
Multi-product multi-chance-constraint stochastic inventory control problem with dynamic demand and...
29
1 Multi-product Multi-chance-Constraint Stochastic Inventory Control Problem with Dynamic Demand and Partial Back-Ordering: A Harmony Search Algorithm Ata Allah Taleizadeh Department of Industrial Engineering, Iran University of Science and Technology, Tehran, Iran E-mail: [email protected] Seyed Taghi Akhavan Niaki 1 Department of Industrial Engineering, Sharif University of Technology P.O. Box 11155-9414 Azadi Ave, Tehran 1458889694 Iran Phone: (+9821) 66165740, Fax: (+9821) 66022702, E-mail: [email protected] Seyed Mohammad Haji Seyedjavadi Department of Computer Engineering, Islamic Azad University, Qazvin Branch, Qazvin, Iran E-mail: [email protected] Abstract In this paper, a multiproduct inventory control problem is considered in which the periods between two replenishments of the products are assumed independent random variables, and increasing and decreasing functions are assumed to model the dynamic demands of each product. Furthermore, the quantities of the orders are assumed integer-type, space and budget are constraints, the service-level is a chance-constraint, and that the partial back-ordering policy is taken into account for the shortages. The costs of the problem are holding, purchasing, and shortage. We show the model of this problem is an integer nonlinear programming type and to solve it, a harmony search approach is used. At the end, three numerical examples of different sizes are given to demonstrate the applicability of the proposed methodology in real world inventory control problems, to validate the results obtained, and to compare its performances with the ones of both a genetic and a particle swarm optimization algorithms. Keywords: Inventory Control; Multi-product Multi-constraint; Dynamic Demand; Stochastic Replenishment; Partial Back-ordering; Harmony Search Algorithm 1. Introduction and Literature Review Since the introduction of economic order quantity (EOQ) model by Harris [1], an extensive research works on the extension of inventory control models involving constant demand rate have been reported in the literature. However, in real-world environments there are many situations in 1 Corresponding author
Transcript of Multi-product multi-chance-constraint stochastic inventory control problem with dynamic demand and...

1
Multi-product Multi-chance-Constraint Stochastic Inventory Control Problem with
Dynamic Demand and Partial Back-Ordering: A Harmony Search Algorithm
Ata Allah Taleizadeh
Department of Industrial Engineering, Iran University of Science and Technology, Tehran, Iran E-mail: [email protected]
Seyed Taghi Akhavan Niaki 1
Department of Industrial Engineering, Sharif University of Technology P.O. Box 11155-9414 Azadi Ave, Tehran 1458889694 Iran
Phone: (+9821) 66165740, Fax: (+9821) 66022702, E-mail: [email protected]
Seyed Mohammad Haji Seyedjavadi Department of Computer Engineering, Islamic Azad University, Qazvin Branch, Qazvin, Iran
E-mail: [email protected]
Abstract
In this paper, a multiproduct inventory control problem is considered in which the periods between
two replenishments of the products are assumed independent random variables, and increasing and
decreasing functions are assumed to model the dynamic demands of each product. Furthermore, the
quantities of the orders are assumed integer-type, space and budget are constraints, the service-level
is a chance-constraint, and that the partial back-ordering policy is taken into account for the
shortages. The costs of the problem are holding, purchasing, and shortage. We show the model of
this problem is an integer nonlinear programming type and to solve it, a harmony search approach is
used. At the end, three numerical examples of different sizes are given to demonstrate the
applicability of the proposed methodology in real world inventory control problems, to validate the
results obtained, and to compare its performances with the ones of both a genetic and a particle
swarm optimization algorithms.
Keywords: Inventory Control; Multi-product Multi-constraint; Dynamic Demand; Stochastic
Replenishment; Partial Back-ordering; Harmony Search Algorithm
1. Introduction and Literature Review
Since the introduction of economic order quantity (EOQ) model by Harris [1], an extensive
research works on the extension of inventory control models involving constant demand rate have
been reported in the literature. However, in real-world environments there are many situations in
1Corresponding author
2
which the demand rate over a planning horizon is not constant. For example, the demand rates of
some seasonal products such as seasonal garments, shoes, drug, and the like is low at the beginning
of the season and increases as the season progresses. In other words, the demand rate changes with
time or it is time-dependent [2]. To name some research works in which the demand rate is not
considered constant, Silver and Meal [3] developed the EOQ model with dynamic demand. Dey et
al. [4] first proposed a model with an increasing demand function in which the lead-time was
considered fuzzy. Then, Dey et al. [5] extended their previous work under inflation and time value
of money. Donaldson [6] developed an inventory control model with dynamic demand where the
demand follows a linear trend. Chang and Dye [7] proposed a replenishment policy for deteriorating
items with time-dependent demand and partial back ordering. Goyal et al. [8] extended an inventory
replenishment problem with shortages over finite time- horizon. Gao et al. [9] presented various
modeling and approaches for the coordinated replenishment problem with deterministic dynamic
demand. Kim and Mabert [10] developed a model for discrete shopping and time dependent
demand. Martel and Gascon [11] introduced a new formulation of the dynamic demand and price in
inventory problems where the unit inventory holding costs in a period was a function of the
procurement quantity made in previous cycles. Hu and Munson [12] discussed the roles of lot sizing
when the demand was time-dependent and an incremental quantity discount policy was present.
Wang et al. [13] proposed two supply chain models for deteriorating items with stochastic and
dynamic demands. Pentico [14] developed a multi-period assortment problem in which demands
meet the conditions of a dynamic demand economic lot size problem where substitution costs have
a `scrap' component. Hopp and Xu [15] proposed an approximation method for the dynamic
demand substitution models that is useable in competitive markets.
In periodic-review inventory-control models, sometimes the replenishment times are not
under the retailers' control and happen stochastically. The product replenishments of many small
supermarkets and drug stores are examples of this condition where distributors visit them in
irregular intervals and ask them to order their products based on their current inventories, demand
3
rates, and the random visit time until the next replenishment opportunity. Retailers that are located
in geographically disadvantageous remote locations are another example in which the
replenishment times are not under the retailers' control. In this case, the suppliers would likely to be
the ones making the decision as to when to visit and replenish the retailers' inventories. This
problem that is called the stochastic replenishment intervals, has been investigated in the literature
(see for example, [16] and [17] and the references within).
In this paper, a stochastic replenishment intervals inventory control problem with one
provider and several products is considered in which the demands are dynamic and take increasing
or decreasing rates. To the best of authors' knowledge, this is the first time this problem, which
quite possibly happen in real-world inventory control environments along with its constraints, is
attacked. The constraints are the minimum service level of each product, the minimum required
warehouse space, the minimum required budget, and the integer decision variables. Moreover, a
harmony search algorithm is proposed to solve the developed integer-nonlinear models of the
problem.
The rest of the paper is organized as follows: in section 2, the problem along with the
assumptions is defined. In section 3, we model the defined problem of section 2. To do this we first
introduce the parameters and the variables of the problem. Then, a single product problem is
modeled, and finally the multiproduct problem is formulated. In the fourth section of the paper, we
introduce a harmony search algorithm to solve the model at hand and analyze it under special
conditions. Incorporating a numerical example, the solution method is investigated in section 5. The
conclusion and recommendations for future research come in section 6.
2. Problem Definition
The setting of the problem at hand is similar to the periodic review models with fundamental
difference that the replenishment times are not under retailer’s control. Consider a periodic
inventory control model for one provider in which the times required to order each of several
4
available products are stochastic in nature. Let the time-periods between two replenishments be
independent random variables and in case of shortage, a fraction is considered back-order and a
fraction lost-sale. The demands of the products are dynamic and take two general forms of
increasing and decreasing forms. The costs associated with the inventory control system are
holding, back-order, lost-sales, and purchasing costs. Furthermore, the service level of each product,
warehouse space, and budget are considered constraints of the problem and the decision variables
are integer digits. The aim of this research is to determine the inventory level of each product such
that the constraints are satisfied and the expected profit is maximized.
3. Problem Modeling
For the problem at hand, since the time-periods between two replenishments are
independent random variables, in order to maximize the expected profit of the planning horizon we
need to consider only one period. Moreover, since we assumed the costs associated with the
inventory control system are holding, shortage (back-order and lost-sale), and purchasing we need
to calculate the expected inventory level and the expected required storage space in each period.
Before doing this, we first define the parameters and the variables of the model.
For 1,2,...,i n , define the parameters and the variables of the model as
iR : The maximum inventory level of the ith product
iT : A random variable denoting the time-period between two replenishments (cycle length) of the ith
product
)( iT tfi
: The probability density functions of iT (Uniform density function)
:iW The purchasing cost per unit of the ith product
iFI : A fraction of the purchasing cost of the ith product used to calculate its holding cost
ih : The holding cost of the ith product per unit inventory per unit time ( i i ih FI W )
i : The back-order cost per unit demand of the ith product
5
ˆi : The shortage cost for each unit of lost sale of the ith product
iP : The sale price per unit of the ith product
)(tDi : The dynamic demand functions of the ith product
iSL : The lower limit of the service level for the ith product
iDt : The time at which the inventory level of the ith product reaches zero
i : The percentage of unsatisfied demands of the ith product that is back-ordered
iI : The expected amount of inventory units of the ith product per cycle
iH : The inventory level of the ith product per cycle
( )iI t : The inventory level of the ith product at time t
iL : The expected amount of the ith product lost-sale in each cycle
iB : The expected amount of the ith product back-order in each cycle
iQ : The expected amount of the ith product order in each cycle
if : The required warehouse space per unit of the ith product
F : Total available warehouse space
:TB Total available budget
ihC : The expected holding cost per cycle of the ith product
ibC : The expected shortage cost in back-order state of the ith product
ilC : The expected shortage cost in lost-sale state of the ith product
ipC : The expected purchase cost of the ith product
ir : The expected revenue obtained from sales of the ith product
)(RZ : The expected profit obtained in each cycle
For sake of simplicity, in section 3.3 we first consider a single-product problem. Then,
section 3.3.1 and 3.3.2 are devoted for a single-product problem with dynamic demand functions

6
and constraints, respectively. In section 3.4, we extend the single-product to a multiproduct model.
To do all these, we first introduce the pictorial representation of the single-product problem in
section 3.1.
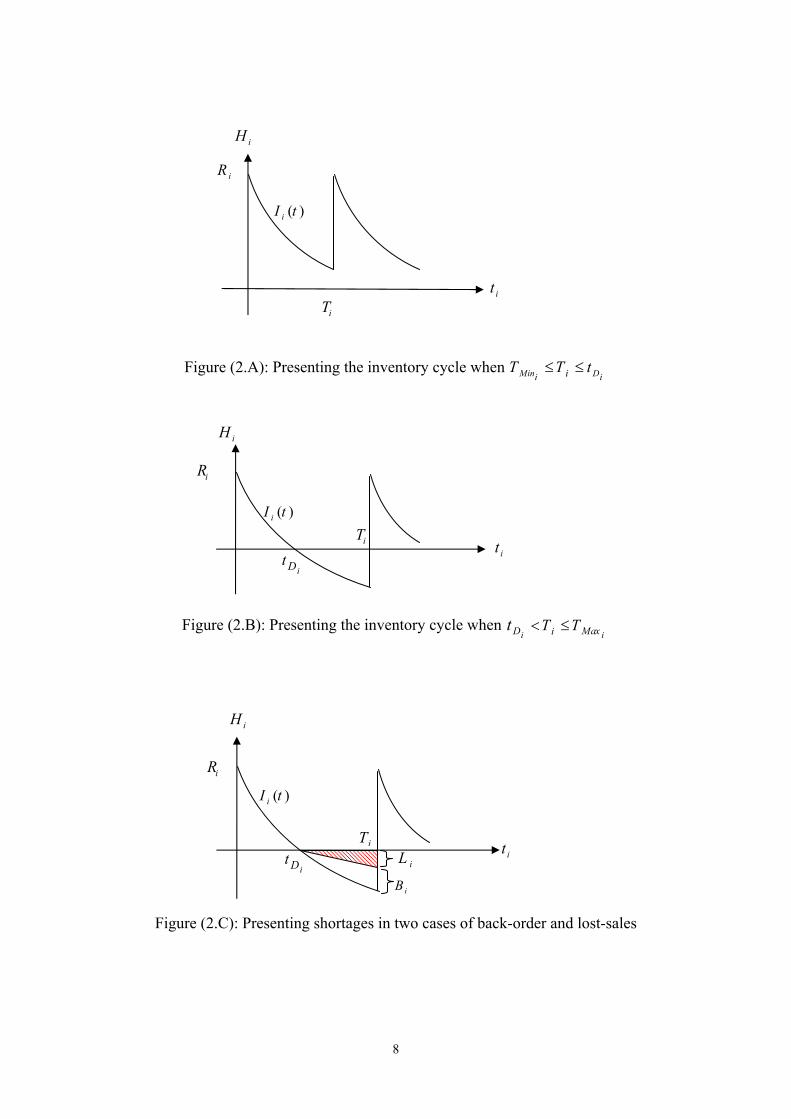
3.1. Inventory Diagrams
Considering the fact that the time-periods between replenishments are stochastic variables,
two cases may occur. In the first case, the time between replenishments is less than time required
for the inventory level to reach zero. In this case, as two types of increasing and decreasing demand
functions are employed to model the dynamic demand, Figures (1.A) and (2.A) show the inventory
diagram of a single product. In the second case, the time between replenishments is greater than the
time required for the inventory level to reach zero and Figures (1.B) and (2.B) show the inventory
diagrams of this case. Figures (1.C) and (2.C) depict the shortages in both cases. Furthermore, the
increasing and decreasing demand functions are assumed in Equations (1) and (2), respectively.
These are only examples of increasing and decreasing functions of the demands that may exist in
real-world inventory systems. They are chosen such that the model development process of the next
section becomes possible. Depending on the demand, other increasing or decreasing functions may
be utilized as well.
( ) ; 1, 0ii i i iD t D t D (1)
2( ) ; 0, 1ii i i
i i
DD t D
t
(2)
3.2. Single Product Model – Back Order and Lost Sales Cases
In this section, we first model the costs, the constraints, and the profit of a single-product
inventory problem in which the replenishments are stochastic, the demand is dynamic and back-
order and lost-sales are allowed. Then, the multi-product multi-constraint model will be presented
in section 3.3.

7
Figure (1.A): Presenting the inventory cycle when Min Di iiT T t
Figure (1.B): Presenting the inventory cycle when i iD MaxiT Tt
Figure (1.C): Presenting shortages in two cases of back order and lost sales
iR
it iL
iDtiT
iB
iH
it iT
( )iI tiR
iH
iR
it
iH
iDt
( )iI t
iT
8
Figure (2.A): Presenting the inventory cycle when Min Di iiT T t
Figure (2.B): Presenting the inventory cycle when i iD MaxiT Tt
Figure (2.C): Presenting shortages in two cases of back-order and lost-sales
iT
iR
( )iI t
iDt
iL
iB
it
iH
iT
iR
( )iI t
it
iH
iH
it
iR
( )iI t
iT
iDt

9
3.2.1. Calculating the Costs and the Profit
To calculate the expected profit in each cycle, all the terms in Equation (3) are needed to be
evaluated.
ˆ( )i i i ii i i p h b l i i i i i i i i i iZ R r C C C C P Q W Q h I B L (3)
Based on the types of the demand function, these terms are calculated as follow.
3.2.1.1. Increasing Demand Function
According to Figures (1.A), (1.B), and (1.C), , , and i i i iL B I Q are evaluated as follows.
1(1 ) ( ) ( ) (1 )
i
T TMax Maxi i i ii
i i i i i T i i i i i i i
t t t tD D D D i ii i i i
t t
Max Min
L D t dt f t d D t dt dT T
(4)
1( ) ( )
i
Maxi i i
i
i iD D D Di i i i
T T t
i i i i i T i i i i i i i
t t t t
Max ti
Max Min
B D t dt f t d D t dt dT T
(5)
0 0 0
0 0
0 0
( ) ( ) ( ) ( )
1
1
i i
i i
D Max Di i i i i
DMin ii
Di i i
Mini
Max Di i i
iDi
t T t
i i i i T i i i i i i T i i
T t
t
i i i i iMax MinT
T t
i i i
t
t t
t t
i
t
iMax Min
I I t dt f t d D t dt d f t d
R D t dt d dT T
D t dt dT T
i
id
(6)
0
0
( ) ( ) ( ) ( )
1 1
i
i i
i ii
t T T
i i i i T i i i i i i i i i
T
T
i i i i i i i i i
T
D Max Maxi i i i
iD DMin i ii
D Maxi i i
iDMin iiMax MaxMin
t
Tt t
t t
t Min
Q D t dt f t d R D t dt f t d
D t dt d R D t dtT T T T
T
i
Maxi
Dit
d
(7)
However, in an increasing demand type given in Equation (1), iDt should satisfy Equation (8).
0
0i
Di
i i i i
t
R D t dt (8)
Hence
10
1 01
i ii i
iD
DR t
(9)
1( 1)
ii
D iii
t RD
(10)
3.2.1.2. Decreasing Demand Function
According to Figures (2.A), (2.B), and (2.C), , , and i i i iL B I Q are evaluated by the following
equations:
2
1 1(1 ) (1 )
T TMax Maxi i i iii
i i i i i i i i i
t t i iD D D Di ii ii i i i
t t
t tMax MaxMin Min
DL D t dt d dt d
T T T Tt
(11)
2
1( ) ( )
i
T Ti i
ii i i i i T i i i i i
i iD D D D i ii i i i
Max Maxi i
t t t t
t t
Max Min
DB D t dt f t d dt d
T Tt
(12)
0 0 0
20 0
20 0
( ) ( ) ( ) ( )
1
1
i i
Maxi
Mini
Mini
Maxi
TD Di i i i
i i i i T i i i i i i T i i
Di
Di i ii
i i i i
T i i i i
T Di ii
i i
i iD ii
t t
T t
t
t
t t
t t
Max Min
t
t Max M
I I t dt f t d D t dt d f t d
DR dt d d
T Tt
Ddt d
T Tt
i
iin
d
(13)
0
2 20
( ) ( ) ( ) ( )
1
i
t T T
i i i i T i i i i i i i i i
T
T T
i ii i i i i
T i i i i
D Max Maxi i i i
iD DMin i ii
D Max Maxi i i i
D DMin i i i ii
t
Tt t
t t
t tMax Min
Q D t dt f t d R D t dt f t d
D Ddt d R dt
T Tt t
1
i
i iMax Min
dT T
(14)
In a decreasing demand type given in Equation (2), iDt should satisfy Equation (15).
20
0Di
ii i
i i
tD
R dtt
(15)
Therefore,
11
0( )
i
i
ii D i
iDD tR
t
(16)
2i i
i i iiD
Rt
D R
(17)
3.2.2. Presenting the Constraints
As the total available warehouse space is F , the space required for each unit of the ith
product is if , and the inventory level of the ith product is iR , the space constraint will be
FRf ii (18)
Since the total available budget is TB , the cost for each unit of product is iW and the order quantity
is iQ , the budget constraint is
i iW Q TB (19)
In order to model the service-level as a chance constraint, Liu [18] first defined a stochastic
constraint function in the form of ( , )G X Y in which X and Y were decision vector and stochastic
vector, respectively. Since ( , ) 0G X Y does not define a deterministic feasible set, he then
introduced a confidence level at which it was desired the stochastic constraint ( , ) 0G X Y hold.
In other words, he defined a chance constraint as
( , ) 0P G X Y (20)
For the problem at hand since the shortages of the ith product only occur when the cycle time
is more than iDt and that the lower limit for the service level is iSL , then we have
11
i
i i
i D i i
Maxi
DiMax Min
T
t
P T t dt SLT T
(21)
12
Based on the type of the demand function since iDt takes different forms (see Equations 10
and 17), the service-level constraints for increasing and decreasing demand functions are given in
Equations (22) and (23), respectively.
1 ( 1)
11i i
Max i
i iii ii
T
Max MinR
D
dt SLT T
(22)
2
11i i
Max i
i ii i
i i i
T
Max MinRD R
dt SLT T
(23)
3.3. Multi-product Models – Back-Order and Lost-Sales Cases
The multi-product multi-constraint stochastic replenishments models for increasing and
decreasing demands are shown in Equations (24) and (25), respectively.
0
0 0
1
1 1: ( ) ( )
1
i i
i
T T
i i i i i i i i i i i i
i i i i i i
D Max Maxi i i i
iD DMin i ii i ii
Di i i
Min ii
i
t t
T t tMax MaxMin Min
t t t
T Max M
nMax Z R P W D t dt d R D t dt d
T T T T
h R D t dt dT T
0 01
1
1 1ˆ (1 )
i
i i
T
i i i i i i
T T
i i i i i i i i i i i
Max Di i i
iD ii i
Max Maxi i i i
i iD D D Di ii i i i
n
i
t t
t Maxin Min
t t
t t t tMax MaxMin Min
d D t dt d dT T
D t dt d D t dt dT T T T
11
n
i
n
i
s.t: 1
n
i ii
f R F
(24)
1
n
i ii
W Q TB
1 ( 1)
11
i i
i iMax Min
Max i
ii
ii
T
RD
dt SLT T
: 1, 2, ,i i n
0 and IntegeriR : 1, 2, ,i i n
And

13
20
1
2
1
: ( ) ( )1
ii i
T i in
i i Ti
ii i i i
i i
Di i
Min i ii
Max Maxi i
D D i ii i
t t
Max Min
T
t t Max Min
Ddt d
T TtMax Z R P W
DR dt d
T Tt
20 0
1
20 0
2
1
1
1
ii i i i
T i i
ii
ii i i
i i
ii i i
i i
Di i i
Mini
Max Di i i
Di
Maxi i
D Di i
ni i
i i
i
t t t
T t t
t
T t
t t
Max Min
Max Min
Max
DR dt d d
T Tth
Ddt d d
T Tt
Ddt
T Tt
1
21
1ˆ (1 )
n
ii
ni
i i i ii i i
Maxi i
D Di i
i
i i
T t
t t
Min
Max Min
d
Ddt d
T Tt
s.t: 1
n
i ii
f R F
(25)
1
n
i ii
W Q TB
2
11i i
Max i
i ii i
i i i
T
Max MinRD R
dt SLT T
: 1, 2, ,i i n
0 and IntegeriR : 1, 2, ,i i n
4. A Harmony Search Algorithm
Since the models in (24) and (25) are integer-nonlinear in nature, reaching an analytical
solution (if any) to the problem is difficult [19]. Hence, we need to employ a meta-heuristic search
algorithm to solve them.
14
4.1. Introduction to Harmony Search Algorithm
Recently, scientists mimicked nature to solve different kinds of complex optimization
problems called heuristic [20]. A meta-heuristic algorithm is a heuristic method that combines user-
given black-box procedures, usually heuristics themselves.
Lee and Geem [21] and Vasebi et al. [22] showed the harmony search (HS) algorithm
outperforms genetic algorithm (GA) [23] because of its multi-vector consideration and fast
calculation. One of the main advantages of HS versus GA is its simple implementation. Unlike GA,
that has genetic operators like crossover and mutation, the HS algorithm does not have these types
of operators for new generations. This causes an iteration to be faster in HS than that in GA.
Therefore, we employ an HS algorithm to solve the models under different criteria.
The HS algorithm inspired from the act of musician groups, was introduced in an analogy
with music improvisation process where musicians in an ensemble continue to polish their pitches
to obtain better harmony [24]. There is a similarity between musician groups and this algorithm.
According to the analogy of improvisation and optimization, fantastic harmony is considered as
global optimum, aesthetic standard is determined by the objective function, pitches of instruments
are desired values of the variables, and each practice is the same in each iteration.
The HS optimization method has been applied successfully to various engineering problems
such as satellite heat pipe design [25], vehicle routing [26], water network design [27, 28]. Mahdavi
et al. [29] described an improved harmony search (IHS) algorithm for solving optimization
problems.
Although HS algorithm has proven its ability of finding near global regions within a
reasonable amount of time, because of its needs to having large enough solution space to move and
optimize the solution vectors, it is comparatively inefficient in performing local search [21].
Fesanghari et al. [30] proposed a hybrid harmony search (HHS) algorithm to solve engineering
optimization problems with continuous design variables and employed a sequential quadratic
programming (SQP) model to speed up local search and improve precision of the HS solutions.
15
The HS optimization algorithm applied in this paper is performed by the following steps.
4.1 Initialization
The process of initialization has two parts; parameter initialization and HM initialization as
described below.
4.1.1 Parameter Initialization
The constant parameters of the HS algorithm include harmony memory size ( HMS ),
harmony memory considering rate ( HMCR ), pitch adjusting rate ( PAR ), number of decision
variables ( N ), and the maximum number of improvisations ( NI ).
The HMS is the number of simultaneous solution vectors in HM. Based on the frequently
used HMS values in other HS applications available in the literature [21, 25, 26, 27, 28] it seems
that using a small HMS is a good and logical choice with the added advantage of reducing space
requirements. Further, since HM resembles the short-term memory of a musician and since the
short-term memory of the human is known to be small, it is logical to use a small HMS . In this
paper, the numbers 10, 20 and 30 are chosen as different values of HMS .
The HMCR is the probability of choosing HM. Choosing a very small HMCR decreases the
algorithm efficiency and the HS algorithm behaves like a pure random search with less assistance
from the HM. Hence, it is generally better to use a large value for the HMCR (i.e. ≥ 0.9). In this
research 0.93, 0.95, and 0.99 have been used for HMCR .
The pitch adjustment is similar to the adjustment of each musical instrument in a jazz so that
pleasing harmony can be achieved. The efficiency of the algorithm lies within this pitch adjustment
because of the fact that once a feasible design is determined, it searches new solution vectors
around this design vector rather than generating arbitrary design vectors. Thus, this operation
prevents stagnation and improves the HS for diversity with a greater chance of reaching the global
16
optimum. The PAR is the probability of pitch adjustment where its typical value ranges from 0.3 to
0.99. In this research, 0.3, 0.7, and 0.9 have been utilized for PAR .
The value of N , the number of variables for optimization, is fully depended on the
characteristics of the problem. For the proposed HS algorithm of this research N has been chosen
to be 8.
Finally, NI is the maximum number of iterations the objective function is evaluated. In this
research, 100, 500, and 1000 are chosen as different iteration numbers.
4.1.2. Harmony Memory Initialization
The HM is a two-dimensional matrix with HMS rows and 1N columns. The last column
of HM is specified by the value of the objective function for each solution vector. Figure (3) shows
a sample HM in which jiX is one of the decision variables used in HS algorithm, ( )jf x is the
value of the objective function for jth vector solution, i indicates the index of the decision variable in
vector X, and j is used as an index for the vector solution in HM.
The HM is initialized with randomly generated solutions in a specific range limited by upper
and lower bounds determined by the problem at hand. However, because of the constraints
described in section 3.3.2, only those solution vectors that satisfy the constraints are included in HS.
4.2 New Harmony Generation
New Harmony improvisation is based on three rules: (i) random selection (ii) HM
consideration, and (iii) pitch adjustment. In random selection rule, the new value of each decision
variable ix is randomly chosen within the range of the vector solution jX . Then,
' ' ' '1 2, ,..., Nx x x X will represent the new vector solution. In HS algorithm, the random choosing
from HM occurs with probability HMCR (choose a row from HM randomly) and the random
selection is performed with probability 1 HMCR (generate a new solution randomly). Algorithm
(1) shows the choosing and the selection processes.

17
Memory Columns
Figure (3): The sample harmony memory
Algorithm (1): Choosing and selection processes of HM algorithm
For 1:i N
If ; ~ (0,1)i iRand HMCR Rand Uni
1 2[ , , , ]i i iHMS
i ix x x x x
Else
generate a new one within the allowable rangeix
End If
End For
In pitch adjustment, every component obtained by the memory consideration, is examined to
determine whether it should be pitch adjusted or not. The value of the decision variable is changed
by Equation (26) with probability of PAR , and this value is kept without any change with
probability1 PAR . In Equation (26), the BW stands for bandwidth, showing the change for pitch
adjustment, and rand is a uniform random number between 0 and 1. In this equation, for each
component of the vector the selection for increasing or decreasing are carried out with the same
probability.
( )( ) ; ~ 0,1rand BW rand U ' 'X X (26)
11X 1
2X .. . 1NX 1( )f x
21X 2
2X .. . 2NX 2( )f x
. .
. .
. . 1
1HMSX 1
2HMSX .. . 1HMS
NX 1( )HMSf x
1HMSX2
HMSX .. . HMSNX ( )HMSf x
HM
S
18
4.3. Harmony Memory Update
The constraint handling part of the algorithm is performed before the HM update. There are
three constraints in each of the proposed models. The constraint handling part checks whether these
constraints are satisfied or not. If they are satisfied, then the HM update action occurs. In this stage,
by the objective function evaluation, if the new fitness value is better than the worst case in the HM,
the worst harmony vector is replaced by the new solution vector. The remaining steps of the HS
algorithm are performed after the HM update.
4.4. Stopping Criterion
The last step in a HS method is to check if the algorithm has found a solution that is good
enough to meet the user’s expectations. Stopping criteria is a set of conditions such that when
satisfied a good solution is obtained. Different criteria used in literature are: 1) stopping the
algorithm after a specific number of iterations, 2) no improvement in the objective function, and 3)
reaching a specific value of the objective function. In this research, we stop when a predetermined
number of consecutive iteration is reached. The number of sequential iterations depends on the
specified problem and the expectations of the user. In summary, the steps involved in the HS
algorithm used in this research are:
1. Initialize both the parameters and the HM of the HS algorithm.
2. Make a new vector 'X . For each component ix :
With probability HMCR pick the component from memory,
With probability 1 HMCR generate a new vector in the allowed range.
3. Pitch adjustment: For each component ix :
With probability PAR , a small change is made to ix .
With probability 1 PAR do nothing.
4. If X is better than the worst jX in the memory, then replace jX by X .
5. Go to step two until a maximum number of iterations has been reached.
19
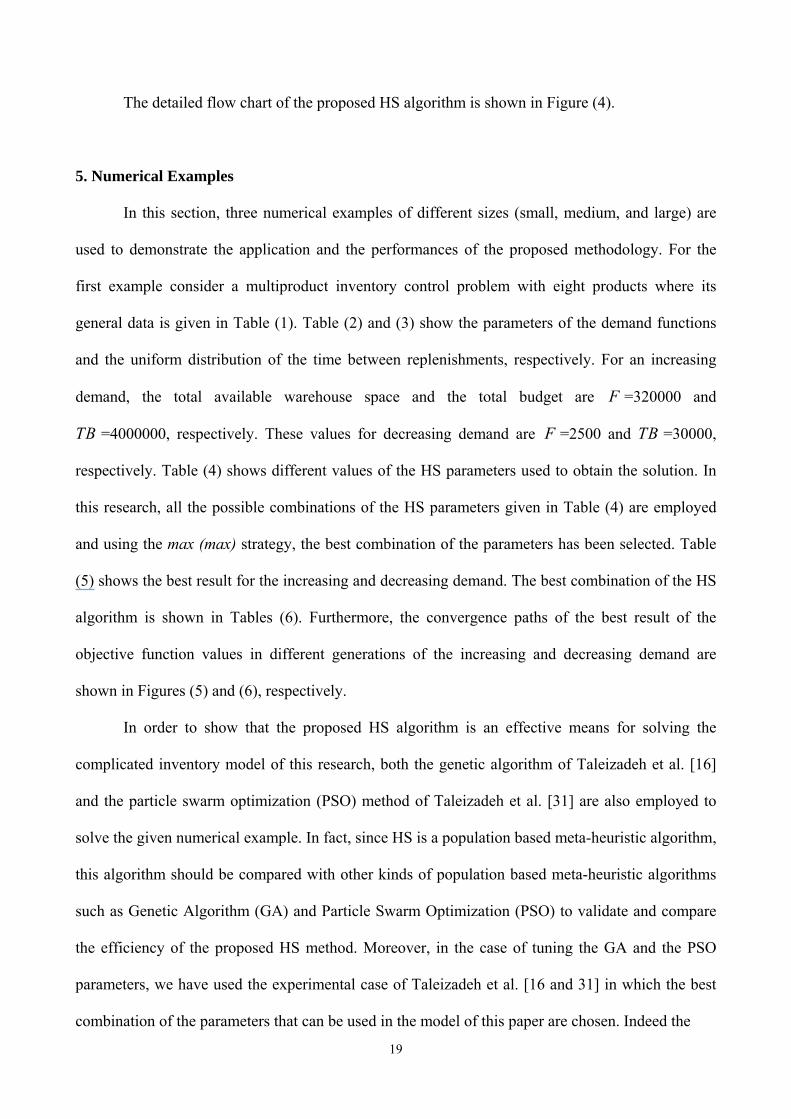
The detailed flow chart of the proposed HS algorithm is shown in Figure (4).
5. Numerical Examples
In this section, three numerical examples of different sizes (small, medium, and large) are
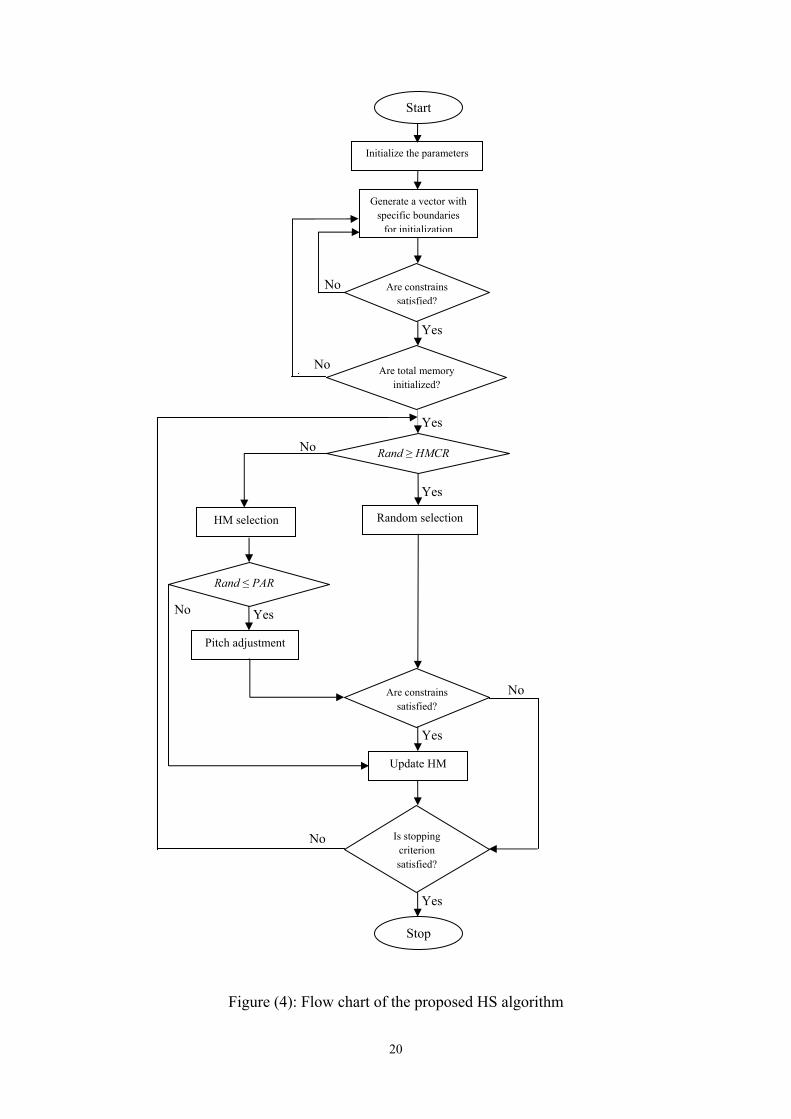
used to demonstrate the application and the performances of the proposed methodology. For the
first example consider a multiproduct inventory control problem with eight products where its
general data is given in Table (1). Table (2) and (3) show the parameters of the demand functions
and the uniform distribution of the time between replenishments, respectively. For an increasing
demand, the total available warehouse space and the total budget are F =320000 and
TB =4000000, respectively. These values for decreasing demand are F =2500 and TB =30000,
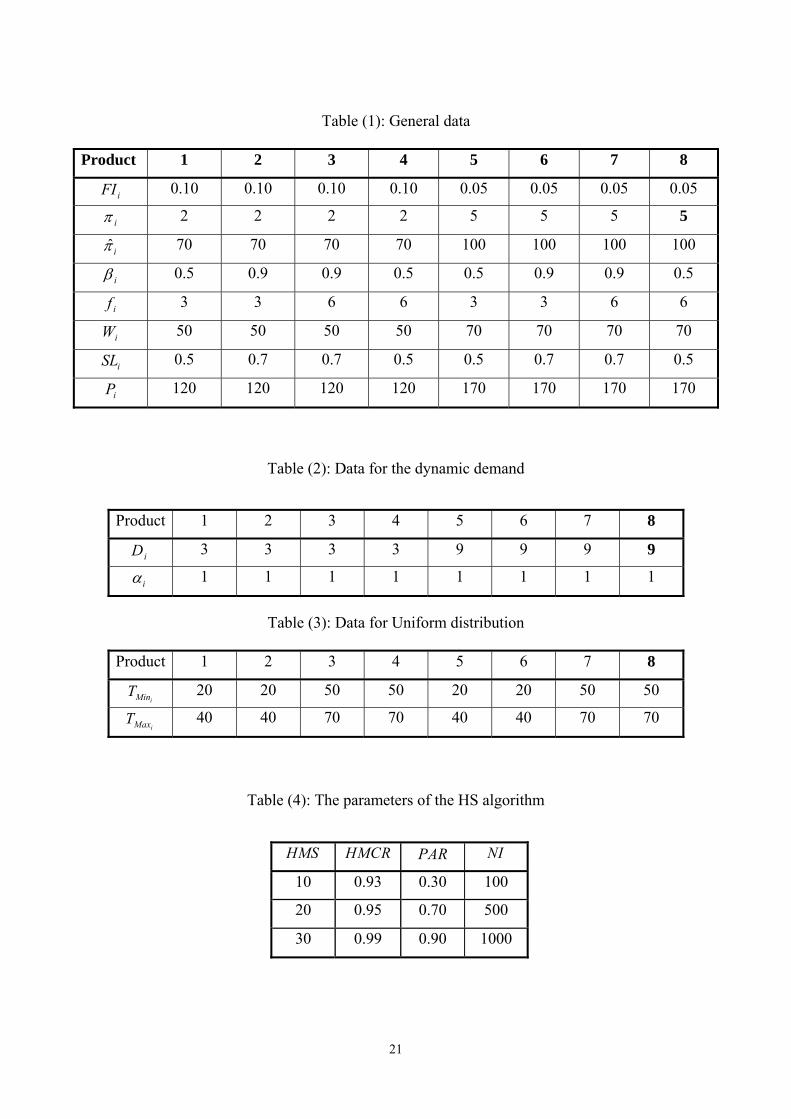
respectively. Table (4) shows different values of the HS parameters used to obtain the solution. In
this research, all the possible combinations of the HS parameters given in Table (4) are employed
and using the max (max) strategy, the best combination of the parameters has been selected. Table
(5) shows the best result for the increasing and decreasing demand. The best combination of the HS
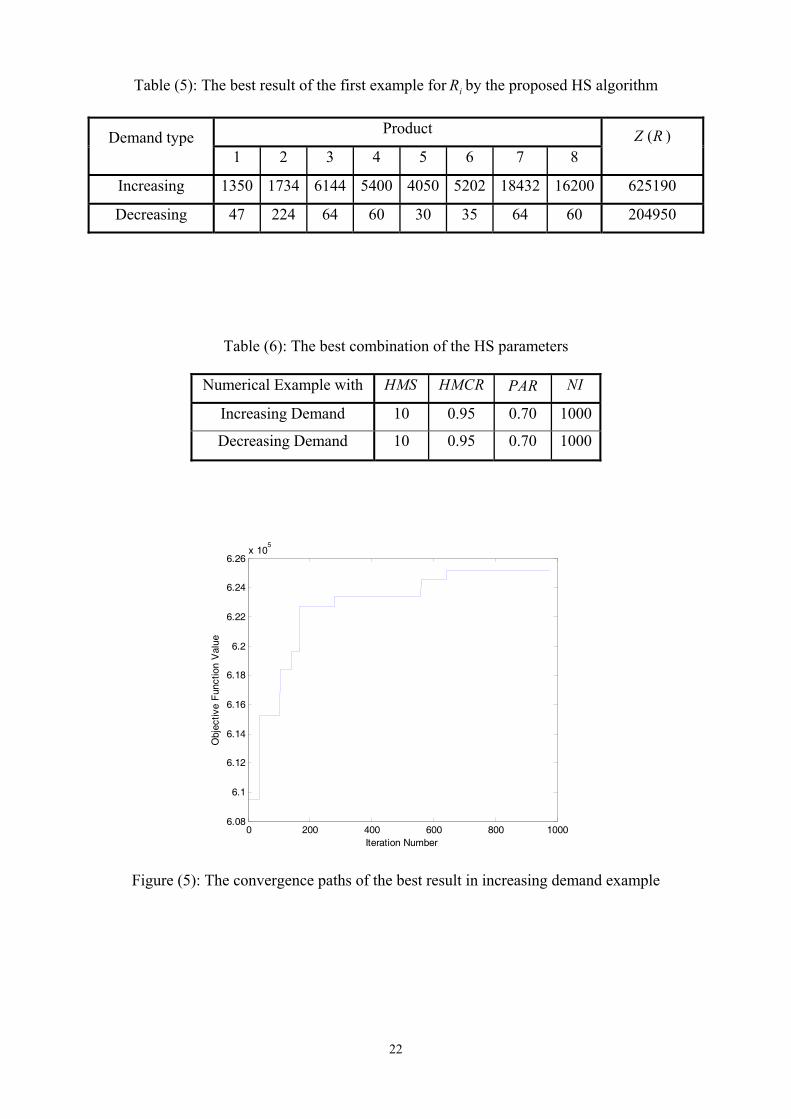
algorithm is shown in Tables (6). Furthermore, the convergence paths of the best result of the
objective function values in different generations of the increasing and decreasing demand are
shown in Figures (5) and (6), respectively.
In order to show that the proposed HS algorithm is an effective means for solving the
complicated inventory model of this research, both the genetic algorithm of Taleizadeh et al. [16]
and the particle swarm optimization (PSO) method of Taleizadeh et al. [31] are also employed to
solve the given numerical example. In fact, since HS is a population based meta-heuristic algorithm,
this algorithm should be compared with other kinds of population based meta-heuristic algorithms
such as Genetic Algorithm (GA) and Particle Swarm Optimization (PSO) to validate and compare
the efficiency of the proposed HS method. Moreover, in the case of tuning the GA and the PSO
parameters, we have used the experimental case of Taleizadeh et al. [16 and 31] in which the best
combination of the parameters that can be used in the model of this paper are chosen. Indeed the
20
Figure (4): Flow chart of the proposed HS algorithm
Yes
No
Yes
No
Yes
No
Yes
Yes
No
Yes
No
Generate a vector with specific boundaries
for initialization
Start
Are constrains satisfied?
Are total memory initialized?
Rand ≥ HMCR
HM selection
Rand ≤ PAR
Pitch adjustment
Are constrains satisfied?
Update HM
Random selection
Is stopping criterion satisfied?
Stop
Initialize the parameters
No
21
Table (1): General data
8 7 6 5 4 3 2 1 Product
0.05 0.05 0.05 0.05 0.10 0.10 0.10 0.10 iFI
5 5 5 5 2 2 2 2 i
100 100 100 100 70 70 70 70 ˆi
0.5 0.9 0.9 0.5 0.5 0.9 0.9 0.5 i
6 6 3 3 6 6 3 3 if
70 70 70 70 50 50 50 50 iW
0.5 0.7 0.7 0.5 0.5 0.7 0.7 0.5 iSL
170 170 170 170 120 120 120 120 iP
Table (2): Data for the dynamic demand
8 7 6 5 4 3 2 1 Product
9 9 9 9 3 3 3 3 iD
1 1 1 1 1 1 1 1 i
Table (3): Data for Uniform distribution
8 7 6 5 4 3 2 1 Product
50 50 20 20 50 50 20 20 iMinT
70 70 40 40 70 70 40 40 iMaxT
Table (4): The parameters of the HS algorithm
NIPAR HMCRHMS
100 0.30 0.93 10
500 0.70 0.95 20
1000 0.90 0.99 30
22
Table (5): The best result of the first example for iR by the proposed HS algorithm
( )Z R Product Demand type
8 7 6 5 4 3 2 1
625190 16200 1843252024050540061441734 1350 Increasing
204950 60 64 35 30 60 64 224 47 Decreasing
Table (6): The best combination of the HS parameters
NI PAR HMCRHMSNumerical Example with
1000 0.70 0.95 10 Increasing Demand
1000 0.70 0.95 10 Decreasing Demand
0 200 400 600 800 10006.08
6.1
6.12
6.14
6.16
6.18
6.2
6.22
6.24
6.26x 10
5
Iteration Number
Obj
ectiv
e F
unct
ion
Val
ue
Figure (5): The convergence paths of the best result in increasing demand example
23
0 100 200 300 400 500 600 700 800 900 10000
0.5
1
1.5
2
2.5x 10
5 Convergence Figure
Number of iteration
Val
ue o
f ob
ject
ive
func
tion
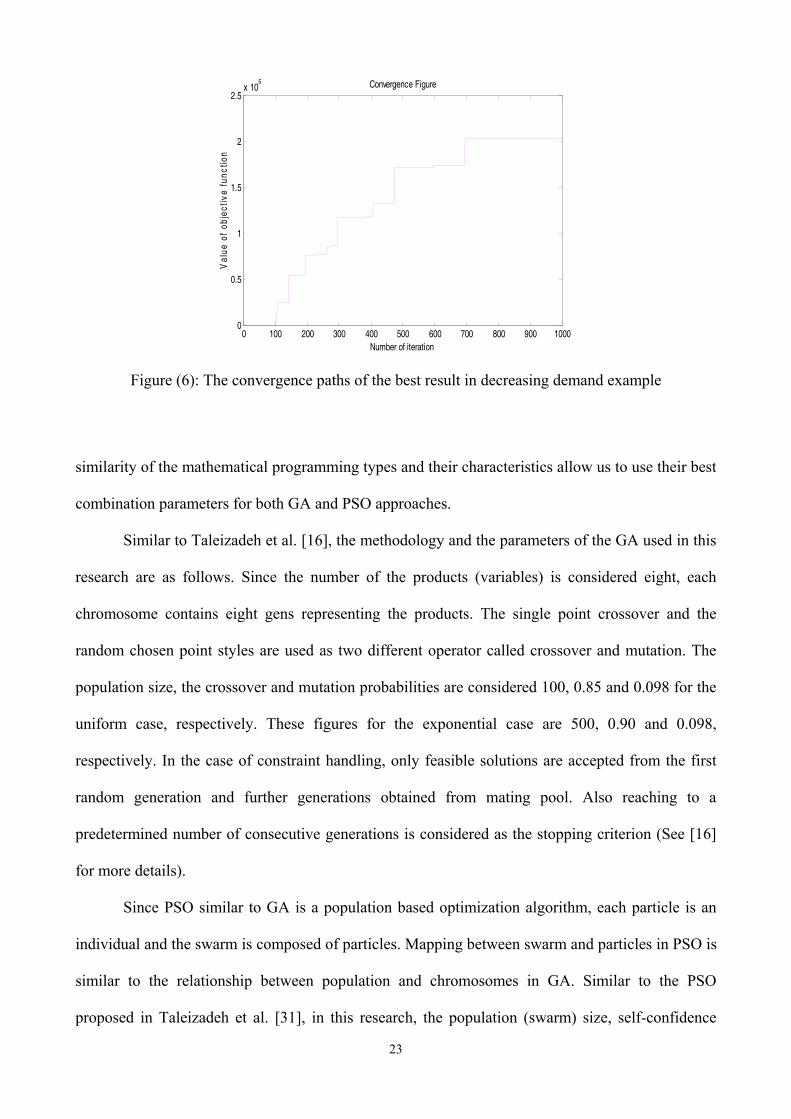
Figure (6): The convergence paths of the best result in decreasing demand example
similarity of the mathematical programming types and their characteristics allow us to use their best
combination parameters for both GA and PSO approaches.
Similar to Taleizadeh et al. [16], the methodology and the parameters of the GA used in this
research are as follows. Since the number of the products (variables) is considered eight, each
chromosome contains eight gens representing the products. The single point crossover and the
random chosen point styles are used as two different operator called crossover and mutation. The
population size, the crossover and mutation probabilities are considered 100, 0.85 and 0.098 for the
uniform case, respectively. These figures for the exponential case are 500, 0.90 and 0.098,
respectively. In the case of constraint handling, only feasible solutions are accepted from the first
random generation and further generations obtained from mating pool. Also reaching to a
predetermined number of consecutive generations is considered as the stopping criterion (See [16]
for more details).
Since PSO similar to GA is a population based optimization algorithm, each particle is an
individual and the swarm is composed of particles. Mapping between swarm and particles in PSO is
similar to the relationship between population and chromosomes in GA. Similar to the PSO
proposed in Taleizadeh et al. [31], in this research, the population (swarm) size, self-confidence
24
factor, and swarm confidence factor, are considered 100, 2 and 2, for both decreasing and
increasing cases, respectively. The first swam is generated randomly between the predefined lower
and upper values chosen for each variable which should satisfy the constraints. After each
generation the solution should be checked for the constraints. Infeasible solutions are not accepted.
Furthermore, reaching a predetermined number of consecutive generations is also considered as the
stopping criterion (See [31] for more details).
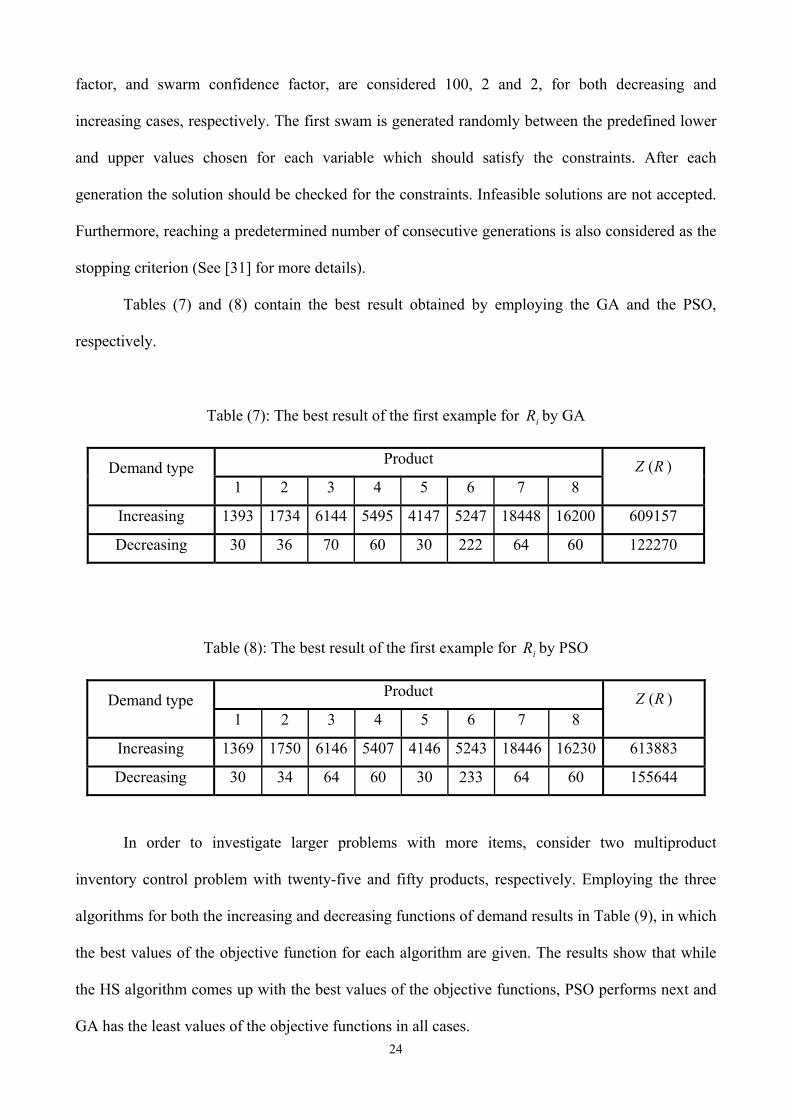
Tables (7) and (8) contain the best result obtained by employing the GA and the PSO,
respectively.
Table (7): The best result of the first example for iR by GA
( )Z R Product Demand type
8 7 6 5 4 3 2 1
609157 16200 1844852474147549561441734 1393 Increasing
122270 60 64 222 30 60 70 36 30 Decreasing
Table (8): The best result of the first example for iR by PSO
( )Z R Product Demand type
8 7 6 5 4 3 2 1
613883 16230 1844652434146540761461750 1369 Increasing
155644 60 64 233 30 60 64 34 30 Decreasing
In order to investigate larger problems with more items, consider two multiproduct
inventory control problem with twenty-five and fifty products, respectively. Employing the three
algorithms for both the increasing and decreasing functions of demand results in Table (9), in which
the best values of the objective function for each algorithm are given. The results show that while
the HS algorithm comes up with the best values of the objective functions, PSO performs next and
GA has the least values of the objective functions in all cases.
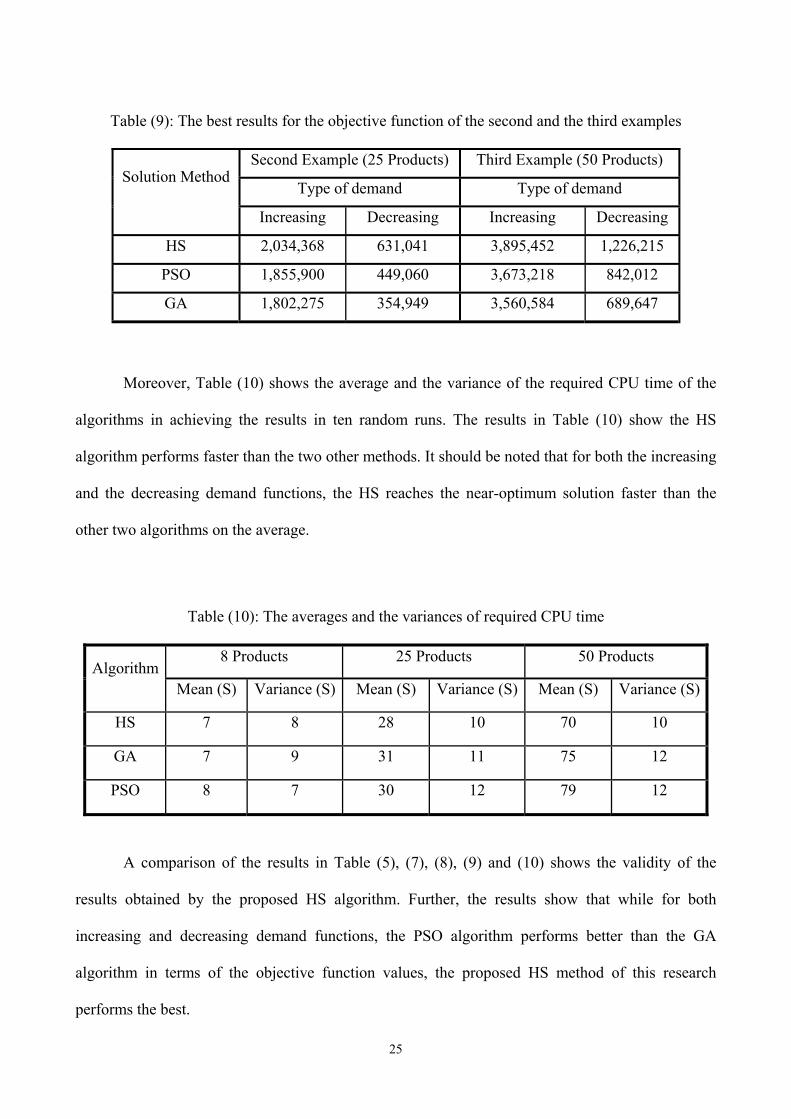
25
Table (9): The best results for the objective function of the second and the third examples
Third Example (50 Products) Second Example (25 Products) Solution Method
Type of demand Type of demand
Decreasing Increasing Decreasing Increasing
1,226,215 3,895,452 631,041 2,034,368 HS
842,012 3,673,218 449,060 1,855,900 PSO
689,647 3,560,584 354,949 1,802,275 GA
Moreover, Table (10) shows the average and the variance of the required CPU time of the
algorithms in achieving the results in ten random runs. The results in Table (10) show the HS
algorithm performs faster than the two other methods. It should be noted that for both the increasing
and the decreasing demand functions, the HS reaches the near-optimum solution faster than the
other two algorithms on the average.
Table (10): The averages and the variances of required CPU time
Algorithm8 Products 25 Products 50 Products
Mean (S) Variance (S) Mean (S) Variance (S) Mean (S) Variance (S)
HS 7 8 28 10 70 10
GA 7 9 31 11 75 12
PSO 8 7 30 12 79 12
A comparison of the results in Table (5), (7), (8), (9) and (10) shows the validity of the
results obtained by the proposed HS algorithm. Further, the results show that while for both
increasing and decreasing demand functions, the PSO algorithm performs better than the GA
algorithm in terms of the objective function values, the proposed HS method of this research
performs the best.
26
6. Conclusion and Recommendations for Future Research
In this paper, a stochastic replenishment intervals multiproduct inventory model with
dynamic demand was investigated. Two mathematical modeling for two cases of increasing and
decreasing demand have been developed and shown to be integer-nonlinear programming problems.
Then, a meta-heuristic algorithm (harmony search) has been proposed to solve the integer non-
linear problems with different sizes (small, medium, large) and its performance was compared to
the ones of a GA and a PSO. The results of the comparison study showed that for the problems
investigated the proposed HS algorithm performs better than both the GA and PSO in terms of the
objective function values. Moreover, it requires the least CPU time to solve the problems on the
average.
For future work, some parameters of the model may be considered fuzzy or some other
probability density functions may be considered for the time between replenishments. Moreover,
demands can be either fuzzy or random variables.
8. References
[1]. F. Harris, Operations and Cost, Factory Management Service. A.W. Shaw Co., Chicago,
1915.
[2]. J.K. Dey, S. Kar, A.K. Bhuina, M. Maiti, Inventory of differential items selling from two
shops under a single management with periodically increasing demand over a finite time-
horizon, Int. J. Production Economics 100 (2006): 335–347.
[3]. E.A. Silver, H.C. Meal, A heuristic for selecting lot size quantities for the case of a
deterministic time varying demand rate and discrete opportunities for replenishment.
Production and Inventory Management 14 (1973): 64–74.
[4]. J.K. Dey, S. Kar, M. Maiti, An interactive method for inventory control with fuzzy lead-
time and dynamic demand, European Journal of Operational Research 167 (2005): 381–
397.
27
[5]. J.K. Dey, S.K. Mondal, M. Maiti, Two storage inventory problem with dynamic demand
and interval valued lead-time over finite time horizon under inflation and time-value of
money, European Journal of Operational Research 185 (2008) 170–194.
[6]. W.A. Doneldson, Inventory replenishment policy for a linear trend in demand – An
analytic Solution, Operational Research Quarterly 28 (1977): 663–670.
[7]. H.J. Change, C.Y. Dye, An EOQ model for deteriorating items with time-varying demand
and partial backlogging, Journal of the Operational Research Society 50 (1999): 1176–
1182.
[8]. S.K. Goyal, D. Mortin, F. Nebebe, The finite time horizon trended inventory
replenishment problem with shortages, Journal of the Operational Research Society 43
(1992): 1173–1178.
[9]. L.L. Gao, N. Altay, E. Powell Robinson, A comparative study of modeling and solution
approaches for the coordinated lot-size problem with dynamic demand, Mathematical and
Computer Modeling 47 (2008): 1254–1263.
[10]. D. Kim, V.A. Mabert, Cycle scheduling for discrete shipping and dynamic demands,
Computers & Industrial Engineering 38 (2000): 215–233.
[11]. A. Martel, A. Gascon, Dynamic lot-sizing with price changes and price-dependent
holding costs, European Journal of Operational Research, 111 (1998): 114-128.
[12]. J. Hu, C.L. Munson, Dynamic demand lot-sizing rules for incremental quantity
discounts, Journal of Operational research Society, 53 (2002): 855-863.
[13]. L. Wang, F. Dang, X. Sun, Game analysis for supply chain of perishable products
under dynamic demand, Huazhong Keji Daxue Xuebao (Ziran Kexue Ban)/Journal of
Huazhong University of Science and Technology (Natural Science Edition), 37 (2009):
79-81.
28
[14]. D.W. Pentico, Assortment problem with dynamic deterministic demands and
stationary stocking-substitution policies, Proceedings - Annual Meeting of the Decision
Sciences Institute, 2 (1997): 936-938.
[15]. W.J. Hopp, X. Xu, A static approximation for dynamic demand substitution with
applications in a competitive market, Operations Research, 56 (2008): 630-645.
[16]. A.A. Taleizadeh, M.B. Aryanezhad, and S.T.A. Niaki, Optimizing multi-product
multi-constraint inventory control systems with stochastic replenishment, Journal of
Applied Sciences 8(2008): 1228-1234.
[17]. A.A. Taleizadeh, S.T.A. Niaki, and M.B. Aryanezhad, Multi-product multi-
constraint inventory control systems with stochastic replenishment and discount under
fuzzy purchasing price and holding costs, American Journal of Applied Sciences 6(2009):
1-12.
[18]. B. Liu, Uncertainty Theory: An Introduction to Its Axiomatic Foundations, Springer,
Berlin, Germany, 2004.
[19]. M. Gen, Genetic Algorithm and Engineering Design, John Wiley & Sons, New
York, NY, U.S.A., 1997.
[20]. M. Dorigo and T. Stutzle, Ant Colony Optimization, MIT Press, Cambridge, MA,
USA, 2004.
[21]. K.S. Lee and Z.W. Geem, A new structural optimization method based on the
harmony search algorithm, Comput. Struct. 82(2004): 781–798.
[22]. A. Vasebi, M. Fesanghary, S.M.T. Bathaee, Combined heat and power economic
dispatch by harmony search algorithm, International Journal of Electrical Power and
Energy Systems 29(2007): 713-719.
[23]. D.E. Goldberg, Genetic Algorithms in Search Optimization and Machine Learning,
Addision-Wesley, Boston, MA, U.S.A., 1989
29
[24]. Z.W. Geem, J.H. Kim, and G.V. Loganathan, A new heuristic optimization
algorithm: Harmony search, Simulation 76(2001): 60–68.
[25]. Z.W. Geem and H. Hwangbo, Application of harmony search to multi-objective
optimization for satellite heat pipe design, UKC AST-1.1 (2006).
[26]. Z.W. Geem, K.S. Lee, and T. Park, Application of harmony search to vehicle
routing, American Journal of Applied Sciences 2(2005): 1552–1557.
[27]. Z.W. Geem, J.H. Kim, and G.V. Loganathan, Harmony search optimization:
Application to pipe network design, International Journal of Modeling and Simulation
22(2002): 125-133.
[28]. Z.W. Geem, Optimal cost design of water distribution networks using harmony
search, Engineering Optimization 38(2006): 259–280.
[29]. M. Mahdavi, M. Fesanghari, and E. Damangir, An improved harmony search
algorithm for solving optimization problem, Applied Mathematics and Computations
188(2007): 1567-1579.
[30]. M. Fesanghari, M. Mahdavi, M. Minari-Jolandan and Y. Alizadeh, Hybridizing
harmony search algorithm with sequential quadratic programming for engineering
optimization problems, Computer Methods in Applied Mechanics and Engineering
197(2008): 3080-3091.
[31]. A.A. Taleizadeh, S.T.A. Niaki, N. Shafii, and R. Ghavamizadeh-Meibodi,
Jabbarzadeh A., A particle swarm optimization approach for constraint joint single buyer-
single vendor inventory problem with changeable lead-time and (r,Q) policy in supply
chain, International Journal of Advanced Manufacturing Technology , 51 (2010): 1209-
1223.




















