Modeling of Pan Coating Processes: Prediction of Tablet Content Uniformity and Determination of...
13
Modeling of Pan Coating Processes: Prediction of Tablet Content Uniformity and Determination of Critical Process Parameters WEI CHEN, 1 SHIH-YING CHANG, 1 SAN KIANG, 1 ALEXANDER MARCHUT, 1 OLAV LYNGBERG, 1 JENNIFER WANG, 2 VENKATRAMANA RAO, 2 DIVYAKANT DESAI, 2 HOWARD STAMATO, 2 WILLIAM EARLY 2 1 Engineering Technologies, Process R&D, Bristol-Myers Squibb Co, New Brunswick, New Jersey 2 Biopharmaceutics R&D, Bristol-Myers Squibb Co, New Brunswick, New Jersey Received 28 July 2009; revised 21 October 2009; accepted 28 October 2009 Published online 20 January 2010 in Wiley InterScience (www.interscience.wiley.com). DOI 10.1002/jps.22044 ABSTRACT: We developed an engineering model for predicting the active pharmaceutical ingredient (API) content uniformity (CU) for a drug product in which the active is coated onto a core. The model is based on a two-zone mechanistic description of the spray coating process in a perforated coating pan. The relative standard deviation (RSD) of the API CU of the coated tablets was found to be inversely proportional to the square root of the total number of cycles between the spray zone and drying zone that the tablets undergo. The total number of cycles is a function of the number of tablets in the drying zone, the spray zone width, the tablet velocity, the tablet number density, and the total coating time. The sensitivity of the RSD to various critical coating process parameters, such as pan speed, pan load, spray zone width, as well as tablet size and shape was evaluated. Consequently, the critical coating process parameters needed to achieve the desired API CU were determined. Several active film coating experiments at 50, 200, and 400 kg using various pan coaters demonstrated that good correlation between the model predictions and the experimental results for the API CU was achieved. ß 2010 Wiley-Liss, Inc. and the American Pharmacists Association J Pharm Sci 99:3213–3225, 2010 Keywords: model; RTD (residence time distribution); RSD; coating; content uniformity; tablet velocity; spray zone width; scale up and pan coater INTRODUCTION Spray coating using a perforated coating pan has been used widely in the pharmaceutical industry for depositing both active pharmaceutical ingredient (API) and cosmetic coatings on tablets over several decades. Spray coatings play an important role in improving the product stability and robustness, as well as enhancing flavor attributes, facilitating ingestion, and modifying drug release characteristics. Some film coatings are expected to allow a drug to be rapidly released from the dosage form, others may possess special barrier properties (with respect to, e.g., moisture or oxygen), and others are designed to modify drug release characteristics and facilitate drug targeting. Spray coating some ingredients onto tablets can be necessary to avoid reactions in the solid phase which can be accelerated by traditional formulation operations such as granulating, milling, and tableting. Nevertheless, the underlying mechan- ism of the coating process is complicated and the predictability of the coating performance is limited due to the large number of process variables in the operation. In active film coatings, the content uniformity (CU) of the API becomes very important in order to meet tight regulatory requirements. It is therefore necessary to understand the factors and coating mechanisms that impact CU. In a pan coating process, the tablets are put inside a rotary drum as shown in Figure 1. When the drum rotates, the tablets cascade through the spray zone and are coated by an atomized suspension from a spray nozzle at the center of the drum. The tablets then leave the spray zone and go back to the drying zone where the solvent is evaporated by hot air flowing through the bed. As the drum continues to rotate, the tablets travel between the spray zone and drying zone, and this process repeats itself until the end point is reached. The tablets are analyzed to determine if the CU meets the required specification. The CU of the tablets is affected by factors including the movement of tablets, the projected surface area of the tablets in the spray zone, and the spray quality. Correspondence to: Wei Chen (Telephone: þ1-732-227-5238, Fax: þ1-732-227-3003; E-mail: [email protected]) Journal of Pharmaceutical Sciences, Vol. 99, 3213–3225 (2010) ß 2010 Wiley-Liss, Inc. and the American Pharmacists Association JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010 3213
-
Upload
independent -
Category
Documents
-
view
3 -
download
0
Transcript of Modeling of Pan Coating Processes: Prediction of Tablet Content Uniformity and Determination of...

Modeling of Pan Coating Processes: Prediction of TabletContent Uniformity and Determination of CriticalProcess Parameters
WEI CHEN,1 SHIH-YING CHANG,1 SAN KIANG,1 ALEXANDER MARCHUT,1 OLAV LYNGBERG,1 JENNIFER WANG,2
VENKATRAMANA RAO,2 DIVYAKANT DESAI,2 HOWARD STAMATO,2 WILLIAM EARLY2
1Engineering Technologies, Process R&D, Bristol-Myers Squibb Co, New Brunswick, New Jersey
2Biopharmaceutics R&D, Bristol-Myers Squibb Co, New Brunswick, New Jersey
Received 28 July 2009; revised 21 October 2009; accepted 28 October 2009
Published online 20 January 2010 in Wiley InterScience (www.interscience.wiley.com). DOI 10.1002/jps.22044
CorrespondeFax: þ1-732-227
Journal of Pharm
� 2010 Wiley-Liss
ABSTRACT: We developed an engineering model for predicting the active pharmaceuticalingredient (API) content uniformity (CU) for a drug product in which the active is coated ontoa core. Themodel is based on a two-zonemechanistic description of the spray coating process in aperforated coating pan. The relative standard deviation (RSD) of the API CU of the coatedtablets was found to be inversely proportional to the square root of the total number of cyclesbetween the spray zone and drying zone that the tablets undergo. The total number of cycles is afunction of the number of tablets in the drying zone, the spray zonewidth, the tablet velocity, thetablet number density, and the total coating time. The sensitivity of the RSD to various criticalcoating process parameters, such as pan speed, pan load, spray zone width, as well as tablet sizeand shape was evaluated. Consequently, the critical coating process parameters needed toachieve the desired API CUwere determined. Several active film coating experiments at 50, 200,and 400kg using various pan coaters demonstrated that good correlation between the modelpredictions and the experimental results for the API CU was achieved. � 2010Wiley-Liss, Inc. and
the American Pharmacists Association J Pharm Sci 99:3213–3225, 2010
Keywords: model; RTD (residence time d
istribution); RSD; coating; content uniformity;tablet velocity; spray zone width; scale up and pan coaterINTRODUCTION
Spray coating using a perforated coating pan has beenused widely in the pharmaceutical industry fordepositing both active pharmaceutical ingredient(API) and cosmetic coatings on tablets over severaldecades. Spray coatings play an important role inimproving the product stability and robustness, aswell as enhancing flavor attributes, facilitatingingestion, andmodifying drug release characteristics.Some film coatings are expected to allow a drug to berapidly released from the dosage form, others maypossess special barrier properties (with respect to,e.g., moisture or oxygen), and others are designed tomodify drug release characteristics and facilitatedrug targeting. Spray coating some ingredients ontotablets can be necessary to avoid reactions in the solidphase which can be accelerated by traditionalformulation operations such as granulating, milling,
nce to: Wei Chen (Telephone: þ1-732-227-5238,-3003; E-mail: [email protected])
aceutical Sciences, Vol. 99, 3213–3225 (2010)
, Inc. and the American Pharmacists Association
JOURN
and tableting. Nevertheless, the underlying mechan-ism of the coating process is complicated and thepredictability of the coating performance is limiteddue to the large number of process variables in theoperation. In active film coatings, the contentuniformity (CU) of the API becomes very importantin order to meet tight regulatory requirements. It istherefore necessary to understand the factors andcoating mechanisms that impact CU.
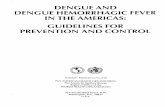
In a pan coating process, the tablets are put inside arotary drum as shown in Figure 1. When the drumrotates, the tablets cascade through the spray zoneand are coated by an atomized suspension from aspray nozzle at the center of the drum. The tabletsthen leave the spray zone and go back to the dryingzone where the solvent is evaporated by hot airflowing through the bed. As the drum continues torotate, the tablets travel between the spray zone anddrying zone, and this process repeats itself until theend point is reached. The tablets are analyzed todetermine if the CU meets the required specification.The CU of the tablets is affected by factors includingthe movement of tablets, the projected surface area ofthe tablets in the spray zone, and the spray quality.
AL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010 3213

Figure 1. Schematics of the model.
3214 CHEN ET AL.
The modeling efforts presented here will address howthey are related.Sherony1 first proposed the two zone or compart-
ment model concept for the spray coating process in afluidized bed by visualizing the equipment into thespray and drying zones. The particles are assumed tomove between these two zones. The amount ofmaterial coated on the particles is a function of thetime spent in the spray zone and the spray rate (SR).Sherony developed a surface renewal model based ona population balance for the particles. It was foundthat the CU is inversely proportional to the squareroot of the coating time.CU is also related to the circulation rate of the
particles and the fraction of particles in the sprayzone. Wnukowski and Setterwall2 used the same two-zone concept suggested by Sherony to solve apopulation balance equation (PBE) by using threedifferent methods (i) an analytical solution, (ii) atransformation of the PBE into the moments ofpopulation density functions (PDFs), and (iii) anumerical simulation. All three methods gave avery similar result but it was found that there is an
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
inconsistency in Sherony’s solution by a scalingfactor due to different boundary condition assump-tions.Recently, Denis et al.3 also developed a two-zone
model for the pan coating process. In their model, theparticles were divided into two zones as Sheronyproposed. One zone, where the particles are coated, isreferred to as the cascade zone, which was modeled asa stirred tank; the rest of the particles are in a zonemodeled as a plug flow zone. This is different fromSherony’s assumption that the coated particles aredried and mixed. For this modeling approach thevalue of the fraction of the particles in the spray zoneand the value of the circulation rate between twozones are needed. Unfortunately, these parametersare difficult to estimate and the simulation results arestrongly dependent on their value.Mann4 proposed a model based on probability
theory to predict the coated mass variability in aspouted-bed coating process. This model addressestwo events which affect the coated mass variability:one is the coated mass variation in the spray zone,and the other is the variation in the number ofparticles that pass through the spray zone. If thespray is homogeneous, the mass variability is onlydependent on the number of particles that passthrough the spray zone. Moreover, Mann showed thatthe distribution in the number of passes could beexpressed by the circulation time distribution, whichis easier to measure. It was found that CV (masscoefficient of variation) is inversely proportional tothe coating time as found by previous researchers andthat CV was dependent on the average circulationtime, circulation time distribution, average coatedweight, and coat weight distribution. Cheng andTurton5,6 obtained the same results as Mann usingrenewal theory. They also found CV is inverselyproportional to the coating time and that the maincontribution to the overall CV was from the masscoated-per-pass distribution (76–86%). Additionally,they found that the cycle time distribution had amuch smaller effect on the overall CV (24–14%) in aWurster-coating process. Similar to the homogeneousspray case from Mann,4 Joglekar et al.7 furtherdeveloped a model to predict coat weight variability.Their important contributions were that the modelwas explicit in some process parameters and theirfinding that an average number of coating events pertablet can be used as a scale-up factor.Nakamura et al.8 used a 2DMonte Carlo method to
predict the coated mass variability of particles in atumbling fluidized bed. The seed particle (tracer) wassimulated by a random walk in the x and y directionswith a step size in the x-direction based on therotation speed of the rotor and a step size in they-direction fitted to experimental results. SimilarlyPandey et al.9 used a Monte Carlo approach to
DOI 10.1002/jps

MODELING OF PAN COATING PROCESSES 3215
simulate the weight variability in a pan coatingprocess. Typically they needed both the spray zoneshape and the tablet movement information as modelinputs. In their method, a random start location isselected from the centroid location distribution that isgenerated from experimental data. The next tabletlocation is calculated based on randomly selected xand y velocities from the experimental velocitydistribution. The effects of pan speed, pan loading,spray flux distribution, spray area, and spray shapeon the weight variability were investigated. Experi-mental data from four runs were compared with themodel predictions. It was observed that the MonteCarlo simulations underpredicted the weight varia-bility compared with the experiments.
Yamane et al.10 used the discrete element method(DEM) model to simulate the tablet movement andcalculate the circulation time, resurface time, and theparticle area exposed to the spray in a rotary drum.Recently Fichana et al.11 used DEM modeling andexperimentation to investigate tablet mixing in a pancoater. They studied the tablet residence timedistribution (RTD) in the spray zone. This informa-tion could be used to estimate the spray depositionand weight variability. There are several particlecontact mechanics proposed such as standard spring,dashpot, and frictional slides. In the DEM approach,Newton’s equations of motion are solved for eachtablet at each time step which becomes extremelycomputationally intensive for a pan coating process inwhich the number of the tablets is very large. Thislimits the practical use of this model.
In this paper, a mathematical model based on atwo-zone concept, using RTD theory as a basis forestimating %RSD of coated tablets was developed.Three measurable parameters related to processparameters—tablet velocity, tablet number density,and spray zone width—were integrated into themodel. This model, verified by experimental datafrom a wide range of coater and tablet sizes, was usedas a process design tool to expedite selection ofoperating conditions to achieve the desired %RSDfrom laboratory to commercial scale pan coaters. Itcan also be an important quality by design (QbD) toolin establishing the design space of a coating process.
MODEL DEVELOPMENT
The Principle of Model Calculation
The model was developed based on the followingassumptions:
1. T
DOI 10
he spray is uniform and the SR is constantthroughout the spray zone.
2. T
ablets are free flowing and well mixed in thecoating drum..1002/jps
3. T
JOU
he spray zone is much smaller than the dryingzone.
4. T
ablets only acquire coated material from thespray (the coated material is not transferredbetween tablets).The model calculates the tablet CU using the RTDof tablets in the spray area. Variations in residencetime of tablets within the spray zone are dependent onthe mixing of tablets in the drying zone. If the SR isconstant, the %RSD can be calculated based on theRTD in the spray zone. The %RSD is defined by thefollowing equation:
%RSD ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPðmi �mÞ2=N
qm
¼ sm
m(1)
Equation (2) shows the equality between mass-based and time-based RSD calculation, that is,%RSD ¼ sm=m ¼ st=t, if the coating rate r is fixed.With this prerequisite condition we can calculate thestandard deviation and mean residence time from theRTD to represent %RSD. Thus, the predicted %RSDfor the tablets is obtained via calculation of the RTD ofthe tablets in the spray zone. Assume there are ntablets passing through the spray zone and thecoating rate is constant. After tablets pass throughthe spray zone, the tablet weight gain from the spraywill be the fractional residence time multiplied by thecoating rate ti� r where ti is the fractional residencetime in the spray zone for each individual tablet.The mean tablet weight gain can be calculated byEq. (2)
m ¼ 1
n
Xni¼1
mi ¼1
n
Xni¼1
tir ¼r
n
Xni¼1
ti ¼ rt (2)
The variance of tablet weight gain is
sm ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPni¼1 ðmi �mÞ2
n
s¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPni¼1 ðti � tÞ2
n� r2
s
¼ rst (3)
Based on the definition of %RSD, we can see
%RSD ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiPðmi �mÞ2=n
qm
¼ sm
m¼ st
t(4)
We also can see the equality between mass-basedand time-based RSD calculation from Eq. (3). InEq. (3), 1/n is the probability distribution function ofthe tablet residence time. In this case, 1/n meansuniform distribution function for a discrete non-flowsystem. For a continuous flow system, the residencetime of fluid elements or tablets in the spray anddrying zone is considered as a stochastic process andcan be described by a probability density function or
RNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010

Figure 2. Simplified recycle model.
3216 CHEN ET AL.
the RTD density function (E(t) function) fromDanckwerts.12 We can use this function to calculatethe mean and variance of the tablet coated mass and%RSD. The goal of thismodeling approach is to obtaina probability density function E(t) or an RTD densityfunction by using ideal flow patterns.
Total Residence Time and Fractional Residence Time
A schematic representation of the tablet movement inthe pan coating process is shown in Figure 1. Thesefigures show that the pan can be divided into tworegions: a ‘‘spray zone’’ and a ‘‘drying zone.’’ In thespray zone, the tablets move quickly over the surfaceof the bulk bed of tablets and are impacted by spraydroplets applied in a narrow band near the top of thetablet bed. In the drying zone, the residual moistureon the tablets is removed and the motion of the panand baffles mix the bulk of the tablet bed. We definethe spray zone plus the drying zone as the total zone.The fractional residence time is the tablet residencetime in the spray zone while the total residence timeis the tablet residence time in the total zone. In orderto obtain %RSD, we need to know either the RTDdensity function in the spray zone or in the dryingzone or in the total zone and the relationship betweenthe mean and variance of the residence time and theRTD density function between the two zones. Here weuse the fundamental stochastic process theory toderive these relations.The total number of tablets Nt, divided by the total
residence time t in the total zone is equal to, thenumber of tablets in spray zone n, divided by thefractional residence time that each tablet spends inthe spray zone, Dt. This is a ‘‘conservation of tabletflow rate’’ concept that must always hold true
n
Dt¼ Nt
t(5)
For a certain coating process, n andNt are fixed andwe consider t and Dt as stochastically randomvariables. According to the fundamental theorem13
of stochastic processes, the density function offractional RTD Dt is given by the following equation:
EðDtÞ ¼ 1
dDt=dtj jEðtÞ ¼Nt
nE
Nt
nDt
� �(6)
If we know the density function of total RTD t, thedensity function of the fractional RTD Dt can be
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
obtained using Eq. (6). By using this equation, we canfind the mean fractional residence time and varianceas follows:
Dt ¼Z10
DtEðDtÞdDt
¼Z10
DtNt
nE
Nt
nDt
� �dDt ¼ n
Ntt (7)
Z1
s2Dt ¼0
ðDt � DtÞ2EðDtÞdDt
¼ n
Nt
� �2Z10
ðt� tÞ2EðtÞdt ¼ n
Nt
� �2
s2t (8)
By dividing square root of Eq. (8) by Eq. (7), we canobtain
sDt
Dt¼ st
t¼ %RSD (9)
From Eq. (9), we can see sDt=Dt in the spray zone isequal to the st=t in the total zone. As long as we knowthe st=t in the total zone, we can calculate%RSD ¼ sDt=Dt in the spray zone no matter howdifferent the size of the two zones. Nowwe can convertthe calculation of %RSD from sDt=Dt in the spray zoneinto a calculation of %RSD from st=t in the total zone.
The Model Derivation
The model is conceptually illustrated by Figure 1.Well-known modeling techniques from chemicalreaction engineering14 classifies reactors into mod-ules based on idealized reactor models such as theplug flow reactor (PFR) or the continuous stirred tankreactor (CSTR). Since the number of tablets in sprayzone is small compared to the number of tablets in thedrying zone, the variance of the RTD of the tablets inthe spray zone can be neglected compared with that inthe drying zone. The PFR is therefore selected as theidealized reactor most closely resembling the sprayzone and the CSTR as the idealized reactor mostclosely resembling the drying zone.The model equation was derived by considering a
unit step (Heaviside function) increase in theconcentration of a tracer ‘‘A’’ into a long series ofPFRs, each followed by a CSTR as shown in Figure 2.
DOI 10.1002/jps

MODELING OF PAN COATING PROCESSES 3217
At t¼ 0, the inlet concentration of A undergoes a stepincrease from 0 toCA0. Each PFR represents one cycleof tablets flowing through the spray zone. Each CSTRrepresents one cycle of tablets through the dryingzone. We obtain the mass balance equation for thefirst CSTR shown in Eq. (10) (u(t – tp) is a unit stepfunction)
tmdCA1
dtþ CA1 ¼ uðt� tpÞ (10)
This equation is subject to the initial condition:CA1jt¼tp
¼ 0; and can be solved by using Laplacetransforms to give
CA1 ¼ Fm1ðtÞ ¼ 1� exp�ðt� tpÞtm
(11)
where Fm1(t) is a cumulative distribution densityfunction, tp is mean residence time in PFR, tm is themean residence time in CSTR. In a similar manner,we also can obtain F(t) for the second CSTR and thirdCSTR
CA2 ¼ Fm2ðtÞ ¼ 1� 1þ ðt� 2tpÞ=tm� �
exp�ðt� 2tpÞtm
(12)
CA3 ¼ Fm3ðtÞ ¼ 1� 1þ ðt� 3tpÞ=tm þ ðt� 3tpÞ2
2tm2
!exp
� ðt� 3tpÞtm
ð13Þ
and for the Nth CSTR
CAN ¼ FðtÞ ¼ FmNðtÞ
¼ 1�XNk¼1
ððt�NtpÞ=tmÞk�1
ðk� 1Þ!
!exp�ðt�NtpÞ
tm
(14)
EðtÞ ¼ dFðtÞdt
¼ ðt�NtpÞðN�1Þ exp�ðt�NtpÞ=tmGðNÞtNm
(15)
whereE(t) is the RTD density function which describethe fluid motion characteristics in a serial mixingtank. We define t and u as
t ¼ Ntm ; u ¼ ðt�NtpÞNtm
(16)
rewriting Eq. (15) with t and u
EðtÞ ¼ NNuðN�1Þ exp�Nu
GðNÞt (17)
DOI 10.1002/jps
NNuðN�1Þ exp�Nu
EðuÞ ¼ tEðtÞ ¼GðNÞ (18)
s2 ¼Z10
u2EðuÞdu � 1 ¼ Gð2þNÞN2ðN � 1Þ!� 1 (19)
GðNÞ ¼Z10
tN�1e�tdt (20)
s2 is the variance of dimensionless RTD E(u).
s2 ¼ s2t
t2(21)
%RSD ¼ sDt
Dt¼ st
t¼ s ¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiGð2þNÞN2ðN � 1Þ!� 1
s(22)
N is the total number of tablet cycles between the twozones and is a function of the coating time t, and tm themean residence time in the drying zone as shown inEq. (22).
Equation (23) shows the relation betweenN and thecoating time:
N ¼ t
tm(23)
The relationship between the mean residence timein the drying zone and the number of tablets and thetablet flow rate is given by Eq. (24):
tm ¼ Vm
f(24)
where Vm is the total number of tablets in the dryingzone. Since the number of the tablets in the sprayzone is relatively small compared to the number oftablets in the drying zone, the total number of tabletsin the pan Nt is close to the total number of tablets indrying zone. f (#/s) is the tablet flow rate which inturn, is the product of the tablet velocity n (cm/s), thetablet number density r (#/cm2), and the spray zonewidth w (cm), all of which are process conditionswhich can be measured using camera systems withimage analysis.
Equation (25) shows the relation of the tablet flowrate to the measurable model parameters.
f ¼ v� r�w (25)
Normally the total number of tablets is fixed, atarget RSD can be achieved by adjusting the tabletflow rate f (#/s) and the coating time t.
WhenN is an integral, Eq. (22) can be simplified byEq. (26):
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010

3218 CHEN ET AL.
% RSD for the nth CSTR, simplified format
%RSD ¼ffiffiffiffiffi1
N
r¼
ffiffiffiffiffiffiffiffiffiffi1
t=tm
s¼
ffiffiffiffiffiffiffiVm
tf
s
¼
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiVm
t� v� r�w
s(26)
According to the definition of E(Dt), we can obtainthe distribution of the assay or coated material (API)from Eq. (27).
CðDtÞ ¼ M � EðDtÞ ¼ M �Nt
nEðtÞ (27)
where M is the total coated mass on the tablet at thecoating time t.
Significance of the Model
The relative standard deviation (%RSD) of the APICU of the coated tablets, as indicated in Eq. (22) (orthe simplified version, Eq. 26) is only a function of thenumber of tablet cycles,N, and inversely proportionalto the square root of the total number of cycles thatthe tablets make going between the spray zone andthe drying zone. The larger the number of tabletcycles, the higher the CU of the coated tablet. Thenumber of cycles is a function of the total number oftablets in the drying zone, spray zone width, tabletvelocity, tablet number density, and total coatingtime. This can be used to understand the link betweenprocessing parameters and measurable conditions ofthe system. This link is shown in Figure 3. In the firstcolumn, a spray zone is characterized by ‘‘tablet flowrate’’ which is the product of the spray zone width,tablet velocity, and tablet number density. Thesemodel parameters are shown in the second column.The tablet flow rate is an indication of the coatingperformance: the higher the tablet flow rate, thelarger the number of tablet cycles for a certainamount of tablets and coating time, and the higher
Figure 3. The link between model parameters andmeasurable conditions of the system.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
the CU. Thesemodel parameters can then be linked tothe actual controllable process parameters as shownin the right column. For example, the tablet velocitycan be linked to pan speed, pan loading level, tabletsize and density, and surface roughness. In this way,these process parameters changes can be consoli-dated to one model parameter. As long as the threemodel parameters (spray zone width, tablet velocity,and tablet number density) can be measured, the CUprofile then can be determined with the model.Alternatively, for a given target CU, the minimumcoating time then can be calculated.
MODEL PARAMETERS
Tablet Velocity
In order to determine particle velocities in a rotatingdrum, Alexander et al.15 and Levin16 analyzed therelations between particle velocities, vessel radius,and rotation speed by Raleigh’s method and gave anempirical correlation (Eq. 28) for the rotatingcylinders of 6.3, 9.5, 14.5, and 24.8 cm diameter filledto 50% of capacity.
V ¼ kRv1=3
g
d
� �1=6(28)
In this equation, V is the particle velocity, k is aconstant, R is the pan radius, v is the pan angularspeed, g is gravity, and d is the particle diameter. Thetablet velocity data in 5, 10, and 40kg batch was fromMuller and Kleinebudde,17 the data cover a range ofpan radii and pan speeds. Recently, the tablet velocityat 50 and 400kg batch was measured by an in-lineimaging device (ProWatch, OSEIR, Finland) for Atype tablets defined in the following section. Combin-
Figure 4. Correlation of the tablet velocity, peripheralvelocity (pan speed), and pan radius.
DOI 10.1002/jps

MODELING OF PAN COATING PROCESSES 3219
ing these data andMuller and Kleinebudde’s data, wecan obtain an empirical correlation given in Eq. (29).Results in Figure 4 show good correlation between theexperimental data and fitted Eq. (29). The equation isused in 200kg batch to extrapolate the tabletvelocities with 18.9% fill level
V ¼ 2:6075V2=3T R
1=3d1=6p (29)
In this equation, VT is the peripheral velocity ofpan coater, and dp is the equivalent diameter of thetablets.
Tablet Number Density
In an early study of the pan coating process, Shuklaet al.18 proposed a scale up approach for the pancoating process by using the number of passes of thetablets through the spray zone. In his approach, atablet number density is used to calculate the numberof passes of the tablets. Muller and Kleinebudde19
assumed the projection area was the half of the tabletsurface and calculated the tablet number density bydividing this area by the projection area of one tablet.Pandey et al.20 described a similar concept which is aproject surface area in tablet motion measurements.In this area, the tablet can ‘‘see’’ the spray droplet.The idea of both approaches is to calculate how fastthe coating will occur in the spray zone. In our study,the tablet number density is measured by a camerasystem and used to calculate the tablet flow rate. Themeasured tablet number density ranges from 0.2 to3.0 #/cm2.
Spray Zone Width
The droplet size and droplet size distribution are keyqualities of the spray while the spray zone width isassociated with the spatial droplet distribution. Wecan use the droplet volume flux profile to indepen-dently determine the spray zone width.21,22 Typically,the spray zone width ranges from 8 to 20 cm/gun at agun to bed distance from 15 to 25 cm. When a two-fluid nozzle is used in the spray system, the ratio ofthe atomization air (AA) flow rate to the spray rate(SR) and AA flow rate to pattern air (PA) flow rate arekey parameters that affect spray characteristics.With the proper selection of the AA/SR and AA/PAmass flow ratios, it is possible to generate sprays withconsistent spatial distribution of volume flux with
Table 1. Pan Coater Key Operation Parameters
Pan Loading (kg) Pan Speed (rpm)
BFC-50 40–65 9–18BFC-200 200 10–15BFC-400 300–500 8–10
DOI 10.1002/jps
minimal variation in the mean droplet size. Then, acertain spray zone width with a uniform volume fluxcan be controlled by AA/SR and AA/PA mass flowratios. Typically after the spray is fully atomized, thedroplet size and its distribution may not affect the CUbut they can affect the efficiency of the pan coater.Fine droplets may decrease the efficiency due tothe spray drying with a certain gun to bed distancewhile coarse droplets may increase the efficiency.The selection of the AA/SR and AA/PA mass flowratios should take into account both the sprayzone width related CU and the efficiency of the pancoater.
MATERIAL AND METHODS
Three different sizes of the tablet were used inthis study (Bristol-Myers Squibb, New Brunswick,NJ): Tablet A is a standard round tablet 5/16 inchwith 200mg weight. Tablet B is a capsule shapedand biconvex with dimensions 0.748 inch� 0.364 inchwith 1024mg weight. Tablet C is also a capsuleshaped and biconvex with dimensions 0.913 inch�0.429 inch with 1450mg weight. Without mention,the experiment was carried out by Tablet A. Threedifferent BFC (Bohle LLC, Ennigerloh, Germany)series coaters were used in the study. The keyoperating parameters are listed in Table 1.
Data from 10 experimental runs in a BFC-50 pancoater with a 50kg batch size, 6 experimental runsin a BFC-200 with a 200kg batch size, and 15experimental runs in a BFC-400 with a 400kg batchsize were used to verify the model prediction andcheck the sensitivity of the model parameters. Thedimensions of the BFC series coaters can be foundin Ref.18 Schlick (Dusen-Schlick GmbH, Coburg,Germany) two-fluid spray guns with 012 nozzles(inside diameter 1.2mm) were used for all experi-ments. In all runs, the coating aqueous suspensioncontained 3–15% API and solid like Opadry1 whichwas sourced from Colorcon, Inc., West point, PATablet samples were collected throughout the activecoating process at different time points correspondingto 20, 40, 60, 80, and 100%mg of target active weightgain in most of experiments. These samples were 30tablets each and were assayed for API content todetermine the CU or %RSD at each collection point ineach batch.
Spray Rate (mL/min/gun) Inlet Air Flow Rate (CFM)
65–110 500–80070–120 1200–150060–100 2000–2900
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010

Figure 5. Comparison between model predictions andexperimental data.
Figure 6. Distribution of potency predicted by the modeland compared with the measured values in 200 kg batch.
3220 CHEN ET AL.
MODEL VALIDATION
The model predictions were compared with experi-mental data from the process by plotting the model%RSD and experimental %RSD values on the samegraph as a function of the number of tablet cyclesthrough the spray zone. Agreement between themodel results and experiments at various scales,process conditions, and equipment configurations isshown in Figure 5. Figure 5 contains data from on theorder of 30 batches grouped by batch size. The batchsize, pan speed, SR, coating times, and even equip-ment differ but one of the key insights gained in thecourse of this work was these variations can all becaptured by one variable—the number of tabletcycles—as shown in Eq. (26). Therefore, all of thisdata may be compared to one %RSD prediction as isdone in Figure 5 which shows the %RSD as a functionof the number of tablet cycles as predicted by themodel and measured experimentally. The agreementbetween the model predictions and experimentalmeasurements is excellent as most of the data liewithin 95% model confidence interval lines. Some ofthe experimental data do lie outside of the 95%confidence interval lines but this is likely due toexperimental error.In addition to the%RSD, the potency distribution of
the 30 assayed tablets can also be calculated fromEq. (27). A comparison between the model predictionsand experimental results for the potency distributionin a 200kg batch is shown in Figure 6. The modelpredictions and experimental results for the potencydistribution from three selected sample points atbeginning, middle, and end of a batch agree well witheach other. Differences between the model predictionand experimental data do exist, especially at the
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
beginning of the batch. These differences at the begin-ning of the batch may be due to the experimentalsampling at this time as large variations in CU existat the beginning of the batch. These differences couldalso be explained by the precision of the experimentalmeasurements or the analysis of the data as it wasmade into a histogram, potentially without sufficientbins for such a small mass. In either case, thedifferences can be explained by the experiments.The agreement between the data and predictions
shown in Figures 5 and 6 confirms the observationthat there is a common mechanism for the coatingprocess such that one model is able to describe thiscoating operation at all scales and for any pan coateroperating under similar mechanisms. Overall, thepercent relative error between the experimental andpredicted %RSDs from 165 data points is 13%. Thesecomparisons suggest that the model can be used as apredictive tool to describe the operating parameters ofthe coating process.
SENSITIVITY ANALYSIS OF MODEL PARAMETERS
Because the model links the process parameters,model parameters, and process conditions with the%RSD, the model can be used to evaluate howchanges in the parameters or conditionswill affect the%RSD. By changing the input parameters includingthe spray zone width, tablet velocity, and the tabletnumber density, we can calculate the %RSD underdifferent process scenarios.
Effect of Spray Zone Width on Content UniformityRSD% (Cone Angle)
From Eq. (26), it can be seen that by increasing thespray zone width while keeping the other model
DOI 10.1002/jps

Figure 7. Effects of spray zone width on %RSD.Figure 8. Effects of variations of tablet velocity on the%RSD.
MODELING OF PAN COATING PROCESSES 3221
parameters fixed, the RSD% can be reduced. Thissimulation result was confirmed by experimentaldata as shown in Figure 7. Figure 7 shows the effect ofthe spray zone width on the %RSD: as the spray zonewidth increased from 12 to 18 cm/gun by increasingthe PA, the %RSD decreased from 4.3% to 3.2% at acoating time of 800min in a 400kg batch. Keeping thespray zone width at amaximum is the best strategy inpan coater operations. It was also noticed that if thecoating time increases, this spray zone width effectmay be less significant. For example, if the coatingtime is increased to 2000min, the RSD% becomes2.7% and 2.1% for the spray zone width of 12 and18 cm respectively. The difference in the RSD reducedfrom 1% to 0.6%. In fact, when the coating timeincreases, the SR has to be reduced and it will becomeincreasingly difficult to maintain the maximum sprayzone width. Other factors such as the gun to beddistance and pan loading may also affect the sprayzone width.
Effect of Tablet Velocity on Content Uniformity RSD%
The simulation results also show the impact of tabletvelocity variations on %RSD: a tablet velocity changefrom �10% to 10% at the center velocity of 119 cm/swill cause the %RSD to change from 4.1% to 3.7% atthe same coating time of 300min in a 50kg batch.This is an approximately 10% change of %RSD causedby a 20% change of tablet velocity. The experimentaldata in Figure 8 from a 50kg batch operating atthe pan speeds of 15 and 18 rpm confirmed thissimulation result. Although the pan speed increasedfrom 15 to 18 rpm, the RSD% was only reduced from4.1% to 3.8%. For the larger pan coaters, similarresults are obtained. It should be emphasized that forpan coater operations, it is important to keep the
DOI 10.1002/jps
tablets in the well-mixed region. Within the wellmixed region,23 tablet velocity has less influence onthe%RSD. This is especially true in lager pan coaters.At lower pan speeds, the tablet-to-tablet contactingtimemay increase and if the SR is relatively high, thismay lead to a ‘‘wet’’ condition in the coater. Thiscondition is likely to cause API to transfer betweenthe tablets leading to poor CU. At the higher panspeeds, the tablet mechanical strength will becomemore important due to the possibility of brokentablets and excessive tablet attrition.
Effect of Tablet Size on Content Uniformity %RSD
For Tablet A, the simulation results show the effectsof number density (which is equivalent to the tabletsize) on %RSD: a number density change from �10%to 10% will cause an RSD% change from 3.4% to 3.1%at a coating time of 800min. This is an approximately10% change in the %RSD caused by a 20% change inthe number density. It is difficult to design experi-ments in which the RSD sensitivity to the tablet sizecan be studied independently. Tablet A size changeleads to a different total number of tablets in thecoater bed. Normally, in order to keep the tablets inthe well-mixed regime, the tablet fill volume fractionshould be kept fairly constant. In BFC series coaters,the tablet fill volume fraction is usually kept at18.9%.19 When the tablet size changes from type Atablets to type B tablets, the total number of tabletschanges from 2000000 to 341797 with the same fillvolume fraction. This has a positive effect on the%RSD. Typically a tablet size increase will reduce thetablet number density which has a negative effect on%RSD. These combined effects cause the RSD%change from 3.2% to 2.3% at a coating time of800min. The experimental data from a 400kg batch
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010

Figure 9. Effects of tablet size on the %RSD.
3222 CHEN ET AL.
at a pan speed of 10 rpm shown in Figure 9 confirmedthese simulation results.
Effect of Pan Loading on Content Uniformity %RSD
Pan loading can affect % RSD in three different waysthrough changes in three model parameters: the totalnumber of tablets, the tablet velocity and, the sprayzone width changes. The tablet velocity variation dueto changes in the pan loading is limited. The totalnumber of tablets is easy to calculate based on theweight of the tablet. The spray zone width variationcan be calculated using Figure 10, assuming that thespray zone width is a baseline under the spray gun.For example, when the pan loading increases from
Figure 10. Effects of pan loa
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
400 to 500 kg, the gun to bed distance is shortened byabout 6 cm. If the gun is in a fixed location and thespray cone is the same shape, based on the similarityof the triangle, the spray zone width will be reducedby 3.5 cm. Correspondingly the RSD% changes from4.9% to 6.1% at a coating time of 700min. Theexperimental data also verified the model predictionas shown in Figure 11.
Effect of Coating Time on Content Uniformity %RSD
In Eq. (26), the %RSD is inversely proportional to thesquare root of the coating time. Therefore, lower%RSD can be achieved by increasing coating time.The coating time is related to the SR, which isdetermined by the amount of API to be coated on thetablet, and the solids concentration of the APIsuspension. The coating time can be adjusted bychanging the SR and solid concentration. One keyconsideration is the need to maintain the maximumspray zone width with a uniform spray. Longercoating times are always a first option for achievinglower %RSD using a smaller SR. However, itshould be emphasized that in order to maintain themaximum spray zone width with a smaller SR, thenozzle setup has to be adjusted. Usually finer dropletsare generated by a smaller spray and may havenegative impact on efficiency in the pan coater. TheCU and efficiency must therefore be balanced whenchoosing process operating parameters.
APPLICATIONS OF THE MODEL
The process knowledge derived from the developmentprogram has provided us with a different conceptual
ding on spray zone width.
DOI 10.1002/jps

Figure 11. Effects of pan loading on the %RSD.
MODELING OF PAN COATING PROCESSES 3223
framework for analyzing a pan coater. This frame-work is represented in Figure 12. In a traditionalapproach to DOE, a statistically designed set ofexperiments are used to study the impact of processvariables on the CU of the drug product. The firstthree process variables in Figure 12 can be lumpedinto the one model parameter which is the spray zonewidth. This measure of the quality of the spray can beindependently confirmed by a camera system. Thenext four process variables in Figure 12 are related tothe tablet movement or tablet velocity. These itemscan be lumped into one model parameter, the tabletvelocity, which is ameasure of the quality of the tabletmixing. This tablet velocity also can also be indepen-dently measured by a camera system. In other words,we can determine the quality of spray and quality ofmixing before conducting any pan coating experi-ments. As long as the model parameters are linkedwith the process conditions determined by the camerasystems, the CU can be predicted. The modelfacilitates specification of an operating range withgreater accuracy.
Figure 12. DOE and model-based approach comparison.
DOI 10.1002/jps
Model-Based DOE
With this new conceptual framework, we can suggestthat more process understanding and regulatoryflexibility may be obtained by establishing a processparameter design space by utilizing the model duringDOE experiments. Current common practice is toconduct a series of designed experiments by varyingthe key factors at a few levels followed by statisticalanalysis. This can be greatly simplified by usingmodel predictions in the study. Consider a fullfactorial design of experiments that includes fourfactors with two levels each. When including panload, pan speed, solution/suspension concentration,and SR as the factors to study with two levels for eachfactor, the entire study calls for at least 16 (24) runs inorder to evaluate and effects of the each factor on theAPI CU of the coated tablets. However, with the use ofthe model, the total number of experimental runs canbe decreased by combining the experimental runswith model predictions. That is that once several runsin the experimental design are conducted and thepredicted API CU (RSD) results for these runs areverified, the RSD values of the other runs can bepredicted by the model. This approach was success-fully used in the development of the active coatingprocess for several tablet products in a process wescaled up from lab scale to manufacturing scaleresulting in the reduction of development costs by anestimated 30–70%.
Model-Based Trouble Shooting
Once coating process is developed and the modelvalidated with the experimental results the resultsshould match the model prediction. However, if adeviation occurs, the tablet coating behavior willdeviate from the model predictions. The deviationscan be used to assist in trouble shooting the process.During this investigation, deviations to the quality ofmixing and quality of spray can be used to evaluateeach potential process parameter that can contributeto these deviations, give some insight into the systemthat failed and assist in assigning the root cause of thedeviation.
Scale Up
From Eq. (26), the RSD in the API CU of the coatedtablets is inversely proportional to the square root ofthe total number of cycles that the tablets experiencegoing between the spray zone and the drying zone.When the coating process is scaled up from a smallscale to a larger scale, as long as the total number ofcycles is constant, the same RSD will be given nomatter how big the change in the pan size. The panspeed that gives the appropriate tablet velocity on thenew scale must be determined to ensure that thenumber of cycles is constant. Table 2 lists the tablet
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010

Table 2. Tablet Velocity and Fr Number
Pan Speed (rpm)Pan
Radius (cm)Peripheral
Velocity (cm/s)Type A TabletVelocity (cm/s) Fr
50kg batch13.5 35 49.64 114.7 0.0018118 35 66.18 138.8 0.00321
400kg batch6.5 71.5 48.82 143.8 0.000868 71.5 60.09 165.2 0.001309 71.5 67.60 178.7 0.0016410 71.5 75.11 191.8 0.0020212.5 71.5 93.89 N/A 0.00316
3224 CHEN ET AL.
velocity, peripheral speed, and Froude number Fr(Fr¼n2
panR/g) for 50 and 400kg batch operations. Ifthe pan speeds of 13.5 and 18 rpm in the 50 kg batchfrom Table 2 are used in the development stage, wecan use two methods to scale up the coating processfrom a 50kg batch to a 400kg batch.The first method is based on the Froude number
which is calculated by Eq. (30):
Fr ¼n2panR
g(30)
npan is the pan speed (rpm),R is the pan diameter, g isthe acceleration of gravity. From Table 2, we find thatpan speeds of 9.5 and 12.5 rpm in a 400kg batch willkeep the Fr number same as it was for pan speeds of13.5 and 18 rpm in a 50kg batch.The second method is based on the peripheral
velocity which is calculated by Eq. (31):
VT ¼ 2pRnpan (31)
Using this method we find that pan speeds of 6.5and 9 rpm in a 400kg batch will keep the peripheralvelocity the same as it was for pan speeds of 13.5 and18 rpm in a 50kg batch.Unfortunately, the pan speed operation range
estimates from these two methods are not inagreement. It is obvious that the first method is amore conservative scale up rule compared to thesecond method. In practice, we can use this as astarting point and adjust the pan operation speeddown or up by 1 or 2 rpm to keep the pan speed as highas possible without breaking or fluidizing the tablets.The key to selecting a pan speed is to maintain thetablets in the well-mixed regime in the pan coater. AsDEM simulations speed up due to improvements insoftware and hardware, it may be possible to evaluatemixing performance on a manufacturing scale in thefuture.Following the same principles as described above,
tablet active coating process development, scale-up,technology transfer (from one type of perforated
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010
coater to another), and process design space explora-tion can all be guided by utilizing the RSD modelpredictions. The number of experimental runs maybe greatly reduced, leading to a shorter and moreeconomical way of developing and trouble shootingactive coating processes.
CONCLUSIONS
A mechanistic model was developed, based oncalculating the RTD of tablets in spray zone, topredict CU. The model predictions show goodcorrelation with experimental assays for differentsize pan coaters, tablet sizes, and operating condi-tions. The sensitivity of the model parameters to theCU RSD was validated by comparison with experi-mental data. The model can be used as a design andscale up tool to determine operation conditions; or afiling tool to demonstrate an understanding of majorsources of variation and their impacts on RSD. Themodel parameters are directly linked with processconditions or variables and can be measured inde-pendently. With a very limited set of experiments, theeffect of process variables can be quickly evaluated tosignificantly reduce the length of the developmentcycle time. The CU is a function of spray coating timeso the SR can be selected accordingly for a desired%RSD by balancing the CU and efficiency of thecoater using the model. In addition, an empiricalcorrelation to estimate the tablet velocities for pancoaters was developed. This was important as thevelocity is one key input to calculate the tablet flowrate between zones.
NOMENCLATURE
CA0 in
itial tracer concentration (g/mL) CA1 t racer concentration after first pass (g/mL) dp e quivalent diameter (cm) f t ablet flow rate through spray zone (#/sec)DOI 10.1002/jps

MODELING OF PAN COATING PROCESSES 3225
mi w
DOI 10.1002/j
eight gain of tablet i (g)
m m ean tablet weight gain (g) M t otal coated mass on the tablet at thecoating time (t)
npan p an speed (rpm) N t otal number of cycles that tablets passbetween two zones (N¼ t/tm)
Nt t otal number of tablets in the total zone R p an radius (cm) t c oating time (s) tm m ean residence time in drying zone (s) tp m ean residence time in spray zone (s) u(t – tp) u nit step function (u¼ 0 when t� tp andu¼ 1 when t> tp)
V or v t ablet velocity (cm/s) Vm t otal number of tablets in drying zone Vp or n t otal number of tablets in spray zone VT p eripheral velocity (cm/s) w s pray zone width (cm) r t ablet number density (#/cm2) sm s tandard deviation of tablet weight gain sDt s tandard deviation of residence time inspray zone
st s tandard deviation of residence time intotal zone
ACKNOWLEDGMENTS
Dr. Mauricio Futran, Dr. Christopher Sinko, and Dr.Daniel Hsien are acknowledged for the internalreview. Dr. Steve Chan is acknowledged for referencemodeling work with Population Balance Equations.Howard Miller, John Gawel, Srinivasa Paruchuri,Jeffrey Hemenway, Ajit Narang, Thomas Carragher,Megan Schroeder, and Sarah Mueller are acknowl-edged for their support of project data. Yuzhu Wangis acknowledged for the support of RSD dataanalyses.
REFERENCES
1. Sherony Dominic F. 1981. A model of surface renewal withapplication to fluid bed coating of particles. Chem Eng Sci36:845–848.
2. Wnukowski P, Setterwall F. 1989. The coating of particles in afluidized bed (residence time distribution in a system of twocoupled perfect mixers). Chem Eng Sci 44:493–505.
3. Denis C, Hemati M, Chulia D, Lanne J-Y, Buisson B, Daste G,Elbaz F. 2003. A model of surface renewal with application tothe coating of pharmaceutical tablets in rotary drums. PowderTechnol 130:174–180.
ps
4. MannU. 1983. Analysis of spouted-bed coating and granulation1. Batch operation. Ind EngChemProcess DesDev 22:288–292.
5. Cheng X-X, Turton R. 2000. The prediction of variability occur-ring in fluidized bed coating equipment. 1. The measurement ofparticle circulation rates in a bottom-spray fluidized bed coater.Pharm Dev Technol 5:311–322.
6. Turton R. 2008. Challenges in the modeling and prediction ofcoating of pharmaceutical dosage forms. Powder Technol181:186–194.
7. Joglekar A, Joshi N, Song Y, Ergun J. 2007. Mathematicalmodel to predict coat weight variability in a pan coating pro-cess. Pharm Dev Technol 12:297–306.
8. Nakamura H, Abe E, Yamada N. 1998. Coating mass distribu-tion of seed particles in tumbling fluidized bed coater. Part II. AMonte Carlo simulation of particle coating. Powder Technol99:140–146.
9. Pandey P, Katakdaunde M, Turton R. 2006. Modeling weightvariability in a pan coating process using Monte Carlo simula-tion. AAPS Pharm Sci Technol 7:E1–E10.
10. Yamane K, Sato T, Tanaka T, Tsuji Y. 1995. Computer simula-tion of tablet motion in a coating drum. Pharm Res 12:1264–1268.
11. Fichana D, Alexander M, Ohlsson, J, Pernille H, Chang S-Y,Lyngbery O, Dougherty J, Kiang S, Stamato H, Chaudhuri B,Muzzio F. 2009. Experimental and model-based approaches tostudying mixing in coating pans. Pharm Dev Technol 14:173–184.
12. Danckwerts PV. 1953. Continuous flow systems: Distributionof residence times Chem. Eng Sci 2:1–13.
13. Papoulis, A. 1991. Probability, random variables and stochasticprocesses. 3rd edition. New York, NY: McGraw-Hill. p 93.
14. Levenspiel, Octave. 1976. Chemical reaction engineering.2nd edition. Hoboken, NJ: John Wiley & Son, Inc. pp 253–315.
15. Alexander A, Shinbrot T, Muzzio F. 2002. Scaling surfacevelocities in rotating cylinders as a function of vessel radius,rotation rate, and particle size. Powder Technol 126:174–190.
16. Levin M. 2002. Pharmaceutical process scale-up, drug and thepharmaceutical sciences, volume 118. New York, NY: MarcelDekker, Inc. pp 117–132.
17. Muller R, Kleinebudde P. 2007. Prediction of tablet velocity inpan coaters for scale-up. Powder Technol 173:51–58.
18. Shukla AJ, Chang R-K, Avis KE. 1998. Pharmaceutical unitoperations: coating, drug manufacturing technology series,volume 3. Edited by Boca Raton, FL: Interpharm/CRC. pp113–171.
19. Muller R, Kleinebudde P. 2005. Scale-down experiments in anew type of pan coater. Pharm Ind 67:950–957.
20. Pandey P, Song Y, Kayihan F, Turon R. 2006. Simulation ofparticle movement in a pan coating using discrete elementmodeling and its comparison with video-imaging experiments.Powder Technol 161:79–88.
21. Chen W, Chang S-Y, Kiang S, Early W, Paruchuri S, Desai D.2008. The measurement of spray quality for pan coating pro-cesses. J Pharm Innov 3:3–14.
22. Kvasnak W, Ahmadi G, Schmidt DJ. 2004. An engineeringmodel for the fuel spray formation of deforming droplets.Atomization Spray 14:289–339.
23. Mellmann J. 1998. The transverse motion of solids in rotatingcylinders-forms of motion and transition behavior. PowderTechnol 118:251–270.
JOURNAL OF PHARMACEUTICAL SCIENCES, VOL. 99, NO. 7, JULY 2010