
obtención de un nuevo edulcorante a base de estevia ...
467
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of obtención de un nuevo edulcorante a base de estevia ...



RESUMEN [OBTENCIÓN DE UN NUEVO EDULCORANTE A BASE DE ESTEVIA REBAUDIANA BERTONI]
OBTENCIÓNDE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA
REBAUDIANA BERTONI
RESUMEN:
El consumo de los edulcorantes ha experimentado un notable auge debido al aumento
de producción de productos light, sin embargo no todo son ventajas, por ello y poco a
poco se está introduciendo un nuevo edulcorante natural denominado Estevia,
distinguiéndose de los edulcorantes convencionales por tener un sabor más parecido
al azúcar y no un sabor metálico.
Debido a la creciente demanda de este producto, este proyecto, tiene como objeto, la
obtención de un edulcorante líquido a base de Estevia, con una riqueza en esteviósidos
de 10° brix, (10% en glucósidos), recuperando para ello, al menos, un 70% de
glucósidos del esteviol, obtenidos de una manera económica y con las menores
alteraciones química posibles para cumplir con las especificaciones de la FDA (Food
and Drug Administration) de producto natural y seguro.
La Estevia, es una planta nativa de la región tropical de Suramérica cuyas hojas secas
poseen un poder endulzante de entre 20 y 35 veces mayor al del azúcar, y el
edulcorante que se obtiene, entre 250 y 300 veces mayor.
Entre las características químicas se encuentran:
Es estable a un amplio rango de pH.
Posee estabilidad térmica a temperaturas normales de procesado de alimentos
y se mantiene incluso hasta llegar a los 238°C.
Es altamente soluble en agua, alcohol etílico y metílico e insoluble en éter.
No es metabolizado por el organismo, por lo que se convierte en un
edulcorante no calórico apto para el consumo de personas con diabetes.
El proceso de extracción de los glucósidos del esteviol se puede llevar a cabo
mediante:
Extracción por medio de solventes orgánicos

RESUMEN [OBTENCIÓN DE UN NUEVO EDULCORANTE A BASE DE ESTEVIA REBAUDIANA BERTONI]
Extracción por solventes acuosos
Extracción por fluidos supercríticos:
Adsorción cromatográfica:
Intercambio iónico:
Precipitación selectiva
Sin embargo, parece ser que la FDA no califica a los extractos de Estevia obtenidos
mediante el uso de disolventes orgánicos, que deben de ser eliminados del producto
final en etapas posteriores y que además aumentan el coste de producción, como
naturales y seguros, por ello, el proceso de extracción se llevará a cabo mediante
extracción por solvente acuoso.
El proceso comienza, a partir de las hojas de Estevia secas, las cuales habrán sido trituradas para obtener una mayor área de contacto en su posterior tratamiento, procedentes de una plantación de 50ha de cultivo.
Una vez tenemos las hojas en el tamaño adecuado, son introducidas en un extractor
agitado por su parte superior, con un fondo falso de malla de acero inoxidable, dentro
del cual se realizará el transporte de los glucósidos del esteviol, desde los sólidos
triturados de las hojas de Estevia, al solvente elegido, es decir, agua en grado
farmacéutico, procedente del agua de red purificada por medio de una instalación de
membranas destinada a ello cuyo diseño no se contempla en el presente proyecto.
Mediante búsquedas bibliográficas y comparación de patentes, se han elegido unas
condiciones óptimas de operación:
Temperatura de operación 60°C.
Extractor con agitación.
Tiempo de operación 3h.
El producto obtenido, es decir el extracto, se hará pasar a través de una serie de filtros,
y membranas filtrantes, mediante los cuales, iremos eliminando del extracto,
compuestos no deseados de nuestro producto final, como lípidos, taninos, proteínas…,
purificando y concentrando de esta manera, nuestro producto final, el cual se irá
acumulando en un tanque de almacenamiento hasta su envasado.

RESUMEN [OBTENCIÓN DE UN NUEVO EDULCORANTE A BASE DE ESTEVIA REBAUDIANA BERTONI]
Para poder evaluar la obtención de los glucósidos del esteviol de la manera más
económica mediante el proceso anterior, se lleva a cabo a lo largo de todo el proyecto,
una comparación de los diferentes sistemas de extracción posible para disolventes
acuosos, comparando para ello:
Tipo de extracción sólido-líquido:
- Extracción simple.
- Extracción múltiple en corriente directa.
- Extracción múltiple a contracorriente.
Número de etapas de extracción.
Cantidad de disolvente utilizada.
Costes de operación anuales.
Producción anual.
Ingresos anuales.
Una vez comparados los resultados obtenidos, se elige el sistema de extracción,
mediante el cual, se obtiene un mayor beneficio industrial.
Todo ello cumpliendo con la normativa Española publicada en la Agencia Estatal
Boletín Oficial del Estado:
Reglamento (UE) n°1131/2011 de la Comisión, de 11 de noviembre de 2011, por el que
se modifica en anexo II del Reglamento (CE) n°1333/2008 del Parlamento Europeo y
del Consejo en lo que respecta a los glucósidos de esteviol.
Publicado en:
<<DOUE>> ním.295, de 12 de noviembre de 2011, páginas 205 a 211 (7págs.)
Departamento: Unión Europea
Referencia: DOUE-L-2011-82263

RESUMEN [OBTENCIÓN DE UN NUEVO EDULCORANTE A BASE DE ESTEVIA REBAUDIANA BERTONI]

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTOS
DEL PROYECTO:
DOCUMENTO 1: MEMORIA
DOCUMENTO 2: ANEXOS A LA MEMORIA
DOCUMENTO 3: PLANOS
DOCUMENTO 4: PLIEGO DE CONDICIONES
DOCUMENTO 5: MEDICIONES
DOCUMENTO 6: PRESUPUESTO

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE GENERAL:

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
ÍNDICE:
DOCUMENTO 1: MEMORIA
CAPÍTULO 1: INTRODUCCIÓN
1.1 Los productos endulzantes
1.2 La Estevia
1.2.1 Características químicas de la Estevia
1.2.2 Taxonomía de la Estevia
1.3 Extracción de los principios edulcorantes de la Estevia
1.3.1 Procesos de extracción
1.3.2 Filtración y Purificación
1.4 Concentración
1.5 Elección del proceso
1.5.1 Selección del proceso de extracción
1.5.1.1 Elección del tipo de extractor
1.5.2 Selección del proceso de purificación
1.5.3 Selección del proceso de concentración
1.5.3.1 Elección del tipo de evaporador
1.6 Selección del tipo de materiales
1.7 Bombas y compresores
1.7.1 Introducción
1.7.2 Tipos de bombas

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
1.7.2.1 Selección del tipo de bombas
CAPÍTULO 2: DESCRIPCIÓN DEL PROCESO DE EXTRACCIÓN
2.1 Extracción
2.2 Purificación
2.2.1 Descripción del sistema de purificación
2.3 Concentración
CAPÍTULO 3: DISEÑO DEL SISTEMA DE EXTRACCIÓN
3.1 Extracción
3.1.1 Extracción en una etapa
3.1.2 Extracción en múltiples etapas en corriente directa
3.2 Presión de diseño
3.3 Temperatura de diseño
3.4 Dimensionamiento del Extractor
3.4.1 Envolvente
3.4.2 Cabezales o fondos
3.5 Camisa de vapor
3.6 Fluido calefactor
3.7 Aislamiento
3.7.1 Selección del tipo de aislamiento
3.8 Soportes de apoyo para extractores
3.8.1 Selección del tipo de soporte
3.8.2 Diseño de los soportes de apoyo

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
CAPÍTULO 4: DISEÑO DE AGITADORES
4.1 Consideraciones de diseño
4.2 Tipos de agitadores
4.2.1 Selección del agitador
4.2.1.1 Elección del tipo de agitador del sistema de extracción
4.2.1.2 Elección del tipo de agitador de los tanques de almacenamiento
4.3 Cálculo de la potencia necesaria
4.3.1 Potencia de agitación necesaria para el sistema de extracción
4.3.2 Potencia de agitación necesaria para los tanques de almacenamiento
CAPÍTULO 5: DISEÑO DEL TANQUE DE ALMACENAMIENTO
5.1 Dimensionamiento de los tanques de almacenamiento
5.1.1 Capacidad de los tanques de almacenamiento
5.1.2 Envolvente de los tanques de almacenamiento
5.1.3 Fondos de los tanques de almacenamiento
5.2 Dimensionamiento del tanque supletorio
5.2.1 Capacidad del tanque de almacenamiento supletorio
5.2.2 Envolvente del tanque de almacenamiento supletorio
5.2.3 Fondos del tanque de almacenamiento supletorio
5.3 Presión de diseño de los tanques de almacenamiento
5.4 Resumen de resultados
5.4 Diseño de los soportes de los tanques de almacenamiento

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
CAPÍTULO 6: DISEÑO DEL SISTEMA DE PURIFICACIÓN Y CONCENTRACIÓN
6.1 Diseño de los caudales de operación del sistema de nanofiltración
6.2 Cantidad del producto final obtenido
CAPÍTULO 7: DISEÑO DE TUBERÍAS
7.1 Diámetro de las tuberías
7.2 Longitud de las tuberías
7.3 Espesor de las tuberías
7.4 Espesores comerciales
7.5 Aislamiento de las tuberías
7.6 Pérdidas de carga
7.6.1 Pérdidas de carga en tuberías
7.6.2 Pérdidas de carga totales
CAPÍTULO 8: DISEÑO DE BOMBAS
8.1 Caudal masa, q
8.2 Altura útil de la bomba
8.2.1 Consideraciones
8.3 Potencia de la bomba
8.4 Cavitación y altura neta de succión positiva disponible
8.4.1 Consideraciones

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
CAPÍTULO 9: ELECCIÓN FINAL DEL PROCESO DE EXTRACCIÓN Y ELEMENTOS PRINCIPALES
TRAS SU COMPARACIÓN
CAPÍTULO 10: SEGURIDAD E HIGIENE
10.1 Seguridad
10.1.1 Seguridad en el diseño
10.1.2 Seguridad en el proceso
10.1.3 Seguridad en el almacenamiento
10.1.4 Seguridad en el producto
10.1.5 Legislación en materia de seguridad
10.2 Higiene
10.2.1 Factores que afectan a la salud de los trabajadores
10.2.2 Legislación en materia de higiene en el trabajo
BIBLIOGRAFÍA

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
ÍNDICE:
DOCUMENTO 2: ANEXOS A LA MEMORIA
ANEXO I:
Obtención de una muestra representativa de la concentración de esteviósidos en la planta
de Estevia
ANEXO II:
Obtención de la densidad aparente de la mezcla de hojas de Estevia triturada en agua a la
temperatura de operación
ANEXO III:
Obtención de la curva de retención y retención de la Estevia
ANEXO IV:
Obtención de la cantidad de Estevia a utilizar por lote
ANEXO V:
Cálculo de extracción en contacto sencillo
ANEXO VI:
Cálculo de extracción en múltiples etapas
ANEXO VII:
Presión de diseño
ANEXO VIII:

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9
Temperatura de diseño
ANEXO VIX:
Dimensionamiento del extractor
ANEXO X:
Camisa de vapor
ANEXO XI:
Unión camisa-reactor
ANEXO XII:
Prueba hidráulica
ANEXO XIII:
Fluido calefactor
ANEXO XIV
Cálculo del peso de la instalación
ANEXO XV
Cálculo de los soportes de apoyo
ANEXO XVI Cálculo del caudal de paso del equipo de nanofiltración
ANEXO XVII
Diseño de tuberías

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 10
ANEXO XVIII
Dimensionamiento del tanque de almacenamiento
ANEXO XIX
Cálculo de la potencia necesaria del agitador
ANEXO XX
Dimensionamiento del tanque de almacenamiento supletorio
ANEXO XXI
Cálculo de la potencia necesaria del agitador
ANEXO XXII
Gráficas y tablas utilizadas en los cálculos
ANEXO XXII.1: Propiedades termofísicas del agua saturada.
ANEXO XXII.2: Propiedades termofísicas de sólidos metálicos.
ANEXO XXII.3: Gráfica de obtención del factor A para acero inoxidable 304.
ANEXO XXII.4: Gráfica de obtención del factor A para acero inoxidable 304.
ANEXO XXII.5: Tabla de presiones para diferentes cargas de agua.
ANEXO XXII.6: Tabla de coeficientes para pasar de peso primario a peso definitivo.
ANEXO XXII.7: Tabla de coeficientes de calidad.
ANEXO XXII.8: Tabla de coeficientes de mecanización.
ANEXO XXII.9: Tabla de coeficientes de seguridad relativa.
ANEXO XXII.10: Tabla de características principales de perfiles IPE.
ANEXO XXII.11: Curvas de pandeo.
ANEXO XXII.12: Curvas de pandeo en función de la sección transversal.
ANEXO XXII.13: Tabla de valores del coeficiente de pandeo.
ANEXO XXII.14: Tabla de las propiedades de los tubos estándares de acero inoxidable.
ANEXO XXII.15: Tabla de peso de los tubos estándares de acero inoxidable.
ANEXO XXII.16: Gráfica de Moody.
ANEXO XXII.17: Tabla de valores de la rugosidad relativa en función del material.

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 11
ANEXO XXII.18: Tabla de valores de las constantes KL y KT para tanques provistos de
cuatro placas deflectoras en función del tipo de rodete.
ANEXO XXII.19: Tabla de precios del acero inoxidable en Europa en Enero del 2015
según MEPS.
ANEXO XXII.20: Tabla de precios del acero al carbono en Europa en Enero del 2015
según MEPS.
ANEXO XXII.21: Tabla de precios del acero S-275 según la base de costes de
construcción de Andalucía.

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 12
ÍNDICE:
DOCUMENTO 3: PLANOS
1. DIAGRAMA DE FLUJO DELPROCESO
2. EXTRACTORES
3. TANQUE DE ALMACENAMIENTO
4. TANQUE DE ALMACENAMIENTO SUPLETORIO
5. DETALLE DE LOS SOPORTES DE APOYO

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 13
ÍNDICE:
DOCUMENTO 4: PLIEGO DECONDICIONES
1. DISPOSICIONES GENERALES
1.1 Objetivo del pliego de condiciones
1.2 Descripción de la obra
1.3 Documentación de las obras
1.4 Contradicciones y compatibilidad entre documentos
1.5 Exclusiones
2. CONDICIONES FACULTATIVAS
2.1 Contrato
2.2 Dirección facultativa
2.3 Obligaciones del contratista
2.3.1 Responsabilidades del contratista
2.3.2 Representación y ejecución de las obras
2.4 Libro de órdenes
2.5 Derechos del contratista
2.6 Comienzo y ejecución de las obras
2.6.1 Replanteo
2.6.2 Programación de los trabajos
2.6.3 Comienzo y plazo de ejecución de las obras

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 14
2.6.4 Ampliación del proyecto por causas imprevistas
2.6.5 Prórroga por causa de fuerza mayor
2.6.6 Medición definitiva de los trabajos
2.6.7 Plazo de garantía
2.6.8 Recepción definitiva de las obras
3. CONDICIONES ECONÓMICAS
3.1 Garantía de cumplimiento
3.2 Gastos de carácter general por cuenta del contratista
3.3 Gastos de carácter general por cuenta de la empresa
3.4 Fianza
3.5 Gastos e impuestos
3.6 Seguros
3.7 Penalizaciones
3.8 Precios
4. CONDICIONES DE LOS MATERIALES
4.1 Condiciones generales
4.2 Materiales no especificados
4.3 Cimentaciones
4.4 Estructuras de hormigón
4.5 Tuberías
4.6 Válvulas
4.7 Bombas

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 15
4.8 Instalación
4.9 Condiciones de los principales equipos
4.9.1 Aparatos a presión
4.9.2 Evaporador
5. SEGURIDAD E HIGIENE
5.1 Protección y lucha contra incendios
5.2 Actuación en caso de accidentes

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 16
ÍNDICE:
DOCUMENTO 5: MEDICIONES
1. ESTADO DE MEDICIONES 1.1 Unidades principales del proceso 1.2 Equipos de impulsión 1.3 Tuberías 1.4 Sistema de purificación y concentración 1.5 Producción del vapor de calefacción 1.6 Planta purificadora del agua del proceso

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 17
ÍNDICE:
DOCUMENTO 6: PRESUPUESTO
1. INTRODUCCIÓN
2. PRECIOS DE LAS “UNIDADES DE OBRA” 2.1 Inmovilizado de los elementos principales 2.2 Inmovilizado principal 3. ESTADO DE MEDICIONES 3.1 Unidades principales del proceso 3.2 Equipos de impulsión 3.3 Tuberías 3.4 Sistema de purificación y concentración 3.5 Producción del vapor de calefacción 3.6 Planta purificadora del agua del proceso 4. PRESUPUESTO DE EJECUCION MATERIAL (PEM)
5. PRESUPUESTO DE EJECUCUION POR CONTRATA (PEC)
6. COSTES ANUALES DE OPERACIÓN
7. BENEFICIO INDUSTRIAL Y AMORTIZACIÓN 7.1 Ingreso industrial neto

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 18
7.2 Beneficio industrial bruto 7.3 Beneficio anual neto 7.4 Rentabilidad 7.5 Período de amortización

INDICE [Proceso de obtención de un nuevo edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 19

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 1:
MEMORIA

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 1: MEMORIA
CAPÍTULO 1: INTRODUCCIÓN …………………………………………………………..…..…. 7.
1.1 Los productos dulces ……………………………………………..………………………………………….……….. 7.
1.2 La Estevia ………………………………………………………………………………………………………...…….….. 8.
1.2.1 Características químicas de la Estevia ………………………………………………….…..…….. 10.
1.2.2 Taxonomía de la Estevia ………………………………………………………………………..….……. 13.
1.3 Extracción de los principios edulcorantes de la Estevia …………………………………….…..…. 15.
1.3.1 Procesos de extracción ……………………………………………………………………….……..…... 15.
1.3.2 Filtración y Purificación …………………………………………………………….……….…..…..….. 23.
1.4 Concentración ..……………………………………………………………………………………….….……………. 24.
1.5 Elección del proceso ……………………………………………………………………………….……..……...... 30.
1.5.1 Selección del proceso de extracción ………………………………….………….…….….…..…. 30.
1.5.1.1 Elección del tipo de extractor ……………………………………….……….………... 31.
1.5.2 Selección del proceso de purificación …………………………………………….…...…………. 33.
1.5.3 Selección del proceso de concentración ………………………………………………............ 34.
1.6 Selección del tipo de materiales ………………………………………………………………….….……….. 34.
1.7 Bombas y compresores ……………………………………………………………………………………….…... 35.
1.7.1 Introducción …………………………………………………………………………………………..………. 35.
1.7.2 Tipos de bombas …………………………………………………………………………………….…….. 36.
1.7.2.1 Selección del tipo de bombas …………………………………………………………... 41.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
CAPÍTULO 2: DESCRIPCIÓN DEL PROCESO DE EXTRACCIÓN…………….……………….… 42.
2.1 Extracción ………………………………………………………………………………………………………………… 45.
2.2 Purificación ………………………………………………………………………………………………………………. 45.
2.2.1 Descripción del sistema de purificación ………………………………………………….……... 52.
2.3 Concentración ………………………………………………………………………………………………………..… 54.
CAPÍTULO 3: DISEÑO DEL SISTEMA DE EXTRACCIÓN……………………….………………. 54.
3.1 Extracción ………………………………………………………………………………………………………..………. 54.
3.1.1 Extracción en una etapa ………………………………………………………………………….…….. 54.
3.1.2 Extracción en múltiples etapas en corriente directa ………………………………………. 58.
3.2 Presión de diseño …………………………………………………………………………………………………….. 61.
3.3 Temperatura de diseño ……………………………………………………………………………………………. 62.
3.4 Dimensionamiento del extractor …………..……………………………………………………………….… 63.
3.4.1 Envolvente …………………………………………………………………………..…………………….…… 63.
3.4.2 Cabezales o fondos ………………………………………………………………………………….……… 65.
3.5 Camisa de vapor ………………………………………………………………………………………………………. 68.
3.6 Fluido calefactor……………………………………………………………………………………………………….. 72.
3.7 Aislamiento ………………………………………………………………………………………………………………. 79.
3.7.1 Selección del tipo de aislamiento ………………………………………………………….……….. 84.
3.8 Soportes de apoyo para extractores …………………………………………………………………………. 86.
3.8.1 Selección del tipo de soporte …………………………………………………………………………. 88.
3.8.2 Diseño de los soportes de apoyo ……………………………………………………………………. 89.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
CAPÍTULO 4: DISEÑO DE AGITADORES ………………………………………………………. 94.
4.1 Consideraciones de diseño ……………………………………………………………………………………….. 98.
4.2 Tipos de agitadores …………………………………………………………………………………….…………. 100.
4.2.1 Selección del agitador …………………………………………………………………….………….. 102.
4.2.1.1 Elección del tipo de agitador del sistema de extracción …………………… 102.
4.2.1.2 Elección del tipo de agitador de los tanques de almacenamiento …… 103.
4.3 Cálculo de la potencia necesaria ……………………………………………………………………….….. 104.
4.3.1 Potencia de agitación necesaria para el sistema de extracción ……………………. 104.
4.3.2 Potencia de agitación necesaria para los tanques de almacenamiento ………… 106.
CAPÍTULO 5: DISEÑO DE LOS TANQUES DE ALMACENAMIENTO ……………….………. 107.
5.1 Dimensionamiento de los tanques de almacenamiento ………………………..……………….. 109.
5.1.1 Capacidad de los tanques de almacenamiento ……………….……...….………….…… 109.
5.1.2 Envolvente de los tanques de almacenamiento ……………..……………..……………. 111.
5.1.3 Fondos de los tanques de almacenamiento …………………………………….….…….... 113.
5.2 Dimensionamiento del tanque de almacenamiento suplementario….…………….………. 115.
5.2.1 Capacidad del tanque de almacenamiento suplementario ……………………..….. 115.
5.2.2 Envolvente del tanque de almacenamiento suplementario ….….…………….…... 117.
5.2.3 Fondos del tanque de almacenamiento suplementario ……….……….…….………. 118.
5.3 Presión de diseño de los tanques de almacenamiento …………………………………….……. 118.
5.4 Resumen de resultados ………………………………………………………………………………….…….. 120.
5.5 Diseño de los soportes de los tanques de almacenamiento …………………………….……. 121.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
CAPÍTULO 6: DISEÑO DEL SISTEMA DE PURIFICACIÓN Y CONCENTRACIÓN…………….. 125.
6.1 Diseño de los caudales de operación del sistema de nanofiltración …………………….…. 128.
6.2 Cantidad del producto final obtenido …………………………………………………………………….. 131.
CAPÍTULO 7: DISEÑO DE TUBERÍAS ………………………………………………………… 132.
7.1 Diámetro de las tuberías ………………………………………………………………………………………… 133.
7.2 Longitud de las tuberías ……………………………………………………………………………..…….……. 135.
7.3 Espesor de las tuberías …………………………………………………………………………………………… 137.
7.4 Espesores comerciales …………………………………………………………………………………….……… 140.
7.5 Aislamiento de las tuberías …………………………………………………………………….………………. 142.
7.6 Pérdidas de carga ……………………………………………………………………………………………….….. 143.
7.6.1 Pérdidas de carga en tuberías …………………………………………………………………..….. 143.
7.6.2 Pérdidas de carga totales ………………………………………………………………………..……. 146.
CAPÍTULO 8: DISEÑO DE BOMBAS …………………………………………………………. 148.
8.1 Caudal masa, q ………………………………………………………………………………………………….……. 149.
8.2 Altura útil de la bomba …………………………………………………………………….…………………….. 150.
8.2.1 Consideraciones ………………………………………………………………………….……………….. 152.
8.3 Potencia de la bomba ………………………………………………………………………………….…………. 154.
8.4 Cavitación y altura neta de succión positiva disponible ……………………………….…………. 156.
8.4.1 Consideraciones …………………………………………………………………………….…………….. 158.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
CAPÍTULO 9: ELECCIÓN FINAL DEL PROCESO DE EXTRACCIÓN Y ELEMENTOS PRINCIPALES
TRAS SU COMPARACIÓN ……………………………………………………………………. 159.
CAPÍTULO 10: SEGURIDAD E HIGIENE ………………………………………………..……. 163.
10.1 Seguridad …………………………………………………………………………………………………………….. 163.
10.1.1 Seguridad en el diseño ……………………………………….……………………………………… 163.
10.1.2 Seguridad en el proceso ………………………………………….…………………………….…… 164.
10.1.3 Seguridad en el almacenamiento ………………………………….…………………………… 166.
10.1.4 Seguridad en el producto ………………………………………….…………………………….…. 166.
10.1.5 Legislación en materia de seguridad …………………………….……………………..…….. 167.
10.2 Higiene …………………………………………………………………………………….…………………………… 168.
10.2.1 Factores que afectan a la salud de los trabajadores …….…………………………….. 169.
10.2.2 Legislación en materia de higiene en el trabajo ……………….………………..………. 170.
BIBLIOGRAFÍA ……………………………………………………………………………….. 172.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
CAPÍTULO 1: INTRODUCCION
1.1 LOS PRODUCTOS DULCES
El ser humano ha consumido productos dulces desde que se conocen su existencia, esos
pequeños bocaditos con sabor a cielo eran irresistibles para nosotros; Algunos alimentos
domo la fruta, la miel o la savia de algunas plantas, son algunos ejemplos de alimentos
dulces que se han tenido al alcance la mano y consumido durante años.
Imagen 1.1.1: Ejemplos de alimentos dulces.
Las referencias a la caña de azúcar datan de hace casi 5000 años cuyo origen se remonta a
Nueva Guinea y fue extendiéndose mediante viajes y conquistas. Al principio, apreciado por
su alto valor y escasez, la caña de azúcar se fue introduciendo en la gastronomía y
alimentación de las distintas culturas, allí donde las condiciones climatológicas eran
propicias. (1)
Debido a esta predilección que siente el ser humano por el sabor dulce, el consumo del
azúcar se ha ido incrementando a lo largo de la historia hasta el punto, que hoy en día nos
costaría encontrar algún alimento procesado que no lleve ningún endulzante. Sin embargo,
todos los componentes del azúcar no son buenos para la salud, y un exceso de ellos puede

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
llegar a ser muy perjudicial como, por ejemplo, aumento del colesterol, inhibición del
sistema inmunológico, caries…
Una alternativa tanto al azúcar como a la fructosa, es el uso de edulcorantes no nutritivos, (4); Por ello, a lo largo de los últimos años, se han desarrollado otro tipo de endulzantes sin
valor nutritivo denominados edulcorantes artificiales, de los que se espera un nivel de
dulzura parecido al del azúcar, pero con menor aporte calórico. Entre ellos, podemos
mencionar la sacarina, el Aspartamo, Sucralosa, Ciclamato, Acesulfame K, Neotamo, o el
Alitamo.(4)
El consumo de estos edulcorantes ha experimentado un notable auge debido al aumento de
producción de productos light, sin embargo, no todo son ventajas, por ello y poco a poco se
está introduciendo en el mercado nacional, un nuevo edulcorante natural denominado
Estevia, distinguiéndose de los anteriormente mencionados por tener un sabor más parecido
al azúcar y no un sabor metálico, así como la ausencia de contenido calórico.
Debido a la creciente demanda de este producto, este proyecto, tiene como objeto, la
obtención de un edulcorante líquido a base de Estevia, con una riqueza en esteviósidos de
10° brix, (10% en glucósidos), recuperando para ello, al menos, un 70% de glucósidos del
esteviol, procedente de una plantación propia de 50 hectáreas, de una finca en la provincia
de Málaga, donde se encontrarán las instalaciones de la planta de extracción.
La extracción del edulcorante se realizará de una manera económica, mediante la
comparación de posibles sistemas de extracción y con las menores alteraciones química
posibles para cumplir con las especificaciones de la FDA (Food and Drug Administration) de
producto natural y seguro.
1.2 LA ESTEVIA
La Estevia, conocida comúnmente como Ka´á He´é o hierba dulce, es una especie botánica
de la familia de las asteráceas, nativa de la región tropical de Suramérica y que aún podemos
encontrar en estado silvestre en el sudeste de Paraguay.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9
Imagen 1.2.1: Imagen de la planta Estevia en su forma natural.
Durante siglos los sudamericanos han utilizado la Estevia, especialmente la especie Stevia
Rebaudiana Bertoni, para contrarrestar el sabor amargo de alimentos y bebidas, sin
embargo, esta planta no fue descrita hasta 1887 por el botánico Moisés Santiago Bertoni, de
quien recibe su nombre y quien detalló su característico sabor dulce, (2) y (4).
En 1990 el químico Ovidio Rebaudi logró aislar los principios activos responsables de su
dulzor, (4), los glucósidos denominados Esteviósidos y Rebaudiósidos; No se trata de un
producto artificial obtenido en un laboratorio, sino de un extracto natural que se obtiene de
la planta, (5), con un potencial de dulzor de 250 a 300 veces mayor al del azúcar, y que no es
metabolizable por el organismo por lo que es apto para el consumo de personas diabéticas y
no contiene calorías. (3)
Posteriores análisis, han demostrado las asombrosas propiedades que presenta esta planta
para el consumo humano entre los que se incluyen: regulación de la glicemia e hipertensión,
se reporta como anticonceptivo y tratamientos para las alteraciones de la piel y caries, tiene
efectos bactericidas sobre el Streptococcus mutans y antiviriales, estimula el estado de
alerta, facilita la digestión y funciones gastrointestinales además de mantener la sensación
de vitalidad y bienestar. A estas propiedades, debemos añadir que consumidores habituales
de Estevia aseguran que disminuye el deseo de tomar dulces, alimentos grasos y el consumo
de tabaco y bebidas alcohólicas. (4)
Todas estas cualidades y la creciente demanda de productos bajos en calorías, hacen de la
Estevia uno de los productos con mayor potencial de comercialización, tanto nacional como

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 10
internacional, por supuesto, sujeto siempre a los dictámenes científicos que sopesan la
legislación en los países que figuran como mercados potenciales.
1.2.1 CARACTERÍSTICAS QUÍMICAS DE LA ESTEVIA
CAPACIDAD EDULCORANTE:
Las hojas secas son entre 20 y 35 veces más dulces que el azúcar y el edulcorante que se
obtiene entre 250 y 300 veces mayor que el azúcar, 110 veces más que la sacarosa a una
concentración del 0,4% y 300 veces a una concentración del 10%.(2)
ESTABILIDAD:
1. Estabilidad pH:
Es estable a un amplio rango de pH: 3-9 por encima del cual se produce una
pérdida de dulzor. (2)
2. Estabilidad Térmica:
Posee estabilidad térmica a temperaturas normales de procesado de alimentos y
se mantiene incluso hasta llegar a los 238°C ya que su estructura no se modifica,
no pierde sus propiedades endulzantes, no fermenta, no se hace caramelo al
calentarse ni forma cristales de la misma manera que el azúcar y puede
someterse a procesos de cocción, pasteurización y esterilización. (3)
3. Alteración del color:
No se observa oscurecimiento, aún en las condiciones más rigurosas de
procesado de alimentos. (3)
SOLUBILIDAD:
Es altamente soluble en agua, alcohol etílico y metílico e insoluble en éter. (3)

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 11
CONTENIDO CALÓRICO:
Al no ser metabolizado por el organismo, se convierte en un edulcorante no calórico
apto para el consumo de personas con diabetes. (3)
COMPOSICIÓN:
La Estevia, está compuesta de varios glucósidos de esteviol, con la siguiente estructura
molecular, cuya diferencia se encuentra en los radicales R1 y R2, unidos a ella:
Imagen 1.2.1.1: Fórmula molecular general de los compuestos de la Estevia.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 12
Imagen 1.2.1.2: compuestos característicos de la Estevia y su fórmula molecular.
De la multitud de glucósidos de esteviol presentes, los más representativos son: el
Esteviósido (más abundante), Rebaudiósidos (A y E, menos abundantes pero más
endulzantes) y Dulcósido A, cuyas fórmulas empíricas son:
Imagen 1.2.1.3 componentes de la Estevia más representativos. (3)

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 13
1.2.2 TAXONOMIA DE LA ESTEVIA
La Estevia como edulcorante, puede presentarse en diversos formatos, en función de las
referencias del consumidor.
Los principales productos derivados de la Estevia son, (5) :
HOJAS:
1. Hojas frescas:
La más sencilla y natural de las posibles presentaciones de la Estevia, usadas en
infusión o salsas, pueden comprarse sueltas o en saquitos, tienen un sabor suave
y son entre 15 y 30 veces más dulces que el azúcar.
2. Hojas secas:
Cuya característica principal es que nos permiten un periodo mayor de
almacenamiento.
3. Hojas secas molidas o en polvo:
Se venta se realiza a granel o en saquitos, de color verdoso se utiliza como
edulcorante y para realzar el sabor.
4. Subproductos:
Los restos de la planta como tallos, semillas, flores y hojas se usan en fertilizantes
o alimentación de animales.
EXTRACTOS:
1. Extracto oscuro:
Jarabe concentrado de hojas secas a base de agua o alcohol para el uso de
edulcorantes en bebidas.
2. Extracto claro:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 14
Consiste en una solución de esteviósidos disueltos en agua, alcohol o glicerina
para el uso de edulcorantes de bebidas.
POLVOS:
Esteviósidos procesados a base de hojas a distintas concentraciones donde el sabor y
la dulzura dependerán del refinamiento y de la calidad de la planta utilizada, se
presentan en forma de sobres o comprimidos.
COMBINACIONES:
Se combinan extractos de esteviósidos puro con un “vehículo” (lactosa,
maltodextrina, fruto-oligosacáridos, dextrosa) que permite obtener un producto fácil
de medir y un gran sabor.
Imagen 1.2.2.1: Posibles presentaciones de la Estevia.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 15
1.3 EXTRACCIÓN DE LOS PRINCIPIOS EDULCORANTES DE LA
ESTEVIA
1.3.1 PROCESOS DE EXTRACCIÓN
Existen una gran cantidad de procesos posibles para la extracción de los principios
edulcorantes de la planta de Estevia, algunos de los cuales se describen a continuación:
EXTRACCIÓN POR SOLVENTES:
Caracterizados por el solvente utilizado en el proceso de separación, los principales tipos
de extracción son, (6):
1. Extracción por medio de solventes orgánicos:
Entre los más usados encontramos alcohol etílico, metanol u otros, aunque la
forma de llevarlo a cabo es similar, existen diversos criterios respecto a la
temperatura del solvente.
El problema de los solventes orgánicos es que luego deben ser eliminados del
producto final.
Los métodos aplicados a este tipo de solvente son:
a) Maceración:
Consiste en sumergir el producto sólido debidamente fragmentado hasta
que el solvente sea capaz de ablandar y disolver las partes solubles, puede
realizarse en frío o en caliente variando el tiempo de reposo entre 2 a 14
días mediante el uso de calor o llegando a los 3 meses en frío con
agitaciones esporádicas.
b) Lixiviación o percolación:
Puede utilizarse para solventes orgánicos e inorgánicos en frío, con la
precaución de que el material sólido esté debidamente compactado para
que el eluyente lo atraviese con una lentitud adecuada y el contacto entre
soluto y solvente sea el requerido, para que los solutos puedan difundirse
en la fase líquida.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 16
c) Extracción soxhlet:
Consiste en llevar a ebullición el solvente con el cual se va a extraer la
materia sólida deseada en un matraz de fondo redondo, y mediante los
vapores producidos, los cuales condensan encima de la muestra, la
disolución resultante, se va enriqueciendo en los principios edulcorantes.
Este método no es apto para trabajar con sustancias termolábiles.
2. Extracción por solventes acuosos:
Permiten la obtención de los principios activos cumpliendo con las
especificaciones de producto natural requeridas para su comercialización.
a) Infusión:
Se logra añadiendo agua a una temperatura adecuada a las hojas durante
un cierto tiempo de contacto.
b) Destilación por arrastre de vapor:
En él, los principios endulzantes de las hojas de Estevia son arrastrados
mediante vapor en una columna de destilación, normalmente en 3 etapas.
3. Extracción por fluidos supercríticos:
Un fluido supercrítico es todo fluido a una temperatura y presión superior a la
crítica mostrando propiedades intermedias entre líquido y gas; Estas
propiedades, incrementan su poder como solvente y le proporcionan una mayor
capacidad de penetración en la estructura sólida frente a los líquidos.
ADSORCÓN CROMATOGRÁFICA:
Trata de un método físico de separación en el que los componentes a separar se distribuyen entre dos fases, una inmóvil (lecho estacionario), y otra móvil (fase móvil) la cual percola a través de la primera. Este tipo de extracción se lleva a cabo en dos etapas, (3):
1. Se realiza un pre-tratamiento de las hojas de Estevia mediante CO2 como fluido
supercrítico.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 17
2. Se realiza la extracción de los glucósidos con CO2 y agua y/o etanol como
solventes mediante una mezcla equimolar inyectada a una presión de 120 bar.
Aunque la capacidad edulcorante del producto extraído mediante este método es
mejor que en otros casos, presenta el inconveniente de ser altamente costoso.
INTERCAMBIO IÓNICO:
En este método se llevan a cabo dos extracciones, (3):
Una primera, llevada a cabo con solvente de polaridad intermedia menor a la del agua,
para remover las impurezas de baja polaridad y otra segunda, con un solvente de alta
polaridad superior a la del agua, mediante la cual, se extraen los glucósidos.
El extracto, es entonces introducido en una columna cromatográfica con fase
estacionaria a base de sílica para capturar los glucósidos y a continuación, un solvente de
polaridad intermedia, entre los solventes usados anteriormente, para enjuagar y
capturar los glucósidos adheridos a la fase estacionaria de la columna.
PRECIPITACIÓN SELECTIVA:
Para ello se utilizan sustancias que al ser agregadas a la solución, hacen que ciertos
compuestos precipiten, a continuación, es necesario el uso de un clarificador en el que se
separen los componentes deseados del resto de la mezcla debido, a que las sustancias
agregadas no pueden ser eliminadas completamente, contaminando así el producto, (6).
A continuación describiremos algunos de los modelos patentados de extracción:
MÉTODO DESCRITO POR KUTOWY (1999):
Según (2) y (7)
El proceso comienza con un tanque (10) dispuesto de forma vertical de forma que se
encuentra abierto por la parte superior para introducir las hojas secas trituradas a un
tamaño de 20mm. En la parte inferior del tanque se encuentra una tapa perforada (15)
que va a soportar las hojas. Se adiciona el solvente a una temperatura entre 2 y 6 °C
(preferiblemente 2 °C). A esta temperatura de extracción los componentes indeseables

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 18
con alto peso molecular (lípidos) es menor que a altas temperaturas. La relación de
peso/ hoja es de 0,05; muy poca cantidad de hojas aumenta la extracción de
componentes indeseables y demasiada cantidad de hojas disminuye la extracción de los
componentes endulzantes. Para mantener la temperatura entre 0 y 10 °C en tanques
largos, se puede adicionar trozos pequeños de hielo.
Una velocidad adecuada de flujo es de 24 a 30 ml/min produciendo un tiempo de
permanencia de 10 a 20 min; estos datos son variables ya que dependen de las
dimensiones del tanque. El proceso de extracción mejora bajando el pH del agua a rango
ácido, preferiblemente a pH 2. Esto se logra adicionando al solvente ácido fosfórico o
ácido sulfúrico.
Los datos proporcionados anteriormente fueron obtenidos por los inventores con un
flujo por gravedad. Para procesos continuos recomiendan que se alimente el solvente en
el tanque a una presión y la velocidad del flujo dependen del tamaño de las hojas
trituradas y de las dimensiones del tanque. Se recomienda una buena calidad de agua y
de no ser posible se debe hacer uso de agua destilada.
En la parte inferior del tanque se encuentra una abertura (12) que permite el paso del
extracto hacia un recipiente (11). El extracto es pre-tratado en un micro-filtro cerámico
(tamaños de poros de 0,2µm), en donde se remueven algunos pigmentos, materiales de
alto peso molecular y material particulado que se puede generar en la trituración. El
extracto es impulsado por una bomba (13) para producir una presión de 100 a 200Kpa.
Se recomienda realizar la diafiltración (18).
El extracto continua con la ultrafiltración (21) utilizando membranas con un tamaño de
poro de 0,08µm, para remover impurezas con un alto peso molecular (proteínas,
pectinas y pigmentos). La presión es dada por una bomba (20). En este punto también es
recomendable hacer diafiltración (23), sin embargo la temperatura (24) en un rango de
10 a 65 °C, aunque se prefiere dejar la temperatura ambiente para ahorrar energía. La
presión en la membrana está en rango de 200 a 700KPa, con una velocidad de flujo de 75
a 300 LMH (litros metros cúbicos hora).
Luego, el extracto pasa a la nano-filtración con un tamaño de poro de 0,035µm (26),
sistema que está diseñado para operar a mayores temperaturas que las normales (mayor
a 85 °C). También pude ser utilizada la osmosis inversa. La presión es dada por una
bomba (25).
Variando la temperatura en un rango de 45 a 85°C a través de un controlador de
temperatura (29) localizado en el diafiltración, la porosidad de las membranas es

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 19
modificada, característica que se utiliza para capturar los componentes dulces y dejar
pasar los componentes no deseados que producen regusto. Preferiblemente, el punto de
corte de la membrana es de 400Da. La presión en la membrana está en el rango de 500 a
1300KPa. El extracto obtenido (25 a 45 LMH) de este proceso se usa como líquido
concentrado o continúa con la cristalización.
Para reducir el consumo de agua se puede realizar una recirculación (30) que incluyan
filtros (membrana convencional de osmosis inversa) para purificar el fluido. Un
controlador de temperatura (32) es utilizado para bajar la temperatura del agua limpia.
Imagen 1.3.1.1: Método descrito por Kutowy (1999).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 20
MÉTODO DESCRITO POR PAYZANT JOHN DONALD (1999):
Encontramos el siguiente método descrito en (2) y (7)
Este método tiene como objeto obtener los principales glucósidos de la planta
(esteviósido y rabaudiósido A), libre de otras sustancias, con el fin de tener un producto
final con un mejor sabor que el obtenido por otros procesos. La primera parte del
proceso se basa en la patente de Giovanetto (1988) que se describe a continuación.
Las hojas de Estevia son mezcladas con agua cuya temperatura puede estar entre la
temperatura ambiente y 65°C. Luego se pasa a un proceso de filtración para obtener un
extracto acuoso, el cual es tratado con hidróxido de calcio (también se puede usar óxido
de calcio, carbonato de calcio u otras sales básicas de calcio) para conseguir un
precipitado y remueven ácidos orgánicos, bases orgánicas, sales inorgánicas, fenol,
substancias derivadas del aparato fotosintético, proteínas y aminoácidos entre otros.
El precipitado es tratado con resinas de intercambio iónico de ácido fuerte (ejemplo de
marcas: Dowex 50 W, Rohm y Haas IRA 120), luego con resinas de intercambio iónico
puede repetirse varias veces hasta obtener la calidad deseada. Por último se filtra y se
calienta el precipitado para obtener, partiendo de 1Kg de hojas secas de Estevia, un
producto con 107 g de esteviósido y un nivel de pureza del 70% (70% combinación de
glucósidos, 25% polisacáridos, 5% aceites).
A partir del producto obtenido del proceso descrito anteriormente se continua con el
proceso patentado de Payzant (1999), que busca obtener un nivel de pureza mayor
(Obtener sólo esteviósido y rebaudiósido A). El producto entonces es disuelto en agua y
aplicado a una columna de resina de 1 pulgada de diámetro que contiene resina
Amberlite XAD-7. La resina es enjuagada con metanol para obtener los glucósidos y una
mínima parte de otras sustancias, que fueron atraídos. Este líquido es calentado para
eliminar el metanol y obtener un producto con 95% de glucósidos.
Lo obtenido en el paso anterior es mezclado con un solvente orgánico como metanol
anhídrido, la solución es enfriada con el fin de precipitar el esteviósido, el cual es
recuperado por un proceso de filtración. El líquido filtrado sigue al siguiente paso que
consiste en calentarlo y luego es enfriado para obtener por precipitación el rebaudiósido
A con un grado de pureza del 79%. Se disuelve con metanol para luego calentar la mezcla
y posteriormente enfriarla generando la precipitación del rebaudiósido A con un grado
de pureza del 95%.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 21
Imagen 1.3.1.2: Método descrito por Payzant (1999).
MÉTODO DESCRITO POR DOBBERSTEIN (1982):
Descrito en (2) y (7)
Primero se realiza una extracción con un solvente de polaridad intermedia, menor a la
del agua, y a la de los alcanos bajos pero mayor a la de los alquenos, se recomienda
como primer solvente el uso de líquido haloalqueno bajo, o preferiblemente el
cloroformo. La extracción se realiza poniendo en contacto las hojas de Estevia finamente
trituradas con el solvente a temperatura ambiente o a altas temperaturas. La proporción
del solvente es de 10 a 60 litros por 1 kilogramo de hojas. En este proceso se remueven
las impurezas de baja polaridad.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 22
Luego se realiza una segunda extracción con un solvente de alta polaridad como el agua
o los alcanos bajos (preferiblemente de uno a cuatro átomos de carbón, como por
ejemplo el metanol). Es preferible usar los alcanos bajos ya que el solvente se puede
utilizar en el siguiente proceso. La extracción es similar a la primera pero aquí se
obtienen los glucósidos.
El extracto es introducido a una columna cromatográfica con fase estacionaria a base de
sílica para capturar los glucósidos. Luego se introduce en la columna un solvente de
polaridad mayor al primer solvente utilizado, pero con una polaridad menor al segundo
(se puede usar 1- propanol), con el fin de enjuagar y capturar los glucósidos adheridos a
la fase estacionaria.
MÉTODO DESCRITO POR KIENLE (1982):
Como se describe en (2) y (7)
Este método utiliza el gas dióxido de carbono para remover sustancias no deseadas
(cutícula de cera, clorofila, y otros pigmentos), con el fin de mejorar el sabor, ya sea de
las hojas, del extracto o de los cristales de Estevia.
El dióxido de carbono es llevado a condiciones supercríticas (presión por encima de 73
bar y temperatura superior a 31°C), para ser conducido a un recipiente que contiene el
material a tratar. Al terminar el proceso de extracción el gas es separado del recipiente y
se lleva a presiones por debajo de 72bar y a temperaturas entre 20 y 25 °C con el fin de
regenerar el dióxido de carbono. El gas regenerado es enfriado hasta la temperatura de
licuefacción para ser retomado al inicio del proceso donde nuevamente es llevado a las
condiciones supercríticas.
La masa de dióxido de carbono puede variar entre 5 a 100Kg por cada kilogramo del
material a tratar (hojas, extracto o cristales de Estevia).
METODO DESCRITO POR ALVAREZ Y COUTO (1984) Y GOTO (1997):
Como se describe en (2) y (7)

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 23
Se mezcla agua hirviendo con las hojas de Estevia hasta obtener el extracto el cual es
filtrado al vacío. Luego se mezcla con alcohol isobutílico (Merk P.A. 99,99%)
manteniendo la proporción de 40:60 (v/v), hasta que se complete la fase de separación.
Después el extracto butanólico es centrigufado a 3.500 rpm (solvall, RT 600D) por 15
minutos y el resultado es calentado a 80°C para pasar a través de una cama de carbón
activado (1g de carbón activado por cada 100ml de extracto). Finalmente, el extracto es
concentrado en un rota-evaporador por 24 horas para alcanzar la cristalización de los
glucósidos. Los cristales son lavados con metanol (Merk P.A. 99,9%) y secados en un
horno de circulación de aire.
1.3.2 FILTRACIÓN Y PURIFICACIÓN
El extracto obtenido pasa por un proceso de filtración donde se retienen las partículas en
suspensión, en este proceso se puede hacer uso de dos o más filtros o membranas.
Mediante búsquedas bibliográficas se han encontrado 3 procesos de purificación, (6):
COMBINACIÓN DE MEMBRANAS FILTRANTES:
Este método consiste en la purificación del extracto por combinación de membranas
filtrantes de distinto tamaño, consistente en el pasaje del extracto por membranas
sucesivas de distinto tamaño.
Los filtros retienen pigmentos y sustancias de alto peso molecular de hasta 150 Dalton,
obteniendo un concentrado, donde están presentes los glucósidos de interés.
Inicialmente se realiza un filtrado con membranas que van desde 20 a 1 micra, luego la
solución pasa por un filtro de carbón activado y finalmente se somete a un proceso de
ultrafiltración, diafiltración y nano-filtración en este orden.
ADSORCIÓN CON ZEOLITAS MODIFICADAS:
Consiste en la clarificación del extracto mediante el paso de una columna de zeolitas,
previamente modificadas, intercambiando iones sodio por iones calcio, bario o magnesio
usando siempre el anión cloruro para facilitar su eliminación.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 24
El problema que presenta el bario es que provoca un sabor salado indeseable en el
edulcorante.
Los pigmentos del extracto de Estevia quedan retenidos por adsorción en la columna de
zeolitas lográndose una decoloración del 90%, demostrándose experimentalmente que
la mejor relación decoloración-retención se lograba mediante un extracto del 7% en
glucósidos.
RESINAS DE INTERCAMBIO IONICO:
Como se ha comentado anteriormente, este método está basado en una extracción
acuosa seguida de una extracción, a través de una resina (Resina 1), que retiene los
principios edulcorantes que posteriormente se recuperan por elusión de la columna con
una mezcla hidro-alcohólica, completándose la purificación por sucesivos pasajes a
través de una resina de intercambio catiónico (Resina 2), una aniónica (Resina 3), y una
columna de carbón activado granulado, obteniéndose un extracto incoloro, (6).
El rendimiento del proceso es del 5% sobre la hoja seca.
1.4 CONCENTRACIÓN
La concentración de productos líquidos, se lleva a cabo mediante intercambiadores de calor,
utilizando uno u otro, en función del producto final que queremos obtener.
En nuestro caso, se trata de un fluido el cual, queremos concentrar y siendo agua el
disolvente, la manera más sencilla de conseguirlo mediante intercambiadores, sería por
medio de la evaporación de parte del disolvente, por lo que hablaríamos de unos
intercambiadores de calor concretos, denominados, evaporadores para llevar a cabo este
proceso.
Citando los apuntes de la universidad politécnica de Cataluña, (13).
Un evaporador es un intercambiador de calor de coraza y tubos. Las partes esenciales de un evaporador son la cámara de calefacción y la cámara de evaporación. El haz de tubos corresponde a una cámara y la coraza corresponde a la otra cámara. La coraza es un cuerpo cilíndrico en cuyo interior está el haz de tubos.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 25
Las dos cámaras están separadas por la superficie sólida de los tubos, a través de la cual tiene lugar el intercambio de calor. La forma y la disposición de estas cámaras, diseñadas para que la eficacia sea máxima, da lugar a distintos tipos de evaporadores.
Podemos clasificar los evaporadores en dos grandes grupos:
EVAPORADOE DE TUBOS HORIZONTALES:
El vapor calefactor es vapor de agua saturado que cede su calor de condensación y sale como agua líquida a la misma temperatura y presión de entrada. Este evaporador se denomina de tubos horizontales porque los tubos están dispuestos horizontalmente.
Imagen 1.4.1: Evaporador de carcasa y tubos horizontal.
EVAPORADOR DE TUBOS VERTICALES:
Se denominan así porque el haz de tubos está dispuesto verticalmente dentro de la
coraza.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 26
Imagen 1.4.2: Evaporador de carcasa y tubos vertical.
Evaporador de cesta:
Es un tipo de evaporador de tubos verticales, en el cual la coraza tiene forma cónica. Este
tipo de evaporador se utiliza cuando lo que se pretende es llevar la evaporación al extremo,
es decir, evaporar todo el disolvente de la disolución diluida para obtener cristales. Los
cristales formados se recogen por la parte inferior. El elemento calefactor se trata de un
cuerpo compacto que puede extraerse para su limpieza.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 27
Imagen 1.4.3: Evaporador de carcasa y tubos vertical de tipo cesta.
EVAPORADOR MÚLTIPLE EFECTO
Un evaporador de múltiple efecto consta de un conjunto de evaporadores, donde el primer efecto es el primer evaporador y así sucesivamente. Durante el funcionamiento, el vapor producido en el primer efecto se utiliza como vapor calefactor del segundo efecto.
Métodos de alimentación en los múltiples efectos:
ALIMENTACIÓN DIRECTA:
El alimento entra en el primer efecto y sigue el mismo sentido de circulación que el vapor, saliendo el producto en el último efecto. El líquido circula en el sentido de las presiones decrecientes y no es necesario aplicar ninguna energía auxiliar para que el líquido pase de un efecto al otro. Solo hacen falta dos bombas, una para introducir el líquido en el primer efecto y otra para extraer el producto del último efecto.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 28
Imagen 1.4.4: Evaporador de múltiple efecto con alimentación directa.
ALIMENTACIÓN A CONTRACORRIENTE:
El líquido a evaporar entra en el último efecto y sale concentrado por el primero. El líquido a concentrar y el vapor calefactor circulan en sentido contrario. Aquí el líquido circula en sentido de presiones crecientes y esto requiere el uso de bombas en cada efecto para bombear la disolución concentrada de un efecto al siguiente. Esto supone una complicación mecánica considerable que se suma al hecho de hacer trabajar las bombas a presiones inferiores a la atmosférica. Así, si no hay otras razones, se prefiere el sistema de alimentación directa.
Imagen 1.4.5: Evaporador de múltiple efecto con alimentación en contracorriente.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 29
ALIMENTACIÓN MIXTA:
Cuando en una parte del sistema de alimentación es directa y en la otra parte es a contracorriente. Este sistema es útil si tenemos disoluciones muy viscosas. Si utilizamos la corriente directa pura, nos encontramos que el último efecto, donde hay menos temperaturas la viscosidad de la disolución concentrada aumenta, lo que hace disminuir sensiblemente el coeficiente global, U, en este efecto. Para contrarrestar eso, se utiliza la alimentación a contracorriente o la mixta. La disolución diluida entra en el segundo efecto i sigue el sentido de la alimentación directa, pasando después del último efecto al primero, para completar la evaporación a temperatura elevada.
Imagen 1.4.6: Evaporador de múltiple efecto con alimentación mixta.
ALIMENTACIÓN EN PARALELO:
Cuando el alimento entra simultáneamente a todos los efectos y el líquido concentrado se une en una sola corriente. Sistema utilizado en la concentración de disoluciones de sal común, donde los cristales depositados hacen que resulte difícil la disposición de la alimentación directa.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 30
Imagen 1.4.7: Evaporador de múltiple efecto con alimentación en paralelo.
1.5 ELECCIÓN DEL PROCESO
Como hemos descrito anteriormente, existen multitud de procesos de extracción y muchas
patentes, pero nos centraremos en el producto que queremos conseguir para poder elegir el
método más adecuado.
1.5.1 ELECCIÓN DEL PROCESO DE EXTRACCIÓN
Queremos obtener un producto líquido con una pureza en esteviósidos de al menos un 10%,
recuperando para ello, al menos, un 70% de glucósidos del esteviol, obtenido de una manera
segura y con las menores alteraciones química posibles para cumplir con las especificaciones
de la FDA (Food and Drug Administration) de producto natural y seguro.
Parece ser, que la FDA no califica a los extractos de Estevia obtenidos mediante el uso de
disolventes orgánicos, que deben de ser eliminados del producto final en etapas posteriores
y que además aumentan el coste de producción, como naturales y seguros, luego,

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 31
descartamos de esta manera los solventes orgánicos, (6), por lo que elegiremos un método
de extracción a base de solventes acuosos.
Entre ellos, conociendo el hecho de que mediante aplicación industrial la extracción con
agua caliente puede llegar a lograr entre un 93 y un 98% de efectividad en cada etapa, (6),
además de ser, el más económico de los solventes, y cumpliendo las especificaciones de
producto natural y seguro llegamos a la conclusión de que nuestra mejor opción es elegir un
proceso de extracción mediante agua como solvente; En concreto se utilizará agua en grado
farmacéutico, procedente de la red de agua pública, la cual, pasará por los filtros necesarios,
los cuales no se consideran el presente proyecto, hasta conseguir el grado de limpieza
necesario para ello .
Si nos fijamos en las patentes mencionadas anteriormente, sólo dos, Kutowy (1999) y
Payzant (1999) utilizan agua como solvente, y considerando que es más fácil y económico
mantener un fluido a altas que a bajas temperaturas, nos seguiremos fijando en el proceso
de Payzant (1999).
Siguiendo el proceso descrito por Giovanetto (1988), la temperatura del agua puede variar
entre temperatura ambiente y 65 °C, mediante búsquedas de información en diversos
artículos, (8), comprobamos que, la temperatura del solvente afecta a la eficiencia de
extracción, por lo cual, sin llegar al límite establecido por Giovanetto, estableceremos una
temperatura de operación constante de 60°C durante un tiempo determinado de unas 3
horas, (9).
Esto significa, que nuestro proceso se llevará a cabo mediante una infusión a escala
industrial.
1.5.1.1 SELECCIÓN DEL TIPO DE EXTRACTOR
Antes de elegir el tipo de extractor, lo primero que necesitamos es conocer el método de
operación, de la cual, va a depender el equipo necesario.
Los distintos métodos de operación son: discontinuos o por lotes y semicontinuos (estado no
estacionario) o continuos (estado estacionario).
Como en el método de extracción que hemos escogido, es necesario que la materia prima,
Estevia, se encuentre a una temperatura fija durante un tiempo determinado, significa que

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 32
el método de operación será discontinuo, por lo que necesitaremos trabajar con un equipo
capaz de operar por lotes; Algunos equipos son, (10):
LECHOS FIJOS:
Consiste en un recipiente cilíndrico en el que se carga el sólido, y se adiciona el
disolvente por la parte superior.
Disolvente y producto se separan en la parte inferior, mediante inyección de vapor de
agua, reciclándose el disolvente y retirándose el producto por el fondo. Cuándo los
sólidos se consideran agotados, se detiene la operación, se retira el sólido y se introduce
una nueva carga.
Puede trabajar sólo o en serie. (Por ejemplo: extracción de té o café).
Imagen 1.5.1.1.1: Extractor de lecho fijo (Santos García, 1994).
TANQUE CON AGITACIÓN:
Consiste en la utilización de un tanque de lixiviación con sistema de agitación; Pueden
ser tanques verticales, los cuales suelen poseer agitadores con ejes verticales y fondos
falsos para el drenaje de la solución de lixiviación al final del proceso u horizontales con
un sistema de agitación mediante un eje horizontal o incluso ser el propio tanque el que
gira con la ayuda de rodillos.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 33
Los anteriormente comentados se utilizan para sólidos gruesos; En el caso de sólidos
finamente divididos éstos suelen quedar suspendidos mediante la agitación que
producen los tanques. El más sencillo es el tanque Pachuca, en el cual, la agitación se
lleva a cabo pasando una corriente de aire a través de la suspensión, de esta forma, las
burbujas de aire ascienden a través del tubo central produciendo un flujo ascendente de
líquido y sólido suspendido.
Imagen 1.5.1.1.2: Tanques de lixiviación por lotes con agitación.
De los experimentos realizados para obtener la curva de retención, sabemos que la Estevia
se comporta de manera intermedia entre un sólido grueso y uno finamente dividido, es
decir, hay partículas de Estevia que se van al fondo mientras otras quedan en la superficie,
además, mediante búsquedas bibliográficas, sabemos que la eficacia de la lixiviación de la
Estevia aumenta mediante la agitación; Por lo cual, a partir de lo anterior, y conocidos los
distintos equipo de extracción en discontinuo vamos a elegir un extractor vertical agitado
mediante paletas.
1.5.2 SELECCIÓN DEL PROCESO DE PURIFICACIÓN
Analizando los distintos procesos descritos anteriormente, llegamos a las siguientes
conclusiones:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 34
En relación a las resinas de intercambio iónico, a parte de sus múltiples etapas, y de
su bajo porcentaje de purificación, aparece de nuevo el uso de un solvente orgánico,
una mezcla hidroalcólica, por lo que vamos a descartarlo.
Respecto a la purificación mediante azeolitas modificadas desconocemos con que
iones vamos a conseguir mayor efectividad además, se reduce la concentración de
poder endulzante (8), así como la alteración del sabor en el caso del bario y no vamos
a poder obtener un líquido incoloro.
Finalmente vamos a escoger la purificación mediante combinación de membranas
filtrantes por su mayor porcentaje de purificación, la falta de necesitad de otro tipo
de solvente o la adición de otros compuestos y su comodidad de uso.
1.5.3 ELECCIÓN DEL PROCESO DE CONCENTRACIÓN
Para la elección del proceso de concentración, hemos explicado los distintos tipos de evaporadores entre los cuales, escoger el equipo que mejor se adapte a nuestro producto; Sin embargo, al indagar más profundamente en el proceso de purificación, observamos que la operación de nanofiltración es capaz de retener moléculas con un tamaño superior a 200Da. Debido a que el tamaño de los esteviósidos es mayor a 200Da, y ser estos las moléculas deseadas, al atravesar el equipo de nanofiltración, quedarán retenidos en la membrana; Por ello, para realizar la concentración de nuestro producto, es suficiente hacer pasar a través de la membrana, parte o la totalidad del caudal procedente del extracto, y la mezcla posterior del rechazo o retenido de este, con la porción del caudal, la cual, no ha atravesado la membrana, en función de la concentración final del producto deseado.
1.6 SELECCIÓN DEL TIPO DE MATERIALES
Para la construcción del tanque se seleccionó el acero AISI 304, pues es un acero inoxidable
de calidad alimentaria, es decir no produce efectos nocivos para la salud, y además, cuenta
con las siguientes características técnicas (17):
Grado básico de inoxidable.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 35
Buena resistencia a la corrosión atmosférica, ambientes húmedos neutros, corrosión
alcalina, ambientes ácidos no clorados.
Dúctil a todas las temperaturas.
Buena resistencia a la oxidación de alta temperatura hasta 900ºC (1652ºF).
Buena resistencia mecánica a la tensión y a la deformación permanente.
Susceptible a la corrosión intergranular por cloruros a temperaturas entre 600-800ºC
(1112-1471ºF) especialmente en ambientes oxidantes, y a la rotura por corrosión
bajo tensiones en ambientes húmedos y calientes.
Soldable (TIG o MMA) pero con posibilidad de ataque intergranular.
Se puede doblar y expandir.
1.7 BOMBAS Y COMPRESORES
1.7.1 INTRODUCCIÓN
Puede ajustarse al nombre de bomba o compresor toda máquina que realice un trabajo con
la finalidad de mantener un fluido en movimiento o provocar el desplazamiento o el flujo del
mismo, si puede evaluarse mediante las siguientes características:
Cantidad de fluido descargado por unidad de tiempo.
Aumento de la presión.
Potencia.
Rendimiento.
El efecto conseguido por la mayoría de los dispositivos de bombeo es el de aumentar la presión del fluido, si bien algunos de ellos comunican al fluido un aumento de su energía cinética o una elevación de su nivel geodésico.
Las bombas en general, son utilizadas para líquidos, trabajando simultáneamente con la presión atmosférica de forma que esta, impulse el líquido hacia el interior de la bomba por la depresión que tiene lugar en el centro de la misma.
Las bombas empleadas para gases y vapores suelen llamarse compresores, estos, poseen una tubería de succión por donde es aspirado el gas que dentro del compresor, el cual, reduce su volumen y aumenta su presión.
1.7.2 TIPOS DE BOMBAS

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 36
Hay muchas formas de clasificar las bombas, por ejemplo, se pueden catalogar por rangos de
volúmenes a manejar o por fluidos a mover, entre otras. Sin embargo, la clasificación más
general, es en función, de la forma en que las bombas comunican el movimiento al fluido:
Imagen 1.7.2.1: Tipos de bombas.
BOMBAS DE DESPLAZAMIENTO POSITIVO, (18) y (21) :
Las bombas de este tipo, son bombas de desplazamiento que crean la succión y la
descarga, desplazando agua con un elemento móvil. El espacio que ocupa el agua se
llena y vacía alternativamente forzando y extrayendo el líquido mediante
movimiento mecánico.
El término “positivo”, significa que la presión desarrollada está limitada solamente
por la resistencia estructural de las distintas partes de la bomba y la descarga no es

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 37
afectada por la carga a presión sino que está determinada por la velocidad de la
bomba y la medida del volumen desplazado.
Las bombas de desplazamiento positivo se utilizan para líquidos viscosos o pastosos y
funcionan con bajas capacidades y altas presiones en relación con su tamaño y costo.
Este tipo de bomba resulta el más útil para presiones extremadamente altas, para
operación manual, para descargas relativamente bajas, para operación a baja
velocidad, para succiones variables y para pozos profundos cuando la capacidad de
bombeo requerida es muy poca.
Los usos más habituales para este tipo de Bombas son:
- - Bombeo en pozos llanos. - - Operación por molinos de viento. - - Bombeo en pozos profundos. - - Altas cargas a presión. - - Para niveles de agua variable. - - Alimentación de calderas. - - Bombas de incendio. - - Bombeo de aceite y gasolina. - - Bombas de transferencia y circulación. - - Fumigadores de cosecha.
Según el mecanismo de impulsión del líquido, pueden dividirse en:
Tabla 1.7.2.1: Tipos de Bombas de desplazamiento positivo.
Bombas de desplazamiento positivo Bombas Alternativas Bombas Rotatorias
Bombas de émbolo Bombas de ruedas dentadas
Bombas de pistón Bombas de ruedas excéntricas
Bombas de diafragma Bombas de lóbulos
Bombas de paletas
Bombas de tornillo
Bombas peristálticas
Bombas de hélice salomónica

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 38
Imagen 1.7.2.1: Bomba de émbolo. Imagen 1.7.2.3: Bomba de diafragma.
Imagen 1.7.2.3: Bomba de pistón.
Imagen 1.7.2.4: Bomba de ruedas Imagen 1.7.2.5: Bomba de ruedas
dentadas. excéntricas.
Imagen 1.7.2.6: Bomba de lóbulos.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 39
Imagen 1.7.2.7: Bomba de paletas. Imagen 1.7.2.8: Bomba de tornillo.
Imagen 1.7.2.9: Bomba peristáltica. Imagen 1.7.2.10: Bombas de hélice
Salomónica.
BOMBAS CENTRÍFUGAS, (19) y (20) :
Aunque existen numerosos tipos de construcción, todas las bombas centrífugas, tienen
en común una entrada axial del líquido al rodete de la bomba.
Un motor eléctrico acciona el eje de la bomba en el cual, está montado el rodete. El agua
que entra axialmente en el rodete a través de la boca de aspiración, se desvía mediante
las paletas del rodete en dirección radial. Las fuerzas centrífugas, que actúan en cada
partícula de líquido, originan durante el paso del líquido por la zona de las paletas un
aumento de la presión y de la velocidad.
Después de la salida del rodete, el líquido se acumula en la caja espiral, la velocidad del
flujo se reduce de nuevo ligeramente. La transformación de la energía se refleja en un
aumento de la presión.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 40
Imagen 1.7.2.11: Bomba centrífuga.
Las diferentes clases de bombas se definen de acuerdo con el diseño del rodete, el cual,
puede ser para flujo radial o axial.
- Flujo radial:
Este rodete envía por una fuerza centrífuga, el flujo del fluido en dirección radial
hacia la periferia de aquel. La carga de velocidad es convertida a carga de presión en
la descarga de la bomba.
Por lo general, los alabes (aletas) de estos rodetes están curvados hacia atrás. El
rodete radial ha sido el tipo más comúnmente usado.
- Flujo axial o tipo hélice:
Casi toda la carga producida por este rodete es debida a la acción de empuje de las
aletas. El fluido entra y sale del rodete en dirección axial o casi axial.
- Flujo mixto:
La carga se desarrolla con un rodete delgado, en parte por fuerza centrífuga y en
parte por el empuje de las aletas.
Esto se consigue, construyendo aletas de curva doble o en forma de hélice, de tal
manera que la descarga es una combinación de flujo axial y radial.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 41
Los cambios de las características de los rodetes de tipo radial con los de tipo radial con
respecto de los de tipo axial son, respectivamente, de carga grande y flujo moderado a flujo
extremadamente grande y carga baja.
Las bombas centrífugas resultan elemento indispensable en las instalaciones de
abastecimiento de agua para poblaciones, industrias, edificios, etc., en los sistemas de riego
y drenaje, en los alcantarillados de aguas residuales, puesto que pueden trabajar con
líquidos con sólidos en suspensión, también se utilizan en los sistemas de acumulación de las
estaciones hidroeléctricas, en los sistemas de alta presión de alimentación de calderas, en
las prensas hidráulicas, en la circulación de agua para calefacción, refrigeración o plantas
térmicas, y en la impulsión de toda clase de líquidos, ya sean viscosos, corrosivos, jugos de
frutas, leche, etc., en las instalaciones industriales.
1.7.2.1 SELECCIÓN DEL TIPO DE BOMBA
A la hora de seleccionar una bomba para una aplicación particular, deben tenerse en cuenta
una serie de factores, como:
La naturaleza del líquido que va a bombearse.
Se caracteriza por su temperatura en las condiciones de bombeo, densidad, viscosidad,
tendencia a generar corrosión o erosión en las distintas partes de la bomba y la presión
de vapor a la temperatura de bombeo.
La capacidad requerida (caudal volumétrico a impulsar).
La carga total de la bomba.
El tipo de fuente energética (motor eléctrico, motor diesel, turbina de vapor).
Importe de la bomba, de su instalación, de operación y mantenimiento.
Otros factores como:
- Códigos y estándares que rigen las bombas.
- Condiciones en el lado de la succión (entrada) y en el lado de la descarga (salida).
- Limitaciones de espacio, peso y posición y condiciones ambientales.
Debido a que el producto a impulsar es un líquido de características similares a las del agua, y con posibles sólidos en suspensión, se han seleccionado bombas de tipo centrífuga, ya que

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 42
están especialmente indicadas para bombear aguas con sólidos en suspensión, permitiendo también trabajar con grandes caudales. Otras ventajas que presentan frente a las bombas de desplazamiento positivo, son, (22):
Sencillez
Bajo coste inicial
Caudal uniforme (sin pulsaciones)
Necesita de poco espacio para su instalación
Bajos costes de mantenimiento y funcionamiento
Funcionamiento silencioso
Adaptabilidad a su acoplamiento con motor El cebado de estas bombas a la salida de los extractores será, por gravedad, ya que se encuentran por encima del nivel donde se encontrará la bomba.
CAPÍTULO 2: DESCRIPCIÓN DEL PROCESO
El proceso comienza, a partir de las hojas de Estevia secas, las cuales habrán sido trituradas para obtener una mayor área de contacto en su posterior tratamiento. Una vez tenemos las hojas en el tamaño adecuado, son introducidas en un extractor agitado
por su parte superior, con un fondo falso de malla de acero inoxidable, dentro del cual se
realizará el transporte de los glucósidos del esteviol, desde los sólidos triturados de las hojas
de Estevia, al solvente elegido, es decir, agua en grado farmacéutico, procedente del agua de
red purificada por medio de una instalación de membranas destinada a ello cuyo diseño no
se contempla en el presente proyecto.
La extracción se realizará a 60°C de temperatura, obtenida mediante la transferencia de
calor procedente de vapor de calefacción, el cual circulará, en el interior de una camisa que
rodea el extractor, proceso que en su totalidad, tomará un tiempo de 3 horas.
El producto obtenido, es decir el extracto, se hará pasar a través de una serie de filtros,
mediante los cuales, iremos eliminando del extracto, compuestos no deseados, purificando y
concentrando de esta manera, nuestro producto final.
El fondo falso del reactor, actuará de primer filtro en la etapa de macrofiltración, evitando
de esta manera, el paso de la materia sólida en suspensión por la tubería de salida del
extractor situada en su parte inferior, el extracto continuará avanzando hacia las etapas de

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 43
microfiltración y ultrafiltración, donde se eliminarán compuestos como proteínas, taninos,
lípidos y otros compuestos de alto peso molecular, separándose en dos corrientes, el
rechazo, el cual será usado o vendido, aportando de esta manera un valor añadido del
residuo como fertilizante y el permeado, parte del cual continuará hasta la operación de
nanofiltración, que concentrará nuestro producto, y parte avanzará hacia la columna de
carbón activado para eliminar el color procedente de la clorofila.
Finalmente, ambas corrientes, la procedente de la columna de carbón activado y el
concentrado de la etapa de nanofiltración, se unen de nuevo, en un tanque de
almacenamiento agitado de acero inoxidable, formando un producto compuesto
únicamente por los glucósidos de esteviol, el producto deseado, y agua, con una
concentración del 10%, al cual se le añadirá conservantes alimenticios para evitar la posible
degradación del producto, se mantendrá en dicho tanque a la espera de ser envasado,
mientras que el permeado de la etapa de nanofiltración, el cual, contendrá únicamente
agua y sales minerales tendrá un nuevo uso como agua de regadío en la plantación.
DIAGRAMA DE FLUJO:
EXTRACCIÓN FILTRACIÓN PURIFICACIÓN CONCENTRACIÓN
ENVASADO

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 44
Imagen 2.1: Diagrama de flujo programa visio 2013
Reactor agitado
encamisado
Reactor agitado
encamisado
Reactor agitado
encamisado
Reactor agitado
encamisado
Macrofiltración
Macrofiltración
Macrofiltración
Retenido,fertilizante
Retenido,fertilizante
Microfiltración
Ultrafiltración
Columna de carbón
activado
Nanofiltración
Permeado,Agua de riego
Envasado
Tanque de almacenamiento
Rechazo,Concentrado
dulce

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 45
2.1 EXTRACCIÓN
El proceso de extracción sólido-líquido puede llevarse a cabo en una etapa o contacto
simple, o en varias variando la forma de contacto entre soluto y solvente pudiendo ser en
corriente directa o en contracorriente.
La diferencia principal entre el contacto sencillo y el múltiple en corriente directa, es que
este método, consiste en la repetición del procedimiento empleado para una etapa en
etapas sucesivas, es decir, en cada etapa se emplea nueva cantidad de disolvente y la
alimentación de cada una de ellas es el refinado procedente de la etapa anterior.
La primera etapa se resuelve igual que para contacto sencillo.
La extracción en contracorriente, es el método de extracción más empleado en la práctica
industrial. El refinado se va empobreciendo en soluto desde la primera hasta la última etapa,
mientras que el extracto se va concentrando en soluto desde la última hasta la primera.
Normalmente, se utiliza en aquellos casos en los que es difícil la extracción del producto de
interés, o el coste del solvente utilizado es alto, ya que de los tres posibles casos de
extracción, la extracción en contracorriente es la más cara de llevar a la práctica debido al
equipo necesario para ello.
En nuestro caso, le extracción de los esteviósidos, no es una operación complicada de llevar
a la práctica y al ser agua el solvente a utilizar, no tendremos un alto coste debido al
solvente por lo que la elección del proceso de extracción se realizará entre la extracción
simple y la de múltiples etapas en corriente directa en base a los resultados obtenidos de
distintos planteamientos teóricos.
Durante la extracción, la mezcla se mantendrá en continua agitación, esto es debido, a que
experimentalmente, se ha obtenido un mayor rendimiento en la transferencia de
esteviósidos si la mezcla se mantiene en movimiento, (8) .
2.2 PURIFICACIÓN

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 46
Una vez realizada la extracción, el extracto, debe pasar por un proceso de purificación
mediante el cual, consigamos un producto compuesto únicamente por los esteviósidos
extraídos en el proceso, más el disolvente utilizado.
Este paso es necesario, debido a que, en la extracción no se obtiene únicamente la mezcla
de esteviósidos deseados, en la realidad, existen otros compuestos formando parte del
inerte, los cuales, habrán sido transferidos junto con los esteviósidos como parte del
extracto.
Para llevar a cabo la purificación, se ha elegido el método de membranas filtrantes, el cual
consiste en hacer pasar el extracto a través de una combinación específica de membranas,
las cuales, son capaces de retener los componentes indeseados, mediante diferencia de
tamaños.
Tipos de operación cuando la fuerza impulsora es la presión, (16):
Microfiltración (MF):
La microfiltración es una tecnología confiable y eficiente para la remoción de sólidos y
recuperación de productos en todo tipo de líquidos, tiene un grado de filtración más
pequeño que un filtro multimedia y las membranas usadas para la microfiltración tienen
un tamaño de poro de 0.1–10 µm.
Por tener una porosidad tan pequeña, estos filtros tienen la ventaja adicional de retener
bacterias y virus, a pesar de que los virus son más pequeños que los poros de la
membrana de microfiltración. Esto es porque los virus se pueden acoplar a las bacterias, (26).
Este tipo de membranas poseen un tamaño de poro mayor de 50 nm. El rango de
presiones de operación está por debajo de los 0,2 MPa.
Ventajas:
- Proceso eficiente.
- Grado de filtración pequeño.
- Remoción de bacterias y virus.
- Remoción de turbidez.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 47
Imagen 2.2.1: Separación de compuestos típicos por microfiltración.
Ultrafiltración (UF):
Esta membrana posee un tamaño de poro entre 50 y 2 nm. El rango de presiones de
operación está entre 0,1 y 1 MPa. La ultrafiltración es utilizada para separar
contaminantes microbiológicos, coloides (proteínas) y en general moléculas de gran
tamaño.
Es una tecnología excelente para asegurar una calidad constante de agua ultrapura con
respecto a las partículas, las bacterias y los pirógenos.
Ventajas:
- Elimina efectivamente la mayoría de coloides, encimas, microorganismos,
partículas y endotoxinas por encima de sus tamaños nominales, manteniéndolos
por encima de la superficie del ultrafiltro
- Funcionamiento eficiente
- La duración puede ampliarse mediante un chorro regular de agua de alta
velocidad.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 48
Imagen 2.2.2: Separación de compuestos típicos por ultrafiltración.
Nanofiltración (NF):
Este tipo de membranas poseen un tamaño de poro menor de 2 nm. El rango de
presiones de operación está entre 0,5 y 4 MPa. La nanofiltración permite separar los
azúcares de otras moléculas orgánicas, así como sales minerales multivalentes de
moléculas orgánicas, y sales multivalentes de las monovalentes, debido a los efectos de
exclusión iónica y estérica.
Además la nanofiltración, también permite la eliminación de pesticidas, metales
pesados y nitratos del agua.
Las aplicaciones típicas incluyen desalinización de productos lácteos, recuperación de
proteínas hidrolizadas, concentración de azúcares y purificación de pinturas y pigmentos
solubles.
Imagen 2.2.3: Separación de compuestos típicos por nanofiltración.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 49
Ósmosis inversa (OI):
En la ósmosis normal, el solvente pasa espontáneamente de una solución menos
concentrada a otra más concentrada a través de una membrana semipermeable.
Imagen 2.2.4: Separación de compuestos típicos por ósmosis inversa.
Entre ambas soluciones existe una diferencia de energía, originada en la diferencia de
concentraciones. Si se agrega a la solución más concentrada energía en forma de
presión, el flujo de solvente se detendrá cuando la presión aplicada sea igual a la presión
osmótica aparente entre las dos soluciones.
Esta presión osmótica aparente es una medida de la diferencia de energía potencial
entre ambas soluciones. Si se aplica una presión mayor a la solución más concentrada, el
solvente comenzará a fluir en el sentido inverso. Se trata de la ósmosis inversa. El flujo
de solvente es una función de la presión aplicada, de la presión osmótica aparente y del
área de la membrana presurizada, (26).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 50
Imagen 2.2.5: Funcionamiento de la ósmosis
Esta membrana posee el nivel más fino de la filtración, pues no posee poros. Actúa como
una barrera selectiva a todos los iones disueltos y a moléculas orgánicas con un peso
molecular superiores a 100 Da. En cambio las moléculas de agua pasan libremente a
través de la membrana.
Tabla 2.2.1: Capacidad de separación de los procesos de membrana por presión de forma
genérica, según el peso molecular de corte, (15).
En la siguiente tabla, se muestran los diferentes glucósidos de la Estevia y sus respectivos
Pesos moleculares, los cuales, gracias a su tamaño, nos guían en la elección de las etapas de
filtración a elegir.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 51
Tabla 2.2.2: Pesos moleculares, Temperaturas de fusión y fórmula molecular de los
diferentes, glucósidos de la Estevia, (14).
Imagen 2.2.6: Funcionamiento de conjunto de membranas filtrantes.
MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 52
Otro proceso de purificación, el cual, trabaja en común con el conjunto de membranas:
Columna de carbón activado, (26) :
El carbón activado es un excelente adsorbente universal que tiene algunas propiedades
catalíticas.
Se utiliza ampliamente para purificar agua y remover compuestos de sabor y olor, lo que
da como resultado un agua con excelentes características organolépticas. También
remueve el cloro y las cloraminas del agua potable utilizada para hacer bebidas como
agua embotellada, refrescos y cerveza.
En sistemas de aguas residuales, el carbón activado usualmente es parte del proceso de
tratamiento que reduce los niveles de compuestos orgánicos, como herbicidas,
insecticidas, compuestos orgánicos volátiles (COVs), etc.
El área de superficie (AS) del carbón activado varía de 500 a 2500 metros cuadrados por
gramo (m2/g), dependiendo de la materia prima y del proceso de activación. El grado
típico de carbón para tratamiento de agua tiene un área de superficie de 900 a 1100
m2/g.
La construcción y el diseño de los filtros de carbón activado son muy importantes y
pueden evitar muchos inconvenientes durante la operación. Los filtros deben ser
seleccionados apropiadamente en cuanto al tamaño para la capacidad de flujo máximo,
deben contener la cantidad correcta de carbón activado para permitir un adecuado
tiempo de contacto y, garantizar espacio libre suficiente para el retrolavado.
2.2.1 SELECCIÓN DEL SISTEMA DE PURIFICACIÓN
La combinación de membranas escogida es la siguiente:
Macrofiltración:
Se realiza a la salida del reactor, realiza la separación del extracto y refinado, mediante la
cual, eliminamos la parte sólida, reteniendo de esta manera la materia sólida en
suspensión.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 53
Los sólidos en suspensión, adquieren un nuevo valor comercial como fertilizante
agrícola.
Microfiltración:
Se realiza tras la etapa de macrofiltración, mediante este filtro, eliminamos de nuestro
producto, las proteínas, pectinas, taninos y algunos pigmentos precedentes de las hojas
de Estevia.
Utrafiltración
Retiene las moléculas con un tamaño mayor a 1.000 Da, separando la mezcla en dos
corrientes:
- Rechazo:
Parte retenida en la membrana, al cual se le puede dar un nuevo uso comercial
como fertilizante.
- Permeado:
Proporción de la disolución que atraviesa la membrana sin problema, y que
continúa hacia la siguiente etapa.
Imagen 2.2.1.1: Tecnología de membrana de ultrafiltración.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 54
Columna de nanocarbón activo:
Eliminamos el color de la disolución proveniente de la clorofila de las hojas, obteniendo
de esta manera un líquido incoloro que resulte agradable a la vista del consumidor, (9).
2.3 CONCENTRACIÓN
Nanofiltración:
Una vez pasado el proceso de purificación, en el caudal del extracto, quedarán
disolvente, clorofila, y los esteviósidos en disolución, procedente del proceso anterior de
ultrafiltración.
Llegados a este punto, el caudal se divide en dos partes:
- Una parte del caudal, se dirige hacia la operación de nanofiltración en la cual, se
realiza la concentración de nuestro producto al 97%.
- Otra parte del caudal, se dirige hacia la columna de carbón activado para eliminar
la clorofila, obteniendo el producto final a la concentración deseada.
CAPÍTULO 3: DISEÑO DEL SISTEMA DE EXTRACCIÓN
3.1 EXTRACCIÓN
Para realizar el estudio del proceso, realizaremos la extracción mediante enfoques distintos:
Extracción en una etapa.
Extracción en varias etapas en corriente directa, lo que significa que, cada nueva
etapa tiene como alimentación el producto obtenido de la anterior etapa de
extracción, aunque añadiendo una masa nueva de disolvente en cada etapa, aunque
en la misma cantidad que en la etapa anterior.
3.1.1 EXTRACCIÓN EN UNA ETAPA

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 55
Consiste en una operación en la cual se pone en contacto discontinuo y mediante agitación,
la alimentación (F), con el disolvente (D) a emplear, en este caso agua en grado
farmacéutico, en las cantidades consideradas en el presente proyecto por un tiempo
determinado durante el cual, se produce la transferencia de materia del sólido al líquido tras
la cual, se separará la disolución formada, extracto (E), por el sólido inerte, refinado (R).
Imagen 3.1.1.1: Diagrama de extracción sólido-líquido simple o en contacto sencillo.
Conoceremos los valores de las corrientes anteriormente citadas, mediante el uso del
diagrama triangular, en el cual, en el eje de abscisas se encuentra el valor del soluto, y en
el de ordenadas el del disolvente.
Se aplica el siguiente balance de materia global, del cual se obtiene la cantidad del punto
de mezcla (M):
De la misma manera, realizando balances de materia respecto del soluto, disolvente, o
inerte, podemos conocer la composición del punto de mezcla:
Balance de materia respecto del soluto:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 56
Balance de materia respecto del disolvente:
Para obtener la concentración de la mezcla respecto del inerte, podríamos realizar un nuevo
balance de materia o restar a la unidad los resultados obtenidos, ya que estas
concentraciones se encuentran en tanto por uno:
Una vez obtenidas el valor de la composición del punto de mezcla, se sitúa en el diagrama, el
cual, queda completamente localizado ya que debe quedar situado sobre la recta .
Una vez situado M, uniendo esta al vértice correspondiente con el inerte y prolongando la
recta hasta la hipotenusa obtenemos las composiciones de las corrientes de extracto, (E) y
refinado (R), en los puntos de corte con la hipotenusa y la cuerva de retención
respectivamente.
NOTA:
La curva de retención característica de la Estevia se ha obtenido en el ANEXO I.
Imagen 3.1.1.2: Diagrama triangular extracción sólido-líquido en 1 etapa.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 57
Donde el extracto estará formado por parte del disolvente, más parte del soluto procedente
de la alimentación, mientras que el refinado constará de todo el inerte, más la cantidad de
disolvente que haya quedado retenido, más la parte del soluto restante procedente de la
alimentación.
Para calcular las cantidades de extracto y refinado se llevan a cabo los siguientes balances de
materia, una vez conocidas sus composiciones, a través de los puntos obtenidos en el
diagrama triangular:
Conocidas las cantidades de las corrientes de extracto y refinado, puede conocerse, la
concentración de la disolución resultante y la el porcentaje de soluto recuperado, en nuestro
caso, glucósidos de esteviol.
Concentración de la disolución resultante:
En este caso, al tratarse sólo de una etapa, la concentración de la disolución, coincide
con la concentración del extracto referida al soluto, XsE.
Porcentaje de soluto recuperado:
El porcentaje de soluto recuperado se calcula mediante la siguiente fórmula en la
cual, se relaciona la cantidad de soluto total en la alimentación, con la, cantidad de
soluto obtenida en el extracto:
Realizando el anterior procedimiento se han obtenido los siguientes resultados:
Kg Agua 875 1000 1125 1187,5 1250
%Gluc. Recup. 20,532 30,086 40,38 42,55 47,704

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 58
%Gluc. disolucion
3,075 2,7 2,4 2,3 2,175
Tabla 3.1.1.1: Porcentajes de extracción y concentración de producto extraído en función de
la masa de disolvente utilizada.
NOTA: La obtención de estos, se muestran en el ANEXO V de cálculo.
3.1.2 EXTRACCIÓN EN MÚLTIPLES ETAPAS EN CORRIENTE DIRECTA
Este tipo de extracción consiste en la repetición del procedimiento descrito anteriormente
en sucesivas etapas, en cada una de las cuales se emplea una cantidad nueva de disolvente y
la alimentación es el refinado procedente de la etapa anterior.
Imagen 3.1.2.1: Diagrama de extracción sólido-líquido en múltiples etapas en contacto
directo.
Al tratarse de etapas sucesivas, la primera etapa se resuelve de igual manera que la
extracción en una etapa o contacto simple o sencillo, coincidiendo valores iguales a caudales
iguales, utilizando los mismos balances de materia que los mencionados anteriormente.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 59
Imagen 3.1.2.1: Diagrama triangular extracción sólido-líquido en corriente directa, etapa 1.
Para el cálculo del punto de mezcla de la segunda etapa, M2, se realizarán los siguientes
balances de materia:
Una vez obtenidos, la composición de soluto y disolvente del punto de mezcla de la etapa 2,
se sitúa sobre el diagrama fácilmente, ya que coincide se encuentra sobre la recta de unión
de los puntos , obteniendo además la composición del extracto y refinado de la segunda
etapa, E2 y R2 igual que en la etapa anterior.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 60
Imagen 3.1.2.2: Diagrama triangular extracción sólido-líquido en corriente directa, etapa 2.
Con la composición del segundo punto de mezcla, M2, y las de E2 y R2 obtenidas del
diagrama, obtenemos las cantidades de estos mediante los siguientes balances de materia:
Las siguientes etapas se realizan de la misma manera que las descritas anteriormente, a
excepción de la concentración de la disolución final y por lo tanto la concentración de soluto
recuperada:
Concentración final de la disolución:
Cantidad de soluto recuperado:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 61
Siguiendo este procedimiento, se han obtenido los siguientes resultados:
Kg Agua NºEtapas
875 1000 1125 1187,5 1250
2
65,478
69,794
70,59
78,46
85,44
%Gluc. Recup.
2
1,67
1,535
1,45
1,29
1,18
%Gluc. Disolución
3
81,586
84,18
89,069
93,73
94,52
%Gluc. Recup.
3
1,269
1,11
0,94
0,861
0,833
%Gluc. Disolución
Tabla 3.1.2.1: Porcentaje de producto extraído y concentración del producto en disolución
de la extracción en múltiples etapas, en corriente directa en función de la cantidad de
disolvente utilizada.
NOTA: Los datos de la tabla se han obtenido en el ANEXO VI de cálculo, dónde podremos
observar el procedimiento, paso, por paso, con mayor detalle.
3.2 PRESIÓN DE DISEÑO
Vamos a definir dos presiones de diseño dependiendo los componentes del reactor que la
vaya a soportar, de este modo definiremos para la carcasa y cabezal inferior una presión
externa, debido a que van a estar rodeados por un camisa de vapor y para el cabezal
superior una presión interna:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 62
PRESION INTERNA (PD.in):
Debe ser siempre mayor a la presión máxima de operación o servicio, se establece mediante
el máximo de las siguientes especificaciones:
PD.in ≥ 1,1*Presión máxima de operación (Kgf/cm2)
PD.in ≥ 2+ Presión máxima de operación (Kgf/cm2)
PD.in ≥ 3,5 Kg/cm2
Realizando los cálculos anteriores obtenemos una presión de diseño interna:
Presión interna de diseño = 3,5
PRESIÓN EXTERNA (PD.ex):
En este caso, las ecuaciones a seguir, son las mismas que las citadas anteriormente, por lo
que al desarrollar las ecuaciones se obtiene una presión externa de diseño:
Presión externa de diseño = 3,5
NOTA: valores obtenidos en el ANEXO VII de cálculo.
3.3 TEMPERATURA DE DISEÑO
La temperatura de diseño debe ser superior a la máxima temperatura que se produzca
durante la operación; Es habitual tomar el siguiente valor como temperatura de diseño:
Nuestra temperatura de diseño es:
TD = 80°C = 353,25K = 176 °F
MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 63
NOTA: valor obtenido en el ANEXO VIII de cálculo.
3.4 DIMENSIONAMIENTO DEL EXTRACTOR
El extractor elegido, consiste en un extractor vertical de forma cilíndrica, con cabezales de
forma toriesférica, el cual estará rodeado por una camisa de vapor por la que circulará
vapor de agua, para aportar el calor necesario a la mezcla hasta alcanzar la temperatura
deseada.
3.4.1 ENVOLVENTE
Para calcular las dimensiones de la carcasa, se toma como base la capacidad máxima de diseño, la cual se estima incrementando un 10% la capacidad necesaria para albergar la cantidad de mezcla inicial.
Consideraremos:
- V: volumen del extractor, m3 - R: radio interno del extractor, m - L: altura o longitud de la carcasa, m - D: diámetro del extractor, m
Volumen diseño = 1,1*Volumen inicial
Al tener el extractor una forma cilíndrica, podemos obtener el diámetro y la altura de este, de manera fácil, gracias al volumen del cilindro:
Volumen de un cilindro:
La relación altura, diámetro del tanque. L/D = 1,5: Esta recomendación hace que el tanque sea más alto que ancho, lo que favorece el tiempo de contacto entre las partículas y el líquido y por lo tanto la transferencia de

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 64
masa (25), pero no debe ser demasiado alto para que no se vuelva inestable y requiera de costosos anclajes para evitar posibles volcamientos.
Espesor de la envolvente: El espesor de la carcasa será calculada bajo la presión externa provocada por la camisa de vapor que la rodea. Según el código ASME VIII-Divisón 1 el proceso del cálculo del espesor de la envolvente de un recipiente cilíndrico a presión exterior es:
- Suponemos un espesor inicial, t, al cual, se debe añadir un mínimo de sobre-espesor por corrosión, CA. En el caso de ASME no prescriben la magnitud de corrosión excepto para recipientes con espesor mínimo requerido menor de 0,25in que han de utilizarse para un servicio de vapor de agua, agua o aire comprimido, para los cuales indica un margen de corrosión no menor de 1/6 del espesor de placa calculado, no siendo necesario que la suma de ambos exceda ¼ in (Norma UCS-25), (13).
- Para el caso en que la relación Do/t ≥ 10 (Do = Diámetro exterior; t= Espesor corroído).
- Se supone un valor del espesor mínimo requerido, t, y se calcula L/Do y Do/t.
- Y con dichos valores nos vamos a las tablas de la sección II parte D del código y obtenemos A.
- Una vez que tenemos “A”, nos vamos a la gráfica del acero austenítico tipo 304 y obtenemos el valor “B” en función de la temperatura de diseño.
- Una vez conocido el factor “B” podemos obtener el valor de la presión máxima admisible de trabajo mediante la siguiente fórmula:
- Si Pa ≥ Pd : el espesor inicial elegido es válido

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 65
- Si Pa ≤ Pd : el espesor inicial elegido no es válido, se procede a aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
Como hemos citado anteriormente la envolvente de nuestro extractor, tendrá forma
cilíndrica en disposición vertical, con las siguientes dimensiones.
M. disol-vente Kg
M. mezcla Kg
Vol. Inicial m3
Vol. Diseño m3
D. interior m
L, m D. exterior m
P. adm-isible (atm)
Espesor (mm)
Espesor + CA (mm)
875 1763,04 1,799 1,979 1,749 2,624 1,773 3,492 11 12
1000
1944 2,012 2,213 1,807 2,711 1,832 3,647 11,5 12,5
1125 2213,39 2,258 2,484 1,887 2,831 1,913 3,645 12 13
1187,5 2057 2,129 2,342 1,842 2,762 1,867 3,468 11,5 12,5
1250 2085,88 2,128 2,341 1,850 2,775 1,876 3,891 12 13
Tabla 3.4.1.1: Dimensiones de la envolvente del extractor en función de la masa de
disolvente utilizada.
NOTA: los resultados se han obtenido en el ANEXO IX de cálculo.
3.4.2 CABEZALES O FONDOS
Los cabezales son toriesféricos, ya que son los de mayor aceptación en la industria, debido a
su bajo costo y a que soportan grandes presiones manométricas, aunque su elección se ha
realizado tras comparar su espesor con cabezales de forma elipsoidales, también de gran
aceptación pero de mayor coste.
Para el cálculo de los espesores, debemos tener en cuenta que según ASME, los cabezales o
fondos que han de utilizarse para un servicio de vapor de agua, agua o aire comprimido,
deben contar con un espesor mínimo de 3/32 in [Norma UG-16(b) (6)], (13).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 66
Para fondos toriesféricos se procede de la siguiente manera:
Fondo superior:
Donde:
- P = presión de diseño o presión máxima de trabajo, psi, como el cabezal superior no está sometido a presión exterior, esta presión se refiere a la presión de diseño interna.
- S = valor del esfuerzo del material, psi.
- E = eficiencia de la junta.
- L= radio interior de la envolvente en pulgadas, el cual hemos calculado anteriormente, al cual se le sumará el margen de corrosión en pulgada.
Fondo inferior: En el caso del fondo inferior, como está rodeado de la camisa de vapor calefactora, estará sometida a presión externa, y para su cálculo se prosigue de la siguiente manera:
- Se estima un espesor inicial
- Se obtiene el valor “A´ ” mediante la siguiente ecuación
Donde: Ro = radio exterior de la corona de las cabezas bridadas y bombeadas
(toriesféricas), en este caso se utiliza con Ro.máximo = Do = diámetro exterior, de la cabeza, mm, el cual debe coincidir con el diámetro de la envolvente calculado anteriormente.
t = espesor supuesto inicial en mm.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 67
- con “A´” y la gráfica de aceros inoxidables para obtener el factor B´, obtenemos este último
- Una vez que obtenemos ”B´” podemos calcular la presión externa máxima admisible, según la siguiente ecuación:
- Una vez calculada la presión máxima, comparamos con la de diseño, de manera que: Si Pa ≥ Pd: el espesor inicial elegido es válido
Si Pa ≤ Pd: el espesor inicial elegido no es válido, se procede a
aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
Para el caso de fondos elipsoidales, se procede de la misma manera, con la diferencia de las siguientes ecuaciones de diseño:
Fondo Superior:
Donde:
- PD : Presión externa de diseño (psi) - D: Diámetro interior +2espesor (por cada lado) (in) - S: tensión admisible (psi) - E : Eficiencia de la soldadura - S : valor de tensión admisible a la temperatura de diseño
Fondo inferior:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 68
Donde:
- K = coeficiente geométrico que para fondos elípticos tiene un valor de K = 0,9 - Do = diámetro exterior de la carcasa mm - t = espesor inicial en mm - ro = K*Do
Finalmente, tras realizar una comparación entres los resultados de ambos tipos de fondos,
los cabezales escogidos para los extractores del presente proyecto, serán fondos
toriesféricos con las siguientes características:
Masa disolvente, Kg
Masa mezcla, Kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 11 12 3,418
1000 1944 11,5 12,5 3,501
1125 2213,389 12 13 3,478
1187,5 2057 11,5 12,5 3,395
1250 2085,88 12 13 3,590
Tabla 3.4.2.1: Dimensiones de los cabezales del extractor en función de la masa de
disolvente utilizada.
NOTA: los resultados se han obtenido en el anexo IX de cálculo.
3.5 CAMISA DE VAPOR
El extractor estará rodeado de una camisa de vapor de tipo 2, según la clasificación que se
hace en el código Asme Sección VIII División I en el apéndice 9, alimentada con vapor de
agua a 100°C, la cual, estará regulada mediante un termostato que mantendrá nuestro
tanque a una temperatura de 60°C, temperatura a la cual realizaremos la extracción.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 69
Como en este caso el fluido de la carcasa no está en contacto con nuestro producto, podemos fabricarlo de un material más barato, pero que cumpla las condiciones necesarias, en este caso hemos escogido Acero al carbono S-283.
Se calcula el espesor de la camisa calefactora bajo la presión interna del vapor circulante por las dos partes por separado.
CARCASA: El espesor de la carcasa se calcula teniendo en cuenta tanto los esfuerzos longitudinales, δx, como los esfuerzos circunferenciales, δφ, tomándose el mayor valor de los dos.
Debemos tener en cuenta que según ASME, para un servicio de vapor de agua, agua o aire comprimido, debe tener un espesor mínimo de 1/16 in [UG-16 (b)] y debe contar con un margen de corrosión mínimo de 1/6 in del espesor de placa calculado, (Norma UCS-25), (13). - Diámetro interior
El diámetro interior de la camisa será el formado por, el diámetro exterior del extractor al que envuelve, al cual, se sumará el espacio angular entre la pared exterior del extractor y la camisa, espacio por el cual circula el fluido calefactor, Suponiendo un espacio angular de 60mm, obtenemos:
Donde:
Di camisa: Diámetro interno de la camisa que queremos obtener, m j: Espacio angular entre la pared exterior del extractor y la camisa,
0,6m Do extractor: Diámetro exterior del extractor, m
- Esfuerzo longitudinal, δx:
El espesor debido a este tipo de esfuerzo, viene dado por la siguiente expresión:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 70
Donde:
PD = presión de diseño externa, calculada anteriormente.
r = radio interior (in), se calcula mediante el radio exterior obtenido anteriormente de la envolvente del extractor añadiéndole en este caso 60mm de espacio angular de la carcasa
S = tensión admisible (psi), tabulado a distintas temperaturas.
E = eficiencia de la soldadura
- Esfuerzo circunferencial, δφ:
El espesor debido a este tipo de esfuerzo, viene dado por la siguiente expresión:
- Espesor mínimo:
Como espesor mínimo se tomará el mayor de los dos calculados anteriormente, longitudinal y circunferencial, al cual se le sumará el margen por corrosión.
FONDO INFERIOR: Como en este caso, el fondo inferior del extractor toriesférico no era excesivamente grande en comparación con el fondo elíptico, se eligió el fondo inferior toriesférico, es lógico, que el fondo inferior de la camisa de vapor que rodea al extractor también lo sea. El espesor mínimo para fondos toriesféricos a presión interna viene dado por la siguiente expresión:
Donde: - PD : Presión de diseño (psi), en este caso la presión exterior del extractor

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 71
- L: radio interior de la envolvente en pulgadas, el cual hemos calculado anteriormente, al cual se le sumará el margen de corrosión en pulgadas
- S: tensión admisible (psi)
- E : Eficiencia de la soldadura
DIÁMETRO EXTERIOR: El diámetro exterior de la camisa, se calcula de la misma manera que hicimos anteriormente con el reactor, mediante la siguiente fórmula:
Do = D + 2*t
Donde:
- D : diámetro interior de la camisa
- t : espesor de la camisa, siendo este el mayor de los calculados entre la carcasa y el fondo inferior de la camisa de vapor una vez añadido el margen por corrosión.
Realizando detalladamente el seguimiento de los pasos anteriormente explicado, los
resultados obtenidos para las dimensiones de la camisa son:
Masa disolvente, kg
Masa mezcla, Kg
L, m Di (m)
(mm)
(mm)
t +CA carcasa (mm)
t + CA fondo (mm)
t+Ca final (mm)
Do (m)
875 1763,04 2,624 1,893 3,721 1,855 6,721 6,297 7 1,907
1000 1944 2,711 1,952 3,837 1,912 6,837 6,400 7 1,966
1125 2213,389 2,831 2,033 3,996 1,992 6,996 6,540 7 2,047
1187,5 2057 2,762 1,987 3,905 1,946 6,905 6,459 7 2,001
1250 2085,88 2,775 1,996 3,923 1,956 6,923 6,476 7 2,010
Tabla 3.5.1: Dimensiones de una camisa de vapor, con fondo toriesférico, para distintos extractores en función de la cantidad de disolvente a utilizar.
NOTA:
Los resultados mostrados, han sido obtenidos en el ANEXO X de cálculo.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 72
3.6 FLUIDO CALEFACTOR
El fluido usado para calentar el interior de nuestro extractor hasta la temperatura deseada,
es vapor de agua a 100°C a presión atmosférica, producido en una caldera eléctrica, cuyo
diseño, no se incluye en el presente proyecto.
Necesitamos obtener el calor necesario que es capaz transmitirse a través de la pared del extractor, para ello, vamos a establecer los siguientes datos de partida:
Fluido calefactor = vapor de agua saturado a 1atm de presión.
Temperatura del fluido calefactor = 100°C
Temperatura inicial de la disolución a calentar = 15°C
Área de intercambio, será igual al ocupado por la camisa de vapor.
Suponemos como dato de partida, que la camisa de vapor envuelve la totalidad del extractor y una vez, que conozcamos el calor que es necesario suministrar a la mezcla para obtener la temperatura deseada, lo compararemos con las potencias caloríficas, de los generadores de vapor industriales.
En el caso de que el calor necesario, fuese superior a la máxima potencia calorífica suministrable por los equipos industriales necesarios para ello, volveríamos al punto de partida, estableciendo un área de intercambio menor al supuesto inicialmente.
En el caso de que los equipos industriales pudieran proporcionarnos el calor necesario, nos restaría elegir, el equipo, que mejor se adapte a nuestras necesidades. Conocido los datos de partida, la ecuación de transmisión del calor está definida de la siguiente manera:
Donde:
U : coeficiente global de transferencia de calor [w/(m²*K)]
A : área de intercambio de calor (m²)
ΔT : diferencia de temperatura entre fluido caliente y frío (K)

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 73
Conocido ΔT, y establecido el área como dato de partida, necesitamos obtener el coeficiente global de transferencia de calor, para obtener el calor.
CÁLCULO DE U El coeficiente global de transferencia de calor, viene dado mediante la siguiente expresión:
Donde:
hi : coeficiente individual de transferencia de calor de la superficie interna [w/(m²*K)].
Ai : área longitudinal de intercambio de calor de la superficie interna (π*Di*L),[m²].
re : radio de la superficie externa, (m).
ri : radio de la superficie interna, m.
K : conductividad térmica del acero inoxidable K(363)= 15,971 [w/(m*K)].
NOTA: Dato tabulado en función, de la temperatura, ver tabla ANEXO XXII.2
ho : coeficiente individual de transferencia de calor de la superficie externa [w/(m²*K)].
Ao : área longitudinal de intercambio de calor de la superficie externa (π*Do*L), [m²].
Lc : longitud característica, en este caso será igual a la longitud de la camisa de vapor, (m).
NOTA: Puesto que U, debe estar referido a un área, referiremos U al área externa, debido a que, es el área que va a estar en contacto con el fluido calefactor.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 74
De la expresión gráfica anterior, observamos, que algunos datos son conocidos, sin embargo, hay otros que necesitamos calcular: CÁLCULO DE hi: El coeficiente individual de transferencia de calor de la superficie interna, viene dado por la siguiente ecuación:
Donde:
Di = diámetro interno del reactor,( m)
K = conductividad térmica del fluido a la temperatura media, [w/(m*K)]
Nud = es el número de Nusselt El diámetro del tanque y la conductividad, son datos que podemos conocer, sin embargo, el número de Nusselt, debemos obtenerlo a través de la ecuación del Nusselt para reactores encamisados:
Donde:
Prf = número de prandtl a la temperatura media
Rei = número de Reynolds interno Como el número de Reynolds interno, también nos es desconocido, su obtención, es el primer paso que debemos levar a cabo para la obtención de hi. Para el caso de un extractor agitado, el número de Reynolds, queda definido de la siguiente manera:
Donde:
N = velocidad de agitación de la mezcla, suponemos 10 rpm = 0,1667 rps

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 75
Suponemos una velocidad de giro baja, para lograr una eficiencia de mezcla sin excesivos movimientos del producto y ausencia de aire ocluido, además, la velocidad de transferencia aumenta con la agitación, y mejora la transferencia de calor.
Da : diámetro del agitador, según la relación S1, que se muestra a continuación: Da = 1/3Dt
ρ : densidad de la mezcla a la temperatura media = 992,852 kg/m³
µf : viscosidad del fluido, agua, a la temperatura media 0,0006886 poise NOTA: Datos tabulados en función, de la temperatura y la presión del fluido, ver tabla ANEXO XXII.1 Siendo la temperatura media, la media de las temperaturas del interior del extractor siendo estas, la temperatura inicial de la disolución, 15°C, y la temperatura que se quiere conseguir, 60°C. Luego:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 76
Imagen 3.6.1: Relación óptima entre los elementos de un extractor agitado. Una vez obtenido Rei, gracias a la ecuación del Nusselt para reactores encamisados podemos obtener hi:
Recordamos que:
Prf = número de prandtl a la temperatura media, Prf ≈ 4,574
NOTA: Dato tabulado en función, de la temperatura y la presión del fluido, ver tabla ANEXO XXII.1
Conocido el número de Nusselt, podemos obtener el coeficiente individual de transferencia de calor, hi:
Di : diámetro interno del extractor
K : conductividad térmica del fluido a la temperatura media ≈ 0,6286 [w/(m*K)]
NOTA: Dato tabulado en función, de la temperatura y la presión del fluido, ver tabla ANEXO XXII.1

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 77
CÁLCULO DE ho Para la obtención de ho, coeficiente de transferencia de calor individual de la parte externa, utilizamos la fórmula siguiente de condensación en película:
g : constante de la gravedad 9,81 m/s2
µf : viscosidad del fluido a una temperatura ≈ 368 µf (368) = 2958*10¯6 kg/(m*s)
hfg : calor latente de vaporización hfg (373 ) = 2257000 J/kg
ρl : densidad del líquido ρl(368) = 961,725331 kg/m3
ρv : densidad del vapor ρv (373) = 0,59559261 Kg/m3
Kl : conductividad térmica del líquido, Kl = 0,6782 w/(m*K)
T.sat : temperatura de saturación del fluido, 100°C ≈ 273°C
Ts : temperatura superficial de la pared de reactor, suponemos 90°C ≈ 263°C
Cpl : calor específico del líquido Cpl (368) = 4212 J/kg*K NOTA: Las propiedades físicas del líquido se deben evaluar a la temperatura de película, es decir la media entre T.sat, 100°C y Ts (de la pared), 90°C. Luego:
NOTA: Las propiedades se encuentran tabuladas en función, de la temperatura y la presión del fluido, ver tabla ANEXO XXII.1

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 78
Al comparar la cantidad de calor necesaria para un extractor, con la posible potencia calorífica capaz de suministrar un generador de vapor industrial, observamos que una caldera eléctrica de vapor de agua, puede llegar a suministrar incluso hasta 3000 kW, por lo que no sólo será posible alimentar a un extractor, sino, que con una única caldera de vapor, el equipo, será capaz de alimentar a los cuatros extractores simultáneamente. Podemos conocer el tiempo necesario para transmitir esta cantidad de calor, en cada extractor, suponiendo, que todo el calor transmitido va a ser absorbido por la disolución en su interior, es decir:
El calor absorbido, viene dado mediante la expresión:
Donde:
m : caudal másico de la mezcla en (kg/s)
cp : calor específico de la disolución a la temperatura media, es decir a 310,5K = 4178,1 J/kg*K
ΔT : diferencia de temperatura entre la temperatura deseada, 60°C, y la temperatura de partida de la disolución, 15°C
Masa dis. Kg Masa mezcla. Kg
Q.transmitido, Kw
t(min) Q.total (4 extractores) kW
875 1763,04 382,978 14,425 1531,912
1000 1944 413,942 14,716 1655,768
1125 2213,389 451,865 15,349 1807,460
1187,5 2057 431,772 14,929 1727,087
1250 2085,88 426,360 15,330 1705,441

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 79
Tabla 3.6.1: Calor necesario para alcanzar la temperatura deseada, para distintos extractores en función de la masa de disolvente utilizado.
Masa dis. Kg
Masa mezcla. kg
Re,i Nud,i hi, W/(m2K)
ho, W/(m2K)
U, W/(m2K)
875 1763,04 79507,596 1141,495 410,198 40933,037 308,238
1000 1944 87222,987 1214,571 422,472 40933,037 312,114
1125 2213,389 95094,959 1286,962 428,700 40933,037 312,487
1187,5 2057 90524,990 1245,189 425,041 40933,037 313,603
1250 2085,88 88939,185 1230,531 418,090 40933,037 306,663
Tabla Anexo 3.6.2: Valores característicos de transmisión de calor, para distintos extractores en función de la masa de disolvente utilizada. NOTA: Valores obtenidos en el ANEXO XII
3.7 AISLAMIENTO, (11)
Un aislante térmico es aquel material caracterizado por su alta resistencia térmica, estableciendo una barrera al paso del calor entre dos medios que naturalmente tenderían a igualarse en temperatura. Atendiendo al tipo de material que podemos utilizar podemos distinguir:
Poliestireno extruido
Poliestireno expandido
Lanas minerales:
- Lana de roca - Lana de vidrio
Otros productos:
- Poliuretano - Paneles sándwich - Productos ligeros reflectantes

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 80
Para poder escoger el tipo de aislante que mejor se ajuste a nuestro proyecto necesitamos conocerlo un poco más en detalle:
POLIESTIRENO EXTRUIDO El Poliestireno Extruido (XPS), es un aislante duradero, resistente al agua, de elevadas prestaciones mecánicas y no se pudre. Colocado sobre la impermeabilización (cubierta invertida) además de aislar protege la lámina impermeable, mejora la durabilidad de ésta. Este material, que era conocido como Styrodur por ser de las primeras marcas que se introdujo, posee una conductividad térmica típica entre 0,033 W/mK y 0,036 W/mK, presenta una baja absorción de agua, unas prestaciones mecánicas muy altas (entre 200 kPa y 700 kPa) y una densidad en torno a los 33kg/m3.
POLIESTIRENO EXPANDIDO El poliestireno expandido (EPS): material plástico espumado, derivado del poliestireno. Por su versatilidad y facilidad de conformado, además de sus excelentes cualidades y propiedades, el poliestireno expandido presenta un amplio abanico de aplicaciones. El extruido es más utilizado en aislamiento de cubiertas y suelos mientras que el expandido se utiliza para tabiques no para fachadas
Imagen 3.7.1: Poliestireno extruido
LAS MINERALES Material flexible de fibras inorgánicas constituido por un entrelazado de filamentos de materiales pétreos que forman un fieltro que contiene y mantiene el aire en estado

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 81
inmóvil Esta estructura permite conseguir productos muy ligeros con alto nivel de protección y aislamiento térmico, acústica y contra el fuego. Es un producto natural compuesto básicamente con arena silícea para la lana de vidrio, y con roca basáltica para la lana de roca.
- Lana de roca: Los paneles de lana de roca están compuestos en un 98 % de roca de origen volcánico (basalto) y un 2% de ligante orgánico. Se obtiene fundiendo la roca a altas temperaturas, sometiéndole a movimiento para fibrarla y aplicando aglomerantes y aceites impermeables del que se obtiene un colchón que es comprimido y dimensionado, transformándolos en paneles, fieltros, mantas,… Los productos de lana de roca no retienen el agua, poseen una estructura no capilar, además de ofrecer una fuerte permeabilidad al vapor de agua y además, gracias a su disposición multidireccional, aporta a los elementos constructivos una notable capacidad de aumentar el nivel de aislamiento acústico.
Imagen 3.7.2: Lana de roca
- Lana de roca proyectada (Mortero tecwool): Mortero compuesto de lana de roca y cemento blanco, concebido como aislamiento térmico proyectado, sin puentes térmicos, incombustible y de una gran rapidez de aplicación. Concebido con una alta resistencia mecánica, además de sus cualidades como protección al fuego, aporta una excelente absorción acústica. Este producto no es tóxico, no contiene yeso, ni escayola, tampoco contiene cal ni emite gases tóxicos; Es un material imputrescible. Se aplica por proyección mediante máquina neumática directamente sobre el soporte a proteger, con temperatura ambiente entre 3° y 50°, sin ningún tipo de

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 82
operación previa y en espesores de hasta 70mm, sin ningún tipo de refuerzo, para espesores superiores se debe colocar una malla metálica.
Imagen 3.7.3: Lana de roca proyectada
- Lana de vidrio: Es un producto de origen natural, mineral, inorgánico, compuesto por un entrelazado de filamentos de vidrio aglutinados mediante una resina ignífuga. Los paneles de lana de vidrio están compuestos principalmente por arena de sílice y carbonato de calcio y de magnesio que le confiere resistencia a la humedad. Los productos de lana de vidrio no retienen el agua, poseen una estructura de fibras cruzadas desordenadamente y gracias a la porosidad abierta, la lana mineral de vidrio permite que el aire quede ocluido en el interior de sus poros, ofreciendo una escasa conductividad, con la consiguiente capacidad como aislamiento térmico y acústico. Aportando además una total garantía de seguridad frente al fuego. Se suministra en forma de mantas y paneles, con diferentes recubrimientos o sin ellos, lo que permite todo tipo de usos específicos en edificación residencial e industrial.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 83
Imagen 3.7.4: Lana de vidrio
OTRO TIPO DE AISLAMIENTO
- Poliuretano: Es un producto, cuya composición básica es el petróleo y el azúcar, permite la formación de una espuma rígida ligera con más del 90 % de las celdas cerradas y con buen coeficiente de conductividad térmica (muy aislante). Como características de este producto está la rigidez estructural, la gran adherencia sobre cualquier superficie, amortigua vibraciones, no absorbe humedad ambiental y la relación precio capacidad aislante es muy buena. Ha sido el producto más empleado como aislamiento en los últimos años, si bien está sufriendo un descenso en su utilización debido principalmente al alto grado de combustión del mismo.
- Paneles sándwich: Panel sandwich, también llamado panel compuesto. Se compone de capas metálicas y materiales de aislamiento (espuma de poliuretano, lana de roca, poliestireno y/u otros). Se caracteriza por su modularidad, peso ligero, alto grado de prefabricación, propiedad de aislamiento y menor coste de montaje. Es empleado principalmente en de paneles de pared y techo para los trasteros, talleres, almacenes…
- Productos ligeros reflectantes (PLR): Productos heterogéneos, formados por capas de productos de naturalezas diferentes para actuar sobre las tres formas de transferencia térmica. Tienen pantallas termo-reflectantes que reflejan la radiación térmica hacia la fuente, materias fibrosas sintéticas o naturales, que reducen la transferencia térmica por conducción-convección (poliéster, lana, lino, cáñamo…) y materiales con burbujas de aire que también reducen la transferencia térmica por conducción-convección.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 84
Imagen 3.7.5: Productos ligeros reflectantes
3.7.1 ELECCIÓN DEL TIPO DE AISLAMIENTO
En el caso de tanques industriales, los aislamientos más utilizados son las lanas minerales y entre ellas, los materiales seleccionados deberán tener las siguientes especificaciones:
Baja conductividad térmica.
Resistencia al deterioro mecánico.
Resistencia a la absorción de humedad.
Baja inflamabilidad.
No emisión de gases tóxicos a temperaturas de servicio.
No toxicidad.
Resistencia a las máximas temperaturas de servicio.
Bajo costo Las lanas minerales presentan diferentes resistencias térmicas, mecánicas y acústicas y las podemos encontrar en diferentes presentaciones como se muestra en la siguiente tabla:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 85
Imagen 3.7.1.1: Características de la lana de vidrio según su presentación Finalmente elegimos trabajar con lana de vidrio por las siguientes razones:
Tienen buena resistencia térmica, soportando incluso hasta 400°C y en nuestro caso no vamos a trabajar a excesivas temperaturas.
No es combustible, ni inflamable, por lo que actúa de barrera ignífuga
Es estable a la dilatación y contracción
Buena resistencia mecánica y acústica
No es corrosivo
Sistema de montaje rápido, seguro y económico Los materiales aislantes, se presentan en forma de mantas, rollos, coquillas y paneles, eligiendo en cada caso el más idóneo de acuerdo con la temperatura de trabajo y su mejor adaptabilidad para el montaje, en función de las características geométricas y dimensiones de la aplicación a aislar. En nuestro caso elegimos placas semirrígidas de lana de vidrio (Diseñadas para usarse en
calentadores, tanques, scrubbers, cámaras de filtros, conductos o tubos de humo) con las
siguientes características según el fabricante, (11):

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 86
Imagen 3.7.1.2: Presentación según el tipo material y su temperatura
Como en nuestro caso la máxima temperatura de diseño son 80°C y en ambos casos las placas soportan mayores temperaturas, elegimos los paneles PI 156 con 30mm de espesor por ser los más económicos.
Hay un elemento común que habría de tenerse en cuenta en todo tipo de montaje de aislamiento sobre chapa metálica: La preparación de la superficie a aislar. Ésta ha de estar, en la medida de lo posible, libre de humedades y de partículas sueltas provenientes del montaje (rebabas, restos de soldadura, tierra, etc.), (12).
En nuestro caso al tratarse de superficies de acero inoxidable, es conveniente también hacer que se aplique previamente un tratamiento anticorrosión adecuado, cuidando especialmente las bridas o zonas donde se prevea una interrupción del aislamiento y haya posibilidad de presencia de agua o humedades, (12).
3.8 SOPORTES DE APOYO DE LOS EXTRACTORES, (23)
Los extractores deben estar soportados, es decir, deben transmitir su carga al suelo por
medio de alguna estructura, dispositivo de sujeción o apoyo.
Las cargas a las que están sometidos los extractores en el presente proyecto son:
El propio peso del extractor.
El peso de su contenido, alimentación.
El peso de los accesorios internos y externos.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 87
No se encuentran consideradas las cargas por viento, pues los extractores se encontrarán en
un recinto cerrado, sí se consideran las cargas por terremoto, aunque el presente diseño, se
resuelve con vistas a una zona de poca actividad sísmica.
Entre los distintos dispositivos de apoyo podemos mencionar:
Silletas:
Se utilizan como soportes en recipientes de tipo horizontal.
Patas, (24):
Con este tipo de dispositivo de sujeción el recipiente se apoya en 3 o 4 patas soldadas.
Cada pata está fijada al suelo por un perno de anclaje que resiste las cargas de tracción.
La sujeción por medio de patas se utiliza en recipientes de altura no superior a 5 m y
diámetros no superiores a 2,4 m, siempre que los esfuerzos a transmitir no sean
excesivos, o dicho de otro modo, siempre que el peso no sea muy grande, en cuyo caso
se utilizará como apoyo el faldón cilíndrico.
Faldón:
En los recipientes que no pueden ser soportados por patas, bien sea por su tamaño o por
tener que transmitir esfuerzos grandes, se utilizan los faldones cilíndricos, consistentes
en un cilindro soldado al fondo, (24).
Es el soporte de uso más frecuente y el más satisfactorio para los recipientes verticales.
Se une por soldadura continua a la cabeza y por lo general, el tamaño requerido de esta
soldadura determina el espesor del faldón, (13).
Los faldones suelen ser utilizados cuando se cumple alguna de las siguientes condiciones:
- El diámetro de a envolvente es superior a 1,5 m.
- La relación altura/diámetro del tanque es mayor que 5.
- La altura del soporte es mayor de 1,5 m.
- Pueden esperarse vibraciones.
- El peso del recipiente lleno de agua es superior a 15000 kg.
Anillos de retención:
Pueden ser colocados tanto en el interior como en el exterior del recipiente y pueden
tener cualquier forma, aunque los más utilizados son los de sección rectangular.
MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 88
Pernos de anclaje, (13):
Los recipientes verticales, las chimeneas y las torres, deben anclarse a la cimentación, a
patines, o a otra armazón estructural por medio de pernos de anclaje y anillo de base.
Los pernos de anclaje deben instalarse en múltiplos de cuatro y un mínimo de ocho en el
caso de torres altas.
3.8.1 SELECCIÓN DEL TIPO DE SOPORTE
Los soportes elegidos para los extractores y los tanques de almacenamiento del
presente proyecto serán patas, debido a que, las dimensiones de estos, no superan
las medidas máximas, que hacen necesario el uso de faldones.
El material utilizado será de acero S-275, frente al acero A42 que se utilizaba con
anterioridad, el cual ya no se fabrica ni se usa. Corresponde a nomenclatura española
de NBE AE 95:
- El 42 indicaba la tensión de rotura en Kg/mm2.
- El límite elástico era de 2.600 Kg/cm2.
Este acero ha desaparecido porque solo se utilizaba en España. En Europa se utilizaba el St 44 que era algo mejor.
Desde hace unos 15 años se fabrica en España y se usa el S 275 JR en el que la cifra 275 es el límite elástico en MPa, (2.800 kg/cm2) y las letras JR, JO… hacen relación a la soldabilidad, (la inmensa mayoría son de calidad JR). El que en muchos planos figure todavía la nomenclatura A42 b, significa que, la persona la cual los ha realizado, no se ha puesto al día. La diferencia entre los dos no es muy grande y por eso a efectos prácticos no tiene demasiada importancia.
En este tipo de acero se fabrican perfiles laminados en caliente IPE, HEB, HEA, IPN, etc y chapas de diferentes espesores.
Las patas de apoyo tendrán perfiles IPE elegidos frente a los IPN (de perfil normal,
cuyas secciones tienen forma de doble T), ya que los últimos resultan más pesados
para soportar la misma carga.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 89
La longitud de los apoyos, será tal que, la altura que queda entre la parte inferior del
extractor y el suelo sea de 0,90 m, con el fin de facilitar la instalación y desmontaje
de la conexión de salida.
3.8.2 DISEÑO DE LOS SOPORTES DE APOYO, (33)
El cálculo mecánico, consiste en comprobar que las tensiones de compresión debidas al peso
total sobre cada pata de apoyo, más el pandeo debido al momento producido por la carga
de viento, sea en cualquier caso inferior a la σ máxima admisible por el material.
La comprobación a pandeo de piezas sometidas a compresión centrada, se lleva a cabo por
el método de la nueva normativa española: Documento Básico-Seguridad Estructural Acero
(DB-SE-A), suponiendo el caso de barras rectas sección constante y axil constante.
Imagen 3.8.2.1: Pandeo lateral
La tensión real máxima que puede ser soportada, viene dada por la siguiente expresión:
Donde:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 90
σmax : Tensión de compresión total, (N/cm2). A : Área transversal del perfil, (cm2). N : Carga de compresión soportado en cada pata, (N). M : Momento en la base del apoyo debido a la carga del viento, (kgm). W : Momento resistente, (cm3). σresiduales : Tensiones residuales, (N/cm2). f : Resistencia del material, (N/cm2).
La cual se puede resumir finalmente como:
Donde:
K1 : coeficiente de ampliación de la tensión de compresión.
σ : tensión de compresión, (N/cm2).
Esta expresión, nos da la tensión máxima en el pandeo real, en el que se tiene en cuenta, las
tensiones debidas a la compresión junto con las tensiones que producen las imperfecciones
del pilar (falta de rectitud del eje y tensiones residuales).
La fórmula propuesta por la normativa para la comprobación del pandeo es:
Donde:
NEd : Valor de cálculo del esfuerzo axil de compresión, (N).
-> Resistencia de cálculo a pandeo del elemento comprimido, (N).
-> Coeficiente de reducción por pandeo.
De esta manera, la fórmula final para la comprobación a pandeo de una barra de sección
constante sometida a una compresión centrada constante será:
Donde:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 91
A : área de la sección transversal, (cm2).
fyd : resistencia del cálculo del acero, (N/cm2).
Tomando fyd = fy/ϒM1, siendo:
- ϒM1 : 1,25
- fy : límite elástico del material
: coeficiente de reducción por pandeo.
Los valores del coeficiente de pandeo , puede obtenerse a partir de las curvas de pandeo.
OBSERVACIONES:
Al coeficiente, , se le denomina “ coeficiente de reducción por pandeo”, debido
a lo siguiente.
- La resistencia última plástica de una sección a la compresión era:
Npl,Rd = A*fyd
- La comprobación a resistencia de una sección trabajando a compresión se
aplicaba a la siguiente fórmula:
NEd ≤ Npl,d = A*fyd
Como en el caso del pandeo, además de las tensiones debidas a la compresión, hay
que añadir las debidas a la flexión y las tensiones residuales, la resistencia última de
la sección, debe ser inferior a la debida sólo a la compresión.
Para los casos de barras de sección variable, de esfuerzos de compresión variables,
de barras de sección compuesta o de elementos triangulados o de pilares de
edificios.
CURVAS EUROPEAS DE PANDEO:
Estas curvas, nos proporcionan el valor para el coeficiente de reducción por pandeo, , en
función de la curva de pandeo apropiada para el caso y de la esbeltez reducida :

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 92
Donde:
: Esbeltez reducida
A: área transversal, (cm2).
fy : límite elástico del material, (N/cm2).
Ncr : Compresión crítica por pandeo, (N).
La carga crítica de Euler puede obtenerse mediante la siguiente expresión:
Donde:
E : módulo de elasticidad, (N/cm2).
I : momento de inercia del área de la sección para flexión en el plano
considerado, (kgm).
Lk : longitud de pandeo de la pieza, equivalente a la distancia entre puntos de
inflexión de la deformación de pandeo que la tenga mayor, (m).
La esbeltez reducida puede expresarse, de forma simplificada como:
Siendo:
: Esbeltez mecánica de la sección correspondiente
i : radio de giro, mínimo (cm).
: Esbeltez límite
Los valores de esbeltez límite de los aceros más usados son:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 93
Tabla 3.8.2.1: valores de esbeltez límite y límite elástico según el material.
Al llevar a cabo los cálculos detallados anteriormente, ANEXO XV, obtenemos los siguientes
resultados:
Los resultados obtenidos, para distintos extractores en función de la cantidad de disolvente utilizada son:
M.dis, kg
L.mín, m
r, m
L.apoyo, m
L.final, m
Perfil A, cm2
cm
875 0,9 0,106
1,006
1,02
IPE-80 7,64
1,05
1000 0,9 0,110
1,010
1,02
IPE-180 7,64
1,05
1125 0,9 0,115
1,015
1,025
IPE-180 7,64
1,05
1187,5 0,9 0,112
1,012
1,02
IPE-180 7,64
1,05
1250 0,9 0,112
1,012
1,02
IPE-80 7,64
1,05
Tabla 3.8.2.2: Resultados de los soportes para distintos extractores en función de la cantidad de disolvente a utilizar.
M.dis, kg
N/mm2
ϒM1 λlim λ
Nb,rb, N
NEd, N
875 275 1,25 86,8 194,286
2,254 0,174
29288,410
14382,564
1000 275 1,25 86,8 194,286
2,079 0,174
29288,410
15782,703

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 94
1125 275 1,25 86,8 195,238
2,249
0,173
29011,781
17748,224
1187,5 275 1,25 86,8 194,286
2,079 0,174
29288,410
16488,437
1250 275 1,25 86,8 194,286
2,079 0,174
29288,410
16951,105
Tabla 3.8.2.3: Continuación de los resultados de los soportes para distintos extractores en función de la cantidad de disolvente a utilizar.
CAPÍTULO 4: DISEÑO DE AGITADORES, (28).
Para conseguir el mismo tipo de flujo en pequeños equipos y equipos de escala industrial
debe conseguirse una semejanza geométrica, cinemática y dinámica.
La semejanza geométrica, nos define las condiciones de contorno del equipo en base a una
serie de números adimensionales o factores de forma, que se obtienen dividiendo las
distintas medidas lineales del equipo por el diámetro del agitador, D, que es el parámetro
que se toma como base. Para mantener la semejanza geométrica entre dos equipos es
necesario que los factores sean iguales.
Estos factores de forma son:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 95
Imagen 4.1 : Factores de forma de agitación.
Donde:
Dt: Diámetro del tanque.
E: Altura del agitador al fondo del tanque.
J: Anchura de los tabiques deflectores.
H: altura del líquido en el tanque.
Da: Diámetro del rodete.
L: Longitud de las paletas de agitador
W: Ancho de las paletas del agitador
Las variables que pueden ser controladas y que influyen en la Potencia consumida por el
agitador son:
Dimensiones principales del tanque y del rodete: Diámetro del tanque (Dt), Diámetro del
rodete (Da), altura del líquido (H), ancho de la placa deflectora (J), distancia del fondo del
tanque hasta el rodete (E), y dimensiones de las paletas.
Viscosidad () y densidad () del fluido.
Velocidad de giro del agitador (N).
El cálculo de la potencia consumida se hace a través de números adimensionales,
relacionando por medio de gráficos el número de Reynolds y el Número de Potencia. Estas
gráficas dependerán de las características geométricas del agitador y de si están presentes o
no, las placas deflectoras.
Número de Reynolds = esfuerzo de inercia / esfuerzo cortante

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 96
El número de Reynolds se encarga de describir el movimiento característico del líquido en el tanque de agitación, y está en función de la velocidad generada por el impulsor, de la viscosidad dinámica del líquido, la densidad de la mezcla y del diámetro del impulsor.
Número de Potencia = esfuerzo de frotamiento / esfuerzo de inercia
Se encarga de establecer la relación existente entre el consumo de potencia generado por el impulsor, la densidad del líquido, la velocidad de rotación del impulsor y su diámetro. Es decir, es la razón de fuerzas externas implicadas en la agitación a fuerzas inerciales por unidad de volumen del fluido. Este número adimensional, es el resultado del esfuerzo necesario del impulsor para contrarrestar la fricción generada entre el fluido en movimiento y las paredes y el fondeo del tanque de agitación, así como por la resistencia misma producida por los propios deflectores.
Número de Froude = esfuerzo de inercia / esfuerzo gravitacional Interviene en dinámica de fluidos siempre que existe un movimiento de ondas importante sobre la superficie del líquido (es especialmente importante en el diseño de barcos). Es decir, el número de Froude, interviene cuando se forma vórtice y solamente para números de Reynolds superiores a 300. En tanques con placas deflectoras, con agitadores de hélice introducidos lateralmente, o para números de Reynolds inferiores a 300 no se forma vórtice y el número de froude deja de ser una variable.
Cuando interviene el número de Froude, su efecto se tiene en cuenta mediante la llamada “función de potencia” Φ, definida de la siguiente forma:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 97
Donde:
- El exponente “m”, para un determinado conjunto de factores de forma, está relacionado empíricamente con el número de Reynolds mediante la ecuación:
Para determinar la potencia necesaria en un sistema de agitación, se procede de la siguiente
forma:
Se determina en primer lugar el Número de Reynolds
Se determina a continuación el valor de la función de potencia φ mediante la gráfica
correspondiente.
Conocida la función potencia φ, se puede despejar el número de potencia Po y la
potencia P:
Como conocemos el número de potencia:
Se obtiene la ecuación general:
Para los casos en los que el número de Froude no se considera, la ecuación se simplifica,
(Para NFrm=1):
Estas ecuaciones generales son válidas para cualquier valor del Reynolds, pero puede
simplificarse:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 98
Para bajos números de Reynolds (Re <10) el flujo es laminar, la densidad deja de ser
un factor importante y la potencia puede encontrarse como:
Para números de Reynolds superiores a 10.000, la función de potencia es
independiente del número de Reynolds y la viscosidad deja de ser un factor. Las
variaciones del Número de Froude tampoco influyen. En este intervalo el flujo es
completamente turbulento y la Potencia puede ser calculada como:
Donde:
Tabla 4.1: Valor de las constantes KL y KT, para tanques de cuatro placas deflectoras situadas
en la pared y con una anchura igual al 10% del diámetro del tanque.
4.1 CONSIDERACIONES DE DISEÑO
Experimentalmente se ha podido comprobar que la presencia de bafles favorece el flujo vertical y por ende la suspensión de las partículas contenidas en el líquido.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 99
Imagen 4.1.1: Diferencia del flujo en el interior de un taque con y sin bafles. Estos bafles o mamparas son recomendados cuando es indeseable, por condiciones de proceso la mezcla, la formación del vórtice. Al evitar el vórtice y manteniendo la superficie del líquido poco ondulada, se hace poco significativa la relación entre fuerzas de inercia y la gravedad, representado por el número de Froude, esto conlleva una inmensa simplificación en los cálculos de diseño en el escalado del proceso.
Treybal, (1994) recomienda la colocación de 4 bafles alrededor del perímetro del tanque espaciados a 90º para evitar la formación de vórtices, con un ancho igual a D/12 y un claro entre la pared del tanque y el bafle a fin de evitar el estancamiento del líquido y los sólidos presentes en él igual a 1/2 del ancho del bafle, siendo D el diámetro del tanque.
Puesto la misión de los bafles es evitar el vórtice y este no se produce si el eje del agitador
está desplazado del centro o inclinado, se elige esta última condición, en lugar de la
instalación de placas deflectoras.
Si distancia del fondo del tanque al impulsor igual di/3. di es igual al diámetro del impulsor (25). Experimentalmente se ha comprobado que en este punto, se puede garantizar la suspensión de los sólidos en el tanque.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 100
En agitación de líquidos, medir la velocidad real del fluido en agitación es muy difícil, ya que depende de su punto de ubicación dentro del tanque.
La profundidad del líquido en el tanque Z= 1,5 diámetros del tanque, sin embargo la base de diseño del agitador se considera un lote cuadrado es decir Z = D, debido a que con alturas de líquido mayores que el diámetro del tanque, es muy difícil conseguir suspensión homogénea de las partículas en el reactor, y por ende, las propiedades físico-químicas no son las mismas en todo el volumen del tanque.
4.2 TIPOS DE AGITADORES, (27):
Los agitadores se dividen en dos clases: los que generan corrientes paralelas al eje del agitador y los que dan origen a corrientes en dirección tangencial o radial; Los primeros se llaman agitadores de flujo axial y los segundos agitadores de flujo radial.
Los tres tipos principales de agitadores son, de hélice, de paletas, y de turbina.
Agitadores de hélice:
Un agitador de hélice, es un agitador de flujo axial, que opera con velocidad elevada (los
más pequeños entre 1.150 ó 1.750 rpm y los mayores de 400 a 800 rpm) y se emplea
para líquidos pocos viscosos y son eficaces para tanques de gran tamaño.
Las corrientes de flujo, que parten del agitador, se mueven a través del líquido en una
dirección determinada hasta que son desviadas por el fondo o las paredes del tanque.
El diámetro de los agitadores de hélice, raramente es mayor de 45 cm,
independientemente del tamaño del tanque y en tanques de gran altura, pueden
disponerse dos o más hélices sobre el mismo eje, moviendo el líquido generalmente en
la misma dirección, aunque a veces dos agitadores operan en sentido opuesto creando
una zona de elevada turbulencia en el espacio comprendido entre ellos.
Imagen 4.2.1: Agitadores de hélice, (a) normal de tres palas, (b) de cuchillas, (c) protegida

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 101
Agitadores de paletas:
Están formados por paletas planas, que gira sobre un eje vertical, normalmente, están
formados por dos y 3 paletas.
Las paletas giran a velocidades bajas o moderadas en el centro del tanque, impulsando
al líquido radial y tangencialmente, sin que exista movimiento vertical respecto del
agitador, a menos que las paletas estén inclinadas.
Las corrientes de líquido que se originan se dirigen hacia la pared del tanque y después
siguen hacia arriba o hacia abajo.
Las paletas también pueden adaptarse a la forma del fondo del tanque, de tal manera
que en su movimiento rascan la superficie o pasan sobre ella con una holgura muy
pequeña, se conoce como agitador de ancla y son útiles cuando se desea evitar el
depósito de sólidos sobre una superficie de transmisión de calor, como ocurre en un
tanque enchaquetado, pero no son buenos mezcladores. Generalmente trabajan
conjuntamente con un agitador de paletas de otro tipo, que se mueve con velocidad
elevada y que gira normalmente en sentido opuesto.
Los agitadores industriales de paletas giran a velocidades menores de 150 rpm, la
longitud del rodete es del orden de 50 al 80% del diámetro interior del tanque y la
anchura de la paleta es de un sexto a un décimo de su longitud.
A velocidades muy bajas, un agitador de paletas produce una agitación suave, en un
tanque sin placas deflectoras, de lo contrario el líquido se mueve como un remolino que
gira alrededor del tanque, con velocidad elevada pero con poco efecto de mezcla.
Imagen 4.2.2: Agitadores de paletas, (a) Planas, (b) Inclinadas, (c) de ancla
Agitadores de turbina:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 102
Se asemejan a agitadores de múltiples y cortas paletas, que giran con velocidades
elevadas sobre un eje que va montado centralmente dentro del tanque. Las paletas
pueden ser rectas o curvas, inclinadas o verticales.
El diámetro del rodete es menor que en el caso de agitadores de paletas, siendo del
orden del 30 al 50% del diámetro del tanque.
Son eficaces para un amplio intervalo de viscosidades; en líquidos poco viscosos,
producen corrientes intensas, que se extienden por todo el tanque y destruyen las masas
de líquido estancado. En las proximidades del rodete existe una zona de corrientes
rápidas, de alta turbulencia e intensos esfuerzos cortantes.
Las corrientes principales son radiales y tangenciales. Los componentes tangenciales dan
lugar a vórtices y torbellinos, que se deben evitar por medio de placas deflectoras o un
anillo difusor, con el fin de que el rodete sea más eficaz.
4.2.3: Agitador de turbina, (a) abierto de palas verticales, (b) de disco con álabes, (c) de
paletas verticales curvas, (d) cerrado con aletas curvas y anillo difusor.
4.2.1 ELECCIÓN DEL TIPO DE AGITADOR
4.2.1.1 ELECCIÓN DEL TIPO DE AGITADOR DEL SISTEMA DE EXTRACCIÓN Debido a que la velocidad de agitación a utilizar es baja, y se supone una viscosidad de
producto con un valor igual a la viscosidad del agua, se elegirá un agitador de paletas, que
trabajen en común con un agitador de paletas tipo ancla.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 103
Con este tipo de agitador:
Se evita que los sólidos se queden en las paredes, puesto que el extractor está
envuelto en una camisa de vapor, y aunque los sólidos de Estevia con los que
trabajamos, no sufren cambios por medio de calor, no son termolábiles, actuarían de
barrera para el intercambio de calor.
Se crean distintos tipos de circulación de flujo dentro del extractor, y al tratarse de
velocidades bajas, no se crean vórtices de flujo, por lo que podemos evitar el uso de
bafles, sin desplazar el eje del agitador hacia el lateral.
Estos agitadores también son denominados agitadores coaxiales.
Imagen 4.2.1.1: Ejemplo Agitador coaxial.
4.2.1.2 ELECCIÓN DEL TIPO DE AGITADOR DE LOS TANQUES DE ALMACENAMIENTO

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 104
La misión del agitador en los tanques de almacenamiento, será de la mantener un producto
de concentración homogénea, a la espera del envasado de dicho producto, para lo cual, no
se necesitan altas velocidades de agitación
Debido a que la velocidad de agitación a utilizar es baja, y se supone una viscosidad de
producto con un valor igual a la viscosidad del agua debido a su baja concentración, 10% en
esteviósidos, se elegirá un agitador de varias palas, que trabajen en común montadas sobre
un mismo eje.
Con este agitador se logra una eficiencia de mezcla sin excesivos movimientos del producto y
ausencia de aire ocluido.
Además, el agitador se montará desplazando su eje hacia el lateral del tanque l, de manera
que evitemos la creación del vórtice debido al movimiento del fluido.
Imagen 4.2.1.2: Ejemplo Agitador de varias palas.
4.3 CÁLCULO DE LA POTENCIA NECESARIA
4.3.1 POTENCIA DE AGITACIÓN NECESARIA PARA EL SISTEMA DE EXTRACCIÓN

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 105
Para números de Reynolds superiores a 10.000, la función de potencia es independiente del
número de Reynolds y la viscosidad deja de ser un factor. Las variaciones del Número de
Froude tampoco influyen. En este intervalo el flujo es completamente turbulento y la
Potencia puede ser calculada como:
Donde:
P : Potencia necesaria, W
N : velocidad de giro del agitador, rps
Da : Diámetro del agitador, m
ρ : densidad de la mezcla dentro del extractor, kg/m3
KT : Constante del número de potencia para valores del NRe >10000
Esta potencia, es obtenida mediante datos estimados:
Se toma valores de Da = 1/3Dt, como indican los factores de forma, aunque los
diámetros de agitadores de paletas tienen valores entre el 50 y 80% de estos.
Se realiza esta estimación, debido a que los agitadores escogidos son de tipo axiales,
esto quiere decir que trabajan en común varios tipos de agitadores, en concreto,
agitadores tipo ancla y paletas planas, por lo que consideramos que el tamaño de las
paletas, será menor que el que tendrían si únicamente trabajasen estas en la
agitación.
La contante, KT, es obtenida mediante la tabla 4.1, la cual considera el uso de placas
deflectoras, aunque en nuestro caso, no consideramos el uso de bafles.
Esto se debe, a que la potencia de agitación necesaria, aumenta para valores de NRe
altos mediante el uso de bafles, por lo que realizando el cálculo de esta manera, nos
aseguramos que la potencia obtenida cubre nuestras necesidades.
La constante KT, tabulada, viene dada para palas de 2 paletas, como nuestro agitador
tendrá varios agitadores instalados a lo largo de un eje vertical, multiplicaremos este
factor por el número de agitadores que lo compongan, incluido el agitador tipo ancla.
Para la realización de estos cálculos, se ha supuesto en total, 4 agitadores de 2
paletas.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 106
Aplicando las suposiciones anteriores se obtiene:
KT = 1,7
Obteniendo los siguientes valores de potencia necesaria:
M.disolvente, Kg
V.diseño, m3
H, m D, m Da, m NRe Potencia, W
875 2,007 2,624 1,749 0,583 79507,596 2,050
1000 2,213 2,711 1,807 0,606 85942,351 2,490
1125 2,52 2,831 1,887 0,633 93708,222 3,092
1187,5 2,342 2,762 1,842 0,618 89220,251 2,735
1250 2,375 2,775 1,85 0,617 88939,185 2,713
Tabla 4.3.1.1: Potencia necesaria calculada para agitar distintos extractores en función de la
cantidad de disolvente utilizada.
NOTA:
Los bajos valores obtenidos de la potencia necesaria, se deben a la baja viscosidad y
densidad del fluido, y a la baja velocidad de agitación.
Debido a ello, a la hora de buscar un agitador industrial que complazca nuestras
necesidades, no se hará en función de la potencia de agitación necesaria, sino que la
búsqueda se realizará mediante la velocidad de giro capaz de proporcionar dicho agitador.
4.3.2 POTENCIA DE AGITACIÓN NECESARIA PARA LOS TANQUES DE ALMACENAMIENTO
De la misma manera, es necesario conocer la potencia necesaria del agitador del tanque de
almacenamiento, y puesto que la concentracion en glucósidos del esteviol es del 10%,
podemos considerar que los valores de densidad y viscosidad se asemejan a los del agua a
dicha temperatura y por lo tanto usar las mismas consideraciones anteriores a excepción de
2 factores.
Velocidad de agitación : 20rpm

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 107
Número de agitadores de palas planas: 3
Resolviendo en las ecuaciones anteriores, obtenemos:
Masa disolvente, kg
Diámetro, m
Diámetro del rodete, m
Número de Reynolds
Potencia necesaria, W
875 1,284 0,333 36764,976 0,777
1000 1,289 0,333 36764,976 0,777
1125 1,315 0,333 36764,976 0,777
1187,5 1,321 0,333 36764,976 0,777
1250 1,338 0,333 36764,976 0,777
Tabla 4.3.2.1: Potencia necesaria calculada para agitar distintos tanques de almacenamiento
en función de la cantidad de disolvente utilizada.
NOTA:
Los bajos valores obtenidos de la potencia necesaria, se deben a la baja viscosidad y
densidad del fluido, y a la baja velocidad de agitación.
Debido a ello, a la hora de buscar un agitador industrial que complazca nuestras
necesidades, no se hará en función de la potencia de agitación necesaria, sino que la
búsqueda se realizará mediante la velocidad de giro capaz de proporcionar dicho agitador.
NOTA:
Datos obtenidos en el ANEXO XIX
CAPÍTULO 5: DISEÑO DE LOS TANQUES DE ALMACENAMIENTO
El diseño mecánico de dichos tanques se rige bajo la normativa API 650 (American
Petroleum Institute) y los cálculos realizados en dicho diseño se recogerán con detalle en los
Anexos del presente proyecto.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 108
Los tanques, deben cumplir ciertas exigencias que garanticen el correcto almacenaje del
producto, en caso de no poderse llevar a cabo el envasado diario, por ello se tendrá que
tener en cuenta:
Capacidad:
La capacidad del tanque viene dada por dos factores:
- La capacidad de generación del producto a almacenar por parte de los
extractores.
- La velocidad de envasado del producto, y por tanto la disminución de éste
dentro del tanque.
Corrosión:
La corrosión puede provocar que los materiales pierdan parte de sus propiedades
mecánicas. En general, suele aplicarse un sobre-espesor de corrosión, pero en nuestro
caso, al tratarse de un producto de índole alimentario, el material debe ser acero
inoxidable, por lo cual no es necesario.
Temperatura:
El tanque es atmosférico, y el almacenamiento del producto es entre la temperatura
ambiente y la temperatura de llegada del producto al tanque. Debido al uso destinado
para este tanque, no es necesario el uso de un aislamiento térmico, que nos ayude a
evitar pérdidas de calor.
Estructural:
El tanque debe resistir la presión hidrostática del producto líquido que almacena, su
propio peso, las posibles sobrecargas, las cargas sísmicas y las cargas por viento, estas
últimas serán despreciadas debido a la poca actividad sísmica del emplazamiento de la
instalación, y al encontrarse en un recinto confinado respectivamente.
Techo:
El tanque debe estar cubierto, de otra manera la posible humedad del ambiente haría
condensar agua que se mezclaría con nuestro producto, reduciendo la concentración de
nuestro producto en disolución.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 109
Además, el polvo y otros elementos del ambiente pueden perturbar la composición y
calidad de nuestro producto.
5.1 DIMENSIONAMIENTO DE LOS TANQUES DE ALMACENAMIENTO
El tanque de almacenamiento, nos sirve de punto de encuentro del producto, tras su paso a
través de la combinación de membranas filtrantes y columna de carbón activo, es decir, tras
pasar por todo los procesos necesarios hasta la obtención del producto final, antes de su
envasado.
Puesto que no conocemos el tiempo necesario para el envasado de cada lote de producto
obtenido, se necesitarán dos tanques de almacenamiento, uno para cada 4 lotes de
producción.
5.1.1 CAPACIDAD DE LOS TANQUES DE ALMACENAMIENTO
Suponemos, un caso hipotético en el cual, necesitamos almacenar una cantidad doblemente superior a la diaria obtenida por turno de extracción una vez purificado y concentrado,a la espera de su envasado, en el tanque, en caso que por algún motivo no hubiera podido hacerse en el día, para ello el volúmen del almacenamiento será el doble de la suma de todo el producto final producido por cuatro lotes es decir, la suma de las cantidades de producto por etapa y por turno.
El volúmen necesario del tanque de almacenamiento viene dado porla siguiente expresión:
Donde:
F = Factor de seguridad de diseño, del 20%, aconsejado, para que la altura del líquido quede un 20% por debajo de la altura del tanque, se determina la capacidad definitiva del tanque.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 110
Siendo el volúmen total del extracto:
Donde:
M.E1 : masa del extracto obtenido en la primera etapa deextracción, una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.
M.E2 : masa del extracto obtenido en la segunda etapa de , una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.
M.E3 = masa del extracto obtenido en la terceraetapa de extracción , una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.
ρ : densidad de la mezcla, al ser una concentración del producto como máximo del 10%, suponemos la densidad del disolvente, es decir, la densidad del agua: 1000 kg/m3.
Los resultados obtenidos para el uso de distntas cantidades de disolventes son:
M. disolvente, kg
M.E.1kg M.E.2, kg
M.E.3, kg
M.total, 4 lotes,kg
V.E. total, 4 lotes, m3
V. tanque, m3
V.definitivo, m3
875 303,558 552,085 184,623 1040,267 1,040 2,081 2,4966
1000 425,099 443,369 183,915 1052,382 1,052 2,105 2,5257
1125 551,287 356,241 207,549 1115,077 1,115 2,230 2,6762
1187,5 574,480 386,050 170,139 1130,669 1,131 2,261 2,7136
1250 635,324 436,933 102,833 1175,091 1,175 2,350 2,8202
Tabla Anexo 5.1.1 : Capacidad de los tanques dealmacenamiento de la instalación en función de la cantidad de disolvente utilizada en la extracción.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 111
NOTA:
Datos obtenidos en el ANEXO XVIII
5.1.2 ENVOLVENTE DE LOS TANQUES DE ALMACENAMIENTO
DIMENSIONES DE LA CARCASA: Al ser tanques de forma cilíndrica, verticales, al igual que los extractores, el dimensionamiento parte de las mismas bases y se realiza de igual manera:
Los siguientes parámetros encontrados en la literatura, se recomiendan para el diseño:
La relación altura, diámetro del tanque. L/D = 1,5
Para calcular las dimensiones de la carcasa, se toma como base la capacidad máxima de diseño: Consideraremos:
- V: volumen del tanque, m3 - R: radio interno del tanque, m - L: altura o longitud de la carcasa, m - D: diámetro del tanque, m
Volumen de un cilindro:
Si L/D = 1,5 L = 1,5*D Si despejamos D:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 112
Como sabíamos que L = 1,5*D
No debemos olvidar, que este volumen abarca únicamente la parte cilíndrica del reactor, es decir, que el volumen total será el anteriormente calculado sumándole el volumen de las tapas superior e inferior. Realizando, cálculos, los posibles tanques de almacenamiento, con distintas cantidades de disolvente, obtenemos:
M.disolvente, kg
V. tanque, m3 D.tanque, m L.tanque, m
875 2,497 1,284 1,927
1000 2,526 1,289 1,934
1125 2,676 1,315 1,972
1187,5 2,714 1,321 1,981
1250 2,820 1,338 2,007
Tabla 5.1.2.1: dimensiones de los tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción.
NOTA:
Datos obtenidos en el ANEXO XVIII
ESPESOR DE LA ENVOLVENTE: A la hora de realizar el cálculo de espesor de la envolvente bajo presión interna, debemos tener en cuenta las siguientes normas:
Los recipientes con espesor mínimo requerido de ¼ de pulgada que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2) ], (13).
El espesor mínimo de placa para construcción soldada no deberá ser menor de 1/16 de pulgadas [UG-16 (b)], (13).
NOTA:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 113
Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua.
El mínimo espesor requerido para cascos cilíndricos con costura longitudinal sometidos a presión interna, viene dado con la siguiente expresión:
Donde:
P : presión de diseño o presión máxima de trabajo permitida, psi.
S : valor del esfuerzo del material, psi.
E : eficiencia de la junta
R : radio interior, in Realizando los cálculos mencionados, teniendo en cuenta las especificaciones y añadiendo el sobre-espesor correspondiente, se obtiene:
M. disolvente, Kg
tmin calculado, in
tmin especificación, 1/16, in
tmin especificación, 1/4, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0157 0,0625 0,25 0,2656 6,7469 7
1000 0,0158 0,0625 0,25 0,2656 6,7469 7
1125 0,0161 0,0625 0,25 0,2656 6,7469 7
1187,5 0,0162 0,0625 0,25 0,2656 6,7469 7
1250 0,0164 0,0625 0,25 0,2656 6,7469 7
Tabla 5.1.2.2: espesores obtenidos para la carcasa de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar.
NOTA:
Datos obtenidos en el ANEXO XVIII
5.1.3 FONDOS DE LOS TANQUES DE ALMACENAMIENTO
En el cálculo de fondos se deben tener en cuenta las siguientes especificaciones:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 114
El espesor mínimo de cascos y cabezales que hayan de usarse para el servicio de agua, deberá ser de 3/32 in, [UG-16 (b) (6)], (13).
Los recipiente que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2)], (13).
NOTA: Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua.
Para fondos toriesféricos sometidos a presión interna, el espesor mínimo necesario viene dado por la siguiente expresión:
Donde:
P : Presión de diseño o presión máxima de trabajo permitida, psi.
L : radio interior del casquete, in.
S : valor del esfuerzo del material, psi.
E : eficiencia de la junta
Realizando los cálculos mencionados, Y atendiendo las especificaciones propias del diseño de fondos para tanques a presión interna y añadiendo el sobre-espesor correspondiente, se obtiene:
M .disolvente, kg
tmin calculado, in
tmin especificación, 3/32, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,01393 0,09375 0,1025 2,6045 3
1000 0,01398 0,09375 0,1025 2,6045 3
1125 0,01425 0,09375 0,1025 2,6045 3
1187,5 0,01432 0,09375 0,1025 2,6045 3
1250 0,01450 0,09375 0,1025 2,6045 3

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 115
Tabla Anexo 5.1.3.1: espesores obtenidos para los fondos toriesféricos de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar.
NOTA:
Datos obtenidos en el ANEXO XVIII
5.2 DIMENSIONAMIENTO DEL TANQUE DE ALMACENAMIENTO
SUPLETORIO
5.2.1 CAPACIDAD DEL TANQUE DE ALMACENAMIENTO SUPLETORIO
Aunque fuera de la línea de producción, consideramos necesaria la presencia de un tanque
de almacenamiento supletorio en la planta, concebido en caso de que se produzca algún
fallo en la línea de purificación o rotura de la misma.
De esta manera, la planta no se pararía en caso de fallo, los extractores seguirían
produciendo siendo, el extracto almacenado, hasta la solución del problema causante del
parón del equipo de purificación con la mayor brevedad posible.
La mínima capacidad del tanque debe ser tal, capaz de soportar todo el producto producido
en un día laboral, en caso de que por algún motivo, no pudiera ser envasado el mismo día de
producción.
El volúmen necesario del tanque de almacenamiento viene dado porla siguiente expresión:
Donde:
F = Factor de seguridad de diseño, 20%, aconsejado, para que la altura del líquido quede un 20% por debajo de la altura del tanque 20%.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 116
Siendo el volúmen total del extracto:
Donde:
M.E1 : masa del extracto obtenido en la primera etapa de extracción en un lote, kg.
M.E2 : masa del extracto obtenido en la segunda etapa de extracción en un lote, kg.
M.E3 : masa del extracto obtenido en la terceraetapa de extracción en un lote, kg.
ρ = densidad de la mezcla, al ser una concentración del producto como máximo del 10%, suponemos la densidad del disolvente, es decir, la densidad del agua: 1000 kg/m3.
Los resultados obtenidos para el uso de distntas cantidades de disolventes son:
M. disol- vente, kg
M. Mez- cla, kg
M.E.1 kg
M.E.2, kg
M.E.3, kg
M.E. total, 1 lote, kg
V.E. total, 1 lote, m3
V.E. total, 4 lotes, m3
V. tan-que, m3
V.defi-nitivo, m3
875 1763 186,96 908,65 704,35 1800 1,8 7,2 14,4 17,28
1000 1944 312 944 959,04 2215 2,22 8,86 17,72 21,26
1125 2213,4 471,11 890,5 1285,2 2646,8 2,65 10,59 21,17 25,41
1187,5 2057 518 1088,4 1413,8
3020,1 3,02 12,08 24,16 28,99
1250 2085,8 614,12 1408,7 1156,3 3179,1 3,18 12,72 25,43 30,52
Tabla 5.2.1 : Capacidad de los tanques de almacenamiento de la instalación en función de la cantidad de disolvente utilizada en la extracción. NOTA:
Datos obtenidos en el ANEXO XX

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 117
5.2.2 ENVOLVENTE DEL TANQUE DE ALMACENAMIENTO SUPLETORIO
DIMENSIONES DE LA CARCASA: Al ser tanques de forma cilíndrica, verticales, al igual que los extractores, el dimensionamiento parte de las mismas bases y se realiza de igual manera, que para el tanque de almacenamiento, de manera que se obtiene:
M.disolvente, kg
V. tanque, m3 D.tanque, m L.tanque, m
875 17,28 2,45 3,67
1000 21,26 2,62 3,93
1125 25,41 2,78 4,18
1187,5 28,99 2,91 4,36
1250 30,52 2,96 4,44
Tabla 5.2.2.1: dimensiones de los tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción. NOTA:
Datos obtenidos en el ANEXO XX
ESPESOR DE LA ENVOLVENTE: Se deben de tener presentes las mismas normas y expresiones que para el cálculo del espesor del tanque de almacenamiento, de manera que los resultados obtenidos son:
M .disolvente, Kg
tmin calculado, in
tmin especificación, 1/16, in
tmin especificación, 1/4, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0312 0,0625 0,25 0,2656 6,7469 7
1000 0,0335 0,0625 0,25 0,2656 6,7469 7
1125 0,0358 0,0625 0,25 0,2656 6,7469 7
1187,5 0,0378 0,0625 0,25 0,2656 6,7469 7
1250 0,0384 0,0625 0,25 0,2656 6,7469 7
Tabla 5.1.2.2: espesores obtenidos para la carcasa de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 118
NOTA:
Datos obtenidos en el ANEXO XX
5.2.3 FONDOS DEL TANQUE DE ALMACENAMIENTO SUPLETORIO Al ser el mismo tipo de cabezales que para el tanque de almacenamiento, las consideraciones a tener en cuenta son las mismas, luego, los fondos tendrán las siguientes características:
M .disolvente, kg
tmin calculado, in
tmin especificación, 3/32, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0276 0,09375 0,1025 2,6045 3
1000 0,0296 0,09375 0,1025 2,6045 3
1125 0,0317 0,09375 0,1025 2,6045 3
1187,5 0,0334 0,09375 0,1025 2,6045 3
1250 0,034 0,09375 0,1025 2,6045 3
Tabla 5.2.3: espesores obtenidos para los fondos toriesféricos de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. NOTA:
Datos obtenidos en el ANEXO XX
5.3 PRESIÓN DE DISEÑO DEL TANQUE DE ALMACENAMIENTO.
El fluido contenido en el recipiente ejerce presión sobre las paredes del mismo.
Cuando el fluido está en reposo, como es el caso, la intensidad de la presión en un punto es igual en todas las direcciones hacia los lados y el fondo del recipiente y varía en función de la altura del fluido respecto al punto en el que se está considerando la presión.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 119
Cuando sea aplicable, la carga estática, deberá sumarse a la presión de diseño del recipiente, en este caso, al tratarse de un tanque a presión atmosférica, no estará sometido a presión externa y la presión de diseño interna será la misma que la presión de diseño interna, calculada para el extractor:
Pd.interna : 3,5 kgf/cm2 ≃ 49,806 psi
La altura del líquido en el interior del tanque de almacenamiento, se obtiene mediante la siguiente expresión:
Como la forma de la base es circular:
Conocida la altura del líquido en el tanque, se puede obtener la presión estática, es decir, la presión provocada por el líquido en el interior del tanque, mediante la tabla del ANEXO XXII.5, que relaciona, directamente la altura en pies con la carga estática.
Conocida la carga estática y la presión de diseño interna, la presión de diseño del tanque de almacenamiento, será, la suma de ambas:
P.total de diseño del tanque de almacenamiento = P.diseño interna + Carga estática. Las soluciones para el tanque de almacenamiento son:
M. disolvente, kg
H .agua, m
H.agua, Pies
P.estatica, psi
P.diseño, Psi
P. total, psi
875 1,6056 5,352 2,16 49,806 51,966
1000 1,6118 5,373 2,16 49,806 51,966
1125 1,6432 5,477 2,16 49,806 51,966
1187,5 1,6508 5,503 2,16 49,806 51,966

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 120
1250 1,6722 5,574 2,16 49,806 51,966
Tabla 5.3.1: Altura de agua en el, presión estática en el interior del tanque, y presión interna total del tanque para diferentes tamaños de tanque de almacenamiento en función de la cantidad de masa de disolvente utilizado en la extracción. NOTA:
Datos obtenidos en el ANEXO XVIII
De igual manera, las soluciones para el tanque de almacenamiento supletorio son:
M. disolvente, kg
H .agua, m
H.agua, Pies
P.estatica, psi
P.diseño, Psi
P. total, psi
875 3,06 10,199 4,33 49,806 54,136
1000 3,279 10,93 4,33 49,806 54,136
1125 3,479 11,599 4,76 49,806 54,566
1187,5 3,636 12,12 5,2 49,806 55,006
1250 3,699 12,329 5,2 49,806 55,006
Tabla 5.3.2: Altura de agua en el tanque supletorio, presión estática en el interior del tanque, y presión interna total del tanque para diferentes tamaños de tanque de almacenamiento en función de la cantidad de masa de disolvente utilizado en la extracción. NOTA:
Datos obtenidos en el ANEXO XX
5.4 RESUMEN DE RESULTADOS
Puesto que las dimensiones de diámetro y espesor de la envolvente y los fondos deben coincidir, y que la presión soportada para ambos es la misma, las características del tanque se resumen en la siguiente tabla: Para el tanque de almacenamiento:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 121
M. disol-vente, kg
V. tanque, m3
Din. carcasa y fondos, m
H. carcasa, m
t. carcasa y fondos, mm
H .agua, m
P. estática, psi
P. diseño, psi
P. total, psi
875 2,497 1,284 1,927 7 1,6056 2,16 49,806 51,966
1000 2,526 1,289 1,934 7 1,6118 2,16 49,806 51,966
1125 2,676 1,315 1,972 7 1,6432 2,16 49,806 51,966
1187,5 2,714 1,321 1,981 7 1,6508 2,16 49,806 51,966
1250 2,820 1,338 2,007 7 1,6722 2,16 49,806 51,966
Tabla 5.4.1: Valores resumen de las características de la envolvente y fondos, de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. Para el tanque de almacenamiento supletorio:
M.
disolven-te kg
V.
tanque m3
Din.
Carca-sa y
fondos m
H.
carcasa m
t.carcasa
y fondos,
mm
H
agua, m
P.
estatica, psi
P.
diseño, Psi
P.
total, psi
875 17,28 2,448 3,672 7 3,06 4,33 49,806 54,136
1000 21,26 2,623 3,935 7 3,279 4,33 49,806 54,136
1125 25,41 2,784 4,175 7 3,479 4,76 49,806 54,566
1187,5 28,99 2,909 4,363 7 3,636 5,2 49,806 55,006
1250 30,52 2,959 4,438 7 3,699 5,2 49,806 55,006
Tabla 5.4.2: Valores resumen de las características de la envolvente y fondos, de un tanque de almacenamiento supletorio en función de las cantidades de disolvente usados en la extracción del producto a almacenar.
5.5 DISEÑO SOPORTES
SOPORTES DEL TANQUE DE ALMACENAMIENTO

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 122
El diseño de los soportes de los tanques de almacenamiento, se lleva a cabo, de la misma manera, que los soportes de los extractores, ANEXO XV, puesto que el tipo de perfil, IPE, y el material a utilizar, S275 es el mismo, por las razones dadas anteriormente, todo ello especificado en el capítulo 3.8. Se obtienen los siguientes datos para los soportes de los tanques de almacenamiento en función de la cantidad de disolvente utilizada en la extracción de donde procede el producto a almacenar: Los resultados para el tanque de almacenamiento son:
M.dis, kg
L.mín, m
r, m
L.apoyo, m
L.final, m
Perfil
A, cm2
cm
875
0,9 0,077 0,977 1,000
IPE-100 10,3 1,24
1000
0,9 0,077 0,977 1,000
IPE-100 10,3 1,24
1125
0,9 0,079 0,979 1,000
IPE-100
10,3 1,24
1187,5
0,9 0,079 0,979 1,000
IPE-100
10,3 1,24
1250
0,9 0,080 0,980 1,000
IPE-100
0,3 1,24
Tabla 5.4.1: Resultados de los soportes para distintos tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción de la cual procede el producto a almacenar.
M.dis, kg
N/mm2
ϒM1 λlim λ
Nb,rb, N
NEd, N
875
275
1,25
86,8 161,290 1,858 0,23 65507,93
7309,263
1000
275
1,25
86,8 161,290 1,858 0,24 67516,41
7389,767
1125
275
1,25
86,8 161,290 1,858 0,23 65507,93
7805,811
1187,5
275
1,25
86,8 161,290 1,858 0,23 65507,93
7909,138

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 123
1250
275
1,25
86,8 161,290 1,858 0,23 65507,93
8203,241
Tabla 5.4.2: Continuación de los resultados de los soportes para distintos tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción de la cual procede el producto a almacenar. NOTA:
Datos obtenidos en el ANEXO XV
SOPORTES DETANQUE DE ALMACENAMIENTO SUPLEMENTARIO
Para el caso del soporte del tanque de almacenamiento suplementario, al ser esta mayor a las dimensiones anteriormente mencionadas en el capítulo 3.8, se escoge un soporte tipo faldón de 1,5 m de alto y de acero SA-285-C.
La unión entre el soporte inferior y el faldón, deberá ser por medio de un filete completo de
soldadura continua, uno interior y otro exterior). Todas las demás juntas soldadas en el
faldón, deberán ser de penetración completa, tipo unión a tope de acero inoxidable.
En nuestro caso, al tratarse de un recipiente de acero inoxidable soportado mediante
faldón, debe de estar provisto de un anillo intermedio de acero inoxidable soldado a la tapa
inferior, el cual deberá de ser del mismo espesor del faldón de acero al carbono, no menor
de 102,6mm (4”) de ancho; A este anillo intermedio deberá unirse el faldón de acero al
carbono mediante soldadura a tope, de manera el diámetro medio del faldón y el diámetro
de la envolvente coincidan.
El espesor mínimo del faldón será de 6mm y el anillo de la base tendrá una anchura de 250
mm y un espesor mínimo de 20 mm.
El faldón debe tener al menos una boquilla de acceso propiamente reforzado de diámetro
adecuado, 457 mm (18”) de diámetro interior como mínimo, donde el acceso desde abajo
no sea previsto pero para recipientes que posean un diámetro mayor de 1 metro, deberán
colocarse 4 ventilaciones de 4” de diámetro (101,6 mm) en la parte superior del faldón, de
manera que se consiga ventear el espacio que queda debajo del recipiente. Las tuberías que
atraviesen el faldón utilizarán collarines para no debilitar la función de soporte.
El faldón se sostendrá por medio de pernos de anclaje; El número de estos será múltiplo de
4 y la distancia entre ellos no será menor de 400 mm, ni mayor de 600 mm, y su diámetro
estará comprendido entre 16 mm y 60 mm.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 124
El tanque autosoportado por el faldón debe ser capaz de resistir una carga dinámica de
viento, sismo y vibración.
En este caso, al encontrarse en el interior de un recinto cerrado y cubierto, despreciaremos
la carga debida al viento.
La expresión del espesor de diseño del faldón viene dada por la siguiente expresión:
Donde:
- D: Diámetro exterior del faldón, in.
- E: Eficiencia de la junta del faldón a la cabeza (0,6 para soldadura a tope)
- MT: Momento en la junta del faldón a la cabeza, pies-libra, considerando el
momento máximo (sismo).
- R: Radio exterior del faldón, in.
- S: Valor del esfuerzo del material de la cabeza o del faldón, el que sea menor,
lb/in2 = psi.
- t: Espesor requerido del faldón, in.
- W: Peso de la torre arriba del faldón hasta la junta de la cabeza, en operación.
La obtención del momento máximo por seísmo, vienen dado por:
Donde:
- C: Coeficiente sísmico
- W: Peso del tanque, lb.
- H: Longitud del recipiente incluyendo el faldón, pies.
Los resultados obtenidos realizando las operaciones anteriores son:
Masa dis. kg
W lb
H pies
MT Lb-pies
R pies
D pies
t in
t mm
875 8634,770 17,239 29771,344 4,091 8,183 0,660 16,767
1000 10560,494 18,116 38262,304 4,384 8,767 0,740 18,789

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 125
1125 12555,973 18,918 47506,551 4,651 9,302 0,817 20,740
1187,5 14276,433 19,544 55802,959 4,860 9,719 0,879 22,327
1250 15007,675 19,795 59413,917 4,943 9,886 0,905 22,980
Tabla 5.4.3: Valor del espesor del tanque de almacenamiento suplementario en función de la
masa de disolvente utilizada en el sistema de extracción.
NOTA:
Datos obtenidos en el ANEXO XX
CAPÍTULO 6: DISEÑO DEL SISTEMA DE PURIFICACIÓN Y
CONCENTRACIÓN
El proceso de purificación y concentración del extracto en esteviósidos, se lleva a cabo, mediante combinación de membranas filtrantes:
Macrofiltración:
Separación de las partículas sólidas del extracto, esta operación se lleva a cabo a la salida de extractor donde se realiza la separación del extracto (parte líquida) y refinado (mayoría inerte).
Microfiltración:
Con un tamaño de poro de 0.1–10 µm retendrás las posibles micropartículas que hayan sido retenidas por el filtro anterior y las posibles bacterias y virus existentes en el medio.
Se retienen las proteínas, pectinas, taninos y algunos pigmentos precedentes de las hojas de Estevia.
Las corrientes de extracto de cada etapa de cada extractor, se unirán antes del equipo de microfiltración, por lo que, por esta operación pasará toda la cantidad de extracto obtenida.
Ultrafiltración:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 126
Con un tamaño de poro entre 50 y 2 nm es utilizada para separar contaminantes
microbiológicos, coloides (proteínas) y en general moléculas de gran tamaño, asegura un
producto ultrapuro con respecto a las partículas, las bacterias y los pirógenos.
Esta operación, es seguida de la anterior, por lo que todo el extracto proveniente de la
etapa de microfiltración, el cual consideramos que no varía, atravesará la membrana del
equipo de ultrafiltración.
Llegados a este punto, nos quedará un producto acuoso sólo compuesto por los
glucósidos de esteviol y agua y clorofila de las hojas en un porcentaje de concentración
mucho menor al del producto final deseado.
Para ello parte de la corriente de producto de extracto atravesado la operación de
ultrafiltración, será dirigida hasta la operación de nanofiltración, cuyo rechazo serán los
glucósidos de esteviol deseados, los cuales, al mezclarlos de nuevo junto con la corriente
que no ha atravesado dicho filtro, formarán un producto con la concentración de
producto final deseada.
Nanofiltración:
Con un tamaño de poro menor de 2 nm, permite separar los azúcares de otras moléculas
orgánicas, así como sales minerales multivalentes de moléculas orgánicas, y sales
multivalentes de las monovalentes, debido a los efectos de exclusión iónica y estérica.
Además la nanofiltración, permite la eliminación de pesticidas, metales pesados y
nitratos del agua.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 127
Tabla 6.1: Capacidad de separación de los procesos de membrana por presión de forma
genérica, según el peso molecular de corte, (15).
Como el agua de nuestro proceso de extracción es un agua purificada de grado
farmacéutico, no contendrá ni pesticidas, ni metales pesados, ni nitratos; Y como
suponemos, que antes de llevarse a cabo el proceso de secado de la estevia, ha sido
lavada tras su recolección, tampoco habrá trazas de pesticida en el agua debido a esta,
por lo cual:
A la operación de nanofiltración llega un extracto compuesto únicamente por agua,
esteviósidos y clorofila, el cual será separado según su tamaño en:
- Rechazo : esteviósidos y clorofila
- Permeado: agua
Los pesos moleculares de los diferentes glucósidos del esteviol son:
Tabla 6.2: Pesos moleculares, Temperaturas de fusión y fórmula molecular de los diferentes,
glucósidos de la Estevia, (14).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 128
6.1 DISEÑO DE LOS CAUDALES DE OPERACIÓN DEL SISTEMA
NANOFILTRACIÓN
Para la obtención del caudal de extracto, el cual, es necesario que atraviese la operación de
nanofiltración para obtener un producto final con una concentración del 10% en
esteviósidos, se llevarán a cabo distintos balances de materia, los cuales se exponen a
continuación:
Donde:
E: es el caudal de extracto de cada etapa.
X: El caudal de extracto que debe atravesar la membrana.
Y: El caudal de extracto que no atraviesa la membrana.
XE = XX = XY: concentración de esteviósidos en el extracto.
Donde:
P: Permeado de la membrana, es decir, la parte del caudal que consigue atravesarla.
R: Rechazo de la membrana, caudal de esteviósidos que quedan retenidos.
XP: Concentración de esteviósidos en el permeado.
XR: Concentración de esteviósidos en el rechazo.
Como la eficacia del equipo de nanofiltración es del 97%, significa que la membrana
consigue retener el 97% de los esteviósidos en disolución, mientras que la cantidad
restante, 3%, consigue atravesarla; Por lo cual:
Y finalmente la ecuación del caudal del producto final obtenido viene dado por:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 129
Donde:
E´: Caudal de producto final a la concentración deseada.
XE´ : concentración del producto deseada, 10%
Expresamos la ecuación en función de R e Y:
Sustituimos R:
Sustituimos X:
Despejamos la Y:
Puesto que XE´ es la concentración del producto deseado, 10%, XE, la concentración de cada
etapa del extracto y XR suponemos que lo único que se retiene son esteviósidos, 100%,
conocemos todo lo necesario, para obtener los caudales.
Conocido el valor de Y, podemos conocer el valor de X, y por tanto el valor de R y E´:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 130
Realizando las operaciones anteriores para las distintas etapas, y distintos extractores,
obtenemos:
ETAPA M.dis, kg
E1, kg
XE1
X
E1´
XR
Y1 , Kg
X1 , Kg
R1 , Kg
E´1, kg
1
875 747,838 0,03075 0,1 1 289,899 457,939 13,659 303,558
1000 1248,000 0,02700 0,1 1 402,967 845,033 22,131 425,099
1125 1884,444 0,02400 0,1 1 519,512 1364,933 31,776 551,287
1187,5 2072,000 0,02300 0,1 1 540,308 1531,692 34,172 574,480
1250 2456,471 0,02175 0,1 1 596,075 1860,396 39,250 635,324
Tabla 6.1.1: caudales de operación del equipo de nanofiltración y producto final obtenido
por un turno, 4lotes, en la etapa 1, en función de la cantidad de disolvente empleado en la
extracción.
ETAPA M.dis, Kg
E2, kg
XE2
X
E2´
XR
Y2 , Kg
X2, Kg
R2 , Kg
E´2, kg
2
875 3634,582 0,01385 0,1 1 510,109 3124,473 41,976 552,085
1000 3776,000 0,011 0,1 1 407,426 3368,574 35,943 443,369
1125 3562,000 0,0095 0,1 1 326,425 3235,575 29,816 356,241
1187,5 4353,556 0,0085 0,1 1 353,066 4000,489 32,984 386,050
1250 5634,664 0,0075 0,1 1 398,843 5235,821 38,091 436,933
Tabla 6.1.2: caudales de operación del equipo de nanofiltración y producto final obtenido
por un turno, 4lotes, en le etapa 2, en función de la cantidad de disolvente empleado en la
extracción.
ETAPA M.dis, Kg
E3, kg
XE3
X
E3´
XR
Y3 , Kg
X3 , Kg
R3 , kg
E´3, kg
3
875 2817,396 0,0064 0,1 1 168,177 2649,219 16,446 184,623
1000 3836,160 0,00475 0,1 1 167,009 3669,151 16,906 183,915
1125 5140,774 0,004025 0,1 1 188,213 4952,561 19,336 207,549
1187,5 5655,017 0,003025 0,1 1 153,998 5501,020 16,141 170,139
1250 4625,195 0,00225 0,1 1 92,942 4532,254 9,892 102,833

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 131
Tabla 6.1.3: caudales de operación del equipo de nanofiltración y producto final obtenido por un turno, 4lotes, en la etapa 3, en función de la cantidad de disolvente empleado en la extracción.
NOTA:
Datos obtenidos en el ANEXO XVI
6.2 CANTIDAD DEPRODUCTO FINAL OBTENIDO
La cantidad de producto final obtenido, será la suma de la cantidad de producto obtenido,
tras unir el extracto, concentrado por el sistema de nanofiltración, con el extracto
procedente de la operación de ultrafiltración, la cual, no ha atravesado la membrana del
nanofiltrado.
Aunque todo ello, avanzará hacia la columna de carbón activado para la eliminación del
color debido a la clorofila de las hojas de Estevia, consideramos que la cantidad obtenida no
variará.
Por lo que las cantidades de producto final se obtienen de la siguiente manera:
Para una etapa:
Para dos etapas:
Para tres etapas:
Donde:
F1: cantidad de producto final procedente de 1 etapa, kg.
F2: cantidad de producto final procedente de 2 etapas, kg.
F3: cantidad de producto final procedente de 3 etapas, kg.
E´1: cantidad de producto final una vez unido el caudal procedente de la
nanofiltración y la ultrafiltración de la primera etapa, kg/h.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 132
E´2: cantidad de producto final una vez unido el caudal procedente de la
nanofiltración y la ultrafiltración de la segunda etapa, kg/h.
E´3: cantidad de producto final una vez unido el caudal procedente de la
nanofiltración y la ultrafiltración de la tercera etapa, kg/h
t : tiempo en horas, en el cual se ha obtenido cada caudal, h.
Realizando las operaciones anteriormente descritas, se obtienen:
M.disolvente, kg
F 1 Etapa, Kg
F 2 Etapas, Kg
F 3 Etapas, Kg
875 303,558 855,643 1040,267
1000 425,099 868,467 1052,382
1125 551,287 907,528 1115,077
1187,5 574,480 960,530 1130,669
1250 635,324 1072,258 1175,091
Tabla 6.2.1: Cantidad de producto final obtenido en función del número de etapas usadas en
el sistema de extracción y la cantidad de disolvente utilizada.
NOTA:
Datos obtenidos en el ANEXO XVI
CAPÍTULO 7: DISEÑO DE TUBERÍAS
Los resultados mostrados en este capítulo, son únicamente a título orientativo, ya que resulta necesario un estudio más detallado de los tramos de tubería necesarios y sus accesorios para valorar los posibles efectos de pérdida de carga; Debido a que, esto depende de la distribución final de los equipos en la planta, no podrá conocerse con exactitud hasta el momento del montaje.
Las tuberías serán de acero inoxidable, pues, el producto que transportarán está dirigido a consumo alimenticio.
Los diámetros y espesores se especifican a continuación, obtenidos detalladamente en los correspondientes anexos a la memoria.
Serán de sección circular, de espesor uniforme y sin costura, estarán libres de fisuras, grietas, poros, impurezas, deformaciones o faltas de homogeneidad, así como de

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 133
otros defectos que pudieran disminuir su resistencia y apartar su comportamiento del esperado por sus características.
Existen varios tipos de tramos de tubería:
Tramo 1: De la base del reactor al suelo
Tramo 2: Desde el nivel del suelo de cada extractor hasta el equipo de microfiltración.
Tramo 3: Del equipo de microfiltración hasta el equipo de ultrafiltración
Tramo 4.1: Del equipo de ultrafiltración al equipo de carbón activado.
Tramo 4.2: Del equipo de ultrafiltración hasta el equipo de nanofiltración
Tramo 5: Del equipo de carbón activado, a la base del tanque de almacenamiento.
Tramo 6: De la base, hasta la entrada del tanque de almacenamiento.
7.1 DIÁMETRO DE LAS TUBERÍAS
Para obtener el diámetro nominal de cada tubería, es necesario conocer primero su diámetro teórico, el cual, podemos obtener en función del caudal y la velocidad media de circulación del fluido:
Siendo:
- : velocidad media de circulación del fluido (m/s) - : caudal volumétrico (m3/s) - : sección de la tubería (m2)
Puesto que las tuberías tienen forma cilíndrica, obtenemos su sección mediante la siguiente expresión:
Donde:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 134
- d : es el diámetro teórico de la tubería Al sustituir esta expresión en la anteriormente citada, y despejar, podremos conocer el diámetro:
El valor de velocidad óptima, , será válida para todas las tuberías de nuestra planta, ya que en ningún caso, la concentración de nuestro producto supera la concentración del 10%. Los cálculos realizados para cada tramo, de cada posible Extractor, se muestran siguiente tabla:
M.disolvente, Kg
Tramo Q, m3/s
d, m
d + 10%, m
d + 10%, in
d.nominal in
875
1 0,0003 0,0188 0,0207 0,8151 0,75
2 0,0003 0,0188 0,0207 0,8151 0,75
3 0,001 0,0753 0,0828 3,2604 3,5
4.1 0,0009 0,035 0,038 1,511 1,5
4.2 0,0001 0,014 0,016 0,611 0,75
5 0,0002 0,015 0,016 0,635 0,75
6 0,0002 0,015 0,016 0,635 0,75
6.1 0,0002 0,015 0,016 0,635 0,75
1000
1 0,0003 0,0193 0,0213 0,8374 1
2 0,0003 0,0193 0,0213 0,8374 1
3 0,0011 0,0773 0,0851 3,3496 3,5
4.1 0,001 0,038 0,042 1,638 2
4.2 0,0001 0,013 0,014 0,546 0,5
5 0,0001 0,013 0,014 0,569 0,5
6 0,0001 0,013 0,014 0,569 0,5
6.1 0,0001 0,013 0,014 0,569 0,5
1125
1 0,0004 0,0224 0,0246 0,9694 1
2 0,0004 0,0224 0,0246 0,9694 1
3 0,0014 0,0895 0,0985 3,8776 4
4.1 0,0014 0,044 0,048 1,903 2

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 135
4.2 0,0001 0,014 0,016 0,616 0,75
5 0,0002 0,015 0,016 0,635 0,75
6 0,0002 0,015 0,016 0,635 0,75
6.1 0,0002 0,015 0,016 0,635 0,75
1187,5
1 0,0004 0,0235 0,0258 1,0167 1
2 0,0004 0,0235 0,0258 1,0167 1
3 0,0016 0,0939 0,1033 4,0669 5
4.1 0,0015 0,046 0,051 2,006 2
4.2 0,0002 0,015 0,016 0,629 0,75
5 0,0002 0,015 0,016 0,648 0,75
6 0,0002 0,015 0,016 0,648 0,75
6.1 0,0002 0,015 0,016 0,648 0,75
1250
1 0,0004 0,0234 0,0258 1,0149 1
2 0,0004 0,0234 0,0258 1,0149 1
3 0,0016 0,0937 0,1031 4,0596 5
4.1 0,0015 0,045 0,05 1,957 2
4.2 0,0001 0,015 0,017 0,66 0,75
5 0,0002 0,016 0,017 0,682 0,75
6 0,0002 0,016 0,017 0,682 0,75
6.1 0,0002 0,016 0,017 0,682 0,75
Tabla 7.1.1: Diámetro interno y diámetro nominalobtenidos en función del caudal para cada tipo de tramo y masa de disolvente. NOTA: Los cálculos mostrados han sido obtenidos en el ANEXO XVII de cálculo.
7.2 LONGITUD DE LAS TUBERÍAS
La longitud de cada tramo de la tubería, es meramente orientativa debido, a que, como se dijo anteriormente, no conocemos la cantidad real de accesorios necesarios en la instalación, por lo que la longitud recta de cada tramo, estará determinada por la distancia entre equipos y su altura, a la que habrá que añadir accesorios como codos válvulas… Puesto que la realización del proyecto no ha sido expresamente en base a una planta determinada, estos datos no pueden ser recogidos en el presente proyecto, aunque, sí podemos estimar la distancia entre equipos, y por tanto conocer, la longitud mínima en tramos rectos de tubería que será necesario, y tomarlo como indicador para un futuro motaje en planta.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 136
Según el Instituto Nacional de Seguridad e higiéne, para fluídos tipo D (fluidos con un punto de inflamación > 100°C), la distancia mínima de seguridad entre equipos será de 0,25D, siendo D, el diámetro de cada equipo no pudiendo ser una distancia menor a 1,5m de distancia. NOTA: Esta distancia puede reducirse hasta 1 m, en caso de volúmenes inferiores a 50m3. Conocido esto, seleccionamos una distancia mínima entre equipos de 1,5 m de longitud, para asegurar la seguridad, y conseguir una mayor facilidad de paso, para la limpieza y mantenimiento de los equipos, es decir, que la longitud cada tramo recto de tubería será: LR > 1,5 m
Tramos Rectos
Longitud, m
1. Base del extractor al suelo.
0,9
2. Del tramo 1 hasta la operación de microfiltración.
1,5
3. De la operación de microfiltración, hasta la operación de ultrafiltración.
1,5
4.1. De la operación de ultrafiltración a la base de la operación de carbón activado.
1,5
4.2. De la operación de ultrafiltración, hasta la operación de nanofiltración.
4
5. De la base de la operación de carbón activado hasta el orificio de entrada en la operación.
1,22
6. De la operación de carbón activado hasta la base del tanque de almacenamiento.
1,5
6.1. De la base del tanque de almacenamiento hasta el conducto de entrada del mismo.
L.envolvente + L.apoyos
Tabla 7.2.1: Longitudes mínimas de cada tramo recto de tubería.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 137
7.3 ESPESOR DE LAS TUBERÍAS
El espesor requerido de pared para las tuberías se calcula mediante el uso de la siguiente expresión:
Donde:
t : Espesor mínimo de la tubería (in).
PD : Presión de diseño (psi).
D0 : Diámetro externo de la tubería (in), el cual, se determina directamente a partir del diámetro nominal.
S :Tensión máxima admisible del material (psi).
E : factor de eficiencia de la soldadura.
Y : Coeficiete dado en función del material y de la temperatura.
La presión de diseño (PD), se obtiene incrementando la máxima presión de operación en un 10%. Como en nuestro caso, las tuberías trabajan a presión atmosférica, esta será la presión de diseño:
Pmax = 1atm = 1,033 Kg/cm2
El valor de la tensión máxima admisible, será la misma que la usada en el cálculo del extracttor, ya que,el materiales el mismo,y la temperatura máxima a laque se encontrará el fluido será a la temperatura de salida del extractor, luego: S = 83513,5135 Psi

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 138
El modo de fabricación de las tuberías será sin soldadura o sin costuras, por lo que E, valor de eficiencia de la soldadura será: E = 1 El coeficiente Y, se encuentra tabulado en función del tippo de material utilizado y la temperatura de operación. Y = 0,4 Una vez hallado el valor de espesor mínimo requerido sin márgenes ni tolerancias, tmin, se debe añadir los márgenes y la tolerncias para obtener el valor del espesor de pared pedido, t, que se calcula mediante la siguiente expresión expresada en el apartado 4.3 de la normativa UNE-EN 13480-3:
Donde:
tmin : el espesor mínimo que debetener la tubería.
t : espesor mínimo obtenido sin márgnes ni tolesrancias.
C0 : margen por corrosión o erosión, fijado en 1mm.
C1 : valor absoluto de la tolerancia negativa tomado de las normas del material o facilitado por el fabricante. Por ejemplo, si la tolerancia de fabricación es de +0,5/-1 mm, se debería tomar C1= 1mm = 0,03937in. En la aplicación de cálculo de tuberías se considera por defecto 1 mm = 0,03937 in.
C2 : margen de adelgazamiento para el posible adelgazamiento durante el proceso de fabricación. En el caso de las tuberías rectas (como es la del colector) este factor es 0.
X : es el valor absoluto de la tolerancia negativa tomada de la norma del material, expresado como un tanto por ciento del espesor pedido. Para el material utilizado este valor será del 12,5%.
Al realizar los cálculos para cada tramo, de cada posible Extractor, obtenemos la siguiente tabla:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 139
M.disolvente, Kg
Tramo d.nominal, in
do, in
tmin, in
t, in
t, mm
875
1 0,75 1,05 0,0001 0,0451 1,1458
2 0,75 1,05 0,0001 0,0451 1,1458
3 3,5 4 0,0004 0,0454 1,1541
4.1 1,5 1,9 0,0002 0,0452 1,1477
4.2 0,75 1,05 0,0002 0,0452 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1000
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 3,5 4 0,0004 0,0454 1,1541
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,5 0,84 0,0002 0,0452 1,145
5 0,5 0,84 0,0001 0,04508 1,145
6 0,5 0,84 0,0001 0,04508 1,145
6.1 0,5 0,84 0,0001 0,04508 1,145
1125
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 4 4,5 0,0004 0,0455 1,1555
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0002 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1187,5
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 5 5,563 0,0005 0,0456 1,1585
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0001 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1250
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 5 5,563 0,0005 0,0456 1,1585
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0001 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 140
Tabla 7.3.1: Espesor de la tubería obtenido en función del tramo de tubería para distintas cantidades de disolvente. NOTA: Los cálculos mostrados han sido obtenidos en el ANEXO XVII de cálculo.
7.4 ESPESORES COMERCIALES
Los espesores comerciales, al igual que ocurre con el número de célula, se seleccionana a partir de los espesores mínimos y el diámetro nominal de cada tubería, mediante la misma tabla en la que anteriormente obtuvimos el diámetro nominal, así como el exterior, y se determina de igual forma, que el diámetro nomminal, es decir, se toma el valor inmediatamente superior al valor mínimo obtenido, dentro de los que se ofrecen para cada diámetro nominal. Los espesores comerciales obtenidos son:
M.disolvente, kg
Tramo d + 10%, in
d.nom, in
do, in
tmin, in
t, in
t, mm
t.com, in
875
1 0,815 0,75 1,05 0,0001 0,0451 1,1458 0,113
2 0,815 0,75 1,05 0,0001 0,0451 1,1458 0,113
3 3,260 3,5 4 0,0004 0,0454 1,1541 0,226
4.1 1,511 1,5 1,9 0,0002 0,0452 1,1477 0,145
4.2 0,611 0,75 1,05 0,0002 0,0452 1,148 0,113
5 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
1 0,837 1 1,315 0,0001 0,0451 1,1466 0,113
2 0,837 1 1,315 0,0001 0,0451 1,1466 0,113

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 141
1000 3 3,35 3,5 4 0,0004 0,0454 1,1541 0,226
4.1 1,638 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,546 0,5 0,84 0,0002 0,0452 1,148 0,109
5 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
6 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
6.1 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
1125
1 0,969 1 1,315 0,0001 0,0451 1,1466 0,113
2 0,969 1 1,315 0,0001 0,0451 1,1466 0,113
3 3,878 4 4,5 0,0004 0,0455 1,1555 0,237
4.1 1,903 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,616 0,75 1,05 0,0002 0,0452 1,148 0,113
5 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
1187,5
1 1,017 1 1,315 0,0001 0,0451 1,1466 0,113
2 1,017 1 1,315 0,0001 0,0451 1,1466 0,113
3 4,067 5 5,563 0,0005 0,0456 1,1585 0,258
4.1 2,006 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,629 0,75 1,05 0,0001 0,0451 1,1455 0,113
5 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 142
1250
1 1,015 1 1,315 0,0001 0,0451 1,1466 0,113
2 1,015 1 1,315 0,0001 0,0451 1,1466 0,113
3 4,06 5 5,563 0,0005 0,0456 1,1585 0,258
4.1 1,957 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,66 0,75 1,05 0,0001 0,0451 1,1455 0,113
5 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
Tabla 7.4.1: Espesor comercial de la tubería en función del tramo y de la masa de disolvente. NOTA: Los cálculos mostrados han sido obtenidos en el ANEXO XVII de cálculo.
7.5 AISLAMIENTO DE LAS TUBERÍAS
Las tuberías estarán recubiertas de aislante con el objetivo de minimizar las pérdidas de calor durante el recorrido del producto a través de las conducciones entre los distintos equipos, el cual debe llegar al evaporador con la menor pérdida de temperatura posible, lacual supondrá una pérdida enegética que se raduce en una pérdida económica importante.
El material aislante, será, fibra de vidrio, debido las razones mencionadas anteriormente en el capítulo 3.7.1 de la memoria, selección del aislamiento, aunque en esta ocasión, el aislate no estará en forma de paneles, sino en forma de coquillas de las siguientes características y dimensiones, las cuales, vendrán dadas en función del diámetro inerior de la tubería a recubrir con el aislante:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 143
Tabla 7.5.1: Tabla dimensiones del aislante de lana de vidrio ISOVER en forma de coquilla.
7.6 PÉRDIDAS DE CARGA
Las pérdidas de carga relacionadas con las tuberías, son debidas a la fricción del fluido por el
paso a través de ellas y de los accesorios que los unen o están instalados en ellas.
7.6.1 PÉRDIDAS DE CARGA EN LAS TUBERÍAS
Las pérdidas de carga, se obtienen por metro lineal de tubería mediante la siguiente
expresión:
Donde:
f : factor de fricción, el cual se determina gráficamente, con la gráfica de Moody.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 144
G : velocidad másica del fluido en la conducción, (kg/m2s).
Di : Diámetro interior real de la tubería, m.
L : Longitud de la tubería, m.
ρ : Densidad del fluido que circula a través deña conducción, K/m3.
Los resultados de pérdidas de carga obtenidos son:
M. disol-vente Kg
Tamo Tuve-ría
ρ, kg/m3
V, m/s
G, kg/m2s
L, m
Di, m
Ɛ, m
f
ΔP, N
875
1. 1000 2,85 2850 0,9 0,0207 0,000002 0,0186 6567,5
2. 1000 2,85 2850 1,5 0,0207 0,000002 0,0186 6567,5
3. 1000 2,85 2850 1,5 0,0828 0,000002 0,014 2059,7
4.1. 1000 2,85 2850 1,5 0,038 0,000002 0,0175 5553,690
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 40841,7
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 469183,7
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14721,9
6.1 1000 2,85 2850 3,48 0,016 0,000002 0,0195 469183,7
1000
1. 1000 2,85 2850 0,9 0,0213 0,000002 0,0185 6358,2
2. 1000 2,85 2850 1,5 0,0213 0,000002 0,0185 6358,2
3. 1000 2,85 2850 1,5 0,0851 0,000002 0,014 2004,8
4.1. 1000 2,85 2850 4 0,042 0,000002 0,0172 5037,066
4.2. 1000 2,85 2850 1,5 0,014 0,000002 0,022 51558,3

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 145
5. 1000 2,85 2850 1,22 0,014 0,000002 0,022 493404,8
6. 1000 2,85 2850 1,5 0,014 0,000002 0,022 18534,1
6.1. 1000 2,85 2850 3,48 0,014 0,000002 0,022 493404,8
1125
1. 1000 2,85 2850 0,9 0,0246 0,000002 0,0182 5403,4
2. 1000 2,85 2850 1,5 0,0246 0,000002 0,0182 5403,4
3. 1000 2,85 2850 1,5 0,0985 0,000002 0,0138 1707,1
4.1. 1000 2,85 2850 1,5 0,048 0,000002 0,017 4285,15
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 40470,4
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 503676,6
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14732,5
6.1. 1000 2,85 2850 3,57 0,016 0,000002 0,0195 503676,6
1187,5
1. 1000 2,85 2850 0,9 0,0258 0,000002 0,018 5095,3
2. 1000 2,85 2850 1,5 0,0258 0,000002 0,018 5095,3
3. 1000 2,85 2850 1,5 0,1033 0,000002 0,0135 1592,3
4.1. 1000 2,85 2850 1,5 0,051 0,000002 0,016 3826,5
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 39683,9
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 56140,1
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14432,1

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 146
6.1. 1000 2,85 2850 3,58 0,016 0,000002 0,0195 56140,1
1250
1. 1000 2,85 2850 0,9 0,0258 0,000002 0,018 5104,5
2. 1000 2,85 2850 1,5 0,0258 0,000002 0,018 5104,5
3. 1000 2,85 2850 1,5 0,1031 0,000002 0,0135 1595,2
4.1. 1000 2,85 2850 1,5 0,05 0,000002 0,017 4167,6
4.2. 1000 2,85 2850 4 0,017 0,000002 0,0194 37588,2
5. 1000 2,85 2850 1,22 0,017 0,000002 0,0192 503312,5
6. 1000 2,85 2850 1,5 0,017 0,000002 0,0192 13512,5
6.1. 1000 2,85 2850 3,61 0,017 0,000002 0,0192 503312,5
Tabla 7.6.1.1: Pérdidas de carga por metro lineal de tubería en función de la cantidad de
disolvente utilizada en la extracción.
NOTA: Los cálculos mostrados han sido obtenidos en el ANEXO XVII de cálculo.
7.6.2 PÉRDIDAS DE CARGA TOTALES
Las pérdidas de carga totales serán:
Las cuales se obtienen mediante la ecuación de Darcy, la cual, se expresa:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 147
Donde:
4f : Factor de fricción, obtenido mediante el gráfico de Moody.
L : Longitud del tramo recto de tubería, m.
Leq : Longitud equivalente de los accesorios, m.
V : Velocidad del fluido en la conducción, m/s
g : Fuerza de la gravedad, m/s2.
D : Diámetro interior, m.
Los resultados de las pérdidas de carga totales son:
M. disolvente, Kg
Tamo Tubería
hf, m
875
1. 0,6690
2. 0,669
3. 0,21
4.1. 0,566
4.2. 4,163
5. 1,22
6. 1,501
6.1. 3,478
1000
1. 0,648
2. 0,648
3. 0,204
4.1. 0,513
4.2. 1,971
5. 1,536
6. 1,889
6.1. 4,389
1125
1. 0,551
2. 0,551
3. 0,174
4.1. 0,437
4.2. 4,125
5. 1,221
6. 1,502
6.1. 3,576
1187,5
1. 0,519
2. 0,519
3. 0,162
4.1. 0,39
4.2. 4,045

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 148
5. 1,2
6. 1,471
6.1. 3,512
1250
1. 0,52
2. 0,52
3. 0,162
4.1. 0,425
4.2. 3,832
5. 1,12
6. 1,377
6.1. 3,312
Tabla 7.6.2.1: Pérdidas de carga totales para distintos tramos de tuberías en función de la
cantidad de disolvente utilizado en la extracción.
NOTA: Los cálculos mostrados han sido obtenidos en el ANEXO XVII de cálculo.
Como se ha comentado con anterioridad, en el siguiente proyecto no se encuentran
proyectados las pérdidas de carga debido a los accesorios, ya que, no se conoce el número
necesario de estos.
Debido a esto, tomaremos las pérdidas de carga totales como el doble de las pérdidas de
carga debidas al tramo recto de tubería.
CAPÍTULO 8: DISEÑO DE BOMBAS
En el diseño mecánico de la bomba y sus elementos componentes se debe tener en cuenta:
Normativa que aplique (HI, API, EN, ISO, DIN, etc.)
Procedimientos de diseño propios del fabricante (“ Know how”)
Requisitos exigidos por el usuario final de las bombas
En este capítulo se determina, la potencia necesaria requerida en los sistemas de impulsión,
para conseguir la circulación óptima del fluido en el sistema.
Las bombas que vamos a calcular son las siguientes:
Bomba 1:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 149
Se coloca en el tramo 3 de tuberías, tras pasar la operación de microfiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 2.1:
Se coloca en el tramo 4.1 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 2.2:
Se coloca en el tramo 4.2 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 3 :
Se coloca en el tramo 5 de tuberías, en el cual, el producto debe entrar por la parte
superior de la columna de carbón activado.
Bomba 4:
Se coloca en el tramo 6.1 de tuberías, es un tramo recto mediante el cual el fluido se
introduce en el tanque de almacenamiento.
8.1 CAUDAL MASA, q
El caudal masa, q, es la masa de líquido útil descargada por la bomba en la unidad de tiempo
a través de su boca de impulsión.
Las unidades de medida más empleadas son kg/s y t/h.
El caudal de masa extraído y recirculado así como el perdido por fugas siguen las mismas
pautas que las de caudal.
La relación entre, caudal masa, q y caudal Q, es:
Donde:
Q : caudal volumétrico, (m3/s)

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 150
ρ : densidad del fluido, (kg/m3)
q : caudal masa, (kg/s)
Los resultados obtenidos son:
Bomba Masa disolvente, kg
Q, m3/s
ρ, kg/m3
q kg/s
Bomba 1
875 0,00101 1000 1,010
1000 0,00107 1000 1,066
1125 0,00143 1000 1,428
1187,5 0,00157 1000 1,571
1250 0,00157 1000 1,565
Bomba 2.1
875 0,00087 1000 0,868
1000 0,00102 1000 1,019
1125 0,00138 1000 1,376
1187,5 0,00153 1000 1,528
1250 0,00145 1000 1,454
Bomba 2.2
875 0,000142 1000 0,142
1000 0,000113 1000 0,113
1125 0,000144 1000 0,144
1187,5 0,000150 1000 0,150
1250 0,000166 1000 0,166
Bomba 3
875 0,000153 1000 0,153
1000 0,000123 1000 0,123
1125 0,000153 1000 0,153
1187,5 0,000160 1000 0,160
1250 0,000176 1000 0,176
Bomba 4
875 0,000153 1000 0,153
1000 0,000123 1000 0,123
1125 0,000153 1000 0,153
1187,5 0,000160 1000 0,160
1250 0,000176 1000 0,176
Tabla 8.1.1: valores de caudal masa, q, de las bombas, de distintos sistemas de extracción en
función de la masa de disolvente utilizado.
NOTA: Datos obtenidos en el ANEXO XXI
8.2 ALTURA ÚTIL DE LA BOMBA:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 151
La altura útil de la bomba se define como la presión que debe ejercer la bomba para poder
elevar un fluido desde su nivel más bajo hasta el punto más elevado, venciendo las
resistencias existentes en la conducción.
Para el cálculo de la altura útil de la bomba se utiliza la ecuación de Bernouilli expresada
como:
Donde:
P1: Presión en el punto de succión de la bomba, (kg/m2*s).
P2: Presión en el punto de descarga del fluido, (kg/m2*s).
ρ: Densidad del fluido, (kg/m3).
g: Fuerza de la gravedad, (m/s2).
: Carga debida a la diferencia de presiones entre los puntos considerados, (m).
Z1: Altura del fluido en el punto de succión de la bomba, (m).
Z2: Altura del fluido en el punto de descarga del fluido, (m).
: Carga debida a la diferencia de altura entre los puntos considerados, (m).
V1: velocidad en el punto de succión de la bomba, (m/s).
V2: velocidad en el punto de descarga del fluido, (m/s).
: Carga debida a la diferencia de velocidad entre los puntos considerados, (m).
hf: Carga debida a la fricción entre los puntos considerados, (m).
Los resultados obtenidos fueron:
Bomba Masa disolvente, kg
Z1, m
Z2, M
V1, m/s
V2, m/s
hf, m
H, m
Bomba 1
875 0 0 0 2,85 0,210 0,624
1000 0 0 0 2,85 0,204 0,618
1125 0 0 0 2,85 0,174 0,588
1187,5 0 0 0 2,85 0,162 0,576
1250 0 0 0 2,85 0,163 0,577
Bomba
875 0 0 0 2,85 0,566 0,980
1000 0 0 0 2,85 0,513 0,927
1125 0 0 0 2,85 0,437 0,851

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 152
2.1
1187,5 0 0 0 2,85 0,390 0,804
1250 0 0 0 2,85 0,425 0,839
Bomba 2.2
875 0 0 0 2,85 4,163 4,577
1000 0 0 0 2,85 5,256 5,670
1125 0 0 0 2,85 4,125 4,539
1187,5 0 0 0 2,85 4,045 4,459
1250 0 0 0 2,85 3,832 4,246
Bomba 3
875 0 1,219 2,85 0 1,220 2,853
1000 0 1,219 2,85 0 1,536 3,169
1125 0 1,219 2,85 0 1,221 2,854
1187,5 0 1,219 2,85 0 1,196 2,829
1250 0 1,219 2,85 0 1,120 2,753
Bomba 4
875 0 3,477 2,85 0 3,478 7,369
1000 0 3,484 2,85 0 4,388 8,287
1125 0 3,572 2,85 0 3,576 7,562
1187,5 0 3,581 2,85 0 3,512 7,507
1250 0 3,607 2,85 0 3,312 7,332
Tabla 8.2.1: Altura útil de las bombas de distintos sistemas de extracción en función de la
masa de disolvente utilizada.
NOTA:
Datos obtenidos en el ANEXO XXI
8.2.1 CONSIDERACIONES
Puesto que el sistema de extracción no trabaja en continuo, se desecha la opción de duplicar los equipos de impulsión y se opta por un mantenimiento adecuado de estos. Solo se considera necesaria la presencia de bombas, en aquellos tramos de tubería en los que exista un desnivel a salvar, o aquellos en los cuales, el resultado del paso por del fluido por alguna operación del diseño, sea el frenado de este, y por lo tanto, será necesario la impulsión del fluido para el continuo avance de este. Los tramos en los que, no existe la presencia de ninguna de las dos peculiaridades anteriores, no se considera la presencia de bombas, pues suponemos que debido al posicionamiento de equipos y tuberías, el fluido se desplaza gracias a la acción de la gravedad.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 153
Existen distintas consideraciones que hemos debido tener en cuenta a la hora de realizar los cálculos relacionados con las bombas diseñadas:
Bomba 1:
Se coloca en el tramo 3 de tuberías, tras pasar la operación de microfiltración, para
impulsar al fluido hacia la siguiente operación.
Se considera que tras el paso por esta operación, la velocidad ha quedado nula y
queremos imponer de nuevo la velocidad óptima de circulación del fluido, el término
correspondiente a las presiones se anula, ya que se considerará que se trabaja a presión
atmosférica en todos los casos, por lo que P₁=P₂, de la misma manera que se anula el
término debido a la diferencia de altura Z1 = Z2, al encontrase sobre el mismo eje, siendo
conocidas las pérdidas de carga al haberlas obtenido anteriormente.
Bomba 2.1:
Se coloca en el tramo 4.1 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Se considera que tras el paso por esta operación, la velocidad ha quedado nula y
queremos imponer de nuevo la velocidad óptima de circulación del fluido, el término
correspondiente a las presiones se anula, ya que se considerará que se trabaja a presión
atmosférica en todos los casos, por lo que P₁=P₂, de la misma manera que se anula el
término debido a la diferencia de altura Z1 = Z2, al encontrase sobre el mismo eje, siendo
conocidas las pérdidas de carga al haberlas obtenido anteriormente.
Bomba 2.2:
Se coloca en el tramo 4.2 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Se considera que tras el paso por esta operación, la velocidad ha quedado nula y
queremos imponer de nuevo la velocidad óptima de circulación del fluido, el término
correspondiente a las presiones se anula, ya que se considerará que se trabaja a presión
atmosférica en todos los casos, por lo que P₁=P₂, de la misma manera que se anula el
término debido a la diferencia de altura Z1 = Z2, al encontrase sobre el mismo eje, siendo
conocidas las pérdidas de carga al haberlas obtenido anteriormente.
Bomba 3 :

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 154
Se coloca en el tramo 5 de tuberías, en el cual, el producto debe entrar por la parte
superior de la columna de carbón activa, por lo cual debe superar una altura de 48 in,
correspondiente a la altura de este equipo, el término correspondiente a las presiones se
anula, ya que se considerará que se trabaja a presión atmosférica en todos los casos, por
lo que P₁=P₂, se impone una velocidad de circulación del fluido óptima de 2,85 m/s, y las
pérdidas de carga son conocidas, pues se calcularon con anterioridad.
Bomba 4:
Se coloca en el tramo 6.1 de tuberías, es un tramo recto mediante el cual el fluido se
introduce en el tanque de almacenamiento, con una pérdida de carga conocida, pues se
calculó anteriormente, se supone la máxima diferencia de altura posible:
- Z1 =0, m.
- Z2 = Altura del tanque de almacenamiento con los apoyos incluidos sin considerar
el fondo superior, m.
El término correspondiente a las presiones se anula, ya que se considerará que se trabaja
a presión atmosférica en todos los casos, por lo que P₁=P₂, Se impone una velocidad de
circulación del fluido óptima de 2,85 m/s mientras que la velocidad en la superficie del
fluido dentro del tanque de almacenamiento se toma como nula.
8.3 POTENCIA DE LA BOMBA
La potencia requerida, es la potencia necesaria para impulsar el caudal del fluido hasta la
altura útil.
Se puede obtener mediante la siguiente expresión:
Donde:
H: altura útil de la bomba, (m).
Q: Caudal que suministra la bomba, (m3/s).
ρ: Densidad del fluido, (kg/m3).
g: Fuerza de la gravedad, (m/s2).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 155
ƞ: Rendimiento, un valor medio para los cálculo, es tomar com0, 7% el
rendimiento del total del equipo de impulsión, comprendiendo este los
rendimientos volumétricos hidráulicos y mecánicos.
Los resultados obtenidos son:
Bomba Masa disolvente, kg
Q, m3/s
H, m
W, W
Bomba 1
875 0,00101 0,624 8,828
1000 0,00107 0,618 9,234
1125 0,00143 0,588 11,767
1187,5 0,00157 0,576 12,687
1250 0,00157 0,577 12,648
Bomba 2.1
875 0,00087 0,980 11,921
1000 0,00102 0,927 13,247
1125 0,00138 0,851 16,403
1187,5 0,00153 0,804 17,219
1250 0,00145 0,839 17,097
Bomba 2.2
875 0,000142 4,577 9,089
1000 0,000113 5,670 8,992
1125 0,000144 4,539 9,180
1187,5 0,000150 4,459 9,379
1250 0,000166 4,246 9,852
Bomba 3
875 0,000153 2,853 6,1312
1000 0,000123 3,169 5,469
1125 0,000153 2,854 6,125
1187,5 0,000160 2,829 6,327
1250 0,000176 2,753 6,808
Bomba 4
875 0,000153 7,369 15,837
1000 0,000123 8,287 14,302
1125 0,000153 7,562 16,228
1187,5 0,000160 7,507 16,789
1250 0,000176 7,332 18,135
Tabla 8.3.1: Potencia de las bombas para distintos sistemas de extracción en función de la
cantidad de disolvente utilizada.
NOTA:
Datos obtenidos en el ANEXO XXI

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 156
8.4 CAVITACIÓN Y ALTURA NETA DE SUCCIÓN POSITIVA DISPONIBLE
La cavitación, es un fenómeno físico que consiste en la formación de burbujas en el seno del líquido, el cual, se debe a que la presión en la entrada a la bomba alcanza la presión de vapor del líquido que se bombea, a la temperatura de operación y es el problema más habitual en el área de hidráulica. Este efecto afecta al funcionamiento de la bomba, disminuyendo así el rendimiento de la instalación. La cavitación hace que el equipo presente ruidos y vibraciones, que influye en los costes de mantenimiento ya que al cabo de un tiempo, puede causar daños irreparables en los equipos. La altura neta de succión positiva disponible (NPSHd) representa un análisis de las condiciones energéticas en el lado de aspiración de la bomba, para conocer si el líquido sufrirá una evaporación al alcanzar su presión de vapor y por lo tanto se formen burbujas. La altura disponible depende del conjunto de la instalación elegida para la bomba y es una particularidad independiente del tipo de bomba. La siguiente ecuación muestra cómo puede calcularse este parámetro:
Donde:
Pa: Presión de aspiración, Pa.
Pv: Presión de vapor del líquido a la temperatura de trabajo, Pa.
Va: velocidad en el punto de aspiración m/s
hfa-e : Pérdidas de carga entre la superficie de aspiración y a la entrada de la bomba,
m.
za: altura del punto de aspiración, m.
ze: altura de la entrada a la bomba, m.
Realizando las respectivas operaciones, obtenemos los siguientes resultados:
Bomba Masa disolvente,
va, m/s
hfa-e, m
Za, m
Ze, m
NPSHd, m

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 157
kg
Bomba 1
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 2.1
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 2.2
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 3
875 2,85 4,163 1,2192 0 5,246
1000 2,85 5,256 1,2192 0 4,154
1125 2,85 4,125 1,2192 0 5,284
1187,5 2,85 4,045 1,2192 0 5,364
1250 2,85 3,832 1,2192 0 5,578
Bomba 4
875 2,85 1,501 3,477 0 10,166
1000 2,85 1,889 3,484 0 9,785
1125 2,85 1,502 3,572 0 10,260
1187,5 2,85 1,471 3,581 0 10,300
1250 2,85 1,377 3,607 0 10,419
Tabla 8.4.1: Altura neta disponible de las bombas para distintos sistemas de extracción en
función de la cantidad de disolvente utilizada.
NOTA:
Datos obtenidos en el ANEXO XXI
También tenemos que tener en cuenta la altura neta de succión positiva requerida (NPSHr), que es la presión mínima que la bomba requiere para mantener un buen funcionamiento sin que se corra el riesgo de que aparezca el fenómeno de cavitación. El valor de NPSHr viene dado por el fabricante de la bomba.
De esta manera, para conseguir evitar el fenómeno de cavitación, es necesario que el valor de NPSHd sea mayor que el valor de NPSHr proporcionado por el fabricante.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 158
8.4.1 CONSIDERACIONES
Para el cálculo de la altura neta disponible de las bombas, tendremos en cuenta las
siguientes consideraciones:
Pa: Presión atmosférica en todas las bombas, 101325 Pa.
Pv: Presión de vapor del líquido a la temperatura más desfavorable posible, a 65°C,
para todas las bombas
Va: velocidad en el punto de aspiración m/s.
- Bomba1:
Tras pasar el equipo de microfiltración, consideramos, que debido a la fricción
del líquido el fluido se paraba, luego Va = 0 m/s, por ello se colocaba la
bomba, para impulsar de nuevo el fluido a la velocidad óptima.
- Bombas 2.1 y 2.2:
Tras pasar el equipo de ultrafiltración, consideramos, que debido a la fricción
del líquido el fluido se paraba, luego Va = 0 m/s, por ello se colocaba la
bomba, para impulsar de nuevo el fluido a la velocidad óptima.
- Bomba3:
El fluido llega a la velocidad óptima Va = 2,85m/s, la colocación de esta
bomba es necesaria para salvar la diferencia de altura hasta la columna de
carbón activado.
- Bomba4:
El fluido llega a la velocidad óptima Va = 2,85m/s, la colocación de esta
bomba es necesaria para salvar la diferencia de altura hasta la entrada de
este en el tanque de almacenamiento.
hfa-e : Pérdidas de carga entre la superficie de aspiración y a la entrada de la bomba,
m.
- Bomba1:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 159
Tras pasar el equipo de microfiltración, se coloca la bomba, para impulsar de
nuevo el fluido a la velocidad óptima, por lo que consideramos que no hay
pérdidas de carga el pequeño espacio que queda entre los equipos.
- Bombas 2.1 y 2.2:
Tras pasar el equipo de ultrafiltración, se coloca la bomba, para impulsar de
nuevo el fluido a la velocidad óptima, por lo que consideramos que no hay
pérdidas de carga el pequeño espacio que queda entre los equipos.
- Bomba 3:
El fluido debe atravesar el tramo 4.2 de tubería hasta encontrarse con la
bomba es necesaria para salvar la diferencia de altura hasta la columna de
carbón activado, por lo que suponemos hfa-e serán las pérdidas de carga del
tramo 4.2.
- Bomba4:
El fluido debe atravesar el tramo 6 de tubería hasta encontrarse con la bomba
es necesaria para salvar la diferencia de altura hasta la entrada de este en el
tanque de almacenamiento, por lo que suponemos hfa-e serán las pérdidas
de carga del tramo 6
za: altura del punto de aspiración, definidas anteriormente, Za = Z2-Z1
ze: altura de la entrada a la bomba, consideramos que se encuentra alineada con las
tuberías, Ze = 0m.
CAPÍTULO 9: ELECCIÓN FINAL DEL PROCESO DE EXTRACCIÓN Y
ELEMENTOS PRINCIPALES TRAS SU COMPARACIÓN
A lo largo del presente proyecto, hemos ido especificando y detallando varios procesos de
extracción seguros, mediante solvente acuoso, de los glucósidos del esteviol a partir, de
hojas secas de Estevia triturada.
Para el proceso de extracción propiamente dicho, finalmente se ha escogido el proceso en
múltiples etapas en corriente directa, con una masa de disolvente de 1250kg.
Esto se debe a que en función de los resultados obtenidos, observamos:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 160
El porcentaje de glucósidos recuperados aumenta al aumentar el número de etapas
de extracción.
Al aumentar la cantidad de disolvente, disminuye la concentración de la disolución
por etapa, mientras que la cantidad de glucósidos recuperados aumenta lentamente,
lo que significa, que para obtener una cantidad de 70% de glucósidos recuperados en
una sola etapa, el tamaño del reactor aumentaría considerablemente y por lo tanto
su coste y además necesitaríamos mayor cantidad de energía y capacidad de los
equipos necesarios, para lograr una concentración final del 10%.
Al realizarse la extracción en múltiples etapas en corriente directa, el número de
extractores necesarios no varía frente a los necesarios para la extracción en una
etapa, únicamente, cambia la cantidad de solvente necesario, como en nuestro caso,
el solvente es agua, el más barato y fácil de obtener de todos los solventes posibles,
el aumento del coste del solvente, no será una variable decisiva en el coste final.
Si nos fijamos en el número de etapas, de 2 a 3 etapas de extracción, aumenta
notoriamente el porcentaje de glucósidos recuperados, mientras que el porcentaje
de estos en la disolución final, disminuye porcentualmente en menor magnitud que
de la primera a la segunda etapa, lo que se traduce finalmente en un gran aumento
del producto final obtenido e ingresos finales al tener estos glucósidos una gran
cotización en el mercado.
Kg Agua NºEtapas
875 1000 1125 1187,5 1250
1
20,532
30,086
40,38
42,55
47,704
%Gluc. Recup.
1
3,075
2,7
2,4
2,3
2,175
%Gluc. Disolución
2
65,478
69,794
70,59
78,46
85,44
%Gluc. Recup.
2
1,67
1,535
1,45
1,29
1,18
%Gluc. Disolución
3
81,586
84,18
89,069
93,73
94,52
%Gluc. Recup.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 161
3
1,269
1,11
0,94
0,861
0,833
%Gluc. Disolución
Tabla 9.1: distintas concentraciones de glucósidos de esteviol recuperados y en disolución
final en función del número de etapas y la cantidad de disolvente utilizada.
Observando el aumento de disolvente en la tercera etapa, nos fijamos que, aunque
lentamente, aumenta la cantidad de glucósidos extraídos a la vez que disminuye su
concentración en la disolución, lo que podría repercutir económicamente en el
equipo y el coste de operación necesario, siendo este último, el punto más
importante a la hora de realizar la elección final del proceso de extracción.
Por ello, se ha llevado a cabo una comparación a lo largo de todo el presente
proyecto, del equipo necesario y su coste para realizar un proceso de extracción de
glucósidos de esteviol, mediante solvente acuoso en un proceso sólido-líquido de 3
etapas en corriente directa en función de la cantidad de disolvente utilizada.
Comparando la cantidad de glucósidos recuperados anuales, y los ingresos que estos
producirían, frente al coste de los equipos y costes de operación anuales, en función
de la cantidad de disolvente, para la extracción en tres etapas en corriente directa,
observamos que la mejor relación beneficios/coste es mediante el proceso cuya
masa de disolvente por etapa es de 1250kg, razón por la cual, se ha elegido
finalmente este sistema de extracción.
Esto se debe a que:
- El coste del inmovilizado principal varía relativamente poco en función de la
variación de la cantidad de disolvente.
- Aunque el coste de operación si varía notoriamente al aumentar la cantidad
de solvente del proceso, la cantidad de ingresos aumenta en una relación
mucho mayor, de forma que el aumento de los costes quedan prácticamente
anulados.
M.disolvente, kg
IE, € IF, €
875 183023,841 878514,437

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 162
1000 192616,326 924558,366
1125 205063,286 984303,773
1187,5 198227,877 951493,812
1250 202785,590 973370,833
Tabla 9.2: Costes del inmovilizado principal en función de la cantidad de masa de disolvente
utilizado en el sistema de extracción.
Masa disol-vente, kg
Coste anual agua de red, €
Coste anual consumo equipos impulsión,
Coste anual consumo equipos caldera, €
Coste anual consumo agitadores €
Coste anual de manteni-miento €
Costes anuales netos, €
875 2226,114 1176,164 4347260,354
279,259
17570,289
4368512,179
1000 2544,130 1163,401 4698740,363
339,237
18491,167
4721291,077
1125 2862,146 1355,428 5129212,704
421,143
19686,075
5153553,25
1187,5 3021,154 1416,638 4901129,888
372,515
19029,876
4924983,84
1250 3180,162 1465,2 4839703,481
369,588
19467,417
4864185,848
Tabla 9.3: costes de operación anuales netos, en función de la masa de disolvente utilizada
en el sistema de extracción.
Masa disolvente, kg
Producción anual, L
Producción anual, ml
Ingreso anual, €/año
875 274630,394 274630394 5492607,885
1000 277828,843 277828843 5556576,865
1125 294380,408 294380408 5887608,162
1187,5 298496,575 298496575 5969931,501
1250 310224,045 310224045 6204480,905
Tabla 9.4: Ingreso anual neto obtenido por la vente del edulcorante de Estevia líquido en
función de la cantidad de disolvente utilizado en el sistema de extracción.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 163
CAPÍTULO 10: SEGURIDAD E HIGIENE
Los objetivos principales de este capítulo, son los de promover la mejoría de las condiciones
físicas y ambientales en que se desempeña el trabajo, para de este modo contribuir al
beneficio mutuo de los trabajadores y empresas.
Tanto la seguridad laboral como la higiene en el trabajo se encuentran dentro de lo que se conoce como salud laboral, que según la Organización Internacional de los Trabajadores y la Organización Mundial de la Salud se define como: “La promoción y el mantenimiento de mayor grado de desarrollo físico, mental y del bienestar social de los trabajadores en todas las ocupaciones, la prevención entre los trabajadores de las desviaciones de la salud causadas por sus condiciones de trabajo, la protección de los trabajadores en su trabajo contra los riesgos resultantes de factores adversos a la salud, la ocupación y el mantenimiento del trabajador en un entorno de trabajo adaptado a sus capacidades fisiológicas y psicológicas, y, para resumir, la adaptación del trabajo a la persona y de cada persona a su trabajo”.
10.1 SEGURIDAD
La seguridad laboral, se define según la Organización Internacional de los Trabajadores y la Organización Mundial de la Salud como:
“El conjunto de técnicas y procedimientos que tienen por objeto eliminar o disminuir el riesgo
de que se produzcan accidentes de trabajo”.
10.1.1 SEGURIDAD EN EL DISEÑO
La ley 54/2003 de 12 de Diciembre de reforma del marco normativo de la Prevención de
riesgos laborales, que entró en vigor el pasado 1 de mayo de 2004, trata de fomentar una
nueva cultura de la prevención.
En este sentido, el diseño que se ha realizado en el presente proyecto ha sido consecuente
con el tema, y se han tratado de disminuir los riesgos desde la etapa de diseño de los
equipos siguiendo las recomendaciones de diseño mecánico dadas por el código ASME
Sección VIII División I, para el diseño y construcción de equipos sometidos a presión y
adoptando medidas como:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 164
Uso de presiones de diseño, como protección frente a posibles sobrepresiones.
Uso de Temperaturas de diseño, como protección frente a posibles
sobrecalentamientos.
Uso de sobre-espesores, como protección frente a la corrosión de los materiales y
sobre-esfuerzos de los mismos.
Uso de sistemas de aislamiento térmico, como protección frente a incendios y
quemaduras.
Uso de válvulas de seguridad
10.1.2 SEGURIDAD EN EL PROCESO, (31)
En todo proceso existe riesgo de que la persona sufra algún daño en su realización, por ello,
es necesario identificar los riesgos principales que pueden originarse dentro de la línea de
proceso y las medidas que se adoptan para su prevención:
Posibles Riesgos
Medidas de Prevención
Riesgo de sobrepresión Elementos para alivio de presión
Despresurización, venteo, drenaje, purga…
Avería de los elementos internos, Extractor
Inspección periódica
Espacio suficiente para el desmontaje y manejo de piezas
Riesgo de rotura Sobre-espesor de corrosión, revestimiento, revisiones
Adelgazamiento de paredes por corrosión
Inspección y pruebas periódicas
Riesgo de fuga de fluidos
Detección de fugas
Riesgo de Rebosamiento
Parada de emergencia
Riesgo de emisión tóxica
Equipos de protección individual
Distanciamiento, pues la intensidad es inversamente proporcional a la distancia
Ventilación adecuada
Riesgos de incendios
Distanciamiento
Detección de fugas
Medios de extinción

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 165
Riesgos de descargas por electricidad estática y corrientes vagabundas
Tomas de tierra
Riesgos de caída
Limpieza y suelos adecuados en la línea de procesos, para evitar resbalones y deslizamientos
Equipos de protección individual, botas
Escaleras con jaula, pasarelas…
Tabla 10.1.2.1: Riesgos principales y posibles medidas de prevención en la línea de procesos.
El emplazamiento de los equipos en planta se hace de acuerdo con las distancias mínimas
de seguridad siguiendo por las recomendaciones dadas por el Instituto Nacional de
Seguridad e higiéne, para fluídos tipo D (fluidos con un punto de inflamación > 100°C), (32) , y
todos ellos estarán dotados de tomas de tierra.
Para garantizar la utilización segura de los equipos de procesos se siguen la condiciones
generales establecidas en el anexo II el R.D. 1215/97 del 18 de Julio, el cual establece las
disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los
equipos de trabajo y se sadptan las medidas necesarias para llevar a cabo un mantenimiento
seguro y comprobar, inicial y periódicamente, los equipos de trabajo cuya seguridad
depende de sus condiciones de instalación, así como la señalización de seguridad como
técnicacomplementarias de acuerdo con el R.D. 485/97 de 14 de Abril sobre las disposiciones
mínimas en materia de señalización de seguridad y salud en el trabajo.
Las condiciones mínimas de iluminación, para una visión del trabajo adecuada para los
trabajadores, orden, limpieza, mantenimiento, condiciones ambientales, material y locales
de primeros auxilios… son las exigidas por el R.D 486/1997 de 14 abril, que establece las
disposiciones mínimas de seguridad y salud en los lugares de trabajo, limitadas por la Orden
TAS/2947/2007, de 8 de octubre.
Las tuberías de procesos, son identificadas en función del tipo de fluido que circula por ellas,
con un determinado color de seguridad, de acuerdo a la Nota Técnica de Prevención NTP-
566: Señalización de recipientes y tuberías: aplicaciones prácticas.
La instalación y material eléctrico, cumple con lo establecido en el Reglamento
Electrotécnico para Baja Tensión (RBT) e instrucciones Técnicas Complementarias (ITC).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 166
10.1.3 SEGURIDAD EN EL ALMACENAMIENTO, (30) y (32)
La legislación española que contempla este tipo de riesgos es el Real Decreto 379/2001, de 6 de abril, por el que se aprueba el Reglamento de almacenamiento de productos químicos y sus instrucciones técnicas complementarias. Los riesgos derivados del almacenamiento de sustancias químicas son explosión, incendio,
fugas de gases tóxicos y vapores, derrames, etc.
Los productos almacenados en el presente proyecto, serán el extracto procedente de la
extracción de la Estevia y el producto final obtenido, en ambos casos, una disolución acuosa
con una concentración muy baja (como máximo el 10% para el producto), por lo que el
producto será mayoritariamente acuoso con un punto de inflamación superior a 100°C,
encontrándose dentro de productos de clase D.
Las instalaciones, equipos y sus componentes destinados a la protección contra incendios se ajustarán a lo establecido en el Real Decreto 1942/1993, de 5 de noviembre, por el que se aprueba el Reglamento de Instalaciones de Protección contra Incendios.
10.1.4 SEGURIDAD EN EL PRODUCTO,
Los glucósidos de esteviol han sido denominados como E-960 por el Codex Alimentarius y se
rigen por el reglamento (UE) n° 1131/2011 de la Comisión, de 11 de noviembre 2011, por el
que se modifica el anexo II del Reglamento (CE) n° 1333/2008 del Parlamento Europeo y del
consejo en lo que respecta a los glucósidos de esteviol,(31)
Los datos toxicológicos de los esteviósidos son los siguientes, (30):
No se ha observado ninguna toxicidad en las pruebas crónicas.
Estudios de genotoxicidad no han mostrado mutaciones de genes en las bacterias
inducidas por los glucósidos del esteviol.
La absorción y los estudios del metabolismo relevaron que la absorbancia de
glicósidos de esteviol es extremadamente baja como para ser cuantificada.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 167
No se han detectado efectos nocivos en estudios de toxicidad crónica y
carcinogenicidad.
No se han detectado efectos de los glucósidos de esteviol en reproducción ni
toxicidad en el desarrollo embrionario ni postnatal, aunque a pesar de ello el uso de
los glucósidos del esteviol no está destinado para fórmulas infantiles, fórmulas de
seguimiento o papillas.
Los glucósidos del esteviol no suelen acentuar problemas nutricionales,
microbiológicos, toxicológicos y/o alergénicos.
Se puede sugerir un valor para la CDR entre 0 y 10 mg de equivalentes de esteviol/kg
peso corporal.
Los valore máximos de consumo se muestran en la siguiente imagen, obtenida del el
reglamento (UE) n° 1131/2011 de la Comisión, de 11 de noviembre 2011, por el que se
modifica el anexo II del Reglamento (CE) n° 1333/2008 del Parlamento Europeo y del consejo
en lo que respecta a los glucósidos de esteviol, (31) .
Tabla 10.1.4.1: Dosis máxima de glucósidos de esteviol para edulcorantes de mesa líquidos.
10.1.5 LEGISLACIÓN EN MATERIA DE SEGURIDAD, (31)
Ley 54/2003, del 12 de Diciembre, de Prevención de Riesgos Laborales.
Real Decreto 1299/2006, de 10 de noviembre, por el que se aprueba el cuadro de enfermedades profesionales en el sistema de la Seguridad Social y se establecen criterios para su notificación y registro.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 168
Real Decreto 1215/97 del 18 de Julio, el cual establece las disposiciones mínimas de seguridad y salud para la utilización por los trabajadores de los equipos de trabajo.
Real Decreto 1244/1979, de 4 de abril, por el que se aprueba el Reglamento de Aparatos a Presión.
Real Decreto 2267/2004, de 3 de diciembre, por el que se aprueba el Reglamento de Seguridad contra Incendios en Establecimientos Industriales.
Real Decreto 773/1997, de 30 de mayo, sobre disposiciones mínimas de seguridad y salud relativas a la utilización por los trabajadores de equipos de protección individual.
Real Decreto 485/1997, de 14 de abril, sobre disposiciones mínimas en materia de señalización de seguridad y salud en los lugares de trabajo.
Real Decreto 614/2001, de 8 de junio, sobre disposiciones mínimas para la protección de seguridad y salud de los trabajadores frente al riesgo eléctrico.
Real Decreto 842/2002, de 2 de agosto, por el que se aprueba el Reglamento electrotécnico para baja tensión.
Real Decreto 1254/1999, de 16 de julio, por el que se aprueban las medidas de control de los riesgos inherentes a los accidentes.
Real Decreto 379/2001, de 6 de abril, por el que se aprueba el Reglamento de Almacenamiento de Productos Químicos y sus instrucciones técnicas complementarias.
Real Decreto 2060/2008, de 12 de diciembre, por el que se aprueba el Reglamento de equipos a presión y sus instrucciones técnicas complementarias.
Norma UNE 1063:2000. Caracterización de tuberías según la materia de paso.
10.2 HIGIENE
La higiene en el trabajo se define según la Organización Internacional de los Trabajadores y la Organización Mundial de la Salud como:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 169
“La ciencia o conjunto de ciencias dedicadas a reconocer, evaluar y controlar aquellos factores ambientales que, produciéndose en los procesos laborales, pueden dañar la salud de los trabajadores o la de los ciudadanos de la comunidad “.
La higiene del trabajo tiene un carácter eminentemente preventivo, ya que tiene por objeto la salud y el confort del trabajador, y evita que se enferme ó ausente. Entre los principales objetivos están:
Eliminación de las causas de enfermedades profesionales.
Reducción de los efectos perjudiciales provocados por el trabajo en personas enfermas ó portadoras de defectos físicos.
Prevención del empeoramiento de enfermedades ó de lesiones
Mantenimiento de la salud de los trabajadores y aumento de la productividad, por medio del control del ambiente de trabajo.
10.2.2 FACTORES QUE AFECTAN A LA SALUD DE LOS TRABAJADORES
Los factores que ejercen acción sobre el funcionamiento normal del organismo son:
QUÍMICOS:
Las industrias, sin importar la función que desempeñen, desprenden partículas sólidas, líquidas y gaseosas que absorbe el trabajador.
La absorción de las sustancias puede efectuarse por la piel, por el aparato respiratorio y por el aparato digestivo.
FÍSICOS:
Son todos los factores en los que el ambiente normal cambia, rompiéndose el equilibrio entre el organismo y su medio. Estos pueden ser: efectos de iluminación, calor o frío extremos, ruido y humedad excesiva, manejo de corriente eléctrica.
Ésta situaciones traen como consecuencia repercusiones en la salud, por ejemplo, la falta de iluminación puede causar ceguera, agudeza visual, etc. En el caso de ruido excesivo, puede causar trauma acústico o sordera.
BIOLÓGICOS:

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 170
Tiene su origen dentro y/o fuera del organismo por la impregnación de algún virus o parásito, que provoca el desarrollo de alguna enfermedad.
DE FUERZA DE TRABAJO:
Son todos aquellos que tienden a modificar el estado de reposo o movimiento de una parte ó de la totalidad del cuerpo y que son capaces de provocar enfermedad o lesión. Por ejemplo, grandes esfuerzos físicos que pueden provocar desgarraduras musculares, hernias, etc.
PSICOLÓGICOS:
La capacidad y voluntad para trabajar, depende íntegramente del grado de adaptación del individuo consigo mismo y con su ambiente. Si ésta adaptación es difícil, su salud, por éste solo hecho, será precaria; éste acto servirá de base para que inicie la enfermedad e incapacidad para poder desarrollar su trabajo de manera adecuada.
10.2.2 LEGISLACIÓN EN MATERIA DE HIGIENE EN EL TRABAJO,(31)
Real Decreto 286/2006, de 10 de marzo, sobre la protección de la salud y la seguridad de los trabajadores contra los riesgos relacionados con la exposición al ruido.
Orden ITC/2845/2007, de 25 de septiembre, por la que se regula el control metrológico del Estado de los instrumentos destinados a la medición de sonido audible y de los calibradores acústicos.
Real Decreto 1367/2007, de 19 de octubre, por el que se desarrolla la Ley 37/2003, de 17 de noviembre, del Ruido, en lo referente a zonificación acústica, objetivos de calidad y emisiones acústicas.
Real Decreto 374/2001, de 6 de abril, sobre la protección de la salud y seguridad de los trabajadores contra los riesgos relacionados con los agentes químicos durante el trabajo.
Real Decreto 1311/2005, de 4 de noviembre, sobre la protección de la salud y la seguridad de los trabajadores frente a los riesgos derivados o que puedan derivarse de la exposición a vibraciones mecánicas.
Real Decreto 486/1997, de 14 de abril, por el que se establecen las disposiciones mínimas de seguridad y salud en los lugares de trabajo.

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 171

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 172
BIBLIOGRAFIA

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 173
BIBLIOGRAFÍA
Los documentos, libros, artículos científicos y portales consultados de los cuales se ha obtenido la información más relevante, se resumen en los siguientes puntos:
http://www.iedar.es/origen_azucar.php, (1).
Manual de Recipientes a Presión, Diseño y Cálculo. (Eugene F. Megyesy), (13).
Proyecto y Construcción de Recipientes a Presión. (C,Ruiz Rubio)
Código ASME Sección VIII, División 1
http://www.grupounamacor.com/blog/?p=1147, (11).
http://www.isover-aislamiento-tecnico.es/Productos/Industria
Estudio de un proceso de extracción de antocianos, a partir de hollejo de uva tinta,
utilizando dióxido de carbono a alta presión y codisolventes. (Casimiro Mantell
Serrano), (10).
Tesis, Stevia, el dulce sabor de tu vida, plan estratégico, Consuelo Osorio Barrera, (2).
Tesis, Diseño de una planta piloto para la industrialización de la Stevia en la
comunidad Cueva de los monos, Cantón Sacha, provincia de Orellana, (3).
Artículo científico, Estevia (stevia rebaudiana), edulcorante natural y no calórico, (4).
Artículo científico, Aproximación a la comprensión de un edulcorante natural
alternativo, la Stevia Rebaudiana Bertoni: producción, consumo y demanda
potencial, (5).
Artículo científico, Evaluación de los procesos de extracción y purificación de los
compuestos de la hoja de Stevia Rebaudiana, (6)
Tesis, Plan estratégico para la creación de una empresa dedicada a la producción y
comercialización de edulcorante a base de Stevia, (7).
Artículo científico, resultados del proceso de extracción y purificación de compuestos
endulzantes de la hoja de Stevia Rebaudiana, (8).
Empresa Stevia Dolce S.A. (9).
Panel PI, soluciones de Aislamiento de equipos industriales, Empresa ISOVER, (11).
Recomendaciones de instalación, Aislamiento térmico, empresa ISOVER, (12).
http://epsem.upc.edu/~intercanviadorsdecalor/castella/evaporadors.html, (13).
Oficina Española de Patentes y Marcas, Número de publicación 2457641, (14).
Procesos de potabilización de aguas salobre mediante tecnologías de membrana,
www.upc.edu.es, (15).
Tesis Doctoral, Estudio del proceso de nanofiltración para la desmineralización de
lactosuero dulce, (16).

MEMORIA
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 174
http://www.academia.edu/7116276/Dise%C3%B1o_y_C%C3%A1lculo_de_Recipiente
s_a_Presi%C3%B3n
Aceros inoxidables y aleaciones especiales, Catálogo general, Hastinik S.A. (17).
http://www.ingenierocivilinfo.com, (18).
www.WILO.es, (19).
http://www.academia.edu.es, (20).
Manual de Bombas para Fluidos, Manuel A.Soler, (21).
John H. Perry, 1996, (22).
Tesis, Evaluación de los criterios de diseño y configuración estructural de recipientes
a presión, (23).
http://www.compair.es, (24).
Treybal, 1994, (25).
www.aquara.com, (26).
www.ecured.com, (27).
Operaciones básicas de ingeniería química, volumen 1, Warrwn L.McCabe, Julian
C.Smith, (28).
El pronóstico económico en química industrial, A.Vian, (29).
Estevia y Glucósidos de Esteviol, Propiedades, técnicas, usos, exposición, toxicología y
efectos farmacológicos, (30).
www.BOE.es, (31).
www.insht.es, (32).
Argüelles, Estructuras de Acero Tomo I, (33).
www.MEPS.com
Tesis, Estudio del secado convectivo de hojas de stevia rebaudiana y factibilidad
técnico-económica de una planta elaboradora de edulcorante a base de stevia, (34).

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 2:
ANEXOS

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 2: ANEXOS A LA MEMORIA
ANEXO I:
Obtención de una muestra representativa de la concentración de esteviósidos en la planta
de Estevia …………………………………………………………………………………………………………………………… 6.
ANEXO II:
Obtención de la densidad aparente de la mezcla de hojas de Estevia triturada en agua a la
temperatura de operación ………………………………………………………………………………………………. 10.
ANEXO III:
Obtención de la curva de retención y retención de la Estevia …………………………….……………. 13.
ANEXO IV:
Obtención de la cantidad de Estevia a utilizar por lote …………………………………………………….. 18.
ANEXO V:
Cálculo de extracción en contacto sencillo ………………………………………………………………………. 20.
ANEXO VI:
Cálculo de extracción en múltiples etapas ……………………………………………………………………..… 25.
ANEXO VII:
Presión de diseño ……………………………………………………………………………………………………….….… 35.
ANEXO VIII:
Temperatura de diseño ………………………………………………………………………………………………….… 37.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
ANEXO VIX:
Dimensionamiento del extractor ……………………………………………………………………………………… 38.
ANEXO X:
Camisa de vapor ………………………………………………………………………………………………………….…… 60.
ANEXO XI:
Unión camisa-reactor …………………………………………………………………………………………….………… 64.
ANEXO XII:
Prueba hidráulica ………………………………………………………………………………………………………….…. 66.
ANEXO XIII:
Fluido calefactor …………………………………………………………………………………………………….………… 70.
ANEXO XIV
Cálculo del peso de la instalación …………………………………………………………………………………….. 79.
ANEXO XV
Cálculo de los soportes de apoyo ………………………………………………………………………….…………. 84.
ANEXO XVI Cálculo del caudal de paso del equipo de nanofiltración …………………………………………….….. 97.
ANEXO XVII
Diseño de tuberías ………………………………………………………………………………………………….……… 102.
ANEXO XVIII
Dimensionamiento de los tanque des almacenamiento ……………………………………………….… 125.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
ANEXO XIX
Cálculo de la potencia necesaria del agitador ……………………………………………….……………….. 136.
ANEXO XX
Dimensionamiento del tanque de almacenamiento suplementario ……………………………… 141.
ANEXO XXI
Cálculo de la potencia necesaria del agitador ………………………………………………………………… 155.
ANEXO XXII
Gráficas y tablas utilizadas en los cálculos ……………………………………………………………………… 164.
ANEXO XXII.1: Propiedades termofísicas del agua saturada ……………………………….. 165.
ANEXO XXII.2: Propiedades termofísicas de sólidos metálicos ……………………………. 166.
ANEXO XXII.3: Gráfica de obtención del factor A para acero inoxidable 304 ………. 167.
ANEXO XXII.4: Gráfica de obtención del factor A para acero inoxidable 304 ………. 168.
ANEXO XXII.5: Tabla de presiones para diferentes cargas de agua ……………………… 169.
ANEXO XXII.6: Tabla de coeficientes para pasar de peso primario a peso
definitivo…………………………………………………………………………………………………………….. 169.
ANEXO XXII.7: Tabla de coeficientes de calidad ………………………………………………….. 170.
ANEXO XXII.8: Tabla de coeficientes de mecanización ……………………………………….. 170.
ANEXO XXII.9: Tabla de coeficientes de seguridad relativa ……………………….………… 170.
ANEXO XXII.10: Tabla de características principales de perfiles IPE …………..………… 171.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
ANEXO XXII.11: Curvas de pandeo ……………………………………………………………………… 172.
ANEXO XXII.12: Curvas de pandeo en función de la sección transversal ……….……. 173.
ANEXO XXII.13: Tabla de valores del coeficiente de pandeo ……………………….……... 174.
ANEXO XXII.14: Tabla de las propiedades de los tubos estándares de acero
inoxidable……………………………………………………………………………………………………………. 175.
ANEXO XXII.15: Tabla de peso de los tubos estándares de acero inoxidable ………. 178.
ANEXO XXII.16: Gráfica de Moody ……………………………………………………………………... 180.
ANEXO XXII.17: Tabla de valores de la rugosidad relativa en función del
material…………………………………………………………………………………………………………….… 181.
ANEXO XXII.18: Tabla de valores de las constantes KL y KT para tanques provistos de
cuatro placas deflectoras en función del tipo de rodete ………………………….…………. 181.
ANEXO XXII.19: Tabla de precios del acero inoxidable en Europa en Enero del 2015
según MEPS ……………………………………………………………………………………………….………. 182.
ANEXO XXII.20: Tabla de precios del acero al carbono en Europa en Enero del 2015
según MEPS ……..………………………………………………………………………………………………… 183.
ANEXO XXII.21: Tabla de precios del acero S-275 JR según la base de costes de
construcción de Andalucía ……………………………………………………………………………….... 184.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
ANEXO I:
OBTENCIÓN DE UNA MEDIA REPRESENTATIVA DE LA
CONCENTRACIÓN DE ESTEVIOSIDOS EN LA PLANTA DE ESTEVIA
A continuación se presentan los resultados obtenidos llevados a cabo en el CAIV en la
Universidad de Cádiz, de cada uno de los análisis efectuados a las bolsas, proporcionadas por
una empresa, de la planta Estevia.
A cada bolsa de la 1 a la 70 se le ha realizado por triplicado una extracción soxhlet, con agua
como solvente, y cada extracto obtenido, un análisis cromatográfico en HPLC por triplicado.
En general, una cromatografía se realiza permitiendo que la mezcla de moléculas que se
desea separar, muestra, interaccione con un medio o matriz de soporte que se denomina
fase estacionaria. Un segundo medio (la fase móvil) que es inmiscible con la fase estacionaria
se hace fluir a través de ésta para "lavar" (eluir) a las moléculas en la muestra.
Respecto al término HPLC, inicialmente referido a: High Pressure Liquid Chromatography, en
la actualidad hace referencia a: High Performance Liquid Chromatography, es decir,
Cromatografía líquida de alta resolución.
En este caso, el proceso se lleva a cabo bajo alta presión, debido a la cual se permite usar
relleno de tamaño de partícula reducido para lograr la separación de componentes a flujos
razonables; Además, las muestras no necesitan ser vaporizadas para su análisis y cualquier
sustancia puede ser potencialmente analizada por esta técnica.
Este tipo de cromatografía consiste en el siguiente proceso:
Una muestra en estado líquido es arrastrada por una corriente líquida llamada
eluyente, ƒ.
Como fase estacionaria actúa un sólido finamente dividido (diámetro de partícula 3,
5, 10 μm), o una película líquida a él adherida.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
Dependiendo de la retención de los componentes de la muestra por la fase
estacionaria y de su solubilidad en el eluyente se provocará su migración diferencial.
En la tabla siguiente se presenta la media de los datos obtenidos en cada bolsa junto al
intervalo de confianza obtenido para la concentración en esteviósido (St) y rebaudiósido
(Reb).
Steviósidos (%)
Rebaudiósidos (%)
Bolsa 1 10,51 +/- 0,3 5,57 +/- 0,3
Bolsa 2 7,22 +/- 0,3 3,74 +/- 0,2
Bolsa 3 9,48 +/- 0,6 7,28 +/- 0,5
Bolsa 4 10,77 +/- 0,4 5,66 +/- 0,5
Bolsa 5 9,91 +/- 0,3 9,53 +/- 0,8
Bolsa 6 12,7 +/- 0,8 1,69 +/- 0,1
Bolsa 7 8,48 +/- 0,2 7,8 +/- 0,5
Bolsa 8 6,86 +/- 0,4 5,31 +/- 0,5
Bolsa 9 7,6 +/- 0,2 4,87 +/- 0,1
Bolsa 11 9,88 +/- 0,7 9,56 +/- 0,2
Bolsa 12 9,77 +/- 0,4 10,48 +/- 0,9
Bolsa 13 10,8 +/- 1,1 8,99 +/- 0,8
Bolsa 14 8,28 +/- 1 6,11 +/- 0,8
Bolsa 15 9,92 +/- 0,3 7,89 +/- 0,6
Bolsa 16 6,58 +/- 0,3 4,44 +/- 0,4
Bolsa 17 8,81 +/- 0,4 11,18 +/- 0,8
Bolsa 18 6,97 +/- 0,9 7,16 +/- 0,4
Bolsa 19 8,43 +/- 0,2 4,26 +/- 0,1
Bolsa 20 11,34 +/- 0,8 5,05 +/- 0,2
Bolsa 21 9,67 +/- 0,3 1,44 +/- 0,1
Bolsa 22 7,34 +/- 0,5 10,59 +/- 0,8
Bolsa 23 6,76 +/- 0,5 8,74 +/- 0,9
Bolsa 24 4,66 +/- 0,6 2,09 +/- 0,2
Bolsa 25 9,69 +/- 0,3 2,74 +/- 0,1
Bolsa 26 8,47 +/- 0,5 1,52 +/- 0,1
Bolsa 27 10,12 +/- 0,5 12,35 +/- 0,7
Bolsa 28 7,68 +/- 0,2 5,5 +/- 0,2
Bolsa 29 7,86 +/- 0,3 3,97 +/- 0,2
Bolsa 30 7,47 +/- 0,4 7,66 +/- 0,7
Bolsa 31 8,61 +/- 0,2 3,78 +/- 0,2
Bolsa 32 11,44 +/- 0,5 6,41 +/- 0,4
Bolsa 33 13,05 +/- 1,4 7,85 +/- 0,5
Bolsa 34 8,6 +/- 0,6 4,89 +/- 0,4

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
Bolsa 35 7,75 +/- 0,7 1,92 +/- 0,1
Bolsa 36 4,27 +/- 0,2 5,2 +/- 0,2
Bolsa 37 7,53 +/- 0,5 5,76 +/- 0,3
Bolsa 38 6,85 +/- 0,5 10,61 +/- 1,1
Bolsa 39 7,2 +/- 0,7 9,53 +/- 0,2
Bolsa 40 11,58 +/- 0,4 7,15 +/- 0,5
Bolsa 41 3,33 +/- 0,2 3,55 +/- 0,3
Bolsa 42 7,15 +/- 0,4 2,55 +/- 0,2
Bolsa 43 3,93 +/- 0,3 4,06 +/- 0,3
Bolsa 44 11,95 +/- 1 5,65 +/- 0,4
Bolsa 45 10,64 +/- 0,6 6,66 +/- 0,4
Bolsa 46 9,44 +/- 0,6 8,54 +/- 0,5
Bolsa 47 9,36 +/- 0,7 8,37 +/- 0,8
Bolsa 48 10,22 +/- 0,4 10,1 +/- 0,8
Bolsa 49 14,89 +/- 0,7 9,65 +/- 0,8
Bolsa 50 6,03 +/- 0,4 9,12 +/- 0,4
Bolsa 51 12,58 +/- 0,4 3,59 +/- 0,4
Bolsa 52 10,05 +/- 0,8 7,75 +/- 0,6
Bolsa 53 8,9 +/- 0,5 5,64 +/- 0,3
Bolsa 54 6,76 +/- 0,4 5,1 +/- 0,2
Bolsa 55 6,42 +/- 0,4 10,35 +/- 0,6
Bolsa 56 11,59 +/- 0,9 2,41 +/- 0,2
Bolsa 57 7,61 +/- 0,5 4,25 +/- 0,3
Bolsa 58 11,18 +/- 1 6,55 +/- 0,6
Bolsa 59 8,72 +/- 0,6 9,62 +/- 0,8
Bolsa 60 6,07 +/- 0,4 8,37 +/- 0,4
Bolsa 61 4,66 +/- 0,4 7,07 +/- 0,2
Bolsa 62 6,69 +/- 0,4 5,81 +/- 0,3
Bolsa 63 6,27 +/- 0,5 2,47 +/- 0,2
Bolsa 64 8,06 +/- 0,4 5,03 +/- 0,4
Bolsa C1 8,05 +/- 0,5 6,7 +/- 0,5
Bolsa C2 8,29 +/- 0,6 4,86 +/- 0,3
Bolsa M1 7,58 +/- 0,5 5,09 +/- 0,3
Bolsa M3 9,42 +/- 0,5 10 +/- 0,6
Bolsa M5 7,32 +/- 0,5 6,59 +/- 0,5
Bolsa A/48/54/57
7,4 +/- 0,5 9,36 +/- 0,7
Bolsa B/48/54/57
7,94 +/- 0,3 6,96 +/- 0,3
Tabla ANEXO I.1: Concentraciones de Esteviósidos y Rebaudiósidos en las hojas de Estevia
obtenidas en laboratorio por HPLC.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9
Al realizar el promedio de los datos anteriores, tanto de las medias obtenidas tras los tres
experimentos y los intervalos de confianzas hemos obtenido las siguientes medias
representativas en cada caso:
Solución Promedio:
Esteviósidos (St)
8,56 +/- 0,51
Rebaudiósidos (Reb)
6,40 +/- 0,43
Tabla ANEXO I.2: Concentraciones promedio de Esteviósidos y Rebaudiósidos en las hojas de
Estevia, obtenidos en el laboratorio mediante HPLC.
De donde obtenemos que, como mínimo, podemos esperar que el porcentaje de glucósidos
aproximados en nuestra planta de Estevia sea:
St = 8,56 – 0,51 = 8,05%
Reb = 6,40 – 0,43 = 5,97%
Si sumamos las cantidades de glucósidos:
Glucósidos = 8,05 + 5,97 = 14,02%
Es decir, tomaremos como referencia para nuestros cálculos y balances de extracción que
existirá un mínimo del 14% de glucósidos en la planta de Estevia.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 10
ANEXO II:
OBTENCIÓN DE LA DENSIDAD APARENTE DE LA MEZCLA DE HOJAS
DE ESTEVIA TRITURADAS EN AGUA A LA TEMPERATURA DE
OPERACIÓN
En el momento de diseñar el reactor, nos va a hacer falta el volumen que ocupa la mezcla de
Estevia en el agua en nuestras condiciones de operación, en ese caso hojas de Estevia
estarán secas y trituradas; Por ello es necesario calcular la densidad aparente.
Para ello, colocamos un matraz con una cantidad de agua destilada suficiente para nuestro
experimento sobre una estufa con termostato, y lo calentamos hasta una temperatura de
60°C la cual, mantendremos constante
Realizaremos el procedimiento por triplicado para disminuir el error:
Tomamos un vaso de precipitados, lo pesamos y damos al botón TARE de para poner
de nuevo la balanza en cero.
Preparamos las hojas de Estevia en las condiciones de operación necesarias, es decir,
las trituramos.
Llenamos nuestro vaso de precipitado, hasta un peso conocido en cada caso 10g.
A continuación, vertemos la cantidad de Estevia pesada anteriormente en una bureta
de 100 ml graduada.
Le añadimos una cantidad de Agua destilada conocida a la temperatura de operación,
en cada caso 56 ml.
NOTA:
Escogemos esa cantidad de agua basándolos en la primera relación Estevia/agua
conocida a partir de la cual obtenemos una recuperación de esteviósidos superior al
70%.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 11
Observamos el volumen que ocupa la mezcla obteniendo los siguientes resultados:
Mezcla 1, ml Mezcla 2, ml Mezcla 3, ml
67 68 67
Tabla ANEXO II.1: Volumen ocupado por la mezcla de hojas de Estevia y disolvente.
Conociendo la densidad del agua a la temperatura de operación es: ρ ≃ 0,983 g/ml,
conocemos también la cantidad de agua, es decir, 55,053138 g en cada caso, por lo
que la masa de la mezcla total, será de 65,053138 g en los 3 casos.
Como conocemos la cantidad de la mezcla, podemos calcular la densidad aparente:
Al sustituir obtenemos los siguientes resultados:
Densidad 1, g/ml Densidad 2, g/ml Densidad 3, g/ml
0,97094236 0,95666379 0,97094236
Tabla ANEXO II.2: Densidad obtenida de la mezcla de hojas de Estevia y disolvente.
Realizamos la media, y obtenemos la densidad aparente de la mezcla a la
temperatura de operación.
≃

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 12
Imagen ANEXO II.1: volumen ocupado por la mezcla de hojas de Estevia y disolución.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 13
ANEXO III:
OBTENCIÓN DE LA CURVA DE RETENCIÓN Y RETENCIÓN DE LA
ESTEVIA
La curva de retención de un producto va a depender de varias variables como el tipo de
disolvente, soluto, presión y temperatura.
En nuestro caso realizaremos los experimentos a la temperatura de trabajo 60°C, a la
presión de trabajo 1 atm, y el soluto y disolvente a emplear, hojas de Estevia trituradas y
agua.
Para poder obtener la curva de retención vamos a suponer que en nuestro caso la cantidad
de disolvente retenido por unidad de inerte es constante por lo que será paralela a la
hipotenusa de nuestra gráfica debido a que es el caso más sencillo y habitual y gracias a lo
cual, para obtener la curva de retención sólo necesitaremos conocer un punto de ella, aquel
en el que la cantidad de inerte es igual a cero.
El experimento consiste en disolver totalmente la cantidad de solutos, esteviósidos, de una
cantidad conocida de Estevia triturada en una masa de agua conocida a la temperatura y
presión de trabajo y de esta manera averiguar la cantidad de inerte y agua retenida, datos
necesarios para la obtención de nuestra curva de retención.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 14
Imagen ANEXO III.1: diagrama triangular extracción sólido-líquido
Las fórmulas que vamos a utilizar son las siguientes:
Procedimiento:
Tomamos matraces ( el experimento lo haremos por duplicado) y los pesamos
primero vacíos y después llenos de Estevia, de esta manera podremos conocer la
masa de Estevia triturada:
- Matraz 1 vacío = 123,7392g
- Matraz 2 vacío = 123,1062g
- Matraz 1 lleno = 130,4009g
- Matraz 2 lleno = 127,7879g
Vertemos una cantidad de agua conocida en ambos matraces, en nuestro caso
utilizamos 240ml.
Introducimos los matraces en un baño termostático a una temperatura de trabajo
constante de 60°C.
Pasadas 24 horas sacamos los matraces y cambiamos el agua, es decir con ayuda de
un filtro tiramos el agua del matraz y con la misma Estevia volvemos a verter otros
240ml de agua nueva, y lo dejamos de nuevo en el baño termostático a 60°C durante
otras 24 horas, de esta manera nos aseguramos que todo el soluto contenido en la
Estevia triturada se ha disuelto y sólo nos quede el inerte una vez retirada el agua.
Una vez que han pasado las 24 horas, sacamos los matraces del baño termostático y
lo apagamos ya que no lo volveremos a usar de nuevo.
Con ayuda de un filtro eliminamos el agua y colocamos el inerte sobre un papel de
filtro nuevo que habremos pesado previamente

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 15
- Papel 1 = 2,0916g
- Papel 2 = 2,2488g
Como de esta manera resulta un poco complicado pesarlo, introducimos el papel de
filtro con inerte en un vaso de precipitados que también habremos pesado
previamente:
- Vaso 1 = 52,4795g
- Vaso 2 = 49,4372g
- Vaso + papel + inerte húmedo 1 = 88,2568g
- Vaso + papel + inerte húmedo 2 = 70,7026g
Dejamos que la muestra de inerte seque durante un fin de semana y las pesamos de
nuevo una vez que están completamente secas:
- Vaso + papel + inerte seco 1 = 54,5711g
- Vaso + papel + inerte seco 2 = 51,686g
Ya tenemos todos los datos necesarios para realizar los cálculos:
Para obtener la cantidad de hojas de Estevia triturada que hemos usado
previamente, restamos los datos del peso del matraz lleno menos el vacío:
El peso de la disolución retenida será la diferencia entre el peso del Inerte húmedo
menos el del Inerte seco:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 16
Como conocemos el porcentaje de inerte en las hojas de Estevia secas, 86%,
podemos conocer la cantidad inerte multiplicando el valor anterior por la cantidad
de Estevia que teníamos en cada caso:
Como tras dejarlos 2 días en el baño termostático el soluto habrá quedado en la fase
líquida, y conocemos la cantidad de inerte que había, la diferencia entre ellos será la
cantidad de disolución retenida:
Como ya conocemos todos los datos necesarios, ya podemos calcular nuestro punto
de la curva de retención:
Para reducir el error utilizaremos el valor de la media
A continuación calculamos la curva de retención, partiendo de concentraciones de
disolución establecidas y la retención, que supondremos constante, para llegar a las
concentraciones respecto del soluto y disolvente para el diagrama triangular, el cual
usaremos más adelante:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 17
A
B C D E F E
0 4,3 0 4,3 5,3 0,000 0,811
0,1 4,3 0,43 3,87 5,3 0,081 0,730
0,2 4,3 0,86 3,44 5,3 0,162 0,649
0,3 4,3 1,29 3,01 5,3 0,243 0,568
0,4 4,3 1,72 2,58 5,3 0,325 0,487
0,5 4,3 2,15 2,15 5,3 0,406 0,406
0,6 4,3 2,58 1,72 5,3 0,487 0,325
0,7 4,3 3,01 1,29 5,3 0,568 0,243
0,8 4,3 3,44 0,86 5,3 0,649 0,162
0,9 4,3 3,87 0,43 5,3 0,730 0,081
1 4,3 4,3 0 5,3 0,811 0,000
Tabla ANEXO III.1: Puntos de representación de la curva de retención de las hojas de Estevia
a 60°C de temperatura.
Los resultados de la anterior tabla se han obtenido de la siguiente manera:
Multiplicamos la columna A por la columna B, para obtener la columna C:
Restamos a la columna B, la columna C para obtener la columna D:
Dividimos la columna C entre la columna E para obtener XS:
Dividimos la columna D entre E para obtener XD:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 18
ANEXO IV:
OBTENCIÓN DE LA CANTIDAD DE ESTEVIA A UTILIZAR POR LOTE
Para comenzar el diseño del extractor necesitamos conocer la cantidad de Estevia, de
disolvente, y el número de etapas que vamos a necesitar.
La cantidad de Estevia la conocemos gracias a datos bibliográficos, (34):
Nuestro proyecto va a tratar una extensión de 50ha.
La cantidad de hojas secas/ha oscila entre 3000 y 500kg dependiendo del sistema de
riego, suponemos un valor a la baja de 2000kg hoja seca/ha
Pueden obtenerse entre 4 y 5 cosechas anuales, suponemos que vamos a realizar 4
cosechas anuales.
Partiendo de la base de que un mes son 30 días:
- Suponemos 22 días laborables (lab) al mes en los cuales se realizará las
labores de extracción.
- 4 días para labores de limpieza y mantenimiento.
- 4 días de cierre por descanso.
- Suponemos 16 horas laborables (lab) al día, repartidas en 2 turnos, mañana y
tarde de 8 horas cada uno
- La extracción se realizará en discontinuo o por lotes repartidos en 8 lotes, o
extracciones completas además del mantenimiento diario del equipo.
Obtenemos:
Es decir, de cada cosecha obtendremos 100000kg hoja seca de Estevia y esa cantidad
tendremos que tratarla en 3 meses.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 19
En los cálculos aproximaremos esta cantidad como 200 kg hoja seca/lote para poder trabajar
con algo de holgura.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 20
ANEXO V:
CÁLCULOS DE XTRACCIÓN EN CONTACTO SENCILLO
CONTACTO EN UNA ETAPA:
Para ello partimos de 875 L por ser aproximadamente la mínima cantidad necesaria debido
al alto valor de retención que tiene la Estevia, obtenido de la siguiente manera:
Para mostrar el desarrollo llevado a cabo realizaremos como ejemplo uno de las
simulaciones realizadas a cabo en el proyecto siguiendo el siguiente enunciado:
200kg/lote de Estevia seca, de composición 14% glucósidos, 86% de materia inerte y 0 %
agua, pues se trabaja en base seca, se somete a una extracción con 875 kg de agua en un
contacto sencillo. La cantidad de disolución retenida por los sólidos es de 4,30 kg/kg inerte.
Realizaremos el problema con la ayuda del diagrama triangular:
En este diagrama, el punto representativo de la alimentación de entrada F será:
(XS)F = 0,14
F = 200 kg (XD)F = 0
(XI)F = 0,86
El disolvente D, vendrá representado por la siguiente composición, ya que es agua
pura:
(XS)F = 0
D = 875 kg (XD)F = 1
(XI)F = 0

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 21
El punto de mezcla M, de las corrientes F=200kg y D= 875kg, lo obtenemos mediante
el siguiente balance de materia:
Estará situado sobre la recta y obteniendo sus coordenadas mediante los siguientes
balances:
- Balance de materia respecto del soluto:
- Balance de materia respecto del disolvente:
- Para obtener la concentración de la mezcla respecto del inerte sólo tenemos que
restar a la unidad los resultados obtenidos, ya que estas concentraciones se
encuentran en tanto por uno
Luego:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 22
(XS)M = 0,026
M = 1075kg (XD)M = 0,814
(XI)M = 0,16
De acuerdo con la definición de la etapa teórica, los puntos E1 y R1 se obtienen
gráficamente uniendo M1 con I y alargando esta recta hasta la hipotenusa siendo el
punto de corte con esta E1, y el punto de corte con la curva de retención R1
(XS)E1 = 0,03075
E1 = (XD)E1 = 0,9625
(XI)E1 = 0
(XS)R1 = 0,025
R1 = (XD)R1 = 0,7825
(XI)R1 = 0,1925
Imagen ANEXO V.1: Diagrama triangular contacto simple.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 23
Las cantidades de refinado R1 y E1 se calcula a partir de las ecuaciones
siguiente,mediante balances de masa:
- Balance de materia respecto del soluto:
Como conocemos todos los datos, solo nos queda sustituir en la ecuación:
Por lo tanto el porcentaje de glucósidos recuperados:
Quedándonos una disolución de una concentración en glucósidos de esteviol del:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 24
Para poder realizar una mejor comparación frente a la extracción en múltiples etapas en contracorriente, repetimos el problema para distintos caudales de disolvente; Los resultados< fueron los siguientes:
kg Agua
875
1000
1125
1187,5
1250
%Gluc. Recup.
20,532
30,086
40,38
42,55
47,704
%Gluc. disolucion
3,075
2,7
2,4
2,3
2,175
Tabla ANEXO V.1: Porcentajes de glucósidos recuperados y concentración del producto
obtenido en función de la masa de disolvente utilizada.
Otros datos obtenidos de los cálculos anteriores son:
Número de etapa
Masa disolvente, kg
Masa Mezcla, kg
Refinado, kg
Extracto, kg % concentración en el extracto
1 875 1075 888,0435 186,9595 3,075
1 1000 1200 888 312 2,7
1 1125 1325 853,8889 471,1111 2,4
1 1187,5 1387,5 869,5 518 2,3
1 1250 1450 835,8824 614,1176 2,175
Tabla ANEXO V.2: Cantidades de mezcla, extracto, refinado y concentración del extracto en
para contacto sencillo, en función de la masa de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 25
ANEXO VI:
CÁLCULOS DE EXTRACCIÓN EN MÚLTIPLES ETAPAS
MULTIPLES ETAPAS EN CORRIENTE DIRECTA:
En este caso partiremos del caso anterior, es decir 875 L de disolvente e iremos variando la
cantidad de disolvente, al igual que el número de etapas (que disminuiremos o
aumentaremos) con el fin de obtener la mejor comparación posible siguiendo el siguiente
enunciado:
200 kg/lote de Estevia seca, de composición 14% glucósidos, 40% de materia inerte y 46%
agua, se somete a una extracción en múltiples etapas en corriente directa con 875 kg de
agua en cada extracción. La cantidad de disolución retenida por los sólidos es de 4,30 kg/kg
inerte.
Al igual que para la extracción en corriente directa realizaremos el problema con la ayuda
del diagrama triangular:
Continuamos a partir de la etapa de la extracción en contacto sencillo puesto que es
la continuación del mismo, pero en este caso aumentando el número de etapas. Por
lo tanto, partimos de los siguientes datos de la etapa 1:
(XS)M = 0,026
M = 1075 kg (XD)M = 0,814
(XI)M = 0,16
(XS)E1 = 0,03075
E1 = 186,9595kg (XD)E1 = 0,9625
(XI)E1 = 0

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 26
(XS)R1 = 0,025
R1 =888,0435 kg (XD)R1 = 0,7825
(XI)R1 = 0,1925
Etapa 2:
Unimos R1 con D , en algún punto de es recta se encontrara el punto de
mezcla M2, de la segunda etapa
- El punto de mezcla M2, de las corrientes R1= 888,0435 kg y D=875kg, lo
obtenemos mediante el siguiente balance de materia:
- Para obtener las concentraciones de la mezcla y por tanto sus coordenadas en el
diagrama, realizamos balances de energía al soluto y al disolvente:
Luego:
(XS)M2 = 0,01259
M2 = 1763,0435kg (XD)M2 = 0,890
(XI)M2 = 0,0941

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 27
De acuerdo con la definición de la etapa teórica, los puntos E2 y R2 se obtienen
gráficamente uniendo M2 con I y alargando esta recta hasta la hipotenusa
siendo el punto de corte con esta E2, y el punto de corte con la curva de retención R2
Gráficamente obtenemos:
(XS)E2 = 0,01385
E2 = (XD)E2 = 0,98615
(XI)E2 = 0
(XS)R2 = 0,01125
R2 = (XD)R2 = 0,7975
(XI)R2 = 0,19125
Imagen ANEXO VI.1: Diagrama triangular de extracción sólido-líquido de múltiples etapas en
corriente directa, etapas 1 y 2.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 28
Las cantidades de refinado R2 y E2 se calcula a partir de las ecuaciones siguiente,
mediante balances de masa:
- Balance de materia respecto del soluto:
Como conocemos todos los datos, solo nos queda sustituir en la ecuación:
Quedándonos una disolución de una concentración en glucósidos de esteviol del:
Por lo tanto el porcentaje de glucósidos recuperados en 2 etapas:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 29
≃
Como aún no llegamos al porcentaje de glucósidos recuperados que nos hemos
puesto como límite inferior, vamos a continuar con el ejercicio añadiendo una
tercera etapa.
Etapa 3:
Partimos de los siguientes datos de la etapa 2:
(XS)M2 = 0,01259
M2 = 1763,0435kg (XD)M2 = 0,890
(XI)M2 = 0,0941
(XS)E2 = 0,01385
E2 =908,6454962kg (XD)E2 = 0,98615
(XI)E2 = 0
(XS)R2 = 0,01125
R2 = kg (XD)R2 = 0,7975
(XI)R2 = 0,19125
Unimos R2 con D , en algún punto de es recta se encontrara el punto de
mezcla M3, de la segunda etapa
- El punto de mezcla M3, de las corrientes R2=4682,64kg y D=3500kg, lo
obtenemos mediante el siguiente balance de materia:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 30
- Para obtener las concentraciones de la mezcla y por tanto sus coordenadas en el
diagrama, realizamos balances de energía al soluto y al disolvente:
Luego:
(XS)M2 = 0,00557
M3 = 1729,98004kg (XD)M2 = 0,8997
(XI)M2 = 0,09473
De acuerdo con la definición de la etapa teórica, los puntos E3 y R3 se obtienen
gráficamente uniendo M2 con I y alargando esta recta hasta la hipotenusa
siendo el punto de corte con esta E3, y el punto de corte con la curva de retención R3
Gráficamente obtenemos:
(XS)E3 = 0,0064
E3 = (XD)E3 = 0,9936
(XI)E3 = 0
(XS)R3 = 0,005
R3 = (XD)R3 = 0,805
(XI)R3 = 0,19

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 31
Imagen ANEXO VI.2: Diagrama triangular de extracción sólido-líquido de múltiples etapas en
corriente directa, etapas 1, 2 y 3.
Las cantidades de refinado R3 y E3 se calcula a partir de las ecuaciones siguiente
,mediante balances de masa:
- Balance de materia respecto del soluto:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 32
Como conocemos todos los datos, solo nos queda sustituir en la ecuación:
Quedándonos una disolución de una concentración en glucósidos de esteviol:
Por lo tanto el porcentaje de glucósidos recuperados en 3 etapas:
≃
Finalmente, llegamos y sobrepasamos el porcentaje de glucósidos recuperados que
nos hemos puesto como límite inferior, por lo que finalizaría nuestro problema.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 33
Realizamos el mismo problema para distintas cantidades de disolvente y número de etapas,
obteniendo:
kg Agua NºEtapas
875
1000
1125
1187,5
1250
2
65,478
67,17
70,59
78,46
85,44
%Gluc. Recup.
2
1,67
1,5
1,45
1,29
1,18
%Gluc. Disolución
3
81,586
83,44
89,069
93,73
94,52
%Gluc. Recup.
3
1,269
1,06
0,94
0,861
0,833
%Gluc. Disolución
Tabla ANEXO VI.1: porcentaje de recuperación de glucósidos, y concentración del producto
en función de la masa de disolvente utilizada y la etapa de extracción.
De la tabla observamos:
Para una misma cantidad de disolvente al aumentar el número de etapas aumenta la
cantidad de glucósidos recuperados pero disminuye la concentración de la
disolución.
Para un mismo número de etapas al aumentar la cantidad de disolvente aumenta la
cantidad de glucósidos recuperados pero disminuye la concentración de la
disolución.
Otros datos importantes obtenidos a lo largo de los cálculos anteriores son:
kg Agua NºEtapas
875
1000
1125
1187,5
1250
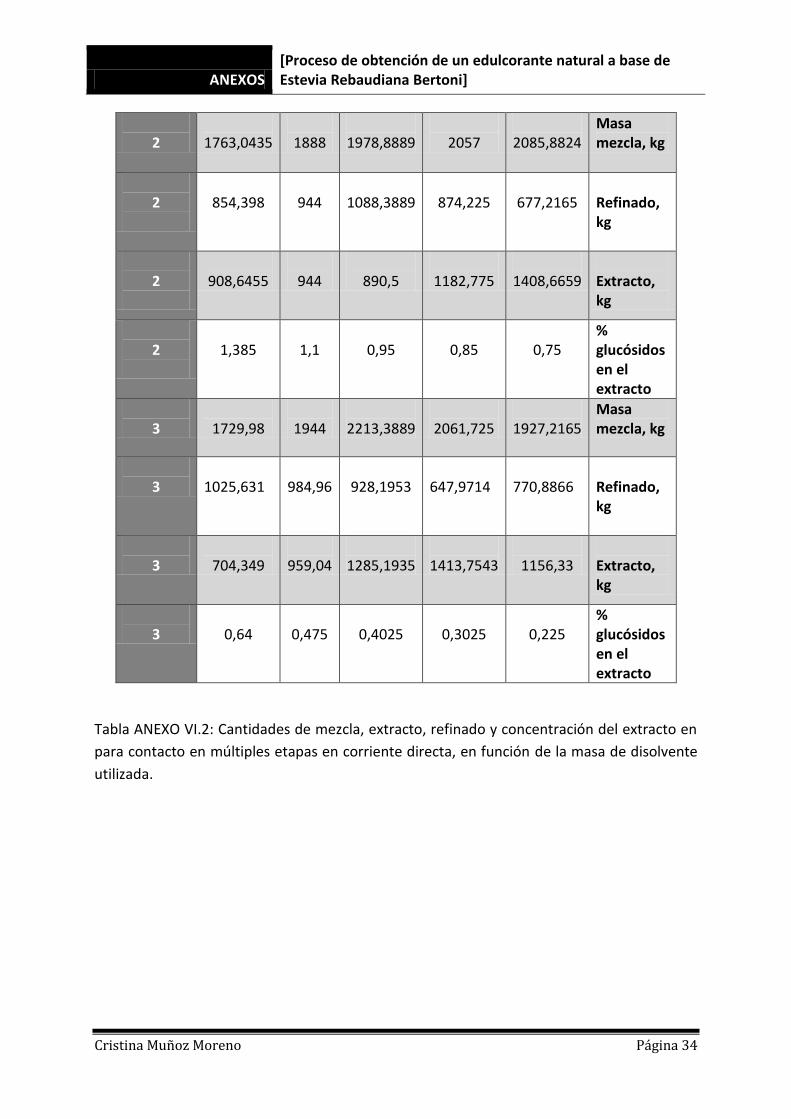
ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 34
2
1763,0435
1888
1978,8889
2057
2085,8824
Masa mezcla, kg
2
854,398
944
1088,3889
874,225
677,2165
Refinado, kg
2
908,6455
944
890,5
1182,775
1408,6659
Extracto, kg
2
1,385
1,1
0,95
0,85
0,75
% glucósidos en el extracto
3
1729,98
1944
2213,3889
2061,725
1927,2165
Masa mezcla, kg
3
1025,631
984,96
928,1953
647,9714
770,8866
Refinado, kg
3
704,349
959,04
1285,1935
1413,7543
1156,33
Extracto, kg
3
0,64
0,475
0,4025
0,3025
0,225
% glucósidos en el extracto
Tabla ANEXO VI.2: Cantidades de mezcla, extracto, refinado y concentración del extracto en
para contacto en múltiples etapas en corriente directa, en función de la masa de disolvente
utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 35
ANEXO VII:
PRESIÓN DE DISEÑO
Vamos a definir dos presiones de diseño dependiendo los componentes del reactor que la
vaya a soportar, de este modo definiremos para la carcasa y cabezal inferior una presión
externa y para el cabezal inferior una presión interna:
PRESION INTERNA (PD.in):
Debe ser siempre mayor a la presión máxima de operación o servicio, se establece mediante
el máximo de las siguientes especificaciones:
PD.in ≥ 1,1*Presión máxima de operación (kgf/cm2)
PD.in ≥ 2+ Presión máxima de operación (kgf/cm2)
PD.in ≥ 3,5 kg/cm2
Nuestra presión de operación es la presión ambiental es decir 1 atmósfera (atm):
Por lo tanto la presión de diseño interna se calcula como:
PD.in = 1,1*1,033 = 1,136
PD.in = 2 + 1,033 = 3,033
PD.in = 3,5
En este caso, como debemos elegir la mayor presión de las tres opciones, obtenemos:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 36
Presión interna de diseño = 3,5
PRESION EXTERNA (PD.ex):
Debe ser siempre mayor a la presión máxima de operación o servicio
Realizamos las mismas operaciones:
PD.ex ≥ 1,1*Presión máxima de operación (kgf/cm2)
PD.ex ≥ 1+ Presión máxima de operación (kgf/cm2)
PD.ex ≥ 3,5 kg/cm2
Nuestra presión de operación es la presión ambiental es decir 1 atmósfera (atm):
Por lo tanto la presión de diseño interna se calcula como:
PD.in = 1,1*1,033 = 1,136
PD.in = 2 + 1,033 = 3,033
PD.in = 3,5
En este caso, como debemos elegir la mayor presión de las tres opciones, obtenemos:
Presión externa de diseño = 3,5

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 37
ANEXO VIII:
TEMPERATURA DE DISEÑO
La temperatura de diseño debe ser superior a la máxima temperatura que se produzca
durante la operación; Es habitual tomar el siguiente valor como temperatura de diseño:
En nuestro caso la temperatura de operación, va a encontrarse de manera constante a 60°C,
y como durante la extracción no se produce ningún tipo de reacción exotérmica, también
será nuestra máxima temperatura de operación, por lo que:
Es decir, nuestra temperatura de diseño es:
TD = 80°C = 353,25K = 176 °F

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 38
ANEXO IX:
DIMENSIONAMIENTO DEL EXTRACTOR
Para el diseño del extractor (tanque agitado) se partió de acuerdo al número de etapas o
lavados que debe sufrir el residuo.
Para llevar a cabo un proceso de extracción con solventes sólido-líquido, el equipo más
recomendado en la literatura es el reactor tanque agitado (25) , debido a que el uso de
agitadores puede generar intensidades de turbulencia elevadas con relación a las
intensidades alcanzadas en tuberías en régimen turbulento, esto es produce buenos
coeficientes de transferencia de masa y ofrece una efectiva dispersión de los líquidos y las
partículas en suspensión lo que es bastante ventajoso en este tipo de proceso.
Los siguientes parámetros encontrados en la literatura, se recomiendan para el diseño de un
reactor de tanque agitado para el proceso de extracción sólido-líquido por lotes:
La relación altura, diámetro del tanque, L/D = 1,5:
Esta recomendación hace que el tanque sea más alto que ancho, lo que favorece el
tiempo de contacto entre las partículas y el líquido y por lo tanto la transferencia de
masa (25), pero no debe ser demasiado alto para que no se vuelva inestable y requiera de
costosos anclajes para evitar posibles volcamientos.
Vamos a indicar los cálculos con uno de los tipos de extracción que satisface nuestras restricciones, en este caso “Extracción en 3 etapas en corriente directa usando una masa de disolvente de 1250 kg” CARCASA: Para calcular las dimensiones de la carcasa, se toma como base la capacidad máxima de diseño, la cual se estima incrementando un 10% la capacidad necesaria para albergar la cantidad de mezcla inicial: Consideraremos:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 39
V: volumen del reactor, m3
R: radio interno del reactor, m
L: altura o longitud de la carcasa, m
D: diámetro del reactor, m Volumen diseño = 1,1*Volumen inicial Volumen de disolución inicial = 2,158889881≃ 2,159 m3 NOTA: Se toma como el volumen de la disolución inicial, el mayor obtenido de entre todas las etapas calculadas anteriormente, de esta manera, diseñamos un extractor, de tamaño común, que cumpla su función en todas las etapas de la extracción, realizando de esta forma un solo diseño, en vez de uno por etapa. Volumen de diseño = 1,1*2,158889881 = 2,374778869 ≃ 2,38 m3
Volumen de un cilindro:
Si L/D = 1,5 L = 1,5*D Por lo que al sustituir nos queda:
2,374778869 ≃
Si despejamos D:
≃
Como sabíamos que L = 1,5*D
≃

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 40
No debemos olvidar, que este volumen abarca únicamente la parte cilíndrica del reactor, es decir, que el volumen total será el anteriormente calculado sumándole el volumen de las tapas superior e inferior.
Espesor de la envolvente: El espesor de la carcasa será calculada bajo la presión externa provocada por la camisa de vapor que la rodea. Según el código ASME VIII-Divisón 1 el proceso del cálculo del espesor de la envolvente de un recipiente cilíndrico a presión exterior es:
- Para el caso en que la relación Do/t ≥ 10 (Do = Diámetro exterior; t= Espesor corroído)
- Se supone un valor del espesor mínimo requerido, t, y se calcula L/Do y Do/t
- Y con dichos valores nos vamos a las tablas de la sección II parte D del código y obtenemos A
- Suponemos un valor de espesor inicial Las normas son menos exigentes con los espesores mínimos en milímetros, siendo estos valores, para las más importantes normas, las siguientes: ASME VIII, Div. 1
tmin = 2,5 + CA
Merkblatt tmin = 2 + CA Siendo CA: margen de grosor añadido debido a la posible corrosión
En esta última norma alemana cuando CA = 0, tmin = 3 mm, salvo para los aceros inoxidables, en los que se admite el valor de tmin= 2 mm Mientras que en el caso de ASME no prescriben la magnitud de corrosión excepto para recipientes con espesor mínimo requerido menor de 0,25in que han de utilizarse para un servicio de vapor de agua, agua o aire comprimido, para los cuales indica un margen de corrosión no menor de 1/6 del espesor de placa calculado, no siendo necesario que la suma de ambos exceda ¼ in (Norma UCS-25), (13).
- En nuestro caso:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 41
Suponemos un t.inicial de 5,5mm < ¼ in, por lo que tras la comprobación tendremos que añadirle un mínimo de: CA = 1/6 * 5,5 = 0,9167
- suponemos: t.inicial = 5,5 mm
- Calculamos las dimensiones geométricas L/Do y Do/t Donde Do se calcula a partir del diámetro interno D, y del espesor inicial t.inicial Do = D + 2*t En este caso: Do = 1,850109 +2* 0,0055 = 1,86110894 ≃1,861 L/Do = 1,49113432 ≃ 1,491 Do/t = 338,383444 ≃ 338,383
NOTA: seguiremos las siguientes especificaciones: Si L/Do >50 tomaremos el valor 50 Si L/Do < 0,05 tomaremos el valor 0,05
- Con estos datos nos vamos a la gráfica de cálculo del factor “A”, que se usa
en las fórmulas para recipientes sometidos a presión externa y obtenemos: A = 0,00014

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 42
Imagen ANEXO IX.1: Gráfica de cálculo del factor A para tanques sujetos a presión.
- Una vez que tenemos “A”, nos vamos a la gráfica del acero austenítico tipo 304 y obtenemos el valor “B” en función de la temperatura de diseño:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 43
Imagen ANEXO IX.2: Gráfica de obtención del factor B, mediante el factor A para recipientes fabricados en acero austenítico 304.
En este caso, A, cae a la derecha de la gráfica por lo que no se puede obtener B, mediante la ayuda de esta gráfica.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 44
- En los casos en los que A cae a la derecha de la gráfica, se calcula la presión máxima admisible directamente mediante la siguiente fórmula:
Donde: S: valor de tensión admisible a la temperatura de diseño la
encontramos tabulada, siendo en nuestro caso, S = 83513,5135 (psi). Al sustituir en la ecuación anterior obtenemos:
Si Pa ≥ Pd : el espesor inicial elegido es válido Si Pa ≤ Pd : el espesor inicial elegido no es válido, se procede a
aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
- En nuestro caso:
Pa = 0,00168 atm ≤ Pd = 3,388 atm
Por lo que el espesor supuesto anteriormente no es válido; Tendremos que suponer un nuevo valor de espesor mayor al supuesto anteriormente y repetir las operaciones
- Suponemos un nuevo espesor :
t.inicial = 12 mm
- Calculamos las dimensiones geométricas L/Do y Do/t Donde Do se calcula a partir del diámetro interno D, y del espesor inicial t.inicial Do = D + 2*t

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 45
En este caso: Do = 1,850109 +2* 0,012 = 1,87410894 ≃1,874 L/Do = 1,48079087 ≃ 1,481 Do/t = 156,175745 ≃ 156,176
- Con estos datos nos vamos a la gráfica de cálculo del factor “A”, que se usa en las fórmulas para recipientes sometidos a presión externa y obtenemos: A = 0,00042

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 46
Imagen ANEXO IX.3: Gráfica de cálculo del factor A para tanques sujetos a presión.
Una vez que tenemos “A”, nos vamos a la gráfica del acero austenítico tipo 304 y obtenemos el valor “B” en función de la temperatura de diseño B = 6750 psi

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 47
Imagen ANEXO IX.4: Gráfica de obtención del factor B, mediante el factor A para recipientes fabricados en acero austenítico 304.
- Una vez conocido el factor “B” podemos obtener el valor de la presión máxima admisible de trabajo mediante la siguiente fórmula:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 48
Que sustituyendo obtenemos:
≃ Si Pa ≥ Pd: el espesor inicial elegido es válido
Si Pa ≤ Pd: el espesor inicial elegido no es válido, se procede a
aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
- En nuestro caso:
Pa = 3,89 atm ≥ Pd = 3,388 atm Por lo que el espesor supuesto anteriormente es válido; Añadiendo el margen de corrosión finalmente nos queda un espesor total de: t +CA = 12 + 1 = 13 mm
NOTAS:
El valor mínimo de espesor (t=12 mm), ha sido encontrado como óptimo tras varias iteraciones a partir de t=5,5 mm, el óptimo para la carcasa.
Al mismo tiempo que aumenta el espesor supuesto vamos aumentando el valor de Do, ya que debemos ir sumándole la diferencia añadida en cada caso.
Resultados: Dependiendo de la cantidad de disolvente utilizado en la extracción, obtenemos los siguientes resultados de la carcasa del reactor:
M. disol-vente kg
M. mezcla kg
Vol. Inicial m3
Vol. diseño m3
D. interior m
L, m
D. exterior m
P. admis-ible (atm)
Espe-sor (mm)
Espe-sor + CA (mm)

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 49
875 1763,04 1,799 1,979 1,749 2,624 1,773 3,492 11 12
1000 1944 2,012 2,213 1,807 2,711 1,832 3,647 11,5 12,5
1125 2213,39 2,258 2,484 1,887 2,831 1,913 3,645 12 13
1187,5 2057 2,129 2,342 1,842 2,762 1,867 3,468 11,5 12,5
1250 2085,88 2,128 2,341 1,850 2,775 1,876 3,891 12 13
Tabla ANEXO IX.1: Dimensiones de la envolvente del extractor en función de la cantidad de disolvente utilizado.
CABEZALES:
Los cabezales son toriesféricos ya que son los de mayor aceptación en la industria, debido a su bajo costo y a que soportan grandes presiones manométricas, su característica principal es que el radio del abombado es aproximadamente igual al diámetro. Se pueden fabricar en diámetros desde 0,3 hasta 6m.
Imagen ANEXO IX.5: Imagen de un fondo toriesfério.
Para el cálculo de los espesores, debemos tener en cuenta que según ASME, los cabezales o fondos que han de utilizarse para un servicio de vapor de agua, agua o aire comprimido, deben contar con un espesor mínimo de 3/32 in [Norma UG-16(b) (6)], (13).
Fondo Superior:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 50
Consideraremos un cabezal toriesférico estandarizado según ASME lo cual significa que:
- L = D0 = diámetro exterior del faldón - r = 6%L = 6% del radio interior de la corona - r = 6% D0 = diámetro exterior del faldón
Lo cual significa que L/r = 16 2/3 y podremos calcular el espesor mínimo del fondo superior teniendo en cuenta la presión interna a la que está sometido el tanque, mediante la siguiente expresión obtenidas en el código ASME UG-32(e).
Donde:
- P: presión de diseño o presión máxima de trabajo, psi, como el cabezal superior no está sometido a presión exterior, esta presión se refiere a la presión de diseño interna = 49,806(psi).
- S: valor del esfuerzo del material, psi; Obtenido mediante tablas a distintas temperaturas del material en nuestro caso S = 83513,5135(psi).
- E: eficiencia de la junta, en nuestro caso 1, radiografía completa.
- L: radio interior de la envolvente en pulgadas, el cual hemos calculado
anteriormente, al cual se le sumará el margen de corrosión en pulgadas: R.interior = 0,92505447m = 36,4194674 in + (1/25,4) in = 36,4588375 L ≃ 36,459 (in).
Como lo conocemos todo, sólo queda sustituir:
≃ A este espesor debemos añadirle el margen por corrosión, en nuestro caso, 1mm t = 0,431+1 = 1,431 mm
Fondo inferior:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 51
En el caso del fondo inferior, como está rodeado de la camisa de vapor calefactora, estará sometida a presión externa, y para su cálculo se prosigue de la siguiente manera:
- Se estima un espesor inicial En nuestro caso partimos suponiendo un espesor igual al obtenido en la carcasa t = 5,5mm
- Se obtiene el valor “A´ ” mediante la siguiente ecuación
Donde: Ro: radio exterior de la corona de las cabezas bridadas y bombeadas
(toriesféricas), en este caso se utiliza con Ro.máximo = Do = diámetro exterior, de la cabeza, mm, calculado anteriormente con un valor en este caso Do = 1876,1089 (mm).
t: espesor supuesto inicial en mm, en este caso 5,5(mm).
Sustituyendo en la ecuación:
- Con “A´” y la grafica de aceros inoxidables para obtener el factor B´, obtenemos este último B´= 5500 psi
- Una vez que obtenemos ”B´” podemos calcular la presión externa máxima admisible, según la siguiente ecuación:
Sustituyendo en la ecuación, nos queda:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 52
- Una vez calculada la presión máxima, comparamos con la de diseño, de manera que: Si Pa ≥ Pd: el espesor inicial elegido es válido
Si Pa ≤ Pd: el espesor inicial elegido no es válido, se procede a
aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
- En nuestro caso: Pa = 16,12 = 1,097 atm ≤ Pd = 3,388 atm Por lo que nuestro espesor supuesto no es válido.
- A continuación se suponen nuevos espesores aumentando su valor hasta llegar al correcto, obteniendo como resultados válidos finales:
Do(mm) A´ B´ Pa(Psi) Pa(atm) t (mm) t+CA
1876,1089 0,0008 8250 52,7688 3,5897 12 13
Tabla ANEXO IX.2: Espesor obtenido de un fondo toriesférico, de un extractor de 1250Lg de disolvente.
NOTAS:
el valor mínimo de espesor (t=12 mm), ha sido encontrado como óptimo tras varias iteraciones a partir de t = 5,5 mm al igual que se hizo anteriormente en la carcasa.
Al mismo tiempo que aumenta el espesor supuesto vamos aumentando el valor de Do, ya que debemos ir sumándole la diferencia añadida en cada caso.
Resultados:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 53
Fondo superior
Masa disolvente, kg
Masa mezcla, kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 0,462 1,462 3,392
1000 1944 0,477 1,477 3,392
1125 2213,39 0,499 1,499 3,392
1187,5 2057 0,487 1,487 3,392
1250 2085,88 0,489 1,489 3,392
Tabla ANEXO IX.3: Espesores de un fondo superior de forma toriesférica para una extractor en función de la masa de disolvente utilizada.
Fondo inferior
Masa disolvente, kg
Masa mezcla, kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 11 12 3,4181
1000 1944 11,5 12,5 3,5013
1125 2213,389 12 13 3,4777
1187,5 2057 11,5 12,5 3,3949
1250 2085,88 12 13 3,5897
Tabla ANEXO IX.4: Espesores de un fondo inferior de forma toriesférica para una extractor en función de la masa de disolvente utilizada. Comprobaremos también, los resultados para fondos elipsoidales, con el fin de obtener el cabezal y el espesor más adecuado. Los fondos Semielípticos o elipsoidales, tienen un alto coste y son empleadas cuando el espesor calculado de una tapa toriesférica es relativamente alto, ya que las tapas semielípticas soportan mayores presiones que las toriesféricas. El proceso de fabricación de estas tapas es troquelado, su silueta describe una elipse relación 2:1.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 54
Imagen ANEXO IX.6: imagen de un fondo de forma elíptica.
Fondo Superior: El espesor mínimo del fondo superior se calcula teniendo en cuenta la presión interna a la que está sometido el tanque, mediante la siguiente expresión:
Donde:
- PD : Presión externa de diseño (psi) - D: Diámetro interior +2espesor (por cada lado) (in) - S: tensión admisible (psi) - E : Eficiencia de la soldadura
Elegiremos como valor de E=1, que equivale a radiografía completa - Y nuestro valor de tensión admisible a la temperatura de diseño la
encontramos tabulada, siendo en nuestro caso, S = 83513,5135 (psi), PD= (psi), D = 72,8389 (in) ya sumado el espesor; por lo que sustituyendo en la ecuación:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 55
Como a este valor hay que añadirle el sobre-espesor por corrosión, finalmente nos queda: t.fondo superior = 0,02174 in = 0,55232 mm + 1mm = 1,55232 mm
Fondo inferior: En el caso del fondo inferior, como está rodeado de la camisa de vapor calefactora, estará sometida a presión externa, y para su cálculo se prosigue de la siguiente manera:
- Se estima un espesor inicial En nuestro caso el mismo que el de la carcasa t = 6mm del cual mediante las oportunas iteraciones se llega finalmente a t=10,5 mm resultados del cual se muestran a continuación
- Se obtiene el valor “A´ ” mediante la siguiente ecuación:
Donde: K : coeficiente geométrico que para fondos elípticos tiene un valor de
K = 0,9
Do : diámetro exterior de la carcasa mm t : espesor inicial en mm ro : K*Do
Sustituyendo en la ecuación:
- con “A´” y la grafica de aceros inoxidables para obtener el factor B´, obtenemos este último

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 56
B´= 8100 psi
- En el caso para en que el valor de A caiga a la derecha del extremo de la línea
de temperatura, se supondrá una intersección con la prolongación horizontal del extremo superior de la línea de temperatura.
- Una vez que obtenemos ”B´” podemos calcular la presión externa máxima admisible, según la siguiente ecuación:
Sustituyendo en la ecuación, nos queda:
- Una vez calculada la presión máxima, comparamos con la de diseño, de manera que: Si Pa ≥ Pd: el espesor inicial elegido es válido
Si Pa ≤ Pd: el espesor inicial elegido no es válido, se procede a
aumentar el espesor inicial y recalcular la Pa o instalar anillos rigidizadores colocados circunferencialmente alrededor del recipiente y a una distancia tal que su efecto se solape entre ellos.
- En nuestro caso:
Pa = 50,37= 3,436 atm ≥ Pd = 3,426 atm Por lo que nuestro espesor supuesto es válido.
Resultados
Fondo superior

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 57
Masa disolvente, kg
Masa mezcla, kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 0,522 1,522 3,392
1000 1944 0,540 1,540 3,392
1125 2213,389 0,563 1,563 3,392
1187,5 2057 0,550 1,550 3,392
1250 2085,88 0,552 1,552 3,392
Tabla ANEXO IX.6: Espesores de un fondo superior de forma elíptica para una extractor en función de la masa de disolvente utilizada.
Fondo inferior
Masa disolvente, kg
Masa mezcla, kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 10 11 3,453
1000 1944 10,5 11,5 3,574
1125 2213,389 11 12 3,586
1187,5 2057 10,5 11,5 3,487
1250 2085,88 10,5 11,5 3,427
Tabla ANEXO IX.7: Espesores de un fondo inferior de forma elíptica para una extractor en función de la masa de disolvente utilizada. RESUMEN DE RESULTADOS Al no existir una gran diferencia entre el espesor de forma toriesférica y el elipsoidal, elegiremos los cabezales en forma toriesférica ya que como indicamos anteriormente, son los de mayor aceptación en la industria, debido a su bajo costo y a que soportan grandes presiones manométricas. Esto implica, que como el extractor debe tener un mismo grosor en todos sus componentes principales, finalmente, las dimensiones de este son: CARCASA

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 58
M. disol-vente kg
M. mezcla Kg
Vol. Inicial m3
Vol. Diseño m3
D. interior m
L, m D. exterior m
P. admisi-ble (atm)
Espe-sor (mm)
Espe-sor + CA (mm)
875 1763,04 1,799 1,979 1,749 2,624 1,773 3,492 11 12
1000 1944 2,012 2,213 1,807 2,711 1,832 3,647 11,5 12,5
1125 2213,39 2,258 2,484 1,887 2,831 1,913 3,645 12 13
1187,5 2057 2,129 2,342 1,842 2,762 1,867 3,468 11,5 12,5
1250 2085,88 2,128 2,341 1,850 2,775 1,876 3,891 12 13
Tabla ANEXO IX.8: Dimensiones finales de la envolvente de un extractor en función de la masa de disolvente utilizada. CABEZALES INFERIOR Y SUPERIOR:
Masa disolvente, kg
Masa mezcla, kg
Espesor (mm)
Espesor + CA (mm)
Presión máxima admisible (atm)
875 1763,04 11 12 3,453
1000 1944 11,5 12,5 3,574
1125 2213,389 12 13 3,586
1187,5 2057 11,5 12,5 3,487
1250 2085,88 12 13 3,427
Tabla ANEXO IX.9: Espesores de un fondo superior e inferior de forma toriesférica para una extractor en función de la masa de disolvente utilizada. FALDILLA En los fondos se realiza una transición de una figura abombada, fondo, a otra cilíndrica, carcasa; Esta línea de transición se denomina línea de tangencia y se encuentra sometida a grandes presiones axiales que se traducen en fuertes tensiones locales, resultando ser este punto, el más débil del recipiente o tanque. Por esta razón no es aconsejable realizar la unión fondo-carcasa mediante soldadura a lo largo de esta línea, por ello para evitar esta coincidencia, los fondos abombados y algunos cónicos llevan añadidos una parte cilíndrica llamada pestaña o faldilla, que debe tener una altura mínima, h, que aunque puede variar en función de la norma o código usado para su cálculo, no debe ser mayor que h= 100mm ni menor que el mayor de los siguientes valores:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 59
Donde:
t= espesor del fondo (mm)
do= diámetro exterior del tanque (mm)
Como no hay mucha diferencia entre el grosor del fondo toriesférico y el elíptico, y el toriesférico es más barato, será el tipo de fondo elegido, del cual observaremos su diámetro exterior según el espesor obtenido en cada caso.
Si realizamos los cálculos para nuestro caso obtenemos:
≃
Como debe de ser como mínimo, el mayor de los valores anteriores, en nuestro caso, el valor de nuestra faldilla será: h= 46,85 mm Resultados:
Masa disolvente, kg
Masa mezcla, kg
Diámetro exterior, m
H1, mm H2, mm H3, mm
875 1763,04 1,771 43,762 36 25
1000 1944 1,830 45,400 37,5 25
1125 2213,389 1,911 47,311 39 25
1187,5 2057 1,865 45,824 37,5 25
1250 2085,88 1,874 46,851 39 25
Tabla ANEXO IX.10: Posibles longitudes de la faldilla de un extractor en función de la masa de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 60
ANEXO X:
CAMISA DE VAPOR
La camisa de calefacción se encuentra rodeando la carcasa del extractor y el fondo inferior, por lo que la propia camisa estará compuesta por una carcasa de mayor diámetro que la del reactor, y un fondo inferior también de mayor diámetro. Como en este caso el fluido de la carcasa no está en contacto con nuestro producto, podemos fabricarlo de un material más barato, pero que cumpla las condiciones necesarias, en este caso hemos escogido Acero al carbono S-283. Se calcula el espesor de la camisa calefactora bajo la presión interna del vapor circulante por las dos partes por separado. CARCASA: El espesor de la carcasa se calcula teniendo en cuenta tanto los esfuerzos longitudinales, δx, como los esfuerzos circunferenciales, δφ, tomándose el mayor valor de los dos. Debemos tener en cuenta que según ASME, para un servicio de vapor de agua, agua o aire comprimido, debe tener un espesor mínimo de 1/16 in [UG-16 (b)] y debe contar con un margen de corrosión mínimo de 1/6 in del espesor de placa calculado, (Norma UCS-25), (13). El espesor mínimo será igual al calculado más un margen de corrosión c, que en nuestro caso elegiremos, 3mm DIÁMETRO INTERIOR El diámetro interior de la camisa será el formado por, el diámetro exterior del extractor al que envuelve, al cual, se sumará el espacio angular entre la pared exterior del extractor y la camisa, espacio por el cual circula el fluido calefactor, Suponiendo un espacio angular de 60mm, obtenemos:
Donde:
- Di camisa: Diámetro interno de la camisa que queremos obtener, m

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 61
- j: Espacio angular entre la pared exterior del extractor y la camisa, 0,6m
- Do extractor: Diámetro exterior del extractor, m
Sustituyendo en la ecuación para un extractor, el cual utiliza una masa de disolvente de 1250 kg, obtenemos:
Esfuerzo longitudinal, δx: El espesor debido a este tipo de esfuerzo, viene dado por la siguiente expresión:
Si sustituimos nos queda:
Donde:
- PD: presión de diseño externa, calculada anteriormente.
- r: radio interior (in), se calcula mediante el radio exterior obtenido anteriormente de la envolvente del extractor añadiéndole en este caso 60mm de espacio angular de la carcasa.
- S: tensión admisible (psi), tabulado a distintas temperaturas.
- E: eficiencia de la soldadura, E=1 para tipo de junta 1 y radiografía completa.
Esfuerzo circunferencial, δφ: El espesor debido a este tipo de esfuerzo, viene dado por la siguiente expresión:
Si sustituimos nos queda:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 62
Espesor mínimo: Como espesor mínimo se tomará el mayor de los dos calculados anteriormente, longitudinal y circunferencial, al cual se le sumará el margen por corrosión. En nuestro caso, el valor mayor corresponde al obtenido debido al esfuerzo circunferencial, luego, el espesor mínimo de la carcasa de la camisa calefactora será:
≃
FONDO INFERIOR: Como en este caso, el fondo inferior del extractor toriesférico no era excesivamente grande en comparación con el fondo elíptico, se eligió el fondo inferior toriesférico, es lógico, que el fondo inferior de la camisa de vapor que rodea al extractor también lo sea. El espesor mínimo para fondos toriesféricos a presión interna viene dado por la siguiente expresión:
Donde:
PD : Presión de diseño (psi), en este caso la presión exterior del extractor, Pd = 49,806 Psi
L: radio interior de la envolvente en pulgadas, el cual hemos calculado anteriormente, al cual se le sumará el margen de corrosión en pulgadas: R.interior = 39,5237 in + (3/25,4)in = 39,37222 in
S: tensión admisible (psi) = 12700 Psi
E : Eficiencia de la soldadura =1 suponemos radiografía completa

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 63
Se le añade el margen por corrosión, CA y obtenemos:
≃
DIÁMETRO EXTERIOR: El diámetro exterior de la camisa, se calcula de la misma manera que hicimos anteriormente con el reactor, mediante la siguiente fórmula:
Do = D + 2*t Donde:
D : diámetro interior de la camisa
t : espesor de la camisa, siendo este el mayor de los calculados entre la carcasa y el fondo inferior de la camisa de vapor una vez añadido el margen por corrosión; En nuestro caso, el de la carcasa es el mayor espesor t ≃7 mm
Y por lo tanto sustituyendo los valores:
Do = 1996,10894 + 2*7 = 2010,10894 mm
Si realizamos el mismo procedimiento, para las dimensiones de los diferentes extractores que venimos calculando a lo largo del presente proyecto, obtenemos:
Masa disol-vente, kg
Masa mezcla, Kg
L, m Di (m)
(mm)
(mm)
t +CA carcasa (mm)
t + CA fondo (mm)
t+Ca final (mm)
Do (m)
875 1763,04 2,624 1,893 3,721 1,855 6,721 6,297 7 1,907
1000 1944 2,711 1,952 3,837 1,912 6,837 6,400 7 1,966
1125 2213,389 2,831 2,033 3,996 1,992 6,996 6,540 7 2,047
1187,5 2057 2,762 1,987 3,905 1,946 6,905 6,459 7 2,000
1250 2085,88 2,775 1,996 3,923 1,956 6,923 6,476 7 2,010
Tabla Anexo X.1: Dimensiones de una camisa de vapor, con fondo toriesférico, para distintos extractores en función de la cantidad de disolvente a utilizar.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 64
ANEXO XI:
UNION CAMISA-EXTRACTOR
En la parte superior de la carcasa del reactor, la pared de la camisa se une mediante soldadura a la pared del extractor. Para el tipo de camisa que estamos diseñando, denominada tipo 2 por el código ASME Sección VIII División I en su apéndice 9, la geometría de la soldadura es la que se muestra en la siguiente figura:
Imagen ANEXO XI.1: Unión camisa de vapor al Extractor. Dónde:
tcmin = espesor mínimo de la camisa calculado anteriormente, tcmin ≃7mm Las dimensiones mínimas de la soldadura entre las dos paredes se calculan de la siguiente manera:
0,83*tcmin = 5,81 mm
1,5*tcmin = 10,5 mm
tcmin = 7 mm

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 65
Según ASME, las dimensiones de la soldadura no deben de ser menores a las obtenidas anteriormente, en este caso el valor mayor:
tcmin = 10,5 mm Realizando las mismas operaciones para el resto de los extractores:
Masa disolvente, kg.
Masa Mezcla, kg.
0,83*tcmin, mm
1,5*tcmin, mm
tcmin, mm
875 1763,04 5,81 10,5 7
1000 1944 5,81 10,5 7
1125 2213,389 5,81 10,5 7
1187,5 2057 5,81 10,5 7
1250 2085,88 5,81 10,5 7
Tabla ANEXO IX.1: Dimensiones mínimas de soldadura entre el extractor y la camisa para distintos extractores en función de la masa de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 66
ANEXO XII: PRUEBA HIDRAULICA
Al ser un recipiente a presión, debe comprobarse antes de su puesta en marcha. Esta comprobación consiste en ensayos no destructivos como radiografiados, líquidos penetrantes, partículas magnéticas de las soldaduras y una prueba hidráulica a mayor presión que la que se establece en el proyecto. Por ello, los tanques deben diseñarse para resistir las siguientes pruebas hidráulicas:
Una primera prueba en el taller del fabricante, que se realizara en la posición de fabricación en caso de no ser posible su realización en la posición de operación, y deberá estar de acuerdo con el código ASME VIII división I y con el RAP (Reglamento de Aparatos a Presión) y su instrucción técnica complementaria MIE-AP-6.
Prueba inicial en el lugar de la instalación, en su posición de operación de acuerdo con ASME VIII división I, con el RAP y su Instrucción Técnica Complementaria MIE-AP-6.
Pruebas periódicas de acuerdo con el RAP y su instrucción técnica complementaria MIE-AP-6.
Al ser en este cao un recipiente encamisado, se deberán realizar dos pruebas distintas a dos presiones diferentes, una para el recipiente y otra pasa la camisa. PRESIÓN DE LA PRUEBA INICIAL Para este caso el valor mínimo establecido por el código ASME VIII División I, se determina mediante la siguiente manera:
Dónde:
Phmin = presión mínima de la prueba hidráulica (kg/cm2)

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 67
PD = presión de diseño (kg/cm2)
Smax,a = tensión máxima admisible a temperatura ambiente (kg/cm2)
Smax = tensión máxima admisible del material a la temperatura de diseño (kg/cm2) En nuestro caso, la presión de diseño es la misma tanto para el reactor como para la camisa, sin embargo el material de construcción es diferente, por lo cual, la presión mínima necesaria para la prueba hidráulica será distinta. Nuestros datos para el reactor son:
PD = 3,5 kg/cm2, calculada anteriormente
Smax,a = 5270,408 kg/cm2
Smax = 5868,671 kg/cm2
Obtenidas mediante tablas del material de diseño a distintas temperaturas Si sustituimos en la ecuación obtenemos:
Nuestros datos para la camisa (acero al carbono) son:
PD = 3,5 kg/cm2, calculada anteriormente
Smax,a = 892,455782 kg/cm2
Smax = 892,455782 kg/cm2
Obtenidas mediante tablas del material de diseño a distintas temperaturas Si sustituimos en la ecuación obtenemos:
PRESIÓN DE PRUEBA PERIODICA En el caso de los recipientes diseñados a presión externa, el tanque, estos se someterán a una prueba hidrostática o neumática interna de 1,3 veces la diferencia entre la presión atmosférica normal y la presión interna absoluta mínima de diseño, según marca la norma UG-99(f).

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 68
La presión de prueba hidráulica será según ASME VIII sección 1:
Nuestros datos para el reactor son:
PD = 3,5 kg/cm2, calculada anteriormente
Smax,a = 5270,408 kg/cm2
Smax = 5868,671 kg/cm2
Obtenidas mediante tablas del material de diseño a distintas temperaturas Si sustituimos en la ecuación obtenemos:
Nuestros datos para la camisa (acero al carbono) son:
PD = 3,5 kg/cm2, calculada anteriormente
Smax,a = 892,455782 kg/cm2
Smax = 892,455782 kg/cm2
Obtenidas mediante tablas del material de diseño a distintas temperaturas Si sustituimos en la ecuación obtenemos:
TANQUES DE ALMACENAMIENTO Aunque los tanques de almacenamiento están diseñados a presión atmosférica, estos, deberán soportar presión interna debido al fluido que contiene, para ello, se realiza una prueba hidraúlica para presión interna. Para realizar una prueba hidráulica para presión interna, la carcasa, se someterá a una prueba hidrostática interna mínima de 1,43 veces la presión de diseño, o bien, 1,25 veces la

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 69
presión de diseño multiplicada por relación entre el valor de la tensión máxima admisible del material a temperatura de prueba y la tensión máxima admisible del material a temperatura de diseño la mayor de las dos. Se puede pactar con el cliente una presión de prueba diferente, siempre que no sea menor de la indicada anteriormente, según marca la norma UG-99(b).
Nuestros datos tanto para los tanques de almacenamiento son:
Smax,a = 5270,408 kg/cm2
Smax = 5868,671 kg/cm2
TANQUE DE ALMACENAMIENTO:
M.disolvente, kg PD, Psi PD, kg/cm2 Phmin, kg/cm2
875 51,966 3,652 4,099
1000 51,966 3,652 4,099
1125 51,966 3,652 4,099
1187,5 51,966 3,652 4,099
1250 51,966 3,652 4,099
Tabla ANEXO XII.1: Resultados prueba de presión hidraúlica para distintos tanques de almacenamiento en función de la cantidad de producto a almacenar para diferentes extractores en función de la cantidad de disolvente utilizada. TANQUE DE ALMACENAMIENTO SUPLETORIO
M.disolvente, kg PD, Psi PD, kg/cm2 Phmin, kg/cm2
875 54,136 3,804 4,271
1000 54,136 3,804 4,271
1125 54,566 3,834 4,304
1187,5 55,006 3,865 4,339
1250 55,006 3,865 4,339
Tabla ANEXO XII.2: Resultados prueba de presión hidraúlica para distintos tanques de almacenamiento supletorios en función de la cantidad de extracto a almacenar para diferentes extractores en función de la cantidad de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 70
ANEXO XIII: FLUIDO CALEFACTOR
El fluido elegido para calentar el extractor mediante el encamisado va a ser vapor de agua a una presión de 1atm con una temperatura de 100°C. Partiendo de los siguientes datos conocidos, a partir de los cálculos anteriores, para el extractor que venimos describiendo a lo largo del proyecto: TANQUE
L(m) Di(m) Do(m) Vol.i(m³) Vol.dis(m³) M(kg/lote) Ai(m²) Ao(m²)
2,775 1,85 1,876 2,159 2,375 2085,882 16,13 16,357
Tabla Anexo XIII.1: dimensiones de partida del extractor. Necesitamos obtener el calor necesario que es capaz transmitirse a través de la pared del extractor, para ello, vamos a establecer los siguientes datos de partida:
Fluido calefactor = vapor de agua saturado a 1atm de presión.
Temperatura del fluido calefactor = 100°C
Temperatura inicial de la disolución a calentar = 15°C
Área de intercambio, será igual al ocupado por la camisa de vapor.
Suponemos como dato de partida, que la camisa de vapor envuelve la totalidad del extractor y una vez, que conozcamos el calor que es necesario suministrar a la mezcla para obtener la temperatura deseada, lo compararemos con las potencias caloríficas, de los generadores de vapor industriales.
En el caso de que el calor necesario, fuese superior a la máxima potencia calorífica suministrable por los equipos industriales necesarios para ello, volveríamos al punto de partida, estableciendo un área de intercambio menor al supuesto inicialmente.
En el caso de que los equipos industriales pudieran proporcionarnos el calor necesario, nos restaría elegir, el equipo, que mejor se adapte a nuestras necesidades.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 71
Conocido los datos de partida, la ecuación de transmisión del calor está definida de la siguiente manera:
Donde:
U = coeficiente global de transferencia de calor [w/(m²*K)]
A = área de intercambio de calor (m²)
ΔT = diferencia de temperatura entre fluido caliente y frío (K) Conocido ΔT, y establecido el área como dato de partida, necesitamos obtener el coeficiente global de transferencia de calor, para obtener el calor. CÁLCULO DE U El coeficiente global de transferencia de calor, viene dado mediante la siguiente expresión:
Donde:
hi = coeficiente individual de transferencia de calor de la superficie interna [w/(m²*K)]
Ai = área longitudinal de intercambio de calor de la superficie interna (π*Di*L),[m²]
re = radio de la superficie externa, (m)
ri = radio de la superficie interna, m
K = conductividad térmica del acero inoxidable K(363)= 15,971 [w/(m*K)]
ho = coeficiente individual de transferencia de calor de la superficie externa [w/(m²*K)]
Ao = área longitudinal de intercambio de calor de la superficie externa (π*Do*L), [m²]

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 72
Lc = longitud característica, en este caso será igual a la longitud de la camisa de vapor, (m)
NOTA: Puesto que U, debe estar referido a un área, referiremos U al área externa, debido a que, es el área que va a estar en contacto con el fluido calefactor.
De la expresión gráfica anterior, observamos, que algunos datos son conocidos, sin embargo, hay otros que necesitamos calcular: CÁLCULO DE hi: El coeficiente individual de transferencia de calor de la superficie interna, viene dado por la siguiente ecuación:
Donde:
Di = diámetro interno del reactor,( m)
K = conductividad térmica del fluido a la temperatura media, [w/(m*K)]
Nud = es el número de Nusselt El diámetro del tanque y la conductividad, son datos que podemos conocer, sin embargo, el número de Nusselt, debemos obtenerlo a través de la ecuación del Nusselt para reactores encamisados:
Donde:
Prf = número de prandtl a la temperatura media
Rei = número de Reynolds interno Como el número de Reynolds interno, también nos es desconocido, su obtención, es el primer paso que debemos levar a cabo para la obtención de hi.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 73
Para el caso de un extractor agitado, el número de Reynolds, queda definido de la siguiente manera:
Donde:
N = velocidad de agitación de la mezcla, suponemos 10 rpm =0,1667 rps Suponemos una velocidad de giro baja, para lograr una eficiencia de mezcla sin excesivos movimientos del producto y ausencia de aire ocluido, además, la velocidad de transferencia aumenta con la agitación, y mejora la transferencia de calor
Da = diámetro del agitador, según la relación S1, que se muestra a continuación: Da= 1/3Dt = 1/3*1,862 = 0,621m
ρ = densidad de la mezcla a la temperatura media = 992,852 kg/m³
µf = viscosidad del fluido, agua, a la temperatura media 0,0006886 poise Siendo la temperatura media, la media de las temperaturas del interior del extractor siendo estas, la temperatura inicial de la disolución, 15°C, y la temperatura que se quiere conseguir, 60°C. Luego:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 74
Imagen Anexo XIII.1: Relación óptima entre los elementos de un extractor agitado. Sustituyendo en la ecuación:
Una vez obtenido Rei, gracias a la ecuación del Nusselt para reactores encamisados podemos obtener hi:
Recordamos que:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 75
Prf = número de prandtl a la temperatura media, Prf ≈ 4,574
Como conocemos todo en la ecuación, solo nos queda sustituir:
Conocido el número de Nusselt, podemos obtener el coeficiente individual de transferencia de calor, hi:
Di = diámetro interno del extractor
K = conductividad térmica del fluido a la temperatura media ≈ 0,6286 [w/(m*K)]
Luego:
CÁLCULO DE ho Para la obtención de ho, coeficiente de transferencia de calor individual de la parte externa, utilizamos la fórmula siguiente de condensación en película:
g = constante de la gravedad 9,81 m/s2
µf = viscosidad del fluido a una temperatura ≈ 368 µf (368) = 2958*10¯6 kg/(m*s)
hfg = calor latente de vaporización hfg (373 ) = 2257000 J/kg
ρl = densidad del líquido ρl(368) = 961,725331 kg/m3

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 76
ρv = densidad del vapor ρv (373) = 0,59559261 Kg/m3
Kl = conductividad térmica del líquido, Kl = 0,6782 w/(m*K)
T.sat = temperatura de saturación del fluido, 100°C ≈ 273°C
Ts = temperatura superficial de la pared de reactor, suponemos 90°C ≈ 263°C
Cpl = calor específico del líquido Cpl (368) = 4212 J/kg*K NOTA: Las propiedades físicas del líquido se deben evaluar a la temperatura de película, es decir la media entre T.sat, 100°C y Ts (de la pared), 90°C. Luego:
Conocidos todos los datos necesarios, al sustituir nos queda:
Con todos los valores conocidos, ya podemos sustituir en la ecuación de U:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 77
Luego la máxima cantidad de calor, que es posible transmitirse a través de la pared del extractor, en las condiciones mencionadas con anterioridad es:
≃
Al comparar la cantidad de calor necesaria para un extractor, con la posible potencia calorífica capaz de suministrar un generador de vapor industrial, observamos que una caldera eléctrica de vapor de agua, puede llegar a suministrar incluso hasta 3000 kW, por lo que no sólo será posible alimentar a un extractor, sino, que con una única caldera de vapor, el equipo, será capaz de alimentar a los cuatros extractores simultáneamente.
Podemos conocer el tiempo necesario para transmitir esta cantidad de calor, en cada extractor, suponiendo, que todo el calor transmitido va a ser absorbido por la disolución en su interior, es decir:
El calor absorbido, viene dado mediante la expresión:
Donde:
m = caudal másico de la mezcla en (kg/s)
cp = calor específico de la disolución a la temperatura media, es decir a 310,5K = 4178,1 J/kg*K
ΔT = diferencia de temperatura entre la temperatura deseada, 60°C, y la temperatura de partida de la disolución, 15°C

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 78
Conocidos todos los datos, al sustituir en la ecuación, obtenemos:
≃
Al realizar las mismas operaciones, en los restantes posibles extractores obtenemos:
Masa disolvente kg
Masa mezcla. Kg
Q.transmitido, kW
t(min) Q.total, kW
875 1763,04 382,978 14,425 1531,912
1000 1944 410,877 14,826 1643,508
1125 2213,389 448,586 15,462 1794,345
1187,5 2057 428,639 15,038 1714,554
1250 2085,88 426,360 15,330 1705,441
Tabla Anexo XIII.2: Calor necesario para alcanzar la temperatura deseada, para distintos extractores en función de la masa de disolvente utilizado. Otros datos característicos obtenidos son:
Masa disolvente Kg
Masa mezcla. kg
Re,i Nud,i hi, W/(m2K)
ho, W/(m2K)
U, W/(m2K)
875 1763,04 79507,596 1141,495 410,198 40933,037 308,238
1000 1944 87222,987 1214,571 422,472 40933,037 309,803
1125 2213,389 95094,959 1286,962 428,700 40933,037 310,220
1187,5 2057 90524,990 1245,189 425,041 40933,037 311,327
1250 2085,88 88939,185 1230,531 418,090 40933,037 306,663
Tabla Anexo XIII.3: Valores característicos de transmisión de calor, para distintos extractores en función de la masa de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 79
ANEXO XIV CÁLCULO DEL PESO DE LA INSTALACIÓN
Para Obtener el peso del material se simplifica la forma del equipo para determinar más fácilmente el volumen primario. La simplificación consiste en todos los casos en considerar el aparato en su forma esquemática para lo cual los fondos se supondrían planos.
EXTRACTOR ENCAMISADO:
Para este equipo debemos considerar independiente, el extractor de la camisa que le rodea:
Extractor:
El peso definitivo se obtiene mediante la siguiente ecuación:
Donde: - factor F, se halla tabulado, para depósitos muy grandes toma el valor de 1,1 y para
depósitos pequeños de 1,3.
- ρ (Kg/m3) acero inoxidable: 7900
- P.primario se obtiene mediante las dimensiones del tanque obtenidas anteriormente y la densidad del material, a través de la siguiente ecuación:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 80
Siguiendo con los ejemplos de cálculo anteriores, despejamos la ecuación para un extractor de 1250Kg de masa de disolvente, cuyas dimensiones eran las siguientes:
Ri, m L, m t,m
0,92505447 2,775163 0,013
Tabla Anexo XIV.1: Dimensiones de un extractor con 1250Kg de disolvente.
Conocido el valor del peso primario, ya podemos conocer el valor del peso definitivo:
Realizando los cálculos para los extractores restantes, obtenemos:
Masa disolvente, Kg
Masa mezcla, Kg Peso primario, Kg Peso definitivo, Kg
875 1763,04 1822,629 2460,549
1000 1944 2026,357 2735,581
1125 2213,389 2297,860 3102,111
1187,5 2057 2104,140 2840,589
1250 2085,88 2208,742 2981,801
Tabla Anexo XIV.2: Pesos definitivos para distintos extractores en función de la cantidad de disolvente a utilizar.
Camisa: El peso definitivo se obtiene mediante la siguiente ecuación:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 81
Donde: - factor F, se halla tabulado, para depósitos siendo para acero al carbono y depósitos
pequeños de 1,35.
- ρ (Kg/m3) acero al carbono: 7850
- P.primario se obtiene mediante las dimensiones del tanque obtenidas anteriormente y la densidad del material, a través de la siguiente ecuación:
Siguiendo con los ejemplos de cálculo anteriores, despejamos la ecuación para un extractor de 1250Kg de masa de disolvente, cuyas dimensiones eran las siguientes:
Ri, m L, m t,m
0,997 2,775 0,007
Tabla Anexo XIV.3: Dimensiones de una camisa para un extractor con 1250Kg de disolvente.
Conocido el valor del peso primario, ya podemos conocer el valor del peso definitivo:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 82
Realizando los cálculos para los extractores restantes, obtenemos:
Masa disolvente, Kg
Masa mezcla, Kg Peso primario, Kg Peso definitivo, Kg
875 1763,04 1031,265 1392,208
1000 1944 1097,609 1481,772
1125 2213,389 1192,273 1609,569
1187,5 2057 1137,557 1535,702
1250 2085,88 1148,305 1550,212
Tabla Anexo XIV.3: Pesos definitivos para distintos camisas que envuelven diferentes extractores en función de la cantidad de disolvente a utilizar. TANQUE DE ALMACENAMIENTO:
Realizamos los mismos pasos y operaciones anteriores y obtenemos los siguientes
resultados para material de acero inoxidable:
M.disolvente, Kg
Volúmen total, m3
Peso primario, kg
Peso definitivo, Kg
875 0,045 358,290 483,692
1000 0,046 361,067 487,440
1125 0,048 375,268 506,612
1187,5 0,048 378,758 511,324
1250 0,049 388,615 524,630
Tabla Anexo XIV.4: Pesos definitivos para distintos tanques de almacenamiento para distintas cantidades de producto de extracciones en función de la cantidad de disolvente a utilizar. TANQUE DE ALMACENAMIENTO SUPLETORIO: Realizamos los mismos pasos y operaciones anteriores y obtenemos los siguientes
resultados para material de acero inoxidable:
M.disolvente, Kg
Volúmen total, m3
Peso primario, kg
Peso definitivo, Kg

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 83
875 0,165 1301,226 1756,655
1000 0,189 1494,283 2017,282
1125 0,213 1682,647 2271,573
1187,5 0,233 1837,371 2480,450
1250 0,241 1901,281 2566,729
Tabla Anexo XIV.5: Pesos definitivos para distintos tanques de almacenamiento supletorios para distintas cantidades de producto de extracciones en función de la cantidad de disolvente a utilizar.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 84
ANEXO XV CÁLCULO DE LOS SOPORTES DE APOYO
El cálculo mecánico consiste en comprobar que las tensiones de compresión debidas al peso
total sobre cada pata de apoyo más el pandeo debido al momento producido por la carga de
viento, sea en cualquier caso inferior a la σ máxima admisible por el material.
La comprobación a pandeo de piezas sometidas a compresión centrada, se lleva a cabo por
el método de la nueva normativa española: Documento Básico-Seguridad Estructural Acero
(DB-SE-A), suponiendo el caso de barras rectas sección constante y axil constante.
La tensión real máxima que puede ser soportada, viene dada por la siguiente expresión para
la comprobación a pandeo de una barra de sección constante sometida a una compresión
centrada constante será:
Donde:
A = área de la sección transversal
fyd = resistencia del cálculo del acero, tomando fyd = fy/ϒM, siendo:
- ϒM = coeficiente parcial de seguridad para determinar la resistencia
- fy = límite elástico del material
= coeficiente de reducción por pandeo
OBTENCIÓN DE LOS VALORES NECESARIOS:
Para los coeficientes parciales para la resistencia, se adoptaran, normalmente los
siguientes valores:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 85
Tabla Anexo XV.1: coeficientes parciales de seguridad.
En nuestro caso, tomaremos como valor de coeficiente parcial ϒM = 1,25.
El valor fy, límite elástico del material viene dado en la siguiente tabla:
Tabla Anexo XV.2: límite elástico en función del material, en este caso 275 N/mm2
puesto que el material de los soportes es acero S275.
El coeficiente de reducción por pandeo, , en función de la curva de pandeo
apropiada para el caso y de la esbeltez reducida , que podía simplificarse en la
siguiente expresión:
Siendo:
-
: Esbeltez mecánica de la sección correspondiente
- i : radio de giro mínimo de la sección
- : Esbeltez límite

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 86
Los valores de esbeltez mecánica, λ, se calculan en función del tipo de perfil escogido para
los apoyos.
La longitud de las patas, será la altura que queda entre el fondo inferior del tanque, en este
caso la camisa, y el suelo sea de 0,90 m.
CÁLCULO SOPORTES DE APOYO PARA EL EXTRACTOR:
Considerando la profundidad del fondo toriesférico de la camisa de vapor ≃ 0,12 m y la
especificación anteriormente mencionada, las patas tendrán una longitud ≃ 1,02 m.
Puesto que cada pata debe tener una longitud de 185 cm, para que la esbeltez mecánica
tenga un valor menor de 200, puesto que su valor debe ser 35 ≤ λ ≤ 200:
Necesitaremos usar un perfil con un radio de giro mínimo de 1,02 cm, para ello, observamos
la tabla de valores característicos de perfiles IPE, y observamos, que el perfil que cumple con
esta condición es el perfil IPE-80.
Si partimos de un perfil IPE-180 de 1,85 m de longitud, se tienen según las tablas
correspondientes las siguientes especificaciones:
i = 1,05 cm
A = 7,64 cm2

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 87
Tabla Anexo XV.4: valores característicos para perfiles IPE
La Lk, viene dada en función del tipo de columna, en nuestro caso Lk=2L debido al tipo de
columna como muestra la figura Anexo XV.2,
Luego, para el caso de un extractor que usa 1250kg de disolvente, la Lk sería:
LK = 2*1,02 =2,04 m

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 88
Tabla Anexo XV.5: Longitud de pandeo de barras canónicas, en función de sus extremos.
Los valores de esbeltez límite, , más utilizados, se encuentran tabulados en función del
material, en nuestro caso el valor de esbeltez límite es:
= 86,8
Valor obtenido mediante la siguiente tabla:
Tabla Anexo XV.3: valores de esbeltez límite y límite elástico según el material.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 89
Conocidos estos datos, podemos obtener la esbeltez mecánica, y con ello la esbeltez
reducida:
Esbeltez mecánica:
Esbeltez reducida:
Conocido el valor de la esbeltez reducida y con la ayuda de la tabla Anexo XV.4, en la cual,
nos fijamos que, en función del tipo de material usado, en función del eje de la sección en
el cual nos estamos fijando y las dimensiones del perfil, se escoge la curva de la cual obtener
el coeficiente de pandeo, .
En nuestro caso, perfil IPE-80:
h/b = 80/46 =1,739 >1,2
t =3,8 < 40mm
eje z
Luego, según lo anterior, y al fijarnos en esas condiciones en la tabla Anexo XV.4, obtenemos
que, la curva de pandeo en la cual, debemos fijarnos es la curva nombrada con la letra b,
para obtener el coeficiente de reducción por pandeo.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 90
Tabla Anexo XV.4: Selección de la curva de pandeo en función de la función transversal de la
columna.
Una vez conocida la curva de pandeo, y el valor de la esbeltez reducida, podemos obtener el valor del coeficiente de reducción por pandeo, mediante 2 maneras:
curvas de pandeo
Tablas de valores del coeficiente de pandeo, conociendo la curva a utilizar

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 91
Imagen Anexo XV.4: curvas de pandeo
Como se observa, mediante el método gráfico de curvas por pandeo, podemos cometer errores con mayor facilidad, debido a ello, obtendremos el valor del coeficiente por pandeo, mediante la tabla de valores del coeficiente tabulados, obtenidos a su vez, a través de las curvas de pandeo.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 92
Tabla Anexo XV.5: Valores del coeficiente por pandeo. El valor de nuestra esbeltez reducida es:
Podemos observar, que no aparece en la tabla, por lo que para obtener el valor del coeficiente para nuestra esbeltez reducida, debemos interpolar:
Despejamos el valor de :
Como conocemos todos los valores, solo nos queda sustituir:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 93
Conocido el valor del coeficiente de pandeo, sólo nos queda realizar la comprobación:
Por último, calculamos la carga que se va a ejercer sobre cada apoyo:
Peso total:
Donde:
Peso del recipiente, ha sido calculado en el anexo XIV
- P. extractor = 2981,801 kg - P. camisa = 1550,212 kg - P. aislante = 4,974 kg - P. recipiente = 2981,801 + 1550,212 + 4,974 = 4536,987 kg
Peso del líquido, se refiere al peso del interior del reactor, considerando un caso desfavorable en el cual, se completaría el volumen del reactor con agua.
- P.líquido = 2374,779 kg Por lo que sólo nos quedaría sustituir en la ecuación anterior, obteniendo un peso total de:
P. total = 4536,987 + 2374,779 = 6911,7654 kg
Si tenemos en cuenta, que cada extractor contar con 4 apoyos, podemos obtener el peso que debe soportar cada uno de ellos:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 94
Luego:
Nuestras suposiciones son válidas, y por tato también los apoyos elegidos.
Los resultados obtenidos, para distintos extractores en función de la cantidad de disolvente utilizada son:
M.dis,
kg
L.mín, m
r, m
L.apoyo, m
L.final, m
Perfil A, cm2
cm
875 0,9 0,114
1,014
1,02
IPE-80 7,64
1,05
1000 0,9 0,118
1,018
1,02
IPE-180 7,64
1,05
1125 0,9 0,123
1,023
1,025
IPE-180 7,64
1,05
1187,5 0,9 0,120
1,020
1,02
IPE-180 7,64
1,05
1250 0,9 0,120
1,020
1,02
IPE-80 7,64
1,05
Tabla Anexo XV.6: Resultados de los soportes para distintos extractores en función de la cantidad de disolvente a utilizar.
M.dis, kg
N/mm2
ϒM1 λlim λ
Nb,rb, N
NEd, N
875 275 1,25 86,8 194,286
2,254 0,174
29288,410
14382,564
1000 275 1,25 86,8 194,286
2,079 0,174
29288,410
15782,703
1125 275 1,25 86,8 195,238
2,249
0,173
29011,781
17748,224
1187,5 275 1,25 86,8 194,286
2,079 0,174
29288,410
16488,437

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 95
1250 275 1,25 86,8 194,286
2,079 0,174
29288,410
16951,105
Tabla Anexo XV.7: Continuación de los resultados de los soportes para distintos extractores en función de la cantidad de disolvente a utilizar.
CÁLCULO SOPORTES DE APOYO DEL TANQUE DE ALMACENAMIENTO Realizando los mismos pasos y cálculos que anteriormente, siendo el mismo el tipo de perfil IPE, elegido, y el mismo material, acero S275, se obtienen los siguientes datos para los soportes de los tanques de almacenamiento en función de la cantidad de disolvente utilizada en la extracción de donde procede el producto a almacenar:
M.dis, kg
L.mín, m
r, m
L.apoyo, m
L.final, m
Perfil
A, cm2
cm
875
0,9 0,077 0,977 1,000
IPE-100 10,3 1,24
1000
0,9 0,077 0,977 1,000
IPE-100 10,3 1,24
1125
0,9 0,079 0,979 1,000
IPE-100
10,3 1,24
1187,5
0,9 0,079 0,979 1,000
IPE-100
10,3 1,24
1250
0,9 0,080 0,980 1,000
IPE-100
0,3 1,24
Tabla Anexo XV.8: Resultados de los soportes para distintos tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción de la cual procede el producto a almacenar.
M.dis, kg
N/mm2
ϒM1 λlim λ
Nb,rb, N
NEd, N
875
275
1,25
86,8 161,290 1,858 0,23 65507,93 46686,313
1000
275
1,25
86,8 161,290 1,858 0,24 67516,41 57098,285
1125
275
1,25
86,8 161,290 1,858 0,23 65507,93 67887,403
1187,5
275
1,25
86,8 161,290 1,858 0,23 65507,93 77189,555

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 96
1250
275
1,25
86,8 161,290 1,858 0,23 65507,93 81143,217
Tabla Anexo XV.9: Continuación de los resultados de los soportes para distintos tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción de la cual procede el producto a almacenar.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 97
ANEXO XVI CÁLCULO DEL CAUDAL DE PASO DEL EQUIPO DE NANOFILTRACIÓN
EL proceso de purificación y concentración del extracto en esteviósidos, se lleva a cabo, mediante combinación de membranas filtrantes:
Macrofiltración:
Separación de las partículas sólidas del extracto, esta operación se lleva a cabo a la salida de extractor donde se realiza la separación del extracto (parte líquida) y refinado (mayoría inerte).
Microfiltración:
Con un tamaño de poro de 0.1–10 µm retendrás las posibles micropartículas que hayan sido retenidas por el filtro anterior y las posibles bacterias y virus existentes en el medio.
Se retienen las proteínas, pectinas, taninos y algunos pigmentos precedentes de las hojas de Estevia.
Ultrafiltración:
Con un tamaño de poro entre 50 y 2 nm es utilizada para separar contaminantes
microbiológicos, coloides (proteínas) y en general moléculas de gran tamaño, asegura un
producto ultrapuro con respecto a las partículas, las bacterias y los pirógenos.
Llegados a este punto, nos quedará un producto acuoso sólo compuesto por los
glucósidos de esteviol y agua y clorofila de las hojas en un porcentaje de concentración
mucho menor al del producto final deseado.
Para ello parte de la corriente de producto de extracto atravesado la operación de
ultrafiltración, será dirigida hasta la operación de nanofiltración, cuyo rechazo serán los
glucósidos de esteviol deseados, los cuales, al mezclarlos de nuevo junto con la corriente
que no ha atravesado dicho filtro, formarán un producto con la concentración de
producto final deseada.
Nanofiltración:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 98
Con un tamaño de poro menor de 2 nm, permite separar los azúcares de otras moléculas
orgánicas, así como sales minerales multivalentes de moléculas orgánicas, y sales
multivalentes de las monovalentes, debido a los efectos de exclusión iónica y estérica.
Además la nanofiltración, permite la eliminación de pesticidas, metales pesados y
nitratos del agua.
Tabla ANEXO XVI.1: Capacidad de separación de los procesos de membrana por presión
de forma genérica, según el peso molecular de corte, (15).
Como el agua de nuestro proceso de extracción es un agua purificada de grado
farmacéutico, no contendrá ni pesticidas, ni metales pesados, ni nitratos; Y como
suponemos, que antes de llevarse a cabo el proceso de secado de la estevia, ha sido
lavada tras su recolección, tampoco habrá trazas de pesticida en el agua debido a esta,
por lo cual:
A la operación de nanofiltración llega un extracto compuesto únicamente por agua,
esteviósidos y clorofila, el cual será separado según su tamaño en:
- Rechazo : esteviósidos y clorofila
- Permeado: agua

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 99
Tabla ANEXO XVI.2: Pesos moleculares, Temperaturas de fusión y fórmula molecular de los
diferentes, glucósidos de la Estevia, (14).
Para la obtención del caudal de extracto, el cual, es necesario que atraviese la operación de
nanofiltración para obtener un producto final con una concentración del 10% en
esteviósidos, se llevarán a cabo distintos balances de materia, los cuales se exponen a
continuación:
Donde:
E: es el caudal de extracto de cada etapa.
X: El caudal de extracto que debe atravesar la membrana.
Y: El caudal de extracto que no atraviesa la membrana.
XE = XX = XY: concentración de esteviósidos en el extracto.
Donde:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 100
P: Permeado de la membrana, es decir, la parte del caudal que consigue atravesarla.
R: Rechazo de la membrana, caudal de esteviósidos que quedan retenidos.
XP: Concentración de esteviósidos en el permeado.
XR: Concentración de esteviósidos en el rechazo.
Como la eficacia del equipo de nanofiltración es del 97%, significa que la membrana
consigue retener el 97% de los esteviósidos en disolución, mientras que la cantidad
restante, 3%, cosigue atravesarla; Por lo cual:
Y finalmente la ecuación del caudal del producto final obtenido viene dado por:
Donde:
E´: Caudal de producto final a la concentración deseada.
XE´ : concentración del producto deseada, 10%
Expresamos la ecuación en función de R e Y:
Sustituimos R:
Sustituimos X:
Despejamos la Y:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 101
Puesto que XE´ es la concentración del producto deseado, 10%, XE, la concentración de cada
etapa del extracto y XR suponemos que lo único que se retiene son esteviósidos, 100%,
conocemos todo lo necesario, para obtener los caudales.
Realizando un ejemplo para el extracto de la primera etapa de 4 lotes, un turno,
provenientes de extractores cuyo uso de disolvente es del 1250kg:
Conocido el valor de Y, podemos conocer el valor de X, y por tanto el valor de R y E´:
Es decir que de un caudal de 2456,4706kg/h procedente de la primera etapa, deberá
dirigirse hacia el equipo de nanofiltración un caudal de 1860,3958kg/h, obteniendo un
caudal de producto final, el cual deberá redirigirse hacia una columna de carbón activado
para eliminar el color procedente de la clorofila, de 635,3245kg/h.
Realizando la misma operación para las distintas etapas, y distintos extractores, obtenemos:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 102
ETAPA M.dis, kg
E1, kg
XE1
X
E1´
XR
Y1 , kg
X1 , kg
R1 , Kg
E´1, Kg
1
875 747,838 0,03075 0,1 1 289,899 457,939 13,659 303,558
1000 1248,000 0,02700 0,1 1 402,967 845,033 22,131 425,099
1125 1884,444 0,02400 0,1 1 519,512 1364,933 31,776 551,287
1187,5 2072,000 0,02300 0,1 1 540,308 1531,692 34,172 574,480
1250 2456,471 0,02175 0,1 1 596,075 1860,396 39,250 635,324
Tabla ANEXO XVI.1: caudales de operación del equipo de nanofiltración y producto final
obtenido por un turno, 4lotes, en la etapa 1, en función de la cantidad de disolvente
empleado en la extracción.
ETAPA M.dis, kg
E2, kg
XE2
X
E2´
XR
Y2 , kg
X2, kg
R2 , Kg
E´2, Kg
2
875 3634,582 0,01385 0,1 1 510,109 3124,473 41,976 552,085
1000 3776,000 0,011 0,1 1 407,426 3368,574 35,943 443,369
1125 3562,000 0,0095 0,1 1 326,425 3235,575 29,816 356,241
1187,5 4353,556 0,0085 0,1 1 353,066 4000,489 32,984 386,050
1250 5634,664 0,0075 0,1 1 398,843 5235,821 38,091 436,933
Tabla ANEXO XVI.2: caudales de operación del equipo de nanofiltración y producto final
obtenido por un turno, 4lotes, en le etapa 2, en función de la cantidad de disolvente
empleado en la extracción.
ETAPA M.dis, kg
E3, kg
XE3
X
E3´
XR
Y3 , kg
X3 , kg
R3 , Kg
E´3, Kg
3
875 2817,396 0,0064 0,1 1 168,177 2649,219 16,446 184,623
1000 3836,160 0,00475 0,1 1 167,009 3669,151 16,906 183,915
1125 5140,774 0,004025 0,1 1 188,213 4952,561 19,336 207,549
1187,5 5655,017 0,003025 0,1 1 153,998 5501,020 16,141 170,139
1250 4625,195 0,00225 0,1 1 9,106 4616,090 1,007 102,833
Tabla ANEXO XVI.3: caudales de operación del equipo de nanofiltración y producto final obtenido por un turno, 4lotes, en la etapa 3, en función de la cantidad de disolvente empleado en la extracción.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 103
ANEXO XVII
DISEÑO DE TUBERÍAS
Este anexo se realiza únicamente a título orientativo, ya que resulta necesario un estudio más detallado de los tramos de tubería necesarios y sus accesorios para valorar los posibles efectos de pérdida de carga; Debido a que, esto depende de la distribución final de los equipos en la planta, no podrá conocerse con exactitud hasta el momento del montaje. DIÁMETRO:
Para obtener el diámetro nominal de cada tubería, es necesario conocer primero su diámetro teórico, el cual, podemos obtener en función del caudal y la velocidad media de circulación del fluido:
Siendo:
= velocidad media de circulación del fluido (m/s)
= caudal volumétrico (m3/s)
= sección de la tubería (m2)
Puesto que las tuberías tienen forma cilíndrica, obtenemos su sección mediante la siguiente expresión:
Donde:
d = es el diámetro teórico de la tubería
Al sustituir esta expresión en la anteriormente citada, y despejar, podremos conocer el diámetro:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 104
En nuestro caso, la velocidad la obtenemos de la siguiente tabla:
Tabla Anexo XVII.1 velocidad óptima en términos de la densidad de flujo según Simpson, 1968.
La densidad de nuestro producto, el extracto, tendrá una concentración menor del 10%, por lo que consideraremos que la densidad del extracto será igual a la del agua es decir, ρ = 1000Kg/m3. Mediante la interpolación de los datos anteriores obtenemos:
Tomamos los subíndices de la siguiente manera: 1. El valor mayor

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 105
2. El valor intermedio, en este caso, el que estamos buscando 3. El valor menor Si despejamos y sustituimos, obtenemos el valor de la velocidad óptima para la densidad deseada:
Este valor de velocidad óptima, será válida para todas las tuberías de nuestra planta, ya que en ningún caso, la concentración de nuestro producto supera la concentración del 10%. Sin embargo, el caudal, varía en función del tramo de la tubería
Tramo 1: De la base del reactor al suelo
Tramo 2: De cada extractor hasta el equipo de microfiltración.
Tramo 3: Del equipo de microfiltración hasta el equipo de ultrafiltración
Tramo 4.1: Del equipo de ultrafiltración al equipo de carbón activado.
Tramo 4.2: Del equipo de ultrafiltración hasta el equipo de nanofiltración
Tramo 5: Del equipo de nanofiltración, al equipo de carbón activado.
Tramo 6: Del equipo de carbón activado, al tanque de almacenamiento. Los caudales son fácilmente conocidos, puesto que, en el diseño de proceso se supone una hora de operación para cada etapa de extracción, por lo tanto, ese tiempo es el que dispone cada etapa de extracto en atravesar el sistema de purificación, y llegar al tanque de almacenamiento, por lo que para el cálculo del caudal, se toma la máxima cantidad de extracto de cada etapa y se divide entre una hora. Siguiendo los ejemplos de diseño anteriores, mostraremos, paso a paso, el cálculo de la velocidad para los tramos de tuberías, si elegimos una masa de disolvente en la extracción de 1250 Kg de agua:
Si realizamos los cálculos para el tramo 1 de tubería:
M.disolvente, kg
E1, kg
E2, Kg
E3, Kg
1250 614,118 1408,666 1156,299
Tabla ANEXO XVII.2: valores de extracto en cada etapa de un extractor que usa 1250kg de agua como disolvente.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 106
La máxima cantidad de extracto, se obtiene en la etapa 3, por lo que para el cálculo del caudal, tomamos ese valor:
Tramo 1
Tramo 2
Tramo 3
Tramo 4.1
Tramo 4.2
Tramo 5
Tramo 6
Tramo 6.1
Q (m3/s)
0,0004 0,0004 0,0016 0,002 0,0002 0,0002 0,0002 0,0002
Tabla ANEXO XVII.3: Caudal (m3/s) de producto a través de la conducción en función del tipo de tramo de tubería para una masa de disolvente de 1250Kg. Observamos que los tramos 1, y 2 son iguales, puesto que el tramo 2 es la prolongación del tramo 1 y a su vez los tramos, 4.2, 5, 6 y 6.1 esto es debido, como se explica en la definición del proceso, a que, el caudal se separa a la entrada de la operación de nanofiltración, y el caudal, el cual, no atraviesa dicha operación, continua hacia la operación de purificación en la columna de carbón activado, y el tanque de almacenamiento, luego las tuberías por las que pasa igual caudal, serán del mismo diámetro. Conocido el caudal, sólo nos queda sustituir en la expresión:
Además, al diámetro obtenido, se añade un 10%, aportando de esta manera, un margen de capacidad, en caso de que se diesen circunstancias tales, que fuera necesario trabajar a mayores caudales.
Una vez conocido el diámetro teórico, ya es posible conocer el diámetro nominal mediante tablas, eligiendo en ellas, el diámetro inmediatamente superior al teórico obtenido.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 107
También debemos fijarnos en el tipo de material de la tubería, en este caso acero inoxidable, y en el tipo de célula o calibre, el cual, es una denominación de la tubería en base a su resistencia a la presión estática interior o exterior, esto hace que tanto el diámetro como el espesor varíen no solamente de tamaño, sino según el calibre. Para casos de presiones bajas (como el transporte de líquidos) se usa normalmente tuberías de calibre 40, mientras que aplicaciones como aire comprimido o vapor en ciertos casos se usa calibre 80 o más, dependiendo de la presión de trabajo del fluido. En nuestro caso, al ser un fluido el producto a transportar, nos fijaremos en el calibre 40S, a partir del dato conocido, en este caso el diámetro interior teórico obtenido anteriormente. De esta manera, continuando con el ejemplo anterior, para un diámetro interior de 1,015 in:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 108
Tabla ANEXO XVII.4: Relación del diámetro nominal de tuberías en función de su diámetro interno, externo o calibre. Al realizar los mismos cálculos para cada tramo, de cada posible Extractor, obtenemos la siguiente tabla:
M.disolvente, Kg
Tramo Q, m3/s
d, m
d + 10%, m
d + 10%, in
d.nominal in
875
1 0,0003 0,0188 0,0207 0,8151 0,75
2 0,0003 0,0188 0,0207 0,8151 0,75
3 0,001 0,0753 0,0828 3,2604 3,5
4.1 0,0009 0,035 0,038 1,511 1,5
4.2 0,0001 0,014 0,016 0,611 0,75
5 0,0002 0,015 0,016 0,635 0,75
6 0,0002 0,015 0,016 0,635 0,75
6.1 0,0002 0,015 0,016 0,635 0,75
1000
1 0,0003 0,0193 0,0213 0,8374 1
2 0,0003 0,0193 0,0213 0,8374 1
3 0,0011 0,0773 0,0851 3,3496 3,5
4.1 0,001 0,038 0,042 1,638 2
4.2 0,0001 0,013 0,014 0,546 0,5
5 0,0001 0,013 0,014 0,569 0,5
6 0,0001 0,013 0,014 0,569 0,5
6.1 0,0001 0,013 0,014 0,569 0,5
1125
1 0,0004 0,0224 0,0246 0,9694 1
2 0,0004 0,0224 0,0246 0,9694 1
3 0,0014 0,0895 0,0985 3,8776 4
4.1 0,0014 0,044 0,048 1,903 2
4.2 0,0001 0,014 0,016 0,616 0,75
5 0,0002 0,015 0,016 0,635 0,75
6 0,0002 0,015 0,016 0,635 0,75
6.1 0,0002 0,015 0,016 0,635 0,75
1187,5
1 0,0004 0,0235 0,0258 1,0167 1
2 0,0004 0,0235 0,0258 1,0167 1
3 0,0016 0,0939 0,1033 4,0669 5
4.1 0,0015 0,046 0,051 2,006 2
4.2 0,0002 0,015 0,016 0,629 0,75
5 0,0002 0,015 0,016 0,648 0,75
6 0,0002 0,015 0,016 0,648 0,75
6.1 0,0002 0,015 0,016 0,648 0,75
1 0,0004 0,0234 0,0258 1,0149 1
2 0,0004 0,0234 0,0258 1,0149 1

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 109
1250
3 0,0016 0,0937 0,1031 4,0596 5
4.1 0,0015 0,045 0,05 1,957 2
4.2 0,0001 0,015 0,017 0,66 0,75
5 0,0002 0,016 0,017 0,682 0,75
6 0,0002 0,016 0,017 0,682 0,75
6.1 0,0002 0,016 0,017 0,682 0,75 Tabla ANEXO XVII.5: Diámetro interno y diámetro nominal obtenidos en función del caudal para cada tipo de tramo y masa de disolvente.
LONGITUD:
La longitud de cada tramo de la tubería, es meramente orientativa debido, a que, como se dijo anteriormente, no conocemos la cantidad real de accesorios necesarios en la instalación, por lo que la longitud recta de cada tramo, estará determinada por la distancia entre equipos y su altura, a la que habrá que añadir accesorios como codos válvulas…
Puesto que la realización del proyecto no ha sido expresamente en base a una planta determinada, estos datos no pueden ser recogidos en el presente proyecto, aunque, sí podemos estimar la distancia entre equipos, y por tanto conocer, la longitud mínima en tramos rectos de tubería que será necesario, y tomarlo como indicador para un futuro motaje en planta.
Según el Instituto Nacional de Seguridad e higiéne, para fluídos tipo D (fluidos con un punto de inflamación > 100°C), la distancia mínima de seguridad entre equipos será de 0,25D, siendo D, el diámetro de cada equipo no pudiendo ser una distancia menor a 1,5m de distancia.
NOTA:
Esta distancia puede reducirse hasta 1 m, en caso de volúmenes inferiores a 50m3. El resto de tuberías, indican la difernecia de longitud, en este caso altura, desde la base de la operación, hasta el orificio de entrada del mismo:
Para el caso de la columna de carbón activado, esta medida será el valor de la altura del mismo.
Para el caso del tanque de almacenamiento, suponemos la mayor altura posible, es decir, la longutud de la envolvente más la longitud de los soportes de apoyo.
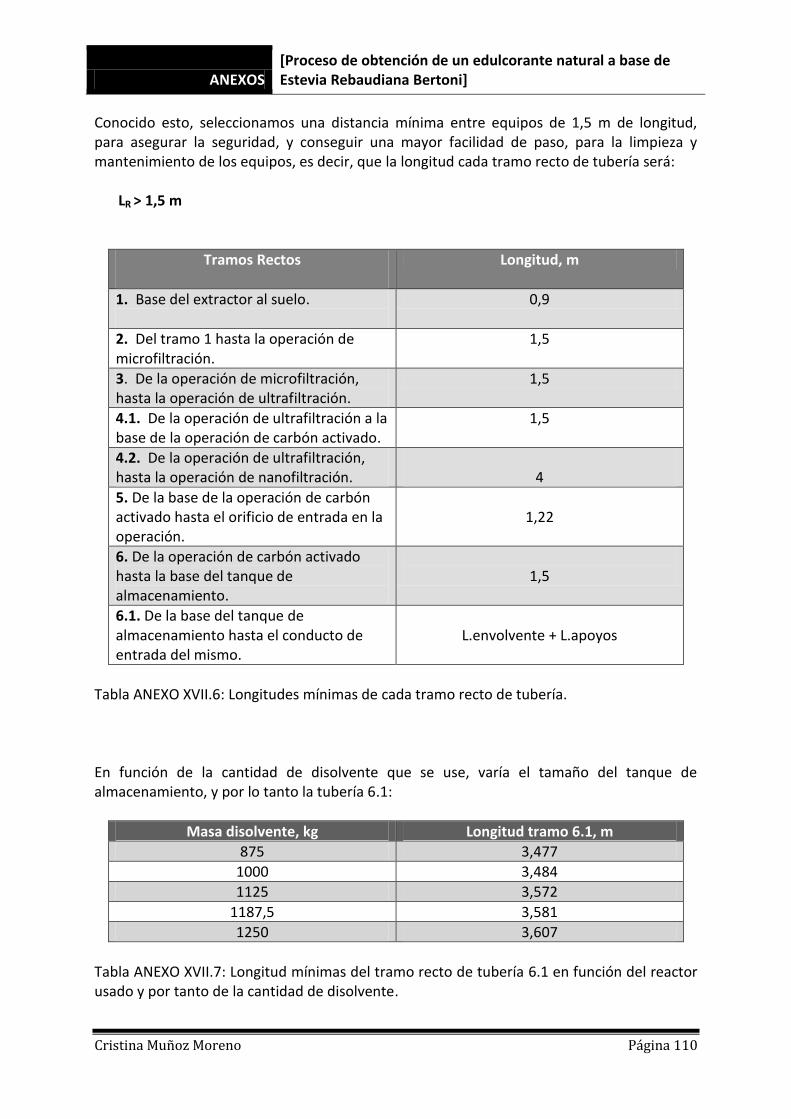
ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 110
Conocido esto, seleccionamos una distancia mínima entre equipos de 1,5 m de longitud, para asegurar la seguridad, y conseguir una mayor facilidad de paso, para la limpieza y mantenimiento de los equipos, es decir, que la longitud cada tramo recto de tubería será:
LR > 1,5 m
Tramos Rectos
Longitud, m
1. Base del extractor al suelo.
0,9
2. Del tramo 1 hasta la operación de microfiltración.
1,5
3. De la operación de microfiltración, hasta la operación de ultrafiltración.
1,5
4.1. De la operación de ultrafiltración a la base de la operación de carbón activado.
1,5
4.2. De la operación de ultrafiltración, hasta la operación de nanofiltración.
4
5. De la base de la operación de carbón activado hasta el orificio de entrada en la operación.
1,22
6. De la operación de carbón activado hasta la base del tanque de almacenamiento.
1,5
6.1. De la base del tanque de almacenamiento hasta el conducto de entrada del mismo.
L.envolvente + L.apoyos
Tabla ANEXO XVII.6: Longitudes mínimas de cada tramo recto de tubería.
En función de la cantidad de disolvente que se use, varía el tamaño del tanque de almacenamiento, y por lo tanto la tubería 6.1:
Masa disolvente, kg Longitud tramo 6.1, m
875 3,477
1000 3,484
1125 3,572
1187,5 3,581
1250 3,607
Tabla ANEXO XVII.7: Longitud mínimas del tramo recto de tubería 6.1 en función del reactor usado y por tanto de la cantidad de disolvente.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 111
ESPESORES:
El espesor requerido de pared para las tuberías se calcula mediante el uso de la siguiente expresión:
Donde:
- t = Espesor mínimo de la tubería (in).
- PD = Presión de diseño (psi).
- D0 = Diámetro externo de la tubería (in), el cual, se determina directamente a partir del diámetro nominal.
- S =Tensión máxima admisible del material (psi).
- E = factor de eficiencia de la soldadura.
- Y = Coeficiete dado en función del material y de la temperatura.
La presión de diseño (PD), se obtiene incrementando la máxima presión de operación en un 10%. Como en nuestro caso, las tuberías trabajan a presión atmosférica, esta será la presión de diseño:
Pmax = 1atm = 1,033 Kg/cm2
El valor de la tensión máxima admisible, será la misma que la usada en el cálculo del extracttor, ya que,el materiales el mismo,y la temperatura máxima a laque se encontrará el fluido será a la temperatura de salida del extractor, luego: S = 83513,5135 Psi El modo de fabricación de las tuberías será sin soldadura o sin costuras, por lo que E, valor de eficiencia de la soldadura será:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 112
E = 1 El coeficiente Y, se encuentra tabulado en función del tippo de material utilizado y la temperatura de operación. En nuestro caso nos fijamos en:
- Aceros austensíticos - T = 60°C = 140°F
Luego : Y = 0,4
Tabla ANEXO XVII.8: Valores de coeficiente Y, en función del material utilizado y la temperatura. Sustituimos en la ecuación, contiuando con nuestro ejemplo:
Una vez hallado el valor de espesor mínimo requerido sin márgenes ni tolerancias, tmin, se debe añadir los márgenes y la tolerncias para obtener el valor del espesor de pared pedido, t, que se calcula mediante la siguinete expresión expresada en el apartado 4.3 de la normativa UNE-EN 13480-3:
- Si el valor de la tolerancia C1, se expresa en unidades de longitud:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 113
- Si el valor de la tolerancia C1, se expresa como un porcentaje, x, del espesor pedido:
Donde:
- tmin = el espesor mínimo que debetener la tubería.
- t = espesor mínimo obtenido sin márgnes ni tolesrancias.
- C0 = margen por corrosión o erosión, fijado en 1mm.
- C1 = valor absoluto de la tolerancia negativa tomado de las normas del material o facilitado por el fabricante. Por ejemplo, si la tolerancia de fabricación es de +0,5/-1 mm, se debería tomar C1= 1mm = 0,03937in. En la aplicación de cálculo de tuberías se considera por defecto 1 mm = 0,03937 in.
- C2 = margen de adelgazamiento para el posible adelgazamiento durante el
proceso de fabricación. En el caso de las tuberías rectas (como es la del colector) este factor es 0.
- X = es el valor absoluto de la tolerancia negativa tomada de la norma del
material, expresado como un tanto por ciento del espesor pedido. Para el material utilizado este valor será del 12,5%.
Sustituyendo en la ecuación anterior obtenemos:
Al realizar los mismos cálculos para cada tramo, de cada posible Extractor, obtenemos la siguiente tabla:
M.disolvente, Kg
Tramo d.nominal, in
do, in
tmin, in
t, in
t, mm

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 114
875
1 0,75 1,05 0,0001 0,0451 1,1458
2 0,75 1,05 0,0001 0,0451 1,1458
3 3,5 4 0,0004 0,0454 1,1541
4.1 1,5 1,9 0,0002 0,0452 1,1477
4.2 0,75 1,05 0,0002 0,0452 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1000
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 3,5 4 0,0004 0,0454 1,1541
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,5 0,84 0,0002 0,0452 1,145
5 0,5 0,84 0,0001 0,04508 1,145
6 0,5 0,84 0,0001 0,04508 1,145
6.1 0,5 0,84 0,0001 0,04508 1,145
1125
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 4 4,5 0,0004 0,0455 1,1555
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0002 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1187,5
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 5 5,563 0,0005 0,0456 1,1585
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0001 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
1250
1 1 1,315 0,0001 0,0451 1,1466
2 1 1,315 0,0001 0,0451 1,1466
3 5 5,563 0,0005 0,0456 1,1585
4.1 2 2,375 0,0002 0,04523 1,1489
4.2 0,75 1,05 0,0001 0,0451 1,1455
5 0,75 1,05 0,0001 0,0451 1,1455
6 0,75 1,05 0,0001 0,0451 1,1455
6.1 0,75 1,05 0,0001 0,0451 1,1455
Tabla ANEXO XVII.9: Espesor de la tubería obtenido en función del tramo de tubería para distintas cantidades de disolvente.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 115
ESPESORES COMERCIALES:
Los espesores comerciales, al igual que ocurre con el número de célula, se seleccionana a partir de los espesores mínimos y el diámetro nominal de cada tubería, mediante la misma tabla en la que anteriormente obtuvimos el diámetro nominal, así como el exterior, ANEXO, y se determina de igual forma, que el diámetro nomminal, es decir, se toma el valor inediatamente superior al valor mínimo obtenido, dentro de los que se ofrecen para cada diámetro nominal.
De esta manera para una tubería de 11/4 in de diámetro nominal y un espesor mínimo de 0,000161 in, como se había especificado antes, para una tubería de 40S, el espesor comercial será de t.com = 0,14 in.
De igual manera para el resto de las tuberías:
M.disolvente, kg
Tramo d + 10%, in
d.nom, in
do, in
tmin, in
t, in
t, mm
t.com, in
875
1 0,815 0,75 1,05 0,0001 0,0451 1,1458 0,113
2 0,815 0,75 1,05 0,0001 0,0451 1,1458 0,113
3 3,260 3,5 4 0,0004 0,0454 1,1541 0,226
4.1 1,511 1,5 1,9 0,0002 0,0452 1,1477 0,145
4.2 0,611 0,75 1,05 0,0002 0,0452 1,148 0,113
5 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
1000
1 0,837 1 1,315 0,0001 0,0451 1,1466 0,113
2 0,837 1 1,315 0,0001 0,0451 1,1466 0,113
3 3,35 3,5 4 0,0004 0,0454 1,1541 0,226
4.1 1,638 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,546 0,5 0,84 0,0002 0,0452 1,148 0,109
5 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
6 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
6.1 0,569 0,5 0,84 0,0001 0,04508 1,145 0,109
1125
1 0,969 1 1,315 0,0001 0,0451 1,1466 0,113
2 0,969 1 1,315 0,0001 0,0451 1,1466 0,113
3 3,878 4 4,5 0,0004 0,0455 1,1555 0,237
4.1 1,903 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,616 0,75 1,05 0,0002 0,0452 1,148 0,113
5 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,635 0,75 1,05 0,0001 0,0451 1,1455 0,113
1 1,017 1 1,315 0,0001 0,0451 1,1466 0,113
2 1,017 1 1,315 0,0001 0,0451 1,1466 0,113

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 116
1187,5
3 4,067 5 5,563 0,0005 0,0456 1,1585 0,258
4.1 2,006 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,629 0,75 1,05 0,0001 0,0451 1,1455 0,113
5 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,648 0,75 1,05 0,0001 0,0451 1,1455 0,113
1250
1 1,015 1 1,315 0,0001 0,0451 1,1466 0,113
2 1,015 1 1,315 0,0001 0,0451 1,1466 0,113
3 4,06 5 5,563 0,0005 0,0456 1,1585 0,258
4.1 1,957 2 2,375 0,0002 0,04523 1,1489 0,154
4.2 0,66 0,75 1,05 0,0001 0,0451 1,1455 0,113
5 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
6 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
6.1 0,682 0,75 1,05 0,0001 0,0451 1,1455 0,113
Tabla ANEXO XVII.10: Espesor comercial de la tubería en función del tramo y de la masa de disolvente.
AISLAMIENTO:
En caso de que las tuberías deban estar recubiertas con asilante con el objetvio de minimizar las pérdidas de calor en el paso del produto a través de los distintos equipos:
El material aislante, sería, fibra de vidrio, debido las razones mencionadas anteriormente en el capítulo 3.7.1 de la memoria, Selección del aislamiento, aunque en esta ocasión, el aislate no estará en forma de paneles, sino en forma de coquillas de las siguientes características y dimensiones, las cuales, vendrán dadas en función del diámetro inerior de la tubería a recubrir con el aislante:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 117
Tabla ANEXO XVII.11: Especificaciones técnicas de la lana de vidrio ISOVER en forma de coquillas.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 118
Tabla ANEXO XVII.12: Tabla dimensiones del aislante de lana de vidrio ISOVER en forma de coquilla.
PÉRDIDAS DE CARGA:
Las pérdidas de carga, se obtienen por metro lineal de tubería mediante la siguiente expresión:
Donde:
f = factor de fricción, el cual se determina gráficamente, con la gráfica de Moody.
G = velocidad másica del fluido en la conducción, (kg/m2s).
Di = Diámetro interior real de la tubería, m.
L = Longitud de la tubería, m.
ρ = Densidad del fluido que circula a través deña conducción, kg/m3
Primero, debeos obtener los parámetros que desconocemos:
Velocidad másica del fluido:
Siendo:
- V = velocidad del fluido, la cual ha sido estimada para todas las tuberías en
función de la densidad del fluido, por lo que es igual en todas nuestras
tuberías, 2,85m/s.
- ρ = densidad del fluido, como la concentración en esteviósidos es cómo
máximo del 10%, tomaremos la densidad del agua, 1000Kg/m3
Sustituyendo en la ecuación anterior:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 119
Factor de fricción:
El factor de fricción se obtiene gráficamente a través de la gráfica de Moody, la cual,
relaciona, el factor de fricción con el número de Reynolds y la rugosidad relativa de la
conducción.
- Número de Reynolds:
Siendo:
V = velocidad del fluido en la conducción, 2,85 m/s.
Di = Diámetro interno de la conducción, m.
ρ = densidad del fluido, 1000 kg/m3.
µ = viscosidad del fluido, 0,0006886 N*s/m
Sustituyendo en la ecuación:
- Rugosidad relativa:
Esta se obtiene mediante la relación de la rugosidad del material de la conducción y
el diámetro interior de la misma:
Siendo:
Ɛ = Rugosidad del material, en el caso del acero inoxidable, 0,002 mm
D = diámetro interno de la conducción
Sustituyendo en la ecuación, se obtiene:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 120
Conocidos ambos valores, nos vamos a la gráfica de Moody y obtenemos el factor de
fricción, f, como se indica en el gráfico a continuación, obteniendo:
f = 0,018
Gráfica ANEXO XVII.1: Gráfica de Moody
Conociendo todos los datos, sólo nos queda sustituir en la ecuación de obtención de
las pérdidas de carga:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 121
Realizando las mismas operaciones para el resto de los tramos de tuberías:
M. disol-vente kg
Tramo Tube-ría
ρ, kg/m3
V, m/s
G, kg/m2s
L, M
Di, m
Ɛ, m
f
ΔP, N
875
1. 1000 2,85 2850 0,9 0,0207 0,000002 0,0186 6567,5
2. 1000 2,85 2850 1,5 0,0207 0,000002 0,0186 6567,5
3. 1000 2,85 2850 1,5 0,0828 0,000002 0,014 2059,7
4.1. 1000 2,85 2850 1,5 0,038 0,000002 0,0175 5553,690
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 40841,6914
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 469183,7
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14721,9
6.1 1000 2,85 2850 3,48 0,016 0,000002 0,0195 469183,7
1000
1. 1000 2,85 2850 0,9 0,0213 0,000002 0,0185 6358,2
2. 1000 2,85 2850 1,5 0,0213 0,000002 0,0185 6358,2
3. 1000 2,85 2850 1,5 0,0851 0,000002 0,014 2004,8
4.1. 1000 2,85 2850 4 0,042 0,000002 0,0172 5037,066
4.2. 1000 2,85 2850 1,5 0,014 0,000002 0,022 51558,3414
5. 1000 2,85 2850 1,22 0,014 0,000002 0,022 493404,8
6. 1000 2,85 2850 1,5 0,014 0,000002 0,022 18534,1
6.1. 1000 2,85 2850 3,48 0,014 0,000002 0,022 493404,8
1125
1. 1000 2,85 2850 0,9 0,0246 0,000002 0,0182 5403,4
2. 1000 2,85 2850 1,5 0,0246 0,000002 0,0182 5403,4
3. 1000 2,85 2850 1,5 0,0985 0,000002 0,0138 1707,1
4.1. 1000 2,85 2850 1,5 0,048 0,000002 0,017 4285,15
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 40470,42
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 503676,6
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14732,5
6.1. 1000 2,85 2850 3,57 0,016 0,000002 0,0195 503676,6
1187,5
1. 1000 2,85 2850 0,9 0,0258 0,000002 0,018 5095,3
2. 1000 2,85 2850 1,5 0,0258 0,000002 0,018 5095,3
3. 1000 2,85 2850 1,5 0,1033 0,000002 0,0135 1592,3
4.1. 1000 2,85 2850 1,5 0,051 0,000002 0,016 3826,752
4.2. 1000 2,85 2850 4 0,016 0,000002 0,0195 39683,939
5. 1000 2,85 2850 1,22 0,016 0,000002 0,0195 56140,1
6. 1000 2,85 2850 1,5 0,016 0,000002 0,0195 14432,1
6.1. 1000 2,85 2850 3,58 0,016 0,000002 0,0195 56140,1
1. 1000 2,85 2850 0,9 0,0258 0,000002 0,018 5104,5

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 122
1250
2. 1000 2,85 2850 1,5 0,0258 0,000002 0,018 5104,5
3. 1000 2,85 2850 1,5 0,1031 0,000002 0,0135 1595,2
4.1. 1000 2,85 2850 1,5 0,05 0,000002 0,017 4167,624
4.2. 1000 2,85 2850 4 0,017 0,000002 0,0194 37588,2474
5. 1000 2,85 2850 1,22 0,017 0,000002 0,0192 503312,5
6. 1000 2,85 2850 1,5 0,017 0,000002 0,0192 13512,5
6.1. 1000 2,85 2850 3,61 0,017 0,000002 0,0192 503312,5
Tabla ANEXO XVII.13: Pérdidas de carga por metro lineal de tubería en función de la cantidad
de disolvente utilizada en la extracción.
PÉRDIDAS DE CARGA TOTALES
Las pérdidas de carga totales serán:
Las cuales se obtienen mediante la ecuación de Darcy, la cual, se expresa:
Donde:
4f = Factor de fricción, obtenido mediante el gráfico de Moody.
L = Longitud del tramo recto de tubería, m.
Leq = Longitud equivalente de los accesorios, m.
V = Velocidad del fluido en la conducción, m/s
g = Fuerza de la gravedad, m/s2.
D = Diámetro interior, m.
Como se ha comentado con anterioridad, en el siguiente proyecto no se encuentran
proyectados las pérdidas de carga debido a los accesorios, ya que, no se conoce el número
necesario de estos.
Debido a esto, tomaremos las pérdidas de carga totales como el doble de las pérdidas de
carga debidas al tramo recto de tubería, para realizar una aproximación más real.
Por lo que la ecuación nos queda finalmente:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 123
Conocidos todos los datos, al sustituir nos queda:
Los datos obtenidos para el resto de los tramos de tubería fueron:
M. disolvente, Kg
Tamo Tubería
hf, m
875
1. 0,6690
2. 0,669
3. 0,21
4.1. 0,566
4.2. 4,163
5. 1,22
6. 1,501
6.1. 3,478
1000
1. 0,648
2. 0,648
3. 0,204
4.1. 0,513
4.2. 1,971
5. 1,536
6. 1,889
6.1. 4,389
1125
1. 0,551
2. 0,551
3. 0,174
4.1. 0,437
4.2. 4,125
5. 1,221
6. 1,502
6.1. 3,576
1187,5
1. 0,519
2. 0,519
3. 0,162
4.1. 0,39
4.2. 4,045

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 124
5. 1,2
6. 1,471
6.1. 3,512
1250
1. 0,52
2. 0,52
3. 0,162
4.1. 0,425
4.2. 3,832
5. 1,12
6. 1,377
6.1. 3,312
Tabla ANEXO XVII.14: Pérdidas de carga totales para distintos tramos de tuberías en función
de la cantidad de disolvente utilizado en la extracción.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 125
ANEXO XVIII
DIMENSIONAMIENTO DEL TANQUE DE ALMACENAMIENTO CAPACIDAD
Puesto que suponemos, un caso hipotético en el cual, necesitamos almacenar una cantidad doblemente superior a la diaria obtenida por turno de extracción una vez purificado y concentrado,a la espera de su envasado, en el tanque, en caso que por algún motivo no hubiera podido hacerse en el día, para ello el volúmen del almacenamiento será el doble de la suma de todo el producto final producido por cuatro lotes es decir, la suma de las cantidades de producto por etapa y por turno. Realizamos el ejemplo de cálculo, para un extractor que utiliza un masa de 1250 kg de disolvente. El volúmen necesario del tanque de almacenamiento viene dado porla siguiente expresión:
Donde:
F = Factor de seguridad de diseño
Siendo el volúmen total del extracto:
Donde:
M.E1 = masa del extracto obtenido en la primera etapa deextracción, una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 126
M.E2 = masa del extracto obtenido en la segunda etapa de , una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.
M.E3 = masa del extracto obtenido en la terceraetapa de extracción , una vez purificado y concentrado, por turno, es decir , 4 lotes, kg.
ρ = densidad de la mezcla, al ser una concentración del producto como máximo del 10%, suponemos la densidad del disolvente, es decir, la densidad del agua: 1000 kg/m3.
Como todos los datos son conocidos, sólo nos qeda sustituir:
Aplicando un factor de seguridad del 20%, aconsejado, para que la altura del líquido quede un 20% por debajo de la altura del tanque, se determina la capacidad definitiva del tanque:
Los resultados obtenidos para el uso de distntas cantidades de disolventes son:
M. disolvente, kg
M.E.1kg M.E.2, kg
M.E.3, kg
M.total, 4 lotes,kg
V.E. total, 4 lotes, m3
V. tanque, m3
V.definitivo, m3
875 303,558 552,085 184,623 1040,267 1,040 2,081 2,4966
1000 425,099 443,369 183,915 1052,382 1,052 2,105 2,5257
1125 551,287 356,241 207,549 1115,077 1,115 2,230 2,6762
1187,5 574,480 386,050 170,139 1130,669 1,131 2,261 2,7136
1250 635,324 436,933 102,833 1175,091 1,175 2,350 2,8202
Tabla Anexo XVIII.1 : Capacidad de los tanques dealmacenamiento de la instalación en función de la cantidad de disolvente utilizada en la extracción.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 127
ENVOLVENTE: Al ser tanques de forma cilíndrica, verticales, al igual que los extractores, el dimensionamiento parte de las mismas bases y se realiza de igual manera: Los siguientes parámetros encontrados en la literatura, se recomiendan para el diseño:
La relación altura, diámetro del tanque. L/D = 1,5:
Vamos a indicar los cálculos para los tanques de almacenamiento necesario de “Extracción en 3 etapas en corriente directa con una masa de disolvente utilizada de 1250 kg” Para calcular las dimensiones de la carcasa, se toma como base la capacidad máxima de diseño: Volumen del tanque = 2,8202 m3 Consideraremos:
- V: volumen del tanque, m3 - R: radio interno del tanque, m - L: altura o longitud de la carcasa, m - D: diámetro del tanque, m
Volumen de un cilindro:
Si L/D = 1,5 L = 1,5*D Por lo que al sustituir nos queda:
≃
Si despejamos D:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 128
≃
Como sabíamos que L = 1,5*D
≃ No debemos olvidar, que este volumen abarca únicamente la parte cilíndrica del reactor, es decir, que el volumen total será el anteriormente calculado sumándole el volumen de las tapas superior e inferior. Realizando, los mismos cálculos, para el resto de los posibles tanques de almacenamiento, con distintas cantidades de disolvente, obtenemos:
M.disolvente, kg V. tanque, m3 D.tanque, m L.tanque, m
875 2,497 1,284 1,927
1000 2,526 1,289 1,934
1125 2,676 1,315 1,972
1187,5 2,714 1,321 1,981
1250 2,820 1,338 2,007
Tabla Anexo XVIII.2: dimensiones de los tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción. PRESIÓN DEL FLUIDO EN EL TANQUE, (13): El fluido contenido en el recipiente ejerce presión sobre las paredes del mismo. Cuando el fluido está en reposo, como es el caso, la intensidad de la presión en un punto es igual en todas las direcciones hacia los lados y el fondo del recipiente y varía en función de la altura del fluido respecto al punto en el que se está considerando la presión. Cuando sea aplicable, la carga estática, deberá sumarse a la presión de diseño del recipiente, en este caso, al tratarse de un tanque a presión atmosférica, no estará sometido a presión externa y la presión de diseño interna será la misma que la presión de diseño interna, calculada para el extractor:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 129
Pd.interna : 3,5 kgf/cm2 ≃ 49,806 psi La altura del líquido en el interior del tanque de almacenamiento, se obtiene mediante la siguiente expresión:
Como la forma de la base es circular:
Sustituyendo en la ecuación:
Por lo que obtenemos que la carga estática en el tanque es de: P.estática = 2,16 lb/in2= 2,16 psi Luego, la presión total en el interior del tanque que debe de aguantar será: P.total = 49,806+2,16 = 51,966 psi

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 130
Tabla Anexo XVIII.3: Presión estática en libras por pulgada cuadrada para diferentes cargas de agua.
M. disolvente, kg
H .agua, m
H.agua, Pies
Presion.estatica, psi
P.diseño, Psi
P. total, Psi
875 1,6056 5,352 2,16 49,806 51,966
1000 1,6118 5,373 2,16 49,806 51,966
1125 1,6432 5,477 2,16 49,806 51,966
1187,5 1,6508 5,503 2,16 49,806 51,966
1250 1,6722 5,574 2,16 49,806 51,966
Tabla Anexo XVIII.4: Altura de agua en el tanque, presión estática en el interior del tanque, y presión interna total del tanque para diferentes tamaños de tanque de almacenamiento en función de la cantidad de masa de disolvente utilizado en la extracción. ESPESOR DE LA ENVOLVENTE: A la hora de realizar el cálculo de espesor de la envolvente bajo presión interna, debemos tener en cuenta las siguientes normas:
Los recipientes con espesor mínimo requerido de ¼ de pulgada que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2) ], (13)

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 131
El espesor mínimo de placa para construcción soldada no deberá ser menor de 1/16 de pulgadas [UG-16 (b)], (13).
NOTA: Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua.
El mínimo espesor requerido para cascos cilíndricos con costura longitudinal sometidos a presión interna, viene dado con la siguiente expresión:
Donde:
P = presión de diseño o presión máxima de trabajo permitida, psi. Calculada anteriormente P = 55,006 psi.
S = valor del esfuerzo del material, psi. Se toma la eficiencia del material, acero inoxidable 304, en las posibles condiciones de operación más duras, es decir, a la máxima temperatura a la cual puede llegar el producto, es decir 65°C, luego S = 83513,5135 psi.
E = eficiencia de la junta Tomamos radiografía completa, E = 1
R = radio interior, in Obtenido anteriormente en el apartado dimensiones de la envolvente.
Sustituyendo en la ecuación obtenemos:
Según las especificaciones anteriormente descritas:
0,016392 in < ¼ in
0,016392 in < 1/16 in

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 132
Esto quiere decir que el espesor mínimo calculado, será:
t = ¼ in = 0,25 in
Añadiendo al espesor mínimo calculado un sobre-espesor por corrosión, CA, de 1/16*tmin, in, como indica la especificación anterior:
Para facilitar la fabricación de la carcasa, y aumentar aún más la seguridad, se redondea a un valor de espesor: t = 7mm
M. disolvente, Kg
tmin calculado, in
tmin especificación, 1/16, in
tmin especificación, 1/4, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0157 0,0625 0,25 0,2656 6,7469 7
1000 0,0158 0,0625 0,25 0,2656 6,7469 7
1125 0,0161 0,0625 0,25 0,2656 6,7469 7
1187,5 0,0162 0,0625 0,25 0,2656 6,7469 7
1250 0,0164 0,0625 0,25 0,2656 6,7469 7
Tabla Anexo XVIII.5: espesores obtenidos para la carcasa de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. FONDOS: En el cálculo de fondos se deben tener en cuenta las siguientes especificaciones:
El espesor mínimo de cascos y cabezales que hayan de usarse para el servicio de agua, deberá ser de 3/32 in, [UG-16 (b) (6)], (13).
Los recipiente que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2)], (13).
NOTA: Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 133
De nuevo los fondos escogidos, son fondos de tipo toriesférico por las razones anteriormente aportadas en la memoria. Para fondos toriesféricos sometidos a presión interna, el espesor mínimo necesario viene dado por la siguiente expresión:
Donde:
P = Presión de diseño o presión máxima de trabajo permitida, psi. Calculada anteriormente, P =
L = radio interior del casquete, in. Obtenido de las dimensiones de la envolvente, pues, deben coincidir.
S = valor del esfuerzo del material, psi. Se toma la eficiencia del material, acero inoxidable 304, en las posibles condiciones de operación más duras, es decir, a la máxima temperatura a la cual puede llegar el producto, es decir 65°C, luego S = 83513,5135 psi.
E = eficiencia de la junta Tomamos radiografía completa, E = 1
Sustituyendo en la ecuación, obtenemos:
Atendiendo a la normativa:
0,0145 < 3/32 in Esto quiere decir, que el mínimo espesor necesario para los cabezales será:
3/32 in = 2,38125 mm ≃2,5 mm

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 134
Añadiéndole, el margen por corrosión, que nos indica la especificación anterior, 1/16tmin, obtenemos:
Finalmente, y por facilitar la construcción de los mismos, y aumentar la seguridad, se aproxima el espesor a: t = 3mm
M. disolvente, Kg
tmin calculado, in
tmin especificación, 3/32, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,01393 0,09375 0,1025 2,6045 3
1000 0,01398 0,09375 0,1025 2,6045 3
1125 0,01425 0,09375 0,1025 2,6045 3
1187,5 0,01432 0,09375 0,1025 2,6045 3
1250 0,01450 0,09375 0,1025 2,6045 3
Tabla Anexo XVIII.6: espesores obtenidos para los fondos toriesféricos de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. RESUMEN DE RESULTADOS: Puesto que las dimensiones de diámetro y espesor de la envolvente y los fondos deben coincidir, y que la presión soportada para ambos es la misma, las características del tanque se resumen en la siguiente tabla:
Envolvente y fondos:
M. disolv-ente, kg
V.tanque m3
Din. carcasa y fondos, m
H. carcasa, m
t.carcasa y fondos, mm
H .agua, m
P. estatica, psi
P. diseño, Psi
P. total, psi

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 135
875 2,497 1,284 1,927 7 1,6056 2,16 49,806 51,966
1000 2,526 1,289 1,934 7 1,6118 2,16 49,806 51,966
1125 2,676 1,315 1,972 7 1,6432 2,16 49,806 51,966
1187,5 2,714 1,321 1,981 7 1,6508 2,16 49,806 51,966
1250 2,820 1,338 2,007 7 1,6722 2,16 49,806 51,966
Tabla XVIII.7: Valores resumen de las características de la envolvente y fondos, de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 136
ANEXO XIX
CÁLCULO DE LA POTENCIA NECESARIA DEL AGITADOR
POTENCIA NECESARIA PARA EL AGITADOR DEL SISTEMA DE EXTRACCIÓN.
Para determinar la potencia necesaria en un sistema de agitación, se procede de la siguiente
forma:
Se determina en primer lugar el Número de Reynolds
Se determina a continuación el valor de la función de potencia φ mediante la gráfica
correspondiente.
Conocida la función potencia φ, se puede despejar el número de potencia Po y la
potencia P:
Como conocemos el número de potencia:
Se obtiene la ecuación general:
Para los casos en los que el número de Froude no se considera, la ecuación se simplifica,
(Para NFrm=1):

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 137
Estas ecuaciones generales son válidas para cualquier valor del Reynold, pero puede
simplificarse:
Para bajos números de Reynolds (Re <10) el flujo es laminar, la densidad deja de ser
un factor importante y la potencia puede encontrarse como:
Para números de Reynolds superiores a 10.000, la función de potencia es
independiente del número de Reynolds y la viscosidad deja de ser un factor. Las
variaciones del Número de Froude tampoco influyen. En este intervalo el flujo es
completamente turbulento y la Potencia puede ser calculada como:
Donde:
Tabla Anexo XIX.1: Valor de las constantes KL y KT, para tanques de cuatro placas deflectoras
situadas en la pared y con una anchura igual al 10% del diámetro del tanque.
Como en nuestro caso, los valores de número de Reynolds calculados anteriormente en el ANEXO, son >10000, podemos utilizar la siguiente expresión:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 138
Donde:
P = Potencia necesaria, W
N = velocidad de giro del agitador, rps
Da = Diámetro del agitador, m
ρ = densidad de la mezcla dentro del extractor, kg/m3
KT = Constante del número de potencia para valores del NRe >10000
Para sustituir estos valores en la expresión de la potencia, vamos a realizar las siguientes
estimaciones:
Se toma valores de Da = 1/3Dt, como indican los factores de forma, aunque los
diámetros de agitadores de paletas tienen valores entre el 50 y 80% de estos.
Se realiza esta estimación, debido a que los agitadores escogidos son de tipo axiales,
esto quiere decir que trabajan en común varios tipos de agitadores, en concreto,
agitadores tipo ancla y paletas planas, por lo que consideramos que el tamaño de las
paletas, será menor que el que tendrían si únicamente trabajasen estas en la
agitación.
La contante, KT, es obtenida mediante la tabla Anexo XVII.1, la cual considera el uso
de placas deflectoras, aunque en nuestro caso, no consideramos el uso de bafles.
Esto se debe, a que la potencia de agitación necesaria, aumenta para valores de NRe
altos mediante el uso de bafles, por lo que realizando el cálculo de esta manera, nos
aseguramos que la potencia obtenida cubre nuestras necesidades.
La constante KT, tabulada, viene dada para palas de 2 paletas, como nuestro agitador
tendrá varios agitadores instalados a lo largo de un eje vertical, multiplicaremos este
factor por el número de agitadores que lo compongan, incluido el agitador tipo ancla.
Para la realización de estos cálculos, se ha supuesto en total, 4 agitadores de 2
paletas.
Aplicando las suposiciones anteriores a un extractor de corriente directa de 3 etapas que usa
una masa de disolvente de 1250kg por etapa, se obtiene:
KT = 1,7*4 agitadores
N = 0,1667 rps

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 139
ρ = 966,183 kg/m3
Da:
Sustituyendo en la ecuación de la potencia:
Obteniendo los siguientes valores de potencia necesaria:
M.disolvente, Kg
V.diseño, m3
H, m D, m Da, m NRe Potencia, W
875 2,007 2,624 1,749 0,583 79507,596 2,050
1000 2,213 2,711 1,807 0,606 85942,351 2,490
1125 2,52 2,831 1,887 0,633 93708,222 3,092
1187,5 2,342 2,762 1,842 0,618 89220,251 2,735
1250 2,375 2,775 1,85 0,617 88939,185 2,713
Tabla Anexo XIX.2: Potencia necesaria calculada para agitar distintos extractores en función
de la cantidad de disolvente utilizada.
Los resultados de estos valores tan bajos de potencia, se entienden, debido a que, la
velocidad de agitación es muy baja al igual que la viscosidad.
POTENCIA NECESARIA PARA LA AGITACIÓN PARA EL TANQUE DE ALMACENAMIENTO
De la misma manera, es necesario conocer la potencia necesaria del agitador del tanque de
almacenamiento, y puesto que la concentracion en glucósidos del esteviol es del 10%,
podemos considerar que los valores de densidad y viscosidad se asemejan a los del agua a
dicha temperatura y por lo tanto usar las mismas consideraciones anteriores a excepción de
2 factores.
Velocidad de agitación : 20rpm

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 140
Número de agitadores de palas planas: 3
Resolviendo en las ecuaciones anteriores, obtenemos:
Masa disolvente, kg
Diámetro, m
Diámetro del rodete, m
Número de Reynolds
Potencia necesaria, W
875 1,284 0,333 36764,976 0,777
1000 1,289 0,333 36764,976 0,777
1125 1,315 0,333 36764,976 0,777
1187,5 1,321 0,333 36764,976 0,777
1250 1,338 0,333 36764,976 0,777
Tabla Anexo XIX.3: Potencia necesaria calculada para agitar distintos tanques de
almacenamiento en función de la cantidad de disolvente utilizada.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 141
ANEXO XX DIMENSIONAMIENTO DEL TANQUE DE ALMACENAMIENTO SUPLEMENTARIO CAPACIDAD
Puesto que suponemos, un caso hipotético en el cual, necesitamos almacenar una cantidad doblemente superior a la diaria obtenida por turno de extracción en cada tanque, en caso de alguna posible averia, para ello el volúmen del almacenamiento será el doble de la suma de todo el producto extraído en cada etapa de extracción para cuatro lotes es decir, la suma de las cantidades de extracto por etapa y por turno. Realizamos el ejemplo de cálculo, para un extractor que utiliza un masa de 1250 kg de disolvente. El volúmen necesario del tanque de almacenamiento viene dado porla siguiente expresión:
Donde:
F = Factor de seguridad de diseño, 4%.
Siendo el volúmen total del extracto:
Donde:
M.E1 = masa del extracto obtenido en la primera etapa de extracción en un lote, una vez purificado y concentrado kg.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 142
M.E2 = masa del extracto obtenido en la segunda etapa de extracción en un lote, kg.
M.E3 = masa del extracto obtenido en la terceraetapa de extracción en un lote, kg.
ρ = densidad de la mezcla, al ser una concentración del producto como máximo del 10%, suponemos la densidad del disolvente, es decir, la densidad del agua: 1000 kg/m3.
Como todos los datos son conocidos, sólo nos qeda sustituir:
Aplicando un factor de seguridad del 20%, aconsejado, para que la altura del líquido quede un 20% por debajo de la altura del tanque, se determina la capacidad definitiva del tanque:
Los resultados obtenidos para el uso de distntas cantidades de disolventes son:
M. disol-vente, kg
M. Mez-cla, kg
M.E.1 kg
M.E.2, kg
M.E.3, kg
M.E. total, 1 lote, kg
V.E. total, 1 lote, m3
V.E. total, 4 lotes, m3
V. tan-que m3
V. Defini-tivo, m3
875 1763 186,96 908,7 704,4 1800 1,8 7,2 14,4 17,28
1000 1944 312 944 959 2215 2,22 8,86 17,72 21,26
1125 2213,4 471,11 890,5 1285,2 2646,8 2,65 10,59 21,17 25,41
1187,5 2057 518 1088,4 1413,8
3020,1 3,02 12,08 24,16 28,99
1250 2085,9 614,12 1408,7 1156,3 3179,1 3,18 12,72 25,43 30,52
Tabla Anexo XX.1 : Capacidad de los tanques dealmacenamiento de la instalación en función de la cantidad de disolvente utilizada en la extracción.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 143
ENVOLVENTE: Al ser tanques de forma cilíndrica, verticales, al igual que los extractores, el dimensionamiento parte de las mismas bases y se realiza de igual manera: Los siguientes parámetros encontrados en la literatura, se recomiendan para el diseño:
La relación altura, diámetro del tanque. L/D = 1,5:
Vamos a indicar los cálculos para los tanques de almacenamiento necesario de “Extracción en 3 etapas en corriente directa con una masa de disolvente utilizada de 1250 kg” Para calcular las dimensiones de la carcasa, se toma como base la capacidad máxima de diseño: Volumen del tanque = 30,5191904 ≃ 30,52 m3 Consideraremos:
- V: volumen del tanque, m3 - R: radio interno del tanque, m - L: altura o longitud de la carcasa, m - D: diámetro del tanque, m
Volumen de un cilindro:
Si L/D = 1,5 L = 1,5*D Por lo que al sustituir nos queda:
≃
Si despejamos D:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 144
≃
Como sabíamos que L = 1,5*D
≃ No debemos olvidar, que este volumen abarca únicamente la parte cilíndrica del reactor, es decir, que el volumen total será el anteriormente calculado sumándole el volumen de las tapas superior e inferior. Realizando, los mismos cálculos, para el resto de los posibles tanques de almacenamiento, con distintas cantidades de disolvente, obtenemos:
M.disolvente, kg
V. tanque, m3 D.tanque, m L.tanque, m
875 17,28 2,45 3,67
1000 21,26 2,62 3,93
1125 25,41 2,78 4,18
1187,5 28,99 2,91 4,36
1250 30,52 2,96 4,44
Tabla Anexo XX.2: dimensiones de los tanques de almacenamiento en función de la cantidad de disolvente utilizado en la extracción.
PRESIÓN DEL FLUIDO EN EL TANQUE, (13): El fluido contenido en el recipiente ejerce presión sobre las paredes del mismo. Cuando el fluido está en reposo, como es el caso, la intensidad de la presión en un punto es igual en todas las direcciones hacia los lados y el fondo del recipiente y varía en función de la altura del fluido respecto al punto en el que se está considerando la presión. Cuando sea aplicable, la carga estática, deberá sumarse a la presión de diseño del recipiente, en este caso, al tratarse de un tanque a presión atmosférica, no estará

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 145
sometido a presión externa y la presión de diseño interna será la misma que la presión de diseño interna, calculada para el extractor:
Pd.interna : 3,5 kgf/cm2 ≃ 49,806 psi La altura del líquido en el interior del tanque de almacenamiento, se obtiene mediante la siguiente expresión:
Como la forma de la base es circular:
Sustituyendo en la ecuación:
Con la altura del líquido, obtenemos que la carga estática en el tanque es de:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 146
Tabla Anexo XX.3: Presión estática en libras por pulgada cuadrada para diferentes cargas de agua.
P.estática = 5,2 lb/in2= 5,2 psi Luego, la presión total en el interior del tanque que debe de aguantar será: P.total = 49,806+5,2 = 55,006 psi
M. disolvente, kg
H .agua, m
H.agua, Pies
Presion.estatica, psi
P.diseño, Psi
P. total, Psi
875 3,06 10,199 4,33 49,806 54,136
1000 3,279 10,93 4,33 49,806 54,136
1125 3,479 11,599 4,76 49,806 54,566
1187,5 3,636 12,12 5,2 49,806 55,006
1250 3,699 12,329 5,2 49,806 55,006
Tabla Anexo XX.4: Altura de agua en el tanque, presión estática en el interior del tanque, y presión interna total del tanque para diferentes tamaños de tanque de almacenamiento en función de la cantidad de masa de disolvente utilizado en la extracción. ESPESOR DE LA ENVOLVENTE: A la hora de realizar el cálculo de espesor de la envolvente bajo presión interna, debemos tener en cuenta las siguientes normas:
Los recipientes con espesor mínimo requerido de ¼ de pulgada que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2) ], (13)
El espesor mínimo de placa para construcción soldada no deberá ser menor de 1/16 de pulgadas [UG-16 (b)], (13).
NOTA: Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 147
El mínimo espesor requerido para cascos cilíndricos con costura longitudinal sometidos a presión interna, viene dado con la siguiente expresión:
Donde:
P = presión de diseño o presión máxima de trabajo permitida, psi. Calculada anteriormente P = 55,006 psi.
S = valor del esfuerzo del material, psi. Se toma la eficiencia del material, acero inoxidable 304, en las posibles condiciones de operación más duras, es decir, a la máxima temperatura a la cual puede llegar el producto, es decir 65°C, luego S = 83513,5135 psi.
E = eficiencia de la junta Tomamos radiografía completa, E = 1
R = radio interior, in Obtenido anteriormente en el apartado dimensiones de la envolvente.
Sustituyendo en la ecuación obtenemos:
Según las especificaciones anteriormente descritas:
0,038379 in < ¼ in
0,038379 < 1/16 in Esto quiere decir que el espesor mínimo calculado, será:
t = ¼ in = 0,25 in
Añadiendo al espesor mínimo calculado un sobre-espesor por corrosión, CA, de 1/16*tmin, in, como indica la especificación anterior:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 148
Para facilitar la fabricación de la carcasa, y aumentar aún más la seguridad, se redondea a un valor de espesor: t = 7mm Para todos los posibles sistemas de extracción obtenemos:
M .disol-vente, kg
tmin calculado, in
tmin especificación, 1/16, in
tmin especificación, 1/4, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0312 0,0625 0,25 0,2656 6,7469 7
1000 0,0335 0,0625 0,25 0,2656 6,7469 7
1125 0,0358 0,0625 0,25 0,2656 6,7469 7
1187,5 0,0378 0,0625 0,25 0,2656 6,7469 7
1250 0,0384 0,0625 0,25 0,2656 6,7469 7
Tabla Anexo XX.5: espesores obtenidos para la carcasa de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. FONDOS: En el cálculo de fondos se deben tener en cuenta las siguientes especificaciones:
El espesor mínimo de cascos y cabezales que hayan de usarse para el servicio de agua, deberá ser de 3/32 in, [UG-16 (b) (6)], (13).
Los recipiente que hayan de usarse para servicios de agua deberán tener un margen de corrosión no menor de 1/6 del espesor de placa calculado [UCS-6 (b) (2)], (13).
NOTA: Al tener nuestro producto un porcentaje máximo del 10%, consideramos las propiedades de éste iguales a la del agua. De nuevo los fondos escogidos, son fondos de tipo toriesférico por las razones anteriormente aportadas en la memoria. Para fondos toriesféricos sometidos a presión interna, el espesor mínimo necesario viene dado por la siguiente expresión:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 149
Donde:
P = Presión de diseño o presión máxima de trabajo permitida, psi. Calculada anteriormente, P =
L = radio interior del casquete, in. Obtenido de las dimensiones de la envolvente, pues, deben coincidir.
S = valor del esfuerzo del material, psi. Se toma la eficiencia del material, acero inoxidable 304, en las posibles condiciones de operación más duras, es decir, a la máxima temperatura a la cual puede llegar el producto, es decir 65°C, luego S = 83513,5135 psi.
E = eficiencia de la junta Tomamos radiografía completa, E = 1
Sustituyendo en la ecuación, obtenemos:
Atendiendo a la normativa:
0,03395 < 3/32 in Esto quiere decir, que el mínimo espesor necesario para los cabezales será:
3/32 in = 2,38125 mm ≃2,5 mm Añadiéndole, el margen por corrosión, que nos indica la especificación anterior, 1/16tmin, obtenemos:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 150
Finalmente, y por facilitar la construcción de los mismos, y aumentar la seguridad, se aproxima el espesor a: t = 3mm Para todos los posibles sistemas de extracción obtenemos:
M .disolvente, kg
tmin calculado, in
tmin especificación, 3/32, in
t + CA, in
t+CA, mm
tfinal, mm
875 0,0276 0,09375 0,1025 2,6045 3
1000 0,0296 0,09375 0,1025 2,6045 3
1125 0,0317 0,09375 0,1025 2,6045 3
1187,5 0,0334 0,09375 0,1025 2,6045 3
1250 0,034 0,09375 0,1025 2,6045 3
Tabla Anexo XX.6: espesores obtenidos para los fondos toriesféricos de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. RESUMEN DE RESULTADOS: Puesto que las dimensiones de diámetro y espesor de la envolvente y los fondos deben coincidir, y que la presión soportada para ambos es la misma, las características del tanque se resumen en la siguiente tabla:
Envolvente y fondos:
M. disol-vente, kg
V.tanque, m3
Din. carcasa y fondos, m
H. carcasa, m
t.carcasa y fondos, mm
H .agua, m
P. estatica, psi
P. diseño, Psi
P. total, psi
875 17,28 2,448 3,672 7 3,06 4,33 49,806 54,136
1000 21,26 2,623 3,935 7 3,279 4,33 49,806 54,136
1125 25,41 2,784 4,175 7 3,479 4,76 49,806 54,566
1187,5 28,99 2,909 4,363 7 3,636 5,2 49,806 55,006
1250 30,52 2,959 4,438 7 3,699 5,2 49,806 55,006

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 151
Tabla Anexo XX.7: Valores resumen de las características de la envolvente y fondos, de un tanque de almacenamiento en función de las cantidades de disolvente usados en la extracción del producto a almacenar. DISEÑO DEL FALDÓN: El tanque autosoportado por el faldón debe ser capaz de resistir una carga dinámica de
viento, sismo y vibración.
En este caso, al encontrarse en el interior de un recinto cerrado y cubierto, despreciaremos
la carga debida al viento.
La expresión del espesor de diseño del faldón viene dada por la siguiente expresión:
Donde:
- D: Diámetro exterior del faldón, in.
- E: Eficiencia de la junta del faldón a la cabeza (0,6 para soldadura a tope)
- MT: Momento en la junta del faldón a la cabeza, pies-libra, considerando el
momento máximo (sismo).
- R: Radio exterior del faldón, in.
- S: Valor del esfuerzo del material de la cabeza o del faldón, el que sea menor,
lb/in2 = psi = 18000, Acero al carbono estructural SA-285-C.
- t: Espesor requerido del faldón, in.
- W: Peso de la torre arriba del faldón hasta la junta de la cabeza, en operación.
La obtención del momento máximo por seísmo, vienen dado por:
Donde:
- C: Coeficiente sísmico, suponemos un valor medio, coeficiente C= 0,3 según la
tabla Anexo XX.8, puesto que el terreno mayoritario en la provincia de Málaga
es de tipo II, Imagen Anexo XX.1.
- W: Peso del tanque, lb, obtenido anteriormente.
- H: Longitud del recipiente incluyendo el faldón, pies.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 152
Tabla Anexo XX.8: Tabla de coeficientes sísmicos
Tabla Anexo XX.9: Tabla de tipo de terreno.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 153
Imagen Anexo XX.1: Mapa de microzonación sísmica en la provincia de Málaga, en función
del tipo de suelo.
Para el tanque de almacenamiento suplementario para almacenar el extracto, obtenido de
un sistema de extracción que utiliza 1250kg de disolvente, de manera que el fondo inferior,
quede a una altura mínima de 0,9m además de un espacio suficiente para el acceso al
mismo, la altura del faldón será de 1,50m.
Concido el valor del momento, podemos obtener el espesor del faldón:
≃

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 154
De la misma manera, para el resto de los posibles sistemas de extracción obtenemos:
Masa disol-vente, kg
W lb
H pies
MT Lb-pies
R pies
D pies
t in
t mm
875 8634,770 17,239 29771,344 4,091 8,183 0,660 16,767
1000 10560,494 18,116 38262,304 4,384 8,767 0,740 18,789
1125 12555,973 18,918 47506,551 4,651 9,302 0,817 20,740
1187,5 14276,433 19,544 55802,959 4,860 9,719 0,879 22,327
1250 15007,675 19,795 59413,917 4,943 9,886 0,905 22,980
Tabla anexo XX. 10: Valor del espesor del tanque de almacenamiento suplementario en
función de la masa de disolvente utilizada en el sistema de extracción.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 155
ANEXO XXI DISEÑO DE BOMBAS
El diseño de las características de las bombas, está íntimamente relacionado con el diseño de las tuberías, ya que las bombas actúan como método de unión entre estas, a la vez que impulsan el fluido para que este continúe en movimiento. Las bombas de las cuales, vamos a obtener sus valores característicos son las siguientes:
Bomba 1:
Se coloca en el tramo 3 de tuberías, tras pasar la operación de microfiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 2.1:
Se coloca en el tramo 4.1 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 2.2:
Se coloca en el tramo 4.2 de tuberías, tras pasar la operación de ultrafiltración, para
impulsar al fluido hacia la siguiente operación.
Bomba 3 :
Se coloca en el tramo 5 de tuberías, en el cual, el producto debe entrar por la parte
superior de la columna de carbón activado.
Bomba 4:
Se coloca en el tramo 6.1 de tuberías, es un tramo recto mediante el cual el fluido se
introduce en el tanque de almacenamiento.
CAUDAL MASA:
El caudal masa, q, es la masa de líquido útil descargada por la bomba en la unidad de tiempo a través de su boca de impulsión.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 156
Donde:
Q = caudal volumétrico, (m3/s)
ρ = densidad del fluido, (kg/m3)
q = caudal masa, (kg/s)
De esta manera realizando un ejemplo para el cálculo del caudal masa que atraviesa la
bomba 1, del sistema de extracción cuya masa de disolvente es 1250kg será:
Repitiendo los cálculos para las distintas bombas y sistemas de extracción, obtenemos:
Bomba Masa disolvente, kg
Q, m3/s
ρ, kg/m3
Q kg/s
Bomba 1
875 0,00101 1000 1,010
1000 0,00107 1000 1,066
1125 0,00143 1000 1,428
1187,5 0,00157 1000 1,571
1250 0,00157 1000 1,565
Bomba 2.1
875 0,00087 1000 0,868
1000 0,00102 1000 1,019
1125 0,00138 1000 1,376
1187,5 0,00153 1000 1,528
1250 0,00145 1000 1,454
Bomba 2.2
875 0,000142 1000 0,142
1000 0,000113 1000 0,113
1125 0,000144 1000 0,144
1187,5 0,000150 1000 0,150
1250 0,000166 1000 0,166
Bomba 3
875 0,000153 1000 0,153
1000 0,000123 1000 0,123
1125 0,000153 1000 0,153
1187,5 0,000160 1000 0,160
1250 0,000176 1000 0,176
Bomba 4
875 0,000153 1000 0,153
1000 0,000123 1000 0,123
1125 0,000153 1000 0,153

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 157
1187,5 0,000160 1000 0,160
1250 0,000176 1000 0,176
Tabla ANEXO XXI.1: valores de caudal masa, q, de las bombas, de distintos sistemas de
extracción en función de la masa de disolvente utilizado.
ALTURA ÚTIL DE LA BOMBA:
La altura útil de la bomba se define como la presión que debe ejercer la bomba para poder
elevar un fluido desde su nivel más bajo hasta el punto más elevado, venciendo las
resistencias existentes en la conducción.
Para el cálculo de la altura útil de la bomba se utiliza la ecuación de Bernouilli expresada
como:
Donde:
P1: Presión en el punto de succión de la bomba, (kg/m2*s).
P2: Presión en el punto de descarga del fluido, (kg/m2*s).
ρ: Densidad del fluido, (kg/m3).
g: Fuerza de la gravedad, (m/s2).
: Carga debida a la diferencia de presiones entre los puntos considerados, (m).
Z1: Altura del fluido en el punto de succión de la bomba, (m).
Z2: Altura del fluido en el punto de descarga del fluido, (m).
: Carga debida a la diferencia de altura entre los puntos considerados, (m).
V1: velocidad en el punto de succión de la bomba, (m/s).
V2: velocidad en el punto de descarga del fluido, (m/s).
: Carga debida a la diferencia de velocidad entre los puntos considerados, (m).
hf: Carga debida a la fricción entre los puntos considerados, (m).
NOTA:
Los valores de gravedad y densidad son comunes para todas las bombas siendo:
g: 9,81 m/s2

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 158
ρ: 1000 kg/m3
Las consideraciones tenidas en cuenta para el cálculo de la altura útil para cada bomba
serán:
Bomba Z1, M
Z2, m
P1, Pa
P2, Pa
V1, m/s
V2, m/s
hf, m
Bomba 1 0 0 101325 101325 0 2,85 Tramo 3
Bomba 2.1 0 0 101325 101325 0 2,85 Tramo 4.1
Bomba 2.2 0 0 101325 101325 0 2,85 Tramo 4.2
Bomba 3 0 1,219 101325 101325 2,85 0 Tramo 6
Bomba 4
0
L.tanque+ L.soportes
101325
101325
2,85
0
Tramo 7.1
Tabla ANEXO XXI.2: Consideraciones a tener en cuenta en el cálculo de la altura útil de las
bombas.
Realizamos un ejemplo para la bomba 1 del sistema de extracción con una cantidad de
disolvente de 1250kg:
Realizando las mismas operaciones para el resto de las bombas y sistemas de extracción:
Bomba Masa disolvente, kg
Z1, m
Z2, m
V1, m/s
V2, m/s
hf, m
H, M
Bomba 1
875 0 0 0 2,85 0,210 0,624
1000 0 0 0 2,85 0,204 0,618
1125 0 0 0 2,85 0,174 0,588
1187,5 0 0 0 2,85 0,162 0,576
0 0

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 159
1250 0 0 0 2,85 0,163 0,577
Bomba 2.1
875 0 0 0 2,85 0,566 0,980
1000 0 0 0 2,85 0,513 0,927
1125 0 0 0 2,85 0,437 0,851
1187,5 0 0 0 2,85 0,390 0,804
1250 0 0 0 2,85 0,425 0,839
Bomba 2.2
875 0 0 0 2,85 4,163 4,577
1000 0 0 0 2,85 5,256 5,670
1125 0 0 0 2,85 4,125 4,539
1187,5 0 0 0 2,85 4,045 4,459
1250 0 0 0 2,85 3,832 4,246
Bomba 3
875 0 1,219 2,85 0 1,220 2,853
1000 0 1,219 2,85 0 1,536 3,169
1125 0 1,219 2,85 0 1,221 2,854
1187,5 0 1,219 2,85 0 1,196 2,829
1250 0 1,219 2,85 0 1,120 2,753
Bomba 4
875 0 3,477 2,85 0 3,478 7,369
1000 0 3,484 2,85 0 4,388 8,287
1125 0 3,572 2,85 0 3,576 7,562
1187,5 0 3,581 2,85 0 3,512 7,507
1250 0 3,607 2,85 0 3,312 7,332
Tabla ANEXO XXI.3: Altura útil de las bombas de distintos sistemas de extracción en función
de la masa de disolvente utilizada.
POTENCIA ÚTIL DE LA BOMBA:
La potencia requerida, es la potencia necesaria para impulsar el caudal del fluido hasta la
altura útil.
Se puede obtener mediante la siguiente expresión:
Donde:
H: altura útil de la bomba, (m).
Q: Caudal que suministra la bomba, (m3/s).
ρ: Densidad del fluido, (kg/m3).
g: Fuerza de la gravedad, (m/s2).

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 160
ƞ: Rendimiento, un valor medio para los cálculo, es tomar como 0,7% el rendimiento
del total del equipo de impulsión, comprendiendo este los rendimientos
volumétricos hidráulicos y mecánicos.
NOTA:
Los valores de gravedad y densidad son comunes para todas las bombas siendo:
g: 9,81 m/s2
ρ: 1000 kg/m3
Realizando un ejemplo para la bomba 1 del sistema de extracción con una masa de
disolvente de 1250kg de agua:
Realizando las mismas operaciones para el resto de las bombas y sistemas de extracción:
Bomba Masa disolvente, kg
Q, m3/s
H, m
W, w
Bomba 1
875 0,00101 0,624 8,828
1000 0,00107 0,618 9,234
1125 0,00143 0,588 11,767
1187,5 0,00157 0,576 12,687
1250 0,00157 0,577 12,648
Bomba 2.1
875 0,00087 0,980 11,921
1000 0,00102 0,927 13,247
1125 0,00138 0,851 16,403
1187,5 0,00153 0,804 17,219
1250 0,00145 0,839 17,097

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 161
Bomba 2.2
875 0,000142 4,577 9,089
1000 0,000113 5,670 8,992
1125 0,000144 4,539 9,180
1187,5 0,000150 4,459 9,379
1250 0,000166 4,246 9,852
Bomba 3
875 0,000153 2,853 6,1312
1000 0,000123 3,169 5,469
1125 0,000153 2,854 6,125
1187,5 0,000160 2,829 6,327
1250 0,000176 2,753 6,808
Bomba 4
875 0,000153 7,369 15,837
1000 0,000123 8,287 14,302
1125 0,000153 7,562 16,228
1187,5 0,000160 7,507 16,789
1250 0,000176 7,332 18,135
Tabla ANEXO XXI.4: Potencia de las bombas para distintos sistemas de extracción en función
de la cantidad de disolvente utilizada.
ALTURA NETA DISPONIBLE, NPSHD
La altura disponible depende del conjunto de la instalación elegida para la bomba y es una particularidad independiente del tipo de bomba. La siguiente ecuación muestra cómo puede calcularse este parámetro:
Donde:
Pa: Presión de aspiración, Pa.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 162
Pv: Presión de vapor del líquido a la temperatura de trabajo, Pa.
Va: velocidad en el punto de aspiración m/s
hfa-e : Pérdidas de carga entre la superficie de aspiración y a la entrada de la bomba,
m.
za: altura del punto de aspiración, m.
ze: altura de la entrada a la bomba, m.
Las consideraciones tenidas en cuenta para el cálculo de la altura neta disponible para cada
bomba serán:
Bomba Ze, m
Za, m
Pa, Pa
Pv, Pa
Va, m/s
hfa-e, m
Bomba 1 0 0 101325 25041,941 2,85 0
Bomba 2.1 0 0 101325 25041,941 2,85 0
Bomba 2.2 0 0 101325 25041,941 2,85 0
Bomba 3 0 1,219 101325 25041,941 2,85 Tramo 4.2
Bomba 4
0
L.tanque+ L.soportes
101325
25041,941
2,85
Tramo 6
Tabla ANEXO XXI.5: Consideraciones a tener en cuenta en el cálculo de la altura neta
disponible de las bombas.
NOTA:
Los valores de gravedad y densidad son comunes para todas las bombas siendo:
g: 9,81 m/s2
ρ: 1000 kg/m3
Realizando un ejemplo para la Bomba 1 de un sistema de extracción cuya masa de
disolvente es de 1250kg:
0

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 163
Realizando las mismas operaciones para el resto de las bombas y sistemas de extracción:
Bomba Masa disolvente, kg
va, m/s
hfa-e, m
Za, m
Ze, m
NPSHd, m
Bomba 1
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 2.1
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 2.2
875 2,85 0 0 0 7,776
1000 2,85 0 0 0 7,776
1125 2,85 0 0 0 7,776
1187,5 2,85 0 0 0 7,776
1250 2,85 0 0 0 7,776
Bomba 3
875 2,85 4,163 1,2192 0 5,246
1000 2,85 5,256 1,2192 0 4,154
1125 2,85 4,125 1,2192 0 5,284
1187,5 2,85 4,045 1,2192 0 5,364
1250 2,85 3,832 1,2192 0 5,578
Bomba 4
875 2,85 1,501 3,477 0 10,166
1000 2,85 1,889 3,484 0 9,785
1125 2,85 1,502 3,572 0 10,260
1187,5 2,85 1,471 3,581 0 10,300
1250 2,85 1,377 3,607 0 10,419
Tabla ANEXO XXI.5: Altura neta disponible de las bombas para distintos sistemas de
extracción en función de la cantidad de disolvente utilizada

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 164
ANEXO XXII
TABLAS Y GRÁFICAS UTILIZADAS EN LOS CÁLCULOS:

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 165
ANEXO XXII.1: Propiedades termofísicas del agua saturada

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 166

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 167
ANEXO XXII.2: Propiedades termofísicas de sólidos metálicos
ANEXO XXII.3: Gráfica de obtención del factor A para acero inoxidable 304

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 168
ANEXXO XXII.4: Gráfica obtención factor B para acero inoxidable 304

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 169
ANEXO XXII.5: Tabla de presión para diferentes cargas de agua
ANEXO XXII. : Tabla coeficientes para pasar de peso primario a peso definitivo

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 170
ANEXO XXII.7: Tabla coeficiente de calidad
ANEXO XXII.8: Tablas de coeficiente de mecanización
ANEXO XXI.9: Tabla de coeficientes parcial de seguridad

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 171
ANEXO XXII.10: Tabla de características principales de perfiles IPE

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 172
ANEXO XXII.11: Curvas de pandeo

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 173
ANEXO XXII.12: Curvas de pandeo en función de la sección transversal

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 174
ANEXO XXI.13: Tabla de valores del coeficiente de pandeo

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 175

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 176

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 177
ANEXO XXII.14: Tablas de las propiedades de los tubos estándares de acero inoxidable

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 178

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 179
ANEXO XXII.15: Tablas de peso de los tubos estándares de acero inoxidable

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 180
ANEXO XXII.16: Gráfico de Moody

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 181
ANEXO XXII.17: Tabla de valores de la rugosidad relativa en función del material
ANEXO XXII.18: Tabla de valores de las constantes KL y KT para tanques provistos de cuatro
placas deflectoras en función del tipo de rodete.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 182
ANEXO XXII.19: Tabla de precios del acero inoxidable en Enero del 2015 según MEPS.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 183
ANEXO XXII.20: Tabla de valores del coste del acero al carbono en Enero del 2015 según
MEPS.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 184
ANEXO XXII.20: Tabla de precios del acero S 275 JR según la base de costes de construcción
de Andalucía.

ANEXOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 185

PLANOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 3: PLANOS

PLANOS
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 3: PLANOS
1. DIAGRAMA DE FLUJO DELPROCESO
2. EXTRACTORES
3. TANQUE DE ALMACENAMIENTO
4. TANQUE DE ALMACENAMIENTO SUPLETORIO
5. DETALLE DE LOS SOPORTES DE APOYO

Firma:
Fecha:Junio/2015
Nombre: Cristina Muñoz Moreno
UNIVERSIDAD DE CADIZDEPARTAMENTO DE
INGENIERÍA QUÍMICA
OBTENCIÓN DE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA REBAUDIANA BERTONI
Nº:
1/5
Escala:
DIAGRAMA DE FLUJO DEL PROCESO

1876
2775
90
0 1020
141
,3
20010
61769
4
1
2
3
4
5
6
7
8
9
10
1
2
3
4
5
6
7
8
9
10
Camisa de vapor, espesor 7mm
Motor eléctrico
Extractor, acero inoxidable, espesor 12mm
Soportes de apoyo, perfil IPE-180
Pernos de anclaje
Válvula de compuerta
Conducto de salida del extracto
Conducto de entrada
Agitador de paletas planas
Agitador de hélice
11
11 Fondo falso, malla 40 acero inoxidable
12
13
12
13
Conducto de entrada del vapor de agua procedente de la caldera
Conducto de salida del agua condensada, procedente del enfriamiento del vapor de la camisa
14
14 Apertura del fondo superior del extractor, para su limpieza
Cotas en mm
0,5 1 2 4 5
Escala gráfica, cotas en m
3
80
Dt
Ro
Detalles del fondo Toriesférico
Tanque de Almacenamiento
Camisa de vapor
D: 1850
Ro: 1688 t: 13
r: 113 D: 1996 r: 121
Ro: 1809 t: 7
r
PERFIL
IPE-140
IPE-180
IPE-220
Firma:Fecha:
Junio/2015Nombre: Cristina Muñoz Moreno
UNIVERSIDAD DE CADIZDEPARTAMENTO DE
INGENIERÍA QUÍMICA
OBTENCIÓN DE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA REBAUDIANA BERTONI
Nº:
2/5
Escala:1/50
EXTRACTORES

2006
1345
10
00
26,67 2
4
3
5
8
7
6
1
1
2
3
4
5
6
7
8
Motor eléctrico
Tanque de almacenamiento de acero inoxidable de 7mm de espesor
Agitador de paletas planas
Soportes de apoyo, perfil-IPE 140
Pernos de anclaje
Conducto de salida del producto final para su envasado
Válvula de compuerta, cierre del conducto de salida
Conducto de entrada, tubería 6.1
9
9 Apertura del tanque de almacenamiento para su limpieza
Cotas en mm
0,5 1 2 3 4 5
Escala gráfica, cotas en m
446
50
2
Dt
Ro
Detalles del fondo Toriesférico
D: 1338
Ro: 1210 t: 7
r: 80
r
PERFIL
IPE-140
IPE-180
IPE-220
Firma:
Fecha:Junio/2015
Nombre: Cristina Muñoz Moreno
UNIVERSIDAD DE CADIZDEPARTAMENTO DE
INGENIERÍA QUÍMICA
OBTENCIÓN DE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA REBAUDIANA BERTONI
Nº:
3/5
Escala:1/40
TANQUE DE ALMACENAMIENTO

4438
2966
1500
1
25
1
2
3
4
5
6
Tanque de almacenamiento supletorio de acero inoxidable de 7mm de espesor
Soportes de apoyo, faldón SA-283-C
Conducto de salida del extracto almacenado hacia el equipo de purificación y concentración
Conducto de entrada
Pernos de anclaje
Válvula de compuerta, cierre del conducto de salida
6 141
7 Apertura del tanque de almacenamiento supletorio para su limpieza
141
Cotas en mm
Escala gráfica, cotas en m
IPE-140
IPE-180
IPE-220
Firma:Fecha:
Junio/2015Nombre: Cristina Muñoz Moreno
UNIVERSIDAD DE CADIZDEPARTAMENTO DE
INGENIERÍA QUÍMICA
OBTENCIÓN DE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA REBAUDIANA BERTONI
Nº:
4/5
Escala:1/80
TANQUE DE ALMACENAMIENTO SUPLETORIO
3
0,5 1 2 4 53
8
98
9 Ventanillas de ventilación
Aberturas para tubos4
1010 Aberturas de acceso
Detalles del fondo Toriesférico
D: 2959
Ro: 2669 t: 7
r: 178
Dt
Ro
r

hmm
bmm
e=rmm
r1mm
h1mm
wmm
80 42 3,9 2,3 59 304
4,5 75 370
PERFIL
IPE-80
IPE-100 100
e1mm
5,9
6,8 2,750
IPE-140
IPE-180
IPE-220
Firma:Fecha:
Junio/2015Nombre: Cristina Muñoz Moreno
UNIVERSIDAD DE CADIZDEPARTAMENTO DE
INGENIERÍA QUÍMICA
OBTENCIÓN DE UN NUEVO EDULCORANTE NATURAL A BASE DE ESTEVIA REBAUDIANA
BERTONI
Nº:
5/5Escala:
DETALLES DE LOS SOPORTES DE APOYO

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 4: PLIEGO DE CONDICIONES

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 4: PLIEGO DECONDICIONES
1. DISPOSICIONES GENERALES ……………………………………………………………….. 5.
1.1 Objetivo del pliego de condiciones ………………………………………………………………………… 5.
1.2 Descripción de la obra …………………………………………………………………………………………… 5.
1.3 Documentación de las obras …………………………………………………………………………………. 5.
1.4 Contradicciones y compatibilidad entre documentos ……………………………………………. 6.
1.5 Exclusiones ……………………………………………………………………………………………………………. 6.
2. CONDICIONES FACULTATIVAS ……………………………………………………………… 6.
2.1 Contrato ………………………………………………………………………………………………………………… 6.
2.2 Dirección facultativa ………………………………………………………………………………………………. 6.
2.3 Obligaciones del contratista …………………………………………………………………………………… 7.
2.3.1 Responsabilidades del contratista ……………………………………………………………….. 7.
2.3.2 Representación y presencia del contratista ……………….………………………………… 8.
2.4 Libro de órdenes …………………………………………………………………………………………………….. 8.
2.5 Derechos del contratista …………………………………………………………………………………………. 9.
2.6 Comienzo y ejecución de las obras ………………………………………………………………………….. 9.
2.6.1 Replanteo ……………………………………………………………………………………………………… 9.
2.6.2 Programación de los trabajos ……………………………………………………………………… 10.
2.6.3 Comienzo y plazo de ejecución de las obras ……………………………………………….. 10.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
2.6.4 Ampliación del proyecto por causas imprevistas ………………………………………… 10.
2.6.5 Prórroga por causa de fuerza mayor …………………………………………………………… 11.
2.6.6 Medición definitiva de los trabajos ……………………………………………………………… 11.
2.6.7 Plazo de garantía …………………………………………………………………………………………. 12.
2.6.8 Recepción definitiva de las obras ………………………………………………………………… 12.
3. CONDICIONES ECONÓMICAS ……………………………………………………………… 12.
3.1 Garantía de cumplimiento ……………………………………………………………………………………. 13.
3.2 Gastos de carácter general por cuenta del contratista …………………………………………. 13.
3.3 Gastos de carácter general por cuenta de la empresa ………………………………………….. 13.
3.4 Fianza …………………………………………………………………………………………………………………… 14.
3.5 Gastos e impuestos ………………………………………………………………………………………………. 15.
3.6 Seguros ………………………………………………………………………………………………………………… 15.
3.7 Penalizaciones ……………………………………………………………………………………………………… 16.
3.8 Precios …………………………………………………………………………………………………………………. 16.
4. CONDICIONES DE LOS MATERIALES ………………………………………………………. 18.
4.1 Condiciones generales ………………………………………………………………………………………….. 18.
4.2 Materiales no especificados …………………………………………………………………………………. 18.
4.3 Cimentaciones ……………………………………………………………………………………………………… 19.
4.4 Estructuras de hormigón ……………………………………………………………………………………… 19.
4.5 Tuberías ……………………………………………………………………………………………………………….. 19.
4.6 Válvulas ………………………………………………………………………………………………………………… 20.
4.7 Bombas ……………………………………………………………………………………………………………….. 20.
4.8 Instalación …………………………………………………………………………………………………………… 20.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
4.9 Condiciones de los principales equipos …………………………………………………………………. 20.
4.9.1 Aparatos a presión ……………………………………………………………………………………… 20.
5. SEGURIDAD E HIGIENE ....................................................................... 22.
5.1 Protección y lucha contra incendios ……………………………………………………………………… 22.
5.2 Actuación en caso de accidentes …………………………………………………………………………… 22.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
PLIEGO DE CONDICIONES: 1. DISPOSICIONES GENERALES 1.1 OBJETIVO DEL PLIEGO GENERAL
El presente pliego de condiciones tiene como objeto definir el conjunto de directrices, requisitos y normas dirigidas al desarrollo de las obras, instalaciones y equipos referidos al proyecto “Proceso de obtención de un edulcorante natural a partir de Estevia Rebaudiana Bertoni”
1.2 DESCRIPCION DE LAS OBRAS
Se encontrarán sujetas al siguiente pliego de condiciones, aquellas obras cuyas características, planos y presupuesto se encuentren especificadas en el presente proyecto y las obras necesarias para completar las instalaciones a realizar. Aquellas obras que surjan por necesidad a lo largo de las obras, las cuales no puedan ser previstas en todos sus detalles, se construirán en base a proyectos adicionales que se redactarán en caso de que su importancia así lo exija, mientras que en aquellos casos de menor importancia, se llevarán a cabo conforme disponga el director de obra.
1.3 DOCUMENTACION DE LAS OBRAS Los documentos que definen las obras e instalaciones pueden tener carácter contractual o meramente informativo. Integran el contrato los siguientes documentos:
Memoria y anexos
Planos
Pliego de condiciones
Presupuesto Los planos y el pliego de condiciones recogidos en este proyecto son documentos contractuales, es decir, de obligado cumplimiento, mientras que la memoria, los anexos de cálculo y el presupuesto tienen carácter meramente informativo.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
1.4 CONTRADICCIONES Y COMPATIBILIDAD ENTRE LOS DOCUMENTOS
Los documentos que se encuentran en este Proyecto son compatibles entre sí. En caso de que existiera contradicción entre los Planos y el Pliego de Condiciones, prevalecerá lo especificado en este último documento. Lo mencionado en los Planos y omitido en el Pliego de Condiciones o viceversa, deberá ser aceptado como si se hubiera expuesto en ambos documentos.
1.5 EXCLUSIONES Quedan excluidos del presente proyecto, los aspectos no relacionados con el proceso químico de la instalación, como movimientos de tierra, zanjas, cimentaciones, estructuras e instalación eléctrica.
2. CONDICIONES FACULTATIVAS 2.1 CONTRATO Las instalaciones se contratarán totalmente terminadas y ajustándose estas en todo momento a los planos recogidos en el presente proyecto. El contrato se formalizará en la Escritura pública a petición de las partes interesadas, indistintamente de cual, corriendo los gastos ocasionados de la formalización de este, a cargo de la empresa constructora.
2.2 DIRECCION FACULTATIVA La dirección facultativa de las obras y las instalaciones recaerá sobre un ingeniero técnico o superior nombrado por la propiedad en su presentación, sobre quién recaerán las funciones de dirección, control o vigilancia de las obras del presente proyecto. Las principales labores que el ingeniero director de las obras deberá realizar son las siguientes:

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
Garantizar que las obras se ejecuten estrictamente según lo aprobado en el proyecto, siendo necesaria la autorización de cualquier tipo de modificación sobre el mismo.
Definir las condiciones técnicas necesarias que en el presente Pliego de Condiciones se dejen a su elección.
Resolver todas las cuestiones técnicas que se originen durante la ejecución de la obra y las instalaciones, tales como la interpretación de planos, condiciones de los materiales y ejecución de unidades de obra, siempre que no se modifiquen las condiciones del contrato.
Estudiar las incidencias y los problemas planteados en las obras que impidan el cumplimiento del contrato, pudiendo aconsejar y tramitar aquellas propuestas que correspondan al proceso de modificación del contrato.
Proponer las actuaciones procedentes para obtener, de los organismos oficiales y de los particulares, los permisos y autorizaciones necesarias para la ejecución de las obras.
Resolver los problemas planteados por los servicios y servidumbres relacionados con las obras.
Asumir bajo su responsabilidad la dirección de determinadas operaciones o trabajos en curso, en caso de urgencia o gravedad, para lo cual deberá poner a su disposición el personal y el material de obra.
Acreditar al contratista las obras realizadas conforme a lo especificado en los documentos del contrato.
Redactar la liquidación de las obras conforme a la normativa legal establecida.
2.3 OBLIGACIONES DEL CONTRATISTA 2.3.1 RESPONSABILIDADES DEL CONTRATISTA
Será responsable de la calidad y buena ejecución de las obras contratadas.
Debe conocer y cumplir las leyes vigentes en material laboral, seguridad social y de seguridad e higiene en el trabajo, siendo responsable de estas, y de las normas de seguridad que correspondan a las características de las obras contratadas.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
Establecer un plan de seguridad, higiene y primeros auxilios, que especifique con claridad las medidas prácticas que estime necesario tomaren la obra, con objeto de asegurar eficazmente: - La seguridad de su personal, de la empres y terceros - La higiene y primeros auxilios a enfermos y accidentados - La seguridad de las instalaciones
Conocer la totalidad del contenido del proyecto.
Poner a disposición los medios necesarios para la correcta ejecución del proyecto.
Cumplir con las instrucciones indicadas en el libro de órdenes.
No iniciar obra alguna sin autorización de la dirección de obra.
Suministrar, cualquier información relativa al contrato de la cual la empresa juzgue necesario tener conocimiento.
Será responsable ante los tribunales de los accidentes que por inexperiencia o descuido ocurrieran en el curso de las obras, debiendo atenerse a las normas de prudencia y disposiciones y reglamentos de policía de la materia.
2.3.2 REPRESENTACION Y PRESENCIA DEL CONTRATISTA
El contratista designará un representante a pie de obra, denominado jefe de obras,
que se comunicará por escrito a la empresa, especificando los poderes asignados a este, que le permitan recibir y resolver, comunicaciones y órdenes de representación de la empresa.
Cualquier cambio que el contratista realice respecto a su personal, en especial si se trata del jefe de obras, deberá comunicarlo a la dirección facultativa.
El contratista estará presente en las obras durante la jornada legal de trabajo y acompañará también a la dirección facultativa en las visitas que se hagan a las obras.
Deberá asistir a las reuniones convocadas por la dirección facultativa.
2.4 LIBRO DE ÓRDENES

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9
El contratista dispondrá de un Libro de órdenes, en el cual deberán encontrase
aquellas indicaciones a seguir, durante el transcurso de la obra, las cuales considere oportunas la dirección facultativa. Deberá tener las hojas por duplicado y ser revisado por el colegio profesional que corresponda.
El libro de órdenes deberá encontrarse en manos del contratista, aunque también se encontrará a disposición de la dirección facultativa.
El cumplimiento de estas órdenes será de igual obligación para el contratista como aquellas que figuran en el pliego de condiciones.
2.5 DERECHOS DEL CONTRATISTA
Tener un ejemplar del proyecto completo
Recibir los suministros de la propiedad en forma y plazo acordado
Recibir una solución a los posibles problemas técnicos no previstos que puedan ocurrir con la mayor brevedad posible.
2.6 COMIENZO Y EJECUCIÓN DE LAS OBRAS
Será necesario llevar a cabo una serie de trabajos preparatorios consistentes en:
2.6.1 REPLANTEO
Antes de comenzar el desarrollo de las obras del proyecto, la dirección facultativa
ayudada por el personal y en presencia del contratista o su representante, procederá al replanteo de la obra y se levantará un acta de comprobación una vez se haya finalizado dicho replanteo en el plazo de quince días a partir de la adjudicación definitiva.
El acta de conformación del replanteo reflejará la conformidad o disconformidad del replanteo respecto a los documentos contractuales del proyecto, refiriéndose expresamente a las características geométricas de los trabajos y cualquier punto que pueda afectar al cumplimiento del contrato.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 10
Además, el acta deberá incluir las referencias y datos necesarios para poder materializar las obras y si refleja alguna variación respecto a los documentos contractuales del proyecto, deberá ser acompañada de un nuevo presupuesto, valorado a los precios del contrato.
2.6.2 PROGRAMACION DE LOS TRABAJOS
En un plazo estipulado de días hábiles tras la aprobación del acta de conformidad del replanteo, el adjudicatario deberá presentar el programa de trabajos de obras, en el cual deben estar incluidos los siguientes datos:
Fijar las clases de obras y trabajos que se realizarán en el proyecto e indicación de las
mismas.
Determinar las instalaciones, equipos y materiales que se utilizarán durante la
realización del proyecto.
Programar sobre la base de los precios unitarios de adjudicación la valoración
mensual y acumulada de las obra.
Representar gráficamente las distintas actividades mediante un gráfico de barras o
diagrama espacio-tiempo también denominado como diagrama P.E.R.T.
En el caso en que el del programa de trabajo se deduzca la necesidad de modificar alguna
condición contractual, deberá redactarse el programa por el adjudicatario y por la dirección
técnica de obras, acompañándolo de la correspondiente propuesta de modificación para su
tramitación reglamentaria.
2.6.3 COMIENZO Y PLAZOS DE EJECUCIÓN DE LAS OBRAS
El contratista empezará las obras al día siguiente de la fecha del acta de aprobación de
replanteo, debiendo quedar terminadas en la fecha acordada en dicha acta, debiendo dar
cuenta al ingeniero director veinticuatro horas antes de la iniciación de las obras.
2.6.4 AMPLIACIÓN DEL PROYECTO POR CAUSAS IMPREVISTAS

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 11
No se interrumpirán los trabajos por cualquier motivo imprevisto o por cualquier
accidente que pueda producirse.
Si surgieran estos imprevistos, la dirección facultativa continuará con los trabajos mientras se formula o tramita el proyecto reformado.
El contratista estará obligado a realizar, junto a su personal y sus materiales, aquellas obras que sean urgentes, anticipando de momento este servicio y cuyo importe le será asignado en el presupuesto adicional o abonado directamente, de acuerdo con lo que mutuamente decidan la dirección facultativa y el contratista.
2.6.5 PRÓRROGA POR CAUSA DE FUERZA MAYOR
Si por causa de fuerza mayor o independiente de la voluntad del constructor, éste no
puede comentar las obras, tiene que suspenderlas, o no pudiese finalizarlas en los plazos establecidos, se otorgará una prórroga proporcionada para el cumplimiento de la contrata.
La prórroga sólo será concedida mediante la presentación previa informe favorable del director de obra especificando la causa que impide la ejecución o la marcha de los trabajos y el retraso que por ello se originaría en los plazos acordados, razonando debidamente la prórroga que por dicha causa solicita.
2.6.6 MEDICIÓN DEFINITIVA DE LOS TRABAJOS
Una vez que se ha sido recibida provisionalmente las obras, se procederá a su medición general y definitiva por la dirección de obra y el contratista o en su caso, un representante suyo nombrado por él anteriormente.
La forma de realizar la medición, y las unidades de medida a utilizar, serán definidas en el pliego de prescripciones técnicas para cada unidad de obra.
Las unidades que hayan de quedar ocultas o encerradas, deberán medidas antes de su ocultación; En caso, de que la medición no hubiera sido efectuada en su debido tiempo, las operaciones necesarias para llevarlas a cabo, correrán a cuenta del contratista.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 12
2.6.7 PLAZO DE GARANTÍA
El plazo de garantía de las obras terminadas será de año contado a partir de la recepción definitiva de las mismas. Durante dicho periodo, las posibles obras de reparación, conservación y sustitución serán por cuenta del contratista, siendo este responsable de las faltas que puedan existir.
En caso de existir defectos o imperfecciones, no servirá de disculpa ni le dará derecho alguno al contratista el que el director o subalterno hayan examinado durante la construcción, reconocido sus materiales o hecho su valoración en las relaciones parciales. En consecuencia, si se observan vicios o imperfecciones antes de efectuarse la recepción, se dispondrá que el contratista demuela y reconstruya, o bien repare, de su cuenta, las partes defectuosas.
2.6.8 RECEPCIÓN DEFINITIVA DE LAS OBRAS
Transcurrido el plazo de garantía, y previo a los trámites reglamentarios, se procederá a efectuar la recepción definitiva de las obras, una vez realizado el oportuno reconocimiento de las mismas y en el supuesto de que todas ellas se encuentren en las condiciones debidas.
En caso de que, al proceder al reconocimiento de las obras, éstas no se encontrasen en estado de ser recibidas, se aplazará se recepción hasta que estén en condiciones de serlo.
Al proceder a la recepción definitiva de las obras, se extenderá por cuadruplicado el acta correspondiente.
3. CONDICIONES ECONÓMICAS
Todos los que intervienen en el proceso de construcción tienen derecho a recibir
puntualmente las cantidades acordadas en las condiciones del contrato por su correcta actuación.
La propiedad, el contratista y en su caso, los técnicos, pueden exigirse recíprocamente las garantías adecuadas al cumplimiento puntual de sus obligaciones de pago.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 13
3.1 GARANTÍA DE CUMPLIMIENTO
La dirección facultativa podrá exigir al contratista la presentación de referencias, al objeto de cerciorarse de si este reúne las condiciones requeridas para en perfecto cumplimento del contrato. Estas referencias serán presentadas por el contratista antes de la formalización del contrato.
3.2 GASTOS DE CARÁCTER GENERAL POR CUENTA DEL
CONTRATISTA
Se entiende como tales los gastos de cualquier clase ocasionados por la
comprobación del replanteo de la obra como los ensayos de materiales que daba
realizar por su cuenta el contratista, y los de montaje y retirada de las construcciones
auxiliares, pertenecientes al contratista.
Será por cuenta del contratista, los ensayos que realice directamente con los
materiales suministrados por sus proveedores antes de su adquisición e
incorporación a la obra y que en su momento serán controlados por la empresa para
su aceptación definitiva. Serán así mismo de su cuenta aquellos ensayos que el
contratista crea oportuno realizar durante la ejecución de los trabajos, para su propio
control.
En los casos de resolución del contrato, cualquiera que sea la causa que lo motive,
serán de cuenta del contratista los gastos de jornales y materiales ocasionados por la
liquidación de las obras y de las actas notariales que sea necesario levantar, así como
la retirada de los medios auxiliares que no utilice la empresa o que le devuelva
después de utilizados.
3.3 GASTOS DE CARÁCTER GENERAL POR CUENTA DE LA
EMPRESA
Serán por cuenta de la empresa los gastos originados por la inspección de las obras del
personal de la empresa o contratados para este fin, la comprobación o revisión de las
certificaciones, la toma de muestra y ensayos de laboratorio para la comprobación periódica
de calidad de materiales y obras realizadas, y el transporte de los materiales suministrados

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 14
por la empresa, sin incluir su descarga ni los gastos de paralización de vehículos por retrasos
en la misma.
3.4 FIANZAS
El contratista presentará fianza con arreglo a alguno de los siguientes procedimientos, según
se estipule:
Depósito previo, en metálico o valores, o aval bancario por importe entre el 3% y el
10% del precio total de la contrata.
Mediante retención en las certificaciones parciales o pagos a cuenta en igual
proporción.
- Fianza provisional
En el caso de que la obra se adjudique por subasta pública, el depósito
provisional para tomar parte en ella se especificará en el anuncio de la misma
y su cuantía será ordinario, y salvo estipulación distinta en el pliego de
condiciones particulares vigentes en la obra, de un 3% como mínimo, del total
del presupuesto de contrata.
El contratista a quien se haya adjudicado la ejecución de una obra o servicio
para la misma, deberá depositar en el punto y plazo fijados en el anuncio de
la subasta o el que se determine en el pliego de condiciones particulares para
el proyecto, la fianza definitiva se añade y, en su defecto, su importe será del
10% de la cantidad por la que se haga la adjudicación de la obra, fianza que
puede constituirse en cualquiera de las formas especificadas en el apartado
anterior.
El plazo señalado en el párrafo anterior, y salvo condición expresa establecida
en el pliego de condiciones particulares, no excederá de treinta días naturales
a partir de la fecha en que se le comunique la adjudicación, y dentro de él
deberá presentar el adjudicatario la carta de pago o recibido que acredite la
constitución de la fianza a que se refiere el mismo párrafo.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 15
La falta de cumplimiento de este requisito dará lugar a que se declare nula la
adjudicación, y el adjudicatario perderá el depósito provisional que hubiese
hecho para tomar parte en la subasta.
3.5 GASTOS E IMPUESTOS
Todos los gastos e impuestos de cualquier origen, que por disposición del Estado,
Provincia o Municipio se deriven del contrato, y estén vigentes en la fecha de la firma
del mismo, serán por cuenta del contratista con excepción del IVA.
Las modificaciones tributarias establecidas con posterioridad al contrato afectarán al
sujeto pasivo directo, sin que las partes puedan repercutirlas entre sí. En ningún caso
podrá ser la causa de revisión de precios la modificación del sistema tributario
vigente a la firma del contrato.
3.6 SEGUROS
El contratista está obligado a suscribir seguros para garantía de posibles daños a las
obras, maquinarias e instalaciones, así como daños a terceras personas. Deberá tener
seguro de responsabilidad civil y contratar a la vigilancia necesaria.
La cuantía del seguro coincidirá en cada momento con el valor que tengan por
contrata los objetos asegurados. El importe abonado por la sociedad aseguradora, en
caso de siniestro, se ingresará en cuanto a nombre del propietario, para que con
cargo a ella se abone la obra que se construya, y a medida que ésta se vaya
realizando.
El reintegro de dicha cantidad al contratista se efectuará por certificaciones, como el
resto de los trabajos de construcción. En ningún caso, salvo conformidad expresa del
contratista, hecho en documento público, el propietario podrá disponer de dicho
importe para menesteres distintos de la reconstrucción de la parte siniestrada; La
infracción de lo anteriormente expuesto será motivo suficiente para que el
contratista pueda resolver el contrato, con devolución de fianza, abono completo de
los gastos, materiales acopiados…. Y una indemnización equivalente al importe de los

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 16
daños causados al contratista y que no se le hubiese abonado, en proporción
equivalente a lo que suponga la indemnización abonada por la compañía
aseguradora.
3.7 PENALIZACIONES
El contratista deberá abonar una cantidad de dinero en concepto de indemnización
debido a causas de retraso no justificado, en el plazo de terminación de los trabajos
contratados.
También deberá especificarse la cuantía y las condiciones de bonificación en
beneficio del contratista, debidas a adelantos en la ejecución de la obra.
El importe que deberá abonar el contratista será la suma de daños materiales
causados por imposibilidad de ocupación del inmueble, debidamente justificados.
Así mismo, no se considerarán causa de penalización, los retrasos en la ejecución de
los trabajos debido a:
- Daños producidos por vientos huracanados, mareas y crecidas de río superiores a
las que sean de preveer en el país.
- Daños producidos por terremotos y maremotos.
- Incendios causados por tormentas eléctricas.
- Destrozos causados violentamente a mano armada, debido a robos y
vandalismo.
3.8 PRECIOS
El contratista presentará precios unitarios de todas las partidas que figuran en el
estado de mediciones que se le entreguen dentro de los quince días siguientes a la
adjudicación de las obras.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 17
La no presentación de los precios supone la aceptación de los precios descompuestos
preparados por la dirección facultativa.
Los precios unitarios tienen valor contractual y se aplicarán a las posibles variaciones
que pudieran sobrevenir.
El valor de los precios de las distintas unidades es la suma de los costes directos,
costes indirectos, gastos generales y beneficio industrial.
- Costes directos:
Mano de obra, materiales, equipos y sistemas técnicos de seguridad y salud,
gastos de personal, combustible, energía, etc. Los gastos de amortización y
conservación de la maquinaria, instalaciones, sistemas y equipos anteriormente
citados.
- Costes indirectos:
Gastos de instalación de oficinas en las obras, comunicaciones, talleres,
pabellones para obreros, laboratorios, seguros, etc., personal técnico y
administrativo, gastos imprevistos.
- Gastos generales:
Gastos generales de la empresa, gastos financieros, cargas fiscales y tasas de la
administración.
- Beneficio industrial:
Supone un porcentaje de las anteriores partidas.
Este porcentaje viene descrito en el documento “Presupuesto” del presente
proyecto.
- Precio de ejecución material:
Resultado obtenido por la suma de los anteriores conceptos a excepción del
beneficio industrial.
- Precio de ejecución por contrata:

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 18
Suma de los costes directos, indirectos, gastos generales y beneficio industrial. El
I.V.A. se aplica sobre esta suma pero no integra este precio.
4. CONDICIONES DE LOS MATERIALES
4.1. CONDICIONES GENERALES
Los materiales que se utilizarán para cada uno de los equipos quedarán libres de
defectos, irregularidades, etc., que puedan dificultar la instalación o montaje de los
mismos, así mismo, tampoco podrá afectar negativamente a su comportamiento
durante el proceso de producción, teniendo el derecho la dirección técnica de
deshacerse de aquellos que a su juicio no reúnan la calidad requerida.
Todos los materiales serán de la mejor calidad y su colocación será perfecta. Tendrán
las dimensiones que marquen los documentos del proyecto y la dirección facultativa.
El constructor tiene libertad de proveerse de los materiales y aparatos de toda clase
en los puntos que le parezca conveniente, excepto en los casos en los que el pliego
de condiciones técnicas preceptúe una procedencia determinada.
El transporte, manipulación y empleo de los materiales se hará de manera que no
queden alteradas sus características ni sufran deterioro sus formas o dimensiones.
Obligatoriamente, y antes de proceder a su empleo o acopio, el constructor deberá
presentar al director de obra una lista completa de los materiales y aparatos que
vaya a utilizar en la que se especifiquen todas las indicaciones sobre marcas,
calidades, procedencia e idoneidad de cada uno de ellos.
4.2 MATERIALES NO ESPECIFICADOS
Cualquier material que no haya sido especificado ni descrito en el proyecto y que
fuera necesario utilizar en los trabajos, reunirá las condiciones que se requieran para
su función, siendo fijados por el contratista las fuentes de suministro que éste estime
oportunas.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 19
En cualquier caso, el contratista notificará al director de la obra, con la suficiente
antelación, los materiales que se propone utilizar, aportando las muestras y los datos
necesarios para su posible aceptación, siendo el criterio de la dirección facultativa
totalmente inapelable
4.3 CIMENTACIONES
Las secciones y cotas de profundidad serán las que la dirección facultativa señale. No
se rellenarán los cimientos hasta que ésta lo ordene.
La dirección facultativa queda facultada para introducir las cimentaciones especiales o modificaciones que a su juicio considere oportuno en función de las características particulares que presente el terreno.
Se adoptarán las condiciones referentes a materiales, control, valoración, mantenimiento y seguridad especificados en las normas tecnológicas de edificación (NTE) de cimentaciones que corresponda.
4.4 ESTRUCTURAS DE HORMIGÓN
En este apartado se consideran las condiciones relativas a los materiales que componen los equipos de origen industrial, relacionados con la ejecución de las obras de hormigón en masa o armado fabricados en obra o prefabricados, así como las condiciones generales de ejecución, criterios de medición, valoración y mantenimiento.
4.5 TUBERÍAS
Las tuberías serán de acero inoxidable y acero al carbono y los diámetros y espesores serán los especificados en los correspondientes anexos a la memoria. Serán de sección circular, de espesor uniforme y sin costura. También estarán libres de fisuras, grietas, poros, impurezas, deformaciones o faltas de homogeneidad, así como de otros defectos que pudieran disminuir su resistencia y apartar su comportamiento del esperado por sus características.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 20
4.6 VÁLVULAS
Al igual que ocurre con las tuberías, éstas quedarán libres de defectos, irregularidades, etc., que puedan dificultar su instalación o montaje, o que puedan afectar negativamente a su comportamiento durante el proceso.
Durante su instalación se tendrá especial cuidado de alinear correctamente los extremos con la tubería en la que vayan a ser instaladas.
4.7 BOMBAS
Las bombas serán seleccionadas conforme a las especificaciones indicadas en la memoria, anexos y documentación técnica del presente proyecto.
4.8 INSTALACIÓN Por cada instalación el instalador deberá elaborar un expediente de instalación acorde con los manuales de diseño y construcción, del cual entregará copia al usuario. Este expediente comprenderá:
Número de inscripción en el libro de registro de instaladores de la respectiva Delegación Provincial del Ministerio de Industria y Energía de la provincia donde se encuentre su domicilio social.
Nombre, razón social y domicilio tanto del fabricante como del instalador.
Relación de aparatos a instalar.
Procedimientos de soldadura y calificación de la mano de obra, aprobados por el control de calidad del instalador.
El instalador de todo sistema a presión es responsable de cualquier deficiencia que pudiera observarse o derivarse de las operaciones de la instalación.
4.9 CONDICIONES DE LOS PRINCIPALES EQUIPOS
4.9.1 APARATOS A PRESIÓN

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 21
Para cada aparato a presión construido, con excepción de las tuberías, el fabricante deberá
elaborar un manual de construcción acorde al manual de diseño, del cual entregará copia al
usuario, que comprenderá:
Número de inscripción en el libro de registro de fabricantes de la respectiva
delegación provincial del Ministerio de Industria y Energía de la provincia donde se
fabricó el aparato.
Nombre, razón social y domicilio de la ingeniería.
Planos constructivos complementarios de los básicos que figuren en manual de
diseño, comprobados por la ingeniería si fuese requerido contractualmente para ello
por el fabricante o el usuario.
Certificados de calidad de los materiales de base y materiales de aportación y de los
componentes del aparato empleados en su construcción, aprobados por el control de
calidad del fabricante, que puede ser propio o contratado a una ingeniería o entidad
colaboradora.
Procedimientos de conformado, soldadura, tratamientos térmicos y controles,
calificación de procedimientos de soldaduras y soldadores, todo ello aprobado por el
control de calidad de fabricante, que puede ser propio o contratado a una ingeniería
o entidad colaboradora.
Plano de situación de zonas sometidas a control por ensayos no destructivos,
ensayos requeridos, extensión de los mismos y resultados. Las placas radiográficas
serán conservadas adecuadamente por el fabricante durante cinco años como
mínimo, a partir de la fecha de fabricación del aparato.
Certificado de ensayos y pruebas realizadas durante la construcción, aprobados por
el control de calidad del fabricante o una entidad colaboradora, indistintamente, y
comprobados por la ingeniería si fuera requerida contractualmente para ello por el
usuario.
Acta de la prueba a presión realizada por el fabricante y aprobada por el control de
calidad del fabricante.
Certificado del aparato, en el que se hará constar que éste ha sido construido de
acuerdo con el manual de diseño, el código y normas utilizadas en su fabricación.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 22
El fabricante de un aparato a presión es responsable de que dicho aparato ofrezca las
garantías debidas para el fin al que se destina.
5. SEGURIDAD E HIGIENE
Con objeto de establecer de forma general las medidas a seguir en los siguientes casos
5.1 PROTECCIÓN Y LUCHA CONTRA INCENDIOS
Deberán seguirse las pautas impuestas por la fábrica en las que serían instalados los equipos,
que contará con algunas medidas de protección contra incendios como:
Los equipos de lucha contra incendios, tales como extintores, vapor y líneas de agua
deberán estar instalados y dispuestos para su acceso inmediato.
Los trabajos de soldadura en la zona requieren la toma de medidas externas de
precaución. En algunos casos, se deberá para la unidad, vaciar los recipientes y
vaporizar el equipo correspondiente. De ningún modo podrá un hombre entrar en un
recipiente sin antes haber sido asilado con bridas de ciegas, vaporizado, aireado y
expedida autorización para entrada por seguridad.
5.2 ACTUACIÓN EN CASO DE ACCIDENTES
Las actuaciones recomendadas en caso de accidente, en función de la naturaleza de éste
son:
Incendio:
El personal de seguridad de la fábrica, o en su defecto el personal que trabaje en la
unidad, habrá que tratar de extinguir el fuego utilizando polvo seco, agua pulverizada o
espuma. Asimismo habrá de utilizar equipo de respiración autónomo.
Derrame o fuga:

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 23
Aunque en nuestro caso no existen vapores que puedan inhalarse que sean tóxicos, sino
vapor de agua, Este podría provocar quemaduras, por lo que habría que acercarse con la
protección adecuada.

PLIEGO DE CONDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 24

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 5:
MEDICIONES

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 5: MEDICIONES
1. ESTADO DE MEDICIONES ……………………………………………………….…..……. 3.
1.1 Unidades principales del proceso ………………………………………………………….…………….. 3. 1.2 Equipos de impulsión ………………………………………………………………………….………………. 4. . 1.3 Tuberías ………………………………………………………………………………………………….………….. 5. 1.4 Sistema de purificación y concentración ………………………………………………….…………. 5. 1.5 Producción del vapor de calefacción ………………………………………………………………….. 6. 1.6 Planta purificadora del agua del proceso ……………………………………………………………. 7.

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
1. ESTADO DE MEDICIONES Este documento, también denominado como “cuadro de mediciones”, tiene como misión definir y determinar las “unidades de obra” que configuran el proceso elegido que se presenta en el presente proyecto, tras las comparaciones a lo largo del mismo en función de la cantidad de disolvente utilizada.
1.1 UNIDADES PRINCIPALES DEL PROCESO
Las unidades principales que engloban el proceso de este proyecto son los extractores, los
equipos de filtración y purificación y los tanques de almacenamiento.
Todos ellos se muestran con sus características principales en la siguiente tabla:
DESCRIPCIÓN
UNIDADES
Extractores: Fondos toriesféricos Acero inoxidable AISI 304, rodeados por una camisa de vapor de acero al carbono SA-285, tipo 2, con 60 cm de ancho con agitador coaxial de acero inoxidable marca IPROCOMSA con velocidades de agitación de 6 a 80rpm.
4
Di, m Do,m Capacidad, m3
Altura(con soportes), m
1,85 1,876 2,375 3,908
Di camisa, m Do camisa, m
1,996 2,010
Tanque almacenamiento del producto final: Fondos toriesféricos Acero inoxidable AISI 304 Agitador de varias paletas en un mismo eje de acero inoxidable marca IPROCOMSA con velocidades de agitación de 6 a 80rpm.
2
Di, m Do, m Capacidad m3
Altura(con soportes), m

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
1,338 1,345 2,82 3,087
Tanque de almacenamiento suplementario para el extracto: Fondos toriesféricos Acero inoxidable AISI 304
1
Di, m
Do, m
Capacidad, m3
Altura(con faldón), m
2,956 2,866 30,519 6,116
Tabla 1: Principales unidades de procesos en función de la masa de disolvente utilizada.
1.2 EQUIPOS DE IMPULSIÓN
Los equipos de impulsión varían, en función del caudal a impulsar y la altura a la cual, debe
elevarse el fluido.
Los equipos de impulsión necesarios para el presente proyecto serán:
Descripción
Unidades
Bomba centrífuga vertical serie MVX-6/4 monofásica, 1CV, marca Lowara, acero inoxidable AISI 304
3
Bomba centrífuga horizontal modelo CEAM 70/3 monofásica, 0,5CV, marca Lowara, acero inoxidable AISI 316L,
2
Tabla 2: Equipos de impulsión necesarios para presente proyecto.

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
1.3 TUBERÍAS
Las tuberías mínimas necesarias para unir los principales equipos de operación del presente
proyecto, son:
Unidad de procesos Descripción
Longitud, m
Tuberías
Tubería acero inoxidable AISI 304 D.nominal 3/4"
10,33
Tubería acero inoxidable AISI 304 D.nominal 1"
9,6
Tubería acero inoxidable AISI 304 D.nominal 2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 5"
5
Tabla 3: Longitud de tuberías necesarias en función del diámetro nominal y la masa de
disolvente utilizada en el sistema de extracción.
1.4 SISTEMA DE PURIFICACIÓN Y CONCENTRACIÓN
El sistema de purificación y concentración necesario para obtener el producto deseado, es la
siguiente combinación de membranas filtrantes:
Equipo Cantidad
Malla de macrofiltración: Tejido llano de alambre en acero inoxidable 304, malla 40, de 0,23mm de diámetro del alambre y 0,4mm anchura de paso, la cual se coloca en el fondo inferior del tanque de extractor.
4
D, m A, m2
1,85 4,807
Equipo de Microfiltración: Con membranas Lenntech Filtrado de sólidos de tamaño hasta 0,1 µm
1

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
Equipo de Ultrafiltración: Con membranas Lenntech DOW InteglaFloTMUltrafiltration Modules IW74-1100 Rango caudal 3-8,8 m3/h
1
Equipo de Nanofiltración: Con membranas Lenntech DOW Filmtec NF 270-400 Caudal máximo 15,9 m3/h Rendimiento 97%
1
Columna de carbón activado: Sistema SALVADOR ESCODA Botella bobinada en poliéster reforzado en fibra de vidrio y liner interior PE grado alimentario de 48 pulgadas de alto. Caudal 1m3/h
1
Tabla 4: Combinación de membranas filtrantes necesarias en función de la masa de
disolvente utilizada en el sistema de extracción.
1.5 PRODUCCIÓN DE VAPOR
Para la producción de vapor de calefacción necesario en la camisa de vapor del extractor, se
ha seleccionado una caldera eléctrica capaz de suministrar una potencia mayor a la
necesaria en la producción de un turno, es decir, capaz de suministrar un vapor de calor
suficiente a los 4 extractores encamisados que funcionan simultáneamente.
Equipo
Cantidad
Caldera de vapor eléctrica: Modelo GE marca ATTSU, con producciones de vapor desde 15 kW (20kg/h) hasta 3000kW (4500kg/h)
1
Tabla 5: Equipo necesario para la producción de vapor.

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
1.6 PLANTA PURIFICADORA DEL AGUA DEL PROCESO
La planta purificadora del agua de producción, se compra a una empresa externa mexicana,
NeoCorp WaterR, y se compone de los siguientes elementos:
ELEMENTOS DESCRIPCIÓN DE LA PLANTA PÙRIFICADORA DE AGUA CON OSMOSIS INVERSA
1
Filtro Multicama o multimedia en fibra de vidrio con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Materiales de filtración: gravillas de tres diferentes granulometrías, arena sílica 20-30 y antracita, válvula con entrada y salida a 1 pulgada.
1
Filtro de carbón activado granular GAC en fibra de vidrio con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Materiales de filtración: carbón coco nut o de cascara de coco, válvula con entrada y salida a 1 pulgada.
1
Filtro Ablandador o Suavizador en fibra de vidrio que contiene 2 pies cúbicos de resina suavizadora con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Incluye Tanque cilíndrico para salmuera con dimensiones 18 pulgadas de diámetro por 33 pulgadas de alto y flotador.
3
Portafiltros Pulidores o abrillantadores con dimensiones de 10 pulgadas de alto x 5 pulgadas de diámetro y con filtro polyspun de 20, 10 y 5 micrones para obtener agua cristalina.
1
Sistema de Osmosis Inversa capacidad para 4600 Galones por día. Montaje en base en acero estructural, dos membranas de osmosis inversa de alta producción y dos portamembranas de osmosis inversa construidos en acero inoxidable medidas 4 pulgadas de diámetro por 40 pulgadas de largo. Bomba multietapas de 1.5 HP, 2 caudalímetros para medir rechazo y producto (agua producida por osmosis inversa), 2 medidores de presión (operación y entrada al equipo), interruptor para paro por alta presión y control para evitar funcionamiento de la bomba en seco. El equipo de osmosis inversa funciona automáticamente.
1
Lámpara germicida de luz ultravioleta para 90 Litros por Minuto (con dos focos UV de 55 Watts cada uno). Cuerpo en acero inoxidable.

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
1
Ozonificador de Agua para eliminar virus y bacterias. Capacidad de producción: 2.4 gramos por hora, incluye válvula venturi y válvula check antiretorno de agua. Cuerpo en acero al carbono.
1
Lavadora y enjuagadora de garrafones de carrito TRIPLE (dos posiciones para lavado interno y externo de tres garrafones a la vez). Construida en acero inoxidable, uso rudo. Incluye bomba para inyección de sanitizante de garrafones con cabeza en acero inoxidable y regadera aspersora para enjuagado externo de los garrafones.
2
Tanques hidroneumáticos de 76 litros en acero al carbón con base superior para montaje de 2 bombas de 1.5 hp con cabeza contruida en acero inoxidable, incluye manómetro y automático para cada bomba.
1
Tanque de almacenamiento con 5000 litros de capacidad para almacenar agua por osmosis inversa producto. Dimensiones 1.86 metros de diámetro por 2.14 metros de alto.
2
Tanques de almacenamiento con 5000 litros de capacidad para almacenar agua sin tratamiento. Dimensiones: 1.86 metros de diámetro por 2.14 metros de alto.
Tabla 6: Elementos de la planta purificadora de agua de proceso.

MEDICIONES
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 1
DOCUMENTO 6:
PRESUPUESTO

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 2
ÍNDICE:
DOCUMENTO 6: PRESUPUESTO
1. INTRODUCCIÓN …………………………………………………………………………….. 4.
2. PRECIOS DE LAS “UNIDADES DE OBRA” ………………………………………….……… 4. 2.1 Inmovilizado de los elementos principales ………………………………………………………..…. 4. 2.2 Inmovilizado principal ………………………………………………………………………………………… 16.
3. ESTADO DE MEDICIONES …………………………………………………………………. 18.
3.1 Unidades principales del proceso ………………………………………………………………………... 18. 3.2 Equipos de impulsión ………………………………………………………………………………………….. 20. 3.3 Tuberías ……………………………………………………………………………………………………………… 20. 3.4 Sistema de purificación y concentración …………………………………………………………….. 21. 3.5 Producción del vapor de calefacción …………………………………………………………………… 23. 3.6 Planta purificadora del agua del proceso ……………………………………………………………. 23.
4. PRESUPUESTO DE EJECUCION MATERIAL (PEM) ……………………………………….. 25.
5. PRESUPUESTO DE EJECUCUION POR CONTRATA (PEC) …………………………….….. 26.
6. COSTES ANUALES DE OPERACIÓN .......................................................... 28.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 3
7. BENEFICIO INDUSTRIAL Y AMORTIZACIÓN ……………………………………………… 34.
7.1 Ingreso industrial neto ………………………………………………………………………………………… 35. 7.2 Beneficio industrial bruto …………………………………………………………………….……………… 36. 7.3 Beneficio anual neto ………………………………………………….………………………….……………. 37. 7.4 Rentabilidad ……………………………………………………………………………….……………….……… 39. 7.5 Período de amortización ………………………………………………………………………………….…. 40.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 4
PRESUPUESTO 1. INTRODUCCIÓN Las mediciones y el presupuesto, tienen como finalidad dar una idea lo más aproximada posible del importe de la realización del proyecto, sin reflejar lo gastos de explotación de la plantación ni amortización de la misma, o los gastos del personal, puesto que se desconoce en número de trabajadores necesarios, para realizar las tareas de labranza, riego, recolección y cuidado de la plantación, así como el secado y triturado de la planta de Estevia, no consideradas en el presente proyecto. Con este documento en concreto, se pretende realizar una estimación del capital necesario para la ejecución del presente proyecto “Obtención de un edulcorante a base de Estevia”, así como la estimación de los costes anuales para ello. Los límites físicos de la planta incluyen el equipo y los sistemas directamente asociados con las operaciones necesarias para obtener el producto deseado. Otros costes, como la compra del material y su manipulación, terrenos, edificaciones, etc, no se incluyen puesto que, se supone, que la planta se ubicará en un lugar preparado para tal efecto. Se debe tener en cuenta, que el presupuesto es un documento orientativo, que no compromete legalmente en cuanto a medición y precios, por lo que su valor contractual es escaso.
2. PRECIOS DE LAS “UNIDADES DE OBRA” 2.1 INMOVILIZADO DE LOS ELEMENTOS PRINCIPALES, (29) En este valor de inmovilizado, se incluyen, los costes de adquisición de los distintos equipos y sus respectivos costes de instalación. El cálculo de los elementos principales, puede llevarse a cabo mediante un método ponderal consistente en:
Obtener el peso del material base (kg)
Multiplicar, el valor del peso obtenido, por un coeficiente de calidad (Precio/Kg de dicho material)
Multiplicar, el producto anterior por un coeficiente, denominado de mecanización, cuyo valor engloba el trabajo de taller exigido por la forma del aparato y la clase del material a tratar.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 5
Para obtener el peso del material se simplifica la forma del equipo para determinar más fácilmente el volumen primario. La simplificación consiste en todos los casos en considerar el aparato en su forma esquemática para lo cual los fondos se supondrían planos. Una vez conocido el peso, multiplicando este por un coeficiente determinado se obtiene el volumen primario. El precio del material usado por kg, puede obtenerse mediante:
Datos de precios de años anteriores y su posterior escala en el tiempo, para lo cual se utilizan los “índices de Marshall and Swift (M&S)”, publicados mensualmente por la revista Chemical Engineering.
Tomando directamente el precio actual del material por kg.
El coste del inmovilizado de los elementos principales (IE), será la suma de cada uno de los inmovilizados individuales, para un extractor que utiliza una cantidad de 1250 kg de disolvente:
EXTRACTOR: El peso del extractor encamisado se ha obtenido de la siguiente manera:
- Extractor: Cálculo del volumen primario:
Como todos son valores conocidos, al sustituir obtenemos:
Se calcula el peso primario mediante el valor del volumen primario obtenido:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 6
Como el extractor es de acero inoxidable, ρ 304 =7900kg/m3:
Obtenemos el peso definitivo multiplicando por un coeficiente con valor 1,35 para depósitos pequeños de acero inoxidable:
Este valor, se multiplica a su vez por un factor de mecanización en función de la complejidad de construcción de la estructura, que para extractores de acero tomamos como 3, el mayor valor posible y por su precio, el cual, para acero inoxidable304, en enero del 2015 es de 2419 €/tonelada:
Realizando los cálculos para el resto de los reactores calculados en el presente proyecto, obtenemos:
M.disolvente, kg
Peso final, kg Costes, €
875 7381,648 17856,206
1000 8206,744 19852,114
1125 9306,332 22512,018
1187,5 8521,766 20614,151
1250 8945,404 21638,931
Tabla 2.1.1: Costes para distintos extractores en función de la cantidad de disolvente a utilizar

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 7
- Camisa:
Se realizan los mismos pasos y cálculos, teniendo en cuenta las siguientes consideraciones:
El fondo inferior es completo, pero el fondo superior se obtiene, restando a un fondo completo, la superficie del cabezal del extractor.
El material de la camisa, es de acero al carbono cuya densidad es: ρ = 7850 Kg/m3.
El coeficiente para depósitos pequeños de acero al carbono es de
1,35.
El coeficiente de mecanizado se toma como valor 2.
Precio del acero al carbono en enero del 2015 es de: de 503 €/tonelada.
Realizando los cálculos con las especificaciones anteriores, se obtiene:
Realizando los cálculos para el resto de los reactores calculados en el presente proyecto, obtenemos:
M.disolvente, kg
Peso final, kg Costes, €
875 2784,415 1400,561
1000 2963,544 1490,663
1125 3219,138 1619,226
1187,5 3071,405 1544,916
1250 3100,424 1559,513
Tabla 2.1.2: Costes de las camisas que rodean distintos extractores en función de la
cantidad de disolvente a utilizar.
- Aislante:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 8
Como el reactor está rodeado de una camisa de vapor, y esta a su vez, rodeada
de aislante para evitar las pérdidas de calor, el coste del aislante dependerá de la
cantidad de aislante utilizada para rodear la camisa de vapor.
Los costes del aislante vienen dados en función de la cantidad de área de
aislante necesaria, luego:
Para el aislante seleccionado, panel pi 156 de 30mm de espesor, el precio es de
3,45 m2, luego:
Realizando los cálculos para el resto de los reactores calculados en el presente proyecto,
obtenemos:
M.disolvente, kg
Peso definitivo, kg Área, m2 Costes, €
875 2784,415 1400,561 2784,415
1000 2963,544 1490,663 2963,544
1125 3219,138 1619,226 3219,138
1187,5 3071,405 1544,916 3071,405
1250 3100,424 1559,513 3100,424
Tabla 2.1.3: Costes del aislante necesario para distintos extractores en función de la cantidad
de disolvente a utilizar
- Coste del agitador:
Aproximadamente el agitador tendrá un coste aproximado de 12000€, en todos
los casos.
- Coste de los soportes:
El coste de los soportes se obtiene fácilmente conociendo el tipo de perfil de
este, y su longitud, pues en las tablas de perfiles, el peso de los mismos viene
tabulado en función del tipo de soporte.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 9
En el caso del ejemplo, el soporte es tipo IPE-180 de 1, 85m de altura, según la
tabla de este perfil, su peso es de 184,428 kp/m, y conocido el precio del acero
S-275jr = 0,83€/kg, obtenemos:
Este precio, habrá que multiplicarlo por el número de soportes en cada extractor,
en nuestro caso, 4 soportes.
Realizando los cálculos para el resto de los reactores calculados en el presente proyecto,
obtenemos:
Masa disolvente, kg
Tipo soporte
Longitud soporte, m
Peso soporte, kg/m
Coste soporte unitario, €
Coste soportes total, €
875 IPE-80 1,02 58,86 49,831 199,324
1000 IPE-80 1,02 58,86 49,831 199,324
1125 IPE-80 1,025 58,86 50,075 200,301
1187,5 IPE-80 1,02 58,86 49,831 199,324
1250 IPE-80 1,02 58,86 49,831 199,324
Tabla 2.1.4: Costes de los soportes para distintos extractores en función de la cantidad de
disolvente a utilizar.
- Coste total del extractor:
El coste total de un extractor será la suma de todos los obtenidos
anteriormente:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 10
Realizando las operaciones para el resto de los sistemas de extracción, obtenemos el coste
total de los extractores encamisados:
Masa disolvente, kg
Coste extractor, €
Coste camisa, €
Coste aislante, €
Coste agitador, €
Coste soportes, €
Coste total, €
875 17856,206 1400,561 64,747 12000 199,324 30031,039
1000 19852,114 1490,663 68,913 12000 199,324 32021,006
1125 22512,018 1619,226 74,856 12000 200,301 34672,790
1187,5 20614,151 1544,916 71,421 12000 199,324 32778,808
1250 21638,931 1559,513 72,096 12000 199,324 33803,450
Tabla 2.1.5: Coste total del extractor encamisado para distintos extractores en función de la
cantidad de disolvente a utilizar.
DEPÓSITO DE ALMACENAMIENTO:
Se realizan los mismos pasos y cálculos que en el extractor, teniendo en cuenta las
siguientes consideraciones:
- El material, es de acero inoxidable cuya densidad es: ρ = 7900 Kg/m3.
- El coeficiente para depósitos pequeños de acero inoxidable es de 1,35.
Se considera coeficiente de mecanizado para depósitos de acero inoxidable.
- Precio del acero inoxidable en enero del 2015 es de: de 2419 €/tonelada.
Realizando los cálculos con las especificaciones anteriores, se obtiene:
Tanque de almacenamiento:
M.disolvente, kg Coste tanque, €
Coste soportes, €
Coste agitador,€
Coste total, €

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 11
875 1170,050 263,811 12000 13433,861
1000 1179,117 263,811 12000 13442,928
1125 1225,495 263,811 12000 13489,305
1187,5 1236,892 263,811 12000 13500,702
1250 1269,080 263,811 12000 13532,891
Tabla 2.1.6: Costes del tanque de almacenamiento para distintos extractores en función de la cantidad de disolvente a utilizar.
Tanque de almacenamiento suplementario:
M.disolvente, kg
Coste tanque, € Coste faldón, € Coste total, €
875 4249,348 1638,210 5887,558
1000 4879,805 1967,289 6847,093
1125 5494,936 2304,290 7799,226
1187,5 6000,209 2592,232 8592,441
1250 6208,918 2713,986 8922,904
Tabla 2.1.7: Costes del tanque de almacenamiento suplementario para distintos extractores en función de la cantidad de disolvente a utilizar.
TUBERÍAS: El peso de las tuberías de acero se encuentra tabulado en función de sus diámetros nominales por pie de tubería. Una vez conocido el peso de cada tramo de tubería, podemos obtener un precio estimado de estas, multiplicándolo por el coste de este tipo de material de acero inoxidable. Realizamos un ejemplo para el tramo de tubería para un sistema de extracción cuya masa de disolvente es de 1250 kg - L. tramo 1 = 0,9 m = 3 pies - d.nominal tramo 1 = 0,75; 40S, Est.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 12
Para el tramo 1:
Realizando las mismas operaciones para el resto de tramos de tuberías, obtenemos:
Tramo Tubería
Masa disolvente, Kg
Longitud tramo, M
Longitud tramo, Pie
Diámetro nominal, in
Peso pie tubería, Lb
Coste, por Tramo €
Coste total, €
Tramo 1
875 0,9 3 0,75 1,1 45,477 181,906
1000 0,9 3 1,00 1,7 70,282 281,128
1125 0,9 3 1,00 1,7 70,282 281,128
1187,5 0,9 3 1,00 1,7 70,282 281,128
1250 0,9 3 1,00 1,7 70,282 281,128
Tramo 2
875 1,5 5 0,75 1,1 75,794 303,177
1000 1,5 5 1,00 1,7 117,137 468,546
1125 1,5 5 1,00 1,7 117,137 468,546
1187,5 1,5 5 1,00 1,7 117,137 468,546
1250 1,5 5 1,00 1,7 117,137 468,546
Tramo 3
875 1,5 5 3,5 9,1 627,025 627,025
1000 1,5 5 3,5 9,1 627,025 627,025
1125 1,5 5 4,0 10,8 744,162 744,162
1187,5 1,5 5 5,0 14,6 1006 10056
1250 1,5 5 5,0 14,6 1006 1006
Tramo 4.1
875 1,5 5 1,5 2,7 186,040 186,040
1000 1,5 5 2,0 3,7 254,944 254,944
1125 1,5 5 2,0 3,7 254,944 254,944
1187,5 1,5 5 2,0 3,7 254,944 254,944
1250 1,5 5 2,0 3,7 254,944 254,944
Tramo 4.2
875 1,5 13,333 0,75 1,1 202,118 202,118
1000 4 13,333 0,50 0,9 165,369 165,369
1125 4 13,333 0,75 1,1 202,118 202,118
1187,5 4 13,333 0,75 1,1 202,118 202,118
1250 4 13,333 0,75 1,1 202,118 202,118
Tramo 5
875 1,2192 4,064 0,75 1,1 61,606 61,606
1000 1,2192 4,064 0,50 0,9 50,405 50,405
1125 1,2192 4,064 0,75 1,1 61,606 61,606
1187,5 1,2192 4,064 0,75 1,1 61,606 61,606
1250 1,2192 4,064 0,75 1,1 61,606 61,606
875 1,5 5 0,75 1,1 75,794 75,794

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 13
Tramo 6
1000 1,5 5 0,50 0,9 62,013 62,013
1125 1,5 5 0,75 1,1 75,794 75,794
1187,5 1,5 5 0,75 1,1 75,794 75,794
1250 1,5 5 0,75 1,1 75,794 75,794
Tramo 6.1
875 3,477 11,589 0,75 1,1 175,676 175,676
1000 3,484 11,614 0,50 0,9 144,043 144,043
1125 3,572 11,906 0,75 1,1 180,483 180,483
1187,5 3,581 11,937 0,75 1,1 180,945 180,945
1250 3,607 12,022 0,75 1,1 182,239 182,239
Tabla 2.1.8: Coste de los distintos tramos de tuberías en función del sistema de extracción.
Realizando la suma de los costes de cada tramo obtenemos el coste total de las tuberías,
para el sistema de extracción cuya masa de disolvente es de 1250kg:
Realizando los mismos cálculos para el resto de los sistemas de extracción, obtenemos:
Masa disolvente, kg
Coste total tuberías, €
875 1813,343
1000 2053,475
1125 2268,781
1187,5 2531,078
1250 2532,372
Tabla 2.1.9: Coste total de las tuberías de los distintos sistemas de extracción, en función de
la cantidad de disolvente a utilizar.
CALDERA ELÉCTRICA DE PRODUCCIÓN DE VAPOR.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 14
El coste aproximado de esta, sin distinción a la cantidad de disolvente utilizado en
sistema de extracción, es según catálogos, de unos 4000 €.
EQUIPOS DE IMPULSIÓN:
En el proceso serán necesarias varias bombas centrífugas cuya misión será la de
mantener el fluido en movimiento a través de la red de tuberías.
En función del caudal de fluido a impulsar y la altura a la cual sea necesario elevarlo, se
elegirán distintos equipos independientemente de la cantidad de masa de disolvente
utilizado en el sistema de extracción:
Tipo de Bomba Cantidad necesaria Precio unitario, €
Precio total, €
Bomba centrífuga vertical serie MVX-6/4
3
342
1026
Bomba centrífuga horizontal modelo CEAM 70/3 monofásica
2
158
316
Total:
1342
Tabla 2.1.10: Coste total de los equipos de impulsión.
SISTEMA DE PURIFICACIÓN Y CONCENTRACIÓN:
Los precios aproximados obtenidos mediante comparación de catálogos del sistema de
purificación y concentración independientemente de la cantidad de la masa de
disolvente utilizada en el sistema de extracción son:
Equipo Cantidad Coste unitario, €
Coste total, €
Macrofiltración
4
Masa disolvente
Coste, €
Masa disolvente
Coste, €
875 33,165 875 132,660
1000 35,397 1000 141,588
1125 38,596 1125 154,384

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 15
1187,5 36,756 1187,5 147,023
875 33,165 875 132,660
Equipo Microfiltración
1
3000
3000
Equipo Ultrafiltración
1
2224,31
2224,31
Equipo Nanofiltración
1
1362,34
1362,34
Columna carbón activado
1 962 962
Total:
Masa disolvente
Coste, €
875 7057,660
1000 7066,588
1125 7079,384
1187,5 7072,023
875 7073,396
Tabla 2.1.11: Coste total del sistema de purificación y concentración.
NOTA:
Los precios de los equipos de mirofiltración , ultrafiltración, y nanofiltración son precios de
equipos completos que podrían trabajar de manera independiente y se encuentran
incluidos, las membranas, tuberías y válvulas de control propias de dichos equipos.
PLANTA PURIFICADORA DE AGUA:
En el presente proyecto, no se contempla el diseño de la purificadora del agua de
producción, eso es debido, a que el sistema diseñado y completo se compra a una
empresa externa mexicana, NeoCorp WaterR, por lo cual, debemos tenerlo en cuenta en
el presupuesto.
El sistema purificador de Agua incluye equipo de osmosis inversa.
Contiene todos los equipos necesarios para filtrar, desinfectar y producir agua purificada
con una calidad que puede igualar o superar a cualquier marca comercial. Esta Planta

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 16
Purificadora de Agua con osmosis inversa tiene una producción máxima de 1000
garrafones de 19 litros en 8 horas de funcionamiento.
El coste total de la planta purificadora de agua con ósmosis inversa es de 132500 pesos
mexicanos que al cambio en euros son unos 7834,34 que redondearemos en 10000 €.
NOTA.2:
Todos los costes y presupuestos que aparecen en el presente proyecto, son parciales, puesto
que algunos son aproximaciones y no se conocen con exactitud, además, como se indicó al
principio, no se encuentra contemplados algunos tramos de tuberías, como las de desagüe o
las que conducen al tanque de almacenamiento suplementario y las válvulas, accesorios y
sistemas de control necesarios, al no conocer el número de ellos con exactitud.
2.2 INMOVILIZADO PRINCIPAL, (29)
Un método sencillo para estimar el coste de capital de una planta es el denominado, método de Lang.
Este método se basa en la existencia de una relación constante entre el valor de X, primera
partida del inmovilizado (maquinaria y aparatos) y el total del inmovilizado.
Esta relación define lo que llamaremos coeficiente de Lang. Para dicho coeficiente ha dado
Lang tres estimaciones, según que la fabricación consista preponderadamente en el manejo
de sólidos, de fluidos o que estén promediadas ambas cosas:
Estos coeficientes responden, a valores medios de una combinación de una serie de factores
directos e indirectos, entre los que se encuentran los costes de tuberías, aislamientos,
instrumentación, servicios auxiliares, estructuras, pinturas, limpieza, protección frente a
incendios, instalación eléctrica, honorarios, contingencias, imprevistos…
El coeficiente de Lang combina todos estos factores multiplicativos en uno solo, siendo
diferentes según el tipo de sustancia que predomine en el proceso. Para el caso de plantas
en las que se trabaja con fluidos, es factor que Lang propone es 4,8 quedando la siguiente
ecuación:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 17
Luego, para realizar un cálculo aproximado de la planta completa realizamos la siguiente
operación:
A partir de los siguientes datos:
M.dis, Kg
I. Extractores
I. Tanques de Almacenamiento
I. Tanque Almacenamiento Suplementario
I. Equipos impulsión
875 126083,349 26867,721 5887,558 1342
1000 134444,053 26885,856 6847,093 1342
1125 145625,602 26978,610 7799,226 1342
1187,5 137719,248 27001,404 8592,441 1342
1250 141879,454 27065,781 8922,904 1342
I. Sistema purificación
I. Tuberías
I. caldera
I. Planta Purificadora
7057,660 1813,343 4000 10000
7066,588 2053,475 4000 10000
7079,384 2268,781 4000 10000
7072,023 2531,078 4000 10000
7073,396 2532,372 4000 10000
Tabla 2.2.1: Datos de partida para el cálculo del inmovilizado principal en función de la
cantidad de masa de disolvente utilizado en el sistema de extracción.
Obtenemos los siguientes resultados:
M.disolvente, kg
IE, € IF, €
875 183023,841 878514,437

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 18
1000 192616,326 924558,366
1125 205063,286 984303,773
1187,5 198227,877 951493,812
1250 202785,590 973370,833
Tabla 2.2.2: Costes del inmovilizado principal en función de la cantidad de masa de
disolvente utilizado en el sistema de extracción.
3. ESTADO DE MEDICIONES Este documento, también denominado como “cuadro de mediciones”, tiene como misión definir y determinar las “unidades de obra” que configuran el proceso que se presenta en el presente proyecto.
3.1 UNIDADES PRINCIPALES DEL PROCESO
Las unidades principales que engloban el proceso de este proyecto son los extractores, los
equipos de filtración y purificación y los tanques de almacenamiento.
Todos ellos se muestran con sus características principales en la siguiente tabla:
M. DISOL-
VENTE, Kg
DESCRIPCIÓN
UNIDA-DES
Extractores: Fondos toriesféricos Acero inoxidable AISI 304, rodeados por una camisa de vapor de acero al carbono SA-285, tipo 2, con 60 cm de ancho y agitador coaxial de acero inoxidable marca IPROCOMSA con velocidades de giro de 6 a 80rpm.
4
Di, Extractor m
Do, Extractor m
Di, Camisa, m
Do, Camisa, m
Capacidad m3
Altura (con soporte) m
875 1,749 1,773 1,893 1,907 2,007 3,750
1000 1,807 1,832 1,952 1,966 2,213 3,841

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 19
1125 1,887 1,913 2,033 2,047 2,52 3,978
1187,5 1,842 1,867 1,987 2,001 2,342 3,894
1250 1,850 1,876 1,996 2,010 2,375 3,908
Tanque de almacenamiento del producto final: Fondos toriesféricos Acero inoxidable AISI 304 y agitador de tres paletas montadas sobre un eje de acero inoxidable marca IPROCOMSA con velocidades de giro de 6 a 80 rpm
2
Di, m Do, m Capacidad m3
Altura(con soportes), m
875 1,284 1,291 2,497 3,004
1000 1,2891 1,296 2,526 3,012
1125 1,315 1,322 2,676 3,051
1187,5 1,321 1,328 2,714 3,060
1250 1,338 1,345 2,82 3,087
Tanque de almacenamiento suplementario para el extracto: Fondos toriesféricos Acero inoxidable AISI 304
1
Di, m
Do, m
Capacidad, m3
Altura(con faldón), m
875 2,448 2,455 17,28 5,319
1000 2,623 2,63 21,264 5,592
1125 2,784 2,791 25,409 5,842
1187,5 2,909 2,916 28,993 6,038
1250 2,956 2,866 30,519 6,116
Tabla 3.1.1: Principales unidades de procesos en función de la masa de disolvente utilizada.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 20
3.2 EQUIPOS DE IMPULSIÓN
Los equipos de impulsión varían, en función del caudal a impulsar y la altura a la cual, debe
elevarse el fluido.
Los equipos de impulsión necesarios para el presente proyecto serán:
Masa de disolvente, Kg
Descripción Unidades
Para cualquier masa de disolvente
Bomba centrífuga vertical serie MVX-6/4 monofásica, 1CV, marca Lowara, acero inoxidable AISI 304
3
Bomba centrífuga horizontal modelo CEAM 70/3 monofásica, 0,5CV, marca Lowara, acero inoxidable AISI 316L,
2
Tabla 3.2.1: Equipos de impulsión necesarios para presente proyecto.
3.3 TUBERÍAS
Las tuberías mínimas necesarias para unir los principales equipos de operación del presente
proyecto, son:
Masa disolvente, Kg
Descripción
Longitud, M
875
Tubería acero inoxidable AISI 304 D.nominal 3/4"
19,796
Tubería acero inoxidable AISI 304 D.nominal 1 1/2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 3 1/2"
5

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 21
1000
Tubería acero inoxidable AISI 304 D.nominal 1/2"
10,203
Tubería acero inoxidable AISI 304 D.nominal 1"
9,6
Tubería acero inoxidable AISI 304 D.nominal 2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 3 1/2"
5
1125
Tubería acero inoxidable AISI 304 D.nominal 3/4"
10,291
Tubería acero inoxidable AISI 304 D.nominal 1"
9,6
Tubería acero inoxidable AISI 304 D.nominal 2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 4"
5
1187,5
Tubería acero inoxidable AISI 304 D.nominal 3/4"
10,3
Tubería acero inoxidable AISI 304 D.nominal 1"
9,6
Tubería acero inoxidable AISI 304 D.nominal 2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 5"
5
1250
Tubería acero inoxidable AISI 304 D.nominal 3/4"
10,33
Tubería acero inoxidable AISI 304 D.nominal 1"
9,6
Tubería acero inoxidable AISI 304 D.nominal 2"
1,5
Tubería acero inoxidable AISI 304 D.nominal 5"
5
Tabla 3.3.1: Longitud de tuberías necesarias en función del diámetro nominal y la masa de
disolvente utilizada en el sistema de extracción.
3.4 SISTEMA DE PURIFICACIÓN Y CONCENTRACIÓN
El sistema de purificación y concentración necesario para obtener el producto deseado, es la
siguiente combinación de membranas filtrantes:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 22
Masa disolvente, kg
Equipo Cantidad
Malla de macrofiltración: Tejido llano de alambre en acero inoxidable 304, malla 40, de 0,23mm de diámetro del alambre y 0,4mm anchura de paso, la cual se coloca en el fondo inferior del tanque de extractor.
4
D, m A, m2
875 1,749 4,807
1000 1,807 5,130
1125 1,887 5,594
1187,5 1,842 5,327
1250 1,85 4,807
Para cualquier
masa de disolvente
Equipo de Microfiltración: Con membranas Lenntech Filtrado de sólidos de tamaño hasta 0,1 µm
1
Para cualquier masa de
disolvente
Equipo de Ultrafiltración: Con membranas Lenntech DOW InteglaFloTMUltrafiltration Modules IW74-1100 Rango caudal 3-8,8 m3/h
1
Para cualquier
masa de disolvente
Equipo de Nanofiltración: Con membranas Lenntech DOW Filmtec NF 270-400 Caudal máximo 15,9 m3/h Rendimiento 97%
1
Para cualquier masa de
disolvente
Columna de carbón activado: Sistema SALVADOR ESCODA Botella bobinada en poliéster reforzado en fibra de vidrio y liner interior PE grado alimentario Caudal 1m3/h
1
Tabla 3.4.1: Combinación de membranas filtrantes necesarias en función de la masa de
disolvente utilizada en el sistema de extracción.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 23
3.5 PRODUCCIÓN DE VAPOR
Para la producción de vapor de calefacción necesario en la camisa de vapor del extractor, se
ha seleccionado una caldera eléctrica capaz de suministrar una potencia mayor a la
necesaria en la producción de un turno, es decir, capaz de suministrar un vapor de calor
suficiente a los 4 extractores encamisados que funcionan simultáneamente.
Masa
disolvente, kg
Equipo
Cantidad
Para cualquier
masa de disolvente
Caldera de vapor eléctrica: Modelo GE marca ATTSU, con producciones de vapor desde 15 kW (20kg/h) hasta 3000kW (4500kg/h)
1
Tabla 3.5.1: Equipo necesario para la producción de vapor.
3.6 PLANTA PURIFICADORA DEL AGUA DEL PROCESO
La planta purificadora del agua de producción, se compra a una empresa externa mexicana,
NeoCorp WaterR, y se compone de los siguientes elementos:
ELEMENTOS DESCRIPCIÓN DE LA PLANTA PÙRIFICADORA DE AGUA CON OSMOSIS INVERSA
1
Filtro Multicama o multimedia en fibra de vidrio con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Materiales de filtración: gravillas de tres diferentes granulometrías, arena sílica 20-30 y antracita, válvula con entrada y salida a 1 pulgada.
1
Filtro de carbón activado granular GAC en fibra de vidrio con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Materiales de filtración: carbón coco nut o de cascara de coco, válvula con entrada y salida a 1 pulgada.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 24
1
Filtro Ablandador o Suavizador en fibra de vidrio que contiene 2 pies cúbicos de resina suavizadora con dimensiones: 13 pulgadas de diámetro por 54 pulgadas de alto. Incluye Tanque cilíndrico para salmuera con dimensiones 18 pulgadas de diámetro por 33 pulgadas de alto y flotador.
3
Portafiltros Pulidores o abrillantadores con dimensiones de 10 pulgadas de alto x 5 pulgadas de diámetro y con filtro polyspun de 20, 10 y 5 micrones para obtener agua cristalina.
1
Sistema de Osmosis Inversa capacidad para 4600 Galones por día. Montaje en base en acero estructural, dos membranas de osmosis inversa de alta producción y dos portamembranas de osmosis inversa construidos en acero inoxidable medidas 4 pulgadas de diámetro por 40 pulgadas de largo. Bomba multietapas de 1.5 HP, 2 caudalímetros para medir rechazo y producto (agua producida por osmosis inversa), 2 medidores de presión (operación y entrada al equipo), interruptor para paro por alta presión y control para evitar funcionamiento de la bomba en seco. El equipo de osmosis inversa funciona automáticamente.
1
Lámpara germicida de luz ultravioleta para 90 Litros por Minuto (con dos focos UV de 55 Watts cada uno). Cuerpo en acero inoxidable.
1
Ozonificador de Agua para eliminar virus y bacterias. Capacidad de producción: 2.4 gramos por hora, incluye válvula venturi y válvula check antiretorno de agua. Cuerpo en acero al carbono.
1
Lavadora y enjuagadora de garrafones de carrito TRIPLE (dos posiciones para lavado interno y externo de tres garrafones a la vez). Construida en acero inoxidable, uso rudo. Incluye bomba para inyección de sanitizante de garrafones con cabeza en acero inoxidable y regadera aspersora para enjuagado externo de los garrafones.
2
Tanques hidroneumáticos de 76 litros en acero al carbón con base superior para montaje de 2 bombas de 1.5 hp con cabeza contruida en acero inoxidable, incluye manómetro y automático para cada bomba.
1
Tanque de almacenamiento con 5000 litros de capacidad para almacenar agua por osmosis inversa producto. Dimensiones 1.86 metros de diámetro por 2.14 metros de alto.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 25
2
Tanques de almacenamiento con 5000 litros de capacidad para almacenar agua sin tratamiento. Dimensiones: 1.86 metros de diámetro por 2.14 metros de alto.
Tabla 3.6.1: Elementos de la planta purificadora de agua de proceso.
4. PRESUPUESTO DE EJECUCION MATERIAL (PEM)
Según el Reglamento general de contratación del Estado, artículo 68, el presupuesto de ejecución material es " el resultado obtenido por la suma de los productos del número de cada unidad de obra por su precio unitario y de las partidas alzadas".
Se entiende por unidad de obra el conjunto de recursos necesarios para construir un todo indivisible que queda integrado en una obra y que constituye la parte más pequeña en que la obra se considera dividida en un presupuesto, de forma que es susceptible de ser medida y certificada como unidad de obra.
PARTIDAS
Unidades de procesos, 4
Masa disolvente,kg Costes, €
875 126083,349
1000 134444,053
1125 145625,602
1187,5 137719,248
1250 141879,454
Tanques de Almacenamiento, 2
Masa disolvente,kg Costes, €
875 26867,721
1000 26885,856
1125 26978,610
1187,5 27001,404
1250 27065,781
Tanque de Almacenamiento suplementario
Masa disolvente,kg Costes, €
875 5887,558
1000 6847,093
1125 7799,226
1187,5 8592,441
1250 8922,904

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 26
Equipos de impulsión
Masa disolvente,kg Costes, €
Para cualquier masa de disolvente
1342
Tuberías
Masa disolvente,kg Costes, €
875 1813,343
1000 2053,475
1125 2268,781
1187,5 2531,078
1250 2532,372
Caldera
Masa disolvente,kg Costes, €
Para cualquier masa de disolvente
4000
Sistema de purificación y concentración
Masa disolvente,kg Costes, €
875 7057,660
1000 7066,588
1125 7079,384
1187,5 7072,023
1250 7073,396
Planta purificadora de agua
Masa disolvente,kg Costes, €
Para cualquier masa de disolvente
10000
Presupuesto de ejecución por contrata, PEM
Masa disolvente,kg Costes, €
875 183023,841
1000 192616,326
1125 205063,286
1187,5 198227,877
1250 202785,590
Tabla 4.1: Presupuesto de ejecución material, PEM.
5. PRESUPUESTO DE EJECUCION POR CONTRATA (PEC)

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 27
Según el Reglamento general de contratación del Estado, art.68, modificado según el RD 982/87, de 5 de junio, BOE núm. 181, el presupuesto de ejecución para contrato se obtiene incrementando el de ejecución material en los siguientes conceptos:
Gastos generales de estructura (GGE), que inciden sobre el contrato, cifrados en los porcentajes siguientes aplicados sobre el PEM:
- Del 13 al 17% para obras oficiales, el porcentaje lo fija cada departamento ministerial a la vista de las circunstancias concurrentes- en concepto de gastos generales de empresa, gastos financieros, cargas fiscales (IVA excluido) y tasas de la administración establecidas legalmente, que incidan sobre el coste de las obras y otros derivados de las obligaciones del contrato.
- El 6% para obras oficiales en concepto de beneficio industrial del contratista.
Estos porcentajes pueden ser modificados con carácter general por acuerdo del gobierno cuando, por el hecho de variar los supuestos actuales, se considere necesario. En las obras privadas, dichos porcentajes pueden ser diferentes de los especificados anteriormente.
El impuesto sobre el valor añadido (IVA) que grave la ejecución de la obra, que se aplicará sobre la suma del PEM y los GGE. Este impuesto puede variar en función de la zona geográfica, de modo que se tendrá que aplicar el que corresponda; por ejemplo, en las Islas Canarias se tiene que contemplar el Impuesto general indirecto canario (IGIC).
PARTIDAS
PEM (17%)
Masa disolvente,kg PEM, €
875 31114,053
1000 32744,7755
1125 34860,7586
1187,5 33698,7392
1250 34473,5504
Beneficio Industrial (6%)
Masa disolvente,kg Beneficio, €
875 41573,165
1000 30190,785
1125 26088,638
1187,5 38298,105
1250 49760,210
Masa disolvente,kg I.V.A, €

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 28
I.V.A (21%)
875 183941,085
1000 146117,177
1125 134373,522
1187,5 175671,221
1250 216745,711
Presupuesto de ejecución por contrata, PEC
Masa disolvente,kg PEC, €
875 256628,303
1000 209052,737
1125 195322,919
1187,5 247668,065
1250 300979,472
Tabla 5.1: Presupuesto de ejecución por contrata, PEC
6. COSTES ANUALES DE OPERACIÓN
Los costes de operación en este caso en particular incluyen:
Costes materia prima
Costes de agua de red
Coste electricidad
Costes de mantenimiento, estos se estiman en el 2% del inmovilizado principal.
Costes de la materia prima
La materia prima considerada en el presente proyecto, son las hojas de Estevia secas, puesto
que suponemos, que la Estevia la produciremos nosotros en la finca en la cual se encuentra
situada la planta de extracción, es decir, la materia prima la produce la misma empresa que
realiza la extracción, el coste de la materia prima para el presente proceso de extracción se
considera nulo.
Cálculo coste anual de agua de red

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 29
Realizando los cálculos para un sistema de extracción cuya masa de disolvente es de 1250
kg:
volumen disolvente por lote: 1,250 kg
N° lotes diarios: 8
Días laborables al mes: 22
Coste agua de red: 1,204607€/m3, en función de la tarifa industrial mensual para
consumos mayores de 10 m3.
Realizando los cálculos para el resto de sistemas de extracción:
Masa disolvente, kg
Volumen disolvente, m3
Consumo mensual, m3/mes
Coste mensual €/mes
Coste anual €/año
875 0,875 154 185,509 2226,114
1000 1 176 212,011 2544,130
1125 1,125 198 238,512 2862,146
1187,5 1,187 209 251,763 3021,154
1250 0,125 220 265,014 3180,162
Tabla 6.1: Gasto mensual, costes mensuales y anuales de agua de red en función de la cantidad de masa de disolvente utilizada en el sistema de extracción.
Coste anual de corriente eléctrica

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 30
El consumo de electricidad anual, se calcula como, la suma del consumo total de todos los
equipos considerados del presente proyecto que funcionen por medio de este tipo de
energía, multiplicado por el número de horas de operación anuales y por el precio del kW/h.
Consumo equipos de impulsión:
Las horas de funcionamiento anuales, suponiendo el máximo de horas posibles según las
horas y días laborales de la empresa:
- Horas diarias de operación: 2 turnos de trabajo, 16horas
- Días laborales al mes: 22 días
- Meses en un año: 12 meses
Luego las horas de operación anuales son:
- Precio del kW en Andalucía en el año 2015 según la empresa Iberdrola es: 5,374623
€/kWh
Masa disolvente, kg
Bomba Potencia consumida,
W
Potencia anual consumida, kWh/año
Coste, €/año
875
1 8,828 37,290 200,421
2.1 11,921 50,355 270,642
2.2 9,089 38,394 206,352
3 6,132 25,900 139,201
4 15,837 66,897 359,548
TOTAL 1176,164
1000
1 9,234 39,006 209,642
2.1 13,247 55,956 300,745
2.2 8,992 37,984 204,149
3 5,469 23,102 124,166
4 14,302 60,413 324,699
TOTAL 1163,401
1 11,767 49,706 267,149

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 31
1125
2.1 16,403 69,287 372,392
2.2 9,180 38,778 208,418
3 6,125 25,870 139,043
4 16,228 68,549 368,426
TOTAL 1355,428
1187,5
1 12,687 53,589 288,021
2.1 17,219 72,733 390,914
2.2 9,379 39,618 212,933
3 6,327 26,723 143,628
4 16,789 70,915 381,142
TOTAL 1416,638
1250
1 12,648 53,423 287,131
2.1 17,097 72,219 388,147
2.2 9,852 41,613 223,657
3 6,808 28,758 154,562
4 18,135 76,601 411,703
TOTAL 1465,2
Tabla 6.2: coste anual del consumo eléctrico de los equipos de impulsión, en función de la
cantidad de disolvente utilizado en el sistema de extracción.
Consumo de la caldera:
Las horas de funcionamiento anuales, suponiendo que el tiempo total de la extracción
son 3h, y añadiéndole 1h de operación a la caldera para encenderla con antelación y no
esperar a que se produzca la cantidad de vapor suficiente :
- 2 turnos de trabajo al día
- 4 horas por cada extracción
- Días laborales al mes: 22 días
- Meses en un año: 12 meses
Luego las horas de operación anuales son:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 32
- Precio del kW en Andalucía en el año 2015 según la empresa Iberdrola es: 5,374623
€/kWh
Masa disolvente, kg
Potencia consumida
por extractor, kW
Potencia consumida por 4 turno,
kW
Potencia anual
consumida, kWh/año
Coste anual, €/año
875 382,978 1531,912 808849,356 4347260,35
1000 413,942 1655,768 874245,573 4698740,36
1125 451,865 1807,460 954339,068 5129212,7
1187,5 431,772 1727,087 911902,079 4901129,89
1250 426,360 1705,441 900473,109 4839703,48
Tabla 6.3: coste anual del consumo eléctrico de la caldera, en función de la cantidad de
disolvente utilizado en el sistema de extracción.
Consumo de los agitadores:
La potencia necesaria para los agitadores de los extractores es la siguiente tomando las
siguientes consideraciones:
Las horas de funcionamiento anuales, suponiendo que el tiempo total de la extracción
son 3h:
- 2 turnos de trabajo al día
- 4 extracciones por turno
- 3 horas por cada extracción
- Días laborales al mes: 22 días
- Meses en un año: 12 meses
Luego las horas de operación anuales son:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 33
- Precio del kW en Andalucía en el año 2015 según la empresa Iberdrola es: 5,374623
€/kWh
Masa disolvente, kg
Potencia consumida por agitador, W
Potencia total consumida anual por agitador, kWh/anual
Potencia anual consumida por los agitadores kWh/anual
Coste anual €/año
875 2,050 12,990 51,959 279,259
1000 2,490 15,780 63,118 339,237
1125 3,092 19,589 78,358 421,143
1187,5 2,735 17,327 69,310 372,515
1250 2,713 17,191 68,765 369,588
Tabla 6.4: coste anual del consumo eléctrico de los agitadores del sistema de extracción, en
función de la cantidad de disolvente utilizado.
NOTA:
La potencia consumida por el agitador de los tanques de almacenamiento es tan baja que su
consumo se desprecia frente los demás datos de consumo eléctrico
Costes de mantenimiento
Se toma como costes de mantenimiento el 2% del inmovilizado principal, obteniendo los
siguientes resultados:
Masa disolvente, Kg
Coste inmovilizado, IF €
Costes de mantenimiento, €
875 878514,437 17570,289
1000 924558,366 18491,167
1125 984303,773 19686,075
1187,5 951493,812 19029,876
1250 973370,833 19467,417
Tabla 6.5: Costes de mantenimiento anuales

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 34
Luego, los costes totales anuales de operación, se obtendrán fácilmente sustituyendo en la
ecuación:
Obteniendo los siguientes resultados:
Masa disol-vente, kg
Coste anual agua de red, €
Coste anual consumo equipos impulsión,€
Coste anual consumo equipos caldera, €
Coste anual consumo agitado-res, €
Coste anual de manteni-miento,
Costes anuales netos, €
875 2226,114 1176,164 4347260,354
279,259
17570,289
4368512,179
1000 2544,130 1163,401 4698740,363
339,237
18491,167
4721291,077
1125 2862,146 1355,428 5129212,704
421,143
19686,075
5153553,25
1187,5 3021,154 1416,638 4901129,888
372,515
19029,876
4924983,84
1250 3180,162 1465,2 4839703,481
369,588
19467,417
4864185,848
Tabla 6.6: costes anuales netos, en función de la masa de disolvente utilizada en el sistema
de extracción.
7. BENEFICIO INDUSTRIAL Y AMORTIZACIÓN
Los beneficios obtenidos en el proceso diseñado vendrán de la venta del edulcorante líquido de Estevia. La producción anual del edulcorante al 10% es de:
Masa disolvente, kg
Litros Estevia al 10%
875 274630,394
1000 277828,843
1125 294380,408

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 35
1187,5 298496,575
1250 310224,045
Tabla 7.1: Producción anual de Estevia El edulcorante de Estevia en forma líquida, se vende en envases desde 30 a 125ml y su precio varía entre 4 y 15€, en función de la cantidad de Estevia. El edulcorante líquido más parecido por composición, al proyectado en el presente documento, es el de la marca Natreen, el cual se venden en envases de 125ml y cuyos precios varían en función del supermercado:
Imagen 7.1: distintos precios edulcorante líquido natreen.
Siendo este, el producto con el cual debemos competir comercialmente, consideraremos un precio de 2,5€ los 125 ml dejando un margen para los costes de envasado, transporte y comerciales, los cuales, no se encuentran considerados en el presente proyecto.
7.1 INGRESO ANUAL NETO
Es la ganancia obtenida por la venta del producto proyectado.
Establecido un precio, podemos obtener el beneficio anual como:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 36
Siendo:
V: beneficio anual por la venta de Estevia, €/año.
p: precio de venta de la Estevia, 2,5 € los 125ml = 0,02€/ml
q: volumen de producción, L/año. Sustituyendo los datos anteriores en la ecuación del beneficio obtenemos los siguientes resultados:
Masa disolvente, kg
Producción anual, L
Producción anual, ml
Ingreso anual, €/año
875 274630,394 274630394 5492607,885
1000 277828,843 277828843 5556576,865
1125 294380,408 294380408 5887608,162
1187,5 298496,575 298496575 5969931,501
1250 310224,045 310224045 6204480,905
Tabla 7.1.1: Ingreso anual neto obtenido por la vente del edulcorante de Estevia líquido en
función de la cantidad de disolvente utilizado en el sistema de extracción.
7.2 BENEFICIO ANUAL BRUTO
Es la diferencia entre el precio de venta (sin IVA) de un bien o servicio y el coste de
producción de ese mismo producto. Este margen bruto, que suele ser unitario, es un margen
de beneficio antes de impuestos.
Puede calcularse mediante la siguiente expresión:
Como ambos datos son conocidos, si sustituimos obtenemos los siguientes resultados:
Masa disolvente, kg
Ingresos netos anuales, €
Costes netos anuales, €
Beneficio bruto anual, €
875 5492607,885 4368512,179 1124095,706

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 37
1000 5556576,865 4721291,077 835285,7878
1125 5887608,162 5153553,25 734054,9119
1187,5 5969931,501 4924983,84 1044947,661
1250 6204480,905 4864185,848 1340295,057
Tabla 7.2: Beneficio industrial en función de la masa de disolvente utilizada en el sistema de
extracción.
7.3 BENEFICIO ANUAL NETO
Es el margen de beneficio después de los impuestos; Esto es, el margen bruto unitario, R,
menos los impuestos repercutibles en ese producto.
Se pueden obtener mediante la siguiente expresión:
Donde:
P: Beneficio Neto Anual
R: Beneficio Bruto Anual
e: Factor de amortización (se calcula para saber lo recuperado de la inversión en inmovilizado)
If: Valor del capital inmovilizado
d: Factor anual de pérdida del inmovilizado
t: impuestos
Factor de amortización, e:
Es una determinada suma de dinero que se va acumulando con el fin de obtener un
determinado monto.
Normalmente, se obtiene invirtiendo cantidades iguales al final de periodos iguales.
Se puede obtener mediante la siguiente expresión:
Siendo:
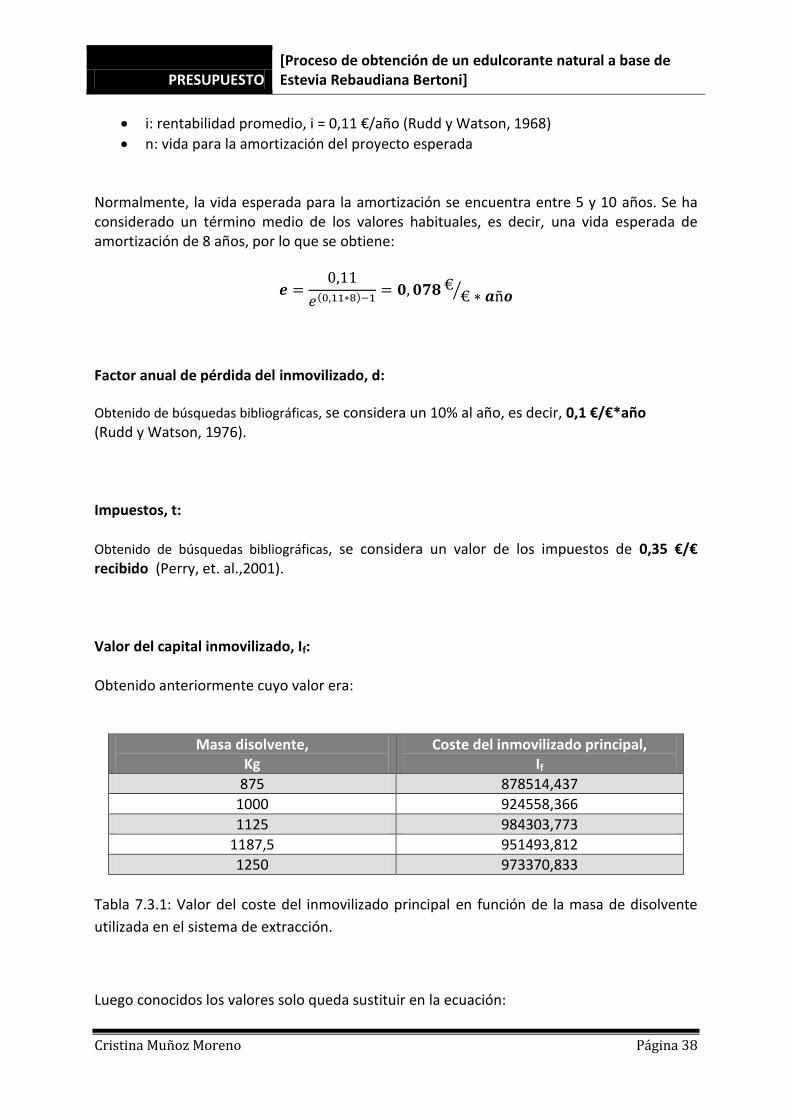
PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 38
i: rentabilidad promedio, i = 0,11 €/año (Rudd y Watson, 1968)
n: vida para la amortización del proyecto esperada
Normalmente, la vida esperada para la amortización se encuentra entre 5 y 10 años. Se ha considerado un término medio de los valores habituales, es decir, una vida esperada de amortización de 8 años, por lo que se obtiene:
Factor anual de pérdida del inmovilizado, d:
Obtenido de búsquedas bibliográficas, se considera un 10% al año, es decir, 0,1 €/€*año (Rudd y Watson, 1976). Impuestos, t: Obtenido de búsquedas bibliográficas, se considera un valor de los impuestos de 0,35 €/€ recibido (Perry, et. al.,2001). Valor del capital inmovilizado, If: Obtenido anteriormente cuyo valor era:
Masa disolvente, Kg
Coste del inmovilizado principal, If
875 878514,437
1000 924558,366
1125 984303,773
1187,5 951493,812
1250 973370,833
Tabla 7.3.1: Valor del coste del inmovilizado principal en función de la masa de disolvente
utilizada en el sistema de extracción.
Luego conocidos los valores solo queda sustituir en la ecuación:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 39
Y se obtienen los siguientes valores:
Masa disolvente, Kg
Valor del beneficio anual bruto, €
Coste del inmovilizado principal, €
Valor del beneficio anual neto, €
875 1124095,706 878514,437 692886,088
1000 835285,7878 924558,366 503179,752
1125 734054,9119 984303,773 434810,630
1187,5 1044947,661 951493,812 638301,746
1250 1340295,057 973370,833 829336,842
Tabla 7.3.2: Valor del beneficio anual neto en función de la masa de disolvente utilizada en el
sistema de extracción.
NOTA:
Al igual que los costes, el beneficio también es parcial, pues habría que restarle los costes de
personal, que no conocemos y los costes de riego, recogida y secado de las plantas de
Estevia, ya que son operaciones llevadas a cabo en la plantación, y aunque su diseño no se
encuentra proyectado, son costes que deben cubrirse de los ingresos de la venta del
producto.
7.4 RENTABILIDAD La rentabilidad económica mide la tasa de devolución producida por un beneficio económico (anterior a los intereses y los impuestos) respecto al capital total, incluyendo todas las cantidades prestadas y el patrimonio neto (que sumados forman el activo total). Es además totalmente independiente de la estructura financiera de la empresa. Para que se considere que un proyecto es rentable económicamente, debe obtenerse como mínimo un 15% de rentabilidad. La rentabilidad viene determinada por el cociente entre el Beneficio Neto Anual y el Capital Fijo Invertido Promedio, por cien:

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 40
Sustituyendo en la ecuación anterior, obtenemos los siguientes resultados de rentabilidad:
Masa disolvente, Kg
Beneficio neto anual, P
Coste del inmovilizado, If
Rentabilidad, R.E., %
875 692886,088 878514,437 78,870
1000 503179,752 924558,366 54,424
1125 434810,630 984303,773 44,174
1187,5 638301,746 951493,812 67,084
1250 829336,842 973370,833 85,203
Tabla 7.4.1: Rentabilidad obtenida en función de la cantidad de disolvente utilizada en el
sistema de extracción.
7.5 PERÍODO DE AMORTIZACIÓN
El período de amortización es el tiempo necesario, para finalizar el pago de una inversión
inicial.
Se obtiene mediante la siguiente expresión:
Sustituyendo, nuestros datos en la ecuación anterior obtenemos:
Masa disolvente, Kg
Beneficio anual bruto, R
Coste capital invertido, If
Período de amortización, años
Período de amortización, meses
875 1124095,706 878514,437 0,782 9,378
1000 835285,7878 924558,366 1,107 13,283

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 41
1125 734054,9119 984303,773 1,341 16,091
1187,5 1044947,661 951493,812 0,911 10,927
1250 1340295,057 973370,833 0,726 8,715
Tabla 7.5.1: Período de amortización obtenida en función de la cantidad de disolvente
utilizada en el sistema de extracción.

PRESUPUESTO
[Proceso de obtención de un edulcorante natural a base de Estevia Rebaudiana Bertoni]
Cristina Muñoz Moreno Página 42















![Nuevo Reglam[1].Seg.Minera](https://static.fdokumen.com/doc/165x107/63364254d2b7284203084049/nuevo-reglam1segminera.jpg)




