Mecánica TRABAJO DE DIPLOMA Diseño de un me - CICT
62
Universidad de Matanzas “Camilo Cienfuegos” Facultad de Ingeniería Química - Mecánica TRABAJO DE DIPLOMA Diseño de un mezclador de materias primas para producir grasas de conservación Autor: Edisbel Fonseca Jerez. Tutor: Ing. Juan Enrique Rodríguez Beltrán. Matanzas, Cuba 2014
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Mecánica TRABAJO DE DIPLOMA Diseño de un me - CICT

Universidad de Matanzas
“Camilo Cienfuegos”
Facultad de Ingeniería Química - Mecánica
TRABAJO DE DIPLOMA
Diseño de un mezclador de materias primas para
producir grasas de conservación
Autor: Edisbel Fonseca Jerez.
Tutor: Ing. Juan Enrique Rodríguez Beltrán.
Matanzas, Cuba
2014

DECLARACIÓN DE AUTORIDAD Declaro, como único autor del trabajo, que autorizo la consulta de todas las
personas que lo necesiten, siempre que cuenten para su manejo con la
autorización del CEAT y del Departamento de Ingeniería Mecánica de la
Universidad de Matanzas a los cuales les transfiero todo los derechos sobre el
documento.
------------------------------------ Edisbel Fonseca Jerez

Notas de aceptación
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
_______________________________________________________________
__________________________________________________
_____________________
Presidente del tribunal.
___________________
Tribunal.
____________________
Tribunal.
_____________________
Tribunal.
Fecha: _____________
Matanzas 2014

AGRADECIMIENTOS
Quiero expresar mis más sinceros agradecimientos en especial a todas
aquellas personas que con su valiosa colaboración hicieron posible la
realización de este trabajo:
A mi tutor Ing. Juan Enrique Rodríguez Beltrán por sus orientaciones
y su preocupación en vista a la culminación exitosa de este trabajo
de diploma.
A la Directora y Especialistas del Centro de Información Científico
Técnico.
A mi familia y en especial a mi esposa por su preocupación.
A los profesores que me han transmitido los conocimientos
necesarios para mi formación como futuro profesional.
A todo el colectivo del Centro de Estudio de Anticorrosivos y
Tensoactivos (CEAT) por su atención y dedicación.
A mi tío Edilberto y mis hermanos que estando lejos de mí aportó a la
realización de este trabajo de diploma.
A todos muchas Gracias.

RESUMEN En el Centro de Estudios de Anticorrosivos y Tensoactivos (CEAT), de la
Universidad de Matanzas “Camilo Cienfuegos”, se produce desde hace varios
años grasas de conservación anticorrosivas. Teniendo en cuenta que este es
uno de los productos más demandados por los organismos nacionales, es
necesario priorizar la construcción de nuevos equipos que aumenten la calidad
y eficiencia de las mismas. Actualmente, al mezclar la materia prima e
introducirla en el reactor, la granulometría resultante no es la adecuada y
produce partículas en forma de piedra que obstaculizan la salida. Se realizó el
diseño experimental de un mezclador, considerando las diferentes variables y
se realizaron los cálculos de diseño para los principales componentes (paletas,
árbol de transmisión y cojinetes de rodamiento) del dispositivo de mezclado con
lo cual se demostró que se puede aumentar la calidad del producto terminado
lo que permite obtener mejores resultados en la producción.
SUMMARY
In the Center of Studies of Anticorrosive and Tensoactivos (CEAT), of the
University of Matanzas “Camilo Cienfuegos", it has been producing
anticorrosive conservation greases for several years. Keeping in mind that this
is one of the most demanded products for the national organisms it is necessary
to prioritize the construction of new gears that improve its quality and efficiency
.At the moment when mixing the matter and to introducing it in the reactor, the
resulting grain is not the appropriate one, due to particles in form of a stone that
block the exit. Giving execution to the previous problem, this work intends to
propose the experimental design of a mixer keeping in mind the different
variables. In the investigation they are also carried out the design calculations
for the main components (yokels, transmission tree and roller cushions) of the
mixing device. This design will facilitate to increase the quality of the finished
product.

ÍNDICE
Agradecimientos
RESUMEN _____________________________________________________________
ÍNDICE ________________________________________________________________
INTRODUCCIÓN _______________________________________________________ 1
Capítulo I: Fundamentación Teórica _______________________________________ 4
1.1 Generalidades de las grasas de conservación. ________________________________ 4
1.2 Métodos de síntesis de las grasas. __________________________________________ 5
1.3 Clasificación de las grasas. ________________________________________________ 6
1.4. Parámetros de calidad que deben cumplir las grasas. _________________________ 10
1.5 Desarrollo de las grasas de conservación Internacionales. ______________________ 10
1.6 Desarrollo de grasas de conservación en Cuba. ______________________________ 13
1.7 Tipos de Mezcladores ___________________________________________________ 15
1.7.1 Mezcladores de corrientes: ____________________________________________________ 16
1.7.2 Mezcladores de Hélices, incluidos algunos de tipo helicoidal. ________________________ 16
1.7.3 Mezcladores de Turbina o de impulsor centrífugo. _________________________________ 17
1.7.4 Mezcladores de Tambor. ______________________________________________________ 17
1.7.5 Mezcladores de Paletas o Brazos. _______________________________________________ 17
1.8 Patrones de Flujos en Tanques mezcladores. _________________________________ 20
Capítulo II: Diseño de experimento y la metodología de cálculo para la realización del
mezclador de materias primas para la producción de grasas de conservación. ____ 23
2.1 Diseño de experimento __________________________________________________ 23
2.2 Parámetros principales para calcular los cuerpos que componen el mezclador. _____ 26
Capítulo III: Análisis de los resultados del experimento y del mezclador de agua y
cemento. ____________________________________________________________ 36
3.1 Tabla de resultado del experimento. _______________________________________ 36
3.2. Cálculo de las dimensiones del mezclador. __________________________________ 37
Conclusiones: ________________________________________________________ 49
Recomendaciones: ____________________________________________________ 49
BIBLIOGRAFÍA ________________________________________________________ 50
ANEXOS ____________________________________________________________ 53

1
INTRODUCCIÓN El Centro de Estudio de Anticorrosivos y Tensoactivos (CEAT), de la
Universidad de Matanzas “Camilo Cienfuegos”, desarrolla investigaciones
desde hace varios años para la elaboración de grasas y mástique que se
emplean en el servicio DUCAR, con el cual se realiza mantenimiento de
protección anticorrosiva y conservación estructural para vehículos automotores,
tanto de los que estén en explotación como aquellos que se encuentran
almacenados y se han obtenido resultados que logran una efectividad en el
incremento del tiempo de su vida útil.
El CEAT cuenta en la actualidad con una Planta Piloto, la cual posee los
equipos necesarios para ejecutar las producciones de grasas de conservación
y otros, posee un local para mantenimiento y el equipamiento para desarrollar
esta actividad. El almacén es pequeño, sin espacio suficiente para las materias
primas y los productos terminados.
El equipamiento que posee se encuentra ubicado en el laboratorio de corrosión
y en el de la Planta Piloto, con una obsolescencia de más de 20 años de
trabajo, no obstante, se emplean aún muchos equipos en los trabajos de
investigación, aunque en su mayoría no cumplen las normas internacionales
para la ejecución de las investigaciones (Normas ISO).
En el Centro de Estudio de Anticorrosivos y Tensoactivos (CEAT) al cual
pertenece el Área de Producción y Servicios (APS), la actividad de Ciencia
Técnica e Innovación (CTI) se organiza a ciclo cerrado (I + D + i) en líneas y
proyectos de investigación, orientadas a impactos, con una marcada
participación de estudiantes.
Los departamentos de Ingeniería Química e Ingeniería Mecánica de la UMCC
realizan investigaciones con los estudiantes, orientadas al diseño de equipos
con los que deberá contar la Planta para la producción de anticorrosivos y
tensoactivos.
Dentro de los productos demandados por los organismos nacionales se
encuentran las grasas de conservación, por lo que se requiere priorizar la
construcción de nuevos dispositivos para mejorar la calidad del producto y la
eficiencia en el envasado del producto terminado.
El desarrollo de grasas de conservación temporal en Cuba ha respondido a la
creciente demanda del país en la conservación de la técnica, sometida a la alta
2
agresividad de la atmósfera por el efecto del aerosol marino, la humedad
elevada y otros factores como la radiación solar.
Según los Lineamientos de la Política Económica y Social del Partido y su
implementación, en esta investigación se le da cumplimiento al Lineamiento VI
referido a la Política Social, el No.152, que refiere la actualización de los
programas de formación e investigación en las universidades teniendo en
cuenta las necesidades del desarrollo económico y social del país, así como
las nuevas tecnologías.
Para esto la entidad, de conjunto con la dirección de la UMCC, se ha propuesto
aumentar la producción de grasas de conservación. Este incremento ha creado
una nueva situación problémica: al no realizarse correctamente la reacción,
quedan partículas en forma de piedras que obstaculizan la salida de la materia
prima en el reactor.
Para solucionar, la problemática anterior se propone, de forma experimental, el
mezclado de las materias primas según sus propiedades y posteriormente
diseñar un mezclador para la producción de grasas de conservación, basado
en las metodologías de cálculo desarrolladas para la construcción de
elementos de máquina. La investigación aborda los cálculos de diseño para los
principales componentes (paletas, árbol de transmisión y cojinetes de
rodamiento) del mezclador.
Teniendo en cuenta la importancia de estos productos para la conservación de
la técnica y la posibilidad de insertarse en el mercado nacional con proyección
hacia el internacional, así como no contar con equipos especializados para
cada rama de la producción, se hace necesario el diseño de un mezclador que
facilite la homogenización de la materia prima utilizada en la producción de
grasas de conservación. Por lo que se plantea el siguiente problema
científico:
¿Cómo diseñar un mezclador de materias primas que posibilite el mezclado
homogéneo en la producción de grasas de conservación y la evacuación
eficiente con superior calidad y mayor efectividad en el producto terminado?
Para dar solución a este problema se plantea la siguiente hipótesis: Si se
realiza el diseño de un mezclador, teniendo en consideración los resultados
experimentales y las recomendaciones existentes para la selección del
material, con la aplicación de una metodología de cálculo establecida, se podrá

3
lograr un mezclado homogéneo en el reactor y así garantizar una evacuación
eficiente del producto terminado.
Para validar la hipótesis anterior se propone como objetivo general:
Diseñar un mezclador de materias primas para la producción de grasas de
conservación, siguiendo una metodología de cálculo establecida para lograr un
mezclado homogéneo y garantizar una evacuación eficiente del producto
terminado.
Para cumplir el objetivo planteado se proponen los siguientes objetivos
específicos:
1. Análisis bibliográfico para determinar las metodologías de diseño de
mezcladores de materias primas para la producción de grasas de
conservación.
2. Diseñar un plan experimental, donde se analicen las variables
fundamentales para el diseño de un mezclador que posibilite el
mezclado homogéneo, la evacuación eficiente y la granulometría
correcta, con superior calidad y rendimiento del producto.
3. Diseñar un mezclador de materias primas para la producción de grasas
de conservación a partir de los resultados experimentales con una
metodología establecida.
4.
El trabajo se estructura en tres capítulos:
Capítulo 1: En este capítulo se realiza la fundamentación teórica del estado
del arte y de la práctica entre los que se encuentran: definiciones de grasas
clasificación y desarrollo de las grasas de conservación, así como tipos de
mezcladores.
Capítulo 2: Se presenta el diseño de experimento y la metodología de
cálculo para la realización del mezclador de materias primas para la
producción de grasas de conservación.
Capítulo 3: En este capítulo se exponen los resultados.
Por último se arriba a conclusiones y se proponen algunas
recomendaciones.
4
Capítulo I: Fundamentación Teórica
1.1 Generalidades de las grasas de conservación.
Las grasas de conservación, son uno de los llamados recubrimientos
temporales que tienen como finalidad proteger la superficie de los metales
hasta tanto no se les aplique un recubrimiento o protección definitiva. Es una
de las formas más usadas en la protección de laminados, piezas, equipos,
durante su transportación y almacenamiento. (Rocha, 2003).
Como resultado de las investigaciones en el Centro de Estudio de
Anticorrosivos y Tensoactivos (CEAT), se han desarrollado otras aplicaciones
que se reportan en diferentes publicaciones. Se incluye además, su aplicación
en una gran variedad de equipos como: guarda cables, impelentes, aros,
pistones, bielas, metales de apoyo, etc.
Se ha formulado fundamentalmente para su empleo en la conservación de la
técnica militar, el armamento y en el servicio DUCAR. Actualmente se trabajan
variantes de aceites de conservación para el grupo cilindro – pistón en los
motores de combustión interna que requieren ser conservados. Las mismas
están conformadas por una base líquida viscosa y por un endurecedor sólido.
Como base líquida se emplean aceites minerales, vegetales y sintéticos,
mientras que los endurecedores son parafinas, petrolato, ceresinas, ceras y
jabones de ácidos grasos de alto peso molecular. Además se le adiciona
pequeñas cantidades de otras sustancias para mejorar sus propiedades físicas,
mecánicas y de conservación.
Las grasas de conservación en base jabón constituyen verdaderas estructuras
coloidales, en su formación intervienen dos elementos fundamentales: un jabón
y un aceite, en estas estructuras coloidales la fase dispersa corresponde al
jabón, que es, a su vez, un agente espesante; la fase dispersante corresponde
al aceite. La textura y el color de las grasas son muy variables, pueden tener
una consistencia desde semifluida hasta muy dura y coloraciones entre ámbar
y hasta carmelita oscuro y negro, en dependencia de sus constituyentes.
(González, M. 1995)
Según González, M., 1995 un jabón es la sal organometálica que se produce
en las reacciones de saponificación. Los jabones empleados en las grasas son
generalmente el resultado de la saponificación de un cebo (ácido graso
superior) con una sustancia alcalina. El álcali que se emplea en la

5
saponificación determina las características del jabón y constituye lo que se
denomina base del jabón. Todos los jabones no se pueden utilizar para fabricar
grasas, de ahí que la producción de grasas descanse en los jabones con bases
de: Calcio, Sodio, Aluminio, Bario, Litio, Zinc y Plomo. Se fabrican también
jabones con bases compuestas, o sea, jabones mixtos con más de un
componente alcalino.
Al respecto se puede plantear que también las grasas son obtenidas a partir
de ceras, por lo cual forman parte de la grasa los alcoholes de alto peso
molecular que contribuyen a la dispersión del jabón en el aceite y aumentan la
estabilidad coloidal.
Tomando como referencia la Patente 143/94, es posible obtener grasas, a
partir de jabones solubles, mediante un proceso de intercambio catiónico del
ión Sodio o Potasio, por los iones Calcio, Aluminio y Magnesio, entre otros.
En la Universidad de Matanzas, desde la década del 80, se han desarrollado
tecnologías de grasas de conservación temporal que han sido patentadas,
(Patente 48/85) y que han respondido a muchas de las exigencias planteadas
por la técnica. Sin embargo, se requiere continuar ampliando la familia de estos
productos para que al mismo tiempo reúnan cualidades desde el punto de
vista técnico y económico, que superen a otras del mercado internacional.
(Echeverría, C, 2007)
1.2 Métodos de síntesis de las grasas.
Existen dos vías para la síntesis de grasas de conservación en dependencia
del endurecedor.
Aquellas donde el endurecedor es parafina, ceresina, ceras que se obtienen
por un proceso de mezclado con la fase líquida, por lo general aceites
minerales, vegetales, sintéticos, derivados asfálticos y aquellos donde el
endurecedor es un jabón insoluble con o sin sulfonatos alcalinos.
El jabón a utilizar es obtenido a partir de la saponificación de un sebo o ácido
graso con un álcali, que incluye en algunos casos el intercambio catiónico
posterior a la saponificación. Entre las sustancias empleadas para su obtención
las de más fácil adquisición resultan ser el hidróxido de calcio, carbonato de
calcio y el cemento. (Patente 143/94).

6
Una grasa de conservación temporal puede ser obtenida a partir de un aceite
básico proveniente del petróleo ligero nacional, que no incluye aditivos
especiales y un jabón insoluble (jabón de calcio) obtenido a partir de un jabón
soluble (jabón de potasio) con la adición de óxidos metálicos.
Una característica de estas grasas es su resistencia a la acción del agua, ya
que el jabón de calcio es insoluble en ella. (Patente 143/94).
El jabón es el elemento de mayor influencia en las características de la grasa,
por ello están generalmente clasificadas según el tipo de espesante utilizado.
Este forma una estructura fibrosa que contiene aceite, similar a una esponja
con agua. Hay dos clases principales de espesantes: los jabones metálicos y
los espesantes sin jabón. Aproximadamente el 90% de las grasas utilizan
jabones metálicos. Estos pueden ser subdivididos en dos categorías: los
jabones convencionales (litio, calcio, aluminio, sodio) y los jabones compuestos
denominados complejos. Los espesantes sin jabón están divididos en
diferentes tipos de productos como los espesantes inorgánicos (Ej. la arcilla),
los polímeros (Ej. poliuria), pigmentos/colorantes, geles y ceras.
Los jabones utilizados para hacer grasas son creados a partir de una operación
de saponificación. La reacción de las grasas se produce químicamente con el
metal llamado alcalino, durante el ciclo de producción. Las grasas comprenden
generalmente grasas y aceites de origen vegetal o marino. Los metales
alcalinos (por lo tanto básicos con respecto a los productos ácidos)
normalmente son hidróxidos de litio, calcio, sodio y aluminio. El ácido 12-
hidroesteárico, derivado del aceite de ricino, es la materia saponificable más
utilizada y se encuentra disponible en forma de metiliéster, ácido o glicérido.
Esta materia saponificable es usada principalmente en la producción de grasas,
litio y calcio. (Gwidon, W. 2008).
1.3 Clasificación de las grasas.
Al agrupar los diferentes tipos de grasas en correspondencia con la forma de la
película que se obtiene, se precisa la composición y el campo de aplicación de
las mismas, aspecto que no queda bien definido en la información que se
brinda por muchos productos y en las patentes revisadas. Es por ello que
7
seguidamente se resumen los principales tipos de recubrimientos en base a
grasas y se incluyen además los aceites.
Grasas que forman películas blandas: A este grupo pertenecen las grasas
tipo cerosos a temperatura ambiente, constituidas por petrolato como material
base (grasas parafínicas o hidrocarbúricas) y pueden contener aditivos tales
como ceras, sulfonatos de petróleo y otros inhibidores los cuales incrementan
las propiedades protectoras.
La forma de aplicación fundamental de estos materiales es fundidas por
inmersión o a brocha, proporcionando películas gruesas, que se desconservan
por agitación en un baño con solventes orgánicos o por inmersión total en un
aceite lubricante caliente, que deja sobre la superficie una película fina de
aceite residual con grasa.
El espesor del recubrimiento puede controlarse ajustando la temperatura del
baño, pero muchas de ellas se descomponen con el calentamiento, al perder la
estabilidad coloidal. El grueso de película recomendado es de 0,5 mm. Debe
incluir el empapelado de las piezas, para evitar la acumulación de polvo.
Su campo de aplicación abarca las superficies de alto acabado y acabado
normal en partes y piezas, con excepción de aquellas con interiores
inaccesibles en las cuales se dificulta remover el exceso de producto.
Dentro de este grupo están las grasas semisólidas, blandas a temperatura
ambiente, que se aplican fundamentalmente por frotado en frío, basadas en
jabones de calcio y bario. Este último es el agente espesante que se emulsiona
en un lubricante líquido (aceite), además de otros ingredientes que le confieren
propiedades especiales, como por ejemplo inhibidores de corrosión solubles en
aceite: sulfonatos insolubles.
En este caso se combina la función protectora con el lubricante y por ello en
dependencia de los parámetros de calidad de la grasa no siempre se requiere
que la misma sea eliminada para usar la pieza protegida, como es el caso de
rodamientos. Una grasa con esta última característica es el RODACON.
Este tipo de grasa proporciona una película gruesa que usualmente es más
blanda y menos resistente que las grasas anteriores que se aplican en caliente.
8
Estas grasas no admiten por lo general el suministro de calor, ya que pierden la
estabilidad coloidal y se separa el aceite del jabón, por ello no se pueden
aplicar por inmersión en caliente.
Tiene gran aplicación en aquellos artículos en que sólo una parte de su
superficie requiere protección, debido a su fácil aplicación por frotado en frío.
Se emplea en vástagos de hidráulicos, engranajes, cajas de bola, cigüeñales y
ejes.
Otro grupo lo constituyen las grasas semifluidas que contienen solventes
orgánicos y que se aplican por inmersión en frío, pulverización o brocha. En
este caso se obtienen recubrimientos de capa fina, indicados para períodos
cortos de conservación.
Estos productos pueden ser líquidos móviles, semifluidos, o materiales
grasosos, pero con características de flujo. En su composición están presentes
generalmente los solventes, que una vez evaporados brindan una película que
puede ir desde blanda hasta ligeramente dura, en dependencia de la grasa
líquida tipo solvente de que se trate.
Cuando las grasas líquidas tipo solvente son de base semisólida, se indican
como productos formadores de película la lanolina y sus derivados, ceras,
resinas con inhibidores de la corrosión, jabones insolubles.
Forman películas finas, estos materiales no son resistentes a la abrasión y
daños mecánicos, aunque en dependencia de la base de esta resistencia se
incrementa con el envejecimiento, tal como ocurre con las grasas líquidas tipo
solvente, que utilizan como base jabones insolubles de calcio desarrollados en
el CEAT.
El tiempo de secado depende del solvente empleado, la aplicación de aire. Su
empleo se recomienda a la intemperie o bajo techo en función de su
temperatura de goteo, en las condiciones climáticas de Cuba, donde deben
lograrse temperaturas de goteo próximas a los 80 grados Celsius (Patentes
48/85 y 143/94).
Pueden ser aplicadas sobre laminados, perfiles tuberías, interiores de equipos,
herramientas, engranajes, piezas pequeñas, implementos agrícolas, barras,
etc. La mayor demanda actual está relacionada con la protección de
componentes huecos, áreas cerradas y zonas inaccesibles de los componentes
9
estructurales del transporte, de instalaciones energéticas, de aeropuertos, entre
otras. (Echeverría, C, 2007)
Grasas que forman películas oleaginosas: Dentro de este grupo se incluyen
los aceites lubricantes que contienen inhibidores de la corrosión y que son
generalmente empleados por inmersión, pulverización y circulación.
En estos casos se cumple por lo general una doble función, al poder ser
utilizados como lubricantes y como productos para la conservación, se emplean
en piezas metálicas en etapas ínter operacionales, así como para la
conservación por largo tiempo de interiores de motores, cigüeñales, cajas de
velocidad y otros mecanismos, a los que es difícil proteger y en los que
productos sólidos de mayor eficiencia no son normalmente usados, por las
dificultades que origina su desconservación, entre otros factores. (Echeverría,
C, 2007)
En la conservación interior de tanques de combustible y otros recipientes por
períodos prolongados se indica el empleo del aceite transformador con los
inhibidores o productos desarrollados con este fin. (Aldazabal, L, 2001)
En este grupo se incluyen las grasas líquidas base aceite de amplio uso en la
protección del armamento, como es el caso de la grasa líquida V/O, que puede
ser empleada en las técnicas antes señaladas. (Echeverría, C, 2007)
Grasas que forman películas duras: Estos materiales son fluidos de baja
viscosidad a temperatura ambiente y que se obtienen al disolver solventes
orgánicos distintos formadores de película. La evaporación del solvente origina
una película fina, tenaz, resistente a la abrasión y capaz de poder ser
manipulada sin sufrir daño alguno. Se pueden obtener recubrimientos de
secado rápido y lento.
Estos recubrimientos pueden ser aplicados por diversos métodos, entre los que
se encuentran inmersión, pulverización y brocha.
Para (Echeverría, C, 2007) estos productos son diseñados para ser usados en
artículos que constituyen unidades simples y son adecuados para proteger
superficies maquinadas de alta terminación. Estos productos presentan
algunas ventajas sobre los otros tipos como son:
Alto poder cubriente.
10
Son más económicos en cuanto a materia prima que los recubrimientos de
capa gruesa.
Son aplicables por inmersión.
Son muy adecuados para largos períodos de almacenamiento.
Se incluyen las grasas duras fundidas por inmersión. Ej. grasa más
parafina; grasa más colofonia ó grasa sólida. El espesor de la capa
depende de la temperatura del baño. (Echeverría, C, 2007)
1.4. Parámetros de calidad que deben cumplir las grasas.
Desde 1994 hasta la fecha, en la Planta Piloto se han producido más de 310
toneladas de grasas de conservación con un considerable impacto económico,
ha resultado la única Planta en Cuba que ha logrado esos volúmenes de
producción. Se emplean según el tipo de grasa las siguientes materias primas:
Cemento Portland P- 350, Aceite Fibra ó I – 12, Cal Hidratada, Cera cruda de
caña, Sebo de res, Residual de policosanol, Disolventes (Nafta, diesel ó
capsol), Aceite de cera de caña, Resina de cera cruda.
Las diferentes variantes de grasas de conservación que se producen a nivel
mundial y las que se obtienen en la planta piloto del CEAT deben cumplir con
los parámetros de calidad que se establecen y se encuentran dentro de un
rango establecido para que se materialice la protección anticorrosiva. En el
control de calidad del producto final (grasa líquida), se detectó la creación de
partículas en forma de piedra, por lo cual existe merma de la grasa como
desecho sólido, esto sucede por la granulometría del cemento que se utiliza.
1.5 Desarrollo de las grasas de conservación Internacionales.
La Planta de Grasas Lubricantes, Aceites (CANGL) posee la certificación de su
sistema de gestión de calidad ISO 9001. En este contexto CANGL cuenta con
el sello marca FONDONORMA en ocho de sus aceites lubricantes. Igualmente
posee el mismo sello de calidad para cinco tipos de las grasas lubricantes y de
conservación en esta Planta.
Cuenta con una capacidad de producción de 10.000 t/año de grasas
lubricantes y de conservación en los diferentes turnos de trabajo. Esto equivale
a dos veces el consumo de Venezuela. Se producen grasas con jabones de
11
calcio, litio (incluyendo complejos) sodio y grasas en base a espesantes
inorgánicos, desmoldeantes, anticorrosivos y productos especiales. Las
instalaciones de esta Planta incluyen:
Reactores de saponificación y acabado.
Silos de almacenamiento.
Molinos, homogenizadores, enfriador y desaireador.
Líneas de llenado para granéeles, tambores, pailas y envases menores.
Además está encargada de la producción de aceites lubricantes, fluidos de
corte y productos especiales que incluyen líneas de envasado para envases
plásticos de un cuarto de galón, galón, garrafa, pailas y tambores. También
cuenta con líneas para despacho a granel y 4.000 m3 en tanques para
mezclado y almacenaje. (Stanley, M. 2007)
En estudios realizados se han identificado las principales líneas en la
producción de grasas de acuerdo con el estado de la técnica, entre ellos se
destacan las siguientes patentes internacionales:
La Patente No WO 86/03513 de la Organización Mundial de Patentes se utiliza
en la obtención de grasas de conservación anticorrosivas, basada en el empleo
de sales insolubles de ácidos sulfónicos orgánicos, de bario y calcio.
Patente No 5, 442,005 de Estados Unidos, refiere que en el proceso de
conformado de metales con recubrimientos de cinc, se emplean aceites
especiales que resultan difíciles de remover antes de la aplicación del
recubrimiento de pintura, debido al pesado recubrimiento normalmente usado
de 2-4 g/m2.
Se destacan en la Patente diferentes ventajas con el uso de este producto,
entre ellas, que proporcionan una película que protege contra la corrosión
durante el almacenamiento y la transportación de las láminas de metal
recubiertas de cinc, sin alterar la superficie del metal.
En diferentes productos que se proponen en este campo de aplicación, se hace
referencia al empleo de aditivos que impiden el biodeterioro.
Predomina la tendencia en este grupo de compuestos, del empleo de los
productos sulfonados.
Dentro de las grasas que forman películas blandas, de igual forma predominan
las sales sulfonadas insolubles de calcio y bario.
12
La Patente No ES 2 006 767 de España, hace referencia a compuestos de
sorbitán y sulfonatos alcalinotérreos y de bario, la que coincide con la Patente
No 4, 440, 582 de Estados Unidos, se destaca la capacidad para producir
revestimientos poliméricos esencialmente autocurantes, particularmente
adecuados para su empleo en vehículos de motor, equipos militares y toda
clase de maquinarias. Se recomienda su aplicación sobre fosfatado, por la
capacidad de retención de esta capa.
La Patente No ES 85 305 de España, que establece un método de obtener un
agente anticorrosivo y lubricante formado en lo esencial de un jabón cálcico a
partir de un ácido alifático superior y de alquilarilsulfonato cálcico básico, que
tiene aplicación en el tratamiento de superficies metálicas. Se destaca en esta
invención que la grasa propuesta protege contra la corrosión al mismo tiempo
que lubrica las láminas de acero durante el proceso de embutido.
Destaca las ventajas con respecto a las grasas en base a jabones de ácidos
grasos insaturados, las cuales dan lugar a la formación de manchas sobre la
chapa tratada, presentando mayores dificultades en su eliminación posterior.
Patente No 763518, composición inorgánico – orgánico tixotrópica
sobrebasificada de metal alcalino térreo que contiene un compuesto etoxilado
con cera micro cristalino y petrolato.
Esta invención está basada en un descubrimiento que mejora la protección
contra la corrosión, las composiciones de la capa se caracterizan por las
propiedades corrosión-inhibidor, tiene la ventaja adicional de ser
substancialmente resistente a la absorción de agua particularmente fresca. Lo
cual se cumple por la presencia del compuesto sobrebasificado y tixotrópico,
que contiene ceras micro cristalinas y petrolato.
La Patente No 705148, composiciones de capa inhibidora de la corrosión para
metales, que reivindica: composiciones que combinan aceites secantes,
secadores, y compuestos sobrebasificados y tixotrópicos de metales alcalinos
térreos y compuestos sulfonados. Hace referencia a la Patente USA No. 3,
925,087 que posee composiciones inhibidoras de la corrosión que contienen
aproximadamente 15 % en peso de aceite secante y puede contener tanto
como aproximadamente 50 % en peso. Hay que observar aquí la presencia de
aceites secantes que contribuyen a la formación de capas resistentes, pero que
producen manchas en las superficies protegidas.

13
La Patente de Estados Unidos No 6, 800,595, composición de grasa para la
prevención de la corrosión y propiedades de resistencia a la abrasión, que
reivindica una composición que contiene un aceite con un 0.05% a 30% en
peso de thiosulfato de sodio y por lo menos 0.1% en peso de uno o más
aditivos seleccionados del grupo del salicilato de calcio, magnesio y sulfonato
de calcio, basado en la composición de grasa total.
La Patente de Estados Unidos No. 6,251,841, composición de grasa que
reivindica una composición de grasa que contiene un aceite, un inhibidor
orgánico lipofílico, un agente activador de superficie no iónico y un inhibidor
orgánico hidrófilo del grupo del ácido graso de la lanolina, entre otros
constituyentes. Se recomienda su empleo en la protección anticorrosiva de
piezas de acero entre ellas rodamientos.
Se destaca del análisis de las tendencias en otros países, fundamentalmente
Estados Unidos, la gran diversidad de productos patentados con aplicaciones
específicas en el campo de la protección temporal o interoperacional con la
aplicación de grasas, lo que indica que se hace necesario continuar trabajando
en la búsqueda de aplicaciones.
Por otra parte en las Patentes Internacionales antes citadas, se destaca el uso
de biocidas para combatir el biodeterioro de los productos, debido a su carácter
sobrebasificado.
Todo ello permite plantear que en la situación actual, debe continuar la
tendencia a desarrollar productos que satisfagan las necesidades de la
conservación de la técnica, basados en grasas tixotrópicas y sobrebasificadas
con jabones insolubles, diversificando los mismos hasta abarcar todos los
campos de aplicación posibles.
1.6 Desarrollo de grasas de conservación en Cuba.
En la actualidad no se realiza producción nacional de grasas de conservación,
exceptuando las limitadas producciones que se acometen en la Planta Piloto de
la Universidad de Matanzas con la Marca Estatal DISTIN.
Con las diferentes materias primas con que se trabaja desde la década de
1980, se han elaborado más de 20 variantes de grasas de conservación
DISTIN, amparadas por las Patentes 48/85 y 143/94.

14
De acuerdo con estas Patentes se pueden producir grasas empleando como
materia prima fundamental el sebo de res, la cera cruda de caña, resina de
cera, aceite de cera o los residuales de la producción del Policosanol. En la
actualidad se producen con cera cruda de caña y residuales de Policosanol.
Para la identificación de los diferentes productos elaborados en la Planta Piloto
del CEAT, se emplean hasta estos momentos 6 líneas identificadas como: 100,
200, 300, 400, 500 y 600. A las grasas de conservación les corresponde la
línea 300, donde el número dentro de la línea identifica el tipo de grasa. Así por
ejemplo de la 305 a la 310 corresponden a grasas con sebo de res, la 311 a la
313 se corresponden con grasas elaboradas con residuales de la producción
de Policosanol y la 314 y 315 son grasas elaboradas con cera cruda de caña
y/o residual de Policosanol.
Se han desarrollado grasas de consistencia dura (sólida), las cuales se
identifican por la letra S a continuación de la marca y el número, así por
ejemplo se identifica la grasa de consistencia dura DISTIN 314 S. (Echeverría,
C. 2006)
La grasa semisólida es de gran importancia en la conservación de
armamentos. Tiene una buena utilidad para así alargar la vida útil de los
mismos. (González, L. 2006)
De igual forma una grasa líquida se identifica con la letra L, así por ejemplo se
tiene la grasa líquida tipo solvente DISTIN 314 L. Existen además las grasas
líquidas base aceite que se identifican con la letra A al final de la última letra,
así tenemos la grasa líquidas base aceite DISTIN 314 LA. (Echeverría, C.
2006)
La gran cantidad de variantes de grasas con diferentes materias primas permite
aprovechar la disponibilidad de materias primas nacionales para disminuir sus
costos.
Según Tápanes, M. 2006, se puede plantear que la producción nacional de
grasas líquidas de conservación para su aplicación en el transporte mediante el
Servicio DUCAR, es la de mayor demanda y perspectivas de aplicación.
El servicio DUCAR se ha identificado como un Sistema de Protección
Anticorrosiva y Conservación (SIPAYC), del componente estructural, aplicado a
los automóviles. No existiendo nada similar en Cuba.
En el Servicio DUCAR se aplican 5 de los productos, que son los siguientes:

15
Grasa Líquida DISTIN 314 L.
Mástique Líquido DISTIN 403 L.
Mástique Semisólido DISTIN 403.
Disolución de Fosfatado Decapante DISTIN 504.
Cera Abrillantadora e Impermeabilizantes Líquida DISTIN 603 L.
Todos los productos antes relacionados se han fundamentado para la
sustitución de importaciones y la exportación.
El producto que más consume el Servicio DUCAR es la grasa líquida tipo
solvente DISTIN 314 L, a razón de 10 litros/auto ligero anual. (Echeverría, C.
2009)
Con relación a las grasas de conservación, se ha demostrado en estudios
realizados desde 1985, que por cada kg de grasa que se deje de aplicar en
nuestras condiciones, se pierden de 3 a 7 kg de acero/año en forma de equipos
o como material almacenado, en dependencia de la agresividad corrosiva del
medio. (Echeverría, C. 1991)
1.7 Tipos de Mezcladores
Para diseñar o proyectar bien un mezclador hay que tener en cuenta no solo el
elemento mezclador sino también la forma del recipiente. Un elemento
mezclador muy bueno puede resultar inútil en un recipiente inadecuado.
Además, no debe perderse de vista el resultado exacto que se quiere alcanzar,
de modo que pueda obtenerse una mezcla ampliamente suficiente para
conseguir dicho resultado con un coeficiente de seguridad bastante grande.
Puesto que la mezcla es una parte fundamental del proceso, es importante
hacerla bien. Un mezclador bien diseñado puede evitar un embotellamiento en
la fabricación.
El número de dispositivos utilizados para mezclar materiales es muy grande, y
algunos de ellos no se distinguen por su perfección. Para que la tecnología de
la mezcla pueda avanzar, será necesario tomar en consideración muchos
modelos fundamentales como base de nuestros estudios y conocimientos. Esto
no excluye el desarrollo futuro de modelos nuevos y mejores, pero proporciona
una base para conseguir cierta normalización sumamente necesaria hoy.
Los mezcladores se agrupan en varias clasificaciones primarias:

16
Mezcladores de flujos o corrientes
Mezcladores de hélices o helicoidales
Mezcladores de turbinas o de impulsos centrífugos
Mezcladores de tambor
Mezcladores de paletas o brazos
1.7.1 Mezcladores de corrientes:
En este tipo de mezclador se introducen los materiales casi siempre por medio
de una bomba y la mezcla se produce por interferencia de sus flujos corrientes.
Solo se emplean en los sistemas continuos o circulantes para la mezcla
completa de fluidos miscibles. Pocas veces se usan para mezclar dos fases.
Mezcladores de Chorro: Estos, entre los cuales están los sopletes oxhídricos,
se basan en el choque de un chorro contra otro, generalmente ambos a
presión. Este tipo de mezclador se emplea a veces para líquidos, pero su
mayor aplicación es la mezcla de combustibles gaseosos antes de inflamarlos.
1.7.2 Mezcladores de Hélices, incluidos algunos de tipo helicoidal.
Los mezcladores de hélices proporcionan un medio poco costoso, sencillo y
compacto para mezclar materiales. Su acción mezcladora se deriva de que sus
aletas helicoidales al girar empujan constantemente hacia delante, lo que para
todos los fines puede considerarse un cilindro continuo de material, aunque el
deslizamiento produce corrientes que modifican esta forma cilíndrica. Puesto
que la hélice hace que un cilindro de material se mueva en línea recta, es
evidente que la forma del recipiente decidirá la disposición subsiguiente de esta
corriente. Por esta razón, es particularmente importante en este caso la forma
del recipiente y en ocasiones se descuida este factor. Las hélices son eficaces
con los líquidos cuya viscosidad aparente no sea superior a 2000 centipoises,
con la presencia o no de sólidos ligeros, aunque pueden utilizarse con
viscosidades hasta de 4000 centipoises. Con sólidos con densidad muy
diferentes a la de los líquidos, se confrontan algunas dificultades para impedir
la sedimentación, ya que es prácticamente imposible dirigir la corriente
producida por la hélice a todas las partes del tanque. La situación de la hélice
dentro del tanque influye sobre la naturaleza de la mezcla producida.

17
1.7.3 Mezcladores de Turbina o de impulsor centrífugo.
El mezclador de turbinas se estudia mejor como una o varias bombas
centrífugas trabajando en un recipiente casi sin contrapresión el material entra
en el impulsor axialmente por su abertura central. Los álabes aceleran el
material y lo descargan del impulsor o rodete más o menos tangencialmente a
una velocidad bastante elevada. La turbina puede llevar una corona directriz
con paletas curvas fijas (difusores) que desvían esas corrientes tangenciales
hasta hacerlas radiales. Todo el cambio de dirección de vertical a horizontal y
radial se realiza suavemente con la menor pérdida posible de energía cinética y
en consecuencia las corrientes radiales llegan a gran velocidad a las partes
más alejadas del recipiente.
1.7.4 Mezcladores de Tambor.
El Mezclador de tambor o de volteo es sencillo pero útil. Consiste en un
recipiente cilíndrico montado sobre un eje horizontal que gira con él. Haciendo
girar el cilindro o tambor se mezcla el contenido, se usa mucho para mezclar
polvos y hormigón o concreto. No tiene igual para los trabajos que implican dos
o tres fases con materiales tan diferentes como piedras, polvos y agua. Existen
varias modificaciones de este tipo. A veces el tambor está montado sobre el eje
oblicuamente, para que el impulso irregular acelere y facilite la mezcla. Otras
veces, como sucede en el mezclador de hormigón, se construye con placas
desviadoras, rascadores o aradores internos que desvían el contenido hacia la
salida. En otras variantes el recipiente gira en un sentido y las aletas interiores
en el opuesto.
1.7.5 Mezcladores de Paletas o Brazos.
Este es probablemente el tipo más antiguo de mezclador y consiste en esencia
en una o varias paletas horizontales, verticales o inclinadas unidas a un eje
horizontal, vertical o inclinado que gira axialmente dentro del recipiente (aunque
no siempre está centrado con éste). De esta manera el material que se mezcla
es empujado o arrastrado alrededor del recipiente siguiendo una trayectoria
circular.
18
Cuando se trata de líquidos poco espesos en recipientes sin placas
desviadoras, las paletas imprimen siempre un movimiento de remolino a todo el
contenido del recipiente. En todos los casos, el material directamente en la
trayectoria de las paletas, es empujado más aprisa que el que se encuentra
entre ellas. Este hecho tiene gran influencia para cambiar la relación mutua
existente entre las láminas (o estratos) paralelas a las paletas. Sin embargo,
una vez realizado este importante paso, las paletas carecen de medios
eficaces para producir, en dirección perpendicular a ellas, fuerzas que corten
transversalmente esos estratos y que los mezclen uno con otros; este es su
principal defecto.
La estratificación se destruye en gran parte instalando en el recipiente placas
desviadoras; las paletas pueden trabajar entonces más lentamente,
acortándose para que la potencia necesaria sea razonablemente baja.
Doblando las paletas se aumenta la circulación axial en un recipiente con
placas desviadoras, pero no tiene prácticamente efecto con un líquido de baja
viscosidad en uno sin dichas placas.
Los mezcladores de paletas o brazos son los más empleados, porque son los
más antiguos, los más conocidos y los primeros en que se piensa; además son
a menudo de construcción casera; el costo inicial es por lo general muy bajo y
se obtienen muy buenos resultados. Por ejemplo, para la mezcla o amasadura
de pastas espesas o plásticas es indispensable el tipo de mezclador de brazos.
Sin embargo, cuando es fácil que se produzca una estratificación, como sucede
en la suspensión de sólidos bastante densos en líquidos ligeros o en la mezcla
de pastas poco espesas o líquidos bastante viscosos, el mezclador de paletas
es relativamente ineficaz, por muy bien diseñado que esté, desde los puntos de
vista de la potencia necesaria y de la calidad de los resultados obtenidos.
Entre los mezcladores de paletas están:
Mezcladores de brazos rectos o de paletas en forma de remos: este es el
modelo más corriente de mezclador y puede ser horizontal o vertical. Las
paletas pueden ser planas o dobladas, a fin de producir un empuje ascendente
o descendente en el líquido. Merece la pena observar que en este último caso
el resultado se parece más al de una hélice que el de un remo.
Mezclador de rastrillo: es una modificación del de paletas rectas, paletas con
lengüetas o dedos fijos intercalados, este tipo puede ser horizontal o vertical.

19
En los líquidos poco densos, las lengüetas fijas tienden a impedir la formación
de un remolino en toda la masa y contribuyen además a producir corrientes
más o menos en ángulo recto con las lengüetas, facilitando así la mezcla. Éste
tipo se usa también para mezclar líquidos densos, pastas y amasados, como
pinturas, pastas de almidón y colas y en este caso las paletas fijas facilitan el
estirado, el corte y el doblado de los materiales y por consiguiente, su mezcla.
Tipo de herradura: este tipo se utiliza en las marmitas, por lo general en
trabajos rudos, como la mezcla de grasas, las fusiones de cáusticos, el
amasado de pastas espesas, etc. Una característica distintiva es que el
elemento mezclador se amolda siempre a las paredes del recipiente,
barriéndolas o incluso rascándolas para arrancar el material pastoso o sólido
apelmazado sobre ellas. Es especialmente importante impedir este
apelmazamiento en las paredes en el caso de mezclas que puedan quemarse
cuando se recalientan localmente o en los casos en que las paredes hayan de
mantenerse limpias para permitir una buena transmisión del calor. Por
consiguiente, este tipo (y otros que mencionaremos más adelante) se usa
muchísimo en las marmitas con camisas o en los calderos de calentamiento
directo en los que el contenido es espeso.
Paletas corredizas: este mecanismo se utiliza para cargas muy grandes de
pastas aguadas de sedimentación lenta, como la lechada de cemento y la
pulpa de papel. La tarea suele consistir en mantener en suspensión el material
y los tamaños de los recipientes usados son pocas veces inferiores.
Cubetas giratorias con paletas excéntricas: el recipiente gira sobre una mesa
giratoria y paletas excéntricas giran también dentro del mismo. Este tipo es de
uso corriente para mezclar pequeñas cantidades de pintura espesa y de pasta
para tintas.
Paletas de doble movimiento: se utilizan mucho para los materiales pastosos,
como los adhesivos, las grasas y los cosméticos y también para la confección
de helados. Dos grupos de paletas giran en direcciones opuestas. El barrido
mas exterior se realiza a menudo con rascadores que mantienen limpias las
paredes de recipiente. Esto conduce a una mejor transmisión del calor y hace
posible calentar o enfriar cargas en la cuarta parte del tiempo necesario en
recipientes no provistos de agitadores con rascadores.

20
Paletas de movimiento planetario: este tipo de agitación guarda relación con las
paletas corredizas. Una paleta gira alrededor de un eje situado
excéntricamente con respecto al caldero o recipiente y al mismo tiempo el eje
gira alrededor de una línea central del caldero. Este movimiento planetario
hace que la acción mezcladora llegue por turno a todas las partes del caldero,
produciéndose así una mezcla local completa, y arrastrando las partículas a lo
largo de trayectorias cicloidales que se solapan unas con otras y la
entremezclan. Este tipo se usa muchísimo para pastas y masas, especialmente
en las industrias alimenticias, pastelerías, fabricación de mayonesas, etc.
Batidor o emulsificador: un ejemplo familiar de este tipo de mezclador es el
batidor de huevos. El dispositivo, cualquiera que sea su forma, funciona
siempre a gran velocidad debido al efecto de batido real de los dos fluidos se
produce una fina división, o emulsión. Frecuentemente tiene dos rejillas que se
entreveran y giran en sentidos opuestos. Se usa mucho para la preparación de
la crema batida (líquido y gas) la mayonesa (líquidos inmiscibles) etc.
Agitador con elevador por aire: el aire a presión obliga al líquido más o menos
espeso a subir por el tubo central, hasta llegar al tubo distribuidor giratorio
situado en la parte superior. La lechada sale de este último y se distribuye por
toda la superficie. La paleta del fondo está provista de un tubo de aire en toda
su longitud, con objeto de abrirle paso cuando se atasca en los lodos
sedimentados. Este tipo resulta útil para mantener en suspensión grandes
masas de limos. El efecto mezclador, si se desea alguno, es muy lento. Las
dimensiones varían por regla general desde 6.10 m (20’) de diámetro por 3.66
m (12’) de altura, hasta veinte veces ese volumen.
El amasador: con dos brazos que giran en sentido opuesto en un recipiente
dividido en dos artesas por una silleta o albardilla, se usa para mezclar masas
espesas, plásticas y gomosas.
1.8 Patrones de Flujos en Tanques mezcladores.
El tipo de flujo que se produce en los tanques mezcladores depende del tipo de
rodete, de las características del fluido, tamaño y proporciones del tanque,
placas deflectoras y agitador. La velocidad del fluido en un punto del tanque

21
tiene tres componentes y el tipo de flujo global en el mismo, depende de las
variaciones de estos tres componentes de la velocidad de un punto a otro.
La primera componente de velocidad es radial y actúa en dirección
perpendicular al eje del rodete; la segunda es longitudinal y actúa en dirección
paralela al eje y la tercera es tangencial o rotacional, actuando en dirección
tangencial a la trayectoria circular descrita por el rodete.
Para el caso corriente de un eje vertical, las componentes radial y tangencial
están en un plano horizontal y la componente longitudinal es vertical. Las
componentes radial y longitudinal son útiles porque dan lugar al flujo necesario
para que se produzca la mezcla. Cuando el eje es vertical y está dispuesto en
el centro del tanque, la componente tangencial de velocidad es generalmente
perjudicial para la mezcla. El flujo tangencial sigue una trayectoria circular
alrededor del eje y crea un vórtice en la superficie del líquido que debido a la
circulación en flujo laminar, da lugar a una estratificación permanente en
diferentes niveles, de sustancias sin mezclar, sin que exista flujo longitudinal de
un nivel a otro.
Si están presentes partículas sólidas, las corrientes circulatorias tienden a
lanzar las partículas contra la pared del tanque, debido a la fuerza centrífuga,
desde donde caen acumulándose en la parte central del fondo del tanque. Por
consiguiente en vez de mezcla, se produce la acción contraria, concentración.
En un tanque sin placas deflectoras, el flujo circulatorio es inducido por todos
los tipos de rodetes, tanto si el flujo es axial como radial. Si los remolinos son
intensos, el tipo de flujo dentro del tanque es esencialmente el mismo,
independientemente del diseño del rodete. Para velocidades de giro del rodete
elevadas, la profundidad del vórtice puede ser tan grande que llegue al rodete
mismo, dando lugar a que en el líquido se introduzca el gas que está encima de
él, lo cual normalmente debe evitarse. (Arellano, J. 2007)
Precisamente por ser el arte de mezclar tan empírico y por la infinita variedad
de sustancias que pueden mezclarse, el número de modelos de mezcladores
que existen es enorme, siendo unos mejores que otros y muy pocos han sido
normalizados. Cada industria ha perfeccionado los mezcladores según sus
necesidades.
Conclusiones
22
Para que la tecnología de la mezcla pueda avanzar será necesario tomar en
consideración ciertos modelos como base, así como los estudios y
conocimientos recopilados.
El análisis del punto de vista de los diferentes autores permitió conocer el
estado del arte de las grasas de conservación en Cuba y a nivel internacional.
Además diferentes tipos de mezcladores lo cual posibilitó que el autor de la
investigación asumiera la metodología empleada en el mezclador de paleta
para diseñar uno que permita dar cumplimiento al objetivo general.

23
Capítulo II: Diseño de experimento y la metodología de cálculo para la realización del mezclador de materias primas para la producción de
grasas de conservación. En el capítulo anterior se expusieron las características generales de las grasas
así como los tipos de mezcladores. Teniendo en cuenta estas consideraciones,
el siguiente capítulo se propone como objetivo:
Realizar una muestra experimental aleatoria para lograr la granulometría necesaria a la
entrada del reactor, con la variación de la velocidad y el tiempo óptimo, así como elaborar y
analizar una metodología para calcular el diseño del equipo que abarcará las
siguientes temáticas:
Cálculo del tambor cilíndrico, del fondo y de la tapa cónicos sometidos a
presión atmosférica, selección de las bridas, selección del motoreductor del
mezclador y de la paleta mezcladora, cálculo de resistencia y diseño del árbol
del mezclador, cálculo de las chavetas, selección de los rodamientos, selección
de arandelas de fijación de los rodamientos en el árbol y el cuerpo.
2.1 Diseño de experimento
Para el diseño del mezclador, se necesita conocer la velocidad de rotación de
la paleta y el tiempo de trabajo con el cual se logre una partícula óptima del
cemento disuelto (granulometría) permitiendo que la reacción se realice
adecuadamente y la evacuación del reactor del producto terminado sea la
adecuada.
Se realizó un diseño experimental aleatorio, en el cual se tomó una muestra de
cemento portland (p350) y se mezcla con agua. El experimento se realizó en el
laboratorio del Centro de Estudio Tensoactivos, para lo cual se utilizó una
probeta de 2000 ml, un agitador mecánico con revoluciones por minuto
regulables entre 100 a 200 rpm; se utilizó una pesa digital con dosificación
establecida en gramos y un tacómetro para medir la velocidad de rotación. Este
ensayo se efectuó a una secuencia de 9 veces a pequeña escala, tomando
como variables independientes el tiempo de agitación y las revoluciones por
minutos del árbol del agitador y como variable dependiente la granulometría
del cemento disuelto.
24
Se toma como variables independientes (n y t) debido a que en las operaciones
para obtener suspensiones, la eficacia de la agitación se caracteriza por el
grado de la uniformidad en la distribución de la fase sólida del volumen del
aparato, depende de la estructura del mecanismo de agitación y el mezclador.
La intensidad de la agitación se determina por el tiempo necesario para lograr
el resultado tecnológico preestablecido o por el número de revoluciones del
agitador, siendo fijado el tiempo de operación. Cuando es más alta la
intensidad de la agitación, tanto menos será el tiempo necesario para alcanzar
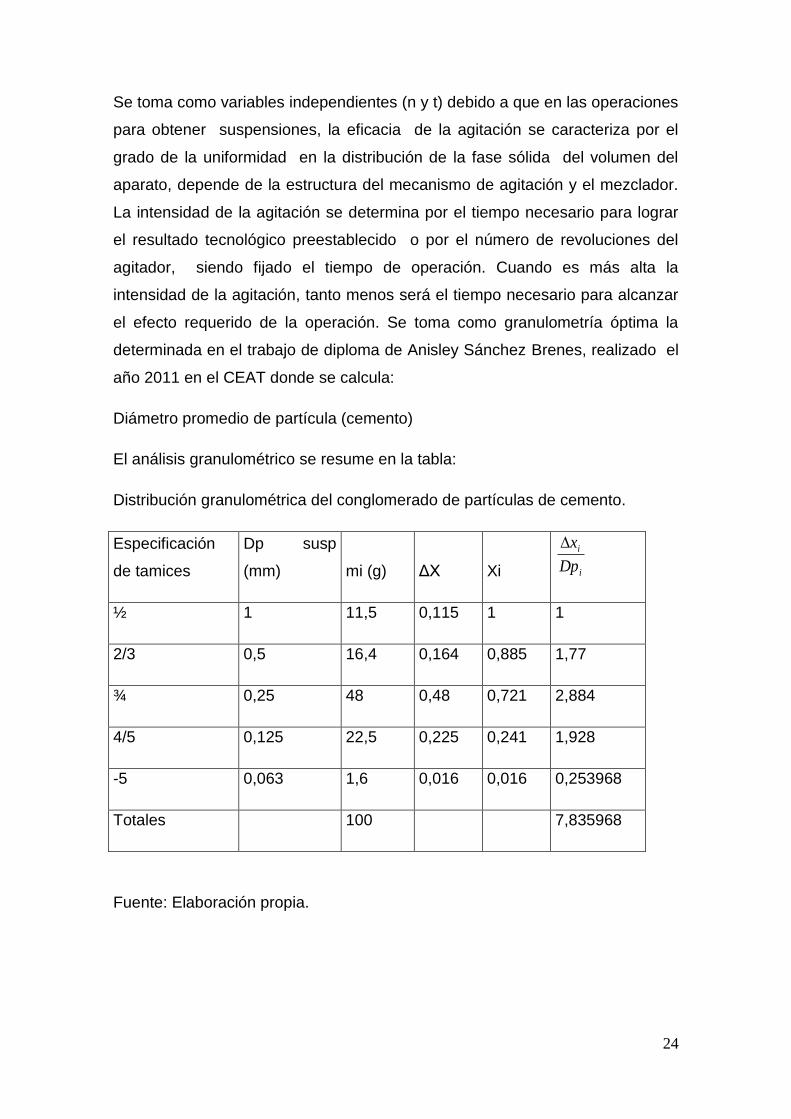
el efecto requerido de la operación. Se toma como granulometría óptima la
determinada en el trabajo de diploma de Anisley Sánchez Brenes, realizado el
año 2011 en el CEAT donde se calcula:
Diámetro promedio de partícula (cemento)
El análisis granulométrico se resume en la tabla:
Distribución granulométrica del conglomerado de partículas de cemento.
Especificación
de tamices
Dp susp
(mm) mi (g) ΔX Xi i
i
Dp
x
½ 1 11,5 0,115 1 1
2/3 0,5 16,4 0,164 0,885 1,77
¾ 0,25 48 0,48 0,721 2,884
4/5 0,125 22,5 0,225 0,241 1,928
-5 0,063 1,6 0,016 0,016 0,253968
Totales 100 7,835968
Fuente: Elaboración propia.
25
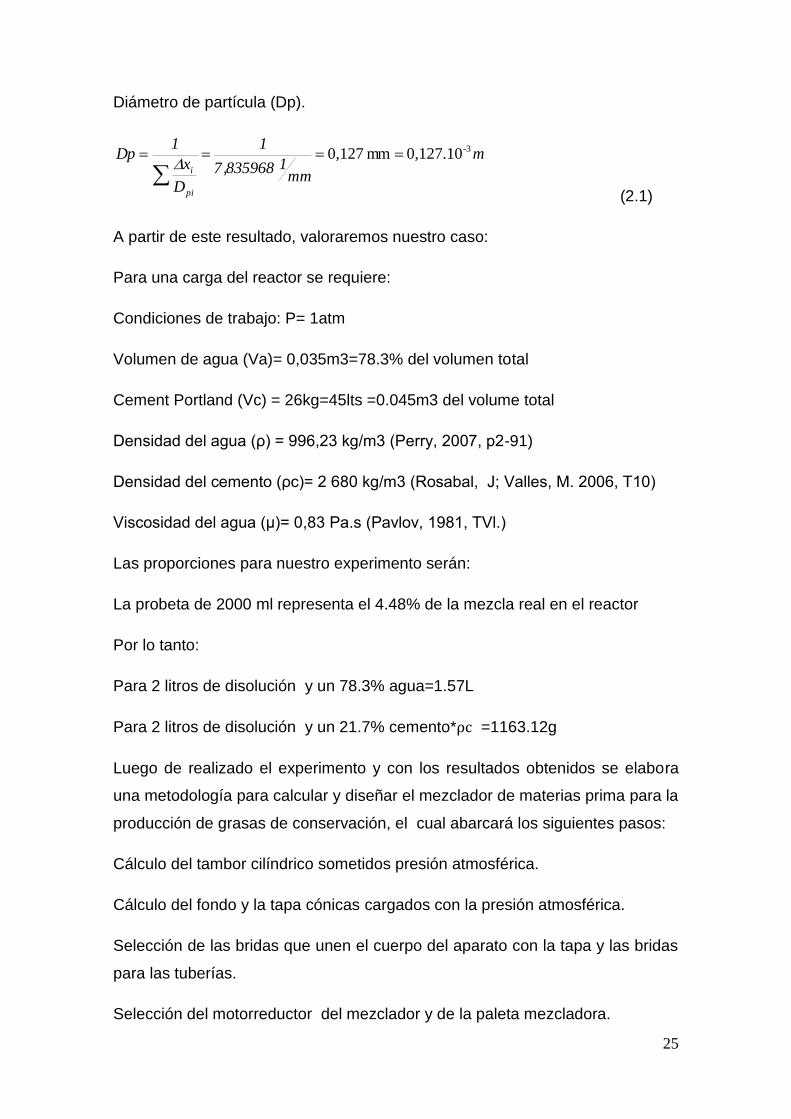
Diámetro de partícula (Dp).
m
mm1835968,7
1
D
x
1Dp
pi
i
3-0,127.10 mm 0,127
(2.1)
A partir de este resultado, valoraremos nuestro caso:
Para una carga del reactor se requiere:
Condiciones de trabajo: P= 1atm
Volumen de agua (Va)= 0,035m3=78.3% del volumen total
Cement Portland (Vc) = 26kg=45lts =0.045m3 del volume total
Densidad del agua (ρ) = 996,23 kg/m3 (Perry, 2007, p2-91)
Densidad del cemento (ρc)= 2 680 kg/m3 (Rosabal, J; Valles, M. 2006, T10)
Viscosidad del agua (μ)= 0,83 Pa.s (Pavlov, 1981, TVl.)
Las proporciones para nuestro experimento serán:
La probeta de 2000 ml representa el 4.48% de la mezcla real en el reactor
Por lo tanto:
Para 2 litros de disolución y un 78.3% agua=1.57L
Para 2 litros de disolución y un 21.7% cemento* =1163.12g
Luego de realizado el experimento y con los resultados obtenidos se elabora
una metodología para calcular y diseñar el mezclador de materias prima para la
producción de grasas de conservación, el cual abarcará los siguientes pasos:
Cálculo del tambor cilíndrico sometidos presión atmosférica.
Cálculo del fondo y la tapa cónicas cargados con la presión atmosférica.
Selección de las bridas que unen el cuerpo del aparato con la tapa y las bridas
para las tuberías.
Selección del motorreductor del mezclador y de la paleta mezcladora.
26
Cálculo de resistencia del árbol del mezclador.
2.2 Parámetros principales para calcular los cuerpos que componen el
mezclador.
Los parámetros de cálculo principales que se usan para elegir el material de
construcción y calcular la resistencia de los elementos del mezclador son la
temperatura y la presión durante el proceso de servicio.
Temperatura.
Determinación de la temperatura calculada
Para temperatura positiva
T= máx. {T; 20°C} Cal Máx. 0
Para temperatura negativa T =20°C (2.2)
Presión.
Las presiones se dividen de servicio, de cálculo, la nominal (convencional) y
de prueba. La presión de servicio en el diseño (p) la presión atmosférica,
hgPtrab (2.3)
Selección del material.
La selección de los materiales de construcción debe realizarse teniendo en
cuenta los siguientes aspectos:
Resistencia a la corrosión.
Buena soldabilidad así como las características correspondientes de
resistencia y plasticidad.
Admitir mecanizado en frío y en caliente.
Ser abundante y de bajo costo.
Presión y temperatura de cálculo.
Características físico químicas de las sustancia de trabajo.

27
Todo ello según las recomendaciones para seleccionar chapas de acero por la
Norma GOST 26-291-79, citado por (Lachinsky, 1981).
La tensión admisible.
La tensión admisible para el estado de trabajo es [σ]= n • σ*, donde σ*→
tensión normativa admisible con la temperatura calculada; n → coeficiente de
corrección que tiene en cuenta la forma de una pieza bruta. Por ejemplo, para
piezas brutas como chapas laminadas n = 1,0.
Módulo de elasticidad longitudinal.
Los valores de cálculo del módulo de elasticidad longitudinal E en función de la
temperatura para los aceros aleados y al carbono según la Norma GOST
14249-80 en la tabla 1.5 citado por (Lachinsky, 1981).
Coeficiente de resistencia de las uniones soldadas.
El coeficiente de resistencia de las uniones soldadas φ caracteriza la
resistencia de la unión en comparación con la resistencia del metal base.
En la tabla 1.8 de la Norma GOST 14249-80 citado por Lachinsky, 1981 se
ofrecen los valores de φ en función de la estructura y procedimientos de unión,
para los aparatos fabricados de acero, aluminio, cobre y titanio.
Coeficiente de adición para los espesores calculados.
El coeficiente de adición para los espesores calculados C se determina según
la fórmula: C = C1+ C 2 + C 3 (2.4)
Donde: C1 → adición para compensar la corrosión y erosión; C2 → adición
para compensar la tolerancia negativa; C3 → adición tecnológica que para
equipos laminados C3 = 0.
C1 = vc vT ser. + C er. (2.5)
Donde: vc → penetrabilidad del medio en el material (velocidad de corrosión);
T ser. r. → plazo de servicio del aparato y C er. → Coeficiente para compensar
la erosión. En caso de un contacto bilateral con el medio de corrosión (erosión),
la adición C1 crece respectivamente. Para fabricar el equipo químico se

28
emplean los materiales cuya velocidad de corrosión se c vc ≤ 0,1 mm/año Se
recomienda tener en cuenta la adición C er solamente en los casos siguientes:
Moviéndose el medio en el aparato con velocidades considerables (para
medios líquidos, superior a 20 m/s)
En caso de la acción de choque del medio sobre la pieza.
Recipientes cilíndricos verticales
Determinación del volumen necesario del tanque (V) m³ según requerimiento
del proceso (generalmente en datos)
(2.6)
(2.7)
Espesor que debe tener la plancha de acero
2
dPScalc
(2.8)
Según recomendaciones de espesores mínimos utilizados para
Aceros al carbono-4mm
Aceros aleados--3-4mm
Volumen del líquido en el tanque (m3)
susp
tt mV
1
(2.9)
Densidad de la partícula en suspensión
ac
susp xx
1
1
(2.10)

29
Volumen total del tanque de mezclado (m3)
El volumen para un sobrediseño es de un 85%
85,0
1VVT
El volumen de un tanque cilíndrico es:
H
4
DV
HAV
2
T
T
*
(2.11)
Determinar la altura óptima del tanque (HOP). (M)
2
23
S
SVH
ft SSS 2 (2.12)
Altura con las dimensiones de la planchas
Determinación del espesor de la tapa (st) y del fondo (sf). (m)
Espesor de fondo (SF):
1-Si se apoya completamente con toda su superficie sobre la cimentación
Sf es 25% mayor que S
Sf=S+0, 25.S
Sf=1, 25.S
Si esta montado sobre columna y un cuadro de vigas
Sf es 150% mayor que S
Sf=S+1, 5.S
Sf=2, 5.S
Altura del cono (h) del fondo y de la tapa

30
175
htag
(2.13)
Diámetro del tanque del mezclador
3
3
4
4
T
T
VD
DV
(2.14)
Uniones embridadas de los aparatos. Las uniones embridadas son el tipo de
uniones desmontables más ampliamente utilizadas que asegura la
hermeticidad y resistencia de estructuras, así como la facilidad de fabricación,
montaje y desmontaje. Las formas estructurales de las superficies de
empaquetadura son reglamentadas por la GOST 26-426-79 citado por
Lachinsky, 1981. La superficie plana de empaquetadura se emplean a una
presión interior de hasta 0.6 mPa, las bridas hembra-macho, de 0.6 a 1.6 mPa,
las de superficie acanalada, de 1.6 a 6.4 mPa. La brida recomendada en este
diseño es la plana soldada por estar en el rango de trabajo admisible. Aunque
las otras también cumplen con el régimen de empleo son más complicadas en
su fabricación. Estas bridas se seleccionan según las tablas 13.1 ,13.2 y 13.3
(Laschinski, 1981).
Uniones soldadas
La soldadura por arco eléctrico es una aplicación de la potencia eléctrica a baja
tensión, pues el calor necesario para el calentamiento y la fusión del metal se
obtienen de la descarga del arco surgida entre las partes, denominadas
metales o piezas de trabajo y el electrodo. Por la acción del calor los bordes del
metal base y el extremo del electrodo se funden formando el baño de
soldadura, el cual permanece un breve tiempo en estado líquido. Al solidificarse
forman el metal de la costura y la unión soldada queda establecida.

31
El metal base acero AISI 1035 con su respectiva composición el cual presenta
una alta soldabilidad metalúrgica. En el caso de las planchas no es necesario
precalentamiento, pues este se da solo cuando el espesor de la plancha
excede los 6 mm Preparaciones de borde para el diseño de uniones soldadas
de acuerdo a la NC: 08 – 06: 82 (Selección). Preparaciones de bordes
normalizadas (A2 Juntas en ángulo Sin preparación, soldadas por los dos
lados, que admite un espesor de 1 hasta6 mm.
Las generalidades de las preparaciones de bordes, ya sean de costuras a tope
como en ángulo, estarán en función de los espesores de chapa a soldar. En el
caso de chapas con espesores menores de 6 milímetros no se necesita
preparación de los bordes de soldadura. En espesores a partir de 8 milímetros
es necesario efectuar la preparación de bordes con el objetivo de lograr mayor
penetración en la raíz de la costura y una sección transversal de la misma que
garantice la resistencia mecánica en todo el espesor de la junta. Se toma el
electrodo de (E 6013) por sus propiedades mecánicas de soldadura de aceros
al carbono, de baja y mediana aleación estructurales.
La Soldadura se calcula en dependencia de la cara más cargada del cordón,
siendo más peligrosa la que está a cizallamiento.
[ ] (2.15)
Cálculo de la potencia consumida para el mezclado
La (Ne) = f de {Kn (criterio de carga); Rem (Reynolds de la mezcla)} y se busca
en el diagrama de la figura VI-2:
Tenemos que:
(2.16)
Densidad de la mezcla:
+xH2O (2.17)

32
(2.18)
Con esta potencia consumida en el mezclado se puede calcular las paletas del
agitador, el árbol, chaveta y la selección del motorreductor. Se toman las
ecuaciones siguientes:
Para el agitador, según las características de la mezcla, se selecciona un
agitador de 2 paletas rectas, ángulo de 90 grados y tabiques de reflexión
Según Tabla VI-1 A.G. Kasatkin, sus dimensiones son:
n=2 tr = 4
∝=90° Btr = 0.1 D
Para del árbol
(
(2.19)
(2.20)
[ ]
[ ] (2.21)
Cálculo preliminar del árbol:
[ ]
√
[ ]
(2.22)
Selección de cojinetes
Como en el árbol no hay carga axial se selecciona cojinetes rígidos de bolas,
A partir de la capacidad de carga dinámica, ya que rev/min
Para garantizar que la carga aplicada sobre el rodamiento no afecte su
funcionamiento se debe verificar que el factor de seguridad: recomendados sf f

33
0
os
Cf
P
(2.23)
Datos iníciales para la selección del cojinete:
RF , aF
, n, hL, d
necL- Duración necesaria. [Millones de ciclos]
hL- Duración necesaria en horas.
n - Frecuencia de rotación nominal (rev/min)
C- Capacidad de carga dinámica. [N]
p - Exponente de duración. p = 3 (Rodamientos de bolas)
Para calcular la capacidad dinámica necesaria
P
necC L P Asumimos que P= Fr debido a que las paletas son rectas
Seleccionar un rodamiento a partir del valor del diámetro de montaje (d) con:
necCC
(2.24)
Unión por Chavetas:
Tienen como ventajas que son sencillas, cómodas de montar, fiables y de bajo
precio. Los Inconvenientes que poseen están asociados con la reducción de la
resistencia de los elementos acoplados por los rebajos y ranuras de los
chaveteros, así como la dificultad en algunos tipos para alcanzar la coaxialidad
de los elementos unidos.
34
Las uniones por chavetas pueden ser de tres tipos básicos: uniones por
chavetas prismáticas, uniones por chavetas de media luna y uniones por
chavetas tensionadas (cuñas, fricción y tangenciales). Las chavetas
prismáticas y las de media luna, a diferencia de las chavetas tensionadas que
trabajan por fricción, realizan la transmisión de la carga por el contacto de las
caras laterales de la chaveta con las ranuras (chavetero) en el árbol y en el
cubo del elemento que se acopla.
2t
dM F
2 tMF
d tM (Momento torsor en el árbol) (2.25)
a) Criterio de Resistencia al cortante.
cizciz , ciz
tf
cizn
ciz
trab
t
ldb
M
··
2 (2.26)
b) Criterio de resistencia al aplastamiento
[ ] [ ]
[ ] (2.27)
Comprobación del árbol.
Una vez dimensionado el árbol, a partir del cálculo preliminar, se debe
comprobar si los cambios realizados no afectan su resistencia.
Para la comprobación del árbol del mezclador la condición de resistencia no se
establece con respeto a las tensiones admisibles en el material o del
coeficiente de seguridad a la fatiga, sino que se establece con respecto a la
velocidad critica, o sea, respecto a su estabilidad por lo que cuando se
satisface esta condición generalmente también se satisfacen las demás.
Cuando tenemos una sola masa rotativa y la masa del árbol es menor del
30% de la masa del elemento rotativo, entonces,
35
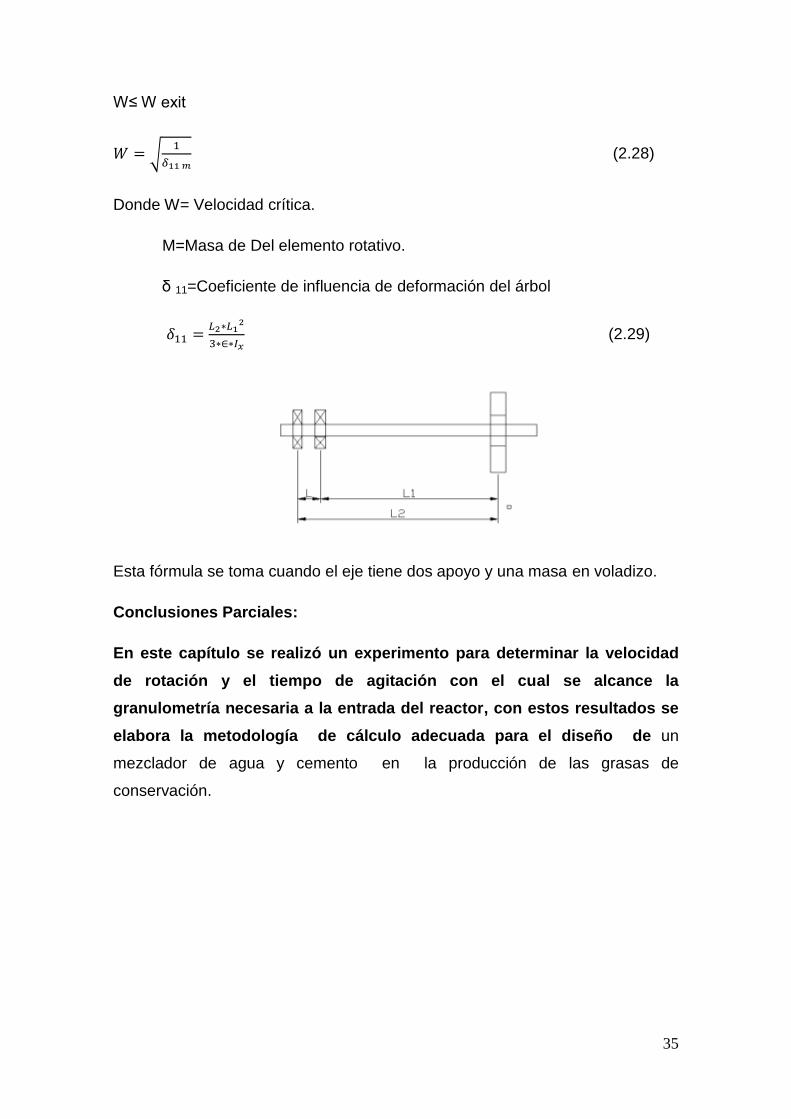
W≤ W exit
√
(2.28)
Donde W= Velocidad crítica.
M=Masa de Del elemento rotativo.
δ 11=Coeficiente de influencia de deformación del árbol
(2.29)
Esta fórmula se toma cuando el eje tiene dos apoyo y una masa en voladizo.
Conclusiones Parciales:
En este capítulo se realizó un experimento para determinar la velocidad
de rotación y el tiempo de agitación con el cual se alcance la
granulometría necesaria a la entrada del reactor, con estos resultados se
elabora la metodología de cálculo adecuada para el diseño de un
mezclador de agua y cemento en la producción de las grasas de
conservación.

36
Capítulo III: Análisis de los resultados del experimento y del mezclador de agua y cemento.
Introducción: En este capítulo se dan los resultados del experimento con
los cuales se calculan las dimensiones del tanque de mezclado.
3.1 Tabla de resultado del experimento.
No.
Exp.
Tiempo
minutos
n(rpm) Granulometría
Especificación de tamices
tamices diámetro(mm)
1 5 100 1.0 1/2 1
2 10 100 0.5 2/3 0,5
3 15 100 0.25 3/4 0,25
4 5 120 0.7 2/3 0.5
5 10 120 0.43 2/3 0.5
6 15 120 0.29 3/4 0.125
7 5 140 0.37 3/4 0.25
8 10 140 0.13 4/5 0.125
9 15 140 0.11 4/5 0,125
El resultado en la prueba número 8 da una granulometría próxima a la óptima, según
lo calculado por Anisley Sánchez, se logra con una (n=140 rpm) y (t=10 min). Cuando
se elabore la mezcla en el aparato mezclador, será mucho más eficiente la reacción ya
que el tanque tiene mayor capacidad y posee dispositivos deflectores que convierten
el fluido laminar en turbulento, por lo tanto, se obtendrá una mezcla homogénea en un
menor tiempo. El método de introducción de la materia prima se realizará de la
siguiente forma: primero se vierte el agua por una tubería conectado al tanque hasta la
medida señalada, después se enciende el motorreductor y se introduce el cemento en
pequeñas cantidades hasta completar el total de la mezcla. Una vez terminado el
mezclado, a través de una válvula de tiro rápido, se dirige a un tamiz intermedio de
fácil acceso y que permite ser limpiado.

37
3.2. Cálculo de las dimensiones del mezclador.
Para determinar las dimensiones que tendrá el mezclador se tuvo en cuenta:
P= 1atm
Volumen de agua (Va)= 0,035m3
Cemento Portland (26kg)
Temperatura ambiente 28oC
Al espesor calculado es preciso adicionarle un sobreespesor (C) ya que es
necesario que el mezclador sea un equipo confiable por un período de 15 años,
teniendo en consideración que estará sometido a la influencia de un medio
altamente agresivo.
Según la ecuación (2.4) del capítulo II.
Tser=15 años
P=0.0585 mm/años
Cer= 0mm, por no haber grandes flujos de fluidos. La operación arrojó un valor de: C=C1=0.88mm Volumen del líquido en el tanque (m3) según la fórmula (2.9) (2.10) del capítulo II. Fracción de la masa de los sólidos:
420kg26kg35
kg26x
mm
mx
ca
c
,
Partícula en suspensión
3susp
33
susp
mkg
013551
mkg
23996
4201
mkg
6802
420
1
,
,
,,
38
Aplicando un balance de masa total se obtiene:- Masa de agua (kg)
kgkgm
mkgmm
a
a
35889.34
/23,996035,0 33
- Masa total (kg)
act mmm
kg61kg35kg26mt
LmV
mkg
kgV
45045,0
01,1355
161
3
1
3
1
El volumen total del tanque de mezclado (m3) debe tener un 15 % sobre el
volumen necesario para que no se produzcan derrames durante la agitación.
3
1
053.0052941,085.0
45
85.0
mV
VV
T
T
Diámetro del tanque de mezclador. Según (2.12) capítulo II
Asumiendo D = H
mm
D
VD
DV
T
T
4,014,3
4053,0
4
4
3
3
3
3

39
Se toma como altura del tanque 450mm, para que el nivel de la mezcla .no
llegue a la parte superior.
Presión de trabajo:
aatrab
trab
trab
mPPP
P
hgP
005339.004.5339
4.08.91362
Al ser la presión de trabajo tan pequeña, se desprecian los cálculos de
resistencia para el diseño,
- Espesor que debe tener la plancha de acero:
Se recomienda que para planchas de acero se utilice un espesor de 3 mm
como mínimo para garantizar la estabilidad:
Comprobando: [ ]
mPa
S
dP
372.03*95.0*2
4000053.0
*2
[ ]
Altura del cono (h) del fondo.
Se asume el cono con un ángulo de 100
Un diámetro de salida de 2 pulgadas o 50 mm.

40
mmh
gh
htag
31
10tan*175
17510
0
0
Altura del cono de la tapa.
mmh
gh
htag
102
31tan*170
17031
0
0
Ver anexo #4
Cálculo de la potencia para lograr la mezcla
Siendo
d = diámetro de la paleta =
Xc=21.7
XH20=78.3
En la tabla VI d=0.66*0.4=0.264m

41
Sustituyendo en la fórmula (2.16) capítulo II.
(
Planteando en el diagrama de la figura #VI, un Rem=2*10^5 y la curva 2,
correspondiente a dos paletas y dos tabiques de reflexión se obtiene Kn=0.6
.según la fórmula (2.17) capítulo II.
( (
Tomaremos una potencia de 400 w, para tener en cuenta la necesaria para
romper la inercia, vencer la fricción en los rodamientos y la agitación de la
mezcla, la cual en condiciones reales tiene la resistencia de los tabiques
deflectores.
Entonces según la formula
Material Ac-CT3 [σ]=148mpa
(
En el diseño utilizamos un agitador de 2 paletas y 4 tabiques de deflexión que
de acuerdo a la mezcla de agua con cemento es lo que se recomienda (VI.1
AG. Kasatkin.)
Cálculo de las dimensiones de las paletas
b=0.1*D=0.1*400=40mm
d=0.66*D=0.66*400=264mm
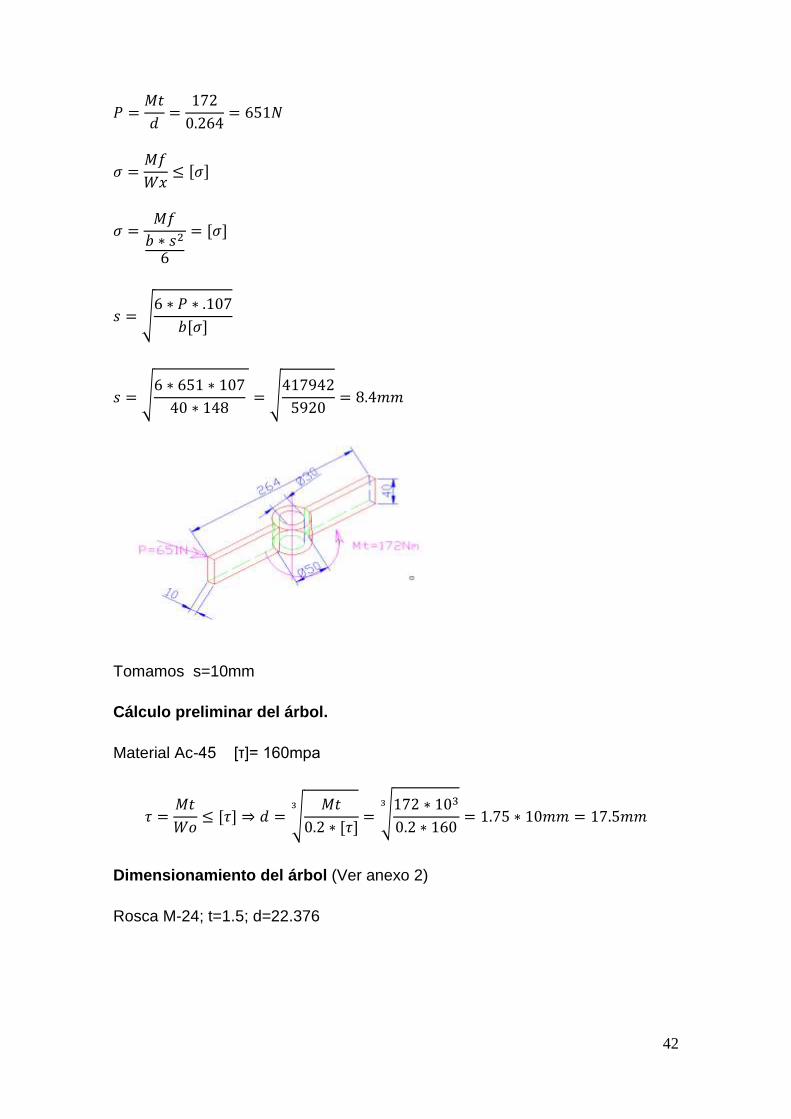
42
[ ]
[ ]
√
[ ]
√
√
Tomamos s=10mm
Cálculo preliminar del árbol.
Material Ac-45 [τ]= 160mpa
[ ] √
[ ]
√
Dimensionamiento del árbol (Ver anexo 2)
Rosca M-24; t=1.5; d=22.376
43
Chaveta de la paleta y del acoplamiento que son Ø25mm yØ30mm
respectivamente; b=8; h=7; t=4; mat Ac 20. [ ] , [ ]
nc 06-21
[ ]
[ ]
Por tanto se normaliza según la tabla número 4 de la
altura del cubo de 40mm es suficiente. (Fernández, O. 2012)
Se obtuvo como resultado en la chaveta calculada una longitud de 36 mm que
también satisface para el diámetro de 30 mm.
La altura del cubo es suficiente con 40mm.
Selección de los cojinetes cuando.
T=2 años
N=140rpm
Ø=30
Cn =
= donde
651=1504 N
Se selecciona el rodamiento de bolas 30606, que tiene: d=30mm; D=55mm,
c=13300 N; s=13mm.
Diseño de la paleta y su cubo.
Comprobación del diámetro exterior del cubo de la paleta.
44
Para el eje (
)
Apriete máximo =0.036mm
Apriete máximo una vez montado.
(
) v=1.2 (Rz1+Rz2)
v=1.2 (6.3+10) =19.57µm
(
)
(
)
(
)
Como d1=0
[ ]
45
[ ]
Comprobación de la soldadura
[ ]
[ ] [ ]
[ ]́
[ ]
[ ]
[ ]
Se realiza la soldadura en ambas caras con LT =80mm
46
Comprobación del árbol a la resistencia mecánica según la velocidad
critica en la ecuación
( (
)
(
(
(
√
( √

47
La comprobación será:
Uniones embridadas de los aparatos. El diseño del tanque tiene en su
estructura acoplada con soldadura de 3 bridas, un brida de acople de los de la
tapa con el cuerpo, otra de la salida del producto mezclado y la tercera para la
entrada del producto.
Brida plana con aceros normales con una superficie lisa de empaquetadura
(lengüeta de unión) se utiliza para unir la tapa del mezclador.

48
Bridas planas con aceros normales soldadas y suelta para los tubos y sus
accesorios (lengüeta de unión) se utiliza para unir la tapa del fondo a la válvula
de salida del producto.

49
Conclusiones: Se determinó la metodología más adecuada para el diseño de un mezclador de
materias primas para la producción de grasas de conservación.
Se diseñó un plan experimental para analizar las variables fundamentales en el
diseño de un mezclador, que permitiera un mezclado homogéneo con la
granulometría correcta y la evacuación eficiente del producto terminado.
Se diseñó un mezclador de materias primas para la producción de grasas de
conservación a partir de los resultados experimentales y se logró obtener una
granulometría óptima y una evacuación eficiente de las mismas.
Recomendaciones: Proponer a la dirección del CEAT la construcción del mezclador diseñado en la
investigación, teniendo en cuenta los resultados satisfactorios obtenidos.
Reevaluar el variable tiempo que se obtuvo, pues en el equipo diseñado se
alcanza un régimen turbulento, mientras en el experimento fue laminar.
BIBLIOGRAFÍA
Aldazábal, L, /et al,/. 2001. Evaluación de productos en la técnica conservada
en zonas de alta y muy alta agresividad corrosiva. Resultados de más de cinco
años de exposición.
Álvarez Sánchez, J.… [et al.]. [s.a.]. Elementos de máquinas. Matanzas:
Imprenta Universidad de Matanzas.
Arellano, J. (2007). Tanques de agitación de un sólido con un líquido.
Monografías. com de la Universidad Simón Bolívar. Sartenejas.
Casillas, A. L. (1989). .Máquinas de Cálculo de Taller. Ediciones Máquinas.
Centro de Estudios de Anticorrosivos y Tensoactivos (CEAT). (2007). Ficha
Técnica 403 L. Mástique asfáltico líquido. Matanzas: Universidad de Matanzas.
Centro de estudios de Anticorrosivos y Tensoactivos (CEAT). Manual de
Operaciones de la Planta Piloto. Matanzas: Universidad de Matanzas.
Dobrovolski, V. …[et al.]. (1970). Elementos de máquinas. Moscú: Editorial Mir.
Echeverría, C. (1991). La Corrosión atmosférica del acero y la protección
temporal de los centrales azucareros en la provincia de Matanzas. Matanzas.
Tesis en opción al grado científico de Doctor en Ciencias Técnicas. Universidad
de Matanzas Camilo Cienfuegos.
Echeverría, C. (2006). Informe del CEAT a la Dirección General de CUBALUB.
Producción Nacional de Grasas de Conservación GRUCOMA. Una alternativa
económica que sustituye importaciones. Matanzas: Universidad de Matanzas.

Echeverría, C. (2007). Grasas de conservación temporal DISTIN. Resultados y
sus aplicaciones. [CD ROM]. Monografía. Matanzas: Universidad de Matanzas.
ISBN 978 – 959 – 16 – 0632 – 7.
Echeverría, C. (2009). Informe del CEAT a la dirección de ciencia y técnica-
MES. Importancia del financiamiento de los productos para brindar el servicio
DUCAR. Matanzas. Universidad de Matanzas.
Fernández, O..(2012). Propuesta Metodológicas para el cálculo de
transmisiones y uniones. Matanzas: Universidad de Matanzas.
González, L. (2006). Evaluación de la grasa DISTIN 314S para la conservación
de armamentos. Matanzas. Tesis en opción al título de Ingeniero Químico.
Universidad de Matanzas Camilo Cienfuegos.
González, Y. (1995). Obtención y evaluación de grasas de conservación
sólidas en planta piloto. Aplicación en la técnica. . Matanzas. Trabajo de
diploma para optar por el título de Ing. Químico. Universidad de Matanzas
Camilo Cienfuegos.
Gwidon W.. (2008). Grease Lubricants Composition. EngineeringTribology.
(ThirdEdition). [s.l : s.n.]. p 51-101.
Kasatkin, A. (1981). Operaciones básicas y aparatos en la tecnología química.
Tomo 1. Impreso en la URSS.
Laschinsky, A. (1981). Construcción de aparatos químicos soldados. Manual
del ingeniero. Moscú: Machinostroenie.
Rocha, J. (2003). Productos electro – electrónicos en Ambientes Tropicales.
Campiñas, SP: SITTA, gráfica.

Sánchez Brenes, A. (2011). Propuesta de mejoras del proceso tecnológico de
la grasa líquida anticorrosiva y de conservación en la Planta Piloto de la
Universidad de Matanzas. Tesis en opción al título de Ingeniero Químico.
Universidad de Matanzas.
Stanley, M. (2007). Grease rust prevention in the Chemical Process Industries.
Kent and Riegel’s Handbook of Industrial Chemistry and Biotechnology.
Tápanes, M. (2006). Obtención y Evaluación de las grasas conservación.
Matanzas. Tesis en opción al título de Ingeniero Químico. Universidad de
Matanzas.

ANEXOS
Anexo 1: Cubo de acople de los cojinetes.

Anexo 2: Árbol del mezclador.
Anexo 3: Paleta del mezclador.
Anexo 4: Mezclador.