Microalloying of Sc, Ni, and Ce in an advanced Al-Zn-Mg-Cu alloy
8
Microalloying of Sc, Ni, and Ce in an Advanced Al-Zn-Mg-Cu Alloy YI-LEI WU, F.H. (SAM) FROES, CHENGGONG LI, and ALEX ALVAREZ Using transmission electron microscopy (TEM), scanning electron microscopy, X-ray diffraction (XRD), and optical microscopy, the effects of microalloying elements of Sc, Ni, and Ce on the microstructure of a new super-high-strength ingot metallurgy (IM)/Al-Zn-Mg-Cu alloy (C912) have been correlated with mechanical properties and stress corrosion cracking (SCC) behavior. Using microalloying with Sc, Ni, and Ce, the C912 alloy can exhibit very high strength and good SCC resistance. Compared to the baseline C912 alloy, Sc refines the microstructure and retards recrystalliza- tion, Ni promotes the development of matrix precipitates, which enhance the strength and SCC resistance, and Ce has little effect on alloy strengthening in the three microalloying additions studied. The Sc-containing alloy (C912S) is the most attractive and even exhibits higher strength (ultimate tensile strength (UTS) greather than 660MPa) than the new Alcoa aluminum alloy 7055 and the Russian alloy B96, which have the highest strengths of the commercial IM/Al-Zn-Mg-Cu alloys. I. INTRODUCTION new Alcoa aluminum alloy 7055 and the Russian alloy B96, which have the highest strengths of the commercial IM/Al- THE characteristics that make aluminum a widely used Zn-Mg-Cu alloys. structural material are cost effectiveness, high strength, low Aluminum alloys of the 7075 type (Al-Zn-Mg-Cu) are density, recyclability, and workability. Moreover, aluminum widely used in airframe structures; they provide very high has been used in aerospace structures for more than 70 strength and stiffness, but are prone to stress corrosion crack- years. [1] Recent advances in aluminum alloy/temper develop- ing (SCC), particularly when aged to the near-peak-strength ment are maintaining aluminum alloys as the materials of T6 condition. [2,3] Their resistance to SCC can be increased choice for future commercial aircraft structures, where there by overaging to the T73 temper, but with a loss of strength. is a need to meet cost and weight-requirement objectives. For example, the yield strength of 7075-T73 is about 10 to To address short-term needs while maintaining cost effec- 15 pct lower than that of 7075-T6. [3] tiveness, research has also been focused on improvements To achieve the objective of obtaining a superior alloy, in traditional ingot-based 2xxx and 7xxx series aluminum microalloying elements were added to improve the mechani- alloys and new heat-treatment tempers; examples include cal and corrosion properties of the C912 alloy. Microalloying the 7150, 7055, and 2524 alloys and the T77 temper. Com- technology was originally developed for microalloyed steels. pared to the higher-cost Al-Li alloys and powder metallurgy Although the amount of microalloying elements is usually (PM) aluminum alloys, materials advances made using the less than 1 wt pct, they lead to improved combinations of ingot approach tend to be incremental, but provide more strength and ductility, weldability, toughness, and corrosion cost-effective enhancement of materials performance. That resistance. Microalloying element additions such as Zr, Mn, is the main reason why the new super-high-strength ingot Cr, Ag, and Sc can enhance many critical properties in metallurgy (IM) 7150 and 7055 alloys have gained wide aluminum alloys. In this study, the additions made separately application in some newly developed aircraft; examples were Sc, Ni, and Ce. include the C-17, MD-11, and B777, while the use of Al- The specific objective of the work represented in this Li alloys and rapidly solidified/PM aluminum alloys in aero- article was to determine the general effect of microalloying space remains rather limited. [2] elements (such as Sc, Ni, and Ce) on the properties of the To replace the traditional 7xxx Al alloys, such as the USA C912 alloy. In particular, we sought to examine whether 7075, Russian B95, and the Chinese LC4 and LC9 alloys Sc has a positive effect on retarding recrystallization and (similar to the B95 and 7075 alloys, respectively), which improving the strength and corrosion resistance of the C912 were widely used in Chinese airplanes, the Beijing Institute alloy, just as it does in other aluminum alloys; to examine of Aeronautical Materials has recently developed a new whether Ni has an effect on improving the strength and super-high-strength IM/Al-Zn-Mg-Cu alloy (C912). The corrosion resistance, even though it has limited solubility in tensile strength and compressive strength of the C912 alloy aluminum; and to examine whether Ce can improve the are higher than those of the traditional 7xxx aluminum alloys, alloy’s corrosion resistance just as it does in some other such as the 7075 and 7178 alloys, and are similar to the wrought aluminum alloys (such as the 8090 and 1430 alloys). [4,5,6] YI-LEI WU, Senior Engineer, and CHENGGONG LI, Professor, are with the Beijing Institute of Aeronautical Materials, Beijing 100095, People’s II. EXPERIMENTAL PROCEDURE Republic of China. F.H. (SAM) FROES, Director and Professor, and ALEX ALVAREZ, Postdoctoral Research Associate, are with the Institute of Mate- A. Materials and Processing rials and Advanced Processing, University of Idaho, Moscow, ID 83844- The alloys investigated belong to the 7xxx series of alumi- 3026. Manuscript submitted April 6, 1998. num alloys and include four alloys: the baseline C912 alloy METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 30A, APRIL 1999—1017
Transcript of Microalloying of Sc, Ni, and Ce in an advanced Al-Zn-Mg-Cu alloy

Microalloying of Sc, Ni, and Ce in an AdvancedAl-Zn-Mg-Cu Alloy
YI-LEI WU, F.H. (SAM) FROES, CHENGGONG LI, and ALEX ALVAREZ
Using transmission electron microscopy (TEM), scanning electron microscopy, X-ray diffraction(XRD), and optical microscopy, the effects of microalloying elements of Sc, Ni, and Ce on themicrostructure of a new super-high-strength ingot metallurgy (IM)/Al-Zn-Mg-Cu alloy (C912) havebeen correlated with mechanical properties and stress corrosion cracking (SCC) behavior. Usingmicroalloying with Sc, Ni, and Ce, the C912 alloy can exhibit very high strength and good SCCresistance. Compared to the baseline C912 alloy, Sc refines the microstructure and retards recrystalliza-tion, Ni promotes the development of matrix precipitates, which enhance the strength and SCCresistance, and Ce has little effect on alloy strengthening in the three microalloying additions studied.The Sc-containing alloy (C912S) is the most attractive and even exhibits higher strength (ultimatetensile strength (UTS) greather than 660MPa) than the new Alcoa aluminum alloy 7055 and theRussian alloy B96, which have the highest strengths of the commercial IM/Al-Zn-Mg-Cu alloys.
I. INTRODUCTION new Alcoa aluminum alloy 7055 and the Russian alloy B96,which have the highest strengths of the commercial IM/Al-THE characteristics that make aluminum a widely usedZn-Mg-Cu alloys.structural material are cost effectiveness, high strength, low
Aluminum alloys of the 7075 type (Al-Zn-Mg-Cu) aredensity, recyclability, and workability. Moreover, aluminumwidely used in airframe structures; they provide very highhas been used in aerospace structures for more than 70strength and stiffness, but are prone to stress corrosion crack-years.[1] Recent advances in aluminum alloy/temper develop-ing (SCC), particularly when aged to the near-peak-strengthment are maintaining aluminum alloys as the materials ofT6 condition.[2,3] Their resistance to SCC can be increasedchoice for future commercial aircraft structures, where thereby overaging to the T73 temper, but with a loss of strength.is a need to meet cost and weight-requirement objectives.For example, the yield strength of 7075-T73 is about 10 toTo address short-term needs while maintaining cost effec-15 pct lower than that of 7075-T6.[3]
tiveness, research has also been focused on improvementsTo achieve the objective of obtaining a superior alloy,in traditional ingot-based 2xxx and 7xxx series aluminum
microalloying elements were added to improve the mechani-alloys and new heat-treatment tempers; examples includecal and corrosion properties of the C912 alloy. Microalloyingthe 7150, 7055, and 2524 alloys and the T77 temper. Com-technology was originally developed for microalloyed steels.pared to the higher-cost Al-Li alloys and powder metallurgyAlthough the amount of microalloying elements is usually(PM) aluminum alloys, materials advances made using theless than 1 wt pct, they lead to improved combinations ofingot approach tend to be incremental, but provide morestrength and ductility, weldability, toughness, and corrosioncost-effective enhancement of materials performance. Thatresistance. Microalloying element additions such as Zr, Mn,is the main reason why the new super-high-strength ingotCr, Ag, and Sc can enhance many critical properties inmetallurgy (IM) 7150 and 7055 alloys have gained widealuminum alloys. In this study, the additions made separatelyapplication in some newly developed aircraft; exampleswere Sc, Ni, and Ce.include the C-17, MD-11, and B777, while the use of Al-
The specific objective of the work represented in thisLi alloys and rapidly solidified/PM aluminum alloys in aero-article was to determine the general effect of microalloyingspace remains rather limited.[2]
elements (such as Sc, Ni, and Ce) on the properties of theTo replace the traditional 7xxx Al alloys, such as the USAC912 alloy. In particular, we sought to examine whether7075, Russian B95, and the Chinese LC4 and LC9 alloysSc has a positive effect on retarding recrystallization and(similar to the B95 and 7075 alloys, respectively), whichimproving the strength and corrosion resistance of the C912were widely used in Chinese airplanes, the Beijing Institutealloy, just as it does in other aluminum alloys; to examineof Aeronautical Materials has recently developed a newwhether Ni has an effect on improving the strength andsuper-high-strength IM/Al-Zn-Mg-Cu alloy (C912). Thecorrosion resistance, even though it has limited solubility intensile strength and compressive strength of the C912 alloyaluminum; and to examine whether Ce can improve theare higher than those of the traditional 7xxx aluminum alloys,alloy’s corrosion resistance just as it does in some othersuch as the 7075 and 7178 alloys, and are similar to thewrought aluminum alloys (such as the 8090 and 1430alloys).[4,5,6]
YI-LEI WU, Senior Engineer, and CHENGGONG LI, Professor, are withthe Beijing Institute of Aeronautical Materials, Beijing 100095, People’s II. EXPERIMENTAL PROCEDURERepublic of China. F.H. (SAM) FROES, Director and Professor, and ALEXALVAREZ, Postdoctoral Research Associate, are with the Institute of Mate- A. Materials and Processingrials and Advanced Processing, University of Idaho, Moscow, ID 83844-
The alloys investigated belong to the 7xxx series of alumi-3026.Manuscript submitted April 6, 1998. num alloys and include four alloys: the baseline C912 alloy
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 30A, APRIL 1999—1017

Table I. Nominal Chemical Composition of the C912 s0.2 5 yield tensile strength of the unexposedAlloys (Weight Percent) specimens (in megapascals)
Zn Mg Cu Ce Ni Sc Fe Si If sb1 is greater than the applied stress on the specimens,C912B 8.6 2.6 2.4 — — — #0.05 #0.05 the sample has an SCC tendency. The parameter 1 2 a isC912C 8.6 2.6 2.4 0.1 — — #0.05 #0.05 indicative of the percentage of SCC fracture in the wholeC912N 8.6 2.6 2.4 — 0.1 — #0.05 #0.05 fracture; 1 2 a # 0 means that the specimen is not suscepti-C912S 8.6 2.6 2.4 — — 0.2 #0.05 #0.05 ble to SCC, and 1 2 a 5 1 means that the specimen is very
susceptible to SCC.
(C912B), the C912 alloy with an Sc addition (C912S), theC912 alloy with an Ni addition (C912N), and the C912 alloy D. Microstructural Characterizationwith a Ce addition (C912C). The chemical composition is
Specimens for microscopic examination were preparedgiven in Table I. The C912B, C, N, and S alloys were meltedin accordance with the Chinese GB3246-82 specification.in an electrical-resistance furnace using a 5 kg crucible andPolishing was accomplished using SiC paper with a grit sizewere cast in a water-cooled mold. Extruded bars, [10 mm,of 240 to 600. Suspensions of 1 to 10 mm MgO powderwere obtained by using a 400 t extrusion press.were used for rough polishing and final polishing, respec-tively. The etchant was a 0.5 pct hydrofluoric acid aqueous
B. Heat Treatments solution. A NEOPHOT-21 optical microscope was used toexamine the microstructures of the C912 alloys.Homogenization of cast ingots was carried out at 450 8C
Crystal lattice analysis was performed in a SIEMENS*for 24 hours in an air furnace, followed by furnace cooling to200 8C, and then by air cooling. The solution heat-treatment
*SIEMENS is a trademark of Siemens Electrical Equipment, Toronto.temperature was set at 455 8C to avoid nonequilibrium eutec-tic melting, and the solution time was set at 85 minutes. D5000 X-ray diffractometer using Cu Ka radiation (l 5Two artificial aging treatments were used: a peak-aged (PA) 1.5406 A) at 40 kV (tube voltage) and 30 mA (tube current)condition, 121 8C/24 h, and a retrogression and reaging settings. The step time and size were set at 0.5 seconds and(RRA) condition, 121 8C/24 h 1 240 8C/48 s 1 121 8C/24 0.020 deg, respectively. The fracture surfaces of the tensileh, a slightly over aged (OA) condition. The assessments of test specimens were observed using a JSM-35 scanning elec-the aging condition were based on Vickers hardness and tron microscope operating at 25 kV. The study of precipitateselectroconductivity tests. after different heat treatments or microalloys was performed
using H-800, JEOL**-2000, and JEOL-2010 transmission
C. Mechanical/Corrosion Properties Tests **JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.
In accordance with the Chinese GB228-87 specification electron microscopes operating at 200, 170, and 200 kV,(equivalent to ASTM B557-79), 5-mm-round tension-test respectively, and using the energy-dispersive spectroscopyspecimens, with a 25 mm gage length, taken from the [10 (EDS) of Link ISIS OXFORD. Samples for transmissionmm extruded bars were used to measure the ultimate tensile electron microscopy (TEM) analysis were cut and mechani-strength (UTS), 0.2 pct yield strength (YS), and elongation cally polished, and the final thinning was achieved using ato fracture of the alloys. According to the Chinese HB5254- twin-jet electropolishing unit, using a solution of 30 pct83 specification (equivalent to ASTM G49-76), tension-test HNO3 1 70 pct CH3OH, and the electrical conditions were-specimens were used to investigate the susceptibility to stress 23 8C and 40 V/0.4 A.corrosion cracking (SCC). As smaller–cross section speci-mens have a greater sensitivity to the initiation of SCC andcan give results more rapidly, this type of test is more suitable
III. RESULTSthan the C-ring test for contrasting the SCC susceptibilityof different alloys. Specimens were tested by immersion in
A. Room-Temperature Tensile Properties3 pct NaCl 1 0.5 pct H2O2 solution at 35 8C. Accordingto the HB5254-83 specification, tension tests of replicate The effects of the microalloying elements (Sc, Ni, andspecimens exposed with no applied stress, in conjunction Ce) on the tensile properties of the C912 alloys are shownwith stressed specimens (exposed for the same times), were in Table II. The three elements affect the C912B alloy quiteused to provide the parameter (1 2 a) for stress corrosion differently: Sc is a potent strengthener, Ni improves thesusceptibility evaluation, as follows: strength of the C912B alloy only in the RRA temper condi-
tion, and Ce has little strengthening effect—in fact, it greatly1 2 a 5 (sb1 2 xx pct s0.2)/(sb 2 xx pct s0.2)destroys the strength of the alloy.
where
sb1 5 UTS of the exposed specimens with noapplied stress (in megapascals) B. Stress Corrosion Properties
xx pct s0.2 5 applied stress on the specimens (equiva-lent to 470MPa in these experiments) Not only does Sc have a strong effect on the strengthening
of the C912B alloy, as shown in Table II, but it is alsosb 5 UTS of the unexposed specimens (inmegapascals) effective in improving the corrosion resistance of the
1018—VOLUME 30A, APRIL 1999 METALLURGICAL AND MATERIALS TRANSACTIONS A
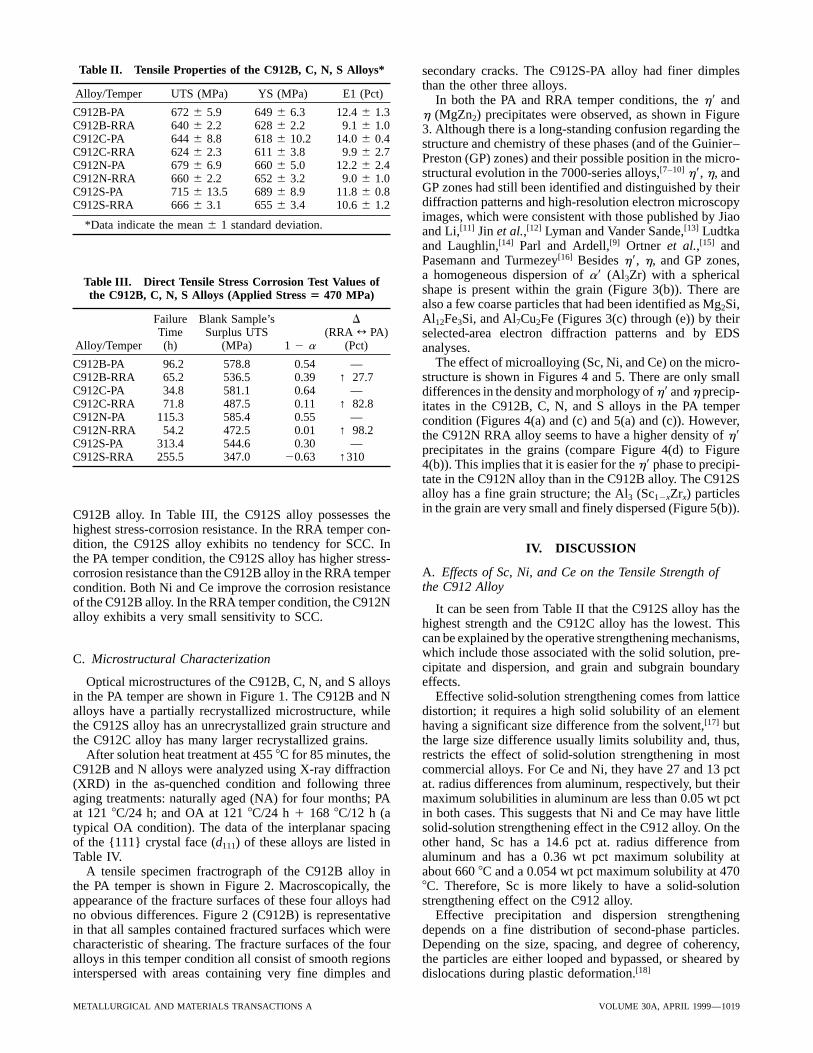
Table II. Tensile Properties of the C912B, C, N, S Alloys* secondary cracks. The C912S-PA alloy had finer dimplesthan the other three alloys.
Alloy/Temper UTS (MPa) YS (MPa) E1 (Pct) In both the PA and RRA temper conditions, the h8 andC912B-PA 672 6 5.9 649 6 6.3 12.4 6 1.3 h (MgZn2) precipitates were observed, as shown in FigureC912B-RRA 640 6 2.2 628 6 2.2 9.1 6 1.0 3. Although there is a long-standing confusion regarding theC912C-PA 644 6 8.8 618 6 10.2 14.0 6 0.4 structure and chemistry of these phases (and of the Guinier–C912C-RRA 624 6 2.3 611 6 3.8 9.9 6 2.7 Preston (GP) zones) and their possible position in the micro-C912N-PA 679 6 6.9 660 6 5.0 12.2 6 2.4
structural evolution in the 7000-series alloys,[7–10] h8, h, andC912N-RRA 660 6 2.2 652 6 3.2 9.0 6 1.0GP zones had still been identified and distinguished by theirC912S-PA 715 6 13.5 689 6 8.9 11.8 6 0.8diffraction patterns and high-resolution electron microscopyC912S-RRA 666 6 3.1 655 6 3.4 10.6 6 1.2images, which were consistent with those published by Jiao
*Data indicate the mean 6 1 standard deviation. and Li,[11] Jin et al.,[12] Lyman and Vander Sande,[13] Ludtkaand Laughlin,[14] Parl and Ardell,[9] Ortner et al.,[15] andPasemann and Turmezey[16] Besides h8, h, and GP zones,a homogeneous dispersion of a8 (Al3Zr) with a sphericalTable III. Direct Tensile Stress Corrosion Test Values ofshape is present within the grain (Figure 3(b)). There arethe C912B, C, N, S Alloys (Applied Stress 5 470 MPa)also a few coarse particles that had been identified as Mg2Si,
Failure Blank Sample’s D Al12Fe3Si, and Al7Cu2Fe (Figures 3(c) through (e)) by theirTime Surplus UTS (RRA } PA) selected-area electron diffraction patterns and by EDS
Alloy/Temper (h) (MPa) 1 2 a (Pct) analyses.The effect of microalloying (Sc, Ni, and Ce) on the micro-C912B-PA 96.2 578.8 0.54 —
C912B-RRA 65.2 536.5 0.39 ↑ 27.7 structure is shown in Figures 4 and 5. There are only smallC912C-PA 34.8 581.1 0.64 — differences in the density and morphology of h8 and h precip-C912C-RRA 71.8 487.5 0.11 ↑ 82.8 itates in the C912B, C, N, and S alloys in the PA temperC912N-PA 115.3 585.4 0.55 — condition (Figures 4(a) and (c) and 5(a) and (c)). However,C912N-RRA 54.2 472.5 0.01 ↑ 98.2 the C912N RRA alloy seems to have a higher density of h8C912S-PA 313.4 544.6 0.30 — precipitates in the grains (compare Figure 4(d) to FigureC912S-RRA 255.5 347.0 20.63 ↑310
4(b)). This implies that it is easier for the h8 phase to precipi-tate in the C912N alloy than in the C912B alloy. The C912Salloy has a fine grain structure; the Al3 (Sc12xZrx) particlesin the grain are very small and finely dispersed (Figure 5(b)).C912B alloy. In Table III, the C912S alloy possesses the
highest stress-corrosion resistance. In the RRA temper con-dition, the C912S alloy exhibits no tendency for SCC. In IV. DISCUSSIONthe PA temper condition, the C912S alloy has higher stress-
A. Effects of Sc, Ni, and Ce on the Tensile Strength ofcorrosion resistance than the C912B alloy in the RRA temperthe C912 Alloycondition. Both Ni and Ce improve the corrosion resistance
of the C912B alloy. In the RRA temper condition, the C912N It can be seen from Table II that the C912S alloy has thealloy exhibits a very small sensitivity to SCC. highest strength and the C912C alloy has the lowest. This
can be explained by the operative strengthening mechanisms,which include those associated with the solid solution, pre-C. Microstructural Characterizationcipitate and dispersion, and grain and subgrain boundaryeffects.Optical microstructures of the C912B, C, N, and S alloys
in the PA temper are shown in Figure 1. The C912B and N Effective solid-solution strengthening comes from latticedistortion; it requires a high solid solubility of an elementalloys have a partially recrystallized microstructure, while
the C912S alloy has an unrecrystallized grain structure and having a significant size difference from the solvent,[17] butthe large size difference usually limits solubility and, thus,the C912C alloy has many larger recrystallized grains.
After solution heat treatment at 455 8C for 85 minutes, the restricts the effect of solid-solution strengthening in mostcommercial alloys. For Ce and Ni, they have 27 and 13 pctC912B and N alloys were analyzed using X-ray diffraction
(XRD) in the as-quenched condition and following three at. radius differences from aluminum, respectively, but theirmaximum solubilities in aluminum are less than 0.05 wt pctaging treatments: naturally aged (NA) for four months; PA
at 121 8C/24 h; and OA at 121 8C/24 h 1 168 8C/12 h (a in both cases. This suggests that Ni and Ce may have littlesolid-solution strengthening effect in the C912 alloy. On thetypical OA condition). The data of the interplanar spacing
of the {111} crystal face (d111) of these alloys are listed in other hand, Sc has a 14.6 pct at. radius difference fromaluminum and has a 0.36 wt pct maximum solubility atTable IV.
A tensile specimen fractrograph of the C912B alloy in about 660 8C and a 0.054 wt pct maximum solubility at 4708C. Therefore, Sc is more likely to have a solid-solutionthe PA temper is shown in Figure 2. Macroscopically, the
appearance of the fracture surfaces of these four alloys had strengthening effect on the C912 alloy.Effective precipitation and dispersion strengtheningno obvious differences. Figure 2 (C912B) is representative
in that all samples contained fractured surfaces which were depends on a fine distribution of second-phase particles.Depending on the size, spacing, and degree of coherency,characteristic of shearing. The fracture surfaces of the four
alloys in this temper condition all consist of smooth regions the particles are either looped and bypassed, or sheared bydislocations during plastic deformation.[18]interspersed with areas containing very fine dimples and
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 30A, APRIL 1999—1019
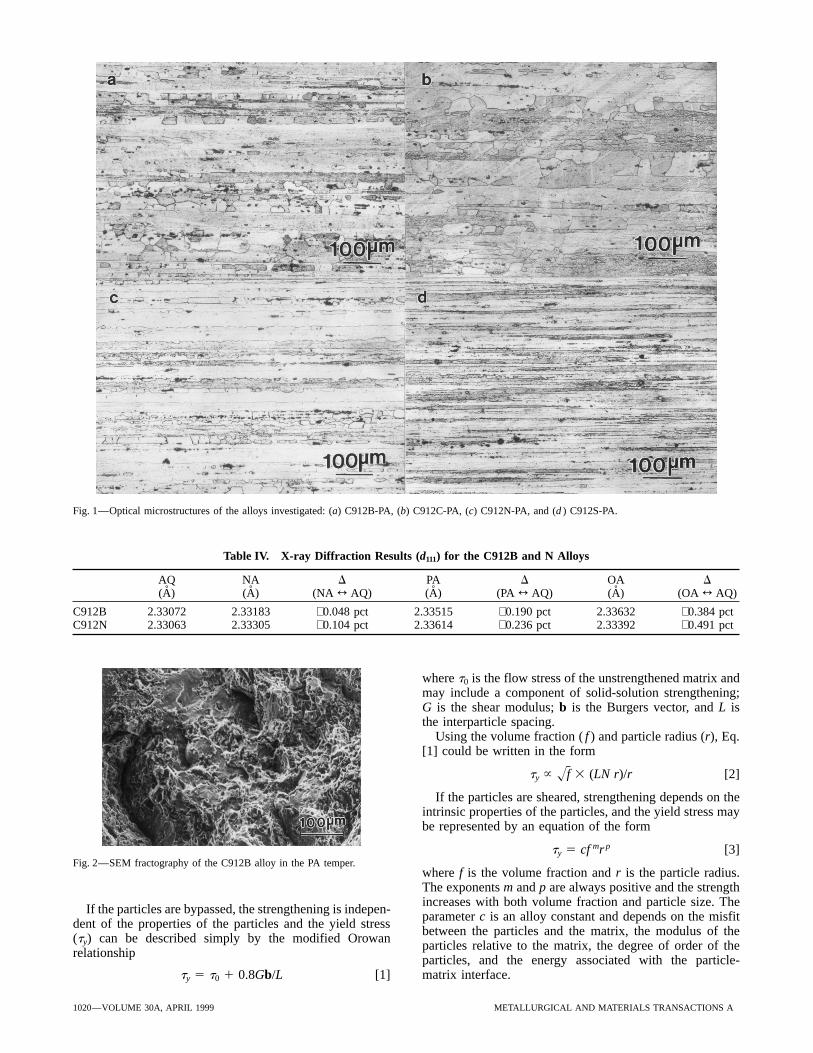
Fig. 1—Optical microstructures of the alloys investigated: (a) C912B-PA, (b) C912C-PA, (c) C912N-PA, and (d ) C912S-PA.
Table IV. X-ray Diffraction Results (d111) for the C912B and N Alloys
AQ NA D PA D OA D(A) (A) (NA } AQ) (A) (PA } AQ) (A) (OA } AQ)
C912B 2.33072 2.33183 ⇑0.048 pct 2.33515 ⇑0.190 pct 2.33632 ⇑0.384 pctC912N 2.33063 2.33305 ⇑0.104 pct 2.33614 ⇑0.236 pct 2.33392 ⇑0.491 pct
where t0 is the flow stress of the unstrengthened matrix andmay include a component of solid-solution strengthening;G is the shear modulus; b is the Burgers vector, and L isthe interparticle spacing.
Using the volume fraction ( f ) and particle radius (r), Eq.[1] could be written in the form
ty } !f 3 (LN r)/r [2]
If the particles are sheared, strengthening depends on theintrinsic properties of the particles, and the yield stress maybe represented by an equation of the form
ty 5 cf mr p [3]Fig. 2—SEM fractography of the C912B alloy in the PA temper.
where f is the volume fraction and r is the particle radius.The exponents m and p are always positive and the strengthincreases with both volume fraction and particle size. TheIf the particles are bypassed, the strengthening is indepen- parameter c is an alloy constant and depends on the misfitdent of the properties of the particles and the yield stress between the particles and the matrix, the modulus of the(ty) can be described simply by the modified Orowan particles relative to the matrix, the degree of order of therelationship particles, and the energy associated with the particle-matrix interface.ty 5 t0 1 0.8Gb/L [1]
1020—VOLUME 30A, APRIL 1999 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 3—Bright-field TEM micrographs for the C912-PA alloy: (a) h8 (MgZn2) in matrix and h(MgZn2) at grain boundary; (b) Al3Zr dispersoid; (c) Mg2Siin matrix; (d ) Al12Fe3Si at grain boundary; and (e) Al7Cu2Fe at grain boundary (dark field, [340] zone).
For spherical and shearable particles (as GP zones in this fraction of the matrix precipitates among the C912B, C, andS alloys. Therefore, it could be concluded that there are noalloy system), the values of the exponents m and p are 1/2.
Thus, Eq. [3] could be rewritten in an easier form, differences in precipitation strengthening among these threealloys. However, the volume fraction of matrix precipitatesty } !( f 3 r) [4] in the C912N RRA alloy is slightly higher than that for theC912B alloy. As there is little difference in the r valueIn the PA temper, just like the 7075 alloy in the T6 temper,
the C912B, C, N, and S alloys all have small, closely spaced between the C912N and C912B alloys, according to Eq.[2]and [4] and the YS data in Table II, it could be concludedgrain-boundary precipitates and a matrix consisting primar-
ily of very fine GP zones and h8 precipitates (Figures 4(a) that the f value of the C912N alloy should be greater thanthat of the C912B alloy. This confirms the TEM observationand (c) and 5(a) and (c)). As the very fine and coherent GP
zones can be sheared by dislocations during plastic deforma- in Figure 4. In addition, whether in the PA condition or theRRA condition, Sc could form fine Al3(Sc1-xZrx) dispersionstion, the four alloys studied all show a shearing-fracture
feature (Figure 2). As there are no noticeable differences in with Al and Zr (Figure 5(b)) which are unshearable,[5] sodispersion strengthening takes effect in the C912S alloy.the size and volume fraction of the matrix precipitates among
the four alloys studied, it seems that the contributions of The XRD results can provide some useful informationto explain the difference in the volume fraction of matrixprecipitation strengthening in these four alloys are the same.
In the RRA temper, the four alloys studied have larger grain- precipitates between the C912N-RRA and the C912B-RRA alloys.boundary precipitates spaced further apart and a large
amount of h8 precipitates and some h phases in the matrix. In the ICPDS 4-787 database card, if the value of d111 ofpure aluminum is 2.338 A, then the d111 value of a supersatu-As the h8 and h precipitates are semicoherent and incoherent
with the matrix, respectively, the portion of looping and rated solid solution (SSS) of the C912 alloy will be smallerthan 2.338 A, since the atomic radii of Zn and Cu are smallerbypassing increases compared to the PA temper. In the RRA
temper, there are no differences in the size and volume than that of Al (e.g., the d111 value of a SSS of the C912B
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 30A, APRIL 1999—1021

Fig. 4—Bright-field TEM micrographs showing matrix h8 (1h) precipitates and grain boundary h precipitates of the C912B and N alloys at differenttemper: (a) C912B-PA, (b) C912B-RRA, (c) C912N-PA, and (d ) C912N-RRA.
Fig. 5—Bright-field TEM micrographs for the C912C and S alloys at different temper: (a) C912C-PA; (b) Al3(Sc12xZrx), C912S-PA (or RRA); (c) C912S-PA; and (d ) C912S-RRA.
alloy is 2.33072 A), and the atomic content of (Zn 1 Cu) value will decrease again. Table IV shows that the d111 datafor the C912N alloy at an NA temper and PA temper areis higher than that of Mg. With the precipitation of coherent
GP zones and the semicoherent h8 phase, the d111 value will all higher than that for the C912B alloy, although the d111
values on their as-quenched condition are nearly the same.increase as the solute atoms are removed from the SSS.When a large amount of incoherent h phase forms, the d111 This indicates that the distortion of the lattice in the C912N
1022—VOLUME 30A, APRIL 1999 METALLURGICAL AND MATERIALS TRANSACTIONS A

alloy decreases faster than that in the C912B alloy after serve as nucleation sites for molecular hydrogen.[22,23] Innatural and peak aging. Since the GP zone is the main matrix the C912B, C, N, and S alloys, the sizes of the h phasesprecipitate for the NA C912 alloys, and the GP zone 1 h8 in the grain boundary are all larger than 20 nm. Thisphases are the main precipitates for the PA C912 alloys, it means that, in the SCC process, these particles can allcan be concluded that the transition of SSS → GP → h8 in act as nucleation sites for molecular hydrogen. As thethe C912N alloy is faster than the reaction in the C912B size of the h particle in the RRA temper condition isalloy. The data in Table IV also indicate that the transition greater than that in the PA temper, the hydrogen in theof semicoherent h8 phase to an incoherent h phase (h8 → grain boundary of the C912B, C, N, and S alloys in theh) in the C912N alloy is faster than the reaction in the RRA temper would also be larger than that in the PAC912B alloy, for the d111 value of the C912N alloy in a temper. The larger hydrogen bubbles would decrease thetypical OA temper is smaller than that of the C912B alloy. stress concentration at the crack tip, thereby causing crackThese results suggest that the Ni may promote the precipita- blunting and decreasing the propagation rate of the crack.tion of a GP zone and h8 and h phases in the C912 alloy. In studying the SCC improvement of an RRA material,
Grain and subgrain boundaries generally inhibit disloca- it is also very important to consider the contribution oftion motion; thus, their presence is a source of strengthen- matrix precipitates. As mentioned previously, in the RRAing.[19] The effect of grain size (d ) on the yield stress is temper, the matrix precipitate size is larger than that innormally described by the Hall–Petch relationship the PA temper, which makes co-planar slip more difficult.
This results in a decrease in the stress concentration atty 5 t0 1 Kd21/2 [5]the grain boundaries. In addition, following the reversible
where t0 and K are constant. Figure 1(d) shows that the and irreversible trap theory, the h8 and h particles in theC912S alloy has the smallest grain size and a typical matrix of the C912B, C, N, and S alloys can act asunrecrystallized grain structure. This is because the fine reversible traps of hydrogen atoms, as their sizes are allAl3(Sc12xZrx) dispersions inhibit recrystallization. Then, it smaller than 10 nm. Thus, it could be expected that themay be concluded that the small grain size increases the hydrogen atoms would move easily from the matrix tostrength of the C912S alloy, and in fact, the largest recrystal- the grain boundary via dislocations. As the larger h8lized grain size of the C912C alloy brought the lowest particles retard the movement of dislocations, the concen-strength among the four alloys studied. tration of hydrogen at the grain boundary decreases. The
It can be found from Table II that Ce and Sc can improve decreasing concentration of stress (dislocation) and hydro-the elongation of the C912B alloy. Although the reasons are gen at the grain boundary improves the SCC resistancenot clear now, it is worth noting their different grain struc- of the materials.[27,28,29]
tures compared to the C912B alloy. The resistance to SCC in the RRA temper for any one ofthe four alloys was always higher than that in the PA temper(Table III). This may be due to the following. (1) The largerB. Effects of Sc, Ni, and Ce on the SCC Resistance ofspacing of grain-boundary precipitates and the larger grain-the C912 Alloyboundary precipitates size, which reduces the dissolutionThere are several mechanisms that may account for therate. (2) The presence of grain-boundary precipitates withimprovement of SCC resistance, such as active-path dissolu-a rounded shape, which can blunt the crack tip. (3) Thetion, hydrogen-assisted cracking (HAC), and dislocation-incoherent h particles in the grain boundary, which can actassisted cracking.[20–24] The experimental evidence from theas the nucleation sites of molecular hydrogen.[19,20] In thepresent study cannot determine which mechanism plays theRRA temper, bubbles of hydrogen in the grain boundarydominant role in the C912 alloys, but can verify whetherhave a larger size than those in the PA temper condition;one of them could take effect in these alloys.therefore, the stress concentration at the crack tip decreasesIn the active-path dissolution mechanism, the propagationand the SCC propagation rate slows down. (4) The presencerate of cracking depends mainly on the anodic dissolutionof more semicoherent h8 phases and incoherent h phases inrate, i.e., the dissolution rate of grain-boundary precipitates.the matrix of RRA tempered material than that in that ofThus, if grain-boundary particles are large with a large inter-the PA temper, making shearing more difficult. This resultsparticle spacing, they will decrease the propagation ratein a decrease in the density of dislocations and the concentra-of cracking, thereby decreasing the anodic dissolution ratetion of hydrogen at the grain boundary.also.[20,25,26] Comparing the C912S PA alloy to that of the
The C912S alloy has the highest SCC resistance in theC912S RRA alloy in Figure 5, the grain-boundary precipi-four alloys studied. It is speculated that this is due to its finertates in the C912S RRA alloy have a larger size and are more-grain size and homogeneous distribution of Al3(Sc12xZrx)smoothly shaped. The interparticle spacing of the grain-precipitates. Unshearable Al3(Sc12xZrx) particles suppressboundary precipitate also increases. Therefore, the lowerthe planar slip of dislocation, and the smaller grain sizedissolution rate of particles and the slow propagation raterestricts the density of dislocation at the grain boundary.of cracks could be expected.Therefore, the concentrations of stress and hydrogen at theTo understand HAC, it is helpful to utilize the conceptgrain boundary may be reduced significantly.of reversible and irreversible traps. The reversible trap is
For the C912C alloy, its larger grain size may allow moreone at which hydrogen has a short residence time; howeverdislocations to move to the grain boundary. Therefore, thefor an irreversible trap, the release of the hydrogen atomhighest concentrations of stress and hydrogen can be expec-is highly unlikely once it is captured.[21] Many studiested at its grain boundary, which result in the worst SCChave shown that incoherent precipitates larger than aresistance in the four alloys studied.critical size (,20 nm) can act as hydrogen atom irreversible
traps,[21,22,23] and it has been observed that these traps In the PA temper, the SCC resistance of the C912N alloy
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 30A, APRIL 1999—1023

is similar to that of the C912B alloy. In the RRA temper, REFERENCESthe SCC improvement of the C912N alloy is greater than 1. I.J. Polmear: Light Alloys: Metallurgy of the Light Metals, 3rd ed.,
Edward Arnold, London, 1995, p. 140.that for the C912B alloy. This difference may be attributed2. D.A. Lukasak and R.M. Hart: Light Met. Age, 1991, No. 10, pp. 11-15.to the higher volume fraction of matrix precipitates in the3. W.K. Stanley: Aviation Week Space Technol., 1991, Ap, pp. 57-64.C912N-RRA alloy.4. L.F. Mondolfo: Aluminum Alloys: Structure and Properties, Butter-
worth and Co., London, 1976, p. 338.5. V.I. Elagin, V.V. Zokharov, and T.D. Rostova: Met. Sci. Heat Treatment,
1992, vol. 34, pp. 37-45.6. Y.L. Wu, J. Qiang, Y.W. Li, and C.Y. Li: Proc. 4th Int. Conf. on
V. CONCLUSIONS Aluminum Alloys, Atlanta, GA, 1994, vol. II, T.H. Sanders, Jr. andE.A. Starke, Jr., Georgia Inst. of Technology, Atlanta GA, 1994, pp.
1. With appropriate microalloying and heat treatment, the 504-10.C912 alloy class can exhibit very high strength (.640 MPa) 7. L.F. Mondolfo: Alumium Alloys: Structure and Properties, Butterworth
and Co., London, 1976, p. 497.and good SCC resistance. The Sc-modified alloy possessed8. R. Graf and C.R. Acad: J. Inst. Met., 1957-1958, vol. 86, pp. 535-38.the highest strength and SCC resistance of the C9129. J.K. Park and A.J. Ardell: Metall. Trans. A, 1983, vol. A14, pp.
alloys studied. 1957-65.2. The addition of 0.2 wt pct Sc results in the formation 10. J. Gjonnes and C.J. Simensen: Acta Metall., 1970, vol. 18, pp. 881-90.
11. H.S. Jiao and C.Z. Li: Adv. Performance Mater., 1995, vol. 2, pp.of Al3(Sc12xZrx) phase. This phase is highly effective in305-09.refining the microstructure, retarding recrystallization, and
12. Y. Jin, C.Z. Li, Y.T. Zhao, and M.G. Yan: Acta Metall. Sinica, 1991,strengthening the Al-Zn-Mg-Cu alloy. With its refined and vol. 27, pp. A317-A323.unrecrystallized grain structure, the C912 alloy containing 13. C.E. Lyman and J.B. Vander Sande: Metall. Trans. A, 1976, vol. A7,Sc has a significantly improved SCC resistance. pp. 1211-16.
14. G.M. Ludtka and D. Laughlin: Metall. Trans. A, 1981, vol. A12, pp.3. The addition of 0.1 wt pct Ni enhances the tensile2083-91.strength of the C912 alloy. It also improves the SCC resis-
15. S.R. Ortner, C.R.M. Grovenor, and B.A. Shollock: Scripta Metall.,tance of the alloy, especially in the OA condition. The XRD 1988, vol. 22, pp. 839-42.results suggest that Ni has an effect in accelerating the precip- 16. M. Pasemann and T. Turmezey: Mater. Sci. Eng., 1981, vol. 48, pp.
267-69.itation process of SSS → GP → h8 → h.17. R.L. Fleischer: Acta Metall., 1961, vol. 9, pp. 996-1000.4. In the wrought Al-Zn-Mg-Cu alloy, Ce has little18. R.C. Gifkins: Strength of Metals and Alloys, Pergamon Press, Oxford,strengthening effect. United Kingdom, 1983, vol. 3, p. 1025.
5. The improvement in SCC resistance of the C912 alloys 19. E.A. Starke, Jr. and J.T. Staley: Application of Modern Aluminumstudied correlates very well with the grain-boundary precipi- Alloys to Aircraft, ATC, Alcoa, Alcoa Center, PA, 1995, p. 17.
20. P.K. Poulose, J.E. Morall, and A.J. McEvily: Metall. Trans., 1974,tate size, grain shape, and the volume fraction of matrixvol. 5, pp. 1393-1400.precipitates.
21. G.M. Pressouyre and I.M. Bernstein: Metall. Trans. A, 1978, vol. 9A,pp. 1571-80.
22. G.M. Scammans, R. Alani, and P.R. Swann: Corr. Sci., 1976, vol. 16,pp. 443-59.
23. L. Christodoulou and H.M. Flower: Acta Metall., 1980, vol. 28, pp.ACKNOWLEDGMENTS 481-87.24. M. Talianker and B. Cina: Metall. Trans. A, 1989, vol. 20A, pp.
This research was supported by Alcoa (Aluminum Com- 2087-92.pany of America), with John Liu (Alcoa Technical Center) 25. P.N. Adler, R. Delasi, and G. Geschwind: Metall. Trans., 1972, vol.
3, pp. 3191-3200.as technical monitor, and by BIAM (Institute of Aeronautical26. K.G. Kent: J. Inst. Met., 1969, vol. 93, pp. 127-28.Materials, Beijing), with B.C. Liu and X.R. Wu as technical27. H. Kimura, A. Inoue, and K. Sasamori: Mater. Trans., JIM, 1995, vol.monitors. The authors gratefully acknowledge informative 36, (8), pp. 1004-1011.
discussions with John Liu, J. Qiang, S.L. Dai, H.S. Jiao, 28. A.J. Jacobs: Trans. ASM, 1965, vol. 58, pp. 579-600.29. A.J. Jacobs: Met. Progr., 1966, vol. 5, pp. 80-81.E.G. Baburaj, and Oleg Senkov.
1024—VOLUME 30A, APRIL 1999 METALLURGICAL AND MATERIALS TRANSACTIONS A