Mandel_Diss.pdf - Universität Stuttgart
170
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Mandel_Diss.pdf - Universität Stuttgart



Kontaktadresse:Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, StuttgartNobelstraße 12, 70569 StuttgartTelefon 0711 9 70-00, Telefax 0711 9 70-13 [email protected], www.ipa.fraunhofer.de
STUTTGARTER BEITRÄGE ZUR PRODUKTIONSFORSCHUNG
Herausgeber:Univ.-Prof. Dr.-Ing. Thomas BauernhanslUniv.-Prof. Dr.-Ing. Dr. h. c. Alexander VerlProf. Dr.-Ing. Prof. e. h. Dr.-Ing. e. h. Dr. h. c. mult. Engelbert Westkämper
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, StuttgartInstitut für Industrielle Fertigung und Fabrikbetrieb (IFF) der Universität StuttgartInstitut für Steuerungstechnik der Werkzeugmaschinen und Fertigungseinrichtungen (ISW) der Universität Stuttgart
Bibliografische Information der Deutschen NationalbibliothekDie Deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie; detaillierte bibliografische Daten sind im Internet über http://dnb.d-nb.de abrufbar.ISBN: 978-3-8396-0434-2
D 93
Zugl.: Stuttgart, Univ., Diss., 2011
Druck: Mediendienstleistungen des Fraunhofer-Informationszentrum Raum und Bau IRB, Stuttgart
Für den Druck des Buches wurde chlor- und säurefreies Papier verwendet.
© by FRAUNHOFER VERLAG, 2012Fraunhofer-Informationszentrum Raum und Bau IRBPostfach 80 04 69, 70504 StuttgartNobelstraße 12, 70569 StuttgartTelefon 0711 9 70-25 00Telefax 0711 9 70-25 08E-Mail [email protected] http://verlag.fraunhofer.de
Alle Rechte vorbehalten
Dieses Werk ist einschließlich aller seiner Teile urheberrechtlich geschützt. Jede Ver wertung, die über die engen Grenzen des Urheberrechtsgesetzes hinausgeht, ist ohne schriftliche Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikro ver filmungen sowie die Speiche rung in elektronischen Systemen.Die Wiedergabe von Warenbezeichnungen und Handelsnamen in diesem Buch berechtigt nicht zu der An nahme, dass solche Bezeichnungen im Sinne der Warenzeichen- und Markenschutz-Gesetzgebung als frei zu betrachten wären und deshalb von jedermann benutzt werden dürften.Soweit in diesem Werk direkt oder indirekt auf Gesetze, Vorschriften oder Richtlinien (z.B. DIN, VDI) Bezug genommen oder aus ihnen zitiert worden ist, kann der Verlag keine Gewähr für Richtigkeit, Vollständigkeit oder Aktualität übernehmen.



Modell zur Gestaltung
von Build-to-Order-Produktionsnetzwerken
Von der Fakultät für Konstruktion-, Produktions- und Fahrzeugtechnik
der Universität Stuttgart zur Erlangung der Würde eines
Doktor-Ingenieurs (Dr.-Ing.) genehmigte Abhandlung
Vorgelegt von
Dipl.-Ing. Jörg Mandel
aus Stuttgart Bad-Cannstatt
Hauptberichter: Univ.-Prof. Dr.-Ing. Prof. e. h. Dr.-Ing. e. h. Dr. h. c. mult.
Engelbert Westkämper
Mitberichter: Univ.-Prof. Prof. eh. Dipl.-Wirtsch.-Ing. Dr. h. c. Dr.-Ing.
Wilfried Sihn (TU Wien)
Tag der mündlichen Prüfung: 3. November 2011
Institut für Industrielle Fertigung und Fabrikbetrieb der Universität Stuttgart
2011


3
»Wer allein arbeitet, addiert – wer zusammenarbeitet, multipliziert.«
Prof. Dr.-Ing. Dr. h. c. Dr.-Ing. e. h. Joachim Milberg
Vorwort des Autors
Die vorgelegte Arbeit entstand während meiner Beschäftigung als wissenschaftlicher
Mitarbeiter am Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA in
Stuttgart. Zum Gelingen dieser Arbeit hat ein Netzwerk von Personen beigetragen, die
mir fachlich und vor allem auch persönlich hilfsbereit zur Seite standen.
Ganz besonders dankbar bin ich Herrn Professor Dr.-Ing. Prof. e. h. Dr.-Ing. e. h.
Dr. h. c. mult. Engelbert Westkämper, Institutsleiter des Institutes für Produktionstechnik
und Automatisierung, für seine entgegenkommende Förderung meiner Arbeit. Ebenso
möchte ich Herrn Professor Prof. eh. Dipl.-Wirtsch.-Ing. Dr. h. c. Dr.-Ing. Wilfried Sihn,
dem Leiter für Betriebstechnik und Systemplanung des Institut für Managementwissen-
schaften an der Technischen Universität Wien, für die sorgfältige Durchsicht der Arbeit
und für die Übernahme des Mitberichts danken.
Allen meinen Kollegen und Kolleginnen am Fraunhofer IPA, die durch ihre Hilfsbereit-
schaft und durch fachliche Diskussionen zum Gelingen der Arbeit beigetragen haben,
möchte ich danken. Im Besonderen Dr.-Ing. Alexander Schloske, der mich mit ausge-
zeichneter fachlicher und menschlicher Betreuung durch die Arbeit geführt hat. Mein
besonderer Dank geht an Frau Dipl. oec. soc. Anja Schatz und Dr.-Ing. habil. Hans-
Hermann Wiendahl für die fachlichen Gespräche und intensiven Korrekturen, die ent-
scheidend dazu beigetragen haben, die Arbeit erfolgreich abzuschließen.
Ein weiterer Dank geht an die Studenten aus der Abteilung Auftragsmanagement und
Unternehmenslogistik, die einen wichtigen Beitrag zum Gelingen dieser Arbeit beigetra-
gen haben.
Nicht zuletzt möchte ich mich bei meiner Lebenspartnerin und meinen Eltern für ihre
moralische und langjährige Unterstützung bedanken.
Stuttgart , den 11.11. 2011 Jörg Mandel


Inhaltsverzeichnis
C
Kurzinhalt
Der Wandel von angebotsorientierten zu nachfrageorientierten Märkten setzt seit vielen
Jahren Unternehmen unter Druck, ihre Produktion und ihre Supply Chain zu optimieren.
Das Bewusstsein in den Unternehmen wächst, dass ein großer Teil des Erfolgs eines Un-
ternehmens nicht allein auf der eigenen Leistung basiert. Build-to-Order (BTO), also das
Prinzip der kundenindividuellen Massenfertigung, stellt dabei eine Wettbewerbsstrategie
dar, die den Kunden im Mittelpunkt hat. Aus dem Ansatz einer ganzheitlichen Optimie-
rung ausgehend von der Kundenwunschwartezeit, lassen sich neue Schwerpunkte für
die Entwicklung von Konzepten zur Integration der gesamten Prozesskette ableiten.
Die erarbeitete Methodik greift deshalb drei Grundgedanken unter Berücksichtigung der
Kundenwunschwartezeit bei der Gestaltung von Build-to-Order Produktionsnetzwerken
auf. Diese sind die für Build-to-Order passende Produktstruktur, die geeigneten Netz-
werktypen, sowie die benötigten unterstützenden Produktions- und Logistikprozesse in
einem Build-to-Order Produktionsnetzwerk. Hierzu werden in der Arbeit Build-to-Order
Produkte klassifiziert und nach einer Netzwerktypisierung die erforderlichen Netzwerk-
typen definiert. Das Gestaltungsmodell selbst ist in vier Schritte aufgeteilt, wobei in
Schritt 1 und 2 Kundenwunschwartezeit sowie die logistische Produktstruktur ermitteln
wurde. Bevor im letzten Schritt die tatsächlich maximal mögliche Ausdehnung des BTO-
Netzwerks definiert wird, befasste sich Schritt 3 mit der Feststellung der bestehenden
Netzwerkstruktur. Das Modell bringt alle wichtigen produktions- und transportlogisti-
schen Größen sowie die Produktkomplexität in Abhängigkeit zum Wunschwartezeit-
raum des Endkunden. Das entwickelte Modell stellt damit die maximale Ausdehnung
des Produktionsnetzwerks bis zum vom Kunden noch tolerierten maximalen Wunsch-
wartezeit dar.
Die Vorgehensweise wurde bei einem Systemlieferanten erprobt, der für das Luft-
fahrtausrüstungsgeschäft variantenreiche Produkte produziert. Die Erprobung hat ge-
zeigt, dass nicht nur ein OEM von dem Gestaltungsmodell profitieren kann, sondern
auch dessen Lieferanten.

Short summary
In recent years, the shift from supply-driven to demand-driven markets has put pressure
on companies to optimize their production and supply chain operations. Companies are
getting increasingly aware that a major part of corporate success is not only due to their
own performance. In this context, build-to-order (BTO), or in other words the principle
of mass customization, represents a sort of competitive strategy that focuses on the cus-
tomer. Based on an integrated optimization approach with the customer’s expected
waiting time (i.e. the time a customer is willing to wait for a product) at its heart, new
priorities for the development of techniques for integrating the entire process chain can
be derived.
Accordingly, the method developed in this thesis addresses three basic ideas in the de-
sign of build-to-order production networks along with the consideration of the custom-
er’s expected waiting time. The addressed issues refer to the product structure suitable
for build-to-order production networks and the network types qualified for build-to-
order, as well as to the supporting manufacturing and logistics processes necessary for a
build-to-order production network. For this purpose, build-to-order products are classi-
fied here and types of production networks distinguished before the required network
types are defined. The design model offers a four-step procedure by which the custom-
er’s expected waiting time and the logistical product structure are established in step 1
and 2. Step 3 deals with ascertaining the existing network structure before the maxi-
mum possible size of the BTO network is defined in the last step. The model correlates
all production, transport and logistics parameters as well as product complexity to the
waiting time expected by the end customer. This way, the developed model represents
the maximum size of the production network to the last point in the waiting period still
tolerated by the customer.
This procedure was put to the test by a system supplier who manufactures multiple
product variants for the aerospace equipment industry. The testing proved that not only
the OEM can benefit from the design model but also the suppliers.

Seite XI Inhaltsverzeichnis
XI
Inhaltsverzeichnis
INHALTSVERZEICHNIS XI
ABBILDUNGSVERZEICHNIS XVII
ABKÜRZUNGSVERZEICHNIS XXI
1. EINLEITUNG UND ABGRENZUNG DER ARBEIT 1
1.1 Ausgangssituation 1
1.2 Problemstellung 2
1.2.1 Kundenwünsche am Beispiel von Fahrzeugen 3
1.2.2 Ansätze aus der Automobilbranche 5
1.2.3 Kapazitätsauslastung durch Prognosen 6
1.2.4 Lösungsansatz 6
1.3 Zielsetzung und Aufbau der Arbeit 8
1.3.1 Aufbau der Arbeit 9
1.4 Thematische Einordnung der Arbeit in den wissenschaftlichen Kontext 11
1.4.1 Informationsmanagement in BTO-Netzwerken 11
1.4.2 Entscheidung über Standorte 11
1.5 Zusammenfassung und Abgrenzung der Arbeit 12
2. STAND DER TECHNIK 14
2.1 Supply Chain Management 14
2.2 Einordnung von Produktionsnetzwerken 18
2.2.1 Ansätze zur Verwendung von Modellen 18

Inhaltsverzeichnis
XII
2.2.2 Beschreibungsmodell Supply Chain Operations Reference Model 19
2.2.3 Beschreibungsmodell der Wertschöpfungsketten nach Porter 21
2.2.4 Ausprägung von Produktionsnetzwerken 22
2.2.4.1 Kooperationsformen von Netzwerken 22
2.2.5 Zusammenfassung 27
2.3 Definition von Build-to-Order 28
2.3.1 Mass Customization 28
2.3.2 Build-to-Order 29
2.3.3 Abgrenzung von BTO zu anderen Produktionskonzepten 29
2.4 Build-to-Order als Antwort auf Massenproduktion und mehr
Kundenorientierung 32
2.4.1 Der Kunde und die Zeit bis er sein Produkt erhält 32
2.4.1.1 Kundenauftragsentkopplungspunkt 32
2.4.1.2 Lieferzeit vs. vom Kunden akzeptierte Lieferzeit 33
2.4.1.3 Kundenerwartungszeit 34
2.4.1.4 Vom Kunden akzeptierte Wartezeit 34
2.4.2 Der Kunde und sein Produkt 35
2.4.2.1 Produktmodularisierung 35
2.4.2.2 Produkteinteilung über Geschäftsarten 36
2.4.2.3 Darstellung der Produktstruktur 37
2.4.3 Bisherige Fertigungs- bzw. Produktionssysteme 39
2.4.3.1 Produktion und Fertigung 40
2.4.3.2 Einzelfertigung 41
2.4.3.3 Massenproduktion 42
2.4.3.4 Variantenreiche Serienfertigung 42
2.4.4 Zusammenfassung 43
2.5 Wettbewerbliche und strategische Einordnung von Build-to-Order 44
2.5.1 Wettbewerbsstrategien 44
2.5.1.1 Umfassende Kostenführerschaft 45
2.5.1.2 Differenzierung 45
2.5.1.3 Konzentration auf Schwerpunkte 46

Inhaltsverzeichnis
XIII
2.5.1.4 Hybride Wettbewerbsstrategie Build-to-Order 46
2.5.2 Zusammenfassung 47
3. DEFIZITE BESTEHENDER ANSÄTZE IN DER INDUSTRIE UND
FORSCHUNG 48
3.1 Ansätze von BTO-Netzwerke in der Forschung 48
3.1.1 Forschungsprojekt ACDC 48
3.1.2 Forschungsprojekt ILIPT 48
3.1.3 Informationsmanagement in der Automobilwirtschaft SYSLog-
Informationssystemarchitektur supra-adaptiver Logistiksysteme 49
3.2 Ansätze von BTO-Netzwerken in der Industrie 50
3.2.1 Build-to-Order in der Computerindustrie am Beispiel DELL 50
3.2.2 Build-to-Order in der Automobilbranche am Beispiel BMW 55
3.2.3 Build-to-Order in der Textilindustrie am Beispiel ZARA 59
3.3 Defizite bisheriger Systeme und kritische Betrachtung des aktuellen
Standes 63
3.3.1 Beurteilung des BTO-Systems bei DELL 63
3.3.2 Beurteilung des BTO-Systems bei BMW 64
3.3.3 Beurteilung des BTO-Systems bei ZARA 65
3.4 Zusammenfassung 66
4. KLASSIFIZIERUNG VON BUILD-TO-ORDER PRODUKTEN 67
4.1 Nachfrage- und Marktbedingungen 68
4.1.1 Ermittlung von Kundenwünschen 68
4.1.2 Strategische Definition des maximalen Kundenwartezeitraums 70
4.2 Build-to-Order-Produktklassifizierung für variantenreiche Serienfertiger 72
4.2.1 Klassifizierung von Produkten 72
4.2.1.1 Preissegment 75
4.2.1.2 Produktlebenszyklus 75

Inhaltsverzeichnis
XIV
4.2.2 Geschäftsarten 75
4.2.3 Modularisierungsgrad 76
4.2.4 Zusammenfassung 77
4.3 Produktions- und Prozessvoraussetzungen 77
4.3.1 Prozessflexibilität 78
4.3.1.1 Kapazitätsflexibilität 78
4.3.1.2 Flexible Arbeitszeitmodelle 80
4.3.1.3 Arbeitsplatz- und Organisationsvoraussetzungen 80
4.3.2 Produktionsflexibilität 81
4.3.2.1 Produktionsversorgung 82
4.4 Netzwerkvoraussetzungen 82
4.4.1 Build-to-Order-Netzwerkklassifizierung 83
4.4.2 Flexibilität im Lieferantennetzwerk 83
4.4.3 Bestand in der Kette 85
4.4.4 Distribution in einem Build-to-Order-Netzwerk 86
4.5 Zusammenfassung der Voraussetzungen 87
5. MODELL ZUR GESTALTUNG VON BUILD-TO-ORDER
PRODUKTIONSNETZWERKEN 88
5.1 Modellrahmen für Build-to-Order-Netzwerke 89
5.1.1 Kerngestaltungselemente 90
5.1.2 Kerngestaltungselement Build-to-Order 91
5.1.2.1 Wareneingang für BTO- und BTS-Teile 92
5.1.2.2 Lagerung BTO- und BTS-Teile 92
5.1.2.3 Produktionsversorgung 92
5.1.2.4 BTO Produktion 92
5.1.2.5 BTO-Sequenzierung 93
5.1.2.6 Warenausgang BTO 93
5.1.2.7 Auftragsabwicklung im BTO-Kernelement 94
5.1.3 Kerngestaltungselement Build-to-Stock 96

Inhaltsverzeichnis
XV
5.1.3.1 Auftragsabwicklung im BTS-Kernelement 98
5.1.4 Kerngestaltungselement Transport 98
5.1.5 Definition der Abhängigkeiten und Schnittstellen 99
5.1.5.1 Zeitliche Abhängigkeiten und Informationsfluss 100
5.2 Prozessmodell für Build-to-Order-Netzwerke 102
5.3 Schritt 1: Ermittlung des Kundenwunschwartezeitraums 103
5.4 Schritt 2: Ermittlung der logistischen Produktstruktur 105
5.4.1 Produktklassifizierung für den Einsatz in BTO-Netzwerken 105
5.4.2 Produktspezifische Zeiteinheiten je Kerngestaltungselement 107
5.4.3 Einteilung der Erzeugnisstruktur nach Wichtigkeit 108
5.5 Schritt 3: Feststellung der Akteure im zu betrachtenden Netzwerk 109
5.5.1.1 Zuordnung von Akteuren zur Erzeugnisstruktur 110
5.5.1.2 Logistikstrukturen 111
5.5.1.3 Produktionsart im Netzwerk 114
5.6 Schritt 4: Definition der Ausdehnungsweite des BTO-Netzwerks 116
5.6.1 Build-to-Order-Radar 116
6. VALIDIERUNG DES MODELLS MIT DER INDUSTRIE 120
6.1 Voraussetzungen 120
6.2 Definition des Kundenwunschwartezeitraums 120
6.3 Ermittlung der logistischen Produktstruktur und Akteure im zu
betrachtenden Netzwerk 122
6.4 Definition der Ausdehnungsweite des BTO-Netzwerks 123
7. ZUSAMMENFASSUNG UND AUSBLICK 125
7.1 Zusammenfassung 125
7.2 Kritische Würdigung 126

Inhaltsverzeichnis
XVI
7.3 Ausblick und weiterer Forschungsbedarf 127
8. SUMMARY AND OUTLOOK 129
8.1 Summary 129
8.2 Critical appraisal 130
8.3 Outlook and need for further research 131
9. LITERATURVERZEICHNIS 133

Abbildungsverzeichnis
XVII
Abbildungsverzeichnis
ABBILDUNG 1: ZEIT VON DER BESTELLUNG EINES FAHRZEUGES BIS ZUR AUSLIEFERUNG, EIGENE
DARSTELLUNG IN ANLEHNUNG AN [ELI 2002] ..................................................... 4 ABBILDUNG 2: WUNSCHLIEFERZEIT EINES FAHRZEUGES VON DER BESTELLUNG BIS ZUR AUSLIEFERUNG,
EIGENE DARSTELLUNG IN ANLEHNUNG AN [ELI 2002] ............................................ 4 ABBILDUNG 3 : DIE BUILD-TO-ORDER-PROGRAMME DER AUTOHERSTELLER [KLU 2010]; [REI 2008];
[NAY 2006] ............................................................................................... 5 ABBILDUNG 4: ZUSAMMENHANG DER VIER GRUNDGEDANKEN UND DER ZIELSETZUNG DER ARBEIT ....... 9 ABBILDUNG 5: AUFBAU UND GLIEDERUNG DER ARBEIT ............................................................ 10 ABBILDUNG 6: ABGRENZUNG DER ARBEIT ............................................................................ 12 ABBILDUNG 7: DARSTELLUNG EINER SUPPLY CHAIN [SIH 2005] ............................................... 15 ABBILDUNG 8: DER BULLWHIP-EFFEKT [SCH 2007B] ............................................................. 17 ABBILDUNG 9: SCOR-MODELL [SUP ] ............................................................................... 19 ABBILDUNG 10: BASIEREND AUF DEM SCOR-MODELL: ELEMENTE UND EINFLUSSGRÖßEN EINES
PROZESSKETTENMODELLS, EIGENE DARSTELLUNG IN ANLEHNUNG AN [KUH 2009] .. 20 ABBILDUNG 11: WERTSCHÖPFUNGSPROZESSE NACH PORTER, EIGENE DARSTELLUNG IN ANLEHNUNG AN
[POR 1986] .......................................................................................... 22 ABBILDUNG 12: ÜBERSICHT ÜBER KOOPERATIONSFORMEN IM NETZWERK [RAU 2003] .................. 23 ABBILDUNG 13: TYPEN VON UNTERNEHMENSNETZWERKEN [RAU 2003] .................................... 24 ABBILDUNG 14: TYPOLOGIE INTERNATIONALER NETZWERKE, EIGENE DARSTELLUNG IN ANLEHNUNG
AN [SYD 2006] ...................................................................................... 25 ABBILDUNG 15: AUSPRÄGUNGEN VON PRODUKTIONSNETZWERKEN, EIGENE DARSTELLUNG IN
ANLEHNUNG AN [SCH 2006A] .................................................................. 26 ABBILDUNG 16: UNTERNEHMENSSTRUKTUREN DER BRANCHEN AUTOMOBIL-, MASCHINEN- UND
ANLAGENBAU [SCH 2006A] ..................................................................... 27 ABBILDUNG 17: X-TO-ORDER-SYSTEME; EIGENE DARSTELLUNG IN ANLEHNUNG AN [SCH 2006B] ... 31 ABBILDUNG 18: EINORDNUNG DER PRODUKTIONSKONZEPTE ..................................................... 32 ABBILDUNG 19: PORTFOLIO DER LOGISTISCHEN GESCHÄFTSARTEN [FAß 2001], [WIE 2010] .......... 36 ABBILDUNG 20: SCHEMA EINER STRUKTUR-STÜCKLISTE, EIGENE DARSTELLUNG IN ANLEHNUNG AN
[WIE 2008B] ......................................................................................... 38

Abbildungsverzeichnis
XVIII
ABBILDUNG 21 : SKALIERUNG DER STRUKTUREN PRODUZIERENDER UNTERNEHMEN [WES 2008] ...... 39 ABBILDUNG 22: DER KONTEXT DER FORMULIERUNG VON WETTBEWERBSSTRATEGIEN [POR 1986] ... 44 ABBILDUNG 23: DREI WETTBEWERBSSTRATEGIEN NACH PORTER [POR 1986] .............................. 45 ABBILDUNG 24: BUILD-TO-ORDER-FERTIGUNG BEI DELL, EIGENE DARSTELLUNG IN ANLEHNUNG AN
[GRA 2006] .......................................................................................... 52 ABBILDUNG 25: ARBEITSABLAUF IN DELL-FABRIKEN [AMH 2002] ........................................... 53 ABBILDUNG 26: FLEXIBILITÄTS- UND STABILITÄTSPHASEN VOR UND NACH KOVP [DAN 2009] ........ 58 ABBILDUNG 27: ZARAS WERTSCHÖPFUNGSKETTE, EIGENE DARSTELLUNG IN ANLEHNUNG AN
[BOV 2002] .......................................................................................... 60 ABBILDUNG 28: ZARAS WERTSCHÖPFUNGSPROZESS IM VERGLEICH ZUM KLASSISCHEN WSP
[KPM 2003] ......................................................................................... 62 ABBILDUNG 29: ÜBERSICHT ÜBER KAPITEL 4, KLASSIFIZIERUNG VON BUILD-TO-ORDER PRODUKTEN ... 67 ABBILDUNG 30: KUNDENWÜNSCHE UND KUNDENBEDÜRFNISSE, EIGENE DARSTELLUNG IN ANLEHNUNG
AN [STE 2005] ....................................................................................... 69 ABBILDUNG 31: VOM KUNDEN AKZEPTIERTE/GEWÜNSCHTE LIEFERZEIT [ATK 2009] ...................... 70 ABBILDUNG 32: ENTWICKLUNG KUNDENAUFTRAGSARTEN [ATK 2009] ..................................... 71 ABBILDUNG 33: GROBE BUILD-TO-ORDER-PRODUKTKLASSIFIZIERUNG ......................................... 72 ABBILDUNG 34: BTO-PRODUKTBEREICHE ........................................................................... 74 ABBILDUNG 35: EINTEILUNG VON BUILD-TO-ORDER FÄHIGEN PRODUKTEN INNERHALB VON
GESCHÄFTSARTEN, ERWEITERTE DARSTELLUNG ZU [FAß 2001], [WIE 2010] ......... 76 ABBILDUNG 36: BRANCHENÜBERGREIFENDE BUILD-TO-ORDER-PRODUKTKLASSIFIZIERUNG ................ 77 ABBILDUNG 37: KAPAZITÄTSFLEXIBILITÄT ............................................................................. 79 ABBILDUNG 38: KAPAZITÄTSFLEXIBILITÄTSTUNNEL, EIGENE DARSTELLUNG IN ANLEHNUNG AN
[FIS 2008] ............................................................................................. 79 ABBILDUNG 39: SYSTEMATISIERUNG VON FERTIGUNGSSYSTEMEN [GRÄ 2004]; [WEC 1991] ........ 81 ABBILDUNG 40: KLASSIFIZIERUNG VON BUILD-TO-ORDER NETZWERKEN ...................................... 83 ABBILDUNG 41: STUFEN DER LIEFERANTENINTEGRATION IN DIE KUNDENSPEZIFISCHE
LEISTUNGSERSTELLUNG, ERWEITERTE DARSTELLUNG NACH [PIL 2000] .................. 84 ABBILDUNG 42: ENTWICKLUNG BESTANDSREICHWEITEN [ATK 2009] ........................................ 85 ABBILDUNG 43: BUILD-TO-ORDER/BUILD-TO-STOCK-GRENZE IM NETZWERK ................................ 86 ABBILDUNG 44: VIER SCHRITTE ZUR GESTALTUNG VON BTO-NETZWERKEN ................................. 88 ABBILDUNG 45: MODELLRAHMEN FÜR BUILD-TO-ORDER-NETZWERKE ........................................ 89 ABBILDUNG 46: BEISPIELDARSTELLUNG EINES BTO-NETZWERKS ................................................ 90

Abbildungsverzeichnis
XIX
ABBILDUNG 47: PROZESSELEMENTE DES KERNGESTALTUNGSELEMENTS BTO ................................. 91 ABBILDUNG 48: UNTERSCHEIDUNG VON AUFTRÄGEN IN EINEM BUILD-TO-ORDER-SYSTEM ............... 94 ABBILDUNG 49: AUFTRAGSABWICKLUNG IM KERNGESTALTUNGSELEMENT BTO ............................ 96 ABBILDUNG 50: KERNGESTALTUNGSELEMENT BTS ................................................................. 97 ABBILDUNG 51: HYBRIDES KERNGESTALTUNGSELEMENT BTS .................................................... 97 ABBILDUNG 52: AUFTRAGSABWICKLUNG IM HYBRIDEN KERNGESTALTUNGSELEMENT BTS ................ 98 ABBILDUNG 53: KERNGESTALTUNGSELEMENT TRANSPORT ........................................................ 99 ABBILDUNG 54: ABHÄNGIGKEITEN DER GRUNDELEMENTE ...................................................... 100 ABBILDUNG 55: ZEITLICHE ABHÄNGIGKEITEN IN EINEM BTO-ELEMENT ...................................... 100 ABBILDUNG 56: AUFTRAGSKASKADE IN EINEM BTO-NETZWERK [MAN 2008] .......................... 101 ABBILDUNG 57: PROZESSDARSTELLUNG EINES BTO-NETZWERKS .............................................. 103 ABBILDUNG 58: ZEITLICHE ABHÄNGIGKEIT IN EINEM BTO-NETZWERK ....................................... 103 ABBILDUNG 59: KUNDENZUFRIEDENHEITSGRAD IN ABHÄNGIGKEIT DER ZEIT ................................ 104 ABBILDUNG 60: BEISPIEL EINER GRAFISCHEN DARSTELLUNGSFORM EINER ERZEUGNISSTRUKTUR,
EIGENE DARSTELLUNG IN ANLEHNUNG AN [WIE 2008B] ................................. 106 ABBILDUNG 61: EINTEILUNG DER ERZEUGNISSTRUKTUR IN KAUFTEILE (K), FERTIGUNG (F) UND
MONTAGE (M) ...................................................................................... 106 ABBILDUNG 62: PRODUKT-PROZESS-ZUORDNUNG ............................................................... 107 ABBILDUNG 63: ZEITERMITTLUNG PRO ELEMENT .................................................................. 108 ABBILDUNG 64: PRODUKTEINTEILUNG ............................................................................... 109 ABBILDUNG 65: ZUORDNUNG AKTEURE ZU GESTALTUNGSELEMENTEN ...................................... 110 ABBILDUNG 66: ZUORDNUNG AKTEURE ZU ERZEUGNISSTRUKTUR............................................. 111 ABBILDUNG 67: EINTEILUNG DES GESTALTUNGSELEMENTS TRANSPORT ...................................... 112 ABBILDUNG 68: INHALTE DES GESTALTUNGSELEMENTS TRANSPORT .......................................... 113 ABBILDUNG 69: ZEITLICHE BETRACHTUNG DES GESTALTUNGSELEMENTS TRANSPORT .................... 114 ABBILDUNG 70: EINTEILUNG DES BESTEHENDEN NETZWERKS IN BUILD-TO-ORDER UND
BUILD-TO-STOCK ................................................................................... 115 ABBILDUNG 71: ZEITEINTEILUNG FÜR MAXIMALE AUSDEHNUNG EINES BTO-NETZWERKS ............... 116 ABBILDUNG 72: BTO-RADAR FÜR BTO-NETZWERKE ............................................................ 117 ABBILDUNG 73: AKTEURE IM BTO-RADAR ........................................................................ 118 ABBILDUNG 74: BTO-RADAR FÜR DIE MAXIMALE AUSDEHNUNG EINES BTO-NETZWERKES ............ 119 ABBILDUNG 75: ZEITLEISTEN FÜR KUNDENWARTEZEITEN ......................................................... 121

Abbildungsverzeichnis
XX
ABBILDUNG 76: AUFTRAGSHORIZONT ............................................................................... 122 ABBILDUNG 77: BUILD-TO-ORDER-GRENZE IM AKTUELLEN NETZWERK DES SYSTEMLIEFERANTEN ...... 123 ABBILDUNG 78: ZUKÜNFTIGES BTO-NETZWERK .................................................................. 124 ABBILDUNG 79: UNTERSCHIEDE ZWISCHEN BTO/BTF ZU REINEM BTO ...................................... 124

Abkürzungsverzeichnis
XXI
Abkürzungsverzeichnis
4PL Fourth Party Logistics Provider
AT Arbeitstage
ACDC Automotive Chassis Development for 5-Days-Cars
AG Aktiengesellschaft
ATO Assemble-to-Order
BMW Bayerische Motoren Werke
BOM Bill of Material
bspw. beispielsweise
BTO Build-to-Order
BTS Build-to-Stock
bzw. beziehungsweise
COP Customer Ordered Production
CTO Configure-to-Order
d. h. das heißt
DOMS Dell Order Management System
DTO Design-to-Order
EDI Electronic Data Interface
ETO Engineer-to-Order
ERP Enterprise Ressource Planning
EU Europäische Union
FAB Feinabruf
FDLZ Fertigungsdurchlaufzeit
ForLog Bayerischer Forschungsverband SUPRA-ADAPTIVE Logistiksysteme
GmbH Gesellschaft mit beschränkter Haftung
GO Global Ordering
ICDP International Car Distribution Programm
i.d.R. in der Regel
ILIPT Intelligent Logistics for Innovative Product Technologies
IuK Informations- und Kommunikationstechnik
JIS Just in Sequence
JIT Just in Time

Abkürzungsverzeichnis
XXII
KEZ Kundenerwartungszeit
KEP Kundenentkopplungspunkt
KG Kommanditgesellschaft
KLZ Kundenlieferzeit
KOVP Kundenorientierter Vertriebs- und Produktionsprozess
LAB Lieferantenabruf
LSP Logistic Service Provider
LDL Logistikdienstleister
NOAC Next Operation as Customer
MTO Made-to-order
OEM Original Equipment Manufacturer
PND Projet Nouvelle Distribution
PPS Produktionsplanung und –steuerung
PSA Société Anonyme des Automobiles Peugeot
SCM Supply Chain Management
SLC Supplier Logistic Center
SMI Supplier Managed Inventory
SPAB Standard-Produktionsabruf
SCOR Supply Chain Operations Reference Model
SysLOG IS-Architekturen supra-adaptiver Logistiksysteme in der Automobilindustrie
TAD technischer Auftragsdatensatz
TPS Toyota Production System
usw. und so weiter
u.U. unter Umständen
VMI Vendor Managed Inventory
VOB Virtual Order Bank
vgl. vergleiche
WSP Wertschöpfungsprozess
XML Extensible Markup Language
z. B. zum Beispiel

Einleitung und Abgrenzung der Arbeit Seite -1
1
1. Einleitung und Abgrenzung der Arbeit
1.1 Ausgangssituation
Seit vielen Jahren stehen Unternehmen konstant unter Druck, ihre Produktion und ihre
Supply Chain zu optimieren. Steigende Rohstoffpreise, steigende Löhne im Wettbewerb
mit Niedriglohnländern, höhere Variantenvielfalt und kürzere Lieferzeiten bei konstant
sinkenden Preisen und Wünschen nach reduzierten Lagerbeständen sind nur eine un-
vollständige Aufzählung der vielen Anforderungen, denen sich die Verantwortlichen in
den letzten Jahren zu stellen hatten [BEC 2008]. Die Wissenschaft erklärt dies mit dem
Wandel von angebotsorientierten zu nachfrageorientierten Märkten, wobei als Haupt-
treiber für diesen Wandel sowohl wirtschaftliche, soziale als auch technologische Ent-
wicklungen gelten [BRO 2005]. Aus dieser Verschiebung und anderen damit verbunde-
nen mikro- und makroökonomischen Faktoren, wie z. B. weltweite Überkapazitäten so-
wie Globalisierung, sind neue Wettbewerbskriterien entstanden [OST 2009]. Um nicht
aufgrund zu hoher Kosten den Anschluss an die Mitbewerber zu verlieren, werden
z. B. Produktionsstandorte in Billiglohnländer – vor allem nach Osteuropa oder nach Asi-
en – verlagert. Der Kampf um Marktanteile in den immer stärker gesättigten Märkten
erzeugen Handlungsbedarf bei den Unternehmen, um langfristig im Wettbewerb beste-
hen zu können.
Parallel zu dieser Entwicklung hat sich das Kaufverhalten der Konsumenten ebenfalls
verändert. Während früher die Kunden bereit waren, für hohe Qualität einen entspre-
chend höheren Kaufpreis zu bezahlen, verlangt der Konsument heute gehobene Quali-
tät zu möglichst niedrigen Preisen. Es hat sich somit ein Wandel von einem Verkäufer-
markt hin zu einem Käufermarkt vollzogen [KAT 2005]. Insbesondere in der deutschen
Automobilindustrie ist ein deutlicher Trend zur Nachfrage nach immer individuelleren
Fahrzeugen spürbar. Dieser Trend entspricht einer Veränderung in den demografischen
Strukturen und den Wertesystemen der Endkunden [HEI 2008]. Die Schwierigkeit dabei
ist, dass die gegensätzlichen Produktionskonzepte Massenproduktion und Einzelferti-
gung grundsätzlich eine Abwägung zwischen Kostendegression und Individualisierung
bedingen. Ein Vergleich bei kundenindividuell angefertigten Fahrzeugen des gleichen
Modells beispielsweise zeigt, dass aufgrund der hohen Kombinationsmöglichkeiten der

Einleitung und Abgrenzung der Arbeit
2
Grundvarianten und der Sonderausstattungen diese in sehr seltenen Fällen die identi-
sche Konfiguration besitzen. Zudem ist die Bedeutung kurzer Lieferzeiten für die Kun-
den weiter gestiegen [MAN 2009]. Laut Rich und Hines bringt der Faktor Zeit für Bran-
chen, die von Überkapazität und starkem internationalem Wettbewerb gekennzeichnet
sind, einen neuen Wettbewerbsvorteil mit sich [RIC 1997].
Das bedeutet, das Unternehmen kann entweder einheitliche Produkte kostengünstig
produzieren und zu einem niedrigen Preis abgeben oder die Firma geht intensiv auf die
individuellen Bedürfnisse der Kunden ein, was sich wiederum in höheren Preisen, be-
dingt durch hohe Produktionskosten, widerspiegelt [NIE 2002]. Gerade in einer Zeit des
globalen Wettbewerbs und turbulenter Einflussfaktoren auf die Produktion, einer verteil-
ten und vernetzten Fertigung mit flexibel automatisierten und integrierten Maschinen
sowie externen Anforderungen an Qualität und Präzision stellt sich die Frage, ob mo-
derne Fertigungen noch nach den Taylorschen Prinzipien1 aufgebaut sein können
[WES 2008].
1.2 Problemstellung
Bewertungen und Leistungsanalysen in Unternehmen richten sich noch immer überwie-
gend auf die eigenen Belange. Im Moment wächst das Bewusstsein in den Unterneh-
men, dass ein großer Teil des Erfolgs eines Unternehmens nicht allein auf der eigenen
Leistung basiert. Entscheidend sind ebenso das Netzwerk und die Rahmenbedingungen
der Infrastruktur, in dem das Unternehmen arbeitet. Bestimmend ist daher im Wesentli-
chen nicht mehr die Leistung und Effizienz des eigentlichen Unternehmens selbst, son-
dern die Qualität des Zusammenspiels des gesamten Komplexes [DIC 2009]. Informa-
tions- und Kommunikationssysteme verkürzen die Wege zwischen Hersteller und Kunde.
Sie führen zu einer stärkeren Vernetzung der Produktion und zur Aktivierung von Syner-
gien in den Netzwerken der Produktion. Aus dem Ansatz einer ganzheitlichen Optimie-
rung der Prozessketten lassen sich neue Schwerpunkte für die Entwicklung von Ma-
nagementkonzepten auf der Basis der Integration der gesamten Prozesskette ableiten
[WES 2009]. Obendrein gibt es eine immer größer werdende Zahl an Konsumenten, die
1 Ausgehend von den Taylorschen Prinzipien muss die Fertigung technisch und organisatorisch optimiert
werden. Intelligente Systeme und Produkte, die über den Lebenslauf in der Hand des Herstellers
verbleiben, sind die Folge [WES 2003].

Einleitung und Abgrenzung der Arbeit
3
durch ihre Kaufentscheidung ihre Einzigartigkeit und Originalität unter Beweis stellen
will. Zentrale Begriffe sind in diesem Zusammenhang "Konsum als Selbstinszenierung“
und „Differenzierung als neuer Luxus“ [KUD 2005].
1.2.1 Kundenwünsche am Beispiel von Fahrzeugen
Fragt man beispielsweise Käufer von Premium-Automobilen, wie sie sich die Abwicklung
einer Neufahrzeugbestellung wünschen, stehen in Anlehnung an Reithofer folgende
Aspekte im Vordergrund:
• Einfacher Bestellvorgang mit sofortiger Nennung eines verbindlichen Lieferter-
mins "auf Knopfdruck" im Rahmen des Verkaufsgesprächs
• Keine Lieferengpässe mit gleichzeitiger freier Auswahl innerhalb der Angebotspa-
lette
• Flexibilität bei Änderungswünschen während der Laufzeit der Bestellung, so lan-
ge das Fahrzeug noch nicht produziert wurde
• In dringenden Fällen, trotz kundenspezifischer Abwicklung, eine kurze, nach Ta-
gen oder wenigen Wochen bezifferbare Lieferzeit
• Auskunftsfähigkeit über den Stand der Auftragsabwicklung
• Pünktliche Auslieferung zum gewünschten bzw. zugesagten Termin, mit dem der
Kunde "rechnen"und verlässlich planen kann [REI 2005].
Hinsichtlich des Kundenwunschs und der Wartezeit wurden im Rahmen des „3 Day Car-
Programms“, das das Ziel hatte, die komplette automobile Supply Chain vom Rohmate-
rial bis zum Kunden zu analysieren, umfangreich Zahlen erhoben. Beispielsweise wurde
in Großbritannien eine Umfrage durchgeführt, wie lange es dauert, bis der Kunde sein
Auto erhält (Abbildung 1) bzw. wie schnell er es gerne erhalten würde (Abbildung 2).

Einleitung und Abgrenzung der Arbeit
4
Abbildung 1: Zeit von der Bestellung eines Fahrzeuges bis zur Auslieferung, eigene Darstellung
in Anlehnung an [ELI 2002]
Dabei wurde festgestellt, dass nur gut ein Drittel aller Autokäufer ihr Fahrzeug innerhalb
von zwei Wochen erhalten. Dies steht im Gegensatz zur gewünschten Lieferzeit – knapp
zwei Drittel aller Kunden hätten das Fahrzeug gerne innerhalb von zwei Wochen. Durch
diese Differenz zwischen der aktuellen Lieferzeit und der gewünschten Lieferzeit wird es
notwendig, die Fahrzeuge schneller bzw. anders zu produzieren.
Abbildung 2: Wunschlieferzeit eines Fahrzeuges von der Bestellung bis zur Auslieferung, eigene
Darstellung in Anlehnung an [ELI 2002]
In der Konsumentenverhaltensforschung wird betont, dass ein weiterer Nutzenaspekt
für Konsumenten heute aufgrund des steigenden Zeitdrucks, der Informationsüberflu-
tung sowie der Wertschätzung von Erholung und Freizeit zunehmend an Bedeutung

Einleitung und Abgrenzung der Arbeit
5
gewinnt. In einigen Akzeptanzstudien konnte der positive Einfluss eines Shopping-
Convenience-Nutzens2 auf die Akzeptanz von Innovationen zudem bereits empirisch
bestätigt werden [DÜL 2009]. Nach Düll spiegelt die wahrgenommene Annehmbarkeit
die geforderte Wartezeit wider, inwiefern die erforderliche Liefer- bzw. Wartezeit auf
das Produkt von einem Konsumenten als akzeptabel beurteilt wird. Es handelt sich hier-
bei um eine Konsumentenperzeption, die die Wunschwartezeit oder subjektive An-
nehmbarkeit der Wartezeit als eine wesentliche Voraussetzung für die Akzeptanz einer
kundenauftragsbezogenen Produktion (Build-to-Order) von Produkten darstellt.
1.2.2 Ansätze aus der Automobilbranche
In den vergangenen Jahren gab es einige Programme, die eine Reduzierung der Auslie-
ferzeit zum Fokus hatten (Abbildung 3). Beispielsweise zielte Volvo innerhalb eines Lo-
gistikprojekts auf eine Lieferzeit von 28 Tagen durch Nutzung eines 100%
Build-to-Order-Systems bei einer Liefertreue von 95% ab [REI 2008]. DaimlerChrysler
baute in der Initiative FastCar auf das Internet, das die kooperativen Prozesse von der
Produktentwicklung bis hin zu Beschaffung und Logistik effizient unterstützen sollte. Ziel
war eine Lieferzeit von 15 Tagen [KLU 2010].
Abbildung 3 : Die Build-to-Order-Programme der Autohersteller [KLU 2010]; [REI 2008];
[NAY 2006]
2 Shopping-Convenience-Nutzen ist der erwartete Bequemlichkeitsnutzen, der beim Einkaufen durch das
Wegfallen von Such- und Entscheidungskosten entsteht [DÜL 2009].
Hersteller ProgrammnameAuslieferungszeit
(Ziel)
BMW
DaimlerChrysler
Ford
General Motors
Nissan
Renault
Toyota
Volkswagen
Volvo
Kunden-Orientierter Vertriebs-und Produktionsprozess (KOVP)
FastCar / Global Ordering (GO)
Order-to-Delivery
Order-to-Delivery
SCOPE (in Europa), ANSWER (in Japan), ICON (in den USA)
Projet Nouvelle Distribution (PND)
k. A.
Kunde-Kunde
Customer Ordered Production (COP)
10 Tage
15 Tage
15 Tage
20 Tage
14 Tage
21 Tage
14 Tage
14 Tage
14 Tage

Einleitung und Abgrenzung der Arbeit
6
1.2.3 Kapazitätsauslastung durch Prognosen
Neben der Entwicklung der Kundenanforderungen zu mehr individuellen Produkten
kommt der Umstand hinzu, dass Hersteller, um ihre Kapazitätsauslastung zu optimieren,
einen Teil ihrer Fahrzeuge auf Basis von Prognosen produzieren [EST 2006]. Doch Prog-
nosen entsprechen selten der Realität und einen Käufer zu finden, ist nicht immer ein-
fach. Insbesondere Sonderausstattungen sind für Autohersteller und -händler von nicht
zu unterschätzender Bedeutung, da sie einen überproportional hohen Deckungsbeitrag
erwirtschaften. Bei zum Teil sehr niedrigen Stückkosten ergeben sich Stückdeckungsbei-
tragsquoten, die die des nackten Fahrzeugs (i.d.R. 20-50 %) um ein Vielfaches überstei-
gen [EBE 2004]. Gerade diese profitablen Fahrzeuge mit individueller Ausstattung sind
schwer zu prognostizieren [LUT 2010] und daraus resultierende Fehlplanungen sind
schwer zu verkaufen. Es entstehen Einbußen beim Verkaufspreis und Kapitalbindungs-
kosten bis zum Zeitpunkt des Verkaufs [AGR 2001]. Die Kunden bekommen hierbei
entweder nicht das Auto, das ihren Vorstellungen entspricht, oder sie müssen sehr lange
auf ihr selbst konfiguriertes Fahrzeug warten. Nach einer Studie der University of Bath
und des ICDP3 sind dies bei Fahrzeugen in Europa durchschnittlich 40 Tage [PAR 2008],
was für anspruchsvolle Kunden in verstärktem Maße inakzeptabel ist.
1.2.4 Lösungsansatz
Um dem Kunden das individuelle Produkt zu verschaffen, das er wünscht und gleichzei-
tig verlässliche Lieferzeiten zu garantieren, gibt es grundsätzlich mehrere Ansätze. Eine
Möglichkeit, diesem Problem entgegen zu wirken, stellt das Fertigungskonzept Build-to-
Order (BTO) dar, bei welchem im Sinne einer kundenauftragsspezifischen Massenferti-
gung ein Produkt erst dann hergestellt wird, wenn der Kunde eine verbindliche Bestel-
lung in Auftrag gegeben hat [WIN 2006]. Fabrikübergreifende Build-to-Order-
Produktionssysteme bzw. Build-to-Order-Netzwerke ermöglichen es den Unternehmen,
ihre Kosten zu reduzieren (z. B. durch niedrige Lagerbestände und Lagerhaltungskosten)
und gleichzeitig dem Kunden ein individualisiertes Produkt zu einem niedrigeren Preis
anzubieten. Es entsteht somit für die Unternehmen und die Kunden eine Win-win-
Situation [AGR 2001], d.h. entgegen Porters Annahmen kann eine Strategie „zwischen
den Stühlen“ (eine langfristige strategische Positionierung zwischen Kostenführerschaft
3 International Car Distribution Programme, eine gemeinnützige Forschungsorganisation

Einleitung und Abgrenzung der Arbeit
7
und Differenzierung) durchaus möglich sein [NIE 2002]. Alles deutet darauf hin, dass die
Veränderungen innerhalb der Märkte eine Abkehr von den alten Fertigungskonzepten
erfordern und neue, innovative Konzepte wie Build-to-Order hervorrufen [BAU 2006].
Die Produktion des bestellten Gutes entspricht dabei weitestgehend den Vorgaben des
Kunden. Das bedeutet, dass alle Produkte zum Zeitpunkt ihrer Erstellung bereits einen
spezifischen Kundenauftrag repräsentieren. Der Kaufprozess findet damit vor dem Pro-
duktionsprozess statt und stellt dadurch die zentrale Voraussetzung für BTO dar. Das
BTO-Produktionskonzept spiegelt damit eine extreme Form der Pull-Strategie wider, da
der Kundenauftrag den gesamten Wertschöpfungsprozess des Produktes prägt
[KAT 2005]. Unter einer Pull-Strategie wird verstanden, dass die Nachfrage vom Endver-
braucher ausgeht, wohingegen bei der Push-Strategie der Endverbraucher lediglich zum
Kauf bereits hergestellter Produkte animiert wird [NIE 2002], [CAN 2006]. Somit ist die
Auslegungstiefe eines BTO-System in erster Linie vom Kundenauftrag und der damit
verbundenen generischen Festlegung der Auftragsentkopplungsgrenze, dem Wechsel
zwischen auftragsanonymer und auftragsbezogener Produktion, abhängig.
Je nach Modul bzw. Komponente sowie ausgehend von der Produktgestaltung kann die
Kundenauftragsentkopplungsgrenze in der Kette zwischen der Endmontage, der ersten
Stufe, aber auch an n-ter Stufe liegen. Grundidee des Ansatzes ist, so weit wie möglich
den Prinzipien der „Economy-of-Scale“ zu folgen und weiterhin standardisierte Module
und Komponenten zu produzieren. Erst am spätest möglichen Punkt in der Zulieferkette
soll die Variantenbildung erfolgen, idealerweise an der Auftragsentkopplungsgrenze.
Dies hat zudem den Vorteil, dass die Kosten der Lagerhaltung von Komponenten gerin-
ger sind als die von fertigen Fahrzeugen. Um diese Potenziale auszuschöpfen, sehen sich
Unternehmen der Fragestellung gegenübergestellt, wie in Netzwerken Produktionspro-
zesse und –bereiche zu gestalten und zu planen sind, um den logistischen und wirt-
schaftlichen Anforderungen eines ganzheitlichen BTO-Produktionssystems bestmöglich
gerecht zu werden.
Nach einer vom Marktforschungsinstitut Puls durchgeführten Studie wären 41% der
Endkunden ohne Gegenleistung bereit, auf komplette Änderungsflexibilität zu verzich-
ten. Bezüglich der Lieferzeit wären 83% bereit, einen Frühbucherrabatt von 91 Tagen in

Einleitung und Abgrenzung der Arbeit
8
Kauf zu nehmen [VOI 2006]. Daraus wird offensichtlich, dass den Kunden mehr Flexibili-
tät gegeben wird als sie erwarten. Das bedeutet im Umkehrschluss aber auch, dass
durch eine längere Bereitschaft zu warten, ein Build-to-Order-Netzwerk viel stärker aus-
gedehnt werden kann. In der Automobilindustrie wird das Einsparpotenzial durch BTO
auf bis zu 80 Mrd.US-Dollar [AGR 2001] eingeschätzt bzw. auf 500 bis 1.500 US-Dollar
pro Fahrzeug [MAC 2001], [MIE 2004], [BAU 2006]. Der Automobilhersteller Nissan be-
ziffert die Einsparungen, die mit Hilfe eines reinen BTO-Systems möglich wären, sogar
auf ca. 3.500 US-Dollar pro Fahrzeug [AGR 2001].
Zusammengefasst bedeutet dies, dass BTO ein Konzept ist, bei dem im Rahmen der Se-
rienfertigung versucht wird, das Produkt so individuell wie möglich gemäß den individu-
ellen Kundenwünschen zu fertigen. Dies wird vor allem dadurch erreicht, dass in der
Wertschöpfungskette so lange wie möglich kundenorientierte Prozesse durchlaufen
werden. Der Auftrag wird so spät als möglich und nötig anonymisiert. Hinzu kommt die
Unterstützung durch moderne Informations- und Kommunikationssysteme, deren be-
sondere Bedeutung darin liegt, dass alle Beteiligten der Wertschöpfungskette miteinan-
der in Echtzeit verknüpft sind und damit die Wertschöpfungskette flexibler und reakti-
onsschneller wird. Hierzu sind folgenden Grundgedanken zu diskutieren:
1. Ist die Produktstruktur geeignet für Build-to-Order-Produktionsnetzwerke?
2. Welche Netzwerktypen eignen sich für Build-to-Order?
3. Welche unterstützenden Produktions- und Logistikprozesse benötigt ein
Build-to-Order-Produktionsnetzwerk?
4. Welche unterstützenden IT-Systeme werden benötigt?
1.3 Zielsetzung und Aufbau der Arbeit
Das Ziel dieser Arbeit ist es, diese Grundgedanken zu beantworten und darauf basierend
ein methodisch fundiertes Prozessmodell zur Gestaltung von Build-to-Order-
Produktionsnetzwerken zu erarbeiten, das sich nur an der Wunschlieferzeit des Kunden
orientiert und somit eine effektive Unterstützung bei der Gestaltung eines Kunden-
wunschzeit-basierten Build-to-Order-Produktionsnetzwerks gibt.
Ganzheitlichen Betrachtungen von Netzwerkstrukturen und im Besonderen einer ganz-
heitlichen Gestaltung eines solchen Build-to-Order-Produktionssystems wird, im Ver-
gleich zur klassischen singulären Betrachtung, das größte Potenzial unterstellt. Die zu

Einleitung und Abgrenzung der Arbeit
9
erarbeitende Methodik bringt die Logistik-, Produkt- und Prozessmodelle in einen Ab-
hängigkeitszusammenhang mit der Kundenwunschwartezeit und der logistischen Leis-
tung (Abbildung 4).
Abbildung 4: Zusammenhang der vier Grundgedanken und der Zielsetzung der Arbeit
Die Vorgehensmethode soll dabei unterstützen, an den richtigen Stellen im Produkti-
onsnetzwerk anzusetzen, um den Produktionsprozess der Partner im betrachteten
Netzwerk noch kundenindividueller einrichten zu können, um die Leistungsfähigkeit des
Gesamtsystems zu steigern.
1.3.1 Aufbau der Arbeit
Die Arbeit gliedert sich in sechs Kapitel. Das erste Kapitel widmet sich neben der diffe-
renzierten Beschreibung der Problemstellung auch der Ausgangssituation in
BTO-Netzwerken. Nach einer Eingrenzung des Untersuchungsbereichs in Kapitel 1.4 soll
sich das Kapitel 2 mit Definitionen und Begriffen zu Netzwerken und logistischen Pro-
duktstrukturen auseinandersetzen sowie einen Überblick über die Aufgaben der Produk-
tionslogistik in Netzwerken geben. Mit einer Bewertung der dargestellten Ansätze
schließt Kapitel 3. Bevor in Kapitel 5 mit der Gestaltung des Netzwerks begonnen wird,

Einleitung und Abgrenzung der Arbeit
10
soll in Kapitel 4 die Klassifizierung von Build-to-Order-Produkten durchgeführt sowie
notwendige Prozesse definiert und eine Netzwerktypisierung untersucht werden.
Abbildung 5: Aufbau und Gliederung der Arbeit
In Kapitel 5 erfolgt die Modellkonzeption zur Gestaltung von BTO-Produktions-
netzwerken. Hierzu ist in einem ersten Schritt eine geeignete Produktionsprozesskette in
einem BTO-Netzwerk festzulegen, die im weiteren Verlauf der Arbeit als Prozessmodell
abgebildet werden soll. Im Anschluss daran sind einzelne Gestaltungselemente sowie
das Gesamtprozessmodell darzustellen. Danach erfolgt die Auswahl und Definition rele-
vanter Verknüpfungen zwischen den einzelnen Gestaltungselementen. Aus diesen ein-
zelnen logistischen Prozessmodellen entstehen Logistik- und Produktionswirkmodelle,
die in ihrer Gesamtheit zur logistischen- und Prozess-Gestaltung von BTO-Netzwerken
eingesetzt werden. Dabei soll jedes einzelne Gestaltungselement der Prozesskette in
seinen Wirkungszusammenhängen zu Logistik, zum Produkt sowie zur Kundenwun-
schwartezeit beschrieben werden. Daraus sollen Erkenntnisse über das Verhalten des
gesamten BTO-Netzwerks abgeleitet werden. Kapitel 6 zeigt die beispielhafte Anwen-
dung des Modells im industriellen Umfeld und stellt Möglichkeiten zur Steigerung der
Logistikleistung in einem Netzwerk vor. Die Arbeit schließt in Kapitel 7 mit einer Zu-
sammenfassung, einem Ausblick ab.

Einleitung und Abgrenzung der Arbeit
11
1.4 Thematische Einordnung der Arbeit in den wissenschaftlichen
Kontext
Für die Gestaltung von Build-to-Order-Produktionsnetzwerken, die sich maßgeblich an
der Wunschlieferzeit des Kunden orientieren, sind die vier Grundgedanken zu betrach-
ten. Neben dem richtigen Netzwerktyp sind durchgängige Informationssysteme, überbe-
triebliche Prozessmodelle und Modularisierung die Grundvoraussetzung für funktionie-
rende Netzwerke. Die Vielzahl der unterschiedlichen Produktarten, Standortverteilungen
und Netzwerktypen macht eine Fokussierung dieser Arbeit notwendig.
1.4.1 Informationsmanagement in BTO-Netzwerken
Für den Betrieb von Build-to-Order-Produktionsnetzwerken sind in erster Line Informati-
onssysteme verantwortlich. Wie der vierte Grundgedanke „Welche unterstützenden IT-
Systeme werden benötigt?“ darstellt, ist Auftragsmanagement eine wichtige Kompo-
nente für eine kundenauftragsspezifische Produktion. So ist nach Schuh neben der
Standardisierung von Transaktionen und Nachrichten insbesondere die Nutzung einer
einheitlichen Prozessreferenz im Maschinen- und Anlagenbau die wesentliche Voraus-
setzung für die effiziente Auftragsabwicklung. Bei einer nahezu unüberschaubaren Viel-
zahl unterschiedlich ausgeprägter Produzenten-Lieferantenbeziehungen mutiert jedoch
die organisatorische Implementierung geeigneter Kooperationsprozesse zu einer kom-
plexen Gestaltungsaufgabe [SCH 2007a], [AUR 2003b], [SCH 2007a], [SCH 2008a]. Um
die Vielschichtigkeit des Gesamtproblems auf die Prozesse zu bündeln, liegt der Fokus
dieser Arbeit nicht in der Beschreibung von Prozessen von PPS- oder ERP-Systemen, sie
werden vielmehr vorausgesetzt.
1.4.2 Entscheidung über Standorte
Neben den Informationssystemen ist der entscheidende Punkt in der dargestellten Arbeit
das Netzwerk an sich. Verteilte Produktion und weite Entfernungen reduzieren die ma-
ximale Ausdehnung des Produktionsnetzwerks auf Standorte in angrenzenden Ländern.
Die unterschiedlichsten Forschungsprojekte haben sich schon mit dem Thema Standort-
auswahl beschäftigt. So wurde im Sonderforschungsbereich 559 die Modellierung gro-
ßer Netze in der Logistik in einem Unterbereich beispielsweise die Depot-Standort-
Auswahl als eine typische Planungsaufgabe bearbeitet. In diesem Rahmen wurde die
optimale Anzahl und Lage von Depotstandorten ermittelt. Depotstandorte sind hierbei

Einleitung und Abgrenzung der Arbeit
12
die Schnittstellen in dem Transportnetz von Speditionen und Diensten zum Kundenent-
kopplungspunkt, an denen ein Umschlag der Sendungen zwischen dem Nahverkehr
(Pick up and Delivery) und dem Fernverkehr erfolgt [HEI 2004].
In einem weiteren von der EU-geförderten Projekt, ILIPT (Intelligent Logistics for Innova-
tive Product Technologies), hatten sich 30 Partner aus Industrie und Forschung bis Ende
2008 vier Jahre lang das Ziel gesetzt, ein Auto herzustellen, das nach Kundenwunsch
zusammengestellt, produziert und in 5 Tagen an den Endkunden übergeben wird. Eine
der drei Hürden, die in diesem Projekt zentral bearbeitet wurden, ist in diesem Zusam-
menhang die optimale Standortwahl der Endproduktion und der Lieferanten
[ILI 2005]. Für die vorliegende Arbeit liegt der Fokus auf der Gestaltung von bestehen-
den Netzwerken und deren maximale Build-to-Order-Ausdehnung basierend auf der
Wunschlieferzeit. Strategische und ideale Positionierung neuer, dem Netzwerk dienlicher
Standorte, kann nur ein nachgelagerter Prozess sein und wird im Rahmen dieser Arbeit
nicht untersucht.
1.5 Zusammenfassung und Abgrenzung der Arbeit
Für die Gestaltung von Build-to-Order-Produktionsnetzwerken, die sich maßgeblich an
der Wunschlieferzeit des Kunden orientieren, ist der Untersuchungsbereich auf die Mo-
dellierung von Produktions- und Logistikprozessen fokussiert.
Abbildung 6: Abgrenzung der Arbeit
Funktion
BTO-Netzwerk
BTO-Prozess-modell
Produkt-struktur
Kunden-wunsch

Einleitung und Abgrenzung der Arbeit
13
Hinsichtlich der betrachteten Voraussetzungen von Informationsflüssen beschränkt sich
diese Arbeit auf Kernprozesse eines bestehenden Netzwerks. Eine detaillierte Standor-
tentscheidung, bei welcher Risikofaktoren sowie strategische Entscheidungen im Vor-
dergrund stehen, ist nicht Betrachtungsgegenstand (Kapitel 1.4.1). Es wird vielmehr in
dieser Arbeit die bestehende Situation der Unternehmen betrachtet. In Bezug auf die in
Kapitel 1.2.4 formulierten vier Grundgedanken setzt sich diese Arbeit mit den drei fol-
genden Fragen für die Gestaltung von Build-to-Order-Produktionsnetzwerken auseinan-
der:
1. Ist die Produktstruktur geeignet für Build-to-Order-Produktionsnetzwerke?
2. Welche Netzwerktypen eignen sich für Build-to-Order?
3. Welche unterstützenden Produktions- und Logistikprozesse benötigt ein
Build-to-Order-Produktionsnetzwerk?

Stand der Technik
14
2. Stand der Technik
Viele Unternehmen streben eine Stärkung ihrer Wettbewerbsposition an, indem sie Spit-
zenleistungen in Produktion und Supply Chain erreichen wollen. Neben den vielen Auf-
gaben wurden in den letzten Jahren zahlreiche Lösungsansätze diskutiert, die alle ver-
sprachen, die Produktion zu optimieren. Die kontinuierliche Leistungssteigerung der ein-
gesetzten Maschinen und Einrichtungen hat die direkten Kosten gesenkt und den
Schwerpunkt von Verbesserungsbemühungen auf die Betriebs- und Ablauforganisation
verlagert [BEC 2008].
Auch die Entwicklung verbesserter Informations- und Kommunikationstechnologien hat
ihren Anteil an der zunehmenden Globalisierung, da mit ihrer Hilfe räumliche und zeitli-
che Grenzen überwunden werden können. Auf der anderen Seite hat der Kunde mehr
Macht gewonnen – er kann Preise, Qualität und Service schneller vergleichen und for-
dert ein auf ihn zugeschnittenes Produkt.
Um Klarheit in die Vielzahl von Begriffen rund um die kundenindividuelle Produktion in
Netzwerken zu bekommen, startet das Kapitel mit Begriffsdefinitionen zum Supply
Chain Management, der Begriffseinordnung Build-to-Order sowie Netzwerk-
typisierungen. Anschließend sollen vorhandene Konzepte sowie Methoden für Logistik-
und Prozessmodelle zur Gestaltung von Netzwerken, die in einem Abhängigkeits-
zusammenhang mit der Kundenwunschwartezeit stehen, untersucht werden. Das Kapi-
tel schließt mit einer Zusammenfassung bestehender Verfahren. Die hierbei erkannten
Defizite bestehender Modelle sollen am Ende des Kapitels zu Anforderungen an das zu
beschreibende Modell zur Gestaltung von Build-to-Order-Produktionsnetzwerken füh-
ren.
2.1 Supply Chain Management
Der Begriff Supply Chain tauchte Anfang der 80er Jahre erstmals in den USA auf, in Eu-
ropa wurde er erst Mitte der 90er relevant [WER 2002]. Nach Werner sind die vielfälti-
gen in der Literatur anzutreffenden Definitionen nicht falsch oder richtig, sie passen ein-
fach besser oder schlechter zu einem bestimmten Anwendungskontext und für eine be-
stimmte Art zu denken. So beleuchten sie oft bestimmte Aspekte von Supply Chain Ma-
nagement (SCM): Eine Supply Chain ist eine Kette von funktionalen Bereichen (Beschaf-
fung, Produktion, Vertrieb), die über einen durchgängigen Materialfluss vom Lieferanten

Stand der Technik
15
zum Endkunden miteinander verknüpft sind. Parallel dazu läuft der Informationsfluss in
umgekehrter Richtung. Die Supply Chain kann als Kette miteinander verknüpfter Prozes-
se oder als System betrachtet werden [WER 2008]. Ellram formuliert dies schon 1991 so:
„Supply Chain Management is an integrative approach to using information to manage
the materials flow from the suppliers to the end-user to achieve improved customer ser-
vice overall costs. SCM represents a network of firms interacting to deliver a product or
service to the end customer“ [SEN 2008].
Der Autor dieser Arbeit schließt sich dieser Begrifflichkeit an, da auch in dieser Arbeit
der Materialfluss von den Zulieferern bis hin zu den Endkunden fokussiert wird. Syno-
nym für Supply Chain (Abbildung 7) werden in dieser Arbeit die Begriffe Lieferkette,
Wertschöpfungskette, Produktions- oder Logistiknetzwerk verwendet.
Abbildung 7: Darstellung einer Supply Chain [SIH 2005]
Wie zuvor beschrieben, konzentrieren sich die Unternehmen durch die vielen Verände-
rungen der Wettbewerbsbedingungen zunehmend auf ihre Kernkompetenzen. Dies
führte zu einer intensiveren Kooperation mit den Lieferanten. Diese Lieferketten sind in
den letzten Jahren für die Unternehmen immer wichtiger geworden. Eine Studie von
ATKearney belegt dies mit dem Ergebnis, dass für 88% der Befragten die Funktionen
des Supply Chain Managements (SCM) bis 2013 an Bedeutung gewinnen wird. Auch
werden die strategischen Aufgabenstellungen wie Investitionsentscheidungen für IT-
Systeme oder für gesamte Produktions- und Logistiknetzwerke am stärksten an Bedeu-
tung gewinnen [ATK 2009].

Stand der Technik
16
Als übergeordnetes Ziel des SCM bezeichnet Stadtler die Erhöhung der Wettbewerbsfä-
higkeit mit erhöhtem Servicelevel bei minimalen Kosten. Dies kann seiner Ansicht nach
nur durch die Betrachtung des Netzwerks als Ganzes erreicht werden [STA 2008]. Um
diese Oberziele zu erreichen, werden in der Literatur [STÖ 2002],[GÖP 2002],
[ZIM 2005], [ERD 2007] die folgenden Ziele des SCM genannt:
• Bessere Erfüllung der Kundenansprüche bei effizientem Ressourceneinsatz
• Minimierung der Kosten in der Supply Chain
• Sicherung der bedarfsgerechten Verfügbarkeit von Materialien und Informatio-
nen
• Verbesserung des Lieferservices und kürzere Lieferzeiten
• Maximierung der Lieferflexibilität
• Reduktion der Durchlaufzeiten
• Erhöhung der Produktqualität
• Verringerung der Bestände bei gleichzeitiger Erhöhung der Lieferbereitschaft und
Verbesserung der Kapazitätsauslastung.
Es sollte jedoch darauf geachtet werden, dass die Ziele der einzelnen Unternehmen mit
denen der Wertschöpfungskette abgestimmt sind, damit die Unternehmensziele nicht
denen der Supply Chain widersprechen [ZIM 2005].
Um diese Ziele zu erreichen gibt es im SCM die folgenden Prinzipien:
• Endverbraucherorientierung – alle Aktivitäten sind auf den Endkunden ausgerich-
tet, um den Kundennutzen zu erhöhen
• Kooperationsprinzip – partnerschaftliche Kooperation als Grundvoraussetzung für
ein erfolgreiches SCM und schrittweiser Aufbau von Vertrauen
• Integrationsprinzip – die Supply Chain ist eine Einheit, die Akteure sind Partner
• Effizienzprinzip – funktions- und unternehmensübergreifende optimale Gestal-
tung der Supply Chain
• Postponementprinzip – Aktivitäten in der Supply Chain werden erst dann ausge-
führt, wenn die Ungewissheit über die Anforderungen des Kunden weitgehend
abgebaut ist.

Stand der Technik
17
Ein Effekt, der bei der Betrachtung von Lieferketten nicht vernachlässigt werden darf, ist
der so genannte Peitscheneffekt („Bullwhip Effect“) oder auch Forrster Effekt4. Er be-
schreibt das Problem, dass sich leichte Nachfrageschwankungen in der Nachfrage durch
Endkunden über die Wertschöpfungskette bis zu den Rohstoffherstellern zu immensen
Schwankungen aufschaukeln können [COR 2004].
Abbildung 8: Der Bullwhip-Effekt [SCH 2007b]
Dieser Effekt kann, gestützt auf einen schnellen Informationsaustausch über den Ver-
brauch bzw. Bedarf am Verkaufspunkt, durch eine Anpassung der Produktionsdurch-
laufzeit vermieden werden [SCH 2003b]. Ein entsprechendes Informationsmanagement
kann auch unter den Partnern in einem Produktionsnetzwerk die Bedarfsinformation
vom Endkunden bis zum ersten Glied in der Kette übermitteln. Alle Partner im Netzwerk
können dann ihre Kapazitäten sofort den aktuellen Bedarfszahlen anpassen und damit
größere Bestandsschwankungen vermeiden. Die Praxis zeigt, dass solche Informationen
nur in einem Netzwerk ausgetauscht werden, in dem volles Vertrauen herrscht
[SCH 2007b].
4 Nach Keller ist der Begriff das erste Mal 1960 in der Literatur von Forrster aufgetaucht. Er untersucht das
Verhalten von dynamischen Systemen in Form von Regelkreisen [Keller, Zelewski 2004].

Stand der Technik
18
2.2 Einordnung von Produktionsnetzwerken
Nach Sennheiser ist Supply Chain Management die langfristige und kooperative Gestal-
tung, Lenkung und Entwicklung von Wertschöpfungsketten und -netzwerken. Die Ge-
staltung umfasst die Konfiguration, d.h. das Festlegen der Breite und Tiefe des Netz-
werks (Anzahl der Partner u. a.) sowie den Zeithorizont der Zusammenarbeit, die geo-
grafische Ausdehnung, die Art der Beziehung sowie die rechtlichen Verhältnisse
[SEN 2008].
2.2.1 Ansätze zur Verwendung von Modellen
Um Prozesse eines Unternehmens bewerten zu können, benötigt man ein Referenzmo-
dell, welches ein Set von Prozessen (gegliedert nach Prozesskategorien) enthält, gegen
die man den Prozess der zu betrachteten Organisation bewerten kann – dieses wird als
Prozess-Referenz-Modell bezeichnet [WAG 2008]. Ein wesentliches Merkmal theoriege-
leiteter Ansätze ist die Verwendung von Modellen. Diese sollen das reale System veran-
schaulichen und die beim Systementwurf und -betrieb erforderlichen Entscheidungen
unterstützen. Hierzu genutzte Modelle bilden die Realität i.d.R. vereinfacht ab. Dies ist
insbesondere in Situationen vorteilhaft, in denen sich vielfältige interne und externe Ein-
flussfaktoren gegenseitig beeinflussen und somit ihre Wirkzusammenhänge nicht ohne
Weiteres überschaubar sind. Erst durch Reduktion (Verzicht auf unwichtige Eigenschaf-
ten) und Idealisierung (Vereinfachung unverzichtbarer Eigenschaften) stellen Modelle
reale Zusammenhänge überschaubar dar; immer vorausgesetzt, das Modell besitzt die
für den jeweiligen Anwendungszweck erforderliche Modellgüte. Sie ist dann gegeben,
wenn die hier wichtigen Systemeigenschaften in hinreichender Genauigkeit wiederge-
geben sind [STA 1973]; [BAE 1974]; [RIE 1992]; [SCH 2004b]; [NYH 2003]; [WIE 2010].
Die daraus resultierende Verständlichkeit birgt zwei praktische Vorteile:
1. Modellgestützte Entscheidungen sind für die am Entscheidungsprozess nicht di-
rekt Beteiligten leichter nachzuvollziehen, da sie das Ergebnis über eine logische
Darstellung von Eingangsgrößen und ihrer Wirkzusammenhänge unter den be-
reits genannten Voraussetzungen Reduktion und Idealisierung schlüssig begrün-
den. Die in den heutigen Industriebetrieben üblichen verteilten Entscheidungen
mit unterschiedlichen Verantwortlichen verlangen eine solche Nachvollziehbar-
keit.

Stand der Technik
19
2. Bei der Änderung von Eingangsgrößen bzw. Rahmenbedingungen sind die Ent-
scheidungen vergleichsweise einfach anpassbar. Beides erklärt auch das zuneh-
mende Interesse von Praktikern an systematisch fundierten Ansätzen für Gestal-
tung und Betrieb [WIE 2010].
2.2.2 Beschreibungsmodell Supply Chain Operations Reference Model
Eines der bekanntesten Modelle ist das „Supply Chain Operations Reference Model“
(SCOR-Modell), mit dessen Hilfe lassen sich der Aufbau und die Inhalte der verschiede-
nen Supply Chain-Prozesse erläutern. Nach Lenz stellt das SCOR-Modell alle notwendi-
gen Prozesse dar, um die Supply Chain-Flüsse (Informations-, Material- und Geldflüsse)
zu dokumentieren [LEN 2008].
1996 wurde von dem Beratungsunternehmen Pittiglio Rabin Todd & McGrath und dem
Advanced Manufacturing Research Institut das Supply Chain Council gegründet, dem
ursprünglich 69 Unternehmen freiwillig angehörten. Inzwischen beläuft sich die Mitglie-
derzahl auf über 1.000, darunter Unternehmen wie Daimler, Siemens, Nokia oder
Coca-Cola [SUP o.D.]. 1997 entwickelte das Council das SCOR-Modell. Ziel dieses Refe-
renzmodells ist es, eine Beschreibung, Bewertung und Analyse von Wertschöpfungsket-
ten zu ermöglichen, sowohl unternehmensbezogen als auch unternehmensübergreifend
[ZIM 2005]. Die Supply Chain wird standardisiert dargestellt und dadurch vergleichbar
gemacht. Dazu bietet das Modell einen einzigartigen Rahmen, der Geschäftsprozesse,
Kennzahlen, Best Practices und Technologie verbindet, um eine einheitliche Kommuni-
kationsbasis innerhalb der Supply Chain zu schaffen und dadurch deren Effektivität zu
verbessern. Dabei erstreckt sich das Modell von den Lieferanten der Lieferanten bis hin
zu den Kunden der Kunden (siehe Abbildung 9).
Abbildung 9: SCOR-Modell [SUP o.D. ]

Stand der Technik
20
Das Modell stellt die Supply Chain auf mehreren Prozessstufen dar, und zwar auf den
Ebenen Höchste Ebene (Top Level), Konfigurationsebene (Configuration Level), Gestal-
tungsebene (Process Element Level) und Implementierungsebene (Implementation Level),
vgl. Abbildung 10.
Abbildung 10: Basierend auf dem SCOR-Modell: Elemente und Einflussgrößen eines Prozessket-
tenmodells, eigene Darstellung in Anlehnung an [KUH 2009]
Auf der höchsten Ebene werden die fünf Kernelemente der Supply Chain dargestellt:
Planen (Plan), Beschaffen (Source), Herstellen (Make), Liefern (Deliver), Zurückliefern (Re-
turn). Die zugehörigen Kennzahlen geben eine Übersicht über die Supply Chain. Sie sind
in fünf Kennzahlenklassen eingeteilt: Zuverlässigkeit (Reliability), Reaktionsfähigkeit
(Responsiveness), Flexibilität (Flexibility), Kosten (Cost) und Aktiva (Assets) [ZIM 2005].
Die 30 Kern-Prozesskategorien der zweiten Ebene lassen sich drei Prozesstypen zuord-
nen: Planning, Execution und Enable. Auf der Gestaltungsebene gibt es zu jedem dieser
Prozesse eine musterhafte Ausgestaltung (Referenzprozess) in einzelne Prozesselemente.
Für die zweite und dritte Ebene des Modells gibt es ebenfalls spezifische Leistungsmess-
größen, entsprechend den Prozesselementen/-kategorien, sowie Vorschläge zu den Best
Beschreibung der Arbeitsabläufe und Aktivitäten/Arbeitsanweisungen
Implementie-rungslevel
(Aktivitäten)
„fine tuning“ der Prozesse• Beschreibung der Prozesselemente• Input- und Outputelemente• Prozessleistungskenngrößen• IT-Funktionalität zur Prozessunterstützung• Stärken-, Schwächenprofil der Prozesskette
Anforderungen an IT und Organisation
Prozess-Elemente
Level(Decopose-processes)
Konfiguration der Kernprozesse des SCM• Auftragsabwicklung (Beschaffung, MTO,
MTS, ATO, ETO, Distribution)• Produktionsprogrammplanung, aggre-gierte Lagerplanung, Grobkapazitäts-planung, Mengenplanung
Konfigurations-ebene
(Prozessklassen)
Bestimmung des Umfangs und der beteiligten Partner im Netz
Top LevelSCM Entitäten
Nicht mehrbetrachteter
Bereich
ErklärungSemantikBeschreibungEbene
Ab
ged
eckt
er B
erei
ch
1
2
3
4
Planen
DeliverMakeSource
Produkt kom-missionieren
Transport-unternehmen
auswählen
Ladungenplanen
Versandwegfestlegen
Planen
DeliverMakeSource
Netzwerk

Stand der Technik
21
Practices. Auf der Implementierungsebene macht SCOR keine Vorgaben mehr, da diese
Prozesse unternehmensspezifisch zu definieren sind [HIE 2002], [BAL 2004], [ZIM 2005],
[SUP o.D.].
Mit dem SCOR-Modell soll eine einheitliche Beschreibung, Bewertung und Analyse von
Supply Chains sowohl firmen- als auch branchenübergreifend, möglich sein. Man kon-
zentrierte sich bei der Entwicklung des Modells auf drei Aspekte: Man wollte
• eine Methode entwickeln, die strategische und taktische Geschäftsziele von Un-
ternehmen mit der operativen Produktion und Logistikebene verbinden sollte,
• eine gemeinsame, abgestimmte Definitionen, Prozesse und Kennziffern generie-
ren, um die Kommunikation mit dem Kunden, Lieferanten und weiteren Partnern
in der Supply Chain deutlich zu verbessern, und
• ein Evaluierungskonzept entwickeln, um bei der Auswahl der Software-Tools zu
unterstützen, die die Implementierung im Unternehmen sicherstellen sollten
[KUH 2009].
2.2.3 Beschreibungsmodell der Wertschöpfungsketten nach Porter
Eine weitere Darstellungsmethode des Wertschöpfungsprozesses eines Unternehmens
ist die Wertschöpfungskette von Porter, ein Planungs- und Analyseinstrument des stra-
tegischen Controlling (Abbildung 11). Die zentralen Aktivitäten eines Unternehmens
werden in der Wertschöpfungskette nach dem Verrichtungsprinzip dargestellt. Dabei
unterscheidet Porter zwischen primären und sekundären Aktivitäten. Durch Analyse der
Glieder der Wertkette können die strategisch entscheidenden Wertschöpfungs-
aktivitäten definiert und die Ressourcen auf diese konzentriert werden. Das Ergebnis
dieser Sichtweise lässt sich eindrucksvoll an den sehr tief hierarchisch gegliederten, py-
ramidalen Zuliefernetzwerken der Automobilindustrie mit oftmals mehr als sieben Stu-
fen („tier“) ablesen.

Stand der Technik
22
Abbildung 11: Wertschöpfungsprozesse nach Porter, eigene Darstellung in Anlehnung an
[POR 1986]
Gemeinsames Merkmal aller Wertschöpfungsprozesse (primärer und sekundärer) ist,
dass zu ihrer Durchführung ein bestimmter Input, bestehend aus Materialien, menschli-
chen und technologischen Ressourcen, Dienstleistungen und Informationen eingesetzt
werden muss, und dass das Ergebnis der Prozessdurchführung durch die Entstehung von
anderen Sachgütern, Dienstleistungen und Informationen beschrieben werden kann
[MÖL 2003].
2.2.4 Ausprägung von Produktionsnetzwerken
Zur weiteren Einordnung des Begriffs Netzwerks und im Speziellen „Produktionsnetz-
werke“ gibt es in der wirtschaftswissenschaftlichen Literatur eine Flut an unterschiedli-
chen Begriffsdefinitionen zu finden. Laut Liebhart, die den „Definitionsdschungel“
durchforscht hat, lässt sich keine einheitliche Definition aus der Literatur ableiten [LIE
2002], [KNO 2009]. Produktionsnetzwerke sind komplexer und mit mehr Unsicherheiten
verbunden als die unternehmensinternen Prozessabläufe eines Unternehmens. Nicht
selten sind die Prozessbeteiligten in einem Produktionsnetzwerk auf unterschiedlichen
horizontalen und vertikalen Organisationsebenen angeordnet [HEG 2008].
2.2.4.1 Kooperationsformen von Netzwerken
Der Begriff Produktionsnetzwerk wird meist individuell für die jeweilige Aufgabenstel-
lung definiert. Um für diese Arbeit eine Definition von Produktionsnetzwerken zu errei-

Stand der Technik
23
chen, wird der Weg von Rautenstrauch über unterschiedliche Kooperationsformen
(Abbildung 12) verfolgt [RAU 2003].
Abbildung 12: Übersicht über Kooperationsformen im Netzwerk [RAU 2003]
Obwohl Abbildung 12 unter anderem Unternehmensnetzwerke unter dem Begriff der
zwischenbetrieblichen Kooperation zusammenfasst, weisen sie auf unterschiedliche Er-
scheinungsformen der Zusammenarbeit hin. Allerdings existieren weder in der Literatur
noch in der Praxis einheitliche Definitionen. Die Begriffe werden je nach Forschungsge-
genstand neu definiert [QUA 2000]. Zur weiteren Einteilung des Produktionsnetzwerks
als Unterbereich von Unternehmensnetzwerken ist in der einschlägigen Literatur der
Begriff des Unternehmensnetzwerks erneut nicht eindeutig definiert. Die Folge ist, dass
eine Vielzahl von Begrifflichkeiten, wie beispielsweise Dynamic Networks, Virtuelle
Netzwerke oder Kooperative Netzwerke synonym verwendet werden. Nach Sydow
[SYD 1992] sind Unternehmensnetzwerke:
„eine auf die Realisierung von Wettbewerbsvorteilen zielende Organisationsform öko-
nomischer Aktivitäten, die sich durch komplexreziproke, eher kooperative denn kompe-
titive, sowie relativ stabile Beziehungen zwischen rechtlich selbstständigen, wirtschaftlich
jedoch in gewissem Maße von Lieferanten, Abnehmern und Kapitalgebern abhängigen
Unternehmen auszeichnet“.
Sie sind dadurch gekennzeichnet, dass sie im Gegensatz zu den bilateralen Kooperatio-
nen, in denen sich zwei Partner zusammenschließen, aus drei oder mehr Partnern beste-
hen [RAU 2003]. Hinsichtlich ihrer Stabilität können fünf verschiedene Typen von Unter-
nehmensnetzwerken differenziert werden (Abbildung 13).
• Strategisches Netzwerk (Textil- und Automobilindustrie)
• Projektnetzwerk (typisch in Film- und Baubranche)
• Regionales Netzwerk (Silicon Valley, Emilia Romagna, Keiretsu)

Stand der Technik
24
• Verbundnetzwerk (Verkehrsverbände in Ballungszentren, Paketdienste, Spe-
ditionen, Post, …)
• Virtuelles Unternehmen (Virtuelle Fabrik Euregio Bodensee)
Abbildung 13: Typen von Unternehmensnetzwerken [RAU 2003]
Sydow und Winand sprechen von einem Netzwerk, in welchem ein Auftrag in gleicher
Konfiguration mehrmals durchgeführt wird, von einem Auftragstyp. Werden viele Auf-
träge eines Typs in einem Netzwerk durchgeführt, ist dieses als stabil zu bezeichnen.
Sind Aufträge verschieden konfiguriert, liegt ein instabiles Netzwerk vor [SYD 1998].
Als weiteres Merkmal zur Definition von Unternehmensnetzwerken nennt Rautenstrauch
die Steuerungsform. So zeichnen sich polyzentrische Netzwerke durch gleichberechtigte
Entscheidungsbefugnisse der integrierten Unternehmen aus, während in hierarchischen
Netzwerken ein Unternehmen eine dominante Stellung besitzt. Hierarchisch gesteuerte
Unternehmensnetzwerke treten vornehmlich in der Automobilindustrie in Erscheinung,
bei denen es ein fokales Unternehmen gibt, an dessen Zielen sich die untergeordneten
Unternehmen anzupassen haben [RAU 2003]. Sydow sieht das ähnlich, obwohl sowohl
die Steuerungsform als auch die zeitliche Stabilität von Unternehmensnetzwerken ei-
gentlich als kontinuierliche und nicht als dichotome Dimensionen aufzufassen wären,
markieren sie eine Vierfelder-Matrix (Abbildung 14), in der sich auch und gerade in Hin-
blick auf Fragen des Managements dieser Organisationsform wichtige Netzwerktypen

Stand der Technik
25
verorten lassen: strategische Netzwerke, regionale Netzwerke, Projektnetzwerke und
sogar die virtuelle Unternehmung [SYD 2006].
Abbildung 14: Typologie internationaler Netzwerke, eigene Darstellung in Anlehnung an
[SYD 2006]
In Anlehnung an die zuvor beschriebenen Definitionen spricht Schiegg in diesem Zu-
sammenhang von fünf unterschiedlichen Typen von Netzwerken,
Projektnetzwerk – Produktion nach Engineer-to-Order mit mehrteiligen und komple-
xen Erzeugnissen, die kundenspezifisch entwickelt und produziert werden. Die Zusam-
menarbeit der Partner ist temporär, auftragsbezogen, aber langfristig angelegt. Die
Netzwerkpartner sind in der Regel kleine Unternehmen, deren Lieferanten- und Kun-
denbasis verhältnismäßig klein ist.
Hierarchisch-stabile Kette – Der Netzwerktyp wird dadurch bestimmt, dass die Bezie-
hung der Partner untereinander besonders eingespielt, stabil und langfristig angelegt ist.
Beschaffung ganzer Baugruppen oder Systemkomponenten sind häufig anzutreffen.
Fortschrittliche Planungs- und Steuerungsverfahren bzw. zeitliche Logistikkonzepte (JIT,
KANBAN) spielen eine große Rolle. Die Produktstruktur ist mehrteilig komplex und
mehrteilig einfach mit im Vergleich zum Projektnetzwerk geringeren kundenspezifischen
Anteilen.
Hybridfertigungsnetzwerk – Diese Netzwerke zeichnen sich im Wesentlichen durch
eine Build-to-Stock-Fertigung aus. Die Produkte sind in der Regel geringteilige Standar-
derzeugnisse, und Kundenänderungseinflüsse sind unbedeutend. Die Bedarfsermittlung
ist vorrangig erwartungs- und verbrauchsorientiert auf Komponentenebene. Die Bezie-

Stand der Technik
26
hungen der Netzwerkpartner untereinander sind langfristig angelegt und weisen eine
eng verzahnte Zusammenarbeit auf.
Entwicklungsgeprägtes Seriennetzwerk – Stellt eine Variante des vorigen Typs dar.
Unterscheidet sich durch einen höheren Anteil am Produktionsprinzip Engineer-to-Order
bei meist geringteiligen Produkten. Eine derartige Form der Produktion ist beispielsweise
im Textil-, Bekleidungs- und Ledergewerbe auszumachen. Auf Grund der geringen
Wertschöpfungstiefe und eines vielstufigen Produktionsprozesses ist die Koordination
dieses Typs von großer Bedeutung.
Fremdbestimmtes Lieferanten-Netzwerk – Dieser Produktionsnetzwerktyp zeichnet
sich durch eine vernetzte Produktion kleiner und sehr kleiner Unternehmen aus, deren
Lieferantenbasis klein ist. Die vorrangige Produktart sind typisierte Erzeugnisse mit kun-
denspezifischen Varianten, die in ihrer Struktur sowohl mehrteilig einfach als auch ge-
ringteilig sind. Der Anteil fremdbezogener Bedarfspositionen ist gering, Kundenände-
rungseinflüsse treten nur gelegentlich auf [SCH 2005].
Nachfolgend sind die für die Arbeit wichtigsten zwei Ausprägungen gegenübergestellt
(Abbildung 15).
Abbildung 15: Ausprägungen von Produktionsnetzwerken, eigene Darstellung in Anlehnung an
[SCH 2006a]
Nach Schuh findet sich die Ausprägung des Projektnetzwerks überwiegend im Maschi-
nen- und Anlagenbau wieder, während die hierarchisch stabile Kette beispielsweise in

Stand der Technik
27
der Automobilindustrie vorherrscht. Die Begründung für die einzelnen Merkmale liegt
unter anderem auch in der Unternehmensstruktur beider Branchen (Abbildung 16).
Abbildung 16: Unternehmensstrukturen der Branchen Automobil-, Maschinen- und Anlagen-
bau [SCH 2006a]
Für die überbetriebliche Auftragsabwicklung ergeben sich aus diesen Strukturunter-
schieden signifikante Unterschiede. Während in einer durch Großunternehmen domi-
nierten Supply Chain meist die Prozesse sowie die Vorgehensweise der Auftragsabwick-
lung durch die Dominanz eines Einzelnen vorgegeben sein werden, ist die Situation in
gleichberechtigten Produktionsnetzwerken deutlich unstrukturierter [WIE 2008a].
2.2.5 Zusammenfassung
Der große Nutzen des SCOR-Referenzmodells besteht darin, dass es den Prozess von
Material, Produktion, Information und finanziellen Mitteln beschreibt. Dies gilt für einen
Rohstofflieferanten über den Hersteller bis hin zum Endkunden. Das Modell bricht Ge-
schäftsprozesse von der obersten der vier Ebenen herunter auf Basisprozesse wie Planen,
Beschaffen, Produzieren und Liefern und detailliert diese wiederum auf den weiteren
Beschreibungsstufen. Bezogen auf die drei Grundgedanken dieser Arbeit bringen das
SCOR-Modell sowie das Wertschöpfungsmodell nach Porter die notwendigen Prozess-
bausteine für Produktions- und Logistikprozesse mit. Sie beantworten nicht die Frage
welche Prozesse unterstützen Build-to-Order-Netzwerke noch definieren sie die not-
wendigen Netzwerktypen, die für Build-to-Order-Produktionsnetzwerke geeignet sind.
> 10.000 Mitarbeiter
> 500 Mitarbeiter
< 500 Mitarbeiter
Dt.Maschinen-
und Anlagenbau
50%Deutsche Fertiger
40%Europäische
Fertiger
10%Restliche
Welt
50%Auftags-
spezifischeKomponenten
50%Standard-
Komponenten(Bosch, Siemens, etc.)
UnternehmensstrukturMaschinen- und Anlagenbau
50%
50% 50%
10%40%
weitere Tiers
Dt. Automobil-Industrie
(Daimler, VW etc.)
UnternehmensstrukturAutomotive
Weltmarkt

Stand der Technik
28
2.3 Definition von Build-to-Order
Im vorherigen Kapitel wurden Netzwerke und deren Prozessmodelle thematisiert, dabei
tauchen immer wieder Begriffe wie kundenindividuelle Netzwerke, das Fertigungskon-
zept Build-to-Order und Mass Customization auf. Auf diese Begriffe soll im Weiteren
eingegangen werden.
2.3.1 Mass Customization
Der Begriff Mass Customization stellt ein Oxymoron dar und setzt sich aus den Worten
„Mass Production“ und „Customization“ zusammen und wird von Gäßler und anderen
in der deutschsprachigen Literatur mit „kundenindividueller Massenproduktion“ über-
setzt. Der Begriff vereint massenhafte Produktion „Mass Production“ mit kundenindivi-
dueller Anpassung „Customization“. Hiermit wird die Zielsetzung verfolgt, ein kunden-
individuelles Produkt zum Preis eines vergleichbaren Standardprodukts anzubieten und
dauerhafte, individuelle Hersteller-Abnehmer-Beziehungen aufzubauen [TOF 1971],
[PIN 1991], [KOT 1995], [OLE 1998]. Dabei kann es sich bei den Abnehmern sowohl um
Endkunden (Individuen) als auch um Hersteller übergeordneter Systeme (institutionelle
Nachfrager, z B. Automobilhersteller) handeln [GRÄ 2004].
Erstmals erwähnt wurde Mass Customization bereits 1970 in Alvin Tofflers „Der Zu-
kunftsschock“ und 1987 in Stanley M. Davis „Vorgriff auf die Zukunft“. Die anfangs in
der deutschen Übersetzung von Pine gewählte Formulierung „maßgeschneiderte Mas-
senproduktion“ setzte sich aufgrund seiner starken Assoziation mit der Textilindustrie
nicht durch [PIL 2001]. „High-volume-flexible-production“, „Customer-Construction“
oder „Massen-Maßfertigung“ sind andere bereits verwendete Begriffe [BUR 1993],
[CAR 1993], [MER 1995]. Im Wesentlichen geprägt wurde der Begriff der Mass
Customization allerdings von Pine in dessen Buch „Mass Customization“ und später von
Piller [PIN 1998], [PIL 1998]. Aus diesem Grund baut die vorliegende Arbeit auf der fol-
genden Definition dieser Autoren auf:
„Mass Customization (kundenindividuelle Massenproduktion) ist die Produktion von Gü-
tern und Leistungen für einen (relativ) großen Absatzmarkt, welche die unterschiedli-
chen Bedürfnisse jedes einzelnen Nachfragers dieser Produkte treffen, zu Kosten, die
ungefähr denen einer massenhaften Fertigung vergleichbarer Standardgüter entspre-
chen. Die Informationen, die im Zuge des Individualisierungsprozesses erhoben werden,

Stand der Technik
29
dienen dem Aufbau einer dauerhaften, individuellen Beziehung zu jedem Abnehmer“
[PIL 1998].
2.3.2 Build-to-Order
Wie eng die beiden Begriffe Mass Customization und Build-to-Order zusammenhängen,
lässt sich unter anderem daran erkennen, dass Build-to-Order bereits als Synonym für
Mass Customization verwendet worden ist. Anderson definiert Mass Customization als
„the ability to quickly and efficiently build-to-order customized products“ [AND 2004].
und führt damit die beiden Begriffe zu einem einzigen zusammen, er definiert
Build-to-Order wie folgt:
“Build-to-Order is the capability to quickly build standard or mass-customized products
upon receipt of spontaneous orders without forecasts, inventory, or purchasing delays “
[AND 2004].
Nach Baumgarten zeichnet sich eine Build-to-Order-Strategie dadurch aus, dass zu-
nächst ein Kundenauftrag eingehen muss, um den Produktionsprozess anzustoßen [BAU
2006]. Bei der Produktion von Fahrzeugen schließen sich dem auch Graves und Parry an,
demnach Build-to-Order-Produktionen nur durch individuellen Endkundenbedarf ge-
steuert sind. Das bedeutet nicht, dass keine Ware mehr auf Lager produziert wird. Bei-
spielsweise macht es aus ökonomischen Gesichtspunkten keinen Sinn, Scheibenwisch-
blätter nach Kundenauftrag zu fertigen [PAR 2008]. Das BTO-Produktionskonzept
spiegelt nach Kathawala eine extreme Form der Pull-Strategie wider, da der Kundenauf-
trag den gesamten Wertschöpfungsprozess des Produktes prägt [KAT 2005]. In der Lite-
ratur wird für Build-to-Order auch der Begriff Made-to-Order (MTO) benutzt [REI 2006],
[REI 2009].
2.3.3 Abgrenzung von BTO zu anderen Produktionskonzepten
Das Gegenteil von Build-to-Order bildet das Fertigungskonzept Build-to-Stock (BTS), bei
dem analog zur Massenfertigung die Produktion der Produkte dem Verkauf vorgelagert
ist [REE 2005]. Es erfolgt eine kundenauftragsanonyme Produktion in ein Fertigwarenla-
ger und erst danach findet ein Abverkauf der hergestellten Waren statt. BTS ist damit
eine extreme Form der Push-Strategie, da hier das Unternehmen ohne vorhandenen
Kundenauftrag Produkte in den Markt „drückt“ [HOL 2001a]. Im Rahmen von Configu-

Stand der Technik
30
re-to-Order (CTO) und Assembly-to-Order (ATO) erfolgt eine kundenauftragsbezogene
Endmontage mittels vorab definierter Produktkomponenten bzw. -modulen. Die Produk-
tion der Güter findet hier ebenfalls erst nach Auftragseingang statt. Der Kunde kann
sich das gewünschte Produkt individuell zusammenstellen, wird aber durch die begrenz-
te Zahl der standardisierten Komponenten in seiner kombinatorischen Freiheit be-
schränkt [REE 2005]. Der Hauptunterschied zwischen CTO und ATO liegt darin, dass der
Kunde im Rahmen von ATO nur aus einer bestimmten Anzahl von Produktkomponenten
(z.B. bei PCs: Prozessor, Grafikkarte etc. …) auswählen kann, während bei CTO darüber
hinaus noch die einzelnen Eigenschaften der zur Verfügung stehenden Komponenten
individuell konfiguriert werden können (z.B. bei PCs: Taktung des Prozessors, Speicher-
größe der Grafikkarte etc. …) [SON 2003].
Bei Design-to-Order (DTO) geht der eigentlichen Güterproduktion ein langer Planungs-
und Entwicklungsprozess voraus, welcher durch eine intensive Zusammenarbeit zwi-
schen Auftraggeber und Auftragnehmer gekennzeichnet ist [REE 2005]. Piller und
Reichwald sprechen in diesem Zusammenhang von der höchsten Form der Wertschöp-
fungsintegration. Hier wird der Kunde auch in die Produktentwicklung integriert. Es
geht nicht mehr nur um eine Anpassung eines Produktes innerhalb bestimmter Parame-
ter, sondern es erfolgt eine Neukonstruktion, auf deren Basis dann eine individuelle Leis-
tungserstellung erfolgt [REI 2006], [REI 2009]. Nishiyama definiert DTO zusammenfas-
send wie folgt:
“DTO is a business model and methodology where users express their wishes and the
budget they can bear, and eventually enables them to get what they want without mass
production constraints. Users in this case, are the ones, who do not only consume but
make an action needed to get what they want.”[NIS 2009]
Der Zeitpunkt nach Auftragseingang hat also weitreichenden Einfluss auf die Gestaltung
des kundenindividuellen Prozessmixes zur Erstellung der individualisierten Leistung. An-
gelehnt an die Typologisierung von Coates (Abbildung 17) können die verschiedenen
Ausprägungen der X-to-Order-Produktion der Hard bzw. Soft Customization zugeordnet
werden [COA 1995]. Bei der Hard Customization wird die Leistung bereits in der Ent-
wicklung, Konstruktion, Fertigung oder Endmontage individualisiert. Folglich wird hier-
bei die Individualisierungsinformation des Kunden zur Ideensammlung (Develop-to-

Stand der Technik
31
Order) und individuellen Konstruktion (Engineer-to-Order), zur Spezifikation von kun-
denindividuellen Komponenten oder Fertigleistungen (Build-to-Order) sowie Zusammen-
stellung kundenindividueller Stücklisten, bestehend aus Standardkomponenten (Aas-
semble-to-Order) verwendet. Soft Customization beginnt erst jenseits der eigentlichen
Fertigung mit der kundenindividuellen Leistungserstellung [SCH 2006b]. Abbildung 17
veranschaulicht die einzelnen Konzepte, die sich an den verschiedenen Stufen der Wert-
schöpfungskette orientieren lassen. Das Hauptabgrenzungsmerkmal zwischen BTS und
den verschiedenen Konzepten der Mass Customization stellt dabei der Zeitpunkt des
Produktionsprozesses dar, welcher im Falle von BTS vor dem Zeitpunkt des Auftragsein-
gangs liegt.
Abbildung 17: X-to-Order-Systeme; eigene Darstellung in Anlehnung an [SCH 2006b]
In dieser Arbeit wird unter Build-to-Order nicht die Definition im engeren Sinne, unter
die nur die kundenindividuelle Fertigung fällt, sondern die Definition im weiteren Sinne
verstanden, die die Konzepte Assemble-to-Order mit einschließt.
Die einzelnen Produktionskonzepte lassen sich also zusammengefasst in ein Gesamtbild
eingliedern (Abbildung 18). Auf der einen Seite steht die Einzelfertigung, die von sich
aus schon meist individualisiert ist, auf der anderen Seite ist die anonyme Massenferti-
gung, die ursprünglich auf Kostensenkung bedacht war, heute auch als Konzept zur
Machbarkeit einer variantenreichen Produktion darstellt.
Build-to-Stock
Develop-to-Order
Engineer-to-Order
Build-to-Order
Assemble-to-Order
Bundle-to-Order
Match-to-Order
Selbst-individualisierung
SoftCustomization
HardCustomization
noCustomization
Kunde
Vertrieb
Endmontage
Entwicklung
Fertigung
Konstruktion
X-to-OrderLeistungs-erstellung
Typologisierungnach Coates
Stufe der Kunden-Integration in derWertschöpfung
Build-to-Orderim weiteren Sinn

Stand der Technik
32
Abbildung 18: Einordnung der Produktionskonzepte
Aufgrund der sich weiter verändernden Marktbedingungen – d.h. die Kunden legen
wieder bzw. immer mehr Wert auf Individualisierung – entstand das Konzept der Mass
Customization, das heißt der kundenindividuellen Massenfertigung mit BTO als einer
seiner Ausprägungen.
2.4 Build-to-Order als Antwort auf Massenproduktion und mehr
Kundenorientierung
Ein Build-to-Order-Netzwerk ist ein spezielles Produktionsnetzwerk oder ein Wertschöp-
fungsnetzwerk mit mehreren Produktionsstandorten im eigenen Netzwerk als auch
wenn mehrere Unternehmungen aus aufeinander folgenden Stufen zusammenarbeiten.
Bei beiden Formen muss ein Kundenauftrag vorhanden sein, bevor mit der Produktion
begonnen wird. Diese Arbeit beschäftigt sich mit der Gestaltung von Build-to-Order-
Produktionsnetzwerken basierend auf der Kundenwunschwartezeit. Bevor Build-to-
Order in den inhaltlichen Zusammenhang gebracht wird, ist es entscheidend, die Kun-
denwartezeit und das zu produzierende Produkt näher zu betrachten.
2.4.1 Der Kunde und die Zeit bis er sein Produkt erhält
Die Zeit, die von der Bestellung durch den Endkunden bis zur Auslieferung seines be-
stellten Produkts vergeht, ist in der Literatur sehr unterschiedlich definiert. Nachfolgend
werden die wichtigsten Bezeichnungen diskutiert.
2.4.1.1 Kundenauftragsentkopplungspunkt
Als wesentliche Implikation des Kundenauftragsentkopplungspunkt (KAEP) führen Rud-
berg und Wikner den Aspekt der Realisierung der Unsicherheit an [RUD 2004]. Demnach
Produktionskonzepte
individualisiert anonym
Mass Customization
DTO Engineer-to-Order
Produktionskonzepte
EinzelfertigungEinzelfertigung MassenfertigungMassenfertigung
individualisiert Anonyme Fertigung
Mass Customization
Develop-to-Order Build-to-Order

Stand der Technik
33
werden durch den KAEP diejenigen Aktivitäten, die unter Sicherheit, d.h. nach Auftrags-
eingang und damit reaktiv durchgeführt werden, von denjenigen abgegrenzt, die unter
Unsicherheit, d.h. antizipativ auf der Basis von Prognosen erfolgen. Da Prognosen na-
turgemäß mit Fehlern verbunden sind, macht der Übergang von einer antizipativen zu
einer reaktiven Leistungserstellung eine Entkopplung des Materialflusses durch Lagerhal-
tung notwendig. Der KAEP entspricht folglich einem Lager, das den Wechsel zwischen
auftragsanonymen und auftragsbezogenen Wertschöpfungsaktivitäten markiert
[VOL 2009].
2.4.1.2 Lieferzeit vs. vom Kunden akzeptierte Lieferzeit
Aus Kundensicht wird der strategische Erfolgsfaktor Zeit maßgeblich durch die Lieferzeit
sowie die Sicherheit der Lieferzeit wahrgenommen. Die Lieferzeit stellt die Zeit dar, die
der Kunde auf die Erbringung der Unternehmensleistung wartet. Diese weit gefasste
Definiton der Lieferzeit entspricht der Formulierung von Wagner, der die Lieferzeit als
„Spanne zwischen dem Zeitpunkt des Auftragsbeginns und dem Zeitpunkt der vollzo-
genen Auftragsführung“ [WAG 1978] definiert [ALC 2000].
Nach Arndt kennzeichnet die Lieferzeit (lead time) den Zeitraum von der Bestellung des
Kunden bis zur Warenankunft beim Kunden. Demgegenüber ist die vom Kunden akzep-
tierte Lieferzeit die Zeit, die der Kunde auf die Ware zu warten bereit ist. Üblicherweise
wünschen Kunden möglichst kurze Lieferzeiten, weil sie dadurch flexibler auf eigene
Nachfrageschwankungen reagieren und entsprechend niedrigere Sicherheitsbestände
halten können. Es gibt prinzipiell zwei Methoden, auf einen Kundenauftrag zu reagie-
ren. Er kann nach Prognosen (Build-to-Stock) oder erst nach Eingang des Auftrags bear-
beitet werden (Build-to-Order). Im zweiten Fall beginnt die Beschaffung der Vorproduk-
te, die Produktion und die Distribution erst nach Auftragseingang. Dauern diese Aktivi-
täten jedoch insgesamt länger als die vom Kunden akzeptierte Lieferzeit, kann und muss
der Auftrag direkt aus Lagerbeständen bedient werden. Somit lassen sich mit hohen
Lagerbeständen bei Standardprodukten die Lieferzeiten verkürzen, da keine Beschaf-
fungs- und Produktionszeiten anfallen. Da Lagerhaltung jedoch mit etlichen Nachteilen
wie beispielsweise Bestandskosten behaftet ist, wäre eine sehr schnelle Build-to-Order-
Produktion mit kurzen Durchlaufzeiten vorzuziehen [ARN 2008]. Der Vergleich von zu-
gesagtem und realisiertem Liefertermin (Liefertreue) beschreibt Wiendahl als die logisti-
sche Prozesssicherheit; diese Termineinhaltung ist Messgröße der Produktion. Demge-

Stand der Technik
34
genüber beschreibt der Vergleich von gewünschtem und zugesagtem Liefertermin (Lie-
ferfähigkeit) die logistische Prozessfähigkeit und ist Messgröße des Vertriebs. Es sind also
gewünschte (Wunsch), vereinbarte (Soll), geplante (Plan) und realisierte (Ist) Größen zu
unterscheiden und ggf. um Zielgrößen zu ergänzen. Offensichtlich unterscheidet vor
allem die Länge der Lieferzeit den Lager- vom Auftragsfertiger [WIE 2002].
2.4.1.3 Kundenerwartungszeit
Neben der Lieferzeit und von Kunden akzeptierte Lieferzeit gibt es noch den Begriff der
Kundenerwartungszeit. Für Dickmann liegt hier der Urkonflikt, dem Verhältnis zwischen
Fertigungsdurchlaufzeit (FDLZ) oder Lieferzeit und der Kundenerwartungszeit (KEZ). Die
FDLZ beschreibt den Zeitraum, den der Betrieb benötigt, um ein Produkt herzustellen.
Korrekterweise erweitert man die FDLZ um die Zeit, die für die Abwicklung der administ-
rativen Prozesse (Auftragsabwicklung, Versand etc.) benötigt wird, zur Kundenlieferzeit
(KLZ) [DIC 2009]. Gelöst werden diese Probleme mit entsprechenden Bevorratungsgren-
zen bei Fertigwaren oder Halbfertigwaren.
2.4.1.4 Vom Kunden akzeptierte Wartezeit
Schäffer hat in ihrer Arbeit die akzeptierte Wartezeit für Konsumenten mit Produzenten
diskutiert. Die Akzeptanz der Wartezeit hängt demnach von folgenden Faktoren ab.
• Stimmung
• Wert der Leistung
• Dringlichkeit der Bedürfnisse
• Verfügbarkeit von Konkurrenzangeboten
Für die Wartezeit ist es entscheidend herauszufinden, welche Ausprägungshöhen jeweils
als akzeptabel angesehen werden. Dabei ist von der Existenz mehrerer Schwellenwerte
auszugehen, wobei zumindest eine untere und eine obere Grenze unterschieden wer-
den können. Liegt die wahrgenommene Wartezeit niedriger als die untere Toleranz-
schwelle, ist nur von einem geringen negativen Einfluss der Wartesituation auf die Kun-
denzufriedenheit auszugehen. Liegt diese jedoch höher als die obere Toleranzschwelle,
nimmt die Zufriedenheit exponentiell ab und der Kunde beendet u.U. die Transaktion
[SCH 2003a]. In den konzeptionellen Studien zu Mass Customization wurde herausge-
arbeitet, dass die subjektive Annehmbarkeit der erforderlichen Wartezeit eine wesentli-
che Voraussetzung für die konsumentenseitige Akzeptanz eines Angebots darstellt.

Stand der Technik
35
Auch wurde bereits versucht, die Wartebereitschaft von Konsumenten empirisch zu er-
fassen und daraus den Status Quo der konsumentenseitigen Bereitschaft für Mass
Customization abzuleiten. In der EUROShoE-Studie konnte eine Wartezeit von zwei Wo-
chen als annehmbar identifiziert werden [DÜL 2009].
2.4.2 Der Kunde und sein Produkt
Neben der Bereitschaft, auf ein Produkt zu warten, ist die Einordnung von Produkten
selbst und dem Zeitpunkt der Produktdefinition sowie der Aufbau des Produkts für eine
Build-to-Order-Strategie unabdingbar. Als Kriterium, ob das Produkt vollständig aus
Modulen besteht oder ob sich die Modularisierung lediglich auf einige wichtige Teile
beschränkt, ist der Grad der Produktmodularisierung ausschlaggebend.
2.4.2.1 Produktmodularisierung
Die Modularisierung von Produkten ist kein neues Konzept zur Produktrationalisierung,
sondern hat sich schon in der Vergangenheit bewährt [PIL 2008]. Dort wurde sie aber
lediglich zur Vereinfachung anonymer Massenprodukte angewandt und trug nicht wie
heute zur Individualisierung bei. Die Modularisierung stellt eines der leistungsfähigsten
Konzepte dar, das es ermöglicht, aus einer begrenzten Anzahl standardisierter und un-
tereinander kombinierbarer Bauteile eine kundenspezifische Endleistung kostengünstig
zu erstellen [BLE 2006a]. Bezogen auf die Modularisierung unterscheiden Piller und
Stotko vier Ebenen der Modularisierung:
• Generische Modularisierung
Hier trifft der Kunde aus einer vordefinierten Anzahl von Modulen seine Auswahl,
die mit der Produktplattform verbunden wird. Auf diese Weise entsteht das vom
Kunden gewünschte Produkt.
• Quantitative Modularisierung
Die quantitative Modularisierung ähnelt der generischen. Der einzige Unterschied
ist, dass bei der generischen Modularisierung die Anzahl der Module genau fest-
gelegt ist und bei der quantitativen diese je nach Kundenwunsch variiert.
• Individuelle Modularisierung
Individuelle Modularisierung bedeutet, dass dem Kunden die Möglichkeit gege-
ben wird, die einzelnen Module unterschiedlich, beispielsweise hinsichtlich des
Farbtons, zu gestalten.

Stand der Technik
36
• Freie Modularisierung
Hier sind die einzelnen Module nicht nur bezüglich einzelner Merkmale individua-
lisierbar, sondern der Kunde besitzt hier die Möglichkeit, seine Module ebenfalls
nach Funktion und Form zu individualisieren [PIL 2003].
2.4.2.2 Produkteinteilung über Geschäftsarten
Diese sehr grobe Einordnung der Produkte differenzieren Faßnacht und Frühwald nach
Geschäftsarten, indem sie Wertschöpfungstopologie und den Zeitpunkt der Produktde-
finition als Kriterium heranziehen. Abbildung 19 zeigt die daraus folgenden vier idealty-
pischen Geschäftsarten [FAß 2001], [WIE 2010].
Abbildung 19: Portfolio der logistischen Geschäftsarten [FAß 2001], [WIE 2010]
Das Produktgeschäft ist ein Liefergeschäft eigener Endprodukte und Handelswaren.
Entwicklungs- und Logistikzyklus sind entkoppelt. Die Fertigung kann kundenanonym
oder auch kundenauftragsbezogen erfolgen. Die Leistung wird schwerpunktmäßig im
eigenen Haus erstellt. Typisch ist eine Programmfertigung in Produktlinien. Teilweise
erfolgt eine kundenindividuelle Produktgestaltung unmittelbar vor Auslieferung.
Das Systemgeschäft ist ein Liefer- und Lösungsgeschäft mit kundenspezifischer Konfi-
guration von Hard- und/oder Software. Entwicklungs- und Logistikzyklus sind teilweise
gekoppelt. Engineering und Systemkonfiguration werden damit Teil des Logistikprozes-

Stand der Technik
37
ses und die Entwicklung erfolgt sowohl kundenanonym (Plattform) als auch kundenbe-
zogen (Kundenapplikation). Die Erstellung der Kernkomponenten und Zusammenfüh-
rung der Systemkomponenten erfolgt meist im Hause. Wichtig sind dementsprechend
eine auftragsbezogene Montage und Inbetriebnahme auf der Basis von Stücklisten, die
anhand des Logistikablaufs in Beschaffung und Produktion gegliedert sind (fertigungs-
und montagegerechte Stücklisten).
Das Anlagengeschäft liefert Lösungen nach einer kundenspezifischen Anforderung
mittels Engineering und Projektierung. Entwicklungszyklus (Anlagenengineering) und
Logistikzyklus sind gekoppelt. Die Leistungserstellung erfolgt vor Ort. Wichtig sind dem-
entsprechend die Koordination der auftragsspezifischen Lieferungen und Leistungen mit
hohem Fremdbezugs- und Konsortialanteil sowie einer effizienten Baustellenmontage
und -logistik mit montagegerechten Lieferpaketen. Die technische Integrationsleistung
kann oftmals erst vor Ort erfolgen. Erfolgsfaktoren sind professionelles Projektmanage-
ment zur Sicherung der Projekttermine und -kosten, Steuerung von auftragsbezogenen
Material-, Informations- und Werteflüssen, Koordinierung von auftragsspezifischen Lie-
ferungen und Leistungen mit hohem Fremdanteil, montagegerechte Lieferpakete zur
Baustelle, hohe Liefertreue und -qualität, effiziente Baustellenlogistik.
Der After Sales Service dient zur Aufrechterhaltung oder Wiederherstellung der Funk-
tionsfähigkeit einer Anlage, eines Systems oder Produktes. Entwicklungs- und Lo-
gistikzyklus sind entkoppelt. Typisch ist einerseits eine auftragsanonyme Ersatzteilpla-
nung und -disposition. Andererseits ist die auftragsbezogene Technikereinsatzplanung
und -steuerung verbunden mit einer Ersatzteildistribution im Nachtsprung erfolgskri-
tisch; eine Call-Center-Abwicklung mit 24h-Bereitschaft ist heute üblich [FAß 2001],
[WIE 2010].
2.4.2.3 Darstellung der Produktstruktur
Die in den vorherigen Kapiteln vorgestellten Geschäftsarten und Modularisierung von
Produkten ist eine strategische Einteilung. Daneben steht die physikalische Seite, die
Produkte in Module, Baugruppen und Zusammenbauten unterteilt. Diese Produktarchi-
tektur wird zumeist in IT-Systemen dargestellt. Aus Gründen der Übersichtlichkeit und
Eindeutigkeit ist hierzu eine Gliederung des Erzeugnisses in seine Haupt- und Unter-

Stand der Technik
38
gruppen bis hin zu den Einzelteilen erforderlich. Nach DIN 199 [DIN 199-4] wird diese
Gliederung als Erzeugnisstruktur, nach VDI 2215 [VER 1980] auch als Erzeugnisgliede-
rung bezeichnet. Mit gleicher Bedeutung wird auch der Begriff Produktstruktur verwen-
det. Eine Erzeugnisstruktur bildet das Ordnungsschema, nach dem die Zeichnungs- und
Stücklistensätze des Erzeugnisses aufgebaut werden [WIE 2008b].
Abbildung 20: Schema einer Struktur-Stückliste, eigene Darstellung in Anlehnung an
[WIE 2008b]
Die grafische Darstellung des Erzeugniszusammenhangs ist anschaulich, solange nur
wenige Erzeugnisse zu betrachten sind. In der betrieblichen Praxis, mit einer großen An-
zahl zusammenhängender Erzeugnisse, wird der Erzeugnisaufbau daher vor allem tabel-
larisch mit Hilfe von Stücklisten dargestellt. Stücklisten sind mengenmäßige Verzeichnis-
se der in ein Endprodukt oder eine Baugruppe eingehenden Erzeugnisse (Baugruppen
oder Einzelteile). Sie werden entsprechend der Perspektive, mit der sie den Zusammen-
hang zwischen den Erzeugnissen darstellen, als (analytische) Stücklisten oder als (synthe-
tische) Teileverwendungsnachweise bezeichnet. Während bei der analytischen Stückliste
gefragt wird „Aus welchen untergeordneten Komponenten besteht ein Erzeugnis?“,
lautet die Fragestellung beim synthetischen Teileverwendungsnachweis: „In welche
übergeordneten Erzeugnisse geht eine bestimmte Komponente ein?“ [GÜN 2009]. Trotz
Stufe 0
Stufe 1
Stufe 2
Stufe 3
Stufe 4
E1
A B
C 24
9 6
1
10
8
1113
1211
5B
2 5
(12) (1)
(2)
(1)
(1)
(2)(5)(1)
(1)
(1)
Zeichenerklärung:
Gruppe, Erzeugnis
Einzelteil
Halbzeug
Mengenangabe( )
(3) (2)
(1)
(1)(2)(5)
(2)
(1)
Stufe1 I 2 I 3 I 4
Sach-Nr. Menge
1AB254
11C9
13106
118
12B25
1212
1042211132211152
Erzeugnis besteht aus
(1)
(1)
(1)
(1)
Halbzeug, Rohteil(1)
xx
x
xx
x
xx
xx
xx
xx
x
xx
x
E1

Stand der Technik
39
vielfältiger Bemühungen in größeren Unternehmen und überbetrieblichen Arbeitskreisen
des Vereins Deutscher Ingenieure und anderer Institutionen wie DIN, REFA und AWF ist
es nicht gelungen, ähnlich wie bei Zeichnungen, Normen für Stücklistenaufbau, -inhalt
und -darstellungsart zu schaffen. Dazu sind die Anforderungen, die von den einzelnen
Erzeugnissen, Kunden und Unternehmen an eine Stückliste gestellt werden, zu unter-
schiedlich. Im einfachsten Fall genügt die reine Aufzählung von Positionsnummer, Be-
nennung und Menge der Teile einer Baugruppe. In einem anderen Fall wird dagegen
von den zahlreichen Anwendern der Stückliste, die von der Konstruktion über die Ar-
beitsplanung bis hin zum Lager- und Ersatzteilwesen reichen, eine Reihe von Zusatzin-
formationen gewünscht, die eine Stückliste zu einer umfangreichen Beschreibung einer
Baugruppe anwachsen lassen [WIE 2008b]. Auf die Vielzahl weiterer Darstellungsformen
von Produkten und Modularisierungsarten wird an dieser Stelle nicht weiter eingegan-
gen und kann in gängiger Literatur nachgelesen werden.
2.4.3 Bisherige Fertigungs- bzw. Produktionssysteme
Die bisherigen Kapitel beschäftigten sich vorwiegend mit den Kundenwünschen, den
Produkten und der Einordnung von Build-to-Order-Netzwerken in den Gesamtkontext
des Supply Chain Managements. Westkämper sieht vernetzte Produktionen als eine in
eine Vielzahl von Leistungseinheiten eingebundene Produktion. Im Stuttgarter Unter-
nehmensmodell werden diese Leistungseinheiten für produzierende Unternehmen dar-
gestellt [WES 2008]. Die weiteren Kapitel orientieren sich an dieser Definition, wobei
Produktionsstandorte als Aggregation von Produktionssystemen zu Produktionssegmen-
ten zu verstehen sind. Nachfolgend wird Build-to-Order in Zusammenhang zu aktuellen
Produktions- und Fertigungskonzepten gestellt.
Abbildung 21 : Skalierung der Strukturen produzierender Unternehmen [WES 2008]

Stand der Technik
40
2.4.3.1 Produktion und Fertigung
Westkämper versteht die Produktion als die Prozesse der Herstellung und der Betreuung
von materiellen und immateriellen Gütern im gesamten Lebenslauf der Produkte
[WES 2006]. Produktion ist in diesem Sinne nicht allein auf die Anfangsphasen des Le-
benslaufes eines Produktes (Forschung, Entwicklung, Konstruktion und Herstellung) be-
grenzt, sondern bezieht auch die Nutzungs- und Recycling-Phasen mit ein. Der Gesetz-
geber gibt den Herstellern ein Stück der Verantwortung für das gesamte Produktleben
in seinen bindenden Regeln zur Produkthaftung, einschließlich deren Entsorgung bzw.
Recycling, und schließt dabei lediglich die Verantwortung der Nutzer beim Gebrauch
aus. Er leitet hieraus eine neue Definition der Produktion ab. Demnach ist:
• Produktion: Technische und organisatorische Prozesse zur Herstellung, zum Er-
halt und zum Recycling von materiellen und immateriellen Produkten und deren
Betreuung im gesamten Produkt-Lebenslauf.
• Fertigung: Herstellung materieller Güter unter Einsatz der Ressourcen Material,
Energie, Maschinen, Menschen, Kapital, Information und Wissen.
Im Unterschied zur Produktion ist die Fertigung lediglich ein Teilprozess in der gesamten
Prozesskette des Lebens eines Produktes [WES 2006].
Hinsichtlich ihrer Ausrichtung lassen sich Produktionssysteme nach Tempelhof in drei
Typen unterscheiden, programmbezogene, prozessbezogene und einsatzbezogene Pro-
duktionstypen, die nach folgenden Kriterien beschrieben werden:
• der Anzahl der Erzeugnisse,
• der Größenordnung der Produktionsaufträge
• Beziehung zum Arbeitsmarkt
• Organisatorische Anordnung der Arbeitssysteme
· nach der Kontinuität und Form des Materialgusses,
· Ortsbindung der Produkte
· sowie der Anzahl der Arbeitsgänge und -folgen.
Aufgrund dieser Kriterien lassen sich drei grundlegende Prozesstypen als Grenzfälle der
vielen in der industriellen Praxis anzutreffenden Mischformen unterscheiden:

Stand der Technik
41
• Massenproduktion, die eine ständige, zeitliche nicht begrenzte Produktion eines
Gutes in großer Menge darstellt. Die Sortenproduktion ist ein Spezialfall, wenn
mehrere Varianten eines Grundprodukts auf derselben Anlage hergestellt wird.
• Serienproduktion, stellt eine begrenzte Anzahl identischer Erzeugnisse her, mit
dem Nebeneffekt des häufigen Umrüstens. Im Vergleich zur Sortenproduktion
müssen die Anlagen wesentlich flexibler sein.
• Einzelproduktion, stellt individuelle Produkte nach dem Kundenauftrag her. Sie
fordert einen hohen Grad an Flexibilität der Anlagen und Mitarbeiter. (Schiffs-
und Anlagenbau) [GÜN 2005], [GÜN 2009].
Auch Kathawala betrachtet aus der Historie bis heute drei grundlegende Produktions-
konzepte [KAT 2005]. Er unterscheidet genau wie Günther zwischen den Konzepten
Einzelfertigung und die von Henry Ford etablierte Massenproduktion. An diesen beiden
Konzepten orientiert sich auch Porter mit seinen generischen Wettbewerbsstrategien
[NIE 2002]. Dabei repräsentiert die Einzelfertigung die Differenzierungsstrategie und die
Massenfertigung baut auf der Strategie der Kostenführerschaft auf. Beide Produktions-
konzepte stellen jeweils einen Extrempunkt auf einer Skala dar, welche von „vollkom-
mener Kundenintegration“ bis zu „kundenanonymer Fertigung“ reicht.
Ein drittes, ebenfalls sehr bekanntes Produktionskonzept ist das aus Japan stammende
Toyota Production System (TPS). Aufbauend auf dem Lean Production Gedanken stellte
das TPS einen erfolgreichen Versuch dar, die konventionellen Massenproduktionssyste-
me in den USA oder in Europa zu übertreffen [BRA 2000]. Dieses entstand im Zuge ei-
nes Paradigmenwechsels weg von alleiniger Kostenführerschaft oder Differenzierung hin
zum Qualitätsgedanken.
2.4.3.2 Einzelfertigung
Im Gegensatz zur herkömmlichen variantenreichen Produktion hebt eine kundenindivi-
duelle Produktion die Anonymität des einzelnen Nachfragers auf [PIL 2008]. Dabei er-
folgt eine kundenindividuelle Fertigung entlang der gesamten Wertschöpfungskette. Die
Produktionsprozesse müssen daher flexibel sein und für jeden Auftrag neu erfunden
werden, d.h. sie werden individuell geplant und durchgeführt [REI 2003]. Die Produktion
wird erst gestartet, wenn der Kundenauftrag vorliegt und ein entsprechender Produkt-

Stand der Technik
42
entwurf erarbeitet worden ist. Der Produktionsprozess der Einzelfertigung erfolgt meis-
tens innerhalb einer Werkstattfertigung [PIL 2008]. Bei diesem Fertigungstyp werden
Verrichtungen gleicher Art und Funktion zu organisatorischen Einheiten innerhalb der
Produktion zusammengefasst (z.B. Dreherei, Stanzerei, Bohrerei), und die Produkte müs-
sen diese Einheiten bei ihrer Bearbeitung systematisch durchlaufen [WIL 2004]. Zwischen
Einzelfertigung und Massenproduktion existiert auch noch die sogenannte Kleinserien-
fertigung, die hier nicht näher betrachtet wird.
2.4.3.3 Massenproduktion
Bei der klassischen Massenproduktion versuchen Unternehmen, die Potenziale der Lern-
kurve bzw. Skalenerträge so gut wie möglich auszunutzen, um über hohe Stückzahlen
Kosten einzusparen [BAU 2006]. Der Kunde wird weder in die Planung noch in den
Produktionsprozess selbst integriert. Nach Günther und Tempelmeier wird bei Massen-
produktion zumeist eine überschaubare Anzahl von homogenen Endprodukten erzeugt,
wobei der Materialfluss einen stetigen Verlauf annimmt. Die Ausbringungsgüter, die im
allgemeinen einen hohen und gleichmäßigen Bedarf aufweisen, werden nicht wechsel-
weise, sondern kontinuierlich produziert. Dabei kann es sich sowohl um natürliche
Fließproduktion handeln (wie z. B. in der Mineralöl- und der chemischen Industrie oder
in Brauereien) als auch um Linienproduktionssysteme mit starrer Materialflussverkettung
und getaktetem Arbeitsablauf sind diesem Prozesstyp zuzurechnen (z. B. der Herstellung
von Glühbirnen oder der Montage von Kühlschränken und Fernsehgeräten). So findet
sich z. B. in der Automobilindustrie die Serienproduktion häufig in den Vorproduktions-
stufen (Blechteile-, Motoren-, Getriebefertigung usw.), während in der Endmontage eine
kontinuierliche Produktionsweise vorherrscht [GÜN 2005], [GÜN 2009].
2.4.3.4 Variantenreiche Serienfertigung
Durch die in vielen Branchen zu beobachtende Sättigung der Märkte rückten zuneh-
mend Aspekte der Differenzierung der angebotenen Leistung in den Fokus, um sich von
Wettbewerbern abzugrenzen. Ein zentrales Differenzierungsmerkmal stellt vor diesem
Hintergrund die Anpassbarkeit der angebotenen Produkte dar, so dass im Extremfall
eine kundenindividuelle Leistungserstellung im Rahmen einer variantenreichen Serien-
produktion erfolgt. Entsprechende Tendenzen lassen sich in einem weiten Spektrum der
industriellen Wertschöpfung beobachten. Beispielsweise wird die theoretische Anzahl

Stand der Technik
43
von Produktvarianten in der Automobilindustrie mit 1020 (Audi) bzw. 1035 (BMW) ange-
geben. Eine ähnliche Vielfalt zeigt sich etwa im Bereich von Personal Computern oder
Möbeln. Beleg dieser Entwicklung ist eine Studie von Wildemann. Demnach war in den
letzten zwei Jahrzehnten des vergangenen Jahrhunderts in stagnierenden Märkten eine
durchschnittliche Zunahme der Variantenvielfalt um 420 Prozent zu verzeichnen
[VOL 2009] .
2.4.4 Zusammenfassung
Alle Produktionssysteme sind nach heutiger Sicht verbreitet. So produzieren weltweit
nahezu alle Automobilfirmen in einer Just-In-Sequenz Produktion. In Bezug auf den ers-
ten Grundgedanken, welche Produkte und welche Produktstruktur für Build-to-Order
-Produktionsnetzwerke geeignet sind, muss der Frage nachgegangen werden, wie die
Abhängigkeit der Produktstruktur zu dem Produktionssystem Build-to-Order ist.

Stand der Technik
44
2.5 Wettbewerbliche und strategische Einordnung von
Build-to-Order
Bei der Erörterung über stärkere oder schwächere Integration des Kunden ist man sehr
schnell bei der strategischen Einordnung von Build-to-Order. Unter den Pionieren des
strategischen Managements ist der bekannteste Vertreter des marktorientierten Ansat-
zes der Harvardprofessor Michael Porter. Nachfolgend soll Build-to-Order strategisch
eingeordnet werden.
2.5.1 Wettbewerbsstrategien
Porter wandte den industrieökonomischen Ansatz an, um den Wettbewerb in einer
Branche zu erklären. Er geht davon aus, dass der Erfolg eines Unternehmens von der
Branchenattraktivität und der relativen Position des Unternehmens in dieser Branche
abhängt.
Abbildung 22: Der Kontext der Formulierung von Wettbewerbsstrategien [POR 1986]
Die Branchenattraktivität wird durch die Intensität folgender fünf Wettbewerbskräfte
bestimmt: Bedrohung durch neue Anbieter, Verhandlungsstärke der Lieferanten, Ver-
handlungsstärke der Abnehmer, Bedrohung durch Ersatzprodukte und Intensität der
Rivalität der Wettbewerber innerhalb einer Branche [BEA 1995]. Je stärker diese Wett-
bewerbskräfte ausgeprägt sind, umso höher ist die Wettbewerbsintensität und umso
geringer sind die Erfolgsaussichten. Durch die sogenannten generischen Wettbewerbs-
strategien lassen sich nach Porter Wettbewerbsvorteile aufbauen. Anhand dieser fünf
Wettbewerbskräfte bestimmt Porter drei, wie in Abbildung 23 zu sehen, unterschiedli-
Wettbewerber in der Branche
Rivalität unter den bestehenden Unternehmen
Potentielle neue Konkurrenten
Ersatzprodukte
AbnehmerLieferanten
Bedrohung durch neue Konkurrenten
Bedrohung durch Ersatzprodukte und -dienste
Ver
han
dlu
ng
smac
ht
der
A
bn
ehm
er
Ver
han
dlu
ng
sstä
rke
der
L
iefe
ran
ten

Stand der Technik
45
che Wettbewerbsstrategien: umfassende Kostenführerschaft, Differenzierung und Kon-
zentration auf Schwerpunkte/Marktnischen [POR 1986].
Abbildung 23: Drei Wettbewerbsstrategien nach Porter [POR 1986]
2.5.1.1 Umfassende Kostenführerschaft
Die Kostenführerschaft hat das Ziel, der preisgünstigste Anbieter auf dem Markt zu sein.
Deshalb steht bei dieser Strategie auch die Senkung der Kosten im Vordergrund, was
beispielsweise durch das Ausnutzen von Größenvorteilen oder durch erfahrungsbeding-
te Kostensenkungen erreicht werden kann [POR 1999]. Die eingesparten Kosten wiede-
rum können in das Unternehmen investiert werden, um den Vorsprung gegenüber den
Wettbewerbern aufrechtzuerhalten oder noch weiter auszubauen. Ist die umfassende
Kostenführerschaft einmal erreicht, so bietet sie einen vollständigen Schutz gegen alle
fünf Wettbewerbskräfte [GRA 2008].
2.5.1.2 Differenzierung
Unternehmen, die eine Differenzierungsstrategie verfolgen, wollen ihren Kunden ein
Produkt verkaufen, welches sich deutlich von den Konkurrenzprodukten abhebt
[GRA 2008]. Worin dieser Unterschied letztendlich besteht, bleibt den Unternehmen
überlassen. Es hat sich gezeigt, dass die angestrebte Differenzierung meist auf mehreren
Ebenen stattfindet.
Niedrige Kosten Differenzierung
enges Ziel
weitesZiel
1. Kostenführer-schaft
3A. Kosten-schwerpunkt
2. Differen-zierung
3B. Differenzie-rungsschwer-punkt
Wettbewerbsfeld
Wettbewerbsvorteile

Stand der Technik
46
Ansatzpunkte für eine solche Differenzierung sind z.B.
• die technische Ausstattung eines Produkts,
• das Design,
• die Markenbildung,
• der Service,
• und das Vertriebsnetz [BEA 1995].
Mit einer Differenzierungsstrategie lassen sich überdurchschnittliche Erträge erwirtschaf-
ten, da die Kunden in der Regel auch bereit sind, für die Überlegenheit des Produktes
einen angemessenen Preis zu bezahlen. Auch ist sie weniger anfällig gegenüber Markt-
veränderungen und schwer zu imitieren, was einen Schutz vor der Konkurrenz darstellt
[GRA 2008]. Eine Gefahr, die sich bei der Verfolgung dieses Strategietyps ergeben kann,
liegt darin, dass der Preis vom Kunden als zu hoch eingestuft wird und dieser nicht mehr
bereit ist, den geforderten Preis zu bezahlen [POR 1986].
2.5.1.3 Konzentration auf Schwerpunkte
Ziel dieses Strategietyps ist die Konzentration auf Marktnischen, also auf ein eng abge-
grenztes Käufersegment [POR 1999]. Für Unternehmen, die den Markt mit Differenzie-
rungs- oder Kostenführerschaftsstrategien bearbeiten, sind diese Marktnischen nicht
groß genug, um sie ebenfalls abzudecken. Dieser Strategietyp kann jeweils mit der Kos-
tenführerschaft- oder der Differenzierungsstrategie kombiniert werden. Das bedeutet,
dass die relevante Marktnische entweder als Kostenführer oder über eine Produktdiffe-
renzierung bearbeitet werden kann.
2.5.1.4 Hybride Wettbewerbsstrategie Build-to-Order
Anlass zur Kritik am „Market-based View“, der erklärt, wie Unternehmen durch Orien-
tierung an externen Rahmenbedingungen erfolgreich sein können [FRE 2001], bietet die
reaktive, defensive Grundposition. Ein Ansatz, der die Ermittlung der Branchenattraktivi-
tät in den Mittelpunkt der Betrachtung stellt, orientiert sich zwangsläufig an etablierten
Branchen. Strategien dagegen, die bisherige Marktgrenzen verschieben oder neue
Märkte schaffen, also aktiv in den Wettbewerbsprozess eingreifen, werden systematisch
vernachlässigt [BEA 1995]. Porter zufolge sind die zuvor beschriebenen Strategietypen-

Stand der Technik
47
miteinander unvereinbar. Im Umkehrschluss bedeutet dies, dass Unternehmen, die sich
nicht auf eine bestimmte Strategie festlegen, sich in einer schlechteren strategischen
Position befinden und weniger erfolgreich sind. Porter bezeichnet diesen Zustand, in
dem sich die Firmen zwischen den Stühlen befinden, „stuck in the middle“. Begründet
wird diese Aussage dadurch, dass jeder der Strategietypen unterschiedliche Anforderun-
gen an das Unternehmen hinsichtlich Führungsstil, Unternehmenskultur, Organisation,
usw. stellt, die langfristig unvereinbar sind [POR 1986].
Aufgrund dieser Unvereinbarkeit wird Porters Ansatz auch als Alternativhypothese be-
zeichnet [COR 1995]. Im Gegensatz dazu steht die Simultanitätshypothese. Hier sind die
von Porter unterschiedenen Strategien keine Entweder-oder-Entscheidungen, sondern
lediglich die extremen Ausprägungen einer Skala [1995]. Sie hält „die gleichzeitige Rea-
lisation von Kostenführerschaft und Differenzierung und ihre simultane Verfolgung im
Rahmen einer Wettbewerbsstrategie als eine „hybride Strategie“ für möglich und vor-
teilhaft [PIL 1998].“ Die bekannteste hybride Strategie ist Build-to-Order. Mit ihr werden
die strategischen Elemente des Kostenwettbewerbs mit der des Differenzierungswett-
bewerbs gepaart, indem kundenindividuelle Produkte zu günstigen Preisen als Massen-
produkt angeboten werden.
2.5.2 Zusammenfassung
Nach Stotko stellt Build-to-Order die Überwindung der von Porter aufgestellten Alterna-
tivhypothese als den zentralen Erfolgsfaktor dar. Es zeigt die Möglichkeit, sich im Markt
zu differenzieren und dabei gleichzeitig eine Kostenposition einzunehmen, die es er-
laubt, kundenindividuelle Produkte zu einem Aufpreis anzubieten, den Kunden ver-
gleichbarer Massengüter noch bereit sind, für die Realisierung individueller Produkte zu
zahlen [STO 2002]. Im Extremfall unterscheidet sich Build-to-Order von Mass Customiza-
tion dadurch, dass der Eingang eines Kundenauftrags zwingend für den Beginn der Fer-
tigung bzw. Endmontage ist [KAT 2005].

Defizite bestehender Ansätze in der Industrie und Forschung
48
3. Defizite bestehender Ansätze in der Industrie und For-
schung
Als etabliertes Konzept hat Build-to-Order seit einigen Jahren sowohl in der Wissen-
schaft als auch in der Industrie Aufmerksamkeit auf sich gezogen. In den letzten Kapi-
teln sind aus strategischer und aus Produktionsnetzwerk-Sicht die Vorteile und die Prin-
zipien erarbeitet worden. Im Folgenden soll auf wichtige Forschungsprojekte, vor allem
aber auf die industrielle Umsetzung und deren Defizite eingegangen werden.
3.1 Ansätze von BTO-Netzwerke in der Forschung
Auf einen Kundenauftrag zu reagieren, kann durch Prognosen, Lagerhaltung (Build-to-
Stock) oder erst nach Eingang des Auftrags stattfinden (Build-to-Order). Die grundle-
gende Differenzierung kommt neben dem Netzwerk durch das Produkt an sich. Eine
stärkere modulare Produktstruktur unterstützt das BTO-Netzwerk und fokussiert die Fir-
men auf ihre Kernkompetenz. Um den Nachteilen der Lagerhaltung entgegen zu wir-
ken, kann BTO auch erst im letzten Schritt, bei der Endmontage stattfinden.
3.1.1 Forschungsprojekt ACDC
Der Ansatz der Kundenintegration erst in der Endmontage, ist der Inhalt des EU-
Forschungsprojekt ACDC. Der dort entwickelte Customize-to-Order-Ansatz ist in der
Basis ein hochentwickelter und durch automatisierte Informations- und Kommunikati-
onstechniken unterstützter Build-to-Forecast-Ansatz. Die Variantenvielfalt wird hierbei
im letzten Schritt durch Verwendung von Late-Customization, bspw. durch das Flashen
von Steuergeräten mit Software, im letzten Produktionsfinish beim OEM sichergestellt.
Die Vorteile sind effizientere Ressourcennutzung durch bessere Planbarkeit, eine bessere
Verlässlichkeit der Planung, geringere Kosten durch erhöhte Nutzung von Skaleneffek-
ten sowie eine hohe Variantenvielfalt gegenüber dem Endkunden [KRE 2007].
3.1.2 Forschungsprojekt ILIPT
Ein weiteres Projekt, das im Zusammenhang mit Build-to-Order zu nennen ist, ist das
EU-Forschungsprojekts 5DayCar-ILIPT „Intelligent Logistics for Innovative Product Tech-
nologies“. Ein europäisches Konsortium aus Industrieunternehmen hat sich gemeinsam
mit Forschungsinstituten vorgenommen, die Herausforderungen einer durchgängigen

Defizite bestehender Ansätze in der Industrie und Forschung
49
Build-to-Order-Produktion anzunehmen. Im Rahmen des Projekts wurden Konzepte zur
Realisierung eines vollständigen BTO-Produktionssystems in der Automobilbranche mit
kurzen und zuverlässigen Lieferterminen entwickelt [MAN 2009]. Innerhalb des Konsor-
tiums als „Virtual Order Bank“ kurz VOB bezeichnet, ist die zukünftige VOB die zentrale
Einheit des neuen Auftragsmanagementsystems. Sie ist in der Lage, Fahrzeugbestellein-
gaben vom Händler oder zukünftig sogar vom Kunden selbst direkt zu verarbeiten und
einem geeigneten Werk zuzuordnen. Dieses System reduziert die Informationsflusszeiten
gravierend und trägt dadurch zu einem erheblichen Anteil zu kurzen und verlässlichen
Lieferzeiten bei.
3.1.3 Informationsmanagement in der Automobilwirtschaft SYSLog-
Informationssystemarchitektur supra-adaptiver Logistiksysteme
Das Forschungsprojekt ForLog5 hat sich unter anderem bis Ende 2007 das Ziel gesetzt,
Konzepte, Methoden und Bausteine zu erarbeiten, die im hochvolatilen Umfeld der Au-
tomobilindustrie Adaptivität, überbetriebliche Anpassungen wie auch innerbetriebliche
Umstrukturierungen ermöglichen [FOR 2008]. Das Teilprojekt SysLog widmete sich im
Rahmen des Forschungsprojekts der problemorientierten Gestaltung der Informations-
system-Architekturen von Logistiksystemen in der Automobilwirtschaft als einem der
wesentlichen Erfolgsfaktoren rascher Anpassung. Die Untersuchungen aktueller und
zukünftig zu erwartender Anpassungsstrategien und -situationen dienten dabei als we-
sentlicher Input zur Klärung der Anforderungen [OTT 2007]. Nach deren eingehender
Analyse ließen sich daraus die resultierenden Anforderungen an zukünftige Informati-
onssystem-Architekturen bestimmen. Daneben wurden die wesentlichen architektoni-
schen Komponenten logistischer Informationssysteme einer näheren Betrachtung unter-
zogen sowie eine Typologisierung realer Informationssystem-Architekturen in vier ideal-
typischen Ausprägungen durchgeführt. Dies ermöglichte eine effiziente Unterstützung
der Informationssystem-Architekturplanung und daraus folgend eine verbesserte Anpas-
sung der Informationssysteme an die unternehmensspezifischen Bedarfe [DIC 2009].
5 ForLog-Bayerischer Forschungsverbund Supra-adaptive Logistiksysteme, Forschungsprojekt mit sieben
Lehrstühle der Universitäten München, Regensburg und Nürnberg sowie über 30 Industriepartnern

Defizite bestehender Ansätze in der Industrie und Forschung
50
3.2 Ansätze von BTO-Netzwerken in der Industrie
Neben den unterschiedlichen Forschungsprojekten, die vielfältige Aspekte von Build-to-
Order betrachten, gibt es im industriellen Umfeld einige Ansätze, die das Build-to-Order
-Konzept in verschiedensten Detaillierungsgraden umgesetzt haben. So geht die Firma
TRUMPF GmbH + Co. KG im Maschinen- und Anlagenbau dazu über, die Perspektive
der Build-to-Order-Prozesse systematisch von der „Basic Supply Chain“, dem Unterneh-
men und seinen direkten Lieferanten bzw. Kunden auf die erweiterte „Extended Supply
Chain“ unter Einbeziehung der Lieferanten des Lieferanten bzw. Kunden des Kunden
auszudehnen. So kann z. B. die Summe der Wertzuwachskurve (Kostenentstehung als
Funktion über der Durchlaufzeit) reduziert werden, indem im Herstellprozess zu einem
späteren Zeitpunkt ein komplettes Modul eingekauft wird [WIR 2006].
Auch die Schüco International KG als Anbieter von umfassenden Systembäukasten für
die Gebäudehülle synchronisiert und integriert die Produktionsprozesse der Zulieferer in
die Auftragsabwicklungsprozesse der Schüco International KG auf Basis der tatsächli-
chen artikelbezogenen Nachfrage. Somit setzt Schüco Build-to-Order als Wettbewerbs-
strategie im Supply Chain Management ein und sieht weniger den Grad der Modulari-
sierung, vielmehr die Produkt(ions)eigenschaften sowie die Marktanforderungen als
Grundlage für Implementierungsmöglichkeiten [SCH 2008b].
In Bezug auf das Produktionskonzept Build-to-Order kann DELL als eine der ersten Fir-
men bezeichnet werden, welche ein vollständiges BTO-System erfolgreich implementiert
hat [GUN 2005]. Auch in der Automobilbranche mit BMW sowie in der Textilindustrie
mit Zara gibt es erfolgreiche Konzepte. Gerade die Firmen DELL, BMW und Zara sind im
Vergleich zu Firmen wie Schüco oder Trumpf und anderen besser dokumentiert und
sollen in diesem Kapitel als Beispiele für die unterschiedlichen industriellen Umsetzungen
betrachtet und am Ende auf ihre Defizite hin analysiert werden.
3.2.1 Build-to-Order in der Computerindustrie am Beispiel DELL
Der US-amerikanische Computerhersteller DELL Inc., mit Sitz in Round Rock bei Austin
im Bundesstaat Texas, ist eine der größten Erfolgsgeschichten der Halbleiterindustrie.
Michael Dell gründete seine Firma mit der Vision, Computer nach den individuellen
Wünschen der Kunden zu bauen. Der Erfolg von DELL kann auf zwei Besonderheiten

Defizite bestehender Ansätze in der Industrie und Forschung
51
zurückgeführt werden. Zum einen umging er die Zwischenhändler, sodass die Kunden
direkt bei DELL einkaufen konnten. Zum anderen fertigt DELL seine Produkte erst nach
Auftragseingang also in einem BTO-System. So werden die Produkte entsprechend den
individuellen Wünschen der Kunden zusammengebaut, was zu einem nachhaltigen Kos-
tenvorteil gegenüber seinen Wettbewerbern führte [MAG 1998].
Den Anfang des BTO-Prozesses bildet die Konfiguration des gewünschten Computersys-
tems durch den Kunden, der mit entsprechenden Komponenten sein Basisgerät ausrüs-
ten kann. Der Konfigurator trägt dazu bei, Kompatibilitätsprobleme zu vermeiden, die
Verfügbarkeit von Komponenten zu überprüfen und den Preis des zusammengestellten
Produktes zu errechnen. Am Ende des Bestellprozesses, noch bevor das Produkt gefer-
tigt wird, ist der Bezahlvorgang abgeschlossen. Nachdem der Auftrag bei DELL auf elekt-
ronischem oder telefonischem Weg eingegangen ist, erfolgt eine Überprüfung der Zah-
lung sowie eine weitere Kompatibilitätsprüfung der ausgewählten Komponenten. Diese
beiden Prozesse dauern im Schnitt zwei bis drei Tage [KAP 2004].
Der Auftrag wird direkt an das DELL Order Management System (DOMS) geschickt, be-
vor der Auftrag in die Produktion als Ausdruck an den Arbeiter geht. Dieses Datenblatt
enthält die genaue Konfiguration sowie die benötigten Hard- und Softwarekomponen-
ten und Daten rund um die Bestellung. Mit solchen Datenblättern kann DELL nachvoll-
ziehen, welche Komponenten von welchem Zulieferer installiert worden sind und wel-
che Mitarbeiter an dem jeweiligen Arbeitsschritt mitgewirkt haben. So wird eine schnelle
Identifikation und Lösung von Problemen garantiert, die während der Produktion oder
während des Gebrauchs beim Kunden auftreten [KRA 2000]. Nach Zusammenbau der
Hardware und Installation der Software sowie sonstiger herstellerspezifischer Anwen-
dungen erfolgt ein umfassender Funktionstest des fertigen Systems. Ist der Computer
versandfertig verpackt, wird von externen Logistikunternehmen die Auslieferung an den
Kunden durchgeführt. Dieser gesamte Produktionsprozess wird innerhalb von 8 Stunden
durchlaufen [KAP 2004]. So ist es DELL möglich, eine durchschnittliche Auslieferungszeit
von ca. 5 Tagen zu erreichen [GUN 2005].
Der BTO-Prozess prägt damit nachhaltig DELLs Wertschöpfungskette [KRA 2000]. Die
Bestellungen der Kunden bestimmen alleine, wie viele der verschiedenen Komponenten
tatsächlich im Fertigungsprozess benötigt werden. Das bedeutet, dass die Lieferanten
von DELL dementsprechend ihre eigene Produktion und logistische Planung anhand der

Defizite bestehender Ansätze in der Industrie und Forschung
52
Nachfrage der Endkonsumenten ausrichten müssen. Da DELLs Lieferantennetzwerk über
die ganze Welt reicht, ist eine gute Koordination und eine enge Zusammenarbeit not-
wendig. Um Materialengpässe aufgrund von schwankenden Lieferzeiten bei den Her-
stellern zu vermeiden, hat DELL seine Zulieferer dazu veranlasst, „Supplier Logistic Cen-
ters“ (SLC) in unmittelbarer Fabriknähe einzurichten [KAP 2004]. Aus diesen SLCs be-
zieht DELL dann die entsprechenden Komponenten, die zur Produktion der Güter erfor-
derlich sind. Im Schnitt erfolgt dort alle zwei Stunden eine Materialentnahme. Dies hat
zur Folge, dass für DELL so gut wie keine Lagerhaltungskosten anfallen, da weder Kom-
ponenten noch fertige Produkte zwischengelagert werden müssen. Damit immer genü-
gend Komponenten in den SLCs vorhanden sind, hat DELL zusammen mit seinen Liefe-
ranten ein besonderes System implementiert. Jedes der Zulieferunternehmen kann selbst
bestimmen, wie viele Güter es auf Lager hält und wann neue Ware nachbestellt wird.
DELL gibt lediglich die Mindestlagerbestände vor und kontrolliert, inwiefern die Unter-
nehmen von den jeweiligen Werten abweichen. Um die Lieferanten bei ihrem Planungs-
prozess zu unterstützen, stellt DELL einmal im Monat eine aktuelle Bedarfsprognose be-
reit, welche u.a. saisonale Schwankungen berücksichtigt.
Abbildung 24: Build-to-Order-Fertigung bei DELL, eigene Darstellung in Anlehnung an
[GRA 2006]
Wie Abbildung 25 zeigt, werden in den Produktionsanlagen von DELL ausschließlich
Produkte gefertigt und dadurch die Lagerhaltung auf ein Minimum reduziert. DELL lässt
sich von seinen Lieferanten nur diejenigen Teile anliefern, welche für die aktuelle Pro-
duktion benötigt werden. Die Zulieferer müssen daher die Teile in den SLCs auf Abruf
bereithalten.
SupplierLogisticCenter(SLC)
FertigungDELL
Kun
den
Build-to-OrderBuild-to-Stock
„PULL“„PUSH“
SupplierLogisticCenter(SLC)
Lieferant ALieferant A
.
.
.
.
.
.
Lieferant NLieferant N
FertigungDELL
Kun
den
Build-to-OrderBuild-to-Stock
„PULL“„PUSH“
Material-anf ragen
Buy-to-Planevery Week

Defizite bestehender Ansätze in der Industrie und Forschung
53
Diese Umsetzung setzt eine fehlerfreie Synchronisation zwischen DELL und seinen Liefe-
ranten voraus. Damit ein optimaler Ablauf dieser Planung erfolgt, hat DELL seit einigen
Jahren eine Supply Chain Software an allen Produktionsstandorten implementiert. Diese
Software ist dafür verantwortlich, dass DELL die Möglichkeit besitzt, alle 2 Stunden die
Produktion neu zu planen. So sammelt das Programm alle 20 Sekunden die eingegan-
genen Bestellungen und gleicht die benötigten Komponenten und Materialien mit den
vorhandenen Beständen der Zulieferer ab [AMH 2002]. Danach wird der errechnete Be-
darf auf elektronischem Weg den Zulieferunternehmen in den SLCs um die Fabrik her-
um mitgeteilt und diese liefern innerhalb von 90 Minuten die angeforderten Teile bereits
in der richtigen Reihenfolge an die Fertigungsstraße (siehe Abbildung 25).
Abbildung 25: Arbeitsablauf in DELL-Fabriken [AMH 2002]
Diese Prozesse und Abläufe müssen von DELL koordiniert und kontrolliert werden. Da
der Aufwand mit der Komplexität der Produkte wächst, versucht DELL, diese mittels ei-
ner Standardisierung bzw. Modularisierung seiner Produkte so gering wie möglich zu
halten [GUN 2005]. Die Standardisierung hat zur Folge, dass bis zu einem gewissen
Grad so viele Produkte wie möglich so viele gemeinsame Komponenten wie möglich
beinhalten. Zentrales Element bei der virtuellen Integration aller Anspruchsgruppen stellt
das o.g. DOMS dar, welches alle relevanten Informationen rund um eine Bestellung
sammelt [MAG 1998]. Bestellungen fließen vom Portal direkt in das Auftragsabwick-
lungssystem DOMS zur Produktion der PCs und in das Logistiksystem DLS zur abge-

Defizite bestehender Ansätze in der Industrie und Forschung
54
stimmten Auslieferung der Monitore. Über das Portal valuechain.DELL.com erhalten die
Lieferanten von Bildschirmen, Festplatten etc. mehrfach täglich aktualisierte Planungsda-
ten [GIZ 2006]. Darüber hinaus findet hier auch ein Austausch über Lagerhaltungsdaten
und Produktqualität statt. Dieses Extranet besteht im Wesentlichen aus drei Teilen
[AMH 2002]:
• Collaboration Enablers
Hierbei handelt es sich um Tools, welche die Zusammenarbeit zwischen DELL und
seinen Lieferanten verbessern sollen (z.B. o.g. Supply Chain Software).
• Global Supply Planning
Optimale Steuerung und Versorgung aller Teilnehmer entlang der Wertschöp-
fungskette.
• Demand Fulfillment
Hier werden nach dem Pull-Verfahren die bestellten Komponenten und Materia-
lien den Kunden zugeordnet.
Ziel des Informationsportals valuechain.dell.com ist es, dass alle Lieferanten weltweit die
gleichen Werkzeuge einsetzen und mit denselben Messdaten arbeiten, um eine Kon-
stanz innerhalb der Planung und Beschaffung zu erreichen [AMH 2002]. Somit stehen
diese Daten allen Teilnehmern in Echtzeit und 24 Stunden am Tag zur Verfügung. So ist
eine ständige Kontrolle laufender Prozesse oder die Einsicht in älteres Datenmaterial je-
derzeit möglich und kann den Teilnehmern nach erfolgter Evaluation zur Selbstbeurtei-
lung dienen.
Durch die elektronische Vernetzung und die volle Integration der Lieferanten kann DELL
schnell auf Probleme oder sich verändernde Rahmenbedingungen reagieren. Um Prob-
lemen, wie z.B. Materialengpässe bei Lieferanten, entgegenzuwirken, bezieht DELL in
einigen Fällen die gleichen Komponenten von unterschiedlichen Herstellern
[KAP 2004]. So kann eine Versorgung bei Ausfall des Versorgungsstromes eines Zuliefe-
rers gewährleistet werden. Sollte es aber doch vorkommen, dass eine Komponente bei
keinem Lieferanten verfügbar ist, wird dem Kunden ein kostenloses „Upgrade“ auf ein
höherwertiges Bauteil gegeben [KRA 2000].

Defizite bestehender Ansätze in der Industrie und Forschung
55
3.2.2 Build-to-Order in der Automobilbranche am Beispiel BMW
Für die BMW AG sind heute zufriedene Kunden die, bei denen das Unternehmen sich
auf deren individuelle Wünsche und Bedürfnisse so flexibel wie möglich einstellt. Bestell-
vorgänge mit sofortiger Nennung eines verbindlichen Liefertermins "auf Knopfdruck"
im Rahmen des Verkaufsgesprächs und Flexibilität bei Änderungswünschen sind die
Top-Wünsche von Premium-Automobilkunden für die Abwicklung ihrer Neufahrzeugbe-
stellung [BMW 2003]. "Gerade der neue 7er markiert den Aufbruch in eine neue Ära
des Fahrzeugbaus", so Reithofer. Jedes vom Band rollende Fahrzeug ist maßgeschnei-
dert, also in Motorisierung, Farbe, Innenausstattung und Modellvariante gemäß dem
Kundenwunsch gefertigt. Die Komplexität sei immens: rechnerisch seien bis zu 1017 Va-
riationsmöglichkeiten denkbar. Um diese Komplexität zu beherrschen, setzt BMW auf
einen "kundenorientierten Vertriebs- und Produktionsprozess", KOVP genannt. Überge-
ordnetes Ziel ist, jedem Kunden sein maßgeschneidertes Fahrzeug termingetreu zum
vereinbarten Zeitpunkt zu liefern [DON 2002].
Ergebnis der Neuausrichtung zum KOVP-Prozess in 2002 ist eine in jeder Hinsicht stark
verbesserte Prozessleistung:
• Die Auftragsdurchlaufzeit wurde halbiert. Die angestrebten 10 Arbeitstage Pro-
zesszeit waren bisher nur für "Build-to-Stock"-Fahrzeuge vergleichbarer Komple-
xität üblich. BMW erreicht heute bereits eine Prozesszeit von durchschnittlich 12
Tagen auch für kundenindividuell gefertigte Fahrzeuge.
• Die Anzahl der nicht termintreu ausgelieferten Fahrzeuge konnte sogar um
75 Prozent reduziert werden.
• Der Zeitpunkt, bis zu dem noch Orderänderungen möglich sind, liegt jetzt deut-
lich näher am Produktionsbeginn. Zusätzlich sind Art und Umfang der zulässigen
Änderungen erheblich erweitert [REI 2005].
Gerade die Reduzierung der internen Durchlaufzeit bei der Produktion eines neuen Au-
tomobils hat zwei ganz wesentliche Vorteile. Erstens können heute bereits zahlreiche
Änderungswünsche der Kunden noch sechs Tage vor Produktionsbeginn berücksichtigt
werden. Das bedeutet einen Quantensprung in der Änderungsflexibilität und zweitens
kommt es damit zu insgesamt kürzeren Lieferzeiten [MIL 2002].

Defizite bestehender Ansätze in der Industrie und Forschung
56
Die drei Hauptziele innerhalb des KOVP sind primär auf den Kunden ausgerichtet:
• Termintreue:
Der Kunde erhält das von ihm gewünschte Fahrzeug zu einem fest vereinbarten
Zeitpunkt bzw. zu seinem Wunschtermin.
• Kurze Durchlaufzeiten:
Die kürzeste Auslieferungszeit wird auf mindestens 10 Werktage festgelegt.
• Änderungsflexibilität:
Dem Kunden wird die Möglichkeit gegeben, bestimmte Komponenten seiner Be-
stellung (Lackierung, Ausstattung, Motorisierung) noch kurz vor der Endmontage
(max. 6 Arbeitstage vor Fertigstellung) zu verändern.
Um diese Ziele zu realisieren, musste BMW sukzessive seinen Bestellprozess, die Auf-
tragssteuerung sowie das Produktionssystem umstellen und effizienter gestalten. Der
Startschuss für die Implementierung des KOVP bzw. für die Umsetzung der damit ver-
bundenen BTO-Strategie fiel mit der Einführung des „Online Ordering“-Systems im Jahr
1998 [ORM 2006]. Dieses webbasierte Onlinebestellsystem wurde im Rahmen der Opti-
mierung des Bestellprozesses entwickelt und verbindet die Händler über ein Extranet mit
BMW [MEY 2004]. Dadurch haben sie die Möglichkeit, online Machbarkeitsüberprüfun-
gen der gewünschten Konfiguration abzufragen und innerhalb kürzester Zeit dem Kun-
den eine verbindliche Auftragsbestätigung mit festem Liefertermin zu geben sowie Än-
derungswünsche der Kunden auch noch kurz vor der Endmontage entgegenzunehmen.
Das „Online Ordering“-Projekt von BMW war einer der wichtigsten Faktoren bei der
Realisierung einer kürzeren Auslieferungszeit auf das Niveau von 11 Arbeitstagen (vor-
her bis zu 32 Tage) [MEY 2004]. Holweg und Jones messen dem „Online Ordering“ eine
noch größere Bedeutung bei, denn sie sind der Auffassung, dass knapp 75% aller Fak-
toren, welche für eine lange Auslieferungszeit verantwortlich sind, auf den Bestellpro-
zess (Auftragserfassung, Auftragsbestand, Auftragskoordination etc.) zurückzuführen
sind [HOL 2001b].
Um der BTO-Produktion gerecht zu werden, erfolgte eine Umstellung von einem Push-
auf ein Pull-Produktionssystem (hier muss einschränkenderweise gesagt werden, dass in
der gesamten Automobilbranche in Europa ein kleiner Teil der Produktion schon seit
jeher kundenindividuell nach Auftrag gefertigt wurde, so dass bis dato sozusagen ein
kombiniertes Push- und Pull-Produktionssystem in der Automobilbranche bestand). Da

Defizite bestehender Ansätze in der Industrie und Forschung
57
aber immer noch mehr als die Hälfte aller Fahrzeuge auf Halde, d.h. ohne Kundenauf-
trag produziert werden [BAU 2006], besteht mit BTO die Möglichkeit, nun ganz in Rich-
tung eines Pull-Produktionssystems umzustellen.
Die Umstellung von BMW auf das Pull-System hat sich wiederum auf die Gestaltung der
Wertschöpfungskette ausgewirkt: Die Lieferanten werden in dem neuen Produktionssys-
tem viel stärker integriert als vorher, da sie die benötigten Teile genau zum geforderten
Termin (Just In Time / JIT) bzw. in einer vorgegebenen Reihenfolge (Just In Sequence /
JIS) bereitstellen müssen. Eine Verwirbelung der Fahrzeugreihenfolge führt zu einer ge-
ringeren Genauigkeit, und selbst eine 99,8%-Genauigkeit führt zu einer Instabilität des
Systems. Durch den KOVP-Prozess bleibt die einmal an den Lieferanten übertragene Fer-
tigungsreihenfolge, die bereits heute 4-6 Arbeitstage vor dem eigentlichen Produktions-
termin erfolgt, zu 100% bestehen. Durch dieses Konzept ergeben sich für den System-
lieferanten einige Vorteile [SCH 2004]:
Früher wurde der Kundenauftrag bereits der Rohkarosserie zugeordnet, während dies
heute erst bei Beginn der Endmontage stattfindet [REI 2005]. Dieser Paradigmenwechsel
hat zur Folge, dass Produktionsschritte wie die Lackierung, ohne Kundenzuordnung,
sozusagen als Zulieferteil (Modul) behandelt werden, und ermöglicht es, bestehende
Änderungswünsche (Lackfarbe etc.) der Kunden noch kurz vor Fertigstellung des Pro-
duktes entgegenzunehmen [REI 2005]. Denn vor KOVP war keine weitere Verkürzung
der Durchlaufzeiten und keine wesentliche Steigerung der Termintreue möglich
[REI 2005].
Um das Produktionssystem mit KOVP zu realisieren, stellt BMW hohe Anforderungen an
seine Lieferanten wie den Einsatz des „Electronic Data Interface“ (EDI) zur Kommunika-
tion zwischen BMW und seinen Lieferanten. Hier findet vor allem der Datentransfer für
Lieferabrufe und Lieferscheine statt. Die Grundlage dieses Verfahrens ist der Standard-
produktionsabruf "SPAB", ein von BMW standardisiertes Materialsteuerungssystem im
produktionssynchronen Zeitbereich. Durch SPAB schreiben die Autobauer vor, wie die
Daten ausgetauscht werden. Das Abrufverfahren ist in verschiedene Zeithorizonte auf-
geteilt: Die langfristige Planung des Zulieferers wird durch den LAB (Lieferantenabruf)
gesteuert, der jede Woche für einen Zeitraum von neun Monaten vor Montage die Lie-
fermengen und -termine angibt. Der FAB (Feinabruf) gliedert den LAB auf, durch ihn

Defizite bestehender Ansätze in der Industrie und Forschung
58
werden die ersten zwei Wochen tagesgenau dargestellt. Der TAD (technischer Auftrags-
datensatz) übermittelt eine Woche vor dem Montagetag die Tagespakete für die fest
eingeplanten Fahrzeugaufträge. Durch die Tagespakete erhält der Zulieferer Angaben
zur Teilefamilie, Montageort, Sachnummer mit geplantem Montagestarttermin und Or-
dernummer. Bei Eingang des TAD werden die BMW-Ordernummern der Fahrzeugauf-
träge beispielsweise den Sachnummern einzelner Kühlsysteme zugeordnet [OTT 2002].
Eine Synchronisation zwischen OEM (Original Equipment Manufacturer) und Zulieferer
ist somit gewährleistet. Der langfristige Teilebedarf (Bedarfsprognose) wird über den
o.g. Lieferabruf aufgezeigt und reicht bis zu 10 Monate in die Zukunft [REI 2005]. Die
Informationen, welche für die Materialplanung notwendig sind, werden dabei zum
größten Teil aus der Tageseinplanung der Kundenaufträge gewonnen. Da die Planung 5
Tage vor Fertigungsbeginn erfolgt, wird ein stabiler Abrufhorizont von mindestens vier
Tagen vor dem Montagestart gewährleistet. Dieser Zeitraum eines stabilen Auftragsver-
laufs (Abbildung 26) innerhalb des KOVP bietet BMW und seinen Lieferanten Vorteile
bezüglich der Material-, Personal- und Anlagenplanung.
Abbildung 26: Flexibilitäts- und Stabilitätsphasen vor und nach KOVP [DAN 2009]
Nach Milberg sind Kooperationen und Netzwerke als externe Flexibilitäten eine notwen-
dige Entsprechung der internen Flexibilität und deshalb ein wesentlicher Teil der Strate-
gie der BMW Group für mehr Flexibilität und mehr Agilität. BMW hat früh gelernt, auf

Defizite bestehender Ansätze in der Industrie und Forschung
59
Netzwerke zu setzen, um die eigenen Ressourcen nicht nur zu optimieren, sondern auch
zu vervielfachen. Kooperationen der BMW Group beziehen sich jedoch stets auf die zu
lösenden Aufgaben. Es handelt sich nicht um finanzielle Verflechtungen und nicht um
Fusionen. Aber: In jedem kooperativen Netzwerk wird die BMW Group die Kontrolle
über alle Faktoren behalten, welche die Werte ihrer Marken beeinflussen [MIL 2002].
3.2.3 Build-to-Order in der Textilindustrie am Beispiel ZARA
Das spanische Modeunternehmen ZARA ist ein Tochterunternehmen des weltweit dritt-
größten Bekleidungsherstellers INDITEX. Der Modekonzern verfügt über eine stark inte-
grierte Wertschöpfungskette, bei der lediglich arbeitsintensive Arbeitsschritte ausgela-
gert sind [RIC 2001]. Dies ermöglicht es dem Unternehmen, flexibel auf die modischen
Bedürfnisse seiner Kundschaft zu reagieren. Sobald die Trend- und Modescouts von ZA-
RA einen vielversprechenden Modetrend aufspüren, wird dies in der Wertschöpfungs-
kette ZARAs blitzschnell umgesetzt und binnen zwei bis drei Wochen steht eine neue
Modekollektion in den ZARA Stores [WEI 2005]. Der durchschnittliche Zeitaufwand bei
den Mitbewerbern von ZARA liegt zum Vergleich bei ca. neun Monaten [CAS 2001].
Dies ermöglicht ZARA, sein Produktportfolio stets auf dem neuesten Stand zu halten
und aufgrund des Direktvertriebs seine Produkte – im Vergleich zu seinen Mitbewer-
bern – zu niedrigeren Preisen anzubieten. Da ZARA alle wichtigen Unternehmensteile
(Einkauf, Färberei, Textilzuschnitt usw.) unter einem Dach vereint, verfügt das Unter-
nehmen über eine vertikal integrierte Wertschöpfungskette [RIC 2001].
Betrachtet man diese im Detail, so beginnt die Entwicklung eines Produktes bereits in
den ZARA-Verkaufsräumen (siehe Abbildung 27) [BOV 2002]. Die ZARA-Stores sind digi-
tal mit der spanischen Zentrale in La Coruna verbunden und übermitteln den Designern
und Scouts dort täglich alle aktuellen Trends und Nachfragewünsche der Kunden.

Defizite bestehender Ansätze in der Industrie und Forschung
60
Abbildung 27: ZARAs Wertschöpfungskette, eigene Darstellung in Anlehnung an [BOV 2002]
Werden bestimmte modische Stile besonders nachgefragt oder äußern Kunden Kritik an
bestimmten Textilstücken, werden diese Informationen direkt an die Zentrale weiterge-
geben. Darüber hinaus sind die Modescouts von ZARA unter anderem bei den berühm-
ten „Fashion Weeks“ in New York, Paris oder Mailand immer auf der Suche nach neuen
Trends und Designs (Abbildung 27 Punkt 2). Obwohl sich ZARA grundsätzlich gegen die
Anschuldigungen wehrt, die aktuelle Laufstegmode der traditionellen Designermarken,
wie z.B. Prada oder Gucci, einfach nachzuahmen, ist es nicht ausgeschlossen, dass man
in den ZARA-Filialen ein quasi identisches Kleidungsstück für einen Bruchteil des Preises
dieser Modeunternehmen findet [WEI 2005].
Bedingt durch knapp kalkulierte Bestellungen der ZARA-Filialen und einer internen Richt-
linie, dass Kleidungsstücke nicht länger als vier Wochen in den Geschäftsräumen verwei-
len dürfen, gelingt es dem spanischen Unternehmen, die Menge an liegen gebliebener
Ware im Vergleich zu seinen Mitbewerbern wesentlich kleiner zu halten [FER 2004]. Tritt
der Fall ein, dass ein Artikel oder eine Linie ausverkauft ist, werden diese unmittelbar
durch neue Produkte ersetzt. Aus diesem Grund stehen ZARA-Kunden niemals vor lee-
ren Regalen, sondern können stattdessen aus neuer Ware ihr Produkt auswählen. Dies
erspart ZARA darüber hinaus auch die Opportunitätskosten, welche durch ausverkaufte
Ware entstehen würden. Die kurze Verfügbarkeit von ZARA-Produkten hat auch zur
Folge, dass Kunden die ZARA-Geschäfte im Verhältnis öfters besuchen, als dies bei an-
1
2
3
4
6
5
ZARA
Partner
KundenJung, Hip, StädtischeFachleute
Informationsfluss
Produktfluss
1. ZARA-Läden sind digital mit dem Hauptquartier verbunden; Mitarbeiter sammeln und verteilen täglich den Input der Kunden
2. ZARA-Designer entwerfen neue Styles basierend auf dem Kundeninput und angesagten Trends
6. Ein Verteilzentrum bringt zweimal pro Woche die Produkte in die Läden5. Lokale Workshops
verbessern die Endproduktion
4. ZARAs Mutter überwacht kapitalintensive Produktionsaktivitäten
3. Textilien werden von global agierenden Lieferanten bezogen

Defizite bestehender Ansätze in der Industrie und Forschung
61
deren Textilherstellern der Fall ist; so werden z.B. die ZARA-Stores in London über das
Jahr gesehen viermal so oft besucht wie andere Läden [FER 2004].
Um aber all diese Einflüsse und Ideen umzusetzen und auf alle Trends und Anregungen
reagieren zu können, hat ZARA eine Wertschöpfungskette etabliert, welche sich durch
sehr kurze Reaktionszeiten auszeichnet. Dies wird durch eine hybride Supply Chain-
Strategie erreicht [CHR 2000]: Das spanische Unternehmen erkannte, dass sich die
Nachfrage nach Textilien in eine stabile und in eine variierende Komponente unterteilen
lässt. Demzufolge werden Kleidungsstücke, deren Nachfrage über die Zeit hin konstant
ist, von externen Zulieferern verkaufsfertig angekauft (dies macht ca. 40% aller ZARA
Produkte aus) [CHR 2000]. Andere Modestücke, deren Nachfrage von verschiedenen
Trends und modischen Einflüssen beeinflusst wird und deshalb nur schlecht vorherseh-
bar ist, werden von ZARA in kurzer Zeit selbst gefertigt. Dazu werden die Rohstoffe zu-
nächst aus verschiedenen Ländern der Welt durch die Einkaufsabteilungen in Großbri-
tannien, China und den Niederlanden beschafft (Abbildung 27 Punkt 3). Einzigartig für
die Massenbekleidungsindustrie ist der Sachverhalt, dass alle kapitalintensiven Arbeiten,
wie z.B. das Zuschneiden oder das Einfärben der Stoffe, im spanischen Hauptquartier
erfolgen (Abbildung 27 Punkt 4). Alle arbeitsintensiven Arbeitsschritte (z.B. arbeitsauf-
wendige Näharbeiten) werden dagegen auf ein Netzwerk von ca. 300 Subunternehmen
verteilt, welche sich wiederum individuell auf die jeweiligen Arbeitsschritte spezialisiert
haben (Abbildung 27 Punkt 5).
Eine andere Möglichkeit, zeitsparend auf eine variierende Nachfrage zu reagieren, ist die
Strategie, Material als „unfertige Erzeugnisse“ bereitzuhalten und bei Bedarf den letzten
Arbeitsschritt zu vollziehen. Das heißt, ZARA hält bestimmte Kleidungsstücke unbearbei-
tet auf Lager und vollendet diese erst dann, wenn sie nachgefragt werden. So können
z.B. weiße T-Shirts oder Hemden ungefärbt und nicht bedruckt auf Lager gehalten wer-
den und erst bei Bedarf mit der gewünschten Farbe eingefärbt bzw. mit einem bestimm-
ten Motiv bedruckt werden. ZARA bindet sich also erst dann an die konkrete Ausgestal-
tung eines Produktes, wenn ein klares Bild über die Marktnachfrage vorhanden ist
[HEI 2005].
Durch fixe Bestellzeiten (an zwei Tagen der Woche) können alle ZARA-Stores weltweit
fest und langfristig planen. Der ganze Bestellprozess läuft demnach nach einem festen
Schema ab und gibt damit allen Beteiligten in der Wertschöpfungskette eine feste Ord-
nung vor [FER 2004].

Defizite bestehender Ansätze in der Industrie und Forschung
62
Durch die Verfolgung dieser speziellen Supply Chain-Strategie kann ZARA binnen zwei
Wochen eine neue Kollektion in die Läden bringen und in kürzester Zeit auf Trends und
Nachfrageveränderungen reagieren [WEI 2005]. Die Durchlaufzeiten können auf diese
Weise erheblich reduziert werden, so dass ein Vorteil von mindestens 45 Tagen gegen-
über der klassischen Arbeitsteilung entsteht.
Abbildung 28: ZARAs Wertschöpfungsprozess im Vergleich zum klassischen WSP [KPM 2003]
Um eine derart hohe Flexibilität in der Wertschöpfungskette zu erreichen, muss der In-
formationsfluss ständig aufrechterhalten werden. Der ständige Informationsfluss hilft
aber auch negativen Nebeneffekten, wie dem so genannten Bullwhip-Effekt [FER 2004],
entgegenzuwirken. Dank des guten Informationssystems können ZARA-Stores (entge-
gen dem branchenüblichen Standard, der bei ca. 20% liegt) bis zu 50% ihrer Bestellun-
gen flexibel gestalten und abändern, ohne besagten Effekt hervorzurufen
[FER 2004].

Defizite bestehender Ansätze in der Industrie und Forschung
63
3.3 Defizite bisheriger Systeme und kritische Betrachtung des aktu-
ellen Standes
Die beschriebenen Unternehmen Dell, BMW und ZARA sind häufig genannte Repräsen-
tanten für BTO. Jedes der drei Unternehmen hat für sich Teile eines ganzheitlichen BTO-
Systems bedient. Für einen ganzheitlichen Ansatz haben alle Ansätze ihre Defizite, die in
den nachfolgenden Kapiteln erarbeitet werden.
3.3.1 Beurteilung des BTO-Systems bei DELL
DELL stellt den Verbrauchern einen Rahmen zur Verfügung, innerhalb dessen das Pro-
dukt frei konfiguriert werden kann. Damit kann die Zahl der möglichen Varianten über-
schaubar gehalten werden, ohne nachteilig für den Kunden zu sein (ca. 2,2x105 Variati-
onen im Vergleich zu 1017 Variationen beim 5er BMW) [HOL 2001b], [REI 2005]. Gerade
durch die Reduzierung der Varianten ergeben sich im Produktionsbereich hohe Flexibili-
täten als Folge der produktübergreifenden Standardisierung und Modularisierung. Diese
Flexibilität gilt vor allem bei kurzfristigen Nachfrageschwankungen, kann jedoch einen
langfristigen Nachfrageausfall bzw. Nachfragerückgang nicht kompensieren. Betrach-
tenswert ist in dem Zusammenhang auch, dass der Auftragsmix von ca. 85% Corporate
& institutional und ca. 15% Customer Orders [GRA 2006] diesen Punkt vereinfacht. So
sind nur 15% der gesamten Aufträge als reine Endkundenaufträge zu bezeichnen.
Bezogen auf die Produktion hat DELL an seinen Produktionsstandorten nur eine End-
montage der Produkte durchgeführt und alle anderen wertschöpfenden Aktivitäten
nach außen verlagert, so dass das DELL Build-to-Order-Produktionsnetzwerk nach der
Fabrik aufhört und nicht sehr weit in die Kette reicht. Für die Abstimmung zwischen
dem Hersteller und den unterschiedlichen Anspruchsgruppen um den reibungsfreien
Ablauf der Prozesse zu gewähren, hat DELL mit dem DOMS die Möglichkeiten geschaf-
fen, seine Lieferanten auch virtuell in die Wertschöpfung zu integrieren und mit allen
relevanten Informationen zu versorgen. Mit diesem Informationsnetzwerk kann sicher-
gestellt werden, dass alle benötigten Teile und Komponenten zum richtigen Zeitpunkt
für die Endmontage bereitstehen.
In Nachahmung von DELL Computer und anderen erfolgreichen Unternehmen stellen
viele US-Unternehmen ihre Produktion auf ein Build-to-Order-Modell um. Die ultimative
schlanke Lösung [LIK 2008], die unglücklicherweise nicht berücksichtigt, dass Kunden
fast unberechenbar sind. Die tatsächlichen Bestellungen von Woche zu Woche und von

Defizite bestehender Ansätze in der Industrie und Forschung
64
Monat zu Monat schwanken daher deutlich. Wenn ein Produkt auf Basis der eingegan-
genen Bestellungen hergestellt wird, werden in einer Woche möglicherweise riesige
Mengen produziert. Resultierend müssen Überstunden bezahlt und Mitarbeiter und Ma-
schinen über die Gebühr belastet werden. Sind die Ordereingänge in der darauf folgen-
den Woche gering, stehen die Mitarbeiter herum und die Maschinen sind nicht ausge-
lastet. Außerdem wird das Unternehmen nicht wissen, wie viel Material es bei seinen
Zulieferern bestellen muss. Folglich wird das Unternehmen ein Maximum an Lagerbe-
stand von jedem Produkt vorhalten müssen, das die Kunden möglicherweise bestellen
[LIK 2008].
3.3.2 Beurteilung des BTO-Systems bei BMW
Beim „Online Ordering“-System von BMW liegt eine starke Kundenintegration vor, bei
der die Bedürfnisse und Wünsche der Kunden direkt in die Produktion einfließen, und
am Ende des Produktionsprozesses ist das Produkt genau einem Endkunden zugeordnet.
Der Kunde hat dabei die Auswahl, bspw. beim 5er BMW, aus 1017 möglichen Kombina-
tionen [REI 2005]. Dass BMW dem Kunden etwas weniger Kombinationsmöglichkeiten
anbietet, als Mercedes-Benz oder andere Premiumhersteller, ist eher zu vernachlässigen,
da sich die Variantenvielfalt in einem derart hohen Bereich abspielt, in welchem der
Kunde gar nicht mehr in der Lage ist, die Unterschiede wahrzunehmen [HOL 2001a].
Aus Prozesssicht ist BMW bis zur ersten Lieferantenstufe sehr flexibel, da durch die Lie-
ferabrufe BMW seine Lieferanten an der Produktionsplanung teilhaben lässt und ihnen
damit die Möglichkeit gibt, sich optimal an BMW auszurichten, um u.a. auf Bedarfs-
schwankungen zu reagieren. Dies geschieht aber nur bis zur ersten Ebene, eine Ausdeh-
nung auf das Netzwerk würde entschieden mehr Potenzial bieten. Eine weit größere
Bedeutung für die Produktflexibilität besitzt die Tatsache, dass der Kunde bei BMW in
der Lage ist, bis zu 4 Arbeitstage vor Produktionsbeginn des Fahrzeugs Änderungen an
seiner Konfiguration vorzunehmen [REI 2005]. Dieser eingefrorene Zeitraum gibt den
Lieferanten die Möglichkeit sich zu optimieren, da weniger bis keine Verwirbelungen im
Auftragsmanagement eintreten.
Wie flexibel ein Produktionssystem tatsächlich ist, lässt sich am besten im Falle schwan-
kender Nachfrage feststellen. Hier geht BMW den Weg, auf der Produktionsseite mit
KOVP einem Zeitraum des stabilen Auftragsverlaufs und der Reihenfolgenstabilität zu

Defizite bestehender Ansätze in der Industrie und Forschung
65
bilden (Abbildung 26), um eine Art Puffer in Hinblick auf Nachfrageschwankungen zu
besitzen.
Das Beispiel BMW zeigt, dass es auch bei Produkten mit einer hohen Komplexität mög-
lich ist, eine kundenindividuelle Massenfertigung mittels BTO erfolgreich in eine beste-
hende Produktion zu implementieren. Die Integrationstiefe ist jedoch nur auf die erste
Lieferantenebene beschränkt und auch dort nur für ausgewählte Lieferanten. Eine Ab-
frage, welche heutigen BTS-Lieferanten zu einem Build-to-Order fähig sind, sowie die
Ausdehnung auf mehrere Lieferantenebenen wird nicht durchgeführt. BMW hat mit den
KOVP zwar einen stabilen Horizont geschaffen, dieser Horizont könnte aber noch erwei-
tert werden, um mehr Potenzial für ein BTO-Netzwerk zu schaffen.
3.3.3 Beurteilung des BTO-Systems bei ZARA
ZARAs Wertschöpfungskette ist geprägt durch Geschwindigkeit, denn gerade der Zeit-
faktor ist bei ZARA ein entscheidender Vorteil im Vergleich zur Konkurrenz. Kein ande-
res Bekleidungsunternehmen schafft es, so schnell wie ZARA eine komplette Modekol-
lektion in die Läden zu bringen. Dies ist vor allem dem ausgeprägten Informationskreis-
lauf, bei welchem z.B. Umsatzzahlen oder Anregungen und Beschwerden der Kunden
zeitnah erfasst und weitergeleitet werden, zu verdanken. Auch ist eine erfolgreiche In-
tegration des Kunden und seiner Bedürfnisse gewährleistet. Ebenfalls auf den Informati-
onskreislauf zurückzuführen ist die Reaktionsgeschwindigkeit auf neue Kundenwünsche
oder Trends trotz der Variantenvielfalt von über 11.000 neuen Kleidungstücken pro
Jahr. Dass ZARA nur ca. 50% seiner eingekauften Textilwaren ungefärbt erwirbt, zeigt,
dass die Produktflexibilität nicht bei allen Kleidungsstücken im Produktportfolio ange-
wandt werden kann bzw. werden muss [FER 2004].
ZARA profitiert von der Auslagerung der arbeitsintensiven Produktionsschritte an exter-
ne Subunternehmen und führt den Rest des Produktionsprozesses vor allem im Haupt-
werk in La Coruna durch und schafft so eine flexible Supply Chain.
Betrachtet man das gesamte System, so handelt es sich dabei um ein BTO-Konzept, wel-
ches sich nicht direkt aus den Bedürfnissen der Kunden, sondern vielmehr indirekt, d.h.
aus der abgeleiteten Nachfrage der Kunden, ergibt. Die ZARA-Geschäfte und die Trend-
bzw. Modescouts determinieren dabei diese derivative Nachfrage, d.h. sie bestimmen

Defizite bestehender Ansätze in der Industrie und Forschung
66
damit indirekt, welche Art von Mode in die Geschäfte kommt. Bei einem herkömmli-
chen BTO-System bestimmt dagegen der Kunde selbst, wie sein Produkt im Detail aus-
gestattet sein soll bzw. welche Leistungsmerkmale die einzelnen Komponenten aufwei-
sen sollen (siehe Auto oder Personal Computer). Bei dem Modekonzern ZARA verschiebt
sich also das Pull-System um eine Stufe in der Wertschöpfungskette, d.h. der Produkti-
onsauftrag erfolgt durch die Bestellung der Wünsche der ZARA-Stores und aufgrund der
Branchenbeschaffenheit und nicht durch den Kunden selbst.
3.4 Zusammenfassung
Build-to-Order oder auch kundenindividuelle Massenfertigung stellt eine Wettbewerbs-
strategie dar, die bisherige Fertigungskonzepte, wie z.B. Porters generische Wettbe-
werbsstrategien, ergänzt. Das Build-to-Order-Konzept auf Produktionsnetzwerke anzu-
wenden, ist ein Fertigungskonzept der Zukunft. So wie DELL, BMW oder ZARA versu-
chen unterschiedliche Firmen, ihre Wertschöpfungskette so flexibel und schmal wie
möglich zu gestalten. Um dies zu erreichen, wurde bei vielen Unternehmen die Wert-
schöpfung bis auf die Endmontage weitestgehend an die Lieferanten ausgelagert, d.h.
die Auftragsentkopplungsgrenze in einem solchen Build-to-Order-Prozess liegt vor der
Endmontage. Keiner der als Pioniere der Build-to-Order Umsetzung betrachteten Unter-
nehmen gestaltet die Build-to-Order Netzwerktiefe abhängig vom tatsächlichen Kun-
denwunsch bis in sein vorgelagertes Netzwerk. Fokus bei allen Unternehmen ist das ei-
gene Unternehmen und die Anbindung des First Tiers. Was ist aber die beste Build-to-
Order Netzwerktiefe und welche Produkte sollten nur noch nach Kundenauftrag produ-
ziert werden? Eine Standardisierung bzw. modulare Bauweise der Produkte gewährleis-
tet hohe Stückzahlen bei großer Variantenvielfalt und entspricht damit der Idee der
Mass Customization, aber welches Netzwerk und welche Partner können das leisten?
BTO kann nur sein volles Potenzial entfalten, wenn die notwendigen Voraussetzungen,
wie Prozess-, Produkt- und Produktionsflexibilität, innerhalb der Unternehmen vorhan-
den sind. Des Weiteren muss von Kundenseite generell eine Nachfrage an individualisier-
ten Produkten vorhanden sein. Wenn dies der Fall ist, kann ein BTO-System seine Stär-
ken voll ausspielen.

Klassifizierung von Build-to-Order Produkten
67
4. Klassifizierung von Build-to-Order Produkten
Nach Aussage von Liker haben einige der Unternehmen, mit denen er gearbeitet hat,
und die versucht haben das Build-to-Order-Modell umzusetzen, ihre Kunden eigentlich
darum gebeten, sechs oder acht Wochen auf ihr Build-to-Order-Produkt zu warten. Er
stellt zurecht die Frage, warum die Firmen die Gangart ihres Unternehmens durcheinan-
derbringen, um heute eine strikte Auftragsfertigung zu fahren, wenn ihr Kunde trotz-
dem sechs Wochen auf seine Bestellung warten möchte [LIK 2008]. Bevor das Modell
die Antwort auf seine Frage gibt, sind in diesem Kapitel Grundvoraussetzungen zu dis-
kutieren.
Abbildung 29: Übersicht über Kapitel 4, Klassifizierung von Build-to-Order-Produkten
Wie im vorherigen Kapitel erarbeitet, kann ein Build-to-Order-Konzept sein volles Poten-
zial nur dann entfalten, wenn Produkt, Prozess- und Produktionsflexibilität bei den betei-
ligten Partner vorhanden sind. Diese Flexibilität setzt eine Produktstruktur (Kapitel 4.2),
Prozesse (Kapitel 4.3) und zuletzt ein geeignetes Netzwerk (Kapitel 4.4) voraus. Um ein
Netzwerk nach einer vom Kunden noch akzeptierten Wartezeit zu gestalten, startet die-
se Kapitel mit den Nachfrage- und Marktbedingungen sowie den Kundenwünschen in
Kapitel 4.1.

Klassifizierung von Build-to-Order Produkten
68
4.1 Nachfrage- und Marktbedingungen
Eine BTO-Strategie kann ohne die Voraussetzungen des Marktes nicht ihr ganzes Leis-
tungsvermögen entfalten. Wie Abdelkafir und Blecker darstellen, ist die Dynamik des
Marktes ein wichtiger Faktor, den es hinsichtlich der Wahl der Strategiewechsel zu be-
achten gilt, denn eine Massenproduktion im herkömmlichen Sinne verlangt eine stabile
Nachfrage nach möglichst einheitlichen Produkten [BLE 2006b]. In turbulenten Märkten
allerdings, die von der Instabilität und Unvorhersehbarkeit der Nachfrage geprägt sind,
versagt das System der Massenproduktion. Je größer die Turbulenz des Marktes ist, des-
to größer ist das Verlangen der Kunden nach individuellen Gütern und damit auch die
Erfolgsaussichten einer BTO-Strategie [CHA 2004], [PIL 2000], [PIN 1993].
Weiterhin muss für den Erfolg der Strategie eine entsprechende Nachfrage nach indivi-
dualisierten Gütern am Markt vorhanden sein, welche wiederum von zwei Faktoren ab-
hängig ist:
• Zugeständnisse, die der Käufer zu machen bereit ist. Darunter sind einerseits die
Zahlungsbereitschaft der Käufer und andererseits die Bereitschaft, eine gewisse
Wartezeit zu akzeptieren, zu verstehen.
• Die Fähigkeit des Unternehmens, die vom Kunden gewünschten Produkte in an-
gemessener Relation zu den Faktoren Kosten und Zeit herzustellen [CHA 2004]
Bei Anderson entscheidet ebenfalls eine Kombination aus Marktanforderungen und Fä-
higkeiten des betreffenden Unternehmens, welche Produkte letztendlich für BTO in Fra-
ge kommen [AND 2004].
4.1.1 Ermittlung von Kundenwünschen
Bei der Ermittlung der Kundenwünsche und Bedürfnisse äußern Kunden im Regelfall nur
Wünsche innerhalb ihres eigenen Erlebnishorizonts [STE 2005]. Daher unterscheiden
Jaberg und Stern die Wünsche als solche, die der Kunde artikuliert und Bedürfnisse, die
in der Regel vom Kunden nicht erfahrbar sind (Abbildung 30).

Klassifizierung von Build-to-Order Produkten
69
Abbildung 30: Kundenwünsche und Kundenbedürfnisse, eigene Darstellung in Anlehnung an
[STE 2005]
Für die Ermittlung des vom Kunden noch akzeptierten Liefertermins oder einer
Wunschwartezeit gibt es nur die Möglichkeit, den Kunden aktiv in den Prozess mitein-
zubeziehen. Dieser Prozess kann mit unterschiedlicher Intensität betrieben werden.
Nachfolgend sind die sieben wichtigsten Möglichkeiten zur Ermittlung von Kundenwün-
schen dargestellt:
1. Auswertung schriftlicher Quellen
2. Befragung von Kunden
3. Informelle Treffen mit Kunden
4. Besuch von Kunden (bis hin zu Kundenpraktika)
5. Einladung von Kunden (z.B. Kundenworkshops)
6. Beobachtung von Kunden bei typischen Abläufen
7. Zusammenarbeit mit Kunden
Die Punkte sind in der Reihenfolge wachsender Intensität des notwendigen Kundenkon-
taktes aufgelistet: Während bei der Auswertung von Veröffentlichungen oder Reklama-
tionsstatistiken überhaupt keine Begegnungen mit Kunden zu initiieren sind, setzen zu-
mindest telefonische und persönliche Befragungen kurzzeitige Gespräche voraus
[STE 2005]. Wichtig sind beide Ausprägungen, Kundenwünsche sowie Kundenbedürf-
nisse. Gerade die Kundenbedürfnisse sind zwar schwer zu ermitteln, eine Vernachlässi-
gung kann aber zu einer groben Fehleinschätzung der Marktsituation führen. Bei der
Gestaltung von ganzen Build-to-Order-Netzwerken müssen mittelfristige und langfristige
Wünsche und Bedürfnisse durch einen offenen Kontakt mit dem Kunden ermittelt wer-
den.

Klassifizierung von Build-to-Order Produkten
70
Abbildung 31: Vom Kunden akzeptierte/gewünschte Lieferzeit [ATK 2009]
Nach einer Studie von ATKearney aus 2009, an der 150 unterschiedliche Branchen und
Firmen in Europa teilgenommen haben, ist festzustellen, dass die ermittelte gewünschte
Lieferzeit, die die Firmen den Kunden anbieten und der tatsächliche Kundenwunsch
zwar sehr eng beieinander liegen und bis 2013 noch weiter ansteigen wird, aber den-
noch auseinander liegen. Durch eine hohe Kapazitätsauslastung im ersten und zweiten
Jahr in der Vergangenheit wurden von Kunden auch Teillieferungen im aktuellen Jahr
akzeptiert [ATK 2009]. Daraus folgt der Schluss, dass bei geringer Kapazitätsauslastung
die Kundenanforderungen ansteigen werden. Eine stärkere Kundenorientierung und
Eingehen auf die Kundenbedürfnisse ist eine strategische Entscheidung, die bei hoch-
wertigen Produkten nur im Sinne des Kunden getroffen werden kann.
4.1.2 Strategische Definition des maximalen Kundenwartezeitraums
Betrachtet man die Entwicklung der Kundenauftragsarten (Abbildung 32), wird erkenn-
bar, dass sich in fast allen Branchen der prozentuale Anteil der Auftragskonfiguration
sowie die reine Auftragsfertigung bis 2013 weiter erhöhen werden. Um dem Kosten-
druck weiter Stand zu halten, ist eine klare Orientierung an den vom Kunden akzeptier-
ten Lieferzeitpunkt und somit die Erfüllung der Kundenwünsche und -bedürfnisse eine
Möglichkeit, die Bestände zu senken.

Klassifizierung von Build-to-Order Produkten
71
Abbildung 32: Entwicklung Kundenauftragsarten [ATK 2009]
Hier muss sich das Unternehmen entscheiden, welche Wettbewerbsstrategie (siehe Kapi-
tel 2.5) es verfolgen will und was es seinem Kunden als Wettbewerbsvorteil gewähren
will. Für eine Erfüllung der Kundenwünsche und Bedürfnisse spricht neben der Be-
standssenkung noch die Bereitschaft der Kunden, für individualisierte Produkte mehr zu
bezahlen.
Es wurden beispielsweise Studien durchgeführt, aus denen hervorgeht, dass Kunden
bereit sind, einen 10-15%igen Preisaufschlag gegenüber einem standardisierten Produkt
zu bezahlen, wenn das gekaufte Produkt dabei exakt den gewünschten Eigenschaften
entspricht [KNO 2002], [PIL 2002b]. Dasselbe gilt für die Kundenwunschwartezeit, die
bei individuellen Produkten deutlich höher ist. Um diese Kundenwünsche realisieren zu
können, gilt es, die Informationen direkt beim Kunden zu erfassen. Dies kann, wie zu
Beginn des Kapitels festgestellt, auf mindestens sieben Arten geschehen. Langfristig be-
trachtet sinken die Marketingaufwendungen pro Kunde, da der Kunde gezielt und ge-
mäß seiner individuellen Präferenzen kontaktiert wird [AND 2004], [KNO 2002],
[PIL 2002a], [PIL 2008]. Aufgrund der Tatsache, dass das verkaufte Produkt den Kun-
denwünschen entspricht, sinkt zudem als Nebenerscheinung die Rückgabequote. In ei-
nem Build-to-Order-Netzwerk kommt es demnach vor der Überarbeitung von Prozessen
auf eine strategische Entscheidung und auf gezielte Vorarbeiten zu Kundenwünschen
und -bedürfnissen sowie der daraus resultierenden Kundenwunschwartezeit an.

Klassifizierung von Build-to-Order Produkten
72
4.2 Build-to-Order-Produktklassifizierung für variantenreiche
Serienfertiger
Eine strategische Ausrichtung auf eine, auf einer Kundenwunschwartezeit basierenden,
Strategie stellt naturgemäß die Frage nach den Produkten die produziert werden. Piller
sieht zwei Punkte, die für eine erfolgreiche Implementierung zu beachten sind
[PIL 1998]:
1. Es ist von Bedeutung, ein Produkt anzubieten, welches den individuellen Wün-
schen und Bedürfnissen der Kunden entspricht.
2. Die Produktkomponenten, welche aus Kundensicht nicht wesentlich zur Individu-
alisierung beitragen, müssen aus Kostengründen weitestgehend standardisiert
werden.
Nicht alle individuellen Produkte machen es notwendig, die komplette Wertschöpfungs-
kette nach diesem Produkt auszurichten. Es ist daher notwendig, sich die Produkte in
verschiedene Bereiche aufzuteilen: der Klassifizierung der Produkte und deren Eintei-
lung nach Geschäftstypen sowie dem Modularisierungsgrad. Abbildung 33 zeigt dies in
jeweils aufeinander aufbauenden Kreisen und gliedert die Produktvoraussetzungen in
diese drei Bereiche.
Abbildung 33: Grobe Build-to-Order-Produktklassifizierung
4.2.1 Klassifizierung von Produkten
Im ersten Bereich, dem äußersten Ring, teilt Kotler die Produkte in drei Unterbereiche,
kurzlebige Wirtschaftsgüter (Konsumgüter), langlebige Wirtschaftsgüter (Industriegüter)
und Dienstleistungen.

Klassifizierung von Build-to-Order Produkten
73
Den Unterbereich der Konsumgüter unterscheidet er in:
1. „speciality goods“, Sonderprodukte und Spezialitäten; Artikel mit einzigartigen
Merkmalen bzw. Markenidentifikationen, für die eine größere Käufergruppe be-
reit ist, besondere Bemühungen in Kauf zu nehmen (z. B.: hochwertige Modear-
tikel, Stereoanlagen, Autos, Fotoausrüstungen, Musikinstrumente …)
2. „shopping goods“, Suchgüter; bewusst ausgewählte Waren, bei denen der Ver-
braucher erheblichen Aufwand betreibt, um Informationen über Zweckmäßig-
keit, Qualität, Preis und Design zu sammeln ( z. B.: Möbel, Markenkleidung, Fern-
seher, Gebrauchtwagen, …)
3. “convenience goods”, Güter des täglichen Bedarfs, bei welchen der Käufer kaum
einen Preisvergleich anstellt, wenig Kaufplanung durchführt, aber häufig einkauft
und er weit verbreitete Einkaufsmöglichkeiten zu geringen Preisen hat (z. B.:
Zahnpasta, Tageszeitung, Benzin, Tabak, …)
4. „unsought goods“, unbekannte oder unerwünschte Güter; Konsumgüter, von
denen die Verbraucher nichts wissen oder die sie von sich aus nicht kaufen wür-
den (z. B.: Lebensversicherungen, Enzyklopädien, …) [KOT 2007]
Bei diesen vier Bereichen nimmt die Bereitschaft, auf das Produkt zu warten in der dar-
gestellten Reihenfolge immer weiter ab. Ist die Kundenwunschwartezeit des Kunden auf
ein Auto noch im Wochenbereich, sind es bei den Gütern des täglichen Bedarfs im Ext-
remfall nur noch Minuten. Im zweiten Unterbereich unterscheidet Kotler die Industriegü-
ter wie folgt:
1. „Anlagegüter“ werden eingesetzt zur Durchführung und Unterstützung des Pro-
duktionsprozesses, dies können Bauten und Anlagen sein (Bauten, Pressen, …)
oder Einrichtungen für die Fertigung (Telefone, Gabelstapler, …).
2. „Rohmaterial und Zulieferteile“ sind Industriegüter, die vollständig in das Produkt
eingehen, wie Rohstoffe (Weizen, Erz, Öl, …) oder sind Vorprodukte, Baugrup-
pen oder Teile (Metalle, kleine Motoren, Reifen, Glühlampen, …).
3. „Hilfs- und Betriebsstoffe, Kommerzielle Dienstleistungen“ sind Güter, die nicht
in das Produkt eingehen und die alle Tätigkeiten im Unternehmen ermöglichen
und unterstützen (Besen, Nägel, Papier, Anwälte, Fensterputzen, …) [KOT 2007]

Klassifizierung von Build-to-Order Produkten
74
Wie bei den Konsumgütern nimmt auch bei den Industriegütern die Bereitschaft in der
dargestellten Reihenfolge ab. Im Unterschied zu den Konsumgütern liegt die Wartebe-
reitschaft der Kunden besonders bei den Anlagengütern schon in der Größenordnung
von Monaten. Gerade die Bereiche, in denen der Kunde Wochen oder gar Monate für
sein Produkt zu warten bereit ist, bieten die größten Hebel für ein durchgängiges BTO-
Netzwerk.
Aus dieser Einordnung ergibt sich, dass der Kunde die verschiedensten Anforderungen
an unterschiedliche Güter stellt, die zum einen produziert und zum anderen als Dienst-
leistung klassifiziert sind. Bei dem Betrachtungsrahmen der kundenindividuellen Produk-
tion fallen Dienstleistungen, der letzte Unterbereich, sowie der Bereich „unsought
goods“ heraus. Naturgemäß sind dies Güter, die sich nicht als Build-to-Order-Produkte
eignen. Ein weiterer Unterbereich, die „convenience goods“, ist der Massenprodukion
vorbehalten. Dies sind typische Güter, die ihr Preispotenzial aus der Masse schöpfen (vgl.
Kapitel 2.4.3.3). Demgegenüber sind für BTO geeignete Güter Investitionsgüter sowie
„speciality goods“ (Abbildung 34). Hier geht die Kundenintegration von einem Kunden-
konfigurator (vgl. DELL) bis hin zur stärksten und damit gleichzeitig auch anspruchsvolls-
ten Form der Kundenintegration, dem „Engineer-to-Order“ bei Anlagenbauern. Die Zu-
sammenarbeit reicht so weit, dass der Hersteller mit in den Prozess der Produktentwick-
lung integriert wird. Insofern entspricht dies einer klassischen auftragsbezogenen Einzel-
fertigung [JÄG 2004].
Abbildung 34: BTO-Produktbereiche

Klassifizierung von Build-to-Order Produkten
75
4.2.1.1 Preissegment
Hinsichtlich des Preissegments werden die Produkte innerhalb ihrer Produktklassifizie-
rung in ein unteres, mittleres, hohes und ein Premiumpreissegment eingeteilt. Beispiels-
weise macht es aus ökonomischen Gesichtspunkten keinen Sinn, Scheibenwischblätter
nach Kundenauftrag zu fertigen [PAR 2008]. Für Build-to-Order-Produkte kommen na-
turgemäß nur Produkte aus den oberen Preissegmenten in Frage. Denn nur hier ist ein
Aufwand zur Gestaltung von BTO-Netzwerken auch sinnvoll.
4.2.1.2 Produktlebenszyklus
Auch die Frage, in welchem Stadium des Produktlebenszyklus sich die Produkte gerade
befinden, muss beantwortet sein, bevor detailliert über Geschäftstypen nachgedacht
wird. Meffert unterscheidet dabei die folgenden Phasen: Einführungsphase, Wachs-
tumsphase, Reifephase, Phase der Marktsättigung, Degenerationsphase. Wobei die Län-
ge der einzelnen Phasen und der gesamte Zyklus unabhängig von Produkt und Branche
sind [MEF 2008]. Build-to-Order-Produkte sind in allen Phasen zu finden, wobei die Ein-
führungsphase sowie die Degenerationsphase erfahrungsgemäß mit einem stark redu-
zierten Variantenspektrum arbeiten. Wird ein Netzwerk und dessen Gestaltung betrach-
tet, so sind gerade die ersten Phasen entscheidend, da hier noch der größte Handlungs-
spielraum existiert.
4.2.2 Geschäftsarten
Wie in Kapitel 2.4.2 dargestellt, differenzieren Faßnacht und Frühwald nach Geschäfts-
arten, indem sie die Wertschöpfungstopologie und den Zeitpunkt der Produktdefinition
als Kriterien heranziehen. Für die Klassifizierung von Build-to-Order-Produkten ist der
Auslieferzeitpunkt für das Produkt entscheidend. Schließt man die Aufrechterhaltung
oder Wiederherstellung der Funktionsfähigkeit einer Anlage sowie das auftragsspezifi-
sche Liefern und Koordinieren einer Baustelle beim Kunden aus, sind für eine Build-to-
Order-Produktion das Produktgeschäft, mit einer kundenindividuellen Produktgestaltung
unmittelbar vor Auslieferung, und das Systemgeschäft geeignet (Abbildung 35). Hier
wird die Erstellung der Kernkomponenten und Zusammenführung im Unternehmen
ausgeführt.

Klassifizierung von Build-to-Order Produkten
76
Abbildung 35: Einteilung von Build-to-Order fähigen Produkten innerhalb von Geschäftsarten,
erweiterte Darstellung zu [FAß 2001], [WIE 2010]
4.2.3 Modularisierungsgrad
Neben der Wartezeit, der Klassifizierung des Produkts und den Geschäftsarten ist der
modulare Aufbau der letzte Bereich zur Klassifizierung eines Build-to-Order-Produkts.
Weiter ist zu überprüfen, wie stark die Modularisierung bezogen auf das Endprodukt ist.
So erfordert die Herstellung variantenreicher Artikel modulare Komponenten, die je
nach Kundenwunsch kombiniert werden können [MÜH 2004]. DELL praktiziert diese
Vorgehensweise, indem die Individualität des Endprodukts aus den unterschiedlichen
Kombinationen von Standardmodulen resultiert (vgl. Kapitel 3.2.1). Um die wichtigsten
Prämissen einer Individualisierung bei größtmöglicher Standardisierung von BTO zu er-
füllen, unterscheiden Stotko und Piller vier Unterformen, die generische Modularisie-
rung, die quantitative Modularisierung, die individuelle Modularisierung und die freie
Modularisierung (vgl. Kapitel 2.4.2.1). Freie Modularisierung und individuelle Modulari-
sierung haben eine starke Integration des Kunden als Hintergrund. Der Kunde ist hier
direkt an der Modularisierung beteiligt und entwickelt das Produkt mit dem Hersteller
weiter oder neu. Dies widerspricht dem Gedanken der kundenindividuellen Build-to-
Order-Fertigung. Wohingegen die generische sowie die quantitative Modularisierung
dem Kunden die Freiheitsgrade der Individualisierung lassen, ohne die „Economy of Sca-
le“ zu verletzen. Letzteres ist die Grundlage für variantenreiche Serienfertigung die im
Produktgeschäft als auch im Systemgeschäft anzutreffen sind.

Klassifizierung von Build-to-Order Produkten
77
4.2.4 Zusammenfassung
Die Integrationstiefe des Kunden besitzt einen wesentlichen Einfluss auf den Individuali-
sierungsgrad und die Einordnung des Endprodukts. Ein weiteres Kriterium ist der Zeit-
punkt der Integration des Kunden in Wertschöpfungsstufen und die Modularisierung.
Abbildung 36 zeigt die für Build-to-Order notwendigen Einschränkungen für Produkte.
Abbildung 36: Branchenübergreifende Build-to-Order-Produktklassifizierung
So sind Produkte aus dem Bereich der Industriegüter sowie der „Speciality Goods“, die
im Weiteren aus dem Bereich des Produktgeschäfts und des Systemgeschäfts kommen,
Produkte, die für eine Build-to-Order-Produktion in Frage kommen. Die BTO-Produkt-
klassifikation ist losgelöst von Branchen, dies bedeutet, dass sowohl bei Herstellern von
Automobilen als auch bei Herstellern von langlebigen Konsumgütern und ihren Lieferan-
ten die kundenindividuelle Build-to-Order-Produktion möglich ist.
4.3 Produktions- und Prozessvoraussetzungen
Wenn ein Unternehmen die Strategie einer starken Kundenorientierung als Wettbe-
werbsstrategie der Differenzierung verfolgt und die Produkte eine Build-to-Order-Pro-
duktion ermöglichen, muss als nächstes ein Augenmerk darauf gerichtet sein, wie über
die gesamte Wertschöpfungskette hinweg die beteiligten Unternehmen den Wünschen
der Kunden am besten gerecht werden können. Die Unternehmen müssen weitaus
mehr leisten, als über ihre Strategie und ihre Produkte nachzudenken. Die Fragen nach
den Voraussetzungen an die Standorte sowie an die Supply-Chain übergreifende

Klassifizierung von Build-to-Order Produkten
78
Build-to-Order-Produktions- und Prozessflexibilität müssen beantwortet werden und sind
die Inhalte des Kapitels 4.3.1.
4.3.1 Prozessflexibilität
Die Prozessflexibilität spiegelt sich zum Beispiel darin wider, wie schnell Entscheidungen
im Unternehmen umgesetzt werden können, ob kurzfristige Änderungen in operativen
Abläufen möglich sind oder inwieweit bereits angenommene Aufträge nachträglich be-
arbeitet werden können [HOL 2004]. Da im Rahmen der Prozessflexibilität alle Kompo-
nenten der Wertschöpfungskette betroffen sind, wird vor allem hier eine engere Zu-
sammenarbeit zwischen Hersteller und Lieferantennetzwerk sowie Vertriebsnetz benö-
tigt [KAT 2005]. Für die Unternehmen bedeutet dies, Lieferanten innerhalb der Wert-
schöpfungskette in den Produktionsprozess mit einzubeziehen, um Lieferengpässe zu
vermeiden und schnell auf sich verändernde Rahmenbedingungen reagieren zu können.
4.3.1.1 Kapazitätsflexibilität
Grundvoraussetzung für die Produktion, um auf die Nachfrageschwankungen am Markt
zu reagieren, ist eine Kapazitätsflexibilität. Diese wird dabei in einen internen und einen
externen Bereich unterteilt. Unter interner Flexibilität sind Maßnahmen zu verstehen,
welche die Flexibilität der Produktion direkt am Standort erhöhen. Hierzu gehören bei-
spielsweise arbeitsorganisatorische Maßnahmen, wie die Einführung flexibler teilauto-
nomer Gruppenarbeit, aber auch die Einführung unternehmensübergreifender IT-
Systeme durch die Nutzung des Internets, hinsichtlich einer Verbesserung der PPS wie
z.B. XML-basierte Web-EDI-Systeme [AUR 2003a], [MIC 2004], [EST 2006]. Auch die
Layout Planung von Fertigungsstätten kann die Kapazitätsflexibilität positiv beeinflussen,
wie die „atmende Struktur“ des Standorts der BMW AG in Leipzig (Deutschland) oder in
Spartanburg (USA) zeigt. Die dortige Gebäudestruktur mit fingerartigen Anbauten er-
laubt es, Zulieferteile auf kürzestem Wege direkt an die Fertigungsbänder zu transportie-
ren. Neben der Direktbelieferung ist auch die Integration zusätzlicher Montageinhalte
durch das Verlängern einzelner Finger problemlos bis hin zu einer Verdopplung der
Montage- und Logistikflächen bei vergleichsweise niedrigen Investitionen realisierbar
[BAU 2008]. Unter externer Kapazitätsflexibilität sind Maßnahmen, wie z.B. Outsourcing
zu verstehen. Gerade in der Automobilbranche, aber auch 84 andere Branchen gaben in
einer Studie an, in den vergangenen 10 Jahren einen neuen Standort aufgebaut zu

Klassifizierung von Build-to-Order Produkten
79
haben bei 16 davon handelt es sich um die Erweiterung eines bestehenden Standorts
[HOR 2007]. Gerade die externe Flexibilität, hier am Beispiel der Automobilbranche,
trägt dazu bei, dass sich BTO-Netzwerke immer stärker ausdehnen. Wird die interne Fle-
xibilität näher betrachtet, muss, bezogen auf den Planungsprozess, auf Zeitintervalle
eine minimale und maximale Kapazität definiert sein (Abbildung 37).
Abbildung 37: Kapazitätsflexibilität
Ergänzend zu einer solchen variablen Kapazität sind Flexibilitätskorridore zu definieren
(vgl. Abbildung 38), die sich auf Änderungen von definierten Planungsgrenzen bezie-
hen. Anpassungen sind für den nächsten Monat einfacher durchzuführen als für die
nächste Woche.
Abbildung 38: Kapazitätsflexibilitätstunnel, eigene Darstellung in Anlehnung an [FIS 2008]
Diese Flexibilitätsbereiche sind natürlicherweise je nach Arbeitsplan und Variante für die
Herstellung oder Bearbeitung unterschiedlich. Weiter ist die teilweise nach jeder Varian-
Min. Kapazität
Max. Kapazität
Kapazitätsflexibilität
Kapazität
Zeit
Vorhandene Aufträge
Min. Kapazität
Max. Kapazität
Kapazitätsflexibilität
Kapazität
Zeit

Klassifizierung von Build-to-Order Produkten
80
te notwendige Rüstzeit sowie die Vorbereitung in die Kapazitätsauslastung mit einzu-
planen. Abhängig von der jeweiligen Fertigungsart (Einzel-, Werkstatt-, Serien- oder
Fließfertigung), der Parallelisierung bzw. Verkettung einzelner Ressourcen sowie der
Existenz redundanter Anlagen, können Bedarfsschwankungen abhängig von Auswir-
kung auf den Auslastungsgrad der im Arbeitsplan angesprochenen Ressourcen der Pro-
duktion und Logistik erfolgen. Der Faktor Arbeit spielt dabei eine wichtige Rolle
[HOL 2004].
4.3.1.2 Flexible Arbeitszeitmodelle
Bei der Auseinandersetzung mit der internen Flexibilität kommt man zwangsläufig zu
flexiblen Arbeitszeitmodellen. Als Beispiel kann das Arbeitszeitmodell der BMW AG am
Standort Leipzig dienen, dort ist die Wochenarbeitszeit innerhalb eines festgesetzten
Rahmens variabel und der Ausgleich erfolgt über Arbeitszeitkonten [EST 2006]. Starre
Arbeitszeiten sind heute mitunter einer der Hauptgründe für Kapazitätsprobleme. Nur
wenn es möglich ist, die Arbeitszeit an die jeweilige Nachfragesituation anzupassen,
können Bedarfsschwankungen aufgefangen werden. Aufgrund der notwendigen flexib-
len Anpassung an die aktuelle Nachfrage ist die Einführung solcher Modelle und damit
die Entkopplung von Maschinen- und Arbeitszeiten unabdingbar.
4.3.1.3 Arbeitsplatz- und Organisationsvoraussetzungen
Ein flexibles Arbeitszeitmodell wird seinen Nutzen in einem Build-to-Order-Netzwerk nur
dann ausspielen können, wenn es dem Management gelingt, eine zum Strategieansatz
passende Atmosphäre innerhalb des Unternehmens zu schaffen. Zunächst einmal muss
dazu das Unternehmen selbst über einen organisatorischer Aufbau verfügen, der den
Fluss und den unternehmensweiten Austausch von Wissen ermöglicht und vorantreibt.
Chandra und Grabis sprechen hierbei von Zusammenführung des Wissensmanagements
mit der im Unternehmen herrschenden Einstellung, Kultur und Ressourcen [CHA 2007].
Von den Beschäftigten wird dabei großer Einsatz, Motivation und Prozesswissen ver-
langt, weswegen sie auch als die wichtigste Ressource in einem Build-to-Order-
Unternehmen betrachtet werden [PIN 1993]; [SCH 2002].
Wie bei jedem Jongleur, dessen Jonglier-Fertigkeit auf eine bestimmte Anzahl von Bällen
begrenzt ist, kann jeder Mitarbeiter nur eine bestimmte Anzahl unterschiedlicher Aufga-
ben erfolgreich meistern. Zusätzliche Aufgaben mindern in der Regel die Qualität des

Klassifizierung von Build-to-Order Produkten
81
Arbeitsergebnisses. Darüber hinaus entsteht durch die hohe Anzahl an Rüstvorgängen
ein umgekehrter Erfahrungskurveneffekt [GRO 2004], wonach der Mitarbeiter beste-
hende Erfahrungen zur Optimierung der Produktion verliert.
4.3.2 Produktionsflexibilität
Die Problematik der Nachfrageschwankungen hat bei der Produktionsflexibilität den
höchsten Stellenwert. Bei den Unternehmen kommt es darauf an, wie sie diese Schwan-
kungen durch Anpassung der Produktionsstückzahlen ausgleichen können. Gerade im
Falle kurzfristiger Nachfrageschwankungen, die zu einer schnellen Über- oder Unteraus-
lastung führen können, ist es in einem Build-to-Order-System erforderlich, Produktions-
prozesse anpassungsfähig zu gestalten. Neben der Arbeitszeit und der Prozessflexibilität
ist auch die Variabilität eines Produktionsstandortes ein weiterer Faktor, welcher zur
Produktionsflexibilität beiträgt [HOL 2001a].
Abbildung 39: Systematisierung von Fertigungssystemen [GRÄ 2004]; [WEC 1991]

Klassifizierung von Build-to-Order Produkten
82
Diese Variabilität spiegelt sich darin wider, dass eine Produktionsstraße in der Lage ist,
verschiedene Produkte zu fertigen, um so Schwankungen in der Nachfrage nach be-
stimmten Produkten aufzufangen. Eine solche flexible Herstellung kann nur durch den
Einsatz flexibler Technologien (z.B. generative Verfahren oder Lasertechnologien), Ma-
schinen (z.B. Bearbeitungszentrum) und Anlagen sowie durch Verfahrensintegration
gelingen (vgl. Abbildung 39). Das Werkstattprinzip wird bei Bedarf mit der Linienferti-
gung bzw. -montage kombiniert. Um eine größtmögliche Flexibilität und Reaktionsfä-
higkeit zu gewährleisten, werden Produktionsstätten miteinander vernetzt [GRÄ 2004].
4.3.2.1 Produktionsversorgung
Die zunehmende Individualisierung führt zu dynamischen Produktionsstrukturen, in wel-
chen sich die Größe der Fertigungslose weiter reduziert. Dies führt zu einer Zunahme
der abzuwickelnden Transportaufträge, wodurch sich der gesamte materialflusstechni-
sche und steuerungstechnische Aufwand erheblich steigert [WIL 2006]. Zu unterschei-
den sind dabei die Versorgung von Build-to-Order also kundenindividuellen Bauteilen
und Build-to-Stock-Bauteilen.
Für die kundenindividuellen Bauteile hat sich im besonderen Maße in der Automobilin-
dustrie die Just-In-Time- (JIT) bzw. Just-In-Sequence (JIS) -Versorgungsstrategie durchge-
setzt und stellt damit gleichzeitig den heutigen Stand der Entwicklung dar. Dabei er-
folgt, ausgelöst durch eine Kundenanforderung, eine „einsatzsynchrone Bereitstellung“
der jeweiligen artgleichen Teile bei JIT bzw. von kundenindividuellen Komponenten bei
JIS an die Produktionsstätte durch den Lieferanten. Angestrebt wird dabei ein Abbau
von Pufferbeständen, mit der Erwartung, dass durch die Reduzierung von Puffern mehr
Kosten eingespart werden können als Kosten durch häufigeres Umrüsten der Produkti-
onsanlagen entstehen [BEA 2006]. Eine spezielle Ausprägungsform einer JIT ist das Kan-
ban-Prinzip, das bereits in den 50er Jahren beim Automobilhersteller Toyota erstmals
eingeführt und das nach der in diesem Prozess benutzten Anforderungskarte benannt
wurde [BEA 2006].
4.4 Netzwerkvoraussetzungen
Durch den Wechsel zu einem Build-to-Order-System werden nicht nur interne Prozesse
verändert, sondern ebenfalls die Beziehungen zu den Lieferanten innerhalb der Supply
Chain vor neue Herausforderungen gestellt. Wenn die Lieferanten nicht in der Lage sind,

Klassifizierung von Build-to-Order Produkten
83
die Prozesse ausreichend zu unterstützen, ist ein Build-to-Order-System zum Scheitern
verurteilt.
4.4.1 Build-to-Order-Netzwerkklassifizierung
Bevor auf die Lieferantenvoraussetzungen und deren Netzwerke eingegangen wird, las-
sen sich aufgrund ihrer Form einige Netzwerktypen als ungeeignet aussortieren. Wie in
Kapitel 2.2.4 definiert, werden Produktionsnetzwerke in fünf Typen eingeteilt. Für die
Gestaltung von Build-to-Order-Netzwerken sind Stabilität und die Höhe der Zusammen-
arbeit neben Ausdehnung und dem Maß der Kundenintegration die wichtigsten Merk-
male.
Abbildung 40: Klassifizierung von Build-to-Order-Netzwerken
So sind temporäre Netzwerke (z.B. Projektnetzwerke), die sich pro Produktanlauf neu
zusammenstellen, in hohem Maße durch Abstimmung geprägt und sind bis in die zwei-
te oder dritte Lieferantenebene schwer beherrschbar. Eine Stabilität des Netzwerks so-
wie eine längerfristige Zusammenarbeit findet sich nur in hierarchisch-stabilen Ketten
und Hybridfertigungsnetzwerken (vgl. Abbildung 40). Wobei letztere durch Massenferti-
gung geprägt sind und als klassische Build-to-Stock-Produzenten gelten. Für die Produk-
tion in einem Build-to-Order-Umfeld eignen sich am besten hierarchisch-stabile Ketten.
4.4.2 Flexibilität im Lieferantennetzwerk
Bei der Flexibilität im Lieferantennetzwerk sprechen Abdelkafir und Blecker von einer
Supply Chain Readiness als kritischem Erfolgsfaktor [BLE 2006b]. So erfordert ein Build-
to-Order-Netzwerk einen größeren und schnelleren Wissenstransfer entlang der Kette.

Klassifizierung von Build-to-Order Produkten
84
Dies bedeutet, dass den Lieferanten sowohl Wissen über die zu liefernden Komponen-
ten und deren Verwendung im Endprodukt zugänglich gemacht werden muss als auch
das Wissen über die Wünsche und Bestellungen des Endkunden, um eine Optimierung
der Lieferanten Supply Chain zu ermöglichen [BAU 2006]. Vertrauen wird zu einem
wichtigen Faktor innerhalb der Partnerschaft [CAD 2002]; [PIL 2000]. Nach Reichwald
gibt es fünf Formen der Leistungsintegration von Lieferanten (Abbildung 41).
Abbildung 41: Stufen der Lieferantenintegration in die kundenspezifische Leistungserstellung,
erweiterte Darstellung nach [PIL 2000]
Bei einem erfolgreichen Build-to-Order Netzwerk kommt es auf die Lieferantenintegrati-
on an und wird nur mit Wertschöpfungspartnern, Multilateralen Mass Customization
Netzwerken und Produktionsspezialisten als Lieferanten Erfolg haben. Ist eine solche
Beziehung gegeben, profitieren die Unternehmen von reduzierten Materialkosten, ver-
besserter Qualität und kürzeren Entwicklungszeiten.
• Horizontale Kooperation mehrerer gleichberechtigter Unternehmengleicher oder verschiedener Wertschöpfungsstufen, die in gegenseitigerKooperation nach Vorbild eines virtuellen Unternehmenskundenspezifische Leistungen erbringen.
• Hohes Flexibilitätspotenzial und viele Möglichkeiten zur Nutzung undzum Aufbau unternehmensspezifischer Kernkompetenzen, starkesimultane Unterstützung von Mass-Customization; jedoch auch vieleSteuerungsprobleme.
MultilateraleMassCustomizationNetzwerke
• Einbezug in produkt- und unternehmensübergreifendeProzessentwicklung; Entwicklung ganzer Baugruppen und Module,langfristige und sehr enge Kooperationsbeziehung.
• Größtes Potenzial zur Komplexitätsreduktion• hohes Prozess- und Produktwissen des Zulieferers ermöglicht
Entwicklung und Fertigung individueller Komponenten.
• Kann einzelne Teile besonders effizient fertigen, teilespezifischeProzessintegration, auch Kanban- oder JIT-Fähigkeit.
• Komplexitätsreduktion durch Auslagerung von Produktionsstufen(Weitergabe von Individualisierungswünschen der Kunden) entsprichtFertigungsmodul aus Abnehmersicht.
Produktions-spezialist
• „Verlängerte Werkbank“, fertigt einzelne Teile genau nach Vorgabe,leicht austauschbarWirkung in erster Linie auf Kostenoption;
• Bezug von Standardteilen Nutzung von Preisvorteilen.Teilefertiger
Entwicklungs-partner
• Produktions- und Produkt-Know-how, Einbezug in F&E - Aktivitäten desAbnehmerskundenindividuelle Konstruktion.
• Auslagerung der Entwicklung schafft weitere Komplexitätsreduktion• Prozessinnovationen durch Zulieferer können Kostenoption verbessern.
Wertschöpf-ungspartner
Build-to-Order-Partner
Engineer-to-Order-Partner
Build-to-Order-Partner
Build-to-Stock-Partner

Klassifizierung von Build-to-Order Produkten
85
4.4.3 Bestand in der Kette
Ergänzend zu der Reduzierung der Materialkosten und der verbesserten Qualität ist die
Vermeidung und Reduzierung von Lagerbeständen ein wichtiger Aspekt bei der Gestal-
tung von Build-to-Order-Netzwerken. Eine Produktion nur nach Kundenaufträgen redu-
ziert Bestände auf Sicherheitsbestände und drückt die Bestandsreichweiten. In der Supp-
ly Chain Excellence Studie von ATKearney in 2009 ist ein Trend für 2013 erkennbar,
nachdem in nahezu allen Branchen die Bestandsreichweiten für Fertigwaren und Halb-
fertigprodukte weiter zurückgehen.
Abbildung 42: Entwicklung Bestandsreichweiten [ATK 2009]
Allerdings lassen sich Bestände nicht komplett vermeiden. Dies gilt sowohl in Bezug auf
die fertigen Produkte als auch für Bauteile und Komponenten. Bei Liefernetzwerken, die
auf Grundlage der vom Kunden akzeptierten Wunschlieferzeit ausgelegt sind, sind Stel-
len im Netzwerk, an denen Bestände vorhanden sein müssen und wo sie vermieden
werden können, entscheidend. So gliedert sich eine Kette in einen kundenauftragsspezi-
fischen Build-to-Order und einen auftragsneutralen Build-to-Stock-Bereich, die durch
eine Auftragsentkopplungsgrenze (BTO/BTS Grenze) geteilt sind (vgl. Abbildung 43).
34,0% 29,4% 28,1% 27,9% 26,0%
21,0%16,7% 14,3% 8,5% 7,0%
59,0%
54,9%47,0%
47,7% 45,9%
1993 1998 2003 2008 2013
Rohstoffbestand
Halbfertigprodukte
Fertigwaren
-11%
-11%
-6%-6%
114,0%
101,0%
89,4%84,1%
78,9%
Entwicklung der Bestandsreichweiten(Tage in Bezug zum Netto-Umsatz)

Klassifizierung von Build-to-Order Produkten
86
Abbildung 43: Build-to-Order/Build-to-Stock-Grenze im Netzwerk
Um Versorgungssicherheit zu gewährleisten, ist es in einem so eingeteilten Netzwerk
durchaus sinnvoll, an einigen Stellen der Supply Chain auf der Inbound-Seite die Bestän-
de höher zu haben als heute. Allerdings sind die Kosten der Lagerhaltung der Kompo-
nenten dort geringer als die der fertigen Produkte. Es müssen in diesem Zusammenhang
neue Regeln für die Kosten-Risiken-Aufteilung in der Kette zwischen Kunden und Liefe-
ranten definiert werden, da durch ein reines BTO-Produktionssystem vor allem die OEM
massive Kostenvorteile hinsichtlich Lagerhaltung der fertigen Produkte erzielen werden.
Entscheidend ist, ob hinter den Bauteilen oder Komponenten ein Kundenauftrag stehen
kann oder nicht.
4.4.4 Distribution in einem Build-to-Order-Netzwerk
Build-to-Order-Produkte stellen besondere Ansprüche an den Transport zwischen dem
Produktionsort und dem Endkunden. Ausgehend von der vom Kunden akzeptierten
Wartezeit ist hier der Zeitfaktor ausschlaggebend. Auch die Produktbeschaffenheit stellt
Anforderungen an die Logistik. So verlangt beispielsweise die Erstellung und Ausliefe-
rung eines individuellen Hauses andere logistische Leistungen als die eines kundenindivi-
duellen Schuhs.
Unterschieden wird hierbei, ob das herstellende Unternehmen den Transport selbst
durchführt oder ob es Logistikdienstleiter mit dieser Aufgabe beauftragt. Eine ständig

Klassifizierung von Build-to-Order Produkten
87
wachsende Beachtung hinsichtlich des Distributionskonzeptes kommt in jüngster Zeit so
genannten Third und Fourth Party Logistics Providern (4PL-Providern) zu, die nicht nur
den Transport, sondern weitere zusätzliche Aufgaben wie beispielsweise Lagerung, Um-
schlag und andere Serviceleistungen durchführen. Von 4PL-Providern ist dann die Rede,
wenn der Dienstleister die gesamte Supply Chain koordiniert und mit anderen Unter-
nehmen verbindet. Er agiert dabei als eine Art Administrator innerhalb dieses Netzwerks
[HER 2005].
4.5 Zusammenfassung der Voraussetzungen
Bei kundenauftragsorientierten Build-to-Order-Netzwerken kommen die höchsten An-
forderungen dem Daten- und Prozessmanagement aller Parteien zu. Neben der Prozess-
flexibilität kommt dem Produkt und dessen Ausprägung bei der Betrachtung eine eben-
so wichtige Rolle zu. Angefangen von der Wettbewerbssituation, bei der sich ein Unter-
nehmen auf die kundenauftragsorientierte Produktion einstellen muss, sind es vor allem
die Produktvoraussetzungen, die erfüllt werden müssen, um für ein BTO-Netzwerk ge-
eignet zu sein. Beispielsweise werden in einem BTO-Produktionssystem Fahrzeuge erst
produziert, nachdem ein Kundenauftrag vorliegt. Das bedeutet, dass nicht mehr auf
Basis von Prognosen produziert wird und die glättende Wirkung des Prognosesystems
entfällt. Das Produktionssystem ist somit den Schwankungen des Marktbedarfs ausge-
setzt. Ein BTO-Produktionssystem muss in der Lage sein, sich diesen Schwankungen an-
zupassen. Flexibilität in der Produktion sowie in der Organisation sind daher die Grund-
voraussetzungen für die Realisierung eines erfolgreichen BTO-Produktionssystems. Dies
gilt vor allem für hierarchisch-stabile Ketten und Hybridfertigungsnetzwerke, die neben
der Stabilität auch ein hohes Maß an Zusammenarbeit, aber auch starke Kundenintegra-
tion vereinen. Voraussetzungen, die für Prozesse zur Gestaltung von Build-to-Order-
Netzwerken notwendig sind.

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
88
5. Modell zur Gestaltung von Build-to-Order Produktions-
netzwerken
Ausgehend von den in Kapitel 4 definierten Klassifizierungen von Build-to-Order-
Produkten und Anforderungen an Netzwerke gliedert sich das Kapitel 5 in sechs Unter-
kapitel. Setzt man eine Wertschöpfungskette vom ersten Lieferanten, der Gewinnung
der Rohstoffe, bis zur Auslieferung des fertigen Endprodukts eines OEM an den End-
kunden voraus, so ist ein durchgängiges BTO nur in sehr wenigen Einzelfällen möglich.
Für die Gestaltung von Build-to-Order-Netzwerken sind daher der Wartezeitraum des
Endkunden und die Ausrichtung aller möglichen Prozesse auf das Erfüllen dieser Kun-
denanforderung maßgeblich. Hierzu ist zu Beginn ein Modellrahmen mit Kerngestal-
tungselemente, die bei einem Build-to-Order-Netzwerk entscheidend sind, zu definieren,
die dann zu einem Prozessmodell zusammen zu setzen sind. Aufbauend darauf, sind in
Schritt 1 und 2 Kundenwunschwartezeit sowie die logistische Produktstruktur zu ermit-
teln. Bevor im letzten Schritt die tatsächlich maximal mögliche Ausdehnung des BTO-
Netzwerks definiert wird, ist in Schritt 3 festzustellen, wie die bestehende Netz-
werkstruktur ist.
Abbildung 44: Vier Schritte zur Gestaltung von BTO-Netzwerken

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
89
5.1 Modellrahmen für Build-to-Order-Netzwerke
Der Modellrahmen stellt die Basis für das Vorgehen zur Gestaltung von Build-to-Order-
Netzwerken dar. Neben den reinen Kerngestaltungselementen sind auch deren Verbin-
dung sowie Abhängigkeiten zueinander zu definieren.
Abbildung 45: Modellrahmen für Build-to-Order-Netzwerke
Grundsätzlich sind in einem BTO-Netzwerk drei Kerngestaltungselemente zu unter-
scheiden:
1. Das BTO-Element – Kundenauftragsspezifische Produktion
2. Das BTS-Element – Kundenauftragsneutrale Produktion
3. Transport – Die beiden zuvor genannten Elemente werden durch Transporte mit-
einander verknüpft
Abbildung 46 stellt eine hierarchisch stabile Kette, aufgebaut aus BTO- und BTS- Ele-
menten, dar. Diese Elemente beziehen sich in erster Linie auf Standorte, sind aber nicht

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
90
auf diese beschränkt oder durch diese eingegrenzt. In der Praxis können an einem
Standort auch beide Elemente (BTO und BTS) zu finden sein.
Abbildung 46: Beispieldarstellung eines BTO-Netzwerks
Für die Definition der Kernelemente spielt dies eine untergeordnete Rolle. Erst bei der
Aufstellung des Prozessmodells wird dieser Aspekt entscheidend. Kunden und Händler
generieren die Aufträge und stellen den Beginn des Build-to-Order-Netzwerks und
gleichzeitig die Abgrenzung des Gestaltungsrahmens dar.
5.1.1 Kerngestaltungselemente
Die Beschreibung der Gestaltungselemente basiert auf den Grundprozessen des SCOR-
Modells (Kapitel 2.2) SOURCE-MAKE-DELIVER. Abweichend hiervon ist für die Gestal-
tung von kundenauftragsspezifischen Netzwerken der Return Prozess zweitrangig und
wird deshalb an dieser Stelle nicht betrachtet.
Zur genaueren Betrachtung des physischen Materialflusses müssen Source (Warenein-
gang, Lagerung, Versorgung), Make (Produktion) und Deliver (Warenausgang) prozess-
technisch erfasst werden. Des Weiteren ist die Einhaltung der Kundenwunschwartezeit,
also die zeitliche Komponente, zu berücksichtigen. Daher sind neben dem physischen

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
91
Materialfluss auch die zeitliche Komponente des Informationsfluss, wie z. B. das Auf-
tragsmanagement und der Rückfluss der Informationen zum Auftraggeber, notwendig.
Für die Kerngestaltungselemente BTO und BTS sind demnach folgende Einzelelemente,
die aus zeitlicher und Materialflusssicht zu betrachten sind, relevant:
• Wareneingang BTO- und BTS-Teile
• Lagerung BTO- und BTS-Teile
• Produktionsversorgung und Betriebsmittel bereit stellen
• BTO-Produktion
• BTO-Sequenzierung
• Warenausgang BTO
• Auftragsabwicklungsprozess
5.1.2 Kerngestaltungselement Build-to-Order
In einem BTO-Netzwerk kommt dem Prozesselement BTO natürlich die größte Bedeu-
tung zu. Es ist das wichtigste Element und ist nach dem Transport zum Endkunden der
erste Baustein in einer Kette von Prozesselementen. Werden die zuvor definierten Ein-
zelelemente in einem Kerngestaltungselement zusammengefasst, ergibt sich für das
Prozessmodell, das Build-to-Order-Kerngestaltungselement wie in Abbildung 47 darge-
stellt.
Abbildung 47: Prozesselemente des Kerngestaltungselements BTO
Jedes dieser Einzelelemente hat Einfluss auf die gesamtheitliche Auslegung des Netz-
werks, da sie erfahrungsgemäß die meiste Zeit benötigen und im Auftragsdurchlauf die
meisten Kosten verursachen. Jedes der Einzelelemente soll in den nächsten Unterkapi-
teln beschrieben werden.
Produktions-versorgung
BTO-Produktion
BTO-Sequenzierung
WareneingangBTS
WareneingangBTO
LagerungBTS
LagerungBTO
Waren-ausgang
BTO
Auftragsabwicklung
Informations- und Kommunikationssystem

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
92
5.1.2.1 Wareneingang für BTO- und BTS-Teile
Das erste Element des BTO-Kernelements, der Wareneingang, hat zwei Ausprägungen.
Es wird unterschieden zwischen einem Wareneingang von kundenspezifischen Bauteilen
und kundenunspezifischen Bauteilen. Dieser Unterschied berücksichtigt, dass kunden-
spezifische Bauteile vom Lieferant in einer Sequenz angeliefert werden und somit erhöh-
te Sorgfalt benötigen. Neben der Sorgfalt und einem hohen Maß an Qualität haben
kundenspezifische BTO-Teile eine aufwendigere Warenannahme. Da meist nur ein ge-
ringer Sicherheitsbestand zur Verfügung steht, um einen Bandstillstand auf Grund von
Versorgungsproblemen zu vermeiden, ist eine sofortige Rückmeldung an das Produkti-
onssystem notwendig. Dem gegenüber haben kundenunspezifische Bauteile eine höhe-
re Reichweite und die Bestände sind demzufolge höher. Die Unterscheidung zwischen
den beiden Ausprägungen ist dahin gehend wichtig, da die benötigte Zeit teilespezifisch
stark differiert.
5.1.2.2 Lagerung BTO- und BTS-Teile
Nach dem Wareneingang ist das nächste Element des BTO-Kernelements die Lagerung.
Auch hier gibt es einen Unterschied zwischen einem kundenspezifischen und einem
kundenunspezifischen Bauteil. Kundenunspezifische Bauteile werden nach Varianten
getrennt in Lägern bereitgestellt. Demgegenüber sind kundenspezifische Teile sinnvoll-
erweise nahe dem Verbauort zum Teil schon in kundenspezifischen Sequenzen bereitzu-
stellen. Der entscheidende Unterschied ist neben der zeitlichen Komponente vor allem
die kapazitive. Kundenspezifische Bauteile müssen im direkten und sofortigen Zugriff
sein und sind in der Praxis meist in der Nähe der Verbauorte. Gerade dort sind die Flä-
chen nicht immer ausreichend dimensioniert.
5.1.2.3 Produktionsversorgung
Neben der Bereitstellung der Betriebsmittel ist die Versorgung der Montagebänder
ebenfalls Inhalt des BTO-Kernelements. Weiter setzt sich das Element aus der Auslage-
rung aus BTS- und BTO-Lägern und dem innerbetrieblichen Transport zu Montageplät-
zen zusammen. Hier ist wiederum die zeitliche Komponente die entscheidende.
5.1.2.4 BTO Produktion
Die Produktion von BTO-Bauteilen ist der Kernprozess bei einem BTO-Kernelement. Er
beinhaltet zur Vereinfachung die gesamte Produktion einschließlich Vormontagen. In

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
93
dieser Betrachtungsweise ist wieder die zeitliche Komponente entscheidend, also die
Fertigungsdurchlaufzeit, die ein Produkt allein für die Produktion benötigt. Beispielswei-
se ist dies die Zeit, die ein Fahrzeug vom Eingang in die Montage bis zur Endkontrolle
benötigt. Eine weitere Detaillierung ist nur dann relevant, wenn es sich bei den Produk-
tionseinheiten um eine Mischung von BTO- und BTS-Produktionen handelt. Bei solchen
hybriden Produktionen ist es ratsam, den Standort in zwei Bereiche aufzuteilen. So sind
in dem Modell zur Gestaltung von BTO-Netzwerken, die BTO- und die BTS-Komponente
parallel und getrennt voneinander zu betrachten. Die Definition, welche der Komponen-
ten auszuwählen ist, basiert auf dem produzierten Produktspektrum (siehe Kapitel 5.4.).
Informationstechnisch sind hier Informationen an die Kette zu übermitteln, so dass es
weder Stillstände, Produktionsverzögerungen noch Produktionsprobleme gibt.
5.1.2.5 BTO-Sequenzierung
Der Baustein der Sequenzierung ist vor allem bei Lieferanten entscheidend, die kunden-
individuelle Bauteile an nachfolgende BTO-Elemente liefern. Dies kann bei hohen Varian-
ten eine Just-In-Sequenz (JIS), aber mindestens eine Just-In-Time Lieferung sein. Diese
Vorbereitung ist aus zeitlichen Gründen zu berücksichtigen.
5.1.2.6 Warenausgang BTO
Der Warenausgang BTO stellt die Schnittstelle zum nächsten Baustein dar. Die Anbin-
dung kann verständlicherweise nur an ein weiteres BTO-Element erfolgen. Neben dem
Gefahrenübergang, wenn sich beide Elemente nicht im gleichen Unternehmen befin-
den, sind hier Informationen an die Kette zu senden, dass die erwarteten Bauteile tat-
sächlich zum nächsten Element unterwegs sind.
Abweichend von den Standard BTO-Elementen kann der letzte Baustein in einer BTO-
Kernelementenkette, wenn nur noch der Endkunde selbst der Abnehmer ist, anders ge-
staltet sein. In diesem Fall holt der Kunde sein Produkt selbst ab. Dies ist im Falle der
Automobilindustrie wie bei der BMW-Welt in München oder bei VW in der Autostadt
möglich. Zum anderen werden auch Zwischenhändler direkt beliefert. Hier stellt sich das
Element Sequenzierung des letzten BTO-Prozesselements in der Kette, beispielsweise ein
Endmontagewerk eines Automobilwerks, mit dem gleichen Stellenwert dar, wie bei ei-
nem Lieferanten gegenüber seinem Kunden.

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
94
5.1.2.7 Auftragsabwicklung im BTO-Kernelement
Parallel zum physischen Materialfluss spielt die Auftragsabwicklung, gerade bei kunden-
auftragsspezifischer Produktion, eine große Rolle. Für stabile Netzwerke von varianten-
reichen Serienfertigern wird von einem reinen Build-to-Order-Konzept, das Kundenauf-
tragskonstruktionen wie DTO und ETO ausschließt, ausgegangen (vgl. Kapitel 2.3.3).
Bevor auf den Auftragsabwicklungsprozess eingegangen wird, ist eine für die Gestal-
tung von Build-to-Order-Netzwerken grundlegende Unterscheidung der Aufträge zu
machen. Aufträge werden nicht klassisch nach ihrer Priorität, Durchlaufzeit oder des
bevorzugten Kunden unterschieden, sondern hinsichtlich der Zeit, die der Kunde bereit
ist zu warten.
5.1.2.7.1 Unterscheidung von Aufträgen
Für ein Build-to-Order-Netzwerk gibt es drei wesentliche Unterscheidungen (vgl. Abbil-
dung 48): kurzfristige, auf die Kundenwartezeit ausgelegte Aufträge, langfristige Kun-
denaufträge, die den Kundenwunschwartezeitpunkt überschreiten und Bulk-Aufträge,
die eine Sonderform der langfristigen Aufträge sind [MAN 2008].
Abbildung 48: Unterscheidung von Aufträgen in einem Build-to-Order-System
Die Unterscheidung basiert auf der minimalen und maximalen Bereitschaft des Kunden
auf sein Produkt zu warten. Unterschieden wird zwischen Aufträgen, die sich innerhalb
des Wunschwartezeitfensters (vgl. Kapitel 5.3) des Kunden befinden und solchen, bei
denen der Kunde bewusst von der Zeit abweicht.
Wunschwartezeitfenster des Kunden
Zeit
Aufträge
Bulk-Aufträge
Langfristige Aufträge
Kurzfristige Aufträge
Minimale Wartezeit
MaximaleWartezeit

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
95
• Kurzfristige, auf die Kundenwartezeit ausgelegte Aufträge, sind Aufträge,
die ein vom Kunden definiertes Wartezeitfenster einhalten und somit als Gestal-
tungselement des Netzwerks dienen.
• Langfristige Kundenaufträge sind Aufträge, die außerhalb des vom Kunden
definierten Wartezeitfensters sind und somit nicht zur Gestaltung des
BTO-Netzwerks beitragen.
• Bulk-Aufträge unterscheiden sich von langfristigen Aufträgen dadurch, dass sie
die selbe Variantenausprägung in hoher Stückzahl haben (z. B. SIXT in der Auto-
mobilbranche oder Großaufträge in anderen Branchen).
Die kurzfristigen Aufträge geben den Gestaltungsrahmen für Build-to-Order-Netzwerke
vor, da sie die höchsten Ansprüche an eine zeitgerechte Produktion der End- und Vor-
produkte stellen. Langfristige Aufträge sowie Bulk-Aufträge sind weniger zeitkritisch
und können bei Bedarf zur Glättung und Optimierung von Kapazitäten herangezogen
werden. Langfristige Aufträge, die ihren Liefertermin um ein Vielfaches später als das
Kundenwartezeitfenster haben, benötigen einen frühesten Produktionszeitpunkt, um
sicher zu stellen, dass der Kundenauftrag nicht produziert wird, obwohl der Kunde noch
Änderungen hat. Beispielsweise könnte der Kunde noch bis einen Monat vor Produkti-
onsbeginn die Fahrzeugfarbe ändern, nach diesem Termin nicht mehr. Dieser Zeitpunkt
kann mit dem letztmöglichen Änderungszeitpunkt des Kunden zusammenfallen und es
obliegt dem Unternehmen, wie viel Änderungsflexibilität es dem Kunden zugestehen
möchte. Hier ist eine Abwägung zwischen der maximalen Glättungsfähigkeit und der zu
gewährenden Kundenflexibilität zu treffen.
5.1.2.7.2 Auftragsabwicklungselemente im BTO-Kernelement
Neben den Aufträgen an sich kommt der Auftragsabwicklung ein wichtiger Aspekt zu,
da hier sehr viel Zeit durch eine zerklüftete IT-Struktur verschwendet wird. Besonders im
BTO-Kernelement sind hier die drei folgenden Prozesse zu unterscheiden:
• Auftragsbearbeitung
• Produktionsvorbereitung
• Auftragsreihenfolgeplanung

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
96
Inhalt im Prozess der Auftragsbearbeitung und Produktionsvorbereitung sind eine Vali-
dierung des Auftrags sowie die Prüfung der vorhandenen Ressourcen und Kapazitäten.
Sind alle Ressourcen und Kapazitäten vorhanden, wird der Auftrag in verschiedensten
Systemen zwischengespeichert. Die Länge der Speicherzeit ist abhängig von der Opti-
mierung des Produktionsprozesses. Somit können Aufträge für eine Stunde, aber auch
bis zu einem Tag oder mehr gespeichert sein, um die Produktion innerhalb des BTO-
Kernelements zu optimieren. Je länger dieser Zeitraum ist, je mehr Zeit verliert die Kette
für die Produktion der Baugruppen und Teileprodukte. Die so entstehende Auftrags-
sammlung wird durch die Auftragsreihenfolgeplanung in eine optimale Reihenfolge ge-
bracht und erst dann an das nächste BTO-Kernelement übermittelt.
Abbildung 49: Auftragsabwicklung im Kerngestaltungselement BTO
Die so entstehende kaskadierende Weitergabe von Auftragsbündeln ist abhängig von
der logistischen Produktstruktur (vgl. Kapitel 5.4). Da für die Gestaltung von Netzwerken
zum Teil mehrere Ebenen betrachtet werden müssen, sind kleine Schwankungen zu ver-
nachlässigen. Für die vereinfachte Darstellung wird in den nachfolgenden Prinzipdarstel-
lungen für alle drei Prozesse nur noch der Auftragsabwicklungsprozess als Ganzes dar-
gestellt.
5.1.3 Kerngestaltungselement Build-to-Stock
Nach dem BTO-Kerngestaltungselement ist das zweite Gestaltungselement, charakteri-
siert durch eine kundenneutrale Produktion, das BTS-Element. Wie bei dem BTO-
Element ist auch hier die Betrachtung des physischen Materialflusses Source (Warenein-
gang, Lagerung und Versorgung), Make (Produktion) und Deliver (Lagerung und Wa-
renausgang) prozesstechnisch zu betrachten. Die Einhaltung des Kundenwunschwarte-
zeitraums, der noch für die BTO-Komponente entscheidend war, ist hier nicht mehr re-
Produktions-versorgung
BTO-Produktion
BTO-Sequenzierung
WareneingangBTS
WareneingangBTO
LagerungBTS
LagerungBTO
Waren-ausgang
BTO
Informations- und Kommunikationssystem zur Auftragsverfolgung
Auftragsreihen-folgeplanung
Produktions-vorbereitung
Auftrags-bearbeitung

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
97
levant, da nicht der Endkundenauftrag zur Produktionssteuerung herangezogen werden
kann. Dies kann unter anderem daran liegen, dass Transportzeiten zu lange sind, aus
wirtschaftlichen Gründen große Lose gefahren werden müssen oder nur ein Produkt
hergestellt wird. Der nachfolgende BTS-Baustein (Abbildung 50) ist als Kundenentkopp-
lungspunkt in einem Build-to-Order-Netzwerk anzusetzen.
Abbildung 50: Kerngestaltungselement BTS
Abweichend kann die Grenze des Kundenentkopplungspunkts auch im BTS-Baustein
selbst liegen. Dies ist dann der Fall, wenn bei direkter Nachfolge eines BTO-Elements, in
einem BTS-Element auf Lager produziert und danach für die kundenspezifische Produk-
tion sequenziert wird (vgl. Abbildung 51: Hybrides Kerngestaltungselement BTS). Das
setzt voraus, dass der Kundenwunschwartezeitraum groß genug ist, damit den Aufträ-
gen noch Zeit für die Sequenzierung bleibt.
Abbildung 51: Hybrides Kerngestaltungselement BTS
In einem nach Kundenwunschwartezeit definierten Netzwerk können sich nach einem
BTS-Baustein nur noch weitere BTS-Bausteine befinden, da Lagerung und Produktion so-
wie alle nachgelagerten Prozesse zu viel Zeit konsumieren.
Produktions-versorgung
WareneingangBTS
LagerungBTS
Informations- und Kommunikationssystem
Waren-ausgang
BTS BTS-Lagerung
BTS-Produktion
Auftragsabwicklung
Produktions-versorgung
BTO-Sequenzierung
WareneingangBTS
LagerungBTS
Waren-ausgang
BTO
Informations- und Kommunikationssystem
Waren-ausgang
BTS BTS-Lagerung
BTS-Produktion
Auftragsabwicklung

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
98
5.1.3.1 Auftragsabwicklung im BTS-Kernelement
Der Auftragsabwicklungsprozess in einem BTS-Kernelement ähnelt dem des BTO-
Kernelements und unterteilt sich gleichfalls in drei Prozesse. Kerninhalte im Prozess sind
wiederum die Auftragsbearbeitung und Produktionsvorbereitung, sind eine Validierung
der Aufträge sowie die Prüfung der vorhandenen Ressourcen und Kapazitäten. Sind alle
Ressourcen und Kapazitäten vorhanden, wird der Auftrag in verschiedensten Systemen
gespeichert. Im Vergleich zum BTO-Element, wo es auf die Optimierung der Produkti-
onssysteme ankommt, ist beim BTS-Element auf eine wirtschaftliche Losgröße zu ach-
ten. Je länger demnach die Sammlung der Aufträge für die Losgröße in diesem Zeitraum
ist, je mehr Zeit verliert die Kette für die Produktion der Baugruppen und Teileprodukte.
Eine wirtschaftliche Losgröße ist nur außerhalb des Kundenwunschwartezeitraums mög-
lich, eine detaillierte Betrachtung nicht mehr relevant, da zeitlich die Zuordnung zu ei-
nem Endkundenauftrag nicht mehr möglich ist.
Abbildung 52: Auftragsabwicklung im hybriden Kerngestaltungselement BTS
5.1.4 Kerngestaltungselement Transport
Als drittes Kerngestaltungselement verbindet das Transportelement BTS- und BTO-
Elemente miteinander. Bei der Betrachtung des Transportelements ist es wichtig, wel-
ches Element mit welchem Element verbunden ist. Grundsätzlich kann in einem BTO-
Netzwerk von drei unterschiedlichen Fällen ausgegangen werden.
1. Transport zum Kunden
2. Transport zu einem BTO-Produzenten
3. Transport zu einem BTS-Produzenten
Produktions-versorgung
BTOSequenzierung
WareneingangBTS
LagerungBTS
Waren-ausgang
BTO
Informations- und Kommunikationssystem
Waren-ausgang
BTS BTSLagerung
BTS Produktion
Auftragsreihen-folgeplanung
Produktions-vorbereitung
Auftrags-bearbeitung

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
99
Der Transport zum Kunden und der Transport zu einem BTO-Produzenten unterscheidet
sich nur geringfügig und begründet sich darin, dass ein Kunde sein Produkt auch selbst
beim Produzenten abholen möchte. Eine Unterscheidung macht demnach nur Sinn zwi-
schen BTO- und BTS-Transporten.
Abbildung 53: Kerngestaltungselement Transport
Weiter spielt es bei der Betrachtung der Transporte keine Rolle, von welchem Standort
aus transportiert wird. Wichtig ist das Transportziel, da dieses Zielelement Anforderun-
gen an den Transport stellt. Somit ergibt eine Konsolidierung von BTS- und BTO-Teilen
zu einem BTO-Element, einen BTO-Transport, da BTO-Ladungen den zeitlichen und ka-
pazitiven Rahmen vorgeben. Viele Logistik Service Provider (LDL) übernehmen immer
mehr Aufgaben wie Sequenzierung oder Teileproduktion. In diesem Fall ist der klassi-
sche LDL ein BTO-Produzent und wird mit dem in Kapitel 5.1.1 definierten Gestaltungs-
element BTO beschrieben.
5.1.5 Definition der Abhängigkeiten und Schnittstellen
Nachdem zuvor die Kerngestaltungselemente BTO-, BTS- und das Transportelement de-
finiert wurden, beschäftigt sich dieses Kapitel mit den Abhängigkeiten der beiden Kern-
elemente BTO und BTS zueinander. Prinzipiell gibt es drei Verbindungsarten:
1. BTOBTO – Ein kundenindividueller Produzent liefert an einen weiteren
kundenindividuellen Produzenten
2. BTSBTO – Ein kundenneutraler Produzent liefert an einen
kundenindividuellen Produzenten
3. BTSBTS – Ein kundenneutraler Produzent liefert an einen weiteren
kundenneutralen Produzenten
Abbildung 54 zeigt vereinfacht, wie diese Elemente im Netzwerk positioniert sind. Zur
Gestaltung von BTO-Netzwerken ist vor allem die BTO-BTO sowie die BTS-BTO
Informations- und Kommunikationssystem
BTS-Transport
Informations- undKommunikationssystem
BTO-Transport

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
100
Beziehung von Bedeutung, da hier der Endkundenauftrag noch genutzt werden kann.
Die BTS-BTO stellt im dargestellten den Kundenentkopplungspunkt dar. Von einer wei-
teren Detaillierung der BTS-BTS Beziehung abgesehen, da diese Modell sich mit
Build-to-Order-Netzwerken beschäftigt.
Abbildung 54: Abhängigkeiten der Grundelemente
5.1.5.1 Zeitliche Abhängigkeiten und Informationsfluss
Abhängig von den zuvor definierten Gestaltungselementen und Beziehungen ergeben
sich zeitliche Abhängigkeiten. Bei klassischen BTO-BTO-Beziehungen ergeben sich für
die Einplanung der Aufträge unterschiedlich lange Zeitfenster. Diese sind abhängig von
der jeweiligen Produkt- und Produktionsart.
Abbildung 55: Zeitliche Abhängigkeiten in einem BTO-Element

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
101
Der zeitliche Ablauf wie in Abbildung 55 dargestellt, hat neben dem reinen Materialfluss
auch eine Zeiteinheit für die Auftragsabwicklung. Diese beinhaltet, wie in Kapi-
tel 5.1.2.7 erörtert, die Auftragsbearbeitung, die Produktionsvorbereitung und die Auf-
tragsreihenfolgeplanung.
Um ein durchgängiges System auszulegen, sind die Aufträge mit dem Endkundenbezug
schnell durch die Kette bis zum letzten BTO-Element zu transferieren. Wie in
Abbildung 56 beispielhaft dargestellt, sind die endkundenbezogenen Aufträge in einer
Auftragskaskade in das Netzwerk zu verteilen. Dies bedeutet, sobald das Montagewerk
seine Aufträge erhalten hat, wird durch sein ERP-System eine Stücklistenauflösung
(BOM= Bill of Material) durchgeführt und Abrufe für die 1. Ebene der BTO-Lieferanten
erzeugt. In diesem Fall erhält der Lieferant die Spezifizierung der Baugruppen oder Bau-
teile und ein Lieferfrist-Fenster. Sollen die Baugruppen oder Bauteile sequenziert für den
Zusammenbau geliefert werden, wird die Sequenz-Information dem Lieferanten nachge-
schickt.
Abbildung 56: Auftragskaskade in einem BTO-Netzwerk [MAN 2008]
Sobald die 1. Ebene an Lieferanten ihre Abrufe vom Montagewerk erhalten hat, führen
sie ihrerseits Stücklistenauflösungen durch. Diese Abrufkaskade geht bis zur BTO-BTS-
Grenze. Eine lange Wunschlieferzeit erlaubt es, sowohl dem Montagewerk als auch den

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
102
Lieferanten, ihre Personalkapazitäten abhängig von dieser Wunschwartezeit des Kunden
einzusetzen. Die eigene Produktion Tage im Voraus zu regulieren, die täglichen Arbeits-
stunden und Produktionsvolumina anzupassen und dann die kundenbezogenen Aufträ-
ge weiter in die Kette zu geben. Ein nahtloser Datenfluss über den ganzen Prozess der
Auftragskaskade, mit dem Versand von Aufträgen zu den Werken, Stücklisten-
auflösungen, Abrufen an die Lieferanten der 1. Ebene bis hin zur BTO-BTS-Grenze, muss
innerhalb kürzester Zeit geschehen, um den Lieferanten die Zeit zu geben, die sie für
ihre eigene Terminplanung und Optimierung benötigen. Je mehr Zeit in der Auf-
tragskaskade verloren geht, desto weniger Zeit bleibt dem Netzwerk für den Material-
fluss und zur internen Optimierung der einzelnen Akteure.
Lieferanten jenseits der BTO-BTS-Grenze, die nicht in der Lage sind, ihre Baugruppen
oder Bauteile innerhalb der Kundenwunschwartezeit zu liefern, werden zum
BTS-Lieferanten. In diesem Fall wird ein lieferantengesteuerter6 Bestand zwischen dem
Kunden und Lieferanten angewandt, um die Lagerung so schlank wie möglich zu ma-
chen und dem Lieferanten Flexibilität in der Optimierung seiner Produktion zu ermögli-
chen.
5.2 Prozessmodell für Build-to-Order-Netzwerke
Aus den einzelnen Elementen der vorherigen Kapitel lässt sich durch Verknüpfung ein
Prozessmodell zusammenstellen, das die einzelnen Akteure im Netzwerk und das Netz-
werk selbst darstellt (vgl. Abbildung 57). Der erste Baustein, die Verbindung zum Kun-
den, ist ein Transportelement. Für komplexe Produkte von variantenreichen Serienferti-
gern ist von BTO-Netzwerken auszugehen. Infolgedessen ist das erste Element ein BTO-
Element. Gefolgt von einem weiteren Transportelement können nun die ersten BTS-
Lieferanten zusammen mit den BTO-Lieferanten der zweiten Ebene anschließen. Die
Anzahl der Elemente ist beliebig und spiegelt die Komplexität der Produktstruktur wider.
6 Wird in der Literatur auch VMI (Vendor Managed Inventory) oder Supplier Managed Inventory (SMI)
genannt

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
103
Abbildung 57: Prozessdarstellung eines BTO-Netzwerks
Bei Unternehmen mit einer hohen Wertschöpfungstiefe oder langen Lieferzeiten in Be-
zug auf die Kundenwunschwartezeit kann es auch nur ein BTO Element geben. Klassi-
sches Beispiel sind Werkstattfertiger mit einer hohen Wertschöpfungstiefe. Das Resultat
aus dem Prozessmodell von Materialfluss und Informationsfluss ergibt eine zeitliche Ab-
stufung von der Auslieferung an den Kunden bis hin zu einer Grenze, bei welcher der
Kundenbezug nicht mehr möglich ist. Diese Struktur gilt für eine einfache BTO-Linie. In
einem Netzwerk gibt es davon eine Vielzahl und ist abhängig von der Produktstruktur.
Abbildung 58: Zeitliche Abhängigkeit in einem BTO-Netzwerk
5.3 Schritt 1: Ermittlung des Kundenwunschwartezeitraums
Die Aufstellung der Kernelement und der Verbindungen zueinander ergeben ein Pro-
zessmodell zur Gestaltung eines Build-to-Order-Netzwerks, das sich nur an dem Kun-
denwunsch orientiert. Um die richtige Entscheidung zu treffen, ist die Definition dieses
Kundenwunschwartezeitraumes der erste Schritt bei der Auslegung,. Wie im vorherigen
Kapitel aufgezeigt, definiert die Kundenwunschwartezeit die Anzahl der möglichen BTO-
Lieferant 2nd BTO
Lieferant 1st BTS
Informations- und Kommunikationssysteme
TransportEndmontage
1st BTO
Transport zum
Kunden
Lieferant 3rd BTO
Lieferant 2nd BTS
Transport
Auftragsabwicklung
Kundenwunschwartezeit

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
104
Kernelemente und damit verbunden die maximale Auslegung des Netzwerks. Die Ausle-
gung eines Build-to-Order-Netzwerkes muss deshalb grundsätzlich mit der Ermittlung
des Kundenwunschwartezeitraums beginnen. Wie in Kapitel 4.1.1 untersucht, ist die
Ermittlung der Kundenwunschwartezeit nur zusammen mit den Kunden durchführbar.
Tendenzen und Prognosen können aus den unterschiedlichsten Quellen stammen. Ne-
ben dem Zeitpunkt an sich, muss zudem ein Zeitpunkt definiert werden, bis zu welchem
der Kunde nicht zu einem Konkurrenten wechselt (vgl. Kapitel 2.4.1.4). Folglich gibt es
zwei zu betrachtende Zeitpunkte, um den Zufriedenheitsgrad der Kunden hoch zu hal-
ten und gleichzeitig ein Zeitfenster für die Auslegung von Netzwerken zu bekommen.
Die ideale Kundenwunschwartezeit ti markiert die minimale Zeit, die dem Netzwerk zur
Verfügung steht. Werden Produkte in kürzerer Zeit dem Kunden zur Verfügung gestellt,
wird sich der Zufriedenheitsgrad der Kunden nicht erhöhen, gleichzeitig verliert das
Netzwerk wertvolle Zeit für die Produktionsoptimierung.
Abbildung 59: Kundenzufriedenheitsgrad in Abhängigkeit der Zeit
Die zweite Abgrenzung ist der maximale Kundenwartezeit tm und gibt dem Netzwerk
die nötige Flexibilität, um auf Schwankungen zu reagieren. Die Grenzen sind abhängig
Zufriedenheitszeitraum ZKunde
Zuf
riede
nhei
tsgr
ad
Zeit
maximalerKundenwartezeitpunkt
ti tm
idealerKundenwunschwartepunkt
Frühbucherrabatte zur Vergrößerung des Zufriedenheitszeitraums
maximale Kundenwartezeit
ideale Kundenwunschwartezeit

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
105
vom Produkt und von der Kundenklientel. Die Zeit anschließend an tm sind Aufträge, die
als langfristige Aufträge definiert sind (vgl. Kapitel 5.1.2.7). Jenseits dieser Grenze hat
ein Unternehmen zudem die Möglichkeit „Frühbucherrabatte“ einzuräumen, um Kun-
den, die nicht auf die Kundenwunschwartezeit fixiert sind, längere Lieferzeiten mit glei-
chem Zufriedenheitsgrad zu eröffnen und somit den Zufriedenheitszeitraum zu vergrö-
ßern. Die Intensität, mit der das Unternehmen eine solche Maßnahme nutzt, ist abhän-
gig von organisatorischen Wünschen der Geschäftsleitung und Marketingaspekten, wie
z. B. verkaufsfördernden Maßnahmen. ZKunde=tm −
Der Zufriedenheitszeitraum ZKunde gibt die ideale bis maximale Bereitschaft des Kunden
an, auf sein Produkt zu warten, ohne sich von dem Unternehmen abzuwenden oder
seinen Kaufwunsch zurückzuziehen und dient als Flexibilitätskorridor bei der Auslegung
von BTO-Netzwerken.
5.4 Schritt 2: Ermittlung der logistischen Produktstruktur
Nach der Definition der Zufriedenheitsraums ist für Schritt 2 zur Gestaltung von BTO-
Netzwerken, das Produkt und die Struktur selbst zu betrachten. Wenn die grundlegen-
den Voraussetzungen aus Kapitel 4.2, wie der Zeitpunkt und die Integrationstiefe des
Kunden sowie Produkte aus dem Bereich der Industriegüter oder der „Speciality
Goods“, die im Weiteren aus dem Bereich des Produktgeschäfts und des Systemge-
schäfts kommen, geschaffen sind, ist nun die logistische Produktstruktur zu untersu-
chen.
5.4.1 Produktklassifizierung für den Einsatz in BTO-Netzwerken
Die Produktklassifizierung kann erfahrungsgemäß aus Stücklisten ermittelt werden. Hier
sind die in ein Endprodukt oder eine Baugruppe eingehenden Erzeugnisse (Baugruppen
oder Einzelteile) hinterlegt (vgl. Kapitel 2.4.2). Hieraus ergibt sich eine Darstellungsform
(Abbildung 60), die Baugruppe von Bauteilen trennt und gleichzeitig die Erzeugnisstufe
darstellt.

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
106
Abbildung 60: Beispiel einer grafischen Darstellungsform einer Erzeugnisstruktur, eigene Dar-
stellung in Anlehnung an [WIE 2008b]
Nimmt man nun die Zeit hinzu, das wichtigste Kriterium zum Auslegen von BTO-
Netzwerken, ist ein Betrachtungswinkel in Bezug auf Eigenfertigung und Kaufteile ein-
zunehmen. Diese Einteilung ist entscheidend, da sie die Grenze zur nächsten Tierstufe
darstellt.
Abbildung 61: Einteilung der Erzeugnisstruktur in Kaufteile (K), Fertigung (F) und Montage (M)
Weiter ist eine Einteilung der Eigenfertigung in Montage und Fertigung vorzunehmen,
da auch hier die Zeitkomponenten der Prozesse ausschlaggebend sind. Abbildung 61
zeigt eine solche Einteilung, basierend auf der Erzeugnisstruktur aus Abbildung 60.
Erzeugnis-
stufe 3
Erzeugnis-
stufe 2
Erzeugnis-
stufe1
Endprodukt Erzeugnis 1
Bauteil 1 Baugruppe 1
Baugruppe 1.1
Bauteil 1.1.1 Bauteil 1.1.2
Bauteil 1.1 Baugruppe 1.2
Bauteil 1.2.1 Bauteil 1.2.2
Baugruppe 2
Bauteil 2.1 Bauteil 2.2
Erzeugnis-
stufe 3
Erzeugnis-
stufe 2
Erzeugnis-
stufe1
Endprodukt Erzeugnis 1
Bauteil 1 Baugruppe 1
Baugruppe 1.1
Bauteil 1.1.1
Bauteil 1.1.2
Bauteil 1.1 Baugruppe 1.2
Bauteil 1.2.1
Bauteil 1.2.2
Baugruppe 2
Bauteil 2.1 Bauteil 2.2K
K K K K
K K
M
M
FF
MM

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
107
Abbildung 62: Produkt-Prozess-Zuordnung
Bezogen auf die Kerngestaltungselemente bilden die Eigenfertigungsteile, wie in
Abbildung 62 dargestellt, die Grundlage für den ersten Produktionsbaustein und bein-
halten das Endprodukt sowie Bauteile und Baugruppen aus drei Erzeugnisstufen. Eine
Einteilung in BTO-BTS ist zu diesem Zeitpunkt nicht möglich, daher wird für die Akteure
im Netzwerk eine Darstellung in Ebenen gewählt.
5.4.2 Produktspezifische Zeiteinheiten je Kerngestaltungselement
Für die maximale Ausdehnung eines Build-to-Order-Netzwerkes sind in erster Linie die
Kaufteile verantwortlich. Die Einteilung in Fertigung und Montage hat darüber hinaus
noch den entscheidenden Vorteil, dass erkennbar wird, in welche nächsten Wertschöp-
fungsschritte das eingekaufte Material eingeht. Die Einteilung in Kaufteile und Fertigung
bzw. Montage hat den Hintergrund, dass die Zeiteinheiten der eigenen Erzeugnisse be-
zogen auf die Kerngestaltungselemente Auftragsabwicklungsprozess, Wareneingang
BTO/BTS, Lagerung BTO/BTS, Produktionsversorgung, BTO/BTS-Produktion, BTO/BTS-
Sequenzierung und Warenausgang BTO/BTS (Kapitel 5.1.5.1) ermittelbar sind.
Lieferant 2nd Ebene
Lieferant 2nd Ebene
Information und Kommunikation
TransportTransport
zum Kunden
Lieferant 3rd Ebene
Lieferant 3rd Ebene
Transport
Auftragsabwicklung
Kundenwunschwartungszeit
Endmontage1st Ebene
Erzeugnis-
stufe 2
Erzeugnis-
stufe1
Endprodukt Erzeugnis 1
Bauteil 1 Baugruppe 1
Bauteil 1.1
Baugruppe 2
Bauteil 2.1
M
M
FF
MM
End-kunde

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
108
Abbildung 63: Zeitermittlung pro Element
Diese Zeiteinheiten der ersten Ebene K1 geben Aufschluss darüber, ob BTO im Netzwerk
überhaupt möglich ist. Wenn sich aus der Aufnahme der Daten beim ersten Unterneh-
men ergibt, dass der Auftragsabwicklungsprozess At sowie Produktions- und Logistikzei-
ten (Pt, Lt) länger sind als der maximale Kundenwartezeit tm, ist eine Ausdehnung der
Aufnahme unnötig. > + +
Erfahrungsgemäß ist dies bei Unternehmen mit sehr hoher Wertschöpfungstiefe der Fall.
Bei den meisten variantenreichen Serienfertigern mit hohem Montageanteil und gerin-
gem Fertigungsanteil ist die Gesamtzeit pro Element jedoch um ein Vielfaches geringer
als der maximale Kundenwunschwartezeitpunkt. Für die Auslegung ist eine Zeitermitt-
lung für jedes Element in der Kette durchzuführen.
5.4.3 Einteilung der Erzeugnisstruktur nach Wichtigkeit
Im Allgemeinen sind alle Produkte wie Erzeugnisse, Baugruppen und Bauteile, die aus
dem Bereich der Industriegüter sowie der „Speciality Goods“ und die im Weiteren aus
dem Bereich des Produktgeschäft und des Systemgeschäfts kommen, Produkte, die für
eine Build-to-Order-Produktion in Frage kommen (vgl. Kapitel 4.2.4). Vornehmlich sind
Produkte von variantenreichen Serienfertigern mit einer großen Anzahl von Baugruppen
und Bauuntergruppen über mehrere Erzeugnisstufen verteilt. Für die Zeitermittlung für
jedes Element in der Kette ist es deshalb notwendig, Schwerpunkte zu bilden, um we-
Erze
ugnisstu
fe 1
Erze
ugnisstu
fe 2
Erze
ugnisstu
fe 3
Klass
ifizie
rung
Aufta
gsabw
icklu
ngspro
zess
War
enei
ngan
g für
Teile
Lager
ung Tei
le
Produkt
ionsv
erso
rgung
Pro
dukt
ion
Seq
uenzie
rung
War
enau
sgan
g
Produkt
ionss
pezifi
esch
e
Zeite
inheit
pro
Gesta
ltungse
lemen
t
Bauteil 1 M 100 23 200 56 34 23 133 569Baugruppe 1 M 110 32 300 70 100 50 220 882
Baugruppe 1.1 K Bauteile 1.1.1 KBauteile 1.1.2 K

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
109
sentliche Produkte und Teilprodukte von weniger wesentlichen zu trennen. Ausgehend
von der Erzeugnisstruktur und der Einteilung in Fertigung, Montage und Kaufteil wird
auf die klassische ABC-Analyse zurückgegriffen. Hier werden Mengen und wertmäßiger
Anteil in ein Verhältnis gebracht. Diese Analyse dient in erster Linie dazu, die nächsten
BTO/BTS-Elemente zu definieren und zur Vorbereitung für Schritt 3. Wie in Abbildung
64 dargestellt, werden nach der Klassifizierung als Kaufteil, der Materialwert und die
Verteilung ermittelt.
Abbildung 64: Produkteinteilung
Abweichend von der klassischen ABC-Analyse sind noch die Varianten zu betrachten.
Dies hat den Hintergrund, dass aufgrund hoher Varianten eines Produkts die Potenziale
bezüglich einer BTO-Zuordnung am größten sind, denn gerade bei variantenreichen
Produkten sind die Bestandskosten hoch. Resultierend aus dieser Betrachtung entsteht
eine Vorgehensreihenfolge, die vor allem bei komplexer Erzeugnisstruktur die Baugrup-
pen und Bauteile, die beschafft werden müssen, in einen wertgerechten Ablauf bringt.
5.5 Schritt 3: Feststellung der Akteure im zu betrachtenden Netz-
werk
Die in Schritt 2 erzeugte Vorgehensreihenfolge der Erzeugnisstruktur hat noch keine
Zuordnung zu Lieferanten. Bevor die maximale Ausdehnung des Netzwerks definiert
wird, sind basierend auf dieser Struktur Transporte, insbesondere die Entfernungen so-
Erze
ugniss
tufe
1
Erze
ugniss
tufe
2
Erze
ugniss
tufe
3
Klassif
izier
ung
Verbr
auch
[J]
Wer
t pro
Teil [
€]
Mat
erial
wer
t [€/J]
Verte
ilung
ABC
Varian
ten
Vorgeh
ensre
ihen
folg
e
Bauteil 1 MBaugruppe 1 M
Baugruppe 1.1 K 299 322 96278 54% A 34 1Bauteile 1.1.1 K 180 89 16020 9% B 3 3Bauteile 1.1.2 K 2000 1,1 2200 1% C 1 8
Baugruppe 1.2 K 100 23 2300 5% B 4 5Bauteile 1.2.1 K 12 400 4800 3% B 10 6Bauteile 1.2.2 K 14 800 11200 6% B 15 4
Bauteil 1.1 F

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
110
wie die Produktionsstandorte der beteiligten Akteure zu untersuchen. Die in Kapitel 5.1
definierten Gestaltungselemente und deren Zeit- und Kapazitäts-betrachtungen dienen
dabei als Betrachtungsrahmen.
5.5.1.1 Zuordnung von Akteuren zur Erzeugnisstruktur
Aus der Vorgehensreihenfolge der Erzeugnisstruktur ist primär eine Zuordnung der Ak-
teure zu den Gestaltungselementen herzustellen. Wie in Abbildung 65 dargestellt, ist
dies auf Baugruppen sowie Bauteilebene durchzuführen. Dies kann auch übergreifend
über mehrere Erzeugnisstufen erfolgen. Entscheidend ist, dass ausgehend von der Vor-
gehensreihenfolge, die wichtigsten Produkte zugewiesen sind.
Abbildung 65: Zuordnung Akteure zu Gestaltungselementen
Über das Netzwerk hinweg, besonders ab der 2ten-Lieferantenebene kann dies auch
bedeuten, dass dieser Schritt kaskadierend bei den einzelnen Akteuren durchgeführt
werden muss. Die Arbeit stellt exemplarisch die Struktur für die ersten beiden Lieferan-
tenebenen dar.
Lieferant 2nd Ebene
Lieferant 2nd Ebene
TransportTransport
zum Kunden
Lieferant 3rd Ebene
Lieferant 3rd Ebene
Transport
Endmontage1st Ebene
Erzeugnis-
stufe 3
Erzeugnis-
stufe 2
Erzeugnis-
stufe1
Endprodukt Erzeugnis 1
Bauteil 1 Baugruppe 1
Baugruppe 1.1
Bauteil 1.1.1
Bauteil 1.1.2
Bauteil 1.1 Baugruppe 1.2
Bauteil 1.2.1
Bauteil 1.2.2
Baugruppe 2
Bauteil 2.1 Bauteil 2.2

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
111
Abbildung 66: Zuordnung Akteure zu Erzeugnisstruktur
Bevor mit der Feststellung der Logistikstruktur begonnen werden kann, sind die Auf-
tragsweitergabeprozesse zu den Lieferanten zu betrachten. Vordringlich ist hier auf die
Weitergabe der Informationen mit Bezug zum Endkunden zu achten. Bekommt ein Lie-
ferant aus Sicht seines Kunden, bezogen auf die von ihm zu produzierenden Teile, in
seinen Aufträgen einen Endkundenbezug mit, so ist er definitionsgemäß ein BTO-
Lieferant. Dies gilt beispielsweise für Modullieferanten in der Automobilindustrie.
5.5.1.2 Logistikstrukturen
Für die Transporte gilt ebenso wie für das BTO-Element der ersten Ebene die zeitliche
Komponente. Entscheidend sind die Logistikstrukturen der Akteure für Kaufteile im
Netzwerk. Nach der Vorgehensreihenfolge aus Kapitel 5.4.3 sind die regionalen Bedin-
gungen zu betrachten. Im Fokus stehen nicht die innerbetrieblichen Logistikprozesse,
vielmehr ist der Betrachtungsrahmen die Beförderung von Erzeugnissen von einem Ge-
staltungselement zu einem weiteren. In den Elementen sind die Grenzen zum einen der
Warenausgang zum anderen der Wareneingang. An den Erzeugnissen werden zwischen
diesen Grenzen keine wertschöpfenden Tätigkeiten durchgeführt. Somit sind nur Trans
Erze
ugniss
tufe
1
Erze
ugniss
tufe
2
Erze
ugniss
tufe
3
Klassif
izier
ung
Akteu
re
Verbr
auch
[J]
Wer
t pro
Teil [
€]
Mat
erial
wer
t [€/J]
Verte
ilung
ABC
Varian
ten
Vorgeh
ensre
ihen
folg
e
Bauteil 1 M A1Baugruppe 1 M
Baugruppe 1.1 K A2 299 322 96278 54% A 34 1Bauteile 1.1.1 K A4 180 89 16020 9% B 3 3Bauteile 1.1.2 K A5 2000 1,1 2200 1% C 1 8
Baugruppe 1.2 K A2 100 23 2300 5% B 4 5Bauteile 1.2.1 K 12 400 4800 3% B 10 6Bauteile 1.2.2 K 14 800 11200 6% B 15 4
Bauteil 1.1 F A1

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
112
port-, Umschlag7- und Lagertätigkeiten hinsichtlich der Kundenwunschwartezeit Be-
trachtungsgegenstand.
Abbildung 67: Einteilung des Gestaltungselements Transport
Um eine Einteilung in Transporte BTO oder Transporte BTS (Kapitel 5.1.4) abzuleiten, ist
die Lokalisation und die Transporte zu den Akteuren ausschlaggebend. Akteure im nä-
heren Umfeld der ersten Ebene Endmontage sind mit einer kürzeren Transportzeit zu
beaufschlagen als Akteure im weit entfernten Ausland. Hierbei spielt das Transportmittel
an sich eine zweitrangige Rolle. Aus Kostengesichtspunkten ist das Transportmittel Flug-
zeug im Vergleich zu einem LKW um ein Vielfaches teurer, aber zeitlich das schnellste.
Zieht man hingegen das Ladevolumen heran, ist ein Schiff dem LKW weit überlegen. Für
die Auslegung des Netzwerks ist die zeitliche Komponente entscheidend. Somit sind
neben dem eigentlichen Umschlag (Be- und Entladen) auch der Wechsel zwischen glei-
chen Verkehrsmitteln oder von Verkehrsträgern (z. B. von LKW auf Schiff oder Bahn)
sowie der Wechsel zwischen Handelsregionen für die Dauer ausschlaggebend (vgl. Ab-
bildung 68).
7 Umschlag: „Gesamtheit der Förder- und Lagervorgänge beim Übergang der Güter auf ein Transportmit-
tel, beim Abgang der Güter von einem Transportmittel und wenn Güter das Transportmittel wechseln.“
(DIN 30781-1)
Lieferant 2nd Ebene
Lieferant 2nd Ebene
TransportTransport
zum Kunden
Lieferant 3rd Ebene
Lieferant 3rd Ebene
Transport
Endmontage1st Ebene

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
113
Abbildung 68: Inhalte des Gestaltungselements Transport
Akteure, die in einer anderen Handelsregion sind, müssen mit einem Zeitaufschlag durch
Zoll rechnen. Für die Logistikbetrachtung Lt sind demnach Beladen Bt, Summe der Trans-
portzeiten Tt, Summe der Transportmittelwechsel TWt, Summe der Umschläge Ut, Sum-
me der Verkehrsträgerwechsel VWt sowie das Entladen Et beim Kunden notwendige In-
halte für das Transportelement. = + + + +
Für die Betrachtung ist es unerheblich, wer den Transport verantwortet, eines der pro-
duzierenden Unternehmen selbst oder ein Transportdienstleister. Der Unterschied be-
steht darin, dass ein Dienstleister die Zeiteinheiten als Gesamtes liefert.
Lieferant 2nd Ebene
Lieferant 2nd Ebene
Informations- und und Kommunikationsysteme
TransportTransport
zum Kunden
Lieferant 3rd Ebene
Lieferant 3rd Ebene
Transport
Auftragsabwicklung
Kundenwunschwartezeit
Endmontage1st Ebene
End-kunde
Beladen Transport Entladen
Transportmittel-wechsel
ZOLLUmschlagVerkehrsträger-
wechsel

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
114
Abbildung 69: Zeitliche Betrachtung des Gestaltungselements Transport
Abhängig von der Erzeugnisstruktur sind jedem Transportelement Zeiten zuzuordnen.
Infolgedessen wird jedem Inhalt des Transports pro Erzeugnis ein Wert zugewiesen (vgl.
Abbildung 69). Geht ein Erzeugnisstrukturelement im gleichen Standort in ein weiteres
ein, so benötigen beide Strukturelemente die gleiche Zeiteinheit. Beispielsweise ist die
Transportzeit zum Kunden bei allen Erzeugnissen und Erzeugnisstufen hinzuzuaddieren,
da diese Zeiteinheit unabhängig von der Produktion und Logistik der nachgelagerten
Elemente ist. Dasselbe gilt für Transportkonsolidierungen. Jeder Akteur hat für sich das
beste und kostenoptimalste Transportmittel ausgewählt, diese sind in diesem Schritt zu
ermitteln bzw. festzuhalten. Jedes Transportelement ist naturgemäß Schwankungen
unterworfen. Abhängig von der Risikobereitschaft bei der Auslegung des Netzwerks sind
die Maximalzeiten der Transportelemente oder nur die Durchschnittswerte heranzuzie-
hen.
5.5.1.3 Produktionsart im Netzwerk
Als der verbindende Prozess zwischen Lieferanten und OEM ist die Logistik für den
Transport, die Lagerung und den Umschlag von Waren verantwortlich. Neben dem Lo-
gistiksystem muss untersucht werden, ob der Lieferant im gleichen Rhythmus fertigen
A1Bauteil 1 M 20 300 0 0 0 30 350
Baugruppe 1 M 20 300 0 0 0 30 350Baugruppe 1.1 K A2 100 300 100 0 0 30 530
Bauteile 1.1.1 K A4 50 200 0 200 300 60 810Bauteile 1.1.2 K A5 50 200 0 200 300 60 810
A1
A1Bauteil 1 M 20 300 0 0 0 30 350
Baugruppe 1 M 20 300 0 0 0 30 350Baugruppe 1.1 K A2 100 300 100 0 0 30 530
Bauteile 1.1.1 K A4 50 200 0 200 300 60 810Bauteile 1.1.2 K A5 50 200 0 200 300 60 810
A1

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
115
kann wie der Abnehmer. Die üblichen heterogenen Produktionskalender sowie abwei-
chende Schichtmodelle werden gegenwärtig durch höhere Bevorratungen ausgeglichen.
Technologische Randbedingungen wie die Flexibilität der Maschinenausstattung, die
Produktionstechnologie selbst oder eine wirtschaftliche Losgröße wie bei Guss- oder
Schmiedeteilen, führen dazu, dass der Zulieferer nach anderen Gesichtspunkten fertigen
muss als der Abnehmer. Das bedeutet, dass Produktion und Verbrauch entkoppelt sein
müssen, was zu Pufferlagern bei Zulieferern oder Abnehmern führt. Batches sind bei
nicht Einzelfertigungen auch unter Build-to-Order-Gesichtspunkten durchaus erzielbar.
Wenn kleine Batches wirtschaftlich und technisch möglich sind, kann auch ein Batchfer-
tiger ein Build-to-Order-Fertiger sein. Für die Betrachtung sind dazu die Produktion so-
wie Rüstzeiten von wirtschaftlichen Losgrößen pro Baugruppe oder Bauteilen heranzu-
ziehen. Zeitliche Schwankungen in der Produktion dieser wirtschaftlichen Losgrößen
sind, soweit sie nicht durch Produktionsprobleme verursacht werden, durch Mittelwerte
der maximalen Schwankung zu betrachten, da bei der Auslegung des Netzwerks gerin-
ge Schwankungen unerheblich sind. Dem gegenüber stehen reine Einzelfertiger, die,
wie beispielsweise in der Automobilbranche üblich, direkt in der Sequenz produzieren,
wie vom Kunden beauftragt. Hier muss darauf geachtet werden, dass der komplette
Sequenzbestand sowohl beim Produzent als auch beim Kunden in die Betrachtung mit
einbezogen wird. Soweit nicht jedes Bauteil oder jede Baugruppe einzeln transportiert
wird, sind die Bauteile in Transportbehältern durchnummeriert. Eine Umorientierung, im
vom Kunden vorgegebenen Zeitfenster, ist nur mit hohem Aufwand möglich und daher
muss dieser Bestand in die zeitliche Betrachtung miteinbezogen werden. Bei der Unter-
suchung der Akteure sind Sequenzlieferanten gleich zu setzen mit Build-to-Order-
Lieferanten. Wie in Abbildung 70 exemplarisch dargestellt, ist bei variantenreichen Seri-
enfertigern dies meist zwischen der Endmontage eines OEM und der ersten Lieferanten-
ebene der Fall.
Abbildung 70: Einteilung des bestehenden Netzwerks in Build-to-Order und Build-to-Stock
1-Lieferant 2nd BTO
1-Lieferant 1st BTS
TransportEndmontage
1st BTO
Transport zum
Kunden
1-Lieferant 2nd BTS
2-Lieferant 2nd BTS
Transport
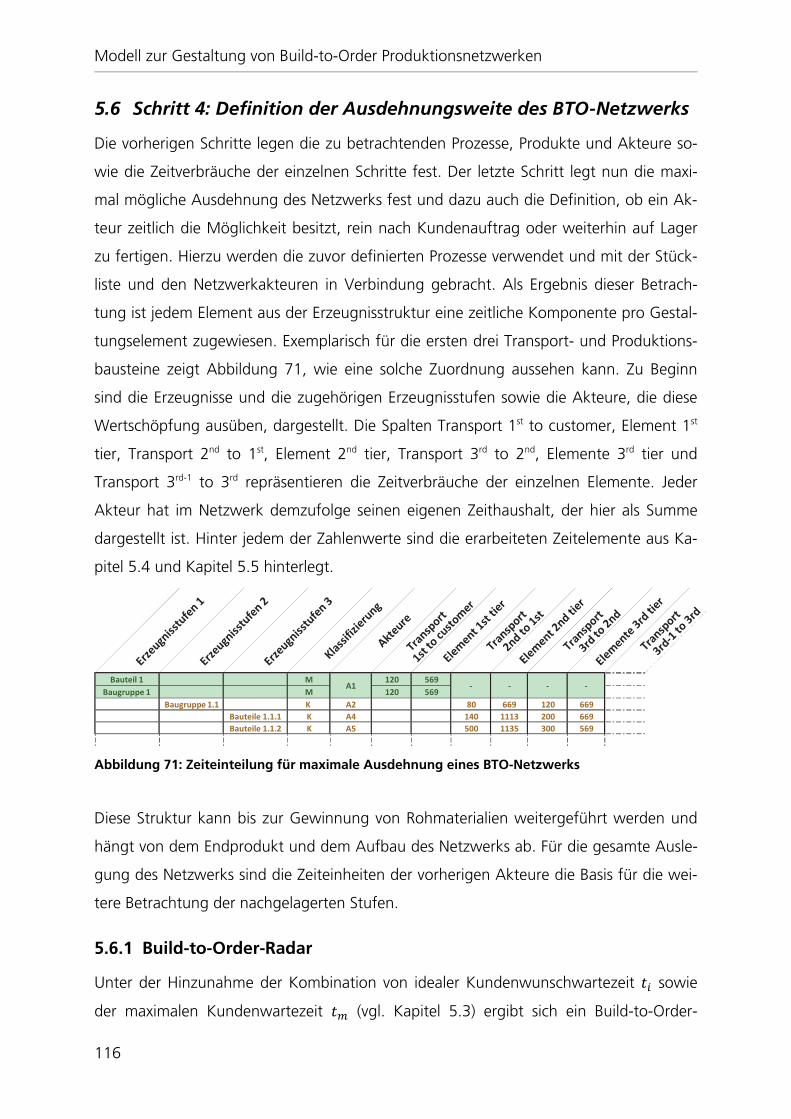
Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
116
5.6 Schritt 4: Definition der Ausdehnungsweite des BTO-Netzwerks
Die vorherigen Schritte legen die zu betrachtenden Prozesse, Produkte und Akteure so-
wie die Zeitverbräuche der einzelnen Schritte fest. Der letzte Schritt legt nun die maxi-
mal mögliche Ausdehnung des Netzwerks fest und dazu auch die Definition, ob ein Ak-
teur zeitlich die Möglichkeit besitzt, rein nach Kundenauftrag oder weiterhin auf Lager
zu fertigen. Hierzu werden die zuvor definierten Prozesse verwendet und mit der Stück-
liste und den Netzwerkakteuren in Verbindung gebracht. Als Ergebnis dieser Betrach-
tung ist jedem Element aus der Erzeugnisstruktur eine zeitliche Komponente pro Gestal-
tungselement zugewiesen. Exemplarisch für die ersten drei Transport- und Produktions-
bausteine zeigt Abbildung 71, wie eine solche Zuordnung aussehen kann. Zu Beginn
sind die Erzeugnisse und die zugehörigen Erzeugnisstufen sowie die Akteure, die diese
Wertschöpfung ausüben, dargestellt. Die Spalten Transport 1st to customer, Element 1st
tier, Transport 2nd to 1st, Element 2nd tier, Transport 3rd to 2nd, Elemente 3rd tier und
Transport 3rd-1 to 3rd repräsentieren die Zeitverbräuche der einzelnen Elemente. Jeder
Akteur hat im Netzwerk demzufolge seinen eigenen Zeithaushalt, der hier als Summe
dargestellt ist. Hinter jedem der Zahlenwerte sind die erarbeiteten Zeitelemente aus Ka-
pitel 5.4 und Kapitel 5.5 hinterlegt.
Abbildung 71: Zeiteinteilung für maximale Ausdehnung eines BTO-Netzwerks
Diese Struktur kann bis zur Gewinnung von Rohmaterialien weitergeführt werden und
hängt von dem Endprodukt und dem Aufbau des Netzwerks ab. Für die gesamte Ausle-
gung des Netzwerks sind die Zeiteinheiten der vorherigen Akteure die Basis für die wei-
tere Betrachtung der nachgelagerten Stufen.
5.6.1 Build-to-Order-Radar
Unter der Hinzunahme der Kombination von idealer Kundenwunschwartezeit sowie
der maximalen Kundenwartezeit (vgl. Kapitel 5.3) ergibt sich ein Build-to-Order-
-A1 - --Bauteil 1 M 120 569
Baugruppe 1 M 120 569Baugruppe 1.1 K A2 80 669 120 669
Bauteile 1.1.1 K A4 140 1113 200 669Bauteile 1.1.2 K A5 500 1135 300 569
-A1 - --

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
117
Ausdehnungsradar (Abbildung 74), das alle ermittelten Größen in Abhängigkeit zuei-
nander bringt.
Abbildung 72: BTO-Radar für BTO-Netzwerke
Im Zentrum ist der Kunde. Die Zeit, die das Produkt für die Entstehung benötigt, nimmt
nach außen hin zu. Die ideale Kundenwunschwartezeit sowie die maximale Kunden-
wartezeit sind als Kreis dargestellt und legen definitionsgemäß die Grenzen fest, in-
nerhalb derer ein BTO-Netzwerk aus Produktions- und Logistik-Sicht realisierbar ist. Die-
se Grenzen gelten für alle Akteure im Netzwerk. Jeder Akteur im Netzwerk produziert
ein Erzeugnis für das Gesamtprodukt. Abhängig von der Erzeugnisstruktur wird jedes
Erzeugnis als eine Linie im Radar dargestellt (Abbildung 73). Stellt ein Akteur mehrere
Erzeugnisse für das Endprodukt her, werden ihm mehrere Linien zugeordnet.

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
118
Abbildung 73: Akteure im BTO-Radar
Ergänzt man nun die ermittelten Größen aus den Kerngestaltungselementen ergeben
sich für jedes Gestaltungselement Werte zwischen den Flächen. Wird das Radar im Uhr-
zeigersinn gelesen, ergibt sich die Produktzusammenstellung und die Flächen stellen die
Wertschöpfungstiefe dar. So kann ein Akteur im Netzwerk ablesen, in welcher Ebene im
Netzwerk er agiert, sowie die Einflussgröße Zeit bei Transporten und bei der Produktion.
Ebenfalls können Akteure Baugruppen sowie Bauteile ermitteln, die direkt nach dem
Kundenauftrag produziert werden können.
Dargestellt ist dieses durch Elemente, die innerhalb des Kreises der idealen Kundenwun-
schwartezeit liegen. Baugruppen und Bauteile, die zwischen der idealen Kundenwun-
schwartezeit und der maximalen Kundenwartezeit liegen, sind vom Grundsatz her Build-
to-Order-verwendungsfähig. Eine Flexibilität bei der Änderung von Kundenwartezeiten
ist hier nicht gegeben, wonach sich bei diesen Akteuren das Risiko erhöht, dass eine
Reduzierung der Kundenwunschwartezeit zu einer Umstellung auf Lagerfertigung führt.
Baugruppen, die jenseits der maximalen Kundenwartezeit liegen, sind nicht mehr mit
dem Endkundenauftrag verbunden und können nicht nach Endkundenauftrag gebaut
werden. Aus der Ansicht wird deutlich, an welcher Stelle und inwieweit es möglich ist,
durch Optimierung von Produktions- oder Transportelementen noch innerhalb des ma-
ximalen BTO-Netzwerks zu kommen und direkt nach Kundenauftrag zu produzieren.
Die in Kapitel 5.5 ermittelten BTO-BTS-Einteilungen mit den jetzt möglichen Baugruppen
und Bauteilen ergeben eine Veränderung im Netzwerk und beachtliche Potenziale, um
variantenreiche Serienfertigung nach Endkundenauftrag in Netzwerken zu realisieren.

Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken
119
Abbildung 74: BTO-Radar für die maximale Ausdehnung eines BTO-Netzwerkes

Validierung des Modells mit der Industrie
120
6. Validierung des Modells mit der Industrie
Das Modell zur Gestaltung von BTO-Produktionsnetzwerken für variantenreiche Serien-
fertiger ist auf 4 Schritte ausgelegt. In der industriellen Anwendung sind die Definition
der Kerngestaltungselemente sowie das Prozessmodell nicht bei jeder Verwendung neu
zu beschreiben. Vielmehr können bei Produktionsnetzwerken von variantenreichen Seri-
enfertigern diese als gegeben angesehen werden. Bei der Validierung wird vielmehr auf
die Vollständigkeit der Kernelemente und Inhalte geachtet.
6.1 Voraussetzungen
Die Vorgehensweise fand Anwendung bei einem Systemlieferanten, der für das Luft-
fahrtausrüstungsgeschäft variantenreiche Produkte in hoher Qualität an verschiedenen
Standorten produziert. Er wurde vor große Herausforderungen gestellt, als es Bestre-
bungen des Flugzeugbauers gab, die Anzahl seiner direkten Lieferanten drastisch zu
reduzieren. Ergänzend durch die Einführung neuer Flugzeugmodelle, verbunden mit
geplanten Umstrukturierungen vom Zuliefernetzwerk, war eine Fokussierung auf den
Endkunden gepaart mit einem kundenorientierten Netzwerk die Lösung. Es sollte nicht
mehr das Produkt und seine Technologie im Mittelpunkt stehen, sondern eine kunden-
spezifische Betrachtung aus Produkt, Produktion und Logistik im Netzwerk. Die Gestal-
tung eines solchen Build-to-Order-Netzwerkes sollte langfristig dazu dienen, die Anfor-
derungen der Kunden an die Materialbereitstellung auch zukünftig zu erfüllen und
gleichzeitig die Lieferantenstruktur umzugestalten.
6.2 Definition des Kundenwunschwartezeitraums
Der Systemlieferant handelt im Flugzeugbauer-Netz als ein variantenreicher Systemliefe-
rant und ist somit nach dem Endmontagewerk des Flugzeugbauers der erste Zulieferer.
Das Flugzeugbauer-Netz beruht auf klaren Verbindungen zwischen den Systemlieferan-
ten, den Modullieferanten und seiner Endmontagelinie, die durch einen abgestimmten
Horizont definiert sind. So ist es dem Systemlieferanten möglich, die Produktion des ei-
genen Systems, parallel zu den anderen Modulen und Systemen im gesamten Netz zu
fertigen. Der Flugzeugbauer bietet seinen Kunden zwei grundsätzlich unterschiedliche
Kundenvarianten mit unterschiedlichen Kundenwunschwartezeiten (Abbildung 75) an.
Da die Produkte des Systemlieferanten keinen Einfluss auf das Branding der Luftlinien,

Validierung des Modells mit der Industrie
121
also des Endkunden haben, beeinflussen die direkten Kundenänderungen kurz vor
Endmontagebeginn nicht die maximale Ausdehnungsweite des Build-to-Order-
Systemlieferanten.
Abbildung 75: Zeitleisten für Kundenwartezeiten
Gate B und Gate C sowie der „Customer Final Approval“definieren pro Kundenvariante
den Zeitpunkt, der für Endkunden zur Verfügung steht, um Änderungen an Produkten
vorzunehmen. Der „Customer Final Approval“ ist der letzte Punkt, an dem der Kunde
noch Einfluss auf sein Produkt nehmen kann. Infolgedessen wird er auch als der maxi-
male Kundenwartezeitpunkt definiert und gewährt dem Netzwerk eine maximale Aus-
dehnungsweite von 140 Arbeitstagen (=AT).
Bei einer Montagezeit von 60 Tagen ist der Einbau der zu liefernden Module 20 Arbeits-
tage nach Gate C, dem Start der Endmontage. Somit verbleiben 80 Arbeitstage für den
Systemlieferanten und sein Netzwerk. Dieser abgestimmte Horizont, auch"Frozen Hori-
zont" genannt, wird dem Systemlieferanten zur Verfügung gestellt und ermöglicht ihm,
die genaue Anzahl von Teilen zu produzieren und rechtzeitig zu liefern. Durch die zuver-
lässige Terminplanung von Teilen und Produktion wird die gesamte Durchlaufzeit auf
jeder Ebene der Versorgungskette abnehmen.
200 AT
Customer Final Approval
60 AT
40 AT
4-6 Monate
8 Monate
Kundenvariante 1
Kundenvariante 2
20 ATGate BGate A
Einbauzeitpunkt Endmontagelinie
FertigstellungFlugzeug
Gate C
Frozen Horizont
140 AT

Validierung des Modells mit der Industrie
122
6.3 Ermittlung der logistischen Produktstruktur und Akteure im zu
betrachtenden Netzwerk
Um etwaige Turbulenzen in der Auftragsabwicklung zwischen dem „Customer Final
Approval“ und dem Gate C entgegenzuwirken, wurde der Frozen Horizont auf 40 Ar-
beitstage verkürzt (Abbildung 76). So wurde im Umkehrschluss auf Kosten einer gerin-
geren möglichen Ausdehnung des Netzwerks ein risikoärmeres Netzwerk erstellt.
Abbildung 76: Auftragshorizont
Für die Betrachtung, welche der Bauteile und Baugruppen in den verbleibenden 40 Ar-
beitstagen nach Kundenauftrag produziert werden können, wurde das Produktions-
netzwerk des Systemlieferanten hinsichtlich der Zeit untersucht. Für die Zeitermittlung
für jedes Element in der Kette ist es notwendig, die wesentlichen Produkte und Teilpro-
dukte herauszutrennen. Ausgehend vom auszuliefernden System an den Flugzeugbauer
wird, wie in Kapitel 5.4 beschrieben, auf eine ABC-Analyse mit Varianten zurückgegrif-
fen. Hier werden Mengen und wertmäßiger Anteil in ein Verhältnis gebracht. Als Ergeb-
nis dieser Analyse sind drei Baugruppen aus Umsatz und Variantenreichtum zu betrach-
ten. Diese drei Baugruppen mit Unterbaugruppen und Bauteilen verteilen sich auf drei
Standorte, von welchen die an den Flugzeugbauer auszuliefernde Systembaugruppe
schon kundenspezifisch montiert wird ( Abbildung 77), die beiden übrigen Standorte
produzieren ihre Baugruppen auf Lager.
200 AT
60 AT
40 AT
4-6 Monate
8 Monate
Kundenvariante 1
Kundenvariante 2
20 ATGate BGate A
FertigstellungFlugzeug
Gate C
Auftragsschwankungen
Frozen Horizont
140 AT
40 AT
Customer Final Approval
Einbauzeitpunkt Endmontagelinie

Validierung des Modells mit der Industrie
123
Abbildung 77: Build-to-Order-Grenze im aktuellen Netzwerk des Systemlieferanten
6.4 Definition der Ausdehnungsweite des BTO-Netzwerks
Wie im vorherigen Kapitel dargestellt, ist das betrachtete Netzwerk geprägt durch einen
Build-to-Order-Lieferanten, der ein komplettes System kundenspezifisch an den Flug-
zeugbauer ausliefert und das dahinterliegende Produktionsnetzwerk dem ungeachtet
auf Lager produziert. Ausgehend von einer Kundenwartezeit von 1440 Stunden oder 60
Arbeitstagen ergab sich erfahrungsgemäß, dass nur dieser Systemlieferant direkt nach
Kundenauftrag fertigt. Alle weiteren Lieferanten sind definitionsgemäß Build-to-Stock-
Lieferanten. Bei der Anwendung des Prozessmodells zur Gestaltung von BTO-
Produktionsnetzwerken ergab sich für die im Fokus stehenden Baugruppen, dass drei
weitere Baugruppen- und vier Bauteilelieferanten weit innerhalb des maximalen Kun-
denwartezeit-Radius des BTO-Radars liegen. Abbildung 78 stellt das zukünftige Netz-
werk mit seiner maximalen Ausdehnung vom Flugzeugbauer aus gesehen bis zur dritten
Ebene dar.

Validierung des Modells mit der Industrie
124
Abbildung 78: Zukünftiges BTO-Netzwerk
Der Systemlieferant wird im Nachgang die als B- und C-Teile klassifizierten Baugruppen
und Bauteile auf die BTO-Fähigkeit hin überprüfen und sein Netzwerk nach und nach
ausdehnen und so mit diesem Konzept eine klare Hierarchie von der Spitze bis in die
Versorgungskette aufbauen. Das Netz geht so weg von einem BTO/BTF
(Abbildung 79) zu einem reinen BTO-Produktionssystem mit einer reduzierten Durch-
laufzeit von ca. 20 %.
Abbildung 79: Unterschiede zwischen BTO/BTF zu reinem BTO

Zusammenfassung und Ausblick
125
7. Zusammenfassung und Ausblick
7.1 Zusammenfassung
Die zunehmende Globalisierung und immer stärkere Turbulenzen im Auftragsmanage-
ment sorgen branchenübergreifend für eine sich ständig verschärfende Wettbewerbssi-
tuation der Unternehmen. Diese sind daher gezwungen, ihre Wettbewerbsstrategie an
eine neue Zeit mit sich rasch veränderndem Wettbewerbsumfeld anzupassen. Build-to-
Order, also die kundenindividuelle Massenfertigung, stellt dabei eine Art der Wettbe-
werbsstrategie dar, die nur den Kunden im Mittelpunkt hat.
Der wirtschaftliche Erfolg dreier untersuchter Unternehmen DELL, BMW und ZARA zei-
gen, dass es bei den heutigen Wettbewerbsbedingungen und Kundenbedürfnissen mit
Hilfe einer BTO-Strategie möglich ist, einen nachhaltigen Wettbewerbsvorteil zu generie-
ren. Warum aber die Gangart eines Unternehmens durcheinanderbringen, um dem
Kunden extrem kurze Durchlaufzeiten anbieten, wenn er bereit ist, z.B. sechs Wochen
auf seine Bestellung zu warten? Viele Unternehmen starten deshalb mit der Umsetzung
eines Build-to-Order-Modells nur mit ihren direkten Lieferanten, obwohl deren Kunden
anbieten, sechs oder acht Wochen auf ihr Build-to-Order-Produkt zu warten und so die
Möglichkeit bestünde, das Netzwerk weiter auszudehnen.
Ziel einer Gestaltung von Netzwerken bei variantenreichen Serienfertigern muss also
sein, die Unternehmensstrategie auf die tatsächliche Kundenwunschwartezeit hin anzu-
passen. Dies gilt nicht nur für das Endmontagewerk selbst, sondern vornehmlich für das
Wertschöpfungsnetzwerk danach. Wenn es ein Unternehmen schafft, seine Wertschöp-
fungskette flexibel, endkundenbezogen zu gestalten, ist der Weg zu einem erfolgrei-
chen BTO-System geebnet. Wie die genaue Umsetzung bzw. Umstellung des Wert-
schöpfungsnetzwerk aussieht, kommt auf das jeweilige Unternehmen an.
Die hierzu zu diskutierenden Grundgedanken:
1. Ist die Produktstruktur geeignet für Build-to-Order-Produktionsnetzwerke?
2. Welche Netzwerktypen eignen sich für Build-to-Order?
3. Welche unterstützenden Produktions- und Logistikprozesse benötigt ein
Build-to-Order-Produktionsnetzwerk?

Zusammenfassung und Ausblick
126
werden durch das in dieser Arbeit entwickelte Modell zur Gestaltung von
Build-to-Order-Produktionsnetzwerken beantwortet. Bevor das Gestaltungsmodell seine
Leistungsfähigkeit entwickeln kann, ermittelt diese Arbeit zum einen eine Klassifizierung
von Build-to-Order-tauglichen Produktstrukturen sowie zum anderen eine Klassifizierung
geeigneter Typen von Produktionsnetzwerken. Ist die notwendige Grundlage gegeben,
liefert darauf aufbauend das Gestaltungsmodell mit seinen vier Schritten ein Vorgehen,
nicht nur Potenziale bei der Betrachtung der Verbindung zwischen dem Endmontage-
werk und dem direkten Zulieferer zu erzielen. Es ist vielmehr eine, basierend auf dem
Kundenwunschwartezeitraum, intelligente Ausdehnung der kundenindividuellen Serien-
fertigung auf das angrenzende Wertschöpfungsnetzwerk. Alle wichtigen produktions-
und transportlogistischen Größen sowie die Produktkomplexität sind in Abhängigkeit
eines Wunschwartezeitraums des Endkunden gebracht worden. Das entwickelte Modell
stellt nicht nur die Transparenz bis zum maximalen Kundenwartezeitpunkt dar, sondern
zeigt zudem die Möglichkeiten auf, auf 2nd-tier und weiteren Ebenen eine kundenindi-
viduelle Produktion zu gestalten. Das entwickelte Build-to-Order-Radar gibt diese
Transparenz wieder, ohne die Integrität der Firmen aufzulösen. Es stellt die wichtigsten
zu betrachtenden Module, Baugruppen und Bauteile firmenübergreifend dar und zeigt
auf einfachste Weise das maximal mögliche Ausdehnungspotenzial des Wertschöp-
fungsnetzwerks auf.
Die Vorgehensweise fand Anwendung bei einem Systemlieferanten, der für das Luft-
fahrtausrüstungsgeschäft variantenreiche Produkte produziert und hat gezeigt, dass
nicht nur ein OEM von dem Gestaltungsmodell profitieren kann, sondern auch Lieferan-
ten. Diese können mit einem solchen Konzept auf ihren Kunden zugehen, um Potenzia-
le zu diskutieren und um gemeinsam das maximale Ausdehnungspotenzial eines Build-
to-Order-Ansatzes firmenintern sowie firmenübergreifend verwirklichen.
7.2 Kritische Würdigung
Das Gestaltungsmodell schränkt sich auf ein geeignetes Produktspektrum und passende
Netzwerktypen ein. Das Umsteigen auf Build-to-Order und vor allem die Gestaltung von
BTO-Netzwerken beinhaltet dennoch das Problem, dass es sich bei Build-to-Order nicht
um eine Technologie handelt, die kopiert werden kann, sondern dass es eine Strategie
ist, welche individuell für ein Unternehmen erstellt und implementiert werden muss.

Zusammenfassung und Ausblick
127
Die der Arbeit zugrundeliegende Wunschwartezeit des Kunden, die die maximale Aus-
dehnung eines Netzwerks definiert, wird nicht in ausreichendem Maße ausgenutzt, da
die bei Unternehmen vorgefundene Komplexität und das hohe Maß an Flexibilität es
dem Kunden ermöglicht, bis kurz vor Produktionsstart Änderungen an seiner Konfigura-
tion durchzuführen, dem entgegenstehen. Diese Flexibilität wird nicht von allen Kunden
gleichermaßen benötigt und genutzt, wird aber dennoch permanent vorgehalten und
damit die Chance verwirkt, das BTO-Netzwerk auf weitere Ebenen auszubauen und da-
mit die Prozesskosten weiter zu senken.
Die Arbeit setzt das Vorhandensein und den Einklang von PPS- oder ERP-Systemen im
Netzwerk voraus, dennoch lässt die Komplexität der IT-Systeme, die nicht vollständig
behebbare Informationssystemvielfalt in den Unternehmen, die Grenzen des Gestal-
tungsmodells zur Ermittlung von BTO-Produktionsnetzwerken erkennen. Starre IT-
Systeme beschränken die erforderliche Wandlungsfähigkeit von Netzwerken. Deshalb
sind zusätzlich die Schnittstellen zwischen den IT-Systemen vor dem Hintergrund der
Durchgängigkeit von Informationen entsprechend zu gestalten.
Unternehmen sollten also nicht unüberlegt der Euphorie um Build-to-Order verfallen,
sondern, z.B. mit Hilfe des beschriebenen Gestaltungsmodells, sorgfältig ihre Situation
und Fähigkeiten überprüfen. Auch wenn alle Voraussetzungen erfüllt sind und alle
Schritte des Gestaltungsmodells auf Potenzial hinweisen, ist eine Implementierung eines
BTO-Produktionssystems eine sehr umfassende Herausforderung, welche neben einer
kostspieligen Umsetzung auch weitreichende Veränderungen innerhalb des Unterneh-
mens nach sich zieht.
7.3 Ausblick und weiterer Forschungsbedarf
Oft sind Unternehmen nicht nur Teil eines einzigen Netzwerks, sondern mehrerer Liefer-
ketten. Dies gilt vor allem für die Lieferanten auf der 1st-tier Ebene. Da sich das Gestal-
tungsmodell auch über die Unternehmensgrenzen hinweg anwenden lässt, sind Netz-
werkpotenziale gerecht in der Kette zu verteilen. Ein solches Cost-Benefit-Sharing für
BTO-Netzwerke bedarf weiterer Untersuchung. Es müsste berechnet werden, welche
Kosten für die betrachtete Kette angefallen sind und welche Potenziale erreichbar wä-

Zusammenfassung und Ausblick
128
ren, welche Umsätze mit der Kette gemacht wurden oder welche Ressourcen wie lange
für die entsprechende Lieferkette genutzt wurden. Dies bedeutet einen erheblichen
Aufwand für die Unternehmen und eine genaue Zuordnung der Kosten, Umsätze und
Ressourcennutzung. Für die Ermittlung der erforderlichen Daten sollte nach Möglichkei-
ten gesucht werden, die Informationen möglichst ohne großen Aufwand in der gefor-
derten Detaillierung zu erhalten – man denke dabei an die Anforderung der Wirtschaft-
lichkeit von Kennzahlen.
Eine weitere Hauptvoraussetzung neben den Kosten ist die direkte Anbindung des Kun-
denbestellprozesses mit dem Auftragsmanagementprozess des Herstellers. Heute stellen
die vielen isolierten IT-Systeme innerhalb des Auftragsmanagementprozesses in der
Supply Chain eine der Hauptbarrieren dar. Untersuchungen in der Automobilbranche
haben gezeigt, dass je nach Hersteller innerhalb der Supply Chain von den Händlern
über den Hersteller bis zu den 1st-tier Zulieferern fünf bis sieben unterschiedliche Syste-
me verwendet werden. Hier liegen meist organisatorische und methodische Defizite so-
wie eine Unvereinbarkeit der eingesetzten IT-Systeme zugrunde. Diese Unvereinbarkeit,
aber auch der Drang einzelner Netzwerkunternehmen, ihre besondere Stellung auszu-
nutzen, erzeugt gegenseitiges Misstrauen, eine weitere Hauptbarriere, die zu überwin-
den ist.
Als letzter unbeantworteter Aspekt bleibt die steigende Komplexität im Netzwerk. Ver-
stärkt wird diese Problematik durch schnell wechselnde Trends verbunden mit hohen
Nachfrageschwankungen. Methoden, die die Stabilität und Robustheit sicherstellen, sind
daher unabdingbar, um nachhaltig das enorme Potenzial, das die Netzwerke bieten,
auszuschöpfen. Somit sind die neu gestalteten BTO-Produktionsnetzwerke im turbulen-
ten Umfeld ständigen Anpassungen unterworfen, die im zwischenbetrieblichen Umfeld
auf Probleme wie Firmenpolitik oder Gesetze stoßen.

Summary and Outlook
129
8. Summary and Outlook
8.1 Summary
With growing globalization and increasing turbulence in the order management pro-
cess, the competitive situation for companies of all industries has intensified. Thus, com-
panies are forced to adjust their competitive strategy to a new era in which the competi-
tive environment is quickly changing. In this context, build-to-order, or in other words
mass customization, represents a competitive strategy that solely focuses on the cus-
tomer.
The economic success of the three investigated companies DELL, BMW and ZARA shows
that in spite of today‘s competitive conditions and customer requirements, a BTO strate-
gy can help to create a sustainable competitive advantage. So why disturb the pace of a
company only to provide customers with extremely short lead times, if the customer is
willing to wait, for example, six weeks for an order? This is why many companies only
involve their direct suppliers in the implementation of a build-to-order model; even
though their customers are willing to wait six or eight weeks for their build-to-order
product, which would afford the opportunity to expand the network.
The design of networks for multiple-variant series production must therefore aim to
match the corporate strategy with the customer’s actually expected waiting time. This
does not apply only to the final assembly plant, but especially to the subsequent value-
added network. If a company succeeds in designing its value chain in a flexible manner
while focusing on the end customer, this paves the way to a successful BTO system.
How exactly a value-added network is implemented or reorganized depends on the indi-
vidual company.
The basic issues to be discussed here are:
1. Is the product structure suitable for build-to-order production networks?
2. What network types are qualified for build-to-order?
3. What are the supporting manufacturing and logistics processes necessary for a
build-to-order production network?

Summary and Outlook
130
These issues are answered by a model for designing build-to-order production networks
developed in this thesis. Before the design model can unfold its full potential, this thesis
first classifies what product structures are suitable for build-to-order and also what types
of production networks are appropriate. Building on this foundation, the design model
offers a four-step procedure not only to tap into the potential gains from analyzing the
connection between final assembly plant and direct suppliers. Being related to the ex-
pected customer waiting time, its significance lies rather in the intelligent extension of
BTO in series production to the adjoining value-added network. All of the major produc-
tion and logistics parameters as well as the product complexity correlate with the ex-
pected waiting time of the end customer. The developed model not only creates trans-
parency over the customer’s expected waiting time, but also points out ways to design a
BTO production at second tier and other levels. The developed build-to-order radar pro-
vides the required transparency without sacrificing the integrity of the companies. It
maps the major investigated modules, subassemblies and parts on their way through the
different companies and shows in a very simple way the maximum possible extension of
the value-added network.
This procedure was used by a system supplier manufacturing multiple product variants
for the aerospace equipment industry. It showed that not only the OEM can benefit
from the design model but also the suppliers. Based on such an approach, they can ad-
dress their customers to discuss the potential for BTO production and jointly realize the
maximum potential scope of the build-to-order approach both within a company and
with other companies.
8.2 Critical appraisal
The design model is confined to a suitable product range and proper network types.
However, when switching to build-to-order and especially when designing BTO net-
works, the problem arises that build-to-order is not a technology to be copied but a
strategy which must be individually developed and implemented for each company.
The customer’s expected waiting time on which this thesis is based defines the maxi-
mum extension of a network. However, this maximum is not sufficiently utilized, being
barred by the internal complexity of a company and the high level of flexibility that al-

Summary and Outlook
131
lows customers to change their configurations right up to the start of production. Not
all customers equally need nor use this flexibility, but still it is permanently at their dis-
posal. This ruins the chance to extend the BTO network to other levels and thus to fur-
ther cut process costs.
This thesis assumes that the PPC or ERP systems existing in a network are harmonized.
Nevertheless, the complexity of IT systems as well as the diversity of corporate infor-
mation systems that cannot be fully compensated makes us aware of the limitations of
the design model for determining BTO production networks. Rigid IT systems restrict the
required adaptability of networks. In addition, it requires designing the interfaces be-
tween the IT systems in such a way that the continuous use of information is enabled.
When it comes to build-to-order, companies should think twice and instead of falling
into euphoria, carefully check their situation and capabilities, for instance by making use
of the described design model. Even if all requirements are satisfied and all steps of the
design model point towards potential for a BTO production system, the implementation
still poses a profound challenge which entails not only the costly implementation but
also far-reaching changes within a company.
8.3 Outlook and need for further research
Often, companies are not only part of a single network but of several supply chains. This
is particularly true for first tier suppliers. Since the design model can also be applied be-
yond corporate boundaries, the potential for cost savings in the network must be fairly
distributed within the chain. This kind of cost-benefit sharing for BTO networks calls for
further research. It would require calculating the costs arising for the investigated chain
and the potential for cost savings to be achieved, to look at the sales figures in this
chain or to find out what resources are used for how long in the respective supply chain.
This is very time-consuming and costly for companies and requires accurately allocating
costs, sales, and the use of resources. To capture the necessary data it would be useful
to find ways to obtain the information without considerable expense, if possible, and at
the required level of detail – keeping in mind the efficiency of performance measures.

Summary and Outlook
132
Apart from cost, another major requirement is to directly integrate the customer’s order-
ing process with the order management process of the manufacturer. Among the main
barriers are today’s many isolated IT systems in the order management process of the
supply chain. Studies in the automotive industry have shown that depending on the
manufacturer five to seven different systems are used in the supply chain from retailer
via manufacturer to first tier suppliers. Here, mostly organizational and methodical defi-
ciencies as well as the incompatibility of IT systems can be found. This incompatibility
but also the tendency of some network companies to exploit their particular position
leads to mutual distrust, which is another major barrier to be overcome.
The final issue that remains unanswered is the rising complexity within networks. This
problem is intensified by rapidly changing trends along with large fluctuations in de-
mand. Methods to ensure stability and robustness are therefore a must to continuously
tap the enormous potential in the networks. Accordingly, the newly designed BTO pro-
duction networks must constantly adapt to a turbulent environment, leading to prob-
lems in the cross-company environment, due to company policies or legislation.

Literaturverzeichnis
133
9. Literaturverzeichnis
[AGR 2001] AGRAWAL, Mani ; KUMARESH, T. V. ; MERCER, Glenn A.: The false promise of mass customization. In: Mc Kinsey Quarterly 37 (2001), Nr. 3, S. 62–71
[ALC 2000] ALCALDE RASCH, Alejandro: Erfolgspotential Instandhaltung : Theoretische Untersuchung und Entwurf eines ganzheitlichen Instandhaltungsmanage-ments. Duisburg, Univ., Diss.,1998. Berlin : Erich Schmidt, 2000 (Duisbur-ger betriebswirtschaftliche Schriften 21)
[AMH 2002] AMHERD, Björn: Fallstudie: Dell Computer (Schweiz) AG. Bern, 2002
[AND 2004] ANDERSON, David M: Build-to-order & mass customization : The ultimate supply chain management and lean manufacturing strategy for low-cost on-demand production without forecasts or inventory. 3. printing. Cambria, Calif. : CIM Press, 2004
[ARN 2008] ARNDT, Holger: Supply Chain Management : Optimierung logistischer Pro-zesse. 4., aktual. und überarb. Aufl. Wiesbaden : Gabler, 2008 (Gabler Lehrbuch)
[ATK 2009] ATKEARNEY: Supply-Chain-Excellence in der Globalen Wirtschaftskri-se:Düsseldorf, 6. Europäische ATKearney - /ELA-Logistikstudie 2008/2009
[AUR 2003a] AURICH, Jan C. ; DREWS, Olaf ; WAGENKNECHT, C.: Flexible Auftragssteue-rung durch Dynamisierung der Fertigung. In: Zeitschrift für wirtschaftli-chen Fabrikbetrieb 98 (2003), Nr. 9, S. 402–406
[AUR 2003b] AURICH, Jan C. ; WAGENKNECHT, Christian.: Bausteinbasierte Modellierung unternehmensübergreifender Produktionsprozesse. In: Zeitschrift für wirt-schaftlichen Fabrikbetrieb 98 (2003),Nr. 12, S. 661–665
[BAE 1974] Baetge, Jörg: Betriebswirtschaftliche Systemtheorie : Regelungstheoreti-sche Planungs-Überwachungsmodelle für Produktion Lagerung und Ab-satz. Münster, Univ., Habil.-Schr., 1972. Opladen : Westdt. Verl., 1974 (Moderne Lehrtexte : Wirtschaftswissenschaften)
[BAL 2004] BALLOU, Ronald H: Business logistics/supply chain management : Planning, organizing, and controlling the supply chain. 5. ed. Upper Saddle River, NJ : Pearson Prentice Hall, 2004
[BAU 2006] BAUMGÄRTEL, Hartwig: Automotive SCM in einem vollständigen Build-to-Order-System. In: Supply Chain Management 6 (2006), Nr. 1, S. 7–15
[BAU 2008] BAUER, NIKOLAUS: Die Fabrik von heute für das Auto von morgen. In: BAUM-
GARTEN, Helmut (Hrsg.): Das Beste der Logistik : Innovationen, Strategien, Umsetzungen. Berlin : Springer, 2008, S. 257–266
[BEA 1995] BEA, Franz Xaver ; HAAS, Jürgen: Strategisches Management. Stuttgart : Fischer, 1995 (Grundwissen der Ökonomik/Betriebswirtschaftslehre 1458)
[BEA 2006] BEA, Franz Xaver ; DICHTL, Erwin ; SCHWEITZER, Marcell: Leistungsprozess. 9., neu bearb. und erw. Aufl. Stuttgart : Lucius & Lucius, 2006 (Grundwissen der Ökonomik/Betriebswirtschaftslehre, 1083)

Literaturverzeichnis
134
[BEC 2008] BECKER, Torsten: Prozesse in Produktion und Supply Chain optimieren. 2., neu bearb. und erw. Aufl. Berlin; Heidelberg : Springer, 2008
[BLE 2006a] BLECKER, Thorsten ; ABDELKAFI, Nizar: Mass customization: state-of-the-art and challenges. In: BLECKER, Thorsten; FRIEDRICH, Gerhard (Hrsg.): Mass Cus-tomization: Challenges and Solutions. New York, NY : Springer, 2006 (In-ternational series in operations research & management science, 87), S. 1–25
[BLE 2006b] BLECKER, Thorsten (Hrsg.); FRIEDRICH, Gerhard (Hrsg.): Mass Customization: Challenges and Solutions. New York, NY : Springer, 2006 (International series in operations research & management science 87)
[BMW 2003] BMW GROUP: Quantensprung bei Änderungsflexibilität zu Gunsten der Kunden : Kundenorientierter Vertriebs- und Produktionsprozess (KOVP): Das neue Build-to-Order-System der BMW Group ist pünktlich, prompt und passend. URL http://www.bmwgroup.com/bmwgroup_prod/d/0_0_www_bmwgroup_com/forschung_entwicklung/science_club/veroeffentlichte_artikel/2003/news200313.html – Überprüfungsdatum 2008-08-10
[BOV 2002] BOVET, D. ; JOAS, A.: Operational Breakthrough – It’s all in the execution. In: Mercer Management Journal (2002), Nr. 13, S. 60–73
[BRA 2000] BRACHT, U. ; OELTJENBRUNS, H. ; ORTHMANN, J.: Einführung eines neuen Pro-duktionssystems in ein bestehendes Automobilwerk. In: Zeitschrift für wirtschaftlichen Fabrikbetrieb 95 (2000), Nr. 3, S. 117–122
[BRO 2005] BROWN, Steve: Strategic operations management. 2. ed. Amsterdam : Else-vier Butterworth-Heinemann, 2005
[BUR 1993] BURNS, Marshall: Automated fabrication : Improving productivity in manu-facturing. Englewood Cliffs, New Jersey : PTR Prentice Hall, 1993
[CAD 2002] CADDY, I. ; CALLAN J. ; HELOU M.: From Mass Production to Mass Customiza-tion: Impact on Integrated Supply Chains. In: RAUTENSTRAUCH, Claus; SEEL-
MANN-EGGEBERT, Ralph; TUROWSKI, Klaus (Hrsg.): Moving into mass customi-zation : Information systems and management principles. Berlin : Springer, 2002, S. 59–70
[CAN 2006] CANNON M.: Miss the Demand Cycle, and You lose. In: Supply Chain Man-agement Review 10 (2006), Nr. 3, S. 9–10
[CAR 1993] CARNOY, Martin ; CASTELLS, Manuel ; COHEN, Stephen S. ; CARDOSO, Fernan-do Henrique: The new global economy in the information age : Reflections on our changing world. University Park, Pa. : Pennsylvania State Univ. Press, 1993
[CAS 2001] CASALS, Liz ; DAVIS, Maureen ; NEMET, Greg: Supply Chain Responses in a Consumer-Centric Marketplace. In: Institute for the future (2001), Nr. 734, S.22
[CHA 2004] CHANDRA, Charu ; GRABIS, Janis: Managing Logistics for Mass Customiza-tion: The New Production Frontier. In: CHANDRA, Charu; KAMRANI, Ali K.

Literaturverzeichnis
135
(Hrsg.): Mass customization : A supply chain approach. New York, NY : Kluwer Acad./Plenum Publ., 2004, S. 3–19
[CHA 2007] CHANDRA, Charu ; GRABIS, Janis: Supply chain configuration : Concepts, solutions, and applications. New York, NY : Springer, 2007
[CHR 2000] CHRISTOPHER, Martin.: The Agile Supply Chain. In: Industrial Marketing Management (2000), Nr. 29, S. 37–44
[COA 1995] COATES, Joseph F.: Customization promises sharp competitive edge. In: Research in Technology Management 38 (1995), Nr. 6, S. 6–7
[COR 1995] CORSTEN, Hans ; WILL, Thomas: Wettbewerbsvorteile durch Strategiege-rechte Produktionsorganisation – Von der Alternativ- zur Simultanitätshy-pothese. In: CORSTEN, Hans (Hrsg.): Produktion als Wettbewerbsfaktor : Beiträge zur Wettbewerbs- und Produktionsstrategie. Wiesbaden : Gabler, 1995, S. 1–17
[COR 2001] CORSTEN, Hans: Unternehmungsnetzwerke : Formen unternehmungsüber-greifender Zusammenarbeit. 1. Aufl. München : Oldenbourg, 2001 (Lehr- und Handbücher der Betriebswirtschaftslehre)
[COR 2004] CORSTEN, Daniel ; GABRIEL, Christoph: Supply Chain Management erfolg-reich umsetzen : Grundlagen, Realisierung und Fallstudien. 2., verb. Aufl. Berlin : Springer, 2004
[DAN 2009] DANGELMAIER, Wilhelm: Produktionsplanung und -steuerung Teil 1: Grund-lagen. Vorlesung an der TU Wien im Masterstudium Wirtschaftsingeni-eurwesen SS 2009. Paderborn; Wien, 2009
[DIN 199-4] DIN 199-4 1981-10: Begriffe im Zeichnungs- und Stücklistenwesen; Ände-
rungen
[DIC 2009] DICKMANN, Philipp: Schlanker Materialfluss : Mit Lean Production, Kanban und Innovationen. 2., aktuali. und erw. Aufl. Berlin : Springer, 2009 (VDI-Buch)
[DON 2002] DONNERBAUER, Robert: BMW setzt auf einen "kundenorientierten Vertriebs- und Produktionsprozess" : Wunsch-7er in zwölf Tagen. In: Handelsblatt (2002), Nr. 170, S. b02
[DÜL 2009] DÜLL, Anja: Aktive Produktindividualisierung : Ansatzpunkte zur nutzerori-entierten Konzeption von Mass-Customization-Angeboten im Konsumgü-termarkt. Mannheim, Univ., Diss.,2008. 1. Aufl. Wiesbaden : Gabler, 2009 (Gabler Edition Wissenschaft Schriftenreihe)
[EBE 2004] EBEL, Bernhard: Automotive Management : Strategie und Marketing in der Automobilwirtschaft. Berlin : Springer, 2004
[ELI 2002] ELIAS SIMON: New Car Buyer Behavior : Research Survey Report, Cardiff Business School, 2002
[ERD 2007] ERDMANN, Mark-Ken: Supply chain performance measurement : Operative und strategische Management- und Controllingansätze Supply chain per-formance measurement unter besonderer Berücksichtigung des Balanced-

Literaturverzeichnis
136
scorecard-Ansatzes. Dortmund, Univ., Diss., 2002. 2. Aufl. Lohmar : Eul, 2007 (Produktionswirtschaft und Industriebetriebslehre 11)
[EST 2006] ESTERHÁZY, Matthäus ; NAYABI, Kasra ; HELLINGRATH, Bernd.: Build-to-order: Wie kann Dells Produktions-system auf die Automobilindustrie übertragen werden?, Köln Netskill AG, 2006, URL http://www.competence-site.de/downloads/c9/4e/i_file_2021/build-to-order_dells%20produktionssystem_automobilindustrie.pdf – Überprü-fungsdatum 2010-09-10
[EVE 1996] EVERSHEIM, Walter ; SCHUH, Günther: Produktion und Management : Be-triebshütte. 7., völlig neu bearb. Aufl. Berlin : Springer, 1996
[FAß 2001] FAßNACHT, Werner. ; FRÜHWALD, Christian: Controlling von Logistikleistung und -kosten., Lfg 2/01. In: BAUMGARTEN, H.; U.A. (Hrsg.): Logistik-Management – Band 2 : Strategien, Konzepte, Praxisbeispiele. Berlin; Hei-delberg : Springer 2001, Kapitel5 03 03
[FER 2004] FERDOWS K.: Rapide-Fire Fulfillment. In: Harvard Business Review 82 (2004), Nr. 11, S. 104–110
[FIS 2008] FISCHER, Jan-Gregor ; GNEITING, Philipp: Collaborative Planning Processes. In: PARRY, Glenn; GRAVES, Andrew (Hrsg.): Build to Order : The Road to the 5 Day Car. London : Springer, 2008, S. 181–207
[FOR 2008] FORLOG: Homepage. URL http://www.forlog.de/index.html – Überprü-fungsdatum 2010-01-16
[FRE 2001] FREILING, Jörg: Resource-based view und ökonomische Theorie : Grundla-gen und Positionierung des Ressourcenansatzes. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2001 (Gabler Edition Wissenschaft - Strategisches Kompetenz-Management)
[GIZ 2006] GIZANIS, Dimitrios: Kooperative Auftragsabwicklung : Architektur, Praxis-beispiele und Nutzenpotenziale. St. Gallen,Univ., Diss., 2006. Bamberg : Difo-Druck, 2006
[GÖP 2002] GÖPFERT, Ingrid. ; NEHER, A.: Supply Chain Controlling. Wissenschaftliche Konzeptionen und praktische Umsetzungen. In: Logistik-Management 4 (2002), Nr. 3, S. 34–44
[GRÄ 2004] GRÄßLER, Iris: Kundenindividuelle Massenproduktion : Entwicklung, Vorbe-reitung der Herstellung, Veränderungsmanagement., Aachen Techn. Hochsch., Habil.-Schr. u.d.T.: Gräßler, Iris: Entwicklung konfiguierbarer adaptiver mechatronischer Systeme, Berlin : Springer, 2004
[GRA 2006] GRAY, Mike: Supply Chain Excellence: a short primer on Dell’s practices (nineteenth annual global forest and paper industry post-conference cov-erage). Vancouver, Canada, 2006. – Aktualisierungsdatum: 2006 – http://www.pwc.com/gx/en/forest-paper-packaging/events/archive/19th-annual-forest-paper-post-conference.jhtml Überprüfungsdatum 10.2009
[GRA 2008] GRANT, Robert M.: Contemporary strategy analysis. 6. ed. Malden, MA : Blackwell Publ., 2008

Literaturverzeichnis
137
[GRO 2004] GROßE-HEITMEYER, Volker ; WIENDAHL, H. -P: Einführung. In: WIENDAHL, Hans-Peter (Hrsg.): Variantenbeherrschung in der Montage : Konzept und Praxis der flexiblen Produktionsendstufe. Berlin : Springer, 2004, S. 3–15
[GUN 2005] GUNASEKARAN, A. ; NGAI, E. W. T.: Build-to-Order supply chain manage-ment: a literature review and framework for development. In: Journal of Operations Management 23 (2005), Nr. 5, S. 423–451
[GÜN 2005] GÜNTHER, Hans-Otto ; TEMPELMEIER, Horst: Produktion und Logistik. 6. Aufl. Berlin; Heidelberg : Springer, 2005
[GÜN 2009] GÜNTHER, Hans-Otto ; TEMPELMEIER, Horst: Produktion und Logistik. 8., überarb. u. erw. Aufl. Berlin : Springer, 2009
[HEG 2008] HEGMANNS, Tobias ; HELLINGRATH, Bernd ; TOTH, Michael ; MAAß, Jan-Christoph.: Prozesse in Logistiknetzwerken - Supply Chain Management. In: ARNOLD, Dieter; FURMANS, Kai; ISERMANN, Heinz; KUHN, Axel; TEMPELMEIER, Horst (Hrsg.): Handbuch Logistik. 3., neu bearb. Aufl. Berlin : Springer, 2008 (VDI-Buch), Kapitel B 6, S.459-486
[HEI 2004] HEINRICHMEYER, Hilmar ; REINHOLZ, Andreas: Entwicklung eines Bewer-tungsmodells für die Depotstandortoptimierung bei Servicenetzen. Dort-mund, Univ., Lehrstuhl für Systemanalyse, 2004
[HEI 2005] HEINRICH, C. E. ; SIMCHI-LEVI, D.: Do IT Investments Really Pay Off? In: Supp-ly Chain Management Review 9 (2005), Nr. 4, S. 22–28
[HEI 2008] HEIDTMANN, Volker: Organisation von Supply Chain Management : Theore-tische Konzeption und empirische Untersuchung in der deutschen Auto-mobilindustrie. Marburg, Univ., Diss., 2008. 1. Aufl. Wiesbaden : Gabler, 2008 (Gabler Edition Wissenschaft)
[HER 2005] HERMANSKY, J. ; KRAFT, A. ; MÜHLHAUS, G. ; RÖBEN, H. ; SCHENK, M. ; SEEL-
MANN-EGGEBERT, R.: Modellierung und Implementierung von logistischen Prozessen für Mass Customization. In: KIRN, Stefan (Hrsg.): Kunden-zentrierte Wertschöpfung mit Mass Customization : Kundeninteraktion, Logistik, Simulationssystem und Fallstudien. Stuttgart : Fraunhofer-IRB Verl., 2005, S. 46–117
[HIE 2002] HIEBER, Ralf ; SCHÖNSLEBEN, Paul: Supply chain management : A collabora-tive performance measurement approach. (Zürich, Eidgenössische Techn. Hochsch., Diss u.d.T.: Hieber, Ralf Franz: Supporting transcorporate logis-tics by collaborative performance measurement in industrial logistics net-works—Zürich, 2001). Singen : vdf Hochschulverl. an der ETH, 2002 (vdf Wirtschaft, 12)
[HOL 2001a] HOLWEG, Matthias ; JONES, D. T.: The Challenge of Building Cars to Order – Can Current Automotive Supply Systems Cope? In: TAYLOR, David; BRUNT, David (Hrsg.): Manufacturing operations and supply chain management : The LEAN approach. London : Thomson Learning, 2001, S. 362–372
[HOL 2001b] HOLWEG, M. ; PIL, F. K.: Successful Build-to-Order Strategies Start With the Consumer. In: MIT Sloan Management Review 43 (2001), Nr. 1, S. 74–83

Literaturverzeichnis
138
[HOL 2004] HOLWEG, Matthias ; PIL, Frits K: The second century : Reconnecting cus-tomer and value chain through build-to-order ; moving beyond mass and lean production in the auto industry. Cambridge, Mass. : MIT Press, 2004
[HOR 2007] HORVÁTH, Péter ; ZAHN, Erich ; KRAUER, Verena ; SEITER, Mischa ; UNSÖLD, Christian: Bleiben, Gehen oder Rückkehren? : Ergebnisse der empirischen Studie „Erfolgsfaktoren der Entwicklung und Produktion in Deutschland“. Stuttgart, 2007 (Research Paper Nr. 9)
[ILI 2005] ILIPT: ILIPT News : Edition No. 1. URL http://www.ilipt.org/public/newsletter/Newsletter/ILIPT%20Newsletter%20no1%2012_05.pdf - Überprüfungsdatum 10.2010
[JÄG 2004] JÄGER, Stephan: Absatzsysteme für Mass Customization : Am Beispiel indi-vidualisierter Lebensmittelprodukte. München, Techn. Univ., Diss., 2003. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2004 (Gabler Edition Wissenschaft)
[KAP 2004] KAPUSCINSKI, Roman ; ZHANG, Rachel Q. ; MOORE, Robert ; REEVES, Bill ; CAR-
BONNEAU, Paul: Inventory Decisions in Dell's Supply Chain. In: Interfaces 34 (2004), Nr. 3, S. 191–205. URL http://interfaces.journal.informs.org/cgi/content/abstract/34/3/191 – Über-prüfungsdatum 2010-09-10
[KAT 2005] KATHAWALA, Yunus ; WILGEN, Andreas: The evolution of build-to-order supply chains and its implications with selected case studies. In: Interna-tional Journal of Services and Operations Management Volume 1 (2005), Nr. 3, S. 268–282.
[KEL 2004] KELLER, Susanne ; ZELEWSKI, Stephan: Die Reduzierung des Bullwhip-Effektes : Eine quantitative Analyse aus betriebswirtschaftlicher Perspekti-ve. Duisburg-Essen, Univ., Diss., 2004. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2004 (Gabler Edition Wissenschaft - Information - Organisation - Produk-tion)
[KLU 2010] KLUG, Florian: Logistikmanagement in der Automobilindustrie : Grundla-gen der Logistik im Automobilbau. Heidelberg : Springer, 2010
[KNO 2002] KNOHLMEYER, G. F.: On th Economics of Mass Customization. In: RAUT-
ENSTRAUCH, Claus; SEELMANN-EGGEBERT, Ralph; TUROWSKI, Klaus (Hrsg.): Mov-ing into mass customization : Information systems and management prin-ciples. Berlin : Springer, 2002, S. 3–17
[KNO 2009] KNOP, Robert: Erfolgsfaktoren strategischer Netzwerke kleiner und mittle-rer Unternehmen : Ein IT-gestützter Wegweiser zum Kooperationserfolg. Klagenfurt, Univ., Diss., 2007. 1. Aufl. Wiesbaden : Gabler, 2009 (Gabler Edition Wissenschaft - Unternehmenskooperation und Netzwerkmanage-ment)
[KOT 1995] KOTHA, S.: Mass customization, implementing the emerging paradigm for competitive advantage. In: Strategic Management Journal (1995), Nr. 16, S. 21–42
[KOT 2007] KOTLER, Philip ; ARMSTRONG, Gary ; SAUNDERS, John ; WONG, Veronica: Grundlagen des Marketing. 4., überarb. Aufl. ,[5.Nachdr.]. München : Pearson Studium, 2007 (wi - Wirtschaft/Marketing)

Literaturverzeichnis
139
[KPM 2003] KPMG: Trends in Handel 2005 : – Ein Ausblick für die Branchen Food. URL http://www.ihknordwestfalen.de/fileadmin/medien/02_Wirtschaft/55_Recht_FairPlay/00_Rechtsthemen/medien/Trends_im_Handel_2005.pdf – Über-prüfungsdatum 2010-09-27
[KRA 2000] KRAEMER, Kenneth L. ; DEDRICK, Jason ; YAMASHIRO, Sandra: Refining and Extending the Business Model With Information Technology: Dell Com-puter Corporation. In: The Information Society 16 (2000), Nr. 1, S. 5–21.
[KRE 2007] KREBS, Wolfgang ; DÖRING, Andre ; TIMM, Thorsten: Customize-to-Order : Lieferantengetriebene kundenindividuelle Serienfertigung in der Automo-bilindustrie. In: PPS-Management 12 (2007), Nr. 3, S. 26–29
[KUD 2005] KUDER, Martin: Kundengruppen und Produktlebenszyklus : Dynamische Zielgruppenbildung am Beispiel der Automobilindustrie. Chemnitz,Univ., Diss., 2004. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2005 (Gabler Edition Wissenschaft)
[KUH 2009] KUHN, Axel ; HELLINGRATH BERND.: Auftragsmanagement in Netzwerken: Supply Chain Management. In: BULLINGER, Hans-Jörg; SPATH, Dieter; WARN-
ECKE, Hans-Jürgen; WESTKÄMPER, Engelbert (Hrsg.): Handbuch Unterneh-mensorganisation : Strategien, Planung, Umsetzung. 3., neu bearb. Aufl. Berlin; Heidelberg : Springer, 2009 (VDI-Buch), S. 384–406
[LEN 2008] LENZ, Tobias: Supply Chain Management und Supply Chain Controlling in Handelsunternehmen. Wismar, Hochsch., Diplomarbeit, 2007. 1. Aufl. Bremen : Salzwasser-Verl., 2008 (Wismarer Schriften zu Management und Recht 16)
[LIE 2002] LIEBHART, Ursula E: Strategische Kooperationsnetzwerke : Entwicklung, Ge-staltung und Steuerung. Klagenfurt, Univ., Diss., 2001. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2002 (Gabler-Edition Wissenschaft)
[LIK 2008] LIKER, Jeffrey K ; BRAUN, Almuth: Der Toyota-Weg : 14 Managementprinzi-pien des weltweit erfolgreichsten Automobilkonzerns. 5., unveränd. Aufl. München : FinanzBuch-Verl., 2008
[LUT 2010] LUTZ, Harald: Paradigmenwechsel in der Produktion bei BMW. In: Produk-tion (2010), Nr. 44, S. 28.
[MAC 2001] MACCARTHY, Bart: Human performance in planning and scheduling. Lon-don : Taylor & Francis, 2001
[MAG 1998] MAGRETTA, J.: The Power of Virtual Integration: an Interview with Dell Computer’s Michael Dell. In: Harvard Business Review 76 (1998), Nr. 2, S. 72–84
[MAN 2008] MANDEL, Jörg: Collaborative Execution Processes. In: PARRY, Glenn; GRAVES, Andrew (Hrsg.): Build to Order : The Road to the 5 Day Car. London : Springer, 2008, S. 210–221
[MAN 2009] MANDEL, Jörg. ; OST, Stefanie.: Durchgängige "Build-to-Order-Produktion" als Schlüsselfaktor für den Serienfertiger von morgen. In: wt Werkstatts-technik online 99 (2009), Nr. 4, S. 279–280

Literaturverzeichnis
140
[MEF 2008] MEFFERT, Heribert ; BURMANN, Christoph ; KIRCHGEORG, Manfred: Marketing : Grundlagen marktorientierter Unternehmensführung ; Konzepte - In-strumente - Praxisbeispiele. 10., vollst. überarb. und erw. Aufl. Wiesbaden : Gabler, 2008 (Meffert-Marketing-Edition Lehrbuch)
[MEI 2004] MEIXELL, Mary J. ; WU, David S.: Collaborative Manufacturing for Mass Customization. In: CHANDRA, Charu; KAMRANI, Ali K. (Hrsg.): Mass customi-zation : A supply chain approach. New York, NY : Kluwer Acad./Plenum Publ., 2004, S. 169–185
[MER 1995] MERTENS, P.: Mass Customization. In: Wirtschaftsinformatik 37 (1995), Nr. 5, S. S. 503-505
[MEY 2004] MEYR, Herbert: Supply chain planning in the German automotive industry. In: OR spectrum 26 (2004), Nr. 4, S. 447–470
[MIC 2004] MICHEL, F. ; SCHELLBERG, O.: Mit „Jitto“ Bestände und Lieferzeiten reduzie-ren. In: Logistik für Unternehmen 18 (2004), Nr. 6, S. 42–44
[MIE 2004] MIEMCZYK, Joe ; HOLWEG, Matthias: Building Cars To Customer Order - What Does It Mean For Inbound Logistics Operations? In: Journal of Busi-ness Logistics 25 (2004), Nr. 2, S. 171–198
[MIL 2002] MILBERG, Joachim ; SCHUH, G.: Erfolg in Netzwerken. 1. Aufl. Berlin : Sprin-ger, 2002
[MÖL 2003] MÖLLER, Klaus: Supply Chain Valuation - Wertschöpfung in und durch Supply Chain Networks. In: STÖLZLE, Wolfgang (Hrsg.): Supply Chain Con-trolling in Theorie und Praxis : Aktuelle Konzepte und Unternehmensbei-spiele. 1. Aufl. Wiesbaden : Gabler, 2003, S. 49–82
[MÜH 2004] MÜHLENBRUCH, Helge: Gestaltungsfelder der Produktionsendstufe. In: WI-
ENDAHL, Hans-Peter (Hrsg.): Variantenbeherrschung in der Montage : Kon-zept und Praxis der flexiblen Produktionsendstufe. Berlin : Springer, 2004, S. 41–63
[MÜL 2005] MÜLLER, M. ; PILLER, Frank Thomas ; REICHWALD, Ralf: Management von Kundeninformationen als Erfolgsfaktor. In: KIRN, Stefan (Hrsg.): Kunden-zentrierte Wertschöpfung mit Mass Customization : Kundeninteraktion, Logistik, Simulationssystem und Fallstudien. Stuttgart : Fraunhofer-IRB-Verl., 2005, S. 10–45
[NAY 2006] NAYABI, K. ; MANDEL, J. ; BERGER, M.: Build-to-Order: Durchlaufzeiten redu-zieren: Durchgängiges Auftragsmanagement in der Automobilindustrie. In: IT & production (2006), Nr. 5+6, S. 20–22
[NIE 2002] NIESCHLAG, Robert ; DICHTL, Erwin ; HÖRSCHGEN, Hans: Marketing. 19., überarb. und erg. Aufl. Berlin : Duncker & Humblot, 2002
[NIS 2009] NISHIYAMA, Kohei ; OGAWA, Susumu: Quantifying user innovation in con-sumer goods : Case study or CUUSOO.COM, Japan. In: HINTERHUBER, Hans H; MATZLER, Kurt (Hrsg.): Kundenorientierte Unternehmensführung : Kun-denorientierung - Kundenzufriedenheit - Kundenbindung. 6., überarb. Aufl. Wiesbaden : Gabler Verlag , 2009, S. 529–554

Literaturverzeichnis
141
[NYH 2003] NYHUIS, Peter ; WIENDAHL, Hans-Peter: Logistische Kennlinien : Grundla-gen Werkzeuge und Anwendungen. 2., erw. und neubearb. Aufl. Berlin : Springer, 2003
[OLE 1998] OLESON, John D.: Pathways to agility : Mass customization in action. New York : Wiley, 1998
[ORM 2006] ORMECI, Melda: Inventory Control In A Build-To-Order Environment. Geor-gia : Georgia Institute of Technology, Diss. 2006
[OST 2009] OST, Stefanie ; MANDEL, Jörg: Kundenauftragsspezifische Produktionsnetz-werke in der Automobilindustrie. In: Zeitschrift für wirtschaftlichen Fabrik-betrieb 104 (2009), Nr. 3, S. 164–169
[OTT 2002] OTTO, Isabel: BMW und Modine stellen Anlieferungsverfahren um Just-in-Sequence statt Just-in-Time. In: Computerwoche (2002), Nr. 12, S. 13-14
[OTT 2007] OTTO, Andreas: ForLog - Ein Modellprojekt bayrischer Logistikforschung : Aktivitäten und Handlungsfelder des Verbundes. In: GÜNTHNER, Willibald A (Hrsg.): Neue Wege in der Automobillogistik : Die Vision der Supra-Adaptivität. 1. Aufl. Berlin : Springer, 2007 , S. 29–36
[PAR 2008] PARRY, Glenn (Hrsg.); GRAVES, Andrew (Hrsg.): Build to Order : The Road to the 5 Day Car. London : Springer, 2008
[PIL 1998] PILLER, Frank Thomas (Hrsg.): Kundenindividuelle Massenproduktion : Die Wettbewerbsstrategie der Zukunft. München : Hanser, 1998
[PIL 2000] PILLER, Frank Thomas ; REICHWALD, Ralf: Produktionsnetzwerke für Mass Customization – Potentiale, Arten und Implementationen. In: KALUZA, Bernd; BLECKER, Thorsten (Hrsg.): Produktions- und Logistikmanagement in Virtuellen Unternehmen und Unternehmensnetzwerken, Berlin : Springer, 2000, S. 599–628
[PIL 2001] PILLER, Frank Thomas: Mass Customization : Ein wettbewerbsstrategisches Konzept im Informationszeitalter. Würzburg, Univ., Diss., 1999. 2., aktuali. Aufl. Wiesbaden : Dt. Univ.-Verl., 2001 (Gabler-Edition Wissenschaft - Markt- und Unternehmensentwicklung)
[PIL 2002a] PILLER, Frank Thomas ; HÖNIGSCHMID, Florian ; MÜLLER, Florian: Individualität und Preis : Eine empirische Untersuchung zu Preissensibilität und Zah-lungsbereitschaft bei Mass-customization-Produkten ; Kurzauswertung und Zusammenfassung der Ergebnisse. München : TUM Lehrstuhl für Allg. und Industrielle Betriebswirtschaftslehre, 2002 (Arbeitsberichte des Lehr-stuhls für Allgemeine und Industrielle Betriebswirtschaftslehre der Techni-schen Universität München, Nr. 28)
[PIL 2002b] PILLER, Frank Thomas: Mass Customization. In: ALBERS, Sönke; HERRMANN, Andreas (Hrsg.): Handbuch Produktmanagement : Strategieentwicklung - Produktplanung - Organisation - Kontrolle. 2., überarb. und erw. Aufl. Wiesbaden : Gabler, 2002, S. 929–958
[PIL 2003] PILLER, Frank Thomas (Hrsg.); STOTKO, Christof M. (Hrsg.): Mass Customiza-tion und Kundenintegration : Neue Wege zum innovativen Produkt. 1. Aufl. Düsseldorf : Symposion-Verl., 2003

Literaturverzeichnis
142
[PIL 2008] PILLER, Frank Thomas: Mass Customization : Ein wettbewerbsstrategisches Konzept im Informationszeitalter. 4., überarb. und erw. Aufl., Nachdr. Wiesbaden : Dt. Univ.-Verl., 2008 (Gabler Edition Wissenschaft - Markt- und Unternehmensentwicklung)
[PIN 1991] PINE, Buddie Joseph: Paradigm shift : From mass production to mass cus-tomization. Cambridge, Mass. : Massachusetts Institute of Technology Sloan School of Management, 1991 (Working paper / International Center for Research on the Management of Technology)
[PIN 1993] PINE, Buddie Joseph: Mass customization : The new frontier in business competition. Boston Mass. : Harvard Business School Press, 1993
[PIN 1998] PINE, Buddie Joseph: Einführung: Die Wettbewerbsstrategie der Zukunft. In: PILLER, Frank Thomas (Hrsg.): Kundenindividuelle Massenproduktion : Die Wettbewerbsstrategie der Zukunft. München : Hanser, 1998, S. 1–17
[POR 1986] PORTER, Michael Eugene: Wettbewerbsvorteile : Spitzenleistungen errei-chen und behaupten. Frankfurt/Main : Campus-Verl., 1986
[POR 1999] PORTER, Michael Eugene: Wettbewerbsstrategie (competitive strategy) : Methoden zur Analyse von Branchen und Konkurrenten. 10., durchges. und erw. Aufl. Frankfurt : Campus-Verl., 1999
[QUA 2000] QUACK, Helmut: Internationale Kooperationen : Ein Wegweiser für mittlere und kleine Unternehmen. Frankfurt am Main : Frankfurter Allg. Buch, 2000
[RAU 2003] RAUTENSTRAUCH, Thomas ; GENEROTZKY, Lars ; BIGALKE, Tim: Kooperationen und Netzwerke : Grundlagen und empirische Ergebnisse. 1. Aufl. Lohmar u. a. : Eul, 2003 (Unternehmensführung und Controlling in der Praxis, 1)
[REE 2005] REEVE, James M.: Which Supply Chain Design : Is Right for YOU? In: Supply Chain Management Review 9 (2005), Nr. 4, S. 50–57
[REI 2003] REICHWALD, Ralf ; PILLER, Frank Thomas: Von Massenproduktion zu Co-Produktion : Kunden als Wertschöpfungspartner. In: Wirtschaftsinformatik 45 (2003), Nr. 5, S. 515–519
[REI 2005] REITHOFER, Norbert: "KOVP": Kundenorientierter Vertriebs- und Produkti-onsprozess : Das neue Build-to-Order-System der BMW Group. In: KALUZA, Bernd; BEHRENS, Stefan (Hrsg.): Erfolgsfaktor Flexibilität : Strategien und Konzepte für wandlungsfähige Unternehmen. Berlin : Schmidt, 2005 (Technological Economics, 60), S. 269–291
[REI 2006] REICHWALD, Ralf ; PILLER, Frank: Interaktive Wertschöpfung : Open Innovati-on, Individualisierung und neue Formen der Arbeitsteilung. Wiesbaden : Gabler, 2006
[REI 2008] REICHHART, Andreas ; HOLWEG, Matthias: Build-to-Order: Impacts, Trends and Open Issues. In: PARRY, Glenn; GRAVES, Andrew (Hrsg.): Build to Order : The Road to the 5 Day Car. London : Springer, 2008, S. 35–53
[REI 2009] REICHWALD, Ralf ; PILLER, Frank: Interaktive Wertschöpfung : Open Innovati-on, Individualisierung und neue Formen der Arbeitsteilung. 2., überarb. u. erw. Aufl. Wiesbaden : Gabler, 2009

Literaturverzeichnis
143
[RIC 1997] RICH, N. ; HINES, P.: Supply Chain Management and Time-Based Competi-tion: The Role of the Supplier Association. In: International Journal of Phys-ical Distribution and Logistics Management 27 (1997), Nr. 3/4, S. 210–225
[RIC 2001] RICE, J. B. ; HOPPE, R. M.: Supply Chain VS. Supply Chain – The Hype and the Reality. In: Supply Chain Management Review 9 (2001), Nr. 4, S. 50–57
[RIE 1992] RIEPER, Bernd: Betriebswirtschaftliche Entscheidungsmodelle : Grundla-gen. Herne : Verl. Neue Wirtschafts-Briefe, 1992 (NWB-Betriebswirtschaft)
[RUD 2004] RUDBERG, Martin ; WIKNER, Joakim: Mass customization in terms of the cus-tomer order decoupling point. In: Production Planning and Control 15 (2004), Nr. 4, S. 445–458
[SCH 2002] SCHENK, M. ; SEELMANN-EGGEBERT, Ralph: Mass Customization Facing Logis-tics Challenges. In: RAUTENSTRAUCH, Claus; SEELMANN-EGGEBERT, Ralph; TUROWSKI, Klaus (Hrsg.): Moving into mass customization : Information sys-tems and management principles. Berlin : Springer, 2002, S. 41–57
[SCH 2003a] SCHÖNSLEBEN, Paul ; LÖDDING, Hermann ; NIENHAUS, J.: Verstärkung des Bullwhip-Effekts durch konstante Plan-Durchlaufzeiten – Wie Lieferketten mit einer Bestandsregelung Nachfrageschwankungen in den Griff be-kommen. In: PPS-Management 8 (2003), Nr. 1, S. 41–45
[SCH 2003b] SCHÄFFER, Sabine M: Die Zeitverwendung von Konsumenten : Implikatio-nen für das Dienstleistungsmarketing. Bayreuth, Univ., Diss., 2002. 1. Aufl. Wiesbaden : Dt. Univ.-Verl., 2003 (Gabler Edition Wissenschaft -Focus Dienstleistungsmarketing)
[SCH 2004a] SCHRÖDER, Jürgen: Packagesteuerung: Ein Instrument zur effektiven Steue-rung von variantenreichen Großserien. Ingolstadt, 2004 (Fachhochschule Ingolstadt Arbeitsberichte - Working Papers, 6)
[SCH 2004b] SCHOLL, Armin: Grundlagen der modellgestützten Planung. In: Arnold, D. et.al. (Herg.) Handbuch Logistik; Berlin : Springer, 2004
[SCH 2005] SCHIEGG, Philipp: Typologie und Erklärungsansätze für Strukturen der Pla-nung und Steuerung in Produktionsnetzwerken. Aachen, Techn. Hochsch., Diss., 2005. Aachen : Shaker, 2005 (Schriftenreihe Rationalisierung und Humanisierung 75)
[SCH 2006a] SCHUH, GÜNTHER; KAMPKER, ACHIM; NARR, CLAUS; POTENTE, TILL; ATTIG, PHILIPP: myOpenFactory – In: Cunha, Pedro F. (Ed.); Maropoulos, Paul (Ed.); CIRP: Digital Enterprise Technology : Proceedings CD. 3rd CIRP Sponsored Con-ference on Digital Enterprise Technology, September 18-22, 2006 Setubal,Portugal, Paper E18
[SCH 2006b] SCHODER, Detlef ; GRASMUGG, Stefan: Mass Customization: Definition und Charakteristika : Newsletter Oscar GmbH. URL http://www.oscar.de/newsletter/nl_masscustom_definition.php – Überprü-fungsdatum 2009-08-10
[SCH 2007a] SCHUH, G. ; SCHMIDT, C.: Effiziente Informationslogistik im Maschinenbau : Durchgängiger Standard für die unternehmensübergreifende Produktions-

Literaturverzeichnis
144
planung und -steuerung. In: wt Werkstattstechnik online 97 (2007), Nr. 4, S. 272–278
[SCH 2007b] SCHÖNSLEBEN, Paul: Integrales Logistikmanagement : Operations und Supp-ly Chain Management in umfassenden Wertschöpfungsnetzwerken. 5., bearb. und erw. Aufl. Berlin : Springer, 2007
[SCH 2008a] SCHULZE, Manuel: Prozesskostenorientierte Gestaltung von Wertschöp-fungsketten. Oldenburg, Univ., Diss., 2007. Wiesbaden : Deutscher Uni-versitäts-Verlag, 2008
[SCH 2008b] SCHUH, Günther (Hrsg.): Effiziente Auftragsabwicklung mit myOpenFacto-ry. München : Hanser, 2008
[SEN 2008] SENNHEISER, Andreas ; SCHNETZLER, Matthias: Wertorientiertes Supply Chain Management : Strategien zur Mehrung und Messung des Unternehmens-wertes durch SCM. Berlin, Heidelberg : Springer, 2008 (VDI-Buch)
[SIH 2005]: Intelligent logistics for innovative product technologies as part of the EU 5-day-car initiative. 38th International Seminar on Manufacturing Systems 2005. CD-ROM Proceedings, May16-18, 2005, Florianopolis : Brasil-CIRP, 2005
[SON 2003] SONG, Jing-Sheng ; ZIPKIN, Paul: Supply chain operations: assemble-to-order systems. In: KOK, Antonius Gerlacus de; GRAVES, Stephen C (Hrsg.): Supply chain management : Design, coordination and operation. 1. ed. Amster-dam : Elsevier, 2003 (Handbooks in operations research and management science, 11), S. 561–596
[STA 2008] STADTLER, Hartmut (Hrsg.); KILGER, Christoph (Hrsg.): Supply chain man-agement and advanced planning : Concepts, models, software, and case studies. 4. ed. Berlin; Heidelberg : Springer, 2008
[STE 2005] STERN, Thomas ; JABERG, Helmut: Erfolgreiches Innovationsmanagement : Erfolgsfaktoren, Grundmuster, Fallbeispiele. 2., überarb. und erw. Aufl. Wiesbaden : Gabler, 2005
[STO 2002] STOTKO, Christof M: Das wirtschaftliche Potenzial von Mass Customization als Maßnahme zur Erhöhung der Kundenbindung. München, 2002 (Ar-beitsberichte des Lehrstuhls für Allgemeine und Industrielle Betriebswirt-schaftslehre der Technischen Universität München)
[STÖ 2002] STÖLZLE, Wolfgang (Hrsg.); KARRER, Michael (Hrsg.); DOKUMENTATION DES WIS-
SENSCHAFTSSYMPOSIUMS LOGISTIK DER BVL: Performance Management in der Supply Chain - Potentiale durch die Balanced Scorecard, 2002
[SUP o.D.] SUPPLY CHAIN COUNCIL: SCOR Modell. URL http://www.supply-chain.org/membership/members – Überprüfungsdatum 2009-08-02
[SYD 1992] SYDOW, Jörg: Strategische Netzwerke : Evolution und Organisation. Berlin, Freie Univ., Habil.-Schr., 1991/92. Wiesbaden : Gabler, 1992 (Neue be-triebswirtschaftliche Forschung, 100)

Literaturverzeichnis
145
[SYD 1998] SYDOW, Jörg ; WINAND, Udo: Unternehmungsvernetzung und -virtualisierung : Die Zukunft unternehmerischer Partnerschaften. In: WI-
NAND, Udo; NATHUSIUS, Klaus (Hrsg.): Unternehmungsnetzwerke und virtu-elle Organisationen. Stuttgart : Schäffer-Poeschel, 1998 (Schriftenreihe der Schmalenbach-Gesellschaft für Betriebswirtschaft e.V.), S. 11–31
[SYD 2006] SYDOW, Jörg: Management von Netzwerkorganisationen - zum Stand der Forschung. In: SYDOW, Jörg (Hrsg.): Management von Netzwerkorganisati-onen : Beiträge aus der "Managementforschung". 4., aktuali. und erw. Aufl. Wiesbaden : Gabler, 2006, S. 387–472
[TOF 1971] TOFFLER, Alvin: Future shock. New York, NY : Bantam Books, 1971
[VER 1980] VEREIN DEUTSCHER INGENIEURE (HRSG.): Handbuch der Arbeitsgestaltung und Arbeitsorganisation. Düsseldorf : VDI-Verlag, 1980
[VOI 2006] VOIGT, Kai-Ingo ; SAATMANN, Michael ; SCHORR, Sascha: Fünf-Tage-Auto: Last für Zulieferer. In: Automobil-Produktion (2006), Nr.10 S. 16–17
[VOL 2009] VOLLING, Thomas: Auftragsbezogene Planung bei variantenreicher Serien-produktion : Eine Untersuchung mit Fallstudien aus der Automobilindust-rie. Braunschweig, Techn. Univ., Diss., 2008. 1. Aufl. Wiesbaden : Gabler, 2009 (Gabler Edition Wissenschaft - Produktion und Logistik)
[WAG 1978] WAGNER, Gerd Rainer: Lieferzeitpolitik. Frankfurt (Main), Univ. Diss. 1974. 2., überarb. Aufl. Wiesbaden : Gabler, 1978 (Schriftenreihe Markt und Marketing)
[WAG 2008] WAGNER, Karl W ; DÜRR, Walter: Reifegrad nach ISO/IEC 15504 (SPiCE) er-mitteln. 1. Aufl. München : Hanser, 2008 (Pocket Power 51)
[WEC 1991] WECK, Manfred: Werkzeugmaschinen, Fertigungssysteme. 4. Aufl. Düssel-dorf : VDI-Verl., 1991 (Studium und Praxis)
[WEI 2005] WEIGUNY, B.: Wie klaut man schneller als andere? In: Die Zeit (2005), Nr. 40, S. 22
[WER 2002] WERNER, Hartmut: Supply Chain Management : Grundlagen, Strategien, Instrumente und Controlling. 2., vollst. überarb. und erw. Aufl. Wiesbaden : Gabler, 2002 (Gabler-Lehrbuch)
[WER 2008] WERNER, Hartmut: Supply Chain Management : Grundlagen, Strategien, Instrumente und Controlling. 3., vollst. überarb. und erw. Aufl. Wiesbaden : Gabler, 2008
[WES 2003] WESTKÄMPER, Engelbert: Quo vadis Fertigungstechnik. In: AMBOS, Eberhard (Hrsg.): Quo vadis Fertigungstechnik? : 50 Jahre IFQ ; Magdeburger Ferti-gungstechnisches Kolloquium. Aachen : Shaker, 2003 (Berichte aus der Fertigungstechnik), S. 41–98
[WES 2006] WESTKÄMPER, Engelbert ; DECKER, Markus: Einführung in die Organisation der Produktion. Berlin; Heidelberg : Springer, 2006 (Springer-Lehrbuch)
[WES 2008] WESTKÄMPER, Engelbert: Fabriken sind komplexe langlebige Systeme. In: NYHUIS, Peter (Hrsg.): Beiträge zu einer Theorie der Logistik. Berlin : Sprin-ger, 2008, S. 85–107

Literaturverzeichnis
146
[WES 2009] WESTKÄMPER, Engelbert: Rahmen und Herausforderungen und Visionen für die Unternehmensorganisation : Wandlungsfähige Organisation und Ferti-gung in dynamischen Umfeldern. In: BULLINGER, Hans-Jörg; SPATH, Dieter; WARNECKE, Hans-Jürgen; WESTKÄMPER, Engelbert (Hrsg.): Handbuch Unter-nehmensorganisation : Strategien, Planung, Umsetzung. 3., neu bearb. Aufl. Berlin; Heidelberg : Springer, 2009 (VDI-Buch), S. 25–37
[WIE 2002] WIENDAHL, Hans-Hermann: Situative Konfiguration des Auftragsmanage-ments im turbulenten Umfeld. Stuttgart, Univ., Diss., 2002. Heimsheim : Jost-Jetter, 2002 (IPA-IAO-Forschung und Praxis 358)
[WIE 2008a] WIENHOLDT, Hendrik ; SCHMIDT, Carsten ; SCHWEICHER, Benedikt ; WALBER, Benjamin: Grundlagen der überbetrieblichen Auftragsabwicklung. In: SCHUH, Günther (Hrsg.): Effiziente Auftragsabwicklung mit myOpenFacto-ry. München : Hanser, 2008, S. 1–31
[WIE 2008b] WIENDAHL, Hans-Peter: Betriebsorganisation für Ingenieure. 6., aktuali. Aufl. München : Hanser, 2008
[WIE 2010] WIENDAHL, Hans-Hermann: Sozio-technisches Auftragsmanagement : Grundlagen Konfiguration Einführung. Stuttgart, Univ., Habil.-Schr., 2010.
[WIL 2004] WILDEMANN, Horst: Produktionsorganisation. In: SCHREYÖGG, Georg (Hrsg.): Handwörterbuch Unternehmensführung und Organisation. 4., völlig neu bearb. Aufl. Stuttgart : Schäffer-Poeschel, 2004 (Enzyklopädie der Be-triebswirtschaftslehre, Bd. 2), S. 1182–1189
[WIL 2006] WILKE, Michael: Wandelbare automatisierte Materialflusssysteme für dy-namische Produktionsstrukturen. München, Techn. Univ., Diss., 2006. München : Utz, 2006 (Fördertechnik - Materialfluss - Logistik)
[WIL 2007] WILDEMANN, Horst: Grenzen von Unternehmensnetzwerken. In: SOMMER-
LATTE, Tom (Hrsg.): Handbuch der Unternehmensberatung : Organisatio-nen führen und entwickeln. Berlin : E. Schmidt, 2007, S. 1–13
[WIN 2006] WINKLER, Hannes: Build-to-Order : Produzieren nach Kundenbedarf – ein Potenzial für Unternehmen? In: VDI-Z Integrierte Produktion 148 (2006), Nr.1/2 S. 30–32
[WIR 2006] WIRTZ, Bernd W ; BURMANN, Christoph: Ganzheitliches Direktmarketing. 1. Aufl. Wiesbaden : Gabler, 2006
[ZIM 2005] ZIMMERMANN, Klaus: Supply Chain Balanced Scorecard : Unternehmens-übergreifendes Management von Wertschöpfungsketten. Oldenburg, Univ., Diss., 2002. 1. Aufl., Nachdr. Wiesbaden : Dt. Univ.-Verl., 2005 (Gabler Edition Wissenschaft)

Aus dem Ansatz einer ganzheitlichen Optimierung ausgehend von der Kundenwunschwartezeit, greift das erarbeitete Modell zur Gestaltung von Build-to-Order Produktionsnetzwerken drei Grundgedanken auf. Diese sind die für Build-to-Order passende Produktstruktur, die geeigneten Netzwerktypen, sowie die benötigten unterstützenden Produktions- und Logistikprozesse in einem Build-to-Order Produktionsnetzwerk. Das Modell bringt alle wichtigen produktions- und transportlogistischen Größen sowie die Produktkomplexität in Abhängigkeit zum Wunschwartezeitraum des Endkunden und stellt die maximale Ausdehnung des Produktionsnetzwerks dar.
FRAUNHOFER VERLAG
ISBN 978-3-8396-0434-2
9 7 8 3 8 3 9 6 0 4 3 4 2