lincoln electric china
35
EXPORT PRODUCT CATALOG 2018 LINCOLN ELECTRIC CHINA No. 195, Lane 5008, Hu Tai Road, Shanghai, China 201907 Tel: +86 21 6673 4530 Fax: +86 21 6602 6621 www.lincolnelecric.com.cn Please follow Lincoln Electric WECHAT LINCOLN ELECTRIC CHINA www.lincolnelectric.com.cn The product performance data of this brochure and related attachments are from LINCOLN ELECTRIC application engineering laboratory. Except for special instructions, experiments on welding machines are conducted in accordance with the general standard of IEC60974-1; experiments on welding consumables are conducted in accordance with the general standard of AWS; for specific applicable standards on welding consumables please refer to the product page. The product performance data of this website and related attachments are from LINCOLN ELECTRIC American application engineering laboratory.
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of lincoln electric china

EXPORT PRODUCT CATALOG 2018LINCOLN ELECTRIC CHINANo. 195, Lane 5008, Hu Tai Road, Shanghai, China 201907Tel: +86 21 6673 4530 Fax: +86 21 6602 6621w w w . l i n c o l n e l e c r i c . c o m . c n
Please follow Lincoln Electric WECHAT
LINCOLN ELECTRIC CHINAw w w . l i n c o l n e l e c t r i c . c o m . c n
The product performance data of this brochure and related attachments are from LINCOLN ELECTRIC application engineering laboratory.Except for special instructions, experiments on welding machines are conducted in accordance with the general standard of IEC60974-1; experiments on welding consumables are conducted in accordance with the general standard of AWS; for specific applicable standards on welding consumables please refer to the product page.The product performance data of this website and related attachments are from LINCOLN ELECTRIC American application engineering laboratory.
®
®
®
®
®
®
)
Lincoln Elec tric China Table o f Contents
P. 3~6 INVERTEC® Range & OPTIMARC® Range
P. 1~2 DURAWELD® 350/500 & POWERPLUS® II 650
P. 7~8 Wire Feeders
P. 11~14 arcweld® Range
P. 49~52 Submerged Arc Flux
P. 53~55 Storage & Handling Recommendations
P. 56~63 Packaging
P. 64~65 Contact Information
P. 25~28 Stick Electrodes (SMAW)
P. 29~42 Solid MIG Wires & TIG Rods
P. 43~46 Cored Wires
P. 47~48 Submerged Arc Wires
P. 9~10 POWERPLUS® 1000HD & ROVER™ Tractor
ConsumablesNANJING, JIANGSU
ConsumablesZHENGZHOU, HENAN
ConsumablesTANGSHAN, HEBEI
FOSHAN
CHENGDU
LANZHOU
TIANJING
CHINA HE ADQUARTERSSHANGHAI
Equipment & ConsumablesSHANGHAI
SHENYANG
SHANGAHI
®
®
®
®
®
®
QINGDAO
P. 15~24 Welding Tools & Accessories

21
Tr aditional SCR Welder s
Available
DURAWELD® 350/500POWERPLUS® II 650
The entire DURAWELD® family of CV welders has been subjected to extensive laboratory and �eld testing to ensure reliable operation in a wide variety of environmental conditions and customer applications. They are ideally suited for a variety of materials and processes, including carbon steel and stainless steel, where arc performance is critical. Rock solid reliability, exceptional value and energy e�cient operation make this range of light to heavy duty power sources the best solution for the most demanding industrial manufacturing applications.
DURAWELD® 350/500 are highly reliable CV DC power sources provided by Lincoln Electric.Taking advantage of advanced control technology improves manufacturing process. They are not only features superior performance but also helps users set welding parameters precisely and weld more conveniently.
POWERPLUS® II 650 is a constant voltage power source designed for heavy duty welding applications. The machine produces excellent output characteristics, and delivers a stable arc across the entire output range.
Trayed & Potted PC Board: Ensures long life in harsh conditions. Advanced control features are set with individual DIP switches located on the main PC Board. Built to IP23 classi�cation to ensure reliability in harsh and demanding environmental conditions. Digital Voltmeter and Ammeter hold readings of actual welding voltage and current for 5 seconds after
welding has stopped. “Power Saving” & “Fan-As-Needed” Mode: Saves energy and minimizes the amount of dirt, metallic dust,
and other contaminants from being drawn into the machine.
POWERPLUS® II 650: Carbon arc gouging capability. Welding Flexibility——can be used to weld thick steel,stainless and aluminum-heavy duty applications.
DURAWELD® 350/500: Synergic adjustment of welding parameter – more convenient for welding parameters adjustment Self-adaptive burn back control-burn back mode can be adjusted based on actual welding standard to attain
wire clipping function
Product NamePolarityMode Arc Gouging
CurrentRange
Wire Feeder Synergic IP23
DURAWELD® 350
DURAWELD® 500
POWERPLUS® II 650
50-350A
50-500A
60-650A
DC
DC
DC
CV
CV
CV
LWF Series
LWF Series
PWF Series
3
3
3
Phase
50/60
50/60
50/60
Frequency(Hz)
Input FeaturesOutput ProcessRated Output@Duty Cycle
380-415(+/-10%)
380-415(+/-10%)
380-415(+/-10%)
DigitalDisplay
PresetParametersGMAW FCAW
Trad
itio
nal
SCR
Wel
der
350A@60%
500A@60%
650A@60%
Voltage(V)

43
Industrial Inver ter Range
Available
INVERTEC® CC 400-TPThe INVERTEC® CC400-TP is designed and manufactured with the latest digital IGBT technology. As a professional TIG machine, The INVERTEC® CC400-TP is rugged, lightweight, portable, full functionality, and easy operation to meet the requirements from all types of di¡erent users.
INVERTEC® CC400-S PlusINVERTEC® CC 400-S Plus is designed for reliability, durability, and has excel-lent arc characteristics. The INVERTEC® CC 400-S Plus can also work as a touch start TIG welder and has the capability to weld cellulosic electrodes. A high duty cycle makes it possible for welding with electrode diameters over 5.0mm. It is rated to IP23 classi�cation.
Product NameCellulosic Electrode Hot Start Arc Force Generator Compatible
INVERTEC® CC 400-S Plus ★★ ★ ★ ★ ★ ★3
Phase
50/60
Frequency (Hz)
Input FeaturesProcess Rated Output@Duty Cycle
Rated Output@Duty Cycle
380-415(±10%)
Voltage (V)Stick Touch Start TIG
400A@60%
IP23
Inve
rter Current
RangeOutput
DCCC 10~400A
PolarityMode
★ ★
INVERTEC® CC 400-TP
OPTIMARC® AC/DC 350-TP
MMA:10~400ATIG:5A~400A
DC TIG:4~350AAC TIG:10~300A
DCCC
AC/DCCC
Inve
rter
Product NamePolarityMode
CurrentRange Preset
ParameterHigh-Frequency
PulseAC Balance
ControlHF TIG SPOT TIG TIG Pulse
Input FeaturesOutput Process
★ ★ ★ ★
★ ★ ★ ★
★
★
★
★
★
★
Stick Touch Start TIG
400A@60%
300A@60%
3
Phase
50/60
3 50/60
Frequency (Hz)
380~415(±10%)
380~415(±10%)
Voltage (V) LCD
OPTIMARC® AC/DC 350-TP is designed and manufactured with the latest inverter IGBT technology. It has superior arc performance full of the whole welding process and may be operated simply due to intelligent software design.
OPTIMARC® AC/DC 350-TP is equipped with a 7 inch full color LCD screen to show operators welding status all-sides, easy reading even under sun.
OPTIMARC® AC/DC 350-TP is available for multiple welding application of aluminum, aluminum alloy, copper, titanium, carbon steel, stainless steel and other ferrous or non-ferrous metals, which benefits from:—— Full wave shape of DC, AC Square, AC Sine and AC Triangular—— Multi-process of Stick, Touch start TIG, High-Frequency start TIG and High-Frequency start Spot TIG—— Flexible output control of 2 step, 4 step, 2 step repeat and 4 step repeat—— Build-in various pulse mode of pulse off, low-frequency pulse and high-frequency pulse
OPTIMARC® AC/DC 350-TP

Available
OPTIMARC® CV/CC 500The digitally controlled OPTIMARC® CV/CC 500 provides constant voltage (CV) / constant current (CC) output for heavy duty welding applications. Heavy fabrication welding operations will appreciate the broad multi-process performance of the CV/CC500-featuring robust stick, MIG and ©ux-cored wire welding as well as precision Touch-start TIG performance.
OPTIMARC® CV 500P/500HPThe digitally controlled OPTIMARC® CV 500P provides constant voltage (CV) output for heavy duty welding applications and deliv-ers superior welding performance and faster response to changes at the arc. It is an ideally suited for MIG/MAG and Flux Cored arc welding processes. Pulse welding of carbon and stainless steel could attain high-quality welding performance.OPTIMARC® CV500HP is specially designed for hard automation applications, based on OPTIMARC® CV500P which is well received by customers. It has remote control socket and welding voltage and current signals can be connected with digital meter or other control device.
★
★
★
★
★
★
★
★
★
★
★
OPTIMARC® CV500P
OPTIMARC® CV500HP
OPTIMARC® CV/CC500
OPTIMARC® 500PA
50~500A
50~500A
MIG: 60-500ATIG: 5-500A
STICK: 30-500AMIG: 50-500ATIG: 5-500A
STICK: 15-500A
DC
DC
DC
DC
3
3
3
3
50/60
50/60
50/60
50/60
380~415 (+/-10%)
380~415 (+/-10%)
380~415 (+/-10%)
380~415 (+/-10%)
CV
CV
CV/CC
CV/CC
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
Inve
rter 500A@60%
500A@60%
500A@60%
500A@60%390A@100%
Product NamePolarityMode
CurrentRange Synergic Crater
ControlRemoteControlPulse IP23Phase Frequency (Hz)
Input FeaturesOutput Process
Voltage (V)GMAW GTAW SMAWFCAW-GS/SS
GMAWPulse
Rated Output@Duty Cycle
★ ★
Multi-process High e�ciency Portable
The digitally controlled OPTIMARC® 500PA provides constant voltage (CV) / constant current (CC) output for heavy duty welding applications and delivers superior welding performance. Optimum welding parameter setup and high quality welding performance are experienced by using the Lincoln international PF-46 intelligent wire feeder. Multiple processes are available including MMA, TIG, GMAW, GMAW Pulse and FCAW-GS/SS making the OPTIMARC® 500PA an ideal welding machine for many applications including the welding of materials such as aluminum, carbon steel and stainless steel.
With advanced inverter technology, the OPTIMARC® 500PA provides high e�ciency and input power factor ratings for real savings on your electric bills and decreases in your welding costs.
The IP23 rated OPTIMARC® 500PA is also tough and durable and suitable for outdoor operation and for use with generators making it a great choice for industrial manufacturing, ship building, metal processing or construction.
65
PF-46 Wire Feeder
OPTIMARC® 500PA
Industrial Inver ter Range

87
Semi-aut omatic Wir e Fee der s
PWF® - 2
PWF® - 4
PWF® - 2 Plus LWF™ - 22 LWF™ - 24 Plus
LWF™ - 4GSPWF® - 4 Plus
Wire CoverProduct Name
FeaturesWire Size
4 Roll Drive System Rear Wheel
PWF® -2
PWF® -4
PWF® -2 plus
PWF® -4 plus
★
★
★
★
★
★
★
★
1.5~22m/min
1.5~22m/min
1.5~22m/min
1.5~22m/min
0.8~1.6mm
0.8~2.0mm
0.8~1.6mm
0.8~2.0mm
Semi
-aut
omat
icW
ire Fe
eder
Gas Shielded(MIG/Cored)
Product NameFeaturesWire Size
(Cored) Enclosed Frame 4 Roll Drive System Rear Wheel Gun Connector
LWF™ -22
LWF™ -24 Plus
LWF™-4GS
★
★
★
★
★ ★
★
★
Asia
Asia
Euro
Gun Connector
Asia
Asia
Asia
Asia
1.5~18m/min
1.5~18m/min
1.5~18m/min
1.2~1.6mm
1.2~2.0mm
1.2~2.0mm
Wire Size(Solid)
0.8~1.6mm
0.8~1.6mm
0.8~1.6mm
Wire Feed Speed
Wire Feed Speed
Semi
-aut
omat
icW
ire Fe
eder
Gas Shielded(MIG/Cored)
Available
Wire Cover

109
POWERPLUS® 1000HD ROVER™ TRACTOR
Submer ge d Ar c Power Sour ce & Tr ac t or
Submerged Arc Power SourcePOWERPLUS® 1000HD is designed for constant current and constant voltage Submerged Arc Welding. The power source is combined with the Lincoln Electric Rover™ Tractor to create a robust automatic welding package.
POWERPLUS® 1000HD is rugged and reliable to operate in the harshest welding conditions. It is often used for welding mild steel, low alloy steel, and stainless steel. The POWERPLUS® 1000HD can also be used by itself for carbon arc gouging. It is used in many industries, such as shipbuilding, wind tower and pressure vessels.
Lincoln Advantage Precise output control results in a stable arc Ability to preset the current Line voltage compensation maintains consistent welding within ±10% variation 1,000A @ 100% duty cycle with a maximum output capacity of 1,200A 500 amp output terminal enhances low current arc characteristics User-friendly operation panel with analog meters to display current and voltage while welding Can be stacked up to two machines high to save on ©oor space Versatile, for use with Rover™ Tractor, and vs CT7 and NA3
Lincoln Advantage Stable travel speed for consistent welding results Ability to preset the wire diameter (2.4~4.8mm) for optimized arc startings Easy adjustment of head and torch Standard wire straightener to provide stable feeding with less power loss Duty cycle: 1,200A @ 60%, 1,000A @ 100% Easy to understand operation panel
POWERPLUS®1000HD CE
380-415V(±10%)/
3Ph/50HZ/60HZ
1,200A/44V@ 60%1,000A/44V@ 100% 335900x600x970K60067-5 69 @ 100% 200~1,200A
ProductName
ProductNumber
InputPower
Rated OutputCurrent/Voltage
/Duty Cycle
Input Power @Rated Output
(KVA)OutputRange
DimensionsH×W×D (mm)
Net Weight(Kg)
Design Features The main transformer is built to H grade High reliable SCR insulation classi�cation ensures excellent output stability Designed with optimum cooling e�ciency Overheating, overcurrent, loss of phase and short circuit protection ensures long-lasting performance Potted PC boards ensure long life in harsh conditions Built to IP23S classi�cation
Design Features Ability to preset amps and volts Wire diameter selection helps to optimize the welding perfor
mance using diameter-speci�c welding parameters Fixed point start function allows for precise wire positioning Touch sense function ensures that the wire stops when touching
the plate
Submerged Arc Wire FeederRover™ Tractor is a self-propelled automatic tractor designed for submerged arc welding. It easily follows the welding joint when moving along the required track sections (sold separately). It can be connected with the POWERPLUS® 1000HD, Idealarc® DC-1000 and Idealarc® DC-1500. The Rover™ Tractor is sturdy, durable and has a compact pro�le. It can be used to weld a wide range of thicknesses of mild steel, low alloy steel or stainless steel. The Rover™ Tractor is the ideal choice for welding applications such as shipbuilding, structural steel, boilers and pressure vessels.
ROVER™ Tractor
K60068-5 K60068-2
Certi�cated by
Regulation handle direction for torch head
Accessories contains in package
CE CCC (China Compulsory product Certi�cation)
UpDownFront Rear
1SET Tools of socket wrench, spanner wrench1M Walking track2EA Drive roll ¢3-¢42EA Drive roll ¢4.2-¢51EA each of contact tip ¢3,¢4, ¢5
1SET Tools of socket wrench, spanner wrench
UpDown
CCC (China Compulsory product Certi�cation)
K60068-5
K60068-2

1211
Commer cial Inver ter Range
BUILT FOR THE JOB
The arcweld® inverter machines are intended to be used for light to medium duty welding applications. They are an ideal choice for maintenance, small repairs & general fabrication. The machines are very compact, lightweight and come with a shoulder strap or handle for ease of transportation. Accessories are included, so the machines are ready to weld out of the box.
• arcweld® 130i-ST• arcweld® 200i-ST
• arcweld® 130i-ST DV• arcweld® 160i-ST DV• arcweld® 200i-ST DV
Product NameINPUTOUTPUT Process Features
arcweld® 130i-ST
arcweld® 130i-ST DV
arcweld® 160i-ST DV
arcweld® 200i-ST
arcweld® 200i-ST DV
4.3
4.6
7.2
5.8
7.6
E6011,E6010,E6013,E7018
E6010,E6011,E6013,E7018
E6010,E6011,E6013,E7018
E6010,E6011,E6013,E7018
E6010,E6011,E6013,E7018
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
PhaseCurrent Range/Duty Cycle (at 40°C)
Stick MIGTIG Electrode Weight (KG)Powersource only
Arc Force Hot StartFrequency(Hertz)
Votlage
10~130 / 130A @ 35%
10~110 / 110A @ 35%
10~130 / 130A @ 35%
8~110 / 110A @ 35%10~160 / 160A @ 30%
10~200 / 200A @ 35%
8~110 / 110A @ 35%
10~200 / 200A @ 25%
230V ±10%
120V ±10%
230V ±10%
120V ±10%
230V ±10%
230V ±10%
120V ±10%
230V ±10%
1
1
1
1
1
50/60
50/60
50/60
50/60
50/60
★ Available

1413
Commer cial Inver ter Range
• arcweld® TIG 201AC/DC• arcweld® TIG 205DC
• arcweld® 180C MIG• arcweld® 210C MIG• arcweld® 250C MIG
Product Name
INPUTOUTPUT Process Features
arcweld® TIG 201AC/DC
arcweld® TIG 205DC
arcweld® 180C MIG
arcweld® 210C MIG
arcweld® 250C MIG
10~200A / 200A@60%
10~200A / 170A@100%
10~180A / 180A@40%
10~210A / 210A@60%
10~250A / 250A@50%
Compact/5kg
Compact/15kg
Compact/15kg
Foot controllor
Foot controllor
50/60Hz
50/60Hz
50/60Hz
50/60Hz
50/60Hz
220/230/240V+/-10%
220/230/240V+/-10%
220/230/240V+/-10%
220/230/240V+/-10%
220/230/240V+/-10%
1
1
1
1
1
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
★
Current Range/Duty Cycle (at 25°C)
Phase Stick MIGTIG PFCDigitalDisplay
ProtectionVRD Wirefeeder /wire spool
Remote ControlFrequency Votlage
The arcweld® 180C MIG, 210C MIG & 250C MIG inverters are multi-purpose welding power sources. They are available for MIG welding (both gas-shielded and gasless ©ux-cored welding), stick and TIG welding of mild and stainless steel material. They are light weight yet powerful which are popular for light to medium duty welding applications. The weld procedure guide attached in the machine takes a simply using to set the wire feed speed and voltage for the wire size and plate thickness you are using.
The arcweld® TIG 205DC and arcweld TIG 201AC/DC are new generation multi-process, high quality, weld-ing machines. They are easy to use and have excellent performance with a high duty cycle, all within a small and light inverter unit. The power source has multiple welding applications and can be used with aluminum, aluminum alloy, copper, titanium, stainless steel, carbon steel and other ferrous and non-ferrous metals.
arcweld® TIG 205DC: 4 Types of welding processes: MMA, DC TIG, DC TIG PULSE, DC TIG/SPOT
arcweld® TIG201AC/DC:7 Types of welding processeds: MMA ,DC TIG, DC TIG PULSE, AC TIG, AC TIG PULSE, AC TIG MIX, TIG SPORT
★ Available
IP23S
IP23S
IP21S
IP21S
IP21S

Color ID RED
Color ID GRN
Color ID YEL
Color ID RED
Color ID PUR
Electronic Helmet
Variable shade filter UltrashadeView size Cartridge size Arc sensor Light state Variable shade Shade control Power On/Off Automatic
External adjustableFr DIN 9 to 13Shade DIN 3.5
2
97x47.5mm
110x90x9mm
Total weight 440g
Adjustable knobUp to shade DIN16 Solar cell, No battery 1/25,000 s. from Light to Dark0.1~1.0s by adjustable knob-10 °C ~ +70 °CHigh-impact resistant NylonCA010006
Sensitivity Control UV/IP Protection Power Supply Switching time Dark to Light Operating TempHelmet MaterialPart No.
Color ID BLU
Variable shade filter UltrashadeView size Cartridge size Arc sensor Light state Variable Shade Shade control Power On/Off Automatic
External adjustableFr DIN 9 to 13Shade DIN 4
2
98x43mm
110x90x9mm
Total Weight 440g
Adjustable knobUp to shade DIN16 Solar cell, No battery 1/25,000 s. from Light to Dark0.25~0.8s at “short-long” position
CA010039
CA010034
Sensitivity Control UV/IP Protection Power Supply Switching time Dark to Light Operating Temp
Part No.
-5 °C ~ +55 °CHelmet Material High-impact resistant Nylon
Variable shade filter UltrashadeView size Cartridge size Arc sensor Light state Variable Shade Shade control Power On/Off Automatic
External adjustableFr DIN 9 to 13Shade DIN 4
2
98x43mm
110x90x9mm
Total Weight 440g
Adjustable knobUp to shade DIN16Solar cell, No battery 1/25,000 s. from Light to Dark0.25~0.8s at”short-long” position
Sensitivity Control UV/IP Protection Power Supply Switching time Dark to LightOperating Temp
Part No.
-5 °C ~ +55 °CHelmet Material High-Impact resistant Nylon
Color ID PUR
Color ID PUR
Variable shade filter UltrashadeView size Cartridge size Arc sensor Light state Variable Shade Shade control Power On/Off Automatic
External adjustableFr DIN 9 to 13Shade DIN 42
96x43mm110x90x9mm
Total Weight 440g
Adjustable knobUp to shade DIN13Solar cell, No battery 1/25,000 s. from Light to Dark0.25~0.8s at “short-long” position
Sensitivity Control UV/IP Protection Power Supply Switching time
Part No.
-5 °C ~ +55 °CHelmet Material High-Impact resistant Nylon
CA010035
General Purpose Welding Helmet (Fixed-Front)
● Economy fixed front welding helmet● Flexible heat resistant shield with adjustable headband
CA010003
Glass sizeFixed shade
108x50mmDIN 10/11
Part No.
Hand Shield
● Low cost hand shield
Glass sizeFixed shade
CA010001Part No.
108x50mmDIN 10/11
● Mini fold-up hand shield for arc welding ● Can easily be folded for pocket storage
108x50mmDIN 10/11
Glass sizeFixed shadePart No. CA010002
Mini Fold-up Shield
General Purpose Welding Helmet (Wide View)
● Modern design high quality wide view welding helmet● Fully adjustable headband with washable sweatband
CA010027
Glass sizeFixed shadePart No.
DIN 10/11/12
131.2x113.6mm
1615
General Purpose Welding HelmetElec tr onic Helme t

Clear Lens Polycarbonate
Headgear & Sweatbands
● Clear cover plates,inserted in front of the sharded lens to protect them from molten metal spatter, and typical wear● Clear polycarbonate replacement lens● High-quality eye protection for all types arc welding● Protection against ultraviolet rays
Color Size (mm)TypePart No. Application
112x91
108×50
131.2x113.6
non-spatter,CR39
non-spatter,CR39
non-spatter,CR39
clear
clear
clear
CA010012
96x51non-spatter,CR39 clearCA010032
CA010010
CA010028Color ID RED
Color ID BLU
Color ID BLUColor ID YEL
Color ID GRN
● Replaceable headband for POWERCRAFT™ helmets ● Comfortable one piece helmet pad and sweatband● Improve helmet grip and provide maximum protection
114x89non-spatter,CR39 clearCA010037
Part No. ApplicationCA010007
CA010036CA010009 Color ID YEL
Color ID GRNColor ID BLU
Color ID PUR
Color ID PUR
Filter Lens Standard
Filter Lens Gold
Variable Shade Filter
● HEAT REFLECTION LENS reflects heat away from the welder’s eyes● Standard size replacement for helmets● Clear covers, inserted in front of the sharded lens protect from molten metal spatter, and typical wear
Color Size (mm)TypePart No. Applicationshade 9 gold 108×50CA010022 Color ID RED
108×50shade 12 goldCA010025 Color ID REDshade 11 gold 108×50CA010024 Color ID REDshade 10 gold 108×50CA010023 Color ID RED
Color ID GRN
Color ID GRNColor ID GRN
Color ID GRN
● Standard size replacements for helmets● High-quality eye protction for all types of arc welding
Color shade 8 108×50
108×50
108×50
108×50
shade 9
shade 10
shade 12 108×50
108×50shade 13
shade 14
Part No. Type Size (mm)green
green
green
greenshade 11
green
108×50
green
green
CA010013
CA010014
CA010015
CA010016
CA010017
CA010018
CA010019
ApplicationColor ID RED
Color ID RED
Color ID RED
Color ID RED
Color ID RED
Color ID RED
Color ID RED
Color Part No. Type Size (mm) Application133x114shade 10 greenCA010029 Color ID YEL
133X114greenshade 11CA010030 Color ID YEL
133X114greenshade 12CA010031 Color ID YEL
Color ID GRN
Color ID GRN
Color ID GRN
Color ID GRN
Color ID GRN
Color ID GRN
Color ID GRN
View Area 97x47.5mm 98x43mm
110x90x9mmCartridge size 110x90x9mm
Arc Sensor 2
Light State Shade DIN 3.5
Variable Shade From DIN 9 to DIN 13
Shade Control External adjustable
Power On/Off Fully AutomaticSensitivity Control Be adjustable by dial knobUV/IR Protection Up to Shade DIN 16 at all timePower Supply Solar cell, no batterySwitch Time 1/25,000 second from Light to DarkDark to Light 0.1~1.0 second by dial control knobOperating Temperature -10°C~+70°CApplication Color ID BLU
Part No. CA010026 CA010038
2
Shade DIN 4
From DIN 9 to DIN 13
External adjustable
Fully Automatic
Be adjustable by dial knob
Up to Shade DIN 16 at all timeSolar cell, no battery
1/25,000 second from Light to Dark
0.25~0.8s at “short-long” position
-5°C~+55°CColor ID PUR
1817
Helmet Spare Parts Helmet Accessories

Welding Curtain & Welding Modular Frame
Gloves / Leather Size
35.6 cm
40.6 cm
Part No.CA030001
CA030002
Welding Curtain Part No.1.75m X 1.75m (orange)
1.75m X 1.75m (green)
CA030003
CA030004
● Cowhide back leather● Flame retardant● Sweat-absorbent● Extra insulation● Extreme comfort
● Protect your employees, valuable equipment and property against unnecessary exposure to welding spatter● High Transparency, moderate UV resistance● Welding curtain made with a specially formulated vinyl 16 mil (0.4mm) thick● Increase productivity by creating a quieter,safer and cleaner work place● Curtain only
● Assembles in less than 5 minutes● Packaging falls within standard shipping requirements● Modular to fit any shop environment● Made using heavy duty finished steel tubing and spring-pin connectors, frame is easy to assemble● Every frame includes 360 swivel connectors that allow for various configurations● Frame only
Welding Modular Frame Part No. 1.8m X 1.8m (black)CA030005
Continuous welted seams
Electrode Holder - Rotary Head
● Efficient groove Jaw design insures firm electrode grip● Fully insulated electrode holder ● Secure cable locking system● Electrode holder hook for easy hanging
CableWasher
SpringSheet copper
Allen Key
Electrode Holder - Tong Type
● Available in a complete range of sizes & capacities for holding electrodes from 1/16" (1.6 mm) through to 3/8" (10 mm) ● Fully insulated, high strength spring for excellent gripping power ● Heavy-duty, shock-proof nylon handle● Heavy duty Brass jaws● Accepts electrodes at 45 , 90 , 135 and 180 deg
Cable
Allen KeyAllen Key
Cable anchor screws
600A = 3 x Cable anchor screws500A = 3 x Cable anchor screws300A = 2 x Cable anchor screws
Insulated handle
Copper cable clamping shim
300
500
600CA040007CA040008
CA040009
Part No. Current (A)
600
400
ColorPart No.Black
Black
Current (A)CA040003
CA040004
2019
Welding Gloves & Curtain Electrode Holders

Gouging Torches
Work Clamps
● Gouging Torch is made for Heavy-duty metal removal applications such as weld preparations in pressure vessel shops, heavy engineering and ship yards● Gouging Torch accepts both round and flat electrodes● Gouging Torch cable length = 2m (longer cable available on request)
AcceptsModel. Current (A) Compressed Air Pressure Flow RatePart No.
80 Psi (5.6kg/cm2 )600
1000
Pointed & Flat CarbonFrom1/8”(3.2mm)To
1/2”(12.7mm)36cfm (1m3/Min)
Pointed & Flat CarbonFrom1/8”(3.2mm)To
5/87”(16mm)80 Psi (5.6kg/cm2 ) 36cfm (1m3/Min)
K-3
K-4000
CA050001
CA050002
● Plated-steel clamps feature very strong springs for excellent clamping power and superior electrical connections.● Circular-shaped jaw inserts for clamping onto irregular shapes● 500 amp rating● Jaw inserts welded into jaws for longer life. ● Braided Cu. strap between jaws
Current (A)Part No.
300
500CA040001
CA040002
Straight Head Chipping Hammer
Net Weight (kg)Part No. Size L × W (mm)
0.5 278 × 153
265 × 126 0.3CA070001
CA070002
● Hardened steel, heavy-duty chipping hammer.● Hanging loop● Spring handle absorbs shock while cleaning and chipping
Wire Brush
Multi Weld Plier
● The curved wooden handle brings comfortable hand grip for welders.● 3x19 stainless steel wire● Packaging: 120 pcs per carton
Part No. DescriptionCA070013 3 rows stainless steel wire
● The curved wooden handle brings comfortable hand grip for welders● 4x16 carbon steel wire● Packaging: 120 pcs per carton
● The curved wooden handle brings comfortable hand grip for welders● 3x19 carbon steel wire● Packaging: 120 pcs per carton
Part No. DescriptionCA070014 4 rows carbon steel wire
Part No. DescriptionCA070015 3 rows carbon steel wire
● Tip Removal and installation● Wire cutting● Nozzle removal and installation● Insulation, bushing removal and installation● Wire drawing out● Nozzle spatter removal
Part No. DescriptionCA070017 Multi Weld Plier
2221
Gouging Torches & Clamps General Tools

Part No. Description
Welding Cables
Construction:
1.Multiply stranded conductor
2.Polyester film seperator
3.Rubber sheath
● Fully insulated locking cable joiner● Robust
screw driver
Allen key
● PowerCraft flexible welding cable in bulk is now available in all sizes● Extremely flexibile● Outer sheath - natural rubber compound● Suitable for demanding working conditions● High Cu content has outstanding electrical properties● Chloroprene rubber sheath is heat flame retardant and oil resistant (max continuous operating temperature 65°C.)● Bulk drums available on request
CA020009300 30-50CA020010500 50-70
Current (A)Part No. Cable size(mm2) Color
Blue
Current (A)Part No. Cable size(mm2)CA020007 500 50-70
300 30-50CA020008
Color
Black
● One centimeter overlap in insulation between male and female joint to ensure welding current does not go to ground● Heavy duty flexible insulation● Ideal for off shore installations
35
50
95
70
25
Nom.cross area(mm2)
120
Cable Joiners
2.0
2.2
2.6
2.4
2.0
Nom.thickness of sheath (mm)
2.8
14.5
17.0
22.0
19.5
13.0
O.D.(mm)
24.0
432
598
1055
806
330
Weight of cable (approx.) kg/km
1285
CA020002
CA020003
CA020005
CA020004
CA020001
Part No.
CA020006
Tungsten Electrodes
● Weld quality and consistency● TIG / GTAW welding ● Plasma Arc Welding
2% Thoriated
Type Dia length
175mm
Color
Red
Part No.
2.4mm
1.0mm 1.6mm
3.2mm
CA060004CA060005CA060006CA060007
● Weld quality and consistency● TIG / GTAW welding● Plasma Arc Welding
1.0% Lanthanated
3.2mm
CA060008CA060009
Type Dia1.6mm 2.4mm
length
175mm
Color
Black
CA060010
Part No.
2.0% Ceriated3.2mm
CA0600111.6mm
2.4mm 175mm Grey
CA060013CA060012
Type Dia length Part No.Color
Type Dia length Color Part No.
0.8% Zirconiated CA0600021.6mm
3.2mm2.4mm 175mm White
CA060003
CA060001
● Weld quality and consistency● TIG / GTAW welding● Plasma Arc Welding
● Weld quality and consistency● TIG / GTAW welding● Plasma Arc Welding
2423
Welding Cables Tungsten Electrodes
2625
Consumables
EASYARC® 4301
EASYARC® 6011
EASYARC® 6012
EASYARC® 6013
EASYARC® 6013D
EASYARC® GP-6013
E6019
E6011
E6012
E6013
E6013
E6013
Classi�cationAWS A5.1/5.1M
EASYARC® Mild Steel
ABS
Approvals Features
Features
Diameters available in
(mm)
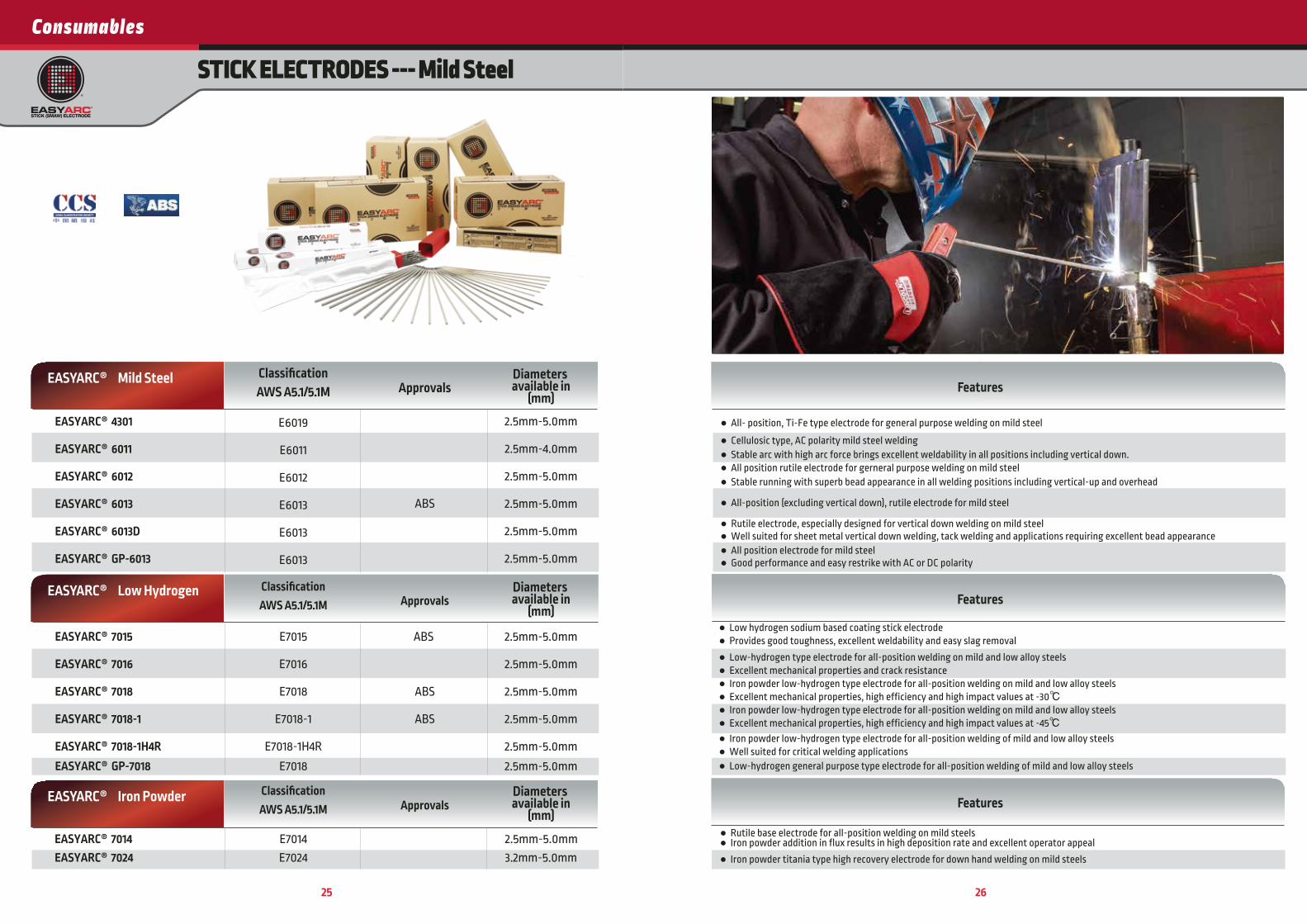
STICK ELECTRODES --- Mild Steel
All- position, Ti-Fe type electrode for general purpose welding on mild steel
Cellulosic type, AC polarity mild steel welding Stable arc with high arc force brings excellent weldability in all positions including vertical down. All position rutile electrode for gerneral purpose welding on mild steel Stable running with superb bead appearance in all welding positions including vertical-up and overhead
All-position (excluding vertical down), rutile electrode for mild steel
Rutile electrode, especially designed for vertical down welding on mild steel Well suited for sheet metal vertical down welding, tack welding and applications requiring excellent bead appearance All position electrode for mild steel Good performance and easy restrike with AC or DC polarity
Low hydrogen sodium based coating stick electrode Provides good toughness, excellent weldability and easy slag removal Low-hydrogen type electrode for all-position welding on mild and low alloy steels Excellent mechanical properties and crack resistance Iron powder low-hydrogen type electrode for all-position welding on mild and low alloy steels Excellent mechanical properties, high efficiency and high impact values at -30 Iron powder low-hydrogen type electrode for all-position welding on mild and low alloy steels Excellent mechanical properties, high efficiency and high impact values at -45 Iron powder low-hydrogen type electrode for all-position welding of mild and low alloy steels Well suited for critical welding applications Low-hydrogen general purpose type electrode for all-position welding of mild and low alloy steels
2.5mm-5.0mm
2.5mm-4.0mm
2.5mm-5.0mm
2.5mm-5.0mm
2.5mm-5.0mm
2.5mm-5.0mm
EASYARC® 7015
EASYARC® 7016
EASYARC® 7018
EASYARC® 7018-1
EASYARC® 7018-1H4REASYARC® GP-7018
E7015
E7016
E7018
E7018-1
E7018-1H4RE7018
EASYARC® Low Hydrogen Classi�cationAWS A5.1/5.1M
Diameters available in
(mm)
ABS
ABS
ABS
Approvals
2.5mm-5.0mm
2.5mm-5.0mm
2.5mm-5.0mm
2.5mm-5.0mm
2.5mm-5.0mm2.5mm-5.0mm
Features
Rutile base electrode for all-position welding on mild steels Iron powder addition in flux results in high deposition rate and excellent operator appeal Iron powder titania type high recovery electrode for down hand welding on mild steels
Classi�cationAWS A5.1/5.1M
EASYARC® 7014EASYARC® 7024
E7014E7024
EASYARC® Iron PowderApprovals
2.5mm-5.0mm3.2mm-5.0mm
Diameters available in
(mm)
2827
Consumables
Features
Features
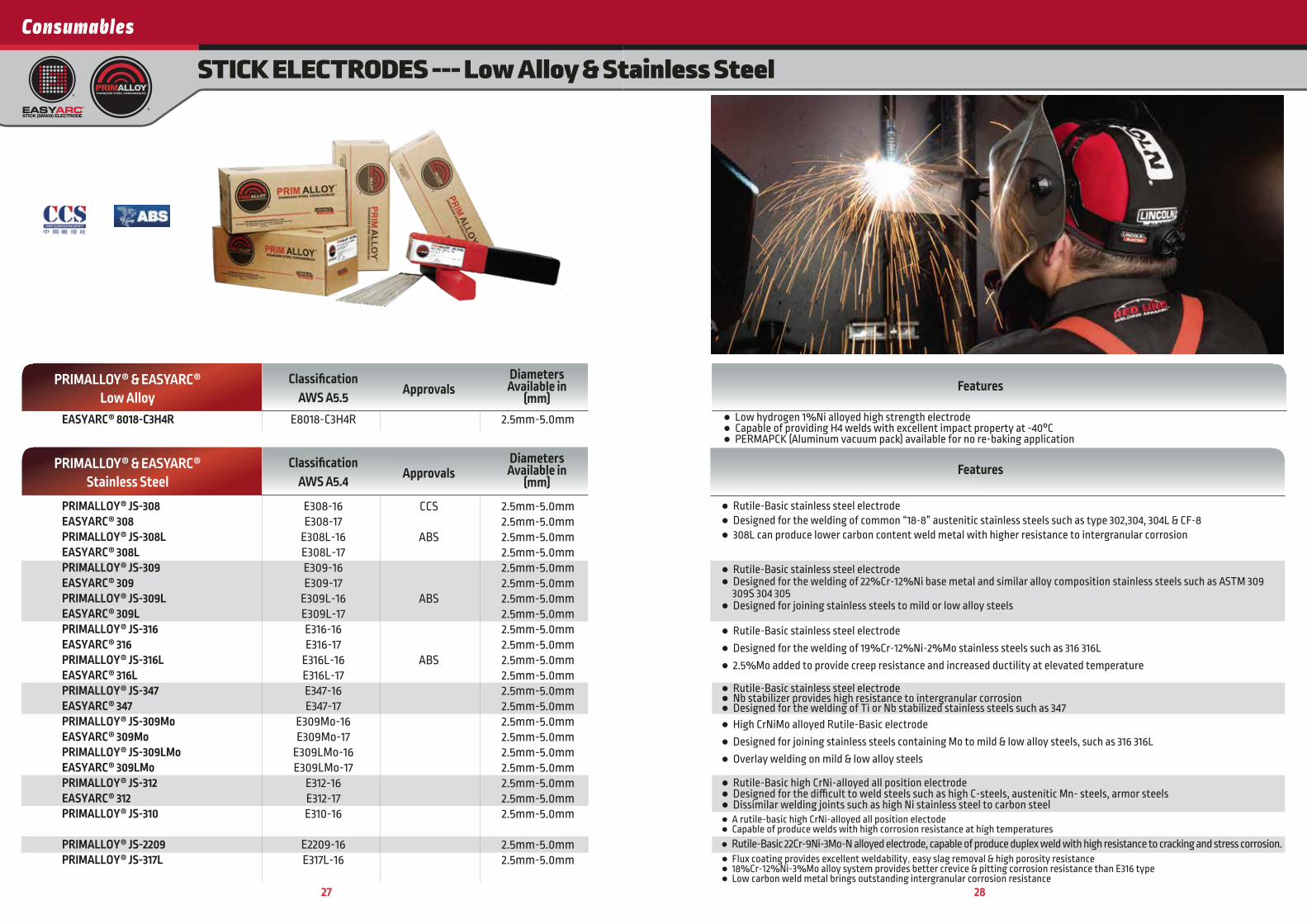
Rutile-Basic stainless steel electrode Designed for the welding of common “18-8” austenitic stainless steels such as type 302,304, 304L & CF-8 308L can produce lower carbon content weld metal with higher resistance to intergranular corrosion
Rutile-Basic stainless steel electrode Designed for the welding of 22%Cr-12%Ni base metal and similar alloy composition stainless steels such as ASTM 309
309S 304 305 Designed for joining stainless steels to mild or low alloy steels
Rutile-Basic stainless steel electrode Designed for the welding of 19%Cr-12%Ni-2%Mo stainless steels such as 316 316L 2.5%Mo added to provide creep resistance and increased ductility at elevated temperature
High CrNiMo alloyed Rutile-Basic electrode Designed for joining stainless steels containing Mo to mild & low alloy steels, such as 316 316L Overlay welding on mild & low alloy steels
Rutile-Basic high CrNi-alloyed all position electrode Designed for the di�cult to weld steels such as high C-steels, austenitic Mn- steels, armor steels Dissimilar welding joints such as high Ni stainless steel to carbon steel
Rutile-Basic stainless steel electrode Nb stabilizer provides high resistance to intergranular corrosion Designed for the welding of Ti or Nb stabilized stainless steels such as 347
A rutile-basic high CrNi-alloyed all position electode Capable of produce welds with high corrosion resistance at high temperatures
Flux coating provides excellent weldability, easy slag removal & high porosity resistance 18%Cr-12%Ni-3%Mo alloy system provides better crevice & pitting corrosion resistance than E316 type Low carbon weld metal brings outstanding intergranular corrosion resistance
Rutile-Basic 22Cr-9Ni-3Mo-N alloyed electrode, capable of produce duplex weld with high resistance to cracking and stress corrosion.
ApprovalsPRIMALLOY® & EASYARC®
Stainless SteelClassi�cation
AWS A5.4
PRIMALLOY® JS-308EASYARC® 308PRIMALLOY® JS-308LEASYARC® 308LPRIMALLOY® JS-309EASYARC® 309PRIMALLOY® JS-309LEASYARC® 309LPRIMALLOY® JS-316EASYARC® 316PRIMALLOY® JS-316LEASYARC® 316LPRIMALLOY® JS-347EASYARC® 347PRIMALLOY® JS-309MoEASYARC® 309MoPRIMALLOY® JS-309LMoEASYARC® 309LMoPRIMALLOY® JS-312EASYARC® 312PRIMALLOY® JS-310
PRIMALLOY® JS-2209PRIMALLOY® JS-317L
E308-16E308-17
E308L-16E308L-17E309-16E309-17
E309L-16E309L-17E316-16E316-17
E316L-16E316L-17E347-16E347-17
E309Mo-16E309Mo-17
E309LMo-16E309LMo-17
E312-16E312-17E310-16
E2209-16E317L-16
2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm2.5mm-5.0mm
2.5mm-5.0mm2.5mm-5.0mm
CCS
ABS
ABS
ABS
DiametersAvailable in
(mm)
ApprovalsPRIMALLOY® & EASYARC®
Low AlloyClassi�cation
AWS A5.5
DiametersAvailable in
(mm)
STICK ELECTRODES --- Low Alloy & Stainless Steel
EASYARC® 8018-C3H4R E8018-C3H4R 2.5mm-5.0mm Low hydrogen 1%Ni alloyed high strength electrode Capable of providing H4 welds with excellent impact property at -40°C PERMAPCK (Aluminum vacuum pack) available for no re-baking application
Consumables
3029
Consumables
SOLID MIG WIRES --- Mild Steel
MERIT®MIG Wires
ApprovalsClassi�cationAWS A5.18
ABS,BV,CCS,DNV•GL,LR,JIS
CE
JIS
JIS
0.8mm-2.0mm
0.8mm-2.0mm
0.8mm-2.0mm
0.8mm-2.0mm
0.8mm-2.0mm
ER70S-6
ER70S-G
ER70S-3
ER70S-4
ISO 14341-A-G 42 3 M21 4Si1
MERIT® S-6
MERIT® S-G
MERIT® S-3
MERIT® S-4
MERIT® G4Si1
Features
GMAW solid wire for mild steels Use with CO2 or Ar/CO2 mixed shielding gas Use with CO2 as shielding gas, suitable for high current GMAW welding Ti added to wire chemistry to re§ne grain size and to decrease spatter
Use with CO2 or Ar/CO2 mixed shielding gas Particularly good for high travel speed welding on sheet metal
High quality, high toughness welds More deoxidation than is provided by the ER70S-3
Mild steel GMAW solid wire used with CO2 or Ar/CO2 mixed gas Increased Manganese content to bring higher strength than G3Si1 wire
Diametersavailable in
(mm)

9
3231
Consumables
SOLID MIG WIRES --- Low Alloy Steel
MERIT®MIG Wires
Classi�cationAWS A5.28
1.0mm-1.6mm
0.8mm-1.6mm
0.9mm-1.6mm
0.9mm-1.6mm
1.0mm-1.6mm
1.0mm-1.6mm
ER80S-Ni1
ER80S-G
ER80S-D2, ER80S-G, ER90S-D2, ER90S-G
ER100S-G
ER110S-G
ER120S-G
CCS
CE
CE
MERIT® JMTM-Ni1
MERIT® JMTM-80
MERIT® JMTM-90
MERIT® JMTM-100
MERIT® JMTM-110
MERIT® JMTM-120
Features
For welding §ne grained, low alloy nickel steels, high strength steels (such as Q345E/S355 steels), weathering steels Excellent impact toughness at -60°C
For welding of 550 MPa tensile grade high strength low alloy steel Widely used for steel structure, heavy fabrication and pressure vessel applications
Use with 5-25% CO2/Ar mixed shielding gas, good impact values at -30°C For welding of 550-620 MPa tensile grade high strength low alloy steel applied in heavy fabrication,
pressure vessel and power generation industries
Capable of producing weld metal with 690MPa tensile strength Widely used in special vehicles manufacturing,heavy fabrication, and o©shore applications
Capable of producing welds with 760MPa tensile strength, high impact values at -40°C Designed to be used in applications such as crane manufacturing & o©shore
Capable of producing welds with 830MPa tensile strength Suitable for applications such as crane manufacturing&o©shore
Diametersavailable in
(mm)Approvals

3433
Consumables
SOLID TIG RODS--- Mild Steel & Low Alloy Steel
Classi�cationAWS A5.28
MERIT®TIG Rods
MERIT®TIG Rods
Classi�cationAWS A5.18
ER70S-G
ER70S-3
ER70S-2
ER70S-6
ER80S-G
ER80S-Ni1
MERIT® JG™-50
MERIT® JG™-51
MERIT® JG™-52
MERIT® JG™-56
MERIT® JG™-80
MERIT® JG™-Ni1
Diametersavailable in
(mm)
Diametersavailable in
(mm)
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
Features
Features
High levels of silicon and manganese for use on slightly contaminated base metal Embossed on each end for easy alloy identi§cation
Embossed on each end for easy alloy identi§cation Produces high X-ray quality welds with excellent surface conditions and high toughness value
Embossed on each end for easy alloy identi§cation Produces high X-ray quality welds with excellent surface conditions and high toughness value
Popular GTAW solid wire for mild steels High quality, pure and consistent raw rod results in excellent root pass welding performance
For welding of 550MPa tensile grade high strength low alloy steel Widely used for steel structure, heavy fabrication and pressure vessel applications
Designed for root pass welding of low Ni alloy steels/§ne grained steels/550MPa tensile strength steels (such as Q345E/S355/EH36)
Outstanding impact values at -60°C

3635
Consumables
SOLID MIG WIRES --- Stainless Steel
FeaturesDiameters
available in(mm)
PRIMALLOY®MIG Wires
Classi�cationAWS A5.9
PRIMALLOY® JMS®-308
PRIMALLOY® JMS®-308L
PRIMALLOY® JMS®-308LSi
PRIMALLOY® JMS®-309
PRIMALLOY® JMS®-309L
PRIMALLOY® JMS®-309LSi
ER308
ER308L
ER308LSi
ER309
ER309L
ER309LSi
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
Designed for the welding of 18%Cr-8%Ni and similar alloy composition stainless steels. (Such as ASTM 304,304N,301,302,305,308)
Capable of producing low carbon welds which increases the resistance to intergranular corrosion Designed for the welding of ASTM 304L,308L,304LN stainless steel
The higher silicon content brings better wetting and fluidity to the weld puddle, resulting in improve welding performance
Designed for the welding of ASTM 304L,308L,304LN stainless steel
Designed for the welding of 24%Cr-13%Ni and similar alloy composition stainless steels. (Such as ASTM 304,304N,305,308,308N,309)
Designed for the welding of dissimilar steels such as ASTM 304 to carbon steels
Capable of producing low carbon welds which increases the resistance to intergranularcorrosion Designed for the welding of ASTM 309S stainless steel
The higher silicon content brings better wetting and fluidity to the weld puddle, resulting in improved welding performance
Designed for the welding of ASTM 309S stainless steel

3837
Consumables
SOLID MIG WIRES --- Stainless Steel
FeaturesDiameters
available in(mm)
PRIMALLOY®MIG Wires
Classi�cationAWS A5.9
Approvals
PRIMALLOY® JMS®-316
PRIMALLOY® JMS®-316L
PRIMALLOY® JMS®-316LSi
PRIMALLOY® JMS®-307Si
ER316
ER316L
ER316LSi
ER307 (Nearest), ISO 14343-A-G 18 8 Mn
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
0.8mm-1.6mm
Designed for the welding of 19%Cr-13%Ni-2%Mo base metal and stainless steels with similar alloy composition.
Designed for the welding of 19%Cr-13%Ni-2%Mo base metal and stainless steels with similar alloy composition. (Such as ASTM 316L,316LN)
Capable of producing low carbon welds which increases the resistance to intergranular corrosion
The higher silicon content brings better wetting and fluidity to the weld puddle than 316L type
18%Cr-8%Ni-7%Mn type, non-magnetic, full austenitic stainless steel wire For dissimilar welding between C-Mn steels to stainless steels

4039
Consumables
SOLID TIG RODS --- Stainless Steel
Features
Designed for the welding of 18%Cr-8%Ni base metal and stainless steels with similar alloy composition (Such as ASTM 304,304N,301,302,305,308)
Capable of producing low carbon welds which increases the resistance to intergranular corrosion
Higher silicon content brings better wetting and fluidity to the weld puddle
Designed for the welding of 24%Cr-13%Ni base metal and stainless steels with similar alloy composition
(such as ASTM 304,304N,305,308,309)
Also for the welding of dissimilar steels
Capable of producing low carbon welds which increases the intergranular corrosion resistance
Higher silicon content brings better wetting and fluidity to the weld puddle
PRIMALLOY®TIG Wires
Classi�cationAWS A5.9
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
Diametersavailable in
(mm)
ER308
ER308L
ER308LSi
ER309
ER309L
ER309LSi
PRIMALLOY® JGS®-308
PRIMALLOY® JGS-308L
PRIMALLOY® JGS-308LSi
PRIMALLOY® JGS-309
PRIMALLOY® JGS-309L
PRIMALLOY® JGS-309LSi

4241
Consumables
SOLID TIG RODS --- Stainless Steel
FeaturesPRIMALLOY®TIG Wires
Classi�cationAWS A5.9
1.2mm-4.0mm
1.2mm-4.0mm
1.2mm-4.0mm
Diametersavailable in
(mm)
ER316
ER316L
ER316LSi
PRIMALLOY® JGS-316
PRIMALLOY® JGS-316L
PRIMALLOY® JGS-316LSi
Designed for the welding of 19%Cr-13%Ni-2%Mo base metal and stainless steels with similar alloy composition Weld metal has high tensile strength in elevated temperatures and high resistance to pitting and crevice corrosion
in chloride environment
Designed for the welding of 19%Cr-13%Ni-2%Mo base metal and stainless steels with similar alloy composition (such as ASTM 316L,316LN)
Produce low carbon welds which increase the intergranular corrosion resistance
Higher silicon content which brings better wetting and fluidity to the weld puddle

4443
Consumables
CORED WIRES --- Mild Steel
FeaturesDiameters available in
(mm)
Gas shielded, basic-rutile, general purpose, flux-cored welding wire Designed for all position welding of mild steel in applications requiring moderate strength and good notch
toughness
Designed for applications requiring low diffusible hydrogen and excellent crack resistance
Specifically formulated for all position welding of mild steel in applications requiring excellent operational characteristic
Used with 75-80% Argon/Balance CO2 gas Designed for all-position welding of mild steel in applications requiring moderate levels of strength and
good impact toughness
Basic type, mixed gas shielded flux-cored wire Low hydrogen level brings excellent crack resistance and high impact toughness values
CO2 shielded flux-cored welding wire designed for all-position welding of mild steel Consistently high impact toughness values @-40
Capable of produce H5 Level low hydrogen welds Robust impact values @-40
Downhand welding position High travel speeds and deposition rates with good resistance to porosity on primed or mill scaled plate Especially suitable for automatic welding in shipbuilding & bridge steel structure manufacturing
Flat and horizontal welding with deep penetration Stable arc brings low spatter level and good bead appearance
CO2 shielded metal core wire for high deposition rate and travel speed welding Very low spatter,good impact property and high resistance to porosity on primed or scaly plate
Mixed gas shielded metal core wire for high deposition rate and travel speed welding Very low spatter, good impact property and high resistance to porosity on primed or scaly plate
Capable of producing high quality welds with excellent bead shape, visual appearance Fast travel speeds and high deposition rates with low fume and spatter under high argon blend shielding gas
1.2mm-1.6mm
1.2mm-1.4mm
1.2mm-1.6mm
1.2mm-1.6mm
1.2mm-1.6mm
1.2mm-1.6mm
1.2mm-1.4mm
1.2mm-1.6mm
1.4mm-2.4mm
1.2mm-1.6mm
1.2mm-1.6mm
1.2mm-1.6mm
PRIMACORE® LW-71®
PRIMACORE® LW-71H
PRIMACORE® P-71X
PRIMACORE® MW-71
PRIMACORE® LW-75
PRIMACORE® LW-71 Plus
PRIMACORE® LW-71H Plus
PRIMACORE® LW-70S
PRIMACORE® LW-70
PRIMACORE® LW-70MC
PRIMACORE® MW-70MC
Outershield® MC710-H
E71T-1C/-9C
E71T-1C/-9C (H5)
E71T-1C/-9C
E71T-1M/-9M
E71T-5M-J
E71T-12C-J
E71T-12C-J (H5)
E70T-1C
E70T-1C
E70C-6C
E70C-6M
E70C-6M
ABS, BV, CCS, DNV·GL, KR, LR, JIS, NK, RMRS, RRR
ABS (1.2-1.4mm),CCS, DNV·GL
JIS
LR, JIS
JIS (1.2mm)
ABS, CCS, DNV·GL, LR, JIS, TUV CE
ABS, CCS, DNV (1.2mm)
JIS
JIS (1.6, 2.0, 2.4mm)
JIS (1.2, 1.4mm)
JIS (1.2-1.6mm)
PRIMACORE®Mild Steel
ApprovalsClassi�cationAWS A5.20/5.20M

45 46
Consumables
CORED WIRES--- Stainless Steel, Low Alloy,Hardfacing
PRIMACORE® LW-81Ni1™
PRIMACORE® LW-81Ni1H
PRIMACORE® LW-81K2
PRIMACORE® LW-81K2H
PRIMACORE® LW-91K2H
E81T1-Ni1C-J
E81T1-Ni1C-J(H5)
E81T1-K2C-J
E81T1-K2C-J(H5)
E91T1-K2C-H8
PRIMACORE®Low Alloy
PRIMALLOY® T-409Ti
PRIMALLOY® T-439Ti
AWS A5.9 EC409
AWS A5.9 EC439
JIS Z3323 TS430Nb-MA0
CWB
CWB
FeaturesDiameters available in
(mm)
FeaturesDiameters available in
(mm)
Welding of the cold end of automotive exhaust systems Stainless steel metal core wire designed for welding of AISI 409 ferritc stainless steels Welding of the hot end of automotive exhaust systems Stainless steel metal core wire designed for welding of AISI 439 ferritc stainless steels
All position gas shielded 1% Nickel, micro alloyed flux-cored welding wire Superior impact properties @ -40°C and solid CTOD values Capable of prod uce H5 leavel low hydrogen welds with high crack resistana
All position gas shielded 2% Nickel, micro alloyed flux-cored welding wire Superior impact properties @ -60°C Capable of produce H5 leavel low hydrogen welds with high crack resistana
Excellent mechanical properties @-40°C & -60°C H5 level weld metal with high crack resistance
1.2mm
1.2mm
1.2mm
1.2mm
1.2mm-1.6mm
1.2mm-1.4mm
1.2mm-1.4mm
1.2mm-1.4mm
1.2mm-1.4mm
PRIMALLOY®Stainless Steel
ABS, CCS, DNV·GL, LR, JIS
ABS, CCS, DNV (1.2mm)
JIS
ABS, CCS, DNV·GL (1.2mm),TÜV.CE
ABS,CCS
Classi�cationAWS A5.29/5.29M
Classi�cation
Approvals
Approvals
PRIMALLOY® T-308L
PRIMALLOY® T-430LNb
AWS A5.22 E308LT1-1 The 304 or similar alloyed austenitic stainless steels
Excellent deposition rate and corrosion resistance High travel speed welding on thin material
FeaturesDiameters available in
(mm)PRIMALLOY®
HardfacingTypical Hardness (HRC) Approvals
PRIMALLOY® 414N-A/-B
PRIMALLOY® 420S
Solid rebuilding layer quality including consistent alloy contents,hardness,corrosion and creep resistance Combined with Lincoln rebuildingflux PREMIERWELD® 102D,capable of producing smooth
welds with excellent slag removal property A & B type wires developed to greatest match different customer needs
Solid rebuilding layer quality including consistent alloy contents,hardness,corrosion and creep resistance Combined with Lincoln rebuilding flux PREMIERWELD® 102D
3.2mm
3.2mm
40-44
48-52

4847
Consumables
SUBMERGED ARC WIRE --- Mild Steel
PREMIERWELD®Wire
Classi�cationAWS A5.17/A5.23
Approvals Diameters available in
(mm)
EL8
EL12
EM12K
EM13K
EH14
EH12K
ENi1K
EG
ABS
ABS
ABS,CCS, DNV•GL,CWB
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
1.6mm-4.8mm
PREMIERWELD® L8
PREMIERWELD® L12
PREMIERWELD® M12K
PREMIERWELD® M13K
PREMIERWELD® H14
PREMIERWELD® H12K
PREMIERWELD® Ni1K
PREMIERWELD® JW™-9
Features
Features
Low carbon, medium manganese nickel alloy SAW wire Welding of §ne grained steels, low Ni% alloy steels and high strength steels
(such as Q345E/S355/EH36/550MPa tensile strength steels)
Used with aluminum-base medium basicity ±ux such as 995N or 998N for high-speed welding of API X70 & X80 pipe for both longitudinal and spiral welds
Used with ±uoride type, high basicity ±ux such as BF-1 for thick plate multi-pass welding
Lincolnweld® L-56®
Lincolnweld® L-60
Lincolnweld® L-61®
Lincolnweld® L-S3
EH11K
EL12
EM12K
EH12K
2.0mm-4.8mm
2.0mm-4.8mm
2.0mm-4.8mm
2.0mm-4.8mm
ABS
ABS
Lincolnweld®SAW Wires
ApprovalsClassi�cationAWS A5.17
Diameters available in
(mm)
Low carbon, high manganese, very high silicon general purpose SAW wire It can be used with 800 series fluxes on welds requiring 480MPa tensile strength in stress reieved conditions
Low carbon, low manganese, low silicon general purpose electrode Best suited for the 700 series of active fluxes
Low carbon, medium manganese, low silicon general purpose submerged arc electrode It is a good choice for a wide range of applications with single or multiple pass subarc welding
Low carbon, high manganese, medium silicon electrode It has excellent mechanical properties, especially have a good low temperodure impact toughness in high
deposition efficiency
Low carbon, low manganese, low silicon general purpose electrode
It provides the lowest hardness and is best suited for use with AF-5 ±ux
Low carbon, medium manganese, low silicon general purpose submerged arc electrode It is a good choice for a wide range of applications with single or multiple pass subarc welding Low carbon, medium manganese, medium silicon wire. Recommended to match neutral ±uxes for multi-pass welding application
Low carbon, high manganese, low silicon wire Suitable to use with neutral ±uxes for thick plate multiple-pass welding that excellent mechanical properties is required
Low carbon, high manganese, medium silicon electrode designed for use with neutral ±uxes Capable of producing excellent impact properties

Consumables
SUBMERGED ARC FLUX
PREMIERWELD® BF-1
PREMIERWELD® NF-3
PREMIERWELD® AF-5
PREMIERWELD® 761
PREMIERWELD® 780
PREMIERWELD® 860
PREMIERWELD® 960
PREMIERWELD® M12K
PREMIERWELD® L8
Lincolnweld® L-60
Lincolnweld® L-61®
F7A2-EL12
F7A2-EM12K
F7A0-EL12
F7A2-EM12KLincolnweld® L-60
Lincolnweld® L-61®
Lincolnweld® L-61®
PREMIERWELD® Ni1K
Lincolnweld® L-56®
Lincolnweld® L-60
Lincolnweld® L-61®
Lincolnweld® L-S3
F7A2-EH11K
F6A2-EL12
F7A4-EM12K
F7A2-EH12K
PREMIERWELD® BF-1
PREMIERWELD® NF-3
PREMIERWELD® AF-5
FeaturesPREMIERWELD®
FluxNeutral flux for multiple purposes, good impact toughness at -40°C. Suitable for welding of pipe steel, general structural steels, boiler steels and shipbuilding steels as well as fine grain structural steels.Excellent weldability, can be used on either DC+ or AC under high current. Suitable for welding of pipe steels, general structural steels, boiler steels. Active flux for limited pass welding such as boiler waterwall , also good for high travel speed welding on “dirty” plate.
PREMIERWELD® 761
PREMIERWELD® 780
PREMIERWELD® 860
PREMIERWELD® 960
Flux Wire
PREMIERWELD® H14
PREMIERWELD® M12K
F7A4-EH14
F7A4-EM12K
F7A2-EH14F7A2-EM12K
F6AZ-EL8
F7A2-EM12KF8A2-ENi1K-Ni1
F7AZ-EM12K
F7AZ-EL8
PREMIERWELD® H14PREMIERWELD® M12KPREMIERWELD® L8
Classi�cationAWS A5.17 Approvals
ABS
ABS
ABS
CWB
Manganese alloying and carbon reducing ±ux designed to provide superior crack resistance, slow freezing slag for a wide, ±at weld, Excellent resistance to cracking in single pass applications
Industry standard for submerged arc welding applications, Excellent operating characteristics in a variety of general welding applications, Capable of producing weld deposits with impact tough ness exceeding 27 J (20 ft•lbf) at -40°C (-40°F) with Lincolnweld® L-61®
General purpose ±ux designed to weld butt joints and both single and multiple pass §llets, recommended for automatic and semiautomatic submerged arc welding, a versatile, cost-e©ective ±ux that can be used with many alloy systems
Industry standard for submerged arc welding applications, fast freezing slag for easy removal and minimized spilling on circumferential welds, when paired with Lincolnweld® L-61® it is recommended for up to three pass welding applications, excellent bead shape and slag removal, good resistance to moisture contamination for reduced porosity
5049
5251
Basic flux,Combined with PREMIERWELD® M12K, and transiting a certain amount of silicon manganese to welding bead, could satisfy all-weld-metal requirements F7P4 at 620°C or 620°C below PWHT within 8h.
Fluoride-Basic type agglomerated flux. Combined with Lincoln rebuilding subarc metal cored wire PRIMALLOY® 414N-A/414N-B. Capable of producing smooth welds with excellent slag removal property and crack resistant property. Consistent layer alloy content and mechanical hardness with excellent corrosion and wear resistance under high temperature.
High basicity agglomerated ux and weld metal has exellent mechanical property. Capable of providing excellent impact properties with H12K wire for thick plate multiple passes application at -50°C. Capable of providing excellent impact properties and CTOD at -60°C when combine with Ni1K wire for thick plate multiple passes welding application.
Capable of providing excellent impact properties. Great operatibility on AC and multiple arcs with good resistance to porosity. Capable of meeting requirement of impact properties at -60°C (-80°F) combined with low alloy wire. Excellent CTOD result. Widely used in fabrication of o shore drilling platforms,bridge construction ,multiple pass welding and single arc welding.
Consumables
SUBMERGED ARC FLUX
Flux Wire Classi�cationAWS A5.17/A5.23/ISO Approvals Features
PREMIERWELD® 8500
PREMIERWELD® BF-40H
PREMIERWELD® BF-SR
PREMIERWELD® 102D
F7A6-EH12KF8A8-ENi1K-Ni1
ISO 14174-S A FB 4
F7P4-EM12K
F7A6-EM12K-H8F7A8-EH12K-H8F8A8-ENi1K-Ni1
ABS
ABS,CCS,DNV•GL
LINCOLNWELD® L-60LINCOLNWELD® L-61PREMIERWELD® Ni1KLINCOLNWELD® L-S3
PREMIERWELD® Ni1KLincolnweld® L-S3
PREMIERWELD® M12K
PRIMALLOY® 414N-APRIMALLOY® 414N-B

STICK ELECTRODES FLUX CORED WIRES
5453
Storage & Handling RecommendationsStorage & Handling Recommendations
1. SCOPEThis �le covers the following stick electrodes manufactured by The Nanjing Lincoln Electric Company:
Cellulosic carbon steel: (EASYARC® 6011)Titanic carbon steel:(EASYARC® 6012/6013/4301/7014/7024)Low hydrogen carbon steel:(EASYARC® 7015/7016/7018/7018-1/7018-1H4R)Rutile-basic stainless steel:(E308, 309, 316, 347, 310, 312, 309LMo)
Standard: plastic bag + inner box + outer cartonStandard: plastic bag + inner box + outer carton
Standard: plastic bag + inner box + outer cartonPERMAPACK® : aluminum foil vacuum pack, 2.5kg/boxStandard: plastic bag + inner box + outer carton
Product Family Packaging
● Electrodes without original packs can absorb moisture easily and causes spatter, porosity & unstable arc problems.● Please follow the re-drying time & temperature instructions on the product label or the requirement in this document.● Please do not put more than 3 layer in the baking oven during re-drying process.● The electrodes should be put into a 120°C~150°C portable holding cabinet after re-drying for on-site welding.● In general, welder can take proper quantity for 4-hour welding operation every time. ● Maximum re-drying time should be no more than twice for low hydrogen electrodes.● PERMAPACK® vacuum packaging is supplied in “ready to use” condition, re-drying is not required. PERMAPACK® electrodes come in convenient 2.5kg small packs for easily onsite welding application.
● Stick electrodes should be discarded when su�ered from severe moisture or directly contact with water, long-term exposure in humidity, which leads to a bad coating color change or core rod rusty. Any low hydrogen electrodes should be discarded if excessive re-drying causes the coating to become fragile and ¡ake or break o� while welding, or leads to noticeable bad arc characteristics, such as insu¢cient arc force.
Cellulosic (E6011)Titania carbon steel:(EASYARC® 6012/6013/4301/7014)Iron-powder titania carbon steel: (E7024)Low hydrogen carbon steel:(EASYARC® 7015/7016/7018/7018-1/7018-1H4R)Rutile-basic stainless steel:(E308, 309, 316, 347, 310, 312, 309LMo)
Stick Electrode Type Re-drying Temperature Re-drying Time
No need
100~150°C
150~200°C
300~350°C
300~350°C
No need
1~2h
0.5~1h
1~2h
1~2h
2. STORAGE
3. HANDLING
4. DISCARD
● The Lincoln Electric stick electrode with good original packaging condition can be stored up to 12 months.● The stick electrodes, packed in the original carton & box, require controlled warehouse conditions. The following storage conditions are recommended:◆ Temperature 17~27°C, rel. humidity: max. 60%◆ Temperature 27~37°C, rel. humidity: max. 50%
● Do not damage the outer box during the transportation & stacking.● Put stick electrodes on pallet or shelf and keep space with wall or ground over 300mm to avoid possible moisture pickup.● Categorize the stick electrodes by types, size and consume them in FIFO way.
1. SCOPE
2. STORAGE
Plastic Spool + Aluminum Foil Vacuum Pack + Outer Carton
Aluminum Foil Fiber Drum + Anti-rust Paper + Desiccant
Aluminum Foil Fiber Drum + Anti-rust Paper + DesiccantPlastic Spool+Aluminum foil Vacuum Pack+Outer Carton
PRIMACORE®
OUTERSHIELD®
PRIMALLOY®
Product Family Packaging
The Lincoln Electric cored wire with good original vacuum pack can be stored up to 24 months; Drum packing cored wire can be stored no more than 12 months.
Storage environment should be controlled even with good original packaging condition. The following storage conditions are recommended:Temperature 17~27°C, rel. humidity: max. 60%Temperature 27~37°C, rel. humidity: max. 50%
Do not damage the vacuum pack, plastic spool, �ber drum during the transportation & stacking and keep the drum upright all the time.Put wire on pallet or shelf and keep space with wall or ground over 300mm to avoid possible moisture pickup.Categorize the wires by types, sizes and consume them in FIFO way.
3. HANDLING
No re-drying process is required Once the spool wire is exposed to the air, recommend to use out of it in 1 shift (8 hours). If possible, repack the wire or prevent the wire from moisture if downtime will be more than 8 hours The maximum wire exposure time will be 72 hours under normal workshop condition
5. DISCARDCored wires that are rusty, have su�ered from serious water and moisture contamination, or have been exposed to the atmosphere over long periods
of time cannot be restored in their original condition and should be discarded.
This doc will cover the ¡ux cored wires manufactured by The Shanghai Lincoln Electric Company (SLE) with following trade names & packaging:
SAW FLUX & ALL SOLID WIRES
55
Storage & Handling Recommendations
The Lincoln Electric Submerged Arc Welding Flux can be used directly from its original, undamaged package, if it has been stored according to the conditions listed below. Flux may be stored for up to two years under these conditions.
When proper procedures are not followed, ¡ux may show signs of moisture. These can include porosity, a rough bead surface or slag that is unusually di¢cult to remove. In many instances these ¡uxes can be re-dryed in general welding applications.
1. CONSUMABLES STORAGE● The wire and ¡ux should be transported and stored properly agaist from damage, moisture, pollution and mixing sundries. The warehouse must be
aeration-drying. The products should be stored on the shelves or the pallets and not contacted with the ¡oor directly.● The proper temperature and humidity should be kept for consumables. The indoor temperature should be in the range 5°C~50°C, the relative humidity
should be under 50%, and the warehouse should be clean and tidy. Other harmful substance are not allowed storing there.● The consumables should be protected from rain, snow and condensation. Do not use wire with visible signs of rust.● The consumables should be put over 300mm away from the wall to prevent from moisture. And if the using interval is over 8 hours, ¡ux should be put
into plastic bags and stored hermetically in the above-mentioned environment.
3. RECYCLING FLUXRemove slag, metal, mill scale, and any other contaminants from the ¡ux.Prevent damage to the ¡ux from heavy impingement in ¡ux transport systems.
Avoid the separation of di�erent sized particles in cyclones or “dead” corners. Remove excess �nes from recycled ¡uxes.For optimal welding characteristics, it is recommended to add at least 20% new ¡ux by weight to recycled ¡ux.
2. RE-DRYING FLUX● The ¡ux should be baked in the temperature 300°C~350°C for 2 hours before used. When leave in oven long enough should to raise the temperature of
the entire bulk of ¡ux to your set temperature for a minimum of one hour.
Soild Wire Packaging Type Soild Wire Storage Conditions For All Welding Applications
Any Type (MIG, TIG, SubArc Wires) Protect from rain and snow. Protect from condensation.Do not use wire with visible of rust.

57
Consumable Packaging Consumable Packaging
L1
W1
H1 L2
W2
H2
W4
L4
H4
L3
W3
H3
4.5KG, 5KG
15KG
12-15KG
200
284
300
a(mm)
55
101
100
b(mm)
52
52
52
c(mm)
43
43
43
d(mm)
12
12
12
e(mm)
99
181
213
113x90x90/1080KG
120x92x80/1080KG
123x93x78/1080KG
f(mm)
255075
150200350500
305±5305±5635±5635±5635±5635±5635±5
80±5100±5100±5165±5165±5165±5215±5
D1(mm)
W(mm)
Stick Electrode -- Carton Box Packaging
Inner Box Flat Outer Carton 2x2 Outer Carton Pallet
Packaging
2.5x300mm
2.5x350mm
3.2x350mm
4.0x400mm
5.0x400mm
3.2x400mm4.0x450mm5.0x450mm2.5x300mm3.2/4.0/5.0x350mm
315*162*132 /20KG315*245*122 /20KG365*163*117 /20KG365*174*81 /15KG
365*166*102 /20KG365*153*81 /15KG
365*245*122 /20KG415*166*94 /20KG415*135*81 /15KG
415*225*112 /20KG415*166*94 /20KG415*135*81 /15KG
415*225*112 /20KG405*81*222 /20KG460*70*230 /20KG460*70*230 /20KG312*265*108/20KG370*307*81 /20KG
1040*840*630/1200KG1030*850*625/1000 KG954*770*700/1200 KG870*870*420/1080 KG954*770*610/1200 KG870*870*420/1080 KG
1030*1020*625/1000 KG950*950*470/1200 KG870*870*420/1080 KG1100*950*575/1000 KG950*950*470/1200 KG870*870*420/1080 KG1100*950*575/1000 KG1070*890*630/1260 KG960*960*560/1280 KG960*960*560/1280 KG880*880*860/1280 KG
1030*1030*650/1280 KG
305*77*62 /5KG305*57*57 /2.5KG355*79*56 /5KG
355*79*49 /5KG355*57*57 /2.5KG
405*79*43 /5KG405*57*57 /2.5KG
405*79*43 /5KG405*57*57 /2.5KG
402*78*54 /5KG454*64*54 /5KG454*64*54 /5KG300*53*53/2KG365*76*74/5KG
Stick Size Stick Type Inner Box / Weight (L*W*H/KG) Outer Carton / Weight (L’*W’*H’/KG) Pallet / Weight (L*W*H/KG)
M/S normalL/H VacuumM/S normal
6012 Flat CartonM/S normal
6012 Flat CartonL/H VacuumM/S normal
6012 Flat CartonL/H VacuumM/S normal
6012 Flat CartonL/H Vacuum
702470247024
S/S Plastic TubeS/S Plastic Tube
Note: M/S (Mild Steel Stick); S/S (Stainless Steel Stick); L/H (Low Hydrogen Stick)
56
Packaging Photo
S/S Plastic Tube
M/S Standard Inner Box L/H Vacuum Pack M/S Outer Carton
S/S 4x1 Flat Carton Pallet
Flux Cored Wire -- Plastic Spool Packaging
Packaging Data
Packaging Data
Weight/Spool Pallet Dimension/Weight(L*W*H/KG)
M/S Flux Cored Wire S/S Flux Cored Wire Pallet
Packaging Photo
Packaging Photo
Flux Cored Wire -- Coil Packaging
Coil Type (KG) Pallet Dimension/Weight(L*W*H/KG)
Pail: 1300*1000*900/609.6KGCarton: 1120*900*1120/864KG
1320*920*900 /900KG
K1504-1K435
Adaptor
Coil Adapter 25kgSpindle Adapter for 6/6.35kg Coils
Part Numbers Product Name
25KG/Coil Flux Cored Wire
Note: Vacuum pack for pail products, such as SW-77Ni.

Flux Cored Wire -- Drum Packaging SAW Flux -- Bag Packaging
5958
Consumable Packaging Consumable Packaging
200,225300,350
900±5760±5
500±5660±5
110x110x103/800,900KG133x67x78/600,700KG
200\225KG300\350KG
QTM-00003QTM-00004
ZD600ZD600
ZD599ZD599
ZD587 ZD586 ZD609
PREMIERWELD® JF-A/B/N PREMIERWELD® AF-5/BF-1/NF-3PREMIERWELD® BF-40HSHEN JIAN® SJ-101/SJ-301
710*430*76/30KG (CN)710*380*70/25KG (EN)
710*380*70/25KG (CN & EN)710*380*70/25KG (CN)
710*400*70/25KG(CN&EN)
1150*950*1150/10501150*950*1150/10001150*950*1150/10001150*950*1150/10001100*900*1150/1000
500 300650
885985
7001000
800±5900±5
480±51200±5
480±5500±5
780±5900±5
Packaging Data
Matching Drum Cap & Wire Connector
Packaging Photo
Drum Type (KG) A (mm) B (mm) Pallet Dimension/Weight (L*W*H/KG)
Drum Type Drum Cap Connector (Drum Cap) Connector (Wire Feeder)
Wire Conduit (3m) Wire Conduit (4m) Wire Conduit (5m)
Drum Pallet
200/225KG Drum 300/350KG Drum Pallet
PalletFlux Bag Packaging
Packaging Data
Flux Type Bag Dimension/Weight (L*W*H/KG) Pallet Dimension/Weight (L*W*H/KG)
Note: Pallet Height is required less than 1170mm, normal value is 1150mm.
SAW Wire -- DrumDrumDrum Type (KG) Diameter (mm) Height (mm)
Inner DrumOuter Drum
SAW Wire -- Stem PackagingPackaging Data
Weight (KG) Pallet Size(mm)
Height(mm)
Inner Diameter(mm)
Outer Diameter(mm)
700kg Packaging Wire 1000kg Packaging Wire

SAW Wire -- Coil Packaging TIG Rod -- Plastic Box Packaging
6160
Consumable Packaging Consumable Packaging
305±5305±5635±5635±5635±5635±5635±5
D1(mm)
80±5100±5100±5165±5165±5165±5215±5
W(mm)
1260*860*130/12001260*860*130/9001100*700*130/7501100*700*130/9001100*700*130/1200900*900*130/1050950*950*130/1000
L
W
H
1.6/2.0/2.4/3.2/4.0X1000mm
Wire Size
1100*43*32/5kg
Plastic Box Dimension/Weight (L*W*H/KG)
1100*1100*130/1000
Pallet Dimension/Weight (L*W*H/KG)
Packaging Data
Packaging Photos
Weight Pallet Dimension/Weight (L*W*H/KG)
25KG25KG (Lincoln Brand)75KG150KG200KG350KG500KG
25kg Wire Coil 75kg/150kg/200kg Coil/Pallet350kg/500kg Coil/Pallet
Wire Feeding Shelf for Big Coil(Part Number: QGX-00001)
25kg Coil & Carton Box
Inner BoxPallet
Packaging Photos
Packaging Data
5Kg Plastic Box for mild steel
5kg Plastic Box for stainless steel
5kg Packaging TIG Wire (1000Kg/Pallet)Mild steel
5kg Packaging TIG Wire (1000Kg/Pallet)Stainless steel

Consumable Packaging Consumable Packaging
d
e
c f a
MIG Wire -- Plastic Spool PackagingPackaging Data
Wire
100±2
200±2
270±2
298±2
300±2
a(mm)
45±1
53±1
103±2
103±2
90±1
b(mm)
16±1
52±1
52±1
52±1
52±1
c(mm)
45±1
45±1
45±1
d(mm)
10±1
12±1
12±1
e(mm)
60±1
107±1
148±1
210±1
188±1
1100*880*130/(1000)
1100*880*130/(1000)
1100*880*130/(1080/1200)
1240*960*130/(900/1080)
1240x960x130/(1080)
f(mm)
Pallet Dimension / Weight(L*W*H/KG)
1 kg
5 kg
15/20kg
12.5/15kg(Stainless Steel MIGPlastic Spool)
15kg(Wire basket)
Packaging Photos
1kg Spool Wire
5kg Spool Wire 5kg packaging MIG wire (1000Kg/pallet)
1kg Packaging MIG Wire (800Kg/pallet)
15kg/20kg Spool Wire
12.5kg/15kg Spool Wire (Stainless Steel)
15kg Wire Basket (Stainless Steel)
12.5/15kg packaging SS MIG wire(900Kg/1080Kg)/pallet
15/20kg packaging MIG wire(1080Kg/1200Kg)/pallet
MIG Wire -- Drum Packaging
A(mm)
B(mm)
100/125/250/300KG350/400KG
ZD587 ZD586 ZD609
QTM-00003QTM-00004
ZD600ZD600
100 125250 300350 400
500±2500±2648±2
500±4780±4745±4
1030*515*130 (200/250)1030*1030*130 (1000/1200)
1330*665*130 (700/800)
ZD599ZD599
Drum
Packaging Photos
Drum Cap Drum Wire 100kg/125kg Packaging Wire 250kg/300kg Packaging Wire
Wire Conduit Connector 350kg/400kg Packaging Wire
Packaging Data
Drum Cap & Connector Part Number:
Wire Conduit (3m) Wire Conduit (4m) Wire Conduit (5m)
Drum Size Drum Cap Connector(Drum Cap)
Connector(Wire Feeder)
Pallet Dimension/Weight(L*W*H/KG)
Weight(KG)
6362
B
A

Export & Marketing Director
Export Manager
Export Specialist
Equipment Service Manager
Equipment Product Manager
Assistant Consumable Product Manager
Customer Care Director
Order Entry Manager
Credit Manager
SLE Order Entry Supervisor-Export
SLE Order Entry -Export
SLE Order Entry -Export
SLE Order Entry -Export
Order Entry supervisor of LETS
LETS Order Entry-Export
LETS Order Entry-Export
NLE/HELI Order Entry-Export
6564
Contact InformationContact Information
Justin Xu
Francis Su
Sina Zhao
Zhiwei Jin
June Xu
Elline Guo
Billy Wu
Dolphin Wang
Joyce Zhang
Luming Zhang
Phoebe Zhu
Ruby Ni
Joanna Zhang
Richard Zhu
Victor Sun
Lizzy Li
Wendy Wang
LEMS
LEMS
LEMS
LEMS
LEMS
LEMS
LEMS
LEMS
LEMS
SLE
SLE
SLE
SLE
LETS
LETS
LETS
LENJ/HELI
86-13817039562
60 12 333 7759
86-15841604560
86-13916613634
86-18917777109
86-15221256506
86-13816530646
86-13813950750
86-13917039585
86-13918352084
86-15216637813
86-18939830165
86-15021047306
86-13897885072
86-13464600895
86-15232699936
86-15036611512
86-21-66734530-1008
60 3 8060 8638
15841604560
86-21-66734530-1300
86-21-66734530-1255
86-21-6673-4530-1172
86 21 6673 4532
86-25 84188377-5062
86-21-66734530-1239
86-21-66734530-1136
86-21-66734530-1338
86-21-66734530-1127
86-21-66734530-1133
86-315-5038500-3043
86-315-5038500-3102
86-315-5038500-3046
86-21-66734530-1247
FLUX CORED WIRE/MACHINE/PARTS/SS MIG/TIG
FLUX CORED WIRE/MACHINE/PARTS/SS MIG/TIG
FLUX CORED WIRE/MACHINE/PARTS/SS MIG/TIG
FLUX CORED WIRE/MACHINE/PARTS/SS MIG/TIG
MIG/TIG, SAW WIRE
MIG/TIG, SAW WIRE
MIG/TIG, SAW WIRE
FLUX & STICK ELECTRODE
South America except Columbia, Europe
Singapore, Malaysia, Vietnam, Philippines,Indoniesia
Australia, New Zeland,India,MENA,South Africa, USA, Mexico
Japan, Mongolia,Taiwan, South Korea, Hongkong, Thailand,
PT Indoweld,Columbia
MENA,South Africa, Japan, Hongkong
Australia, New Zeland, South America
Southeast Asia ,Mongolia, South Korea, North America
All area
Name Entity Position O ce Phone Cell Phone Responsible Area Responsible Products