
Théorie de la restauration et Art contemporain: une conceptualisation au service de la pratique.
Upload
independentCategory
view
6download
0
11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 1 sur 19https://ceroart.revues.org/2676
CeROArtConservation, exposition, Restauration d'Objets d'Art
EGG-2011 - ItinérairesDossier
Le moulage pour lareconstitution des lacunes enrestauration de la céramique etdu verreHÉLÈNE BLANPAIN
Résumés
Français EnglishLa technique de reconstitution des lacunes par moulage est très vaste. Elle présente une largegamme de produits et de procédés susceptibles d’être employés dans le domaine de larestauration de la céramique et du verre. Leur choix et leur bonne mise en œuvre dépendrontde plusieurs facteurs comme la nature de l’élément à mouler, sa forme et la nature du matériaude comblement choisi.
The technique of gap-filling by molding is very vast. It presents a wide range of products andprocesses than can be used in the field of the restoration of ceramic and glass objects. Theirchoice depends on several factors : the material of the object, its shape, and the choice of thefilling product.
Entrées d’index
Mots-clés : moulage, reconstitution, tesson, silicone, résine, époxy, plâtreKeywords : molding, gap-filling, detachable fills, silicon, epoxy, resins, plaster
Notes de la rédactionE.N.S.A.V. La Cambre – Dominique Driesmans
11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 2 sur 19https://ceroart.revues.org/2676
Texte intégral
Introduction
Procédés de moulage pour lareconstitution des lacunes
La reconstitution des lacunes par moulage est une technique de comblement offrantun résultat de grande précision et un gain de temps important, particulièrement lorsquela lacune à reconstituer présente une forme ou un décor complexe. Cependant, si latechnique n’est pas correctement maîtrisée ou adaptée à la forme de l’élément àmouler, cette opération peut être dangereuse pour l’objet et s’avérer longue etfastidieuse.
1
Les procédés et matériaux de moulage sont nombreux et il n’est pas toujours aiséd’effectuer un choix approprié pour chacun des différents cas rencontrés. Jedévelopperais dans cet article seulement les procédés permettant la prise d’empreintede zones ou d’éléments susceptibles d’être reproduits en restauration de la céramique etdu verre. Quant aux matériaux, chaque restaurateur a ses produits de prédilection et samanière de les utiliser. Cependant, suite à mes recherches et essais, le silicone m’estapparu comme étant le matériau d’empreinte le plus approprié pour la reconstitutiondes lacunes. En effet, il présente de nombreux avantages, par exemple une grandeprécision et un faible taux de rétraction, en opposition à d’autres matériaux employésen moulage, comme le latex ou l’alginate. Ce sont deux caractéristiques du siliconeimportantes, car elles permettront le correct ajustement de la future reconstitution.
2
La réalisation d’un moule est une opération délicate qui demande beaucoup deprécision, d’organisation et de rigueur. Il est important de bien comprendre latechnique que l’on va appliquer et les différentes étapes qu’elle nécessite : préparationdu modèle, du matériau d’empreinte, détermination et matérialisation du plan de joint,application de l’agent démoulant, prise d’empreinte, démoulage, coulage/application dumatériau de tirage, finition du comblement, etc. Au plus la réalisation sera propre etprécise, au plus le moule sera efficace. C’est pourquoi il faut garder à l’esprit qu’un beaumoule est un bon moule.
3
On parle de moule à partir du moment où l’on réalise une empreinte d’une forme afinde la reproduire1. Ainsi, un support en feuille de cire qui empreinte la courbure d’unelacune est déjà considéré comme un moule.
4
Lorsque l’on procède à la reconstitution d’une lacune par moulage, plusieurspossibilités s’offrent au restaurateur : il peut soit prendre l’empreinte d’une zoneidentique de l’objet ou d’un objet similaire ; soit prendre l’empreinte d’une anciennerestauration si sa forme est satisfaisante ; soit modeler la forme manquante dans unmatériau intermédiaire et procéder à son moulage. Cette technique du tessonintermédiaire2 nécessite plusieurs étapes : modelage de la forme (en plâtre ou pâte àmodeler), prise d’empreinte de celle-ci, tirage du comblement final et positionnementde celui-ci sur l’œuvre. Bien que l’opération puisse être longue, elle permet de réaliserdes comblements de formes complexes et peut présenter de nombreux avantages : uneréduction du travail de façonnage du comblement in situ ; selon l’adhésif employé une
5

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 3 sur 19https://ceroart.revues.org/2676
Fig. 1 Prise d’empreinte
Vase de Delft, XVIIIe siècle., manufacture des trois cloches.
Crédit : Hélène Blanpain © collection privée
Fig. 2 Prise d’empreinte d’un tesson intermédiaire
Tesson intermédiaire réalisé en pâte à modeler SuperSculpey®, moulé en une pièce en silicone decondensation MM903®, et coulé en résine époxy Epotek 301-2®.
Crédit : Hélène Blanpain © Musée National d’Histoire et d’Art du Luxembourg
Moule ouvert en une pièce
Fig. 3 Moule ouvert
grande réversibilité du placement du comblement et une diminution des risques detensions provoqués par la résine époxy, car sa polymérisation ne se fait pas au contactde l’œuvre3.
Trois grandes techniques de moulage peuvent être employées pour effectuer la prised’empreinte et la reproduction d’éléments : le moule ouvert en une pièce, le moulefermé en une pièce et le moule fermé en deux ou plusieurs pièces.
6
Dans le moule ouvert, une face du modèle n’est pas recouverte par le matériaud’empreinte. Celle-ci servira d’ouverture pour la coulée finale du matériau de tirage.L’élément à mouler doit donc avoir de préférence une surface plane ou une face que l’onne désire pas reproduire. Si le moule n’est pas directement réalisé sur une œuvre, maissur un élément indépendant, comme un tesson intermédiaire, celui-ci doit êtrecorrectement fixé dans un récipient pour que le matériau d’empreinte ne s’infiltre paspar-dessous ou que la forme ne flotte pas dans celui-ci.
7

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 4 sur 19https://ceroart.revues.org/2676
L’élément à mouler est fixé dans un récipient à l’aide de quelques points de colle et le silicone est couléjusqu’à le recouvrir complètement.
Crédit : Danuta Stelmasczyk © collection privée
Moule fermé en une pièce
Fig. 4 Moule fermé en une pièce incisé
Le moule fermé permet de prendre l’empreinte de toutes les faces de l’élément àmouler. Les seules ouvertures seront le(s) trou de coulée(s) et le(s) trou d’évent(s). Si laforme à reproduire présente plusieurs contre-dépouilles, c’est-à-dire plusieurs faces sedémoulant chacune suivant des axes différents, et que le matériau d’empreinte n’est pasassez souple pour suivre ces différents axes, on peut également inciser le moule pourpermettre le retrait du modèle ou du tirage. Cependant c’est une ouverturesupplémentaire qui peut causer la fuite du matériau de tirage et induire un travail definition plus long du futur comblement.
8

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 5 sur 19https://ceroart.revues.org/2676
Ce moule fermé en une pièce, réalisé avec un silicone d’addition Elite Double 22® peu souple, a étéincisé pour permettre le retrait de la reconstitution.
Crédit : Sarah Benrubi
Fig. 5 Moule fermé en une pièce
Ce moule est réalisé en silicone de condensation MM903® suffisamment souple pour permettre leretrait de l’élément par le seul trou de coulée.
Crédit : Hélène Blanpain
Fig. 6 Moule « chaussette »
Le moule fermé peut soit être coulé en un bloc autour du modèle, soit être réalisé parl’application de plusieurs fines couches de matériau d’empreinte (latex ou silicone), afinde former un moule dit « chaussette ». Ce type de moulage présente l’avantage d’utilisermoins de matériau d’empreinte, souvent cher, et de diminuer la pression nécessaire audémoulage, car les parois du moule étant fines, cela augmente leur souplesse. Le moulechaussette est donc particulièrement approprié si l’on souhaite couler des formescreuses, dont les fines parois peuvent présenter une faible résistance mécanique.
9

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 6 sur 19https://ceroart.revues.org/2676
Ce moule est réalisé par l’application de deux couches de silicone de condensation MM903®.
Crédit : Hélène Blanpain
Moule fermé en deux ou plusieurs pièces
Fig. 7 Moule fermé en deux pièces
Reproduction d’une anse provenant d’une tasse en porcelaine de Tournai. Le plan de joint est réalisé àl’aide de pâte à modeler Plastiline® et le moule en silicone d’addition Elite Double 22®. Lareconstitution est coulée dans un plâtre liquide.
Crédit : Hélène Blanpain
Le moule fermé en plusieurs pièces peut être nécessaire pour plusieurs raisons :quand l’élément à mouler présente de nombreuses contre-dépouilles ; quand sa tailleest importante ou quand il présente des zones fragiles ou très fines, etc. Si le matériaud’empreinte utilisé est suffisamment souple, deux parties seulement peuvent suffire. Enrevanche si un matériau d’empreinte rigide est employé, comme le plâtre, le nombre departies sera similaire au nombre de contre-dépouilles.
10
L’ajustement et le maintient des différentes parties du moule peuvent être assurés parla réalisation d’une chape, c’est-à-dire une enveloppe extérieure au moule, réalisée dansun matériau rigide, comme un plâtre ou un silicone de grande dureté. L’utilisation desangles pour fermer les membranes d’un moule souple conduira dans la plupart des casà une déformation du moule et donc de la reconstitution. Cependant si l’on souhaite
11

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 7 sur 19https://ceroart.revues.org/2676
Comparaison et conclusion
pas de lignes decoutures ;aération qui facilite leséchage du matériaude coulée ;pour des élémentsavec une face planeou une œuvre avecune seule face àmouler, sans contredépouillesimportantes ;peut nécessiter unegrande quantité dematériaud’empreinte, attentionaux lacunes degrandes dimensions ;simple et rapide.
pas de lignes decoutures (sauf siincision et trous decoulée et d’évent);nécessite un matériaud’empreinte trèssouple ;pour desformes/reliefscomplexes ;peut nécessiter unegrande quantité dematériau d’empreinte,sauf moule« chaussette »,attention aux lacunesde grandesdimensions;peut être plus long etplus complexe àréaliser qu’un mouleouvert.
- ligne de couturecorrespondant au(x)plan(s) de joint(s) ;- de préférence paspour des tirages enrésines époxy ;- pour desformes/reliefscomplexes et/oufragiles ;- ne nécessite pasbeaucoup dematériaud’empreinte, car lesfines membranespeuvent êtresupportées par unechape rigide ;- plus long et pluscomplexe,particulièrement siles parties du mouledoivent être fixéessur l’objet et lecomblement finalcoulé in situ.
appliquévisqueux à laspatule ; le mouledoit êtresuffisammentrigide.
coulé liquide attention à la non hygrophilie dusilicone qui peut rendre difficile lacoulée du plâtre dans un trou decoulée étroit.
couler une résine époxy fluide dans un moule en plusieurs parties, une chape ne suffirapas à assurer la complète étanchéité des plans de joints, en raison de la grande fluiditéde ces résines qui s’infiltrent dans le moindre interstice. Enfin, ce type de moule n’estpas non plus approprié pour le coulage du comblement in situ, directement sur l’œuvred’art, car la fixation des différentes membranes sur l’œuvre peut être très difficile àmettre en œuvre.
Le moule fermé en une pièce est le plus approprié pour la réalisation d’uncomblement en résine époxy, car ce matériau liquide est susceptible de s’infiltrer dans leplan de joint d’un moule en plusieurs parties. Le moule ouvert, bien qu’il permettel’aération de la réaction exothermique de la résine, n’est réalisable que si le comblementest relativement plat et disposé à l’horizontale.
12
Tableau comparatif et récapitulatif :13
Moule ouvert Moule fermé en une pièce Moule fermé en plusieurspièces
Matériauxde coulée :
Mouleouvert
Moule fermé
Plâtre

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 8 sur 19https://ceroart.revues.org/2676
seulement silecomblementà réaliser estplat ;coulée ;attention auxpoussières.
attention à l’emprisonnement debulles d’air : nécessite la réalisationd’un trou d’évent ;coulée ;de préférence moule fermé en unepièce et non en plusieurs pièces.
Matériaux de moulage : gros plan surle silicone
Silicone de condensation et silicone d’addition
généralement de faibleviscosité et sans produitsadditifs ;tendance à devenir brillant, àse fendre et à se déchireraprès plusieurs années7 ;peut coller à la surface decertains verres, par leursstructures chimiques similaires(Si-OH) ;plus grand retrait bien qu’ilreste minime;a besoin de suffisammentd’humidité dans l’air pourpouvoir réticulercomplètement ;se trouve dans une gamme desouplesse plus grande.
contient des produits comme des sulfures,amines, étain ( ! protection de certainesœuvres) ;meilleure résistance chimique aux microbeset aux températures ;garde généralement sa flexibilité pendantdes années ;polymérisation accélérée par un apport dechaleur ;sensibilité du catalyseur à certainscontaminants pouvant créer une inhibition duproduit (amines, soufres, sels organo-étains);meilleure résistance aux résines époxycomme matériau de coulée.
Résineépoxy
Le silicone se distingue des autres élastomères par sa structure chimique minérale. Leterme silicone désigne donc l’ensemble des molécules contenant simultanément dusilicium, du carbone et de l’oxygène. Sa formulation généralement utilisée se réfère aupolymère linéaire polydiméthylesiloxane, dont le chaînon élémentaire est : -Si(CH³)²O-4. Cependant, le terme silicone est aussi employé pour des polymères àstructures plus complexes, où certains groupes méthyle sont remplacés par d’autresgroupes. Ainsi, selon la nomenclature du polymère, le silicone peut se trouver sousplusieurs formes : volatile, liquide, viscoélastique, solide etc., avec différentesfonctionnalités : inerte ou capable d’interagir et de réagir avec d’autres composés5. C’estcette diversité qui explique l’usage du silicone dans un grand nombre d’industries.
14
Le silicone le plus communément utilisé pour le moulage est le silicone élastomèreRTV (Room Temperature Vulcanizing) à deux composants : une base et un catalyseur(RTV2). Ces silicones sont des fluides visqueux qui permettent de confectionner desmoules souples et élastiques. Il existe deux types de silicones RTV à deux composantes :ceux qui polymérisent par condensation et ceux qui polymérisent par addition6.
15
Tableau comparatif des RTV216
Silicone par condensation(catalyseur à base de sel d’étain)
Silicone par addition(catalyseur à base de sel de platine)

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 9 sur 19https://ceroart.revues.org/2676
Incompatibilité avec certains matériaux demoulage
Le silicone est sensible à un apport d’humidité pendant sapolymérisation
Fig. 8 Mauvaise polymérisation du silicone en contact avec une surface humide
Moule en silicone de condensation MM922® à partir d’un tesson intermédiaire en alginate. L’alginatehumide a entraîné la formation de bulles de gaz à la surface du silicone pendant sa polymérisation.
Crédit : Hélène Blanpain
Le silicone d’addition est sensible à certains contaminants
Le silicone de condensation est plus sensible aux résinesépoxy
Certains matériaux utilisés en moulage présentent des propriétés incompatibles avecd’autres matériaux de moulage et/ou avec les matériaux constitutifs des œuvres d’art.Le silicone présente trois caractéristiques importantes qui peuvent limiter son usage.
17
On a pu constater que les surfaces humides ou mouillées en contact avec le siliconepeuvent entraîner la formation de bulles de gaz pendant sa polymérisation. C’estpourquoi un test devrait donc toujours être réalisé avant d’effectuer une empreinte ensilicone à partir de matériaux humides par exemple l’alginate.
18
Comme cité précédemment, le catalyseur du silicone d’addition est sensible auxamines, au soufre et aux sels organo-étains, qui peuvent entraîner l’inhibition de sapolymérisation8. Le soufre peut être présent dans des substrats comme certains plâtreset pâtes à modeler. Nous conseillons d’utiliser la pâte à modeler Plastiline® pour laconfection de modèles ou de plans de joints directement en contact avec ce silicone, carelle est compatible avec ce produit. Elle doit cependant être propre et non usagée. Lessels organo-étains sont présents dans les silicones de condensation, on ne devrait doncpas utiliser le silicone d’addition sur une surface préalablement moulée avec un siliconede condensation, car ses résidus, même invisibles, pourraient entraver sapolymérisation. Enfin, tous les récipients et outils employés pour la préparation dusilicone d’addition doivent être propres, de préférence neufs, afin d’éviter toutecontamination d’agents extérieurs.
19
Les résines époxy attaquent à la longue les moules en silicone, particulièrement lesmoules en silicone de condensation plus sensibles à ces résines, et peuvent, après
20

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 10 sur 19https://ceroart.revues.org/2676
attendre que les composants volatiles du silicone de condensation soientévaporées, ce qui prend 72h à l’air libre ou 24h si le moule est chauffé à 40°Cdans un four9 ;éviter le coulage de la résine époxy en grosse épaisseur (sauf si le moulage est unmoule ouvert), et par conséquent privilégier le moulage de petites formes ;utiliser une résine époxy qui polymérise lentement, comme la résine Hxtal-Nyl1®.
Caractéristiques générales
Fig. 9 Silicone putty OrmaLab 75®
La base est une pâte verte et le catalyseur est d’une consistance dentifrice de couleur rouge. Une foisles deux composants mélangés, on obtient une pâte de couleur homogène qui polymérise en
plusieurs tirages, adhérer au moule ou en changer les dimensions.Lors d’un moulage réalisé en atelier, nous avons pu observer une réaction entre le
moule en silicone de condensation et le tirage effectué en résine époxy Epotek 301-2® :les surfaces du moule en contact avec la résine ont légèrement jauni ainsi que le tirageen résine. Suite à un entretient avec un spécialiste des matériaux composites, ilsemblerait que cette réaction ait pu avoir lieu pour deux raisons : les composantesvolatiles du silicone de condensation n’avaient pas fini de s’évaporer et auraient réagiavec la résine époxy pendant sa polymérisation ; et/ou la réaction exothermique, liée àla polymérisation de la résine, aurait entraîné un apport de chaleur brusque et intense,faisant jaunir le moule et de surcroît la résine.
21
La réaction exothermique de la résine époxy peut également être augmentée parplusieurs facteurs : si le moule est fermé, ce qui ne permet pas à la chaleur d’êtreévacuée ; si la masse de résine coulée est importante ; si le temps de polymérisation dela résine époxy employée est très court. En effet, il semblerait qu’au plus lapolymérisation d’une résine est rapide, au plus le pic de chaleur engendré par saréaction exothermique est brusque et intense. Une résine polymérisant lentementrépartira de manière plus douce et homogène son apport de chaleur.
22
Nous n’avons pas encore eu l’occasion de démontrer ces hypothèses scientifiquement,cependant, si l’on souhaite couler un comblement en résine époxy dans un moule ensilicone de condensation, il faudrait toujours par précaution :
23
Selon leur composition il existe deux grandes consistances : les silicones liquides,déclinés dans une large gamme de viscosité plus ou moins importante, et les siliconesdits putty issus majoritairement du milieu dentaire, qui ont la consistance d’une pâte àmodeler ou d’une pâte dentifrice. Ces différentes consistances permettent au silicone des’adapter à chaque technique de moulage et à chaque forme à mouler.
24

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 11 sur 19https://ceroart.revues.org/2676
seulement quelques minutes.
Crédit : Hélène Blanpain
est coulé ;peut être très souple ;pour le moulage de formes complexes àcontre-dépouilles ou fins reliefs ;pour des moules de petites et grandesdimensions ;temps de travail et de polymérisationsouvent long, bien qu’il existe descatalyseurs à prise rapide (attention, peutêtre moins précis !).grande précision ;
est appliqué par pression ou àl’aide d’une spatule;moins souple, voir rigide ;moins adapté aux moulagesprésentant des contre-dépouilles ;pour des moules de petitesdimensions ;temps de travail et depolymérisation très court(quelques minutes) ;idéal pour les surfaces verticales,car ne coule pas : ne nécessitepas la confection de barrières ;peut être appliqué en secondecouche comme support rigide aumoule ;s’il est épais, peut être moinsprécis : faire attention àl’appliquer de manière homogènesans défauts de surface.
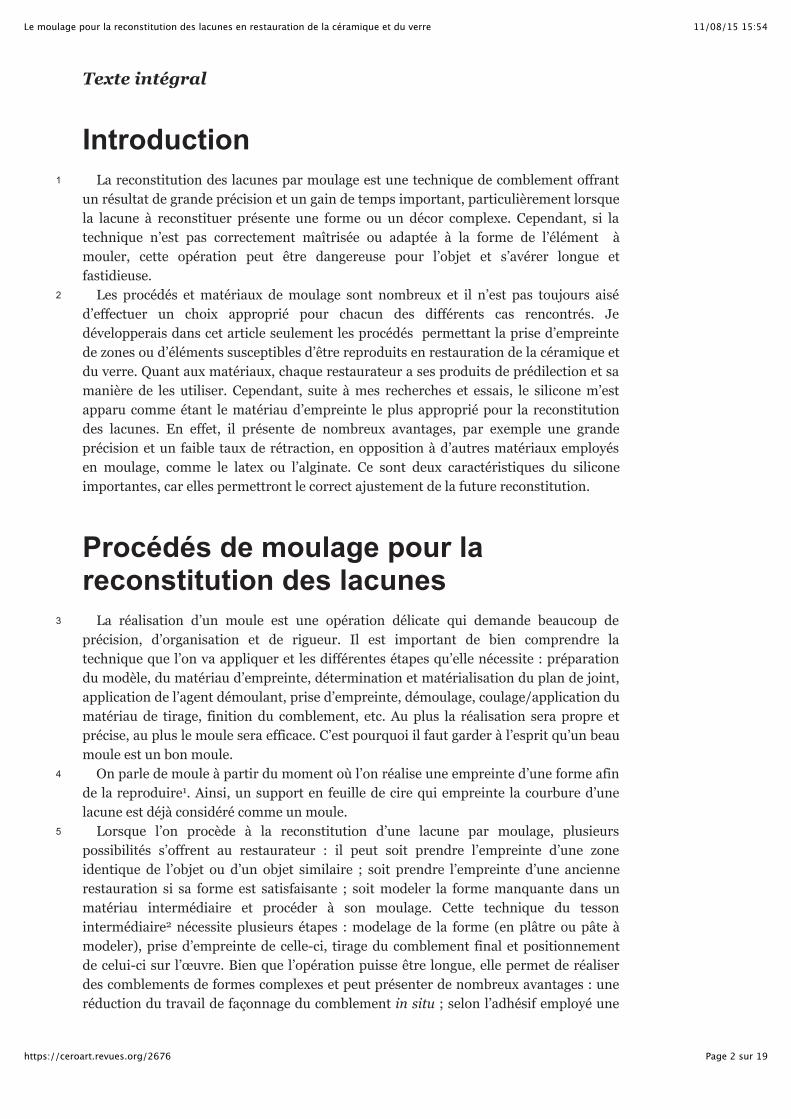
laisser reposer le matériau d’empreinte avant son application, afin de permettreaux bulles d’airs de remonter à la surface ;disposer le silicone dans une enceinte sous vide, qui permet l’expansion complètedu produit et puis son affaissement12 ;faire vibrer le moule en silicone, manuellement ou par exemple en disposant lemoule sur un agitateur magnétique. Les vibrations vont faciliter le cheminementdes bulles d’airs vers la surface ;couler une première couche de silicone sur le modèle et la laisser reposer. Coulerle reste du silicone une fois la première couche en contact avec le modèleexempte de bulles13 ;couler le silicone toujours au même endroit, jusqu’à ce que le moule soit rempli ;couler le silicone contre une paroi et/ou sur un objet (bâton) pour que le ou leschocs ainsi engendrés permettent aux bulles d’airs d’être évacuées.
Fig. 10 Schéma de la coulée d’un silicone liquide
Tableau comparatif entre les silicones liquides et les silicones putty25
Silicone liquide Silicone putty
Il existe également des silicones transparents10 qui présentent de nombreuxavantages lorsque l’on souhaite couler un comblement en résine époxy. En effet, lesparois transparentes du moule permettent une meilleure observation de l’étanchéité desparois du moule ; de la régularité de l’épaisseur de l’espace maintenu entre les deuxparois ; de l’éventuelle formation de bulles lors de la coulée ; de la réaction de retraitlors de la polymérisation11. Cependant les bulles d’airs emprisonnées dans la matière dusilicone peuvent diminuer la vision du comblement en rendant le silicone davantagetranslucide que transparent.
26
Pour limiter les bulles d’airs lors de l’application du silicone plusieurs astuces sontpossibles :
27
11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 12 sur 19https://ceroart.revues.org/2676
Le silicone est percuté contre un objet et/ou contre une paroi afin d’évacuer l’air emprisonné dans samatière. Le silicone est coulé toujours d’un même endroit.
Crédit : Hélène Blanpain
Les proportions de base et de catalyseur sont variables selon le produit et indiquéespar le fabricant. La quantité de catalyseur peut être légèrement diminuée si l’on désireaugmenter le temps de polymérisation et de travail. Cependant modifier les proportionsde mélange peut modifier les propriétés du silicone jusqu’à entraver sa polymérisation.Si l’on désire augmenter la quantité de catalyseur pour accélérer la prise, cela peut aussidiminuer la résistance du silicone à la déchirure et en diminuer sa bonne conservation àlong terme14.
28
Certains fabricants proposent des catalyseurs colorés afin de mieux visualiserl’homogénéité du mélange et donc d’assurer une bonne polymérisation du produit. Bienque cela n’ait pas encore été observé, le colorant pourrait tacher l’objet à mouler,particulièrement s’il est poreux, si l’agent de démoulage n’est pas efficace ou si lesilicone ne polymérise pas correctement. Plusieurs types de catalyseurs présentant descaractéristiques différentes existent : certains améliorent la durée de vie du moule,d’autres augmentent la résistance aux résines, d’autres encore accélèrent lapolymérisation du produit. Ce catalyseur est particulièrement utile si plusieurs couchesde silicone doivent être appliquées. Cependant, sa prise rapide diminue la fidélitéd’empreinte, car elle ne donne pas suffisamment de temps aux bulles d’airsemprisonnées dans la matière pour remonter à la surface.
29
En plus des différents catalyseurs proposés, il existe également des additifs que l’onpeut ajouter au mélange pour en faire varier la consistance. Un agent thixotropeaugmentera la viscosité du produit et un agent diluant le rendra plus fluide. Pourmodifier la consistance et augmenter la rigidité d’un silicone, on peut également yajouter une charge ou un renfort. Cela permet d’éviter l’achat de plusieurs siliconesdifférents, dont le prix de revient est important.
30
À travers quelques expérimentations menées en atelier nous avons testé séparémentles additifs suivants : silice, kaolin, talc, toile de jute, et fibre de verre15. Ces tests ontpermis de répondre à quelques questions que cette technique pose, à savoir : la chargeajoutée peut-elle entraver la polymérisation du silicone, quelle est la quantité nécessairepour modifier sensiblement la rigidité du silicone et enfin quelles charges ou quelsrenforts sont les plus efficaces. Il en ressort d’une part que les charges testées
31

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 13 sur 19https://ceroart.revues.org/2676
Fig. 11 Tests de modification de la consistance et de la rigidité du silicone
Les silicones de condensation MM903® et MM922® ainsi que le silicone d’addition Elastosil 4643® ontété testés avec des charges (talc, kaolin, silice) et des renforts mécaniques (toile de jute, fibre deverre).
Crédit : Hélène Blanpain
grande élasticité (sauf pour certainssilicones putty ou à grande dureté) ;empreinte de grande précision ;n’adhère que sur lui-même ou quedans quelques cas ;faible retrait (contrairement au latex) ;consistances, duretés, temps depolymérisation et temps detravail divers et variés ;possibilité de modifier la consistanceet le temps de polymérisation par lesdifférents catalyseurs et agentsadditifs ;permet de réaliser plusieurs tirages àlong terme (contrairement àl’alginate) ;peut polymériser en couchesépaisses (contrairement au latex) ;pas d’apport d’eau (contrairement àl’alginate) ;le silicone est un matériau neutre ;peut être transparent pour unemeilleur vision du coulage du
prix de revient élevé (attention auxlacunes s de grandes dimensions) ;risques de contamination de l’originalpar les résidus des huiles desilicone16 ;sensibilité du catalyseur d’addition àcertains composés présents danscertains plâtre, substrats et pâte àmodeler ;sensibilité du silicone à l’humidité ;silicone de condensation plussensible à la polymérisation desrésines époxy ;peut emprisonner des bulles quidiminueront la précision del’empreinte.
n’entravent pas la polymérisation du silicone, même d’addition, mais que la quantiténécessaire afin d’obtenir une rigidité suffisante est importante. En comparaison, lesrenforts mécaniques (toile de jute et fibre de verre), offrent rapidement une rigiditéimportante selon le nombre de couches appliquées.
Tableau récapitulatif des avantages et inconvénients du silicone RTV232
Avantages Inconvénients

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 14 sur 19https://ceroart.revues.org/2676
matériau de comblement.
Quelques critères de sélection pour lechoix des procédés et matériaux demoulage
Fig. 12 Détermination du plan de joint
Trois grands facteurs peuvent influencer le choix du procédé et des matériaux demoulage : la nature et la consistance du produit de comblement final ; laforme de l’élément à mouler ; la nature de l’élément à mouler.
33
Premièrement, lanature et la consistance du produit de comblement final pour lecomblement de la céramique et du verre sont généralement des produits à base deplâtre ou de résine époxy. Bien que la consistance du plâtre puisse être modifiée (plusfluide ou plus visqueuse), celle de la résine époxy présente un meilleur résultat visuelquand elle est fluide. En effet, si on la laisse polymériser quelques heures pour la rendreplus visqueuse, elle sera plus propice à enfermer des bulles d’air dans sa masse.Cependant la grande fluidité de cette résine va considérablement conditionner sa miseen œuvre et limiter le choix de la technique. En effet, la résine ne pourra pas épouser lacourbe d’un moule ouvert ou aura tendance à filer entre les deux membranes d’unmoule fermé composé de plusieurs parties. Quand au plâtre, s’il est appliqué visqueuxdans un moule ouvert à l’aide d’une spatule, la pression exercée pourra engendrer desdéformations sur les parois du moule si celles-ci ne sont pas suffisamment rigides.
34
La nature du matériau de comblement est également importante. On l’a vu, le siliconed’addition est particulièrement sensible à certains composants qui peuvent entraver sapolymérisation. Le silicone de condensation est quant à lui plus sensible aux résines.
35
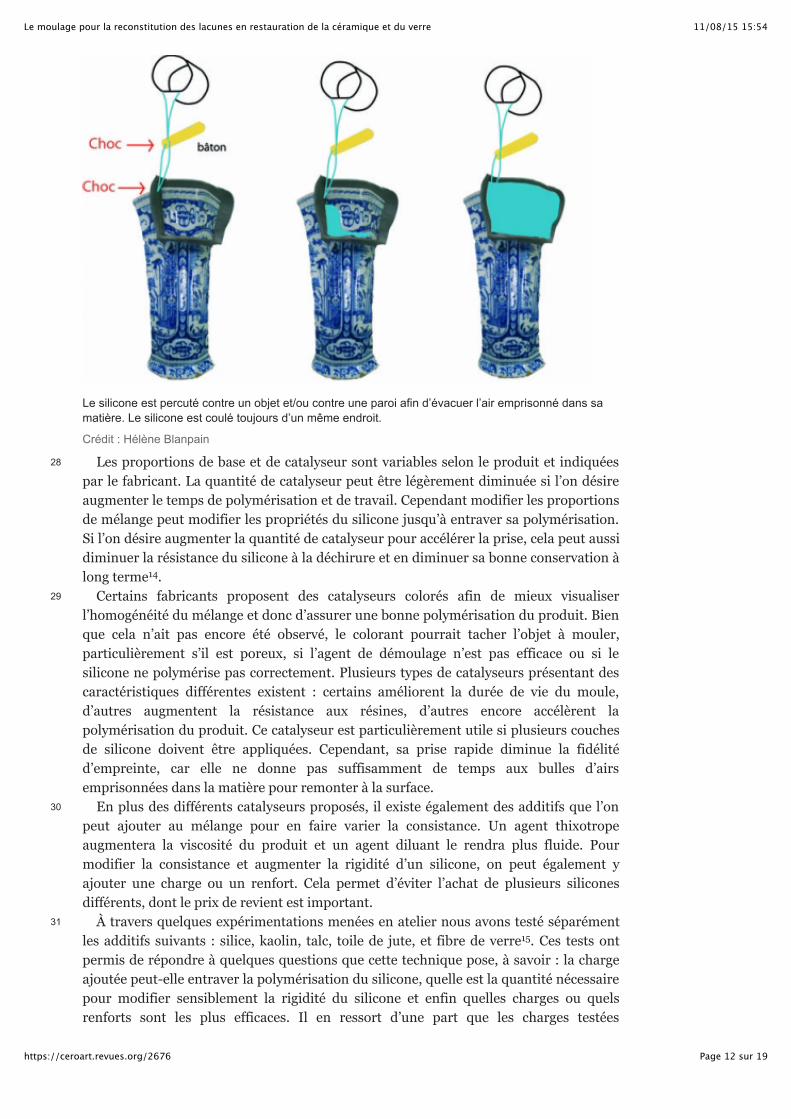
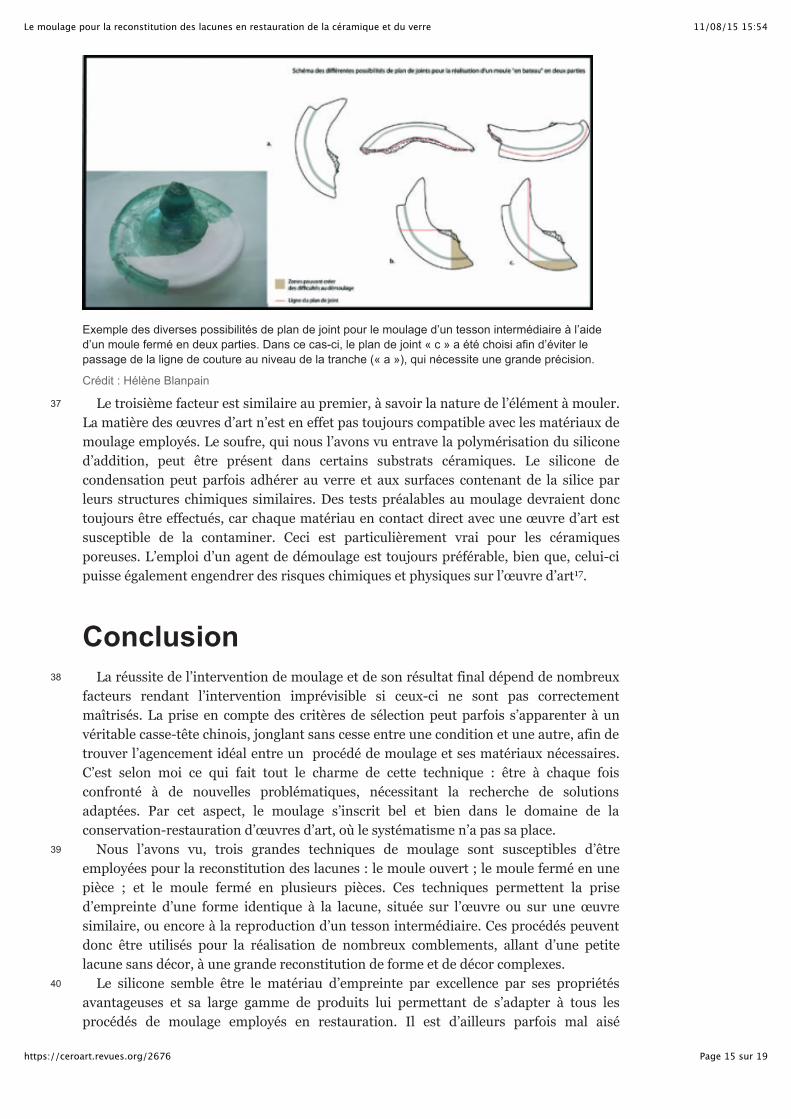
La forme de l’élément à mouler est le second facteur à prendre en compte. En effet, sile modèle ou la surface présente des formes saillantes ou des zones fragiles, il faudraprivilégier un matériau d’empreinte souple pour éviter des tensions lors du démoulage.Si une grande précision est nécessaire, en raison de la finesse des reliefs, il faudraprivilégier l’emploi d’un silicone. Si un moule en plusieurs parties est nécessaire, ilfaudra faire attention à l’emplacement du plan de joint, afin d’une part, de faciliter ledémoulage, et d’autre part, de ne pas faire passer la couture sur une zone importante(décor, tranche d’un tesson, etc.). Ceci est également valable pour une incision effectuéedans un moule fermé lorsque le retrait de l’élément se fait difficilement.
36
11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 15 sur 19https://ceroart.revues.org/2676
Exemple des diverses possibilités de plan de joint pour le moulage d’un tesson intermédiaire à l’aided’un moule fermé en deux parties. Dans ce cas-ci, le plan de joint « c » a été choisi afin d’éviter lepassage de la ligne de couture au niveau de la tranche (« a »), qui nécessite une grande précision.
Crédit : Hélène Blanpain
Conclusion
Le troisième facteur est similaire au premier, à savoir la nature de l’élément à mouler.La matière des œuvres d’art n’est en effet pas toujours compatible avec les matériaux demoulage employés. Le soufre, qui nous l’avons vu entrave la polymérisation du siliconed’addition, peut être présent dans certains substrats céramiques. Le silicone decondensation peut parfois adhérer au verre et aux surfaces contenant de la silice parleurs structures chimiques similaires. Des tests préalables au moulage devraient donctoujours être effectués, car chaque matériau en contact direct avec une œuvre d’art estsusceptible de la contaminer. Ceci est particulièrement vrai pour les céramiquesporeuses. L’emploi d’un agent de démoulage est toujours préférable, bien que, celui-cipuisse également engendrer des risques chimiques et physiques sur l’œuvre d’art17.
37
La réussite de l’intervention de moulage et de son résultat final dépend de nombreuxfacteurs rendant l’intervention imprévisible si ceux-ci ne sont pas correctementmaîtrisés. La prise en compte des critères de sélection peut parfois s’apparenter à unvéritable casse-tête chinois, jonglant sans cesse entre une condition et une autre, afin detrouver l’agencement idéal entre un procédé de moulage et ses matériaux nécessaires.C’est selon moi ce qui fait tout le charme de cette technique : être à chaque foisconfronté à de nouvelles problématiques, nécessitant la recherche de solutionsadaptées. Par cet aspect, le moulage s’inscrit bel et bien dans le domaine de laconservation-restauration d’œuvres d’art, où le systématisme n’a pas sa place.
38
Nous l’avons vu, trois grandes techniques de moulage sont susceptibles d’êtreemployées pour la reconstitution des lacunes : le moule ouvert ; le moule fermé en unepièce ; et le moule fermé en plusieurs pièces. Ces techniques permettent la prised’empreinte d’une forme identique à la lacune, située sur l’œuvre ou sur une œuvresimilaire, ou encore à la reproduction d’un tesson intermédiaire. Ces procédés peuventdonc être utilisés pour la réalisation de nombreux comblements, allant d’une petitelacune sans décor, à une grande reconstitution de forme et de décor complexes.
39
Le silicone semble être le matériau d’empreinte par excellence par ses propriétésavantageuses et sa large gamme de produits lui permettant de s’adapter à tous lesprocédés de moulage employés en restauration. Il est d’ailleurs parfois mal aisé
40

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 16 sur 19https://ceroart.revues.org/2676
Notes
1 DAVID, René et DESCLAUX, Michel,Pour copie-conforme: les techniques de moulage enpaléontologie, en préhistoire et en archéologie historique, Nice: Editions Serre, 1992.
2 KOOB, P.Stephen, « Detachable Plaster Restorations for Archaeological Ceramics », dansRecent advances in the Conservation and analysis of artefacts, Jubilee Conservationconference, London, 1987, p.63-65.
3 BAILLY, Martine, « La conservation-restauration du verre : Bilan et perspectives », dansConservation, restauration du verre. Actualité et problématiques muséales, Actes du Colloque(Atelier-musée du verre, Trélon, 28 septembre 2007), Ecomusée de l’avesnois, février 2008.
4 LEEMPOEL, Patrick, « Les silicones : Propriétés et applications remarquables », dans ChimieNouvelle, vol.18, n°69, mars 2000.
5 ANDRIOT, M. et DEGROOT, J.V. et MEEKS, Jr. et al., Silicones in Industrial Applications, DowCorning.
6 BUTTLER, Lorna, « A Comparative Study of Moulding Materials for Use on Ceramic and GlassObjects », dans Modelling, Moulding & Casting, Transcripts of Lectures Given at the Ceramicsand Glass Conservation Group Meeting, (The Conservation Centre, Liverpool, 24-26 April1998), Ceramic & Glass Conservation Group (A Section of th UKIC) (éd.), p 1-12.
7 KUBAN, J. Glen, Making Silicone Rubber Molds: 1991-2004, [En ligne],<http://paleo.cc/casting/silsum.htm>, (Consulté le 15 juillet 2010).
8 MORG!S, András, NAGY, József, PALOSSY, Lászlóné, « New Silicone Rubber Mould-MakingMaterials : The Addition Type Silicone Rubbers », dans ICCOM-CC, II, 1984, p.84.20.18 –84.20.20.
9 KOOB, P. STEPHEN, Conservation and Care of Glass Objects, Londres: Archetype Publications,2006, p.85.
10 KOOB, P. Stephen, « Tips and Tricks with Epoxy and other Casting & Molding Materials »,dans Proceeding of the Objects Speciality Group Session, Objects Speciality Group Postprints,(Arlington, Virginia, 31st Annual Meeting, June 8), The American Insittute for Conservation ofHistoric & Artistic Works, 2003, p.158-171.
11 LEMAJIT, Gorazd, « Transparent PVC Mould : Replacing Missing Pieces on Hollow GlassObjects », dans Icon News, n°3, 2006, p.46-48.
12 ROSIER, Pascal, Le Moulage, « s.l. » : Dessain et Tolra, 1998.
13 LARSEN, E.B., Moulding and Casting of Museum Objects, Copenhague : The school ofconservation, The Royal Danish Art Academy,1981.
14 MORG!S, András, NAGY, József, PALOSSY, Lászlóné, op.cit.
d’effectuer un choix parmi toutes ses déclinaisons. Cependant beaucoup de produits demarques différentes présentent des propriétés similaires et leur sélection par lerestaurateur dépend surtout de la facilité à se les procurer et des prix d’achat. Aucunedifférence entre un silicone de marque et un silicone « générique », beaucoup moinscher, n’a pu être observée pour l’usage qu’en fait le domaine de la conservation-restauration. En revanche, les marques proposent généralement une plus large gammede silicones, aux propriétés très différentes, avec plusieurs catalyseurs et additifsdisponibles, permettant au produit de s’adapter à certains cas plus spécifiques pouvantêtre rencontrés. Enfin, le silicone a un coût élevé et il est donc intéressant de connaîtred’autres matériaux d’empreinte comme le latex ou l’alginate, et de se tenir au courantdes avancées industrielles des domaines employant des produits similaires comme laréalisation de prothèses médicales (dentaires et auditives) ou encore d’effets spéciaux(maquillage de spectacle). Certains restaurateurs ingénieux continuent également detrouver sans cesse de nouvelles techniques ou astuces qui facilitent considérablement lamise en œuvre du moulage. Chacun a sa manière d’agir et il est donc très intéressant departager les savoir-faire entre professionnels du milieu.

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 17 sur 19https://ceroart.revues.org/2676
15 le mat de verre n’étant plus commercialisé.
16 MAISH, P. Jeffrey, « Silicone Rubber Staining of Terracotta Surfaces », dans Studies inConservation, n°39, 1994, p.250-256.
17 DONNÉ-DONATI, Barbara, « Le moulage dans la conservation-restauration, est-il raisonnablede mouler ? », dans Conservation-restauration des biens culturels, ARAAFU, Paris, 2008,p.39-43.
Table des illustrations
Titre Fig. 1 Prise d’empreinte
Légende Vase de Delft, XVIIIe siècle., manufacture des trois cloches.
Crédits Crédit : Hélène Blanpain © collection privée
URL http://ceroart.revues.org/docannexe/image/2676/img-1.jpg
Fichier image/jpeg, 620k
Titre Fig. 2 Prise d’empreinte d’un tesson intermédiaire
LégendeTesson intermédiaire réalisé en pâte à modeler SuperSculpey®,moulé en une pièce en silicone de condensation MM903®, et coulé enrésine époxy Epotek 301-2®.
Crédits Crédit : Hélène Blanpain © Musée National d’Histoire et d’Art duLuxembourg
URL http://ceroart.revues.org/docannexe/image/2676/img-2.jpg
Fichier image/jpeg, 608k
Titre Fig. 3 Moule ouvert
LégendeL’élément à mouler est fixé dans un récipient à l’aide de quelquespoints de colle et le silicone est coulé jusqu’à le recouvrircomplètement.
Crédits Crédit : Danuta Stelmasczyk © collection privée
URL http://ceroart.revues.org/docannexe/image/2676/img-3.jpg
Fichier image/jpeg, 56k
Titre Fig. 4 Moule fermé en une pièce incisé
LégendeCe moule fermé en une pièce, réalisé avec un silicone d’addition EliteDouble 22® peu souple, a été incisé pour permettre le retrait de lareconstitution.
Crédits Crédit : Sarah Benrubi
URL http://ceroart.revues.org/docannexe/image/2676/img-4.jpg
Fichier image/jpeg, 60k
Titre Fig. 5 Moule fermé en une pièce
LégendeCe moule est réalisé en silicone de condensation MM903®suffisamment souple pour permettre le retrait de l’élément par le seultrou de coulée.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-5.jpg
Fichier image/jpeg, 600k
Titre Fig. 6 Moule « chaussette »
Légende Ce moule est réalisé par l’application de deux couches de silicone decondensation MM903®.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-6.jpg
Fichier image/jpeg, 604k
Titre Fig. 7 Moule fermé en deux pièces

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 18 sur 19https://ceroart.revues.org/2676
Légende
Reproduction d’une anse provenant d’une tasse en porcelaine deTournai. Le plan de joint est réalisé à l’aide de pâte à modelerPlastiline® et le moule en silicone d’addition Elite Double 22®. Lareconstitution est coulée dans un plâtre liquide.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-7.jpg
Fichier image/jpeg, 608k
Titre Fig. 8 Mauvaise polymérisation du silicone en contact avec unesurface humide
LégendeMoule en silicone de condensation MM922® à partir d’un tessonintermédiaire en alginate. L’alginate humide a entraîné la formation debulles de gaz à la surface du silicone pendant sa polymérisation.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-8.jpg
Fichier image/jpeg, 592k
Titre Fig. 9 Silicone putty OrmaLab 75®
Légende
La base est une pâte verte et le catalyseur est d’une consistancedentifrice de couleur rouge. Une fois les deux composants mélangés,on obtient une pâte de couleur homogène qui polymérise enseulement quelques minutes.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-9.jpg
Fichier image/jpeg, 592k
Titre Fig. 10 Schéma de la coulée d’un silicone liquide
LégendeLe silicone est percuté contre un objet et/ou contre une paroi afind’évacuer l’air emprisonné dans sa matière. Le silicone est coulétoujours d’un même endroit.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-10.jpg
Fichier image/jpeg, 640k
Titre Fig. 11 Tests de modification de la consistance et de la rigidité dusilicone
Légende
Les silicones de condensation MM903® et MM922® ainsi que lesilicone d’addition Elastosil 4643® ont été testés avec des charges(talc, kaolin, silice) et des renforts mécaniques (toile de jute, fibre deverre).
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-11.jpg
Fichier image/jpeg, 72k
Titre Fig. 12 Détermination du plan de joint
Légende
Exemple des diverses possibilités de plan de joint pour le moulaged’un tesson intermédiaire à l’aide d’un moule fermé en deux parties.Dans ce cas-ci, le plan de joint « c » a été choisi afin d’éviter lepassage de la ligne de couture au niveau de la tranche (« a »), quinécessite une grande précision.
Crédits Crédit : Hélène Blanpain
URL http://ceroart.revues.org/docannexe/image/2676/img-12.jpg
Fichier image/jpeg, 599k
Pour citer cet article
Référence électronique

11/08/15 15:54Le moulage pour la reconstitution des lacunes en restauration de la céramique et du verre
Page 19 sur 19https://ceroart.revues.org/2676
Hélène Blanpain, « Le moulage pour la reconstitution des lacunes en restauration de lacéramique et du verre », CeROArt [En ligne], | 2012, mis en ligne le 19 juin 2012, consulté le11 août 2015. URL : http://ceroart.revues.org/2676
Auteur
Hélène BlanpainDiplômée en conservation-restauration de la céramique et du verre (École NationaleSupérieure des Arts Visuels de la Cambre), Hélène Blanpain présente un vif intérêt pour lesdifférentes techniques de comblement, leur mise en œuvre et leurs matériaux relatifs.
Droits d’auteur
© Tous droits réservés
Copyright © 2022 FDOKUMEN




















