Magazine 2007 - R. STAHL, INC.
80
Magazine 2007 for the installers and operators of explosion protected electrical installations
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of Magazine 2007 - R. STAHL, INC.

Magazine 2007for the installers and operators of explosion protected electrical installations
R. STAHL Schaltgeräte GmbHAm Bahnhof 30, 74638 WaldenburgTelephone + 49 7942 943 -0Fax + 49 7942 943 -4333
www.stahl.de
ID-Nr. 00 006 43 76 0 S-Ex-Magazine 33/2007-00-en-07/2007 · Printed in Germany R.
STAH
L Sc
haltg
erät
e Gm
bHEx
-Mag
azin
e 20
07

Dear reader,
Rescuing the Earth from climatic disaster has dominated the headlines of the national and international press like no other subject since the publication of the 4th Assessment Report on Cli-mate Change by the United Nations a few months ago. A subject that before was only of interest to a minority involved with the environ-ment, and concerned for the future of the Earth, has become a long-standing, almost completely dominating issue practically overnight. Since then the media has published a wide range of cata-strophic scenarios and horror stories. As a result it is increasingly difficult for the average person on the street to separate serious reporting from sensationalism, or to differentiate between expert concerns worthy of attention and circulation-boosting panic monger-ing. It is also not possible to be certain which statements from politi-cians are aimed at a long-term, sustained impact on the climatic trend, and which are simply populist reflex reactions to achieve short-term political goals. Independent of these issues, the task facing mankind, if man-kind is to protect the Earth from long-term climatic change, consists on the one hand of satisfying the dramatically increased demand for energy resulting from globalisation using energy sources that are significantly less polluting than the fossil fuels dominant up until now, and on the other hand to increase the efficiency of energy utilisation by increasing the usage of energy-saving systems and technologies. The fact that the need for safe and effective explosion protec-tion will not necessarily go away as a result of a reduction in the uti-lisation of crude oil and natural gas is demonstrated by our article on geothermal energy on page 8. Even if it is possible to drive forward the utilisation of alterna-tive energy sources that in themselves do not actually require explo-sion protection, e.g. solar or wind power, hydrogen will very probably become the dominant energy carrier. And, as this substance is highly explosive, explosion protection will be necessary for a large part of the infrastructure. We find ourselves in the midst of developments that are both exciting and crucial for the future of mankind. During this process explosion protection will continue to play an important role in general safety.
The editorial team
Editorial
Title picture: HERRENKNECHT Vertical GmbH ›Hot Rock‹ deep drilling rig for exploring geothermal heat.
Impressum
Ex-Magazine 33/2007 (ISSN 0176-0920) is published on behalf of:
R. STAHL Schaltgeräte GmbHAm Bahnhof 30, 74638 WaldenburgTelephone +49 7942 943-0Fax +49 7942 [email protected]
EditorR. STAHL Schaltgeräte GmbHEditorial staffDr. Ing. Thorsten Arnhold Dr. rer. nat. Dieter BeermannAnja KircherOrganisation and LayoutAnja KircherDesign and Art-FinishingVISUELL Studio für Kommunikation GmbH, StuttgartProductionWahl-Druck GmbH, Aalen
We cannot be responsible for manuscripts not requested by R. STAHL. Persons submitting manuscripts, letters, etc. consent to editing.
Reproductions only with the Publishers permission!
78 | 79Ex-Magazine 2007
PublicationsPlease copy and mark your request and send to us by fax or mail
+49 7942 943 40 4146
Company
Name
Department
Address
Telephone Fax
explosion protectionThe basics of
marine solutions
Basics of Explosion
Protection
Introduction to
Explosion Protection
for Electrical
Apparatus and
Installations
competence at a glance
Competence at
a Glance
Where safety knows
no compromise:
manufacturing,
system solutions,
products, Ex-certifi-
cations, service and
training
Obligations and
Tasks
for operators of
electrical equipment
in potentially explo-
sive atmospheres
Marine Solutions
The new brochure
by R. STAHL and
TRANBERG about
lighting systems,
and installation
hardware for mari-
time applications
Condensed
Catalogue
Explosion protected
electrical apparatus
intrinsically safe
components and
systems for
instrumentation
Dust-explosion
Protection
Introduction to
Explosion Protection
for Electrical
Apparatus and
Installations
Fieldbus Solutions
modules
and systems
The new R. STAHL
brochure about
ISbus Fieldbus, IS1
Remote I/O and
Fieldbus systems
General catalogue
on CD-ROM
Explosion protection
by R. STAHL
Folder for
Ex-Magazine
Ex-Poster
I would like to receive a personal consultation
Please enter my name into the distribution list of
Ex-Magazine
(appears once per year in German and English)
I would like to receive more concerning the
following products and subjects
R. STAHL Schaltgeräte GmbH, Am Bahnhof 30, 74638 Waldenburg/GermanyTelephone +49 7942 943 4146, Fax +49 7942 943 40 4146, [email protected] www.stahl.de
Annual Report
by R. STAHL AG
Lighting
flourescent lighting,
floodlights,
compact light fitting,
pendant light fitting,
hand lamps and
emergency light
systems
lighting

Contents
page 4, 8, Dr. Ing. Thorsten Arnhold 54, 68 Divisional Head of Product Management and Marketing, R. STAHL Schaltgeräte GmbH, Waldenburg 58 Karl-Heinz Christoffel Sales Department Automation, R. STAHL Schaltgeräte GmbH, Waldenburg 61 Thomas Eichhorn Plant Engineer Instrumentation Clariant Produkte (Deutschland) GmbH, Frankfurt 66 Dipl.-Ing. Horst Friedrich Director Product Management and SW Development, R. STAHL HMI Systems GmbH, Köln/Germany 26 Helmut Greiner Consultant for Danfoss Bauer GmbH and German speaker to IEC SC 31 H 58 Dieter Grunert Plant Engineer Instrumentation, Rhein Chemie Rheinau GmbH, Mannheim Rheinau 42 Per Helgeland Assisting Director Marketing and Sales Manager, Tranberg AS, Norway 61 Dr. Ulrich Johannsmeyer Head of Technical Laboratory 3.6 Systems and Intrinsic Safety and Safety of Systems and Head of PTB-Certification Body for Explosion Protection, PTB, Braunschweig/Germany 42, 54 Dr. Andreas Kaufmann Product Manager of Lighting, R. STAHL Schaltgeräte GmbH, Waldenburg 32 Søren Lykke Larsen Managing Director Tranberg Systems A/S, Denmark 36 Bill Lawrence Senior Engineering Specialist Hazardous Locations, FM Approvals, USA 54 Ross Mackintosh Production Engineer, DIAGEO, Great Britain 14 Dr. Ulrich von Pidoll Section 3.73 Physical ignition processes, PTB, Braunschweig 49 Jürgen Poidl Product Manager Switchgear R. STAHL Schaltgeräte GmbH, Waldenburg 36 John Rennie Former Vice-President and Manager Approval Divisions, FM Approvals – FMRC, USA 68 Dipl.-Ing. (FH) Thomas Riecke Project-Manager EISENMANN Anlagenbau GmbH & Co. KG, Böblingen 8 Andreas Steilen Manager R&D: Electrical Engineering Herrenknecht Vertical GmbH, Schwanau 61 Dr. Ing. Anton Schimmele Director Innovation Management, R. STAHL Schaltgeräte GmbH, Waldenburg 46 Dipl.-Ing. Alexander Scholl Sales Manager for Process Analytics and Systems Integration, SIEMENS AG A&D, Karlsruhe/Germany 46, 49 Dipl.-Chemie-Ing. Helmut Schulz Senior Project Manager, Engineering for Process Analytics and Systems Integration, SIEMENS AG A&D, Karlsruhe/Germany 20 Dipl.-Ing. (FH) Stephan Schultz Product Manager Automation, R. STAHL Schaltgeräte GmbH, Waldenburg 46 Dipl.-Ing. (FH) Dagmar Sorg-Ehrhardt Senior System Consultant, Technical Sales Support for Process Analytics, SIEMENS AG A&D, Karlsruhe/Germany
The authors
Product Presentationi 66 Everything in view, even in hazardous areas Camera monitoring systems for plants in explosion hazardous areas 74 Product-News
>>
Requested?
Application Report
8 Energy from deep underground Protection against explosions in modern drilling equipment 20 The use of wireless technology in hazardous areas 32 Liquefied natural gas in the arctic Process plants located in this harsh environment require technical heating 42 Explosion protected lighting on liquefied gas-fuelled supply ships 46 Save even in the desert Gas analysis increases efficiency and protects the environment 49 Explosion protection for process analysis Safe operation up to the explosion limit 54 Innovative emergency escape route lighting based on a light-source of LED Cluster Application for use during the whisky maturation process 58 Solution for process automation Simple operation, flexible expansion and low-cost maintenance Plant operation experience at Rhein Chemie in Mannheim/Germany 68 The expensive solution is more economical Electrical equipment for a paint mixing plant for a car manufacturer
72 Any question? Customers ask – We give the answer 79 Publications
4 Ex-News Standardisation work on the topic of explosion protection of electrical apparatus 14 Physical ignition processes Evaluation of the incendivity of electrostatic discharges without ignition tests with combustible gases or dusts 26 Explosion protected electric motors Selection, adjustment and testing of current-dependent overload protective devices 36 FM Approvals Roots in the industrial revolution 1835 and the development to present 61 Verification of intrinsic safety Co and Lo parameters for mixed circuits
Legislation, Standards and Technology§

Ex-News
§
Standardisation work on the topic of explosion of electrical apparatusby Thorsten Arnhold (Editorial Board)
IEC TC 31 Electrical apparatus for explosive atmospheres
IEC 60079-0: General requirements At the meeting of Working Group 22 in Chicago in April 2006, the comprehensive revision of IEC 60079 part 0 was continued. The objective is the harmonisation of the complete series of standards managed by TC 31. This activity involves, among other aspects, the inclusion of dust explosion protection, the regulations for apparatus for zone 0 and 2 in a basic standard, as well as harmonising general definitions to a large extent. The Ex-Magazine reported in detail on the most important additions to the standard in issue 32/2006. In the meantime, the draft standard was published in June 2006 as a CDV and passed on to the worldwide spe-cialist community in the national committees for commenting. As expected, the response was overwhelming: By November 2006, 53 pages of comments had been received and had to be addressed in the meeting of WG 22 in Australia in March 2007 (results were not yet available at the time of going to press). In the context of the harmonisation of the standards for explosion protection, at the TC 31 annual conference in Rio de Janeiro in October 2006 it was also decided to form a sub-committee, SC 31 M. This sub-commit-tee will provide coordination between the explosion protection of electrical and mechan ical apparatus. The secretariat for this sub-committee lies with the DIN (Deutsches Institut für Normung e.V. ).
IEC 60079-1: Flameproof enclosure Maintenance Team 25 in IEC TC 31 con-tinued its work on the 6th edition at its meeting in Chicago in April 2006. A rough draft of the next edition of the standard was prepared. The inclusion in the standard of low temperatures for the specification of the test requirements and conditions was generally welcomed. The CDV published in November 2005 was accepted by the national committees and the comments received were discussed and taken into account at the meeting of the MT. The 6th edition was published in April 2007.
IEC 60079-2: Pressurized enclosures The 5th edition of the standard was pub-lished in February 2007. The Equipment Protection Levels (EPL) are now included. Otherwise there were no major changes.
IEC 60079-5: Powder filling The 3rd edition of the standard is to be published in March 2007. The most impor-tant change compared to the 2nd edition is that it is now possible, in certain circum-stances, to open the enclosure for repairs and then to seal them again after refilling with powder. This change could make powder filling an interesting alternative to moulding.
IEC 60079-6: Oil immersion In the past ›oil immersion‹ was more or less regarded as a type of protection for the museum: The members of WG 22 in TC 31 therefore asked themselves whether it was actually worth preparing a 3rd edition of the standard. To answer this question the secretariat of TC 31 sent a questionnaire to the national committees with the question as to whether the standard should be
Legislation, Standards and Technology

04 | 05
withdrawn, or continue to be maintained. The international response to this question was positive and the type of protection ›oil immersion‹ will be retained. The 3rd edition was published in March 2007. Immediately after this publication, work is to start on the 4th edition to possibly define new requirements on the protective liquid and the devices covered by the liquid. The objective is to remove the quasi Zone 2 requirements on these devices by the selec-tion of a suitable protective liquid and to develop a new method, for example for the protection of power electronics, with which effective cooling is produced as a side effect.
IEC 60079-7: Increased safety The 4th edition of the standard on the type of protection ›increased safety‹ appeared in July 2006 and has since been adopted as an European standard using the ›parallel voting procedure‹. The first important change is the up-dating of the requirements on the electrical connections to the current state-of-the-art and to address the tempestuous develop-ments in electrical connector systems. The requirements on connections made during installation (field wiring) and those that are made during the manufacturer of the prod-uct (factory wiring), are now considered dif-ferently, like the requirements on permanent and detachable connections. Modern con-nection systems such as the cage clamp terminal or terminals with piercing technol-ogy are covered; plug-in connectors, e.g. tab connectors, are now possible under certain circumstances.
The second key area was the expansion and detailing of the assessment and test methods for machines with squirrel-cage rotors and high-voltage machines. An expert group was formed to address this aspect; in the future this group will address other issues and types of protection related to electrical machines for use in hazardous areas. Finally, it was also possible to satisfac-torily settle the ›end of life‹ issue for the operation of fluorescent lamps. The tests long in use in lighting engineering, the ›Asymmetric Pulse Test‹ and the ›Asym-metric Power Test‹, are now mandatory for electronic ballasts and are described in the normative Annex H.
IEC 60079-11: Intrinsic safety The 5th edition of the standard for the type of protection ›intrinsic safety‹ was pub-lished in July 2006. In October 2006 a meeting of sub-com-mittee SC 31G and the new MT 60079-11 was held (for improved clarity the mainte-nance teams now have the same numbering as the related standards). At this meeting the preparation of the 6th edition of the standard was started. The requirements on dust explosion protection from the old IEC 61241-11, the equipment protection levels, and the apparatus requirements from IEC 60079-27 (FISCO and FNICO) will be adopted in this edition.
Further important aspects such as the requirements on battery chargers, as well as the harmful formation of dendrite on the use of lead-free solder were discussed.
IEC 60079-15: Type of protection ›n‹ The first meeting of MT 60079-15 for the preparation of the 4th edition of the standard for apparatus for use in Zone 2 was held in along side of the TC 31 annual conference in Rio de Janeiro in October 2006. Due to the integration of a large number of generally applicable issues in IEC 60079-1, it will be possible to make the new edition more concise. The most important changes from IEC 60079-7, for instance the re-definition of the electrical connections, have been adopted as appropriate. After all, the type of protection ›non sparking‹ is based on the same basic principles as ›increased safety‹. The section on luminaires has been com-pletely re-structured. The issue of electronic ballasts for Zone 2 lighting fittings with fluorescent lamps is currently under discus-sion. The question here is whether an elec-tronic ballast must have clearances and creepage distances compared to the indus-trial version or whether it must be moulded . The usage of additional fuses ahead of industrial electronic ballasts to make the devices suitable for use in Zone 2 were also discussed. As expected, there was again a long and controversial discussion at the meeting on the issue of reduced breathing, particularly as a type of protection for luminaires . The German proposal to make the number and magnitude of temperature changes the decision criteria for routine tests rather than the presence of sparking parts is currently under discussion. The CD for the 4th edition will appear in the first half of 2007.
Ex-Magazine 2007
Ë

IEC 60079-25: Intrinsically safe systems The preparation of a second edition was started in Cape Town. As it was necessary to wait for the completion of IEC 60079-11, CD was published in March 2007. The text for the CD was discussed in Rio in October 2006. Among other issues, the topics of ›requirements on simple apparatus‹ and ›adoption of the requirements on dust explosion protection‹ were covered. As intrinsically safe systems can pass through different Ex zones, equipment protection levels are not to be assigned to them.
IEC 60079-27: FISCO/FNICO intrinsically safe fieldbus The 1st edition of the standard appeared in 2005 and included the Zone 2 concept (FNICO). It is planned to adopt the apparatus requirements in IEC 60079-11 and the sys-tem requirements in 60079-25. The CDV of the 2nd edition was published in February 2007.
IEC 60079-16: Encapsulation The CDV for the third edition was pub-lished in April 2007.
IEC 60079-26: Electrical apparatus with EPL Ga The 2nd edition of IEC 60079-26 appeared in August 2006.
IEC 60079-31 (formerly 61241-1): Protection by enclosure The CDV for the standard now included in the 60079 series has been available since February 2007. This edition of the standard includes the equipment protection levels. For EPL a, a maximum power and rated voltage of 20 W/50 V as well as increased test conditions for the IP degree of pro-tection test have been defined. The requirements from American and European practice are also combined in this edition.
IEC 60079-30 Part 1 and Part 2 : Resistance trace heating (formerly 62086) The 1st edition of these standards under the new numbering was published in February 2007. Currently the future inde-pendence of both standards is in question. The alternative of integrating both parts of the standard into the apparatus or instal-lation standards is being checked.
TC 31 SC 31J : Classifications of hazardous areas and installation requirements
IEC 60079-14: Electrical installations in hazardous areas In July 2006 the CDV for the 4th edition appeared. The Equipment Protection Levels (EPL) are now also listed in this standard, on the one hand in the definition (however due to the scope of the standard only for gas explosion protection) and, on the other hand, under the heading ›Selection of electrical apparatus‹ where the types of pro-tection are allocated to the EPLs. For this first time a statement on the
Ex-News
qualification of the personnel is made in this standard. Based on this information, in future selection and repair must be made by skilled persons who, due to their training, are familiar with the types of protection and installation methods, as well as with the applicable rules and regulations including the essential aspects of zone classification. IEC 60079-17: Inspection and maintenance: In September 2006 the CDV for the 4th edition was published. The text is now very closely related to part 14. For instance, the EPLs have been adopted and the quali-fication requirements for the personnel matched. In addition, the issue of inspection and maintenance of electrical apparatus in areas hazardous due to dust has been in-cluded.
IEC 60079-19: Repair and overhaul The 2nd edition of this standard appeared in October 2006. Already to the FDIS of this standard the German committee voted negative, as the stipulations are incom-patible with German practice. An attempt is currently underway in Germany to make the new standard compatible with national practice by modifying the German ›Techni-cal Rules‹ within the scope of the German Safety and Health Regulations.

CENELEC TC 31: Electrical apparatus for explosive atmospheres
The CENELEC TC 31 annual meeting was held in Zagreb in September 2006. The valid-ity of ATEX type examination certificates following changes of the standards was dis-cussed yet again. A further key point was the run through prEN 50495, which details the requirements on protective systems under the ATEX Directive 94/9/EC. Dr. Ullrich v. Pidoll was nominated the new chairman of SC 31-8 ›Electrostatic painting and finishing equipment‹.
IEC - Ex scheme
This year’s meeting of the Management Committee (MC) and other IEC Ex forums took place in Shanghai in September 2006. For this meeting a German position paper was prepared; this paper was read at the MC’s meeting. In this paper the German national committee expressed the concern that the acceptance of the IEC-Ex scheme could melt away if it is not possible to convince other member states along with Australia to accept the scheme fully without reservations, and if the high quality, written, documented reference work is not fully complied with in practice. The German posi-tion was supported by similar concerns from countries such as France. As a consequence, it was decided to form a working group and to check all documents for unclear, incorrect or missing requirements.
06 | 07Ex-Magazine 2007
Abbreviations
EPLEquipment Protection Level
CDCommittee Draft1st stage: publication of a draft standard
CDV Committee Draft for Voting 2nd stage: first vote on the draft standard
FDISFinal Draft International Standard 3rd stage: final vote on the draft standard

>>
Energy from deep undergroundProtection against explosions in modern drilling equipmentby Thorsten Arnhold and Andreas Steilen
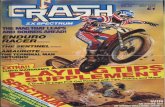
Figure 1: HERRENKNECHT derrick with the ›pipe handler‹
Mankind is facing a turning point in its history and is becoming conscious of this fact. The time of unrestricted worldwide economic growth at the expense of the environment appears to be nearing its end. A radical rethink, particularly in relation to how energy is ob-tained and used, is becoming ever more urgent if the future of today’s and future generations is not to be jeopardised.
Application Report

cally and theoretically it would be possible, in principle, to cover worldwide energy needs for more than 100,000 years. This article will provide an overview of a few known geothermal techniques and specifically address modern deep drilling rigs manu-factured by HERRENKNECHT. These rigs are used for tapping geo-thermal heat. The company, based in southern Germany, has been well-known for many years as a world market leader for tunnel boring machines, and has revolutionised deep drilling technology with a se-ries of inventions from its new HERRENKNECHT Vertical division. The topic may be very interesting, but the question of the rele-vance to protection against explosions must be asked and answered in the Ex-Magazine: Even though in the field of geothermal energy, contrary to fossil fuels, inflammable substances that involve a risk of explosion are not used, in certain circumstances comprehensive protection against explosions is also required here. How this protec-tion is implemented on deep drilling rigs is also described.
Geothermic energy When our Earth came into existence more than four billion years ago through the collection and compaction of material, this process was accompanied by the conversion of kinetic energy into heat. Due to the low thermal conductivity of rock this thermal energy is still present today and can be considered residual heat dating back from the time the Earth came into existence. This thermal ener-gy represents a significant 30–50 percent of geothermic energy. The main portion – that is 50–70 percent – comes from radioactive decay processes in the interior of the Earth. Near to the Earth’s surface, there are also contributions from solar radiation and from thermal contact with the air. The temperature in the inner core of the Earth is, based on varying estimations, 4,500 °C to 6,500 °C. Almost the entire planet – specifically 99 percent of its volume – has a temperature above 1,000 °C, and even the majority of the vanishingly small rest has a temperature or more than 100°C. These facts make it clear just how massive the energy reserves are inside the Earth. In comparison, the amount of energy contained in all fossil fuels is very modest! The heat from the deeper parts of the Earth is predominantly trans-ported by thermal conduction to the depths that can be reached for its usage; however it is also transported by convection.
08 | 09
While spring temperatures in the middle of January in northern and central Europe may have a certain appeal at the moment, an in-creasing portion of mankind is becoming more and more conscious that these temperatures are unfortunately no longer a pleasant whim of nature. Indeed, it is a sure sign of general global warming with long-term, destructive and, unfortunately, often irreversible conse-quences for the natural world in which we live. If efforts in the coming years at effectively and sustainably rectifying the causes of this change are unsuccessful, a lasting increase of several degrees Celsius can be expected to the average temperatures on Earth. The scale of the related changes to the living conditions on Earth only becomes truly apparent if you consider that the three ice ages of the Pleistocene Period with their dramatic changes to the Earth were triggered by a change in the average temperature of around only three degrees Celsius. A change in the temperature in the opposite direction time would result in the melting of the polar ice caps and an increase in sea levels of several metres, combined with the loss of land that is currently densely populated. Pathogens currently not present in central Europe would torment the people there, the number of devastating storms would increase dramatically and there would be many other problems. The low-pressure system, ›Kyrill‹, which raged through Europe in the middle of January, and cost the lives of fourteen people in Germany alone, may have been a gentle harbinger of such a development. Even if mankind were not to be brought to its senses by these alarming prospects and were to continue with the extensive exploi-tation and combustion of fossil fuels, the finite nature of the reserves available worldwide will set a foreseeable limit to their usage; this limit is between 35 and 70 years away depending on the estimations. Even the controversial usage of nuclear power does not provide an adequate, long-term alternative if you consider that the current con-tribution of this energy source towards total energy needs is in the single-digit percentage range, and the availability of raw materials is again limited to the coming 50 to 70 years. However you look at it, there is no way round the extensive development and utilisation of new, non-polluting sources of energy with long-term availability. If you consider all the renewable sources of energy known today, it unfortunately becomes clear that their practical use in the provision of energy is a long way from that necessary to replace fossil fuels. For this reason, it is important to make a wide range of these alternative energy sources usable, to perfect the technical systems for the conversion of these forms of energy into usable energy, and to continuously increase the effi-ciency of all technical systems so as to minimise energy losses. If all these points are achieved, it would be possible to cover the energy needs of mankind over the long term, as theoretically the combined amount of energy available from all known alternative forms of ener-gy is more than sufficient. Alongside solar power, wind power and water power, the utili-sation of the natural heat in the ground (geothermal energy) is a method of tapping energy largely unknown to the public. The fre-quent lack of attention by the majority of the public bears no relation to the potential offered by this form of energy: with the reserves of geothermal heat that are currently stored in our planet, mathemati-
Ex-Magazine 2007
Ë

Energy from deep underground Due to the relatively low heat flux density, it is the energy stored in the Earth’s crust that is utilised for geothermic energy and not the energy flowing out of the interior of the Earth. This factor is important because in its current form we are not dealing with an-other finite source of energy. The exploitation of this source must be dimensioned such that the cooling of the related formations only progresses slowly, and the achievable service life of the plant per-mits economic operation. Due to the many negative experiences that have resulted from the extensive utilisation of fossil fuels in the past and in the present, all the possible consequences for the environ-ment must be considered right from the start of widespread utilisa-tion of geothermal heat! The ground at a depth of a kilometre has a temperature of 35°C to 40°C almost everywhere. In specific geological conditions, e.g. in areas of active or past volcanic activity, however, even at shallow depths the temperature can reach several hundred degrees Celsius. On the utilisation of geothermic energy as a source of energy for the generation of heat and electrical power, a differentiation is made between > geothermic energy near the surface for direct utilisation using
heat pumps and > deep geothermic energy for direct utilisation or for the generation
of electrical power. A further differentiation is made between high enthalpy and low en-thalpy reservoirs as a function of the reservoir temperature. To tap the sources of energy stored deep in the Earth it is nec-essary to drill deep boreholes in almost all cases. These boreholes as well as the complete finished system fall under the scope of min-ing law in Germany. Despite refined seismological prospecting meth-ods, it is not possible to completely determine the characteristics of the layers to be passed through by the borehole. Smaller reservoirs with inflammable substances cannot be detected from a certain drill-ing depth and can represent a potential hazard for the people in-volved with the borehole, as well as for the local population, particu-larly if one considers that geothermic plants will certainly be built in the immediate vicinity of populated areas. For this reason German mining law specifies explosion protec-tion for drilling rigs from a drilling depth of 400 m. From this limit the term ›deep geothermic energy‹ is used. In the following we will limit ourselves to the description of the technologies used for extracting heat.
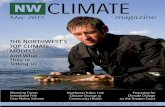
Deep geothermic heat probe The deep geothermic heat probe is a sealed system for ex-tracting geothermic heat. The medium for absorbing the geothermic heat (mostly water) is pumped into the borehole through a 2,000 to 3,000 m long coaxial pipe in contact with the outside edge of the borehole, and during this process absorbs geothermic heat from the exterior. The heated fluid is then pumped up through a thinner sus-pended riser. At the surface the heat absorbed is extracted using a heat exchanger and fed to local and district heating networks, or is used as process heat in industry and for generating electricity. The advantage of this method is that the circuit is sealed and no inter-change of materials with the ground takes place; as a result geo-chemical pro cesses are avoided. This situation makes it possible to build such a geothermic plant almost anywhere. A disadvantage is that the small contact area between the carrier fluid and the heat sources severely limits the amount of heat absorbed. A further dis-advantage is that a large amount of the heat absorbed is lost on the journey to the top of the borehole. As a result the extraction temper-ature of such a plant is only a few hundred degrees Kelvin. Hydrothermal energy For hydrothermal geothermic energy, naturally occurring reserves of thermal water, so-called hot water aquifers (water- bearing layers), are tapped. The hot, deep ground water is pumped to the surface using one or more boreholes. Here heat is extracted in heat exchangers and the cooled water is then returned to the ground water. Up to 5 MW of electrical power can be generated from water at depths of up to 3,000 m and with temperatures of 100 °C to 150 °C. The advantage of this method is that the hydraulic conditions underground remain unchanged and the heavily mineralised water is not released into the environment. The disadvantage is that the tech-nique is limited to selected areas with special geological conditions. In Germany the necessary hydrothermal conditions are relatively rare and limited to the Upper Rhine Basin, the Molass Basin in south-ern Germany and the basin in northern Germany. Petrothermal systems Rocks at large depths have a high temperature (hot dry rock). At depths of 4,000 to 6,000 m the temperature is up to 200 °C. To tap these energy-rich layers, first water is pressed into the deep-lying hot rock at a high pressure using an injection borehole (Figure 2). As a result any existing cracks and gaps are expanded to produce chan-nels of adequate proportions. Using this technique, called ›hydraulic fracturing‹, the overall permeability of the rock is increased and, in the process, the neces-sary surface area for exchanging heat is created. A heat exchanger with a physical size of many cubic metres is produced. Then a second borehole, the so-called production borehole, is sunk. The water pressed through the injection borehole into the deep, hot layers of rock heats up in the immense natural underground heat exchanger and is then pumped through the production borehole to the Earth’s surface. Here the hot fluid is cooled in an industrial heat exchanger to generate electrical power and useable heat.
Figure 2: Principle of the ›Hot Dry Rock‹ technique
Energy from deep underground

10 | 11Ex-Magazine 2007
By using mixtures of ammonia and water for the working me-dium, the boiling point of the liquid is set such that it is possible to directly couple the circuit to steam turbines for generating electrical power (Kalina process). The advantage of the hot dry rock technique is that there is greater freedom of choice in location than that of hydrothermal en-ergy. A disadvantage is the necessary changes to the geological structure of the deep-lying layers of rock. In some circumstances these changes can place the local population and environment at serious risk, as occurred recently with a borehole in the Basel region that on 8 December 2006 triggered an earthquake with a magnitude of 3.4 and subsequent after shocks. Fortunately hardly any damage was caused, but it made clear just how much care is required during the preparation and implementation of the installation of petrother-mal systems. In general, however, the experts are in agreement that the technique itself does not involve any risk of triggering earth-quakes of such magnitude. Other unfavourable geological conditions must be present; these conditions can be detected during the pros-pecting phase and taken into account.
Figure 3: Drilling site overview, HERRENKNECHT Vertical core plant
Deep drilling rigs for tapping geothermic heat As mentioned above, before energy from deep underground can be used for extracting heat for generating electricity, several boreholes at depths up to 6,000 m must be drilled. The underlying technology is not new: after all drilling through the layers of the Earth near to the surface, either on land or on the sea bed, has made it possible to extract crude oil and natural gas for many decades. How-ever, the boundary conditions that must be taken into account when designing drilling rigs for tapping geothermic energy sources are significantly different. The most important difference is that the boreholes for a geo-thermic plant often need to be drilled in the immediate vicinity of densely populated areas, and that a very large number of such bore-holes are required to cover the energy needs. While technological development for fossil fuels is focussed on tapping reserves in in-creasingly extreme places, such as at a depth of several thousand metres under the surface of the ocean or in the Siberian permafrost region, in the case of deep drilling techniques for geothermic energy the emphasis is primarily on a high level of work safety and working at high speeds to keep the burden on the environment as low as pos-sible. In this respect it was an obvious step for the German company HERRENKNECHT, which has been a technological leader and Ë

Figure 5: Iron roughneck
world market leader in tunnel boring machines for many years, to move into deep drilling technology where the requirements are simi-lar to tunnel building. The company HERRENKNECHT Vertical GmbH, founded in 2005, was able to apply technical achievements from tun-nel drilling to the first rigs developed and built, e.g., an optimised safety concept (hands-off technology), flexible power management as well as technically refined concepts in the form of cylinder lifting gear and integrated measures for protection against noise. Figure 3 shows a schematic overview of the deep drilling rig ›Hot Rock 1‹. Along with the mast, other basic components on the rig that can be seen are the power supply with the diesel tank, the gen-erators and the switchgear. The soil and rock produced by the drill-ing process must be transported out of the borehole using a drilling fluid. The drilling fluid is stored in the mud tanks, then pumped into the borehole during drilling, and the material produced is removed again in the separation plant. For information on explosion-protected decanters for purifying drilling fluids, see also Ex-Magazine 29/2003, page 50. The many pipes necessary for drilling to a depth of several thousand metres are stored in the pipe yard (as an individual pipe is 19 m long, approx. 270 pipes are needed for drilling to a depth of 5,000 m). The zone classification of the hazardous areas is shown on the zone plan in figure 4. It can be seen that the area of the working platform with the mast, the separation plant, and parts of the mud tanks are classified as Zone 1. The area surrounding Zone 1 (approx. 5 m) is classified as Zone 2. The pipe yard, the unit for supplying power, and large parts of the storage tanks for the non-inflammable drilling fluid are outside the hazardous area. The rig only requires a comparatively small drilling site that can then be used for other purposes once drilling is complete. It is designed for a hook load of 350 tonnes. Depending on the borehole diameter, boreholes up to 7,000 m deep can be drilled with a pulling rate of up to 500 metres per hour. For this purpose a drive power of 2,000 kilowatts is required that, depending on the situation, can be provided either solely from the electricity grid or from a generator, or from the grid with generator support.
The heart of the rig is the mast with the container sub-struc-ture. This sub-structure contains the hydraulic plant, water tanks, cooling system, and the process control. While a conventional drill-ing rig operates like a crane with the new section of pipe pulled up to the top of the mast to then be manually aligned and connected to the drill-string, on the Hot Rock rig this process is completely mecha-nised and largely automated. Figure 1 shows a view in the direction of the top of the mast. On the left in the picture the so-called ›pipe handler‹ can be seen, which is currently adding a new section of pipe. To create space for this piece of pipe, the top part of the mast is moved upwards using the cylinder lifting gear, which can be seen in the middle of the picture. The pipe is connected at the top to the rotating head mounted on the load cross-member (›top drive‹) and aligned to suit the drill-string at the bottom using a special unit, the ›iron roughneck‹ (Figure 5), and then connected to the drill-string using a high torque. The drilling process can then be continued with feed provided by the cyl-inder lifting gear. A major disadvantage of conventional rigs is that the entire drilling casing extension process is manual. Lifting, align-ing and attaching the additional pipe is physically demanding and dangerous work involving frequent accidents. This safety problem is no longer present on the Hot Rock rig. The operator sits in the control cabin and controls the process from there using a joystick and other operator controls (Figure 6).
Energy from deep underground
Figure 4: Zone classification of the working platform and sub-structure

The entire process automation on the rig is undertaken using 4 Remote I/O systems of type IS1 manufactured by R. STAHL. These are installed locally in Zone 1 and control several hundred signals (Figure 7). The low voltage systems in the rig are controlled using various locally installed control systems and distribution panels (Figure 8). As drilling work is frequently undertaken around the clock, value is also placed on the effective illumination of the rig. Figure 9 shows a view of the separation plant with explosion-protected EXLUX 6000 light fittings, floodlights, and the related explosion-pro-tected distribution boards for the lighting installation. The overall rig concept is focussed on safety aspects. Various operating modes integrated into the rig provide new, innovative pro-cess solutions, for example the ›pipe handler‹, for high process safe-ty. Value was also placed on high borehole safety. Among other fea-tures, it is ensured that in the event of an accident, the uncontrolled release of hazardous substances from the interior of the Earth is pre-vented in fractions of a second by the safe and stable sealing of the borehole. Work safety has been significantly increased by wide-spread mechanisation and automation of the processes.
Figure 6: Controlling the increase in the length of the pipe using a joystick and other operator controls
Figure 7: Process automation on the rig is undertaken using 4 Remote I/O systems IS1
Figure 8: Various locally installed control systems and distribution panels in flameproof enclosure
Figure 9: Effective illumi-nation during drilling work with explosion- protected EXLUX 6000 light fittings for Zone 1
12 | 13Ex-Magazine 2007
Outlook In 2004 some 0.178 GW of power were obtained from geother-mic sources in Germany. This is a very modest 0.04 % portion of total primary energy needs. In 2005 around 10,000 people were working directly or indirectly on the supply of geothermic energy in Germany, and annual growth of 14 % is expected in this sector. The develop-ment described at the start and other alarming scenarios will pro-voke further discussion on the need to rethink worldwide energy policies and accelerate the search for alternative sources to cover energy needs. The fact that geothermic energy must be considered as a seri-ous option is proven for example, in Sweden. Although geologically disadvantaged, thanks to coherent policies on the environmental and public relations work, a notable 1.14 GW of power is already used predominantly for heating. If this development continues, there will be good prospects for geothermic energy and the related deep drilling technology from HERRENKNECHT Vertical with explosion protection from R. STAHL.

§
Physical ignition processes Evaluation of the incendivity of electrostatic discharges without ignition tests with combustible gases or dusts by Ulrich von Pidoll
An electrostatic charge that is generated by disconnection processes or by friction involving insulating surfaces during many production processes can, on discharge, result in the ignition of an explosive atmo-sphere. That is why measures must be taken to prevent incendive discharges in hazardous areas. These measures include using high-volt-age electrodes with limited discharge energy for electrostatic coating processes, or ren-dering non-conductive plastic surfaces anti-static by modifying their structure or through
the addition of a conductive material. The effectiveness of these measures must be verified if they are to be applied in hazard-ous areas (see CENELEC TR 50404 :2003, section 4.4.3) [1]. A new method is presented here. This allows the incendivity of electrostatic discharges to be determined without experi-mental ignition tests with combustible gases or dusts. Already over 100 comparative tests have been carried out on electrostatic hand-held spraying devices, plastic surfaces, textile materials, and in almost every case the results of the new electric test method matched the experimental test method that is currently being used.
Legislation, Standards and Technology

14 | 15Ex-Magazine 2007
Figure 1: Experimental ignition test to verify the effectiveness of anti-ignition measures
Current test method
The item to be tested is subjected to a test gas, the incendivity of which corresponds to the explosive atmosphere when the prod-uct is used. Discharges to an earthed ball electrode with a diameter of 25 mm are then provoked. The item is considered to have passed the ignition test if no ignition of the test gas occurs within 20 minutes (Figure 1). The disadvantage of this test method is that the test engineer has to work with the test specimen in the gas mixture without having audible feedback and without being able to see clearly or to move freely. This can result in gas leakage. Despite considerable efforts being invested in this experiment, the test result is only a Yes/No decision, which could lead to the opposite assessment when the experiment is repeated. This is unsatisfactory and has led to the development of quantita-tive electrical measuring methods, the results of which can be compared with a threshold value.
Figure 2: Ignition energy as a function of the spark gap
Ener
gy in
mJ
00
0.4
0.6
0.8
1
1 2 3 4 5 6Spark gap in mm
0.2Non-ignition
Minimum ignition energy
Ignition
Flame extinctionthrough electrodes
Ë

Physical ignition processes
Figure 4: Applying a charge with a needle electrode and then measuring the transferred charge Q with a coulombmeter
New test method
Initial experiments on the incendivity of high-voltage discharges conducted at the end of the 19th century already showed that the energy density of the spark, i.e. the energy [0.5 x C x U2] per spark gap l, de-scribes its incendivity. Furthermore, accord-ing to Paschen’s law, U is proportional to l. The following result is obtained by combining both equations:
Incendivity = const · C · U = const · Q = const · ∫ ldt
where C is the capacitance of the discharge circuit, U is the voltage at the discharge circuit, Q is the charge transferred by the dis-charge and I is the discharge current. C, U and const can be derived from the minimum ignition energy measurements already published (Figure 2). The following threshold values for the charge were stipulated in CENELEC TR 50404, EN 13463 [2] and for the various explosion groups in IEC/EN 60079-0 [3]:
> I: 60 nC > IIA: 60 nC> IIB: 30 nC > IIC: 10 nC
These threshold values make it possible for the electrical measurement of the charge transferred by the discharge to be used instead of an experiment using a test gas mixture. This even revealed that, in the case of gases and vapours, the ignition limit is not dependent of the type of dis-charge.
Figure 3: Conventional needle electrode on a high-voltage stick of –70 kV

16 | 17Ex-Magazine 2007
Figure 6: Spark-over from an electrostatic hand-held spray device to the test electrode
Figure 5: Ball electrode with connected coaxial 0.25 Ohm shunt resistor, attached to the input channel of an oscilloscope
Measurement using the coulombmeter
Before the measurement is carried out, the test specimen is conditioned in a dry atmosphere (23 °C, < 30 % relative humidity). The test specimen is then charged using three different methods: e.g. rubbing with a felt cloth, hitting with a leather glove and spraying electrons onto it. The last-men-tioned method must not be used with an un-earthed, conductive plastic, with a plastic material that has a conductive backing, and with test specimens that are highly concave (e.g. inside of pipes, inside of sealing caps). An appropriate device with a needle plate and 100 needles is commercially available (Figure 3). The needle plate is simply placed on the test specimen, a high voltage of –70 kV is applied, and the device is removed from the test specimens after a few seconds of being switched on. The coulombmeter’s ball electrode is then moved towards the surface that has been charged as highly as possible by friction or high voltage, until a single, audible brush discharge occurs. The coulombmeter is then removed from the remaining electric field, the reading is taken in nC and compared with the allowable threshold values. This proce-dure is required to offset any interference from the voltage induced in the ball (Figure 4). This is no longer necessary when using modern coulombmeters with an integrated microprocessor, as these instruments auto-matically display and freeze the correct measured value. It is advisable to carry out a parallel test using a PTFE disk with a defined area (e.g. 100cm2) so that any systematic mea suring errors (e.g. caused by incorrect Ë

Physical ignition processes
conditioning) can be identified. It should be remembered that certain plastic materials onto which the electrons are sprayed lose their chargeability over time.
Measurement using the oscilloscope
The described method of measurement using a coulombmeter has only limited suitability with regards to the assessment of textile fibres. This is because multiple dis-charges may occur here, and these make the measured transferred charge appear in-correct. Furthermore, the coulombmeter measurement is not suitable for evaluating discharges from a high-voltage electrode, since this may also give rise to multiple dis-charges. In such cases the method should be modi-fied so that a ball electrode (Figures 5 and 6) with an integral shunt (resistance approx. 0.25 Ohm, cut-off frequency greater than 500 MHz) and connected to an oscilloscope (at least 1 gigasample/s, min. 300 MHz band width, 50 Ohm input, mathematical function ›integral input‹) via a high-quality 50 Ohm cable is used instead of the coulombmeter. In this case the mathematical function is pro-grammed so that the oscilloscope directly displays the measured result
1 · ∫ Idt R (R = shunt resistance in Ohm), i.e. the trans-ferred charge in nC. This also allows conclu-sions about the type of discharge to be drawn from the current flow. Figures 7 to 10 show the relevant current flow curves for different types of discharge.
– 60
– 40
– 20
0
– 4.8
– 4.0
–3.2
–2.4
–1.6
– 0.8
0
[A]
[nC]
25 50 75 100 125 150 175 200 225 [ns]
– 39.2 nC
Figure 7: Current flow for a spark discharge from a small, non-inductive capacitance
– 80
– 60
– 40
– 20
– 480
– 400
–320
–240
–160
–80
0
[mA]
[nC]
50 100 150 200 250 300 350 400 450 [ns]
– 70.7nC
0
Figure 8: Current flow for a brush discharge from an insulating plastic surface

18 | 19Ex-Magazine 2007
Figure 9: Current flow for a discharge from a wound capacitor
– 800
– 400
0
–16
–12
– 8
– 4
0
4
8
[A]
[nC]
50 100 150 200 250 300 350 400 450 [ns]
– 436 nC
–24
–24
–20
–16
–12
– 8
–4
0 [μC]
400 800 1200 1600 2000 2400 2800 3200 3600 [ns]
–22.4 μC
–16
– 8
0
[A]
Figure 10: Current flow for a propagating brush dischargeThe actual charge is higher, since there are further discharges outside the oscilloscope display
[1] CLC TR 50404:2003 Electrostatics – Code of practice for the
avoidance of hazards due to static electricity
[2] EN 13463-1 2002.04 Non-electrical apparatus for use in potentially explosive atmospheres –
Part 1: Basic principles and requirements
[3] IEC/EN 70069-0:2003 Electrical apparatus for explosive gas
atmospheres Part 0: General requirements
[4] U. von Pidoll Testing products and processes with regard to electrostatic hazards.
Proceedings IEJ/ESA Joint Symposium on Electrostatics,
Tokyo 7. –10. Nov. 2004, 245 – 254
[5] U. von Pidoll, E. Brzostek and H.-R. Fröchtenigt:
Determining the incendivity of electrostatic discharges without explosive gas mixtures. IEEE Transactions on Industry [A] Applications, 40 (2004), 1467 –1475
[6] U. von Pidoll The ignition of clouds of sprays, powders and fibers by flames and electric sparks. Journal of loss prevention in the process industries,14 (2001), 103–109
References

The use of wireless technology in hazardous areasby Stephan Schultz
Figure 1: Typical environment for the use of wireless solutions in the processindustry
Why radio transmission is becoming increasingly attractive In our private sphere the use of wireless technology ceased to be unusual some time ago. First the mobile phone took the world by storm with the familiar GSM standard; even serious sceptics now call such a device their own. However, the wireless transmission of data only became a mass phenomenon with the introduction of WLAN (Wireless Local Area Network) and Bluetooth. The increasing usage of portable com-puters combined with the wish to communicate over the Internet and to use various computer accessories without the need for cables led to the introduction and standardisation of these technologies. As a result of its compatibility with Ethernet (IEEE 802), it is easy to inte-grate WLAN into existing network structures. As a consequence this technology has already conquered the office sector and our private sphere. Another representative of this new technology is Bluetooth. This wireless technology was initially used predominantly for com-munication with accessories related to the PC and the mobile phone. Both WLAN and Bluetooth have in the meantime demonstrated their suitability for everyday use. This situation has resulted in increasing confidence and usage worldwide; a success story. It would therefore seem reasonable to expand the applications to industrial environ-ments. However, there is then the question as to what new challenges this step will bring.
>> Application Report

20 | 21Ex-Magazine 2007
Applications in industrial processes As with any new technology for radio transmission the ques-tion arises for the user as to where and how this new technology can be used cost effectively, in other words: where would the usage of wireless transmission bring sufficient benefits to justify the nec-essary investment. If it is desired to use wireless transmission as a replacement for cables, then this solution must be compared to the alternative wire-based transmission techniques. However, wireless transmission also makes it possible to in-troduce into manufacturing completely new processes that in the past were inconceivable due to the limitations of the wire-based techniques. An example is the usage of portable operator terminals with wireless interfaces for the simplification of maintenance and commissioning. It is therefore sensible to first take a detailed look at the processes in manufacturing so that possible application areas can be identified. In this article the possible application areas in the process industry will be considered in more detail. > In logistics In the logistics area the correct and fast acquisition of flows of
goods is very important. Many raw materials and products are transported in containers, such as drums, tanks, IBC’s, etc. Now-adays these containers are mostly marked with barcodes or RFIDs (Radio Frequency Identifier), so-called RFID-tags. The acquisition of this information automatically leads us to wireless technology. The readers used are mostly hand-held terminals on which a ca-ble restricts operation unnecessarily. The wireless transmission of the data acquired from the portable device to a central man-agement system saves time and costs, and increases reliability due to exact acquisition. Starting from the retail trade, the use of RFIDs as an alternative to barcodes is spreading in the process industry. The advantages of RFID: information can be read even in case of pollution. For example, data can be written to the tags more than once, it is possible to acquire several tags at the same time, etc.
> During installation and maintenance of production systems Even in this sector the usage of portable devices with a con-
nection to the MES (Manufacturing Execution System) and ERP (Enterprise Resource Planning) promises major advantages in the optimisation of typical processes in production. For example, maintenance orders can be automatically loaded to a portable device for the service personnel. The service engineer can in-spect the equipment and enter the results of the inspection, or the repairs made, directly in the portable device (Figure 2). This data is then available in a central database and can be utilised for documentation or billing purposes.
> For operation and monitoring The same also applies to operation and monitoring of an industrial
plant. Portable devices make it possible to read measured values and therefore keep an eye on the state of the production plant on site. At the same time, the personnel in the field have access to information such as maintenance schedules, operating instruc-tions, ATEX certificates, and much more. As a result work can be made considerably more efficient. Camera systems and individual measuring points at some distance, e.g. in pump stations, can be integrated at a low cost with the aid of wireless transmission.
> In process automation A look at process automation itself reveals the potential offered
by the use of wireless transmission. The often complex and costly laying of cables is no longer required. If it is possible to also pro-vide field devices with an independent source of power, then the way is open for the use of wireless transmission in the process industry. In this area there are already a number of promising approaches based on consumption-optimised electronic circuits and alternative sources of power using accumulators, solar cells or recovering energy from vibration, temperature fluctuations, etc. Initial field trials by process control system manufacturers with self-configuring meshed wireless networks have produced an availability of up to 99 %. This is without question a respectable result. In the chemical, petrochemical and pharmaceutical indus-tries, however, almost without exception the processes are such that an interruption or error could result in costly losses for the user. Accordingly, the availability of a production plant is one of the most important criteria. For this reason it will be some time before critical signals in control loops are transmitted wirelessly. The integration of individual, difficult to access signals and addi-tional sensors used for the optimisation of processes is, however, already possible today.
> In asset management Along with the pure process signals for controlling a plant, there
are measured signals that are only used for optimisation or pre-ventive maintenance. At the moment primarily the HART transmis-sion technique is used for the transmission of these signals, or sensors are not used at all. The higher level topic of asset man-agement is taking on increasing importance in the process indus-try. The issue is to always know the state of the production equip-ment employed in as much detail as possible to anticipate imminent plant failures and to adjust maintenance intervals to actual needs. Without doubt this is a very interesting and appro-priate application area for wireless transmission. In the process it will allow the user to build up confidence in wireless trans-mission. Ë

Which technology is the most suitable? How ever desirable it may be: there is unfortunately no single technical solution to suit all requirements. This situation is also true for the wireless transmission sector. If the possible technologies available on the market are considered in more detail, it is found that each of the candidates has advantages and disadvantages. The ma-jority of these technologies come from the IT sector and were there-fore not originally designed for the requirements of industry. > WLAN 802.11 WLAN is the most suitable for applications involving the usage of
portable devices such as barcode scanners or handheld operator terminals. It provides the largest bandwidth (802.11b – 11 Mbit/s or 802.11g – 54 Mbit/s gross data rate) and is designed for the transmission of Ethernet-based protocols. A WLAN network can also pass a user (access client, e.g. a PDA) from one access point to the next without any interruption in transmission. This means the user can move freely around the site without losing the con-nection to the network.
> Bluetooth 802.15 Bluetooth does not provide the bandwidth of WLAN; however
with modern systems transmission rates of up to 2 Mbit/s are pos-sible here. In addition, due to its synchronous communication modes Bluetooth provides a very good basis for real-time applica-tions. Bluetooth is based on the Frequency Hopping Spread Spec-trum (FHSS) technique and is therefore significantly less suscep-tible to interference than WLAN. Networks with up to 8 users can be set up using Bluetooth. Anything beyond this limit will involve increased technical effort. The Bluetooth system consumes less power in operation than WLAN. Due to its characteristics it is ex-cellently suited to the integration of fixed devices, such as termi-nals or sensors. Both wireless techniques have one feature in common: they are internationally specified ensuring devices from different manufacturers are largely compatible.
> ZigBee 802.15.4 ZigBee enables data to be transmitted at a rate of up to 250 kbit/s
and requires significantly less power in operation than Bluetooth or WLAN. The protocol profiles approved up to now by the ZigBee Alliance are tailored to applications in building automation. It is currently unclear in which direction ZigBee will develop. ZigBee forms the basis for the wireless HART protocols and some wire-less solutions with self-configuring, meshed wireless networks, so-called wireless sensor networks. To increase the immunity of ZigBee to interference, the frequency hopping technique familiar from Bluetooth is used.
In parallel to the standards mentioned, there are a large number of proprietary protocols such as NanoNet, Trusted Wireless, and many others that always have the disadvantage of incompati-bility with solutions from other manufacturers. Standards for application in automation A whole series of committees and organisations are currently involved in dealing with the problem of insufficient standardisation described above to provide the users and the manufacturers with guidelines. This work is based on the existing standards for WLAN, Bluetooth and ZigBee. For instance at German national level, the or-ganisations VDI/VDE GMA working committee 5.21, ZVEI and NAMUR are involved. The standard VDI/VDE 2185 includes information on the aspects that can be used to evaluate the usage of existing wireless technologies. Since last year in Germany a NAMUR subcommittee has been looking at the subject of wireless automation. The objec-tive of this committee is to formulate requirements on the usage of wireless transmission and to publish guidelines for the user. At the international level, particularly the ISA (The Instrumen-tation, Systems and Automation Society of America) with committee SP100 and the HCF (HART Communication Foundation) with a HART Wireless group are addressing the usage of wireless technologies for automation. The specification from the HART Wireless group should be approved at the start of 2007; ISA SP100 is aiming at achieving the middle of 2008. Simply the number of organisations alone clearly demonstrates the continuously growing interest from users and industry. It can be assumed that the approval of standards will significantly increase the acceptance and the number of wireless solutions.
The use of wireless technology in hazardous areas
Figure 2: Usage of industrial notebooks for maintenance

Figure 3: WLAN access point in flameproof enclosure
for use in Zone 1
22 | 23Ex-Magazine 2007
Peaceful co-existence of the wireless techniques? The majority of the wireless techniques mentioned use the so-called ISM frequency bands. These frequency bands have the ad-vantage that they are licence-free and can therefore be used at no cost. This situation certainly has a very positive effect on the operat-ing costs. However, this situation also means that different applica-tions must share the frequency band. The standardisation forums are aware of this fact and have already produced technical solutions. For instance, Bluetooth uses an adaptive frequency hopping tech-nique that leaves frequencies out of the hopping scheme at which the transmission suffered interference. As a result it is possible to operate WLAN and Bluetooth side-by-side without interference. This example clearly shows that it is very important to have detailed knowledge of existing networks when planning a wireless network.
Security of the data transmitted With all its advantages, the introduction of WLAN has at the same time rekindled a primeval fear about the use of wireless trans-mission. It was initially possible to crack the encryption method used Wired Equipment Privacy (WEP) using very simple means. New en-cryption methods have, however, proved that adequate protection can be achieved. Unauthorised access to the network is also made more difficult for potential attackers by MAC filters and identification techniques. As WLAN and Bluetooth are often integrated into exist-ing IT structures in organisations, it is important to incorporate them in the overall IT security concept at the related organisation. This means the organisation’s IT department must be involved in the plan-ning process. The frequency hopping technique used for Bluetooth and other wireless techniques provides further protection as the transmission channel between the sender and recipient changes continuously. Eavesdropping without the knowledge of the hopping scheme is al-most impossible.
What must be taken into account for wireless transmission in hazardous areas? Each time a new technology is used, the process industry must ask itself the question: what must be taken into account for usage in hazardous areas? If the subject of wireless transmission is spe-cifically considered, then the following question must be answered: do wireless signals represent an ignition hazard, and if this is the case: what measures must be taken to avert possible hazards? The question of the ›wireless signal‹ ignition source is easily answered. Wireless devices emit electromagnetic radiation and this radiation is clearly a possible source of ignition in an explosive at-mosphere. Here the risk that an electromagnetic field directly ignites an explosive atmosphere is to be categorised as rather unlikely. In-vestigations in laboratory conditions have shown that RF sources with powers of several hundred Watts are necessary. The much greater risk is the induction of currents in metallic objects or inadequately EMI-protected electronic circuits. These currents can result in excessively high temperatures and the forma-tion of sparks. An investigation by the IEEE on the subject of hazards due to electromagnetic radiation in hazardous areas showed that even RF powers of 6 W can become a potential hazard due to induc-tion in metal objects. However, for a long time the standards did not offer any guidelines on this subject. Only at the German national level does a standard currently exist, e.g. in Germany DIN VDE 0848-5 [1]. However, this standard relates to RF sources that are installed outside the hazardous area and that transmit into this area. For RF sources inside the hazardous area, the standard refers to EN 60079-14 ›Electrical installation in hazardous areas‹ [2]. However, here there is only a brief note stating that, during the design of elec-trical installations, the effects of electromagnetic radiation must be limited to a value that is not hazardous. The user of course then asks himself the question how this requirement is to be implemented in practice. It is only recently that the draft IEC 60079-0 Table 4 and 56 [3] included useful rules on the use of wireless devices in hazardous ar-eas. The standard provides the user with limits for continuous and pulsed RF signals. These limits relate to frequencies in the frequency range from 10 kHz to 300 GHz (Table 1 and 2). The limits do not contain information, as is otherwise the case, on classification by zones and the related probability of the occur-rence of an explosive atmosphere. This situation makes sense in that an RF signal will not stop at the boundary between two zones. WLAN, Bluetooth and ZigBee largely use the so-called ISM bands, e.g. at 2.4 GHz, that are only allowed to be used with low transmission powers. Accordingly WLAN access points are limited by RF regulations to 100 mW in the 2.4 GHz band. Bluetooth and Zig-Bee devices mostly use transmission powers in the range of 10 mW. As a result these transmission frequencies are significantly lower than the limits required in the standard. However, the so-called antenna gain must also be included in the considerations, as the ignition risk is also defined by the mag-nitude of the field strength. The antenna gain is a parameter that describes how strongly the power supplied is bundled in a specific direction. The gain is produced by a reduction in the power in other directions; as a result the total power radiated remains Ë

the same. The antenna gain refers to a reference. If the value is stat-ed in dBi, then this value refers to an isotropic radiator (also called omnidirectional radiator). This is the theoretical model of an antenna that evenly distributes the energy in all directions from a point source. Typical values for rod antennas and directional antennas are between 5 and 9 dBi. What does this then mean for the user? The values given in the tables must be used in relation to the antenna gain. This requirement can be achieved using a level plan (Table 3).
How do you get the RF into the hazardous area? Along with the consideration of the permissible limits, there are a number of points that must be taken into account on the instal-lation of RF devices in hazardous areas. The devices currently avail-able on the market have, with few exceptions, no approval for usage in Zone 1. This situation is predominantly due to the development of new devices at very short intervals and the incomplete standardisa-tion. A way out is provided by the installation of existing RF solutions without approval in housings that comply with the type of protection flameproof enclosure ›d‹ or another suitable type of protection. The majority of these Ex d enclosures are made of metal re-sulting in the shielding of the electromagnetic radiation from the an-tenna. It is therefore clear the antenna cannot be installed inside the housing without additional effort. One solution is to use a pane of glass in the housing and to install a directional antenna inside the housing behind the glass. Trials with such a layout have shown that antennas specially matched to the flameproof enclosure must be used. Otherwise the signal losses are excessive.
The second possibility is the usage of external antennas. How-ever, installation in a hazardous area requires the use of special ex-plosion-protected antennas, mostly with type of protection increased safety ›e‹ (Figure 3). The background is that in the event of a short circuit between the power supply and the output or input stage in the RF device, no excessively high currents/voltages are allowed to co-incide with the explosive atmosphere without protection. Antennas without related protective measures are therefore not allowed to be used.
Planning and service This section should really be at the start of this article due to its importance. When installing a wireless network, special attention must be paid to planning. Planning starts with the definition of the requirements for the wireless network. This task includes points such as bandwidth, mobility, requirements on real-time signal trans-mission, the encryption system, requirements on the IT department, etc. During this phase it should also be determined which wireless systems are already in use. It is also important not to forget neigh-bouring areas.
The use of wireless technology in hazardous areas
Table 3: Example level plan for a WLAN 802.11 g transmitter
Power budget
RF transmission power of device (100 mW, EiRP)
20 dBm
Connector attenuation – 0,2 dB
Coaxial cable attenuation (RG58, 2m) –2 dB
Antenna gain (rod antenna, 5 dBi) 5 dB
Power radiated 22.8 dBm (corresponds to 190 mW)
Table 1: Threshold power of radio-frequency for continuous radiation and pulsed radiation whose pulse duration exceed the thermal initiation time (IEC publication 31/635 CDV)
Appara-tus group
IIC IIB IIA I or III
Threshold power Pth
2 W 3.5 W 6 W 6 W
Averaging period 20 µs
Averaging period 80 µs
Averaging period 100 µs
Averaging period 200 µs
Table 2: Threshold energy of pulsed radio-frequency transmission with pulse duration shorter than the thermal initiation time (IEC Publication 31/635 CDV)
Apparatus group
IIC IIB IIA I or III
Threshold energy Zth
50 µJ 250 µJ 950 µJ 1,500 µJ

Using a ground plan it is possible to assess the RF coverage in the area with the aid of planning programmes (Figures 4 and 5). The location and selection of the antenna can then be planned. This plan-ning should then be verified with the aid of a so-called ›on-site sur-vey‹, as the ground plan will not contain every detail: it is only neces-sary to consider the effects of vehicles or temporary containers. This is an on-site inspection using a transportable access point for check-ing the values determined previously on the computer. In this way it is also possible to determine the bandwidth achieved at the edge of the RF coverage. Finally, there is the installation and commissioning of the RF system, and a test under real operating conditions to avoid unpleas-ant surprises. This procedure would appear very expensive, how-ever, it will ensure the system also works correctly and brings the desired process improvement.
Outlook and summary Wireless transmission is generally expanding and will also conquer the process industry step-by-step. However, here the ques-tion of the benefits will always be in the foreground. The benefits must always stand up against conventional connection technology, but wireless transmission also has the potential to establish com-pletely new, more effective processes and to increase quality and safety in manufacturing processes with additional measuring points. The installation of such systems in potentially explosive atmospheres is already possible today and enables the advantages of this tech-nology to also be utilised in these areas.
Figure 5: Planning the RF coverage using a ground plan
24 | 25Ex-Magazine 2007
Figure 4: Planning and defining the WLAN frequency bands
[1] DIN VDE 0848-5:2001-01 Sicherheit in elektrischen, magnetischen und elektromagnetischen Feldern (Safety in electrical, magnetic and electromagnetic fields)
[2] IEC/EN 60079-14 Electrical apparatus for explosive gas atmospheres – Part 14: Electrical installations in hazardous areas (other than mines)
[3] IEC Publication 31/635 CDV 2006-06 Electrical apparatus for explosive atmospheres – Part 0: General requirements
References

§
Explosion protected electric motors
For the types of protection used for elec-tric motors, particularly for increased safety ›e‹, the overload protective device has the important function of a ›protective system‹ in the protection against explosions. Since July 1, 2003 it has only been permitted to place on the market devices and protective systems that comply with EC Directive 94/9/EC [1] – ATEX 95 for short. On usage in category 2, this compliance must be demonstrated by the EC type examination certificate from a ›noti-fied body‹. Along with the formal require-ments, the electrician working as an installer must take into account a whole series of conditions during the selection, adjustment and testing of such overload protective devices.
Selection and adjustment
General requirements Clause 7 and 11.2.1 of IEC/EN 60079-14: Electrical equipment for explosive gas at-mospheres, part 14: Electrical installations in hazardous areas [2] must be followed for the thermal overload protection of rotating electrical machines. The current-dependent, time-delayed pro-tective device (e.g. bi-metallic relay) for monitoring all three phases is not permitted to be set higher than the rated current (nomi-nal current) of the motor. At 1.2 times the set current, the device must trigger within 2 hours and at 1.05 times the current set, the device must not trigger within 2 hours. These figures are met automatically if the device complies with the standard IEC/EN 60947-4-1: Low-voltage switchgear part 4-1 [3] or if it is subjected to a function test by a ›notified body‹, as has been stipulated for ›placing on the market‹ since July 1, 2003 by the directive 94/9/EC.
Additional requirements for type of protec-tion increased safety ›e‹ On motors with type of protection increased safety ›e‹, the protection of the motor must cover, along with continuous oper ation, also the foreseeable ›locked rotor‹ fault. During the type examination by a ›notified body‹ (i.e. test centre such as PTB or other authorized test house) the time after which the protective switch must trigger is deter-mined such that the temperature in the stator winding and the rotor cage remains below the ignition temperature of the explosive mixture by a safe margin. The safe locked- rotor time tE determined in this manner is cate gorised for the temperature classes T1/T2/T3/T4, i.e. it is stated in the EC type examination certificate categorised for igni-tion temperatures 450 / 300 / 200 /135 °C. Only the T. and tE values required in the specific case are stated on the rating plate (Figure 1).
Selection, adjustment and testing of current-dependent overload protective devicesby Helmut Greiner
Legislation, Standards and Technology
Figure 1: Example rating plate on a motor with type of protection ›e‹ with the explosion-protected related markingTemperature class T3Starting current ration IA/IN = 8.1Safe locked-rotor time tE = 12 s

26 | 27
The installer must select a protective switch with a characteristic that complies with these shutdown conditions. In general, this requirement is met because during the type examination, attention is generally only paid to approving combinations of IA/ IN and tE that are technically feasible for the bi-relay manufacturers (Figure 2). How-ever, the equipment data and the documen-tation must be checked in each case. The characteristic of the protective device ›must be available at the user’s operating organisation‹ in accordance with IEC/EN 60079-14 – as a rule as documentation on paper in the form of operating instructions or a manual. An example for the label data in Figure 1 is given in Figure 3.
Certification as protective system Article 1 (2) of the directive 94/9/EC ad-dresses the topic covered here:›Safety devices, controlling devices and regu lating devices intended for use outside potentially explosive atmospheres but required for or contributing to the safe func-tioning of equipment and protective systems with respect to the risks of explosion are also covered by the scope of this Directive.‹ In the ATEX Guidelines dated July 2005 [5], in section 3.10 on page 18, there are examples of such safety devices, also specif-ically including overload switches for elec-tric motors with type of protection increased safety ›e‹ (Figure 4). It is generally considered that an EC type examination certificate from a ›notified body‹ is not mandatory for such a device if it is used in addition to another protective device or if it is protecting a motor in Zone 2 or 22 that has a manufacturer’s EC declaration of conformity and the protective device is described in the operating instructions. How-
ever, it is recommendable and, given corre-sponding market development, also to be expected that certified devices will also be used in Zone 2 or 22, and for the protection of motors with type of protection flameproof enclosures ›d‹ (not expressly stated in the ATEX Guidelines).
Ex-Magazine 2007
t Emin
21
2
4
6
810
20
40
s
3 4 5 6 7 8 9 10IA / IN
Figure 2: Minimum tE- time as a function of the relative starting current IA/IN in accordance with Figure 3 in EN 60079-7 [4]. The characteristics from the individual manufacturers are not standardised, however in general they meet this requirement
t
I / IE
11
2 3 4 5 6 8 97
2
5
10
20
100
s
10
50
t actual
tEnominal
MR
Figure 3: Checking the motor protection characteristic MR for a motor with relative starting current IA/IN = 8.1 as a multiple of the rated current IN or the current set IE · setpoint for the time tE = 12 s.Actual value for the tripping time t = 4.2 s i.e. relay is suitable (characteristic shown simplified)
Ë

Sensitivity to phase failure The hazard from three-phase cage motors in case of two lines operation on mains with a fault is described in detail in [6]. In the latest draft standard IEC 60079-14 [7], which regulates the installation of electrical sys-tems in potentially explosive atmospheres, this issue is addressed in general form in clause 7.1: ›Precautions shall be taken to pre-vent operation of multi-phase electrical equipment (e.g. three-phase motors) where the loss of one or more phases can cause overheating to occur.‹
In clause 11.2.1, for motors of the type of protection increased safety ›e‹ are defined in more detail: ›The properties of delta wound machines in the case of the loss of one phase should be specifically addressed. Unlike star wound machines, the loss of one phase may not be detected, particularly if it occurs during operation. The effect will be current imbal-ance in the lines feeding the machine and increased heating of the motor. A delta wound motor with a low torque load during start-up might also be able to start under this winding failure condition and therefore the fault may exist undetected for long peri-ods. Therefore, for delta wound machines, phase imbalance protection shall be provid-ed which will detect machine imbalances before they can give rise to excessive heat-ing effects‹. It is positive to note that the current for-mulation replaces the 1998 version: ›Pre-
cautions shall be taken to prevent the opera-tion of a three-phase motor on the loss of a phase.‹ Specifically, at partial load the single-phase operation of a three-phase motor does not represent an acute thermal hazard – it is therefore not necessary to isolate the system from the mains immediately upon failure of a phase. Even though not expressly stipulated in the standard, the simple action ›sensitivity to phase failure‹ available on the market is also recommended for the protection of windings in a star configuration.
Connection of the trips
Y-Δ-starting and pole switching In earlier PTB test certificates it was defined that on windings in a delta configu-ration, the bi-metallic relay or trip must be connected in series with the phase wind-ings and set to the phase current, that is 1/1.73 = 0.58 times the motor rated current (Figure 5). Although this requirement has disappeared, the recommendation is still ap-propriate: > In the case of Y-Δ-starting the winding
is protected if not switched from star to delta.
> In the event of the failure of a phase, the protective effect for the winding is better.
In the case of pole switching motors, a separate relay is to be provided for each speed stage; these relays are to be inter-locked. In general the currents in all three lines are to be monitored.
Figure 4: Marking on a motor protective relay compliant with the directive for an explosion-protected motor with type of protection ›e‹. Device is allowed to have an effect in Zone 1 (category 2). Installation of the device in the safe area (source: MOELLER GmbH)
W2
L1
U1
U2
L2
V1
V2
L3
W1
Y Δ
W2 U2 V2
U1 V1 W1
MS
Figure 5: Circuit diagram for Y-Δ-switching with arrangement and rating of the bi-metallic switch MS for the phase current Iph = IN / 1.73
Explosion protected electric motors

The standard EN 60079 -17 is not specific on the inspection intervals. In the absence of national regulations, here the information defined in the German safety regulations and in their future form ›Technische Regeln für Betriebssicherheit‹ (TRBS 2.1.5. – pub li-cation in ›Bundesarbeitsblatt‹) may be fol-lowed. In accordance with §15 (1) and (15) of the German safety regulations (BetrSichV), the user must define the inspection interval based on a safety assessment; the interval must not be longer than three years.
Function tests If, based on the criteria stated above, a function test on the overcurrent protective device should be necessary, the following test methods have proven effective. In these cases the related tripping characteristic from the manufacturer is definitive for the assessment.
Single-phase motors As function-tested motor protective de-vices for single-phase motors are uncommon on the market, it is mostly recommended to use three-phase devices with the line ›looped through‹. This action is necessary to simulate the mutual heating of the three bi-metallic elements present with a three-phase connection (Figure 6).
Inspections The installer can assume that the two standard points of the trigger characteristic (for 1.05 and 1.2 times the set current) and also the trigger point for starting current IA (current with locked rotor) are met within the tolerances allowed and are assured by the quality assurance system at the manu-facturer of the protective device. It is sufficient both during the initial in-spection and during subsequent periodic inspections to check the values set. A mea-surement of the tripping values (with pre-heating or test current injection applied during test) is not necessary unless there are doubts as to the function of the relay (e. g. due to damage visible from the exterior caused during transport or prior use). On this issue EN 60079-17: Inspection and maintenance [9], section 5.2.1 states: ›Depending on experience, it may or may not be necessary to measure the tripping times by current injection at the initial inspection and/or periodic inspection. The tripping time in real operation shall be the same as the time taken from the delay characteristic with a maximum tolerance of +20 %.‹ This standard also includes detailed infor-mation on the tasks and plans for periodic inspections (for essential requirements see the German national safety regulations (e.g.
BetrSichV) [10]). In accordance with table 1, the inspection plan for motors with types of protection ›d‹ and ›e‹ are to include a detailed check that, among other aspects:> B9 The automatic electric protective devices
operate within the permitted limits > B10 The automatic electric protective
devices are set correctly (auto-reset is not possible)
Clause 5.2.1 as quoted above leaves it up to experience and the local conditions for the related system as to whether a test on the tripping times must be incorporated.
L1 L1
Figure 6: ›Looping through‹ the current carrying line L1 for a single-phase motor on the use of a motor protective device intended for three-phase power as standard (Source: Moeller book ›Switchgear for the Protection of Electric Motors‹ [8])
L1 L3
K x
I E
Figure 7: Applying a current load to a bi-metallic relay for checking the trigger characteristic in the laboratoryK-factor as multiple of the value set
28 | 29 Ex-Magazine 2007
Ë

L1 L2 L3
M3~
Figure 8: Applying a current load to a bi-metallic relay for checking the tripping characteristic on site. Small motors without a gearbox.
L1 L3
M3~
Figure 9: Applying a current load to a bi-metallic relay for checking the tripping characteristic on site. Medium-sized motors with or without a gearbox.
Checks in the laboratory The tripping characteristic for the specific relay is checked under laboratory conditions (e.g. using variable transformer or variable resistors) (Figure 7). The variation is allowed to be up to +20 % (IEC/EN 60079-17, 5.2.1).
Checks on site This method can, of course, only be ap-plied if the risk of explosion is excluded. Smaller drives that can be safely locked are checked under normal mains and adjustment conditions with the rotor locked (Figure 8). On setting to the rated current IN, the relay must trip at the latest after the time tE stated on the motor’s rating plate with a tolerance of +20 %. The test is to be stopped at the latest after 1.5 tE to prevent damaging heating of the winding.
[1] Directive 94/9/EC of the European Parlia-ment and the Council; Approximation of the laws of the Member States concerning equipment and protective systems in tended for use in potentially explosive atmospheres
[2] IEC/EN 60079-14 Electrical apparatus for explosive gas atmospheres; Part 14: Electrical installations design, selection and erection in hazardous areas (other than mines)
[3] IEC/EN 60947-4-1 Low-voltage Switchgear; Part 4-1: Electro-
mechanical Contactors and Motor Starters[4] IEC 60079-7 (2006-07) Explosive atmospheres; Part 7: Equipment
protection by increased safety ›e‹[5] Guidelines on the Application of Council
Directive 94/9/EC of March 1994 on the Approximation of the Laws of the Member States concerning Equipment and Protective Systems intended for Use in potentially explosive Atmospheres; 2. Edition 2005
[6] Greiner, H.: Phasenausfallschutz von Motoren; ep, 1996 Heft 3
[7] IEC 60079-14 (IEC 31J/120/CDV) 2006-06 Explosive atmospheres – Part 14 Electrical
installation design, selection and erection[8] Esser, H.-W.: Switchgear for the Protection
of Electric Motors; Moeller Guide by Fa. Moeller, Bonn (1999)[9] IEC/EN 60079-17
Electrical apparatus for explosive gas at-mospheres; Part 17: In spection and maintenance of electrical installations in hazardous areas (other than mines)
[10] Betriebssicherheitsverordnung (BetrSichV): Verordnung über Sicherheit und Gesundheitsschutz bei der Bereitstellung von Arbeitsmitteln und deren Benutzung bei der Arbeit, über Sicherheit beim Betrieb über wachungsbedürftiger Anlagen und über die Organisation des betrieblichen Arbeits-schutzes vom 27.9.2002; BGBl. Teil 1 Nr. 70, S3777-3816
[11] Greiner, H. u.a.: Elektroinstallation und Be-triebsmittel in explosionsgefährdeten Bere-ichen; Hüthig & Pflaum Verlag; München Heidelberg (2006)
Medium-sized and large motors are also to be locked if starting with the wrong direction of rotation would cause damage. The test is to be performed in ›single-phasing operation‹, that is with two lines (Figure 9). Relays with ›sensitivity to phase failure‹ trip somewhat earlier with this method of opera-tion than with a normal 3-line connection. Relays without sensitivity to phase failure trip after around 1.3 – 1.5 tE in a star configuration. The test is to be stopped at the latest after 2 tE. At tripping times > 1.5 tE there is reason to suspect that the tripping characteristic has changed excessively.
Explosion protected electric motors
References

www.pcic-europe.eu
5th
Petroleum and
Chemical
Industry Conference
Europe -
Electrical and
Instrumentation Applications
Conference Site:
Weimar Hilton
Internet: www.hilton.co.uk /weimar
June 10–12, 2008Weimar, Germany

Liquefied natural gas in the arctic
>>
Process plants located in this harsh environment require technical heatingby Søren Lykke Larsen
Application Report
Figure 1: Melkøya island in October 2006 (picture. Statoil, Eiliv Leren)
Tranberg AS, the new member of R.STAHL Technologies group, supplies complete heat tracing solutions for the petrochemical in-dustry. With headquarters in Stavanger, Norway, Tranberg AS has been designing, manufacturing and supplying high quality electro-mechanical products for use on ships, offshore installations and pet-rochemical plants since 1901. During its long life, the company has worked together with its customers to develop solutions and products for the harsh North Sea environment. Today, Tranberg has two major product lines: Lighting for the shipping industry and heating for the process industry. The Tranberg Heating Systems Division supplies total packages for heat tracing, including engineering, material supply and installa-tion support. Over the years, they have supplied these packages to a large number of on- and offshore petrochemical projects. Tranberg supplys the Statoil ›Snøhvit‹ (Snow White) Liquefied Natural Gas (LNG) project with the supply of lighting and de-icing systems for supply boats and tankers working in the Barents Sea.

Figure 3: Snøhvit liquefaction and export plant. 5.7 billion m3 were processed and exported
32 | 33Ex-Magazine 2007
The ›Snøhvit‹ Challenge The Statoil ›Snøhvit‹ project on the island Melkøya (Figure 1) is by many measures a very exciting project – apart from being the big-gest European natural gas liquefaction and export plant it is the north-ern most located plant at Hammerfest in the north of Norway, only 200 km from the North Cape (Figures 2 and 3). Due to the harsh weather conditions and limited infrastructure at Hammerfest the different modules had to be made in prefabrica-tion at a number of sites in Europe. In the spring of 2003 Tranberg received the order for the total heat tracing package from Statoil and its engineering partner Linde, Munich. Tranberg and their partner Thermon, the world recognised heat tracing specialist, appointed a project team to cope with the work of this enormous project.
The Heating Project The scope of the work was comprehensive and includes project management, detailed engineering, installation support, and site supervision. The supply of the complete material package of heat tracing distribution boards, monitoring panels, a wide range of heat tracing cables tailored for the applications, stainless steel heat tracing junction boxes, and field mounted temperature controllers – as well as all other accessories necessary to making the system reli-able in this climate. Any gas liquefaction plant will require some heating in order to maintain pipes and equipment at the desired process temperature or to prevent pipes and equipment from freezing or condensing.
The location at Hammerfest, where the average ambient tem-perature is 1°C and the low design temperature is –22.5 °C, puts heavy demands on the reliability and extent of the heating system. The gas is produced on the seabed of the Barents Sea 250 to 340 m under the surface using a subsea technology and brought to land in a 140 km long pipe line. On the onshore plant the gas is cooled to –163 °C to reduce its volume 600-fold to make it possible to trans-port the gas over long distances in special-built ships.
Figure 2: Position of Melkøya island near Hammerfest only 200 km from North Cape
Ë

Liquefied natural gas in the arctic
Figure 4: Heat tracing panel. Tranberg delivered more than 4,000 panels for 16 A heat tracing circuits
The transformation of gas into LNG consists of a number of processes:> Slug catcher: separation of water and gas> Inlet facility: preheating of gas> Pre-treatment: CO2 removal, dehydration mercury removal> Fractionation: separation of LNG and NGL (Natural Gas Liquids)> Liquefaction: cooling of the gas from approx. –13 °C to –163 °C> Storage: storage of the gas in tanks before export> LPG: separation of heavy hydrocarbons into liquefied petroleum gas (LPG)> Condensate: removal of gas, water and MEG (monoethylene glycol) before storage > MEG: recycling of the monoethylene glycol
At all these process modules Tranberg had many different heating applications to solve. Due to the harsh climatic conditions, this project also required frost protection on most of the utility systems, including hot oil sys-tems, water supply and gullies, pits and other surfaces.
Applications, Products, Solutions The –163 °C cold LNG gas is stored in a number of large tanks. In order to prevent cold from the liquid LNG gas from being trans-ferred into the soil, the so called frostheave protection, a heating system, was built into the foundation of the tanks. During the design phase Tranberg and their partners produced design and installation documentation that amounted to more than 4,000 heat tracing isometric drawings as well as a large number of single loop documents, instrument hook-up drawings, etc. Tranberg has also delivered a number of heat tracing panels (Figure 4) meant to supply more than 4,000 heat tracing circuits of 16 A along with a number of monitoring panels for the circuits. More than 210,000 meters of different types of heating cables for freeze protection and process temperature maintenance as well as cables able to maintain temperatures up to 600 °C were delivered (Figure 5). The heat tracing design philosophy for this project stipulated that most heating circuits had to be temperature controlled. For this purpose Tranberg delivered a number of solutions: from 16 A capil-lary thermostats to electronic controllers (Figure 6). This equipment for use in harsh environments has proven its reliability over a number of years’ service in the North Sea, and includes the series of heat tracing junction boxes in 316 L stainless steel, that in the arctic ver-sion can be used in temperatures from –60 °C to +90 °C. As the modules for the different processes were built at differ-ent locations around Europe, Tranberg supplied installation support and site supervision for the heat tracing at yards in Spain, France, Germany and The Netherlands. Also, when the fabrication and as-sembly of the modules started at Hammerfest, Tranberg had a project engineer allocated to support the project on site.

Safety and Stability The combination of Tranberg’s strong presence within lighting and their expertise within heating has meant that Tranberg has be-come an important partner not only when it comes to providing reli-able solutions for onshore oil and gas activities in the Arctic, but also as a competent supplier of total solutions to the ship building indus-try. Today, Tranberg offers a wide range of solutions for the de-icing of helidecks, safe passage stairways, etc. for the safety of the crew, and also for de-icing of the superstructure of ships in order to main-tain stability.
34 | 35Ex-Magazine 2007
Figure 5: Heated valves before the thermal insulation is mounted. Tranberg delivered more than 2,000 m heating cable at the Snøhvit project
Figure 6: Temperature controllers and safety thermostats. Tranberg delivered temperature controllers for more than 3,000 measuring points

FM Approvals
§
Roots in the industrial revolution 1835 and the development to presentby John Rennie and Bill Lawrence
Figure 1: 1897 Approved Electrical Fittings
In the beginning
The Factory Mutual Fire Insurance Com-panies (known as the Factory Mutuals), can trace their roots back to 1835 when a New England mill owner pioneered the concept of highly protected risk for industrial textile manufacturing occupancies. The concept of shared risk based on sound property pro-tection and engineering was inherent, even at the birth of the Factory Mutuals. In the 1800’s, engineers began testing products. These tests were to determine which cutting oils represented the best lubricant to reduce the potential of fire. The use of kerosene for illumination caused additional concern, until the Factory Mutuals, through a series of experiments published in the 1862 annual
report of the Smithsonian Institute, showed that in industrial occupancies kerosene for illumination was no more dangerous than the use of candles or animal fat. The 1880’s brought important advances for the Factory Mutuals in the area of auto-matic sprinklers. In 1886, FM Laboratories was established as a wholly owned subsidiary of the Factory Mutuals. They were pioneers in their fields and established the first permanent laborato-ries in the United States dedicated to the testing of fire protection devices; this distinc-tion may even apply worldwide. In 1897, the Inspection Department of the Factory Mutuals published a book titled ›Approved Electrical Fittings‹ containing products they had tested, such as lamp sock-ets, receptacles, flexible cord fuses, conduit circuit breakers, arc switches, and lighting arrestors (Figure 1). Electrical product testing actually pre-dated the aforementioned book, and histori-cal records reflect concern for electrical installation and products since 1882. This book reflected 9 pages of products and relat-ed manufacturing organizations. Over the years, elements of the Inspection Department have transitioned to the organi-zation known today as FM Approvals. Work-load in numbers and complexity has in-creased immensely since the first electrical product approvals in 1897. The product approvals publication became known as the Approval Guide and now contains more than 45,000 certified products. While FM Approvals is involved in the cer-tification of dozens of categories of product and services, the main focus is on electrical equipment for use in hazardous locations, building materials, and fire protection prod-ucts, such as automatic sprinklers, and alarm and signaling equipment.
Legislation, Standards and Technology

36 | 37
The first hazardous location products
The year was 1922, and FM Laboratories had moved its fire testing facility from its first home in Woburn, Massachusetts (MA) (Figure 2) to Everett, MA. The engineers were in the process of conducting a series of tests to study explosions of flammable dusts and vapors in special enclosures. It was also the year that marked the first certification of electrical equipment for use in hazardous locations. Testing was com-pleted on ›vapor-proof‹ enclosures manu-factured by Appleton Electric, Benjamin Elec-tric, Crouse-Hinds and V.V. Fitting Company. Some of these names are still familiar to the market today. FM Laboratories has always understood the need for standards from both the product and the installation point of view. The Factory Mutuals worked with others in the insurance industry to establish an electrical installation code in 1894, which in 1897 became the major source for the first U.S. National Elec-trical Code (NEC) (Figure 3). While electrical codes came into existence in 1894, the first installation rules specific to electrical equipment for use in hazardous locations, were not reflected in the NEC until 1923 – the year following the first certifications. In 1924 FM Laboratories established a ›fee-for-service‹ program. Previously, this work had been done free of charge. In 1941, the FM Laboratories changed their name to the Factory Mutual Research Corporation (FMRC). FMRC was incorporated as a non-profit corporation and continued with its test-ing and research work, which was primarily related to the war effort. The 1940’s and 1950’s were significant for FMRC as they moved test operations from Everett to Nor-wood, MA (Figure 4) where they constructed a full scale fire test center.
Years of expansion
The early 1960’s brought an invitation to join a new committee on an emerging haz-ardous location electrical protection method for the US called ›intrinsic safety‹. The com-mittee was being formed by the Instrument Society of America (now ISA). FMRC accept-ed the invitation and subsequently took part in other ISA hazardous location committees. FMRC and its successors now have more than 40 years of association with ISA. In fact, FMRC has the distinction of having four of its engineers receive the ISA Standards and Practices Award for outstanding contribution in the field of instrumentation, systems, and automation. Over the years, FMRC has played a lead-ing role in the development of hazardous location protection techniques through, not only ISA, but also the National Fire
Ex-Magazine 2007
Figure 2: Woburn Fire Text Facility – 1886
Figure 3: 1923 National Electrical CodeË

Protection Association (NFPA) and the Inter-national Electrotechnical Commission (IEC). The 60’s saw the FMRC reach another milestone with the construction of the world’s largest fire test and research building in West Gloucester, Rhode Island (RI). The test building exceeded 4,000 m2 in size and sat on 6 km2 of land. If the 1960’s were busy for hazardous location testing, they paled in comparison to the coming decade. In 1971, the US Department of Labor en-acted the Occupational Safety and Health Act (Title 29), which for all practical purposes empowered OSHA (the Occupational Safety and Health Administration) to demand that hazardous location electrical equipment be approved or certified by specific testing labs like FMRC (Figure 5). The work grew exponentially while the engineering staff struggled to maintain pace with industry demands for product approvals. Not only did the manufacturing work grow but committee demands also increased. FMRC continued to serve on the executive committee of the United States National Committee of the IEC and as the Technical Advisor to the US IEC TC 31 committee.
FM Approvals – Roots in the industrial revolution 1835 and the development to present
Figure 4: Norwood Fire Test Facility – 1947
Figure 5: FM Approvals – Certification Mark
The committee work also included leadership positions such as, secretary and chair of various ISA committees and subcommittees, and as an active member of the NFPA Com-mittee on Electrical Equipment in Chemical Atmospheres. FMRC was also active in the NFPA National Electrical Code Committee, particularly in the panel dealing with the installation rules for Hazardous Location Electrical equipment.
Outside the US
Work continued to escalate in the 1980’s, with US manufacturers continuing to look overseas for new and expanding markets. To help meet their demand for supporting inter-national certification, FMRC began to look at opportunities outside the US. In 1982, FMRC was accepted by the Standards Association of Australia as one of the first overseas test labs supporting Australian Certification of hazardous location equipment. In 1986, the first Mutual Recognition Agreement was signed with the Physikalisch-Technische Bundesanstalt (PTB) in Germany, followed by
agreements with other well-known labs in Europe, Canada, South America, Asia, and Australia (Figure 6). In 1988, OSHA formalized the US test lab-oratory recognition system by instituting the Nationally Recognized Testing Laboratory (NRTL) program. FMRC has been accredited under this program since its inception. Re-gardless of US or world economy, the work-load continued to increase at dramatic rates through the rest of the 80’s and 90’s. In 1996, the US joined the rest of the world with the recognition of the three-Zone area classification system and the associated types of protection. This was the culmination of a 25 year struggle within the US to agree on a way to accept the IEC system into the long-established and well-developed US system for hazardous location electrical equipment. FMRC was at the forefront of var-ious committee activities to develop accept-able product and installation standards. By 1999, the 42 companies that once made up the Factory Mutuals had combined and merged over the years into three compa-nies, Arkwright Mutual Insurance Company, Allendale Mutual Insurance Company, and Protection Mutual Insurance Company. These three then merged one last time into a single entity, the Factory Mutual Insurance Company, doing business as FM Global. The merger of the three parent insurance compa-nies resulted in a series of major changes to FMRC.

Global Reach
In 2004, ongoing efforts to expand global certification solutions beyond the Mutual Recognition Agreements, led towards new accreditations by IECEx, Canada, and Europe. In 2004, FM Approvals (a Division of FM Global Technologies) was accredited as an ExCB (Certification Body) and ExTL (Test Laboratory) under the IECEx Certification Scheme allowing for the preparation of Ex-TRs (Test Reports) QARs (Quality Assessment Reports) and CoCs (Certificates of Confor-mity). In 2005, FM Approvals (a Division of FM Global Technologies) was accredited by the Standards Council of Canada (SCC) as a Certification Body and Testing Organization for Canada for all electrical products. Although many jurisdictions, nationally and internationally, had accepted the work of FM Approvals, this was the first time the FM Approvals mark was formally recognized outside of the United States.
38 | 39Ex-Magazine 2007
Figure 6: Mutual Recognition Agreements
In 2002, FMRC became FM Global Tech-nologies LLC. One of its Divisions, FM Ap-provals, was responsible for continuing the activities in product testing and certification.
Preparing for the future In late 2003, the 60 million Euro upgrade and expansion of the West Glocester, RI Test Center was completed and dedicated as the FM Global Research Campus (Figure 7). As part of the expansion, the hazardous lo cation (explosive atmospheres) testing was relocated from Norwood, MA to the Research Campus. New computerized gas mixing and explo-sion pressure measurement systems have been implemented in the control room at the new facility to expedite the testing and im-prove the data consistency (Figure 8). Also included is the ability to test much larger samples in the large (160 m2) test bay with a 6 m ceiling (Figure 9).
Ë

What makes FM Approvals different? FM Approvals interests parallel those of FM Global. FM Global, as the world’s largest industrial and commercial property insurer, has a major interest in property loss pre-vention aspects of the products certified by FM Approvals. FM Global engineers, more than 1500 world wide, operating out of 55 of-fices, conduct more than 600,000 property inspections per year in 110 countries, and recommend the use of FM Approved products. This provides an opportunity to promote the use of FM Approved products and monitor the product’s loss prevention performance over its lifetime.
Also in 2005, to support the growing busi-ness in China, FM Approvals opened its first office outside the United States; in Beijing, China. In January 2006, FM Global Technologies LLC became FM Approvals LLC, the current legal name of the certification operation that had been doing business under the commu-nicative name of FM Approvals since 2002. In 2006, to support the continued growth of business in Asia, FM Approvals opened a second office outside of the United States, in Singapore. Also in 2006, in a major expansion to Europe, FM Approvals Ltd was established and appointed by the Government of the United Kingdom as an European Notified
Body for the Explosive Atmospheres (ATEX) Directive (EG Directive 94/9 /EG regarding to explosion protection). The FM Approvals office in Windsor, United Kingdom, works closely with the test facilities in Norwood and West Glocester in the US to support the ATEX Certification effort. FM Approvals was now in a position to issue US, Canadian, and European Certifications as a single source provider. This provides manufacturers with a fast, economical, path to global markets. In early 2007, FM Approvals Ltd received accreditation as a Product Certification Body by the United Kingdom Accreditation Service (UKAS). With UKAS accreditation now in place, FM Approvals Ltd is expected to soon be recognized by IECEx as an ExCB.
Figure 8: Control Room
Figure 7: Research Campus (West Glocester/RI) Figure 9: Explosive Gas Test Facility (West Glocester/RI)
FM Approvals – Roots in the industrial revolution 1835 and the development to present

The future
The 172 year history had numerous high points, which will be matched or exceeded in the future. FM Approvals will continue to expand its global presence and product cer-tifications. Such an expansion will improve the availability of quality loss prevention products and services, which will also bene-fit industry in general.
www.fmapprovals.com
Figure 10: Canadian Certification Marks
Figure 11: EG Conformity mark and ATEX Certification mark of explosion protection
Ex-Magazine 2007 40 | 41

Explosion protected lighting
>>
on liquefied gas-fuelled supply shipsby Per Helgeland and Andreas Kaufmann
The main objective of the rules for electrical installations on ships is to ensure that all electrical products on board are designed, built and installed so that they provide a safe and reliable installation with respect to operator safety, and a minimum risk of explosion and fire hazards.
Application Report
Figure 1: Helideck with explosion protected floodlights and perimeter lights of Tranberg

Authorized bodies have developed classification rules and standards for Liquified Natural Gas (LNG) and Liquified Petroleum Gas (LPG) carriers, floating LNG production, mobile offshore units, Floating Production Storage and Off-loading (FPSO) units, natural gas pipelines, and related systems. Experts have performed and gathered considerable experience within risk assessment and safety management of most parts of the gas supply chain.
LNG-fuelled supply ships The second of two supply ships fuelled by LNG has been deliv-ered to Statoil. The ships will be used mainly in Statoil’s operations in the Tampen area of the North Sea. Using LNG will provide a considerable reduction in emissions of nitrogen oxides and carbon dioxide. The two vessels will approxi-mately emit 400 tonnes less nitrogen oxides per year than compara-ble ships running on diesel engines. These savings corresponds to the volume released by some 40,000 cars. Together the ships will consume about 7,000 tonnes of LNG per year. Both vessels were built by Kleven Verft at Ulsteinvik in western Norway. Møkster Shipping owns and will run Stril Pioner (Figure 2) while Viking Energy (Figure 3) is owned and run by the Eidesvik Ship-ping company. To meet the safety requirements, some of the external lighting has to be designed as explosion protected and approved by a noti-fied body. A schematic drawing (Figure 4) demonstrates the classifi-cation of zones of hazardous areas onboard the ships. Where does explosion protected lighting have to be used aboard ship? They are required in areas where high concentrations of explosive vapors may occur. On these ships the areas are typically in the fuel area, around the ventilation system from the engine room and around exhaust pipes. As a world wide supplier of navigation lanterns, floodlights, deck lights, obstruction lights and complete helideck lighting systems – Tranberg supplies safe and reliable explosion protected lighting equipment for all applications throughout the entire ship.
42 | 43Ex-Magazine 2007
Figure 3: Viking Energy
Figure 2: Stril Pioner
Figure 4: Zone classification on board of the vessels
Zone 2Zone 1
hazardous area
New logo of explosion protected equipment approved for offshore installations
Ë

The Tranberg-product range of explosion protected luminaries> Navigation lanterns The majority of the navigation lights on the ships ›Stril Pioner‹ and
›Viking Energy‹ are installed outside the hazardous area. The en-vironment around the exhaust pipes are classified as hazardous areas. The navigation lanterns installed in this area will have to meet the requirements of the ATEX Directive 94/9/EC. The in-stalled series of navigation lights Tranberg TEF 2870 are qualified and approved to be used in Zone 2.
Tranberg’s navigation lanterns are all designed for use in rough environments. It is the policy of Tranberg to provide products and services that meet the highest standards of quality in the industry. Achievement of this objective requires that all products perform reliably and efficiently, and in a manner that assures continuing market competitiveness. The design of Tranberg navigation lan-terns are based on many years of experience and extensive research in the field of professional marine lighting. Carefully selected materials are used to ensure maximum performance, a maintenance free and a long trouble free life time. Proven through years of use in rough environments, navigation lanterns from Tranberg are the obvious choice by many vessel designers, ship owners, and yards throughout the world.
Figure 6: Luminaire type TEF 2425 Zone1
Explosion protected lighting on liquefied gas-fuelled supply ships
Figure 5: Navigation lantern type TEF 2870 Zone 2
> Deck lights A number of the deck lights on these vessels have to be installed
in the fuel area. Many offshore supply vessels are designed to handle and provide methanol fuel to oilrigs and similar offshore installations. All locations within 20 meters from the fuel area are classified for Zone 1. As a result all deck lights and floodlights in these locations have to fulfil the requirements of equipment cate-gory 2 (Zone 1) (Figures 6 and 7). On the ›Stril Pioner‹ and ›Viking Energy‹ there are Zone 1 areas on both sides of the stern. The en-vironment around the ventilation ducts and on top of the cargo rail are also classified as hazardous areas, but in Zone 2. The cargo rail is also an emergency area and has to be equipped with emer-gency light fittings for Zone 2 (Figure 8).

Figure 8: Luminaire type TEF 2440 Zone 2Figure 7: Helideck illumination floodlight type TEF 9964 Zone 1
> Helideck light fittings Perimeter lights, floodlights and illuminated windsocks are de-
signed to give visual indication for the helicopter pilots during their approach to the helideck platforms.
The helideck windsocks and light systems from Tranberg are designed to meet the toughest conditions in the helicopter land-ing areas. The floodlights provide adequate illumination of the whole area without glare to pilots or helicopter personnel in the area.
Helideck equipment manufactured by Tranberg is delivered to offshore installations, oil tankers, buildings and supply ships all over the world.
The Xenon helideck flood lights – green LED perimeter lights and the illuminated windsock systems are used for illumination of the touchdown and lift-off area of helidecks, as per CAP 437 requirements. All helideck lights for use in hazardous areas are approved and conform with the requirements of the ATEX Direc-tive 94/9/EC, and therefore are applicable in hazardous areas.
Ex-Magazine 2007 44 | 45

Safe even in the desert
>>
Gas analysis increases efficiency and protects the environmentby Alexander Scholl, Helmut Schulz and Dagmar Sorg-Ehrhardt, SIEMENS AG, Process Instrumentation and Analytics, Karlsruhe Germany
High demands are made on analysis technology in exploiting the world’s largest offshore natural gas field. Producing and process-ing of natural gas is monitored in a hot desert climate and during sandstorms. This increases the yield and relieves environmental pol-lution. In the fifth expansion stage again the worldwide proven proc-ess gas chromatographs (PGC) of a German system supplier have been chosen and integrated in a special desert-capable system.
Application Report
Figure 1: Building a gas processing plant in the Persian Gulf: South Pars

A treasure 3,000 meters under the ocean bed The largest offshore gas field is located along the border be-tween Iran and Qatar (Figure 1). The Iranian share is 10 % of the world’s gas resources, which in figures is twelve billion cubic meters or 12,000 cubic kilometers. By comparison: Lake Erie holds about 484 km3 – albeit of fresh water. This gas is enough to supply the whole world for five years. The Iranian part has been used as a source of energy since 2002. The whole gas field will be exploited over the next few years in a total of 25 expansion stages, whereby the first five are either already in operation or under construction. Every expansion stage requires an investment of about 0.8 billion Euro. Siemens pro cess analysis technology was used in every ex-pansion stage to date. Siemens was chosen as the system provider for the complete analytics of stages one, two and three. Hyundai En-gineering & Construction Company Ltd from South Korea is the com-pany generally responsible for expansion stages four and five. With a depth of 70 m the Persian Gulf is relatively shallow. The gas is mined from rigs and then pumped 100 km to the shore for further processing through a 31 inch pipe.
Desert-capable analysis technology Extreme ambient conditions with almost 50 °C in summer, sandstorms, and a corrosive maritime atmosphere place high de-mands on the technology. Therefore, compressor air conditioning systems have been largely omitted. Instead either air coolers or con-vection coolers operated with water have been used. This cooling technique gets by without fans and external heat exchangers. The disadvantage, however, is the relatively low cooling per-formance, which is why classic compressor coolers are finally used for some systems. Four meter high pipes tower up from the analysis stations which suck in the fresh air. Combined with a sand trap, the
purging air is sufficiently clean even during sandstorms. Every analy-sis station has its own safety system which monitors other safety parameters in addition to the fresh air supply. The heart of this safety system is a Logo! module from Siemens. This Logo! module can easily be reprogrammed on the building site if the safety concept changes.
Products of natural gas processing Raw natural gas consists of more than 80 % methane. The rest of the raw gas is made up of higher value hydrocarbons, water va-pour, nitrogen, CO2, and sulphur compounds. These components are separated in natural gas processing. Natural gas for burners in in-dustry and households consists of more than 99 % methane. Further products are also obtained from the raw gas, such as the liquid gas, which occurs as a condensate isused for example as a vehicle fuel. Due to the decomposition of sulphuric amino acids during its produc-tion, natural gas contains sulphur compounds which are found as hydrogen sulphide among other things. This sulphur is obtained in natural gas desulphurization plants in elementary form using the Claus method. In the Claus process, the most important gas desul-phurization method worldwide, the hydrogen sulphide is oxidized into sulphur in two stages using a catalyst. The sulphur obtained in this way is of a very high purity (approx. 99.5 %) and is used to manufac-ture pharmaceutics, in the cosmetic industry, in the vulcanization of rubber, in plant protection etc. Since Claus plants are increasingly subject to environmental restrictions worldwide, the Claus process is combined with other methods in modern plants to satisfy the de-mand for a higher sulphur recovery rate. Recovery rates of 99.5 % and more can be achieved depending on the method used, and un-der optimum conditions.
Figure 2: Sample taking and pipes of the steamheater. The sample must be heated exactly to 145 °C continously
Figure 3: Analysis cabinet with gas
chromatograph PGC Maxum Edition II
and convection cooling
46 | 47Ex-Magazine 2007
Ë

Gas chromatography in the Claus process Analyses are required for controlling and monitoring the Claus process. Process gas chromatography has proven to be a reliable and low-cost method. The most important analysis is the measurement of the concen-trations of hydrogen sulphide (H2S) and sulphur dioxide (SO2) in the de sulphurized gas (tail gas) and from this the calculation of the ratio of H2S :SO2. This ratio is 2:1 during optimum operation. In addition the H2S content of the feed acid gas and the gas space above the sul-phur pit is measured. The composition of the measuring gases at the measuring points mentioned is very different but there are common factors which represent the real challenge for analysis: The sample gas is already saturated by sulphur vapor or ele-mentary sulphur may be produced under unfavorable conditions when a sample flow contains H2S and SO2 at the same time. The el-ementary sulphur may block sample lines and the analyzer due to its chemical-physical properties. Sulphur becomes solid or semiliquid when the sample temperature drops below 135 °C or rises above 150 °C. Therefore, the sample temperature must be kept at 145 °C. If the measuring gas also contains large quantities of CO2 such as is the case in tail gas, COS and CS2 may be produced by second-ary reactions. COS and CS2 interfere with a UV-spectrometer meas-urement of H2S and SO2. However, when using a process gas chro-matograph, these components have no negative influence on the measurement. The sample must be heated to 145 °C continuously from the tapping point to the analyzer. Slight deviations from this temperature can lead to failure of the analyzer. Steam heaters for sample taking and transport with an exact temperature control and complex insula-tion meet this requirement. This narrow temperature range may (Figure 2) not be left even for the sample conditioning with its various components such as valves and filters. A reliable and low-cost solution in this case is the integration of the sample conditioning in the analysis oven of a PCG.
Figure 4: Two oven technology of the process-gas chromatograph Maxum Edition II: detector and sample conditioning are separated into two rooms
For this reason PGC models with two ovens are suitable for the Claus gas analysis. The Claus gas analyzer Siemens PGC Maxum edition II (Figure 3) is equipped with separately heatable ovens with mass heating (›dou-ble airless‹). The right oven contains the analysis system with sepa-rating columns, circuit and detector (Figure 4). The left oven contains the sample conditioning, the calibration media dosing, and the dos-ing valve. The sample conditioning contains a safety purge: The sample line is purged with nitrogen or air in the event of a fault (PGC ›not ready‹, power failure, temperature alarm) to prevent blockage by solid or plastic sulphur. All Claus gas analyzers in a plant can be networked with other process gas chromatographs of the Maxum edition II type and moni-tored by a central operating station. It is also possible to link up to the process control system via the MODBUS log. Siemens has already delivered almost 40 Claus Gas Analyzers with this double-oven technology either as PGC 302 or Maxum edition II to date.
Reprint out of the October/November 2004 edition of PIN
with kind permission from SIEMENS AG
Safe even in the desert

Explosion protectionfor process analysis
>>
Safe operation up to the explosion limitby Jürgen Poidl and Helmut Schulz
Gas analysers are used for the continous on line measurement of the composition of process flows in chemical production systems. These measurements provide support to key process functions of controlling and monitoring the temperature, humidity, and chemical composition of gases and liquids. In some cases, commercial considerations and demands are resulting in the oper ation of production processes in chemical plants increasingly close to the explosion limit. It is therefore essential that the explosion- protected gas analysers used for monitoring the ex-plosion limit continuously supply the necessary and reliable data to the process control systems. Using the special safety systems from SIEMENS AG and R. STAHL, it is possible to operate gas analysers, the electrical equipment and the safety devices even when the pro-cess conditions are close to the limit.
Application Report
Figure 1: Analyser house (TVR – Transportable Ventilated Room) suitable for desert conditions with explosion-
protected equipment installed on the exterior
48 | 49Ex-Magazine 2007
Ë

The article ›Safe even in the desert‹ on page 46 of this issue describes how process analysers are installed in container-like housings or separate rooms (Figure 1). The formation of explosive atmospheres are to be expected due to the possible release of in-flammable gases or liquids during sampling. The introduction of in-flammable gases, vapours or liquids into the instrument rooms pro-duces risks, as do leaks in the pipe system, or the entry of explosive atmospheres from the surroundings. Two aspects therefore require particularly close attention. Firstly the prevention of ex plosive gas mixtures and, secondly, the maintenance of an environment that is not harmful to health. To address these aspects, the related plant room is ventilated. When dimensioning the ventilation system, the maximum quantities that could be released from the containment system must be taken into account (Table 1). The objective is to ensure a reduction in the concentration to values below the Lower Explosion Limit (LEL; con-centration of inflammable gas or vapour in air below LEL is not ex-plosive). There are three important standards that describe the safety requirements:> EN 61285 ›Industrial-process control. Safety of analyser houses‹
[1] > EN 50381 ›Transportable ventilated rooms with or without an in-
ternal source of release‹ (TVR) [2] > EN 60079-10 Classification of hazardous areas [3]
The principle of type of protection ›v‹ Type of protection v is comparable with pressurization. As a result of the pressure conditions in the container compared to the surroundings, various possible operating states must be taken into consideration. Depending on the type of system, there may be internal sources of release for inflammable liquids, gases or vapours. The assessment of when a hazardous mixture with the air in the interior can occur is undertaken based on the chemical substances inside the sample preparation system and the measurement system of the gas concen-tration. The standard EN 60079-10 is used to classify the concentra-tion reduction levels around the release sources into zones. Using this zone classification and depending on the installation location, it is defined where equipment that is not explosion-protected can be installed and where explosion -protected equipment must be in-stalled. A special aspect here is the fact that the container can be entered by staff. The large dimensions result in additional conditions in comparison to other equipment, as there may be people in these rooms.
Explosion protection for process analysis
Figure 2: Gas detector and alarm systems
sensor analysingunit
Definition of the type of protection ›v‹> 3.18 Type of protection v a type of protection intended to reduce the risk of explosion
to an appropriate level by the prevention of the formation of an explosive atmosphere in the vicinity of a source of igni-tion.
> 3.18.2 Type of protection v2 suitable for areas in which explosive atmospheres caused by
gases, vapours or mists are likely to occur. Type of protec-tion v2 ensures the requisite level of protection, even in the event of frequently occurring disturbances or equipment faults which normally have to be taken into account by main-taining a positive pressure differential between the atmo-sphere within the TVR (Transportable Ventilated Room) and the external, and where appropriate adequate ventilation.
> 3.18.3 Type of protection v3 suitable for areas in which explosive atmospheres caused
by gases, vapours or mists are unlikely to occur or if they do occur, are likely to do so infrequently and for a short period only. Type of protection v3 ensures the requisite level of pro-tection during normal operation by maintaining a positive pressure differential between the atmosphere within the TVR and the external, and where appropriate adequate ventila-tion.
> 3.18.4 Type of protection v4 suitable for areas normally considered safe but in which a
risk of an explosive atmosphere caused by gases, vapours or mists might occur due to the operation of equipment within TVR and if they do occur, are likely to do so infrequently and for a short period only. Type of protection v4 ensures the requi site level of protection during normal operation by main-taining a negative pressure differential between the atmo-sphere within the TVR and the external, and where appropri-ate adequate ventilation.

gases, liquids or vapours in the interior, the safety of the plant is not jeopardised. As these analyser rooms are themselves located in the explosive atmosphere, it must be assumed and noted that flammable gases may be introduced from the surroundings. For this reason the gas concentration in the air drawn in from the surroundings is moni-tored. If this situation arises, the purging is stopped. If there are explosive atmospheres in the container surround-ings, and at the same time hazardous gas has escaped into the inte-rior due to a fault, the equipment in the transportable ventilated room is shut down step-by-step. As in the case described, the plant is installed in the hazard-ous area or is directly adjacent to this area, and there is a safety-lock on the entry door. The gas concentration in the air-lock is moni-tored by two independent gas detectors. The inner door is only un locked if the value measured in the air-lock is <20 % LEL.
Criteria for shutdown in case of a fault If there is a potential release source, there must be at least 2 gas detectors. These are equipped with two limiting value transduc-ers with shutdown function (Figure 2). On the system from Siemens a gas alarm is issued at 10 % of the LEL. This device gives the operator time to take action to ensure the shutdown conditions defined in the standard are not reached. If 20 % of the LEL is reached, wall mounted power sockets without explosion protection and other unprotected equipment are shut down.
Prior to starting operation, the entire room is purged with com-pressed air, ›clean‹ ambient air or inert gas. The pre-purging phase creates the necessary pre-conditions for safe operation and ensures suitable air quality inside the portable ventilated room. The pre-purg-ing time is defined during type testing as a function of the purge vol-ume by measuring the time necessary to reduce the concentration of inflammable gases or vapours to a safe level. Similar to the type of protection pressurization ›p‹, after the pre-purging phase the pressure difference to the surroundings is measured. After starting, the pre-purging volumetric flow rate and the differential pressure between the transportable ventilated room and the surroundings must be appropriately monitored. With the types of protection v2, v3 or v4, the lowest defined volumetric flow rate for the protection gas for the ventilation through the transporta-ble ventilated room and the differential pressure are measured. If the values are within the defined limits, pre-purging is performed for the defined time. Once the pre-purging time has elapsed, the volumetric flow rate is reduced to the value for ventilation (continuous purging). Then the power supply to the equipment can be switched on. The internal overpressure (for v2 and v3) prevents the surrounding atmo-sphere from flowing in and is used as a measure for maintaining the explosion protection. With type of protection v4 no hazardous atmo-sphere is allowed to be released from the transportable ventilated room into the surroundings. For this reason the partial vacuum in re-lation to the surroundings is monitored. In addition, the reduction in the concentration of toxic gases or vapours as well as a lack of oxygen or the accumulation of carbon monoxide and other asphyxiating gases is to be taken into consider-ation. Here the value of the maximum allowable concentration (MAC) at the place of work must be defined as the upper limit. During the type testing to determine the pre-purging volume, it must therefore be noted that many gases are already toxic well below 20 % of the LEL.
Maximum allowable concentration at the place of work A general figure for the alarm thresholds for gas warning sys-tems is the MAC-value at the place of work. The maximum allowable concentration is the highest concentration allowed of a substance in the form of a gas, vapour or suspended matter in air at the place of work that, based on current knowledge, even on repeated and long-term exposure, as a rule 8 hours a day, for an average working week of 40 hours (for single shift operation), in general will not harm the health of the employees and will not be unpleasant for the employees.
Explosion protection measures In the example plant, from the article ›Safe even in the desert‹ (page 46), the type of protection ›v‹ function is achieved using two related mechanisms. On the one hand, fresh air is drawn in through a 4 m high chimney; this air is used for pre-purging and for concen-tration reduction in the analyser house. It ensures that the concen-tration of the explosive gases in the interior remains below the LEL by means of the regulated volumetric flow rate. Even on release of
Figure 5: Explosion-protected apparatus installed on the exterior:
disconnector, local reset, control unit with indicator lamps, flashing light and horn
50 | 51Ex-Magazine 2007
Ë

Parts with negligible risk of leaks Parts with limited risk of leaks Additional measures for the reduction of the risk of leaks
Pipes rigid metallic flexible, non-metallic (hoses)
double sheath, metal armouring
Connections welded flangeclamping ring fitting
check for correct installationleak test
Seals spring-groove bellows*
O-ringsglands
bellows*bellows*encapsulation
Flow meters entirely metal glass cone / plastic
Pumps injector magnetic or hydraulically coupled drive
hermetically sealedperistaltic
bellows*encapsulation
Valves valves without gland ball valves with soft seal ball valves with soft sealand additional bellows*
Others optical fibre systems optical window encapsulation
* bellows have limited service life
If 60 % of the LEL is reached, after a defined time all equipment including explosion-protected switchgear in the interior must be shut down. In the standard it is stated that, if within a certain amount of time (e.g. 24 – 72 h), no attention is paid to the indication, careful con-sideration must be given to whether this shutdown of the explosion-protected equipment is necessary. The hazard due to reaching 60 % of the LEL in the interior of the analyser room may be less than the possible hazard due to an emergency shutdown of the entire pro-cess. With this note in the standard, the fact is addressed that it is essential that the installation be maintained on the presence of a fault over a very long period. An alarm in the transportable ventilated room is indicated visually and acoustically inside and outside, and in manned control centres, e.g., the control station. After the shutdown of the explosion-protected equipment in-side the analysis room, no further inflammable substances are intro-duced into the containment system. The gas present in the contain-ment system must be evacuated to a point outside the transportable ventilated room within 60 s. The pressure drop to atmospheric pres-sure is sufficient in this case, as the overpressure in the interior pre-vents further releases. To limit the release in the interior of the analy-
sis room, e.g. sealed flow restrictor valves (Figure 3), pressure reducers and safety valves installed outside in the pipe inlet into the analysis room are used. In addition, special valves outside the analysis rooms can be opened for fast pressure reduction.
Restart after automatic shutdown To bring the entire unit back into operation, certain conditions must be met. The enabling of the electrical circuits and the supply of inflammable substances to the containment system is re-enabled if the value measured by the gas detectors has dropped to less than20 % of the LEL, and the transportable ventilated room has been pre-purged by the ventilation system. In addition, a manually actuated reset device installed at the transportable ventilated room must be actuated. In this way it is en-sured that the transportable ventilated room is only recommissioning if a person has checked the source of the release and any repair work necessary has been performed.
Electrical equipment inside the transportable ventilated room Explosion-protected equipment must be used in the air-lock and inside the transportable ventilated room, or the equipment must be shut down as soon as a certain gas concentration is measured. The zone classification in the interior defines which measures of explosion protection are required for the electrical equipment. An explosion-protected device is not capable of ignition in the context of the standard. In the example described equipment with regard to optimal costs was selected that, due to appropriate design by R. STAHL, is suitable for Zone 2 (equipment category 3). The selected type of pro-tection Ex nR (restricted breathing) is suitable in this case for the
Figure 3: Sealed flow restrictor valve
Table 1: Evaluation of parts for the risk of leaks in accordance with EN 61285 (IEC 61285:2004)
Explosion protection for process analysis

design of the special control system (Figure 4). The power is supplied via a distribution panel for Zone 1 with miniature circuit breakers individually protected as components by special flameproof enclo-sures (component-encapsulation). EXLUX 6000 lights, approved for Zone 1, manufactured by R. STAHL are used for lighting.
Electrical equipment on the exterior of the transportable ventilated room The equipment installed on the exterior of the container is all suitable for use in Zone 1 (equipment category 2). The disconnector used to electrically isolate the entire electrical installation, the flash-ing light, and the horn for the indication of alarm states in the trans-portable ventilated room, as well as the local reset after an alarm, are all fitted on the exterior (Figure 5). The status of the entire instal-lation is displayed using indicator lamps. Furthermore, additional protection against pests is achieved by the special design of the cable installation. A metal-sheathed sleeve connects the equipment and protects the cables. The sealing of the sleeve to the electrical equipment is ensured using suitable cable glands. The electrical equipment itself is adequately protected against pests. Like all equipment or safety devices used in hazardous areas or that have an effect on these areas, the transportable ventilated rooms must be marked. Along with marking as per EN 60079-0 [4] or EN 60079-15 [5], additional information on the volume of the unit and information on the purging and correct operation is required in EN 50381 [2]. This information includes the minimum volume of the protection gas and the minimum duration of the pre-purging. Equipment, switchgear and measuring instruments for ensur-ing the safe operation of the type of protection are to be specially marked, even if they are installed outside the hazardous area. In sec-tion 16 of EN 50381, marking with [EEx v] is required for safety-related control systems and safety devices.
Operating instructions For all types of protection, operating instructions with the re-quirements on putting into service, use, assembling and dismantling, maintenance, and adjustment of the transportable ventilated room must be prepared by the manufacturer. The operating instructions are addressed at the user. These operating instructions must there-fore be available in the appropriate places.
Adaptable safety system After putting into service, a safe installation is available on site that complies with all the requirement stated above. The measured data required are provided, the installation can be entered without hazard, and safe operation in the explosion hazardous area is en-sured. The safety system itself can be installed in Zone 1 or Zone 2, and in the safe area by the simple adaptation of the function and the selection of the electrical equipment. The process in the reactor can be safety controlled at the explosion limit.
Figure 4: Control system with restricted breathing (open) for monitoring the gas concentration
52 | 53Ex-Magazine 2007
[1] IEC/EN 61285: 2004-10 Industrial-process control. Safety of analyser houses
[2] EN 50381: 2004 Transportable ventilated rooms with or without an internal source of
release, + corrigendum 1: 2005
[3] EN 60079-10: 2002-06 Electrical apparatus for explosive atmospheres part 10:
Classification of hazardous areas
[4] EN 60079-0: 2006 Electrical apparatus for explosive gas atmospheres.
General requirements
[5] EN 60079-15: 2003 Electrical equipment for explosive gas atmospheres part 15:
Type of protection ›n‹
References

Innovative emergency escape route lighting based on a light source of LED-clusters
>>
Application for use during the whisky maturation processby Ross Mackintosh, Thorsten Arnhold and Andreas Kaufmann
The use of Light Emitting Diodes (LED) in industrial applica-tions has increased significantly over the last years. This is mainly due to their increased life span and their impressive increase in effi-ciency – up to 100 lm/W for white LEDs. Examples of major markets for LED technology are the automo-tive and telecommunication sectors, where they are used for the backlighting of dashboards and displays, as well as, in car headlights and brake lights .
Application Report
cover
sealing
pin
printedcircuit board
strain release
ASI-wire
magnet
housing
hingedmounting plate
Figure 1: Sketch of the cluster setup

Requirements on escape route lighting There are two major requirements for the emergency lighting in the warehouses. Firstly, the warehouses should be electrically iso-lated at times when nobody is working in them and secondly, the emergency light fittings can only leave a small footprint, due to the fact that stacker units (fork lifts) are operated in the warehouses, and could potentially destroy the light fittings. Thus, an innovative way of performing the emergency lighting was necessary. Firstly, definite values of illumination on the escape route are required, and secondly, the mechanical design of the light fittings has to be suit-able for the rough use.
Illumination requirements The main purpose of emergency escape lighting is to provide vis-ibility for evacuation purposes. The requirements are set out in the European Standard EN 1838 [3] as follows: > mounting of luminaries at least 2 m above the floor> signs provided at all exits intended to be used in an emergency
and along escape routes shall be illuminated to indicate unam-biguously the route of escape
> escape lighting luminaire complying with IEC/EN 60598-2-22 [4]> for escape routes up to 2 m in width, the horizontal illuminances
on the floor along the centre line of an escape route shall not be less than 1 lx and the central band consisting of not less than half of the width of the route shall be illuminated to a minimum of 50 % of that value
> the minimum duration of the illumination of the emergency escape lighting allowed for escape purposes shall be 1 h
> the emergency escape route lighting shall reach 50 % of the re-quired illuminance level within 5 s and full required illuminance within 60 s.
LED technology is used in the mentioned sectors based on their:> immense service life time of up to 100,000 h> increased efficiency > small footprint and low power consumption> large working temperature range> immediate light availability Based on these properties, LEDs have also been introduced as an alternative solution in hazardous areas. One of the first applica-tions of LEDs in hazardous areas was in indicator lamps during the 1970s [1], [2]. The use of LEDs instead of traditional micro incandes-cent lamps resulted in a significant increase in service time, thus re-ducing maintenance costs. At the same time, a wide voltage supply range and a better indication capability was achieved. Another typi-cal use for LED technology in hazardous areas is in hand torches.
Development of LED escape route lighting During the maturation process of whisky a significant amount of high percentage alcohol (approximately 63,5 % alcohol by volume) evaporates (the so-called ›angel’s share‹) into the atmosphere (ap-proximately 2 % volume per annum). Thus, warehouses where whis-ky is stored are classified as Zone 2 hazardous areas. To perform regular maintenance tasks, these warehouses need to be accessed by distillery workers. In order to allow a safe working environment an appropriate emergency lighting system is required. Today, it is mandatory that workers wear certain Personal Protective Equipment (PPE), such as head torches when they enter the warehouse. In case of an emergency these are then used to safely leave the premise. The head torches however, were not meant as a permanent solution for an emergency lighting system. Further-more, these head torches are uncomfortable to wear and put a large strain on the wearer. Therefore R. STAHL has developed explosion protected escape route lighting using LED’s.
54 | 55Ex-Magazine 2007
magnetmounting link
Figure 2: Sketch of mounting arrangement
Ë

LED-cluster
width ~ 0.9 m
LED-cluster
rack
LED-cluster LED-cluster
main pathway
escapepathway
rack
width ~ 1.8 m
B
A
C
Figure 3: Setup of the LED clusters in distance and height
Figure 4: Measurement positions and width of passageways
LED-cluster LED-cluster
floor
distance ~ 3 m
height ~ 1.7 m
Design requirements Due to the difficult environment, the spatial constraints, and the heavy stress on the emergency lighting in the warehouses, the following parameters were required: > mechanically and chemicaly robust design> small footprint (access with fork lifts to the casks is regularly necessary)> the lighting needs to be able to be connected to a Central Battery System (CBS)> large working temperature range> low maintenance requirement> flexible installation method> adjustable illumination angles
Technical realisation of escape route lighting Technically, the design is based on the type of protection ›n‹ for non-sparking apparatus ›Ex nA‹. A series of eight high power T-type LEDs with a large luminous efficacy form a LED cluster. The LEDs and their electronics are enclosed in a polycarbonate housing designed for optimized light distribution and additional protection. The completed LED cluster is then clipped on a standard ASI (Actua-tor Sensor Interface) bus cable for electrical connection. The basic principle of design is illustrated in Figure 1. The decision to use T-type LEDs instead of the SMD (Sur-face Mount Device) type is based on the higher measured illumi-nance (approximately double the illuminance for the T-type LEDs) on the ground. The SMD LEDs show similar efficacy, but due to their broader light distribution the necessary light intensity on the floor could not be achieved. Contact between the ASI cable and the electronics is achieved through a piercing technology, which guarantees continuous con-nection between the electronics and the ASI cable, thus no sparking takes place. The piercing technology will also be applicable with standard cable types. This is made possible via a spring arrangement in the housing, which keeps the pressure constant where the pierc-ing elements go through the cores. The implemented electronics are based on a simple rectifier where the LEDs are put in series with a standard resistance, running on a 24 V AC or DC supply. In order to connect the LED clusters on a Central Battery System (CBS), each circuit of LED clusters is put in
series with a switching power supply that is able to handle an input voltage of 240 V AC as well as 216 V DC (battery voltage from the CBS), and generates the mentioned 24 V AC or DC. By using the profiled ASI cable the mounting of the LED clus-ters can only be done in one orientation, and therefore the risk of faulty installation is significantly reduced. Furthermore, the electron-ics are designed in such a manner that the electronic board can be put on the piercing setup in any orientation. The flexible mounting of the LED clusters is achieved via sev-eral alternative methods. On the back of the cluster plate are two magnets that allow the cluster to be easily attached on any magnetic surface. Additionally, the clusters can be fixed with screws via two entry holes (Figure 2). Through a hinge on the backside of the cluster (Figure 2), the flexibility in adjusting the light distribution on the floor is considera-bly improved. This variability was necessary because of the different layouts of each individual warehouse. In doing this it can be guaran-teed that the escape pathway is illuminated correctly. An additional advantage of tilting the LED cluster is that any glare effects can be minimized.
Innovative emergency escape route lighting
Illuminance [Ix]
Rack 47
Rack41
Rack32
Rack25
Average of rack readings
Mainpassageway
1.10 0.94 3.87 2.57 2.12
Escape passageway
1.23 0.91 0.99 1.76 1.22
Table 1: Illuminance readings at various positions in the warehouse

The ingress protection for the entire LED cluster is achieved by using specially designed ASI gaskets. This way an ingress protection degree of IP 66/67 is possible. The complete LED cluster measures approximately 76 mm in width, 40 mm in height and 40 mm in depth thus the required compact solution for the warehouses is achieved.
Experiences by end-user The newly developed design of the LED clusters were suc-cessfully tested during a three month trial period in one of the men-tioned maturation warehouses. Two circuits were installed, each consisting of 25 LED clusters. The lights were fixed at approximately 1.7 m heights and about 3 m apart, with an emergency pathway width of approximately 0.9 m and a main passageway of approximately 1.8 m (Figure 3 and Figure 4). The LED clusters were mounted on the described ASI cable and then fixed along the racks around the warehouse. The measurements performed during the last quarter of 2005 produced the results shown in Table 1. The measurement points for the main passageway A and for the escape passageway B are illustrated in Figure 4. The results show that a sufficient lighting level can be achieved with the LED design for leaving the hazardous area in an emergency situation. The deviations between the various readings at the different racks are due to the fact that the orientation of the LED clusters have not been optimized at this stage. However, it could be shown that the average illuminance of the readings are well above the required levels. Measurements done on the floor directly in front of the LED cluster (measurement point C, Figure 4) gave illuminance readings of approximately 16.82 lx and the lighting level achieved at the stair cases were 1.23 lx. Due to the voltage drop along the cable, the current technical solution allows for approximately 75 LED clusters to be put on a 225 m length of cable, assuming the clusters are positioned 3 m apart.
Result of the trial periode It could be shown that the LED cluster design is an efficient escape route lighting system, in accordance with the requirements set out by EN 1838. The results illustrate that the LED clusters show no deteriora-tion in light intensity during the trial period. Additionally, the LED clusters cope well with the harsh environment in the warehouses and importantly do not disturb the warehouse workers in their daily work. This is due to their compact and robust design. Another major advantage of the new development is that in an emergency situation the light intensity is available immediately, thus the solution exhibits an increased safety in the warehouses. Due to the flexible adjust-ment of the LED clusters via the hinge the light distribution can easily be changed to suit the necessary lighting task. Due to the long lifetime of the LEDs, the maintenance cycles can be reduced and thus a potential cost reduction of up to 70 % over the life cycle of the installation is feasible. The use of the LED clusters not only results in a reduction in maintenance costs, it also
56 | 57Ex-Magazine 2007
reduces the initial investment by approximately 5 % (dependent on the type of application). From an end-user’s perspective these are two major advantages for using this new technology. Plus, it is advan-tageous that the LED clusters can easily be retrofitted into an exist-ing warehouse without touching the existing lighting scheme. In these particular warehouse cases standard emergency lighting could not be used due to space limitations. For the future several further applications are possible, e.g. a version for a hazardous area Zone 1 as well as the change to a wide voltage range application. With regards to the emergency escape route lighting, it is pos-sible to implement intelligence into the LED cluster. In this case the LED cluster will be part of a facility management system and would allow the operator to use it as dynamic escape route lighting. In case of a hazardous situation in the plant or building, the system would then dynamically exhibit the fastest way out of the building depen -dent on the location of the hazard. At present the newly developed escape route lighting should be combined with traditional emergency signs, particularly at escape doors. This is necessary due to the fact that the LED cluster design is too small to be recognised at a distance. However, a combination of the LED clusters with light up emergency signs would be possible.
[1] Helmut Würz, , Patentschrift DE 2531968 C2
[2] W.R. Slominski, Indicating Lamps with Explosionproof Luminescent (Light Emitting) Diodes ,Ex Magazine No.4 June 1978, p. 26
[3] EN 1838:1999, Lighting applications – Emergency lighting
[4] IEC/EN 60598-2-22:1997, modified + A1:2003, Luminaires – Part 2–22: Particular requirements – Luminaires for emergency lighting
References

Solution for process automation
Application Report>>
Rhein Chemie is a company in the chemical industry that has been successful for more than 100 years in widely changing markets. Approximately 1,000 employees produce and sell large numbers of products worldwide for various areas of the plastics, rubber, lubri-cant, and polyurethane industries. Since 1956 Rhein Chemie has pro-duced high-performance additives for lubricants. Safety, the protection of people and the environment, high quality, and optimal cost effectiveness are factors for success given equal priority when achieving corporate objectives at Rhein Chemie, a subsidiary of LANXESS Deutschland GmbH.
Simple operation, flexible expansion and low-cost maintenancePlant operation experience at Rhein Chemie in Mannheim/Germanyby Karl-Heinz Christoffel and Dieter Grunert
Figure 1: Remote I/O system with control valves fitted

58 | 59Ex-Magazine 2007
Production and quality are controlled using process control systems. A large number of quality related process parameters are acquired online and ensure optimal product quality with ›in-process control‹. In addition, further process-related quality checks are per-formed around the clock using the latest analytical technology. Rhein Chemie continually improves the quality of its products and manufacturing processes in collaboration with its customers. These improvements are due to the innovative relationship between the application technology team and the process technology team. Further important elements of the quality system here are the high level of flexibility and speed with which it is possible to react to new or changing customer wishes. For these reasons it is necessary to abandon conventional process structures and to modify and opti-mise existing structures to suit the new requirements. To comply with these requirements, the modern I/O technology manufactured by R. STAHL has been used for the process control system. This system acquires and conditions the process signals. By using this technology the following advantages can be fully exploited for high plant cost-effectiveness: > cost savings on hardware, installation and commissioning> cost reductions during servicing and maintenance> high degree of flexibility in the event of changes, additions and upgrades
The high level of flexibility has been further improved by in-stalling the ›process-near component‹ (PNC) controller directly in the production plant, which had previously been in the control room some distance away. As a result short cable runs are used to connect the signal in-puts and outputs to the related PNC via the Remote I/O system. These connections are installed with conventional copper cables. The bus connection between the Remote I/O system and PNC is realised us-ing Profibus DP. With this bus structure it is possible to very easily and quickly accommodate changes and additions to input and output components. These tasks can also be undertaken during operation (online) without interfering with the other parts of the plant or other functions. Information then flows to the higher level process control system via an Ethernet optical fibre connection using the standard TCP/IP protocol.
Installations in hazardous areas As explosive substances are used in the production process-es, related regulations must be observed. The zone plan for explosion protection here indicates Zone 2. This zone classification permits cost-optimised and therefore eco-nomical installation. For the Remote I/O system explosion protection is a simple matter thanks to its layout and design. However, the situ-ation is different for the controllers. These groups of components are normally installed in the safe control room and therefore do not com-ply with the requirements of the apparatus standards for explosion protection.
So that advantageous installation in Zone 2 is possible, an ap-propriately explosion-protected housing was designed. As there are several options for the type of protection, it is recommended that the best solution for the specific application be used. For measurement and control circuits, the type of protection ›intrinsic safety‹ is predominantly recommended, for terminal boxes ›increased safety‹ is used, and for the controller ›reduced breathing‹ is suitable. This type of protection relates to housings that are so designed that ingress of gases is restricted. However, the sealing of the housing must be re-checked every time it is opened. Neverthe-less, the effort required is within acceptable limits if suitable test equipment is used (Figure 2 top).
Concept for simple maintenance of valves A further important aspect is the necessary control valves with position feedback. To obtain the required advantages in installation and mainte-nance, the control air for the valves for the product pipes in the plant is switched by the solenoid valves installed directly in the field sta-tion for the Remote I/O system.
Figure 2, top: Controller in the housing with restricted breathing;
bottom: Field station with built-in I/O systems and solenoid valves
Ë

Figure 3: Miniature circuit breaker distri-bution boards with housings in ›increased safety‹ and circuit breakers in ›flameproof enclosure‹ are operated from the outside via flaps
Solution for process automation A digital output module in the Remote I/O system operates the solenoid coils directly (Figure 2 bottom). The combination of an 8-channel output module and a 16-channel input module for the feed-back has proven to be the ideal solution. For maintenance and testing in accordance with German regu-lations, the switching function of the valves must be checked at reg-ular intervals. For this purpose the ›manual adjuster‹ is actuated on the con-trol valves installed centrally in the field station, thus it is not neces-sary to go looking for valves installed separately in the plant as it has been in the past.
Supply of power using Ex e/d miniature circuit breaker distribution boards Along with the concept described above, good experience has also been obtained with supplying power via miniature circuit break-er boards located directly in the plant and therefore in the hazardous area. As the miniature circuit breakers are fitted behind flaps in the housing cover, operation and monitoring is possible without the need to open the housing in type of protection increased safety ›e‹. In this way the plant can be operated locally both easily and safely. Addi-tional residual current circuit breakers are integrated for the protec-tion of people. For these miniature circuit breaker distribution boards, explosion protection is achieved using the combination of the types of protection increased safety ›e‹ for the housing with the flaps, and flameproof enclosures ›d‹ for the miniature circuit breakers and re-sidual current circuit breakers (Figure 3). In the event of simple faults with miniature circuit breaker trip-ping, it is possible to switch the circuit breaker back on again locally and immediately without an electrician. In the case of installation in the control room, an electrician with access authority must be called.
Conclusion The modern automation system manufactured by R. STAHL, designed and installed as described here, has proven itself extreme-ly well in its two years of operation. The experience obtained shows that even in plants with potentially explosive atmospheres, economi-cal and safe installation and operation are possible by exploiting all the possible types of protection for the individual items of electrical equipment.
Solution for process automation

Verification of intrinsic safety
§
Co and Lo parameters for mixed circuitsby Thomas Eichhorn, Ulrich Johannsmeyer, Anton Schimmele
The intrinsic safety of an electrical circuit is essentially dependent on the safe limita-tion of current and voltage, and consequently of the power supplied, so that in neither normal operation nor under specified fault conditions ignition capable sparks can be produced by making or breaking circuits, or when there is a short-circuit to earth. To avoid spark ignition the energy stored in the circuit of course has to be limited. Even small amounts of additional energy can be sufficient to impair intrinsic safety. Besides spark ignition also thermal igni-tion due to hot surfaces must be avoided. Therefore it has to be ensured, that the maxi-mum current, voltage, and power available within the intrinsically safe circuit will not lead to unacceptably high surface tempera-
Legislation, Standards and Technology
haza
rdou
s ar
easa
fe a
rea
maximum outputvoltage and currentfrom the source
Ex i
CC
LC
IO
UOmaximum capaci-tance and induc-tance allowedin the intrinsicallysafe circuitLO
CO maximum powerof the source *)
Pi
maximum valuesof voltage andcurrent allowed forthe intrinsicallysafe apparatusIi
Uieffective internalcapacitance andinductance of theintrinsically safeapparatusLi
Ci maximum powerallowed for theintrinsically safeapparatus
PO
intrinsically safe apparatus
IO _< Ii
UO _< Ui
LO _> Li + Lc
CO _> Ci + CcPO _< Pi
*) with resistive current limitation PO = 1/4 UO x IO
with electronic current limitationPO = UO x IO
associated apparatus
Figure 1: Criteria for the verification of a simple intrinsically safe circuit
tures at apparatus, components, and cables located in the hazardous area, in normal operation and under fault conditions. For compliance with these criteria not only the individual device, but also the com-plete interconnection and interoperation of all apparatus in the intrinsically safe circuit, including the connecting cables, must be considered. The Standard for electrical installations EN 60079-14 / IEC 60079-14 [1] consequently requires a verification of intrin-sic safety for intrinsically safe circuits, which should ideally be carried out during planning and design, and includes the selection of apparatus, suitable for interconnection used. For simple intrinsically safe circuits with only one source supplying current, voltage and power to the circuit, verification
60 | 61Ex-Magazine 2007
Ë

of in trinsic safety can easily be made by comparison of the safety values as shown in Figure 1.
Co and Lo parameters for intrinsically safe circuits with lumped capacitances and inductances (mixed circuits) Regarding the determination of the maxi-mum allowable values of capacitance and inductance in an intrinsically safe circuit a national (German) foreword in the Standard for electrical installations DIN EN 60079-14 (VDE 0165-1): 1998-08 [2] already mentioned that, the maximum external inductances Lo and capacitances Co marked on the asso-
hazardous area
safe area
transmitter supply unit
Ex i
transmitter
indicator
limit transducer
field
L N PE L N PE
controlroom
instrumentpanel
1
2 3
I+
+–
–
The circuit is a mixed circuit
with lumped Li and lumped Ci*
*
Loop diagram no.
Verification of intrinsic safetyfor intrinsically safe circuits with one source
Associated apparatus (Source)
1 Transmitter supply unit
Is reduction of Co and Lonecessary for mixed circuit?
Intrinsically safe apparatus
2 Pressure transmitter
3 Indicator
Capacitance and inductance of cables
Total:
Protection level of intrinsically safe circuit
Expl.group
No Yes
No. Manufacturer/type Test certificate
No. Manufacturer/type Test certificate
Figure 2b: Verification of intrinsic safety for the circuit in 2a
ciated apparatus are not intended for simul-taneous use. Particularly when the intrin-sically safe circuits are used in Zone 0 and the devices contain lumped inductances and capacitances, which are both directly effec-tive to the circuit, PTB-Report PTB-W-39 [4] was recommended for the verification of intrinsic safety. The reference to Zone 0 – applications was even deleted from the national foreword to the next edition of the German version of DIN EN 60079-14 (VDE 0165-1): 2004-07 [3], thereby extending the requirement to all intrinsically safe cir-cuits. For the assessment now reference was given to the PTB report PTB-ThEx-10 [5] or Annex C of system standard EN 60079-25 [6].
Verification of intrinsic safety
Figure 2a: Example of a simple intrinsically safe circuit (with one source)
In intrinsically safe circuits containing both capacitances and inductances, spark ignition can in fact be demonstrated even at L and C values that are lower than the lim-its calculated using the reference curves of EN 50020 [7] or EN 60079-11 [8]. This effect is caused by the dynamic interaction of the energy stored in capacitance and in-ductance. In extreme cases this effect can lead to a definite reduction of the safety fac-tor, making a separate evaluation necessary. However, this effect is particularly notice-able when the intrinsically safe circuit in-cludes lumped inductances and capacit-ances. Cable inductances and capacitances, on the other hand, are distributed along the entire length of the cable, and the conductor

Figure 2 shows an example of an intrinsi-cally safe circuit with one associated appa-ratus (transmitter supply unit) and two in-trinsically safe apparatus (transmitter and indicator), together with the relevant verifica-tion of intrinsic safety. The transmitter has both an internal capacitance Ci and an inter-nal inductance Li. So here we have a mixed circuit.
How can such a mixed circuit, which con-tains both lumped capacitances and inductances, be assessed for the verification of intrinsic safety?
The first and easiest option is to find out whether the manufacturer of the associated apparatus (source) has perhaps already specified the Co and Lo values, which apply when lumped capacitances and inductances occur simultaneously. This has always been the case, for instance, with non-linear sources. Also for linear sources the type examination certificates or the operating in-structions sometimes specify reduced Co and Lo values, which can be used when the intrinsically safe circuit contains lumped ca-pacitances and inductances simultaneously. If this is not the case, then a second op-tion is to consult the new apparatus standard EN 60079-11 [8] for the assessment. For intrinsically safe circuits with linear sources this standard has incorporated simplified rules to determine reduced Co and Lo values for mixed circuits (see also Figure 3). According to this > the full values of Co and Lo can be utilised
in circuits that only contain cable capaci-tances or cable inductances;
> the full Co and Lo values can also be used in circuits where either only up to 1 % of the Co value is utilised by lumped capaci-tances Ci or only up to 1 % of the Lo value is utilised by lumped inductances Li.
> If Ci and Li are greater than this, half the value of Co and Lo can be utilised.
The reduced Co value does of course apply as a limit value for the total of all ca pacitances in the intrinsically safe circuit (i.e. the internal capacitances Ci of all de vices plus the cable capacitance). The same applies to the Lo value.
resistance per unit length considerably damp-ens the dynamic interaction. Consequently no special measures are required for circuits that only contain cable inductances and capacitances, i.e. the limits derived from the reference curves can be fully utilised. It is a different matter if the intrinsically safe circuit contains intrinsically safe appa-ratus, for which both internal capacitances Ci and internal inductances Li are effective. They can become effective in the intrinsically safe circuit directly without limitation through a resistive element. In the case of such mixed circuits we must assume that the limit values of Co and Lo need to be reduced.
Figure 3: Assessment rules for the reduction of Co and Lo values in the case of mixed circuits with linear sources in compliance with EN 60079-11: 01-2007
full values of CO and LO can be utilised
use reducedCO and LO valuesfor mixed circuit
Y
Li = 0 N
Y
Ci = 0 N
Y
Li _< 1%of LO
N
Y
Ci _< 1%of CO
N
for intrinsically safecircuits with linearsources: half the
value of CO and LO
can be utilised
62 | 63Ex-Magazine 2007
Ë

In the example shown in Figure 2a the answer to the question Li < 1 % of Lo ? would have to be yes, with the consequence that the full values of Co and Lo can be utilised. A third option for determining the permis-sible Lo and Co values of mixed circuits would be to use PTB’s ispark software or the limit diagrams shown in PTB report ThEx-10 [5], which were also incorporated in the system standard EN 60079-25 [6] as Annex C. This report describes a procedure for assessing interconnections involving several (linear or non-linear) sources. It contains a whole series of limit diagrams that differ in relation to the explosion group and the parameter Lo. The first step is to select a limit diagram that is suitable for a particular application. Into that diagram the output characteristic for the intrinsically safe circuit is to be plot-ted and then it has to be checked graphically whether the characteristic curve does not
exceed the limit curve for rectangular sourc-es at any point. Furthermore, the maximum safety value pair (Uo, Io) shall not exceed the dashed limit curve for linear sources. For the permissible capacitance limits Co there are two sets of curves with dashed and continuous lines. With these curves it has to be checked, which continuous capaci-tance curve is not exceeded at any stage by the characteristic curve and additionally under which dashed capacitance curve the value pair Uo and Io remains. The lower of the two established capacitance curves de-termines the maximum permissible capaci-tance in the intrinsically safe circuit that may occur simultaneously with the inductance specified for the selected limit diagram. The required safety factor of 1.5 has already been incorporated in the diagrams. The Co and Lo values determined using this method also apply if lumped inductances and
capacitances occur simultaneously in the intrinsically safe circuit, i.e. the interaction of inductance and capacitance in a mixed circuit is taken into account. The limit diagram for explosion group IIC and an inductance of Lo = 0.5 mH was select-ed for the example shown here. In this case the current-voltage characteristic for the linear source (transmitter supply unit) with the vertexes Uo = 27 V and Io = 88 mA has been plotted on the diagram (Figure 4). These maximum values must be checked against the dashed limit curves that apply to linear sources. The rectangle spanned above the maximum values remains below the dashed curve with the parameter value of 70 nF. Here the combination of Co = 70 nF and Lo = 0.5 mH could be determined as permissible for the mixed circuit, and consequently the com-bination can now be entered in the documen-tation for the verification of intrinsic safety. It is evident that a considerable reduction had to be applied compared with the Lo and Co values specified for the source. The relatively coarse grading available for the in ductances in the limit diagrams is only re sponsible for a small part of this reduction. A fourth option, theoretically, would be to conduct a test using the spark test appara-tus, but this is normally not possible in prac-tice, at least if the wiring system is extensive. The appropriate requirements have now been incorporated in the new apparatus standard EN 60079-11 [8]. In terms of content they have also already been adopted in the draft of the new installation standard IEC 60079-14 [9]. However, the details still need to be finalised. This does incur a certain amount of work for the user, as this check has not normally been carried out for existing installations in the past, at least for Zone 1 applications. However, it should be once again pointed out
Uo i
n V
lk in mA0 100 200 300
0
5
10
15
20
25
30
40
3550 nF
70 nF
100 nF
150 nF200 nF300 nF500 nF
1 μF
2 μF5 μF
10 μF
IIC; 0.5 mH
with resistivecurrent limitation
with electroniccurrent limitation
Co and Lo valuesalso apply if lumpedcapacitances andinductances occursimultaneously
1 inductive limit oflinear source
2 inductive limit ofrectangular source
Co = 70 nFLo = 0. 5 mH
12
Figure 4: Determining Co and Lo in a mixed circuit using the limit diagrams published in PTB report ThEx-10
Verification of intrinsic safety

References
[1] EN 60079-14: 2003-08 / IEC 60079-14: 2002-10: Electrical apparatus for explosive gas atmospheres – Part 14: Electrical installations in hazardous areas (other than mines)
[2] DIN EN 60079-14 (VDE 0165 -1): 1998-08 Elektrische Betriebsmittel für gasexplosions-gefährdete Bereiche Teil 14: Elektrische Anlagen in explosionsgefährdeten Bereichen (ausgenommen Grubenbaue)
(Electrical apparatus for explosive gas atmospheres – Part 14: Electrical installations in hazardous areas (other than mines))
[3] DIN EN 60079-14 (VDE 0165 -1): 2004-07 Elektrische Betriebsmittel für gasexplosions-gefährdete Bereiche Teil 14: Elektrische Anlagen für gefährdete Bereiche (ausgenommen Grubenbaue)
[4] Göldner, H.-D., Johannsmeyer, U., Schebsdat, F., Storck, H.: Combination of non-linear and linear intrinsically safe circuits – PTB report PTB-W 39, 1989. Reprinted in Ex Magazine No.16 1990, page 11–21
[5] Johannsmeyer, U., Krämer, M.: Zusammenschaltung nichtlinearer und linearer eigensicherer Stromkreise (Interconnection of non-linear and linear intrinsically safe circuits) – PTB report PTB-ThEx-10, 1999 Wirtschaftsverlag NW, Bremerhaven ISBN 3-89701-440-8
The English version is published as Annex C of IEC 60079-25 Ed. 1 Electrical apparatus for explosive atmo-spheres, Part 25: Intrinsically safe systems
[6] EN 60079-25 : 2004-01 Electrical apparatus for explosive gas atmospheres – Part 25: Intrinsically safe systems
[7] EN 50020: 2002-06 Electrical apparatus for potentially explosive atmospheres – Intrinsic safety ›i‹
[8] EN 60079-11: 2007-01 / IEC 60079-11: 2006-07 Explosive atmospheres – Part 11: Equipment protection by intrinsic safety ›i‹
[9] IEC 60079-14 31J/120/CDV ( Committee Draft for Voting) Explosive atmospheres – Part 14: Electrical Installations design, selection and erection
that the permissible limit values do not need to be reduced if the Co and/or Lo values are utilised for cable reactances only. When planning new installations, prefer-ence should be given to equipment where the internal inductances Li and capacitances Ci equal zero or at least have no effect on the intrinsically safe circuit. In the case of existing installations (in-stalled base) the question is how to deal with the existing verifications of intrinsic safety. Discussions on this subject are still continu-ing. In Germany they are being conducted by users within the NAMUR group, and their aim is to work out and publish a joint recom-mendation. They might consider that the reference to a special assessment of mixed circuits in the national foreword to DIN EN 60079-14 (VDE 0165-1): 1998-08 [2] was still related in particular to zone 0 circuits. It was only made clear in the DIN EN 60079-14 (VDE 165-1): 2004-07 [3] edition that the reference was generally applicable to intrinsically safe cir-cuits. Consequently, verifications of intrinsic safety for Zone 1 applications that were is-sued prior to the last-mentioned publication date can remain valid on the basis of a right of continuance. However, with regards to circuits installed after this time, there will be no way of avoid-ing the need to check the verifications of intrinsic safety and amend them if necessary. In this context the more accurate determi-nation of the actual cable capacitances and inductances, the reduction of possible cable lengths, and perhaps even a transfer to explosion group IIB could help to revalidate the verification of intrinsic safety, thereby allowing the circuits concerned to continue to operate.
64 | 65Ex-Magazine 2007

Everything in view, even in hazardous areasCamara monitoring systems for plants in explosion hazardous areaby Horst Friedrich
Often a picture says more than a thousand words. Particularly in physically large plants, if in addition to the usual process images, operators are to be provided with a view of important parts of the plant and their sur-roundings at all times, considerable effort is required. In the past for applications in haz-ardous areas it was very difficult to realise a proper monitoring system with the explosion protected components that were available. With its new camera system, R. STAHL HMI Systems can now supply a complete package for such applications. Using this package it is possible to keep an eye on what is happening in large production plants in the pharmaceuti-cal industry or chemical industry, along pipe-
Figure 1: With a diameter of 55 millimetres, the EEx Compact CCC95 camera is the smallest explosion-proof monitoring camera in the world
Product Presentationi
lines, on drilling platforms, on tankers, and in many other plants with large hazardous areas. Maximum safety can then be ensured. The new system solution from R. STAHL is suitable for most of these applications. The core of this solution is the CCTV SMART Dis-play, a touchscreen HMI system that displays live pictures from the plant being monitored. The second element of the camera system is a SMART Board unit with control and power electronics for the connection of up to eight cameras. This unit transfers video signals to the screen in less than 120 milliseconds, which in effect means in real-time. Up to eight colour cameras can be con-nected as image sources. The cameras can

Small, smaller, EEx Compact CCC 95 The EEx Compact CCC 95 camera with a diameter of 55 millimetres is the world’s small-est monitoring camera suitable for use in haz-ardous areas (Figure 1). The optical system is protected by a chemically hardened lens. De-spite the steel housing, it has a total weight of only 435 grams and resists both ambient aggressive chemical substances and even significant mechanical stress, such as vibra-tion. The EEx Compact CCC 95 is also able to withstand extreme temperatures and is there-fore of almost universal use: It remains reli-able in arctic conditions at a minimum tem-perature of –30 °C just as well as in a desert climate at 75 °C. The 1/3" CCD sensor in the device produces a PAL or CVBS image with either 470 or 580 TV lines. A fixed field of view covering ±90° horizontally and 68° vertically in front of the camera is acquired. Power is supplied to an EEx Compact CCC 95 using the SMART Board unit to which it is connected. Good visibility even in the dark With its autofocus, an 18- times optical zoom and 12- times digital zoom, and its pan – tilt mounting, the EEx zoom 80 AF camera (Figure 2) covers considerably more options and provides much more application flexibility than the smaller camera type. This camera model, which is equipped with an automatic heater, can also withstand ambient tempera-tures between –30 °C and +75 °C.
66 | 67
be installed at a distance up to 200 metres from the SMART Board. The system currently offers a choice of two different camera mod-els, the compact camera EEx Compact CCC 95 and the zoom camera EEx zoom 80 AF.
Optimally designed explosion protection and protection against environmental effects For installation in hazardous areas, the electronic components for the SMART Board unit are fitted in a flameproof enclosure. The cameras are protected mechanically by robust steel housing with the high protec-tion degree IP 69 against the ingress of dust and water. The electronics for the compact camera comply with the requirements of type of protection encapsulation ›m‹ with the mark-ing II 2G EEx m II C T4. The zoom camera is designed in type of protection ›p‹ based on the concept ›Static Pressurization‹ when one part, capable of causing ignition, is moulded. The marking is II 2G EEx pm II C T5. The Smart Display is of modular design with various types of protection, to help keep the weight as low as possible. The electronics and the power supply for the panel PC are built in small flameproof enclosures. Connec-tions and connectors are designed in the type of protection increased safety ›e‹. Keypads, touchscreen, and some interfaces are de-signed as intrinsically safe ›i‹. As displays with background lighting require high power, it was necessary to encapsulate the related inverter in accordance with type of protection ›m‹. Optical fibres were used for the Ethernet connection due to the special requirements on length and robustness; the fibres were de-signed in type of protection inherent optical safety ›op is‹. As a result the explosion protection of the individual components for the overall system are optimally designed to suit the require-ments in use.
Ex-Magazine 2007
Figure 3: Industrial plants with hazardous areas can be monitored very easily on a touchscreen operator interface using the SMART camera system
Figure 2: A high-resolution image from hazardous areas is provided by the camera EEx zoom 80 AF, which has an 18/12-times zoom and a night-vision function
It is suitable for surveillance around the clock, as a zero-lux night vision modus en-ables a useable image to be acquired and provided even in the darkest environments. Zoom and pan at the touch of one finger Convenient remote control of the cameras connected is possible from the HMI station (Figure 3). Commands for moving the camera as well as for zooming in or out are available in the form of easy to understand touchscreen symbols. While the EEx Compact CCC 95 cam-era cannot be moved, EEx zoom 80 AF cam-eras can be panned and tilted via the touch-screen, specific objects can be inspected in more detail using the zoom, or they can be viewed in the context of the surrounding envi-ronment. Depending on the design of the sys-tem, the screen displays the images from one camera, or the images from two cameras in a split-screen format, or a quadruple view is possible on request. PC-based HMI systems with a Windows XP embedded operating sys-tem are used for the SMART Display. Depend-ing on requirements and the place installed, a standard or explosion- protected monitor with a 10", 15" or 19" screen can be selected from the Open HMI segment.

The expensive solutionis more economicalElectrical equipment for a paint mixing plant for a car manufacturerby Thorsten Arnhold and Thomas Riecke
Figure 1: Paint conditioning station in the paint mixing plant during commissioning without the presence of an explosive atmosphere
Based on the example of a paint mixing plant installed abroad for a large car manufacturer it will be shown how, particularly during the planning of an industrial plant for hazardous areas, it is worth-while not just considering the simple procurement costs, but in the early concept stage also considering other costs such as transport, installation, commissioning, operation, maintenance and the like, up to and including withdrawal from service and dismantling. The case described relates to a paint mixing plant that was planned, installed and placed in operation for an end customer in South Africa by Eisenmann, a company based in southern Germany and a world-wide leader in providing paint equipment to the car industry. The solution for the electrical installation and the process automation in poten-tially explosive atmospheres was drawn up at the start of the plan-ning process in close collaboration with R. STAHL.
Application Report>>

The control systems are standardised making it possible to significantly reduce the programming effort required. The following process parameters and messages are dis-played to the plant operator on the data operator interface: > paint colour > level in the tank > liquid pressure before and after the filter > temperature of the liquid > the complete process scheme > various alarm signals, e.g., about pumps running dry or overfilling.
The entire paint mixing plant is explosion protected. The inte-rior of the tanks and the other parts of the plant are classified as Zone 0. As a result the sensors and solenoid valves fitted must be apparatus of category 1. The rest of the plant is classified as Zone 1 in the case of solvent-based paints and as Zone 2 in the case of wa-ter-soluble paints, but to keep things simple products in equipment category 3 were used in both cases. Along with the control panel, this equipment includes the agitator (the frequency converter is not installed in the hazardous area), connectors, and sensors. The two plugs and sockets of type 8175 manufactured by R. STAHL and fitted to the control panel, as can be seen in Figure 3, are used for the elec-trical connection of the motor and for the connection of the thermis-tor motor protection. The entire paint mixing station is connected to the electrical line using the explosion protected connector as can be seen on the right edge of the picture.
Layout of the mixing plant The part of the plant described is a sub-system of a paint mix-ing plant for a car manufacturer; here the various paints for the ac-tual painting process are prepared and pre-conditioned. The plant comprises 42 individual stations, of which 39 are used for the supply of paint and two stations contain the solvent necessary for cleaning the plant prior to changing the colour (Figure 1). A further station is used for collecting the soiled solvent after flushing. Explosion protection is necessary in the entire plant due to the presence of the solvent. Even with the water-soluble paints commonly used today it is not possible to completely avoid the use of inflammable sub-stances for cleaning and conditioning purposes. Each of the stations has a tank with 1,000 kg of liquid. A control system per station processes the parameters for the liquid in the tank as well as the higher level process signals. The stirring system for the station is used for the preparation of the paint after storage and before the painting process. The agi-tator is operated by a motor controlled using a frequency converter. As a result it is possible to vary the agitator speed as a function of the process. During the design of the overall plant and the individual sta-tions, the following requirements from the end customer, among other requirements, had to be taken into account: > The plant should be operated with as few staff as possible. > Information as comprehensive as possible on the ongoing process is to be displayed to the personnel. > The plant should be well suited to subsequent expansion, e.g. due to an additional colour. > All exterior parts of the plant must be highly resistant to solvents, as soiling of the exterior is certainly possible even though paints
and solvent are handled in a closed process.
Control system for the paint mixing stations As described above, each paint mixing station has a dedicated control system. The individual control systems are linked over a sub-network to an S7 programmable logic controller (PLC) responsible for the entire plant. The latter is in turn connected to the superior management level via an Ethernet interface. A central element of the station control system is the explosion protected operater interface type ET 306 data display terminals man-ufactured by R. STAHL (Figure 2). The control panels are connected to the PLC using an ethernet star structure. The connection to the discrete I/O level is made using Remote I/O systems and an intrinsical-ly safe Profibus line. Both the operating commands and the signals for the process states are handled at this I/O level. Operation is either via the pushbuttons and switches inte-grated into the control panel or using the keypad on the data opera-tor interface.
Figure 2: Explosion protected control panel with operator interface ET 306 and discrete controls and indicators
68 | 69Ex-Magazine 2007
Ë

The remaining area around the stations is classified as Zone 2. For this reason ECOLUX 6600 light fittings for equipment category 3 manufactured by R. STAHL were installed. It was not just the electrical equipment that had to be of ex-plosion protected design, all non-electrical parts of the plant had to comply with the requirements of the European ATEX directive 94/9/EC for mechanical equipment.
Optimal solution for the end user In the past this type of plant was equipped with conventional control consoles. As a consequence, the plant was controlled exclu-sively using pushbuttons, selector switches, and potentiometers. In a further development stage, small digital displays for the indication of process parameters were added. At the start of the concept phase, this conventional solution was preferred due to the lower procurement costs compared to that of a modern solution. After more detailed consideration, however, it was found that the high cost for the installation, calibration, and commissioning, as would be incurred in the case of a solution with simple digital dis-plays, would considerably exceed the difference in the procurement prices. The conventional solutions are based on direct point-to-point wiring between the individual mixing stations. As a result it is only possible to run the parts of the plant after installation at the end customer. Experience would suggest that just the calibration of the digital displays would have meant more than three man-weeks on site in South Africa. In the case of the modern solution with the largely autono-mously operating control panels with an operator interface, it was possible to significantly reduce the costs for installation and com-
missioning. The filling stations were fully prepared, including the adjustment of the parameters and the calibration of the measuring devices in Germany on completion of the assembly of the parts of the plant. It was possible to significantly reduce the necessary effort by standardising the devices. On completion of this work the parts of the plant were transported to the end customer. On site the parts of the plant were plugged together in a relatively straight forward way (quasi ›plug and play‹!) and the entire plant commissioned. If other significant cost savings due to lower material costs for the installa-tion material and due to lower logistics costs are taken into account, the savings in total costs up to the completion of the turn-key plant was approx. 25 %! If the technical advantages of the modern solution are also taken into account along with the reduced probability of errors, it is clear that the effort for all the activities from planning to completion of the plant certainly paid off. Due to the close co-operation between the manufacturer of the plant and the supplier of the key sub-sys-tems with the explosion protected electrical equipment during the entire planning and implementation phase, it was possible to supply the end customer with the best technical solution at a low price.
Figure 3: View of the paint mixing plant
The expensive solution is more economical

We would be pleased to answer your questions.
R. STAHL Schaltgeräte GmbH, 74638 Waldenburg, Germany
+49 7942 943-0 or www.stahl.de
Light on the right spot _ Two or four long-life coldcathode
tubes of the innovative R. STAHL ToughLux cover everything
you like in glittering light. This inspection lamp is small,
handy, lightweight, and fast and easy to hold. Plus all that
can be applied in zone 1, zone 2, zone 21 and zone 22. Light is
always in the right spot thanks to the adjustable locking
mechanism on the suspension hook and the integrated roll-
away protection on the grip. The ToughLux can also be used
for lighting in small areas by using different mounting parts.
The R. STAHL ToughLux is the light for quick application.
ToughLux
handy
unique

Any question?Customers ask – we give the answer
Requested?
What measures must be taken in hazardous areas on the use of optical fibres?
Radiation in the visible and infrared wave-band can ignite an explosive atmosphere as a result of absorption and the related heating. For this reason the following safety measures are required in section E 2.3.9 of the German ›Explosionsschutzregeln (Ex-RL)‹ (Rules for the avoidance of hazards from explosive atmospheres – Explosion Protec-tion rules): ›Devices that can cause ignition by reso-nance absorption are not allowed in any zone. Electrical apparatus that generates radia-tion approved or suitable for the related zone can be used in all zones if:> The energy in a radiation pulse or the flow
of energy (power-flow) in continuous radiation is so low that it cannot ignite the explosive atmosphere or
> The radiation is safely confined such that1. any escape of radiation from the con-
finement to the explosive atmosphere that could ignite the explosive atmosphere is safely prevented, and it is not possible for radiation to heat surfaces at which an explosive atmosphere outside the con-finement could ignite, and
2. the explosive atmosphere cannot enter the confinement, or an explosion oc-curring inside the confinement cannot transmit into the hazardous area.
In Zones 2 and 22 the above conditions must be met in normal operation, in Zones 1 and 21 also in situations that occur less frequently (malfunctions), and in Zones 0 and 20 even in situations that occur very rarely (e.g. rarely occurring malfunctions).‹ On the usage of optical fibres in hazard-ous areas, the first issue is to determine whether the radiation can escape into the open in the hazardous area under normal operation or in the event of a fault. If an es-cape can be excluded in normal operation, no further measures are required in Zones 2 and 22. However, in Zones 1 and 21 the possi-bility of a failure must be considered. The optical fibre must, e.g. be protected against external effects by armouring or laid in such a manner that it is protected. (Application of type of protection ›op pr‹ in accordance with IEC 60079-28:2006-08 Explosive atmo-spheres – Part 28. Protection of equipment and transmission systems using optical radiation). This protection concept is not allowed for Zones 0 and 20. However, if the radiation can escape from the confinement around the optical fibre during operation, e.g. on the connection or disconnection of equipment or cables, the concept of ›energy limiting‹ (type of protec-tion inherent safe optical radiation ›op is‹) is to be applied. In case of continuous radia-tion, the radiant power and the power density are to be limited to safe values as a function of the explosion group and the temperature class (15 mW for IIC, T6 up to 150 mW for IIA, T3 or 5 up to 20 mW/mm², see IEC 60079-28 Table 2). In pulsed operation the pulse energy is to be limited as a function of the pulse length. At pulse lengths < 1 ms the minimum spark ignition energy (MIE) of the respective explosive atmosphere must not be exceeded; at pulse lengths from 1 ms to 1 s, ten times

The protection level ›ic‹ has been introduced in the standard IEC 60079-11 – Equipment protection by intrinsic safety ›i‹. In future this level will replace the type of protection ›nL‹ from IEC 60079-15 for Zone 2 applications. In particular in relation to existing systems and their maintenance, the question arises as to whether nL and ic apparatus can be mixed in one circuit and whether the same requirements apply to the installation of the circuits?
Requirements for a new protection level ic have been added to the new regulations in IEC 60079-11: 2006-07 for intrinsically safe circuits for use in Zone 2; in future the in-trinsically safe and associated apparatus for such circuits must comply with these re-quirements. Although during this process the requirements of IEC 60079-15 for the type of protection nL ›energy limited apparatus‹ have been used to a large extent, one issue must clearly be understood: ic circuits are intrinsically safe circuits and as such are to be kept clearly separate from circuits that are not intrinsically safe! For nL circuits this situation is not clearly defined. There are consequences for the design and for the selection of the apparatus. As for all intrinsically safe apparatus and asso-ciated apparatus, specific distances to the connection elements must also be met on apparatus with protection level ic. This situa-tion means that the connection elements for intrinsically safe ic circuits must have a distance of at least 50 mm from connection elements for circuits that are not intrinsically safe. A distance of 6 mm is necessary be-tween separate intrinsically safe circuits for all protection levels at the connection ele-ments, and 3 mm to earthed parts. This requirement is not always met in existing Zone 2 apparatus (also not in nL apparatus).
this value is applicable. Pulse lengths > 1 s are to be considered continuous operation. The measures for energy limiting must be designed such that they are safe:> In Zone 0 and 20 in the event of two independent faults,> In Zone 1 and 21 in the event of a single fault,> In Zone 2 and 22 in normal operation.
IEC 60079-28 defines a further type of protection: optical radiation interlock with optical fibre breakage ›op sh‹. This type of protection is applicable if the radiation is not inherently safe with interlock cut-off if the protection of the confinement fails, and the radiation becomes unconfined on time scales that are shorter than the ignition delay time.
72 | 73Ex-Magazine 2007
There will also be consequences for the installation, because the ic circuits are to be treated as intrinsically safe circuits and must therefore be installed separately from circuits that are not intrinsically safe and must be marked as intrinsically safe. This re-quirement is not defined for nL circuits and is probably also not implemented in the majority of existing installations. The new requirements are currently under discussion for the next issue of the installa-tion standard IEC 60079-14, and it will be interesting to see how international interests can be combined. As a result it is clear that nL apparatus cannot be used in ic circuits without further action and that nL circuits in existing instal-lation are unlikely to be suitable for con-version to ic circuits. The other way around, there is nothing stopping the use of ic appa-ratus in nL circuits.

i
ToughLux: Long-life, lightweight inspection and machine lamp for Zone 1 Equipped with an aluminum base and a polycarbonate housing tube, R. STAHL’s new ToughLux lamp for hazardous areas (inspec-tion lamp type 6149) weighs less than one kilogram. The lightweight, easy-to-handle unit has been optimized for practical use: its ergonomically shaped handle features roll-away protection, and its suspension hook is equipped with an adjustable step locking de-vice. Mounting accessories, such as a spring clip with a magnetic base, increase flexibility during operation: in order to illuminate a work-space or a machine, the lamp can be secured in a fixed position with a single movement. Available with either two or four cold cath-ode tubes offering more than 50,000 hours of service life, it provides a high luminous flux. IP 66/67-protected ToughLux lamps are suit-able for ambient temperatures between –20 and +50 °C and can be installed in hazardous area Zones 1, 2, 21 and 22. The two- or four-flamed lamps come in five versions for differ-ent nominal voltages (12 V AC, 12 V DC, 24 V AC, 24 V DC, 110-254 V AC). They can be equipped with an optional stainless steel wire guard to protect them against mechanical stress.
Explosion protected plug connectors for low voltage technology in Zone 1: new 7-pole miniCLIX model for up to 400 V AC/16 A With its miniCLIX plug connector systemR. STAHL Schaltgeräte GmbH has introduced an innovative solution to the market for con-necting and disconnecting non intrinsically safe signals in hazardous areas. For the first time, miniCLIX enables the user to install, ser-vice or exchange all equipment and systems during operation in Zone 1 without isolating and without a special permit to work. Even field devices of type of protection flameproof enclosures ›d‹ can be converted with the ex-plosion protected connector from R. STAHL to a ›plug and play‹ version. miniCLIX is designed for a wide range of applications from the field bus technology, fast Industrial Ethernet and up to low voltage engineering. The newest component in the miniCLIX family is a 7-pole plug connector version and respectively for AC signals a 6 poles + PE version. These are specially designed for use in the low voltage sector. It is designed for rated voltages up to 400 V AC and rated cur-rents up to 16 A. Based on this MiniCLIX plug connectors are applicable in circuits with higher power than previous models. Conse-quently, cables with corresponding higher
New Products
Figure 2: miniCLIX 7-pole models
Product Presentation
Figure 1: R. STAHL’s ToughLux inspection lamp, which features an ergonomically shaped handle, roll-away protection and an adjustable locking device, ensures flexibility during operation

cross section up to 15 mm in outer diameter are connectable. The miniCLIX series, which has mainly been used in signaling and bus technology, and in Industrial Ethernet so far, thereby qualifies for new applications. The new miniCLIX version features two additional contacts, so the 7-pole version is, for exam-ple, suitable for AC motors with coil monitor-ing or for servo signals for speed control. The well tried benefits of miniCLIX exist: plug and pull energized in Zone 1, plastic housings, as nickel-plated brass or stainless steel ver-sions, coding so as to prevent confusion, con-necting with crimp or cage clamp terminals and high degree of protection IP66/ IP68. The new 7-pole type also includes ver-sions for armored cables and versions suited for direct mounting in flame proof enclosures. By request, they can be delivered with pre-configured cables. All versions are applicable in hazardous areas Zone 1 with the marking II Ex de IIC T6.miniCLIX: pull – twist – pull … it’s as simple as that!
Industrial Ethernet solution for remote I/O system IS1 Modbus TCP DTM enables IS1 configuration and parameterization R. STAHL introduces a new version of the IS1 remote I/O system for hazardous areas, which can communicate via Modbus TCP and thereby qualifies for Industrial Ethernet envi-ronments. The protocol itself lacks standard-ized configuration, parameterization and diag-nosis mechanisms, but a DTM developed by R. STAHL makes IS1 systems compatible with standard software packages such as Pact-ware, Fieldcare, Fieldmate etc. Many users have, of course, long been familiar with the proven Modbus protocol. Its Ethernet-capa-ble version was chosen because of its highly efficient data transfer, its very easy imple-mentation and operation, and its suitability for redundant structures. Moreover, Modbus TCP is supported by almost all control sys-tems, e.g. Emerson Delta V or Yokogawa Cen-tum CS. The Ethernet-adapted IS1 version features a modified CPU & Power Module (IS1 CPM). It now consists of two separate components: a Communication Unit (CPU) with inner work-ings similar to a PC, and a Power Module (PM). Both components remain hot swapp-
able, i.e. they can be exchanged separately during operation in Zone 1. No changes were made to the input and output modules. The same is true for the proven BusRail. Both can be used as is with the Ethernet system. IS1 for Ethernet can be operated with redundant Ethernet networks and with standard Ethernet networks featuring power supply redundancy for the CPU module. In case of a line break-down, the system can switch to the other line within 200 ms – much faster than any stand-ard Ethernet mechanism, such as Rapid Span-ning Tree. The new solution is therefore suit-able for nearly all critical process engineering applications. The system is designed for use in Zone 1 / division 1. Fiber optic cables are used for the Ethernet line to allow for bridging larger distances as well. The signal complies with the type of protection ›op is‹ as specified in the IEC 60079-28 standard, which covers ›inherently safe optical radiation‹. A suitable isolator, i.e. an ›Ex op is switch‹ for Ethernet structures, is also available. Up until the present day ethernet is still a niche solution in process automation, but is likely to become much more prevalent in the forthcoming years. Hence, R. STAHL actively supports the development of future ethernet standards for process engineering applica-
tions in key organizations, such as the work-ing groups responsible for ethernet-enabling the Profinet fieldbus and the Foundation Field-bus HSE. R. STAHL’s contribution is based on many years of relevant experience, extending all the way back to the proprietary R. STAHL standard bus for the ›ICS MUX fieldbus sys-tem‹ (predecessor model of the current re-mote I/O system), which was first introduced in 1988. Later, as open bus protocols came into being, R. STAHL also added powerful new features to these, e.g. by establishing a Profi-bus DP implementation suitable for hazardous areas, since the standard itself did not ad-dress such applications. A proven solution for years in any number of applications, that in-trinsically safe interface saw only minor mod-ifications before it was at long last termed
RS 485-IS as it was officially included in the Profibus standard by the Profibus user orga-nization PNO in 2003.
Searchlights of the new Commander series Tranberg, a new member of R. STAHL Technology group, has many years of experi-ence in manufacturing quality products for use in rough, marine environments. Tranberg’s searchlights are throughly characterised by this quality: The searchlights are manufac-tured in stainless steel (AISI 316) and surfaced powder coated. They are built according to the same quality demands as the well-known Tranberg lanterns.
The searchlight systems manufactured by Tranberg are delivered to offshore vessels, tankers, high-speed catamarans, ferries, and bulk carriers all over the world. Tranberg has in its range four types of searchlights distinguishable by their method of controlling:> Deck controlled: Searchlights adjusted and set to a fixed
position> Cabin controlled: Searchlights controlled by using a manoeu-
vring handle which is mounted in the steer-ing house ceiling on the bridge
> Remote controlled: Searchlights with a motor steering unit
and remote control. A searchlight must have a master panel and possibly several auxiliary panels
> Network controlled (Commander Series): Searchlights remote controlled, but con-
nected to a network together with the con-trol panels by a bus.
74 | 75Ex-Magazine 2007
›With the remote I/O for industrial ethernet the possibility already exists today to put the newest technologies into place‹
Ë
›Tranberg has the solution from the largest tanker to the smallest fishing vessel.‹

Various light sources are available:> halogen lamp> xenon lamp> high-pressure sodium lamp
Additional options are: built-in heating in the drum, motor focus, pedestal, and storage cover.> The traditional remote relay-control ver-
sion To control a single relay controlled search-
light, you only require a master panel. If in addition you wish to control a particular searchlight from other positions on the bridge you will need auxiliary panels. All panels are supplied with 24 V DC from the bridge consol, and a cable with several conductors is needed between the master panel and the connected searchlight.
> The new Commander Series Rarely has a new product for the maritime
market given both the shipbuilder and ship owner as many advantages. The ship own-er requires the best product in regard to technology, quality and handling, while the shipbuilder typically selects the solution with the optimal cost. The new series of searchlight is user friendly and requires less space in the bridge with simplified in-stallation.
To operate these bus controlled search-lights, you only require a single operator
New Products
the communication network, power con-nection, and a re-start of the system.
> Innovative solution Tranberg’s new Commander Series search-
lights supports and improves the search work on sea and serves the safety for both man and property.
Direct FF H1 Integration for Binary Sensors and Actors The product series ISbus includes compo-nents and systems for use in the Foundation Fieldbus H1. Field couplers for intrinsically safe and not-intrinsically safe fieldbus devic-es, field bus power supplies and a number of system solutions for the installation of inte-grated systems in Zone1 and Zone 2 are parts of this product range. Enabling an effective connection of intrin-sically safe binary signals in a Foundation Fieldbus environment, R. STAHL’s new explo-sion-protected digital I/O coupler for the IS-bus system now ensures a direct and consis-tent integration of basic sensors and actors. The device is suitable for use in Zone 1 and Zone 2. Besides eight channels for NAMUR specification or EN 60947-5-6 compliant Ex i input signals, four high-performance Ex i out-puts are available. The coupler can be used to connect e.g. proximity switches, contacts, indicator lamps and, most notably, a wide range of magnetic valves. E.g. up to four Ex i magnetic valves including two position feed-back signals each can thus be directly inte-grated into a Foundation Fieldbus H1 network. Extensive function block support ensures that such solutions benefit from particularly pow-erful FF technology features: the coupler pro-vides not only DI, DO, MDI and MDO functions, but also advanced functions such as AI for frequency signals, CI for counters, and AND, OR, and NOT operators for logical intercon-nections of inputs and outputs.
terminal. Up to 8 searchlights can be oper-ated on the same terminal. If in addition you wish to control the searchlight from other positions on the bridge, you use the same type of terminal on each manoeu-vring consol on the bridge. Up to 8 slave terminals can be installed. If one of the ter-minals fails, the other terminals will func-tion as normal. The terminals use 24 V DC supplied directly from the bridge consol. A single network bus cable runs between all panels and the various searchlights.
> Safe operation You simply push the button for the light you
want to operate, – and you are in control! In addition, you may dim the background lighting of text and graphics on each dis-play which makes it easy and safe to use in the dark. The new searchlight motor is probably the fastest on the market today, and moves the light up to 60 degrees per second. Naturally this is adjustable.
By in principle using only one terminal to control up to 8 searchlights, you save pre-cious space in already crowded bridge panels, as well as giving the navigator on the bridge less stations to attend. This im-proves safety. Particularly with Naut-OSV classed vessels you do not have enough hands or eyes on the bridge to operate all the slave terminals .
> Low-cost Installation For the electrician installing the search-
lights, the new system will considerably reduce the number of work hours used. All the panels use 24 V DC which creates a minimum of disturbance to other installa-tions on the bridge.
A category 5 data cable is used between the panels and the searchlights. This ad-ditionally saves the electrician several hours of installation work.
The searchlights require a 230 V AC sup-ply.
> Technology The electronics are based on modern
microprocessor technology and robust RS-485 network communication between terminals and searchlights. All the termi-nals monitor the communication in such a way that the operator can see which searchlights are turned on, or are in use. You can at any time expand the system with more panels or searchlights, – some-thing which only requires connection to Figure 3: Searchlight of the new Commander-Series Figure 4: Operator terminal of the Commander-Serie
›Tranberg’s new Commander-Series search lights – a revolution!‹

without halting the process. Diagnostic and I/O status signals can be read and written without a connected automation system, which is particularly beneficial during start-
up and error diagnosis. Further functions al-low users to generate an audit trail, print la-bels for I/O modules, and import or export parameter data. At present not all control and instrumenta-tion systems indeed support these features. It is just a question of time until the FDT/DTM technique will be integrated into the control technology. Already today special asset man-agement solutions and efficient diagnostic tools are offered by the producer of control systems. With the new modular Device DMT for IS1 one of the most complete and high per-formance solutions is available.
76 | 77
The type 9413 coupler comes in a plastic or stainless steel enclosure. Wire breaks and short circuits are monitored on all channels and diagnostic messages are reported via the bus. Each output channel delivers a starting current of 30 mA as well as 15 mA holding current during regular operation. Types with status LEDs for all single inputs and outputs as well as the bus and power lines are option-ally available. R. STAHL supplies 2-wire or 4-wire models fed via the non-intrinsically field-bus; the 4-wire coupler can also be used with a separate power supply on an intrinsically safe FISCO bus. The new digital I/O coupler now provides a remarkable and flexible solution for the in tegration of simple binary signals in the Foun dation Fieldbus H1 network. Additionally, R. STAHL offers planning and manufacturing system solutions for all fieldbus applications. Fieldhousings of various sizes in plastic, stain-less steel, and aluminium adapted by inno-vative explosion protected plugs, inclusive the project engineering, commissioning and service belongs to the R. STAHL product spectrum. www.fieldbus-solutions.com
New DTM enables optimal integration of IS1 remote I/O system into asset management systems R. STAHL provides a new Device Type Manager (DTM) for the IS1 remote I/O system, which not only ensures a more comprehen-sive information exchange between HART field devices via PROFIBUS DP V1, but also allows for complete integration of the IS1 sys-tem into FDT (Field Device Tool) frame appli-cations. The new DTM retains all extended functions of R. STAHL’s HART gateway DTM, which has been available for some time, such as automatic topology generation, configura-ble slave address, HART live list, error diagno-sis, and I&M functions. The entire remote I/O system – all I/O modules as well as the CPM unit (CPU and power module) – can now be fully configured, parameterized and adminis-trated by means of the DTM via an FDT-capa-ble program. All data about the system and connected HART field devices are thus made available for analysis through suitable diag-nostic tools and asset management systems. Moreover, a growing number of control sys-tems provides direct support for FDT/DTM technology through integrated features.
Ex-Magazine 2007
The IS1 DTM was designed to completely replace conventional solutions with GSD files for Profibus slave systems – a DTM-compati-ble DP V0 master exclusively uses the new DTM for the parameterization and communi-cation with IS1 components. The modular DTM design allows for a flexible configuration of IS1 systems and facilitates extensions and modifications of existing structures via the frame application. Configuration data and pa-rameters can be changed during operation
Figure 5: Illustration: R.STAHL’s digital I/O coupler 9413, an ISbus system component, provides direct connections for Ex i binary signals in Foundation Field-bus H1 networks
›A one of a kind flexible solution for the integration of simple binary signals‹
Figure 6: Configuration and Parameterisation of IS1 modules via the new DTM

Host
Field DeviceCoupler Ex e/Ex e
Field DeviceCoupler Ex e/Ex i
8 x Ex e
4 x Ex iEx e
Zone 1, 2, 21, 22, Div 2
FieldbusPower Supply
Please request our Fieldbus Solutions brochure
or visit us at www.fieldbus-solutions.com
R. STAHL Schaltgeräte GmbH, 74638 Waldenburg, Germany,
+49 7942 943-0 or www.stahl.de
consistentSTAHL
perfect
ISbus _ the future-oriented system from R. STAHL contains various
field device couplers for connecting both intrinsically safe and
non-intrinsically safe field devices to a non-intrinsically safe fieldbus.
All the proven ISbus devices, the fieldbus power supply as well
as the extensive palette of accessories available for FOUNDATION
Fieldbus H1 and Profibus PA can now be installed in Zone 1 and
Zone 2. R. STAHL offers the optimal spectrum of fieldbus components
and accessories for this newest generation of devices. Logically
consistent and well thought out, innovative and pathbreaking,
R. STAHL continues its tradition in making easy-to-use and efficient
products for your solutions.

Dear reader,
Rescuing the Earth from climatic disaster has dominated the headlines of the national and international press like no other subject since the publication of the 4th Assessment Report on Cli-mate Change by the United Nations a few months ago. A subject that before was only of interest to a minority involved with the environ-ment, and concerned for the future of the Earth, has become a long-standing, almost completely dominating issue practically overnight. Since then the media has published a wide range of cata-strophic scenarios and horror stories. As a result it is increasingly difficult for the average person on the street to separate serious reporting from sensationalism, or to differentiate between expert concerns worthy of attention and circulation-boosting panic monger-ing. It is also not possible to be certain which statements from politi-cians are aimed at a long-term, sustained impact on the climatic trend, and which are simply populist reflex reactions to achieve short-term political goals. Independent of these issues, the task facing mankind, if man-kind is to protect the Earth from long-term climatic change, consists on the one hand of satisfying the dramatically increased demand for energy resulting from globalisation using energy sources that are significantly less polluting than the fossil fuels dominant up until now, and on the other hand to increase the efficiency of energy utilisation by increasing the usage of energy-saving systems and technologies. The fact that the need for safe and effective explosion protec-tion will not necessarily go away as a result of a reduction in the uti-lisation of crude oil and natural gas is demonstrated by our article on geothermal energy on page 8. Even if it is possible to drive forward the utilisation of alterna-tive energy sources that in themselves do not actually require explo-sion protection, e.g. solar or wind power, hydrogen will very probably become the dominant energy carrier. And, as this substance is highly explosive, explosion protection will be necessary for a large part of the infrastructure. We find ourselves in the midst of developments that are both exciting and crucial for the future of mankind. During this process explosion protection will continue to play an important role in general safety.
The editorial team
Editorial
Title picture: HERRENKNECHT Vertical GmbH ›Hot Rock‹ deep drilling rig for exploring geothermal heat.
Impressum
Ex-Magazine 33/2007 (ISSN 0176-0920) is published on behalf of:
R. STAHL Schaltgeräte GmbHAm Bahnhof 30, 74638 WaldenburgTelephone +49 7942 943-0Fax +49 7942 [email protected]
EditorR. STAHL Schaltgeräte GmbHEditorial staffDr. Ing. Thorsten Arnhold Dr. rer. nat. Dieter BeermannAnja KircherOrganisation and LayoutAnja KircherDesign and Art-FinishingVISUELL Studio für Kommunikation GmbH, StuttgartProductionWahl-Druck GmbH, Aalen
We cannot be responsible for manuscripts not requested by R. STAHL. Persons submitting manuscripts, letters, etc. consent to editing.
Reproductions only with the Publishers permission!
78 | 79Ex-Magazine 2007
PublicationsPlease copy and mark your request and send to us by fax or mail
+49 7942 943 40 4146
Company
Name
Department
Address
Telephone Fax
explosion protectionThe basics of
marine solutions
Basics of Explosion
Protection
Introduction to
Explosion Protection
for Electrical
Apparatus and
Installations
competence at a glance
Competence at
a Glance
Where safety knows
no compromise:
manufacturing,
system solutions,
products, Ex-certifi-
cations, service and
training
Obligations and
Tasks
for operators of
electrical equipment
in potentially explo-
sive atmospheres
Marine Solutions
The new brochure
by R. STAHL and
TRANBERG about
lighting systems,
and installation
hardware for mari-
time applications
Condensed
Catalogue
Explosion protected
electrical apparatus
intrinsically safe
components and
systems for
instrumentation
Dust-explosion
Protection
Introduction to
Explosion Protection
for Electrical
Apparatus and
Installations
Fieldbus Solutions
modules
and systems
The new R. STAHL
brochure about
ISbus Fieldbus, IS1
Remote I/O and
Fieldbus systems
General catalogue
on CD-ROM
Explosion protection
by R. STAHL
Folder for
Ex-Magazine
Ex-Poster
I would like to receive a personal consultation
Please enter my name into the distribution list of
Ex-Magazine
(appears once per year in German and English)
I would like to receive more concerning the
following products and subjects
R. STAHL Schaltgeräte GmbH, Am Bahnhof 30, 74638 Waldenburg/GermanyTelephone +49 7942 943 4146, Fax +49 7942 943 40 4146, [email protected] www.stahl.de
Annual Report
by R. STAHL AG
Lighting
flourescent lighting,
floodlights,
compact light fitting,
pendant light fitting,
hand lamps and
emergency light
systems
lighting

Magazine 2007for the installers and operators of explosion protected electrical installations
R. STAHL Schaltgeräte GmbHAm Bahnhof 30, 74638 WaldenburgTelephone + 49 7942 943 -0Fax + 49 7942 943 -4333
www.stahl.de
ID-Nr. 00 006 43 76 0 S-Ex-Magazine 33/2007-00-en-07/2007 · Printed in Germany R.
STAH
L Sc
haltg
erät
e Gm
bHEx
-Mag
azin
e 20
07