
Fan Engineering Data Quality @BULLET Value @BULLET Commitment Index
Upload
independentCategory
view
6download
0
OPTIMIZACIÓN DE PROCESOS CERAMICOS
INDUSTRIALES
2ª ParteLA FABRICACIÓN DE LOS MATERIALES
CERÁMICOS• Preparación y trituración• Moldeo y conformación
Profesor: Xavier Elías
ORGANIZAN:• Universidad Pontificia Bolivariana
• Centro Nacional Producción Mas Limpia• Fundación Universitaria Iberoamericana
Medellín, Marzo de 2001

EFECTO DE LA SUPERFICIE ESPECIFICA
Habida cuenta de la lentitud de las reacciones cerámicas es preciso cuidar el factor geométrico. La influencia de la forma de la partícula puede ser asimilada a formas geométricas simples: esfera, cubo, placa, etc. En la figura 3.17 se toma la máxima dimensión como 2R (el diámetro de la esfera) y la densidad del material como ρ.
En el caso donde las placas y las fibras presentan una relación espesor a radio de 1:10, las variaciones de la superficie especifica, asumiendo una densidad igual será:
Esfera: Cubo: Placa: Fibra :: 3: 3: 22: 41
Por esta razón, la mayoría de los minerales con formas geométricas asimilables a fibras, como las montmorillonitas, son muy reactivas y presentan, a la vez, una gran plasticidad
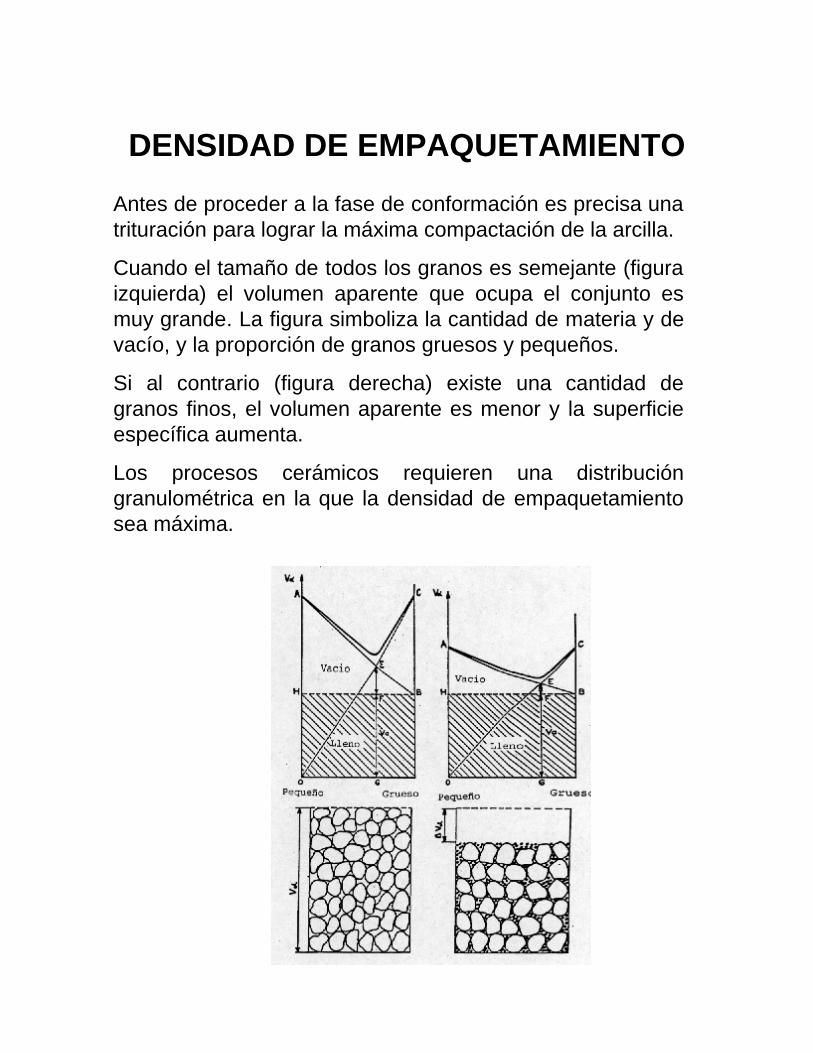
DENSIDAD DE EMPAQUETAMIENTOAntes de proceder a la fase de conformación es precisa una trituración para lograr la máxima compactación de la arcilla.
Cuando el tamaño de todos los granos es semejante (figura izquierda) el volumen aparente que ocupa el conjunto es muy grande. La figura simboliza la cantidad de materia y de vacío, y la proporción de granos gruesos y pequeños.
Si al contrario (figura derecha) existe una cantidad de granos finos, el volumen aparente es menor y la superficie específica aumenta.
Los procesos cerámicos requieren una distribución granulométrica en la que la densidad de empaquetamiento sea máxima.

LA DISTRIBUCIÓN
GRANULOMÉTRICALa figura representa la curva de distribución granulométrica que proporciona la mayor compacidad.
Una regla fácil que evita el trazado de toda curva consiste en lograr que la relación entre el porcentage retenido por el tamiz mitad (2,5 mm) y décima parte (0,5 mm) sea aproximadamente 70% / 30%.
Una distribución granulométrica inadecuada supondrá una cantidad mínima de contacto entre las partículas durante la cocción lo que con frecuencia conduce a serios problemas durante el secado, ya que al producirse la evaporación del agua se generan espacios vacíos que generan grietas.

GRANULOMETRÍA Y ASPECTO
SUPERFICIALLa presencia de fisuras superficiales en los materiales tiene su origen en la incorrecta distribución granulométrica de las partículas, ya que una partícula de gran tamaño no queda recubierta por el líquido produciendo una discontinuidad.
Con frecuencia se atribuye este defecto a la falta de plasticidad de la pasta, aunque esto sólo es cierto en parte.
Estos defectos superficiales se suelen solventar modificando la distribución granulométrica de la pasta.
Una practica común consiste en aplicar árido desgrasante sólo en la periferia del ladrillo al salir de la extrusora: “arenado”. De esta forma de consigue toda una gama de textura y colores sin mermar las propiedades plásticas del resto de la masa.

SISTEMAS DE TRITURACIÓN
En función de la materia prima y su estado es preciso utilizar un tipo de molino u otro. Cada molino emplea un tipo de funcionamiento diferente. Entre los principales hay:
• SISTEMAS DE IMPACTO: el producto no debe tener un grado de humedad muy elevado.
• SISTEMAS DE COMPRESIÓN: es el que mejor se adapta a los productos húmedos.
• SISTEMAS DE CORTE O CIZALLA: diseñado parar triturar materiales duros y por tanto secos.
• SISTEMAS DE ABRASIÓN: el producto a triturar debe avanzar a una elevada velocidad
Finalmente hay otros molinos, como el de bolas, que utiliza una combinación de sistemas.

TRITURACIÓN CONTINUA E INTERMITENTE
Si se mantienen constantes los principales parámetros en particular el tamaño de los agujeros de las parrillas, la curva de distribución granulométrica será constante e independiente del tiempo. El ceramista bien sabe que ello no es así debido al desgaste.
En cambio, la figura inferior muestra un molino de bolas que suele trabajar bajo sistema de trituración en régimen intermitente (Existen molinos de bolas que trabajan en continuo, pero en la industria cerámica lo normal es que funcionen en régimen discontinuo). A su lado se aprecia que la distribución granulométrica es función del tiempo de trituración

QUEBRANTADORES PRIMARIOS Y SECUNDARIOS
El principio de funcionamiento es la compresión o aplastamiento, sin embargo las canales longitudinales de que se hallan provistas las mandíbulas permiten que a la acción anterior se sumen la cizalla y la flexión.
Los Quebrantadores giratorios Se emplean para la trituración de materiales duros (para reducir el tamaño de partículas de una machacadora de mandíbulas, triturar chamota, etc.).

MOLINOS DE MARTILLOS
Cabe distinguir:
• Molinos de martillos: Triturador por impacto: Las barras fijas omóviles del rodillo o los rodillos rompen la arcilla y la lanzan contra unos platos, barras u otros elementos para romperla aún más.
•- Molino lanzador: Tritura por impacto. Es muy semejante al anterior pero dispone de barras fijas al rotor.
•- Triturador de cuchillas: Es un gran rodillo de acero con dienteso cuchillas rodeado de una cámara más cercana a él por la parte inferior. Al moverse, los dientes ejercen por un lado su función de cuchillo y por otra, presión a la parte inferior de la cámara. Se usa cuando la arcilla a triturar es bastante húmeda.
•- Desintegrador. El molino consta de un doble o triple eje en el que hay alojados martillos o uñas. Algunos de los ejes gira en sentido contrario. Se usa para la trituración primaria de las arcillas.

DESMENUZADOR DE ARCILLAS Y MOLINO DE MARTILLOS

MOLINO DE RODILLOS
Es el tipo de molinos mas adecuado para procesar arcillas que, en estado natural tengan una humedad superior al 10%.
En esencia, como indica la figura , consisten en dos rodillos iguales, con sus ejes dispuestos horizontalmente y paralelos, que se someten a rotación cada uno de ellos en sentido contrario al otro.

MOLINOS DE RULOS
Es una máquina que obedece a los mismos principios que los trituradores de rodillos, pero mucho mas robustos y con elevadas producciones. Se denomina también de muelas ya que consiste en dos, tres o incluso mas, grandes ruedas, de llanta muy ancha, montadas de forma que puedan girar alrededor de un eje horizontal al cual otro eje vertical imprime un movimiento de rotación lento.

MOLINOS DE BOLAS
Los molinos tubulares consisten en un tubo cilíndrico, mas o menos largo, montado horizontalmente, que se hace girar alrededor de su eje longitudinal. En su interior se depositan las bolas, o cilindros (de cerámica o metálicas) que son las que llevan a cabo la trituración.
Se pueden considerar molinos secundarios o terciarios ya que su objetivo es obtener un tamaño de partícula muy pequeño. Por ello se utilizan para triturar clínquer y cemento (si funcionan por vía seca) y barbotinas y esmaltes, si funcionan por vía húmeda.

MOLINO PENDULAR

SEPARACIÓN Y CLASIFICACIÓN
Son máquinas para clasificar materias secas o licuadas se agrupan en:
• Vibratorias
• De resonancia y vibración
• Magnéticas
• Criba Mogensen
• Para medios líquidos

CLASIFICADORES NEUMÁTICOS
El principio de funcionamiento se basa en la ley de Stokes. El aire junto con el polvo procedentes del molino se introducen a gran velocidad en un ciclón. Al entrar en la cámara de expansión, la velocidad de la corriente se reduce, el polvo cae por la parte inferior y el aire se evacua por la parte superior.

CLASIFICADORES DE PARTICULASSe pueden distinguir tres tipos básicos:
• Separadores estáticos, o de simple cono. Se emplean para finuras comprendidas entre 150 y 200 µm. (Detalle A).
• Separadores estáticos de doble cono que se aplican para cortes granulométricos inferiores a 125 - 60 µm. Las partículas de cierto tamaño, precisamente las de tamaño superior al rango señalado, caen de nuevo al molino. A medida que se alarga en tubo central el camino a recorrer es superior y el tamaño clasificado puede ser de rango más pequeño.
• Separadores dinámicos (ver detalle C). Son necesarios para cortes granulométricos inferiores a 50 – 35 µm. Se diferencian del anterior sistema en que el dispositivo de clasificación es móvil y se puede ir accionando constantemente.

LA FABRICACIÓN DE LA BARBOTINA
El proceso de atomización, una vez la mezcla se ha triturado en un molino de bolas y desleido, se realiza dentro de una cámara, de forma y dimensiones definidas en cada caso, consistente en:
�• Circulación de gases calientes por el interior de la cámara.
�• Atomizado o pulverizado de la barbotina.
�• Contacto del producto atomizado con los gases calientes.
�• Evaporación del agua de las gotas.
�• Recuperación del producto seco.
�• Evaporación de los gases húmedos.

LA CONFORMACIÓN DE LOS MATERIALES CERÁMICOS
Un estado plástico blando, permite manejar fácilmente el barro, pasta, aplicando una presión moderada, pero la pasta es muy pegajosa y existen grandes dificultades para mantener una cierta altura, o tamaño de la pieza. Además al secar se generan grandes contracciones que, con harta frecuencia dan lugar a fisuras y grietas.
La preparación del barro con menos cantidad de agua, supone un estado plástico mediano y la pieza puede moldearse mediante una moderada presión lo que permite confeccionar piezas de una altura notable
Sistema de conformado Nivel de presión % de agua
Colado Nulo (columna hidrostática) 30 – 40
Moldeo plástico Baja 25 – 30
Extrusión Media 15 – 20
Prensado semi húmedo Alta 6 – 12
Prensado en seco Alta 4 - 8
Prensado hidrostático Muy alta 0 - 15

SISTEMAS DE CONFORMADO
Dependiendo del tipo de cuerpo, su contenido de agua y el producto deseado, se aplicarán determinados métodos de conformado, mientras otros serán menos recomendables o nulos. La tabla muestra qué sistemas de conformado mejor cumplen las diferentes condiciones y requisitos para la conformación de los diversos productos.
Producto /Sistema
Colado Moldeado a mano
Extrusión Prensado en seco
Prensado en
caliente
Fraguado químico
Ladrillos Pavimentos
x x x
RefractariosAislantes
x x x x x
Loza blanca x x
Muelasabrasivas
x
Cerámicasanitaria
x
CerámicasEspeciales
x x
HormigonesCerámicos
x x

LA PLASTICIDAD
Todo ceramista debe saber que si su pasta no es suficientemente plástica no será posible trabajar, aunque tan malo suele ser un exceso como un déficit de plasticidad.
Cualitativamente la plasticidad podría definirse como la medida de cantidad de agua que hay que añadir a una arcilla para que pueda conformarse.
Cuantitativamente la plasticidad puede medirse con el plastógrafo de Brabender.
La figura representa la curva típica de variación de consistencia con la humedad. Se aprecian tres tramos bien diferenciados, siendo el segundo cuando la cohesión alcanza una máximo.

MEDIDA DE LA PLASTICIDAD
La plasticidad es una propiedad imprescindible para el conformado de las masas cerámicas. Un aumento de la plasticidad comporta unas ventajas que pueden resumirse en:
Proporciona una mayor ductilidad (trabajabilidad) de los productos moldeables.
• Confiere a las piezas una mejor resistencia en verde (y en seco) a las piezas. Esta característica es fundamental para evitar las roturas de las piezas en los trabajos de transporte y manipulación.
Arcilla LP LL
Caolinita – Na 26 52
Caolinita – Ca 36 73
Montmorillonita – Na 93 344
Montmorillonita - Ca 65 166

CONFORMADO Y GRADO DE
HUMEDAD
La gráfica reproduce los diversos sistemas de conformado indicando la cantidad de agua usualmente empleada y la presión media para inicial el flujo de la pasta.
Los dibujos simbolizan las diferentes versiones de prensas de extrusión:
• PROPULSIÓN POR RODILLOS: su empleo es actualmente muy restringido.
• PROPULSIÓN POR HÉLICE
• PROPULSIÓN A PISTON: utilizada para extruir pastas muy poco plásticas. De uso frecuente en cerámicas técnicas.

EL AMASADO
El amasado es una de las operaciones esenciales en el proceso cerámico ya que es cuando se dosifica el agua precisa.
La homogeneización de la humedad se logra por transporte de fase líquida mediante moderadas acciones mecánicas.
La calidad de la humectación se incrementa cuando el proceso se lleva a cabo con agua caliente o con vapor.
La figura reproduce una amasadora de doble eje que es la más usada en la industria ladrillera. El agua se añade finamente pulverizada junto a la entrada de la arcilla.

LA AMASADORA- EXTRUSORA
En cerámica estructural el sistema de amasado mas habitual es la amasadora de doble eje. El agua se añade, finamente pulverizada, junto a la entrada de arcilla. Según la inclinación de las palas la masa permanece más tiempo en el interior de la máquina y el amasado es mejor. En estas máquinas un aumento de la cantidad de agua conduce a la formación de una bola (pelota). Por ello a veces, esta máquina se substituye por la amasadora extrusora, como la representada en la figura, donde al final de una amasadora convencional se sitúa una reja para deshacer las posibles aglomeraciones.

LA AMASADORA FILTRO
En las amasadoras filtro, como la representada en la figura, los ejes en la parte final disponen de hélices en lugar de palas. Las hélices giran dentro de un recinto cerrado para generar una compresión en la masa suficiente para que fluya a través de una rejilla situada al final de la última hélice. La rejilla perforada ejerce las funciones de una primitiva extrusora y mejora la calidad de humectación de las pastas. Además actúa como sistema de seguridad para la eliminación de cuerpos extraños de cierto tamaño, como piedras. Cuando se usa desgrasante la calidad de la mezcla es mejor ya que la presión de la hélice impide la posterior segregación de los granos. Obviamente ello supone un mayor consumo eléctrico en comparación con la amasadora simple.
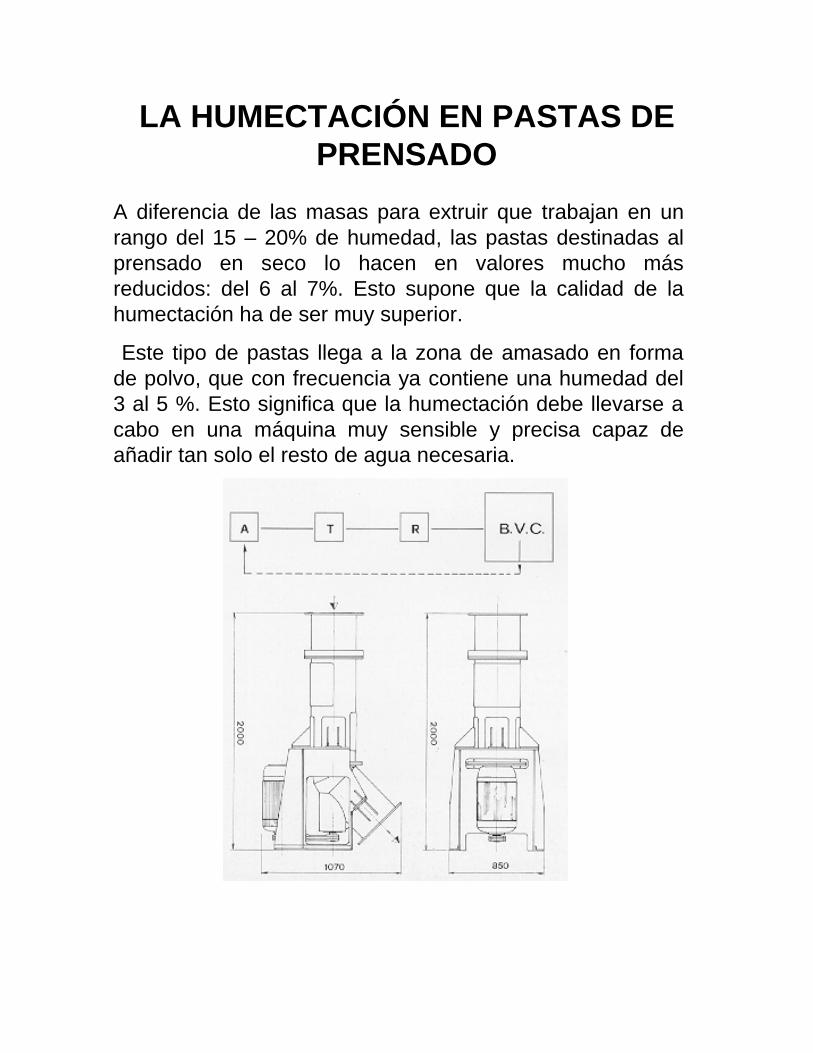
LA HUMECTACIÓN EN PASTAS DE PRENSADO
A diferencia de las masas para extruir que trabajan en un rango del 15 – 20% de humedad, las pastas destinadas al prensado en seco lo hacen en valores mucho más reducidos: del 6 al 7%. Esto supone que la calidad de la humectación ha de ser muy superior.
Este tipo de pastas llega a la zona de amasado en forma de polvo, que con frecuencia ya contiene una humedad del 3 al 5 %. Esto significa que la humectación debe llevarse a cabo en una máquina muy sensible y precisa capaz de añadir tan solo el resto de agua necesaria.
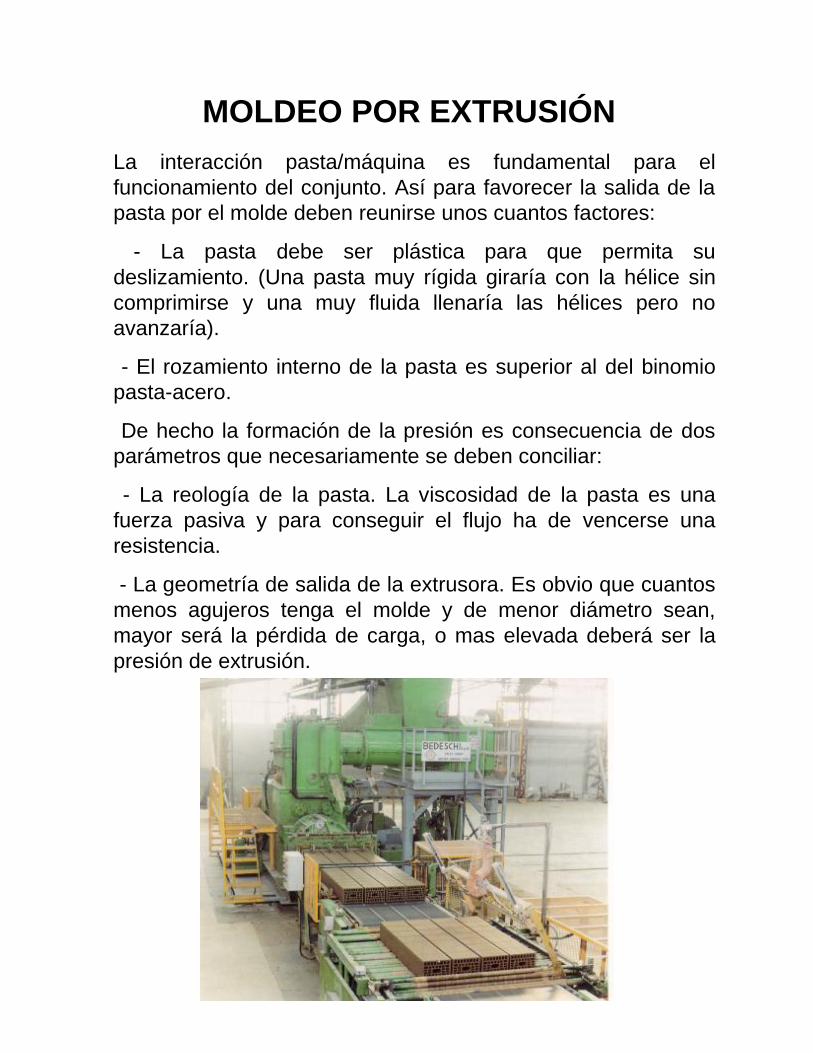
MOLDEO POR EXTRUSIÓNLa interacción pasta/máquina es fundamental para el funcionamiento del conjunto. Así para favorecer la salida de la pasta por el molde deben reunirse unos cuantos factores:
- La pasta debe ser plástica para que permita su deslizamiento. (Una pasta muy rígida giraría con la hélice sin comprimirse y una muy fluida llenaría las hélices pero no avanzaría).
- El rozamiento interno de la pasta es superior al del binomio pasta-acero.
De hecho la formación de la presión es consecuencia de dos parámetros que necesariamente se deben conciliar:
- La reología de la pasta. La viscosidad de la pasta es una fuerza pasiva y para conseguir el flujo ha de vencerse una resistencia.
- La geometría de salida de la extrusora. Es obvio que cuantos menos agujeros tenga el molde y de menor diámetro sean, mayor será la pérdida de carga, o mas elevada deberá ser la presión de extrusión.

ESQUEMA DEL MOLDEO POR EXTRUSIÓN
La figura muestra la distribución de velocidades de salida. Si bien la presión que ejerce la hélice extrusora es bastante homogénea, la menor resistencia de la parte central supone una mayor velocidad de salida de la barra. De hecho la comparación del flujo de salida de una masa de la extrusora con la corriente de un río es solo didáctica. La masaextruida debido al rozamiento interno se calienta y se altera la reología y, por tanto, las condiciones de flujo.

PRENSA DE EXTRUSIÓN AL VACÍO
La maquina consta de:
La amasadora: que acaba de ajustar el agua.
La cámara de vacío: que situada entre la amasadora y la extrusora, extrae el aire ocluido en la pasta.
La extrusora: que por medio de un tornillo sin fin comprime la pasta contra el molde. El paso de estas hélices suele ser variable con el propósito de comprimir mas efectivamente toda la masa contra el molde.
La boquilla: La cabeza extrusora es la pieza que conecta el órgano transportador con la boquilla..

EL FLUJO EN LA EXTRUSIÓN
La boquilla debe garantizar una velocidad constante del flujo a través de toda la sección de la columna de material, una superficie suave y sin defectos y asegurar que la columna tiene el área de sección deseada.
Como muestra la figura para transformar el flujo radial en axial, la hélice extrusora se halla ubicada en un cilindroranurado periféricamente y que, además dispone de unos salientes para desmenuzar el flujo de la barra y evitar la rotación antes de su entrada en la boquilla.

LA PRESIÓN EN LA BARRA EXTRUIDA
La figura muestra las partes esenciales de un grupo extrusor: zona de transporte donde la presión es mínima. A partir de cierto punto el cambio de geometría de las hélices supone entrar en la zona de densificación y compresión, donde la presión se eleva al máximo, hasta entrar en la boquilla, llamada también acumulador y el molde de salida.

DEFECTOS EN LA EXTRUSION
Las diversas texturas, o defectos, pueden atribuirse a:
- Insuficiente llenado y rotación de la barra (A).
- Diferentes valores de la fricción en diversas zonas (B).
- Diversas velocidades de salida (C).
A B
C
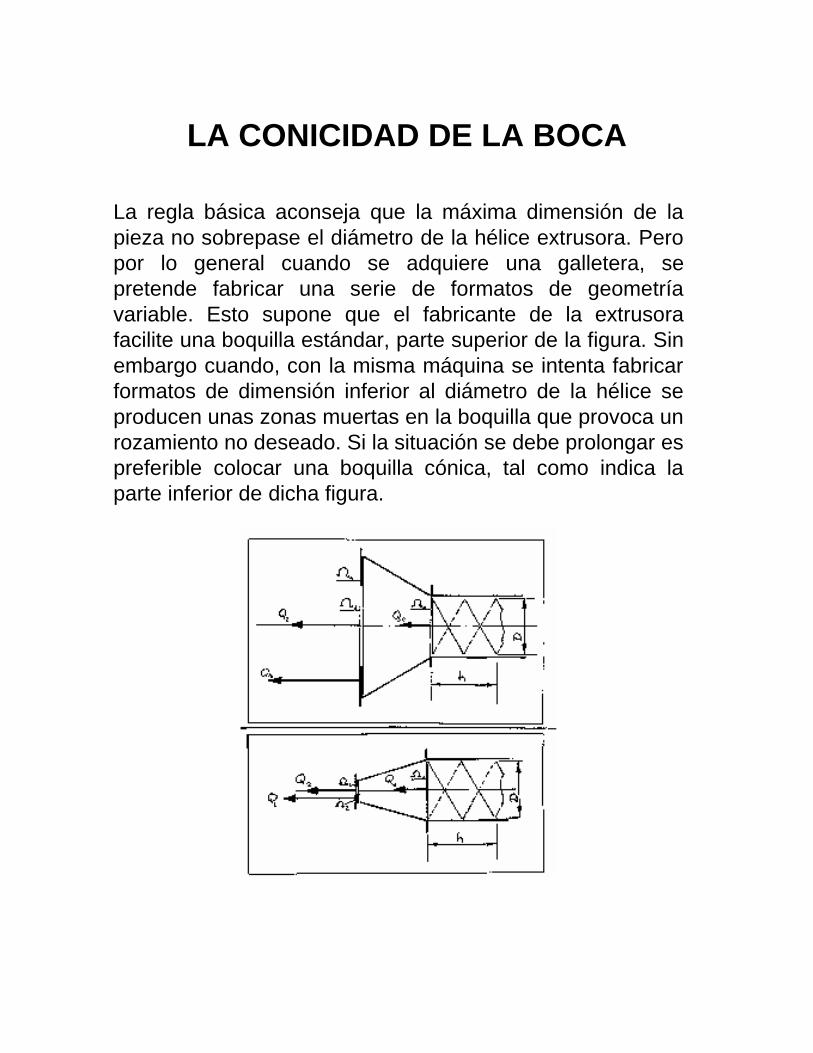
LA CONICIDAD DE LA BOCA
La regla básica aconseja que la máxima dimensión de la pieza no sobrepase el diámetro de la hélice extrusora. Pero por lo general cuando se adquiere una galletera, se pretende fabricar una serie de formatos de geometría variable. Esto supone que el fabricante de la extrusora facilite una boquilla estándar, parte superior de la figura. Sin embargo cuando, con la misma máquina se intenta fabricar formatos de dimensión inferior al diámetro de la hélice se producen unas zonas muertas en la boquilla que provoca un rozamiento no deseado. Si la situación se debe prolongar es preferible colocar una boquilla cónica, tal como indica la parte inferior de dicha figura.

PARTES DEL MOLDE
Un molde consta de un marco, ver parte superior de la figura, que admite diversas geometrías para la fabricación de los acabados, un puente (parte inferior de la figura) donde se insertan las barras que soportan los “topos” que son los que configuran la geometría externa de la pieza.

EQUILIBRADO DEL MOLDE
El defecto más común que suele darse en los moldes es la diferencia en la velocidad de salida de la barra. La figura muestra el defecto de manera exagerada, pero ligeros defectos de este tipo dan lugar a la aparición de fisuras longitudinales en el extremo (en donde "falta" material). La solución más fácil es “frenar” los laterales pero es mas aconsejable “desfrenar” la parte central. Físicamente la solución es la misma pero el resultado es diferente. El frenado aumenta la resistencia, se absorbe mayor potencia y, sobre todo se aumenta el rozamiento y los frenos se desgastan a gran velocidad con lo que la solución es efímera, por cuanto se desequilibra con mucha rapidez.

CORTADO DE LA BARRA
Los cortadores individuales están hoy en día casi en desuso. Son máquinas con mecanismos muy complicados que se desajustan con facilidad y ello conduce a una gran dispersión de medidas.
Con frecuencia los hilos se usan para proporcionar texturas diversas a las piezas. Así cuando la barra contiene granos de cierto tamaño, o bien se le ha adicionado chamota, el corte, aunque se realice con hilo, no es limpio. El alambre arrastra los granos superficiales que dejan una marca en el lateral de la pieza. La figura inferior muestra un bastidor/cortador y, en la parte derecha la textura creada.

MOLDEO EN HUMEDO
La preparación de la pasta se realiza por el sistema convencional. La cantidad de agua en la pasta está próxima al 30%. Humedad alta que pretende paliar el sobre esfuerzo que supone el conformado a mano. El propio sistema de fabricación limita los modelos a los ladrillos macizos.
La cantidad de desgrasante añadido suele garantizar un secado y una cocción sin problemas.

MOLDEO A TORNO
En el moldeado a torno se toma una porción de pasta debidamente amasada y se introduce en un molde montado en una mesa giratoria (torno de alfarero). Con los dedos o bien con la ayuda de un calibre se va perfilando la geometría de la pieza que se desea. Hoy en día no es preciso recurrir al torno, por mas automatizado que este. Cuando se trata de hacer grandes producciones se recurre a un torno/prensa como el representado en la figura.

MOLDEO POR PRENSADO
Esta segunda modalidad, el moldeado por prensado, se presta mucho mas a la automatización y es por ello que se emplea de manera mas profusa. La porción de pasta (taco), o bien una pastilla recién extruida para minimizar las tensiones, se introduce en el molde de la prensa. A continuación la parte móvil baja y a la vez gira hasta conformar la pieza. Los moldes pueden ser de acero, de yeso o de cerámica porosa. La extracción suele hacerse por aire comprimido

CONFORMADO DE TEJAS
La selección de los moldes para el reprensado de tejas, debe llevarse a cabo sobre la base de consideraciones del material, si la pasta ha sido desgasificada o no, eldesmoldeo, la calidad del producto acabado y, por supuesto, el precio. La figura reproduce una prensa revolver para reprensar tejas de la firma Bongioanni.

TEJAS VIEJAS
La modalidad de "teja vieja" fabricada por medios automáticos no tiene nada que ver con el sistema de moldeo propiamente dicho. A la salida de la barra de la extrusora, ya se trate de teja árabe como plana, o de la prensa en el caso de las tejas romanas, se vierte sobre la superficie húmeda de la pieza recién cortada un engobe que contiene una pigmentación a imitación de las denominadas tejas viejas. El efecto de la vitrificación parcial del engobe después de la cocción será lo que le conferirá el aspecto de "viejo". La figura reproduce un esquema de la aplicación a la salida de la prensa de reprensar de un modelo de aplicación de los pigmentos y del engobe. Por lo general el sistema de aplicación esta dotado de un complicado mecanismo que comunica un movimiento a las tolvas para que no haya, dentro de lo posible, dos piezas con el mismo dibujo.

COLADO. SUSPENSIONES
El colado (el termino “colado” es un galicismo, en español debería denominarse “vaciado”, no obstante debido a la aceptación del termino, se seguirá usando el término francés) constituye uno de los pilares de la tecnología cerámica. Por este sistema se fabrican los sanitarios pero también muchos refractarios y piezas especiales de cerámica técnica. Su importancia se realza cuando se piensa que para colar es preciso partir de una barbotina y a partir de ella se fabrican hoy en día la mayoría de los azulejos, revestimientos y pavimentos
Los estados de un sistema agua/arcilla pueden ponerse de manifiesto de manera sencilla. Se tritura la arcilla, se le añade un agente dispersante (defloculante) y se consigue una suspensión turbia pero mas o menos estable: la barbotina. En muestras con yeso o con sales solubles, esto no se logra, las partículas permanecen floculadas y poco después de haber sido agitada la suspensión, aparecerán rápidamente los flóculos depositados en la base, debido a que el Ca2+ puesto en solución por el yeso o las sales solubles provocan la floculación. La figura pone de manifiesto ambos ejemplos.

CONFORMADO POR COLADO
Se utiliza básicamente para la fabricación de piezas cerámicas que no tengan ningún eje de simetría (aparatos sanitarios).
La pasta es completamente líquida (barbotina) aunque muy viscosa. El parámetro más crítico es la viscosidad.
Cuando la barbotina se halla en condiciones se echa en el interior de un molde de yeso que absorbe el agua y va depositando una lámina de material sobre la pared del molde. Transcurrido un tiempo prudencial se voltea el molde y se vierte la barbotina sobrante. Al cabo de ciertas horas se puede extraer la pieza.

LA COMPOSICION DE LAS BARBOTINAS Y LA VELOCIDAD DE
COLADOLa desfloculación es el proceso por el cual la barbotina se torna más fluida, menos viscosa. En estas circunstancias es posible emplear la mínima cantidad de agua, con lo que también se optimiza el consumo energético. La tabla da una visión general de las composiciones de diversas barbotinas de colada.
La velocidad de moldeo depende en gran medida de la difusión por la capa ya formada. Se demuestra que el espesor de la capa varia con la raíz cuadrada del tiempo. La tabla inferior reproduce unos parámetros estándar para el colado de diversos tipos de barbotinas
Tipo de cerámica Arcilla/No plásticos Caolín/Arcilla plástica
Porcelana semivítrea 1,10 0,75
Eléctrica, de alta tensión 0,85 1,50
Sanitaria 0,97 1,40
Porcelana para vajillas 0,83 5,00
Porcelana dura 1,08 Sin arcilla plástica
Tipo de pasta Tipo de colada Espesor (mm) Tiempo (min)
Cerámica semivítrea Vertido 3,5 15
Rica en alúmina Vertido 3,5 3
Loza sanitaria Sólida y vertido 9,5 120
Aisladores eléctricos Sólida -- 8 horas

MOLDEO A PRESIÓN
A medida que se aumenta la presión los tradicionales moldes de yeso se tornan inservible. Para ello es preciso fabricarlos a partir de resinas plásticas o, incluso, de materiales cerámicos porosos. La foto de la figura muestra un molde para el colado de lavabos fabricado con resinamicroporosa apta para trabajar a media/alta presión: de 8 a 10 bar. Estos moldes funcionan en posición vertical y se hallan colocados en batería, apretados unos contra otros por un dispositivo oleodinámico de cierre.

MOLDEO DE PLATOSCuando la presión de colado supera umbrales de 40 bar, la cantidad de agua residual no alcanza el 5%, lo que implica que el secado posterior no será, en absoluto conflictivo. Pero la tenacidad y resistencia de la pieza recién salida del molde es tal que permite su inmediata manipulación y repaso en máquinas también completamente automáticas.
De esta manera es posible completar el ciclo productivo de forma completamente automática, relegando la acción del hombre a la supervisión de los diferentes procesos. El pulido, pintado, serigrafiado es completamente automático. El secado es rápido y a elevada temperatura. La cocción se realiza sobre placas en hornos monostratos de rodillos. La figura muestra una instalación de fabricación de platos.

LA GAMA DE PRODUCTOS PRENSADOS EN SECO
Las variantes más importantes son los obtenidos por:
• Bicocción tradicional. Se fabrica un soporte que se cuece en un horno túnel en pilas (bizcocho). Seguidamente se esmalta y se cuece en otro horno (horno de fino). Normalmente se usa la vía seca y el producto es un material poroso mayoritariamente para revestimientos.
• Bicocción rápida. Tanto el bizcocho como el fino se fabrican en hornos monostratos de cocción rápida. De manera similar a la anterior se vale de la vía seca y proporciona un producto poroso.
�• Monococción por vía seca. Método poco desarrollado. Normalmente se parte de la vía seca y se emplea para la fabricación de piezas de pequeño tamaño para revestimientos.
�• Monococción porosa por vía húmeda. Es el procedimiento hacia el que tiende la fabricación de revestimientos. Se han tenido que desarrollar pastas y esmaltes adecuados a los actuales ciclos de 25 – 30 minutos de frío a frío.
• Monococción de gres por vía húmeda. Proceso idéntico al anterior pero con pastas diferentes y temperaturas de cocción mas elevadas.

EL PRENSADO EN SECO
Es el sistema tiene una productividad muy elevada y por su fiabilidad y facilidad de automatización es el método más utilizado para la fabricación de pavimentos y revestimientos.
La pasta, en forma de polvo, se introduce en el molde con una humedad que oscila del 6 al 7%.
El prensado, con presiones de 250 a 400 Kg7cm2, se realiza en varias fases para compactar y desairear el polvo. La figura representa la secuencia de prensado en seco.
A la salida, la pieza entra directamente al secadero (secaderos verticales).

SECUENCIA DE PRENSADO
Una de las operaciones más críticas es el llenado del molde. La figura representa uno de los defectos más comunes en la fabricación de azulejos. La cantidad de polvo que penetra en el molde esta mal repartida, esto es frecuente en formatos de gran tamaño. Cuando baja el punzón ejerciendo una presión uniforme en toda la sección, en el lugar donde había mas material (parte izquierda del dibujo) se concentran mas partículas por unidad de volumen, o lo que es lo mismo las partículas se hallan más próximas con lo que la contracción en cocción será más acusada, lo que se traducirá en un fallo dimensional.

EL MOLDE DE PRENSADO
El molde para el prensado en seco es un complicado sistema pensado para trabajar a altas presiones y elevadas producciones. Hoy en día es normal trabajar con prensas que ejercen una fuerza de más de 5.000 toneladas, lo que da una idea de la robustez del molde.
Este se fabrica en acero especial que debe estar cuidadosamente rectificado para evitar defectos en operación. La figura 5.56 muestra la base de un molde de dos salidas. El punzón, normalmente calefactado (que no aparece en la fotografía) tiene estampado el dibujo de la parte inferior del azulejo.

CARACTERISTICAS DEL PRENSADOLa porosidad y contracción mínimas se obtienen a un
contenido de humedad crítico, que corresponde al de máxima compactación.
- Para una determinada presión de prensado la contracción lineal y la absorción de agua disminuyen con la humedad de prensado siempre que no se supere la humedad crítica.
- Para una humedad de prensado determinada, la absorción de agua y la contracción aumentan con la presión de prensado.

NATURALEZA DEL POLVO
ATOMIZADOEl fenómeno de la evaporación es directamente proporcional a la superficie de intercambio.
Si bien el tiempo medio de residencia de las gotas ("tiempo de secado") es muy corto, entre 4 y 6 segundos, el enérgico intercambio térmico en la interfase del liquido con los gases que se hallan a más de 500 ºC, provoca la vaporización instantánea del agua.
El vapor de agua generado ejerce una presión en el interior de la esfera de pasta, provocando un aumento de volumen hasta que se abre un pequeño orificio que facilita la evacuación del vapor. La formación de estas esferas huecas da lugar a productos más ligeros.
La figura esquematiza un atomizador y la forma de un grano atomizado.

CONJUNTO DE PRENSASLa figura muestra un conjunto de prensas en funcionamiento. Se aprecia la salida de las piezas (dos en este caso) y el camino de rodillos que conduce las piezas hasta un cepillo que limpia el dorso de la pieza. Seguidamente las piezas penetran en la volteadora (las piezas siempre se prensan con el dorso, costillas, hacia arriba y es preciso voltearlas). Después pasan a otro cepillo limpiador y finalmente se encaminan al secador.

CONFORMADO POR ELECTROFORESIS
La barbotina se introduce entre dos tambores de gran diámetro, dotados de polaridad eléctrica y hacen las funciones de ánodos. El cátodo (En la patente “Elephant”) esta formado por una pieza de forma situada entre los tambores. Los tambores prensan y conforman la lámina a la vez. La lámina de barbotina se precipita y adhiere por la carga negativa de la barbotina, en primera etapa a la superficie del tambor hasta que se encuentre con su homóloga. El campo eléctrico contribuye a unir las dos láminas en una de sola con gran fuerza y cohesión. El tiempo de permanencia y el valor del voltaje son directamente proporcionales al espesor de la capa formada. El espesor de la capa se varia con la velocidad de rotación de los cilindros.

PRENSADO ISOSTÁTICO EN FRÍO
La figura muestra la secuencia de operación. El esquema (1) muestra el molde vacío preparado para el inicio del ciclo. En la secuencia siguiente (2), el polvo a moldear se introduce en el interior de un molde de goma el cual, a su vez, esta sumergido en el líquido que comunicará la presión. Esta secuencia se muestra en (3). Al final (4) la pieza, una bujía en este caso, se halla lista para ser extraída.
Copyright © 2022 FDOKUMEN




















