NGHIÊN CỨU HỆ THỐNG KHO HÀNG THÔNG MINH PHỤC ...
79
ĐẠI HỌC QUỐC GIA HÀ NỘI TRƢỜNG ĐẠI HỌC CÔNG NGHỆ ĐẶNG THỂ LINH NGHIÊN CỨU HỆ THỐNG KHO HÀNG THÔNG MINH PHỤC VỤ HẬU CẦN LUẬN VĂN THẠC SĨ CƠ HỌC KỸ THUẬT HÀ NỘI – 2021
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of NGHIÊN CỨU HỆ THỐNG KHO HÀNG THÔNG MINH PHỤC ...

ĐẠI HỌC QUỐC GIA HÀ NỘI
TRƢỜNG ĐẠI HỌC CÔNG NGHỆ
ĐẶNG THỂ LINH
NGHIÊN CỨU HỆ THỐNG KHO HÀNG
THÔNG MINH PHỤC VỤ HẬU CẦN
LUẬN VĂN THẠC SĨ CƠ HỌC KỸ THUẬT
HÀ NỘI – 2021

ĐẠI HỌC QUỐC GIA HÀ NỘI
TRƢỜNG ĐẠI HỌC CÔNG NGHỆ
ĐẶNG THỂ LINH
NGHIÊN CỨU HỆ THỐNG KHO HÀNG
THÔNG MINH PHỤC VỤ HẬU CẦN
Ngành: Cơ học kỹ thuật
Chuyên ngành: Cơ điện tử
Mã số: 8520114.01
LUẬN VĂN THẠC SĨ CƠ HỌC KỸ THUẬT
NGƢỜI HƢỚNG DẪN KHOA HỌC:
TS. TRẦN ANH QUÂN
HÀ NỘI – 2021

LỜI CAM ĐOAN
Tôi xin đƣợc cam đoan đề tài ” Nghiên cứu hệ thống kho hàng thông minh
phục vụ hậu cần” đƣợc tiến hành công khai, dựa trên sự cố gằng, nỗ lực của
mình và sự giúp đỡ không nhỏ từ phía Viện máy và dụng cụ công nghiệp
IMI,dƣới sự hƣớng dẫn nhiệt tình của TS.Trần Anh Quân.
Các số liệu và kết quả nghiên cứu trong đề tài là trung thực và hoàn toàn
không sao chép hoặc sử dụng kết quả từ các đề tài nghiên cứu nào tƣơng tự. Nếu
phát hiện có sự sao chép kết quả nghiên cứu của đề tài khác, tôi xin hoàn toàn
chịu trách nhiệm./.
Tác giả
Đặng Thế Linh

LỜI CÁM ƠN
Để đề tài này đạt kết quả tốt đẹp, tác giả đã nhận đƣợc sự hỗ trợ, giúp đỡ
của nhiều cơ quan, tổ chức, cá nhân. Với tình cảm sâu sắc, chân thành, cho phép
tác giả đƣợc bày tỏ lòng biết ơn sâu sắc đến tất cả các cá nhân và cơ quan đã tạo
điều kiện giúp đỡ trong quá trình học tập và nghiên cứu.
Tác giả bày tỏ lòng biết ơn sâu sắc tới các thầy cô giáo trong trƣờng Đại học
Công nghệ và đặc biệt là các thầy cô giáo trong khoa Cơ học kỹ thuật và tự động
hóa đã truyền đạt kiến thức, giúp đỡ tạo điều kiện trong suốt quá trình học tập giúp
tác giả hoàn thành luận văn thạc sỹ.
Đặc biệt, tác giả xin gửi lời cảm ơn chân thành đến TS. Trần Anh Quân –
Viện máy và Dụng cụ công nghiệp IMI. Ngƣời đã trực tiếp hƣớng dẫn, tận tình chỉ
bảo, giúp đỡ tác giả tiến hành các hoạt động nghiên cứu khoa học để hoàn thành đề
tài này.
Với thời gian nghiên cứu còn hạn chế, thực tiễn công tác lại vô cùng sinh
động đề tài không tránh khỏi những thiếu sót, tác giả rất mong nhận đƣợc các ý
kiến đóng góp chân thành từ các thầy cô giáo, bạn bè, đồng nghiệp.
Tác giả
Đặng Thế Linh

MỤC LỤC
MỤC LỤC .........................................................................................................................
DANH MỤC BẢNG BIỂU HÌNH VẼ .............................................................................
DANH MỤC BẢNG BIỂU ...............................................................................................
KÝ HIỆU VÀ CHỮ VIẾT TẮT .......................................................................................
CHƢƠNG I: .................................................................................................................... 1
TỔNG QUAN VỀ HỆ THỐNG KHO HÀNG THÔNG MINH ..................................... 1
1.1. Bối cảnh phát triển hệ thống kho hàng thông minh ........................................... 1
1.2. Các hệ thống kho hàng thông minh hiện nay trên thế giới ................................ 5
1.2.1. Hệ thống kho hàng bán tự động .................................................................. 5
1.2.2. Hệ thống kho hàng tự động hoàn toàn ...................................................... 12
1.3. So sánh các hệ thống kho hàng thông minh ..................................................... 15
1.4. Kết luận ............................................................................................................ 17
CHƢƠNG 2: CƠ SỞ LÝ THUYẾT .............................................................................. 18
2.1. Giới thiệu ............................................................................................................. 18
2.2.Các thành phần và tính năng hoạt động của AS/RS ............................................ 18
2.3.Hoạt động của AS/RS .......................................................................................... 21
2.4.Chính sách lƣu trữ AS/RS .................................................................................... 21
2.5.Quy tắc gán và xen kẽ lƣu trữ .............................................................................. 22
2.6.Hiệu suất AS/RS .................................................................................................. 23
2.7.Phân tích điểm dừng Dwell point ........................................................................ 24
2.8. Định cỡ kết cấu gá đỡ trong hệ thống AS/RS ..................................................... 26
2.9.Thông lƣợng AS/RS ............................................................................................. 26
2.10. Kết luận ............................................................................................................. 28
CHƢƠNG 3: XÂY DỰNG MÔ HÌNH KHO HÀNG THÔNG MINH ........................ 29
3.1. Mô hình kho chứa hàng AS/RS kiểu miniload ................................................... 29
3.2. Quy trình hoạt động của mô hình ........................................................................ 29
3.3. Các thành phần của mô hình ............................................................................... 30
3.3.1. Kệ chứa hàng ................................................................................................ 30
3.3.2. Cụm đƣờng dịch chuyển ngang .................................................................... 31
3.3.3 Robot lấy hàng ............................................................................................... 31
3.4. Thiết kế phần mềm quản lý hệ thống cất trữ soạn hàng thông minh ..................... 33
3.4.1. Biểu đồ nghiệp vụ ......................................................................................... 33
3.4.2. Danh sách hồ sơ dữ liệu ................................................................................ 34

3.4.3. Ma trận thực thể dữ liệu ................................................................................ 34
3.4.4. Thiết kế các bảng dữ liệu .............................................................................. 35
3.4.5 Lƣu đồ thuật toán cất trả hàng ....................................................................... 38
3.4.6. Xây dựng giao diện điều khiển cơ cấu chấp hành ........................................ 39
3.5.Xây dựng quy trình công nghệ gia công một chi tiết đại diện trong mô hình kho
hàng thông minh ......................................................................................................... 46
3.5.1. Phân tích công nghệ trong kết cấu của chi tiết ............................................. 47
3.5.2. Chọn phƣơng pháp chế tạo phôi ................................................................... 47
3.5.3. Quy trình công nghệ chế tạo trục .................................................................. 48
3.6 Kết luận ................................................................................................................ 65
KẾT LUẬN ................................................................................................................... 66
TÀI LIỆU THAM KHẢO ............................................................................................. 67

DANH MỤC BẢNG BIỂU HÌNH VẼ
Hình 1.1: Mô hình nhà máy thông minh ......................................................................... 2
Hình 1.2: Minh họa các hoạt động kho và luồng(Hompel và Schmidt, 2007). ............... 3
Hình 1.3:Mất cân bằng trọng lƣợng trên vòng xoaytừ cân bằng đến rất mất cân
bằng(dựa trên Industore, 2016). ...................................................................................... 7
Hình 1.4: So sánh vòng xoay đứng và ngang (Baudin, 2004). ........................................ 7
Hình 1.5: VLM với hai hàng khay lƣu trữ, một trục ở giữa và một khu vực lấy hàng ở
phía trƣớc ......................................................................................................................... 8
Hình 1.6: Nguyên tắc hoạt động của VLM nhìn từ cạnh bên ......................................... 9
Hình 1.7 : VLM với hai khay (Dukic và các đồng tác giả, 2013) ................................... 9
Hình 1.8: Thành phần và chuyển động trong hệ thống miniload .................................. 10
Hình 1.9: Xe AGV di chuyển trong hệ thống kho ......................................................... 11
Hình 1.10: Các Robot tự động di chuyển trong kho hàng của JD.com ......................... 13
Hình 1.11: Những cánh tay robot đang hoạt động ........................................................ 14
Hình 3.1: Mô hình kho hàng tự động ............................................................................ 29
Hình 3.2: Kệ chứa hàng ................................................................................................. 30
Hình 3.3 : Cụm đƣờng dịch chuyển ngang .................................................................... 31
Hình 3.4: Hệ thống trụ đứng .......................................................................................... 32
Hình 3.5: Biểu đồ phân rã chức năng hệ thống ............................................................. 33
Hình 3.6: Mô hình quan hệ của hệ thống ...................................................................... 37
Hình 3.7: Lƣu đồ thuật toán cất trả hàng ....................................................................... 38
Hình 3.8: Phần mềm mã nguồn mở CNC Mach3 ......................................................... 39
Hình 3.9: Sơ đồ kết nối bộ điều khiển CNC .................................................................. 40
Hình 3.10 : Giao diện phần mềm Machscreen .............................................................. 41
Hình 3.11: Màn hình chọn tập tin .................................................................................. 42
Hình 3.12: Bảng các chức năng ..................................................................................... 43
Hình 3.14: Màn hình thiết lập thông số các trục ........................................................... 44
Hình 3.15: Màn hình thiết lập thông số đầu vào ........................................................... 44
Hình 3.16: Màn hình thiết lập các thông số đầu ra ........................................................ 45
Hình 3.17: Chế độ chạy tự động .................................................................................... 45
Hình 3.18: Chế độ về gốc Home Mode ......................................................................... 46
Hình 3.19: Trục truyền động ......................................................................................... 47

DANH MỤC BẢNG BIỂU
Bảng 1.1: Đánh giá các AS/RS khác nhau .................................................................... 15
Bảng 3.1: Bảng tóm tắt quy trình gia công trục truyền động ....................................... 49

KÝ HIỆU VÀ CHỮ VIẾT TẮT
Ký hiệu/Viết tắt Viết đầy đủ Ý nghĩa
AGV Automated Guided Vehicle Hệ thống xe tự hành
AS/RS Automated Storage and
Retrieval Systems
Hệ thống lƣu trữ và soạn
hàng bán tự động
CMCN Cách mạng công nghiệp
FCFS First Come First Sevred Đến trƣớc phục vụ trƣớc
FKA Forward Keeping Area Khu vực chọn chuyển tiếp
IoT Internet of Things Internet kết nối vạn vật
IoS Internet of Services Internet của các dịch vụ
SKU Stock Keeping Unit Mã định danh lƣu trữ duy
nhất
S/R Storage and Retrieval Lƣu trữ và truy xuất
P/D Pick and Dilivery Thu gom và giao hàng
VLM Vertical Lift Module Modul nâng thẳng đứng

LỜI MỞ ĐẦU
Tính cấp thiết của đề tài
Kho là hệ thống thành phần rất quan trọng trong hệ thống sản xuất công
nghiệp, liên quan đến logistics sản xuất và cao hơn là các chiến lƣợc sản xuất.
Cần có tiếp cận hệ thống và nâng cao trình độ tự động hoá của kho hàng, làm cơ
sở cho thông minh hoá nhà máy và liên nhà máy trong tƣơng lai.
Nhiều công ty, doanh nghiệp, kể cả với quy mô nhỏ, cũng đã mạnh dạn đầu
tƣ tự động hóa nhà kho. Và thị trƣờng công nghiệp đã chứng minh đƣợc tính
hữu ích của tự động hóa nhà kho bởi những lí do sau:
Tự động hóa nhà kho giúp doanh nghiệp vận hành chính xác tuyệt đối
Với việc sở hữu một kho thông minh, công tác xuất/nhập và quản lý kho
đƣợc tự động hóa nên hiệu suất làm việc rất cao, lại vô cùng chính xác. Bởi vì là
sản phẩm của công nghệ đƣợc lập trình sẵn nên sự chính xác của các dây chuyền
kho tự động là không phải bàn cãi.
Mỗi pallet nằm ở trong một ô khác nhau biệt. Mà mỗi một ô đều có 1 địa
chỉ IP riêng. Điều đó giúp hệ thống có thể nhận dạng vị trí một cách chính xác.
Giúp thủ kho dễ dàng trong khâu quản lý khi chỉ cần quan sát và quản lý qua
phần mềm.
Tránh bị thất lạc hàng hóa trong kho chứa rất rộng
Nếu nhƣ ta ghi chép tất cả các thông tin cần thiết về khách hàng hay hàng
hóa bằng bút và giấy thì rủi ro rất cao. Chính tự động hóa sẽ giúp cho doanh
nghiệp của bạn lƣu trữ đƣợc thông tin dài hạn. Mà các thông tin đó sẽ không bao
giờ bị mất hay nhầm lẫn dẫn đến các rủi ro không đáng có cho doanh nghiệp.
Không gian được tận dụng triệt để
Tự động hóa nhà kho cũng đồng nghĩa với việc sở hữu một chiếc kho tuyệt
vời, ở đó diện tích kho sẽ đƣợc tận dụng đến từng chi tiết nhỏ. Không gian sử
dụng kho tự động hóa sẽ không chiếm nhiều diện tích, chính vì vậy có thể tiết
kiệm đƣợc chi phí đi thuê mặt bằng.
Với công nghệ tự động cùng sự hoạt động nhanh, gọn, chính xác của robot
thì việc cần nhiều không gian để chứa những đồ dùng thủ công là không cần
thiết. Từ đó giảm thiểu đƣợc diện tích kho hàng.
Giảm thiểu tối đa nhân công, sức lao động và những rủi ro trong quá trình
làm việc của con người.
Với kho truyền thống thì ta sẽ cần rất nhiều nhân công trong một khâu, bởi
lẽ để có năng suất thì con ngƣời phải hoạt động nhiều, không đƣợc nghỉ tay. Nếu
có bất cứ sai sót trong một khâu thì rất có thể sẽ dẫn tới việc cả một hệ thống bị
ảnh hƣởng.

Kho thông minh đã khắc phục đƣợc những nhƣợc điểm này. Nó hoạt động
bằng mô hình tự động, vì vậy đƣợc lập trình sẵn, sự sai sót trong từng khâu đƣợc
giảm thiểu đi rất nhiều. Sức ngƣời trong công việc khi xây dựng một nhà kho
thông minh cũng đƣợc giảm thiểu tới mức thấp nhất. Con ngƣời chỉ cần lập
trình, quản lý qua phần mềm và quan sát. Những việc nặng nhọc và tốn nhiều
sức sẽ đƣợc khắc phục tạo ra những hiệu quả cao trong năng suất, từ đó thúc đẩy
sự tăng nhanh của kinh tế.
Đang công tác tại một đơn vị quốc phòng, hàng ngày trong quá trình sản
xuất việc cấp phát, kiểm kê vật tƣ theo phƣơng pháp truyền thống luôn gây ra
nhiều sự bất tiện, nhầm lẫn đặc biệt với quá trình sản xuất những hàng hóa cần
nhiều chi tiết. Đƣợc sự cho phép của thầy Trần Anh Quân tôi thực hiện đề tài
này với mong muốn từng bƣớc có thể cải thiện tình hình sản xuất tại đơn vị
trong thực tế.

1
CHƢƠNG I:
TỔNG QUAN VỀ HỆ THỐNG KHO HÀNG THÔNG MINH
1.1. Bối cảnh phát triển hệ thống kho hàng thông minh
Khái niệm Công nghiệp 4.0 lần đầu tiên đƣợc đƣa ra tại Hội chợ công
nghiệp Hannover tại CHLB Đức vào năm 2011. Công nghiệp 4.0 là xu hƣớng
hiện thời trong việc tự động hóa và trao đổi dữ liệu trong công nghệ sản xuất mà
không cần sự tham gia của con ngƣời.
Tại Diễn đàn Kinh tế Thế giới (WEF) lần thứ 46 đã chính thức khai mạc tại
thành phố Davos-Klosters của Thụy Sĩ, với chủ đề “Cuộc CMCN lần thứ 4”,
Chủ tịch Diễn đàn Kinh tế Thế giới đã đƣa ra một định nghĩa mới, mở rộng hơn
khái niệm Công nghiệp 4.0 của Đức. Nhân loại đang đứng trƣớc một cuộc cách
mạng công nghiệp mới, có thể thay đổi hoàn toàn cách chúng ta sống, làm việc
và quan hệ với nhau. Quy mô, phạm vi và sự phức tạp của lần chuyển đổi này
không giống nhƣ bất kỳ điều gì mà loài ngƣời đã từng trải qua.
Cụ thể, đây là “một cụm thuật ngữ cho các công nghệ và khái niệm của tổ
chức trong chuỗi giá trị” đi cùng với các hệ thống vật lý trong không gian ảo,
Internet kết nối vạn vật IoT- Internet of Things và Internet của các dịch vụ IoS -
Internet of Services.
Công nghiệp 4.0 tạo điều kiện thuận lợi cho việc tạo ra các "nhà máy thông
minh" hay “nhà máy số”. Trong các nhà máy thông minh, các hệ thống thực - ảo
hóa sẽ giám sát các quá trình vật lý, tạo ra một bản sao ảo của thế giới vật lý.
Với IoT, các hệ thống thực - ảo hóa này tƣơng tác với nhau và với con ngƣời
theo thời gian thực, và thông qua IoS thì ngƣời dùng sẽ đƣợc tham gia vào chuỗi
giá trị thông qua việc sử dụng các dịch vụ này.
“Nhà máy thông minh” là giải pháp sản xuất cung cấp các quy trình sản
xuất linh hoạt và thích nghi để giải quyết các vấn đề phát sinh trên cơ sở sản
xuất với điều kiện biên thay đổi nhanh và năng động trong một thế giới ngày
càng phức tạp. Giải pháp đặc biệt này có thể liên quan đến tự động hóa, đƣợc
hiểu là sự kết hợp giữa phần mềm, phần cứng và/hoặc cơ học, điều này sẽ dẫn
đến tối ƣu hóa sản xuất đƣa đến giảm lao động không cần thiết và lãng phí tài
nguyên.
Với sự phát triển của các nhà máy thông minh thì hệ thống kho hàng thông
minh cũng ngày càng đƣợc phát triển.Tƣơng tự nhƣ một ngôi nhà thông minh,
một kho hàng thông minh đƣợc kích hoạt với một số công nghệ tự động và kết
nối với nhau. Các công nghệ này phối hợp với nhau để tăng năng suất và hiệu
quả của kho, giảm thiểu số lƣợng nhân công trong khi giảm lỗi tới mức tối đa.

2
Hình 1.1: Mô hình nhà máy thông minh
Trong hệ thống kho thủ công, kho truyền thống : các công nhân di chuyển
xung quanh với danh sách các sản phẩm và thiết bị trên tay.Đôi khi, đó có thể là
một cuốn sổ cũ nát với nhiều số liệu thống kê đƣợc viết bằng bút mực, tẩy xóa,
con số đƣợc cộng trừ từ năm này qua năm khác. Đôi khi là một vài phiếu yêu
cầu vật liệu, phiếu xuất kho của các đồng nghiệp trong cùng nhà máy gửi tới. Và
việc của những ngƣời quản lí kho là làm sao tìm tới vị trí lƣu trữ sản phẩm, chọn
sản phẩm, xếp chúng vào giỏ hàng và sau đó chuyển chúng đến bộ phận cần sử
dụng hoặc xuất kho bằng các phƣơng tiện vận tải. Nhƣng trong kho thông minh,
các đơn đặt hàng đƣợc nhận tự động, sau đó hệ thống xác nhận nếu các sản
phẩm trong kho. Các danh sách nhận hàng sau đó đƣợc gửi đến các xe đẩy robot
đặt các sản phẩm đƣợc đặt hàng vào các thùng chứa và giao chúng cho các công
nhân cho bƣớc tiếp theo.
Năm hoạt động chính của kho có thể đƣợc phân biệt: tiếp nhận, lƣu trữ,
chọn hàng theo đơn, tích lũy và vận chuyển (Hompel và Schmidt, 2007). Một
minh họa về các hoạt động kho khác nhau và các luồng tƣơng ứng có thể đƣợc
miêu tả nhƣ trong hình 1.2.
Hoạt động đầu tiên trong kho vận là tiếp nhận - liên quan đến việc chuyển
đến và bốc dỡ hàng hóa từ hãng vận tải. Thông thƣờng kiểm tra đƣợc bao gồm
trong giai đoạn này - đƣợc cho là để xác nhận rằng hàng hóa đến đúng chất
lƣợng và số lƣợng. Đồng thời các hồ sơ kiểm kê đƣợc cập nhật .

3
Lƣu trữ và bốc hàngLựa chọn và loại bỏ hàng hóa bị
lỗiBổ sung
Tiếp nhận
Đƣa đi lƣu trữ
Lƣu trữ và đóng gói
Chuyển hàng
Trực tiếp đƣ
a đi
Hình 1.2: Minh họa các hoạt động kho và luồng(Hompel và Schmidt, 2007).
Trong một số trƣờng hợp, hàng hóa cũng đƣợc đóng gói lại do hƣ hỏng
hoặc vì các lý do lƣu trữ (Hompel và Schmidt, 2007). Bƣớc tiếp theo, hàng hóa
đƣợc vận chuyển và đặt vào vị trí lƣu trữ tƣơng ứng của chúng, đƣợc gọi là quy
trình cất hàng (Koster và các đồng tác giả, 2007). Khi một đơn đặt hàng đã đƣợc
tiếp nhận, quá trình chọn hàng theo đơn bắt đầu. Chọn hàng theo đơn có thể
đƣợc định nghĩa là hoạt động thu thập một loạt các mặt hàng đƣợc chuẩn bị theo
một tập hợp các đơn đặt hàng của khách hàng. Các mặt hàng có thể đƣợc chọn là
một pallet đầy đủ, thùng/khay hoặc thùng khay mở (Reif và Günthner, 2009).
Đối với thùng/khay và thùng/khay mở, việc chọn các mặt hàng có thể đƣợc chọn
rời, trong một hộp chứa chọn hàng chuyên dụng hoặc trực tiếp trong thùng vận
chuyển của chúng (Hompel và Schmidt, 2007). Quá trình chọn hàng theo đơn
:bao gồm các hoạt động phụ về phân cụm và lên lịch các đơn đặt hàng, gán hàng
cho các dòng đơn hàng, giải phóng các đơn đặt hàng ra sàn, truy hồi đơn hàng
và xử lý các vật phẩm đã lấy. Việc truy xuất đơn hàng thực tế bao gồm đi đi lại,
tìm kiếm và trích xuất cùng với công việc và giấy tờ khác nhau.
Để đảm bảo thoả mãn hiệu suất kho vận, ngƣời ta phải chọn các chính sách
về tổ chức và hoạt động đƣợc sử dụng trong kho. Vì chúng có liên quan lẫn nhau
rất mật thiết, điều quan trọng là chúng phải đƣợc phối hợp. Vì các mặt hàng cần
đƣợc đƣa vào lƣu trữ trƣớc khi chúng có thể đƣợc lựa lấy, nên một bộ các quy
tắc về cách thức gán chúng cho các vị trí lƣu trữ cần đƣợc thiết lập, chúng đƣợc
gọi là các chính sách gán lƣu trữ. Các yếu tố quan trọng cần xem xét bao gồm
thể tích, chính sách định tuyến, số lƣợng các SKU (stock keeping unit – mã định
danh lƣu trữ duy nhất) trên mỗi tuyến lấy hàng và kích thƣớc kho với các vị trí
khả dụng (Baudin, 2004; Koster và các đồng tác giả, 2007). Nói chung, có thể
phân biệt giữa các chính sách phân công lƣu trữ chuyên dụng và động. Trong
chính sách gán lƣu trữ chuyên dụng, mỗi hạng mục/mặt hàng có một vị trí lƣu
4
trữ chuyên dụng. Trong trƣờng hợp này, các vị trí phải đƣợc để dành riêng ngay
cả đối với các sản phẩm hết hàng và mỗi vị trí phải đảm bảo đủ không gian cho
hàng tồn kho tối đa đƣợc lƣu trữ, dẫn đến việc sử dụng không gian thấp nhất.
Tuy nhiên, chính sách gán lƣu trữ chuyên dụng có đƣợc lợi ích là các mặt hàng
có thể đƣợc nhóm một cách logic và một chuỗi xếp chồng tốt, ví dụ đặt các mặt
hàng nặng trong các kệ dƣới cùng. Theo cách khác, chính sách gán lƣu trữ động
chỉ định vị trí lƣu trữ cho các mặt hàng đến một cách linh hoạt. Có một số
phƣơng pháp khác nhau về cách gán vị trí lƣu trữ trong chính sách gán lƣu trữ
động, từ phân công ngẫu nhiên đơn giản đến các phƣơng thức phức tạp hơn,
chẳng hạn nhƣ lƣu trữ dựa trên lớp. Nếu thực hiện đúng, chính sách gán lƣu trữ
động có thể làm tăng đáng kể việc sử dụng không gian và năng suất lấy hàng
(Koster và các đồng tác giả, 2007).
Trong việc phân vùng (zonning), kho hàng đƣợc chia thành các vùng khác
nhau và các đơn đặt hàng đƣợc phân chia tƣơng ứng. Mục đích là để giảm
khoảng cách đi lại và ùn tắc giao thông trên lối đi, tăng năng suất lấy hàng.
Ngƣời ta có thể phân biệt hai cách tiếp cận khác nhau, thứ nhất là lắp ráp/ghép
luỹ tiến và thứ hai là lấy song song. Trong quá trình lắp ráp lũy tiến, việc chọn
hàng theo đơn đƣợc bắt đầu trong một khu vực và đƣợc chuyển sang khu vực
tiếp theo sau khi hoàn thành. Thay vào đó, khi lấy hàng song song, một đơn
hàng đƣợc chọn đồng thời trong các khu vực khác nhau và đƣợc dồn/tích lũy sau
khi chọn. Thách thức lớn nhất trong việc phân vùng là cân bằng khối lƣợng công
việc giữa các vùng. Phân vùng đƣợc áp dụng một cách tự nhiên nếu các đặc tính
của sản phẩm thay đổi trong một đơn hàng, ví dụ: yêu cầu về nhiệt độ hoặc an
toàn (Koster và các đồng tác giả, 2007).
Một loại phân vùng đặc biệt là thực hiện phân bổ dự trữ chuyển tiếp. Trong
phân bổ này, số lƣợng hàng lớn đƣợc giữ trong một khu vực dự trữ, từ đó một
mặt hàng chọn đƣợc bổ sung nội bộ vào hhu vực chọn chuyển tiếp FKA –
Forward Keeping Area. Bằng cách đó, FKA có thể đƣợc hạn chế về kích thƣớc
và khoảng cách di chuyển có thể giảm đi đáng kể. Kích thƣớc của FKA và số
lƣợng SKU trong đó sẽ quyết định sự đánh đổi giữa bổ sung hàng và những tiết
kiệm trong nỗ lực lấy hàng. Do đó, cần phải quyết định những mặt hàng nào, với
số lƣợng bao nhiêu và chúng nên đƣợc đặt ở đâu trong FKA. Để một vật phẩm
phù hợp với việc đƣợc lƣu trữ trong FKA, mức tiết kiệm để lấy hàng theo đơn
phải lớn hơn chi phí bổ sung hàng tăng thêm. Một số SKU nhất định có thể đƣợc
lƣu trữ hoàn toàn trong khu vực dự trữ hoặc khu vực chuyển tiếp, tùy thuộc vào
số lƣợng và tần suất xuất hiện nhu cầu (Koster và các đồng tác giả, 2007).
Một chính sách tổ chức và hoạt động cuối cùng thƣờng đƣợc sử dụng khi

5
kích thƣớc đơn hàng nhỏ đƣợc gọi là Batching (theo đợt/phân lô – mẻ). Trong
phân lô, một số đơn hàng đƣợc trộn/gộp lại với nhau thay vì chọn từng đơn hàng
riêng biệt, điều này có thể làm giảm thời gian di chuyển. Batching có thể theo
hoặc là phƣơng thức phân lô gần hoặc phƣơng thức phân lô cửa sổ thời gian.
Trong phân lô gần nhau các đơn hàng đƣợc trộn/ghép mẻ theo mức độ gần nhau
của các vị trí lƣu trữ trong số các đơn đặt hàng khác nhau này. Điều này có thể
đƣợc thực hiện thông qua nhiều thuật toán heuristic. Trong việc phân lô theo cửa
sổ thời gian, các đơn đặt hàng đƣợc trộn/ghép mẻ theo cửa sổ thời gian mà
chúng đến hoặc sẽ đƣợc chuyển đi (Choe và Sharp, 1991). Nếu đơn đặt hàng
không đƣợc sắp xếp trong khi nhặt cần phân loại để chia tách lại các lô và để
hợp nhất vật phẩm nhằm hoàn thành đơn hàng. Điều này có thể đƣợc thực hiện
bằng tay hoặc tự động (Koster và các đồng tác giả, 2007).
1.2. Các hệ thống kho hàng thông minh hiện nay trên thế giới
Hiện nay trên thế giới hệ thống kho hàng thông minh đƣợc chia thành 02
nhóm nhƣ sau: Hệ thống kho hàng bán tự động và hệ thống kho hàng tự động
hoàn toàn.
1.2.1. Hệ thống kho hàng bán tự động
Hệ thống lƣu trữ và soạn hàng AS/RS (Automated Storage and Retrieval
Systems) bán tự động là các hệ thống chọn hàng theo đơn tự động một phần,
trong đó sự chuyển động của hàng hóa đƣợc tự động hóa, nhƣng việc trích xuất
vẫn đƣợc thực hiện thủ công. Viện vận chuyển hàng hoá Hoa Kỳ (Material
Handling Institute of America - MHIA) phân biệt giữa hai nhóm AS/RS chính:
Nhóm 1 bao gồm vòng xoay ngang, vòng xoay đứng và Modul nâng thẳng
đứng - VLM (Vertical Lift Module). Các hệ thống của nhóm 1 có thể đƣợc sử
dụng riêng lẻ hoặc đƣợc ghép nhóm trong các ứng dụng cỡ nhỏ đến trung bình.
Mỗi hệ thống con thƣờng có một lần mở để lấy hàng và các mặt hàng không thể
chuyển đƣợc giữa các hệ thống con. Để giảm thời gian chuyển đổi giữa hai lƣợt
lấy hàng, thông thƣờng, một ngƣời lấy hàng vận hành một số hệ thống con
(Arnold và các đồng tác giả, 2008; Bartholdi và Hackman, 2014). Đến lƣợt
mình, các hệ thống trong nhóm 2 đƣợc cấu trúc nhƣ một thực thể lớn với một số
trạm lấy hàng.
Nhóm 2 bao gồm các hệ thống miniload, hệ thống xe tự hành
AGV(Automated Guided Vehicle), thƣờng đƣợc sử dụng trong các ứng dụng
lớn hơn. Vì các hệ thống bao gồm một thực thể lớn, nên thƣờng sử dụng bộ đệm
tại mỗi trạm lấy hàng để giảm thời gian chuyển đổi giữa hai lần lấy hàng
(Bartholdi và Hackman, 2014).
Đối với các hệ thống nhóm 1, hiệu quả phụ thuộc rất lớn vào việc nhập

6
kho và điều rất quan trọng là phải phân tán các mặt hàng phổ biến và hoạt động
giữa các hệ thống con khác nhau, để tránh tắc nghẽn và bảo vệ hoạt động trong
trƣờng hợp xảy ra lỗi hệ thống con (Bartholdi và Hackman, 2014). Thông
thƣờng AS/RS đƣợc vận hành nhƣ một FKA (forward picking area), và do đó
đòi hỏi phải bổ sung thƣờng xuyên. Điều này có thể trở thành vấn đề đối với
AS/RS với một điểm đầu vào và đầu ra (I/O) tức là vòng xoay và miniload một
phần. Khác với các trạm lấy hàng, điểm I/O không chỉ đƣợc sử dụng để lấy đơn
hàng mà còn để bổ sung cho hệ thống. Mặc dù các biến thể nhu cầu nhỏ có thể
đƣợc cân đối ở một mức độ hạn chế, bằng cách chuyển đổi giữa hoạt động lấy
và bổ sung đơn hàng (Arnold và các đồng tác giả, 2008), không thể tăng tốc độ
chọn hàng theo đơn bằng cách phân công thêm ngƣời vận hành. Do đó, các hệ
thống này dễ bị tắc nghẽn (Bartholdi và Hackman, 2014).
Vòng xoay
Một vòng xoay (carousel) có thể đƣợc mô tả nhƣ một hệ thống khép kín
với một vòng xoay giá đỡ và một điểm I/O duy nhất. Để lấy các chi tiết, vòng
xoay sẽ quay cho đến khi giá đƣợc yêu cầu đến đƣợc điểm I/O (Bartholdi và
Hackman, 2014). Để giảm khoảng cách di chuyển, vòng xoay có thể xoay theo
cả hai hƣớng (Vickson, 1996). Vòng xoay cung cấp hàng hóa một cách tuần tự,
có nghĩa là có thể mất nhiều thời gian để hệ thống đƣa vật phẩm đến ngƣời lấy
hàng (Buley và Knott, 1986). Để khắc phục hạn chế này, ngƣời ta thƣờng sắp
xếp hai đến ba vòng xoay theo nhóm, đƣợc gọi là rọ (pods). Điều này cho phép
một ngƣời vận hành truy cập vào một số vòng xoay từ cùng một vị trí và giảm
thời gian chờ đợi (Bartholdi và Hackman, 2014).
Vòng xoay có thể đạt đƣợc mức sử dụng không gian rất cao, vì tất cả không
gian trong hệ thống đƣợc sử dụng để lƣu trữ thay vì vận chuyển các chi tiết. Hơn
nữa, một hệ thống vòng xoay có thể đạt đƣợc năng suất chọn rất cao đối với các
mẫu hình nhu cầu nhất định, trong đó một số mặt hàng có nhu cầu chung. Bởi
vòng xoay di chuyển toàn bộ kệ hàng, có thể một số dòng đơn hàng có thể đƣợc
chọn mà không có bất kỳ sự thay đổi/chỉnh lại (changeover) nào, khi có nhiều
hơn một vật phẩm có thể đƣợc lƣu trữ trên cùng một giá (Arnold và các đồng tác
giả, 2008). Các kệ khá linh hoạt về kích thƣớc sản phẩm, vì chúng có thể dễ
dàng chia thành các ngăn nhỏ hơn áp dụng cho trƣớc và sau đó (Vickson, 1996).
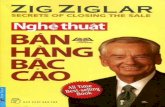
Vòng xoay dễ bị mất cân bằng trọng lƣợng. Nếu hàng hóa đƣợc lƣu trữ và
phân phối trọng lƣợng không đồng đều, hệ thống có thể bị mất cân bằng nhƣ
minh họa trong hình 1.3. Để tránh mất cân bằng và giảm nguy cơ bị lật, hầu hết
các hệ thống đều cung cấp các khuyến nghị về tải trọng, hạn chế ngƣời vận hành
hoặc yêu cầu phân bố lại (Industore, 2016).
7
Hình 1.3:Mất cân bằng trọng lượng trên vòng xoaytừ cân bằng đến rất
mất cân bằng(dựa trên Industore, 2016).
Tuy nhiên, có một số hạn chế cũng không thể khắc phục đƣợc. Vì các vòng
xoay sử dụng một điểm I/O duy nhất, chúng hoạt động kém với nhu cầu tăng
vọt/ đột biến (Bartholdi và Hackman, 2014). Một hạn chế khác là khả năng mở
rộng. Không thể tăng số lƣợng giá đỡ hoặc thêm một điểm I/O khác vào hệ
thống vòng xoay, do đó để mở rộng thì yêu cầu toàn bộ một vòng xoay mới
(Arnold và các đồng tác giả, 2008). Tóm lại, hệ thống vòng xoay nên đƣợc thực
hiện trong bối cảnh có nhu cầu liên tục và ít biến đổi, trọng lƣợng hàng hóa từ
thấp đến trung bình và số lƣợng SKU cao (Arnold và các đồng tác giả, 2008).
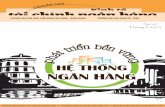
Phụ thuộc vào hƣớng quay, có thể phân ra hai loại vòng xoay. Vòng xoay
đứng, trong đó giá đỡ xoay theo chiều đứng và vòng xoay ngang xoay trên một
vòng phẳng (Arnold và các đồng tác giả, 2008). Hai nguyên tắc khác nhau đƣợc
minh họa trong hình 1.4.
Hình 1.4: So sánh vòng xoay đứng và ngang (Baudin, 2004).
- Vòng xoay đứng có thể tận dụng tốt chiều cao trong kho hàng. Một lợi thế
lớn so với vòng xoay ngang là tất cả các mặt hàng đƣợc trình bày theo chiều cao
lấy hàng công thái học, và do đó công thái học chỗ làm việc vƣợt trội so với
8
vòng xoay ngang (Buley và Knott, 1986). Vòng xoay đứng thƣờng đƣợc sử
dụng để lƣu trữ các chi tiết nhỏ.
- Vòng xoay ngang thƣờng bị giới hạn về chiều cao, vì ngƣời lấy hàng phải
có khả năng tiếp cận tất cả các vị trí lƣu trữ trong giá đỡ. Khác với vòng xoay
đứng, các vật phẩm không phải lúc nào cũng đƣợc trình bày theo chiều cao lấy
hàng một cách công thái học, làm cho vòng xoay ngang trở nên kém tiện dụng
hơn. Vòng xoay ngang có thể bao gồm một thân vòng xoay hoặc nhiều vòng
xoay con, trong đó đơn giản nhất là hệ thống vòng xoay kép. Nói chung, một
vòng xoay ngang có nhiều vòng xoay con có thể đạt đƣợc thông lƣợng cao hơn
vòng xoay tiêu chuẩn, do cơ chế dẫn động bổ sung cho phép truy cập nhanh hơn
đến các vị trí lƣu trữ
Modul nâng thẳng đứng
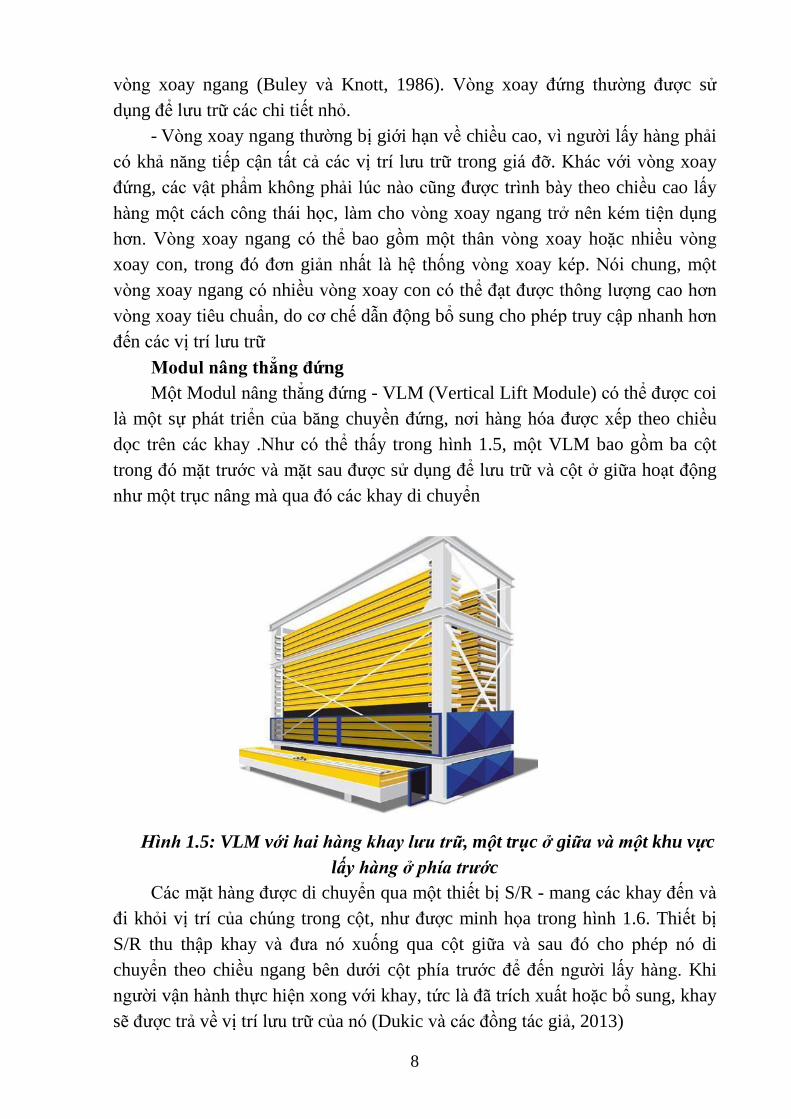
Một Modul nâng thẳng đứng - VLM (Vertical Lift Module) có thể đƣợc coi
là một sự phát triển của băng chuyền đứng, nơi hàng hóa đƣợc xếp theo chiều
dọc trên các khay .Nhƣ có thể thấy trong hình 1.5, một VLM bao gồm ba cột
trong đó mặt trƣớc và mặt sau đƣợc sử dụng để lƣu trữ và cột ở giữa hoạt động
nhƣ một trục nâng mà qua đó các khay di chuyển
Hình 1.5: VLM với hai hàng khay lưu trữ, một trục ở giữa và một khu vực
lấy hàng ở phía trước
Các mặt hàng đƣợc di chuyển qua một thiết bị S/R - mang các khay đến và
đi khỏi vị trí của chúng trong cột, nhƣ đƣợc minh họa trong hình 1.6. Thiết bị
S/R thu thập khay và đƣa nó xuống qua cột giữa và sau đó cho phép nó di
chuyển theo chiều ngang bên dƣới cột phía trƣớc để đến ngƣời lấy hàng. Khi
ngƣời vận hành thực hiện xong với khay, tức là đã trích xuất hoặc bổ sung, khay
sẽ đƣợc trả về vị trí lƣu trữ của nó (Dukic và các đồng tác giả, 2013)

9
Hình 1.6: Nguyên tắc hoạt động của VLM nhìn từ cạnh bên
VLM bày tất cả hàng hóa ra ở một chiều cao lấy hàng công thái học. Để
tăng năng suất chọn của một ngƣời lấy hàng, thông thƣờng là một ngƣời lấy
hàng vận hành nhiều hệ thống con cùng một lúc. Thời gian chờ đợi có thể giảm
hơn nữa nhờ sử dụng cơ chế khay kép cho phép hai vị trí lấy hàng ở các tầng
khác nhau. Do đó, ngƣời lấy hàng có thể chọn từ một trong các khay trong khi
thiết bị S/R chuyển đổi sang cái khác. Điều này đƣợc minh họa trong hình 1.7
Hình 1.7 : VLM với hai khay (Dukic và các đồng tác giả, 2013)
Ngƣời vận hành có thể chọn từ khay A trong khi khay B đang đƣợc hoán
đổi và ngƣợc lại.
Hệ thống miniload
Thuật ngữ hệ thống miniload mô tả một AS/RS bao gồm một số kệ lƣu trữ
đƣợc định vị song song với các hành lang hẹp ở giữa, trong đó có một vài thiết

10
bị S/R hoạt động (Bartholdi và Hackman, 2014; Lerher và các đồng tác giả,
2011). Các mặt hàng đƣợc lƣu trữ trong các thùng nhựa nhỏ, đƣợc gọi là các tải
trọng nhỏ (miniloads). Trong các hệ thống đó, giá đỡ thƣờng có thể rất cao và
lối đi cực kỳ hẹp, thƣờng rộng hơn một chút so với bản thân miniload (Bartholdi
và Hackman, 2014). Thiết bị S/R di chuyển trên đƣờng ray đƣợc gắn vào cả trần
và mặt đất. Nó có thể di chuyển cả theo chiều ngang và chiều đứng để chuyển
tải vật phẩm giữa các vị trí lƣu trữ và trạm lấy hàng (Arnold và các đồng tác giả,
2008). Việc thành phần và chuyển động của một hệ thống miniload đƣợc minh
họa trong hình 1.8.
Một hệ thống miniload có thể đƣợc vận hành theo chu kỳ lệnh đơn, kép
hoặc nhiều lệnh. Trong một chu kỳ lệnh đơn, thiết bị S/R thực thi lệnh đặt hoặc
lấy đơn nguyên hàng (unit load), có nghĩa là thiết bị S/R luôn quay trở lại điểm
I/O sau khi cất hoặc lấy. Trái lại, trong chu trình lệnh kép, thiết bị S/R sẽ cất một
đơn nguyên hàng hoá và sau đó lấy ra một đơn nguyên khác trƣớc khi quay trở
lại điểm I/O. Đƣơng nhiên, sẽ hiệu quả hơn khi vận hành các chu trình lệnh kép,
nhƣng nếu việc truy xuất là khẩn cấp, có thể chỉ nên chạy các chu trình lệnh đơn
SC truy xuất và tạm hoãn việc cất hàng đi (Bartholdi và Hackman, 2014). Cuối
cùng, với các chu kỳ đa lệnh, nhiều hơn một thiết bị con thoi đƣợc sử dụng và
trong một chu kỳ, một số hàng hoá/tải trọng có thể đƣợc lấy ra hoặc cất đi
(Koster và các đồng tác giả, 2007).
Hình 1.8: Thành phần và chuyển động trong hệ thống miniload
Lerher và các đồng tác giả (2011) mô tả hệ thống này khá không linh hoạt
và khó thích ứng với những thay đổi nhu cầu trong tƣơng lai. Tính linh hoạt bị

11
hạn chế hơn nữa do các kích thƣớc cố định của các thùng lƣu trữ, không thể thay
đi đổi lại đƣợc (Karlsson, 2016).
Xe tự hành
Xe tự hành AGV (Automation Guide Vehicle) giúp thay thế các phƣơng
tiện trong chuỗi cung ứng vật liệu vận hành thủ công nhƣ xe nâng tay, xe nâng
forklift, xe đẩy tay, xe kéo…Đáp ứng đảm bảo năng suất ngay cả khi thiếu lao
động trong công việc này. Cho phép nhân viên đƣợc chỉ định lại các khu vực ra
vào hàng hóa, nơi họ có thể tăng giá trị cho sản phẩm. Xe tự hành có những
chức năng cụ thể nhƣ sau:
- Phân phối bán thành phẩm, sản phẩm giữa các khâu của dây chuyền sản
xuất, lắp ráp. Xe tự hành AGV kéo hàng đi khắp nhà xƣởng, kết nối giữa các
công đoạn một cách nhanh chóng. Robot kéo hàng thay thế hệ thống băng tải,
sàn nâng, bàn nâng truyền thống vốn tốn nhiều diện tích, không gian và khó
khăn trong lắp đặt, dịch chuyển khi thay đổi quy mô sản xuất.
- Vận chuyển, loại bỏ chất thải để tái chế: Xe robocar vận chuyển các
thùng, sọt, giỏ chất thải rắn, thùng chất thải lỏng từ các khu vực gia công, chế
biến đƣa ra khu vực tập kết rác thải theo lộ trình đƣợc lập sẵn.
- Thực hiện công tác lƣu kho khi vận chuyển các sản phẩm từ cuối dây
chuyền sản xuất về kho tập kết một cách tự động. Sản phẩm đƣợc lƣu trữ trong
các kho thông minh sẽ giúp tăng tính tự động cho nhà máy.
- Phân phối, lƣu trữ và thu hồi sản phẩm (xếp chồng trong kệ, giá để hàng
v.v.) với sự kết hợp của các robot cộng tác. Vận chuyển pallet hàng hóa, xe đẩy
hàng một cách nhanh chóng, chính xác và an toàn
Hình 1.9: Xe AGV di chuyển trong hệ thống kho
Các ứng dụng của AS/RS có thể đƣợc thấy trong các dây chuyền lắp ráp
của các linh kiện điện tử nhỏ, nơi các trạm lắp ráp đƣợc lắp đặt trong các cửa

12
mở của kệ lƣu trữ, trong môi trƣờng sản xuất kiểu phòng sạch để giảm nhiễm
bẩn sản phẩm khỏi vận chuyển thủ công, trong các trung tâm phân phối y tế
hàng hoá trên pallet là sản phẩm y tế, từ các dịch truyền ven đến van tim đƣợc
lƣu trữ tạm thời để phân phối sau đó. Môi trƣờng chế biến thực phẩm đông lạnh
nơi nhiệt độ luôn đƣợc giữ ở -29 °C, khiến nó trở nên cực kỳ bất lợi với ngƣời
vận hành cũng là nơi triển khai khác của AS/RS.
Ứng dụng gần đây của AS/RS là trong ngành công nghiệp ô tô. Sau khi
các thân xe đƣợc sơn, chúng đƣợc chuyển vào kho trong một hệ thống AS/RS
để phối hợp lịch trình sản xuất với số lƣợng các thân xe đã đƣợc sơn một màu
cụ thể. Các thân xe lựa chọn sau đó đƣợc lấy ra và đƣa trở lại sản xuất.
Ngoài ra còn rất nhiều ứng dụng của hệ thống này trong công nghiệp và
dân dụng. Ngay tại Việt Nam, Vinamilk đã và đang tiếp tục triển khai các giải
pháp và thiết bị kho thông minh của Schaeffer – CHLB Đức với giá trị nhiều
triệu đô la Mỹ. Hệ thống AS/RS là một phần trong các giải pháp đang đƣợc
khai thác rất hiệu quả tại nhà máy sữa Vinamilk tại Bình Dƣơng, Việt Nam
1.2.2. Hệ thống kho hàng tự động hoàn toàn
Đặc điểm:
- Đây là loại kho hàng sử dụng các hệ thống máy móc hoàn toàn tự động,
mọi dữ liệu xuất nhập cũng nhƣ dữ liệu của từng loại hàng hóa đều đƣợc quản
lý một cách tự động bởi phần mềm chuyên dụng. Vai trò của con ngƣời trong
những hệ thống kho hàng này chỉ là giám sát và điều khiển tổng quát cho toàn
bộ hệ thống.
- Cơ cấu máy sử dụng trong những kho hàng tự động này thƣờng dùng: các
cánh tay nâng hàng, gắp hàng, vòng xoay…có chuyển động tịnh tiến. Nhờ có
tính chính xác và tốc độ cao nên các cơ cấu máy vận chuyển hiệu quả và cho
năng suất cao .
- Việc quản lý hệ thống hàng hóa trong những kho hàng hoàn toàn tự động
sẽ thông qua những cảm biến thông minh. Các cảm biến này hoạt động chính
xác và hiệu quả.
- Với quy mô lớn và rất lớn nên các kho hàng này sẽ đƣợc quản lý bởi các
hệ thống mạng nhƣ mạng LAN, mạng Internet.
- Ngoài các cơ cấu chính để nâng hàng, vận chuyển hàng hóa còn gồm các
cơ cấu phụ giúp cho việc quản lý và xuất nhập nhƣ: đóng gói, phân loại hàng
hóa, nạp pallet..
Ƣu điểm:
- Những hệ thống kho hàng này hoạt động gần nhƣ hoàn toàn tự động, số
lƣợng ngƣời lao động chiếm rất ít, tiết kiệm chi phí nhân công.

13
- Hiệu suất hoạt động và độ chính xác cao, thời gian hoạt động ở mức tối
thiểu vì rất ít sai sót trong hành trình vận chuyển.
- Có tính ổn định, ít xuất hiện sai sót nhầm lẫn trong khâu quản lý và bốc
xếp hàng hóa.
Nhƣợc điểm:
- Chi phí đầu tƣ ban đầu rất là cao, đòi hỏi trình độ công nghệ, nhân công
có trình độ chuyên môn cao.
- Thƣờng dùng cho những hệ thống kho hàng có quy mô rất là lớn.
- Luôn phải đảm bảo tính ổn định vì khi xuất hiện lỗi sẽ ảnh hƣởng đến
toàn bộ hệ thống kho hàng do đó phải thực hiện nghiêm ngặt quy trình bảo trì,
bảo dƣỡng sửa chữa.
Tháng 6 năm 2017 hãng thƣơng mại điện tử JD.com và công ty Mujin đã
cho vận hành hệ thống kho hoàn toàn tự động đầu tiên trên thế giới tại Thƣợng
Hải. Với quy mô 40.000 m2 hệ thống kho hàng này đã cắt giảm nhân công từ
khoảng 4-500 ngƣời xuống chỉ còn 5 ngƣời và những nhân công này chỉ đảm
nhiệm vai trò giám sát sự vận hành của máy móc. Bằng cách xây dựng các bộ
điều khiển và hệ thống camera ghép nối chúng với những cánh tay robot hiện
có trong kho hàng của JD.com để tăng tính tự chủ và trí thông minh của chúng.
Những cánh tay robot này sau khi cải thiện đã tự động nhặt, vận chuyển và
đóng gói hàng hóa trong khi các robot khác di chuyển khắp kho hàng để vận
chuyển hàng hóa từ xe chở hàng.
Hình 1.10: Các Robot tự động di chuyển trong kho hàng của JD.com

14
Hình 1.11: Những cánh tay robot đang hoạt động
“Robot thậm chí còn tạo ra việc làm, lịch sử đã chứng minh điều đó",
Rosen Diankov CTO của Mujin chia sẻ với CNBC. "Các công ty sớm đón nhận
tự động hóa, chẳng hạn như Toyota – nay đã trở thành nhà sản xuất xe hơi lớn
nhất thế giới.
.

15
1.3. So sánh các hệ thống kho hàng thông minh
Nhóm 1 Nhóm 2
Hiện trạng Vòng xoay
đứng
Vòng xoay
ngang
Modul nâng thẳng đứng
Miniload Xe tự hành
AGV
Hiệu năng
hệ thống:
Lấy hàng
theo đơn
Năng suất lấy hàng -- + + 0 - ++
Nhu cầu cao điểm ++ + 0 + - -
Độ chính xác lấy - + + + + +
Hiệu năng
hệ thống:
Lƣu trữ
Sử dụng không gian -- ++ 0 + + +
Độ linh hoạt về sản
phẩm
++ 0 + + - -
Số SKU tối đa -- 0 0 0 ++ ++
Bổ sung
hàng
Thời gian bổ sung
hàng
-- + + + + +
Sự cản trở khi bổ sung
hàng
++ - - 0 - +
Thực hiện Lắp đặt và tái lắp đặt ++ + - + - -
Khả năng mở rộng + - - 0 + +
Công thái
học
Khoảng cách đi lại -- 0 + 0 ++ ++
Tính dễ lấy -- 0 0 + + +
Môi trƣờng làm việc -- 0 0 + + ++
Bảng 1.1: Đánh giá các AS/RS khác nhau

16
Bảng 1.1 đƣa ra đánh giá về các loại AS/RS đó là: Vòng xoay đứng, Vòng
xoay ngang, Modul nâng thẳng đứng , hệ thống miniload, hệ thống xe tự hành
AGV. Cột đầu tiên mô tả tình huống hiện tại và đóng vai trò là điểm khởi đầu
để đánh giá AS/RS. Các hàng của bảng đƣợc nhóm thành năm nhóm khác
nhau, hai nhóm đầu tiên tập trung vào hiệu suất hệ thống về lấy hàng theo đơn
và lƣu trữ tƣơng ứng. Nhóm ba, bốn và năm giải quyết việc bổ sung hàng, thực
thi và công thái học. Mỗi nhóm đƣợc phân tích trong một tiểu mục riêng biệt.
Sự đánh giá đƣợc minh họa bằng các dấu hiệu khác nhau, từ “- -” , là tồi nhất,
cho đến “+ +”, là tốt nhất. Dấu hiệu “0” thể hiện giá trị trung bình.
Bảng 1.1 có thể đƣợc sử dụng nhƣ một tổng quan đơn giản về các AS/RS
khác nhau và các điểm mạnh và điểm yếu tƣơng ứng của chúng để hỗ trợ cho
việc lựa chọn hệ thống chọn hàng theo đơn tự động.
Vòng xoay đứng thực hiện tuyệt vời cho việc chọn hàng theo đơn, nhƣng
nó mang lại ít cải tiến nhất về công thái học và có tính linh hoạt hạn chế về
thay đổi sản phẩm và khả năng mở rộng. Vòng xoay ngang đạt đƣợc điểm thấp
nhất trong tất cả các loại hệ thống và hoạt động kém nhất từ góc độ thực hiện.
Tuy nhiên, vòng xoay ngang chắc chắn có thể hoạt động rất tốt trong các bối
cảnh cụ thể và nên là lựa chọn ƣu tiên trong các bối cảnh có chiều cao trần rất
hạn chế. VLM là hệ thống duy nhất không có xếp hạng tiêu cực, nhƣng nó
cũng không hoạt động cực tốt ở bất kỳ yếu tố nào. Ngay cả đối với các VLM
tiên tiến, năng suất chọn sẽ ở hạng thấp.
Tất cả hệ thống nhóm 2 hoạt động tốt hơn về mặt công thái học, số lƣợng
SKU tối đa và khả năng mở rộng so với hệ thống nhóm 1, nhƣng kém hơn về
mặt triển khai và tính linh hoạt của sản phẩm. Hệ thống miniload hoạt động tốt
về mặt lƣu trữ, nhƣng có hiệu suất chọn hàng theo đơn kém nhất.
Việc lựa chọn một hệ thống chọn hàng theo đơn tự động là một nhiệm vụ
tốn thời gian và thách thức bao gồm một số bƣớc. Việc lựa chọn hệ thống phù
hợp nhất chịu ảnh hƣởng của nhiều yếu tố và sự lựa chọn cuối cùng phụ thuộc
nhiều vào sự cải tiến nào đang đƣợc chú trọng.
Quyết định đầu tiên cho việc chọn AS/RS phải là việc thực hiện hệ thống
nhóm 1 hay nhóm 2. Nhìn chung, các hệ thống nhóm 2 khả thi hơn đối với các
hoạt động lớn hơn, hoạt động tốt hơn về số lƣợng SKU tối đa, khả năng mở
rộng và công thái học, nhƣng kém hơn về mặt triển khai và tính linh hoạt của
sản phẩm so với hệ thống nhóm 1. Quyết định cho một nhóm hệ thống là rất
quan trọng vì hiện tại một khoản đầu tƣ có thể hạn chế việc thực hiện một hệ
thống phù hợp hơn trong dài hạn. Liên quan đến trƣờng hợp cụ thể, hệ thống
nhóm 1 có thể là khoản đầu tƣ tốt hơn vào thời điểm này, nhƣng về lâu dài, nếu

17
toàn bộ kho trở nên tự động, hệ thống nhóm 2 có thể phù hợp hơn.
1.4. Kết luận
Tự động hóa đang là đích nhắm đến của các nhà máy vì nó giúp doanh
nghiệp giảm thiểu chi phí nhân công, tăng năng suất làm việc.
Qua bảng so sánh 1.1 và sự phân loại kho hàng tự động ta có thể thấy hệ
thống AS/RS kiểu miniload với những ƣu thế về công thái học, độ chính xác
khi lấy hàng, có tính tối ƣu trong không gian lƣu trữ, số mã SKU tối đa và còn
có khả năng mở rộng quy mô khi cần thiết. Từ những ƣu điểm trên loại kho
hàng tự động đƣợc chọn để xây dựng mô hình trong đề tài là AS/RS kiểu
miniload .

18
CHƢƠNG 2: CƠ SỞ LÝ THUYẾT
2.1. Giới thiệu
Hệ thống lƣu trữ và truy xuất tự động đƣợc giới thiệu lần đầu tiên vào
những năm 1950 để loại bỏ việc đi bộ chiếm tới 70% thời gian truy xuất thủ
công. AS/RS có nhiều lợi ích bao gồm tiết kiệm chi phí lao động, cải thiện
kiểm soát dòng vật tƣ và tồn kho, cải thiện thông lƣợng, nâng cao không gian
sàn, tăng độ an toàn và luân chuyển hàng hóa trong kho.
Hoạt động hiệu quả của AS/RS đòi hỏi phải hoạch định:
a. Các thông số kỹ thuật lƣu trữ vật lý: chiều cao, chiều dài, chiều rộng của
cấu trúc lƣu trữ và cửa mở.
b. Đặc tính hoạt động của hệ thống AS/RS: vận tốc theo phƣơng ngang và
theo phƣơng đứng, gia tốc và số lƣợng máy
c. Chiến lƣợc điều khiển.
Thông thƣờng, AS/RS bao gồm một loạt các kệ kho, mỗi kệ kho đƣợc phục
vụ bởi một máy hoặc cần trục lƣu trữ và truy xuất (Storage and Retrieval –
S/R). Mỗi kệ kho đƣợc hỗ trợ bởi trạm thu gom và giao hàng (Pick and
Dilivery – P/D) thƣờng nằm ở đầu mút kệ kho và đƣợc truy cập bởi máy S/R
và hệ thống xử lý bên ngoài.
2.2.Các thành phần và tính năng hoạt động của AS/RS
Hầu nhƣ tất cả AS/RS bao gồm các thành phần sau:
1. Kết cấu lƣu trữ
2. Máy S/R (lƣu trữ / soạn hàng)
3. Các Modul lƣu trữ
4. Trạm P/D (lấy và phân phối)
5. Hệ thống điều khiển
Kết cấu lƣu trữ
Kết cấu lƣu trữ là khung giá đỡ thƣờng đƣợc gia công bằng thép, làm
nhiệm vụ đỡ hàng hoá trong hệ thống AS/RS. Cấu trúc này phải có đủ sức bền
và độ cứng vững sao cho không bị lệch đáng kể do hàng hoá trong kho hoặc
các lực khác trên khung. Các ngăn lƣu trữ riêng lẻ trong cấu trúc phải đƣợc
thiết kế để tiếp nhận và chứa các mô đun lƣu trữ đƣợc sử dụng để đựng các vật
tƣ đƣợc lƣu trữ. Cấu trúc giá đỡ cũng có khi đƣợc sử dụng để hỗ trợ mái và mặt
bên của tòa nhà nơi đặt AS/RS. Một chức năng khác của cấu trúc lƣu trữ là đỡ
phần cứng kệ kho cần thiết để xắp hàng các máy S/R liên quan đến các ngăn
lƣu trữ của AS/RS. Phần cứng này bao gồm đƣờng ray dẫn hƣớng tại đỉnh và
đáy của cấu trúc cũng nhƣ các điểm dừng đầu mút và các tính năng khác cần
thiết để.

19
Máy S/R
Máy S/R đƣợc sử dụng để thực hiện các giao tác lƣu trữ, phân phối hàng
hoá từ trạm nhập tới kho và truy xuất hàng hoá từ kho và phân phối chúng đến
trạm xuất. Để thực hiện các giao tác này, máy S/R phải có khả năng di chuyển
ngang và đứng để xắp thẳng hàng xe chuyển (mang hàng) với khoang lƣu trữ
trong kết cấu giá khung. Trong nhiều trƣờng hợp, máy S/R bao gồm một cột
cứng trên đó đƣợc gắn hệ thống đƣờng ray dành cho chuyển động thẳng đứng
của xe chuyển.
Bánh xe đƣợc gắn ở chân cột để cho phép di chuyển theo phƣơng nằm
ngang, dọc theo hệ thống đƣờng ray nằm theo chiều dài của kệ kho. Một đƣờng
ray song song ở trên đỉnh của kết cấu lƣu trữ đƣợc sử dụng để duy trì sự định
tuyến của cột và xe chuyển đối với kết cấu giá đỡ.
Xe chuyển bao gồm một cơ cấu đƣa đón để di chuyển hàng vào và ra từ
các khoang lƣu trữ của chúng. Thiết kế của hệ thống “con thoi” cũng phải cho
phép hàng hoá đƣợc chuyển từ máy S/R sang trạm P/D (lấy hàng và phân
phối) hoặc giao diện vận chuyển vật tƣ khác với hệ thống AS/RS này. Xe
chuyển và “con thoi” đƣợc định vị và kích hoạt tự động trong hệ thống AS/RS
thông thƣờng. Còn loại máy S/R có ngƣời vận hành trên đó đƣợc trang bị cho
ngƣời điều khiển cƣỡi trên xe chuyển.
Để thực hiện các chuyển động mong muốn của máy S/R, cần có ba hệ
thống truyền động: chuyển động ngang của cột, chuyển động thẳng đứng của
xe chuyển và dịch chuyển “con thoi” (ra vào) giữa xe chuyển và khoang chứa.
Máy S/R hiện đại có thể đạt tới tốc độ ngang lên tới 200 m/phút dọc theo kệ
kho và tốc độ thẳng đứng hoặc nâng lên đến khoảng 50 m/phút. Các tốc độ này
xác định thời gian cần thiết để cỗ xe di chuyển từ trạm P/D đến một vị trí cụ
thể trong kệ kho. Tăng tốc và giảm tốc có tác động đáng kể hơn đến thời gian
di chuyển trên các quãng đƣờng ngắn. Dịch chuyển “con thoi” đƣợc thực hiện
bằng một trong vài cơ cấu: các gọng dĩa (đối với hàng hoá trên pallet) và các
thiết bị ma sát cho các hộp chuyển tải đáy phẳng,…
Modul lƣu trữ
Các Modul lƣu trữ là các thùng chứa riêng của vật tƣ đƣợc lƣu trữ. Chúng
bao gồm các pallet, giỏ và thùng chứa đan bằng dây thép, thùng nhựa và các
ngăn kéo chuyên dụng (đƣợc sử dụng trong các hệ thống hàng hoá nhỏ). Các
Modul này thƣờng đƣợc chế tạo theo kích thƣớc cơ sở tiêu chuẩn có thể đƣợc
vận chuyển tự động bằng cơ cấu con thoi của máy S/R. Kích cỡ tiêu chuẩn
cũng đƣợc thiết kế để phù hợp với các ngăn lƣu trữ của cấu trúc giá đỡ.
Trạm lấy và gửi

20
Trạm lấy và gửi là nơi hàng hoá đƣợc chuyển vào và ra khỏi AS/RS.
Chúng nói chung là nằm ở cuối kệ kho để dễ truy cập bởi hệ thống vận chuyển
bên ngoài vẫn mang hàng đến và lấy hàng đi khỏi AS/RS. Trạm đón và trạm ký
gửi có thể đƣợc đặt ở hai đầu đối diện của kệ kho hoặc kết hợp tại cùng một vị
trí. Điều này phụ thuộc vào điểm gốc của hàng đến và đích của hàng đầu ra.
Trạm P/D phải đƣợc thiết kế để tƣơng thích với cả con thoi của máy S/R và hệ
thống xử lý bên ngoài. Các phƣơng pháp phổ biến để xử lý hàng hoá tại trạm
P/D bao gồm chất/dỡ hàng hoá thủ công, dùng xe nâng, dùng băng tải và các
xe đƣợc dẫn đƣờng tự động .
Hệ thống điều khiển
Vấn đề điều khiển AS/RS nguyên tắc là định vị máy S/R trong phạm vi
dung sai cho phép tại khoang lƣu trữ trong kết cấu giá đỡ để ký gửi hoặc lấy
hàng hoá. Vị trí của các vật tƣ đƣợc lƣu trữ trong hệ thống phải đƣợc xác định
để chỉ dẫn máy S/R đến một khoang lƣu trữ cụ thể. Trong một kệ kho nhất định
của hệ thống AS/RS, mỗi ngăn đƣợc xác định bởi vị trí ngang và đứng của nó
và liệu nó nằm ở bên phải hay bên trái của kệ kho. Một lƣợc đồ dựa trên mã
chữ - số đƣợc sử dụng cho mục đích này. Sử dụng sơ đồ nhận dạng vị trí này,
mỗi đơn vị vật tƣ đƣợc lƣu trữ trong hệ thống có thể đƣợc tham chiếu đến một
vị trí cụ thể trên kệ kho. Bản ghi của các vị trí này đƣợc gọi là “tệp vị trí hạng
mục” (item location file). Mỗi khi giao tác lƣu trữ đƣợc hoàn thành, giao tác
này phải đƣợc ghi vào tệp vị trí hạng mục.
Với một khoang lƣu trữ đã đƣợc chỉ định để đến, máy S/R phải đƣợc điều
khiển để di chuyển đến vị trí đó và giữ nguyên vị trí để con thoi chuyển hàng
hoá. Một phƣơng pháp định vị sử dụng thủ tục đếm, theo đó số lƣợng ô và tầng
đƣợc tính theo hƣớng di chuyển (theo chiều ngang và chiều dọc) để xác định vị
trí. Một phƣơng pháp thay thế là một thủ tục xác định số, theo đó mỗi ngăn
đƣợc cung cấp một mục tiêu phản chiếu với các nhận dạng vị trí đƣợc mã hóa
nhị phân trên mặt của nó. Máy quét quang học đƣợc sử dụng để đọc mục tiêu
và định vị con thoi để ký gửi hoặc truy xuất hàng hoá.
Máy tính điều khiển và bộ điều khiển logic khả trình đƣợc sử dụng để xác
định vị trí cần thiết và hƣớng dẫn máy S/R tới đích của nó. Máy tính điều khiển
cho phép hoạt động thực tế của hệ thống AS/RS đƣợc tích hợp với hệ thống lƣu
giữ thông tin bổ trợ và hồ sơ (bản ghi). Các giao tác lƣu trữ có thể đƣợc nhập
trong thời gian thực, hồ sơ tồn kho có thể đƣợc duy trì chính xác, hiệu suất hệ
thống có thể đƣợc theo dõi và truyền thông có thể đƣợc tạo điều kiện với các
hệ thống máy tính khác của nhà máy. Các điều khiển tự động này có thể đƣợc
thay thế hoặc bổ sung bằng các điều khiển thủ công khi đƣợc yêu cầu trong các

21
điều kiện khẩn cấp hoặc đối với vận hành máy kiểu ngƣời trên thao tác đứng
trên máy.
2.3.Hoạt động của AS/RS
Một máy AS/RS thƣờng hoạt động ở một trong hai chế độ: chu trình đơn
(single cycle - SC) hoặc chu trình kép (dual cycle - DC) còn gọi là xen kẽ. Đối
với mỗi một chế độ, máy S/R bắt đầu tại trạm P/D, lƣu trữ hoặc lấy một hàng
hoá và quay trở lại trạm P/D để hoàn thành một chu trình. Trong chu trình đơn,
máy S/R có thể lƣu trữ hoặc truy xuất, trong khi ở một chu trình kép, nó làm cả
hai việc lƣu trữ và truy xuất trong một chu trình. Trong một chu trình kép, máy
S/R nhận hàng hoá từ trạm P/D, di chuyển đến một vị trí kho để lƣu trữ nó, đi
đến một vị trí khác để lấy một hàng hoá và sau đó quay trở lại trạm P/D để giao
nó.
Hiệu quả của AS/RS phụ thuộc vào các phƣơng pháp kiểm soát chi phối
việc lập lịch trình lƣu trữ và truy hồi. Một thực tế phổ biến trong việc sắp xếp
thứ tự các yêu cầu lƣu trữ và truy xuất là cả hai yêu cầu đƣợc xử lý theo cách
thức đến trƣớc đƣợc phục vụ trƣớc FCFS (first come first sevred - FCFS).
Giả định FCFS là hợp lý cho việc lƣu trữ, vì hầu hết AS/RS kết nối giao diện
với một vòng chuyển tải cho đầu vào và đầu ra. Trong trƣờng hợp này, rất khó
thay đổi trình tự hàng hoá đƣợc xuất trình để lƣu trữ. Tuy nhiên, giả định FCFS
ít hấp dẫn hơn đối với các truy hồi vì các yêu cầu truy tìm chỉ là các tin nhắn
điện tử và có thể dễ dàng gửi lại chuỗi trình tự.
Trong một chu trình kép, các yêu cầu lƣu trữ và truy hồi có thể đƣợc ghép
cặp để giảm thời gian di chuyển giữa vị trí lƣu trữ và truy hồi. Bằng cách giảm
thiểu thời gian di chuyển, có thể tăng thông lƣợng hệ thống (nghĩa là số lƣợng
nhập kho hoặc thu hồi đƣợc thực hiện mỗi chu kỳ) và giảm chi phí vận hành
AS/RS nhƣ hao mòn các bộ phận cơ khí và chi phí điện năng. Han và các tác
giả tuyên bố rằng việc giảm 50% hoặc nhiều hơn trong thành phần thời gian
giữa các lần di chuyển của một chu trình kép dẫn đến sự gia tăng thông lƣợng
từ 10 - 15%. Việc tăng thông lƣợng nhƣ vậy có thể giúp xử lý nhu cầu cao
điểm trong giai đoạn vận hành và loại bớt kệ kho trong một hệ thống nhiều kệ
kho khi thiết kế và dẫn đến tiết kiệm đáng kể.
2.4.Chính sách lƣu trữ AS/RS
Trong một kho trống kiểu AS/RS, các vị trí đƣợc gán cho một pallet sắp
đến theo những cách khác nhau. Trong phân công lƣu trữ ngẫu nhiên (random),
một pallet có cơ hội đồng đều đƣợc lƣu trữ trong bất kỳ vị trí để trống nào.
Trong phân công lƣu trữ dựa trên phân hạng/lớp (class-based), các hàng hoá và
giá kho đƣợc chia thành một số lớp theo tần suất quay vòng hàng hoá. Hàng

22
hoá có vòng quay cao nhất đƣợc lƣu trữ trong lớp giá kho gần điểm đầu
vào/đầu ra nhất (vị trí P/D). Một pallet đƣợc lƣu trữ ngẫu nhiên trong lớp này.
Trong lƣu trữ chuyên biệt mỗi sản phẩm đƣợc gán cho một vị trí cụ thể hoặc
tập hợp các vị trí trong giá kho, một lần nữa theo tần suất quay vòng của
chúng.
White và Kinney lƣu ý rằng so với lƣu trữ chuyên biệt, lƣu trữ ngẫu
nhiên thƣờng yêu cầu ít không gian kho hơn vì yêu cầu lƣu trữ tổng hợp tối đa
thƣờng thấp hơn yêu cầu lƣu trữ tối đa kết hợp cho mỗi sản phẩm trong kho. So
với lƣu trữ ngẫu nhiên, lƣu trữ chuyên biệt dẫn đến giảm thời gian di chuyển
nếu giả sử diện tích lƣu trữ bằng nhau. Tuy nhiên, do các chính sách dựa trên
phân lớp và lƣu trữ dành riêng đều dựa trên tần suất quay vòng cho từng sản
phẩm, nên rất khó sử dụng nếu tần suất quay vòng của sản phẩm biến động
theo thời gian.
Chính sách lƣu trữ ngẫu nhiên không bị ảnh hƣởng bởi tần suất quay vòng
khác nhau.
2.5.Quy tắc gán và xen kẽ lƣu trữ
Gán lƣu trữ là lựa chọn vị trí giá trống để lƣu trữ pallet sắp tới .
Hoạt động xen kẽ hoặc chu kỳ kép cho phép hoàn thành cả yêu cầu lƣu trữ
và yêu cầu truy hồi trên một hành trình từ điểm P/D. Nghĩa là, sau khi hoàn
thành nhập kho, máy S/R sẽ không quay về điểm P/D“tay không” chờ lệnh tiếp
theo; thay vào đó, cần trục sẽ di chuyển (xen kẽ) đến vị trí của yêu cầu truy hồi,
thực hiện lấy hàng và sau đó quay lại điểm P/D. Các hệ thống xen kẽ còn đƣợc
gọi là hệ thống địa chỉ kép, vì máy S/R có khả năng truy cập hai vị trí (hoặc địa
chỉ) giữa các lần khứ hồi liên tiếp điểm P/D.
Quy tắc gán lƣu trữ
Phân công lƣu trữ ngẫu nhiên : Vị trí lƣu trữ đƣợc chọn ngẫu nhiên từ tất
cả các vị trí giá còn trống. Quy tắc này đã đƣợc sử dụng để xấp xỉ hiệu suất của
quy tắc vị trí trống gần nhất, một quy tắc đƣợc sử dụng rộng rãi trong thực tế.
Phân công lƣu trữ dựa trên phân lớp: Các hạng mục và vị trí giá đƣợc xếp
hạng theo sự quay vòng và khoảng cách (theo thời gian di chuyển) tƣơng ứng
từ điểm P/D. Các danh sách xếp hạng này sau đó đƣợc phân vùng thành một số
lƣợng nhỏ các lớp phù hợp sao cho lớp các mặt hàng có mức độ quay vòng cao
nhất đƣợc chỉ định ngẫu nhiên trong lớp các vị trí gần điểm P/D nhất, v.v.
Phân công lƣu trữ dựa trên mức độ quay vòng đầy đủ: Đối với quy tắc
này, hạng mục có sự quay vòng cao nhất đƣợc chỉ định đến vị trí gần điểm P/D
nhất. Quy tắc này thể hiện giới hạn của các quy tắc dựa trên phân lớp.

23
Quy tắc xen
Không xen kẽ: Tất cả các yêu cầu lƣu trữ và truy xuất đƣợc bắt đầu với
S/R tại điểm P/D. Đôi khi chúng đƣợc gọi là “địa chỉ đơn” hoặc các hệ thống
chu trình đơn vì đơn nguyên S/R chỉ có khả năng truy cập một vị trí giá (địa
chỉ) duy nhất giữa các lần khứ hồi kế tiếp về điểm P/D.
Xen kẽ bắt buộc với trật tự hàng đợi FCFS trong truy hồi: Một truy xuất
đƣợc thực hiện mỗi khi thực hiện một lần nhập hàng và truy xuất đƣợc chọn
kiểu FCFS từ hàng đợi truy xuất.
Xen kẽ bắt buộc với hàng đợi lựa chọn của K truy xuất: Quy tắc này chỉ
áp dụng khi một quy tắc gán lƣu trữ dựa trên phân lớp đƣợc sử dụng. Một lần
nữa, một truy xuất đƣợc thực hiện mỗi khi thực hiện một lần nhập kho; tuy
nhiên, truy xuất đƣợc chọn từ K hạng mục đầu tiên trong hàng đợi truy xuất.
Các K truy xuất này đƣợc tìm kiếm cho đến khi truy xuất cùng nhóm giống
nhƣ việc nhập kho trƣớc đó đƣợc tìm thấy. Nếu truy xuất từ cùng một lớp
không đƣợc tìm thấy, việc tìm kiếm đƣợc lặp lại bằng cách sử dụng lớp “tốt
nhất kế tiếp”.
2.6.Hiệu suất AS/RS
Hiệu suất của hệ thống AS/RS thay đổi theo việc xác định biện pháp và
các chính sách vận hành đƣợc thích nghi.
Các biện pháp thực hiện có thể bao gồm:
1. Thời gian di chuyển trên mỗi yêu cầu lƣu trữ / truy xuất
2. Tổng thời gian cần thiết để lƣu trữ / truy xuất một mẻ đơn hàng
3. Thời gian chờ trung bình cho yêu cầu lƣu trữ / truy xuất
Nhiều thông số ảnh hƣởng đến hiệu suất của AS/RS. Mặc dù một số tham
số có liên quan đến nhau, chúng đƣợc chia thành ba nhóm: các thủ tục nhu cầu,
thiết kế vật lý và chính sách vận hành.
Các thủ tục nhu cầu thể hiện các đơn đặt hàng cần đƣợc lƣu trữ hoặc truy
xuất để đáp ứng lịch trình sản xuất cần thiết. Nhu cầu có thể đƣợc xác định bởi
một số tham số:
- Số lƣợng đơn đặt hàng nhận đƣợc trên mỗi đơn vị thời gian.
- Mô hình truy xuất nhu cầu khi chúng đến hệ thống AS/RS:
Mẫu hình truy xuất tĩnh hàm ý rằng khi có nhu cầu, nó đƣợc tích lũy
thành một nhóm và sau đó các quy trình lƣu trữ và truy xuất đƣợc thực hiện
trên nhóm này cho đến khi tất cả các đơn đặt hàng đƣợc hoàn thành. Những
nhu cầu mới đến, trong khi một nhóm lƣu trữ và truy xuất đang đƣợc xử lý,
hình thành một nhóm khác có thể đƣợc xử lý sau khi hoàn thành nhóm hiện tại.
Mẫu hình truy xuất động ngụ ý rằng một nhu cầu tới mới trong quá trình xử lý

24
một nhóm đƣợc thêm vào nhóm và tái sắp xếp và sự phối trộn các đơn đặt hàng
đƣợc tạo ra phù hợp với nhu cầu mới đến.
- Số lƣợng các mặt hàng sẽ đƣợc lƣu trữ hoặc lấy theo mỗi đơn hàng.
- Trọng lƣợng và kích thƣớc của các mặt hàng sẽ đƣợc xử lý
- Ngày đáo hạn của các đơn hàng.
Nhóm tham số thứ hai ảnh hƣởng đến hiệu suất của AS/RS liên quan đến
thiết kế vật lý của nó. Một số các tham số này là: kích thƣớc thùng lƣu trữ,
chiều dài và chiều cao của kết cấu kho (thiết lập kệ kho quá dài có thể khiến
máy S/R hoạt động ở tỷ lệ quá cao so với công suất của chúng), giá đỡ có chiều
sâu đơn hay kép, công suất và số lƣợng máy S/R.
Nhóm tham số thứ ba ảnh hƣởng đến hiệu suất của AS/RS là các chính
sách vận hành hệ thống, bao gồm các quy tắc lƣu trữ và truy xuất (chu trình lƣu
trữ, chu kỳ truy xuất, lƣu trữ và truy xuất trong cùng một chu kỳ) đối với vật
tƣ, thời gian quay vòng và mức độ phổ biến của mặt hàng, sắp xếp và phối hợp
thứ tự, chính sách truy xuất đơn hàng , chính sách lƣu trữ theo đơn đặt hàng và
định tuyến của máy S/R.
2.7.Phân tích điểm dừng Dwell point
Phƣơng pháp xác định điểm để định vị các máy S/R khi không hoạt động
(nghỉ chờ) đƣợc gọi là chính sách điểm dừng và điểm mà máy S/R đƣợc xác
định vị trí là “điểm dừng” .
Egbelu & Wu cũng nói rằng trong việc xác định vị trí máy S/R khi không
hoạt động, chính sách điểm dừng đƣợc chọn đúng sẽ giảm thời gian di chuyển
của máy S/R trong vận hành kho. Đã có một số chính sách điểm dừng. Các quy
tắc điểm dừng này có nguồn gốc từ các quy tắc kinh nghiệm hoặc lập trình toán
học. Một số quy tắc này có bản chất tĩnh trong khi một số các quy tắc khác
phản ứng linh hoạt với các thay đổi trong nhu cầu lƣu trữ và truy xuất. Các quy
tắc điểm dừng điển hình bao gồm:
1) Định vị động máy S/R ở vị trí tối thiểu hóa hành trình dự kiến của máy
S/R hoặc thời gian đáp ứng từ điểm dừng đến điểm cần thiết.
2) Định vị động máy S/R tại vị trí tối thiểu hóa thời gian di chuyển hoặc
thời gian đáp ứng của máy S/R tối đa từ điểm dừng đến các điểm cần thiết.
3) Luôn đặt máy S/R tại trạm đầu vào bất cứ khi nào không hoạt động
(nghỉ chờ).
4) Luôn đặt máy S/R ở trạm đầu ra bất cứ khi nào không hoạt động (nghỉ
chờ).
5) Luôn đặt máy S/R ở vị trí giữa điểm trong giá mỗi khi không hoạt động
(nghỉ chờ).

25
6) Tự động định vị máy S/R ở vị trí cuối cùng mà nó truy cập sau khi hoàn
thành một chu trình lệnh đơn hoặc chu trình lệnh kép.
Các quy tắc điểm dừng động (1 và 2) đã đƣợc đề xuất bởi Egbelu .Hai quy
tắc này nhận ra sự dao động không ngừng trong các nhu cầu lƣu trữ và truy
xuất đƣợc trải nghiệm trong hệ thống AS/RS từ giai đoạn lập lịch này sang giai
đoạn lập lịch khác. Một giai đoạn có thể là một giờ, một ca hoặc một ngày tùy
thuộc vào lịch trình sản xuất của xƣởng hoặc của trung tâm phân phối có
AS/RS phục vụ. Một mô hình lập trình tuyến tính dựa trên lý thuyết vị trí đã
đƣợc Egbulu trình bày để giảm thiểu thời gian đáp ứng dịch vụ trong hệ thống
AS/RS thông qua lựa chọn tối ƣu điểm dừng của máy S/R khi không hoạt
động. Đối với quy tắc điểm dừng (1), mục tiêu là giảm thiểu thời gian di
chuyển hoặc thời gian đáp ứng dự kiến của máy S/R đến vị trí cần thiết, với
điều kiện là máy bắt nguồn từ điểm dừng. Đối với quy tắc điểm dừng (2) mục
tiêu là tối thiểu hóa thời gian di chuyển tối đa đến điểm cần thiết, một lần nữa
giả định rằng máy bắt nguồn từ điểm dừng.
Các quy tắc điểm dừng (3 - 5) về bản chất là tĩnh và do đó thời gian, khối
lƣợng xuất nhập và tình huống bất biến. Các quy tắc này chủ yếu liên quan đến
việc chọn một điểm dọc theo kệ kho nơi đặt máy S/R. Về mặt này, các quy tắc
này coi bài toán là vấn đề vị trí một chiều. Trên thực tế, trong một hệ thống
AS/RS, quyết định này không chỉ là xác định điểm dọc theo đƣờng dẫn theo
phƣơng ngang để dừng (chờ) máy, mà còn chỉ định cao độ của cánh tay truy
xuất. Vị trí của cánh tay thu hồi rất quan trọng vì thời gian cần thiết để máy
S/R đạt đến một điểm đƣợc xác định bởi thời gian nào lâu hơn trong hai thời
gian di chuyển ngang hoặc thời gian di chuyển dọc. Trong quy tắc (1) và (2),
bài toán chọn điểm dừng S/R đƣợc xem là bài toán vị trí hai chiều trong đó vị
trí của máy trên đƣờng chạy thẳng và vị trí của cánh tay phải đƣợc xác định
đồng thời.
Có thể kỳ vọng, mật độ lƣu thông ảnh hƣởng đến tỷ lệ thời gian máy S/R
không hoạt động (nghỉ chờ), và do đó, tần số mà thuật toán điểm dừng đƣợc
gọi. Tốc độ lƣu thông càng thấp, tần số gọi thuật toán điểm dừng càng cao.
Quy tắc điểm dừng (6), định vị của máy S/R tại vị trí cuối cùng đƣợc truy
cập, không thực sự đáp ứng với các thay đổi động trong các nhu cầu lƣu trữ và
truy xuất gây ra do thay đổi lịch trình sản xuất. Thay vào đó, nó là một chức
năng của trình tự các yêu cầu lƣu trữ và truy xuất sinh ra cho AS/RS.
Theo truyền thống, việc lựa chọn điểm dừng sử dụng quy tắc đơn giản.
Bốn quy tắc này có bản chất tĩnh vì chúng không xem xét sự biến động về mức
độ hoạt động trong AS/RS theo từng giai đoạn. Egbelu đã đề xuất hai quy tắc

26
điểm dừng có tính chất động. Hai quy tắc này sử dụng mô hình lập trình tuyến
tính để xác định động điểm dừng.
2.8. Định cỡ kết cấu gá đỡ trong hệ thống AS/RS
Tổng dung lƣợng lƣu trữ của một kệ kho lƣu trữ phụ thuộc vào số lƣợng
ngăn lƣu trữ đƣợc sắp xếp theo chiều ngang và chiều đứng trong kệ kho ấy.
Điều này có thể đƣợc thể hiện nhƣ sau:
Công suất mỗi kệ kho = 2ny.nz (2.1)
Ở đây:
- ny = số lƣợng khoang chất hàng hoá dọc theo chiều dài kệ kho
- nz = số khoang chất hàng hoá theo chiều cao của kệ kho
- Hằng số 2 cho thấy thực tế là hàng hoá đƣợc chứa ở cả hai phía của lối
đi.
Nếu ngăn kích thƣớc tiêu chuẩn đƣợc giả định (để chấp nhận hàng hoá
theo đơn nguyên kích cỡ tiêu chuẩn), thì các kích thƣớc ngăn ở mặt đối diện
với kệ kho phải lớn hơn các kích thƣớc đơn nguyên hàng hoá.
Đặt x và y = kích thƣớc chiều sâu và chiều rộng của đơn nguyên hàng hoá
(ví dụ: kích thƣớc pallet tiêu chuẩn) và z = chiều cao của đơn nguyên hàng hoá.
Chiều rộng, chiều dài và chiều cao của kết cấu giá đỡ của kệ kho AS/RS có
liên quan đến kích thƣớc đơn nguyên hàng hoá và số lƣợng ngăn nhƣ sau:
W = 3 (x + a) (2.2)
L = ny (y + b)
H = nz (z + c)
Trong đó:
- W, L và H tƣơng ứng chiều rộng, chiều dài và chiều cao của một kệ
kho của kết cấu giá đỡ của hệ thống AS/RS.
- x, y và z tƣơng ứng kích thƣớc của đơn nguyên hàng hoá.
- a, b và c tƣơng ứng các khoảng bổ sung ra đƣợc thiết kế vào mỗi ngăn
lƣu trữ để cung cấp khoảng trống cho đơn nguyên hàng hoá và tính vào kích
thƣớc của dầm đỡ trong kết cấu giá dỡ cho trƣờng hợp các đơn nguyên hàng
hoá đƣợc chứa trên các pallet tiêu chuẩn
Đối với một AS/RS có nhiều kệ kho, W chỉ cần nhân với số lƣợng kệ kho
để có đƣợc chiều rộng tổng thể của hệ thống lƣu trữ. Cấu trúc giá đỡ đƣợc xây
dựng trên mức sàn 300 - 600 mm và chiều dài của AS/RS vƣợt ra ngoài cấu
trúc giá đỡ để cung cấp không gian cho trạm P/D.
2.9.Thông lƣợng AS/RS
Thông lƣợng hệ thống đƣợc định nghĩa là tỷ lệ hàng giờ của các giao tác
S/R mà hệ thống lƣu trữ tự động có thể thực hiện. Một giao tác liên quan đến

27
việc đƣa một hàng hoá vào kho hoặc lấy một hàng hoá từ kho. Một trong hai
giao tác này đƣợc thực hiện trong một chu trình lệnh đơn. Một chu trình lệnh
kép hoàn thành cả hai loại giao tác trong một chu trình: vì điều này làm giảm
thời gian di chuyển trên mỗi giao tác, thông lƣợng đƣợc tăng lên bằng cách sử
dụng chu trình lệnh kép khi điểm dừng đƣợc chỉ định khác với “Hiện tại” hoặc
“Điểm ký gửi”.
Một số phƣơng pháp có sẵn để tính toán thời gian chu trình của hệ thống
AS/RS để ƣớc tính hiệu suất thông lƣợng. Phƣơng pháp đƣợc trình bày ở đây
đƣợc khuyến nghị bởi Viện vận chuyển vật liệu theo tóm tắt bởi Groover .
Phƣơng pháp này giả định:
a. Lƣu trữ ngẫu nhiên các hàng hoá trong hệ thống AS/RS (nghĩa là bất
kỳ ngăn nào trong kệ kho lƣu trữ đều có khả năng đƣợc chọn để thực hiện giao
tác nhƣ nhau).
b. Khoang chứa có kích thƣớc bằng nhau
c. Trạm P/D nằm ở đế và đầu mút kệ kho
d. Tốc độ ngang và đứng của máy S/R không đổi
e. Đồng thời di chuyển ngang và đứng
Đối với một chu trình lệnh đơn, hàng hoá đƣợc nhập hoặc lấy đƣợc giả
định đƣợc đặt ở trung tâm của kết cấu giá đỡ. Do đó, máy S/R phải di chuyển
một nửa chiều dài và một nửa chiều cao của AS/RS và nó phải trả về cùng
khoảng cách. Do đó, thời gian chu trình lệnh đơn có thể đƣợc biểu thị bằng:
(2.3)
Trong đó:
- Tcs = thời gian chu kỳ của một chu trình lệnh đơn (phút/chu kỳ)
- L = chiều dài của kết cấu giá AS/RS (m)
- Vy = vận tốc của máy S/R dọc theo chiều dài của AS/RS (m/phút)
- H = chiều cao của kết cấu giá đỡ (m)
- Vz = vận tốc của máy S/R theo phƣơng đứng của AS/RS (m/phút)
- Tpd = thời gian lấy và ký gửi. Hai lần P/Dđƣợc yêu cầu cho mỗi chu kỳ,
thể hiện việc chuyển hàng hoá đến và đi từ máy S/R.
Đối với chu kỳ lệnh kép, máy S/R đƣợc giả định di chuyển đến trung tâm
của cấu trúc giá để ký gửi một hàng và sau đó nó di chuyển đến ¾ chiều dài và
chiều cao của AS/RS để lấy một hàng khác. Do đó, tổng quãng đƣờng mà máy

28
S/R di chuyển là ¾ chiều dài và ¾ chiều cao của kết cấu giá đỡ và quay trở lại.
Trong trƣờng hợp này chu kỳ thời gian đƣợc đƣa ra bởi:
(2.4)
Trong đó:
- Tcd là thời gian chu kỳ cho một chu trình lệnh kép (phút/chu kỳ)
Thông lƣợng hệ thống phụ thuộc vào số lƣợng tƣơng đối của các chu trình
lệnh đơn và kép đƣợc thực hiện bởi hệ thống.
Đặt Rcs = số chu kỳ lệnh đơn đƣợc thực hiện mỗi giờ và Rcd = số chu kỳ
lệnh kép mỗi giờ ở mức sử dụng đƣợc chỉ định hoặc giả định.
Phƣơng trình cho lƣợng thời gian dành cho việc thực hiện chu kỳ lệnh đơn
và kép mỗi giờ là:
(2.5)
Trong đó:
- U là hệ số sử dụng hệ thống trong một giờ
Phía bên phải của phƣơng trình cho tổng số phút hoạt động mỗi giờ. Để
giải phƣơng trình này, tỷ lệ tƣơng đối của Rcs và Rcd phải đƣợc xác định, hoặc
phải giả định về các tỷ lệ này. Sau đó, tổng tỷ lệ hàng giờ đƣợc đƣa ra:
(2.6)
Trong đó:
- Rc = tỷ lệ tổng chu trình S/R (chu trình/giờ)
Lƣu ý rằng tổng số giao tác lƣu trữ và truy xuất mỗi giờ sẽ lớn hơn giá trị
này trừ khi Rcd = 0, vì có hai giao dịch đƣợc thực hiện trong mỗi chu trình lệnh
kép.
Đặt Rt = tổng số giao dịch đƣợc thực hiện mỗi giờ, thì:
(2.7)
2.10. Kết luận
Chƣơng này tóm tắt các thành phần khác nhau trong một hệ thống lƣu trữ
và truy xuất tự động AS/RS, từ những thành phần này ta có thể tính toán thiết
kế một hệ thống kho hàng đảm bảo đủ những yêu cầu phù hợp với tình hình
thực tế và nhu cầu sử dụng.

29
CHƢƠNG 3: XÂY DỰNG MÔ HÌNH KHO HÀNG THÔNG MINH
3.1. Mô hình kho chứa hàng AS/RS kiểu miniload
Qua tính toán trên cơ sở lý thuyết của chƣơng 2 và kết hợp với điều kiện
thực tế. Mô hình kho hàng tự động đƣợc chế tạo đảm bảo những yêu cầu và có
các chỉ tiêu kỹ thuật chính nhƣ sau:
- Phục vụ công tác đào tạo nhân lực quản lý của một đơn vị trong ngành
Logistics tại Việt Nam.
- Bao gồm hệ thống phần mềm giám sát , điều khiển và cơ cấu chấp hành
tƣơng tự hệ thống thực tế.
- Đầy đủ các nhóm chức năng : Tiếp nhận và phân loại hàng; Vận chuyển
và lƣu trữ hàng; Yêu cầu truy hồi và xuất hàng tự động.
- Kích thƣớc của mô hình: 2490x3270x240mm (cao, rộng, sâu) .
- Số mẫu hàng thực hiện : 4÷6 mẫu; Khối lƣợng mỗi mẫu hàng là 1 kg.
- Tốc độ vận chuyển 120 gói hàng/ giờ;
Hình 3.1: Mô hình kho hàng tự động
3.2. Quy trình hoạt động của mô hình
Mô hình xây dựng bao gồm 02 chức năng nhƣ những kho hàng hiện nay
là lấy và cất giữ hàng hóa.
Lấy hàng hóa :
Trƣớc tiên ta lựa chọn ngăn có hàng cần lấy hàng ra khỏi kệ, robot đang ở
vị trí chờ sẽ tới đúng vị trí đã chọn lấy hàng đƣa về vị trí giao, nhận hàng. Sau
khi xong việc lấy hàng robot sẽ chạy về vị trí ban đầu để chờ lệnh tiếp theo.

30
Cất giữ hàng hóa
Tƣơng tự nhƣ lấy hàng ra khỏi kệ,ta lựa chọn các ngăn còn trống trên kệ
để chọn cất hàng hóa vào. Lúc này robot đang ở vị trí chờ sẽ chạy tới vị trí
giao, nhận hàng để lấy hàng hóa rồi di chuyển tới ngăn đƣợc lựa chọn cất hàng
hóa. Khi cất hàng hóa vào đúng ngăn, robot cũng sẽ di chuyển về vị trí ban đầu
để chờ thao tác tiếp.
3.3. Các thành phần của mô hình
3.3.1. Kệ chứa hàng
Kệ chứa hàng có kích thƣớc 2490x3270x240mm (cao, rộng, sâu) bao gồm
6 hàng và 8 cột tổng cộng là có 48 ngăn chứa hàng. Các thanh khung đƣợc làm
bằng nhôm hộp 30x30mm.Kích thƣớc mỗi ngăn chứa hàng là
380x375x240mm. Để đảm bảo chắc chắn phần chân đế đƣợc bắt chặt xuống
đất bằng bulong đai ốc. Tại mỗ ô chứa hàng đều có 01 sensor cảm biến để xác
định hàng hóa bên trong ô có hay không.
Hình 3.2: Kệ chứa hàng

31
3.3.2. Cụm đường dịch chuyển ngang
Cụm đƣờng dịch chuyển ngang có kích thƣớc 650x4000mm( rộng,
dài), Robot dịch chuyển trên cụm đƣờng trên 02 thanh trƣợt. Để tránh rung
lắc chúng ta cũng bắt chặt xuống đất bằng bulong đai ốc
Hình 3.3 : Cụm đường dịch chuyển ngang
3.3.3 Robot lấy hàng
Robot là hệ thống tay máy chuyển động tịnh tiến theo 3 trục XYZ đƣợc
đặt trên 01 hệ thống trụ đứng. Phƣơng X là chuyển động trên cụm dịch chuyển
ngang của Robot, để truyền chuyển động cho phƣơng X ta sử dụng một Mô tơ
DC 24V. Phƣơng Y là chuyển động ra vào tay Robot để lấy hoặc cất giữ hàng
trên kệ, để thực hiện thao tác ra vào thuận tiện nên lựa chọn bộ truyền Vitme
đai ốc bi và truyền động cũng bằng Mô tơ DC 24V. Phƣơng Z là chuyển động
lên xuống của robot trên hệ thống trụ đứng, Robot đƣợc gắn chặt vào bộ đai
truyền động và nó có thể di chuyển lên xuống dọc theo trụ đứng nhờ có các ổ
bi trƣợt trong 02 rảnh inox có phƣơng song song với phƣơng Z.

32
Hình 3.4: Hệ thống trụ đứng
Các thông số động lực học của Robot:
+ Vận tốc : Phƣơng X: 1-2m/ phút
Phƣơng Y: 0,8m/ phút
Phƣơng Z: 1,6m / phút
+ Hành trình của mỗi trục: Phƣơng X: 700mm
Phƣơng Y: 250 mm
Phƣơng Z : 360 mm
+ Tải trọng tối đa ≤ 1 kg.
+ Thời gian cất hàng hóa: 25 giây.
+ Thời gian lấy hàng hóa: 25 giây.

33
3.4. Thiết kế phần mềm quản lý hệ thống cất trữ soạn hàng thông minh
3.4.1. Biểu đồ nghiệp vụ
Hình 3.5: Biểu đồ phân rã chức năng hệ thống
- Mô tả chi tiết chức năng
Chức năng 1.1 – tạo phiếu nhập kho: thủ kho tạo phiếu nhập kho khi có
hàng nhập vào kho.
Chức năng 1.2 – nhập hàng: thủ kho tạo thông tin hàng khi có mặt hàng
mới, kiểm tra lƣợng hàng thực nhập và hàng trong kho.
Chức năng 2.1 – tạo phiếu xuất kho: thủ kho tạo phiếu xuất kho khi có
hàng xuất kho.
Chức năng 2.2 – xuất hàng: thủ kho kiểm tra lƣợng hàng trong kho, báo
cáo khi hết hàng, yêu cầu luân chuyển kho khi lƣợng hàng không đủ để xuất
kho.
Chức năng 3.1 – tạo kho: thêm kho mới.
Chức năng 3.2 – sửa kho: sửa thông tin kho đã có khi xảy ra sai sót
thông tin kho.
Chức năng 3.3 – xóa kho: xóa kho khỏi hệ thống khi kho vật lý không
còn đƣợc sử dụng.
Chức năng 4.1 – chuyển hàng: hàng đƣợc chuyển từ các kho khác nhau
theo yêu cầu của thủ kho.

34
Chức năng 5.1 – báo cáo nhập kho: thống kê hàng hóa nhập kho theo
định kỳ.
Chức năng 5.2 – báo cáo xuất kho: thống kê hàng hóa xuất kho theo định
kỳ.
Chức năng 5.3 – báo cáo tồn kho: thống kê hàng hóa tồn kho theo định
kỳ.
3.4.2. Danh sách hồ sơ dữ liệu
a. Hồ sơ hàng hóa
b. Danh mục hàng
c. Nhóm hàng
d. Phiếu nhập kho
e. Sổ nhập hàng
f. Phiếu xuất kho
g. Sổ xuất hàng
h. Sổ hàng trong kho
i. Hồ sơ kho
j. Sổ kho
k. Phiếu chuyển kho
l. Sổ chuyển kho
m. Lịch sử chuyển hàng
3.4.3. Ma trận thực thể dữ liệu
Các thực thể
dữ liệu
a) hồ sơ hàng
hóa
b) nhóm hàng
c) phiếu nhập
kho
d) sổ nhập hàng
e) phiếu xuất
kho
f) sổ xuất hàng

35
g) sổ hàng
trong kho
h) hồ sơ kho
i) sổ kho
k) phiếu
chuyển kho
l) sổ chuyển
kho
m) lịch sử
chuyển hàng
Các chức năng
nghiệp vụ a b c d e f g h i k l m
1. Nhập kho C C/
R C U U
2. Xuất kho R R C U U
3. Cập nhật
kho C U
4. Chuyển kho C U C
5. Báo cáo R R R R R R R R
Trong đó
- R: Read
- U: Update-
- C: Create
3.4.4. Thiết kế các bảng dữ liệu
Bảng hàng hóa
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã hàng Varchar Khóa chính
2 Tên hàng Varchar
3 Đơn vị tính Varchar

36
4 Đơn giá Bigint
5 Mã nhóm hàng Varchar Khóa ngoài
Bảng nhóm hàng
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã nhóm hàng Varchar Khóa chính
2 Tên nhóm hàng Varchar
3 Ghi chú Varchar
Bảng kho
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã kho Varchar Khóa chính
2 Tên kho Varchar
3 Địa điểm Varchar
Bảng thủ kho
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã thủ kho Varchar Khóa chính
2 Tên thủ kho Varchar
Bảng phiếu nhập kho
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã phiếu nhập Varchar Khóa chính
2 Mã hàng Varchar Khóa ngoài
3 Mã thủ kho Varchar Khóa ngoài
4 Mã kho Varchar Khóa ngoài
5 Ngày nhập Date
6 Số lƣợng nhập Int

37
Bảng phiếu xuất kho
STT Tên trƣờng Kiểu dữ liệu Ghi chú
1 Mã phiếu xuất Varchar Khóa chính
2 Mã hàng Varchar Khóa ngoài
3 Mã thủ kho Varchar Khóa ngoài
4 Mã kho Varchar Khóa ngoài
5 Ngày xuất Date
6 Số lƣợng xuất Int
Mô hình quan hệ
Biểu diễn các thực thể
- HÀNG HÓA (Mã hàng, tên hàng, đơn vị tính, số lƣợng, đơn giá). -
NHÓM HÀNG (Mã nhóm hàng, tên nhóm hàng).
- KHO (Mã kho, tên kho, địa điểm).
- THỦ KHO (Mã thủ kho, tên thủ kho).
Hình 3.6: Mô hình quan hệ của hệ thống

38
3.4.5 Lưu đồ thuật toán cất trả hàng
Hình 3.7: Lưu đồ thuật toán cất trả hàng
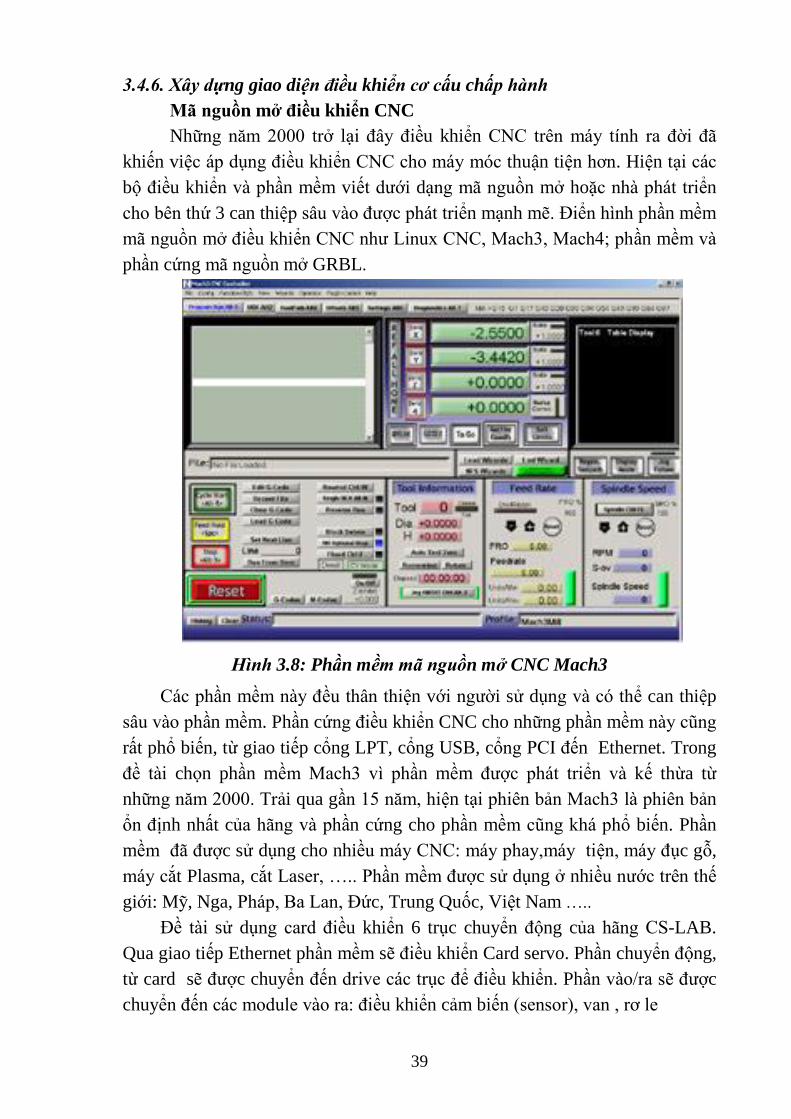
39
3.4.6. Xây dựng giao diện điều khiển cơ cấu chấp hành
Mã nguồn mở điều khiển CNC
Những năm 2000 trở lại đây điều khiển CNC trên máy tính ra đời đã
khiến việc áp dụng điều khiển CNC cho máy móc thuận tiện hơn. Hiện tại các
bộ điều khiển và phần mềm viết dƣới dạng mã nguồn mở hoặc nhà phát triển
cho bên thứ 3 can thiệp sâu vào đƣợc phát triển mạnh mẽ. Điển hình phần mềm
mã nguồn mở điều khiển CNC nhƣ Linux CNC, Mach3, Mach4; phần mềm và
phần cứng mã nguồn mở GRBL.
Hình 3.8: Phần mềm mã nguồn mở CNC Mach3
Các phần mềm này đều thân thiện với ngƣời sử dụng và có thể can thiệp
sâu vào phần mềm. Phần cứng điều khiển CNC cho những phần mềm này cũng
rất phổ biến, từ giao tiếp cổng LPT, cổng USB, cổng PCI đến Ethernet. Trong
đề tài chọn phần mềm Mach3 vì phần mềm đƣợc phát triển và kế thừa từ
những năm 2000. Trải qua gần 15 năm, hiện tại phiên bản Mach3 là phiên bản
ổn định nhất của hãng và phần cứng cho phần mềm cũng khá phổ biến. Phần
mềm đã đƣợc sử dụng cho nhiều máy CNC: máy phay,máy tiện, máy đục gỗ,
máy cắt Plasma, cắt Laser, ….. Phần mềm đƣợc sử dụng ở nhiều nƣớc trên thế
giới: Mỹ, Nga, Pháp, Ba Lan, Đức, Trung Quốc, Việt Nam …..
Đề tài sử dụng card điều khiển 6 trục chuyển động của hãng CS-LAB.
Qua giao tiếp Ethernet phần mềm sẽ điều khiển Card servo. Phần chuyển động,
từ card sẽ đƣợc chuyển đến drive các trục để điều khiển. Phần vào/ra sẽ đƣợc
chuyển đến các module vào ra: điều khiển cảm biến (sensor), van , rơ le

40
MOTOR
Encoder
SERVODRIVER
MOTOR
Encoder
SERVODRIVER
MOTOR
Encoder
SERVODRIVER
CARD SERVO Module In/Out
Máy tính
Cổng Ethernet
Hình 3.9: Sơ đồ kết nối bộ điều khiển CNC
Phần mềm thiết kế giao diện MachScreen
Để thiết kế giao diện cho phần mềm Mach3 có thể sử dụng phần mềm
Klaus’ MachScreen, Screen4, Mach3Screen Designer and ScreenTweak hoặc
phần mềm thiết kế Flash. Trong đề tài sử dụng phần mềm Klaus’ MachScreen
bởi tính dễ sử dụng và đƣợc tác giả liên tục phát triển. Phần mềm này miễn phí,
phiên bản sử dụng cho đề tài là phiên bản 1.62 (nguồn http://www.kd-
dietz.com/)
Những tính năng chính phần mềm:
- Hỗ trợ tất cả các đối tƣợng điều khiển (control) cho phần mềm Mach3
bao gồm:
DRO (Digital read out): Dùng để hiển thị giá trị số nhƣ tọa độ máy, tọa
độ chƣơng trình, thời gian, ….
Scrollbar (thanh trƣợt):dùng để thay đổi % giá trị vận tốc.
Image (hình ảnh): hình ảnh nền cho màn hình.
Button(nút điều khiển): chạy Start, Stop, Rewind.
LED (trạng thái): trạng thái các trục tọa độ, In/Out (vào/ra), ….
Label (nhãn): thông báo, tên file.
Image Button: nút bấm hình ảnh.

41
MDI (Manual data input): chế độ nhập dữ liệu thủ công.
Gcode: file Gcode đƣợc tải.
Toolpath: màn hình đồ họa file GCode
- Tạo mới, chỉnh sửa giao diện.
- Nhập (Import), Xuất (Export) dữ liệu.
- Tạo phím tắt cho ứng dụng.
Hình 3.10 : Giao diện phần mềm Machscreen
Xây dựng giao diện
Giao diện cần có các chức năng chính sau:
- Chức năng đọc file, sửa file, lọc file.
- Chức năng thiết lập thông số máy.
- Các chế độ chạy:
Chạy chế độ tự động (Auto Mode).
Chạy độ nhấp (Jog Mode).
Chạy chế độ nhập liệu tay (MDI Mode).
Chạy về gốc (Home Mode).
Chạy theo tọa độ (Position Mode).
- Theo dõi trạng thái, thông báo, lỗi.
- Chức năng chuẩn đoán lỗi.
Màn hình thao tác với tập tin
Màn hình này có các chức năng: đọc dữ liệu từ file, lọc dữ liệu theo điều
kiện lọc nhƣ khách hàng, số hiệu, bản vẽ…., chức năng chọn file làm việc và
chức năng chỉnh sửa file.

42
Hình 3.11: Màn hình chọn tập tin
Các vùng làm việc
Khi nhấn phím F1 sẽ xuất hiện màn hình chọn tập tin. Màn hình này chia
làm 7 vùng làm việc:
Vùng 1: Chi tiết tập tin đang chọn.
Vùng 2: Lọc dữ liệu theo các tiêu chí: Customer, Drawing, Number (Lựa
chọn * nếu muốn chọn toàn bộ dữ liệu. Lựa chọn lọc sẽ đƣợc lƣu lại cho những
lần sau).
Vùng 3: Tất các các tập tin hiện có trong cơ sở dữ liệu với điều khiển lọc.
Vùng 4: Chuyển đổi sang vùng làm việc.
Vùng 5: Các tập tin đƣợc chọn.
Vùng 6: Các thao tác: Thêm, xóa, xóa tất cả với các tập tin chọn.
Vùng 7: Nhập, xuất, nén file dữ liệu.
Vùng các chức năng
STT Biểu
tƣợng
Phím
tắt
Chức năng
1
F1 Nhập file APROMAV vào cơ sở dữ liệu
2
F2 Lƣu trữ cơ sở dữ liệu

43
3
F3 Nén cơ sở dữ liệu
4
F4 Thêm tập tin mới
5
F5 Chỉnh sửa tập tin đƣợc chọn
6
F6 Ẩn tập tin đang chọn
7
F7 Xóa tập tin đƣợc chọn
8
F8 Hiện tất cả các tập tin đang ẩn
9
F9 Xóa tất cả các tập tin ẩn
10
F10
Đƣa các tập tin đƣợc chọn xuống vùng làm
việc
Hình 3.12: Bảng các chức năng
Màn hình thông số máy
3.13: Màn hình chọn các trục servo

44
Hình 3.14: Màn hình thiết lập thông số các trục
Màn hình thiết lập các thông số các trục máy: X,Y1,Y2,Y3,Y4. Các thông
số đƣợc thiết lập: kênh encoder, tín hiệu Alarm, chế độ Home.
Hình 3.15: Màn hình thiết lập thông số đầu vào

45
Hình 3.16: Màn hình thiết lập các thông số đầu ra
Hình 3.15 và 3.16 thiết lập các cổng vào ra của máy từ bộ điều khiển và
Modul mở rộng
Chế độ chạy
Hình 3.17: Chế độ chạy tự động

46
Chế độ chạy tự động gồm có các chức năng sau:
Start: Bắt đầu chạy tự động.
Pause: Tạm dừng chế độ tự động.
Reverse Run: Chạy ngƣợc quỹ đạo
Rewind: Chạy lại.
Stop: Dừng chạy tự động.
Run Form Here: Chạy đến bất kỳ vị trí nào để lấy, cất hàng.
Chế độ về gốc Home Mode
Hình 3.18: Chế độ về gốc Home Mode
Chế độ về gốc hỗ trợ về gốc từng trục (Home X, HomeY1, Home Y2,
Home Y3, Home Y4) hoặc về gốc toàn bộ các trục (Home All). Khi các trục
đƣợc về gốc, đèn hiển thị trạng thái về gốc đã có màu xanh .
Trong lần đầu chạy phần mềm cần đƣa các trục về gốc. Nếu gặp sự cố mất
điện cũng cần đƣa các trục về gốc để phần mềm thiết lập tọa độ.
3.5.Xây dựng quy trình công nghệ gia công một chi tiết đại diện trong mô
hình kho hàng thông minh
Toàn bộ mô hình hệ thống kho hàng thông minh đƣợc tính toán, xây dựng
từ rất nhiều yếu tố : Tính toán kết cấu, thiết kế phần mềm, gia công chế tạo.
Các phần trên tác giả đã trình bày về cơ sở lý thuyết để tính toán kết cấu và
phần mềm quản lý kho, ở phần cuối này sẽ trình bày Quy trình công nghệ chế
tạo một chi tiết trong hệ thống kho hàng thông minh đó là Trục truyền động.
Đây là chi tiết có vai trò quan trọng có chức năng truyền moment xoắn giữa
động cơ và các cơ cấu khác hoạt động khác
X

47
3.5.1. Phân tích công nghệ trong kết cấu của chi tiết
Hình 3.19: Trục truyền động
Tính công nghệ trong kết cấu của trục truyền động ảnh hƣởng trực tiếp tới
năng suất và độ chính xác gia công. Vì vậy, khi thiết kế chi tiết dạng trục cần
phải đảm bảo các yêu cầu sau:
- Kết cấu của chi tiết phải đảm bảo độ cứng vững để trục không bị biến
dạng khi làm việc cũng nhƣ khi gia công.
- Chiều dài của các lỗ chống tâm nên đồng tâm với nhau để đảm bảo độ
đồng tâm trong quá trình gia công.
- Với chi tiết trục, có thể chọn phôi bằng phƣơng pháp đúc hoặc cán để
đảm bảo các điều kiện làm việc khắc nghiệt của trục.
- Kết cấu của chi tiết phải thuận lợi cho việc gia công nhiều chi tiết cùng
một lúc.
- Hình dáng của chi tiết phải thuận lợi cho việc chọn chuẩn thô và chuẩn
tinh thống nhất.
3.5.2. Chọn phương pháp chế tạo phôi
Có nhiều phƣơng pháp chế tạo phôi bằng gia công áp lực ( rèn, dập, cán,
tạo phôi, đúc, hàn) :
+ Phƣơng pháp rèn, dập tạo phôi thƣờng dùng cho các loại chi tiết : trục
răng côn, trục răng thẳng, các lọai bánh răng, hay chi tiết dạng càng,dạng bạc,
trục khuỷu và các chi tiết hộp nhỏ, hình thù không phức tạp…

48
+ Phƣơng pháp cán, tạo phôi thép thanh, dùng chế tạo các loại chi tiết nhƣ
chi tiết kẹp chặt, chi tiết dạng bạc, các trục thông thƣờng.
+ Phƣơng pháp đúc tạo phôi thƣờng đƣợc dùng cho các chi tiết dạng hộp
nhƣ các gối đỡ, các chi tiết dạng càng phức tạp. Đúc có thể đƣợc đúc trong
khuôn kim loại, khuôn cát, với phƣơng pháp đúc áp lực hay đúc li tâm, đúc
theo mẫu chảy.
+ Phôi hàn đƣợc chế tạo từ thép tấm rồi hàn lại thành hộp, đƣợc dùng trong
sản xuất đơn chiếc, loạt nhỏ, có tồn tại ứng suất dƣ.
Đối với các chi tiết dạng trục ta dùng vật liệu bao gồm thép cacbon nhƣ
thép 30,40,45; thép hợp kim nhƣ thép crom, crom-niken, 40X, 40Γ, 50Γ,…
Trong bài này ta chọn vật liệu để gia công chi tiết trục vít là thép 45. Việc chọn
phôi để chế tạo trục phụ thuộc vào hình dáng, kết cấu và sản lƣợng của loại
trục đó. Ví dụ đối với trục trơn thì tốt nhất dùng phôi thanh, còn với trục bậc có
đƣờng kính chênh lệch nhau không lớn thì dùng phôi cán nóng. Trong sản xuất
nhỏ và đơn chiếc, phôi của trục đƣợc chế tạo bằng rèn tự do hoặc rèn tự do
trong khuôn đơn giản, đôi khi có thể dùng phôi cán nóng. Phôi của loại trục lớn
đƣợc chế tạo bằng cách rèn tự do hoặc hàn ghép từng phần. Trong sản xuất
hàng loạt lớn và hàng khối, phôi của trục đƣợc chế tạo bằng dập nóng trên máy
dập hoặc ép trên máy ép, với trục bậc có thể rèn trên máy rèn ngang và cũng có
thể chế tạo bằng phƣơng pháp đúc. Đối với chi tiết trục vít, ta không nên chọn
phôi là phôi đúc vì phôi đúc cho chất lƣợng bề mặt không tốt, với lại chi tiết
đúc thƣờng có cơ tính không cao. Chúng ta có thể chọn phôi thanh với độ
chính xác có thể chấp nhận đƣợc nhƣng nhƣợc điểm lớn nhất của loại phôi này
là rất tốn vật liệu. Do đó ta thấy rằng chọn phôi dập nóng là tốt nhất bởi vì loại
phôi này đảm bảo đƣợc những tiêu chuẩn nhƣ: hình dáng phôi gần với chi tiết
gia công, lƣợng dƣ hợp lí, có thể sản xuất phôi hàng loạt,…
3.5.3. Quy trình công nghệ chế tạo trục
TT Tên nguyên công Máy thực hiện
1 Khỏa mặt đầu và khoan lỗ tâm Máy phay-khoan liên hợp MP-
77
2 Tiện thô nửa trục Máy tiện T620
3 Tiện thô nửa trục còn lại Máy tiện T620
4 Tiện tinh nửa trục Máy tiện T620
5 Tiện tinh nửa trục còn lại Máy tiện T620

49
6 Phay rãnh then b=8mm Máy phay 6H10
7 Phay rãnh then b=5mm Máy phay 6H10
8 Khoan và taro ren M6 Máy tiện T620
9 Kiểm tra Ngoại quan, dụng cụ kiểm tra
Bảng 3.1: Bảng tóm tắt quy trình gia công trục truyền động
Phƣơng pháp chọn chuẩn
Dùng mặt đầu và hai lỗ cơ bản vuông góc với mặt đầu làm chuẩn tinh
thống nhất để gia công tất cả các bề mặt còn lại của trục. Khi đó mặt đầu càng
tiếp xúc với phiến tỳ khống chế 3 bậc tự do, mỗi lỗ lắp vào chốt trụ ngắn khống
chế 2 bậc tự do và lỗ còn lại đƣợc lắp vào chốt chám khống chế 1 bậc tự do.
Lực kẹp W vuông góc với mặt đầu của trục. Theo phƣơng án này trƣớc hết
phải gia công hai mặt đầu và lỗ cơ bản vuông góc với mặt đầu trục.
Nguyên công 1: Khỏa mặt dầu và khoan lỗ tâm
Sơ đồ gá đặt và kẹp chặt: Chi tiết đƣợc định vị trên hai khối V ngắn định
vị 4 bậc tự do, và để chống sự dịch chuyển theo chiều dọc trục ta sử dụng chốt
tỳ để hạn chế bậc tự do thứ năm . Trong đó khối V bên phải có thể di chuyển
theo phƣơng song song với trục của chi tiết để có thể gá đặt đƣợc chi tiết với
nhiều kích thƣớc khác nhau. Kẹp chặt đƣợc thực hiện bởi mỏ kẹp. Phay khỏa
mặt đầu đƣợc thực hiện bởi dao phay và khoan lỗ tâm thực hiện bởi mũi khoan.
Chọn máy: Ta chọn máy gia công là máy phay – khoan liên hợp có kí
hiệu là MP-77, có các thông số nhƣ sau:
Đƣờng kính gia công: 20 – 60 (mm)
Chiều dài chi tiết gia công: 100– 200 (mm)
Giới hạn chạy dao của dao phay: 20 – 400 (mm/ph)
Số cấp tốc độ của dao phay: 7
Số cấp tốc độ của dao khoan: 6
Giới hạn chạy dao của dao khoan: 20 – 300 (mm/ph)
50
Chọn dao:
- Dao khỏa mặt đầu: dao phay bằng hợp kim T15K6 có các thông số nhƣ
sau: D=80 (mm), Z= 5 (răng).
- Mũi khoan lỗ tâm: mũi khoan tâm đuôi trụ làm bằng vật liệu T15K6 có
các thông số nhƣ sau: d= 6 (mm), l= 20(mm), L=80 (mm).
Lượng dư gia công: Lƣợng dƣ phay thô Zb1=2 mm.
Chế độ cắt:
* Chế độ cắt của bước 1:
- Chiều sâu cắt t: t=2 mm
Theo bảng 5-125 [2]ta chọn bƣớc tiến dao Sz = 0,1 (mm/răng).
Lƣợng chạy dao vòng S0 = 0,1.5 = 0,5 (mm/vòng)
Tốc độ cắt :
V=Cv.D
q
Tm.tx.Szy.Bu.ZP
.kv (3.1)
Trong đó: Cv=322;q=0,2;x=0,1; y=0,4;u=0,2;p=0,;m=0,14 bảng 5-39[2]
- bảng 5-40[2]
kv=kMV.knv.kuv=0,9.0,8.1=0,72
(kMV,knv,kuv đƣợc tra trong các bảng (5-1 5-6 [2] )
Vậy V=322.1750,2
1800,14
.20,1
.0,650,4 .50
.0,72= ,61 m/phút
Số vòng quay trục chính là:
Ta chọn số vòng quay theo máy, nm= vòng/phút
Tốc độ cắt thực tế sẽ là:
Vt=3,14.175.456
1000=250,5 m/phút
- Lực cắt
Lực cắt đƣợc tính theo công thức
Pz=10.Cp.t
x.Szy.Bu.Z
Dq.nw.kMP
(3.2)
Trong đó: Z = 5 – Số răng dao phay
n – Số vòng quay của dao, vòng/phút
Cp=825;x=1;y=0,75;u=1,1;q=1,3w=0,2
KMP=1 (bảng 5-9[2 )
Vậy

51
- Momem xoắn
Momem xoắn trên trục chính của máy
- Công suất cắt
* Chế độ cắt của bước 2:
- Khoan lỗ tâm 6 mm
- Chiều sâu cắt t: t=3 mm
Lượng dư gia công: Lƣợng dƣ lỗ khoan Zb2=3 mm
Chế độ cắt:
* Xác định chế độ cắt cho khoan:
- Chiều sâu cắt t=3 mm.
- Lƣợng chạy dao S=0,1 mm/vòng (bảng 5-25[2])
- Tốc độ cắt V, m/ph
V=Cv.D
q
Tm.Sy.kv
(3.3)
Trong đó: Cv=7;q=0,4;y=0,7;m=0,2;T= (bảng 5-29[2])
kv=kMV.kuv.klv=
(kMV,kuv,klv Theo bảng 5-1,5-4, 5-6, 5-31 [2])
Vậy, V=7. 0,4
150,2.0,10,7.0,9=37,62 m/ph
Số vòng quay trục chính là
nt=1000.V
.D=1000.37,62
3,14.6=1996,8vòng/phút
Chọn theo máy nm=2000 vòng/phú
o đó, V=3,14.6.
1000=37,68 m/phút
- Momen xoắn Mx, N.m
Mx=10.CM.Dq.Sy.kP (3.4)
Trong đó: CM=0,0345;q=2;y=0,8; kp=0,94
Vậy Mx=10.0, 345.62.0,10,8.0,94=1,9 N.m
- Công suất cắt
Ne=Mx.nm
9750=
1,9.2000
9750=0,4 kW
- So sánh với công suất máy
Ne<Nm. hay là 0,4<2,5

52
Vậy Máy phay – khoan liên hợp MP – 77 đủ công suất để thực hiện
nguyên công trên.
Nguyên công 2 : Tiện thô nửa trục
Định vị, kẹp chặt: sử dụng mâm cặp 3 chấu tự định tâm để định vị 1 đầu
2 bậc tự do và mũi tâm cố định để định vị đầu còn lại 3 bậc tự do => Chi tiết
đƣợc định vị 5 bậc tự do. Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.
Chọn máy: Máy tiện T620
Đƣờng kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :25 2000
Công suất động cơ : 10 kw
Bƣớc 1:Gia công thô phần trục có đƣờng kính 25.
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêng chính 90,vật liệu T15K6,
theo bảng 4-6[1],ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;n=4;l=10;r=0.5
Chế độ cắt:
* Chế độ cắt của bước 1:
- Chiều sâu cắt t: t=2 mm
- Theo bảng 5-60[2] ,ta chọn bƣớc tiến dao s=0.35;
- Theo bảng 5-63[2] ta chọn tốc độ cắt Vb =62(m/ph)
Các hệ số điều chỉnh:
Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1 = 0,9
Hệ số phụ thuộc vào trạng thái bề mặt k2 = 0,8
Hệ số phụ thuộc vào tuổi bền của dao k3 = 1

53
Nhƣ vậy tốc độ tính toán là Vt = Vb.k1.k2.k3 = 62.0,9.0,8.1 = 44,64
(m/phút)
Số vòng quay của trục chính theo tính toán:
(v/phút)
Theo thông số của máy ta chọn đƣợc (v/phút)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo thông số của máy, ta chọn Sm = 0,36 mm/vòng
Bƣớc 2:Gia công thô phần trục có đƣờng kính 28.
+Chọn dụng cụ cắt nhƣ dao tiện 25
+Chế độ cắt:
Ta chọn chiều sâu cắt t=2mm
Theo bảng 5-60[2] ,ta chọn bƣớc tiến dao s=0.35;
Theo bảng 5-63[2] ta chọn tốc độ cắt Vb =62(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 ( theo bảng
5-3[2])
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5[2])
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7[2])
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x62
=44.64(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=500(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo máy ta chọn Sm=0.36mm
Nguyên công 3: Tiện thô nửa trục còn lại
Định vị, kẹp chặt: sử dụng mâm cặp 3 chấu tự định tâm để định vị 1 đầu
2 bậc tự do và mũi tâm cố định để định vị đầu còn lại 3 bậc tự do => Chi tiết
đƣợc định vị 5 bậc tự do. Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.

54
Chọn máy: Máy tiện T620
Đƣờng kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :25 2000
Công suất động cơ : 10 kw
Bƣớc 1:Gia công thô phần trục có đƣờng kính 22.
+Chọn dụng cụ cắt: Chọn dao tiện ngoài thân cong có góc nghiêng chinh
90,vật liệu T15K6
Theo bảng 4-6 [1],ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;n=4;l=10;r=0.5
Chế độ cắt:
* Chế độ cắt của bước 1:
- Chiều sâu cắt t: t=2 mm
- Theo bảng 5-60[2] ,ta chọn bƣớc tiến dao s=0.35;
- Theo bảng 5-63[2] ta chọn tốc độ cắt Vb =62(m/ph)
+ Các hệ số điều chỉnh:
Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1 = 0,9
Hệ số phụ thuộc vào trạng thái bề mặt k2 = 0,8
Hệ số phụ thuộc vào tuổi bền của dao k3 = 1
Nhƣ vậy tốc độ tính toán là Vt = Vb.k1.k2.k3 = 62.0,9.0,8.1 = 44,64
(m/phút)
Số vòng quay của trục chính theo tính toán:
(v/phút)

55
Theo thông số của máy ta chọn đƣợc (v/phút)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo thông số của máy, ta chọn Sm = 0,36 mm/vòng
Bƣớc 2:Gia công thô phần trục có đƣờng kính 25.
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêng chính 90,vật liệu T15K6,
theo bảng 4-6 [1] ,ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;n=4;l=10;r=0.5
Chế độ cắt:
* Chế độ cắt của bước 2:
- Chiều sâu cắt t: t=2 mm
- Theo bảng 5-60[2] ,ta chọn bƣớc tiến dao s=0.35;
- Theo bảng 5-63[2] ta chọn tốc độ cắt Vb =62(m/ph)
Các hệ số điều chỉnh:
Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1 = 0,9
Hệ số phụ thuộc vào trạng thái bề mặt k2 = 0,8
Hệ số phụ thuộc vào tuổi bền của dao k3 = 1
Nhƣ vậy tốc độ tính toán là
Vt = Vb.k1.k2.k3 = 62.0,9.0,8.1 = 44,64 (m/phút)
Số vòng quay của trục chính theo tính toán:
(v/phút)
Theo thông số của máy ta chọn đƣợc (v/phút) Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo thông số của máy, ta chọn Sm = 0,36 mm/vòng
Nguyên công 4: Tiện tinh nửa đoạn trục
Định vị và kẹp chặt: Sau khi tiện thô toàn bộ trục, ta tiến hành tiện tinh.
Chi tiết đƣợc gá đặt bằng cách chống tâm 2 đầu, một đầu đƣợc chống xoay
bằng cách lắp thêm 1 cái tốc tiện và kẹp chặt bằng mũi tâm

56
Chọn máy: Máy tiện T620.
Đƣờng kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :25 2000
Công suất động cơ : 10 kw
Bƣớc 1:Tiện tinh phần trục có đƣờng kính 25.
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêng chính 90,vật liệu T15K6,
theo bảng 4-6[1] ,ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;=60,n=4;l=10;r=1
+Chế độ cắt:
Ta chọn chiều sâu cắt t=0.5mm
Theo bảng 5-60 [2],ta chọn bƣớc tiến dao s=0.11mm/vòng;
Theo bảng 5-63 [2]ta chọn tốc độ cắt Vb =100(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng
5-3[2])
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5[2])
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7[2])
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x100 =72(m/phút)
Số vòng quay của trục chính theo tính toán là:
)/(2.917
25.14,3
72.1000phvnt

57
Theo máy ta chọn đƣợc nm=900(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo máy ta chọn Sm=0.12mm
Bƣớc 2:Gia công tinh phần trục có đƣờng kính 28
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêng chính 90,vật liệu T15K6,
theo bảng 4-6 [1],ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;=60,n=4;l=10;r=1
+Chế độ cắt:
Ta chọn chiều sâu cắt t=0.5mm
Theo bảng 5-60 ,ta chọn bƣớc tiến dao s=0.11mm/vòng;
Theo bảng 5-63 ta chọn tốc độ cắt Vb =100(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng
5-3[2])
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5[2])
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7[2])
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x100 =72(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=800(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo máy ta chọn Sm=0.12mm

58
Nguyên công 5: Tiện tinh nửa trục còn lại
Định vị và kẹp chặt: Sau khi tiện thô toàn bộ trục, ta tiến hành tiện tinh.
Chi tiết đƣợc gá đặt bằng cách chống tâm 2 đầu, một đầu đƣợc chống xoay
bằng cách lắp thêm 1 cái tốc tiện và kẹp chặt bằng mũi tâm
Chọn máy: Máy tiện T620.
Đƣờng kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :25 2000
Công suất động cơ : 10 kw
Bƣớc 1:Tiện tinh phần trục có đƣờng kính 22.
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêngchính 90,vật liệu T15K6,
Theo bảng 4-6 [1],ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;=60,n=4;l=10;r=1
+Chế độ cắt:
Ta chọn chiều sâu cắt t=0.5mm
Theo bảng 5-60 [2] ta chọn bƣớc tiến dao s=0.11mm/vòng;
Theo bảng 5-63 [2] ta chọn tốc độ cắt Vb =100(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng
5-3[2])

59
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5)
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7)
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x100 =72(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=1000(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo máy ta chọn Sm=0.12mm
Bƣớc 2:Tiện tinh phần trục có đƣờng kính 25.
+Chọn dụng cụ cắt :
Chọn dao tiện ngoài thân cong có góc nghiêngchính 90,vật liệu T15K6,
theo bảng 4-6[1] ,ta chọn kích thƣớc của dao nhƣ sau:
H=16;B=10;L=100;l=40;=60,n=4;l=10;r=1
+Chế độ cắt:
Ta chọn chiều sâu cắt t=0.5mm
Theo bảng 5-60[2] ta chọn bƣớc tiến dao s=0.11mm/vòng;
Theo bảng 5-63 [2] ta chọn tốc độ cắt Vb =100(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng 5-3)
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5)
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7)
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x100 =72(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)

60
Theo máy ta chọn đƣợc nm=900(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Theo máy ta chọn Sm=0.12mm
Nguyên công 6: Phay rãnh then b=8mm
Định vị, kẹp chặt: Chi tiết đƣợc gá trên 2 khối V ngắn, mỗi khối V định
vị 2 bậc tự do, một khối V tì vào chi tiết giúp định vị 1 bậc tự do => Chi tiết
đƣợc định vị 5 bậc tự do. Kẹp chặt: sử dụng cơ cấu kẹp chặt bằng ren vít – đòn,
có phƣơng lực kẹp vuông góc với mặt định vị, chiều hƣớng từ ngoài vào mặt
định vị và điểm đặt nằm trong phần diện tích định vị, do đó không gây ra
momen quay đối với chi tiết gia công và không gây ra sai số kẹp chặt
Chọn máy: Ta chọn máy gia công là máy phay 6H10 có các thông số nhƣ
sau:
Khoảng cách từ trục hoặc mặt đầu dao tới bàn máy: 50 – 350 (mm)
Kích thƣớc bàn máy: 200x800 (mm)
Số cấp chạy dao: 12
Giới hạn chạy dao:
Chạy dao dọc: 25 – 1120 (mm)
Chạy dao ngang: 18 – 800 (mm)
Chạy dao đứng: 9 – 400 (mm)
Số cấp tốc độ: 12
Giới hạn vòng quay: 50 – 2240 (vòng/ph)
61
Công suất động cơ: 3 (kW)
Kích thƣớc máy: 1720x1750 (mm)
Chọn dao: Ta chọn dao phay ngón đuôi trụ có kích thƣớc nhƣ sau:
D=8(mm),L=63(mm),l=19(mm),z=5(răng)
+Chế độ cắt:
Khi gia công rãnh then ta chọn chiều sâu cắt t=4mm
Theo bảng 5-153[2] ,ta chọn bƣớc tiến dao Sz=0.02(mm/răng)
Lƣợng chạy dao vòng S0=0,02.5=0.1(mm/vòng)
Theo bảng 5-154[2] ta chọn tốc độ cắt Vb =40(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng 5-3)
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5)
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7)
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x40 =28,8(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=1200(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Lƣợng chạy dao Sp=0,1.1200=120(mm/phút)
Theo máy ta chọn Sp=120(mm/phút)
Nguyên công 7: Phay rãnh then b=5mm
Định vị, kẹp chặt: Chi tiết đƣợc gá trên 2 khối V ngắn, mỗi khối V định
vị 2 bậc tự do, một khối V tì vào chi tiết giúp định vị 1 bậc tự do => Chi tiết
đƣợc định vị 5 bậc tự do. Kẹp chặt: sử dụng cơ cấu kẹp chặt bằng ren vít – đòn,
có phƣơng lực kẹp vuông góc với mặt định vị, chiều hƣớng từ ngoài vào mặt
định vị và điểm đặt nằm trong phần diện tích định vị, do đó không gây ra
momen quay đối với chi tiết gia công và không gây ra sai số kẹp chặt

62
Chọn máy: Ta chọn máy gia công là máy phay 6H10 có các thông số nhƣ
sau:
Khoảng cách từ trục hoặc mặt đầu dao tới bàn máy: 50 – 350 (mm)
Kích thƣớc bàn máy: 200x800 (mm)
Số cấp chạy dao: 12
Giới hạn chạy dao:
Chạy dao dọc: 25 – 1120 (mm)
Chạy dao ngang: 18 – 800 (mm)
Chạy dao đứng: 9 – 400 (mm)
Số cấp tốc độ: 12
Giới hạn vòng quay: 50 – 2240 (vòng/ph)
Công suất động cơ: 3 (kW)
Kích thƣớc máy: 1720x1750 (mm)
Chọn dao: Ta chọn dao phay ngón đuôi trụ có kích thƣớc nhƣ sau:
D=5(mm),L=63(mm),l=19(mm),z=5(răng)
+Chế độ cắt:
Khi gia công rãnh then ta chọn chiều sâu cắt t=2,5mm
Bảng 5-153 ,ta chọn bƣớc tiến dao Sz=0.02(mm/răng)
Lƣợng chạy dao vòng S0=0,02.5=0.1(mm/vòng)
Bảng 5-154 ta chọn tốc độ cắt Vb =40(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng 5-3)
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5)
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7)
Nhƣ vậy tốc độ tính toán là Vt=Vb.k1.k2.k3=0.9x0.8x1x40 =28,8(m/phút)

63
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=1800(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Lƣợng chạy dao Sp=0,1.1800=180(mm/phút)
Theo máy ta chọn Sp=180(mm/phút)
Nguyên công 8 :Khoan và taro ren M6
Định vị, kẹp chặt: sử dụng mâm cặp 3 chấu tự định tâm để định vị 1 đầu
4 bậc tự do 4 bậc tự do. Kẹp chặt bằng mâm cặp 3 chấu tự định tâm.
Chọn máy: Máy tiện T620
Đƣờng kính gia công lớn nhất : Dmax=400mm
Khoảng cách giữa hai mũi tâm :1400mm
Số cấp tốc độ trục chính : 23
Giới hạn vòng quay trục chính :25 2000
Công suất động cơ : 10 kw
Bƣớc 1:Khoan lỗ 5.
Chọn dao: mũi khoan đuôi trụ làm bằng vật liệu T15K6 có các thông số
nhƣ sau: d= 5 (mm), l= 20(mm), L=80 (mm).
+Chế độ cắt:
Chọn chiều sâu cắt t=25mm
Theo bảng 5 – 25[2], ta có lƣợng chạy dao s = 0,1 mm/vòng.
Bảng 5-126 ta chọn tốc độ cắt Vb =32(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng
5-3[2])
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5[2])

64
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7[2])
Nhƣ vậy tốc độ tính toán là :
Vt=Vb.k1.k2.k3=0.9x0.8x1x32 =23.04(m/phút)
Số vòng quay của trục chính theo tính toán là:
(v/phút)
Theo máy ta chọn đƣợc nm=1500(v/ph)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Bƣớc 2:Taro ren M6x1.
Chọn dao: mũi taro đuôi trụ làm bằng vật liệu T15K6 có các thông số nhƣ
sau: d= 6 (mm), l= 20(mm), L=80 (mm), p=1.
+Chế độ cắt:
Chọn chiều sâu cắt t=25mm
Theo bảng 5-25[2], ta có lƣợng chạy dao s = 0,1 mm/vòng.
Bảng 5-126[2] ta chọn tốc độ cắt Vb =32(m/ph)
Các hệ số hiệu chỉnh :
-Hệ số phụ thuộc vào độ cứng của chi tiết gia công k1=0.9 (theo bảng 5-3)
-Hệ số phụ thuộc vào trạng thái bề mặt k2=0.8 (theo bảng 5-5)
-Hệ số phụ thuộc vào tuổi bền của dao k3=1 (theo bảng 5-7)
Nhƣ vậy tốc độ tính toán là
Vt=Vb.k1.k2.k3=0.9x0.8x1x32 =23.04(m/phút)
Số vòng quay của trục chính theo tính toán là:
Theo máy ta chọn đƣợc nm=1500(v/ph)
(v/phút)
Nhƣ vậy tốc độ cắt thực tế là:
(m/phút)
Nguyên công 9 : Kiểm tra chi tiết
+ Kiểm tra hình dáng bên ngoài bằng mắt thƣờng.
+ Đo chiều dài trục, đƣờng kính, kích thƣớc lỗ then bằng thƣớc kẹp.
+ Kiểm tra độ nhám bề mặt bằng máy đo độ nhám cầm tay Vogel Germany.
+ Đo độ đồng tâm
Chi tiết đƣợc đặt lên 2 khối V ở hai đầu, để kiểm tra sự đồng tâm giữa 2
đầu ta dùng đồng hồ đo gắn ở vị trí 2 đầu và xoay tròn chi tiết..

65
3.6 Kết luận
Trong chƣơng này đã thể hiện đẩy đủ các bƣớc thiết kế hoàn chỉnh một
mô hình nhà kho thông minh từ phần kết cấu cơ khí, lựa chọn thông số Rô bôt
chấp hành, phần mềm quản lý hệ thống kho. Ngoài ra cũng đã lập quy trình chế
tạo một chi tiết trong cơ cấu chấp hành đúng với những yêu cầu về gia công cơ
khí trong thực tế sản xuất.
66
KẾT LUẬN
Trong quá trình thực hiện đề tài tác giả đã gặp không ít khó khăn trong
phần thiết kế cơ khí, lập phần mềm quản lý…tuy nhiên dƣới sự hƣớng dẫn tận
tình của TS. Trần Anh Quân từng vấn đề đã đƣợc giải quyết, qua đó học hỏi
thêm rất nhiều kiến thức. Đề tài „Nghiên cứu hệ thống kho hàng thông minh
phục vụ hậu cần‟ đã làm đƣợc những việc cụ thể nhƣ sau:
Tổng quan đƣợc phần lớn những hệ thống kho hàng thông minh hiện có
trên thế giới cũng nhƣ Việt Nam.
Nắm vững phƣơng pháp tính toán, thiết kế mô hình kho hàng thông
minh kiểu Miniload.
Xây dựng đƣợc quy trình công nghệ gia công một chi tiết điển hình.
Đề tài „Nghiên cứu hệ thống kho hàng thông minh phục vụ hậu cần‟ đã
thể hiện đầy đủ những phần việc của một kỹ sƣ ngành Cơ điện tử từ khâu thiết
kế toàn diện đến gia công chi tiết cơ khí trong thực tế.
Tuy nhiên do hạn chế thời gian, sự yêu cầu sâu rộng của kiến thức, cơ sở
vật chất còn hạn chế nên đề tài còn một số thiếu sót nhƣ sau :
Khi thiết kế hệ thống mô hình nhà kho thông minh chƣa xem xét, tính
toán đến các trƣờng hợp gặp sự cố trong điều kiện thực tế.
Chƣa xây dựng mô phỏng 3D của hệ thống nhà kho.
Chƣa triển khai đƣợc hệ thống nhà kho thông minh vào quá trình sản
xuất tại đơn vị nhƣ mong muốn ban đầu khi thực hiện đề tài.
Trong thời gian tới, nếu điều kiện cho phép tác giả mong muốn mô hình
kho hàng thông minh này sẽ đƣợc triển khai, áp dụng trong những cơ sở, nhà
máy sản xuất có quy mô phù hợp.
Xin trân trọng cảm ơn !

67
TÀI LIỆU THAM KHẢO
Tiềng Việt
1. Nguyễn Đắc Lộc – Sổ Tay Công Nghệ Chế Tạo Máy, Tập 1. Nxb Khoa Học
và Kỹ Thuật Hà Nội 2006
2. Nguyễn Đắc Lộc – Sổ Tay Công Nghệ Chế Tạo Máy, Tập 2. Nxb Khoa Học
và Kỹ Thuật Hà Nội 2006
3. Nguyễn Đắc Lộc – Sổ Tay Công Nghệ Chế Tạo Máy, Tập 3. Nxb Khoa Học
và Kỹ Thuật Hà Nội 2006
4. Trần Anh Quân – Đề tài Khoa học công nghệ cấp Bộ công thƣơng “ Nghiên
cứu, phân tích, đánh giá những công nghệ căn bản của ngành Logistics trong
xu thế cách mạng công nghiệp 4.0, thiết kế và xây dựng 01 mô hình kho thông
minh phục vụ cho công tác đào tạo nguồn nhân lực quản lý trong ngành
Logistics”.
5. Trần Văn Địch “ Thiết kế đồ án Công nghệ chế tạo máy” Nhà xuất bản Khoa
học và Kỹ thuật (2007).
Tiếng Anh
6. Amine Hakim Guezzen, Zaki Sari, Pierre Catagna, Olivier Cardin, “Travel
Time Modeling and Simulation of Mobile Racks Automated Storage /Retrieval
System”, IACSIT International Journal of Engineering and Technology, Vol.5,
No.3, June2013.
7. Banu Y. Ekren, Sunderesh S. Heragu, “Simulation based regression analysis
for rack configuration of autonomous vehicle storage and retrieval system”,
Proceedings of the 2009 Winter Simulation Conference, 978-1-4244-57717/09-
IEEE.
8. Bhaba R. Sarker, P. Sobhan Babu, “Travel Time Models In Automated
Storage/ Retrieval Systems: A Critical Review”, International Journal Of
production economics, 40 (1995) 173-184.
9. Egbelu, Wu, A Comparison of Dwell Point Rules in an Automated
Storage/Retrieval System, International Journal in Production Research, v31,
n11, p2515-2530, (1993)
10. Guiliang Zhou, Lina Mao, “Design and Simulation of Storage Location
Optimization Module in AS/RS Based on FLEXSIM”, International Journal of
Intelligent Systems and Applications, 2010, 2, 33-40.
11. Han, M-H., McGinnis, F.F., Shieh, J.S. and White, A., On Sequencing
Retrievals in an Automated Storage/Retrieval System, IIE Transactions, v19 n1,
p56-66, (1987).
12. M. Aslam, Farrukh, A. R. Gardezi and Nasir Hayat, “Design, Development

68
and Analysis of Automated Storage and Retrieval System with Single and Dual
Command Dispatching using MATLAB”, World Academy of Science,
Engineering and Technology 36 2009.
13. M. P. Groover, Automation, Production Systems and CIM, 3rd Edition,
Page No.328-356 (2002).
14. M. R. Vasili, S.H. Tang, S.M. Homayouni, N. Ismail, “Comparison of
Different Dwell Point Policies for Split Platform Automated Storage and
Retrieval System”, International Journal of Engineering and Technology,
Vol.3, No.1,2006,ISSN 1823-1039(91-106).
15. Mohammadreza Vasili, Mehadi Vasili ,Reza Raminfar, Pooria Matoorian,
“A Closed Form Model for Travel Time of Split Platform Automated Storage
and Retrieval System Equipped with Two Input/ Output Stations”,9th
International Conference of Modelling, Optimization and Simulation , june06-
08,2012.
16. Mohammadreza Vasili, Seyed Mahdi Homayouni, “Load Shuffling and
Travel Time Analysis of Miniload Automated Storage and Retrieval System
with an Open Rack Structure”, Proceedings of the 41st International
Conference on Computers & Industrial Engineering(900905).
17. N. Jawahar, P. Aravindan , S. G. Ponnambalam, “Optimal Random Storage
Allocation for An AS/RS in an FMS”, Journal Of Advanced Manufacturing
technology, (1998) 14:116-132,1998.
18. Po-Hsun Kuo, Ananth Krishnamurthy, Charles J.Malmborg, “ models for
unit load storage and retrieval systems using autonomous vehicle technology
and resource conserving storage and dwell point policies”, Applied
Mathematical Modeling, 31 (2007) ,2332–2346.
19. Riccardo Manzini , Mauro Gamberi , Alberto Regattieri, “Design and
control of an AS/RS”, International Journal of Advanced Manufacturing
Technology ,(2006) 28,766–774.
20. Russell D. Meller, Kevin R. Gue,” The Application of New Aisle Designs
for Unit-Load Warehouses”, Proceedings of 2009 NSF Engineering Research
and Innovation Conference, Honolulu, Hawaii, NSF program name: Service
Enterprise Systems, Grants #0600374 and 0600671.
21. S.G. Koh, B.S. Kim, B.N. Kim, “Travel Time Model for the Warehousing
System with A Tower Crane S/R Machine”, Computers & Industrial
Engineering 43(2002) 495–507.