Modeling and Identification of Joint Dynamics Using ... - PRISM
200
University of Calgary PRISM: University of Calgary's Digital Repository Graduate Studies The Vault: Electronic Theses and Dissertations 2014-05-26 Modeling and Identification of Joint Dynamics Using a Frequency-Based Method Mehrpouya, Majid Mehrpouya, M. (2014). Modeling and Identification of Joint Dynamics Using a Frequency-Based Method (Unpublished doctoral thesis). University of Calgary, Calgary, AB. doi:10.11575/PRISM/26938 http://hdl.handle.net/11023/1555 doctoral thesis University of Calgary graduate students retain copyright ownership and moral rights for their thesis. You may use this material in any way that is permitted by the Copyright Act or through licensing that has been assigned to the document. For uses that are not allowable under copyright legislation or licensing, you are required to seek permission. Downloaded from PRISM: https://prism.ucalgary.ca
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Modeling and Identification of Joint Dynamics Using ... - PRISM

University of Calgary
PRISM: University of Calgary's Digital Repository
Graduate Studies The Vault: Electronic Theses and Dissertations
2014-05-26
Modeling and Identification of Joint Dynamics Using a
Frequency-Based Method
Mehrpouya, Majid
Mehrpouya, M. (2014). Modeling and Identification of Joint Dynamics Using a Frequency-Based
Method (Unpublished doctoral thesis). University of Calgary, Calgary, AB.
doi:10.11575/PRISM/26938
http://hdl.handle.net/11023/1555
doctoral thesis
University of Calgary graduate students retain copyright ownership and moral rights for their
thesis. You may use this material in any way that is permitted by the Copyright Act or through
licensing that has been assigned to the document. For uses that are not allowable under
copyright legislation or licensing, you are required to seek permission.
Downloaded from PRISM: https://prism.ucalgary.ca

UNIVERSITY OF CALGARY
Modeling and Identification of Joint Dynamics Using a Frequency-Based Method
by
Majid Mehrpouya
A THESIS
SUBMITTED TO THE FACULTY OF GRADUATE STUDIES
IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE
DEGREE OF DOCTOR OF PHILOSOPHY
DEPARTMENT OF MECHANICAL AND MANUFACTURING ENGINEERING
CALGARY, ALBERTA
MAY 2014
© Majid Mehrpouya 2014

ii
Abstract
There is an ever increasing demand for more productivity along with improved accuracy
of goods produced by manufacturing technologies. Traditionally, physical prototypes were tested
and changed in order to improve productivity and obtain the optimal operating conditions, which
imposed a great cost on manufacturers. Nowadays, virtual prototyping technology is being
employed to aid in eliminating costs associated with iterative testing and development processes.
Virtual prototypes facilitate the implementation of simulations, predictions and optimizations
based on the kinematics and dynamics of a machine tool structure, all within a virtual
environment. The creation of such an environment, however, is not a simple endeavor.
Building an accurate virtual model requires thorough knowledge of all constituent
elements of the physical structure, including the joints. Joints play an important role in the
overall dynamics of assembled structures; as much of flexibility and damping in the structures
are originated at the joints. Ignoring joint effects and modeling the joints as rigid connections
result in deviations between the physical structure dynamics and model dynamics. In order to
improve accuracy of model predictions, joint dynamic properties need to be identified and
incorporated into the virtual model. This will allow for a higher fidelity representation of the real
physical system.
Joints are usually complex in geometry and often inaccessible in the assembled structure,
making it difficult for their direct measurements and mathematical modeling. In order to
accurately identify joint dynamics, this study aims at identification of joint dynamics using a
frequency-based method. The overall essence of joint identifications through the frequency-

iii
based approach is the determination of the difference between the measured overall dynamics
and the rigidly coupled substructure dynamics.
The inverse receptance coupling (IRC) method is introduced as the primary identification
technique used in this study. Applications of the IRC method in 2-dimensional (2D) structures is
examined on two physical structures: a lathe machine and a vertical computer numerical control
(CNC) machining centre. On the lathe machine, the joint dynamics of a modular tool are
obtained; and, on the CNC machine, the joint dynamics at the tool / tool-holder / spindle
interfaces are obtained. The joint dynamics at these locations have shown significant effects on
the overall dynamics of the assembled structure. An extension to the IRC method is also
proposed to account for the effects of multiple joints in structures.
The IRC method is also extended to 3-dimensional (3D) structures. A complete joint
model which accounts for the effects of joint’s inertial properties is developed and validated
through finite element (FE) simulation. Experimental tests on a mock test setup of a vertical
CNC machine are performed to assess applicability of the proposed identification method in
actual 3D structures.
The results of this study can be used in constructing a database for various types of joints
in machine tool centers as a function of influential factors on the joint dynamics such as preload,
material and surface contact. Such a database can then be used in the design stage to improve the
correlation between predictions made by the virtual model and the behaviour of the physical
structure.

iv
Acknowledgement
I would like to express my sincere gratitude to my supervisor, Dr. Simon Park, for his
continuous guidance, encouragement, and support during my Ph.D. program. His ideas,
feedbacks, and vision helped me shape my research career. Without his guidance, this
dissertation would not have been possible.
I would like to thank the NSERC CANRIMT Research Grant and Alberta Innovates
Technology Future (AITF) scholarship for the financial support provided for this research.
Heartfelt thanks go to my wife, Paniz, for all her understanding, support and patience
during the work of this thesis. Her love made my journey to finish this thesis easier. My deepest
gratitude goes to my parents and siblings who always had their love and support for me.
I am also thankful to my friends, Ali Sarvi, Majid Tabkhpaz, Mehdi Mahmoodi,
Mohammad Arjmand, for their sincere friendship. I also acknowledge the help and support of my
colleagues in MEDAL: Golam Mostofa, Chaneel Park, Kaushik Parmar, Eldon Graham, Allen
Sandwell, Mohamad Malekian, Amir Kianimanesh, Samira Salimi, Liam Hagel, Will Atkinson,
Matthew Kindree, Jesus Resendiz and Tianjun Xia.

v
Table of Contents
Abstracts ...................................................................................................................................... ii
Acknowledgments ........................................................................................................................ iv
Table of Contents ......................................................................................................................... v
List of Tables ............................................................................................................................... viii
List of Figures and Illustrations ................................................................................................... ix
List of Symbols ............................................................................................................................ xv
Chapter 1. Introduction ............................................................................................................ 1
1.1 Motivation ......................................................................................................................... 6
1.2 Objectives .......................................................................................................................... 10
1.3 Organization ...................................................................................................................... 14
Chapter 2. Literature Review ................................................................................................... 16
2.1 Virtual Prototyping ............................................................................................................ 16
2.2 Different Types of Joint .................................................................................................... 21
2.3 Damping ............................................................................................................................ 26
2.4 Joint Dynamics Modeling ................................................................................................. 34
2.4.1 Nonlinear Joint Models ............................................................................................. 35
2.4.2 Finite Element Models .............................................................................................. 36
2.5 Joint Dynamics Identification ........................................................................................... 38
2.5.1 Iterative Methods ....................................................................................................... 39
2.5.2 Direct Methods .......................................................................................................... 44
2.6 Summary ........................................................................................................................... 48

vi
Chapter 3. Experimental Setup ................................................................................................ 51
3.1 Experimental Modal Analysis ........................................................................................... 51
3.2 Impact Hammer ................................................................................................................. 54
3.3 Accelerometer ................................................................................................................... 56
3.4 Capacitive Sensor .............................................................................................................. 58
3.5 Lathe Machine ................................................................................................................... 59
3.6 FADAL Vertical CNC Machine ....................................................................................... 60
3.7 Summary ........................................................................................................................... 62
Chapter 4. Identification of Joint Dynamics in 2D Structures .............................................. 63
4.1 Receptance Coupling (RC) Method .................................................................................. 65
4.2 Inverse Receptance Coupling (IRC) Method .................................................................... 68
4.3 Numerical Simulation ....................................................................................................... 72
4.4 Identification of Dynamic Properties of a Modular Tool .................................................. 78
4.5 Identification of Joint Dynamics in a Vertical CNC Machine .......................................... 84
4.5.1 FE Model of the Machine Tool, Tool-Holder and Tools .......................................... 86
4.5.2 Joint Identification between Tool and Tool-Holder .................................................. 92
4.5.3 Joint Identification between Tool-Holder and Spindle ............................................. 96
4.6 Summary ........................................................................................................................... 99
Chapter 5. Multiple Joint Dynamics Identification ................................................................ 102
5.1 Extended Inverse Receptance Coupling Method .............................................................. 104
5.1.1 Modeling of the Joint ................................................................................................. 106
5.1.2 Joint Identification ..................................................................................................... 109
5.2 Finite Element Simulations ............................................................................................... 111
vii
5.3 Experimental Results ........................................................................................................ 119
5.3.1 Effects of Different Interfaces on the Joint Dynamics .............................................. 127
5.4 Summary ........................................................................................................................... 130
Chapter 6. Identification of Joint Dynamics in 3D Structures .............................................. 132
6.1 Extended Inverse Receptance Coupling Method .............................................................. 133
6.2 Finite Element Simulations ............................................................................................... 141
6.2.1 Investigation of the Effects of Noise ......................................................................... 144
6.3 Experimental Tests ............................................................................................................ 147
6.3.1 Finite Element Model Updating ................................................................................ 149
6.3.2 Joint Identification ..................................................................................................... 152
6.3.3 Validation of Joint Dynamics .................................................................................... 153
6.4 Discussions on the Applicability of the IRC Method ....................................................... 155
6.5 Summary ........................................................................................................................... 160
Chapter 7. Summary, Limitations and Future Works ........................................................... 162
7.1 Summary ........................................................................................................................... 162
7.2 Novel Contributions .......................................................................................................... 166
7.3 Assumptions and Limitations ............................................................................................ 169
7.4 Future Works ..................................................................................................................... 171
References ................................................................................................................................... 174

viii
List of Tables
Table 4.1 Stiffness and damping values used as the joint in Figure 4.3 ...................................... 73
Table 4.2 Modal parameters obtained from measurements on FADAL 2216 ............................. 89
Table 5.1 Spring and damping constants used in the simulation of the joint .............................. 113
Table 5.2 Design variables boundary for the optimization scheme ............................................. 121
Table 5.3 Comparison of natural frequencies before and after updating ..................................... 122
Table 5.4 Comparison of the natural frequencies obtained from different FRFs ........................ 127
Table 6.1 Dimensions of the blocks used in the simulation ........................................................ 141
Table 6.2 Design variables boundary for the optimization scheme ............................................. 150
Table 7.1 Different configurations and the required measurements ............................................ 165

ix
List of Figures and Illustrations
Figure 1.1 Comparison of the traditional design process and the design process with virtual
prototypes .................................................................................................................. 1
Figure 1.2 Steps of FE analysis of a machine tool ....................................................................... 3
Figure 1.3 Chip thickness variations due to chatter vibrations .................................................... 4
Figure 1.4 Chatter surface on the bottom surface of a hole for a twist drill ................................ 4
Figure 1.5 Effects of unmodeled joints ........................................................................................ 7
Figure 2.1 Finite element model of a high-speed milling machine ............................................. 17
Figure 2.2 Schematic construction of a vertical column milling structure .................................. 18
Figure 2.3 CNC profile-machining center with a moveable column (left), dynamic model of the
tool-side structure (right) .......................................................................................... 19
Figure 2.4 Guideway joint used in machine tools ........................................................................ 22
Figure 2.5 Modeling of the rolling guide with spring elements at ball grooves .......................... 23
Figure 2.6 Modeling of the linear guide ...................................................................................... 23
Figure 2.7 Simulation of bearing interface .................................................................................. 24
Figure 2.8 Ball screw drive axis and the equivalent dynamic model .......................................... 25
Figure 2.9 Simplified FE model of the ball screw and nut and bearings ..................................... 26
Figure 2.10 Two-parameter viscoelastic models: (a) Maxwell model, (b) Kelvin-Voigt model 28
Figure 2.11 Typical hysteresis loop for mechanical damping ..................................................... 29
Figure 2.12 Coulomb friction model ........................................................................................... 30

x
Figure 2.13 Sandwich beam specimen adhered with a partially inserted viscoelastic layer (left),
experimental frequency response of a single beam and sandwich-bonded beams
(right) ........................................................................................................................ 32
Figure 2.14 Plane view of plate showing nodal lines and location of clamping bolts (left),
damping ratio as a function of clamping force (right) .............................................. 32
Figure 2.15 Joint identification techniques .................................................................................. 39
Figure 2.16 Iterative procedure of the IES method ...................................................................... 41
Figure 2.17 Iterative procedure for the RFM ............................................................................... 43
Figure 2.18 Substructures in the uncoupled state ........................................................................ 47
Figure 3.1 (a) Schematic representation of the basic hardware for modal testing, (b) experimental
setup used for modal testing ...................................................................................... 52
Figure 3.2 PCB hammer used in the modal testing ..................................................................... 55
Figure 3.3 Spectrum content of PCB hammer with different tips ............................................... 56
Figure 3.4 Piezoelectric accelerometer ........................................................................................ 57
Figure 3.5 Frequency response of a typical piezoelectric accelerometer .................................... 57
Figure 3.6 (a) Variable distance capacitive displacement sensor, (b) Lion Precision DMT20
sensor ........................................................................................................................ 59
Figure 3.7 Lathe machine used in joint identification ................................................................. 60
Figure 3.8 The FADAL vertical CNC machine ........................................................................... 61
Figure 4.1 Substructures in coupled and uncoupled states .......................................................... 65
Figure 4.2 Overview of the joint identification approach through the IRC method .................... 70
Figure 4.3 Structure with spring-damping elements .................................................................... 73
Figure 4.4 Identified stiffness (left) and damping (right) values for the translational elements . 74

xi
Figure 4.5 Identified stiffness (left) and damping (right) values for the rotational elements ...... 74
Figure 4.6 Structure used for joint identification (top) and validation (bottom) ......................... 75
Figure 4.7 Reconstructed G11,tt for Case B ................................................................................... 75
Figure 4.8 WC shank (120 mm) inserted in the chuck (Sub. A), interchangeable cylinder (Sub.
B) and test devices, including impact hammer, accelerometer and capacitive sensor 79
Figure 4.9 WC shanks and modular tools: (a) 30 mm cutter, (b) 30 mm cylinder and (c) 50 mm
cylinder ...................................................................................................................... 79
Figure 4.10 Experimental process for identification and validation of the joint parameters ....... 80
Figure 4.11 Identified joint FRF: (a) translational hJtt , (b) rotational h
Jrr .................................... 82
Figure 4.12 Comparison between the predicted and measured FRF for the 30 mm blank cylinder
(G11,tt) ........................................................................................................................ 84
Figure 4.13 Comparison between the predicted and measured FRF for the cutter tool (G11,tt) ... 84
Figure 4.14 Two-stage substructural synthesis of the machine tool ............................................ 85
Figure 4.15 Experimental test setup for modal analysis on the three-axis vertical machining
center – FADAL 2216 ............................................................................................... 89
Figure 4.16 Comparisons of the measured responses at the spindle nose with those predicted by
the model for rigid connections and spring connections in X (top) and Y (bottom)
directions ................................................................................................................... 90
Figure 4.17 Schematic of the tool / tool-holder assemblies ......................................................... 92
Figure 4.18 Free-free test setup for the tool / tool-holder combination ....................................... 93
Figure 4.19 Procedure for joint identification and validation between tool and tool-holder ....... 93
Figure 4.20 Joint’s FRF between the tool and the tool-holder: (a) translational FRF httJ, (b)
rotational FRF hrrJ ..................................................................................................... 94

xii
Figure 4.21 Direct FRFs for the 50 mm cylinder / tool-holder assembly (G11_50mm) ................... 95
Figure 4.22 Direct FRFs for the 90 mm tool / tool-holder assembly (G11_90mm) .......................... 95
Figure 4.23 Schematic of spindle and tool / tool-holder assemblies ........................................... 97
Figure 4.24 Procedure for the joint identification and validation between tool-holder and spindle97
Figure 4.25 Joint’s translational FRF between the spindle and the tool-holder (httJ ) ................. 98
Figure 4.26 Direct FRFs at TCP with spindle / holder / tool assembly (G11_90mm) ...................... 99
Figure 5.1 Generic substructures coupled through joint elements ............................................... 104
Figure 5.2 Substructures coupled through the joint element: (a) schematic model, (b) FE model 107
Figure 5.3 (a) FE simulation with the spring and damping elements, (b) FE simulation with the
beam elements ........................................................................................................... 112
Figure 5.4 Identified stiffness values in Figure 5.3(a) ................................................................. 114
Figure 5.5 Identified damping constants in Figure 5.3(a) ............................................................ 114
Figure 5.6 Mode shapes of the assembled structure with B, A1 and spring/damping elements: (a)
32.00 Hz, (b) 160.47 Hz, (c) 308.49 Hz .................................................................... 115
Figure 5.7 Identified joint FRFs for the structure in Figure 5.3(b) with Substructures B and A1 116
Figure 5.8 Reconstructed G11 FRF for the assembled structure in Figure 5.3(b) with
Substructures B and A2 ............................................................................................. 117
Figure 5.9 Mode shapes of the assembled structure with B, A2 and beam elements: (a) 41.48 Hz,
(b) 52.95 Hz, (c) 138.58 Hz, (d) 230.82 Hz .............................................................. 119
Figure 5.10 (a) Substructure B, (b) Substructure A, (c) assembled structure .............................. 121
Figure 5.11 h11 FRF for Substructure A2 before and after updating ............................................ 123
Figure 5.12 Experimental process for identification and validation ............................................ 124
Figure 5.13 Identified joint FRFs in the assembled structure in Figure 5.10(c) .......................... 125

xiii
Figure 5.14 Predicted vs. measured G11 FRFs for the assembled structure of Substructures B and
A2 ............................................................................................................................... 126
Figure 5.15 Experimental setups: (a) nylon nut interface, and (b) elastic interface .................... 128
Figure 5.16 Identified joint’s FRF at location 3 (J3) on the structure with nylon nut interface and
on the structure without interface .............................................................................. 128
Figure 5.17 Comparison of the identified joint’s FRF at location 3 (J3) on the structure with
elastic gasket and on the structure without any interface .......................................... 129
Figure 6.1 Subcomponents in the uncoupled and coupled state .................................................. 133
Figure 6.2 Assembled structure comprised of Substructures A and B and the joint ................... 136
Figure 6.3 The procedure followed in the FE simulation to obtain joint’s FRFs ........................ 142
Figure 6.4 Comparison of the identified and FE FRFs for the joint: a) H1y1yJ, b) H1rz1rz
J ............ 143
Figure 6.5 Comparison of the identified and FE model translational H1z1zJ FRFs for the joint (1%
noise added to the assembled structure’s FRFs) ....................................................... 145
Figure 6.6 Comparison of the identified and FE model rotational H1z1ryJ FRF for the joint (1%
noise added to the assembled structure’s FRFs) ....................................................... 145
Figure 6.7 Condition number for matrix A in Eq. (6.19) ............................................................. 146
Figure 6.8 Experimental setups: (a) Substructure B (b) Substructure A1 and (c) Substructure A2 148
Figure 6.9 Assembled structure in the free-free condition .......................................................... 149
Figure 6.10 Measured and FE FRFs of Substructure B before and after updating ...................... 151
Figure 6.11 Measured and FE FRFs before and after updating for: (a) Substructure A1, (b)
Substructure A2 ......................................................................................................... 151
Figure 6.12 Identified joint’s FRFs: (a) H1y1rzJ and (b) H1z1z
J ..................................................... 153

xiv
Figure 6.13 Comparison of the assembled structure’s FRFs obtained through the RC method
using the identified joint’s FRFs, through measurements and through consideration
of a rigid joint ............................................................................................................ 154
Figure 6.14 Substructures in the uncoupled state ........................................................................ 156
Figure 6.15 A 3D structure with spring/damping elements as the joint ...................................... 159
Figure 6.16 Plane view of the 3D setup in Figure 6.2 ................................................................. 160

xv
List of Symbols
rAij modal constant
A surface area
C capacitance
c damping constant coefficient
cx translational damping
c rotational damping
D loss tangent
dv damping capacity per volume
E1 Young’s modulus
{Fi}S external force vector at point i on Sub. S
{FJ}S internal force vectors at the joint
FCS vector of force and moment at connecting nodes on Sub. S in the
assembled structure
FJ internal force in the joint
fcS vector of force and moment at connecting node on Sub. S
fiJ force vector at point i on joint
fiS force vector at point i on Sub. S
fiS vector of force and moment at internal node on Sub. S
fres restoring force
[Goa] constraints mode influence coefficient matrix
[Goq] dynamics transformation matrix

xvi
Gij assembled structure’s FRFs between points i and j
Ga’a’,zz assembled structure’s FRFs at internal nodes on Sub. A in the z direction
GIIS assembled structure’s FRFs between internal nodes on Sub. S
H (ω) FRF
HJ joint’s FRF matrix
Haa, Hbb FRF between connecting points on Sub. A and Sub. B
Ha’a’, Hb’b’ FRF between internal points on Sub. A and Sub. B
HiiS FRF between internal points on Sub. S
HccS FRF between connecting points on Sub. S
HicS FRF between internal and connecting points on Sub. S
H11J, H22
J joint’s FRFs at locations 1 and 2
h length
hij FRF between point i and j (xi/fj)
httJ translational FRF of the joint
hrrJ rotational FRF of the joint
hJi joint’s FRF at location i
J mass moment of inertia
[Kgg] stiffness matrix of the residue system
[Kjj] reduced superelement stiffness matrix at the external nodes
[Koo] stiffness matrix of internal nodes
[Kaa] stiffness matrix of boundary nodes
[Ktt] physical stiffness matrix
[Kqq] modal stiffness matrix

xvii
Kh Hertzian constant
kl, kc, kq stiffness constant coefficients
kBS axial stiffness of ball screw system
kshaft axial stiffness of the screw shaft
knut axial contact stiffness of the screw shaft and the nut interface
kbearing axial stiffness of the ball screw bearing
kdyn dynamic (modal) stiffness
kx translational stiffness
k rotational stiffness
lij FRF between point i and j (xi/Mj)
l length
MiS moment vector at point i on Sub. S
MiJ moment vector at point i on joint
[Moo] mass matrix of internal nodes
[Maa] mass matrix of boundary nodes
[Mtt] physical mass matrix
[Mqq] modal mass matrix
m mass
N normal force
nij FRF between point i and j (i/fj)
{Po}, {Pa} force vector on internal and boundary nodes
pij FRF between point i and j (i/Mj)
Q contact force

xviii
S (ω) power spectrum
{Uo}, {Ua} displacement vector of internal and boundary nodes
w length
{Xi}S displacement vector at point i on Sub. S
XCS vector of translational and rotational displacement at connecting nodes on
Sub. S in the assembled structure
xiS vector of translational and rotational displacement at internal node on
Sub. S
xiS displacement at location i on Sub. S
xcS vector of translational and rotational displacement at connecting node on
Sub. S
x distance
αij receptance between point i and j
α deformation
Δp changes in the design parameters
[ΔK], [ΔM] changes in the stiffness and mass matrix
ε strain
ε permittivity
η viscoelastic parameter
eigenvalues matrix
λ eigenvalues
μk kinetic friction coefficient
mode shape matrix

xix
{i} ith
mode shape
{a} static constraint mode matrix
σ stress
iS rotation at location i on Sub. S
ω excitation frequency
ωni ith
natural frequency
ζ damping ratio

1
Chapter 1. Introduction
The current goal of manufacturing technologies is the accurate production of parts in the
shortest time and most cost-effective way. Manufacturers can no longer afford the cost and time
involved in the examination of physical prototypes to detect deviations and iteratively redesign,
rebuild and test the design. Instead, virtual prototyping technology is employed to eliminate the
cost of testing and altering physical prototypes [Altintas et al., 2005].
A virtual prototype of a physical structure is a computer simulation model that can
represent the physical model and can be analyzed and tested like a real machine. All the
optimization processes and design variations can be performed on the virtual prototype until the
desired performance is achieved. This provides a big advantage in reducing the cost and time of
manufacturing the optimal design, as depicted in Figure 1.1.
Figure 1.1 Comparison of the traditional design process and the design process with virtual
prototypes [Altintas et al., 2005].

2
Simulation of machine tools can be roughly classified in two categories: rigid body
simulation (RBS) and finite element method (FEM) [Maglie, 2012]. RBS can provide a quick
prediction of the kinematics of a machine tool and study the geometric effects of different
parameters, such as the length of an actuator, on the machine kinematics. Parts are modeled as
rigid components that have their corresponding inertial properties but cannot deform [Altintas et
al., 2005].
Different analysis options, such as kinematic and dynamic analyses, are available within
RBS. Through kinematic analysis, the position, velocity and acceleration of different
components are generated in time using laws of motion. Through dynamic analysis, it is possible
to obtain the positions of different parts as a result of time-dependant forces that are applied to
the structure.
RBS is an easy way to analyze the kinematic behaviour of the machine tool over a
complete range of the workspace and determine load histories of the components or joints
[Weule H., 2002]. However, this analysis does not take the deformation of structural components
of a machine tool into account. In modern machine tools where the majority of structural
components are designed to have lightweight characteristics, the deformation and vibration of
flexible parts play important roles in the behaviour of the overall structure; ignoring these
deformations can result in an unrealistic representative model [Maglie, 2012].
The FEM is used to study the structural behaviour of a machine tool under static,
dynamic and thermal loads [Altintas et al., 2005]. As shown in Figure 1.2, the first step in
building a finite element (FE) model of a machine tool center is the preparation of a computer-
aided design (CAD) model of the machine. A complex CAD model is then fractionized into

3
simple base models to allow for an easier meshing process. Meshed components are connected
through nodes and constraints to build the complete FE model.
Figure 1.2 Steps of FE analysis of a machine tool [Altintas et al., 2005].
Different results can be obtained from the FE model of a machine tool center. These
results include tool center point (TCP) deflection under process loads, structural mode shapes
and frequency response functions (FRFs). The FE model can also be optimized to obtain the
minimum mass, maximum machining precision and optimal operation conditions.
Different factors, such as machining speed, accuracy and productivity, contribute to the
optimal performance of a machine tool. The productivity of a machine tool is governed by its
ability to remove the material at the highest rate. Increasing the material removal rate by
increasing the depth of cut and/or spindle speed can lead to unstable regenerative chatter
vibrations, due to the dynamic flexibility at the tool tip [Altintas, 2000]. In order to increase
productivity of a machine tool, the virtual model of the machine tool should be studied for
avoiding chatter vibration.

4
Vibration of the tool during a cutting process can leave a wavy surface finish on the
workpiece during a revolution. This wavy surface is removed in the succeeding revolution,
which also leaves a wavy surface, as depicted in Figure 1.3. Depending on the phase shift
between the two successive waves, the maximum chip thickness may grow exponentially while
the tool is oscillating at the chatter frequency [Altintas, 2000].
Figure 1.3 Chip thickness variations due to chatter vibrations [Graham et al., 2014].
The produced vibration can lead to increased cutting forces and a poor surface finish,
Figure 1.4. Chatter can be recognized by high noise during the cutting process, chatter marks on
the workpiece and chip appearance [Geurtsen, 2007].
Figure 1.4 Chatter surface on the bottom surface of a hole for a twist drill [Altintas and Weck,
2004].

5
Although reductions in the depth of cut and/or spindle speed may result in avoiding
chatter vibration, they can also lead to a considerable decrease in the productivity of the
machining process. In order to avoid chatter vibration and operate at the highest productivity
rate, chatter stability lobes (CSL) are required before the actual cutting process begins.
Stability lobes define the boundaries of stable cutting operation as functions of the depth
of cut and spindle speed. Therefore, process conditions under which chatter does not occur and
productivity is not sacrificed can be determined. Prediction of such lobes requires the exact
dynamic behaviour of the machine tool. The dynamic behaviour of the structure, particularly
FRFs, can be measured directly on the machine or obtained from virtual models.
In order to build an accurate virtual prototype of a physical machine tool and use the
model in the analysis of the corresponding structures, it is necessary to have a thorough
knowledge of the dynamics of all the constituent elements. These elements include bars, beams,
plates, feed drives, guiding elements and, most importantly, joints. The dynamics of the main
components, such as bars, beams and plates, have been thoroughly studied in the literature; and,
a good knowledge of their behaviour is available [Rao, 2007]. When these components are
attached together through different joints, the assembled structure is significantly affected by the
joint characteristics.
Different components of a machine tool center can be connected through different types
of joints, such as a screw joint, revolute joint, translational joint, adhesive joint and bolted joint.
Joints create discontinuity in the structure and result in a high stress concentration around the
connecting area. As joints increase the flexibility of a structure, they cause changes in the natural
frequencies and mode shapes of the structure. With increased surface contact between different
components, the assembled structure experiences higher damping compared to the individual

6
elements. All these characteristics lead to joint dynamics being an influential factor in the
dynamics of the overall structure and, thus, need to be thoroughly investigated.
1.1 Motivation
The accuracy and efficacy of virtual machine tools are strongly dependent on the joint
characteristics, i.e. the stiffness and damping of the connections between various machine tool
elements. Joint characteristics significantly affect the dynamic stiffness at the tool centre point
(TCP) of a machine tool, which governs the productivity of the process and the quality of the
machined component.
A typical machine tool includes many types of joints, each with different characteristics
that impact the overall machine tool dynamic response. For instance, bolted connections between
structural members, connections between the guide block and the rail, connections between ball
screws and nuts, bearing supports and interface connections between the tool and the tool-holder
and between the tool-holder and the spindle all have varying degrees of influence on the TCP
response.
Joint characteristics for each of these connections and interfaces depend on a variety of
parameters, such as preloads, contact surface conditions, bearing types, friction and damping.
Since about 60% of the total dynamic stiffness and 90% of the total damping in a machine tool
structure originates at the joints [Zhang et al., 2003], these joint characteristics, if not modeled,
often result in deviations between the virtual model and their corresponding physical prototypes,
as illustrated in Figure 1.5.
Several accurate but complex models have been developed to approximate bolted
connections and connections between the guide block and the rail and between ball screws and

7
nuts [Mi et al., 2012; Kim et al., 2007; Lin et al., 2010]. However, these high-fidelity joint
models require several dedicated experiments and detailed FE modeling for the validation of the
joint interfaces, which makes it difficult to extend the models to all such joints in a complete
machine tool. Moreover, regardless of the joint type, damping must always be measured from
experiments and be added to the updated FE model.
Figure 1.5 Effects of unmodeled joints.
Several studies have addressed the identification of the joint dynamics through model
updating techniques [Friswell et al., 1998; Mottershead and Friswell, 1993; Heylen et al., 1998].
Direct FE model updating schemes are based on the updating of the global system matrices and
can result in system models that have no physical meaning [Friswell et al., 1998].
Other sensitivity-based methods [Heylen et al., 1998] require determination of the
sensitivity of a set of modal parameters, i.e. natural frequencies and mode shapes, to the updating
parameters. These methods have iterative schemes and are based on the extraction of modal data,
which may pose challenges due to measurement data being incomplete and corrupted by noise.

8
Moreover, due to the high sensitivity of these methods to the modal data, especially mode
shapes, small deviations in the extracted modal data can result in erroneous identified values.
Difficulties with modal parameter extraction based schemes may be overcome with the
use of response-based methods, such as the receptance coupling (RC) method. The RC method
couples experimentally or analytically obtained FRFs and derives the response of the assembled
structure based on the substructures’ responses. Conversely, the inverse receptance coupling
method (IRC) is proposed to obtain the joint’s FRFs based on the FRFs of the substructures and
the assembled structure. Several studies have addressed identification of the joint dynamics
between the tool and the tool-holder using the IRC method in order to obtain FRFs at the TCP
[Erturk et al., 2006; Park et al., 2003; Park and Chae, 2008; Schmitz, 2000; Schmitz et al., 2001;
Schmitz and Duncan, 2005].
The IRC method has several advantages over the model updating techniques. Since the
responses of structures are directly used in the identification method, the truncation error
associated with considering a limited number of modes to obtain the response of the structure is
eliminated. Moreover, the problem associated with the high sensitivity of the identification
technique to the measurement noise is mitigated.
Most of the existing response-based methods, however, considered only the effects of
stiffness and damping in the joints. Although this assumption may be valid for interfacial joints,
it can result in deviations from the actual behaviour of a joint in cases where the joint’s inertial
properties are comparable to those of the other components. In reality, every element presents
inertial properties in its dynamic behaviour. If these properties are ignored in the modeling, some
deviations may arise in the predicted joint dynamics.

9
A few studies have considered the inertial properties of the joint segment in their
proposed joint models [Liu and Ewins, 2002; Ren and Beards, 1995; Ren and Beards, 1998].
These methods consider two substructures that are coupled through a general continuous joint
element. However, the proposed techniques require the complete FRF matrices of all
substructures and the assembled structure, including translational and rotational FRFs at different
locations. In practice, translational FRFs can be measured easily, but measuring rotational FRFs
is a physical challenge. The limitations in measuring rotational FRFs make these methods more
suitable for the FE environment, where rotational degrees of freedom (RDOF) can be
numerically obtained.
A few strategies have been proposed to indirectly obtain the rotational FRFs from
measurements. The finite difference method [Ozsahin et al., 2011; Schmitz and Duncan, 2005],
for instance, uses two closely located accelerometers to find the rotational FRFs; however, this
method is highly sensitive to small amounts of measurement noise. If the measurement points are
located very close to each other, the order of measurement difference approaches the order of the
measurement error [Ewins, 1984]. A set of over determined linear equations, obtained from
several measurements on the assembled structures, was used in [Celic and Boltezar, 2009] to
obtain the RDOFs. Considering the scarcity of these studies, there is a lack of studies that include
the inertial properties of the joint in the IRC method and relate the joint dynamics to the
translational FRFs of the assembled structure.
There is also an absence of studies on the joint identification in three-dimensional (3D)
structures. Most of the studies in the area of joint identification have been focused on two-
dimensional (2D) structures and have tried to address the identification problems by simplifying
the structures to 2D elements. However, most real structures operate in different directions with

10
different characteristics. These structures cannot be accurately represented by simple 2D
elements; therefore, it is apparent that an applicable identification technique for 3D structures is
needed.
This study presents the modeling and identification of joint dynamics in structures to
have accurate and predictive models for structural dynamics. Due to the advantages of
frequency-based IRC methods over the model updating techniques, the IRC method is used as
the primary methodology for the joint identification purpose in this research. A new
methodology is proposed that accounts for the inertial properties of the joint to relate the joint’s
FRFs to the translational FRFs of the assembled structure. This eliminates the necessity of
measuring rotational FRFs. To address the lack of an applicable joint identification method for
3D structures, a new methodology that considers a complete joint’s FRF matrix in all directions
is also proposed.
1.2 Objectives
The overarching objective of this thesis is the development of a methodology to identify
joint dynamics at different locations of a machine tool center using the measured translational
FRFs on the machine tool. The identified joint’s FRFs, including both translational and rotational
FRFs, can be saved in a database as functions of joint conditions, such as preload, stress and
material. This database can then be used in the analysis of subsequent structures that use a
similar joint in their configuration. These analyses include static deflection of the structure under
loads, dynamics analysis of the structure and chatter stability analysis.
The proposed methodology should be applicable for 2D structures where only two
degrees of freedom (DOFs) in translation and rotation are involved, as well as for 3D structures

11
where all DOFs in translation and rotation are involved. The proposed methodology should also
be capable of considering joint’s inertial properties in the cases where the joint size is
comparable to the rest of the structure.
In order to achieve this goal, specific aims are set and described as follows:
Aim 1: Development of the Inverse Receptance Coupling (IRC) Method
The first aim of this thesis is the development of a methodology through which joint
dynamics can be obtained. Due to the difficulties in measuring rotational FRFs, the proposed
methodology should be able to obtain joint’s FRFs using only the translational FRFs of the
assembled structure.
The IRC method takes the FRFs of the assembled structure and substructures and extracts
the joint’s FRFs. Joint’s FRFs are determined as the difference between the measured assembled
structure’s responses and response of the rigidly coupled substructures. The IRC method
provides an explicit solution for the joint’s FRFs and generates frequency-dependant parameters
for the joint. Having an explicit solution for the joint’s FRF provides a major advantage over
other methodologies that require numerical solutions to obtain joint dynamics. The IRC method
generates the exact parameters for the joint provided that the joint is comprised of only spring
and damping elements. Therefore, the IRC method can be applied on the structures with
interfacial joints, such as tool / tool-holder and tool-holder / spindle interfaces to obtain joint
dynamics at these connections.
Aim 2: Identification of Joint Dynamics in 2D Structures
Some structures can be treated and modeled as 2D components under certain operational
conditions. For instance, a slender milling tool in the cutting process experiences deflection and

12
rotation in the horizontal and longitudinal directions. Aim 2 targets these structures and uses the
results of Aim 1 to address the dynamic behaviour of the joints that are used in the
configurations of such components.
Two actual physical structures are tested throughout this aim to obtain the joint dynamics
properties. The first structure is a lathe machine where the joint dynamics properties for a
modular tool are obtained and the second structure is a vertical CNC machine where the joint
dynamics between the tool and the tool-holder and between the tool-holder and the spindle are
identified. On these structures, the joint’s rotational and translational FRFs in two directions are
obtained. These FRFs minimize the difference between the measured assembled structure’s FRFs
and the reconstructed FRF obtained in consideration of the joint effects. The joint dynamics
properties are obtained at each individual frequency by using only translational FRFs of the
assembled structures and considering frequency-dependant spring-damping elements at the joint.
Aim 3: Identification of Multiple Joint Dynamics
Many components of a machine tool structure are attached at multiple locations. For
instance, plates and beams are usually bolted at multiple locations to ensure a proper
connectivity. Identification of these types of joints is the main scope of Aim 3. The proposed
identification technique should account for the effects of RDOFs and should require only
translational FRFs of the assembled structure. Aim 3 is achieved through the extension of Aim 1
to include multiple joints between two substructures. A joint model comprised of only
translational elements that are placed at each joint location is proposed. The effects of RDOFs
are considered by the couple between every two translational elements that are considered at the

13
joint section. Through this objective, the effects of different factors, such as insertion of
interfacial layer at the joint segment, are also investigated.
Aim 4: Development of the IRC Methodology to Include Joint Inertial Properties
In Aim 1, the identification of joint dynamics is addressed by considering only spring and
damping elements in the joint segment. This assumption makes the proposed method more
applicable when the joint has negligible mass. Aim 4 targets identification of the joint dynamics
in structures with considerable joint size and mass. A joint model is proposed that includes the
complete joint FRFs matrix with consideration of cross FRFs and joint’s inertial properties. The
goal is the development of a methodology that relates the joint’s FRF matrix to the translational
FRFs of the assembled structure and the FRFs of substructures. Through this aim, we will be
able to test real structures with considerable joint size and obtain the joint dynamics using only
translational FRFs of the assembled structure.
Aim 5: Identification of Joint Dynamics in 3D Structures
In actual physical structures, different DOFs, including rotational and translational DOFs,
are coupled in the motion of the structure. In order to analyze such structures and obtain the
accurate prediction of their dynamic response, an identification procedure that is capable of
obtaining the joint’s rotational and translational FRFs is required. Aim 5 addresses the
identification of joint dynamics in 3D structures by proposing a joint model that includes
translational, rotational and cross FRFs. The proposed methodology in Aim 4, which relates the
joint’s FRF matrix to the assembled structure’s FRFs, is employed in Aim 5 to obtain the joint’s
FRFs in all translational and rotational directions. A mock test setup of a machine tool, including

14
column, spindle and spindle housing, is built to investigate the application of Aim 5 on actual
physical structures.
1.3 Organization
This thesis consists of seven chapters. In Chapter 2, overviews of previous studies on
joint identification and virtual prototyping are provided. This chapter covers studies on the
theoretical and FE models of joints as well as studies on the identification of joint dynamics
through response- and modal-based methods. Virtual prototyping with an emphasis on the
development of FE models of machine tool centers are discussed in detail.
Chapter 3 explains the experimental setups that are used in this research. The first and
most important tool in the analysis of the dynamic behaviour of structures is experimental modal
analysis (EMA). The tools needed to perform EMA, including hammers, accelerometers,
displacement sensors and a fast Fourier transform (FFT) analyzer, are discussed. The joint
identification technique is used on two actual structures, a lathe machine and a vertical CNC
machine, which are also described in this chapter.
Chapter 4 discusses the identification of joint dynamics in 2D structures. First, the IRC
method, which is the basis of the identification, is developed. The application of the developed
methodology is investigated on two machine tool structures: the joint dynamics are obtained for
a modular tool on a lathe machine and for the tool / tool-holder / spindle interfaces on a vertical
CNC machine. The FE model of the vertical CNC machine is also discussed.
Chapter 5 expands the identification technique described in Chapter 4 to include the
effects of multiple joints in a structure. The IRC method is extended in order to identify the joint
15
dynamics at each individual joint location in an assembled structure. FE simulations and
experimental tests are performed to investigate the applicability of the proposed method.
In Chapter 6, the identification technique is further enhanced: first, a methodology that
accounts for the joint’s inertial properties is developed; and, the identification methodology is
then expanded to 3D structures where different translational and rotational DOFs are involved.
These advancements are addressed by expanding the IRC method and proposing a complete joint
FRF matrix. The IRC method is formulated in order for the identification technique to obtain a
joint’s FRFs by using only translational FRFs of the assembled structure. Different FE
simulations are performed to study the accuracy of the proposed technique. Experimental tests on
a structure that mimics a CNC machine tool center are performed to investigate applicability of
the proposed technique for real structures.
The last chapter provides a summary of this thesis. Novel scientific contributions of the
thesis and possible future work are outlined. Limitations and assumptions of the proposed
techniques are also discussed.

16
Chapter 2. Literature Review
This thesis proposes an identification technique that can be applied to actual physical
machine tools and obtain the dynamic properties of a joint between different components. These
characteristics can be incorporated into virtual models to improve their accuracy and enhance the
correlation between the model and the actual physical structures.
This chapter covers existing studies on the subject of joint dynamics identification and
discusses their limitations and challenges. The identification technique that is employed
throughout this thesis is also discussed. Virtual prototyping with an emphasis on machine tools is
discussed in Section 2.1. Different machine tool models and their applications are also explained
in this section. In Section 2.2, different types of joints that are typically used in machine tools are
revealed. Since the joints between machine components are the primary source of damping in the
structure, Section 2.3 is dedicated to a discussion on damping. Section 2.4 presents the modeling
of joint dynamics, and Section 2.5 describes joint identification techniques. Two main
identification techniques are compared, and the advantages and disadvantages of each method
are discussed.
2.1 Virtual Prototyping
Virtual prototyping is a cost- and time-effective method for analyzing the performance
and behaviour of actual structures before their construction. Through virtual prototypes, we can
perform all the optimization and design variations processes in order to achieve the desired
design, thereby eliminating several iterations between the design and manufacturing steps that
exists in the conventional development process.

17
Researchers have tried to provide accurate virtual models of different machining centers.
Figure 2.1 shows a finite element (FE) model of a milling machine, including different
components such as the base (a), slide (b), cross rail (c), ram (d), tool (e), table (f), guideway (g),
ball screw (h) and electrical motor (i). In Figure 2.1, detailed FE models of each section were
developed, and the overall model was reduced using the Craig-Bampton method [Bampton and
Craig, 1968] to decrease the number of degrees of freedom (DOFs).
Figure 2.1 Finite element model of a high-speed milling machine [Bianchi et al., 1996].
Although several main components of machine tools, such as the base and column, can
be modeled by solid FE elements, much effort has been put into modeling the connections
between these components. The connection between the linear guideways and the rail in a model
developed in [Bianchi et al., 1996] was modeled with lumped spring-damping elements in the
orthogonal direction to the motion of the guideway.
[Hung et al., 2011] developed a FE model for a vertical milling system by considering
Hertzian contact stiffness for the rolling interfaces and investigated effects of the guideway

18
preload on the overall dynamics of the machine tool. It was shown that the preload on the linear
guides greatly affects the dynamic behaviour and stability of the entire machine system.
The developed FE model is shown in Figure 2.2. The model included a vertical column
and the feeding stage of the spindle head, both of which were made of carbon steel plates. Two
linear rolling guides were secured on the front plate and driven by a ball screw. The sliding
blocks of the linear guide could be preloaded to low, medium and heavy preloads by setting the
oversized steel balls within the ball grooves.
Figure 2.2 Schematic construction of a vertical column milling structure [Hung et al., 2011].
[Zhang et al., 2003] provided a model to perform the dynamic analysis of a computer
numerical control (CNC) profile-machining center with a moveable column. The model included
the hind-bed, saddle, column, headstock, milling head and profile arm, shown in Figure 2.3. In
the proposed model, the bed, column, headstock and profile arm were approximated with
distributed-beam elements. The hind-bed under the movable column was mounted on the
foundation through bolts in the physical structure. In the model, these bolts were modeled with

19
complex spring elements to account for stiffness and damping. The motors, gears and profile
head were modeled with lumped-mass elements.
Figure 2.3 CNC profile-machining center with a moveable column (left), dynamic model of the
tool-side structure (right) [Zhang et al., 2003].
A simplified structural model has been proposed for a double-column machine tool in
order to minimize the manufacturing cost of the machine tool structures under constraints of
machining accuracy, productivity and local deformation [Yoshimura et al., 1984]. [Catania and
Mancinelli, 2011] provided a milling machine tool model by coupling the experimentally
obtained modal model of the machine frame and spindle with the theoretically obtained model of
the tool. The connection between the two components was provided by a rigid joint. Chatter
stability lobes that were obtained from the model were compared to the experimental lobes, in
order to investigate accuracy of the proposed model.
[Zulaika et al., 2011] provided a methodology to design milling machine tool centers
with high productivity and low environmental impact, based on the changes in the modal
stiffness and damping of the machine. It was shown that the dynamic stability of a milling

20
process is dependent on the machine modal vectors, feed direction, effective stiffness and modal
damping. Their design methodology showed effective only if the critical modes in the stability
were associated with the machine itself, rather than with the tool (in case of a long slender tool)
or the workpiece (in case of a thin-walled workpiece).
[Kolar et al., 2011] studied the dynamic properties of a milling machine tool by coupling
the spindle tool system and the machine tool frame. The FE model of the machine frame was
reduced and then coupled to the detailed FE model of the spindle, which was modeled by
consideration of the gyroscopic effects.
Several studies have focused on particular components of a machine tool, such as ball
screws and bearings, to obtain accurate models. [Okwudire and Altintas, 2009; Zaeh and Oertli,
2004] have provided accurate FE models for a ball screw drive. [Cao and Altintas, 2004]
proposed a general model for a spindle-bearing system that consisted of a spindle shaft, angular
contact ball bearings and spindle housing. The spindle and housing were built by Timoshenko’s
beam element with consideration of the effects of gyroscopic moment.
Due to the several movable parts in a machine tool, several studies have investigated
changes in the dynamics of a machine tool center as a result of changes in the location of
different components. The dynamics of a machine tool is highly dependent on the location of
different components. Relocation of the spindle along the column can greatly affect the tool tip
dynamics.
[Zatarain et al., 1998] proposed a methodology by which the precalculated structures
could be coupled together to obtain the dynamics of the entire structure at any position. [Law et
al., 2013b] used a reduced order model of substructures to obtain tool tip frequency response
functions (FRFs) at any position of the spindle. This was achieved by coupling substructures at

21
the contacting interfaces using the constraint equations. These constraints were updated at each
new location of a component.
Bolts, rivets, ball screws and guideways are indispensable parts of a machine tool center.
Inaccurate modeling of these components can result in deviation of the model from its
corresponding actual physical structure. Many studies can be found in the literature with a focus
on the modeling and identification of these components. In the following section, some of these
research works are discussed.
2.2 Different Types of Joint
Bolted joints are widely used in structures to connect different components together.
Bolted joints can provide the majority of damping in structures though a slip mechanism
[Segalman, 2005] in the interface layer. Dynamic characteristics of bolted joints are influenced
by many factors, such as material, appearance, pressure and geometry. Many studies have
investigated the behaviour of bolted joints through experiments and detailed FE models [Gaul
and Nitsche, 2000; Gaul and Nitsche, 2001]. [Oldfield et al., 2005] developed a detailed FE
model of the bolted joint with Jenkins elements [Segalman, 2005] and identified the joint
parameters through the hysteresis loops obtained from the experiments.
Rivet joints have been widely used in aerospace structures and the auto industry. Rivet
joint and bolted joints have similar damping mechanisms, but differ in the interface pressure
distribution, zone of influence and preload. [Mohanty, 2010] studied the damping mechanism in
rivet joints with classic and FE methods. [Walker et al., 2009] experimentally investigated the
effects of joint parameters on the damping of metal plates for rivet and bolted joints. The results

22
showed that rivet joints possess lower damping than an equivalent bolted joint, due to higher
stiffness.
A great deal of effort has been put into accurate identification of the stiffness and
damping elements for the linear guideways and ball screws. [Zhang et al., 2003] provided
dynamic characteristics of a guideway joint, as shown in Figure 2.4, by using the dynamic
fundamental characteristic parameters of the joint surfaces in the unit area. The joint’s normal
and tangential dynamic stiffness and damping were presented as a function of machining
method, the lubricative state of the joint, the material of the joint, the normal pressure in the unit
joint area and the displacement amplitudes at the joint in the normal and tangential directions.
.
Figure 2.4 Guideway joint used in machine tools [Zhang et al., 2003].
[Hung et al., 2011] determined that the contact force between the ball and guideway were
related to the local deformation at the contact point by a Hertzian contact equation:
2/3hKQ (2.1)
where Q is the contact force, is the deformation and Kh is the Hertzian constant as a function of
ball groove and guideway geometry. The normal stiffness is defined as:
3/13/22/1
2
3
2
3
d
dQKK
QK hhn
(2.2)

23
The contact stiffness values are determined based on the contact preloads. The main
bodies of the linear guideway components were modeled by solid elements and connected
through the spring elements at the rolling interfaces, as shown in Figure 2.5.
Figure 2.5 Modeling of the rolling guide with spring elements at ball grooves [Hung et al., 2011].
[Mi et al., 2012] modeled the linear guideway shown in Figure 2.6 with brick elements in
FE software and modeled the rollers through spring elements. The values for the elements were
obtained by comparing the results of the FE model with the experiments.
Figure 2.6 Modeling of the linear guide [Mi et al., 2012].
[Bianchi et al., 1996] provided a numerical model for the static friction of guideways in a
machine tool. The proposed method was based on the experimental measurements performed on
the selected components. The results gave the relation between the friction force and the
velocity.

24
[Dhupia et al., 2007] studied the nonlinear behaviour of a translational guide between the
column and the spindle. He used a nonlinear receptance coupling (RC) method to identify joints’
characteristics. They showed that, although the joint had weak nonlinearities, it significantly
affected the natural frequencies and amplitude of vibration at the natural frequency. The model
that correlated the restoring force to the relative deflection and velocity of the guide was given
as:
xcxkxxkxkxxf cqlres 3),(
(2.3)
where kl, kq, kc, and c are constant coefficients and obtained experimentally by performing a
least-square curve fitting on the measured force at different displacements and velocities. The
restoring force is then used to obtain the transfer function used in the RC method.
[Mi et al., 2012] modeled the bearing effects with spring elements in the radial and axial
directions and extracted the values of these elements based on the geometry of the ball bearings,
as depicted in Figure 2.7.
Figure 2.7 Simulation of bearing interface [Mi et al., 2012].
Ball screws are commonly used as feeding mechanisms in machine tools and carry the
major loads in the feeding direction. Ball screws are made up a circular shaft that sits on two sets
of bearings and a nut that travels along the shaft, as illustrated in Figure 2.8. The axial stiffness
of a ball screw system is expressed as [Mi et al., 2012]:

25
bearingnutshaft
BSkkk
k/1/1/1
1
(2.4)
where kshaft represents the axial stiffness of the screw shaft, knut is the axial contact stiffness of the
interface between the screw shaft and the nut, and kbearing refers to the bearing stiffness.
The contact stiffness at the interface between the shaft and the bearings were represented
by the Hertzian contact model, which related the local deformation at the point of contact
between rolling ball and the raceway to the applied force. The connection between the nut and
the shaft was modeled by spring elements, where the values of the stiffness elements were
obtained by comparing the natural frequencies of the model with the experiments.
Figure 2.8 Ball screw drive axis and the equivalent dynamic model [Mi et al., 2012].
[Hung et al., 2011] modeled the ball screw through a cylindrical shaft and meshed with
three-dimensional (3D) solid elements, as shown in Figure 2.9. For the sake of simplicity, the
rolling interface at the ball groove that connected the ball nut and the screw shaft was modeled
with spring elements. The stiffness value was estimated as 152 N/m.

26
Figure 2.9 Simplified FE model of the ball screw and nut and bearings [Hung et al., 2011].
In this research, we investigate the dynamics properties of modular tools, interfacial joints
between tool and tool-holder, bolted joints and generic continuous joints with considerable
inertial properties. The proposed identification methods in Chapters 4 and 5 obtains frequency-
dependent values for the joint stiffness and damping, while the proposed technique in Chapter 6
extracts the exact joint’s FRFs for a continuous joint element. Presenting joints behaviour with
the corresponding FRFs enables us to find joint modal stiffness, mass, and damping properties
near each individual mode of the structure and use those values in the analysis of structures.
One primary effect of joints is the introduction of damping to the structures. Depending
on the type of joint, material, loading conditions, etc., different damping can be imposed on the
structure. Therefore, next section discusses the damping mechanisms in structures and the
different studies that have tried to model damping in structures.
2.3 Damping
Damping represents the ability of a structure to dissipate the energy and decay the
vibration of the structure at a faster rate. Damping plays a significant role in the vibration

27
amplitude of a structure close to its natural frequencies. If high damping exists in a structure, the
vibration amplitude at the resonant frequency decrease considerably compared to a low damping.
It is sometimes impractical to avoid excitation of a structure at its natural frequencies, due to a
broad bandwidth of excitation sources. Therefore, structures must be designed with high
damping at some particular frequencies.
In machine tools, damping plays a crucial role. Chatter vibration, which is mainly due to
the lack of damping at the tool tip, is a major source of poor surface quality. To avoid chatter
vibrations, it is desirable to manipulate the structure integrity to increase damping between
connecting elements.
Among the common methods to increase damping is the use of a sandwich beam with a
viscoelastic interfacial layer [Park and Choi, 2004]. In such a technique, the structures are
fabricated in layers by means of joints, which provide adequate energy dissipation. The
utilization of piezoelectric actuators in a bolted joint to control the normal force on the contact
interface and improve damping performance has also been used in some applications [Gaul and
Nitsche, 2000].
Many studies have focused on a full understanding of the damping mechanism in the
structures and the methods to improve damping characteristics of the structures. Damping is
usually characterized in three forms: hysteretic damping, viscous damping and coulomb
damping.
Hysteretic damping [de Silva, 2005], which is also referred as material damping or
internal damping, is caused by a variety of different combinations of fundamental mechanisms,
such as local temperature gradients due to non-uniform stresses and material layers micro-slip
[Bert, 1973; De Silva, 2007] .

28
Internal damping is related to the viscoelastic characteristic of the material. In
viscoelastic materials, the relationship between the stress and strain depends on time or
frequency [Martz et al., 1996]. Several mathematical models have been proposed to study the
rheological behaviour of solids in various conditions. Among the proposed models are the
Maxwell model, as shown in Figure 2.10(a), and the Kelvins-Voigt model, as illustrated in
Figure 2.10(b) [Bert, 1973].
(a) (b)
Figure 2.10 Two-parameter viscoelastic models: (a) Maxwell model, (b) Kelvin-Voigt model.
The governing equation for the Kelvin-Voigt model is obtained as [Martz et al., 1996]:
1E (2.5)
where E1 is the Young’s modulus and is the viscoelastic parameter. Under harmonic loading
we will have:
EiEiEiE 1)( (2.6)
where E′ stands for the stiffness properties and E″ stands for the damping properties of the
material.
The governing equation for the Maxwell model is presented as:
1E
(2.7)
Under harmonic loading we will have:

29
EiEE
i
EE
iiiE
221
2
1
21
1
1/
1)(
(2.8)
In the harmonic loading of a linearly viscoelastic material, the relationship between stress
and strain can be related by the loss tangent, which is a measure of the viscoelastic damping in
the material and depends upon the frequency [Martz et al., 1996]. Based on Eq. (2.8), the loss
tangent for the Maxwell model is:
1
)Re(
)Im(tan
E
E
ED (2.9)
The stress-strain relation on a point on a structure in a cyclic excitation shows a
hysteresis loop, as shown in Figure 2.11. The area of the hysteresis loop depicts the dissipated
energy per volume.
Figure 2.11 Typical hysteresis loop for mechanical damping [De Silva, 2007].
For the Kelvin -Voigt model, the damping capacity per volume is defined as:
dd
dd 1
tEdv
(2.10)
For a harmonic excitation we have:

30
t cosmax and tcosmax (2.11)
Therefore, Eq. (2.10) can be converted to:
tttttEdv dsindsincos 2/2
0
2max
/2
0
2max1
(2.12)
The first term in Eq. (2.12), which represents the elastic component, does not contribute
to the damping; hence, its integral is zero. Therefore, the frequency-dependent damping capacity
per volume can be obtained as:
2maxvd
(2.13)
Dry friction or Coulomb damping is commonly used to represent structural damping and
is the primary source of mechanical energy dissipation, due to the relative motion between
components [De Silva, 2007]. Structural damping has more influence on the dynamics of a
structure than internal damping. Coulomb friction is a function of the applied force on the
contact surfaces and the surface characteristics. An idealized Coulomb friction for which the
frictional force remains constant in different directions of motion is shown in Figure 2.12.
Figure 2.12 Coulomb friction model.
The corresponding force equation is given by:

31
)sgn(dNf k (2.14)
where µk is the kinetic friction coefficient, N is the normal force, and sgn( ) shows the direction
of motion.
In joints with high normal force on the interface and rough surfaces, the plastic
deformation is the main source of energy loss. As the normal force decreases, the slip
mechanism takes on a more significant role. Micro-slip [Gaul and Lenz, 1997] is where slip
occurs locally along the frictional joint interfaces, but the rest of the interface is in the stick
region. If the normal force is less than a certain threshold, slip along the entire interface takes
place, which is referred as macro-slip.
[Beards, 1983] has studied the effects of interfacial slip and clamping force on the
maximum energy dissipation due to slip. Dissipated energy due to slip is proportional to the
shear force in the joint and the amount of slip. Under high pressure, the slip is small; and, under
low pressure, the shear force is small. It was shown that, between these two extremes, there is an
optimal combination where the product of shear and slip is maximum.
The use of interfacial layers for increasing damping in structures has been widely studied.
Lap joints are often used in the auto and aerospace industries to connect different components
[Gaul and Nitsche, 2001]. [Park and Choi, 2004] studied flexural vibration characteristics of a
sandwich beam with a partially inserted viscoelastic layer, as shown in Figure 2.13. The effects
of length and thickness of the viscoelastic layer on the system loss factor and resonant
frequencies were studied. It was concluded that the loss factor is largely dependent on the length
of viscoelastic layer and almost independent of its thickness.

32
Figure 2.13 Sandwich beam specimen adhered with a partially inserted viscoelastic layer (left),
experimental frequency response of a single beam and sandwich-bonded beams (right) [Park
and Choi, 2004].
[Beards and Imam, 1978] studied damping in a laminated plate. He investigated the free-
free vibrations of two identical circular plates that were clamped together to form a laminated
plate, as illustrated in Figure 2.14. The results showed that around 1% variation was observed in
the first natural frequency of the structure when the clamping force between two plates was
increased. Clamping forces between 60 and 130 N were applied; and, an optimal clamping force
with a Q factor of 20 was achieved, compared to a Q factor of 1300 found for a solid plate with
no interface.
Figure 2.14 Plane view of plate showing nodal lines and location of clamping bolts (left),
damping ratio as a function of clamping force (right) [Beards and Imam, 1978].
33
[Hansen and Spies, 1997] provided three mathematical models for a structure with two
layered beams. The slip mechanism was allowed to occur in the interface, and the models were
established through Timoshenko’s beam theory. In these models, it was assumed that there
existed an imaginary adhesive layer between two beams with negligible thickness to allow for a
small amount of slip.
[Singh and Nanda, 2012] studied the effects of slip damping on layered and welded
aluminum beams. The effects of interface pressure distribution, relative dynamic slip and kinetic
friction coefficient on the damping capacity of the beam under dynamic loading were
investigated. A mathematical model was proposed for obtaining the loss factor, the variation of
dynamic slip and the transverse response of the beam at different locations along the beam under
harmonic loading.
[Walker et al., 2009] studied damping in aluminum plates with lap joints. The study
included the effects of fastener type, bolt torque, fastener spacing and overlap distance. Damping
values for the first twelve modes of the setup were compared to the equivalent monolithic panel.
The primary conclusion from the study was that the mode shapes, joint stiffness and joint
location all have considerable influence on the modal loss factor.
Joint location and stiffness were presented as the two dominant factors on damping
[Walker et al., 2009]. Lowering the stiffness in the joint resulted in the reduction or increase in
the damping, depending on the location of joint in the mode shape. The riveted joint showed a
lower loss factor than that of the bolted joint, due to its higher stiffness. In some modes, as the
bolt torque was reduced, damping increased. The effects of joint overlap on damping also
depended on the joint stiffness. If the joint stiffness increased with increasing overlap length, the
damping decreased, despite the increase in the contact area.

34
[Hartwigsen et al., 2004] did an experimental analysis on a monolithic beam structure
and a jointed beam structure to quantify the nonlinear effects of a typical shear lap joint. He
concluded that, in general, the natural frequencies of a jointed structure decrease compared to
those of the monolithic structure, as a result of softening stiffness behaviour of the joint section.
The difference between captured FRFs at the same location on two structures showed that
changes in the mode shapes of a structure can occur, depending on the location of the joint.
More interestingly, it was shown that damping was generally higher in the jointed
structure, but was extremely amplitude dependent [Hartwigsen et al., 2004]. At higher vibration
amplitudes, a faster decay was observed in the captured time-domain signal. The applicability of
the Iwan model [Iwan, 1967] in predicting the stiffness and damping properties of the joint
section was also investigated. Iwan model is a parallel arrangement of elements, each composed
of spring and frictional dampers in series that is capable of predicting the micro- and macro-slip
mechanism in the joints.
Regardless of damping model or identification methods, damping should always be
measured experimentally and then be added to the FE model. In this research, damping is
inherently considered in the measured FRFs on the structures. For substructures, when the FE
models are developed, damping is identified through measurements on the substructures and then
added to the corresponding FE models.
2.4 Joint Dynamics Modeling
In this section, different joint models proposed in the literature, including theoretical and
FE models, are reviewed. The first step in a successful identification method is a valid model that

35
can properly reflect the properties of the joint under study. After reviewing the existing models,
two main identification strategies in the modal and frequency domains are discussed.
2.4.1 Nonlinear Joint Models
Different models have been proposed to represent the behaviour of the bolted joints with
particular emphasis on their nonlinear behaviour. [Ahmadian and Jalali, 2007] proposed a
nonlinear model for bolted lap joints to represent micro/macro-slip behaviour. The proposed
parametric model for the bolted lap joint considered linear and nonlinear spring elements and a
viscous damper. An analytical solution for the assembled structure FRFs was derived and the
joint’s parameters were derived by minimizing the error between the predicted and measure
FRFs. To obtain the measured FRFs, a moderate force was applied to induce micro slip
mechanism in the joint.
[Jalali et al., 2007] represented a bolted joint with a linear viscous damper and a cubic
stiffness element. In order to find the joint’s model coefficients, the structure was excited near its
first natural frequency; and, the force-state mapping method [Alhadid and Wright, 1990] was
employed. Hysteresis loops were generated through the model and experiments to confirm
accuracy of the proposed model.
[Iranzad and Ahmadian, 2012] used a thin layer of virtual elastoplastic material to model
the nonlinear stiffness and damping effects of a bolted lap joint. In order to identify the joint
parameters, stiffness at the macro-slip and transition from stick to micro-slip, the nonlinear
response of the structure was measured at different force amplitudes and compared with the
responses obtained from the model.

36
[Song, 2004] used the Iwan beam element [Iwan, 1967] to simulate the nonlinear effects
of a bolted joint on a beam structure. The Iwan model is a network of parallel and series spring-
slider elements to describe the hysteretic behaviour of structures. The Iwan model is capable of
describing the joint motion ranging from micro-slip to macro-slip. In order to obtain the model’s
parameters, a neural network was used for the measured acceleration of the structure. In order to
verify the model, the acceleration of the structure to a different excitation was predicted and
compared with the measured acceleration.
[Wileman et al., 1991] proposed an expression for the calculation of stiffness of a bolted
joint as a function of the joint’s aspect ratio (diameter/length) and material and compared the
results with a FE model.
2.4.2 Finite Element Models
Different studies that focus on the modeling of the joint behaviour in FE environment can
be found in the literature. [Oldfield et al., 2005] studied the dynamic frictional contact properties
of a bolted joint under harmonic loading using FE methods. He used several Jenkins elements
[Iwan, 1967], which consisted of a spring and a Coulomb element connected in series, to
represent the stick-slip mechanism in the joint. The Jenkins element could only provide either a
sticking or total slipping condition. Therefore, a single element could not represent the actual
behaviour of a lap joint in which some parts were in the sticking region and some parts were in
the total slipping region.
Instead, multiple elements were used in parallel, where each element was considered as a
point on the radius of the contact interface. The elements closer to the bolt axis were represented
by a single spring that never underwent sliding, and the elements further away from the bolt axis

37
were represented by Coulomb dampers. The parameters for the joints were obtained by
comparing the hysteresis loop obtained from experiments and the FE model. It was found that
the contact pressure distribution had a critical role on the dynamic performance of the interface.
A uniform pressure distribution caused a large area of the interface to slip [Oldfield et al., 2005].
[Chen and Deng, 2005] studied the micro-slip through FE methods and evaluated the
effects of dry friction on the damping response of a frictional joint. The FE model was compared
with two analytical models for the joint and showed that the FE model had a higher range of
validity compared to the analytical models.
[Richardson et al., 1993] studied a FE model for an adhesive joint. [Iranzad and
Ahmadian, 2012] used a two-dimensional (2D) elasto-plastic layer using a MSC/Nastran
QUAD4 element [MSC/Nastran] to model the interface in a single bolted lap joint. [Hwang and
Stallings, 1994] proposed a detailed FE model for a bolted flange connection. [Lehnhoff and
Wistehuff, 1996] performed an axisymmetric FE model of a bolted joint to investigate the effects
of magnitude and position of the external load and members’ material and thickness on the joint
stiffness.
In this thesis, a frequency-based model, representing a joint’s dynamic properties through
its FRFs, is used. The use of a joint’s FRFs allows for the combination of different FRFs of a
machine component and determination of the FRFs of the assembled structure. The main goal of
an accurate virtual prototype of a machine tool is the provision of an accurate FRF at the tool tip.
Since the majority of joints in a machine tool show weak nonlinearity, the nonlinear effects of
the joints are ignored, and the main focus is on the linear behaviour of the joints.
Two main models are proposed in this thesis. First, a joint model that is capable of
representing interfacial joints, such as the joint between the tool and the tool-holder, is proposed

38
by consideration of the frequency-dependent spring-damping elements. The second model
incorporates inertial properties of the joint and the cross effects between rotational and
translation DOFs in a joint element.
Regardless of the joint model, an identification technique is needed to obtain the joint’s
parameters and coefficients. In the following section, we discuss different joint identification
techniques and the particular method that we used throughout this research.
2.5 Joint Dynamics Identification
The discrepancy between numerical techniques, such as FE methods, and experimentally
measured responses of a structure is due to uncertainties in the FE models, such as joint
properties, boundary conditions and nonlinearity. The main purpose of joint identification is the
estimation of the joint parameters that minimize the difference between the measured and
predicted FRFs. In an attempt to address uncertainties in the joint properties, various techniques
have been proposed, by which the experimental data are integrated with a corresponding joint
model [Collins et al., 1974; Friswell and Penny, 1990].
The identification of joint properties has several applications in the prediction of the
dynamic characteristics of mechanical structures, such as machine tools [Ozsahin et al., 2009;
Park and Chae, 2008; Schmitz, 2000; Schmitz and Duncan, 2005; Y., 1974] and aerospace
structures [O’Donnell and Crawley, 1985; Chapman et al., 1986; Ikegami et al., 1986; Crawley
and Odonnell, 1987]. In machine tool structures, the dynamic characteristics of bolted joints,
welded joints and guiding systems are necessary in order to achieve an accurate model [Altintas
et al., 2005].

39
In aerospace structures, many complex joints influence the overall dynamics of the
structure. These structures cannot simply be treated as continuous systems by ignoring the joint
effects [Ibrahim and Pettit, 2005]. Joint identification techniques serve as a powerful tool that
assists the designer in achieving the desired behaviour for the structures by tuning the stiffness
and damping values.
Given the importance of joints in industrial structures and virtual prototyping, different
methods can be found in the literature regarding indirect identification of joint properties. Many
studies have been conducted on the linear and nonlinear behaviour of different types of joint. In
this section, the joint dynamics identification techniques are divided into two general categories
– direct methods and iterative methods – as illustrated in Figure 2.15. Different techniques are
explained, and their relative advantages and limitations are discussed.
Figure 2.15 Joint identification techniques.
2.5.1 Iterative Methods
Iterative methods introduce changes to the predefined design parameters on an elemental
basis in an FE model. The error model calculates the first-order derivative of the chosen dynamic
properties in the system. This allows the linearization of the formulations and yields to an over-

40
determined linear set of algebraic equations. There are two main iterative methods: the inverse
eigensensitivity method (IES) and the response function method (RFM).
The inverse eigensensitivity (IES) method, also classified as the modal-based technique
[Kim et al., 1991; Liu and Ewins, 2002; Shamine et al., 2000], is a well-established method
among iterative model updating tools. This technique is based on the minimization of the errors
or residuals between the FE models and experimental measurements. These differences are in the
vector format on the right-hand side of Eq. (2.15):
m
nm
n
n
n
mm
n
nmnm
n
n
nn
p
p
pp
pp
pp
pp
1
1
1
1
1
1
1
1
1
1
1
(2.15)
where Δω and Δφ represent the difference between the measured and simulated natural
frequencies and mode shapes, respectively; and, Δω/Δp and Δφ/Δp are the sensitivity of the
model’s natural frequencies and mode shapes to the design parameters Δp, respectively.
The corrections to the model parameters are related to the parameters of the FE model
through a sensitivity (Jacobian) matrix. The sensitivity matrix typically involves the derivatives
of each of the model parameters that need to be updated with respect to the stiffness, damping
and mass parameters.
The flowchart in Figure 2.16 shows the common procedure used in this technique. First,
the modal properties of the actual structure need to be measured. These parameters are also
extracted from the FE model. The differences between these parameters are then fed into Eq.

41
(2.15). Sensitivities of the modal parameters to the design parameters are extracted from the FE
model.
Figure 2.16 Iterative procedure of the IES method.
Based on the results of Eq. (2.15), the variation of the design parameters, i.e. Δp, are
obtained. This variation vector is added to the last design variables to generate the new design
variables as pnew = pold + Δp. At this stage, the convergence of the iterative optimization process
is checked based on the predefined criteria. If a desirable convergence is achieved, the new
design parameters are considered as the joint parameters. Otherwise, the new design parameters
are used in the FE model to start the new iteration until convergence is achieved.
[Shamine et al., 2000] employed this method for experimental identification of the joint
parameters on an actual spindle system. An indirect estimation scheme was proposed to
determine the complete set of eigenvector components corresponding to the joint location. [Li,
2002] reported that such techniques were generally more flexible and versatile than other
identification methods, in that various constraints were readily imposed on the model parameters.
Several other studies have used the IES method to identify the bolted joints in different
structures, where bolted joints were treated as lumped elements [Arruda and Santos, 1993;

42
Mottershead and Friswell, 1993; Mottershead et al., 1996; Pabst and Hagedorn, 1995; Yang and
Park, 1993]. In addition to bolted joints, some complex joints in an automotive structure were
identified using the IES method and a generic element approach [Ahmadian et al., 1996].
One of the major issues regarding the IES method is its high sensitivity to the
eigenvectors and eigenvalues in the model [Ewins, 1984]. All the modes of each substructure are
needed in the coupling method to achieve exact results; and, slight variations in the modal
parameters result in erroneous overall assembled dynamics. Moreover, several transformations
between the modal and physical coordinates impose errors in the calculations, due to the
truncation in the modal modes.
Other difficulty associated with the IES method is obtaining enough measurement points
to assure that the problem becomes over-determined. The unknown parameters are usually more
than the number of possible modal properties that can be extracted from the measurements. The
incompleteness of modal methods falls into two categories. First, it is sometimes impossible to
measure all the DOFs that are considered in the FE model. Second, due to measurement
equipment limitations, it is almost impossible to extract the modal properties of more than a
limited number of modes.
One solution to this problem is the direct use of the response function data, which provide
more data points than the modal data [Mottershead and Stanway, 1986; Ren and Beards, 1995;
Tsai and Chou, 1988; Wang and Liou, 1990]. The basic principle behind the response function
method (RFM), which is also known as the FRF sensitivity method, is the formation of a least-
square problem in which the known matrix is the sensitivity of FRFs to the design variables; and,
the known vector is the difference between the measured and predicted FRFs. In other words:

43
ijn
n
ijij
n
p
p
pp
pp
111
1
11
1
11
(2.16)
where αij is the FRF at point i when the excitation is at point j, and pi are the design parameters.
Figure 2.17 shows the procedure for obtaining the joint parameters through the RFM and
Eq. (2.16). The iteration procedure for the optimization process is the same as the IES method,
but the FRFs are used instead of the modal parameters.
Figure 2.17 Iterative procedure for the RFM.
[Mottershead and Stanway, 1986] used this algorithm for obtaining structural parameters.
However, the proposed algorithm was not practical for cases where measurements were not
possible at certain locations, such as joints. Some other studies tried to combine substructures’
FRFs and joint dependent FRFs of the whole structure to identify the joint properties [Hong and
Lee, 1991; Tsai and Chou, 1988; Wang and Liou, 1991; Yang and Park, 1993].
[Arruda and Santos, 1993; Hwang, 1998] employed the RFM at each discrete frequency,
and the joint properties were estimated for each frequency and averaged using statistical

44
methods. These methods also suffered from ineffectiveness when the FRF measurements at the
joints were not possible.
The iterative methods discussed in this section, i.e. IES and RFM, require high
computational efforts to solve for the sets of equations and suffer from the convergence
problems. They rely on the initial values for the uncertain parameters and, depending on the
initial guess, may result in different values. Sometimes, the values obtained at the end of iteration
procedure may result in the convergence of the solution, but may not yield values with
meaningful physical interpretation. All these issues indicate the necessity of other methods, such
as direct methods.
2.5.2 Direct Methods
The principles of direct updating methods are generally different than iterative
formulations. Direct methods focus on the global system matrices, while iterative model
updating procedures are formulated in respect to the discretized nature of the FE model [Grafe,
1998]. While the unknowns in the iterative methods are sets of individual element correction
factors [Ewins, 1984], the unknowns in the direct methods are the individual elements of mass
and stiffness matrices. Three direct methods – the error matrix method (EMM), equation error
method (EEM) and direct frequency-based method – are discussed in this section.
The error matrix method (EMM) deals directly with mass and stiffness matrices. This
method stems from the general form of the equation of motion for a multiple DOF (MDOF)
system and finds the updated matrices by comparing the equations of motion of the simulated
model with the experimental model.

45
This algorithm generates the updated global system of mass and stiffness matrices by
contemplating single matrix equations [Ewins, 1984; Grafe, 1998]. It first adjusts the system of
mass matrix and uses the resultant matrix to update the stiffness matrix, as expressed in Eqs.
(2.17) and (2.18):
XA
T
XA
A
T
XAAAXA
Mm
MmmImMM
11
(2.17)
which is followed by:
A
T
XXA
A
T
XXAA
T
XXXA
A
T
XXA
T
XXA
KM
MKMM
MKMK
2
(2.18)
where subscript X denotes the measured model and subscript A denotes the analytical model.
Several studies have employed this technique [Baruch, 1978; Berman and Nagy, 1983].
In these studies, the joint’s structural parameters were identified from the complete mode shapes
and eigenvalues, while in other studies, a condensed FE model and incomplete mode shapes
were used [Kim et al., 1989; Yuan and Wu, 1985].
In practical applications, [Lei et al., 2010] used the integrated modal analysis method
along with EMM to obtain the contact stiffness of joints. The proposed method incorporated the
FE method, lumped parameters and modal testing. The whole machine tool was considered as a
lumped parameter model, and the contact stiffnesses of the translational guides were obtained.
Another application of the direct methods in updating the FE model for an aerospace structure
can be found in [Lin, 1991] .
The EMM technique has several limitations, due to the assumption that the measurements
are complete [Grafe, 1998]. Mass and stiffness matrices are also necessary to create the updating
schemes, which are very expensive and difficult to obtain for complex systems [Lee and Hwang,

46
2007]. The accurate extraction of modal parameters is also difficult in closely coupled or heavily
damped modes [Ibrahim and Pettit, 2005]. Moreover, the solutions provided by such technique
are considered as numerical solutions, which may not have physical meaning; and, usually the
connectivity pattern in the system matrices are lost after the updating process [Ewins, 1984].
Another direct algorithm is the equation error method (EEM). In the EEM, the updating
algorithm is based on the equations obtained from the eigendynamic conditions [Ewins, 1984]
with additional constraints, such as the system symmetricity and orthogonality conditions
[Friswell et al., 2001]. The EEM [Kim et al., 1991; Nobari et al., 1995; Yuan and Wu, 1985]
combines FE models with the experimental models to estimate the mass and stiffness matrices
that contain the joint parameters [Chapman et al., 1986; Fengquan and Shiyu, 1996; Yuan and
Wu, 1985]:
KIM
MKTT ,
0
(2.19)
These sets of equations can be rearranged to form a least-square problem to find the
individual unknown elements [Mottershead et al., 1996]:
0
M
KTT
(2.20)
The main drawback of this method is that all the DOFs must be included in the mode
shapes, which requires expansion techniques. This is the main reason why this method is not
often used. Not only are the mode expansion techniques troublesome, but they are also quite
inaccurate in the application of model updating.
To overcome some of the challenges associated with the direct model updating methods,
several researchers have used the direct frequency-based method. The basic principle of the
direct FRF-based joint identification method is the comparison of the dynamic properties of the

47
rigidly attached substructures and the dynamic properties of the assembled structure measured
experimentally. The difference between these two cases is attributed to the joint effects [Ibrahim
and Pettit, 2005]. While the modal-based methods use modal parameters, such as eigenvectors
and natural frequencies, to estimate the joint parameters, the FRF-based methods estimate the
joint parameters directly from the measured FRFs.
In FRF-based methods, the joints are typically modeled with stiffness and damping
elements, and the parameters are identified from the FRFs of the overall system and the
substructures. Although the measurement errors and parameter uncertainties are still a source of
error in this method, the independence of the extraction of modal information for the
substructures and assembled structure is considered an advantage.
The receptance coupling (RC) method, as a subset of FRF-based methods, couples the
experimentally or analytically obtained FRFs of the substructures to generate the assembled
structure’s FRFs [Park et al., 2003; Schmitz, 2000]. Figure 2.18 shows two substructures (A and
B) that are coupled through a joint element comprised of translational and rotational spring-
damping elements.
Conversely, the inverse receptance coupling (IRC) method can be used for the
identification of the joint parameters. In this approach, assembled structure’s FRFs along with
the FRFs obtained from the FE models of substructures are used to generate joint’s FRFs.
Figure 2.18 Substructures in the uncoupled state.

48
There are several studies that used the FRF-based methods for joint identification. [Lee
and Hwang, 2007] used the FRF-based method to estimate joint parameters indirectly by
minimizing the difference between the measured and calculated responses using a gradient-based
optimization technique. [Movahhedy and Gerami, 2006] used the same concept and solved the
objective function using a genetic algorithm (GA) method [Goldberg, 1989].
In practical applications, different studies employed these techniques to identify the
connecting elements in the machining devices between the tool and the tool-holder [Movahhedy
and Gerami, 2006; Ozsahin et al., 2011; Park and Chae, 2008; Schmitz and Duncan, 2005]. The
FRF-based method has also been used on an engine mount system of a passenger car to identify
the hydraulic engine mount stiffness parameters [Lee and Hwang, 2007]. Several other studies
were conducted on simple structures with different configurations and substructures can be found
[Ren and Beards, 1995; Tsai and Chou, 1988; Wang and Liou, 1990; Wang and Liou, 1991;
Yang and Park, 1993]. In all of these studies, the goal was the determination of the properties of
connecting elements from the measured FRFs of the structures.
2.6 Summary
The most significant advantage of direct FRF methods, such as IRC method, over other
methodologies is that they directly employ the measured FRFs from the assembled structure and
do not require extraction of modal parameters. They also generate the responses of the structures,
which is usually the final goal in studying the structures.
One of the challenges associated with such methods is the difficulty in measuring
rotational FRFs of the structures. Measurements of these FRFs need either special equipment or
special experimental setups, which are usually extremely expensive. A few studies proposed

49
finite difference methods [Ozsahin et al., 2009; Schmitz and Duncan, 2005] to indirectly obtain
the rotational FRFs, but these methods were susceptible to measurement errors and were not
reliable. To overcome this challenge, this research uses the proposed method by [Park et al.,
2003] to obtain rotational FRFs using two sets of measurements on the structures.
In order to examine the applicability of the existing FRF-based technique, two machine
tools are tested. The IRC method was first used on a lathe machine to obtain the joint dynamics
of a modular tool. The technique was then employed on a vertical CNC machine to obtain the
joint dynamics between the tool and the tool-holder and between the tool-holder and the spindle.
Another limitation of the existing frequency-based methods is that the joint must be
comprised of stiffness-damping elements. This assumption can lead to an acceptable prediction
of the joint dynamics if the joint inertial properties are negligible compared to the rest of
substructures; otherwise, the identified joint dynamics deviate from the actual behaviour of the
joint.
A general FRF-based method proposed by [Ren and Beards, 1995] and used by [Liu and
Ewins, 2002] considered two substructures that were coupled through a general continuous joint
element with inertial properties. In a numerical simulation, the rotational DOFs were supposed to
be known through measurement or numerical methods, such as FE models [Wang and Liou,
1990]. Difficulties in measuring the rotational DOFs in experimental cases impose a limitation
on the implementation of the proposed methods by [Ren and Beards, 1995] in practice.
In this thesis, we adopt the method proposed by [Ren and Beards, 1995] to account for
the joint’s inertial properties and relate the joint dynamic properties to only the translational
FRFs of the assembled structure. The proposed technique in this thesis enabled us to account for

50
the inertial properties of the joint and overcome difficulties associated with the measurements of
the rotational FRFs.
Most of the existing studies have focused on the identification of joint dynamics in 2D
structures; and, there is lack of proper identification techniques in 3D structures. [Celic and
Boltezar, 2009] used the IRC method to identify the joint properties in a 3D structure. However,
difficulties in the measurement of rotational FRFs put a limitation on the applicability of the
proposed method to real structures.
One of the objectives of this thesis is the development of a methodology through the IRC
method to find rotational and translational joint’s FRFs in all directions in a 3D structure by
using only translational FRFs of the assembled structure. Unlike the majority of the previous
studies, a complete joint FRF matrix, which accounts for the effects of cross FRFs, is proposed
in this thesis. The proposed method also accounts for the effects of a joint’s inertial properties,
which is essential to consider when the joint’s mass and size are comparable to those of other
substructures.
The successful utilization of the proposed methods in our research makes the proposed
methods applicable to the real structures, such as machine tools. It is possible to obtain the joint
properties between the different components of a machine tool, such as the column and base and
the column and spindle housing, through the proposed methodologies. These locations, which
are usually ignored in virtual models, have significant impacts on the dynamics of the entire
structure.

51
Chapter 3. Experimental Setup
This chapter explains the main equipment, algorithms and machines that were used
throughout this research. Modal testing, which is the basis of all the experiments, is first
discussed by explaining the modal analysis principle and the required equipment. The lathe and
vertical computer numerical control (CNC) machine that were tested for joint identification are
also explained.
3.1 Experimental Modal Analysis
Modal analysis is the process of representing a structure in terms of its natural
frequencies, damping ratios and mode shapes. Understanding this information helps to design
structures for vibrations and noise applications. Applications of modal analysis range from the
design of tennis rackets and computers to automotive and aircraft structures [Avitabile, 2001].
Frequency response functions (FRFs) of a structure are extremely useful information that
can be obtained through modal analysis. An FRF is simply the ratio between the output response
of a structure to the input force in the frequency domain. The response can be measured in terms
of displacement (i.e. receptance FRF), velocity (mobility FRF) or acceleration (accelerance FRF)
[Ewins, 1984]. FRFs are obtained by converting time domain signals to the frequency domain
using the fast Fourier transformation (FFT). Therefore, FRFs are presented with a complex
number as:
n
r nrrnr
jrirn
r nrrnr
ijr
ijjj
AH
122
122 22
)(
(3.1)

52
where rAij is the modal constant, ir is the motion of ith
node in the rth
mode, nr is the rth
natural
frequency, and r is the damping ratio at rth
mode.
The magnitude of the FRF shows the ratio between the output response and the input
force, while the phase shows the phase lag between the response and the force. If a structure is
excited at a frequency well below its natural frequency, there is negligible phase difference
between the response and the force. As the excitation frequency approaches the natural
frequency, the response lags the force by 90 degrees; and, above the natural frequency, the
response lags the force by 180 degrees.
In order to perform modal testing, several measuring devices should be available, as
shown in Figure 3.1. These include an excitation source, a sensing mechanism and a data
acquisition and processing mechanism [Maia and Montalvão e Silva, 1997]. For the excitation
source, there is a choice between a shaker or a hammer, depending on the accessibility of the
excitation point and the application of the modal testing. For the sensing mechanism, there is a
large variety of transducers, such as accelerometers, capacitive sensors, fiber optic sensors and
laser sensors. Since the electric signals generated by the transducers are most often very weak,
the signals are passed through conditioning amplifiers.
(a) (b)
Figure 3.1 (a) Schematic representation of the basic hardware for modal testing [Maia and
Montalvão e Silva, 1997], (b) experimental setup used for modal testing.
Data Acqusition
Card
IO Box with
AntiAliasing Filter
TF analysis
SoftwareAccelerometer
Impact Hammer

53
Theoretically, there is no difference between the FRFs obtained with a shaker and
hammer. With a hammer, it is easier to excite the structures at different locations and measure at
one location, i.e. capturing one row of the FRF matrix; whereas, with the shaker, it is easier to
capture one column of the FRF matrix by changing the accelerometer location.
The two other main components of modal analysis are the data acquisition system and the
FFT analyzer. The signals are collected in the time domain at the transducers and impact source
and passed through an anti-aliasing filter to cancel out the high-frequency content. This filter is
basically a low-pass filter that cuts off the noise and high-frequency content.
The next step in the capturing of an FRF is the digitization of the analog signals. This
step is done through an analog-to-digital convertor (ADC). The sampling rate of the signal
controls the resolution in the time and frequency domains. Quantization is associated with the
accuracy of the magnitude of the captured signal [Avitabile, 2001]. In this step, in order to
reduce the effects of leakage, i.e. spreading of the true spectrum components to other
frequencies, windowing is applied to the signals [Avitabile, 2001].
Fourier transformation requires that the sample data have a periodic pattern and contain a
complete representation of the data at all times. When these conditions are not satisfied, leakage
causes a distortion in the frequency content of the signal. In order to mitigate distortion of the
signal in the frequency domain, weighting functions are applied to the signal to better satisfy the
requirements of the FFT.
After applying windows on the time domain signals, the FFT is applied to the input and
the response signals to obtain the linear spectra of these signals in the frequency domain. The
spectra includes the input power spectrum, output power spectrum and cross spectrum between

54
input and output signals. These functions are then averaged and used to obtain the FRFs of the
structure through Eq. (3.2).
)(
)()(
)(
)()(
2
1
xf
xx
ff
fx
S
SH
S
SH
(3.2)
In theory, H1() and H2() are similar; however, in reality, the noise effects cause these
two FRFs to differ. The ratio between these two FRFs is called coherence [Ewins, 1984]. While
the FRF is the ratio between the output spectrum and the input spectrum, the coherence is an
indication of data quality and shows how much noise has affected the data collections.
Coherence ranges between zero and unity, where zero means poor quality and unity means a
clear signal.
CUTPRO® software [CUTPRO] was used in this research as the FFT analyzer along with
a NI9234 data acquisition and signal conditioning unit. The hardware used in this research for
modal analysis including an impact hammer, an accelerometer and a capacitive sensor are
described in the following sections.
3.2 Impact Hammer
A very popular device that is commonly used as an excitation device is an impulse or
impact hammer. An impact hammer consists of a hammer with a force transducer attached to its
head. Contrary to shakers, impact hammers do not require a signal generator; the hammer acts as
the excitation mechanism and is used to impact the structure.
There are several advantages in the utilization of impact hammers instead of shakers.
Impact hammers are capable of exciting structures in a broad range of frequencies. Since they do

55
not need a connecting device, they do not apply any added mass loading to the test structure.
Moreover, an impact hammer is faster to set up than a shaker.
The range of frequencies that is excited by an impact hammer depends on the hammer
mass and the rigidity of the impacting head. Impact hammers range from a miniature hammer to
a sledge hammer. The mass of a hammer along with the velocity of the impact determine the
amplitude of the impact force [Maia and Montalvão e Silva, 1997].
The hammer used in our experiments was a PCB SN2222 type, as shown in Figure 3.2.
This type of hammer included quartz as its sensing element with an integrated circuit
piezoelectric element. The hammer had a mass of 0.16 kg, a sensitivity of 1.86 mV/N and a
resonant frequency at 22 kHz. The connection between the hammer and the data acquisition
system was provided through a BNC connector.
Figure 3.2 PCB hammer used in the modal testing.
The hammer impulse consists of a nearly constant force over a frequency range called a
bandwidth. The impact is capable of exciting all the frequency resonances of a structure within
its bandwidth. The hammer size, length and material and the velocity of the impact determine the

56
amplitude and frequency content of the impulse [Piezotronics]. The primary factor in
determining the frequency content of an impulse is the impact cap. The hammer that was used in
this research was equipped with different caps with different bandwidths. In this research, the
metallic tip was used for the excitation of high frequency ranges and the hard plastic cap was
used for the excitation of medium to high frequency range. Figure 3.3 shows the spectrum of an
impact on a stiff steel mass for the hammer that we used in our experiments with different tips.
Figure 3.3 Spectrum content of PCB hammer with different tips [Piezotronics].
3.3 Accelerometer
The sensing in modal testing is done through transducers. The most commonly used
transducers are piezoelectric transducers, which are used in both sensing the force excitation
(force transducers) and acceleration response (accelerometers). Piezoelectric transducers
generate electric signals proportional to the corresponding physical parameter.
Piezoelectric accelerometers utilize a mass in direct contact with the piezoelectric
component or crystal, as shown in Figure 3.4. When a varying motion is applied to the
accelerometer, the crystal element senses a varying force proportional to the mass and generates

57
an electric charge. Two commonly used piezoelectric crystals are lead zirconate titanate ceramic
(PZT) and quartz [Webster, 1999]. The piezoelectric strain constant of the PZT is about 150
times greater than the quartz, which results the PZT having greater sensitivity than quartz
counterparts.
Figure 3.4 Piezoelectric accelerometer [Webster, 1999].
Figure 3.5 Frequency response of a typical piezoelectric accelerometer [Webster, 1999].
Figure 3.5 demonstrates a typical frequency response of a PZT device. Since piezoelectric
accelerometers have comparatively low mechanical impedances, their effects on the motion of
most structures is negligible. At low frequencies, the response of the accelerometer is limited by

58
the piezoelectric time constant, while the high-frequency response is limited by the mechanical
resonance of the system.
Piezoelectric accelerometers are found in a wide range of specifications. For example, a
shock accelerometer can have a sensitivity of 0.004 pC/g and a natural frequency of 250 kHz,
while a low-level seismic accelerometer may have a sensitivity of 1000 pC/g and a natural
frequency of 7 kHz.
The accelerometer that was used in our experiments was a Kistler type 8278A500 with a
sensitivity of 10 mV/g and an acceleration range of ± 500 g. The bandwidth was 10 kHz, with a
resonant frequency of 40 kHz. This type of accelerometer has a wide frequency and is
lightweight with a ceramic shear sensing element. The accelerometer was mounted on the test
structures using wax or adhesives.
3.4 Capacitive Sensor
Capacitive sensors are commonly used in industrial applications. The basic principle of
capacitive sensors is the detection of changes in the capacitance as a response to physical
variations. Although the applications of capacitive sensors range from humidity to moisture
measurements, these sensors are mainly used for measuring rotational and translational
displacement [Webster, 1999]. Capacitive displacement sensors are in high demand for
displacement measurements due to their high linearity and wide range (from a few centimeters to
a couple of nanometers).
The basic sensing elements of a capacitive displacement sensor are two electrodes that
form a capacitance. The capacitance between the two plates (C) is a function of the distance (x)

59
between the two electrodes, the surface area (A) of the electrodes, and the permittivity () of the
dielectric between the electrodes (8.85×10–12
F/m for air).
A capacitive displacement sensor with two plates at a distance of x apart is shown in
Figure 3.6. The capacitance of this configuration is:
xAxC /)( (3.3)
where x is in meters (m) and A is in m2.
As the moving plate moves away from and close to the fixed plate, the distance between
two plates varies; and, this change is converted to a voltage proportional to the changes in the
capacitance. Figure 3.6 (b) shows the capacitive sensor (Lion Precision DMT20 with a
sensitivity of 80 mV/µm and a sensor bandwidth of 10 kHz) that was used during the
experiments.
(a) (b)
Figure 3.6 (a) Variable distance capacitive displacement sensor [Webster, 1999], (b) Lion
Precision DMT20 sensor.
3.5 Lathe Machine
A standard lathe machine was selected to perform joint identification in a 2D structure
and to investigate the applicability of the proposed technique on a real machine. The lathe was a
Sherline 4100 model with a 90 VDC motor, a 2.75″×6.0″ cross slide, a 15″ steel bed, pulleys, a

60
belt and a faceplate, as shown in Figure 3.7. The 3-jaw chuck was suitable for turning objects up
to 3.5″ in diameter. The spindle could rotate between 70 to 2800 RPM.
In the experiments, one blank shaft was always secured inside the chuck; and, the inverse
receptance coupling (IRC) method was applied to the setup to obtain the translational and
rotational FRFs at the shaft tip. Since the experiments were performed on the shaft tip when it
was inside the chuck, the obtained FRFs included the effects of the boundary conditions between
the tool and the chuck, as well as the machine dynamics and boundary conditions.
Figure 3.7 Lathe machine used in joint identification.
3.6 FADAL Vertical CNC Machine1
One of the machining centers on which the proposed technique in this thesis was applied
was a three-axis FADAL 2216 vertical CNC machine, as shown in Figure 3.8. The main
components of the machine included the base, column, table, cross slides, spindle housing,
spindle and feed drives. The structural components were made of cast iron with a modulus of
elasticity of 89 GPa, a density of 7250 kg/m3 and Poisson’s ratio of 0.25. This machine was
1 The FADAL CNC machine was located in the Manufacturing and Automation Laboratory (MAL) at the
Department of Mechanical Engineering at the University of British Columbia.

61
equipped with an open CNC and a built-in spindle. The table size was 39×16, and the motion
range in the x (longitudinal), y (cross) and z (vertical) axes were 22, 16 and 20, respectively.
Figure 3.8 The FADAL vertical CNC machine (UBC MAL).
The spindle assembly of the CNC machine included the tool, the tool-holder, the spindle
shaft, the spindle cartridge, bearings, spacers, the drive pulley and other accessories, such as nuts
and rotary couplings. The spindle had a standard CAT 40 tool-holder interface and was designed
to operate at up to 15,000 rpm with a 15 kW motor connected to the shaft with a pulley-belt
system.
The feed drive consisted of a ball screw that was attached to the motor shaft through a
coupling. The screw was constrained axially and radially by thrust bearings at the motor. A

62
radial bearing also supported the screw, providing axial freedom and allowing for thermal
expansion [Okwudire and Altintas, 2009]. The rotary motion of the screw was converted to the
translation motion at the nut, which was connected to the table supported by guideways on two
parallel sides.
3.7 Summary
In this chapter, the equipment, algorithms and machines that were employed in this
research were explained. Experimental modal analysis, as the main tool that was utilized for the
analysis of the dynamics of structures, and the required equipment for modal analysis, such as
impact hammer, accelerometers, signal conditioning units and FFT software, were introduced.
Joint identification algorithms were applied on several setups to obtain joint dynamics at
different interfaces. These setups, including a lathe machine and a vertical CNC machine, were
also explained in detail.
The lathe machine and the CNC machine are tested in Chapter 4 to obtain dynamic
properties of modular tools and tool / tool-holder / spindle interfaces. The required FRFs in the
identification algorithm are obtained by performing modal testing on the physical setups at
different locations. In Chapter 5, two thin wall plates that are attached by four bolted joints are
tested through modal analysis to obtain several FRFs required in the identification algorithm. In
Chapter 6, modal tests are applied on 3D cubic blocks to obtain 15 FRFs at different locations on
the assembled structure.

63
Chapter 4. Identification of Joint Dynamics in 2D Structures
Complex structures are comprised of several substructures joined together to form an
assembled structure. Different types of joints, such as welded joints, bolted joints and rivets, are
commonly used in such structures. Much of the flexibility and damping in the structures is due to
the joints in the structures [Ahmadian and Jalali, 2007]. Ignoring joint effects in the design stage
results in considerable deviation from the actual structure.
If the joint dynamics are determined, the overall assembled dynamics can be accurately
predicted by mathematically combining the substructures’ dynamics through the equilibrium and
compatibility conditions at the joint. The accurate dynamics of an assembled structure can be
helpful in preventing chatter vibration and minimizing forced vibrations in machining processes.
It is not possible to develop a joint model that can predict the behaviour of all types of
joints. A joint’s behaviour depends on different conditions, such as prestress, applied torque,
contact surface conditions, friction and residual stress. Each type of joint requires an
investigation to develop an identification technique that is applicable for that specific joint. For
instance, fastener joints are commonly used in machining centers, such as milling machines. This
particular type of joint which comes in different sizes and shapes needs to be accurately
identified and incorporated into the models of the structures.
Regular milling machines commonly use CAT type tool-holders to provide the interface
between the tool and the spindle. The interface dynamic properties between the tool and the
collet can change based on the surfaces area of the connection and the applied torque to the
chuck. The drawbar clamping force between the tool-holder and the spring inside the spindle can

64
also be a contributing factor in the tool tip dynamics. All these types of joints require specific
identification methods that can generate the dynamics properties of the joint.
The receptance coupling (RC) method was first developed to relate the dynamics of
substructures to the dynamics of the assembled structure. The inverse receptance coupling (IRC)
method was then introduced to obtain a joint’s FRFs as a function of the FRFs of the
substructures and the assembled structure. The principle behind the joint identification through
the IRC method is the determination of the difference between the measured overall dynamics
and the rigidly coupled substructure dynamics.
The IRC method obtains a closed-form solution for the joint parameters and uses only
two translational frequency response functions (FRFs) of the assembled structure. The IRC
method overcomes the barrier of identifying joint characteristics even when they cannot directly
be measured. Relying on only two measurements on the assembled structures eliminates the
necessity of performing several measurements that were required in earlier studies to obtain the
translational and rotational FRFs.
The proposed methodology is validated through finite element (FE) simulations. The
methodology is then employed on two actual physical structures, including a lathe machine and a
vertical computer numerical control (CNC) machine. A blank shaft was inserted inside the chuck
of a lathe machine, and the joint between the modular tool and the shank was identified. In order
to avoid measurement of the rotational degrees of freedom (RDOFs), an indirect identification
method is used. The identified joint dynamics is then used to reconstruct the FRFs of another
assembly with the same joint, but different substructures.
The joint dynamics identification in the CNC machine is performed at two locations:
between the tool and the tool-holder, and between the tool-holder and the spindle. A virtual

65
model for the machine tool, including the base, column, headstock and spindle, is first
developed. To build this model, the joints between the various structural components of the
machine are approximated with linear spring and damping elements. The response at the spindle
nose obtained from the virtual machine tool model is then combined with the response of the tool
and tool-holder through the IRC approach to identify the joint characteristics between these
interfaces.
4.1 Receptance Coupling (RC) Method
The RC method enables the combination of the responses of all the components of a
structure obtained from an FE model or measurements and the formulation of the response of the
assembled structure. Unlike the component mode synthesis (CMS) methods, the RC method does
not require extraction of modal parameters [Park et al., 2003]. The FRFs of the substructures are
combined at the equilibrium and compatibility conditions of the joint interface and form the
assembled structure’s FRFs [Ewins, 1984].
Let us consider that Substructures A and B are connected by a joint element, as shown in
Figure 4.1. Points 1 and 4 represent the internal degrees of freedom (DOFs) for each
substructure, which are not involved in the joint interface; and, points 2 and 3 illustrate the DOFs
connected through the joint section. FiS = {fi
S , Mi
S}, (S = A, B, J), represents the vector of force
and moment at location i.
Figure 4.1 Substructures in coupled and uncoupled states.

66
According to Figure 4.1, F1B, F2
B, F3
A and F4
A are the vectors of applied force and
moment on the assembled structure; and, F2J and F3
J are the vectors of internal force and
moment in the joint section at locations 2 and 3. These internal forces and moments are added to
the substructures when formulating the substructures’ FRF matrix in the uncoupled state. The
relation between the displacements and the forces in each substructure can be defined as:
A
A
JA
JA
A
A
A
A
JB
JB
B
B
B
B
B
B
M
f
MM
ff
pnpn
lhlh
pnpn
lhlh
x
x
MM
ff
M
f
pnpn
lhlh
pnpn
lhlh
x
x
4
4
33
33
44444343
44444343
34343333
34343333
4
4
3
3
22
22
1
1
22222121
22222121
12121111
12121111
2
2
1
1
,
(4.1)
where xi and θi represent the translational and rotational displacement vectors at location i. The
receptance components are also defined as hij = xi/fj, lij = xi/Mj, nij = θi/fj and pij = θi/Mj.
The joint segment is assumed to be an element that mainly imposes stiffness and damping
to the structure; therefore, the equilibrium condition at the joint part is:
(4.2)
Using equilibrium conditions, the equation of motion at the joint part can be written as:
(4.3)
where kx, kθ, cx and cθ are the joint’s frequency-dependent translational and rotational spring and
damping parameters.
With the application of the Laplace transformation to Eq. (4.3) and substitution of s = i,
Eq. (4.3) can be rewritten in the frequency domain as:
03
3
2
2
J
J
J
J
M
f
M
f
JBABA
JBA
x
BA
x
Mkc
fxxkxxc
22323
22323

67
(4.4)
where HJ denotes the receptance matrix of the joint as:
(4.5)
where subscripts t and r represent the translational and rotational directions, respectively.
Substitution of Eqs. (4.1) and (4.2) into Eq. (4.4) leads to:
(4.6)
where B = (H22+H33+HJ) and Hij = [hij lij ; nij pij].
Substitution of Eq. (4.6) into Eq. (4.1) leads to the assembled structure’s FRFs based on
the substructures’ FRFs as:
A
A
B
B
A
A
B
B
F
F
F
F
HBHHHBHHHBHHBH
HBHHHBHHHBHHBH
HBHHBHHBHHHBHH
HBHHBHHBHHHBHH
F
F
F
F
GGGG
GGGG
GGGG
GGGG
X
X
X
X
4
3
2
1
34
1
334433
1
343422
1
3421
1
34
34
1
333433
1
333322
1
3321
1
33
34
1
2233
1
2222
1
222221
1
2221
34
1
1233
1
1222
1
121221
1
1211
4
3
2
1
44434241
34333231
24232221
14131211
4
3
2
1
(4.7)
where Gij = [Gij,tt Gij,tr ; Gij,rt Gij,rr] represents the assembled structure’s FRFs and Xi = {xi θi}T is
the displacement vector of the assembled structure.
The assembled response at locations 1 and 2 (i.e. G11 and G12 entities) can be expanded
as:
J
J
JBA
BA
M
fH
xx
2
2
2
2
3
3
1
0
0
0
0
ick
ick
h
hH
xx
J
rr
J
tt
J
A
A
A
A
B
B
B
B
J
J
J
J
M
fHB
M
fHB
M
fHB
M
fHB
M
f
M
f
4
4
34
1
3
3
33
1
2
2
22
1
1
1
21
1
3
3
2
2

68
(4.8)
where
(4.9)
Based on Eq. (4.8), the assembled structure’s dynamics are directly related to the
dynamics of each individual substructure and the joint. This equation generates the exact
assembled structure’s FRFs if the joint is comprised of only spring and damping elements.
In Eq. (4.8), the term Gij,tt is the only assembled structure’s FRF that can be measured
through direct experiments. This term is the ratio between the measured translational
displacement at location i and the applied force at location j. Measurement of the rotational
displacements of the structures and application of only the moment on the structures are both
challenging and usually contaminated by noise, which makes the measurement of Gij,tr and Gij,rr
very difficult.
The IRC method uses Eq. (4.8) and relates the joint’s FRFs, i.e. httJ and hrr
J, to the
assembled structure’s translational FRFs to obtain a symbolic solution for the joint’s FRFs. This
is an advantage for practical applications where rotational FRFs are hard to measure.
4.2 Inverse Receptance Coupling (IRC) Method
The IRC method generates a joint’s FRFs as the difference between the assembled
structure’s FRFs and those of the rigidly coupled substructures. The IRC method is used to
explicitly identify the joint’s FRFs using a symbolic approach. This method derives the rotational
2222
2222
1
1212
1212
1212
1212
,12,12
,12,12
2121
2121
1
1212
1212
1111
1111
,11,11
,11,11
pn
lh
bb
bb
pn
lh
pn
lh
GG
GG
pn
lh
bb
bb
pn
lh
pn
lh
GG
GG
rrrt
trtt
rrrt
trtt
rrrt
trtt
rrrt
trtt
J
rr
J
tt
rrrt
trtt
h
h
pn
lh
pn
lh
bb
bb
0
0
3333
3333
2222
2222

69
and translational joint’s FRFs using the translational FRFs of the assembled structure and the
FRFs of substructures. The IRC method was developed by [Schmitz, 2000] and [Park et al.,
2003].
The joint’s mass properties have recently been added to the FRF matrix by [Park and
Chae, 2008]. The joint FRF matrix is introduced as:
1
2
2
0
0
Jick
mick
hh
hhH
xx
J
rr
J
rt
J
tr
J
tt
J (4.10)
where m and J represent the frequency-dependent mass and moment of inertia of the joint,
respectively.
Cross FRF terms between the translational and rotational DOFs (htrJ, hrt
J) are assumed to
be negligible after introducing mass to the model. Moreover, the equilibrium condition at the
joint section is considered to stay the same as Eq. (4.2). This assumption implies that the forces
in the joint section are equal in magnitude and opposite in direction. Neglecting the cross FRF
terms in the joint matrix can result in deviation from the actual behaviour of a joint if the mass of
the joint is considerable compared to other substructures; therefore, this model is not
recommended for the structures with considerable joint’s inertial properties.
The two remaining FRF terms (httJ, hrr
J) in the joint matrix represent the dynamics of the
joint. These two terms are sought in the IRC method, which can be employed to identify joint
properties based on the experimentally measured response of the assembled structure and the
analytical FE models of the substructures.
Figure 4.2 shows the process of applying the IRC method to extract the dynamic
properties of the joint when the FRFs of Substructure A were identified experimentally and the
FRFs of Substructure B were identified analytically. Substructure A was considered to have a

70
complex geometry that could not be modeled analytically; therefore, its dynamics was obtained
using experimental modal analysis (EMA).
The translational FRF (h33) was measured directly at location 3 on Substructure A;
however, the direct measurement of rotational FRFs at this location was difficult and prone to
noise effects. Therefore, an indirect method was employed to acquire the rotational FRFs (l33,
n33, p33) using two sets of measurements on Substructure A [Park et al., 2003]. Two sets of
measurements on the assembled structure were also taken when Substructure B was attached to
Substructure A to obtain two values of G11,tt and G12,tt.
The IRC method generates the joint properties as the difference between the measured
FRFs of the assembled structure and the FRFs obtained by the coupling of the substructures’
FRFs through a rigid joint.
Figure 4.2 Overview of the joint identification approach through the IRC method.
Expansion of the translational FRFs of the assembled structure in Eq. (4.8) results in:
(4.11)
])()[(1
21121221121211
1
1
,11nblbhhblbh
bbbbh
f
xG
tttrrtrr
trrtrrtt
tt
])()[(1
22121222121212
2
1
,12nblbhhblbh
bbbbh
f
xG
tttrrtrr
trrtrrtt
tt

71
Two explicit parameters of btt and brr are obtained symbolically by simultaneously solving
Eq. (4.11) using MATLABTM
symbolic toolbox [MATLAB]:
221122,11121212,12
22
2
12122212221122,11
2
1212,12
lhlGlhlG
lhlhhhhbhGbhbhGbb
tttt
rtttrtrtttrt
tt
221122,11
2
1212,12
22
2
12122212221122,11121212,12
hhhGhhG
hlllhlhblGblhblGbb
tttt
trtttrtrtttr
rr
(4.12)
The joint’s FRFs are then obtained from Eqs. (4.9) and (4.12) as:
3322
3322
ppbh
hhbh
rr
J
rr
tt
J
tt
(4.13)
Based on Eq. (4.13), the joint’s FRFs can be obtained using the substructures’ FE models
and two translational measurements on the assembled structure. These joint’s FRFs are the
results of the IRC method, which minimize the difference between the calculated and
measured/simulated assembled structure’s FRFs. In the simulation section, the assembled
structure’s FRFs, G11,tt and G12,tt, were obtained from the simulated FE model, while in the
experimental section, these FRFs were obtained from the direct measurements on the assembled
structure.
The IRC method eliminates the dependence on the rotational FRF measurements and
provides an explicit solution for a joint’s FRFs. This capability makes the identification process
faster, since there is no need to measure RDOFs, which is difficult, time-consuming and
sensitive to noise.
A numerical simulation was conducted in the following section to investigate the
effectiveness of the method in identifying the joint’s dynamics properties. The simulation was
done to mimic the identification procedure on an actual case, i.e. only those FRFs that could be

72
measured experimentally on a physical structure were derived from the FE model. Experimental
tests were also conducted on a modular tool and on a CNC machine to further investigate the
applicability of the proposed methodology.
4.3 Numerical Simulations
FE simulations were employed to investigate the applicability of the proposed
methodology. One simulation was performed with rotational and translational spring-damping
elements acting as the joint; and, another simulation was conducted considering a continuous
joint segment as the joint. The purpose of the first simulation was to determine if the proposed
IRC method could generate the exact joint parameters when the joint acted only as stiffness and
damping elements. The purpose of the second simulation was to investigate applicability of the
proposed method in predicting the dynamics of structures with a continuous joint element.
To mimic experimental conditions, only the information that could be obtained from an
actual structure by performing experimental measurements was extracted from the FE models. In
the simulations, Substructure A was treated as a complex structure whose FE model could not be
easily built (Figures 4.3 and 4.6). This substructure was arbitrarily considered to be clamped at
one end. Substructure B represented the part of a structure that had a simple geometry; therefore,
both rotational and translational FRFs were obtained from its FE model.
Substructures A and B were modeled with beam elements having steel properties with a
modulus of elasticity (E) of 200 GPa and a density (ρ) of 7850 kg/m3. The element size for all
substructures was 5 cm. With an element length of 5 cm in the simulation, the discretization error
could be ignored. Proportional damping was considered for all the parts with a damping ratio of

73
0.1. For the first simulation, translational and rotational spring and damping elements were used
to connect two substructures. The corresponding values for the joint are presented in Table 4.1.
Figure 4.3 Structure with spring-damping elements.
Table 4.1 Stiffness and damping values used as the joint in Figure 4.3.
Translational
Stiffness (N/m)
Translational
Damping (N.s/m)
Rotational
Stiffness (N.m/rad)
Rotational
Damping (N.m.s/rad)
2×106 100 8×10
4 80
Two of the assembled structure’s FRFs (i.e. G11,tt and G12,tt) obtained from the FE model
along with the FRFs of substructures were inserted into Eqs. (4.12) and (4.13) to obtain the joint
FRFs (i.e. httJ and hrr
J). From the identified FRFs, the stiffness and damping values were
obtained as httJ
= 1/(kx+icx) and hrrJ
= 1/(kθ+icθ). The identified values are shown in Figures
4.4 and 4.5 for the translational and rotational elements, respectively.
As expected, no deviation existed between the exact joint values and the identified values
through the IRC method. Since no assumptions were considered in the derivation of the IRC
method with only spring and damping elements in the joints, no deviations existed between the
identified parameters and the exact parameters. However, many joints in real structures exhibit a
dynamic behaviour that cannot be approximated with only stiffness and damping elements. To
study the applicability of the proposed IRC method in identifying such joints and using the
identified FRFs in predicting the behaviour of subsequent structures, the second simulation was
conducted.

74
Figure 4.4 Identified stiffness (left) and damping (right) values for the translational elements.
Figure 4.5 Identified stiffness (left) and damping (right) values for the rotational elements.
The second FE simulation had two stages: identification and validation. In the
identification stage, the joint properties were extracted using the proposed methodology. These
identified properties were then used in the validation stage to predict the FRFs of the validation
structure that was comprised of the same joint, but with different substructures. The predicted
FRFs were then compared with the simulated FRFs obtained from the FE model of the validation
structure.
In this simulation, the effect of dilation of one of the substructures was investigated. The
joint properties were identified using the configuration of Case A in Figure 4.6. The length of
Substructure B was then decreased to constitute the validation structure as Case B in Figure 4.6.
Substructure A and the joint remained the same as in the identification structure. The properties
of the joint from the identification stage along with the FE models of the substructures were

75
employed in the RC method to predict the assembled structure’s FRF (G11,tt) in the validation
configurations. The predicted FRF was then compared with the simulated FRF obtained from the
FE model of the assembly.
Figure 4.6 Structure used for joint identification (top) and validation (bottom).
For the IRC method, two sets of assembled structure FRFs (G11,tt, G12,tt) extracted from
Case A and used in Eqs. (4.12) and (4.13) to identify the joint’s FRFs. The substructures’ FRFs
were obtained from the free-free model of substructure B and the clamped-free model of
substructure A. The assembled structure’s FRFs were obtained after connecting the substructures
through the joint element.
Figure 4.7 Reconstructed G11,tt for Case B.
Figure 4.7 shows the comparison between the predicted FRF at the tip of the validation
structure (G11,tt) obtained from the IRC method, the simulated FRF obtained from the FE model

76
of the assembly and the FRF obtained by a rigid connection. Based on Figure 4.7, the proposed
IRC method was able to predict the new structure’s FRF (i.e. case B) acceptably with minor
deviations at high frequencies.
In order to quantify the agreement between the prediction and the simulation, the relative
deviation between two sets was calculated at each frequency; and, the average was taken over the
entire frequency range. While the average deviation from the simulated FRF was 109% in the
prediction of a rigid connection, it decreased to 5% for the IRC prediction. Moreover, both the
natural frequencies and the amplitude of the FRFs were reconstructed accurately.
The joint section in the simulations was a continuous segment with a finite length.
Therefore, its dynamic behaviour could not be characterized with single spring-damping values
in a wide frequency range. Using the IRC method, the frequency-dependent values were
obtained for the joint parameters that minimized the difference between the predicted and
simulated assembled structure’s FRFs at all frequencies.
One possible validation for the identified joint’s FRFs is if they can acceptably predict
the behaviour of a different structure that uses the same joint. This is the main difference
between the receptance-based method proposed in this research and the model updating
techniques. In model updating techniques, a single value is obtained for the model parameter at
the end of the updating procedure. This single value, which is usually selected to have physical
meaning [Friswell et al., 2001], is assigned to the corresponding parameter to minimize the
difference between the predicted and measured natural frequencies or mode shapes that were
used in the optimization scheme. The proposed FRF-based technique finds the joint’s FRFs
instead of a single value for the mass, stiffness and damping and minimizes the difference
between the predicted and measured assembled structure’s FRFs at each individual frequency.

77
The IRC method can obtain exact joint’s parameters if the joint is comprised of only
stiffness and damping elements. However, when a joint has inertial properties, the IRC method
obtains an approximation of the exact joint’s FRF. Therefore, care should be taken when the
proposed IRC method is used on structures with considerable joint inertial properties. In Chapter
6, an extension to the current IRC method is introduced, which enables the IRC method to
accurately obtain the joint’s FRF with consideration of inertial properties. However, the
proposed methodology requires more FRFs of the assembled structure.
The FE simulation discussed in this section revealed the effectiveness of the IRC method
in predicting the joint’s dynamic properties when the joint section had an aspect ratio
(length/diameter) of 2.5 and was 1/6 of the length of Substructure A. Based on different
simulations on the studied structure in this section, when the aspect ratio of the joint was below
5, negligible deviation occurred between the prediction of the two models and the simulated
assembled structure’s FRFs. In addition, when the ratio between the length of the joint and
length of the substructures was less than 1/3, an acceptable correlation was observed between the
predicted and simulated FRFs.
In spite of the limitations, the proposed methodology can be used in actual cases where
the joint part is not long compared to other substructures and mostly serves as a connecting part
between two substructures. The next two sections discuss the proposed IRC method when
employed on two actual physical structures. The first structure was a lathe machine, where the
dynamic properties of a modular tool were identified. The second structure was a vertical CNC
machine, where the dynamic properties of the joint between the tool and the tool-holder and
between the tool-holder and the spindle were identified.

78
4.4 Identification of Dynamic Properties of a Modular Tool
To further validate the proposed methods, a set of experiments was performed on a
physical modular tool used in milling operations. Modular tools are receiving a lot of attention in
the machining industry, since they only require replacement of the cutter sections instead of the
whole tool, minimizing the setup time and costs.
One such modular tool includes a shank, which is inserted into a spindle, and an
interchangeable tool, which is threaded to the shank through a fastener joint. The fastener joints,
which contribute much of the flexibility in the assembled structure, need to be identified in order
to have reliable predictions of the tool tip FRFs. Due to the difficulties in the modeling of this
type of joint, indirect identification methods are sought. Thus, the IRC method can be used to
identify the modular tool’s properties.
The aim of the experiments in this section was the utilization of the identified joint
properties in obtaining the dynamic characteristics of a different assembly that used the same
joint in its configuration. The test setup included two tungsten carbide (WC) cylinder shanks
with lengths of 120 mm and 170 mm, which were inserted 23 mm in the 3-jaw chuck of a lathe
machine, as shown in Figures 4.8 and 4.9. A modulus of elasticity (E) of 405 GPa and a density
(ρ) of 14800 kg/m3 were considered as the material properties for the shanks.
Substructure A was the setup that consisted of the lathe column, holder and inserted
shank; and, Substructure B was the interchangeable tool. Three different interchangeable tools
were used for identification and validation. These tools included two blank steel cylinders with a
diameter of 13 mm and lengths of 30 and 50 mm and a 2-flute cutter with a length of 30 mm, as
shown in Figure 4.9. The tools were made of JIS SCM440 alloy steel with a density (ρ) of 7800
kg/m3, a modulus of elasticity (E) of 205 GPa and a damping ratio of 0.012. The damping ratio

79
was obtained by performing the hammer test on the 50 mm tool with free-free boundary
conditions and applying the curve fitting method on the experimental FRFs.
The fastener joint thread size was M8×1.25, as shown in Figure 4.9. The modular tools
were threaded into the cylindrical shanks for 12 mm to build the assembled structure. The
fastener size was similar for all three modular tools.
Figure 4.8 WC shank (120 mm) inserted in the chuck (Sub. A), interchangeable cylinder (Sub.
B) and test devices, including impact hammer, accelerometer and capacitive sensor.
Figure 4.9 WC shanks and modular tools: (a) 30 mm cutter, (b) 30 mm cylinder and (c) 50 mm
cylinder.

80
The procedure for the identification and validation of joint parameters in the experiments
is shown in the flowchart of Figure 4.10. The assembled structure with 50 mm cylinder was
measured at two locations to obtain assembled structure’s FRFs. These FRFs along with the
FRFs of the 50 mm cylinder in a free-free condition and the measured FRFs at the tip of the
blank shank on Substructure A were used to obtain the joint’s FRFs. Once the joint’s FRFs were
obtained, validation process with the 30 mm cylinder and 30 mm cutter was performed.
Figure 4.10 Experimental process for identification and validation of the joint parameters.
To find two rotational FRFs at the end of the 120 mm WC shank (l33 and p33), only the
170 mm shank was inserted in the chuck; and, two sets of measurements were conducted, one at
the end and the other 50 mm from the shank end. The 120 mm shank was then inserted in the
chuck, and the h33 FRF was measured directly at the shank tip. These three measurements and
the FE model of a 50 mm long shank cylinder were used to indirectly obtain l33 and p33 [Park et
al., 2003]. The information of the tools was used in constructing their FE models and obtaining
the FRFs needed for Substructure B.

81
The FRFs obtained by inserting the 50 mm cylinder into the shank were used to identify
the joint dynamics, and the FRFs obtained from the cutter and the 30 mm tool were used to
validate the identified parameters. These modular tools were attached to the shank through the
fastener joint, and three steel washers were placed between the tools and the shank. To keep the
joint conditions similar for all the experiments, the amount of torque that was applied to fasten
the modular tools to the shank was kept constant for all the structures.
The impact modal tests were performed by exciting the structure with an impulse from an
instrumented force hammer (PCB 2222). The measurements were obtained with a miniature
accelerometer (Kistler 8778A500) with a weight of 0.29 g and a capacitive sensor (Lion
Precision DMT20), as shown in Figure 4.8. Point 1 was at the tip of the modular tools, point 2
was near the fastener, and point 3 was at the end of the carbide shank near the joint.
First, the 50 mm interchangeable cylinder, as shown in Figure 4.9(c), was inserted into
the gauge shank. The joint between the cylinder and the shank was identified using the IRC
method. The IRC method required two sets of the assembled structure’s FRFs. These FRFs were
measured as G11,tt and G12,tt.
The identification method also required the FRFs of Substructure B (i.e. the
interchangeable steel cylinder). This information was obtained from an FE model of cylinders.
The FE cylinder models were divided into ten disk elements of the Timoshenko beam with
corresponding material properties and free-free boundary conditions. Once the FRFs for
Substructures A and B and the assembled structure were available, the IRC method (Eqs. (4.12)
and (4.13)) was employed to identify the joint receptances, i.e. hJtt and h
Jrr.
The identified translational and rotational FRFs are shown in Figure 4.11, respectively.
The waviness of these graphs is the result of the Savitzky–Golay filter [Orfanidis, 1996] on the

82
experimentally obtained FRFs. A 4th
-order Savitzky–Golay filter was applied to the measured
FRFs to smooth the recorded FRFs and avoid magnification of the measurement noise when
dealing with the matrix inversion. Figure 4.11 also shows that the joint did not behave as a single
DOF system. If only one parameter was obtained for the joint’s parameters, there would be only
one mode in the joint’s FRF, indicating a single DOF system.
(a) (b)
Figure 4.11 Identified joint FRF: (a) translational hJtt, (b) rotational h
Jrr.
To validate the identified joint’s FRFs, the 50 mm cylinder (Figure 4.9(c)) was replaced
with the 30 mm cylinder (Figure 4.9(b)) and the 30 mm cutter (Figure 4.9(a)), while the same
torque was applied to fasten the joint. The FRF at the end of each tool was then measured by
applying the impact at the tip the tool and measuring at the same location (G11,tt). The measured
FRFs were then compared with the predicted FRFs obtained by considering the joint’s FRFs. In
order to obtain the predicted FRFs, the identified joint receptances from the IRC method were
inserted into Eq. (4.8) to obtain the assembled structure’s FRFs.
Figures 4.12 and 4.13 show comparisons between the measured and predicted FRFs for
the 30 mm cylinder and cutter, respectively, as well as the assembled FRF obtained by the rigid
connection. The substructure FRFs of the 30 mm cylinder were obtained from the corresponding
FE model. An exact FE model of the complex interchangeable cutter (Figure 4.9(a)) could be

83
obtained by using a three-dimensional scanner and transferring the CAD (computer-aided
design) solid model to FE software. However, in order to develop the FE model of the cutter in
this study, an equivalent diameter was considered for the cutter, which was approximately 65.6%
of the original diameter of the maximum diameter in the FE model [Kops and Vo, 1990]. The
equivalent diameter was considered as the diameter of a solid cylinder that yielded the closest
deflection and dynamic properties of the CAD model.
Based on Figures 4.12 and 4.13, the measured receptances for the two new assemblies
could be predicted acceptably using the IRC method. This showed the ability of the proposed
model in the identification of joint properties. In addition to the natural frequencies at low
frequencies, two modes, around 300 and 340 Hz, were also predicted reasonably well. The
magnitude of the receptance in the predicted plot also showed acceptable agreement with the
measured FRFs at natural frequencies.
Some differences that were observed in the magnitude can be attributed to the inaccuracy
of damping considered in the FE model. Due to the limitations of the proposed techniques, two
closely located modes of the structure were missed at low frequencies, and only one of the
modes was predicted. This could be as a result of the single DOF assumption in the modal
analysis. Based on this assumption, only one mode dominantly contributes to the response of a
structure near a structural mode. Poor recorded coherence at low frequencies (i.e. below 100 Hz)
made the results of this range of frequency inaccurate. One reason for the poor coherence at this
range was the existence of an anti-resonance around 150 Hz, which resulted in a low signal to
noise ratio. The first few structural modes of the assembled structure happened below 500 Hz, as
illustrated in Figures 4.12 and 4.13, showing that structural modes had an important contribution
in the dynamics of the whole structure.

84
Figure 4.12 Predicted and measured FRF for the 30 mm blank cylinder (G11,tt).
Figure 4.13 Predicted and measured FRF for the cutter tool (G11,tt).
In the following section, the IRC method is employed on a CNC machine to find the joint
dynamic properties between the tool and the tool-holder and between the tool-holder and the
spindle. The identified joint properties are then used to improve the tool tip FRFs.
4.5 Identification of Joint Dynamics in a Vertical CNC Machine2
A two-step strategy for the modeling and identification of joints in a machine tool is used
in this section to obtain a predictive structural model, as shown in Figure 4.14. The objective of
this section is the use of the IRC method to identify the joint dynamics properties between each
2 The FE models used in this section were built at Manufacturing Automation Laboratory (MAL) at the University
of British Columbia and published in [Law et al., 2013a].

85
substructure in Figure 4.14 and introduce the identified properties into the complete machine
model to increase the correlation between the dynamic properties predicted by the model and
those of the actual physical structure.
Figure 4.14 Two-stage substructural synthesis of the machine tool [Law et al., 2013a].
This multi-stage substructural synthesis procedure is based on modeling the virtual
machine tool to predict the low-frequency response at the spindle nose, which is subsequently
synthesized with the tool / tool-holder assembly response to obtain the full frequency response
characteristics. The tool / tool-holder assembly response is obtained by synthesizing the response
of the tool (Substructure I, Figure 4.14) with the tool-holder response (Substructure II, Figure
4.14) by including the joint’s FRF between these components. The process of identifying the

86
joint dynamics at this location is done through the IRC method and using the measurements of
the tool / tool-holder assembly in a free-free condition.
Since the response at the spindle nose is available from the virtual machine tool model,
the measurements of rotational and translational FRFs at the spindle nose, which can be
challenging, are no longer necessary. Moreover, the virtual machine tool model enables the
inclusion of the effects of the machine tool structural dynamics on the identified joint dynamics.
4.5.1 FE Models of the Machine Tool, Tool-Holder and Tools
An example of a virtual machine tool model is shown schematically in Figure 4.14. This
virtual model represents a three-axis physical vertical milling machine (FADAL 2216). Each of
the major substructures of the machine under consideration (i.e. spindle and spindle housing,
column, base, cross slide and table) were modeled independently and subsequently synthesized
together with the three individual feed-drive models. FE models for the structural substructures
were generated from their respective CAD models using 10-node solid tetrahedron elements with
a modulus of elasticity of 89 GPa, a density of 7250 kg/m3 and Poisson’s ratio of 0.25. The
spindle, three ball-screw drive models and the tool / tool-holder were modeled with Timoshenko
beam elements. The feed-drive units and the spindle assembly, including the spindle shaft,
cartridge, bearings, drive pulley, nuts and rotary couplings, were modeled as described in [Cao
and Altintas, 2004; Law et al., 2013a].
To simplify the modeling of the connections between the various structural components,
they were idealized as spring elements. Although there existed several fasteners between various
substructures of the machine, such as between the ball-screw nut flange and slides and between
the spindle housing and the spindle assembly connections, only those connections that may

87
contribute towards the overall tool point compliance were modeled as if connected by linear
springs. As such, only the major interfaces between the base and column, between the spindle
housing and the column and between the base and the ground were modeled, while other
connections were assumed to have rigid contact.
Bolted connections were modeled as linear spring (bar) elements with the stiffness as a
function of the material and geometric properties of the fasteners. The spring stiffness for the
bolted connections was expressed as , where A was the nominal cross-sectional
area of the bolt, E was the modulus of elasticity (steel assumed), and l was the length of the bolt.
Bearings when preloaded may be represented by a stiffness value that is usually available
for various bearing types and arrangements from the respective manufacturers’ catalogues. For
each of the three ball-screw feed-drive models in the machine being modeled, the ball-screws
were supported with the help of angular-contact ball bearings with a medium-high preload
setting of ~700 N. For these preload levels, the axial stiffness of the bearings was taken as 135
N/m and the radial stiffness as 95 N/m. With the spindle bearings, the radial stiffness was
taken as 212 N/m and the axial stiffness as 97 N/m for a medium-high preload setting of
~1000 N on the angular-contact ball bearings. Additional details on the modeling of the support
bearings are described in [Cao and Altintas, 2004; Law et al., 2013a].
Detailed modeling of the contact stiffness at the rolling interfaces, which has been treated
in detail elsewhere [Kim et al., 2007; Lin et al., 2010; Mi et al., 2012], is beyond the scope of
this section. These interfaces were idealized as connected by linear spring elements [THK
Global] with the equivalent contact stiffness values obtained from manufacturers’ catalogues.
Joints at these contacting interfaces were idealized as two translational springs perpendicular to
the direction of motion with no resistance, i.e. no spring in the direction of motion.
1 1
1 1
AEk
l

88
For the three-axis vertical machining center (FADAL 2216) each axis had two
guideways, four guide-blocks and one ball-screw nut interface. The equivalent contact stiffness
for each of the three axes for the guide-block and guide-rail interface was assigned as 187 N/m
(THK SVR series) and as 280 N/m for the ball-screw-nut interface (THK SBN series) [Law et
al., 2013a].
Since the spindle assembly was modeled with Timoshenko beam models, with each node
having six DOFs, the tools and tool-holders were also each separately modeled with Timoshenko
beam models to ensure element-type compatibility during substructural synthesis. Each of the FE
models of the tools and tool-holders were all checked for convergence and were subsequently
validated with their physical counterparts by comparing response characteristics (FRFs) in their
unsupported (free-free) configurations.
The material properties assigned for the tools that were made of carbide were a modulus
of elasticity of 550 GPa and a density of 15630 kg/m3. For a tool holder made of steel, the
material properties assigned were a modulus of elasticity of 210 GPa and a density of 7800
kg/m3. Since the joint identification procedure also involved the use of cylinders in place of tools
to identify and validate the joint characteristics, the cylinders that were made of steel were also
modeled with Timoshenko beam elements.
Having modeled the connections between the structural substructures as described above,
the dynamic response was obtained at the spindle nose and was compared with the measured
response on the actual machine. The model response with all structural joints treated as rigid was
also compared against the measured response. The response for the full model was obtained by
carrying out modal analyses for the full models within the FE environment.

89
The test setup on which the experiments were performed is shown in Figure 4.15. An
instrumented impact hammer was used to excite the machine at the spindle nose, and a laser
vibrometer was used to measure the displacement response at the same location. The measured
FRFs were curve fit within CUTPRO® software [CUTPRO] to identify the modal damping
levels. The first few dominant modes of the machine that were measured are listed in Table 4.2,
along with the identified modal parameters. These identified modal parameters (modal damping
levels) were subsequently used to update the model’s predicted response.
Figure 4.15 Experimental test setup for modal analysis on the three-axis vertical machining
center – FADAL 2216 (located at UBC MAL) [Law et al., 2013a].
Table 4.2 Modal parameters obtained from measurements on FADAL 2216.
X direction
Mode # [Hz]
[N/m]
ζ
[%]
1 36 23.1 6.4
2 97 12.5 6
3 130 16.9 4.5
Y direction 1 26 7.5 6
nf dynk

90
Figure 4.16 Comparisons of the measured responses at the spindle nose with those predicted by
the model for rigid connections and spring connections in X (top) and Y (bottom) directions.
The measured FRFs of the spindle nose were compared with the response predicted by
updated model for both the X and Y directions, as shown in Figure 4.16. Comparisons were
limited to the low-frequency regime of up to 400 Hz (i.e. the frequency range influenced by the
structural components). As is evident from Figure 4.16, the model with joints was able to
adequately approximate the natural frequencies of the measured modes with errors ranging from
12% to 16%, with the exception of the second dominant mode in the X direction, for which the
error in approximation was as much as ~42%. The model with joints showed improvement over
the model with rigid connections, for which the errors in predicting frequencies ranged from
14% to 55%. The errors in approximating the dynamic stiffness were high for both models.

91
These errors in the low-frequency modes may partially be attributed to the modeling
simplifications in representing some minor machine components, such as the automatic tool
changer and cabinets, as lumped-mass elements, and to the approximation of the base mounting
pads by linear springs with a potentially overestimated contact stiffness. The true nature of the
contacts between these substructural interfaces is more complex than can be captured with an
idealized spring connection and a detailed high-fidelity model requires complex models of joints
to be included. Although the model predicted response had considerable errors, the model with
joints approximated the measured behaviour better than the rigid model, especially in the case of
frequency matching. As a first level of approximation for subsequent analyses and investigations,
the error levels, although high, are deemed acceptable.
The response at the spindle nose obtained from the validated virtual machine tool model
was combined with the tool / tool-holder response with the IRC approach to obtain the tool
center point (TCP) FRF, as discussed in Section 4.5.2. To avoid measurement of rotational
receptances, which is very challenging, only the translational FRFs of the assembled structures
(i.e. machine tool / spindle/ tool-holder / tool) were used in the identification. For the
substructures, both rotational and translational FRFs were extracted from the FE models and
used in the identification.
The FE model of the tool and the tool-holder and the measured FRFs of the free-free tool
/ tool-holder assembly were first used to find the joint’s dynamic properties between the tool and
the tool-holder. The validated FE model of the machine tool was then employed in the IRC
method to obtain the joint’s dynamic properties between the tool-holder and the spindle using the
measured receptances on the actual physical machine tool structure. The identification of joint

92
dynamics between the tool-holder and the spindle was performed by using the measured
receptances along the tool while the tool / tool-holder assembly was inserted inside the spindle.
4.5.2 Joint Identification between Tool and Tool-Holder
The experimental setup in this section included a CAT40 tool-holder, two cylinders with
lengths of 50 mm and 70 mm and one actual end mill tool with a length of 90 mm, which were
each inserted 30 mm inside the tool-holder, as demonstrated in Figure 4.17. These components
were all modeled with Timoshenko beam elements in the FE environment. The translational and
rotational FRFs at locations H44 and H45 on the tool-holder were obtained from its FE model. The
cylinders/tool FRFs (H11, H12, H22, H13 and H23) were also obtained from their corresponding FE
models.
Figure 4.17 Schematic of the tool / tool-holder assemblies.
The measurements on the tool / tool-holder assembly were performed at locations 1 and 2
on the assembled structure, as shown in Figure 4.18, with the tool-holder in a free-free
configuration, i.e. with unsupported conditions.

93
Figure 4.18 Free-free test setup for the tool / tool-holder combination.
The procedure to identify and verify the joint dynamics between the tool and the tool-
holder is shown in the flowchart in Figure 4.19. The flowchart depicts the identification
procedure that was conducted on the 70 mm cylinder and the validation step, which was
performed on the 90 mm end mill tool and the 50 mm cylinder.
Figure 4.19 Procedure for joint identification and validation between tool and tool-holder.

94
The identification step included two measurements at locations 1 and 2 (Figures 4.17 and
4.18) on the 70 mm cylinder, with the tool / tool-holder in the free-free conditions. These
measurements determined the assembled structure’s FRFs, G11,tt and G12,tt. This information,
along with the FRFs of the tool-holder (H44 and H45) and the FRFs of the cylinder (H11, H12, H13,
H22, H23 and H33) were inserted into Eq. (4.13) to find the joint’s translational and rotational
FRFs between the blank shank and the tool-holder. The identified joint FRFs are shown in Figure
4.20 for the translational FRF (httJ ) and the rotational FRF (hrr
J ).
The structural modes of the joint were observed to be between 5 kHz and 6 kHz. This
indicated that, if the dynamics of a structure that used this tool / tool-holder setup is sought
around these frequencies (i.e. 1-10 kHz), the effects of the joint between the tool-holder and the
tool should be considered.
(a) (b)
Figure 4.20 Joint’s FRF between the tool and the tool-holder: (a) translational FRF httJ, (b)
rotational FRF hrrJ .
The identified joint’s FRFs between the tool and the tool-holder were then used in the
construction and validation steps, as depicted in Figure 4.19. In the construction step, the
identified joint FRFs were used to reconstruct the assembled structures’ FRFs for the 50 mm
cylinders and the 90 mm end mill tool. For this purpose, the joint’s FRFs, the FRFs of the tool-

95
holder and the FRFs of each individual cylinder/tool that were obtained from the corresponding
FE models were inserted into Eq. (4.11).
To investigate the potential improvements in the assembled structure’s FRFs resulting
from the joint’s FRFs, the reconstructed FRFs for the 50 mm cylinder and 90 mm end mill tool
were compared with the measured FRFs on the corresponding free-free assemblies. To obtain the
measured FRFs, the 90 mm end mill and the 50 mm cylinder were inserted inside the collet; and
the setup was put in free-free boundary conditions, as shown in Figure 4.18. The assembled
structure was then impacted and measured at the tip to obtain the translational FRF (G11,tt).
Comparisons between the measured and reconstructed assembled structure’s FRFs, as
well as for the substructures being rigidly coupled, are shown in Figures 4.21 and 4.22 for the 50
mm cylinder / tool-holder assembly (G11_50mm) and the 90 mm end mill / tool-holder assembly
(G11_90mm), respectively.
Figure 4.21 Direct FRFs for the 50 mm cylinder / tool-holder assembly (G11_50mm).
Figure 4.22 Direct FRFs for the 90 mm tool / tool-holder assembly (G11_90mm).

96
Based on Figures 4.21 and 4.22, considerable improvement in the prediction of the tool /
tool-holder assembly was achieved with the identified joint dynamics compared to the rigid joint
connection. The error in the prediction of the first two consecutive natural frequencies improved
from 24.0% and 9.7% in the rigid joint assumption to 5.0% and 2.1% in the reconstructed FRF in
Figure 4.22.
Although a considerable improvement in the tool / tool-holder assembled structure’s
FRFs was achieved by considering the joint dynamics between the tool and the tool-holder, the
joint between the tool-holder and the spindle could also affect the overall tool tip FRFs. When
the tool / tool-holder assembly was inserted inside the spindle, the interface between the tool-
holder and the spindle influenced the dynamics at the TCP. Identification of the joint dynamics at
this interface is discussed in the next subsection.
4.5.3 Joint Identification between Tool-Holder and Spindle
Two substructures were considered in this section, as shown schematically in Figure
4.23: a FADAL 2216 machine tool, including spindle housing, spindle, column and base; and,
the tool / tool-holder assemblies. The reconstructed FRFs for the tool / tool-holder assemblies
obtained in Section 4.5.2 were used in this section as the FRFs for the tool / tool-holder
substructure. The FRFs for the machine tool were obtained from the virtual model. Having a
validated virtual model of the machine tool center reduced the need to perform several
measurements at the spindle nose, which were required in earlier studies to obtain translational
and rotational FRFs [Celic and Boltezar, 2009; Park et al., 2003; Park and Chae, 2008; Schmitz,
2000; Schmitz et al., 2001; Schmitz and Duncan, 2005].
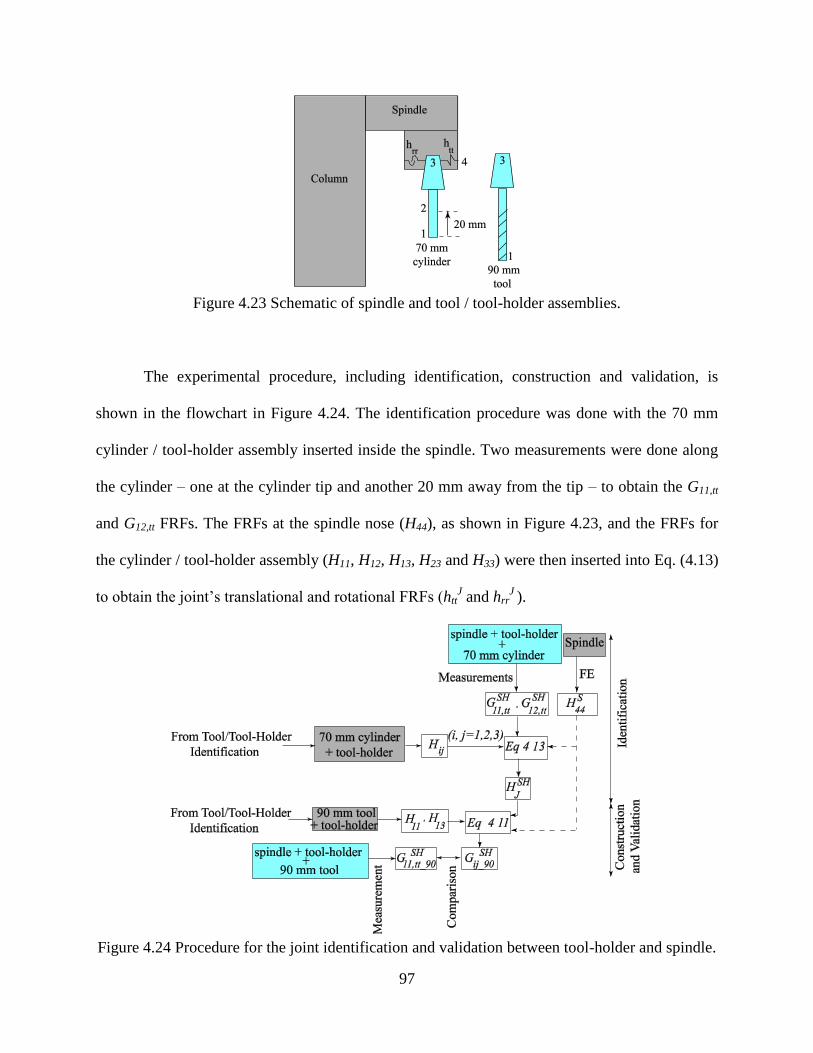
97
Figure 4.23 Schematic of spindle and tool / tool-holder assemblies.
The experimental procedure, including identification, construction and validation, is
shown in the flowchart in Figure 4.24. The identification procedure was done with the 70 mm
cylinder / tool-holder assembly inserted inside the spindle. Two measurements were done along
the cylinder – one at the cylinder tip and another 20 mm away from the tip – to obtain the G11,tt
and G12,tt FRFs. The FRFs at the spindle nose (H44), as shown in Figure 4.23, and the FRFs for
the cylinder / tool-holder assembly (H11, H12, H13, H23 and H33) were then inserted into Eq. (4.13)
to obtain the joint’s translational and rotational FRFs (httJ and hrr
J ).
Figure 4.24 Procedure for the joint identification and validation between tool-holder and spindle.

98
Figure 4.25 shows the joint’s translational FRF; and, as is evident in the figure, several
structural modes existed in the joint’s FRF. This shows that the joint between the tool-holder and
the spindle had more significant effects on the dynamics of the assembled structure than the joint
between the tool and tool-holder, which showed only one structural mode in Figure 4.20.
Figure 4.25 Joint’s translational FRF between the spindle and the tool-holder (httJ ).
The next step in the experimental procedure was the construction of the tool / tool-holder
/ spindle assembled structure’s FRFs by considering the joint dynamics between the tool and the
tool-holder and between the tool-holder and the spindle. The identified joint FRFs obtained using
the 70 mm cylinder / tool-holder assembly were used to build the tool tip FRFs for the 90 mm
end mill tool (Figure 4.24). For this purpose, the reconstructed FRFs for the 90 mm tool / tool-
holder assembly (H11, H13), the spindle nose FRF (H44) and the identified joint FRFs between the
tool-holder and the spindle (hJtt and h
Jrr) were inserted into the RC equation, Eq. (4.11).
In the validation of the accuracy of the identified joint properties, the reconstructed tool-
tip FRFs were compared with the measured tool-tip FRFs. To obtain the measured tool-tip FRFs,
the 70 mm cylinder was replaced with the 90 mm tool; and, the tool-tip FRFs were measured on
the machine. Figure 4.26 shows the comparison between the reconstructed FRF, measured FRF

99
at the tip of 90 mm tool and the assembled FRF obtained by considering a rigid joint between the
tool-holder and the spindle and between the tool and the tool-holder.
Figure 4.26 Direct FRFs at TCP with spindle / tool-holder / tool assembly (G11_90mm).
As evident from Figure 4.26, a close prediction of the tool-tip FRFs was obtained with
the model when compared to the measured FRFs. The considerable improvement obtained in
predicting the TCP FRFs compared to the rigid joint approximation shows the importance of the
joint dynamics properties between the tool-holder and the tool and between the tool-holder and
the spindle. If an accurate prediction at the TCP is sought, the joint dynamics effects should be
taken into account at both places.
4.6 Summary
A systematic procedure for the modeling and identification of joint characteristics was
presented in this chapter. The IRC method, which relates the joint’s FRFs to the assembled
structure’s translational FRFs and substructures FRFs, was developed and validated through FE
simulations. The IRC method obtained a joint’s exact parameters when the joint was comprised
of only stiffness and damping elements. For a continuous joint segment, the joint’s FRFs were
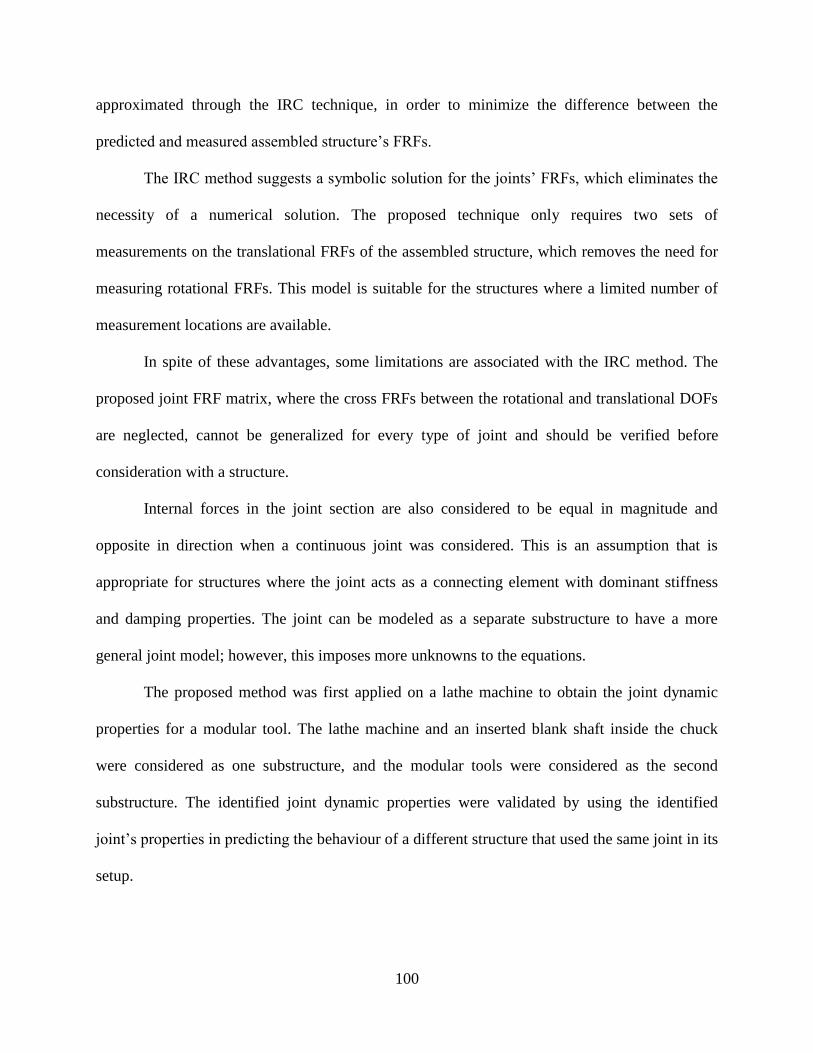
100
approximated through the IRC technique, in order to minimize the difference between the
predicted and measured assembled structure’s FRFs.
The IRC method suggests a symbolic solution for the joints’ FRFs, which eliminates the
necessity of a numerical solution. The proposed technique only requires two sets of
measurements on the translational FRFs of the assembled structure, which removes the need for
measuring rotational FRFs. This model is suitable for the structures where a limited number of
measurement locations are available.
In spite of these advantages, some limitations are associated with the IRC method. The
proposed joint FRF matrix, where the cross FRFs between the rotational and translational DOFs
are neglected, cannot be generalized for every type of joint and should be verified before
consideration with a structure.
Internal forces in the joint section are also considered to be equal in magnitude and
opposite in direction when a continuous joint was considered. This is an assumption that is
appropriate for structures where the joint acts as a connecting element with dominant stiffness
and damping properties. The joint can be modeled as a separate substructure to have a more
general joint model; however, this imposes more unknowns to the equations.
The proposed method was first applied on a lathe machine to obtain the joint dynamic
properties for a modular tool. The lathe machine and an inserted blank shaft inside the chuck
were considered as one substructure, and the modular tools were considered as the second
substructure. The identified joint dynamic properties were validated by using the identified
joint’s properties in predicting the behaviour of a different structure that used the same joint in its
setup.

101
The IRC method was then employed on a vertical CNC machine to find the joint
dynamics between the tool and the tool-holder and between the tool-holder and the spindle. A FE
model of the machine comprised of the column, table, head stock and spindle was first developed
and validated by idealizing the joints between the various structural components of the machine
as linear springs. The response obtained at the spindle nose with the validated virtual machine
tool model was subsequently used to approximate the full frequency response behaviour. This
was achieved by applying the IRC method and identifying joint dynamics between the tool and
the tool-holder and also between the tool-holder and the spindle. Although there still existed
some deviations between the predicted response and the measured behaviour, a considerable
improvement in response prediction for the assembled structure was observed by modeling and
identifying the joint dynamics compared to treating the joints as rigid.
The identified joint properties can be incorporated into the virtual model of an actual
machine to improve its accuracy and decrease the deviation between its prediction and the actual
behaviour of a structure. Having a validated virtual model of the machine tool center reduces the
need to perform several measurements at the tool tip, which were required in earlier studies, in
order to obtain TCP FRFs. Further studies are required to incorporate the effects of applied
prestress, tool diameter and drawbar clamp force on the identified properties.
All the studies in this chapter were conducted on 2D structures. However, the results
obtained in this study provided the essential knowledge to extend the introduced methodologies
to more general structures. In the next chapter, the proposed identification method is extended to
account for the effects of multiple joints in the structure.

102
Chapter 5. Multiple Joint Dynamics Identification
In reality, most structures do not behave as simple 2D structures and exhibit more
complex movement. For example, a multi-axial computer numerical control (CNC) machine is
comprised of different plates, bars and columns attached together at several locations. To obtain
joint dynamics properties in such structures, an identification technique that is capable of
identifying multiple joints dynamics is required. One of the major challenges in proposing such
identification technique is the measurement or estimation of the rotational frequency response
functions (FRFs). There are two types of rotational FRFs that are involved in the dynamics of
structures: (1) the angular displacement at location i to the applied force at location j (lij = θi/fj);
and, (2) the angular displacement at location i to the applied moment at location j (pij = θi/Mj).
Several methods have been proposed in order to address the difficulties associated with the
rotational FRFs. For instance, finite difference method [Schmitz and Duncan, 2005], has been
proposed to indirectly obtain the angular displacement at a particular location using two sets of
measurement. However, the measurement noise makes this method vulnerable to the errors.
Even if a reliable measurement technique is available, the application of pure moment to the
structure in a wide range of frequencies is very challenging, making direct measurement of pij
almost impossible. A new approach has been proposed by [Kumar and Schmitz, 2012] through
which the rotational FRFs of a milling tool are obtained by fitting a fixed-free Euler-Bernoulli
beam to each individual mode of the measured receptance. The rotational FRFs at the end of the
fitted fixed-free beam are then considered as the rotational FRFs of the tool.
The objective of this chapter is development of a joint identification method for
structures with multiple joints. Identification process is performed through the inverse receptance

103
coupling (IRC) method using translational receptances of the assembled structure obtained
through direct measurements and substructures’ FRFs obtained from the finite element (FE)
models. Provided that no excessive residual stress is induced in the structure after introducing the
joints, the IRC method obtains the joints’ FRFs by finding the difference between response of the
rigidly coupled substructures and response of the actual assembled structure with joints. To
overcome the difficulties associated with the rotational FRFs, a joint model comprised of only
translational elements is proposed. One of the assumptions of this model is that the moments
required in the joints originate from the couple between forces in the translational elements. The
assembled structure is also assumed to have dominant modes only in the directions that the joints
restrict.
This chapter is organized as follows. First, the general response-based receptance
coupling (RC) method that was introduced in Chapter 4 is extended to include effects of multiple
joints in a structure. Through the RC method, it is possible to obtain a structure’s FRFs based on
its constitutional elements’ dynamics. The IRC method is then proposed to relate the joint’s
FRFs to the FRFs of the assembled structure and substructures. The IRC method is employed in
a FE simulation to obtain the joints’ FRFs at four locations between two thin wall plates, which
were considered as substructures with 6 degrees of freedom (DOFs) at each node. The
simulations were treated as if the structures were actual cases and only the FRFs that could be
measured in practice were obtained from the FE models. Experimental tests on the thin shell
plates attached at four locations by bolted joints were also conducted to assess the applicability
of the proposed identification technique on the actual physical cases. To assure that the FE
models of the substructures in the experimental setup were accurate, the initial FE models were
modified through a model updating technique.

104
5.1 Extended Inverse Receptance Coupling Method
The RC method is a procedure that enables the determination of the dynamics of an
assembled structure by coupling the dynamics of its substructures, which are obtained
experimentally or mathematically, in the joint compatibility and equilibrium equations
[Mehrpouya et al., 2014; Park et al., 2003]. The proposed RC method in Chapter 4 is extended in
this chapter to account for the effects of multiple joints.
Figure 5.1 shows two Substructures, A and B, attached at n points through different joint
elements.
Figure 5.1 Generic substructures coupled through joint elements.
The relationship between the displacements and the applied forces on each substructure can be
written as:
AJAa
Aa
AaaAaa
AaaAaa
Aa
Aa
BJBb
Bb
BbbBbb
BbbBbb
Bb
Bb
FF
F
HH
HH
X
X
FF
F
HH
HH
X
X
(5.1)
where a’ and b’ represent the internal points on Substructures A and B, respectively; a =
{a1…an} and b = {b1…bn} represent the connecting points; {Xi}S and {Fi}S (i = a, b, a’, b’; S =
A, B) represent the displacement and external force vectors, respectively, at point i on

105
Substructure S; and, {FJ}S represents the internal force vectors at the joint. Considering that the
joints mainly impose stiffness and damping to the structure, the equilibrium condition becomes:
AJBJ
FF (5.2)
Therefore, the relationship between displacement vectors at the interface locations and the joint
forces is [Wang and Yang, 1999]:
BJJBbAa FHXX
(5.3)
where
JnJJJ
hhhDiagH ,,,21
(5.4)
is the joint’s FRF matrix and contains joints’ frequency dependant parameters. The assembled
structure’s FRFs can be obtained by substituting Eq. (5.3) back into Eq. (5.1):
a
a
b
b
aaaababa
aaaababa
ababbbbb
ababbbbb
a
a
b
b
F
F
F
F
GGGG
GGGG
GGGG
GGGG
X
X
X
X
][][][][
][][][][
][][][][
][][][][
(5.5)
where Gij (= Xi/Fj) are the FRFs of the assembled structure. Two of these FRFs can be expanded
as:
AaaBAaaAaaaa
BbbBBbbBbbbb
HHHHG
HHHHG
1
1
(5.6)
with
JBbbAaaB HHHH (5.7)
According to Eq. (5.5), the assembled structure’s FRFs are formulated based on the
substructures’ FRFs and the joints’ FRFs. Supposing that n locations on Substructure A are
connected to n locations on Substructure B through the joint and that each node has 6 DOFs, the
106
joint FRF matrix, HJ, and substructures FRF matrices, [Haa]A and [Hbb]B, become (n×6)×(n×6)
matrices. The assembled structure’s FRFs, including translational as well as rotational FRFs, can
be extracted through the RC method with known FRF values of the substructures and joints.
Although the consideration of a complete joint FRF matrix that includes all six DOFs at
each node generates exact values for the assembled structure FRFs, it requires high
computational effort, due to the dimensions of the large matrices. In particular, if the joint
parameters are sought and matrix inversion is required, large matrices impose major
computational restrictions on obtaining the required parameters. However, if the dominant
movements of a structure in a specific range of frequencies are known, the joint model can be
simplified to include only the elements in the directions that are excited at that particular
frequency range. This results in reducing the equations size with a simpler joint model while
obtaining an acceptable prediction over the assembled structures dynamics in the frequency
range of interest.
In the following section, a joint model that can represent the behaviour of the joint in the
structures that were examined in this chapter is presented. The joint model included only one
translational element at each connecting location between the two substructures, bringing the
joint FRF matrix size down to 4×4, while providing the required restrictions in the dominant
directions of the movement.
5.1.1 Modeling of the Joint
The structure considered in this chapter was comprised of two thin plates, i.e.
Substructures A and B, which were attached together at four locations. Each node on
Substructures A and B had 6 DOFs, including 3 translational DOFs along the x, y and z axes and

107
3 rotational degrees of freedom (RDOFs). The connections between the plates in the experiments
and simulations were provided through bolts and beam elements, respectively.
As shown in Figure 5.2(a), a complete joint model includes both translational (kt) and
rotational (kr) spring and damping elements in all directions. If such a model was considered for
the joint, the joint’s FRF matrix (Eq. (5.4)) would have 24 unknowns. In order to identify these
parameters, at least 24 measurements were needed on the assembled structure, with some of
these measurements on the RDOFs of the assembled structure. A simpler joint model was
proposed to overcome difficulties in measuring RDOFs and to avoid solving large equations.
(a) (b)
Figure 5.2 Substructures coupled through the joint element: (a) schematic model, (b) FE model.
In the simplified joint model, no translational elements were considered in the x and y
axes as the behaviour of the structure in these directions was not of interest. Also, the rotational
joint elements were eliminated, and their effects were assumed to originate from the moments of
the translational elements at different locations in the z direction [Movahhedy and Gerami,
2006]. The proposed joint model was valid while the dominant modes of the structure in Figure
5.2 were along the z axis and around the x and y axes in the studied frequency range. If other
modes significantly contributed to the response of the assembled structure, the proposed joint
model may not provide an acceptable prediction over the response of the assembled structure,

108
and a modified model that accounted for the effects of other contributing modes should be
provided.
By considering the simplified joint model, the assembled structure’s FRF (Ga’a’,zz)
becomes:
)41(,
0
0
14,
4
,3
,2
,1
1
444
3
2
1
44,
44,
34,
24,
14
,43
,33
,23
,13
,42
,32
,22
,12
,41,
31,
21,
11
44,
44,
34,
24,
14
,43
,33
,23
,13
,42
,32
,22
,12
,41
,31
,21
,11
41,
4,
3,
2,1
,
,
1
,,,,,
a
h
h
h
h
h
h
h
h
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhhh
HHHHHhG
zzaa
zzaa
zzaa
zzaa
J
J
J
J
zzbbzzbbzzbbzzbb
zzbbzzbbzzbbzzbb
zzbbzzbbzzbbzzbb
zzbbzzbbzzbbzzbb
zzaazzaazzaazzaa
zzaazzaazzaazzaa
zzaazzaazzaazzaa
zzaazzaazzaazzaa
zzaazzaazzaazzaazzaa
zzaaJzzbbzzaazzaazzaazzaa
(5.8)
where G is the assembled structure’s FRF and hij,zz represents the FRFs of the substructures when
the measurement is on location i in the z direction and excitation is on location j in the z
direction.
Based on Eq. (5.8), the translational FRF of the assembled structure was related to the
substructures’ FRFs and a 4×4 joint FRF matrix. In order to find the joints’ FRFs, only four
measurements on the assembled structure were needed. This was a significant improvement over
the complete joint model, where 24 measurements were needed. If the joint is comprised of only
spring and damping elements, the off-diagonal terms of the joint FRF matrix in Eq. (5.8) were
zero. However, for a general joint, such as a bolted joint with inertial properties, the assumption
of considering the off-diagonal FRFs to be zero may result in some errors in the identified joints’
FRFs.
If the structure’s conditions for the validity of the joint model were satisfied, the joint’s
FRF matrix could be obtained using the measured receptances of the assembled structure and the

109
mathematically/experimentally obtained FRFs of the substructures. The identification technique
is described in the next section by introducing the IRC method.
5.1.2 Joint Identification
The proposed methodology for obtaining the FRFs of an assembled structure was
employed in an inverse way to extract the joints’ FRFs from the dynamics of the assembled
structure and substructures. Based on Eq. (5.8), points a’ (a’ = 1, 2, 3 and 4), which represent the
nodes on Substructure A in the assembled structure that were not involved in the connection
section, are expanded as:
)4:1,( ,1 jiHBHhG ajiaijij (5.9)
with
Jbbaa HHHB (5.10)
For simplicity, the zz subscript is not shown, since all the FRFs were obtained in the z direction;
therefore, hij was the FRF values between points i and j in the z direction on Substructure A in a
free-free boundary condition, and Hia and Hai were the FRF matrices between point i and the four
connecting points, i.e. a1, a2, a3 and a4 on Substructure A in a free-free boundary condition.
These values could be obtained from the FE model of Substructure A in free boundary
conditions. Gij was also the FRF between points i and j on the assembled structure, which could
be obtained experimentally by exciting the structure at location j and measuring at location i.
By considering four locations on Substructure A, Eq. (5.9) is expanded into a matrix form
as:

110
44144143142141
1
44414
413
412
411
44434241
34333231
24232221
14131211
44434241
34333231
24232221
14131211
aaaa
a
a
a
a
HHHHB
H
H
H
H
hhhh
hhhh
hhhh
hhhh
GGGG
GGGG
GGGG
GGGG
(5.11)
In order to obtain the joint FRF matrix, Eq. (5.11) needs to be solved for the B matrix, which can
be accomplished as:
1
1
4441
444441
1411
444441
1411
1
444
1
aa
a
a
Jbbaa
HH
GG
GG
hh
hh
H
H
HHHB
(5.12)
which yields to the joint FRF matrix as:
44342414
43332313
42322212
41312111
44342414
43332313
42322212
41312111
bbbbbbbb
bbbbbbbb
bbbbbbbb
bbbbbbbb
aaaaaaaa
aaaaaaaa
aaaaaaaa
aaaaaaaa
bbaaJ
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
B
HHBH
(5.13)
It should be noted that the G matrix can be constructed by measuring only one of the
rows or columns [Ewins, 1984]; therefore, four measurements on the assembled structure are
enough to reconstruct the complete matrix. From an experimental point of view, the only matrix
inversion that may be affected by measurement noise is the G matrix. The other matrices
involved in the inversion process were obtained from the FE model, which were noise free and
less prone to measurement errors. This was one of the benefits of the proposed methodology over
other methodologies that included the inversion of several measured matrices [Wang and Liou,
1990].
To investigate the accuracy of the proposed identification technique, two FE simulations
were conducted. The objective of these simulations was the determination of the joints’ FRFs or

111
joints’ parameters at different locations on an assembled structure using the proposed
identification technique. The simulations were treated as if they were real structures; and, only
the FRFs that could be measured on a physical structure (i.e. translational FRFs) were obtained
from the FE model. The identified joints’ FRFs were then used to obtain the FRFs of a new
assembled structure that had different substructures, but used the same joint configuration. The
details of each simulation are explained in the next section.
5.2 Finite Element Simulations
Two different simulations were conducted to investigate the effectiveness of the proposed
identification technique. The first simulation was performed to find the spring and damping
values of the joints, while the second simulation was aimed at finding the FRFs for the beam
segments that acted as the connecting joints. In these simulations, two substructures were
attached at four locations to each other, as shown in Figure 5.2(b). Substructure B was a 20 cm ×
7 cm × 6 mm plate with a modulus of elasticity (E) of 200 GPa, Poisson’s ratio () of 0.3 and
density of (ρ) of 7800 kg/m3. This substructure was clamped, and Substructure A was attached to
it through the joints.
Two plates were used in the simulations as Substructure A, namely Substructures A1 and
A2. Substructure A1 was used in the estimation of the joints’ parameters in the first simulation
and identification of joints’ FRFs in the second simulation. Substructure A2 was only used in the
second simulation to validate the identified joints’ FRFs obtained with Substructure A1. The first
plate (i.e. Substructure A1) was a 25 cm × 7 cm × 6 mm plate, and the second plate (i.e.
Substructure A2) was a 17 cm × 7 cm × 6 mm plate. Both of these substructures had the same
material properties as Substructure B.

112
The FE models of these plates were built in FE software and meshed with the shell
element (ANSYS shell181) [Ansys], which was a 4-node structural element with 6 DOFs at each
node. Two other elements, ANSYS combin14 and ANSYS beam188, were also used in the
simulations to provide the spring-damping model in the first simulation and the beam element in
the second simulation, respectively. After building the plate models, the damping properties were
introduced to the complete FE model. Since the only damping properties that were desirable to
be present in the joint section were damping values from the predefined combin14 element, the
damping properties were defined proportional to the mass matrix as C = 50 M, where C is the
damping matrix and M is the mass.
(a) (b)
Figure 5.3 FE simulation: (a) with the spring and damping elements, (b) with the beam elements.
The first simulation dealt with the identification of stiffness and damping constants that
were used in the assembled structure. This simulation included two substructures, Substructures
A1 and B that were connected at four points through the spring and damping elements, as shown
in Figure 5.3(a). The corresponding values for the connection elements are given in Table 5.1 at
each individual location. The objective of this simulation was the determination of the values of
each individual element using the proposed identification technique and four FRFs of the
assembled structure.

113
Table 5.1 Spring and damping constants used in the simulation of the joint.
Stiffness Constant (N/m) Damping Constant (N.s/m)
k1 = 4E6 c1 = 80
k2 = 9E6 c2 = 100
k3 = 10E6 c3 = 50
k4 = 7E6 c4 = 90
In order to use the proposed identification method, the FRFs of the assembled structure
and substructures were required. The FRFs of the assembled structure were chosen as the
translational FRFs at locations 1, 2, 3 and 4 in Figure 5.2(a). The required FRFs for each
substructure were derived from corresponding FE models. The free-free FE model of
Substructure A1 was used to obtain the direct and cross FRFs between points a1, a2, a3, a4, 1, 2, 3
and 4 in Figure 5.2(a). The clamped-free FE model of Substructure B was used to obtain the
FRFs at points b1, b2, b3 and b4. The obtained FRFs were then fed into Eq. (5.13) to calculate the
joint FRF values, which included the stiffness and damping constants as hJi = 1/(ki + j ω ci).
Figures 5.4 and 5.5 show the identified parameters for the stiffness and damping values.
The deviations that existed at low frequencies originated from the assumptions in the modeling
of the joint. Firstly, it was assumed that the joint could be modeled as a translational
spring/damping element in the z direction. The proposed identification technique yielded
accurate values for the joint if the structure underwent pure translation in the z direction and/or
rotation around the x/y axes. This is because the joints in the z direction accounted for the motion
of the structure in the z direction and the torque originated from every two springs accounted for
the rotation of the structure around the x/y direction. However, deviations were observed in the
identified parameters around the frequency ranges where the structure had a dominant mode in
other directions, i.e. translation in x/y or rotation around z, due to the negligible effects of the
joints in these directions. In this simulation, there were several modes in the x/y axes and around

114
the z axis around 0 Hz which contributed to the assembled structure’s FRFs at low frequencies.
Therefore, some deviations existed in the identified joint parameters below 50 Hz in Figures 5.4
and 5.5. The mode shapes for the first 3 structural modes of the structure are shown in Figure
5.6. There were three modes below 500 Hz; two translational modes in the z direction (Modes 1
and 2), and one rotational mode around the y axis (Mode 3). Both the contour plot and the
deformed shape are shown for each mode shape.
Figure 5.4 Identified stiffness values in Figure 5.3(a).
Figure 5.5 Identified damping constants in Figure 5.3(a).
Secondly, it has been observed through simulations that the response of the assembled
structure was insensitive to the joint parameters around the first natural frequency and below. In
other words, no significant changes occurred at low frequencies, i.e. below 150 Hz, in the
assembled structure’s FRF by changing the joint stiffness. Deviations observed in Figure 5.4 and
5.5 at low frequencies could also be attributed to the insensitivity of the assembled structure’s
response to the joint parameters. However, at higher frequencies, i.e. after 160 Hz, where the

115
assembled structure experienced local modes, the assembled structure’s FRF had higher
sensitivity to the joint parameters. For the proposed method to derive the joint’s parameters
accurately, the assembled structure’s FRFs needed to have high sensitivity to the joint
parameters. Also, the method needed to check the mode shapes of the structure for the locations
of the nodal points in each mode. In the frequency ranges where one or several joints fell around
the nodal points, the assembled structure’s response became highly insensitive to the joint
parameters and the identified parameters may deviate from the exact values.
(a) (b) (c)
Figure 5.6 Mode shapes of the assembled structure with B, A1 and spring/damping elements: (a)
32.00 Hz, (b) 160.47 Hz, (c) 308.49 Hz.
In the second simulation, the joints between the two substructures were provided through
beam elements, as shown in Figure 5.3(b). This simulation was done to investigate the
applicability of the proposed identification methodology in the cases where the joints contained
mass properties. The objectives of this simulation were the identification of the joints’ FRFs and
the use of the identified FRFs in a different assembled structure that had the same joint
configuration to predict its overall FRFs.

116
All four joint connections were built with beam elements with a diameter (D) of 5 mm,
modulus of elasticity (E) of 1 GPa, and density (ρ) of 2700 kg/m3. The assembled structure’s
FRFs, which were obtained at locations 1 to 4 in Figure 5.2, along with the substructures’ FRFs
were then inserted in Eq. (5.13), in order to obtain the joints’ FRFs at each individual location.
The identified joint FRFs are shown in Figure 5.7, where hJ1 and hJ3 refer to the identified joint’s
FRF at locations 1 and 3, respectively. The FRFs obtained at locations 2 and 4 were similar to
the FRFs at points 1 and 3, respectively. This was due to the fact that these points were under the
same deflection and stress in the studied frequency range.
Figure 5.7 Identified joint FRFs for the structure in Figure 5.3(b) with Substructures B and A1.
One of the assumptions in this study was approximation of the behaviour of the
continuous joint with a frequency-dependent translational spring/damping element in the z
direction. This assumption could result in deviations from the exact joint FRF because of
neglecting the effects of joint’s cross FRFs, ignoring the effects of the joint stiffness in the x and
y axes and ignoring the effects of joint rotational stiffness around the z axis. However, this
assumption was made in order to simplify the equations and rely only on the translational FRFs
of the assembled structure. If an accurate joint’s FRF was sought, the complete FRF matrix
which had more unknowns and required more measurements to solve should be considered for

117
the joint element. The validity of this assumptions and accuracy of identified FRF needed
assessment.
In order to assess the accuracy of the identified joints’ FRFs, the same joint configuration
was used in a different structure. To build the new assembly, Substructure A1 was replaced with
the shorter plate (i.e. Substructure A2). The identified joints’ FRFs along with the FRFs of
Substructures A2 and B were then used to predict the new assembled structure’s FRFs. The
reconstructed FRF was compared with the FE results to verify accuracy of the prediction.
The comparison between the predicted and simulated FRFs is shown in Figure 5.8. To
obtain the reconstructed FRF at point 1 in Figure 2(a), i.e. G11, the identified joints’ FRF from
the identification step and the FRFs of Substructures B and A2 were inserted into Eq. (5.8). The
reconstructed FRF is shown by the red line and the black line shows the reconstructed FRF when
the joints were considered to be rigid (i.e. Hj = 0 in Eq. (5.8)). The simulated (FE) FRF was
obtained by attaching Substructure A2 to Substructure B through the same beam elements that
were used in the identification structure and by performing a harmonic analysis on the assembled
structure’s FE model in Ansys FE software [Ansys].
Figure 5.8 Reconstructed G11 FRF for the assembled structure in Figure 5.3(b) with
Substructures B and A2.

118
From the results of Figure 5.8, it can be concluded that the identified joints’ FRFs were
able to provide an acceptable prediction over the FRFs of the new assembly, in terms of natural
frequencies, damping ratios and FRF magnitude. They also resulted in a considerable
improvement in the predicted FRFs compared to the rigid joint assumption. Figure 5.8 also
shows the range of validity of the assumptions in the modeling of the joint. Modeling of the
continuous joint as a frequency-dependent translational spring-damping element in the z
direction was valid in the range of frequencies where the structure had dominant modes in the z
direction and/or around x/y axes. At these frequencies, the effects of the joint in the x/y direction
and around the z axis were negligible as the structure was not moving in either of these
directions.
Mode shapes of the assembled structure are shown in Figure 5.9. As depicted in this
figure, there were 4 modes below 600 Hz. The first, third and fourth modes were the mode
shapes in the z direction and around the y axis, while the second mode shape was a translational
mode in the y direction. Having a close correlation between the reconstructed and simulated
assembled structure’s FRFs at high frequencies in Figure 5.8, i.e. after 100 Hz, showed the
effectiveness of the identification technique where the mode shapes were purely translational in
the z direction and/or rotational in the x/y directions. However, a poor correlation was obtained
between the predicted and simulated assembled structure’s FRF around the first two modes
where a translational mode in the y direction, Figure 5.9(b), occurred closely after the first mode.
This deviation was due to the limitations of our model which did not account for the effects of
translational modes in the y axis.
The two simulations that were discussed in this section showed the applicability of the
proposed technique in the identification of joint parameters and in the prediction of an assembled

119
structure’s dynamics. The simulations were treated as if the structures were actual physical
structures, and only the FRFs that could be measured in an actual structure were derived from the
FE model. In the next section, the proposed identification procedure was implemented on
physical structures to identify the joint FRFs and predict the assembled structure’s FRFs.
(a) (b)
(c) (d)
Figure 5.9 Mode shapes of the assembled structure with B, A2 and beam elements: (a) 41.48 Hz,
(b) 52.95 Hz, (c) 138.58 Hz, (d) 230.82 Hz.
5.3 Experimental Results
Several experiments were performed to further investigate the accuracy and applicability
of the proposed method in the identification of multiple joints on actual assembled structures.

120
The proposed IRC method was employed on an assembled structure to identify the joints’ FRFs
at four locations in the assembled structure. These FRFs were verified by replacing different
substructures. The effects of different conditions, such as adding an interface in the joint section,
were also investigated.
The experimental setup for the identification of multiple bolted joints included two thin
wall plates (i.e. Substructures A and B) attached together at four locations by bolted joints.
Substructure B, which remained unchanged in the identification and validation cases, was a
stainless steel plate clamped to a heavy solid plate, as shown in Figure 5.10(a). The clamped
length, width and thickness of this plate were 22 cm, 7.5 cm and 6.25 mm, respectively. This
substructure represented the part of a complex structure that had a complex geometry and the FE
model of which could not be easily made. Therefore, all the information for this substructure was
obtained through the experimental measurements.
In order to obtain the FRFs for Substructure B, four measurements were done at locations
b1 to b4, as shown in Figure 5.10(a). These measurements included both direct and cross FRFs.
The excitations were performed with an instrumented force hammer (PCB 2222), and the
measurements were conducted with a wide frequency bandwidth miniature accelerometer
(Kistler 8778A774) with a weight of 0.29 g.
Two identical plates with different lengths, 20 cm and 12 cm, were used as Substructure
A, as shown in Figure 5.10(b). The longer plate (Substructure A1) was used in the identification
step, and the shorter plate (Substructure A2) was used in the validation step. Substructures A1 and
A2 were assumed to have a simple geometry that could be modeled in FE. All the substructures’
plates had an identical thickness of 6.25 mm, with the corresponding material properties for

121
ST316 stainless steel: modulus of elasticity (E) of 193 GPa, Poisson’s ratio (ν) of 0.25 and
density (ρ) of 7990 kg/m3.
(a) (b) (c)
Figure 5.10 (a) Substructure B, (b) Substructure A, (c) assembled structure.
Although all the required FRFs for Substructures A1 and A2 could be obtained with direct
measurements, the FE model of this substructure was developed and used to decrease the number
of measurements. The FE models of these substructures were first developed with the estimated
parameters and then updated with the modal information, natural frequencies, obtained from
measurements on the free-free plates.
Table 5.2 Design variables boundary for the optimization scheme.
Design Variables
190 GPa < E < 210 GPa
7500 kg/m3 < ρ < 8100 kg/m
3
0.25 < υ < 0.35
5.8 mm < t < 7.0 mm
An optimization module of ANSYS software was used to perform the model updating
procedure. The estimated natural frequencies obtained from the FE model were compared to

122
those obtained from the measurements with the free-free condition. The design variables were E,
ρ, ν and the thickness of the plate (t). The lower and upper bounds for the design variables are
shown in Table 5.2.
The objective function was set as the square of the normalized difference between the
measured and predicted natural frequencies of the first two modes as:
2
1
2/
i
E
ni
E
ni
A
niobjfun (5.14)
whereniA and ni
E are the i
th natural frequency obtained from the FE model and the experiment,
respectively.
To perform measurements on Substructure A1 and A2, the 20-cm and 12-cm plates were
hung by a cord at location a4 to provide free-free boundary conditions, and the h11 (= x1/F1) FRF
was measured at point 1, as seen in Figure 5.10(b). The updating process was then initiated,
based on the measured and initially predicted natural frequencies. The updating process
converged after 4 iterations for Substructure A2. The natural frequencies of Substructure A2
before and after updating are presented in Table 5.3. Figure 5.11 shows the h11 FRF in
comparison with the measured FRF before and after updating. The updated design variables were
then used to improve the FE models of Substructure A2. A similar procedure was performed on
Substructure A1 to update the initial FE model.
Table 5.3 Comparison of natural frequencies before and after updating.
Measured
(Hz)
Before Updating
(Hz)
Error
(%)
After Updating
(Hz)
Error
(%)
n1 2031.0 2146.0 5.6 2042.0 0.5
n2 2116.0 2206.0 4.3 2102.0 0.7

123
Figure 5.11 h11 FRF for Substructure A2 before and after updating.
Using the curve fitting method on the measured FRF, the first damping ratio was
obtained as 1.4%. This value was introduced to the updated FE model of Substructures A1 and
A2 to obtain the required FRFs in the identification procedure.
To construct the assembled structure, Substructure A1 was attached to Substructure B at
four locations through identical steel bolts, and a torque of 8.5 N.m was applied to each bolt by a
torque wrench. The assembled structure’s FRFs were then measured at four locations 1 to 4
shown in Figure 5.10(c) to obtain G11, G12, G13 and G14. From these four FRFs, the other
components of the assembled structure’s FRF matrix (G) were constructed.
Once the required information for the substructures and assembled structure was
available, the proposed method was applied in the experimental setup. The process, including
identification and validation steps, is illustrated in the flow chart in Figure 5.12. In the
identification step, the properties of the joints, HJ, were identified using the FE model of
Substructure A1 and the measurements on the assembled structure and Substructure B. In the
validation step, Substructure A1 was replaced with Substructure A2, and the identified joints’

124
properties were used to predict the new structure’s FRF. This FRF was compared with the
experimentally obtained FRF of the new structure.
Figure 5.12 Experimental process for identification and validation.
In order to obtain the joint FRFs at each location between substructures, the measured
FRFs on the assembled structure and Substructure B, along with the analytical FRFs of
Substructure A1, were inserted into Eq. (5.13). This equation obtained the FRFs for each
individual connection between the two plates. The identified joint’s FRFs are shown in Figure
5.13. From this graph, it can be seen that hJ1 and hJ3 followed the same trend as those of hJ2 and
hJ4, respectively. This is because points 1 and 2 were located at the same longitudinal locations
(y direction in Figure 5.2) and experienced similar deformation in the studied frequency range.
This also applies to the joints at locations 3 and 4.
As shown in Figure 5.13, the joints’ FRFs were identified for each individual joint at
each frequency. These FRF values can be saved, with respect to the applied torque on the bolts,

125
joint materials and the contact area between substructures, and can then be used in the prediction
of the dynamics of another assembled structure provided that the joint conditions, such as
applied torque, manufacturing tolerances and the area of contact, stay similar.
Figure 5.13 Identified joint FRFs in the assembled structure in Figure 5.10(c).
After identification of the joints’ FRFs, the validation step was performed to examine the
accuracy of the identified joints’ FRFs. The validation was done by replacing the 20-cm long
plate of Substructure A1 with the 12-cm plate of Substructure A2 and providing similar joint
conditions to the new assembled structure. The identified joints’ FRFs that were acquired in the
identification step, shown in Figure 5.13, along with the FRFs of Substructures A2 and B were
then inserted in Eq. (5.8) to reconstruct the new assembled structure’s FRF at location 1, G11.
This FRF was also measured on the new assembly and compared with the predicted FRF. The
comparison is shown in Figure 5.14. To observe the improvement that was achieved in the
prediction of the assembled structure’s FRF compared to the rigid joint assumption, the joint’s
FRF was set to be zero in Eq. (5.8), i.e. Hj = 0; and, the assembled structure’s FRF was also
obtained for the rigid joint assumption.

126
Figure 5.14 Predicted vs. measured G11 FRFs for the assembled structure of Substructures B and
A2.
From Figure 5.14, it can be concluded that the predicted FRF obtained with the identified
joints’ FRFs had significant improvements in both the natural frequencies and the FRF amplitude
compared to the prediction obtained with the rigid joint assumption. The first peak at low
frequencies, around 50 Hz, was not considered as a structural mode, since the recorded
coherence in this region was poor. Although a good correlation was observed in the prediction of
the natural frequencies of the structure at the third and sixth modes, a significant discrepancy
existed between the predicted and measured damping ratio at these two frequencies. This
difference can be attributed to the inaccurate estimation of damping ratios for Substructure A1. A
poor recorded coherence at the 1400-1800 Hz interval also made the results obtained in this
region unreliable. Measurement errors and nonlinearities in the structure can also affect the
accuracy of the identification.
Table 5.4 compares the natural frequencies of the assembled structure obtained from the
measurements and from two predictions obtained with the identified joints and with the rigid
joint assumption.

127
Table 5.4 Comparison of the natural frequencies obtained from different FRFs.
ωn1 ωn2 ωn3 ωn4 ωn5 ωn6
Measured (Hz) 68.0 421.0 468.5 1183.0 1919.0 1999.0
Rigid Joint (Hz) 74.0 288.0 382.0 1052.0 1588.0 1768.0
Error (%) =
(Rigid Joint-Measured) ×100
Measured
8.8 31.6 18.5 11.1 17.2 11.6
Reconstructed (Hz) 54.0 434.0 454.0 1252.0 1902.0 1978.0
Error (%) =
(Reconstructed-Measured) ×100
Measured
20.6 3.1 3.0 5.8 0.9 1.1
The joints’ FRFs were obtained for the structure with no interface between the two plates,
as shown Figure 5.10(c). To investigate the effects of applying different conditions in the joint
section, different interfaces were inserted between plates. The identification procedure was then
applied to each new structure to find the joints’ FRFs and to compare them with the identified
joints’ FRFs from the structure with no interface. This investigation is discussed in the following
section.
5.3.1 Effects of Different Interfaces on the Joint Dynamics
The effects of adding different interfaces to the joints between the two plates were
studied through two experiments. In the first experiment, two nylon nuts were inserted between
the two plates at each joint location, as shown in Figure 5.15(a). The experimental substructure
included Substructures B and A1, as shown in Figures 5.10(a) and 5.10(b), attached together
through identical bolts and nuts. A torque of 8.5 N.m was applied to fasten the bolts when the
two nylon nuts were between the plates. Four FRFs were measured on the assembled structure at
locations 1 to 4 as shown in Figure 5.10(c). The measured FRFs along with the FRFs of
Substructures A1 and B were substituted into Eq. (5.13) to identify the joints’ FRF at the four

128
locations. The joint FRF at location 3 (J3 in Figure 5.15) is shown in Figure 5.16 in comparison
with the joint FRF obtained at the same location in the setup with no interface between the
plates, i.e. Figure 5.10(c).
Figure 5.15 Experimental setups: (a) nylon nut interface, and (b) elastic interface.
Figure 5.16 Identified joint’s FRF at location 3 (J3) on the structure with nylon nut interface and
on the structure without interface.
According to Figure 5.16, lower natural frequencies and static stiffness were obtained for
the structure with the nylon bolt interface than for the structure without any interface. This
observation can be attributed to the decreased stiffness of the contact area with the nylon bolts as
the contact area decreased after insertion of nylon bolts.

129
In the second experiment, the effect of inserting an elastic gasket between plates was
studied. The experimental structure included Substructures A1 and B with an ABS (acrylonitrile
butadiene styrene) rubber elastic gasket between two plates, as shown in Figure 5.15(b). Four
measurements were done at locations 1 to 4, as shown in Figure 5.10(c), on the assembled
structure to obtain the assembled structure’s FRF matrix. The measured assembled structure’s
FRFs along with the FRFs of the substructures were used in Eq. (5.13) to find joint’s FRFs at
four locations. The identified joint’s FRF at location 3 (J3 in Figure 5.15) was compared with the
identified joint’s FRF at the same location on the assembled structure without any interface.
Figure 5.17 shows the identified joint’s FRF when there was an elastic gasket in the joint
section and when there was no interface between the plates. Based on Figure 5.17, lower natural
frequencies were observed for the structure with an elastic interface between the plates. The
static stiffness was also lower than the structure with no interface between the plates. These
observations confirm the fact that the stiffness in the contact area decreased after introducing the
elastic interface to the joint.
Figure 5.17 Comparison of the identified joint’s FRF at location 3 (J3) on the structure with
elastic gasket and on the structure without any interface.
The two experiments conducted on the effects of different joint interfaces on the
identified joint’s FRFs proved the effectiveness of the identification procedure in distinguishing

130
the difference between different joint conditions. If the FRFs of the assembled structure and
substructures can be measured, the identification procedure can be applied to the structure, in
order to obtain the joint characteristics. Other joint conditions, such as effects of change in the
material of the joint, effects of temperature, effects of applied torque and effects of losing a bolt
can be subjects of further studies.
5.4 Summary
In this chapter, the IRC method was extended to include effects of multiple joints in the
structure. The proposed methodology related the joint’s FRFs to the FRFs of assembled structure
and substructures. By proposing a joint model that included only translational elements, the
identification method relied only on translational FRFs of the assembled structure. The FE
simulations proved accuracy of the proposed method. The experiments conducted on two plates
with four bolted joints were aimed at identifying the joint’s FRFs and using the identified joints
in the prediction of another assembled structure’s FRFs that used the same joint configuration
with similar conditions. A close correlation was observed between the measured FRF of the
assembled structure and the predicted FRF, confirming the effectiveness of the identified joints’
FRFs in predicting subsequent structure’s FRFs.
In addition to comparing the predicted FRFs with the measured FRFs, the joints’ FRFs
were also compared to each other for the different joint interfaces. The capability of the proposed
technique in capturing the changes in the joints and reflecting these changes in the identified
FRFs confirmed the reliability of the proposed technique in identifying different joint conditions.
In spite of applicability of the proposed technique in the real structures, there were
several assumptions and limitations associated with the proposed method. From the modeling

131
point of view, the joint model only included translational elements, and rotational properties
were assumed to originate from the couple between the translational elements. This assumption
may impose some errors in the identification of joint dynamics where two closely located
rotational and translational modes occur. In such a case, an overestimated parameter for the joint
parameter may be obtained. In such a case, the joints have to account for the rotational modes, as
well as the translational modes, at the same frequencies.
Based on the simulations and experimental tests, it was observed that the proposed
technique was reliable in the range of frequencies where the joint section was under sufficient
excitation and deformation. For the structure’s output to have a high sensitivity to the changes in
the joints’ parameters, the joint should have lower stiffness compared to the adjacent
substructures; otherwise, no deformation occurs at the first few structural modes in the joint
section, and the identification procedure will not accurately predict the joints’ FRFs. Also, the
proposed technique will not accurately predict the joints’ FRFs when there are dominant modes
in the lateral directions. These modes cannot be predicted by the proposed joint model, since no
joint element is considered in these directions. To have reliable joint’s FRFs, the lateral modes
should be far from the studied frequency range and make a low contribution to the assembled
structure’s response.
In the next Chapter, the IRC method is extended to 3D structures. A more generic joint
model which accounts for the inertial properties of the joint is proposed and the joint’s FRFs are
related to the translational FRFs of the assembled structure and substructure’s FRFs.

132
Chapter 6. Identification of Joint Dynamics in 3D Structures
Chapters 4 and 5 focused on the identification of joint dynamics in two-dimensional (2D)
structures. However, in actual physical structures, different degrees of freedoms (DOFs),
including rotational and translational DOFs, are coupled in the motion. In this chapter, the
identification of joint dynamics in three-dimensional (3D) structures is investigated. The
objective of this chapter is to provide a methodology through the inverse receptance coupling
(IRC) method to find joint’s rotational and translational frequency response functions (FRFs).
The proposed method requires only the translational FRFs of the assembled structure, thereby
avoiding the difficulties in the measurement of rotational FRFs. Unlike the majority of previous
studies, a complete joint FRF matrix, which accounts for the effects of cross FRFs, is proposed.
The proposed method also accounts for the effects of the joint’s inertial properties, which is
essential when the joint’s mass is comparable with that of the other substructures.
The existing IRC method is first extended in 3D structures to include the effects of
translational and rotational DOFs. Through the IRC method, it is possible to obtain a joint’s
FRFs using the FRFs of the assembled structure and substructures. A linear joint model with 6
DOFs at each node is utilized in the formulation of the proposed identification method. A
complete joint FRF matrix enables the determination of a joint’s accurate FRFs using only the
translational FRFs of the assembled structure.
A finite element (FE) simulation was performed to evaluate the accuracy of the proposed
methods. The effects of noise in the measurements were also investigated in the FE simulation,
and suggestions to mitigate noise effects were proposed. In the experimental setup, the
applicability of the proposed methodology was examined on a physical structure. FE models of

133
the substructures were built and updated using modal tests on the substructures. The translational
FRFs of the assembled structure that were measured on the physical structure were then fed into
the identification algorithm to obtain the joint FRFs.
The successful utilization of the proposed method in simulations and experiments
indicate that the proposed method can be applied on real structures, such as machine tools. It is
possible to obtain the joint properties between different components of a machine tool, such as
between the column and the base and between the column and spindle housing, through the
proposed methodology. These locations, which are usually ignored in virtual models, have
significant effects on the dynamics of the entire structure, especially at low frequencies.
6.1 Extended Inverse Receptance Coupling Method
Substructures A and B are connected through a generic joint element, as shown in Figure
6.1. The points on each substructure in the uncoupled state are divided into internal points (iA
and iB) and contact points (cA and cB).
Figure 6.1 Subcomponents in the uncoupled and coupled state.
The relations between the displacements and the forces in each substructure at the
uncoupled state are defined as:

134
(6.1)
where xiS and xc
S (S = A, B) represent the vectors of the translational and rotational displacements
in all 6 directions at locations i and c on Substructure S; fiS and fc
S represent the vectors of forces
and moments in all 6 directions at the internal and contact points, respectively; and, HS (S = A, B)
is the substructure’s FRF in the uncoupled state. For the joint section we have:
(6.2)
where fnJ (n = 1, 2) is the vector of forces and moments at location n on the joint; xn
J (n = 1, 2) is
the vector of the translational and rotational displacements in all 6 directions at location n on the
joint; and, HJ is the joint’s FRF.
In order to obtain the assembled structure’s FRFs based on the substructures’ FRFs, the
substructures’ FRFs need to be inserted into the equilibrium and compatibility equations. The
condition of equilibrium at the joint section is expressed as:
(6.3)
where FCS (S = A, B) represents the vector of forces and moments of the assembled structure at
the contact points of Substructure S. The condition of compatibility is:
(6.4)
where XCS (S = A, B) represents the vector of the translational and rotational displacements of the
assembled structure at the contact points on Substructure S. The internal forces and coordinates
do not change after coupling [Liu et al., 2002]. Therefore,
Sc
Si
Scc
Sci
Sic
Sii
Sc
Si
f
f
HH
HH
x
x
J
JJ
J
J
JJ
JJ
J
J
f
fH
f
f
HH
HH
x
x
2
1
2
1
2
1
2221
1211
J
J
Bc
Ac
BC
AC
f
f
f
f
F
F
2
1
J
J
Bc
Ac
BC
AC
x
x
x
x
X
X
2
1

135
and (6.5)
where FIS (S = A, B) represents the vector of forces and moments of the assembled structure at
the internal points on Substructure S; and, XIS (S = A, B) represents the vector of the translational
and rotational displacements of the assembled structure at the internal points on Substructure S.
Rearranging Eq. (6.3) and using Eq. (6.2) gives:
(6.6)
Replacing joint’s displacement vector with Eq. (6.4) gives:
Bc
Ac
Bcc
Acc
Bi
Ai
Bci
Aci
Bc
AcJ
BC
AC
Bc
Ac
f
f
H
H
f
f
H
H
x
xH
F
F
f
f
0
0
0
01 (6.7)
By replacing internal forces vector with Eq. (6.4), we have:
BI
AI
Bci
AciJ
BC
AC
Bc
Ac
Bcc
AccJ
F
F
H
HH
F
F
f
f
H
HHI
0
0
0
0 11 (6.8)
By expanding the first row of Eq. (6.1) for S = A and B, we have:
BI
AI
Bci
AciJ
BC
AC
Bcc
AccJ
Bic
Aic
BI
AI
Bii
Aii
BI
AI
F
F
H
HH
F
F
H
HHI
H
H
F
F
H
H
X
X
0
0
0
0
0
0
0
0
11
1
(6.9)
Simplifying Eq. (6.9) results in:
BC
ACJ
Bcc
AccJ
Bic
Aic
BI
AI
Bci
Aci
Bcc
AccJ
Bic
Aic
Bii
Aii
BI
AI
F
FH
H
HH
H
H
F
F
H
H
H
HH
H
H
H
H
X
X
1
1
0
0
0
0
0
0
0
0
0
0
0
0
(6.10)
Bi
Ai
BI
AI
f
f
F
F
Bi
Ai
BI
AI
x
x
X
X
J
JJ
BC
AC
J
J
BC
AC
Bc
Ac
x
xH
F
F
f
f
F
F
f
f
2
11
2
1

136
Therefore, the assembled structure’s FRFs at the internal coordinates become:
B
ci
A
ci
B
cc
A
cc
JJ
JJ
B
ic
A
ic
B
ii
A
ii
B
II
BA
II
AB
II
A
II
H
H
H
H
HH
HH
H
H
H
H
GG
GG
0
0
0
0
0
0
0
01
2221
1211 (6.11)
where GIIA and GII
B represent the assembled structure’s direct FRFs between the internal nodes
on Substructures B and A, respectively; and, GIIAB
represents assembled structure’s cross FRFs
between the internal nodes on Substructure B and the internal nodes on Substructure A.
Equation (6.11) is in the most general form for relating the assembled structure’s FRFs to
its subcomponents’ FRFs. This equation uses the complete joint FRF matrix, including cross
FRFs (i.e. H12J and H21
J ), to obtain the assembled structure’s FRFs. Ignoring the cross FRFs can
result in deviation from the exact assembled structure’s FRFs [Mehrpouya et al., 2013].
Figure 6.2 Assembled structure comprised of Substructures A and B and the joint.
Equation (6.11) was extended in this chapter to derive the FRFs of a 3D structure shown
in Figure 6.2. The assembled structure included two substructures, A and B, which were attached
at one location through a joint segment. Each substructure had 6 DOFs at each node, three
translational DOFs along the x, y and z axes, and three rotational DOFs around the translational
axes. The internal and contact points for Substructure A were selected as iA = {a1, a2, a3} and

137
cA = {1}, respectively. For Substructure B, the internal points were considered as iB = {b1, b2,
b3} and the one contact point was considered as cB = {2}.
Based on the selection of internal and contact nodes for Substructures A and B, HiiB and
HiiA became (3×6)×(3×6) matrices, while Hic
B and Hic
A were (3×6)×(1×6), Hcc
B and Hcc
A were
(1×6)×(1×6); and, HciB and Hci
A were (1×6)×(3×6). As an example, the Hci
B matrix was expanded
in Eq. (6.12) as:
(6.12)
where H2b1 is:
rzbrzrybrzrxbrzzbrzybrzxbrz
rzbryrybryrxbryzbryybryxbry
rzbrxrybrxrxbrxzbrxybrxxbrx
rzbzrybzrxbzzbzybzxbz
rzbyrybyrxbyzbyybyxby
rzbxrybxrxbxzbxybxxbx
b
hhhhhh
hhhhhh
hhhhhh
hhhhhh
hhhhhh
hhhhhh
H
1,21,21,21,21,21,2
1,21,21,21,21,21,2
1,21,21,21,21,21,2
1,21,21,21,21,21,2
1,21,21,21,21,21,2
1,21,21,21,21,21,2
12
(6.13)
In Eq. (6.13), h2x,b1x = x2 / fx,b1, h2y,b1ry = y2 / My,b1 and h2rz,b1rz = θz2 / Mz,b1 where x2 and y2
represent the translational DOF of point 2 in the x and y directions, respectively; fx,b1 represents
the force in the x direction at point b1; and, My,b1 and Mz,b1 represent the moment at point b1 in
the y and z directions, respectively.
The translational FRFs (i.e. hp,q with p,q = x, y, z) showed the displacements imposed by
the forces, and the rotational FRFs (i.e. hrp,rq) showed the rotations caused by the moments. The
fully populated joint FRF matrix enabled us to account for the displacements caused by moments
(i.e. hp,rq) and the rotations caused by the forces (i.e. hrp,q) through non-zero off-diagonal entities.
The joint element connected at two locations on the assembled structure made the joint’s
FRF a (2×6)×(2×6) matrix. H11J is expanded in Eq. (6.14):
322212 bbbBci HHHH

138
rzrzryrzrxrzzrzyrzxrz
rzryryryrxryzryyryxry
rzrxryrxrxrxzrxyrxxrx
rzzryzrxzzzyzxz
rzyryyrxyzyyyxy
rzxryxrxxzxyxxx
J
hhhhhh
hhhhhh
hhhhhh
hhhhhh
hhhhhh
hhhhhh
H
,11,11,11,11,11,1
,11,11,11,11,11,1
,11,11,11,11,11,1
,11,11,11,11,11,1
,11,11,11,11,11,1
1,11,11,11,11,11,1
11
(6.14)
As a result, the assembled structure’s FRF (GIIA) became a (3×6)×(3×6) matrix, which included
both translational and rotational FRFs.
Since there are many limitations associated with the measurement of rotational FRFs, our
interest in this chapter was the sole use of the translational FRFs of the assembled structure. The
use of only translational FRFs of the assembled structure in the joint identification has a
considerable benefit, as there is no need to measure or estimate the assembled structure’s
rotational FRFs. Although there are some methods that indirectly obtain rotational FRFs of a
structure [Ozsahin et al., 2009], these methods are highly sensitive to measurement noise.
Using Eq. (6.11), G1ax,1ax is expanded in Eq. (6.15) as:
Txarzxaryxarxxazxayxax
B
cc
A
cc
JJ
JJ
rzxaryxarxxazxayxaxxa
xaxaxaxa
hhhhhh
H
H
HH
HH
hhhhhh
hG
000000
0
0
000000
1,11,11,11,11,11,1
1
1,11,11,11,11,11,1
1,11,1
2221
1211
(6.15)
where subscript a denotes Substructure A.
Since the joint’s FRF matrix was a 12×12 matrix, we needed to form a 12×12 matrix of
the assembled structure’s translational FRFs on the left-hand-side of Eq. (6.15). This was
achieved by selecting 3 points on each substructure. Equation (6.16) presents the expanded
FRFs:

139
ciB
cc
A
cc
JJ
JJ
iciiII HH
H
HH
HHHHG
1
66
66
12120
0
2221
1211
(6.16)
ybybybybybybxbybxbybxbybyaybyaybyaybxaybxaybxayb
ybybybybybybxbybxbybxbybyaybyaybyaybxaybxaybxayb
ybybybybybybxbybxbybxbybyaybyaybyaybxaybxaybxayb
ybxbybxbybxbxbxbxbxbxbxbyaxbyaxbyaxbxaxbxaxbxaxb
ybxbybxbybxbxbxbxbxbxbxbyaxbyaxbyaxbxaxbxaxbxaxb
ybxbybxbybxbxbxbxbxbxbxbyaxbyaxbyaxbxaxbxaxbxaxb
ybyaybyaybyaxbyaxbyaxbyayayayayayayaxayaxayaxaya
ybyaybyaybyaxbyaxbyaxbyayayayayayayaxayaxayaxaya
ybyaybyaybyaxbyaxbyaxbyayayayayayayaxayaxayaxaya
ybxaybxaybxaxbxaxbxaxbxayaxayaxayaxaxaxaxaxaxaxa
ybxaybxaybxaxbxaxbxaxbxayaxayaxayaxaxaxaxaxaxaxa
ybxaybxaybxaxbxaxbxaxbxayaxayaxayaxaxaxaxaxaxaxa
II
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
GGGGGGGGGGGG
G
3,32,31,33,32,31,33,32,31,33,32,31,3
3,22,21,23,22,21,23,22,21,23,22,21,2
3,12,11,13,12,11,13,12,11,13,12,11,1
3,32,31,33,32,31,33,32,31,33,32,31,3
3,22,21,23,22,21,23,22,21,23,22,21,2
3,12,11,13,12,11,13,12,11,13,12,11,1
3,32,31,33,32,31,33,32,31,33,32,31,3
3,22,21,23,22,21,23,22,21,23,22,21,2
3,12,11,13,12,11,13,12,11,13,12,11,1
3,32,31,33,32,31,33,32,31,33,32,31,3
3,22,21,23,22,21,23,22,21,23,22,21,2
3,12,11,13,12,11,13,12,11,13,12,11,1
ybybybybybybxbybxbybxbyb
ybybybybybybxbybxbybxbyb
ybybybybybybxbybxbybxbyb
ybxbybxbybxbxbxbxbxbxbxb
ybxbybxbybxbxbxbxbxbxbxb
ybxbybxbybxbxbxbxbxbxbxb
yayayayayayaxayaxayaxaya
yayayayayayaxayaxayaxaya
yayayayayayaxayaxayaxaya
yaxayaxayaxaxaxaxaxaxaxa
yaxayaxayaxaxaxaxaxaxaxa
yaxayaxayaxaxaxaxaxaxaxa
ii
hhhhhh
hhhhhh
hhhhhh
hhhhhhZEROS
hhhhhh
hhhhhh
hhhhhh
hhhhhh
ZEROShhhhhh
hhhhhh
hhhhhh
hhhhhh
H
3,32,31,33,32,31,3
3,22,21,23,22,21,2
3,12,11,13,12,11,1
3,32,31,33,32,31,3
3,22,21,23,22,21,2
3,12,11,13,12,11,1
3,32,31,33,32,31,3
3,22,21,23,22,21,2
3,12,11,13,12,11,1
3,32,31,33,32,31,3
3,22,21,23,22,21,2
3,12,11,13,12,11,1
)6(
)6(

140
Using Eq. (6.16), the joint’s FRF matrix can be obtained as:
(6.17)
Equation (6.17) gives the joint’s complete FRF matrix using the assembled structure’s
translational FRFs and its substructures’ FRFs. From an experimental point of view, only 12
measurements on the translational DOF of the assembled structure are required to obtain the full
joint’s FRF matrix. The substructures’ FRFs can also be found through updated FE models of
each individual substructure.
In the following section, a FE simulation is performed to investigate the accuracy of the
proposed method. This simulation was done to mimic the experimental conditions. All the
rzybryybrxybzybyybxyb
rzybryybrxybzybyybxyb
rzybryybrxybzybyybxyb
rzxbryxbrxxbzxbyxbxxb
rzxbryxbrxxbzxbyxbxxb
rzxbryxbrxxbzxbyxbxxb
rzyaryyarxyazyayyaxya
rzyaryyarxyazyayyaxya
rzyaryyarxyazyayyaxya
rzxaryxarxxazxayxaxxa
rzxaryxarxxazxayxaxxa
rzxaryxarxxazxayxaxxa
ic
hhhhhh
hhhhhh
hhhhhh
hhhhhhZEROS
hhhhhh
hhhhhh
hhhhhh
hhhhhh
ZEROShhhhhh
hhhhhh
hhhhhh
hhhhhh
H
2,32,32,32,32,32,3
2,22,22,22,22,22,2
2,12,12,12,12,12,1
2,32,32,32,32,32,3
2,22,22,22,22,22,2
2,12,12,12,12,12,1
1,31,31,31,31,31,3
1,21,21,21,21,21,2
1,11,11,11,11,11,1
1,31,31,31,31,31,3
1,21,21,21,21,21,2
1,11,11,11,11,11,1
)6(
)6(
ybrzybrzybrzxbrzxbrzxbrz
ybryybryybryxbryxbryxbry
ybrxybrxybrxxbrxxbrxxbrx
ybzybzybzxbzxbzxbz
ybyybyybyxbyxbyxby
ybxybxybxxbxxbxxbx
yarzyarzyarzxarzxarzxarz
yaryyaryyaryxaryxaryxary
yarxyarxyarxxarxxarxxarx
yazyazyazxazxazxaz
yayyayyayxayxayxay
yaxyaxyaxxaxxaxxax
ci
hhhhhh
hhhhhh
hhhhhh
hhhhhhZEROS
hhhhhh
hhhhhh
hhhhhh
hhhhhh
ZEROShhhhhh
hhhhhh
hhhhhh
hhhhhh
H
3,22,21,23,22,21,2
3,22,21,23,22,21,2
3,22,21,23,22,21,2
3,22,21,23,22,21,2
3,22,21,23,22,21,2
3,22,21,23,22,21,2
3,12,11,13,12,11,1
3,12,11,13,12,11,1
3,12,11,13,12,11,1
3,12,11,13,12,11,1
3,12,11,13,12,11,1
3,12,11,13,12,11,1
)6(
)6(
ccicIIiiciJ HHGHHH 1

141
required FRFs in the identification step were obtained from the FE models. The joint between
two subcomponents was provided by a beam element, which mimicked the experimental
conditions more realistically. The proposed method was then employed to obtain the joint’s
FRFs and validate the identified FRFs.
6.2 Finite Element Simulations
In order to assess the accuracy of the proposed identification method, a FE simulation
was conducted. The objective of this simulation was the utilization of the proposed methodology
to obtain the joint’s FRFs, using the FRFs of the substructures and the assembled structure. The
identified FRFs were then compared to the joint’s exact FRFs obtained from the corresponding
joint’s FE model.
Figure 6.2 shows the configuration that was studied in this simulation. Two substructures,
A and B, were attached at locations 1 and 2 by a continuous joint element. The dimensions of
each substructure are presented in Table 6.1. Both substructures were considered to have
material properties of aluminum with a modulus of elasticity (E) of 67.5 GPa, Poisson’s ratio ()
of 0.3 and a density of (ρ) of 2712 kg/m3. The joint was considered to have a diameter of 10 cm,
a length of 50 cm, a modulus of elasticity (E) of 200 GPa, Poisson’s ratio () of 0.3 and a density
of (ρ) 7850 kg/m3.
Table 6.1 Dimensions of the blocks used in the simulation.
h1 w1 l1 h2 w2 l2 h3 w3 l3
Length
(cm)
5 5 15 15 7.5 7.5 12.5 12.5 30

142
All substructures were modeled in ANSYS FE software [Ansys], and the required FRFs
were obtained from their corresponding FE models. Substructures A and B were modeled with
the 4-node tetrahedral SOLID72 element, which had 6 DOFs at each node. The joint was
modeled with a BEAM188 element, which was a 2-node element with 6 DOFs at each node. The
damping was arbitrarily introduced to each substructure proportional to its stiffness and mass
matrix as C = 20 M + 2×10-7
K, where C was the damping, M was the mass and K was the
stiffness matrix.
The procedure that was followed in this section is schematically shown in Figure 6.3.
Identification of the joint’s FRFs was done on the assembled structure with Substructures A and
B attached through a beam element. Three locations on Substructure A (a1, a2 and a3, Figure
6.2) and three locations on Substructure B (i.e. b1, b2 and b3, Figure 6.2) were selected to obtain
the assembled structure’s FRFs. These FRFs were obtained in the translational x and y directions.
Considering the symmetry of the GII matrix in Eq. (6.16), 12 FRFs were required to form the
entire FRF matrix. By obtaining only one column or row of an FRF matrix, all other entries can
be reconstructed [Ewins, 2000]. Substructure’s FRFs were obtained from the free-free FE model
of Substructure A and the free-free FE model of Substructure B at the same locations.
Figure 6.3 The procedures followed in the FE simulation to obtain joint’s FRFs.

143
Once the required FRFs were obtained, they were inserted into Eq. (6.17) to obtain the
joint’s FRFs. Figures 6.4(a) and 6.4(b) show the H1y1yJ
(= y1J
/ fy,1J) and H1rz1rz
J (= z,1
J / Mz,1
J)
FRFs, which were the joint’s translational FRF in the y direction and rotational FRF in the z
direction, respectively. The corresponding joint’s FRFs were also obtained from the FE model of
the joint and are shown in the same plots (solid blue line) for comparison.
The identified FRFs presented in Figures 6.4(a) and 6.4(b) showed an exact match with
the FRFs obtained from the FE model. This confirmed the accuracy of the proposed method in
the absence of any noise in the FRFs.
To obtain the joint’s FRFs, only translational FRFs of the assembled structure were used,
which makes this approach applicable for real structures. Although the effects of the purely
rotational modes may be lost by considering only the assembled structure’s translational FRFs in
the identification, significant reductions in the measurement noise and cost can be achieved. For
substructures, however, both the translational and rotational FRFs were used in the identification
procedure. It was assumed that each substructure had simple geometry that could be modeled in
the FE environment. In an actual structure, it is assumed that a reliable FE model for each
individual subcomponent can be obtained by fine-tuning the initial FE model through the FE
model updating technique.
(a) (b)
Figure 6.4 Comparison of the identified and FE FRFs for the joint: (a) H1y1yJ, (b) H1rz1rz
J.

144
6.2.1 Investigation of the Effects of Noise
In the previous simulation, no noise was introduced in the FRFs in order to assess the
accuracy of the proposed methodology. However, in the experiments, the measurements are
always convoluted with noise. In order to study the effects of noise on the identified FRFs and
propose a methodology to mitigate those effects, a similar FE simulation was conducted by
considering noise in the assembled structure’s FRFs.
The FE simulation was conducted by adding 1% Gaussian distributed random noise [Zill
and Cullen, 2000] to the matrix of the assembled structure. The substructures and assembled
structure’s FRFs were then inserted in the identification procedure to obtain the joint’s FRFs. For
the sake of verification, the identified FRFs were compared with the joint’s FRF obtained from
the corresponding FE model of the joint.
Figures 6.5 and 6.6 show the identified joint’s H1y1yJ (= y1
J / fy,1
J) and H1z1ry
J (= z1
J / My,1
J)
FRFs when the assembled structure’s FRFs at 3 locations on Substructure A and 3 locations on
Substructure B in the x and y directions were added with 1% noise and used in the identification
process (Eq. (6.16)). In order for the identification equations (i.e. Eq. (6.17)) to be exactly
determined, at least 12 entities on the assembled structures needed to be known. In Figures 6.5
and 6.6, the blue solid line shows the exact joint’s FRF obtained from the FE model, and the red
dashed line shows the identified FRF using 12 entities on the assembled structure.
As shown in Figures 6.5 and 6.6, there was a significant difference between the identified
joint’s FRFs using 12 measurements on the assembled structure and the exact FRF. In order to
improve this difference, more assembled structure’s FRFs were used in identification; and, the
problem of Eq. (6.16) was converted to the least square problem as follows.

145
Figure 6.5 Comparison of the identified and FE model translational H1z1zJ FRF for the joint (1%
noise added to the assembled structure’s FRFs).
Figure 6.6 Comparison of the identified and FE model rotational H1z1ryJ FRF for the joint (1%
noise added to the assembled structure’s FRFs).
Let us rearrange Eq. (6.16) as:
LLLnccincncncLic DHBH (6.18)
where [B] = (HJ + Hcc ) –1
and [D]= Hii – Gii. Equation (6.18) can be rewritten in the standard set
of linear equations as [Liu et al., 2002]:
(6.19)
where the elements of each matrix are defined as:
bAv

146
(6.20)
The relations between subscripts are:
(6.21)
Considering that the joint has 6 DOFs at each node and that the joint has two nodes then nc = 12.
If the assembled structure’s matrix is formed by measuring 3 locations on Substructure A
and 3 locations on Substructure B in each of the x and y directions (i.e. GII is a 12×12 matrix),
then L = 12. In order to investigate the effects of including more of the assembled structure’s
FRFs on the identified joint’s FRFs, the measured FRFs on Substructure A in the z direction
were also added to the assembled structure matrix (i.e. GII is a 15×15 matrix). In such a case, L =
15. The identified joint’s H1y1yJ
and H1y1rzJ
FRFs obtained by considering 15 measurements on
the assembled structure are shown in Figures 6.5 and 6.6 with the dashed green lines.
Figure 6.7 Condition number for matrix A in Eq. (6.19).
As seen in Figures 6.5 and 6.6, a better prediction over the joints’ FRF was obtained by
considering more measurement locations on the assembled structure. This can be attributed to the
klp
mnq
cinl
ickmpq
Db
Bv
HHa
Llncn
ncmLk
nncmqlLkp
,,2,1,,2,1
,,2,1,,2,1
)1()1(

147
condition number of the A matrix in Eq. (6.19). Figure 6.7 shows the condition of numbers of the
A matrix when 12 and 15 entities were used in the assembled structure. By increasing the number
of measurements on the assembled structure, a considerable reduction in the condition number of
the A matrix was achieved. Since the A matrix was inverted in order to find the joint’s FRF
matrix, a lower condition number resulted in more accurate results.
The FE simulation showed that there was a trade-off between the number of
measurements on the assembled structure and the accuracy of the identified parameters. If an
impeccable joint’s FRF are desired, more measurements on the assembled structure are required.
However, in real applications, there are limitations to the number of possible measurements. In
next section, the proposed methodology is employed on a real structure to investigate the
effectiveness of the proposed technique in the experimental tests.
6.3 Experimental Tests
Experimental tests were conducted to examine the applicability of the proposed
identification method on actual physical structures. The identification procedure was employed
on the experimental setup to obtain the joint’s dynamics. Once the joint properties were
extracted, the validity of the identified parameters was examined by using the same joint in a
different setup and predicting the response of the new structure through the identified
parameters.
The experimental setup included three aluminum blocks that were attached through a
joint element to mimic part of a machine tool that was comprised of a column, spindle casing and
spindle. All the pieces were made of aluminum (Al6061) with a modulus of elasticity (E) of 68.9
GPa, Poisson’s ratio () of 0.3 and a density (ρ) of 2712 kg/m3.

148
The first piece (substructure B) was a 12.5×12.5×30 cm aluminum block that represented
the column of a machine tool, as shown in Figure 6.8(a). Substructure A1 (Figure 6.8(b)), which
was used in the identification stage, was comprised of a 7.5×7.5×15 cm aluminum block welded
to a 5×5×15 cm aluminum block. This piece represented spindle and spindle casing. Substructure
A2 (Figure 6.8(c)), which was used in the validation step, was comprised of a 7.5×7.5×15 cm
aluminum block welded to a 5×5×7.5 cm aluminum block.
(a) (b) (c)
Figure 6.8 Experimental setups: (a) Substructure B (b) Substructure A1 and (c) Substructure A2.
Figure 6.9 shows the assembled structure on a soft foam to mimic the free-free boundary
condition. The joint was a 15 cm hexagonal aluminum rod connecting Substructures A and B.
There were two ¾″-16 threads on each side of the rod that were screwed into blocks A and B.
To perform the identification process, the FRFs of the substructures and translational
FRFs of the assembled structure were required. The translational FRFs of the assembled
structures were directly measured on the assembled structure with all the components attached
together. Since both the translational and rotational FRFs of the substructures were required in
the identification process, the FE model of each substructure was developed. In order to increase

149
the correlation between substructures’ FE models and the physical substructures, FE model
updating was performed on each substructure.
Figure 6.9 Assembled structure in the free-free condition.
6.3.1 Finite Element Model Updating
The initial FE models of the substructures were generated based on the material
properties that were provided by the vendor and the dimensions that were measured on the setup.
However, the primary modal analysis on the FE model showed some deviations in the natural
frequencies from the measured values. An optimization-based model updating technique was,
therefore, used in order to improve the accuracy of the FE models. The updated FE models were
then used to extract the translational and rotational FRFs for each substructure in the
identification process.
To perform the updating process, the optimization module of ANSYS software [Ansys]
was used. The natural frequencies of the initial FE model and the natural frequencies that were
measured on the structure were used to form the objective function. The objective function was:
(6.22)
2
1
2/
i
Expni
Expni
FEniobjfun

150
whereniFE
and niExp
were the ith
natural frequency obtained from the FE model and the
experiments, respectively. The design variables were considered as the modulus of elasticity (E),
density (ρ) and Poisson’s ratio (ν), where the lower and upper bounds are presented in Table 6.2.
Table 6.2 Design variables boundary for the optimization scheme.
Design Variables
60 GPa < E < 80 GPa
2500 kg/m3 < ρ < 2900 kg/m
3
0.20 < υ < 0.50
To perform the tests on Substructure B, the block was put on soft foam to provide free
support (Figure 6.8(a)). The H1z,1z (= z1 / fz,1) FRF was then determined when the block was hit at
location 1 in the z direction and the acceleration was measured at location 1 in the z direction.
The excitation was done by a force sensor equipped hammer (PCB 2222) with the sensitivity of
1.86 mV/N, and the measurements were conducted with a wide frequency bandwidth miniature
accelerometer (Kistler 8778A774) with a weight of 0.29 g and a sensitivity of 10.84 mV/g. The
captured FRF was then curve fitted to obtain the experimental natural frequencies. The updating
process finished after 5 iterations when the objective function decreased from 7.87e-3 to 1.69e-4.
Figure 6.10 shows the measured FRF against the FE FRFs obtained before and after the
updating.
Substructure A1 was tested in the free-free conditions to obtain its modal properties. To
provide the free-free boundary conditions, Substructure A1 was hung by a flexible cord (Figure
6.8(b)). H1x,3x (= x1 / fx,3) FRFs were measured on the substructure by hitting at location 3 and

151
measuring at location 1. The first two natural frequencies obtained for each substructure were
used in the optimization process of Eq. (6.22). The optimization process terminated after 4
iterations and the objective function decreased from 2.07e-2 to 1.24e-3. Figure 6.11(a) shows the
FRFs of Substructure A1 before and after updating. The result of updating the FE model of
Substructure A2 is shown in Figure 6.11(b).
Once the FE model of each substructure was updated using experimental tests on the
corresponding physical structure, the required FRFs for the joint identification were extracted
from the FE models. The assembled structure’s FRFs were also measured on the structure when
substructures were attached through the joint element. The measurement procedure and
identification step are discussed in the following section.
Figure 6.10 Measured and FE FRFs of Substructure B before and after updating.
(a) (b)
Figure 6.11 Measured and FE FRFs before and after updating for: (a) Substructure A1, (b)
Substructure A2.

152
6.3.2 Joint Identification
Identification of the joint dynamics was done on the assembled structure when
Substructure A1 was attached to Substructure B through a connecting rod with a 14 N.m torque
applied on the rod. The torque was measured with an interchangeable-head torque wrench.
Fifteen measurements were conducted on the assembled structure to form the assembled
structure’s FRF matrix in Eq. (6.18). The measurements were done on locations a1, a2 and a3 in
the x, y and z directions and on locations b1, b2 and b3 in the x and y directions, as shown in
Figure 6.9. The measured FRFs were Ga1x,a1x, Ga1x,a2x, Ga1x,a3x, Ga1x,a1y, Ga1x,a2y, Ga1x,a3y, Ga1x,a1z,
Ga1x,a2z, Ga1x,a3z, Ga1x,b1x, Ga1x,b2x, Ga1x,b3x, Ga1x,b1y, Ga1x,b2y and Ga1x,b3y. The rest of the assembled
structure’s matrix was developed using these 15 measurements.
These measurements and the FRFs obtained from the substructures were inserted into the
identification method (i.e. Eq. (6.19)). Throughout the identification method, the joint’s FRF
matrix was obtained. Two FRFs are shown in Figure 6.12 as an example. Figures 6.12(a) and
6.12(b) shows the joint’s H1y1rzJ
FRF, which represents the displacement of the joint in the y
direction in response to the applied moment in the z direction, and the H1z1zJ FRF, which
represents displacement of the joint in the z direction in response to the applied force in the z
direction, respectively.
As shown in Figure 6.12, there were few structural modes in the joint’s FRFs below 2500
Hz. This implies the importance of considering joint dynamics in the analysis of the structures
that use this type of joint as one of their constituent elements. In order to investigate accuracy of
the identified FRFs, a validation step using the identified joint’s FRFs in the analysis of
subsequent structures was conducted.

153
(a) (b)
Figure 6.12 Identified joint’s FRFs: (a) H1y1rzJ and (b) H1z1z
J.
6.3.3 Validation of Joint Dynamics
The primary objective of joint identification is the use of the identified parameters in the
analysis of subsequent structures, improving the prediction of their behaviour. In machine tools
in particular, it is essential to have accurate FRFs of the machine tool, in order to perform
optimization, stability analysis and tool deflection analysis.
In this section, the identified joint’s FRFs were used to predict the FRFs of a different
assembled structure that used the same joint as the identification structure, but had different
substructures. If an accurate prediction was obtained for the new assembled structure, the
identified joint’s FRFs could be saved for future analysis of structures with a similar joint. This
helps to build a database for the particular joint in this study, based on the amount of applied
torque and the joint’s material.
The new assembled structure was obtained by replacing Substructure A1 with
Substructure A2, shown in Figure 6.8. The previously obtained joint FRFs along with the FRFs
of Substructures A2 and B were then inserted into the RC method (i.e. Eq. (6.16)) to generate the
FRFs of the new assembled structure at point a1 in the z direction (i.e. Ga1za1z). For comparison,

154
the same FRF was measured on the new structure when Substructure A2 was attached to
Substructure B through the same joint with an applied torque of 14 N.m.
Figure 6.13 shows the comparison between the predicted and measured FRFs on the new
assembled structure. The solid blue line shows the measured FRF, the dashed red line shows the
assembled structure’s FRF obtained by considering the identified joint’s FRFs, and the dashed
black line shows the reconstructed FRF when the effects of joints were ignored.
From Figure 6.13, it can be observed that there was a significant deviation between the
FRF obtained by a rigid joint assumption and the actual measured FRF. None of the modes
below 2000 Hz were predicted, and a significant deviation existed in the FRF amplitude. This
deviation implies the dominant effects of joint dynamics on the response of the assembled
structure at low frequencies.
Figure 6.13 Comparison of the assembled structure’s FRFs obtained through the RC method
using the identified joint’s FRFs, through measurements and through consideration of a rigid
joint.
On the other hand, consideration of the joint dynamics resulted in a more accurate
prediction of the assembled structure FRFs. All three structural modes were observed in the

155
predicted FRF with some deviations in the natural frequencies. These deviations can be
attributed to the effects of noise in the measurements, the deviation of substructure FRFs from
their corresponding physical structures and nonlinearities that may exist in the physical structure.
Although the experimental setup was simplified in our tests to include only one joint in
the entire structure, it is possible to employ the proposed method on a real machine tool to obtain
joint dynamics at different locations. For instance, the proposed identification technique can be
first applied to the column / spindle housing setup to find the joint dynamics between these
components. The improved column / spindle housing model can then be used in conjunction with
the spindle to find the joint dynamics between spindle and spindle housing. Consequently, an
improved model for the entire structure comprised of a column, spindle housing and spindle can
be achieved.
6.4 Discussions on the Applicability of the IRC Method
In Chapter 4, the identification technique generated the exact joint values when the joint
was comprised of only spring and damping elements. The proposed technique was employed on
the structures with interfacial joints such as the joint between tool and tool-holder. In Chapter 6,
a new methodology which accounted for the inertial properties of the joint was introduced. This
methodology generated exact FRFs for a continuous joint element in the absence of noise in the
FRFs.
In this section, we first show that the proposed methodology in Chapter 6 will result in
similar equations as in Chapter 4, if the joint segment is comprised of only spring and damping
elements. Figure 6.14 shows two substructures attached through a joint element. Points 1 and 4
are the internal nodes on Substructures A and B, respectively.

156
Figure 6.14 Substructures in the uncoupled state.
Based on Eq. (6.11) we will have:
34
21
1
33
22
43
12
44
11
4441
1411
0
0
0
0
0
0
0
0
2221
1211
H
H
H
H
HH
HH
H
H
H
H
GG
GG
JJ
JJ
(6.23)
By factoring the joint’s FRF matrix, we can rearrange Eq. (6.23) to:
34
21
1
33
22
43
12
44
11
4441
1411
0
0
0
0
0
0
0
0
H
HZ
H
HZI
H
H
H
H
GG
GG (6.24)
where z is the joint’s dynamics stiffness and is defined as:
1
2221
1211
JJ
JJ
HH
HHz (6.25)
If the joint is comprised of only spring and damping elements, we will have:
cik
cikK
K
K
K
KZ
xx
0
0, (6.26)
Inserting Eq. (6.26) in Eq. (6.24) results in:
34
21
1
33
22
43
12
44
11
4441
1411
0
0
0
0
0
0
0
0
H
H
K
K
K
K
H
H
K
K
K
KI
H
H
H
H
GG
GG (6.27)
The first entity, G11, can be expanded as:
00
21
121111
HPHHG (6.28)
where,
K
K
K
K
IHKHK
HKIHKP
Q
1
3322
3322
(6.29)

157
To find the inverse of Q matrix, the Gauss-Jordan method [Zill and Cullen, 2000] is used as
follows.
)()()(0
)()()(01
2
211
)()()(0
1
2
2)(2
0
1
2
21)(2
0
1
2
211
0
01
2
22
1
332222
1
3322
22
1
332222
1
3322
22
1
332222
1
3322
1
3322
22223322
22
3322
3322
3322
HKIIHKHKHKIHKHKI
HKIIHKHKIHKIHKHKIIR
R
RRR
HKIIHKHKHKIHKHKI
IIIIR
R
RIHKHKR
HKIHKIHKHK
IIIIR
R
RRHKR
IIHKHK
IIIIR
R
RRR
IIHKHK
IHKIHKR
R
(6.30)
Therefore, the Q-1
matrix will be:
2222
3333
2222
33331
3322
1 )(HSKSHSK
HSKHSKS
HKIHK
HKHKIIHKHKQ
S
(6.31)
Inserting Q-1
into Eq. (6.29) gives:
SK
SK
SK
SK
K
K
K
K
HSKSHSK
HSKHSKS
K
K
K
KQP
2222
33331 (6.32)
Inserting P matrix into Eq. (6.28) gives:
212111
21
1211110
0 SKHHHH
SK
SK
SK
SKHHG
(6.33)
which can be simplified as:

158
21
11
3322121111 HKHHHHG (6.34)
which is similar to Eq. (4.7). This proves that if the joint is comprised of only stiffness and
damping elements, the two methodologies proposed in Chapters 4 and 6 will result in similar
parameters for the joint. Equation (6.34) can be used on a 2D structure with spring/damping
elements to obtain the joint properties. The explicit solution for the joint parameters is presented
in Eq. (4.12) which obtains joint’s FRFs using two assembled structure’s FRFs and the FRFs of
substructures.
Equation (6.23) can also be applied on a 2D structure with an inertial joint. In these
structures, at least 4 measurements on the assembled structure are required to obtain the joint’s
FRF matrix. The measurements need to be done on both Substructures A and B in the assembled
structure.
Since no assumption was considered for the substructures in Figure 6.14, Eq. (6.34) can
be applied on a 3D structure with stiffness/damping elements as the joint, as shown in Figure
6.15. By applying Eq. (6.34) on the structure of Figure 6.15, the joint FRF matrix can be related
to the FRFs of the assembled structure and substructures as:
T
ryyyyrxyxy
ryyyyrxyxy
ryxyxrxxxx
ryxyxrxxxx
J
ry
J
y
J
rx
J
x
ryryyryrxryxry
ryyyyrxyxy
ryrxyrxrxrxxrx
ryxyxrxxxx
ryryyryrxryxry
ryyyyrxyxy
ryrxyrxrxrxxrx
ryxyxrxxxx
ryyyyrxyxy
ryyyyrxyxy
ryxyxrxxxx
ryxyxrxxxx
yyxyyyxy
yyxyyyxy
yxxxyxxx
yxxxyxxx
yyxyyyxy
yyxyyyxy
yxxxyxxx
yxxxyxxx
hhhh
hhhh
hhhh
hhhh
hhhhdiag
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
hhhh
GGGG
GGGG
GGGG
GGGG
3,23,23,23,2
3,13,13,13,1
3,23,23,23,2
3,13,13,13,1
1
4,44,44,44,4
4,44,44,44,4
4,44,44,44,4
4,44,44,44,4
3,33,33,33,3
3,33,33,33,3
3,33,33,33,3
3,33,33,33,3
3,23,23,23,2
3,13,13,13,1
3,23,23,23,2
3,13,13,13,1
2,22,21,21,2
2,12,11,11,1
2,22,21,21,2
2,12,11,11,1
2,22,21,21,2
2,12,11,11,1
2,22,21,21,2
2,12,11,11,1
])([
(6.35)

159
Based on Eq. (6.35), the assembled structure’s FRF matrix, G, can be formed by four
measurements on the translational DOFs of the assembled structure at locations 1 and 2 in the x
and y directions. Substructure’s FRFs are obtained from experiments or FE models at location 3
on Substructure A and at location 4 on Substructure B. Equation (6.35) can then be solved for the
joint’s FRF matrix which includes four joint’s FRFs.
Figure 6.15 A 3D structure with spring/damping elements as the joint.
Each method has advantages and disadvantages which need to be considered when
employed on a structure. Depending on the structures and type of the joints that are used in the
structures, different methodologies can be used. Including inertial properties of the joint required
more measurements on the assembled structure. Also, considering the 3D configuration of a
setup and including its motion in all directions necessitated more measurements on the
assembled structure.
Number of measurement on the 3D structure can be reduced by considering motion of the
structure in one direction and constraining its motion in other directions. For instance, if the
structure of Figure 6.2 is constrained in the x and z directions and its motion is considered only in

160
the y direction, as in Figure 6.16, four measurements on the assembled structure provide
sufficient equations to solve for the joint FRFs.
Figure 6.16 Plane view of the 3D setup in Figure 6.2.
Therefore, Eq. (6.23) can be rewritten as:
T
ybyyb
ybyyb
yayya
yayya
bbybb
bybybyb
aayaa
ayayaya
JJyJJJJyJJ
JyJyJyJJyJyJyJ
JJyJJJJyJJ
JyJyJyJJyJyJyJ
ybyyb
ybyyb
yayya
yayya
ybybybyb
ybybybyb
yayayaya
yayayaya
ybybybybyaybyayb
ybybybybyaybyayb
ybyaybyayayayaya
ybyaybyayayayaya
hh
hh
hh
hh
hh
hh
hh
hh
hhhh
hhhh
hhhh
hhhh
hh
hh
hh
hh
hh
hh
hh
hh
GGGG
GGGG
GGGG
GGGG
4,24,2
3,13,1
2,22,2
2,12,1
1
3,33,3
3,33,3
2,22,2
2,22,2
2,22,21,21,2
2,22,21,21,2
2,12,11,11,1
2,12,11,11,1
4,24,2
3,13,1
2,22,2
2,12,1
2,21,2
2,11,1
2,21,2
2,11,1
2,21,22,21,2
2,11,12,11,1
2,21,22,21,2
2,11,12,11,1
00
00
00
00
00
00
00
00
00
00
00
00
00
00
00
00
(6.36)
which implies that by 4 measurements on the assembled structure, G, the complete joint FRF
matrix for the joint that includes the translational and rotational FRFs in the y and θx directions
can be obtained.
6.5 Summary
This chapter presented a joint identification technique that is applicable to 3D structures.
The proposed technique used translational FRFs of the assembled structure and extracted the

161
joint’s FRFs. The joint model considered in this study was a linear model that considered the
translational, rotational and cross FRFs for the joint. Substructures were also considered to be in
a cubic form to highlight the effects of rotational DOFs.
One of the benefits of the proposed technique over existing methods is consideration of
the joint’s inertial properties. The joint’s complete FRF matrix enabled us to account for the
effects of joint’s inertial properties, which were ignored in previous studies. However, more
measurements on the assembled structures were required to obtain the joint’s properties.
The proposed identification technique was validated through FE simulations and
experiments. In the absence of any noise in the FRFs, an accurate prediction over the joint’s
FRFs was obtained. However, after adding noise to the assembled structure’s FRFs, some
deviations were observed in the prediction of joint FRFs. The condition number of the inverted
matrices in the proposed technique was improved by considering more measurements on the
assembled structure. For the proposed methodology to obtain more accurate prediction of the
joint dynamics, more measurements were required in the least square problem.
Substructures’ dynamics can also affect the accuracy of the identified parameters. FE
models of substructures were updated using direct measurements on each substructure. Some
deviations that existed in the identified joint parameters can be attributed to the deviation
between the updated FE model and the actual structure.
Although the experiments tried to mimic the structure of a machine tool center, some
simplifications were utilized in the setup so that only one joint was included in the structure.
Investigation of the applicability of the proposed method on a real machine tool center with
several joints at different locations can be the subject of future studies. The effects of the joint’s
nonlinearities and thermal effects also need to be addressed in future studies.

162
Chapter 7. Summary, Limitations and Future Works
Manufacturers have a great interest in virtual prototypes that can accurately represent the
behaviour of actual physical structures. Virtual prototypes can be treated like a real machine
structure, allowing all the optimization processes and design variations to be performed until the
required performance can be achieved. This eliminates the repetition between the design and
manufacturing steps and can lead to a considerable reduction in the cost and time of
manufacturing the final design. The development of an accurate virtual prototype requires
accurate information about all the elements of the machine, especially the joint dynamics. A
summary of this thesis and its novel contributions are presented in this chapter. Future works that
can be undertaken to improve the results of this thesis are also discussed at the end of this
chapter.
7.1 Summary
Joint dynamics have considerable effects on the overall dynamics of an assembled
structure and result in much of the structure’s flexibility and damping. Ignoring these effects can
result in deviations between the results of the model and the behaviour of the actual structure.
Therefore, many studies have focused on the identification of joint properties. This thesis
provides identification techniques that are applicable on a real CNC (computer numeric control)
machine, a lathe machine with modular tools, structures with multiple joints and 3D structures.
Chapter 2 was dedicated to reviewing the existing methodologies on joint identification,
and Chapter 3 described the experimental test setups. In Chapter 4, the inverse receptance

163
coupling (IRC) method, which allowed for the determination of joint dynamic properties based
on the substructures and assembled structure’s FRFs, was discussed.
A symbolic solution for the joints’ FRFs in two-dimensional (2D) structures was derived
based on two measurements of the assembled structure’s translational FRFs. The proposed IRC
method considered the effects of rotational FRFs in deriving the joint’s FRFs. The accuracy of
the proposed methodology was examined in different finite element (FE) simulations. The
applicability of the proposed technique to actual physical structures was assessed on two
structures: a lathe machine and a CNC machine. The first test setup included a lathe machine
with an inserted blank shaft as the first substructure and modular tools as the second
substructures. The joint dynamics between the modular tool and the blank shaft inside the chuck
was first identified using the proposed IRC method and two measured FRFs on the assemble
structure. Verification of the identified joint properties was performed by replacing the modular
tool with a new tool and predicting the assembled structure’s FRF on the new assembly.
In the second test setup, the proposed IRC method was applied on an actual CNC
machine to obtain the joint dynamic properties between the tool and the tool-holder and between
the tool-holder and the spindle. At first, the joint dynamics between the tool and the tool-holder
was identified by using the FE models of both substructures and the measurements on the free-
free tool / tool-holder setup. Next, the joint between the tool-holder and the spindle was
identified using the FE model of the machine, including the base, column, head stock and
spindle, and the improved FE model of the tool / tool-holder setup.
In Chapter 5, the IRC method was extended to include the effects of multiple joint
dynamics in a structure. The accuracy of the proposed method in this chapter was first examined
in FE simulations and then on an actual physical structure. Two rectangular plates were attached

164
at four locations through bolted joints, and the setup was clamped to the ground. Through the
identification method and four measurements on the assembled structure, the joint properties at
each individual location were identified. Validation of the identified parameters was performed
by replacing one of substructures with a new plate and predicting the response of the new
assembly. The predicted response was then compared to the measured FRFs on the new
assembly.
The effects of different interfaces on the joint dynamics properties were also investigated
through the proposed identification technique. A comparison between steel bolts and nylon bolts
was conducted by comparing the joint’s FRFs obtained in each case. A comparison between no
interface and an elastic interface in the joint segment was also performed.
Chapter 6 was dedicated to the joint dynamics identification in 3D structures. A joint
model which included FRFs in all translational and rotational directions and accounted for the
effects of joint’s inertial properties was proposed. The IRC method was modified to relate the
joint’s FRF matrix to the substructures’ FRFs and the assembled structure’s translational FRFs.
The proposed methodology was investigated in different FE simulations. First, a FE
simulation without any noise was conducted to examine the accuracy of the proposed method.
An exact FRF for the joint was obtained when there was no noise in the FRFs. The effects of
measurement noise were assessed in another FE simulation, where Gaussian noise was added to
the FRFs. It was shown that, in the presence of noise in the FRFs, more measurements can
improve the condition number of the inverted matrices and result in a closer prediction for the
joint’s FRFs.
The experimental test setup included two cubic blocks that were connected by a rod
element and set in the free-free boundary condition. The proposed identification technique was

165
conducted on the setup to obtain the joint dynamics properties. Fifteen measurements on the
assembled structure along with the FE models of the substructures were inserted in the
identification method. The obtained joint’s FRFs were then used to predict the response of a new
structure that had different substructures, but used the same joint condition.
Table 7.1 provides a summary of different methodologies that were proposed in this
research and discusses the pros and cons of each method. For 2D structures with interfacial joint,
as in Table 7.1a, there is an explicit solution as derived in Eq. (4.12). This equation derives the
equivalent stiffness and damping values of the joint at each individual frequency. The benefit of
this technique is that the required FRFs should be measured only on Substructure A in the
assembled structure. The assumptions of the proposed methodology, such as ignoring joint’s
inertial properties and ignoring the effects of cross FRF terms between translational and
rotational DOFs, are valid in the structures with interfacial joints. This methodology is, therefore,
recommended to be employed on the structures where the joint acts mainly as a connecting
element with dominant stiffness and damping properties.
Table 7.1 Different configurations and the required measurements.
Structure a) 2D Structure
(Interfacial Joint)
b) 2D Structure
(Inertial Joint)
c) 3D Structure
(Interfacial Joint)
d) 3D Structure
(Inertial Joint)
Required
Measurements G11,xx, G12,xx
G11,xx, G12,xx,
G13,xx, G14,xx
G11,xx, G12,xx,
G11,yy, G12,yy
G1x,1x, G1x,2x, G1x,3x, G1x,1y,G1x,2y
G1x,3y, G1x,1z, G1x,2z, G1x,3z,G1x,4x
G1x,5x, G1x,6x,G1x,4y, G1x,5y, G1x,6y
Equation 4.12 6.23 6.35 6.16

166
When the joint section in a 2D structure contains inertial properties, as in Table 7.1b, four
measurements on both substructures in the assembled structure will be required. No explicit
solution for the joint parameter was derived, and the joint’s FRF should be obtained by using Eq.
(6.23).
Joints in 3D structure can be modeled with stiffness/damping elements or, in the most
general form, as a continuous element. In the structures with spring/damping elements, Table
7.1c, assuming that these elements are only in the x and y directions, four measurements can be
used to obtain joint’s FRFs using Eq. (6.34). These measurements can be derived by
measurements only on Substructure A. No explicit solution was derived for this configuration,
but the number of required FRFs is considerably less than the number of required FRFs for a
case with inertial joint.
If the inertial properties of the joint are considered in a 3D structure, at least 12
measurements are required to solve for the joint’s FRF matrix through Eq. (6.16). The proposed
methodology considers inertial properties of the joint and generates exact FRFs for a continuous
joint. However, this methodology requires more FRFs of the assembled structure. These
measurements need to be done on both Substructures A and B in the assembled structure.
Therefore, it is recommended to use the proposed method on the structures where the joint’s
inertial properties in essential to be considered.
7.2 Novel Contributions
In this thesis, the existing IRC methodology in the identification of joint dynamics in 2D
structures was extended to account for the effects of multiple joints in structures. A new
methodology for identification of the complete joint FRF matrix by using only translational

167
FRFs of the assembled structure was also proposed. This methodology took into account the
effects of the joint’s inertial properties and cross FRFs. The proposed technique was then
extended to identification of joint dynamics in 3D structures.
Novel contributions of this thesis are outlined as follows:
1. Identification of Joint Dynamics at Multiple Locations
In the majority of existing studies, only one joint was considered between two
components; and, studies on the identification of joint dynamics at multiple locations were
limited to specific cases, such as two beams attached at two locations. In reality, structures often
have multiple joints connecting two general components. A new methodology that is capable of
identifying multiple joint dynamics in the structures has been proposed in this thesis.
The proposed methodology was employed on a structure that was comprised of two
rectangular plates attached at four locations through bolted joints. A joint model consisting of
translational frequency-dependent spring and damping elements was proposed. The moment
required in the joints to account for the effects of rotational degrees of freedom (RDOFs) was
assumed to originate from the couple between every two translational elements located at
different locations. The proposed model along with the extended IRC method enabled the
identification of the joint’s FRFs at each individual location. Obtaining FRFs at each location
provides the potential to design structures with different joints at different locations and to assess
the effects of each joint on the overall dynamics of the structure.
2. Investigation of the Applicability of Joint Identification Technique in Determining
Changes in the Joint Segment

168
Through the proposed methodology for identification of joint dynamics at multiple
locations, the effects of different interfaces at the joint segment were studied. Using the proposed
technique and monitoring the joint’s FRFs, it is possible to determine if any changes are
occurring in the material composition of the interfacial layer. It is also possible to build a joint
database based on the joint material and interfacial layer so that designers can incorporate this
data into the initial design.
3. Incorporation of the Effects of Joint Dynamics Between Tool and Tool-Holder and
Between Tool-Holder and Spindle in Tool Tip FRFs
Previous studies that investigated the effects of joint dynamics on the tool tip FRFs in
machine tools focused mainly on the joint dynamics between the tool and the tool-holder. In this
research, it was shown that, if the effects of joint dynamics between the tool-holder and the
spindle are ignored, there can be deviations from accurate tool tip FRFs. The proposed IRC
method was subsequently employed on a CNC machine tool to first identify the joint dynamics
between the tool and the tool-holder and then between the tool-holder and the spindle. By
considering the joint dynamics at two locations, it was possible to obtain an accurate prediction
over the tool tip FRFs in a wide range of frequencies.
4. Obtaining a Complete Joint FRF Matrix by Considering the Joint’s Inertial Properties
and Cross FRFs using only Translational FRFs of the Assembled Structure
The majority of existing methodologies for the identification of joint dynamics consider a
joint model with only spring and damping elements. Although this assumption reduces the
number of required measurements in the identification process, it limits the applicability of these

169
methods to the interfacial joint where the mass of the joint is negligible. However, in some
structures, the inertial properties of the joint cannot be ignored; and, representation of these joints
with spring and damping elements can result in deviation from the actual behaviour of the joint.
In this thesis, an identification technique that considered the joint’s inertial properties and
the cross FRFs terms between translational and rotational DOFs was proposed. A novel
identification procedure that obtained the joint’s FRFs using only translational FRFs of the
assembled structure was proposed. The proposed methodology can have potential application in
actual physical structures where there are difficulties in measuring rotational FRFs.
5. Identification of Joint Dynamics in 3D Structures
Most of the existing literature has been focused on the identification of joint dynamics in
two-dimensional (2D) structures, such as beams and bars; and, there is a lack of studies for the
identification techniques that are applicable to 3D structures. One novel contribution of this
thesis is the development of an identification technique that can be applied to 3D structures and
obtain the joint’s rotational and translational FRFs. The IRC method was extended to relate the
joint dynamic parameters in 6 directions to the translational FRFs of the assembled structure.
The identified joint parameters in translational and rotational directions can be incorporated into
initial models in order to increase accuracy of the model. The proposed methodology is
particularly advantageous when the joint mass and size is comparable to the rest of substructures.
7.3 Assumptions and Limitations
There were several assumptions and limitations associated with the proposed
methodologies in this thesis. Several factors, such as the size of the joint, joint material,

170
prestress, applied torque, excitation frequencies, pressure distribution on the joint segment, joint
lubrication, manufacturing tolerances and amplitude of vibration at the joint affect the joint
dynamics. One assumption in this research was that the conditions of the joint remained constant
after replacing substructures: i.e. for the identification technique to obtain an accurate prediction
for the assembled structure’s FRFs, a similar joint with the same material, length, diameter and
applied torque should be used after replacing the substructure.
The behaviour of the joints was considered to be time-invariant and stable in the studied
frequency range. In order to prevent any undesirable measurement noise effects, a Savitzky–
Golay filter [Orfanidis, 1996] was applied to the recorded signals. Using this filter, it was
possible to avoid noise amplification when the receptance matrices were inverted. To further
minimize the undesirable effects of noise on the identification techniques, experimental tests
were performed several times, and the results were averaged.
This research focused on the linear behaviour of the joint; and, nonlinear phenomena,
such as micro-slip, in the joint were ignored. Nonlinear phenomena can result in extra energy
dissipation in the structure [Ahmadian and Jalali, 2007]. The friction effects in this research were
considered to be a linear viscous damping mechanism. The conditions used to satisfy this
assumption were that the structure remained in the linear range, the joint size remained small,
and its contact area remained constant.
In order to assure that the nonlinear behaviour of the joint did not have a dominant effect
on the dynamics of the structure, the joint preload and excitation level were carefully monitored.
At high levels of excitations, the slipping mechanism becomes the dominant mechanism in the
joint [Ouyang et al., 2006]. Therefore, the structures were impacted at several low and moderate
levels, and the FRFs were recorded in the studied frequency range. Similar captured FRFs,

171
especially in the vicinity of natural frequencies, assured that the nonlinear effects were not
affecting the FRFs. Moreover, the torque applied to the joints was kept sufficiently high to avoid
micro-slip in the joint interface. In spite of all the efforts to avoid nonlinearities in the joint, other
sources of nonlinearities may have been reflected in the joint’s FRFs, due to inherent
measurement noise and the assumptions that were considered in the modeling.
The joint parameters were found to be frequency-dependent in the IRC method in 2D
structures. This was due to the type of the joint that was studied. In the interfacial joints, such as
the joint between tool and tool-holder, one single value cannot represent the behaviour of the
joint over a wide range of frequencies. Therefore, frequency-dependent stiffness and damping
elements were used to represent the behaviour of the joint.
In the identification of joint dynamics in 3D structures, it was assumed that the joint size
was comparable to the size of other substructures. Considering a complete joint FRF matrix
resulted in the necessity of several more measurements on the assembled structure. If the joint
mass was negligible and the joint mainly imposed stiffness and damping to the structure,
consideration of the frequency-dependent stiffness and damping elements will significantly
decrease the number of required measurements on the structure.
7.4 Future Works
Some of the assumptions and limitations of this study need further investigation.
Nonlinear behaviour of the joint can affect the accuracy of the identified joint’s properties.
Nonlinear effects, especially in the guideways in a machine tool, can affect the overall tool tip
FRFs. An identification technique that is capable of considering the nonlinear properties of the
172
joints and can relate the assembled structure’s FRFs to the FRFs of the substructures and joint
needs to be developed.
Other assumption of this study was that the joint conditions remain the same in the
identification and validation structures. A new study can be targeted at considering the effects of
changes in the joint conditions, such as changes in the surface area, joint material and applied
torque, and incorporate these effects in the prediction of subsequent structures.
Application of the 3D joint identification technique was only examined on a mock test
setup of a CNC machine. A new study can examine the application of the proposed methodology
on an actual physical CNC machine in order to obtain the joint dynamics properties between the
spindle and the column. In the proposed method for 3D structures, only one joint was considered
between substructures. A new methodology that can account for the effects of multiple joints in
3D structures needs to be developed. The proposed method should be adjusted to relate the
joints’ FRFs to only translational FRFs of the assembled structure.
In the study of 3D structures in Chapter 6, measurement locations were selected to
capture all the modes of the structure in the specified frequency range. If measurement locations
are close to a node of a mode shape, that mode may not be reflected in the measured FRFs.
Effective selection of measurement locations firstly requires study of the mode shapes to avoid
locations that are close to the nodes of mode shapes. Also, in order to optimize number of
measurements, a sensitivity analysis can be performed. Different locations on the assembled
structure can be selected as the candidates for measurements and a sensitivity analysis can
determine the locations with highest sensitivity to the changes in the joint parameters.
In Chapter 6, a methodology for obtaining the complete joint’s FRF matrix which
includes translational and rotational FRFs and considers inertial properties of the joint was

173
proposed. The proposed method required more measurements on the assembled structure, which
can yield to more cost in practical applications. If the joint’s inertial properties do not have
considerable effects on the overall assembly, simplification of joint behaviour with
spring/damping elements can considerably reduce number of measurements. Therefore, a future
study can define an acceptable range for the joint size and mass that can be simplified by
spring/damping elements without causing considerable deviation from the actual behaviour of
the joint.

174
References
Ahmadian H and Jalali H. (2007) Identification of bolted lap joints parameters in assembled
structures. Mechanical Systems and Signal Processing 21: 1041-1050.
Ahmadian H, Mottershead JE and Friswell MI. (1996) Joint modelling for finite element model
updating. Proceedings of the 14th International Modal Analysis Conference, Vols I & Ii
2768: 591-596.
Alhadid MA and Wright JR. (1990) Application of the force-state mapping approach to the
identification of nonlinear-systems. Mechanical Systems and Signal Processing 4: 463-
482.
Altintas Y. (2000) Manufacturing automation : metal cutting mechanics, machine tool
vibrations, and CNC design, New York: Cambridge University Press.
Altintas Y, Brecher C, Weck M, et al. (2005) Virtual machine tool. Cirp Annals-Manufacturing
Technology 54: 651-674.
Altintas Y and Weck M. (2004) Chatter stability of metal cutting and grinding. Cirp Annals-
Manufacturing Technology 53: 619-642.
ANSYS® (2012), Ansys Mechanical APDL Element Reference, Release 14.5, ANSYS, Inc.
Arruda JRF and Santos JMC. (1993) Mechanical joint parameter-estimation using frequency-
response functions and component mode synthesis. Mechanical Systems and Signal
Processing 7: 493-508.
Avitabile P. (2001) Experimental modal analysis - A simple non-mathematical presentation.
Sound and Vibration 35: 20-31.
Bampton MCC and Craig JRR. (1968) Coupling of substructures for dynamic analyses. Aiaa
Journal 6: 1313-1319.
Baruch M. (1978) Optimization procedure to correct stiffness and flexibility matrices using
vibration tests. Aiaa Journal 16: 1208-1210.
Beards CF. (1983) The Damping of structural vibration by controlled interfacial slip in joints.
Journal of Vibration Acoustics Stress and Reliability in Design-Transactions of the Asme
105: 369-373.
Beards CF and Imam IMA. (1978) Damping of plate vibration by interfacial slip between layers.
International Journal of Machine Tools & Manufacture 18: 131-137.
Berman A and Nagy EJ. (1983) Improvement of a large analytical model using test data. Aiaa
Journal 21: 1168-1173.
Bert CW. (1973) Material damping - Introductory review of mathematical-models, measures and
experimental techniques. Journal of Sound and Vibration 29: 129-153.
Bianchi G, Paolucci F, Van den Braembussche P, et al. (1996) Towards virtual engineering in
machine tool design. CIRP Annals - Manufacturing Technology 45: 381-384.
Cao YZ and Altintas Y. (2004) A general method for the modeling of spindle-bearing systems.
Journal of Mechanical Design 126: 1089-1104.
Catania G and Mancinelli N. (2011) Theoretical-experimental modeling of milling machines for
the prediction of chatter vibration. International Journal of Machine Tools &
Manufacture 51: 339-348.
Celic D and Boltezar M. (2009) The influence of the coordinate reduction on the identification of
the joint dynamic properties. Mechanical Systems and Signal Processing 23: 1260-1271.

175
Chapman JM, Shaw FH and Russell WC. (1986) Dynamics of trusses having nonlinear joints.
Workshop on Structure Control and Interaction Flexible Structures. Marshall Space
Flight Center, Huntsville.
Chen W and Deng X. (2005) Structural damping caused by micro-slip along frictional interfaces.
International Journal of Mechanical Sciences 47: 1191-1211.
Collins JD, Hart GC, Hasselma.Tk, et al. (1974) Statistical identification of structures. Aiaa
Journal 12: 185-190.
Crawley EF and Odonnell KJ. (1987) Force-state mapping identification of nonlinear joints. Aiaa
Journal 25: 1003-1010.
CUTPRO V9.3, Advanced Machining Simulation Software (www.malinc.com)
De Silva CW. (2005) Vibration and shock handbook, CRC Press: Taylor & Francis.
De Silva CW. (2007) Vibration damping, control, and design, Boca Raton: Taylor & Francis.
Dhupia JS, Powalka B, Ulsoy AG, et al. (2007) Effect of a nonlinear joint on the dynamic
performance of a machine tool. Journal of Manufacturing Science and Engineering-
Transactions of the Asme 129: 943-950.
Erturk A, Ozguven HN and Budak E. (2006) Analytical modeling of spindle-tool dynamics on
machine tools using Timoshenko beam model and receptance coupling for the prediction
of tool point FRF. International Journal of Machine Tools & Manufacture 46: 1901-
1912.
Ewins DJ. (1984) Modal testing : theory and practice, Letchworth, Hertfordshire, England New
York: Research Studies Press; Wiley.
Fengquan W and Shiyu C. (1996) A method to determine the boundary conditions of the finite
element model of a slender beam using measured modal parameters. Journal of Vibration
and Acoustics 118: 474-478.
Friswell MI, Inman DJ and Pilkey DF. (1998) Direct updating of damping and stiffness matrices.
Aiaa Journal 36: 491-493.
Friswell MI, Mottershead JE and Ahmadian H. (2001) Finite-element model updating using
experimental test data: parametrization and regularization. Philosophical Transactions of
the Royal Society of London Series a-Mathematical Physical and Engineering Sciences
359: 169-186.
Friswell MI and Penny JET. (1990) Updating model parameters from frequency-domain data via
reduced order models. Mechanical Systems and Signal Processing 4: 377-391.
Gaul L and Nitsche R. (2000) Friction control for vibration suppression. Mechanical Systems
and Signal Processing 14: 139-150.
Gaul L and Nitsche R. (2001) The role of friction in mechanical joints. Applied Mechanics
Reviews 54: 93-106.
Gaul L and Lenz J. (1997) Nonlinear dynamics of structures assembled by bolted joints. Acta
Mechanica 125: 169-181.
Geurtsen EAJ. (2007) Identification of Tool-Toolholder-Spindle Dynamics for High Speed
Milling. Eindhoven University of Technology.
Givoli D, Barbone PE and Patlashenko I. (2004) Which are the important modes of a subsystem?
International Journal for Numerical Methods in Engineering 59: 1657-1678.
Goldberg DE. (1989), Algorithm in Search, Optimization and Machine Learning, Boston, MA:
Addison-Wesley.
Grafe H. (1998) Model Updating Of Large Structural Dynamics Models Using Measured
Response Functions. University of London.

176
Graham E, Mehrpouya M, Nagamune R, et al. (2014) Robust prediction of chatter stability in
micro milling comparing edge theorem and LMI. CIRP Journal of Manufacturing
Science and Technology 7: 29-39.
Hansen SW and Spies RD. (1997) Structural damping in laminated beams due to interfacial slip.
Journal of Sound and Vibration 204: 183-202.
Hartwigsen CJ, Song Y, McFarland DM, et al. (2004) Experimental study of non-linear effects in
a typical shear lap joint configuration. Journal of Sound and Vibration 277: 327-351.
Heylen W, Lammens S and Sas P. (1998) Modal analysis theory and testing, Belgium:
Katholieke Universiteit Leuven, Faculty of Engineering, Dept. of Mechanical
Engineering, Division of Production Engineering, Machine Design and Automation.
Hong SW and Lee CW. (1991) Identification of linearized joint structural parameters by
combined use of measured and computed frequency responses. Mechanical Systems and
Signal Processing 5: 267-277.
Hung JP, Lai YL, Lin CY, et al. (2011) Modeling the machining stability of a vertical milling
machine under the influence of the preloaded linear guide. International Journal of
Machine Tools & Manufacture 51: 731-739.
Hwang DY and Stallings JM. (1994) Finite-element analysis of bolted flange connections.
Computers & Structures 51: 521-533.
Hwang HY. (1998) Identification techniques of structure connection parameters using frequency
response functions. Journal of Sound and Vibration 212: 469-479.
Ibrahim RA and Pettit CL. (2005) Uncertainties and dynamic problems of bolted joints and other
fasteners. Journal of Sound and Vibration 279: 857-936.
Ikegami R, Church SM, Keinholz DA, et al. (1986) Experimental characterization of deployable
trusses and joints. Workshop on Structure Control and Interaction Flexible Structures.
Marshall Space Flight Center, Huntsville.
Iranzad M and Ahmadian H. (2012) Identification of nonlinear bolted lap joint models.
Computers & Structures 96-97: 1-8.
Iwan WD. (1967) On a class of models for yielding behavior of continuous and composite
systems. Journal of Applied Mechanics 34: 612-617.
Jalali H, Ahmadian H and Mottershead JE. (2007) Identification of nonlinear bolted lap-joint
parameters by force-state mapping. International Journal of Solids and Structures 44:
8087-8105.
Kim J, Yoon JC and Kang BS. (2007) Finite element analysis and modeling of structure with
bolted joints. Applied Mathematical Modelling 31: 895-911.
Kim TR, Ehmann KF and Wu SM. (1991) Identification of joint structural parameters between
substructures. Journal of Engineering for Industry-Transactions of the Asme 113: 419-
424.
Kim TR, Eman KF and Wu SM. (1989) Identification of joint parameters for a taper joint.
Journal of Manufacturing Science and Engineering 111: 282-287.
Kolar P, Sulitka M and Janota M. (2011) Simulation of dynamic properties of a spindle and tool
system coupled with a machine tool frame. International Journal of Advanced
Manufacturing Technology 54: 11-20.
Kops L and Vo DT. (1990) Determination of the equivalent diameter of an end mill based on its
compliance. CIRP Annals - Manufacturing Technology 39: 93-96.
177
Kumar UV and Schmitz TL. (2012) Spindle dynamics identification for receptance coupling
substructure analysis. Precision Engineering-Journal of the International Societies for
Precision Engineering and Nanotechnology 36: 435-443.
Law M, Altintas Y and Srikantha Phani A. (2013a) Rapid evaluation and optimization of
machine tools with position-dependent stability. International Journal of Machine Tools
and Manufacture 68: 81-90.
Law M, Phani AS and Altintas Y. (2013b) Position-dependent multibody dynamic modeling of
machine tools based on improved reduced order models. Journal of Manufacturing
Science and Engineering-Transactions of the Asme 135.
Lee DH and Hwang WS. (2007) An identification method for joint structural parameters using
an FRF-based substructuring method and an optimization technique. Journal of
Mechanical Science and Technology 21: 2011-2022.
Lehnhoff TF and Wistehuff WE. (1996) Nonlinear effects on the stiffness of bolted joints.
Journal of Pressure Vessel Technology-Transactions of the Asme 118: 48-53.
Lei G, Hui Z, Peiqing Y, et al. (2010) On obtaining machine tool joints stiffness by integrated
modal analysis. Mechanic Automation and Control Engineering (MACE), 2010
International Conference on. 2661-2664.
Li WL. (2002) A new method for structural model updating and joint stiffness identification.
Mechanical Systems and Signal Processing 16: 155-167.
Lin CY, Hung JP and Lo TL. (2010) Effect of preload of linear guides on dynamic
characteristics of a vertical column-spindle system. International Journal of Machine
Tools & Manufacture 50: 741-746.
Lin RM. (1991) Identification Of The Dynamic Characteristic Of Nonlinear Structures.
University of London.
Liu W and Ewins DJ. (2002) Substructure synthesis via elastic media. Journal of Sound and
Vibration 257: 361-379.
Maglie P. (2012) Parallelization Of Design And Simulation: Virtual Machine Tools In Real
Product Development. ETH Zurich.
Maia NMM and Montalvão e Silva JM. (1997) Theoretical and experimental modal analysis,
Taunton, Somerset, England New York: Research Studies Press; Wiley.
Martz EO, Lakes RS and Park JB. (1996) Hysteresis behaviour and specific damping capacity of
negative Poisson's ratio foams. Cellular Polymers 15: 349-364.
Matlab Symbolic Toolbox, The Mathworks, 2001
Mehrpouya M, Graham E and Park SS. (2013) FRF based joint dynamics modeling and
identification. Mechanical Systems and Signal Processing 39: 265-279.
Mehrpouya M, Graham E and Park SS. (2014) Identification of multiple joint dynamics using the
inverse receptance coupling method. Journal of Vibration and Control (in press).
Mi L, Yin GF, Sun MN, et al. (2012) Effects of preloads on joints on dynamic stiffness of a
whole machine tool structure. Journal of Mechanical Science and Technology 26: 495-
508.
Mohanty RC. (2010) Damping Of Layered And Jointed Beams With Riveted Joints. Department
of Mechanical Engineering. National Institute Of Technology - Rourkela.
Mottershead JE and Friswell MI. (1993) Model updating in structural dynamics - a survey.
Journal of Sound and Vibration 167: 347-375.

178
Mottershead JE, Friswell MI, Ng GHT, et al. (1996) Geometric parameters for finite element
model updating of joints and constraints. Mechanical Systems and Signal Processing 10:
171-182.
Mottershead JE and Stanway R. (1986) Identification of structural vibration parameters by using
a frequency-domain filter. Journal of Sound and Vibration 109: 495-506.
Movahhedy MR and Gerami JM. (2006) Prediction of spindle dynamics in milling by sub-
structure coupling. International Journal of Machine Tools & Manufacture 46: 243-251.
MSC/Nastran. (2004) Reference Manual.
Nobari AS, Robb DA and Ewins DJ. (1995) A new approach to modal-based structural dynamic-
model updating and joint identification. Mechanical Systems and Signal Processing 9:
85-100.
Noor AK. (1994) Recent advances and applications of reduction methods. Applied Mechanics
Reviews 47: 125-146.
O’Donnell KL and Crawley EF. (1985) Identification Of Nonlinear Parameters In Space
Structure Joints Using The Force-State Mapping Technique. Cambridge: Space Systems
Laboratory, Massachusetts Institute of Technology.
Okwudire CE and Altintas Y. (2009) Hybrid modeling of ball screw drives with coupled axial,
torsional, and lateral dynamics. Journal of Mechanical Design 131.
Oldfield M, Ouyang H and Mottershead JE. (2005) Simplified models of bolted joints under
harmonic loading. Computers & Structures 84: 25-33.
Orfanidis SJ. (1996) Introduction to signal processing, Englewood Cliffs, N.J.: Prentice Hall.
Ouyang H, Oldfield MJ and Mottershead JE. (2006) Experimental and theoretical studies of a
bolted joint excited by a torsional dynamic load. International Journal of Mechanical
Sciences 48: 1447-1455.
Ozsahin O, Budak E and Ozguven HN. (2011) Investigating dynamics of machine tool spindles
under operational conditions. Modelling of Machining Operations 223: 610-621.
Ozsahin O, Erturk A, Ozguven HN, et al. (2009) A closed-form approach for identification of
dynamical contact parameters in spindle-holder-tool assemblies. International Journal of
Machine Tools & Manufacture 49: 25-35.
Pabst U and Hagedorn P. (1995) Identification of boundary-conditions as a part of model
correction. Journal of Sound and Vibration 182: 565-575.
Park JT and Choi NS. (2004) Flexural vibration analysis of a sandwich beam specimen with a
partially inserted viscoelastic layer. KSME International Journal 18: 347-356.
Park SS, Altintas Y and Movahhedy M. (2003) Receptance coupling for end mills. International
Journal of Machine Tools & Manufacture 43: 889-896.
Park SS and Chae J. (2008) Joint identification of modular tools using a novel receptance
coupling method. International Journal of Advanced Manufacturing Technology 35:
1251-1262.
Piezotronics P. Available at: http://www.pcb.com/products.aspx?m=086C03.
Rao SS. (2007) Vibration of continuous systems, Hoboken, N.J.: Wiley.
Ren Y and Beards CF. (1995) Identification of joint properties of a structure using FRF data.
Journal of Sound and Vibration 186: 567-587.
Ren Y and Beards CF. (1998) Identification of 'effective' linear joints using coupling and joint
identification techniques. Journal of Vibration and Acoustics-Transactions of the Asme
120: 331-338.

179
Richardson G, Crocombe AD and Smith PA. (1993) A Comparison of 2-dimensional and 3-
dimensional finite-element analyses of adhesive joints. International Journal of Adhesion
and Adhesives 13: 193-200.
Schmitz TL. (2000) Predicting high-speed machining dynamics by substructure analysis. Cirp
Annals 2000: Manufacturing Technology: 303-308.
Schmitz TL, Davies MA and Kennedy MD. (2001) Tool point frequency response prediction for
high-speed machining by RCSA. Journal of Manufacturing Science and Engineering-
Transactions of the Asme 123: 700-707.
Schmitz TL and Duncan GS. (2005) Three-component receptance coupling substructure analysis
for tool point dynamics prediction. Journal of Manufacturing Science and Engineering-
Transactions of the Asme 127: 781-790.
Segalman DJ. (2005) A four-parameter Iwan model for lap-type joints. Journal of Applied
Mechanics-Transactions of the Asme 72: 752-760.
Shabana A and Wehage RA. (1983) Variable degree-of-freedom component mode analysis of
inertia variant flexible mechanical systems. Journal of Mechanisms Transmissions and
Automation in Design-Transactions of the Asme 105: 371-378.
Shamine DM, Hong SW and Shin YC. (2000) An in situ modal-based method for structural
dynamic joint parameter identification. Proceedings of the Institution of Mechanical
Engineers Part C-Journal of Mechanical Engineering Science 214: 641-653.
Singh B and Nanda BK. (2012) Effect of interlayer slip on the damping of layered and welded
aluminium beams. Proceedings of the Institution of Mechanical Engineers Part G-
Journal of Aerospace Engineering 226: 898-911.
Song Y. (2004) Modeling, Identification And Simulation Of Dynamics Of Structures With Joints
And Interfaces. University o f Illinois at Urbana-Champaign.
THK Global. Available at www.thk.com.
Tsai JS and Chou YF. (1988) The identification of dynamic characteristics of a single bolt joint.
Journal of Sound and Vibration 125: 487-502.
Walker SJI, Aglietti GS and Cunningham P. (2009) A study of joint damping in metal plates.
Acta Astronautica 65: 184-191.
Wang JH and Liou CM. (1990) Identification of parameters of structural joints by use of noise-
contaminated FRFs. Journal of Sound and Vibration 142: 261-277.
Wang JH and Liou CM. (1991) Experimental identification of mechanical joint parameters.
Journal of Vibration and Acoustics-Transactions of the Asme 113: 28-36.
Wang JH and Yang MJ. (1999) Problems and solutions in identification of the parameters of
mechanical joints. 3rd International Conference on Inverse Problems in Engineering.
Port Ludlow, WA, USA.
Webster JG. (1999) The measurement, instrumentation, and sensors handbook, Boca Raton, Fla.:
CRC Press published in cooperation with IEEE Press.
Weule H. AA, Haberkem A., Neithardt W., Emmrich D. (2002) Computer aided optimisation of
the static and dynamic properties of parallel kinematics. 3rd Chemnitz Parallel Kinematic
Seminar. 527-546.
Wileman J, Choudhury M and Green I. (1991) Computation of member stiffness in bolted
connections. Journal of Mechanical Design 113: 432-437.
Y. I. (1974) A contribution to the effective range of the preload on a bolted joint. 14th
International Machine Tool Design and Research Conference. 503-507.

180
Yang KT and Park YS. (1993) Joint structural parameter-identification using a subset of
frequency-response function measurements. Mechanical Systems and Signal Processing
7: 509-530.
Yoshimura M, Takeuchi Y and Hitomi K. (1984) Design optimization of machine-tool structures
considering manufacturing cost, accuracy, and productivity. Journal of Mechanisms
Transmissions and Automation in Design-Transactions of the Asme 106: 531-537.
Yuan JX and Wu XM. (1985) Identification of the joint structural parameters of machine-tool by
DDS and FEM. Journal of Engineering for Industry-Transactions of the ASME 107: 64-
69.
Zaeh MF and Oertli T. (2004) Finite element modelling of ball screw feed drive systems. Cirp
Annals-Manufacturing Technology 53: 289-292.
Zatarain M, Lejardi E and Egana F. (1998) Modular synthesis of machine tools. Cirp Annals
1998 - Manufacturing Technology, Vol 47, No 1 47: 333-336.
Zhang GP, Huang YM, Shi WH, et al. (2003) Predicting dynamic behaviours of a whole
machine tool structure based on computer-aided engineering. International Journal of
Machine Tools & Manufacture 43: 699-706.
Zill DG, Cullen MR. (2000), Advanced Engineering Mathematics, London, UK: Jones and
Bartlett.
Zulaika JJ, Campa FJ and de Lacalle LNL. (2011) An integrated process-machine approach for
designing productive and lightweight milling machines. International Journal of Machine
Tools & Manufacture 51: 591-604.