November/December 2004 Gear Technology
68
GEAR TECHNOLOGY The Journal of Gear Manufacturing NOVEMBER/DECEMBER 2004 THE GEAR INDUSTRY’S INFORMATION SOURCE www.geartechnology.com FEATURES • IMTS Follow-Up • The Key to Gearbox Purchasing • Remedies for Hob Cutting Edge Failure due to Chip Crush • Non-Standard Cylindrical Gears • High Performance P/M Gears
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of November/December 2004 Gear Technology

GEAR TECHNOLOGYThe Journal of Gear ManufacturingNOVEMBER/DECEMBER 2004
THE GEAR INDUSTRY’S INFORMATION SOURCE
www.geartechnology.com
FEATURES• IMTS Follow-Up• The Key to Gearbox Purchasing• Remedies for Hob Cutting Edge
Failure due to Chip Crush• Non-Standard Cylindrical Gears• High Performance P/M Gears

GLEASON-PFAUTER FORM GRINDERSGIVE YOU THE EDGE
RevolutionaryDesign Features;Big Savings...
KEEPING THE WORLD IN MOTION™
Save on Cycle Times...■ On-machine dressing integrates
the dressing unit with the grinding head to ensure the highest level of repeatability. Compensation for wheel wear between dresses is automatic—and fast.
■ On-machine inspection analyzes stock distribution, and compensatesfor heat treat distortion and partrunout. The grinding cycle isoptimized automatically.
■ Designed with the flexibility to also grind internal and external gears with Gleason high-performanceplated CBN wheels.
■ Dramatic reduction in setup time through automatic compensation of radial and axial runout. Time-intensive and costly manual alignment is eliminated.
■ Proprietary (patent pending) system uses special measuring device and software to determine workpiece position relative to table and machine axes; automaticallycompensates for runout during machining.
For gear diameters from 400 to 4,000 mm, Gleason-Pfauter FormGrinders can take the time, cost and question marks out of yourprocess, and put more profitability in.
Call us, or visit www.gleason.comfor real-worldexamples of this technology at work.
1000 University Ave., P.O. Box 22970 Rochester, NY 14692-2907 U.S.A.
Phone: 585/473-1000 Fax: 585/461-4348 Web site: www.gleason.com E-mail: [email protected]
NEW! Save on Setups...Automatic Compensation:
Eccentric Position Oblique Position

GLEASON BRINGS YOU THE LATEST TECHNOLOGYIN PLATED GRINDING WHEELS AND DRESSING TOOLS
leason Cutting Tools offers a complete line ofhigh-precision replatableCBN and diamond
grinding and dressing wheels, foruse with any modern CNC gearprofile, gear honing or geargrinding machine.
This line of precision tools is available in a wide range of
designs, configurations and sizes to meet any special form or geargrinding application.
The use of Gleason single layerCBN technology helps deliverhigher stock removal rates, lower cost per workpiece, longerwheel life and more consistentquality. CMM verification ofground coupons is available for
the highest quality assurance.
The investment in Gleason Cutting Tools’ new state-of-the-art precision plating facility assuresthe highest quality, consistency and faster deliveries.
For more information, contact:
G
C O R P O R A T I O N1351 Windsor Road Phone: 815-877-8900Loves Park, IL 61111 USA Fax: 815-877-0264Website: www.gleason.com E-Mail: [email protected]
KEEPING THE WORLD IN MOTION™

GEAR TECHNOLOGYFEATURESIMTS 2004: Recovery in the Gear Pavilion
Gear industry suppliers were positive about this year’s show........................................10
Understanding the Application:
A Key to Economical Gearbox Purchases
The factors to consider when buying a gearbox................................................18
Remedies for Cutting Edge Failure of Carbide Hob due to Chip Crush
The second article dealing with a common failure mode in dry hobbing......................22
Non-Standard Cylindrical Gears
Possibilities with molded plastic and other formed gearing...........................................30
High Performance Gears Using Powder Metallurgy (P/M) Technology
New techniques bring powdered metal closer
to the automotive gearing forefront...........................................................38
DEPARTMENTSPublisher’s Page
Breath of Fresh Air...........................................................................................7
Technical Calendar
Don’t miss these upcoming industry events....................................................................9
Industry News
The latest news from the gear industry............... ............................................................48
Product News
New machines, tools and other products for the gear industry......................................56
Classifieds
Services, Heat Treating, Websites, Software and Gear Manufacturing..........................60
Advertiser Index
Use this directory to get information fast........................................................................63
Addendum
Gears R Us..............................................................................................................64
The Journal of Gear ManufacturingNOVEMBER/DECEMBER 2004
30
38
64
10

KAPPTECHNOLOGIES
The best is now available.KAPP CBN wheels make any machine
more efficient, more productive, more profitable.
2870 Wilderness Place Ph: 303-447-1130
Boulder, Colorado 80301 www.kapp-usa.com Fx: 303-447-1131

4 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
EDITORIAL
Publisher & Editor-in-ChiefMichael Goldstein
Managing Editor William R. Stott
Associate Editor Joseph L. Hazelton
Assistant Editor Robin Wright
Editorial Consultant Paul R. Goldstein
Technical EditorsRobert Errichello, Don McVittieRobert E. Smith, Dan Thurman
Guest Technical EditorHoward Sanderow
Glenn Schlarb
ART
Art Director Jean Bartz
ADVERTISING
Advertising Manager Patricia Flam
Advertising Coordinator Carol Tratar
CIRCULATION
Circulation Coordinator Carol Tratar
INTERNET
Web Developer Dan MacKenzie
Gear Industry Home Page™Sales Patricia Flam
powertransmission.com™Sales Clark Hopkins
RANDALL PUBLISHING STAFF
PresidentMichael GoldsteinVice PresidentRichard Goldstein
Accounting Luann Harrold
Phone: 847-437-6604E-mail: [email protected]: www.geartechnology.com
www.powertransmission.com
GEAR TECHNOLOGY, The Journal of Gear Manufacturing (ISSN 0743-6858) is publishedbimonthly by Randall Publishing, Inc., 1425 Lunt Avenue, P.O. Box 1426, Elk Grove Village, IL60007, (847) 437-6604. Cover price $5.00 U.S. Periodical postage paid at Arlington Heights, IL, andat additional mailing office (USPS No. 749-290). Randall Publishing makes every effort to ensurethat the processes described in GEAR TECHNOLOGY conform to sound engineering practice.Neither the authors nor the publisher can be held responsible for injuries sustained while followingthe procedures described. Postmaster: Send address changes to GEAR TECHNOLOGY, The Journalof Gear Manufacturing, 1425 Lunt Avenue, P.O. Box 1426, Elk Grove Village, IL, 60007. ©Contentscopyrighted by RANDALL PUBLISHING, INC., 2004. No part of this publication may be repro-duced or transmitted in any form or by any means, electronic or mechanical, including photocopying,recording, or by any information storage and retrieval system, without permission in writing from thepublisher. Contents of ads are subject to Publisher’s approval.
VOL. 21, NO. 6
GEAR TECHNOLOGYThe Journal of Gear Manufacturing
Global Solutions from a Truly Global Company
The only company of its kind with a truly globalmanufacturing presence in all three areas of itscustomer's production: Europe, United States, FarEast. miniGears is the first name worldwide in providingsmall and mid-size precision transmission com-ponents in high volumes produced with consistentlyexceptional quality, both by traditional steelmachining and highly innovative powdermetallurgical PM processes. A team of highly motivated and qualified indi-viduals, recognized for their competence, account-ability, innovation capability and responsivenessto customers' needs, have established miniGearsas the reliable partner in gear calculation, en-gineering design and development, testing andproduction of gears and complete kinematic mech-anisms.
ISO/TS 16949:2002 certified
mG miniGears North America
2505 International ParkwayVirginia Beach, VA 23452 U.S.A.
ph.: (757) 233-7000fax: (757) 627-0944
e-mail: [email protected]: www.minigears.com

No matter how you need your gears machined,
LIEBHERR HAS A WAY!
As the pioneer of high-speed dry gearmachining, Liebherr is leading the way in gear cutting, offering machines withgear drives or direct drives in modular platforms from 80 mm to 4500 mm diameters.
Hobbing. Productivity: fast cycle timesover the full spectrum of external gears.
Shaping. Flexibility: CNC guide forinternal and external spur or helicalgears.
Grinding. Precision: generating or profile grinding, with dressable or CBNtools in one machine.
Liebherr gear machines are renowned for quality, productivity, reliability, main-tainability and low life-cycle cost.
Liebherr Gear Technology Co.1465 Woodland Drive
Saline, MI 48176-1259734.429.7225
The Gearing Partnership of Liebherr, Klingelnberg and Oerlikon
Gear Hobbing • Shaping • Grinding • Measuring

And it does it all: generating grinding, form grinding,dressable tools, CBN tools, and integrated inspection.
2870 Wilderness Place Ph: 303-447-1130
Boulder, Colorado 80301 www.kapp-usa.com Fx: 303-447-1131
KAPPTECHNOLOGIES
The best is affordable.

Like many of you who exhibited and attended, I’m relieved because IMTS is a big,
long, grueling show, and getting through it is an accomplishment in itself. I’m also
relieved because I went to the show with some apprehension, but I left with consider-
able optimism that the gear industry is alive and well.
The raw numbers from IMTS don’t tell the real story. In 2002, attendance at the show was 85,000. This year, it was 86,000. On
the face of things, that doesn’t seem like much cause for celebration. But I was there. I saw the faces of the exhibitors, and I could
read the change in attitude by looking at their eyes and at the way they carried themselves. While the overall show experienced
only a small increase in attendance, the feeling in the gear pavilion was very upbeat and positive. Psychologically, the change since
a year ago at Gear Expo was quite dramatic. Exhibitors and attendees seemed like different people than they were at previous
shows—everyone seemed more confident, enthusiastic and revived.
Many gear machine tool exhibitors told us that customers weren’t just shopping, they were buying. Customers were very
focused and purposeful. They were armed with lists of projects and specific problems that needed solving, as well as lists of sup-
pliers they wanted to see. Perhaps most importantly, they came with shopping lists of machine tools they wanted to buy. Several
exhibitors told us they sold machine tools right off the show floor.
In recent years, we’ve become accustomed to the exhibitors and trade show sponsors putting a good face on things, in spite of
the lack of business. But this year, there wasbusiness, and it showed in the attitudes of the exhibitors. (See our IMTS follow-up
article beginning on page 10 to read some of the comments from major exhibitors.)
Those positive feelings carried over into Gear Technology’s first bi-annual IMTS Dinner, held at Maggiano’s restaurant in
Chicago. At the dinner, nearly 60 IMTS exhibitors, gear industry suppliers and gear manufacturers had the opportunity to eat, meet
and network. They reaffirmed how successfully they thought the show was going, and they told us how busy they were. We even
saw among this group the developing of new contacts and relationships that could lead to future business.
Even outside IMTS, there seems to be a lot of activity in the gear industry. Before the show, I spoke
to a number of gear manufacturers who weren’t going to IMTS. It wasn’t that they didn’t need new
technology or more equipment. They just didn’t have time to make the trip because they were too busy
making gears. There seems to be more demand, more activity and more business in the gear industry
than the raw numbers from IMTS would indicate.
A breath of fresh air can be powerful medicine—both financially and psychologically. IMTS reaf-
firmed my feeling that our industry is on the upswing. By all indicators, 2005 should be a prosperous
year for the gear industry. Hopefully, the level of activity we’re seeing now will continue for some
time—right up through and beyond Gear Expo 2005, which takes place October 16–19 in Detroit.
IMTS showed that the gear industry is not only alive, but growing again. I’m excited about the future of our industry, which is
why I’m already looking forward to Gear Expo—and you should be, too.
So start making your plans now. I’ll see you at Gear Expo next fall.
PUBLISHER’S PAGE
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • SEPTEMBER/OCTOBER 2004 7
Michael Goldstein, Publisher & Editor-in-Chief
Breath of Fresh AirWhew. IMTS is over, and I’m relieved, in more ways than one.

Quality Spiral Bevel Tools
A/W Systems Co. is your quality alternative manufacturing source of spiral gear roughing and finishing cutters and bodies.We can also manufacture new spiral cutter bodies in diameters of 5" through 12" at present.
A/W can also supply roughing and finishing cutters for most 5"–12" diameter bodies.Whether it’s service or manufacturing, consider us as an alternative source for cutters and bodies.
You’ll be in for a pleasant surprise.
Royal Oak, MI 48067 Tel: (248) 544-3852 • Fax: (248) 544-3922

November 17–19—Dimensioning and TolerancingPrinciples for Gages and Fixtures. School of ContinuingEducation, University of Wisconsin—Milwaukee. Milwaukee,WI. This course is suitable for professionals interested in learn-ing ASME and ANSI practices for the newly approved standardY14.43-2003 for the design, dimensioning and tolerancing ofGO gages, NOGO gages, functional gages and fixtures. Coursetopics include setting master discs and rings, design constraints,coefficient of expansion, similiarities and differences betweengages and fixtures. $1,095. For more information, contact theSchool of Continuing Education by telephone at (414) 327-2121.
November 26—KISSsoft Shaft Analysis Seminar. Gauteng,South Africa. A day of information on KISSsoft coveringshafts, gear optimization, and modeling of systems/powertrain.Free. For more information, contact KISSsoft AG on theInternet at www.kisssoft.ch.
December 7–9—Variable Drives Frequency Course. BestWestern Inn, Kansas City, KS. Teaches attendees energy savingtechniques, power transmission principles (speed, torque andhorsepower), bypass systems, speed/torque control methodsand power distribution considerations. This course is also beingheld December 14–16 in Omaha, NE, and January 14–16 inMinneapolis, MN. $1,100. For more information, contactNational Technology Transfer Inc. by e-mail [email protected] or by telephone at (800) 922-2820.
December 13–16—Gear School 2004. Gleason Cutting Toolsfacility, Rockford, IL. Broken into sessions calledFundamentals, High Speed Steels and Coatings, Cutting theGear, Gear Inspection and a tour of the Gleason plant. $895.For more information, contact Gleason by telephone at (815)877-8900 or on the Internet at www.gleason.com.
January 11–14—Shaft Gear Analysis, Theory andCalculation. Istanbul, Turkey. Day one introduces shaft bear-ing and calculation. An introduction to gears and their calcula-tion and optimization are covered on the second and third days.The final day focuses on KISSsoft drive trials. The price is bro-ken down by day, with the first and fourth days each at €25 and the middle days at €50 apiece. For more information, con-tact the sponsors at [email protected] [email protected].
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 9
Tell Us What You Think . . . Send e-mail to [email protected] to• Make a suggestionOr call (847) 437-6604 to talk to one of our editors!
TECHNICAL CALENDAR
GROUND GEARS – Ten or Ten ThousandFor small to medium quantities of spurs or helicals that have tomeet clost-tolerance AGMA or DIN specs, our Reishauer grindersand M&M gear analysis systems are the perfect combination.
For Long runs, we offer the unique Liebherr CBN grindingprocess with full SPC quality control and documentation.
So whether your needs are for ten or tens of thousands, weinvite you to join the growing list of INSCO customers who rely onus for consistent quality, reasonable costs, and reliable delivery.
PHONE: 978-448-6368FAX: 978-448-5155WEB: inscocorp.com
ISO 9001 Registered
412 Main Street, Groton, Massachusetts 01450


www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 11
IMTS ’04 hadn’t, by any means,recovered from America’s economicrecession in 2001 and its subsequent,erratic recovery. Attendance had plum-meted from 100,000 at IMTS 2000 to85,000 at the ’02 show, but it was stableat 86,000 at this IMTS. In the GearPavilion, it appeared more than stable.Several gear industry exhibitors report-ed attendance was up at their boothscompared with IMTS ’02 and had reac-tions similar to Lang’s.
“This experience surpassed 2000and 2002,” said Mark Hiscock, vicepresident–American sales for GleasonCorp. “Attendance was up about 16 per-cent, with more serious inquiries anddiscussion/optimism for future pro-grams. We actually closed orders onseven machines at the show.”
IMTS 2004:Recovery in the Gear Pavilion
Tom Lang liked what he saw in
the Gear Generation Pavilion at
IMTS 2004. Standing in his
booth, Kapp Technologies’ vice
president/general manager
talked with many attendees dur-
ing the show and afterward said:
“We had an increase of both
quality and quantity of visitors.”
IMTS BY THE NUMBERS
IMTS 2000 IMTS 2002 IMTS 2004
Exhibitors 1,300+ 1,300+ 1,200
Space Occupied 1.4 million 1.2+ million 1+ millionsq. ft. sq. ft. sq. ft.
Attendees 100,000 85,000 86,000
New Gear Shaping Machine from Bourn & KochThe Fellows HS650 gear shaping machine from Bourn & Koch Inc. was
one of the new machines attracting interest at IMTS ’04.“There was quite a bit of interest there,” says Bourn & Koch president
Tim Helle, “and we found a number of quality leads.”The gearless gear
shaper has 50% few-er parts than its pre-decessors and iscompatible with theprevious tooling,Helle says. It containsa gearless CNCguide designed tomatch the Hydro-stroke’s high strokingspeed with a highperformance rotaryaction.
The gear shaperhas a GUI interfacethat allows users to input gear geometry and then view the construction ofthe physical workpiece on the screen.The gear shaper is easily movable in atwo-pick package. Its complete machine enclosure has a slop chip evacuationsurface and a modular, multiple platform package.
For more information, contact Bourn & Koch of Rockford, IL, by telephoneat (815) 965-4013 or on the Internet at www.bourn-koch.com.

New Inverter Duty Gearmotors from Baldor
Baldor introduced its new inverter duty gearmotorline at IMTS ‘04.
Eric Frey, gear product specialist at Baldor, says,“These units require absolutely no main-tenance and are permanently lubricatedwith synthetic oil. Right-angle gearmo-tors feature our exclusive internal oilexpansion chamber that allows ourgearmotor to be mounted in anyapproved position without having torelocate a breather vent.”
The induction-hardened, ground steelworm and bronze gear provide a smoother operation,cooler running and increased efficiency, Frey says.
According to the company’s pressrelease, a range of gear ratios aswell as both right angle and
parellel shaft configurationsare available to meetapplication needs.
For more informa-tion, contact Baldor of
Fort Smith, AR, by telephoneat (479) 646-4711 or on the Internet at www.baldor.com.
12 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
A Bigger Phoenix from GleasonThe 600 HC CNC gear cutting machine from Gleason Corp. is a bigger version of the earlier Phoenix 275 HC and
has additional bevel gearing capacities.Dave Melton, communications manager, says this new machine can open the company up to new gearing markets like
off-highway gears.Among its attributes are its cutting capability for gears as large as 600 mm and a monolithic column design that places
the operator in close proximity to the cutter and work spindle. Also, the machine takes up 35% less floor space thancomparable models in its class, according to the company’s press release.
The 600 HC uses Gleason’s machine manager software and runs on aFanuc 160i CNC controller that simplifies setup and operation in a Windowsenvironment.
In addition, shorter axis travels as well as higher feeds andspeeds of the direct drive spindle, improve both wet and drycutting applications and cycle times when compared to othermodels in the class, according to Gleason’s press release.
With one machine already en route to a new owner, the600 HC has been 18 months in the works, from the time of itsfirst prototyping. Gleason is still testing some aspects, saysMelton, but is excited about this entry in the gear market.
For more information, contact Gleason of Rochester, NY, bytelephone at (585) 473-1000.
New Gearhead from DanaherMotion
The Micron Gearhead RediMount Motor MountingSystem from Danaher Motion features a three-stepmounting procedure that allows all Micron gearheadsto connect to many available motors.
Product manager Howard Horn says, “Basically, theRediMount is easy,error-free and allowsthe gearhead to bemounted to anymotor on today’smarket. The modulardesign allows mount-ing kits to be main-tained in the field and
permits the same mounting kit to be used acrossMicron’s entire family of products.”
A specially designed input housing and sleeve thatcan accommodate any motor mounting dimensionsare key to the gearheads’ easy mounting, Horn says.
In addition, the mounting system has a self-aligninghub that maintains concentricity between the motorshaft and gearhead. Inside this, a pre-installed pinioneliminates normal pinion setting procedures.
For more information, contact Danaher of WoodDale, IL, via [email protected].

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 13
David Goodfellow echoed the com-ment. “We did receive several machineorders during the show, which did nothappen in ’02,” said the president ofStar SU LLC. “The decisionmakerswere there.”
Francis J. “Butch” Wisner, presi-dent/COO of Nachi Machining Tech-nology Co., was in his company’sbooth, but he had only a limited amountof time to observe attendance. His rea-son, though, could be another measureof good activity in the Gear GenerationPavilion: “I was in meetings virtuallythe entire show,” he said. “There weremore proj-ect discussions and specificapplication work accomplished duringthis show.”
Liebherr Gear Technology Co. dif-fered in its IMTS opinion. “The showwas fair,” said Reinhold Cordella, aregional sales manager for Liebherr.“Better than in ’02, but not as good as in’98 or 2000.”
Interest in gear-making equipmentalso extended to the Tooling &Workholding Systems Pavilion in Hall
Presrite Corporation3665 E. 78th St. • Cleveland, OH 44105
Phone: (216) 441-5990 Fax: (216) 441-2644
We’re as NEAR as the NET! Visit our Web site at www.presrite.com.
WITH TEETH LIKE THESE.TAKE A BITE OUT OF YOUR GEAR COSTS
Q S - 9 0 0 0 a n d I S O 9 0 0 2
© 2 0 0 4 , P r e s r i t e C o r p o r a t i o n
Are you interested in reducing your gear costs while increasing their quality? Presrite hot-forges intricate gears to net and near-net shapes, so little or no hobbing is required.
We’ve invested millions to save you money and improve the performance of the gears you buy. Our dedicated gear-forging facility is equipped with a state-of-the-art gear lab, high-capacity presses, and the latest in sophisticated machinery.
See why customers from a wide range of industries and countries come to Presrite for forged gears. Contact us now for more information or a quote.
Weight Savings – As a blank, this large spur gear weighed 55 lbs.As a forged tooth gear with 1 millimeter of stock on the tooth profilefor hobbing, it weighs just 37 lbs.
PRESRITE NEAR-NET GEARS GIVE YOU THE STRENGTH OF A FORGING WITH LITTLE OR NO MACHINING.
E, in the basement of McCormickPlace’s lakeside building. LMT-Fettemanufactures a number of tooling prod-ucts, but its president, Brian Nowicki,said the company had serious customersconcerning its gear cutting products.
Nowicki added there was seriouscustomer interest in all of LMT Fette’sproduct areas—“Far better than that of’02.”
And according to accounts, the
attendees included large percentages ofserious customers.
“Over 120 customers expressedinterest in receiving additional informa-tion about our products after the show,”Lang said. “Of those, we expect at least20–25 percent to be potential futuresales.”
That translates to about 24–30 poten-tial customers, about the same as Wisnerexpected. He said Nachi probably had
IMTS attracted 86,000 visitors this year.
Chicago Mayor Richard M. Daley visited the GearGeneration Pavilion at this IMTS.

14 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
...but can they slice a tomato?• Economical
alternative tocustom gears
• Sizes up to16 inches
• Engineeringassistanceavailable
Precision stock spiralbevel gears Q-9 to Q-13
• Easily modified
• Carburized, hardenedand matched in sets
• Ground toothsets available
Arrow Gear engineers don’t suggest using our stock gears for cutting tomatoes, but, if you need an economical gear solution, we’re ready to assist you. For more information visit www.arrowgear.com.
2301 Curtiss StreetDowners Grove, IL 60515630-969-7640www.arrowgear.com
NEW! Straight & Spiral Bevel Cutters
30 very serious customers during IMTS’04 for gear and spline cutting equip-ment.
Marshall Krumpe, president ofLeCount Inc., estimated that his compa-ny had about 30 percent serious cus-tomers, including “very serious conver-sations” with six customers and newinterest for more tooling sales amongsome current ones.
“LeCount is a small company with aniche market,” Krumpe said, “so it doesnot take a lot of show traffic to make fora good experience.”
In Hall E, according to Nowicki,LMT-Fette had double the number ofsales leads compared with the ’02 show,with Sept. 9 alone bringing in 66 per-cent of the company’s ’02 total.
Ross Deneau, vice president–manu-facturing for gear cutting tool manufac-turer A/W Systems Co., was relieved byhis estimate of the show’s good days: 25percent serious customers, 75 percentbrowsers. He recalled the ’02 mix as 5percent serious customers, 95 percentbrowsers—“It was bad.”
Moreover, the good activity insidethe show seemed to mirror the compa-nies’ business outside it.
“Busy show, busy year,” Hiscocksaid. “The activity at the show support-ed what we have seen in sales and whatother economic indicators have beensuggesting. Orders are up significantlyfrom the last couple of years.”
Likewise, Cordella said IMTS ’04largely reflected Liebherr’s business:“It’s increasing, but at a slow rate.”
“Business is definitely up since ’02,”Goodfellow said. “The general gearindustry is up, especially in the higher
The Gear Generation Pavilion at IMTS 2004.

New Measuring Machine from Carl ZeissOne of the machines generating interest at the Carl Zeiss booth at this year’s IMTS was the Surfcom 2000, which was
sold to a customer at the show.The Surfcom 2000 measures contour and surface roughness with a single sensor and instrument. Bob Wasilesky, prod-
uct manager for SF&G (surface form and geometry) products, says, “With one system, you canget geometric figures in any possible configuration. Normally, you have to use two pieces. The2000 is extremely accurate with measurement ranges of 10 mm resolution to one-millionth ofan inch.”
The Surfcom 1500 generated interest at the show as well, Wasileskysays. This machine takes surface roughness measurement only and canmove 360° around the x- and y-axes.
This single-key operation takes fully automatic measurements withone click. Best of all, says Wasilesky, it takes 10 minutes instead of theusual 60. “The problem with taking these measurements usually involves thesetting up,” he says. “Our system sets itself up.”
Finally, Zeiss featured the Roundcom, a roundness measuring machine thatuses air-bearing systems with drives z, r and θ.
“This is a solid, rigid machine that is capable of reading nano-measure-ments,”Wasilesky says.
For more information, contact the Carl Zeiss IMT division, of Osseo, MN,by telephone at (763) 533-9990 or on the Internet at www.carlzeiss.com.
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 15
Star SU and LeCount Form Distribution AgreementStar SU and LeCount Inc. announced an agreement for the sales and distribution of expanding mandrels, spline
mandrels, concentric rings and custom mandrels in North America through Star SU sales.Marshall Krumpe, president of LeCount, explains, “This is similar to them taking on a new product line like what
they did for Bourn & Koch or Fellows, except that we’re a lot smaller. We’re a little niche market that they’re embrac-ing as a sales opportunity.We have highhopes that we can work well together.”
The kick-off date for this partnershipwas Oct. 1, although LeCount sharedbooth space with Star SU at IMTS inSeptember. Training has begun for thesales team, which will soon be makingjoint calls. In addition, the LeCount salesbrochures are downloadable from theStar SU website.
Star SU of Hoffman Estates, IL, is theU.S. sales and manufacturing unit ofSamputensili S.p.A. These companiesrepresent gear machine and gear toolmanufacturing producers of gear cutting,finishing, and tooling equipment.
LeCount, based in White RiverJunction,VT, manufactures mandrels andcustom tooling for holding bore-typecylindrical workpieces for inspection.
Chip Brettell, founder & CEO of LeCount, David Goodfellow, president of Star SU, and BradLawton, chairman of Star SU, (left to right) are partners in a new distribution agreement.

TRU-VOLUTETRU-VOLUTEThe finest quality
A Leader in the Gear Tool Business for over 50 Years.
Visit our website at: http://www.tru-volute.com
RUSSELL,HOLBROOK&HENDERSON, INC.
17-17 Route 208 NorthFair Lawn, New Jersey 07410Telephone: 201-796-5445Fax: 201-796-5664A MEMBER OF OGASAWARA GROUP
Ultra Precise HobsAccuracy Class: AAA, AA, A
Materials: Carbide/Bridge/HSSTechnology: Dry/High Speed/Hard Hobbing
Range: 10~500 Diametral Pitch
STOCK AVAILABLE
Shaper CuttersShaper Cutters
HOBSHOBS
CNC HOB Sharpening Machine
Gear Rolling Tester
HOB Resharpening Service
Master GearsMaster Gears
Tell Us What You Think . . . E-mail [email protected] to• Rate this article• Make a suggestionOr call (847) 437-6604 to talk to one ofour editors!
quality gear production, such as grind-ing and hard finishing.”
Also, several exhibitors agreed thateconomic prospects were good.Nowicki talked about prospects in bothgeneral and gear manufacturing. “LMThas seen an upward swing in the over-all U.S. manufacturing economy and isexpecting double digit sales growth toreport for 2004 in all of its businesssegments,” he said. “In the gear cuttingindustry, LMT is experiencing growthin excess of 30 percent.”
Krumpe’s indicators for a goodfuture included the show itself andLeCount’s new North American distrib-utor, Star SU: “The rest of this year and2005 should be good growth years.”
“We expect 2004 to finish with abang and 2005 to continue strong,”Hiscock said. “IMTS supported this interms of discussion and future pro-grams.”
Kapp also agreed, somewhat.“Our business has been steadily
increasing since the middle of the year,and the flow of customers at our boothreflected that interest,” Lang said. Buthe expected the upswing to end. “Webelieve that within the next two quar-ters, we will see a peak in the currentdemand cycle.”
Whatever the future may hold,though, Deneau himself was encour-aged by IMTS 2004.
After the ’02 show, A/W Systemswasn’t sure it would exhibit at the ’04one, he said. But the company did and:“We’re going to do it again in ’06.” r
16 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com

M62 OBD Gear GaugeOBD, PD and root diameter inspection ■
Re-toolable ■Multiple standard capabilities ■
Ball or pin contacts ■Shaft and ring-type parts ■
Manual gear rollers ■Manual or automatic operation ■
Statistical packages available ■
M62 Double Flank Gear RollerManual loading of gear wheels and gear shaftsMeasures:■ Radial composite deviation■ Radial runout■ Tooth to tooth radial composite deviation■ Tangential composite deviation■ Nicks■ Optional measurements include center
distance, bore diameter and perpendicularity of bore to gear face
■ Optional noise detectionAll functional checks can be displayed on therugged E9066 industrial PC system which offersa linear graphic display with full SPC functions
Looking for an easy, cost-effective way to check gears? Marposs has the solution – the M62 bench gauge system. It’s accurate, flexible and right at home on the shop floor.
No more dedicated gauges The modular M62 system is quickly re-toolable using ordinary handtools. You’ll save time and the cost of dedicated gauges.
A single-source for all of your gear inspection needs No one has a more complete line of gear checking equipment thanMarposs, so every component is guaranteed compatible. Forget mixing and matching.
If you are looking for easier, more accurate gear checking plusoptional noise detection, take a look at the Marposs M62 benchgauge system. It’s geared just for you.
Check Marposs For All The Gear You Need
Gear Masters/Gauges■ Go-no go gauges■ Thread gauges■ Spline gauges■ Plain masters and master gears
NEED TO CHECK
GEARS?
NEED TO CHECK
GEARS?
3300 Cross Creek ParkwayAuburn Hills, MI 48326-27581-888-627-7677Fax: 248-370-0621E-mail: [email protected]

18 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Understanding the Application:
A Key to Economical Gearbox Purchases
Charles D. Schultz, PE
Above photos courtesy of Drive-All Manufacturing Co. of Harbor Beach, MI.

In industry, a buyer/specifier of gearboxesfaces situations every day in which he mustweigh the price of a unit against its suitability foran application. He also needs to avoid the truckowner’s mistake; his choices will last a lot longerthan a 36-month lease. So he has to carefullyconsider the long-term needs of his application.To make a successful choice, a great gearbox ata fair price, the buyer needs to take the time toprepare a complete and accurate specificationbefore sending out requests for quotes.
Various trade and technical associations havedone a good job of developing specifications forsome applications. If a buyer’s equipment mustcomply with API, AGMA, AISI or similar stan-dards, he’ll find most of the hard work hasalready been done. Still, if he hasn’t reviewedthe current versions of these standards, then hemight be surprised at what is or isn’t “in there”today. Technical, regulatory, and legal require-ments change over time and more than one buyerhas found out too late that “they don’t makethem like they used to.”
In the absence of an established third-partyspecification, a buyer has to know the gearboxrequirements for his application and has to beable to describe them to possible suppliers. Forcritical equipment, the buyer may want toengage a consulting engineer familiar with hisindustry to develop a custom specification, iden-tify qualified suppliers and evaluate theirresponses.
Regardless of how a buyer creates a specifi-cation, it should address the following questions:
1. What’s the application?2. What’s the prime mover?3. What’s the duty cycle? 4. What are the external connections?5. What’s the desired service life?6. What’s the operating environment?7. What quality assurance system does the sup-
plier use?www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 19
These questions and their answers influencethe gearbox that will be provided for a specificproject. Getting the right gearbox involves morethan meeting a target service factor. Certainapplications, for example, have typically beenserved by specific types of gears for reasons thatmay not be readily apparent to a new buyer/spec-ifier of gearboxes.
Abuyer needs to know and be able to describe anapplication in detail. He needs to provide a frame-work for identifying key elements that will make a“traditional” gearbox successful and for evaluatingproposals that may seem a bit out of the ordinary.
A good example of a non-traditional gearboxthat wasn’t right for its application: the initial fail-ure of carburized and hardened gearboxes fromthe late 1970s/early 1980s that were used inpumpjack service. Demand for pumpjacks wasbooming and was being met as much as possible,as fast as possible via the manufacture of through-hardened double helical and herringbone gears.
Buyers, however, needed so many gearboxesthat they sought new sources to meet the supplycrunch, and a European company was ready withmodified versions of its very successful carbu-rized parallel shaft reducers. The “new” driveseasily met the service factors established over theyears with much smaller, lighter, and less costlypackages. The “old style” boxes were roughlythe size of an office desk, their replacementswere closer to the size of an extra large suitcase.
Unfortunately, the new reducers couldn’taccommodate the extreme cyclic loading of thefamiliar “rocking horse” pumpjack mechanism.There was nothing intrinsically “wrong” withcarburized and hardened gearing in a cyclic loadsituation. Careful consideration of the systemdynamics, however, could have prevented thefailures and saved lots of time and money. Theapplication needed every bit of the higherstrength capacity built into the through-hardenedgears. Once the carburized reducers were select-ed for similar strength service factors, they were
On a highway, a compact pick-up truck struggles to tow a 30-foot boat up a steep grade.
Inside the pick-up, the owner curses himself. He saved money leasing a smaller truck
but sees now that he really needed a bigger, pricier vehicle, one suitable for this job.
Charles D. Schultz
is chief engineer atBrad Foote GearWorks Inc., locatedin Cicero, Illinois,near Chicago. In thegear industry since1971, he currentlydesigns customgearboxes and modi-fies standard ones,both for industrialapplications. He’salso overseen therepair and refur-bishing of severalhundred gearboxesfrom many differentmanufacturers.Schultz is author ofthe book AnIntroduction toGear Design and ofthe technical paper“Gearbox FieldPerformance From aRebuilder’sPerspective,” pre-sented at the 1999AGMA Fall TechnicalMeeting.

20 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
used successfully in pumpjacks. The new specifica-tion, however, increased their size and brought theiroverall costs closer to the traditional gearboxes.
Today, through-hardened gears remain instrong demand for pumpjacks.
Changing technology may occasionally make itworthwhile to investigate “new” approaches to aproblem, but a buyer needs to make certain thatinnovators prove the suitability of their gearboxesfor his particular application.
Likewise, the buyer needs to know and com-municate aspects of a common application that hiscompany is doing in new or different ways.Without such knowledge, he and his supplier can’t
adjust properly while selecting a gearbox.The pumpjack example illustrates a key point
in defining the intended use of a gearbox: Systemdynamics, the relationship of tooth load to positionin the rotational cycle, must be understood to prop-erly specify a gearbox. Specifying isn’t just ahorsepower/speed/ratio problem. The pumpjack’smechanism consistently put a high peak load onthe same spot on the gear. This load put a premiumon tooth strength.
Other applications may place a premium onpositional accuracy. Still other devices, notablymulti-cylinder pumps, could have several peakloads during a rotational cycle. Also, batch pro-cessing equipment may have a load profile thatchanges over the course of operation because ofwork done to the raw material. A buyer needs toknow about these dynamics and describe them tosuppliers so they can use their experience withsimilar devices to tailor a gearbox to match abuyer’s application characteristics.
Following directly from system dynamics isthe prime mover. A buyer should understand theprime mover to be used in a particular applica-tion. It makes a difference whether the primemover is a fixed-speed electric motor, a variable-speed AC drive, or a variable-speed DC drive. Italso makes a difference whether the AC or DCdrive is computer-controlled. The advent of com-puter-controlled, variable-speed drives makes itpossible for companies to fine tune their process-es to a degree unheard of even five years ago.
A buyer needs to specify the prime moverbecause, in the case of the computer-controlleddrives, gearbox suppliers would have to discardmany assumptions from their experience with thenon-computer-controlled drives. For example,they couldn’t simply assume 200% starting torqueand move on to the next question. The computer-controlled drives, their torque diagrams and accel-eration curves require close attention, as do theirdynamic braking characteristics. Also, internalcombustion engine drive packages behave differ-ently since the adoption of computer controls, andsuppliers have to rethink many long-held assump-tions concerning their use, too.
Computers also affect another aspect of gear-box specification: the definition of the duty cycle.Duty cycle isn’t just how many hours per day theequipment will be run or how many starts-per-hour can be expected. Sophisticated data loggingdevices make it possible to determine just howmany rotational cycles will be run at specific loadlevels and speeds. This technology has helpedimprove reliability in many applications, mostnotably wind turbine gearboxes, where even afew “spikes” over the design peak loads canresult in greatly shortened service life. If a com-pany is embarking on a major redesign of a prod-uct or an upgrade to an existing process line, thecompany’s buyer might want to obtain an instru-mented test of the current setup. As an alterna-tive, he could have a consulting engineer familiarwith similar equipment prepare an estimated dutycycle for inclusion in the gearbox specification.
In some cases, typical duty cycles have beenpublished in academic papers or trade associationstandards. Duty cycle information allows a sup-plier to perform a “Miner’s Rule” calculation on
Understanding the Application:A Key to Economical Gearbox Purchases
1. What’s the application?
2. What’s the prime mover?
3. What’s the duty cycle?
4. What are the external connections?
5. What’s the desired service life?
6. What’s the operating environment?
7. What quality assurance system doesthe supplier use?

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 21
the gears to estimate their life expectancies.Similar techniques are applied in the calculationof bearing L-10 life.1
Bearings are a key reason that buyers need toknow the external connections of their systems.Different types of couplings transfer misalignmentforces to the shafts in different ways. Some bear-ing arrangements, particularly plain or babbitedbearings on high-speed drives, are very sensitive toexternally caused misalignments. Some couplingdesigns dampen torque fluctuations in the systemto the benefit of the gears and bearings. Other cou-plings reduce the peak loads seen at start-up. Insome cases, the weight of the coupling itself mustbe considered in evaluating bearing life.
There are many different types of couplingsoffered for commercial sale and each one hasunique characteristics that can affect a gearbox.So a buyer needs to select the couplings for hisgearbox or needs to know what effects he wantsand doesn’t want so his supplier may recommenda specific type of coupling.
Service life is a key assumption in every gear-box design but is seldom disclosed in a manufac-turer’s catalog. Thirty years ago, gear capacity wascalculated based on allowable stresses beingunchanged after the gears were used for 10 millioncycles. This was less than a year’s service for a1,750 rpm shaft. In the years since, the gear indus-try has learned a lot about long-term serv-ice, andAGMA life curves no longer flatten out. Most newenclosed drives are designed around 10,000 hoursof life at a 1.0 service factor. This is a far more rea-sonable value for industrial service but probablynot conservative enough for very large drives thatmay be used for 40 or 50 years. Consequently, abuyer might want to specify 20,000 hours for mostcustom drives and 100,000 hours on very largeunits that will be grouted into place.
On the opposite side of this issue are applica-tions where it’s known that the gearboxes will beused for a very short period of time, operatedonly intermittently, or are expected to be replacedfrequently. Designing for short service life is per-haps a more challenging task than getting equip-ment to last because of the size, weight, and costconstraints typically imposed. Regardless of theapplication, however, a buyer should know whatdesign life to specify.
He should also ask suppliers what options theyhave that might be best suited to the equipment’soperating environment. Beyond the usual ques-tion of ambient temperature range (which affectsa gearbox’s thermal rating and resulting acces-
sories), the buyer should know about his application’sexposure to the elements, including dust, sunlight,and chemical vapors. Access to the units for routinemaintenance, such as oil and filter changes or gearinspection, is also important. Special paint treatments,seal materials, seal arrangements, or lube systemaccessories are relatively inexpensive to add when theequipment is designed but very costly to retrofit.
Options are a key area in evaluating competingbids because a buyer may find some suppliers insist-ing on including certain options while others mayinclude only what is absolutely required by the spec-ification. Initial cost saving can quickly disappear ifchanges have to be made after the order is placed orthe equipment is delivered. For example, a buyeronce purchased several gearboxes for his mill, whichwas built under strict requirements for automatedequipment monitoring. In several process lines, eachgearbox was fitted with a sensor to prevent start-up ifthe oil level was too low. A neighboring line wasequipped with a gearbox that had no sensor.Predictably, it was the only burned-out gearbox fromthe commissioning process. The same day as theburnout, a very angry maintenance manager placed arush order for oil-level sensors.
As with motor vehicles, gearbox “quality” can bejudged by a variety of standards. Dimensional accu-racy, material cleanliness, heat treat consistency andcomponent robustness are critical to long-term per-formance. Unless the gearbox being purchased isstraight out of a supplier’s catalog, buyers are wise toask about the quality system in place at the manufac-turer’s facility and what acceptance tests are per-formed. Some buyers feel most comfortable requir-ing bidders to comply with ISO 9000 requirements.Others prefer a more hands-on approach and want towitness the final tests. If a project has specific qualityrequirements (such as material certification, load tests,or lost motion checks) they can greatly affect cost andlead time. To avoid unpleasant surprises, the buyer iswise to address these requirements directly in theproduct specification. In the case of standard out-of-the-catalog gearboxes, buyers could do worse than fol-low the old Packard slogan: “Ask the man who ownsone!” Successful manufacturers don’t feel threatenedby a potential customer asking for references.
Like the guy choosing between a larger truck anda smaller one, no buyer wants the wrong gearbox forhis application. So a buyer should start his selectionprocess with a detailed understanding of the applica-tion. r
For more information,
contact the editors at:
Gear Technology
1425 Lunt Ave.
Elk Grove Village, IL
60007
Phone: (847) 437-6604
Fax: (847) 437-6618
Or contact the author
via the Internet at:
www.bradfoote.com
1 L-10 life refers to
the number of hours at
which 10% of the
bearings will have
failed. Average life is
represented by L-50
and is assumed to be
five times the calculat-
ed L-10 life.

22 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
AbstractDry hobbing is friendly to the environment,
increases productivity and decreases manufactur-ing cost, but it often suffers failure of the hob cut-ting edge or problems with the surface quality ofmanufactured gears’ tooth flanks. In the previousreport, a simulation method to calculate the clear-ance between hob cutting edge and work geartooth flank during hobbing was developed. In thisreport, this simulation is applied to some practicalindustrial problems of dry hobbing, i.e. chippingfailure of a carbide hob’s cutting edge and coarse,scratched surface finishes on hobbed gears’ toothflanks—perhaps due to chip crush. The simulationexplains the mechanism of such actual failures indetail. Based on the simulation, the Distance ofSingle Edge Cutting (DSEC) of a hob tooth is pro-posed to be an index of pinching and crushing ofchips that could intrude into the clearancebetween hob cutting edge and work gear toothflank. Influencing factors on DSEC are investigat-ed, and the bases for finding countermeasures areshown. This method has been applied to somepractical cases of problems in mass production ofautomotive gears, and good results were obtained.
IntroductionDry hobbing often has problems, such as chip-
ping of hob cutting edge and coarse surfaces onmanufactured gears’ tooth flanks. Chip crushbetween hob cutting edge and work gear toothflank is considered a major cause of these prob-lems. However, the mechanisms of chip crush andinfluencing factors on it have not been clarified,so we know of no method today to prevent orsolve the problems caused by chip crush.
In the previous report (Ref. 1), a simulation
Remedies for Cutting Edge Failure ofCarbide Hob due to Chip Crush—SomeResults of Evaluation by this Method in
the Automotive Industry
Masaharu Komori, Masaoki Sumi and Aizoh Kubo
Management SummaryThis is the second of two related articles on cutting edge failure
of carbide hobs due to chip crush. The first article was published inGear Technology’s September/October 2004 issue.
The earlier article introduced a hobbing simulation program forclarifying the clearance between hob cutting edge and work geartooth flank.
In this article, the simulation is applied to some practical indus-trial problems of dry hobbing, i.e. chipping failure of a carbide hob’scutting edge.
Influencing factors are investigated, and the bases for findingcountermeasures against chipping are shown. This method has beenapplied to some practical cases of problems in the mass productionof automotive gears, and good results were obtained.
Left edge Rake surface
Right edge
Tooth No. –21
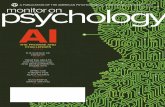
Figure 1—Chipping of carbide hob cutting edge under dry cutting.

method to evaluate conditions of chip formationand clearance between hob tooth cutting edge andwork gear tooth flank was proposed, where thetrace of each hob cutting edge relative to the workgear is calculated. This proposed method explainsthe mechanism of chip crush between hob cuttingedge and work gear tooth flank and enables eval-uation of probability of chip crush.
In this report, the influence of gear dimen-sions, hob dimensions and cutting conditions onchip crush is investigated by the proposedmethod. A countermeasure to prevent chip crushis clarified and its effect is confirmed by applyingit to actual industrial cases of hobbing.
Comparison of Simulation Result and Actual Hobbing
It is possible to evaluate the changing condi-tions of generated chips and clearance betweenhob cutting edge and work gear tooth flank bycomparing tooth groove shape before one revolu-tion of the work gear, the trace of the previouslyacting cutting edge, and that of the object cuttingedge, which are calculated by the proposed hob-bing simulation (Ref. 1). The hob tooth for gener-ating the center of the work gear’s tooth groove isdefined as tooth No. 0. The teeth acting beforeNo. 0 have a minus sign, those acting after it havea plus sign. The side edge on the left is called thehob’s left edge and the side edge on the right iscalled the hob’s right edge (compare with Fig. 1).
Figure 1 shows chipping failure of a hob cut-ting edge when a right-hand helical gear (module2.75, pressure angle 20°, number of teeth 62,helix angle 30° and addendum modification fac-tor –0.6) is dry cut by a right-hand carbide hob(four threads and outer diameter 100 mm) undera climb feed of 2.5 mm/revolution.
Figure 2 shows the simulation results for thecutting edge of hob tooth No. –21, which isexpressed by traces on each normal-to-axis sliceof a work gear by regular intervals as shown inFigure 3(b). The object tooth groove is behind thework gear body and is observed from a viewpointbelow the work gear, as shown in Figure 3(a). InFigure 2, the inclined line on each slice for dif-ferent zs positions represents the work gear’s tipcircle and the vertical line shows the trace of eachpoint on the cutting edge of hob tooth No. –21.
The thin broken curves represent the toothgroove shape formed before the work gear’s lastrevolution. The thin curves represent the trace ofthe cutting edge of hob tooth No. –22 actingbefore No. –21’s cutting edge. The bold lines rep-resent the trace of the cutting edge of No. –21.
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 23
The gray area, where the trace of No. –21’s cut-ting edge is deeper than any other trace, showsthe cut area with No. –21’s cutting edge.
On the other hand, at the hatched area, wherethe tooth groove before one revolution of thework gear or trace of the cutting edge of hobtooth No. –22 is deeper than that of tooth No.–21, there is clearance between hob cutting edgeand work gear tooth flank.
Figure 4 shows traces of the hob cutting edgeon the normal-to-gear-axis slice at zs = 28 mmand 24 mm. The whole cutting edge acts on theslice at zs = 28 mm. At the slice near zs = 24 mm,the upper left edge has finished cutting and thecutting area is divided in two. At the end of cut-ting by hob tooth No. –21, the right cutting edgeacts alone, also seen in Figure 2. The two-dimen-sional expression on the normal-to-gear-axisslice shown in Figure 4 enables easy recognition
Dr. Masaharu Komoriis an associate professorinvolved in research and edu-cation in the precision engi-neering department of KyotoUniversity, located in Kyoto,Japan. He has studied andspecialized in load carryingcapacity, vibration, simulationand troubleshooting of cylin-drical gears and hypoid/bevelgears, as well as gear metrol-ogy and three-dimensionalmeasurement.
Masaoki Sumiis a consultant with more than30 years of experience as anengineer at gear machine toolmanufacturer Kashifuji WorksLtd. of Kyoto, Japan. Sumi’swork experience includeshobbing of cylindrical gears.
Dr. Aizoh Kubois a professor performingresearch and education inKyoto University’s precisionengineering department. Hehas more than 30 years ofexperience researching gearsat the university, includingspecialization in load carry-ing capacity, vibration, simu-lation and troubleshooting ofcylindrical gears andhypoid/bevel gears, and gearmetrology.
Figure 2—Cutting area (gray area) and clearance (hatchedarea) on each slice of tooth groove normal to gear axis,which are expressed by traces of hob cutting edges.
Trace of a point on hob cutting edge
Cutting area
Tip circle of work gear
Tooth groovebefore one revo-lution of workgear for slice 31Trace of cut-ting edge No.–21 for slice 28
A
Trace of cut-ting edge No.–22 for slice28
ClearanceCutting edgeposition at adefinite timesection
24
23
22
21
20El (End of cutting byleft edge of hob)D
ista
nce
of s
ingl
e ed
gecu
tting
, DSE
C =
–3.3
mm
Er (End of cutting byright edge of hob)
Posi
tion
of th
e sl
ice
norm
al to
gea
r axi
sz s
Figure 3—Definition of slices normal to gear axis.
(a) View of gear and hob tooth (b) Section A-A
mm
zs
A
ToothNo. 0
Tooth No. –21
Tooth No. –21
3331
20
Posi
tion
of th
e sl
ices
nor
mal
to g
ear a
xis
z s
mm33
32
31
30
29
28
27
26
25

24 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
of the accurate size of cutting area and clearance.Figure 2 also presents the chip formation
process. The bold broken curve shows the cuttingedge position at a definite time section. The hob’sleft cutting edge begins cutting each slice earlierthan the right cutting edge because of the hob setangle, in this case. Edge position El correspondsto the end of cutting by the left edge and Er to theend of cutting by the right edge. The tooth grooveis cut only by the hob’s right cutting edge in theaxial range between El and Er. That range is –3.3mm (a plus sign means that the right edge finish-es cutting before the left edge). This axial dis-tance is defined here as DSEC (Distance ofSingle Edge Cutting).
Figure 5 shows a supposed movement of agenerated chip on the hob’s rake surface from thesimulation for stages A, El and Er in Figure 2. Thewhole tooth groove is cut simultaneously inFigure 5(a), so the chip moves toward the hob’stooth root. The hob tip and left cutting edge fin-ish their work at stage El (compare with Fig. 2) inFigure 5(b), the right cutting edge acts alone atstage Er (compare with Fig. 2) as shown in Figure5(c). At that stage, the chip moves toward thehob’s left edge. A large part of the already gener-ated chip can surely reach the position near thehob’s left cutting edge. However, the clearancebetween the left cutting edge and the work geartooth flank appears in the process between A andEl (compare with Fig. 2) and becomes larger. Insuch a situation, a generated chip could intrudeinto the clearance and chip crush could occur.The chipping position of the hob cutting edge inFigure 1 corresponds well to the position of
Remediesfor CuttingEdge Failure ofCarbide Hob due to Chip Crush Figure 4—Expression of cutting area and clearance
between cutting edge of hob tooth No. –21 and the workgear’s tooth flank.
(a) Two-dimensional view(zs = 28 mm)
(b) Two-dimensional view(zs = 24 mm)
Cutting area
0.21 mm Trace of cuttingedge No. –21
0.5 mm
Tip circle of work gear
Tooth groovebefore one revolu-tion of work gear
Trace of cuttingedge No. –22
0.5 mm
ClearanceCuttingarea
Cutting area
Figure 5—Direction of generated chip flow on rake surface of hob tooth at each cutting stage.
(a) Stage A (b) Stage El (c) Stage Er
Cutting area
Direction of chip flow
Chip
Clearance
0.7 mm
Tip circle of work gear
Figure 6—Cutting area, clearance and chip flow on rake surface for tooth No. –14 under stan-dard conditions.
DSE
C =
0.9
mm
Tip circle of work gear
(c) Chip flow on rake surface
ChipLast positionof cutting
0.25 mm
(a) Three-dimensional view
Er
mm
26
25
24
23
22
21
20
19
zs
(b) Two-dimensional view (zs = 23 mm)
Cutting area
0.18 mm
El
Table 1—Standard Specifications of Gear, Hob and Cutting Conditions.
Last position of cutting
a) Specifications of GearModule m 2.5Pressure angle α 20°Number of teeth z 59Helix angle β 30° RHCutting depth 5.875 mmAddendum modification factor x 0Outside diameter da 175.32 mm
(b) Specifications of HobModule m0 2.5Pressure angle α0 20°Outside diameter 85 mmNumber of threads z1 4 RHLead angle 7.57°Number of gashes Gn 16Amount of protuberance 0 mmRadius of top corner 0.90 mm
(c) Cutting conditionsFeed of table revolution 2 mm/rev.Direction of feed ClimbHob set angle Γ 22.43°

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 25
clearance in Figure 5(c). That means a maincause of that chipping is judged to be chip crush.
Chip crush does not always occur even if thereis clearance and a generated chip moves towardthe clearance. A chip might not intrude into theclearance or might pass through the clearancewithout crush. Chipping of the cutting edge is notactually observed on tooth No. –21’s neighboringhob teeth, although there is no big difference insimulated results for the condition of chip forma-tion and the behavior of clearance for hob toothNo. –21 and for its neighboring hob teeth.
The occurrence of chip crush may also beinfluenced by chip curl and work gear tooth flanksurface condition, and it is difficult to predictexactly whether chip crush occurs or not. Theproposed simulation is able, however, to evaluatethe probability of chip crush. Evaluating thisprobability is industrially useful. Influence of Gear Dimensions on Chip Crush
The cutting of a gear whose dimensions areshown in Table 1(a) by the hob in Table 1(b) underthe cutting conditions in Table 1(c) is provided asan example. Figure 6 shows the simulation resultfor hob tooth No. –14. The result of the investiga-tion in the following section confirms that generalcharacteristics of chip crush are not much influ-enced by the difference in hob cutting edge, and itcan be seen from the analysis by taking cuttingedge No. –14 as a representative cutting edge.Figure 6(b) shows traces of the cutting edge on thenormal-to-gear-axis slice at zs= 23 mm.
Failure of a cutting edge often becomes a prob-lem when a large chip is generated. Figure 6(c)shows the chip condition on a hob’s rake surfacebefore the end of cutting. DSEC is short (0.9 mm)in this case, although only the left cutting edgeremains in work at that stage. That means the timewhen a chip moves toward the hob’s right cuttingedge is short and the distance of the chip’s move-ment is short as well. In addition, the clearancenear the right cutting edge is small due to the shortDSEC. There is therefore little probability of chipcrush under those conditions.
Influence of addendum modification factor.Figure 7 shows the simulation result for hobbinga gear in which addendum modification factor xis changed from 0 to 0.5 or –0.5. The tip diame-ter of the work gear is changed from that ofFigure 6 according to the change of addendummodification factor x. For a gear of x = 0.5,DSEC becomes longer (3.4 mm) and the clear-ance between cutting edge and work gear toothflank is larger. The lower illustration in Figure Figure 9—Effect of number of gear teeth on DSEC.
Figure 7—Influence of addendum modification factor x of gear.
(a) x = 0.5 (b) x = –0.5
Last position of cutting
Last position of cutting
El
Er
Er
El
DSE
C =
3.4
mm
DSE
C =
–1.6
mm
Figure 8—Effect of addendum modification factor of gear on DSEC.
Addendum modification factor x
Dis
tanc
e of
sin
gle
edge
cut
ting
Dis
tanc
e of
sin
gle
edge
cut
ting
Number of gear teeth z
mm
6
4
2
0
–2
–4
–6
x = 0(compare with Table 1)
–1.0 –0.5 0.0 0.5 1.0
mm
6
4
2
0
–2
–4
–6
z = 59(compare with Table 1)
30 45 60 75 90

26 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
7(a) shows the condition of chip formation on thehob tooth’s rake surface. The chip moves towardthe clearance near the right cutting edge becausethe left cutting edge acts alone for a long time.Those conditions imply a high probability ofchip crush.
DSEC is –1.6 mm for a gear of x = –0.5 (seeFig. 7(b)). That means that only the right cuttingedge acts at the end of cutting, which is oppositeto the previous examples. A large clearanceappears near the left cutting edge, and a chipcould crush between the cutting edge and thework gear’s tooth flank.
The large absolute value of DSEC implieslarge clearance and large chip movement on thehob tooth’s rake surface—in other words, a highprobability of chip crush. DSEC can therefore betaken as an index for evaluating the probabilityof chip crush.
It can be difficult to determine a clear DSECthreshold for chip crush. But, in the above twocases, a DSEC with an absolute value of 0.2 or0.3 would be considered small enough.
DSEC increases according to an increase ofthe addendum modification factor, as shown inFigure 8). The DSEC value changes from aminus to a plus. That means that whether the cut-ting edge at the end of cutting is left or rightdepends on the addendum modification factor ofthe work gears.
DSEC becomes 0 when x = –0.2. That is, theleft and right cutting edges finish cutting at thesame time and there is little probability of chipcrush under such conditions. The change ofaddendum modification factor from 0.2 increas-es the probability of chip crush. In actuality, it isknown that small differences in gear dimensionsresult in large differences in the difficulty of dryhobbing. This fact is partly confirmed by thesimulation result shown in Figure 8.
Influence of tooth number, helix angle andpressure angle.Figure 9 shows the influence ofa gear’s tooth number on DSEC. DSEC isapproximately 0 when tooth number is large, butthe value changes somewhat when the toothnumber is small.
Figure 10 shows the result of investigatinghelix angle. It is clear that DSEC approaches 0when the helix angle increases. That suggests arather high probability of chip crush in the caseof hobbing gears with small helix angles.
The result of investigating pressure angle isshown in Figure 11. There is no big influencefrom pressure angle on DSEC.Figure 14—Difference in DSEC at different hob cutting edges.
Figure 13—Effect of number of hob gashes on DSEC.
Figure 12—Effect of number of hob threads on DSEC.
Figure 11—Effect of gear pressure angle on DSEC.
Figure 10—Effect of gear helix angle on DSEC.
Dis
tanc
e of
sin
gle
edge
cut
ting
Dis
tanc
e of
sin
gle
edge
cut
ting
Dis
tanc
e of
sin
gle
edge
cut
ting
mm6420
–2–4–6
Dis
tanc
e of
sin
gle
edge
cut
ting
Dis
tanc
e of
sin
gle
edge
cut
ting
mm6420
–2–4–6
15 20 25 30 35 40 deg.
mm6420
–2–4–6
15.0 17.5 20.0 22.5 25.0 deg.
Helix angle β
β = 30°(compare with
Table 1)
Pressure angle α
α = 20°(compare with Table 1)
Number of threads z1
mm
6
4
2
0
–2
–4
–6
Number of gashes Gn
mm
6
4
2
0
–2
–4
–6
mm
6
4
2
0
–2
–4
–6
1 2 3 4 5
z1 = 4(compare with Table 1)
Gn = 16(compare with Table 1)
12 14 16 18 20
–15 –14 –13 –12 – 11 –10
x = 0.5
x = 0.0
No. -14(compare with Fig. 6, Fig. 7)
Remediesfor CuttingEdge Failure ofCarbide Hob due to Chip Crush
Number of hob cutting edge.

Figure 16—Effect of short/long pitched hob on DSEC.
Influence ofHob Dimension and Cutting ConditionFigure 12 shows the relationship between
number of hob threads and DSEC, where thenumber of threads is changed from the valueshown in Table 1 and a parameter, such as hobset angle, is adjusted according to that changefor the simulation. The probability of chip crushis very low for hobs with one or two threadsbecause DSEC is near 0, but the probability ofchip crush increases when a hob with a largenumber of threads is used.
The result concerning number of hob gashesis shown in Figure 13. It is clear that number ofgashes has little influence on the probability ofchip crush.
Figure 14 shows the change in DSEC at dif-ferent hob cutting edges, where work gears ofaddendum modification factors of 0 and 0.5serve as examples. It is clear that the DSECchanges very little for each hob cutting edge.That means that any hob cutting edge can betaken to analyze the probability of chip crush.
Figure 15 shows the influence of hob setangle. The values in parentheses show theamount of modification to the hob set angle fromits original value. DSEC changes much due tothe change in hob set angle. Arrangement of hobset angle is considered a powerful way of chang-ing the conditions of chip formation and thebehavior of the clearance.
A short pitched hob or a long pitched hob hasa different pressure angle and module but has thesame normal pitch compared with the originalstandard hob. The same gear can be cut by sucha short/long pitched hob. Figure 16 shows thechange in DSEC by such a short/long pitchedhob under fixed normal pitch. DSEC decreasesaccording to an increase of module and pressureangle. That result means a short/long pitchedhob can change the condition of chip formationand the behavior of the clearance to preventchip crush.
Method to Solve Problemsdue to Chip Crush
Problems concerning chip crush often occurin the trial-cut stage or early stage of mass pro-duction. The problem must be solved by chang-ing parameters unrelated with gear dimensionbecause gear dimension cannot be changed atthat time. The condition shown in Figure 7(a) istaken here as an example, and the trouble due tochip crush at the right cutting edge is to besolved. DSEC must be decreased because DSEC
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 27
Figure 15—Effect of hob set angle on DSEC.
Figure 17—Improvement of cutting condition by modifying hob set angle or applying longpitched hob (m0: hob module, α0: hob pressure angle).
Hob set angle Γ(Amount of modification)
mm
6
4
2
0
–2
–4
–6Dis
tanc
e of
sin
gle
edge
cut
ting
Dis
tanc
e of
sin
gle
edge
cut
ting
Γ = 22.43°(0.0°)(compare with Table 1)
20.43 21.43 22.43 23.43 24.43 deg.(–2.0) (–1.0) (0.0) (1.0) (2.0) (deg.)
mm
6
4
2
0
–2
–4
–6
m0 = 2.5α0 = 20°(compare with Table 1)
m0 2.470 2.485 2.500 2.516 2.534α0 18 19 20 21 22 deg.
Module m0 and pressure angle α0 of short/long pitched hob
Last position of cutting
Direction of chip flowDirection of chip flow
Last position of cutting
DSE
C =
0.3
mm
DSE
C =
0.3
mm
Er
Er
El
El
(a) Γ = 23.63° (+1.2° correction) (b) m0 = 2.535 α0 = 22.07°(compare with Table 1)

is long (3.4 mm) under that cutting condition. Anincrease in hob set angle leads to a decrease inDSEC as shown in Figure 15. DSEC can also bedecreased by applying a long pitched hob oflarger module and pressure angle. Figure 17(a)shows the simulation result for +1.2 degree mod-ification of hob set angle and Figure 17(b) showsthe case of incorporating a long pitched hob ofmodule 2.535 and pressure angle 22.07 degrees.It is clear that the DSEC value approachesalmost 0 by the proposed methods and the prob-ability of chip crush is expected to be lower.Application to Actual Problems of Hobbing
Failure of hob left cutting edge (Example 1).The chipping shown in Figure 1 is used here,where simulation results are shown in Figure 2.Figure 18 shows the simulation result, wherehob set angle is changed by –0.75 degrees.DSEC changes from –3.3 mm (see Fig. 2) to 0.2mm. This countermeasure was applied to anactual case involving mass production of auto-motive gears, and the chipping problem wascompletely solved.
Failure of hob left cutting edge (Example 2).Figure 19 shows chipping of the cutting edge ofhob tooth No. –26, which was observed when aleft-hand helical gear (module 2, pressure angle20 degrees, number of teeth 31, helix angle 35degrees and addendum modification factor 0.33)is dry cut by a left-hand carbide hob (threethreads) with a climb feed of 2.5 mm/rev. Thesame chipping failure occurred repeatedly at thesame position on the hob tooth. Figure 20(a)shows the simulation result corresponding to thehobbing conditions of Figure 19. Chip crush atthe hob’s left edge is judged to be the cause ofchipping because DSEC is long (–3.3 mm).
Figure 20(b) shows the result of the simula-tion where hob set angle is modified by +1degree. The absolute DSEC value is decreased to0.2 mm. In actual mass production, this correc-tion of hob set angle was used. The chipping fail-ure of the hob cutting edge disappeared.
Failure of hob right cutting edge (Example3). (Ref. 2)Figure 21 shows chipping of hob cut-ting edge No. –14, which was observed when aright-hand helical gear (module 2.4, pressureangle 20 degrees, number of teeth 69, helix angle30 degrees and addendum modification factor1.0) is dry cut by a right-hand carbide hob (fourthreads) with a climb feed of 2 mm/rev. Figure22(a) shows its simulation result. Chip crush isregarded as a main cause of the chipping shown
28 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Figure 20—Simulation result for hob tooth No. –26 for Example 2, wherehob set angle modification of +1 degree is provided.
Figure 19—Chipping of carbide hob cutting edge (Example 2).
Tooth No. –26
Figure 18—Simulation result when countermeas-ure against hob chipping is applied by providing ahob set angle modification of –0.75 degrees.
Last position of cutting
Direction ofchip flow
Direction ofchip flow
Last position of cutting
DSE
C =
–0.2
mm
DSE
C =
–3.3
mm
ErEr
El
El
(a) No correction (b) Hob set angle correc-tion of +1 degrees
Last position of cutting
Direction ofchip flowD
SEC
= 0.
2 m
m
Er
El
Remediesfor CuttingEdge Failure ofCarbide Hob due to Chip Crush

Tell Us What You Think . . . E-mail [email protected] to• Rate this article• Request more information• Contact the authors ororganizations mentioned• Make a suggestionOr call (847) 437-6604 totalk to one of our editors!
This paper was publishedin the May 2003 edition ofTransactions of the JapanSociety of MechanicalEngineers, Series C, under thetitle ”Remedies for CuttingEdge Failure of Hob due to ChipCrush.”
The paper was also pre-sented with its current title atthe ASME/AGMA 2003International Power Transmis-sion and Gearing Conference,held Sept. 3–5, 2003, inChicago, Illinois. It was alsopublished in Proceedings ofthe 2003 ASME DesignEngineering TechnicalConferences & Computers andInformation in EngineeringConference.
The paper is republishedhere with permission fromJSME and ASME.
in Figure 21 because DSEC is long (4.0 mm). DSEC can be decreased to –0.2 mm by mod-
ifying hob set angle by +1.5 degrees, as shownin Figure 22(b). Clearance at the right edgebecomes smaller as well. This remedy wasapplied to an actual case, and the problem ofchipping failure was solved.
These actual cases confirm that the proposedremedies are useful at preventing hob failure dueto chip crush.
ConclusionFailures of hob cutting edge or problems with
the surface quality of manufactured gears’ toothflanks are often problems in dry hobbing. Theseproblems are usually caused by chip crushbetween hob cutting edge and work gear toothflank. In this report, the behavior of chip forma-tion and the changing state of clearance betweenhob cutting edge and work gear tooth flank isinvestigated by the proposed simulation methodto develop the method to prevent chip crush. Thefollowing items are concluded:
(1) It is confirmed that the position of chip-ping on the hob cutting edge corresponds verywell to the position of chip crush estimated fromsimulation. That means the probability of chipcrush can be evaluated by utilizing the proposedsimulation method.
(2) DSEC, i.e. the axial distance concerning awork gear where only a single edge cuts the toothgroove, can be taken as an index for evaluating theprobability of chip crush: a larger absolute DSECvalue means a higher probability of chip crush.
(3) Addendum modification factor, helixangle, number of gear teeth, hob set angle andshort or long pitching of hob have a strong influ-ence on DSEC. However, pressure angle, numberof gashes, and hob tooth difference have littleinfluence. Hobs with large numbers of threads,e.g. three or more threads, result in larger DSECvalues.
(4) The solution for problems with chippingof hob cutting edges due to chip crush is to lowerthe DSEC. For that, we propose as follows: (1)using a short/long pitched hob of modified mod-ule and pressure angle or (2) changing the hobset angle. These methods make it possible to pre-vent chip crush without changing the dimen-sions of manufactured gears. The method hasbeen applied to actual chipping problems inmass production of gears in some Japanese auto-motive companies and successful results havebeen achieved.r
References1. Komori, M., M. Sumi and A. Kubo. “Simulation ofHobbing for Analysis of Cutting Edge Failure due to ChipCrush,” Proceedings of ASME/AGMA PTG2003 Conference,Sept. 2003.2. Sakuragi, I., M. Yonekura and M. Sumi. “A Research onHigh-Speed Hobbing with Carbide Multiple-Thread Hob(For Countermeasures against Chipping on the CuttingEdge),” Proceedings of the Japan Society of MechanicalEngineers, Vol. 98-1, 1998, pp. 577–578.3. Terashima, K., and T. Ueno. Article (Written Only inJapanese), Transactions of the Japan Society of MechanicalEngineers, Series C, Vol. 43, No. 373, 1977, pp. 3535–3546.4. Asakura, S., N. Aoyama, S. Asakura, and K. Fukuta. “TheTechnology of High Performance Gear Cutting with CarbideHob in Mass Production,” Proceedings of the Japan Society ofMechanical Engineers,Vol. 98-1, 1998, pp. 579–580.5. Sumi, M., A. Kubo and M. Komori. “Hob CuttingSimulation for Analysis of Chip Crush between Cutting Edgeof Hob and Tooth Flank of Gear,” Transactions of the JapanSociety of Mechanical Engineers, Series C, Vol. 69, No. 681,May 2003, pp. 1388–1395.6. Sumi, M., A. Kubo and M. Komori. “Remedies for CuttingEdge Failure of Hob due to Chip Crush,”Transactions of theJapan Society of Mechanical Engineers, Series C, Vol. 69,No. 681, May 2003, pp. 1396–1403.
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 29
Figure 21—Chipping of carbide hob cutting edge(Example 3).
Tooth No. –14
Figure 22—Simulation result for hob tooth No. –14 forExample 3, where hob set angle modification of +1.5degrees is provided.
Last position of cutting
Direction ofchip flow
Direction ofchip flow
Last position of cutting
DSE
C =
–0.2
mm
DSE
C =
4.0
mm
Er
Er
El
El
(a) No correction (b) Hob set angle correc-tion of +1.5 deg.

Non-Standard
Cylindrical Gears
Bryan N.V. ParsonsDouglas WaltonLaurentia Andrei Gabriel Andrei

AbstractThis paper examines three gear geometries,
each of which has special features not found onstandard cylindrical gears. The first are high pres-sure angle spur gears where the pressure anglehas been maximized at the expense of contactratio. High pressure angles result in higher forces,but the stresses are less and are mostly compres-sive, leading to good fatigue resistance. The sec-ond design is a curved face width gear, giving ahigher contact ratio compared to spur gears andlower contact and bending stresses. These gearsare similar to double helical gears in that there areno axial forces. The third gear is a tapered facewidth gear, in which the addenda, dedenda andtooth width are all tapered. The benefits are thattooth engagement is gradual and compensationfor center distance variations can be achieved byrelative axial adjustment. All these gears weremade of plastic materials.
IntroductionThe annual production of plastic gears now
outnumbers the production of metal gears (morethan 500 million per year for cars alone).However, the design of plastic gears relies heavi-ly on the experience gained from many years ofdesigning and manufacturing steel gears. Work inthe United Kingdom and Romania has focused onincreasing the transmissible power density ofpolymer gears. The basic geometry used for poly-mer gears is mainly determined from standardtooth proportions as recommended in steel gearstandards. The work described sought to providegears of superior performance designed to non-standard forms where pressure angles, addendaand dedenda are chosen for maximum efficiencyand load carrying capacity. The forms suggestedhere are novel in concept and differ considerablyfrom conventional practice.
The authors are primarily concerned with thedesign and practical aspects of plastic and poly-mer composite gears. The aim is to improve theperformance of these gears in order that the trans-missible power levels are raised so that plasticgears can be employed in a wider range of prod-ucts. Historically, plastic gears have followedsteel gear practice in terms of tooth proportions.However, since the primary manufacturingmethod is a molding process, almost any profilecan be considered (i.e. tooth forms are not a func-tion of the cutting process). This provides anopportunity for designing novel gear forms.
Wear is the predominant mode of failure fordry running gears, but root bending fatigue or
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 31
pitch line fracture are also commonplace (Ref.1). In the case of lubricated plastic gears, pittingcan also arise. Plastic gears are particularly sus-ceptible to temperature. In the case of dry run-ning plastic gears, large friction forces will arise,and these can lead to high temperatures. It is notuncommon for the combined bulk and flash tem-peratures to exceed the melting temperature ofthe plastic, which will result in high wear rates(Ref. 2). Even if the temperatures are below themelting point, the mechanical properties of plas-tics are affected by heat and, for example, theelastic modulus decreases markedly with tem-perature, altering the contact ratio and load shar-ing. Thus, any design procedures and innova-tions which might reduce running temperaturesand/or reduce tooth stresses in plastic gears areworth examining.
The gears described in this paper challengethe accepted wisdom of cylindrical gear designfirst by examining the effects of pressure angle,the benefits of a curved face width gear and theadvantages of tapered face width gears, whichpermit gradual tooth engagement without theneed for a helical tooth form.
Management SummaryCurved face width (CFW) spur gears are not popular in the gear
industry. But these non-metallic gears have advantages over stan-dard spur gears: higher contact ratio, higher tooth stiffness, andlower contact and bending stresses.
CFW gears also provide better operating features. Tooth heightdecreases in the sections away from the gear center, so a lower slid-ing friction is expected with consequences on the gear’s thermalbehavior. They axially locate each other, improving meshing whenmisaligned. There also are no axial forces inherent in helical gears.
For spur gears, load sharing follows the classic “top hat” shapewith a sudden change when moving from partial load to full load.With a CFW gear, tooth contact and load changing are gradual like ahelical gear. This should lead to smoother running, quieter gearscompared to spurs.
But CFW gears are difficult to design and mount in gear trains. Forcertain tooth geometries, the gear train is sensitive to center distancevariations.
Gears with high pressure angles (> 20°) are generally viewed asunsuitable due to lower contact ratios and higher noise levels. Thesegears, however, benefit from having stronger tooth forms and lowercontact stresses and are more efficient due to shorter sliding dis-tances. With dry-running plastic gears, the increased efficiencymeans lower running temperatures and, because of plastic’sresilience, no noticeable noise difference. If the gears are fully lubri-cated, the high pressure angles result in higher entrainment veloci-ties, leading to advanced lubrication. The authors tested 30° pressureangle gears and “extreme” 40° pressure angle gears with measure-able improvements in strength and running temperatures.
Tapered face width gears can adjust backlash by axial movementof one of them. Such adjustment is much easier than backlash adjust-ment via radial center distance adjustment. The tapered face widthprinciple can be applied to spur and helical internal and externalgears and rack and pinion sets, so it is a versatile means of employ-ing backlash control in, for example, automotive steering systems.
Gabriel Andrei is a professor of mechanicalengineering and vice dean inthe Department of MachineElements & Tribology at the University of Galati, locatedin Romania.
Laurentia Andrei is an associate professor inthe Department ofDescriptrive Geometry,Mechanisms & Tolerances atthe University of Galati.
Douglas Walton is a professor in the Depart-ment of Mechanical Engi-neering at the University ofBirmingham in Birmingham,U.K. Walton is head of theVehicle Technology ResearchCenter and teaches engineer-ing design. His area of exper-tise is in plastic and uncon-ventional gearing.
Bryan N.V. Parsons is a research associate in theDepartment of MechanicalEngineering at the Universityof Birmingham.

32 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
High Pressure Angle GearsThe aim: To investigate the potential of high
pressure angle gear tooth profiles in polymer andpolymer composite materials. A preliminarystudy showed that such tooth profiles could lowercontact and bending stresses and increase effi-ciencies compared with gears of standard propor-tions. Studies on tooth forms showed that wearfor gears molded with high 25° pressure angleswas less than at standard (20°) or low (14.5°)pressure angles (Ref. 3). This raised questions asto what extent the pressure angle might beincreased still further to reduce wear. A briefstudy was conducted for this application to inves-tigate effects of pressure angle on sliding veloci-ty, contact stress, tooth bending stress and effi-ciency. High pressure angle (30° and 40°) gearswere injection molded from acetal (the bench-mark material), a glass-filled nylon (high per-formance polymer composite) and PEEK (to per-mit high temperature operation). Tests were per-formed under dry and oil-lubricated conditions.
High pressure angle gear geometry results ina reduction of the addendum and the eliminationof the top land.
It also results in an increase in the radius ofthe involute at the pitch point, (see Fig. 1), whichwill manifest itself as a reduction in both the con-tact and bending stresses (the section modulusincreasing with pressure angle) as well as areduction in sliding velocities. Figure 2 shows thetransmissible torque per mm face width againsttooth number at constant Hertzian contact stressfor a 40°, 20° and 14.5° pressure angle gears (18teeth is about the minimum for this 40° pressureangle). The 20° and 14.5° pressure angle gearsboth have a contact ratio of 2. Also, Table 1shows the effects of changing pressure angle oncontact ratio and center distance extendibility.
The Lewis form factor for these gears isshown in Figure 3. This factor becomes question-able as an indication of tooth bending strength forthe 40° pressure angle gear since radial load isnot considered. The line of action of the forceacting on the teeth for the majority of the contactperiod falls within the extent of the tooth root.This implies there is no bending of the tooth formand that both flanks of the tooth are in compres-sion. This factor might be important for a numberof brittle materials that have good strength incompression but break under moderate tension.Preliminary Finite Element Analysis (FEA) indi-
Non-Standard Cylindrical Gears
Figure 2—Comparison of torque capacity against toothnumber for different pressure angles.
Figure 3—Showing Lewis form factor against tooth numbers for gears of varying pressureangles.
Figure 4—Showing variation of efficiency with tooth numbers for different pressure angles.
Table 1 Pressure angle (deg) 20 30 40Contact ratio 1.65 1.35 1.12Center distance extendibility (mm) 1.43 0.98 0.37
(30-tooth spur gear, module 2 mm, standard proportions)
40° PA 20° PA CR = 214.5° PA CR = 2
1.6
1.4
1.2
1
0.8
0.6
0.4
0.2
0
Torq
ue N
m/m
m
Tooth Number
0 5 10 15 20 25 30 35 40 45 50
0 10 20 30 40 50 60
20° PA standard40° PA20° PA CR =2
20° PA CR = 240° PA14.5° PA CR = 2
Tooth Number
Tooth Number0 5 10 15 20 25 30 35 40 45 50
99
98.5
98
97.5
97
96.5
96
Foam
Fac
tor
Effic
ienc
y %
0.3
0.25
0.2
0.15
0.1
0.05
0
Figure 1—Showing (a) a standard 20° profile compared to(b) a 40° high pressure angle profile.
(a) (b)
99.5

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 33
cates that the profile of the 40° pressure anglegear teeth shows an improvement in tooth bend-ing stress compared to the standard profile, evenallowing for the difference in load sharing.
An unexpected result was the discovery thatthe apparent efficiency increased with pressureangle (Fig. 4). In nearly every case, contact andbending stresses and efficiency for the high pres-sure angle gear indicate improved performance.This higher efficiency mostly results from thereduced contact ratio of the high pressure angledesign. If gears with low pressure angles weremodified, such as by reducing their outside diam-eters, the claimed efficiency benefits wouldlargely, possibly completely, disappear.
Still, high efficiency has two rewards forplastic gears. One is economy, and the secondreward is a lower running temperature for a giventransmitted power. Material properties deterio-rate with increasing temperature so that, at lowtemperatures, the material will be stiffer andstronger. High pressure angle gears are not nor-mally favored because of higher normal loads fora given transmitted torque, low contact ratios andhigher noise. Our preliminary studies show thatother advantages (such as low stresses, higherefficiency) might more than outweigh these con-siderations, resulting in a higher transmittedpower for a given size of gear.
Finally, the higher resilience of plasticsmeans that the operating noise levels are less thanthose for steel. Thus, noise considerations maynot be a problem. During the subsequent tests,mesh temperatures, efficiency and noise wererecorded. Average dynamic coefficients of fric-tion will be back-calculated from measured effi-ciencies, so the results can be compared to gearsmade from the same materials, but of standard 20°pressure angle form. It will be possible to take thedesign a stage further and include high pressureangles with a helical tooth form. This would resultin even higher transverse pressure angles as well asimproved load sharing. Should the results provepromising, other materials might be investigated,such as ceramics. Thus, if high pressure angle gearsare successful, there will be considerable futureresearch and development potential.
Curved Face Width GearsCurved face width gears (Fig. 8), have been
developed in Russia (Ref. 4) and by Gleason inthe U.S., but, due to their complex geometry, fewengineers are aware of their existence. The par-ticular advantages these gears have over standardspur gears are higher contact ratios and lower
Figure 5—Gear tooth flank generation.
A A
β β
Mi
CM
Mi
B
Mf
RbCB
Mf
Rb
Figure 6—Showing the solid primitives used to simulate the curved face width gear teethgeneration.
Figure 7—Simulation of the tooth cutting process.
Figure 8—Pictorial representation of the curved facewidth spur gear, with modified geometry.
tool 2tool 1
blank
β β
α α
blank tool 2tool 1
β βcutting edges
24
Ø64
a) b)

34 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
lower sliding velocities and, when run in oil,enhanced lubrication conditions were expected.The shape of these gears makes the design of amolding die commercially impractical. Hencethis proposed design is suitable only formachined gears, plastic or metal. Such gearsmust be mounted with close control of relativeaxial position, generally not required for spur orhelical parallel-axis gears (Ref. 5).
The kinematics of the gear generationprocess. Two different cutters were used for theconcave and convex tooth flank generation.Figure 5 illustrates the kinematics of the genera-tion process, where the tools are working in thehalf-width plane of the blank. The normal sectionsof the cutters show straight lines for the imaginaryrack-cutter flanks, with a zero pressure angle. Thedesigned geometry for the tooth flanks is based onthe following kinematic principles:
• the cutting tool performs rotational motion (A)about its inclined axis, leading to a curved toothalong the gear face width and a variation intooth height;
• the gear being generated is rotated about its axis (B) and is provided with translational motion(C), tangential to the base circle of the gear(Rb), in order to obtain the rolling motionrequired for involute tooth form generation.
Two phases are necessary in order to generatethe entire gear. The cutting process starts with thetooth-by-tooth concave flank generation (Fig. 5a)followed by the convex flank generation (Fig.5b), where a new tool is used, properly posi-tioned relative to the already cut concave flank.
Simulation of the gear generation process.The modified geometry of the curved face widthspur gears described here requires a theoreticalinvestigation before the gears can be made. Anumerical simulation of the gears’ generation andmesh, based on the traditional conjugate surfacegeneration theory, was developed by one of theauthors (Ref. 6). The complexity of the gear toothgeometry implied complex mathematical calcula-tions and large computer programs. The authorsused the advantages of solid modeling techniquesin order to obtain a complete representation of thegear. The gear design model can be further used forthe gear generation error analysis, for finite ele-ment analysis and for rapid prototyping.Figure 11—Path of contact after 3° rotation.
Figure 10—Path of contact after 1° rotation.
Non-Standard Cylindrical Gearscontact and bending stresses, due to the doublecurvature of the tooth flanks. They axially locateeach other, offering better meshing in plane mis-alignment conditions, and there are no axialforces, which are inherent in helical gears. Thedifficulty in gear train mounting and, for certaintooth geometries, a sensitivity to center distancevariations are the only two serious disadvantages.
The curved face width spur gear described inthis article differs from previous curved facewidth gears in that they have a modified geome-try with a variable tooth height and width alongthe gear face width. Reduced bending stresses,
Figure 9—Path of contact for the initial gear toothcontact.

To simulate the kinematic generation of thecurved face width gear flanks, the blank and thetools are modeled by cylindrical and conicalsolid primitives using solid modeling methodswith conveniently chosen dimensions. Work pre-viously done by the authors on measuring andcomparing the performance of plastic gears ledto a “standard” gear being used that has a 20°pressure angle, 30 teeth of module 2 mm andaddendum equal to the module. In order that thecurved face width gear could be compared tostandard geometries, the first curved face widthgears were made the same size. Thus, a gearblank of 64 mm diameter and 24 mm face width(Fig. 6) was made. The rotational motion of thetwo cutters about their own axes was replaced bythe solids “Tool 1” and “Tool 2,” obtained byrotating the tool’s normal sections around thesame axis, using the REVOLVE command. Therotational motion of the blank was performedincrementally by using a ROTATE3-D com-mand, with an angular increment; its translation-al motion was also done incrementally.
The tool successively intersects the blankuntil the generation of a tooth flank is completed(Fig. 7). The removal of the “material” is doneusing a Boolean subtraction operation, per-formed by the SUBTRACT command. The auto-matic development of the procedure enables adynamic view of the process and a representa-tion of the gear to be made (Fig. 8).
Gear meshing simulation. A theoreticalanalysis of the gears in mesh shows that the con-tact line depends on the magnitude of the trans-mitted torque and on the gear alignment. Whenthe concave side of the pinion tooth enters mesh,contact starts at the tooth dedendum, at the endof the gear face width and extends to the mid-point of the face width, leading to a concavecurve of contact. Similarly, contact on a tooth’sconvex flank determines a convex curve of con-tact, starting at the tooth dedendum, at the gear’smid-section. The facilities offered by the solidmodeling technique enabled the gear mesh to besimulated, in order to investigate the path of con-tact. Using the virtual models and the dynamicsimulation of the gear meshing, the theoreticalpath of contact was obtained from a virtualmodel of the ideal gear train.
Figures 9–11 show several representations ofthe path of contact on the pinion teeth’s convexflanks (a 0.1 mm interference was used for thepath representation). The initial contact shown inFigure 9, obtained by hand positioning of the
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 35
Table 2Torque Von Mises stresses Maximum deflection[Nm] [N/mm2] [mm]4 1.18 0.0146 1.77 0.0218 2.36 0.02710 2.96 0.03512 3.55 0.041
virtual gear, corresponds to an arbitrary pointalong the theoretical line of contact. The geartrain was next rotated by 1° (Fig. 10) and then 3°(Fig. 11), to obtain the contact path during gearmeshing. Analyzing the tooth contact, it is obvi-ous the “contact line” is a spatial curve, whichchanges in curvature during the mesh cycle.
Bending stresses and deflections in curvedface width gears. The authors designed a modi-fied geometry for the plastic curved face widthspur gears in order to enhance the load capacityand to avoid excessive tooth deflection. The data-base obtained from the gear generation simula-tion was used to analyze the gear tooth resistance,using finite element analysis procedures. Stressesand stiffness of a curved face width gear werecompared to those of a standard spur gear.
Curved and straight spur gears were modeledusing COSMOS/M set to the following geometri-cal parameters: modulus 2 mm, 30 teeth and 24mm face width. Poisson’s ratio for the plasticmaterial used in the gear’s manufacture, Ertalon66SA, was 0.3; and the tensile modulus of elas-ticity was 3,450 MPa. The analysis was devel-oped for two teeth in mesh under the appliedloads given in Table 2 and shown in Figure 12.
Figure 12—Showing the applied loads.
y
x

Table 3Torque Von Mises stresses Maximum tooth[Nm] [N/mm2] deflection [mm]4 10.78 0.0176 16.47 0.0228 21.55 0.03310 27.59 0.04312 32.64 0.051
Table 2 lists the results of the tooth bendingstresses and deflections for a standard region ofthe curved face width gear—a continuum divid-ed into 18,348 linear tetrahedral elements inter-connected at 3,721 nodes. For the maximumload applied (12 Nm), Figures 13 and 14 illus-trate the distribution of the Von Mises stressesand the tooth deflections, respectively.
Figure 13 shows that maximum stresses areconcentrated on the dedendum of the tooth withload applied close to its addendum. Figure 14shows that maximum tooth deflection appears inthe gear mid-face width, at the tooth addendum.Due to variable tooth height and width, the toothstiffness can differ, as shown by the variation oftooth deflection along the gear face width. It canbe seen that, close to the gear face width ends,the tooth deflection decreases by approximately20% compared to the gear mid-section toothdeflection. A similar analysis, done for thecurved face width gears with the load applied onthe concave flanks, showed higher bendingstresses concentrated on the tooth dedendum andsimilar maximum displacements of the toothaddendum, at the gear’s mid-face width.
The analysis of the spur gear tooth bendingresistance was also developed, for the sameapplied loads. The results are given in Table 3and show the high bending stresses developedcompared to the curved face width gears; thebending stresses developed in standard spurgears being approximately 10 times higher thanthe curved gear tooth stresses. The result of thefinite element analysis on the bending resistanceis summarized in Figure 15.
Tapered GearsThe tapered gear design utilizes the principle
of access and recess action within a single gear.At the mid-plane, the geometry of the tooth formis substantially standard. The gear has a lineartaper so that the profile is modified to accessaction at one end of the gear and recess action atthe other. The matching meshing gear must havea similar taper and the access region must meshwith the recess portion of the mating gear. Thiscondition can be satisfied when the direction ofthe taper is inverted (Fig. 16). For spur gears,this profile results in the flanks of the teeth beingslightly helical and a small end thrust will begenerated when torque is transmitted.Interestingly, the direction of the axial force is
36 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Non-Standard Cylindrical Gears
Figure 15—Comparison of maximum stresses in curved face width and standard spur gears.
Torque
[N/mm2]
Von
Mis
es s
tres
ses
[Nm]2 4 6 8 10 12
curved tooth-load applied on the convex flankcurved tooth-load applied on the concave flankspur gear tooth
30
20
10
0
Figure 13—Von Mises stress distribution.
Figure 14—Distribution of curved face width tooth deflections.

Tell Us What You Think . . . E-mail [email protected] to• Rate this article• Request more
information• Contact the authors or
organizations mentioned• Make a suggestionOr call (847) 437-6604 totalk to one of our editors!
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 37
the same for both drive and overrun conditions. Another feature of the gear profile is the abil-
ity of the gears to compensate for center distancevariation or backlash by adjusting the relativeaxial position of the gears. This results from thetaper in the tooth width. The taper of the gears isin all proportions linear with axial position, sothat the addendum, dedendum and tooth width allchange proportionally (Fig.17). This produces ashape that has a natural draft angle on all exter-nal surfaces, facilitating the manufacture of thesegears by some molding process. This processmight be cavity molding for plastic gears or sin-tering or forging for metal gears.
The contact ratio varies across the plane ofthe meshing gears, and the slight helical profileof the flanks provides a small phase differencebetween the ends of the gear. The important fea-ture is that the contact ratio changes smoothly asthe mesh progresses so that the teeth are gradual-ly loaded and unloaded. This feature should helpto make these gears quiet in operation. The beamstrength of the tooth profile should be compara-ble with conventional gears’ tooth profiles. Thesecond moment of area is that the tooth root islarger for the tapered gear profile than for a stan-dard tooth.
The tapered gear can also be made helical(Fig. 18) with a different helix angle on the oppo-site flanks of the teeth. In this case, left- andright-handed helical gears are required. A specialcase is where the helix angle is made so that oneflank of the tooth is straight while the other ishelical. For example, an axial reaction forcemight be generated while the gear pair is drivingand no such force is generated during overrun.
ConclusionsThree novel gear types are examined in this
paper, each offering some benefits over conven-tional cylindrical gears. High pressure anglegears of the same materials have withstood high-er loads than gears of standard geometries. Noisehas not been a problem. Curved face width gearsare shown to provide lower stresses compared tospur gears of the same dimensions. These gearsare manufactured by cutting the plastic, andthough this form of production results in lessaccurate gears, these gears run satisfactorily anddemonstrate their capacity to operate at highertorque levels than conventional spur gears.Tapered face width gears are modeled and man-ufactured using rapid prototyping techniques.The main advantages of the tapered gears are the
ease of manufacture by molding techniques,including sintering and forging. Kinematically,they offer a degree of action that effectively pro-vides mesh overlap. The gears provide toleranceto mold shrinkage due to the adjustability of themesh by axial displacement. r
References1. Walton, D, A.B. Cropper and D. Weale. “Failure Mode Analysisof Plastic Gears,” Proceedings of International TribologyConference, Nagasaki, Japan, 2001.2. Hooke, C.J., K. Mao, D. Walton, A. Breeds, and S.N. Kukureka,“Measurement and Prediction of the Surface Temperature inPolymer Gears and its Relationship to Gear Wear,” TranslationASME Japan of Tribology, 92-Trib–12, Oct. 1992.3. White, J. Ph.D. Thesis, “Design and Evaluation of PolymerComposite Spur Gears,” The University of Birmingham, U.K.,1999.4. Sidorenko, A.K. “70 NKMZ” Gear Train (in Russian),Mashinostroienie, Moscow, 1984.5. Andrei, L., G. Andrei, A. Epureanu, N. Oancea, and D. Walton.“Numerical Simulation and Generation of Curved Face WidthGears,” International Journal of Machine Tools and Manufacture,42 (2002), pp. 1–6.6. Andrei, L. “Study of the Plastic Curved Face Width Spur GearsGeneration and Behaviour,” Ph.D. Thesis, The University ofGalati, Romania, 2001.
Figure 16—Showing two tapered gears in mesh.
Figure 17—Comparison of the extremes of profile for thetapered gear.
Figure 18—Showing a pair of helical tapered gears.
t = tooth width thin endT = tooth width fat endh = change in addendumd= change dedendum
d
h
T
t
This paper was printedwith the friendly permis-sion of the previous pub-lisher, VDI-Verlag ofDusseldorf, Germany. Itwas printed in 2002 inthe proceedings for theInternational Conferenceon Gears, VDI report1665, Vol. 1, pp. 311–326.

HighPerformanceGears Using PowderMetallurgy (P/M)Technology
Richard Slattery, Francis G. Hanejko,Arthur J. Rawlings, Mike Marucci and
Kalathur Sim Narasimhan

AbstractTo close the gap between conventional P/M
and wrought steel, a process is needed thatenables P/M gear producers to manufacture heli-cal gears with sintered densities greater than95% pore free via single press/single sinter pro-cessing. This higher density provides enhancedmechanical properties with a higher elastic mod-ulus (Ref. 2). High density provides bettermechanical properties, such as tensile strength,fatigue, and impact toughness. Still, even minoramounts of porosity can have a significant nega-tive effect on certain characteristics. In particu-lar, high performance gears require full densityin the critical stress region to withstand the highHertzian contact stresses.
Secondary processing, such as surface densi-fication, enables the production of a highly engi-neered porous core component with full or nearfull density in the critical stress region of the gear(Ref. 3). What is needed is to merge the practiceof surface densification with higher core densitiesto expand the potential applications for P/M.
Described in this paper is a P/M parts-makingtechnology capable of producing single pressedand sintered helical gears with core densitiesapproaching 7.4 g/cm3. Description of a proto-type run will be presented with the resulting sin-tered part densities and part-to-part variability.To further enhance the performance and geome-try of these helical gears, they were subsequent-ly surface densified via rolling. Improvements inthe surface density and gear quality will bedescribed.
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 39
Management SummaryPowder metallurgy (P/M) techniques have proven successful
in displacing many components within the automobile drivetrain, such as: connecting rods, carriers, main bearing caps, etc.(Ref. 1). The reason for P/M’s success is its ability to offer thedesign engineer the required mechanical properties withreduced component cost.
Powder metallurgy is also a proven technology to producehigh strength gears for the automotive market. P/M techniquescan manufacture spur gears with overall part densities up to 7.5g/cm3 via today’s powder production, compaction and sinteringprocesses—combined with double pressing. However, helicalgears are more difficult to produce to these same densitiesbecause the geometry does not lend itself to the doublepress/double sinter process.
But advances in powder production, compaction, and sinter-ing—combined with secondary operations—have enabled corepart densities up to 7.4 g/cm3 and fully dense tooth flanks in heli-cal gears.
Richard Slattery is vice president of engineering forCapstan Atlantic in Wrentham,Massachusetts. He has been in thepowder metallurgy industry for 16years, working in both powder andparts production. Most recently, hehas focused his research on devel-oping high performance, precisionhelical pinions.
Francis G. Hanejko works in the research & develop-ment department of HoeganaesCorp. as manager for electromag-netics and customer applications.He assists in research involvinghigh density processing of powdermetals. A materials scientist,Hanejko has worked for more than25 years for Hoeganaes, based inCinnaminson, New Jersey, in vari-ous aspects of powder metallurgy,including preproduction of gearapplications.
Arthur J. Rawlingsis a senior development engineerin Hoeganaes’ customer applica-tions department. He’s involved indeveloping new materials, includ-ing preparation of test partsthrough powder compaction. Hiswork experience also includes pro-duction, through development tech-niques, of helical gears using P/Mcompaction and subsequent pro-cessing.
Mike Marucci is a senior development engineerin Hoeganaes’ research & develop-ment department. His responsibili-ties include research into sinter-hardening materials and into highdensity processing of powder met-als, including high density process-ing of powder metal gears.
Dr. Kalathur SimNarasimhan is vice president and chief tech-nology officer for Hoeganaes.He oversees Hoeganaes’ prod-uct and process developmentsand has been in the powdermetal industry for 30 years.
)

40 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
automatic transmissions. The requirements ofthese gears are high surface hardness, good coretoughness, fatigue strength for tooth bending,rolling contact fatigue resistance, and high densi-ty to resist pitting and sub-surface spalling duringservice (Ref. 4). Currently, these gears aremachined from either AISI 8620 steel or AISI5120 steel carburized and machined to meet thedimensional specifications.
Conventional press and sinter technologiesoffer low production cost to produce these parts;however, the corresponding mechanical proper-ties are inadequate. Powder forging a blank andthen machining it will give the requiredmechanical properties but at a cost that is pro-hibitive. It is speculated that a technologyenabling core densities ≥ 7.4 g/cm3 with a fullydense surface will meet the mechanical proper-ty requirements of this application, yet be eco-nomically competitive.
In an effort to satisfy the diverse mechanicalrequirements of these helical pinion gears,Capstan Atlantic and Hoeganaes Corp. collabo-rated on the implementation of a new compactiontechnology (AncorMax D™) that enables theattainment of high core densities without theneed to preheat the powder. The advantage of thisprocess is its greater flexibility in the manufac-ture of high-density P/M parts. It will be demon-strated that this process can produce helical gearswith sintered densities approaching 7.4 g/cm3.
Following compaction and sintering, Capstanemployed its proprietary surface densificationtechnology to densify the high stressed region ofthe gear. This technology, coupled with theattainment of the proper heat-treated microstruc-ture, can produce gears that approach the per-formance of wrought steel gears.
The AncorMax D ProcessThe AncorMax D process is a patent pending
premixing technology that optimizes both thelubricant and binder additions to achieve anincrease of 0.05–0.15 g/cm3 in density relative toa conventional premix (Refs. 5, 6).
Coupled with this increase in green and sin-tered densities, the AncorMax D process offersreduced alloy segregation, reduced dusting, supe-rior flow, and enhanced die fill (Ref. 7). Thesefactors give the opportunity for greater consisten-cy and higher quality P/M parts.
Attaining high-density, single press, singlesinter P/M parts has been an objective of the P/Mindustry for many years. ANCORDENSE™ pro-cessing was introduced approximately eight
High Performance Gears Using PowderMetallurgy (P/M)Technology
Figure 1—Comparison of the compressibility of a regular premix with AncorDense andAncorMax D.
Figure 2—Strength of FLN2-4405 sintered at 1,120°C (2,050°F).
Base Nickel, Graphite, Lube, PremixMaterial % by weight % by weight % by weight Technique
1 FL-4400 2.0 0.6 0.75 Standard Premix
2 FL-4400 2.0 0.6 0.55 AncorMax D
Gre
en D
ensi
ty (g
/cm
3 )
Compaction Pressure (MPa)
AncorMax D
Standard Acrawax BlendAncorDense
300 400 500 600 700 800 900
7.40
7.35
7.30
7.25
7.20
7.15
7.10
7.05
7.00
6.95
6.90
6.85
Stre
ngth
(MPa
)
300 400 500 600 700 800 900
Compaction Pressure (MPa)
UTS
YS
900
800
700
600
500
400
300
IntroductionAt the present time, P/M is successful in two
primary performance areas. The first is in densityranges of less than 7.1 g/cm3 with low- to medi-um-strength requirements. The second main appli-cation area is fully dense P/M via powder forging.Here a sintered preform is hot forged to near pore-free density, maximizing the mechanical proper-ties of the P/M component.
An example of a part family that offers signifi-cant volume opportunities for the P/M industry arehelical gears used in the planetary gear sets of
Table 1—Alloy Test Matrix (FLN2-4405).
AncorMax D0.75% (by weight) of Acrawax (add-mixedlubricant)

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 41
years ago; it is a technology that requires pre-heating the die, punches, and powder to approxi-mately 120–150°C (250–300°F) (Ref. 8).
The challenge of maintaining consistent tem-perature during the compaction process has pre-vented widespread acceptance of this processingtechnique. The AncorMax D system requiresonly die heating in the range of 60–70°C(140–160°F). The powder remains unheated untilit enters the die cavity.
The advantages of this system include theaforementioned density gain of 0.05–0.15 g/cm3,less ancillary equipment, and reduced powderwaste. Limitations include a maximum partlength of approximately 25 mm (1.0 in.) due tolimited heat transfer in the powder and the con-tinued need for a heated die. Also, compactionpressures greater than 550 MPa (40 tsi) are a pre-requisite to attain the improvement in density.
Shown in Figure 1 is a comparison of thegreen density vs. compaction pressure for anFLN2-4405 material made via regular premixing,ANCORDENSE premixing, and AncorMax Dpremixing. General observations from this chartare as follows: the ANCORDENSE premix givesthe highest green densities at the lowest com-paction pressures, and the maximum green densi-ty achieved for ANCORDENSE and AncorMaxD are nearly the same.
The benefit of the AncorMax D processing isobserved at compaction pressures greater than 40tsi (550 MPa). The maximum density achievedwith either the ANCORDENSE or AncorMax Dtechnology is dependent upon the pore-free den-sity of the premix with a limiting value of 98% ofthe pore-free density (PFD).
Properties of AncorMax D FLN2-4405To illustrate the potential benefits of using the
AncorMax D process, a comparison of themechanical properties of an FLN2-4405 premixprocessed via two routes was performed. Table 1shows the test alloy matrix.
Reference is made to Figure 1 for the com-pressibility curve for the two materials. It is notedthat compaction pressures greater than 550 MPa(40 tsi) show an increase in green density.However, with the compaction pressure at 415MPa (30 tsi), the increase in density is minimal.In addition to compressibility samples, standardMPIF dog bone tensile samples were compactedwith a die temperature of 63°C (140°F). Rotatingbending fatigue (rbf) samples were produced bymachining standard test samples from blanks alsocompacted at a die temperature of 63°C (140°F).
Figure 3—Strength of FLN2-4405 sintered at 1,260°C (2,300°F).
Compaction Pressure (MPa)
Stre
ngth
(MPa
)
300 400 500 600 700 800 900
900
800
700
600
500
400
300
UTS
Figure 4—Photograph of helical gear pressed in the collaborative effort. Note gear has a 22°helix angle with an OAL of 22.5 mm. The major diameter of the gear is 42.5 mm and the ID ofthe gear is 23.5 mm.
Figure 5—Porosity profiles of roll densified test samples.
Initial AttemptSecond Attempt
% P
oros
ity
Distance from Rolled Surface, mm0 0.2 0.4 0.6 0.8 1 1.2 1.4 1.6 1.8 2
9 876543210
All samples were sintered under the followingconditions.
• Continuous Belt Furnace,• Standard Water Jacket Cooling,• Sintering Temperature: 1,120°C & 1,230°C(2,050°F & 2,300°F),• Time at Temperature: 25 min., and• Atmosphere: 75%N2, 25%H2 (by volume).
YS
AncorMax D0.75% (by weight) ofAcrawax (add-mixedlubricant)

42 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Increasing the density of a P/M componentincreases the tensile and fatigue strength of thefinished part. Figures 2 and 3 demonstrate that the0.10 g/cm3 increase in density achieved with theAncorMax D processing results in a 10% increasein ultimate tensile strength (UTS) and yieldstrength (YS) at equivalent compaction pressures.Additional increases in strength can be achievedby increasing the sintering temperature from1,120°C to 1,260°C (2,050°F to 2,300°F) by com-paring the data presented in Figures 2 and 3.
The rbf data presented in Table 2 demon-strates the same beneficial effect of increasingdensity on the fatigue survival limits. The 0.10g/cm3 increase in density yields approximately a10% increase in fatigue life.
The rbf survival limits for the samples sin-tered at 1,230°C (2,300°F) are lower than thesamples sintered at 1,120°C (2,050°F). Thissuperior fatigue performance of the 1,120°C sin-tered material is related to the heterogeneousmicrostructure. At 1,120°C, the admixed nickeldoes not completely diffuse into the iron matrix,resulting in a nickel-rich second phase that actsto arrest crack propagation.
Conversely, the homogeneous microstructureof the high temperature sintered samples lackthese crack-arresting particles with a resultingdecrease in fatigue performance (Refs. 9, 10).
Prototype Production of a Helical GearTo verify the production capability of the
AncorMax D process, Capstan Atlantic andHoeganaes Corp. collaborated in the compactionand sintering of the helical gear shown in Figure 4.
High Performance Gears Using PowderMetallurgy (P/M)Technology
During this effort, a standard premix materialconsisting of FLN2-4405 composition (Table 1)was compacted as a reference at pressures rang-ing from 550–830 MPa (40–60 tsi) in non-heatedtools at a press speed of ~8 strokes per minute.
Phase two of the trial involved compaction ofan AncorMax D premix of the same FLN2-4405composition (with the exception of the lubricantaddition and type) utilizing the same helical geartooling. Compaction pressures of 550–830 MPa(40–60 tsi) were utilized with a die temperatureof 65°C (150°F). In both compaction trials, thepart height was varied from 6 mm (0.25 in.) upto approximately 25 mm (1.0 in.).
Results from the compaction trial are sum-marized in Table 3. Similar to the results achievedwith laboratory test samples, the AncorMax Dgears exhibited an overall density increase ofapproximately 0.05–0.10 g/cm3 compared to thestandard premix at equivalent compaction pres-sures. One notable aspect of this work demon-strated that the AncorMax D with its reducedlubricant level gave satisfactory compaction andejection up to a part height of 22.5 mm.
Compacting gears with overall lengths (OAL)greater than 22.5 mm resulted in high die ejectionforces with corresponding poor surface finishes.
Part-to-part weight variability of the gearsproduced with the AncorMax D process showedreduced scatter relative to the standard material(Table 4). This reduced scatter will lead toreduced dimensional variation in the productionof the actual component.
After compaction, the gears were sintered at1,120°C (2,050°F) in a 90%N2, 10%H2 (by vol-ume) sintering atmosphere for approximately 30minutes at temperature. The sintered gears wereevaluated for sintered density; the results arepresented in Table 5. More than 3,000 gearswere compacted during this pre-productioneffort. Twelve sectional densities were evaluatedby sectioning a part into four quadrants aroundthe diameter and into three height regions. Theresult of this analysis is shown in Table 6.
It is worth noting that the density gradientfrom top to bottom and around the circumfer-ence is uniform within +/– 0.02 g/cm3. This uni-formity of density is significant because uniformdensity throughout the part minimizes distortionduring sintering. Methods to Improve the Physical Properties
of P/M ComponentsAchieving higher sintered density is perhaps
the primary method to improve the performance
Table 1—Alloy Test Matrix (FLN2-4405).
Compaction Sintering 90% UTS, MPa % of UTS DensityPressure, Temp., °C Survival (90%) g/cm3
MPa Limit, MPa
690 1,120 266 759 34.4 7.34
830 1,120 292 745 38.2 7.41
690 1,230 252 759 32.5 7.38
830 1,230 273 841 31.8 7.44
Table 2—RBF Data for AncorMax D Processed FLN2-4405.
Table 1—Alloy Test Matrix (FLN2-4405).
Premix Gear OAL, mm Green Density at Green Density at Green Density at550 MPa, g/cm3 690 MPa, g/cm3 830 MPa, g/cm3
Standard Premix 12 7.12 7.26 7.26
19 7.13 7.25 7.2825 7.03 7.25 7.28
AncorMax D 12 7.24 7.34 7.3819 7.25 7.32 7.34
22.5 7.05 7.28 7.34
Table 3—Green Density Results of Helical Gear Trial.

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 43
of a P/M part. However, recent experimentalwork has shown that heat treat practice and sec-ondary operations can also have a significanteffect on actual part performance. This sectionwill review recent advancements in theseprocesses and demonstrate how these advancescan lead to improved gear performance.
It is well known that carburizing producesfavorable compressive stresses on the surfacesof components. This phenomenon applies toP/M components as well. Several researchershave found a 15–20% improvement in rotatingbending fatigue properties (Refs. 11, 12). In addi-tion, the lower carbon core produces a materialwith greater impact toughness and core ductility.
Despite the positive effect of carburizing onmechanical properties, one key material charac-teristic in which P/M falls short of wrought steelsis in the area of rolling contact fatigue resistance.In rolling contact fatigue, the high subsurfacestresses resulting from the gear contact area andrelative slip have shown the need for full densityin the critical stress regions to withstand theHertzian contact stress associated with rollingcontact fatigue of high performance gears.
To improve the gear performance of P/Mcomponents, surface densification is sometimesused to densify the highly stressed region of thepart, without affecting the core characteristics.
Benefits of surface densification can include:
• A composite structure with a pore-free caseand a porous core,
• Potentially lower component cost because thehigh density region is only in the criticalstress region of the part,
• Improved gear geometry and tolerancebecause the P/M gear is rolled against a pre-cision roll die, and
• Potentially add the ability to crown the toothof the densified P/M gear.
Surface densification is a process that locallydensifies the surface of a pressed and sinteredP/M preform. The concept of densifying onlythe surface is that maximum Hertzian stress in agear is developed in the near surface region ofthe gear and diminishes with increasing distancefrom the surface. Thus, a gear with a surfacedensified case (to the appropriate depth) willgive rolling contact fatigue properties equivalentto a wrought steel gear. Process development atCapstan Atlantic showed that the depth of thepore-free densified layer can range from a mini-
Figure 6—Gear tooth lead error traces on rolled densifiedhelical gears taken at 90° intervals on the gears.
Four Teeth Evaluated @ 90°, Both Flanks
Left Flank
Face Width20 mm
0.01 mmCrown, CentralWithinFaceWidth
Right Flank
0.01 mmCrown, CentralWithinFaceWidth
Face Width
Table 1—Alloy Test Matrix (FLN2-4405).
Process Var. 1σ gms Range gms.
Standard Premix 0.48 1.66AncorMax D 0.20 1.10
Table 4—Part-to-Part Weight Variability @ 830 MPa.
Premix Gear OAL, mm @550 MPa @690 MPa @830 MPa g/cm3 g/cm3 g/cm3
Standard Premix 12 7.12 7.24 7.28
19 7.12 7.25 7.29
25 6.99 7.18 7.23
AncorMax D 12 7.26 7.41 7.45
19 7.28 7.43 7.45
22.5 7.07 7.43 7.45
Position North (front of die) South East West
Top 7.38 7.40 7.37 7.41
Middle 7.37 7.39 7.40 7.39
Bottom 7.41 7.39 7.40 7.40
Table 6—Density Variations within a Sintered Helical Gear, g/cm3.
Table 5—Sintered Density of Helical Gears at 1,120°C (2,050°F).
Precision Helical Lead Traces
Results from Gear Rolling Operation
0.25 mm

44 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
mum of 0.38 mm to greater than 0.70 mm. Figure 5 presents metallographic analysis of
the porosity distribution for cylindrical test spec-imens that were densified via surface rolling totwo distinct depths. Near full density wasachieved at subsurface distances up to 0.75 mm(0.030 in.). Beyond the densified layer, theporosity level increases to the level of the as-sin-tered component.
The data shown in Figure 5 demonstrate theversatility of the rolling process in producingdensified layers as well as the ability to densifyto specific depths depending upon the require-ments of the final application. This densified layerproduces improvements in the rolling contactfatigue results as shown by Sanderow (Ref. 13).
In addition to the benefits of improved rollingcontact fatigue, the surface densification has theadded benefit of improved gear geometry and thepossibility of incorporating crowning on the sur-face of the gear.
Production of Surface Densified GearsThis section of the paper will describe the actualproduction of a surface densified helical gearshown in Figure 4. The intent of this section is tooutline the steps necessary to achieve surfacedensification and the resultant gear geometriesand densification profile.
Machining. P/M is often considered a netshape process that requires little or no machin-ing. However, machining is sometimes requiredto incorporate undercuts, cross-holes, etc.Machining is also used to improve the dimen-sional accuracy of some P/M components.Machining of P/M gears, unlike their wroughtsteel counterparts, is limited to the inside diame-ter. The benefits from this single machining oper-ation are: precise inside diameter tolerances andnear perfect alignment of the gear teeth to thecentral axis of the gear.
Gear rolling. As briefly described earlier,another potential operation for the enhancementof gear geometry, as well as tooth fatigueendurance is gear rolling. With the incorporationof a specifically engineered rolling process, onehas the ability to achieve optimum tooth align-ment while surface densifying the gear teeth todepths in excess of 0.7 mm. An additional bene-fit of this operation is a “mirror-like” surface fin-ish achieved on the tooth flanks, resulting in amuch quieter running gear, which is critical insatisfying ever-increasing NVH requirementsamong our customer base.
High Performance Gears Using PowderMetallurgy (P/M)Technology
Figure 9—Density gradient of rolled densified helical gear tooth measured at crowned region.
Figure 7—Involute gear traces on rolled densified helicalgears taken at 90° intervals on the gears.
Figure 8—Photomicrograph of rolled densified helicalgear tooth taken through crowned section.
Distance across Tooth Center (mm)
Poro
sity
(vol
ume%
)
10
9
8
7
6
5
4
3
2
1
00 0.5 1 1.5 2 2.5 3
15° 21°
Four Teeth Evaluated @ 90°, Both Flanks
Left Flank
Pitch Diameter
0.015 mmInvolute Crownat PitchDiameter
End of Active Profile
Start ofActive Profile
15° 21°
Pitch Diameter
0.015 mmInvolute Crownat PitchDiameter
End of Active Profile
Start ofActive Profile
Precision Helical Pinion Involute Profile
Right Flank
0.25 mm

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 45
Shown as Figures 6 and 7 are the gear tracesevaluating gear tooth lead error and involuteprofile. Beyond the necessity to densify the sur-face and improve gear quality, another challengepresented by this application is the requirementof a “crown” central within the face width of thegear (shown in the lead traces) along with a peakinvolute at the pitch diameter of the gear (shownin the involute traces).
First, looking at the lead traces (Figure 6),notice that the start and stop points of the traceare at the same level, while there is a positivecrown in the middle of the trace. Typically withP/M gears, we would see a hollow in the centralregion of the face width of the tooth caused bythe low dense region at or about the middle ofthe gear’s face width.
We call this the “density dip” effect. Thecompaction of a high density gear preform withuniform density top to bottom, minimized this“density dip.” Thus in combination with aspecifically engineered rolling process, a 0.01mm crown was created on both gear flanks.
The involute profile of the gear, or the “toothshape,” is a function of not only the rolling oper-ation, but also the as-pressed tooth shape. Toyield a specific involute profile, one must utilizemore of a systems approach. Note on the invo-lute traces that the peak positive involute is atthe theoretical pitch line of the gear.
In addition to the dimensional and surfacefinish benefits realized by rolling, surface densi-fication can also occur. Typically, whererequired, gear tooth flanks are densified to adepth of 0.3–0.7 mm. The primary benefits ofthis surface densification are increased fatiguelife by inducing compressive stresses on thetooth surfaces and wear resistance.
Shown in Figure 8 is the photomicrograph ofthe surface densified helical pinion. The gearwas sectioned at a 22° angle to the vertical toshow the uniformity of densification on the lead-ing and trailing sides of the gear tooth.
Figure 9 shows the depth of densification onthe gear. This first attempt at densifying thehelical pinion produced a less dense case thanwhat was developed on the toroidal test sam-ples. The reasoning for the more porous caseis simple: The rolling conditions were notoptimized. Prior experience at Capstan Atlantichas produced densified layers in gears equiva-lent to the test samples (data shown in Fig. 5).What made this particular effort more challeng-
ing was incorporating the crowing on the gears.Capstan Atlantic had not attempted to roll a P/Mgear with a crown prior to this effort; thus thedeformation behavior is not completely under-stood.
Additional trials with rolling this gear formare certain to produce the desired densified layerand form detail.
SummaryThe sintered density distribution within a
P/M component is paramount to obtaining goodmechanical property performance. Described inthis paper is a new parts-making process utiliz-ing a unique binder/lubricant system (AncorMaxD) that enables the production of high-densityP/M parts through a combination of moderatedie temperature 65°C (145°F) plus higher com-paction pressures.
It was demonstrated that sintered densities upto 7.4 g/cm3 are possible using laboratory testsamples of an FLN2-4405 material. In addition tothe high density, it was demonstrated that the den-sity uniformity from top to bottom and around thecircumference is quite consistent.
The laboratory testing was extended to the pro-totype production of a helical gear with a 22° helixangle. As observed in the laboratory production oftest samples, the AncorMax D showed a similardensity improvement in the helical gear of0.05–0.10 g/cm3 greater compared to a standardpremix of FLN2-4405. The prototype productionof the AncorMax D premix had reduced part-to-part weight variability, resulting in reduced fin-ished part variability.
Beyond the development of the new binder/lubricant system, surface densification is a manu-facturing technology capable of producing fulldensity on the surface of the gear with full densi-fication ranging from a minimum of 0.38 mm(0.015 in.) to a maximum of 0.70 mm (0.028 in.).
This surface densification creates a compositecomponent giving the benefits of pore-free densi-ty in the critically stressed case region of the partwith ~95% density in the core to provide for therequired core properties. In addition to the densi-fied case structure, the surface finish of the rolledpart is better than that of a ground finish.
The processing route proposed for the highperformance helical gear is as follows:• Compact to 7.3+ g/cm3 density using the
AncorMax D processing,• Sinter,• Machine bore for concentricity (if necessary),

46 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
• Surface densify up to 0.70 mm (0.028 in.),• Carburize, and• Finish machine as required.
This processing offers the mechanical proper-ties of a high-density part, the surface fatigueresistance of a wrought part, and potentially thelow cost inherent to P/M processing.
Surface densification gives the followingadvantages:
• Pore-free tooth surface,• Excellent (“mirror-like”) surface finish, • Increased wear resistance,• Reduced noise, • Improved corrosion resistance,• Minimal tooth-to-tooth & total composite
error,• Redirects helix angle to improve gear tooth
lead while incorporating a tooth crown,• Customized tooth profile, and• Improved fatigue endurance.
It is worth noting that the carburizing stepdevelops a hard wear resistant surface layer plusproduces desirable surface compressive stressesthat give enhanced bending fatigue characteris-tics. Increases in the survival limit of rotatingbending fatigue samples are on the order of15–20%. Additionally, carburizing gives a desir-able acicular martensitic microstructure in thecase region (Ref. 13). The synergistic effect ofsurface densification and carburizing offers theend-user the potential for wrought steel gear per-formance with the low cost inherent with P/Mprocessing.
Finally, and perhaps most significantly, sur-face densification has the added benefit of pro-ducing a part with high dimensional precision.Lead and involute gear checking of the as-rolledgear shows that the gear error is equivalent to aconventionally machined wrought steel gear.
Additionally, the roll densification processwas able to produce a crown on the gear that fur-ther enhances the NVH performance of the gear.Gear crowning is impossible to achieve throughP/M part compaction, but this feature—and itsconsistency—can be produced as a direct conse-quence of the uniformity of sintered densitythroughout the part and of the expert engineeringof the rolling process.
Additional experimental work is required toproduce the helical gear with the depth of densi-
fication achieved in the test samples. However,significant progress was made in the potentialproduction of this component via P/M processing.The next steps include:
• Densifying the gears to 0.030 in. (0.70 mm),• Carburizing the part to measure the potential
distortion during heat treatment,• Simulated gear testing to verify the perform-
ance of the proposed processing, and• Actual gear testing of the finished gears to
qualify the process.r
References1. White, Don. “State of the North American P/M Industry,”Advances in Powder Metallurgy and Particulate Materials,Part 8, pp. 1-1–1-12, Metal Powder Industries Federation,Princeton, NJ, 2002.2. Material Standards for P/M Structural Parts, 2000Edition, MPIF Standard 35, Published by Metal PowderIndustries Federation.3. Shivanath, R., R. Peters, P. Jones and E. El-Sawaf.“Vacuum Carburization of High-Performance AutomotivePM Parts,” Industrial Heating, May 2001, pp. 37–39.4. Gear Design, Manufacturing and Inspection Manual,Published by the Society of Automotive Engineers,Warrendale, PA, 19096, 1990, p. 51.5. Donaldson, I.W., et al. “Processing of Hybrid Alloys toHigh Densities,” Advances in Powder Metallurgy andParticulate Materials, Part 8, pp. 8-170–8-185, MetalPowder Industries Federation, Princeton, NJ, 2002.6. Marucci, M., M. Baran and K. Narasimhan. “Propertiesof High Density Sinter-Hardening P/M Steels ProcessedUsing an Advanced Binder System,” Advances in PowderMetallurgy and Particulate Materials,Part 13, pp. 13-48–13-59, Metal Powder Industries Federation, Princeton,NJ, 2002. 7. Semel, F., and M. McDermott. “Recent Application ofBinder Treatment Technology,” Advances in PowderMetallurgy and Particulate Materials,Volume 1, pp. 2-23–2-49, Metal Powder Industries Federation, Princeton,NJ, 2002.8. Rutz, H.G., and F.G. Hanejko. “High Density Processingof High Performance Ferrous Materials,” Advances inPowder Metallurgy and Particulate Materials-1994,Vol. 5,Metal Powder Industries Federation, 1994, pp. 117–133.9. Rutz, H., T. Murphy and T. Cimino. “The Effect ofMicrostructure on Fatigue Properties of High DensityFerrous P/M Materials,” Advances in Powder Metallurgyand Particulate Materials-1996, Vol. 5, pp. 135–155, MetalPowder Industries Federation, 1996.10. Narasimhan, K., S. Polasik and N. Chawla. “SurfaceReplication as Means of Monitoring Fatigue CrackInitiation and Propagation in Ferrous P/M Alloys,”Advances in Powder Metallurgy and Particulate Materials,Part 12, pp. 12-48–12-59, Metal Powder IndustriesFederation, Princeton, NJ, 2001. 11. Saritas, S., W. James and A. Lawley. “Fatigue Propertiesof Sintered Steels: A Critical Review,” Presented at theEuropean Powder Metallurgy Association, October 2001. 12. Taylor, A., F. Hanejko and A. Rawlings. “AdvancedSinter-Hardening Materials and Practices,” Advances inPowder Metallurgy and Particulate Materials, Part 13, pp.13-48–13-59, Metal Powder Industries Federation,Princeton, NJ, 2002. 13. Sanderow, H. “Final Report, Rolling Contact Fatigue(RCF) Test Program,” Prepared by the Center for PowerMetallurgy Technology (CPMT), Princeton, NJ, September2001.14. Jandeska, W. 2002, General Motors Corp., private com-munication.
High Performance Gears Using PowderMetallurgy (P/M)Technology
This paper was presented
under the title “Powder
Metallurgy of High Density
Helical Gears” at the 2003
International Conference on
Powder Metallurgy &
Particulate Materials, held
June 8–12, 2003, in Las
Vegas, Nevada, and was pub-
lished in the conference’s
proceedings, Advances in
Powder Metallurgy &
Particulate Materials. The
paper is republished here
with permission from the
conference’s sponsor, the
Metal Powder Industries
Federation.
Tell Us What You Think . . . E-mail [email protected] to• Rate this article• Request more information• Contact the authors ororganizations mentioned• Make a suggestionOr call (847) 437-6604 totalk to one of our editors!

Leistritz Buys Rolling Machine DivisionLeistritz Produktionstechnik GmbH of Nuernberg,
Germany, has acquired the rolling machine division of RevueThommen AG of Tenniken, Switzerland.
According to the company’s press release, design and man-ufacture of the rolling machines will remain with Thommen’sengineers in Switzerland, with managerial control inNuernberg. Sales and service will operate out of Leistritz’sexisting Allendale, NJ, facility. The new entity will be calledLeistritz Thommen GmbH. With the addition of thesemachines, Leistritz now offers whirling, keyseating, end facingand rolling capabilities.
Suitable applications for the two companies include the pro-duction of threads, worms, screws, knurls and splines.
New Managers at M&M PrecisionMark Cowan and John Zahora
joined M&M Precision SystemsCorp. of West Carrollton, OH, inmanagement positions.
According to the company’s pressrelease, the two are both re-joiningM&M withdecades ofgear experi-ence.
Cowan,now manager of software develop-ment, has worked at Mahr GmbH, ZFof Batavia, OH, and ProcessEquipment of Tipp City, OH.
Zahora, whose new title is busi-ness unit manager of the special
INDUSTRY NEWS
machines division, has more than 20 years of experience in leanmanufacturing and product improvement. He previouslyworked at Process Equipment.
Philadelphia Gear Acquires New Test StandPhiladelphia Gear Corp. announced the availability of a new
1,500 hp test stand at its Eastern Regional Service Center inNew Castle, DE.
According to the company’s press release, this acquisitionextends Philly Gear’s diagnostic testing capabilities for highspeed and high torque gearboxes to the East Coast. A similartest stand is in place in the company’s Lynwood, CA, facility.
The test stand is powered by Philly Gear’s own hydrovis-cous clutch in order to run qualification testing on repairedgearboxes prior to reinstalling the units. It provides no-loadtesting of gearboxes up to 60,000 hp and speeds up to 120% ofthe tested gearbox speed as rated by the American PetroleumInstitute.
In addition, it can facilitate better repair and maintenanceservice at the Philly Gear locations because the company cannow spin larger gearboxes at higher speeds.
Paulo Products Receives 2nd NADCAPAccreditation
The Kansas City, MO, facility of Paulo Products Co. joinsanother of the company’s divisions—American Brazing ofWilloughby, OH—in receiving its NADCAP accreditation.
Paulo Kansas City now conforms to NADCAP heat treat-ment standards in large continuous belt equipment as well asatmosphere batch and vacuum equipment.This should furtherhelp serve the aerospace, defense and other markets, accordingto the company’s press release.
Paulo Products provides engineering solutions in heat treat-
48 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Hirings, Promotions & Acquisitions
Mark Cowan
John Zahora

ing, brazing and metal finishing, and specializes in vacuum,batch, induction and large continuous belt treatment.
United Gear Installs New InspectionEquipment
United Gear & Inspection has installed a new M&MPrecision gear inspectionmachine to double its inspec-tion capacity.
According to the compa-ny’s press release, this equip-ment provides the latest tech-nology in dimensional check-ing for pitch, helix angle andprofiles with 3- and 4-axispitch capabilities. It allowsfor discrete checking for various gear types and a wide range ofquality control processes for profiles, leads and involutes ofgears.
The company hopes this will help in its project to attain TS-16949 certification, according to their press release.
New Sales Reps for Philadelphia GearRon Wilson, Mark Voelkel and
Rick Wilson were appointed as salesreps at Philadelphia Gear Corp. forthe Southwest, Gulf Coast, andWestern service territories, respec-tively.
R o nWilson,a veter-an salese n g i -
neer, was most recently withRexnord/Prager Gear. His newresponsibilities include develop-ing and servicing accounts in the Houston area.
Mark Voelkel has more than 20 years of experience in gearsales, most recently as an account manager for RevakTurbomachinery, in the southeastern U.S. His new territories
include southern Mississippi,Georgia, Alabama and Florida.
Rick Wilson will be responsiblefor accounts in the following areas:Arizona, New Mexico, and southernNevada. He has been in sales for 10years, with his most recent positionhaving been manager of AppliedIndustrial Technologies.
INDUSTRY NEWS
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 49
Ron Wilson
Mark Voelkel
Rick Wilson
W W W. C L I F F O R D - J AC O B S . C O MI S O 9 0 0 0 C E RT I F I E D
P. O . B O X 8 3 0 C H A M PA I G N , I L 618 2 4 - 0 8 3 0 217. 3 5 2 . 517 2 FA X : 217. 3 5 2 . 4 6 2 9
S A L E S @ C L I F F O R D - J A C O B S . C O M
FROM THE F-22 TO THE CH-47CHINOOK HELICOPTER, many oftoday’s high-tech marvels rely onparts forged by Clifford-Jacobs. Wespecialize in low-to-medium runs ofcarbon, alloy, stainless and tool-grade forgings up to 30” in diameterand 50” in length. Call 217.352.5172today, and see why some of America’s
top names have ourname behind them.
C L I F F O R D - J A C O B S
F O R G I N G
THERE’S A LITTLE PART OF USIN A LOT OF GREAT MACHINES.

Schleifring Acquires Walter GrindersKörber Schleifring GmbH will acquire the machinery sec-
tor of Walter AG, which will now be known as WalterMaschinenbau GmbH, as long as antitrust approval goesthrough.
According to the company’s press release, it has alsoacquired Czech Republic-based Walter Kurim s.r.o., U.S.-based Walter Grinders, and Walter Japan KK. This latest acqui-sition will enable Schleifring to expand its range of services.
Schleifring-owned companies operate independently intheir respective business sectors. Walter Maschinenbau GmbHwill retain its sites in Tübingen, Hanover, Kurin (CzechRepublic) and Fredericksburg, VA (U.S.)
Penna Flame Hires Mark FarleyMark Farley was hired as a man-
ager of induction services at PennaFlame.
Farley has 18 years of experiencein contoured gear tooth hardeningand induction hardening and has lec-tured for the Society of ManufacturingEngineers on the topics.
Penna Flame Industries ofPittsburgh, PA, provides flame harden-
ing and roll manufacturing services.
Phillips Accepts VP Position atGleason
Bob Phillips was appointed seniorvice president of the tooling productsgroup at Gleason Corp.
Prior to this assignment, he served asvice president of engineering at Gleasonsince 1999. Phillips has held engineer-ing and management positions at theBarber-Coleman Co. and also at Pfauter-Maag Cutting Tools.
According to the company’s press release, his new respon-sibilities include leadership of the engineering department andmanufacture and sale of Gleason tooling products worldwide.
In addition, he will lead a global organization with a singlefocus on tooling products and driven by implementation oflean manufacturing principles.
Recent Appointments at InductoheatJohn Hooper was named vice president of operations for
Inductoheat, an Inductotherm company located in MadisonHeights, MI.
The company also announced Laurie Taylor’s promotion todirector of customer relations.
According to the company’s press release, Hooper was for-
50 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
INDUSTRY NEWS
FELLOWSSPARES
Mechanical guides: spur/helicalHydrostatic guides: spur/helical
YOUR SOLE RELIABLE SOURCE
Send yourrequest for quote to
Former Licensee manufacturer
Via Cimarosa 17—40033 Casalecchio di Reno (BO) Italyph 011 39 051 6117811 fax 011 39 051 6117808
www.decimaspa.it
Mark Farley
Bob Phillips
Since 1936 has provided the gear industrywith gear inspection devices. Put your trust in the
people who invented the pro c e s s.
1205 36th Avenue WestAlexandria, MN 56308 U.S.A.
Ph: (320) 762-8782Fax: (320) 762-5260
E-mail: [email protected]
. . . from the Source
A U T O M A T I CI N S P ECT I O N
Precision CheckingHeads
High Speed Automatic Functional Tester
For additional information on GearBurnishing and/or Functional Gear
Inspection, visit our website at:www.itwgears.com
FEATURES:• Composite Gaging• Composite/Center Distance Checks• Lead/Taper Checks• SPC Capabilities• Data Acquisition Screens
PRODUCTS AVAILABLE:• Fully Automatic Machines• Semi-Automatic Machines• Manual Double Flank Testers
for Course and Fine Pitch Gears• Dimension over Pins/Balls Gage
Automatic Functional GearInpection In-Line Gages
Proudly Manufacturedin the USA

INDUSTRY NEWS
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 51
merly president of Radyne Corp. inMilwaukee, WI, and managingdirector of Inductoheat Europe.Among his new responsibilities willbe ensuring that shipments leave ontime and meet customer expecta-tions. Hooper has worked forInductotherm for the past 30 years.
Taylor hasalso worked
for Inductotherm Group for 15 years,most recently as advertising directorfor the group. She will now be respon-sible for finding solutions to customerissues.
Inductoheat designs and manufac-tures induction heating equipment.
Precision Parts Acquires Precision GearPrecision Parts International acquired Precision Gear, a
manufacturer of high precision gearing for specialty aviationapplications, on August 23.
Precision Gear is the third company acquired by PrecisionParts, and the latter plans to continue adding companies to itslist, says CEO Mike Bryant. “We’re looking for the next acqui-sition to take place within the next six months and the rest overthe course of five to seven years,” he says.
In addition to its current facilities in Ohio, Indiana andSouth Carolina, Precision Parts would like to buy companies inEurope and the Pacific due to increasing customer demand.
Eventually, the Precision Parts divisions will be split 50/50between automotive and non-automotive companies, Bryantsays. Currently, the divide is about 80/20.
Among other changes in the service will be a greateremphasis on design and assembly work.
“OEMs are forcing more supply base consolidation andsuppliers who will provide a higher level of product design,”he says.
Bryant was appointed CEO of the $200 million PrecisionParts Co. Prior to this appointment, he was president ofGenCorp.’s GDX automotive division.
In addition, Michael Niemiec was appointed CFO.Previously, he was vice president of operations and strategicinitatives at TRW Automotive.
Mahindra & Mahindra to Acquire SAR Auto Parts
Indian conglomerate Mahindra & Mahindra is in thefinal rounds of negotiations to acquire SAR AutoProducts, a Rajkot, India-based manufacurer of gears andtransmission components for tractors and other off-high-way equipment.
HIGH PRECISIONGROUND GEARS
• Bevel and Hypoid
• Spur and Helical
• Taper Rack and Pinion
• Worms & Wormwheels
• CURVIC® Couplings(registered trademark of The Gleason Works)
ISO-9001: 2000 CERTIFIEDISO-14001: 1996 CERTIFIED
Head Office: 119-1 KumaidenShimizu-cho, Sunto-gun, Shizuoka Japan Fax: +81-55-972-4553E-mail: [email protected]
SIGSUDA International Gear Works Ltd.
www.sudaintlgear.com
Est. 1944
Contact: (North America)P.O. Box 4, Pittsford, NY 14534 USAFax: (585) 385-8537E-mail: [email protected]
Laurie Taylor
John Hooper
Since 1936 has provided the gear industrywith gear inspection devices. Put your trust in the
people who invented the pro c e s s.
1205 36th Avenue WestAlexandria, MN 56308 U.S.A.
Ph: (320) 762-8782Fax: (320) 762-5260
E-mail: [email protected]
. . . from the Source
A U T O M A T I CI N S P ECT I O N
Precision CheckingHeads
High Speed Automatic Functional Tester
For additional information on GearBurnishing and/or Functional Gear
Inspection, visit our website at:www.itwgears.com
FEATURES:• Composite Gaging• Composite/Center Distance Checks• Lead/Taper Checks• SPC Capabilities• Data Acquisition Screens
PRODUCTS AVAILABLE:• Fully Automatic Machines• Semi-Automatic Machines• Manual Double Flank Testers
for Course and Fine Pitch Gears• Dimension over Pins/Balls Gage
Automatic Functional GearInpection In-Line Gages
Proudly Manufacturedin the USA

52 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
PRECISION GEARSSpecialists in the manufacture of Spur and
Helical Gears to AGMA 15. Hobbed internal andexternal gears up to 80" diameter and 39" face.
Ground internal and external gears up to
60" diameter and 29" face.
In house heat treatment,metallurgical lab,
magnaflux, and nital etchcapability.
Full inspection capabilities in our modern
state-of-the-art gear metrology laboratory.
ISO 9001: 2000 CERTIFIED
630-543-9570 PHONE630-543-7440 FAX 530 Westgate DriveAddison, IL 60101
Overton Gear and Tool Corporation
www.overtongear.com
SAR Auto manufactures more than 100,000 gears a monthand is currently a supplier to Mahindra & Mahindra, as well asother major tractor manufacturers.
Pyromaitre Announces Indian Joint VenturePyromaitre, a Canadian manufacturer of high speed metal
stress relieving equipment, has announced a joint venture withHightemp Furnaces Ltd. of India.
The joint venture will take up the manufacture ofPyromaitre stress relieving furnaces for the first time in India,according to company reports.
Pyromaitre stress relieving equipment is used for high-speed stress-relief of critical components such as gears, CVjoints and springs.
Equity Firm Acquires Majority of VCSTFox Paine & Co. LLC, a San Francisco-based private equi-
ty firm, has acquired a majority stake in VCST IndustrialProducts N.V., a Belgium-based automotive company that alsoowns VCST Powertrain (formerly Reef Gear), located inDetroit, MI.
Belgian investment firm Navas Investments B.V. holds aminority stake in VCST. Members of current management arealso expected to acquire a minority stake in the company,according to VCST’s press release.
In a written statement, Carlo Spoors, managing director ofVCST, said, “We are excited to begin our partnership with Fox Paine, who, together with VCST’s management team andemployees, will help VCST realize its full potential by build-ing upon our customer relationships.”
VCST Industrial Products, headquartered in Sint Truiden,Belgium, develops and produces highly engineered compo-nents for vehicles, including engine and transmission gears,transmission shafts and aluminum valve blocks.
Magna Completes Purchase of New Venture Gear
Canadian auto parts supplier Magna International Inc.,based in Aurora, Ontario, has completed its acquisition ofSyracuse, NY-based New Venture Gear, formerly a whollyowned subsidiary of DaimlerChrysler Corp.
The transaction involves the creation of a new joint venture,which will be known as New Venture Gear Inc. The new com-pany will be owned 80% by Magna and 20% byDaimlerChrysler. The agreement has Magna scheduled toacquire the remaining portion from DaimlerChrysler in 2007.
The transaction includes New Venture Gear’s manufactur-ing facility in Syracuse, NY, its R&D center and sales officesin Troy, MI, and a manufacturing facility in Roitzsch,Germany.
In a press release, Frank Stronach, Magna’s chairman andinterim CEO, said, “We are pleased to complete this important
INDUSTRY NEWS

transaction and welcome more than 3,800 new employees,including more than 3,500 in Syracuse, New York, to theMagna family. We also appreciate the cooperation we receivedfrom local and state officials in New York. With a strong man-ufacturing and development presence in Syracuse and inEurope, excellent technologies and a skilled and motivatedworkforce, we have a strong base on which to grow our drive-train business in the coming years.”
Magna has approximately 81,000 employees in 217 manu-facturing operations and 49 product development and engi-neering centers in 22 countries.
GE To Supply Canada With660 New Wind Turbines
GE Energy has been selected to supply up to 660 wind tur-bines, totaling 990 megawatts of wind-generated electricity,for eight projects in Quebec to be placed online from2006–2012, according to a company release.
According to Hydro-Quebec, the agency responsible for theproject, the new contracts represent the largest single award fornew wind generation capacity in the history of the global windenergy industry.
The new turbines are the result of Quebec governmentdecrees requiring the installation of at least 1,000 megawatts ofadditional wind capacity by 2012. Quebec currently has 113megawatts of wind capacity.
GE Energy will supply the wind turbines to Cartier WindEnergy and Northland Power Inc./Northland Power IncomeFund, the contractors who won the bids for the turbine proj-ects.
Power Transmission Association ReleasesPurchasing Report
The latest report from the Power Transmission DistributorsAssociation (PTDA) claims that U.S. and Canadian end-usersconsider product quality/reliability to be among the mostimportant factors in their purchasing decisions.
American end-users participated in a study conducted bythe Reed Research Group. Canadian surveys were conductedthrough Plant magazine.
According to Reed’s press release, on-time delivery wasconsidered the most important factor in choosing betweenpower transmission vendors in the U.S.
Product knowledge and follow-through were also ratedhighly. Among U.S. buyers, 47% based decisions on price. Thesame held true for 50% of Canadian buyers.
Other results are available for purchase by end-users in theU.S. for $49.95 to PTDA members and $349 to non-members.Canadian results are available only to PTDA members for freeby visiting www.ptda.org.
INDUSTRY NEWS
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY• NOVEMBER/DECEMBER 2004 53
CONTACT:CRAIG D. ROSS(586) 754-8923
FAX (586) 754-8926
SPIRAL BEVEL GEARS(Transmissions)
Spiral & Straight Bevel Gear Manufacturing.Commercial to aircraft quality gearing.
Spur, helical, splined shafts, internal & external,shaved & ground gears. Spiral bevel grinding.
Midwest Transmissions & Reducers.ISO compliant & AS 9100 compliant.
MIDWEST GEAR& TOOL, INC.
12024 E. Nine Mile RoadWarren, MI 48089 [email protected]

54 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
www.gleason.com
Get your Fellows machinesback in shape
1000 University Ave., P.O. Box 22970 Rochester, NY 14692-2970 U.S.A.
Phone: 585/473-1000 Fax: 585/461-4348 Web site: www.gleason.com E-mail: [email protected]
Your single source for Fellows 10-2, 10-4, 20-4 and 20-5 Gear Shaper Rebuild/Retrofit programs:
• 5-Axis CNC retrofit fully integrates an Electronic Helical Guide capability
• 4-Axis CNC retrofit helps reduce costly machine setup times
• Both programs deliver machine in “like new”condition with 12-month warranty
• Manufacture of highly accurate mechanical helical shaping guides for Fellows machines also available!
Your single source for Fellows 10-2, 10-4, 20-4 and 20-5 Gear Shaper Rebuild/Retrofit programs:
• 5-Axis CNC retrofit fully integrates an Electronic Helical Guide capability
• 4-Axis CNC retrofit helps reduce costly machine setup times
• Both programs deliver machine in “like new”condition with 12-month warranty
• Manufacture of highly accurate mechanical helical shaping guides for Fellows machines also available!
Magazine Subscription Request� I want a free subscription to The Shot Peener.
Please send it to the address below.
Please print or attach your business card:
Name ______________________________________Title __________________
Company __________________________________________________________
Address __________________________________________________________
City _____________________State_______ Zip________Country ____________
Telephone ________________________ Fax ____________________________
Email Address ______________________________________________________
Fax: (574)256-5222Mail: The Shot Peener56790 Magnetic Drive, Mishawaka, Indiana 46545 USA
The Shot Peener: www.shotpeener.com/EI/tsp/index.html
Do your gears need:
More strength?Longer life?Shot peening is the answer.To learn more, subscribe to The Shot Peener. The Shot Peener is dedicated to raising the awareness and apprecia-tion for the shot peening process.
GT
INDUSTRY NEWS
Sypris Closes on Dana Plant PurchaseSypris Solutions announced the completion of its purchase of
Dana Corp.’s manufacturing campus in in Toluca, Mexico.Sypris and Dana have an 8-year supply agreement that entails
furnishing Dana with a wide range of drivetrain components.According to Sypris’ press release, the outsourcing agreementwill take place in phases over the next few years and will coverapproximately $500 million in business.
Initial shipments will begin immediately from Toluca withthe components to be incorporated into the steel and drive trainassemblies for sale.
Dana Corp.’s manufacturing site in Toluca includes fourbuildings that have been leased back to Dana for use in certainmanufacturing and final assembly operations.
The plant currently supplies the heavy vehicle technologiesand systems group of Dana with forged and machined compo-nents, axle shafts, knuckles, ring gears, steel arms and inputshafts.
The price tag was approximated at $15.6 million, includinginventory. In addition, 460 people will be transferred to Syprisas a part of the transaction.
Executive Promotions at HawkSteven J. Campbell was promoted to senior vice president at
Hawk Corp. and president of the company’s performance racingsegment.
According to the Hawk’s press release, Campbell has workedfor 20 years on various sales, marketing, strategic planning andinternational expansion projects. He joined Hawk in 2000 aspresident of the company’s Wellman Products Group, a role hewill continue in his new position.
The Wellman Group also appointed Thomas Jaros vice presi-dent and general manager of Wellman’s original equipment busi-ness, Stuart Weitzman vice president of aftermarket services,Giovanni Paolo Nani managing director of Europe, Albert Chongvice president of business development and sourching in the Asia-Pacific region and David Hanson general manager in China.r
Tell Us What You Think . . . Send e-mail to [email protected] to• Rate this column• Make a suggestionOr call (847) 437-6604 to talk to one of our editors!

VISITTODAY!
www.geartechnology.com
www.geartechnology.comThe Gear Industry Home Page™
USE THE BUYERS GUIDEGet information from the industry’s leading suppliers
• Gear Machines • Cutting Tools & Grinding Wheels • Software• Non-Gear Machinery • Gear Blanks & Raw Material • Lubricants• Inspection Equipment • Workholding & Toolholding • Heat Treating• Services • Gear Drives • Gears
VISIT Gear Technology ONLINEYour No. 1 source for gear-related information online
• Sign up for E-GT • Renew your subscription• Order back issues • Read the latest news• Try our interactive Q&A forums • Request info from our advertisers
Keep your
literature files
current!

PRODUCT NEWS
New Ball Nose Insert fromLMT-Fette
The WPR-D helical ball nose insertfrom LMT-Fette was designed inresponse to problems associated withmachining complex contoured work-pieces. It uses a helical cutting edge thatresults in the incremental entry of thecutter and reduces vibration.
According to the company’s pressrelease, these cutting edges are alwaysunder load for increased stability and fur-ther reduced vibration due to penetration.
The low and equal cutting forcesenable milling operations with greaterchipping depth and higher chip removalrates with less wear.
For more information, contact LMT-Fette of Cleveland, OH, by telephone at(800) 225-0852 or on the Internet atwww.lmtfette.com.
New Grinderfor Gear Cutter Blades
The SBG cutter grinder from ANCAcan grind parts to +/–5 microns, and itincludes a chuck and palletized auto loadthat is specifically designed to handlegear cutting blades.
The grinder features a 24 hp, 10,000rpm spindle, an automatic wheel changer
Grinders and Other Products
56 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
New Linear Motion Threader
The GS:TE:LM from Drake Manufacturing is a full helix thread grinder that
automatically corrects wheel form for helical path interference or generates
forms from standard plated wheels.
According to the company’s press release, the machine can grind threads,
splines, key slots, rings and other forms in a single set-up on one machine. In
addition, the grinder monitors acoustical emissions to optimize the dress and
grind process.
Other features include linear motors on linear ways, Drake’s Smart Spindle
and Smart Form technology, a polymer base and Fanuc CNC system.
For more information, contact Drake Manufacturing of Warren, OH, by tele-
phone at (303) 847-7291.

for 200 mm wheels, a 3,000 rpm head-stock and a high-volume pick-and-placetype autoloader.
According to the company’s pressrelease, the development softwareallows users to enter information from aremote workstation and make geometrycompensations locally. Different stickgeometries can be loaded into the palletfor processing.
The grinder is equipped with apatented Big Plus wheel mounting sys-tem for ultra high precision running ofthe grinding wheel. Completechangeover time of the wheel pack,coolant system, workholding collet andpallet is less than three minutes.
For more information, contact ANCAof Farmington Hills, MI, by telephone at(248) 477-5588.
New Right Angle Gearheadfrom Alpha Gear
The new HG right angle gearheadfrom alpha gear drivers Inc. can achievean efficiency greater than 96% with abacklash of 4 arc-minutes, according tothe company’s press release. Other fea-tures include a ratio of i = 3–10 and anacceleration torque of 20–640 Nm.
The HG is designed for compact servo-motor applications, such as packaging andconverting machinery, handling and gantryrobots and flatbed machinery. Available infive sizes, it can mount to servomotors
using a universal system.For more information, contact alpha
gear of Elk Grove Village, IL, by tele-phone at (847) 952-5301 or on theInternet at www.alphagear.com.
New Bore Gauge from MarpossThe M1Star MBG mechanical bore
gauge from Marposs is designed for man-ual mechanical use in precision checking
of I.D., ovality or taper of through bores,and blind and super blind bores.
According to the company’s pressrelease, the gauge features a mechanicalmeasurement system that lasts for morethan 10,000,000 measuring cycles andallows interfacing with any dial indicator,digital indicator or pencil probe. Its appli-cation range is 0.12–11.81" (3–300 mm).
The gauge also includes a measuring
PRODUCT NEWS
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 57

58 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
Engineered PlasticGears made of
Calaumid
Timco’s Calaumid Gears offer the best properties ofboth steel & plastics. The alloy core allows you to run anylon gear on the same size shaft as a steel gear, with-out the need for an enlarged keyway. Calaumid gearsare corrosion resistant, reduce noise, provide shockabsorption and eliminate lubrication requirements.
1-800-792-0030TIMCO INC., P.O.Box 2059, Peekskill NY 10566
Tel: 914-736-0206 • Fax: 914-736-0395Email: [email protected] • www.timco-eng.com
PRODUCT NEWS
and the time it takes for the spindle’sdeceleration from weld speed to zero isalways longer in the inertia cycle. Thelonger adjustment period assists withaccuracy.
Weld data is used to reproduce decel-eration during the weld so adjustmentsneeded to duplicate the deceleration aresmaller and easier to make.
Other features are more spindle posi-tions for the same weld, no over-specifi-cation for drives and motors, and orienta-tional compatibility with the inertiawelding process
For more information, contactManufacturing Technology of SouthBend, IN, by telephone at (574) 233-9489.
New EDM Fluid fromHangsterfer’s Laboratories
The Crystal Brite EDM fluid fromHangsterfer’s Laboratories was designedfor use in both high and low amperagespark erosion processes.
According to the company’s pressrelease, the EDM fluid is a mixture ofultra-pure hydrocarbons with the latestsynthetic technology, increasing metalremoval rates by 30% due to the moreefficient flushing and filtration methods.Therefore, particulates are preventedfrom returning to the electrode work-piece interface.
Fluids are odorless and do not containsolvent-based hydrocarbons.
For more information, contactHangsterfer’s Laboratories Inc. ofMantua, NJ, by telephone at (800) 433-
head that allows self-retooling and recon-ditioning by replacing the removablenosepiece and contacts. Only one masteris needed for the zero setting.
For more information, contactMarposs of Auburn Hills, MI, by tele-phone at (248) 370-0404.
New Advancementin Inertia Friciton Welding
The inertia friction welding cyclefrom Manufacturing Technology can noworient parts using inertia or direct drivefriction welding. The company is awaitingpatent approval on this technology.
According to the company’s pressrelease, the overall weld cycle is shorter,

www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 59
Tell Us What You Think . . . Send e-mail [email protected] to• Rate this column• Make a suggestionOr call (847) 437-6604 to talk to one ofour editors!
5823 or on the Internet at www.hangster-fers.com.
New Bearing Steels from NSKThe newest steels, “Z”, “EP” and
“SHX” from NSK provide spindle bear-ings with resistance to seizure and mini-mum levels of heat generation.
According to the company’s pressrelease, these steels have reducedamounts of non-metallic oxide becauseof the clean steel-making process.
“Z” steel is the company’s standardmaterial of manufacture for the newangular contact and cylindrical rollerbearings. Bearings made from this steelhave 1.8 times longer service life thanconventional vacuum degreased steel,according to NSK.
The “EP” steel was made more reli-able due to a new evaluation technique inwhich fewer large sized particles areremoved than vacuum arc remelted steelor refined “Z” steel.
Lastly, the “SHX” steel integrates theoperating stability and low heat genera-tion of “Z” and “EP” steels. This steelcan be used as a bearing material inmotorized machine tool spindles wherethe possibility of bearing seizure exists.
For more information, contact NSK ofAnn Arbor, MI, by telephone at (734)913-7500 or on the Internet atwww.us.nsk.com.
PRODUCT NEWS
Arrow Gearis one of theworld's leadingsuppliers of gearsand gear boxes to theaerospace industry with complete design capability, including finite element.Arrow’s latest success was utilizing ourstate-of-the-art technologies to design thegear tooth geometry and to manufactureall bevel gears in the PTO & AGB for Pratt & Whitney’s PW 6000 engine.
2301 Curtiss Street • Downers Grove, IL 60515Tel: (630) 969-7640 • Fax: (630) 969-0253
www.arrowgear.com
P & WF119 EMAD

CLASSIFIEDS
Rates—Line Classified: 1" minimum, $325. Additional lines $45 per line (8 lines per inch). Display Classified: 3" minimum: 1X—$540, 3X—$495 per
insertion, 6X—$450 per insertion. Additional per inch: 1X—$255, 3X—$235 per insertion, 6X—$225 per insertion. Color Classified: Add $135 per
insertion for color. Gear Technologywill set type to advertiser’s layout or design a classified ad at no extra charge. Payment: Full payment must accom-
pany classified ads. Send check drawn in U.S. funds on a U.S. bank or Visa/MasterCard number and expiration date to Gear Technology, P.O. Box 1426,
Elk Grove Village, IL 60009. Agency Commission: No agency commission on classified ads. Materials Deadline:Ads must be received by the 15th of
the month, two months prior to publication. Acceptance:Publisher reserves the right to accept or reject advertisements at his discretion.
60 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
WEBSITES
GLEASON CORPORATION
www.gleason.com
Gleason is the world’s most comprehensiveresource for gear manufacturing technolo-gy. We offer a comprehensive gear cuttingmachine program for every gear hobbing,milling and grinding application for cylin-drical and bevel gears. To learn more aboutour products and services or to find keycontact information, see our Web site.
GLEASON CUTTING TOOLSCORPORATION
Gleason Cutting Tools Corporation is theleading gear cutting tool manufacturer inNorth America. We offer a wide variety ofform-relieving milling cutters, hobs, shapercutters, shaving cutters and CBN-plated formgrinding wheels as well as our engineering,coating, heat treating, metallurgical, toolsharpening and reconditioning services.
www.gleason.com
Learn about one of themost modern fleets ofGear Grinders, includingthe new Höfler 700 atOliver Gear. See the latest Reishauer GearGrinding technology, at ISO 9001-2000 registered Nixon Gear,as well as the latest inCNC Gear Hobbing andcellular manufacturing.
GEAR MOTIONS, INC.
www.gearmotions.com
Induction Hardening Specialists in Tooth by ToothContour Hardening of InternalSpur, helical and bevel gears
American Metal Treating CompanyCleveland, Ohio
Phone: (216) 431-4492 • Fax: (216) 431-1508Web: www.americanmetaltreating.com
E-mail: [email protected]
Breakdown Service Available
Our gear hardening equipmentincludes 5 NATCO submergedprocess machines and 5 AJAXCNC-controlled gear scanningmachines. Tooth by tooth gearhardening from .5DP-10DP, up to15 tons, 200" diameter.
HEAT TREATING
We Use Med. & High Frequency
Simultaneous Dual Frequency
Induction Hardened
Aircraft Gear
If you need this, call us. We sellthe systems to make it for you!
Induction, USA, [email protected]
248-364-4750 www.eldec.de

GEAR MANUFACTURINGWHEN IT HAS TO BE RIGHT
• Gear Grinding to 94"• Industrial Gears to 250"• Turbo Compressor Gears• Custom Drives• Spline Broaching• Gear Metrology • Stock Planetary Speed Reducers
GGEEAA RRBB OOXX RREEPPAA IIRR
ISO-9001
w w w . t h e g e a r w o r k s . c o m
Custom Gear Services Since 1946
The Gear Works—Seattle, Inc.500 S. Portland StreetSeattle, WA 98108-0886Phone: (206) 762-3333Fax: (206) 762-3704E-mail: [email protected]
PRECISION GROUND SPUR-HELICAL-GEARS-
SPLINES-WORMS-WORMGEARS-GROUND RACKS-
PROTOTYPE OR PRODUCTIONMAKE COMPLETE OR
OPERATIONAL INCLUDINGGEAR BOXES & ASSEMBLY-GEAR PUMPS-AEROSPACE-
MILITARY-COMMERCIAL-HOBBING-SHAPING-TURNING
JIG GRINDING-COMPLETEGRINDING FACILITIES
NITAL ETCH-MAGNAFLUX
24649 Mound Road, Warren, MI 48091Phone (586) 754-4600
Fax (586) 754-4603Email [email protected]
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 61
SERVICE
Allen Adams
Shaper ServicesServicing FellowsGear Shapers
On Site ServiceTechnical Support
PartsHydrostatic Guides
RetrofitsTraining
Preventive Maintenance PlansAll former Fellows Employees
Allen Adams Shaper Services, Inc.394 Stewart Rd N, Mount Holly, VT 05758
Phone: 802-259-2937 Fax: 802-259-3937e-mail: [email protected]
Sharpening Servicefor hobs, milling cutters
shaper cutters, shaving cutters.
Thin film coatings
5200 Prairie Stone Parkway, Suite 100
Hoffman Estates, IL 60192
Tel.: (847) 649 -1450 - Fax: (847) 649-0112
2083 W.M-55, West Branch, MI 48661
1-888-Resharp 1-888-737-4277
Tel.: (989) 345 -2865 - Fax: (989) 345-5660
1580 Progress Dr., Richmond, IN 47374
Tel.: (765) 935 -7424 - Fax: (765) 935-7631
[email protected] www.star-su.com
HORSBURGH & SCOTTLarge Part Heat Treating
HUSweb http://www.horsburgh-scott.com
5114 Hamilton Avenue, Cleveland, OH 44114-3985 • Phone: 216-431-3900 • Fax: 216-432-5850 • Toll Free: 888-772-3900
Contact: Horsburgh & Scott Heat Treat DepartmentPhone: 216-432-3784 • Fax: 216-432-5861 • Email: [email protected]
Equipment180” Deep x 75” Diameter – Deep Pit Furnaces
Large Batch Quench & Temper Furnace60” Deep x 48” Diameter – Pit Atmosphere Furnaces
Car Bottom Stress Relieving Furnaces
Treatments(Minimum Order Weight)
Carburizing – 500 lbs. 0.080”- 0.250” effective casedepthsQuench & Temper – 500 lbs.Annealing – 500 lbs.Normalizing – 500 lbs.Stress Relieving – 1,000 lbs.
H&S has a 30,000 square foot Heat Treat Facility, with Metallurgical Lab and over 25 years experience ready
to serve your large part heat treating needs.
www.gleason.com
SPECIALIZED GEAR SERVICES
1000 University Ave., P.O. Box 22970 Rochester, NY 14692-2970 U.S.A.
Phone: 585/473-1000 Fax: 585/461-4348
E-mail: [email protected]
• CONTRACT METROLOGY SERVICES
• CURVIC COUPLING GRINDING& INSPECTION
• BEVEL & CYLINDRICALDEVELOPMENTS & PROTOTYPES
• APPLICATION ENGINEERINGSUPPORT & DESIGN SERVICES
• HEAT TREATMENT
• REPLACEMENT HELICAL GUIDES FORSHAPERS, INCLUDING FELLOWS
• CONTRACT METROLOGY SERVICES
• CURVIC COUPLING GRINDING& INSPECTION
• BEVEL & CYLINDRICALDEVELOPMENTS & PROTOTYPES
• APPLICATION ENGINEERINGSUPPORT & DESIGN SERVICES
• HEAT TREATMENT
• REPLACEMENT HELICAL GUIDES FORSHAPERS, INCLUDING FELLOWS
www.gleason.com
PICK UP AND DELIVERY IN MANY AREAS
C O R P O R A T I O N1351 Windsor Road
Loves Park, IL 61111 U.S.A.Phone: 815/877-8900
Fax: 815/877-0264E-mail: [email protected]
• BROACH SHARPENING
• HOB SHARPENING
• SHAVING CUTTER GRINDING
• THIN FILM COATING
• CUSTOM HEAT TREAT SERVICE
• REPLACEMENT HELICAL GUIDES FOR SHAPERS, INCLUDING FELLOWS
• BROACH SHARPENING
• HOB SHARPENING
• SHAVING CUTTER GRINDING
• THIN FILM COATING
• CUSTOM HEAT TREAT SERVICE
• REPLACEMENT HELICAL GUIDES FOR SHAPERS, INCLUDING FELLOWS
Broaching Requirements?• Eight standard lines ofnew broaching equipment
• New and remanufacturedturnkey broaching systems•Hydraulic and electro-mechanical drive available
• Broach Tools
• Production Broaching Services
• Parts and service for alltypes of broaching machines
25180 Seeley RoadNovi, MI 48375-2044Phone: (248) 471-4500Fax: (248) 471-0745
www.broachingmachine.com
Electro-mechanical internal table-up
GGEEAA RRBB OOXX RREEPPAA IIRR

PS Form 3526, October 1999 (Reverse)
Extent and Nature of Circulation Average No. Copies Each IssueDuring Preceding 12 Months
No. Copies of Single IssuePublished Nearest to Filing Date
Total Paid and/or Requested Circulation[Sum of 15b. (1), (2),(3),and (4)]
Paid In-County Subscriptions Stated on Form 3541(Include advertiser's proof and exchange copies)
FreeDistributionby Mail(Samples,complimentary, andother free)
Total Free Distribution (Sum of 15d. and 15e.)
Total (Sum of 15g. and h.)
17. Signature and Title of Editor, Publisher, Business Manager, or Owner
13. Publication Title
15.
Percent Paid and/or Requested Circulation(15c. divided by 15g. times 100)
Publication required. Will be printed in the ________________________ issue of this publication.
Date
Free Distribution Outside the Mail(Carriers or other means)
Total Distribution (Sum of 15c. and 15f)
14. Issue Date for Circulation Data Below
16. Publication of Statement of Ownership
b. Paid and/or Requested Circulation
Copies not Distributed
Paid/Requested Outside-County Mail Subscriptions Stated onForm 3541. (Include advertiser's proof and exchange copies)(1)
(2)
(4) Other Classes Mailed Through the USPS
Sales Through Dealers and Carriers, Street Vendors,Counter Sales, and Other Non-USPS Paid Distribution(3)
c.
d.(1)
(2)
(3)
Outside-County as Stated on Form 3541
In-County as Stated on Form 3541
Other Classes Mailed Through the USPS
e.
f.
g.
h.
i.
j.
Publication not required.
Instructions to Publishers
1. Complete and file one copy of this form with your postmaster annually on or before October 1. Keep a copy of the completed formfor your records.
2. In cases where the stockholder or security holder is a trustee, include in items 10 and 11 the name of the person or corporation forwhom the trustee is acting. Also include the names and addresses of individuals who are stockholders who own or hold 1 percentor more of the total amount of bonds, mortgages, or other securities of the publishing corporation. In item 11, if none, check thebox. Use blank sheets if more space is required.
3. Be sure to furnish all circulation information called for in item 15. Free circulation must be shown in items 15d, e, and f.
4. Item 15h., Copies not Distributed, must include (1) newsstand copies originally stated on Form 3541, and returned to the publisher, (2) estimated returns from news agents, and (3), copies for office use, leftovers, spoiled, and all other copies not distributed.
5. If the publication had Periodicals authorization as a general or requester publication, this Statement of Ownership, Management,and Circulation must be published; it must be printed in any issue in October or, if the publication is not published during October,the first issue printed after October.
6. In item 16, indicate the date of the issue in which this Statement of Ownership will be published.
7. Item 17 must be signed.
Failure to file or publish a statement of ownership may lead to suspension of Periodicals authorization.
I certify that all information furnished on this form is true and complete. I understand that anyone who furnishes false or misleading information on this formor who omits material or information requested on the form may be subject to criminal sanctions (including fines and imprisonme nt) and/or civil sanctions(including civil penalties).
a. Total Number of Copies (Net press run)
Gear Technology, The Journal of Gear Manufacturing September/October 2004
14,968
8,840 8,732
- -
386
-
375
- -
2,632 2,884
9,361 9,118
- -
- -
2,390 2,325
5,022 5,209
14,383 14,327
585 950
14,968 15,277
65 % 63.63%
Michael Goldstein, Publisher Sept 24, 2004
November/Dec 2004
15,277
Statement of Ownership, Management, and Circulation1. Publication Title 2. Publication Number 3. Filing Date
4. Issue Frequency 5. Number of Issues Published Annually 6. Annual Subscription Price
8. Complete Mailing Address of Headquarters or General Business Office of Publisher (Not printer)
9. Full Names and Complete Mailing Addresses of Publisher, Editor, and Managing Editor (Do not leave blank)Publisher (Name and complete mailing address)
Editor (Name and complete mailing address)
Managing Editor (Name and complete mailing address)
10. Owner (Do not leave blank. If the publication is owned by a corporation, give the name and address of the corporation immediately followed by thenames and addresses of all stockholders owning or holding 1 percent or more of the total amount of stock. If not owned by a corporation, give thenames and addresses of the individual owners. If owned by a partnership or other unincorporated firm, give its name and address as well as those ofeach individual owner. If the publication is published by a nonprofit organization, give its name and address.)
11. Known Bondholders, Mortgagees, and Other Security Holders Owning orHolding 1 Percent or More of Total Amount of Bonds, Mortgages, orOther Securities. If none, check box
12. Tax Status (For completion by nonprofit organizations authorized to mail at nonprofit rates) (Check one)
Has Not Changed During Preceding 12 Months
PS Form 3526, October 1999
Has Changed During Preceding 12 Months (Publisher must submit explanation of change with this statement)
None
(See Instructions on Reverse)
7. Complete Mailing Address of Known Office of Publication (Not printer) (Street, city, county, state, and ZIP+4)
_
Contact Person
Telephone
The purpose, function, and nonprofit status of this organization and the exempt status for federal income tax purposes:
Full Name Complete Mailing Address
Complete Mailing AddressFull Name
United States Postal Service
GEAR TECHNOLOGY, The Journal of GearManufacturing
BI-MONTHLY
1425 Lunt Ave, Elk Grove Village, Cook County, IL 60007-1426
6
1425 Lunt Ave., Elk Grove VIllage, IL 60007
Michael Goldstein, 1425 Lunt Ave., Elk Grove Village, IL 60007
0 7 4 3 6 8 5 8 Sept 24, 2004
$ 55.00
(847) 437-6604
William R. Stott
Michael Goldstein, 1425 Lunt Ave, Elk Grove Village, IL 60007
Michael Goldstein, 1425 Lunt Ave, Elk Grove Village, IL 60007
Michael Goldstein
Richard Goldstein
1425 Lunt Ave, Elk Grove Village, IL 60007
1425 Lunt Ave, Elk Grove Village, IL 60007
62 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
KORO SHARPENING SERVICE9530 - 85TH AVENUE NO.
MAPLE GROVE, MN [email protected]
HOB SHARPENING(763) 425-5247
★ THIN FILM COATINGS ★HSS & Carbide up to 5” Dia.
Straight Gash,Sharpened & InspectedPer AGMA STANDARDS
Quick Turnaround
SOFTWARE
www.gleason.com
CLOSE THE LOOP ON QUALITY
GEMS™ Expert Manufacturing SystemGleason combines a collection
of software with Gleason cutting, grinding and inspection equipment to produce bevel gears faster and
more accurately every time.
Physical Part
CAGE FEA SUMMARYMANAGER
Base Summary Data
Inspection/Correction Data Corrections
InspectionDataInspection
Results
G-AGE
Be on the Cover of Gear TechnologySend us your high-quality
gear-related images for our consideration. It's a greatchance for FREE publicity.
Contact:Jean Bartz, Art Director
1425 Lunt AvenueElk Grove Village, IL 60007
Phone: (847) 437-6604
Join the thousands who visit every day. Log on to www.powertransmission.com to find suppliers of the components you need.
The Ultimate Shopping Mall for Power Transmission Components
powertransmission.com™
• Gears • Bearings • Motors • Speed Reducers • Sprockets • Actuators • Linear Motion… and more
The Guy Down the Hall
Wants His copy of
Gear Technologyback
NOW!
Sign up for your own copy at
www.geartechnology.com

ADVERTISER INDEXUse this index to contact any advertiser in this issue.
www.powertransmission.com • www.geartechnology.com • GEAR TECHNOLOGY • NOVEMBER/DECEMBER 2004 63
Advertiser Page Phone E-mail Internet
Allen Adams Shaper Services Inc. 61 (802) 259-2937 [email protected]
American Metal Treating Co. 60 (216) 431-4492 [email protected] www.americanmetaltreating.com
Arrow Gear Co. 14, 59 (630) 969-7640 [email protected] www.arrowgear.com
A/W Systems Co. 8 (248) 544-3852
Barit International Corp. 14 (847) 272-8128 [email protected] www.barit.com
Bently Pressurized Bearing Co. 9 (775) 783-4600 [email protected] www.bpb-co.com
Bourn & Koch Inc. BOC (815) 965-4013 [email protected] www.bourn-koch.com
Broaching Machine Specialties 61 (248) 471-4500 www.broachingmachine.com
Clifford Jacobs Forging 49 (217) 352-5172 [email protected] www.clifford-jacobs.com
De.Ci.Ma SpA 50 (39)(051) 611-7811 [email protected] www.decimaspa.it
Eldec Induction USA Inc. 60 (248) 364-4750 [email protected] www.eldec.de
The Gear Industry Home Page 55 (847) 437-6604 www.geartechnology.com
Gear Motions Inc. 60 (315) 488-0100 [email protected] www.gearmotions.com
The Gear Works—Seattle Inc. 61 (206) 762-3333 [email protected] www.thegearworks.com
Gleason Corp. IFC, 54, 60, 61, 62 (585) 473-1000 [email protected] www.gleason.com
Gleason Cutting Tools Corp. 1, 60, 61 (815) 877-8900 [email protected] www.gleason.com
Greg Allen Co. 49, 52 (440) 895-4627, (440) 331-0038 www.gallenco.com
Horsburgh & Scott 61 (216) 432-3784 [email protected] www.horsburgh-scott.com
Insco Corp. 9 (978) 448-6368 [email protected] www.inscocorp.com
ITW Heartland 50, 51 (320) 762-8782 [email protected] www.itwgears.com
Kapp Technologies 3, 6 (303) 447-1130 [email protected] www.kapp-usa.com
KISSsoft AG 53 (41) (55) 264-2030 [email protected] www.kisssoft.ch
Koro Sharpening Service 62 (763) 425-5247 [email protected] www.koroind.com
Liebherr Gear Technology Co. 5, 47 (734) 429-7225 [email protected] www.liebherr.com
Marposs Corp. 17 (248) 370-0404, (888) 627-7677 [email protected] www.marposs.com
mG miniGears North America 4 (757) 627-4554 [email protected] www.minigears.com
Midwest Gear & Tool Inc. 53 (586) 754-8923 [email protected]
Milwaukee Gear Co. 59 (414) 962-3532 [email protected] www.milwaukeegear.com
Mitsubishi Gear Technology Center IBC (248) 669-6136 [email protected] www.mitsubishigearcenter.com
Overton Gear & Tool Corp. 52 (630) 543-9570 [email protected] www.overtongear.com
powertransmission.com 62 (847) 437-6604 [email protected] www.powertransmission.com
Presrite Corp. 13 (216) 441-5990 www.presrite.com
The Purdy Corp. 57 (860) 649-0000 [email protected] www.purdytransmissions.com
Russell, Holbrook & Henderson Inc. 16 (201) 796-5445 [email protected] www.tru-volute.com
Schwartz Precision Gear Co. 61 (586) 754-4600 [email protected]
SDP/SI 61 (516) 328-3300 www.sdp-si.com
The Shot Peener magazine 54 (800) 832-5653, (574) 256-5001 www.shotpeener.com
Star SU LLC BOC, 61 (847) 649-1450 [email protected] www.star-su.com
SUDA International Gear Works Ltd. 51 (585) 385-8537 [email protected] www.sudaintlgear.com
Timco Inc. 58 (800) 792-0030, (914) 736-0206 [email protected] www.timco-eng.com

The kid who wants to be just like his gear-loving dadwhen he grows up will hit the jackpot this Christmas ifSanta uses Gear Technology’s holiday buying guide.
Plastic gears may not be in the windows atFAO Schwarz, but we know there’s a market outthere. Toys marketed towards kids as youngas three years old are causing youngstersto think about life in the factory.
Tomy Toys has produced a gamecalled “Gearation,” which features 11brightly colored moving gears on aplastic surface with a magnetic top.
Preschoolers on up canremove and add to the mixand watch in fascination asthe gears flip or speed up withthe push of a button.
Gear Refrigeration Magnets are a spin-off of this game.These battery-powered gears are driven by a central gearwith an on-off switch and also have the important function ofaffixing drawings to the fridge.
Fisher Price’s Sesame Street Gear Creations lets kids build and connect gears with their favorite characters. The Dizzy Fun Land will be a tool for any budding architects. Manufactured by Learning Resources, the motorized and
molded plastic set called Gears! Gears! Gears! includes a hand-held motor, carousel, Ferris wheel, bumper cars, roller coastersand dozens of gears spinning every which way.
The Safari Express Motorized Gear Set was created for an older crowd—early grade school. This 127-piece concoctionincludes a motorized engine, crank-up pulley, and trainlike lights and sound effects. Five animals can ride along as passengers,and a tour guide keeps the locomotive moving—right though the warehouse district.
For the millennium-minded kid who moves faster than any train, the M Gear Aero Robot can easily be morphed into a jet.Both this and the M Gear Lunar Robot are made by Learning Resources as well. The aero robot is a blue creature whose multi-colored gear wheels keep it skimming the ground’s surface. Kids can then assist its metamorphosis into a plane.
The Lunar Robot operates on the same concept but changes into an all-terrain vehicle at the whim of an 8-year-old.Combat-ready in red, this was designed to run over rough surfaces like the moon or the desert. Certainly excellent preparationfor life in the third grade!
The market for gear toys obviously has been overlooked by the advertising industry. Just look at the myriad of websitewhen you type “gear toys” into any search engine. Between wooden gear toys, interactive puzzles and whatever else pops upbetween now and December, this could be the easiest hol-iday season ever for a lot of gear industry fathers. Justdon’t forget—as pretty as the colors are in the Gears ‘NGizmos set—mothers would probably rather receive a lit-tle blue Tiffany’s box under this year’s tree! r
Tell Us What You Think . . . Send e-mail to [email protected] to• Rate this article• Make a suggestion Or call (847) 437-6604 to talk to one of our editors!
ADDENDUM
64 NOVEMBER/DECEMBER 2004 • GEAR TECHNOLOGY • www.geartechnology.com • www.powertransmission.com
GEARS USRSunny days chasing the
clouds away.I’m on my way using my
Sesame Street Gear Creations from
Fisher Price.
Adden Layout 11/15/04 11:00 AM Page 64

MITSUBISHI GEAR MACHINES Gear Technology Center, 46992 Liberty Drive, Wixom, MI 48393 WWW.MITSUBISHIGEARCENTER.COM 248-669-6136 FAX 248-669-0614

Star SU LLC 5200 Prairie Stone ParkwaySuite 100Hoffman Estates, IL 60192Tel.: (847) 649-1450Fax: (847) [email protected]
The GearlessGear Shaper™
Bourn & Koch Fellows Division introduces the new Gearless Gear Shaper™ gear shaping machine. The new design has 50% fewer mechanical parts thanits FS series predecessors and is over 100 times moreaccurate on the transmission accuracy of the cutterand work axes.
Featured benefits of the new shaper design include:
– CNC Roll-Over™ external to internal gear – Oriented Stiffness Back-Off™, CNC camless
back-off– Direct driven work and cutter spindles – Single axis integration of positioning, stroke and
Hydrostroke return ratio – 300 mm vertical cutter spindle saddle travel – CNC crowning – Hydrostroke concentric force loading, quick return
ratio, process monitoring, and adaptive force control features
– CNC guide – State-of-the-art CNC control with GUI interface
Our wide range of standard and special shaper cuttersand comprehensive services will bring your cost perpiece down and your production in shape.
The shapeof thingsto come
The shapeof thingsto come
Bourn & Koch Inc.2500 Kishwaukee St.Rockford, IL 61104Tel. (815) 965-4013Fax (815) [email protected]