Implementation of TPM and 6S Lean in Sonafi
147
Implementation of TPM and 6S Lean in Sonafi SIVASANGARANE NADARADJANE novembro de 2018
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of Implementation of TPM and 6S Lean in Sonafi

Implementation of TPM and 6S Lean inSonafi
SIVASANGARANE NADARADJANEnovembro de 2018

IMPLEMENTATIONOFTPMAND6SLEANINSONAFI
SivasangaraneNadaradjaneAnandane
1150264
2018
ISEP–SchoolofEngineering
MechanicalEngineeringDepartment


IMPLEMENTATIONOFTPMAND6SLEANINSONAFI
SivasangaraneNadaradjaneAnandane
1150264
Dissertation presented to ISEP – School of Engineering to fulfil the requirementsnecessarytoobtainamaster’sdegreeinmechanicalengineering,carriedoutundertheguidanceofProf.SandraCristinadeFariaRamosandProf.FranciscoJoséGomesdaSilva
2018
ISEP–SchoolofEngineering
MechanicalEngineeringDepartment


IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
JURY
PresidentIsabelMariaGarciaSarmentoPereiraAdjunctProfessor,DepartmentofMechanicalEngineeringofISEPMainSupervisorSandraCristinadeFariaRamos,PhDAdjunctProfessor,DepartmentofMathematicsofISEPCo-supervisorFranciscoJoseGomesdaSilva,PhDAdjunctProfessor,DepartmentofMechanicalEngineeringofISEPExaminerFilipeJoséPalharesChaves,PhDAdjunctProfessor,DepartmentofMechanicalEngineeringofIPCA


IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
“ThereisinnowadaysanimportantcompanySonafiongoingtoimplementTPMand6SLeanundermaintenancedepartment,therefore,IhaveimmediatelyvolunteeredmyselftohelponthisgreatertargetachievementbytakingthissubjectundermyresponsibilityassoonIknewaboutit.”
SIVASANGARANENADARADJANEANANDANE,2018

IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
ACKNOWLEDGEMENTS
First, I thank God, my family who supported me in every moment of my life andespecially in thisone,away fromhome, livinga totallydifferent lifeand ina foreigncountry.MydeepthankstomycoursedirectorProf.FranciscoJoséGomesdaSilvaandthethesisguideProf.SandraCristinadeFariaRamosfortheirsupportandmotivation.IwouldalsoliketothanktoMrPedroCardoso(SonafiDirector)andMrCarlosPereira(MaintenanceManagerofSonafi)forgivingmethisopportunity,forbelievinginmytrueinterest, realeffortandcompleteavailability forgoingaheadwiththisproject. IalsothankmydearfriendsSam,Vishvesh,Rakesh,Vignesh,DilipandDeepakforbeingonthisadventurewithmeanditwasmyfamilyandfriendsthroughoutthattime,givingmealsothesupportandmotivationtotakethiscourseandalwayswillingtohelpme.AbigthankyoualsotothegroupSMVECtomyteachers,myparents,myfriendsandmyuncleMr Sreekanth,who also did the impossible so that I could be in Portugal andhelpedmetorealizethisdream,whichseemedimpossible,inmyopinion.AgreatthanksonceagaintomythesisguideProf.SandraCristinadeFariaRamos,whowaswillingtohelpmeandgavehertimetome.
ThankyouforallCompanycolleaguesforthehelptofindingandcontactingtherightpeopleforthisinvestigation,Iverymuchappreciatedit.Thisworkwasonlycompletedwithalltheirsupportandguidance.

ABSTRACT IX
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
KEYWORDS
TPM; Autonomous Maintenance; Curative Maintenance; Automotive Industry; OEE;Lean6S;IATF16949:2016;Costreduction;Improvementinefficiency;Improvementinperformance; Improvement in quality and safety; Total Quality Management; ISO9001:2015;QualityManagementSystem.
ABSTRACT
In today’s industrial scenario huge losses/wastage occur in themanufacturing shopfloor.Thiswasteisduetooperators,maintenancepersonal,process,toolingproblemsand non-availability of components in time etc. Other forms of waste includes idlemachines,idlemanpower,breakdownmachine,rejectedpartsetcareallexamplesofwaste. The quality related waste are of significant importance as they matter thecompany intermsoftime,materialandthehardearnedreputationofthecompany.Therearealsootherinvisiblewasteslikeoperatingthemachinesbelowtheratedspeed,startup loss,breakdownof themachinesandbottlenecks inprocess.Zeroorientedconceptssuchaszerotoleranceforwaste,defects,breakdownandzeroaccidentsarebecomingapre-requisiteinthemanufacturingandassemblyindustry.Afundamentalcomponentofworld-classmanufacturingisthatoftheTotalProductiveMaintenance(TPM),whichhasbeenrecognizedasoneofthesignificantoperationstrategytoregaintheproductionlossesduetoequipmentinefficiency.TPMisthemethodologythataimstoincreasebothavailabilityoftheexistingequipmenthencereducingtheneedforthefurthercapitalinvestment.
Theautomotivesectorconstitutesoneofthemostdemandingactivitiesintheglobalmarket, since it requires a constant increase in productivity, both in the automobileindustryaswellasinthecompanieswhosemanufactureitscomponents.Thissectoriscurrentlysetwithinaneconomicframeworkwherethereisarelentlesssearchforcostsreductionandan increase inproductivitywithminimal investment. Inorder tomeettheserequirements,companieshavesoughttooptimisetheirproductsandprocessestoensurehigherprofits.
ThemainaimistodevelopaframeworkwiththecapabilityofassessingtheimpactofimplementingTPMinacompanywhichsuppliesdie-castingproductstotheautomotivesector.Themajoractionwastakenintheautonomousandcurativemaintenance.Duetotheundertakenimprovements,therewasa2%increaseinOEE(OverallEquipmentEffectiveness)onlineAA3.AlongwithTPM,6SLeanisalsoimplementedthatisoneofthemainpointsofthenewstandardforautomotiveindustryIATF16949:2016.

ABSTRACT X
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
RESUMO XI
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
PALAVRASCHAVE
TPM;Manutenção autónoma;Manutenção Curativa; Indústria automobilística; OEE;Lean 6S; IATF 16949: 2016; Redução de custos;Melhoria na eficiência;Melhoria nodesempenho;Melhorianaqualidadeesegurança;GestãodeQualidadeTotal;ISO9001:2015;SistemadeGestãodaQualidade
RESUMO
Actualmente,qualquerperda/desperdício afetaa competetividadedasorganizações.Este desperdício deve-se, muitas vezes, à falta de manutenção e consequenteindisponibilidade de equipamentos. Outras formas de desperdício são o excesso deprodução,oprocessamentoinapropriado,osdefeitos,roturasdestocks,etc.Todosostiposdedesperdíciosãorelevantes,contudoosrelacionadoscomaqualidadesãodeimportância significativa, uma vez que têm influência na reputação da empresa.Tolerânciazeroparaodesperdícioeparaonúmerodeacidentestem-sereveladoumpré-requisitonaindústriadeproduçãoemontagem.Umaliadonocumprimentodestepré-requisitoéaManutençãoProdutivaTotal (TPM).ATPMéumametodologiaquevisa aumentar a disponibilidade do equipamento existente, reduzindo assim anecessidadedemaisinvestimentodecapital.
Osetorautomóvelconstituiumadasatividadesmaisexigentesdomercadoglobal,poisexigeumaumentoconstantedeprodutividade,tantonaindústriaautomobilísticacomonasempresasquefabricamosseuscomponentes.Atualmente,estesetorestáinseridonuma estrutura económica que procura incessantemente a redução de custos e umaumento na produtividade com um investimento mínimo. Para atender a essesrequisitos, as empresas têm procurado otimizar os seus produtos e processos paragarantirmaioreslucros.
Nestedocumento,apresentam-seosresultadosdeestudodesenvolvidocomoobjetivodeaprimorarosprocedimentosnosetordemanutençãodeumaempresaqueforneceprodutos de fundição para o setor automóvel. O principal objetivo foi aumentar adisponibilidade de máquinas e equipamentos através da implementação dametodologiaTPM.
Asalterações introduzidasna linhaAA3resultaramnumaumentode2%novalordoindicadordedesempenhoOverallEquipmentEffectiveness(OEE).
Juntamente comametodologia TPM foi impementada ametodologia 6S Lean, vistacomoumaestratégiaabrangente,poderosa,eficazeadequadaparaasoluçãodetodosostiposdeproblemasrelacionadoscomamelhoriadeprocessoseprodutos.

RESUMO XII
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

LISTOFSYMBOLSANDABBREVIATIONS XIII
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
LISTOFSYMBOLSANDABBREVIATIONS
Listofabbreviations
A AvailabilityCSR CustomerSpecificRequirementsFMEA FailureModeandEffectsAnalysisIATF InternationalAutomotiveTaskForceJIPE JapaneseInstituteofPlantEngineersME MaintenanceEquipmentMTBF MeanTimeBetweenFailureMTTR MeanTimetoRepairOEE OverallEquipmentEffectivenessOT OpenTextPE PerformanceEfficiencyPPM PlannedPreventiveMaintenanceQ QualityRateRCFA RootCauseFailureAnalysisRCM ReliabilityCenteredMaintenanceRE RateEfficiencySGA SmallGroupActivityTPM TotalProductiveMaintenanceTQM TotalQualityManagementWBL WorkBasedLearning


FIGURESINDEX XV
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
FIGURESINDEX
FIGURE1THESISSTRUCTURE.......................................................................................................................4
FIGURE2NAKAJIMA’SDEFINITIONOFTPM[5].........................................................................................10
FIGURE3SHIROSEDEFINITIONOFTPM[5]...............................................................................................11
FIGURE4EIGHTPILLARSOFTPM(NAKAJIMAMODEL)[5]........................................................................12
FIGURE5OVERALLEQUIPMENTEFFECTIVENESSCALCULATIONANDLOSSES(NAKAJIMAMETHOD)[5].23
FIGURE6OVERALLEQUIPMENTEFFICIENCYCALCULATIONANDLOSSES(SEMIMETHOD)[5]................24
FIGURE7OVERLAPPINGSMALLGROUPACTIVITYSTRUCTURE[5]............................................................25
FIGURE8RELATIONSHIPOFTHE6SPILLARS[24].......................................................................................30
FIGURE9TIMINGOFTRANSITIONFROMISO/TS:16949TOIATF:16949(TUV-SUD,2016)[25]................33
FIGURE 10 DRAFT SCHEDULE OF TRANSITION FROM ISO/TS:16949:2009 TO IATF:16949:2016
COMPLIANCE[25]..............................................................................................................................34
FIGURE11SONAFILOGO[29].....................................................................................................................39
FIGURE12COMPANYPHOTOGRAPHY[30]................................................................................................39
FIGURE13COMPANYLOCATIONOFSONAFI[32]......................................................................................40
FIGURE14COMPANYORGANIZATIONALSTRUCTURE[33]........................................................................41
FIGURE15BUHLERDIE-CASTINGMACHINE..............................................................................................43
FIGURE16COLOSIODIE-CASTINGMACHINE.............................................................................................43
FIGURE17CHIRONMACHININGCENTERS[29]..........................................................................................43
FIGURE18HELLERMACHININGCENTERS[34]...........................................................................................44
FIGURE19PARTSPRODUCED%BYSONAFI...............................................................................................44
FIGURE20PRODUCTSOFSONAFI[31]......................................................................................................45
FIGURE21CUSTOMERSOFSONAFI[31].....................................................................................................45
FIGURE22COMPANYLAYOUTOFSONAFI[28]..........................................................................................46
FIGURE23MELTINGFURNACE[28]............................................................................................................47
FIGURE24FOUNDRYAREAOFSONAFI[28]...............................................................................................47
FIGURE25POSTOFDIMENSIONALCONTROL[28]....................................................................................48
FIGURE26MACHININGAREAOFSONAFI[28]...........................................................................................48

FIGURESINDEX XVI
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
FIGURE27PRODUCTIONPROCESSOFSONAFI[28]...................................................................................51
FIGURE28INJECTEDCASTINGPART[28]....................................................................................................50
FIGURE29MAINTENANCEOVENINDIE-CASTINGINDUSTRY[28]............................................................52
FIGURE30PLACINGTHEALLOYONTHEINJECTIONCYLINDERINGRAPHICVIEW[28].............................52
FIGURE31APPROACHPHASE-1STPHASEINGRAPHICVIEW[28].............................................................53
FIGURE32FILINGPHASE-2NDPHASEINGRAPHICVIEW[28]....................................................................53
FIGURE33COMPACTIONPHASE-3RDPHASEINGRAPHICVIEW[28]........................................................54
FIGURE34EXAMPLEOFADIECASTINGMOLDINGRAPHICVIEW[28].....................................................54
FIGURE35SYMBOLICREPRESENTATIONOF2CAVITIESPRESENTINAMOLD[28]...................................55
FIGURE36TYPESOFINJECTEDFOUNDRY[28].........................................................................................55
FIGURE37REPRESENTATIONOFADIECASTINGMACHINEBYHOTCHAMBERINGRAPHICVIEW[28]...56
FIGURE 38 INJECTION MACHINE WITH COLD CHAMBER AND HORIZONTAL MOVEMENT PISTON IN
GRAPHICVIEW[28]..........................................................................................................................56
FIGURE39TPMPILLARSOFSONAFI..........................................................................................................59
FIGURE40TPMFLOWCHARTOFSONAFI..................................................................................................60
FIGURE41PRESENTINGTHEIMPORTANCEANDIMPLEMENTATIONOFTPMTOWORKERSPART-1.......65
FIGURE42PRESENTINGTHEIMPORTANCEANDIMPLEMENTATIONOFTPMTOWORKERSPART-2.......65
FIGURE43PLANNEDPREVENTIVEMAINTENANCE(PPM).........................................................................67
FIGURE44PREDICTIVEANDSYSTEMATICSCHEDULE................................................................................67
FIGURE45FISHBONEDIAGRAM................................................................................................................68
FIGURE46WORKINGFLOWCHARTOFCURATIVEMAINTENANCE............................................................69
FIGURE47CONTINOUSIMPROVEMENTANALYZINGTOOL[35]...............................................................70
FIGURE48BESMART[35]...........................................................................................................................71
FIGURE49BENEFITSOFWBL[36]..............................................................................................................72
FIGURE50SUPPORTSYSTEMSTOOLS.......................................................................................................74
FIGURE51AUTONOMOUSMAINTENANCETOOLS[35].............................................................................76
FIGURE52WORKINGFLOWCHARTOFAUTONOMOUSMAINTENANCETOOLS........................................77
FIGURE53TABULARBOARDOFTEAMOFTABLEMEWITHUNIQUECOLOUR........................................78
FIGURE54TABULARBOARDOFTEAMOFTABLEWITHDIFFERENTCOLOURFORDIFFERENTDEPARTMENT
INME................................................................................................................................................78
FIGURE55LEAN-6S[39].............................................................................................................................80

FIGURESINDEX XVII
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
FIGURE56BENEFITSOFTPM.....................................................................................................................91
FIGURE57LOGOOFMANWINWINSOFTWARE[40]..................................................................................93
FIGURE58MANWINWIN-IMPROVINGMAINTENANCE[40]......................................................................94
FIGURE59WORLDCLASSOEE[43].............................................................................................................95
FIGURE60A3ME-TEMPLATEOFSONAFI..................................................................................................97
FIGURE61TEMPLATEOFA3ME-GOAL2018.............................................................................................98
FIGURE62TEMPLATEMAININITIATIVEINTHEAREAME.........................................................................98
FIGURE63TEMPLATEOFAVAILABILITYME...............................................................................................99
FIGURE64TEMPLATEOFCASTINGGRAPHOFMTTRVSMTBFME...........................................................99
FIGURE65TEMPLATEOFFINISHESGRAPHOFMTTRVSMTBFOFME.....................................................99


TABLESINDEX XIX
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
TABLESINDEX
TABLE1TPMDEVELOPEDINJAPAN[5]........................................................................................................8
TABLE2SIMILARITIESANDDIFFERENCEBETWEENTQMANDTPM[4]......................................................9
TABLE3MOTIVESANDUNIQUENESSOFTPM[4].......................................................................................9
TABLE4CLASSIFICATIONOFLOSSES[4]....................................................................................................13
TABLE5METHODOLOGYOF6S[23]..........................................................................................................28
TABLE6ALLOYSCONSUMEDBYSONAFI[28]............................................................................................42
TABLE7BEFOREANDAFTERIMPLEMENTATIONOF6S.............................................................................84
TABLE8PLANNINGANDEXECUTINGOF6S...............................................................................................86
TABLE9TOPICSANDCLAUSESOFIATF16949:2016FORSONAFI[41].......................................................87


INDEX XXI
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
INDEX
INTRODUCTION....................................................................................................................1
1.1 BACKGROUND.................................................................................................................1
1.2 OBJECTIVES......................................................................................................................2
1.3 RESEARCHMETHODOLOGY.............................................................................................2
1.4 THESISSTRUCTURE..........................................................................................................2
1.5 DECLARATION..................................................................................................................3
2 BIBLIOGRAPHICWORK................................................................................................7
2.1 BRIEFHISTORYOFTPM...................................................................................................7
2.1.1 SimilaritiesanddifferencebetweenTQMAndTPM.................................................................9
2.1.2 MotivesanduniquenessofTPM...............................................................................................9
2.2 TPMDEFINITIONS..........................................................................................................10
2.3 TPMBASICCONCEPTSANDSTRUCTURES.....................................................................11
2.3.1 TheTPMstructuredcontinuousimprovementprocess..........................................................11
2.3.2 OverallEquipmentEffectiveness............................................................................................22
2.3.3 Team-basedImprovementActivity(SmallGroupActivity–SGA)...........................................25
2.3.4 ParticipationAcrossAllLevelsoftheOperationalHierarchy..................................................26
2.3.4.1 Top-LevelManagementTPMResponsibilities...............................................................26
2.3.4.2 MiddleManagementTPMResponsibilities...................................................................27
2.4 LEAN6S.........................................................................................................................27
2.4.1 Thestepsofthe6Smethodareasfollows.............................................................................28
2.4.2 Relationshipofthe6SPillars...................................................................................................29
2.4.3 TheAdvantagesofusing6SMethodarementionedbelow[23]:............................................30
2.5 IATF16949:2016...........................................................................................................31
INDEX XXII
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2.5.1 PriorISOTechnicalSpecification16949:2009.........................................................................31
2.5.2 KeychangesintroducedbythenewIATF16949:2016StandardRelatingtoSuppliers..........31
2.5.3 ThetransitionfromISO/TS16949:2009toIATF16949:2016.................................................32
2.5.4 AboutIATF16949:2016...........................................................................................................35
2.5.5 BenefitsofIATF16949:2016...................................................................................................35
2.5.6 IATF16949:2016containsdetailedsupplementation for theautomotive industry, including
significantchangesregarding:...............................................................................................................36
3 THESISDEVELOPMENT..............................................................................................39
3.1 ANALYSISOFSONAFICURRENTMANUFACTURINGPRACTICES....................................39
3.1.1 Abriefdescriptionofthecompany.........................................................................................39
3.1.2 NumbersinSONAFI.................................................................................................................42
3.1.3 CompanyLayout......................................................................................................................46
3.1.4 ProductionProcess..................................................................................................................49
3.1.5 Die-Casting..............................................................................................................................49
3.1.5.1 TypesofInjectedFoundry.............................................................................................55
3.1.5.2 Advantages,disadvantagesandrequirements..............................................................57
3.1.6 MajormanufacturingIssues....................................................................................................57
3.1.7 TPMTargets............................................................................................................................58
3.2 IMPLEMENTATIONOFTPMANDOF6S........................................................................59
3.2.1 DesignofSonafiTPMPillars&Flowchart...............................................................................59
3.2.2 MaintenanceLevels................................................................................................................61
3.2.3 MainFunctions........................................................................................................................63
3.2.4 IntroducingTPMCulturestoSONAFI......................................................................................65
3.2.5 MethodsandMeasureAnalysisofSONAFI.............................................................................66
3.2.5.1 SonafiTPMPillar1:PredictiveandSystematicMaintenance........................................66
3.2.5.2 SonafiTPMPillar2:CurativeMaintenance...................................................................68
3.2.5.3 SonafiTPMPillar3:ContinousImprovement................................................................70
3.2.5.4 SonafiTPMPillar4:QualificationofHumanResource..................................................71
3.2.5.5 SonafiTPMPillar5:SupportSystem..............................................................................73

INDEX XXIII
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.2.5.6 SonafiTPMPillar6:AutonomousMaintenance............................................................75
3.2.5.7 SonafiTPMPillar7:SupplierMaintenance...................................................................79
3.2.6 Implementationof6SalongwithTPMinSONAFI...................................................................79
3.2.6.1 6SRoadMap..................................................................................................................81
3.2.6.1.1 Phase1...........................................................................................................................81
3.2.6.1.2 Phase2-Beginning6S...................................................................................................81
3.2.6.1.3 Phase3...........................................................................................................................83
3.2.7 IATF16949:2016.....................................................................................................................86
3.2.7.1 IATF16949:2016ofSONAFI:..........................................................................................87
Planning:......................................................................................................................................88
Support:.......................................................................................................................................88
Operation:....................................................................................................................................89
PerformanceEvaluation...............................................................................................................90
Improvements..............................................................................................................................90
3.2.8 BenefitsandChallengesinImplementationofTPM...............................................................91
3.3 DataAnalysis.................................................................................................................93
3.3.1 MethodstoMeasureAnalysisofPillars-ManWinWin............................................................93
3.3.2 DataAnalysisusingOEEKPI....................................................................................................94
3.3.3 OEECalculations......................................................................................................................95
3.3.4 SummaryofObservation........................................................................................................99
4 CONCLUSIONANDPROPOSALOFFUTUREWORK.................................................103
4.1 CONCLUSION...............................................................................................................103
4.2 PROPOSALSOFFUTUREWORKS.................................................................................103
4.3 MYEXPERIENCEINSONAFI.........................................................................................104
4.4 SUPERVISOREVALUATION..........................................................................................105
5 REFERENCEANDOTHERSOURCESOFINFORMATION...........................................109
5.1 REFERENCEANDOTHERSOURCESOFINFORMATION................................................109

INDEX XXIV
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
6 ANNEXES..................................................................................................................115
6.1 Annex1........................................................................................................................115

INTRODUCTION
1.1 BACKGROUND
1.2 OBJECTIVES
1.3 RESEARCHMETHODOLOGY
1.4 THESISSTRUCTURE
1.5 DECLARATION


INTRODUCTION 1
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
INTRODUCTION
Thischapterpresentstheintroductioninordertounderstandtheproblem.Itcoversthebackgroundandissuesrelatedtotheresearchproject. Italsopresentstheobjectivesand purpose. Finally, the researchmethodology and the structure of the thesis arepresented.
1.1 BACKGROUND
Duetothemarkethighdemand,theindustryhasbeenpressedtodevelopandadoptnew production technologies and techniques, as well as management procedures,without chances for failures or waste. Faced with these scenarios, companiesmustcontinuously enhance their activities in order to survive in this competitiveenvironment.Thisdemandinvariablyaffectsthemaintenancesectorwhich,togetherwithproduction,mustcarryouttheiractivitiesinsuchawaythatthesedonotinterferewiththecourseoftheproductiveprocess.Tothisend,arevolutionaryconceptofTotalProductiveMaintenance(TPM)hasbeenadoptedbymanyindustriesacrosstheworld.Zero oriented concepts like zero inventories, zero lead time, zero defects, and zerotoleranceforwaste,breakdownandzeroaccidentsarebecomingthepre-requisitefortheproductionplantwhichcanbeachievedbyimplementingTPM[2].
TPM was first developed in Japan, it is team-based preventive and productivemaintenanceandinvolveseverylevel,fromtopexecutivetotheflooroperator.TPMhasbeenproventobesuccessfulinhelpingtoincreaseproductivityandOverallEquipmentEffectiveness(OEE).Theunderlyingconceptis,iftheplantmachineryisnotmaintainedtherewillseeasharpdeclineinmachinebreakdowns,safetyandqualityproblems[1].
The work described in this thesis was developed at a company in the sector ofcomponents for the automotive industry, which is located in Porto, Portugal. TPMmethodologywasimplementedandassociatedwithotherLeanphilosophytools(6SandVisualManagement)withthepurposeofimprovingactionsinthemaintenancesectorof a production line, which would then reduce the stoppage rates resulting frommachinebreakdowns.

INTRODUCTION 2
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
1.2 OBJECTIVES
Theaimof this thesis is to implementTPMmethodology in thecompanySONAFI toimprovebothproductivityandqualityalongwiththeincreasedemployeemoraleandjobsatisfaction.Soinordertoaccomplishtheabove-statedaim,belowarethemainsetobjectives:
1. TounderstandtheTPMandLeantools.2. Investigating the existing operational activities in order to understand their
manufacturingissues.3. IdentifyingthekeypointsforimplementingTPMinSonafiplantandestablishing
theTPMworkingsystemandtarget.4. IdentifyingfactorsthatdeterminetheassessmentofTPM.5. Torecommendsappropriateleantechniquesandprocessesinordertosimplify
andstandardizetheworkprocesses.6. Identifying the TPM techniques that provide improvement opportunities
throughoutenterpriseoperations.7. SelectingTPMmethodsrequiresstrongandactivesupportfrommanagement
withclearorganizationalgoals.8. TPMtoolsanalyzetheorganizationtocreateacorporateenvironmentableto
respond positively to the changing technological advances, equipmentsophisticationandmanagementinnovation.
9. Leantechniquesaidtomaximizecustomervaluewhileminimizingwaste.10. Leantoolsguideushowacompanyshouldconductfunctions, ittakesa long-
termperspectiveandperseverance.
1.3 RESEARCHMETHODOLOGY
The work began with an informative research as the thesis involved a deepunderstandingoftheTPMandLEANtools.Followedbythecollectionofkeyinformation,eitherthroughdirectobservationoftheprocesses,throughcompanyrecordsorthroughthe interviewsconductedwithmaintenancepersonnel,machineoperatorsandotheremployeesintheproductiondepartment.
TheTPMimplementationstagewasfollowed.Inthisstage,severalactivitiesarecarriedwhicharecalledpillars inthedevelopmentofTPMactivity.Aqualitativeapproach isusedtoassessthemaintenancesystemsandtocalculateOEE.
1.4 THESISSTRUCTURE
Thisdocument isdivided intosix sections.Section1consistsof the introductionandSection 2 presents a review of literature pertaining to the subject of maintenance

INTRODUCTION 3
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
optimization tools. Section 3 deals with the analysis of the company with themethodologydevelopedtocarryouttheworkandalsodescribesthecourseofallthepracticalworkinvolvedandundertakenatthecompanybeingstudied.Thissectionalsopresentsimprovementproposalsforidentifiedproblems,aswellastheresultsobtainedfromtheirimplementation.Section4dealswiththeconclusionsreachedthroughthisresearchworkandSection5dealswithreferenceandanothersourceofinformation.Finally,Section6dealswithannexes.Figure1representsthethesiscontentflowchartoftheimplementationofTPMand6SinSonafi.
1.5 DECLARATION
We all know that Total Productive Maintenance (TPM) has standard 8 Pillars hasdesignedbyNakajima’s 1988 like Focused Improvement, AutonomousMaintenance,Preventive Maintenance, Training and Education, Initial Flow Control, QualityMaintenance,TPMinAdministrationandSafety&HealthandEnvironmentbutthisTPMisdesignedaspertheSonafiMEdemandandexpectation.SinceSonafihasaseparatedepartment forQuality, Safety andHumanResources they look after the respectivefields. Quality Department took care of Quality aspects of Maintenance. SafetyDepartmentlooksafterSafety,HealthandEnvironmentaspectsofMaintenace.HumanResourceDepartmenttookcareofEducationandTraining.InSonafiwedesignedthisTPMwhichhas7PillarslikeMaintenancePreventive(Predictive&Systematic),CurativeMaintenance, Continous Improvements, Qualification of Human Resources, SupportSystem,AutonomousMaintenanceandSupplierMaintenance.UltimatemotiveofthisTPMdesigntoincreasetheOEE(OverallEquipmentEffectiveness)&increasethetimeofMTBF(MeanTimeBetweenFailure)anddecreasethetimeofMTTR(MeantimetoRepair).

INTRODUCTION 4
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure1ThesisStructure.
ThesisContentFlowchart
Introduction
Background
Objectives
ResearchMethodology
ThesisStructure
Declaration
LiteratureView
HistoryofTPM
TPMDefinition
TPMBasicConceptsandStructures
Lean6S
IATF16949:2016
ThesisDevelopment
AnalysisofSONAFI
AboutCompany
MajorManufacturing
issues
TPMTargets
ImplementationofTPMandLean6S
DesignofSonafiTPM
Pillars&Fflowchart
IntroducingTPMCulturestoSonafi
MethodstoMeasureand
AnalysisofPillars
Implementationof6Salong
withTPM
IATF16949:2016
BenefitsandChallengesinImplementing
ofTPM
DataAnalysis
Methodstomeasureanalysis
ofPillars-ManWinWinSoftware
DataAnalysisusingOEEKPI
OEEcalculation
SummaryofObservation
ConclusionandProposalofFuture
Work
Conclusion
FutureWork
MyExperiencein
Sonafi
SupervisorEvaluationabout
Intern
ReferencesandothersourcesofInformation
Reference
Annexure
CPMTracking

5
<TÍTULODATESE> <NOMEDOAUTOR>
BIBLIOGRAPHICWORK
2.1 BRIEFHISTORYOFTPM
2.2 TPMDEFINITIONS
2.3 TPMBASICCONCEPTSANDSTRUCTURES
2.4 LEAN6S
2.5 IATF16949:2016


BIBLIOGRAPHICWORK 7
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2 BIBLIOGRAPHICWORK
2.1 BRIEFHISTORYOFTPM
TheearliestrootsofTPMtracebacktotheconceptofProductiveMaintenance(PM)
that originated in the United States in the late 1940’s and early 1950’s. American
Productive Maintenance was characterized by the development of scheduled
Preventive Maintenance techniques to improve the reliability and longevity of
manufacturingproductionequipment[5].TPMisaninnovativeJapaneseconcept.The
originofTPMcanbetracedbackto1951whenpreventivemaintenancewasintroduced
inJapan.However,theconceptofpreventivemaintenancewastakenfromtheUSA.
NipponDensowasthefirstcompanytointroduceplantwidepreventivemaintenance
in 1960. Preventivemaintenance is the conceptwherein, operators produced goods
usingmachinesand themaintenancegroupwasdedicatedwithworkofmaintaining
thosemachines,howeverwiththeautomationofNipponDenso,maintenancebecame
a problem, as more maintenance personnel were required. So, the management
decidedthattheoperatorswouldcarryouttheroutinemaintenanceofequipment.(This
isAutonomousmaintenance,oneofthefeaturesofTPM).Maintenancegrouptookup
only essential maintenance works. Thus Nippon Denso, which already followed
preventive maintenance, also added Autonomous maintenance done by production
operators.Themaintenancecrewwent in theequipmentmodification for improving
reliability.Themodificationsweremadeorincorporatedinnewequipment.Thisleadto
maintenance prevention. Thus, preventive maintenance along with Maintenance
preventionandMaintainabilityImprovementgavebirthtoProductivemaintenance.The
aimofproductivemaintenancewastomaximizeplantandequipmenteffectiveness.
BythenNipponDensohadmadequalitycircles,involvingtheemployee’sparticipation.
Thus,allemployeestookpartinimplementingproductivemaintenance.Basedonthese
developmentsNipponDensowasawardedthedistinguishedplantprizefordeveloping
andimplementingTPM,bytheJapaneseInstituteofPlantEngineers(JIPE).Thus,Nippon
DensooftheToyotagroupbecamethefirstcompanytoobtaintheTPMcertification
[4].
The overview of the early milestones as TPM developed in Japan with emerging
concepts, supporting theories, significant historical events in the different eras are
representedinTable1.

BIBLIOGRAPHICWORK 8
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Table1TPMdevelopedinJapan[5]
Era 1950’s 1960’s 1970’s
Emerging
Concepts
Preventive
Maintenance-
Establishingscheduled
maintenancefunctions
Productive
Maintenance(PM)–
Recognizingtheimportance
ofequipmentreliability,
maintenanceand
ergonomicefficiencyin
plantdesign
TotalProductive
Maintenance(TPM)–
AchievingPMefficiency
througha
comprehensivesystem
basedonrespectfor
individualsandtotal
employeeparticipation
Supporting
Theories
• Preventive
Maintenance
(PM)1951
• Productive
Maintenance
(PM)1954
• Maintainability
Improvement
(MI)1957
• Maintenance
Prevention(MP)
1960
• Reliability
Engineering1962
• Maintainability
Engineering1962
• Engineering
Economics
BehavioralScience
Managementby
InnovationandCreation
(MIC)Performance
AnalysisandControl
(PAC)Systems
EngineeringEcology
Terotechnology
MaintenanceLogistics
Significant
Historical
Events
1951–ToaNenryo
Kogyo1stJapanese
companytoadoptPM
1953–20Japanese
companiesformaPM
theresearchgroup
whichlaterbecameJIPM
1958–AmericanGeorge
SmithvisitsJapanto
promotePM
envoy
1960–Japanhoststhefirst
internationalmaintenance
convention
1962–JapanProductivity
Associationsendsanenvoy
totheUStostudy
equipmentengineering
1963–Japanattendsthe
InternationalConvention
onEquipmentMaintenance
inLondon
1964–thefirstPMprizeis
awardedtoNippondensoin
Japan1969–Japan
InstituteofPlantEngineers
(JIPE)established,laterto
becomeJapanInstituteof
PlantMaintenance(JIPM)
1970–theannual
International
Conventionon
EquipmentMaintenance
heldinJapan
1973-theUnitedNations
IndustrialDevelopment
Organizationsponsorsa
MaintenanceRepair
SymposiuminJapan

BIBLIOGRAPHICWORK 9
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2.1.1 SimilaritiesanddifferencebetweenTQMAndTPM
The TPM program closely resembles the popular Total Quality Management (TQM)
program(Table2).Manyofthetoolssuchasemployeeempowerment,benchmarking,
documentation (andothers)used inTQMareused to implementandoptimizeTPM.
Followingarethesimilaritiesbetweenthetwo[4]:
1. Totalcommitmenttotheprogrambyupper-levelmanagementisrequiredinboth
programmes;
2. Employeesmustbeempoweredtoinitiatecorrectiveaction;
3. A long-range outlook must be accepted as TPM may take a year or more to
implementandisanon-goingprocess.Changesinemployeemindsettowardtheir
jobresponsibilitiesmusttakeplaceaswell.
Table2SimilaritiesandDifferenceBetweenTQMandTPM[4]
Category TQM TPM
Object Quality(Outputandeffects) Equipment(Inputandcause)
Mainsofattaining
thegoal
Systematizethemanagement.
Itissoftwareoriented
Employeesparticipationand
itishardwareoriented
Target QualityforPPMEliminationoflossesand
wastes
2.1.2 MotivesanduniquenessofTPM
Table3showsthemotivesanduniquenessofTPM.
Table3MotivesandUniquenessofTPM[4]
MotivesofTPM
1.Adoptionoflifecycleapproachforimprovingtheoverall
performanceofproductionequipment.
2.Improvingproductivitybyhighlymotivatedworkers,whichis
achievedbyjobenlargement.
3.Theuseofvoluntarysmallgroupactivitiesforidentifyingthe
causeoffailure,possibleplantandequipmentmodifications.
UniquenessofTPM
ThemajordifferencebetweenTPMandotherconcepts isthatthe
operatorsarealsomadetoinvolveinthemaintenanceprocess.The
concept of "I (Production operators) Operate, you (Maintenance
department)fix"isnotfollowed.

BIBLIOGRAPHICWORK 10
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2.2 TPMDEFINITIONS
TPMliteratureindicatesthattwomainapproachestodefiningTPMexist,theWestern
ApproachandtheJapaneseApproach[6]withsignificantcommonalitywithinthetwo.
Bamber [6], in particular, describes the Japanese school of thought represented by
Nakajima[7][8]andShirose[9].TheWesternApproachisrepresentedbyWillmott[10],
Wireman[11]andHartmann[10].TheJapaneseInstituteofPlantMaintenance(JIPM)
promotestheJapaneseapproach. SeiichiNakajima isavicechairmanof JIPMand is
consideredtobethefatherofTPM[5].
Thefollowingdefinitionwillbeusedtodescribetotalproductivemanufacturing[5]:
“Total Productive Manufacturing is a structured equipment-centric continuousimprovementprocessthatstrivestooptimizeproductioneffectivenessbyidentifyingandeliminating equipment and production efficiency losses throughout the productionsystem life cycle through theactive team-basedparticipationofemployeesacrossalllevelsoftheoperationalhierarchy.”
Nakajima’sdefinitionofTPMischaracterizedby5keyelementstheyarerepresentedin
Figure2[5].
Figure2Nakajima’sDefinitionofTPM[5]
Shirose’sDefinitionofTPMischaracterizedby5keyelementstheyarerepresentedin
Figure3[9].
NakajimaonTPM
Maximizeequipmenteffectiveness
EstablishasystemofPMforequipment
entirelifespan
Cross-Functional
Involveseverysingle
employee
PromotionofPMthroughmotivation
&Smallgroupactivity(SGA)

BIBLIOGRAPHICWORK 11
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure3ShiroseDefinitionofTPM[5]
2.3 TPMBASICCONCEPTSANDSTRUCTURES
Total Productive Manufacturing is a structured equipment-centric continuous
improvementprocess thatstrives tooptimizeproductioneffectivenessby identifying
andeliminatingequipmentandproductionefficiencylossesthroughouttheproduction
systemlifecyclethroughtheactiveteam-basedparticipationofemployeesacrossall
levelsoftheoperationalhierarchy[5].
2.3.1 TheTPMstructuredcontinuousimprovementprocess
One of the most significant elements of TPM the structured TPM implementation
process is that it is a consistent and repeatable methodology for continuous
improvement.“Forworld-classcompetitors,minimalperformancerequirementsincluderepetitiveandpredictableyear-over-yearactualper-unitcostreductions,ever-reducingvariation, improved product quality, and extraordinary customer service. Winningrequires an institutionalized management proof process that is sustainable despitechangesinleadership,strategy,andbusinessconditions-acorporateculturededicatedtomanufacturingexcellence.”[12].
TheprincipleactivitiesofTPMareorganizedaspillars.Dependingontheauthor,the
namingandnumberofthepillarsmaydifferslightly,however,thegenerallyaccepted
modelisbasedonNakajima’seightpillarsaspresentedinFigure4[5].
ShiroseonTPM
Maximizeequipmenteffectiveness
EstablishasystemofPMfortheentirelifeoftheequipment
Participationbyallsectors
oforganization
Involvesfromtop
Managementtothefrontline
staff
BasedonSmallgroupactivity(SGA)

BIBLIOGRAPHICWORK 12
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure4EightPillarsofTPM(NakajimaModel)[5]
Pillar1-Kobetsu-Kaizen-FocusedImprovement
"Kai"meanschangeand"Zen"meansgood(forthebetter).Basically,kaizenisforsmall
improvements, but carried out on a continual basis and involve all people in the
organization.Kaizen isopposite tobigspectacular innovations.Kaizenrequiresnoor
little investment. The principle behind is that "a very large number of small
improvements are more effective in an organizational environment than a few
improvementsoflargevalue.Thispillarisaimedatreducinglossesintheworkplacethat
affectourefficiencies.Byusingadetailedandthoroughprocedureweeliminatelosses
inasystematicmethodusingvariousKaizentools.Theseactivitiesarenot limitedto
productionareasandcanbeimplementedinadministrativeareasaswell[4].
KaizenPolicyforfocusedimprovementsareshownbelow[4]:
1. Practiceconceptsofzerolossesineverysphereofactivity;
2. Relentlesspursuittoachievecostreductiontargetsinallresources;
3. Relentlesspursuittoimproveoverallplantequipmenteffectiveness;
4. ExtensiveuseofPManalysisasatoolforeliminatinglosses;
5. Thefocusontheeasyhandlingofoperators.
Achieve and sustain zero loses with respect to minor stops, measurement and
adjustments, defects and unavoidable downtimes. It also aims to achieve 30%
manufacturingcostreduction.
ThetoolsusedinKaizenarelistedbelow[4]:
1. Why-Whyanalysis;
2. Poka-yoke(Poka-yokeisJapaneseterm,whichinEnglishmeansmistakeproofing
orerrorprevention);
3. Summaryoflosses;
4. Kaizenregister:
5. Kaizensummarysheet.

BIBLIOGRAPHICWORK 13
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
The objective of TPM is themaximization of equipment effectiveness. TPM aims at
maximizationofmachineutilizationandnotmerelymachineavailabilitymaximization.
AsoneofthepillarsofTPMactivities,Kaizenpursuesefficientequipment,operatorand
materialandenergyutilizationthat isextremesofproductivityandaimsatachieving
substantialeffects.Kaizenactivitiestrytothoroughlyeliminate16majorlosses.
Theclassificationoflosseswithdifferentaspectsandloss,representedinTable4.
Table4Classificationoflosses[4]
Aspect SporadicLoss ChronicLoss
Causation
Causesforthisfailure
canbeeasilytraced.The
cause-effectrelationship
issimpletotrace
Thislosscannotbeeasily
identifiedandsolved.Evenif
variouscountermeasuresare
applied
RemedyEasytoestablisha
remedialmeasure
Thisiscausedbyhiddendefects
inmachine,equipmentand
methods
Impact/LossAsinglelosscanbe
costly
Asinglecauseisrare-a
combinationofcausestrendsto
bearule
FrequencyofOccurrences
Thefrequencyof
occurrenceislowand
occasional
Thefrequencyoflossismore.
Typeofanalysisrequired
Why-Whyanalysis.Here
thequestion'Why'is
queriedagainstthe
problemfivetimes,
withinwhichthesolution
isreached
Theintricateandcomplex
methodrequiredThisincludes
causeandeffectanalysisand
correlationanalysis
Correctiveaction
Usually,theline
personnelinthe
productioncanattendto
thisproblem.
Specialistsinprocessengineering
qualityassuranceand
maintenancepeoplearerequired.
Pillar2-JishuHozen-AutonomousMaintenance
This pillar is geared towards developing operators to be able to take care of small
maintenancetasks, thusfreeinguptheskilledmaintenancepeopletospendtimeon
more value-added activity and technical repairs. By use of this pillar, the aim is to
maintainthemachineinnewcondition.Theactivitiesinvolvedareverysimplenature.

BIBLIOGRAPHICWORK 14
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Thisincludescleaning,lubricating,visualinspection,tighteningofloosenedboltsetc[4].
JishuHozen(JH)policyforautonomousmaintenanceareshownbelow[4]:
1. Uninterruptedoperationofequipment.
2. Flexibleoperatorstooperateandmaintainotherequipment’s.
3. Eliminatingthedefectsatsourcethroughactiveemployeeparticipation.
Thevariousstepsinautonomousmaintenancearelistedbelow[4]:
1. Preparationofemployees;
2. Initialcleanupofmachines;
3. Takecountermeasures;
4. FixtentativeJHstandards;
5. Generalinspection;
6. Autonomousinspection;
7. Standardization.
Eachoftheabovestepsisdiscussedindetailbelow:
1. Preparationofemployees:educatetheemployeesaboutTPM,Itsadvantages,
JHadvantagesandStepsinJH.Educatetheemployeesabouttheequipmentthey
use,thefrequencyofoiling,day-to-daymaintenanceactivitiesrequiredandthe
abnormalities that could occur in the machine and way to find out the
abnormalities.
2. Initialcleanupofmachines:
• Arrangeallitemsneededforcleaning;
• Onthearrangeddate,employeescleantheequipmentwiththehelpofthe
maintenancedepartment;
• Dust,stains,oilsandgreasehastoberemoved.Whencleaningoilleakage,
loosewires,unfastenednutsandwornoutpartsmustbetakencare;
• Aftercleaningup,problemsarecategorizedandsuitablytagged.Whitetags
areplacedwhereoperatorscansolveproblems.Thepinktagisplacedwhere
theaidofmaintenancedepartmentisneeded;
• Makenoteofarea,whichisinaccessible;
• Openpartsofthemachineareclosed,andthemachineisrun.3. Takecountermeasures:
• Inaccessibleregionshadtobereachedeasily.E.g.,iftherearemanyscrews
toopenaflywheeldoor,hingedoorcanbeused.Insteadofopeningadoor
forinspectingthemachine,acrylicsheetscanbeused;
• To prevent work out of machine parts necessary action must be taken.
Machinepartsshouldbemodifiedtopreventaccumulationofdirtanddust.
4. FixtentativeJHstandards:
• JHschedulehastobemadeandfollowedstrictly;
• Thescheduleshouldbemaderegardingcleaning,inspectionandlubrication
anditalsoshouldincludedetailslikewhenwhatandhow.

BIBLIOGRAPHICWORK 15
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
5. Generalinspection:
• The employees are trained in disciplines like pneumatics, electrical,
hydraulics,lubricantandcoolant,drives,bolts,nutsandsafety:
• This is necessary to improve the technical skills of employees and to use
inspectionmanualscorrectly;
• Afteracquiringthisnewknowledge, theemployeesshouldsharethiswith
others;
• Byacquiringthisnewtechnicalknowledge,theoperatorsarenowwellaware
ofmachineparts.
6. AutonomousInspection:
• Newmethodsofcleaningandlubricatingareused:
• Eachemployeeprepareshisownautonomouschart/scheduleinconsultation
withthesupervisor;
• Parts,whichhavenevergivenanyproblem,orpart,whichdon’tneedany
inspection,areremovedfromthelistpermanentlybasedonexperience;
• Includinggoodqualitymachineparts.ThisavoidsdefectsduetopoorJH;
• TheinspectionthatismadeinpreventivemaintenanceisincludedinJH.The
frequencyofcleanupandinspectionisreducedbasedonexperience.
7. Standardization:
• Up to the previous step only the machinery/equipment was the
concentration.However,inthisstep,thesurroundingsofthemachineryare
organized. Necessary items should be organized, such that there is no
searchingandsearchingtimeisreduced;
• Theworkenvironmentismodifiedsuchthatthereisnodifficultyingetting
anyitem;
• Everybodyshouldfollowtheworkinstructionsstrictly;
• Necessarysparesforequipmentareplannedandprocured.
Pillar3-PlannedMaintenance
It is aimed to have trouble free machines and equipment’s producing defect-free
productsfortotalcustomersatisfaction.Thisbreaksmaintenancedowninto4families
orgroupswhichwasdefinedearlier:
1. PreventiveMaintenance2. BreakdownMaintenance3. CorrectiveMaintenance4. MaintenancePrevention
WithPlannedMaintenance,weevolveoureffortsfromareactivetoaproactivemethod
andusetrainedmaintenancestafftohelptraintheoperatorstobettermaintaintheir
equipment[4].

BIBLIOGRAPHICWORK 16
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
PolicyforPlannedMaintenanceisshownbelow[4]:
• Achieveandsustaintheavailabilityofmachines
• Optimummaintenancecost.
• Reducessparesinventory.
• Improvereliabilityandmaintainabilityofmachines.
TheMajorTargetsforPlannedMaintenanceare[4]:
• Zeroequipmentfailureandbreakdown.
• Improvereliabilityandmaintainabilityby50%.
• Reducemaintenancecostby20%.
• Ensureavailabilityofsparesallthetime.
SixstepsinPlannedMaintenancearementionedbelow[4]:
1. Equipmentevaluationandrecordingpresentstatus.
2. Restoredeteriorationandimproveaweakness.
3. Buildingupinformationmanagementsystem.
4. Preparetime-basedinformationsystem,selectequipment,partsandmembers
andmapoutplan.
5. Prepare predictivemaintenance system by introducing equipment diagnostic
techniquesand
6. Evaluationofplannedmaintenance.
Pillar4-TrainingAndEducation
It isaimedtohavemulti-skilledrevitalizedemployeeswhosemorale ishighandwho
was eager to come to work and perform all required functions effectively and
independently.Educationisgiventooperatorstoupgradetheirskill.Itisnotsufficient
toknowonlyKnow-Howbuttheyshouldalsolearnknow-why.Byexperience,theygain,
Know-Howtoovercomeaproblemwhattobedone.Thistheydowithoutknowingthe
rootcauseoftheproblemandwhytheyaredoingso.Henceitbecomesnecessaryto
trainthemonknowingKnow-why.Theemployeesshouldbetrainedtoachievethefour
phasesofskill.Thegoalistocreateafactoryfullofexperts.Thedifferentphaseofskills
is[4]:
1. Donotknow;
2. Knowthetheorybutcannotdo;
3. Candobutcannotteach;
4. Candoandalsoteach.
ThemainpolicyinEducationandTrainingare[4]:
1. Focusonimprovementofknowledge,skillsandtechniques;
2. Creatingatrainingenvironmentforself-learningbasedonfeltneeds;

BIBLIOGRAPHICWORK 17
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3. Trainingcurriculum/tools/assessment.Conductivetoemployeerevitalization;
4. Trainingtoremoveemployeefatigueandmakeworkenjoyable.
ThemajortargetsinEducationandTrainingare[4]:
1. Achieveandsustaindowntimeduetowantingmenatzerooncriticalmachines;
2. Achieveandsustainzerolossesduetolackofknowledge/skills/techniques;
3. Aimfor100%participationinsuggestionscheme.
StepsfollowedinEducationandTrainingarementionedbelow[4]:
1. Settingpoliciesandprioritiesandcheckingthepresentstatusofeducationand
training;
2. Establishatrainingsystemforoperationandmaintenanceskillupgradation;
3. Trainingtheemployeesforupgradingtheoperationandmaintenanceskills;
4. Preparationoftrainingcalendar;
5. Thekick-offofthesystemfortraining;
6. Evaluationofactivitiesandstudyoffutureapproach.
Pillar5-MaintenancePreventionPillar,InitialFlowControl
MaintenancePrevention(MP)referstodesignactivitiescarriedoutduringtheplanning
and construction of new equipment, that impart to the equipment high degrees of
reliability,maintainability,economy,operability,safety,andflexibility,whileconsidering
maintenance informationandnewtechnologies,andtotherebyreducemaintenance
expensesanddeteriorationlosses[9].TheclassicobjectiveofMPistominimizetheLife
CycleCost(LCC)ofequipment.ExpandingtheconceptofTPM,MPappliestothedesign
ofequipmentlayoutandfacilitationaswellasnewprocessesandproducts(designfor
manufacturability).Leachman identifiedtime-to-marketasacritical factor inthe life-
cycle profitability of new products/processes in the semiconductor industry [13].
EffectiveMaintenancePreventionsupportsthereductionoftheverticalstartuplead-
timeby improvingthe initial reliabilityandreducingthevariabilityofequipmentand
processes. In large part,MP improvements are based on learning from the existing
equipmentandprocesseswithinthefocusedimprovement,autonomousmaintenance,
andplannedmaintenanceTPMpillaractivities.
OneofthegoalsofMPdesignistobreakfreeofequipment-centreddesignmentality
byadoptingahuman-machinesystemapproach[13].Inadditiontoequipment/process
reliabilityandperformanceattributes,thesystemsapproachwillalsolookattheman-
machineinterfaceasitrelatestooperabilityandmaintainabilityandsafety[5].
ThemajortargetsofMPare[14]:
• Newequipmentreachesplannedperformancelevelsmuchfasterduetofewer
startupissues.

BIBLIOGRAPHICWORK 18
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Maintenanceissimplerandmorerobustduetopracticalreviewandemployee
involvementpriortoinstallation.
Pillar6-QualityMaintenance
It is aimed towards customer delight through highest quality through defect-free
manufacturing.Thefocusisoneliminatingnon-conformancesinasystematicmanner,
much like Focused Improvement. We gain an understanding of what parts of the
equipmentaffectproductqualityandbegintoeliminatecurrentqualityconcerns,then
move to potential quality concerns. Quality Maintenance (QM) activities are to set
equipment conditions that preclude quality defects, based on the basic concept of
maintainingperfectequipmenttomaintainperfectqualityofproducts.Theconditionis
checkedandmeasuredintimeseriestoverifythatmeasurevaluesarewithinstandard
values to prevent defects. The transition of measured values is watched to predict
possibilitiesofdefectsoccurringandtotakecountermeasuresbeforehand[4].
ThemainpolicyinQMare[4]:
1. Defect-freeconditionsandcontrolofequipment.
2. QMactivitiestosupportqualityassurance.
3. Thefocusonpreventionofdefectsatthesource.
4. Focusonpoka-yoke(foolproofsystem).
5. In-linedetectionandsegregationofdefects.
6. Effectiveimplementationofoperatorqualityassurance.
ThemajortargetsinQMare[4]:
1. Achieveandsustaincustomercomplaintsatzero.
2. Reducein-processdefectsby50%.
3. Reducethecostofqualityby50%.
Quality defects are classified as customer end defects and in-house defects. For
customer-enddata,wehavetogetdataon[4]:
1. Customerendlinerejection.
2. Fieldcomplaints.
3. In-house,dataincludedatarelatedtoproductsanddatarelatedtoprocessing.
QMmajorstepsindatarelatedtoproductsare[4]:
1. Productwisedefects.
2. Theseverityofthedefectanditscontribution-major/minor.
3. Locationofthedefectwithreferencetothelayout.
4. Magnitudeandfrequencyofitsoccurrenceateachstageofmeasurement.
5. Occurrencetrendinbeginningandtheendofeachproduction,process,changes
(Likepatternchange,ladle/furnacelining,etc).

BIBLIOGRAPHICWORK 19
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
6. Occurrence trend with respect to restoration of breakdown, modifications,
periodicalreplacementofqualitycomponents.
QMmajorstepsindatarelatedtoprocessesare[4]:
1. The operating condition for individual sub-process related to men, method,
materialandmachine.
2. Thestandardsettings/conditionsofthesub-process.
3. Theactualrecordofthesettings/conditionsduringthedefectoccurrence.
Pillar7-OfficeTPM
OfficeTPMshouldbestartedafteractivatingfourotherpillarsofTPM(JH,KK,QM,PM).
OfficeTPMmustbefollowedtoimproveproductivity,efficiencyintheadministrative
functions and identify and eliminate losses. This includes analyzing processes and
procedurestowards increasedofficeautomation.OfficeTPMaddressestwelvemajor
losses.Theyare[4]:
1. Processingloss.
2. Cost loss including in areas such as procurement, accounts, marketing, sales
leadingtohighinventories.
3. Communicationloss.
4. Idleloss.
5. Set-uploss.
6. Accuracyloss.
7. Officeequipmentbreakdown.
8. Communicationchannelbreakdown,telephoneandfaxlines.
9. Timespentonretrievalofinformation.
10. Non-availabilityofcorrectonlinestockstatus.11. Customercomplaintsduetologistics.
12. Expensesonemergencydispatches/purchases.
Aseniorpersonfromoneofthesupportfunctionse.g.headoffinance,purchase,etc.,
shouldbeheadingthesub-committee.Membersrepresentingallsupportfunctionsand
peoplefromProduction&Qualityshouldbeincludedinsubcommittee.TPMco-ordinate
plansandguidesthesubcommittee[4].
ThemainKobetsuKaizentopicsforofficeTPMare[4]:
1. Inventoryreduction.
2. Leadtimereductionofcriticalprocesses.
3. Motion&spacelosses.
4. Retrievaltimereduction.
5. Equalizingtheworkload.

BIBLIOGRAPHICWORK 20
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
6. Improving office efficiency by eliminating the time loss on retrieval of
information,byachievingzerobreakdownsofofficeequipmentliketelephone
andfaxlines.
ThemajorKobetsuKaizenbenefitsforofficeTPMare[4]:
1. Involvement of all people in support functions for focusing on better plant
performance.
2. Betterutilizedworkarea.
3. Reducerepetitivework.
4. Reducedinventorylevelsinallpartsofthesupplychain.
5. Reducedadministrativecosts.
6. Reducedinventorycarryingacost.
7. Reductioninnumberoffiles;
8. Reductionofoverheadcosts(toincludethecostofnon-production/non-capital
equipment).
9. Theproductivityofpeopleinsupportfunctions;
10. Reductioninthebreakdownofofficeequipment;
11. Reductionofcustomercomplaintsduetologistics;
12. Reductioninexpensesduetoemergencydispatches/purchases;
13. Reducedmanpower;
14. Cleanandpleasantworkenvironment.
Thisisessential,butonlyafterdoneasmuchaspossibleinternally.Withsuppliersitwill
lead to on-time delivery, improved 'in-coming' quality and cost reduction. With
distributors, it will lead to accurate demand generation, improved secondary
distributionand reduction indamagesduring storageandhandling. Inanycase, it is
necessary to teach thembasedonexperienceandpracticeandhighlightgaps in the
systemwhich affect both sides. In case of someof the larger companies, they have
startedtosupportclustersofsuppliers[4].
Pillar8-Safety,HealthandEnvironment
Inthisarea,focusisontocreateasafeworkplaceandasurroundingareathatisnot
damagedbyourprocessorprocedures.Thispillarwillplayanactiveroleineachofthe
otherpillarsonaregularbasis.Acommitteeisconstitutedforthispillarwhichcomprises
arepresentativeofofficersaswellasworkers.ThecommitteeisheadedbySeniorvice
President (Technical). Utmost importance to Safety is given in the plant. Manager
(Safety) is looking after functions related to safety. To create awareness among
employees’variouscompetitionslikesafetyslogans,Quiz,Drama,Posters,etc.related
tosafetycanbeorganizedatregularintervals.

BIBLIOGRAPHICWORK 21
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
TheTPMSafetyandtheEnvironmentalpillarareequally,ifnotmore,importantthan
thesevenothers.Shirosedescribessafetyasthemaintenanceofthepeaceofmind[9].
No TPM program is meaningful without a strict focus on safety and environmental
concerns. Ensuring equipment reliability, preventing human error, and eliminating
accidentsandpollutionarethekeytenetsofTPM[15].Suzukiprovidesexamplesofhow
TPMimprovessafetyandenvironmentalprotection[5].
Themajortargetsofsafety,healthandenvironmentare[5]:
1. Faultyorunreliableequipment isa sourceofdanger to theoperatorand the
environment. The TPM objective of zero-failure and zero-defects directly
supportszero-accidents.
2. Autonomous maintenance teaches equipment operators how to properly
operateequipmentandmaintainacleanandorganizedworkstation.
3. TPM-trained operators have a better understanding of their equipment and
processesandareabletoquicklydetectandresolveabnormalitiesthatmight
resultinunsafeconditions.
4. Operationofequipmentbyunqualifiedoperatorsiseliminatedthrougheffective
deploymentofTPM.
5. Operatorsacceptresponsibilityforsafetyandenvironmentalprotectionattheir
workstations.
6. Safetyandenvironmentalprotectionstandardsareproliferatedandenforceas
partoftheTPMQualityMaintenancepillar.
ImplementingtheTPMSafetyandEnvironmentalpillarfocusesonidentifyingand
eliminatingsafetyandenvironmentalincidents.AccordingtotheHeinrichPrinciple
[15],forevery500,000safetyincidentsthereare300“nearmisses”,29injuries,and
1 death. Investigating industrial accidents, Heinrich found that 88% of accidents
where causedbyunsafeactsofpeople, 10%where the resultofunsafephysical
conditions,and2%heconsidered“ActsofGod”.
TheMainPhasesofSafety,HealthandEnvironmentare[5]:
1. Normaloperation,stablestate;
2. Signsofabnormality,thesystembecomesmoreandmoredisordered;
3. Unsteadystate,difficulttorestoretonormal;
4. Obviousdangerasaresultoffailureorabnormality.Damageandinjurycanstill
becontainedandminimized;
5. Injuryandseveredamageoccur;
6. Recoveryafterthesituationisundercontrol.
EnvironmentalsafetyisbecominganincreasingpointoffocusonTPMimplementation.
“Manufacturing management in the 21st century will not be effective if the
environmental issues are ignored. Manufacturing management that does not take

BIBLIOGRAPHICWORK 22
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
environmentalissuesintoconsiderationwillberemovedfromsociety.Oneofthecauses
of environmental issues is that industries, academic institutions, and government
agencieshavebeenspecializedinresearch,development,promotion,anddiffusionof
design technologies toproducemore artificial products. There is very little concern
aboutsettingconditionsforequipmenttothemostfavorableonesafteritisputinto
operationordiagnostictechniquestomaintainthoseconditions.”
IchikawaproposesthatTPMaddressthefollowingkeyenvironmentalobjectiveswithin
theSafetyandEnvironmentalpillar[16]:
1. Construct an Environmental Management System (EMS) that integrates
environmental issues as a system. This objective is consistent with
ISO14001/14004;
2. Implementactivities, throughtheTPMprogram,toreducetheenvironmental
impactofmanufacturingoperations;
3. Createsystemstoreducetheenvironmentalimpactofmanufacturingproduct
andprocessdevelopment;
4. Enhancetheenvironmentalawarenessandeducationofallemployees.
2.3.2 OverallEquipmentEffectiveness
Overall Equipment Effectiveness (OEE) is the TPM metric for measuring equipment
effectivenessorproductivity.“Acompanycannotmakebusinessgainssolelybyusing
cost cuttingmeasures because it cannot cut costs enough to become a world-class
competitor. Instead, it must invest resources in productivity improvement. This
generallyincreasesfactorythroughputandcutscostatthesametime”[16].Variations
forcalculatingOEEareinuse,however,mostareconsistentinidentifyingthreemajor
elementsofOEE[5]:
1. Availability–theeffectivenessoftheoperationtomakeequipmentavailableto
performproductionactivity.
2. Performance–theeffectivenessoftheoperationtoexecuteproductionactivity
duringtheperiodoftimethatequipmentisAvailableandabletoperformthose
activities.
3. Quality – the effectiveness of the operation to produce units that meet
productionquality specifications during the periodof time that equipment is
performingproductionactivity.
OEE is the most effective measure for driving plant improvement. It continuously
focusestheplantontheconceptof0-waste[16].Unlesscarefulmonitoringoccurs,the
reducedcapacitygoesunnoticedorisacceptedasnormal.TheclassicdefinitionofOEE
hasbeenusedthroughoutmanyindustries.ThedefinitionofOEEisillustratedinFigure

BIBLIOGRAPHICWORK 23
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure5OverallEquipmentEffectivenessCalculationandLosses(NakajimaMethod)[5]
NotethatinthisOEEcalculation,theschedulednon-productiontimeisremovedfrom
thedenominatorfortheAvailabilitycalculation.This,ineffect,removesthesescheduled
non-production losses from the OEE calculation.With its high capital investment in
production equipment necessitating a focus on equipment productivity, the
semiconductor industry has created an alternativeproductivity calculation knownas
Overall Equipment Efficiency SEMI [17]. This calculation differs from the classic OEE
calculationinthat:
1. OEEisbasedontotalpotentialproductionhours;and
2. TheElementsofthecalculationarestatedintermsoftime(ratherthanunits)to
measureefficiencyratherthaneffectiveness.
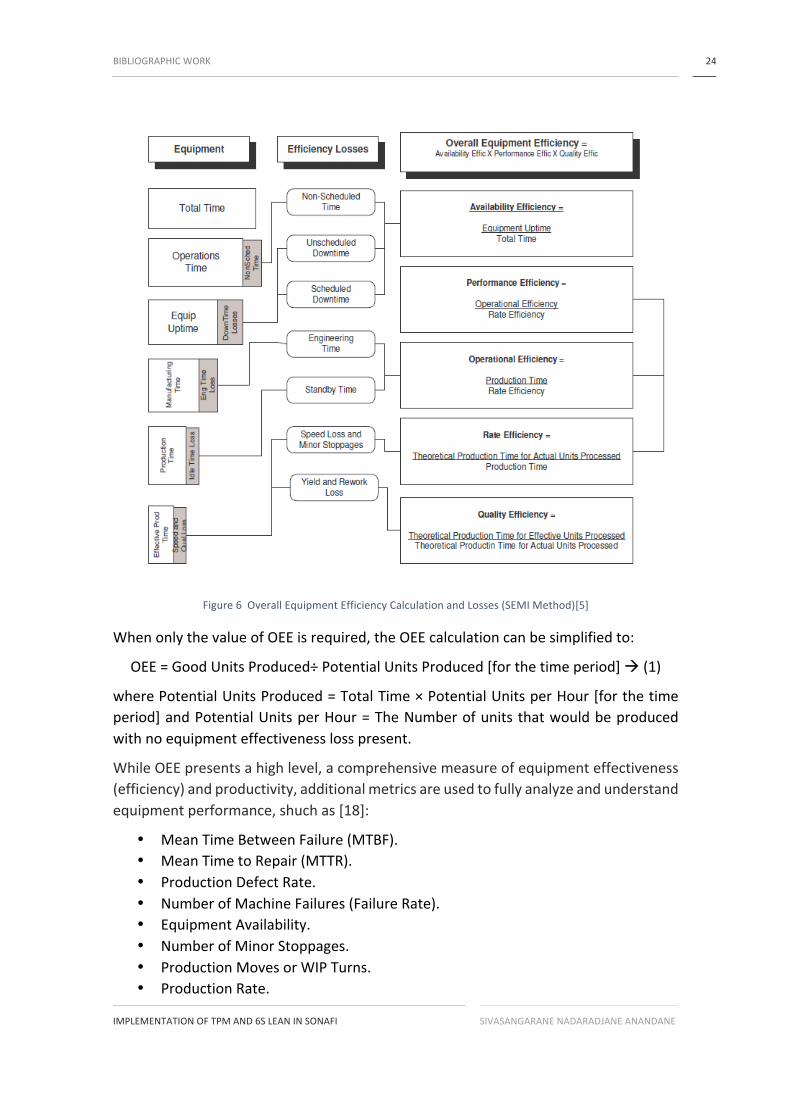
TheSEMIOEEcalculation,asillustratedinFigure6,isbasedonstandardsemiconductor
industryacceptedequipmentstates[5].
BIBLIOGRAPHICWORK 24
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure6OverallEquipmentEfficiencyCalculationandLosses(SEMIMethod)[5]
WhenonlythevalueofOEEisrequired,theOEEcalculationcanbesimplifiedto:
OEE=GoodUnitsProduced÷PotentialUnitsProduced[forthetimeperiod]à(1)
wherePotentialUnitsProduced=TotalTime×PotentialUnitsperHour[forthetime
period]andPotentialUnitsperHour=TheNumberofunitsthatwouldbeproduced
withnoequipmenteffectivenesslosspresent.
WhileOEEpresentsahighlevel,acomprehensivemeasureofequipmenteffectiveness
(efficiency)andproductivity,additionalmetricsareusedtofullyanalyzeandunderstand
equipmentperformance,shuchas[18]:
• MeanTimeBetweenFailure(MTBF).
• MeanTimetoRepair(MTTR).
• ProductionDefectRate.
• NumberofMachineFailures(FailureRate).
• EquipmentAvailability.
• NumberofMinorStoppages.
• ProductionMovesorWIPTurns.
• ProductionRate.

BIBLIOGRAPHICWORK 25
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• EquipmentSetupTime.
• ProductionCycleTime.
• PMTimeversusRepairTime(ScheduledDTvs.UnscheduledDT).
• EquipmentCpk.
• NumberofEquipmentImprovementsCompleted.
2.3.3 Team-basedImprovementActivity(SmallGroupActivity–SGA)
TPMactivityisexecutedbyteamsknownasSmallGroupActivity(SGA).TPMsucceeds
notbecauseofitssystemorengineeringtechniquesbutbecauseofitsattentiontothe
managementofhumanfactors[19].“Asmallgroupisanycross-functionalworkteam
chargedwithworkingtogethertoimproveplantperformancebysolvingproblemsand
managingspecificplantareas,machines,orprocesses.”[20].TPMSGAinvolvesteams
that are part of the standing organization [15]. Suzuki’s TPM structure creates
overlappingSGA’swiththemembershipofonelevelofSGAbecomingtheleadershipof
thenextlevelSGAasshowninFigure7.
Figure7OverlappingSmallGroupActivityStructure[5]
This structure drives TPM involvement throughout the organization. “Employee
involvementisanecessarypartoftheTPMprocess.Thegoalistotapintotheexpertise
andcreativecapabilitiesoftheentireplantorfacilitythroughtheuseofsmallgroup
activities.”[20].
SuzukiprovidesexamplesofsomecommonTPMSGAteams[15]:

BIBLIOGRAPHICWORK 26
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• TheTPMPromotionsOffice–ThePromotionsOfficeisresponsibletomanage
thedeploymentoftheTPMprogramandplaysacentralrole inensuringthat
SGA’sevolveactively.ItisresponsibleforkeepingtheTPMprogramontrack.
• SeniorManagementSmallGroups–Consistofdepartmentorsectionmanagers
ledbyseniormanagement.TheyareresponsibleforestablishingthebasicTPM
policy and objectives in line with the corporate and site business goals. The
Senior Management SGA sponsors the TPM Promotions Office. In the early
stagesofTPMimplementation,theSeniorManagementSGAperformsthefirst
Manager’sModel.
• MiddleManagement/SupervisorSmallGroups–Sectionmanagerorsupervisor
SGA’s responsible for executing the TPM planwithin their departments. The
MiddleManagementSGA’s sponsor theshop floorAutonomousMaintenance
teams.
• Front-lineSmallGroups–Cross-functional shop floor teams thatexecute the
TPMplanwithintheirworkareas.
2.3.4 ParticipationAcrossAllLevelsoftheOperationalHierarchy
“TheGoal of TPM is tomaximize theoverall effectivenessof theproduction system
throughtotalparticipationandrespectfortheindividual.”[15].Asnotedintheprevious
discussion on SGA’s, the top-to-bottom integration of TPM activity is accomplished
throughinterlinkingsmallgroups.TPMactivitiesarenotvoluntarybutpartofpeople’s
dailywork[15].Thatincludesalllevelsoftheorganizationfromtopmanagementtothe
shopfloorworkers[5].
2.3.4.1 Top-LevelManagementTPMResponsibilities
“ThemajorissuetosuccessfulTPMimplementationismanagerparticipation,notjust
supportorcommitment,butbeingfullyinvolvedindeterminingstrategylearningthe
processbydoing,coachingothers,andassessingprogress.”[21].Thetop-levelmanagers
setthehighlevelTPMpoliciesandobjectives,createtheTPMPromotionOffice,and
sponsortheTPMSteeringCommittee.TheymustalsoassigntheresourcestomakeTPM
successful.Thatsuccessrelies,inpart,onassigningtopperformerstoroleswithinthe
TPMPromotionsOffice.“EveryonehasalotontheirplateandseeTPMassomething
extra,socommittingpeopletotheprogramistough…alongtheselinesistheneedfora
TPMCoordinator.Thisisamustanditshouldbeoneofyourbestpeople.Thisisvery
hardtocommittoinmostfactories”[21].
TopmanagementplaysacrucialroleinTPMimplementationofleadingtheparadigm
shift. “The type of change called for in TPM is especially difficult because in many
respectsitpervadesthefundamentalnatureofthecompany’sworkculture.Itreaches
throughandaffectstheentireorganization.”VolkerandFarrowrecognizethatduring
TPM introduction at Texas Instruments top managers must first change their own

BIBLIOGRAPHICWORK 27
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
culturebeforeleadingthechangethroughouttheorganization.“Therealkeyischanging
thecultureofthemanagers.ThetopmanagerisgoingtowantTPMtohappenbecause
itmakessenseforthebusiness.Butthemanagercannotjust‘wantittohappen’and
continueinhisorherjobasbefore.Heorshemustalsochange.Themanagerhasto
change his/her actions so that TPM becomes something that is expected, not just
somethingthathastobeworkedonwhenthereissparetime.TotheextentthatTPM
isseenasanadditionaltask,itwillfail.Itmustbeseenasthewaybusinessisdone.”
[22].
2.3.4.2 MiddleManagementTPMResponsibilities
MiddlemanagersareresponsibleforestablishingthedepartmentalTPMpoliciesbased
onthetopmanagementobjectives.“Thissmallgrouphastheroleofdeterminingthe
departmentalorsectionalprinciplesinaccordancewithbasicTPMprinciplesandmajor
targets of the company, of breaking downmajor targets and having frontline small
groupssetspecifictargets”[9].ToeffectivelyguidetheshopfloorTPMsmallgroups,the
middlemanagersmustalsoactivelyparticipateintheTPMactivities[15].Theyarealso
responsibleformanagingtheirresourcestoeffectivelysupporttheTPMactivitiesofthe
shopfloorSGA’s.
2.4 LEAN6S
Lean6Sisthemostpopularmethodtoimprovetheefficiencyandsafetyofanycompany
ororganization.The lean6Smethodcanbe implemented inall typeof industriesor
organization like small scale industries, medium scale industries and large-scale
industriesetc.The6Sisamethodforsorting,cleaning,organizinganddoingnecessary
improvement intheworkplace.Thismethodhelpsto increaseefficiencyandreduces
wastageandoptimizesthequalityofanyworkenvironment.
The 6S method gives good results for required improvement in an organization or
company.Byimplementing6Smethodwecangetgoodimprovementintheproduction
processandsafetyinanycompany.The6Smethodhighlysupportivefortheobjectives
of the organization to achieve continuous improvement and higher performance in
qualityandsafety[23].
6Sismodeledafterthe5Sprocessimprovementsystemdesignedtoreducewasteand
optimizeproductivityintheworkplaceby[24]:
1. Creatingandmaintainingorganizationandorderliness.2. Usingvisualcuestoachievemoreconsistentoperationalresults.3. Reducingdefectsandmakingaccidentslesslikely.4. 6Susesthefivepillarsof5SandanaddedpillarforSafety.

BIBLIOGRAPHICWORK 28
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2.4.1 Thestepsofthe6Smethodareasfollows
The6Sisthemethodologyofcreatingandmaintainingwellorganized,neatandclean,
higheffective,highqualityandsaferworkplaceinanyorganization.Themajorstepsof
6SmethodsareshowninTable5.
Table5Methodologyof6S[23]
6SMethodologySteps
Japaneseterms Meaning
1. SORTSeiri
Sorttheallusefulmaterial
andthrowawaythewaste
material from the
workplace.
2. SETINORDERSeiton
Keep the all things in a
properorderandplaceto
quick and easy access to
them.
3. SHINESeiso
Clean the all machine,
equipmentandworkplace.
Maintain the workplace
neatandcleanregularly.
4. STANDARDIZESeiketsu
Uses the standards in the
workplace. Constantly
keep order at the
workplace and make it
habitual.
5. SUSTAINShitsuke
Implement this process
regularly and make it
compulsory for everyone
intheworkplace.
6. SAFETYSafety
Install all needed safety
equipment at the
workplace and make
compulsorythewearingof
safety equipment at the
workplace.

BIBLIOGRAPHICWORK 29
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Sorting: Sorting can be classified as throw away all wastematerial, non-conforming
products,uselessanddamagedtoolsfromtheworkplace.Keeptheallequipment,tools,
material andother information that isuseful for theattainmentofwork. It helps to
maintaintheworkplacecleanandeffectiveforsearchingandreceivingstuffcutdown
thetimeofrunningtheoperation[23].
Set inorder:Manage theall items inaproperorderandplaceat theworkplace for
quickeraccessanduse.Placelabelsoneveryitemforidentifyingeasily.
Makesureitemscanberecognizedbytaggingthemproperly.Everyworkingmethod
hasitsowntypeoforder.Identifyandrectifyit[23].
Shine:Routinecleaningmakes theworkplaceneatandclean.Thewayof cleaning is
monitoredduringcleaningmachines,workshopandlightsource.Theoperatorshould
takecareaboutownmaintenanceandcleanness[23].
Standardize:Workoutandimplantedstandardsintheworkshop.Managementshould
give the instruction to theemployeeswhichareeasily understandable soworkplace
cleanandwouldbeinorder.Allworkersoftheworkshopshouldbeparticipatinginthis
activity. It is concluded that standards not only being implemented in the usual
operationalprocess,e.g.maintenance,movement,production,sortingbutalsointhe
organizationalprocesslikecustomerservice,bookkeepingetc[23].
Sustain:Themainobjective istosetupacleanenvironmentandtomaintain itasan
ongoingprocessforever.Thisincreasestheawarenessoftheworkersandincreasesthe
quality.Italsoincreasesthehumanrelationandworkers[23].
Safety:Safetyisthemainstepofthe6Smethod.Safetyisthestateofbeingsafe,the
conditionofbeingprotectedfromharm.Safetyusessomepoliciesandprotectionsto
protect the workers from any accidental injury at the workplace. Much safety
equipment is also used such as a safety helmet, safety jackets, safety shoes, fire
extinguishers etc. in the workplace. Make sure that all safety equipment’s like fire
extinguishers, personal protective equipment, first aid kit etc. are present at the
workplace.Allsafetyequipmentsshouldberegularlymaintained[23].
2.4.2 Relationshipofthe6SPillars
Therelationshipofthe6SpillarsisexplainedinFigure8.

BIBLIOGRAPHICWORK 30
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure8Relationshipofthe6SPillars[24]
2.4.3 TheAdvantagesofusing6SMethodarementionedbelow[23]:
• Reductioninmaterialhandlingcost.
• NeatandCleanworkplaceisavailable.
• Easytofindtoolanduse.
• Easytoaccessallequipment’sandfilesintheorganization.
• Savesprocesstime.
• Alwaysneatandcleantoolsarepresentattheworkplace.
• Allthingsareinwell-organizedorder.
• Increaseproductivityoftheplant.
• Increasethequalityofproducts.
• Reducethepossibilityofworkersinjury.
• Createasafeworkenvironment.
• Improvecommunicationbetweenemployees.
• Reducemanufacturingcost.
• Increaseworkplacesafety.
• Increasetheefficiencyoftheplant.
• Increaseworkspeedattheworkplace.
• Maximizetheuseoftools.
• Reduceswastageintheplant.
• Minimizesequipmentandtoolsbreakdownsattheworkplace.
• Reducestoolchangingtime.
• Increaseworkersperformanceintheworkplace.
• Increasetheoverallefficiencyoftheworkplace.

BIBLIOGRAPHICWORK 31
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Increaseworkerssafetyintheworkplace.
• Reducesthechancesofanaccidentattheworkplace.
2.5 IATF16949:2016
Theautomotiveindustryisoneofthemostimportantsectorsoftheglobaleconomy.It
haslongbeensettingnewstandardsnotonlyinqualitymanagement(QS9000/VDAor
ISO/TS16949).Itisalsoaninspirationforseekingefficientproductionmethods,suchas
leanproduction,agileproductionandtoolsthatsupportsuchproductionintheglobal
automotivesupplychain.SinceOctober2016,anewqualitymanagementstandardin
theformoftheIATF16949:2016systemhasbeeninplaceintheautomotiveindustry.
The standard amends the existing ISO/TS 16949:2009 based on the revised ISO
9001:2015andcustomer-specificrequirements[25].
2.5.1 PriorISOTechnicalSpecification16949:2009
ThefirsteditionofISO/TS16949waspreparedin1999bytheInternationalAutomotive
TaskForce(IATF)andISOunderthenameQualitymanagementsystemsforautomotive
suppliers–particularrequirementsfortheapplicationofISO9001:9004withaviewto
achieving world-wide integration of country-specific assessment and certification
systems,i.e.theNorthAmericanQS9000,theItalianAVSQ,theFrenchEAQVandthe
German VDA,with the ISO 9001:9004 standard. Its successive editions (2002, 2009)
were essential to keep up with advances in the automotive industry and with
amendmentstothe2000and2008editionsoftheISO9001standard.Theaimofthe
existing ISO/TS 16949 was to put in place a global quality management system
throughout vehicle, component and part lifecycles to provide for continual
improvementemphasizingdefectpreventionandthereductionofvariationandwaste
inthesupplychain(OEM-Tier1,2,3,4,etc.).TheISOtechnicalspecificationemphasizes
design, planning and production, all of which are subject to the most stringent
regulations and require an interdisciplinary approach at every stage. The technical
specification calls for a broad approach to analyzing error types and their effects in
design,productionand logistics failuremodeandeffectsanalysis (D/P/LFMEA). It is
crucial to document and implement total productive maintenance (TPM) and
productioninstrumentationmanagementsystems[25].
2.5.2 Key changes introduced by the new IATF 16949:2016 Standard Relating to
Suppliers
IATF 16949:2016 specifies qualitymanagement system requirements for the design,
developmentandproductionand,whereapplicable,assembly,fittingandservicing,of
automotive products, including productswith embedded software. IATF 16949:2016
sharesthesamesectionheadingsandclausestructureasISO9001and,afterits2015

BIBLIOGRAPHICWORK 32
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
update,followthesamehigh-levelstructure(SupplementSL)with10clausesdedicated
toensuringalignmentwithstandardsgoverningothermanagementsystems(suchas
ISO14001and the ISO27000 series).Asopposed to ISO/TS16949andother industry
standards,IATF16949:2016doesnotcontaintheISO9001:2015text,whichmaymake
ithardertoreadandunderstanditsrequirements(ISO/TS16949didcitethetextofISO
9001). To a certain extent, the changes adopted in IATF 16949:2016 reflect those
introducedinISO9001:2015.OthersareeithervariationonISO/TS16949:2009orall-
newissues[25].
ThekeychangesprovidedintheIATFstandardcanbesummarizedasfollows[25]:
• Chapter4-ContextoftheOrganization
• Chapter5-Leadership
• Chapter6-Planning
• Chapter7-Support
• Chapter8-Operation
• Chapter9-Performanceevaluation
• Chapter10-Improvement
2.5.3 ThetransitionfromISO/TS16949:2009toIATF16949:2016
In keepingwith the IATF-published strategyof transition from ISO/TS16949:2009 to
IATF 16949:2016, which accounts for the possibility that certain organizations may
already be certified to the old editions of VDA6.1 and ISO 9001:2008, IATF defined
detailedtransitionrulesandtherelatedrequirementsforbothcertificationbodiesand
organizations seeking an IATF 16949:2016 certificate [Figure 9]. For organizations
seekingnewIATFcertification,thetransitionwilltake23monthsfromthepublication
ofthenewstandardtotheexpiryofISO/TScertificatesonSeptember14,2018.Post
October 1, 2017, no audits (initial, surveillance, recertification or transfer) may be
conductedtoISO/TS16949:2009[25].

BIBLIOGRAPHICWORK 33
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure9TimingoftransitionfromISO/TS:16949toIATF:16949(Tuv-Sud,2016)[25]
OrganizationscertifiedtoISO/TS16949:2009shouldtransitiontothenewIATF16949
throughatransitionauditinlinewiththecurrentauditcycleforISO/TS16949:2009(i.e.
at a regularly scheduled recertification or surveillance audit). Assuming that all
prerequisites are satisfied (proof of an organization’s compliance with IATF 16949
requirements,auditorqualifications,etc.),organizationsmaybegintheir transition in
October2016[25].

BIBLIOGRAPHICWORK 34
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure10DraftscheduleoftransitionfromISO/TS:16949:2009toIATF:16949:2016compliance[25]
Basedontheirownexperienceofcooperationwiththeautomotiveindustry,theauthors
proposethefollowingdraftplanoftransitionshowninFigure10.Thedraftplancovers
suchmattersaspurchasesofneweditionsofISOstandards,IATF16949andanonline
purchase of the standard of transition to IATF:2016 (IATF 2016). Next one should
familiarizeoneselfwithISO9000andISO9001,IATF16949andthestrategyoftransition
to the IATF standard (IATF2016, ISO2015). This canbeachievedbywayof internal
trainingofferedtoselectedemployees.Thechangeschedulecanbeagreedwiththe
certification body. An essential part of the transition should be to appoint the
organization’sinternalteamtaskedwithanalyzinggapsintheexistingsystemagainst
the new requirements and formulating a transition plan in consultation with the
certificationbody.

BIBLIOGRAPHICWORK 35
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
An essential part of the transition should be to appoint the organization’s
internal team tasked with analyzing gaps in the existing system against the new
requirements and formulating a transition plan in consultationwith the certification
body.Theteamshouldnotonlyidentifygapsbutalsocoordinatethepreparationand
supplementation of system documentation by accounting for changes. Another
essential step should be to hold internal training for the organization’s functions in
whichsystemdocumentationwaschanged,theaimistodeploythechangesandcarry
out internal audits. If the audit and management review results are positive, the
organizationmayagreethedateandscopeoftransitionauditandsystemcertification
toIATF16949:2016withthecertificationbody.
2.5.4 AboutIATF16949:2016
IATF16949:2016isallabout:
• IATF16949:2016(1stedition)representsaninnovativedocument,givenastrong
orientation to the customer, with the inclusion of a number of consolidated
previouscustomerspecificrequirements.
• ISO/TS16949 (1stedition)wasoriginallycreated in1999by the International
Automotive Task Force (IATF) with the aim of harmonizing the different
assessment and certification systems worldwide in the supply chain for the
automotivesector.Otherrevisionswerecreated(2ndeditionin2002,and3rd
editionin2009)asnecessaryforeitherautomotivesectorenhancementsorISO
9001 revisions. ISO/TS 16949 (along with supporting technical publications
developedbyoriginalequipmentmanufacturers [herein referredtoasOEMs]
and thenational automotive tradeassociations) introduceda common setof
techniques and methods for common product and process development for
automotivemanufacturingworldwide.
• In preparation for migrating from ISO/TS 16949:2009 (3rd edition) to this
AutomotiveQMSStandard,IATF16949,feedbackwassolicitedfromcertification
bodies,auditors,suppliers,andOEMstocreateIATF16949:2016(1stedition),
whichcancelsandreplacesISO/TS16949:2009(3rdedition).
• TheIATFmaintainsstrongcooperationwithISObycontinuingliaisoncommittee
statusensuringcontinuedalignmentwithISO9001[26].
2.5.5 BenefitsofIATF16949:2016
ThebenefitsofIATF16949cannotbeoverstated;companieslargeandsmallhaveused
thisstandardtogreateffect,discoveringandsecuringtremendouscostandefficiency
savings.Thenewstandardwillhelpyoutointroduceanintegratedapproachwithother
managementsystemstandards.Itwillbringqualityandcontinualimprovementintothe
heartoftheorganization.Itwillincreasetheinvolvementoftheleadershipteam.Itwill
helptomitigateriskandimproveopportunitymanagementwithagreaterapplication

BIBLIOGRAPHICWORK 36
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
of risk-basedthinking.Oneof themajorchanges in IATF16949:2016 is that itbrings
qualitymanagementandcontinualimprovementintotheheartofanorganization.This
means that it can be used to help enhance and monitor the performance of an
organization,basedonahigher-levelstrategicview.Herearejustafewofthesebenefits
[27]:-
• Improveyourimageandcredibility
• Qualifytosupplytheautomotiveindustry
• Improvecustomersatisfaction
• Fullyintegratedprocesses
• Useevidence-baseddecisionmaking
• Createacultureofcontinualimprovement
• Engageyourpeople
• Facilitatecontinualimprovement
• Increasemarketopportunities
2.5.6 IATF 16949:2016 contains detailed supplementation for the automotive
industry,includingsignificantchangesregarding:
IATF 16949:2016 contains detailed supplementation for the automotive industry,
includingsignificantchangesregardingare[25]:
1. Theadoptionofthetop-levelmanagementstructure,whichisbindingunderISO
9001:2015.
2. The understanding and definition of the context of the organization and the
relatedinternalandexternalproblemsrelativetosuchcontext,resultingfrom
riskandopportunityidentification.
3. Topmanagement engagement in corporate responsibility policy, including at
least an anti-bribery policy, an employee code of conduct and an ethics
escalationpolicy.
4. Increasedemphasisonsafety-relatedproductsandprocesses.
5. Morestringentrequirementsconcerningproducttraceabilitytocomplywiththe
latest regulatory changes and requirements for products with embedded
software.
6. Addedrequirementsrelatedtocorporateresponsibility.
7. Takingaccountofthewarrantymanagementprocess.
8. Increasedrequirementsforinternalandexternalauditors.
9. Morespecificrequirementsconcerningsupplier/sub-suppliermanagementand
development.

37
<TÍTULODATESE> <NOMEDOAUTOR>
THESISDEVELOPMENT
3.1 Analysisofsonaficurrentmanufacturingpractices
3.2 Iimplementationoftpmandof6s
3.3 Dataanalysis


THESISDEVELOPMENT 39
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3 THESISDEVELOPMENT
Thischapterdescribes,briefly,Sonaficompanyandpresentsthefindingsofthepresent
research,whichwas conducted to answer the stated researchproblem. The areaof
discussionwillbefocusedontheareaofresearchobjectives.
3.1 ANALYSISOFSONAFICURRENTMANUFACTURINGPRACTICES
3.1.1 Abriefdescriptionofthecompany
Sonafi is an aluminum alloy die-casting company founded in 1951, aimed at the
automotivesector,strategicallylocatedinthenorthofPortugal[28].
SonafiSA,whoselogoandfotographyareshowninFigure11andFigure12,respectively,
isacompanydedicatedtotheinjectionmoldingofaluminumalloys,mechanizationof
smallandmedium-sizedtechnicalparts,designanddevelopmentoftools(moldsand
cutting),wheretheyarefinishedorvibrated),accordingtothecustomer'sspecification,
andiscurrentlyafirst-linesupplierwithaleadingroleintheautomotiveindustry.
Figure11SonafiLogo[29]
Figure12CompanyPhotography[30]

THESISDEVELOPMENT 40
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Since 2007, the company has been part of the BrabantAlocast InternationalGroup,
basedintheNetherlands,withthequalityoftheserviceasaflagandcompliancewith
deliverydeadlines,alwaysemphasizingreliabilityaswellasaconstantattitudetowards
continuousimprovementinordertorespondquicklyandrigorouslytomarketdemands.
Sonafiisacompanywith67yearsofhistoryandiscurrentlyafirstlinesupplierwitha
leading role in the automotive industry. At its facilities, engineering and production
capacitiesaredevelopedtosatisfyallcustomerorders[31].
SonafiisheadquarteredinS.MamededeInfesta,MatosinhoscouncilandPortodistrict,
withinageographicallocationthatisfranklyfavorabletothecommercialtransaction.It
islocatedjust5kmfromFranciscoSáCarneiroAirport,about3kmfromtheCityofPorto
andapproximately8kmfromtheportofLeixõesandisalsosurroundedbyanetwork
ofroadsandmotorwayswhereitispossibleinlessthan3mintobeinsertedinsomeof
themostimportantmotorwaysofPortugal,A1,A3andA4(Figure13).
Figure13CompanyLocationofSonafi[32]
Itcanthenbeseenthatitslocationisundoubtedlyastrategicpointsincetheeasewith
whichitispossibletomoveitsmanufacturingandcommerciallogisticsmakesofitselfa
companywithleadershipcapacityinthemarketoftheinjectedcastingsector[28].
Sonafi was founded in 1951 by Société Générale de Belgique was the first foundry
factorytobeinjectedinPortugal.Afterastartwiththedifficultiesinherentinpioneering
projects,thegreatdynamismofmanagementandthecreationofalineofproductsgave
risetoverysignificantgrowthrates.Duringthisperiod,anduntil1971,byvirtueofthe
industrialpolicyofthemoment,SonafihadtheexclusiveoftheDieCastingsector[28].
In1973,thePortuguesegroupEMINCOacquiresthecompany'scapital,alongwiththe
appearance of the first competition in the smelter sector in Portugal,which in turn
generatesaneconomiccrisis[28]. In1981,Renaultenteredintoforceinthenational
market, SONAFI reformulated its strategy in the market, targeting the automotive
industry as its main priority, thus anticipating the expected increase in European

THESISDEVELOPMENT 41
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
competitiondue toPortugal's imminentaccession to theEuropeanCommonMarket
[28].In1986,anewcyclewas instituted in thecompany,whichwasacquiredby the
managementthatwasinforceatthetime,thusinitiatingarestructuring,leadingtoa
technologicalinjection,inordertobeabletoembraceotheremergingmarkets,suchas
gasheatingequipment[28].Twoyearslater(1988)thecompanydecidestoabandon
thefinishedproductssector,turningdefinitivelyonlyfortheinjectedsmelting,taking
advantageoftomakeinvestmentsinthissector.Turningagainayeartheactivitythat
wasdedicated to theproductionof hardware is sold, due to thedisparityof quality
levels, as well as structural issues [28]. During the period 1992 to 1994, SONAFI
benefitedfromaspecialrestructuringprogramforthePortuguesecastingsector:PEDIP.
In 2001 the international group EuralCom acquires SONAFI, at which time the
automationandsophisticationincreaseincharacterized,withtheconsequentincrease
ofproduction,allowingtosomeextenttomeetthemostdiverserequirementsofthe
market[28].Finally,inDecember2007theBrabantAlocastInternationalGroupacquires
the capital of SONAFI, thus maintaining the company within a European group of
injected casting. Since 2010, Sonafi is repurchased by the Macedo family. Business
expansionanddiversificationofcustomerportfolioTechnology investment(precision
machiningandcasting)Automation[31].
Thecompanyisorganizedbydepartments,whichinturnaresubdividedintosections.
The Organizational structures start with the Chairman’s, whose main function is to
establish the objectives of organization and control of the executive action of the
generaldirection.TheCEO,inturn,implementstheobjectivesdefinedbytheBoardof
Directors, thusmakingthe linkwiththedifferentdepartments inorderto followthe
agreedstrategy.Thisstrategyisensuredbydepartmentheadswhomonitorandleada
variety of managers and section heads to ensure the value chain defined by
management.Figure14showsthecompanyorganizacionalstructure.
Figure14CompanyOrganizationalStructure[33]

THESISDEVELOPMENT 42
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Sonafisphilosophyisbasedonfouressentialprinciplesforitssustainability[28]:
• Organize,becauseinordertoachievetheobjectivesofSonafieachonehastorealizeitsfunctionaspartofagroup.
• Innovate,becauseonlythencanyouleadanever-changingworld.
• Develop,becauseonlythespiritofcontinuousimprovementallowsustoensure
continuity.
• Humanizing,becausemanis,afterall,theengineofthiswholeprocess.Because
heistheultimatebeneficiaryofhisactionsandbecauseweunderstandthatin
SonafiI,eachonecountsasanindividualandahumanbeing.
ORGANIZE,INNOVATE,DEVELOPHUMANIZING.
"Thisisourwayofbeing"[28]
3.1.2 NumbersinSONAFI
SONAFIcurrentlyusestwodifferentalloystomeetthedemandsof themarket,with
differentweights in the production plan. In Table 6, the alloys consumed, and their
standardsareindicated[28].
Table6AlloysConsumedbySonafi[28]
Alloy DINstandard InternalDesignation%Consumption
(Average)
AlSiCu3(Fe)
NFEN1706
DINEN1706
(ENAC46000)
VioletAlloy 97%
AlSi10Mg
NFEN1706
DINEN1706
(ENAC43100)
BlueAlloy 3%
Likeanyindustryleader,SONAFIisequippedwithallthespecialistmachines,namely,
24 injectionmachines,300 to1400 tonsof injection force. Itworks6days/week,24
hoursinthe3-shiftregime.Inrecentyearstherehasbeenastronginvestmentinthe
finishing sector of the company, particularly in the acquisition of more precise and
automatedmachining centers [28]. There aremany other equipaments, namely, 15
specialtransfermachine,3suspensionmachines,1drummachine,4vibrationmachines
RÖSLER,washingmachine, leakdetectionequipment, accessorymountingmachines,
testandcontrolequipmentandotherequipaments.

THESISDEVELOPMENT 43
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Inthefoundryarea,theyhavevarioustypesofDie-Castingmachines.Twoofthosetypes
ofmachines,BuhlerandColosio,areshowninFigure15andFigure16respectively.
Figure15BuhlerDie-CastingMachine
Figure16ColosioDie-CastingMachine
Asreferredpreviousely,SONAFIhasseveraltypesofCNCmachines.Figure17andFigure
18showsthetwocompanyprductsused,ChironandHellerrespectively.
Figure17ChironMachiningCenters[29]

THESISDEVELOPMENT 44
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure18HellerMachiningCenters[34]
SONAFI currentlyworks almostexclusively for theautomotive sector, accounting for
around99.9%ofitsproductionvolume.Figure19showsthepercentualdistributionof
theproductsproduced[28].
Figure19PartsProducedbySonafi
6%
11%
15%
5%
5%
21%
3%
1%
23%
10%
EngineSupports
Airbagcomponents
AutoRadiosComponents
WaterPumpComponents
GasolinePumpComponents
InjectionPumpComponents
OilPumpComponents
ComponentsofLuggage
ComponentsofAirandOilFilters
PedalComponentsandPedalSets

THESISDEVELOPMENT 45
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
ThevariousproductsproducedbySonafiareshowninFigure20.
Figure20ProductsofSonafi[31]
Having as amain expression the internationalmarket, absorbing a great part of the
production,SONAFIalsoappearsinthenationalmarket,obtainingapanoplyofclients
thatgivebodytoitsorganization,suchasshowninFigure21.
Figure21CustomersofSonafi[31]

THESISDEVELOPMENT 46
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.1.3 CompanyLayout
Beingthecompanydividedintosectorsasdistinctasengineering,financial,production,
human resources, the focuss will be the one that has more interest to the work
developedandthatassumesastheheartofthewholeorganization.Thecompanymodel
layoutofSonafihasshowninFigure22.
The plant is divided into 6 sections: fusion, casting 1, casting 2, machining area 1,
machiningarea2andrenaultmachiningarea:
Figure22CompanyLayoutofSonafi[28]
Themeltingzoneisthezonewherethewholeproductionprocessstarts,therebeing
threedry-gas-firedovens.Eachfurnaceisonlyusedforthemeltingofaparticularalloy
inordernottocontaminatethemeltingbaths.Thefeedoftheseismadethroughingots
andreturnsofthefoundrythatarereusedsuchasgitos,masselotes,defectivepieces
amongothers.Afterthemeltingofthealuminum,itistakentoamachinewhosemission
istodegasthealloy,andtoreducethedegreeofimpuritiespresentthroughtheaddition
ofnitrogenandslagifier.TheSampleofMeltingFurnaceisshowninFigure23[28].

THESISDEVELOPMENT 47
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure23MeltingFurnace[28]
The foundryarea isdivided into twosections.FoundryareaofSection1 is shown in
Figure24.Eachofthemachinesisequippedwithanelectricmaintenanceoven,aswell
asahydraulicpresswhosefunctionistocutthegypsumofthecastings.Thisprocessis
performedbya"robot"inordertosignificantlyreducethecycletimeofeachpart.In
turn,thefeedingofmachinesinsomesectorsisdonebyautomatedspoons,hydraulic
arms,orgutters,wherealuminumreachesthepistonlinersbygravity.Asasignofthe
relevance given toquality by Sonafi, in eachmachine there is a dimensional control
stationthatiscarriedouttwicepershift,asshowninFigure25[28].
Figure24FoundryAreaofSonafi[28]

THESISDEVELOPMENT 48
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure25PostofDimensionalControl[28]
In themachining sector, fullyautomatedmachiningcentersareavailable,where the
robottakesaleadingrolewithineachoftheexistingmachiningcenters.Otherdevices
are available to satisfy the customer's desired finish, ranging from shot blenders to
vibrators, culminating in the visual and dimensional inspection of all parts without
exception.InMachiningareaofSonafihasdifferentmachineswithvariousbrandssuch
asHellerandChiron.MachiningareaofSONAFIisshowninFigure26[28].
Figure26MachiningAreaofSonafi[28]

THESISDEVELOPMENT 49
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Sometimesinsomeseries,somepartsarerandomlychosenwheremoredetailedtests
arecarriedoutinthesearchforthesmallestdefect,throughx-rayanalysis,aswellas
leakproofcontrol,usingstandardparts[28].
3.1.4 ProductionProcess
The following organization chart (Figure 27) succinctly describes the entire SONAFI
productionprocess,constitutingachainofoperations. It starts fromthe fusionoven
thenpassthroughsensors.Fromsensorsthenpassthroughtemperaturemaintenance
fournacetomachineinjection.Frommachine,injectionisdividedintoshotblastingand
vibration, then sends to machining and washing. From their it sends to dimension
control later send to tightness test. The approved products are then delivered to
customers.
3.1.5 Die-Casting
Injectioncastingisaprocesswherehighprecisionlightalloyparts,complexshapesand
lowsurfaceroughnessortexturedsurfacefinisharecreatedunderhighpressures[28].
The entire process in the die cast is mechanical in which the molten metal at a
temperature above the melting point is poured into a chamber and then
compressed/injected into a metal die. This type of process solution allows the
manufactureofahighseriesofparts,wherethequality,thedimensionalprecision,the
goodfinishesandthemechanicalresistancearedecisivefactors[28].
Inthisprocessitispossibletoobtainpiecesweighingbetween50gand20kg,despitea
dimensional accuracy that can reach a 0.05mm, being possible to obtain minimum
thicknessesof2.5mm,withroughnessvaluesbetween0.4and3.2μm[28].Figure27
showstheexampleofinjectedcastingpart.

THESISDEVELOPMENT 50
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure27InjectedCastingPart[28]

THESISDEVELOPMENT 51
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure28ProductionProcessofSonafi[28]

THESISDEVELOPMENT 52
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
InjectedcastingisaprocessasstatedinFigure28wherethemoltenalloyisforcedunder
highpressuretoenteracastingataveryhighspeed.Theheatcomingfromthealloyis
transmittedbyconductionphenomenaforthemolding,whichinturnisprovidedwith
acoolingsystemwhosefunctionistocoolthemold.So,thatthealloysolidifiesrapidly
[28].
All the Injectionmachines have amaintenance oven (Figure 29), these being in the
particularcaseofSONAFIofelectricaloperation,itsfunctionasthenameindicatesisto
keepthealuminumalloysattemperaturesbetween650ºCand700ºC[28].
Figure29MaintenanceOveninDie-CastingIndustry[28]
Aninjectionisonlycompletewhenthreeinjectionphasesarecarriedout,withatotal
durationofapproximately3seconds,thisvaluebeingdependentonthesizeofthepart
to be injected, the number of cavities available, and the capacity of the injection
machine. The whole process begins when a refractory crucible withdraws from the
meltingfurnaceaproperlydosedportionofthealloybyautomaticallyleakingitintothe
injectioncylinderasshwoninFigure30,inordertothengivethe1ststage.
Figure30PlacingthealloyontheinjectioncylinderinGraphicView[28]

THESISDEVELOPMENT 53
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Afterthepouring,theinjectionprocessitselfbegins,byapproachingthepistontothe
mold at a low speed, tomaintain the flowof alloyunder a laminar regime, thereby
preventingthemixingofairwithintheliquidalloy(Figure31).
Figure31ApproachPhase-1stPhaseinGraphicView[28]
Thesecondinjectionphase[Figure32],commenceswhenthe1stendswhenthealloyis
attheinletofthemold,thespeedofthepistonwillaccelerateabruptly, leadingtoa
completefillingofallcavitiesinthemold,thisshouldbeatatemperaturecloseto250°C
(foraluminumalloys).Thisadvancementshouldhavetwoantagonisticcharacteristics:
ifontheonehanditshouldbeanextremelyfastmovementsothatthereisnopossibility
ofprematurecoolingofthealloy,ontheotherhanditshouldbeslowenoughtoallow
timefortheexpulsionofairfromtheinteriorofthethroughtheventilationholes[28].
Figure32FilingPhase-2ndPhaseinGraphicView[28]
Attheendofthesecondstage,whichresultsinthemoldcavitybeingcompletelyfilled
bythealloy,whereitisatatemperatureclosetothesolidificationtemperature,ahigh
pressure isapplied to thepistonwhichwill result in thealloybeingcompacted.This
nominalcompactionforceisadecisivefactorinthechoiceofmachinetobeusedfor
theproductionofaparticularpart,sincetheinjectionmachinesareclassifiedaccording
totheforcethattheyareabletoapplytothepistoninthethirdstageofthecasting
process[28].

THESISDEVELOPMENT 54
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure33CompactionPhase-3rdPhaseinGraphicView[28]
The analysis of the Injection signals, through their typical curves, are of extreme
importancetoensureagoodqualityofthepart,bothintermsofmechanicalproperties
andintermsoftheiroverallappearance.Thephasetowhichmoreattentionisduewill
bethesecondphase,lastingonly100to300ms,duetoitsbrevity,itispossibletotrigger
ornotanearlycoolingofthealloy,totalorpartial.Inordertomakeitpossibletocontrol
andmonitor the entire casting process, eachmachine is provided with transducers
whichmeasurevariousquantitiesovertimethusdefiningtheinjectionparameters.This
entiremonitoringsystemisindexedtoacomputerwhichafterproperlyconditioningthe
signalallowsustowithdrawimportantindicationsoftheentirebehaviorofaninjection
overtimetherebydefininganinjectioncharacteristic[28].
Themolds used in the die casting industry have an extremely complex appearance,
featuringapluralityofmoldplateassemblies,coolingsystems,controlsystemswhich
togethergiverisetoamolditself.Examplesofdie-castingmoldsareshowninFigure34.
Figure34ExampleofaDieCastingMoldinGraphicView[28]

THESISDEVELOPMENT 55
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Themoldsareformedessentiallyoftwoparts,onefixedandonemovable,hydraulically
moved so that it becomes possible to open and close themold at the end of each
injection,inordertoremovethepartsattheendofeachinjection.Thereinarepresent
oneormorecavitiesconnectedtoeachotherbychannelsthroughwhichthealloyflows
during filling thus constituting the "gito",which is then cut and recycled for further
melting[28].
InFigure35,symbolicrepresentationof2cavitiespresentinamoldareshown.Sinceit
is necessary to cool themold at theendof each injection tomaintain it at an ideal
operatingtemperatureaswellastocoolthepart,therearepresentcoolingductswithin
whichcirculatewaterbelongingtothecompany'sclosedcoolingcircuit.
Figure35Symbolicrepresentationof2cavitiespresentinamold[28]
3.1.5.1 TypesofInjectedFoundry
Intheprocessofinjectedcastingwecanfindtwodifferenttypesofoperation,injected
castingwithhotrunnerandinjectedcastingwithcoldchamber,whichissubdividedinto
injectedcastingwithcoldchamberandverticalmovementandthecastinginjectedwith
coldchamberandhorizontalmovement,asshowninFigure36.
Figure36TypesofInjectedFoundry[28]
FoundryInjection
ColdChamber
Vertical
HotChamber
Horizontal
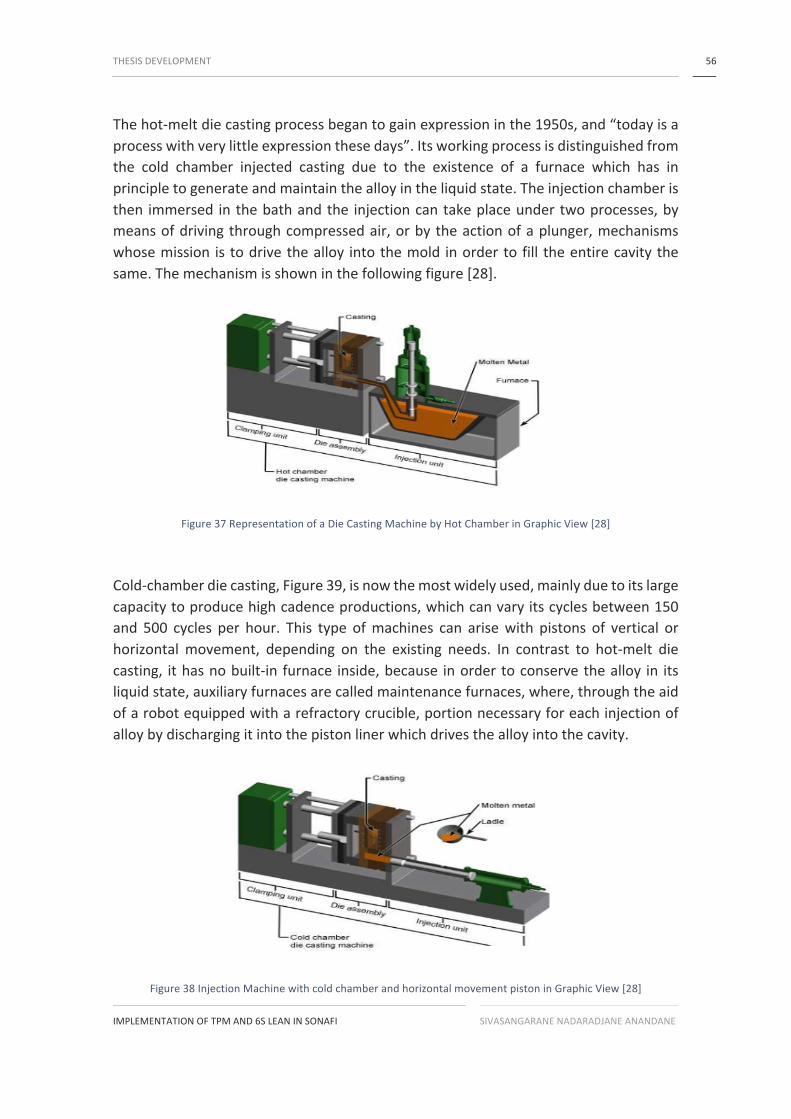
THESISDEVELOPMENT 56
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Thehot-meltdiecastingprocessbegantogainexpressioninthe1950s,and“todayisa
processwithverylittleexpressionthesedays”.Itsworkingprocessisdistinguishedfrom
the cold chamber injected casting due to the existence of a furnace which has in
principletogenerateandmaintainthealloyintheliquidstate.Theinjectionchamberis
then immersed inthebathandthe injectioncantakeplaceundertwoprocesses,by
meansofdrivingthroughcompressedair,orbytheactionofaplunger,mechanisms
whosemission is todrivethealloy intothemold inordertofill theentirecavitythe
same.Themechanismisshowninthefollowingfigure[28].
Figure37RepresentationofaDieCastingMachinebyHotChamberinGraphicView[28]
Cold-chamberdiecasting,Figure39,isnowthemostwidelyused,mainlyduetoitslarge
capacitytoproducehighcadenceproductions,whichcanvaryitscyclesbetween150
and 500 cycles per hour. This type ofmachines can arisewith pistons of vertical or
horizontal movement, depending on the existing needs. In contrast to hot-melt die
casting, ithasnobuilt-in furnace inside,because inordertoconservethealloy in its
liquidstate,auxiliaryfurnacesarecalledmaintenancefurnaces,where,throughtheaid
ofarobotequippedwitharefractorycrucible,portionnecessaryforeachinjectionof
alloybydischargingitintothepistonlinerwhichdrivesthealloyintothecavity.
Figure38InjectionMachinewithcoldchamberandhorizontalmovementpistoninGraphicView[28]

THESISDEVELOPMENT 57
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.1.5.2 Advantages,disadvantagesandrequirements
TheAdvantagesofdiecastingcanbedescribedasfollows:
1. Veryfastprocess(numberofpieces/hour);
2. Reducednumberofsecondaryoperations;
3. Goodqualityparts,appearanceanddimensionalaccuracy;
4. Possibilityofusingvariousnon-ferrousalloys;
5. Productionofpartswithtighttolerances;
6. easilyobtainedouterthreads;
7. Possibleincorporationofmetallicinserts;
8. Partswithgoodresistancetocorrosion;
9. Theyareeasilytreatedsuperficially.
TheDisadvantagesofthediecastingare:
1. Highcostofequipment;
2. Highcostoftools;
3. Limitationstothetypeofcastingalloy;
4. Limiting both themaximum dimension and the geometry of the parts to be
obtained.
The injection molding industry should be able to respond promptly to market
requirementsandthereforeallitsproductionshouldmeethighimportancecriteriasuch
as:
1. Lowprice(lowcost);
2. Goodquality;
3. Lowporosityindexes;
4. Canbeproducedwithtighttolerances;
5. Highcadences;
6. Theyhavealonglifespan.
3.1.6 MajormanufacturingIssues
MajormanufacturingissuesreceivedtoMEisRepairandRework.Toavoidthis,TPMhas
tobeimplemented.TheanalysisofalldepartmentsthatcomesunderMEisdonebefore
implementingTPM.
ThemajorproblemsinfoundrymaintenanceareaunderMEare:
1. LackofTraining,MotivationandLeadershipamongworkers.
2. Workerturnoverisamajorconcern.

THESISDEVELOPMENT 58
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3. Needtoimproveinequipmentavailableformaintenancepreventive.
4. Needtoimproveininfrastructure,cleaningandorganization.
TheMajorProblemsinMachiningareaunderMEare:
1. TheprincipleproblemsinMachineeringareaiswithcompressedairroom,
leakageandtemperature.
2. OrganizationandSupervisionisneededtobeimproved.
3. Needtoimproveinspaceandcleaning.
4. Constantchangeofworkersisabiggerconcern.
5. Lackofmotivationandtrainingneedtobeimproved.
TheMajorProblemsinSparePartsArea(WarehouseME):
1. Lackofspacetostoreallthespareparts.
2. Storageofwaste&obsolete.
3. Rainandstagnationofwaterisabigconcern.
4. Maintainingofstocksisstillamajorproblem.
5. Needtoimproveinformation,cleaningandinfrastructure.
3.1.7 TPMTargets
TheMajorTPMTargetsare[4]:
1. ObtainMinimum90%OEE(OverallEquipmentEffectiveness)
2. Run the machines even during lunch. (Lunch is for operators and not for
machines!)
3. Operateinamanner,sothattherearenocustomercomplaints.
4. Reducethemanufacturingcostby30%.
5. Achieve100%successindeliveringthegoodsasrequiredbythecustomer.
6. Maintainanaccidentfreeenvironment.
7. Increasethesuggestionsfromtheworkers/employeesby3times.Developmulti-
skilledandflexibleworkers.

THESISDEVELOPMENT 59
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.2 IMPLEMENTATIONOFTPMANDOF6S
Asreferedpreviousely,TPMisamaintenanceprogramthat involvesanewlydefined
concept for plant and equipmentmaintenance. The goal of the TPM program is to
dramaticallyincreaseproductionwhileincreasingemployeemoraleandjobsatisfaction:
• TheTotal impliesa comprehensiveviewofall activities related toequipment
maintenanceandtheimpactthateachonehasuponavailability.
• Productiverelatestotheultimategoaloftheeffort,thatis,efficientproduction
notonlyefficientmaintenanceisoftenassumedbymistake.
• Maintenance means the directional drive of the program to ensure reliable
processesandmaintainproduction[4].
3.2.1 DesignofSonafiTPMPillars&Flowchart
Design of TPM Pillars and Flowchart are done based on the requirements and
expectationoftheSonafiasmentionedinthedeclaration.Theultimatemotiveofthis
designistoincreasetheOEE.TheDesignofSonafiTPMPillarsandFlowchartareshown
inFigure39andFigure40:
Figure39TPMPillarsofSonafi

THESISDEVELOPMENT 60
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure40TPMFlowchartofSonafi
ThefollowingisadescriptionoftheSONAFITPMpillars:
1. Predictive/SystematicMaintenance:a) Predictivemaintenance is amethod inwhich the lifeof an importantpart is
predictedbasedoninspectionordiagnosis,tousethepartsuptothelimitof
theirusefullife.Incomparisontoperiodicmaintenance,predictivemaintenance
is condition-based maintenance. It manages trend values, measuring and
analyzingdeteriorationdata,andemployingasurveillancesystem,designedto
monitorconditionsthroughanonlinesystem.
b) Systematic maintenance: is a periodic preventive maintenance (cleaning,
inspection,oilandre-tightening),designtomaintainthehealthyconditionofthe
equipmentandpreventfailuresbypreventingdeterioration,periodicinspection
orequipmentconditiondiagnosis,tomeasuredeterioration.
2. CurativeMaintenance:Improvesequipmentandcomponentssothatpreventive
maintenance can be performed reliably. Equipment with design weakness
should be redesigned to improve reliability or I improve serviceability. This
happensattheuserleveloftheequipment.3. Continuousimprovements:Allprocessescanbecontinuallyimprovedinterms
oftime,resourcesandresults.4. Qualificationofhumanresources:Thequalificationofhumanresourcesisthe
personnel of a company or organization, considered as a significant good in
termsofskillsandabilities.5. SupportSystem:• ThesupportsystemappliesTPMactivitiestocontinuouslyimprovetheefficiency
andeffectivenessoflogisticsandadministrativefunctions.
• These logistical and support functions can have a significant impact on the
performanceofproductionoperations.Inlinewiththevisionofa"production

THESISDEVELOPMENT 61
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
system"that includesnotonlymanufacturingbutalsomanufacturingsupport
functions,TPMmustembracetheentireenterprise,includingadministrativeand
supportdepartments.
• Themajorareainsupportsystemsare:
1. Data&DocumentProcessing
2. Communication
3. Decisionmaking
6. Autonomous Maintenance: Operators of machines that, through routine
actions,assurethenormalconditionofoperationofyourequipment.7. Suppliers Maintenance: Suppliers Maintenance applies to all subcontracted
maintenanceservices(includingequipmentandinfrastructures)andpurchaseof
equipmentmaintenancematerials.
3.2.2 MaintenanceLevels
SonafiMEhasmaintenancelevelsinmanual.ThemanualisupdatedbasedontheTPM
concepts.MaintenanceLevelsaredividedinto3typestheyare:
1. 1stLevelofMaintenance
2. 2ndLevelofMaintenance
3. 3rdLevelofMaintenance
The first Level of Maintenance are divided into 3 parts: Nature of Work; Place of
Intervention;ExecutionStaff.
NatureofWorkare:
• Renewaloffluids(lubricatingandhydraulicoils,nitrogen,etc.);
• Simpleadjustmentsofaccessibleorganswithoutanydisassembly;
• Simplemaintenanceoperationssuchaspressure,statuschecks,fuelandfluid
levelchecksandinspections.
Placeofintervention:
• On-siteequipmentistheplaceofIntervention.
Executionstaff:
• Operatoristheexecutionstaffof1stLevelofMaintenance.
Thesecond levelofmaintenance aredivided into5parts:NatureofWork;Placeof
Intervention;ExecutionStaff;MaintenanceMaterials;DocumentationRequired.
Natureofwork:
• Restorationoftheoperationofthesystemorequipment,theabnormalityof
whichisusuallysignaledbyadefect-trackingdeviceusingtheexchangeof
principalelements.

THESISDEVELOPMENT 62
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• General regulations and realignments, delicate periodic operations (eg,
controlofwearofmechanicalorgans.
• Exchange of functional units whose abnormality was identified by fault
findingdevices.
• Restorationoffunctionalunitsbyexchangeofelementaryarticles.
• Minormechanicalrepairs
Placeofintervention:
• In the location of the equipment or on the main elements moved to a
workshopisthePlaceofIntervention.
Executionstaff:
• EquipmentMaintenance Technician, Technician able tomake a diagnosis
abouttheequipmentwiththehelpofappropriatemeansoflocatingdefects
andwithgoodknowledgearetheExecutionstaff.
Maintenancematerials:
• Maintenancematerials defined by themachinemaintenancemanual and
bestpractices.
• Materials and programs of programmable automated and industrial
computerscience.
• Workshopsupporttool.
• Industrialcleaningandwashingequipment
• Testbenches.
• Secondarygauges
Documentationrequired:
• Documents required for 2nd level ofmaintenance areMaintenancePlans
andManualsofManufacturers'Equipment.
The third Level of maintenance are divided into 5 parts: Nature ofWork; Place of
Intervention;ExecutionStaff;MaintenanceMaterials;DocumentationRequired
Natureofwork:
• Repairandtransformationoflogicalunits.
• Greatmechanicalrepairs.
• Specificworkon test andmeasurementequipmentused formaintenance
(repair,adjustmentandcalibration).
• Worksthatrequiremeansandindustrialknow-how.
• Generalrevisionsandrenovationsofequipmentandmainelementsvulgarly
designatedbyrevamping,upgrade,redisign.

THESISDEVELOPMENT 63
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Placeofintervention:
• Onthemainelementsmovedtoaspecializedworkshop(Exceptionallywhere
theequipmentisinstalled).
• Intheequipmentbuilderaretheplaceofintervention.
Executionstaff:
• Technicianswhohaveagoodknowledgeof theequipmentonwhich they
havetointerveneaswellasthecorrespondingmaintenancemeans.
• Personnel of the builder of the equipment or maintenance personnel of
equipmentwithspecificknowledgearetheexecutionstaff.
Maintenancematerials:
• Materialsandprogramsofprogrammableautomataandindustrialcomputer
science.
• Workshopsupporttool.
• Industrialcleaningandwashingequipment
• Testbenches.
• Secondarygauges
• Theexistingonesintheconstructor.
Documentationrequired:
• EquipmentManufacturerManuals.
• Manualsofequipmenttestinganddiagnosis.
• Audiovisualmeans.
• Dossierstodefinetheproceduresandmaterialstobeused.
• Specificationsandexecutiondrawings.
3.2.3 MainFunctions
SonafiMEhasmain functions inmanual. Themanual is updated based on the TPM
concepts.Maintenancefunctionsaredividedinto3types:
1. ProductionEquipment;
2. SupportEquipment;
3. ChannelsandFormofCommunication.
TheMainfunctionofProductionEquipmentare:
• Prepare, implement, maintain and update the Preventive Maintenance
ScheduleandtherespectiveMaintenancePlans.
• Keeptheequipmentdossierwiththemanufacturer'smanuals,thecondition
oftheequipmentsinceitsinstallation,recordoftheinterventionsmadeand
improvementsintroduced,safetyconditionstoobserveinitsoperation.

THESISDEVELOPMENT 64
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Keeptrackofallmaintenanceinterventionsofthevarioustypesmadeonthe
equipment.
• Determinationofperformancesbyequipmentusingtheavailablecomputer
means.
• Improved availability of spare parts through improved stockmanagement
andlocalsuppliers.
• Creationofacontinuousimprovementplanfortheequipment.
• Creationofa training / informationplan forhuman resourcesassigned to
maintenance.
• Managementofoutsourcedactivities.
• Creationofmanagementindicatorsonequipment,sparepartsandhuman
resourcesallocatedtomaintenance.
• Implementationoftheseindicators.
• Implementation of existing legislation applicable to equipment and
installations.
TheMainfunctionofSupportEquipmentare:
• Prepare, implement, maintain and update the Preventive Maintenance
ScheduleandtherespectiveMaintenancePlans.
• Keepthedossieroftheequipmentwiththeconditionoftheequipmentsince
itsinstallation,manuals,recordoftheinterventionsmadeandimprovements
introduced.
• Keepalltypesofmaintenanceperformedontheequipment.
• Improved availability of spare parts through improved stockmanagement
andlocalsuppliers.
• Creationofatraining/informationplanforthehumanresourcesassignedto
themaintenanceofsupportequipment.
• Managementofoutsourcedactivities.
• Implementation of existing legislation applicable to equipment and
installations.
TheMainfunctionofChannelsandFormsofCommunicationare:
• Dailymeetings in the DMEOffice, with theME Director, the Casting and
Finishing Maintenance Coordinators, Warehouse Technician, Preventive
Maintenance Technician and invited, if necessary or convenient, at this
meeting, all current data and information are analyzed, giving origin the
minuteswith listofproblems, causes,measures, responsibleanddatesof
theirimplementation.
• Participationinthedaily3RMeetingwiththeRepresentativesofthevarious
operatingdepartmentsof the factory,with theobjectiveof analyzingand
takingactiononrecurringproblems.
• WeeklymeetingswithMEtechnicians,whereallcurrentissuesareanalyzed.

THESISDEVELOPMENT 65
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Whiteboardintheworkshopforgeneralinformationandurgentmessages.
3.2.4 IntroducingTPMCulturestoSONAFI
ImportanceandimplementationofTPMarepresentedstepbysteptoallorganization
startingfromtoplevelofmanagementtojobfloorworkers.SONAFITPMpillars,TPM
culture,teamwork,importanceofOEEandbenefitsofTPMarethemajortopicscovered
inpresentation.PresenationphotographyareshowninFigure41andFigure42.
Figure41PresentingtheimportanceandimplementationofTPMtoworkerspart-1
Figure42PresentingtheimportanceandimplementationofTPMtoworkerspart-2

THESISDEVELOPMENT 66
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.2.5 MethodsandMeasureAnalysisofSONAFI
3.2.5.1 SonafiTPMPillar1:PredictiveandSystematicMaintenance
The method and measure analysis of predictive and systematic maintenance are
classifiedinto5parts:Objective;Scope;Users;Instructions;DataAnalysisTool.
Objective. The purpose of this instruction is to describe how the Predictive andSystematicMaintenanceofequipment’s.
Scope. The main scope of this instruction covers all productive equipment and
infrastructure.
Users.ThemainusersofthisPredictiveandSystematicMaintenanceare:
• Maintenanceofequipment
• FoundryCoordinator
• CoordinatorsMechanization
• WarehouseTechnicianME
• PreventiveMaintenanceTechnician
Instructions. The major instruction to be followed in Predictive and Systematic
Maintenanceare:
• ThePreventiveandPredictiveMaintenanceisdevelopedhavingassourcesthe
informationexisting in theManualsof theManufacturers,TTR (TotalTimeof
Repair)analysis.
• RiskAnalysisTools:FMECA,5Why,IshikawaDiagram.
AttheendofeachyearaPreventiveandPredictiveMaintenanceCalendar(manual)is
developed and approved. After parameterizing in the MannWinWin generates a
Schedule of OTs, for all critical equipment and installations, translated into Plans/
Maintenance Plans. These Plans are the base documents that contain the activities/
taskstobecarriedout.Accordingtotheplanning,thesePlansgiveaPMPWorkOrder,
foritsrealizationtheProductionManagerisinformedoftheareaoftheneedforthe
equipment to be unavailable for the intervention, so that the equipment or an
adjustment in the calendar if it is not possible to do so. These Plans are reviewed
whenevernecessary.
Regular examination of both predictive and systematic maintenance is explained in
below,Figure43,withPlannedPreventiveMaintenance(PPM).

THESISDEVELOPMENT 67
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure43PlannedPreventiveMaintenance(PPM)
Asampletemplateforpredictiveandsystematicmaintenancewheretheplanisentered
manuallywithdescriptionalongwithtimetrackingareshowninFigure44.
Figure44PredictiveandSystematicSchedule
PPM
PredictiveMaintenance
Regularexaminationofequipmenttodeterminewhatpreventiveactionsshouldbeperformedwithbesttimings:
1. Vibration analysis
2. Thermography
3. Oil Sampling
4. Electric Power Quality Analysis
SystematicMaintenance
RegularexaminationofequipmentfordefectsbymeansofPMchecklists:
1. Replace Elements regularly
2. LubricatioN
3. Cleaning
4. Adjustments
5. Testing

THESISDEVELOPMENT 68
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
FishboneanalysisforlowOEEofMEarerepresentedintheformoffigure(Figure45).It
wasindentified6cause–Man,Machine,Material,Method–ofthelowOEEproblem.
Figure45FishboneDiagram
Attheend,theinterventionisregisteredintheWorkOrderinManWinWin.Thisrecord
isattendedandaftervalidatedbytherespectiveMECoordinator,andthenfiledinthe
databaseofMannWinWinSonafi.
3.2.5.2 SonafiTPMPillar2:CurativeMaintenance
ThemethodandmeasureanalysisofCurativeMaintenanceareclassifiedinto5parts:
Objective;Scope;Users;Instructions;DataAnalysisTool.
Objective.ThemainobjectivesishowCurativeMaintenanceisperformed.
Scope. The main scope of this instruction covers all productive equipment and
infrastructure.
Users.ThemainusersofthisCurativeMaintenanceare:
• EquipmentMaintenance
• Teamcoordinators
• Operators
Instructions.ThemajorinstructionstobefollowedinCurativeMaintenanceare:
• Healing Maintenance occurs whenever an equipment or installation is
unavailableduetoamalfunctionunpredictableandunexpected.

THESISDEVELOPMENT 69
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Upondetectionofamalfunction, theproduction teamcoordinatoror the
operatorofthesectorwherethemalfunctionoccurred.
DataAnalysisTools.
Thereareseveraldegreesofurgency.TheEmergencydegreeisconsideredwhenthe
equipment/cell stop without production. When the equipment/cell is running in
degraded mode is conseidered Urgency degree. The Normal degree is when the
equipment/cellisinoperation,withoutlossofproductionandquality.
TheMaintenanceRequestcompletedinMannWinWinisautomaticallysenttotheME
techniciansbox. It is recognizedbyoneof thetechniciansthat is inservice,where it
analyzesifitcanbeexecuted.Incaseitcannot,itanalyzesthesamewiththeissuer.In
caseofbeingabletoexecute,theMEtechnicianverifiesifithasthenecessaryresources
foritsexecution.Ifthereareavailableresources,theMEtechnicianexecutesthePM
andregistersinthemaintenancearea,amongotherinformation:startandendtimeof
theintervention,typeoffailure,reasonanddescription.Inthefinish,thePMstaysin
history in the database of the application ManWinWin. The working Flowchart of
curativemaintenanceareshownintheFigure46.
Figure46WorkingFlowchartofCurativeMaintenance

THESISDEVELOPMENT 70
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.2.5.3 SonafiTPMPillar3:ContinousImprovement
ThemethodandmeasureanalysisofContinousImprovementsareclassifiedinto5parts:
Objective;Scope;Users;Instructions;DataAnalysisTool.
Objective.Themainobjectiveisknowhowcontinuousimprovementofequipmentis
performed.
Scope. The main scope of this instruction covers all productive equipment and
infrastructurethisinstruction.
Users.ThemainusersofthisContinousImprovementsare:MaintenanceCoordinator;Production team coordinators; Preventive Maintenance Technician; Warehouse
TechnicianME;MEtechnicians.
Instructions.ThemajorinstructiontobefollowedinContinousImprovementsare:
• Continuousimprovementisoneofthecompany'soverallobjectivesandas
such is one of the objectives of the Equipment Maintenance Team, to
collaborate,suggestandimplementcontinuousimprovement.
• It is the responsibility of the Director and Technical of Preventive
Maintenance to analyze the indicators of the equipment namely, MTTR,
MTBF,TTR,OEEAvailabilityandthesuggestionsofthetechniciansandusing
quality tools, to promote and to implement actions of Continuous
Improvement,inthePlansofPreventiveandPredictiveMaintenance,either
suggested in the Investment Plan, or by immediately implementing
improvementactionsinvolvingMEtechniciansandothersectors.
• Whenever the coordinators and/or operators verify possibilities for
improvements inequipment, they shouldalert theDirector,Coordinators,
MP Technicians and Warehouse and maintenance technicians to jointly
analyzetheequipmentanddefineanactionplan.
Data Analysis Tools. Continous Improvements analysing tools are shown in below
(Figure47).MainactiontoolsusedinthisworkisBESMART(Figure48).
Figure47ContinousImprovementAnalyzingTool[35]

THESISDEVELOPMENT 71
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure48BESMART[35]
SMARTmeans:Simple,Measurable,Attainnable,RelevantandTemporal.InSimplefield
is choosed a specific area for improvement and is definedwhat is intended exactly.
Measurableisthefieldthatestablishconcretecriteriaformeasuringprogresstoward
theattainmentofeachgoalset. Assesswhetherthegoal isreallyacceptableforthe
team and measuring the effort, time and other costs and compare them with the
organization's profits and other priorities are the aims of the feild Attainable. The
Relevantfieldallowstoassessthe impactoftheobjective intheorganizationandto
checkiftheresultoftheworkshopisrelevanttotheteamandtothecompany'sresults.
Finally,intheTemporalfieldagoalshouldbemarkedintime.AttheendinManWinWin,
thisdataisrecordedandaftervalidatedbytheMECoordinator.ThenkPI’s(OEE,MTBF,
MTTR)iscalculatedthroughManWinWin.
3.2.5.4 SonafiTPMPillar4:QualificationofHumanResource
ThemethodandmeasureanalysisofQualificationofHumanResourcesareclassified
into4parts:Objective;Scope;Users;Instructions.
Objective.Themainobjectivesisknowhowthequalificationofthehumanresourcesof
equipmentmaintenanceisprocessed.
Scope.Allhumanresourcesforequipmentmaintenancearecoveredbythisinstruction.
Users.Themainusersareallhumanresourcesforequipmentmaintenance.
Instructions.
• Thequalificationofhumanresourcesmustbeagroupofskillsthatallpeople
musthavetoachievetheirbestperformancebasedontraining.
• OnanAverageof15hrsoftrainingallocatedtoeachworkerseveryyear.
• Workersarerecruitedbasedontheirqualificationoftherequiredfields.
• Basic training is given in the field of safety&work, Electronics, Machines
concerningfurnace&foundry,artificialcamerasandvacuumsystem.
• Training are given in topic of Kaizen, IATF16949:2016 to maintenance
coordinators.

THESISDEVELOPMENT 72
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Thescheduled trainingof2018 inbuhlerondie-castingmachines,ABCon
robotics, chiron machining equipment's proportion hydraulics and
electronicsIndustrial.
BenefitsofWorkBasedLearning (WBL)areexplained toallworkersas shown in the
Figure49.
Figure49BenefitsofWBL[36]
TheDiagnosisoftrainingneedsismadeannuallyinthefirstquarterofeachcalendar
year,withoutprejudicetoanysituationsthatmayjustify,throughouttheyear,changes
totheinitiallyidentifiedneeds.Theprocessofdiagnosingtrainingneedsisbasedonthe
followingmethodology:
1. Every year, each Responsible Person identifies, in the form "Diagnosis of
training needs” the need to reinforce certain competencies, taking into
accounttheprofiledefinedforeachfunctionandtheexistinggapinrelation
tothedemonstratedperformance.
2. At the same time, when assessing the contractual situation of each
employee,sometrainingneedscanbeidentified,whicharereferredtothe
HRDthroughtherespectiveevaluationform;
3. Inadditiontoevaluatingtheperformanceofeachemployeeinthescopeof
theCareerPlan,itisalsopossibletoidentifycertaintrainingneedsthatare
referredtoHRDintheperformanceevaluationformitself;
4. In addition managers can identify training needs not only in the human
resourcesoftheirrespectiveteams,butalsoinotherareas,andalsorecord
theminthe"TrainingNeedsAssessment"form.
5. The diagnosed training needs, translated into training actions to be
developed,willbeincludedinthe"AnnualTraining"which,oncefinished,
willbeapprovedbytheGeneralDirectorate.

THESISDEVELOPMENT 73
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Oncethetrainingactionstobedevelopedhavebeenapproved,itistheresponsibilityof
theHRDtoplanandexecutethem,selectingthetrainingentities,aswellasthetraining
modelmostappropriatetoeachsituation.Whenthetrainingiscarriedoutinternally,
theform"AttendanceSheet-"willbecompleted.Uponcompletionoftheaction,the
"ProfessionalTrainingCertificate"willbedeliveredtothetrainees,acopyofwhichwill
befiledintheindividualprocessofeachemployee.
Evaluationofthetrainingactionisapplicabletoalltrainingcoursescarriedoutinternally
by the company, provided that they last for a duration of 4 hours or more. The
evaluationofthetrainerintendstoevaluatethegeneralconditionsinwhichtheaction
tookplaceandiscarriedoutbyfillingoutthetraineeoftheTrainingActionEvaluation
questionnaire.Theassessmentoftheimpactofthetrainingactionisapplicableonlyto
trainingcourseslasting20hoursormore.Foreachinternaltrainingactiontherespective
training dossier, which should include the following documents: Attendance Sheet,
Evaluationofthetrainingaction,Evaluationoftheimpactoftraining,isorganized.
3.2.5.5 SonafiTPMPillar5:SupportSystem
The method and measure analysis of Support System are classified into 4 parts:
Objective;Scope;Users;Instruction;DataAnalysisTools.
Objective.Describehowtheequipmentsupportsystemishandled.
Scope.Allequipmentofthesupportsystemiscoveredbythisinstruction.
Users.ThemainusersofSupportSystemare:Totalproductivemaintenancetechnician
ME,TeamCoordinatorsandOperators.
Instruction.ThemajorinstructionsfollowedinSupportSystemsare:
• The support system applies TPM activities to continuously improve the
efficiencyandeffectivenessoflogisticsandadministrativefunctions.
• Theselogisticalandsupportfunctionscanhaveasignificantimpactonthe
performance of production operations. In line with the vision of a
"production system" that includes not only manufacturing but also
manufacturingsupportfunctions,TPMmusttheentireembraceenterprise,
includingadministrativeandsupportdepartments.
Thenextfigureshowsthesupportsystemstoolsthatincluedcommunication,decisoin
makinganddataanddocumentprocessing.

THESISDEVELOPMENT 74
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure50SupportSystemsTools
In to respect to communication tool, the communication in the maintenance
departmentofequipmenthasasmainchannels:
• Dailymeetings in theDMEoffice,with theMEDirector, themolding and
finishing maintenance coordinators, the warehouse technician, the
PreventiveMaintenanceTechnicianandthenecessaryornecessaryguests,
thesemeetings analyze all current data and information giving origin the
minuteswith listofproblems, causes,measures, responsibleanddatesof
implementationofthesame.
• Participation in theDailyMeetingwith theRepresentativesof thevarious
operationaldepartmentsofthefactory,withtheobjectiveofanalyzingand
takingactiononrecurringproblems.
• Weekly meetings with DME technicians, where all current affairs are
analyzed.
• Whiteboardintheworkshopforgeneralinformationandurgentmessages.
Thechainofdecisionmakingfollowsahierarchicallineofescalationofthis:
• Thetechniciansfacedwithsomesituationthattheycannotsolve,andgiving
risetotheunavailabilityofcriticalequipment,mustinformtheirsuperior,the
Coordinatorofthearea.
• TheCoordinatorsoftheareasconfrontedwithanysituationthattheycannot
solve,andgivingrisetotheunavailabilityofcriticalequipment,shouldinform
theirsuperior,theDirector.
• TheDirectorinthecaseofequipmentinasituationofunavailabilityshould
informtheresponsibleoftheproductiveareaandtheDirectorGeneral.
The equipment maintenance data is stored in the ManWinWin database. The
documents are stored in theMS Office and in theMaintenanceWarehouse Office.
SUPPORTSYSTEMS
COMMUNICATION DECISIONMAKINGDATA&DOCUMENT
PROCESSING

THESISDEVELOPMENT 75
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Document retention follows the Sonafi Quality Manual. All the data about Support
SystemsarecollectedinManWinWinsoftware.
3.2.5.6 SonafiTPMPillar6:AutonomousMaintenance
Themethodandmeasure analysis ofAutonomousMaintenanceare classified into5
parts:Objective;Scope;Users;Instructions;DataAnalysisTool.
Objective.ThemainobjectivesishowAutonomousMaintenanceishandled.
Scope. All human resources and all productive equipment are covered by this
instruction.
Users. The major users to Autonomous Maintenance are: Preventive Maintenance
TechnicianME,TeamcoordinatorsandOperators.
Instruction.ThemajorinstructionsfollowedinAutonomousMaintenanceare:
• The Autonomous Maintenance is characterized by the responsibility and
autonomyoftheoperators,withthedevelopmentoftheircompetences.
• Inordertobeabletocarryouttheirtasksinastructuredandclearmanner,
a1stlevelmaintenanceinstructionhasbeencreated.Thisisaspecialcaseof
preventivemaintenanceandconsistsofanactionplanwhichiscarriedout
bytheequipmentoperatorsinaccordancewiththespecifiedinthe1stLevel
MaintenanceWorkInstructions.
• Toensureproperuseofthe1stLevelMaintenanceWork Instructions,the
MaintenanceTechnician.
• preventiveMEisresponsibleforgivingandkeepingup-to-datethetraining
ofTeamCoordinatorsandtheyareresponsibleforgivingandguaranteeing
trainingtooperators.
EquipmentMaintenancepreparesthe1stlevelinstructions,itsgeneralcodeisMEthe
supportregistersfollowthegeneralcodeitmakesthemavailabletothecoordinatorsof
thecasting/finishesinchargeofthesectorwheretheywillbeused.Duringtheshift,the
casting/finishingoperatorhastoperformthetasksdefinedinthe1stLevelinstruction
andproceedtothecorrectcompletionoftherespectiveRegistrationtothesymbology
defined in the Instruction. The casting/finishing team coordinator verifies that all
operatorshavefilledintheRegister(s).
Thecasting/finishingteamcoordinatoranalyzesthesheetstakingintoaccounttothe
stateoftheequipmentandoneofthefollowingthreesituationsmayoccur:
• EverythingisOKwiththeequipment,therecordsarestoredinthefileof
theworkstation

THESISDEVELOPMENT 76
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
• Anequipmentinterventionisrequired,thecasting/finishingcoordinator
makesaMaintenanceRequest formaintenanceofequipment through
theManWinWin-MaintenanceOrderapplication.
• Operation in degraded mode, the sheet is stored in the file of the
respective equipment and is analyzed in the next intervention that is
requestedfortheequipment.
• The maintenance technicians of shift equipment receive the
MaintenanceRequestsandaccordingtoprioritiesandloadanalyzesand
performsaninterventionontheequipment.
• Therecordsarefiledinthecabinetofthefoundry/finishers.
MaintenanceAuditisperformedasfollows:
1. Anaudit isperformedmonthlybythePreventiveMaintenanceTechnician,
responsiblefortheareaandoperatortoatleast2cells/equipmentofeach
operationalareaFinishingandCasting.
2. A1stLevelMaintenanceAuditCheckListgeneratedbyManWinWinisused.
3. The deviations shall be recorded in field 007, the measures to be taken
registeredandcontrolleduntil completionby thePreventiveMaintenance
Technician.
Figure51AutonomousMaintenanceTools[35]

THESISDEVELOPMENT 77
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
TheabovetwofigurerepresentstheautonomousMaintenacetoolslike,
• PointOneLesson
• TeamMeeting
• TeamofTable
• KitCleaningandLubrification
• VisualStandards
• ImprovingAccesstocheckarea
TheFlowchartofworkingofAutonomousPillarsareshownbelowintheFigure52:
Figure52WorkingFlowchartofAutonomousMaintenanceTools

THESISDEVELOPMENT 78
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure53TabularBoardofTeamofTableMEwithuniquecolour
Figure54TabularBoardofTeamofTablewithdifferentcolourfordifferentdepartmentinME
Theabove2figureSrepresentstheTabularBoardofTeamofTablewithuniquecolour
anddifferentcolourfordifferentdepartmentslikefoundry,finishingareaand
Warehouse&SpareParts.ThedaytodayProblemsarenotedandwritteninRespective
fieldsalongwithA3MEofSONAFI.
Data Analysis Tools: All the data about Autonomous Maintenance are collected in
ManWinWinSoftware.

THESISDEVELOPMENT 79
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.2.5.7 SonafiTPMPillar7:SupplierMaintenance
ThemethodandmeasureanalysisofSupplierMaintenanceareclassifiedinto5parts:
Objective;Scope;Users;Instructions;DataAnalysisTool.
Objective.Describehowthepurchaseequipmentmaintenanceservicesandmaterials
occurs.
Scope. This instruction applies to all subcontracted maintenance services (including
equipmentandinfrastructures)andpurchaseofmaterialsforequipmentmaintenance.
Users. Themain users of Suppliermaintenance are:ME Director, CoordinatorsME,WarehouseTechnicianMEandPreventiveMaintenanceTechnician.
Instruction.Themajorinstructionstobefollowedundersuppliermaintenanceare:
• Where subcontracting of a maintenance or material list of approved
suppliers,iftheyarecritical.
• Thelistofauthorizedsuppliershasbeencarriedoutandisreviewedannually,
resultsfromthemarket.
• analysis of the previous year's shopping list and the result of the annual
evaluations.
• Afterconsultationofthisdocument,thepersonresponsibleforthesectoror
someoneappointedbyhimorhershallthebudgetrequestoftheserviceor
predictedmaterial.Thebudgetrequesthastobe
• carriedoutbyatleast2suppliers.
• Where there is knowledge of other undertakings having the potential to
supplyandnotbeonthelistofsuppliers,analternativeproposalshouldalso
berequestedandafterconsultationresponsibleforthesectortoincludeitin
thelistofauthorizedsuppliers
• After an analysis of the budgets received considering the implementation
timingsandtheprice,thesectormanagershouldrequesttheapprovalofhis
hierarchicalsuperior.
Data Analysis Tools: All the data about Supplier Maintenance are collected in
ManWinWinSoftwarebasedonPurchasedorder.
3.2.6 Implementationof6SalongwithTPMinSONAFI
6Sisaprocessforcreatingandmaintaininganorganized,clean,andhighperformance
workplace,whichservesasafoundationforcontinuousimprovementactivities[37].
TheSix“S”are:Sort;Setinorder;Shine;Standardize;Sustain;Safety–Security(Figure
55)

THESISDEVELOPMENT 80
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure55Lean-6S[39]
6Sisthesystemtoidentifyandestablishthefollowthings[38]:
1. Identifywaste;
2. Identifyopportunitiesforimprovement;
3. Establishanefficientflowofactivitiesandmaterials;
4. Keeptheorganizationfocusedonbusinessobjectives;
5. Maintainimprovement.
The6Saimstocreateanenvironmentthatis[38]:
1. Self-explanatory;
2. Self-regulator;
3. Self-Improvement.
6Smajorlypromotesthefollowing[38]:
1. Reductionofvalueactivitiesnotadded;
2. Reduceemployeeandsuppliererrors;
3. Reductionoforientationtimeandtrainingofemployees;
4. Reducedsearchtimefortools,parts,supplies,information,etc;
5. Reduceinventoryoftools,parts,materialsandassociatedcosts.
Themajorbenefitsof6Sare[38]:
1. Creatingasafeandenjoyableworkspace;
2. Increasedqualityofwork;
3. Reductionofcosts;
4. Increasedcustomersatisfaction;

THESISDEVELOPMENT 81
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
5. Thefocusof6Sisontheworkingprocessinexecutingintheareaofworkofthe
people.
3.2.6.1 6SRoadMap
The6sroadmaphas3-phases[38].
3.2.6.1.1 Phase1
Phase1representsthepreparationoftheevent6S[38].This includeknowcustomer
expectations, draw the charter, train the team that uses the worplace and
logistics/planing.
3.2.6.1.2 Phase2-Beginning6S
Thephase2representsthemakingoftheevent6S[38]and include:buildtheteam,
prepare the team and fact-findind (observe, identify situations of waste, draw the
physicalspaceoftheworkplacewiththeprocessflow,etc).
1ºS:SORT–SEPARATE
The1ºSgoalismaintainintheworkareawhatisstrictlynecessaryinorderto:
1. Streamtheprocess;
2. Eliminatemistakes(exchangesofmaterials,information,etc.);
3. ReduceInventory;
4. Separatewhatisneededfromwhatisnotneeded;
5. Createamethodtokeeptheareafreefromunnecessaryitems.
Themain task consists in the evaluation of the entire work area, removal all tools,
materials, equipment unecessary. Only what is considered essential should be
maintained.Materialsshouldbeseparatedwithdiscretion.Theyshouldevenbelabeled.
Theycanbeusefulinotherareasofthecompanyandthereforeuseful.Itiscommonfor
companies to have an area where these materials are placed and inventoried. The
organizationisthenmadeawareofitsexistenceandavailableforuse.Thecriteriaare
definedtakingintotheaccountofthefrequencyofuse.
Theactivitiestodevelop:
1. Removephotosfrombefore;
2. Reviewseparationcriteria;
3. Createanareaforthematerialstoberemovedfromtheinterventionsite;
4. Settimeforthe1stS;
5. Removewhatcanberemoved;
6. Createaprocedurethatensuresthatinthefuturetherewillnotbeadequate
storage(createspacewithspecificrulesofuse);

THESISDEVELOPMENT 82
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
7. Removethetaggeditems;
8. Listtheitemsremovedforsubmissiontodepartments;
9. Takephotosafterthe1stS.
2ºS:SHINE–CLEAR
ThemaingoalsofShineare[38]:
1. Promotingacomfortableandsafeworkplace;
2. Enablehighvisibilityandreducesearchtimes;
3. Ensureahigherqualityofwork;
4. Increaseequipmentlife;
5. DecreasetheDownTimeofequipment(cleaningwhileinspectionprocess).
ThemainstepsfollowedinthisSare:
1. Decidewhattoclean(inspect),whenandhow;
2. Decidewhichmethodofcleaning/inspection;
3. Usepreventativemeasurestokeepitclean;
4. Createchecklists.
3ºS:SETINORDER-ORGANIZEand4ºS-SAFETY–SECURITY
Inthe3rdand4thStheteamanalyzestheworkareawithsupportintheinformation
alreadycollectedintheexperiencesobtainedduringthe1stand2ndS.Theaimisnow
toreducesourcesofwasteanderrorsandtotransformtheinterventionsiteintoaspace
managedbyavisualmanagement.ThesetwoShasthefollowingfocuses[38]:
1. Infrastructure,equipmentandtools(focusontheorganizationtaking intothe
accountthatdefinedflowandthelabelingandmarkingsoftheequipmentand
structure(floor,walls,etc.)
2. Identifyandlabelhot,cold,steam,compressedair,electricalsystems,tosimplify
thesearchforlinesandavoidaccidents).
3. Operators'toolsmustbeorganized,marked,labeledandclosetotheplaceof
useinordertoreducemovementandwaiting.
4. Manometersandindicatorsmustbemarkedsothatanomaloussituationscan
be detected "in the blink of an eye" (work zones, calibration or verification
conditions,etc.)
5. Infrastructuresandgroundmustbemarkedastheareaofpassageofpeople,
goods,inventory,tools,bufferzones,rejectedmaterialsandsafetyzones.
IntorespecttotheSafety,thefocusisonpeople'salerttopotentialdangersituations
and control actions that prevent situations of lack of safety.Hazard statements and
safety instructions should be placed where necessary. Distinguish between first aid
zones,fireextinguishers,specialmachineryprotectiondevices,etc.

THESISDEVELOPMENT 83
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Withregardtotheinventory,thefocusisonIdentifyingmaterials,organizingstorage
areas, transporting materials, type of material, maximum/minimum quantities and
location.
Theactivitiestodevelop:
1. Takephotosofbefore;
2. Plan what to do and do what is planned, involve people in the place of
intervention,maintenance,safety,engineering,quality,etc;
3. Usestandardizedcolorsformarkings;
4. Usephotographs,charts,anddiagramsforeaseofrecognitionandinstructions.
5. Properlymaintainthefirst3Sasahabit;
6. Ensure thatemployeeswhouse theworkareaknow theiroperationand the
establishedrules;
5ºS:STANDARDIZATION
Theobjectiveof5ºS is toestablishasetofgoodpracticesandensure thatall team
memberscomplywiththem,standardiziyingthefollowing[22]:
• Thephysicalspaceoftheworkarea;
• Thewipe,theprocessflow;
• Thesequenceofwork;
• Materialsandtoolsused;
• Processmachinesandparameters;
• Qualityparameters,methodsofmeasurementandcommunication.
6ºS:SUSTAIN(AUTODISCIPLINE)
Sustainisthe6th“S”inLean“6S”.TheSustainactionsaretakenbelowinSonafithey
aredividedinto2parts:goalenecessaryconditions.Themaingoalistomaintainthe
momentum generated in the improvement process. The necessary conditions are:
consistency(necessaryunderstandingof6S)and5SAudit(student/leaderffollower).
3.2.6.1.3 Phase3
Phase 3 follow implementation to ensure sustainability. All the daily data including
inspection,monitoringandcommentsfromthefirst2phasesarenotedmanuallythen
added to Manwinwin software. In Table 7 shows the results of before and after
implementationof6SinSONAFI.InTable8showstheplanningandexecutioneachstage
of6SinSONAFI.

THESISDEVELOPMENT 84
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Table7BeforeandAfterImplementationof6S
Beforeimplementationof6S Afterimplementationof6S

THESISDEVELOPMENT 85
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

THESISDEVELOPMENT 86
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Table8PlanningandExecutingof6S
Planningandexecutingof6S
3.2.7 IATF16949:2016
IATF 16949:2016 was jointly developed by the International Automotive Task Force
(IATF)members and submitted to the InternationalOrganization for Standardization
(ISO)forapprovalandpublication[40].Thedocumentisacommonautomotivequality
systemrequirementbasedonISO9001andcustomerspecificrequirementsfromthe
automotivesector.
IATF 16949:2016 emphasizes the development of a process-oriented quality
managementsystemthatprovidesfor[40]:
1. Continualimprovement;
2. Defectpreventionandreductionofvariation;
3. Wasteinthesupplyi.

THESISDEVELOPMENT 87
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Thegoalistomeetcustomerrequirementsefficientlyandeffectively.
3.2.7.1 IATF16949:2016ofSONAFI:
TheIATF16949:2016ofTopics,ClauseswithHeadingsandCommentsareshownbelow
inTable9.Theseclausesaremandatoryclausesforautomotiveindustryitisfinialized
afterdiscussionwithME-Coordinators[41].
Table9TopicsandClausesofIATF16949:2016forSonafi[41]
TOPICSIATF
16949:2016HEADINGS COMMENTS
Planning 6.1.2.1 Riskanalysis
The need to identify,
analyze,andconsideractual
and potential risks was
already covered in various
areasof ISO/TS16949.The
IATFadoptedtheadditional
requirements for risk
analysis, recognizing the
continual need to analyze
and respond to risk and to
haveorganizationsconsider
specific risks associated
with the automotive
industry.
Support 7.1.3.1Plant,facility,
andequipmentplanning
Increased focus on risk
identificatio and
risk mitigation, evaluating
manufacturing feasibility,
re-evaluationof changes in
processes, and inclusion of
on-sitesupplieractivities.
7.5.3.2.1
Recordretention
Requiresarecordretention
process that isdefinedand
documented ad that
includes the organization’s
record retention
requirements.
Operation
8.3.5.2
Strengthened verification
requirements, process input

THESISDEVELOPMENT 88
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Manufacturing
processdesignoutput
variables, capacity
analysis, maintenance plans
andcorrectionofprocessnon-
conformities.
8.4.1.2
Supplierselectionprocess
Assessment used to select
suppliers needs to be
extendedbeyondtypicalQMS
audits.
8.5.1.2
Standardizedwork–
operatorinstructionsand
visualstandard
The requirements for
standardized work, including
the requirement to
address specific language
needs.
8.5.1.5
Totalproductive
maintenance(TPM)
The requirement for
equipment maintenance and
overall
proactivemanagement.
Improvement
10.3.1
Continual
improvementsupplemental
Use of TPM, Lean, Six Sigma,
and other manufacturing
excellenceprograms.
Planning:
• Section6.1.2.1:Riskanalysis[41]
Theneedto identify,analyze,andconsideractualandpotential riskswasover in
various areas of ISO/TS 16949.The IATF adopted additional requirements for risk
analysisrecognizingthecontinualneedtoanalyzeandrespondtoriskandtohave
suppliers/organizations consider specific risks associated with the automotive
industry. Organizations would need to periodically review lessons learned from
product recalls, product audits, field returns and repairs, complaints, scrap, and
rework,andimplementactionplansinlightoftheselessons.Theeffectivenessof
theseactionsshouldbeevaluated,andactionsintegratedintotheorganization’s
QMS.
Support:
• Section7.1.3.1:Plant,facility,andequipmentplanning[41]
This updated section includes an increased focus on risk identification and risk
mitigation, evaluating manufacturing feasibility, re-evaluation of changes in
processes,andinclusionofon-sitesupplieractivities.Manyoperationalriskscanbe
avoided by applying risk-based thinking during planning activities, which also

THESISDEVELOPMENT 89
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
extends to optimization ofmaterial flow and use of floor space to control non-
conformingproduct.Capacityplanningevaluationduringmanufacturingfeasibility
assessmentsmustconsidercustomer-contractedproductionratesandvolumes,not
onlycurrentorderlevels.Capacityshouldbere-evaluatedforanyprocesschanges.
• Section7.5.3.2.1:Recordretention[41]
This section now requires a record retention process that is defined and
documented,andthat includes theorganization’s recordretentionrequirements.
Specificallycallsoutproductionpartapprovals,toolingrecords,productandprocess
designrecords,purchaseorders,andcontracts/amendments.Ifthereisnocustomer
orregulatoryagencyretentionperiodrequirementsforthesetypesofrecords,“the
lengthoftimethattheproductisactiveforproductionandservicerequirements,
plusonecalendaryear”applies.
Operation:
• Section8.3.5.2:Manufacturingprocessdesignoutput[41]
Changes in this section strengthened verification requirements, process input
variables, capacity analysis, maintenance plans and correction of process
nonconformities. It clarifies that the process approachmethodology of verifying
outputs against inputs applies to the manufacturing design process. The list of
manufacturingdesignoutputsisalsoexpanded.
• Section8.4.1.2:Supplierselectionprocess[41]
WhileISO/TS16949:2009didaddresssupplierselectionintheISO9001:2008boxed
text via the Purchasing Process, the supplier selection process was not as
detailed.Thissectionnowspecificallycallsoutsupplierselectionprocesscriteria,in
additiontoclarifyingthatitisafullprocess.Theassessmentusedtoselectsuppliers
needstobeextendedbeyondtypicalQMSauditsandincludeaspectssuchas:risk
toproduct conformity anduninterrupted supplyof theorganization’sproduct to
theircustomers,etc.Thisprocesswillneedtobefollowedfornewsuppliers.
• Section8.5.1.2:Standardizedwork–operatorinstructionsandvisualstandards[41]
Through this section, IATF 16949 strengthens the requirements for standardized
work, includingtherequirementtoaddressspecific languageneeds.Standardized
workdocumentsneedtobeclearlyunderstoodbytheorganization’soperatorsand
should include all applicable quality, safety, and other aspects necessary to
consistentlyperformeachmanufacturingoperation.
• Section8.5.1.5:Totalproductivemaintenance[41]
Strengthens the requirement for equipment maintenance and overall proactive
management of the Total Productive Maintenance (TPM).TPM is a system for

THESISDEVELOPMENT 90
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
maintainingandimprovingtheintegrityofproductionandqualitysystemsthrough
machines, equipment, processes, and employees that add value to the
manufacturingprocess. TPMshouldbe fully integratedwithin themanufacturing
processesandanynecessarysupportprocesses.Metricsneedtobemorethanon
time completion of PM’s and these are inputs into Management Review.
Documented maintenance objectives including but not limited to OEE (Overall
EquipmentEffectiveness),MTBF (MeanTimeBetweenFailure), andMTTR (Mean
TimeToRepair),whichshallformaninputintomanagementreview.Regularreview
of maintenance plan and objectives and a documented action plan to address
corrective actionswhere objectives are not achieved.Use of planned preventive
maintenance methods, e.g. periodic inspection without disassembling the
equipment,visualchecks,cleaningandsomeservicing,andreplacementofparts,in
order to prevent sudden failures and process problem. Use of predictive
maintenance methods, as applicable e.g. non-destructive testing (oil analysis,
vibration analysis, thermal imaging, and ultrasonic detection). Periodic overhaul,
wheretheequipment isperiodicallystrippeddown, inspected,andoverhauledat
fixedintervalsandanypartsfoundbelowstandardarerepairedorreplaced.
PerformanceEvaluation
• Section9.3.3.1:Managementreviewoutputs–supplemental[41]
Enhanced section ensures action is takenwhere customer requirements are not
achievedandsupportsthecontinualanalysisofprocessperformanceandrisk.Even
thoughprocessownersshouldaddresscustomerperformanceissuesrelatedtothe
processes they manage, this requirement gives top management the clear and
ultimate responsibility to address customer performance issues and ensure the
effectivenessofcorrectiveactions.
Improvements
• Section10.3.1:Continualimprovement–supplemental[41]
Itchanges inthissectionclarifytheminimumprocessrequirements forcontinual
improvement: identification ofmethods, information and data; an improvement
actionplanthatreducesvariationandwaste;andriskanalysis(suchasFMEA).Use
of TPM, Lean, Six Sigma, and other manufacturing excellence programs or
methodologiesshouldfollowastructuredapproachthatcontinuouslyidentifiesand
addressesopportunitiesforimprovement.
Finnaly, after IATF16949:2016clausesof SONAFI is finalizedandmade intomanual.
SONAFI IATF 16949:2016manualwent to various audits in the intern period. Itwas
acheivedcertificationinQualityManagementSystemAuditIATF16949:2016performed

THESISDEVELOPMENT 91
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
byBureauVeritasandalsobyseveralmainSonaficustomersauditsinthecompanylike
Porche,GroupeRenaultFrance,Valeo,BorgWarner,RenaultNissan,VW,DGH-Group.
3.2.8 BenefitsandChallengesinImplementationofTPM
Operational improvements resulting from successful TPM implementation and their
benefitsarepresentedinFigure56:
ThedirectbenefitsofTPMare:
1. Increaseinproductivityandoverallplantefficiencyby1.5or2times;
2. Customercomplaintsarerectifiedswiftly;
3. Manufacturingcostisreducedconsiderablybyupto30%;
4. Astherightquantityintherequiredqualityisdeliveredtocustomerattheright
time,theirneedsaresatisfiedby100%;
5. Accidentsarereducedconsiderably;
6. Decreaseinpollutionlevelsbyfollowingpollutioncontrolmeasures.
TheIndirectbenefitsofTPMare:
1. Total productive Management ensures higher confidence level among the
employees;
Benefitsof
TPM
Reducingequipmentbreakdown
Minimizingidlingandminorstops
Lesseningquality
defectsandclaims
BoostingProductivity&Trimminglaborand
cost
Shrinkinginventory,cuttingaccident
Figure56BenefitsofTPM

THESISDEVELOPMENT 92
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
2. Betterupkeepoftheworkplacebymakingitclean,neatandattractive;
3. Favorablechangeintheattitudeoftheoperators;
4. TPMhelpstoachievethepresetgoalsbyworkingasgroup;
5. Horizontaldeploymentofanewconceptinallareasoftheorganization;
6. Sharingofknowledgeandexperience;
7. Obtainingofafeelingofowningthemachinebytheworkers.
Elliot presents eleven general challenges and barriers to achieving manufacturing
excellence that might well summarize many of the barriers to successful TPM
implementation.Asexpected,manyofthebarriersaligncloselywiththesuccessfactors
forsuccessfulTPMimplementation;thatistosay,successfulimplementersleveragethe
successfactorstoovercometheobstaclesandbarriers[5].
1. Underestimating the task. ”Excellence requires a total commitment to process
capability,variationreduction,andcreationofabenchmarkemployeeknowledge
base.”2. Lackofmanagementconsensus.3. Underestimatingtheimportanceofknowledge.”Often,managersbelievethatthe
only missing performance ingredient is effort.” Documenting and proliferating
knowledgeandlearningwasdiscussedintheprevioussectiononsuccesscriteria
forTPMimplementation.4. Complexitystranglesperformance.Complexity“isthesinglegreatestdeterrentto
performance excellence”. Following a proven standard implementation strategy
andprocessreducesthecomplexityandtheunknown.5. Inconsistentandunclearexpectations.
a) Objectivesthatcreateorganizationalconflicts.
b) The use of generalized or concept objectives without specific, measurable,
activity-drivenperformancegoals.6. Thechallengeofpassion.”Excellenceisthemostdifficultofallbusinessorpersonal
objectivestodefineandachieve.Itrequiresanuncompromisingpassiontoexcel.”
NotetheconsistencywithNakajima’spassionforzerofail/zero-quality loss/zero-
accident.7. Staffs that take charge. Staff objectives not consistent and aligned with
organizationalperformancegoals.8. Neglectingthebasics.”Withoutafocusedorganizationalcommitmenttothebasics
ofvariationreduction,service,cost,andsafety,thereisnofoundationonwhichto
buildasuccessfulstrategicplan.”9. Resistancetodailydiscipline.10. Limitedinvolvementexperience.11. Toomuchfocusonoutputmeasuresratherthanthequalityoftheprocessinput.

THESISDEVELOPMENT 93
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
3.3 DataAnalysis
3.3.1 MethodstoMeasureAnalysisofPillars-ManWinWin
The ManWinWin (logo in Figure 57) - Industrial & Infrastructure
MaintenanceManagement–isasoftwarewiththekeyfeatures[40]:
• Equipmentfleetmanagement,datasheetsanddocuments;
• Preventivemaintenancemanagement;
• Automaticcalendarschedulingwithdraganddropscheduling;
• Maintenancerequests(operators)servicedwithcorrectiveworkorders;
• Complete maintenance history (by equipment, production line, cost center,
etc.);
• User-customizedanalysis,reportingandmaintenanceindicators(MTTR,MTBF,
MWT)andKPI;
• Stockmanagementwithalerts;
• Mobileaccessforquicklogs.
Figure57LogoofManWinWinSoftware[40]
ManWinWinallowsmaintenancemanagersto[40]:
• Savealotoftimeinquickaccesstoalltheinformationoftheequipmentofthe
installation:datasheets,documentation,plannedworks,historyofmaintenance,
appliedparts,etc;
• Plan maintenance interventions in a timely manner and thus increase the
availabilityofequipmentandtheproductivityofmaintenanceteams;
• Buildmaintenancehistoryandmakebettertechnicaldecisionsthatreducecosts
andincreasetheefficiencyofproductionequipment;
• To plan in a timely manner the necessary parts for the maintenance,
guaranteeingtheiravailabilityinstockandwithautomaticalertsfortheneedof
purchase,avoidingdelaysduetostockrupture;
• Implement a maintenance system that complies with the maintenance
requirementsrequiredbylawandinternationalcertifications(ISO,IFS,OHSAS,
BRC,cGMP).

THESISDEVELOPMENT 94
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure58ManWinWin-ImprovingMaintenance[40]
With Manwinwin software is possible to collect data for all the Pillars of TPM as
mentionedaboveandalsodataareenteredinexcelfilemanuallyaswell.Itisusedto
find user-customized analysis, reporting and maintenance indicators (MTTR, MTBF,
MWT)andKPI.
3.3.2 DataAnalysisusingOEEKPI
KeyperformanceIndicators(KPIs)arevariablesthatorganizationsusetoassess,analyze
andtrackmanufacturingprocesses.Theseperformancemeasurementsarecommonly
usedtoevaluatesuccessinrelationtogoalsandobjectives.TheKPIsselectedtodescribe
theworkplaceareOEE.
OEEistheratioofFullyProductiveTimetoPlannedProductionTime.Thenatureof
thiscalculationmakesachievingahighOEEscorequitechallenging.Inpractice,the
generallyacceptedworld-classgoalsforeachfactorarequitedifferentfromeach
other, as is shown in the imagebelow.Note that these figures apply todiscrete
manufacturing(asopposedtoprocessindustries)[42].

THESISDEVELOPMENT 95
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure59WorldClassOEE[43]
ItisoftenthoughtthataWorld-ClassOEEscoreis85%(Figure59).Thecompaniesshould
notfixedinthisvalueofOEEasthetarget,butinsteadfixateontheabilitytoimprove
thevalueofOEE[43].
3.3.3 OEECalculations
OEE is the ratioof fullyproductive time toplannedproduction time. Inpractice it is
calculatedas[44]:
OEE=AvailabilityxPerformancexQualityà(2)
If you substitute in theequations foravailability,performanceandquality, and then
reducethemtotheirsimplestterms,theresultis:
OEE=GoodPiecesxIdealCycleTime/PlannedProductionTimeà(1)
ThisisalsoanentirelycorrectwaytocalculateOEE,andwithabitofreflectionyouwill
realizethatmultiplyingGoodPiecesbyIdealCycleTimeresultsinFullyProductiveTime
(producingonlygoodpieces,asfastaspossible,withnodowntime).
Inpractice,availability,performance,qualityandOEEarecalculatedfromproduction
datagatheredfromyourmanufacturingprocess[44].
Availabilityistheratioofoperatingtime(whichissimplyplannedproductiontimeless
downtime)toplannedproductiontime,andaccountsfordowntimeloss.Itiscalculated
as[44]:
Availability=OperatingTime/PlannedProductionTimeà(3)
Performanceistheratioofnetoperatingtimetooperatingtime,andaccountsforspeed
loss. In practice it is calculated as: Performance = (ideal cycle time x total
pieces)/operatingtimeidealcycletimeistheminimumcycletimethatyourprocesscan
beexpectedtoachieveunderoptimalconditions,foragivenpart.Therefore,whenitis

THESISDEVELOPMENT 96
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
multipliedbytotalpiecestheresultisnetoperatingtime.Idealcycletimeissometimes
calleddesigncycletime,theoreticalcycletimeornameplatecapacity.Since,rateisthe
reciprocalofcycletime,performancecanalsobecalculatedas[44]:
Performance=(TotalPieces/OperatingTime)/IdealRunRateà(4)
Qualityistheratiooffullyproductivetime(timeforgoodpieces)tonetoperatingtime
(timefortotalpieces).Inpracticeitiscalculatedas[44]:
Quality=GoodPieces/TotalPiecesà(5)
Asreferedpreviousely,thereareseveralfacilitymaintenancemetrics.TheMeanTime
Between Failures (MTBF) is the average time between each failure. Some of the
variablestoironoutbeforeapplyingisthedefinitionfor"uptime".Amachinerunning
at a fraction of its intended performance is likely not acceptable to be considered
"uptime".Whateverdecisionismade,thatitisappliedconsistentlyacrossallpiecesof
equipment[44].
MTBF=TotalUptime/Numberoffailuresà(6)
Notethat, therearesome itemsthatarenotrepairable,buttheyarereplaced.Such
examplesare lightbulbs, switches, tornbelts. In suchcases, the termMeanTimeto
Failure (MTTF) is used. There is also the debate of planned downtime. Robust TPM
programs have planned downtime formaintenance and predictive toolsmay create
plannedreplacementsorrepairsinefforttoreduceunplanneddowntimeandvariability
inuptimeperformance.Ideally,thehighertheMTBFthebetter.However,itislikelyto
plateauatacertainpointduetoplanneddowntimeandintendedmaintenance.Then
thechallengebecomeshowtoreducetheplannedoutagesandgetbetterlifeoutofthe
componentsoritemsinvolvedsotheseplannedintervalscanbeexpanded.
TheMeanTimetoRepair(MTTR)istheaveragetimetorepairsomethingafterafailure.
Asabove,itisimportanttoclarifywhatexactlyconstitutesafailureanddowntimevs
uptime. "Uptime" at a significantly compromised rate of production due to poor
maintenanceisusuallynotacceptable.AllowingthistocontinuecanshowabetterMTBF
thanthestoryinitsentiretyshouldshow[43].
MTTR=TotalDowntime/Numberoffailuresà(7)
The MTTR puts an emphasis on Predictive and Preventive Maintenance. Better
preparation, spare parts programs, predictive analysis, are methods to reduce the
MTTR.Notallrepairsareequal.ThefollowingequationillustratestherelationsofMTBF
andMTTRwithavailability[45]
Availability=MTBF/(MTBF+MTTR)à(8)

THESISDEVELOPMENT 97
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Thefollowingconclusionscanbereachedbasedontheseformulas:
1. Thehigher theMTBFvalue is, thehigher the reliabilityandavailabilityof the
system.
2. MTTRaffectsavailability.Thismeansifittakesalongtimetorecoverasystem
fromafailure,thesystemisgoingtohavealowavailability.
3. HighavailabilitycanbeachievedifMTBFisverylargecomparedtoMTTR.
Figure60A3ME-TemplateofSONAFI
Figure60,dividedinFigure61,Figure62,Figure63,Figure64andFigure65istheA3
TemplateofSONAFItomeasurethecurrentsituationandgoalstoacheiveinacalender
year.ThevaluesaremanuallyenteredtocalculateandanalysistheavailabilityofOEE,
MTBFandMTTRoffoundryandfinishgoodsinmaintenanceDepartment.Italsohave
tabularcolumnwhichshowsthemaininitiativescolumnsalongwithdescription,whois
responsibleoftheinitivatesalongwithcompletiondateandcompletedpercentageare
mentioned.Alongwith thisdatawecanalsocompare thepastyear resultswithour

THESISDEVELOPMENT 98
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
currentvaluetonotethechangesinvaluewithgraphrepresentationaswell.Thebelow
5figuresrepresentthecurrentvalue/goalstoacheive(Figure61),mainInititaivealong
withdescriptioninME(Figure62).Figure63comparetheavailabilityMEoffoundryand
finishingareaofcurrentyearandlastyear.Figure64comparetheDie-CastingMEof
MTTRandMTBFrespectivelyinchartform.Figure65comparethefinishingareaofME
ofMTTRandMTBFrespectivelyinchart.Alongwiththiswecanalsofindthedataof
cost,energiesandpeoplemanagementinA3ME.
Figure61TemplateofA3ME-Goal2018
Figure62TemplateMainInitiativeintheareaME

THESISDEVELOPMENT 99
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Figure63TemplateofAvailabilityME
Figure64TemplateofCastingGraphofMTTRVsMTBFME
Figure65TemplateofFinishesGraphofMTTRVsMTBFofME
3.3.4 SummaryofObservation
Afterthe implementationandexecutionofautonomousmaintenance,areduction in
breakdownswasobservedonlineAA3.
Consequently,onealsosawanincreaseof2%intheOEEKPIofthemachinesonline
AA3fromApriltoAugust2018.Asaresultofthisfactor,therewasasignificantincrease
inOEEduringthesametimeperiod,whichdirectlyimpactedonthelineAA3production
efficiency.

THESISDEVELOPMENT 100
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
Inadditiontotheseimprovements,therewasanincreaseintheMeanTimeBetween
Failure(MTBF)ofthemachinesonlineAA3,aswellasareductioninthetimespentby
maintenance technicians on breakdowns repairs. All this was due to the visual
managementtechniquesappliedtothelinemachines,whichenabledthemaintenance
technicianandoperatortorapidlydetectthemalfunction.Inordertocalculatethese
data,onerecordedthetime,inhours,betweenfailuresandthetimestorepaironall
theline’smachinesforeachmonth.

101
<TÍTULODATESE> <NOMEDOAUTOR>
CONCLUSIONS
4.1 CONCLUSION
4.2 PROPOSALSOFFUTUREWORKS
4.3 MYEXPERIENCEINSONAFI
4.4 SUPERVISOREVALUATION


CONCLUSIONS 103
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
4 CONCLUSIONANDPROPOSALOFFUTUREWORK
Theaimofthisworkwastostudy,learn,tounderstandandapplytheTPMmethodology
intheSONAFI.ThischapterpresentsthemainsconclusionsTPMimplementationand
thebarriersfoundedintheexecutionofTPMwithintheorganization.Somefuturework
perspectivesarealsopresented.
4.1 CONCLUSION
This work was developed aiming to implement the Total Productive maintenance
functiononDie-Castingmanufacturing linefortheautomotivesector. Aimedalsoto
reducethestoppageratesonmachinesensuingfrombreakdowns.Themainobjective
was achieved through the application of autonomous and Curativemaintenance. By
following these, operatorswere able to develop the responsibility to autonomously
carry out activities related to cleaning actions, organisation and daily checks of the
criticalpointsattheworkstation,thusensuringthattheirmachinesandequipmentwere
ingoodworkingorder.Thisprojectresultedinasignificantdecreaseinthenumberof
interventionsontheline,andthuscontributedgreatlytothe2% increaseintheOEEavailabilityofME.Simultaneously,andasaconsequenceoftheseapplications, there
wasalsoanincreaseinMTBF,aswellasareductioninMTTRduetotheuseofvisual
managementpractices.Theseenabledboththeoperatorsandmaintenancetechnicians
toeasilydetectaproblemonthemachines.Solutionswereprovidedfortheproblems
identifiedand,owingtotheseresults,thecompanyplanstoextendtheimplementation
ofthisimprovementtechniquetootherlines.Allthiswasachievedthroughtheuseof
techniques which directly tackle various types of waste and provide support in the
continuousimprovementoftheprocess.
4.2 PROPOSALSOFFUTUREWORKS
Sincethismethodologywasdevelopedasamasterthesisandtherebyduringastrict
timeschedule,furtherresearchcouldputeffortinrefiningthemethodologytobetter
suitandrepresentimplementationofTPMinSONAFI.
TPMiswidelyknownfornoteasytoimplementinashortperiodoftime,soisimportant
tomonitortheentireprocessofTPMimplemantationoveranextendedperiodoftime.

CONCLUSIONS 104
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
4.3 MYEXPERIENCEINSONAFI
AsaninternattheSonafiIlearnedthebasicstructureandoperatingprinciplesofthis
Sonafiindustrywhileexecutingassignmentsandworkingwiththeprofessionalstaff.I
alsopresentanin-depthanalysisofthestrengthsandweaknessesaswellasthreatsand
opportunities available to the Sonafi as identified through a SWOT analysis. After
analyzingthebasicareasofthisSonafiindustryincludingFoundry,FinishedGoods,Ware
House&SpareParts.
MymajorgoalwastobuildaTPMstructure&Pillarsandbasedontheresultstoidentify
therecommendationsorsuggestionsforimprovingofthefunctioningoftheSonafias
needed. I was concerned with developing an understanding of the methods and
principleswhichcouldbeappliedtotheSonaficomparingthemtobestpracticesinthe
field, I suggest recommendations to help remedy the weaknesses, emphasize the
strengths and resolve identified problems. The steps required to implement the
recommendationssuggestedarealsopresented.Finally,Idiscussthecontributiontothe
Sonafi including both its short and long-term effects of my participation on the
organization.
Duringmy internship Iparticipated in theDailymeetingsat theStateDepartmentof
Maintenance,workedwith theMaintenanceManager and allmaintenance staffs to
prepare for the implementation of TPM and 6S. I have done presentation to all
organizationfromtopmanagementtojobfloorworkersinSonafiabouttheimportanceof TPM.I collaborate in update theMaintenance manual of TPM. I have worked in
variousauditintheinternperiod:QualityManagementSystemAuditIATF16949:2016
performbyBureauVeritas,weusateamachievedcertificationandalsobyseveralmain
SonaficustomersauditsinthecompanylikePorche,GroupeRenaultFrance,Valeo,Borg
Warner, Renault Nissan, VW, DGH-Group. In Final of intern period I obtained 2%
increaseinOEEAvailabilityinmaintenancedepartmentofSonafi,themainactionswere
in Autonomous Maintenance and Curative Maintenance. This tool will be a strong
impact innearfuture,becauseSonafihadstartedto implementaTPMCultureitwill
taketimetoimproveTPMsystematic.
Overall, I am very satisfied with the results ofmy internship. I was able to usemy
knowledge and apply it to a real Industry. I was able to see some differences in
functioningthatresultedfrommyefforts.Duetothecharacteroftheinternshipandthe
shorttimeperiodspentattheSonafi,long-termrecommendationwouldrequiremore
workandtime,butItookthisexperienceasanopportunitytoprovidethelocalIndustry
with some advanced ideas I learned while a student at the Instituto Superior deEngenhariadoPorto(ISEP).

CONCLUSIONS 105
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
4.4 SUPERVISOREVALUATION
CONCLUSIONS 106
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

107
<TÍTULODATESE> <NOMEDOAUTOR>
REFERENCESANDOTHER
SOURCESOFINFORMATION
5.1 REFERENCEANDOTHERSOURCESOFINFORMATION


REFERENCESANDOTHERSOURCESOFINFORMATION 109
IMPLEMENTATIONOFTPMAND6SINSONAFI SIVASANGARANENADARADJANEANANDANE
5 REFERENCEANDOTHERSOURCESOFINFORMATION
5.1 REFERENCEANDOTHERSOURCESOFINFORMATION
[1] M.Ranjeet,M.Jadhav,M.MorosinAlessandro,andH.Sawant,“TotalProductiveMaintenanceTheoreticalAspect:AJourneyTowardsManufacturingExcellence,”SICETE.
[2] P. Guariente, I. Antoniolli, L. P. Ferreira, T. Pereira, and F. J. G. Silva,“Implementing autonomous maintenance in an automotive componentsmanufacturer,”ProcediaManuf.,vol.13,pp.1128–1134,Jan.2017.
[3] S.Boris,TotalProductiveMaintenance,vol.53,no.9.2006.[4] VenkateshJ,“AnIntroductiontoTotalProductiveMaintenance(TPM).”[Online].
Available: http://www.plant-maintenance.com/articles/tpm_intro.shtml.[Accessed:22-Sep-2018].
[5] T.R.Pomorski,“TotalProductiveMaintenanceConceptsandLiteratureReviewTotalProductiveMaintenance(TPM)ConceptsandLiteratureReview,”2004.
[6] C. J. Bamber, J. M. Sharp, and M. T. Hides, “Factors affecting successfulimplementationoftotalproductivemaintenance,”J.Qual.Maint.Eng.,vol.5,no.3,pp.162–181,Sep.1999.
[7] S. Nakajima, “TPM Development Program: Implementing Total ProductiveMaintenance.PreventativeMaintenanceSeries,”1989.
[8] S.Nakajima,“IntroductiontoTPM:TotalProductiveMaintenance(preventativemaintenanceseries),”Hardcover.ISBN0-91529-923-2,1988.
[9] S.NakajimaandK.Shirose,“TotalProductiveMaintenanceNewImplementationPrograminFabricationandAssemblyIndustries,”JapanInst.PlantMaintenance.Tokyo,1996.
[10] P.Willmott,Totalproductivemaintenance.1994.[11] P.Willmott,“Totalproductivemaintenance,”1994.
[12] T. Pomorski, “Japan Institute of Plant MaintenanceModule B-TPM InstructorCourseTripReport,”SouthPortland,ME,FairchildSemicond.,1997.
[13] R.C.Leachman,J.Plummer,andN.Sato-Misawa,“UnderstandingFabEconomics.Report CSM-47, Engineering Systems Research Center,” Univ. Calif. Berkeley.Berkeley,CA,vol.94720,1999.
[14] “TPM is a Process for Improving Equipment Effectiveness | Lean Production.”[Online]. Available: https://www.leanproduction.com/tpm.html. [Accessed: 30-Sep-2018].
[15] T.Suzuki,TPMinprocessindustries.ProductivityPress,1994.[16] A.Ichikawa,“HowtoIncorporateNewEnvironmentalManagementProblemsin
TPMActivities,”JIPMTPM,pp.13–15,1999.
[17] S. SEMI, “E79 Specification for definition and measurement of equipment

REFERENCESANDOTHERSOURCESOFINFORMATION 110
IMPLEMENTATIONOFTPMAND6SINSONAFI SIVASANGARANENADARADJANEANANDANE
productivity,”SanJose,CA,Semicond.Equip.Mater.Int.,2000.[18] J.Leflar,“„AchievingPrecisionMaintenance.‟11thTotalProductiveMaintenance
ConferenceandExposition.‟Dallas,TX,Productivity,”2000.
[19] A.Labib,“Performancemeasuresforworldclassmaintenance,”1999.
[20] A.Ginder,A.Robinson,andC.Robinson,ImplementingTPM:TheNorthAmericanExperience.1995.
[21] V.Ames,“TPMInterview,”T.Pomor.Austin,Tx,2003.[22] P. Volkert and B. Farrow, “Orchestrating the Pillars of TPM,” in 11th Total
ProductiveMaintenanceConferenceandExposition,Dallas,TX,Productivity,Inc,2000.
[23] D.Dhounchak,“REVIEWOF6SMETHODOLOGY,”Int.J.Dev.Res.,vol.07,no.08,pp.14455–14457,2017.
[24] U.Epa,“LeanandEnvironmentTrainingModule5-6S(5S+Safety),”2006.
[25] J. Gruszka, A.Misztal, J. Gruszka, and A.Misztal, “THENEW IATF 16949:2016STANDARDINTHEAUTOMOTIVESUPPLYCHAIN,”vol.7,no.4,pp.311–318,2017.
[26] “About – International Automotive Task Force.” [Online]. Available:https://www.iatfglobaloversight.org/iatf-169492016/about/.[Accessed:30-Sep-2018].
[27] “IATF 16949: Key benefits of the implementation.” [Online]. Available:https://advisera.com/16949academy/knowledgebase/key-benefits-of-iatf-16949-implementation/.[Accessed:30-Sep-2018].
[28] S.S.PedroJorgeDiasFernandes,O.naEmpresa,E.BernardoCardosoOrientadornaFEUP,andÓ.Mota,“GESTÃODEENERGIA,”Porto,2009.
[29] “ApresentaçãoCastingClinic7_06_2017.”
[30] “Sonafi - Pesquisa Google.” [Online]. Available:https://www.google.pt/maps/uv?hl=pt-PT&pb=!1s0xd246429c6006b35:0x72c157a0fb2e77d6!2m22!2m2!1i80!2i80!3m1!2i20!16m16!1b1!2m2!1m1!1e1!2m2!1m1!1e3!2m2!1m1!1e5!2m2!1m1!1e4!2m2!1m1!1e6!3m1!7e115!4s/maps/place/Sonafi/@41.2023292,-8.6087927,3a,75y,88.05h,90t/dat.[Accessed:30-Sep-2018].
[31] Cgest S.A., “Sonafi,”2018. [Online].Available:http://www.sonafi.pt/empresa/.[Accessed:19-Sep-2018].
[32] “Sonafi-sociedadeNacionalDeFundiçãoInjectadaSa-GoogleMaps.”[Online].Available: https://www.google.pt/maps/place/Sonafi-sociedade+Nacional+De+Fundição+Injectada+Sa/@41.2023319,-8.610874,17z/data=!3m1!4b1!4m5!3m4!1s0xd246429c6006b35:0x72c157a0fb2e77d6!8m2!3d41.2023319!4d-8.6086853.[Accessed:30-Sep-2018].
[33] B. Macedo, C. Marques, and C. Pereira, “Logistics Joana Casais Quality CarlaMaieiro.”
[34] “heller 2000 - Google Search.” [Online]. Available:https://www.google.com/search?hl=pt-PT&q=heller+2000&tbm=isch&source=iu&ictx=1&tbs=simg:CAESxwIJbxK6-HxSqKAauwILEKjU2AQaBAgVCAMMCxCwjKcIGmIKYAgDEiiGDYcNkxiMGN4KkhiCAY8NygqNGIY-3yboNdI1gDbpNfk2-yeGKI4oGjAOPJrC8LIR-D_1mqI31ftctj9R1uRM7ElkzuAbnxwPplDyfynhgR7.[Accessed:30-Sep-2018].
[35] T.Productive,“TPM :”

REFERENCESANDOTHERSOURCESOFINFORMATION 111
IMPLEMENTATIONOFTPMAND6SINSONAFI SIVASANGARANENADARADJANEANANDANE
[36] “3reasonstoengageineducationandtrainingprogrammesinyourworkplace|EPALE.” [Online]. Available: https://ec.europa.eu/epale/en/blog/3-reasons-engage-education-and-training-programmes-your-workplace.[Accessed:01-Oct-2018].
[37] “COLUMBUSMcKINNONCORPORATIONMIDLANDFORGEDIVISION6STrainingOverview.”
[38] “FORMAÇÃOKAIZEN6S-JAN2017R2.”.
[39] “Our Lean Vision - The Boxmaker.” [Online]. Available:http://www.boxmaker.com/lean-blog/our-lean-vision/. [Accessed: 01-Oct-2018].
[40] “maintenance management software.” [Online]. Available:https://manwinwin.com/pt/pagina-principal/.[Accessed:01-Oct-2018].
[41] M.Brannock-DirectorandA. Sbu, “CharlesBlair-RegionalAutomotiveProgramManager,”2017.
[42] “World-Class OEE – Set OEE Targets To Drive Improvement | OEE.” [Online].Available:https://www.oee.com/world-class-oee.html.[Accessed:23-Sep-2018].
[43] “Total ProductiveMaintenance (TPM),OEE,MTBF,MTTR.” [Online].Available:http://www.six-sigma-material.com/TPM.html.[Accessed:01-Oct-2018].
[44] C.Timeetal.,“OEEPocketGuide.”[45] H.RohaniandA.KamaliRoosta,“CalculatingTotalSystemAvailability.”
[46] F.Wang,W.L.-Omega,and undefined2001,“Learningcurveanalysis in totalproductivemaintenance,”Elsevier.
[47] P.Thomas,“TPM/ProductivityImprovementatAdvancedMicroDevices,”Austin,TX,2003.
[48] M.Ben-Daya, “YoumayneedRCMtoenhanceTPM implementation,” J.Qual.Maint.Eng.,vol.6,no.2,pp.82–85,Jun.2000.
[49] K.McKone, R. Schroeder, K. C.-J. of operationsmanagement, and undefined1999,“Totalproductivemaintenance:acontextualview,”Elsevier.
[50] L.Gardner,“TPMInterview,”T.Pomor.SouthPortland,ME,2003.[51] T.Hino, “MethodofEvaluating Losses fromStoppagesDue toFailures for the
PurposeofMeasuringtheEffectofMaintenance,”JIPMTPM,vol.4,pp.11–15,1998.
[52] K. Arai, TPM for the lean factory: Innovative methods and worksheets forequipmentmanagement.2017.


113
<TÍTULODATESE> <NOMEDOAUTOR>
ANNEXES
Error!Bookmarknotdefined.


ANNEXES 115
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE
6 Annexes
6.1 Annex1
CPMTracking:

ANNEXES 116
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

ANNEXES 117
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

ANNEXES 118
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

ANNEXES 119
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE

ANNEXES 120
IMPLEMENTATIONOFTPMAND6SLEANINSONAFI SIVASANGARANENADARADJANEANANDANE