Ingeniería Industrial Introducción
12
1 TECNOLOGÍAS EMERGENTES Grupo de Química de Carbohidratos, Polímeros y Aditivos Industriales E047-01 Francisco Rojas Melgarejo Mayo de 2011 Francisco Rojas Melgarejo Mayo de 2011 QCPAI E047 QCPAI E047-01 01 CONTENIDO Diseño higiénico de instalaciones y equipos: salas blancas. Introducción. Aplicación de biocatalizadores inmovilizados en la industria alimentaria. Tecnologías emergentes de separación: Columnas de Conos Rotatorios. Francisco Rojas Melgarejo Mayo de 2011 QCPAI E047 QCPAI E047-01 01 CONTENIDO Diseño higiénico de instalaciones y equipos: salas blancas. Introducción. Aplicación de biocatalizadores inmovilizados en la industria alimentaria. Tecnologías emergentes de separación: Columnas de Conos Rotatorios. Francisco Rojas Melgarejo Mayo de 2011 QCPAI E047 QCPAI E047-01 01 Introducci Introducción Ingeniería Industrial Desarrollar nuevos métodos de fabricación Modificar procesos de fabricación actuales Elaborar nuevas propuestas de fabricación en un mundo cada vez más industrializado y poblado Francisco Rojas Melgarejo Mayo de 2011 QCPAI E047 QCPAI E047-01 01 Introducci Introducción Obtener resultados de calidad con el mínimo impacto ambiental Ingeniería Industrial Alargar vida útil de los alimentos Conservar características nutricionales y organolépticas Alimentos mínimamente procesados Procesos eficientes energéticamente Alimentos seguros Respetar exigencias medioambientales Francisco Rojas Melgarejo Mayo de 2011 QCPAI E047 QCPAI E047-01 01 Introducci Introducción La calidad de los productos y procesos implica un desarrollo armonioso Necesidad de implantar normas internacionales “globales” Ingeniería Industrial Código de Alimentos Código de Regulaciones Federales 21 Salas Blancas Sistema de Análisis de Riesgos y Puntos Críticos (HACCP/APPCC) Directrices de la Unión Europea para nuevos alimentos y procesos
Transcript of Ingeniería Industrial Introducción
1
TECNOLOGÍAS EMERGENTES
Grupo de Química de Carbohidratos, Polímeros y Aditivos Industriales
E047-01
Francisco Rojas MelgarejoMayo de 2011 Francisco Rojas Melgarejo
Mayo de 2011QCPAI E047QCPAI E047--0101
CONTENIDO
Diseño higiénico de instalaciones y equipos: salas blancas.
Introducción.
Aplicación de biocatalizadores inmovilizados en la industria alimentaria.
Tecnologías emergentes de separación: Columnas de Conos Rotatorios.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
CONTENIDO
Diseño higiénico de instalaciones y equipos: salas blancas.
Introducción.
Aplicación de biocatalizadores inmovilizados en la industria alimentaria.
Tecnologías emergentes de separación: Columnas de Conos Rotatorios.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
IntroducciIntroduccióónn
Ingeniería Industrial
Desarrollar nuevos métodos de fabricación
Modificar procesos de fabricación actuales
Elaborar nuevas propuestas de fabricación en un mundo cada vez más industrializado y poblado
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
IntroducciIntroduccióónn
Obtener resultados de calidad con el mínimo impacto ambiental
Ingeniería Industrial
Alargar vida útil de los alimentos
Conservar características nutricionales y organolépticas
Alimentos mínimamente procesados
Procesos eficientes energéticamente
Alimentos seguros
Respetar exigencias medioambientales
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
IntroducciIntroduccióónn
La calidad de los productos y procesos implica un desarrollo armonioso
Necesidad de implantar normas internacionales “globales”
Ingeniería Industrial
Código de Alimentos
Código de Regulaciones Federales 21
Salas Blancas
Sistema de Análisis de Riesgos y Puntos Críticos (HACCP/APPCC)
Directrices de la Unión Europea para nuevos alimentos y procesos

2
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
IntroducciIntroduccióónn
Contratos y proyectos cofinanciados entre la Universidad y Empresas implicadas
Resolución de problemas concretos de fabricación
Desarrollo de nuevas tecnologías de fabricación
Nuevos procedimientos de fabricación
Confianza mutua en custodiar con garantías la información compartida
Becas Séneca para la Empresa
Proyectos CDTI (Centro de Desarrollo Tecnológico Industrial)
Ingeniería Industrial
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
IntroducciIntroduccióónn
Primeros interesados
Ex-alumnos que trabajan para industrias
Empresarios Publicaciones, Congresos
Ingeniería Industrial
Universidades
Organismos públicos de investigación
Federaciones de alimentación internacionales
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
CONTENIDO
Diseño higiénico de instalaciones y equipos: salas blancas.
Introducción.
Aplicación de biocatalizadores inmovilizados en la industria alimentaria.
Tecnologías emergentes de separación: Columnas de Conos Rotatorios.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
1.5.8 Otras aplicaciones1.5.7 Células de combustible y baterías bioquímicas1.5.6 Tratamiento de aguas residuales1.5.5 Cromatografía de afinidad1.5.4 Aplicaciones en la elaboración de alimentos1.5.3 Aplicaciones médicas1.5.2 Aplicaciones analíticas
1.5.1 Utilización de enzimas inmovilizadas en procesos químicos
1.5 Aplicaciones de las enzimas inmovilizadas
1.4 Ventajas y desventajas de la inmovilización
1.3.5 Estabilidad1.3.4 Constantes cinéticas de enzimas inmovilizadas1.3.3 Temperatura óptima de enzimas inmovilizadas1.3.2 pH óptimo de enzimas inmovilizadas1.3.1 Especificidad por el sustrato
1.3 Propiedades de enzimas inmovilizadas
1.2.4 Otros métodos de inmovilización1.2.3 Método de atrapamiento1.2.2 Método de entrecruzamiento1.2.1 Método de enlace a un soporte
1.2 Métodos de inmovilización de enzimas
1.1 Introducción
1 INMOVILIZACIÓN DE ENZIMAS
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
1. Chibata, I. (1978). “Immobilized Enzymes: Research andDevelopment”, John Wiley & Sons.
2. Guilbault, G. G. (1984). “Analytical Uses of Immobilized Enzymes”,Marcel Dekker, Inc.: New York.
3. Tischer, W. y Wedekind, F. (1999). Top. Curr. Chem. 200, 95.4. Tischer, W. y Kasche, V. (1999). Trends Biotechnol. 17, 326.5. Arroyo, M. (1998). Ars Pharmaceutica, 39:2; 23-39.6. Rojas-Melgarejo F. Immobilization of enzymes on cinnamic carbohydrate
esters. Doctoral Thesis. University of Murcia; 2002.
BIBLIOGRAFÍA
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Ventajas del uso de enzimas inmovilizadas en el procesamiento de alimentos.
Las inherentes al uso de enzimas inmovilizadas.
1. Utilización de extractos enzimáticos crudos (Tirosinasa).2. Reutilización de la enzima. Mayor tiempo de vida media de la enzima.3. Ahorro económico.4. Utilización en procesos continuos y/o discontinuos. Fácil adaptación.5. Control más preciso del proceso. Fácil detención de la reacción.6. Evitar la inhibición por producto (enzima soluble).7. Mayor estabilidad al pH (rangos más amplios), temperatura (elevadas),
almacenado, fuerza iónica, inactivadores y/o desnaturalizantes .8. Pocas interferencias (activadores e inhibidores) en la acción catalítica de
la enzima.9. Mayor rendimiento de productos.10. Producto libre de enzima y otros contaminantes.11. Protección del medio ambiente. Efluentes libres de contaminantes: NO
pérdidas accidentales.12. Utilización de enzimas recombinantes (invertasa, *HRPc).

3
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
2 SOPORTES DE INMOVILIZACIÓN
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Ventajas del uso de fotopolímeros entrecruzablescomo soportes de inmovilización.
1. Fácil preparación.2. Control de las características del polímero: hidrofobicidad y/o
hidrofilicidad, grado de entrecruzamiento, presencia de determinadosgrupos reactivos (método de inmovilización).
3. No utilización de disolventes orgánicos.4. Elaboración de sistemas multicapa y/o sistemas multienzimáticos.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
1.5.8 Otras aplicaciones1.5.7 Células de combustible y baterías bioquímicas1.5.6 Tratamiento de aguas residuales1.5.5 Cromatografía de afinidad1.5.4 Aplicaciones en la elaboración de alimentos1.5.3 Aplicaciones médicas1.5.2 Aplicaciones analíticas
1.5.1 Utilización de enzimas inmovilizadas en procesos químicos
1.5 Aplicaciones de las enzimas inmovilizadas
1.4 Ventajas y desventajas de la inmovilización
1.3.5 Estabilidad1.3.4 Constantes cinéticas de enzimas inmovilizadas1.3.3 Temperatura óptima de enzimas inmovilizadas1.3.2 pH óptimo de enzimas inmovilizadas1.3.1 Especificidad por el sustrato
1.3 Propiedades de enzimas inmovilizadas
1.2.4 Otros métodos de inmovilización1.2.3 Método de atrapamiento1.2.2 Método de entrecruzamiento1.2.1 Método de enlace a un soporte
1.2 Métodos de inmovilización de enzimas
1.1 Introducción
1 INMOVILIZACIÓN DE ENZIMAS
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Aplicaciones en la elaboración de alimentos
ββββ-galactosidasa. Eliminación de la lactosa contenida en la leche, de manera continua. Preparación de productos lácteos dietéticos.
ββββ-galactosidasa. Hidrólisis de suero ácido (fabricación de requesón) para obtener edulcorantes de uso en productos de dieta y de elevado coste. Preparación de helados.
Catalasa. Eliminar el exceso de peróxido de hidrógeno utilizado para esterilización de la leche.
Tripsina. Prevenir la aparición de un sabor “oxidado”.Renina. Producir queso. Enzima escasa.Amilasa, glucoamilasa y glucoisomerasa. Hidrólisis de almidón para
obtener jarabe rico en frutosa: edulcorante en bebidas refrescantes (Coca-Cola, Pepsi).
Amilasa. Hidrolizar almidón durante la fabricación de cerveza.Papaína y polifenol oxidasa. Evitar turbidez de cerveza almacenada
durante mucho tiempo.Proteasas. Hidrolizar proteínas y polipéptidos, reducción de lactoglubilina en
leche, fabricación de quesos (maduración), solubilizar concentrados de proteínas de pescado.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Aplicaciones en la elaboración de alimentos
Lipasas. Maduración de queso, interesterificación de aceites y grasas: transformación del aceite de palma en sucedáneo de la manteca de coco (chocolate).
Fumarasa. Obtención de ácido L-málico: aditivo en zumos de frutas, refrescos, mermeladas y dulces.
Pectinasa. Hidrólisis de pectina durante la preparación de zumos.Naringinasa. Eliminar el sabor amargo en el zumo de naranja.Glucosa oxidasa y peroxidasa. Eliminar la glucosa de la albúmina de la
clara del huevo.Tanasa. Tratamiento de la crema de té.Invertasa. Azúcar invertido para obtener sirope rico en fructosa en la
industria de bebidas.Endo- ββββ-glucosidasas. Aumentar el aroma de vinos y zumos.Tirosinasa. Tratamiento de aguas residuales.Peroxidasa. Tratamiento de aguas residuales. Esterilización en frío de
diferentes bacterias en aire y aguas.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Fuentes de extracción de enzimas
Peroxidasa Rábano picante
4
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Fuentes de extracción de enzimas
Restos de champiñón: Pieles y tallosTirosinasa
Peroxidasa Rábano picante
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Fuentes de extracción de enzimas
Invertasa Zymomonas mobilis Escherichia coli BL21 (DE3)
Restos de champiñón: Pieles y tallosTirosinasa
Peroxidasa Rábano picante
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Fuentes de extracción de enzimas
ββββ-Galactosidasa
Invertasa Zymomonas mobilis Escherichia coli BL21 (DE3)
Kluyveromyces fragilis (levadura)
Restos de champiñón: Pieles y tallosTirosinasa
Peroxidasa
Peroxidasa recombinante
Rábano picante
Escherichia coli
5
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
1.5.8 Otras aplicaciones1.5.7 Células de combustible y baterías bioquímicas1.5.6 Tratamiento de aguas residuales1.5.5 Cromatografía de afinidad1.5.4 Aplicaciones en la elaboración de alimentos1.5.3 Aplicaciones médicas1.5.2 Aplicaciones analíticas
1.5.1 Utilización de enzimas inmovilizadas en procesos químicos
1.5 Aplicaciones de las enzimas inmovilizadas
1.4 Ventajas y desventajas de la inmovilización
1.3.5 Estabilidad1.3.4 Constantes cinéticas de enzimas inmovilizadas1.3.3 Temperatura óptima de enzimas inmovilizadas1.3.2 pH óptimo de enzimas inmovilizadas1.3.1 Especificidad por el sustrato
1.3 Propiedades de enzimas inmovilizadas
1.2.4 Otros métodos de inmovilización1.2.3 Método de atrapamiento1.2.2 Método de entrecruzamiento1.2.1 Método de enlace a un soporte
1.2 Métodos de inmovilización de enzimas
1.1 Introducción
1 INMOVILIZACIÓN DE ENZIMAS
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Tratamiento de aguas residuales
Necesita de grandes volúmenes de H2O:1. Limpieza de materias primas.2. Lavado en planta.3. Escaldado.4. Pasteurización.5. Limpieza de equipos de producción.6. Refrigeración del producto final.
PROCESOS DE LA INDUSTRIA ALIMENTARIA
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Tratamiento de aguas residuales
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Ensayos de laboratorio
Tratamiento de aguas residuales con enzimas inmovilizadas
HRP inmovilizada sobre ésteres cinámicos de hidratos de carbono
[Fenol]0 (0.1-0.5 mM) >70% ↓↓↓↓
Gran versatilidad en su aplicación industrial
Variedad de compuestos aromáticos
Amplio rango de T, pH y salinidad
Coagulantes Polietilénimina, quitina o quitosano (Adsorbente)
Disminuye el costo de tratamiento
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Evita contaminación por enzima libre tras tratamiento
Enzima
Condiciones de trabajo
pH = 7.0
Velocidad de flujo = 50-55 mL/min
Proceso industrial Diseño de un soporte
Tratamiento de aguas residuales con enzimas inmovilizadas
6
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Soporte de inmovilización
Análisis estructural1H RMN13C RMN
DEPT
IR
DSC
Tiempo de irradiación UV
SSCN
GSOCN 15 min
5 s
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Diseño industrial
Quitosano (0.5 cm)
No retención de fenol en el circuito
[Fenol]0 = cte
Reactor Continuo de Lecho Empaquetado con Recirculación y Flujo Descendente
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Eficacia alta
Resultado independiente del soporte de inmovilización
Mejoras publicadas: 30-60%
Mejoras obtenidas: > 70%
Resultados
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
AplicaciAplicacióón de biocatalizadores inmovilizados en la industria n de biocatalizadores inmovilizados en la industria alimentariaalimentaria
Fácil preparación
Buen control de las características del soporte de inmovilización
Preparación sin residuos que afecten al Medioambiente
Ventajas del proceso
Rendimiento alto del proceso catalizado
Productos finales de reacción fáciles de eliminar por sedimentación o filtración
Fácil de adaptar a procesos en funcionamiento
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
CONTENIDO
Diseño higiénico de instalaciones y equipos: salas blancas.
Introducción.
Aplicación de biocatalizadores inmovilizados en la industria alimentaria.
Tecnologías emergentes de separación: Columnas de Conos Rotatorios.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Salas blancas, salas limpias o de ambiente controlado
SALAS BLANCAS
Atmósfera libre de partículas
Atmósfera libre de microorganismos
Industria Alimentaria
Requisitos de garantía de calidad
Proteger individuos, productos y procesos de la contaminación
Desarrollar investigación y nuevos procesos
Alto grado de pureza
7
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Objetivos
SALAS BLANCAS
Exclusión microbiana en zonas de operaciones asépticas
Limitación microbiana en zonas próximas a las de operaciones asépticas
Control de contaminación de entrada
Exclusión de partículas en zonas de operaciones asépticas
Material estéril, componentes, superficies
Material lavado antes de esterilizar
Limitación de partículas
Material antes de lavado
Exclusión de contaminación cruzada
Entre productos/materiales diferentes
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Parámetros
SALAS BLANCAS
Número y tamaño de partícula en aire
Temperatura seca: distribución
Temperatura húmeda: distribución
Flujo de aire: velocidad, dirección, distribución
Presión interior: distribución
Geometría y acabados interiores
Iluminación
Protección electrostática
Protección contra incendios
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Nivel de esterilidad : factores
SALAS BLANCAS
Número de renovaciones de aire/hora
Superficie de los filtros vs Superficie de la sala
Régimen de entrada de aire
Nivel de contención de la sala
Generación intrínseca de partículas por los procesos realizados, personas, materiales
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Proyecto multidisciplinar:
SALAS BLANCAS
Procesos y operaciones de trabajo
Funcionalidad
Mantenimiento
Control
Diagrama de flujo
Conclusiones: documentos y planos
Plano de distribución de las diferentes salas necesarias
Acceso
ventilación
Saneamiento del aire
Vestuario del personal
Trajes blancos: operarios, mantenimiento, limpieza, visitantes
Sistemas de filtrado: 10 veces/min
Pautas
Director politécnico integrador
Equipos de filtrado de alta eficacia (filtros HEPA)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Proyecto multidisciplinar:
SALAS BLANCAS
Flujos de proceso
Personal
Materias primas
Materiales
Normas de Correcta Fabricación (GMP´s)
Operaciones de mantenimiento y control(Áreas técnicas)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
FS 209D (1988)

8
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
FS 209E (1992)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
ISO 14644-1 (1999)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
Comparación de estándares internacionales
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
Flujo del aire: caudal constante y número de revoluciones variable
Multidireccional (régimen turbulento)
Unidireccional (régimen laminar)
Velocidad baja y constante: 0.3-0.4 m/s
Unidireccional vertical
Unidireccional horizontal
Unidireccional inclinado
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Flujo de aire
SALAS BLANCAS
Multidireccional (régimen turbulento)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Flujo de aire
SALAS BLANCAS
Unidireccional vertical (régimen laminar)
El aire de entrada limpio no perjudica el proceso de fabricación
Flujo de zona no contaminada a contaminada
Depende del porcentaje de planta ocupado

9
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Flujo de aire
SALAS BLANCAS
Unidireccional horizontal (régimen laminar)
El aire de entrada limpio no perjudica el proceso de fabricación
Flujo de zona no contaminada a contaminada
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Flujo de aire
SALAS BLANCAS
Unidireccional inclinado (régimen laminar)
Los contaminantes generados en sala no pueden ascender por el componente vertical del flujo de entrada de aire
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Flujo de aire
SALAS BLANCAS
Mixto
Multidireccional con zonas de flujo unidireccional que requieren menor concentración de contaminantes
Menor coste de inversión, explotación y mantenimiento vs flujo unidireccional
Sistemas cerrados
Minisalas con alto control de entrada y salida de aire y productos
Salas con elevada exigencia de control de contaminantes
Estudio del aire de retorno y renovación: control de contaminación y [O2]
Contadores de partículas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Clasificación
SALAS BLANCAS
ISO 14644-1 (1999)
Requieren flujo laminar
No requieren flujo laminar
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Aplicaciones en la Industria Alimentaria
SALAS BLANCAS
Productos esterilizados y envasados
Fabricación de bebidas
Despiece en industrias cárnicas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Diseño de salas blancas
SALAS BLANCAS
Proceso de fabricación
Condiciones exteriores: ubicación y cámara de entrada
Sistemas de filtrado de aire
Proceso de construcción
Calidad de los materiales
Zonas con diferente clasificación
Flujos de aire
Flujos de aire vs distribución de equipos y personas
Potencial electrostático
Número y tamaño de las partículas que desprenden
Bajo coeficiente de transmisión térmica
Buen acondicionamiento acústico interno
10
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Diseño de salas blancas
SALAS BLANCAS
Coste de instalación
Coste de explotación: acondicionamiento térmico del aire renovado
Coste de mantenimiento: espacios y flujos de personal
Modularidad: cambios en proceso de fabricación
Adaptabilidad: construcción global
Seguridad
reparación y sustitución de equipos
Vestuario de personas
Flujo y número máximo de personas:
Equipos de control redundantes:
Potencial electrostático: reducir electricidad estática: red de tierra independiente
Formación del personal
disciplina de movimiento
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Construcción de salas blancas
SALAS BLANCAS
Materiales
Paredes
Suelos
Lisas
Juntas estancas
Plástico, poliéster, chapa inoxidable, lacados al horno
Materiales B-s3, dO (UNE EN 13501-1:2002)
Solapar con el suelo
Lisos, continuos, sin juntas
Plástico, epoxi o poliéster
Materiales B-s3, dO (UNE EN 13501-1:2002)
Conectar a tierra
Suelo antiestático sin electricidad estática: humedad < 40 %
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Combustible, no inflamable
NO aristas, NO ángulos, NO discontinuidades, NO fugas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Construcción de salas blancas
SALAS BLANCAS
Materiales
Techos
Puertas
Luminarias fluorescentes empotradas, enrasadas y estancas
Chapa
Dobles, estancas, lisas
Esclusas
Materiales B-s3, dO (UNE EN 13501-1:2002)
Lisos, continuos, sin juntas
Ventanas
Reducir número y tamaño: habitabilidad
Dobles
Estanqueidad > 10-3 m3/m2h
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
NO aristas, NO ángulos, NO discontinuidades, NO fugas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Construcción de salas blancas
SALAS BLANCAS
Materiales
Aislamiento térmico
K < 0.5 Kcal/m2hºC
Ocluido entre capas impermeables (aislado del interior)
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Desagües
Controlar contaminación de retorno: insectos
NO aristas, NO ángulos, NO discontinuidades, NO fugas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Construcción de salas blancas
SALAS BLANCAS
Aire acondicionado
Temperatura
Dependiente del proceso de fabricación
Tolerancias de ± 0.5ºCSobredimensionar equipos de frío-calor
Sistemas de control y regulación sensibles
Aislamiento térmico del exterior
Salas blancas dentro de salas a temperatura constante
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Salas prefabricadas y cabinas
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
Construcción de salas blancas
SALAS BLANCAS
Humedad
Evitar condensaciones
40% < humedad <60% Evitar cargas estáticas:
Tolerancias exigentes: ∆Hr = ± 1%
Presión
Salas presurizadas: salas estancas
Vestuarios y entradas
Equipos de medida, control y regulación muy sensibles
Esclusas previas que amortigüen cambios bruscos de presión
25 ± 5 Pa
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Aire acondicionado
11
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
SALAS BLANCAS
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
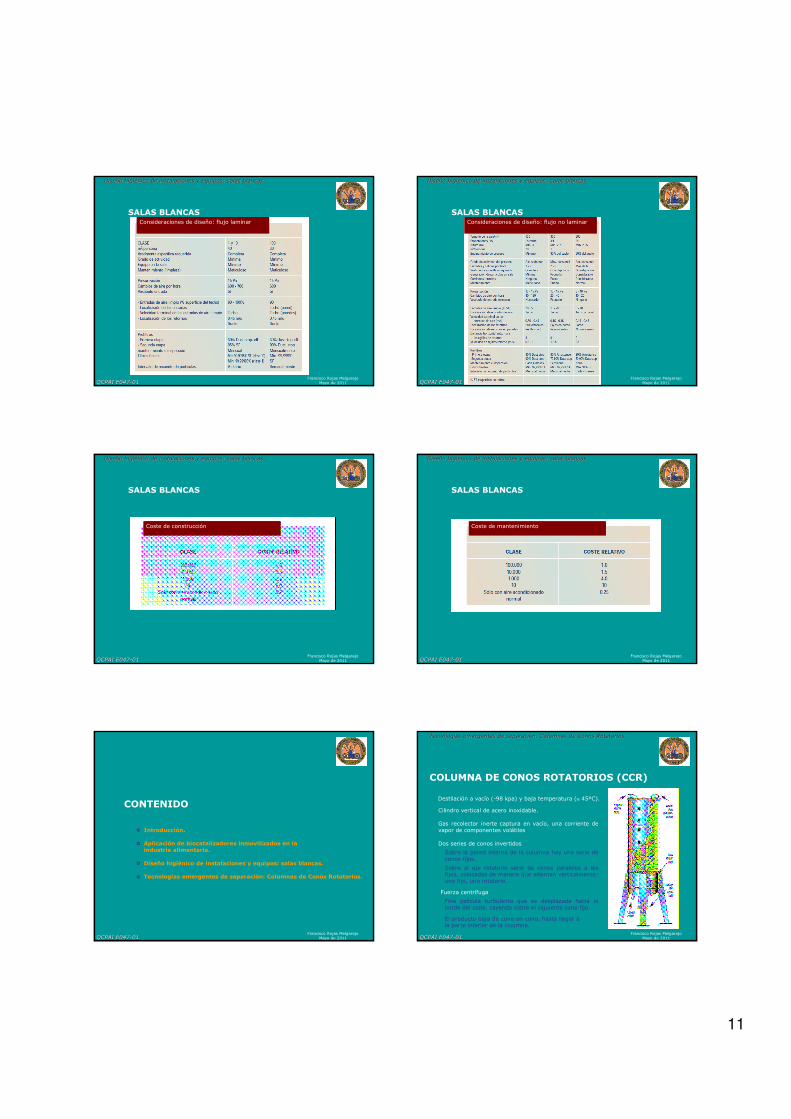
Consideraciones de diseño: flujo laminar
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
SALAS BLANCAS
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Consideraciones de diseño: flujo no laminar
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
SALAS BLANCAS
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Coste de construcción
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
SALAS BLANCAS
DiseDiseñño higio higiéénico de instalaciones y equipos: salas blancasnico de instalaciones y equipos: salas blancas
Coste de mantenimiento
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
CONTENIDO
Diseño higiénico de instalaciones y equipos: salas blancas.
Introducción.
Aplicación de biocatalizadores inmovilizados en la industria alimentaria.
Tecnologías emergentes de separación: Columnas de Conos Rotatorios.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)
Cilindro vertical de acero inoxidable.
Sobre al eje rotatorio serie de conos paralelos a los fijos, colocados de manera que alternan verticalmente: uno fijo, uno rotatorio.
Gas recolector inerte captura en vacío, una corriente de vapor de componentes volátiles
Dos series de conos invertidos
Sobre la pared interna de la columna hay una serie de conos fijos.
Fuerza centrífuga
Fina película turbulenta que es desplazada hacia el borde del cono, cayendo sobre el siguiente cono fijo.
El producto baja de cono en cono, hasta llegar a la parte inferior de la columna.
Destilación a vacío (-98 kpa) y baja temperatura (≅ 45ºC).

12
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)Una mínima cantidad del vino desalcoholizado que sale de la base de la columna se convierte en vapor a baja temperatura formado espontáneamente cuando el líquido entra en contacto con el vacío en la columna (re-inyección).
Agente de arrastre Recoge compuestos volátiles al subir.
Deflectores de la cara inferior de los conos Rotatorios
Alto grado de turbulencia en la corriente de vapor, en un tiempo de permanencia de pocos segundos y sin daño térmico al producto.
Transferencia muy eficiente de volátiles frágiles del líquido al gas
Película líquida turbulenta
Largo camino recorrido
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)
El vapor sale por la parte superior de la columna y pasa a través de un condensador que captura los volátiles en forma líquida concentrada.
El líquido restante sale bombeado por la parte inferior de la columna.
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)Etapas del proceso
Restablecer los componentes de aroma y sabor al vino desalcoholizado
Mezclarlo con la porción principal del vino original para lograr el nivel de alcohol deseado
Seleccionar una cantidad relativamente pequeña de vino
Separar todos sus componentes aromáticos delicados y volátiles
Eliminar el alcohol de esta porción desaromatizada 3 ó 4 %
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)
Francisco Rojas MelgarejoMayo de 2011QCPAI E047QCPAI E047--0101
TecnologTecnologíías emergentes de separacias emergentes de separacióón: Columnas de Conos Rotatoriosn: Columnas de Conos Rotatorios
COLUMNA DE CONOS ROTATORIOS (CCR)
Aplicaciones
Reducción del contenido alcohólico en vinos
No sufren modificaciones significativas en sus parámetros analíticos y sensoriales.
No hay evidencias significativas de que el grado de desalcoholización influya en los niveles de los compuestos odoríferos, excepto en los relacionados con los aromas herbáceos y frutales.
Concentración de antocianos. La relación entre ellos no se modifica: no se altera el perfil indicativo de la variedad.
No se observan diferencias significativas en los restantes parámetros analizados.
No existen diferencias sensoriales significativas entre el vino original y el vino desalcoholizado.
≤ 2%
TECNOLOGÍAS EMERGENTES
Grupo de Química de Carbohidratos, Polímeros y Aditivos Industriales
E047-01
Francisco Rojas MelgarejoMayo de 2011