1232456 189 5 6 5 5 8995 6 5 4 3 2 5 5 2 3 5 89 89 5 5 35 8 2 ...
Journal of Materials Processing Technology 175 (2006) 173–178
Metal injection moulding of HS12-1-5-5 high-speedsteel using a PW-HDPE based binder
L.A. Dobrzanski a,∗, G. Matula a, G. Herranz b, A. Varez b, B. Levenfeld b, J.M. Torralba b
a Division of Materials Processing Technologies and Computer Techniques in Materials Science, Institute of Engineering Materials and Biomaterials,Silesian University of Technology, Konarskiego St. 18a, 44-100 Gliwice, Poland
b Departamento de Materiales, Escuela Politecnica Superior, Universidad Carlos III de Madrid, Avda. Universidad, 30. E-28911 Leganes, Spain
Abstract
In this communication, we present the powder injection moulding (PIM) of HS12-1-5-5 high-speed steel parts using a wax-HDPE basedbinder. The injection moulding process of the feedstock (68 vol.% of metal) has been optimized to obtain high quality green parts. Theelimination of organic binder was carried out by thermal debinding under inert atmosphere. In order to keep carbon in the sample that couldimprove the sintering process, incomplete debinding were performed between 450 and 500 ◦C. In this study, we have studied the effectof different atmospheres on the debinding process. Debinding was performed under nitrogen and argon. The specimens were sintered attd©
K
1
oaH[fmatrooapitc
0d
emperatures between 1200 and 1300 ◦C with steps of 10 ◦C in following mixture N2–10% H2 atmosphere. The PIM parts present higherensity than those obtained by conventional PM.
2005 Elsevier B.V. All rights reserved.
eywords: High-speed steels; Powder injection moulding; Powder metallurgy; Debinding; Sintering
. Introduction
Powder injection moulding (PIM) has been well devel-ped and is used industrially for materials, such as Fe–Nilloy, Fe–Co alloy, tungsten heavy alloy and stainless steel.owever, PIM of HSS was just developed in recent years
1–8]. The injection moulding being the contemporary manu-acturing method is used more and more widely, especially foranufacturing of the small elements with complicated forms
nd developed. Its employment for manufacturing tools fromhe commonly known material like the high-speed steelesults in elimination of the plastic forming and machiningperations, decreasing thus manufacturing costs of this typef tools. Moreover, the employed manufacturing technology,nd especially the binder agent degradation and sinteringrocesses carried out in the protective atmospheres, maket possible to use cheaper, continuous furnaces, comparedo vacuum furnaces, which is important in the technologi-al lines producing tools from the sintered high-speed steel.
∗ Corresponding author.
Incomplete debinding of HSS parts produced by a modifiedMIM process was beneficial for sintering process. The sinter-ing temperature was decreased about 60 ◦C and the sinteringwindows were enlarged about 40 ◦C; these fact decreasedthe manufacturing cost and is permit a better control of theprocess [3–5,7]. Comparing the mechanical properties andthe structure of prepregs manufactured by powder injectionmoulding with materials made with the pressureless form-ing powder metallurgy, for which the thermosetting resin[3–5,7] or starch [9] are the binding materials most often,one can assume that powder injection is the most advanta-geous option, especially when the homogeneous structureand material density are taken into account. The reason forthat is undoubtedly the injection pressure of the injectionmoulding machines employed. Manufacturing costs are theonly disadvantage of this method, being connected with theneed to buy the screw injection moulding machine; however,for the mass production, as only such machine is justifiedfor the PIM method, it is economically justified. The pres-sureless forming powder metallurgy causes many troubles atthe slurry forming stage. Air cavities are the defects occur-
E-mail address: [email protected] (L.A. Dobrzanski). ring often in such specimens, developing, e.g., during mixing
924-0136/$ – see front matter © 2005 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2005.04.033
174 L.A. Dobrzanski et al. / Journal of Materials Processing Technology 175 (2006) 173–178
the powder with the binding agent or directly during pour-ing into moulds. Moreover, the long time of polymerisationof the thermosetting resin causes the gravitational segrega-tion of specimens, as the powder density is about eight timesbigger that that of the binding agent. In addition, the pres-sureless forming powder metallurgy of the polymer-powderslurry with the thermosetting resin excludes using the bi- ormulti-component binding agent, which greatly complicatesthe thermal debinding process, and in particular extends itsduration and lowers the heating temperature to the degrada-tion temperature, in fear of the excessive thermal stresses andthreat of development of micro-cracks.
Use of paraffin, in this work, as the binding agent compo-nent, seems to be fully justified, as its melting temperatureis lower from the polyethylene melting temperature by about80 ◦C. Therefore, paraffin degrades much earlier, at the tem-perature of about 58 ◦C [8] developing pores and increasingthe prepreg’s surface, which increases the degradation rateof HDPE—the second binding agent component. This solu-tion is consistent with trends that can be observed with manyauthors of research projects pertaining to the powder injec-tion moulding [1,6]. The aim of this work is to develop themetal injection moulding of HS12-1-5-5 HSS parts using abinder that has been successfully used for HS6-5-2 HSS parts[8].
2
pit(P
5TtoahC
TC
DT
ACMSCWMVC
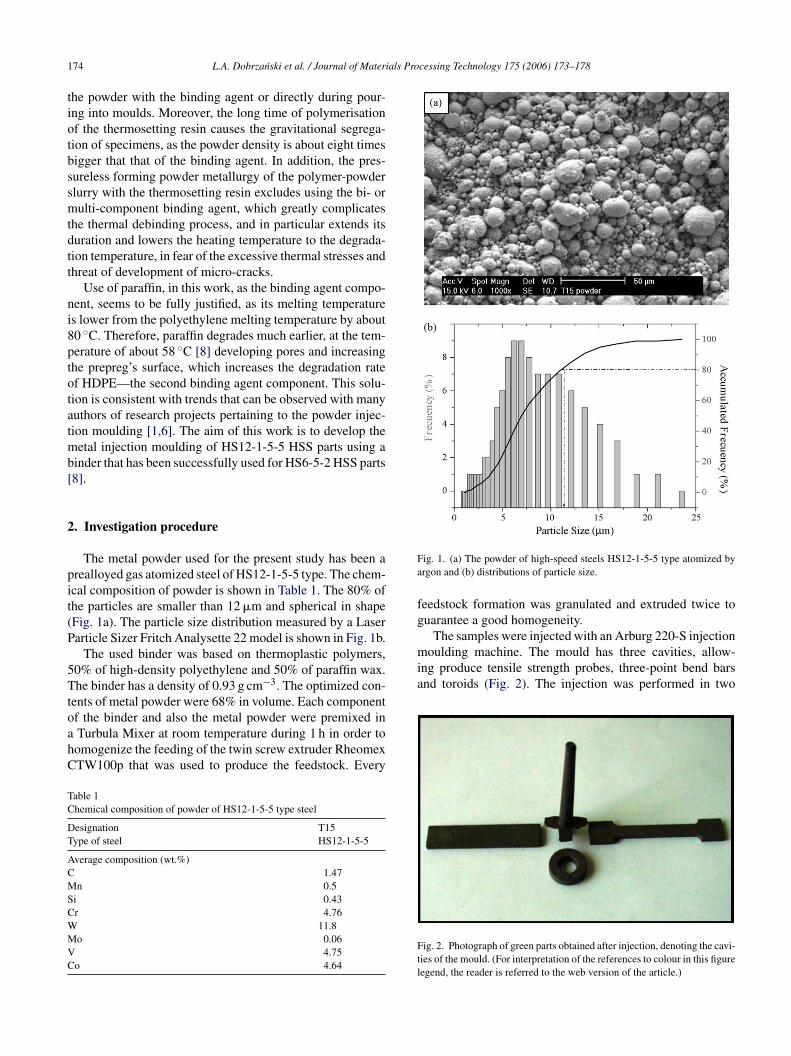
Fig. 1. (a) The powder of high-speed steels HS12-1-5-5 type atomized byargon and (b) distributions of particle size.
feedstock formation was granulated and extruded twice toguarantee a good homogeneity.
The samples were injected with an Arburg 220-S injectionmoulding machine. The mould has three cavities, allow-ing produce tensile strength probes, three-point bend barsand toroids (Fig. 2). The injection was performed in two
Fig. 2. Photograph of green parts obtained after injection, denoting the cavi-ties of the mould. (For interpretation of the references to colour in this figurelegend, the reader is referred to the web version of the article.)
. Investigation procedure
The metal powder used for the present study has been arealloyed gas atomized steel of HS12-1-5-5 type. The chem-cal composition of powder is shown in Table 1. The 80% ofhe particles are smaller than 12 �m and spherical in shapeFig. 1a). The particle size distribution measured by a Laserarticle Sizer Fritch Analysette 22 model is shown in Fig. 1b.
The used binder was based on thermoplastic polymers,0% of high-density polyethylene and 50% of paraffin wax.he binder has a density of 0.93 g cm−3. The optimized con-
ents of metal powder were 68% in volume. Each componentf the binder and also the metal powder were premixed inTurbula Mixer at room temperature during 1 h in order toomogenize the feeding of the twin screw extruder RheomexTW100p that was used to produce the feedstock. Every
able 1hemical composition of powder of HS12-1-5-5 type steel
esignation T15ype of steel HS12-1-5-5
verage composition (wt.%)1.47
n 0.5i 0.43r 4.76
11.8o 0.06
4.75o 4.64

L.A. Dobrzanski et al. / Journal of Materials Processing Technology 175 (2006) 173–178 175
Fig. 3. Distribution of binder and powder of HS12-1-5-5 HSS at green parts.
steps of 25 and 5 cm3/s, and a holding pressure profile from900 to 25 bar was applied during the 20 s of cooling time.The barrel temperature profile was from 160 to 170 ◦C andthe nozzle temperature achieved 175 ◦C. The distributionof binder and powder of HS12-1-5-5 HSS at green partsshown in Fig. 3. The binder has been partially driven offby thermal debinding in a cylindrical chamber furnace Goce-ram AB GCDV-50 under argon or N2–10% H2 flowing gasbetween 450 and 500 ◦C. These atmospheres prevent fromthe oxidation of metallic powders. The mechanical proper-ties of brown parts were investigated by three-point bendingtest. The sintering process has been carried out at tem-peratures between 1200 and 1300 ◦C in N2–10% H2 in atubular furnace. The sintering time was 30 min in all thecases.
The heating rate was not higher than 5 ◦C/min in order toprevent crack formation. The debinding and sintering cycle isshown in Fig. 4. Density of sintered specimens was estimatedwith Archimedean principle, by determining the product’smass and volume, and basing on the apparent loss of weightafter immersing the specimen in water. Hardness of sinteredspecimens was measured using Rockwell C method.
The carbon content of the debound and sintered sam-ples was analyzed by the infrared absorption method usinga LECO CS-200 carbon analyzer. Metallographic examina-tm(
Fig. 4. Thermal cycle of debinding and sintering processes.
3. Result and discussion
The green parts present very good homogeneity asdeduced from the microstructural analysis and from greendensity values. As shown in Fig. 3, the binder is uniformlydistributed around the metal powder. The particles, with dif-ferent size, are homogeneously distributed allowing ordereddense packing. The experimental density of the green parts(5.71 g cm−3) basically coincides with the theoretical densitydeduced from the rule of the mixture (5.87 g cm−3). Table 2
Fpa
TI 5 type H
re of de
e of de
N2–10% H2 Ar N2–10% H2 Ar N2–10% H2
C 3.44 2.41 2.87 1.59 1.66C 1.44 1.34 1.41 1.33 1.32
ions were carried out in an PHILIPS XL30 scanning electronicroscope equipped with a backscattered electron detector
BSE) and an energy dispersive analyzer (EDAX 4i).
able 2nfluence of thermal debinding temperature on carbon content at HS12-1-5-
Powder Temperatu
450
Atmospher
Ar
arbon content of debound steel (wt.%) 1.55 2.9arbon content of sintered steel (wt.%) – 1.34
ig. 5. Microstructure of the HS12-1-5-5 type steel debound at the tem-erature of 500 ◦C under argon and sintered at 1230 ◦C in the N2–10% H2
tmosphere.
SS
binding (◦C)
475 500
binding

176 L.A. Dobrzanski et al. / Journal of Materials Processing Technology 175 (2006) 173–178
Fig. 6. Effect of sintering temperature on density of high-speed steel HS12-1-5-5 type debound at 450 and 475 ◦C and sintered.
shows the carbon content of different brown parts corre-sponding to debinding under argon and N2–H2 atmospheredetermined by elemental carbon analysis. Independently ofthe debinding atmosphere the carbon content decreased asdebinding temperature increased as a consequence of thepolymer degradation. At 500 ◦C, the carbon content of thebrown part is slightly higher than the starting powder indicat-ing the full polymer decomposition at this temperature. Theresidual carbon of debound samples in N2–H2 atmosphere isslightly higher than those treated in argon, as consequence ofthe higher reductive atmosphere.
Fig. 7. Hardness test results for the high-speed steel HS12-1-5-5 typedebound at 450 and 475 ◦C and sintered.
In this sense, samples debound in argon present higheroxygen content, which could be as oxides in the surfaceof the samples impeding the sintering process. In fact, thecorresponding sintered samples present a high porosity inthe surface (Fig. 5). The brown parts displayed a veryhigh strength, which increases as the debinding temperaturedecreases (Table 3). The reason of this behavior has to befound in the high carbon content of the samples. Samplesdebound at 500 ◦C present the same carbon content of thestarting powder and the parts have not enough strength to behandled. Due to debinding and sintering process were per-
F1
ig. 8. Structure of the HS12-1-5-5 type steel debounded at the temperature of 45200 ◦C, (b) 1230 ◦C, (c) 1260 ◦C and (d) 1290 ◦C.
0 ◦C under N2–10% H2 and sintered in the N2–10% H2 atmosphere at: (a)
L.A. Dobrzanski et al. / Journal of Materials Processing Technology 175 (2006) 173–178 177
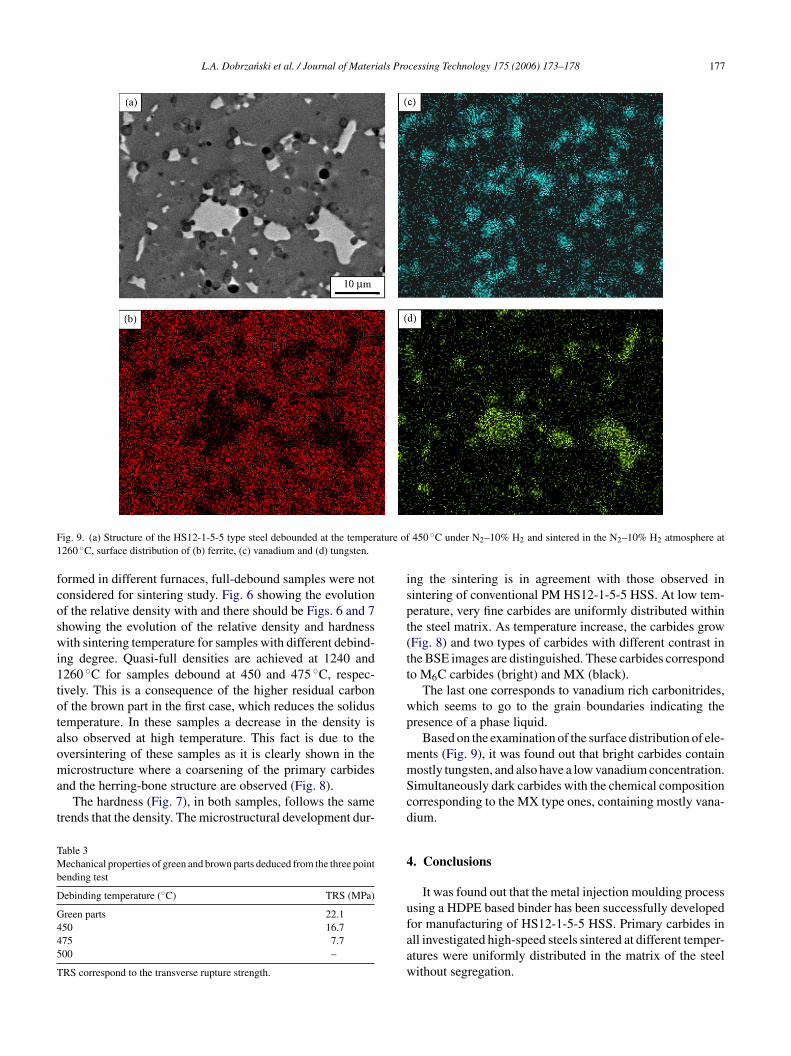
Fig. 9. (a) Structure of the HS12-1-5-5 type steel debounded at the temperature of 450 ◦C under N2–10% H2 and sintered in the N2–10% H2 atmosphere at1260 ◦C, surface distribution of (b) ferrite, (c) vanadium and (d) tungsten.
formed in different furnaces, full-debound samples were notconsidered for sintering study. Fig. 6 showing the evolutionof the relative density with and there should be Figs. 6 and 7showing the evolution of the relative density and hardnesswith sintering temperature for samples with different debind-ing degree. Quasi-full densities are achieved at 1240 and1260 ◦C for samples debound at 450 and 475 ◦C, respec-tively. This is a consequence of the higher residual carbonof the brown part in the first case, which reduces the solidustemperature. In these samples a decrease in the density isalso observed at high temperature. This fact is due to theoversintering of these samples as it is clearly shown in themicrostructure where a coarsening of the primary carbidesand the herring-bone structure are observed (Fig. 8).
The hardness (Fig. 7), in both samples, follows the sametrends that the density. The microstructural development dur-
Table 3Mechanical properties of green and brown parts deduced from the three pointbending test
Debinding temperature (◦C) TRS (MPa)
Green parts 22.1450 16.7475 7.7500 –
TRS correspond to the transverse rupture strength.
ing the sintering is in agreement with those observed insintering of conventional PM HS12-1-5-5 HSS. At low tem-perature, very fine carbides are uniformly distributed withinthe steel matrix. As temperature increase, the carbides grow(Fig. 8) and two types of carbides with different contrast inthe BSE images are distinguished. These carbides correspondto M6C carbides (bright) and MX (black).
The last one corresponds to vanadium rich carbonitrides,which seems to go to the grain boundaries indicating thepresence of a phase liquid.
Based on the examination of the surface distribution of ele-ments (Fig. 9), it was found out that bright carbides containmostly tungsten, and also have a low vanadium concentration.Simultaneously dark carbides with the chemical compositioncorresponding to the MX type ones, containing mostly vana-dium.
4. Conclusions
It was found out that the metal injection moulding processusing a HDPE based binder has been successfully developedfor manufacturing of HS12-1-5-5 HSS. Primary carbides inall investigated high-speed steels sintered at different temper-atures were uniformly distributed in the matrix of the steelwithout segregation.

178 L.A. Dobrzanski et al. / Journal of Materials Processing Technology 175 (2006) 173–178
Basing on the investigation of transverse rupture strengthof brown parts HS12-1-5-5 type HSS it was found out thatless temperature of debinding increase the bending strengthwhich is very important in the technological lines produc-ing tools by metal injection moulding method. On the otherside, increasing carbon content at high-speed steels decreasemechanical properties after heat treatment [7]. The debindingunder N2–10% H2 atmosphere produced samples with higherquality than using argon atmosphere and prevent of surfaceoxidation during debinding.
References
[1] R.M. German, A. Bose, Injection Moulding of Metals and Ceramics,MPIF, Princeton, NJ, 1997.
[2] L.A. Dobrzanski, Fundamentals of Materials Science and PhysicalMetallurgy, Engineering Materials with Fundamentals of MaterialsDesign, WNT, Warszawa, 2002 (in Polish).
[3] A. Varez, B. Levenfeld, J.M. Torralba, G. Matula, L.A. Dobrzanski,Mater. Sci. Eng. A366 (2004) 318.
[4] B. Levenfeld, A. Varez, J.M. Torralba, Metall. Mater. Trans. 33A(2002) 1843.
[5] A. Varez, J. Portuondo, B. Levenfeld, J.M. Torralba, Mater. Chem.Phys. 67 (2001) 43.
[6] Z.Y. Liu, N.H. Loh, K.A. Khor, S.B. Tor, Mater. Sci. Eng. A293(2000) 46.
[7] L.A. Dobrzanski, G. Matula, A. Varez, B. Levenfeld, J.M. Torralba,Mater. Sci. Eng. 157–158 (2004) 658.
[8] G. Herranz, B. Levenfeld, A. Varez, J.M. Torralba, Mater. Sci. Forum426–432 (2003) 4361.
[9] P. Romano, O. Lyckfeldt, N. Candela, J.M. Torralba, Mater. Sci.Forum 416–418 (2003) 369.
Copyright © 2022 FDOKUMEN