotongan sisi pertama (seperti
langkah 4 tersebut di atas).

E. Prosedur Menfrais Roda Gigi Cacing
Prinsip kerja pemotongan profil gigi rda gigi cacing
berbeda dengan roda gigi lurus yaitu dalam gerakan meja
mesin pada waktu pemotongan. Gerakan meja mesin frais
tidak horizontal tetapi adalah verikal dan posisi cutter
pada saat penyayatan tetap yaitu garis tengah cutter
sejajar dengan garis tengah lebar bakal gigi (garis
tengah radius luar roda gigi cacing). Dan meja mesin
miring sebesar sudut helik ulir cacing.
Langkah-langkah pengerjaannya tidak jauh berbeda
dengan pembuatan gigi lurus, hanya pada langkah
pengaturan kedudukan posisi cutter (setting) terhadap
benda kerja disamping cutter berada pada sejarak setabal
kertas dari puncak garis tengah bakal roda gigi, juga
garis sumbu cutter vertikal segaris dengan garis tengah
lebar roda gigi. Langkah lainnya untuk pembuatan roda
gigi cacing meja mesin dimiringkan sebesar sudut helik
ulir cacingnya. Penyayatan kedalaman profil gigi
dilakukan satu persatu dengan menaikan meja vertikal ke
atas perlahan-lahan sampai sedalam gigi. Untuk memotong
profil gigi berikutnya turunkan meja mesin (cutter dan
benda kerja bebas), putar engkol kepala pembagi sebanyak
40/Z. Selanjtnya naikan meja kembali perlahan setinggi
gerakan pemotongan profil pertama tadi. Begitulah
selanjutnya sampai profil gigi cacing selesai dipotong.




















