
Nano/Ultrafine Structured AA1100 by ARB Process
6
This article was downloaded by: [Isfahan University of Technology] On: 22 October 2011, At: 06:54 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK Materials and Manufacturing Processes Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/lmmp20 Nano/Ultrafine Structured AA1100 by ARB Process Mohammad Raei a , Mohammad Reza Toroghinejad a & Roohollah Jamaati a a Department of Materials Engineering, Isfahan University of Technology, Isfahan, Iran Available online: 13 Jun 2011 To cite this article: Mohammad Raei, Mohammad Reza Toroghinejad & Roohollah Jamaati (2011): Nano/Ultrafine Structured AA1100 by ARB Process, Materials and Manufacturing Processes, 26:11, 1352-1356 To link to this article: http://dx.doi.org/10.1080/10426914.2011.557133 PLEASE SCROLL DOWN FOR ARTICLE Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to anyone is expressly forbidden. The publisher does not give any warranty express or implied or make any representation that the contents will be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses should be independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims, proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly in connection with or arising out of the use of this material.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Nano/Ultrafine Structured AA1100 by ARB Process

This article was downloaded by: [Isfahan University of Technology]On: 22 October 2011, At: 06:54Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Materials and Manufacturing ProcessesPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/lmmp20
Nano/Ultrafine Structured AA1100 by ARB ProcessMohammad Raei a , Mohammad Reza Toroghinejad a & Roohollah Jamaati aa Department of Materials Engineering, Isfahan University of Technology, Isfahan, Iran
Available online: 13 Jun 2011
To cite this article: Mohammad Raei, Mohammad Reza Toroghinejad & Roohollah Jamaati (2011): Nano/Ultrafine StructuredAA1100 by ARB Process, Materials and Manufacturing Processes, 26:11, 1352-1356
To link to this article: http://dx.doi.org/10.1080/10426914.2011.557133
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.tandfonline.com/page/terms-and-conditions
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form toanyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae, and drug doses shouldbe independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims,proceedings, demand, or costs or damages whatsoever or howsoever caused arising directly or indirectly inconnection with or arising out of the use of this material.
Materials and Manufacturing Processes, 26: 1352–1356, 2011Copyright © Taylor & Francis Group, LLCISSN: 1042-6914 print/1532-2475 onlineDOI: 10.1080/10426914.2011.557133
Nano/Ultrafine Structured AA1100 by ARB Process
Mohammad Raei, Mohammad Reza Toroghinejad, and Roohollah Jamaati
Department of Materials Engineering, Isfahan University of Technology, Isfahan, Iran
In this study, the effect of accumulative roll bonding (ARB) process at room temperature and without any annealing among cycles on themicrostructure and mechanical properties of a commercially pure aluminum AA1100 was investigated. Microstructural characterizations weredone by electron backscattering diffraction (EBSD) and scanning electron microscopy (SEM). It was observed that ARB is a promising processfor manufacturing nano/ultrafine grained structures in aluminum sheets. The four cycle accumulative roll bonded (ARBed) sample had an almostRD//�111� texture, while after the sixth cycle it had a strong �001� �111� ∼ �112� �111� copper texture. The tensile strength, elongation, andhardness of the ARBed samples increased with the number of ARB cycles. But their variation was not similar. Observations revealed that thefailure mode in the ARBed AA1100 aluminum was a shearing ductile rupture with elongated shallow shear dimples.
Keywords Aluminum; Fracture; Hardness; Microstructure; Rolling; Tensile.
Introduction
During recent years, the bulk nano- and ultrafine grained(UFG) materials produced by severe plastic deformation(SPD) have received considerable scientific attention.Due to their significantly higher specific strength, UFGmaterials have a high light-weight construction potential forautomobile and aircraft industry [1, 2]. Several differentkinds of SPD processes for bulk materials such as equalchannel angular extrusion/pressing (ECAE/ECAP) [2–5],high pressure torsion (HPT) [5, 6], cyclic extrusioncompression (CEC) [7], Multi-Axial Compressions/Forging(MAC/F) [8], and accumulative roll bonding (ARB) [9, 10],have so far been developed. Among these processes, ARBhas some unique features. Firstly, unlike the ECAP, HPT,and CEC processes which require forming machines witha large capacity and expensive dies, the ARB process canbe performed by a conventional rolling mill without anyspecial die. Secondly, in comparison to other methods, theproductivity of the ARB process is relatively high becausethis process employs the potential of industrial scale-up forthe continuous production of UFG metallic sheets or plates[10].The ARB process has been successfully performed on
aluminum alloys [11–14], interstitial free steel [15], copper[16], brass [17], and metal matrix composites [18, 19].Following the same line of research, this study is intendedto investigate microstructure and mechanical properties ofthe accumulative roll bonded (ARBed) AA1100 aluminum.Needless to say, the effect of the ARB process on theAA1100 alloy has already been investigated [11–14].However, there are some differences between our workand previous researches. Saito et al. [11] investigated theultra-fine grained bulk AA1100 aluminum strip by ARB
Received November 17, 2010; Accepted January 11, 2011Address correspondence to Roohollah Jamaati, Department of
Materials Engineering, Isfahan University of Technology, Isfahan 84156-83111, Iran; E-mail: [email protected]
process. It is important to note that in Saito et al.’s articlethe roll bonding was performed at 200�C in different cycles.In addition, Pirgazi et al. [13] studied the microstructureevolution and mechanical properties of the AA1100aluminum sheet processed by ARB process. But it shouldbe noted that in their work, before the rolling process thesheets were preheated to a temperature of 250�C for 5minand the rolling was performed at 200�C in different cycles.Also, Kwan et al. [12] investigated the microstructuralevolution upon annealing of ARB of the AA1100 sheetmaterials and evolution of interface microstructures. Intheir study, post-rolling annealing treatment was done inan air furnace with annealing temperature ranging from100 to 600�C for 1.8ks. Furtheremore, Eizadjou et al. [14]studied the microstructure and mechanical properties ofUFG commercial purity aluminum AA1050 strips producedby ARB process. The roll-bonding process in their work wasperformed at elevated temperature below recrystallizationtemperature in order to improve bond strength, achievea sound joining, and cancel out the accumulated strain.Therefore, to date there is no research about the effectof ARB process at room temperature and without anyannealing treatment between cycles on the microstructureand mechanical properties of commercial purity aluminumAA1100.In the present work, the ARB process was performed on a
commercially pure aluminum AA1100 at room temperatureand without any annealing among cycles. The aim of thisstudy was to evaluate the variation of the microstructures—by electron backscattering diffraction (EBSD) andscanning electron microscope (SEM) techniques—and themechanical properties (tensile strength and hardness) indifferent cycles of the ARB process.
Experimental procedure
The material used in this study was commercial purityaluminum AA1100, whose chemical composition is shownin Table 1. The as-received aluminum strip was annealed for2h at 370�C and used as input material for ARB processing.
1352
Dow
nloa
ded
by [
Isfa
han
Uni
vers
ity o
f T
echn
olog
y] a
t 06:
54 2
2 O
ctob
er 2
011
NANO/ULTRAFINE STRUCTURED AA1100 1353
Table 1.—Composition of commercial purity aluminum (wt%).
Si Fe Cu Mn Mg Al
0.179 0.494 0.122 0.0224 0.0673 Bal.
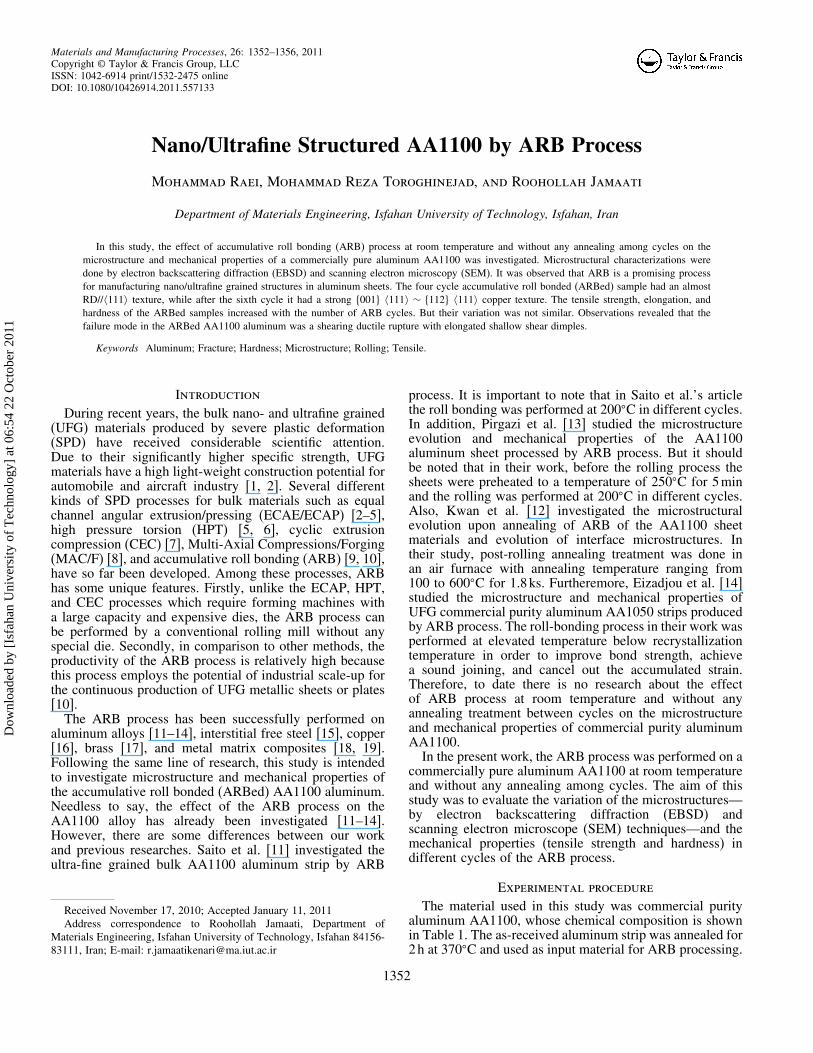
ARB involves the repetition of four steps (Fig. 1). Thefirst step is degreasing in acetone and brushing with astainless steel brush with 0.3mm long wires. This treatmentwas performed to remove surface oxide film and achievea good bonding between the stacked strips during theARB process [20–23]. The second step consists of stacking300mm×30mm×1mm strips in such a manner that thebrushed surfaces are in contact. The third involves joiningby copper wires to ensure a firm contact between strips andto prevent strips from slipping against each other duringrolling. And the fourth step is rolling with 50% reduction(this corresponds to a von Misses equivalent strain of 0.8per pass) without any lubricant at room temperature andwithout any annealing treatment between cycles. Thesesteps present one ARB cycle that can be repeated as manytimes as desired. The roll diameter was 127mm and the rollperipheral speed was about 2m/min. This procedure wasrepeated for up to 6 cycles.The microstructural investigations were performed on
the rolling direction–normal direction (RD–ND) plane.The measured area was located at the center of the midthickness of the strips. These samples were prepared by theusual metallographic procedures (grinding and mechanicalpolishing) followed by electropolishing for orientationimaging microscopy (OIM). The analysis was carried outwith an OIM device attached onto a SEM. EBSD mappingswere carried out with step sizes in the range of 10–50nm.The tensile tests were conducted at room temperature on
a Hounsfield H50KS testing machine at an initial strain rateof 1�67×10−4 s−1. The ARBed strips were machined to thesize of the ASTM E8M tensile specimen, having dimensionsof 6mm in gauge width and 25mm in gauge length. Thespecimens were prepared so that the tensile direction was
Figure 1.—Schematic illustration of the principle of the ARB process.
parallel to RD of the sheets. Total elongation of the sampleswas measured as the difference in gauge length before andafter testing. Also, in order to determine the failure mode,fracture surfaces after tensile tests were observed by SEM.Vickers hardness of the samples was measured under a loadof 10kg. Hardness was measured randomly at ten differentpoints on the strips for each sample, the maximum andminimum results were disregarded, and the mean hardnessvalue was calculated using the remaining eight values.
Results and discussion
Microstructure ObservationThe backscattered electron micrographs of the AA1100
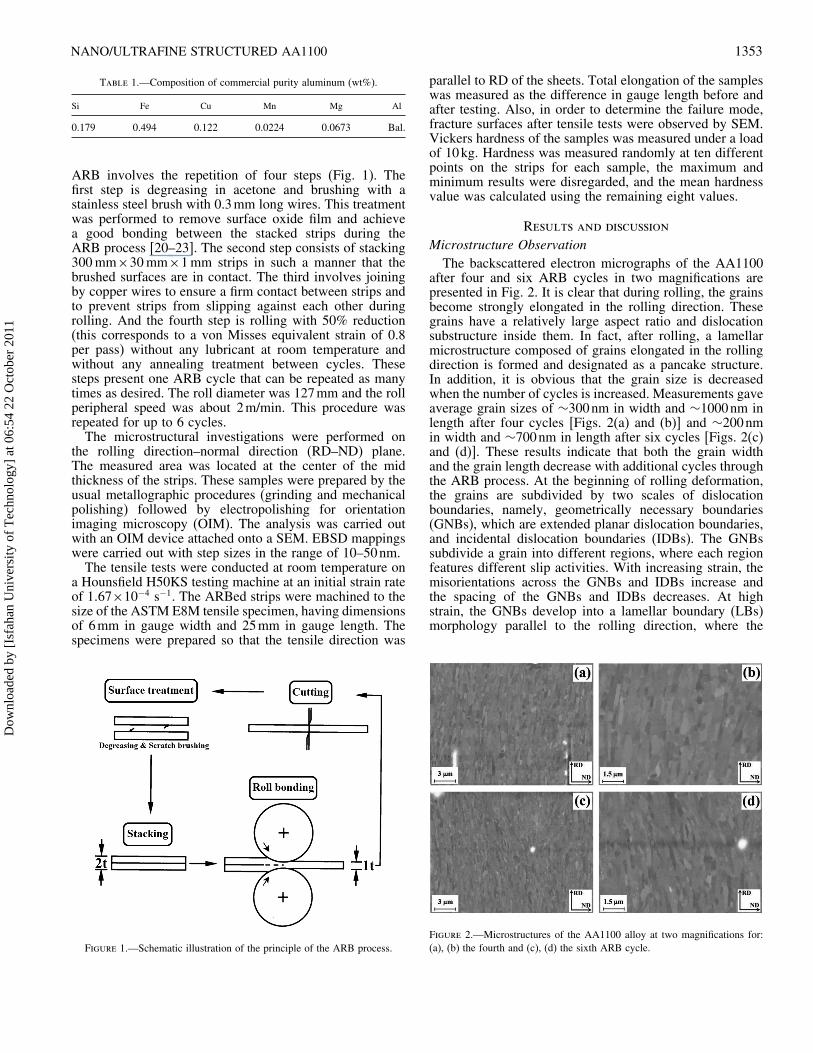
after four and six ARB cycles in two magnifications arepresented in Fig. 2. It is clear that during rolling, the grainsbecome strongly elongated in the rolling direction. Thesegrains have a relatively large aspect ratio and dislocationsubstructure inside them. In fact, after rolling, a lamellarmicrostructure composed of grains elongated in the rollingdirection is formed and designated as a pancake structure.In addition, it is obvious that the grain size is decreasedwhen the number of cycles is increased. Measurements gaveaverage grain sizes of ∼300nm in width and ∼1000nm inlength after four cycles [Figs. 2(a) and (b)] and ∼200nmin width and ∼700nm in length after six cycles [Figs. 2(c)and (d)]. These results indicate that both the grain widthand the grain length decrease with additional cycles throughthe ARB process. At the beginning of rolling deformation,the grains are subdivided by two scales of dislocationboundaries, namely, geometrically necessary boundaries(GNBs), which are extended planar dislocation boundaries,and incidental dislocation boundaries (IDBs). The GNBssubdivide a grain into different regions, where each regionfeatures different slip activities. With increasing strain, themisorientations across the GNBs and IDBs increase andthe spacing of the GNBs and IDBs decreases. At highstrain, the GNBs develop into a lamellar boundary (LBs)morphology parallel to the rolling direction, where the
Figure 2.—Microstructures of the AA1100 alloy at two magnifications for:(a), (b) the fourth and (c), (d) the sixth ARB cycle.
Dow
nloa
ded
by [
Isfa
han
Uni
vers
ity o
f T
echn
olog
y] a
t 06:
54 2
2 O
ctob
er 2
011
1354 M. RAEI ET AL.
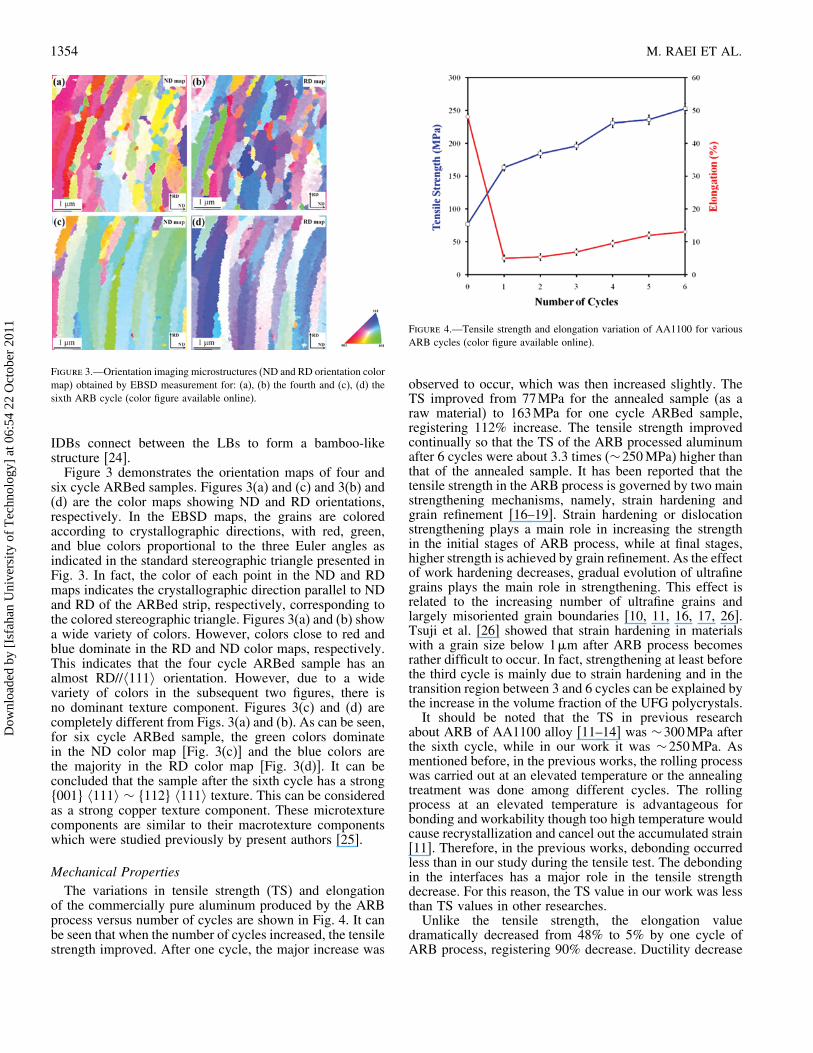
Figure 3.—Orientation imaging microstructures (ND and RD orientation colormap) obtained by EBSD measurement for: (a), (b) the fourth and (c), (d) thesixth ARB cycle (color figure available online).
IDBs connect between the LBs to form a bamboo-likestructure [24].Figure 3 demonstrates the orientation maps of four and
six cycle ARBed samples. Figures 3(a) and (c) and 3(b) and(d) are the color maps showing ND and RD orientations,respectively. In the EBSD maps, the grains are coloredaccording to crystallographic directions, with red, green,and blue colors proportional to the three Euler angles asindicated in the standard stereographic triangle presented inFig. 3. In fact, the color of each point in the ND and RDmaps indicates the crystallographic direction parallel to NDand RD of the ARBed strip, respectively, corresponding tothe colored stereographic triangle. Figures 3(a) and (b) showa wide variety of colors. However, colors close to red andblue dominate in the RD and ND color maps, respectively.This indicates that the four cycle ARBed sample has analmost RD//�111� orientation. However, due to a widevariety of colors in the subsequent two figures, there isno dominant texture component. Figures 3(c) and (d) arecompletely different from Figs. 3(a) and (b). As can be seen,for six cycle ARBed sample, the green colors dominatein the ND color map [Fig. 3(c)] and the blue colors arethe majority in the RD color map [Fig. 3(d)]. It can beconcluded that the sample after the sixth cycle has a strong�001� �111� ∼ �112� �111� texture. This can be consideredas a strong copper texture component. These microtexturecomponents are similar to their macrotexture componentswhich were studied previously by present authors [25].
Mechanical PropertiesThe variations in tensile strength (TS) and elongation
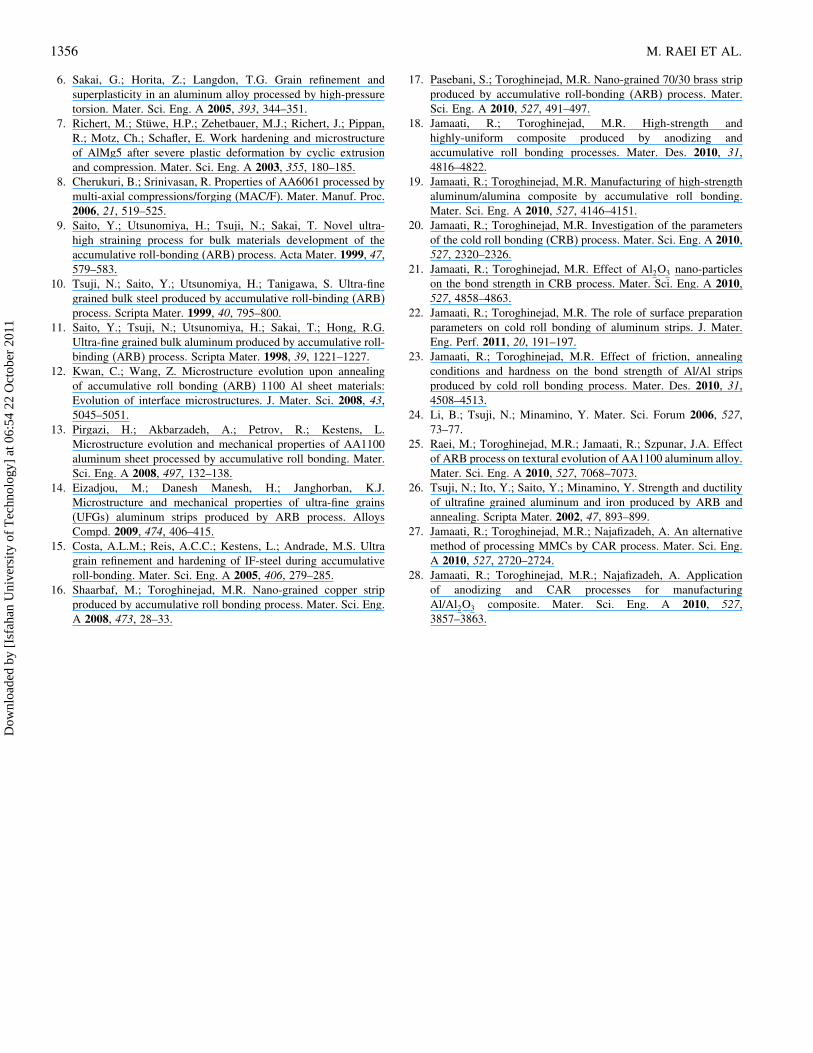
of the commercially pure aluminum produced by the ARBprocess versus number of cycles are shown in Fig. 4. It canbe seen that when the number of cycles increased, the tensilestrength improved. After one cycle, the major increase was
Figure 4.—Tensile strength and elongation variation of AA1100 for variousARB cycles (color figure available online).
observed to occur, which was then increased slightly. TheTS improved from 77MPa for the annealed sample (as araw material) to 163MPa for one cycle ARBed sample,registering 112% increase. The tensile strength improvedcontinually so that the TS of the ARB processed aluminumafter 6 cycles were about 3.3 times (∼250MPa) higher thanthat of the annealed sample. It has been reported that thetensile strength in the ARB process is governed by two mainstrengthening mechanisms, namely, strain hardening andgrain refinement [16–19]. Strain hardening or dislocationstrengthening plays a main role in increasing the strengthin the initial stages of ARB process, while at final stages,higher strength is achieved by grain refinement. As the effectof work hardening decreases, gradual evolution of ultrafinegrains plays the main role in strengthening. This effect isrelated to the increasing number of ultrafine grains andlargely misoriented grain boundaries [10, 11, 16, 17, 26].Tsuji et al. [26] showed that strain hardening in materialswith a grain size below 1�m after ARB process becomesrather difficult to occur. In fact, strengthening at least beforethe third cycle is mainly due to strain hardening and in thetransition region between 3 and 6 cycles can be explained bythe increase in the volume fraction of the UFG polycrystals.It should be noted that the TS in previous research
about ARB of AA1100 alloy [11–14] was ∼300MPa afterthe sixth cycle, while in our work it was ∼250MPa. Asmentioned before, in the previous works, the rolling processwas carried out at an elevated temperature or the annealingtreatment was done among different cycles. The rollingprocess at an elevated temperature is advantageous forbonding and workability though too high temperature wouldcause recrystallization and cancel out the accumulated strain[11]. Therefore, in the previous works, debonding occurredless than in our study during the tensile test. The debondingin the interfaces has a major role in the tensile strengthdecrease. For this reason, the TS value in our work was lessthan TS values in other researches.Unlike the tensile strength, the elongation value
dramatically decreased from 48% to 5% by one cycle ofARB process, registering 90% decrease. Ductility decrease
Dow
nloa
ded
by [
Isfa
han
Uni
vers
ity o
f T
echn
olog
y] a
t 06:
54 2
2 O
ctob
er 2
011

NANO/ULTRAFINE STRUCTURED AA1100 1355
Figure 5.—Variation of hardness in AA1100 for various ARB cycles.
of ARBed samples was mainly influenced by strainhardening which caused the mobility of dislocations todecrease, and therefore, the ductility decreased. However,debonding in the interface in the last pass also playedan important role in the ductility decrease [27, 28]. Byproceeding with the ARB cycles, the elongation valueimproved and finally reached 13%. These results aresimilar to those in other works [9–19]. In fact, bimodal-distribution microstructure of micro- and nanograins inthe UFG materials improves the poor ductility in highercycles [17].The hardness variations of AA1100 aluminum as a
function of the ARB cycle number is shown in Fig. 5. Theincrease in hardness after the first cycle was remarkable,which was almost 2.4 times greater than that of the annealedaluminum. The rapid increase of hardness at relatively lowstrains seems to be related to strain hardening similar to thestrength increase explained extensively above. After the firstcycle, hardness rapidly increased, then dwindled, and finallysaturated by further rolling. This result is consistent withthe previous researches about the ARB process [16, 17].This can be attributed to continuous decreasing of strainhardening during the plastic deformation in higher cycles.In fact, for 1 to 5 cycles the rate of increase in hardness islow and constant, and after 5 cycles the hardness reachesits maximum value (70HV). Figure 5 also shows that thehardness value of AA1100 sample has increased from 22 to70HV after six ARB cycles, registering 218% increase.
FractographyIn order to clarify the failure mechanisms in the ARBed
AA1100 sample, an SEM study was undertaken. Aftertensile tests, fracture surfaces were observed for theannealed and ARBed samples and are shown in Fig. 6. Thesefigures demonstrate that the annealed sample exhibited atypical ductile fracture showing deep equiaxed dimples. Itshould be noted that ductile fractures have a gray fibrousappearance with equiaxed or hemispheroidal dimples inmost materials. This kind of fracture occurs by microvoidformation and coalescence [16, 17, 19]. But when the
Figure 6.—The fracture surfaces after tensile test for (a) the annealed and(b) six cycle ARBed samples.
ARB process was carried out, the dimples were small andelongated, which clearly shows that the failure mode isshear ductile rupture. In fact, this mode is characterizedby shallow and small elongated shear dimples. The shapeof the dimples can determine the type of loading that thecomponent experienced during fracture, and the orientationof the dimples reveal the direction of the crack extension.Elongated small and shallow dimples of ARBed samplemay be explained by a non-uniform plastic-strain conditionsuch as shear overloads [17]. When failure is influenced byshear stress, the voids tend to be elongated, resulting in theformation of parabolic depressions on the fracture surfaces.Finally, elongated dimples form in the direction of the shearstresses.
Conclusions
In the present work, the effect of the ARB process at roomtemperature and without any annealing among cycles onthe microstructure and mechanical properties of commercialpurity aluminum AA1100 was investigated. Both grainwidth and length decrease with additional cycles throughthe ARB process. It is important that by increasing thenumber of cycles, the texture component changes, and thetensile strength and elongation of the samples improve.The hardness, first rapidly increases, then dwindles, andfinally saturates by further rolling. The failure mode in theannealed and ARBed aluminum is typical ductile and shearductile rupture, respectively.
References
1. Beausir, B.; Scharnweber, J.; Jaschinski, J.; Brokmeier, H.G.;Oertel, C.G.; Skrotzki, W. Plastic anisotropy of ultrafine grainedaluminium alloys produced by accumulative roll bonding. Mater.Sci. Eng. A 2010, 527, 3271–3278.
2. Deng, W.J.; Xia, W.; Li, C.; Tang, Y. Ultrafine grained materialproduced by machining. Mater. Manuf. Proc. 2010, 25, 355–359.
3. Chen, Z.H.; Cheng, Y.Q.; Xia, W.J. Effect of equal-channelangular rolling pass on microstructure and properties ofmagnesium alloy sheets. Mater. Manuf. Proc. 2007, 22, 51–56.
4. Tham, Y.W.; Fu, M.W.; Hng, H.H.; Pei, Q.X.; Lim, K.B.Microstructure and properties of Al-6061 alloy by equal channelangular extrusion for 16 passes. Mater. Manuf. Proc. 2007, 22,819–824.
5. Fu, M.W.; Yong, M.S.; Pei, Q.X.; Hng, H.H. Deformationbehavior study of multi-pass ECAE process for fabrication ofultrafine or nanostructured bulk materials. Mater. Manuf. Proc.2006, 21, 507–512.
Dow
nloa
ded
by [
Isfa
han
Uni
vers
ity o
f T
echn
olog
y] a
t 06:
54 2
2 O
ctob
er 2
011
1356 M. RAEI ET AL.
6. Sakai, G.; Horita, Z.; Langdon, T.G. Grain refinement andsuperplasticity in an aluminum alloy processed by high-pressuretorsion. Mater. Sci. Eng. A 2005, 393, 344–351.
7. Richert, M.; Stüwe, H.P.; Zehetbauer, M.J.; Richert, J.; Pippan,R.; Motz, Ch.; Schafler, E. Work hardening and microstructureof AlMg5 after severe plastic deformation by cyclic extrusionand compression. Mater. Sci. Eng. A 2003, 355, 180–185.
8. Cherukuri, B.; Srinivasan, R. Properties of AA6061 processed bymulti-axial compressions/forging (MAC/F). Mater. Manuf. Proc.2006, 21, 519–525.
9. Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials development of theaccumulative roll-bonding (ARB) process. Acta Mater. 1999, 47,579–583.
10. Tsuji, N.; Saito, Y.; Utsunomiya, H.; Tanigawa, S. Ultra-finegrained bulk steel produced by accumulative roll-binding (ARB)process. Scripta Mater. 1999, 40, 795–800.
11. Saito, Y.; Tsuji, N.; Utsunomiya, H.; Sakai, T.; Hong, R.G.Ultra-fine grained bulk aluminum produced by accumulative roll-binding (ARB) process. Scripta Mater. 1998, 39, 1221–1227.
12. Kwan, C.; Wang, Z. Microstructure evolution upon annealingof accumulative roll bonding (ARB) 1100 Al sheet materials:Evolution of interface microstructures. J. Mater. Sci. 2008, 43,5045–5051.
13. Pirgazi, H.; Akbarzadeh, A.; Petrov, R.; Kestens, L.Microstructure evolution and mechanical properties of AA1100aluminum sheet processed by accumulative roll bonding. Mater.Sci. Eng. A 2008, 497, 132–138.
14. Eizadjou, M.; Danesh Manesh, H.; Janghorban, K.J.Microstructure and mechanical properties of ultra-fine grains(UFGs) aluminum strips produced by ARB process. AlloysCompd. 2009, 474, 406–415.
15. Costa, A.L.M.; Reis, A.C.C.; Kestens, L.; Andrade, M.S. Ultragrain refinement and hardening of IF-steel during accumulativeroll-bonding. Mater. Sci. Eng. A 2005, 406, 279–285.
16. Shaarbaf, M.; Toroghinejad, M.R. Nano-grained copper stripproduced by accumulative roll bonding process. Mater. Sci. Eng.A 2008, 473, 28–33.
17. Pasebani, S.; Toroghinejad, M.R. Nano-grained 70/30 brass stripproduced by accumulative roll-bonding (ARB) process. Mater.Sci. Eng. A 2010, 527, 491–497.
18. Jamaati, R.; Toroghinejad, M.R. High-strength andhighly-uniform composite produced by anodizing andaccumulative roll bonding processes. Mater. Des. 2010, 31,4816–4822.
19. Jamaati, R.; Toroghinejad, M.R. Manufacturing of high-strengthaluminum/alumina composite by accumulative roll bonding.Mater. Sci. Eng. A 2010, 527, 4146–4151.
20. Jamaati, R.; Toroghinejad, M.R. Investigation of the parametersof the cold roll bonding (CRB) process. Mater. Sci. Eng. A 2010,527, 2320–2326.
21. Jamaati, R.; Toroghinejad, M.R. Effect of Al2O3 nano-particleson the bond strength in CRB process. Mater. Sci. Eng. A 2010,527, 4858–4863.
22. Jamaati, R.; Toroghinejad, M.R. The role of surface preparationparameters on cold roll bonding of aluminum strips. J. Mater.Eng. Perf. 2011, 20, 191–197.
23. Jamaati, R.; Toroghinejad, M.R. Effect of friction, annealingconditions and hardness on the bond strength of Al/Al stripsproduced by cold roll bonding process. Mater. Des. 2010, 31,4508–4513.
24. Li, B.; Tsuji, N.; Minamino, Y. Mater. Sci. Forum 2006, 527,73–77.
25. Raei, M.; Toroghinejad, M.R.; Jamaati, R.; Szpunar, J.A. Effectof ARB process on textural evolution of AA1100 aluminum alloy.Mater. Sci. Eng. A 2010, 527, 7068–7073.
26. Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductilityof ultrafine grained aluminum and iron produced by ARB andannealing. Scripta Mater. 2002, 47, 893–899.
27. Jamaati, R.; Toroghinejad, M.R.; Najafizadeh, A. An alternativemethod of processing MMCs by CAR process. Mater. Sci. Eng.A 2010, 527, 2720–2724.
28. Jamaati, R.; Toroghinejad, M.R.; Najafizadeh, A. Applicationof anodizing and CAR processes for manufacturingAl/Al2O3 composite. Mater. Sci. Eng. A 2010, 527,3857–3863.
Dow
nloa
ded
by [
Isfa
han
Uni
vers
ity o
f T
echn
olog
y] a
t 06:
54 2
2 O
ctob
er 2
011




















