LATHE MACHINE
27
1 BAB I LATAR BELAKANG Pada Bab I akan membahas tentang latar belakang praktikum, tujuan praktikum, manfaat praktikum, batasan praktikum, dan asumsi praktikum. 1.1 Latar Belakang Dimasa yang serba modern ini, teknologi berkembang dengan cepat sehingga manusia mampu menciptakan alat-alat yang berfungsi untuk membantu dan mempermudah pekerjaannya. Salah satu alat tersebut adalah mesin bubut. Mesin bubut merupakan salah satu mesin yang biasa digunakan dalam suatu industri manufaktur. Mesin ini termasuk mesin konvensional dimana prinsip mekanisme kerjanya adalah konversi dari energi listrik menjadi energi mekanik pada motor listrik kemudian ditranmisikan ke mekanisme gerak mesin bubut. Mesin bubut digunakan untuk pengerjaan benda yang membutuhkan perlakuan: pembubutan muka, pembubutan silindris meruncing, pembubutan silindris berkontur, pembubutan silindris, pembubutan tirus, pembubutan memotong, pembubutan ulir, pelebaran lubang, pembuatan lubang, dan pembubutan luar / kartel. Untuk dapat mengoperasikan mesin tersebut, diperlukan tenaga yang terampil dan terlatih serta memahami teknik-teknik membubut. Oleh karena itu, di laksanakan Praktikum Proses Manufaktur di Jurusan Teknik Industri Universitas Brawijaya agar setiap mahasiswa dapat memahami serta menguasai teknik-teknik membubut pada mesin bubut. Didalam praktikum mesin bubut ini akan dibahas tentang cara dan atau proses membubut, pengenalan mesin bubut, alat-alat yang digunakan dalam praktikum mesin bubut,dan faktor-faktor keamanan dalam praktikum mesin bubut. Dengan menguasai teknik-teknik dasar membubut, diharapkan agar setiap mahasiswa teknik industri mempunyai keahlian yang dapat diandalkan untuk mengimbangi kemajuan teknologi. 1.2 Tujuan Praktikum Tujuan dari praktikum proses manufaktur modul I ini sebagai berikut: 1. Agar praktikan dapat mengenal dan memahami prinsip kerja dan fungsi dari mesin bubut.
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of LATHE MACHINE

1
BAB I
LATAR BELAKANG
Pada Bab I akan membahas tentang latar belakang praktikum, tujuan praktikum,
manfaat praktikum, batasan praktikum, dan asumsi praktikum.
1.1 Latar Belakang
Dimasa yang serba modern ini, teknologi berkembang dengan cepat sehingga
manusia mampu menciptakan alat-alat yang berfungsi untuk membantu dan
mempermudah pekerjaannya. Salah satu alat tersebut adalah mesin bubut.
Mesin bubut merupakan salah satu mesin yang biasa digunakan dalam suatu
industri manufaktur. Mesin ini termasuk mesin konvensional dimana prinsip mekanisme
kerjanya adalah konversi dari energi listrik menjadi energi mekanik pada motor listrik
kemudian ditranmisikan ke mekanisme gerak mesin bubut. Mesin bubut digunakan
untuk pengerjaan benda yang membutuhkan perlakuan: pembubutan muka, pembubutan
silindris meruncing, pembubutan silindris berkontur, pembubutan silindris, pembubutan
tirus, pembubutan memotong, pembubutan ulir, pelebaran lubang, pembuatan lubang,
dan pembubutan luar / kartel.
Untuk dapat mengoperasikan mesin tersebut, diperlukan tenaga yang terampil dan
terlatih serta memahami teknik-teknik membubut. Oleh karena itu, di laksanakan
Praktikum Proses Manufaktur di Jurusan Teknik Industri Universitas Brawijaya agar
setiap mahasiswa dapat memahami serta menguasai teknik-teknik membubut pada
mesin bubut. Didalam praktikum mesin bubut ini akan dibahas tentang cara dan atau
proses membubut, pengenalan mesin bubut, alat-alat yang digunakan dalam praktikum
mesin bubut,dan faktor-faktor keamanan dalam praktikum mesin bubut.
Dengan menguasai teknik-teknik dasar membubut, diharapkan agar setiap
mahasiswa teknik industri mempunyai keahlian yang dapat diandalkan untuk
mengimbangi kemajuan teknologi.
1.2 Tujuan Praktikum
Tujuan dari praktikum proses manufaktur modul I ini sebagai berikut:
1. Agar praktikan dapat mengenal dan memahami prinsip kerja dan fungsi dari mesin
bubut.

2
2. Agar praktikan dapat mengoperasikan dan mampu membuat benda kerja dengan
mesin bubut.
3. Agar praktikan dapat menganalisa terhadap proses permesinan dengan mesin bubut.
1.3 Manfaat Praktikum
Manfaat dari praktikum proses manufaktur modul I merupakan sebagai berikut:
1. Praktikan dapat mengenal dan memahami prinsip kerja dan fungsi dari mesin
bubut.
2. Praktikan dapat mengoperasikan dan mampu membuat benda kerja dengan mesin
bubut.
3. Praktikan dapat menganalisa terhadap proses permesinan dengan mesin bubut.
1.4 Batasan Praktikum
Berikut merupakan batasan-batasan praktikum yang tidak iperbolehkan untuk
dirubah:
1. Material yang digunakan dalam praktikum kali ini adalah aluminium alloy.
2. Ukuran benda sudah dientukan, dengan panjang bendanya 70 mm, diameter kepala
32 mm, dan diameter badannya 15 mm.
1.5 Asumsi Praktikum
Berikut merupakan asumsi hal-hal yang terjadi selama praktikum:
1. Diasumikan bahwa seluruh bahan yang digunakan telah tersedia.
2. Diasumsikan bahwa mesin bubut dalam keadaan baik.
3. Diasumsikan bahwa praktikum berjalan dengan lancar.

3
BAB II
TINJAUAN PUSTAKA
Berikut akan dijelaskan tentang apa itu mesin bubut, fungsi mesin bubut, jenis-jenis
mesin bubut, macam pahat yang digunakan pada mesin bubut, dan rumus perhitungan
yang digunakan untuk mesin bubut
2.1 Mesin Bubut
Berikut adalah pembahasan tentang apa itu mesin bubut dan prinsip kerjanya:
Gambar 2.1 Mesin Bubut era 1218
Sumber: id.wikipedia.org
Mesin bubut merupakan salah satu mesin yang biasa digunakan dalam suatu
industri manufaktur. Mesin ini termasuk mesin konvensional dimana benda kerja yang
berputar sesuai spindle, lalu proses pemakanannya dengan menggerakkan mata pahat.
Mesin bubut digunakan untuk benda yang simetris dan berbentuk silinder untuk proses
permbuatan ulir, turning, chamfering untuk membuat poros bertingkat, silinder pejal
dan sebagainya.
Prinsip mekanisme pada mesin bubut adalah konversi dari energi listrik menjadi
energi mekanik pada motor listrik kemudian ditranmisikan ke mekanisme gerak mesin
bubut: Main Drive dan Feed Drive. Main Drive merupakan gerakan utama pada mesin
bubut berupa putaran motor listrik yang ditransmisikan melalui belt menuju gear box.
Di dalam gear boxterdapat roda gigi yang berfungsi untuk mengatur transmisi putaran
Spindle, sehingga menghasilkan putaran pada chuck. Sedangkan Feed Drive merupakan
gerakan pemotongan pahat terhadap benda kerja.

4
2.2 Fungsi Mesin Bubut
Berikut adalah pekerjaan-pekerjaan yang dapat dilakukan oleh mesin bubut:
Gambar 2.2 Fungsi Mesin Bubut
Sumber: slideshare.net
a. Facing ( Pembubutan Muka )
Facing merupakan proses pembubutan yang dilakukan pada tepi penampang
atau gerak lurus terhadap sumbu benda kerja, sehingga diperoleh permukaan
yang halus dan rata.
b. Chamfer Turning ( Pembubutan Tirus)
Chamfer Turning merupakan proses pembubutan benda kerja untuk
merampingkan ukuran diameternya. Ketirusan memiliki fungsi sebagai
pengikat dan penahan bocor.
c. Contour Turning
Contour Turning adalah proses pembubutan benda kerja untuk memberikan
kontur atau untuk membuat bentuk kontur.
d. Form Turning
Form Turning merupakan proses pembubutan benda kerja untuk membentuk
benda sesuai dengan bentuk pahatnya.
e. Chamfering
Chamfering adalah proses pembuatan benda keja untuk membuat chamfer atau
untuk menumpulkan benda kerja dengan sudut tertentu sesuai dengan
keinginan dan kebutuhan.

5
f. Cut off
Cut off merupakan gerakan pemotongan benda kerja.
g. Threading
Threading merupakan pembubutan ulir dengan menggunakan pahat ulir.
h. Boring
Boring merupakan proses pembubutan yang bertujuan untuk memperbesar
lubang
i. Drilling
Drilling yaitu pembubutan dengan menggunakan mata bor, sehingga akan
diperoleh lubang pada benda kerja.
j. Knurling
Knurling merupakan proses pembubutan luar (pembubutan silindris) yang
bertujuan untuk membubut profil pada permukaan benda kerja.
2.3 Jenis-jenis Mesin Bubut
Jenis mesin bubut pada garis besarnya diklasifikasikan dalam empat kelompok
berdasarkan jenis pekerjaan yang dilakukan, yaitu:
1. Mesin Bubut Ringan
Gambar 2.3 Mesin Bubut Ringan
Sumber: Henggar Patria (2013)
Mesin bubut ini dimaksudkan untuk latihan dan pekerjaan ringan. Bentuk
peralatannya kecil dan sederhana. Dipergunakan untuk mengerjakan benda-benda
kerja yang berukuran kecil. Mesin ini terbagi atas mesin bubut bangku dan model
lantai, konstruksinya merupakan gambaran mesin bubut bangku dan model lantai,
konstruksinya merupakan gambaran mesin bubut yang besar dan berat.

6
2. Mesin Bubut Sedang (Medium Lathe)
Gambar 2.4 Mesin Bubut Sedang
Sumber: Henggar Patria (2013)
Konstruksi mesin ini lebih cermat dan dilengkapi dengan penggabungan
peralatan khusus. Oleh karena itu mesin ini digunakan untuk pekerjaan yang lebih
banyak variasinya dan lebih teliti. Fungsi utama adalah untuk menghasilkan
ataumemperbaiki perkakas secara produksi
3. Mesin Bubut Standar (Standard Lathe)
Gambar 2.5 Mesin Bubut Standar
Sumber: Henggar Patria (2013)
Mesin ini dibuat lebih berat, daya kudanya lebih besar daripada yang
dikerjakan mesin bubut ringan dan mesin ini merupakan standar dalam pembuatan
mesin-mesin bubut pada umumnya.
4. Mesin Bubut Meja Panjang (Long Bed Lathe)
Gambar 2.6 Mesin Bubut Meja Panjang
Sumber: Henggar Patria (2013)

7
Mesin ini termasuk mesin bubut industri yang digunakan untuk mengerjakan
pekerjaan-pekerjaan panjang dan besar, bahan roda gigi dan lainnya.
2.4 Bagian-bagian Mesin Bubut
Berikut ini merupakan bagian-bagian mesin bubut:
Gambar 2.7 Bagian-bagian
Sumber: Henggar Patria (2013)
Tabel 1.1 Bagian- Bagian Mesin Bubut
No PART FUNGSI
1. Head Stock Kepala tetap dimana gear box dan quick change gear box
dipasang
2. Pitch Selector Untuk memilih jarak pitch ulir yang diinginkan
3. On-Off/Emergency Button Tombol untuk menyalakan dan mematikan mesin bubut
4. CW/CCW Spindle Switch Untuk mengatur putaran spindle searah atau berlawanan
arah jarum jam
5. Chuck Protector Untuk melindungi pengguna dari geram yang dihasilkan
benda kerja saat proses pembubutan berlangsung
6. Spindle Berfungsi untuk memutar benda kerja
7. Chuck Bagian untuk mencekam dan memutar benda kerja
8. Tool Post Bagian untuk memegang pahat mesin bubut
9. Carriage Meja penggerak pahat dan kontrol gerak pahat
10. Carriage Longitudinal Feed
Handwheel Kontrol untuk menggerakan carriage
11. Cross Slide Handwheel Kontrol untuk menggerakan cross slide
12. Split Nut Lever Digunakan untuk menggerakan split nut yang nantinya akan
memutar lead screw
13. Compoundrest Handwheel Kontrol untuk menggerakan compoundrest
14. Leadscrew Poros berulir yang berfungsi untuk menggerakan carriage
saat melakukan penguliran
15. Tail Stock
Berfungsi untuk menahan ujung benda kerja saat
pembubutan dan juga dapat digunakan untuk memegang
pahat
Sumber: Laboratoriun Sistem Manufaktur

8
2.5 Pahat Bubut
Berikut akan dibahas mengenai macam pahat yang digunakan pada mesin
bubut berdasar bentuknya:
Untuk setiap jenis pengerjaan diperlukan pahat yang tepat, yang dapat
menyayat dengan baik. Untuk dapat menyayat dengan baik, diperlukan alat potong
yang memiliki sudut tertentu yang sesuai ketentuan.
1. Pahat Bubut Rata Kanan
Gambar 2.5.1Pahat Bubut Rata Kanan
Sumber: Galih Prasetyo (2013)
Pahat bubut rata kanan memiliki sudut baji 80º dan sudut-sudut bebas
lainnya sebagaimana gambar diatas, pada umumnya digunakan untuk
pembubutan rata memanjang yang pemakanannya dimulai dari kiri kearah
kanan mendekati posisi cekam.
2. Pahat Bubut Rata Kiri
Gambar 2.5.2Pahat Bubut Rata Kiri
Sumber: Galih Prasetyo (2013)
Pahat bubut rata kiri memiliki sudut baji 55º, pada umumnya digunakan
untuk pembubutan rata memanjang yang pemakanannya dimulai dari kiri ke
arah kanan mendekati posisi kepala lepas.
3. Pahat Bubut Muka

9
Gambar 2.5.3Pahat Bubut Muka
Sumber: Galih Prasetyo (2013)
Pahat bubut muka memiliki susut baji 55º, pada umumnya digunakan
untuk pembubutan rata permukaan benda kerja (facing) yang pemakanan dapat
dimulai dari luar benda kerja ke arah mendekati titik senter dan juga dapat
dimulai dari titik senter dan juga dapat dimulai dari titik senter ke arah luar
benda kerja tergantung arah putaran mesinnya.
4. Pahat Bubut Ulir
Gambar 2.5.4Pahat Bubut Ulir
Sumber: Galih Prasetyo (2013)
Pahat bubut ulir memiliki sudut puncak tergantung dari jenis ulir yang
akan dibuat, sudut puncak 55º adalah untuk membuat ulir jenis whitwhort.
Sedankan untuk pembuatan ulir jenis metrik sudut puncak pahat ulirnya dibuat
60º.
2.6 Rumus Perhitungan
Berikut ini merupakan rumus yang digunakan untuk mesin bubut:
1. Menghitung Spindle Speed
Spindle speed adalah kecepatan putaran benda kerja yang dihitung dari
jumlah putaran setiap menitnya, dengan konstanta 1000 yang merupakan
perubahan dari mm ke meter.
N = 1000 𝑥 𝑣
𝜋 𝑥 𝐷𝑜
N = Kecepatan Spindle (rpm)

10
v = Kecepatan pemotongan (m/min)
Do = Diameter dalam (mm)
2. Menghitung Depth of Cut
Depth of Cut merupakan kedalaman yang akan dikurangi pada saat
pembubutan, yang dihitung dengan cara diameter awal dikurangi diameter
yang diinginkan dibagi dengan dua (pemotongan benda silinder).
𝑑 =𝐷0 − 𝐷𝑓
2
d = Depht of cut (mm)
Do = Diameter awal (mm)
Df = Diameter akhir (mm)
3. Menghitung Chamfering
Chamfering adalah panjang kemiringan yang dihasilkan dari kegiatan
chamfer turning yang dihitung dengan aturan tangen yang membandingkan
selisih diameter awal dan akhir yang dibagi dengan dua kali panjang
chamfering.
tan 𝛼 = 𝐷1−𝐷2
2𝑘
𝛼 = Sudut Chamfering
D1 = Diameter Awal
D2 = Diameter Akhir
k = Panjang Chamfering
4. Menghitung Feed Rate
Feed Rate merupakan laju pemakanan benda kerja oleh mesin yang
dihitung dari perkalian kecepatan rotasi mesin dengan jumlah pemakanan.
Fr = N f
f = Feed (mm/rev)
fr = Feed rate (mm/min)

11
N = Rotational Speed (rev/min)
5. Menghitung Machining Time
Machining Time adalah perhitungan untuk menghitung lamanya mesin
melakukan suatu pekerjaan.
a. Menghitung Turning
Machining Time Turning adalah perhitungan lamanya mesin
melakukan kegiatan turning yang dihitung dari panjang pembubutan
dibagi dengan laju pemakanan dan dikalikan dengan jumlah pemakanan.
Tm = 𝐿
𝑓𝑟× 𝑖
Tm = Time machining (min)
L = Length
Fr = Feed Rate (mm/min)
𝑖 = Jumlah Pemakanan
b. Menghitung Facing
Machining Time Facing adalah perhitungan lamanya mesin
melakukan kegiatan facing yang dihitung dari jari-jari dibanding laju
pemakanan dikalikan dengan jumlah pemakanan.
Tm =
𝐷
2
𝑓𝑟× 𝑖
Tm = Time machining (min)
L = Length
Fr = Feed Rate (mm/min)
𝑖 = Jumlah Pemakanan
c. Menghitung Material Removal Rate
Material Removal Rate merupakan laju pengurangan material setelah
kegiatan pembubutan berlangsung yang dihitung dari kecepatan

12
pemotongan, dikalikan dengan kedalaman pemotongan dan
pemakanannya.

13
MRR = 𝑣𝑓𝑑
𝑣 = Cutting speed (m/min)
MRR = Material removal rate (mm3/min)
𝑓 = feed (mm/ref)

14
BAB III
METODOLOGI PRAKTIKUM
Berikut akan dijelaskan tata cara (metodologi) dalam praktikum proses manufaktur
modul I mengenai mesin bubut, yaitu:
3.1 Alat dan Bahan
Alat dan bahan yang digunakan dalam praktikum proses manufaktur modul I antara
lain:
1. Aluminium
Digunakan sebagai bahan praktikum.
2. Jangka Sorong
Digunakan untuk mengukur dimensi benda kerja.
3. Kunci Chuck
Digunakan untuk chuk/pencekam.
4. Stopwatch
Digunakan untuk mengetahui waktu dalam proses pemakanan.
5. Penanda
Digunakan untuk memberi tanda.
6. Kunci Ring
Digunakan untuk memasang/melepas pahat pada tool post.
7. Coolant
Digunakan untuk mendinginkan benda kerja dan pahat selama proses
pemakanan.
8. ADP (Alat Pelindung Diri)
Digunakan sebagai pelindung selama proses praktikum.
9. Gergaji Besi
Digunakan untuk pemotongan benda kerja
10. Ragum
Digunakan sebagai penopang dan penahan benda kerja saat melakukan
pemotongan benda kerja.

15
3.2 Diagram Alir Praktikum
Berikut ini adalah diagram alir praktikum proses manufaktur :

16
3.3 Prosedur Praktikum
Berikut ini akan dijelaskan prosedur praktikum dimulai dari persiapan hingga
proses pembubutan selesai.
A. Sebelum proses pembuatan/persiapan
1. Mengecek mesin yang akan digunakan.
2. Siapkan desain, benda kerja, alat, dan bahan yang dibutuhkan untuk proses
pengerjaan dengan mesin bubut.
3. Lakukan pengukuran dimensi benda kerja, beri tanda pada area pembubutan
sesuai dengan desain yang telah ditentukan.
4. Pasang benda kerja pada chuck mesin bubut.
5. Atur konfigurasi pada mesin bubut, pastikan konfigurasi mesin sesuai dengan
yang dibutuhkan.
6. Nyalakan mesin bubut.
7. Tentukan titik nol dari benda kerja dengan cara mendekatkan pahat sampai
tepat menyentuh/menggores benda kerja.
8. Proses pembubutan dapat dilakukan sesuai benda kerja.
B. Selama Proses Pembubutan
1. Tentukan depth of cut dari pemakanan pada tiap pemotongan, sebaiknya tidak
terlalu besar.
2. Lakukan proses pembubutan benda kerja.
3. Berikan coolant secara teratur kepada benda kerja dan pahat.
4. Matikan mesin jika terjadi gangguan pada mesin selama proses pembubutan.
C. Setelah Proses Pembubutan
1. Jauhkan pahat dari benda kerja.
2. Matikan mesin.
3. Cek kesesuaian benda dengan desain benda yang diinginkan (apabila belum
sesuai, lakukan proses pemakanan ulang).
4. Bersihkan dan rapikan kembali alat dan mesin yang telah digunakan.
5. Selesai

17

18
BAB IV
HASIL DAN PEMBAHASAN
Berikut akan dibahas hasil dari praktikum Modul I tentang mesin bubut:
4.1 Data Praktikum
Berikut merupakan data yang diperoleh saat praktikum Modul I dilaksanakan.
Adapun desain benda kerja praktikum terlampir
Gambar 4.1 Gambar dimensi awal benda kerja
Tabel 4.1 Dimensi awal benda kerja
Dimensi awal benda kerja
Panjang (mm) 143,1 mm
Diameter (mm) 31,8 mm
Data Pengurangan Diameter (Turning)
Gambar 4.2 Benda kerja setelah turning
19
Tabel 4.2 Data pengurangan diameter (Turning) No. L(mm) D0(mm) Df (mm) d (mm) t (detik)
1 61 31,8 30,8 1 156
2 61 30,8 29,3 1,5 238
3 61 29,3 27,8 1,5 340
4 61 27,8 26,3 1,5 332
5 61 26,3 24,8 1,5 265
6 61 24,8 22,6 2,2 221
7 61 22,6 21,1 1,5 220
8 61 21,1 19,6 1,5 208
9 61 19,6 18,1 1,5 252
10 61 18,1 17,1 1,5 254
11 61 17,1 16,1 1 288
12 61 16,1 15,2 1 300
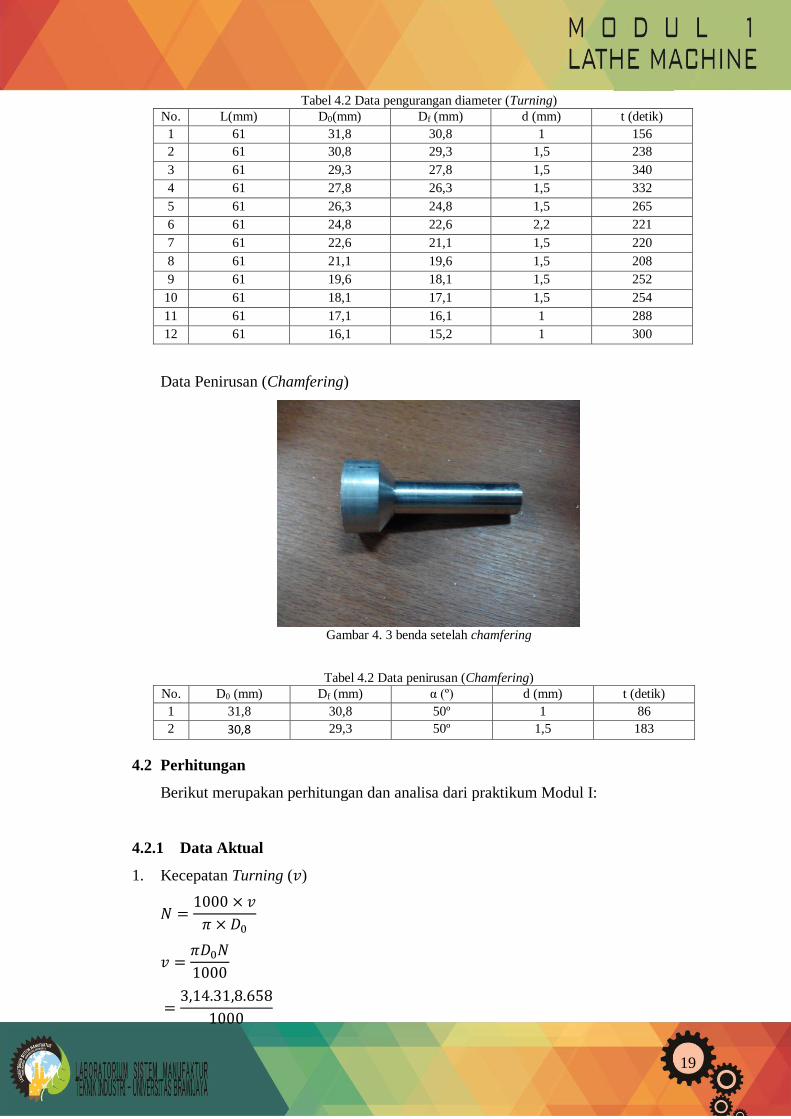
Data Penirusan (Chamfering)
Gambar 4. 3 benda setelah chamfering
Tabel 4.2 Data penirusan (Chamfering) No. D0 (mm) Df (mm) α (º) d (mm) t (detik)
1 31,8 30,8 50º 1 86
2 30,8 29,3 50º 1,5 183
4.2 Perhitungan
Berikut merupakan perhitungan dan analisa dari praktikum Modul I:
4.2.1 Data Aktual
1. Kecepatan Turning (𝑣)
𝑁 =1000 × 𝑣
𝜋 × 𝐷0
𝑣 =𝜋𝐷0𝑁
1000
=3,14.31,8.658
1000

20
= 65,70 𝑚/𝑚𝑖𝑛
2. Depth of Cut(d)
a. Depth of Cut keseluruhan
𝑑 =𝐷0 − 𝐷𝑓
2
= 31,8−15,2
2
=8,3mm
b. Depth of Cut 1 pemakanan awal
𝑑 =𝐷0 − 𝐷𝑓
2
= 31,85 − 30,8
2
= 0,5mm
3. Panjang Sisi Chamfering(k)
𝑡𝑎𝑛𝛼 =𝐷1 − 𝐷2
2𝑘
𝑘 = 𝐷1 − 𝐷2
2. 𝑡𝑎𝑛𝛼
=31,85 − 18,8
2. 𝑡𝑎𝑛50°
= 5,48𝑚𝑚
4. Feed Rate (fr)
𝑇𝑚 =𝐿
𝑓𝑟× 𝑖
a. Feed Rate keseluruhan
𝑓𝑟 =𝐿
𝑇𝑚× 𝑖
=61
51,23× 12
= 14,29 𝑚𝑚 𝑚𝑖𝑛⁄
b. Feed Rate dengan 𝑑 = 1𝑚𝑚
𝑓𝑟 =𝐿
𝑇𝑚× 𝑖
=61
12,4× 3
= 14,75 𝑚𝑚/𝑚𝑖𝑛

21
5. Material Removal Rate
a. Seluruh pemakanan
𝑓𝑟 = 𝑁𝑓
14,29 = 658. 𝑓
𝑓 = 0,02 𝑚𝑚 𝑟𝑒𝑣⁄
𝑀𝑅𝑅 = 𝑣𝑓𝑑
= 65,7.0,02.8,3
= 11,99 𝑚𝑚3 𝑚𝑖𝑛⁄
b. Satu pemakanan awal
𝑓𝑟 = 𝑁𝑓
14,75 = 658. 𝑓
𝑓 = 0,02 𝑚𝑚 𝑟𝑒𝑣⁄
𝑀𝑅𝑅 = 𝑣𝑓𝑑
= 65,7.0,02.0,5
= 0,657 𝑚𝑚3/𝑚𝑖𝑛
4.2.2 Data Teoritis
Berdasarkan Table Black Kohser DeGarmo, alumunium memiliki Hardness Brinell
60-100 dan didapatkan speed alumunium sebesar 90 m/min (90000 mm/min) dengan
feed 0.30 mm/rev.
Gambar 4.4 Feed Depth of Cut
Sumber: Black Kohser Degarmo’s. 2007. Materials Processes Manufacturing, 10th. Pdf
1. Kecepatan Spindle (𝑁)
𝑁 =1000 × 𝑣
𝜋 × 𝐷0

22
=1000 × 90
3,14 × 31,8
= 901,33 𝑟𝑝𝑚
2. Chamfering
𝑡𝑎𝑛𝛼 =𝐷1 − 𝐷2
2𝑘
𝑘 =𝐷1 − 𝐷2
2𝑡𝑎𝑛𝛼
=31,85 − 15
2𝑡𝑎𝑛45°
= 8,425 𝑚𝑚
3. Feed Rate
𝑓𝑟 = 𝑁𝑓
= 901,33.0,30
= 270,40 𝑚𝑚 𝑚𝑖𝑛⁄
4. Material Removal Rate
a. Seluruh pemakanan
𝑀𝑅𝑅 = 𝑣𝑓𝑑
= 90.0,30.8,3
= 224,1 𝑚𝑚3 𝑚𝑖𝑛⁄
b. Satu pemakanan awal
𝑀𝑅𝑅 = 𝑣𝑓𝑑
= 90.0,30.0,5
= 13,5 𝑚𝑚3 𝑚𝑖𝑛⁄
4.2.3 Perbandingan Data Aktual dengan Data Teoritis
Berikut akan dibahas mengenai perbandingan antara hasil perhitungan antara data
aktual dan data teoritis.

23
Tabel 4.2.3 Perbandingan Data Aktual dan Data Teoritis
Perbedaan Data Aktual Data Teoritis
Kecepatan Spindle
(𝑁) 658 𝑟𝑝𝑚 901,33 𝑟𝑝𝑚
Kecepatan
pemotongan (𝑣)
65,7 𝑚 𝑚𝑖𝑛⁄ 90 𝑚 𝑚𝑖𝑛⁄
Panjang chamfering
(𝑘) 5,48𝑚𝑚 8,425𝑚𝑚
Feed Rate (𝑓𝑟) 𝑑𝑘𝑒𝑠𝑒𝑙𝑢𝑟𝑢ℎ𝑎𝑛 = 14,29 𝑚𝑚 𝑚𝑖𝑛⁄
𝑑𝑝𝑒𝑚𝑎𝑘𝑎𝑛𝑎𝑛 1 = 14,75 𝑚𝑚 𝑚𝑖𝑛⁄
270,40 𝑚𝑚 𝑚𝑖𝑛⁄
Feed (𝑓) 0,02 𝑚𝑚 𝑟𝑒𝑣⁄ 0,30 𝑚𝑚 𝑟𝑒𝑣⁄
Material Removal
Rate (𝑀𝑅𝑅)
𝑑𝑘𝑒𝑠𝑒𝑙𝑢𝑟𝑢ℎ𝑎𝑛 = 11,99 𝑚𝑚3 𝑚𝑖𝑛⁄
𝑑𝑝𝑒𝑚𝑎𝑘𝑎𝑛𝑎𝑛 1 = 0,66 𝑚𝑚3 𝑚𝑖𝑛⁄
𝑑𝑘𝑒𝑠𝑒𝑙𝑢𝑟𝑢ℎ𝑎𝑛 = 224,1 𝑚𝑚3 𝑚𝑖𝑛⁄
𝑑𝑝𝑒𝑚𝑎𝑘𝑎𝑛𝑎𝑛 1 = 13,5 𝑚𝑚3 𝑚𝑖𝑛⁄
1. Kecepatan spindel berbeda antara data aktual dan data teoritis disebabkan oleh
faktor pengaturan pada mesin yang tidak sesuai dengan data teoritis. Semakin cepat
kecepatan spindel akan menyebabkan kecepatan pemotongan lebih merata
sehingga benda kerja akan menjadi lebih halus.
2. Kecepatan Pemotongan berbeda antara data aktual dan data teoritis disebabkan oleh
perbedaan kecepatan spindle. Semakin cepat kecepatan pemotongan maka akan
semakin merata kecepatan pemotongannya. Seperti yang dijelaskan di nomor 1, hal
ini akan menyebabkan hasil benda kerja semakin halus.
3. Feed rate berbeda antara data aktual dan data teoritis disebakan oleh perbedaan
kecepatan spindel sehingga menyebabkan terjadinya perbedaan machining time.
Seperti yang dijelaskan di nomor pertama bahwa semakin cepat kecepatan spindel
akan menyebabkan kecepatan pemotongan lebih merata sehingga benda kerja akan
menjadi lebih halus.
4. Feed berbeda antara data aktual dan data teoritis disebabkan oleh perbedaan
kecepatan spindel yang menyebabkan terjadinya perbedaan material removal rate.
Akibatnya hasil benda kerja tidak sesuai dengan ukuran yang sudah ditentukan.
5. Material removal rate berbeda antara data aktual dan data teoritis disebabkan oleh
perbedaan kecepatan pemotongan dan feed sehingga menyebabakan dimensi benda
kerja tidak sesuai dengan desain.
4.3 Analisis dan Pembahasan
Berikut adalah analisis dan pembahasan masalah dari praktikum modul I yang
terdiri dari permasalahan, penyebab permasalahan dan solusi.

24
4.3.1 Permasalahan
Keslahan menggeser tool post (bagian pengaturan sudut), dimana seharusnya
digeser sebesar 50º yang seharusnya hanya digeser hingga 45º sehingga hasil benda
kerja tidak sesuai dengan desain.
Gambar 4.4 Benda setelah chamfering
4.3.2 Penyebab Permasalahan
Ketidak-telitian praktikan saat melakukan praktikum.
4.3.3 Solusi
Praktikan harusnya lebih teliti dan tidak tergesa-gesa pada saat melaksanakan
praktikum, supaya tidak terjadi kesalahan-kesalahan seperti kesalahan menggeser sudut
kemiringan tool post yang tidak sesuai seperti desain.

25

26
BAB V
PENUTUP
Berdasarkan praktikum yang telah dilakukan, dapat ditarik kesimpulan dan saran
untuk kedepannya.
5.1 Kesimpulan
Kesimpulan dari praktikum proses manufaktur modul I ini sebagai berikut:
1. Setelah melakukan praktikum modul 1 tentang mesin bubut. Praktikan dapat
mengenal dan memahami prinsip kerja dan fungsi mesin bubut. Mesin bubut
merupakan salah satu mesin konvesional yang biasa digunakan dalam suatu industri
manufaktur. Prinsip kerja mesin bubut sendiri sebenarnya sederhana, yaitu
pemakanan benda kerja yang prosesnya dilakukan dengan cara memutar benda
kerja kemudian dekenakan pada pahat yang digerakkan secara translasi sejajar
dengan sumbu putar dan benda kerja. Mesin bubut digunakan pada benda silinder
untuk proses pembuatan ulir, turning, chamfering, tapering untuk membuat poros
bertingkat dsb.
2. Pada saat praktikum, praktikum melakukan 2 kali proses pembubutan yaitu proses
turning kemudian dilanjutkan dengan chamfering. Benda kerja yang digunakan
adalah jenis alumunium dengan bentuk awal silinder. Pertama-tama persiapkan
desain benda kerja, alat dan bahan kemudian ukur dimensi awal benda kerja
kemudian pasang benda kerja pada chuck mesin bubut lalu atur konfigurasi mesin
bubut kemudian nyalakan mesin dan tentukan titik nol dan depth of cutnya.
Lakukan proses turning (pengurangan diameter benda) secara bertahap sampai hasil
sesuai dengan desain, jangan lupa berikan coolant kepada benda kerja secara
teratur. Kemudian dilanjutkan dengan proses chamfering (pembentukan sudut pada
ujung benda kerja). Benda kerja yang digunakan berbahan dasar alumunium.
Setelah melakukan proses turning dan chamfering, diameter benda kerja berkurang
dan benda kerja memiliki sudut dibagian ujung kepala benda. Dengan ukuran sudut
45 derajat.
3. Adanya perbedaan antara data aktual dan data teoritis disebabkan kurangnya
ketelitian praktikan dalam menjalankan proses praktikum, seperti pengaturan
kecepatan spindle, sehingga membuat factor –faktor lain berubah juga, apabila

27
kecepatan spindle tinggi, feed rate rendah, namun feed rate tidak konstan dapat
menyebabkan hasil akhir benda kerja tidak halus dan tidak rata. Apabila feed rate
rendah menyebabkan material yang terbuang (MRR) saat proses praktikum lebih
banyak yang terbuang daripada seharusnya. Dan untuk Machining Time saat proses
praktikum lebih lama dibandingkan data teoritis disebabkan tidak konstannya
pemutaran carriage saat proses feed.
5.2 Saran
Saran dari praktikan untuk praktukum di laboratorium proses manufaktur setelah
menjalani praktikum proses manufaktur ini adalah sebegai berikut:
1. Peralatan praktikum yang disediakan oleh laboratorium Sistem Manufaktur
sebaiknya lebih banyak lagi, sehingga kegiatan praktikum dapat dilakukan oleh
beberapa kelompok.
2. Pengkondisian dari asisten laboratorium kepada praktikan sebaiknya lebih
ditingkatkan lagi agar praktikum selesai tepat waktu.