
Oleochemicals and Catalysts Used
51
Gerard B. Hawkins Managing Director
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Oleochemicals and Catalysts Used

Gerard B. Hawkins Managing Director

Chemical intermediates and products derived from natural triglycerides
5 basic oleochemicals: ◦ fatty acids ◦ fatty alcohols ◦ fatty methyl esters ◦ fatty amines ◦ glycerine

Glycerine
Fatty Acids
Fatty Acid Methyl Esters
Fatty Alcohol
Oils &
Fats
splitting
esterification
trans-esterification
Partial glycerides
Triacetine
Fatty Acid esters
F.A. ethoxylates
Soaps
Fatty Amines
Alkyl chlorides
F. OH ethoxylates
F.OH sulfates
Esters
F.A. Alkanolamides
Fatty Alcohols
esterification
esterification
ethoxylation
neutralization
amination
hydrogenation
amidation
direct hydrogenation
Adapted from: Zoeblein, INFORM, Vol 3. no.6
a
b
c
d

Lubricants Detergents Plasticizer Cosmetics

• Palm Oil (PO)- Primarily derived from the palm oil plantations in Malaysia and Indonesia is the major feedstock in Asia.
• Coconut - Major source Philippines. Declining in use.
• Fish oil (FH) - Predominantly used in Chile/Peru. Was popular in UK, Norway, Japan.
• Canola/Rapeseed - Predominantly grown in Canada and northern Europe. Typically has higher poisons than soya.
• Soyabean Oil (SO)- Primarily derived from the major soya states in the US, Brazil and Argentina.
• Tallow - animal fat, usually a by-product of rendering. Lard from pigs also used.
Where do they come from?
• Whales - major source of oleochemicals for many years - oils, waxes, ester, spermaceti, squaleen. No longer available due to over-hunting

Alcohols ◦ OH
OH
O C R
OH
H
C R
H
H
H N R
O
O
C R
H
R1
• Amines – NH2
• Esters – COOR1
• Carboxylic Acids – COOH

Fatty Acids
Soap
Cosmetics Lubricants
Plasticizer
Intermediates
OH
O C R

Splitting Hydrogenation Distillation

Different Process ◦ Twitchell used catalyst ◦ Continuos Colgate-Emery higher T & P than Twitchell ◦ Enzymatic lipases limited interest to date

Usually to full saturatiuon ◦ i.e. break all double bonds
Catalysts used ◦ Ni on silica powder; slurry phase ◦ Pd on C powder; slurry phase ◦ Pd on C; fixed bed
Reactor systems ◦ Batch Dead End reactors ◦ Continuous Plug flow continuous reactors ◦ Loop reactors ◦ typical conditions 200°C & 20bar

Typically a 22-25% Ni on silica or kieselguhr support
Used by the majority of the market Particle diameter 6-14 microns Narrow pores to prevent Ni dissolution Used once and then must be discarded Dissolved Ni soaps end up in distillate residues

Equilibrium is determined by hydrogen concentration !
Ni(fa)2 + H2
low pressure/ hydrogen shortage
high pressure/ abundance of hydrogen
Ni + 2 ffa

Fate of nickel crystallites: Nickel dissolution is chemically reversible, but catalytic surface vanishes drastically thereby (loss of Nickel dispersion):
+ ffa
- ffa
+ Ni-soaps
fresh catalyst 100 m²/g Ni
used catalyst 10-20 m²/g Ni


0
5
10
15
20
25
0 0.1 0.2 0.3 0.4 0.5 0.6
1/H2 pressure (bar-1)
Dis
solv
ed N
i (pp
m)
2 bar 10 bar 30 bar
Ni2+ = K.(H+)2/H2
Ni + 2H+ = Ni2+ + H2
Note Ni dissolution decreases by factor 100 for every pH unit rise! (data based on fatty acid hydrogenation 180 C)

Smaller pore sizes impede diffusion of larger molecules, i.e. triglycerides (Gly(fa)3) or nickel soaps (Ni(fa)2)

Soybean soap stock fatty acids, 15 bar, 200°C
1
10
100
1 10pore size diameter (nm)
final iodine value
presumablecourse

tallow olein fatty acids vacuum 140°C fast stirring catalyst dosage 450 ppm Nickel
50556065707580859095
100
0 50 100
time (min)
rela
tive
activ
ity (%
)

Loss of Nickel dispersion
Nickel soap formation
Residual Nickel in final product
Minimize contact time in absence of hydrogen ◦ Dose Ni to reactor just before addition of H2 or when it is
already under H2 pressure ◦ Filter catalyst from FA as quickly as possible
If melting of catalyst pellets required, melt in triglyceride

Ni residues Environment

Pd/C slurry phase Typical 5% Pd on a carbon support Can be re-used Must have very efficient recovery Current Pd price - $737/ounce Financial management as important as
operational management

4 Fresh
Catalyst
6 Spent
catalyst
7 Incineration
spent catalyst
8 Precious metal ash
2 Precious
metal sponge
3 Precious
metal salt solution
1 Precious
metal
5 Customers
process
9 Precious metal ash refining

Pd/C fixed bed Extrudates / Gauze High working capital use Efficient, continuous
production Ni fixed bed has proved
difficult (basic supports, posion resistance)
IV < 1
unsat FA

Fatty Alcohols
Surfactants 80%
Shampoo Powders Bath gels
etc Cosmetics
Lubricants in polymer processing
Emulsifying agents
OH
O C R

“Natural” fatty alcohols ◦ Hydrogenation (hydrogenolysis) of fatty methyl esters ◦ direct hydrogenation of fatty acids
Synthetic fatty alcohols ◦ Oxo-Alcohols ◦ Ziegler process

Catalysts used: ◦ CuCr ◦ CuZn ◦ CuSi ◦ Raney Cu
Fixed bed and slurry phase units in operation Move to eliminate Cr

Feed: methyl esters Gas phase FB ◦ 2900-3600psi; 230-250°C
Trickle-bed ◦ 2900-4350psi; 250 °C

Higher cat consumption than FB Greater flexibility Vertical plug-flow reactor ◦ 3600psi; 250-300°C
Direct hydrogenolysis of fatty acids (Lurgi) ◦ Acid-resistant catalyst required ◦ Excess of fatty OH and loop employed ◦ 4350psi; 300°C

Carbonyls in fatty OH can give unwanted color, odor, etc
Can be removed by hydrogenation with Ni ◦ e.g. fixed bed process with PRICAT HTC Ni impregnated alumina trilobe extrudate ◦ 100-150°C; 20-50bar

Fatty M.E.
Intermediates
Biodiesel
O
O
C R
H
R1

Usually manufactured directly from oils via methanolysis with alkaline catalysts (e.g. sodium methylate)
CH2OH
CHOH
CH2OH
3CHOH 3RCOOCH3
RCOOCH2
RCOOCH
RCOOCH2
NaOCH3 + +
methyl ester

Lower energy consumption Less corrosive -> less expensive equipment More concentrated glycerine Easier to distill Superiority in some reactions
However the use of MeOH can have its
downsides

3-armed high viscosity molecule broken down to single chain low viscous fuel
Similar to cetane (C16)
• Growth industry due to: – green movement and agricultural incentives in Europe – agricultural lobby and aim for domestic fuel production in
USA
cetane (C16)
biodiesel

Most uses depend on the cationic nature of the amine
Fatty Amines
Corrosion Inhibitors
Fabric Softeners
Lubricant Additive
Organoclays
Sanitizing Agents
H
H N R

Primary amine
Secondary amine
Tertiary amine
R-NH2
R2NH
R3N

Which amines are produced depends on: reaction conditions ◦ NH3 pressure ◦ temperature
Catalyst choice ◦ Raney Ni ◦ Supported Ni powders

Fatty nitriles Fatty acids Al2O3 NH3
Unsaturated primary amine
Saturated primary amine
Saturated and unsaturated secondary
amines
Dialkyl monomethyl
tertiary amine
Ni(P)
Raney
Ni(D)
Ni(D) Formaldehyde

Batch slurry phase most common Fixed bed or continuous slurry phase also used
Product Temp (C) Pressure (bar) Catalysts Special Conditions
Primary 80-150 10-550 nickel, raney nickel, cobalt
Ammonia added to feed to suppress secondary and tertiary amine formation
Secondary 150-200 50-200 nickel, cobalt Ammonia removed by purging with hydrogen
Tertiary 160-230 7 - 14 nickel, cobalt Secondary Amine used as feed; hydrogen purge necessary to remove ammonia
Unsaturated
copper chromite,
nickel powder
similar to abovesimilar to above

R-COOH + NH3 R-COONH4
R-COONH4 R-CONH2 + H2O
ammonium salt
amide
R-CONH2 R-CN + H2O nitrile
R-CN + 2H2 FATTY AMINES

R-C≡N + H2
R-CH=NH imine
First reaction step

R-CH=NH + H2 imine
Primary amine formation
R-CH2NH2

Secondary amine formation
R-CH=NH + R-CH2NH2 imine
R-CH-NH-CH2-R
NH2 1-aminodialkylamine
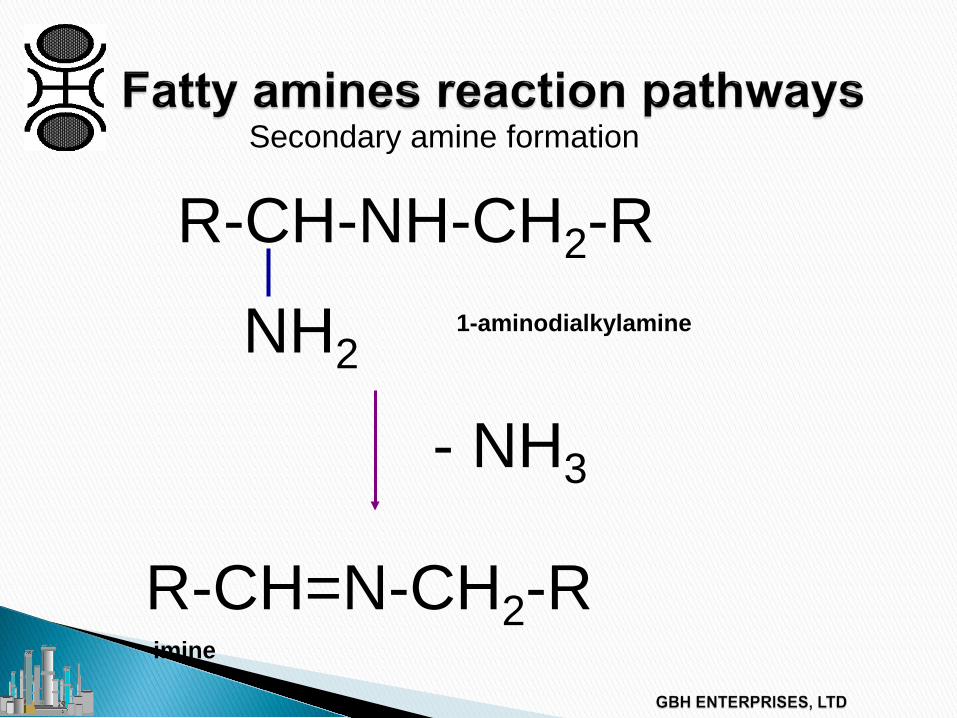
Secondary amine formation
R-CH-NH-CH2-R
NH2 1-aminodialkylamine
R-CH=N-CH2-R
- NH3
imine

Secondary amine formation
R-CH2-NH-CH2-R secondary amine
R-CH=N-CH2-R imine
+H2

Secondary amine formation via hydrogenolysis
R-CH-NH-CH2-R
NH2 1-aminodialkylamine
R-CH2-NH-CH2-R
- NH3
secondary amine
+H2

Tertiary amine formation proceeds via the same route as with the secondary amine formation. However, secondary amine condenses with imine to yield tertiary intermediates.

By-product during manufacture of ◦ fatty acid ◦ methyl esters & bio-diesel ◦ fatty alcohols
Also synthetic manufacturing Supply-Demand balance always difficult What to do with it all?

Personal Care
Glycerine
Tobacco
Pharmaceutical
Food
Explosives

Supply will increase ◦ increasing production of biodiesel and use of oils and fats
as industrial feedstock New demands must be found/created ◦ some of these may involve catalytic processes ◦ e.g. glycerine to glyceric acid over gold catalyst





















